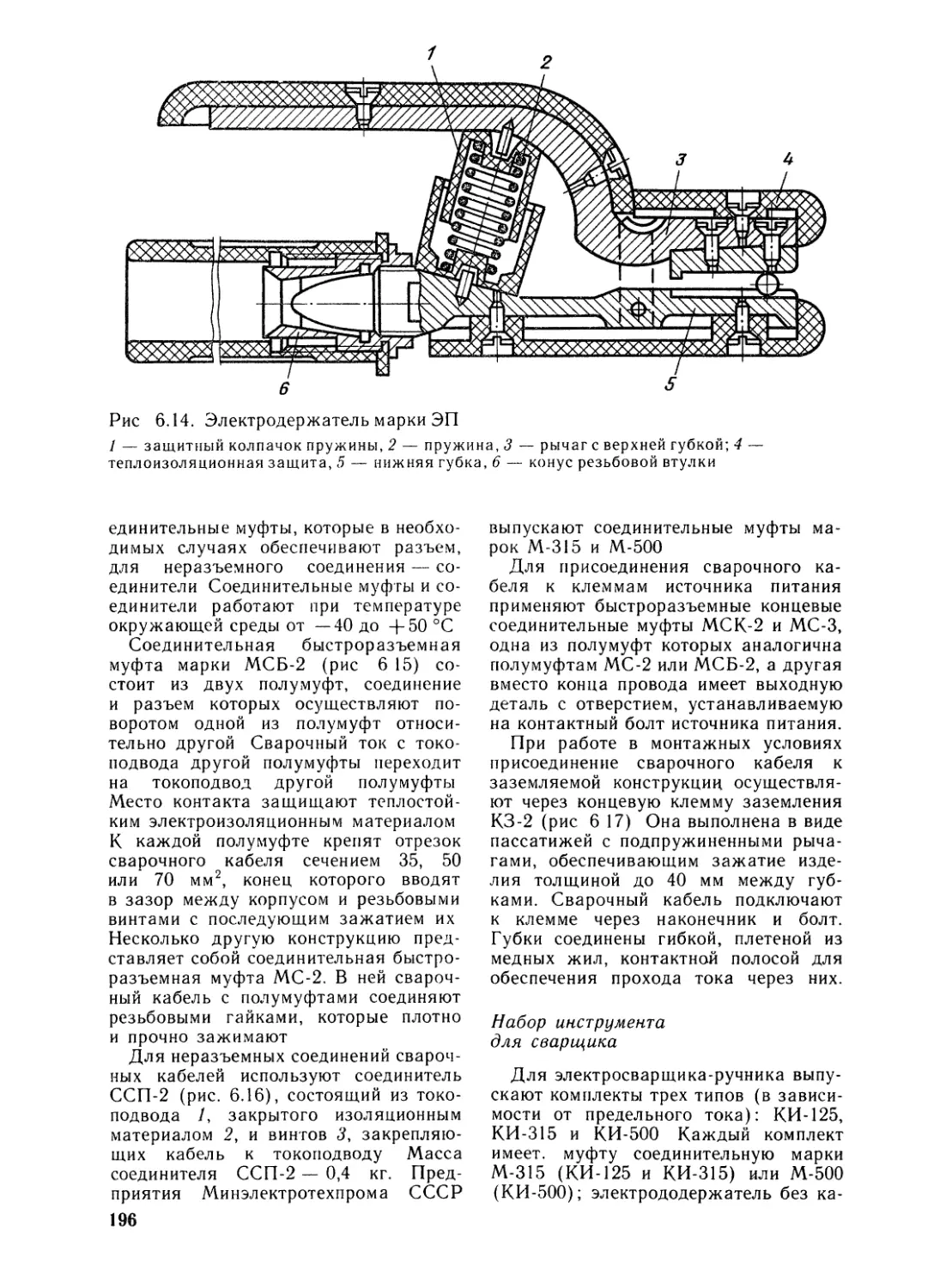
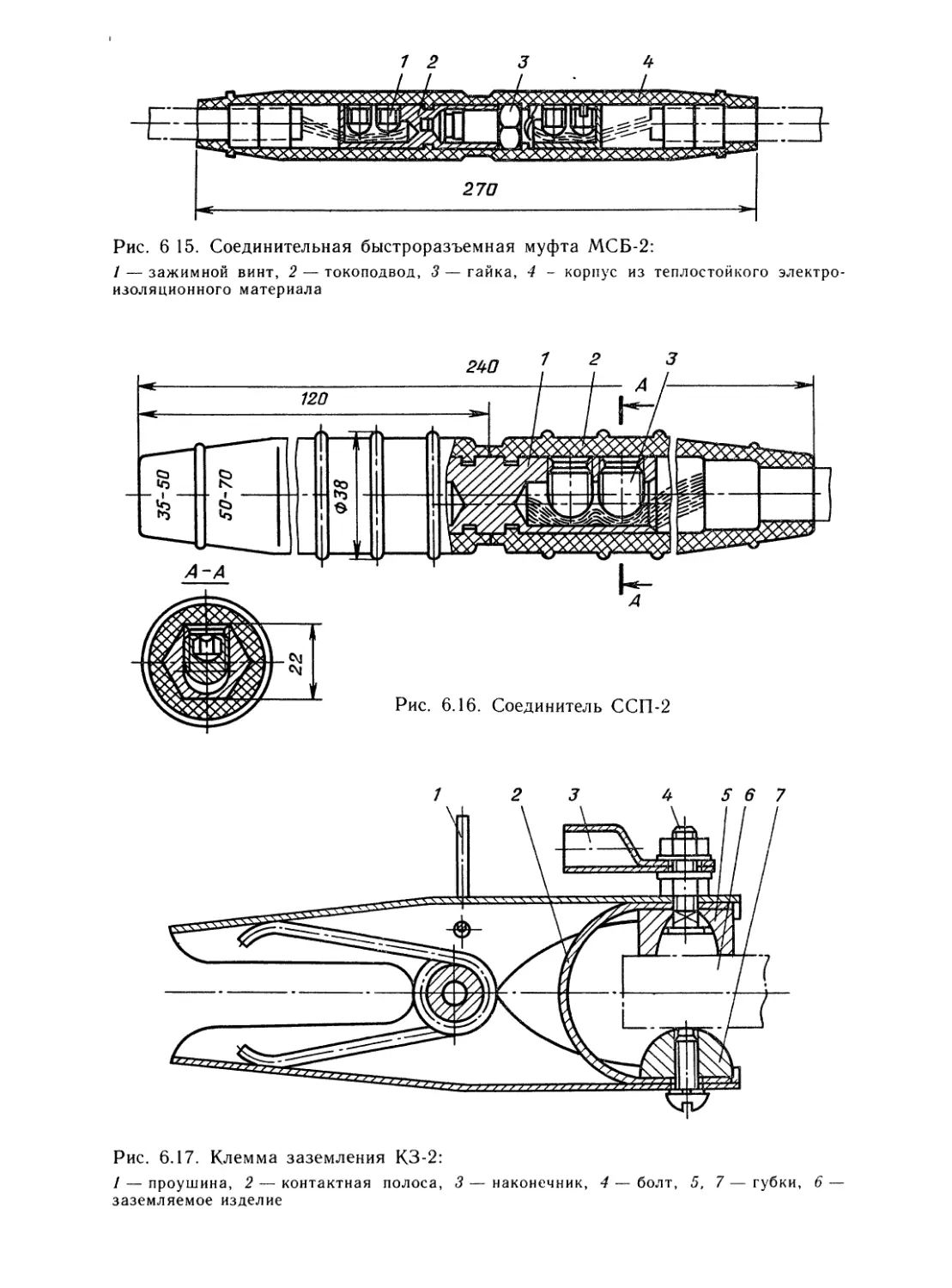
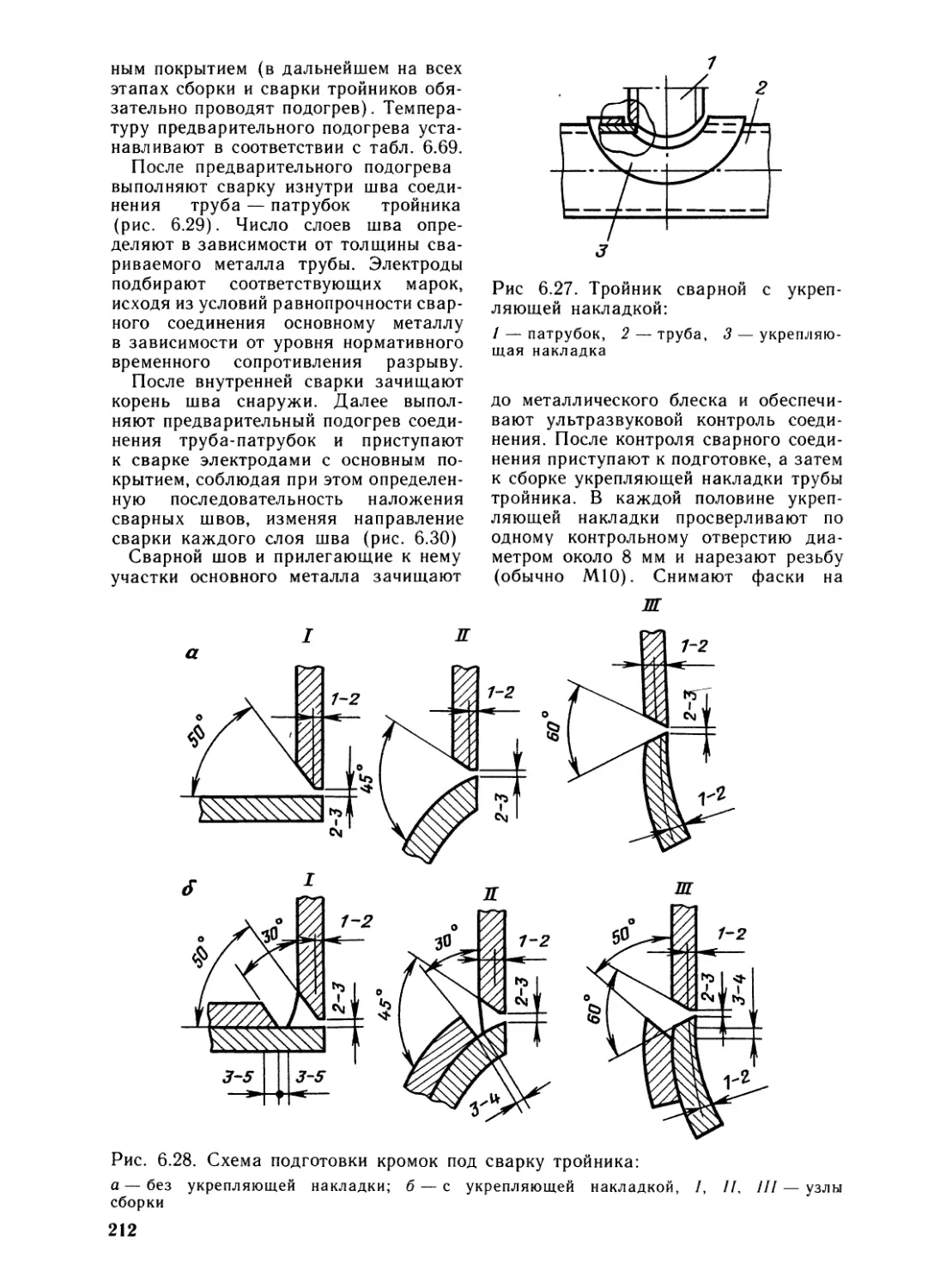
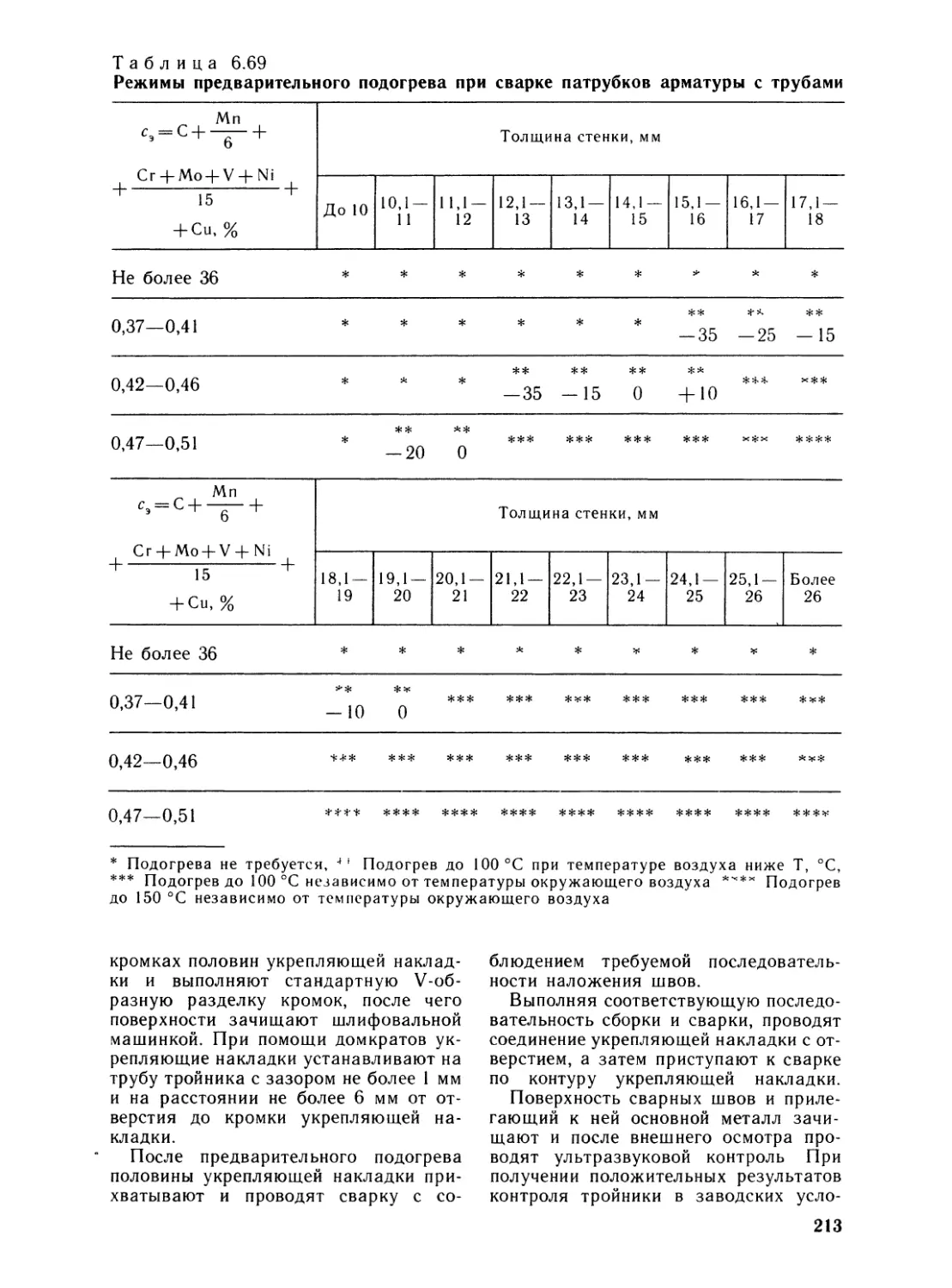
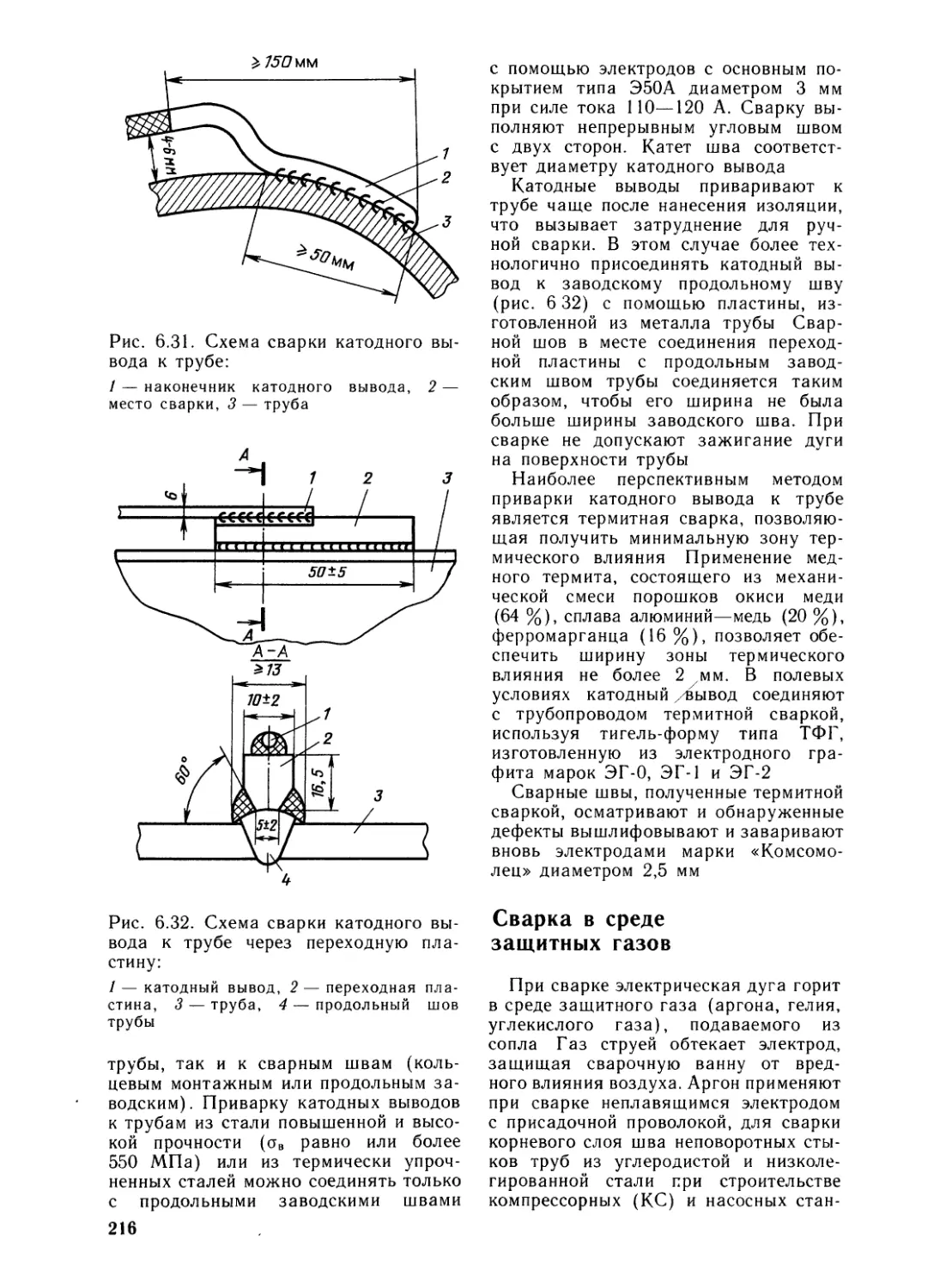
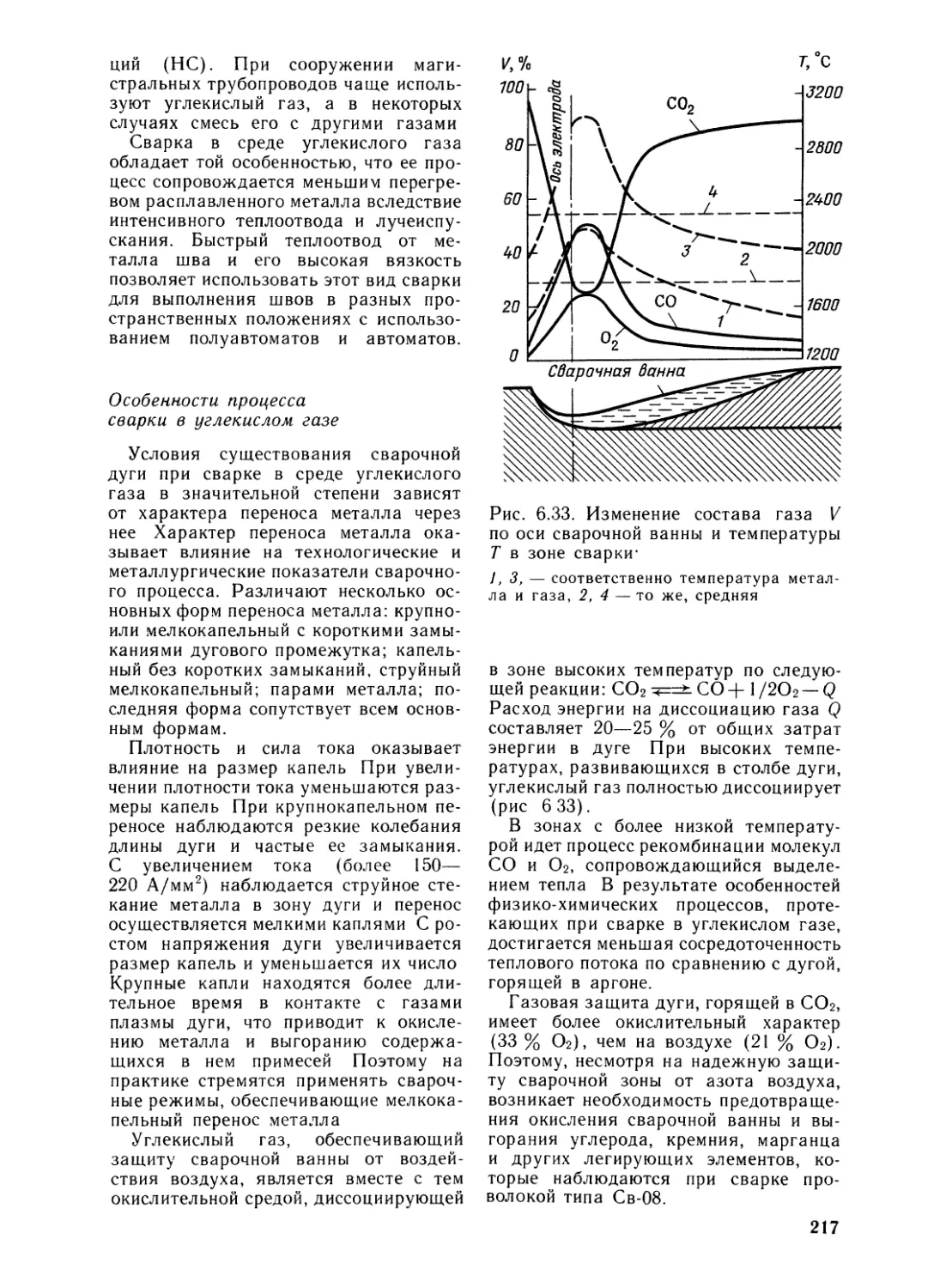
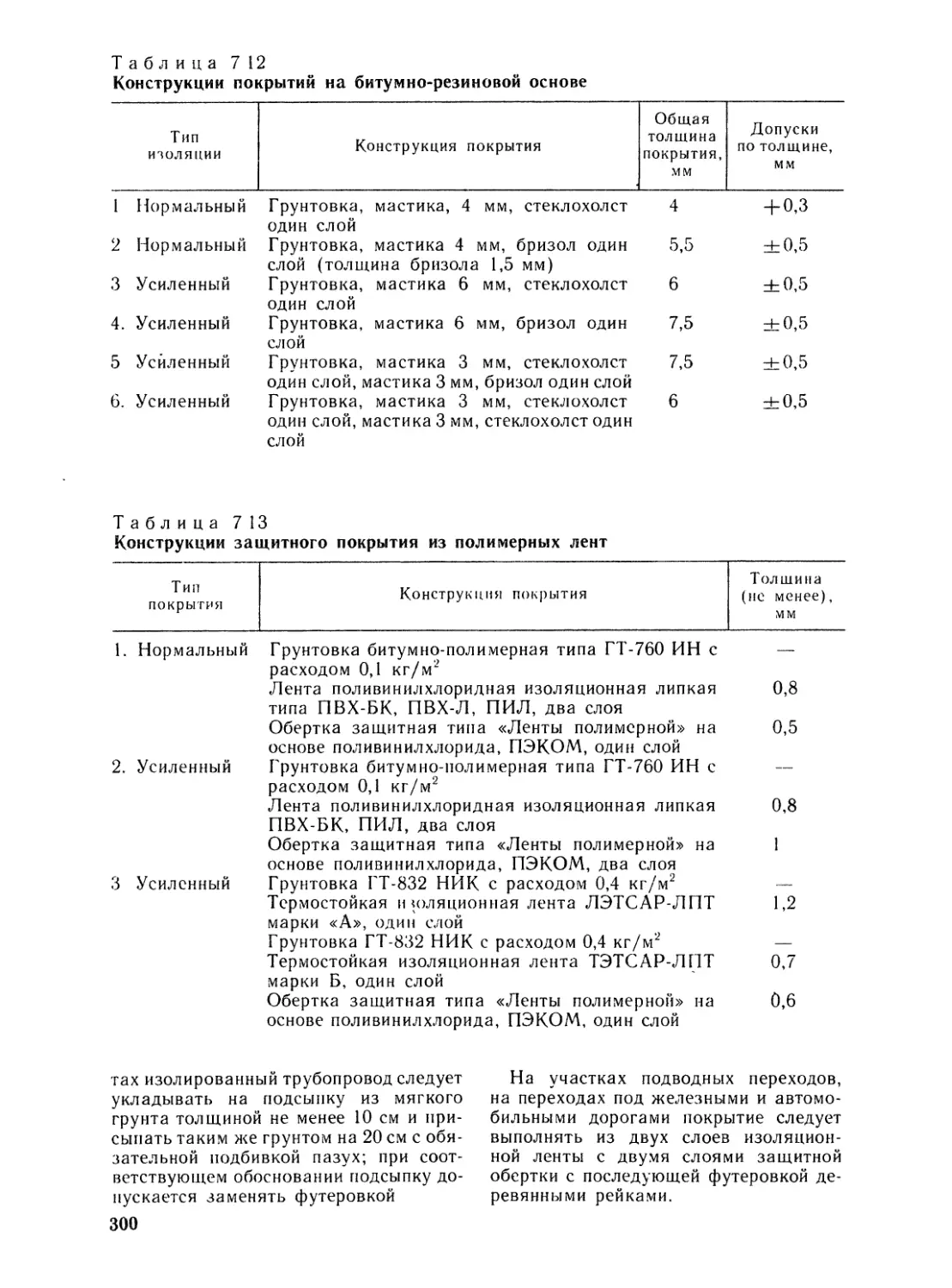
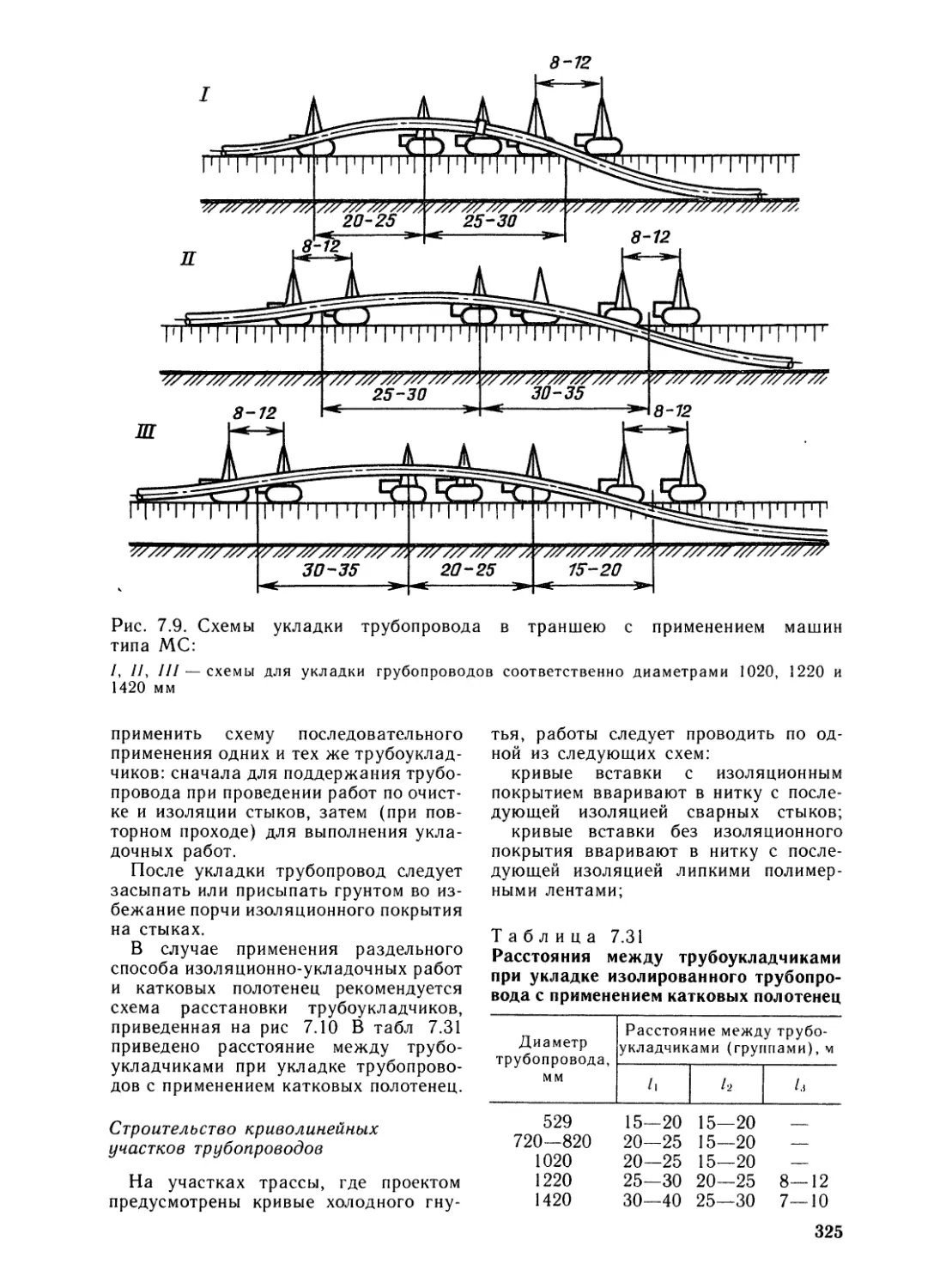
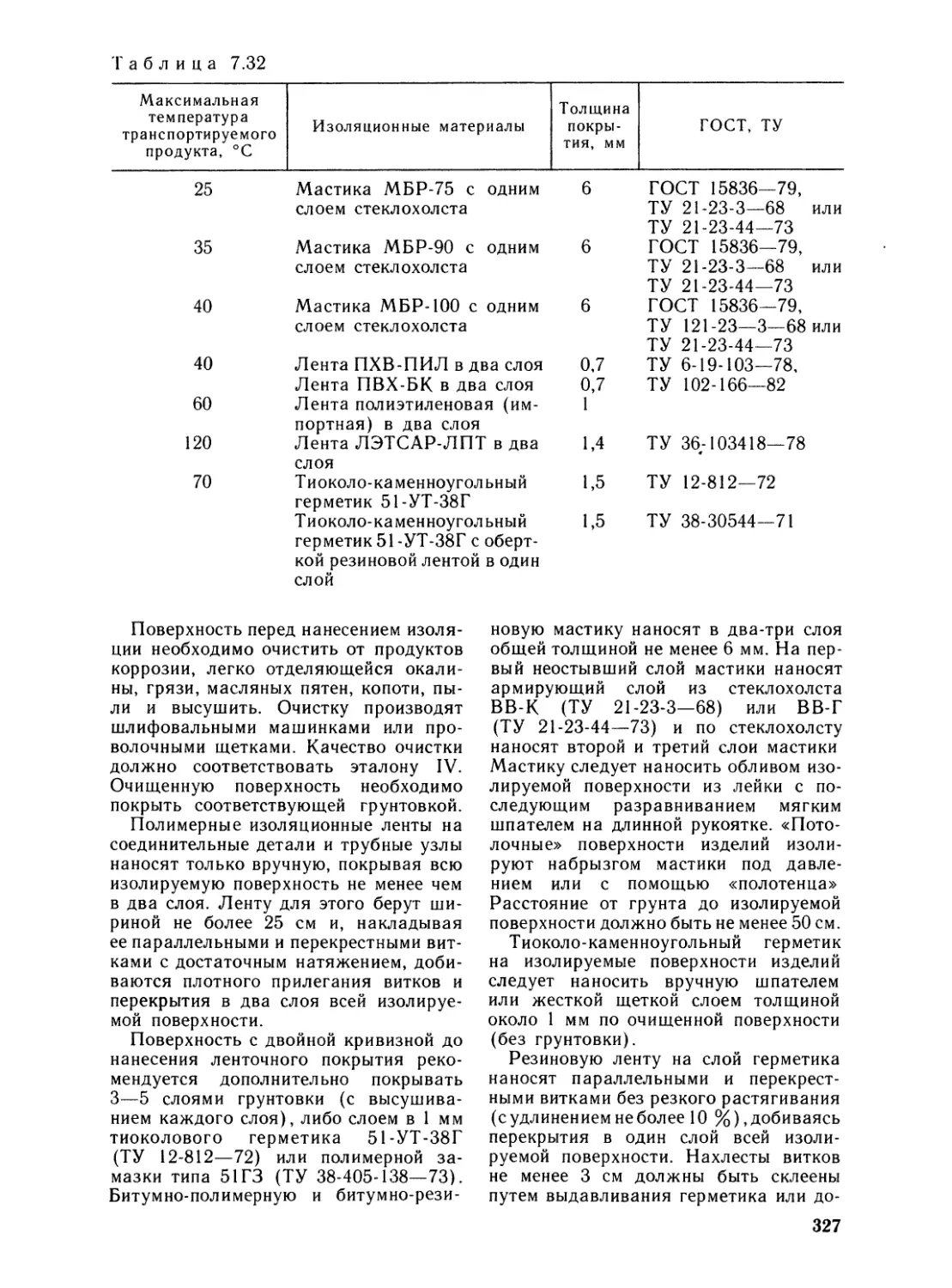
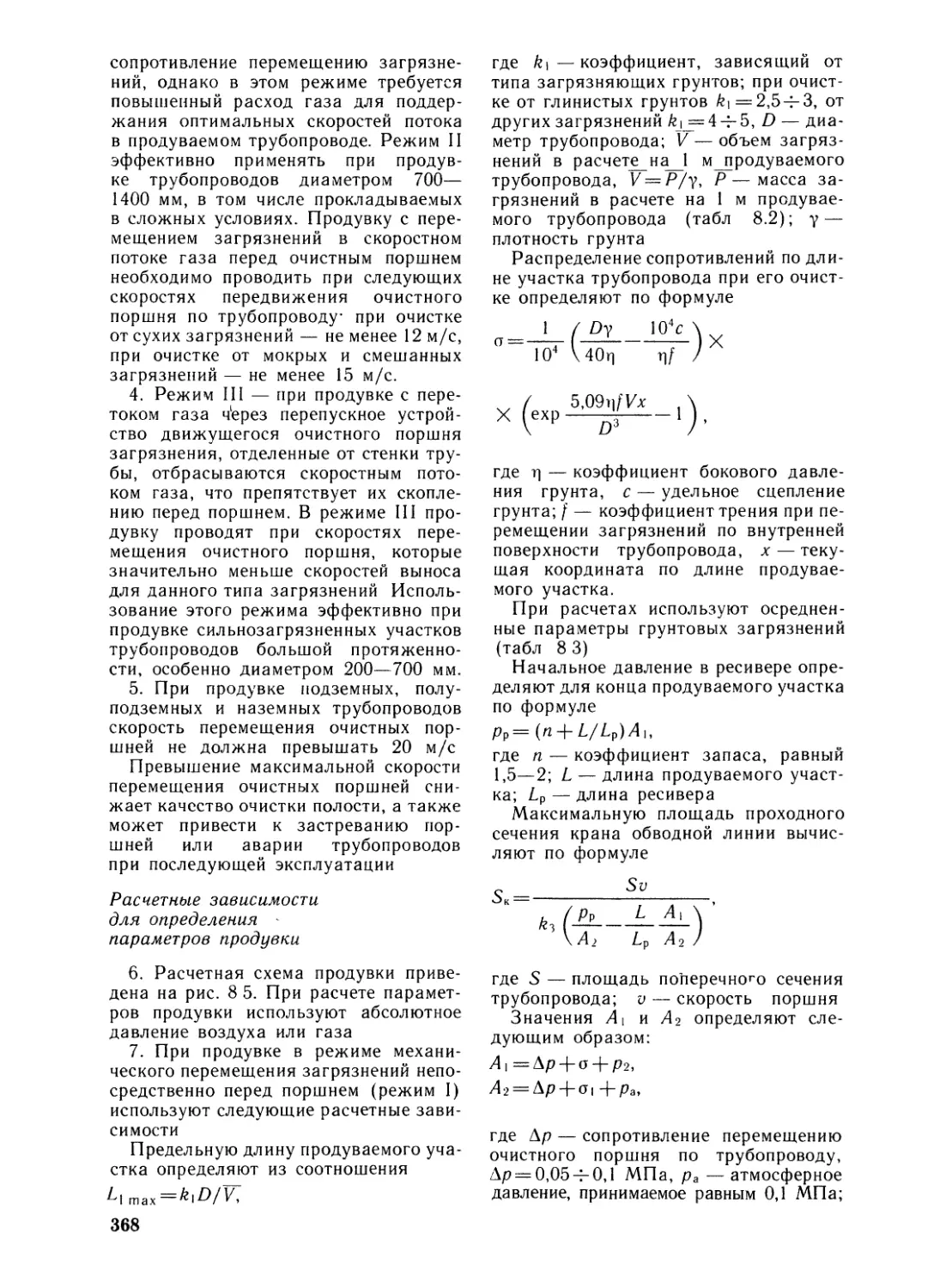
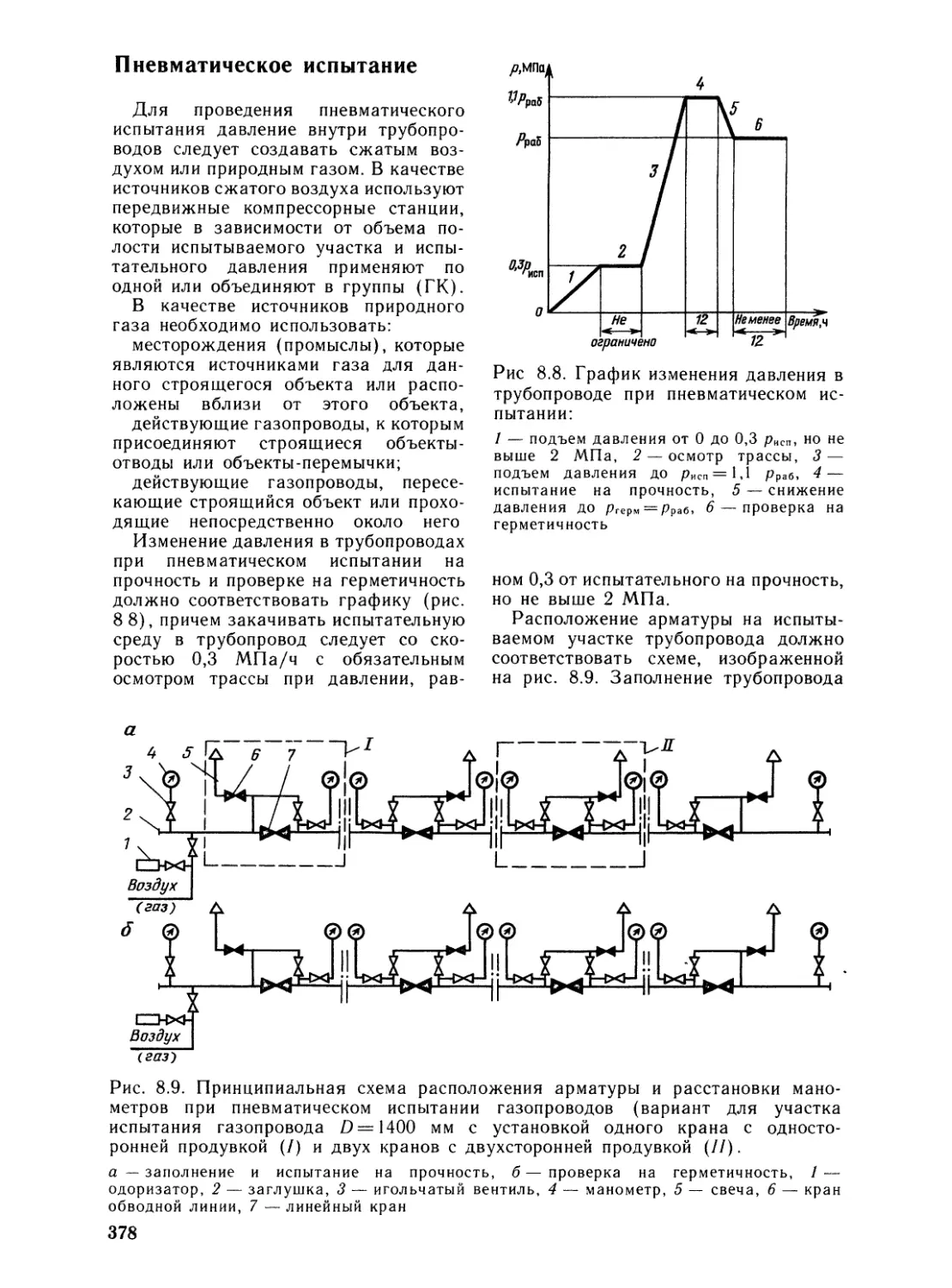
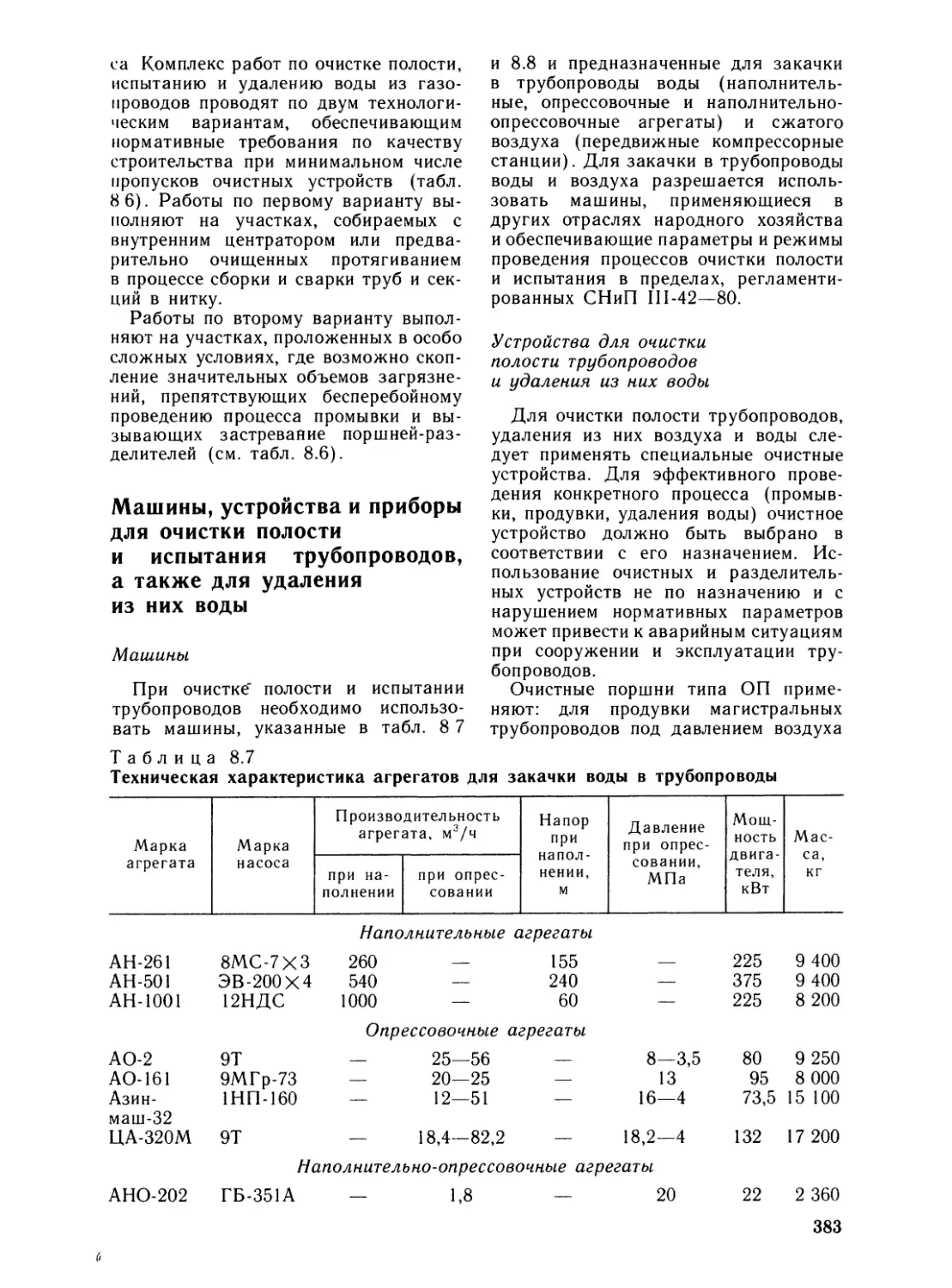
/















































































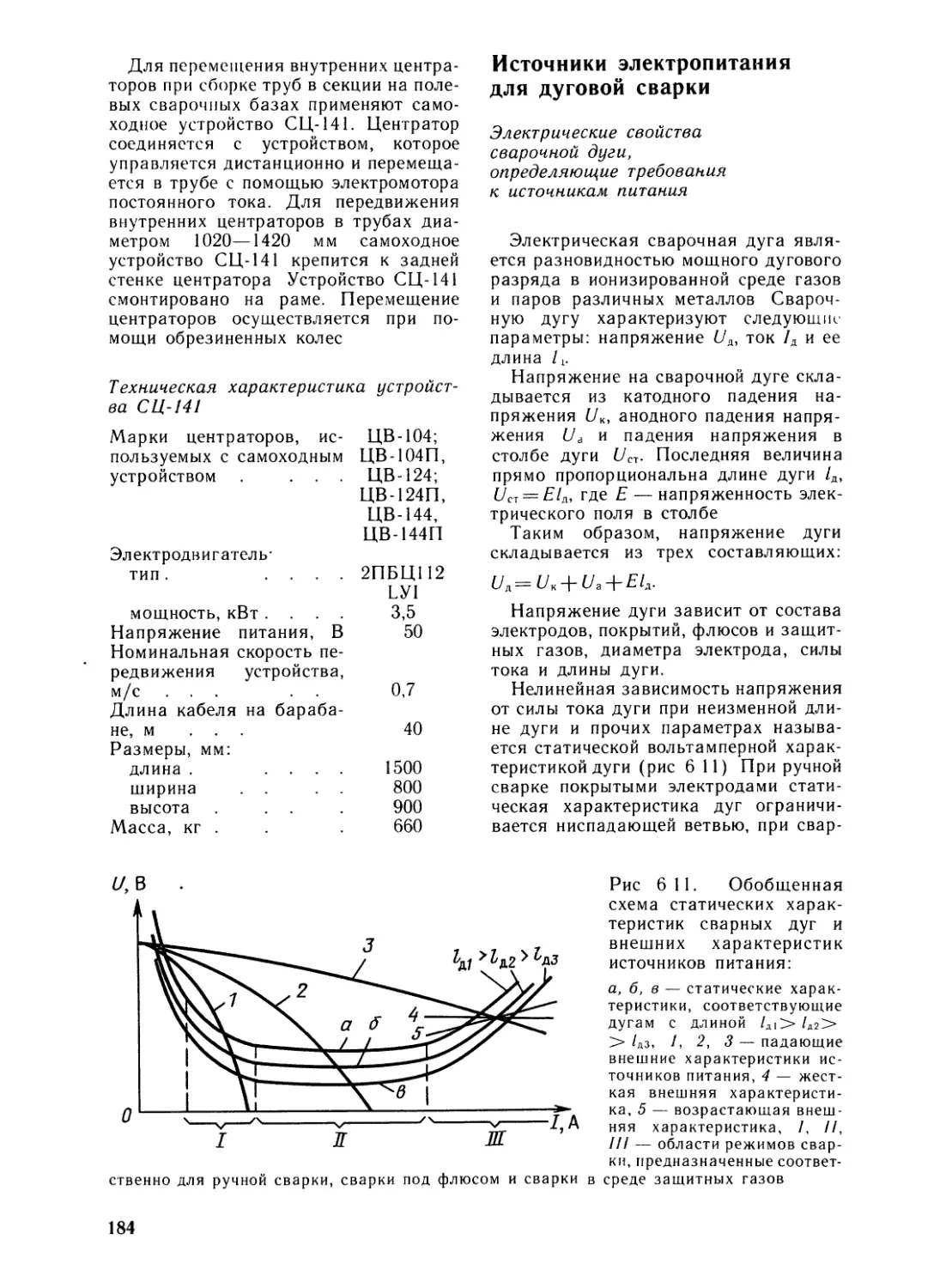



















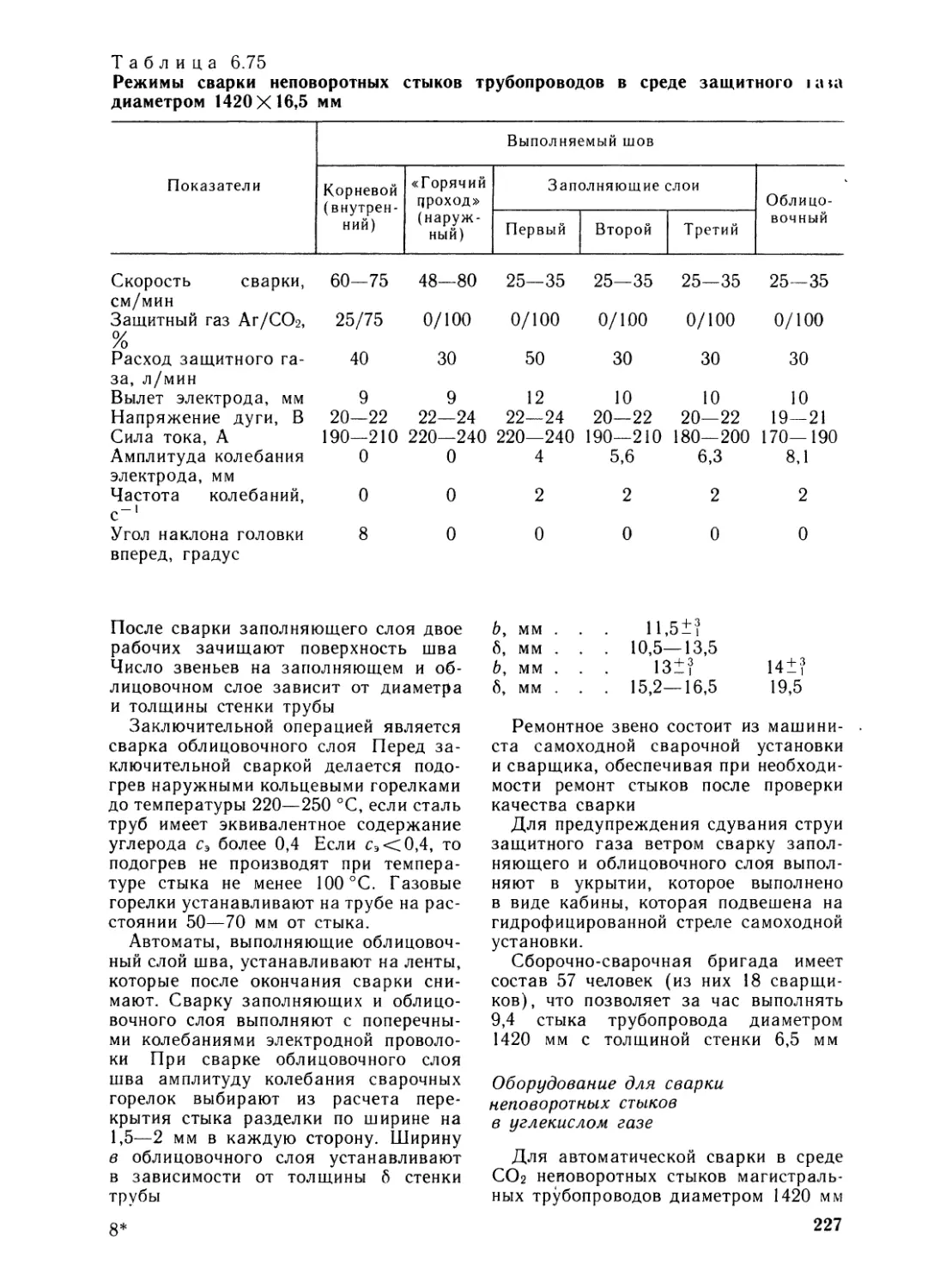








































































































Text
СТРОИТЕЛЬСТВОМАГИСТРАЛЬНЫХТРУБОПРОВОДОВСПРАВОЧНИКМОСКВА «НЕДРА» 1991
г.ькс 8U
У ЦК (122.()92.4.07п г Телегин Р М. Шакиров, М II
П Г Чщнков,В Л^Березин.Л.Г Ц в. Орехова. Л/I II Менпоков, Р Ооехов В А Шукаев, Ю. С , гРецензент В. Г. Андриенко2503010500-005 д,0_9о
-04:$(01)-91@ Коллектив авторов, К'УISBN 5-247-02149-5
Глава IКРАТКИЕ СВЕДЕНИЯ
О МАГИСТРАЛЬНЫХ ТРУБОПРОВОДАХВ общем случае магистральный тру¬
бопровод может быть определен как
инженерно-техническое сооружение,
предназначенное для непрерывного ре¬
гулируемого транспорта на значитель¬
ные расстояния больших количеств
газа, нефти, нефтепродуктов и других
продуктов. Трубопроводы промышлен¬
ного назначения как в нашей стране,
так и за рубежом начали сооружать в
60—80-х годах прошлого века. Русские
ученые и инженеры в эти годы уже
имели крупные разработки по пробле¬
мам трубопроводного транспорта По
предложению великого русского ученого
Д. И Менделеева в районе г. Баку в
1878 г. был сооружен первый нефтепро¬
мысловый трубопровод протяженностью12,5 км. К 1890 г в районе Бакинских
нефтяных промыслов уже эксплуатиро¬
валось 38 нефтепроводов общей протя¬
женностью более 300 км В 1897—
1906 гг. был проложен первый маги¬
стральный керосинопровод Баку—Ба¬
туми диаметром 203 мм и протя:^ен-
ностью 883 км. Стальные трубы керо¬
синопровода имели толщину сгенки 8 мм
и соединялись винювыми муфтами,В проектировании iiepiioio отечест¬
венного магистрального |рубопровода
принимал участие талантливый русский
инженер и ученый В I' Шухов Он рас¬
считал трубопровод на прочность и раз¬
работал графоаналитический метод
определения места расположения про¬
межуточных насосных станций, кото¬
рый применяют до сих пор Теории дви¬
жения жидкости по трубам научно обо¬
сновал известный русский ученый
проф Н. Е Жуковский В частности,
им была разработана теория (идравли-
ческого удара. К 1914 г общая про¬
тяженность трубопроводных магис¬
тралей в России составила 1357 км.Последовательный переход к строи¬
тельству магистральных трубопроводов
все болыних диаметров (325—529—
Г720—1020—1220—1420 мм) предопре¬
делил планомерное научно обоснован¬
ное совершенствование техники, тех¬
нологии, организации и управления
строительством На современном этапе
строительство магистральных трубопро¬
водов, как и строительство объектов
нефтяной и газовой промышленности в
целом, представляет собой крупную са¬
мостоятельную отрасль транспортного
строительства, которой в полной мере
присущи все основные черты пере¬
дового индустриального производства.Одновременно с количественными из¬
менениями в развитии трубопровод¬
ного транспорта в СССР, и прежде
всего в развитии газотранспортной
сети, произошли и качественные изме¬
нения: от строительства отдельных тру¬
бопроводов осуществлен переход к
строительству Единой системы газо¬
снабжения страны, в основе которой
лежит объединение добычи, транспорти¬
ровки, переработки и использования
газа, т. е комплексное единство газо¬
вых промыслов, магистральных газо¬
проводов (линейная часть и наземные
сосредоточенные объекты), подземных
газохранилищ, газораспределительных
станций, пунктов и сетей, доводящих
газ до потребителей. В настоящее
время в СССР функционируют де¬
сять региональных систем газоснаб¬
женияСтруктура и развитие нефтепровод¬
ной сети в СССР определяются геогра¬
фическим размещением районов добычи
нефти и ее потребителей (нефтеперера¬
батывающих и других предприятий)
при обязательном учете рационального
распределения перевозок нефти между
различными видами транспорта. Основ¬
ные требования к транспортировке неф¬
ти — рациональное освоение ее потоков
(т е. сооружение нефтепроводов до¬
статочной пропускной способности),
соблюдение в сети нефтепроводов рас¬
четных пропорции iij)n испольковании
труб рачличиых ди^1мстров и магистри-
ли.^ации систем неф юироводов.Назначение» состав
и классификация
магистральных трубопроводовК магистральным трубопроводам
относятся трубопроводы и ответвле¬
ния (отводы) от них диаметром до
1420 мм включительно с избыточным
давлением транспортируемого продук¬
та не выше 10 МПа, предназначенные
для транспортировки:природного или нефтяного углево¬
дородного газа из районов их добычи
(от головных компрессорных станций)
до мест потребления (газораспредели¬
тельных станций городов и населен¬
ных пунктов);искусственного углеводородного газа
от мест его производства (заводов по
производству искусственного углеводо¬
родного газа) до мест его потребле¬
ния (газораспределительных станций
городов и населенных пунктов),
сжиженных углеводородных газов
(пропана, бутана и их смесей) и дру-
1ИХ сжиженных углеводородов с упру-
|’остью насыид,енных паров не выше
1,6 МПа при температуре 45 °С из мест
их производства (заводов по сжиже¬
нию природных и искусственных угле¬
водородных газов) до мест потребле¬
ния (перевалочных баз, пунктов налива,
промышленных и сельскохозяйственных
предприятий, портов, газораздаточных
станций, пусковых баз),нефти из районов ее добычи (от
головных перекачивающих насосных
станций) до мест потребления (нефте¬
баз, перевалочных баз, нефтеперераба¬
тывающих заводов или нефтехими¬
ческих комплексов, пунктов налива,
отдельных нромышлен11ых предприятий
и портов);нефтепродуктов от мест их произ¬
водства (нефтеперерабатывающих за¬
водов или нефтехимических комплек¬
сов) до мест потребления (нефтебаз,
перевалочных баз, пунктов налива, от¬
дельных промышленных предприятий и
пор той),1()1$;11)И()й продукции в пределах ю-
ловпыч II промежуточных газокомпрес-
сортлх, неф те- и нефтепродуктопере¬качивающих насосных ^ i.imuiii. i i.iii
ций 1Юдземного хранения i.n.i, i,i iop.ic-
пределительных станций, камерных
пунктовВ состав подземного ма! ист рально! о
газопровода входят линейная час1ь и
наземные объекты На газовом про¬
мысле газ от скважин под действием
пластового давления по сборным инди¬
видуальным газопроводам поступает на
газосборные пункты, где его первично
замеряют и при необходимости реду¬
цируют,^ От газосборных пунктов газ
направляется в промысловый газосбор¬
ный коллектор, а по нему — на голов¬
ные сооружения — установку комплекс¬
ной подготовки газа (УКПГ), на кото¬
рых его очищают, обезвоживают, вто¬
рично замеряют и доводят до товар¬
ной кондиции На головной компрес¬
сорной станции газ газодроби.тьными
агрегатами компримируется до номи¬
нального рабочего даЕзления (7,5 МПа),
а затем поступает в линейную часть
магистрального газопровода, к которой
относятся* собственно ма1ист[)альный
газопровод с линейной арматурой,
переходами через естестгзенные и ис¬
кусственные преграды, .тиниями техно¬
логической связи и“электропередачи,
вдольтрассовыми и подъездными доро¬
гами, защитными сооружениями, отво¬
дами к промежуточным потребителям,
водо- и конденсатосборниками, систе¬
мой электрохимической защиты. К ли¬
нейной части магистрального газопро¬
вода относятся также лупинги, склады
аварийного запаса труб, вертолетные
площадки и дома линейщ^гх ремонте-
ров-связистов
\J К наземным объектам м<пистраль-
ного газопровода относятся компрес¬
сорные и газораспределительные стан¬
ции Основные сооружения компрессор¬
ной станции (КС) — компрессорный
цех, ремонтно- и служебно-эксплуата¬
ционные блоки, площадка п1>!леулови-
телей, градирня, резервуар для воды,
масляное хозяйство, установки охлаж¬
дения газа и др. При КС, как правило,
сооружают жилой поселок Нередко
головные сооружения и головная комп¬
рессорная станция (ГКС) представ¬
ляют собой единый площадочный
комплекс. Компрессорные станции от¬
стоят одна от другой на расстоянии
120 — 150 км. На га юраспределитель-
ных станциях (ГРС) поступающий газ
дополнительно обезвоживают, очища¬
ют, редуцируют до высокого давления
(1,2 МПа по классификации город¬
ских газопроводов), одоризируют, заме¬
ряют и распределяют по трубопрово¬
дам отдельных потребителей или их
группамПодземные хранилища газа (ПХГ)
с КС (или без них) предназначены
для регулирования сезонной неравно¬
мерности потребления газа: летом в них
накапливают, а зимой подают потреби¬
телям. Газ закачивают обычно либо
в водоносные горизонты пористых по¬
род, либо в выработанные нефтяные и
газовые месторождения, либо в спе¬
циально разработанные (вымытые)
хранилища в солых отложениях зна¬
чительной мощности. Подземные храни¬
лища газа сооружают вблизи крупных
городов и промышленных центров.Состав магистрального нефтепровода
несколько отличается от состава маги¬
стрального газопровода. Нефть из сква¬
жин по индивидуальным нефтепрово¬
дам поступает на пефтесборные пункты,
а оттуда по нефтесборным трубопрово¬
дам на головные сооружения — уста¬
новку комплексной подготовки нефти
(УКПН), на которых она отстаивается,
обезвоживается, отделяется от неф¬
тяного газа и т д. Отсюда нефть
подается на головную насосную стан¬
цию (ГНС), а затем в магистральный
нефтепровод. 'Промежуточными насос¬
ными станциями (ПНС) нефть пере¬
качивается до конечной насосной стан¬
ции (КНС), а затем потребителю Пе¬
риодически внутреннюю полость нефте¬
провода по отдель11ым ого участкам
очищают от оседающих на его стенках
загрязнений и парафипа специально
пропускаемым по ходу перекачки нефти
скребком. Перекачиваемую нефть заме¬
ряют на УКПН и всех пасосных стан¬
циях (НС).Состав магистрального пе(|)тепролук-
топровода (например, бепзинопровода)
в основном аналогичен соечаву нефте¬
провода. Отличие заключается только
в том, что нефтепродуктонровод имеет
большое число отводов к нефюбазам.Магистральные газопроводы в зави¬
симости от номинального рабочего дав¬
ления рраб на входе КС подразделяются
на два класса; I — от 2,5 до 10 МПа
включительно; II — от 1,2 до 2,5 МПа
включительно. Магистральные нефте- и
нефтепродуктопроводы в зависимости
от условного диаметра подразделяютсяна четыре класса. I — от 1000 до
1400 мм; II — от 500 до 1000 мм;
III — от 300 до 500 мм, IV — менее
300 мм.Конструктивные решения
магистральных трубопроводовVМагистральные трубопроводы, как
правило, прокладывают подземно.
В исключительных случаях трубопро¬
воды могут быть проложены по поверх¬
ности земли в насыпи (наземно) или
на опорах (надземно). Такие прокладки
допускаются в пустынях, горах, боло¬
тах, на вечномерзлых и неустойчивых
грунтах, на переходах через естествен¬
ные и искусственные препятствия.Прокладка трубопровода осущест¬
вляется одиночно или в составе парал¬
лельных трубопроводов в общем техни¬
ческом коридоре. Число ниток в техни¬
ческом коридоре регламентируется
предельным количеством суммарного
объема транспортируемого продукта.Глубина заложения трубопроводов
(от верха трубы) зависит от диаметра,
характеристик грунтов местности и
должна быть не менее (в м):При условном диаметре менее1000 мм . . 0,8При условном диаметре 1000 мми более 1На болотах и торфяных грун¬
тах, подлежащих осушению 1,1
В песчаных барханах (считая от
межбарханных впадин) .... 1
В скальных грунтах, болотистой
местности при отсутствии проез¬
да автотранспорта и сельскохо¬
зяйственных машин 0,6На пахотных и орошаемых зем¬
лях . . 1При пересечении искусственных
каналов (от дна канала) . . 1,1Заглубление при наличии балласти¬
рующих устройств считается от поверх¬
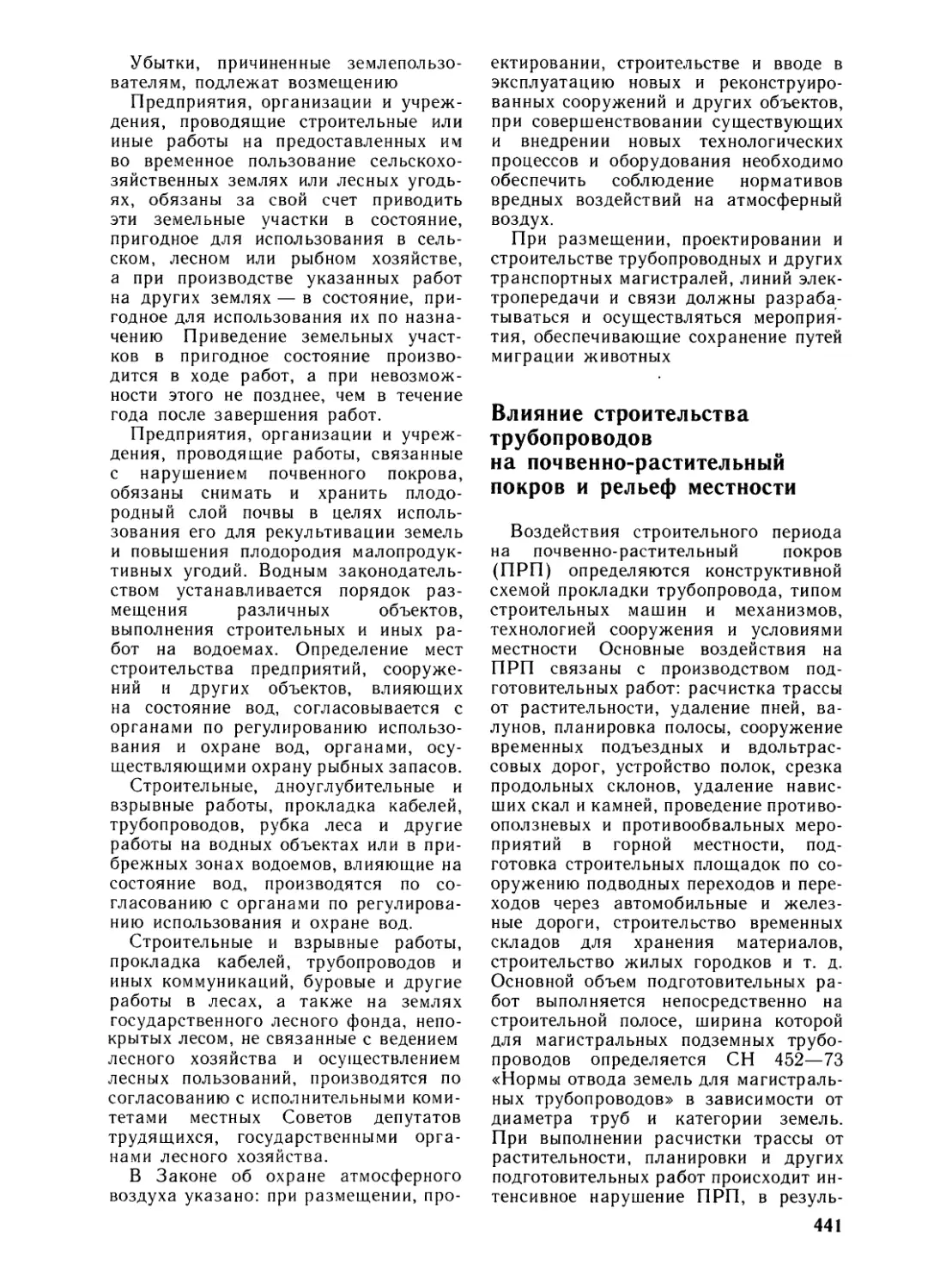
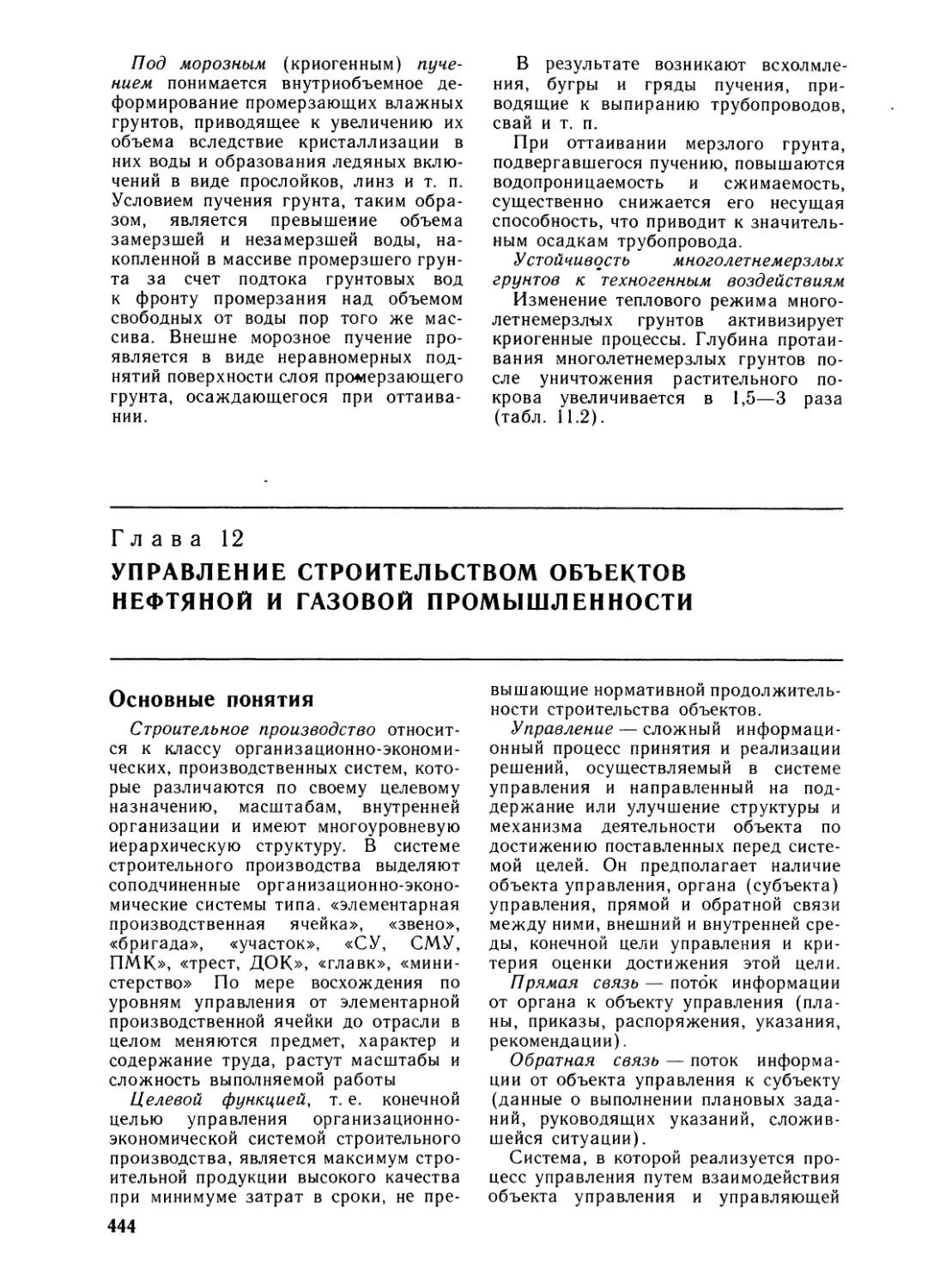
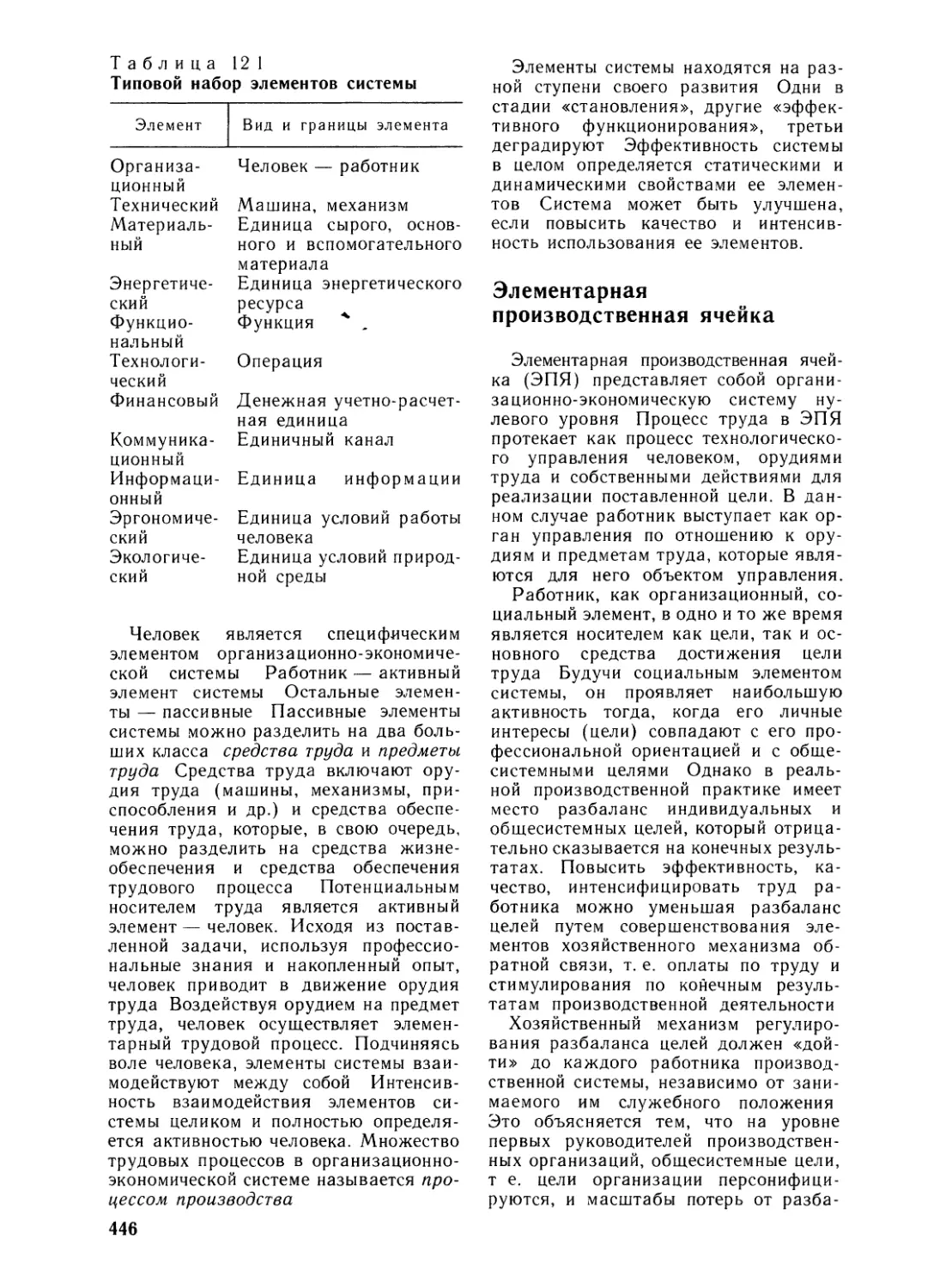
ности земли до верха балласта.Конструктивные решения трубопро¬
водов зависят от класса трубопровода,
категорий трубопровода и категории
участка трубопровода Категории ма¬
гистральных трубопроводов принимают
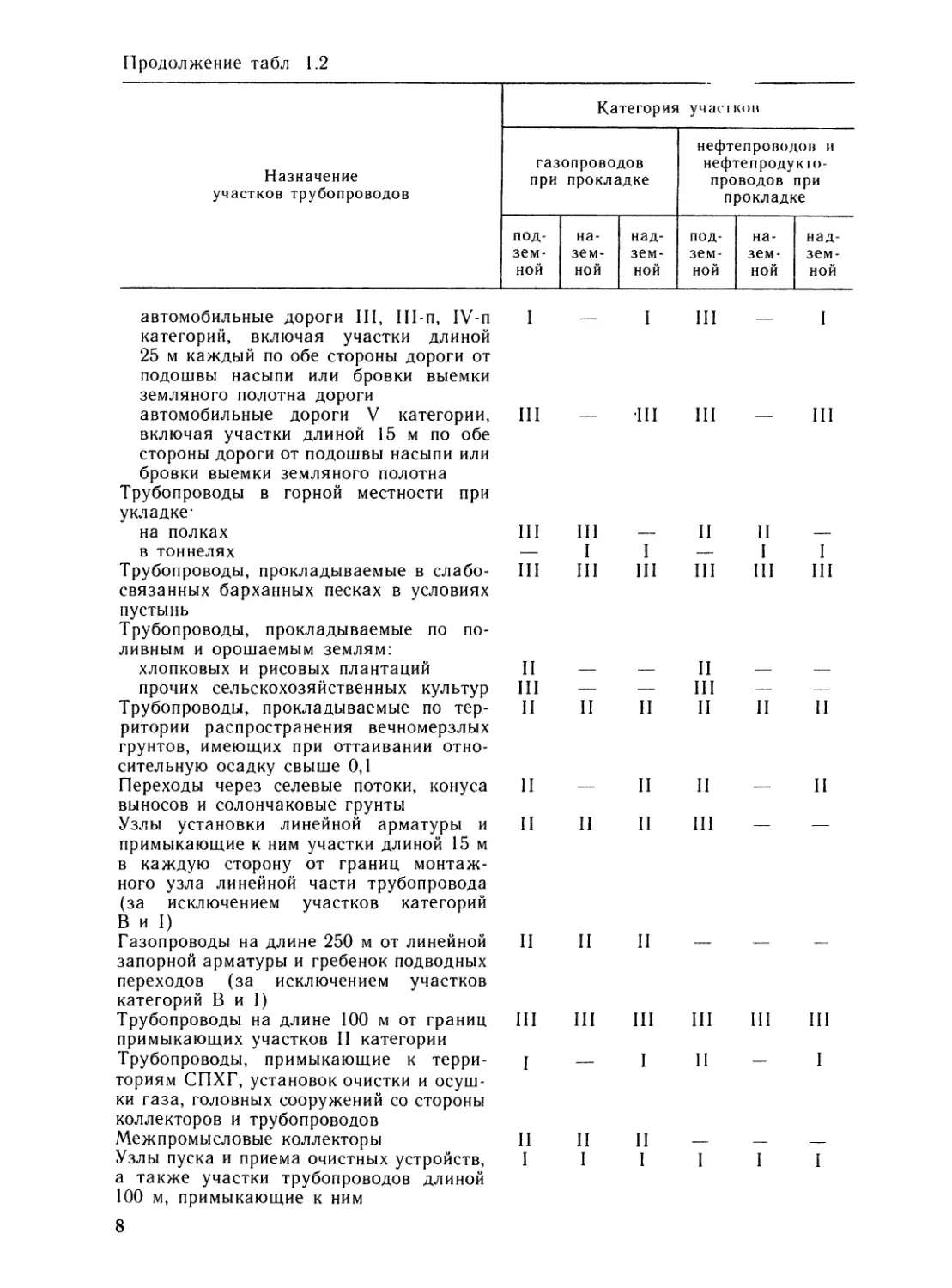
по табл 1 1Категории участков магистральных
трубопроводов принимают по табл. 1.2.
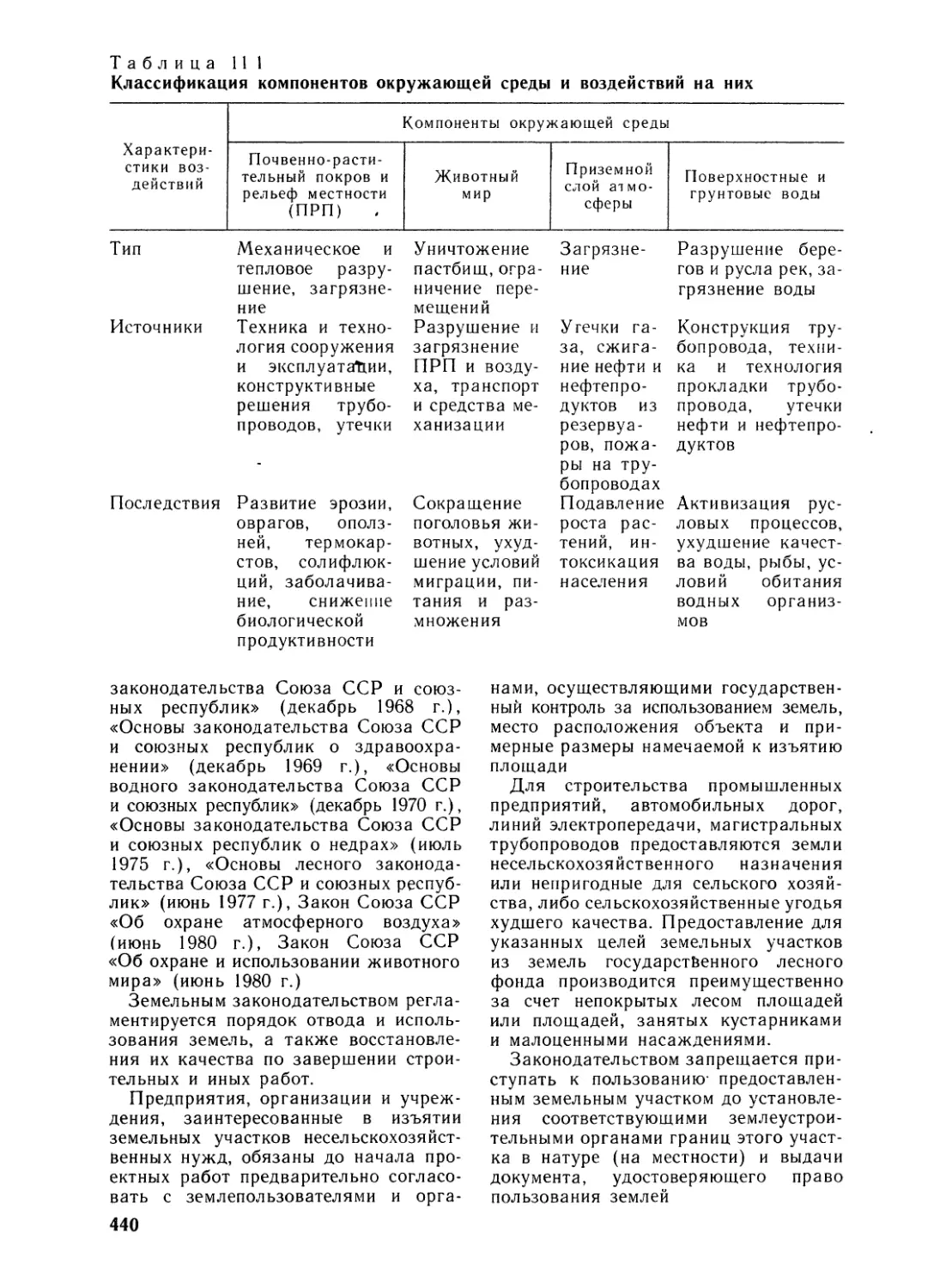
Таблица 11Категории магистральных трубопро¬
водовНазначениеКатегория трубо¬
провода при
прокладкетрубопроводапод¬земнойназемной
и над¬
земнойДля транспорти¬
рования природно¬
го газа-диаметром ме¬
нее 1200 ммIVIIIдиаметром
1200 мм и болееIIIIIIв северной стро-
ительно-клима-
тической зоне
Для транспорти¬
рования нефти и
нефтепродуктовIIIIIIдиаметром ме¬
нее 700 ммIVIIIдиаметром
700 мм и болееIIIIIIв северной стро-
ительно-клима-
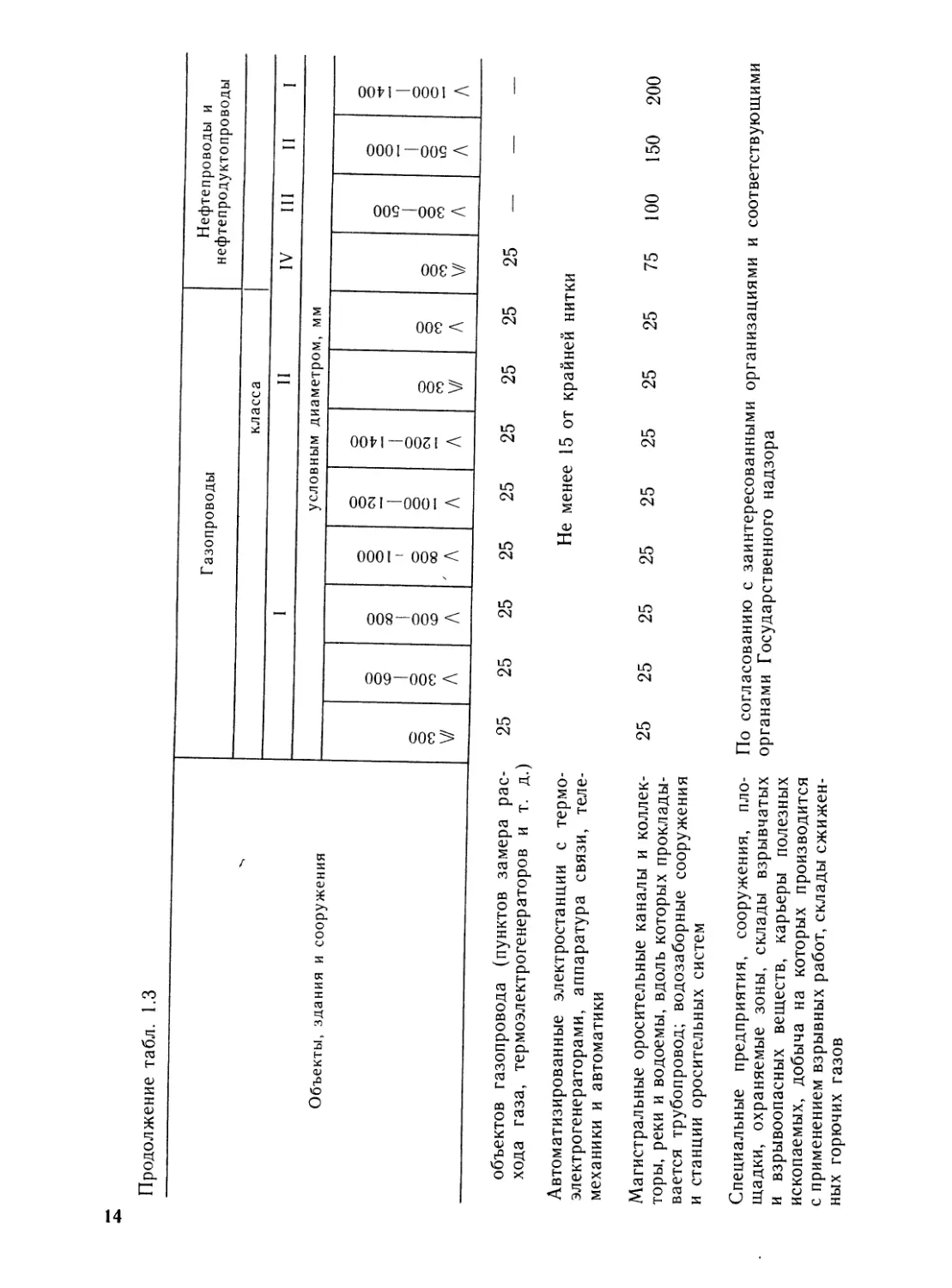
тической зонеIIIIIIРасстояния от оси подh'mii1)1x и на¬
земных (в насыпи) трубопроводов до
населенных пунктов, отдельных про¬
мышленных и сельскохозяйственных
предприятий, зданий и сооружений
должны приниматься в зависимости ог
класса и диаметра трубопроводов,
степени ответственности объектов и не¬
обходимости обеспечения их безопас¬
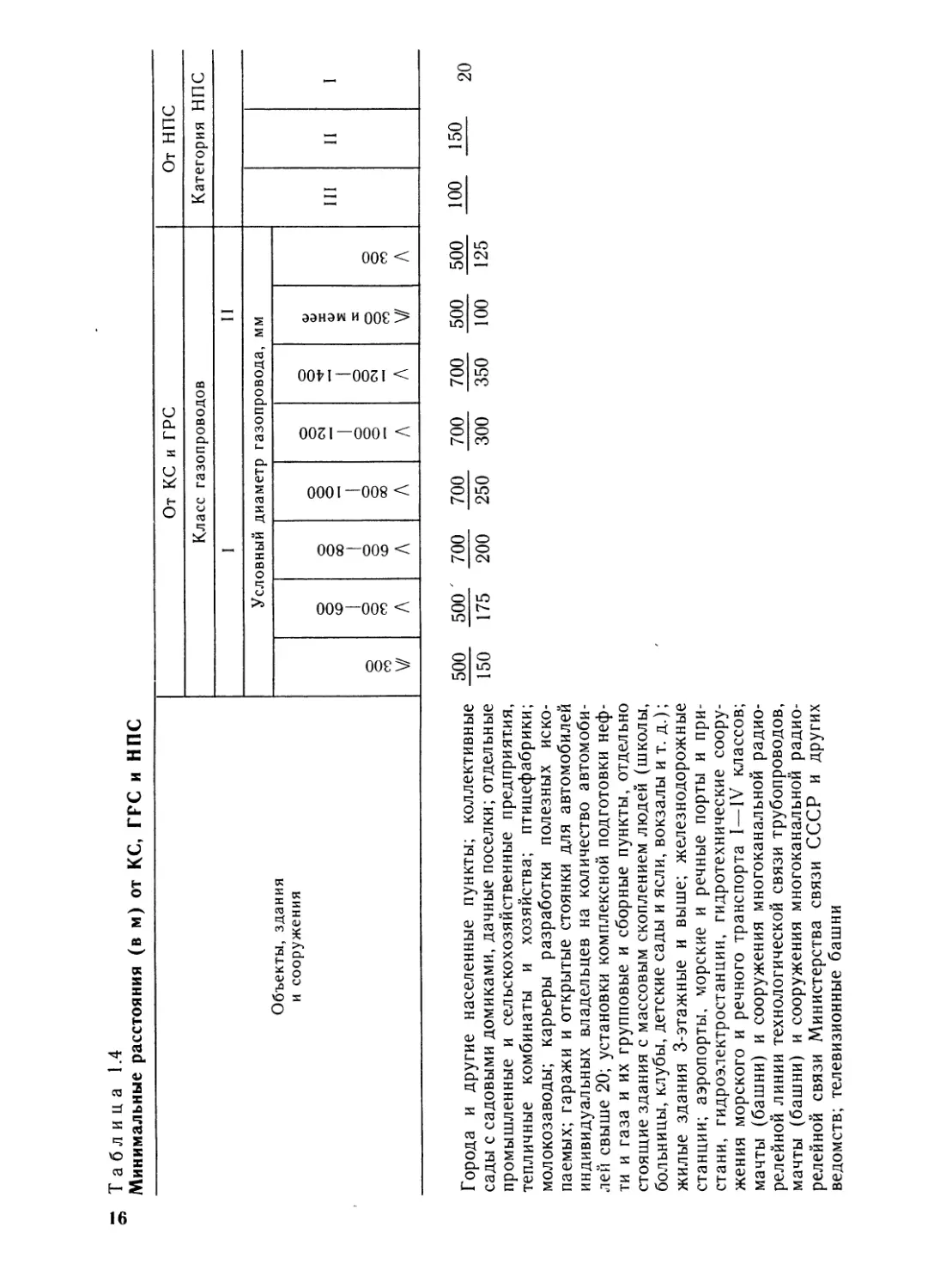
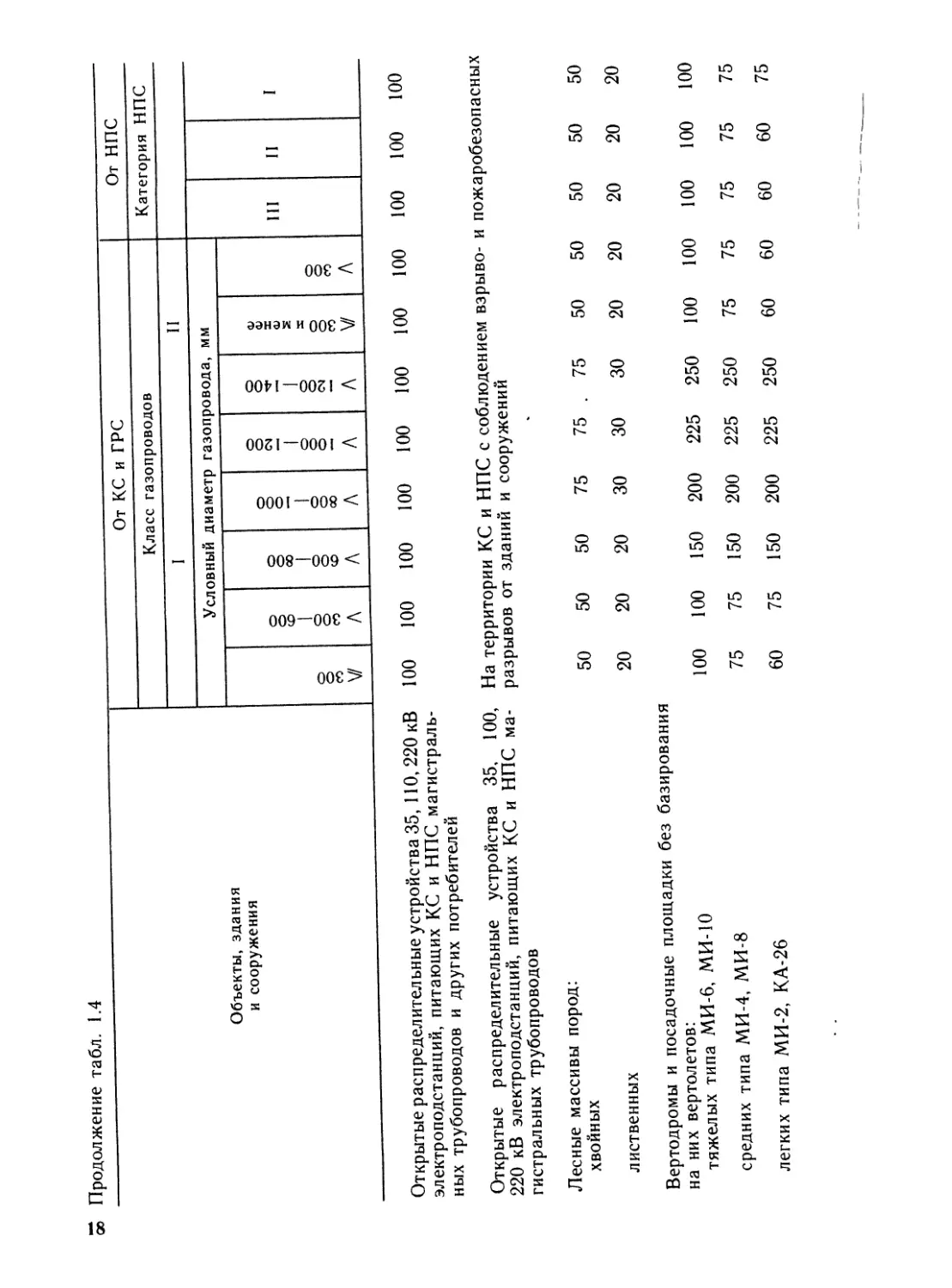
ности.Расстояния от КС, ГРС, НПС газо¬
проводов, нефтепроводов, нсфтепро-
дуктопроводов или ’конденсатопроводов
до населенных пунктов, промышленных
предприятий, зданий и сооружений сле¬
дует принимать в зависимости от
класса и диаметра газопровода и кате¬
гории нефтеперекачивающих насосных
станций и необходимости обеспечения
их безопасности, но не менее значе¬
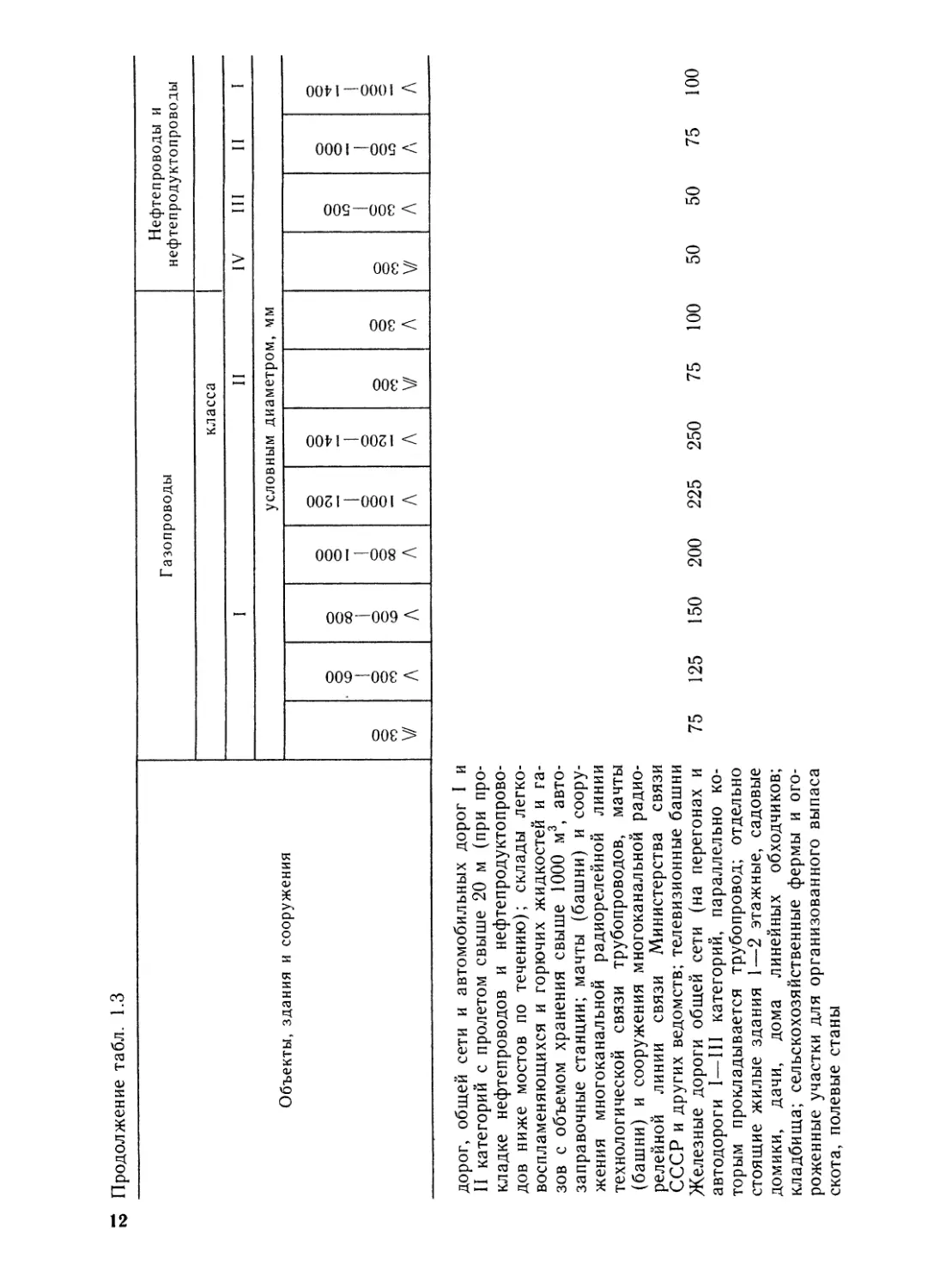
ний, указанных в табл. 1 3 и 14Расстояния между параллельными
нитками трубопроводов (при одно¬
временном строительстве и строитель¬
стве параллельно действующему трубо¬
проводу), прокладываемых в одном
техническом корридоре в районах За¬
падной Сибири и Крайнего севера в
грунтах, теряющих при оттаивании не¬
сущую способность (в вечномерзлых
грунтах), следует принимать из усло¬
вий технологии поточного строительст-Таблица 1.2Категории участков магистральных трубопроводовКатегория участковнефтепроводов иНазначение
участков трубопроводовгазопроводовнефтепродукто-припрокладкепроводов при
прокладкепод¬на¬над¬под¬на¬над¬зем¬зем¬зем¬зем¬зем¬зем¬нойнойнойнойнойнойПереходы через водные преградысудоходные — в русловой части и при¬
брежные участки длиной не менее 25 м
каждый (от среднемеженного горизон¬
та воды) при диаметре трубопровода,
мм:1000 и более '
менее 1000
несудоходные шириной зеркала воды
в межень 25 м и более — в русловой
части и прибрежные участки длиной— I
продолжение табл 1.2Категория участковНазначение
участков трубопроводовгазопроводов
при прокладкенефтепроводов и
нефтепродукто-
проводов при
прокладкепод¬зем¬нойна¬зем¬нойнад¬зем¬нойпод¬зем¬нойна¬зем¬нойнад¬зем¬нойне менее 25 м каждый (от среднемежен¬
ного горизонта воды) при диаметре
трубопровода, мм-1000 и болееI—IВ—Iменее 1000I—II—Iнесудоходные шириной зеркала воды в
межень до 25 м — в русловой части,
оросительные и деривационные каналыIIIIIгорные потоки (реки)
поймы рек по горизонту высоких вод
10 %-ной o6ecne4eFmocTH при диаметре
трубопровода, ммIIIII700 и болееI—III—Iменее 700II—III—Iучастки протяженностью 1000 м от
границ горизонта высоких вод 10 %-ной
обеспеченностиПереходы через болота типа.IIIIIIIIIIIIИ,III*И,IIPИ,IIFIIIIIIIIIIIIIIIIIIIIПереходы через железные и автомобиль¬
ные дороги (на перегонах):IIIIIвВIжелезные дороги обшей сети, включая
участки длиной 40 м каждый по обе
стороны дороги от осей крайних путей,
но не менее 25 м от подошвы насыпи
земляного полотна дорогиIIIIподъездные железные дороги промыш¬
ленных предприятий, включая участки
длиной 25 м каждый по обе стороны
дороги от осей краЙ1шх путейIIIIIIIIавтомобильные дороги I и II категории,
включая участки длиной 25 м каждыйI—II—Iпо обе стороны дороги от подошвы на¬
сыпи или бровки выемки земляного
полотна дорогиII — для диаметра 700 мм и более, III — для диаметра до 700 мм
Продолжение табл 1.2Категория учасчкоиНазначение
участков трубопроводовгазопроводов
при прокладкенефтепроводом и
нефтепродуки)-
проводов при
прокладкепод¬зем¬нойна¬зем¬нойнад¬зем¬нойпод¬зем¬нойна¬зем¬нойнад¬зем¬нойавтомобильные дороги III, 1И-п, IV-n
категорий, включая участки длиной
25 м каждый по обе стороны дороги от
подошвы насыпи или бровки выемки
земляного полотна дорогиI—IIII—Iавтомобильные дороги V категории,
включая участки длиной 15 м по обе
стороны дороги от подошвы насыпи или
бровки выемки земляного полотна
Трубопроводы в горной местности при
укладке*III•IIIIIIIIIна полкахIIIIII—IIИ—в тоннелях—II—IIТрубопроводы, прокладываемые в слабо¬
связанных барханных песках в условиях
пустыньТрубопроводы, прокладываемые по по¬
ливным и орошаемым землям:IIIIIIIIIIIIIIIIIIхлопковых и рисовых плантацийII——II——прочих сельскохозяйственных культурIII——III——Трубопроводы, прокладываемые по тер¬
ритории распространения вечномерзлых
грунтов, имеющих при оттаивании отно¬
сительную осадку свыше 0,1IIIIIIIIIIIIПереходы через селевые потоки, конуса
выносов и солончаковые грунтыII—IIII—IIУзлы установки линейной арматуры и
примыкающие к ним участки длиной 15 м
в каждую сторону от границ монтаж¬
ного узла линейной части трубопровода
(за исключением участков категорий
В и I)IIИIIIIIГазопроводы на длине 250 м от линейной
запорной арматуры и гребенок подводных
переходов (за исключением участков
категорий В и I)IIIIIIТрубопроводы на длине 100 м от границ
примыкающих участков II категорииIIIIIIIIIIIIIIIIIIТрубопроводы, примыкающие к терри¬
ториям СПХГ, установок очистки и осуш¬
ки газа, головных сооружений со стороны
коллекторов и трубопроводовIIIIIМежпромысловые коллекторыIIIIII———Узлы пуска и приема очистных устройств,
а также участки трубопроводов длиной
100 м, примыкающие к нимIIIIII
продолжение табл1.2Категория участковНазначение
участков трубопроводовгазопроводовпри прокладкепод¬зем¬нойна¬зем¬нойнад¬зем¬нойнефтепроводов и
нефтепродукто-проводов при
прокладкепод¬зем¬нойна¬зем¬нойнад¬зем¬нойВТрубопроводы, располож ПРГ,гпхг" ДКрГРС, НПС,™ ЗРГ, а’также?p"Jonpiob топливного и пусковогогаза УКПГ СПХГ,ГрГииГиТрГ^иД—1?а'„ТуЗрГи ПРГ, длиной 250 м в обе“SrS£=brrrЬ-"и3h:."X-каемой стороны) с воздуш-Г»“рГр»а1» ..пр.»-нием, кВ:500 и более
от 330 до 500Тр%опроводы, террито-Ги^“«женнь.м карстовым явле-'гГр“еходы через овраги, балки, рвы и пе-
ресыхающие ручьиВ ВВВИ11ИИIIIIIIII
IIIIIII
IIIIIIII
IIIIIIII
IIIIIIII
IIII, 111 111 1”
Продолжение табл 1.2Назначение
участков трубопроводовКатегория участковнефтепроводов игазопроводовнефтепродукто-припрокладкепроводовприпрокладкепод¬на¬над¬под¬на¬над¬зем¬зем¬зем¬зем¬зем¬зем¬нойнойнойнойнойнойIII(Без предвари¬
тельного гидрав¬
лического испыта¬
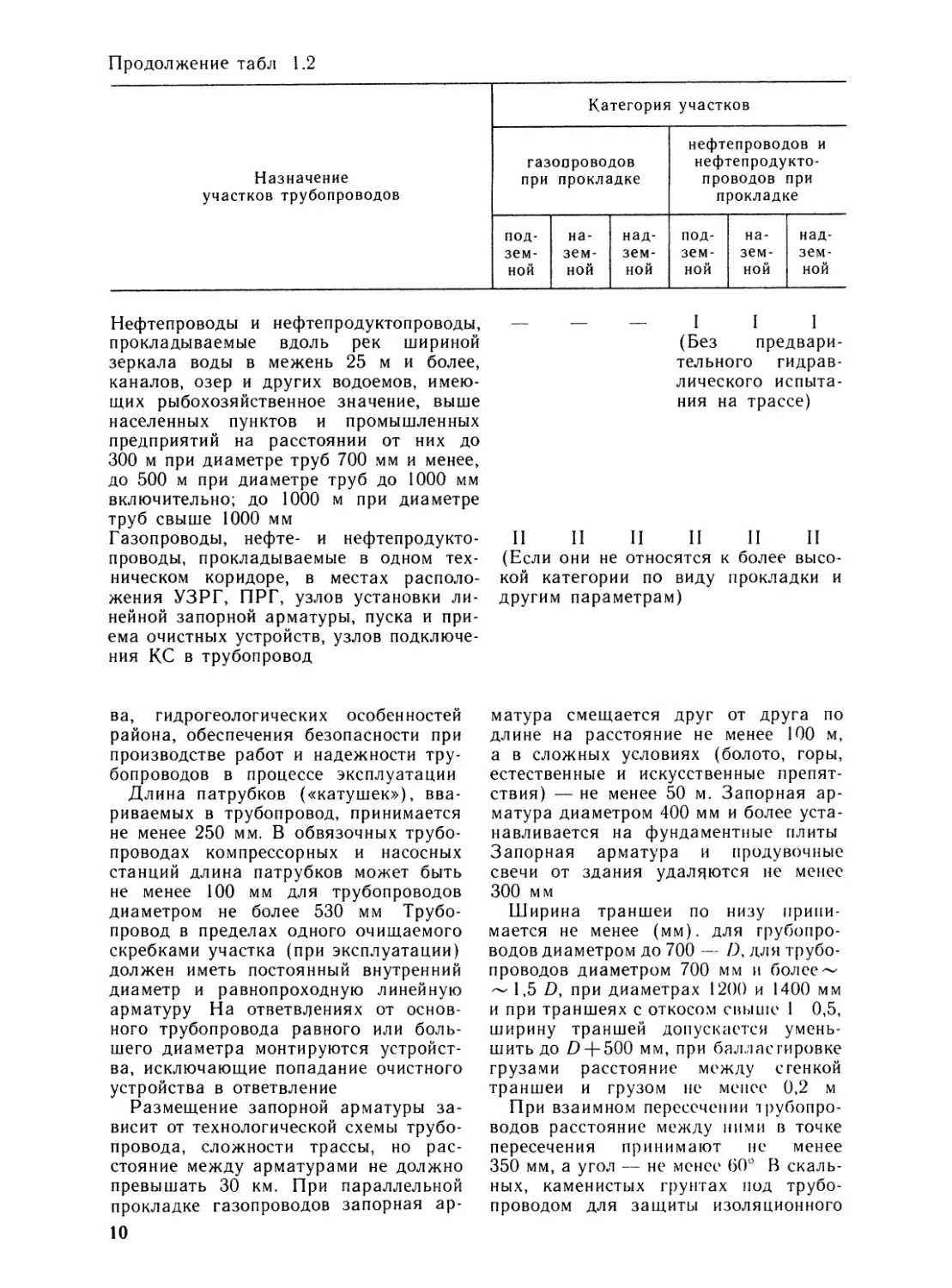
ния на трассе)Нефтепроводы и нефтепродуктопроводы,
прокладываемые вдоль рек шириной
зеркала воды в межень 25 м и более,
каналов, озер и других водоемов, имею¬
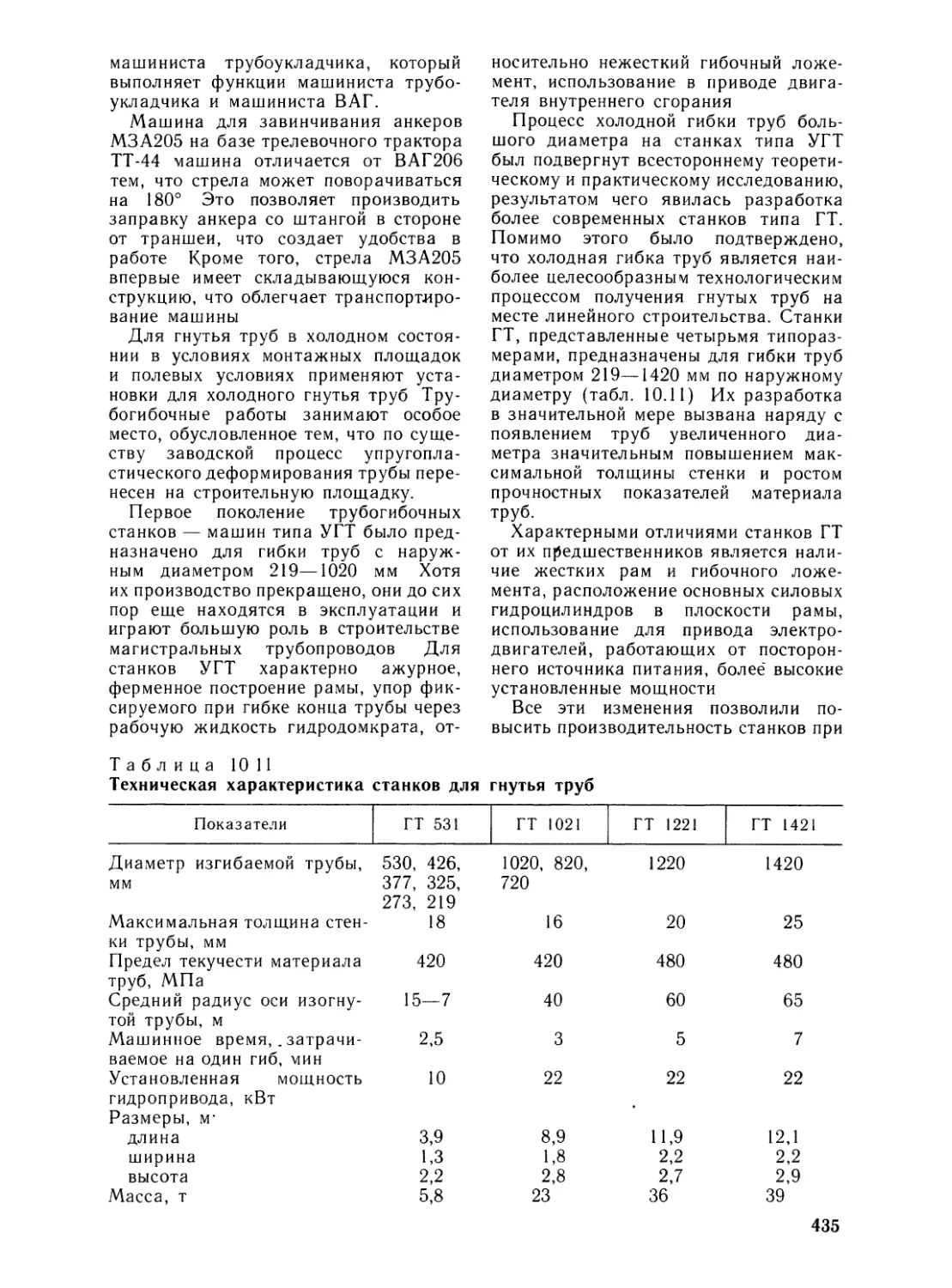
щих рыбохозяйственное значение, выше
населенных пунктов и промышленных
предприятий на расстоянии от них до
300 м при диаметре труб 700 мм и менее,
до 500 м при диаметре труб до 1000 мм
включительно; до 1000 м при диаметре
труб свыше 1000 ммГазопроводы, нефте- и нефтепродукто¬
проводы, прокладываемые в одном тех¬
ническом коридоре, в местах располо- кой категории по виду прокладки и
жения УЗРГ, ПРГ, узлов установки ли- другим параметрам)
нейной запорной арматуры, пуска и при¬
ема очистных устройств, узлов подключе¬
ния КС в трубопроводII II II II II
(Если они не относятся к более высо-ва, гидрогеологических особенностей
района, обеспечения безопасности при
производстве работ и надежности тру¬
бопроводов в процессе эксплуатации
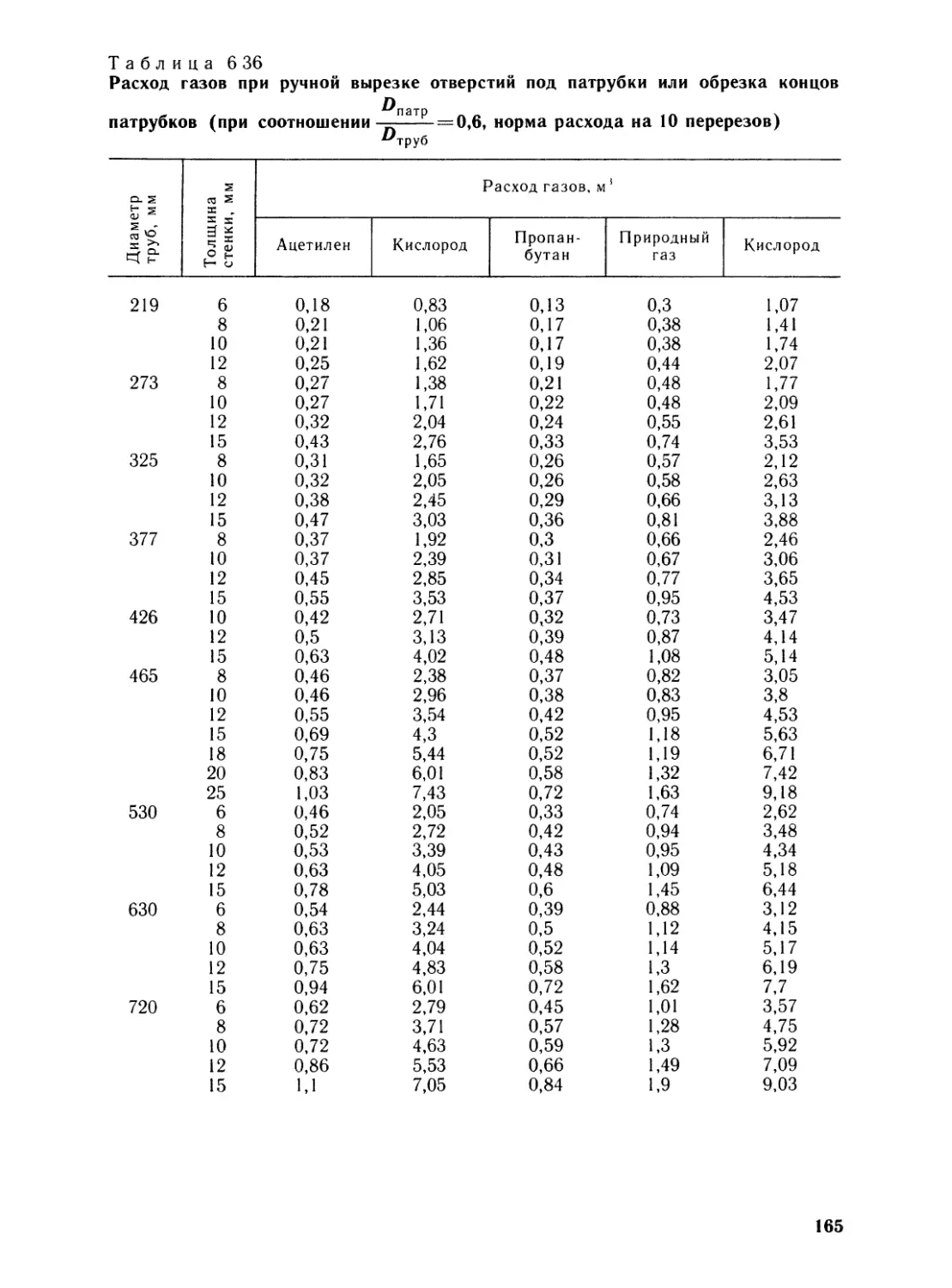
Длина патрубков («катушек»), вва¬
риваемых в трубопровод, принимается
не менее 250 мм. В обвязочных трубо¬
проводах компрессорных и насосных
станций длина патрубков может быть
не менее 100 мм для трубопроводов
диаметром не более 530 мм Трубо¬
провод в пределах одного очищаемого
скребками участка (при эксплуатации)
должен иметь постоянный внутренний
диаметр и равнопроходную линейную
арматуру На ответвлениях от основ¬
ного трубопровода равного или боль¬
шего диаметра монтируются устройст¬
ва, исключающие попадание очистного
устройства в ответвлениеРазмещение запорной арматуры за¬
висит от технологической схемы трубо¬
провода, сложности трассы, но рас¬
стояние между арматурами не должно
превышать 30 км. При параллельной
прокладке газопроводов запорная ар¬10матура смещается друг от друга по
длине на расстояние не менее 100 м,
а в сложных условиях (болото, горы,
естественные и искусственные препят¬
ствия) — не менее 50 м. Запорная ар¬
матура диаметром 400 мм и более уста¬
навливается на фундаментные плиты
Запорная арматура и продувочные
свечи от здания удаляются не менее
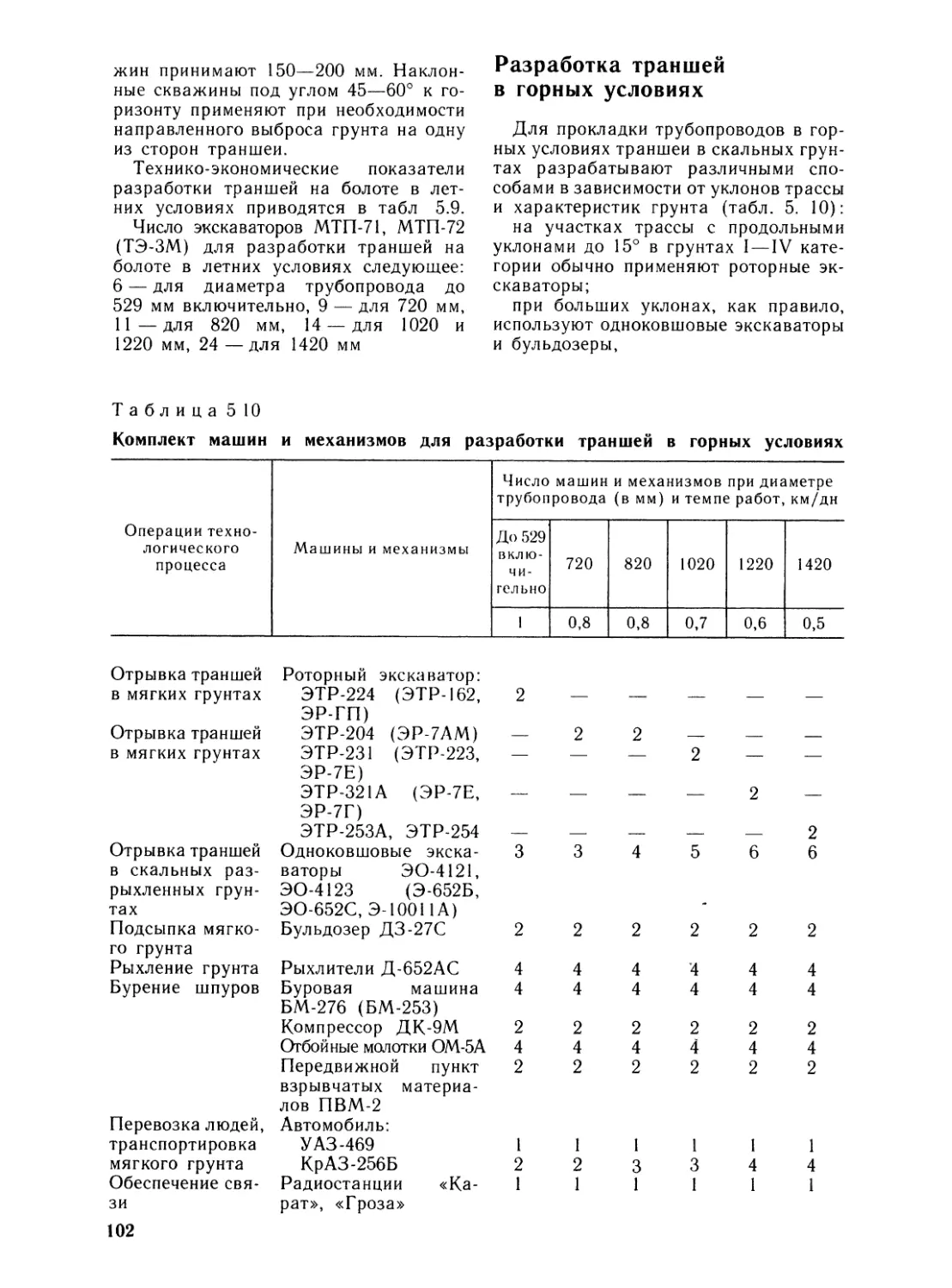
300 ммШирина траншеи по низу прини¬
мается не менее (мм), для грубопро-
водов диаметром до 700 — /), для трубо¬
проводов диаметром 700 мм и более^
^ 1,5 D, при диаметрах 1200 и 1400 мм
и при траншеях с откосом сныию 1 0,5,
ширину траншей допускается умень¬
шить до D + 500 мм, при балластировке
грузами расстояние между сгенкой
траншеи и грузом не менсо 0,2 мПри взаимном пересечении трубопро¬
водов расстояние между ними в точке
пересечения принимают не менее
350 мм, а угол — не менее (30^" В скаль¬
ных, каменистых грунтах под трубо¬
проводом для защиты изоляционного
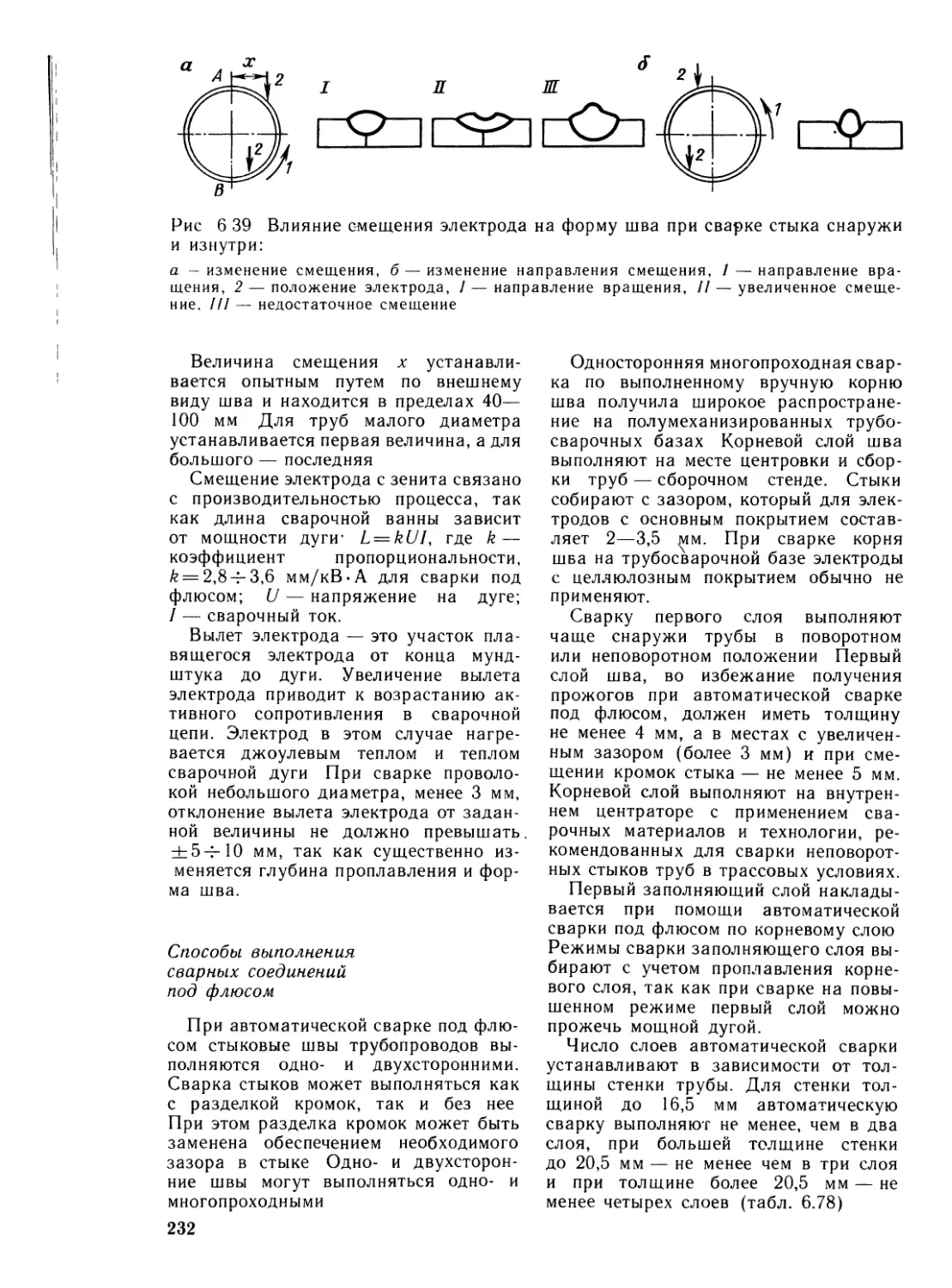
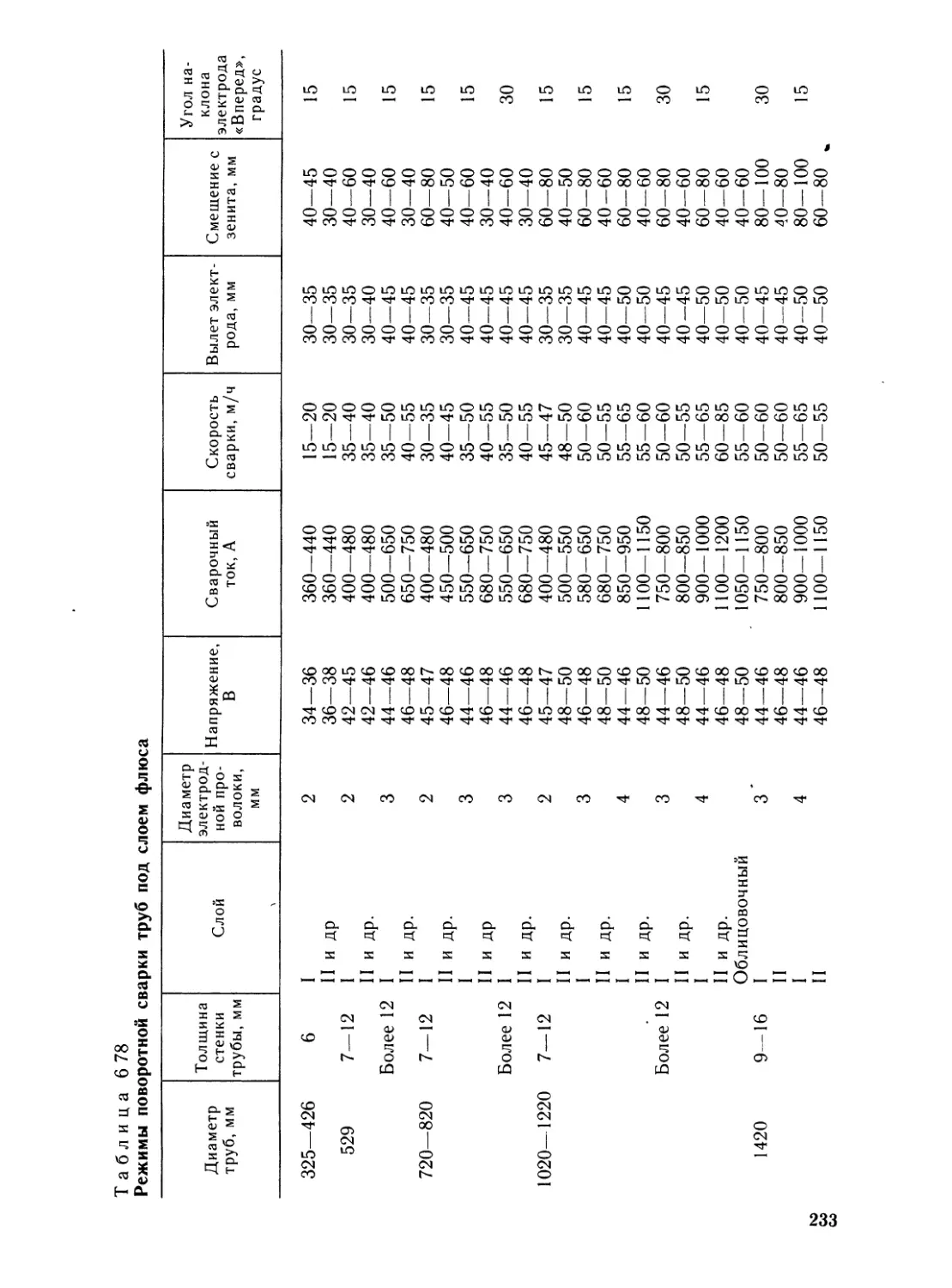
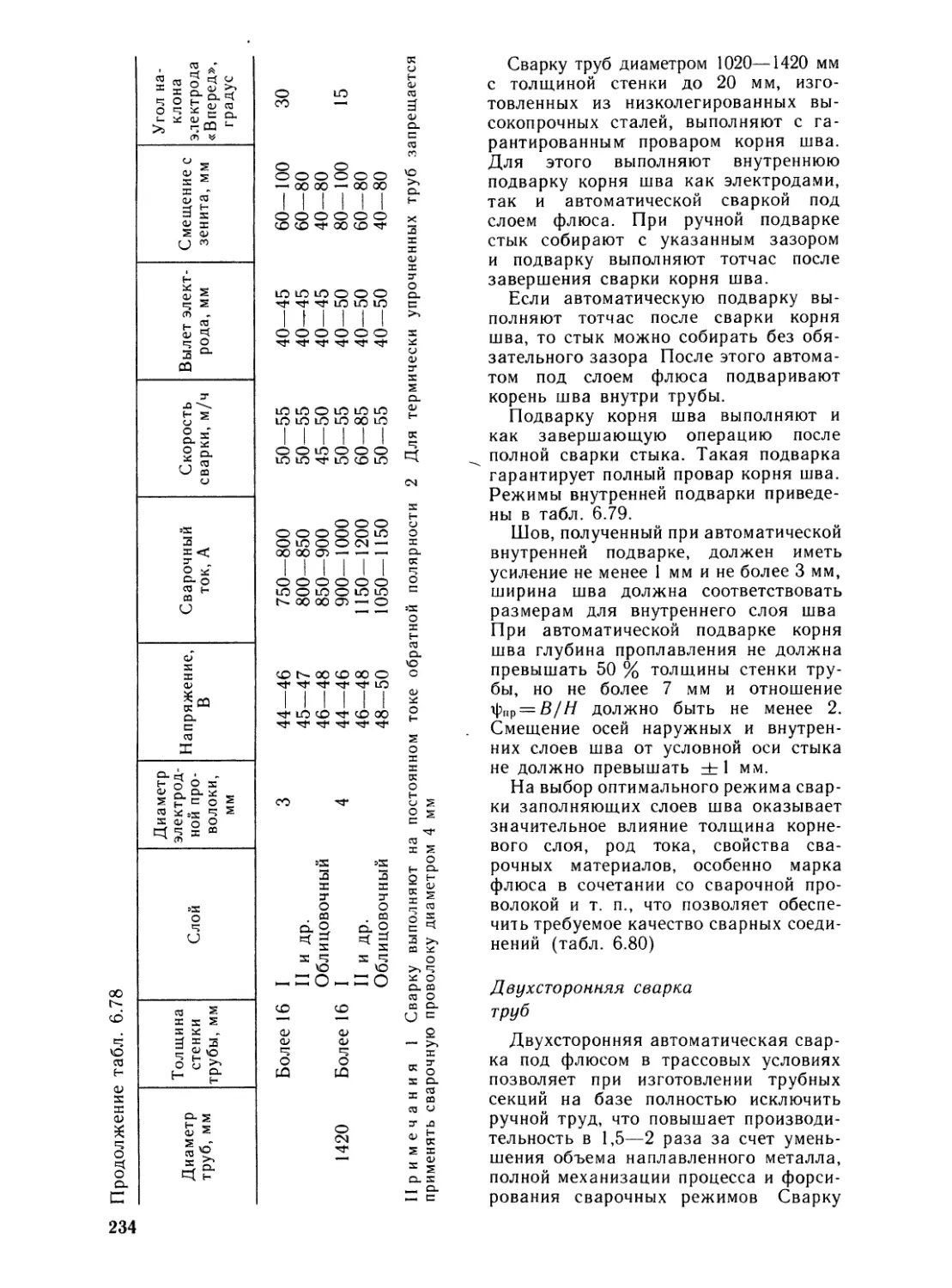
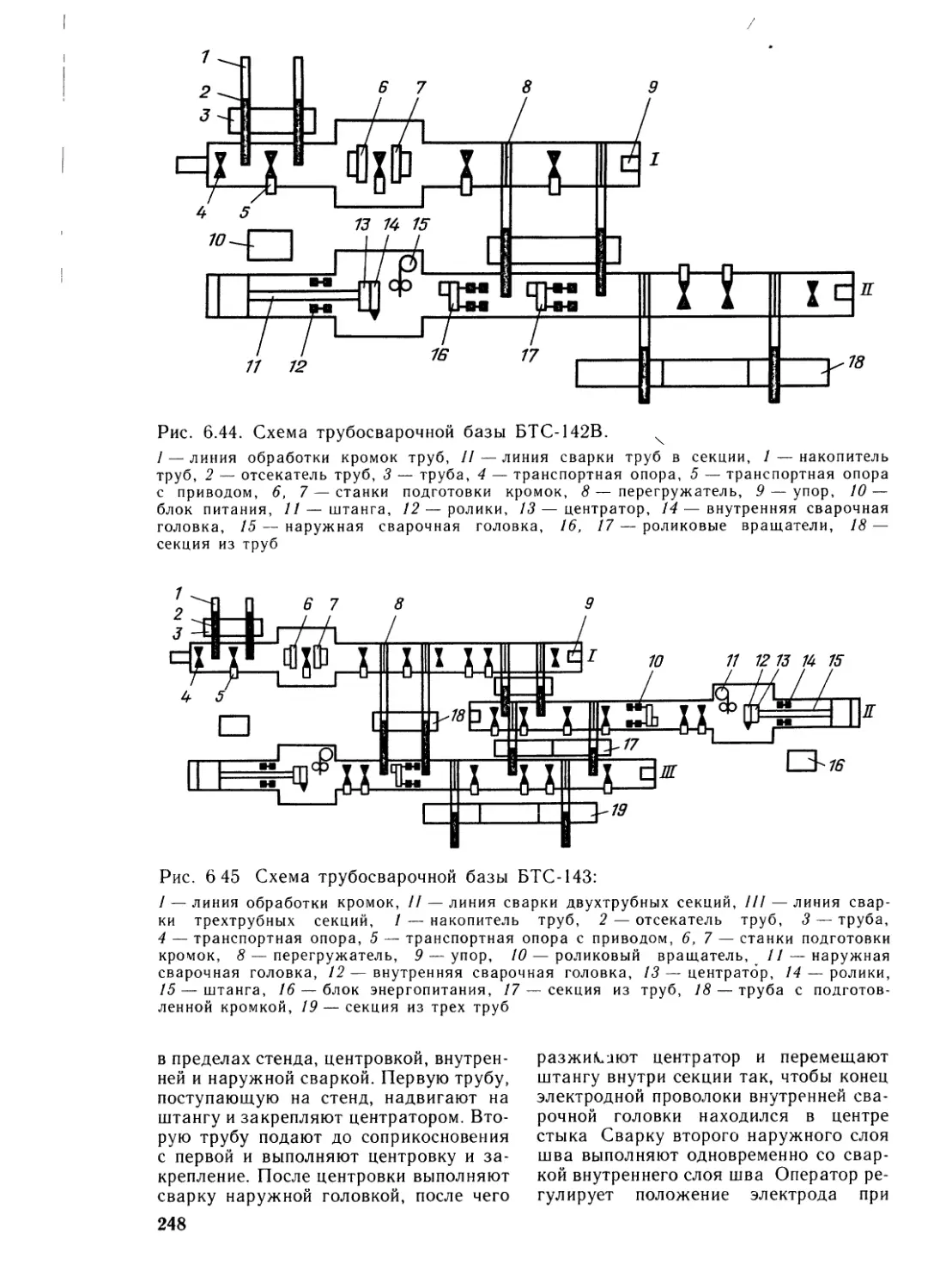
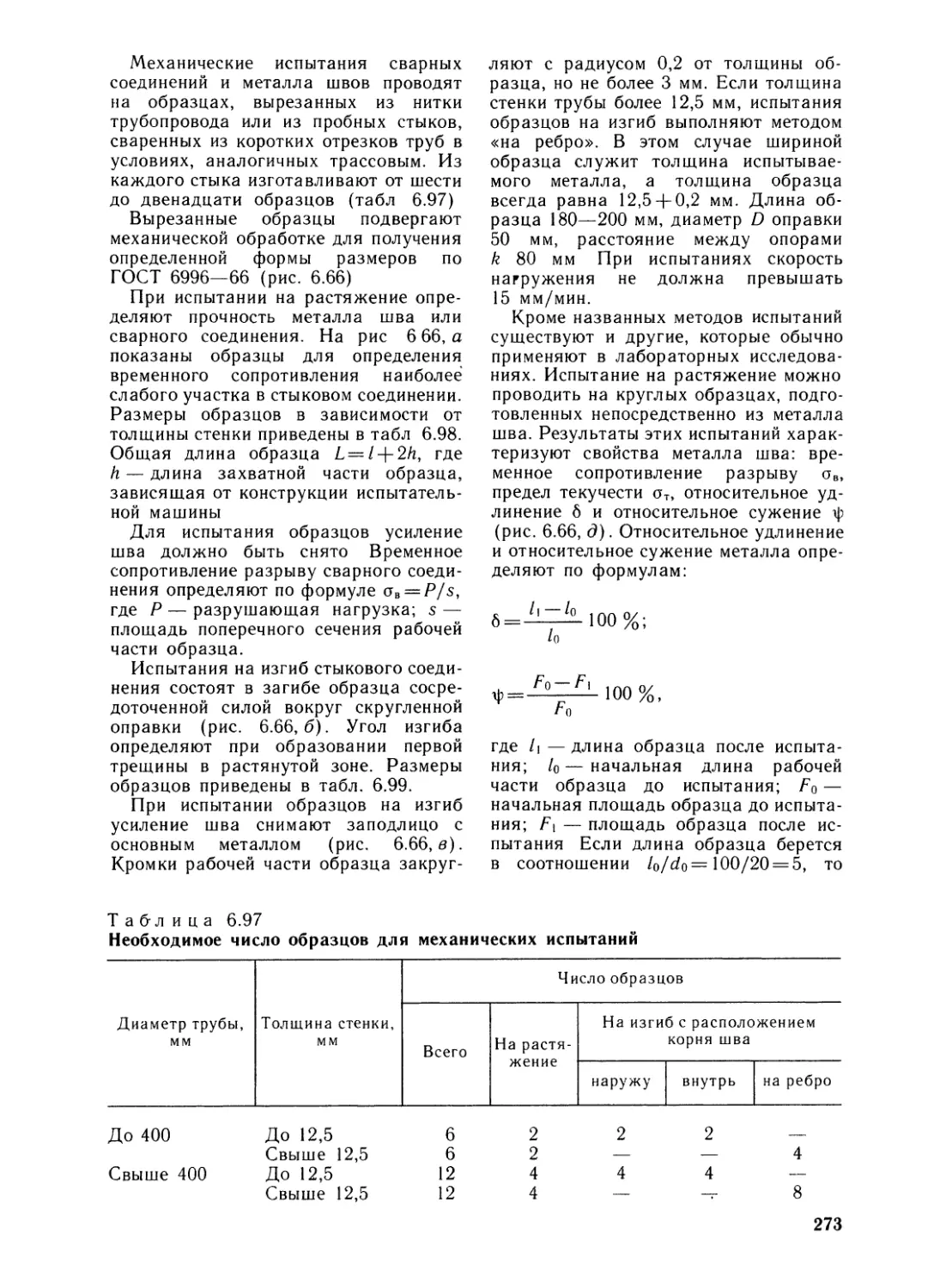
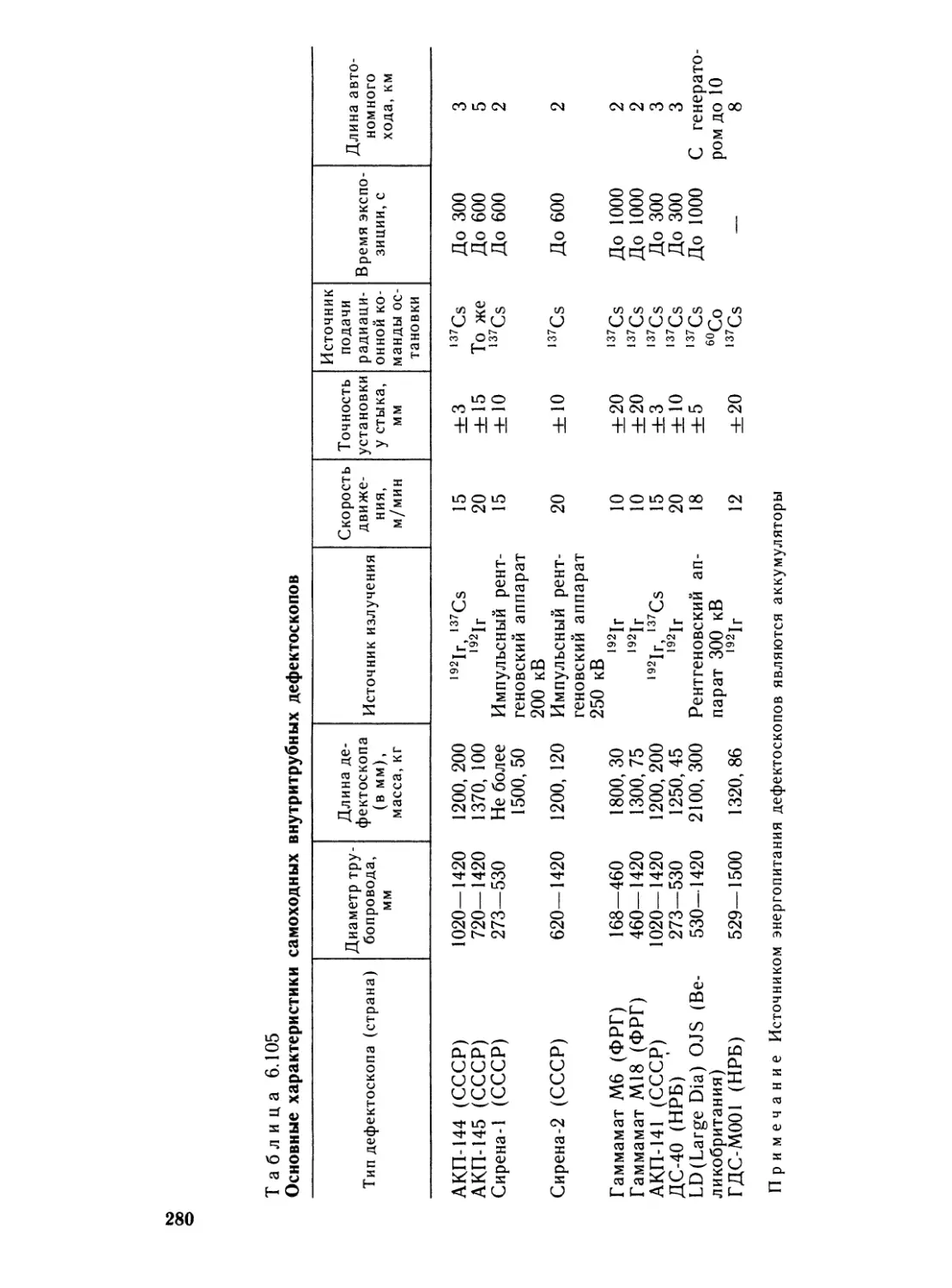
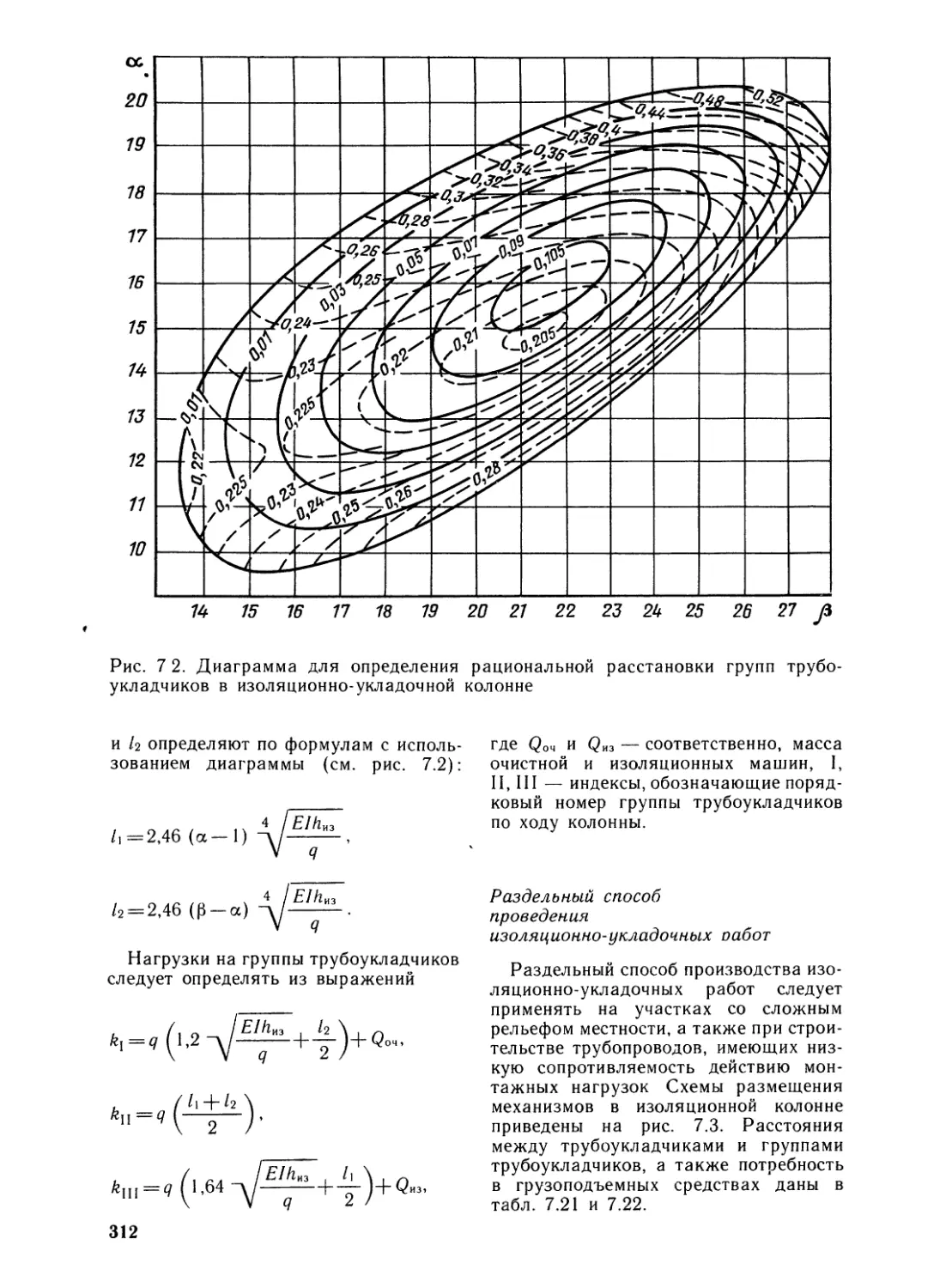
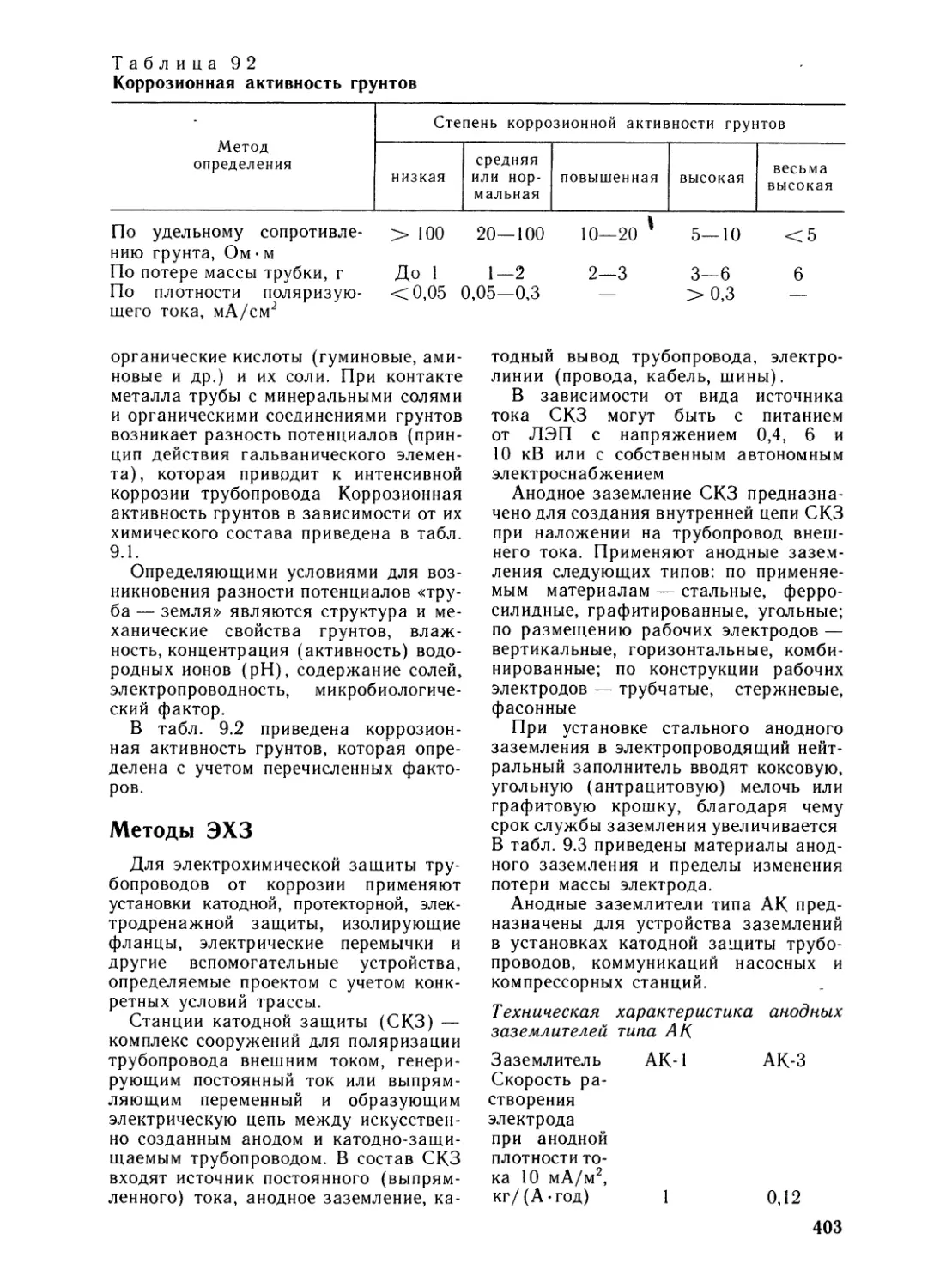
<и g.с■в-iейОеС001^1—00010001—oos<00S—оое •оое>00? ■оое>OOf^l—OOSI0021—0001 <0001—008 •008—009 <009—оое ■оое>g.Sсосо Q.“1
г: SVO =
со SS: з:: (D
: CQ' н
' о
sSк^ ® 2
л X XохVO
S^ э- Cv «Г"<3«> к л -1 та r'l ^ XCS ^ ^ 03 a.i 0-8 о: |, с f J i f- I- п о f^ 2
нО \0ишцсе; ^<и та S 3ас S
0J оX оU>. та
о- о
с( о
S 3
со ^gSо" 3^ ^
л X= ^ S
Д С S<и <и ^Э .VO3 05 таS ? 'в'
оО-= I?о; 5 с=
3 S .5 g-S
S ^ ^с( =>s
ь ^ к
о X СПкic. ;_■та t- Лfo 2n11оH sS:o|
S sо XО^ Cl.
. .^ §
^ Оs. <u
3mта 3го 3^ 2g «к 3^ I3^Л I
у CO3 x s
li^go.S §■£ I S g3 s о ^ , 5
= ^ ^
у T a. * ^
<u . - cu о ^
a, s cx о o> В= 5 11<u I ® a.
s та £ о сg g 2 н §5э S i о s s|lg§ii
g £|2 S 5[_ - 1=; 5c CO
^ ^ та Q,s >,> ^i§~ IIо <J .-M X S
11
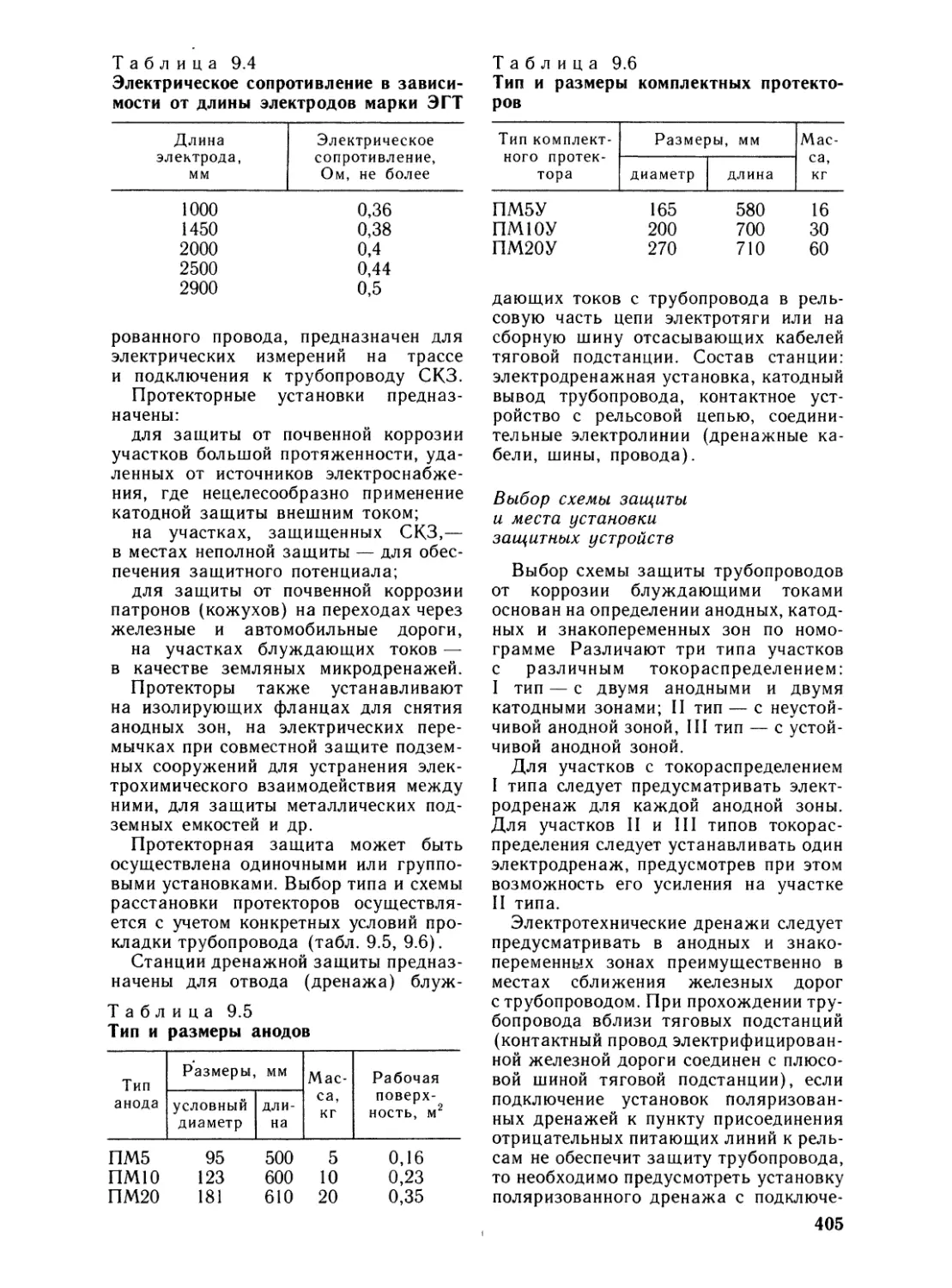
о»Iс12с1-1001^ I—ООО I0001—005 <00S—оое <оое^оое •оое>001^1—0021 <00S1—0001 <0001—008 <008—009 <009—оое <оое:ооюоюю(NСЧОоCS1
s
ssgоLOСЧs8gОLOgs * « >g
S-s ¥ 5 5"lill
cu s ^ s S
3 H ^ О о
ас ca н t:
ю X “ 2
о s та сзiiiisс СТ^ eg cj(Г) о =>S о
0> Н S VO
OQ Си
03 ОI'U i с' 9г <: >> сi ^ !
; Си;о а,
« ёСТЗ§и g ^о-Он 2 ^Iта _ я К
ss 3 а>са тао и3*
<L> О»5 5S 0<>Sii: р X.о ^ таО £'оЗ*'
§CQ О.С^а. Q' о г л '-' tr: КО = н 5та S ^СГ> S f=3 СП ^;§|н .3§ о S »s Xи Ь с; S IS о; =J О). е- 5- с( к :г’ о ^ си со таS- ь Xс о го1^
с »sЙ =0 сиX ^s§1 =^ XX ^ш ^ эХо из <иXо J5 0>о о> з:U !^\о.13
il
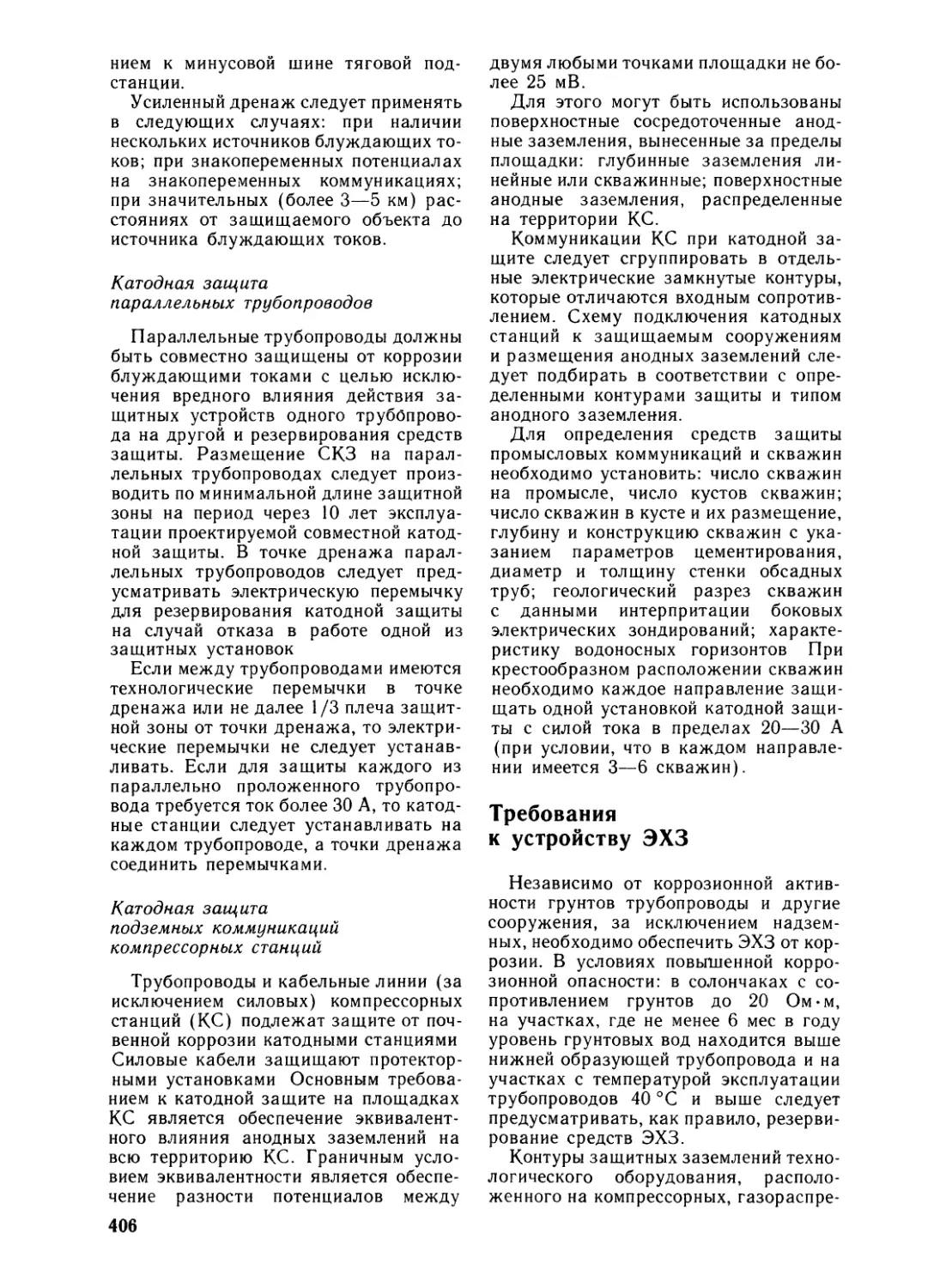
<V OJoot'1—0001009—OOS <ooe>ooe •ОООOOf^l—oosi <OOSI—0001 <0001- 008 <008—009 <009—ooe <OOO<9VOоо§итаa.■ нтао., 2=<vsCQтаО00а.CQоноьтаQ,it:0JXXсО)t-оО-танс((Vосоооа.SсQ-оО»соЕ-таCQта"соVOтаUта§оXa:<DSXо <vi-S
^ -S S’О COo. a,H 03Q, o.ca о^ CO^ <V XJ3 ^ ^< ^ SоосчgюCM2COо CJ§2
cQ jaо H^ CQ
CO^ О SI sg-sU к Xs -j' cj cau ja H Hcu o. <u о< о та< н OQ ssss3яsssd;s=f142 COS o-2 g8 g
OJ *s-s
i =U вQ Яi ^CO ОDQ О
О U
aca S
iiu оЛ X X к '^ ь I н ^^ CQ c? оК 7! о “ ^= 3 -s" 3^ _ a, с таoi|gg:e”|iк . CQ 9 та
s 2 H * Q,s g 5 S 2O. Oi XВ cu ffl 5 23 3 S ^ s^ii|ss^ E a ^ S
2:i та та ^ cu XЛ a. с X s sX X о »7! Л Э*ja О О £ o> оCQ S д Уi|l is<v ^ a § a. x;S S •= 3
U 3 s s (j X
оо-нсатао.СS«ийита CJ
соSgсиX0>о>S0QО=;О таж П=С* ID- Ота схпо с:к >>VOОО,Ос=СГО S||15
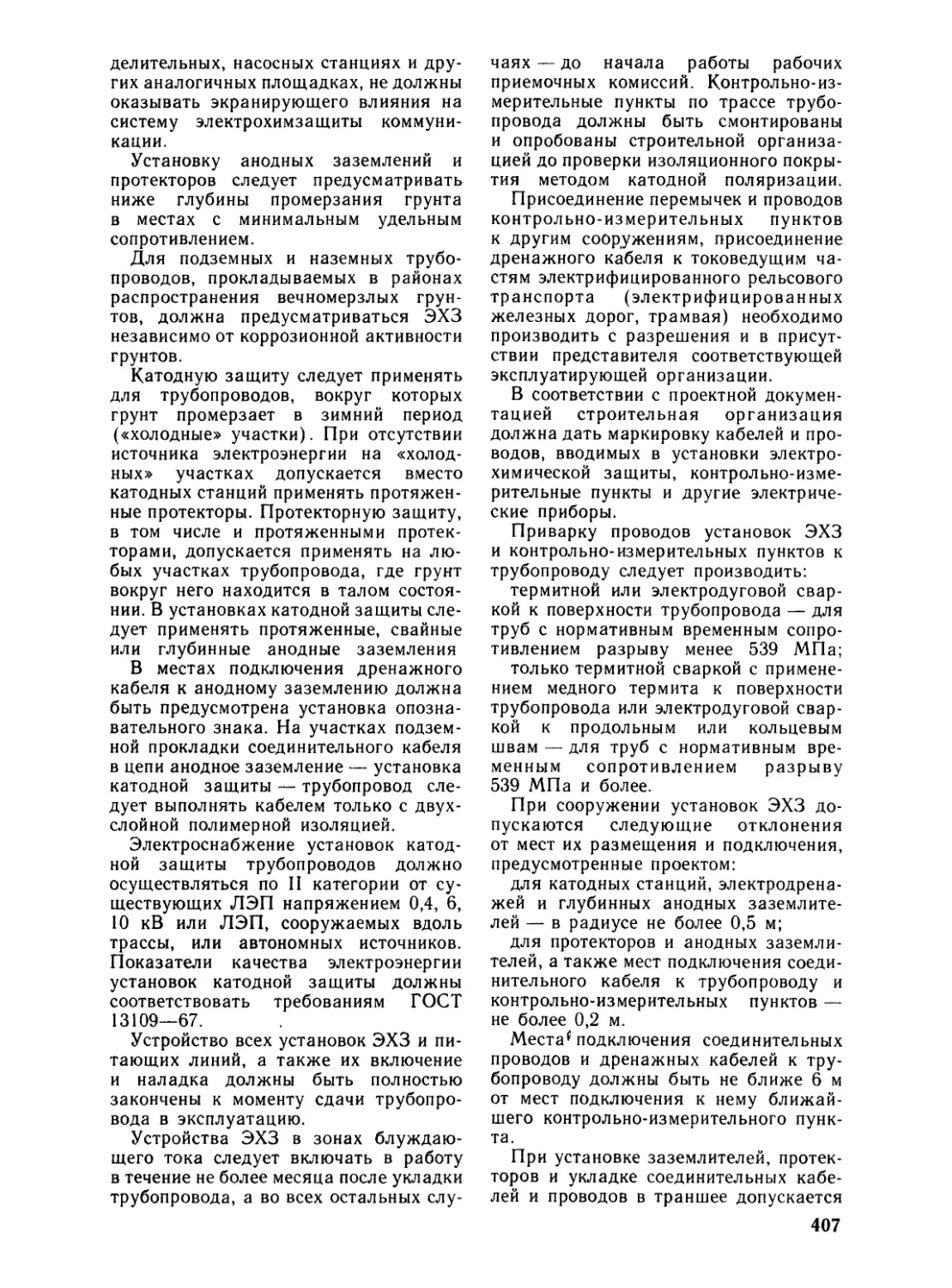
исXоое <OOi^I-0021иCL00S1-00010001—008 <й009—00€ <оое>оо.U1U0^с IZi JQ= S>=^ S
VO S
Sн:?16gо юо сч
ю —о оо о
ю —о о
о ю
соо ю
ою —8 SЮ..Slgl
р§.
S S
5^-е-
° 3 gS ^ S^ н
о; =
о 3с ? ^
со11s|S|SS а; 2S S 9cQ a: ^
о «гg°5=-9-§ 3^3
S5'§Si^5'=( =*8
X s« 2
o> cuо PSI-II§ S>> CQ о OQ о sa- О s О S 5о ^ CO о (Я o,^ ^ Du g Q,o; ^ ss 0-5S 2-s ^ о с о ^^ -Q VO J3S Л, 5III's s So) ja Q,
3 m s
QQ оg у H= s I2 X яI o> H^ ^ Й- 2
CD о о о
^ О. С 2
r(ГОX s «
та Оо- о: ^го
' CR
: соО X
t=i (V (Vсо 2Э 5!осо <D Ш 2■о 3 ^ Sja t со 2Я§-|§ ; S5 S^ -J го CL) ;:fS В_ _ д, тао я S « й.'°^ U ^ <D си
>> о >» ЬCi. § сх 2 жо о> О О О S =S о!=J U■ О 0,0иЁ *' <и оU и2 S §- с( о S ,
Si2|s^
S ^.= = § -. Iё ^ ^ г S5 I_ , - - -—• S 00
!i5 о 5 S S со ^|S э § э g ^
£ ijo,s5 ,s ffl^ к "n ^ *л ^ ^
s S r° ’S ^ ss SX ? t t: ^ о2 I s 5 S S 3о S s O.S О.Ш
§s;S8ssооsg8SSS■ ' ОсС 03 u1 Ж О. о 0Q X|э||£’S “-S.i ^ о SS I о S-is-X 1^ ^О'О ^ .о.X ^ Л) со СЧ^ О СО а, С8 SlO о
о—' CNLO о
юSSs;g!g8g(DCX c
с ■.>i =s =JhЭг:
2
|>
& Ig § I-Si<v X
^ ja2iЦ, ^ о
о о Q,ОOu§О)3>s>>оОн§VOоsо. .ЪЙ>.03Л\,.17
исXиС§кS8оой^нсои:8оое <-SSЭЭН9И И оое>8ffiо(Я§шОoot'1—0031 <iиаU-Sgffiоо.со>сосоСО00S1-0001 <8и:s:rнОлсаооО.SсоSrrf0001—008 <1f=i-»s2я0QО008—009 <§<=;о>5009—оое <8оое^8о in ю
оIс181?jSЮ Xоо.ССос'8о «IsО)у 8с оX XS ,ко щ
S яо оО- о
&£
ё.S2.2 £—. (ЯlO sSсо (J <иfiiI'lO.U о-
о>. >< С
0> S XI'SIсоса=1 S о
о> S с{с S “
о 2 оа §i
||j
IIIg gsЮ оГ-- COЮ оCOg s
g sCOX o-iiu"Чg,g
t: 3
>>2
raII5 - ®^ s 5£S|
S 2 §■cl a С
^g|с >*
^ о о.
са о- ь*О) JQIS5Sm^О, О.
^О t:
о S§а.о2шSоо2 X
S S5 S
а X8О ю
оSЮ ю ю
СЧ СЧ (МЮ LO ю
CS (N <М
СЧ СЧ (МЮ ю ю<ясооа.<Sо>
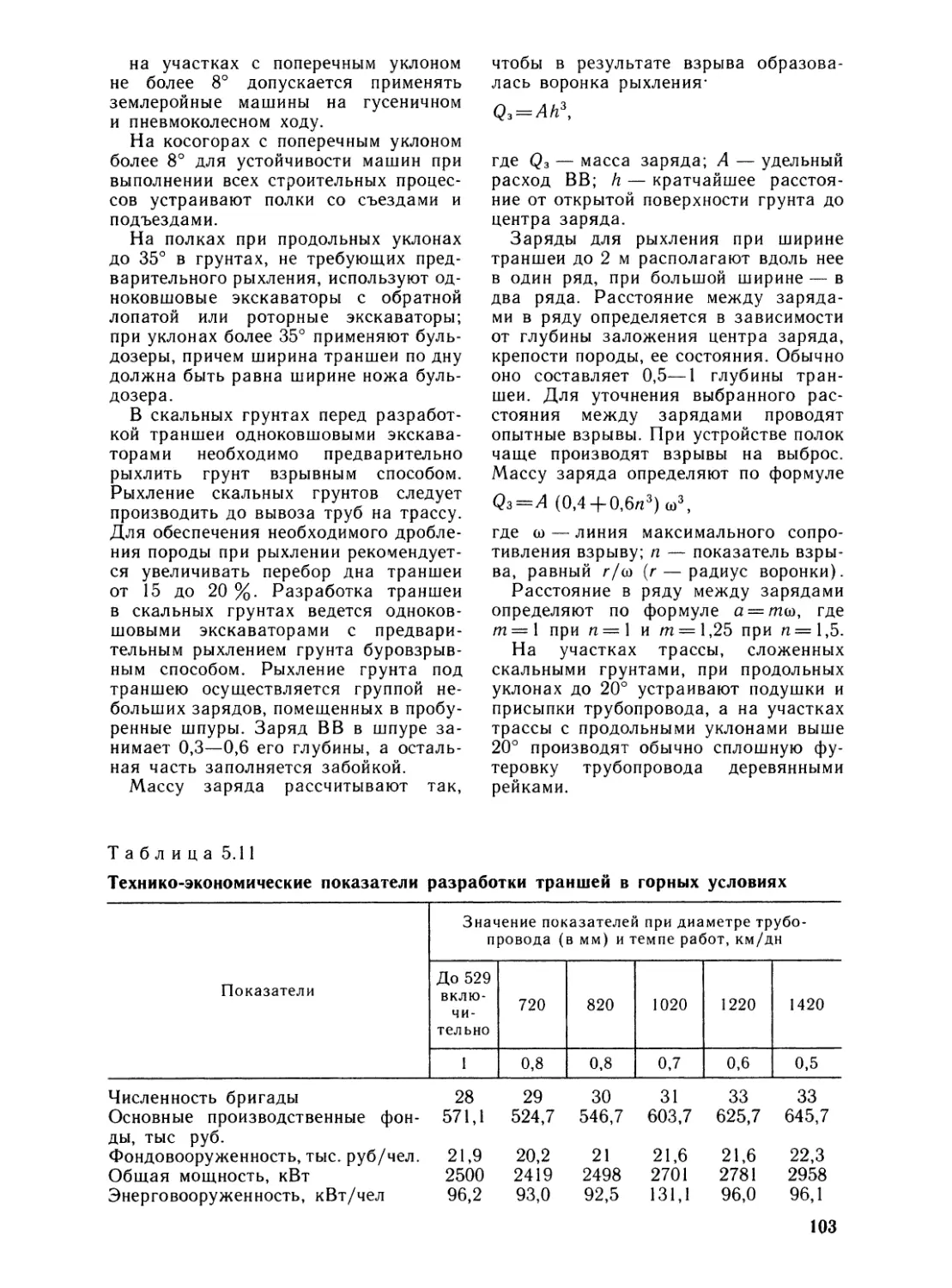
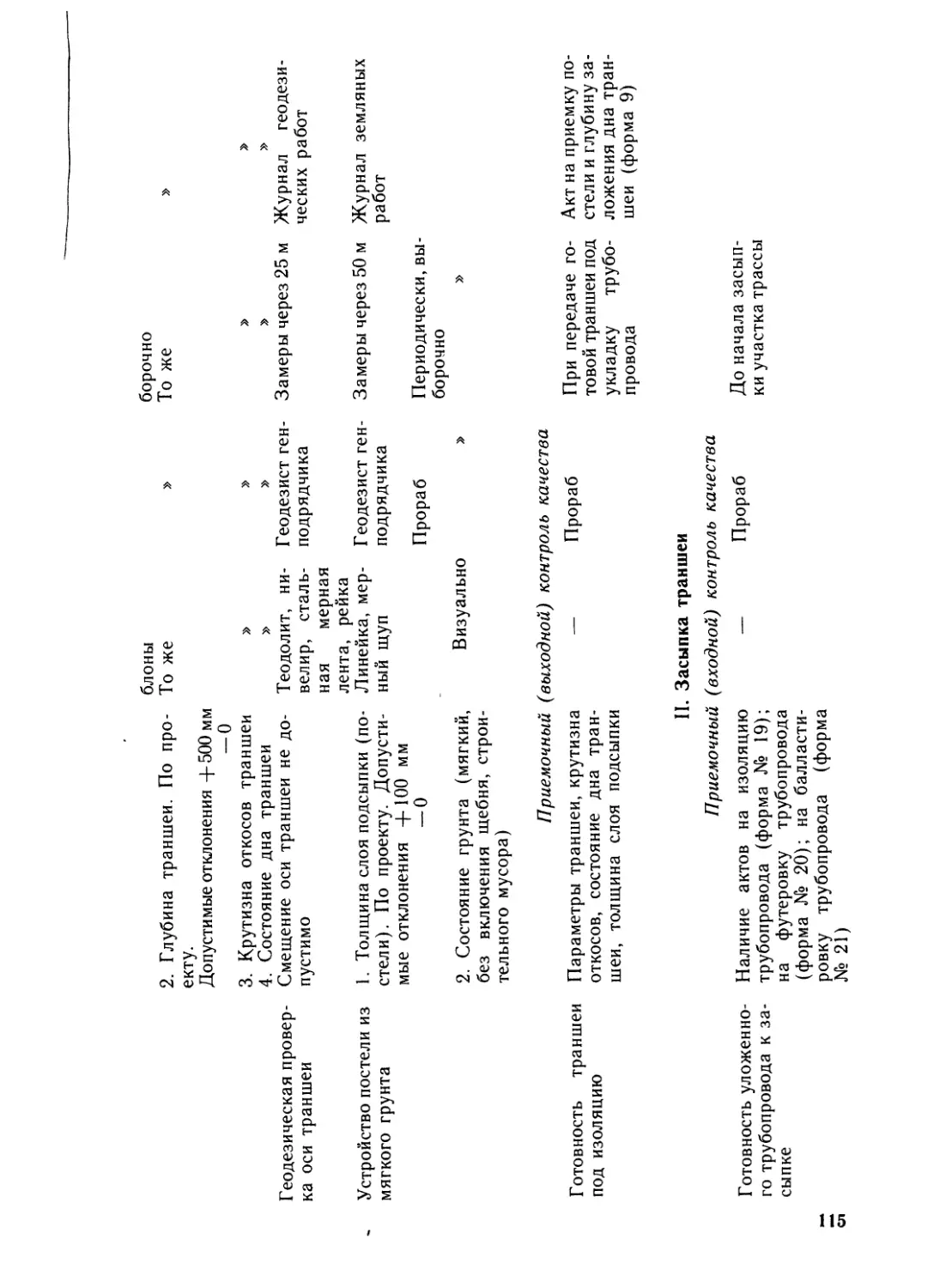
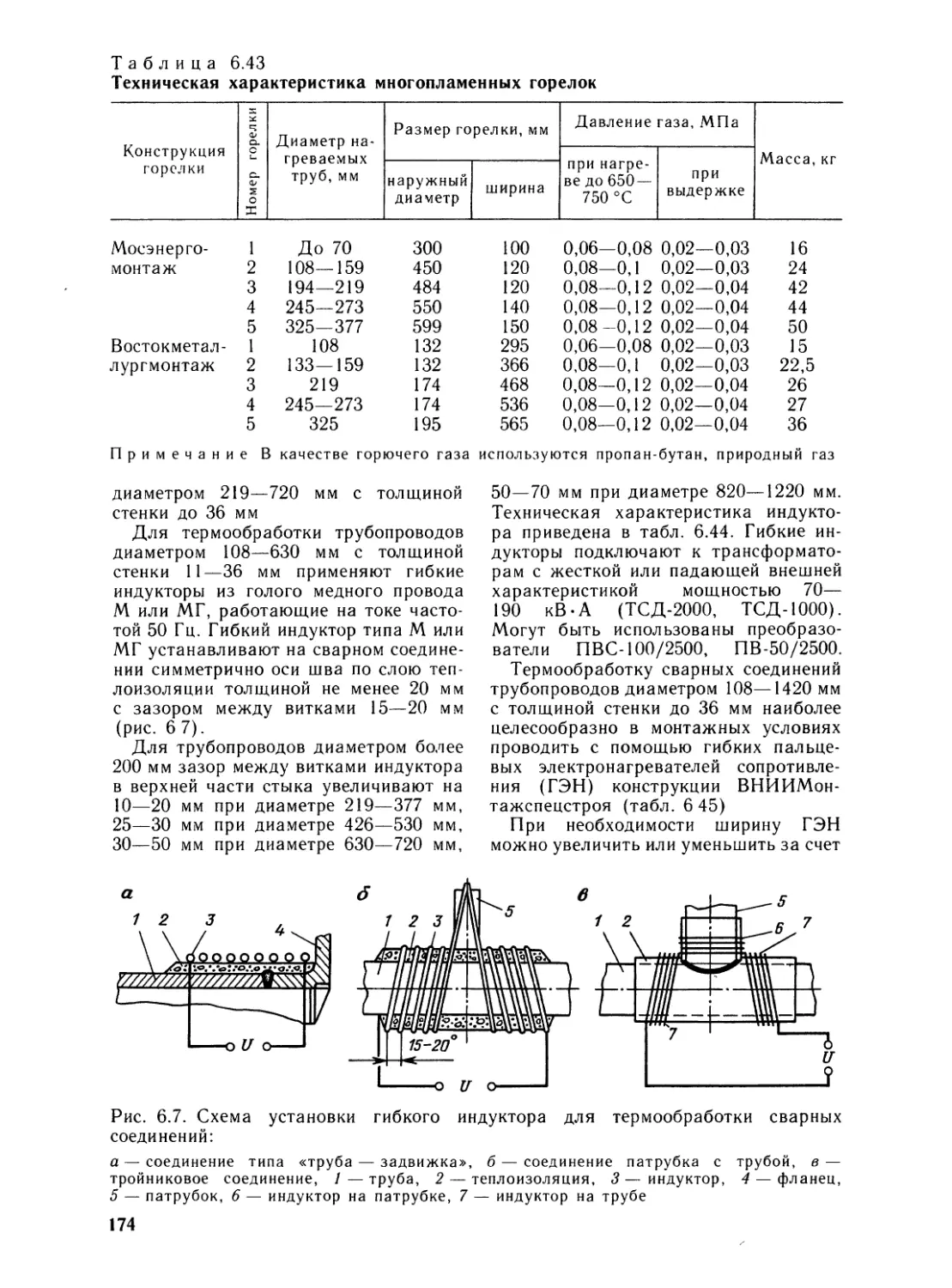
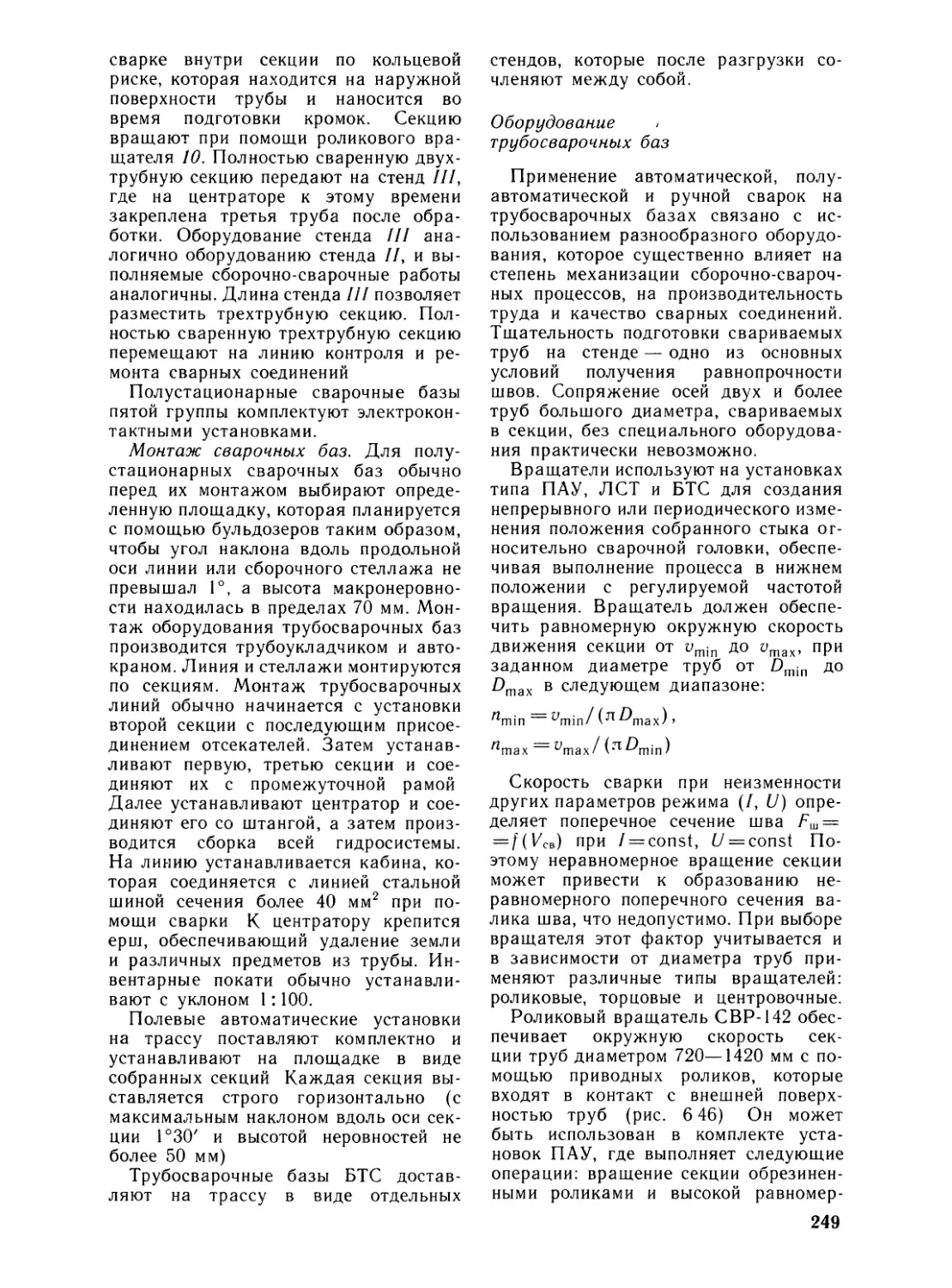
покрытия делают подсыпку из мягкого
грунта толщиной не менее 10 см и
присыпка толщиной 20 см, или другие
защитные устройстваНадземные трубопроводы на вечно¬
мерзлых грунтах прокладывают на вы¬
соте не менее 0,5 м, а компенсацион¬
ные участки с поперечным перемеще¬
нием трубопровода на высоте не менее
0,1 м от уровня снегового покрова.Отвод земель
для строительства
магистральных трубопроводов.§11
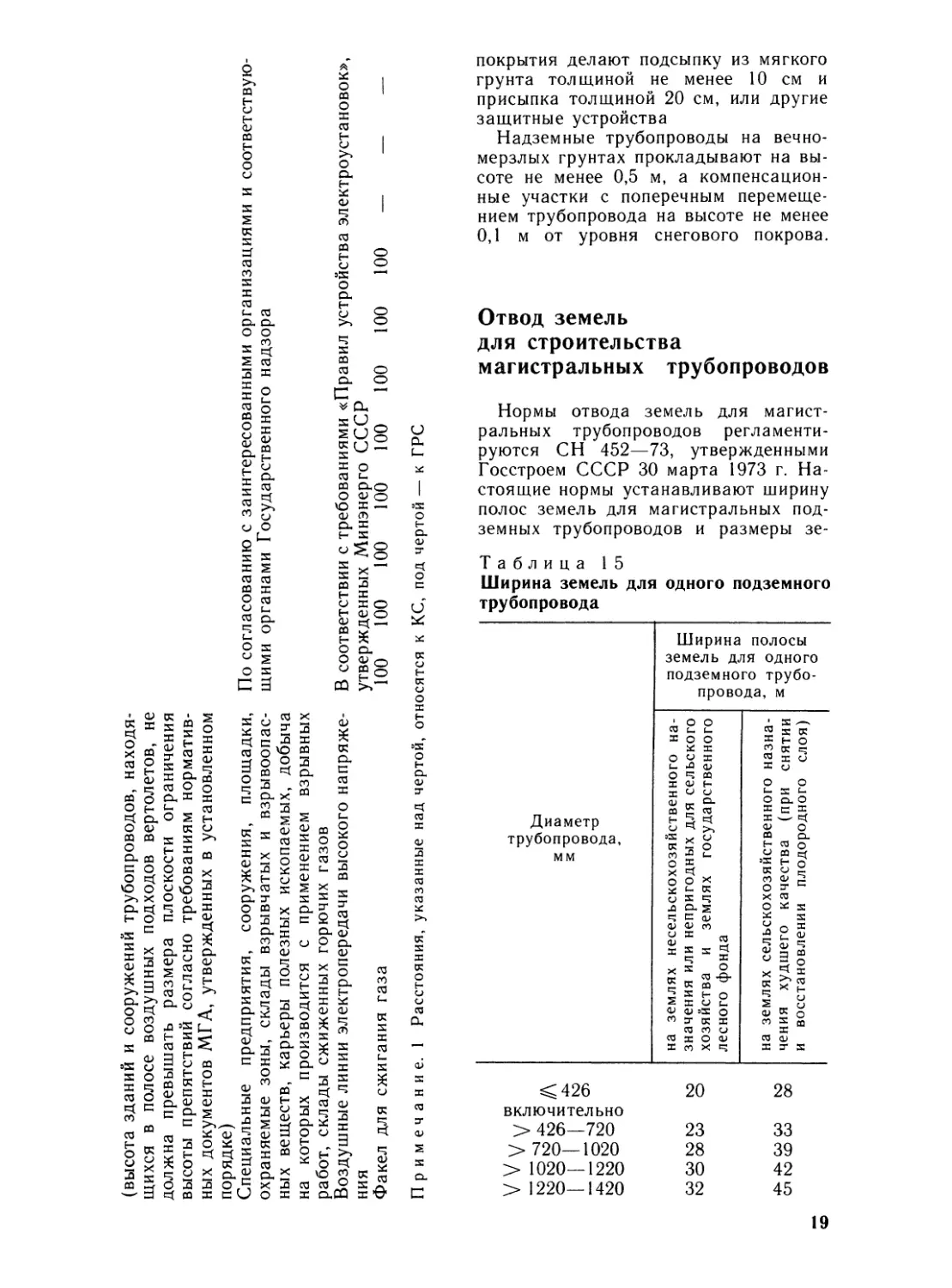
" * SиНормы отвода земель для магист¬
ральных трубопроводов регламенти¬
руются СН 452—73, утвержденными
Госстроем СССР 30 марта 1973 г. На¬
стоящие нормы устанавливают щирину
полос земель для магистральных под¬
земных трубопроводов и размеры зе-Таблица 15Ширина земель для одного подземного
трубопроводаШирина полосы
земель для одного
подземного трубо¬
провода, мДиаметртрубопровода,^ о оU UЗС О Оье: ЗСо Xс- л о;о 0QX О) ьX о
trсо S CtJо; оS|-о о ><
t- ка S^ о- Sс (D
О» fOI S Ого э> о;«та РОл я оX го XS’®*00X cis §.H CO оDO c:t« H оК a ёго pX caillО 3 S
CO ж<4262028включительно> 426—7202333> 720—10202839> 1020—12203042> 1220—1420324519
мельных участков для размещения за¬
порной арматуры указанных трубопро¬
водов Ширина полосы земель, отводи¬
мых во временное краткосрочное поль¬
зование на период строительства одно¬
го магистрального подземного трубо¬
провода, устанавливается по табл. 1 5Ширина полосы земель, отводимых во
временное краткосрочное пользование
на период строительства двух и более
параллельных магистральных подзем¬
ных трубопроводов принимается равной
ширине полосы земель для одного тру¬
бопровода плюс расстояние между ося¬
ми крайних трубопроводов Расстояние
между осями смежных трубопроводов
надлежит принимать по табл 1.6.Расстояние между осями смежных
трубопроводов разных диаметров сле¬
дует принимать равным расстоянию,
установленному для трубопровода боль¬
шего диаметра. Расстояние между
двумя нефтепроводами и нефтепродук-
топроводами, прокладываемыми одно¬
временно в одной TpaHHjee, допуска¬
ется принимать не менее указанного
в табл 1 б, но не меньше 1 м между
сгенками трубопроводов.Земельные участки, отводимые в бес¬
срочное (постоянное) пользование для
размещения запорной арматуры под¬
земных магистральных трубопроводов,
следует принимать размерами не более
10X10 м каждыйТаблица1.6 •Расстояние между осями смежных
магистральных трубопроводовРасстояние между
осями, мДиаметртрубопровода,ммнефте¬
проводов
и нефте-
продукто-
проводов<42685> 426—72095> 720—1020116> 1020—1220136> 1220—1420157Глава 2ОРГАНИЗАЦИЯ СТРОИТЕЛЬСТВАОсновная терминологияСтроительная терминология вообще
и терминология по организации строи¬
тельства в частности, используемая в
нормативной и научно-технической ли¬
тературе, представляется весьма об¬
ширной, в известной мере специфич¬
ной и несистематизированной В связи
с этим представляется необходимым
предварить изложение специальных
вопросов по организации строительства
линейной части магистральных трубо¬
проводов определением основных, наи¬
более часто употребимых терминов.Ведущая машина — строительная
машина, выполняющая в составе комп¬
лекта машин основной, ведущий про¬
цесс.20Ведущий процесс — основной про¬
цесс, входящий составным звеном в тех¬
нологическую цепь производства, про¬
должительность которого является сла¬
гаемым общей продолжительности
работВспомогательный процесс — сово¬
купность операций, не создающих непо¬
средственно строительной продукции,
но необходимых для ведения основ¬
ных процессов, предназначенных для
выпуска данного вида строительной
продукции.Выработка — количество доброкаче¬
ственной продукции, выпускаемой за
единицу рабочего времени (в смену,
час)Задача — проблемная ситуация, тре¬
бующая нахождения решения путем
формализации постановки желаемого
результата при заданных исходных дан¬
ных, ограничениях и критерии функ¬
ционирования системы.Постановка задачи — словесное или
математическое описание смысла за¬
дачи, содержащее исходные данные,
ограничения, критерий, необходимую
точность решения, связи с другими
задачами системы. Формализация за¬
дачи — описание задачи в принятых
формальных (сокращенных) обозначе¬
ниях.Решение задачи — алгоритмирован-
ный выбор последовательности опера¬
ций, математического аппарата и одной
из альтернатив их осуществления,
достижение результата, завершающего
определенный процесс.Задел — объем работ, выполненных в
незаконченных строительных объектах
и обеспечивающих непрерывность и
равномерность производства, а также
своевременную сдачу объектов в эксп¬
луатацию (полезный объем незавершен¬
ного производства).Захватка — часть объекта или его
конструктивного элемента с повторяю¬
щимися одинаковыми комплексами
строительных работ (процессами); в
пределах захватки развиваются и увя¬
зываются между собой все частные
потоки, входящие в состав рассматри¬
ваемого специализированного потока.Интенсивность (мощность) потока —
количество продукции, выпускаемой за
единицу времени, измеренное в нату¬
ральных показателях.Комплексная механизация — метод
производства работ, при котором все
технологически связанные операции
(как основные, так и вспомогательные)
выполняются механизированным спосо¬
бом при помощи системы согласованно
работающих и взаимодополняющих
машин.Критерий оптимальности — показа¬
тель, количественно выражающий
предельную меру экономического эф¬
фекта хозяйственного решения (на¬
пример, максимум прибыли, минимум
трудовых затрат, время достижения
цели и т. д.).Критическое сближение потоков —
предельное сближение двух смежных
потоков.Линейные (линейно-протяженные)
сооружения и объекты — сооружения и
объемы, характеризующиеся линейным
распределением объемов работ (же¬лезные и шоссейные дороги, магист¬
ральные трубопроводы и т. д).Модель — совокупность логических,
математических или иных соотношений,
отображающих с необходимым или воз¬
можным приближением к действитель¬
ности определенные характеристики и
параметры изучаемой системы; напри¬
мер детерминированная, вероятностная
(схоластическая), имитационная, си¬
туационная, экономико-математическая
модель.Модуль цикличности — отрезок вре¬
мени, являющийся единицей для изме¬
рения продолжительности строитель¬
ного потока. В ритмичном частном по¬
токе модуль цикличности — продолжи¬
тельность одного цикла (время выпол¬
нения частного потока на захватке).Надежность системы — свойство си¬
стемы сохранять заданный результат в
процессе функционирования в течение
заданного времени.Непрерывный процесс — процесс,
операции которого протекают неразрыв¬
но и незамедлительно одна за другой,
независимо от местных условий.Непрерывность производства — по¬
рядок ведения работ, при котором нет
перерывов в поступлении материалов и
других ресурсов производства, в проте¬
кании технологического процесса и вы¬
пуске продукции.Операция — организационно недели¬
мые и технологически однородные про¬
изводственные действия, характери¬
зующиеся неизменным составом ис¬
полнителей, а также неизменностью
предметов и орудий труда (применяе¬
мых материалов, машин, инструментов
и приспособлений)Организационный перерыв — вре¬
менная остановка смежных процессов
(потоков), вызванная необходимостью
подготовки фронта работ для после¬
дующего процесса (потока).Организация строительства (строи¬
тельного производства) — функцио¬
нальная система, включающая объекты
строительства, ресурсы для их возве¬
дения (временные, трудовые, техниче¬
ские, материальные, финансовые), а
также ограничения и правила взаимо¬
действия ресурсов (последовательность,
направление, совмещение, продолжи¬
тельность, интенсивность, надежность),
направленные на достижение заданного
результата — полностью законченного
строительством объекта.21
Оценка — сличение прогнозируемого
(заданного) и реального (полученного)
результатов
Оптимизация — формирование функ¬
циональной системы по принятому кри¬
терию оптимальности.Параметры строительного производ¬
ства — величины, описывающие систе¬
му строительного производстваПараметры строительного потока —
величины, описывающие развитие по¬
тока во времени и пространстве.Период развертывания потока — от¬
резок времени, в течение которого в
строительный поток постепенно включа¬
ются составляющие частные потоки
(потоки отдельных видов работ).Период свертывания потока — отре¬
зок времени, в течение которого осу¬
ществляются все частные потоки (ни
число, ни интенсивность частных пото¬
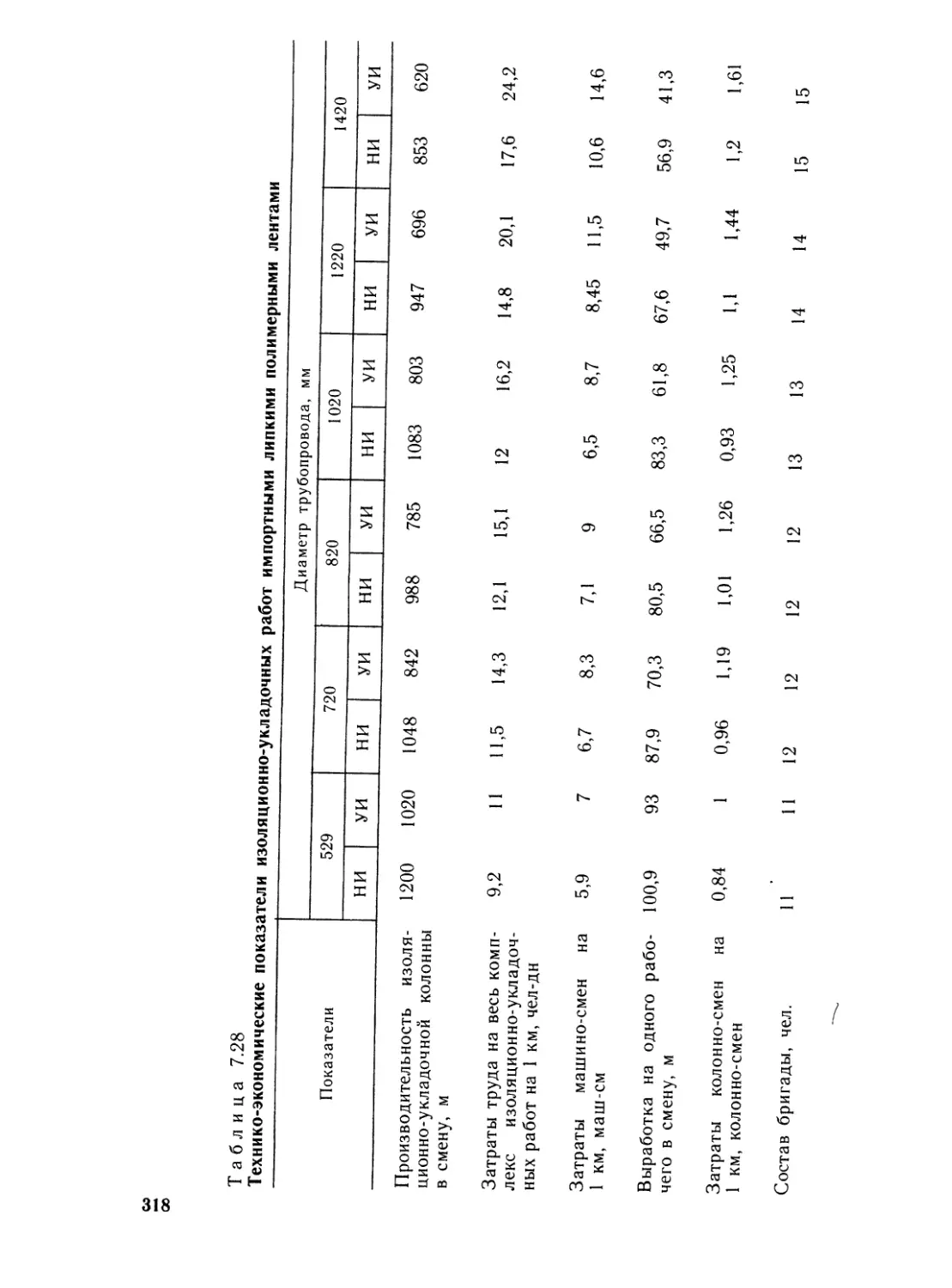
ков не меняется).Показатели технико-экономические—
мера количественного расхода ресурсов
(временных, трудовых, материальных и
денежных) для выпуска единицы про¬
дукции.Поточный метод — непрерывное и
равномерное производство работ, осно¬
ванное на расчленении общего произ¬
водственного процесса, разделении тру¬
да, совмещении и ритмичности выпол¬
нения различных процессов.Поточно-расчлененный метод — про¬
изводство работ с полным расчлене¬
нием технологического процесса до
простых рабочих процессов, а в неко¬
торых случаях до операций.Поточно-скоростной метод — непре¬
рывное и равномерное производство
работ с минимальными сроками их
выполненияПроизводственный цикл — совокуп¬
ность процессов, завершение которых
приводит к выпуску единицы готовой
продукции в виде законченной части
здания (специализированный поток)
или готового строительного объекта,
законченного полностью или на уча¬
стке (объектный поток).Простой (рабочий) процесс — сово¬
купность технологически связанных
операций, выполняемых одним рабо¬
чим или группой согласованно дейст¬
вующих рабочих (звеном)Расчет потока — определение пара¬
метров потока, расхода времени, ре¬
сурсов и эффективности производ¬
ства.22Ритмичность — соблюдение режима
в производстве, модулирование вре¬
мени производства путем измерения
продолжительности процессов с по¬
мощью одного и того же отрезка вре¬
мени (модуля цикличности).Сближение потоков (опережение од¬
ного потока другим) — промежуток
времени между двумя крайними смеж¬
ными частными потоками двух спе¬
циализированных или объектных пото¬
ковСезонный задел — полезный объем
незаверщенного производства, осу¬
ществляемый в тех видах работ, кото¬
рые прекращаются на зимний или дру¬
гой период года.Скоростной метод — производство ра¬
бот в минимальные, технически оправ¬
данные и экономически целесообраз¬
ные сроки при наибольщем совмещении
процессов и всемерной интенсифика¬
ции производства (применения наи¬
большего числа рабочих, машин, мате¬
риалов, денежных средств)Скоростное строительство — возведе¬
ние зданий и сооружений в минималь¬
ные, технически оправданные и эконо¬
мически целесообразные сроки при
наибольшем совмещении процессов и
всемерной интенсификации производ¬
стваСкорость потока — количество про¬
дукции, выпускаемой потоком строи¬
тельства линейных сооружений, изме¬
ренное в метрах (километрах) за еди¬
ницу времениСосредоточенные строительные объ¬
екты — объекты, расположенные на ог¬
раниченных строительных площадках
(в отличие от линейно-протяженных
объектов).Строительное производство — взаимо¬
связанный комплекс работ, результа¬
том которых является конечная про¬
дукция строительства — готовые к эк¬
сплуатации здания и сооруженияТехнология строительного произ¬
водства — функциональная система,
включающая ресурсы (временные, тру¬
довые и материальные), а также огра¬
ничения и правила взаимодействия
ресурсов для достижения заданного
результата — выполнения отдельных
видов работ, процессов и элементов
строительных объектов.Экономика строительного производ¬
ства — функциональная система, вклю¬
чающая ограничения и правила взаимо¬
действия элементов систем планирова¬
ния, управления, организации и техно¬
логии по критерию экономической эф¬
фективности.Организационно-технологические ре¬
шения строительного производства —
решения системы задач, необходимых и
достаточных для оптимизации органи¬
зации технологии строительного про¬
изводства по заданному критерию.Планирование строительного произ¬
водства — функциональная система
распределения ресурсов (временных,
трудовых, материальных, денежных)
для достижения прогнозируемых ре¬
зультатов функционирования системы
строительного производстваУправление строительным производ¬
ством — функциональная система вы¬
работки, принятия и реализации реше¬
ния для достижения заданного резуль¬
тата в процессе функционирования си¬
стемы строительного производства, ко¬
торая в силу' своего вероятностного
характера может отклоняться от задан¬
ных параметровСтроительные потоки (применительно
к строительству магистральных трубо¬
проводов) •комплексный строительный поток —
совокупность наземных объектов пото¬
ков сооружения компрессорных или на¬
сосных станций и объектных потоков
сооружения линейной части трубопро¬
вода, объединенных общей продукци¬
ей — комплексном сооружении магист¬
рального трубопровода,
объектный поток — совокупность спе¬
циализированных потоков, продукцией
которых является полностью закон¬
ченный строительством сосредоточен¬
ный объект (КС или НС) или их группа,
линейный объектный строительный
поток — совокупность скоростных по¬
токов отдельных видов работ (специа¬
лизированных или приравненных к ним
частных), продукцией которых является
полностью законченный строительством
участок линейной части трубопровода
или весь магистральный трубопровод,
специализированный строительный
поток — совокупность частных потоков,
объединенных единой технологической
схемой, параметрами и общей продук¬
цией,частный поток — элементарный строи¬
тельный или монтажный поток, пред¬
ставляющий последовательное выпол¬
нение одного процесса на ряде захва¬ток, которые рассматриваются в ка¬
честве единиц готовой продукции этого
потокаТехника строительного производст¬
ва — совокупность приемов и средств,
применяемых в строительном произ¬
водстве.Технологическая структура потока—
состав и содержание строительных
процессов, определяемых значением
технологических параметров.Технологичность — совокупность тех¬
нических свойств проектно-конструк¬
торских решений, характеризующих их
соответствие требованиям стабильности
строительного производства и эксплуа¬
тации, определяющих вновь созданные
стоимости в процессе изготовления кон¬
струкций и их транспортировка, а также
сооружения объектовФронт работ — часть объекта, необ¬
ходимая и достаточная для размещения
строительной техники и обслуживаю¬
щих ее рабочих, материалов, конструк¬
ций и изделий с целью беспрепятст¬
венного ведения работЦелевая функция — функция пере¬
менных, от которых зависит достиже¬
ние критерия оптимальностиЭквивалентный поток — условный
ритмичный поток той же интенсивно¬
сти и продолжительности, что и рас¬
сматриваемый неритмичный потокКомплексный
трубопроводостроительный
потокКомплексный трубопроводострои¬
тельный поток (КТП) в настоящее
время в системе Миннефтегазстроя
СССР представляет собой основное про¬
изводственное подразделение, результа¬
том деятельности которого является
полностью законченный строительством
участок магистрального трубопровода
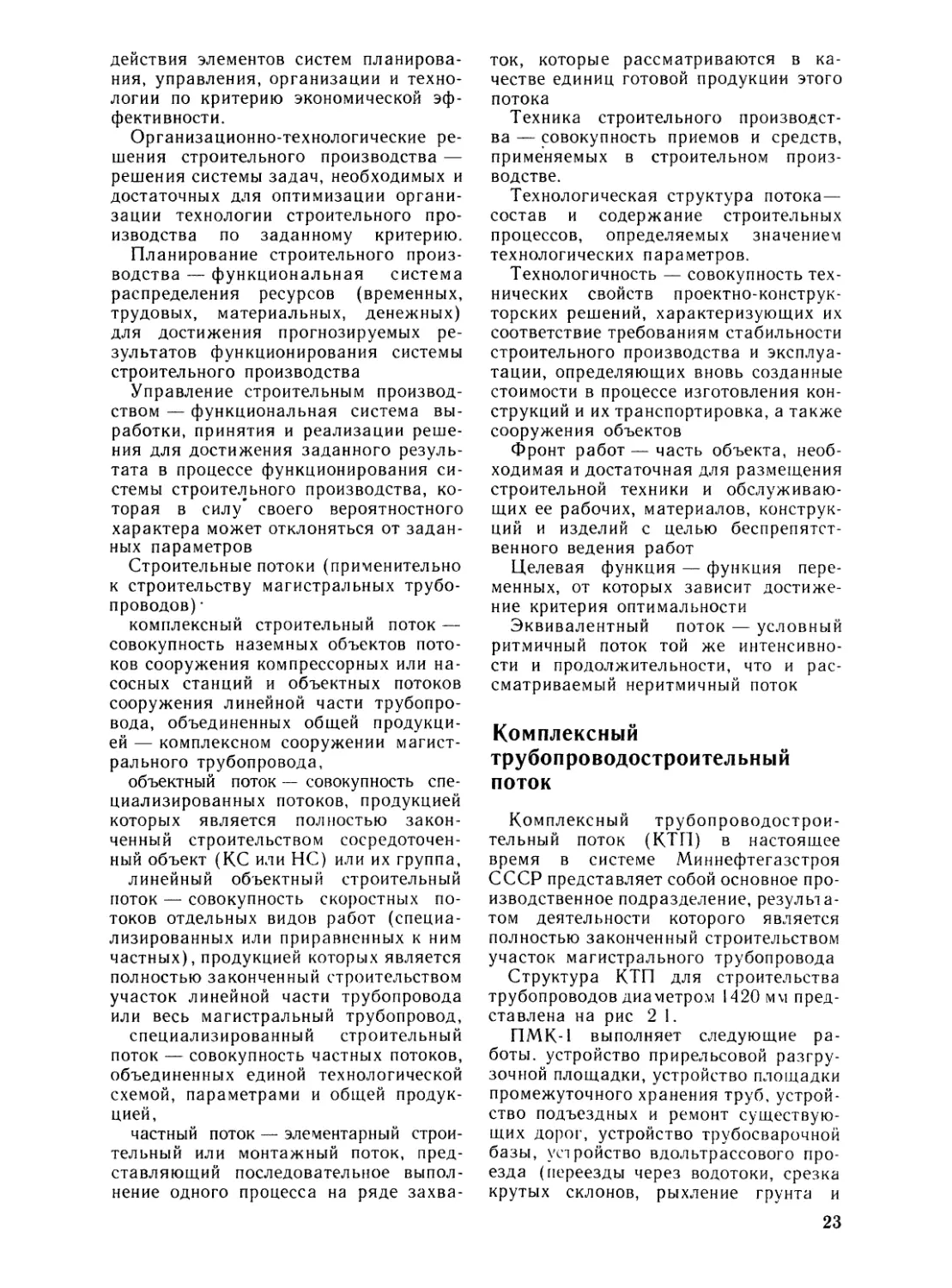
Структура КТП для строительства
трубопроводов диаметром 1420 мм пред¬
ставлена на рис 2 1.ПМК-1 выполняет следующие ра¬
боты. устройство прирельсовой разгру¬
зочной площадки, устройство плоп^адки
промежуточного хранения труб, устрой¬
ство подъездных и ремонт существую¬
щих дорог, устройство трубосварочной
базы, устройство вдольтрассового про¬
езда (переезды через водотоки, срезка
крутых склонов, рыхление грунта и23
Рис 2.1 Структура комплексного трубопроводостроительного потокат п.), расчистка трассы от леса, вы¬
возка беловой древесины; снятие пло¬
дородного слоя грунта; строительство
лежневых дорог, транспортировка труб
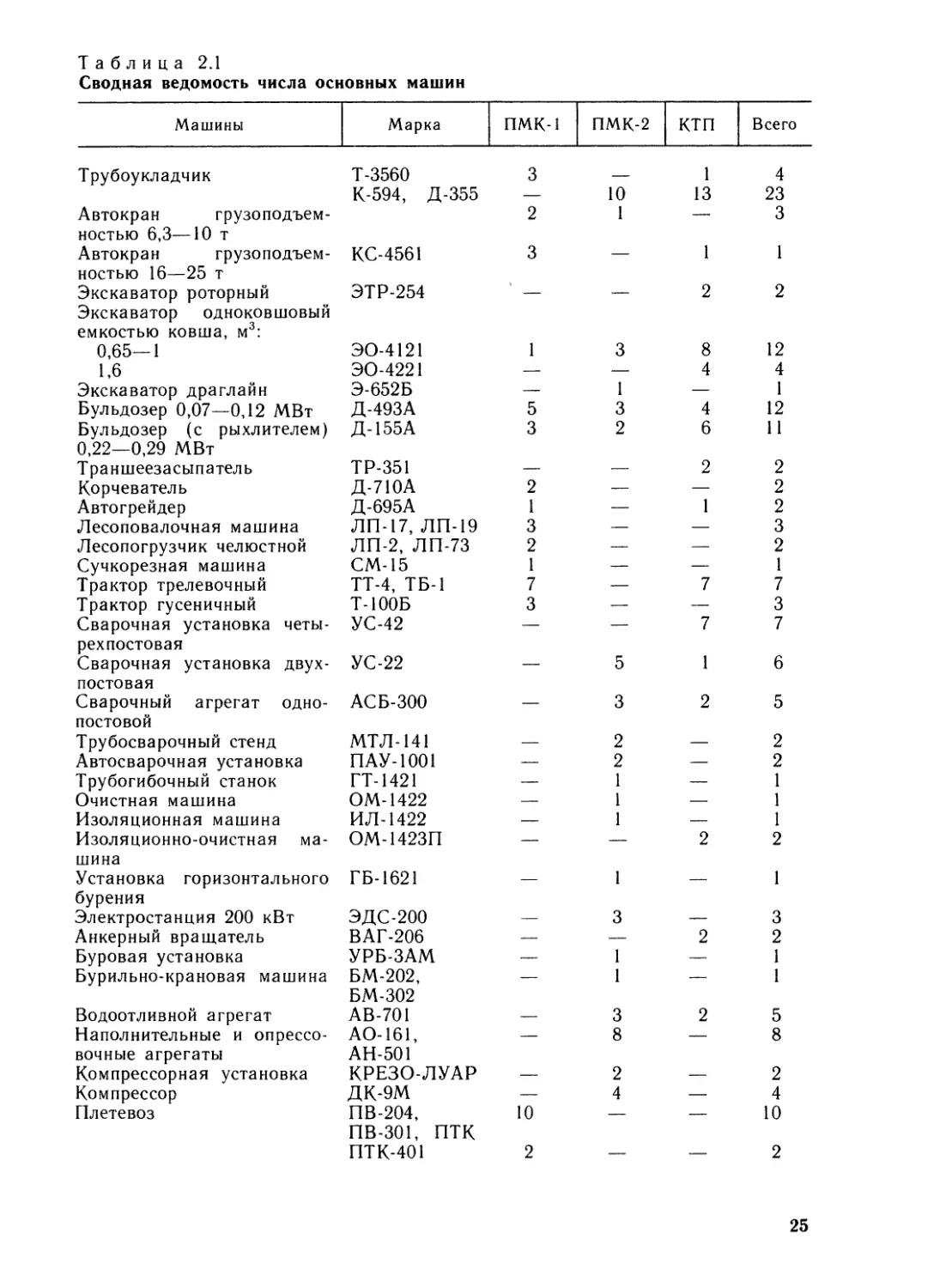
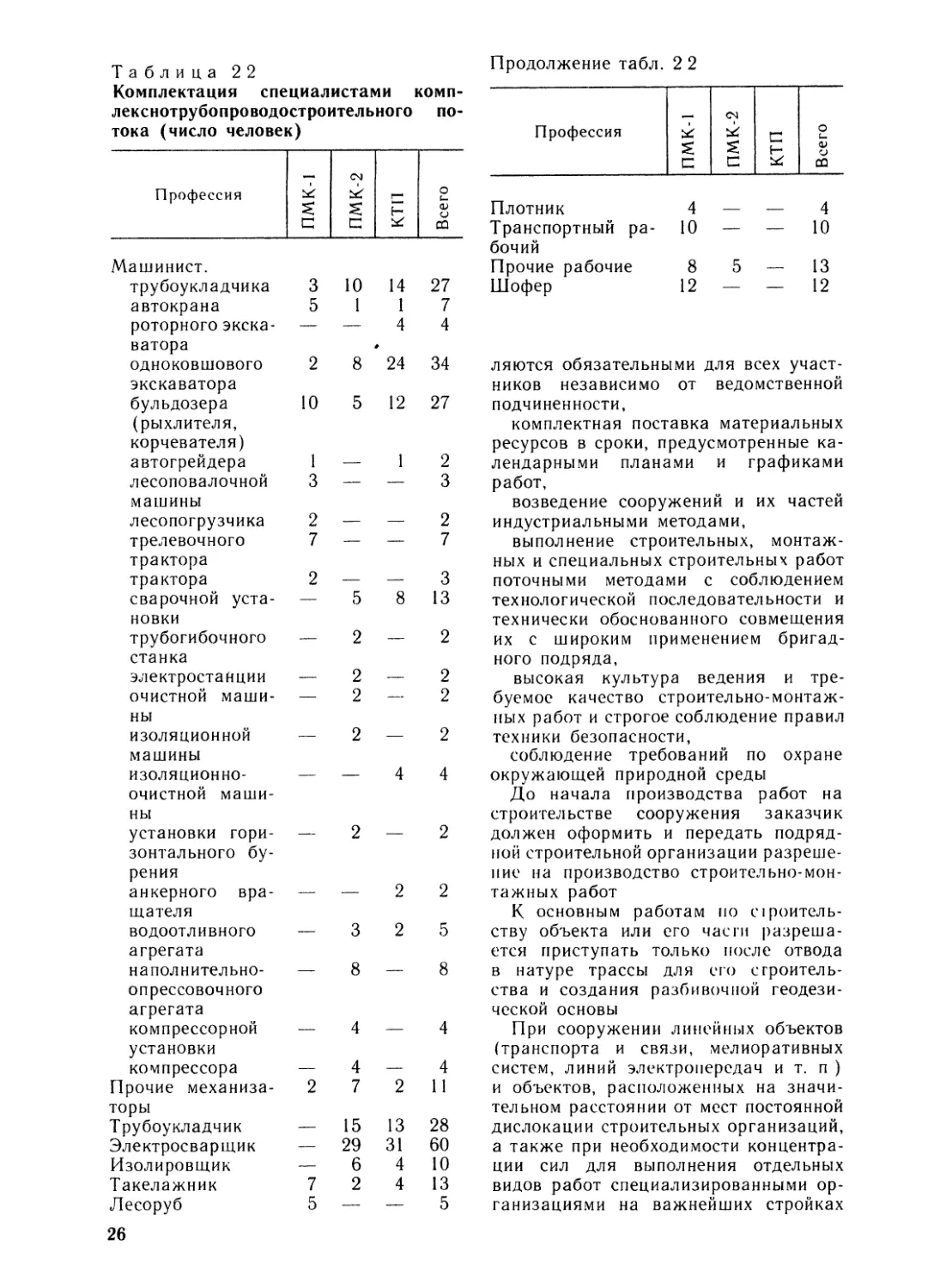
и грузовСводная ведомость основных меха¬
низмов и комплектации КТП специали¬
стами даны в табл. 2 1 и 2.2Общие положения
по организации
строительного производства 'Организация строительного произ¬
водства должна обеспечивать целена¬
правленность всех организационных,
технических и технологических решений
на достижение конечного результата —
ввода в действие объекта с необхо¬
димым качеством и в установленные
сроки■85.‘ Извлечения из СНиП 3 01 01
Организация строительного производ
ства. М, Госстрой СССР, 1985До начала строительства объекта
должны быть выполнены мероприятия
и работы по подготовке строительного
производства в объеме, обеспечиваю¬
щем осуществление строительства за¬
проектированными темпами, включая
проведение общей организационно-тех¬
нической подготовки, подготовки к
строительству объекта, подготовки
строительной организации и подготовки
к производству строительно-монтаж¬
ных работСтроительство каждого объекта до¬
пускается осуществлять только на осно¬
ве предварительно разработанных ре¬
шений по организации строительства и
технологии производства работ, кото¬
рые должны быть приняты в проек¬
тах производства работПри организации строительного про¬
изводства должны обеспечиваться:
согласованная работа всех участни¬
ков строительства объекта с координа¬
цией их деятельности генеральным под¬
рядчиком, решения которого по вопро¬
сам, связанным с выполнением утверж¬
денных планов и графиков работ, яв-24
Таблица 2ЛСводная ведомость числа основных машинМашиныМаркаПМК-1 ПМК-2 КТПВсегоТрубоукладчикАвтокран грузоподъем¬
ностью 6,3—10 т
Автокран грузоподъем¬
ностью 16—25 т
Экскаватор роторный
Экскаватор одноковшовый
емкостью ковша, м^:Т-3560К-594, Д-355КС-4561ЭТР-2541011134233120,65—1ЭО-4121138121,6ЭО-4221——44Экскаватор драглайнЭ-652Б—1—1Бульдозер 0,07—0,12 МВтД-493А53412Бульдозер (с рыхлителем)Д-155А326И0,22—0,29 МВт
Т раншеезасыпательТР-351__22КорчевательД-710А2——2АвтогрейдерД-695А1—12Лесоповалочная машинаЛП-17, ЛП-193——3Лесопогрузчик челюстнойЛП-2, ЛП-732——2Сучкорезная машинаСМ-151——1Трактор трелевочныйТТ-4, ТБ-17—77Трактор гусеничныйТ-100Б3——3Сварочная установка четы¬УС-42——77рехпостоваяСварочная установка двух¬УС-22 516постоваяСварочный агрегат одно¬АСБ-300_325постовойТрубосварочный стендМТЛ-141_2_2Автосварочная установкаПАУ-1001—2—2Трубогибочный станокГТ-1421—1—1Очистная машинаОМ-1422—1—1Изоляционная машинаИЛ-1422—1—1Изоляционно-очистная ма¬ОМ-1423П——22шинаУстановка горизонтального
буренияЭлектростанция 200 кВтГБ-1621—1—1ЭДС-200 3—3Анкерный вращательВАГ-206——22Буровая установкаУРБ-ЗАМ—1—1Бурильно-крановая машинаБМ-202,—1—1Водоотливной агрегатБМ-302АВ-701325Наполнительные и опрессо-АО-161,—8—8вочные агрегаты
Компрессорная установкаАН-501КРЕЗО-ЛУАР22КомпрессорДК-9М—4—4ПлетевозПВ-204,10——10ПВ-301, птк
ПТК-4012225
Таблица 22Продолжение табл.22Комплектация специалистами комп¬лекснотрубопроводостроительногопо-CSтока (число человек)ПрофессияС2н0)оСсQQПрофессияCNJн*о^ Плотник44Сс^ Транспортный ра¬10——10бочийМашинист.Прочие рабочие85—13трубоукладчика3101427 Шофер12——12автокрана5117роторного экска-——44ватораодноковшового
экскаватора
бульдозера
(рыхлителя,
корчевателя)
автогрейдера
лесоповалочной
машины
лесопогрузчика
трелевочного
трактора
трактора
сварочной уста¬
новкитрубогибочногостанкаэлектростанции
очистной маши¬
ныизоляционной
машины
изоляционно¬
очистной маши¬
ныустановки гори¬
зонтального бу¬
ренияанкерного вра¬
щателяводоотливного
агрегата
наполнительно-
опрессовочного
агрегата
компрессорной
установки
компрессора
Прочие механиза¬
торыТрубоукладчикЭлектросварщикИзолировщикТакелажникЛесоруб2621024 3412 271 123——32__27——72__3—5813—2—2__22—2—2—2—2——44—2—2——22—325—8—8—4—4_4 427211_151328 293160—6410724135——5ляются обязательными для всех участ¬
ников независимо от ведомственной
подчиненности,комплектная поставка материальных
ресурсов в сроки, предусмотренные ка¬
лендарными планами и графиками
работ,возведение сооружений и их частей
индустриальными методами,выполнение строительных, монтаж¬
ных и специальных строительных работ
поточными методами с соблюдением
технологической последовательности и
технически обоснованного совмещения
их с широким применением бригад¬
ного подряда,высокая культура ведения и тре¬
буемое качество строительно-монтаж¬
ных работ и строгое соблюдение правил
техники безопасности,
соблюдение требований по охране
окружающей природной средыДо начала производства работ на
строительстве сооружения заказчик
должен оформить и передать подряд¬
ной строительной организации разреше¬
ние на производство строительно-мон¬
тажных работК основным работам но сфоитель-
ству объекта или его час гм разреша¬
ется приступать только после отвода
в натуре трассы для его строитель¬
ства и создания разбивочиой геодези¬
ческой основыПри сооружении линейн1>1х объектов
(транспорта и связи, мелиоративных
систем, линий электропередач и т. п )
и объектов, расположенных на значи¬
тельном расстоянии от мест постоянной
дислокации строительных организаций,
а также при необходимости концентра¬
ции сил для выполнения отдельных
видов работ специализированными ор¬
ганизациями на важнейших стройках
работы надлежит вести преимуществен¬
но мобильными строительными форми¬
рованиями, оснащенными соответствен¬
но профилю работ средствами тран¬
спорта и передвижными (мобильными)
механизированными установками и уст¬
ройствами энергетического обеспече¬
ния, а также мобильными (инвентар¬
ными) зданиями производственного,
складского, вспомогательного, жилого,
бытового и общественного назначения
для нужд строительства.В процессе строительства объектов
должно быть обеспечено соблюдение
строительных норм, правил и стандар¬
тов, а при возведении сложных и уни¬
кальных объектов, кроме того, особых
указаний и технических условий проекта
(рабочего проекта).При организации строительного про¬
изводства должно предусматриваться
своевременное строительство подъезд¬
ных путей и причалов, создание склад¬
ского хозяйства, развитие производст¬
венной базы строительных организаций
и подготовка помещений жилищного и
социально-бытового назначения и ком¬
мунального хозяйства в объеме, необ¬
ходимом для нужд строительства с уче¬
том возможностей временного использо¬
вания запроектированных постоянных
зданий и сооружений.На каждом объекте строительства
надлежит:вести специальные журналы по от¬
дельным видам работ, перечень которых
устанавливается генподрядчиком по
согласованию с субподрядными орга¬
низациями и заказчиком,составлять акты освидетельствования
скрытых работ, промежуточной приемки
ответственных конструкций, испытания
и опробования оборудования, систем,
сетей и устройств;оформлять другую производствен¬
ную документацию, предусмотренную
СИиП по отдельным видам работ и
исполнительную документацию —
комплект рабочих чертежей с надпи¬
сями о соответствии выполненных в
натуре работ этим чертежам или вне¬
сенным в них по согласованию с проект¬
ной организацией изменениями, сделан¬
ными лицами, ответственными за про¬
изводство строительно-монтажных ра¬
бот.Подготовка строительного производ¬
ства должна обеспечивать планомерное
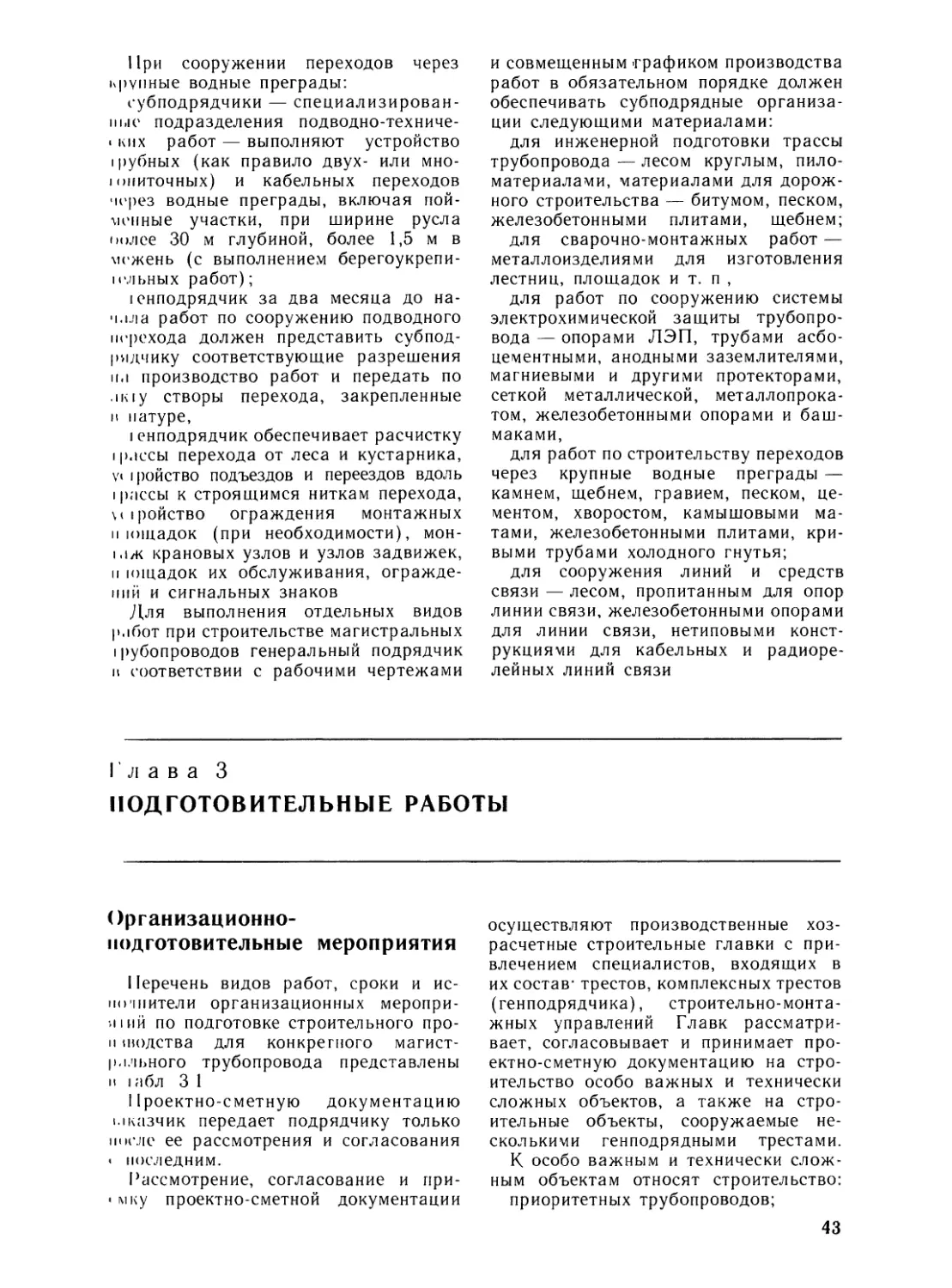
развертывание строительно-монтажныхработ и взаимоувязанную деятельность
всех участников строительства объектаОбщая организационно-техническая
подготовка должна выполняться в соот¬
ветствии с Правилами о договорах
подряда на капитальное строительство
и включать в том числе: обеспечение
стройки проектно-сметной документа¬
цией: отвод в натуре трассы для строи¬
тельства, оформление финансирования
строительства, заключение договоров
подряда и субподряда на строитель¬
ство, оформление разрещений и допу¬
сков на производство работ, решение
вопросов о переселении лиц и органи¬
заций, размещенных в подлежащих
сносу зданиях, обеспечение строитель¬
ства подъездными путями, электро-,
водо- и теплоснабжением, системой свя¬
зи и помещениями бытового обслужи¬
вания кадров строителей, организацию
поставки на строительство оборудова¬
ния, конструкций, материалов и гото¬
вых изделий.Подготовка к строительству каждого
объекта должна предусматривать изу¬
чение инженерно-техническим персо¬
налом проектно-сметной документации,
детальное 'ознакомление с условиями
строительства, разработку проектов
производства работ, а также выполне¬
ние самих работ подготовительного
периода с учетом природоохранных тре¬
бований и требований по безопасно¬
сти труда.Внеплощадочные подготовительные
работы должны включать строитель¬
ство подъездных путей и причалов, жи¬
лых поселков для строителей необхо¬
димых сооружений по развитию про¬
изводственной базы строительной орга¬
низации, а также сооружений и уст¬
ройств связи для управления строи¬
тельством.Внутриплощадочные подготовитель¬
ные работы должны предусматривать
сдачу—приемку геодезической разби-
вочной основы для строительства, уст¬
ройство постоянных и временных дорог,
размещение мобильных (инвентарных)
зданий и сооружений производствен¬
ного, складского, вспомогательного, бы¬
тового и общественного назначения,
устройство складских площадок и поме¬
щений для материалов, конструкций и
оборудования, организацию связи для
оперативно-диспетчерского управления
производством работ, обеспечение стро¬
ительной площадки противопожарным27
водоснабжением и инвентарем, освеще¬
нием и средствами сигнализации.Конструкция всех дорог, используе¬
мых в качестве временных, должна
обеспечивать движение строительной
техники и перевозку максимальных по
массе и габаритам строительных грузов.При подготовке строительной орга¬
низации к строительству объектов
должна разрабатываться, как правило,
документация по организации работ
на годовую или двухлетнюю программу
с увязкой по срокам строительства и
обеспечению трудовыми и материально-
техническими ресурсами всех объектов
Для решения задач по организации
управления строительным производст¬
вом с применением экономико-матема¬
тических методов, электронно-вычисли¬
тельной техники и других технических
средств сбора, передачи и обработки
информации следует создавать автома¬
тизированную систему управления.При подготовке к производству строи¬
тельно-монтажных работ, должно быть
выполнено следующее:разработаны проекты производства
работ, переданы и приняты закреплен¬
ные на местности знаки геодезической
разбивки;разработаны и осуществлены меро¬
приятия по организации труда (в том
числе методом сквозного поточного бри¬
гадного подряда) и обеспечению строи¬
тельных бригад картами трудовых про¬
цессов;организовано инструментальное хо¬
зяйство для обеспечения бригад необ¬
ходимыми средствами малой механи¬
зации, инструментом, средствами из¬
мерений и контроля, средствами под-
мащивания, ограждениями и монтажной
оснасткой в составе и количестве,
предусмотренными нормокомплектами,
оборудованы площадки и стенды
укрупнительной и конвейерной сборки
конструкций;создан необходимый запас строи¬
тельных конструкций, материалов и го¬
товых изделий;поставлены или перебазированы на
рабочее место строительные машины и
передвижные (мобильные) механизи¬
рованные установки.28Практические задачи
организации строительства
магистральных трубопроводовГлавным принципом организации
строительства каждого магистрального
трубопровода является разделение его
на участки и осуществление на каждом
из них КТП. Поэтому основными прак¬
тическими задачами организации, ре¬
шаемыми при строительстве каждого
магистрального трубопровода, явля¬
ются:определение оптимального числа КТП;определение границ осуществле¬
ния КТП;обеспечение синхронности производ¬
ства отдельных видов работ в составе
КТП;поточное строительство малых пере¬
ходов трубопровода через естественные
и искусственные преграды;расчет транспортной схемы строи¬
тельства магистрального трубопровода.Определение оптимального числа КТП^При ропюпии вопросов организации
строительства каждого магистрального
трубопровода главная задача состой!
в определении оптимального числа
КТП, необходимого для строительства
магистрального трубопровода данного
диаметра, протяженности в конкретных
природно-климатических условиях в за¬
данный срок.Необходимое число КТП определя-
егся по следующим формуламА Для случая, когда одновременно
начинают строительство трубопровода и
одновременно его заканчивают:к-Л/„лРггД'см,(:::/Л)/(перЛ:кл + ,/Си. - /.— /-общ ^ ^пе|)>где К — число производственных комп¬
лексов; L„p — приведенная протяжен-' Применение ЭВМ для определе¬
ния числа КТП дано в «Руководстве по
расчету организации поточно-механизи¬
рованного строительства магистраль¬
ных трубопроводов на уровне произ¬
водственных комплексов» (Р 379—90),
М., изд ВНИИСТ, 1980
ПОСТЬ трассы трубопровода; Кем —
коэффициент сменности, равный 8//ф
(/ф — фактическая продолжительность
смены); Мпл — планируемое число рабо¬
чих смен в установленном периоде
строительства трубопровода, Рем —
сменная производительность изоляци¬
онно-укладочной колонны в нормальных
условиях производства работ при вы¬
полнении изоляции трубопровода поли¬
мерными материалами нормального ти¬
па; для различных диаметров D тру¬
бопроводов и их групп значения Рем
разные:D, мм . . 325—529 630—720 820
Рем, км . . 2 1,5 1,3Д мм . 1020 1220 1420
Рем, км . . . 1,2 I 0,8(значения Рем могут быть опеределены
по экспертным оценкам исполнителей
работ).I^liki — сумма произведений суммар¬
ной протяженности участков трассы
трубопровода с нормальными и специ¬
фическими характерными участками
(например, болота, пески, скальные
грунты и т. д.) на соответствующие
коэффициенты, учитывающие слож¬
ность производства работ, и, следова¬
тельно, относительное увеличение про¬
должительности этих работ на данных
участкахДля различных условий приняты сле¬
дующие значения коэффициентов слож¬
ности производства работ /г,(/гб, /г„)
и т дДля болот I типа приведем значе¬
ния коэффициента в зависимости
от суммарной протяженности / участ¬
ков болот (в % от расчетной протя¬
женности трассы трубопровода)’. 3—5 > 5-10 > 10—15
. 1,25Ч\ •
/. %
кб\ .хода изоляционно-укладочных колонн,
следует принимать j =/г^= 1,5.Для горных условий с различными
уклонами а местности значения коэф¬
фициента kp следующие:а, градус ^ 7 >■ 7—20> 20—40> 40
kp . 1 2 2,5 3Для сыпучих песков с редким расти¬
тельным покровом /гпссч—1,2.Для условий подвижных барханов и
дюн /гпееч=1,3Для условий скальных грунтов коэф¬
фициент сложности производства работ
определяют по формуле kc= \ ~\-Сп,
где п — отношение суммарной протя¬
женности участков трассы трубопро¬
вода со скальными грунтами к расчет¬
ной протяженности, С — корректирую¬
щий коэффициент, значение которого
зависит от значения п:п .
Сп .
С .0,01—0,33 0,34—0,63
0,8 0,660,64—0,771,34>0,771,61,5 215-20 >20-25
2,3 2,5Для болот II типа коэффициент*611=3При укрупненных расчетах для бо¬
лот I типа коэффициентПри производстве работ в зимнее
время на незамерзающих болотах зна¬
чения коэффициентов не изменяются, а
на замерзающих болотах или на боло¬
тах, где возможно и предусматривается
проектом искусственное проморажива¬
ние трассы для беспрепятственного про¬Кпер — коэффициент, учитывающий слож¬
ность производства работ в зависимо¬
сти от числа переходов трубопровода
через преграды, выполняемые специа¬
лизированными производственными
бригадами, значения /(„ер при числе
переходов п, приходящихся на 100 км
трассы трубопровода, следующие-п . 20 > 20—40 > 40—50 >50/(пер 1,05 1,1 1,15 1,25Значение коэффициента /Скл, учи¬
тывающего сложность климатических
условий, определяют по формулеNn./(,где yVnor — число рабочих смен в пла¬
нируемом периоде строительства, в ко¬
торые производство изоляционно-укла¬
дочных работ по погодным условиям
не'допускается, Е/„з/(из — сумма произ¬
ведений суммарной протяженности уча¬
стков трубопровода с изоляционным
покрытием различных типов на соот¬
ветствующие коэффициенты, учитываю¬
щие сложность нанесения этих покры¬
тий.29
Для условий нанесения на трубо¬
провод изоляции различных типов зна¬
чение /Сиз принимают:для изоляции полимерными лентами
нормального типа — 1; усиленного ти¬
па— 1,1, нормального и усиленного
типа с защитной оберткой—1,5; для
битумно-резиновой изоляции нормаль¬
ного типа — 1,2, усиленного типа — 1,3;
L — расчетная протяженность трубо¬
провода, Lo6iu — общая проектная про¬
тяженность трубопровода; ZLnep — сум¬
марная протяженность переходов тру¬
бопровода через преграды (строитель¬
ство переходов намечено осуществлять
специализированными бригадами).Б. Для случая, когда КТП начинают
и заканчивают строительство участков
трубопровода в разное время Число их
определяют простым арифметическим
подбором и должно быть равно числу
слагаемых левой части равенства:Л^ПЛ 1 + Л/^пл 2 Ч" • + А^ПЛЛ== ^пр/^см,где Л/пл1, Л^пл2,. ,Л^пл.г — планируемое
число рабочих смен в период строи¬
тельства соответственно для 1-го,2-го,. ., /2-го КТП.Эта формула позволяет оптимально
учесть план поставок труб и наличие
работоспособных производственных
подразделений в составе КТП — ко¬
лонн, бригад, звеньев — в течение всего
срока строительства магистрального
трубопровода.Для количественной оценки условий
строительства подземных магистраль¬
ных трубопроводов введено понятие
«показатель сложности трассы магист¬
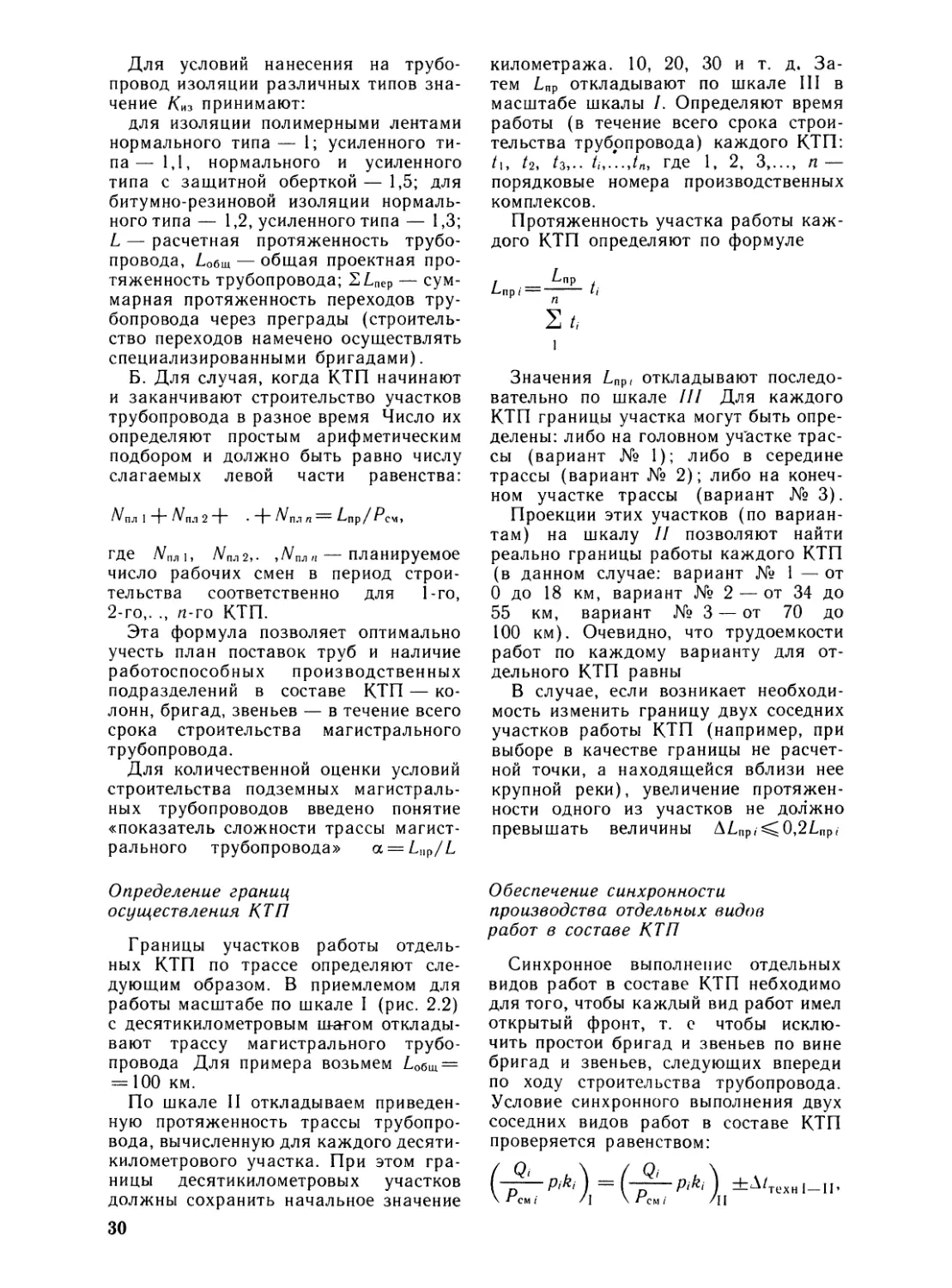
рального трубопровода» a = Lup/Lкилометража. 10, 20, 30 и т. д. За¬
тем L„p откладывают по шкале III в
масштабе шкалы /. Определяют время
работы (в течение всего срока строи¬
тельства трубопровода) каждого КТП:
t[, /2, /3,.. где 1, 2, 3,..., п —порядковые номера производственных
комплексов.Протяженность участка работы каж¬
дого КТП определяют по формуле_ Up
Lnp,- ^ иIt.Значения Lnp, откладывают последо¬
вательно по шкале III Для каждого
КТП границы участка могут быть опре¬
делены: либо на головном уч'астке трас¬
сы (вариант № 1); либо в середине
трассы (вариант № 2); либо на конеч¬
ном участке трассы (вариант № 3).Проекции этих участков (по вариан¬
там) на шкалу II позволяют найти
реально границы работы каждого КТП
(в данном случае: вариант № 1 — отО до 18 км, вариант № 2 — от 34 до
55 км, вариант № 3 — от 70 до
100 км). Очевидно, что трудоемкости
работ по каждому варианту для от¬
дельного КТП равныВ случае, если возникает необходи¬
мость изменить границу двух соседних
участков работы КТП (например, при
выборе в качестве границы не расчет¬
ной точки, а находящейся вблизи нее
крупной реки), увеличение протяжен¬
ности одного из участков не должно
превышать величины ALnp/<0,2Lnp,Определение границ
осуи^ествления КТПГраницы участков работы отдель¬
ных КТП по трассе определяют сле¬
дующим образом. В приемлемом для
работы масштабе по шкале I (рис. 2.2)
с десятикилометровым щагом отклады¬
вают трассу магистрального трубо¬
провода Для примера возьмем 1обт =
==100 км.По шкале II откладываем приведен¬
ную протяженность трассы трубопро¬
вода, вычисленную для каждого десяти¬
километрового участка. При этом гра¬
ницы десятикилометровых участков
должны сохранить начальное значение30Обеспечение синхронности
производства отдельных видов
работ в составе КТПСинхронное выполнение отдельных
видов работ в составе КТП небходимо
для того, чтобы каждый вид работ имел
открытый фронт, т. е чтобы исклю¬
чить простои бригад и звеньев по вине
бригад и звеньев, следующих впереди
по ходу строительства трубопровода.
Условие синхронного выполнения двух
соседних видов работ в составе КТП
проверяется равенством:
ВариантЯ1Вариант rhfгВариант Я3Ш\Нхо 10 20 30 ио 50 60 70 80 90 100 110 120 130пр11 [inihi»li|imliiii)ii>l<iii|iiJiil.niUi(iii10 20 30 fyO SO60 70 80 90 100пр1|||||ф|пЬ|1||)1(||||1||(1111м|фи1|||1|И»||»{|||Г1|||пф|||1|11фЦ11|>и|ш,|Г|ш|о 10 20 30 ио 50 60 70 80 90 100 ^Рис. 2.2. Шкалы для определения границ осуществления КТПгде Qi — объем какого-либо вида работ
по прокладке трубопровода на участке
трассы протяженностью L (проверяется
синхронность производства работ на
L-M км трассы); Рем/ — сменная произ¬
водительность звена (бригады, мехко-
лонны), выполняющей i-н вид работ
на том же участке трассы; р, — коэф¬
фициент, учитывающий задание по по¬
вышению производительности труда при
выполнении i-й работы; /г, — коэффи¬
циент сложности выполнения i-й работы
(определяется по ведомственным НиР);
Д/техн1—II — минимальное технологиче¬
ски допустимое сближение двух сосед¬
них видов работ I и И, <K-f » и « —» для
которого принимаются соответственно,
если I вид работ предшествует II и
если I вид работ следует за И.Поточное строительство
малых переходов
трубопровода
через естественные
и искусственные преградыСооружение малых переходов через
естественные и искусственные преграды
специализированными бригадами при
исключительном разнообразии природ¬
но-климатических условий строитель¬
ства и конструктивных решений пере¬
ходов ставит следующие основные мето¬
дические вопросы:как определить оптимальное число
специализированных бригад для строи¬
тельства переходов в пределах сроков
строительства всего трубопровода;какова должна быть оптимальная
последовательность строительства пере¬
ходов;каковы оптимальные объему работ
(по числу сооружаемых переходов)
каждой специализированной бригады.В основу графо-аналитического мето¬
да организации поточного строитель¬
ства переходов положены следующие
принципы:каждый переход через естественную
или искусственную преграду рассмат¬
ривается как сосредоточенный строи¬
тельный объект, находящийся на опре¬
деленном участке осуществления от¬
дельного КТП;специализация бригад в полной мере
должна соответствовать характеристике
переходов — конструктивным реше¬
ниям, набору видов работ и техноло¬
гии их производства;строительство каждого перехода
должно быть закончено к моменту под¬
хода к нему частного потока по
заварке захлестов и врезке катушек с
тем, чтобы, создавая сплошность нитки
трубопровода, обеспечить непрерывный
фронт работ для очистки внутренней
полости трубопровода;до начала производства работ на
переходах к каждому из них должна
быть проложена временная дорога,
необходимая для доставки грузов и
рабочих.Порядок расчета: прежде всего сле¬
дует определить число КТП и границы
их осуществления, используя методы
приведенной протяженности трассы и
сопоставимых трасс, затем составить
перечень переходов через преграды, ко¬
торые (переходы) намечается соору¬
жать не по ходу линейных потоков,
а специализированными бригадами,
разделив переходы на группы по
конструктивным признакам, примени¬
тельно к технологии производства работ
(например, группа переходов через же¬
лезные и шоссейные дороги, сооружае¬
мые с использованием метода, гори¬
зонтального бурения, группа воздуш¬31
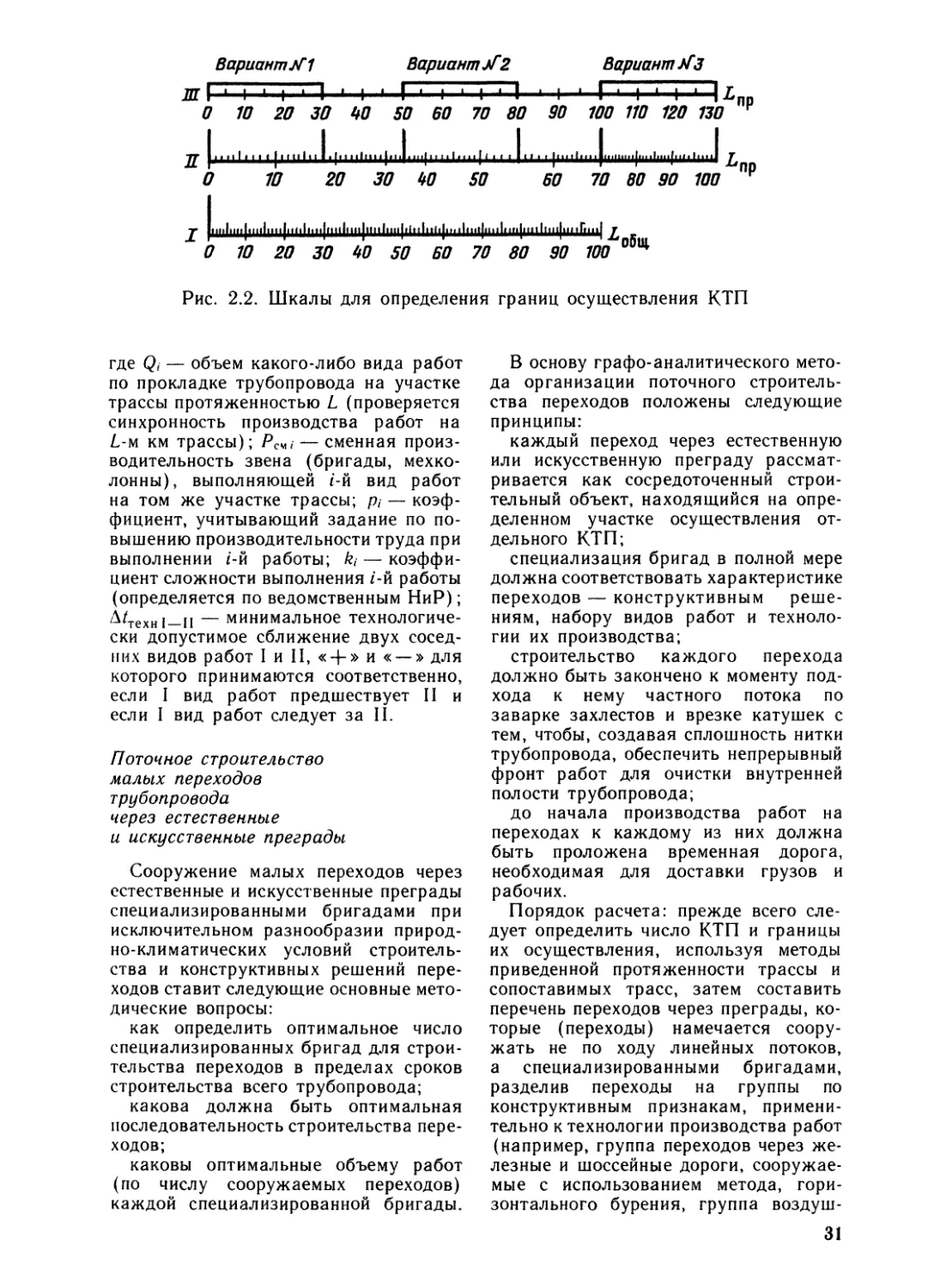
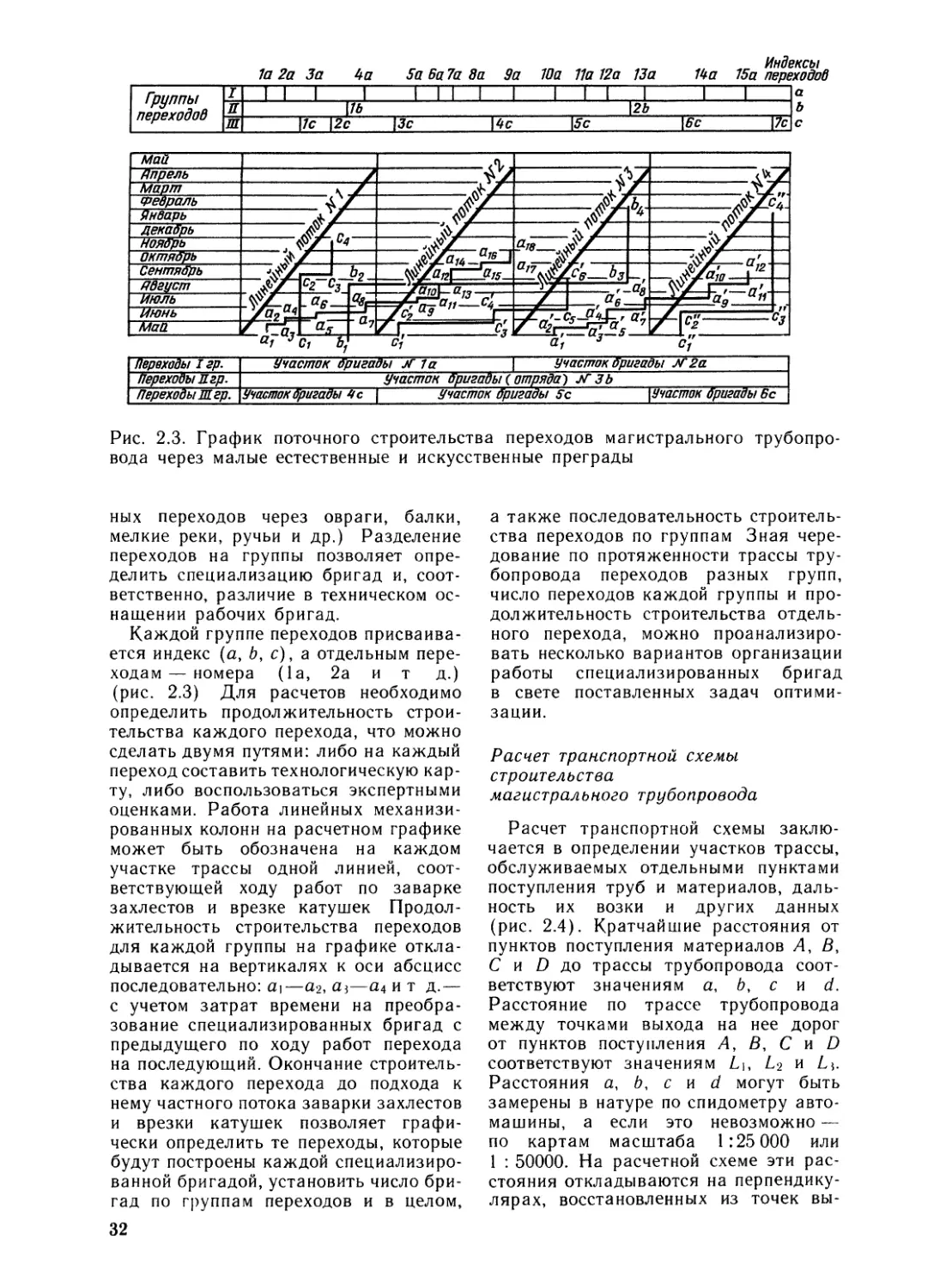
1а 2а За fya Sa 6а 7а 8а 9а70а 11а 12а 13апаГруппыпопо vn/infiIill 1 1 II I 1 1 1 1 1 IIаш\1ЬЬ// tfUc Л и и и иш\1с \2с jJc \Чс\5с1^£ сПереходы 1зр.Участок д^ригады Jf 1а | Участок бригады Л 2аПереходы Л гр.Участок (Тригады (отряда) Я ЗЬПереходы Шгр.Участокфигады Afc | участок бригады Sc \Участок бригады 6сРис. 2.3. График поточного строительства переходов магистрального трубопро¬
вода через малые естественные и искусственные преградыных переходов через овраги, балки,
мелкие реки, ручьи и др.) Разделение
переходов на группы позволяет опре¬
делить специализацию бригад и, соот¬
ветственно, различие в техническом ос¬
нащении рабочих бригад.Каждой группе переходов присваива¬
ется индекс {а, Ь, с), а отдельным пере¬
ходам— номера (1а, 2а и т д.)
(рис. 2.3) Для расчетов необходимо
определить продолжительность строи¬
тельства каждого перехода, что можно
сделать двумя путями: либо на каждый
переход составить технологическую кар¬
ту, либо воспользоваться экспертными
оценками. Работа линейных механизи¬
рованных колонн на расчетном графике
может быть обозначена на каждом
участке трассы одной линией, соот¬
ветствующей ходу работ по заварке
захлестов и врезке катушек Продол¬
жительность строительства переходов
для каждой группы на графике откла¬
дывается на вертикалях к оси абсцисс
последовательно: а\—а<2, а^—а^ и т д.—
с учетом затрат времени на преобра¬
зование специализированных бригад с
предыдущего по ходу работ перехода
на последующий. Окончание строитель¬
ства каждого перехода до подхода к
нему частного потока заварки захлестов
и врезки катушек позволяет графи¬
чески определить те переходы, которые
будут построены каждой специализиро¬
ванной бригадой, установить число бри¬
гад по группам переходов и в целом,32а также последовательность строитель¬
ства переходов по группам Зная чере¬
дование по протяженности трассы тру¬
бопровода переходов разных групп,
число переходов каждой группы и про¬
должительность строительства отдель¬
ного перехода, можно проанализиро¬
вать несколько вариантов организации
работы специализированных бригад
в свете поставленных задач оптими¬
зации.Расчет транспортной схемы
строительствамагистрального трубопроводаРасчет транспортной схемы заклю¬
чается в определении участков трассы,
обслуживаемых отдельными пунктами
поступления труб и материалов, даль¬
ность их возки и других данных
(рис. 2.4). Кратчайшие расстояния от
пунктов поступления материалов Л, В,
С и D до трассы трубопровода соот¬
ветствуют значениям а, 6, с и d.
Расстояние по трассе трубопровода
между точками выхода на нее дорог
от пунктов поступления Л, В, С и D
соответствуют значениям L\, L2 и Li.
Расстояния а, Ь, с и d могут быть
замерены в натуре по спидометру авто¬
машины, а если это невозможно —
по картам масштаба 1:25 000 или
1 : 50000. На расчетной схеме эти рас¬
стояния откладываются на перпендику¬
лярах, восстановленных из точек вы¬
хода дорог на трассу А', В\ С' и D'
в масштабе, равном масштабу трассы
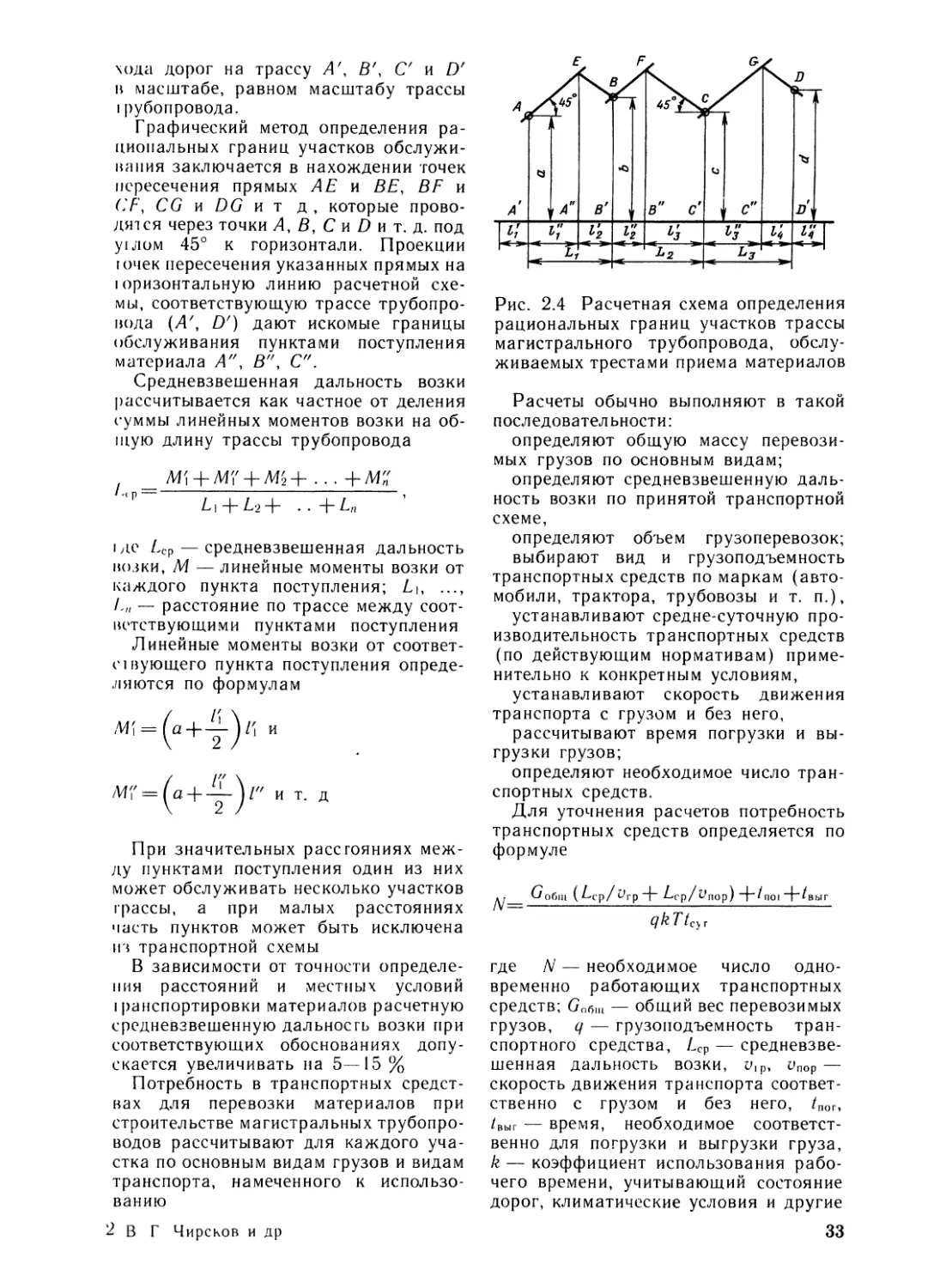
Iрубопровода.Графический метод определения ра¬
циональных границ участков обслужи-
иапия заключается в нахождении точек
пересечения прямых АЕ и BE, BF и
('.F\ CG W DG W 1 д, которые прово¬
дятся через точки Л, 5, С и D и т. д. под
У1Л0М 45° к горизонтали. Проекции
ючек пересечения указанных прямых на
Iоризонтальную линию расчетной схе¬
мы, соответствующую трассе трубопро¬
вода (А', D') дают искомые границы
обслуживания пунктами поступления
материала А", В", С".Средневзвешенная дальность возки
рассчитывается как частное от деления
с'уммы линейных моментов возки на об¬
щую длину трассы трубопроводаI до Lcp — средневзвешенная дальность
мозки, М — линейные моменты возки от
каждого пункта поступления; Li, ...,
Ln — расстояние по трассе между соот-
ис'тствующими пунктами поступления
Линейные моменты возки от соответ-
с1вующего пункта поступления опреде¬
ляются по формулам= иМ" = (а + -~^Г и т. дПри значительных расстояниях меж¬
ду пунктами поступления один из них
может обслуживать несколько участков
1'рассы, а при малых расстояниях
часть пунктов может быть исключена
из транспортной схемыВ зависимости от точности определе¬
ния расстояний и местных условийI ранспортировки материалов расчетную
средневзвешенную дальносгь возки при
соответствующих обоснованиях допу¬
скается увеличивать на 5—15 %Потребность в транспортных средст¬
вах для перевозки материалов при
строительстве магистральных трубопро¬
водов рассчитывают для каждого уча¬
стка по основным видам грузов и видам
транспорта, намеченного к использо¬
ванию2 В Г Чирсков и дрРис. 2.4 Расчетная схема определения
рациональных границ участков трассы
магистрального трубопровода, обслу¬
живаемых трестами приема материаловРасчеты обычно выполняют в такой
последовател ьности:определяют общую массу перевози¬
мых грузов по основным видам;определяют средневзвешенную даль¬
ность возки по принятой транспортной
схеме,определяют объем грузоперевозок;
выбирают вид и грузоподъемность
транспортных средств по маркам (авто¬
мобили, трактора, трубовозы и т. п.),
устанавливают средне-суточную про¬
изводительность транспортных средств
(по действующим нормативам) приме¬
нительно к конкретным условиям,
устанавливают скорость движения
транспорта с грузом и без него,рассчитывают время погрузки и вы¬
грузки грузов;определяют необходимое число тран¬
спортных средств.Для уточнения расчетов потребность
транспортных средств определяется по
формулеА/-^Ofjiu ( ^ср/^'гр “1“ ^ср/j-'nop) iП01qkTt.^rгде N — необходимое число одно¬
временно работающих транспортных
средств; G„6m — общий вес перевозимых
грузов, q — грузоподъемность тран¬
спортного средства, Lcp — средневзве¬
шенная дальность возки, и,р, t'nop —
скорость движения транспорта соответ¬
ственно с грузом и без него, /„ог,
/выг — время, необходимое соответст¬
венно для погрузки и выгрузки груза,
k — коэффициент использования рабо¬
чего времени, учитывающий состояние
дорог, климатические условия и другие33
факторы; /г = 0,8 — для зимних условий
и /г = 0,9 — для летних; Т — общая про¬
должительность работы транспортных
средств, установленная для перевозки
грузов, дни, /сут — продолжительность
работы машин в течение суток, ч.Для усредненных расчетов потреб¬
ность транспортных средств определяют
по формуле./v=^,Tq.pkгде Л^н — коэффициент неравномерно¬
сти подачи транспорта, /(„ = 1,05-^ 1,2
Объем грузоперевозок определяют по
формуле Q=Go6m^cpСреднесуточная производительность
транспортной единицы <?ср = ^^ср//см-
Транспортные средства для неоснов¬
ных видов перевозок в период строи¬
тельства трубопровода (перебазировка
бригад, рабочее снабжение, медицин¬
ское обслуживание, перевозка рабочих
и пр.) предусматривается в ППР как
хозяйственный транспорт.Продолжительностьстроительствамагистральных трубопроводовПродолжительность строительства
линейной части магистральных трубо¬
проводов определяется СНиП 1 04.03—
85 Нормы продолжительности строи¬
тельства трубопроводов охватывают пе¬
риод от даты начала выполнения
вдольтрассовых подготовительных ра¬
бот (оформляется актом, составлен¬
ным заказчиком и подрядчиком на
основе первичной документации бух¬
галтерского учета) до даты оформле¬
ния акта о сдаче — приемке построен¬
ного трубопровода (или его участки)
в эксплуатацию Табличные значения
норм продолжительности строительства
трубопроводов и нормы задела по квар¬
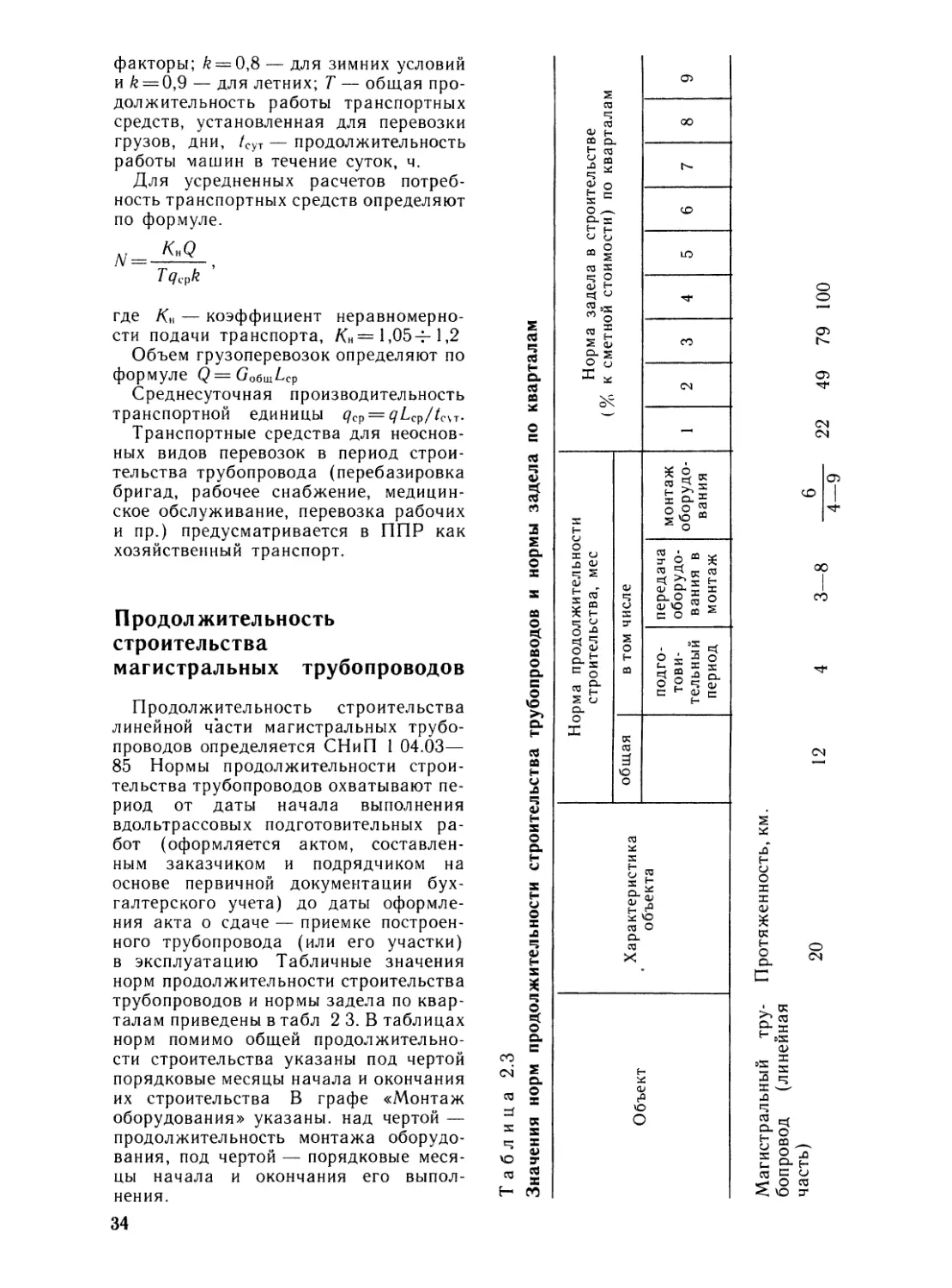
талам приведены в табл 2 3. В таблицах
норм помимо общей продолжительно¬
сти строительства указаны под чертой
порядковые месяцы начала и окончания
их строительства В графе «Монтаж
оборудования» указаны, над чертой —
продолжительность монтажа оборудо¬
вания, под чертой — порядковые меся¬
цы начала и окончания его выпол¬
нения.34IсооО.с5сосчтаSVOо ^о CJXяill
О О 2СЗо “ ^lieU о * о;'§S°® о.о р ^ S'с О) сгОVOо8СЭОIго—'к, VO
0500a>— 05a h-Осчю—<——CD11 0011 ^LOCDсоюООООсо1 ^1 Tf11 ^1 (Ni ^1сч(МсчсоСО(МCS1СОTt*000511'J1’J'I1юю1ююCDГ--05CO rf rf ЮI I I i— -H -H СЧCDIСЧСЧIООсосч g оО. U \/s o> V
ГЗ О,оосооою2 Л(DК (МI V
сtoVоVsS3§С<и2CQО5 2
|§
II35
При строительстве трубопроводов в
специфических районах нормы продол¬
жительности увеличиваются путем вве¬
дения поправочных коэффициентов
В случаях строительства трубопро¬
водов в арктических и других районах,
не охватываемых приведенными коэф¬
фициентами продолжительность их со¬
оружения устанавливается проектами
организации строительства.Нормы продолжительности строи¬
тельства линейной части магистральных
трубопроводов установлены для орга¬
низационно единых объектов, каждый
из которых имеет единый проект еди¬
ного заказчика, источник финансирова¬
ния, единый срок ввода в действие
и возможность приемки в эксплуатацию
после завершения на нем линейных и
пуско-наладочных работ Если пусковой
комплекс магистрального трубопро¬
вода состоит из двух или нескольких
организационно единых объектов, то
нормативная продолжительность опре¬
деляется для каждого из нихВ нормы продолжительности строи¬
тельства входит время, необходимое на
проведение испытаний трубопроводов
гидравлическим или пневматическим
(сжатым воздухом или газом) спосо¬
бом, на заполнение трубопроводов
нефтью.Для трубопроводов диаметром 720 мм
и менее продолжительность строитель¬
ства определяется с учетом коэффици¬
ента 0,85.Для трубопроводов, сооружаемых в
единой полосе отвода, если использу¬
ются построенные ранее базы, жилые
городки и вдольтрассовые проезды,
продолжительность строительства опре¬
деляется с учетом коэффициента 0,9.Нормы продолжительности строи¬
тельства подводных переходов установ¬
лены для одной нитки трубопровода
диаметром 1020 мм через водные пре¬
грады шириной более 30 м при уровне
меженных вод и при средней скорости
течения воды до 0,7 м/с, в грунтахI —II групп по классификации для пла¬
вучих землесосных снарядов.Границы подводного перехода опре¬
деляются в соответствии с указанием
в п 63 СНиП 2 05.06-85:
для многониточных переходов — уча¬
сток, ограниченный запорной армату¬
рой, установленной на берегах,
для однониточных переходов — уча¬
сток, ограниченный горизонтом высоких36вод (ГВВ) не ниже отметок 10 %-ной
обеспеченностиВлияние диаметра трубопровода D
на продолжительность строительства
подводного перехода учитывается ко¬
эффициентом k\\D, мм . . <820 1020 1220 1420
/г, . 0,75 1 1,25 1,55Влияние скорости течения воды v
на продолжительность строительства
подводного перехода трубопровода,
заглубленного в дно, сложенное песча¬
ными грунтами, учитывается коэффи¬
циентом к)'.V, м/с <0,7 0,71—0,8 0,81-0,9 > 0,9
k2 1 1,1 1,15 1,2Влияние грунтовых условий на рус¬
ловом участке на продолжительность
строительства подводного перехода учи¬
тывается коэффициентом kvГруппа грун¬
тов . . I —II III —IV
k, . . 1 1,2 1,7При необходимости предваритель¬
ного рыхления скальных грунтов взрыв¬
ным способом значение коэффициентов
увеличивается на 0,3. На переходах, где
русло реки сложено грунтами различ¬
ных групп, значение коэффициентов
определяется средневзвешенной вели¬
чиной.Продолжительность строительства
подводных переходов через морские
акватории, водные преграды в районах
севернее 60-й параллели, водоемы ши¬
риной более 2 км, при длине заболо¬
ченных пойменных участков более 10 км,
а также участков магистральных трубо¬
проводов, прокладываемых на поливных
землях, устанавливается проектом ор¬
ганизации строительстваНормы продолжительности строи¬
тельства переходов не включают период
паводков и ледостава, а также пере¬
рывы, устанавливаемые органами рыб¬
надзора и другими организациями,
ответственными по контролю за сохран¬
ностью окружающей средыНормы строительства промысловых
трубопроводов распространяются на
трубопроводы всех видов и назначений,
сооружаемых на нефтяных, газовых и
газоконденсатных месторождениях.
I' промысловому трубопроводу отно-
■ иия собственно его линейная часть,
и. |м'Х()ды его через естественные и ис-I \« <1 ионные преграды, узлы запорной
||'м.1гуры, устройства закрепления тру-
•ишровода, устройства противокорро-
чюипой электрохимической защиты.11ри сооружении промысловых трубо-
|||иш()дов и межпромысловых коллекто-
1>иц с применением технологической на-• мни нормы продолжительности строи-
иш.ства трубопроводов увеличиваются
kvk'm прибавления к ней продолжи-
inii,пости строительства технологиче-< 1чой насыпи, установленной проектом• •1>| анизации строительства, с коэф-
•|м1циентом совмещения 0,511родолжительность строительства
промысловых трубопроводов протяжен-
поггью свыше 10 км и межпромысло-
m.ix трубопроводов определяется по
нормам продолжительности строитель-
‘ та магистральных трубопроводов.
Продолжительность строительства про-
ммсловых трубопроводов в условиях
и‘11ствующих промыслов и в районах
р.к |[ространения вечномерзлых грунтов
усчанавливается проектами организа¬
ции строительстваПроект производства работ
N0 строительству
магистрального трубопроводаППР на строительство отдельного
магистрального трубопровода (или его
участка) имеет состав и содержание.I Характеристика магистрального
|рубопровода и условий его строи-
к'льства.Наименование, диаметр, протяжен¬
ность, число и расположение вторых1111 ГОК'раскладка труб по толп1,ине стенки
Ою км и ПК);
ведомость линейной арматуры,
ведомость изоляционных покрытий;
ведомость средств электрохимической
ыщиты;ведомость пунктов аварийного за¬
мена труб;ведомость крупных переходов (под-
к‘мпых и воздущных);ведомость участков подземной про-
к..1адки, наземной прокладки и про¬
кладки с частичным заглублением,
ведомость болот (по типам).ведомость участков с вечномерзлыми
грунтами;ведомость равнинных участков со
скальными грунтами;ведомость участков со сложным рель¬
ефом (до 7 %, от 7 до 20 %, от 20 до
40 %, более 40 %),ведомость барханных, песчаных, со¬
лончаковых участков,ведомость переходов через малые
преграды — речки, ручьи, балки, овра¬
ги, арыки, щоссейные и железные
дороги, подземные коммуникации
и др ,ведомости промерзания грунтов по
месяцам и высоты снежного покрова;ведомости средних температур по
месяцам (многолетние данные) и ско¬
ростей ветра;ведомости групп грунтов,
ведомости кривых вставок;
ведомости закрепления трубопровода
на проектных отметках (пригрузами,
анкерными устройствами);ведомости инженерно-эксплуатацион¬
ного обеспечения (водопропусков, на¬
горных канав, дамб, объездов и пере¬
ездов, мостов и др.);ведомости рекультивируемых уча¬
стков,ведомость скоса и перекоса строе¬
ний;ведомость пересадки ценных плодо¬
вых деревьев и кустарников;
ведомость поливных земель;
ведомости специальных участковII. Организация строительства —
расчет продолжительности строитель¬
ства магистрального трубопровода (или
его участка);директивный график строительства
трубопровода и расчеты к нему — оп¬
тимального числа КТП (по вариантам
для различных сезонов производства
работ),границы осуществления каждого
КТП,расчет синхронности производства
работ на участках с разно изменяю¬
щимися обьемами работ по протяжен¬
ности трассы трубопровода (наличие
лесного массива, протяженности болоти др.);стройгенпланы магистрального тру¬
бопровода (или его участка) с указа¬
нием конкретных исполнителей работ
всех их видов и объемов по каждому
КТП, график строительства малых пере¬
ходов, размещение полевых жилых го¬37
родков, трубосварочных баз, временных
дорог, временной связи и т п ;график строительства крупных пере¬
ходов трубопровода через реки, водо¬
хранилища, каналы и др.,графики поступления труб, линейной
арматуры, изоляционных и других
материалов, кабеля, оборудования
{унифицирования документации по тех¬
нологической комплектации),транспортная схема строительства с
расчетами участков трассы, обслужи¬
ваемых отдельными пунктами поступ¬
ления труб, материалов, оборудования,
ГСМ, дальности, средней дальности и
моментов возки, потребности в тран¬
спорте по его видам — колесный, гусе¬
ничный, воздушный, водный, специаль¬
ныйIII Технология строительства —
типовые технологические карты, при¬
вязанные к условиям строительства
трубопроводов (или его участка) —
по всем видам работ — от подготовки
полосы строительства до использования
трубопровода и сдачи его в эксплуа¬
тацию,технологические карты на особо
сложные, новые и специальные виды
работ (разрабатываются по форме ти¬
повых применительно к строительству
данного трубопровода) в составе раз¬
делов — введение — назначение, исход¬
ные материалы для разработки, об¬
ласть применения — специфика работы,
состав карты, привязки карты к конк¬
ретным условиям;организация и технология строитель¬
ного процесса — подготовка к работе,
процесс работы, этапы работы, меха¬
низация, приемы работы, нормативы,
графики выполнения работы, контроль
качества работ;
технико-экономические показатели,
материально-технические ресурсы,
техника безопасности,
охрана окружающей среды;
литература.IV. Контроль качества строительно¬
монтажных и специальных работ —
вид контроля (метод),
объем контроля,
технические средства контроля,
периодичность контрольных опера¬
ций,нормативные требования к качеству,
порядок выполнения контроля,
методы исправления брака,
формы учета результатов контроля38V Охрана труда —вопросы техники безопасности при
производстве строительно-монтажных и
специальных работ излагаются в раз¬
деле III в типовых технологических
картах, привязанных к условиям стро¬
ительства трубопровода;вопросы производственной санита¬
рии, охватывающие примерно следую¬
щее; требования к полосе строитель¬
ства трубопровода, устройство и обо¬
рудование санитарно-бытовых помеще¬
ний, питьевая вода, защита работаю¬
щих от неблагоприятного воздействия
метеорологических условий (жары, мо¬
роза, пыльной бури и др ), специфи¬
ческие требования при работах в рай¬
онах пустынь и полупустынь (борьба
с ядовитыми пресмыкающимися и насе¬
комыми и др.), специфические требо¬
вания при работах на Крайнем Севере,
в арктических условиях (освещение
рабочих мест, режим работы и отдыха
при вахтовом методе и др ),защита рабочих от производственной
пыли, защита рабочих от воздействия
токсичных веществ, профилактические
мероприятия по защите от воздействия
вибрации и щума, обеспечение рабо¬
чих мест медикаментами и др , орга¬
низация неотложной медицинской по¬
мощиVI Охрана окружающей среды —
рекультивация земель,
предотвращение потерь природныхресурсов,предотвращение вредных выбросов в
почву, водоемы, атмосферу,мероприятия по работе в пределах
охранных, заповедных и санитарных
зон и территорий;искусственное закрепление грунтов,
охрана животного мира.VII Документация для ведения ра¬
бот по бригадному подряду —материалы по внедрению хозяйствен¬
ного расчета,материалы по использованию средств,
образуемых за счет экономии от совер-
щенствования проектных решений,
материалы по экономии ресурсов —
временных, трудовых, технических, ма¬
териальных, финансовых и использова¬
нию средств, образуемых за счет этой
экономии.VIII Пояснительная записка —
составляется при необходимости до¬
полнительного обоснования принятых в
ППР решений.
Кшимоотношения организаций
заказчика, генерального
подрядчика и субподрядчиков13 системе Миннефтегазстроя СССР
импюдрядчиками назначаются про-II июдственные объединения и тресты,
ш'дущие комплексное строительство
магистральных трубопроводов. В свою
очередь производственные объединения
(ipecTbi) поручают выполнение функ¬
ций генерального подрядчика подчи¬
ненным им строительным или строи-
к'льно-монтажным управлениям
Взаимоотношения между заказчикомII генподрядчиком регламентируются
Правилами о договорах подряда на
к.'шитальное строительство Генподряд¬
чик по договору подряда, заключенному
( заказчиком, обязуется построить и
t дать заказчику магистральный трубо¬
провод в установленные сроки в пол¬
ностью законченном и подготовленном
к вводу в действие состоянии. Договор
подряда может быть заключен только
при наличии у заказчика следующих
документов.утвержденного титульного списка
«1 ройки с распределением очередей
(участков) трубопровода по годам
( гроительства,утвержденной проектно-сметной до¬
кументации с актом об отводе земли
под строительство;внутристроечного титульного списка
па первый год строительства;плана финансирования стройки на
планируемый год;документации об обеспечении обору-
юванием и материалами поставки
заказчика в первом году строитель¬
ства.Для выполнения специальных и мон-
1ажных работ генеральный подрядчик
привлекает субподрядные организации
(субподрядчиков).Взаимоотношения организаций — ге¬
неральных подрядчиков с субподрядны¬
ми организациями регламентируются
^'()oтвeтcтвyющими действующими по-
( 1ановлениями Госстроя СССР и имеют
целью определить права, обязанности,
о|ветственность сторон при заключении
и исполнении договоров субподряда на
тлполнение отдельных видов и комп¬
лексов строительных, монтажных или
специальных работ, а также обеспе¬
чить выполнение государственногоплана капитального строительства и
ускорение ввода в действие произ¬
водственных мощностей и основных
фондовСубподрядчик обязан по договору
субподряда своими силами и средства¬
ми выполнить предусмотренные планом
монтажные, специальные и иные рабо¬
ты в соответствии с утвержденной
проектно-сметной документацией и в
установленный срок обеспечить надле¬
жащее качество этих работ, произ¬
вести индивидуальное опробование и
испытание смонтированного им обору¬
дования и систем, своевременно устра¬
нить недоделки и дефекты в произ¬
водственных работах, выявленные в
процессе приемки законченных субпод¬
рядчиком работ Субподрядчик наравне
с генподрядчиком несет ответствен¬
ность за своевременное создание про¬
изводственных мощностей и объектов
и сдачу их заказчику для проведения
комплексного опробования оборудова¬
нияГенподрядчик при согласовании смет
(договорных цен) к технорабочему
(техническому) проекту строительства
магистрального трубопровода привле¬
кает организацию субподрядчика, кото¬
рая с участием других организаций
рассматривает и согласовывает сметы
на работы, поручаемые указанным ор¬
ганизациям, в 20-дневный срок, а по
трубопроводам, отнесенным к особо
важным стройкам, в 35-дневный срок
Внесение изменений в объемы работ,
предусмотренные договорами субподря¬
да, или дополнительными соглашениями
к ним, может быть произведено до
15 марта текущего года и только в
случае изменения в установленном по¬
рядке годовых планов капитальных
вложений и подрядных строительно¬
монтажных работ по магистральному
трубопроводу в связи с итогами выпол¬
нения плана предшествующего года
В случае производственной необхо¬
димости стороны вправе в пределах
общей стоимости монтажных и иных
специальных строительных работ по до¬
говору субподряда или дополнитель¬
ному соглашению к нему изменить
объем выполняемых субподрядчиком
работ по объектам, предусмотренным
этим договором субподряда или до¬
полнительным соглашением Невыпол¬
нение обязательств по договору суб¬
подряда является нарушением государ¬39
ственной дисциплины и влечет за собою
имущественную ответственность суб¬
подрядчика и генподрядчика, допустив¬
ших это нарушение Руководители и
другие должностные лица генподряд¬
ных организаций несут установленную
действующим законодательством ответ¬
ственность за невыполнение обяза¬
тельств по договору субподряда.В соответствии с действующими по¬
ложениями генеральный подрядчик
обязан:обеспечивать строительную готов¬
ность объекта, конструкций и отдель¬
ных видов работ для производства
субподрядчиками последующих мон¬
тажных и иных специальных строи¬
тельных работ, передать им утверж¬
денную проектно-сметную документа¬
цию в части, относящейся к их работам,
обеспечить своевременное финансиро¬
вание работ в соответствии с объема¬
ми, предусмотренными титульными спи¬
сками стройки по годам строительства,
принять законченные работы и опла¬
тить их,координировать работу всех субпод¬
рядчиков, участвующих в строитель¬
стве;составлять с участием субподрядчиков
и утверждать по согласованию с ними
графики производства работ, обяза¬
тельные для всех организаций, участ¬
вующих в строительстве,осуществлять контроль за соответ¬
ствием объема, стоимости и качества
выполняемых субподрядчиками работ
проектам и сметамСоответственно субподрядчик обязан,
участвовать в рассмотрении внутри-
построечного титульного списка, состав¬
лении генподрядчиком проекта дого¬
вора подряда на капитальное строи¬
тельство с заказчиком в части опре¬
деления сроков и условий производства
монтажных и иных специальных строи¬
тельных работ и поставки заказчиком
оборудования и материалов,участвовать в определении и согла¬
совании стоимости поручаемых ему эта¬
пов или комплексов работ, предусмат¬
риваемых на основе графиков произ¬
водства работ годовые, квартальные,
месячные планы работ по согласова¬
нию с генподрядчиком срокам начала
и окончания строительства,участвовать в разработке графиков
поставки оборудования, конструкций и
других изделий и материалов, увязан¬40ных со сроками строительства и графи¬
ками производства работ,обеспечивать готовность выполняе¬
мых им монтажных и иных специаль¬
ных строительных работ для произ¬
водства последующих работ генподряд¬
чиком или другим субподрядчиком.Договор субподряда заключается
генподрядчиком с субподрядчиком в
трехмесячный срок после утверждения
государственного плана развития на¬
родного хозяйства СССР на соответ¬
ствующий год Составление проектов
договоров субподряда или дополнитель¬
ных соглашений, а также особых усло¬
вий к ним и представление проектов
этих договоров, соглашений и особых
условий генподрядчику является обя¬
занностью субподрядчика. В соответ¬
ствии с Правилами о договорах подряда
на капитальное строительство генпод¬
рядчик должен не позднее I сентября
года, предшествующего планируемому,
передать субподрядчику комплектно на
объект в целом или на этапы работ, но
не менее чем на объем монтажных и
иных специальных строительных работ,
подлежащий выполнению субподрядчи¬
ком в планируемом году*по два экземпляра рабочих черте¬
жей и по одному экземпляру смет;дополнительно по одному экземпляру
чертежей стальных конструкций с пояс¬
нительными записками, конструктив¬
ными схемами, спецификациями на ме¬
талл и чертежей железобетонных кон¬
струкций и монтажных схем из полу¬
чаемых генподрядчиком трех экземпля¬
ров указанных чертежейОбеспечение выполняемых субпод¬
рядчиком работ всеми материалами,
деталями и конструкциями является
обязанностью субподрядчика, за исклю¬
чением материалов, деталей и конструк¬
ций, обеспечение которыми, согласно
действующему законодательству, возло¬
жены на генподрядчика и заказчика.По соглашению "сторон до прибытия
на строительство персонала субподряд¬
чика генподрядчик обязан принимать
адресованные субподрядчику грузы, вы¬
гружать их, складировать, составлять
акты количественной и качественной
приемки, коммерческие и другие акты
и немедленно передавать эти акты
субподрядчику. Субподрядчик обязан
возмещать генподрядчику все его рас¬
ходы по приемке, доставке на склады и
хранению грузов, прибывших в адрес
. \('и1()дрядчика, по действующим ценам
и 1лрифам1Ч'мподрядчик обязан предоставить* уПподрядчику на период ведения ра-
<|()1 по согласованному при подписании
ииовора перечню и в сроки, опреде-
и'ппые в особых условиях к договору:помещение для контроля участка• (лршего производителя работ, произ-
подителя работ, мастера, оборудован¬
ное отоплением, освещением и телефо¬
ном,закрытое помещение для складов и0 I крытые площадки для складирования
лыгериалов открытого хранения;производственные и другие помеще¬
ния в соответствии со спецификой
1».|бот, выполняемых субподрядчиком
Генподрядчик должен за 15 дн до
н.1чала работ письменно подтвердить< убподрядчику строительную готов-
нос'ть на трассе магистрального трубо¬
провода в соответствии с директивным1 рафиком производства работ. Готов¬
ность фронта работ фиксируется двух-
( юронним актом на основепроекта и действующих технических
условий на выполнение строительно-
монтажных работ;качественного состояния и степени
юговности предшествующих работ;наличия оборудования и специаль¬
ных материалов, поставляемых генпод¬
рядчиком (или заказчиком).Кроме того, генподрядчик обязан вI роки, обусловленные особыми условия¬
ми к договору субподряда, передать
t убподрядчику:закрепленную на местности знаками
полосу временного отвода земель, места
т'ресечения магистрального трубопро¬
вода подземными коммуникациями и ис¬
кусственными сооружениями; в соот-
иотствии с рабочими чертежами ген¬
подрядчик обязан обозначить на мест¬
ности и передать субподрядчику места
перехода участков трассы трубопровода
о| одной категории к другой,копию акта об отводе земельных
участков под строительство и времен¬
ное размещение производственных баз,
площадок и полевых передвижных жи-
'II.IX городков субподрядчика (при необ¬
ходимости), разрещение на вырубку
леса (копии лесорубочных билетов), и
нсресадку деревьев;разрещение на производство спе¬
циальных работ, на выполнение которых
|ребуется согласие соответствующихорганизаций (взрывные работы,рекуль¬
тивация земель, строительство пере¬
ходов через железные и щоссейные
дороги, водные преграды, действующие
надземные трубопроводы, кабельные
линии и линии электропередачи и др ),
не позднее чем за 2 мес до начала
работ по врезке катушек, заварке за-
хлестов и врезке линейной арматуры
(кранов или задвижек и др.) передать
в одном экземпляре спецификацию,
чертежи на монтаж, технические пас¬
порта, акты отдела технического контро¬
ля завода-изготовителя на линейную
арматуру и др.Взаимоотношения генерального под¬
рядчика с субподрядными организа¬
циями при выполнении отдельных видов
работ при строительстве магистральных
трубопроводов определяются следую¬
щими основными положениями.При выполнении работ по инженер¬
ной подготовке трассы трубопровода и
земляных работ-генподрядчик производит работы по
шурфованию и вскрытию подземных
коммуникаций, по подвеске кабелей и
труб, устанавливает знаки предупреж¬
дения и запрещения и проводит меро¬
приятия, обеспечивающие сохранность
подземных сооружений; разрабатывает
(дорабатывает) траншеи и котлованы
при невозможности выполнения этой
работы механизированным способом,
субподрядчик обеспечивает сохран¬
ность временных и постоянных подъ¬
ездных и вдольтрассовых дорог,субподрядчик несет ответственность
за соблюдение проектных отметок при
рекультивации земель и разработке
траншей, за состояние траншей в пре¬
делах сроков, установленных совмещен¬
ным директивным графиком,генподрядчик возмещает субподряд¬
чику расходы, связанные с вынужден¬
ным возвратом машин и механизмов
для завершения земляных работ из-за
задержки их по вине генподрядчика или
других субподрядчиков;субподрядчик по наряду-заказу вы¬
деляет генподрядчику землеройные
машины и другие механизмы на период
выполнения работ по очистке полости и
испытанию трубопровода;субподрядчик должен организовать
производство земляных работ таким
образом, чтобы затраты по разделу
«зимние удорожания» были минималь¬
ными41
При выполнении сварочно-монтаж¬
ных работ-субподрядные сварочно-монтажные
подразделения организуют транспорти¬
ровку труб и секций труб на трассу,
погрузо-разгрузочные работы, выполня¬
ют сварку, очистку полости трубопро¬
водов и отводов от них, монтаж за¬
порной и другой линейной арматуры,
испытание трубопроводов, при необхо¬
димости выполняют термообработку
сварных стыков, участвуют в сдаче
выполненных работ заказчику; произ¬
водят установку на трубопроводах для
отборных и сужающих устройств регу¬
лирующей арматуры и первичных при¬
боров — бобыщек, штуцеров, гильз,
карманов, ответных фланцев и других
подобных устройств с пробками и за¬
глушками,генподрядчик в соответствии с сов¬
мещенным графиком производства ра¬
бот обязан обеспечивать выполнение
работ по инженерной подготовке трассы
трубопровода (расчистку полосы от¬
вода на период строительства от леса
и кустарника, срезку крупных продоль¬
ных и поперечных склонов, устройство
временных подъездных и вдольтрассо-
вых дорог, водопропускных и водо¬
отводных сооружений и др.) по ходу
сварочно-монтажных работ или с уста¬
новленным опережением, по строитель¬
ству переходов через естественные и
искусственные преграды до подхода
бригад по заварке захлестов, врезке
катушек и врезке линейной арматуры
При строительстве линий и средств
связи-субподрядчики выполняют работы по
сооружению магистральных линий свя¬
зи (включая электрозащиту кабелей),
монтажу оборудования усилительных
пунктов и настройке каналов связи и
линейных трактов на кабельных линиях,
генподрядчик обязан к началу работ,
выполняемых субподрядчиком, в соот¬
ветствии с совмещенным графиком
обеспечить —вырубку и расчистку просек в полосе
строительства линий связи (если она
не совмещена с полосой строительства
магистрального трубопровода),разбивку трассы линии связи и от¬
чуждение земельных участков,устройство проездов вдоль трассы
линии связи;рытье и засыпку траншей для кабеля
в скальных грунтах,42телефонную канализацию с колод¬
цами,строительную готовность усилитель¬
ных пунктов (обслуживаемых и необ¬
служиваемых), домов линейных ре¬
монтеров и других наземных соору¬
жений,готовность к установленному совме¬
щенным графиком срока кабеля связи
на подводных речных переходах, а так¬
же готовность всех совмещенных с тру¬
бопроводом переходов линии связи че¬
рез железные и автомобильные дороги,
малые реки, овраги, балки и др.,
строительство ряжей для установки
опор воздушных линий связи в скаль¬
ных грунтах или рытье в скальных
грунтах под опоры;за месяц до начала работ представить
субподрядчику разрешения и согласо¬
вания на выполнение соответствующих
работ;субподрядчик должен проводить ра¬
боты таким образом, чтобы обеспе¬
чить строительство магистрального тру¬
бопровода постоянными средствами
связи и максимально сократить за¬
траты по временной связиПри сооружении системы электро¬
химической защиты-субподрядчик — специализированная
электромонтажная организация — вы¬
полняет весь комплекс работ, в том
числе строительство вдольтрассовых
ЛЭП — б, 10 кВ, высоковольтных отпа¬
ек протяженностью более 3 км и тран¬
сформаторных подстанций на них,
электромонтажные работы по устрой¬
ству катодной, дренажной и протектор¬
ной защиты трубопровода,генподрядчик выполняет строитель¬
ство станций катодной защиты и ограж¬
дений к ним, низковольтных линий
электропередачи, а также высоковольт¬
ных отпаек линии электропередач про¬
тяженностью менее 3 км и монтаж
трансформаторных.подстанций, монтаж
анодных заземлителей, протекторных и
дренажных устройств, включая про¬
кладку дренажных кабелей, устройство
катодных выводов, перемычек между
трубопроводами и их приварку к тру¬
бопроводам, установку контрольно¬
измерительных колонок (КИК); полу¬
чает разрешения на присоединения к
электросистемам, на право производ¬
ства работ по линиям электропере¬
дачи и проводит согласования отклю¬
чений на переходах.
При сооружении переходов через
крупные водные преграды:
субподрядчики — специализирован¬
ные подразделения подводно-техниче-
« ких работ — выполняют устройство
|рубных (как правило двух- или мно-I омиточных) и кабельных переходов
■н'рез водные преграды, включая пой¬
менные участки, при ширине русла
полее 30 м глубиной, более 1,5 м в
мс'жень (с выполнением берегоукрепи-
и'льных работ);юнподрядчик за два месяца до на-
•i.ijia работ по сооружению подводного
ш'рехода должен представить субпод-
pvui4HKy соответствующие разрешенияII.I производство работ и передать по
.iKiy створы перехода, закрепленные
м натуре,I енподрядчик обеспечивает расчистку
ip.jccbi перехода от леса и кустарника,
ipoficTBO подъездов и переездов вдоль
ij)accbi к строящимся ниткам перехода,
\мройство ограждения монтажныхII юн^адок (при необходимости), мон-
|,1ж крановых узлов и узлов задвижек,II ющадок их обслуживания, огражде¬
ний и сигнальных знаков]{ля выполнения отдельных видов
|мбот при строительстве магистральныхI рубопроводов генеральный подрядчик
и с'оответствии с рабочими чертежамии совмещенным -графиком производства
работ в обязательном порядке должен
обеспечивать субподрядные организа¬
ции следующими материалами:для инженерной подготовки трассы
трубопровода — лесом круглым, пило¬
материалами, материалами для дорож¬
ного строительства — битумом, песком,
железобетонными плитами, щебнем;для сварочно-монтажных работ —
металлоизделиями для изготовления
лестниц, площадок и т. п ,для работ по сооружению системы
электрохимической защиты трубопро¬
вода — опорами ЛЭП, трубами асбо¬
цементными, анодными заземлителями,
магниевыми и другими протекторами,
сеткой металлической, металлопрока¬
том, железобетонными опорами и баш¬
маками,для работ по строительству переходов
через крупные водные преграды —
камнем, щебнем, гравием, песком, це¬
ментом, хворостом, камышовыми ма¬
тами, железобетонными плитами, кри¬
выми трубами холодного гнутья;для сооружения линий и средств
связи — лесом, пропитанным для опор
линии связи, железобетонными опорами
для линии связи, нетиповыми конст¬
рукциями для кабельных и радиоре¬
лейных линий связиI' Л а В а 3ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫОрганизационно-
иодготовительные мероприятияПеречень видов работ, сроки и ис-
но'шители организационных меропри-
-.11 ИЙ по подготовке строительного про-II ни)дства для конкрегного магист¬
рального трубопровода представлены
и 1пбл 3 IПроектно-сметную документацию
1.1КПЗЧИК передает подрядчику только
иис'ле ее рассмотрения и согласования< последним.Рассмотрение, согласование и при-• мку проектно-сметной документацииосуществляют производственные хоз¬
расчетные строительные главки с при¬
влечением специалистов, входящих в
их состав- трестов, комплексных трестов
(генподрядчика), строительно-монта¬
жных управлений Главк рассматри¬
вает, согласовывает и принимает про¬
ектно-сметную документацию на стро¬
ительство особо важных и технически
сложных объектов, а также на стро¬
ительные объекты, сооружаемые не¬
сколькими генподрядными трестами.К особо важным и технически слож¬
ным объектам относят строительство:
приоритетных трубопроводов;43
Таблица 3.1Вид работыИсполнителиСроки выполненияПолучение проектно-смет¬
ной документацииРассмотрение проектно-смет¬
ной документации и заме¬
чанийПредварительная заявка на
строительные материалы по
полученной проектно-смет¬
ной документации и заказ¬
ным спецификациям
Рассмотрение замечаний
генподрядных и субподряд¬
ных строительных организа¬
ций и выдача поручения
проектному институту на их
утверждениеВнесение изменений в про¬
ектно-сметную документа¬
циюПолучение утвержденной
проектно-сметной докумен¬
тацииПолучение титульных спис¬
ков актов об отводе земель¬
ных участков и материаловПередача выписки из ти¬
тульных списков, материа¬
лов и проектно-сметной до¬
кументации, графики пере¬
дачи оборудования и мате¬
риалов, календарного пла¬
на производства работ суб¬
подрядным организациям
Разработка оргтехмероприя-
тий по строительству объ¬
ектаРазработка годовой СП
главка, трестаЗаключение хозяйственных
договоровЗаключение договоров ген¬
подрядаЗаключение договоров суб¬
подрядаРазработка ППРСоставление заявок на фон¬
дируемые материалыЗаказчик, главкГлавк, трест и субпод¬
рядные организацииГлавк, трестЗаказчикЗаказчикЗаказчик, главк, трестЗаказчик, главк, трестГлавк, трест, субпод¬
рядные организацииГлавк, трест,
ОргтехстройтрестыГлавк, трест
ТрестТрест, ему, поток
ПМК (СМУ)Трест, ОргтехстройГлавк, трестДо 1 апреля года, пред¬
шествующего планируе¬
момуНе более 15 дн со дня
получения проектно¬
сметной документации
Апрель — май года,
предшествующего плани¬
руемому10 дн после получения
замечанийВ месячный срок со дня
получения от заказчикаДо 1 июля года, пред¬
шествующего планируе¬
момуВ 15-дневный срок со дня
утверждения годового го¬
сударственного плана
развития народного хо¬
зяйства СССР
В 25-дневный срок со дня
утверждения годового
государственного плана
развития народного хо¬
зяйства СССРДо 1 декабря года, пред¬
шествующего планируе¬
момуИюль года, предшествую¬
щего планируемому
До июля года, предше¬
ствующего планируемому
Июль года, предшествую¬
щего планируемому
Июль года, предшествую¬
щего планируемому
До 1 июля года, пред¬
шествующего планируе¬
момуДо 1 июля года, предше¬
ствующего планируемому44
продолжение табл 3 1Вид работыИсполнителиСроки выполненияP.I шещение заказов на изго-
юиление нестандартных из-И'ЛИЙПриемка трассы в натуре< -нос зданий11ореселение жителейГлавкГенподрядныйемуГенподрядныйемупоток,поток,Заказчик, райисполкомНе позднее июля года,
предшествующего плани¬
руемомуЗа 3 мес до начала работ
на трассеДо 1 июля года, предше¬
ствующего началу строи¬
тельстваДо 1 июля года, предше¬
ствующего планируемому|рубопроводов с различными не-
шповыми оригинальными технологи-
■к'скими и конструктивными реше¬
ниями;|рубопроводов в особо сложных при-
родно-климатических условиях, в кото¬
рых необходимо применять специаль¬
ную технику и технологию,трубопроводов в стесненных усло-
ниях,трубопроводов, которые требуют вза¬
имосвязанной работы большого числа
Iноциализированных организаций и
предприятий.Заказчик передает подрядчику на
рассмотрение и согласование полно-I 1ью комплект проекта (рабочего про-
vKia), включая материалы по пусковым
комплексам Документацию на строи-
KVibCTBO крупных подводных и надзем¬
ных переходов заказчик передает на
рмссмотрение и согласование специа-
тзированным организациям Все ма-
к‘риалы заказчик оформляет и переда-
(‘I в двух экземплярахПроектно-сметную документацию
1лавк или трест рассматривают и согла¬
совывают с комплексным трестом и суб¬
подрядными организациями и не позд¬
нее 45 дн после получения направ¬
ляют ее заказчику со своими заме¬
чаниями.При рассмотрении проекта (рабочего
Hj)oeKTa) главк, комплексный трест и
(убподрядные организации должны
проверить-соответствие проекта требованиям
Инструкции о составе, порядке разра-
оотки, согласования и утверждения
|||)оектно-сметной документации на
(чроительство предприятий, зданий исооружений, СНиП 1 02 01—85;соответствие проекта требованиям
СНиП 3 01.0185 «Организация строи¬
тельного производства»,соответствие проекта требованиям
СНиП 2 05 06 85 «Магистральные тру¬
бопроводы Нормы проектирования»,
СНиП II1-42—80 «Магистральные трубо¬
проводы. Правила производства и при¬
емки работ» и инструктивных указаний,
учитывающих особенности проектиро¬
вания и строительства данного маги¬
стрального трубопровода;соответствие проекта требованиям
«Норм продолжительности строитель¬
ства и задела в строительстве предпри¬
ятий, зданий и сооружений», СНиП
1.04.03—85,
соответствие проекта требованиям
«Норм отвода земель для магистраль¬
ных трубопроводов», СН 452—73,
наличие документации о согласова¬
нии с землепользователями временного
отвода необходимых участков земли на
период строительства,трубосварочных баз, передвижных
жилых городков, площадок складиро¬
вания труб, изоляционных и других ма¬
териалов, стоянок для механизмов и
автотранспорта;отражение в проекте работ по ре¬
культивации и наличие согласования
с землепользователями вопросов вос¬
становления нарушенных при строи¬
тельстве сельскохозяйственных земель
и лесных угодий,наличие подтверждения возможно¬
сти приемки труб железнодорожными
станциями при их поставке эшелонами,
если это было предусмотрено в проекте;
указания и разрешения, подтвер-45
ждспныс ак'1мми комиссии райисполко¬
ма, о месгих складирования вынутого
грунта и расположения карьеров для
разрабо1ки недостающего грунта, а
также специально отведенных мест (ов¬
раги, земляные карьеры и т п.) для
засыпки пней,документацию о результатах согла-
сов'ания с соответствующими службами
права производства работ в местах пе¬
ресечения трубопроводов железных и
автомобильных дорог, на орошаемых
и осушаемых землях, на лесных угодь¬
ях, при пересечении трубопроводам
судоходных рек и каналов,соответствие фактической механо¬
вооруженности строительных и мон¬
тажных организаций, принятой в про¬
екте,перечень и число рекомендуемых про¬
ектом временных зданий и сооружений,
передвижных жилых городков, строи¬
тельных баз и складов;правильность определения объемов
строительных и монтажных работ, а
также разбивки этих работ по годам
строительства,перечень и необходимое число строи¬
тельных конструкций, деталей, полу¬
фабрикатов, основных материалов и
оборудования;расчет по годам строительства не¬
обходимых транспортных средств, по-
грузочно-разгрузочных механизмов,
рабочих кадров,расчеты в потреблении:
электроэнергии, воды, пара, кисло¬
рода,возможность использования местных
источников и наличие на это документа¬
ции;наличие и правильность обоснования
доставки рабочих и служащих на трас¬
су и обратно,соответствие фактически достигну¬
тых выработок в подрядных организа¬
циях за последние три года принятым
в проекте,реальность перечня и объемов под¬
готовительных работПри подготовке замечаний по свод¬
ной смете подлежат проверке.соответствие сметы и пояснительной
записки к ней требованиям Инструк¬
ции о составе, порядке разработки, со¬
гласования и утверждения проектно¬
сметной документации на строитель¬
ство предприятий, зданий и сооруже¬
ний, СНиП 1 02 01—85;46отражение в смете проектных пред¬
ложений и замечаний по проекту про¬
изводства работ,правильность применения прейску¬
рантов и других нормативов для опре¬
деления сметной стоимости для данного
строительства,соответствие проектных физических
объемов работ заложенным объемам
работ в смете и правильность опреде¬
ления их стоимости;обоснование принятых в смете на¬
кладных расходов и правильность их
начисления.При рассмотрении сметной докумен¬
тации необходимо также установить
наличие затрат, выделенных (в про¬
центах от стоимости строительно-мон¬
тажных работ) на содержание времен¬
ной связи на период строительства
(0,02 %), аккордно-премиальную оп¬
лату труда рабочих (I %), надбавку
на подвижной характер работ к зар¬
плате работников, занятых на строи¬
тельстве магистральных трубопрово¬
дов (2 %); набор рабочих (0,25—0,3 %),
перебазирование строительно-монтаж-
ных подразделений (0,5 %), выполне¬
ние работ в зимних условиях (0,6 %),
очистку территории строительства
(трассы и площадок) от строительного
мусора (0,15 %), командировки рабо¬
чих (1 %), выплату северных льгот
(1,75—1,85 %); повышение зарплаты
среднеоплачиваемой категории рабо¬
чих (1,7 %); оплату банковских кре¬
дитов для создания запаса материалов
(2 %); борьбу с кровососущими насе¬
комыми (0,1 %).Для сдачи—приемки трассы создают
комиссию, в состав которой должны
входить представители* заказчика (на¬
чальник отдела капитального строи¬
тельства, представители СУПИР и ди¬
рекции строящегося трубопровода),
проектной организации (представитель
отдела изысканий и главный инженер
проекта), генподрядной организации
(главный инженер строительного управ¬
ления, начальник производственно-тех¬
нического отдела, старший прораб и
представитель Оргтехстроя), субпод¬
рядных организаций
При сдаче трассы заказчик передает
генподрядной организации разбитую
и закрепленную в натуре знаками ось
трубопровода и результаты визуаль¬
ного осмотра отведенной строительной
полосы.
По приемке трассы обращают особое
внимание на наличие:постоянных реперов на переходах
через реки, болота, автомобильные же¬
лезные дороги, в горных и сильно пере¬
сеченных местностях;временных реперов через каждые
5 км трассы;закрепления и привязки осей и углов
поворота трассы к имеющимся вблизи
постоянным ориентирам или специаль¬
но установленным столбам;знаков, отмечающих пересечение
трубопроводов с подземными комму¬
никациями или сооружениями.Кроме того, в местностях, имеющих
сложный рельеф, проверяют соответ¬
ствие фактического объема планиров¬
ки полосы отвода объемам, предусмот¬
ренным в >проекте и сметах, а также
уточняют вопросы устройства времен¬
ных дорог на период строительства.Имеющиеся расхождения в проекте
и в натуре оформляют актами и вносят
поправки в техническую документацию.В процессе сдачи—приемки трассы
заказчик передает генподрядчику до¬
кументы на отвод земельных участков
на период строительства трубопрово¬
да, разработку карьеров, копии лесо¬
рубочных билетов.Организация и технология
производства
подготовительных работПодготовительные работы в зависи¬
мости от места их выполнения при
строительстве линейной части магист¬
ральных трубопроводов можно разде¬
лить на работы, выполняемые внутри
строительной полосы и за ее пределами
(рис. 3.1)Строительная полоса представляет
собой линейно-протяженный участок
для: прокладки трубопровода; выпол¬
нения строительно-монтажных работ,
сооружения временной дороги для про¬
езда машин и строительной техники,
размещения запорной арматуры, строи¬
тельства водоотводных и других соору¬
жений и устройствЗа пределами строительной полосы
для обеспечения работ по строитель¬
ству трубопроводов возводят времен¬
ные жилые полевые городки, админи¬
стративно-хозяйственные и производ¬
ственные здания, а также базы для
укрупнительной сборки труб в секции.приготовления битумной мастики, ста¬
ционарной изоляции труб и централи¬
зованного технического обслуживания
строительной техникиПодготовительные работы выпол¬
няют специализированные строитель¬
ные подразделения, организованные
в составе комплексного строительно¬
монтажного управления и генподряд¬
ного треста, укомплектованные и осна¬
щенные необходимыми машинами и
механизмами, элементами конструк¬
ций, строительными материалами и
кадрами.Для организации специализирован¬
ного строительного подразделения не¬
обходимо в проектно-сметной докумен¬
тации и в проекте организации строи¬
тельства линейной части магистраль¬
ных трубопроводов выделять подгото¬
вительные работы из общего комплекса
строительно-монтажных работ Для
оперативного учета и контроля за хо¬
дом выполнения подготовительных ра¬
бот и координации действий специали¬
зированных бригад подготовительного
периода организуют диспетчерскую
службу, обеспечивая ее соответствую¬
щими средствами связи.Трест (или комплексное строительно¬
монтажное управление), имеющий в
своем составе специализированные
строительные подразделения для вы¬
полнения подготовительных работ,
организовывает службу по подготовке
строительстваВ обязанность этой службы входят:
подготовка проектно-сметной доку¬
ментации,подготовка организационно-техно¬
логической документации, в том числе:
составление задания на разработку
ППР для сложных объектов проект¬
ным организациям; разработка ППР
на отдельные виды работ, разработка
и привязка технологических карт; раз¬
работка планов-графиков работы спе¬
циализированных бригад,планирование подготовительных ра¬
бот на год, а также на весь период
строительства трубопровода;планирование материально-техниче¬
ского обеспечения, в том числе расчет
потребности в материально-технических
ресурсах; согласование комплектовоч¬
ных ведомостей и графиков; оформле¬
ние выполненных работВыполнение подготовительных работ
должно быть совмещено во времени и47
sс■cEaot/ox0dau xiqwiAiact/BH эинэжЛс1ооэHiAiBJodot/ Vou 9otrox0dau эинэжЛЬооэ>t0Lf0u oaioHodioxeaioqiraiHodio isoouou эинагпЛэоh:-cUMtieaHisixAMad bexoahHHxaj,jodotr xiqHHawada oaioquainodioiqoouou MOHqu0±HodiO exaodnHBuuiqoouou MOHqi/aiModio вмюинэв^-[iqooBdi aHHauuadMBe и аинаиаонвюэодXBEBQ xiqHdBHOHtiBioAuou bh gAdi ииП>1аэ ыи1пвиое|/|иип>«аэ a gAdi B><dBao и Bxdogo BBHquaiMHuAdxx—I iqiogsd aiqHidouoHBdi и aiqHhogAdjged-oHhosAdJou4:iqioQBd aiqHdaqdB>|>^otfetnouu xiqHhotreoou-oHiauea oa±oqi/ainodioooBdi xiqHVoxoVAo и aoi/BhMdu oaioqi/ainodiQaotfBuxo и аохицА! xlqнжodotfoнgal^aж oaioqifaiModio"ao>itfodoj xiqaai/ou xiqi/иж oaioyodioAgoиеыаэ иыинaжgвнэodl>lЭl/e иахээ xiqHHai^iada oaiaquaiHodiQjodotf xiqHhotrBtnoijuMdiAHa и xiqHtfgaq.t/ou эинэжЛdooэyMHBgdawodu ±o BiHAdj oiMHaHBdxoVadu ou iqiogBjHHdoiMddai aMHBaodMHBi/uHMdoiMddai аинагпАэоbouo oJOHtrodotfoLfu аихынэMHdoiMddaj. yomBanBdioBg в»1эинэв^iqiogBd aiqHhoanggBd aM>JoahHgatroajоVO03и
пространстве с учетом технологической
зависимости между различными вида¬
ми работ и необходимых разрывов,
обусловленных, в частности правилами
техники безопасности, сезонностью
строительства, дискретностью выпол¬
няемых работ, распределением ресур¬
совПодготовительные работы, выпол¬
няемые за пределами строительной по¬
лосы, могут быть объединены в три
группы I группа — инженерная под¬
готовка территории к ее застройке,II группа — строительство временных
сооружений; III группа — инженерно-
техническая подготовка технологиче¬
ских потоков Подготовительные рабо¬
ты, выполняемые внутри строительной
полосы, объединены в две группы (IV
и V): инженерная подготовка строи¬
тельной полосы и инженерная техно¬
логическая подготовка.Очередность и сроки выполнения
подготовительных работ устанавлива¬
ются календарным планом работ по
строительству трубопровода в соответ¬
ствии с нормативными сроками про¬
должительности каждой операции под¬
готовительных работ.Подготовительные работы,
выполняемые за пределами
строительной полосыПервый этап.Размещение бригад рабочих, инже¬
нерно-технического персонала и слу¬
жащих в частном секторе в передвиж¬
ных жилых вагон-домикахУстройство временной связи строи¬
тельного участка с трестом и управле¬
ниемОбеспечение электроснабжения от
действующих источников по времен¬
ным сетям или от передвижных устано¬
вок. 'Обеспечение водоснабжения от име¬
ющихся магистралей путем устройства
простейших насосных и хлораторных
установок из ближайших водоисточни¬
ков или грунтов скважин.Создание первоочередных источни¬
ков тепла и соответствующих тепло¬
трасс.Размещение в полевых условиях
автотранспорта и строительных машин
с организацией их технического обслу¬
живанияСоздание временных складов.Второй этапПодготовка территории под строи¬
тельство и обустройство жилых поле¬
вых городков, административных зда¬
ний, промышленных площадокОбеспечение строительными мате¬
риаламиСооружение вдольтрассовых и подъ¬
ездных дорог, мостов, водопропускных
труб зимних дорог, ледовых переправ,
осуществление ремонт!^ и усиление
имеющихся автомобильных дорог, уст¬
ройство переездов и съездов с дорог
Сооружение железнодорожных ту¬
пиков на станциях и площадок для
приема и временного хранения грузов
и материалов.Сооружение водных причалов, судо¬
ходных трасс и взлетно-посадочных
площадок.Строительство складов и баз снаб¬
женияТретий этапСтроительство и обустройство жи¬
лых полевых городков, культурно-бы¬
товых, административных, хозяйствен¬
ных и производственных зданийСооружение баз производственного
назначения (в частности, сварочно-мон¬
тажные, изоляционные).Выполнение вскрышных работ в
карьерах и резервах.Создание систем устойчивого водо¬
снабжения, электроснабжения, тепло¬
снабжения и связи.Подготовительные работы,
выполняемые в пределах
строительной полосыПервый этап.Расселение рабочих механизирован¬
ных колонн, инженерно-технического
персонала и служащих в передвижных
жилых городкахВыполнение работ по инженерной
подготовке строительной полосы для
прокладки трубопровода
Второй этапВыполнение работ по техническому
обеспечению технологических потоков
Третий этапСооружение переходов трубопрово¬
дов под автомобильными и железными
дорогами, через овраги, балки, неболь¬
шие реки и через болота Производство
подготовительных работ внутри строи¬
тельной полосы, либо до начала развер¬
тывания основных технологических по-49
i.Hsoij, либо выполнение части работ вне
потока заблаговременно, а другой час¬
ти — в потоке с опережением основных
строительно-монтажных работ.Таким образом, состав, технология
и организация подготовительных работ
определяется в зависимости от их на¬
значения и места выполнения (за пре¬
делами или внутри строительной по¬
лосы)Работы, выполняемые
за преде-лами
строительной полосы
Инженерная подготовка
территории к застройкеК началу работ заказчик передает
строительной организации*закрепленные в натуре пункты геоде¬
зической разбивочной основы на терри¬
тории строительства;главные оси производственных соору¬
жений, административно-бытовых зда¬
ний и других сооружений;оси трубопроводов и других инженер¬
ных коммуникаций.^ Геодезические работы выполняют
по графику, который должен быть увя¬
зан со сроками выполнения комплекса
подготовительных работ (по заявкам
начальников управлений, участков и
производителей работ).Основные оси зданий и сооружений
закрепляют сначала временными знака¬
ми, а после их контроля постоянными
знаками, которые размещают за преде¬
лами площадки выполнения работ Раз¬
бивку на местности главных осей инже¬
нерных коммуникаций (в том числе ли¬
нии электроснабжения, электросвязи,
трубопроводы водоснабжения) осу¬
ществляют проложением полигономе¬
трического (или теодолитного) и ниве¬
лирного ходовВ натуру выносят и закрепляют по¬
стоянными знаками.начальный, промежуточный и конеч¬
ный пикеты;точки углов поворота на прямых и
главные точки начала, середины и конца
кривой линии на криволинейных участ¬
ках трассы.Промежуточные пикеты закрепляют
через интервалы, которые определены
проектом, или через каждые 100 м.Главные оси инженерных коммуника¬
ций закрепляют постоянными знаками
по линиям оси и выносными знаками,50которые также должны быть распо¬
ложены за зоной строительных работ.
Кроме того, закрепляют специальными
знаками точки пересечения главных
осей трубопроводов и инженерных ком¬
муникаций с имеющимися инженерны¬
ми коммуникациями и сооружениями.
Вынос в натуру главных осей инже¬
нерных коммуникаций осуществляют
по координатам углов поворота от пунк¬
тов плановой основы с последующим
контролем их путем промеров расстоя¬
ний до главных и основных осей зданий
и смежных линий коммуникаций.Детальную рабочую геодезическую
разбивку сооружений в процессе строи¬
тельства выполняет подрядчик, исполь¬
зуя основные точки и выноски их за¬
крепления, выполненные заказчиком
при создании опорной геодезической се¬
ти и геодезической разбивочной основы.
Разбивку сложных сооружений с криво¬
линейными очертаниями в плане осу¬
ществляют на основании разбивочных
чертежей. Разбивку котлованов и тран¬
шей под фундаменты ведут одновремен¬
но с разбивкой самого здания или соору¬
жения. Разбивочные работы выполня¬
ют после расчистки строительной пло¬
щадки от леса и кустарника, валунов,
сноса неиспользуемых в процессе строи¬
тельства имеющихся строений Рас¬
чистку застраиваемой территории осу¬
ществляют в соответствии с проектом
организации строительства в пределах
площади, непосредственно занимаемой
зданием (или сооружением).Деревья ценных пород при расчистке
строительной полосы пересаживают, со¬
блюдая соответствующие агротехниче¬
ские требования Остальные деревья
спиливают, и при необходимости произ¬
водят корчевку пней Сплошная валка
размещается только при расчистке тер¬
ритории от мелколесья и кустарника,
при невозможности использования дре¬
весины в качестве деловой При боль¬
ших объемах работ расчистка площадей
должна выполняться лесоповальными
машинами. На небольших участках или
отсутствии лесоповальных машин спи-
ливание деревьев выполняют бензомо¬
торными пилами, а валку леса — буль¬
дозерами. Со спиленных или повален¬
ных деревьев обрубают ветви и сучья.
Затем хлысты вывозят за пределы рас¬
чищаемой площадки, а собранные вет¬
ви, сучья и мелколесье используют при
сооружении временных дорог и для дру¬
гих нужд строительства. Пни следует
корчевать механизированным способом
с последующим их удалением с очища¬
емой территории.Мешающие малоценные здания и соо¬
ружения сносят (согласно ведомости
сноса) посредством их разборки бульдо¬
зерами или одноковшовыми экскава¬
торами со специальным оборудованием.
Более ценные, хорошо' сохранившиеся
рубленые, деревянные и каменные стро¬
ения передвигают на новый фундамент
или разбирают для последующего ис¬
пользования строительных материалов.Работы, связанные с имеющимися
подземными коммуникациями (напри¬
мер, водопроводы, кабели связи), кото¬
рые расположены на территории строи¬
тельной площадки или пересекают трас¬
су магистрального трубопровода, вы¬
полняют по специальным проектам.Крупные камни и валуны, мешающие
ведению работ, а также проходу тран¬
спортных средств, убирают с террито¬
рии строительной площадки с помощью
бульдозеров, корчевателей-собирателей
или одноковшовых экскаваторов Особо
крупные камни и валуны, которые нель¬
зя переместить механическим спосо¬
бом, предварительно дробят взрывом
мелкошпуровых зарядовПлодородный слой на строительной
площадке до начала основных земляных
работ снимают в размерах, установлен¬
ных проектом рекультивации и укла¬
дывают в отвалы для использования
его в последующем при восстановле¬
нии нарушенных сельскохозяйственных
земельВсе виды выемок (котлованы, тран¬
шеи, каналы) на строительной пло¬
щадке и грунтовые карьеры должны
быть ограждены от стока поверхност¬
ных и грунтовых вод. Водоотвод поверх¬
ностных и грунтовых вод необходимо
устраивать до начала строительно-мон-
тажных работ с помощью постоянных
или временных сооружений рекомендо¬
ванных проектом производства работ.Для устройства водоотвода использу¬
ют отвалы грунта, специальные огра¬
дительные обвалования и водоотводные
канавы, расположенные с нагорной сто¬
роны выемок, специальную планировку
территории, прилегающей к выемке.Разработку водоотводных канав вы¬
полняют плужными, многоковшовыми и
роторными канавокопателями или одно¬
ковшовыми экскаваторами. При нали¬чии грунтовых вод принимают специ¬
альные меры, предупреждающие застой
воды во время выполнения работ. В за¬
висимости от притока грунтовых вод
и водоотдачи грунта понижение уровня
грунтовых вод осуществляют откры¬
тым водоотливом или искусственным
водопони>5сением Открытый водоотлив
применяют при небольшом притоке
грунтовых вод и коэффициенте филь¬
трации грунта более 48 м/сут В этом
случае по периметру котлована отрыва¬
ют дренажную траншею с устройством
в пониженных точках дренажа зумп¬
фов для стока и откачки грунтовых вод
самоходными водоотливными уста¬
новкамиИскусственное водопонижение грун¬
товых вод с помощью иглофильтровых
установок, которые погружают в грунт в
определенной последовательности по
периметру или вдоль котлована приме¬
няют при коэффициенте фильтрации
грунтов не более 48 м/сут. Водопони¬
жение грунтовых вод начинают заблаго¬
временно до начала подготовительных
и основных работ на территории и про¬
должают до их окончания. В зависимо¬
сти от характера местности и объемов
работ планировку территории выполня¬
ют с применением бульдозеров, скрепе¬
ров или автогрейдеровПри планировке местности выполня¬
ют следующие основные операции:
выемку и перемещение грунта;
выравнивание и послойное уплотне¬
ние грунта,окончательное профилирование осно¬
вания площади и ее откосов.При больших объемах планировки
срез грунта следует вести слоями тол¬
щиной до 10—20 см, причем для полу¬
чения наибольшей производительности
грунт срезают бульдозерами и пере¬
двигают его (челночными перемещени¬
ями) сверху вниз. При этом уклон раз¬
рабатываемого откоса должен быть не
более 20° (1:2,7).В зимних условиях для облегчения
разработки грунты необходимо пред¬
охранять от промерзания. В зависимос¬
ти от климатических условий и времени
ведения земляных работ основными ме¬
роприятиями, предотвращающими про¬
мерзание грунта, являются следующие,
предварительное рыхление грунта,
вспахивание и боронование, снегозадер¬
жание, защита разрабатываемой по¬
верхности различными теплоизоляци¬51
онными материалами, внесение хими¬
ческих реагентов, предотвращающих
грунт. Работы по предохранению грунта
от промерзания необходимо вести позд¬
ней осенью после окончания дождли¬
вого периода, но до выпадения первого
снега и наступления устойчивых отрица¬
тельных температур При разработке
грунта в первой трети зимнего периода
как правило предусматривают' вспа¬
хивание верхнего слоя грунта, бороно¬
вание, задержание снегового покрова
При планировании работ в середине
или конце зимы необходимо предусмо¬
треть глубокое рыхление (перелопачи¬
вание грунта или утепление зоны разра¬
ботки теплоизолирующими материа¬
лами) Работы по вспахиванию грунта
следует выполнять в пределах рабочих
контуров выемок с уширением на двой¬
ную глубину промерзания Вспащку
грунта выполняют плугами или рыхли¬
телями на глубину не менее 35 см с по¬
следующим боронованием на глубину
15 см Глубокое рыхление грунтов (на
глубину 1,3—1,5 м) осуществляют од¬
ноковшовыми экскаваторами Глубокое
рыхление выполняют с перелопачива¬
нием грунта на утепляемой площади
путем продольных проходок мащин
Разработанный от первой проходки
грунт укладывают в отвал за преде¬
лами утепляемой площади, а от после¬
дующих проходок — на место преды¬
дущих Выработанную выемку от по¬
следней проходки заполняют грунтом из
отвала первой проходки или из резерва
перемещаемым бульдозером, скрепером
или экскаватором.Для задержания снегового покрова
используют валики, образованные из
снега, а также специальные снегозадер¬
живающие щиты. Щиты необходимо
располагать рядами, перпендикуляр¬
но к направлению господствующих вет¬
ров, на расстоянии один от другого, рав¬
ном 10—15-кратной высоте щитаУтепление грунта осуществляют так¬
же местными дешевыми материалами*
соломой, опилками, сухим торфом, раз¬
личными шлаками и синтетическими
покрытиями Утепляющие материалы
расстилают слоями на площади в кон¬
туре разрабатываемой траншеи, котло¬
вана или выемки с уширением с каж¬
дой стороны на величину промерзания
грунта Толщину и число слоев назна¬
чают согласно проекту производства
работ52Строительство
временных сооруженийДля доставки необходимых материа¬
лов на строительные площадки, по¬
левые городки, монтажные площадки
используется действующая в данном
районе дорожная сеть, а при отсут¬
ствии таких дорог строят подъездные
и внутриплощадочные временные
дорогиСтроительство временных дорог осу¬
ществляют в соответствии с ПОС и про¬
ектом производства работ (ППР) До¬
роги, как правило, устраиваются двух¬
стороннего движения Они могут быть
с твердым покрытием (из железобетон¬
ных плит) и грунтовые
Технология строительства дорог со
сборным покрытием из железобетонных
плит состоит из следующих операций
подготовки основания и выравниваю¬
щего слоя из песчаного грунта; транс¬
портировки и складирования железо¬
бетонных плит, монтажа покрытия
(укладки плит, их вибропосадки, задел¬
ки стыков и заливки швов)Подготовку песчаного основания вы¬
полняют бульдозером или профилиро¬
вочной машиной, и выравнивающего
слоя -- автогрейдером Транспортиров¬
ку железобетонных плит осупхествляют
в автомобилях большой грузоподъем¬
ности В одном автомобиле перевозят
не более трех плит, между плитами
укладывают прокладки толщиной по 3—4 см на расстоянии 1 м одна от другой
Погрузку-разгрузку плит выполняют
автокранами, грузоподъемность кото-
pi>ix должна быть в 2—3 раза больше
массы плитыПлиты при сооружении полотна доро¬
ги укладывают рядами в направле¬
нии продольной оси покрытия Укладку
плит ведут, начиная с маячного ряда,
располагаемого по оси покрытия или по
его краю В последующие ряды плиты
укладывают вплотную к ранее уложен¬
ным рядам Заделку стыков (сварка
соединений и заливку швов) мастикой
выполняют после укладки, вибропосад¬
ки и обкатки плитНа слабых и переувлажненных мине¬
ральных грунтах непосредственно на
естественное основание укладывают
прослойку из синтетического нетканого
материала с целью повышения устой¬
чивости насыпи дороги, снижения объ¬
емов насыпного грунта и неравномерно¬
сти ее осадки насыпиПри небольшой интенсивности дви¬
жения (до трех автомашин в час в од¬
ном направлении) в благоприятных
грунтовых и гидрогеологических усло¬
виях для подъезда к объектам на стро¬
ительной площадке устраивают грун¬
товые дороги без покрытия (в насы¬
пях или в выемках).Дороги, сооружаемые в насыпях,
строят в основном без кюветов Дорож¬
ное полотно в этом случае формируют
из привозного грунта высотой 40—
50 см, насыпь тщательно уплотняют, а
проезжую часть дороги профилируют
бульдозером или автогрейдером.Для пропуска больших транспортных
нагрузок проезжую часть грунтовой до¬
роги укрепляют улучшенными грунтами,
щебнем или гравием Покрытия из улуч¬
шенных грунтов устраивают путем от¬
сыпки их с помощью автосамосвалов
на предварительно спланированную и
уплотненную насыпь с последующим
разравниванием отсыпанного слоя
бульдозером или автогрейдером и
уплотнением катками. Гравийное по¬
крытие устраивают послойно путем
отсыпки материала с помощью авто¬
самосвалов на спланированную и уплот¬
ненную насыпь, разравнивая и уплот¬
няя его. На слабых грунтах отсыпку
гравийного материала целесообразно
вести с «головы», надвигая и разрав¬
нивая гравий бульдозером Уплотня¬
емые слои увлажняют и укатывают
катками на пневматических шинах до
тех пор, пока прекратится осадка уплот¬
няемого слоя от прохода грунтоуплот¬
няющей машиныВ северных районах для проезда
к объектам строительных площадок в
зимнее время сооружают специальные
зимники и ледовые дороги. Сооружение
зимних дорог заключается в плани¬
ровке проезжей полосы и укатке (уплот¬
нении) снега. Устройство ледяных до¬
рог состоит в намораживании на проез¬
жей части слоя льда толщиной 20—30 см.На склонах и обводняемых участках
для предохранения дорожной полосы
от размывов и разрушений и обеспече¬
ния устойчивости насыпи и конструкции
дорожной одежды в процессе эксплуа¬
тации перед сооружением временных
дорог устраивают водоотводные соору¬
жения Конструкции водоотводных со¬
оружений зависят от конкретных гидро¬геологических условий, их размеры на¬
значают на основании гидравлических
расчетов и требований, установленных
нормативными документами. Крутизну
откосов канав в торфах с ненарушенной
структурой принимают 1:1, а глубину
канав и ширину их по дну — не менее
0,8 м Продольный уклон канав прини¬
мается не менее 0,1 %В местах пересечения временными до¬
рогами водотоков устраивают неболь¬
шие водопропускные искусственные со¬
оружения (мосты и трубы) в соответ¬
ствии с требованиями действующих
СНиП («Автомобильные дороги. Нормы
проектирования», «Мосты и трубы. Нор¬
мы проектирования»; «Мосты и трубы
Правила производства и приемки ра¬
бот»). На переходах через большие и
малые водотоки строят мосты на свай¬
ных, рамных и ряжевых опорах, при
пересечении оврагов и суходолов строят
деревянные мосты преимущественно на
рамных опорах. Деревянные мосты рас¬
считывают на нормативную нагрузку
в виде колонны автомобилей массой
по 30 т (Н-30) и одиночную тяжелую
колесную нагрузку массой 80 т (НК-80),
а также на гусеничную нагрузку массой
60 т (НГ-60). Для прохода широкога¬
баритных гусеничных и колесных машин
мосты следует сооружать габаритом Г-7
с шириной проезжей части 4,5 м для од¬
нополосных дорог, габаритом Г-14
с шириной проезжей части 10 м для
двухполосных дорог.В качестве водопропускных сооруже¬
ний могут быть использованы металли¬
ческие и железобетонные трубы (труб¬
чатые переезды) с обеспечением необхо¬
димой площади отверстия. Трубчатые
переезды (водопропускные трубы) уст¬
раивают на периодически действую¬
щих водотоках, пропускную способ¬
ность их определяют, исходя из безна¬
порного режима работы в зависимости
от площади бассейна стока, осадков
(паводка, ливней) и расчетной ско¬
рости течения воды Котлован под труб¬
чатый переезд разрабатывают одноков¬
шовым экскаватором Дно котлована
выравнивают, отсыпая, хорошо уплот¬
няя слой гравия Толщину слоя гравия
под трубы делают 10—15 см При нали¬
чии неустойчивых грунтов трубы укла¬
дывают на железобетонные плиты. При
засыпке водопропуска грунт надвигают
к трубе бульдозером горизонтальными
слоями толщиной 15—20 см одновре¬53
менно с обеих ее сторон. Каждый слой
грунта вначале разравнивают лопата¬
ми и уплотняют трамбовками для соз¬
дания плотного грунтового слоя После
засыпки всей трубы сооружают дорож¬
ную насыпь до проектных отметок и
проезжую часть дорогиВ зимнее время засыпать трубы реко¬
мендуется талыми (несмерзшимися)
или разрыхленными грунтами, выпол¬
няя работы без перерывов с тем, чтобы
не допускать вторичного смерзания
грунта На зимних дорогах сезонного
действия для преодоления водных пре¬
град сооружают ледовые переправы,
усиленные посредством вмораживания
в лед деревянных настилов, а также на¬
мораживания ледовых опор (с помощью
установленных по створу переезда тер¬
мосифонов)Электро-, тепло- и водоснабжение
объектов строительства организуют
согласно проектам производства работ
по обустройству строительных объектов
Для электроснабжения в зависимости
от расположения объектов работ, необ¬
ходимых мощностей и местных условий
используют действующие в районе стро¬
ительства энергосистемы, ЛЭП и пере¬
движные электростанции Временное
электроснабжение осуществляют с ши¬
роким применением передвижных и
столбовых трансформаторных подстан¬
ций, а также инвентарных элементов
электросетей. Силовые и осветитель¬
ные установки питают от общей
(совмещенной) сети Временные сети
высокого и низкого напряжения на тер¬
ритории строительства должны выпол¬
няться преимущественно воздушной
подвеской проводов. Устройство всех
временных электрических установок и
сетей на строительстве следует выпол¬
нять с соблюдением требований дей¬
ствующих электротехнических правил и
норм. Потребность строительства в
воде обеспечивают, как правило, от по¬
стоянных (предусмотренных проектом)
устройств водоснабжения В исключи¬
тельных случаях источниками времен¬
ного водоснабжения могут служить по¬
верхностные и легкодоступные подзем¬
ные воды, в том числе надмерзлотные,
межмерзлотные и подмерзлотные водо¬
носные горизонты, не используемые в
качестве промежуточной электрозазем¬
ляющей среды. Временная водопровод¬
ная сеть должна одновременно обеспе¬
чивать производственные и ^1ротивопо-54жарные нужды В связи с этим, должны
быть предусмотрены санитарные и тех¬
нические мероприятия, устраняющие
возможность загрязнения и ухудшения
качества воды, поступающей к строи¬
тельным машинам и агрегатам. Времен¬
ные водопроводные сети сооружают
по наиболее простой схеме с наимень¬
шим количеством арматуры; для произ¬
водственного и противопожарного водо¬
провода применяют кольцевую схему,
а для хозяйственно-питьевого — тупи¬
ковую.Жилые полевые городки обустраива¬
ют на основе типового плана разме¬
щения жилых и других вагончиков го¬
родка, который в необходимых случаях
корректируют, исходя из местных усло¬
вий Полевые жилые городки размеща¬
ют вдали от производственных площа¬
док и стоянок транспорта. В полевых го¬
родках, организуемых на длительный
срок, устраивают централизованное во-
до- и теплоснабжение При благо¬
устройстве территории городка и соору¬
жении проездов и пешеходных доро¬
жек рекомендуется применять синтети¬
ческие нетканые материалыВзлетно-посадочные площадки для
вертолетов сооружают в соответствии
с требованиями действующих инструк¬
ций. Выбранный для сооружения взлет¬
но-посадочной площадки участок со¬
гласовывают с представителем авиапод¬
разделения и должен удовлетворять
следующим требованиям.обеспечивать достаточные размеры
для размещения полосы, необходимой
при данном способе взлета и посадки
вертолета, и намечаемой служебно-тех-
нической застройки с ориентацией лет¬
ной полосы по направлению господ-
С1вующих ветров;обеспечивать удобный подъезд для
наземных транспортных средств,иметь минимальные объемы земляных
работ по расчистке территории,не располагаться в районе, где по¬
стоянно наблюдаются неблагоприятные
условия (низкая облачность, туманы,
затопление ливневыми и паводковыми
водами)Для обеспечения рациональной орга¬
низации и безопасности погрузочно-
разгрузочных работ на посадочной
площадке и рядом с ней подготавли¬
вают погрузочно-разгрузочную площад¬
ку; площадку для складирования и под¬
готовки грузов к транспортировке вер¬
толетом; площадку для стоянки авто¬
машин и механизмов, вагончик (вре¬
менное помещение), в котором могут
обогреться рабочие и члены экипажа
вертолетаЛетную полосу и рабочую площадку
сооружают в виде круга или квадрата,
воздущные подходы по всему периметру
полосы должны соответствовать требо¬
ваниям, предъявляемым к подходам
для площадки с двухсторонним стартом
в направлении взлета и посадки верто¬
летаПлощадки для складирования и под¬
готовки грузов к транспортировке их
вертолетом, стоянки машин, вагончики
для обогрева следует располагать за
зоной воздушных подходов. Расстоя¬
ние от площадки складирования до
летной полосы принимают не менее
70 м для вертолетов Ми-6 и Ми-Юк,
не менее 50 м для вертолетов Ми-4
и Ми-8.В центре посадочной площадки устра¬
ивают искусственное основание и по¬
крытие (железобетонное, деревянное,
металлическое). Размеры площадки с
искусственным покрытием должны со¬
ставлять не менее 30X30 м для посадки
вертолетов Ми-6 и Ми-Юк, 10X10 м
для вертолетов Ми-8, Ми-4.Для обеспечения водоотвода уклон
рабочей площадки вертолетов прини¬
мают не менее 0,005 при грунтовом по¬
крытии, не менее 0,008 при искусствен¬
ном покрытии.На посадочных грунтовых площадках
целесообразно предусматривать спе¬
циальные мероприятия по предотвра¬
щению образования пыли при посадке
и взлете.На участках со слабыми грунтами
устраивают настил из бревен диаметром
не менее 18 см, прочно скрепленных
между собой, причем бревна верхнего
наката должны быть уложены поперек
направления принятого старта Настил
для вертолетов Ми-6, Ми-10к выполня¬
ют не менее чем в два наката, для ос¬
тальных вертолетов — в один накат На¬
стил для вертолетов целесообразно ус¬
траивать из сборно-разборных деревян¬
ных дорожных щитов.Примерные площади участков (в га),
необходимые для строительства конеч¬
ных вертолетных станций, составляют-1,5 — для легких вертолетов Ми-2,
Ка-26; 2,5 — для средних Ми-4, Ми-8,
4 для тяжелых Ми-6.Для обеспечения строительных объек¬
тов привозным гравийно-песчаным ма¬
териалом разрабатывают карьеры, ко¬
торые необходимо выбирать вблизи от
места работ с учетом минимальных
затрат на подготовку карьера и эксплуа¬
тацию. Разработку карьера можно на¬
чинать только после его приемки спе¬
циальной комиссией К акту приемки
должны быть приложены пояснитель¬
ная записка, план карьера с указанием
расположения скважин и шурфов, гео¬
логические разрезыК разработке карьера приступают
последовательно по следующим этапамвыносят в натуру контуры площади
проектируемого карьера, а также кон¬
туры вспомогательных сооружений,устраивают подъездные дороги к
карьеру и другие производственные и
бытовые сооружения, предусмотрен¬
ные ППР.Разработка вскрышных грунтов как
правило опережает на 1—2 мес разра¬
ботку грунта в самом карьере, создавая
фронт подготовленных к выемке камен¬
ных и гравийно-песчаных материалов
При разработке гравийно-песчаных ма¬
териалов зимой это опережение может
быть сокращено до 0,5 сут, чтобы сохра¬
нить непромерзшим разрабатываемый
грунт, для которого вскрышные породы
служат теплоизолирующим слоемИнженерно-техническаяподготовкатехнологических потоковТрубы, поступающие на железнодо¬
рожную станцию, как правило, при раз¬
грузке из вагонов грузят непосредствен¬
но на трубовозы или складируют на
перевалочном складе в штабеля Трубы
трубовозами доставляют непосред¬
ственно на трассу при наличии свароч¬
ных комплексов типа «Север» или на
трубосварочные базы для их сварки в
секции. Трубы, поступающие к месту
строительства водным путем (на грузо¬
вых теплоходах, речных баржах, сухо¬
грузных баржах-площадках, а также на
нефтеналивных и палубных баржах из
универсальных понтонов), разгружают
на специальных пристанях с помощью
плавучих кранов, автомобильных кра¬
нов или кранов-трубоукладчиков.Сборку и сварку труб в секции вы¬
полняют на механизированных трубо¬
сварочных базах, полуавтоматами.55
Работы по изготовлению криволиней¬
ных вставок выполняют способом холод¬
ного гнутья на трубогибочных станках
типа ГТ. Если в техническом проекте
предусмотрен радиус поворота, который
нельзя получить при использовании
криволинейной вставки, изготовленной
на станке ГТ, то радиус поворота вы¬
полняют с помощью штампованного ко¬
лена заводского изготовления- с про¬
дольными сварными швами или колена,
сваренного из сегментов в заводских ус¬
ловияхПри прохождении сложных участков
трассы (крутые уклоны, болота и обвод¬
ненные участки большой протяжен¬
ности), если отсутствуют трубы завод¬
ской изоляции, противокоррозионная
изоляция труб организуется на полевой
базе.Укрупненную сборку трубопроводной
арматуры производят также в базовых
условиях с целью повышения произ¬
водительности труда и качества работ
На трассе монтируют только собранные
крупные блоки в технологический узелРаботы, выполняемые
в пределах строительной
полосы. Инженерная
подготовка строительной
полосыКомплексу основных строительно¬
монтажных работ по сооружению ли¬
нейной части магистральных трубо¬
проводов на трассе предшествует ком¬
плекс работ по инженерной подготовке,
выполняемых непосредственно в преде¬
лах строительной полосы. Структура ви¬
дов работ по инженерной подготовке
полосы строительства с учетом харак¬
теристики природно-климатических ус¬
ловий строительства магистральных
трубопроводов приведена в табл 3 2Перед началом выполнения комплек¬
са подготовительных работ на трассе
производится восстановление и закре¬
пление трассы, которое выполняется си¬
лами и средствами генподрядной орга¬
низации и передается строительной ор¬
ганизации по акту.При восстановлении трассы осущест¬
вляют следующие работы закрепление
вершин углов поворота; разбивка кри¬
вых поворота с закреплением начала
и конца кривых, закрепление пикетов
и плюсовых точек, проверку отметок
имеющихся реперов, восстановление56Icdо.Iс=й *
со Sса cd
s ^^ 5хо УВ01ГЭ OJOHtrodoiroi/U эихви^ишчэин oaiDHodxD^(ЖВХНОИ) ВЯИ1Г0иiqwaxDHD жвхномэ]^'аоминиие xiqaoDoediqiroira
oaio4i/’9iHodx3jodoir Х1яаэнж91/’ хиаоэ
-DBdxqirotra oaxDqiraxHodx^вмгпАэо ‘эин
-9жиноио1Гоа ‘iroaxootrogH9uiqDBHAirou ‘MOivaiqa
-Airou ‘Moirou oaxDHodxD^иэни BMaahdo>iвээи- BiraireBd
‘BMaairadx ‘вм1гвдBqoairoMiraw xo Baxoqirax
-HodxD iqooirou вмхэиьэв^(BXHXdj 9HHairxiqd)
iqxoQBd aiqHaiqdeaodAgBXHAdj HOMeado оэ Baxoqirax
-HodxD iqooirou BMaodHHBirjjBJ9HD xo Baxoqii-axHodxD
iqDOirOU BMXDHhDBJвфэqlr9dod>^и^мBMaodHHBiruCJX ca2 2X 5J3 о«-ЧX gp+ ++I H-
I I
1 +
++g ё
о - CLS|i*S-i*DQ 0303o- a
++
++
1 I
I I
I I
++
++
I I
I 1
I I
I I
++I +
++I I
I I
1 I
I +
+ 1
I I
I I
++
++
I +
++1 +
++I I
I I
I I
I 1
I I
++
+1++++++
I I
I +
++
I +I I
I I
1 I
++1 +I I
I +
++II II+1 ++II III + II++ I I+1 III I ++II II
II II
++ I I
I+ II ++
I I ++ II++ I+ I +++ II + I+1 +++ +I I
+ +
I I
I -h
++I++++ ++ II++ M ++++++ I+ок“Isao. о жS'S g;ОО I
^ S^cnта о ^-I. .^ a- ЬH u о3s ^•G- s
o, f-o «H|it=^coa: оX (U^ X
cn XKen Kengо та
KenKen Kenoj S
o>§ gI о £J- lei57
сбитых и установка дополнительно необ¬
ходимого количества реперов, проверка
продольного нивелирования точек
трассы и при необходимости снятия по¬
перечного профиля, проверка и закре¬
пление оси полосы временной дороги.Способ и место установки знаков на
местности при восстановлении и закре¬
плении грубопровода приведены в табл.
3 3 Восстановление и закрепление зна¬
ков на местности выполняются с помо-
П1ью геодезических операций Ось трас¬
сы трубопровода закрепляют точками и
сторожками, а также выносными стол¬
бами или кольями, устанавливаемыми
за пределами зоны строительной поло¬
сы. Выносными столбами закрепляют
все осевые точки (места стоянки теодо¬
лита), а также вершины углов и точки
начала и конца переходных кривых
Выносными кольями закрепляют все
четные пикеты и места расположения
искусственных сооруженийНа прямых участках трассы створы
для выносок разбивают теодолитом или
экером перпендикулярно к трассе, а на
кривых — перпендикулярно к линии
тангенсов Точки, закрепляющие ось
трассы, выносят строго по створу В каж¬
дом створе для закрепления оси трубо¬
провода устанавливают два столба или
кола на одной из удобных сторон или по
обеим сторонам от трассы, а на косого¬
рах — предпочтительно на нагорной
сторонеНа участках болот и затопляемых
пойм рек трассу дополнительно закре¬
пляют столбами в начале и конце каж¬
дого участка, а также внутри участка
не менее, чем в двух точках Вершину
угла поворота закрепляют угловым
столбом с точкой, в которую забивают
гвоздь, и двумя створными столбами
на продолжении тангенсов, на расстоя¬
нии не более 20 м от углового столба
На выносных столбах и кольях делают
надписи с указанием закрепляемой точ¬
киВ местах сооружения временных до¬
рог на выносках указывают также и рас¬
стояние до оси временной дороги. Все
надписи на выносках должны быть по¬
вернуты в сторону оси трассы, а на сто¬
рожках — в сторону начала пикетажа.
Все знаки закрепления должны быть со¬
хранены в течение всего периода строи¬
тельстваПрямые участки трассы восстанавли¬
вают вешением При восстановлении и58закреплении трассы геодезической груп¬
пой ведется журнал выносок, в который
заносятся.схемы расположения установленных
знаков;расстояния до знаков по оси трубо¬
провода,направления выносок и расстояния до
знаков от оси трубопроводаГраницу полосы отвода (при участии
представителей местных земельных ор¬
ганов) обозначают столбами или коль¬
ями, которые устанавливают на рассто¬
янии не менее, чем через 100 м Знаки
разбивки полосы отвода окрашивают в
яркие цвета На лесных участках трас¬
сы обычно отмечают крайние деревья,
которые выходят за границы полосы от¬
вода и должны остаться не спиленными.
В лесных и таежных районах до очист¬
ки полосы от леса и корчевки пней пред¬
варительно закрепляют только вершины
углов поворота и осевые точки трассы,
закрепляют их столбами, которые уста¬
навливают за пределами строитель¬
ной полосыПосле планировки рельефа трассы,
срезки грунта или устройства полок в
горной местности знаки разбивки оси
трассы также восстанавливаютПри разбивке оси трубопровода, па¬
раллельно действующему, необходимо
точно соблюдать расстояние между ни¬
ми Расположение действующего трубо¬
провода фиксируют силами строитель¬
ной организации (при участии предста¬
вителя организации эксплуатирующей
трубопровод) вдоль его оси установкой
вешек на расстоянии в пределах их
видимости на прямолинейных участках
и через каждые 15 м — на криволи¬
нейныхКроме указанных геодезических зна¬
ков, на трассе устанавливают также по¬
стоянные километровые и маркировоч¬
ные столбы высотой по 1,7 мПостоянные километровые и маркиро¬
вочные столбы устанавливают в соот¬
ветствии с рабочим проектом для обоз¬
начения следующих мест*
указателя километража,
пересечения трубопроводом искус¬
ственного или естественного сооруже¬
ния (автомобильной или железной доро¬
ги, судоходных и широких рек), причем
маркировочные столбы ставят с каж¬
дой стороны в месте пересечения,
изменения направления трубопро¬
вода.
S ^CQ ^11со SМ VO та S С Ж
о. J3 Д г^ S f JК о; ^ та р ьс отао ьс:
с >1ю ^
“ о> оS о; SS 3 ^ ^ о Sз: с; ла S VO
ф о> а. ^ оSS2|S§§■&§ ^ I &
о _ о
а та та сг 5S \о^ со из ^ о >^
а; К , ^ ас £
■ t ^ 5 нS х:=:
о 2
=сл (L)|| I§"SО X
VO н
>, о X
О- ^ та
ь S Q,US SS ‘2
, =^
i Sfmnm|i
S ^'S о
та о
со 3о “о S
с кIоО-соVOж '.и 5s: л. _нO' Q, 5- 5S ^О dj CD 3Е- о Q-Aо; S
О. О
С О,S -1|Ь п
^ С
CU3 таД S CQsis^11554VJ ~ё SС( Оо о.59
изменения толщины стенки и диамет¬
ра трубы, марки стали, типа и конструк¬
ции изоляции,заземления анодов.К расчистке строительной полосы
приступают после восстановления и за¬
крепления трассы в натуре, оформления
ее заказчиком в установленном поряд¬
ке, получения специального разреше¬
ния—лесорубочного билета (ордера),
которое оформляет дирекция строяще¬
гося объекта.Расчистку полосы строительства тру¬
бопровода от леса и кустарника выпол¬
няет специальная бригада, осуществля¬
ющая следующие виды работ в указан¬
ной последовательности:натурная разметка и ограничивание
визирами (затесками на деревьях и
веп1ками) трелевочного волока;отделение ветровальных деревьев от
пней, повал сухостойных и зависящих
деревьев, обрубка сучьев на валежни-
ках,устройство разделочной площадки;
прокладка и устройство трелевочного
волока,валка деревьев и срезка кустарника,
обрубка сучьев и раскрежевка хлы¬
стов;погрузка, транспортировка, разгруз¬
ка и складирование лесоматериалов
расчищаемой полосы,
корчевка и уборка пней,
засыпка ям и неровностей,
разработка траншеи для засыпки
пней,засыпка пней и траншеи.Расчистку полосы строительства тру¬
бопровода от леса и кустарника ведут
поточным методом, обеспечивающим не¬
прерывность работ специализирован¬
ных звеньев в строгой технологической
последовательности, которая предусма¬
тривает постепенное развертывание по
фронту всех звеньев комплексной бри¬
гадыДля расчистки строительной по¬
лосы от лесной растительности при¬
меняют следующие технологические
схемы в зависимости от крупности
леса, средств механизации и грунто¬
вых условий.схема 1 — валка леса диаметром бо¬
лее 24 см бензомоторными пилами с
обрубкой сучьев непосредственно на
строительной полосе с последующим их
использованием для усиления трелевоч¬
ного волока и временного проезда стро¬60ительных машин и механизмов вдоль
трассы,схема 2 — валка леса диаметром бо¬
лее 24 см бензомоторными пилами с об¬
рубкой сучьев на специальных разде¬
лочных площадках, устраиваемых не¬
посредственно на строительной полосе
или за ее пределами в специально от¬
веденных местах;схема 3 и 4 — валка леса в устой¬
чивых грунтах с равнинным и слабо¬
всхолмленным рельефом местности
(крутизна около 10°) при среднем объе¬
ме хлыста 0,4—0,7 м^ многооперацион¬
ными лесоповалочными машинами с
цепным срезающим устройством (схема
3) или ножнично-захватным срезающим
устройством (схема 4),схема 5 — очистка от мелколесья и
кустарника кусторезами;схема 6 — очистка от мелколесья и
кустарника бульдозерами,схема 7 — валка леса на болотах
бензомоторными пилами с последую¬
щим использованием лесоматериалов
расчищаемой полосы для устройства
временной Дежневой дороги,схема 8 — повал деревьев на болотах
лесоповалочными машинами болотной
модификации.Подготовка разделочных площадок
заключается в очистке ее от валежника,
кустарника и валунов, спиливании пней
заподлицо с землей. Расстояние между
площадками определяют в зависимости
от густоты и крупности леса, а также
имеющихся у бригады трелевочных
тракторов. Подготовку разделочной
площадки выполняет звено по проклад¬
ке трелевочного волокаВалку деревьев осуществляют бензо¬
моторными пилами и лесоповалочными
машинами. Эти машины применяют для
расчистки полосы от леса на спокой¬
ном (равнинном) и слабовсхолмленном
(крутизна около 10°) рельефе местно¬
сти и плотном грунте, несущая спо¬
собность которого обеспечивает проход
машин Их целесообразно использо¬
вать в лесосеках, на которых число ва-
лежных и буреломных стволов не превы¬
шает 3—5 % от общего числа деревьев
Для срезки сучьев с поваленных де¬
ревьев применяют бензомоторные пилы
и сучкорезы. Сучья необходимо очищать
вровень с поверхностью ствола Обруб¬
щики сучьев должны работать на
расстоянии один от другого не ме¬
нее 5 м.
Трелевка очищенных от ветвей ство¬
лов деревьев — хлыстов — выполняет¬
ся трелевочными тракторами (ТДТ-40М,
ТДТ-55, ТДТ-75, ТБ-1) на специальные
удобные для подъезда площадки — вре¬
менные склады, где происходит раскря¬
жевка хлыстов бензомоторными пилами
на сортаменты и укладка бревен в шта¬
беля Места расположения площадок
временного складирования должны
быть согласованы с лесхозамиПосле трелевки хлыстов удаляют ле¬
сопорубочные и приступают к корчевке
пней. Пни корчуют и перемещают кор¬
чевателями-собирателями (Д-695,
Д-51 ЗА, КБК-100 и др ) или бульдо¬
зерами различных марок на сухих
участках трассы — по всей ширине по¬
лосы отвода, а на болотистых участ¬
ках — только по полосе будущей тран¬
шеи. В местах, где корчевка не произ¬
водится, пни срезают в уровень с землей
В зависимости от диаметра и породы де¬
ревьев корчевку пней выполняют за
один или несколько приемов Если диа¬
метр пней более 35 см или корчевка
их машинами по условиям строитель¬
ства невозможна, работы ведут взрыв¬
ным способом При прокладке трубо¬
проводов параллельных действующим,
взрывные работы разрешается прово¬
дить только по согласованию с органи¬
зацией, эксплуатирующей трубопровод.
Уничтожение пней производится мето¬
дом захоронения в специальных тран¬
шеяхКустарник и мелколесье расчищают
бульдозерами различных марок. Рас¬
чистка трассы от леса на болотах и
заболоченных участках, на которых со¬
оружение трубопровода намечается в
весенне-летний период, выполняют за¬
благовременно по всей ширине полосы
отвода, что обеспечивает частичное осу¬
шение строительной полосы и улучшает
проходимость трассы При сооружении
трубопроводов в горных условиях от леса
очищают не только полосу строитель¬
ства, но и склоны над зоной работы ма¬
шин При крутизне склонов более 15°
деревья валят только под углом Уда¬
ление мелколесья и кустарника при по¬
перечных уклонах более 8° ведут, как
правило, одновременно с сооружением
полокВ зимнее время очистку полосы от
леса выполняют за два этапа Вначале
очищают зону для проезда транспорта
и работы строительных машин, затемочищают от леса оставшуюся полосу
и выполняют корчевку пней на ней не¬
посредственно перед рытьем траншеи
В пределах этой полосы (благодаря
временному сохранению леса, мохового
покрова и слоя снега) обеспечивается
неглубокое промерзание грунта, что поз¬
воляет вести разработку траншеи как
одноковшовыми, так и роторными тран¬
шейными экскаваторами без предвари¬
тельного рыхленияОчистку строительной полосы от ку¬
старника и мелколесья осуществляют
двумя способамисрезка кустарника и мелколесья с по¬
следующим их удалением за пределы
строительной полосы или сжигание
их непосредственно на полосе (при не¬
возможности утилизации), очистка по¬
верхности от корней и пней,удаление кустарника и мелколесья
вместе с корневой системой за пределы
строительной полосы или сжигание не¬
посредственно на полосе (при невоз¬
можности утилизации)Первый способ применяют при рас¬
чистке трассы на грунтах со слабой не¬
сущей способностью, второй — на ус¬
тойчивых минеральных грунтах при
незначительных объемах работ.Для срезки кустарника и мелколесья
следует использовать кусторезы Работу
кустореза при расчистке трассы органи¬
зуют по круговой схеме Строительную
полосу разбивают на захватки пло¬
щадью, равной сменной производитель¬
ности кустореза Кустарник и мелколе¬
сье кусторез срезает вровень с грунтом, не
оставляя пней, при этом кустарник
и деревья диаметром 150—200 мм обыч¬
но срезают за один проход, а деревья
диаметром 300—400 мм срезают за 2—3 прохода Срезанный кустарник и мел¬
колесье собирают корчевателем-собира¬
телем в валы или кучи для дальнейшей
их вывозки за пределы строительной
полосы в специально отведенные места
или сжигают их непосредственно на
полосе Предварительно (до сбора сре¬
занного кустарника или мелколесья в
валы) очищают зону разработки тран¬
шеи от корней и пней, собирая их в
продолговатые кучи высотой 1,2—2 м,
размещаемые (в случае их сжигания)
по длине трассы на расстоянии 25—50 м
одна от другой Крупные пни корчуют
бульдозером за несколько приемов Кор¬
чевку пней диаметром до 75 см и валу¬
нов объемом до 2 м^ в летнее время61
можно осуществлять тракторами-кор-
чевателями или бульдозерами на базе
мощных тракторов.Взрывной способ применяют при кор¬
чевке крупных пней в зимнее время или
когда невозможно использовать меха¬
низмыРасчистка трассы от кустарника и
мелколесья вместе с корневой системой
ведется также бульдозерами и корче¬
вателями-собирателями Для их работы
предварительно по обе стороны строи¬
тельной полосы подготавливают пио¬
нерную просеку шириной, достаточной
для разворота бульдозера или корчева¬
теля-собирателя. Срезку и перемещение
кустарника и мелколесья осуществля¬
ют в направлении от пионерной просеки,
при этом длина хода мащины не долж¬
на быть более 10 м Образующиеся в
процессе расчистки валы или кучи сжи¬
гают на месте или удаляют за пределы
строительной полосы в специально от¬
веденные местаОсушение полосы строительстваПри сооружении трубопроводов на
обводненных участках и болотах с высо¬
ким уровнем грунтовых вод в целях
предохранения полосы строительства
от размывов и разрушений и обеспе¬
чения условий для бесперебойного
выполнения работ на трассе проводятся
различные осушительные мероприятия
Вид и конструкция осушительных со¬
оружений, зависящие от конкретных
гидрогеологических условий участка,
должны быть указаны в проекте и со¬
гласованы с землепользователямиОсушительные мероприятия на трас¬
се сводятся к устройству боковых, отвод¬
ных, нагорных и дренажных канав,
строительству водопропускных и водо¬
отводных сооружений для отвода по¬
верхностных вод и понижения грун¬
товых вод Устройство осушительных
канав в устойчивых грунтах выполня¬
ют, как правило, одноковшовыми экска¬
ваторами или плужными канавокопате¬
лями, на заболоченных участках и боло¬
тах одноковшовыми экскаваторами бо¬
лотной модификации, либо обычными
экскаваторами, передвигающимися на
перекладных еланях, либо канавокопа¬
телями. На сильно обводненных болотах
устройство осушительной сети наиболее
целесообразно выполнять взрывным
способом. Отводные и нагорные канавы62в скальных грунтах устраивают одно¬
ковшовыми экскаваторами с предвари¬
тельным рыхлением грунта взрывом
мелкошпуровых зарядов.Размеры и количество водопропуск¬
ных сооружений определяют гидравли¬
ческим расчетом и назначают в соответ¬
ствии с требованиями СНиПВоду из траншей удаляют специаль¬
ными передвижными водоотливными
агрегатами.Планировка строительной полосыПеред планировкой строительной по¬
лосы, необходимо расчистить ее от валу¬
нов, камней и других посторонних
предметов, препятствующих дальней¬
шему ведению строительно-монтажных
работ. Камни и небольшие валуны
убирают бульдозером, который про¬
дольными или поперечными ходами (в
зависимости от конкретных условий и
рельефа) перемещает их к границам
строительной полосы или вниз, под ук¬
лон. Крупные валуны и камни убирают
в отвал с помощью корчевателей-соби¬
рателей, либо перемещают бульдозером
или трактором с предварительной об¬
вязкой их канатом Значительно загуб¬
ленные в грунт валуны предварительно
дробят методом взрыва, раздробленные
куски убирают бульдозером В местах,
где применение метода взрыва не до¬
пускается или не представляется воз¬
можным, валуны подкапывают, затем
убирают, либо закапывают на большую
глубину в грунт. Особое внимание при
очистке трассы от валунов и камней
следует обращать ‘ на тщательную
очистку зоны разработки траншеи и
отвала грунта.При планировке трассы на пересечен¬
ной местности осуществляют срезку буг¬
ров и склонов оврагов, подсыпку низин¬
ных мест и балок. Планировку трассы
выполняют, как правило, бульдозером
вдоль строительной полосы (продоль¬
ными ходами) Грунт, срезанный с мест¬
ных возвышений, перемещают в пони¬
женные места или кавальерПланировку трассы в условиях бар¬
ханных и грядоячеистых песков осу¬
ществляют путем срезки барханов и от¬
сыпки грунта в межбарханные впади¬
ны за пределами строительной
полосы В зависимости от конкретных
условий участка направления разработ¬
ки и перемещения грунта может быть
продольное, поперечное, радиальное и
смешанное, а окончательная доработка
и планировка полосы выполняется про¬
дольными проходами бульдозеров.
Планировочные работы на участках
трассы с подвижными песками выпол¬
няют непосредственно перед началом
строительно-монтажных работ Плани¬
ровку сыпучих песчаных грунтов осу¬
ществляют с наветренной стороны.
Перемещать песчаные грунты бульдозе¬
ром рекомендуется под уклон, при не¬
возможности этого условия и работе на
подъем крутизна откосов для безопас¬
ности ведения работ должна быть в пре¬
делах 1:4 и 1:5На заболоченных участках трассы в
зоне проезда и работы машин и устрой¬
ства основания под трубопровод при на¬
земной прокладке планировку выполня¬
ют, в основном, путем засыпки неров¬
ностей привозным грунтом, не допуская
срезки и нарушения верхнего торфя¬
ного покрова болота.Для планировочных работ применяют
землеройные и землеройнотранспортные
машины, используемые для выполнения
земляных работ и расчистки полосы от
лесной растительностиСтроительство
временных дорогСтроительство временных дорог осу¬
ществляют в соответствии с проектом
и транспортной схемой, разрабатывае¬
мой проектным институтом и согласо¬
ванной с местными органами власти
и дорожно-эксплуатационными органи¬
зациями. Временные дороги обеспечи¬
вают проезд автотранспорта и механиз¬
мов строительно-монтажных колонн при
выполнении основных работ (на грунтах
со слабой несущей способностью), а
также вывозке труб, материалов и обо¬
рудования для сооружения трубопрово¬
дов Конструкции временных дорог для
строительства линейной части маги¬
стральных трубопроводов назначают
проектом (рабочим проектом) Основ¬
ными конструкциями временных до¬
рог являются грунтовые дороги без
покрытия, дороги с покрытием низше¬
го типа; гравийные, дерево-грунтовые,
деревянные (лежневые), сборно-раз-
борные с деревянным покрытием; зим¬
ние дороги, дороги со сборно-разбор¬
ным покрытием из железобетонных
плитВременные дороги для проезда строи¬
тельных и транспортных машин устра¬
ивают однополосными с уширением в
местах разворотов, поворотов и разъез¬
дов. На прямых участках трассы разъ¬
езды устраивают на расстоянии не более
500—600 м один от другого. При соору¬
жении временных дорог на слабых грун¬
тах необходимо соблюдать требования
Инструкции по строительству времен¬
ных дорог для трубопроводного строи¬
тельства в сложных условиях (на обвод¬
ненной и заболоченной местностях)! Па¬
раметры дорог назначают в зависимо¬
сти от габаритов используемых тран¬
спортных средств и строительной техни¬
ки, интенсивности и объема грузоперево¬
зок, срока службы дорог, местных
условийГрунтовые дороги устраивают на
устойчивых минеральных и скальных
грунтах. В горных условиях строитель¬
ство временных дорог осуществляют од¬
новременно с устройством полок и пло¬
щадок для якорения механизмов.
В скальных грунтах дороги устраивают
без покрытия (табл 3 4) Профили¬
ровку дороги осуществляют продоль¬
ными и поперечными ходами бульдо¬
зера. Для выравнивания проезжей ча¬
сти дороги отсыпают слой каменной
мелочи или гравия толщиной 4—6 смВременные дороги на полках устра¬
ивают однопутными с шириной полосы
движения не менее ширины гусеничного
или колесного хода используемых на
трассе транспортных и строительных
машин и с обочиной 0,5 м. Продольные
уклоны дорог на сложных и пересечен¬
ных участках местности с небольшим
движением транспорта устраивают не
более 9 % В отдельных случаях при
соответствующем технико-экономиче¬
ском обосновании уклоны могут быть до
15 % Радиусы закругления дорог в пла¬
не принимаются не менее 15 м, при ра¬
диусе менее 60 м ширину дороги сле¬
дует увеличивать на 1,4—3 м.Дерево-грунтовые дороги использу¬
ют в основном в качестве технологи¬
ческих дорог при строительстве трубо¬
проводов на обводненных участках
трассы и болотах I и II типов (табл 3.5).
Этот тип дорог сооружают непосред¬
ственно на естественном слабом грунто¬
вом основании или заранее подготов¬
ленном искусственном основании из
хворостяной выстилки или продольно¬
поперечных деревянных лаг63
Таблица 34Комплект машин и механизмов для строительства дороги (профилированной)без покрытияОперации
технологического процессаМашины и механизмыЧисло машин
и механизмовРазработка грунта в карьере
Транспортировка грунта из карьера
к месту возведения земляного полотнаРазравнивание и планирование от¬
сыпанных слоев грунта насыпи
Разработка и перемещение грунта в
карьере при вскрышных работах, пла¬
нировка и эксплуатация подъездных
путейУплотнение грунта в насыпиБуксировка каткаЗаправка ГСМПеревозка рабочихОтдых рабочих, хранение инвентаряЭкскаватор ЭО-4124А
Автомобили-самосвалы
МАЗ-5549, КрАЗ-256ББульдозер ДЗ-ПОВБульдозер ДЗ-ИОВКаткиприцепной на пневма¬
тических шинах ДУ-395
Трактор Т-100М
Автозаправщик
Автобус ПАЗ-3201
Передвижной вагончик1—2
По расчету,
исходя из объ¬
ема работ2Таблица 3.5Комплект машин и механизмов для сооружения дерево-грунтовых дорогОперации
технологического процессаМашины, механизмы
и инструментЧисло машин,
механизмов и
инструментаРазработка гравия в карьере
Транспортировка гравияВыравнивание поперечного настила
путем прикатки; разравнивание и пла¬
нирование отсыпанного на проезжей
части гравияТранспортировка продольных лежней
и бревен поперечного настила
Раскладка продольных лежней и от¬
сыпка слоя гравия на бревенчатый
настилРезка стволов деревьев на бревна
требуемой длиныПодгонка продольных лежней и бревен
поперечного настила
Забивка скобСтяжка проволочной скруткиРастаскивание бревен
Для отдыха рабочих и хранения ин¬
струментаДля перевозки рабочих
64Экскаваторы ЭО-4124А
Автомобили-самосвалы
МАЗ-5549, КрАЗ-256ББульдозер ДЗ-ПОВТрелевочные тракторы
ТДТ-75, ТДТ-55, ТТ-4
Экскаватор МТП-71,
МТП-72Бензомоторные пилы.
«Дружба-4», МП-5,
«Урал-2», «Тайга-214»
Топоры лесорубные1По расчету,
исходя из объ¬
ема работ
1лом строи-Кувалда
Стальной
тельный
БагрыПередвижной вагончик
Автобус ПАЗ-3201
Таблица 36Трудозатраты и расход материалов
на строительстве лежневых дорог
на 100 мТипдорогиШирина
проезжей
части, мНорма
времени,
чел -чРасходjiecoMa-териа-лов,I4,5180,8157II6,5231,6178III6,5295,5214Лежневые дороги устраивают на сла-
бонесущих грунтах, болотах, обладаю¬
щих несущей способностью, достаточ¬
ной для работы строительной техники.
Конструкция лежневых дорог зависит от
характера болота, наличия местных ма¬
териалов и выбирается в каждом от¬
дельном случае после детального обсле¬
дования участка трассы и сравнения
основных технико-экономических пока¬
зателей различных вариантов Для со¬
оружения лежневых дорог используют
деловой лес, полученный в результате
расчистки полосы отвода (табл. 3.6).Сборно-разборные дороги с деревян¬
ным покрытием сооружают на болотах
I, II типов и обводненных участках
трассы (табл 3 7). В зависимости от
интенсивности движения устраиваютколейные дороги или со сплошным по¬
крытием на щирину проезжей части.Для устройства дороги применяют
сборно-разборные деревянные щиты с
нагельным и проволочным креплением.Покрытие и основание устраивают из
отдельных сборных деревянных элемен¬
тов, изготовленных из бревен или бру¬
сьев деловой древесины длиной 6—7 м,
толщиной 0,18—0,2 м, уложенных ком¬
лями в разные стороны, и скреплен¬
ных 2—3 стяжными шпильками (наге¬
лями), либо проволокой и связующими
бревнами Соединяют щиты между со¬
бой нагельным креплением с помощью
металлических уголков, болтов и шпи¬
лек, а также проволочным креплени¬
ем — соединением проволокой удлинен¬
ных краевых бревен и примыкающих
друг к другу щитов. Основание сбор¬
ной деревянной дорожной одежды
устраивают одноярусным, двухъярус¬
ным и трехъярусным (в зависимости
от несущей способности грунта, типа бо¬
лота, мощности торфяной залежи
и транспортной нагрузки) В каждом
ярусе основания (кроме нижне¬
го сплошного) щиты укладывают с не¬
которой разрядкой до 1 м друг от друга.Поверх сплошного деревянного на¬
стила из щитов устраивают защитный
слой покрытия из грунта толщиной
20—30 см с поперечным уклоном (отТаблица 37Комплекс машин и механизмов для сооружения дорог со сборно-разборным
деревянным покрытиемОперацииМашины, механизмыЧисло машин,
механизмов итехнологического процессаи инструментинструментаПогрузка щитов покрытия на транс¬
портные средства и укладка их на
основаниеТранспортирование щитов покрытия
и лежнейПодгон продольных лежней
Забивка металлических скоб
Стяжка проволочной скруткиДля отдыха рабочих и хранения ин¬
струментаДля перевозки рабочихАвтомобильные краны
КС-1562 (КС-2561,КС-2571)Бортовые автомобили
КрАЗ-255Б («Урал-
4320»), МОАЗ-522,
ЗИЛ-131, болотоход
«Тюмень»Топоры лесорубные
КувалдаСтальной строительный
ломПередвижной вагончик
Автобус ПРЗ-3201По расчету,
исходя из объ¬
ема работ3 В Г Чирсков и др65
траншеи), равным 0,03. Сборные дере¬
вянные элементы одежды устраивают
из деловой древесины хвойных и лист¬
венных пород.Зимние дорогиПо продолжительности эксплуатации
и конструкции зимние дороги подраз¬
деляются на: регулярные (возобновля¬
емые каждую зиму); временные, ис¬
пользуемые в течение 1—2 зим; разо¬
вые (для одноразового пропуска тран¬
спорта); сухопутные, прокладываемые
на грунтовом основании; ледяные,
устраиваемые путем намораживания на
грунт или лед (ледовые переправы);
дороги с продленным сроком эксплуата¬
ции (частично и летом).Конструкцию выбирают с учетом
местных условий и длительности эксплу¬
атации (табл. 3.8).На болотах подготовка основания за¬
ключается в искусственном промора¬
живании на большую глубину путем
снятия снежного покрова. На плохо
замерзающих болотах для ускорения
промерзания и увеличения их несущей
способности поверхность проезжей час¬
ти поливают водой, которая, замерзая,
образует ледяную корку и усиливает
полосу дороги. Для намораживания
корки полосу дороги многократно поли¬
вают при помощи насоса, чтобы промок
весь слой снега В дальнейшем поли¬
вать следует слоями по 2—3 см с интер¬
валами в 1—2 ч (в зависимости от тем¬
пературы воздуха). Поверхность боло¬
та можно также усилить хворостянойТаблица 3.8Состав механизированных колонн по строительству зимних дорог и ледяных
переправОперации
технологического процессаМашины и механизмыЧисло машин
и механизмовРасчистка дорожной полосы от лесной
растительностиРасчистка дорожной полосы от лесной
растительностиРасчистка дорожной полосы от лесной
растительностиПланировка грунтового основания по¬
сле очистки полосы от лесной расти¬
тельностиУстройство грунтового основанияБульдозер ДЗ-ПОВ 1Бензомоторная пила 5«Дружба-4» («Тай¬
га-214»)Корчеватели ДП-3 1(ДП-8, ЛД-9, ДП-25)Кусторезы ДП-4 (КБ-4) 1Машина для глубокого 1фрезерования кустарни¬
ка МТП-42-АБульдозеры ДЗ-110В 1Бульдозеры ДЗ-54, IДЗ-34САвтогрейдер ДЗ-98А 1(Д-557С)Пневмокатки ДУ-30, 4ДУ-4Гладилка 1Борона деревянная 1Бульдозер ДЗ-54 1Автогрейдер ДЗ-31С 1Снегоуплотняющие ма- 1шины СУМ-3, СУМ-280,
СУМ-ГПИ-39-40Поливочная машина 1ПМ-8Автобус ПАЗ-3201 166
выстилкой, порубочными остатками или
сплошным деревянным настилом.Возможность безопасного движения
транспорта диктуется конкретными ус¬
ловиями болота. Глубина промерзания
моховых болот для прохода тракторов
на уширенных гусеницах должна со¬
ставлять не менее 25—30 см, травя¬
нистых— не менее 16—20 см Время,
в течение которого может быть получена
толщина льда, необходимая для про¬
пуска машин при естественном про¬
мерзании, определяют ориентировочно
по формулегде /г — толщина промерзшего слоя, при
котором возможна работа машины или
проезд транспорта, К — коэффициент
проходимости (для гусеничных машин
= 9, для колесных /(=11), а — коэф¬
фициент, зависящий от вида болот
(а=1,6-ч-2); Q — масса машины;Р — температурная поправка, равная2—3 см, вводимая при температуре воз¬
духа выше —Г=(/г^-/г2о)Мср,где ho — начальная толщина льда, h —
толщина льда, необходимая для про¬
пуска заданных нагрузок; а — коэффи¬
циент (для рек а = 4, для озер а = 6);
/ср — абсолютная среднесуточная тем¬
пература воздуха за период промерза¬
ния.Движение людей и транспорта по ле¬
довым дорогам разрешается только по
заранее проложенным трассам, обстав¬
ленным вехами и указателями.Движение по ледовой дороге раз¬
решается только в одну сторону без
обгона. Запрещается производить рез¬
кое торможение транспорта. Измерение
толщины льда в местах передвижения
людей и транспорта производится: зи¬
мой—один раз в 10 дн, на быстром
течении реки — один раз в неделю;
осенью, весной — ежедневноПри выгрузке тяжелых грузов на лед,
в целях рассредоточения нагрузки,
должны устраиваться настилы, сбрасы¬
вать груз с транспорта на лед запре¬
щается.Допустимая толщина ледяной пере¬
правы (при отсутствии трещин) для пе¬
рехода транспорта определяется по
формулам: для гусеничного транспорта
Нрасч = 9Кл/Р, лля колесного транспорта
/1расч= 12/(V^, где /грасч — толщина ле¬
дового покрова, К — коэффициент
прочности льда, зависящий от темпера¬
туры воздуха за последние трое суток,
К—\ при 10°С и ниже, К=\,\при 5°С и ниже, /С=1,4 при/ = 0°С; А:=1,5 при />0°С; Р —
масса с грузомПроходимость машин по болоту в
зимнее время ориентировочно можно
определить по формуле3*Дороги со сборно-разборным
покрытиемиз железобетонных плитТакие дороги строят на участках
трассы с большой интенсивностью дви¬
жения транспортных и строительных
машин (табл. 3 9). Дороги из железо¬
бетонных плит могут быть трех типов:I — с укладкой плит на спланированное
земляное основание из недренирующих
грунтов, без устройства канав, II —
с укладкой плит на земляное полотно,
отсыпанных из грунтов, резервов (ка¬
нав), III — с укладкой плит на земля¬
ное полотно из привозного грунта,
отсыпанного на хворостяную подушку.Техническая рекультивацияТехническая рекультивация предпо¬
лагает снятие и восстановление плодо¬
родного слоя почвы, т. е. приведение
земли в пригодное состояние. Приве¬
дение земель, представленных во вре¬
менное пользование для строительства
трубопроводов, в состояние, пригодное
для использования по назначению, про¬
изводится в соответствии с разраба¬
тываемым проектной организацией про¬
ектом рекультивации земель Техни¬
ческая рекультивация работы по снятию,
транспортировке и нанесению плодо¬
родного слоя почвы выполняется сил^
ми строительной организации, а био¬
логическая рекультивация — восста¬
новление плодородия почвы (внесение
удобрений, вспашки и другие сельско¬
хозяйственные работы), если она пред¬
усмотрена проектом рекультивации —
силами землепользователей за счет
средств, предусмотренных сметой к
проекту. Все работы по рекультива¬
ции земель должны выполняться в пре-67
Таблица 39Комплект машин для строительства дорог с покрытием из железобетонных плитОперации
технологического процессаМашины и механизмыЧисло машин
и механизмовПогрузка плит на автомобили и уклад¬
ка их на основание дорожной одеждыРазработка и погрузка грунта в карь¬
ере для возведения основания, устрой¬
ства присыпных обочин и засыпка меж-
колейного пространства
Доставка грунта и железобетонных
плит к месту строительства дорогиРазравнивание грунтаУплотнение песчаного основания под
плитами, на обочинах и между колесо-
проводамиДля перевозки людейАвтомобильные краны
КС-1562А (КС-2561 Д,
КС-2561)Экскаваторы ЭО-4124АБортовые автомобили и
автосамосвалы ЗИЛ-131
(«Урал-4320», ЗИЛ-
ММЗ-555, МоАЗ-522,
КрАЗ-255Б, КрАЗ-256Б)
Автогрейдеры ДЗ-98Р
(ДЗ-40,ДЗ-40А, ДЗ-31)
Каток ДУ-16ГАвтобус ПАЗ-652БПо расчетуПо расчетуделах строительной полосы, установ¬
ленной Нормами отвода земель для ма¬
гистральных трубопроводов (СН-4-52—
73) Минимальная ширина полосы сня¬
тия плодородного слоя принимается
равной ширине траншеи по верху плюс
0,5 м в каждую сторону.Снятие плодородного слоя почвы и
его перемещение в отвал производится
как правило, в летнее время бульдо¬
зерами: продольно-поперечными ходами
при толщине слоя до 20 см и попереч¬
ными при толщине слоя более 20 см
При толщине плодородного слоя до10—15 см рекомендуется применять ав¬
тогрейдеры В отдельных случаях проек¬
том может быть предусмотрен вывоз
плодородного грунта автосамосвалами
(с погрузкой в них одноковшовыми эк¬
скаваторами или самоходными погруз¬
чиками) за пределы полосы строитель¬
ства в месте временного хранения Сня¬
тие плодородного слоя производится
по возможности за один проход, и,
как исключение, за несколько проходов,
не допуская смешивания плодород¬
ного слоя почвы с минеральным грун¬
томПо согласованию с землепользовате¬
лями допускается снятие плодородного
слоя почвы в зимних условиях, в этом
случае мерзлый плодородный слой поч¬
вы разрабатывается бульдозерами с68предварительным рыхлением на глуби¬
ну снимаемого слоя почвы, а также ро¬
торными траншейными экскаваторами
и рекультиваторами.Засыпку трубопровода минеральным
грунтом производят в любое время года
сразу же после его укладки в траншею.
В летнее время уплотнение грунта за¬
сыпки ведется пневмокатками или гусе¬
ничными тракторами за три—пять
проходов над засыпанным трубопрово¬
дом В зимнее время искусственное
уплотнение минерального грунта не
производится. Грунт отсыпают в тран¬
шею с валиком, и он приобретает необ¬
ходимую плотность в течение двух—
трех месяцев после оттаивания Такой
же метод уплотнения может быть реко¬
мендован при рекультивации грунта
над ранее засыпанным трубопроводомНанесение плодородного слоя почвы
производится бульдозерами, которые
поперечными ходами [1еремещают и раз¬
равнивают плодородный слой почвы.
Окончательная планировка может быть
выполнена продольными проходами ав¬
тогрейдеров. Земельные участки приво¬
дят в пригодное состояние по возмож¬
ности в ходе работ или не позднее, чем
в течение года после завершения работ
Контроль за правильностью выполнения
работ в соответствии с проектом рекуль¬
тивации земель осуществляют органы
Государственного контроля за исполь¬
зованием земель. Передача землеполь¬
зователям восстановленных земель
оформляется актом.Устройство полокПри прокладке трассы по склону с
поперечной крутизной более 8° устра
ивается полка Конструкция и пара
метры полки определяются проектом
Устойчивость полунасыпи полки зави
сит от характеристики насыпного грун
та и грунта подошвы косогора, кру
тизны косогора, ширины насыпной час
ти, состояния растительного покрова
Для устойчивости полки ее отрывают
с уклоном в 3—4 % в сторону косогора.
На полках траншеи следует разрабаты¬
вать только в материковом грунте.
Проезжую часть дороги устраивают как
в материковом, так и в насыпном грун¬
те. Если для проезда используют насып¬
ную часть полки, то для обеспечения
ее устойчивости необходимо с помош.ью
бульдозера устраивать уступы с укло¬
ном площадок в сторону косогора 3—4 % или укреплять специальными под¬
порными стенками. Размеры уступов и
конструкции стенок устанавливаются
проектом На участках с поперечным
уклоном до 15° выемки под полки в не¬
скальных и в разрыхленных скальных
грунтах разрабатывают поперечными
проходами бульдозеров перпендикуляр¬
но к оси трассы. Доработку полки и ее
планировку в этом случае осуществляют
продольными проходами бульдозеров
с послойной разработкой грунта и пе¬
ремещением его в полунасыпи. Разра¬
ботку грунта при устройстве полок на
участках с поперечным уклоном до 15°
выполняют также продольными прохо¬
дами бульдозером.Сооружение переходов под дорогамиСооружение переходов под железны¬
ми и автомобильными дорогами пред¬
ставляет собой комплекс специальных
строительных и монтажных работ, ко¬
торый включает:подготовку места перехода трубо¬
провода к выполнению строительно¬
монтажных работ;изготовление узлов и деталей пере¬
хода;прокладку защитного кожуха,монтаж, сварку и испытание рабо¬
чей трубы,очистку, изоляцию и футеровку рабо¬
чей трубы;размещение рабочей трубы в защит¬
ном кожухе;монтаж сальников, вытяжных све¬
чей и устройство отводного колодца при
пересечении дорог нефтепродуктопро-
водами.Сооружение переходов осуществляет
специализированная бригада. Про¬
кладку защитного кожуха под доро¬
гами ведут открытым (траншейным) и
закрытым (бестраншейным) методами.Выбор метода прокладки защитного
кожуха определяется проектомОткрытый метод прокладки защитно¬
го кожуха можно осуществлять с вре¬
менным прекращением движения тран¬
спорта на участке выполнения работ,
с сокращением интенсивности движе¬
ния, без прекращения и нарушения
интенсивности движения транспорта.При прокладке защитного кожуха
с временным и полным прекращением
движения транспорта необходимо-
проложить объездные дороги для дви¬
жения транспорта;установить предупреждающие знаки,
что проезд закрыт, а также необхо¬
димые ограждения и указатели объез¬
дов для транспорта,нанести в натуре границы разработ¬
ки насыпи и рытья траншеи,уточнить места расположения под¬
земных сооружений совместно с пред¬
ставителями организаций, ведающими
пересекаемыми подземными сооруже¬
ниями.Ширина вскрытия дорожных покры¬
тий должна быть больше ширины раз¬
работки насыпи;при асфальтовом покрытии на 0,2 м
(по 0,1 м на каждую сторону);при булыжном и брусчатом покры¬
тии на 0,6 м (по 0,3 м на каждую сто¬
рону)Глубина заложения кожуха устанав¬
ливается техническим проектом и долж¬
на быть:не менее I м от бровки земляного
полотна до верхней образующей кожу¬
ха под автомобильными дорогами всех
категорий;не менее 1,5 м от подошвы рельса
до верхней образующей под железны¬
ми дорогами.В зависимости от грунтовых усло¬
вий и глубины заложения защитного
кожуха должны быть применены типы69
Таблица 3 10Тип крепления траншей при различной глубине заложения кожухаГрунтовые условияГлубина заложения кожуха, мДо 33—5Грунты оптимальной влаж¬
ности, за исключением сы¬
пучихГрунты повышенной влаж¬
ности сыпучие
Грунты всех видов при силь¬
ном притоке грунтовых водГоризонтальное не- Сплошное горизонталь-
сплошное крепление ное креплениеСплошное вертикальное или горизонтальноеШпунтовое в пределах уровня грунтовых вод до
глубины на 0,5—0,7 м ниже проектной отметкикреплений, приведенные в табл 3 10
При устройстве оснований и проклад¬
ке кожухов в обводненных грунтах
применяют искусственное понижение
уровня грунтовых вод. Водопонижение
осуществляют либо открытым водоот¬
ливом; либо иглофильтровыми уста¬
новками В качестве иглофильтровых
установок можно использовать установ¬
ки типа ЛИУ и УВВ. При осушении
мелкозернистых грунтов (пылеватых
и глинистых песков, супесей, легких
суглинков, илов и лесов) следует при¬
менять установку УВВ-2Уложенный защитный кожух засы¬
пают механизированным способом с
тщательным уплотнением грунта с це¬
лью предотвращения осадки полотна
дороги после восстановления покрытия
или железнодорожного пути. Засыпку
кожуха грунтом ведут слоями толщи¬
ной 0,15 мПри выполнении работ по прокладке
защитного кожуха без прекращения
движения транспорта применяют рель¬
совые пакеты для железных дорог и
специальные инвентарные настилы для
автомобильных дорог Прокладказащит-
ного кожуха с сокращением движения
транспорта возможна только на автомо¬
бильных дорогах с небольшой интенсив¬
ностью движения и шириной полотна
свыше 6 м. В этом случае перекрывают
одну сторону дороги, и передвижение
транспорта происходит по другой сторо¬
не. На перекрытой части дороги отры¬
вают траншею и укладывают в нее поло¬
вину участка кожуха, затем засыпают
и восстанавливают покрытие дороги На
этот участок переносят движение,
после чего приступают к монтажу и
приварке кожуха на второй половине70дороги. Тип и конструкция изоляции
кожуха устанавливается проектомЗакрытый метод прокладки кожухов
выполняют способом прокалывания,
продавливания или горизонтального
бурения Способ прокалывания приме¬
няют для прокладки защитных кожухов
диаметром до 426 мм в суглинистых
и глинистых грунтах нормальной влаж¬
ности, не содержащих твердых включе¬
ний. Способ продавливания целесо¬
образно применять при прокладке ко¬
жухов диаметром 820—1720 мм в не¬
устойчивых грунтах, в том числе в водо¬
насыщенных песках и плывунах.Горизонтальное бурение применяют
в устойчивых грунтах нормальной
влажности.Для бестраншейной прокладки кожу¬
хов способом прокалывания и продав¬
ливания применяют упорную стенку;
опорный башмак, гидродомкратную
установку, насосную станцию высокого
давления, торцовую нажимную заглуш¬
ку или раму, нажимные патрубки, на¬
правляющие рамы (вертикальную и го¬
ризонтальную) .Для размещения перечисленного обо¬
рудования и прокладываемого кожуха
отрывают рабочий котлован, а с проти¬
воположной стороны перехода — при¬
емный котлован для выхода переднего
конца защитного кожуха. Размеры ра¬
бочего и приемного котлованов назна¬
чают в зависимости от рельефа мест¬
ности и грунтовых условий Отметку
дна котлована определяют в зависи¬
мости от глубины заложения рабочей
трубы и принимают на 400 км ниже
прокладываемого кожуха Упорная
стенка рабочего котлована должна
быть рассчитана на восприятие мак¬
симального усилия от одновременного
действия всех гидродомкратов гидро¬
установки.Метод горизонтального бурения пре¬
дусматривает применение специаль¬
ных установок, при этом разработка
грунта производится режущей головкой
перед трубой кожуха, а грунт удаляется
их кожуха шнековыми устройствами
В связи с тем, что диаметр режущей
головки, больше диаметра кожуха, уси¬
ление подачи кожуха в несколько раз
меньше, чем при продавливании. Гори¬
зонтальное бурение с помощью устано-^
воктипа УГБ или ГБ применяется в грун¬
тах I—IV групп (табл. 3 11)В зависимости от конструкции рабо¬
чего котлована упорную стенку устра¬
ивают железобетонной, деревянной или
смешанной конструкции Размер и тип
упорной стенки выбирают в зависи¬
мости от грунтовых и гидрогеологиче¬
ских условий, а также от призмы от¬
пора, противодействующей усилию дав¬
ления гидродомкратов.При прокладке кожуха методом про-
давливания грунт забоя скважины раз¬
рабатывают вручную или же механиче¬
скими способами. РазработаннЁ>1Й грунт
удаляют из забоя скважины в ваго¬
нетках или совками. При механическом
способе разработки и удаления грунта
используют фрезерные головки и тран¬
спортеры непрерывного или цикличе¬
ского действия. При прокладке кожухов
этим методом в слабых и водонасы¬
щенных грунтах применяют диафрагмы,
регулирующие поступление грунта в ко¬
жух, чтобы избежать осадки полотна
дороги. Разработку грунта осуществля¬
ют в плоскости режущей кромки ножа,
так как опережение выработки можетпривести к отклонению от требуемого
направления проходки При продавли¬
вании кожуха в целях предотвращения
выпирания грунта и деформации полот¬
на дороги, проходку следует вести на
небольших скоростях выдвижения што¬
ков гидродомкратов. Укладку трубы
осуществляют в очищенную от грун¬
та, камней и посторонних предметов
полость кожуха.Длина рабочей трубы (петли) и тол¬
щина стенки устанавливается проектом.^€1варенные стыки подвергаются 100 %-
ному контролю рентгеновским способом
и предварительному испытанию на проч¬
ность и герметичность гидравлическим
способом В исключительных случаях
(по температурным условиям или из-за
отсутствия воды в достаточных объемах
и необходимого качества) по согласо¬
ванию с заказчиком испытание можно
проводить пневматическим способом.Рабочий трубопровод подвергают ис¬
пытанию в два этапа.Первое предварительное испытание
на прочность давлением Рисп= 1,25рраб
проводят на берме рабочего котлована
Под давлением рисп трубопровод дол¬
жен находиться в течение 2 ч (с момен¬
та выравнивания температуры воды или
воздуха в трубе с температурой окру¬
жающей среды). Если в течение этого
времени падение давления на превысит
допустимого, регламентируемого норма¬
ми, то рабочий трубопровод считается
выдержавшим предварительное испы¬
тание на прочность. Затем давление
в рабочем трубопроводе снижают до
наибольшего рабочего р исп и под этим
давлением проверяют трубопровод на
герметичность. Продолжительность ис¬
пытания не регламентируется и опреде-Таблица 3.11Технико-экономические показатели бурения установками типа ,УГБ или ГБ при
протяженности 30 мПоказателиДиаметры рабочей трубы, мм53072082010201220142028,8233,636,941,849,257,614,4116,816,4520,924,628,87,28,49,310,512,314,4бурения, чел.-дн.механизмов, маш-см.на по бурению, смен71
ляется временем, необходимым для
тщательного осмотра рабочего трубо¬
провода для выявления утечек визуаль¬
но или с помощью приборовПосле предварительных испытаний на
наружную поверхность рабочего трубо¬
провода наносят изоляционное покры¬
тие в соответствии с проектом (рабо¬
чим проектом) Для предохранения изо¬
ляционного покрытия от механических
повреждений его покрывают оберточ¬
ным рулонным материалом Участок ра¬
бочего трубопровода, размещаемый в
полости кожуха, дополнительно защи¬
щают опорными изоляционными про¬
кладками или футеруют деревянными
рейкамиУкладку рабочей трубы в кожух
осуществляют путем проталкивания
или протаскивания ее с помощью кра-
нов-трубоукладчиков, лебедки и трак¬
тора Для уменьщения сопротивления
проталкивания и протаскивания исполь¬
зуют опорные изоляционные прокладки
или смазывают солидолом футеровоч-
ные рейки После размещения рабочей
трубы в кожухе проверяют изоляцион¬
ное покрытие на «пробой». Затем вы¬
полняют монтаж сальников, вытяжной
свечи и другие работы, предусмотрен¬
ные проектом (рабочим проектом) на
переход. Перед засыпкой конца кожуха
все металлические наружные части, ко¬
торые будут находиться в грунте, долж¬
ны быть изолированы, а части на поверх¬
ности покрыты масляной краской Ра¬
бочий и приемный котлованы засыпают,
устраивая грунтовый валик по оси кот¬
ловановКонтролируемые параметры
подготовительных
работПодготовительные работы выполня¬
ются на первом этапе заказчиком и
включают в себя создание геодезиче¬
ской разбивочной основы строительства
(ГРО), техническая документация на
которую и на закрепленные по трассе
строительства трубопровода опорные
пункты и фиксированные точки (знаки)
этой ГРО, передаются генподрядчику
(не менее чем за 10 дн до начала стро-
ительно-мантажных работ) Геодезиче¬
ский контроль при приемке ГРО от за¬
казчика осуществляется геодезической72службой генподрядчика на основании
переданной документации, контролю
подлежат:знаки закрепления углов поворотов
трассы;створные знаки углов поворота трас¬
сы (не менее двух на каждое направ¬
ление угла в пределах видимости),
створные знаки на прямолинейных
участках трассы (устанавливаются
попарно в пределах видимости, но не ре¬
же чем через 1 км),створные знаки закрепления прямо¬
линейных участков трассы на переходах
через овраги, водоемы, дороги и другие
естественные и искусственные препят¬
ствия (не менее двух с каждой стороны
перехода в пределах видимости),
высотные реперы (устанавливаются
не реже чем через 5 км вдоль трассы
и на обоих берегах на переходах через
водные преграды)При построении ГРО геодезической
службой заказчика должны выдержи¬
ваться допустимые средние квадратиче¬
ские погрешностиЗнаки ГРО должны в процессе строи¬
тельства трубопровода находиться под
наблюдением за их сохранностью. Кон¬
троль положения знаков должен прово¬
диться геодезической службой строи¬
тельной организации не реже двух
раз в год. Перед началом строительно¬
монтажных работ на трассе трубопро¬
вода геодезическая служба генподряд¬
ной строительно-монтажной организа¬
ции должна выполнить на трассе второй
этап подготовительных работ, включаю¬
щий:приемочный контроль ГРО (трасса
принимается от заказчика по акту, если
измеренные длины линий, углы и отмет¬
ки имеют отклонения от проектных не
более величин, указанных в табл 3 12);проведение на трассе необходимых
геодезических разбивочных работ для
детальной выноски проекта на мест¬
ность, заключающиеся в установке до¬
полнительных знаков по оси трассы
и по границам строительной полосы;выноску в натуру горизонтальных
кривых естественного (упругого) изгиба
через 10 м, а искусственного изгиба
(кривые вставки) через 2 м,
разбивку пикетажа по всей трассе и в
ее характерных точках (начале, сере¬
дине и конце кривых, в местах пересе¬
чения трасс с другими коммуникация¬
ми и на границах категорий);
Таблица 3.12Допустимые отклонения пунктов и знаков ГРО от проектныхХарактеристика объекта
строительстваДопустимые отклонения пунктов
и знаков ГРО от проектныхотносительная
разность между
проектной и
фактической
длиной трассы
(по двум
промерам)невязка в сумме
измеренных
горизонтальных
углов при
измеренных
углахдопустимая не¬
вязка нивелир¬
ного хода на
участке длиной
1 км, мм
(двойное ни¬
велирование)Трубопроводы магистральные,
участки категорий II, I и В (диа¬
метром свыше 500 м)Трубопроводы магистральные,
участки категорий IV и III (диа¬
метром свыше 700 мм)Прочие трубопроводы (в том
числе технологические)15001±2501150±2±5=Ы5d=25±50установку дополнительных (времен¬
ных) реперов через 2 км по трассе и на
подводных переходах (по два на каж¬
дом берегу), репера устанавливаются
вне зоны производства работ;закрепление знаками створов разби¬
ваемых точек (вне зоны строительно¬
монтажных работ).Точность геодезических разбивочных
работ в трубопроводном строительстве
принимается в зависимости от катего¬
рии участка и особенностей рельефа
местности, руководствуясь допустимы¬ми средними квадратическими по¬
грешностями, приведенными в табл.3.13. При этом допустимые отклоне¬
ния от проектных размеров при выносе
проекта на трассу (производстве разби¬
вочных работ) не должны превышать
значений, приведенных в табл. 3 14
Общим требованием назначения тех¬
нологических допусков производства
геодезических разбивочных работ явля¬
ется следующее погрешности геоде¬
зических измерений и допускаемые от¬
клонения (в плане и по высоте) раз-Таблица 3.13Допустимые погрешности измерений при разбивочных работахКлассточностиГРРХарактеристикаобъектовстроительстваУгловыеизмерения,сЛинейныеизмеренияВысотныеотметки,мм4-рТрубопроводы магистраль¬
ные, участки категорий И,
I и В (диаметром свыше
700 мм)301200055-рТрубопроводы магистраль¬
ные, участки категорий IV
и III (диаметром свыше
700 мм)Земляные сооружения4511000106-рПрочие трубопроводы (в
том числе технологические)6015005073
Таблица 3.14
Допустимые отклонения пунктови знаков разбивки трассыДопускаемое отклонениеОтклоненияУчастки II, I
и В категорииУчастки IV и
III категорииПрочиеучасткиНевязка в сумме измеренных
горизонтальных углов при изме¬
ренных углах, сОтносительная разность между
длиной участка трассы (между
соседними реперами) по проекту
и фактически измеренной
Допустимая невязка нивелир¬
ного хода между соседними
реперами, ммd=2=Ы250±25zh 5=Ы150:10
= 1:50100±100бивочных пунктов, знаков, реперов и
створов должны составлять не более0,2 от допускаемых отклонений на про¬
изводство планировочных, земляных и
укладочных работ, предусмотренных в
СНиП III-42—80 и проектной доку¬
ментации ]После “выполнения разбивочных ра¬
бот, но до начала основных строитель-
но-монажных работ и, в зависимости
от конкретных условий строительства,
генподрядчиком должен быть выполнен
III этап подготовительных работ (инже¬
нерной подготовки трассы), включаю¬
щей'расчистку полосы отвода трубопрово¬
да;профилактические работы вне полосы
отвода;срезку продольных склонов, плани¬
ровку строительной полосы,строительство временных дорог и гид¬
ромелиоративных (водопропуски, водо¬
отводы и т. п.) сооружений, мостов,
переправ и т. д ,устройство временных баз, складов,
причалов и т. д ;устройство временных поселков, си¬
стем связи,
подготовку стройплощадок,
рекультивационные работы.Пример составления технологических
карт операционного контроля подгото¬
вительных работ по инженерной под¬
готовке трассы лриведен в табл. 3.15 —
карта геодезического контроля приемки
ГРО трассы трубопровода от заказ¬
чика; табл. 3 16 — операционная карта74геодезического контроля разбивочных
работ на трассе строительства трубо¬
провода, табл 3.17 — операционная
карта контроля расчистки трассы стро¬
ительства трубопровода; табл 3 18 —
операционная карта геодезического
контроля планировки строительной по¬
лосы; табл. 3 19 — операционная карта
геодезического контроля строительства
временных притрассовых дорог Как
видно, в процессе проведения подго¬
товительных работ трубопроводного
строительства наиболее щирокое при¬
менение находят геодезические методы
контроля с применением оптических,
оптико-механических, а в последнее
время и оптико-электронных устройств.В свою очередь, в зависимости от на¬
значения и этапов строительства, гео¬
дезические измерения (работы) делятся
на съемочные, трассировочные, изыска¬
тельские, разбивочные, испольнитель-
ную съемку, наблюдение за деформа¬
циями и т. д.Большие объемы и протяженность
геодезических работ на трассе строи¬
тельства трубопроводов, особенно
на этапах трассирования и деталь¬
ной разбивки трассы, могут при¬
вести к появлению грубых ошибок.
Чтобы своевременно предупредить их
появление (как в плановом,так и в вы¬
сотном положении сооружаемого объек¬
та), необходим тщательный контроль
и самоконтроль геодезических работ
Причиной появления грубых ошибок в
процессе геодезических работ можно
считать, во-первых, большое число из-
Таблица 3 15Карта геодезического контроля приемки ГРО трассы трубопровода от заказчикаСостав контроля
Исполнительная документацияКтоРежим контроляСпособ контроля
Средства
контроля(регистрация результатов
контроля)контролирует(периодичность)Приемка от заказчика подряд- Начальник Сплошной
чиком технической документа- участка
ции на геодезическую разби- Прораб
вочную основу трассы строи- Геодезист
тельства трубопровода, поясни¬
тельной записки, абрисов рас¬
положения знаков и пунктов
ГРО, чертежей, каталогов ко¬
ординат и отметок знаков и
пунктов ГРОПри геодезическом контроле Начальник Сплошной
ГРО проверяется наличие* участкаПрорабзнаков закрепления углов по- Геодезист
воротаповорота трассы в количестве
не менее двух на каждое на¬
правление угла в пределах
видимостистворных знаков на прямо- Геодезист
линейных участках трассы, Начальник
установленных попарно в пре- участка
делах видимости, но не реже Прораб
чем через 1 кмстворных знаков закрепле- Геодезист
ния прямолинейных участков
трассы на переходах через
овраги, дороги и другие пре¬
пятствия не менее двух с каж¬
дой стороны перехода в пре¬
делах видимостивысотных реперов, уставов- Геодезист Сплошнойленных не реже, чем через Начальник
5 км вдоль трассы, кроме участка
устанавливаемых на перехо- Прораб
дах через водные преграды
(на обоих берегах по два ре¬
пера вне зоны земляных ра¬
бот)Наличие документов и материа- Начальник Сплошнойлов отвода земель и лесорубоч- участканых билетов ПрорабПриемка трассы оформляетсяактом, подписанным заказчикоми генподрядчиком (см п. 2 2СНиП П1-42—80СплошнойСплошнойВизуальноВизуально,
инструменталь¬
но, теодолит,
рейка, рулеткаИнструмен¬
тально, ниве¬
лир, теодолит,
рейка, рулеткаИнструмен¬
тально, ниве¬
лир, теодолит,
рейка, рулеткаИнструмен¬
тально, ниве¬
лир, рейкаВизуальноПримечание Заказчик обязан не менее чем за 10 дн до начала строительно-монтаж¬
ных работ передать подрядчику техническую документацию на ГРО трассы строительства
трубопровода (п 2 1 СНиП III-42—80)75
Таблица 3.16Операционная карта геодезического контроля разбивочных работ на трассе строи¬тельства трубопроводаСостав контроля
Исполнительная документация Кто(регистрация результатов контролируетконтроля)Режим контроля
(периодичность)Способ контроля
Средства
контроляНаличие необходимых закрепи¬
тельных и высотных знаков (пи¬
кеты, вешки, выносные знаки,
репера, установленные через1—2 км по трассе согласно
СНиП III-42—80 п. 2.2.
Правильность разбивки оси
трубопровода согласно Р 375—79Разбивка горизонтальных углов
поворотаНаличие вдоль трассы табличек
с указанием раскладки труб по
толщинам стенки (в соответ¬
ствии с проектом)Сдача геодезической подготовки
трассы оформляется актомГеодезистВыборочныйВизуальноМастерпериодическийИнструмен¬Прорабтально, теодо¬Начальниклит, нивелир.участкарейка, рулеткаНачальникВыборочныйИнструмен¬участкатально, теодо¬Прораблит, рейка, ру¬МастерлеткаГеодезистСплошной, не¬Инструмен¬прерывный (втально, теодо¬процессе ра¬лит, рейка, ру¬боты)леткаСплошной, не¬
прерывныйВизуальноТаблица 3.17Операционная карта контроля расчистки трассы строительства трубопроводаСостав контроля
Исполнительная документация
(регистрация результатов
контроля)Режим контроля
(периодичность)Способ контроля
Средства
контроляНачальникПеред нача¬Визуальноучасткалом работИсполнительПериодиче¬Инструмен¬работский, выбо¬тально, рулет¬ПрораброчныйкаМастерИсполнительСплошнойВизуальноработнепрерывныйПрорабВыборочноВизуальноМастерНачальникСплошнойВизуальноучастканепрерывныйПрорабМастерПрорабСплошнойВизуальноМастернепрерывныйГеодезистНаличие лесорубочных билетовСоответствие ширины расчист¬
ки требованиям проекта и
СН 152—73Отсутствие завалов, невыкорче-
ванных пнейЗахоронение порубочных остат¬
ковПакетирование деловой древе¬
сины (если предусмотрено про¬
ектом)Сохранность знаков, обозна¬
чающих ось будущего трубопро¬
вода, кабеля, дороги при рас¬
чистке трассыПриемка расчистки трассы тру¬
бопровода оформляется актомПримечание Корчевку пней на сухих участках трассы производить по всей ширине
полосы отвода, а на заболоченных участках — только на полосе будущей траншеи трубо¬
провода и кабеля (п. 2 5 СНиП И1-42—80)76
Таблица 318Операционная карта геодезического контроля планировки строительной полосыСостав контроля
Исполнительная документация
(регистрация результатов
контроля)КтоконтролируетРежим контроля
(периодичность)Способ контроля
Средства
контроляСостояние поверхности грунта
спланированной полосы (ров¬
ная поверхность, без резких,ПрорабМастерПериодиче¬
ский, выбо¬
рочныйВизуальноболее 1 м на I м полосы, пере¬
падов высот)Состояние поверхности грунта
строительной полосы, спланиро¬
ванной для работы роторных
экскаваторов (ровная поверх¬
ность без превышений проект¬
ных отметок, допускается зани¬
жение проектных отметок не
более чем на 0,05 м)Срезка и перемещение земляных
масс на уклонах (ширина, глу¬
бина срезки, крутизна откосов,
объем перемещаемых земляных
масс на соответствие проекту)
продольных и поперечныхГеодезистМастерПрорабГеодезистМастерПрорабСплошнойСплошнойИнструмен¬
тально, ниве¬
лир, рейкаИнструмен¬
тально, ниве¬
лир, рейка, ру¬
летка, мерная
лента, мерная
рейкаПримечание Объем работ при планировке полосы отвода, необходимый для транс¬
портных целей и передвижения строительных машин, должен быть указан в проекте
и уточнен в процессе производства работТаблица 319Операционная карта геодезического контроля строительства временных притрас¬
совых дорогСостав контроля
Исполнительная документацияКтоРежим контроляСпособ контроля(регистрация результатов)контролирует(периодичность)контроля)Соответствие типа и характе¬
ристик сооружаемой временной
притрассовой дороги требова¬
ниям проектной и нормативно¬
технической документации
Расстояние от оси вдольтрассо-
вого проезда до оси трубопро¬
вода -Ширина вдольтрассового про¬
езда на прямых участках и на
углах поворотов (уширение)МастерПериодиче¬ВизуальноПрорабский, выбо¬рочныйМастерПериодиче¬Инструмен¬Прорабский, выбо¬тально, рулет¬рочныйкаМастерПериодиче¬Инструмен¬Прорабский, выбо¬тально, рулет¬рочный (накаповоротахсплошной)МастерПериодиче¬ВизуальноПрорабский, выбо-77
Продолжение табл 3.19Состав контроля
Исполнительная документация
(регистрация результатов)
контроля)КтоконтролируетРежим контроля
(периодичность)Способ контроляУстройство переездов через дей¬
ствующие и строящиеся трубо¬
проводы и другие инженерные
коммуникацииКонтроль показателей качества
временных дорог.МастерПрорабПрорабМастеррочныйСплошнойПериодиче¬
ский, выбо¬
рочныйВизуальноВизуальносоответствие используемых
материалов (грунт, гравий
и т п.) требованиям НТД,
правильность укладки слоев,
степень уплотнения
обеспечение дренажа, водо¬
провода, водопропуска
крутизна откосов
толщина покрытия
Контроль геометрических пара¬
метров временных дорог*
ширина отсыпки полотна
ширина проезжей части
минимальный радиус пово¬
рота (уширение на поворо¬
тах)продольный уклон
Контроль укладки деревянных
лагов, лежневого основания, на¬
мораживания льда и т д в осно¬
вание временных дорог на слож¬
ных участкахКонтроль технологических па¬
раметров зимних дорог:плотность покрытия (не ме¬
нее 6*10“'^ кг/см)
твердость покрытия
контроль несуш,ей способно¬
сти льдаконтроль несущей способно¬
сти льдаконтроль состояния ледового
покрытия (трещины, наплы¬
вы, выбоины и т. п.)
контроль мероприятий по тех¬
нике безопасности при устрой¬
стве ледовых переправ
контроль технологии устрой¬
ства ледовых переправ (уси¬
ления, намораживания и т. п.)ПрорабМастерГеодезистПрорабМастерМастерПериодиче- Инструмен-
ский, выбо- тально, ниве-
рочный лир, рейка, ру¬леткаПериодиче- Визуально
ский, выбо¬
рочныйПериодиче¬
ский, выбо¬
рочныйОтбор и взве¬
шивание проб
Испытания
Твердомер-
зонд Союздор
НИИВизуальноПримечание Требования изложены в ВСН 2-105—78
78
мерении, не контролируемых путем под¬
счета невязок, и во-вторых, те неудоб¬
ства, которыми сопровождаются изме¬
рения в трассовых условиях.Y Геодезические работы и контрольные
измерения необходимо выполнять с соб¬
людением следуюпдих условий:каждую вынесенную в натуру точку,линию, угол проверять неоднократно и
разными приемами;по законченным геодезическим (раз-
бивочным) работам произвести выбо¬
рочные контрольные измерения;по результатам контроля составить
акт о приемке разбивочных работ (прие¬
мочная комиссия). JГлава 4ПОГРУЗОЧНО-РАЗГРУЗОЧНЫЕ
И ТРАНСПОРТНЫЕ РАБОТЫв состав погрузочно-разгрузочных и
транспортных работ входят:выгрузка труб из железнодорожных
вагонов;транспортировка труб на трубосва¬
рочные базы или в места складирова¬
ния;складирование труб на прирельсовой
площадке и секций труб на трубосва¬
рочной базе;погрузочно-разгрузочные работы на
трубосварочной базе и трассеПогрузочно-разгрузочные,
транспортные
и грузоподъемные средстваПогрузочно-разгрузочные, грузоподъ¬
емные и транспортные средства выби¬
раются в зависимости от весовых ха¬
рактеристик применяемых труб (табл.4 1). В табл. 42 и 4.3 приведены типы
и потребность машин и механизмов
для погрузочно-разгрузочных и транс¬
портных работ в зависимости от райо¬
на строительства трубопроводов при
заданном темпе производства работПри определении темпа производ¬
ства транспортных работ необходимо
учитывать, что средняя скорость трубо¬
возов ПВ-93, ПВ-94, ПВ-204 составля¬
ет 20 км/ч, ПТК-252 — 18 км/ч,
ПВ-301 — 25 км/ч, ПТ-301, ПТГ-251 —5 км/ч; длина ездки трубовозов состав¬
ляет при перевозке труб 30 км, при пе¬
ревозке секций для автомобильноготранспорта и колесных тракторов 50 км,
гусеничный транспорт осуществляет до¬
ставку 30 % общего числа секций на
расстояние 10 км от склада к месту
строительстваВыгрузку труб из железнодорожных
вагонов следует осуществлять по сле¬
дующим схемам: вагон — склад — тру¬
бовоз или вагон — трубовоз. Первую
схему применяют при массовом поступ¬
лении труб и ограниченном числе
трубовозов, вторую схему — при до¬
статочном числе трубовозов или огра¬
ниченной прирельсовой площадке При
разгрузке труб по схеме вагон — тру¬
бовоз кран следует располагать, как
приведено на рис. 4.1, между разгру¬
зочным вагоном и трубовозом (шта-Таблица 4.1Масса труб в зависимости от диаметра
и толщины стенкиДиаметр
и толщинаМасса труб (в т)
при длине, мстенки
трубы, мм1211,51110,5720X112,32,122,062820X92,162,071,981,89820X112,642,532,422,311020X113,283,153,012,831020X144,1643,823,641220X12,54,54,324,123,91220X15,25,355,124,94,671420X20,58,48,057,77,3579
Таблица 42Машины для погрузочно-разгрузочных и транспортных работ в центральныхрайонах европейской части СССРЧисло1маишн при диаметре трубопровода
(в мм) и темпе работ, км/сутМашины и механизмы57—426530—8201020122014200,750,650,550,550,45Автокраны.грузоподъемностью Ют и ниже2231—КС-3562А, КС-3561, КС-2571,
КС-2561Дгрузоподъемностью 16 т и выше———24КС-4561, К-4361
Т рубоукладчикиТО-1224Г22———ТГ-321 \ 2—ТГ-502АМ————3Бульдозер ДЗ-ПОВ11111Труботранспортные машиныПВ-95 (Урал-4320)1/11/12/-2/-3/-ПВ-204 (КрАЗ-255Б)1/11/32/32/34/2ПТК-252 (К-701)1/-1/12/22/23/3Таблица 43Машины для погрузочно-разгрузочныхи транспортных работ в северных районахТюменской областиЧисломашин при диаметре трубопровода(в мм) и темпе работ, км/сутМашины и механизмы57-426530 — 8201020122014200,60,550,450,450,35Автокраны.2грузоподъемностью Ют и ниже231—КС-3562, КС-3562Агрузоподъемностью 16 т и выше———24КС-4561, КС-4361
Трубоукладчики:ТО-1224Г22———ТГ-321———2—ТГ-502АХЛ————3Бульдозер ДЗ-ИОВ11111Труботранспортные машины*ПВ-95 (Урал-4320)1/11/2‘^/~4/-ПВ-204 (КрАЗ-255Б)1/21/32/32/23/ПТК-252 (К-701)1/11/11/11/22/5БТ-361 «Тюмень»1/-1/-1/-1/-2/-80
белем). Расстояние Б между хвостовой
частью поворотной платформы крана
и бортом вагона должно составлять
не менее 1 м Максимально допусти¬
мое расстояние С между продольной
осью крана и боковой стенкой вагона
определяют по формулегде — допустимый рабочий вылет
крюка крана в зависимости от массы
поднимаемой трубы (табл. 4.4), Г —
ширина вагона, D — диаметр разгру¬
жаемых труб.При выполнении погрузочно-разгру¬
зочных работ применяют различные
типы и конструкции грузоподъемных
средствДвух- и четырехветвевые торцовые
захваты предназначены для одновре¬
менного подъема одной или двух труб.Техническая характеристика
торцовых захватовМарка . . ЗТ822 ЗТ1422
Грузоподъем¬
ность, т . . 6 9
Диаметр подни¬
маемых труб, м 530—820 1020—1420
Длина поднимае¬
мых труб, м. . И —12 11 —12
Диаметр каната
мм . . . .Число одновре¬
менно поднимае¬
мых труб . .Число ветвей .Масса крюка, кг
Масса захвата,
кг . . .Стропы универсальные канатные
предназначены для выполнения раз¬
личных такелажных работ при стро¬
повке грузов обвязкой, а также при
подъеме неизолированных труб и пле¬
тей.Траверсы предназначены для погруз¬
ки и разгрузки изолированных и неизо¬
лированных труб автокранами и штабе¬
лирования трубоукладчиками на при¬
рельсовых площадках и трубосвароч¬
ных базах.18251—21425,15,174,5■ 74Максимальная тол¬
щина стенки труб,
мм . . . . .
Длина поднимаемой
трубы с помощью
строп, м .Длина поднимаемых
труб с помощью мяг¬
ких полотенец, м . .
Число одновременно
поднимаемых труб
длиной до 12 м
Масса траверсы, кг137—12241, 2, 3
897Марка . . . ТРВ182
Грузоподъемность, т 18
Диаметр поднимае¬
мых труб, мм . .Максимальная тол¬
щина стенки труб,
мм ... .
Длина поднимаемой
трубы с помощью
строп, мДлина поднимаемых
труб с помощью мяг¬
ких полотенец, м . .
Число одновремен¬
но поднимаемых труб
длиной до 12 м
Масса траверсы, м1020—1420218—121,21530128—12241,2945ТРВ18318102016,511,5—121858Техническая характеристика траверсМарка . . . ТРВ41 ТРВ61Грузоподъемность, т 4 6Диаметр поднимае¬
мых труб, м . . 273—355 377—820Строп крюковой СК 22 является на¬
весным грузоподъемным средством к
трубоукладчикам и предназначен для
разгрузки двухтрубных секций с трубо¬
возов.81
Таблица 4.4Значения и С при различных диаметрах и массе трубМарка кранаРадиус,
описываемый
хвостовой
частью
крана, мДиаметр (в мм)и масса труб, т1420142012208,497,265,42^тахС^тахС-^тахСКС-3562А (К-1015)2,45,52,9КС-3561 (К-1014)2,9————5,52,9КС-4561 (К-162)2,95,536,23,77,54,9КС-4361 (К-161)35,83,36,43,985,4КС-53633,68,559,57——Марка кранаРадиус,
описываемый
хвостовой
частью
крана, мДиаметр (в мм) и масса труб, т1220102010204,464,173,28^тахС^тахС-^тахСКС-3562А (К-1015)2,45,83,26,13,474,3КС-3561 (К-1014)2,95,93,26,13,474,3КС-4561 (К-162)2,98,35,7————КС-4361 (К-161)38,86,2 —— КС-53633,6Техническая характеристика
стропа СК 22Грузоподъемность, т .
Диаметр разгружаемыхтруб, мм Способ разгрузки .1,5Длина разгружаемых труб,м . . . 24Длина стропа, мм . . . 1050Масса, кг 5,8219—377
С последова¬
тельным
подъемом и
опусканием
концов трубТаблица 4.5Техническая характеристика захватов трубных автоматическихЗахваты трубные автоматические
являются навесным трубозахватным
средством к портальным и самоходным
кранам, а также к трубоукладчикам
(табл. 4 5).ПоказателиЭТА 31ЭТА 101~ ЭТА 102Грузоподъемность, т31010Диаметр поднимаемых труб, мм530, 630,1020, 1220,1020, 1220,720, 8201420Л 420Длина поднимаемых труб, м9—129—129—12Длина труб, которые можно выгружать9—11,79—11,79-11,7из железнодорожных вагонов, мРазмеры, мм:длина12 40012 44012 440ширина6201 1601 130высота1 2601 7501 750Масса, кг1 1902 1501 96082
Таблица 4.6Техническая характеристика клещевых автоматических захватовПоказателиК3531КЗ 721К3821КЗ 1022КЗ 1223КЗ 1422Грузоподъемность, т478,5121628Диаметр поднимае¬
мой трубы, мм
Размеры, мм:530720820102012201420длина160017501800205026303050ширина91011201350170020002290высота240250300350250350Масса, кг180400485560623ИЗОТаблица 4.7Техническая характеристика мягких полотенецПоказателиПМ322ПМ524ПМ824ПМ1023ПМ1428Грузоподъемность, т816253260Диаметр поднимаемых труб.89—325377-530 630—82010201220-1420ммЧисло лент11124Размеры ленты, мм.ширина200400600400400толщина1010101010длина17402360320050555055Масса, кг:ленты3,5917,81414траверсы2,148105119119полотенца24,557122,8147523Примечание Материал ленты — капроновая ткань СТСЗ-1, пропитанная дивинил-
стирольным термоэластопластом на основе полимера ДСМСТ-35Захваты клещевые автоматические
предназначены для подъема, переме¬
щения, стыковки и сварки в «нитку»
труб и секций диаметром от 530 до
1420 мм, длиной от 8 до 36 м
(табл. 4 6).Мягкие полотенца предназначены
для подъема и укладки в траншею
изолированного трубопровода методом
периодического перехвата, а также
для подъема, перемещения и стыковки
с «ниткой» стальных труб и секций с
заводской и базовой изоляцией длиной
до 36 м (табл 4.7).Складирование трубПри складировании труб:
площадь складов должна обеспечи¬
вать размещение труб, проход людей,
проезд транспортных и грузоподъем¬
ных средств.на площадках под склады труб долж¬
ны предусматриваться уклоны 1,5—2°
и другие мероприятия, обеспечиваю¬
щие отвод атмосферных осадков и
грунтовых вод;склады должны иметь сквозной или
круговой проезды шириной не менее
4,5 м для транспортных и грузоподъ¬
емных средств;между смежными штабелями труб
должны быть оставлены прохрды ши¬
риной не менее 1 м;трубы укладывают в штабель рядами
по вертикали и располагают их в сед¬
ловинах между труб нижележащего
ряда;при укладке в штабеля трубы рас¬
полагают в поперечном направлении
к проезжей части склада;трубы разного диаметра, изолиро¬
ванные и неизолированные, хранят
раздельно;83
трубы диаметром выше 300 мм сле¬
дует укладывать штабелями высотой
не более 8 м с помощью автоматиче¬
ских захватов при отсутствии рабочих
на штабелеПри складировании труб штабелями
без автоматических захватов высота
штабеля не должна превышать 3 м
Для предотвращения раскатывания
труб в штабеле их следует кре¬
пить специальными инвентарными
приспособлениями, обеспечивающими
устойчивость труб в штабеле и безо¬
пасность работающихПри складировании труб не допуска¬
ется.укладывать в один штабель трубы
разного диаметра;укладывать трубы верхнего ряда до
закрепления труб нижнего ряда;складировать вместе изолированные
и неизолированные трубы,укладывать трубы в наклонном по¬
ложении с опиранием поверхности
трубы на кромки нижележащих труб
Склады по назначению и вмести¬
мости подразделяют на прирельсовые,
базисные и притрассовые, а по ряд¬
ности расположения труб — высоко¬
рядные с высотой штабеля труб более
3 м и низкорядные с высотой штабеля
труб менее 3 м.Высокий уровень механизации по¬
грузочно-разгрузочных, транспортных,
складских операций, сокращение пло¬
щадей складирования, уменьшение
трудозатрат и повышение качества
хранения труб обеспечивает высоко¬
рядное складирование с применением
сборно-разборных стеллажей СР-1421
Прирельсовые склады предназначены
для приема и разгрузки труб из же¬
лезнодорожных вагонов Вместимость
склада не превышает 5 км труб.Базисные склады создают в местах
массового поступления труб (на же¬
лезнодорожных станциях и водных
причалах). Они предназначены для
временного складирования и накопле¬
ния труб Вместимость склада до 100 км
труб Притрассовые склады устраива¬
ют на трубосварочных базах. Они пред¬
назначены для временного хранения
труб и секций перед их вывозкой на
трассу.Складирование труб на прирельсо¬
вом складе (площадке) следует про¬
водить с соблюдением следующих тре¬
бований:84трубы необходимо укладывать на
спланированную горизонтальную пло¬
щадку;штабели рекомендуется формиро¬
вать так, чтобы оси труб были распо¬
ложены перпендикулярно к направ¬
лению подкрановых путей,нижний ряд труб следует уклады¬
вать на деревянные подкладки,второй и последующие ряды труб
необходимо укладывать только «в сед¬
ло», без прокладок,при формировании штабеля из труб
различной длины следует выравнивать
в одну линию торцы труб с одной сто¬
роныЧисло рядов труб с заводским изоля¬
ционным покрытием (наружным) в
штабеле п не должно превышать вы¬
соты 3 м-D, мм
п. 1020 1220 14203 2 2При складировании труб не допус¬
каетсяформировать штабеля из труб раз¬
ного диаметра,укладывать трубы верхнего ряда до
окопча[1ия работ по укладке и закреп¬
лению труб нижнего ряда,разбирать нижний ряд труб до пол¬
ной разборки труб верхнего ряда,
укладывать в одном штабеле трубы
с наружной изоляцией и без нее;укладывать трубы в наклонном по¬
ложении «ершом» с опиранием поверх¬
ности трубы на кромки нижележащих
трубДля предотвращения раскатывания
Груб при их складировании рекомен¬
дуется использовать опорные и раз¬
делительные стойки, струбцины, наруж¬
ную и внутреннюю увязку, а также
клиньяПеревозка труб и трубных
секцийДля доставки труб и различных гру¬
зов используют железнодорожный, ав¬
томобильный, гусеничный, водный и
воздушный виды транспортных средств
(табл 4 8)
Таблица 4.8Основные технико-экономические показатели транспортных средствВид транспортаСкорость
доставки
труб, км/чРасстояниеперевозки,кмСтоимость
перевозки,
коп/(т-км)Железнодорожный45—90300—30000,4-0,6Автомобильный20—30До 2506-20Гусеничный — тракторы3—5До 2010 45Водный (речной)10—25100—50000,4—1,4Воздушный — вертолеты типа
МИ-6100—20010—501950** Стоимость в руб /чГрузоподъемность (в т) транспортных
грузоподъемных средствТранспортные средства:
железнодорожные полу¬
вагоны ... ...
железнодорожные плат¬
формы 50—66трубоплетевозы (колес¬
ные и гусеничные) . .
баржи-площадкивертолеты 0,4—12Грузоподъемные средства-
автомобильные, пневмо-
колесные и гусеничные
краны... ...
краны-трубоукладчики с
грузовым моментом . .
козловые краны .60—659—40300—280010—4010—1157,5—20Комплекс вопросов организации пе¬
ревозок труб и трубных секций от при¬
рельсовых складов до притрассовых
складов и до трассы решаются в ППР
на основе принятой транспортной
схемы.В табл 4 9. приведено предельное
число труб и секций труб с учетом гру¬
зоподъемности трубоплетевозов. На
участках со сложным дорожным усло¬
вием (заболоченные участки, горная
местность) следует использовать транс¬
портные средства на гусеничном ходу.При чередовании заболоченных и су¬
хих участков в целях максимальной
реализации скоростных показателей ко¬
лесных трубоплетевозов необходимо в
транспортной схеме и ППР предусмот¬
реть промежуточные площадки с необ¬ходимым оборудованием для перегруз¬
ки труб и секций труб с колесных на
гусеничные транспортные средства.При перевозке трубных секций (24,
36 м и более) необходимо учитывать
габаритные размеры полосы дороги в
зоне поворота. В табл. 4 10 приведены
ширина входного проезда и ширина
дороги в зоне поворота для определе¬
ния вписываемости трубоплетевозов в
зоне поворота.В табл. 4.11 приведены допустимые
значения заднего свеса длинномерной
трубы при перевозке по пересеченной
местности.При перевозке труб и секций труб
в зимнее время по ледяным перепра¬
вам через водные преграды следует
учесть толщину и качество льда, нали¬
чие снежного покрова на льду и на бе¬
регах, трещин и полыней. Если толщина
льда недостаточна для пропуска транс¬
портного средства с грузом, то необ¬
ходимо произвести дополнительное на¬
мораживание слоя, но не более 0,7 тол¬
щины первоначального слоя.В табл. 4.12 приведены требования
к толщине льда при средней темпера¬
туре воздуха в зависимости от массы
и типа транспортного средства.При перевозке труб с заводским изо¬
ляционным покрытием под канаты по¬
перечной увязки необходимо подклады-
вать коврик-прокладку для предотвра¬
щения механических повреждений по¬
крытия, труботранспортные средства
следует оборудовать специальными
устройствами типа ПИТ-200, кониками
ПП-31, снабженными амортизирую¬
щими прокладками.85
tо.но.IооЮоt--гg005Ss=ra>CJs\oQ.HоcvjСЧ2st=:[оCM§S л^ SСЗ о.
НЕ86(>J со^ LO 05Г- h- о>-- см соГ^ О) 0505 05 05 0505 05 05 05СО' Ю CD соCD со CD CDCD CD CD CDCO Ю CD CDCS CO CD CD CD CD CDlO CD CD CD CD CD CDI — CM CM CO CO 00— —< CO CO CO CO COCM CO CO CO CO CO CO— CM COI —CM CM CM CO CO— CO CO CO CO CO
CM CO CO CO CO CO COI CM oq CM CM CM— CM CM CM CM CM COt£5 3 CO
a;«"ТЭТ SCO§§l^S;i<T^ lO t- •л ^ ^ ^
СМЮОСМ05CpCM^ f-^cocogcoCQ CQ (i H R-H CQ H -- PQCCCC gCCCHC00 CM 05 C30lOLO 00 h-
Таблица 4.11Задний свес длинномерной трубы при перевозке по пересеченной местностиСумма уклонов спуска
и подъема в зоне перегиба,Допустимый задний свес (в м) секции
при погрузочной высоте, мградус1,31,51,92,13522,53,23,5302,42,93,74,22533,74,35203,74,45,46154,95,577,8107,591213Таблица 4.12Толщина льда в зависимости от массы транспортного средстваПолная масса
транспортного
средстваНеобходимая толщина льда (в см) при средней
температуре воздуха (за 3 сут), °СДистанция
между
тяговыми
машинами и
между осями
переправ
(интервалы), м— 10 и ниже(-Б)-О0 и выше (крат¬
ковременная
оттепель)Гусеничные машины41820231062224281510283135201636404525204044502530495461354057837140Колесные машины, прицепы21618201535212326154222528206273034208313439221035394425154347543018485264322050556835Техническая характеристика
Базовые плетевозы . .ПП-31Диаметр перевозимых труб
в секции, мм ....ПВ-93,ПВ-94,ПВ-204,ПВ-301,ПТК-252,ПТ-4011020—1420Грузоподъемность одного
комплекса, кг . . 30 ООО
Угол качания коника тяга¬
ча в продольном направле¬
нии, градус zblOУгол поворота ложемента
тягача относительно опор¬
ных роликов, градус ±23
Масса одного комплекта
приспособления, кг . 1 ООО87
Таблица 4 13Техническая характеристика вертолетовПоказателиМИ-6ми-юкМИ-8МИ-4МИ-2Максимальная масса гру¬
за, тв грузовой кабине12341,50,57на внешней подвеске81131,30,57Максимальная полетная
масса, т-при наличии груза в ка¬42,538127,5бине при транспортиров¬
ке груза на внешней под¬
веске3838И7,1Скорость вертолета при200200250100160транспортировке груза на
внешней подвеске, км/ч
Крейсерская скорость, км/ч230—250230—250250—280100-150160—200Дальность полета, км (в200—650200—650200-650250-400200—280зависимости от массы гру¬
за)При организации и перевозке секций
труб по дорогам следует выполнять
требования «Инструкции по перевозке
крупногабаритных и тяжеловесных гру¬
зов автомобильным i ранспортом»На объектах строительства со слож¬
ными дорожными условиями для до¬
ставки грузов используют вертолеты
Целесообразность применения вертоле¬
тов определяется исходя из технико¬
экономических показателей различных
видов транспортных средствВ табл. 4.13 приведена техническая»!
характеристика вертолетов при различ¬
ных методах транспортировки грузовТехника безопасности
при производстве
погрузочно-разгрузочных работПогрузочно-разгрузочные работы
следует выполнять в соответствии с
требованиями ГОСТ 12 3 002-—75,
гост 12 3 009—76 и нормативно-тех¬
нической документации, утвержденной
органами Государственного надзора.
Погрузочно-разгрузочные работы сле¬
дует выполнять механизированным спо¬
собом при помощи подъемно-транспорт-
ного оборудования и средств малой
механизации. Поднимать и перемещать
грузы вручную необходимо при соблю¬88дении норм, установленных действую¬
щим законодательствомПредельные нормы подъема и пере¬
носки груза вручную следующие* для
мужчин 50 кг, для женщин 20 кг, для
подростков мужского пола от 16 до
18 лет 16 кг, для подростков женского
пола от 16 до 18 лет 10 кг, для двух
женщин на носилках 40 кг. Подростков
к переноске грузов допускают только
в том случае, если эти грузы необхо¬
димы для работы по их специальности
и если переноска их займет не более
рабочего времени.Площадку для погрузочно-разгру¬
зочных работ следует планировать с
учетом стока поверхностных вод, содер¬
жать в чистоте и порядке, не загромо¬
ждать и не захламлять ее На ней необ¬
ходимо обеспечить и обозначить проез¬
ды, разъезды и развороты транспорта.Кран необходимо устанавливать на
все опоры. Под опоры подкладывать
подкладки, являющиеся инвентарной
принадлежностью крана Подавать ва¬
гоны к фронту выгрузки следует па¬
ровозом, тепловозом или мотовозом.
Железнодорожные вагоны перед вы¬
грузкой труб следует затормозить баш¬
маками или щпалами, имеющими спе¬
циальные вырезы. Категорически за¬
прещается подкладывать камни, доски
и т п
Трубы из полувагонов, находящихся
на электрифицированных путях, разре¬
шается разгружать только при снятом
напряжении с проводов контактной
сети над этими путями. Отключение, а
затем заземление контактной сети про¬
изводит электромонтер дистанции кон¬
тактной сети с отметкой в журнале
дежурного по станции. Работа крана
на путях, расположенных параллельно
с электрофицированными путями, раз¬
решается при условии, если ни одна
часть крана (стрела, трос, поднимае¬
мый груз) не приближается ближе,
чем на 2 м к находящимся под напря¬
жением проводам или частям контакт¬
ной сетиПри перегоне крана под проводами
контактной сети под напряжением U
следует соблюдать расстояние / от верх¬
ней точки крана до самого низкого
провода электросети с учетом неров¬
ностей проезжаемой части поверх¬
ности:и, кВ
/, м .и, кВ
/, м .. До 1 1—20 35—1102 2 3. 154—220 330 5004 5 6Ширина В от охранной зоны для
безопасности работы грузоподъемных
механизмов вдоль воздушных линий
электропередач следующая.и, кЕ ... До 20 35 ПО 220 500
В, м . . 10 15 20 25 30В охранной зоне линии электропере¬
дачи запрещается выполнять строи¬
тельные работы, складировать мате¬
риалы, устраивать стоянку машин, ус¬
танавливать какие-либо временные со¬
оружения без согласования с орга¬
низацией, эксплуатирующей линию
Категорически запрещается устанав¬
ливать грузоподъемные краны и рабо¬
тать на них непосредственно под про¬
водами линий электропередач любого
напряженияРабота грузоподъемных кранов вбли¬
зи линий электропередач, находящихся
под напряжением, допускается в том
случае, если расстояние по воздуху от
подъемной или выдвижной части ма¬
шин, а также от поднимаемого груза в
любом его положении (в том числе и
при наибольшем подъеме или вылете
стрелы) до ближайшего провода будет
не менее: 1,5 м при напряжении до1 кВ, 2м— 1—20 кВ, 4 м — 35—110 кВ,5 м — 150—220 кВ, 6 м — 330 кВ, 9 м—
500 кВ.Для выполнения работ машинисту
крана выдается наряд-допуск, опреде¬
ляющий их безопасность в охранной
зоне. Наряд-допуск должен быть под¬
писан главным инженером или глав¬
ным энергетиком предприятия (органи¬
зации) при наличии письменного раз¬
решения на производство этих работ
организации, эксплуатирующей линию
электропередачи Работа и перемеще¬
ние строительных машин в охранной
зоне должны выполняться под непо¬
средственным руководством инженер¬
но-технического работника с указа¬
нием его фамилии в наряд-допуске
При производстве работ по подъему,
перемещению и укладке труб необхо¬
димо соблюдать следующие правила.лицам, не имеющим прямого отноше¬
ния к работе, запрещается находиться
на месте производства работ и на кра¬
нах,для подъема людей на полувагоны
необходимо пользоваться инвентарны¬
ми лестницами с площадками;по окончании застроповки труб таке¬
лажники должны сойти с полувагонов
и удалиться в безопасное место;трубы или пакет труб перед подъемом
следует предварительно приподнять на
высоту 20—30 см для проверки пра¬
вильности строповки и надежности
действия тормоза крана;нельзя находиться людям на расстоя¬
нии, равном радиусу стрелы крана
плюс 5 м, запрещается переносить
трубы над людьми,при работе со стальными канатами
следует пользоваться брезентовыми ру¬
кавицами,не разрешается находиться в кабине
кузова автомобиля или прицепе во вре¬
мя опускания труб на автопоезд, при
этом шофер должен отойти на безопас¬
ное расстояние и следить за погрузкой;перемещать трубы в горизонтальном
направлении следует предварительно
подняв их не менее, чем на 0,5 м
выше встречающихся на пути пре¬
пятствий,машинист крана не должен опускать
трубы одновременно с поворотом стре¬
лы, не разрешается их резко бросать,
при подъеме и опускании труб между
поднимаемой трубой и штабелем, же¬
лезнодорожным вагоном, трубовозом89
НС должно Г)ыгь ЛЮДОЙ, в том числе и
лиц, производящих сгроповку,при pauiopoic подпитых труб в нуж¬
ное положение такелажники обязаны
пользоваи>ся парными оттяжками или
специальными баграми,не выполнять преждевременную рас-
строповку труб, не убедившись при этом
в их надежном закреплении в штабеле
или на трубовозе.Используемые грузозахватные при¬
способления должны иметь клеймо
или бирку с указанием грузоподъем¬
ности и даты испытания При этом не¬
обходимо пользоваться только теми
приспособлениями, которые предназна¬
чены для работы с трубами данного
диаметра и в процессе работ следить
за их состоянием.В процессе эксплуатации грузозах¬
ватные приспособления должны под¬
вергаться периодическому осмотру ли¬
цом, на которое возложен надзор за
безопасной работой машин и механиз¬
мов: через каждые 10 дн — стропы,
через каждые 6 мес — траверсы, черезI мес — клещи и другие захваты. Ре¬
зультаты осмотра должны быть занесе¬
ны в журнал учета и осмотра Кроме
того, стропы каждый раз перед нача¬
лом работ должен осматривать таке¬
лажникТрубы, погруженные на трубовоз,
должны быть прочно закреплены сред¬
ствами увязки Стальные трубы следует
укладывать в штабель на предвари¬
тельно подготовленной площадке
Штабеля труб должны быть распо¬
ложены правильными рядами. Между
штабелями устраиваются проезды, П1и-
рина которых устанавливается в зави¬
симости от габаритов транспортных
средств и погрузочно-разгрузочных ме¬
ханизмов. При этом должны быть обес¬
печены свободные проходы не менее I м
с обеих сторон (между штабелем и ав¬
токраном или трубовозом).При выполнении погрузочных работ
мастер обязан:перед началом работы проинструкти¬
ровать такелажников о безопасных
приемах труда,непосредственно руководить работой
такелажников;назначить старшего такелажника,
осматривать и контролировать ис¬
правность применяемого инвентаря, ин¬
струментов и грузозахватных приспо¬
соблений;90допускать к работе только такелаж¬
ников, имеющих соответствующее удо¬
стоверение;соблюдать режим рабочего времени.
Старший такелажник обязан:
подать команду машинисту крана;
следить за правильностью строповки,
перемещения и расстроповки труб;не допускать посторонних лиц на
место производства работ;знать и соблюдать нормы браковки
грузозахватных приспособлений.
Такелажник обязан:
уметь подбирать необходимые грузо¬
захватные приспособления в соответ¬
ствии с массой и размером подни¬
маемых труб и знать нормы их бра¬
ковки;уметь пользоваться грузозахватными
приспособлениями и перед началом ра¬
боты проверять их исправность;уметь пользоваться знаковой сигна¬
лизацией,проверять надежность зацепки трубы
или пакета труб;убедиться, что около крана, подни¬
маемых груб, а также в зоне их возмож¬
ного опускания нет рабочих, и только
после этого отойти в безопасное место;не допускать подтаскивания труб
краном;снимать грузозахватные приспособ¬
ления только после того, как выгру¬
жаемые трубы будут надежно закрепле¬
ны в штабеле или на трубовозе
Такелажникам запрещается:
пользоваться изношенными, неис¬
правными, не имеющими клейма и би¬
рок технического контроля грузоза¬
хватными приспособлениями;поднимать трубы и пакеты труб, мас¬
са которых превышает грузоподъем¬
ность крана и грузозахватных приспо¬
соблений;поправлять во время подъема стропы
на трубах;находиться в полувагоне после за¬
цепки труб;оттягивать трубы во время их подъ¬
ема, перемещения и опускания,передвигаться по борту полувагона.
Машинист крана обязан-
установить кран в рабочее положе¬
ние,установить необходимый вылет стре¬
лы для загрузки труб;вместе с такелажниками осмотреть
грузозахватные приспособления и на¬
личие на них маркировки;
поднимать, перемещать и опускать
трубы только по сигнальным знакам
старшего такелажникаМашинисту крана запрещается:
устанавливать кран на неутрамбо¬
ванном грунте, а также на площадке,
уклон которой превышает указанный в
паспорте,поднимать трубы, находящиеся в не¬
устойчивом положении;подтаскивать трубы крюком.опускать трубы, не пользуясь приво¬
дом грузоподъемного крана,допускать посторонних лиц в кабину
крана,разгружать полувагоны при тумане
и в других случаях, когда плохо видны
сигналы старшего такелажника и пере¬
мещаемые трубы,оставлять трубы в подвешенном со¬
стоянии по окончании работы и во время
перерывовГлава 5ЗЕМЛЯНЫЕ РАБОТЫОбщие положенияПараметры земляных сооружений,
применяемых при строительстве маги¬
стральных трубопроводов (ширина, глу¬
бина и откосы траншеи, сечение насыпи
и крутизна ее откосов и др.), устанав¬
ливают в зависимости от диаметра про¬
кладываемого трубопровода, способа
его закрепления, рельефа местности,
грунтовых условий и определяют проек¬
том. Размеры траншеи (глубина, ши¬
рина по дну, откосы) устанавливают
в зависимости от назначения и диамет¬
ра трубопровода, характеристики грун¬
тов, гидрогеологических и других усло¬
вийМинимальная ширина траншеи по
дну устанавливается СНиП и прини¬
мается равной D + 300 мм для трубо¬
проводов диаметром до 700 мм (где
D--условный диаметр трубопровода)
и 1,5D для трубопроводов диаметром
700 мм и более с учетом следующих
дополнительных требований:для трубопроводов диаметром 1200
и 1400 мм при рытье траншей с откосами
не круче 1 : 0,5 ширину траншеи по дну
допускается уменьшать до величины
D-1-500 мм;допускается принимать ширину тран¬
шей равной ширине рабочего органа
землеройной машины, но не менее ука¬
занной,ширина траншеи по дну на кривых
участках под гнутые или сварные отво¬ды должна быть равна двухкратной
величине по отношению к ширине на
прямолинейных участках для обеспе¬
чения вписания трубопровода в кривую
траншею;ширина траншеи по дну под балласт¬
ными грузами или анкерными установ¬
ками должна быть не менее 2,2D, на
участках трубопровода балластируемого
грунтом с использованием нетканого
синтетического материала, l,6Z).Глубину траншеи устанавливают из
условий предохранения трубопровода
от механических повреждений при пе¬
реезде через него автотранспорта,
строительных и сельскохозяйственных
машин и назначают равной: для трубо¬
проводов диаметром D до 1000 м —
D И- 0,8 м; для трубопроводов диаметром
1000 м и более D + 1 м; для болоти¬
стых грунтов, подлежащих осушению,
D+ 1,1 м, для песчано-барханных грун¬
тов D-f-1 м от нижних межбарханных
оснований; для скальных и болотистых
грунтов при отсутствии проезда авто¬
транспорта, строительных и сельско¬
хозяйственных машин D-f (0,6—0,8) м.Крутизна откосов траншей под трубо¬
провод и котлованов под трубопровод¬
ную арматуру принимается по СНиП
(табл. 5.1, 5.2) Крутизна откосов в
болотах следующая:Тип болота I II III (силь¬но обвод¬
ненные)91
крутизна отко¬
сов для торфа;
слабо разло¬
жившегося 1:0,75
хорошо разло¬
жившегося 1.11:1:1,25 По проек¬
туМетоды разработки грунтов опреде¬
ляют в зависимости от параметров зем¬
ляного сооружения и объемов работ,
геотехнических характеристик грунтов,
классификации грунтов по трудности
разработки, местных условий строитель¬
ства, наличия землеройных машин в
строительных организациях.Классификация грунтов по трудности
разработки приведена в табл. 5.3При разработке и засыпке траншей
для пересчета объемов работ разрых¬
ленного грунта на объем в плотном
состоянии при невозможности замера
последнего. Грунт замеряется и оплата
производится как за его разработку в
плотном теле.Различают два вида разрыхления:
первоначальное и остаточное Первона¬
чальное разрыхление образуется в мо¬
мент разработки грунтов, а остаточное
остается в земляном сооружении после
уплотнения его естественным путем
(табл. 5 4).Подсчет объема земляных работ при
разработке траншей с откосами ведет¬
ся по формулегде В\ — ширина траншей по верху;
В2 — ширина траншеи по низу; L —
длина траншеи; п — коэффициент от¬
косаПри разработке траншей землерой¬
ными машинами, в частности одно¬
ковшовыми экскаваторами, в грунтах,
имеюших различные напластования,
объем земляных работ подсчитывают
для каждого вида грунта (по трудности
разработки) отдельно по формулегде F\ W F2 — площади крайних попе¬
речных сечений, L — расстояние между
поперечными сечениямиПри разработке траншей роторными
экскаваторами для получения ровной
поверхносги дна выполняется предвари¬
тельная планировка микрорельефа по¬
лосы трубопровода бульдозером на ши-Таблица 5.1Наибольшая допустимая крутизна откосов траншей и котлованов в грунтах
естественной влажностиГ рунтыОтношение высоты откосов к его
заложению при глубине выемки, м1,535Насыпные1:0,671:11:0,25Песчаные и гравелистые влажные (не¬1:0,51:11:1насыщенные)Глинистые:супесь1:0,251:0,671:0,85суглинок1:01:0,51:0,75глина1:01:0,251:0,5лёссовый сухой1:01:0,51:0,5Моренные:песчаные и супесчаные1:0,251:0,571:0,75суглинистые1:0,21:0,51:0,65Скальные:на равнине0,20,20,2в горахПо проектуПо проектуПо проекту92
Таблица 5.2Допустимая крутизна откосов обвод¬
ненных береговых траншейГрунтыКрутизна отко¬
сов при глубине
траншеи, м<2>2Пески мелкозернистые1:1,51:2Пески средние и круп¬1:1,251:1,15нозернистыеСуглинки1:0,б71:1,25Гравелистые и галеч-1:0,751:1никовые (гравия игальки свыше 40%)Глины1:0,51:0,75Разрыхленный скаль-1:0,251:0,25ныи грунтрину, равную гусеничному ходу экска¬
ватора, предназначенного для разра¬
ботки траншеи, но не менее 3 мСменные темпы земляных, изоля¬
ционно-укладочных работ в целях
предотвращения деформации профиля
траншеи в слабых грунтах, а также
смерзания отвала грунта в зимнее вре¬
мя, должны быть одинаковыми при ми¬
нимальном интервале (технологическом
разрыве) между этими работами, опре¬
деляемым ППРРазработка траншей в задел допу¬
скается только в устойчивых грунтах
в летнее время. Во избежание обвала
вынутого грунта, а также обрушения
стенок траншеи ближняя кромка осно¬
вания отвала вынутого грунта должна
располагаться не ближе 0,5 м от края
траншеи. Рыхление скальных грунтов
взрывным способом производится доТаблица 5.3
Классификация грунтовГруппа грунтов по трудности разработкиГ рунтыэкскаваторамигрейде¬одноков¬шовымимногоков¬шовымибульдо¬зерамискрепе¬рамирами и
автогрей¬
дерамиГалька и гравий размером, мм:до 80IIIIIIIIIболее 80 с примесью булыгII————Гипс мягкийIV— — Глина:жирная мягкая или насыпнаяIIIIIIIIIIслежавшаяся с примесью
щебня, гравия и булыг 10 %то же > 10 %III—IIIIIIIмореная с валунами до 30 %IV—III—IIIсланеваяIV—III—IIIтвердаяIV—III—IIIтяжелая ломоваяIII—III—IIIГрунт растительного слоя безII—II—корней и с корнями с примесью
гравия, щебня или строитель¬
ного мусора
Лесс-естественной влажности, рых¬
лый, с примесью гравия и
гальки
отвердевший
Мел мягкийМерзлые грунты песчаные и су¬
песчаные, предварительно раз¬
рыхленныеIVIVIIIIIIIIIII93
Продолжение табл. 5.3Группа грунтов по трудности разработкиГ рунтыэкскаваторамигрейде¬одноков¬шовымимногоков¬шовымибульдо¬зерамискрепе¬рамирами и
автогрей¬
дерамиМерзлые грунты глинистые иVIII суглинистые, предварительноразрыхленныеОпокиIVПесок всех видов (кроме сухого,IIIIIIIII —IIIсыпучего барханного и дюнно¬
го), в том числе с примесью
щебня, гравия и гальки
Скальные грунты, предвари¬IVтельно разрыхленные
Скальные грунты, не требую¬IV————щие разрыхления
Солончак и солонец:
мягкийIIIIIIотвердевшийIII—IIIIIIIIСуглинок легкий и лёссовидныйIIIIIIIIIIтяжелый, а также всех видов
с примесью гравия, щебня, бу¬
лыг и строительного мусора
Супесок всех видов, в том числеIIIIIIIIIс примесью щебня, гравия,
строительного мусора или булыг
до 10 %То же > 10 %IIIIIСтроительный мусор:
рыхлый и слежавшийся
сцементированный
Торф:без корней и с корнями тол¬
щиной до 30 мм
с корнями толщиной более
30 мм
Трепел слабыйЧернозем и каштановые земли,
естественной влажности
отвердевшие
Щебень всякий, а также с при¬
месью булыгПески сухие сыпучие (бархан¬
ные и дюнные)ИHIHIIVВнегруппыIIIIIIIIIIIIIIIIIIIIIIIВнегруппыIIIIвывоза труб на трассу во избежание
их повреждения, рыхление мерзлых
грунтов допускается и после вывоза
труб на трассу.Переборы грунта при разработке
траншеи ликвидируются подсыпкой
мягкого грунта и его уплотнения. Ос¬
нования под трубопроводы в скальных94и мерзлых грунтах выравнивают слоем
мягкого грунта толщиной не менее 10 см
над выступающими частями основания.При сооружении трубопроводов боль¬
ших диаметров (1020, 1220, 1420 мм)
проводится нивелировка дна траншеи
по всей длине трассы на прямых
участках через 50 м; на вертикальных
Таблица 5.4
Разрыхление грунтовГ рунтыПерво¬
началь¬
ное, %Оста¬точное,%Галька26—326-9Глина ломовая26—326-9Глина:мягкая, жирная24—304—7мореная26-326-9сланцевая26-326-9Гравий мелкий и14—231,5-5среднийГрунт растительногослоя:без корней20-303-4с корнями или при¬14—281,5—5месямиЛёсс:нормальной влаж¬14—281,5-5ностисухой24-304-7Мергель33-3711 — 15Опоки33-3711 — 15Песок:без примесей8-171,2—5с примесью щебня14—281,5—5и гравияРазборная скала30-4510-20Скальные разрыхлен¬45-5020-30ные грунтыСолонец и солончак14—281,5-5мягкиеСуглинок:легкий и лёссовид¬14-281,5-5ныйс примесью щебня26-326-9и гравияСуглинок тяжелый24-304—7Суглинок:с примесью щебня8-171-2,5и гравияс примесью гравия14—281,5-5и щебняТорф20-303-4разрабатываются индивидуальные ра¬
бочие чертежи.Засыпка трубопровода производится
непосредственно вслед за отпуском и
установкой балластных грузов или ан¬
керных устройств. При засыпке грун¬
том, содержащим мерзлые комья, ще¬
бень, гравий и другие включения раз¬
мером более 50 мм в поперечнике, изо¬
ляционное покрытие предохраняют от
повреждений присыпкой мягким грун¬
том на толщину 20 см над верхней об¬
разующей трубы или устройством за¬
щитных покрытий. Мягкая подсыпка
дна траншеи и засыпка мягким грун¬
том трубопровода, уложенного в скаль¬
ных, каменистых, щебенистых, сухих
комковатых и мерзлых грунтах, до¬
пускается по согласованию с проект¬
ной организацией и заказчиком за¬
менять сплошной надежной защитой
Земляные работы при сооружении
магистральных трубопроводов выпол¬
няются с соблюдением следующих до¬
пусков (в см):Половина ширины траншеи
по дну по отношению к раз-
бивочной оси . . . . .+20,-5
Отклонение отметок при пла¬
нировке полосы для работы
роторных экскаваторов . .Отклонение отметок дна тран¬
шеи от проекта при разработ¬
ке грунта:землеройными машинами
буровзрывным способом
Толщина слоя присыпки из
мягкого грунта над трубой (в
скальных и мерзлых грунтах)Общая толщина слоя засып¬
ки над трубопроводом ... -f-20
Высота насыпи . . -|-20, — 5-5-10-20+ 10кривых принудительного гнутья через2 м; при сооружении трубопроводов
диаметром менее 1020 мм только на
сложных участках трассы (вертикаль¬
ных углах поворота, участках с пере¬
сеченным рельефом местности), а также
на переходах через железные и автомо¬
бильные дороги, овраги, ручьи, реки,
балки и другие преграды, на которыеРазработка траншей
в нормальных условиях
и в мерзлых грунтах
в зимнее времяМетоды разработки траншей опре¬
деляются в зависимости от заданных
размеров и профиля траншеи для ук¬
ладки конкретного трубопровода, вида
и состояния грунтов на участке работ;
характера рельефа местности, степени
обводненности участка; наличия со-
соответствующих комплексов земле¬95
ройных машин и технико-экономиче¬
ских показателей их применения.Разработку траншей роторными
траншей}1ыми экскаваторами выпол¬
няютна прямолинейных участках со спо¬
койным рельефом в талых грунтах доV категории включительно;в мерзлых грунтах при глубине про¬
мерзания до 1 — 1,2 м (а при исполь¬
зовании ЭТР-254 на всю глубину копа¬
ния) ;на криволинейных участках — с ра¬
диусом естественного изгибаРазработку траншей одноковшовыми
экскаваторами выполняют на прямо¬
линейных участках с водонасыщен¬
ными и сыпучими грунтами, болотах,
переходах через естественные и искус¬
ственные препятствия, криволинейных
участках с радиусом кривых 30—50
диаметров трубы, в скальных и мерзлых
грунтах после их предварительного
рыхления.Разработку траншей в талых грунтах
и грунтах с промерзанием верхнего слоя
до 1 м можно также осупдествлять ком¬
бинированными методами с примене¬
нием комплексов машин, состоящих
из бульдозеров, тракторных разрыхли¬
телей, роторных или 0ДН0К0В1Н0ВЫХ
экскаваторов При комбинированном
методе траншею разрабатывают буль¬
дозерами на глубину до I м, а затем
экскаваторами до проектной глубины
В сильно сыпучих барханных песках,
когда изоляционно-укладочные колон¬
ны могут работать только в самой тран¬
шее (ширина которой составляет 6 м и
более), разработку таких траннгей
осуществляют с помощью мощных буль¬
дозеров по продольно-поперечной схеме
В зависимости от размеров траншей,
расположения отвала и условий работы
рытье траншей осуществляют лобовым
или боковым забоямиОдноковшовые экскаваторы обычно
работают захватками: длину каждой
захватки выбирают равной дневной
производительности экскаватора; эк¬
скаватор переходит на новую захват¬
ку в конце рабочего дня или во время
пересмены звеньев.Разработку траншей одноковшовыми
экскаваторами в обычных условиях вы¬
полняют с применением оборудования
обратной лопаты В зимних условиях
для разработки траншей в грунтах с
промерзанием до 0,3—0,4 м можно ис¬96пользовать эти же экскаваторы При
глубине промерзания более 0,3—0,4 м
необходимо предварительно рыхлить
верхний мерзлый слой тракторными
рыхлителями или взрывным способом
При разработке траншей в талых, силь¬
но обводненных, сыпучих и неустойчи¬
вых грунтах используют драглайны.Число и состав машин для разработ¬
ки траншей в обычных условиях сред¬
ней полосы приведен в табл 5 5, а тех¬
нико-экономические показатели — в
табл 5.6 В основу расчета приведен¬
ных в таблицах показателей положены
данные среднестатистических объемов
земляных работ в различных геогра¬
фических условияхРасстояние между захватками уста¬
навливается с учетом выполнения пол¬
ного цикла работ в течение смены и
безопасного производства буровзрыв¬
ных и земляных работБурение шпуров осуществляется шне¬
ковыми мотобурами, перфораторами и
самоходными буровыми машинами
БТС-60, БМ-276, БМ-253, БМ-254,
У1П-2Т, МБ1П-321 и др При разработ¬
ке мерзлого грунта механическим спо¬
собом ис[юльзуют тракторные рыхли¬
тели мощностью 184—260 кВтДля разработки мерзлых и плотных
грунтов рекомендуется применять ком¬
бинированный поточно-механизирован¬
ный метод, позволяющий наиболее эф¬
фективно использовать землеройные
машины. При этом могут применяться
следующие технологические методы:
разработки траншей одноковшовыми
экскаваторами и бульдозерами-рыхли¬
телями,разработки траншей роторными эк¬
скаваторами и бульдозерами,разработки траншей последовательно
несколькими роторными экскаваторами,
разработки роторными экскавато¬
рами с применением бульдозеров и од¬
ноковшовых экскаваторов.Метод разработки траншей одноков¬
шовыми экскаваторами и бульдозера-
ми-рыхлителями рекомендуется приме¬
нять в любых грунтовых условиях (кро¬
ме незамерзающих болот), в которых
нельзя использовать роторные траншей¬
ные экскаваторы, с целью повышения
темпов разработки траншей и произво¬
дительности труда механизаторов в
1,5—3 раза, а также сокращении тех¬
нологических перегонов и числа пере¬
мычек Наибольшая эффективность
Таблица 55Комплект машин и механизмов для разработки траншей в средней полосе
(Лем = 1.4)Операция технологи¬
ческого процессаМашины и механизмыЧисло машин и механизмов при
диаметре трубопровода (в мм)До 529
вклю¬
чи¬
тельно720—820102012201420Разработка траншей в
грунтах до 4-й кате¬
горииРазработка траншей в
местах кривых вставок
с включением валунов
на обводненных грун¬
тахРыхлениегрунтовмерзлыхРазработка скального
грунтаПеревозка рабочих и
транспортировка грузов
Обеспечение связиРоторные экскаваторы:
ЭТР-224(ЭТР-162, ЭР-7П)
ЭТР-204(ЭР-7Е, ЭР-7АМ)
ЭТР-231(ЭТР-223, ЭР-7Е)
ЭТР-231А (ЭР-7Т)
ЭТР-253А
(ЭТР-254)
Одноковшовые экскава¬
торы с вместимостью
ковша:
до 1 м^ЭО-4121
МТП-71,Э-652Л,Э-5111АС)Свыше I м^-
ЭО-5122Бульдозер ДЗ-27С
Рыхлители Д-652АС на
базе ДЭТ-250М (ЭВ на
базе Д-9)Буровая машина БМ-276,
БМ-253, БМ-254
Отбойные молотки ОМ-5А
Передвижной пункт
взрывчатых материалов
ПВМ-2Автомобиль УАЗ-469Радиостанции «Карат»,
«Гроза»_ _ 4 _ __ __ _ 4 _(ЭО-4123,Э-652Б,Э-10011А,(Э-1252А)применения этого способа достигается
при разработке прочных, мерзлых и
скальных грунтов с предварительным
рыхлением. Сущность метода состоит
в том, что бульдозер-рыхлитель наряду
с традиционным назначением, заклю¬
чающимся в выполнении подготови¬
тельных и вспомогательных работ, ис¬
пользуется непосредственно для раз¬
работки траншеи При этом способе
продольными проходами бульдозера-4 В Г Чирсков и дррыхлителя разрабатывается пионерная
траншея, в которой затем перемещает¬
ся один или несколько одноковшовых
экскаваторов, дорабатывающих ее до
проектного профиля. Метод разработки
траншей роторными экскаваторами и
бульдозерами рекомендуется для раз¬
работки траншей при прокладке трубо¬
проводов больших диаметров. Приме¬
нение указанного способа позволяет
расширить область применения ро-97
Таблица 5.6Технико-экономические показатели разработки траншеи в средней полосеПоказателиЗначения показателей при диаметре трубопровода
(в мм) и темпе работ, км/днДо 529
включи¬
тельно720—8201020122014202,52,32,121,81821222324352,6355,4431,8450,1553,419,616,919,619,623,021469155719142009268081,57486,887,4112Численность бригад
Основные производственные
фонды (стоимость машин и обо¬
рудования), тыс. руб.
Фондовооруженность, тыс.
руб/чел.Общая мощность, кВт
Энерговооруженность, кВт/чел.торных экскаваторов и обеспечить раз¬
работку траншей глубиной более тех¬
нических характеристик применяемых
роторных траншейных экскаваторов,
повысить производительность труда
комплекса машин. Сущность метода за¬
ключается в поточной разработке тран¬
шеи землеройными машинами, каждая
из которых выполняет определенную
операцию, разрабатывая часть профиля
траншеи. Вначале роторным экскава¬
тором разрабатываются пионерная
траншея заданной глубины, затем эта
траншея расширяется продольными
проходами бульдозера с образованием
траншеи шириной, равной длине его
отвала После этого второй экскаватор
перемещается по траншее, образован¬
ной бульдозером и дорабатывает ее до
проектного профиля.Для разработки траншей под трубо¬
проводы диаметрами 1220—1420 мм
применяют комплекты машин, которые
состоят из двух роторных экскавато¬
ров ЭТР-231, ЭТР-253А или ЭТР-254
и бульдозера Эти комплекты можно
применять до освоения экскаваторов
с изменяемой шириной гусеничного
хода, использование которых позволит
разрабатывать траншеи комплектами,
состоящими из двух-трех роторных
экскаваторов без применения бульдо¬
зеров Для эффективной разработки
траншей под трубопроводы диаметром
до 1220 мм комплекты машин могут
состоять из двух экскаваторов типа
ЭТР-204 и ЭТР-223 и бульдозера. Про¬98ектный профиль траншеи формируется
в процессе прохождения второго экска¬
ватора Такая технологическая схема
позволяет разрабатывать траншеи глу¬
биной, превышающей максимальную
глубину копания роторных экскавато¬
ров. ' J
Метод разработки траншей комплек-*
том роторных экскаваторов предусмат¬
ривает непрерывную поточно-механи¬
зированную разработку траншей ком-^
плектами роторных экскаваторов, каж-'^
дый из которых разрабатывает опре-|,
деленную часть профиля траншеи./
Применение данной технологии позво-^
ляет обеспечить заданные темпы раз¬
работки траншей, ликвидировать обра¬
зование технологических перемычек
между захватками работы роторных эк-
.скаваторов и тем самым высвободить
одноковшовые экскаваторы для их раз¬
работки, устранить сменные переезды
машин с одного участка на другой,
что имеет место при обычной техноло¬
гической схеме разработки; снизить не¬
производительные затраты труда и рас-,
ход ресурсов.В мерзлых и вечномерзлых грунтах
в зимних условиях траншею с приме¬
нением комплексов роторных экскава¬
торов разрабатывают по следующим
трем схемам:I схема — при плотности мерзлого
грунта до 250—300 ударов по плотно¬
меру ДОРНИИ применяют последова¬
тельный метод с использованием не-,
скольких роторных экскаваторов, т. е.
поочередный проход нескольких экска¬
ваторов (схема последовательной раз¬
работки траншеи для трубопровода
диаметром 1420 мм роторным экска¬
ватором ЭР-7Е, ЭТР-231 и ЭТР-253
или одного экскаватора на всю глубину
копания траншеи ЭТР-253, ЭТР-254);II схема — при плотности грунта до
300—350 ударов по плотномеру
ДОРНИИ следует применять комплекс¬
ный метод (например, роторный уни¬
версальный экскаватор ЭТР-231 со
сменными роторами для трубопровода
диаметром 1420 мм или ЭТР-254-01,а затем ЭТР-254 или ЭТР-307), эта
схема состоит из следующих операций-
первым экскаватором отрывают пио¬
нерную траншею; вторым экскаватором
расширяют траншею и углубляют ее,
третьим экскаватором расширяют тран¬
шею до проектного профиля,III схема — при плотности грунта бо¬
лее 300 ударов по плотномеру ДОРНИИ
во II схему должны быть дополнитель¬
но включены два—три рыхлителя марки
ДП-9С, Д-9 или Д-652А для предва¬
рительного рыхления мерзлого грунта
траншеи.Таблица 5.7Комплект машин и механизмов для разработки траншей в мерзлых и вечно¬
мерзлых грунтахЧисло машин при диаметре трубо¬
провода, ммОперации техноло¬
гического процессаМашины и механизмыДо 529
вклю¬
чи¬
тельно720820102012201420Предварительное
рыхление мерзлого
грунтаОтрывка пионерной
траншеи, расшире¬
ние траншеи до
проектного профи¬
ляЗасыпка траншеиБурение скважинБурение шпуровТранспортировка
материалов и пере¬
возка людейОбеспечение связи
4*Рыхлители ДП-9С 2
(Д-9, Д-355А,Д-455А)Роторные экскаваторы:
ЭТР-223 (ЭР-7Е) —
ЭТР-224 (ЭТР-162) 2
ЭТР-231А —ЭТР-253А —(ЭТР-254)Бульдозеры ДЗ-27С 8
(Д-687)Одноковшовые экска¬
ваторы с вмести¬
мостью ковша:
до 1 м^ ЭО-4121 5
свыше 1 м^ —ЭО-5122, Э-1252БС
Траншеезасыпатель 1
ТР-351Буровые машины-БМ-276 (БМ-253; 5
БМ-254)Компрессор ДП-9 2
Перфоратор ПР- 6
ЗОЛУСПередвижной пункт 1
взрывчатых материа¬
лов ПВМ-2Автомобиль УАЗ-469 1
Радиостанции «Ка- 1
рат», «Гроза»111 —1099
Таблица 5.8Технико-экономические показатели разработки грунта в мерзлых и вечномерзлых
грунтахПоказателиЗначение показателей при диаметре
трубопровода, ммДо 529включи¬720-820102012201420тельноЧисленность бригады
Основные производственные
фонды, тыс руб
Фондовооруженность, тыс
руб/чел.Общая мощность, кВт
Энерговооруженность, кВт/челдля всех диаметров трубопроводов
траншею разрабатывают также буро¬
взрывным способом с выемкой разрых¬
ленного грунта одноковшовыми экска¬
ваторами Э-652, ЭО-4121, ЭО-4123Для рыхления грунтов использую!
шпуровые или скважинные заряды.
Бурение шпуров и скважин осупюсг-
вляют бурильными машинами БМ-276,
БМ-253, БМ-254, при малых объемах -
пневматическими перфораторами и мо¬
тобурамиРазработку траншей в мерзлых грун¬
тах (особенно для трубопроводов ма¬
лых диаметров) можно осущеонлягь
одноковшовыми экскаваторами с пред¬
варительным рыхлением грунта стоеч¬
ными тракторными рыхлителями Ма¬
шины, необходимые для рытьи тран¬
шей в мерзлых и вечномерзлых ipyn-
тах, и технико-экономические показа¬
тели приведены в табл 5 7, 5 8Разработка траншей
в условиях болот
и обводненной местностиБолота в зависимости от характера
передвижения по ним строительной
техники подразделяются на три типа*I тип — болота, целиком заполненные
торфом, допускающие работу и неод¬
нократное передвижение болотной тех¬
ники с давлением 0,02—0,03 МПа или
работу обычной техники на еланях,
щитах либо по дорогам, обеспечиваю¬
щим снижение давления на поверх¬
ность залежи до 0,02 МПа;1005150565964115211951338,41498,61689,622,623,923,925,426,43423318031803478368785,690,990,996,699,6ости11 тип -- болота,целикомзаполнен-ные торфом, допускающие работу и
передвижение строительной техники
только по щитам, еланям либо по до-
poiaM, обеспечивающим снижение дав¬
ления на поверхность торфяной залежи
до 0,01 МПа;111 тип — болота, заполненные рас¬
текающимся торфом и водой, плаваю-
нн'й торфяной коркой (сплавиной) или
без сплавины, допускающие работу
только специальной техники на понто¬
нах или обычной техники с плавучих
средств.К заболоченным относятся участки,
грунты которых имеют значительное
водонасыщение и торфяной покров ме¬
нее 0,5—0,6 м, а к отводненным — уча¬
стки, покрытые водой и не имеющие
торфяного покрова Глубокие болота
большой протяженности с низкой не¬
сущей способностью проходят как пра¬
вило в зимний период, а мелкие не¬
большие — летомВ зависимости от несущей спо¬
собности грунта и объемов траншеи
разрабатывают:на болотах I типа в любое время го¬
да и И типа в зимних условиях экска¬
ваторами ЭО-4121, ЭО-4123 с обратной
лопатой на уширенных гусеницах или
на обычных гусеницах с применением
перекидных еланей или щитов,
на болотах II и III типов (за исклю¬
чением сплавинных болот) в летних
условиях траншеи разрабатывают спе¬
циальными болотными экскаваторами
(Э-652БС, ЭО-4221, МПТ-72 и др )
или’обычными экскаваторами, установ¬
ленными на понтонах.
Для прокладки магистральных трубо¬
проводов на болотах всех типов мето¬
дом сплава или протаскивания траншеи
разрабатывают взрывным способом.
В зависимости от типа и глубины бо¬
лота, а также степени залесенности
трассы применяют способы удлиненных,
сосредоточенных или скважинных за¬
рядов. В зависимости от типа болота,
способа прокладки, времени строитель¬
ства и используемой техники различа¬
ют следующие основные методы земля¬
ных работ:разработку траншей с предваритель¬
ным выторфованием,разработку траншей с применением
специальной болотной модификации и
плавающей техники, понтонов, щитов,
еланей или пено-саней, снижающих
давление на поверхность грунта;разработку траншей с применением
энергии взрыва;разработку траншей в зимнее время
Схема разработки траншей с предва¬
рительным выторфованием применяет¬
ся на участках с глубиной торфяного
слоя до 1 м с устойчивым подсти¬
лающим основанием. Ширина образуе¬
мой посредством выторфования выемки
должна обеспечивать нормальную ра¬
боту экскаватора для разработки тран¬
шеи в минеральном грунте на полную
глубину Траншея устраивается буль¬
дозером или экскаватором на глубину
0,15—0,2 м ниже проектной отметки с
учетом возможного оплывания откосов
траншеи. Схему разработки траншей с
применением специальной техники, пон¬тонов, щитов или еланей применяют
на слабонесущих болотах (И и III ти¬
пов)Для разработки траншей взрывным
способом в зависимости от типа болота
и размеров траншеи применяют раз¬
личные технологические схемы.На открытых и слабозалесенных бо¬
лотах при разработке траншей и кана¬
лов глубиной до 3—3,5 м, шириной по
верху до 15 м, мощностью торфяного
слоя до ^/з глубины траншеи исполь¬
зуют удлиненные шнуровые заряды
(из отходов пироксилиновых порохов
или водоустойчивых аммонитов) На
глубоких болотах, покрытых лесом, раз¬
работку траншеи (глубиной до 5 м и
шириной по верху до 20 м) целесооб¬
разно осуществлять сосредоточенными
зарядами, размещенными вдоль оси
траншеи При этом отпадает необходи¬
мость в предварительной расчистке
трассы от леса Сосредоточенные за¬
ряды размещают в зарядных воронках,
образуемых прострелкой небольших
скважинных зарядовДля разработки траншей глубиной
до 2,5 м и шириной по верху 6—8 м
эффективно использовать скважинные
заряды из водоустойчивых ВБ Этот
метод можно использовать на болотахI и II типов, в том числе покрыгых лес¬
ной растительностью. Скважины (вер¬
тикальные или наклонные) распола¬
гают вдоль оси траншеи на расчетном
расстоянии друг от друга в один или
два ряда в зависимости от проектной
ширины дна траншеи Диаметр сква¬Таблица 5.9Технико-экономические показатели разработки траншей на болотах в летних
условияхЗначение показателей при диаметре трубо¬
провода (в мм) и темпе работ, км/днПоказателиДо 529
вклю¬
чи¬
тельно7208201020122014201,61,41,41,210,8Численность бригады142024313152Основные производственные фонды, тыс.
руб140200240320320540Фондовооруженность, тыс руб/чел10101010,310,310,4Энерговооруженность, кВт/чел.36,828,632,836,836,836,1101
жин принимают 150—200 мм. Наклон¬
ные скважины под углом 45—60° к го¬
ризонту применяют при необходимости
направленного выброса грунта на одну
из сторон траншеи.Технико-экономические показатели
разработки траншей на болоте в лет¬
них условиях приводятся в табл 5.9.Число экскаваторов МТП-71, МТП-72
(ТЭ-ЗМ) для разработки траншей на
болоте в летних условиях следующее:6 — для диаметра трубопровода до
529 мм включительно, 9 — для 720 мм,11—для 820 мм, 14 — для 1020 и
1220 мм, 24 — для 1420 ммРазработка траншей
в горных условияхДля прокладки трубопроводов в гор¬
ных условиях траншеи в скальных грун¬
тах разрабатывают различными спо¬
собами в зависимости от уклонов трассы
и характеристик грунта (табл. 5. 10):
на участках трассы с продольными
уклонами до 15° в грунтах I — IV кате¬
гории обычно применяют роторные эк¬
скаваторы;при больших уклонах, как правило,
используют одноковшовые экскаваторы
и бульдозеры.Таблица 510Комплект машин и механизмов для разработки траншей в горных условияхОперации техно¬
логического
процессаМашины и механизмыЧисло машин и механизмов при диаметре
трубопровода (в мм) и темпе работ, км/днДо 529
вклю¬
чи¬
тельно72082010201220142010,80,80,70,60,5Отрывка траншей
в мягких грунтахОтрывка траншей
в мягких грунтахОтрывка траншей
в скальных раз¬
рыхленных грун¬
тахПодсыпка мягко¬
го грунта
Рыхление грунта
Бурение шпуровПеревозка людей,
транспортировка
мягкого грунта
Обеспечение свя¬
зи102Роторный экскаватор:
ЭТР-224 (ЭТР-162,
ЭР-ГП)ЭТР-204 (ЭР-7ЛМ)
ЭТР-231 (ЭТР-223,
ЭР-7Е)ЭТР-321А
ЭР-7Г)ЭТР-253А, ЭТР-254
Одноковшовые экска¬
ваторы ЭО-4121,
ЭО-4123 (Э-652Б,
ЭО-652С, Э-ЮОПА)
Бульдозер ДЗ-27СРыхлители Д-652АС
Буровая машинаБМ-276 (БМ-253)
Компрессор ДК-9М
Отбойные молотки 0М-5А
Передвижной пункт
взрывчатых материа¬
лов ПВМ-2
Автомобиль:УАЗ-469
КрАЗ-256Б
Радиостанции «Ка¬
рат», «Гроза»2 —- 2(ЭР-7Е, — —2 — —— 2 -— — 2
5 6 6222222444444444444222222444444222222121213131414
на участках с поперечным уклоном
не более 8° допускается применять
землеройные машины на гусеничном
и пневмоколесном ходу.На косогорах с поперечным уклоном
более 8° для устойчивости машин при
выполнении всех строительных процес¬
сов устраивают полки со съездами и
подъездами.На полках при продольных уклонах
до 35° в грунтах, не требующих пред¬
варительного рыхления, используют од¬
ноковшовые экскаваторы с обратной
лопатой или роторные экскаваторы;
при уклонах более 35° применяют буль¬
дозеры, причем ширина траншеи по дну
должна быть равна ширине ножа буль¬
дозера.В скальных грунтах перед разработ¬
кой траншеи одноковшовыми экскава¬
торами необходимо предварительно
рыхлить грунт взрывным способом.
Рыхление скальных грунтов следует
производить до вывоза труб на трассу.
Для обеспечения необходимого дробле¬
ния породы при рыхлении рекомендует¬
ся увеличивать перебор дна траншеи
от 15 до 20 %. Разработка траншеи
в скальных грунтах ведется одноков¬
шовыми экскаваторами с предвари¬
тельным рыхлением грунта буровзрыв¬
ным способом. Рыхление грунта под
траншею осуществляется группой не¬
больших зарядов, помещенных в пробу¬
ренные шпуры. Заряд ВВ в шпуре за¬
нимает 0,3—0,6 его глубины, а осталь¬
ная часть заполняется забойкой.Массу заряда рассчитывают так.чтобы в результате взрыва образова¬
лась воронка рыхления’где Q3 — масса заряда; А — удельный
расход ВВ; h — кратчайшее расстоя¬
ние от открытой поверхности грунта до
центра заряда.Заряды для рыхления при ширине
траншеи до 2 м располагают вдоль нее
в один ряд, при большой ширине — в
два ряда. Расстояние между заряда¬
ми в ряду определяется в зависимости
от глубины заложения центра заряда,
крепости породы, ее состояния. Обычно
оно составляет 0,5—1 глубины тран¬
шеи. Для уточнения выбранного рас¬
стояния между зарядами проводят
опытные взрывы. При устройстве полок
чаще производят взрывы на выброс.
Массу заряда определяют по формулеQs=A (0,4 + 0,б/г^)где О) — линия максимального сопро¬
тивления взрыву; п — показатель взры¬
ва, равный г/со (г — радиус воронки).Расстояние в ряду между зарядами
определяют по формуле а = то), где
т—\ при п — \ и т = 1,25 при /1=1,5.На участках трассы, сложенных
скальными грунтами, при продольных
уклонах до 20° устраивают подушки и
присыпки трубопровода, а на участках
трассы с продольными уклонами выше
20° производят обычно сплошную фу¬
теровку трубопровода деревянными
рейками.Таблица 5.11Технико-экономические показатели разработки траншей в горных условияхЗначение показателей при диаметре трубо¬
провода (в мм) и темпе работ, км/днПоказателиДо 529
вклю¬
чи¬
тельно72082010201220142010,80,80,70,60,5Численность бригады282930313333Основные производственные фон¬571,1524,7546,7603,7625,7645,7ды, тыс руб.Фондовооруженность, тыс. руб/чел.21,920,22121,621,622,3Общая мощность, кВт250024192498270127812958Энерговооруженность, кВт/чел96,293,092,5131,196,096,1103
Для подсыпки мягкого грунта в тран¬
шею применяют бульдозеры, траншее-
засыпатели и одноковшовые экскава¬
торы По дну траншеи грунт можно раз¬
равнивать бульдозером на базе малога¬
баритного тягача На участках с кру¬
тизной склона более 35°, когда работа
одноковшовых экскаваторов крайне за¬
труднительна, траншеи небольшой про¬
тяженности можно разрабатывать буль¬
дозерами лотковым способом послойно
сверху вниз.Засыпают траншеи на крутых подъ¬
емах и спусках, как правило, путем
перемещения бульдозеров вдоль или
под углом к траншее При расположе¬
нии отвала грунта и подошвы откоса
в виде полувыемки используют одно¬
ковшовые экскаваторы и скребковые
траншеезасыпатели.Технико-экономические показатели
по разработке траншей в горных усло¬
виях приведены в табл. 5.11После окончания земляных работ
прилегающая полоса в зоне подвижных
песков должна быть обязательно за¬
креплена.Особенности выполнения
земляных работ в условиях
пустынь и орошаемых земельВсе работы по строительству трубо¬
проводов в пустынных и песчаных райо¬
нах следует выполнять преимуществен¬
но в осенне-зимне-весенний периоды,
а в случае необходимости вести работы
в летний период — работать только в
вечернее и ночное время. Разрыв между
земляными и изоляционно-укладочными
работами должен быть минимальным,
чтобы избежать выдувания отвала и за¬
носа траншей песком Траншеи в пес¬
чаных грунтах разрабатывают буль¬
дозерами, канавокопателями, одноков¬
шовыми и роторными экскаваторами
(табл. 5.12, 5.13). В сыпучих грунтах
траншеи целесообразно разрабатывать
одноковшовыми экскаваторами типа
драглайн, оснащенными ковшами уве¬
личенной вместимости.В плотных закрепленных и влажных
грунтах траншеи следует разрабаты¬
вать роторными экскаваторами. Разра¬
ботку траншеи осуществляют комплек¬
сом мощных бульдозеров по продоль¬104но-поперечной схеме в следующих слу¬
чаях: в сильно сыпучих песчаных грун¬
тах — неглубокие траншеи до 1,2 м; во
влажных песках — траншеи глубиной
до 1,5 м; на участках, где работы изо-
ляционно-укладочной колонны возмож¬
ны только в самой траншее, если ее ши¬
рина по дну достигает 6 м и более.
Траншеи в плотных и влажных пес¬
чаных грунтах можно разрабатывать
одним бульдозером лотковым способом
с перемещением грунта в отвал по кри¬
войПри устройстве глубоких траншей
применяют комбинированный способ
разработки грунта, при котором верх¬
ний слой до 1 —1,2 м разрабатывают
бульдозерами, а остальную часть (до
проектной отметки) в сыпучих грун¬
тах — одноковшовым экскаватором, а
в плотных и влажных песках — ротор¬
ными экскаваторами.Земляные и все другие работы по
строительству трубопровода на ороша¬
емых землях выполняют в осенне-зим¬
ний невегетационный период и долж¬
ны быть закончены до начала весен¬
них поливов. Земляные работы на оро¬
шаемых землях проводят в определен¬
ной последовательности:планировка полосы и устройство пе¬
реездов;снятие плодородного слоя и пере¬
мещение его в отвал;
разработка траншей;
засыпка уложенного в траншею тру¬
бопровода;восстановление плодородного слоя и
поливных борозд
Для обеспечения проезда транспорт¬
ных и строительных машин выполня¬
ется планировка, которая заключается
в срезке имеющихся бугров, гряд и по¬
ливных борозд на полосе Для передви¬
жения машин через оросительные кана¬
лы и осушительные коллекторы устраи¬
вают переезды, отсыпаемые бульдозе¬
рами из местного грунта. После оконча¬
ния работ земляные перемычки убирают,
а грунт перемещают обратно в резерв.
Траншеи в грунтах нормальной влаж¬
ности и плотных устойчивых минераль¬
ных грунтах разрабатывают роторными
траншейными экскаваторами Для раз¬
работки траншей с откосами во влаж¬
ных грунтах необходимо использовать
роторные экскаваторы, оборудованные
откосниками и специальными ковшами
с цепными днищами.
Таблица 5 12Число машин и механизмов для разработки траншей в условиях пустыньОперации техноло¬
гического процессаМашины и механизмыДо 529
вклю¬
чи¬
тельно720 -
8201020122014202,52,32,121,8Число машин и механизмов при
диаметре трубопровода (в мм)
и темпе работ, км/днРазработка тран¬
шейПеревозка людей,транспортировкагрузовОбеспечение связиРоторные экскаваторы:
ЭТР-224 (ЭТР-162,ЭР-7П)
ЭТР-204 (ЭР-7АМ)
ЭТР-223 (ЭР-7Е)
ЭТР-231АЭТР-253А, ЭТР-254
Одноковшовые экскаваторы
вместимостью-
до 1 м^ЭО-4121 (Э-652Б, Э-652А)
свыше 1ЭО-6122 (Э-1252А)
Бульдозеры ДЗ-27С
Д-9, ДЗ-34С
Автомобиль УАЗ-469Радиостанции
«Г роза»«Карат»,2 - — — —2 —
— 22 —
- 22 2
8 9Таблица 5.13Технико-экономические показатели разработки траншей в условиях пустыньЗначение показателей при диаметре трубо¬
провода (в мм) и темпе работ, км/днПоказателиДо 529
включи¬
тельно720-8201020122014202,52,32,121,8Численность бригады1617171920Основные производственные фонды,396,5418,5424,6442,9461,2тыс. руб.Фондовооруженность, тыс руб/чел.24,824,623,623,323,3Общая мощность, кВт17001877289329893084Энерговооруженность, кВт/чел.106,3104,7160153,3154,3Траншеи под укладку трубопроводов
малых диаметров (глубиной 1 —1,2 м)
целесообразно разрабатывать плуж¬
ными канавокопателямиДля разработки траншей в переув¬
лажненных и малоустойчивых грунтахприменяют одноковшовые экскаваторы,
оборудованные обратной лопатой или
драглайном на уширенном гусеничном
ходу.Засыпку уложенного в траншею тру¬
бопровода выполняют бульдозерами105
или траншеезасыпателями После за¬
сыпки грунт над трубопроводом дол¬
жен быть уплотнен несколькими прохо¬
дами бульдозера по засыпанной тран¬
шее Оставшийся после засыпки мине¬
ральный грунт разравнивают равно¬
мерным слоем на полосе отвода буль¬
дозерами и также уплотняют.Разработку и перемещение плодо¬
родного слоя из отвала на строитель¬
ную полосу выполняют бульдозерами
и роторными траншеезасыпателями.Засыпка траншей
и рекультивация земельЗасыпка траншей является конечной
операцией в строительном процессе
трубопровода. Засыпку трубопровода
минеральным грунтом выполняют в
любое время года сразу же после его
укладки в траншею. Для этого исполь¬
зуют бульдозеры, роторные траншее-
засыпатели, роторные траншейные эк¬
скаваторы, а также одноковшовые эк¬
скаваторы с оборудованием, обратную
лопату или драглайн. Засыпку траншей
одноковшовыми экскаваторами выпол¬
няют со стороны, противоположной от¬
валу, а при больших объемах грунта
экскаватор с обратной лопатой переме¬
щается вдоль траншеи, непосредствен¬
но по полосе размещения отвала грунта.Засыпку траншей на строительстве
магистральных трубопроводов осуще¬
ствляют следующими способами (про¬
ходами бульдозеров): прямолинейными
поперечными, косопоперечными парал¬
лельными; косоперекрестными; комби¬
нированнымиПри большой ширине полосы отвода
применяют засыпку трубопровода пря¬
молинейными поперечными проходами
бульдозера В стесненных условиях
строительной полосы, а также в местах
с уменьшенной полосой отвода исполь¬
зуют косопоперечные параллельные и
косоперекрестные проходы бульдозера.
Более эффективным способом засыпки
является комбинированный способ, при
котором производительность бульдо¬
зера более высокая за счет уменьше¬
ния среднего пути перемещения грунта.
Кроме того, этот способ позволяет вести
разработку плотных, слежавшихся или
имеющих небольшое промерзание (до
30 см) грунтов отвала106На участках рекультивации в теплое
время года проводят уплотнение мине¬
рального грунта (после полной засып¬
ки) пневмокатками или многократными
(3—5 раз) проходами над засыпан¬
ным трубопроводом гусеничных трак¬
торов.При толщине плодородного слоя до
10—15 см рекомендуется применять
автогрейдеры. Минеральный грунт, ко¬
торый остался после укладки трубо¬
провода в траншею, может быть рав¬
номерно распределен и спланирован на
полосе в зоне со снятым плодород¬
ным слоем почвы (перед нанесением
последнего), либо вывезен в места, ука¬
занные в проекте и согласованные с ор¬
ганами, предоставляющими земельные
участки в пользование.В зимних условиях искусственное
уплотнение минерального грунта засып¬
ки не производят. Грунт отсыпают в
траншею валиком, где он приобретает
необходимую плотность после оттаи¬
вания в течение 2—3 мес (естествен¬
ное уплотнение). Такой метод уплотне¬
ния может быть применен и в летних
условиях, когда в трубопроводе в пе¬
риод рекультивации имеется продукт.
Рекультивация земель при строитель¬
стве трубопроводов заключается в сня¬
тии плодородного слоя с полосы, под¬
лежащей рекультивации, и перемеще¬
нии его во временный отвал. Из отвала
плодородный слой равномерно распре¬
деляют по рекультивируемой площади
после засыпки трубопровода.Минимальная ширина полосы, с ко¬
торой снимают плодородный слой поч¬
вы, должна быть равна ширине тран¬
шеи по верху плюс 0,5 м в каждую сто¬
рону, но не менее ширины ходовой
части землеройной машины, используе¬
мой для разработки траншеи В теплое
время года снятие плодородного слоя
почвы и его перемещение во времен¬
ный отвал следует выполнять бульдозе¬
рами продольно-поперечными ходами
при толщине слоя до 20 см и попереч¬
ными при толщине слоя более 20 см,
а при толщине до 10—15 см — также
автогрейдерами.При осуществлении работ по снятию
плодородного слоя почвы в зимних ус¬
ловиях мерзлый плодородный слой поч¬
вы необходимо разрабатывать бульдо¬
зерами с предварительным применением
рыхлителей, либо специальных ротор¬
ных рекультиваторов. Плодородный
I ;i Г) л и ц a 5.14Мишины и механизмы для засыпки траншей в средней полосеОперация техно¬
логического
процессаМашины и механизмыЧисло машин и механизмов при диаметре
трубопровода (в мм) и темпе работ, км/днДо 529
вклю¬
чи¬
тельно7208201020122014202,52,32,32,121,8('мятие и переме¬
щение плодородно-
к) слоя, застилка
I рубопровода
1^азравнивание и
планировка поверх¬
ности.Засыпка трубопро-
нода минеральным
Iрунтом1^ыхление грунтаГранспортировка
минерального грунта
Гранспортировка
минерального грунта
11еревозка рабочих
Обеспечение связиБульдозер ДЗ-18
(Д-493А, ДЗ-27) или
скрепер ДЗ-20В на
базе трактора Т-100
Автогрейдер типа
ДЗ-31-1 (Д-557-1)Роторный траншее-
засыпатель ТР-351
(И-171)Рыхлитель Д-652АС
на базе ДЭТ-50М
Экскаватор ЭО-4121
(Э-652), (ЭО-4123)
Автосамосвал КрАЗ-
256БАвтомобиль УАЗ-469
Радиостанции «Ка¬
рат», «Гроза»2121 1
3 3
14 141Таблица 5.15Технико-экономические показатели засыпки траншей в средней полосеЗначение показателей при диаметре трубо¬
провода (в мм) и темпе работ, км/днПоказателиДо 529
вклю¬
чи¬
тельно7208201020122014202,52,32,32,121,8Численность бригады131622263030Основные производственные фонды.438,3513,2576616,8634,5634,51ЫС. руб.Фондовооруженность, тыс. руб/чел33,833,226,223,821,121,1Общая мощность, кВт189122893071378043414341Энерговооруженность, кВт/чел146146140145140146слой почвы необходимо наносить в теп¬
лое время года (при нормальной влаж¬
ности и достаточной несущей способно¬
сти грунта) Для восстановления плодо¬родного слоя применяют бульдозеры,
работающие поперечными ходами, ко¬
торые перемещают и разравнивают
плодородный слой почвы из времен¬
ного отвала в зону, где он был снят.107
Таблица 516Комплект машин и механизмов для засыпки траншей в горных условияхЧисло машин и механизмов при диаметре
трубопровода (в мм) и темпе работ, км/днОперация
юхнологического
проиессаМашины и механизмыДо 520
вклю¬
чи¬
тельно72082010201220142010,80,70,70,60,5Снятие и переме-
цдение плодородно¬Бульдозер ДЗ-27
(Д-493А)444333го слоя, засыпка
трубопроводаАвтогрейдер типа
ДЗ-31-1 (Д-537-1)I11111Засыпка трубопро¬
водаРоторный траншее¬
копатель ТР-351
(И-171)1II111Погрузка грунтаЭкскаватор ЭО-4121
(ЭО-4123, Э-652)111111ТранспортировкагрунтаАвтосамосвал КрАЗ-
256Б223344Перевозка людейАвтомобиль УЛЗ-4()9I11111Обеспечение связиРадиостанции «Гро¬
за», «Карат»Таблица 5 17Технико-экономические показатели засыпки траншей в горных условияхЗначение показателей при диаметре трубо-
{фовода (в мм) и темпе работ, км/днПоказатели/1о 529
вкл ю-
чи
1СЛьно72082010201220142010,80,80,70,60,5Численность бригады11И12111212Основные производственные фонды,
тыс. руб.352352352297,5307,7307,7Фондовооруженность, тыс руб/чел323230,227,225,425,4Общая мощность, кВт1600160017751566,16371637Энерговооруженность, кВт/чел145145148142,7145,5145,501^ончательную планировку плодород¬
ного грунта можно выполнять продоль¬
ными ходами автогрейдеров.Комплект основных машин и меха¬
низмов, состав бригады для засыпки
(с учетом рекультивации земель) при
строительстве трубопроводов в различ¬
ных условиях приведены в табл. 5 14—
521108Производство буровзрывных
работ при прокладке
параллельных ниток
трубопроводаПри сооружении многониточных тру¬
бопроводных систем в едином энерге¬
тическом коридоре эффективное произ-
Таблица 5 18Комплект машин и механизмов для засыпки траншей в условиях пустыньЧисло машин и механизмов при диаметре
трубопровода (в мм) и темпе работ, км/днОперациитехнологическогопроцессаМашины и механизмыДо 529
вклю¬
чи¬
тельно720—8201020122014202,52,32,121,8Засыпка трубо¬Бульдозер ДЗ-27 (Д-493А)65444проводаЗакрепление пес¬или скреперы типа Д-357
на базе трактора Т-100
Трактор Т-10022222ков перозином
Перевозка людей
Обеспечение связиАвтомобиль УАЗ-469
Радиостанции «Карат»,
«Г роза»1111111111Таблица 5.19Технико-экономические показатели засыпки траншей в условиях пустыниПоказателиЗначение показателей при диа)метре тру¬
бопровода (в мм) и темпе работ, км/днДо 529
вклю¬
чи¬
тельно720-8201020122014202,52,32,121,898777398,3373,6348,9348,9348,943,841,638,638,838,817451690152415241524192,5211242242242Численность бригады
Основные производственные фонды, тыс. р>
Фондовооруженность, тыс руб/чел
Общая мощность, кВт
Энерговооруженность, кВт/челводство буровзрывных работ при про¬
кладке параллельных ниток обуслов¬
ливается необходимостью применения
технологии и методики расчета пара¬
метров взрывных работ, обеспечиваю¬
щих надежное функционирование дей¬
ствующих подземных магистральных
газо-, нефте-, нефтепродуктопроводов
и трубопроводов специального назна¬
чения, работающих под высоким давле¬
нием (5,5—7,5 МПа) Расчет буро¬
взрывных параметров осуществляется
на базе двух групп исходных данных
К первой группе относятся данные
проектной документации строящегося
трубопровода — размеры траншей, ха¬
рактеристики торфяной залежи, кате¬гория и прочность мерзлых и скаль¬
ных пород, степень обводненности уча¬
стка, минимальное расстояние от дей¬
ствующего газопровода до ближнего
заряда или ряда зарядов, расположен¬
ных параллельно, назначение зарядов
(взрыв на выброс, направленный вы¬
брос, сброс, рыхление), применяемое
ВВ, плотность заряжения, расчетные
глубина расположения и диаметр за¬
рядов, шпуров или скважин Ко вто¬
рой — данные о действующем газопро¬
воде — назначение, диаметр, толщина
стенки, марка стали или ее временное
сопротивление разрыву, нормативное
эксплуатационное давление (или со¬
гласованное со службой эксплуатации109
Таблица 5 20Комплект машин и механизмов для засыпки траншей в таежно-болотистой
местностиЧисло машин и механизмов при диаметре
трубопровода (в мм) и темпе работ, км/днОперациитехнологическогопроцессаМашины и механизмыДо 529
вклю¬
чи¬
тельно720—8201020122014202,52,32,121,8Засыпкапроводатрубо-Рыхление грунтаПеревозка рабо¬
чихОбеспечение свя¬
зиБульдозер ДЗ-18
(Д-493А)Роторный траншеезасы-
патель ТР-351
Рыхлитель Д-652АС на
базе ДЭТ-250М
Автомашина УАЗ-469Радиостанции «Гроза»,
«Карат»Таблица 5.21Технико-экономические показатели засыпки траншей в таежно-болотистой мест¬
ностиПоказателиЗначение показателей при диаметре трубо¬
провода (в мм) и темпе работ, км/днДо 529
вклю¬
чи¬
тельно7208201020122014202,52,32,32,121,8998888390397394382334350434444484244206021372051220922872314229237254276285289Численность бригады
Основные производственные фон¬
ды, тыс. руб.Фондовооруженность, тыс руб/чел
Общая мощность, кВт
Энерговооруженность, кВт/челдавление в трубопроводе на период
производства взрывных работ), темпе¬
ратура трубопровода, вид защиты изо¬
ляционного покрытия от механических
повреждений (оберточные материалы,
мягкий грунт, футеровка и т. д), н^а-
личие кривых вставок, запорной арма¬
туры, ответвлений, открытых участ¬
ков трубопровода.При многониточном строительстве
трубопроводов на болотах, заболочен¬
ных и обводненных участках необхо¬
димая масса зарядов (для образования110траншеи проектного профиля взрывом
на выброс в зависимости от заданных
параметров траншеи для прокладки
трубопровода соответствующего диа¬
метра) устанавливается по формулам,
которые применимы при использовании
наиболее эффективных для этих усло¬
вий видов В В: аммонитов № 6ЖВ и
граммонитов 30/70 (зерногранулитов
79/21), а также других видов водо¬
устойчивых В В с учетом переводных
коэффициентов для определения экви¬
валентных зарядов, исходя из расчет¬
ного действия взрыва в торфяной среде.При проектировании новых ниток
трубопроводов, параллельных дейст¬
вующим, сейсмически безопасные меж-
осевые расстояния между строящимся
трубопроводом и действующим про¬
ложенным в плотных торфяных грун¬
тах, рекомендуется определять по фор¬
мулам:для удлиненных горизонтальных
шууровых зарядовRc у eOOOQyKpK.
Pi бапдля сосредоточенных, вертикальных
и наклонных скважинных зарядов/?сс =6000Vq? КрК. 3 fVРт бОпгде Qy — масса удлиненного горизон¬
тального заряда; Qc — масса скважин¬
ного заряда, /Ср — поправочный коэф¬
фициент действия внутреннего давле¬
ния на трубопровод (определяется по
графику /Ср = /(р), Кг — поправочный
коэффициент, учитывающий характер
растительности болот, для залесенных
(с древесной растительностью) /(т= 1,1,
для открытых (с травянистым покро¬
вом) /Ст=1,15; Рт—поправочный ко¬
эффициент на плотность торфа;
Рт = 0,2-^0,3, максимальное значение
принимается для плотных торфов,
минимальное — для торфов малой плот¬
ности, б — толщина стенки трубопро¬
вода; D — диаметр трубопровода;
Опр в — приведенное напряжение отвзрывных нагрузок, апрв = 0,2о1, ai —
допустимое напряжение, равное о\ =
= 0,61авр; авр — временное сопротив¬
ление стали из условия работы на раз¬
рыв.Методики определения сейсмичности
безопасных параметров буровзрывных
работ при рыхлении мерзлых и скаль¬
ных грунтов разработаны с целью уста¬
новления массы сейсмически безопас¬
ного заряда Qc при заданном расстоя¬
нии R от заряда (группы зарядов) до
действующего трубопровода, а также
для расчета сейсмически безопасного
расстояния Rc при заданной массе за¬
ряда Q, взрываемого мгновенно. В при¬
менении к рыхлению мерзлых грунтов
методика в основе своей имеет усло¬
вие Rc^2W, где W — линия наимень¬
шего сопротивления, функционально
зависящая от глубины скважины или
шпура.В тех случаях, когда отсутствуют
конкретные данные о действующем
трубопроводе, находящемся в удовлет¬
ворительном техническом состоянии
(что наиболее характерно для проект¬
ной документации по производству ра¬
бот), для определения массы сейсми¬
чески безопасного заряда рекомендует¬
ся эмпирическая формулаQe = 0,0025 R\Максимальная масса сейсмически
безопасного заряда при определенных
характеристиках мерзлых грунтов, кон¬
структивных параметрах действующего
трубопровода, рабочем давлении при
заданном расстоянии определяется по
формулеKiR (о 1 с^пр)Qc=-* Положения по методике расчета
сейсмически безопасных параметров и
технологии производства взрывных ра¬
бот отражены в «Руководстве по техно¬
логии производства взрывных работ
при сооружении параллельных ниток
газопроводов на болотах» (Р 405—
80), соблюдение которых позволяет
обеспечить эффективное ведение
взрывных работ без снижения произво¬
дительности и показателей надежности
действующих трубопроводов, достичь
высоких темпов производства земляных
и всего комплекса работ по прокладке
строящихся трубопроводов на болотах
с учетом охраны окружающей среды.35 ОООгде Кг — коэффициент, учитывающий
разновидности мерзлого грунта, Кг =
= 0,7-^ 1,3; а„р — приведенные напря¬
жения в стенке действующего трубо¬
провода от внутреннего давления и
тепловой деформации.апр = д/ао —0,8аоа^-|-0,64а?,оо — кольцевые напряжения в стенке
действующего трубопровода от внут¬
реннего давления,Оо_ р (Z)-26)
0,186111
Oi — продольные напряжения в стенке
действующего трубопровода от тепло¬
вой деформации, р — максимальное ра¬
бочее давление в трубопроводе на пла¬
нируемый период производства взрыв¬
ных работ, D — наружный диаметр
действующего трубопровода, 6 — мини¬
мальная толщина стенки действующе¬
го трубопровода на участке взрывных
работДля определения межосевого рас¬
стояния при проектировании новой
нитки трубопровода, параллельной дей¬
ствующему магистральному газопро¬
воду или нефтепроводу, с учетом при¬
менения буровзрывного метода рыхле¬
ния мерзлых грунтов рекомендуются
формулыQc= (0,25^2)Rc = 32J а/ V Кг (а,-апR. = Rc-hD + b {п-\)Q^^ = aK.Kt400R'^ {0\~0np)
35 ООО-аКгК.К.КпК,R (O' 1 ^np)
35 000где b — расстояние между рядами за¬
рядов; п — число рядов зарядовВ зависимости от конструкции при¬
меняемых зарядов в процессе расчета
после определения величины Qc уста¬
навливают технологические параметры
щп>ров или скважин, их число в группе
зарядов, число таких групп, число за¬
медлителей и средства взрывания
В применении к рыхлению скальных
грунтов методика определения сейсми¬
чески безопасных параметров взрыв¬
ных работ в основе своей также имеет
условие Rc^2W.При заданном R нижний предел Qc
определяют по эмпирической формулегде Кг — коэффициент, учитывающий
категории крепости и водонасыщен-
ности скальных пород, /Сг = 0,8-^1,
Кз — коэффициент, учитывающий типы
защиты изоляционных покрытий дей¬
ствующего трубопровода, /Сз = 0,85-^ 1,2,
при отсутствии данных /Сз = 0,65, /Си —
коэффициент, учитывающий упругий
изгиб трубопровода радиусом не менее
1000D в горизонтальной или верти¬
кальной плоскости, а также участки
трубопровода, расположенные ближе
50 м от задвижек, крановых узлов и
другой линейной арматуры, Ки = 0,9
/(„ — коэффициент назначения трубо
провода, А’н=1—для газопроводов
/(„ = 0,85— для нефтепродуктопрово
дов, /Сн = 0,9 — для водопроводов
При проектировании новой нитки
трубопровода, параллельной действую¬
щему, межосевое расстояние и безопас¬
ное сейсмическое с учетом производ¬
ства буровзрывных работ для рыхле¬
ния скальных пород в зоне разработки
траншей для трубопроводов, при ус¬
тройстве полок, дорог, корчевке пней
рекомендуется определять по формулеQK.K.KhKi (а,-апр) Ktгде а — коэффициент, учитывающий
тип заряда (для заряда нормального
рыхления а=1, для зарядов выброса
а =1,7); Кв — коэффициент, учиты¬
вающий влажность грунта, Кв = 1 ^0,8,
Kt — коэффициент, учитывающий на¬
личие горячих участков трубопровода,
K> = OJ.Максимальную мдссу—сгейсмически
безопасного заряда определяют по
формуле112Методика расчета параметров буро¬
взрывных работ применительно к ха¬
рактеристикам различных трубопрово¬
дов приведена в «Рекомендациях по
технологии производства взрывных ра¬
бот в мерзлых и скальных грунтах при
сооружении магистральных трубопро¬
водов параллельно действующим
стальным подземным трубопроводам»
Р 441—81).Контроль качества
и приемка земляных работКонтроль качества земляных работ
заключается в систематическом наблю¬
дении и проверке соответствия выпол¬
няемых работ проектной документации
и соблюдения требований СНиП и
технологических карт. В целях преду¬
преждения дефектов в процессе произ¬
водства работ осуществляется опера¬
ционный контроль качества, который
осуществляется непосредственно испол¬
нителями, бригадирами, мастерами,
прорабами или специальным контроле¬
ром Выявленные в ходе контроля де¬
фекты, отклонения от проектов и тре¬
бований строительных норм и правил
или технологических инструкций испра¬
вляются до начала последующих опе¬
раций (работ).Операционный контроль качества вы¬
полнения земляных работ включает
проверку и контрольправильности переноса и фактиче¬
ского положения оси траншеи с проект¬
ным,отметок и ширины полосы для рабо¬
ты роторных экскаваторов (в соответ¬
ствии с требованиями ППР);профиля дна траншеи, ее глубины
и проектных отметок, откосов, ширину
траншеи по дну;толщины слоя подсыпки на дне тран¬
шеи и присыпки трубопровода мягким
грунтом,толщины слоя засыпки и обвалова¬
ния трубопровода грунтом,
отметок верха насыпи, ее ширины и
крутизны откосов,размера фактических радиусов кри¬
визны и параметров траншей на кри¬
волинейных участкахФактические радиусы поворота тран¬
шеи в плане определяются теодоли¬
том (отклонение фактической оси тран¬
шеи на криволинейном участке не долж¬
но превышать ±200 мм) Соответст¬
вие отметок дна траншеи проектному
профилю проверяется с помощью гео¬
метрического нивелирования В каче¬
стве исходных берутся отметки опор¬
ных реперов.Фактическая отметка дна траншеи
определяется во всех точках, где указа¬
ны проектные отметки в рабочих черте¬
жах, но не реже 100 м, 50 м и 25 м со¬
ответственно для трубопроводов диа¬
метром до 300, 820 и 1020—1420 мм.
Отклонения параметров траншеи не
должны превышать установленных
СНиП II1-42—80 допусковОтметки рекультивированной полосы
контролируют геометрическим нивели¬
рованием. Фактические отметки полосы
определяются в точках, указанных впроекте рекультивации земель При
прокладке наземного трубопровода в
насыпи ее ширина контролируется ру¬
леткой, ширина насыпи поверху долж¬
на быть 1,5 диаметра трубопровода, но
не менее 1,5 м и превышать ее на вели¬
чину не более 200 м Крутизна откосов
насыпи контролируется шаблоном
Уменьшение размеров насыпи против
проектных допускается не более, чем на
5 %, за исключением толщины слоя
грунта над трубопроводом на участках
вертикальных выпуклых кривых, где
уменьшение слоя засыпки над трубо¬
проводом не допускаетсяПриемка законченных земляных со¬
оружений осуществляется при сдаче в
эксплуатацию всего магистрального
трубопровода Приемку трубопровода
осуществляет специальная государст¬
венная комиссия с соблюдением общих
правил по организации и приемке ра¬
бот, по строительству земляных соору¬
жений и по строительству магистраль¬
ных трубопроводов.Особое внимание уделяется подго¬
товке основания под трубопроводы диа¬
метром 1420 мм, приемка которого вы¬
полняется на основе нивелирной съемки
на всем протяжении трубопроводаНормативы входного и выходного
контроля на земляные работы приведе¬
ны в табл. 5 22Техника безопасности
при земляных работахПри выполнении подготовительных
и земляных работ на строительстве
магистральных трубопроводов руко¬
водствуются «Правилами техники бе¬
зопасности при строительстве стальных
магистральных трубопроводов». К зем¬
ляным работам приступают только при
наличии проектов организации строи¬
тельства и производства работ. В них
устанавливаются сроки выполнения
работ, необходимое число рабочих, ма¬
шин и стройматериалов, предусмотрены
необходимые специальные устройства
(крепления, ограждения, знаки и др.),
обеспечивающие безопасность трудаРуководство работой по^рхране тру:^
да и ответственность за соблюдение
мероприятий по технике безопасности в
трестах, управлениях, участках возла¬
гается на управляющих, начальников
и главных инженеров этих организа-113
-e-t§сas5 5CJ X(D Ф2 3оXСЧCSjlOg.2XR4оI!<-й; CQIS<U COCQ a.
$«CO S sCQii(-оVO114
± <v
о S
g-o>ОН■>§О- о
>>ю^2.SсоО сз з:с со (Яс t- к оз: S фн S^ ^ I g< о с; я6 § 6
t- С 'О¥ S ^
S3^ ^ о
о,® 5 §_с: g3 оо соса о-со нсз со? Уci а,о dо> ои< сt- саИсо 3“
S а,SIiiis|2 Q,»S 2£ ^ s О.со'"S S £ *11 Ж ^ ЖVOССо,оо-с2 ^
ca*S' ас ,sсо>>СП§?IS-iS'Sgif??ill
со ^ X
X о оs с «=;3 . s^ о
о Xн *=; <1>. ^ 3
-- о S^ t;■—' кXсо \оЕэ.£■«оос4 ю {-о,асасоI§v;»а 4- s
5 со $5 сI|&|о^ X о-= S ^со S
^°х“5 *isilii
Я О ^О- 8 =со ^ ос S ас4iatfС3оОнао_ о
лсо ^Sа;3*о52SС5.с::Sо-i: 4.HI
si:ICQ.. ОГо &5|~«|Г*1^ СОо-в-|.>.-
'е о
СХ со ♦©" ОЕ- X 0,2;g.с XК S
со 3
ьй X«и rv
li
g°
(!; 3sН —
о ^о о,
|о*Х U.IICJ к>) S£ ^^ «3О 5
с; о°л(Q ^ <V(223115
S JD
Оli: оs a.a. оc3a.fO<uQ-<L>Id;оsii:оO) оИs e-: g-l"<vоьD-<t>=rОЛa:к2Уs'XliI - S о■,> — UUVO Q-\0Oor^So
UhloCcq СюСсаН£5>.VOОЮ^11
2^0
о. о о.
0> S о
S O,\oCO с CQ<vоH(2VOCOO-оd>Svo
u3 c:<D (L»h: Э(DОЬCQCQ<L) a;TO
CO HSCuEi5|3CO tr
b ^ 2
U я ж<мсчюс;хосо§.fiюок о
ОСоSо о
о gIS CDО) ОСО О,с с3S S
^ *
1-1|§осо «
:s: ос= S CLleiS(VЭXСОD-f-гоliсо X
сх 2с(ОоVO>.о.нОS КСО о15:со^ ^ ^со оX с( с^ 2 S2 CU С-) Ssi2 з: со с:со5 ^ осо = X. sS кC<i 0J ^<и2 g>-8 ^
gc^oX'соCQ SЭS I 3-
О СО Sо- с;О н СО
сс т'
о »S ^Q- ОС X. <и S О)S ^ к =а.^с со 2-О О- оЗхо S >- у^ 2 о ^о. О- U ^н о> о 5^ ^ ® юS М с "S ^ X
“■&3ё§3.CJ Uсо §I § о;§ 5 2§ со SCQ SО S н0-» Zf
СО 3^- о116
онCQФ 0J f- U
D-, >~> о
О- о; О ¥S с= ^ 5
л о ^ ^S U I соCl к
S Оо> SS (Vз: «к о:Р онД ^ ёd ouО .
СЧ U СОSса а>к CQI^ О^.S |«о 2 к
b'g.o ^
<! н -^Н<я оСП gо« ? S
^ >'§S g.= og^
S g«g,*IsCO1 X TO<v (V i-' =f s X: Si “оcao,оa,СCOcS Э<v IIIs 5:Ш ^f- tr
p
aiH dsu S- COCQ& 5,H<v a;S Й
dl' a'' CO
I CQЦИЙ. Весь персонал рабочих комплекс¬
ных бригад, выполняющий земляные
и подготовительные работы, должен
быть проинструктирован и обучен безо¬
пасным приемам ведения работ и обя¬
зан соблюдать соответствующие раз¬
делы действующих правил и инструкций
по технике безопасности.К работам допускаются лица, про¬
шедшие инструктаж, обучение и провер¬
ку знаний по технике безопасности в
соответствии с утвержденным мини¬
стерством ПоложениемРаботающие должны быть обеспе¬
чены специальной одеждой и обувью,
предусмотренными отраслевыми нор¬
мами в соответствии с выполняемой
работойСтроительные машины и оборудова¬
ние должны соответствовать техниче¬
ским условиям эксплуатации с учетом
характера выполняемой работы Запре¬
щается оставлять работающие меха¬
низмы без надзора.Механизмы и устройства с электри¬
ческим оборудованием должны быть
заземлены. Сечения проводов и соеди¬
нений должны соответствовать расчет¬
ной нагрузке. Электрооборудование
разрешается ремонтировать только
после отключения его от питающей
сети.По окончании работ машину необ¬
ходимо осмотреть и выполнить опе¬
рации ежесменного технического об¬
служивания. Пусковые приспособления,
рубильники и пульты управления долж¬
ны быть выключены и заперты. Необхо¬
димо строго соблюдать периодичность
выполнения технических обслуживаний
и ремонтов строительных машин.Запрещается отдыхать в зоне рабо¬
тающих механизмов, на проезжей ча¬
сти дороги и поблизости от мест дви¬
жения транспорта и механизмов Отды¬
хать следует в специально отведенных
местах.Все работники должны быть ознаком¬
лены с предупредительными знаками,
применяемыми при производстве зем¬
ляных работ.Места работ машины должны быть
обеспечены аптечками с комплектом
кровоостанавливающих, перевязочных
и других средств, необходимых для
оказания первой помощи. Работающие
должны быть ознакомлены с правила¬
ми оказания первой доврачебной по¬
мощи.117
При производстве работ в северных
районах страны в весенне-летний пе¬
риод всех работающих необходимо
обеспечить защитными (сетки Павлов¬
ского, закрытая спецодежда) и отпу¬
гивающими (диметилфталат, диэтилто-
луамид и др.) средствами от комаров,
мошки, слепней, гнуса и проинструк¬
тировать о порядке пользования этими
средствами.При производстве работ в зимний
период особое внимание следует обра¬
тить на проведение мероприятий по
предотвращению обмораживаний, в том
числе создать пункты обогрева. Рабо¬
тающие должны быть обучены прави¬
лам оказания первой помощи при об¬
мороженииПри строительстве трубопроводов в
районах с жарким климатом должны
быть приняты меры по предупрежде¬
нию тепловых ударов, солнечных ожо¬
гов, перегрева организма человека,
укуса ядовитых змей и паукообраз¬
ных насекомых.При осушении полосы отвода мето¬
дом открытого дренажа не допуска¬
ется сброс дренажных вод в источники
водоснабжения населения, лечебные
водные ресурсы, места отдыха и туриз¬
ма, объекты, представляющие интерес
для науки, просвещения и культуры
При производстве работ землерой¬
ной техникой следует соблюдать сле¬
дующие требования безопасности
Перед началом работы машинист
должен осмотреть все части землерой¬
ной машины, проверить крепления уз¬
лов, затяжку болтовых, шпоночных идругих соединений, натяжение цепей,
запасовку, крепление и состояние сталь¬
ных канатов. К работе машинист может
приступить после того, как убедится
в полной исправности машиныПо окончании работы одноковшовьн>
экскаватор- необходимо отвести от за¬
боя, траншеи по крайней мере на рас¬
стояние 2 м и оставить в положении,
исключающем пуск его посторонними
лицами, и опустить ковш на землю.
Во время работы одноковшового эк¬
скаватора не допускается пребыва¬
ние людей в опасной зоне (опасная
зона — радиус стрелы экскаватора
плюс 5 м).Во время работы двигателя нельзя
выполнять под машиной какие-либо ра¬
боты, производить крепление, регули¬
ровку или смазку.При засыпке траншей отвал бульдо¬
зера не следует выдвигать за бровку,
чтобы избежать опрокидывания ма¬
шины в траншеюВо время работы роторного экскава¬
тора запрещается находиться со сторо¬
ны отвального барабана на расстоянии
менее 3 м.По окончании работы экскаватор
следует вывести за переделы призмы об¬
рушения стенок траншеи, поставить на
тормоз и подложить под его гусеницы
подкладкиНе допускается работа землеройных
машин под проводами действующей ли¬
нии электропередачи. При работе вбли¬
зи линии электропередачи необходимо
соблюдать меры электробезопасности
(СНиП П1-4—80).Глава 6СВАРОЧНО-МОНТАЖНЫЕ РАБОТЫМатериалы, используемые
для сварки трубопроводовТехнические
требования к трубамДля строительства магистральных
трубопроводов применяют трубы сталь¬
ные бесшовные, электросварные пря¬118мошовные, спиральношовные и других
специальных конструкций из спокойных
и полуспокойных углеродистых сталей
диаметром до 500 мм, из спокойных
и полуспокойных низколегированных
сталей диаметром до 1020 мм и низко¬
легированных сталей в термически или
термомеханически упрочненном состоя¬
нии диаметром до 1420 мм (табл. 6 1,
6.2).
ноiSн иBifiTBisw им
-явхэои ЭИНВ01Э0Э и
iqgAdi виПмА(11эно>1I§.сS0
г1о0^iIоUОвмюкX3X— ^
5cf то та .<ot <=< ^со ^ Ф а>о О 5СП S ж =wodoutrou
миаээо эBdouirou 0J-09ЭЭ0 бэр■«:, В1Г■odsifjA хнэ1гвяиам£% ‘iiatreoTieBdpO'-QfWoireH а
BHMoiroa iH9Tiodijгиз/жр
Ч1Э0ЯЕВЯ BBHdBtrx,П0/ЖП
чхэомева KBHdEtr^% ‘5g эинэни1г1ГА
Э0НЧ1Г91ИЭ0Н10Bjjw
июэьЛмэ! iratraduBUWAaiqdeBd эинэггаи!
-oduoD 90HH9wadg1МИ1‘ИМНЭХЭ ВНИТП1Г0Х(И1ГВ1Э
BMdBw) ww ‘gXdi
di0WBHir иlчнжXdвн(BUWэин91гав1Г 99h09Bd)
gXdx иитпавхэоцst|i|S 2 sn- - f- SS. - = CU HС a: s :a£ О,ofcn
00 21^Ооо"00OO"CDoTСО^CSJаГ<MoTCOo'CO COo" o"СОo'соo'COo'3о00 —1и ио Ю о ю
00 —. 00 ^ио§121Ush1ио11 1111U
00^
^ 1и иTj< ° Tf °
0012 00^
1 1ии
00 i2
1и
^ °
00'^
11 1—и?g1и ио оО) о о^ CD <D
1 1ии05 °S§ио5S111 1111О(NО о(N СМо(NSО)г}" rf
rf Tf' «Яh-СЧ■Tf*100 00
00 00
ю юОО**00юCMcnsГ-;lO1Л 00“ОО"иэ00io^ H Ht£J8Ё■?)00I§LXSLXh!IgH 00?*rt*•л *i?00h-'119
В1/-1ГВ1ЭМ им
-ЯВ1Э0и ЭИНВО1Э0Э иiqgAdi виТ1мХс11эно>1О <=i -CD ^ <u ^5 о ®со S = =wodoutrou
wiqaaoo эedoutrou oj
-оаээо еэр% ‘^:7 В1Г-odairjA хн01гваиям^% 'iiairaoTneedpo эмоггеи я
BHMOifoa iH9tiodu,ИЭ/Ж1/ ‘ЛЭ)/
чхэомева BBndelTy^змэ/ж^г
чхэомева BBHdBir^Iо,с120% ‘S9 эинэни1г1ГА
Э0НЧ1ГЭХИЭ0Н10BUWИХЭЭЬЛмЭ! l/0lT9d[JBUW
AaiqdeBd эинэ1гаих
-oduoD aoHH9wadgww‘ИМНЭХЭ ВНИТП1Г0Х(И1ГВХЭBMdBw) ww ‘pXdx
dx0WBHtr иIчнжЛdвн(BUW‘ЭИНЭ1Г8В1Г aahOQBd)gXdx мигпавхэои. S
OQ VO
ОI-к a;
£-2
U. X=s 1 ca § 6о S f- ca cx exI CO 5 »s о' CQ ^ о — Q- ”i g s S s £->s SCl CL 3: E О fI S О Я S О S с: с- X cQ =3 is; <u iinco^toCM^16Ю00oTсо"CM^Ю,ai00COaiCJDCO*'h-T000со"00COЮЮCOCOCOЮЮo'0"0"0"0"o'"0"o'"СЧ QJOfoCO ОUОCOCOОЮI <4CD ЮoT’-^О ^g-SIa, ® a> -
s g" ca SVO 5 CO ^ 10=: \o 'I
S ^“5 ” Ч
У_u_u о u и иrt*o rfo -^o ■^O Tfo Tfo -«fof Ю of lO oT 10 of Lo ctT Ю of Ю oTCM j<M jCSI |C4 |CMjC4 j(Mи U и и и иTf° T}<° rf° Tf0000000CM CS| CM СЧ СЧ СЧ CNS 2CO COCOCOCOCO CO CO
CO CO CO
CO CO CO00000CO CO CO CO CO
Ю lO Ю Ю lOоCM00e<eо <CM CMuCOI к ,CM о^ о ca ^— о о<7 ^ с о:^ ^ ^
X^ CO 2H cx) x: ac
>=; Siсо J3a, =s OQc 9u aifis,23 H S ^ X
о >-2 £ 3S 2^ ^ ^ ^O- J3 CO S о
с; к s (=c is:о, E-
CV3 ^2 ^
CO Ds ^ ja ijQ
CQ a. X OQ Xi >o I Ё ■§
о >> ® о S sЭ 0-2 “ I®5 S s ^t|S«2ilС E IS о a, СCOodсосоCD05СМьГоо"об"ofсо05--с©ОО'осмCDСОСОCDсоо*'О*'o'"о"o'*Ь I
UioС U< с>Г)—05см^со*'со*'со"см^юсо"со"сосососоо"о"о"о"оОООи и ^о 'ф о cjи иЮ oT Ю ai' о of о (jj- о[ <>J I о^СЧ о оof о суГ о
<м о ооГ о сгГ о сгГ ° стГ °
<NOCMOCMOCSIoи U и U ии и и иTt<° Tj<° 01° rf®оГ 2 оГ 2 сгГ 2 оГ 2ииСО° со СО° С£5°
бтГ^ ггГ^ rrTQI I ISS S й- юсо со сосо СЧ
сосч <м
о оTf Tfоюою"iooigо о СП
— сою ю юOJ2юIю•-г ЮП сгГ 2si::о о ® 'SS §Ds
ups?о и^Lhо соg*
см *—н *соLOО)осми*2gи До \о —§1^ сз со ю
и (П ^12]
gо.сBiriTBiaw ИИ
-авхэои ЭИНВ01Э0Э и
iqpXdi BHtiMXdiDHO^iiю л ^5 о 500 S ж =wodouirou
М1чаээо эedouirou 0J
-овээо еэр% “3 втг
-odaifjX iH3ifB8HaMg% 'iiatreotieBdpo эиоггеи a
BHMOii'oa iHatTodu,W3/Mtr ‘43),чхэомева BBHdetr^,Ш0/ЖХ[
Ч1Эомева BBHdeiT;^‘^9 aHHaHHirtrA
0ОНЧ1ГЭ1ИЭОНХО^UW
ихээьтСмэх li'a'D’adjjBLIVV
Aaiqdesd эинэ1гаи1
-oduoD 30HH9W9dgww‘ИМН91Э ВНИТП1Г0Х(hitbj^d
BMdBw) ww ‘pAdx
diawBHtr HiqH>kAdBH(^UW‘9инэ1гав1Г 99hogBd)
pXdx митпавхэоц3^SKc-oSo<i>2o
s a>ts =^cjo3=osw-,bOo,^c3>>S£;c4f-c
Oo'^f^t^fOCQCJcO
^ScncaxssHSOSH
С ac s o,^ о a: a. <j°4Tj'COOl00in'со"со"oo"o6oTrt-COсо"со"t>."h-"oToTo>"COCOCOCOCOCOCOCOrt*rt-o'o'o"o"o'o"o"o"<v(218Юю"со"——lo"со"t^"ЮTf-ююo"о"о"I I ICOoTCO§sCOCDCOи -j' и и ^ и Z-°° оГ° cjT® o)° 05° 05° 0)° o>°
о (N о <M о CSI о СЧ о СЧ о СЧ о IIIg8ggggs°°°00COCOsCOCOCOCOs s s2 2222222^^^lO lO lO Ю Ю lO lOЮ lO ЮCO^oT*
— *
CO^es<CM§122
; S;? is^ b g g « |2
c- (D g s ca Оli^lJ I 3 ■§ fe *0и Э \o la c; Xя c§ »s
Q. о s
H S is;t; 0) XS 2 ga, X ^* H s g г
g olSu 3 SI S;S , 2s m * 6
У 3 Оо \o ®CL >. Xс a, о
>1 f-o>>KC£5 c^jaosss 3 a-s*o s>g о г; о
a.x2 =Jn?^ 'gcQ
= gf.= is^i“e2.gst=2j30ci3ocasovo2e;Uavoxii:ii;oQc^xo3<У1О)^о>счсмюсо^00*'обоо"обсо*'h-Tt--'со"Осмсмсоt^LOh-Th-''оГоГоГсо"г--"со"юLOюLOсососососо'Th'-ct-o'o'о'О*'о"о"о"о"о"о"U U U U ^ ^
§ю§ю§ю§ю§^§|^3I 1 1 J. I 1u u u§if3§lf3Si2
I I Iи§юCJ и u и и иCD ° С£5 ° со ° со ° ° Tf °и U U<№ CVJ о CVJ °cniSoT^cnlf^
” г |” I05 ю
со Iи и и° см ° <N ^оГГCO^'Sиосм§Sосм2SсосоСО^сосо”сососмосоосооSсмстГоо"LOююSSСч|со_00—со"Tt<"ю"LO"оо"S0000юосчГоюUD
о оsiи; Яэт« "22*5 9S ' ^о S ^CQ е- Н 00IL10
^ 00oU
(М рS о. <u \0 03
X о XН со"123
ICLС124В1ПГВ191М ИМ
-SBXDOU эинвохэоэ и
iqgAdi виТ1мАс1хэно>1§ S ^ Со ь шCf (Я сс <о ^ ^ .гсо л ^ ^«3 5 о 5го S ж ®wodoutrou
wiqaaDo эedoutrou oj
-ояээо еэд% Btr
-odairjA хнэ1гваиам^% ‘iiatraoTieedgo э1М01геи я
BHMOiroa iHatiodijsWV*tr ‘ЛО'Я
чхэомева BBHdetr^чхэомева BBHdetr^% ‘^9 эинэни1Г1ГА
ЭОНЧЬ’ЭХИЭОНХОBLIVV
ихээьАмэх iratraduBUW‘«^
Aaiqdesd эинэ1гаих
-oduoD aoHH9wadgww‘ИМНЭХЭ ВНИТПи-ОХ(И1ГВХЭBMdBw) viw ‘pXdx
dxawBHir иIqнжЛdвI-I(BUW‘aHHairaBtr aahopBd)
gXdx митпявхэоц^ 2:! 5та J3 ^
о, ж ^® Й ^
с о Sи Э S3 «VO 'if|i
Э“ оQ-iiС J3 со s
>> X s а:3SоXX s
2 таs ^o- aGIco^CD^co^CDcd"h-Г00*'СОСМюC7500^CD"odCDCDCDCDCDсГo'o'o"o"U U12 S g S S
I I I I Iи и и и иI (М I СЧ ^ СЧ I СЧ IU и и и CJСО° CD° С£5° СО° СО°gSgS^'SgS^'Sсчоб' оо'S gО)§и VO =
— о са-SISч О) ^н а.CD00Но S:g s® S ® « 2 ^с g 3 о §и 3 VO к is:'sS•Й о »s
S о
та a,is: (L) ь
OHOж S o. gта S о VO S
CO к о 3CD"CD'CD*'CDCDCDo'o"o"и и иI Iи и иTf о >^0 Tf оof ю оГ ю сгГ юСЧ I см I СЧ Iи и и"Т*Т*ТS Sго со сооюоюооу i 5^ о VO та
ход
а.<vclIplulilicgscScoso?U3s>»xsacQ-oCO00h-TO)COo'ooи иI IU CJ urf ° ° °crTifHcnif^ar^(M , C'i , CM ,t 1и и иЩЩЩ<N см CS
гй-^ I СЗи VO =
о — осм L- о ^!.«§flj соН О.Sсо {-00оё<и <м
•&Г-со с
Cl Sо; н
= 2е-са с;
о>а; =i
g Ё.5|\0 — О,
>.0,£-<3о» а:S '=t(U со с^ S ^Л ^ ^ ^* S С сВ зависимости от климатических ус¬
ловий строительства и эксплуатации
трубопроводов поставляемые трубы ус¬
ловно подразделены на трубы в обыч¬
ном исполнении, предназначенные для
строительства в средних и южных райо¬
нах страны при температуре — 40 °С
и выше и эксплуатации при температу¬
ре не ниже О или — 5°С; в северном
исполнении — для строительства при
температуре до — 60 °С и эксплуатации
в северных районах страны при темпе¬
ратуре не ниже —15 или — 20°С.Трубы должны быть изготовлены из
сталей, имеющих отношение предела
текучести к временному сопротивлению
разрыва От/Os не более: 0,75 для угле¬
родистых сталей, 0,8 для низколегиро¬
ванных нормализованных сталей; 0,85
для дисперсионнотвердеющих и терми¬
чески упрочненных сталей; 0,9 для ста¬
лей контролируемой прокатки, включая
стали с бейнитной структурой. Относи¬
тельное удлинение металла труб на
коротких (пятикратных) образцах 65
должно быть (в %, не менее): 20 для
сталей с Ов до 588, 4 МПа; 18 для сталей
с Ов до 637,4 МПа; 16 для сталей с Ов
до 686,5 МПа и выше.Для изготовления бесшовных горяче¬
катаных и сварных труб диаметром не
более 426 мм применяют главным об¬
разом углеродистые стали обычной
прочности, для сварных труб диамет¬
ром 530 мм и выше—низколегиро¬
ванные трубы повышенной и высокой
прочности.Сталь для труб должна хорошо сва¬
риваться дуговыми методами и стыко¬
вой электроконтактной сваркой. Наи¬
большее влияние оказывает содержа¬
ние в ней углерода. Другие элементы
также влияют на свариваемость, но не
одинаково и в меньшей мере. Для оцен¬
ки свариваемости определяют эквива¬
лент углерода Сэ.Эквивалент углерода низколегиро¬
ванных сталей, независимо от состоя¬
ния металла при поставке (горячека¬
таные, нормализованные или термиче¬
ски упрочненные), определяют по фор¬
мулеСз-С+ —+^ Сг + Мо + 2 (V+Nb + Ti) ^15125
Таблица 6.2Сортамент труб малого диаметра отечественного производстваКоэффи¬КонструкцияНаруж¬ТолщинаЗаводское испыта¬циент на¬ный диа¬стенки,Марка сталительное давление.дежноститрубметр,ммМПапо мате¬ммриалу
стали,К\Бесшовные тру- 57
бы (ГОСТ8731—87 и8732—78, гр.В)*Бесшовные тру¬
бы (ГОСТ
8733—87) гр.В
и 8734—75) из
катаной заго¬
товкиБесшовные тру- 10—426
бы для котлов и
трубопроводов
ТУ 14-3-460—75—426 По сор- СтЮ, 20(ГОСТ Гидравлическоетаменту 1050—74) 10Г2 давление опреде-
(ГОСТ 4543— ляют по ГОСТ
71) или 09Г2 3845—75 при до-
(ГОСТ 19282— пускаемом напря-
73) жении 40 % от вре¬менного сопротив¬
ления разрыву ста¬
ли10—250 То же То же То жеБесшовные тру¬
бы из катаной и
кованой заго¬
товки ТУ 14-3-
1128—82
Бесшовные тру¬
бы для устано¬
вок высокого
давления ТУ 14-
3-251—74
Бесшовные тру¬
бы ГОСТ 550—
75 с гарантией
диаметра1,55*Ст20 (ГОСТ Гидравлическое
1050—74) давление опреде¬ляют по ГОСТ
3845—75 при до¬
пускаемом напря¬
жении 80 % от
предела текучести
стали
То же1,551,457—325 4—22 09Г2С12—299 То же ВСтЗсп, Юсп, То же
20 (гр.В ГОСТ
1050—74), 09Г2
(ГОСТ 19282-
73)48—219 4—25 СтЮ, 20 (ГОСТ Гидравлическое1050—74), 10Г2 давление опреде-
(ГОСТ 4543— ляют по ГОСТ
71) 3845—75 при до¬пускаемом напря¬
жении 40 % от вре¬
менного сопротив¬
ления разрыву
стали1.41.41,55Бесшовные тру¬
бы ГОСТ 9567—
75 повышенной
прочности12625—426 По сор- СтЮ,20 (ГОСТ То же
таменту 1050—74), ЮГ2
(ГОСТ 4543—71) или 09Г2
(ГОСТ 19282-
73)1,55
Продолжение табл. 6.2КонструкцияНаруж¬ТолщинаЗаводское испыта¬Коэффи¬
циент на¬ный диа¬стенки,Марка сталительное давление,дежноститрубметр,ммМПапо мате¬ммриалу
стали, К\Электросварные 57—159
трубы (ГОСТ
10704—76 и
ГОСТ 10705—80, гр. В термо¬
обработанные)*Электросварные 219, 273,
трубы ТУ 14-3- 325
1399—86=^ 377Электросварные 159—426
трубы (ГОСТ
20295—85)*4—^5—85—86—84—10Электросварные 219, 273,
трубы ТУ 14-3- 325, 426
377-75ВСтЗсп, СтЮ,
20 (ГОСТ 380—
71, гр. В ГОСТ
1050—74)ВСтЗсп, Юсп
(ГОСТ 380—
71, гр. В ГОСТ
1050—74)ВСтЗсп, Юсп,
20 (ГОСТ 380—
71, гр.-В ГОСТ
1050—74)6—8 ВСтЗсп, Юсп,6—10 20 (ГОСТ 380-
71, гр. В ГОСТ
1050—74)Гидравлическое 1,55
давление опреде¬
ляют по ГОСТ
3845—75 при до¬
пускаемом напря¬
жении 0,9 от пре¬
дела текучести
Гидравлическое 1,55
давление опреде¬
ляют по ГОСТ
3845—75 при до¬
пускаемом напря¬
жении 0,95 от пре¬
дела текучести
Гидравлическое 1,47
давление опреде¬
ляют по ГОСТ
3845—75 при до¬
пускаемом напря¬
жении 0,9 от пре¬
дела текучести и
0,95 от предела те¬
кучести для труб
со знаком качества
Гидравлическое 1,47
давление опреде¬
ляют по ГОСТ
3845—75 при до¬
пускаемом напря¬
жении 0,95 от пре¬
дела текучести* Область применения ограничена инструкцией по применению стальных труб в газовойи нефтяной промышленности, 1988 г ** При поставке труб по ГОСТ 8731—87 и
ГОСТ 8733—87 со 100 % неразрушающем методом контроля К\ допускается равным 1^47где С, Мп, Сг, Мо, V, Nb, Ti, Си, Ni,
В — содержание, % от массы, в данной
стали химических элементов: углерода,
марганца, хрома, молибдена, ванадия,
ниобия, титана, меди, никеля, бора.Для углеродистых сталей, а также
низколегированных, кремнемарганце¬
вых сталей марок 17ГС, 17Г1С, 09Г2С
и других Сэ = С-|-Мп/6. Присутствие
в этих сталях Си, Ni, Сг во внимание
не принимается, как примесей (Сэ не
должно превышать 0,46).Химический состав трубных сталей
приведен в табл. 6.3.Допускаемые отклонения торцов труб
от номинальных размеров по наруж¬
ному диаметру не должны превышать
следующих значений:Диаметр бесшовных
труб, мм . . . . До 50 50—219
Допускаемые откло¬
нения, % .... ±0,5 +1
Диаметр сварных
труб, мм . . . . 159, 168 219—325
Допускаемые откло¬
нения, мм . . . . ±1,5 ±2127
о о о оЮ Ю Ю LO LO ю
со со со со со со СЧ
о о о о о о о
o' o' o'" о" o' о' o'оо"LO Ю LO 00
8§§8
о*' о'' o' о"ю ю ю
со со со
о о о о
о'' о*' о*' о', LO Ю
V сч счЧо оо о о оI I I м— CN.оI _ о" ююю.|, -
о о со•I-4o^g§^о о''о'o'ооЧо 11
II>zfz>b>^оv8 II(V >I Iсо со со со со со
o' о" о" о' о' о"соo'исо со со со со со
о' o' о' о'' o' o'"§нто9S2XVO>>о.00gо. о о о оI II Iю ю ю
со со соо о о оI I IIсч ю—' о —' —
o' o' о"' о'(N TtCN —- — см
о" о*' о" о'I I I Irj"—' о о —
о' o' o' о"о;оX 00 Ю CDLOTTTTTTTтCO^ CO^ o^ LO Ю LOСО^—CO 00 — CD CD CD CDo" o" — o" o' o' o'
1 1 1 1 1 1 1о'юсоh- LO 00смо'o' o' o' o' o' o'оо' — о о о оh-о'соо'о'о'о' 1 1 1 121смо' о' о' о'о'о'соо*'<£>^CD
LO ’“Г т ю" см о '—ГСМCD CDLO о о ю
со I I со
о o'
о*'o'CM CMo' СЭ ^
o' lO lO o'
o" o"sS=<i
s оVO IIHX128>D" I
-0- о b
HuueCM СЧ CM CMu u u uggOC-~t^^^ CO о Oh'^O*етиииии<есмсмсмUUUUUUUос^сосоо
оo'оo'LO LO
CO —о о
о" о"оо''9г ^sg.,х5Si'g
i =Диаметр бесшовных
труб, мм . . . . Свыше
219Допускаемые откло¬
нения, % . . . . ±1,25
Диаметр сварныхтруб, мм ... . 351—426 530 и бо¬
лееДопускаемые откло¬
нения, мм . . . . ±2,2 ±2gg&goS^8 f?соI CDI O^Юo"8o"o''COo'"оIQeI IQeI I(N COt--CO 00
О О*'I ILOlOО ^o'оo'eиее:юо'CMо'оX<хя £са с:(
Т VO
рisS о.
(Яг CQ=■ S °<1^ ас о.S S 5cerjГорячеправленные трубы диаметром
530 и 720 мм допускается поставлять
с предельными отклонениями по наруж¬
ному диаметру торцов, равными соот¬
ветственно ±2,5 и ±3 мм.Предельные отклонения стенки для
бесшовных труб следующие:Толщина стенки,мм 7—20 15 30Предельное от¬
клонение, % . ±6 ±12,5; ±12,5
-15Предельные отклонения от прямого
угла (косина реза) должны соответ¬
ствовать значениям:Диаметр,
мм . . 159-
Косина
реза, мм-325 351—426 530—8201,5 25 в Г Чирсков и дрВ ряде случаев газо- и нефтепровод¬
ные трубы поставляют по зарубежным
стандартам, главным образом по стан¬
дартам Американского нефтяного ин¬
ститута (API).Для магистральных трубопроводов
поставляют трубы преимущественно по
стандартам APIbL Эти трубы клас¬
сифицируют по нормативному пределу
текучести, выраженному в фунтах на
квадратный дюйм (psi) и деленному на
1000, и обозначают А^42, Х46, ХБ2, ХЬб,
Х60, Х65 и ^70. Каждый из перечислен¬
ных индексов, например, Л^56, характе¬
ризует группу прочности; им обозна¬
чают большое число марок стали, отли¬
чающихся способом выплавки, техноло¬
гией прокатки, химическим составом
и т. п. Для перевода в систему СИ циф¬
ру индекса умножают на 7,03; так, для
стали группы Х60 ат = 60X7,03 =
= 422 МПа (табл. 6 4).129
Таблица 64Химический состав и механические свойства импортных трубных сталейХимический состав, %МеханическиеКласс сталиСМпРSNbVTiМПаft.Не болееНе менееМПа0 ♦
%Х-420,281,250,040,0541428920,5Х-460,31,350,040,05———43431719,5Х-52Х-560,261,350,040,050,0050,020,03455 *
496 **
489 *3593593841917.517.5Х-60Х-650,261,40,040,050,0050,02517 **
517 *
537 **
551 *41417171616,5Х-700,231,60,040,05530 **
5654484821615,5* Для труб диаметром менее 508 мм с любой толщиной стенки и диаметром 508 мм
и выше с толщиной стенки более 8,7 мм Для труб диаметром 508 мм и выше с тол¬
щиной стенки 8,7 мм и ниже Минимальное удлинение на круглых образцах диамет¬
ром 10 мм и рабочей длиной 50,8 ммЭлектроды для ручной
электродуговой сваркиЭлектроды для ручной дуговой свар¬
ки в стандартах классифицируются по
назначению (для сварки стали, алюми¬
ния, чугуна и т. п.), толщине и типу по¬
крытия, механическим свойствам метал¬
ла шва, способу нанесения покрытия
(опрессовкой или окунанием) и др.Электроды покрытые металлические
для сварки и наплавки сталей по
ГОСТ 9466—75 в зависимости от на¬
значения разделены на классы* для
сварки углеродистых и низколегирован¬
ных конструкционных сталей с
ав<600 МПа — У (условное обозначе¬
ние) ; для сварки легированных кон¬
струкционных сталей с ав> 600 МПа —
Л, для сварки теплоустойчивых ста¬
лей — Т, для сварки высоколегирован¬
ных сталей с особыми свойствами —
В; для наплавки поверхностных слоев
с особыми свойствами — НВ этом стандарте электроды в за¬
висимости от отношения полного диа¬
метра электрода D к диаметру стержня
d, т. е. толщине покрытия, разделяются:
с тонким покрытием (D/d^\,2) при¬
своен индекс М, со средним покрытием130(l,2<D/<i< 1,45) — С; с толстым покры¬
тием (D/fl(>> 1,8)—Г.По видам покрытий электроды под¬
разделяются: с кислым — индекс А;
с основным — Б; с целлюлозным — Ц;
с рутиловым — Р; с покрытием сме¬
шанного вида — соответствующее двой¬
ное условное обозначение; с прочими
видами покрытий — индекс П. Если по¬
крытие имеет железный порошок более
20 %, то в обозначенйи добавляют
еще букву ЖВ зависимости от пространственного
положения сварки или наплавки элек*
троды подразделяют: для всех поло¬
жений — индекс 1; для всех положений,
кроме вертикального сверху вниз — 2;
для нижнего, горизонтального на вер¬
тикальной плоскости и" вертикального
снизу вверх — 3; для нижнего и нижне¬
го в лодочку — 4.По роду полярности используемого
при сварке или наплавке тока, а также
номинальному напряжению холостого
тока, применяемого источника питания
сварочной дуги переменного тока часто¬
той 50 Гц электроды подразделяют
на виды.Приведенные данные для условного
обозначения электрода располагают в
определенной последовательности. Пол¬
ное условное обозначение указывают
на этикетках или при маркировке коро¬
бок, пачек и ящиков с электродами.Во всех видах технической докумен¬
тации условное обозначение электродов
состоит из марки, диаметра, группы
электродов и обозначения стандарта
ГОСТ 9466—75.Классификацию рассмотрим на при¬
мере электродов типа Э46А (ГОСТ
9467—75), марки УОНИ—13/45, диа¬
метром 3 мм, используемых для сварки
углеродистых и низколегированных ста¬
лей У, с толстым покрытием Д, имею¬
щих характеристики наплавленного ме¬
талла и металла шва, с основным по¬
крытием Б, для сварки во всех простран¬
ственных положениях 1, на постоянном
токе обратной полярности 0.Полное обозначение имеет вид:
Э46А—УОНИ-13/45-3,0—УД2
Е 432(5)—Б10— ГОСТ 9466—75, ГОСТ 9467—75,а в технических документах указывают-
электроды УОНИ—13/45—3,0—2 —
ГОСТ 9466—75.В знаменателе полного обозначения
электродов сущность букв и цифр ха¬
рактеризует свойства наплавленного
металла по ГОСТ 9467—75, где регла¬
ментировано 14 типов электродов для
сварки конструкционных сталей и 9 ти¬
пов — для сварки теплоустойчивых ста¬
лей.Для сварки конструкционных сталей
тип электрода (Э42, Э42А, Э50 и др.)
указывает цифрами временное сопро¬
тивление при разрыве, а буква А ха¬
рактеризует более высокие характе¬
ристики пластичности наплавленного
металла. В условном обозначении элек¬
тродов в знаменателе группу индексов,
указывающих характеристики наплав¬
ленного металла, записывают следую¬
щим образом: первые два индекса ука¬
зывают минимальное значение Ов, а
третий индекс одновременно условно
характеризует минимальные значения
65 и температуры Тх, при которой опре¬
деляется ударная вязкость. Буква Е,
после которой следует тире в том случае,
если электроды предназначены для
сварки углеродистых и низколегирован¬
ных сталей с временным сопротивле¬
нием разрыву 590 МПа и выше, если5*0в менее 590 МПа, то тире после буквы
Е .не ставят.Импортные электроды обозначают
по национальным стандартам. В США
существует стандарт AWS—ASTM
(А233 и A3I6), в ФРГ —DIN 1913,
в Австрии — ONOPM 7820, во Фран¬
ции — NFA 28—309 (AFNOR), в Анг¬
лии — DIN 1719, в Японии — JIS и
международный стандарт ISO (табл.
6 5). Важными характеристиками элек¬
тродов являются химический состав на¬
плавленного металла и механические
свойства сварного соединения (табл 6 6).Основные свойства электродовМеталлургические и технологические
свойства электродов определяются ма¬
териалами электродного стержня и
электродного покрытия. В качестве
электродного стержня обычно приме¬
няют сварочную проволоку, состав ко¬
торой соответствует ГОСТ 2246—70
Для электродов, применяемых в трубо¬
проводном строительстве, применяют
три марки проволокиДля трубопроводного строительства
выпускают отечественные электроды со
стержнем диаметрами 3 (3,25), 4 и5 мм длиной 350 и 450 мм с зачищен¬
ным от покрытия концом длиной 25 мм.
За рубежом, кроме приведенной но¬
менклатуры, выпускают электроды диа¬
метрами 3,15; 5,5; 6 и 6,5 мм. При
сварке многопроходных сварных соеди¬
нений трубопроводов корневой слой
и потолочное положение обычно выпол¬
няют электродами 3 мм с тем, чтобы
обеспечить провар корня шва. Для
сварки в нижнем положении можно
применять электроды диаметром 5 мм.
В зарубежной практике сварки трубо¬
проводов распространено применение
электродов диаметром до 6 мм с цел¬
люлозной обмазкой для разных про¬
странственных положений.Электродные покрытия по своему ме¬
таллургическому взаимодействию с ме¬
таллом в процессе сварки разделяют
на четыре вида.Электроды с основным или фтори¬
сто-кальциевым покрытием вида ("Б)
Шлакообразную основу покрытия
электродов составляют карбонаты каль¬
ция (мрамор, мел, магнезит) и фторид
кальция (плавиковый шпат, фтористый
концентрат). Газовая защита расплав¬
ленного металла обеспечивается угле-131
шсмЩсосчCQЙ<мW_СОсососососмсмСМсмсмСМНН'НсоCQсоисмсоююLOсосойсмсосоSсо2ЩшшщЩЩщсоCSJCQLOСОШсосмCQюсмсоысососмs'с>>сососмs'с>5CUNLOсосмXCQсосмсмсмсмсосмсм, смсососоСЛсЛСЛ)ээ3>5>.ннНсосмDQсосощсосмсосмDQсоSшсо соСОСМ смсмю юЮсоСО^ юrf"СЛ СЛСЛX XXсо 0QCQОоюсососою0000ёSSSS8gоь-ошщшшшШШшшсоSс>501оWююSX X с:Xсо<Iюо00щаIюо05щсоиI2 ^0ше1смTt-СГ)^ I
ш о>5СГ)со>5о IItЮ I
— го^ о
“ Iсосоct>5I—. rs>.СО Ощсо
1=^
>>
см tSL
IQ уI”
5 ^
“ IсоСГ)сос:[>5ItS>-II ^
со IXScolоI<Sсо>5Оч.1SLO ^ш §
еСГ)со>5IО ^
см
tQсасоU>5IО об
СМиз лI ^I о>LO ^W ^0
©1LOLOСГ)со2ц” I
юе
ШиСОIgСГ)соС=^IЮI ^S|—, CQI ЭШ I
g
СГ)to .^ I
ue1^^6CM ^ШCO I
ЮIIt:u-r PQЩ сСГ)rjиCQIоesXо>5иооX<аISSXо>5CQщоеОнf=tтаО-саUUаесоgI § S д•Э о. D3 яеUсоеи0Q132
кислым газом и окисью углерода при
диссоциации карбонатов. Наплавлен¬
ный металл раскисляется ферромарган¬
цем, ферросилицием, а иногда ферро¬
титаном и ферроалюминием. Эти покры¬
тия слабо окисленные, поэтому позво¬
ляют легировать расплавленный металл
элементами с большим сродством к ки¬
слороду. Наличие большого количества
соединений кальция, хорошо связываю¬
щих серу и фосфор с выделением их в
шлак, обеспечивает высокую чистоту
наплавленного металла, ее повышенные
пластические свойства при низких тем¬
пературах, а легирование марганцем
и кремнием придает соединению высо¬
кую прочность. Наплавленный металл
содержит незначительное количество
кислорода (менее 0,05%) и водорода
(2,5—10 см^/100 г металла), мало скло¬
нен к старению и стоек против образо¬
вания кристаллизационных трещин.
Электроды с основным покрытием при¬
меняют для сварки постоянным током
обратной полярности во всех простран¬
ственных положениях корневого, за¬
полняющих и облицовочного слоев
шва кольцевых стыков труб различных
диаметров.Электроды с целлюлозным покрытием
вида (Ц). Основой покрытия этих
электродов являются органические со¬
ставляющие (целлюлоза, асбест), ко¬
торые в процессе плавления обес¬
печивают газовую защиту расплав¬
ленного металла. В качестве шла¬
кообразующих добавок применяют ру¬
тил, карбонаты, алюмосиликаты и др.
Покрытие содержит ферромарганец для
раскисления наплавленного металла и
наносится слоем повышенной толщины
При сварке на торце электрода обра¬
зуется втулка из нерасплавившегося
покрытия, что способствует образова¬
нию направленного потока газов в ре¬
зультате разложения органических ве¬
ществ, а это обеспечивает оттеснение
жидкого металла из-под дуги и более
глубокое проплавление основного ме¬
талла. По свойствам наплавленного
металла эти электроды близки к рути-
ловым. Ценным качеством газозащит¬
ных электродов является легкое от¬
деление шлака от наплавленного ме¬
талла, высокий коэффициент наплавки
и возможность сварки сверху вниз при
соединении неповоротных стыков маги¬
стральных трубопроводов, что создает
возможность для повышения темпасварочно-монтажных работ. Электроды
с газозащитным покрытием содержат
до 0,03 % кислорода в наплавленном
металле, а содержание водорода не
превышает количества, соответствую¬
щего рутиловым электродам. Обмазка
электродов обладает повышенной гиг¬
роскопичностью, она не допускает пере¬
грева как в процессе сушки, так и при
сварке. Электроды с целлюлозным по¬
крытием применяют для сварки по¬
стоянным током и обратной полярно¬
сти, кроме электродов Фокс Цель 85
и Фокс Цель 90, которые применяют
только на токе обратной полярности.Электроды с рутиловым покрытием
вида (Р) Основу электродов с рутило¬
вым покрытием составляет шлакообра¬
зующий компонент — рутиловый кон¬
центрат Ti02 (до 45 %), а также алю¬
мосиликаты (слюда, полевой шпат и
др ) и карбонаты (мрамор, магнезит).
Газовая защита расплавленного метал¬
ла обеспечивается введением органиче¬
ских соединений (до 5%), а также
разложением карбонатов. Наплавлен¬
ный металл раскисляется ферромар¬
ганцем (в покрытии менее 10—15 %)
и содержит кислорода 0,06—0,09 %, а
водорода до 30 см^/100 г металла.
Склонность металла шва к кристал¬
лизационным трещинам у электродов с
рутиловым покрытием примерно такая
же, как и с кислым. В металле шва
могут появляться поры при колебаниях
длины дуги, при окисленной и загряз¬
ненной поверхности. Электроды с рути¬
ловым покрытием применяют для свар¬
ки металлоконструкций и трубопрово¬
дов из малоуглеродистых сталей.Электроды с кислым покрытием вида
(А). Шлакообразующую основу элект¬
родов с кислым покрытием составляют
железные и марганцевые руды; кремне¬
зем Газовая защита расплавленного
металла создается органическими со¬
ставляющими и карбонатами при на¬
гревании и плавлении электрода, а рас¬
кисление обеспечивается ферромарган¬
цем. Образующиеся шлаки, обычно кис¬
лые, не содержат СаО и не очищают
металл от фосфора В наплавленном
металле много растворенного кислорода
(до 0,12 %) водорода (до 15 cmVIOO г
металла) и неметаллических включе¬
ний При повышенном содержании серы
и углерода в основном металле прояв¬
ляется склонность металла шва к обра¬
зованию горячих трещин, в то же время133
Таблица 6.6Химический состав наплавленного металла и механические свойства сварного соедиМаркаэлектрода=1S0QХимический состав наплавленного металла, %МпSiМоNiИспытание
металла швамНаМПаУОНИ-13/45Б0,09-0,55—0,2—0,030,03430—295—0,110,650,25450350УОНИ-13/55Б0,09-0,8—0,35—0,030,03510—390—0,110,90,45540410ГарантБ0,09-0,7-0,35—0,030,03490—390—0,110,90,5530400Фокс ЕВ 50Б0,08—0,120,9-1,20,35^0,60,030,03490—530420—440ВСФ-65Б0,09—1 — 1,5 0,2—0,0350,0350,2-610—490—0,110,50,4635535Шварц ЗКБ0,08-1-1,2 0,2-0,03 -0,03—0,35-620—520—0,110,30,0350,0350,45675535ВСФ-75Б0,08-1,4—0,3-0,03—0,03-0,5-вана¬735—590—0,111,70,40,0350,0350,6дий0,03-0,08785640ВСФ-85Б0,08-1,35-0,3 -0,0350,0350,2—никель 785—640—0,111,70,50,41,1 —
1,5
хром835685ВСЦ-4Ц0,08-0,35-0,1-0,040,045430—340—0,120,60,20,15—0,3510410Фокс ЦельЦ0,08-0,120,35-0,60,1-0,20,040,03430—510350-410ВСЦ-4АЦ0,08-0,130,5-0,80,1 -
0,20,0350,04500—590390—470Фокс Цель 85Ц0,1 —0,75-0,18—0,040,030,2—530—410—0,120,90,20,3600450Фокс Цель 90Ц0,1 —0,7-0,15-0,040,040,2—0,2—580—490—0,120,80,20,350,3630535ОЗС—4Р0,09—0,10,45—0,550,2-0,250,040,04450—470380—390АНО-4Р0,08-0,10,5—0,70,08—0,10,040,04450—470350—360МР—3Р0,09—0,45-0,15-0,040,04450-340—0,11 0,55 0,2470 370наплавленный металл не склонен к об¬
разованию пор при наличии на свари¬
ваемых поверхностях окалины или
ржавчины и при случайном удлине¬
нии дуги. В трубопроводном строи¬
тельстве эти электроды применяют для
сварки металлоконструкций на постоян¬
ном и переменном токах. Ориентиро¬134вочные режимы и назначение электро¬
дов приведены в табл 6 7, 6 8, 6 9
Сварочный ток при ручной дуговой
сварке определяют I = ndlj/4, где —
диаметр электрода, /— допустимая
плотность тока (табл. 6 10).С увеличением сварочного тока воз¬
растает количество теплоты, вводимое
ненияна растяжение
шваУдарная вязкость (в Дж/см^) при температуре испытания, °С6. %%-f 20-20-40-60+ 20 1 -20— 40-60Образцы МенажеОбразцы Шарпи24--2860--65175—118—88-68--88147—78--9819513710816722--2665--70195—127—108—78--98157—‘ 98—21514712717511824--3065--70175—137-98-68--98157—98—215157127186118ПробаDVM22--2365--70157-98—78--9859--78127—59--7817513715722--2365--70157—108-78--9859--68137—59--7817512715718--2260--65118—108—78--9859--7868-9849--7815713716--2098-19520--2860--70108—78—59--8878—39--7819511810822--3060--70108—93—68--8878—59--8816711812718--2860--7098—88—68--8878—49--8815711810821--2857--67118—78-9839--7859—34--7813710820--2460--67127—88-68--8888—34--7813710811818--2350--5578-59-7839--5939—5911818--2555--6578-59-7839-.-5939-5911818--2560--65118—98—78--8878—9878—98 34—59147118в изделие, что вызывает увеличение
объема сварочной ванны Количество
наплавленного электродного металлаG» = IaJ,где / — сварочный ток; а„ — коэффи¬
циент наплавки, характеризующий
удельную производительность процес¬са наплавки; t — время горения сва¬
рочной дугиУдельную производительность про¬
цесса расплавления электрода харак¬
теризует коэффициент расплавленияGpэлектрода ар =Itгде Gp — количе-135
Таблица 67Назначение электродов и режимы сваркиРежим сваркинXО)Вид по¬
крытияДиаметр
электро¬
да, ммСвароч¬
ный ток,
АСкорость сварки,
м/чS .
s isi ^л “3 3*
|"<
^ с ^Назначение электродовОсновное 2,5, 3; 80—110 8—103,15, 3,25 110—140 8—104 150—180 6—7 (заполняю¬щий)4—6 (облицовоч¬
ный)8—9 (подварка)5 200-250Целлю¬лозное3,25Рутило-
вое и ру-
тилово-
основное80-110 18-22
шва)
110—170 14—18
проход)
160—200 11 — 15
ющий)90-120 9-12(корень(горячий(заполня-140—180 7—8 (заполняю¬
щий)4—6 (облицовоч¬
ный)200—250 7—8 (заполняю¬
щий)4—6 (облицовоч¬
ный)Для сварки корневого
слоя шваДля сварки заполняющих
и облицовочных слоев
шва, для подваркиДля сварки заполняющих
и облицовочного слоев10,5 Для сварки корневого
слоя шва и горячего про¬
ходаДля сварки заполняющих
и облицовочного слоев
шва8 Для сварки корневого
слоя шваДля сварки заполняющих
и облицовочного слоев
шваДля сварки заполняющих
и облицовочного слоевство расплавленного электродного ме¬
талла за время /.Потерю металла в процессе сварки
на испарение, разбрызгивание и окис¬
ление определяют по формулеОп — Он
Gr100%,при этом коэффициенты наплавки, рас¬
плавления и потерь связаны между
собой а„ = схр(1 —г|?).Средние значения коэффициентов
наплавки для электродов, применяемых
для сварки трубопроводов, приведены
в табл. 6,7 Норму расхода электро¬
дов при сварке определяют по формуле//р = д„Яз,где Q„ — масса наплавленного металла136на 1 м шва, зависящая от разделки
кромок, зазора в стыке, толщины сва¬
риваемых труб; Рэ — удельный расход
электродов данной марки на 1 кг на¬
плавленного металла при сварке в ниж¬
нем положении; Рэ для электродов с
основным покрытием составляет 1,65 кг,
с целлюлозным покрытием — 1,8 кг, с
рутиловым — 1,7 кг При сварке в вер¬
тикальном и горизонтальном положе¬
ниях расход электродов увеличивается
в 1,1 раза, а при сварке в потолочном
положении в 1,2 раза по сравнению со
сваркой в нижнем положении, для ко¬
торого приведен удельный расход элек¬
тродов.Норма расхода электродов должна
учитывать расход электродов на при¬
хватку
Таблица 68Область применения электродов для дуговой сварки трубопроводовНазначениео=(оо.f-<v4CTiС5НS(-2Q-it;ос1=^S0QМаркаэлектродаSSdLнSсоSSXосоXS3о S
Н SНормативное
значение вре¬
менного со¬
противления
разрыву ме¬
талла груб,
МПаУсловия про¬
кладки и
эксплуатации
трубопро¬
водовСварка первогоЭ42цВСЦ-43—5-8До 550Подземная(корневого)3,25при мини¬слоя шваФокс Цель47-26мальнойтемперату¬ре -40 °СЭ42цВСЦ-448-26550—600‘ Фокс ЦельЭ50цВСЦ-4А3-5—8550-6003,257-26Сварка «горя¬Э42цВСЦ-445—26До 550Подземнаячего» проходаФокс ЦельЭ50ЦВСЦ-4А45—26До 550Фокс Цель МоЭ42цВСЦ-447-26550-600Фокс ЦельЭ50цВСЦ-4А45—26550—600Фокс Цель МоСварка и ре¬Э42АБУОНИ-13/452—2,55—8До 500Любая примонт корневого3-7-26включи¬минималь¬слоя шва'3,25тельноной темпе¬Э50АБУОНИ-13/55 2-2,5 J5—8 До 600ратуре не ни¬Г арант3—7—26включи¬же—50 °С3,25тельно'Фокс ЕВ 50Подварка из¬Э42АБУОНИ-13/453-45-26До 500нутри трубыЭ50АБУОНИ-13/55включи¬ГаранттельноФокс ЕВ 503-45—26До 600включи¬тельноСварка и ре¬Э42АБУОНИ-13/453-5—8До 500монт заполня¬3,25включи¬ющих и обли¬4—57—26тельноцовочных слоевЭ50АБУОНИ-13/553—5-6До 550шва3,25ГарантФокс ЕВ 504—57—26Э60БВСФ-653—5-83,25Шварц ЗК550—600Любая приГарант КС4-57-26включи-минималь-тельноНОИ темпе¬
ратуре не ни¬
же — 60 °С137
Таблица 69Электроды для дуговой сварки термически упрочненных трубНазначениешокX5*;д:(V<v>=(оs:нSX'siаX>,S(“J3О.МаркаSиоСиа>с;Оэлектродао.нсоXн SсоСГ)сVXго XасаOl соаXНXейлсоSэо S
Н 5;||
X соОоXпS соX нУсловия про¬
кладки и
эксплуатации
трубопро¬
водовСварка первого
(корневого)
слоя шваЭ50 Ц ВСЦ-4АЭ50Сварка «горя¬
чего» прохода
Сварка и ремонт Э50А
корневого слоя
шва поворот¬
ных стыков трубПодварка из¬
нутри трубыСварка и ремонт
заполняющих
слоев шва не¬
поворотных сты¬
ков трубЭ50 БЭ70Э60ВСЦ-4А
Фокс Цель Мо
УОНИ-13/55ГарантФокс ЕВ 50
УОНИ-13/55
Г арант
Фокс ЕВ 50
ВСФ-75
ВСФ-653—4 7—153-4 7-157-82-2,53-3,257-153 4 7-157-15600600600600600Подземная
при минималь¬
ной темпера¬
туре — 40 °С
То жеЛюбая при ми¬
нимальной
температуре
не ниже
-50 °С
То жеЛюбая при ми¬
нимальной
температуре
не ниже
-60 °СТаблица 6 10Допустимая плотность тока (в А/мм^) при ручной дуговой сваркеВид покрытияммОсновное (фтористо-кальцие- 13 18,5 10—14,5 9—12,5
вое)Целлюлозное 11,3-15,5 11,1 — 14,3 9,1 — 12,7Рудно-кислое, рутиловое 14—20 11,5—16 10—13,5где Qn — расход наплавленного метал¬
ла на 1 м прихватки, Ln — длина всех
прихваток на стыке.Норму расхода электродов можно
определить в штуках w (когда корень
и заполняющие слои шва сваривают
электродами разных марок и диамет¬
ров), используя формулы:
для всего стыка, включая корневой
и подварочные швыWq = -QhLIOOONметалла из одного электрода данной
марки, длины и диаметра,для стыков без учета корневого шва(Qh1000-Qk) L
Nгде Qk — масса наплавленного метал¬
ла при сварке корня шваНорма расхода электродов на стык
без учета корня и подварки корня_ [QJOOO-{Q. + Qnon)] Lгде L — периметр стыка; N — выход
138N
Таблица 6.11Расход электродов при ручной электродуговой сварке труб встык с V-образным
скосом кромок (норма на 10 стыков, кг)Толщина стенки
трубы, ммДиаметр трубопровода, мм219273325377426530630720|в201020122014204,25,36,37,38,310,312,3147,18,810,512,213,817,220,523,426,73310,713,315,918,420,825,930,935,340,25059,813,817,220,523,826,9-33,539,945,651,964,677,317,521,926,230,334,342,650,758,066,182,298,4114,521,927,332,637,842,753,263,372,382,4102,6122,7142,8124,4148,9173,3149,2176,6205,61,522,32,73,13,94,65,367,5910,833,74,55,25,9f7,48,810,111,614,417,220,2Сварка всех слоев
шва
6
8
10
12
14
16
18
20В том числе сварка
первого (корнево¬
го) слоя шва при
высоте слоя
4 мм
6 мм
Подварка корня
шва (по всему пе¬
риметру)4,7 6,1 7,3 8,5Таблица 6.12Расход электродов при ручной электродуговой сварке труб диаметром 1420 мм
на трассе и сварочной базе с двумя углами раскрытия (норма на 10 стыков)ПоказателиТолщина стенки трубопровода, мм15,71718,721,626Сварка всех слоев шва
В том числе:134149169225293на сварку первого (корнево¬
го) слоя шваИ11111111на подварку корня шва99999где Qnojx — масса наплавленногометал-новнымпризнакам:назначению, спола для подварки корня шваВ ориентировочных расчетах прини¬
мают расход наплавленного металла
на 1 м корневого и подваренного шва
соответственно QK=H0-f-120 г и
Спод = 50ч-60 г Ориентировочные нор¬
мы расхода электродов для сварки
трубопроводов приведены в табл.
6.11—6 14.ФлюсыФлюсы для автоматической и полу¬
автоматической сварки сталей можно
классифицировать по следующим ос-собу изготовления, химическому соста¬
ву, строению и размеру частиц. Суще¬
ствуют флюсы общего назначения и
специальные. Флюсы общего назначе¬
ния используют для механизированной
дуговой сварки и наплавки углеро¬
дистых и низколегированных сталей
Флюсы специальные применяют для
электрошлаковой сварки, сварки леги¬
рованных сталей и т. п.По способу изготовления флюсы де¬
лятся на плавленые и неплавленые.
Плавленые флюсы получают сплавле¬
нием окислов и солей металлов в пла¬
менных или электрических печах, а за¬139
Таблица 6.13Расход электродов при ручной электродуговой сварке плоских фланцев с двух
сторон к трубопроводу (норма на 10 фланцев, кг)ТолщинастенкиДиаметр трубопровода, ммтрубы,мм219273325377426530630720820102012201420712,416,317,518,621,424,23235,8810,112,514,817,192632343539,549,558,51013,217202332394450627485Таблица 6 14Расход электродов при ручной электродуговой сварке штуцеров и ответвлений
к трубопроводу (норма на 10 штуцеров и ответвлений, кг)ТолщинастенкиДиаметр штуцера или ответвления, ммтрубы,мм2192733253774265306307208201020122076,58,110,512,51417,52487,79,61214,516,52028323746916,5192332374353101922273642496072И25314047556882,5125262779314659410416116 137тем измельчают — гранулируют Сушат
после мокрой грануляции и просеивают
К неплавленым флюсам относятся
керамические, спеченные и флюсы-
смеси. Керамические флюсы не под¬
вергают расплавлению, а получают
после замеса различного сочетания фер¬
росплавов и других легирующих элемен¬
тов на жидком стекле, затем масса
гранулируется, сушится и прокалива¬
ется С помощью керамических флюсов
легко получить любой требуемый состав
наплавленного металла, но химический
состав металла шва сильно зависит от
режима сварки. Изменение сварочного
тока и особенно напряжения дуги меня¬
ет соотношение масс расплавленных
флюса и металла, что приводит к неод¬
нородности состава металла шва по его
длине Кроме этого, керамический флюс
легко разрушается из-за малой механи¬
ческой прочности его частиц, что делает
его разнородным по размерам.При сварке магистральных трубо¬
проводов применяют обычно плавле¬140ные флюсы АН-348А, АН-348АМ,
АН-47 и др.По химическому составу флюсы
различают в зависимости от содержа¬
ния в них окислов и солей металлов.
Окисленные флюсы содержат в основ¬
ном окислы МпО и Si02. Для получения
необходимых свойств флюса в него вво¬
дят и другие составляющие, например,
плавиковый шпат, а также окислы СаО,
MgO, AI2O3, которые в сварочных
условиях практически не реагируют с
металломПри большем содержании во флюсе
МпО и SiOg проявляется возможность
легирования металла марганцем и крем¬
нием, но одновременно и его окисление.
Чем сложнее легирована сталь, тем
меньше должно содержаться во флюсе
МпО и Si02, если это не соблюдается,
то недопустимо возрастает окисление
легирующих элементов в стали; нежела¬
тельным может быть и дополнительное
легирование металла кремнием и мар¬
ганцем. Окислительные флюсы преиму¬
щественно применяют для сварки угле¬
родистых и низколегированных сталей.Безокислительные флюсы содержат
фториды Сар2, прочные окислы метал¬
лов и практически не имеют окислов
кремния и марганца Эти флюсы пре¬
имущественно используют для сварки
высоколегированных сталей.Химическая активность флюса тесно
связана с химическим составом метал¬
ла, особенно проволоки. Поэтому под¬
бор сварочных материалов при сварке
под флюсом той или иной стали пред¬
усматривает применение флюсов и про¬
волоки одновременно (табл. 6.15).Флюсы различают также и по раз¬
меру зерен. Так, флюс АН-348А имеет
размер зерен 0,25—2,8 мм; флюсы
АН-348АМ — 0,25—1,6 мм. По строе¬
нию частиц плавленые флюсы разделя¬
ют на стекловидные (АН-348А, АН-
348АМ), пемзовидные и кристалличе¬
ские. В обозначении марки флюса
буквы обозначают. М — мелкий; С —
стекловидный, П — пемзовый, СП —
смешанныйДля автоматической сварки трубо¬
проводов используют стекловидный
флюс с размером зерен не более 2,5—
3 мм и проволоку диаметром 3—4 мм.
Для автоматической и полуавтоматиче¬
ской сварки проволокой диаметром 2—3 мм применяют стекловидный флюс
с размером зерен не более 1,6 мм. В
табл. 6.16 приведены химический состав
импортных флюсов, применяемых при
строительстве трубопроводов.Важное значение для формирования
шва при сварке трубопроводов имеет
вязкость шлака и характер ее изме¬
нения от температуры. В процессе свар¬
ки поворотных стыков труб вязкость
шлака должна быть такой, чтобы обес¬
печить удержание сварочной ванны при
вращении в положении, когда невоз¬
можно ее стекание Если шлак в этом
положении будет жидким, то он может
стекать, увлекая за собой жидкий ме¬
талл и обеспечивая на поверхности
шва натеки, подрезы и другие дефекты.
При высокой вязкости флюса в этом по¬
ложении шлак будет препятствовать де¬
газации сварочной ванны, и шов будет
иметь форму затвердевшей шлаковой
корки.В зависимости от характера измене¬
ния вязкости от температуры принято
называть флюсы «короткими» и «длин¬
ными». Для сварки трубопроводовцелесообразно применять более корот¬
кие флюсы, шлак которых затвердевает
сравнительно быстро и удерживает сва¬
рочную ванну от вытекания. При умень¬
шении диаметра трубы требуется при¬
менять более «короткие» флюсы Для
сварки кольцевых стыков труб большого
диаметра применение «коротких» флю¬
сов позволяет форсировать режимы
сварки и увеличить скорость сварки без
опасения стекания ванны.Флюсы поставляют на трассу партия¬
ми массой не более 60 т. Флюс транс¬
портируют и хранят в пятислойных
бумажных мешках массой 25 кг. Каж¬
дая партия флюса имеет документ, удо¬
стоверяющий соответствие его техни¬
ческим условиям на изготовление. При
перевозке флюса малыми партиями
в сборных вагонах или автотранспортом
содержимое упаковывают в деревянную
или металлическую тару.Электродная проволокаЭлектродную стальную проволоку
применяют для ручной дуговой сварки,
для автоматической сварки под флюсом
и при сварке в среде углекислого газа.
Применение активных марганцевых
флюсов при сварке допускает использо¬
вание низкоуглеродистой электродной
проволоки В отдельных случаях нахо¬
дит применение кремнемарганцевая про¬
волока, а также проволока с повышен¬
ным содержанием марганца. Значи¬
тельная плотность тока, употребляемая
при сварке под флюсом, обусловливает
применение проволоки диаметром 2, 3
и 4 мм.Сварочную проволоку изготавливают
по ГОСТ 2246—70 и по специальным
техническим условиям По химическому
составу проволока разделяется на низ¬
коуглеродистую, легированную и высо¬
колегированную. В условное обозначе¬
ние проволоки входит: диаметр, марка
(начинается с букв «Св» — сварочная),
индекс наличия омедненного слоя (О),
номер ГОСТ. Например, ЗСв08ГАО
(ГОСТ 2246—70) означает: проволока
сварочная диаметром 3 мм марки 08ГА
с омедненной поверхностью Примене¬
ние омедненной проволоки, хотя и не
защищает полностью от атмосферной
коррозии поверхность металла, но по¬
вышает стабильность сварочного про¬
цесса, уменьшает износ тонкоподводя-
щих наконечников и при правильной141
1s-ЛCD 4)s03 e-не-142нS<v а
г; Xсз оУ^ CD6= :с
(Я О^ S
о- 2со “аоо;соОаТ">1чЮЧ^OUZбсО<аГсснооОц-счиОс^UоЫ)ос;?:бСЛСЧ <л
Si; оs-^л t-ио<мh“иЕ-иSS со
та с[UUXо»S о.^ »5}2"d°*^
о I
bg >>§
^ S X S X< U
00 00 оо
о сэ с:р<U9со CQ соUUUсоисмсм§o'o'о'смсмgо"о''осмсмсм11111’1J, смсоСО^оо*'1o'о*'CDV/V/соcilOю"юсо1со105оV/юcd""V/г-со10lOГ'-"111Лю"11Лю"ю о00со100со10011'?!-СО1со1т1смсоi1100см<00<001^X<X<X<иXUi-X2XVюS:ЛлX2о.со |2
U5 О
03 9ЯS О
'=? ¥
VO Iсо IЬ Xи91=^•е-SCQсо (М
(М сч ^CD Ю I Юci —" I —"соо"о'о ЮсоI IО) +'4^<Ю ^ ю 00-4^0
СЧ со CNо
'17ь- I ;-0
CD О
ьс00 00 _l_LO(N Д °о
со ю о —со.U
CD ю CDs:^ I ^осо»s3XсоСь£в«D^§g— CD Ю Ю
СО см О)^ z: "=1- сч, I 00со 1 I оо CSJ CDСч ^ ^ ^ag-gк2ui<< 1“^ЭЭ§
упаковке позволяет избежать ее зачист¬
ки перед сваркойПроволоки Св-08, Св-08А и Св-08АА
изготавливают из кипящей стали.
Остальные марки низколегированной
сварочной проволоки изготавливают из
полуспокойной стали (табл. 6.17).Для ручной сварки углеродистых ста¬
лей электроды изготавливают из прово¬
локи марок Св-08, Св-08А, Св-08АА.
При ручной сварке высоколегированных
сталей находит применение проволока
марки Св-08ХМ, Св-08Г2С, Св-08Г2СМ,
СВ-10ХГ2СМА и др.Проволоку марки Св-08 применяют
при сварке под флюсом большинства
углеродистых и некоторых низкоуглеро¬
дистых сталей. При повышенном со¬
держании в стали серы или фосфора
рекомендуют проволоки марок Св-08А и
Св-08ГА. При сварке марганцевыми
флюсами, а также при сварке низко¬
легированных сталей повышенной проч¬
ности могут применяться проволоки
марок Св-08ГА, Св-0,8ХМ, Св-ЮГА и
др. Нормы расхода сварочных материа¬
лов приведены в табл 6.18, 6.19.Проволоку на трассу поставляют в
мотках, размеры и масса которых ука¬
заны в табл. 6.20.Автоматическую и полуавтоматиче¬
скую сварку в углекислом газе осущест¬
вляют проволоками диаметром 0,3—
0,4 мм, а также 1,6—2 мм. При полу¬
автоматической сварке в среде защит¬
ных газов большое значение приобре¬
тает механическая жесткость прово¬
локи. Жесткие проволоки хорошо про¬
ходят через длинные шланги, обеспечи¬
вая надежный контакт с токоподводя¬
щими устройствами Проволоки с боль¬
шой жесткостью легко запутываются
при намотке и самопроизвольно разма¬
тываются и расходятся. Оптимальными
механическими свойствами обладают
проволоки с ав = 880-^1370 МПа, при¬
чем проволокам диаметром 0,3—0,4 мм
должен соответствовать верхний пре¬
дел (Тв, а проволокам диаметром 1,6—
2 мм — нижний.При сварке в углекислом газе прово¬
локи имеют высокое содержание
Мп(1,7%) и повышенное содержание
Si (0,7 %). Проволоки, легированные Ti,
А1, Zr, могут содержать меньше Si.
Проволоки, предназначенные для свар¬
ки сталей повышенной прочности, мо¬
гут быть дополнительно легированы
Мо(0,3—0,6%), а предотвращениепористости швов обеспечивается за счет
соблюдения отношения Mn/Si в преде¬
лах 1,4—1,6. Для сварки в углекислом
газе применяют проволоки марок Св-
08ГС, СВ-08Г2С, Св-10ХГ2СМА, Св-
08ХГ2С, СВ-08Г2СМ и др.При сварке в среде углекислого газа
В разных странах используют проволоки
со своим составом раскислителей. Для
удобства сопоставления состава прово¬
лок различных стран Международным
институтом сварки (МИС) предложена
классификация (табл. 6 21).Электродные проволоки Св-08ГС и
Св-08Г2С по составу основных элемен¬
тов — раскислителей и типу раскисли¬
телей соответствуют проволокам № 2
и 3, хотя они отличаются от них со¬
держанием легирующих элементов.При доставке проволоки на свароч¬
ный участок ее поверхность покрыта
тончайшим слоем технологической
смазки, масел, что может ухудшить ста¬
бильность горения дуги, повысить раз¬
брызгивание металла, а также способ¬
ность образования пор в шве. Нагрев
проволоки перед сваркой на 350—
450 °С уменьшает содержание водорода
и азота в наплавленном металле шва,
хотя увеличивается содержание кисло¬
рода и электрическое сопротивление
проволоки с токопроводом. Лучшее
действие оказывает зачистка поверх¬
ности проволоки абразивными инстру¬
ментами. Для уменьшения газонасыще-
ния металла шва проводят омеднение
поверхности проволоки, при этом сталь
не должна содержать меди более 0,1 —
0,15 %. Наличие омедненного слоя не
предохраняет полностью проволоку от
атмосферной коррозии.Защитные газыПри сооружении трубопроводов при¬
меняют сварку в среде защитных газов
Этот способ предусматривает использо¬
вание защитной среды в виде аргона,
гелия, углекислого газа или их смеси
в зависимости от технологических тре¬
бований сварочного процесса. Состав
защитных газов для сварки приведен
в табл 6.22Углекислый газ в нормальных усло¬
виях бесцветный, с едва ощутимым за¬
пахом. Плотность углекислого газа по
отношению к воздуху составляет 1,524,
при испарении 1 кг жидкой углекислоты
образуется 509 л газа. Углекислота,143
со СЧ со со
О О О Оo' o' о" о*' о"ю юss§§§о" о о о оо о о о о о оLO Ю Ю Ю LO ю ю
см (М <М CsJ сч см сч
о о о о о о о
о'' о" о" о" о'' о" о''2 Q-
>.X g
<иm о
!!I I II М IсI IС£>o'" o'"CD соо'o'"I I I I I I I- lOo' o'o'o''о о о о осм см со со
о' о" о" o'S ю см
оо- о о о о о^ CD ^ ^о" о" о'' —I М I Io' o'о*'® ^LO(О см^I I
00Чо° осм см
о" o'нS Sс( >>X ^ о ^ ^ ^S ’Т см’' ^ см*" см" см*'^ и I и I IU — о" o' ^ио о о о осмо*' о'' о' о" о"а-1
CD о
со jug=^1
S оя ^со яН X
144<<<
< < U U
00 00 00 00 о
о о о о —MillCQ CQ оа CQ CQоиоооsss-s-sgoiI II IICD 'o" o' o' o' o" o'" ^<s5i_i_Sxi-ux§§§§§§2i i i i i i i
ououuuoii
<U cys <=>S sSo'O . _
° 2.0
^ 2^=^'= 2=
s^2 i
U3 gu_ СЧ s:|l
= s«СЧ о
-ig^ ^ CQ
= ^ g.C S u
огоо.X1>ою>>Q.OSVOXсоISо.cdОCOCMb-^CO^Ю^СО^O) COLto CS00^MCMlOcd"CD" 00*"rfcD^cioo" —ISSCS| <MCO COCD00 2
CD *Sss
^ g
о S
H a.00o'lO^oo“COCO Oi
CO ю"
OJ (MO) 050^05oo"CO CO00cs°40505ЮCOCO"CDuO050005OioToToTr^СЧt^CD00—Г' Юcs00oi"CDsl600§ciОЮ00CO^LOr^CD00г irS00*'ОО*"t<1Лoo"1 TfCDЮ0000CNСЧ a>
in CO
Ю ^CD(M 00
CO CSо05^LT500^CM^CO ЮCO__CM00COlO^CO/■^4cm" со"o"oo"со"LO"o"lo"ЮCOCDouCMCMCMCOCOCDCD^CD^C75CMCD^05^CDCMсо'со"lOcd"sCMCMh-t^CM00^00^r- CDTj-05LO_COCOciCO"Юоо"оГsfSЙCMCOLOco^00^CM^lClO^CO^uOt^CD^OlCD05csCO(>fCMt^" oo"cm"-cd"CMoo"r^"CMCOCMCOlOCM^C0^05^COCOlOCDr-CMcm"со"cd" cd"o"C75"cm"oo"ю"со"CM0505^05^ CDLOCO^00lO^00CM—'cm"со"ю"ю"oo"-05"cm"00S ss^ оa- fr¬
ee оCQ о^ sCQ -CO s ja§ 5 SCOCOaa CLa-|i-
a- f CO
is:a,^ ф
0^3*. о ^|5SSp.SI 2 >■:>,^ О O-^ о .(T) CQ '—'Dh C <,S § § sО c; ffl s
^g.g(N I“ -e-§.°sо ^O. J3 CD^ и ^ "=^- ^aag<DCQSi<u145
Таблица 6.19Расход сварочных материалов на базе при стыковой сварке труб диаметром
1420 мм с двумя углами раскрытия кромок (норма на 10 стыков, кг)Толщина стенки трубы, мм15,71718,721,626Электроды для ручной сварки
первого шва и подварки корне¬
вого слоя2020202020Проволока для автоматической687890123165сварки всех слоев (числитель),
флюс (знаменатель)102117135184,5247,5Электроды для ручной сварки
первого шва и подварки корне¬
вого слояИ11ИИ11Проволока для автоматической8090102135177сварки всех слоев (числитель), 120
флюс (знаменатель)Таблица 6 20Размеры и масса мотков проволоки135153202,5265,5Диаметр
проволоки, ммВнутренний диаметр витков
мотка проволоки, ммМасса потока проволоки, кгнизкоуглеродистойлегированной2300—60030203400—60040304500—7504030Таблица 6.21Классификация МИС электродных проволок для сварки в среде защитных газовНомерТип металлаСодержание элементов, %проволокиСМпSiДругиеэлементы1Низкораскисленный0,06—0,121 — 1,30,4-0,72Среднераскисленный0,07—0,141,3—1,60,7-1—3Бысокораскисленный0,07—0,141,6—1,90,9-1,2До 0,4 А14Комплексно-раскисленный0,06-0,121 — 1,30,4—0,7До 0,2
Ti + Zr5Мо-содержащий0,07—0,141,6—20,5—0,80,4—0,6
Мопредназначенная для сварочного про¬
цесса, хранится в стальных баллонах
в жидком состоянии под давлением 5—6 МПа (табл. 6.23). Стандартный бал¬
лон вместимостью 40 л содержит 25 кг
углекислоты. Расход углекислого газа
при сварке можно рассчитать по фор¬
муле с = пК, где с — расход углекис¬146лого газа; п — расход сварочной прово¬
локи; К — коэффициент, зависящий от
режима сварки и диаметра проволоки.
При диаметрах проволоки от 0,8 до 2 мм,
коэффициент меняется от 1,5 до 0,9.Для сварки в трассовых условиях
весьма перспективно применение твер¬
дой углекислоты, применение которой в
ио>5нЭо ‘кин-этшчэвн BdAiBd9UW9xI=i <я ^
о с
CQedУЯ"асоUоиBLQBWЭ1ЧНЧ1ГВС19НИ\Д[О 5
со<и оQ-
t- О
>5 ^оиоCJнаOit>-нCJо0500CD>:>НI I !o' o' o'" o'"I Io' o'" o'3"gICOsЮHиоLO00Iо§00Hиосо Tf Tf Tf
CO CO COI I I II II I I>. s«ISS'
0)0>ЮCMооo'lO о t:
s. a.
°ii.2 ^ооIII I IЮ lOI I I S S 00s? s sI I II I9S3ig.,g3g3 = s3<UHo222a5a>CQCdQO tea oHCsSscf Hi.
о «->II|1
hS- <1^1=4147
Таблица 6 23Характеристики баллонов для хранения газовГ азРабочее дав¬
ление, МПаЦветокраска баллонанадписи
на баллонеДиоксид углерода5-6ЧерныйЖелтыйАргон14,7Верх — белый, низ —СинийчерныйГелий14,7КоричневыйБелыйКислород14,7Светло-синий или голу¬ЧерныйбойАцетилен1,9БелыйКрасныйПропан-бутан1,7КрасныйБелый3—3,5 раза снижает транспортные рас¬
ходы. Охлажденная до — 78,5°С при
нормальном давлении углекислота пре¬
вращается в твердое вещество, которое
при нагреве сублимирует с выделением
500 л углекислого газа на I кг льда.
Сухой лед перевозят в изотермических
контейнерах, двойные стенки которых
изолированы от внешней среды тепло¬
вой изоляцией. При сварке сухой лед
помещают в газификатор — полый
стальной сосуд, рассчитанный на давле¬
ние 0,8—1 МПа, и обогревают электро¬
обогревателем для интенсификации
испарения углекислого газа. Обычно
при сварке проволокой диаметром 0,8—
1,2 мм расход углекислого газа состав¬
ляет 5—12 л/мин, при диаметре прово¬
локи 1,6—3 мм— 14—25 л/минГазообразный аргон относится к
группе газов, которые химически не вза¬
имодействуют со свариваемым метал¬
лом. Чистый газообразный аргон по¬
ставляется трех сортов: высший, первый
и второй В зависимости от сорта его
содержание равно 99,99, 99,98, 99,95 %,
примеси — кислород, азот и влага Ар¬
гон высшего сорта обычно используют
для сварки очень активных и редких
металлов (титан, ниобий, цирконий)
и сплавов на их основе, а также для
других ответственных материалов. Для
сварки плавящимся металлическим и
неплавящимся вольфрамовым электро¬
дами различных сплавов на основе алю¬
миния, магния применяют аргон первого
сорта. Аргон второго сорта используют
при сварке алюминия, легированных
сталей различных марок, а также не¬
ржавеющих хромоникелевых жаропроч¬148ных сталей. При сварке низколегиро¬
ванных сталей плавящимся электродом
аргон обычно применяют в смеси с угле¬
кислым газом или кислородом. Хранят
и транспортируют аргон в стальных бал¬
лонах под давлением 14,7 МПа или
в жидком переохлажденном состоянии
при температуре не выше — 186°С и
давлении 0,1 — 1 МПа. ^Гелий — бесцветный газ, значитель¬
но легче аргона и воздуха. Гелий по¬
лучают путем сжижения из природных
газов В гелии, применяемом для свар¬
ки, остается в качестве примесей не¬
большое количество азота, водорода,
кислорода и влаги. Поскольку гелий
значительно легче воздуха, то его рас¬
ход при сварке очень высок Напряже¬
ние дуги в гелии в 1,5—2 раза выше,
чем в аргоне, и количество тепла при
сварке выделяется больше, чем в арго¬
не Проплавляющая способность дуги
в гелии выше, чем в аргоне Гелий
используется чаще для сварки неплавя¬
щимся электродом цветных, активных
и тугоплавких металлов. Хранят и
транспортируют гелий в баллонах в га¬
зообразном состоянии при давлении
14,7 МПа или в сжиженном состоянии
при давлении 0,2 МПа.Порошковая проволокаПорошковая проволока представляет
собой тонкостенную металлическую
трубку, имеющую сложное внутреннее
сечение, заполненное шихтой. Эта ших¬
та необходима для создания в процессе
сварки газовой и шлаковой защиты,
а также раскисления и дополнительного
легирования наплавленного металла.
Шихта обычно имеет состав, подобный
электродным покрытиям «Б» или «Р».
На качество порошковой проволоки ока¬
зывает влияние не только шихта, но
также тонкость помола ее компонентов,
однородность смеси и равномерность
заполнения проволоки по ее длине.
Порошковую проволоку изготавливают
из холоднокатанной стальной ленты
марки Св-08 в заводских условиях на
волочильных станках. Стальная лента
формируется в трубку с одновременным
заполнением ее полости порошком
и обжатием.Весовой характеристикой порошко¬
вой проволоки является коэффициент
заполнения /Сз, который определяется
по формуле-Млм„100,(6.8)где Мпр — масса проволоки с шихтой;
Мл — масса стальной ленты.Коэффициент заполнения порошко¬
вой проволоки составляет 15—50 % при
диаметрах проволоки 1,4—3,2 мм. Дроб¬
ление железного порошка в шихту
проволоки используется для обеспече¬
ния повышенной производительности.Применение проволок с различными
поперечными сечениями оказывает вли¬
яние на защиту наплавленного металла
от окружающей атмосферы Проволоки
простых конфигураций (рис. 6.1, а, б,
в) обычно применяют для сварки в
углекислом газе. Проволоки сложных
конструкций (рис. 6.1, г, d) применяют
без дополнительной защиты. Особеннонадежную защиту обеспечивают прово
локи двухслойной конструкции (рис. 6 1
е). По составу сердечника проволоки
подразделяют на пять типов: рутил
органические, карбонатно-флюоритные
флюopиtныe, рутиловые и рутил-флюо
ритные. Проволоки первых трех типов
применяют как правило без дополни
тельной защиты, а последние исполь
зуют для сварки в углекислом газе
Наиболее широко в монтажных уело
ВИЯХ порошковую проволоку применяют
для сварки низкоуглеродистых и низко
легированных сталей (табл. 6.24), что
обусловлено возможностью варьирова
ния химического состава и массы на
полнителя — порошкообразной шихты
обеспечивающей высокое качество свар
ных соединений.Газы для газопламенной
сварки и резкиГазопламенная обработка металлов
основана на процессах, в которых мест¬
ный нагрев и плавление осуществляют
высокотемпературным газовым пламе¬
нем, образующимся при сгорании горю¬
чих газов или паров в струе технически
чистого кислорода. В качестве горючих
газов и паров при газопламенной обра¬
ботке металлов используют ацетилен,
водород, природные газы, пропан,
бутан, их смеси и другие газы, а также
пары керосина и бензина К газопламен¬
ной обработке металлов, используемых
в трубопроводном строительстве, отно¬
сятся газовая сварка, разделительная
кислородная резка, термическая обра¬
ботка без изменения и с изменениемРис 6.1. Основные
конструкции поро¬
шковых проволок149
Бg.о"I0<NCO s
1X03NPd<Сig g
Л X
c^ <ViiооC^ 0»|oJiЖ hOi ?
= Xffl 9COro sii CLa. о
<я «-DQU ssd)a:sж X
CKCQ S
I03 <v
g-§
DQ о
U СОНi ^ 3
a.i-a: XЛЭ кс; sCO жH d;ж ¥° Is SsCl.'- ж s
«033 55s i HQQ тг s
U H ciCDr^ssCDr^1CO181CO1h~CO111s1CO(M1S1CM1CS1(MCM1оCMОLOto1оlO1ОlO1оh-Ю1о511g1811оLO1sLOa-i1CD10010011LO1CO1CD1LOCMCOCO^CO^СЧlO^(Ncm"CMSICOt^иLOXXX<<Йи<aaaСaсaaСГ)сSЮCOgЮ § §
lO lO CD1100111lO^1LO^со*'со"см"СОсосм"сч"см"см"см"исмсмXXX<<<ссС150
структуры, очистка поверхности от ока¬
лины, краски, ржавчины и других за¬
грязнений.Кислород при нормальных темпера¬
турах и давлении является газом, не
имеющим запаха и цвета При темпера¬
туре 20 °С и давлении 1013 ГПа плот¬
ность кислорода 1,43 кг/м'^. Кислород
получают из атмосферного воздуха
путем охлаждения его до температуры
сжижения и разделения в жидком
состоянии на составные части — кисло¬
род и азот или путем электролиза воды
Технический кислород по ГОСТ 5583—
78 выпускают трех сортов первого
(чистота по объему не ниже 99,9%),
второго (чистота 99,5 %) и третьего
(чистота 99,2 %). Влага в газообразном
кислороде не должна превышать
0,07 г/м^ Из 1 л жидкого кислорода
при испарении в нормальных условиях
получают 860 л газообразного кисло¬
рода Кислород в газообразном состоя¬
нии хранят и транспортируют в сталь¬
ных баллонах под давлением (ГОСТ
949—73) Жидкий кислород хранят и
транспортируют в сосудах-танках. Для
газопламенной резки и сварки жидкий
кислород предварительно испаряют и
подают к рабочему месту под давлением
1,6 МПа Транспортировка жидкого
кислорода более выгодна, так как масса
тары, приходящаяся на 1 кг кислорода,
уменьшается более чем в 10 раз.Ацетилен (химическая формула
С2Н2) при нормальных условиях пред¬
ставляет собой бесцветный газ с харак¬
терным запахом, обусловленным со¬
держащимися в нем примесями: серо¬
водородом, фосфористым водородом и
аммиаком Физико-химические свойства
горючих газов представлены в табл6 25. Ацетилен является взрывоопасным
газом при следующих условиях при на¬
гревании до 450—500 °С с одновремен¬
ным повышением давления до 0,14—
0,15 МПа, а также в смеси с воздухом
и кислородом в определенных пределах
при длительном соприкосновении аце¬
тилена с медью и серебром образуют
взрывоопасные смесиАцетилен для газовой сварки и резки
получают из карбида кальция при дей¬
ствии на него водойСаС2 + 2Н20 = С2Н2 + Са(0Н)2 (6 9)Из 1 кг карбида кальция получают
от 230 до 280 л ацетилена в зависи-та Sнеt X £5 & ё ^
sl-о i SОQJ О S ^i II i
|||2
о 2 ml;SiS 03 ^
s 2 OJ
-e- X ~о ^03 _ „a. о ,
иQ.<V' S ОH 1 Q-: о'is03i|E.s: о ^к I - ^IpuCOo'Ю lOo' o' o"—*0 — CM.J'ooh-.TfOCO СЮ 00 I Io'ooV,^00■TO00000000OOLOOOOOO
CNC4b-LO —
CCCNCgCN><N(MCMC40Cо о о I- t-
о о о ^ ьг:о оlO 00 00 — 00^^ — 00— CD (Мсо со — 'ф00о ^03 ss:
си £
S ЕГ-л.н стз р ■3 5S5§|о о:D- Н00 оX а,о 0^
VO2 3151
мости от размера кусков (грануляции)
карбида.Ацетилен выпускают в соответствии
с ГОСТ 5457—75 растворенный и газо¬
образный Для хранения и транспорти¬
ровки ацетилен растворяют в ацетоне
и распределяют равномерно в пористом
наполнителе под Давлением. Пористая
масса находится в баллоне и обеспечи¬
вает локализацию взрывчатого распада
ацетилена Максимальное давление в
баллоне не должно превышать 1,34 МПа
при температуре — 5°С и давлении
1013 ГПа и 3 МПа при 40 °С и том
же атмосферном давлении Остаточное
давление в баллоне при тех же условиях
не должно быть меньше соответственно0,05 и 0,3 МПа.Газы — заменители ацетилена делят
на три группы — сжимаемые, сжижен¬
ные и жидкие. К сжимаемым горючим
газам относятся водород, метан, окись
углерода, коксовый, пиролизный, при¬
родные, нефтяные и сланцевые газы.
При строительстве трубопроводов ис¬
пользуют природные и нефтяные газы.Природные газы и городской газ
представляют собой смесь газообраз¬
ных углеводородов с преобладающим
количеством (75,7—99,4 %) метана и
небольшими добавками инертных газов
и азотаГородской газ представляет собой
смесь природного газа с низкокалорий¬
ными газами (коксовым, генераторным
и др )Нефтяные газы подразделяются на
естественные (попутные) и искусствен¬
ные (заводские) Основными компонен¬
тами естественных газов являются ме¬
тан, этан, пропан, бутан и более высоко¬
молекулярные углеводороды. В состав
заводских нефтяных газов, кроме пере¬
численных углеводородов, входят еще
этилен, пропилен, бутилен, амилен и до
60 % Н2.Пропан-бутановые смеси находятся
при температуре — 40°С в жидком
состоянии, их получают при добыче
нефти и ее переработке. Состав сжижен¬
ных газов имеет следующие компо¬
ненты: пропан технический, бутан тех¬
нический, пропан-бутан технический
Пропан-бутан имеет широкое примене¬
ние на трассе для различных целей
резки и газопламенной обработки ме¬
таллаПропан-бутан транспортируют в бал¬
лонах под давлением 1,6 МПа или152в передвижных емкостях с испари¬
телем.Жидкие горючие продукты — бензин
и керосин — являются продуктами пе¬
реработки нефти. При газопламенной
резке их используют в виде паров под
давлением 0,3 МПаХранение и подготовка
материалов к сваркеВ покрытиях электродов имеются
соединения кальция, целлюлозы, асбест
и другие гигроскопические добавки,
которые усваивают влагу из воздуха.
На увлажнение покрытия оказывают
влияние такие факторы, как тип упа¬
ковки электродов, абсолютная и отно¬
сительная влажность, температура
окружающего воздуха, время пребы¬
вания электродного покрытия на возду¬
хе или в сыром помещении. Повышенное
содержание диффузионного водорода
в шве приводит к пористости сварных
соединений и созданию условий для
зоны термического влияния к образо¬
ванию холодных трещин Наиболее
надежной упаковкой для хранения
электродов являются запаянные банки.
В отсыревшем целлюлозном покрытии
происходят необратимые структурные
изменения, резко ухудшающие не
только адгезию покрытия к стержню,
но и сварочно-монтаж^ные свойства
электродов. При строительстве трубо¬
проводов не допускается хранение
электродов с основным покрытием
(как и с любым другим) в раскрытых
пачках более 4 ч.Прокалку электродов на трассе вы¬
полняют в печи СШО-3.2.3 2.5/3,5-И2,
которую подключают к сети перемен¬
ного тока напряжением 220 В или
постоянного тока напряжением 55 В.
В печи автоматически поддерживается
температура 80—350 °С с точностью
zfcl5°C при температуре окружающей
среды от —40 до +40 °С. В печи
прокаливают 27,5 кг электродов в час
Рабочее пространство печи имеет раз¬
меры 320X320X500 мм. Масса печи
95 кг, габариты 720X1020X1100 мм.Прокалку электродов на трубосва¬
рочных базах выполняют в печах
СНО—5 5.5/5-И1. Питание печи осу¬
ществляют трехфазным переменным
током частотой 50 Гц, мощность печи
15 кВт. Рабочее пространство печи
500X500X500 мм. Масса печи 340 кг,
габариты 870X1320X 1015 мм Печь
используют для прокаливания электро¬
дов и флюса при температуре до 500 °С.
Электропечь СНО-0,7.4,5 1/3,5-И1 ис¬
пользуют для прокаливания электродов,
устанавливают на шасси сварочного
агрегата или на рабочем месте свар¬
щика Мощность печи 1 кВт. Произво¬
дительность по прокалке электродов2,5 кг/ч при максимальной температуре
350 °С. Рабочее пространство печи
70X450X100 мм. Масса электропечи
20 кг.Электроды прокаливают в течение1 ч при следующей температуре:Температура прокалки ... °С
Электроды с покрытием цел¬
люлозного вида: ВСЦ-4,ВСЦ-4А, Фокс Цель, ФоксЦельМо 80—100Электроды с покрытием ос¬
новного вида:УОНИ-13/45, УОНИ-13/55,ВСФ-60, ВСФС-50, Гарант,Фокс ЕВ-50 .... 250-300
Гарант К . . ... 300—350
ВСФ-65, Шварц ЗК, ВСФ-
85, Фокс ДМоКб,Гарант Кс . . . . 350—400
ВСФ-75 . . ... 400—450Электроды с рутиловым по¬
крытием:ОЗС-4 100—120АНО-4, МР-3 . . . 180—200Сварочная проволока поступает на
трассу в бухтах, при этом упаковка
может иметь повреждение и проволока
ржавеет. Кроме этого, поверхность про¬
волоки часто покрыта смазкой, на ней
может быть окалина и грязь, попадание
этих веществ в сварочную ванну не¬
желательно. Поэтому проволоку диа¬
метром 2—5 мм перед употреблением
подвергают очистке на станке МОН-52,
в закрытом вращающемся блоке с помо¬
щью иглофрез и наматывают с рядной
укладкой в кассеты сварочных головок
Для подъема и установки проволочной
бухты на станке установлено подъемное
устройство. Станок позволяет очищать
обычную сварочную проволоку и нама¬
тывать в кассеты омедненную прово¬
локуТехническая характеристика
станка МОН-52Производительность на¬
мотки проволоки в кассету
головки^ м/минГДФ-1001УЗ . . 75СГФ-1004 .... 100
Максимальные размеры
кассеты, мм
диаметр . . . 650ширина ... . 85Энергоснабжение . . Переменный
ток 50 Г ц,
380 ВПотребляемая мощность,кВт . 5,1Грузоподъемность подъ¬
емника, Н . . ... 1960
Габариты, мм ... 2000X1120X1680
Масса, кг 900Кроме станка МОН-52 используется
также станок для намотки проволоки
МОН-51.Флюсы, применяемые в трубопровод¬
ном строительстве, также склонны к
поглощению влаги, поэтому перед их
употреблением независимо от условий
их хранения и транспортировки необ¬
ходимо прокаливать Флюсы АН-348А
и АН-47 прокаливают в течение 1 — 1,5 ч
при температуре 250—300 °С, насыпая
его слоем толщиной не более 60 мм.
Для сушки применяют печи типа СНО.При транспортировке и хранении по¬
рошковой проволоки возможно наруше¬
ние герметичности упаковки, что приво¬
дит к увеличению содержания влаги в
шихте Порошковую проволоку перед
сваркой подвергают термообработке
с целью удаления влаги и волочиль¬
ной смазки с ее поверхности Термо¬
обработку производят в сушильном
шкафу типа СНО при температуре
300—350 °С в течение 1,5—2 ч. Про¬
каленная проволока имеет цвет от ко¬
ричневого до темно-синего. Проволоку
наматывают в кассете на намоточных
станках. Прокаленную проволоку необ¬
ходимо использовать в течение 24 ч,
если это невозможно, то ее хранят в су¬
шильных шкафах при температуре 50—
100 °С, предотвращая увлажнение, осо¬
бенно при 100 % атмосферной влажно¬
сти.Все оборудование для подготовки
сварочных материалов устанавливают153
в одном блоке В нем выполняют
прокалку флюса и электродов, очистку
и намотку проволоки и хранят свароч¬
ные материалы Блок имеет отсек для
просушивания спецодежды Энергопи¬
тание блока осуществляется от сети
переменного тока напряжением
220/380 В или передвижной электро-
сга1П1ииБлок размещают в специальном ва-
юне или вагон-домике типа КУНГ, ко¬
торый транспортируют на санях, авто-
маши}1е КрАЗ или на ходовой тележке
вагон-домиковВ углекислом газе не должны со¬
держаться минеральные масла, вода,
глицерин и т п. Ввиду дефицитности
углекислоты I сорта для сварки при¬
меняют углекислоту II сорта и пищевую
Повышенное содержание водяных па¬
ров в такой углекислоте может при¬
вести к образованию пор в швах и
снизить пластические свойства Парци¬
альное давление паров воды в угле¬
кислом газе зависит от его давления,
особенно интенсивно повышается влаж¬
ность при снижении давления ниже1 МПа Большую часть оставшейся
воды можно удалить через вентиль
после опрокидывания баллонаС целью уменьшения попадания вла¬
ги в зону сварки углекислый газ
пропускается через влагоотделитель,
наполненный силикагелем, медным ку¬
поросом или другим осушающим реа¬
гентом Влагоотделяющий порошок
перед сваркой прокаливают при темпе¬
ратуре 200—250 °С в течение 1—2 ч с
повторением подобной операции один
раз в 10—15 дней в зависимости от
интенсивности загрузки сварочного по¬
луавтомата или автоматаПодготовка и сборка труб
под сварку,сборочные приспособленияСовременные методы сварки позво¬
ляют получать качественные сварные
соединения при условии обеспечения
незначительных смещений кромок труб
(2—3 мм) во время сборочных опера¬
ций. Причинами несовпадения кромок
при сборке стыков могут являться раз-
нотолщинность и эллиптичность цельно¬
тянутых труб, значительные отклонения
по длине окружности сварных труб,
наличие местных вмятин, связанных с
транспортировкой и разгрузкой, а так¬154же выхваты, вызванные неправильной
обработкой концов труб Эти отклоне¬
ния вызывают необходимость допол¬
нительной подгонки концов труб при
сборке в трассовых условияхСборочные операции могут произво¬
диться на сварочной базе при вращении
стыкуемых труб и в неповоротном поло¬
жении, на трассе в неповоротном поло¬
жении (при сборке секций в нитку,
при сборке захлестов, установка задви¬
жек ИТ п.), на трассе с помощью^.^
сварочной головки в неповоротном по¬
ложении (при прессовых методах
сварки)Сборка стыков труб под сварку вклю¬
чает следующие виды работ: подготовку
труб (правка концов и очистка поверх¬
ности свариваемых кромок), установку
труб, центровку и стяжку труб, про¬
верку сопряжений кромок и сборочных
баз, подгонку сопрягаемых элементов
и деталей, закрепление (фиксацию)
свариваемых кромокПодгоювка труб к сборкеТрубы, изготавливаемые на метал¬
лургических заводах, доставляют на
трассу в различное время года и разны¬
ми транспортными средствами, поэтому
при транспортировке, хранении и погру¬
зочно-разгрузочных работах они могут
покрыться ржавчиной, изменить точную
форму и т. п , что требует перед сборкой
и сваркой выполнить следующие подго¬
товительные работыОчистку внутренней полости труб от
возможных загрязнений, снега, льда и
случайных предметов выполняют до
сборки На механизированных линиях
загрязнения и случайные предметы уда¬
ляются ершом, который укрепляют на
центраторе. В процессе прохода трубы
через центратор ерш удаляет их авто¬
матически Попавшие внутрь трубы
камни, грунт и посторонние предметы
могут нарушить технологический про¬
цесс сборки и сварки при сооружении
трубопровода, а также причинить вред
готовой линии во время ее продувки
и эксплуатацииОчистку изоляции осуществляют с
концов труб на участке 100 мм в том
случае, если трубы изолированы на за¬
воде Битумная мастика вначале сни¬
мается режугцим приспособлением, а
затем — бензином или другими раство¬
рителями
Оборудование для правки
концов трубПравку деформированных концов
труб глубиной до 3,5 % диаметра трубы
выполняют с помощью безударных при¬
способлений. Вмятины на концах труб
диаметром 720, 820 и 1020 мм с толщи¬
ной стенки до 11 мм выправляют,
применяя приспособление типа ПВ. В
качестве рабочего органа используют
автомобильный домкрат с усилием
50 кН Для правки вмятин на трубах
диаметром 630—1420 мм с толщиной
стенок до 22 мм применяют устройство
УПВ-141. В качестве рабочего органа
используют гидравлический домкрат
с усилием 300 кН. Для труб из стали
с временным сопротивлением разрыву Ов
до 539 МПа допускается правка вмя¬
тин и деформированных концов при
положительной температуре без подо¬
грева. При отрицательной температуре
окружающего воздуха проводят мест¬
ный подогрев до 100—150 °С. Правку
труб из стали с ав^539 МПа осу¬
ществляют с местным нагревом до
150—200 °С при любых температурах
окружающего воздуха. Участки труб
с вмятинами глубиной более 3,5 %
диаметра, а также с резкими деформи¬
рованными краями, имеющими надре¬
зы, обрезают газокислородной резкой
или механическим способом.Газокислородная резкаПроцесс газокислородной резки ос¬
нован на сгорании металла в струе
кислорода и удалении этой струей об¬
разующихся окислов (рис. 6.2). Поверх¬
ность разрезаемого изделия нагревается
пламенем газокислородной смеси, про¬
ходящей через канал резака При нагре¬
ве поверхности металла до температуры
воспламенения через канал подается
«режущий» кислород, который быстро
окисляет подогретый металл. Образо¬
вавшиеся в верхнем слое реза жидкие
окислы выдуваются кислородом, окру¬
жающий его металл остается твердым.
Вытесненные струей расплавленные
окислы нагревают нижележащий слой
металла, обеспечивая условия для его
интенсивного окисления и т. д В резуль¬
тате процесс окисления распространя¬
ется на всю толщину заготовки. Рас¬
плавленные окислы удаляются струей
режущего кислорода из зоны реза.Рис. 6.2. Схема процесса газокисло¬
родной резки:1 — горючая смесь, 2 — кислород; 3 —
пламя для подогрева, 4 — окислыРис. 6.3. Схема удаления металла газо¬
кислородной резкой:/ — резак, 2 — разделительный рез, 3 —
поверхностный резВ щлак попадает сравнительно неболь¬
шое количество металла.Количество удаляемого металла при
резке (рис. 6.3) g= {l/t)bhp или g =
= (oFp, где I — длина реза; / — время
резки; Ь — ширина реза; h — толщина155
металла; со — линейная скорость резки;
р — плотность металла; F — площадь
поперечного сечения канавкиГазокислородной резке подвергаются
металлы и сплавы, удовлетворяющие
ряду требований.1. Температура плавления металла
должна быть выше температуры воспла¬
менения в струе чистого кислорода, т. е.
металл в процессе резки должен сго¬
рать, не образовывая на кромках реза
наплывы. Этому требованию удовлетво¬
ряют металлы с низким содержанием
углерода, однако с повыщением со¬
держания углерода в стали более
0,7 % способность к резке падает.2. Температура плавления металла
должна быть выше температуры плав¬
ления окислов, образующихся в процес¬
се резки. Это делает возможным уда¬
лить свободно окислы из места разреза.
Однако такие металлы, как алюминий,
медь, магний и их окислы, а также
высоколегированные стали этому усло¬
вию не отвечают, так как при нагреве
поверхности образуется пленка туго¬
плавкого окисла, которая изолирует ме¬
талл от контакта с кислородом (табл.
6.26).3. Появляющиеся при резке шлаки
должны быть жидкотекучими, что выте¬
кает из первых двух требований Га¬
зовая резка металлов, содержащих
высокий процент кремния или хрома,
затруднительна или невозможна На¬
личие в сплавах одних примесей по¬
вышает температуру плавления окис¬
лов, других — препятствует воспламе¬
нению металла, а третьих — изменяет
свойства металла в месте реза и приво¬
дит к появлению трещин. Ухудшают
процесс резки примеси: молибден при
содержании его в сплаве более 0,7 %,
хром при содержании более 7—10 %и др. Наличие условия для резки не
приводят к появлению на поверхности
закалочных структур и даже трещин.
Для обеспечения качественной резки
необходимо применять предваритель¬
ный подогрев.4 Для непрерывного образования
окисла металла процесс горения метал¬
ла в кислороде должен сопровождаться
выделением теплоты.Горение железа идет экзотермически
по следующим уравнениям:2FeH-O2 = 2FeO + 0,54 МДж/моль;2Fe -f ЗО2 = 2р02Оз -f 1,65 МДж/моль;
ЗРе-1-202 = Рез04+1,11 МДж/моль.Выделяющаяся теплота подогревает
нижележащие участки разрезаемого
металла Однако вести процесс только
за счет подогрева не удается, так как
выходящий шлак уносит с собой теплоту
и часть ее отводится в окружающий
металл. Кроме того, из-за дросселиро¬
вания режущего кислорода, выходя¬
щего из сопла, происходит некоторое
охлаждение места реза. Главную долю
теплоты (70—95 %) для подогрева ме¬
талла все же составляет теплота реак¬
ции окисления железа Как показали
исследования, теплота, выделяемая по¬
догревательным пламенем, составляет
около 5—30 % теплоты общего баланса
при газовой резке и зависит от толщины
разрезаемого металла.5. Теплопроводность разрезаемого
металла должна быть возможно низкой,
так как трудно, а иногда невозможно
в большой массе высокотеплопровод¬
ного металла обеспечить концентриро¬
ванный нагрев зоны реза, для мало¬
углеродистой стали, теплопроводность
которой невелика, не имеется трудно¬
стей как в начальный момент, так и в
процессе реза.Таблица 6.26Температура плавления разрезаемых металлов и их окисловМеталлыТемпература плавления, °ССталь малоуглеродистая
Сталь высокоуглеродистая
Железо чистое
Чугун серый
МедьАлюминий15001300—14001528120010846581300-15001300-15001300—15001300-15001230-13362050156
Нагрев металла при резке производят
газокислородным пламенем, в качестве
горючего газа используют ацетилен или
его заменители (пропан-бутан, керосин,
бензин и др.) Максимальная произво¬
дительность обеспечивается с примене¬
нием ацетиленаНизколегированные высокопрочные
трубные стали чувствительны к терми¬
ческому циклу, поэтому при резке тре¬
буется строго соблюдать режимы, а в
некоторых случаях применять предва¬
рительный подогревПри резке металл, прилегающий к
кромке реза, образует зону, обладаю¬
щую высокой твердостью и низкой
пластичностью Деформация этой зоны
при центровке может привести к обра¬
зованию трещин, особенно с пониже¬
нием температуры воздуха Tq. Явление
повышения твердости показано на
рис. 6 4 при резке стали толщиной20,5 мм с ав = 590 МПа после машинной
газокислородной резки.На структуру и свойства кромки
реза оказывает влияние кроме началь¬
ной температуры мощность подогре¬
ваемого пламени, толщина металла, хи¬
мический состав стали и скорость резки
В табл 6 27 представлены режимы
машинной и ручной резки малоуглеро¬
дистой и низколегированной стали.На качество поверхности реза и про¬
изводительность процесса оказывают
влияние следующие параметры:чистота технического кислорода (не
менее 99,5 %, табл. 6 28),Рис. 6 4. График влияния начальной
температуры То на твердость металла
HV после машинной резки со скоростью
500 мм/мин: — уровень твердости основногометалла, 1 — резка с предварительным
подогревом до 150 °С, 2 — резка при тем¬
пературе 18 °С, J — резка при температу¬
ре — 50 °Смощность и характер подогреваю¬
щего пламени; рекомендуется вести рез¬
ку нормальным пламенем с соотноше¬
нием кислорода и смеси Ро= 1,05+1,2,скорость резки, которую устанавли¬
вают в зависимости от толщины
металла,расстояние между концом резака и
поверхностью трубы (при работе на аце¬
тилене ядро пламени находится от по¬
верхности 1,5—2 мм, при работе на про¬
пане — 3—3,5 мм);Таблица 6.27Режимы машинной и ручной кислородной резкиПоказательМашинная резкаРучная резкаТолщина стали, мм510203051020Номер мундштуканаружного0111011внутреннего1222122Давление, МПа:кислорода0,350,40,50,70,350,350,4ацетилена0,040,0450,0450,050,010,010,01Скорость резки, мм/мин
Расход, м74-600400370330400350250кислорода1,21,845,533,54ацетилена0,350,350,40,40,60,650,7Ширина реза, мм2,52,5342,533Длительность нагрева, с5101215——157
Таблица 6 28Изменение скорости резки в зависи¬
мости от давления расхода и чистоты
кислорода (в %)99.5
9998.5
9897.5100100110—115 110—115
122—125 122-125
138—140 138-140
158—160 170—17510095918783давление кислорода, устанавливае¬
мое в зависимости от толщины метал¬
ла (см. табл. 6.27).Резку трубы часто начинают в верх¬
ней точке пробивкой отверстия. Для
труб с толщиной стенки 15—20 мм резку
начинают с просверливания отверстия
диаметром 7—8 мм. В зависимости от
класса точности резки по ГОСТ 14792—
80 приняты допуски на длину реза и
шероховатость его поверхности (табл
6.29).В трубопроводном строительстве
применение различных способов сварки
требует соответствующей подготовки
поверхности кромок труб Меньшей точ¬
ностью обладает ручная газокислород¬
ная резка, после которой допускается
только ручная дуговая сварка электро¬
дами с основным покрытием Резка ма¬
шиной «Спутник-3» обеспечивает боль¬
шую точность, что способствует исполь¬
зованию поверхностей для ручной
дуговой сварки, а также автомати¬
ческой сварки под флюсом, для ручной
подварки электродами с основным по¬
крытием и двухсторонней автоматиче-Таблица 6.29
Отклонение размеров при резкеской сварки под флюсом После резки
машиной «Орбита-2» кромки труб при¬
меняют для сварки всех предыдущих
трех способов, а также для ручной
сварки электродами с целлюлозным по¬
крытием Применение электродов с цел¬
люлозным покрытием требует после вы¬
полнения резки еще механическую обра¬
ботку кромок реза.Для труб с толщиной стенки более
20 мм из стали с эквивалентом угле¬
рода Сэ> 0,41 % необходимо перед ма¬
шинной резкой применять подогрев,
используя схему, приведенную в табл.
6.30.Ручную и механическую газокисло¬
родную резку труб из низкоуглеро¬
дистых и низколегированных сталей
можно выполнять без предварительного
подогрева. Перед резкой необходимо
очистить полость трубы на длине
0,5—1 м от снега, грунта, грязи.
После резки до полного остывания не
допускается укладывать катушки или
трубы на снег или воду.Для оценки приемлемости применя¬
емой технологии машинной резки труб
с толщиной стенки более 20 мм из сталей
повышенной прочности проверяют об¬
разцы на закаливаемость. Образцы из¬
готавливают на изгиб по ГОСТ 6996—
66 из металла, подвергнутого термиче¬
скому воздействию при машинной резке.
Испытание образцов проводят по схеме,
изображенной на рис. 6.5, где диаметр
нагружающей оправки D = 2a, толщина
образца а = 6/1,5 (не более 16 мм),
6 — ширина образца, равная толщине
стенки трубы. При испытании на угол
загиба на поверхности образцов выяв¬
ляют трещины; если при угле в 30°
трещины не обнаружены, то режим рез¬
ки выбран правильноКласс точностиПредельные отклонения длины
реза (в мм) при его номинальных
размерах, ммНормы шероховатости (в мм)
при толщине разрезаемого
металла, ммДо 500500—15001500—25005—1213—3031-601н=1±1,5±20,050,060,072-h2-Ь2,5-1- 30,080,160,253±3,5±3,5±40,160,250,5158
Таблица 6.30Режимы предварительного подогрева при машинной газокислородной резке труб^ Мп
^э-С+ 6 +АцетиленПропанCr + V-fMo
5Толщина стенки трубы, мм10152025101520250,3—0,4*******Л0,41-0,5**-30**0*****-40**0,51-0,56*-30**0 ***4-20*****-30*** 0**** Резка без подогрева при температурах до —50°С
** Подогрев необходим до 50 °С при температуре воздуха ниже Т, °С
*** Подогрев до 100 °С при температуре ниже Т, °СОборудование и технология
газокислородной резкиК основному оборудованию для
газовой резки относятся машины,
установки и аппаратура для газопла¬
менной обработки, ацетиленовые гене¬
раторы, баллоны для хранения и транс¬
портирования сжатых газов, резаки,
а также регулирующая и коммуника¬
ционная аппаратура — редукторы, вен¬
тили, рукава (шланги) и др.Баллоны для сжатых газов. Газо¬
образный кислород хранят и транс¬
портируют в стальных баллонах под
давлением 15 МПа вместимостью 40 л.
Для ацетилена с давлением до 10 МПа
используют баллоны типа 100, где со¬
держится около 5,5 м^ газа (при ат¬
мосферном давлении). Баллоны для
пропан-бутана изготавливают сварны-Рис. 6.5. Схема испытания образцов на
загиб после газокислородной резкими из спокойной или полуспокойной
стали вместимостью от 2,5 до 80 л Бал¬
лоны окрашивают в цвет, условно при¬
своенный данному газу. На неокра¬
шенном участке в верхней части балло¬
на выбивают паспортные данные бал¬
лона, а также клейма при периодиче¬
ских осмотрах и испытаниях, которые
проводят каждые 5 лет (для баллонов
под ацетилен — каждые 3 года).Газовые редукторы. Редукторы ис¬
пользуют для понижения давления газа,
отбираемого из баллона или питающей
сети, а также автоматического под¬
держания рабочего давления постоян¬
ным В монтажных условиях применяют
кислородные редукторы: РК-50, ДКП-
2-78, РК-536М, ДКМ-1-70, РДС-50,
ДКД-8-65, РКД-15-59, ДКД-15-65. Бал-
лоные редукторы для ацетилена приме¬
няют следующих марок: РА-50, РД-
2АМ, ДАП-1-65, ДАМ-1-70, ДАД-1-65.
Для пропан-бутана используют ре¬
дукторы ДПП-1-65, РД-1БМ, РДГ-6Рукава (шланги). Рукава применяют
для подвода газа к горелке или резаку.
Их изготавливают из вулканизирован¬
ной резины с тканевыми прокладками
по ГОСТ 9356—75 и применяют для
работы при температуре от 50 до— 35 °С (табл. 6.31).В зависимости от среды, подаваемой
в рукава, наружный слой имеет разли¬
чный цвет: для кислорода — синий; для159
Таблица 631Техническая характеристика прорезиненных шланговВнутренний
диаметр, ммДопуск на внутренний диаметр, ммЧисло тканевых прокладокI сортII сортдля кислородадля ацетилена5,5н-0,5±0,75215,5-+-0,5±0,753213±1,0—33Таблица 6.32Техническая характеристика ацетиленовых генераторовПоказателиГНВ-1,25,
АНВ-1,25—73МГГВР-3ACM-1,25-3Система генератораКомбинированная «вытеснения воды»«ВытесненияРасход газа, м'7чи «вода на карбид»воды»1,25231,25Давление в корпусе,
МПа0,010,010,070,15Рабочее давление,0,0016-0,004—0,0015— 0,008—МПа0,00240,0060,0030,07Крупность карбида,
мм25X3015X2525X5025X80Единовременная за¬
грузка карбида, кг
Количество воды для
заполнения, дм'^*42,542,2корпуса851806024,5бачка
Размеры, мм:—233516диаметр480590630295высота93511351260845Масса генератора без42(131)65(273)110(213)16(59)воды и карбида (с во¬
дой и карбидом), кгацетилена и пропан-бутана — красный,
для керосина и бензина — желтый
Ацетиленовые генераторы различают
по производительности, по давлению,
по роду установки (передвижные и ста¬
ционарные), по принципу действия
(«карбид на воду», «вода на карбид»,
«вытеснение воды» и др ). Все пере¬
движные генераторы снабжаются водя¬
ными затворами низкого или среднего
давления (в зависимости от типа гене¬
ратора) для предотвращения взрыва
ацетилена в генераторе при обратных
ударах. В монтажных условиях находят
применение передвижные генераторы-
ГНВ-1,25, АНВ-1,25-73, МГ, ГВР-3,
ACM-1,25-3 (табл 6.32)Установки для газовой резки. Для
газовой резки трубопроводов исполь¬160зуют переносные и передвижные уста¬
новки и аппараты, имеющие ручные
резаки, регулирующую аппаратуру и
баллоны с газом. Для газокислородной
резки применяют резаки «Маяк-1-02»,
«Маяк-2-02», РУЛ-70, «Факел», РУЗ-70,
РК-71, РЗР-62, «Ракета». Резаки
«Маяк-1-02», «Ракета», «Факел» при¬
меняют при работе с ацетиленом, ре¬
заки «Маяк-2-02», РЗР-3 и РЗР-62 —
для резки с использованием газов — за¬
менителей ацетилена, резак РК-71 —
для резки с применением керосина.В комплект ручного резака входят
внутренние и наружные мундштуки,
сменные мундштуки, ключ, уплотни¬
тельные кольца. Норма расхода газов
при ручной резке приведена в
табл. 6.33—6.36 в кубических метрах
Если расход требуется перевести в кило¬
граммы, то необходимо умножить на
коэффициенты: 1,09— ацетилен; 1,94 —
пропан-бутановая смесь, 8 — природ¬
ный газ; 1,33—кислород.Универсальные резаки инжекторного
типа «Ракета-1» и «Ракета-2» исполь¬
зуют для ручной разделительной кисло¬
родной резки низкоуглеродистых сталей
толщиной 3—300 мм Резак «Ракета-2»
работает на ацетилене, резак «Ра¬
кета-2» — на газах — заменителях аце¬
тилена (табл. 6.37)Резаки «Маяк-1-02» и «Маяк-2-02»
инжекторного типа используют для руч¬
ной кислородной резки низкоуглероди¬
стых и низколегированных сталей
толщиной 3—350 мм В качестве горю¬
чего газа применяют ацетилен и газы —
заменители ацетилена (табл. 6 38)Ручной резак РАВ-1 используют для
ручной разделительной резки низко¬
углеродистой стали толщиной 3—
300 мм с использованием подогреваю¬
щего пламени от сгорания смеси аце¬
тилена с кислородом Резак без ин¬
жектора работает при давлении ацети¬
лена 0,05—0,07 МПа Резак при работе
подключают к ацетиленовым генерато¬
рам среднего давления, баллонам или
рампе с баллонами Масса резака 1,3 кг.
Резак комплектуется щестью сменными
мундштуками.Для ацетилено-кислородной резки
труб со скосом кромок и без негоприменяют ручные машинки типа РФ
Машинка состоит из рамы с круговой
направляющей, подвижного разъемного
кольца, держателя резака и ручного
привода. Газовый резак закрепляют
в держателе, так как машинки постав¬
ляют без резака Рама машинки опира¬
ется четырьмя болтами на поверхность
трубы и удерживается в рабочем поло¬
жении цепью и пружинойТехническая характеристикамашиноктипа РФТип . . .РФ-529РФ-820Диаметр обрезае¬мых труб, мм . .429—529720-820Угол скоса кромки.градусы . .0—450-45Размеры, мм:длина530470ширина .685965высота . . . .8001080Масса, кг . . .22,530ТипРФ-1020РФ-1220Диаметр обрезае¬мых труб, мм10201220Угол скоса кромки,градусы0—450-45Размеры, мм:длина . .540468ширина . .11801395высота12951650Масса, кг4035Таблица 6.33Расход газов при ручной резке листовой стали (норма на 10 м реза)ТолщинаРасход газов, мстали, ммАцетиленКислородПропан¬бутанПриродныйгазКислород50,130,620,10,230,8260,150,740,120,280,9980,21,030,150,331,32100,21,290,160,351,65120,241,550,180,41,98140,281,80,210,462,31160,292,130,220,472,64180,332,410,230,52,97200,342,670,260,563,3250,463,340,320,74,13300,554,010,390,844,95400,575,080,40,866,650 0,63
6 в Г Чирсков и др7,260,430,918,25161
Таблица 6.34Расход газов при ручной резке труб (норма расхода на 10 перерезов)о. Sз: ^гта ^X .
§ ^
Ь оРасход газов при резке без скоса кромок,АцетиленКислородПропан¬бутанПриродныйгазКислород21960,180,790,130,291,0280,21,00,160,361,34100,211,30,170,371,66120,241,550,180,411,97140,332,110,250,572,71160,342,460,280,62,9927380,251,310,20,451,68100,261,630,210,462,09120,31,940,230,522,49140,412,640,310,73,39160,473,370,370,824,132580,31,570,240,542,01100,311,950,250,552,5120,362,330,280,632,98140,493,140,370,844,03160,564,010,430,984,8837780,351,830,280,632,34100,362,280,290,642,91120,422,720,320,733,48140,573,650,430,984,68160,594,230,461,035,15426100,42,580,310,693,3120,483,080,370,833,95140,654,120,491,15,28160,745,240,581,286,4153060,431,950,310,72,580,52,590,40,93,31100,523,230,410,914,13120,63,860,461,044,94140,734,660,551,255,97160,754,790,571,296,1463060,522,320,370,842,9780,63,090,481,073,95100,623,850,491,084,93120,724,60,551,245,89140,966,090,721,637,81161,097,750,851,99,4872060,592,650,430,96 .3,480,693,530,541,224,53100,694,40,561,245,64120,825,270,631,426,75141,096,960,821,876,93161,248,860,972,1710,8382080,884,480,681,565,72100,885,640,711,597,17121,056,710,791,818,58141,257,930,932,1210,17161,4210,111,112,4612,32162
Продолжение табл. 6 34CL 5
5Расход газов при резке без скоса кромок,3 ^1"
Н аАцетиленКислородПропан¬бутанПриродныйгазКислород102081,095,570,851,947,12101,097,010,881,978,91121,38,350,982,2510,67141,559,861,162,6412,65161,7612,781,373,0615,33181,7613,61,383,116,03201,9714,41,413,1717,821220101,318,391,052,3610,7121,569,991,182,712,8141,8511,81,393,1615,1162,1115,041,643,6618,33182,1115,551,643,7119,17202,3617,281,693,7921,321420142,1613,731,623,6817,61162,4517,511,914,2721,34182,4518,11,914,3222,32202,7520,111,964,4124,82253,4825,112,45,5431,05Примечание При резке кромок с углом скоса 22° нормы умножить на 1,08, 30°
на 1,16, 35° — на 1,22, 45° — на 1,41, 50° — на 1,55Для обработки кромок труб диа¬
метром 273—355 мм можно использо¬
вать машину газовой резки типа МРТ-31,
состоящую из диска, шестерни с выре¬
зом и держателем, резаки марки
РМ-З-И-250 от машины «Орбита-2»,
шарниры с рычагами, соединяющими
диск с шестерней, и ручного привода.
Резак укрепляют на держателе под
углом к оси трубы. Угол устанавлива¬
ют в зависимости от скоса кромок.
При вращении ручки приводного уст¬
ройства оператором резак перемещает¬
ся по периметру трубыТехническая характеристика машины
газовой резки труб МРТ-31Диаметр труб, мм . . 273—355
Угол скоса кромок, градусы 0—45
Привод .... ... Ручной
Передаточное число редук¬
тора 4,45Размеры, мм:длина .... . . 415ширина 545высота 630Масса, кг ... . . 126*Для труб диаметром 168—273 мм
применяют машину МРТ-21, а для труб
диаметром 326—426 мм — машину
МРТ-41Для механизированной резки и обра¬
ботки кромок труб на трассе применя¬
ют газорежущие машины типа «Орби¬
та-2» и «Спутник-3».Машина «Орбита-2» позволяет вы¬
полнять разделительную резку труб
диаметром 529—1420 мм со скосом
и без скоса кромок. Машина перемеща¬
ется по гибкой металлической ленте при
помощи ведущих и ведомых роликов.
Лента является базовой поверхностью
и направляющей для получения точной
линии реза. На супорте машины кре¬
пят два (или один) малогабаритных
резака типа РМ-З-И-250. Машина имеет
выпрямительный блок и электродвига¬
тель постоянного тока для перемеще¬
ния резака Питание машины осуще¬
ствляют от сети переменного тока
{U = 220 В), от аккумулятора {U =— 24 В) и сварочного агрегата {U =— 70 В). Разделительную резку про¬
водят под углами 1,5, 3 и 6° для четырех
типоразмеров труб с применением аце¬
тилена и его заменителей.163
Таблица 6.35Расход газов при ручной вырезке отверстий под патрубки или обрезка концовпатрубков (при соотношении-^патр^труб= 1, норма расхода на 10 перерезов)з: „
S SI-о SН аРасход газов,АцетиленКислородПропан¬бутанПриродныйгазКислород219273325377426465530630720101281012158101215810121510121581012151820256810121568101215681012150,220,240,250,30,310,310,370,50,370,380,450,550,430,440,520,650,490,590,730,540,550,650,80,880,971,20,530,610,620,740,920,630,740,740,881,10,730,840,841,011,290,981.24
1,6
1,9
1,62
2,01
2,39
3,23
1,932.4
2,87
3,552.25
2,83.344.143.183.794.72.793.474.155.15
6,377.04
8,712.43.18
3,97
4,74
5,89
2,863.8
4,73
5,667.04
3,274.35
5,426.488.260,160,20,20,230,250,260,280,380,30,310,340,420,350,360,40,490,380,450,60,430,440,490,610,630,680,840,390,490,510,570,70,460,590,60,670,840,530,670,690,770,980,350,450,450,510,560,560,640,870,670,680,770,950,780,790,91,110,851,021.27
0,96
0,98
1,12
1,381.4
1,55
1,91
0,87
1,1
1,121.28
1,59
1,03
1,31
1,331.52
1,89
1,181.51.52
1,74
2,221.251.65
2,04
2,432.072.573.06
4,13
2,473.08
3,674.54
2,883.58
4,285.34.074.85
6,02
3,57
4,45
5,31
6,67.868.7
10,743.074.085.08
6,077.553.664.86
6,067.25
9,01
4,195.56
6,948.310.58Примечание. Нормы расхода газов в таблице используют для резки патрубков
и вырезки отверстий, когда их ось будет находиться под углом 90° к приваривае¬
мой трубе Если при вырезке отверстий или резке патрубков их оси при сварке
буду г находиться под углом 45 и 60°, то нормы увеличивают, используя коэффи¬
циенты 1,23 и 1,16164
Таблица 6 36Расход газов при ручной вырезке отверстий под патрубки или обрезка концовпатрубков (при соотношении'патрDтруб= 0,6, норма расхода на 10 перерезов)о. 2«3 S
||
а ^Н аРасход газов, м *АцетиленКислородПропан¬бутанПриродныйгазКислород21960,180,830,130,31,0780,211,060,170,381,41100,211,360,170,381,74120,251,620,190,442,0727380,271,380,210,481,77100,271,710,220,482,09120,322,040,240,552,61150,432,760,330,743,5332580,311,650,260,572,12100,322,050,260,582,63120,382,450,290,663,13150,473,030,360,813,8837780,371,920,30,662,46100,372,390,310,673,06120,452,850,340,773,65150,553,530,370,954,53426100,422,710,320,733,47120,53,130,390,874,14150,634,020,481,085,1446580,462,380,370,823,05100,462,960,380,833,8120,553,540,420,954,53150,694,30,521,185,63180,755,440,521,196,71200,836,010,581,327,42251,037,430,721,639,1853060,462,050,330,742,6280,522,720,420,943,48100,533,390,430,954,34120,634,050,481,095,18150,785,030,61,456,4463060,542,440,390,883,1280,633,240,51,124,15100,634,040,521,145,17120,754,830,581,36,19150,946,010,721,627,772060,622,790,451,013,5780,723,710,571,284,75100,724,630,591,35,92120,865,530,661,497,09151,17,050,841,99,03165
Техническая характеристика машины
«Орбита-2»Диаметр труб, мм .Толщина стенки, мм .
Температура эксплуатации,
°С Относительная влажность воз-духа, % Потребляемая мощность, кВт:
при напряжении 220 В .» 24 В .» 70 В .
Число резаков (РМ-З-И-250)
Скорость перемещения реза¬
ка, мм/мин ...
Регулирование скорости
Точность реза, мм .
Давление газа, МПа:
кислорода ....
ацетилена 530, 720,
820,1020,
1220,1420
5—75(40)-(-30)90заменителя ацетилена . .
Наибольший расход газа на
два резака при резке стенки
толщиной до 30 мм, м^/ч*
кислорода ... . .ацетилена Масса машины, кг:
с электроприводом
с ручным приводом . .
блока питания . .
Габаритные размеры ходовой
части, мм ... . . .0,110,12,12300—800Плавное±1До 0,6
Не менее
0,01
0,02141,1212518,5670 X
Х450Х
Х270Машина «Спутник-3» предназначена
для разделительной резки труб под
сварку со скосом и без скоса кромок.
Ее используют для получения прямых
резов и обработки кромок труб диа¬
метром 194 — 1620 мм Машина пере¬
мещается по поверхности трубы на
опорных роликах и удерживается с по¬
мощью цепного пояса. Перемещение
машины обеспечивается обкаткой при¬
водной звездочки по цепиТехническая характеристика машины
«Спутник-8»Диаметр труб, мм . . 194—1620Толщина стенки, мм . . 5—75166Температура эксплуатации,°С . . . ( + 20) —(-40)Относительная влажностьвоздуха, % . . . . 80
Потребляемая мощность, кВт 0,11
Напряжение питания. В:переменный ток . . . 220постоянный ток . . 24Число резаков 1Скорость перемещения,мм/мин .... . 150—750
Равномерность перемещенияпри —20 °С, % . . . . ±10
Давление газов, МПа*кислорода . . 0,2—0,4
ацетилена . . . 0,01—0,03Масса машины, кг ... . 20,8Масса блока питания, кг . 5,7При газокислородной резке труб рас¬
ход газов можно определить по табл.6.39, 6.40Оборудование для плазменной дуго¬
вой резки. В комплект оборудования
для плазменно-дуговой резки входит
режущий плазмотрон (резак), блок
управления, источник питания дуги
электрическим током, механизм для
перемешивания плазматрона вдоль ли¬
нии реза. Для ручной плазменно-дуго¬
вой резки труб с применением возду¬
ха используют установку «Киев-4»
Толщина разрезаемого им металла
6—50 мм; потребляемая мощность
54 кВ-А, напряжение холостого хода
180 В, расход воздуха при давлении
0,6 МПа 2—3 м^/ч Скорость резки
0,5—3 м/мин (в зависимости от тол¬
щины стенки трубы).Технология тепловой газокислород¬
ной резки Процесс прямолинейной
кислородной резки начинают с нагре¬
ва торца пластины до температуры
воспламенения в кислороде, а прак¬
тически до плавления Далее осущест¬
вляют подачу кислородной струи, обес¬
печивая непрерывное окисление метал¬
ла по толщине изделия, перемещая
резак по линии резаПри резке стали толщиной до 30 мм
мундштук резака вначале устанавли¬
вают вертикально или с наклоном5—20° в сторону, обратную направ¬
лению резки Далее этот угол увели¬
чивают до 20—30°, обеспечивая час¬
тично или полностью удаление с перед¬
ней грани разреза жидких шлаков,
ускоряя окисление металла и повы¬
Таблица 6.37Техническая характеристика резаков типа «Ракета»Толщина стали, мм1 lVyi\C10Ci 1 и2-56—2525—5050—100100—200200—300Номер мундштука:наружного111222внутреннего123455Давление режущего0,30,40,60,811,2кислорода, МПаРасход, м'^/ч:кислорода2,54,2510152640ацетилена0,40,60,80,911,2пропан-бутана0,30,40,50,60,70,8природного газа0,611,31,41,61,9Примечание Приведенные данные давления 0,001 МПа и расхода ацетилена отно¬сятся к резаку «Ракета-1», а давление 0,002 МПа и расход газов-заменителей -— к резаку«Ракета-2» Масса резака 1,07 кгТаблица 6.38Техническая характеристика резаков «Маяк-1-02» и«Маяк-2-02»Толщина стали, ммПоказатель3-55-2525-5050—100100—200200—300Номер мундштукавнутреннего123455наружного111222Давление режущего0,30,40,50,511,2кислорода, МПаРасход, м7ч.кислорода при ра¬1,743,37,512,52640боте на ацетиленеацетилена0,40,60,80,911,3кислорода при ра¬2,54,38,513,52640боте на газах-заме¬нителяхпропан-бутана0,30,40,50,60,70,8природного газа0,611,31,41,61,9Примечание
резака 1,25 кгДавление ацетилена 0,001 МПа, горючего газа — 0,02 МПа Массашая производительность. Резка стали
большей толщины (до 100 мм) требует,
чтобы мундштук резака в начале про¬
цесса был установлен под углом
10—15° Если резка осуществляется
внутри контура листа или заготовки, то
вначале для стока шлака необходимоотверстие, которое резаком при толщи¬
не стали до 20 мм прожигают реза¬
ком при горизонтальном положении
листа. При большей толщине стали
(до 40 мм) лист необходимо устанав¬
ливать в вертикальное или наклонное
положение.167
Таблица 6 39Расход сжиженного газа при резке трубТолщина
мета;иа, ммДавлениережущегокислорода,МПаНомер наконечника
резакаРасход газа и кисло¬
рода на 1 м резки, лСкоростьрезки,мм/минвнутрен¬нийнаруж¬ныйгазкислород100,2121580320200,32218165260300,43220305210450,54223420180600,54230660155750,65235900120800,652451110951000,75260123090Таблица 6.40Расход кислорода и керосина на 1 м
разрезаемой малоуглеродистой сталиТолщина
металла, ммРасход керо¬
сина, гРасход кис¬
лорода, л52513410351851544270205342330706004080790В монтажных условиях отверстие
внутри контура листа обеспечивают
движущимся резаком. Кислородная
струя, врезаясь постепенно в металл,
пробивает сквозное отверстие Этот
способ начала резки получил распро¬
странение в трубопроводном строи¬
тельстве при вырезке отверстий под
штуцеры и патрубки Шлаки, образую¬
щиеся при прожигании отверстия, пе¬
ремещаются резаком, давлением кисло¬
родной струи выносят назад, что предот¬
вращает засорение мундщтука брыз¬
гами металла и шлака Начальное от¬
верстие в заготовке толщиной более
100—150 мм обеспечивают механиче¬
ским высверливанием или прожиганием
кислородным копьем При вырезке от¬
верстий вручную или механизирован¬
ным способом в заготовке любой тол¬
щины режущее сопло располагают
перпендикулярно к поверхности метал¬
лаСкорость перемещения резака явля¬
ется основным параметром режима,168определяющего качество поверхности
кромок и производительность процесса.
От скорости резки в большей мере за¬
висит степень прорезания металла по
толщине Ориентировочно скорость кис¬
лородной резки и = 40000/(50 +б)
мм/мин, где 6 — толщина разрезае¬
мой стали, мм.Кислородная резка металла в мон¬
тажных условиях является одним из
основных технологических процессов.
Экономическая эффективность приме¬
нения кислородной резки зависит от
толщины изделий Для листов толщи¬
ной 5 мм и выше трудоемкость и
стоимость кислородной резки меньше,
чем резки на гильотинных ножницах.
С увеличением толщины эффективность
применения кислородной резки по срав¬
нению с механической возрастает еще
больше.Виды разделок кромок
труб и трубных заготовокТрубы, изготавливаемые на заводе,
поставляют на трассу с разделкой кро¬
мок, предназначенной для ручной дуго¬
вой сварки. Для труб любого диамет¬
ра с толщиной стенки более 4 мм угол
скоса кромок 30—35° и притупление
1—2,6 мм (рис 6 6, а). Трубы большо¬
го диаметра с толщиной стенки 6 по¬
ставляют с комбинированной раздел¬
кой кромок (рис 6.6,6), при этом раз¬
мер В составляет:б, ммв, мм16-19 19—21,5 > 21,57 8 10
Рис 6.6. Виды разделок кромок труб и арматурыДля некоторых автоматических мето¬
дов сварки кромки труб переделывают
в трассовых условиях, а для соедине¬
ния труб с арматурой кромки подготав¬
ливают на базах в стационарных усло¬
виях. Так, для двухсторонней автома¬
тической сварки под флюсом приме¬
няют разделку кромок с увеличенным
притуплением, форма которой зависит
от диаметра и толщины стенки трубДля труб диаметром 529—1020 мм при
толщине стенки от 7,5 до И мм обес¬
печивают концы без разделки кромок
(рис. 6 6, в) Трубы диаметром 529—
820 мм с толщиной стенки более 11 и до
18 мм включительно имеют кромки в
соответствии с рис. 6 6, г; при толщине
стенки труб более 18 мм, а также для
труб диаметром 1020—1420 мм с тол¬
щиной стенки более 21 мм разделку169
кромок обеспечивают соответственно
рис. 6 6, д. Для труб диаметром 1020—
1420 мм с толщиной стенки более 11 мм
и до 21 мм включительно соответству¬
ет разделка на рис 6.6, е. При автома¬
тической сварке неповоротных стыков
труб в углекислом газе по техноло¬
гии ВНИИСТа кромки имеют спе¬
циальную разделку, изображенную на
рис 6.6, ж; при сварке по технологии
американской фирмы «Кроуз» разделка
имеет вид, изображенный на рис. 6.6, з.
Монтажные работы предусматривают
соединение патрубков кранов с трубами.
Патрубки запорной арматуры имеют
стандартную и нестандартную раздел¬
ки кромок. Наиболее сложная форма
разделки кромок патрубков кранов по¬
казана на рис. 6.6, и (с комбинирован¬
ной разделкой) и на рис. 6.6, к (с про¬
стой разделкой) Размеры разделки за¬
висят от условного диаметра крана
(табл 6.41).При соединении труб или патрубков
допускается разнотолщинность стенок
до 2 со специальной разделкой тол¬
стой стенки трубы или детали (рис.
6.6, л). Соединение труб с запорной
арматурой осуществляют при условии,
что толщина соединяемой кромки па¬
трубка арматуры не превышает 2 тол¬
щины стенки стыкуемой с ней трубы
в случае специальной подготовки кро¬
мок патрубка в заводских условиях
(рис. 6 6, ж). Если приведенные усло¬
вия не выполняются, то соединение
осуществляют при установке между
стыкуемой трубой и арматурой спе¬
циального переходника или переход¬
ного кольца.Для повышения качества сварных
соединений и точности обработки кро¬
мок труб в полевых условиях приме¬
няют обработку резанием при помощи
специализированных установок для
механической обработки кромок.Оборудование
для механической
обработки кромокДля изменения геометрии кромок
(снятия фасок) и зачистки поверхности
трубы, примыкающей к кромке изнутри
и снаружи, применяют лобовые станки
типа СПК.Техническая характеристика лобовых
станковТип . . СПК- СПК- СПК-81А 121А 141АДиаметр обра¬
батываемыхтруб, мм .710 1020 1420
и 820 и 1220Толщина стен¬
ки, мм . . . 12—21 12—21 16—21
Частота вра¬
щения план¬
шайбы, с~'Подача план¬
шайбы, мм/об 0,11
Скрость пере¬
мещения план¬
шайбы, мм/мин 33
Наибольшая
длина хода
планшайбы, мм 1500,440,40,13331500,330,1533150Таблица 641Размеры разделки (в мм) кромок патрубков крановУсловный
диаметр
крана, ммЛВСDЕFG101,66,511111547,5152,410163169—6,7512—203,216223234—11,321—304,817331341—1221—406,919,5433444—1424—50820537548—1424—711,2197302574813,6514,730101619104030105713,315,3301422,419144834146713,616,330170
Давление вТип ...«БОШ»«СТАР»гидравличе¬(ФРГ)(Итали:ской системеРод тока . . .Переменный, час¬центратора.тотой 50 ГцМПа . . .101010Напряжение, В220220Число фикси¬Мощность, кВт1,62рующих рядовЧастота вращения.в центраторе222с“‘ . . .140140Размеры, мм:Диаметр абразив¬длина .291032603520ного круга, мм220230ширина116014501650Окружная скоростьвысота169020202250круга, м/с . .8080Масса, кг300040005000Масса, кг .4,34,8в трассовых условиях станок пере¬
мещают от трубы к трубе трактором-
трубоукладчиком, на котором установ¬
лена станция питания станка. На трубо¬
сварочной базе станок подвешивают
на тали и помещают в будке, где обра¬
батываются кромки труб, которые по¬
даются на рольгангеПосле газовой резки механическую
обработку кромок обычно выполняют
абразивными кругами при помощи
высокооборотных шлифовальных ма¬
шинок.Для зачистки кромок рекоменду¬
ется использовать абразивные круги
толщиной 4—6 мм и окружную ско¬
рость 100—140 с“' Круги отечест¬
венного производства имеют наруж¬
ный диаметр 180 или 230 мм, толщину3, 4, 4,5 мм.Импортные круги имеют наруж¬
ный диаметр 178 или 230 мм, тол¬
щину 2,5; 6,8; 10 мм и окружную ско¬
рость до 80 м/сТехническая характеристика импорт¬
ных иллифовальных машинокТип. Ш1-230А Ш1-178А(Болга¬(Волгария)рия)Род токаПеременный, час¬тотой 50 ГцНапряжение, В220220Мощность, кВт1,91,9Частота вращения.с“'110140Диаметр абразив¬ного круга, мм230178Окружная скоростькруга, м/с . .8080Масса, кг . :6,76,7Оборудование для зачистки
кромок под сваркуПеред сборкой под сварку кромки
и прилегающие к ним внутреннюю и
наружную поверхности труб шириной
не менее 10 мм зачищают до метал¬
лического блеска абразивными кругами
или проволочными дисковыми щетками
марки ШД-б, приводимыми во враще¬
ние высокооборотными шлифовальными
машинками Дисковая щетка марки
1ДД-6 предназначена для механиче¬
ской очистки кромок и прилегающих
к ним поверхностей от окалины, ржав¬
чины, краски, снятия заусенцев, скруг-
ления острых кромок и зачистки швов
при сварке стыков труб и других метал¬
локонструкцийТехническая характеристика дисковой
щетки ЩД-6Ширина ворса, мм ... 6
Длина ворса (свободная), м 35
Диаметр проволоки, мм . . . 0,6—0,8
Материал проволоки . Стальпружин¬наяМаксимальная частота вра¬
щения, с“‘ . . ... 125
Наружный диаметр, мм . 160
Диаметр резьбы посадочного
отверстия, мм . . М14
Масса, кг . .... 0,6Оборудование для подогрева
и термической
обработки стыков трубПодготовка кромок труб к сварке на¬
чинается с выявления забоин и задиров
на фасках глубиной до 5 мм, которые
заплавляют узкими ниточными вали¬171
ками, а затем шлифовальной машин¬
кой обеспечивают скос кромок с притуп¬
лением. При наплавке валика на кром¬
ки из стали, которая требует подогрев,
место наплавки подогревают до темпе¬
ратуры 150—200 °С. Подогрев стыков
и концов труб на трассе и трубосвароч¬
ной базе выполняют подогревателями,
работающими на сжиженном или при¬
родном газе. Наибольшее распростране¬
ние получили подогреватели типа ПС,
состоящие из двух полуколец с распо¬
ложенными на них инжекционными га¬
зовыми горелками. Наружные подогре¬
ватели ПС-1022, ПС-1221 и ПС-1421
комплектуют газовыми балонами БГ-П-
50, по 6 баллонов на каждую горелку.
Подогреватель ПС-1424 имеет наруж¬
ную и внутреннюю модификации и ра¬
ботает от емкости PC-1600, масса про¬
пана в которой 680 кг. При отборе
газа зимой резервуар подогревают
продуктами сгорания двигателя сва¬
рочного агрегата. Установка подогре¬
ва укомплектована вспомогательным
оборудованием- бензоэлектрически м
агрегатом АБ-40 мощностью 4 кВт и
двумя шлифовальными машинками
мощностью по 1,9 кВт, работающими
на напряжении 220 В.Техническая характеристика
подогревателейТип .Диаметр подогрева
емых труб наруж
ными и внутренни
ми подогревателя
ми, мм . . . .
Топливо . .
Тепловая мощность,кДж/ч Время нагрева сты¬
ка при температуре
окружающего воз
духа, мин . . .
Расход топливакг/ч Давление газа в го
релке, МПа . .
Емкость со сжижен
ным газом .Масса пропана в од
ной емкости, кг .
Масса всего обору
дования, кг . .
Габаритные разме
ры, мм . . .172ПС-1022 ПС-12211020 1220
Пропан440000 56100010 10
9,6 120,07-0,2 0,07-0,2
Баллон БГ-П-50
23 23265 280
1200X780X1300Тип ... .
Диаметр подогре¬
ваемых труб наруж¬
ными и внутренни¬
ми подогревателя¬
ми, мм Топливо . .
Тепловая мощность
кДж/ч .Время нагрева сты
ка при температуре
окружающего воз
духа, мин . .
Расход топлива
кг/ч . .
Давление газа в го
релке, МПа .
Емкость со сжижен
ным газом . .Масса пропана в
одной емкости, кг
Масса всего обору¬
дования, кг .
Габаритные разме¬
ры, мм .ПС-1421 ПС-14241420 1020,
1220;
1420;
Пропан880000 88000010 1019 190,07—0,2 0,07—0,2Баллон Емкость
БГ-П-50 PC-160023 6802200 22003870 X 1940X2030Для предварительного подогрева кро¬
мок труб перед сваркой и последую¬
щей технической обработки стыков по
режиму высокотемпературного отпуска
применяют электрические муфельные
нагреватели типа ПТО, которые уста¬
навливают на горизонтальном или вер¬
тикальном трубопроводе (табл. 6.42).
Термическая обработка стыков труб
небольшого диаметра проводится паль¬
цевыми нагревателями типа НП, а обра¬
ботка мест вварки в трубопровод бобы¬
шек и трубчатых отводов осуществля¬
ется нагревателями типа НБ.При строительстве компрессорных
и насосных станций термическую обра¬
ботку в монтажных условиях осуще¬
ствляют с использованием следующих
нагревательных устройств: однопламен¬
ной универсальной ацетилено-кислород-
ной горелки; кольцевой многопламен¬
ной горелки; электронагревателей ком¬
бинированного действия (КЭН); гибких
индукторов из голого медного провода
марки М или МГ, работающих на токе
частотой 50 Гц, гибких кольцевых элект¬
ронагревателей сопротивления (ГЭН).Термообработку труб диаметром до
89 мм с толщиной стенки до 10 мм осу¬
ществляют с помощью однопламенной
Таблица 6.42Техническая характеристика нагревателей типов ПТО, НП и НБПоказателиса5нс<NОнСt^счонсCNСООьссоОнС(Монti:04ЮОнпCSJонсДиаметр труб,
мм89; 108
114;
159;
168219273273,325377377,426529720Число секций22222223Потребляемая
мощность, кВтИ1319,522232628,239Ток, А3653807507507307307601200Масса комплек¬343843,153,152,464,469,784та, кгПоказателисаоонсСXоЕXоЕX(NijQXоCSизX9<м03XДиаметр труб.102011410889114-114-114—мм720720720Число секций4111111Потребляемая51,82,62,452,1612,812,812,8мощность, кВтТок, А1600120120120260260260Масса комплек¬153,99,59,38,946,74645,2та, кгПримечание Все нагреватели обеспечивают нагрев до 760 °С. Нагреватели типа
ПТО и НП потребляют постоянный или переменный ток 50 Гц Нагреватели типа НБ
потребляют переменный ток 50 Гц, нагревают бобышки диаметром 20—80 мм(сварочной) универсальной ацетилено¬
кислородной горелки средней и большой
мощности по ГОСТ 1077—79'^Е
Для нагрева стыков труб диаметром
до 377 мм с толщиной стенки до 20 мм
используют многопламенные кольцевыеТехническая характеристика электронагревателей типа КЭНгорелки конструкции трестов Мос-
энергомонтаж и Востокметаллургмон-
таж (табл. 6 43).Электронагреватели комбинирован¬
ного действия КЭН-3 используют для
термообработки стыков трубопроводовТип ......Ток для нагрева, А . . . .Напряжение, В . . . .Мощность, кВт ....Сечение нихромовой проволоки, мм^
Диаметр нихромовой проволоки, мм . .
Марка нихромовой проволокиТип керамических изоляторов . . . .
Максимальная температура нагрева, °С
Продолжительность работы нагревателя
при 750 °С, ч . . .... . .
Длина, м . . . . . .Масса, кг . . . . . .КЭН-150—6012,5-150,63-0,9103,6Х20Н80НХ20Н80ИКН-211002502,21,2КНЭ-2
100—120
23—27,5
2,3—3,3
20
3,6
Х20Н80Н
Х20Н80
ИКН-2
11002504,24,1КЭН-3250-30037,5-459,4-13,5503,6Х20Н80НХ20Н80ИКН-311002506,510173
Таблица 6.43Техническая характеристика многопламенных горелокКонструкциягорелкиДиаметр на¬
греваемых
труб, ммРазмер горелки, ммнаружныйдиаметрширинаДавление газа, МПапри нагре¬
ве до 650 —
750 °СпривыдержкеМасса, кгМосэнерго-монтажВостокметал-лургмонтажДо 70
108—159
194—219
245-273
325-377
108
133-159
219
245-273
3253004504845505991321321741741951001201201401502953664685365650,06-0,08 0,02-0,08—0,1 0,02-0,08-0,12 0,02-0,08-0,12 0,02-0,08-0,12 0,02-0,06-0,08 0,02-0,08-0,1 0,02-0,08-0,12 0,02-0,08-0,12 0,02-0,08-0,12 0,02--0,03-0,03-0,04-0,04-0,04-0,03-0,03-0,04-0,04-0,0416244244501522,5262736Примечание В качестве горючего газа используются пропан-бутан, природный газдиаметром 219—720 мм с толщиной
стенки до 36 ммДля термообработки трубопроводов
диаметром 108—630 мм с толщиной
стенки 11—36 мм применяют гибкие
индукторы из голого медного провода
М или МГ, работающие на токе часто¬
той 50 Гц. Гибкий индуктор типа М или
МГ устанавливают на сварном соедине¬
нии симметрично оси шва по слою теп¬
лоизоляции толщиной не менее 20 мм
с зазором между витками 15—20 мм
(рис. 6 7).Для трубопроводов диаметром более
200 мм зазор между витками индуктора
в верхней части стыка увеличивают на
10—20 мм при диаметре 219—377 мм,
25—30 мм при диаметре 426—530 мм,
30—50 мм при диаметре 630—720 мм.50—70 мм при диаметре 820—1220 мм.
Техническая характеристика индукто¬
ра приведена в табл. 6.44. Гибкие ин¬
дукторы подключают к трансформато¬
рам с жесткой или падающей внешней
характеристикой мощностью 70—
190 кВ-А (ТСД-2000, ТСД-1000).
Могут быть использованы преобразо¬
ватели ПВС-100/2500, ПВ-50/2500.Термообработку сварных соединений
трубопроводов диаметром 108—1420 мм
с толщиной стенки до 36 мм наиболее
целесообразно в монтажных условиях
проводить с помощью гибких пальце¬
вых электронагревателей сопротивле¬
ния (ГЭН) конструкции ВНИИМон-
тажспецстроя (табл. 6 45)При необходимости ширину ГЭН
можно увеличить или уменьшить за счетРис. 6.7. Схема установки гибкого индуктора для термообработки сварных
соединений:а — соединение типа «труба — задвижка», б — соединение патрубка с трубой, в —
тройниковое соединение, У — труба, 2 — теплоизоляция, индуктор, ^ — фланец,5 — патрубок, 6 — индуктор на патрубке, 7 — индуктор на трубе174
Таблица 6.44Размер труб, ммРазмер индуктораЭлектрические параметрыДиаметрТолщинастенкиСечение, мм^Число витковТок АНапряжение,В108—159219—325377—46510-3210-7010-70180-240240240121210—111300—14001300—14001300—140045-5060—6570-75530—63015-702408—91200—130075—80Таблица 6.45Техническая характеристика секций электронагревателей ГЭНОбозначение
секций ГЭНРасчет¬
ный диа¬
метр
труб,
ммРазмеры секций ГЭН,
мм03<и=iJ3сосооSэгМасса,кгЭлектрическиехарактеристикидлина
по токо-
подво-
дамдлина
по паль¬
цамсоXSо.Sэ<оЬ*Напря¬жение,ВМощ¬ность,кВтЗНТ.192.168.4108446416100133,6310020,52,05ЗНТ.192.168.7133542512100164,18100242,4ЗНТ.192.168.9159606576100184,6610026,32,63ЗНТ.192.168 10168638608100194,8410027,52,75ЗНТ.192.168 И180670640100205,0610028,62,86ЗНТ.192.168.13194734707100225,46100313,1ЗНТ.192.168 15219798768100245,87100333,3ЗНТ.192.168 18245894864100276,451036,63,66ЗНТ.192.168.19260926896100286,6710037,83,76ЗНТ.192.168.20273958928100296,85100393,9ЗНТ.192.168 2330010541024100327,4810042,44,24ЗНТ.192.168 2532511001088100347,8810044,74,47изменения длины пальцев Схема уста¬
новки ГЭН для термообработки стыка
приведена на рис. 6.8.Для питания ГЭН и КЭН применяют
сварочные трансформаторы промыш¬
ленной частоты мощностью 15—30 кВ*А,
сварочные преобразователи постоян¬
ного тока (14—28 кВт), сварочные пе¬
редвижные агрегаты постоянного тока.
В качестве источников питания для
нагревателей типа ГЭН и КЭН могут
быть применены сварочные трансфор¬
маторы типа ТД-306, ТД-300, ТД-500,
ТС-500, ТСК-500, ТСД-1000, ТСД-2000
с напряжением холостого хода 60—80 В
(сварочный ток 300—2000 А, мощ¬
ность 15—30 кВт).Для уменьшения теплоотвода из зоны
нагрева в трубы диаметром от 530 ммвременно устанавливают заглушки на
один или оба конца и размещают тепло¬
изоляцию во внутреннюю полость тер¬
мообрабатываемых сварных соедине¬
ний, увеличивают ширину теплоизо¬
ляции на наружной поверхности тру¬
бопровода до 2 м, увеличивают зону
нагреваВ качестве тепловой изоляции приме¬
няют: высокотемпературные маты мар¬
ки МВТ по ТУ 36-1846—77, асбесто¬
вую ткань по ГОСТ 6102—78-^ или
СТУ 30-12412—62, стекловату ВК-1 и
ВК-2, рулонный материал ВКР-150,
стеклоткани КТ-11-9, КТ-11-Э/02, ас¬
бестовый картон по ГОСТ 2850—80,
асбестовый шнур по ГОСТ 1779—83.В трассовых условиях для проверки,
наладки, технического обслуживания175
Рис. 6.8 Схема установки секций ГЭН для термообработки сварных соеди¬
нений.а — прямая врезка, тройник, б — соединение труб, в - приварка отвода, / — сварной
шов, 2 — пояс ГЭН, 3 — основная труба, 4 — отвод, 5 — пояс ГЭН с переменной дли¬
ной пальцеви мелкого ремонта оборудования для
термической обработки стыков применя¬
ют передвижную термометрическую ла¬
бораторию ЛТП-1 (типа ОТС) Она
имеет набор электроизмерительных при¬
боров, выпрямитель, преобразователь,
электрослесарный инструмент, пульт
автоматического управления режимом
термической обработки сварных стыков
труб ПУН-1Б, электропечь для тари¬
ровки термопарТехническая характеристика лабора¬
тории ЛТП-1База . .КузовИсточник питанияШасси автомо¬
биля ЗИЛ-131
Утепленный,
КУНГ-1МД
Бензоэлектри-
ческий агрегат
АБ-8-Т/230,
размещенный на
прицепе ТАПЗ-
755Размеры, мм:длина (с электро¬
станцией) . . 9650
ширина . . 2410
высота .... 3248
Масса, кг . ... 9000Пульт автоматического управления
режимом термической обработки свар¬
ных стыков труб ПУН-1Б позволяет
вести непрерывную запись хода терми¬
ческой обработки на диаграммную лен¬
ту по шести датчикам температуры и
осуществлять визуальный контроль за
температурой и режимом работы нагре¬
вателей.Пульт используют совместно с сек¬
циями электрических муфельных нагре¬176вателей типа ПТО. Пульт имеет собст¬
венный пульт управления и шкаф для
аппаратуры и применяется как в усло¬
виях сварочной базы, так и в составе
передвижной установки, предназначен¬
ной для термической обработки свар¬
ных стыков труб непосредственно на
трассеТехническая характеристика
управления типа ПУН-1БЧисло точек измерения, запи¬
си и регулирования
Пределы измерения, °С . . .
Параметры питающей сети:
ток ....пульта61 — 1100Перемен¬ный50частота, Гц . . ...
напряжение цепей управле¬
ния и силовых цепей, В
Число подсоединяемых нагре¬
вательных секций ....
Мощность одной секции, кВт
Размеры пульта управления,
мм:длина . ...
ширина .высота . . . .Размеры шкафа для аппара¬
туры, мм:длина . . .*....
ширина ... . .
высота . . . .Масса, кг:
общая ...
пульт управления . . .
шкаф для аппаратуры .Для обеспечения электрической энер¬
гией нагревателей во время термиче¬
ской обработки сварных стыков в поле¬
вых условиях применяют оборудование220 и 3806
1580051048062029018001805590
ОТС-62 и ОТС-121, которое осущест¬
вляет питание, автоматическое управле¬
ние режимом работы нагревателей,
контроль за ходом и результатами
термической обработки при помощи по¬
казывающих и регистрирующих при¬
боров. Оборудование ОТС-62 — перед¬
вижное и используется преимуществен¬
но для нагрева неповоротных стыков
в нитке трубопровода. Оборудование
ОТС-121 — полустационарное, приме¬
няется преимущественно на трубосва¬
рочных базах, когда стыки подаются
к месту проведения термической обра¬
ботки.Техническая характеристика энерге¬
тического оборудования для питания
нагревателейТип . .
Состав .Базовая конструк¬
ция блока управле¬
ния ОТС-62
. Блок уп¬
равления
и перед¬
вижная
электро¬
станцияАвтомо¬бильКрАЗ-255БМощность пере¬
движной электро¬
станции, кВт . . .Число точек контро¬
ля и регулирования
температуры .
Источник питания
нагревателей . .Число сварочных
трансформаторов
(включая резерв¬
ные) ....
Подсоединнтельный
силовой кабель .
Длина, м:подсоединитель-
ного кабеля .
компенсационно¬
го провода марки
ПКГВ2Х2,5М
Масса (общая), кг100 или
200 .ОТС-121
Блок уп¬
равления,
склад и
две пере¬
движные
электро¬
станции
Вагон-
домик
ВС-20 с
подкат-
ными те¬
лежками2006 12Сварочный транс¬
форматор ТД-5006 14ПРГД-95ПРГД-120560600280 400
25750 31500Контроль температуры при нагреве
и охлаждении концов и кромок труб
осуществляют различными приборами,
термокарандащами и термокрасками.Для замера температуры выпускают
жидкостно-стеклянные термометры
Лабораторные термометры позво¬
ляют измерять температуру в диапазо¬
не от —200 до 4-600 °С (цена деления
0,01—2°С). Допустимая погрешность
у термометров составляет плюс—минус
одно—четыре деления шкалыПромышленные термометры выпус¬
кают для замера температуры от —60
до 4-650 °С с ценой деления 0,5—10 '’С
Электроконтактные термометры (тер¬
моконтакторы) с магнитной перестанов¬
кой контактов позволяют измерять и
регулировать температуру от —30 до4-300 °С с ценой деления 1—2 °С Про¬
мышленность выпускает ряд моделей
термоконтакторов с неподвижными кон¬
тактамиТермометры сопротивления выпуска¬
ют платиновые для измерения темпе¬
ратуры от —260 до 4-600 °С и медные
для температуры от —200 до 4-200 °С
Погрешности градуировки термометров
сопротивления зависят от измеряемой
температуры. Для термометров второго
класса они следующиеТемпература, ° С
Погрешность, ° С.
медный термо¬050100метр .
платиновыйтер-0,20,40,6мометр .0,3—0,7Температу¬ра, ° С .
Погреш¬
ность, ° С
медный200300400500термометр
платино¬
новый тер¬0,8мометр1,11,51,82,2В монтажных условияхдляизмере-ния температуры термическ’ой обработ¬
ки свариваемых изделий находят при¬
менение следующие термоиндикаторы:а) термохимические индикаторные
краски (ТУ 133—67) — набор позволя¬
ет контролировать 36 значений темпе¬
ратуры в диапазоне 45—830 °С; изме¬
нение цвета красок при нагреве необ¬
ратимое,177
б) термохимические индикаторные
карандаши (ТУ 6-10-1110—71 — набор
из восьми штук для значений темпера¬
туры 130, 240, 250, 300, 380, 400, 410 и
470 °С (марка карандаша соответству¬
ет температуре изменения цвета в °С),
изменение цвета при нагреве необра¬
тимое,в) термоиндикаторные краски плав¬
ления серии ТП (ТУ 6-10-1131—71) и
серии ТИ (ТУ 6-09-17-39—73); набор
красок ТП состоит из 60 наименований
для диапазона температур 36—560 °С;
серия ТИ включает 21 наименование на
диапазон 30—230 °С; точность измере¬
ния температуры этими красками со¬
ставляет 0,5—1 % для температуры до
200 °С и 1 % для более высоких темпе¬
ратур.В полевых условиях находит приме¬
нение термоэлектрический прибор ТП-1,
измеряющий температуру в диапазоне
50—400 ° с точностью dzl5°C. Время
измерения температуры составляет 5 с
(при достижении 98 % показания)
Прибор эксплуатируется при темпера¬
туре от +40 до —50°С.Кроме прибора ТП-1 для измерения
температуры используют термометрыТХА-151, TXA-XIII и ТХА-146, милли¬
вольтметры МПП-054, МПЩПР-54М,
М-64 и МР-64-02 по ГОСТ 9736—80,
самопишущие потенциометры КСП-1,
КСП-2, КСП-3, КСП-4, ЭПП, ЭПД,
ПС1 по ГОСТ 7164—78, оптические термо¬
метры ОППИР-017 по ГОСТ 8335—81.Горячий спай термометра при выпол¬
нении термической обработки стыка при
одинаковой толщине стенки устанавли¬
вают в соответствии с табл. 6.46.При измерении температуры термо¬
красками и термокарандашами исполь¬
зуют табл. 6.47.Для приближенного определения тем¬
ператур без приборов и термокаранда¬
шей используют сосновые и еловые
стружки, ядровое мыло, которые мед¬
ленно натирают на металл, а также
применяют химические и лекарствен¬
ные вещества (табл. 6.48, 6.49)Устройства для сборки
стыков под сваркуДля выполнения сборки труб под
сварку применяют центраторы, которые
позволяют совмещать цилиндрическиеТаблица 6.46Схемы установки термопар при термической обработке стыковСварные соединенияДиаметрвертикальноегоризонтальноетруб, ммЧислоточекзамераСхемы установки
термопарЧислоточекзамераСхемы установки
термометровДо 2191Верхняя точка стыка1В любой точке стыка219—7202Верхняя и нижняя точ¬
ки стыка1То же720—14204Через 90° от верхней
точки стыка2В диаметрально проти¬
воположных местах
стыка "До 1420"2Верхняя точка в 20 мм
от стыка со стороны
трубопровода и ниж¬
няя точка в 20 мм от2В 20 мм от стыка со сто¬
роны трубопровода и в
20 мм от стыка со сто¬
роны конического пере-стыка со стороны кони¬
ческого переходаходаПримечание При нагреве кольцевой многопламенной горелкой для любых диамет¬
ров труб число устанавливаемых термометров должно быть не менее двух.При установке конического перехода с патрубком идентичного диаметра
178
Таблица 6.47Определение температур по изменению цвета термокрасок и термокарандашейЦвет полоски, нанесеннойТемпера¬
тура, °Скраскойкарандашомпри нормальнойпри воздействиипри нормальнойпри воздействиитемпературетемпературытемпературетемпературы45 Бледно-розовый85120140180200220240255300570600740780ОранжевыйСветло-зеленыйСиреневыйЗеленыйКремовыйОхристый550 ГолубойЗеленыйСерыйГолубой (при
действии влаги
переходит в пер¬
воначальный)
Черный
Фиолетовый
(при действии
влаги переходит
в первоначаль¬
ный)СинийКоричневыйБеж темный
Красно-корич¬
невыйБелый (через
беж)Ярко-зеленый
(через синий)
Зеленый (через
черный)РозовыйСиреневыйЗеленыйЛиловыйЛиловыйЗеленыйЧерныйСинийКоричневыйБежТоже (через беж)
Белый (через ко¬
ричневый)Таблица 6 48Измерение температуры металла стружкой и мыломТемпература
(примерно), °СЦвет отметки на металле
от стружкиЦвет полоски на металле
от мыла300Желтый после 5 до 10 с350Светло-коричневыйКоричневый после 5 с, темно-ко¬ричневый после 30 с400КоричневыйЧерный после 10 с450Темно-коричневыйЧерный после 5 с, а после 10 свысыхает500Черный, исчезает после 5—10 сЧерный после 1 с, высыхаетповерхности двух стыкуемых изделий.
Центровка предусматривает закрепле¬
ние отдельных труб или секций труб
так, чтобы они не имели сдвига
и поворота относительно трех коорди¬натных осей. Это условие достигается
за счет приложения радиальных сил,
развиваемых силовым механизмом цен¬
тратора. Для обеспечения устойчивого
положения труб в центраторе необ-179
Таблица 6 49
Химические термоиндикаторыТемпера¬
тура ме¬
талла, °СИндикаторТемпера¬
тура
плавле¬
ния инди¬
катора,
"С60--85Нафталин80100-115Пирамидон108130--145Ацетилсалицил-135ловая кислота(аспирин)150--170Лимонная кисло¬153таСахар (пищевой)160Стрептоцид белый160-167170-180Камфара178250-260Акрихин248—250Уротропин263ходимо, чтобы центры приложения ра¬
диальных сил (опоры) были располо¬
жены от стыка на значительном рас¬
стоянии, что уменьшит действие макро-
геометрических погрешностей базовых
поверхностей (наружных или внутрен¬
них поверхностей труб) В зависимости
от положения центраторов при уста¬
новке их на базовую поверхность они
бывают наружные или внутренние
По конструкции наружные шарнир¬
ные центраторы изготавливают жест¬
кими одношарнирными и многозвен¬
ными Жесткий эксцентриковый центра¬
тор состоит из двух или трех дуг ра¬
мочного типа, соединяемых между со¬
бой шарнирами. Поперечные планки с
прокладками, соединяющие дуги, явля¬
ются опорными элементами, которые
плотно прижимаются к базовым поверх¬
ностям. Запорно-силовое устройство
имеет эксцентрик, который с помощью
рукоятки обеспечивает сжатие дуг с по¬
мощью тяг и перекладины. Усилие, раз¬
виваемое силовым механизмом, переда¬
ется через поперечные планки с про¬
кладками трубам Стягивающее усилие,
развиваемое эксцентриковым зажимом:Q=-N1[l-}-sin (180 —а + ф)] егде N — усилие рабочего, Н; / — длина
рукоятки, м; ос — максимальный угол
поворота рукоятки, градус; е — эксцен¬180триситет, м, ф — угол трения покоя,Ф = 8°.Центраторы типа ЦНЭ имеют четыре
типоразмера (табл. 6 50)Каждый типоразмер можно исполь¬
зовать для сборки стыков труб не менее
двух диаметров путем применения про¬
кладок или установки запасных дуг.
Центровка считается законченной, если
смещение кромок не превышает допу¬
стимых значений.Наружный многозвенный центратор
(рис б 9) имеет несколько наружных 6
и внутренних 5 звеньев, шарнирно со¬
единенных между собой и образующих
вместе с накидным замком 3 замкну¬
тую цепь. На внутренних звеньях укреп¬
лены ролики 4, с помощью которых удер¬
живаются трубы при центровке. За¬
мыкающий шарнир имеет крестовину 2
и натяжной винт 1 При сборке раскры¬
тая цепь центратора подводится под
трубы, на цапфы крестовины надева¬
ются накидные замки. Во время цент¬
ровки пластины цепи располагаются
симметрично по обеим сторонам от
плоскости стыка. Затем цепь натягива¬
ют винтом / и ролики 4 совмещают
кромки обеих труб Усилие, развивае¬
мое винтом с башмаком:Q = Nl/ [0,l^/-fr/ctg(a/2)l,где N — усилие рабочего, Н; / — длина
рукоятки, ы, d — наружный диаметр
винта, м, г — радиус поверхности винта,
передающий давление на башмак, м,
f — коэффициент трения, /=0,16; а —
угол конуса башмака, а=118°.При работе многозвенного центра¬
тора в корпусе не возникает изгибаю¬
щий момент, что позволяет при одном
и том же номинальном диаметре изго¬
товлять центратор менее массивный,
чем эксцентриковый или жесткий одно¬
шарнирный. Конструкции и размерыТаблица 6.50Техническая характеристика эксцент¬
риковых центратовТипДиаметр
труб, ммМасса цент¬
ратора, кгЦНЭ-8-1589-1597ЦНЭ-16-21168—21911,7, 14,7ЦНЭ-27-32273—32513,9; 17,7ЦНЭ-37-42377-42615,5, 19,3
цепных центраторов типа ЦЗА унифи¬
цированы (табл. 6.51).Унификация всех звеньев, упорных
роликов и осей позволяет производить
переналадку центраторов на любой
диаметр в пределах указанного диапа¬
зона путем удаления или установки
дополнительных звеньев.Внутренние или распорные центрато¬
ры обеспечивают наиболее качествен¬
ную сборку труб благодаря более точ¬
ному совпадению кромок труб. При
центровке стык открыт снаружи, что по¬
зволяет вести сварку без предваритель¬
ной прихватки. При достаточной мощ¬
ности механизма центровки и высокой
прочности его корпуса он может быть
использован как расширитель, выравни¬
вающий длину окружности концов.Применение внутренних центраторов
позволяет повысить производительность
и степень механизации сборки для свар¬
ки как поворотных, так и неповорот¬
ных стыков магистральных трубопро¬
водов.Внутренний гидравлический центра¬
тор находит широкое применение для
сборки стыков трубопроводов диамет¬
ром 325—1420 мм. Работа внутрен¬
него гидравлического центратора осно¬
вана на действии клинового многоплун¬
жерного зажима (рис. 6 10). Два сфе¬
рических клина (левый 3 и правый 8)
устанавливаются в жестком корпусе 4.
Под действием давления масла, пода¬
ваемого в цилиндры I и 9, концы воз¬
действуют через ролики W на два ряда
независимых рычагов-жимков 5 w 6.
На первом этапе центровки зажимает¬
ся торец трубы 2 с помощью левого ря¬
да рычагов-жимков 5. Затем устанав¬
ливается вторая труба 7 с необходимымТаблица 6.51Техническая характеристика много¬
звенных центраторовТипДиаметр
трубы, ммМасса цент¬
ратора, кгЦЗ-51А52921ЦЗ-61А63024ЦЗ-71А72027ЦЗ-81А82030ЦЗ-91А92033ЦЗ-101А102036ЦЗ-121А122042ЦЗ-141А142048кРис. 6.10. Схема внутреннего гидра¬
влического центратора181
зазором и разжимается правый ряд
рычагов-жимков 6 Таким образом тор¬
цы приобретают форму, а трубы уста¬
навливаются с требуемым положением
осей в пространстве. После сварки кор¬
невого слоя шва масло сливается из
полости цилиндров и клиновые зажимы
под действием пружины 11 перемет
щаются в исходное положение, осво¬
бождая трубы от действия рычагов-
жимковКонические клиновые устройства
имеют две разновидности: с многоос¬
ным клином и конусом В клиновом
устройстве возникают значительные
контактные напряжения между роли¬
ком и конусом, что ограничивает по¬
вышение разжимного усилия.При расположении рычагов-жимков
вокруг конуса усилие одного жимка
на поверхность трубы:F = lFln = f{Pciga/n)^где Y.F — общее усилие, создаваемое
жимками одного ряда на поверхность
трубы; п — число жимков в одном ряду
центратора; / — коэффициент, учиты¬
вающий потери от трения в направ¬
ляющих жимков и опор по клину,
f j^0,85-b0,9; Р — усилие на штоке сфе¬
рического клина, создаваемое давле¬
нием р в гидроцилиндре; а — угол сфе¬
рического клина.Максимальное давление, развивае¬
мое с помощью жимков на внутрен¬
ней поверхности трубы*р'^2ор6/{пО),где Ор — допускаемое кольцевое напря¬
жение в сечении трубы, Па, 6 — тол¬
щина стенки трубы, м; Аг — коэффи¬
циент перегрузки, равный 1,15, D —
внутренний диаметр трубы, м.Допускаемое общее усилие жимков
одного ряда центратора на поверхность
трубы:где /ж — длина жимка, k — коэффи¬
циент, учитывающий концентрацию
напряжения от жимка, k = OJКроме клинового многоплунжерного
механизма зажатия труб применяют
шарнирно-звенный, который обладает
повышенной точностью, поскольку он
позволяет создать значительное усилие,
которое зависит от угла наклона звена.В табл. 6 52 приведен унифицирован¬
ный ряд центраторов, базовым в кото¬182ром является ЦВ-124. Центраторы
ЦВ-104, ЦВ-124 и ЦВ-144 заменили
ранее выпускаемые центраторы ЦВ-10Н
(диаметр трубы 1020 мм), ЦВ-121 (диа¬
метр трубы 1220 мм).Наряду с унифицированными центра¬
торами продолжают применять центра¬
тор ЦВ-142Техническая характеристика центра¬
тора ЦВ-142Диаметр центрируемых труб, мм 1420Число центрирующих рядов
Число жимков в одном ряду
Время разжатия одного ряда
жимков, с . . . .Размеры (без штанги), мм:длина диаметр ...Длина штанги, мм . . .
Масса, кг:центратора без штанги .
штанги 2162980140037000178595Центраторы следует хранить в закры¬
том помещении в законсервированном
виде. Если центраторы хранят под на¬
весом или на открытой площадке,
то они должны быть в упакованном
видеДля сборки стыков труб диаметром
1120—1420 мм используют внутренний
механический центратор ЦВМ-141, кон¬
струкция которого позволяет избежать
сложностей при эксплуатации и ремонте
гидравлической системы. Этот центра¬
тор обладает той особенностью, что мо¬
жет обеспечить значительное разжим¬
ное усиление при меньшей массе самого
центрирующего устройства.Техническая характеристика центра¬
тора ЦВМ-141Диаметр центрируемыхтруб, мм Число центрирующих ря
дов . . .Число жимков в одном
ряду . . . .Усилие на одном жимкеМН Мощность электродвигате¬
ля ДК 908А, кВт
Ток . . .Напряжение, В
Длина, мм
Масса, кг . .1220; 1420
2
160,1—0,122,5Постоянный3037502250
=5СО&S*CD X
=f XЯ S
-^1
. HHсSОО оюсмОООS00О)^ LO 00смCQ-fсмсм00 —соCQrjCQrfCQCQCQCQCQaCOCQX
%0* DQ
^X
CQ3 (MX ^5 5оCоСЧоgо<MCNО05оСЧCX5О(МаLOЙ§?§2 о
^ о
- о?гс:(ОосчCSJLO(Мю§^ оХ й■ ^ ооз" Е^ йск Sор f!LOсчО)смLOсосмюсосмсоS^ X IT' ас DQ оXсон0QоЭis£SfO«=5<vSVO2сосса,SCUsнSсоWсос->Оно, S
^ it;ООО
СМ Осм to со
-?§-ОООо о —^ LO о
с» —
соОООо о ь-
см ю со
-?§-оюсмоюсмSсмS о о S ю
см о LO смо ООО ю
о о о сг»
со Oi о Oi888
00 оLOOiООО ю
88ЙлО-он ^X S03о. Э о;Е-<V соr|i§=a' |=< <=< со со соg ё
С- о.S а
о. сссm гI-S оCQ
§ ^
I”11
=J -аS 5гг о
Sто Xь -JQэ Sно C'Jо= <ио- ^X DCс с183
Для перемещения внутренних центра¬
торов при сборке труб в секции на поле¬
вых сварочных базах применяют само¬
ходное устройство СЦ-141. Центратор
соединяется с устройством, которое
управляется дистанционно и перемеща¬
ется в трубе с помощью электромотора
постоянного тока. Для передвижения
внутренних центраторов в трубах диа¬
метром 1020—1420 мм самоходное
устройство СЦ-141 крепится к задней
стенке центратора Устройство СЦ-141
смонтировано на раме. Перемещение
центраторов осуществляется при по¬
мощи обрезиненных колесТехническая характеристика устройст¬
ва СЦ-141Марки центраторов, ис¬
пользуемых с самоходным
устройством . . . .Электродвигатель-тип . ....мощность, кВт ....
Напряжение питания, В
Номинальная скорость пе¬
редвижения устройства,
м/с ... . .Длина кабеля на бараба¬
не, м ...Размеры, мм:длина . . . . .щирина . .высота . . .
Масса, кг . .ЦВ-104;ЦВ-104П,ЦВ-124;ЦВ-124П,ЦВ-144,ЦВ-144П2ПБЦ112LYI3,5500,7401500800900660Источники электропитания
для дуговой сваркиЭлектрические свойства
сварочной дуги,
определяющие требования
к источникам питанияЭлектрическая сварочная дуга явля¬
ется разновидностью мощного дугового
разряда в ионизированной среде газов
и паров различных металлов Свароч¬
ную дугу характеризуют следующий'
параметры: напряжение (Уд, ток /д и ее
длина /j.Напряжение на сварочной дуге скла¬
дывается из катодного падения на¬
пряжения (Ук, анодного падения напря¬
жения и а и падения напряжения в
столбе дуги UcT. Последняя величина
прямо пропорциональна длине дуги /д,
= где Е — напряженность элек¬
трического поля в столбеТаким образом, напряжение дуги
складывается из трех составляющих:^д=/7к + ^а + ^/д-Напряжение дуги зависит от состава
электродов, покрытий, флюсов и защит¬
ных газов, диаметра электрода, силы
тока и длины дуги.Нелинейная зависимость напряжения
от силы тока дуги при неизменной дли¬
не дуги и прочих параметрах называ¬
ется статической вольтамперной харак¬
теристикой дуги (рис 6 11) При ручной
сварке покрытыми электродами стати¬
ческая характеристика дуг ограничи¬
вается ниспадающей ветвью, при свар-Рис 6 11. Обобщенная
схема статических харак¬
теристик сварных дуг и
внещних характеристик
источников питания:а, б, в — статические харак¬
теристики, соответствующие
дугам с длиной /д1> /д2>
> /дз, /, 2, 3 — падающие
внешние характеристики ис¬
точников питания, 4 — жест¬
кая внешняя характеристи¬
ка, 5 — возрастающая внеш¬
няя характеристика, /, II,
III — области режимов свар¬
ки, предназначенные соответ-184
ке под флюсом — преимущественно
горизонтальной ветвью, при сварке в
защитных газах, как правило, возра¬
стающей ветвьюДля сварочных процессов устанавли¬
вается следующий диапазон напряже¬
ний и плотностей токов: ручная свар¬
ка — 12—25 В, 5—25 А/мм^, сварка
под флюсом — 25—45 В, 40—125 А/мм^,
сварка в защитных газах — 25—35 В,
100—350 А/мм^.Дуга, питаемая от источника пере¬
менного тока и напряжения, в каждый
полупериод гаснет. Температура актив¬
ных пятен и дугового промежутка при
этом снижается. В плазме происходит
деионизация газовой смеси и уменьша¬
ется электропроводность столба дуги
Поэтому в каждый последующий полу-
период дуга возбуждается только при
повышейном напряжении, называемом
напряжением повторного зажигания
дуги: Uc> и аУстойчивость горения дуги и стабиль¬
ность режима сварки зависит как от
физических условий существования раз¬
ряда, так и от свойств параметров ис¬
точников питания и других элементов
сварочной цепи.Важным свойством источника пита¬
ния является его внешняя характерис¬
тика Дуга будет гореть устойчиво в
тех точках пересечения внешней харак¬
теристики источника питания со стати¬
ческой характеристикой дуги (см
рис 6.11), где при случайном ускоре¬
нии дуги ток и скорость расплавления
электрода возрастают, а при увеличе¬
нии длины — уменьшаются В резуль¬
тате происходит процесс саморегулиро¬
вания дуги и коэффициент устойчи¬
вости Ку записывается в видеdU dU
где dUjyjdljy — тангенс угла наклона
касательной к статической характери¬
стике дуги в точке горения, dUnldl;^ —
тангенс угла наклона касательной к
внешней характеристике источника пи¬
тания в точке горения дуги Это озна¬
чает, что если форма характеристики
дуги соответствует участку I, то харак¬
теристика источника питания должна
быть более крутопадающей, на участке
II она должна быть пологопадающей
или жесткой, но менее чем характерис¬
тика дуги, а на участке III — жесткой
или возрастающей. При этом внезапноемалое отклонение тока дуги, вызван¬
ное случайной причиной, будет с тече¬
нием времени уменьшаться, т е. режим
сварки не будет нарушаться, и система
вновь вернется в исходное состояние
Выполнение условия для Ку особенно
важно при ручной сварке и плазмен¬
ной резке, когда манипуляции электро¬
дом и перемещение анодного пятна в
процессе резки приводят к значитель¬
ным изменениям длины дуги, а режим
сварки при этом не должен заметно
изменяться При автоматической и
полуавтоматической дуговой сварке
плавящимся электродом существует
явление саморегулирования, при кото¬
ром длина дуги после ее изменения
восстанавливается за счет изменения
скорости плавления электрода.Кроме указанных особенностей внеш¬
ней характеристики все источники пита¬
ния сварочной дуги должны обладать
определенными динамическими свойст¬
вами, что определяется отношением
пикового значения тока короткого замы¬
кания к его установившемуся значению:/(д = /кзп//кзу,где /к 3 п — сила пикового тока корот¬
кого замыкания; /к з у — сила устано¬
вившегося тока короткого замыканияК динамическим свойствам однопо¬
стовых сварочных генераторов предъ¬
являют следующие требования- дина¬
мический коэффициент должен быть в
пределах 1<Л^д<2,5, время восстанов¬
ления напряжения дуги не должно пре¬
вышать 0,05 с, скорость нарастания
тока должна быть 15—20 кА/с.Источники питания дуги по совре¬
менным стандартам характеризуются
рядом параметров, получаемых при ра¬
боте на установившихся режимахНоминальный ток соответствует рас¬
четному значению сварочного тока и для
выпускаемых источников питания на¬
ходится в пределах 40—5000 АПределы регулирования сварочного
тока соответствуют номинальным и
максимальным значениям тока, которые
могут быть использованы при сварке
Отношение максимального тока к мини¬
мальному показывает кратность регули¬
рования, измеряемую от трех и выше.Напряжение холостого хода в значи¬
тельной мере определяет нормальные
условия зажигания и повторного воз¬
буждения дуги. Для различных источ¬
ников оно изменяется от 30 до 120 В.185
Условное рабочее напряжение изме¬
ряется на зажимах источника под на¬
грузкой Для источников питания дуги
с номинальным сварочным током до
600 А определяется из уравнения20-f 0,04/евУсловное рабочее напряжение для
более мощных источников питания при¬
нимают равным 44 В и выше.Продолжительность работы опреде¬
ляют по формулеЯР = /р/(/р + ^п)==(/р//ц)100продолжительность цикла /ц состоит
из рабочего периода /р и паузы tn. (/ц
принимают 5 или 10 мин) Для одно¬
постовых источников питания дуги
ПР = 60-^6Ь %, многопостовых — 100 %.Коэффициент полезного действия ха¬
рактеризует потери энергии в самом ис¬
точнике питания:li„-^(iVд/yVc)100,где УУд — мощность дуги; Nc — мощ¬
ность, потребляемая из сети. Величина
)1„ для различных источников питания
дуги находится в пределах 45—98 %.Источники питания сварочной дуги
могут быть различными, однако их мож¬
но классифицировать, разбив на опре¬
деленные группы по некоторым наибо¬
лее важным признакам:по роду тока — на источники по¬
стоянного и переменного тока;по виду внещней характеристики -
на источники с крутопадающей, поло¬
гопадающей, жесткой и возрастающей
внешней характеристикой или универ¬
сальные, которые позволяют получать
внешние характеристики различного
вида,по роду привода — на источники с
приводным электродвигателем или дви¬
гателем внутреннего сгорания,по характеру подачи тока на дугу --
на источники для сварки непрерывно
горящей дугой и импульсной,по числу одновременно питаемых пос¬
тов — на источники однопостовые и
многопостовые.Для обеспечения независимой рабо¬
ты одного поста от другого внешняя
вольт^амперная характеристика много¬
постового источника должна быть жест¬
кой.Многопостовое питание обеспечивает
низкий к п.д и всей многопостовой
системы186Г]м=ЛпЛи=^^дПи/^^х X,где Цм—к.п д. многопостового пита¬
ния; Г]п — к п.д. одного поста, Г]и —
к.п.д источника, На — напряже¬ние холостого хода источника и дуги.Источники питания
постоянного токаДля выполнения ручной, полуавтома¬
тической и автоматической сварки сты¬
ков трубопроводов и резервуаров в ка¬
честве источника питания используют
передвижные сварочные агрегаты, ко¬
торые состоят из однопостового свароч¬
ного генератора постоянного тока и при¬
водного двигателя (внутреннего сгора¬
ния), смонтированных на общей раме
и соединенных эластичной муфтой
Кроме этого на строительных площад¬
ках и сварочных базах вместо двига¬
теля внутреннего сгорания используют
электродвигатель, а также выпрями¬
тели.В зависимости от назначения одно¬
постовые генераторы имеют различные
внешние вольт-амперные характери¬
стики- крутопадающие, крутопадающие
в сочетании с пологопадающими, жест¬
кие в сочетании с возрастающими и др.Все генераторы имеют намагничи¬
вающие обмотки возбуждения w„, ко¬
торые питаются от независимого источ¬
ника (рис. 6 12, а, б, в) или от самого
генератора (рис. 6 12, г). В первом
случае генераторы с независимым воз¬
буждением, во втором — с самовозбуж¬
дением (нашли распространение в мон¬
тажных условиях)При протекании намагничивающего
тока по обмотке w», в генераторе наво¬
дят магнитный поток Фц — I^Wh/Rm н,
где /н — ток в намагничивающей об¬
мотке, /?м н — магнитное сопротивление
цепи на пути потока Ф„. При холостом
ходе б^х X поток определяет э. д. с. и
напряжение на зажимах генератора.Изменением тока намагничивания
осуществляют плавное регулирование
напряжения холостого хода и режим
работы генератора при нагрузке. Боль¬
шинство генераторов для дуговой свар¬
ки имеют последовательную обмотку
возбуждения, включенную последова¬
тельно с дугой и расположенную на
отдельных башмаках.При нагрузке генератора возникает
магнитный поток, наводимый намагни-
0-R£>
h1 i "рг
0 0 0С^и0-0 0 00 0Рис 6 12. Электрические схемы генераторов постоянного токачивающей силой последовательной об¬
мотки возбуждения. В зависимости от
способа включения последовательной
обмотки возбуждения этот поток на¬
правлен встречно и согласно с намаг¬
ничивающим потоком Фн. Встречный
или размагничивающий магнитный по¬
ток Фр наводится размагничивающей
обмоткой возбуждения (см рис 6.12,а, б, г), согласный или подмагничиваю-
щий поток Фн — подмагничивающей
обмоткой возбуждения (см. рис.6 12,6).Генераторы с размагничивающими
последовательными обмотками имеют
крутопадающие вольт-амперные харак¬
теристики. При отключении размагни¬
чивающей обмотки вольт-амперная ха¬
рактеристика генератора становится
пологопадающей (при Wp = 0).Наличие секционирования в раз¬
магничивающей обмотке позволяет сту¬
пенчато регулировать сварочный ток,
что делает возможным выполнять свар¬
ку на малых токах при повышенном
напряжении холостого хода При нали¬
чии в генераторе подмагничивающей
последовательной обмотки возбуждения
можно изменением витков обмотки ре¬
гулировать наклон вольт-амперной ха¬
рактеристики генератора При мини¬
мальном числе витков Wn генератор
имеет жесткую вольт-амперную харак¬
теристику и здесь выполняется равен¬
ство I.Wn^IrRv При большем числе
витков IrWn> IvRt, что соответствуетвозрастающей внешней вольт-амперной
характеристике генератораПитание обмотки независимого воз¬
буждения от отдельного источника
удорожает и усложняет конструкцию
генератора, поэтому в промышленности
получили большое распространение ге¬
нераторы, у которых обмотка независи¬
мого возбуждения подключается к глав¬
ной и дополнительной щеткам самого
генератора. Подобные генераторы на¬
зывают генераторами с самовозбужде¬
нием.Сварочные генераторы, выполненные
в соответствии со схемами (см рис.
6 12, а, в, г) с падающими вольт-ам-
перными характеристиками ГСО-300-5
входят в комплект агрегатов типа
АДД-305У1, АДБ-3120У1, установлены
на самоходных сварочных установках
типа УС (ранее выпускаемые СДУ,
СЧУ), а также их используют для пре¬
образователей ПСО-300-2У2 и др.В трассовых условиях применяют
двухпостовой сварочный агрегат
АДД-502У1 с вентильным генератором
для ручной и автоматической сварки
под флюсом. Вентильный генератор
представляет собой индуктор повышен¬
ной частоты (500 Гц) с выпрямителем.
Наклон внешней вольт-амперной ха¬
рактеристики обеспечивают за счет па¬
дения напряжения в обмотках и вен¬
тильном блоке генератора. Основное
преимущество индукторного генератора
состоит в отсутствии коллектора, сило-187
вых щеток, возможности дистанцион¬
ного регулирования сварочного тока,
получении более высокого кпд. (60—
70%), меньшей массе (табл. 6.53,6 54)На трубосварочных базах и строи¬
тельных площадках для ручной, полу¬
автоматической сварки в среде угле¬
кислого газа, автоматической сварки
под флюсом применяют преобразова¬
тели, которые имеют электромотор и ге¬
нератор (табл 6 55).Источники питания с жесткой харак¬
теристикой применяют при многопосто¬
вой ручной сварке, а также при сварке
под флюсом с балластными реоста¬
тами типов РБ-201, РБ-301, РБ-501
для регулирования тока на одном посту
(табл. 6 56) Реостаты работают на от¬
крытом воздухе под навесом.Сварочные выпрямителиСварочные выпрямители собирают
из полупроводниковых элементов —
вентилей, которые используют для вы¬
прямления переменного тока. Выпрями¬
тели для сварочных работ имеют по¬
нижающий трансформатор с регули¬
рующим устройством и блоки вентилей
Сварочные выпрямители подразделяют
на однопостовыс с крутопадающими,
жесткими, пологопадающими и универ¬
сальными характеристиками многопос¬
товые с жесткими характеристиками
В сварочных выпрямителях применяют
селеновые или кремниевые вентили,
собранные по трехфазной мостовой или
шестифазной схеме выпрямления (рис
6 13), которые наиболее часто исполь¬
зуют в монтажных условиях. В каче¬
стве понижающего трансформатора в
сварочных выпрямителях используют
часто трансформаторы с нормальным
или повышенным рассеянием Широкое
распространение получили трансфор¬
маторы с подвижными катушками
(ВД-301, ВД-302 и др ) Они просты
по устройству, обладают достаточно вы¬
соким к п д. и имеют небольшую массу
В таких трансформаторах регулирова¬
ние тока смешанное: с помощью пере¬
ключения обмоток трансформатора
и за счет изменения расстояния
между первичными и вторичными
обмоткамиАналитическое выражение для рабо¬
чего участка внешней характеристики188го 2S'CD %* SSI
^ 2>5CQи<и<<exwe-joos-ul/Dv9-we-joo9-utrov‘we-joo9-utrDV.CQииЮ LO ^
LO Ю&OQi:iiX|
giss'T”i§Ю о '7— CDSiaXXh-00o'X— Xs о CO
2 1
obS
cS5?|x“o'X о
Й §
СЧXX00СЧCDXЮ c^j
CO 00 оXX'»-sS35<
«ё
s •=
xi" i
CO -rr* Cl-0 ^ <3-'
a. ^ s1 s sS'? ="<3^ ^“■2 3
3 о ?sis.S 6 '=^S"VOQ. CO ^U. a uC3оосоUlAOOt'-DVUlAOOi^-OVUlAosie-girvlAsiie-TOv00ЮCDX§COE-<DsXa;Ia,ti:<M о 05 ЮCO OCM —S?8gi2-H COОsCOXO)o'XO)оCJ)CDЮO)lAOOt^-WADViA9oe-tnrvlA^oe-irtrvlA€Oe-TOVlAlWOOe-tTDVрослою/ X (Msll§§?I2
CQ „cs”Ё1СЧ о Ю uo о ^CO 05 — — CD IC2w X ЮXoi СЧ d
— 00 _;c
<^.o''X .o
— X— СЧ-Too ^CQ' If CO: QQ3 ^£ S
* i£к si aCD ^ ClCL ^ Ss CO COtr ij; CO•O о I
X X о53 ' <ij
3< ="E I|l||l
S ss a; 2-voI и tS с189
190
Таблица 6 56Техническая характеристика балластных реостатовПоказателиРБ-201РБ-301РБ-501Номинальный ток, А200300500Пределы регулирования свароч¬101010ного тока, АНапряжение на клеммах, В303030Рабочее напряжение источни¬606060ка, ВПР, %606060Габаритные размеры, мм580X355X648580X410X648580X465X648Масса, кг303540сварочного выпрямителя, собранного по
трехфазной мостовой схеме:среднее напряжение холостого хода
выпрямителя зависит от напряжения в
трансформаторе; (Ух х =3-д/З^Ут/л, где
Uj — амплитудное значение вторичного
напряжения трансформатора.Ток короткого замыкания зависит от
полного реактивного сопротивления од¬
ной фазы А'т, источника питания венти¬
лей (трансформатора и дросселя):/кз=^/х х/л/^.Динамические свойства трехфазных
выпрямителей с падающей внешней
характеристикой зависят от отношения
рабочего напряжения дуги (Уд к напря¬
жению холостого хода Ux х Чем выше
напряжение дуги перед коротким замы¬
канием, тем больше отношение /к з//д-При уменьшении отношения максималь¬
ное значение тока снижается, что способ¬
ствует лучшему переносу расплавлен¬
ного металла и при ^д/(Ух х = 0,4^0,5
процесс протекает удовлетворительно.Выпрямители с транзисторным бло¬
ком управления обладают высокой ста¬
билизацией тока (рис. 6.13, в). Выпря¬
мительный блок питается от трехфаз¬
ного трансформатора с увеличением
магнитного рассеяния. В цепь выпрям¬
ленного тока последовательно дуге
включают блок транзисторов Т Круто-
падаюшую вольт-амперную характе¬
ристику формируют трансформаторы и
транзисторные блоки. Изменяя силу
тока базы /б, можно в широких пре¬
делах изменять силу коллекторного
тока /к. Это обеспечивается с помощью
дополнительного выпрямителя и актив¬
ного сопротивления /?, установленного
в цепи базы.^ 0 0Рис. 6.13. Электрическая схема сварочных выпрямителей:а — трехфазовая мостовая; б — шестифазная с уравнительным дросселем, в — с тран¬
зисторным блоком191
Сила сварочного тока зависит только
от силы тока управления Уб, что позво¬
ляет настраивать источник на требуе¬
мый режим сварки. Установка дополни¬
тельной обмотки связи по напряжению
позволяет в таких источниках полу¬
чать вольт-амперную характеристику с
различным значением dU^/dl в рабочей
точке, где (У„ — напряжение источника.
Применение прерывателя Я позволяет
вести процесс в импульсном режиме
и добиваться плавного гашения дуги
и др.Универсальные сварочные выпрями¬
тели типа ВДУ имеют жесткие и круто¬
падающие вольт-амперные характери¬
стики Они имеют силовой трехфаз¬
ный трансформатор и выпрямитель¬
ный блок, собранный из тиристоров
по шестифазной схеме с уравнитель¬
ным реактором Режим регулируется
изменением угла открытия тиристоров
выпрямительного блока Скорость на¬
растания сварочного тока в цепи ре¬
гулируется дросселями с отпайкамиМногопостовые сварочные выпря¬
мители имеют силовой трансформатор
с нормальным магнитным рассеянием
и выпрямительный блок Внешняя
вольт-амперная характеристика этих
выпрямителей жесткая Ток на каждом
посту регулируется при помощи бал¬
ластных реостатов типа РБ у выпрями¬
телей типа ВДМПри сварке напряжение дуги =
= Uo — URc. где 6/о — напряжение ис¬
точника, Rc — сопротивление свароч¬
ной цепи, /^с = /?пр + /?б, /?пр — сопро¬
тивление проводов. Re — сопротивление
балластного реостатаСила сварочного тока поста /„ =— 1я = (^0— ^д)/ [^б(^пр + ^б) ]При коротком замыкании /к < =
= Uo/R6 Число постов, которые могут
быть подключены к многопостовому
выпрямителю, определяют с учетом
коэффициента одновременности /Со:
п = 1^ н/Ко1п с, где /г н — номинальная
сила тока выпрямителя; /„ с — средняя
сила тока поста, Ко = 0,6.В трассовых условиях и на монтаж¬
ных площадках применяют однопосто¬
вые и многопостовые выпрямители
(табл 6.57)Источники питания подключают к
постам сварочным кабелем (медным
или алюминиевым). Сечение сварочных
кабелей выбирают в зависимости от
тока в соответствии с табл. 6.58192При сооружении магистральных
трубопроводов и компрессорных стан¬
ций для ручной сварки используют
передвижные энергетические агрегаты,
имеющие вагончики, в которых установ¬
лены сварочные выпрямители В одном
вагончике устанавливают от четырех
до восьми постов Транспортируют
вагончики по трассе тракторами. Такие
энергетические агрегаты удобно экс¬
плуатировать в северных районах при
температуре от —40 до +40 °С.В состав агрегата АЭП-51 входят:
электростанция переменного тока, смон¬
тированная на гусеничном тракторе:
блок питания, в котором размещены
аппаратура управления электростан¬
цией, выпрямители для питания элект¬
роэнергией сварочных постов и другое
вспомогательное оборудование, палатка
(укрытие с электрическим освещением),
предназначенная для работы в ночное
время и защиты места сварки от ат¬
мосферных влияний.Техническая характеристика агрегата
ЛЭП-51БазаПараметры питающей сети:
напряжение, В . . . .
мощность, кВт . . . .
ток . . ....частота, Гц Число сварочных постов .
Сварочный выпрямитель . .
Номинальный сварочный ток
поста, А ... . .
Грузоподъемность стрелы
для поднятия укрытия, кг
Габариты, мм. . . .Масса, кгТракторТ-ЮОМ38050Трехфаз¬ный504ВД-30130050011500ХХ7450ХХ350017500Сварочный агрегат АС-81 установлен
на базе тракторов К-700 и К-701 Аг¬
регат имеет палатку для укрытия места
сварки от атмосферных осадков Палат¬
ку устанавливают на место сварки с
помощью гидрофицированной стрелы.
В комплект агрегата входит компрес¬
сорная установка для работы пневмо¬
инструмента и сушильная печь для про¬
каливания электродов
S'
' 2CD7 В Гел1091-и1ГаMiooi-wnaCAI09I-AtraMiosi-Aira>»CQ>scc2QЮCQOQOQОСЧирсков и др§ fS гs.S!со(>f о
со5рCNО о
00§37со '
С~CQSi287
с ^со00'смLO'фсо8CNОосч!осоvXi::oSo^
гг V, со”хХу Хо
со оЮ 00 00 00-хх-V X ю
CN оСО СМ СМ— со Ч/ —.г-хХо.сСС . .XCQкС^за:sisS I
^ i?s. а:I S ^ ^s . S о < ca S^ ^ ^ CX .VO ^a; s
2 Sli^ cx ^ ^ Cf'
о f—I s ra CO CO
Uh ci.X ёаЩCOОисоs::>c: h-s оH sbi ^s cuO. Ci.cc193
Таблица 6 58Выбор сечения сварочного кабеляСечениеДопусти¬СечениеДопусти¬кабеля,мый ток,кабеля,мый ток,ММ“Амм^А1614050400252407060035300958001201000Техническая характеристика агрегата
ЛС-81Число сварочных постов8Мощность двигателя, кВт220Скорость движения, км/ч2,9—33Источник питания сва¬рочным током ВДМ-1601(при ПР 100 %):напряжение, В . . .60мощность, кВт . . .121сила тока, А . . . .1600Регулирование тока (бал¬Ручное, сту¬ластными реостатами)пенчатоеПараметры питающейсети:напряжение, В . . .380мощность, кВт . . .200ток Трехфазныйпеременныйчастота, Гц . . .50Потребляемая мощность.кВт 138Габариты, мм . . . .9120Х3100ХХ4350Масса, кг 21500В трассовых условиях и на строитель¬
ных площадках электроустановки пи¬
таются от линий электропередач и пере¬
движных дизель-электрических станций
(табл. 6.59).Электростанции для трубосварочных
баз чаще устанавливают в вагончиках
с отоплением, что позволяет значитель¬
но сократить время на подготовку и за¬
пуск двигателя в зимнее время При¬
менение дизель-электрической станции
позволяет использовать сварочные пре¬
образователи и выпрямители различных
назначенийДля подачи тока к электрододержа-
телю и изделию применяют главным
образом кабели марок КРПТ, КРПГ,
КРПГН, КРПТН по ГОСТ 13497—77*Е,
а также марок РГД, РГДО, РГДВ по194ГОСТ 6731—77*Е (табл. 6.60). Это
гибкие кабели с медными жилами,
заключенными в резиновую изоляцию
и оболочку, рассчитанные для подклю¬
чения к источникам сварочного тока,
либо к электрическим сетям с номи¬
нальным напряжением до 600 В, часто¬
той до 400 Гц или постоянное напря¬
жением до 1000 В (по ГОСТ 13497—77*Е)
или до 220 В при частоте 50 Гц или
постоянное напряжение (по ГОСТ
6731—77*Е). Длительно допускаемая
температура жил не должна быть более
65 °ССварочный инструмент
и защитные приспособленияЭлектрододержатели в соответствии
с ГОСТ 14651—78 *Е рассчитаны на
номинальный сварочный ток 125, 200,
250, 315, 400 и 500 А с продолжитель¬
ностью цикла сварки 5 мин и ПВ ==60%.
Масса электрододержателя должна
быть не более 0,35; 0,4; 0,45; 0,5; 0,65;
0,75 кгВ соответствии с токами выбирают
и диаметры электродов:Сила тока, А . . . 125 200
Диаметр электро¬
да, мм 1,6—3 2,5—4Сила тока, А 250 315 400 500
Диаметрэлектрода, мм 3—5 4—6 5—8 6—10Для сварочных токов 250 и 500 А
выпускают электрододержатели марки
ЭП (рис. 6.14) пассатижного типа.
Электрод зажимается между нижней
губкой усилием цилиндрической пружи¬
ны, по которой к нему, подводится
электрический ток, и рычагом. Канавки
в зажиме, расположенные под различ¬
ными углами, обеспечивают закрепле¬
ние электрода под двумя углами к про¬
дольной оси электрододержателя. Ога¬
рок удаляют нажатием на рычаг. Сва¬
рочный кабель соединяют с электро-
додержателем путем расклинивания
конца его между корпусом нижней губ¬
ки и конусом втулки. Токоподводящие
детали изолированы теплостойкими по¬
лимерными материалами.Электрододержатели марки ЭД так¬
же пассатижного типа рассчитаны на
токи до 500 А. Закрепление электрода
осуществляется нажатием на рычаг
в положениях, удобных для ведения
Таблица 6 59Передвижные электростанции для сварочных постовДвигательГенераторМарка электростанцииноминальнаямощность,кВтчастотавращения,об/минноминальнаямощность,кВтнапряже¬
ние, ВЭСД-50-Т/230М73,5150050230ЭСД-50-Т/230МУ73,5150050230ЭСД-50-Т/400М73,5150050400ЭСД-50-Т/400МУ73,5150050400ЭСД-75-Т/230М110,2150075230ЭСД-75-Т/230МУ110,2150075230ЭСД-75-Т/400М110,2150075400ЭСД-75-Т/400МУ110,2150075400ЭСД-100-Т/400М120,61500100400ЭСДА-100-Т/4003РК120,61500100400ЭСДА-200-Т/4001РК308,71500200400ЭСДА-200-Т/4003РК308,71500200400СКЛ-809475080390ДЭС-100ПО1500100400ДГ-ЮО-ТСП1101500100400«Шкода»137,6750120400ЭДС-200-30Т/400М2401500200400«Вола» ЗЗПП-250/С2401500200230, 400Таблица 6 60Номинальные наружные диаметры кабелей, ммСечение
жил, мм^Кабель марок КРПТ, КРПТНКабель марокоднаосновнаяжиладве ос¬
новных
жилыдве ос¬
новных
жилы и
заземле¬
ниетри ос¬
новных
жилытри ос¬
новных
жилы и
заземле¬
ниеРГДРГДОРГДВ2515,5282829,630,413,411,914,83516,5303031,734,615,713,715,55018,435,835,837,838,917,415,3187022,843,643,646,147,519,817,819,79524,647,247,250,151,522—22,412027,651,251,254,45625,2 23,515026,8—26,2сварочных работ. Огарок удаляют по¬
добно электрододержателю марки ЭП
Электродержатели марки ЭУ («Луч»)
защелочного типа применяют для ра¬
боты на токах до 315 А (модель
ЭУ-300) и 500 А (модель ЭУ-500).
Закрепление электрода осуществляют
по принципу «вилки». Электрод встав¬
ляют в отверстие держателя, его можно
фиксировать в трех положениях, осуще¬ствляя поворот на требуемый угол.
Усилие прижатия создает цилиндриче¬
ская пружина, расположенная по оси
изолированной рукоятки и корпуса
держателя.Электрододержатели марки ЭДС так¬
же защелочного типа используют для
работы на токах 125, 300 и 500 А
Для соединения отрезков сварочных
проводов между собой применяют со*195
Рис 6.14. Электродержатель марки ЭП1 — защитный колпачок пружины, 2 — пружина, 3 — рычаг с верхней губкой; 4 -
теплоизоляционная заидита, 5 — нижняя губка, 6 — конус резьбовой втулкиединительные муфты, которые в необхо¬
димых случаях обеспечивают разъем,
для неразъемного соединения — со¬
единители Соединительные муфты и со¬
единители работают при температуре
окружаюш.ей среды от —40 до -|-50 °С
Соединительная быстроразъемная
муфта марки МСБ-2 (рис 6 15) со¬
стоит из двух полумуфт, соединение
и разъем которых осуидествляют по¬
воротом одной из полумуфт относи¬
тельно другой Сварочный ток с токо-
подвода другой полумуфты переходит
на токоподвод другой полумуфты
Место контакта защищают теплостой¬
ким электроизоляционным материалом
К каждой полумуфте крепят отрезок
сварочного кабеля сечением 35, 50
или 70 мм^, конец которого вводят
в зазор между корпусом и резьбовыми
винтами с последующим зажатием их
Несколько другую конструкцию пред¬
ставляет собой соединительная быстро¬
разъемная муфта МС-2. В ней свароч¬
ный кабель с полумуфтами соединяют
резьбовыми гайками, которые плотно
и прочно зажимаютДля неразъемных соединений свароч¬
ных кабелей используют соединитель
ССП-2 (рис. 6.16), состоящий из токо-
подвода /, закрытого изоляционным
материалом 2, и винтов 3, закрепляю¬
щих кабель к токоподводу Масса
соединителя ССП-2 — 0,4 кг. Пред¬
приятия Минэлектротехпрома СССР196выпускают соединительные муфты ма¬
рок М-315 и М-500Для присоединения сварочного ка¬
беля к клеммам источника питания
применяют быстроразъемные концевые
соединительные муфты МСК-2 и МС-3,
одна из полумуфт которых аналогична
полумуфтам МС-2 или МСБ-2, а другая
вместо конца провода имеет выходную
деталь с отверстием, устанавливаемую
на контактный болт источника питания.При работе в монтажных условиях
присоединение сварочного кабеля к
заземляемой конструкции осуществля¬
ют через концевую клемму заземления
КЗ-2 (рис 6 17) Она выполнена в виде
пассатижей с подпружиненными рыча¬
гами, обеспечивающим зажатие изде¬
лия толщиной до 40 мм между губ¬
ками. Сварочный кабель подключают
к клемме через наконечник и болт.
Губки соединены гибкой, плетеной из
медных жил, контактной полосой для
обеспечения прохода тока через них.Набор инструмента
для сварщикаДля электросварщика-ручника выпу¬
скают комплекты трех типов (в зависи¬
мости от предельного тока): КИ-125,
КИ-315 и КИ-500 Каждый комплект
имеет, муфту соединительную марки
М-315 (КИ-125 и КИ-315) или М-500
(КИ-500); электрододержатель без ка-
Рис. 6 15. Соединительная быстроразъемная муфта МСБ-2:/ — зажимной винт, 2 — токоподвод, <3 — гайка, 4 - корпус из теплостойкого электро¬
изоляционного материалаРис. 6.16. Соединитель ССП-25 6 7Рис. 6.17. Клемма заземления КЗ-2:/ — проушина, 2 — контактная полоса, 3 — наконечник, 4 — болт, 5,7— губки, 6 -
заземляемое изделие
беля; стекла и светофильтры для щитка
или маски сварщика; контактные за¬
жимы; шл а коот делитель; металличе¬
скую щетку.Инструменты хранят в ящике, габа¬
ритные размеры которого 385X340X
X 115 мм, масса инструмента с ящиком
соответственно типу комплекта — 6,5;7 и 9 кг.В комплект инструментов типов
ЭНИ-300 и ЭНИ-500, разработанных
СКВ ВНИИмонтажспецстроя, входят-
электрододержатель и запасные части
к нему; соединительная муфта; клемма
заземления; щетка-зубило (комбини¬
рованная), отвертка с диэлектрической
ручкой, ручка диэлектрическая — 2 щт.,
плоскогубцы комбинированные; ключ
гаечный разводной, клеймо сварщика
(по заказу); молоток; светофильтры
защитные — 2 шт; стекло защитное для
щитка (маски) сварщика, кабель мар¬
ки РГД, отрезок длиной 3 м.Инструменты размещают в метал¬
лическом ящике, габаритный размер
ящика 415X290X80 мм; масса ком¬
плекта с ящиком 7—8 кг.Для защиты лица и глаз сварщика от
брызг расплавленного металла и лучей
сварочной дуги по ГОСТ 12 4 023—84*
применяют защитные щитки типа НН
и PH (НН означает, что щиток при
работе крепится на голове, PH — руч¬
ной щиток). Выпускают щесть модифи¬
каций защитных щитков (табл 6 61).Подручные электросварщика и вспо¬
могательные рабочие должны приме¬
нять защитные очки типа О (откры¬
тые), ОД (открытые двойные) или
ЗН (закрытые с непрямой вентиляцией)с соответствующими светофильтрами
типа В (табл. 6 62).Лучщая защита не только глаз, но
и лица и шеи подручного (в радиусе
до метра до сварочной дуги) обеспе¬
чивается маской МВЭ. Для защиты глаз
электросварщика от излучения дуги
применяют светофильтры темно-зеле¬
ного цвета прямоугольной формы трех
типоразмеров по ГОСТ 12.4.080—79:
52X102; 69X 121, 90X102 мм толщи¬
ной от 1,5 до 4 мм. Применением боль¬
шого числа классов светофильтров
можно достичь оптимального яркост-
ного контраста и обеспечить лучшую
защиту как от ультрафиолетового,
так и инфракрасного излучения дуги:Тип светофильт¬
ра . ... С-3 С-4 С-5 С-6 С-7
Сварочный ток,А 15 30 60 150 275Тип светофильт¬
ра .. .Сварочный ток,А . .. С-8 С-9 С-10 С-11
. 350 600 700 900Ручная электродуговая сваркаПроцесс ручной электродуговой свар¬
ки предусматривает применение штуч¬
ных электродов, при этом их подачу
и перемещение дуги вдоль свариваемых
кромок осуществляют вручную При
ручной сварке сталей преимущественное
применение имеют плавящиеся метал¬
лические электроды с покрытием.Ручную электродуговую сварку при
строительстве магистральных трубопро¬
водов применяют преимущественно дляТаблица 661Защитные щитки для сварочных работМодифи¬ЩигокМодельРазмер свето¬кацияфильтра, мм1Наголовный с непрозрачным кор¬НН-Э-301У152X102пусом2ННО-Э-302У190X1023Ручной с непрозрачным корпусомРН-Э-301У152X1024Наголовный, монтируемый на за¬
щитной каскеЩЭК-Э-301У152X1025Наголовный с открывающимся
светофильтром и подвижной рам¬
койНН-Э-302У152X1026Ручной с непрозрачным корпусомРНО-Э-302У190X102198
Таблица 6.62Защитные очки для подручных электросварщикаНазначениеТипочковМодель по
ГОСТ 12.4 013—85ЕНаименованиеОбозна¬чение0Открытые02, 002одОткрытые0Д1двойные0Открытые02ОДОткрытые0Д1двойные0Д20Открытые02; 002ОДОткрытые0Д1двойные0Д2ЗНЗакрытые сЗН5непрямой вен¬ЗН8тиляциейЗН12Вид очкового стеклаДля работы на откры¬
тых площадках при
ярком солнечном осве¬
щенииПри электросварке в
цехеПри электросварке на
открытой площадкеСветофильтр В
То же, в комбинации
с бесцветным стекломСветофильтр В-2
То же, в комбинации
с бесцветным стеклом
Светофильтр В
То же, в комбинации
с бесцветным стекломСветофильтр Ввыполнения корневого (первого) слоя
шва при сборке труб в секции и всех
слоев шва (корневого, заполняющих
и облицовочного) при поворотной
сварке труб в секции, когда имеется
небольшой объем сварочных работ.
Все слои шва выполняют при сварке
неповоротных стыков между отдельны¬
ми трубами или секциями, при сварке
переходов через естественные и искус¬
ственные преграды, при сварке зах-
лестов, вварке катушек, крановых уз¬
лов, отводов и др.При разработке технологии ручной
сварки обычно выбирают вид подготов¬
ки кромок, тип шва, род тока, тип
электродов, силу тока и скорость свар¬
ки, последовательность наложения
швов.Тип электродов выбирают, исходя
из необходимости получения механи¬
ческих свойств металла шва, равных
свойствам основного металла. Выбран¬
ный электрод должен создать требуе¬
мый провар внутренних кромок изделия,
обеспечивая удержание металла от сте¬
нания во всех пространственных поло¬
жениях в сочетании с плавным очерта¬
нием внешней поверхности валика шва.
Диаметр электрода выбирают в зави¬
симости от толщины металла при
сварке швов стыковых соединенней и
от катета шва при сварке угловых
и тавровых соединений.При сварке многопроходных сты¬
ковых соединений трубопроводов кор¬
невой шов обычно выполняется электро¬
дами диаметром 2,5—3,25 мм с основ¬
ным покрытием и 3—4 мм с целлю¬
лозным покрытием, чтобы улучшить
провар корня шва. При ручной сварке
основной объем работ выполняют
электродами диаметром 3,25—5 мм при
токе 90—230 А. Ручной сваркой можно
выполнять швы различного вида, назна¬
чения и во всех пространственных по¬
ложениях. При дуговой сварке штуч¬
ными электродами металл шва форми¬
руется в основном за счет электрод¬
ного металла, чем определяется произ¬
водительность процесса.Горение электрической
дуги и формирование шва
при ручнойэлектродуговой сваркеВозбуждение (зажигание) электри¬
ческой дуги осуществляют кратко¬
временным замыканием сварочной цепи,
для чего сварщик касается к сварива¬
емому металлу концом электрода и
быстро отводит его на расстояние 2—4 мм. При этом возникает электриче¬
ская дуга, устойчивое горение которой
поддерживают поступательным движе¬
нием электрода (вдоль оси стыка) по
мере его плавления. В процессе сварки199
электрод перемещаю г: по направлению
к изделию по мере плавления, вдоль
соединения, поперек соединения для
придания Н1ву необходимой формы и
сеченияПри сварке поддерживают устой¬
чивое горение дуги, обеспечивая по¬
стоянную ее длину, что в значитель¬
ной степени определяет качество свар¬
ного соединения. Дуга должна быть
короткой, так как при этом электрод
плавится равномерно с небольшим раз¬
брызгиванием, что обеспечивает полу¬
чение беспористого металла и наилуч¬
шее проплавление свариваемых кромок.
Нормальная длина дуги соответствует
величине 0,5 диаметра электрода.При большой длине дуги повышается
окисление электродного металла, увели¬
чивается разбрызгивание, снижается
глубина проплавления основного ме¬
талла, шов получается со значительным
включением азота в наплавленном ме¬
таллеПри плавлении электрода на его тор¬
це образуется капля жидкого металла,
которая подвергается активному воздей¬
ствию воздушной среды Характер пе¬
реноса электродного металла через
дуговой промежуток оказывает значи¬
тельное влияние на кинетику процессов
взаимодействия расплавленного метал¬
ла со шлаком и газами Процесс пере¬
носа характеризуют массой капли и
временем перехода отдельных капель
с конца электрода в ванну или частотой
переноса Это процесс в значительной
степени зависит от сил, действующих
на каплю: силы тяжести, силы поверх¬
ностного натяжения, электромагнитной
силы, электростатической силы, силы
давления плазмы, аэродинамической
силы При сварке покрытыми электро¬
дами перенос металла изменяется от
мелко- до крупнокапельного На тип
переноса влияет состав и толщина
покрытия, режим сварки, род и поляр¬
ность тока Для электродов с рудно¬
кислым и рутиловым покрытиями ха¬
рактерен мелкокапельный перенос и
изменение напряжения на дуге прак¬
тически не оказывает влияния на ха¬
рактер переноса Электроды с цел¬
люлозным покрытием также имеют
мелкокапельный перенос При сварке
электродами с основным покрытием
наблюдается крупнокапельный перенос
металла При малом напряжении пе¬
ренос металла проходит при коротких200замыканиях дугового пространства.При сварке штучными электродами,
как и при других методах сварки плав¬
лением, расплавленные основной и
присадочный металлы, соединяясь, об¬
разуют общую ванну, в которой по¬
стоянно происходят движение и пере¬
мешивание жидкого металла Оплав¬
ленные участки основного металла и
ранее образовавшегося шва являются
границами ванны. В процессе сварки
ванна перемещается по стыку и в ее
головной части горит дуга, вытесняя
жидкий металл давлением из-под дуги
в хвостовую часть ванны, где проис¬
ходит охлаждение и кристаллизация.
Первичная кристаллизация расплав¬
ленного металла начинается от ча¬
стично оплавленных зерен основного
металла или от столбчатых кристал¬
литов предыдущего слоя Рост кристал¬
литов происходит нормально к поверх¬
ности раздела основного металла и
расплавленного металла ванны. Уча¬
сток основного металла, примыкающий
к шву и подвергающийся термическому
воздействию дуги, называют зоной тер¬
мического влияния.Техника и общая технология
выполнения ручной
электродуговой сваркиПри ручной дуговой сварке техника
выполнения швов обусловлена процес¬
сом капельного переноса в дуге рас¬
плавленного электродного металла.
Ширина валика шва не превышает
0,8—1,5 диаметра электрода, если пере¬
мещение конца электрода вдоль стыка
проводится без поперечных колебаний
(кроме электродов с целлюлозным
покрытием) Для получения валика тре¬
буемой ширины и наилучшего прогрева
свариваемых кромок выполняют слож¬
ные движения электродом (рис. 6 18).
Для определения оптимального числа
переходов в стыковых "швах трубопро¬
водов с разделкой кромок учитывают
общую площадь поперечного сечения
наплавленного металла, исходя из
табл. 6.63. Сварочный ток при ручной
дуговой сварке /св = я^/э//4, где ds —
диаметр электрода, у—допустимая
плотность тока для разных видов по¬
крытий.В табл. 6 64 приведены режимы руч¬
ной сварки и марки применяемых элек¬
тродов. При сварке в вертикальном
Рис. 6 18. Линии перемещения
и потолочном положениях ток умень¬
шают на 15—20 % по сравнению с
током при сварке в нижнем положе¬
нии (рис. 6 19, 6.20, 6.21, 6 22)Сварные соединения разрешается
оставлять незаконченными после окон¬
чания рабочего дня или остановки ра¬
бот при условии, что число выполненных
слоев шва соответствует табл 6 65
Если условия, указанные в табл 6 65
невыполнимы, то стык должен быть
удален и заварен вновьПри возобновлении сварки незавер¬
шенного стыка труб он должен быть
просушен. Сварные соединения зах-
лестов оставлять незаконченными не
разрешается При многослойной сварке
стыковых соединений трубопроводов
форма поверхности валика шва зави¬
сит от того, является ли слой корневым,
заполняющим или облицовочным. Кор¬
невой слой перекрывается последующим
валиком, поэтому ему придают наибо¬
лее выгодную форму, облегчающую
наложение последующего слоя. Приэлектрода при ручной сваркескоростной сварке корня шва электро¬
дами с целлюлозным покрытием часто
возникают боковые непровары — «кар¬
маны», в которых остается шлак
(рис. 6.23) Для удаления шлака при¬
меняют шлифовальный круг толщиной
4—4,5 мм, с помощью которого обеспе¬
чивают снятие '/4 части корневого слоя
шва и удаление шлака из «карманов»
Последующие слои шва выполняют та-Таблица 6 63Число слоев шва при ручной дуговой
сварке стыков трубопроводовТолщинаЭлектрод сЭлектрод сстенки трубы.целлюлоз н ымосновнымммпокрытиемпокрытиемДо 103210—1543I5--205420-2565201
|ggтттООО— Tf —I II I
Sg2 gООО о^ C50 —^2-S'S3 “ g-l= “ S “
и (_,CL X
<V 02
CQUКтако;Xтата(-SтакDsО-о.О,оОаСюсо ^ ^юсч1СОсо":=rи puQD 6* CQОCOLOV/ооIосою5SsS оDC X
^ Оо о.>> X
2 Cl.s a;
л: CD
U иьсзClЮОоносоюV/ооосоюяёtK о03гоI IgsI IООО00I ттg g S.XE ffl о 00
f 1 ®^ итао,VOожко.сIоеS SS X is £ ? iо «о Jo i-oJ
>»t- саЭ>,1_шЭsS X
I тао g->s U
оsЛmt)о о<М CVJTT
§g
Ю о<Dssmes202^ 5
оgIgI I§sо о
ю сч
CM счо о— О)см —IоюSТаблица 6.65Необходимое число слоев шва при оста¬
новке сварочных работТолщинаЭлектрод сЭлектрод сстенки трубы,целлюлознымосновнымммпокрытиемпокрытием5-^88—15
Свыше 15Стык заваривается
полностью3 24 3Примечание Число слоев указано без
учета подварочного слояиГГиCQюлс53- ок Xо- о
о о,
U синсзсх\оо<v о»а <ггCJ -4 0а: ^ т
о о (J о ое^сое:^>ь >>
LO ЮееUU
CQ СОюЛ9QОСОюК осоКИМ образом, чтобы наплавленный ва¬
лик имел вогнутую поверхность с плав¬
ным переходом к кромкам труб и обе¬
спечение сплавления с предыдущим
слоем по всему контуру, а также с
основным металлом. Если плавного
перехода между поверхностью наплав¬
ленного металла и кромками труб не
обеспечено, то сварщику требуется рас¬
плавить выпуклость валика, что сни¬
жает производительность процесса По¬
следний облицовочный слой должен
иметь усиление с плавным переходом
от наплавленного металла к основному
Высота усиления шва в зависимости
от толщины стенки трубы должна быть
не менее 1 мм и не более 3 мм. Ширина
шва должна обеспечивать перекрытие
кромок не менее 3 мм в каждую сто¬
рону. Сварные соединения при внешнем
осмотре не должны иметь трещин, пор,
кратеров, подрезов глубиной 0,5 мм и
грубой чешуйчатостиПри сварке швов электродами с цел¬
люлозным и основным покрытиями
получили распространение дефекты, ко¬
торые указаны в табл 6 66.Сварка трубопроводов
из сталей повышенной
и высокой прочностиВ отечественной и зарубежной прак¬
тике трубопроводного строительства
применяют стали с пределом прочно¬
сти 550—650 МПа, что способствует
уменьшению металлоемкости конструк¬
ций Применение микродобавок вана¬
дия, ниобия и титана позволило зна¬
чительно повысить механические свой¬
ства стали за счет выделения кар¬
бидных и карбонитридных фаз. Эти203
60-720 ‘Рис 6.19. Положение швов в пространстве:
/ — нижнее, 2 — вертикальное, 3 - потолочноеРис 6 20. Сварка с опиранием электрода углом назад / и вперед IIстали (13Г2АФ, 10Г2ФТ, 08Г2ФЮ,
17Г2СФ, 10Г2Т и т. п ) более склонны
к росту зерна в околошовной зоне,
а при высоких скоростях охлаждения
в них появляются неравновесные струк¬
туры закалочного характера и холодные
трещины.При разработке технологии сварки
сталей повышенной и высокой прочно¬
сти рассчитывают тепловой режим, при
котором предотвращается образование
мартенсита и холодных трещин, выби¬
рают сварочные материалы, обеспечи¬
вающие высокую технологическую
прочность наплавленного металла и
равнопрочность его с основным ме¬
талломТребуемый тепловой режим сварки
обеспечивают соответствующим уста¬
новлением погонной энергии процесса
qjvcb или введением в технологиче-
ски-й процесс сварки подогрева металла
перед сваркой или в процессе сварки.
Возможность выбора погонной энергии
процесса в значительной степени зави-204Рис 6.21. Сварка электродом в поло¬
жение «в лодочку»Рис 6.22. Сварка угловых швов
Таблица 6 66Дефекты в сварных соединениях при сварке электродами с различным покрытиемДефектПричина образованияСпособ устраненияПорыПодрезыНесплавлениеШлаковыевключенияПорыНепроварШлаковыевключенияЭлектроды с целлюлозным покрытиемВелика сила тока
Наличие «козырьков»
Применение пересушенных
электродовНа кромках влага, ржавчина
и грязьВелика сила тока
Чрезмерное давление электро¬
даНеправильный угол наклона
электродаВелика скорость сваркиМала сила токаПлохо зачищен корневой слойНарушена технология сварки
«горячего» проходаЭлектроды с основным покрытиемВелика сила тока
Нарушена технология сваркиУменьшить силу тока
Замена электрода
Заменить электродыОбеспечить просушку и зачист¬
ку кромок перед сваркой
Уменьшить силу тока
Уменьшить усилие опирания до
5—8 кгИзменить угол накло{1а элект¬
родаУменьшить скорость сварки
Увеличить силу тока
При зачистке корневого слоя
удалить «карманы»Обеспечение технологии сваркиВелика длина дугиНа кромках влага, ржавчина
и грязьНаличие «козырьков»
Применение сырых электродов
Стержень электрода проржа¬
велОтклонение величины зазора
при сборке
Мала сила тока
Неправильный угол наклона
электродаПлохо удален шлак с предыду¬
щего слояУменьшить силу тока
Изменить мол наклона электро¬
да, снизим» скорость сварки,
равномерно 1^ыполнять колеба¬
ния конца электрода
Снизить длину дуги до 1/2 диа¬
метра электрода
Кромки труб перед сваркой про¬
сушить и зачистить
Заменить электрод
Прокалить электроды
Заменить электрод, проверить
их хранениеОбеспечить качественную сбор¬
куУвеличить силу тока
Изменить угол наклона элект¬
родаТщательно удалять шлак с пре¬
дыдущего слояРис. 6 23 Форма слоев шва для нало¬
жения последующих валиков:/ — шлак, 2 — наплавленный металл, уда¬
ляемый при шлифовке, 3 — корневой слой205
То,°ССз = 0,55%-508 10Ш 1В 18 ммРис. 6 24. Зависимость минимально
допустимой начальной температуры
7() от толщины металла 6 и эквива¬
лента углерода СэГ1,2 — для электродов соответственно с
целлюлозным и основным покрытиемсит от способа сварки Для ручной
сварки она может быть в пределах
4—40 кДж/см, а для автоматической
сварки под флюсом — 16—100 кДж/см.
Применение режимов с большими по¬
гонными энергиями предотвращает за¬
калку, но приводит к чрезмерному
перегреву основного металла в око-
лощовной зоне, что неприемлемо для
этих сталей.При сварке корневого слоя шва сты¬
ков трубопроводов электродами с основ¬
ным покрытием (УОНИ-13/55) диамет¬
ром 3—3,25 мм погонная энергия состав¬
ляет 10 кДж/см, а при сварке элек¬
тродами с целлюлозным покрытием
диаметром 4 мм (марка ВСЦ-4А) —
6 кДж/см. В этом случае минималь¬
ную температуру стыка и критическую
скорость охлаждения можно установить
из рассмотрения рис. 6.24 Здесь экви¬
валентный углерод Сэ (в %) определен
по формуле Международного институ¬
та сварки.На образование закалочных трещин
отрицательную роль играет растворен¬
ный в металле водород, причем тем
более сильную, чем больше эквивалент
углерода свариваемой стали. Поэтому
при выборе электродов для сварки
корневого слоя шва это положение не¬
обходимо учитывать.206При сварке корневого слоя шва
электродами с целлюлозным покрытием
(ВСЦ-4А) содержание водорода в ме¬
талле шва достигает 30—50 см^/100 г,
а при сварке первого слоя электродами
с основным покрытием (УОНИ-13/55) —
4—8 см^/100 г. Применение электродов
с целлюлозным покрытием позволяет
увеличить темп прокладки трубопро¬
водов за счет высокой линейной ско¬
рости сварки (до 22 м/ч) и обеспе¬
чения гарантированного проплавления
корня шва с образованием обратного
валика с усилением 1—3 мм, что исклю¬
чает необходимость подварки корня шва
внутри трубы. При сварке электродами
с целлюлозным покрытием предъявляют
более жесткие требования к темпера¬
турному режиму монтажного стыка до
начала и в процессе работы, к шли¬
фовке металла корневого слоя шва,
а также к технике выполнения второ¬
го слоя шва.Организациясварочно-монтажных работ
в полевых условияхМонтаж и сварка неповоротных
стыков трубопроводов в непрерывную
нитку выполняют из двух- или трех¬
трубчатых секций, а в отдельных слу¬
чаях — из одиночных труб в основном
четырьмя методами.Первый метод используют при не¬
больших объемах работ и малых
диаметрах труб (325—529 мм) Нитку
трубопровода наращивают из отдель¬
ных труб или секций с выполнением
всех слоев шва одним-двумя сварщи¬
ками. Каждый сварщик выполняет
сварку собранного и прихваченного
стыка от начала до конца в разных
пространственных положениях. В этом
случае сварку первого слоя шва вы¬
полняют снизу вверх с основным по¬
крытием (например УОНИ-13/55) ди¬
аметром 2,5—3,25 мм сначала с одной
стороны стыка, а затем с другой
(рис 6 25). После зачистки корневого
слоя от шлака аналогично сваривают
второй и последующие слои подобными
электродами диаметром 4 и 5 мм.Существенным недостатком этого
метода сварки является низкая произ¬
водительность При выполнении работ
одним сварщиком возникает необходи¬
мость перехода с одной стороны стыка
на другую, а также перетаскивание
Рис 6 25 Схема наложения двух слоев шва при сварке снизу вверх двумя
сварщиками:1,2 — расположение сварщиков; /, II — последовательность выполнения слоевсварочного кабеля и инструмента. От
сварщика требуется высокая квалифи¬
кация и универсальность.Второй метод применяют при боль¬
ших объемах работ и сварке трубо¬
проводов значительных диаметров.
Обычно одна пара сварщиков работает
со сборщиками на сборке и сварке
корневого слоя шва, а остальные две
пары сварщиков сваривают каждая
свой стык до конца, начиная со вто¬
рого слоя. В данном случае каждый
сварщик производит сварку половины
окружности (рис. 6.26), выполняя слой
шва снизу вверх электродами с основ¬
ным покрытием или сверху вниз элек¬
тродами с целлюлозным покрытием
(например, ВСЦ-4А) Электроды с цел¬
люлозным покрытием применяют для
первого (корневого) слоя и второго
(«горячего») прохода. Термин «горя¬
чий» показывает на необходимость ми¬нимального времени простоя (менее
5 мин) между сваркой первого и вто¬
рого слоев.1'ретий метод сборки и сварки непо¬
воротных стыков трубопроводов (по¬
точно-групповой) применяют при очень
больших объемах работ и достижения
высокой производительности труда и
обеспечения высокого темпа передви¬
жения сборочно-сварочной бригады.
При поточно-групповом методе (ПГМ)
головная группа сварщиков выполняет
корневой слой и «горячий» проход
электродами с целлюлозным покрытием.
При сварке заполняющих и облицо¬
вочного слоев используют две схемы
организации работ сварщиков: указан¬
ные слои шва выполняют несколько
пар сварщиков, каждая из которых ра¬
ботает на своем стыке, выполняя его
до конца, каждый сварщик сваривает
на каждом стыке только свой секторРис. 6 26. Схема наложения двух слоев шва при сварке сверху вниз двумя
сварщиками:1,2 — расположение сварщиков, /, II — последовательность выполнения слоев207
данного слоя шва и, закончив работу,
сразу же переходит на следующий стык.При поточном методе строительства
укрупненными бригадами группы или
звенья работающих выполняют следую¬
щие функцииЗвено подготовительных работ при
ПГМ обычно состоит из пяти человек
(маи1инист крана-трубоукладчика, сле¬
сарь-трубоукладчик, такелажник, газо¬
резчик и машинист передвижной элек¬
тростанции) и выполняет подборку сек¬
ций труб (по герметическим размерам)
и подготовку труб к сваркеГоловная группа при ПГМ имеет
обычно 10 человек (бригадир, машинист
крана-трубоукладчика, два слесаря-
трубоукладчика, машинист сварочного
агрегата, бульдозерист, четыре электро¬
сварщика) и выполняет следующие
работы: подвоз с помощью трубоук¬
ладчика очередной секции труб и уста¬
новку ее на центраторе, предваритель¬
ный подогрев, центровку стыка и уста¬
новку зазора, сварку, зачистку и шли¬
фовку корневого слоя, сварку «горяче¬
го» прохода, перемещение внутреннего
центратора и оборудования в исходное
положение к месту сборки и сварки
следующего стыка.Сварку корневого слоя выполняют
одновременно четыре сварщика и на¬
чальные участки швов, выполняемые
третьим и четвертым сварщиками, уда¬
ляют абразивным кругом на длине 15—
20 мм во избежание непроваров. Ана¬
логично удаляют начало прихваток
Шлифовку корневого слоя часто сов¬
мещают по времени со сваркой корне¬
вого слоя шва и «горячего» прохода
«Горячий» проход выполняют те же
четыре сварщика. После выполнения«горячего» прохода проводят следую¬
щие операции: трубоукладчиком подни¬
мают секцию вверх, под свободный
конец подкладывают лежку (или инвен¬
тарную опору), секцию плавно опу¬
скают, трубоукладчик перемещается за
следующей секцией, жимки центратора
отходят от поверхности трубы и буль¬
дозер перемещает его к следующему
стыкуДля качественной сборки и сварки
необходимо, чтобы плоскость свобод¬
ного торца секции отстояла от оси
опоры на расстояние, которое указано
в табл. 6 67.Последующие сварочные работы вы¬
полняют группы сварщиков, число ко¬
торых зависит В от темпа работы го¬
ловной группы /г и времени сварки
заполняющих слоев шва /з одной парой
сварщиковВ = /з//г.Для повышения темпа монтажных
работ целесообразно сварку заполняю¬
щих слоев выполнять каждый слой
тремя, четырьмя сварщиками одновре¬
менноЧетвертый метод сборки и сварки
стыков магистральных трубопроводов
(поточно-расчлененный) применяют в
нашей стране и за рубежомПоточно-расчлененный метод сварки
(ПРМ) предусматриваем; большую спе¬
циализацию сварщиков и'слесарей-тру-
боукладчиков по выполнению корне¬
вого слоя шва электродами с цел¬
люлозным покрытием и другого звена
сварщиков, выполняющих «горячий»
проход электродами с тем же покры¬
тием Дальнейшие операции выполня¬
ются с последовательностью характер¬Таблица 6 67Допустимый подъем свободного торца секции при монтажеМетод орга¬
низации
работДиаметр труб,
ммТолщина стенки
трубы, ммЧисло
труб в
секцииДопуст и-
мый подь
ем конца
секции,
см1^асстояние
vio/кду опорой
и концом секции,
\1ПРМ142016,5—17,53253,5--4,51020-12209-152503—41502-3ПГМ142016,5—17,53803,5-4,51020—12209-152803- 41802-3208
ной для поточно-группового метода
Для поточно-расчлененного метода ха¬
рактерно, что каждый сварщик выпол¬
няет только определенный участок шва
не осуществляя регулирование режима
и другие работы, этим занимаются
подручные.Особенности технологии
сварки трубопроводов,
транспортируюи^их
агрессивные средыДля сооружения промысловых трубо¬
проводов, транспортирующих природ¬
ный газ, содержащий сероводород,
используют бесщовные трубы из низко¬
углеродистых сталей марок 10, 20 из
низколегированных сталей по стандар¬
там API-LX-42—46 (нормализованных
или закаленных и отпущенных) или
электросварные трубы с контролируе¬
мой прокаткой по стандартам API-
5LX-46—52. Для этих труб обязательна
проверка на сероводородное растрески¬
вание по методике МСКР-01-85.В процессе сварки трубопроводов из
низкоуглеродистых и низколегирован¬
ных сталей в зонах, удаленных от вы¬
сокотемпературной области, возникает
холодная пластическая деформация.
Попадая при наложении последующих
щвов под сварочный нагрев до темпе¬
ратуры около 300 °С, эти зоны стано¬
вятся участками деформационного ста¬
рения, приводящего к снижению пла¬
стических свойств металла и возмож¬
ному возникновению трещин, особенно
при низких температурах при наличии
концентраторов напряжений В этих
случаях эффективным средством для
снятия остаточных сварочных напря¬
жений, которые являются одним из
факторов, определяющих склонность
соединений к коррозионному растре¬
скиванию при транспортировании серо¬
водородной среды, служит высокий от¬
пуск Нормализации подвергают фа¬
сонные детали трубопроводов для улуч¬
шения структуры отдельных участков
сварных соединений и выравнивания их
свойствДля снижения скорости охлаждения
околошовной зоны и получения в ней
структур, обладающих некоторым запа¬
сом пластичности, достаточным для
предотвращения образования трещин
под действием термодеформационногоцикла, при сварке этих сталей необ¬
ходим предварительный подогрев сва¬
риваемого изделия. Концы свариваемых
труб и деталей трубопроводов подо¬
гревают перед сваркой до 100 °С во
всех случаях lipn температуре наруж¬
ного воздуха ниже 5 °С. При темпе¬
ратуре выше 5 °С и сварке электро¬
дами с целлюлозным покрытием корня
шва, режим предварительного подогре¬
ва выбирается как при сварке обычных
магистральных трубопроводов (СНиП III-
42—80).При использовании специальных раз¬
работанных сталей режим подогрева
уточняется разработчиками технологии
сварки.Концы труб под сварку обрабаты¬
вают механическим способом (абразив¬
ным кругом, резцом, фрезой и т. п.),
а также газовой резкой с обработкой
шлифовальной машинкой Первые два
слоя выполняют в неповоротном по¬
ложении, при изготовлении двух- или
трехтрубных секций Прихватку и свар¬
ку корневого слоя производят электро¬
дами диаметром 2—3,25 мм. После¬
дующие слои выполняют электродами
диаметром 3,25—4 мм. Запрещается
прекращать сварку стыков труб более
чем на 1 ч, до заполнения 2/3 раз¬
делки шва по всей окружностиСварку корня шва выполняют элек¬
тродами с основным покрытием диа¬
метром 2,5—3,25 мм Допускается при¬
менение электродов с целлюлозным
покрытием марок Фокс Цель и ВСЦ-4
диаметром 3—4 мм для сварки корне¬
вого слоя шва и «горячего» прохода
трубопроводов диаметром 219 мм и бо¬
лее (для подземных участков трубопро¬
водов)Заполняющие и облицовочный слои
шва выполняют электродами с основ¬
ным покрытием диаметром 3—4 мм
марок УОНИ-13/55, Гарант, Фокс
ЕВ 50, ЛБ-52У, ОЗС ВНИИСТ-26Для снижения уровня остаточных
сварочных напряжений, которые яв¬
ляются одним из факторов, определя¬
ющих склонность сварных соединений
к коррозионному растрескиванию и
ликвидации элементов неравновесных
структур, применяют термическую об¬
работку в соответствии с режимами
(табл. 6 68)Выдержка стыка при максимальной
температуре составляет 2 мин на 1 мм
толщины стенки, но не более 30 мин209
Таблица 6.68Режимы термической обработки стыков трубопроводовНазначение стыковТемпература
нагрева, °ССкорость нагре¬
ва, °С/чСкорость ‘
охлаждения, до
300 °С, °С/чСтыки на нормализованных тру¬
бах из стали типа Ст 20640 ±20600± 10<600Стыки на трубах с контролируе¬
мой прокаткой из низколегиро¬
ванной стали550600±10<600Стыки на нормализованных тру¬
бах из низколегированной стали580±10600±10<600Стыки из стали, легированной
молибденом670±10<300<300Стыки приварки соединитель¬
ных деталей640 ±20<300<300‘ Охлаждение ниже 300 °С не контролируют и выполняют вместе с печью или на спокой¬
ном воздухе с теплоизоляционным покрытиемВ монтажных условиях сварные сое¬
динения нагревают электрическими на¬
гревателями (печи) сопротивления, ин¬
дукционным, комбинированным (соп¬
ротивления плюс индукционный).Термическую обработку сварных сты¬
ков трубопроводов в полевых условиях
предпочтительно выполнять с исполь¬
зованием оборудования для термооб¬
работки ОТС-61, ОТС-62, ОТС-121 и
термометрической лаборатории ЛТП-1
Места вварки бобышек диаметром 20—
80 мм термообрабатывают нагревате¬
лями типа НБ-721. Термическую обра¬
ботку сварных соединений проводят при
помощи различных муфельных печей
сопротивления марки ПТО, обеспечивая
зону равномерного нагрева на 70—
100 ммДля трубопроводов диаметром до
57 мм используют пропаноацетилено¬
кислородные горелки. Равномерного
распределения температуры по стыку
добиваются за счет направления пла¬
мени горелки на стальную или асбесто¬
вую воронку, которая устанавливается
на трубе около нагреваемого стыка.Сварка термически
упрочненных сталейДля сооружения магистральных тру¬
бопроводов применяют термически уп¬
рочненные трубы из низколегированной
стали марок 17Г2СФ, 17Г1С, 16ГФР210и др При сварке термически упроч¬
ненных сталей в зоне термического вли¬
яния образуется участок, имеющий
меньшую прочность, чем основной ме¬
талл. Одним из основных показателей
пригодности термически упрочненного
металла является его стойкость против
разупрочнения в результате воздейст¬
вия термического цикла сварки.При оценке свариваемости термиче¬
ски упрочненных Tpy64f3-низколегиро¬
ванных сталей необходимо учитывать
наличие двух основных участков неод¬
нородности в зоне термического влияния.Участок полной перекристаллизации
(первый участок), нагреваемый выше
температуры Асз, свойства которого
определяются в первую очередь хими¬
ческим составом свариваемой стали,
максимальной температурой нагрева,
длительностью пребывания металла
выше температуры Асз. На участке
полной перекристаллизации металл пре¬
терпевает полиморфные превращения.
Хотя структура металла и является
полностью аустенитной, при высоких
скоростях охлаждения, более 40 °С/с,
характерных для сварки корневого
слоя шва, в интервале температур
500—600 °С в околошовной зоне могут
образоваться структуры промежуточ¬
ного распада, способствующие увели¬
чению склонности сварных соединений
к образованию холодных трещин и сни¬
жению ударной вязкости.
Второй участок разупрочнения в зоне
термического влияния образуется в
результате нагрева термоупрочненных
сталей до температуры Aci—Асз, что
связано в основном с активацией про¬
цессов коагуляции карбидов На пара¬
метры этого участка влияет соотношение
скорости закалки стали и действитель¬
ной скорости охлаждения металла при
сварке. Характер разупрочнения инди¬
видуален для каждой марки стали и
зависит от ее химического состава,
температуры отпуска после закалки и
режимов сварки.По типу разупрочнения сварные сое¬
динения можно разделить на три груп¬
пы:с минимальной прочностью на уча¬
стке перекристаллизации, когда дейст¬
вительная скорость охлаждения на¬
много меньше критической;с минимальной прочностью на участке
отпуска, когда скорость охлаждения
равна или больше критической;с двумя минимумами — на участке
отпуска и нормализации, когда ско¬
рость охлаждения несколько ниже кри¬
тической.Изменяя скорость охлаждения, мож¬
но получить любой из трех типов разу¬
прочнения. Проверка склонности свар¬
ных соединений к образованию холод¬
ных трещин показала, что сварные
соединения стали 16ГФР обладают
бол1эшей склонностью к трещинооб-
разованию, чем стали марок 17Г1С и
17Г2СФ.При сварке термически упрочненных
сталей необходимую температуру подо¬
грева определяют с использованием
эквивалента углерода с, (в %) по
формуле^^э = С Н —h^ Сг + Мо + i: (V + Nb + Ti) ^5+iii±^+15 в.15Для обеспечения требуемой работо¬
способности сварных соединений кор¬
невой слой шва выполняют электро¬
дами, имеющими (Тв = 6304-660 МПа
(марка ВСФ-65У), а заполняющие
слои и облицовочный — электродамимарки ВСФ-85 (ав = 810^860 МПа).
При этом обеспечивается минимальная
зона разупрочнения не более 6 мм.
Погонная энергия сварки должна быть
не более 1,89-10"* Дж/см, а темпера¬
тура предварительного подогрева не
должна превышать 250 °ССпециальные сварочные
работы при монтаже
трубопроводовДля обеспечения надежной работы
магистральных и технологических тру¬
бопроводов большую роль играет пра¬
вильный выбор технологии специальных
сварочных работ, к которым относит¬
ся: изготовление тройников, вварка
вставок, захлестов, запорной арматуры,
приварка выводов средств электроза¬
щиты и т. п. Эти работы обычно вклю¬
чают некоторые дополнительные при¬
емы и операции, направленные на сни¬
жение остаточных сварочных напря¬
жений, обеспечение полного провара
свариваемых кромок (в некоторых
случаях подварка изнутри невозмож¬
на), повышение деформационной спо¬
собности металла шва путем примене¬
ния только низководородистых электро¬
дов с основным покрытием, обеспечи¬
вающих высокий уровень вязко-пла¬
стических свойств и т. п.Технологический процесс изготов¬
ления сварного тройника (отвода) пре¬
дусматривает разметку на трубе ис¬
ходных данных трубных заготовок по
соответствующим шаблонам. Размечен¬
ные заготовки тройника вырезают га¬
зовым резаком, обеспечивая при этом
соответствующие участки заготовок для
последующего соединения их ручной
сваркой (рис 6 27). На торцах трубы
и патрубка (ответвления) тройника
выполняют стандартную V-образную
разделку кромок.При подготовке кромок торцов трубы
и патрубка выдерживают перпендику¬
лярность осей реза (допустимая непер-
пендикулярность должна быть не более
1 мм на каждые 100 мм длины). За¬
тем выполняют V-образную разделку
кромок в отверстии трубы тройника
и зачищают все кромки после газо¬
вой резки абразивными кругами.На следующем этапе подгоняют от¬
верстие к трубе тройника (рис. 6.28),
подогревают место сварки и выпол¬
няют прихватку электродами с основ¬211
ным покрытием (в дальнейшем на всех
этапах сборки и сварки тройников обя¬
зательно проводят подогрев). Темпера¬
туру предварительного подогрева уста¬
навливают в соответствии с табл. 6.69.После предварительного подогрева
выполняют сварку изнутри шва соеди¬
нения труба — патрубок тройника
(рис. 6.29). Число слоев шва опре¬
деляют в зависимости от толщины сва¬
риваемого металла трубы. Электроды
подбирают соответствующих марок,
исходя из условий равнопрочности свар¬
ного соединения основному металлу
в зависимости от уровня нормативного
временного сопротивления разрыву.После внутренней сварки зачищают
корень шва снаружи. Далее выпол¬
няют предварительный подогрев соеди¬
нения труба-патрубок и приступают
к сварке электродами с основным по¬
крытием, соблюдая при этом определен¬
ную последовательность наложения
сварных швов, изменяя направление
сварки каждого слоя шва (рис. 6.30)Сварной шов и прилегающие к нему
участки основного металла зачищаютРис 6.27. Тройник сварной с укреп¬
ляющей накладкой:/ — патрубок, 2 — труба, 3 — укрепляю¬
щая накладкадо металлического блеска и обеспечи¬
вают ультразвуковой контроль соеди¬
нения. После контроля сварного соеди¬
нения приступают к подготовке, а затем
к сборке укрепляющей накладки трубы
тройника. В каждой половине укреп¬
ляющей накладки просверливают по
одному контрольному отверстию диа¬
метром около 8 мм и нарезают резьбу
(обычно М10). Снимают фаски наЖ1-203^р7-21Ю 1Рис. 6.28. Схема подготовки кромок под сварку тройника:а — без укрепляющей накладки; б —с укрепляющей накладкой, I, И, /// — узлы
сборки212
Таблица 6.69Режимы предварительного подогрева при сварке патрубков арматуры с трубамиМп.3-С+ ^ +Толщина стенки, ммCr + Mo + V + Ni
15+ Си, %До 1010,1 —
1111,1 —
1212,1 —
1313,1 —
1414,1 —
1515,1 —
1616,1-1717,1 —
18Не более 36*******0,37—0,41********-35И-Л-25— 150,42—0,46*****-35**-15**0+ 10X**0,47—0,51***
— 200************^ Мп
с, = С+ g +Толщина стенки, ммCr + Mo + V + Ni
15+ Cu, %18,1-1919,1 —
2020,1-2121,1 —
2222,1 —
2323,1 —
2424,1 —
2525,1-26Более26Не более 36******0,37—0,415!*Ч!-100***************0,42—0,46*********************0,47-0,51* Подогрева не требуется, •*' Подогрев до 100 °С при температуре воздуха ниже Т, °С,
*** Подогрев до 100 °С независимо от температуры окружающего воздуха Подогревдо 150 °С независимо от температуры окружающего воздухакромках половин укрепляющей наклад¬
ки и выполняют стандартную V-об¬
разную разделку кромок, после чего
поверхности зачищают шлифовальной
машинкой. При помощи домкратов ук¬
репляющие накладки устанавливают на
трубу тройника с зазором не более 1 мм
и на расстоянии не более 6 мм от от¬
верстия до кромки укрепляющей на¬
кладки.После предварительного подогрева
половины укрепляющей накладки при¬
хватывают и проводят сварку с со¬блюдением требуемой последователь¬
ности наложения швов.Выполняя соответствующую последо¬
вательность сборки и сварки, проводят
соединение укрепляющей накладки с от¬
верстием, а затем приступают к сварке
по контуру укрепляющей накладки.Поверхность сварных швов и приле¬
гающий к ней основной металл зачи¬
щают и после внешнего осмотра про¬
водят ультразвуковой контроль При
получении положительных результатов
контроля тройники в заводских усло-213
Рис. 6.29 Схема выполнения сварочных операций в сборочных узлах:а — без укрепляющей накладки, б —с укрепляющей накладкой, /, II, III, IV—узлы
сборки после сварки, п — число слоев шваЖРис 6.30. Схема выпол¬
нения сварных швов при
соединении трубы с па¬
трубком тройника.I — для патрубка одного
диаметра с трубой, II — для
патрубка меньшего диамет¬
ра, Н — начало шва, К —
конец шва, 1 — первый слой
шва, п — число слоев шваВИЯХ помещают в печь для терми¬
ческой обработкиПри монтаже трубопровода для ис¬
ключения косых врезок изготавливают
тройники с соединением патрубков под
углом к трубе. Технология изготовле¬
ния косых тройников аналогична изго¬
товлению обычных сварных тройников
без укрепляющих накладок.214Специальные работы по вварке вста¬
вок, захлестов, запорной арматуры и
других необходимо производить после
укладки трубопровода в транщею и за¬
сыпки его землей на всем протяжении,
кроме участка длиной 25—50 м по обе
стороны от стыка Засыпкой трубо¬
провода землей устраняют влияние
температуры в различное время суток
на изменение длины трубопровода,
что облегчает сборку стыка. В летнее
время эти работы целесообразно прово¬
дить при минимальной температуре
воздуха во избежание опасного уровня
температурных напряжений в свароч¬
ных соединениях.При сборке захлесточных стыков
концы плетей временно накладывают
с помощью трубоукладчика одну на
другую (захлестывают) и отмечают
место обрезки на одной из плетей,
используя для обрезки чаще верхнюю
плеть. Операция по обрезке и скаши¬
ванию кромок проводится с частыми
подъемами и опусканиями стыкуемой
плети для обеспечения требуемого
зазора. При подготовке кромок исполь¬
зуют механизированные способы газо¬
вой резки и механической обработки
кромок. После подгонки стыкуемая
плеть опускается на дно траншеи и
собирается стык с применением наруж¬
ного многозвенного центратора. Соб¬
ранный стык сваривается усиленными
прихватками, а затем заваривается в
несколько проходов с применением
электродов с основным покрытием.
Если захлесточные стыки свариваются
при отрицательной температуре, то не¬
обходимо после сварки закрыть стык
теплоизоляционным поясом с целью
замедления скорости охлаждения. При
строительстве магистральных трубо¬
проводов присоединение кранов к тру¬
бопроводам осуществляется при по¬
мощи сварки. Патрубки кранов обычно
изготавливают литыми, при этом толщи¬
на патрубка находится в пределах
16—34 мм, в то время как толщина
стенки трубы обычно 10—22 мм Со¬
единение патрубка с трубой осуществ¬
ляют при необходимости через пе¬
реходное кольцо.Сборку и сварку корневого и второго
слоев шва проводят на внутреннем
гидравлическом центратореПри сварке крановых узлов больших
диаметров первый (корневой) слой шва
выполняют после предварительного по¬
догрева. Температура подогрева уста¬
навливается, исходя из значения экви¬
валента углерода (Сэ), определяемого
по формуле МИС, и толщины стенки
крана (см. табл 6.69) Ширину на¬
грева ограничивают до 250 мм, а тем¬
пературу нагрева до 250 °С, исходя из
перегрева уплотняющих прокладок в
теле крана.Сварку начинают с нижней обра¬
зующей, по мере приближения свар¬
щика к верхней образующей темпера¬
тура металла снижается за счет теп¬
лоотвода в тело трубы соединения и
в окружающую атмосферу Сварку за¬
канчивают при положительной темпера¬
туре не ниже 30—50 °С Число слоев
шва зависит от толщины свариваемых
элементов и устанавливается 4—10 при
толщинах патрубков 15—34 мм. Пер¬
вый (корневой) и второй слой шва
выполняют снаружи соединения обрат¬
ноступенчатым способом (длина сту¬
пени равна длине шва от расплавив¬
шегося электрода); внутренний центра¬
тор убирают и ведут сварку изнутри
по всему периметру стыка на проход;
выполняют вторичный подогрев стыка
и осуществляют сварку заполняющих
и облицовочного слоев Сварку вы¬
полняют непрерывно два — четыре од¬
новременно работающих сварщика,
число которых зависит от диаметра
запорной арматуры.Для сварки корневого шва приме¬
няют электроды диаметром 3 или
3,25 мм, а для сварки заполняющих
и облицовочного слоев шва — электро¬
ды диаметром 4 мм Сварку патрубков
осуществляют электродами с основным
покрытием, при этом число слоев шва
п зависит от толщины стенки труб 5
деталей трубопроводов, патрубков ар¬
матурыS, мм До 10 10—15 15—20п, не менее 2 3 4S, мм . . . 20—25 25—30 30—35
п, не менее 5 8 10По завершении сварочных работ
стык накрывают сухим теплоизоля¬
ционным поясом шириной 250—300 мм
до полного остывания.Выводы средств электрохимической
защиты трубопроводов от коррозии
изготавливают преимущественно из
малоуглеродистой проволоки Св-08,
Св-08А, Св-08АА или из стали 10 ди¬
аметром 4—12 ммДлина привариваемой части катод¬
ного вывода должна быть не менее
50 мм (рис. 6.31). Наконечник ка¬
тодного вывода на длине 150 мм и
место его приварки тщательно защи¬
щают. К трубам из низколегированных
сталей (ств до 540 МПа) катодные
выводы приваривают электродуговой
ручной сваркой как к поверхности215
Ъ150шаРис. 6.31. Схема сварки катодного вы¬
вода к трубе:/ — наконечник катодного вывода, 2 —
место сварки, 3 — трубаС помощью электродов с основным по¬
крытием типа Э50А диаметром 3 мм
при силе тока 110—120 А. Сварку вы¬
полняют непрерывным угловым швом
с двух сторон. Катет шва соответст¬
вует диаметру катодного выводаКатодные выводы приваривают к
трубе чаще после нанесения изоляции,
что вызывает затруднение для руч¬
ной сварки. В этом случае более тех¬
нологично присоединять катодный вы¬
вод к заводскому продольному шву
(рис. 6 32) с помощью пластины, из¬
готовленной из металла трубы Свар¬
ной шов в месте соединения переход¬
ной пластины с продольным завод¬
ским швом трубы соединяется таким
образом, чтобы его ширина не была
больше ширины заводского шва. При
сварке не допускают зажигание дуги
на поверхности трубыНаиболее перспективным методом
приварки катодного вывода к трубе
является термитная сварка, позволяю¬
щая получить минимальную зону тер¬
мического влияния Применение мед¬
ного термита, состоящего из механи¬
ческой смеси порошков окиси меди
(64 %), сплава алюминий—медь (20 %),
ферромарганца (16 %), позволяет обе¬
спечить ширину зоны термического
влияния не более 2 мм. В полевых
условиях катодный /вывод соединяют
с трубопроводом термитной сваркой,
используя тигель-форму типа ТФГ,
изготовленную из электродного гра¬
фита марок ЭГ-0, ЭГ-1 и ЭГ-2Сварные швы, полученные термитной
сваркой, осматривают и обнаруженные
дефекты вышлифовывают и заваривают
вновь электродами марки «Комсомо¬
лец» диаметром 2,5 ммРис. 6.32. Схема сварки катодного вы¬
вода к трубе через переходную пла¬
стину:1 — катодный вывод, 2 — переходная пла¬
стина, 3 — труба, 4 — продольный шов
трубытрубы, так и к сварным швам (коль¬
цевым монтажным или продольным за¬
водским). Приварку катодных выводов
к трубам из стали повышенной и высо¬
кой прочности (Gb равно или более
550 МПа) или из термически упроч¬
ненных сталей можно соединять только
с продольными заводскими швами216Сварка в среде
защитных газовПри сварке электрическая дуга горит
в среде защитного газа (аргона, гелия,
углекислого газа), подаваемого из
сопла Газ струей обтекает электрод,
защищая сварочную ванну от вред¬
ного влияния воздуха. Аргон применяют
при сварке неплавящимся электродом
с присадочной проволокой, для сварки
корневого слоя шва неповоротных сты¬
ков труб из углеродистой и низколе¬
гированной стали при строительстве
компрессорных (КС) и насосных стан¬
ций (НС). При сооружении маги¬
стральных трубопроводов чаще исполь¬
зуют углекислый газ, а в некоторых
случаях смесь его с другими газами
Сварка в среде углекислого газа
обладает той особенностью, что ее про¬
цесс сопровождается меньшим перегре¬
вом расплавленного металла вследствие
интенсивного теплоотвода и лучеиспу¬
скания. Быстрый теплоотвод от ме¬
талла шва и его высокая вязкость
позволяет использовать этот вид сварки
для выполнения швов в разных про¬
странственных положениях с использо¬
ванием полуавтоматов и автоматов.Особенности процесса
сварки в углекислом газеУсловия существования сварочной
дуги при сварке в среде углекислого
газа в значительной степени зависят
от характера переноса металла через
нее Характер переноса металла ока¬
зывает влияние на технологические и
металлургические показатели сварочно¬
го процесса. Различают несколько ос¬
новных форм переноса металла: крупно-
или мелкокапельный с короткими замы¬
каниями дугового промежутка; капель¬
ный без коротких замыканий, струйный
мелкокапельный; парами металла; по¬
следняя форма сопутствует всем основ¬
ным формам.Плотность и сила тока оказывает
влияние на размер капель При увели¬
чении плотности тока уменьшаются раз¬
меры капель При крупнокапельном пе¬
реносе наблюдаются резкие колебания
длины дуги и частые ее замыкания.
С увеличением тока (более 150—
220 А/мм^) наблюдается струйное сте-
кание металла в зону дуги и перенос
осуществляется мелкими каплями С ро¬
стом напряжения дуги увеличивается
размер капель и уменьшается их число
Крупные капли находятся более дли¬
тельное время в контакте с газами
плазмы дуги, что приводит к окисле¬
нию металла и выгоранию содержа¬
щихся в нем примесей Поэтому на
практике стремятся применять свароч¬
ные режимы, обеспечивающие мелкока¬
пельный перенос металлаУглекислый газ, обеспечивающий
защиту сварочной ванны от воздей¬
ствия воздуха, является вместе с тем
окислительной средой, диссоциирующейт; СРис. 6.33. Изменение состава газа V
по оси сварочной ванны и температуры
Т в зоне сварки-У, 3, — соответственно температура метал¬
ла и газа, 2, 4 — то же, средняяв зоне высоких температур по следую¬
щей реакции: СО2 СО+ I/2O2 —Q
Расход энергии на диссоциацию газа Q
составляет 20—25 % от общих затрат
энергии в дуге При высоких темпе¬
ратурах, развивающихся в столбе дуги,
углекислый газ полностью диссоциирует
(рис 6 33).В зонах с более низкой температу¬
рой идет процесс рекомбинации молекул
СО и О2, сопровождающийся выделе¬
нием тепла В результате особенностей
физико-химических процессов, проте¬
кающих при сварке в углекислом газе,
достигается меньшая сосредоточенность
теплового потока по сравнению с дугой,
горящей в аргоне.Газовая защита дуги, горящей в СО2,
имеет более окислительный характер
(33 % О2), чем на воздухе (21 % О2).
Поэтому, несмотря на надежную защи¬
ту сварочной зоны от азота воздуха,
возникает необходимость предотвраще¬
ния окисления сварочной ванны и вы¬
горания углерода, кремния, марганца
и других легирующих элементов, ко¬
торые наблюдаются при сварке про¬
волокой типа Св-08.217
Окисление железа в области высо¬
ких температур может проводиться
двумя путями: окисление непосредст¬
венно углекислым газом и кислородом,
образуюпАимся в результате диссоциа¬
ции, а также случайно попавшим в зону
сварки.СО2+ [Fe] [FeO]::0.-f-2[Fe] 2[FeO].Образовавшаяся закись железа, на¬
ходящаяся в жидком металле в раст¬
воренном состоянии, реагирует с эле¬
ментами и образует с ними шлаки и
газы:[FeO] -h (С; Si; Mn;Н и др ) [Fe] -j- (Si02, МпО
и др.) +{С0; НгО)! .При сварке в углекислом газе и швах
могут появляться поры в следующих
случаях: при наличии ржавчины или
большого количества окалины на свари¬
ваемых поверхностях; от чрезмерной
влажности углекислого газа и свари¬
ваемых поверхностей; при недостаточ¬
ной защите зоны сварки от воздуха
(малый расход углекислого газа, боль¬
шие зазоры между свариваемыми кром¬
ками); при повышенном содержании
азота в углекислом газе; при недоста¬
точном содержании элементов-раскис-
лителей в свариваемом и присадочном
металлах.Содержание азота и водорода в нап-
плавленном металле находится в пря¬
мой зависимости от содержания газов
в дуговом пространстве.Одной из главных причин, вызываю¬
щих образование пор в металле шва,
может быть связано с выгоранием уг¬
лерода и выделением его окиси из ме¬
талла в процессе кристаллизации-[C]-f-[FeO] ^CO-h(Fe].Для подавления порообразования
при сварке в среде СО2 в сварочную
ванну вводят раскислители либо через
сварочную проволоку, либо через спе¬
циальный защитно-легирующий флюс.Для сварки малоуглеродистых и
низколегированных сталей применяют
электродные проволоки, содержащие
марганец и кремний Св-08ГСА и Св-
08Г2С. При сварке кремнемарганцо¬
вистой проволокой малоуглеродистых и
низколегированных сталей в некоторых
случаях возможно образование шлака
(МпО; Si02), что может вызвать уве¬218личенное число дисперсных неметал¬
лических включений размером 5—
15 мкм, снижающих пластические свой¬
ства металла шва Для снижения си¬
ликатных включений в шве требуется
выдерживать определенное соотноше¬
ние между марганцем и кремнием, при
котором обеспечивается образование
жидких шлаков (Т„л —1600°С) и
всплытие их на поверхность шваПри сварке стыков труб из углеро¬
дистых и низколегированных сталей,
применяемых при сооружении магист¬
ральных трубопроводов, а также КС
и НС, содержание углерода в про¬
волоке не должно превышать 0,1 %,
а суммарное содержание раскислителей
должно быть не менее 2 %.При сварке в среде углекислого газа
на открытых площадках надежная за¬
щита обеспечивается только при ско¬
рости ветра не выше четырех баллов
Бофорта (табл 6.70)Сварка поворотных
стыков трубопроводовСварку в среде углекислого газа при-
меняю-гдая выполнения первого (кор¬
невого) слоя шва поворотных стыков
магистральных трубопроводов на полу-
стационарных трубосварочных базах,
заготовительных цехах, а также для
всех слоев шва трубопроводов малого
диаметра с большой толщиной стенки.Сварочные установки полустацио-
нарных трубосварочных баз имеют
источник электрического тока, стацио¬
нарный пункт электрогазового питания
в комплекте с полуавтоматами А-547Р
или аналогичные им А-547У, А-1197П5-УЗ,
А-1230М, ПДГ-305-У4 или любыми
другими портативными полуавтомата¬
ми, включая ранцевыеВ качестве источника тока приме¬
няют сварочные агрегаты с двигате¬
лями внутреннего сгорания, выпря¬
мители в сочетании с передвижными
дизельными электростанциями. Такие
электростанции могут питаться током
соответственно один-два стационарных
сварочных поста.Трубы малого диаметра (168—
325 мм) собирают в секции с помо¬
щью внутренних или наружных центра¬
торов на установках для автоматиче¬
ской сварки УТ1 или УТ1А, а также
на механизированных трубосварочных
линиях типа МТЛ Сборку секций труб
Таблица 6.70Характеристика ветра по шкале БофортаБаллыБофортаСкорость ветра, м/сХарактерис¬
тика ветраДействие ветра на
окружающую средуДо 0,5 включительно0,5 до 1,7 включи-1,7 до 3,3 включи-3,3 до 5,2 включи-СвышетельноСвышетельноСвышетельноСвышетельноСвышетельноСвышетельноСвышетельно5,2 до 7,4 включи-7.4 до 9,8 включи-9,8 до 12,4 включи-12.4 до 15,2 включи-Штиль Дым из труб поднимаетсястрого отвесно
Тихий Дым из труб поднимаетсянаклонноЛегкий Движение ветра ощущается
лицом, шелестят листья
Слабый Колеблются листья, ветки
кустарников и тонкие ветки
деревьевУмеренный Ветер поднимает пыль (снег)
и несет клочья бумаги
Свежий Качаются вершины деревь¬
ев Обильный листопад (снег)
Сильный Колеблются толстые сучья.Гудят провода
Крепкий Качаются небольшие стволы
деревьевдля полуавтоматической и автомати¬
ческий поворотной сварки в среде угле¬
кислого газа выполняют с зазором 2—3,5 мм.Диаметр сварочной проволоки dn
выбирают в зависимости от толщины s
'стенки стыков свариваемых труб: при
s= 1 -f-5 мм fifn = 0,8-^ 1 мм, при 5 более5 мм dn=\-^2 ммВ процессе сборки может произво¬
диться прихватка труб с помощью
полуавтоматической сварки в среде
углекислого газа без снятия центра¬
тора. В зависимости от последователь¬
ности выполнения слоев шва (корне¬
вой или заполняющие слои) режим
сварки корректируют Число слоев шва
устанавливают, исходя из толщины
стенки трубы: на каждые 4 мм — один
слой шва.Температуру предварительного подо¬
грева свариваемых кромок определяют
в зависимости от эквивалента углерода
трубной стали и толщины стенки трубы,
приравнивая углекислый газ и элек¬
тродную проволоку, как при сварке
электродами с основным покрытием
Сварочный ток можно определить из
эмпирической формулы(с?п-0,5)+50,
где dn — диаметр электрода, ммНапряжение при газоэлектрической
сварке определяют из уравнения(У = 8 (dn-\-\6).Стабильное горение дуги, минималь¬
ной разбрызгивание и хорошее форми¬
рование металла шва достигают, если
сварку в среде углекислого газа ведут
на постоянном токе обратной полярно¬
сти.При сварке корневого слоя шва на
линиях МТЛ прихватки не переплав¬
ляются. Сварщик выполняет полуавто¬
матом четверть окружности трубы
Сварку ведут электродной проволокой
диаметром 1,2 мм в направлении свер¬
ху вниз (рис. 6 34, а) «углом назад»
с опиранием сопла полуавтомата на
кромки труб при следующих режимах,
приведенных в табл. 6.71. Первый шов
выполняют два сварщика на двух
стыках Давление газа устанавливают
по манометру таким образом, чтобы
обеспечить надежную защиту дуги.
После наложения первого слоя шва на
первой четверти окружности обоих
стыков труб, секцию поворачивают
на 90° с помощью вращения, обеспе¬
чивая сварку шва по всему периметру
стыка. Кроме периодического поворачи¬
вания секции сварку выполняют так¬
же с непрерывным вращением (рис.6 34, б). В этом случае держатель полу¬219
Рис. 6.34. Порядок наложения швов при сварке корневого слояТаблица 671Режим сварки в среде углекислого газа стыковых соединенийТолщинаметалла,ммДиаметр
проволо¬
ки, ммСварочный
ток, ЛНапряжение,ВСкоростьсварки,м/чВылет элек¬
трода, ммРасход газа,
л/мин40,8—160—14016—18188—912—1461 — 1,2140—18018—20128—912—1481,6340-39028-35918—2011 — 16102340—39030—35820—2511-16автомата не перемещается по перимет¬
ру стыка, и сварку ведут на одном
участке, отстоящем под углом 30—35°
от вертикальной оси трубы в сторону,
обратную направлению вращения сек¬
ции.При сварке труб диаметром 1220—
1420 мм из стали класса Х60—Х65
в среде углекислого газа используют
проволоки диаметром 1,6—2 мм марок
СВ-08Г2С, СВ-08Г2СМ, Св-ЮГСМТ
Оптимальные режимы для проволоки
марки Св-ЮГСМТ представлены в
табл 6.72.Площадь поперечного сечения каж¬
дого наплавленного слоя можно опре¬
делить по формуле:f, = /a„/(3600KcBp),где ан — коэффициент наплавки; Уев —скорость сварки; р — плотность наплав¬
ленного металлаКоэффициент расплавления ар со¬
стоит из двух слагаемых:otp = a'p-j-Аар,где ар — составляющая коэффициента
расплавления, обусловленная тепло-
вложением дуги; Аар — составляющая
коэффициента расплавления, завися¬
щая от тепловложения вследствие
предварительного нагрева вылета элек¬
трода протекающим током.Суммарный коэффициент расплавления«р = 9,05 + 3,1-1 о-Скорость подачи проволокиУп = /[9,05 + 3,1 X
ХЮ-^/ (l/dl)]/(22608cll).Таблица 6 72Режимы полуавтоматической сварки труб в среде углекислого газаДиаметр проволоки, ммСварочный ток, АНапряжение дуги, ВСкорость подачи
проволоки, м/ч1,61,62340—360380-390340—45028—3032—3524—26363—453363—453220—230Примечание Вылет электрода 15—20 мм Расход газа 11 —16 л/мин
220
При поворотной сварке труб диа¬
метром 89—273 мм швы выполняют в
среде углекислого газа сварочной го¬
ловкой ТСГ-7, которая устанавливается
на предварительно собранный и прихва¬
ченный стык (рис. 6.34, в) с откло¬
нением от вертикальной оси на 30—35°
в сторону, обратную направлению вра¬
щения секции.При автоматическом режиме сварки
в среде углекислого газа сварочный
ток определяют по формуле:/=1575ар1п(1+аГ)б(^//,где сср — коэффициент расплавления,
г/(А-ч); а — коэффициент теплопро¬
водности стали, 1/°С; Т — температура
нагрева вылета электрода (принимают
400 °С); / — вылет электрода (прини¬
мают максимальное значение 8 мм);
dn — диаметр электродной проволо¬
ки, мм.Оборудованиедля газоэлектрическойсварки поворотных стыковОтечественная промышленность рас¬
полагает значительным числом различ¬
ных автоматов и полуавтоматов длясварки в среде защитных газов. В тру¬
бопроводном строительстве находят
применение полуавтоматы и автоматы
для сварки плавящимся электродом:
А-547Р (А-547У), А-1230М, ТСГ-7.Полуавтомат А-547Р (А-547У) пред¬
назначен для сварки плавящимся
стальным электродом в среде угле¬
кислого газа. Особенность полуавто¬
мата — облегченный держатель с ко¬
ротким шлангом длиной от 0,8 до 1 м
(рис. 6.35). Полуавтомат рассчитан на
электродную проволоку диаметром
0,8—1,2 мм и его используют для свар¬
ки первого слоя шва. В комплект
полуавтомата входят пульт управле¬
ния /; подающий механизм, размещен¬
ный в чемодане 7; сварочный держа¬
тель 9 с гибким шлангом 8; защитный
щиток 10\ газовая система, состоящая
из баллона 3 с газом, подогревателя 2
газа 4 и редуктора 5; провода управ¬
ления 6.Держатель полуавтомата А-547Р
малогабаритный облегченный. Сопла и
наружные детали держателя изолиро¬
ваны от токоведущих частей. Гибкий
шланг состоит из двух спиралей,
обтянутых тремя слоями медной токо¬
ведущей оплетки и установленных в
общую резиновую трубку. Механизм
подачи электродной проволоки малога¬
баритный, смонтирован вместе с ка¬
тушкой для электродной проволоки в
небольшом чемодане. Подача электрод¬
ной проволоки осуществляется со
скоростью 100—340 м/ч приводом от
электродвигателя постоянного тока
Пульт управления полуавтомата на¬
ходится на передней стенке выпрями¬
теля типа ВС-300. Пульт управления
имеет малогабаритный контактор типа
КМ-400Д, реостат регулировки скоро¬
сти подачи электродной проволоки, пе¬
реключатель, амперметр, вольтметр и
розетку для включения подогрева газа.
В трассовых условиях полуавтомат
А-547Р может питаться от стационар¬
ного пункта электрогазового питания,
который имеет источник сварочного
тока и углекислотную рампу, состоя¬
щую из трех баллонов, змеевиков, по¬
догревателя газа и редуктора.Стационарный пункт СДАУ создан
на базе преобразователя ПГС-500
и может одновременно обслужить два
сварочных поста.Полуавтомат А-1230М предназначен
для сварки стальных магистральных
трубопроводов и листовых конструкций
в углекислом газе, его устройство по¬
добно полуавтомату А-547Р. Пода¬
ющий механизм размещается в неболь¬
шом чемодане вместе с кассетой —
катушкой для электродной проволоки.
Механизм подачи проволоки разме¬
щают поблизости от свариваемого
стыка. Подача электродной проволоки
осуществляется через редуктор со ско¬
ростью 140—670 м/ч. Изменение ско¬
рости подачи может осуществляться
плавно с помощью реостата и ступен¬
чато — при помощи подающих роликов
различного диаметра. Полуавтомат
А-1230М рассчитан на применение про¬
волоки диаметром 0,8—1,2 мм. СваркаТаблица 6.73Техническая характеристика полуавтоматов для сварки в среде углекислого газаПоказателиПДГ-305-У4,ПДГ-307-УЗПДГ-308-УЗПДГ-312-УЗПДГ-502ПДГ-508-УЗ3153153155000,8—1,4
120-12001,2—1,6
120—12001-1,475-9601,2—2120—1200Номинальный
сварочный ток
(ПВ-60 %, цикл
10 мин.), А
Диаметр, элек¬
тродной прово¬
локи, мм
Скорость пода¬
чи электродной
проволоки, м/чИсточник сва- ВДГ-302-У2 ВДГ-302-У2 ВДГ-ЗОЗ-УЗ ВДУ-504-1
рочного токаПределы регу- 50—315 50—315 50—315 100—500
лирования сва
рочного тока, А
Пределы регу
лирования на
пряжения.Габариты ис16—3816—384018—505001,2—2108—932ВДУ-504-1100—50018—50В1085Х784Х 1085Х784Х 735Х605Х 1275Х816Х 1275Х816Хточника свароч¬Х953ного тока, ммМасса, кг:подающего12,5устройстваисточника275сварочноготокаХ95365275Х95013230Х94013385Х94026385Примечание. С — сплошная проволока, П — порошковая проволока, ПХ — подаюш,ая
222
может производиться на максимальном
токе 315 А с регулированием напря¬
жения в пределах 16—24 ВСварочный автомат ТСГ-7 применяют
для автоматической сварки поворотных
стыков трубопроводов в среде угле¬
кислого газа.Полуавтоматы серии ПДГ имеют дер¬
жатель, механизм подачи проволоки,
аппаратный шкаф, газовую аппаратуру
и выпрямители (табл. 6.73). Механизм
подачи проволоки переносной, малога¬
баритный, электрическая схема полуав¬
томата обеспечивает постоянную, неза¬
висимую от напряжения дуги скорость
подачи электродной проволоки. Ско¬
рость подачи проволоки регулируют
автотрансформатором, переключателем
и установкой сменных шестерен Вклю¬
чение и выключение сварочного про¬
цесса осуществляют кнопкой. Электри¬
ческая схема обеспечивает предвари¬
тельную подачу газа за 1—2 с доначала сварки, а также подачу газа на
2—3 с после обрыва дуги.Полуавтоматы марок ПДО-517УЗ
(А-765-У4), А-1197П5-УЗ имеют подаю¬
щий механизм в виде двух пар роликов.
Полуавтомат ПДО-517УЗ (А-765-У4)
нашел широкое распространение в
монтажных условиях для сварки сплош¬
ной и порошковой проволокой, электри¬
ческая схема которого обеспечивает по¬
стоянную скорость подачи проволо¬
ки в зону дуги независимо от на¬
пряжения.Универсальный полуавтомат А-1197П5-
УЗ (рис. 6.36) предназначен для свар¬
ки под флюсом, в СОг и открытой
дугой (без внешней защиты), сплошной
и порошковой проволокой. Полуавто¬
мат, независимо от компановки и спо¬
соба сварки, состоит из следующих
узлов: механизма подачи, шкафа управ¬
ления, сварочного рукава цепей управ¬
ления.сплошной и порошковой проволокойПДГ-515-УЗПДГ-516-УЗПДГ-601-У4ПДГ-603-УХЛ4А-1197П5-УЗПДО-517-УЗ(А-765-У4)5005006306305005001,2—21,2—2(C)
2—3(П)1,2—2,51,2—2(C)
2—3(П)1,2-2(С),
1,6—3,5(П)1.6—2(C),1.6—3(П)120—960120—960120—1200120—960120—72060-270ВДУ-505-УЗВДУ-504ВДУ-501ВДУ-601ВДУ-504-1ПСГ-500-150—500100-500100-70060—бЗО(ПХ)
65—630
(ЖХ)100—50060-50018-50(ЖХ)
22-46 (ПХ)18—5018-3622—52(ПХ)
18—56(ЖХ)18—5016-40800X700X9201275Х816Х1250Х900Х1100Х700Х1275Х816Х1050Х560ХХ940ХП55Х920Х940X 1015131827,5182623300385595400385460характеристика источника питания, ЖХ — жесткая характеристика источника питания223
Рис. 6.36. Переносной полуавтомат А-1197П5-УЗ:/ — держатель, 2 — механизм подачи, S — катушка для проволоки с тормозом, 4 —
редуктор расходомер, 5 — подогреватель газа, 6 — шкаф управления, 7 — кронштейнТаблица 6.74Основные причины неисправностей шланговых полуавтоматов и способы их
устраненияНеисправностьПричинаСпособ устраненияНет напряжения на клем¬
мах сварочного генератораНе срабатывает контакторКонтактор срабатывает
при включении выключа¬
теля, а двигатель подачи
проволоки выключается
Электродная проволока
подается неравномерно в
зону сварки при нормаль-
но-работающем двигателеПри возбуждении дуги ко¬
нец электродной проволо¬
ки расплавляется быстрее,
чем подается в зону сварки
Сильное разбрызгивание
расплавляемого металлаПрекратилось истечение
газа из сопла держателяВ сварном шве появились
порыСопло держателя находит¬
ся под током224Разрыв электрической це¬
пи в схеме реостата или в
обмотках генератораРазомкнута цепь свароч¬
ного тока и питания дви¬
гателя подачи проволокиКороткое замыкание меж¬
ду проводами или в ме¬
стах их подключенияЗасорен гибкий шланг.
Подающий ролик слабо
прижимает проволоку к
свободно вращающемуся
роликуМала скорость подачи
проволоки Большой вы¬
лет электрода Велика си¬
ла токаВысоко напряжение дуги.
Большой вылет электродаОбледенено отверстие в
редукторе Засорилась
или зажата трубка пода¬
чи газа к держателю
Расплавленный металл не
защищен углекислым га¬
зом. Газ влажныйБрызги металла замкнули
сопло и мундштукПроверить подключающие
провода Определить со¬
противление цепи реостата
регулировки напряжения
генератораПроверить напряжение на
щетках сварочного генера¬
тора Проверить предохра¬
нительПроверить провода и вы¬
ключатели Проверить
провода подключения,
кнопки «пуск»Проверить подающее уст¬
ройство. Удалить засоре¬
ние в шланге продувкой
или промывкой Проверить
прижатие роликов подачи
проволокиУвеличить скорость пода¬
чи проволоки Уменьшить
вылет электрода Умень¬
шить силу тока
Уменьшить напряжение
дуги Уменьшить вылет
электродаПроверить работу редук¬
тора, отогреть Проверить
каналы прохождения газа
к держателюОбеспечить защиту сва¬
рочной ванны газом. Про¬
верить работу осушителя
и наличие воды в баллоне
Очистить сопло от брызг
металла
в зависимости от условий работы
полуавтомат А-1197П5-УЗ комплекту¬
ется тележкой и «фигуркой» для боль¬
шого объема проволоки или кронштей¬
ном и катушкой для малого объема
электродной проволоки (переносной ва¬
риант) Основные неисправности полу¬
автоматов приведены в табл. 6 74.Сварка неповоротных
стыков на трассеПри сооружении магистральных тру¬
бопроводов в непрерывную нитку из от¬
дельных труб или секций применяют
полуавтоматическую или автоматиче¬
скую сварку в среде углекислого газаПолуавтоматическую сварку ведут
сверху вниз с опиранием держателя
на кромки стыка Наложение первого
слоя шва осуществляегся при свароч¬
ном токе 160—220 А, напряжение на
дуге 24—26 В, скорости подачи про¬
волоки 210—260 м/чСварку заполняющего и облицовоч¬
ного слоев выполняют поточно-расчле¬
ненным методом, и сварщики-полуав-
томатчики находятся на таком рас¬
стоянии один от другого, как и при
ручной дуговой сварке Заполняющие
и облицовочные слои выполняют снизувверх с поперечными колебаниями
электродной проволоки.Автоматическая сварка неповоротных
стыков в среде углекислого газа на
трассе применяется с использованием
поточно-расчлененного метода органи¬
зации сварочных работ Процесс сварки
выполняют бригады, состоящие из де¬
вяти звеньев. Технологический процесс
автоматической сварки неповоротных
стыков трубопроводов диаметром
1420 мм, применяемый в СССР, пре¬
дусматривает следующие основные опе¬
рации (рис 6.37) Отдельные трубы или
секции развозят (с опережением сва¬
рочных работ на 8—10 км) и раскла¬
дывают на деревянные лежки без раз¬
рывов под углом 15—20° к оси траншеи
таким образом, чтобы к торцам труб
был свободный доступ. Транспортное
звено состоит из машиниста-трубо-
укладчика и двух слесарей Звено ра¬
складки лежек и установки поясов
состоит из тракториста и двух слеса¬
рейПервая технологическая операция
предусматривает изменение геометрии
кромок труб с целью увеличения произ¬
водительности сварочных работ на 50 %
и исключения операции по зачистке
кромок перед сваркой Обработка кро¬
мок производится непосредственно наРис 6.37 Схема расположения оборудования и расстановки рабочих звеньев
для автоматической сварки трубопровода диаметром 1420 мм в среде защит¬
ного газа/ — звено раскладки лежек, 2 — звено подготовки труб под сварку, 3 — звено
монтажа направляющих поясов, 4 — звено сборки и сварки корня шва; 5 —
звено сварки «горячего прохода», 6 — звено сварки заполняющих и облицовочного
слоев шва, 7 — звено технического обслуживания8 В Г Чирсков и др 225
бровке траншеи с помощью машины,
оснащенной шестью резцами и щетка¬
ми.Зачистные машины подвешиваются
к трубоукладчику и перемещаются от
одной трубы к другой Для подготовки
кромок в сборочно-сварочной колонне
используется две машины. Звено под¬
готовки труб состоит из двух маши-
нистов-трубоукладчиков и двух опера¬
торов, обслуживающих машины по
обработке кромок Время обработки од¬
ного торца трубы составляет 4—6 мин
Для устойчивого оплавления верти¬
кальных кромок при большой толщине
стенок труб целесообразно проводить
скос кромок под углом 11°.После зачистки кромок на одном
конце трубы закрепляется по шаблону
металлическая лента, по которой в даль¬
нейшем перемещаются сварочные авто¬
маты, обеспечивающие выполнение на¬
ружных слоев шва. При необходимо¬
сти в зимнее время комплектуют звено
сушки стыков перед сваркой от наледи
и снегаЗатем осуществляется сборка стыков
труб под сварку с помощью само¬
ходного внутреннего пневматического
или гидравлического центратора Сбор¬
ка выполняется без зазора. На этой
операции используются два крана-
трубоукладчика С помощью первого
крана-трубоукладчика осуществляется
центровка труб, а второй — с трубой
выходит на исходную позицию.Первый слой, обеспечивающий на¬
дежный провар внутренних кромок
стыка, выполняют одновременно 4
автомата, которые устанавливаются
между рядами жимков внутреннего
центратора.Каждый автомат сваривает 1/4 часть
окружности стыка. Сварка ведется од¬
новременно двумя автоматами, которые
перемещаются из своих исходных пози¬
ций сверху вниз, обеспечивая наложе¬
ние корневого шва одной половины
окружности. После сварки левой поло¬
вины окружности стыка другая группа
автоматов заваривает через 10 с правую
половину. Продолжительность цикла
сварки внутреннего корневого слоя
составляет 50—55 с. З^ено сборки и
сварки корневого шва состоит из 8 че¬
ловек: бригада, двух машинистов-
трубоукладчиков, машини^ста свароч¬
ной установки, трех слесарей и опера¬
тора для внутренней сварки.226Сварочный процесс осуществляется
тонкой электродной проволокой марки
Св-08Г2С диаметром 1 мм на режиме,
приведенном в табл. 6.75.До окончания сварки корневого слоя
шва начинается наложение наружного
слоя двумя самоходными автоматами,
перемещающимися по ранее установ¬
ленной ленте сверху вниз. Каждый ав¬
томат заваривает половину окружности
стыка В качестве защитной среды зоны
сварки применяется углекислый газ
Звено сварки второго (корневого) слоя
шва состоит из двух сварщиков и под¬
ручного, которые начинают работу
через 20—25 с после начала сварки
внутреннего корневого шва.При вынужденном перерыве сварки
более 10 мин перед сваркой второго
(корневого) слоя шва необходимо про¬
вести подогрев до 150—200 °С, и далее
эту температуру выдерживают до во¬
зобновления процесса сварки.Укладку конца трубы на лежку
и перемещение центратора со свароч¬
ными головками на очередную позицию
проводят только после окончания свар¬
ки второго слояЧисло заполняющих слоев п зависит
от толщины б стенки трубб, мм . . До 13 13—16,5п .. 2 3б, мм . . 16,5—19,5 19,5—26п ' 4 5—6После сварки второго слоя шва ав¬
томаты снимаются с ленты и пере¬
носятся к следующему стыку, а по¬
верхность шва зачищается от брызг,
окалины и шлака круглыми металли¬
ческими щетками и шлифовальными
кругами.Сварка заполняющего третьего слоя
ведется двумя автоматическими уста¬
новками, перемещающимися сверху
вниз (от верхней точки стыка до ниж¬
ней) с поперечными колебаниями элек¬
тродной проволоки Звено сварки за¬
полняющего слоя состоит из 4—5 че¬
ловек. Для обеспечения необходимого
темпа сварочных работ заполняющие
и облицовочный слои шва выполняют
одновременно двумя автоматами. На
левой половине стыка начинают сварку
с положения 12 ч по циферблату часов
и заканчивают в положении 6 ч. На
правой половине сначала сваривают
участок от 3 до 6 ч, а затем от 12 до 3 ч
Таблица 6.75Режимы сварки неповоротных стыков трубопроводов в среде защитного lata
диаметром 1420X16,5 ммВыполняемый шовПоказателиКорневой(внутрен¬ний)«Горячийпроход»Заполняющие слоиОблицо¬(наруж¬ный)ПервыйВторой1 ТретийвочныйСкорость сварки,60-7548—8025—3525—3525-3525—35см/минЗащитный газ Аг/СОг,
0/25/750/1000/1000/1000/1000/100Расход защитного га¬403050303030за, л/минВылет электрода, мм9912101010Напряжение дуги, В20—2222—2422—2420—2220-2219-21Сила тока, А190—210220—240220—240190—210180-200170—190Амплитуда колебания0045,66,38,1электрода, ммЧастота колебаний,
р-1002222сУгол наклона головки800000вперед, градусПосле сварки заполняющего слоя двое
рабочих зачищают поверхность шва
Число звеньев на заполняющем и об¬
лицовочном слое зависит от диаметра
и толщины стенки трубыЗаключительной операцией является
сварка облицовочного слоя Перед за¬
ключительной сваркой делается подо¬
грев наружными кольцевыми горелками
до температуры 220—250 °С, если сталь
труб имеет эквивалентное содержание
углерода Сэ более 0,4 Если Сэ<0,4, то
подогрев не производят при темпера¬
туре стыка не менее 100 °С. Газовые
горелки устанавливают на трубе на рас¬
стоянии 50—70 мм от стыка.Автоматы, выполняющие облицовоч¬
ный слой шва, устанавливают на ленты,
которые после окончания сварки сни¬
мают. Сварку заполняющих и облицо¬
вочного слоя выполняют с поперечны¬
ми колебаниями электродной проволо¬
ки При сварке облицовочного слоя
шва амплитуду колебания сварочных
горелок выбирают из расчета пере¬
крытия стыка разделки по ширине на1,5—2 мм в каждую сторону. Ширину
в облицовочного слоя устанавливают
в зависимости от толщины 6 стенки
трубыЬ, мм .6, мм .Ь, мм .6, мм .11,5±?10,5—13,5
13±?
15,2—16,519,5Ремонтное звено состоит из машини¬
ста самоходной сварочной установки
и сварщика, обеспечивая при необходи¬
мости ремонт стыков после проверки
качества сваркиДля предупреждения сдувания струи
защитного газа ветром сварку запол¬
няющего и облицовочного слоя выпол¬
няют в укрытии, которое выполнено
в виде кабины, которая подвешена на
гидрофицированной стреле самоходной
установки.Сборочно-сварочная бригада имеет
состав 57 человек (из них 18 сварщи¬
ков), что позволяет за час выполнять9,4 стыка трубопровода диаметром
1420 мм с толщиной стенки 6,5 ммОборудование для сварки
неповоротных стыков
в углекислом газеДля автоматической сварки в среде
СО2 неиоворотных стыков магистраль¬
ных трубопроводов диаметром 1420 мм227
разработан комплекс оборудования
КГД-1421-УЗ, получивший название
«Дуга»Машина для обработки кромок перед
центровкой создана на базе станка
типа С ПК.Машина для обработки кромок
подвешивается на крюке трубоук¬
ладчика и питается от генератора,
установленного на трубоукладчике
В отечественной практике для этой
цели применяют станок типа СПК-141
для обработки труб диаметром 1420 ммВнутренний самоходный гидравли¬
ческий центратор имеет четыре сва¬
рочные головки, которые установлены
между жимками центратора и выпол¬
няют сварку корневого шва. На конце
центратора устанавливается штанга,
внутри которой укладываются кабели
для питания сварочных головок и при¬
вода управления Движение центратора
от стыка к стыку осуществляется те¬
лежкой, которая установлена в хво¬
стовой части центратора и имеет вид
рамы с колесами, где помимо аккуму¬
ляторного привода, смонтированы тор¬
мозное устройство с пневмоприводом
шасси, а также гидропривод центра¬
тора и баллоны с защитным газом для
сварки Подключение сварочных голо¬
вок к выпрямителям осуществляется
разъемом, который установлен на штан¬
ге. Сварочные головки устанавливаются
на общей планшайбе, которая в про¬
цессе сварки поворачивается между
жимками центратора Каждая свароч¬
ная головка имеет механизм подачи
электродной проволоки, систему подачи
защитной среды, систему токоподвода
и кассеты с электродной проволокой
Установка центратора осуществляется
по упорам с точностью 4=0,5 мм, кото¬
рые автоматически выдвигаются при
центровке. Питание сварочных головок
осуществляется от двух выпрямителей
ВДУ-504, размещенных на сварочной
установке, которая перемещается по
трассе на тракторе ТТ-4 Питание вы¬
прямителей осуществляют от генера¬
тора мощностью 50 кВт, который при¬
водится во вращение от дизельного
двигателя Сварочная установка осна¬
щена гидрофицированной стрелой с па¬
латкой для укрытия рабочего места
сварщика, имея две газовые рамы,
гидропривод, щит для управления ге¬
нератором и шкафы с электрообору¬
дованием.228Автоматы для сварки наружных
слоев шва изготавливают однотипными
из алюминиевых сплавов. Их исполь¬
зуют отдельно для сварки корневого
шва, заполняющих слоев и облицовоч¬
ного слоя шва. Автомат перемещается
по ленте из нержавеющей стали на
четырех роликах Привод осущест¬
вляется одним роликом через редуктор
и электромотор. Ленту устанавливают
на трубу с зазором 8—10 мм, который
выдерживается с помощью двух рядов
прокладок, устанавливаемыми на рас¬
стоянии 80—100 мм друг от друга.
Концы ленты соединяют разъемом,
а натяжение ленты осуществляют вин¬
том Края ленты входят в пазы ро¬
ликов, два из которых отводятся в сто¬
рону при установке и снятии автомата
На ленту устанавливают два автомата,
которые начинают сварку с зенита.Для сварки заполняющего и обли¬
цовочного слоев шва используют авто¬
маты с колебанием электродной про¬
волоки. Колебания создаются криво-
шипно-шатунным механизмом от ин¬
дивидуального электрического привода.
В процессе сварки регулировка свароч¬
ного режима не производится и регу-
лиpyefcя только направление движения
электрода вдоль разделки стыка.Для питания двух автоматов сва¬
рочным током используют двухпостовую
самоходную установку на базе трак¬
тора, на который устанавливают угле¬
кислотную рампу с баллонами, элек¬
тростанцию с двумя выпрямителями
ВДГ-301, компрессор с приводом от
двигателя внутреннего сгорания, лег¬
кую подъемную стрелу, резервуар с во¬
дой и насос подачи воды, резервную
установку для внутренней сварки (цен¬
тратор)Автоматическая сварка
под флюсом
и с принудительным
формированием шва
порошковой проволокойАвтоматическая сварка под флюсом
при строительстве магистральных тру¬
бопроводов выполняется со свободным
формированием шва, когда дуга горит
внутри полости, ограниченной в верх¬
ней части оболочкой расплавленного
шлака, а в нижней — поверхностью
расплавленного металла (рис 6 38)
Рис. 6.38. Схема образования сварного
шва при горении электрической дуги
под флюсомЭта полость заполнена парами флюса
и металла с газами (в основном СО2,
частично водородом, азотом и др )
Давление этих газов поддерживает
флюсовый свод над ванной. Конец
электрода находится в непосредствен¬
ной близости от переднего края ванны.По мере движения сварочной дуги
вдоль изделия дуга отклоняется от вер¬
тикального положения в сторону, обрат¬
ную направлению сварки. В эту же
сторону отклоняются капли расплавлен¬
ного металла при попадании в ванну.
Капли расплавленного металла обвола¬
киваются флюсом и смешиваются с ос¬
новным металлом, оттесняясь давле¬
нием дуги к концу ванны Жидкий
металл находится в основном под дей¬
ствием давления дуги, собственного
веса и находящегося над ванной веса
флюса и силы поверхностного натяже¬
ния. Под действием давления дуги в ос¬
новном металле образуется углубление
(кратер) с тонким слоем расплавлен¬
ного металла. В зависимости от из¬
менения параметров сварочного режима
изменяется глубина провара основного
металла.Форма сварных швов и форма про¬
плавления (провара) характеризуются
следующими основными параметрами:
глубиной проплавления Я; высотой уси¬
ления сварного шва /г, шириной про¬
плавления или шириной В, коэффи¬
циентом формы провара, определяемым
отношением ^п^ = В!Н\ коэффициентом
полноты проплавления |Лпр = /^пр/ (ЯВ);
коэффициентом формы валика фв = Б//г,
а также коэффициентом полноты вали¬
ка (где /^пр — площадь
проплавления, — площадь наплав¬
ки) Коэффициент полноты проплавле¬
ния jinp колеблется в пределах 0,6—0,8Коэффициент формы провара ijvnp может
изменяться в пределах от 0,5 до 10,
но оптимальное его значение г|?пр= 1,3-^2Химический состав металла шва, его
структура и механические свойства в
известной мере регулируются составом
основного и присадочного металлов,
образующими шов. Доля участия ос¬
новного металла характеризуется от¬
ношением площади проплавления ос¬
новного металла к площади всего свар¬
ного шва: 7о = /^пр/(/^пр + /^н). Величина
уо может изменяться в зависимости
от типа шва, режима нагрева и тех¬
ники сваркиСварка с принудительным формиро¬
ванием шва порошковой проволокой
позволяет выполнять швы кольцевых
стыков трубопроводов в пространствен¬
ных положениях, которые отличаются
от горизонтального (вертикального,
потолочного и т. п.) Для этого рас¬
плавленный металл и шлак охла¬
ждаются с помощью искусственного
теплоотвода В этом случае на поверх¬
ности шва образуется слой охлажден¬
ного металла и шлака. Эта ванна
удерживается в требуемом простран¬
ственном положении с помощью медных
водоохлажденных ползунов, которые
перемещаются вместе с ней по стыку
Метод принудительного формирования
применяется для сварки неповоротных
стыков трубопроводовВлияние режима сварки
на форму сварных швовИзменение режима сварки и других
технологических факторов оказывает
влияние на размеры сварных швовСварочный ток определяет в значи¬
тельной мере форму шва. С увеличе¬229
нием сварочного тока возрастает коли¬
чество теплоты, вводимого в изделие,
что вызывает увеличение объема сва¬
рочной ванны Количество расплавлен¬
ного электродного металла можно опре¬
делить по формуле: С„ = /ан/, где О» —
масса наплавленного металла, /— сва¬
рочный ток, а„ — коэффициент наплав¬
ки; /— время горения сварочной дуги
Кроме этого определить силу свароч¬
ного тока можно по формуле / = р/^н^^св/ан,
где Уев — скорость сварки.С увеличением сварочного тока воз¬
растает и давление дуги на поверх¬
ность жидкой ванны Благодаря этому
расплавленный металл более интенсив¬
но оттесняется из-под электрода, и сва¬
рочная дуга углубляется в основной
металл, ширина шва возрастает не¬
значительно. Глубина проплавления ос¬
новного металла повышается и нахо¬
дится в прямой зависимости от свароч¬
ного тока Н — kl, где k — коэффициент
пропорциональности (табл 6 76).При увеличении сварочного тока
объем расплавленного электродного
металла возрастает, что способствует
увеличению высоты усиления h. В этом
случае может образоваться резкий пе¬
реход от наплавленного металла к ос¬
новному, что снижает работоспособ¬
ность сварных соединений, особенно при
ударных и знакопеременных нагрузках.
Увеличение высоты усиления выше оп¬
ределенного предела ухудшает поверх¬
ность шва Сварной шов должен иметьусиление высотой не менее 1 мм и не
более 3 мм.Для большинства сварных соедине¬
ний нижний предел коэффициента
формы провара ipnp ограничивается ве¬
личиной 1. Поэтому при переходе на
сварку большими токами для соблюде¬
ния оптимальных значений коэффи¬
циента формы шва повышают напряже¬
ние сварочной дугиНапряжение на дуге оказывает боль¬
шое влияние на форму шва, а также
на долю участия основного металла
в металле шва. Напряжение на дуге
зависит от длины дуги и состаэа дуго¬
вых газов. Для дуги, горящей под
флюсом, справедливо уравнение:
и = а-{-Ь1, где а — падение напряже¬
ния на аноде и катоде; Ь — падение
напряжения на единицу длины столба
дуги; / — длина дуги.С увеличением напряжения возра¬
стает тепловая мощность дуги, что
приводит к увеличению размеров сва¬
рочной ванны, особенно ее ширины.
Ширина ванны связана с напряжением
практически прямой зависимостью.
B = kIU/(Усъв), где 5 — толщина про¬
плавляемого металлаПри повышении напряжения на дуге
швы получаются с малой высотой уси¬
лия и небольшой глубиной проплав¬
ления. Поэтому для выполнения обли¬
цовочных слоев стыков трубопроводов
сварку ведут чаще с повышенным
напряжением. Ширина сварного шва вТаблица 6.76Значение коэффициента k в зависимости от тока, марки флюса и диаметра
электрода при двухсторонней сварке для труб без скоса кромокМарка флюсаДиаметр про¬
волоки, ммк, мм/100 АПеременныйтокПостоя н1НЫЙ токпрямая по¬
лярностьобратная по¬
лярность(^СЦ-4531,150,951,341,050,851,1550,950,751,1АН-348А31,10,951,25410,91,150,950,851,05АН-223 1,291,384—1,181,315—1,071,21230
Таблица 6 77Ширина сварного соединения в зави¬
симости от толщины стенки трубыТо^тщина стенки
трубы, ммШирина шва, ммРазделка кромок V-образная
7—8 14±48—1212-1620-24:Разделка кромок с двойным скосом16—20,5 26 ±420,5—28 32 ±428—32 34 ±4зависимости от толщины стенки трубы
и вида разделки должна иметь размеры,
указанные в табл 6.77Род и полярность тока определяют
в значительной мере глубину и ширину
провара, что связано с выделением раз¬
личного количества теплоты. Если при¬
ближенно оценить теплоту, выделяю¬
щуюся на аноде и катоде U^'k, по
эффективному падению напряжения, то
получим зависимости1Гз = ^а+(Ф + 2/гГ),где (Уа и (Ук — анодное и катодное па¬
дение напряжений, (р — работа выхода
электронов, kT — термическая энергия
электронов.Применение автоматической сварки
под флюсом на прямой полярности
позволяет увеличить производитель¬
ность расплавления электродной про¬
волокиСкорость, сварки оказывает влияние
на положение столба дуги по отноше¬
нию к поверхности сварочной ванны,
что способствует изменению формы
шва. При постоянной погонной энергии
увеличение скорости сварки позволяет
повысить термический к.п д процесса,
что приводит к возрастанию глубины
проплавления и снижению ширины шва.
Изменение скорости сварки при посто¬
янной тепловой мощности дуги влияет
на размеры сварочной ванны, что видно
из уравнения длины сварочной ванныL = ^(fy/)V(V'cB52).При постоянном сварочном токе ди¬
аметр электрода определяет плотность
тока в пятне нагрева и подвижностьдуги. Форма шва зависит от диаметра
электродной проволоки и при умень¬
шении диаметра электрода снижается
ширина шва и увеличивается глубина
проплавления основного металлаВлияние углов наклона
электрода и изделия
на форму шваЭлектрод по отношению к изделию
может занимать вертикальное положе¬
ние или иметь наклон углом вперед
или углом назад В зависимости от на¬
клона изделия сварку выполняют «на
подъем» или «на спуск» При сварке
углом назад большой наклон столба
дуги способствует усилению вытеснения
жидкого металла и некоторому увели¬
чению глубины проплавления При
сварке углом вперед столб дуги рас¬
полагается над поверхностью основно¬
го металла, увеличивая под собой
слой жидкого металла. Вытеснение
жидкого металла и образование кра¬
тера происходят под действием верти-
Jкaльдой срс_тавляю,щей давления дуги
Эта составляющая измёняется'* про¬
порционально синусу угла наклона
электрода а и глубина проплавления
изменяется подобным образом. Умень¬
шение угла а приводит к снижению
глубины проплавления При сварке
кольцевых стыков магистральных тру¬
бопроводов на форсированных режимах
угол а достигает 30°.Влияние конструктивных
факторов на форму шваТип шва и соединения, а также па¬
раметры разделки кромок определяют*
форму усиления шва, долю участия ос¬
новного металла в сварном шве в не¬
которой степени создают пределы для
формы проплавленияСмещение электрода относительно
верхней точки А окружности стыка
(зенита) и нижней точки В (надира)
при сварке трубопроводов (рис 6 39)
влияет на качество сварных соедине¬
ний. Если при сварке стыка снаружи
благоприятная форма шва получается
при смещении электрода против враще¬
ния трубы, что соответствует сварке
«на спуск», то при сварке внутри трубы
это равноценно смещению от надира
по направлению вращения трубы.231
Рис б 39 Влияние смещения электрода на форму шва при сварке стыка снаружи
и изнутри:а — изменение смещения, б — изменение направления смещения, / — направление вра¬
щения, 2 — положение электрода, / — направление вращения, // — увеличенное смеще¬
ние, /// — недостаточное смещениеВеличина смещения х устанавли¬
вается опытным путем по внешнему
виду шва и находится в пределах 40—
100 мм Для труб малого диаметра
устанавливается первая величина, а для
большого — последняяСмещение электрода с зенита связано
с производительностью процесса, так
как ллина сварочной ванны зависит
от мощности дуги- L = kUI, где к —
коэффициент пропорциональности,
/? = 2,8-f-3,6 мм/кВ-А для сварки под
флюсом; и — напряжение на дуге;/ — сварочный ток.Вылет электрода — это участок пла¬
вящегося электрода от конца мунд¬
штука до дуги. Увеличение вылета
электрода приводит к возрастанию ак¬
тивного сопротивления в сварочной
цепи. Электрод в этом случае нагре¬
вается джоулевым теплом и теплом
сварочной дуги При сварке проволо¬
кой небольшого диаметра, менее 3 мм,
отклонение вылета электрода от задан¬
ной величины не должно превышать.
±5^10 мм, так как существенно из¬
меняется глубина проплавления и фор¬
ма шва.Способы выполнения
сварных соединений
под флюсомПри автоматической сварке под флю¬
сом стыковые швы трубопроводов вы¬
полняются одно- и двухсторонними.
Сварка стыков может выполняться как
с разделкой кромок, так и без нее
При этом разделка кромок может быть
заменена обеспечением необходимого
зазора в стыке Одно- и двухсторон¬
ние швы могут выполняться одно- и
многопроходными232Односторонняя многопроходная свар¬
ка по выполненному вручную корню
шва получила широкое распростране¬
ние на полумеханизированных трубо¬
сварочных базах Корневой слой шва
выполняют на месте центровки и сбор¬
ки труб — сборочном стенде. Стыки
собирают с зазором, который для элек¬
тродов с основным покрытием состав¬
ляет 2—3,5 ^м. При сварке корня
шва на трубосварочной базе электроды
с целлюлозным покрытием обычно не
применяют.Сварку первого слоя выполняют
чаще снаружи трубы в поворотном
или неповоротном положении Первый
слой шва, во избежание получения
прожогов при автоматической сварке
под флюсом, должен иметь толщину
не менее 4 мм, а в местах с увеличен¬
ным зазором (более 3 мм) и при сме¬
щении кромок стыка — не менее 5 мм.
Корневой слой выполняют на внутрен¬
нем центраторе с применением сва¬
рочных материалов и технологии, ре¬
комендованных для сварки неповорот¬
ных стыков труб в трассовых условиях.Первый заполняющий слой наклады¬
вается при помощи автоматической
сварки под флюсом по корневому слою
Режимы сварки заполняющего слоя вы¬
бирают с учетом проплавления корне¬
вого слоя, так как при сварке на повы¬
шенном режиме первый слой можно
прожечь мощной дугой.Число слоев автоматической сварки
устанавливают в зависимости от тол¬
щины стенки трубы. Для стенки тол¬
щиной до 16,5 мм автоматическую
сварку выполняют не менее, чем в два
слоя, при большей толщине стенки
до 20,5 мм — не менее чем в три слоя
и при толщине более 20,5 мм — не
менее четырех слоев (табл. 6.78)
s|220Qи тасао а:ОгgСю>>CLнЬ § о S
= £■§■§1
|£-§§^
X ■»9S
О
^ =^1
^1
S Z
^ S^ SН fi.а IX S SS :й .4 == S§ ^ >>юооооооооооооооооооооооооооrt-'^CD'^CT)'^OOLOCD'^CO'^OOLOOOCDOOC£)OOcDOOCDCD — 00 — 00II I I I I I II I I I I I I I I I II I I I I М Iооооооооооооооооооооооооооо•^COrf'CO'^COCD'^rt-CO'^COCD'^CD'^CD'^CD^CD'^'^fOO'^-'OOCDюююоююююююююююююооююоооююооСОСОСО’^'^'^ГОСО'^’^’^’^СОСО'^'^ЮЮ'^'^ЮЮиС'^'^ЮЮI I I II III М I I I I I I I Iоооооюююоюоюг^ооююооюююоооююСЧСМ'^Г^ЮЮСО'^ЮЮЮЮ^ЮСОЮСОЮСОЮСОООСОСОСОСОЮМММJ I J м II II I *ююююююю§10ююйю5 Ю сIJ I IJ J IJ IJ J J J J I I I I I I I§ § ю о ю о оЮ со 00 — 00 05I I I I I Iо ю о о о ю
8|g||§) rfI I I I I I I I I I I I I I I I I I<>1(NOOC4COCOC4COСис<О,с(а-а.о.С(а,е=(О.<=(О-О-а-t=i^2
^ ю:=:о.оUDи:оРЗLOсчсоо>юSо233
00CDCJ CO3 £2 '
CQu:2X <c. оCQu? 5 ® sTs p c= о s
CO iCss ^s 0» о 2CO S
Ж S Ss it: .
^ = 2Oo|槧a-C234lO Ю to о о оTt Tt* Ю Ю lOI I I I I IЮ LO о LO 1Л LO
lO LO lO lO 00 ЮI I I I IIЮ Ю ^ Ю S ЮTTTT7TSoSSSgCD 00 CO 00 оTf ЮI I I I I* LO CD CD 00
- Tf rf Tf rf rt*s §»s2as3“оCQ»s3XЭГОCQcisS SVO VO.:i:o- = oоU3оu:gH Q-
^ £
^ a
i§
iS'о>=^:=£ О
a, CQCO о
03 a.
U ■=— >.ca о
у jaCl. s— Cl.— c=Сварку труб диаметром 1020—1420 мм
с толщиной стенки до 20 мм, изго¬
товленных из низколегированных вы¬
сокопрочных сталей, выполняют с га¬
рантированным проваром корня шва.
Для этого выполняют внутреннюю
подварку корня шва как электродами,
так и автоматической сваркой под
слоем флюса. При ручной подварке
стык собирают с указанным зазором
и подварку выполняют тотчас после
завершения сварки корня шва.Если автоматическую подварку вы¬
полняют тотчас после сварки корня
шва, то стык можно собирать без обя¬
зательного зазора После этого автома¬
том под слоем флюса подваривают
корень шва внутри трубы.Подварку корня шва выполняют и
как завершаюш,ую операцию после
полной сварки стыка. Такая подварка
гарантирует полный провар корня шва.
Режимы внутренней подварки приведе¬
ны в табл. 6.79.Шов, полученный при автоматической
внутренней подварке, должен иметь
усиление не менее 1 мм и не более 3 мм,
ширина шва должна соответствовать
размерам для внутреннего слоя шва
При автоматической подварке корня
шва глубина проплавления не должна
превышать 50 % толщины стенки тру¬
бы, но не более 7 мм и отношение
\рпр = В/Н должно быть не менее 2.
Смещение осей наружных и внутрен¬
них слоев шва от условной оси стыка
не должно превышать zbl мм.На выбор оптимального режима свар¬
ки заполняющих слоев шва оказывает
значительное влияние толщина корне¬
вого слоя, род тока, свойства сва¬
рочных материалов, особенно марка
флюса в сочетании со сварочной про¬
волокой и т. п., что позволяет обеспе¬
чить требуемое качество сварных соеди¬
нений (табл. 6.80)Двухсторонняя сварка
трубДвухсторонняя автоматическая свар¬
ка под флюсом в трассовых условиях
позволяет при изготовлении трубных
секций на базе полностью исключить
ручной труд, что повышает производи¬
тельность в 1,5—2 раза за счет умень¬
шения объема наплавленного металла,
полной механизации процесса и форси¬
рования сварочных режимов Сварку
Таблица 6 79Режимы автоматической подварки корня шва внутри трубыПараметрыПосле сварки
корня шваПосле сварки
всех слоевСварочный ток, А
Напряжение дуги, В
Скорость сварки, м/ч
Вылет электрода, мм
Смещение электрода с
лении вращения, ммнадира в направ-450—50047—4525-283030-50550-60045—4730-353030—35поворотных стыков выполняют на спе¬
циальных трубосварочных базах типа
БТС-142, БТС-142В и БТС-143 с при¬
менением труб диаметром 720—1420 ммПеред сборкой концы трубы обраба¬
тывают лобовыми станками типа СПК.
Это мероприятие позволяет сократить
количество наплавленного металла и
использовать для процесса сварки до¬
статочно высокую плотность тока За¬
тем выполняют' сборку труб в секцию
при помощи внутреннего центратора,
прихватку автоматической сваркой под
флюсом и автоматическую сварку пер¬
вого шва снаружи Далее в зависи¬
мости от конструкции трубосварочной
базы либо сваривают одновременно
наружный и внутренний слои шва,
либо завершают сварку наружных
слоев, а затем ведут сварку внутри
секции Режимы автоматической двух¬
сторонней сварки труб из малоугле¬
родистых и низколегированных сталей
приведены в табл 6 81, а термически
упроченных в табл. 6 82 Число наруж¬
ных слоев и ширина шва последнего
слоя в зависимости от диаметра и тол¬
щины стенки труб приведены в табл.6 83. Для обеспечения требуемых гео¬
метрических параметров шва, необ¬
ходимо, чтобы глубина проплавления
внутреннего шва имела не более 50 %
толщины стенки трубы, а отношение
В/Н было не менее 2 Усиления внут¬
реннего и наружного швов должны со¬
ответствовать 1—3 мм, а перекрытия
наружных и внутренних слоев — 3 мм
при толщине стенки трубы более 12 мм
и 2 мм при меньшей толщине стенки.
Для сварного соединения допускается
смещение осей наружных и внутренних
слоев шва от условной оси стыка не
более ±1 мм.Важным условием получения качест¬
венного сварного соединения являетсявремя удаления центратора со стыка,
так как без полного завершения про¬
цесса сварки первого наружного слоя
шва возникает вероятность получения
трещин. Кроме этого необходимо выдер¬
живать интервал не более 1 ч между
завершением первого наружного слоя
шва и началом сварки внутреннего слоя
при положительной температуре и
30 мин — при температуре воздуха
ниже нуля Запрещается скатывать сек¬
ции при отрицательной температуре
на снег до полного остывания стыков
до температуры окружающей средыСварка трубопроводов
с принудительным
формированием шваСварка трубопроводов с принуди¬
тельным формированием шва позволяет
механизировать соединение стыков,
находящихся в разных пространствен¬
ных положениях с помощью искусст¬
венного интенсивного охлаждения по¬
верхности расплавленного металла и
шлакаПринудительное формирование шва
выполняют с применением формирую¬
щих устройств (медных ползунов и по¬
верхностей), охлаждаемых водой или
без охлаждения. В результате интен¬
сивного теплоотвода на границе раз¬
дела металл — шлак обеспечивается
необходимое поверхностное натяжение,
которое оказывается достаточным для
удержания сварочной ванны в требуе¬
мом пространственном положении.Технологиясварочно-монтажных работПроцесс сварки трубопровода в не¬
прерывную нитку при помощи комп-235
Таблица6 80Химический состав и механические свойства сварных соединений, выполненных автоМаркафлюсаМаркапроволо¬Химический состав металла шва, %Вид сваркики и ос¬
новного
металлаСМпSiСгМоSРОдносторон- АН-348А СВ-08А, 0,1 —
няя под флю- Ст-3, 0,13сом (корень Сталь 10,шва выполнен 20вручную) СВ-08ГА, 0,08— 1,45—17ГС, 0,01
09Г2С,14ХГС0,75—1,051,550,35—0,450,45—0,650,03—0,040,03—0,040,045-0,0550,045—0,055Двухсторон¬
няя под флю¬
сомСВ-08ГА,Х-600,15—0,171,4—1,70,35—0,390,10,0270,011Односторон¬
няя под флю¬
сом (корень
шва выполнен
вручную)АН-22СВ-08ХМ,
Х-60,
X—700,08—0,11,5—1,550,3-0,350,55—0,650,4—0,450,025-0,0350,025—0,035Двухсторон¬
няя под флю¬
сомСВ-08ХМ,Х-600,08-0,121,3-1,40,3—0,370,28—0,350,12—0,150,02—0,0250,025—0,032Односторон¬
няя под флю¬
сом (корень
шва выполнен
вручную)АН-47СВ-08ГА,Х-600,06-0,081,45—1,550,25—0,350,02—0,030,025—0,035Двухсторон¬
няя под флю¬
сомСВ-08ГА,Х-600,14 —
0,161,4—1,60,25-0,350,020,03Односторон¬
няя под флю¬
сом (корень
шва выполнен
вручную)СВ-08ХМ,Х-60,Х-700,08—0,11,45—1,550,35—0,450,45—0,50,45—0,50,02-0,030,03—0,04Двухсторон¬
няя под флю-СВ-08ХМ,Х-600,08-0,121,3—1,40,29-0,350,25-0,30,17-0,20,020,02> производят двумя мето-лекса «Стык-Ь
дами.Первый метод предусматривает при¬
менение центратора. Сварка непово¬
ротных стыков трубопровода с при¬
нудительным формированием произво¬
дится следующим образом (рис 6.40).
Отдельные трубы или секции 1 со236стандартной или специальной раздел¬
кой собирают при помощи внутреннего
центратора, который имеет медную
подкладку 8 В верхней части стыка
делают прихватку ручной сваркой в
месте отсутствия медных подкладок
Затем по обе стороны стыка устанав¬
ливают автоматы, соединяя клещевой
магической сваркой под флюсома„, МПаМПаб5, %а„ (в Дж/см^) при температуре, °С+ 20-20-40-60+ 200-20Образцы МенажеОбразцы Шарпи440—500 250— 22-26 60—65 59—78 39—68
350520—550 350— 23—28 55—65 68—88 49—78 10—*29 19—29390650—660 510— 20—26 50—59 78—98 59—78 29—68 29—59
520715_7б5 470— 18-20 45—55 98— '68—78 49—68 39—59 49—68 39 — 49 29-39
520 118735—765 590- 21—22 49—51 108— 68-78 59-68 15—55
640 128540—590 420— 22—26 60—65 118— 78—98 68-88 59—78 68—98 59—78 39—49
450 137610—620 524— 25- 28 60—64 73—85 39—63 23—49 10—19 36—41 13—25 13—15
530685—735 490— 22-26 60—65 98— 78—98 68—88 59—78 59—78 59—68 49—59
540 118752—780 634- 21-24 55 -62 88— 60-68 50—64 22—47 68—84 33—55 22—39
675 110захваткой с помощью гидравлической
системы. Сварочный автомат, со¬
стоящий из тележки 3, подающего
механизма 4, кассеты с проволокой 5
устанавливают в нижней части стыка
(надире) и перемещают по направляю¬
щей 2 к зениту. В зазор, образован¬
ный кромками свариваемых труб, мед¬ной подкладкой, перемещающимся пол¬
зуном 7, подается порошковая прово¬
лока 6 Сварку второй половины стыка
выполняют другим автоматом с некото¬
рым отставанием от первого, чтобы
завершить сплавление полуокружно¬
стей одним автоматом Стыки труб с
толщиной стенки 10—20,5 мм сваривают237
Таблица 6.81Режим двухсторонней автоматической сварки трубНапря¬Ско¬Угол на¬СмещениеНомерТок дуги,клона наэлектродаДиаметрТолщинажениеростьэлектрод«вперед»,градусыс зенитатруб, ммстенки, ммслояАна дуге,сварки,противВм/чвращения
трубы, ммНаружная сварка720—8207,5—11I550—700 42—4635--453030—50720-82011,5—18I550-650 42—5630--403030—50После¬600—700 44—4835--453020—40дующие720-82018 и болееI500—600 42—4635--453030—50После¬600-700 44—4830--453020—40дующие1020-12209—11I600-700 45—4835--451050-701020—122011—26I700—800 44—4640--501050—7&После¬700—800 45—4835--451040—60дующие142015,8—17,5I900—950 44—4650--551560—80П750—800 46—4845--50,J5 ., 60—80142017,5—20,5I950—iOOO 45—4748--503040—60П750-800 46—4840--453070-Ш)Внутренняя сварка720—12207,5 и болееI600-700 42-4635--451015—25 (с
надира ПС
враще¬
нию тру¬
бы)1220-142015,8 и болееI750-800 42—4640--502015—25Примечание 1 Применяют постоянный ток обратной полярности, диаметр элект¬
рода 3 мм, вылет электрода 40—50 мм 2 При сварке толстостенных труб разрешается
применять ток прямой полярностиТаблица 6 82Режимы двухсторонней автоматической сварки труб из термоупрочненной сталиУгол наклонаСмещение элект¬Номер слояСварочныйНапряже¬Скоростьэлектродарода с зенитаток, Ание, Всварки, м/чвперед,против враще¬градусыния, ммСварка снаружи секции570—620620—670680—72042—4644—4840—4545—50Сварка внутри секции
46-48 38—42До 30
До 30До 1030-5030-5015-20
(от надира по
. вращению тру¬бы)Примечание Режимы указаны для сварки постоянным током обратной полярности
электродной проволокой диаметром 3 мм при вылете электрода 40— 50 мм Диаметр
трубы 820—1220 мм Толщина стенки 7—15 мм >238 f
Таблица 6 83Число слоев и ширина шва с изменением диаметраи толщины стенки трубыДиаметр трубы, ммТолщина стенки, ммЧисло наруж¬
ных слоев
шваШирина последнего слоя
шва, ммнаружноговнутреннего7207,5-11,5118±318-h311,5-15220 + 318±315-17,5320 ±3184=317,5-22322-h422Ч-48208—11,5118Н-318-h311,5—15220 + 318-h310,5-11,5118±318-4-31020-122011,5—17,5.218±318±317,5—21,5222Ч-422-h421,5—22322Н-422d=422-26424±424-h 4142015,8—20,5222-h422-f-420,5—22324=±=424d=4автоматической сваркой с принудитель¬ми головками. Для труб диаметромным формированием вдва — три Про-1420 мм выпускают три iмодификациихода, так как в потолочном положении
невозможно удержать расплавленный
металл высотой более 10 мм (табл 6.84).Для первого слоя шва используют
ползуны, имеющие на формирующей
поверхности выступ высотой 8 мм Об¬
лицовочный слой шва формируют с по¬
мощью ползунов, обеспечивающих вы¬
соту усиления 2—3 мм.Производительность процесса в этом
случае можно определить из формулы
G = G»lt, где G — масса наплавленного
металла в единицу времени, G„ — мас¬
са наплавленного металла, t — время
расплавления проволокиМа'сса наплавленного металла
Gti — ocHlt, где ан — коэффициент на¬
плавки порошковой проволоки, / —
сварочный ток.В табл 6 85 приведена циклограмма
сварочного процесса. При применении
внутреннего центратора для сварки за¬
полняющих слоев применяют различное
число сварочных комплектов «Стык»
Для труб диаметром 1220 мм выпу¬
скают две модификации в одно- и двух¬
агрегатном исполнении В комплекс
«Стык 01» входит один агрегат пита¬
ния и сварочный аппарат с двумя сва¬
рочными головками, а также внутрен¬
ний центратор и передвижная мастер¬
ская Комплекс «Стык 03» отличается
наличием двух агрегатов питания, двух
сварочных аппаратов с 4-мя сварочны-в одно-, двух- и трехагрегатном испол¬
нении. «Стык», «Стык 02» и «Стык 04».
Общепринятой схемой является чел¬
ночное перемещение агрегатов питания,
так как каждый сварочный аппарат
сваривает стык полностью. По оконча¬
нии сварки агрегат питания объезжает
другие агрегаты для выполнения сварки
стыка, собранного позднее.Второй метод сварки предусматривает
применение автоматического процесса
сварки с принудительным формиро¬
ванием в сочетании с ручной элек-
тродуговой сваркой, когда для выпол¬
нения первого слоя шва применяют се-Рис. 6.40. Сварка неповоротных стыков
трубопроводов с принудительным фор¬
мированием шва239
Т а б л и ц а 6 84Изменение числа слоев при сварке трубопроводов с различной толщиной стенкиТолщина стенки,М \1ЧислопроходовВысота материала за г|роход, ммВысота выступа, ммкорневойслойзаполняю¬
щий слойоблицовоч¬
ный слойкорневойслойзаполняю¬
щий слой10255510,525,555И265511,526,55512 _275512,5275,55,514277715,1287715,7287,77,716288816,5365,5510,5517,536,56^ 5И519,53775,512,55,520,53776,513,56,5Примечание Высота облицовочного слоя дана без учета усиленияТаблица б 85Циклограмма сварки порошковой проволокой ПП-АН19 стыков труб размером
1420X 15,7 ммОперацияПродол¬житель¬ность,минВремя, мин2468101214161820222426283032343638Установка сварочного
аппарата на стык1Подготовка сварочных
головок к работе1"■ 7
/
/
/Сварка первого слоя
правой половины15Сварка первого слоя
левой половины15F1Возвращение головок
и смена ползунов0,5Сварка второго слоя
левой половины15*//111///Сварка второго слоя
правой половины15Смена кассет с порош¬
ковой проволокой0,5Снятие сварочного
аппарата и переезд к
очередному стыку2///240
рийные внутренние гидравлические
центраторы. Перед сваркой подогре¬
вают кромки труб Сварку корневого
слоя шва выполняют вручную одно¬
временно два сварщика электродами с
целлюлозным покрытием диаметром4 мм Расстояние от низа трубы до
поверхности земли устанавливают не
менее 0,5 м для обеспечения прохода
автоматической сварочной головки По¬
сле сварки корневой слой зачищают
шлифовальной машинкой с удалением
наплывов и металла, Зdкpывaющeгo
зашлакованные карманы. Второй слой
шва «горячий проход» выполняют так
же два сварщика электродами с цел¬
люлозным покрытием диаметром 4 мм
После окончания процесса сварки шов
тщательно зачищают Последний про¬
ход выполняют одновременно две ав¬
томатические сварочные головки ап¬
парата А-1568 Каждая головка сва¬
ривает половину стыка, перемещаясь
вместе с формирующим ползуном снизу
вверх. Для увеличения темпа про¬
движения сварочной колонны преду¬
сматривают увеличение числа сварщи¬ков на каждом слое до четырех и при¬
менение двух-трех аппаратов А-1568
Механические свойства сварных сое¬
динений, выполненных по первому ме¬
тоду на трубах из различных сталей,
приведены в табл 6 86Оборудование для сварки
трубопроводов
с принудительным
формированием шваДля автоматической сварки трубо¬
проводов с принудительным формирова¬
нием шва разработан комплекс обо¬
рудования, получивший название
«Стык» Комплекс выпускают в не¬
скольких модификациях (табл 6 87).Оборудование комплекса «Стык-1»
для сварки труб диаметром 1220,
1420 мм смонтировано на тракторе
ТТ-4, имеет электростанцию АСД-100-
Т/400-Р, три сварочных выпрямителя
ВДУ-504, автономный пост охлаждения
медных ползунов, аппаратные шкафы
управления, энергоблок, сварочныйТаблица 6.86Механические свойства сварных соединений, выполненных с принудительным
формированием шваМаркапроволокиМаркастали(Тц, МПа%a^^, при — 60 °С,
Дж/см“ПП-АН1917Г1С590—67528-3245ПП-АН24С'17Г1СУ625-64526—285509Г2ФБ645—65824—2875Х60615-62526-2970Х70655—67024-2678ПП-АНЗОХ70710—71522—246017ГФР722—73621—2470Таблица6 87Состав оборудования комплексов «Стык»Модификациякомплекса«Стык»Диаметр
свариваемых
труб, ммОбор\дование, входящее в комплекс, штсварочныйагрегатцентраторагрегатпитанияпередвижнаяремонтнаямастерскаяУ21420111101-У21220111102-У21420212103-У21220212104-У21420 '3131241
аппарат А-1568, центратор, гидростан¬
цию и прицепную мастерскую.Техническая характеристикасвароч-ного аппарата А-1568Сварочный ток (при ПВ100%), А . .400Напряжение дуги, В25—29Скорость, м/ч:сварки ...5-20подачи проволоки150—300Диаметр проволоки, мм .2,3, 3Размеры, мм:длина4000ширина ... . .2400высота . ...3600Масса, кг:для труб диаметром 1420 мм1640для труб диаметром 1220 мм1565Сварочный аппарат имеетдве сва-рочные головки, перемещающиеся по
жесткому С-образному рельсовому пути
который используется индивидуально
для каждого диаметра. Для защиты
аппарата и места сварки от осадков
и ветра имеется палатка, где установ¬
лены электрический и гидравлический
пульты управления. Шкаф управления
аппаратом размещен в агрегате пита¬
ния Аппарат перемещают от стыка
к стыку с помощью гидрофицирован-
ной грузовой стрелы, которая установ¬
лена на трактореАгрегат питания предназначен для
энергоснабжения сварочной дуги и пе¬
ремещения сварочного аппарата Агре¬
гат смонтирован на базе трактора ТТ-4,
в его кузове размещены: электро¬
станция 100 кВт, три сварочных вы¬
прямителя ВДУ-504, гидропривод стре¬
лы, автономный пост охлаждения фор¬
мирующих ползунов, аппаратура уп¬
равленияПередвижная мастерская исполь¬
зуется для хранения и подготовки к
работе сварочных материалов, текущего
ремонта и профилактического обслужи¬
вания сварочного оборудования Ма¬
стерская размещена в кузове «КУНГ».
В мастерской установлены сушильные
шкафы, станок для намотки поро¬
шковой проволоки, компрессор, на¬
стольный станок и верстак.Комплекс «Стык-2» для сварки трубо¬
проводов диаметрами 590—1020 мм вы¬
полнен в передвижном несамоходном
варианте, комплектуется сварочным242аппаратом, устанавливаемым на трубе
вручную и имеющим одну сварочную
головку, поочередно сваривающую пра¬
вый и левый полупериметры стыка.
Монтаж аппарата на стыке осущест¬
вляют сварщик и подручный, каждый
раз перенося к очередному стыку
в радиусе 100 м от источника пи¬
танияПри строительстве насосных и комп¬
рессорных станций и комплект «Стык-2»
входит аппарат АД-142Техническая характеристика аппарата
АД-142Номинальное напряже¬
ние переменного тока, В 380
Сварочный ток (при ПВ60%), А 500Напряжение дуги, В . 25—32
Скорость, м/ч:сварки . . . 5—25подачи проволоки . 150—500Диаметр проволоки, мм 2, 2,3; 3
Диаметр свариваемыхтруб, мм ... 529,720,1020Полевые трубосварочные
базы, установки
и оборудованиеПолевые трубосварочные базы при¬
меняют для механизированной сборки
и сварки отдельных труб в секции
длиной 24—36 м и более. Существую¬
щая технология строительства маги¬
стральных трубопроводов предусматри¬
вает применения двух типов баз: по-
лустационарных и передвижных. При¬
менение трубосварочных баз позволяет
механизировать сборочные операции,
применить высокопроизводительные ме¬
тоды сварки, организовать поточный
контроль качества сварочных работ
На механизированных базах соеди¬
нение стыков осуществляют в пово¬
ротном положении с применением ав¬
томатической сварки под слоем флюса
и неповоротном — с использованием
электроконтактной сваркиКонструктивные
особенности
трубосварочных базСборка в секции и сварка стыков
осуществляется на полустационарных
трубосварочных базах, которые могут
Рис 6.41 Схема трубосварочной базы с малой механизацией:/ — направляющие приемного стеллажа, 2 — сварочный агрегат АДД-502У1, 3 —
лебедка; ^ — сборочный кондуктор, 5 — направляющие промежуточного стеллажа, 6 —
секция на сварочном стенде, 7 — роликовые опоры, S — электростанция ДЭС-ЮО,9 — торцовый вращатель, — направляющие стеллажа для сварных секций, 11 —
перегружательбыть укомплектованы различными уста¬
новками и оборудованием. Сварочные
базы по степеням механизации сбороч¬
ных операций можно подразделить на
несколько основных групп.Первая группа объединяет полуста-
ционарные сварочные базы (рис 6 41),
которые осуществляют работу по сбор¬
ке секций с малой степенью механи¬
зации. Эти базы часто используют для
сборки и сварки труб диаметром 325—
530 мм.Для сборки секций трубы подаются
на приемный стеллаж, где осущест¬
вляют подготовительные операции (очи¬
стка внутренней полости и наружной
поверхности трубы, зачистка кромок до
металлического блеска, правка плавных
вмятин). Далее трубы поступают на
сборочный стеллаж, где с помощью
лебедки и наружных или внутренних
центраторов осуществляется их сборка
в секции на прихватках с частичной
ручной сваркой первого слоя (на 2/3
периметра) Затем секции труб по¬
даются на промежуточный стеллаж дляполной сварки первого слоя шва, ко¬
торая производится вручную.Для сварки последующих слоев щва
под слоем флюса секции накатывают
на роликоопоры сварочного стенда,
который представляет собой полевую
автосварочную установку ПАУ-601.
Основными элементами этой установки
являются вращатель, роликовые опоры,
сварочная головка и сварочный агре¬
гатСекцию закрепляют в торцовом
вращателе, который осуществляет вра¬
щение ее в процессе автоматической
сварки под слоем флюса. Сварка сты¬
ков труб ведется сварщиком и его под¬
ручным, которые по окончании работ
на одном стыке переходят к другому.
После окончания сварки последнего
стыка труб сварочную головку подни¬
мают, сварщик с подручным отходят,
секцию освобождают от вращателя,
на роликовых опорах переводится пре¬
дохранительный рычаг для сброса
готовой секции и она попадает на стел¬
лаж для контроля Средняя производи-243
11 10 9iU и ,812СИ161“L#J 47r\18ЖРис 6.42 Схема трубосварочной базы БНС-81'/ — труба, 2 — отсекатель, 5 — транспортное устройство с мотором, — транспорт¬
ный ролик, 5 — кабина, 6 — оборудование отсекателя, 7^ выгружатели, 8 — манипу¬
лятор, 9 — центратор, /^ — устройство перемещения центратора, // — штанга, 12 —
источник питания линии сборки труб, 13 — источник питания автосварочной уста¬
новки, 14 — отсекатель, 15 — кабина, 16 — роликовый вращатель, 17 — опорные ролики,
18 — секции труб, / — линия сборки труб, II — полевая автосварочная установкательность сварочной базы достигает
24—84 стыков в смену
Вторая группа объединяет серию полу-
стационарных сварочных баз (рис 6.42),
которые состоят из линий сборки труб
(ЛСТ) и полевых автосварочных уста¬
новок (ПАУ) Трудоемкие процессы
при сборке труб в секции (накатыва¬
ние одиночных труб, сближение труб,
установка зазора, вращение секции,
скатывание секции) на трубосварочных
линиях механизированы, и управление
осуществляется дистанционно Для
комплектования баз применяют линию
сборки труб ЛСТ-81, на которой осу¬
ществляют сварку труб диаметром
325—820 мм.Техническая характеристика линии сбор¬
ки труб ЛСТ-81Диаметр
труб, ммДлина труб, м . .Число труб в секции .
Производительность при
сварке трубдиаметром 530X8 мм,
стык/ч ....Максимальная потреб¬
ляемая мощность, кВт 72
Масса, кг ... 38 500Технологический процесс сборки и
сварки секций на линии сборки труб244свариваемых320—82010,5—11,8311осуществляется следующим образом
В начале работы трубы укладывают
трубоукладчиком на приемочный стел¬
лаж, где производят подготовительные
операции Затем одиночные трубы при
помощи отсекателей поочередно от¬
деляют от остальных труб, передавая
их на рольганги продольного переме¬
щения. После укладки первой трубы
на рольганг линии она перемещается
вправо (или влево) на позицию сборки.
Далее на рольганг линии подают вто¬
рую трубу и отправляют на позицию
сборки Затем подается третья труба,
которая остается на позиции сборки.
После две крайние трубы подводятся
к средней до соприкосновения кромок
и осуществляется сборка секции с уста¬
новкой внутренних центраторов. При
этом собирается вначале один стык на
прихватках, а затем второй. Трубы при
сборке можно перемещать с помощью
рольганга или приводом щтанги центра¬
тора. После того как сварщики прова¬
рят две трети периметра каждого
стыка, собираемую секцию устанавли¬
вают так, чтобы непроваренный уча¬
сток стыка оказался в верхнем положе¬
нии и ручная сварка осуществлялась
не в потолочном положении, а в нижнем
После выхода центраторов из полости
труб и перемещения их на лотке в ис¬
ходное положение секция передается на
вращатель и поворачивается на 180°.
Сборочно-сварочные работы на ли¬
ниях сборки труб ведутся в освещен¬
ной кабине, что позволяет вести работы
в две смены и при плохой погоде Сварка
первого слоя ручными или полуавто¬
матическими методами обеспечивает
получение качественного сварного сое
динения, так как процесс ведется в ук
рытии и всегда в нижнем положении
Сварка последующих слоев швов вы
полняется под флюсом на полевых ав
тосварочных установках ПАУ-502
(табл. 6.88), где секция накатывается
на роликоопоры. Вращение секции осу¬
ществляется торцовым или роликовым
вращателями. Наружная сварка швов
может осуществляться одновременно
двумя автоматами, что повышает произ¬
водительность сварочной установки.
Подварка стыков внутри секции (при
сварке труб повышенной прочности) вы¬
полняется автоматом АДФ-1202УЗ,
ТС-17М, ТС-35 после окончания преды¬
дущих работ. Для повышения темпа
сварочных работ на базе подварка сты¬
ков внутри секции выполняется на от¬
дельном стенде (например, СВР-142
ИТ п.). Полностью сваренные стыки
секций труб контролируют на стел¬
лажах готовой продукции и вывозят на
трассу.Полустационарные сварочные базы
третьей группы имеют сборочные стен¬
ды ССТ-141 (рис. 6.43) или ССТ-141А,
на которых осуществляют сборку сек¬
ций; последующая автоматическая
сварка под слоем флюса происходитна полевых автосварочных установках
ПАУ-1001В или с использованием ро¬
ликового вращателя СВР-142 Эти базы
применяют для сборки и сварки труб
диаметром 1020—1420 мм. Трубы соби¬
рают в секции после подготовительных
операций. Три трубы отсекателем 4
подают на роликоопоры стенда. Сбли¬
жение и установка зазора осущест¬
вляется при помощи лебедки /, которая
установлена на стенде. При подаче
троса на барабан лебедки лоток упи¬
рается в трубу и перемещает ее до
соприкосновения другой трубы с упо¬
ром 6 Для создания равномерного
зазора по всему периметру труб осуще¬
ствляется их подъем или смещение с
оси стенда манипуляторами 5 Далее
в трубы пропускают самоходный цент¬
ратор 2 и с его помощью собирают
трубы для прихватки. На стенде можно
собирать одновременно два стыка трех¬
трубной секции, для чего применяют
два центратора. Сборку секций можно
выполнять с помощью внутренних (гид¬
равлического, электромеханического)
центраторов. При сборке секций диа¬
метром 1420 мм применяют только
внутренние центраторы и после при¬
хватки производится неповоротная руч¬
ная сварка корневого слоя шва. За¬
тем секция подается на промежуточ¬
ный стеллаж //, где производится руч¬
ная сварка небольшого участка стыка,
который при сборке на стенде оказался
внизу, после чего она поступает на
стенд автоматической сварки III.Таблица 6.88Техническая характеристика полевых автосварочных установокПараметрыПАУ-502ПАУ-601ПАУ-602ПА'У-1001ВДиаметр свариваемых труб,ii/f ил325—820325—630720—12201020-1420ММСварочный ток, АДо 500До 600До 600До 1200Диаметр электродной прово¬
локи, мм2-32—32—33—4Частота вращения секции,
м/ч9,3-9321—9525—9018-180Одновременно потребляемая
мощность, кВт4952140305Скорость перемещения бу¬
док, м/минНетНетНет50Габаритные размеры, м54,7 X 10,5 X
Х9,6342X2X3,542X2X3,550X8X3,5Масса, кг 15 500
Примечание. Длина секции до 36 м5700680027 100245
1 z1141-14IN11ЕЕ^ЗЕН ЕШв Г7Рис. 6.43. Схема трубосварочной базы со сварочным стендом ССТ-141 и уста¬
новкой ПАУ-Ю01В:/ — сборочный стенд, II — промежуточный стеллаж, HI — установка ПАУ, 1 — лебедка,2 — внутренний центратор, 3 — роликовая опора, — отсекатель, 5 — манипулятор,6 — упор, 7 — ролики, 8 — роликовый вращательДля поворотной сварки используют
установки ПАУ, а также можно при¬
менять стенд СВР-142 Секция диамет¬
ром 1420 мм для автоматической свар¬
ки заполняющих слоев шва может не¬
посредственно поступать на роликоопоры
установки ПАУ-1001В или стенд СВР-
142, что позволяет сократить операцию
по перекатыванию секций на проме¬
жуточном стеллаже Для внутренней
подварки корня шва сварочная база
может быть дополнена еще одним роли¬
ковым вращателем СВР-142 или другим
стендом подобной конструкции
Для сборки и автоматической сварки
под слоем флюса труб диаметром 168—
426 мм с толщиной стенки до 20 мм
в секции при строительстве промысло¬
вых трубопроводов используют уста¬
новку УТ-321Техническая характеристика установ¬
ки УТ-321Электропитание установки:Длина секции, м ,
24630-36ток. . Трехфаз¬ный пере¬менныйнапряжение, В380частота, Гц .50Сварочный ток. А'при сборке .До 300при автоматическойсварке До 500Диаметр электродной прово¬
локи, мм
Мощность, кВт:
установленная
одновременно потребляе¬
мая . ...
Размеры, мм-
длина
ширина .
высота . . .Масса, кг10060102 ООО
9000
3000
11 ОООПолустационарные специализирован¬
ные базы четвертой группы используют
для сборки и соединения труб в сек-
Таблица 6 89Техническая характеристика трубосварочных базПоказателиБТС-142БТС-142ВБТС-143Длина секций, мДо 24До 36До 36Производительность, стык/ч3,53,26(труба 1420Х 16,5 мм)Сварочный ток, А600-1000600—1200600 - 1200Диаметр электродной проволо¬ки, мм:при сварке снаружи3-53-53 5при сварке внутри3-43-43 4Число операторов10814Максимальная одновременно260260350потребляемая мощность, кВтГабаритное размеры, м93X33,6X5,165X27X5,2215Х 15X6Масса, кг149 500120 ООО195 000Примечание Диаметр труб 1020—1420ции с применением двухсторонней свар¬
ки Существует три модификации этих
баз (табл. 6.89).На трубосварочной базе БТС-142В
(рис. 6.44) трубы из накопителя / по¬
ступают на стенд обработки кромок /,
состоящий из двух станков СПК 6 и 7.
После обработки торцов трубы подают
на стенд сварки наружного и внутрен¬
него шва //, где проводят сборку стыка
внутренним центратором /3, установ¬
ленным на штанге 11 Последователь¬
ность поступления труб на стенд, их
сборка осуществляется аналогичным
образом, как на линиях МТЛ. В зави¬
симости от принятой технологии сварки
могут накладываться один или два
шва наружной головкой 15 типа ГДФ-
1001-УЗ, поворачивая секцию внутрен¬
ним вращателем 16. Центровка и свар¬
ка выполняется в будке, которая уста¬
новлена неподвижно над стыком Далее
выполняют сварку внутри секции. Сва¬
рочная головка 14 для внутренней свар¬
ки установлена на конце штанги, ко¬
торая находится внутри секции Свар¬
щик, находясь в будке, дистанционной
следит за процессом сварки, регулирует
параметры режима и положение элек¬
трода относительно стыка Неисполь¬
зованный флюс удаляется из секции
флюсоотсасывающим аппаратом По
окончании сварки стыка секция пере¬
мещается на линии транспортными уст¬
ройствами 5 в конец стеллажа // Сле¬
дующую трубу с подготовленной кром¬
кой подают со стеллажа / на линиюсварки II и осуществляют сборку и
сварку второго стыка После сварки
второго стыка секцию 18 передают на
контроль. Базу БТС-142 используют для
сварки двухтрубных секцийТрубосварочная база БТС-143 рабо¬
тает по другой схеме (рис 6 45)
Трубы поступают на стенд обработки
кромок /. Обработку кромок выполняют
двумя станками типа СПК, которые в
будках подвешены на электрических
талях. Система крепления и перемеще¬
ния станков позволяет беспрепятствен¬
но перемещать трубы на линии обра¬
ботки кромок Первую трубу обрабаты¬
вают станком 7 и вторую — 6 Далее
первая труба проходит по роликам
продольного перемещения ^ и 5 в конец
стенда /, а затем на линию сварки двух¬
трубных секций //. Вторую трубу пере¬
мещают от станка обработки кромок 6
к станку 7, обеспечивая обработку
второго торца, после чего она, как и пер¬
вая труба, поступает на стенд сварки //
Третью трубу обрабатывают станком 6,
а затем подают на стенд сварки трсч-
трубных секций III. Сварочный стенд
двухтрубных секций имеет рольганг
продольного перемещения, приводные 5
и холостые 4 роликовые опоры, две¬
надцатиметровую штангу 15, на конце
которой укреплены центратор 13 и го¬
ловка 12 для сварки стыка внутри
трубной секции и будку, в которой
установлена головка для наружной
сварки //, и аппаратура управления пе¬
ремещением труб и двухтрубной секции247
Рис. 6.44. Схема трубосварочной базы БТС-142В. ^/ — линия обработки кромок труб, // — линия сварки труб в секции, / — накопитель
труб, 2 — отсекатель труб, 3 — труба, 4 — транспортная опора, 5 — транспортная опора
с приводом, 6, 7 — станки подготовки кромок, S — перегружатель, Р — упор, 10 —
блок питания, // — штанга, /2 — ролики, 13 — центратор, 14 — внутренняя сварочная
головка, /5 — наружная сварочная головка, 16, 17 — роликовые вращатели, 18 —
секция из труб. 15^ и\II1 °-/711 12 13 П 15т(//13I У I тt-у 19Рис. 6 45 Схема трубосварочной базы БТС-143:/ — линия обработки кромок, // — линия сварки двухтрубных секций. III — линия свар¬
ки трехтрубных секций, / — накопитель труб, 2 — отсекатель труб, 3 — труба,
^ — транспортная опора, 5 — транспортная опора с приводом, 6, 7 — станки подготовки
кромок, 8 — перегружатель, 9 — упор, 10 — роликовый вращатель, 11 — наружная
сварочная головка, /2 — внутренняя сварочная головка, /5 — центратор, /^ — ролики,
/5 — штанга, /5 — блок энергопитания, /7 — секция из труб, /S — труба с подготов¬
ленной кромкой, 19 — секция из трех трубв пределах стенда, центровкой, внутрен¬
ней и наружной сваркой. Первую трубу,
поступающую на стенд, надвигают на
штангу и закрепляют центратором. Вто¬
рую трубу подают до соприкосновения
с первой и выполняют центровку и за¬
крепление. После центровки выполняют
сварку наружной головкой, после чего248разжи1^иют центратор и перемещают
штангу внутри секции так, чтобы конец
электродной проволоки внутренней сва¬
рочной головки находился в центре
стыка Сварку второго наружного слоя
шва выполняют одновременно со свар¬
кой внутреннего слоя шва Оператор ре¬
гулирует положение электрода при
сварке внутри секции по кольцевой
риске, которая находится на наружной
поверхности трубы и наносится во
время подготовки кромок. Секцию
вращают при помощи роликового вра¬
щателя 10. Полностью сваренную двух¬
трубную секцию передают на стенд ///,
где на центраторе к этому времени
закреплена третья труба после обра¬
ботки. Оборудование стенда III ана¬
логично оборудованию стенда //, и вы¬
полняемые сборочно-сварочные работы
аналогичны. Длина стенда III позволяет
разместить трехтрубную секцию. Пол¬
ностью сваренную трехтрубную секцию
перемещают на линию контроля и ре¬
монта сварных соединенийПолустационарные сварочные базы
пятой группы комплектуют электрокон-
тактными установками.Монтаж сварочных баз. Для полу-
стационарных сварочных баз обычно
перед их монтажом выбирают опреде¬
ленную площадку, которая планируется
с помощью бульдозеров таким образом,
чтобы угол наклона вдоль продольной
оси линии или сборочного стеллажа не
превыщал 1°, а высота макронеровно¬
сти находилась в пределах 70 мм. Мон¬
таж оборудования трубосварочных баз
производится трубоукладчиком и авто¬
краном. Линия и стеллажи монтируются
по секциям. Монтаж трубосварочных
линий обычно начинается с установки
второй секции с последующим присое¬
динением отсекателей. Затем устанав¬
ливают первую, третью секции и сое¬
диняют их с промежуточной рамой
Далее устанавливают центратор и сое¬
диняют его со штангой, а затем произ¬
водится сборка всей гидросистемы.
На линию устанавливается кабина, ко¬
торая соединяется с линией стальной
шиной сечения более 40 мм^ при по¬
мощи сварки К центратору крепится
ерш, обеспечивающий удаление земли
и различных предметов из трубы. Ин¬
вентарные покати обычно устанавли¬
вают с уклоном 1:100.Полевые автоматические установки
на трассу поставляют комплектно и
устанавливают на площадке в виде
собранных секций Каждая секция вы¬
ставляется строго горизонтально (с
максимальным наклоном вдоль оси сек¬
ции 1°30' и высотой неровностей не
более 50 мм)Трубосварочные базы БТС достав¬
ляют на трассу в виде отдельныхстендов, которые после разгрузки со¬
членяют между собой.Оборудование
трубосварочных базПрименение автоматической, полу¬
автоматической и ручной сварок на
трубосварочных базах связано с ис¬
пользованием разнообразного оборудо¬
вания, которое существенно влияет на
степень механизации сборочно-свароч¬
ных процессов, на производительность
труда и качество сварных соединений.
Тщательность подготовки свариваемых
труб на стенде — одно из основных
условий получения равнопрочности
швов. Сопряжение осей двух и более
труб большого диаметра, свариваемых
в секции, без специального оборудова¬
ния практически невозможно.Вращатели используют на установках
типа ПАУ, лет и БТС для создания
непрерывного или периодического изме¬
нения положения собранного стыка от¬
носительно сварочной головки, обеспе¬
чивая выполнение процесса в нижнем
положении с регулируемой частотой
вращения. Вращатель должен обеспе¬
чить равномерную окружную скорость
движения секции от до г^гпах» при
заданном диаметре труб от дов следующем диапазоне:^min ^min/ (^^max) ’Скорость сварки при неизменности
других параметров режима (/, V) опре¬
деляет поперечное сечение шва =— fiVcs) при / = const, (7 = const По¬
этому неравномерное вращение секции
может привести к образованию не¬
равномерного поперечного сечения ва¬
лика шва, что недопустимо. При выборе
вращателя этот фактор учитывается и
в зависимости от диаметра труб при¬
меняют различные типы вращателей
роликовые, торцовые и центровочныеРоликовый вращатель СВР-142 обес
печивает окружную скорость сек
ции труб диаметром 720—1420 мм с по
мощью приводных роликов, которые
входят в контакт с внешней поверх¬
ностью труб (рис. 6 46) Он может
быть использован в комплекте уста¬
новок ПАУ, где выполняет следующие
операции: вращение секции обрезинен-
ными роликами и высокой равномер¬249
ностью: отсекание, укладывание и сня¬
тие секций со стенда с помощью си¬
стемы рычагов с электрическим приво¬
дом (рис 6 47)Враи^атели ВТ-61 и ВТ-121 (рис
6 48) применяют для вращения секций
при сварке на полевых автосварочных
усгаповках ПАУ-601 и ПАУ-602
Оабл 6 90)Привод продольного перемещения на
линиях сборки труб и специализиро¬
ванных трубосварочных базах исполь¬
зуют для возвратно-поступательного
перемещения труб и секций На стенде
устанавливают до десяти одинаковых
по конструкции подобных приводов.
Привод продольного перемещения
(рис б 49) состоит из электродвигателя,
двухступенчатого цилиндрического ре¬дуктора и двух привольных катков,
установленных на валу, который на под¬
шипниках качения опирается на опору
Редуктор устанавливают на выходном
конце вала катков. К редуктору кре¬
пится электродвигатель мощностью
2,8 кВт, с номинальной частотой вра¬
щения 1420 об/мин. В случае выхода
из строя электродвигателя или редук¬
тора катки можно использовать как хо¬
лостые роликоопорыПерегружатели устанавливают на
механизированной линии. Два перегру¬
жателя используют для сбрасывания
сваренной секции с линии на промежу¬
точный стеллаж. Перегружатель (рис
6 50) представляет собой изогнутый
рычаг, который приводится в действие
штоком гидравлической системы ПриРис 6.46 Схема роликового вращателя:1 — электродвигатель, 2 - редуктор, 3 — распределитель мощности, 4 — вал, 5 — обрези-
ненный роликЛ10/■'Л V \X1112Рис. 6 47. Схема отсекателя (манипулятор) установки ПАУ-1001В:/ — покать скатывания, 2,3,4 — рычаги, 5 — мостик отсекателя, 6 — покать накопи¬
теля, 7 — рычаги, 8 — корпус, 9 — домкрат, 10 — тяга, II — ограничитель, 12 — ролик,
13 — труба250
Рис. 6.48. Торцовый вращатель ВТ-61:1 — планшайба, 2 — штурвал, 3 — редуктор, 4 — электродвигатель, 5 — кулачок,
самоцентрирующее устройство, 7 — колесо, 8 — рельсТаблица 6 90Техническая характеристика вращателейПоказателиВТ-61ВТ-121СВР-141Диаметр труб, мм 325—630Окружная скорость, м/ч 21—85Регулирование скорости:ступенчатое, число ступеней
плавное, %Мощность электродвигателя
вращателя, кВт
Габаритные размеры, м
Масса, кгПримечание Длина секции до 36 м100,7720-122025—89101,50,9X1,2X0,93 1,09X1,6X1,34720—142018,6—1863,222X5,5Х 10подаче масла в нижнюю полость ци¬
линдра шток поднимает рычаг в верх¬
нее положение и происходит сбрасыва¬
ние секции на покати.Роликовые опоры применяют при по¬
воротной сварке секций труб на поле¬
вых автосварочных установках типа
ПАУ при вращении секции (рис. 6.51).Каждая опора имеет корпус, в котором
на оси устанавливается коромысло На
коромысле имеется два опорных ролика.
Коромысло качается на оси и может
занимать два положения- оба опорных
ролика находятся в горизонтальной
плоскости (рабочее положение — свар¬
ка); правый ролик опущен (сброс гото-2 3^5Рис. 6.49. Привод продоль¬
ного перемещения трубосва¬
рочной линии:1 — корпус, 2 — ролик, 3 — вал,4 — цепная муфта, 5 — мотор-
редуктор
Рис. 6 50. Перегружатель трубосварочной линии:
/ — рычаг, 2 — шток, 3 — цилиндрСкатываниеРис. 6.51. Роликовая опора типа ОР:/ — корпус, 2 — обойма, 3 — ролик, 4 — стопорное устройствовой секции). Роликовые опоры крепятся
на стенде к двум параллельно располо¬
женным швеллерам на расстоянии, ко¬
торое можно установить, исходя из на¬
грузки на одну опору:R = GI(cos{al2)n),где R — радиальная нагрузка на одну
опору, G — вес секции, а — централь¬
ный угол, п — число роликоопор стен¬
да.Техническая характери¬
стика роликовых опорОпоры 0Р61 0Р121Диаметр сва¬
риваемыхтруб, мм . . 325-630 720-1220
252Управление РучноеЧисло пере¬
становок ро¬
ликов на ко¬
ромысле .Г абаритные
bi; мразмерь
Масса, кг.1,24 X
X 0,42X0,4
96Ручное с ав¬
томатиче¬
ской фикса¬
цией коро¬
мысла в по¬
ложении
«закрыто»20,7 X 0,25 X
Х0,3
230Тяговые лебедки используют при
сборке труб в секции на сборочном
Таблица 691Техническая характеристика лебедокПоказатели^ЛТЗВ-1ЛТ82-1ЛТЗ ГТяговое усилие, кН308030Скорость навивки каната, м/с0,070,10,087Диаметр каната, мм152515Мощность, кВт4103Размеры, ммдлина144617251280ширина7361115780высота565925650Масса, кг4401277480кондукторе для осевого перемещения
одиночных труб Применяемые на трас¬
се лебедки ЛТЗВ-1, ЛТЗ-Т и ЛТ32-1
развивают тяговое усилие 30 и 80 кН
соответственно (табл 6 91)Оборудованиедля сварки под флюсомСварку поворотных стыков маги¬
стральных трубопроводов на установ¬
ках ПАУ и БТС выполняют обычно
специализированными сварочными го¬
ловками, а также передвижными уни¬
версальными (например, сварочные
тракторы)Установка для механизированной
сварки состоит из источника питания
сварочной дуги, шкафа управления, в
котором располагаются источники пита¬
ния электродвигателей автомата, уст¬
ройство для замыкания и размыкания
сварочной и вспомогательных цепей,
устройства (сварочная головка) для за¬
жигания дуги, подачи проволоки в зону
сварки, устройства (каретка) для пере¬
мещения сварочной головки вдоль
стыка с кассетой со сварочной прово¬
локой, пультом управления и бункером
для флюса При поворотной сварке сты¬
ков трубопроводов устройство для пере¬
мещения сварочной головки отсутствует
и эту роль выполняет вращатель, кото¬
рый синхронно работает с подающим
механизмом.Сварочные головки при сооружении
магистральных трубопроводов приме¬
няют переносного типа СГФ и полу-
стационарные ГДФ (табл 6 92), кото¬
рые используют для выполнения пово¬
ротных стыков под слоем флюса в поле¬
вых условиях Сварочную головку
ГДФ-1001-УЗ (рис 6.52) используютв полевых автосварочных установках
ПАУ-1001В. Головка ГДФ-Г001-УЗ от¬
носится к автоматам подвесного типа,
которая на подвеске укрепляется на ко¬
лонке Головка имеет механизирован¬
ный привод опускания на стык и
подъем Опирание на поверхность трубы
осуществляется опорными роликами,
которые копируют трубу в процессе
сварки Головка оснащена флюсоаппа-
ратом, позволяющим после сварки
удалять со стыка флюс в бункер Все
регулировочные перемещения фикси¬
руют указателями Головка комплекту¬
ется выпрямителем ВДУ-1001-УЗ
Головку СГФ-1004 (рис 6 53) ис¬
пользуют в полевых автосварочных ус¬
тановках ПАУ-601 и ПАУ-602 для
автоматической сварки трубопровода
под слоем флюса Эта усовершенство¬
ванная головка позволяет вести сварку
поворотных стыков труб по предвари¬
тельно подваренному первому слою
шва Сварочная головка СГФ-1004
смонтирована на четырехколесной те¬
лежке и имеет электродвигатель с ре¬
дуктором, подающий механизм, токо-
провод, бункер с флюсом, кронштейн
с кассетой и пульт управления Голов¬
ка имеет корректор, который позволяет
сместить электрод относительно зенита
труб на величину 20—120 мм Для
обеспечения надежного подвода тока к
электродной проволоке головка ком¬
плектуется токоподводами двух ти¬
пов — пружинным и трубчатым. Пру¬
жинный токопровод используют для
сварки труб диаметром 720—1420 мм,
применяя проволоку толщиной 2—3 мм
Токоподвод имеет мундштук, на нижнем
конце которого крепится токосъемник,
состоящий из двух бронзовых накладок,
одна из которых с помощью пружины253
Таблица 6 92Техническая характеристика сварочных головокТип сварочной
головкиДиаметр сва¬
риваемых
труб, ммВылет элек¬
трода, ммСила свароч¬
ного тока,АДиаметрэлектроднойпроволоки,ммСкорость по¬
дачи прово¬
локи, м/чСГФ-601
СГФ-1004
ГДФ-1001-УЗ
СГВ-1001
АДФ-1202-УЗ
(сварочный
трактор)А-1416ХЛ4 (сва¬
рочный трактор)Головка внут¬
ренней сварки
БТС-143Примечание Напряжение у сварочных головок до 50325--142030—50До 6002,0192--572325--142030—5010002,3186--565530--142030-8010003—528--1060630--142030—4010003—445--265820--142030—5012502-660--360820--142030—5010002-547--5091200, 142030—501000.3—445--265Тип сварочнойЕмкость кас¬
сеты с прово¬
локой, кгРазмеры сварочной головки, ммМасса (без
проволоки и
флюса), кгголовкиДлинаШиринаВысотаСГФ-6011080038052037СГФ-10041282540071540ГДФ-1001-УЗ35168010501845300СГВ-1001222860500500310АДФ-1202-УЗ(сварочныйтрактор)35110045077078А-1416ХЛ4 (сва¬
рочный трактор)3514008501250365Головка внут¬
ренней сварки
БТС-143352780920900-1000312давит на проволоку, обеспечивая на-Раздельный флюсоподвод приме-дежный контакт.Трубчатый токоподвод применяют
для сварки трубопроводов диаметром
720—1420 мм. В этом случае мунд¬
штук имеет наконечник, который рас¬
считан на электродную проволоку диа¬
метром 3 мм. Если устанавливается
наконечник для проволоки диаметром
2 мм, то такой токоподвод используют
при сварке труб диаметром 325—
720 мм.Для подачи флюса в зону сварки го¬
ловка комплектуется флюсоподводами
двух типов: раздельным и охватываю¬
щим.254няют при сварке труб диаметром
720—1420 мм, а охватывающий — диа¬
метром 325—720 мм Каждый флюсо-
подвод жестко закрепляется с токо-
подводом и копирует их перемещение
при работе корректоромГоловку СГФ-601 используют на по¬
левых автосварочных установках
ПАУ-601( и ПАУ-602 для сварки труб
диаметром до 1220 мм. Расположение
узлов и конструкция сварочной головки
СГФ-601 соответствует СГФ-1004, от¬
личие имеется в регулировании на¬
пряжения на дуге, их мощности по току
и габаритах. Сварочную головку
Рис 6.52 Сварочная головка ГДФ-1001-УЗ:/ — опорные ролики, 2 — подвеска, 3 — механизм подачи, 4 — пульт, 5 — механизм сколь¬
жения, 6 — механизм подъема, 7 — штанга, 8 — горелка, 9 — светоуказатель, 10 —
супот продольный, 11 — супот поперечный, 12 — механизм правильно-прижимной, 13 —
флюсоаппарат, 14 — флюсобункер, 15 — катушка и тормозное устройствоСГФ-1004Б используют на установках
ПАУ-601 и ПАУ-602Головка СГВ-1001 используется для
автоматической сварки под флюсом
внутри трубы на базах БТС-142. На
трубосварочных базах типа БТС-143 и
БТС-142В применено совмещение опе¬
раций наружной и внутренней сварки,
для чего на одном посту применяют
головку внутренней сварки, работаю¬
щую в комплекте с центратором Го¬
ловка установлена на центраторе, ее
поднимают и опускают на стык с по¬
мощью гидросистемы, движение по
внутренней поверхности трубы осущест¬
вляется на копирных роликах, которые
укреплены под подающим механизмом.
Для установки электродной проволоки
на стык и направления ее линии стыка
в процессе сварки применяют систему
перемещения головки, состоящую из мо¬
тора — редуктора, установленного наоси центратора, перемещающего голов¬
ку поперек стыка с помощью винт-
гайки и тяги. В комплект сварочной
головки входит наладочный пульт и
пульт управления, на котором разме¬
щены органы дистанционного управле¬
ния скоростью подачи проволоки и ре¬
жимом сварки Пульт управления
устанавливается на месте работы опе¬
ратора.Автоматы переносного типа — уни¬
версальные сварочные тракторы приме¬
няют для подварки корня щва внутри
трубы, их используют в строительстве
вместе со щкафом управления и ис¬
точником питания постоянного тока
Трактор ТС-17МУ — универсальный,
имеет один электродвигатель, который
приводит в движение механизм подачи
электрода и ходовой механизм Ско¬
рость подачи электродной проволоки
и скорость сварки настраивают смен-255
ными шестернями. Автомат ТС-17МУ
может настраиваться на сварку различ¬
ных типов швов с помощью сменных
узлов и деталей При поворотной свар¬
ке трубопроводов диаметром 1420 мм
автомат устанавливают внутрь секции
и производят подварку корневого шваАвтомат ТС-35 конструктивно подо¬
бен трактору ТС-17МУ и используется
для подварки корня шва. Трактор уни¬
версален, так как с помощью сменных
деталей можно настраивать его на свар¬
ку необходимых соединений С трак¬
тора можно снять механизм подачи с
пульта управления, кронштейн для кас¬
сет, бункер и мундштук и использовать
его как самостоятельную сварочную
головку. Автоматы тракторного типа
АДФ-1212УЗ и А-1416УХЛ4 при соору¬
жении магистральных трубопроводов
используют подобно трактору ТС-17МУЭлектроконтактная
стыковая сварка оплавлениемЭлектроконтактная сварка оплавле¬
нием относится к прессовым методам
сварки трубопроводов и предусматри¬
вает нагрев места соединения до вы¬
сокой температуры с последующим
осевым сдавливанием. Сварное соедине¬
ние получается одновременно по всему
периметру стыка, что позволяет резко
механизировать сварочные работы на
трассе и приблизить их выполнение к
заводскому поточному производству.Процесс стыковой сварки
оплавлениемПри электроконтактной сварке оплав¬
лением находящиеся под током трубы
сближаются до соприкосновения своих
торцов Первоначальное касание прак¬
тически осуществляется в точке По¬
верхность соприкосновения за короткий
промежуток времени резко возрастает
за счет относительного перемещения
деталей, пластической деформации кон¬
тактирующих неровностей и теплового
расширения металла в зоне контакта.
Металл резко нагревается в средней
части контакта до температуры плавле¬
ния и превращается в жидкую пере¬
мычкуЭлектрическое сопротивление кон¬
такта в начальный период нагрева
изменяется сравнительно равномерно,9 в Г Чирсков и дрно в процессе расплавления металла
оно резко возрастает с большой ско¬
ростью. В процессе плавления пере¬
мычки объем и форма металла не оста¬
ются постоянными. Они изменяются
вследствие плавления металла, пере¬
мещения перемычки по оплавляемой
поверхности, сжатия объема электро¬
динамическими силами и выделения
паров и газов из перегретого металла.
Перемычка разрушается либо под дей¬
ствием электродинамической силы, либо
за счет перегрева металла Перемычка
выбрасывается за пределы сварочного
контура в виде искр. Если в рассматри¬
ваемый момент времени существует не¬
сколько контактов, то в них возникают
силы, которые стремятся сблизить эти
контакты Объединение перемычек при¬
водит к увеличению на торцах труб
размеров кратеров, образующихся в ре¬
зультате разрушения объемов жидкого
металлаВ результате разрушения одних эле¬
ментарных контактов ток перераспреде¬
ляется в другие, что приводит к по¬
вышению напряжения При разрушении
единичной перемычки электрическая
цепь не разрывается мгновенно, а на¬
копленная энергия магнитного поля
должна превратиться в тепловую энер¬
гию. При этом напряжение между из¬
делиями повышается до величины
зажигания и последующего горения
дуги. Время существования элементар¬
ного контакта составляет 0,001—0,005 с
и зависит от напряжения. Повышение
напряжения приводит к увеличению
числа дуговых разрядов и их интенсив¬
ности. Во время оплавления поверх¬
ность нагрева покрыта кратерами раз¬
личных размеров и число контактов
колеблется в широких пределах Про¬
цесс оплавления предназначается для
нагрева изделий на соответствующую
глубину и создания на свариваемых
поверхностях пленки жидкого металла
и окисловДля получения качественных соеди¬
нений при электроконтактной сварке
оплавлением необходимо перед осадкой
обеспечить равномерный нагрев изде¬
лий по всей поверхности с образова¬
нием на оплавленных торцах пленки
жидкого металла толщиной 0,1—0,5 мм,
которая способствует удалению окислов
из стыка.Осадка завершает сварочный процесс
и для повышения качества сварных257
соединений она проводится под током.
Скорость сближения кромок в процессе
осадки составляет не менее 20 мм/с
при давлении 40—50 МПа При осадке
создается пластическая деформация
стенок труб, что вызывает их утолще¬
ние Для малоуглеродистых сталей за¬
метная деформация труб при давлении
40 МПа наблюдается в зоне нагрева
при температуре 1100—П50°С. После
осадки с внутренней и наружной по¬
верхностей стыка удаляется грат. Из¬
нутри грат удаляется внутренними
гратоснимателями, с наружной поверх¬
ности стыка — наружными.Качество сварных соединений про¬
веряют внешним осмотром по усилению,
которое после удаления наружного
грата не должно превышать 3 мм Ме¬
ханические свойства сварных соедине¬
ний, выполненных электроконтактной
сваркой, определяют вырезкой образцов
из труб с механическим испытанием их
Образцы после снятия усиления испы¬
тывают на загиб. Качество соединений
считают удовлетворительным, если
среднее арифметическое значение угла
изгиба образцов составляет не менее
70°, а его минимальное значение — не
ниже 40°Трубосварочные
электроконтактные установкиЭлектроконтактная сварка непрерыв¬
ным оплавлением впервые начала при¬
меняться на строительстве магистраль¬
ных трубопроводов в 1952 г, когда
Институтом электросварки им. Е О. Па-
тона была создана установка КТСА-1
для сварки труб диаметром 219—529 мм
в непрерывную нитку. Дальнейшее
усовершенствование технологической
схемы сварки труб оплавлением благо¬
даря разработкам ИЭС им. Е. О Па-
тона, ВНИИСТ, КФ СКВ «Газстрой-
машина» и другими, привело к исполь¬
зованию двух групп установок — ПЛТ
для сварки труб в секции на стационар¬
ных трубосварочных базах и ТКУП
(Север) — для сварки труб или секций
в непрерывную нитку.Для сварки трубопроводов различных
диаметров разработаны установки, при¬
веденные в табл. 6.93.Условия целесообразного применения
установок ПЛТ258Диаметртруб, мм . .114 168 219 273
Минимально
допустимая
протяжен¬
ность трубо¬
провода, км 18 17 17 15
Максималь¬
но допусти¬
мый радиус
вывозки сек¬
ций труб, км 23 21 19 19
Диаметртруб, мм . . 377 529 720 1020
Минимально
допустимая
протяжен¬
ность трубо¬
провода, км 14 14 13 1
Максималь¬
но допусти¬
мый радиус'^
вывозки сек¬
ций труб, км 17 15 12 10Механизированная поточная линия
типа ПЛТ-321 для электроконтактной
стыковой сварки оплавлением состоит
из приемного стеллажа / (рис. 6.54)
двух машин 3 для зачистки поверх¬
ностей труб (поясков) под контактные
башмаки, двух пар пневмоостановов и
отсекателей-перегружателей 7; роль¬
ганга (роликового конвейера) 4 для
перемещения труб, на котором установ¬
лена подвесная сварочная машина 6 с
наружным удалением грата и внутрен¬
ний 5 гратосниматель и перегружатели9 В состав стационарной установки
входит электростанция и гидропневмо¬
станция.Стационарные и передвижные уста¬
новки электроконтактной сварки имеют
различное конструктивное оформление,
но вместе с тем они содержат
общий характерный агрегат — свароч¬
ную машину.Сварочная машина выполняет зажим
труб, центровку и удержание их в го¬
ризонтальном положении, осевое пере¬
мещение при оплавлении, осадку при
сварке и снятие внутреннего и наруж¬
ного грата( Машина имеет сварочный
трансформатор, который устанавлива¬
ется непосредственно на корпусе
(табл. 6.94) Сварочные машины уста¬
навливают снаружи трубы (К-584М) и
внутри (К-700). У машины К-700 все
механизмы для центровки и сварки рас-
Таблица 6 93Электроконтактные сварочные установкиТип установкиТип сварочной
головкиДиаметр свари¬
ваемых труб, ммПотребляемая
мощность, кВ-АПроизводитель¬
ность, стык/чСевер-4К-810142015006Север-5К-830720—8208006-8ПЛТ-321К-584М114—^252506ПЛТ-141К-700-1142010008-10Север-1К-700142011606Север-3К-8001020—122011606ТКУП-321—114—3252006,5ПЛТ-531—377-5305008положены внутри трубы и перемещение
ее происходит по внутренней поверх¬
ности.Наружная сварочная машина К-584М
клещевого типа для установок ПЛТ-321
(рис. 6.55) состоит из двух механиз¬
мов зажатия и центровки левого 2 и
правого 3, в которых устанавливают
трубы. В каждую из щек 6 w 8 левого
механйзма зажатия и центровки уста¬
новлен сварочный трансформатор, а
в полости центральной оси 5 уста¬
навливается гидравлическая следящая
система. Для зажатия труб используют
цилиндры 7, а для осадки — 4. МашинуК-584М при работе подвешивают на
траверсе IПриемные стеллажи (рис 6.56) со¬
стоят из двух трехгранных ферм 5,
которые устанавливают на земле с по¬
мощью винтовых опор 10, обеспечиваю¬
щих заданный уклон ферм для скаты¬
вания труб На каждой ферме уста¬
новлено по два пневмоостанова 9,
которые удерживают трубы с незачи-
щенными концами 1 и одну трубу 2 во
время зачистки, а также подают (от¬
секают) по одной трубе на зачистку.Пневмоостанов (рис. 6.57) работает
от двух пневматических камер 8.Рис. 6 54 Схема стационарной установки ПЛТ-321-1 — приемный стеллаж, 2 — остановы, 3 — зачистные машины, 4 — рольганг, 5 —
внутренний гратосниматель со штангой, 6 — подвесная сварЬчная машина, 7 — отсе-
катель, 5 — стеллаж готовой продукции, 9 — перегружатель, /<?—/2 — свариваемые
трубы, I—V — позиции труб9* 259
Таблица 6 94Техническая характеристика сварочных машинПоказателиК-775К-800К-584МК-700Наружный диаметр свари¬920—10201020, 1220114—3251 420ваемых труб, мм
Максимальное свариваемое82 90060 ООО14 00092 300сечение, мм"Мощность сварочного транс¬1 ООО550200820форматора, кВ - А
Вторичное напряжение сва¬7,47,477,4рочного трансформатора, В
Сопротивление сварочного11,311,511011,3контура при коротком замы¬
кании, мкОмРабочее давление масла в23,515,6812,2515,7гидросистеме, МПа
Рабочий ход поршня меха¬70857085низма оплавления и осадки,
ммМаксимальное усилие осад¬2,942,950,74ки, МНСредняя скорость осадки,40402540При подаче в камеры воздуха через
дроссели 9 их штоки выдвигаются и
поворачивают рычаги 7 вокруг оси 3,
при этом вилки 2 опускаются ниже
уровня ферм стеллажа, на которых
лежат трубы для зачистки 1 и уже с за¬
чищенными концами 6Зачистные устройства (рис б 58) ис¬
пользуют для зачистки полос на рас¬
стоянии 50 мм от конца трубы подконтактные башмаки сварочной го¬
ловки. Эти машинки имеют ротор 2,
рычаг 4 с абразивным инструментом 3,
противовес 5, ролик 6 и электрический
мотор с редуктором или клиноременной
передачей 1. Зачистка контактных
поясков производится одновременно
двумя машинками, которые устанавли¬
ваются на расстоянии 100—200 мм от
концов труб. Абразивный инструмент260
yw\rРис. 6.56. Приемный стеллаж стационарной установки:/—трубы для зачистки, 2 — зачищаемая труба, 5 — зачищенные трубы, ^ — отсекате-
ли, 5 — трехгранная ферма, 6 — зачистная машинка, 7 — рельсовый путь, 8, 10 — опоры,
9 — пневмоостановыРис. 6.57 Пневмоостанов:1 — труба, подлежащая зачистке, 2 — вилка, 3 — ось, 4 — упор, 5 — тяга, 6 — зачищае¬
мая труба, 7 — рычаг, 8 — пневматическая камера, 9 — пневмодроссельпод действием центробежной силы при¬
жимается к поверхности трубы и при
вращении ротора производится за¬
чистка контактных полос шириной
100 мм.Отсекатели на приемных стеллажах
полустационарных установок (рис.
6.59) удерживают трубы от скатыва¬
ния и поочередно подают по одной
трубе к механизмам зачистки и на
рольганг для сварки. Отсекатели имеют
рычаг 8, который поворачивается на
оси 7 под действием перемещающегося
штока. Шток приводится в движение
от мембраны, которая установлена в
пневмокамере 4, Воздух от компрес¬
сора подается через ниппель 5 в ниж¬
нюю полость пневмокамеры, что позво¬
ляет удерживать трубы от скатыванияПри удалении воздуха из пневмо¬
камеры рычаг под действием груза по¬
ворачивается на оси и отделяет одну
из труб, задерживая другим концом
остальные трубы. Последующая подача
воздуха в пневмокамеру приводит к
новому повороту рычага и перекаты¬
ванию труб по стеллажуПерегружатели передают секции с
рольганга на стеллаж готовой про¬
дукции (рис. 6 60) Перегружатель
снабжен рычагами 8 и 9, которые по¬
ворачиваются на осях 7 и / под дей¬
ствием перемещения штока при подаче
воздуха в пневмокамеру 5 На стеллаже
имеется три сбрасывателя, которые при
подъеме сваренных секций с транспорт¬
ного устройства перекатывают ее на
стеллаж готовой продукции. Управле-261
Рис 6 58 Схема зачистной машинки 9 — рычагиРис 6.60 Перегружатель стационар¬
ных установок:1,3,7 — оси, 2 — корпус, 4 — подкладки,
5 — пневмокамера, 6 — пневмодроссель, 8,Рис 6 59 Отсекатель стационарных установок./ — труба, 2, Р — ролики, 3, 5 — рычаги, — пневмокамера, 5 — пневмодроссель, 6-
звено, 7 — палец, 10 — корпус
и-н—и КРис. 6 61. Внутренний гратоснимательние перегружателями осуществляют
с пульта оператора-сварщикаРольганг используют для транспорти¬
ровки и центровки труб и трубных сек¬
ций. Для операций центровки переме¬
щение труб осуществляют со скоростью
0,1 м/с, а для транспорта — 1 м/с.Гратосниматели применяют в заклю¬
чительной стадии образования сварного
соединения для снятия с внешней и
внутренней поверхности сварного со¬
единения образовавщегося выдавлен¬
ного и охлажденного металла-грата.
Грат удаляют в горячем состоянии
при температуре шва 800—1000 °С
На установках типа ПЛТ-321 приме¬
няют внутренний гратосниматель
(рис. 6.61), который состоит из центро¬
бежного устройства с бойками 7,
брызгоулавливающего конуса 6, вала3, вращающейся штанги 4, опорных
роликов 5, пневмоцилиндра 2 и электро¬
двигателя 1 Время работы внутреннего
гратоснимателя зависит от диаметра
трубы и толщины стенки (табл 6 95)Электроконтактные стационарные
сварочные установки снабжены гидро¬
пневмостанциями, которые питают воз¬
духом и маслом сварочные головки,
механизмы стеллажей и внутренних
гратоснимателей.Гидропневмостанции стационарных
установок имеют масляный насос, ем¬
кость для масла, компрессор, гидро¬
пневмоаккумулятор, воздушный реси¬
вер и регулирующую аппаратуру. Все
оборудование смонтировано в виде от¬
дельного агрегата. Привод насоса и
компрессора осуществляется электро¬
двигателямиГидропневмоаккумуляторы предназ¬
начены для накапливания масла под
давлением в период оплавления и быст¬
рой отдачи его в момент осадки для
обеспечения скорости осадки 25 мм/с.
Установки ПЛТ-321, ПЛТ-531 имеют
одну линию сборки и сварки, а уста¬
новка ПЛТ-141 имеет две линии и на
каждой линии проводится сварка двух-
и трехтрубных секций с использованиемТаблица 6 95Время работы (вс) внутреннего гратоснимателя установки ПЛТ-321ДиаметрТолщина стенок,ммтруб, мм4,5678 191011 112141611457881010159——881012121515—168 10101212121518 219 1010121215181820273——1010121515181820325— И12161616181820377■■1112161618182020263
основного оборудования от установки
«Север-1»Передвижные установки типа «Се¬
вер» состоят из отдельных автономных
агрегатов: сварочной машины (К-700),
расположенной внутри трубы и имею¬
щей привод автономного перемещения,
электростанции, агрегатов для снятия
наружного грата и зачистки концов
трубРабочее давлениеТехническая характеристика
передвижных установокУстановкаТолщина стенок
свариваемых труб,
мм .Длина сваривае¬
мых труб или сек¬
ций, м .Производитель¬
ность, стык/ч
Электростанция
мощность номи¬
нальная длитель¬
ная, кВт . . .
мощность макси¬
мальная в тече¬
ние 30 с, кВт
номинальное на¬
пряжение на ге¬
нераторе, В
род токачастота тока, Гц
Сварочный транс¬
форматор,
номинальная
мощность, кВ-А
номинальное вто¬
ричное напряже¬
ние, В .
продолжитель¬
ность включения
сварочного тока,
о//оСреднее значение
тока. А:первичного в
процессе оплав¬
лениясварочного . .
Сопротивление сва¬
рочного контура
при коротком за¬
мыкании, мкОм264«Се-вер-1«Се¬вер-2»15,7—22 И —15,48—366—86001150400
Перемен¬
ный трех-
фазный
508207,4301500
110 0001,288—366—86001000400
Перемен¬
ный трех¬
фазный
507907,1525985
55 ООО11,5масла в гидроси¬стеме, МПа15,715,7Число пневмогид¬роаккумуляторов .11Вместимость пнев¬могидроаккумуля¬40тора, л . . .40Усилия, МН:зажатия9,3—15,56,2—8,7осадки ....3,92,2Линейная осадка.мм . . . .7—125—12Число обслуживаю¬1512щего персоналаРазмеры, мм:длина ....19 60019 700ширина . .85008420высота74007400Масса, кг . .114 000108 ООООборудование для удаления наруж¬
ного грата. Агрегат снятия наружного
грата (рис. 6.62) состоит из гратосни-
мателя 7, подвещенного на удлиненной
стреле 5 трубоукладчика 1 и удержи¬
ваемого поводком 4. Питание электро¬
моторов гратоснимателя осуществля¬
ется от электростанции 8, которая
перемещается трубоукладчиком. Кор¬
пус гратоснимателя состоит из двух
половин 9 и //, соединенных осью
13 Раскрытие корпуса гратоснимателя
осуществляют с помощью гидроцилин¬
дра 6, шток которого системой рыча¬
гов соединен с каждой половиной
корпуса Замок 10 фиксирует грато-
сниматель в закрытом положении. На
корпусе гратоснимателя установлены
направляющие, по которым переме-*
щаются две тележки 8 н 12 На те¬
лежках установлены механизм пере¬
мещения и привод режущего инстру¬
мента,В качестве режущего инструмен¬
та применяют дисковую фрезу, ко¬
торая приводится во вращение от
электродвигателя посредством клино¬
ременной передачи. Для управления
режущими головками на прицепе элек¬
тростанции расположен шкаф 2 управ¬
ления.Для установки «Север-1» исполь¬
зуют агрегат АНГ-141 на базе тру¬
боукладчика ТО-1224В, для уста¬
новки «Север-2» — АНГ-121, для уста¬
новки «Север-3» — АНГ-101.
Рис. 6.62. Агрегат для снятия наружного гратаТехническая характеристика агрегата
для удаления грата типа АН Г -141Высота удаляемого грата за один
проход, мм . . . . . . 20
Фрезерные головки-число, шт . . . ... 2
частота вращения, об/мин 800
подача вдоль грата, м/мин 0,78
Давление в гидросистеме, МПа 5
Размеры, м:
длина . . . 7,68ширина . . . 8,5высота . . ... .7,4Оборудование для зачистки контакт¬
ной полосы. Зачистная машина подве¬
шивается на стреле трубоукладчика
и ее энергоснабжение осуществляется
от прицепной электростанции мощ¬
ностью 30 кВт Механизм зачистки
(рис. 6.63) смонтирован на упоре-демп¬
фере /, в процессе установки которого
в трубу обеспечивается размещение
иглофрез в требуемом положении
Удары при установке упора гасятся
резиновым кольцом 2, На упоре-демп¬
фере устанавливается ротор 4, на кото¬
ром размещены четыре зачистные го¬
ловки 6 с электродвигателями 5
Иглофрезы выводятся в рабочее поло¬
жение с помощью гидроцилиндров 7.
Система зачистки приводится во враще¬
ние мотор-редуктором 8. Закрепление
зачистной машины в трубе осуществля¬
ется гидроцилиндрами 3 Для управле¬
ния процессом очистки используется
пульт 9На передвижной установке «Север-1»
зачистка контактной внутренней полосы
производится агрегатом A3T-I41, а на
установке «Север-2» — АЗТ-121Техническая характеристика агрегата
АЗТ-141Мощность генератора, кВт
Напряжение трехфазного
переменного тока частотой
50 Гц, ВЧисло рабочих головок
Производительность, чи¬
сло концов в час
Частота вращения голо¬
вок, с“' .Размер иглофрез, мм*
диаметр .ширина . .Время зачистки стыка, с
Усилия прижатия игло¬
фрез, Н . .Мощность привода игло¬
фрезы, кВт ....
Ширина зачищенного по¬
яса, мм . . .
Мощность привода рото¬
ра, кВт . .Давление в гидросистеме,МПа Производительность гид¬
ронасоса, л/мин . . .
Мощность привода гидро¬
насоса, кВт . . .
Габаритные размеры, мМасса, кг ....3038046.5
21502590295—5902,21500,42.5
15’,98Х8,0Х
Х6,1
28 150265
Рис. 6 63. Схема устройства машины
для зачистки контактной полосыАгрегаты АЗТ-141 и АЗТ-121 для
снятия наружного грата созданы на
базе трубоукладчика ТО-1224Г.Для электроконтактной сварки оплав¬
лением трубопроводов применяют элек¬
тростанции с дизельными двигателями
(табл 6.96). Электростанции устанав¬
ливают в закрытых вагончиках или при¬
цепных устройствах и транспортируют
по трассе тракторами-тягачами или
трубоукладчикамиДля стационарных установок
ПЛТ-321 и ПЛТ-531 для питания
сварочного трансформатора и всех
вспомогательных агрегатов (гидропнев-
мозачистных машин, гратоснимателей)применяют электростанции ЭСДА-100
и ЭСДА-200; для передвижных уста¬
новок «Север-1» — электростанции
ЭСДА-1000 (питают сварочные транс¬
форматоры), а вспомогательные агре¬
гаты для зачистки и снятия наруж¬
ного грата питают от электростанций
ЭСДА-30.Технологический процесс
электроконтактной сварки трубопро¬
водовБазовый способ сварки электрокон¬
тактной предусматривает выполнение
операций по сборке и сварке трубных
секций на стеллажах .Для монтажа
установки ПЛТ выбирают ровную пло¬
щадку размером не менее 65X45 м.
На пересеченной местности площадку
для установки ПЛТ планируют бульдо¬
зером. Затем на площадке расклады¬
вают секции рольганга (в соответствии
с их нумерацией), приемные стеллажи
готовых секций и проводят монтаж
оборудования. После наладки и про¬
верки работы установок осуществляют
сварочный процесс Перед сборкой труб
для электроконтактной сварки преду¬
сматривается подготовка труб к сварке.
Она заключается в их осмотре, удале¬
нии с концов снега, грязи и снятии
механическим путем продольного шва
на участке 370 мм от торца тех труб,
которые имеют шов, выполненный
электродуговой сваркой. Далее зачи¬
щают кольцевую полосу шириной
150 мм для контактных башмаков на
расстоянии 50 мм от торца труб До-Таблица6 96Техническая характеристика передвижных электростанций для электроконтакт¬
ной сваркиПоказателиЭСДА-30ЭСДА-100ЭСДА-200ЭСДА-1000Мощность генератора, кВт301002001 ОООНоминальный ток, А551803601 800Расход топлива, л/ч112956,4230Вместимость топливного ба¬1002504801 ОООка, лДвигательЯАЗ-204Г1Д61Д121Д12ГенераторАД-30ГСФ-100ГСФ-200ГСФ-1000Габаритные размеры, мм-длина150069409 54510 600ширина250025802 9503 000высота270032003 1003 500Масса, кг5000950012 60015 000266
70Рис. 6.64. Схема расположения оборудования при сварке трубопроводов
установкой «Север-1»'1 — агрегат для снятия наружного грата, 2 — сварочная машина, 3, 8, J0 — трубо¬
укладчики, 4 — бульдозер, 5 — пульт управления, 6 — передвижная электростанция,7 — трактор-тягач, 9 — агрегат для зачистки контактной полосыполнительно металлической щеткой
зачищают фаски труб от ржавчины,
грязи и подают по рольгангу для
центровки.Центровка стыка производится меха¬
нической системой сварочной головки,
которая действует как наружный цен¬
тратор с возможным перемещением
сцентрованных труб вдоль оси процесса
оплавления и осадки Сцентрованный
стык по всему периметру должен иметь
зазор не более 7 мм. Вследствие наличия
отклонений размеров труб по диаметру
допускается смещение кромок сваривае¬
мых труб на величину до 20 % тол¬
щины стенки трубы, но не более 2 ммСварка двух труб осуществляется
автоматически. Скорость и время оплав¬
ления можно определить в зависимости
от сечения свариваемых труб, а осадоч¬
ную длину устанавливают в зависи¬
мости от времени оплавления После
сварки удаляют внутренний и наружный
грат в горячем состоянии. Заверщив
процесс удаления грата, секция пере¬
мещается в конец приводного роль¬
ганга. Затем по рольгангу подается
очередная труба, которая закрепляется
в сварочной головке вместе с двух¬
трубной секцией и выполняется сварка
с последующим удалением грата Полу¬
ченная трехтрубная секция длиной 36 м
поступает на стеллаж готовых секций.Трассовый способ сварки трубопро¬
водов предусматривает поставку труб
к месту укладки на расстоянии 2—3 м
(первой трубы) от линии укладки и
последующих труб таким образом,
чтобы обеспечить проход зачистного
агрегата к обоим концам трубыПри сварке трубопроводов электро-
контактными установками «Север» сва¬
рочно-монтажные работы ведут в сле¬
дующей последовательности.Трубы (секции) раскладывают трубо¬
укладчиком 10 (рис. 6.64) вдоль трассы,
и звено подготовительных работ вы¬
полняет очистку полости трубы от
грунта, снега и т. п., снимает усиле¬
ние со щва на участке 370 мм от торца
трубы, зачищает с двух концов полосы
внутри трубы для контактных бащма-
ков при помощи агрегата АЗТ-141 9.
Дополнительно металлической щеткой
зачищают кромки труб от ржавчины
и грязи. Трубоукладчиком 8 зачищен¬
ную трубу подают звено монтажа и
сварки для стыковки и центровки с по¬
мощью внутренней сварочной головки
(мащины) К-700 2 Зазор между тор¬
цами сцентрованных труб должен быть
равномерным по периметру и не пре-
выщать 7 мм Оператор с пульта
управления сварочной головки 5 осу¬
ществляет пуск автоматики машины и
процесс выполняется по заданной про¬
грамме После сварки под трубой вы¬
кладывают монтажную опору из
брусьев размером 150X150X1500 мм
Высоту опоры устанавливают 700 мм
для работы агрегата с наружным
гратоснимателем. Сварочную машину
питают от электростанции 6. После
сварки и остывания стыка (приблизи-
трьно 4 мин) оператор включает
электродвигатель сварочной машины и
она перемещается внутри трубопровода
к центровке следующего стыка При
ее передвижении удаляется резцами
внутренний грат. Резцы установлены267
на корпусе машины. Технологический
цикл заканчивается фиксированием
трубы на монтажной опоре. Электро¬
станцию перемещают к очередному
стыку трактором-тягачом 7. Примене¬
ние для сборки и центровки двух трубо¬
укладчиков типа К-594 позволяет ис¬
ключить из технологического цикла
время, требуемое для перемещения оче¬
редной трубы к сварочной машине
Звено снятия наружного грата с агре¬
гатом АНГ-141 перемещается вслед за
звеном монтажа и сварки. Для облег¬
чения проезда агрегатов передвижной
установки «Север» планируют рельеф
бульдозером 4.Обслуживание установок «Север-1»
осуществляет бригада, состоящая из14 человек: оператора сварочной ма¬
шины, помощника оператора, четырех
машинистов-трубоукладчиков, трех
слесарей-трубоукладчиков, машиниста
электростанции, электрика, двух опера¬
торов агрегатов по зачистке и снятию
наружного грата, бульдозериста.Контроль качества
сварных соединенийВысокое качество сварочных работ
на строительно-монтажных участках
обеспечивается хорошей организацией
и контролем сварочного производства.
Под контролем качества сварки под¬
разумевается проверка условий и поря¬
док выполнения сварочных работ, а
также определение качества выполнен¬
ных сварных соединений в соответствии
с техническими требованиями.Операционный контроль в процессе
изготовления сварных соединений неф-
те- и газопроводов осуществляется на
всех стадиях монтажа и правильная
организация его является надежной
гарантией безаварийной эксплуатации
магистральных трубопроводов. Опера¬
ционный контроль, проводимый на всех
этапах строительства, распространяется
на следующее:проверку состояния и качества мате¬
риалов, подлежащих сварке,организацию хранения и выдачи
сварочных материалов (электродов,
сварочной проволоки, флюсов и др.)
сварщикам;подготовку конструкций под сварку с268соблюдением требуемой формы раз¬
делки кромок, их чистоты, качества
сборки и т п.;соблюдение последовательности,
чередования сборочных и сварочных
операций в соответствии с технологи¬
ческой документацией;соблюдение установленных режимов
сварки и порядка наложения швов;использование электросварщиков
требуемой квалификации,качество и своевременность выполне¬
ния сопутствующих и последующих
операций (послойная очистка, подогрев,
термическая обработка и т. д.),соответствие установленным требова¬
ниям внешних условий выполнения
сварочных работ (температура окру¬
жающего воздуха и свариваемого
металла, отсутствие сквозняка, влаги
и т п.),исправность электросварочного обо¬
рудования и применяемой оснастки
и т дОперационный контроль проводит
мастер или производитель работ, а
самоконтроль — исполнитель работ.
При операционном контроле мастер или
прораб проверяет соответствие выпол¬
няемых работ рабочим чертежам, тре¬
бованиям государственных стандартов,
СНиП и инструкциям, утвержденным
в установленном порядкеНормы контроля сварных соединений.
Кроме пооперационного контроля свар¬
ных соединений магистральных трубо¬
проводов их подвергают внешнему
осмотру и неразрушающему контролю
физическими методами Внешнему ос¬
мотру подлежат все сварные coeд^fнe-
ния с целью выявления следующих
дефектов:трещин, выходящих на поверхность
шва или основного металла в зоне
термического влияния,наплывов и подрезов глубиной более
0,5 мм в переходной зоне,прожогов и незаваренных кратеров;
неравномерности валика усиления
сварного шва по ширине и высоте, а
также недопустимых отклонений валика
усиления по оси шва;несоответствия геометрических раз¬
меров швов требованиям чертежей
проекта, соответствующих ГОСТ и ТУ
на геометрические размеры,непроваров в корне шва при возмож¬
ности осмотра сварного соединения
внутри трубопровода и подварки его
Перед внешним осмотром наружная
поверхность сварного шва и прилегаю¬
щих к нему участков основного ме¬
талла по обе стороны шва должны быть
очищены от шлака, загрязнений и брызг
наплавленного металла. Осмотр и изме¬
рение сварных соединений выполняют,
при возможности, с двух сторон.Неразрушающим методом контроля
подвергают сварные соединения маги¬
стральных трубопроводов, выполненных
электродуговой сваркой, в следующем
объеме:100 % стыков на участках трубо¬
проводов категорий В и I, надземных
переходов, стыков захлестов, вваривае¬
мых вставок и арматуры контролируют
радиографическими методами,100 % стыков на участках трубопро¬
водов II категории, из которых не менее
25 % проверяют радиографическими
методами, а остальные — магнитогра¬
фическими методами или ультразвуко¬
выми,100 % стыков на участках трубо¬
проводов III категории, из которых —
радиографическими методами контро¬
лируют не менее 10 %, а остальные —
магнитографическим или ультразву¬
ковым;20 % (не менее) стыков трубопрово¬
дов IV категории, из числа наихудших
по внешнему виду, из которых не менее
5 % контролируют радиографическими
методами, а остальной объем контро¬
ля — магнитографическим или ультра¬
звуковым,100 % стыков на участках трубо¬
проводов IV категории при наземной
и надземной прокладке, из которых не
менее 10 % контролируют радиографи¬
ческими методами, а остальные —
магнитографическим и ультразвуковымВ трассовых условиях не подвергают
контролю сварные соединения труб и
арматуры, поставляемые заводами.Сварные соединения магистральных
трубопроводов I, И, III, IV категорий,
выполненные электроконтактной свар¬
кой оплавлением, подвергают 100 %-
ному контролю физическими методами
по зарегистрированным параметрам
процесса сварки и механическим испы¬
таниям в объеме 1 % с целью про¬
верки состояния системы автоматиче¬
ского управления сварочным процессом.Для сварных соединений трубопро¬
водов IV категории при неудовлетво¬
рительном результате контроля физиче¬скими методами хотя бы одного стыка
необходимо проверить тем же методом
дополнительно 25 % стыков из числа
тех, которые сварены с момента преды¬
дущей проверки Если при этом будет
обнаружен хотя бы один стык неудов¬
летворительного качества, сварщик или
бригада, допустившие брак, от работы
отстраняются до полной сдачи испыта¬
ний, а сваренные ими с момента
предыдущей проверки стыки под¬
вергают 100 %-ному радиографиче¬
скому контролю. Результаты проверки
стыков физическими методами оформ¬
ляют в виде заключений. До сдачи
трубопровода в эксплуатацию заключе¬
ния, радиографические снимки, зареги¬
стрированные результаты ультразвуко¬
вой дефектоскопии и ферромагнитные
ленты со стыков, подвергнутых кон¬
тролю, хранят в полевой испытатель¬
ной лаборатории (ПИЛ).Дефектыв сварных соединенияхДефекты в сварных соединениях
трубопроводов и других конструкций
встречаются при нарушении технологии
сварки, неправильном выборе свароч¬
ных материалов и неудовлетворитель¬
ном их хранении, неудачном выборе
способа сварки и режима, неудов¬
летворительной подготовке изделий под
сварку и т. п.' Сам термин «дефект»
определяют, как каждое отдельное не¬
соответствие продукции требованиям,
установленным нормативной докумен¬
тацией. По ГОСТу 7512—82 указывают
характер, число и размеры дефектов.Принято разделять дефекты под¬
готовки и сборки стыков под сварку
и сварочные дефекты Последние могут
быть наружными (дефекты формы
швов) или поверхностными и внутрен¬
ними.Дефекты подготовки и сборки возни¬
кают при электродуговой сварке по
следующим причинам: неправильный
угол скоса кромок в швах с различной
разделкой, слишком большое или малое
притупление по длине стыкуемых кро¬
мок; непостоянство зазора между
кромками; несовпадение стыкуемых
плоскостей кромок; расслоения и за¬
грязнения на кромках и т. п Причи¬
нами подобных дефектов могут быть
неисправности центраторов; недобро¬
качественность исходных материалов,269
ошибки в чертежах, а также низкая
квалификация и культура труда сле-
сарей-монтажников.Наружные дефекты часто связаны с
изменением геометрических форм и
размеров шва Это выражается в виде
неравномерной ширины и высоты усиле¬
ния шва, в ослаблении или излишнем
усилении шва, грубой чешуйчатости.
Эти дефекты вызваны либо нарушением
режимов сварки, либо недостаточной
квалификацией сварщика при ручной
сварке Неравномерность шва и его
грубая чешуйчатость, являясь кон¬
центраторами напряжений, создают
условия для распространения трещин в
металле шва. Некоторые наружные
дефекты часто рассматривают как по¬
верхностные несплошности швов (под¬
резы, незаваренные кратеры, прожоги,
наплывы, свищи и т. п ).Подрезы представляют собой углуб¬
ления в основном металле, распо¬
ложенные по краям шва. Различают
подрезы наружные, образующиеся при
сварке облицовочных слоев шва и под¬
резы внутренние, возникающие при
сварке заполняющих слоев шва Под¬
резы часто вызваны чрезмерно высокой
скоростью сварки, низким напряжением
дуги и неточным направлением электро¬
да по оси стыка. Если глубина
подреза более 0,5 мм, то его завари¬
вают, так как он уменьшает рабочее
сечение шва, вызывает концентрацию
напряжений и может стать причиной
разрушения швов из-за появления
трещин При образовании подрезов
в заполняющих слоях шва их следует
немедленно после сварки этого шва
зачистить шлифовальной машинкой
и заварить при наложении последую¬
щего слоя. В противном случае они
превратятся во внутренний дефект (кар¬
маны, шлаковые включения) и впослед¬
ствии потребуют ремонтаКратеры образуются при обрывах
горения дуги и остаются в виде углуб¬
лений. Они уменьшают рабочее сечение
шва, снижают его прочность и кор¬
розионную стойкость Незаваренный
кратер может служить очагом появле¬
ния трещин Кратер обязательно за-
плавляетсяПрожоги образуются при нарушении
режимов сварки (увеличение свароч¬
ного тока, резкое снижение скорости
сварки, уменьшение угла наклона
электрода от вертикали) и при увели¬270чении зазора между свариваемыми
кромками. Прожоги являются недопу¬
стимыми дефектами при сварке, поэтому
их немедленно исправляют путем за¬
чистки и заплавления места прожога.Наплывы представляют собой натека¬
ние наплавленного металла на поверх¬
ность трубы без сплавления с ней. Они
вызваны нарушением режима сварки
или наличием на кромках труб, тол¬
стого слоя окалины или других за¬
грязнений.Свищи часто развиваются из каналь¬
ных пор, выходящих на поверхность
Эти поверхностные несплошности хо¬
рошо выявляются внешним осмотром и
могут быть исправлены. Значительное
число поверхностных дефектов обычно
сигнализирует также о наличии внут¬
ренних дефектов.Ожоги обычно возникают при воз¬
буждении дуги на основном металле
за пределами разделки кромок. Ожоги
квалифицируют как дефекты, где ме¬
талл доведен до расплавления, а затем
быстро охлажден и обладает понижен¬
ной пластичностью по сравнению с
основным металлом, что может служить
очагом возникновения разрушения.Внутренние дефекты встречаются в
виде газовых пор, шлаковых включений,
неметаллических включений, непрова-
ров, трещин, несплавления и т. пГазовые включения (поры) обра¬
зуются при перенасыщении сварочной
ванны газами вследствие загрязнен¬
ности кромок труб, длинной электриче¬
ской дуги, повышенной влажности об¬
мазки электродов и флюсов, вредных
примесей и влаги в защитных газах
и т п Размеры пор колеблются от
микроскопических до 2—3 мм в диа¬
метре Поры снижают плотность швов.иЛлаковые включения (шлаки) про¬
являют себя вследствие плохой зачистки
кромок от окалины и ржавчины, а
чаще от плохой зачистки шлака при
многослойной сварке Значительные по
величине и острые включения могут
вызывать местную концентрацию;» на¬
пряжений, а также снижают прочность
сварных соединенийНеметаллические включения в виде ок¬
сидов, сульфидов, фосфидов, нитридов
снижают пластичность наплавленного
металла. Оксидные включения содержат
FeO, Si02,Mn0,Fe0 • АЬОзидр. При руч¬
ной сваркев сварочной ваннеобразуются
оксидные включения трех типов: сме¬
шанные железомарганцевые оксиды
(при низком содержании кремния и
отсутствии других активных раскисли-
телей), железомарганцевые силикаты;
стекловидный кремнезем (в швах,
хорошо раскисленных кремнием). При
сварке под флюсом в зависимости от
состава флюса преобладают высоко¬
кремнистые и железомарганцевые сили¬
каты (для флюса АН-348А), кремне¬
зем (для высококремнистого безмарган-
цевого флюса), алюмосиликаты и шпи¬
нели (для флюса АН-22). При сварке
в СО2 в наплавленном металле об¬
разуются, в основном, заки'сь железа
и силикаты. Общее количество оксидов
в наплавленном металле при сварке
в защитных газах значительно ниже,
чем при сварке под флюсом и ручной
сварке. Наибольшую опасность пред¬
ставляют сульфидные пленки и цепочки,
которые обычно располагаются по гра¬
ницам зерен и могут давать начало
кристаллизационным трещинам. Форма
и размер сульфидных включений, их
состав зависят от химического состава
металла шва. При наличии в составе
стали труб титана, циркония в на¬
плавленном металле могут образовы¬
ваться нитриды, особенно в металле,
в состав которого входит азот Обычно
в связи с быстрым охлаждением и низ¬
кой концентрацией азот в наплавленном
металле содержится в виде твердого
раствора.Флокены выявляются в изломе образ¬
цов и имеют вид пятен круглой или
овальной формы с характерным крупно¬
кристаллическим строением, по сравне¬
нию с остальной частью излома.
В середине флокена часто находится
пора или шлаковое включение. Образо¬
вание флокенов связано со снижением
пластичности наплавленного металла
под влиянием водородаНепровары представляют собой не-
сплошности значительного размера на
границах между основным и наплавлен¬
ным металлом или незаполненные
металлом полости в сечении шва. Не¬
провары образуются при загрязнении
кромок, нарушении режима сварки
(снижение тока, увеличение напряже¬
ния и скорости сварки, чрезмерное
увеличение угла наклона электрода
«вперед»), смещении кромок от оси
стыка Появление непровара по поверх¬
ности стыка является следствием по¬
падания сварочной ванны на недоста¬точно нагретый металл кромки При
сварке в среде защитных газов непровар
по кромке называют несплавлением, оно
возникает при нарушении работы меха¬
низма колебания электрода, при смеще¬
нии оси электрода относительно оси
шва, а также при большом увеличении
вылета электрода, вызывающего быст¬
рый нагрев и расплавление электрода
и недостаточный нагрев основного ме¬
талла. Непровары могут снизить рабо¬
тоспособность соединения за счет ос¬
лабления рабочего сечения шва и, кроме
того, острые непровары могут создать
концентрацию напряжений в сварном
соединении.Трещины считают самым опасным де¬
фектом сварных соединений трубопро¬
водов Они могут быть микро- и макро¬
скопическими, а в зависимости от
происхождения — горячими и холод¬
ными. Горячие трещины представляют
хрупкое межкристаллическое разруше¬
ние. Температура, при которой обра¬
зуются горячие трещины, зависит от хи¬
мического состава металла шва и для
углеродистых конструкционных сталей
соответствует 1200—1350 °С. Горячие
трещины в зависимости от их распо¬
ложения в металле шва столбчатого
строения и околошовной зоне бывают
продольные и поперечные. Продольные
трещины обычно располагаются по оси
шва в месте стыка столбчатых кристал¬
литов или между кристаллами. По¬
перечные трещины располагаются меж¬
ду кристаллами Иногда наблюдаются
несплошности в металле шва, которые
являются комбинацией продольных и
поперечных трещин. При дуговой
сварке в шве встречаются трещины как
выходящие, так и не выходящие на
его поверхностьХолодные трещины представляют
хрупкое разрушение металла сварного
соединения. Трещины образуются при
температуре 100—200°С во время
охлаждения конструкции, а также в те¬
чение последующих нескольких суток
после сварки Холодные трещины возни¬
кают чаще всего в сварных соединениях
среднелегированных и высоколегиро¬
ванных сталей перлитного и мартен-
ситного классов, претерпевающих
полную или частичную закалку. Обра¬
зование холодных трещин при сварке
можно рассматривать как один из слу¬
чаев замедленного разрушения закален¬
ной стали под действием остаточных271
сварочных напряжений Холодные
трещины могут возникать иногда в шве,
чаще в зоне термического влияния.
Они состоят из двух участков: очага
разрушения и участка развития тре¬
щины Хрупкое разрушение в зоне очага
проходит по границам зерен на длине
одного или нескольких зерен Участок
развития трещины имеет протяженность
во много раз большую, чем очаг раз¬
рушения, трещина проходит как по
границам зерен,^'так и по телу зерен.
Трещина во время развития сопро¬
вождается пластической деформацией
окружающего металлаДефекты, образующиеся при электро-
контактной сварке трубопроводов, от¬
личаются от описанных. Наиболее
вероятными дефектами являются сме¬
щения кромок и нарушение формы
сварных соединений, оксидные включе¬
ния, непровар, матовые пятна в изломе,
имеющие локальное отсутствие метал¬
лических связей, и перегрев.Смещение кромок свариваемых труб
происходит при сварке труб с раз¬
личными допусками на диаметр. При
осадке происходит резкое искривление
волокон, что может привести к расслое¬
нию металла и низкой ударной вяз¬
костиОксидные включения и матовые пятна
появляются в результате недостаточной
скорости оплавления в конце процесса,
наличия коротких замыканий или пере¬
рывов в протекании сварочного тока
на этом этапе, а также отсутствия
осадки под током Матовые пятна могут
появиться в результате недостаточного
нагрева соединяемых торцов труб в
процессе оплавленияНепровар образуется в результате
малой по сравнению с требуемымусилием осадки и недостаточного на¬
грева торцов труб в процессе оплавле¬
ния Недостаточное усилие осадки
может быть связано с проскальзыва¬
нием труб в зажимах сварочной
машиныПерегрев образуется в результате
увеличения времени оплавления по
сравнению с заданным Определяют
этот дефект по структуре металла в
зоне термического влияния. Значитель¬
ный перегрев приводит к появлению
зон разупрочнения и, как следствие,
к снижению механических свойств
металла в околошовной зоне.Определение механических
свойств сварных соединенийМеханические испытания сварных
соединений из труб обычно проводят
на образцах, вырезанных из отдельных
участков стыка (рис 6 65). Эти испыта¬
ния требуют разрушения образцов и
поэтому осуществляют выборочный кон¬
троль Подобные испытания используют
в следующих случаях: для проверки
качества контрольных стыков, которые
сваривают на трассе при поступлении
труб из новой марки стали, новых
сварочных материалов (электродов,
проволоки и флюса), при отлаживании
работы нового сварочного оборудова¬
ния; для проверки квалификации свар¬
щика, если он впервые приступил к
сварке магистрального трубопровода
или имел перерыв в своей работе более
трех месяцев; для выборочной проверк-и
механических свойств сварных соедине¬
ний, выполняемых электроконтактной
сваркой и изменении диаметра свари¬
ваемых труб (переход от одной группы
к другой).аРис 6.65. Схема вырезки образцов для механических испытаний на растяже¬
ние У, на изгиб корнем шва наружу или на ребро 2, на изгиб корнем шва внутрь
3 для труб диаметром до 400 мм (а), от 400 до 1000 мм (б) и более
1000 мм (в)272
Механические испытания сварных
соединений и металла швов проводят
на образцах, вырезанных из нитки
трубопровода или из пробных стыков,
сваренных из коротких отрезков труб в
условиях, аналогичных трассовым. Из
каждого стыка изготавливают от шести
до двенадцати образцов (табл 6.97)
Вырезанные образцы подвергают
механической обработке для получения
определенной формы размеров по
ГОСТ 6996—66 (рис. 6.66)При испытании на растяжение опре¬
деляют прочность металла шва или
сварного соединения. На рис 6 66, а
показаны образцы для определения
временного сопротивления наиболее
слабого участка в стыковом соединении.
Размеры образцов в зависимости от
толщины стенки приведены в табл 6.98.
Общая длина образца L=l-\-2h, где
h — длина захватной части образца,
зависящая от конструкции испытатель¬
ной машиныДля испытания образцов усиление
шва должно быть снято Временное
сопротивление разрыву сварного соеди¬
нения определяют по формуле g^ — P/s,
где Р — разрушающая нагрузка; 5 —
площадь поперечного сечения рабочей
части образца.Испытания на изгиб стыкового соеди¬
нения состоят в загибе образца сосре¬
доточенной силой вокруг скругленной
оправки (рис. 6.66,6). Угол изгиба
определяют при образовании первой
трещины в растянутой зоне. Размеры
образцов приведены в табл. 6.99.При испытании образцов на изгиб
усиление шва снимают заподлицо с
основным металлом (рис. 6.66, в).
Кромки рабочей части образца закруг¬ляют с радиусом 0,2 от толщины об¬
разца, но не более 3 мм. Если толщина
стенки трубы более 12,5 мм, испытания
образцов на изгиб выполняют методом
«на ребро». В этом случае шириной
образца служит толщина испытывае¬
мого металла, а толщина образца
всегда равна 12,5-[-0,2 мм. Длина об¬
разца 180—200 мм, диаметр D оправки
50 мм, расстояние между опорами
k 80 мм При испытаниях скорость
нагружения не должна превышать
15 мм/мин.Кроме названных методов испытаний
существуют и другие, которые обычно
применяют в лабораторных исследова¬
ниях. Испытание на растяжение можно
проводить на круглых образцах, подго¬
товленных непосредственно из металла
шва. Результаты этих испытаний харак¬
теризуют свойства металла шва: вре¬
менное сопротивление разрыву ав,
предел текучести От, относительное уд¬
линение б и относительное сужение г})
(рис. 6.66, ^). Относительное удлинение
и относительное сужение металла опре¬
деляют по формулам:6 =/i-/o100%;г|>= 100%.■ГОгде /i—длина образца после испыта¬
ния; /о — начальная длина рабочей
части образца до испытания; Fo —
начальная площадь образца до испыта¬
ния; F\ — площадь образца после ис¬
пытания Если длина образца берется
в соотношении /о/а?о= 100/20 = 5, тоТ а б-л и ц а 6.97Необходимое число образцов для механических испытанийДиаметр трубы,
ммТолщина стенки,
ммЧисло образцовВсегоНа растя¬
жениеНа изгиб с расположением
корня шванаружувнутрьна реброДо 400До 12,56222Свыше 12,562——4Свыше 400До 12,512444—Свыше 12,5124——8273
Рис. 6.66. Образцы для механических испытаний сварного соединения на ста¬
тистическое растяжение (а), статический изгиб (б), ребро (в), ударный
изгиб (г), статическое растяжение (д)Таблица 6.98Размеры образцов для испытания сварного соединения на растяжениеТолщина стенки
трубы а, ммШирина рабочей части
образца Ь, ммШирина захватной
части образца Ь\, ммДлина рабочей части
образца /, ммДо 615±0,525506—1020 ±0,5306010—2525±0,53510025—5030 ±0,540160относительное удлинение обозначают
65, где do — начальный диаметр образ¬
ца (табл. 6.100).Испытанием на ударную вязкость
определяют склонность сварных соеди¬
нений к хрупкому разрушению при
динамических нагрузках. В сварных274соединениях ударную вязкость можно
определить для различных зон: металла
шва, линии сплавления и зоны терми¬
ческого влияния. Для этого образцы
вырезают из различных участков шва
(рис. 6.66, г) По ГОСТ 6996—66 для
испытаний сварных соединений преду-
Таблица 6.99Размеры образцов для испытания сварных соединений на изгибПоказателиРазмерыТолщина стенки трубы а, ммШирина образца Ь, ммОбщая длина образца L, мм, не менееРасстояние между опорами в свету kДиаметр нагружающей оправки DДо 50
1,5а, но не менее 10 мм
2,5D + 80
2,5D
См примечаниеПримечание Диаметр нагружающей оправки зависит от состава трубной стали и ее
термической обработки и не должен превышать дв\х толщин стенки трубы, если она
изготовлена из горячекатаной, нормализованной малоуглеродистой, низколегированной
или кремнемарганцовистой сталей марок 20, 17ГС, 09Г2С и др , двух, трех и четырех
толщин стенки трубы, если она изготовлена ш дисперсионно-твердеющей стали в зави¬
симости от суммарного содержания в мета.ие трубы ванадия, ниобия и титана 0,05,
0,06—0,14, 0,15 % и более, четырех толщин стенки трубы, если она была подвергнута
термическому упрочнениюТаблица 6100Размеры образцов (в мм) для испытания сварного соединения на растяжениеТип образцаkDhR/о/LI3+10,036421151830+1II6 + 0,10,0312102,51,5303661 + 1III10 + 0,20,04161033506086+1Примечание k — допустимая разность наибольшего и наименьшего диаметра на
длине рабочей части образцасмотрено пять типов образцов, имею¬
щих различные надрезыДля испытания сварных соединений
трубопроводов часто используют образ¬
цы двух типов (I и IV).Ударную вязкость а» определяют
по формуле a» = A»IF, где Лц — работа,
затраченная на деформацию и разру-
щение образца ударом копра; F—
площадь поперечного сечения образца в
месте надреза.Для определения ударного изгиба по
ГОСТ 9454—78 используют до 20 типов
образцов, которые имеют различные
концентраторы в виде надрезов и тре¬
щин. Работу удара копра обозначают
Л/, где Л — символ работы, а i —
тип образца. Ударную вязкость обозна¬
чают буквами КСи, KCV, где КС —
символ ударной вязкости, U, V — вид
концентратораРадиографический метод
контроля сварных соединенийРадиографический метод контроля
имеет несколько разновидностей При
сооружении трубопроводов наибольшеераспространение получили рентгено- и
гаммаграфирование. Радиографиче¬
ский метод основан на ослаблении
ионизирующего излучения, прошедшего
через контролируемое изделие за счет
поглощения и рассеяния Степень ос¬
лабления зависит от толщины и плот¬
ности контролируемого объекта, а
также от интенсивности и энергии
самого излучения. Ослабленное метал¬
лом сварного шва ионизируемое излу¬
чение регистрируется с помощью радио¬
графической пленки. Под действием
излучения на пленке образуется скрытое
изображение, которое становится види¬
мым после фотообработки в проявителе
и закрепителе. Для сокращения вре¬
мени просвечивания и обеспечения
лучшей выявляемости дефектов исполь¬
зуют флюоресцентные и металлические
экраны.Рентгеновские лучи являются разно¬
видностью электромагнитных колеба¬
ний и имеют длины волн 6-10“‘^ —
—10~^ м с частотой излучения 0,5Х
Х10^‘—3-10'^ Гц. Источником получе¬
ния рентгеновских лучей является
рентгеновская трубка, которая имеет275
баллон с двумя электродами — анодом
и катодом. Рентгеновское излучение
генерируется при торможении электро¬
нов на аноде, испускаемых катодом.
В практике радиационной дефектоско¬
пии применяют аппараты двух типов:
с постоянной нагрузкой и импульсные.
В трубопроводном строительстве нашли
применение аппараты-моноблоки с по¬
стоянной нагрузкой, у которых рент¬
геновская трубка и трансформатор
смонтированы в единые блок-трансфор¬
маторы, залитые маслом или заполнен¬
ные газом; аппараты используют как
для фронтального просвечивания на¬
правленным пучком излучения, так и
для панорамного — кольцевым пучком
излучения. Для работы в полевых усло¬
виях широко используют портативные
аппараты первого типа и импульсные
аппараты с малой массой и размерами.
Основные характеристики перечислен¬
ных аппаратов приведены в (табл.
6.101).В аппаратах-моноблоках (рис. 6.67, а)
используют рентгеновские трубки с не¬
подвижным анодом и полуволновую
электрическую схему без выпрямителя.
В импульсных аппаратах (рис. 6.67,6)
применяют рентгеновские трубки, имею¬
щие конусный анод и двухдисковый
катод с отверстиями, концентрично
расположенными относительно оси
анода. Электрические схемы импульс¬
ных аппаратов имеют разрядник и пик-
трансформатор. Вспышка рентгенов¬
ского излучения в импульсном аппарате,
питаемого от трансформатора, возни¬
кает в рентгеновской трубке под дей¬
ствием короткого импульса высокого
напряжения, формируемого с помощью
электронного ключа и разрядника. На
пряжение на трубку подается со вто
ричной обмотки импульсного пик-транс
форматора в момент разрядки конден
сатора через его первичную обмотку
Частота вспышек в импульсных рент
геновских аппаратах составляет 0,2—15 Гц, и импульс тока достигает
100—200 А.Для контроля качества сварных
соединений трубопроводов гаммагра-
фированием в полевых условиях приме¬
няют переносные и передвижные гамма-
дефектоскопы, которые имеют защит¬
ные радиационные головки, обеспечи¬
вающие защиту оператора за счет
снижения мощности дозы до допусти¬
мого уровня. При просвечивании свар¬276ных соединений в переносных гамма-
дефектоскопах с помощью дистанцион¬
ного управления открывают затвор
радиационной головки и используют
направленный пучок излучения. Такие
дефектоскопы называют шлангового
типа (табл. 6.102). Для контроля
сварных соединений трубопроводов на
трассе в качестве источников гамма-
излучения используют радиоактивные
изотопы: цезий 137 (‘^’'Cs), иридий 192
(‘^^Iг), селен 75 (^^Se) и тулий 170
(‘^‘^Тт). В практ-ике радиационной
дефектоскопии применяют перспектив¬
ные изотопы: стронций 90 (^®Sr),
европий 155 (*^^Eu), европий 152
(‘^^Еи) и др. При применении источ¬
ника излучения иридий 192 через каж¬
дые 1—2 недели необходимо увеличи¬
вать время экспозиции путем деления
его первоначального значения на коэф¬
фициент К (табл. 6.103, 6.104).Передвижной гамма-дефектоскоп
«Магистраль» («Трасса») применяют
для контроля качества сварных соеди¬
нений трубопроводов в процессе мон¬
тажа и эксплуатации. Просвечивание
можно производить через одну стенку
или через две стенки. В комплект
передвижного аппарата входят радиа¬
ционная головка, транспортный кожух
радиационной головки, ручной пульт
управления, электрический пульт
управления, самоходная тележка, блок
электропитания, транспортно-переза-
рядный контейнер, комплект приспо¬
соблений.Передвижной гамма-дефектоскоп
«Магистраль-1» используют для кон¬
троля качества сварных стыков маги¬
стральных трубопроводов диаметром
1420 мм с толщиной стенки до 40 мм.
Он комплектуется источником '^^Cs и
Электромеханический привод де¬
фектоскопа обеспечивает перемещение
радиационной головки внутри трубопро¬
вода на расстоянии до 1,5 км. Дефек¬
тоскоп используют с автоматизирован¬
ным комплексом АКП-141 (табл. 6.105).Для автоматизированных комплексов
применяют самоходную установку «Па-
рус-ЗМ», которая доставляется к месту
работы в закрытом автомобиле. Для
просвечивания стыков трубопроводов
установка с помощью направляющих
«въезжает» в трубопровод, а после
осуществления контроля возвращается
обратно. Перемещение установки «Па-
рус-ЗМ» в трубопроводе осуществля-
3 if*?
Hento.c-e-;o.c^о=;0) ®
m rr= S_
2=£s ;; О *S = g-g gs.X2XX<0 S^DQ
к iCSO.0)-H ^
22.
о S“S
=f ^
-i
VO £^ 2
HHa,uиио
i-
g *
1^cx ^ cxО rv o: s ^ ® c№ g !5uCJ eg D- ** 2^ m ^ ic •^i: ^ X^ о о о о о£ VO о VO VO VOS о о о о о
о_ з: I я з: X
£“000002 Г1 ою ю юOqlOcOOOCO ”^СО<М’—<—<Tt*счГ счГ о" o' o' o' о" о" о"юооооооооо юоооооСЧ — ЮОЮСОЮСОЮ— СЧ^СМООСОСЧTf(NCSCM—’'о''2—COCOCOC4C4(NXXX М II I X I II II II II II II IIc^i<>^c4C4co-qCN'^c^^'^ ’Q’^'ta'Q’ra'Q— o' —^ "XXXXXXXXX-Ю LO— LO — Ю соI I IS I 1о Th о ^ ^ Юxaxxxaxaax ctrccccЮСОЮОЮЮСОЮЮ§ooooooooo-.CDOOCMOCSOO--— --C4C0<MC0(M00(M —II II I II I! IОООООООЮОО
ююг'-г^а> — ococ^o^T |SSS8ci;ic^(NCO(M
^ СЧ— СЧCO aо ^ о COтз:'^c'^Sc §-S^Ю CO Ю £;^^ю ^ ^SSSSSlitgT
ccccc s ^ =0.%>5<C>5<< s ra =X5Q.aaQ.aCuae^S,c(4c(SSsa.D.oSSaSSX277
Рис 6.67. Электрические схемы рентгеновских аппаратов:а — моноблоков, б—импульсных, / —трансформатор, 2 — рентгеновская трубка, 3 —
импульсный трансформатор, 4 — разрядник, 5 — электронный ключ, 6 — конденсаторТаблица 6.102Техническая характеристика унифицированных гамма-дефектоскоповТипИсточник излученияТолщина
просвечи¬
ваемой
стали, ммМасса, кгТипМаксималь¬
ная актив¬
ность, с~ ’радиаци¬
онной го¬
ловкиприводауправ¬ленияГаммарид 192/40Т пере¬Иридий 192148-10'"7—6012±12d=lноснойЦезий 13720,7-10"’15—60Гаммарид 192/120 М пе¬Иридий 192444-10'“7—6016± 12± 1реносной шланговыйЦезий 13720,7-10"’7—40(Гаммарид 27)Гаммарид 192/120 пере¬Иридий 192444-10"’7—8015± 12± 1носной шланговый (Гам¬Цезий 13720,7-10"’7—80марид 25М)Гаммарид 170/400 пере¬Иридий 19214,8-10"’7—408± 1носной (Гаммарид 12М)Тулий 1701480-10"’Селен 7514,8-10"’МагистральИридий 192740-10"’7—8025 zt IМагистраль-1Цезий 137207,2-10"’7-80Таблица 6.103Характеристика радиоактивных источников излученияИзотопСредняя энергия
излучения, 10“ ^ ДжПериод полурас¬
пада, летТолщина просвечи¬
ваемого материала,
ммКобальт 601,9—25,2730-200Цезий 1371,05337-80Иридий 1920,480,27—80Селен 750,320,331—40Тулий 1700,120,41—40ется с помощью электродвигателя со
скоростью 15 м/мин На установке
может быть установлен любой рентге¬
новский аппарат или гамма-дефекто¬
скоп. Гамма-дефектоскоп с точностью
dz2 мм устанавливается у стыка бла¬
годаря находящемуся снаружи трубы278датчику управления и корректирую¬
щему устройству. Гамма-дефектоскоп
при просвечивании совершает круговое
движение для панорамного просвечива¬
ния стыка Контроль 40—80 стыков в
смену установка может осуществлять
в непрерывном технологическом потоке,
Таблица 6104Поправочный коэффициент К для
уточнения времени экспозиции с при¬
менением иридия 192Времяработы,неделиКВремяработы,неделиК01110,48610,937120,45520,877130,42630,821140,39940,769150,37450,720160,35060,675170,32870,632180,30780,592190,28890,554200,269100,519210,252следуя непосредственно за центратором
(ждущий режим), или в непрерывном
режиме.Для радиографического контроля
сварных соединений применяют отече¬
ственные рентгеновские пленки (табл
6.106)При работе с импульсными рентгенов¬
скими аппаратами применяют радио¬
графическую пленку РТ-1, РТ-СШ.
Пленки должны храниться в пачках,
поставленных на ребро, в специальных
помещениях, где поддерживается тем¬
пература 10—25 °С; коробки с пленкой
должны быть защищены от прямого
действия солнечных лучей и располо¬
жены на расстоянии не менее 1 см от
нагревательных приборов, в помещения
не должны проникать вредные газы и
в них не должны храниться кислоты,
бензин, керосин и другие воспламеняю¬
щиеся жидкости. Пленки типа РТ могут
применяться как с усиливающими
экранами, так и без них Усиливаю¬
щие экраны позволяют уменьшить
время экспозиции при просвечивании
(табл. 6.107).Кроме люминесцентных экранов при
просвечивании радиоактивными источ¬
никами излучения применяют металли¬
ческие усиливающие экраны из свин¬
цовой или оловянистосвинцовой фольги.Толщину свинцовых защитных и
усиливающих экранов определяют в со¬
ответствии с ГОСТ 7512—82 и табл.
6.108.Сварные соединения или участки для
контроля определяют операторы, сов¬
местно с техническим руководителем
Для контроля в соответствии со СНиП
выбирают такие соединения, которые
были выполнены в наименее благо¬
приятных условиях.Перед радиографическим контролем
сварные соединения должны быть тща¬
тельно очищены от шлака, брызг,
грязи и приняты по внешнему виду.
Далее сварные соединения размечают
на отдельные участки и маркируют
Рентгеновскую пленку укладывают в
кассеты, которые маркируют клеймами,
изготовленными из свинца Пленку,
усиливающие и свинцовые экраны по¬
мещают в кассету в различных комби¬
нациях в соответствии с ГОСТ 7512—82
(рис 6.68), в зависимости от требо¬
ваний, предъявляемых к снимку Кас¬
сеты помещают в поясе, длина кото¬
рого соответствует длине окружности
просвечиваемого стыка Зарядку и раз¬
рядку кассет выполняют таким обра¬
зом, чтобы пленка и экраны не имели
повреждений и загрязненийПросвечивание сварных соединений
трубопроводов можно выполнять, ис¬
пользуя три схемы взаимного распо¬
ложения стыка и источника излучения.
Первая схема предусматривает распо¬
ложение источника излучения в центре
трубы (рис 6.69, а) Эта схема наиболее
эффективная для труб диаметром более
600 мм, так как позволяет контроли¬
ровать весь стык за одну установку
По второй схеме просвечивание ведут
через две стенки за три установки
источника 1 и кассету 2 с пленкой
устанавливают на трубы снаружи
(рис. 6 69, б) Фокусное расстояние вы¬
бирают в зависимости от диаметра
трубы и источник при малом диамет¬
ре (более 50 мм) может быть распо¬
ложен на некотором расстоянии от нее
(не менее 300 мм). Третью схему ис¬
пользуют для просвечивания труб ма¬
лого диаметра, и весь стык проекти¬
руют на плоскую кассету (рис 6.69, в)
Фокусное расстояние устанавливают не
менее 7—10 диаметров, и источник
смещают относительно плоскости стыка
на 20—25°Возможность радиографического ме¬
тода контроля определяют теми наи¬
меньшими размерами дефектов, кото¬
рые могут быть выявлены в контро¬
лируемых изделиях279
ноо^ о Sсо U ^со о *Я = Яж S с(я о о51Sа» со
&-
CQ==ii°|
5 5|1§°Н о а: = S
^ с со X я 2
S 0.0 S ^л 5 .^ I S§ = 3 I
ьо <и =a|gi§1='^
и ^0^ U-со U 1 соX о S аS н £0 CJ
1C ^ со>> -
-II §.22.2Л1D I О 00Uи о. оо~ i° о fS3 о
c(c(44rtСЛ^СЛ с/) С/)СЛСЛСЛСЛо*Ли и UUUUUcjUс? Ом « со со м со со со+1 +1 +1о+1+1 +1 +1 +1 +1 +1S S оосч1 1 1Tt-11 1 1
8SK1Sо h- СЧCDоГаааUUUоииоиииии'—'ю —'OJ^2: с;^со. . XIсс S.О)о.S<<иUиаooU— с; ^Н Н nr
с^ сз —, ^
S S ^со са — о
S sbrS
U U <ае(Л1_ксо "^ЗС
Q■ &|8
^°иQ s«=(
-J ч1-^ S
W3280
Таблица 6.106Типы радиографических пленок для просвечивания стыков трубопроводовТолщинаНапряжение на рентгеновские трубки, кВ (тип источника излучения)стенки, ммНиже 5050—8080—120120—150150—180180-200C^^Ir)200—400(‘^^Cs)1--5РТ-1РТ-1РТ-1РТ-3РТ-4МРТ-4МРТ-4МРТ-3РТ-3РТ-4МРТ-5РТ-5РТ-5РТ-4МРТ-4МРТ-5РТ-СШРТ-СШРТ-5РТ-СШ5--10РТ-1РТ-1РТ-1РТ-3РТ-3РТ-3РТ-5РТ-5РТ-5РТ-4МРТ-4МРТ-4МРТ-4МРТ-4МРТ-СШРТ-СШРТ-СШ10--20РТ-1РТ-3РТ-СШРТ-3РТ-4МРТ-СШРТ-3РТ-4МРТ-5РТ-3РТ-4МРТ-520--40РТ-1РТ-3РТ-СШРТ-1РТ-3РТ-4МРТ-1РТ-3РТ-4МРТ-СШТаблица 6.107Типы усиливающих экранов и области их примененияТипы экранаРекомендуемая область
примененияПреимущества«Стандарт» — комплект из
двух одинаковых экрановУФД-экраны увеличенного
фотографического дейст¬
вия (М — медицинские,
П — промышленные), пе¬
редний экран меньше зад¬
негоПРС-экраны повышенной
разрешающей способно¬
сти, комплект из двух оди¬
наковых экранов
УС-комплект из переднего
и заднего экранов с разны¬
ми характеристиками све¬
тосоставаУниверсальный, для рент-
генографированияРентгенография при ма¬
лых экспозициях Рентге¬
нография с помощью им¬
пульсных аппаратовПросвечивание малых
толщин жестким рентге¬
новским излучениемРентгенография с на¬
именьшей экспозициейБольшое усиливающее дей¬
ствие, практически отсут¬
ствует послесвечение
По сравнению с экранами
«Стандарт» снижает вре¬
мя экспозиции в 2 раза
(УФДП-2) и 3 раза
(УФДП-3)Возможность получения
изображения тонких дета¬
лей строения контролируе¬
мого объектаПо сравнению с экранами
«Стандарт» в сочетании с
пленками РМ-1 и РМ-6
уменьшает экспозицию в
3—5 раз.Для определения чувствительности относительную
радиографического контроля в трубо- формуле
проводном строительстве используют
канавочные эталоны чувствительности Worn=-
(рис. 6.70), по которым устанавливаютчувствительность по100%,281
где X — наименьшая глубина канавки
дефектометра, выявленная на снимке,
6i — толщина основного металла,; 62 —
толщина эталонаНа рис 6 71 приведены зависимости
относительной чувствительности при
просвечивании с использованием раз¬
личных источников излучения.Эталон чувствительности — дефекто-
метр и маркировочные знаки устанавли¬
вают со стороны источника излучения
рядом со сварным швом параллельно
ему таким образом, чтобы они не
проектировались на контролируемую
часть шва. Допускается установка эта¬
лона между трубой и кассетой.При просвечивании стыков трубопро¬
водов диаметром от 32 до 530 мм,
работающих под давлением более 10
до 32 МПа, необходимо обеспечить от¬
носительную чувствительность радио¬
графических снимков не менее 2,5 %.
Для остальных магистральных трубо¬
проводов, работающих под давлением10 МПа и менее, относительная
чувствительность снимков должна быть
не ниже 5 %, не более значений для
3 класса чувствительности по ГОСТ
7512—82. Качество сварных соединений
оператор оценивает при рассмотрении
снимка на негатоскопе. На снимке
должно быть четко видно изображение
клейма и дефектометра с четко выра¬
женным затмениехм части канавок,
соответствующих относительной чувст¬
вительности снимка 2,5—5 %. Глубину
дефектов по снимкам определяют при
помощи фотометра, а при его отсут¬
ствии путем сопоставления затемнений
дефектных мест на шве с затемнением
канавок дефектометра. В заключенииТаблица 6108Толщина свинцовых экранов (в мм)
для радиографического контроляНапряже¬
ние наКоэффициент усиления экранатрубке,кВ22,531400,070,03_1600,100,04—1800,110,05—2000,110,0650,025220 0,0750,035240——0,0452602820,05указывают характер, число и размеры
дефектов в соответствии с ГОСТ 7512—^2.
Заключение по качеству сварных
соединений регистрируют в специаль¬
ном журнале. При выявлении в сварных
швах недопустимых дефектов их бра¬
куют, обеспечивая при возможности
ремонт стыков, после чего вторично
просвечивают Всю документацию по
просвечиванию и снимки регистрируют
и хранят в соответствии с техниче¬
скими условиями на сооружение маги¬
стральных трубопроводов. NМагнитографический контрольМагнитографический метод контроля
качества сварных соединений является
одной из разновидностей магнитной
дефектоскопии и основан на обнару¬
жении полей рассеяния, возникающих
в местах дефектов при намагничива¬
нии контролируемых изделий. Магнит¬
ные силовые линии распространяются
в контролируемом шве без изменения
направления, если в нем отсутствуют
дефекты. При наличии дефектов в
сварном соединении магнитные силовые
линии отклоняются и возникает поле
рассеяния, которое выходит на поверх¬
ность шва и фиксируется на магнитной
ленте, уложенной на поверхности стыка
(рис. 6.72) С помощью магнитогра¬
фического контроля можно выявить все¬
возможные дефекты в сварных стыко¬
вых швах, выполненных автоматической
сваркой под флюсом и в среде угле¬
кислого газа при толщине основного
металла от 2 до 22 мм. Наиболее
хорошо выявляются продольные микро¬
трещины, непровары, цепочки и скопле¬
ния шлаковых включений и газовых
пор.Магнитографический метод состоит
из двух последовательно осуществляе¬
мых операций:намагничивания изделий специаль¬
ным устройством, при котором поля
дефектов «записываются» на магнит¬
ную ленту;воспроизведения или считывания за¬
писи с ленты, осуществляемого с по¬
мощью магнитографических дефекто¬
скопов.Перед магнитографическим контро¬
лем сварные соединения очищают от
грязи, снега, льда, воды. С поверх¬
ности шва и прилегающей зоны (по
50 мм с каждой стороны) удаляют
I LРис 6.68 Основные схемы зарядки кассет:1 — свинцовый экран, 2 — рентгеновская пленка,
3 — усиливающие экраныРис. 6.69. Схемы установок источников излучения для просвечива¬
ния сварных соединений трубопроводов
МестомаркироВниII1\ь; 1LкнРис. 6.70. Эталоны чувствительности для просвечивания:/I — глубина канавок (в мм), для эталона № 1 hi—0,6, /гг = 0,5, /гз = 0,4; /i4 = 0,3,
/z-> = 0,2, /i6 = 0,l; Л = 2, L = 3G, b = 0,5, c=10, R = 0,\, для эталона № 2 h\ = \,75, /22 =
= 1,5, /i3 = 1,25; /14 = 1; /25 = 0,75, /i6 = 0,5, /г = 4, L = 45, b=\,5; c=\2; R = 0,2, для эталона
№ 3 /1з = 3, /14 = 2,5; /is = 2; /ге=1,5, L = 60, i> = 3, c=14, /? = 0,3Рис. 6.71. Зависимости относи¬
тельной чувствительности U^oth
от толщины стали б при контроле
рентгеновскими и гамма-лучамиРис. 6.72. Схема создания маг¬
нитного поля в зоне сварного
соединения:1 — дефект в шве, 2 — магнитная
лента, 3 — обмотка, 4 — опорные
ролики; 5 — магнитопровод, 6 —
металл трубы, Ф — магнитный по¬
токостатки шлака, брызги металла. На¬
магничивание контролируемых стыков
осуществляют при помощи специальных
намагничивающих устройств, к которым
относятся подвижные устройства, пере¬
мещаемые снаружи по периметру на¬
магничивающего стыка; неподвижно
установленные устройства, охватываю¬
щие весь периметр контролируемого
стыка снаружи или внутри трубы
(табл. 6.109).Источниками питания для намагни¬
чивающих устройств служат перенос¬
ные станции питания СПП-1 и СПА-1,284имеющие генератор постоянного тока
ГСК-1500М и бензиновый двигатель от
мотопилы «Дружба». В передвижных
лабораториях РМЛ-1, РМЛ-2, Л КС на¬
магничивающие устройства могут пи¬
таться от источников постоянного тока,
установленных в этих лабораториях.
В трассовых - условиях питание на¬
магничивающих устройств можно осу¬
ществить от сварочных агрегатов
АСДП-500, АСДП-500Г и др. В каче¬
стве первичного индикатора полей де¬
фектов используют двухслойные маг¬
нитные ленты МК-1 и МК-2.
Таблица 6.109Режим работы намагничивающих устройствТипСила тока (в А)
при толщине стенки трубы, мм2468101214161820Особенность примененияНВУлпм-кПНУ-М2ПНУ-М1УНУШагун-М1 —8 14 20 25 32 — — — — — Устанавливают на стыкес набором полюсных на¬
конечников для труб диа¬
метром 57—168 мм
Кольцевое намагничи¬
вающее устройство для
труб диаметром 1220—
1420 ммДля стенки толщиной
22 мм ток 460 А
Передвигают по стыку
вручную для труб диаме¬
тром 168—377 мм
То же для труб диамет¬
ром 377—1020 мм
То же для труб диамет¬
ром 168—1020 мм и ли¬
стовых конструкций
Самоходное перемещение
для труб диаметром 720—
1420 мм и листовых кон¬
струкций 210 250 295 335 380 4206 15 21 28 32 36 — — — —12 15 20 24 28 32 36 — —
12 15 20 24 28 32 36 — —— 24 28 32 36 40 44Техническая характеристика магнит¬
ных лентМарка ленты .
Основа:материал .толщина, мкм .
Магнитный слой:
толщина, мкм .
концентрация по
рошка . . .
Магнитные свой
ства:МК-1Три¬ацетатцеллю¬лозы40203,5 : 1Физико-механиче¬
ские свойства:МК-2Лавсан25—30
20
3,5: 1коэрцитивнаясила. А/м . .0,80,8остаточнаяиндукция, Т .0,059—0,059—0,060,06остаточныйпоток, В б(0,75-(0,75-0,8).10-«0,8). 1098195—205О О25—30 50—1003—3,510прочность на раз¬
рыв, МПа . . .
хрупкость при
-60 °С. . . .
удлинение, % . .
число двойных
изгибов до по¬
явления трещин,тыс Климатические ус¬
ловия работы:
температура, °С . ( + 50)— ( + 60) —
*'(-30) (-60)относительнаявлажность, % . . 30—85 30—85Перед началом работы с магнитной
лентой ее размагничивают независимо
от того, была она в употреблении
или нет. Размагничивание магнит¬
ного слоя заключается в цикличе¬
ском его перемагничивании в убы¬
вающем магнитном поле. Для контроля
качества щва применяют ленту длиной285
на 100—150 мм больше периметра
кольцевого сварного соединения. Ленту
накладывают магнитным слоем к по¬
верхности контролируемого стыка и на¬
чало шва совмещают с началом ленты,
отступая от ее края на 60—70 мм.
Стык обматывают лентой, соблюдая ее
наложение по часовой стрелке по ходу
движения продукта в трубопроводе. На
конце ленты записывают дату контроля,
клеймо сварщика, диаметр и толщину
стенки трубы, номер стыка, режим на¬
магничивания, кроме этого отмечают
карандашом наружные дефекты шва.
Далее на ленту накладывают резино¬
вый пояс, прижимая ее к поверхности
шва. Намагничивающее устройство
устанавливают на стык, соблюдая сим¬
метрию между полюсами и швом. После
подключения намагничивающего уст¬
ройства к источнику питания его пере¬
мещают по поверхности трубы вручную
со скоростью 0,4—0,5 м/с или авто¬
матически Далее ленту снимают со шва
и доставляют в лабораторию, где про¬
водят расшифровку сигналов от дефек¬
тов при помощи магнитографического
дефектоскопа и оценивают качество
сварных соединений по ГОСТ 7512—82.
Для контроля сварных соединений
применяют магнитографические дефек¬
тоскопы типов МД-ПГ, МДУ-2У,
МД-ЗОГ, МД-20Г.Ультразвуковая
дефектоскопия
сварных соединенийМетод ультразвуковой дефектоскопии
использует способность ультразвуковых
волн с частотой 0,8—3,5 МГц про¬
никать в металл на значительную
глубину и отражаться от неметалличе¬
ских включений или пустот, находя¬
щихся в металле. Для обнаружения
дефекта (рис 6 73) ультразвуковыеколебания излучаются искателем 4,
который воспринимает импульсы тока
от генератора /. При встрече с де¬
фектом 5 волны отражаются от него и
снова попадают на пластинку иска¬
теля в момент перерыва между очеред¬
ными импульсами и преобразуются в
электрические колебания, поступающие
на усилитель 2. Последние после уси¬
ления подаются на электронно-лу¬
чевую трубку 3, которая служит инди¬
катором полученных сигналов. По виду
отклонения луча на экране электрон¬
ной трубки судят о характере дефектов
Контроль стыковых кольцевых соеди¬
нений проводят наклонными искате¬
лями, характеристика которых приве¬
дена в табл. 6 110Для ультразвукового контроля свар¬
ных соединений трубопроводов приме¬
няют ультразвуковые эхо-импульсные
дефектоскопы типа ДУК-66П, УД-ЮП,
УД-ИПУ, ДУК-13ИМ.Характеристика ультразвуковых дефек¬
тоскоповМарка . . .
Рабочая частота.ДУК-66П УД-ЮПМГц . .1,25, 2,5,0,5-И5; 10Максимальная глу¬бина прозвучива-ния, мм ... .24005000Напряжение пита¬ния, В . .220-220;24^26Масса, кг .9,510,5Для контроля качества сварных
соединений магистральных трубопрово¬
дов в трассовых условиях и на трубо¬
сварочных базах применяют лаборато¬
рии с оборудованием, которое уста¬
новлено на шасси, автомашине или
вездеходе. Лаборатория для контроляРис. 6.73 Схема ультразву¬
ковой дефектоскопии свар¬
ного соединения
Таблица 6.110Характеристика искателей для различных толщин стенок трубТолщина стенки
трубы, ммЧастота импульсов,
МГцУгол наклона
призмы,
градусДиаметр
датчика, ммМаксималь¬
ная стрела
при прозву-
чивании пря¬
мым лучом,
мм4—5,5555556-7,5553658—11,55538612-25,52,5 (1,25)50 (45)12826-402,5 (1,25)50 (40)12 (13)12Примечание
изнутри трубыВ скобках указан угол наклона призмы при контроле соединениякачества сварных соединений ЛКС2-76
обеспечивает эксплуатацию установлен¬
ного в ней стационарного оборудо¬
вания при температуре окружающего
воздуха от —40 до -f-40°C.Техническая характеристика лабора-магистральных трубопроводов при тем¬
пературе окружающего воздуха от
-40 до +35 °С.Техническая характеристика лабора¬
торийДиаметр контролируемыхМарка. . .РМЛ2ВРМЛ2В-01труб, мм:Диаметрпри рентгеновском про¬контролируе¬свечивании ...720—1620мых труб.при магнитографиче¬мм:ском . 168—1420при рент¬Стационарное оборудова¬геновском .ние:просвечи¬станок фрезерный длявании че¬обработки сварных об¬рез однуразцов ВФ104стенку14201420машина разрывная ис¬РМ-50при рент¬пытательная . . . .геновскомдефектоскоп магнито¬просвечи¬графический ....МДУ-2Увании че¬электроточило . . .ИЭ9701У4рез двешкаф сушильный длястенки . .530530рентгеновских пленок2Ц-1193при магни-стабилизатор напряже¬тографи-ния С-0,28ровании .14201420тиски 7827-0324Производи¬Выносное оборудование:тельностьрентгеновский аппаратРАП-160-611(для трубнамагничивающее уст¬
ройство Шагун-М1дефектоскоп ультразву¬
ковой ДУК-66ПМГабаритные размеры, м 12X3,2X4
Масса, кг 15 000Передвижная лаборатория РМЛ2В
или РМЛ2В-01 предназначена для кон¬
троля качества сварных соединенийдиаметром
1420 мм),
стык/смена:
при рент¬
геновском
просвечи¬
вании
при про¬
свечива¬
нии гамма-1212287
лучами
при магни-
тографиро-
вании
(намагни¬
чивании)Г абаритные
размеры, м15—20255,7 X 2,4 X 5,7 X 2,4 X
Х2,7 Х2,7(5,98Х2,4Х (5,98Х2,4Х
Х3,2 Х3,2Масса, кг 4845 4845(5300) (5300)Примечание Характеристики при¬
ведены для кузова АВС2М и РМЛ2В
20.00.000. В скобках данные только
для кузова РМЛ2В 20.00.000Автоматизированные комплексы кон¬
троля АКП144 и АКП145 применяют
для панорамного просвечивания гамма
и рентгеновскими лучами сварных
соединений непосредственно в нитке
сооружаемого трубопровода при темпе¬
ратуре от —40 до +50 °С.Техническая характеристика автома¬
тизированных комплексов контроляМарка АКП144 АКП145Диаметр контроли¬
руемых труб, мм 1020; 530; 630;1220; 720, 820,14201020;1220;1420Толщина стенки
труб, мм .
Производитель¬
ность просвечива¬
ния трубопроводов
диаметром 1420 мм
при времени экспо¬
зиции до 200 с,
стык/ч . ...
Пробег самоходной
установки на гори¬
зонтальном участке
трубопровода, м:
с импульсным ап¬
паратомс гамма-дефекто¬
скопом ....
Скорость передви¬
жения самоходной
установки, м/с25258,5200045000,25 ±
0,03500050000,4 ±
0,05Преодолеваемые
самоходной уста¬
новкой уклоны тру¬
бопровода, градус 20
Точность остановки
у стыка, мм . . . ±5
База лаборатории ЗИЛ-131 ЗИЛ-131
Габаритные раз¬
меры, м . . 7,5 X
2,4X3,35Масса, кг:комплекса . . 8100
самоходной уста¬
новки (без дефек¬
тоскопов) .200 ±10 10020±207Х2,4Х3,48000Глава 7ИЗОЛЯЦИОННО-УКЛАДОЧНЫЕ РАБОТЫНазначение
изоляционного покрытия
стальных трубопроводовИзоляционное покрытие стальных
трубопроводов независимо от конструк¬
ции, методов нанесения, способов
укладки, применяемых материалов долж¬
но обеспечить защиту нефте-, газо- и
нефтепродуктопроводов от подземной288(почвенной) и атмосферной коррозии
и безаварийную их работу (по причине
коррозии) на весь планируемый период
эксплуатации. Для защиты трубопрово¬
дов от коррозии применяют следующие
изоляционные покрытия: битумно-рези-
новые или битумно-полимерные; из по¬
лимерных липких лент (отечественных
и импортных); полиэтиленовые, нано¬
симые в заводских условиях, эпоксид¬
ные; лакокрасочные.
Изоляционные материалы, применя¬
емые для защиты трубопроводов от кор¬
розии, должны соответствовать требо-
ваниЯхМ действующих ГОСТ, ОСТ,
СНиП и ТУ.Противокоррозионные
изоляционные материалыИсходные материалы, применяемые
для защиты стальных трубопроводов
от коррозии, приведены в табл. 7 1.Изоляционные материалы
на битумно-резиновой основеБитумы. Дл^]^ изоляции стальных
трубопроводов ‘применяют битумы не¬
фтяные изоляционные марок БНИ-IV,
БНИ-1У-3 и БНИ-V по ГОСТ 9812—74
и битумы нефтяные строительные ма¬
рок BH-IV и BH-V по ГОСТ 6617—76
(табл. 7 2).Битум БНИ-1У-3 следует применять
в осенне-зимний период на негорячих
участках. Транспортировка битумов
всех марок должна осуществлятьсяТаблица 7.1Материалы, применяемые для защиты стальных трубопроводов от коррозииМатериалНормативИзоляционные материалы на битумной основеБитумы нефтяные изоляционные ГОСТ 9812—74Битумы нефтяные строительные ГОСТ 6617—76
Мастийи изоляционные на основе битумов:МБР-65, МБР-75, МБР-90, МБР-100, ГОСТ 15836—79изобитэп-Н, ТУ 102-186—78изобитэп-30 ТУ 102-182—78Грунтовки под изоляционные покрытия из битумов
Летняя, составляющие, битум БН-90/10 или
БНИ-V, бензин неэтилированный авиационный
Б-70 или автомобильный А-72, состав 1:3 по
объему или 1:2 по массеЗимняя, составляющие: битум БН-70/30 или
БНИ-IV, бензин неэтилированный авиационный
Б-70, состав 1:3 по объему или 1:2 по массе
Грунтовка ГТ-839 (под изоляционные ленты ТУ 102-349—83
и битумные покрытия)Грунтовка ГТ-760ИНГрунтовка под изоляционные ленты на основе
полиэтиленаТУ 102-340-83
Инструкциявен 2-84—82
Миннефтегазстрой СССРНаполнители для битумных мастикРезина дробленая из автопокрышек
Известняк молотый, просеянный через сито
(900 отв/см') с влажностью не более 2 %
Асбест хризотиловый 6-го и 7-го сортовТУ 38-104-36-82ГОСТ 12871—67Пластификаторы для битумных мастикМасло зеленое ГОСТ 15836—79Масло осевое зимнее, северноеМасло трансформаторное
ПолидиенПолиизобутилен П-2010 В Г Чирсков и дрГОСТ 610-72
ГОСТ 10121—76
ТУ 38-103-280—75
ТУ 38-10231—71289
Продолжение табл. 7.1МатериалНормативРастворители и добавки для грунтовок
Бензин авиационный Б-70 (применяется зимой ГОСТ 1012—72и летом)Бензин автомобильный А-72 (применяется зимой
и летом)Клей полиизобутиленовый (применяется как до¬
бавка к битумной грунтовке под ПВХ-ленты)ГОСТ 2084—77Ленты липкие изоляционныеНа основе полиэтиленаНа основе поливинилхлоридаПоливинилхлоридная изоляционная лента ПИЛ
Лента ПВХ липкая — ПВХ-Л
Лента ПВХ для изоляции газонефтепродукто-
проводов ПВХ-БКТермостойкая изоляционная лента ЛЭТСАР-ЛПТИнструкциявен 2-84--82Миннефтегазстрой СССР
Инструкциявен 31—82Миннефтегазстрой СССР
ТУ 6-19-103—78
ТУ 102-320—86
ТУ 102-166-82ТУ 38-103418—78Армирующие и оберточные
Холст стекловолокнистый марок ВВ-Г, ВВ-КПленка оберточно-гидроизоляционная ПДБ
Оберточный материал для изоляции трубопро¬
водовОберточный материал на основе полиэтилена
Пленка оберточная ПЭКОМматериалыТУ 21-23-3—68
ТУ 21-23-44—73
ТУ 21-27-49—76
ТУ 102-216—79Инструкциявен 2-84—82
Миннефтегазстрой СССР
ТУ 102-284-86ЦинкАлюминийМатериалы для металлических покрытийГОСТ 1508—78
ГОСТ 6132-79
Силикатные эмали ОСТ 26-01-1255—75Грунтовки под лакокрасочные покрытия 'Фенол-формальдегидная ФЛ-ОЗК ГОСТ 9109—81ХС-010 ГОСТ 9355-81Фосфатирующая ВЛ-02 или ВЛ-08 ГОСТ 12707—77Грунт-шпатлевка ЭП-0010 ГОСТ 10277—76Грунт-шпатлевка ХВ-004 ГОСТ 10277—76Краска ХС-720Перхлорвиниловая эмаль ХВ-124
Пентафталевая эмаль ПФ-115290Лакокрасочные материалыТУ 6-10-709—74
ГОСТ 10144—74
ГОСТ 6465-76
в бумажной таре (мешках) с внутрен¬
ним покрытием, не прилипающим к би¬
туму, исключающей попадание в биту¬
мы земли, влаги, снега при проведении
погрузочно-разгрузочных работ.Изоляционные мастики. В табл. 7.3
приведен состав и основные свойствабитумно-резиновых мастик заводского
изготовления. Мастики марок МБР-90
и МБР-100 применяют для изоляции
трубопроводов с температурой транс¬
портируемого продукта выще 40 °С и
при температуре воздуха выще 30 °С.
Мастики марок МБР-65 и МБР-75 при-Таблица 7.2Физико-механические свойства битумовПоказателиГОСТ 9812—74Нормы по маркамБНИ-IV БНИ-1У-3 БНИ-VГОСТ 6617—76Нормы по маркамБН-IVБН-VГлубина проникания иглы 0,1 мм:
при 25 °С (в пределах) 25—40при О °С, не менее 12Растяженность при 25 °С, не ме- 3нее, смТемпература размягчения, не 75
ниже, °СТемпература вспышки,^ не ни- 230
же, °СВодонасыщенность за 24 ч, не 0,2
более, %Изменение массы после нагрева, 0,5
не более, %Содержание парафина, не бо- —
лее, %Содержание водорастворимых 0,2
соединений, не более, %30—50 Не менее 21—40
2015 9 О4 2 3652300,20,540,2902300,20,50,2702300,35-2001902300,3Таблица 7.3Состав и свойства битумно-резиновых мастик заводского изготовленияКомпонентыМБР-65МБР-75МБР-90МБР-100Битум нефтяной изоляцион¬
ный:БНИ-IV88889345БНИ-V———45Резиновая крощка57710Пластификатор (зеленое ма¬
сло)75——Температура размягчения по
КиШ, не менее, °С657590100Глубина проникновения иглы
при +25 °С, не менее, мм4 -321,5Растяжимость при -{-25 °С,
не менее, см4432Температура окружающего(+5)-(4-15)-(+35)-(+40)-воздуха в момент нанесения
мастики, °С(-30)(-15)(-40)( — 5)10-^291
Таблица 74Состав и свойства мастик полевого изготовления1 1 /11/ '1 > '■j а л гг иНомерамастик1 1 OKcJ sd 1 trJI И123456(>остав, %.битум БНИ-IV или
БН-IV809343488585битум БНИ-V или
BH-V——4245——зеленое масло——5—55резиновая крошка571071010минеральный напол¬
нитель15———Температура размяг¬
чения по КиШ, °С70-8076—8080—9090-9870-7676 -86^Растяжимость при
25 °С, мм35—3035—3025—2025-2050-4055-40Глубина проникнове¬
ния иглы при 25 °С, мм2—1,62—1,61,6—12,2—23—2,54—3меняют в зимнее время при темпера¬
туре воздуха до — 25^ССостав и основные свойства битумно¬
резиновых мастик полевого изготовле¬
ния приведены в табл 7.4Изоляционные мастики, приведенные
в табл 7 4, могут быть применены для
изоляции газопроводов при температу¬
ре транспортируемого продукта не вы¬
ше 40 °С. Мастики 1 и 2 рекомендуются
для среднего климатического пояса
СССР при температуре воздуха не
выше 30 °С Мастику 3 рекомендуется
применять при производстве работ вТаблица 7.5Основные требования к битумно-рези-
новым мастикам, применяемым для
изоляции газопроводов на выходе из
компрессорных станций^S||о- о2 К О.о ч ^са о 5^ го со -QCQ S S X5^1и; н Р-
с: ~-статага к с О;^ S S
>■3:sU
оs - ajа ^ч> кО/ татаО/ таН о- S SЛетоЗима292<20>20<20>20<20>20<20>2040-4540-5556-7056-7040-5540-5556-7056-7085—909590-95100808580—9580—95зимнее время при температуре воздуха
до - Г. С,а мастики5и6 — до — 25 °С
Мае 111 ка 4 рекомендуется для климати¬
ческого пояса с температурой воздуха
выше 30 °СПри изоляции газопроводов на выхо¬
де из компрессорных станций при тем¬
пературе газа выше 40 °С следует при¬
менять мастики, удовлетворяющие тре¬
бованиям табл 7 5.ПластификаторыПластификаторы предназначены для
повышения пластичности изоляционной
мастики при отрицательных темпера¬
турахОсновным пластификатором является
зеленое масло по ГОСТ 15836—79.Физико-механические свойства
зеленого маслаПлотность при 20 °С, г/см^ . .
Температура начала перегонки,
°С . . . . . .
92 % перегоняется при темпера¬
туре, °С Коксуемость, % . . .Содержание, не более, %•
нафталина .' .
серы . . . . .
воды . . ...0,971653500,75I0,2При отсутствии зеленого масла в ка¬
честве пластификатора следует приме-
пить осевое масло (ГОСТ 610—72),I рансформаторное масло (ГОСТ
10121—76), полидиен (ТУ 38-103-280—
/5) Перечисленные пластификаторы
необходимо ввести в состав мастики в
количестве 7 %.Наполнители
битумных мастикДля повышения вязкости и тугоплав¬
кости в мастики следует вводить на¬
полнители — резиновую крошку, моло¬
тый известняк или асбест хризолитовый
Резиновая кроилка должна соответ¬
ствовать требованиям ТУ 38-104-36—82
и иметь следующую характеристику:Содержание, %:текстиля . ... 5влаги . . .... 1,5черных металлов после магнит¬
ной сепарации . . . 0,1
Просев через сито, не менее, %*с отверстиями 1,5 мм 100с отверстиями 1 мм . . 96
Содержание видимых посторон¬
них включений . . . От-с у т -
ствуетПри введении в мастику резиновой
крошки до 7 % температура размягче¬
ния мастики повышается на 1,5—2 °С
на каждый 1 %, от 8 до 12 % температу¬
ра размягчения мастики повышается
на 3—4 °С на каждый 1 %.Молотый известняк имеет следующую
характеристику:Просев через сито 900 отв/см^,о/100Влажность, % . . ... 2
Прочность на сжатие, МПа . . 20
Глинистые примеси в размо¬
лотом известняке, % . . 2Асбест хризолитовый должен соответ¬
ствовать требованиям ГОСТ 12871—83
В битумно-резиновую мастику асбест
вводится в количестве до 7 % (по мас¬
се) взамен 3 % резиновой крошкиАрмирующие материалыНетканый стеклохолст ВВ-К и ВВ-Г
предназначен для армирования битум¬
ных изоляционных покрытий, способ¬
ствует повышению их механической
прочности, морозостойкости и защитной
эффективности (табл. 7.6)Таблица 76Техническая характеристика нетканого
стеклохолстаПоказателиВВ-КВВ-ГШирина холста в 960ч=20 400±4
рулоне, ммДлина холста в 170 150—200
рулоне, мПрочность хол- 1 0,8ста на разрыв
продольной по¬
лоски шириной
50 мм, МПаЧисло изгибов 10 10под углом 180°
до появления
трещиныТаблица 7.7Типы оберточных материалов и область их примененияУсловия прокладки
магистрального трубопроводаВид обертки
при битумных
покрытияхВид обертки при
покрытиях из
полимерных изо¬
ляционных лентПески и супеси ОП, ОК ОП, ОКГлины, суглинки, лесовидные грунты ОП ОП, ОКГалечники, каменистый и щебенистые ОП ОП
грунты, болотаСкальные грунты 2 слоя ОП 2 слоя ОППереходы подводные и под автомо- 2 слоя ОП 2 слоя ОПбильными и железными дорогами с футеровкой с футеровкойПримечания 1 ОП — обертка полимерная, толщиной не менее 0,5 мм, ОК — обертка
из гидроизола, толи, антисептированного рубероида толщиной не менее 1 мм 2 В скальных
грунтах при соответствующем обосновании допускается предусматривать футеровку3 На обводненных участках замена оберток ОП на ОК не допускается293
I I I+o"++
Ю ^Si+i =S s° к«I e I™ 1“ si: “-3 Vg-SoE- E *- Я ^o- - o. cr
>> ^^ >> s' >> ^CO ^ s H c{= S =^ 2 ^s СЦ^ -J^ ca *—^ H ^ с^ CT3 сS >, S sSOJ P- gj -T-OЮ+ss+H H294
оюо§o'+1юo'<vоь>5ноО-D?саXоLO rt<+ + +
т т тSIо7000CD Tt-1 i it t t
ООО
Ю CVJ —I I I00 M О
Ю CDО-MlOo''XCQCо-HCDo'*X03с^ ^ SI5 « «T c'j СЧ(M — —>5H2Hs3COCO>5Hi>>Cu5 2 ^o- g
o: 5
|i|о
ii- - “
S 3" о
^ 2 ^
? S-Г' cuo' ^ s оCD CD+ 00 +•I- s.|-i-
5?|S-oT о ®T1.“ з1о Юо+т+тS о:
ок g
, ^ S
§ о S>> S s<;S eg О .
t£5 SC isi счC30ICOsI>:.H>>HXCNCO00g gHXXSoaОберточные материалыК оберточным материалам относят
полимерные ленты ПДБ и ПРДБ, бика-
рул, бризол, гидроизол, толь, рубероид,
а также ленты импортной поставки.
Оберточные материалы предназначены
для защиты изоляционных покрытий
от механических повреждений.Поливинилхлоридный (ПВХ) обер¬
точный материал должен удовлетворять
требованиям ТУ 102-216—79Техническая характеристика ПВХ
оберткиТолщина, мм 0,7iiz0,lШирина, мм . . . . 500±10
Длина ленты в рулоне, м 125+1
Сопротивление разрыву,МПа 8,0Относительное удлинение,% 80Морозостойкость, °С . . —10
Температура нанесения и
эксплуатации, °С . . .От —10 до+ 40Типы оберточных материалов и об¬
ласть их применения приведены в табл.
7.7.Изоляционные материалы
на основе полимеровГрунтовки под изоляционные покры¬
тия из липких полимерных лент отечест¬
венного производства используют для
обеспечения прилипаемости (адгезии)
покрытия к металлу трубы (табл. 7.8).Для защиты изоляционных покрытий
из полимерных липких лент отечествен¬
ного производства от механических по¬
вреждений рекомендуется применять
полимерные оберточные материалы
(табл. 7.9) Для защиты стальных
трубопроводов от коррозии применяют
импортные полимерные липкие ленты
и липкие обертки (табл 7.10). Необ¬
ходимую силу сцепления (адгезию) им¬
портных полимерных липких лент с
металлом трубы обеспечивают клеевые
грунтовки, приведенные в табл. 7.10.Лакокрасочные покрытияЛакокрасочные покрытия применяют
для защиты от коррозии наземных
участков трубопроводов (табл. 7.11).295
ga.sоa.I22.я 5s51
^ 2
H H-1^'it‘i
Cu TO 2ig&
is: оСП ссо s
g ?(Л >, s bCO £0 ^CQ о S
a H «
о X a:
>^ Cl.
^ CL c03i i
S ^ S 2=
C- o; ci SC H GJ CL.>=t<SS++ООО
со CD CD
+ + +ООО
CD со Ю
+ + +1 1SS
1 11 1 1888
1 1 11 1 1
ssf1 1 I1 11 1 11 1 100 о
оо' о'ю
о 00 h-— О Оо' o' о'о о
82 =
о о о88
lO (М со. - CCQ<J5 о®асл! H fi§юi§ОСП^ Hoj ^ ra q ^
-e-HXai^<CuTf<X> CD
CD CDЙ8СЧо LOCM (M
CD CDo'o'LO Юо о
00 соЮ CM 00
СО С73
CD CDо' о" о'8^8
ю ююо o' o'"о ю о
со см со
o'" о' о'Tf ю о
CD Ю о
CD CD (X)o'" о' о'Й8Й
см ю смо ссм сс ^CD со VOо'o'" О ^ёй8
со со соо' о' o'*S оЮЮ ЮЮО LOOOСОСО COCOtJ- СОСОСОCDCD CDCDCD CDCDCDо' o'" o'" о' о' о' о' о'LOсо
о" о'о" о ооюю
см сою ю
со со
CD CDo' o'ю
ю ю юЮЮО
со со
CD CD соо' o' о"ю ю
со со
со CD
o'" o'"a(Я ОS сито5Г SО 03— о+ S§ ^■=; »sо о(Г) нS <Т)3 “^Ч 2О VOо ^О >.
==К ^2 ьS XS тон а.^2! >>
'<и СГ)S то= &о. f-г- ^С Q.296
к яS сх.0>и^ о
CJ 3^ ICQ а о. <и Iс с 00:1§
:т о§со\о>>о.нCflSX2£SRв?=t2О.^ 2
со ^
=г _
S л
§“
VO оССне;* fj со ^ CN|.= Si ° ‘-ii-s.§о g о ” 3^ о
с CQ IКок>=^ S =9еою3 ТS §I.(Nгз = ^ t? 00 й =о S gu99 =
t^ i s><^xc^c^ § ^ .о 5“|лЮ :^dQ’©' 9"coi-0 ^
g S'^^ s“^ g S£J «>,^<1JCQ s >,>,^aiCQ s
o-^ 3X t=;,ci. a.^ :dX ^
U«C cq^sU-L-C OQ'-^S“5Isi COо ^
C=; He Sc>. * »sQ-^ 2
{—I 03sоCOIо<V '1^1
00 <L) t^
СЧ f- CM
b =S CT5 S 00
3= 3 —I 5h Sh
о 2 о оl; >,ua(-.lOlOCO05«00l§
e o)18
c- uHиоиXнsIоas \oO- о •• ^оCJ5J3cD
^ 00Ti-Мч,■umtQ CO w СЧ CO H“ ^ n: Xu cx a:00оCQsIоо05sO.XCO H
CL CQCOis:CQ<vCON“islO sS Q-S
?9 "-“ o:
g
s
^6(C PgЭ ^ о ^t: Np2t H 1ЛН3-0^2:о>лн' r . /^ nTlCL • I—' Г-' -U OQ oo" CQ H U 00'PQ297
s ^ СХо
sc О»Э SS !" >. S о- I
о O.QJ Iс с: 00О оL ^ iJ- СМ
° ^-||iS.§Q о ? ^: 2® ^ о(U CV1?“ I
,gi2
(ЛС1,л1 =к g аТО ^
‘-ч о_ ТОо. с;§О-С298сч. m^o-e-
£ g m-r Ё -^а-а;Ю(U *v^?ёсчIою' (U Щ S ^ ^ SSЗХ 2,^<у:г = ^ -Sco^sUi*^ cot—. с^(Т) t=(H таа:й>Sо>Xл о о.^ о Ш с
I 'Т о ’5аз — -а - . 5
g соX ii: <■о. О) 1—1иОС<сс<с3аSIоOi7Iио"ГСилтаrt*SS0Q1^312
С1. .
о UOSо. 'CU 0QахСА00счSниОо:g S* ii
= 0.51-2
О rtо.'Ти^CQOCXUsS I
3 со
со —'
о сожНо“и1^-
о» и
СХI I
S|
г§?то f-
ю 3
о о.S о
сч тоS е-:г<и 00
Конструкция
изоляционных покрытийТипы и конструкции изоляционных
покрытий на основе битумно-резиновой
мастики (табл 7,12).Изоляционные покрытия типов 1, 2, 3
и 4 можно наносить как в стационар¬
ных, так и в трассовых условиях раз¬
дельным или совмещенным способами
Изоляционные покрытия типов 5 и 6
наносят на трубы только на полуста-
ционарных или базовых условиях
Типы и конструкции изоляционных
покрытий на основе полимерных лент
(табл 7 13) приведены типы и кон¬
струкции изоляционных покрытий на
основе полимерных лент отечественного
производства.Тип и конструкция изоляционного по¬
крытия при подземном, наземном, над¬
земном и подводном способах проклад¬
ки трубопроводов определяют в проекте
с соблюдением требований, соответ¬
ствующих НТДКонструкция изоляционных покры¬
тий из импортных полимерных лент
и липких оберток применяют с учетом
следующих требований:полимерные ленты следует наносить
только по слою грунтовки, поставля¬
емой комплектно с изоляционной лен¬
той,изоляционные покрытия из одного
слоя импортных изоляционных лент,
приведенных в табл. 7 10, с однослой¬
ной защитной липкой оберткой по своим
защитным свойствам отвечают тре¬
бованиям нормальной и усиленной
изоляции на линейной части трубо¬
провода.Расход полимерных лент и рулонных
материалов для защитной оберткиG = k,knnDLP,где /гн — коэффициент, учитывающий
величину нахлеста, при однослойной
изоляции ^н = 1,09, при двухслойной
изоляции ^н = 2,30, /гп=1,08 — коэф¬
фициент, учитывающий потери изоля¬
ционной ленты или оберточного мате¬
риала при смене рулонов, обрывах,
торцовке и т. п., /г„=1,08, D — наруж¬
ный диаметр изолируемого трубопро¬
вода; L — длина изолируемого трубо¬
провода; Р—масса 1 м^ ленты или
оберточного материала.Площадь поверхности ленты или
оберточного материала на трубеS, = nDLB/(Bn),где В — ширина рулонного материала;
п — щирина нахлеста.В зависимости от условий эксплуа¬
тации трубопровода используют два ти¬
па защитных покрытий — нормальный
и усиленный. Усиленный тип следует
применять на трубопроводах диаметром
1020 мм и более независимо от условий
прокладки, а также на всех трубопро¬
водах любого диаметра, прокладыва¬
емых:южнее 50° северной широты;
в засоленных почвах любого района
страны (солончаках, солонцах, солодях,
такырах, сорах и др );болотистых, заболоченных, чернозем¬
ных и поливных почвах, а также на
участках перспективного обводнения,
на подводных переходах и в поймах
рек, а также на переходах через же¬
лезные и автомобильные дороги, в том
числе на участках по обе стороны от пе¬
реходов, протяженность которых опре¬
деляется проектом,на территориях компрессорных, газо¬
распределительных и насосных станций,
а также установок комплексной подго¬
товки газа и нефти (на расстояниях
в обе стороны от них в соответствии
с проектом),на пересечениях с различными трубо¬
проводами, включая участки по 20 м
в обе стороны от места пересечений,
на участках промышленных и быто¬
вых стоков, свалок мусора и шлака;
на участках блуждающих токов,
на участках трубопроводов с темпе¬
ратурой транспортируемого продукта
313 К (40 °С) и выше;на трубопроводах для транспортиров¬
ки сжиженных углеводородов и амми¬
ака;на участках нефтепроводов, нефте-
продуктопроводов, прокладываемых на
расстояниях, выбираемых по норматив¬
но-техническим документам Госстроя
СССР, от рек, каналов, озер, водохра¬
нилищ, а также от границ населенных
пунктов и промышленных предприятий.Во всех остальных случаях следует
применять защитные покрытия нор¬
мального типаВ скальных, щебенистых, сухих ком¬
коватых глинистых и суглинистых грун-299
Таблица 712Конструкции покрытий на битумно-резиновой основеТипИ'ЮЛЯЦИИ1 Нормальный2 Нормальный3 Усиленный4. Усиленный5 Усиленный6. УсиленныйКонструкция покрытияОбщая
толщина
покрытия,
ммГрунтовка, мастика, 4 мм, стеклохолст 4
один слойГрунтовка, мастика 4 мм, бризол один 5,5
слой (толщина бризола 1,5 мм)Грунтовка, мастика 6 мм, стеклохолст 6
один слойГрунтовка, мастика 6 мм, бризол один 7,5
слойГрунтовка, мастика 3 мм, стеклохолст 7,5
один слой, мастика 3 мм, бризол один слой
Грунтовка, мастика 3 мм, стеклохолст 6
один слой, мастика 3 мм, стеклохолст один
слойДопуски
по толщине,
мм-ГоГз±0,5
±0,5
±0,5
±0,5
±0,5Таблица 713Конструкции защитного покрытия из полимерных лентНормальный2. Усиленный3 УсиленныйГрунтовка битумно-полимерная типа ГТ-760 ИН с —расходом 0,1 кг/м"'Лента поливинилхлоридная изоляционная липкая 0,8
типа ПВХ-БК, ПВХ-Л, ПИЛ, два слоя
Обертка защитная типа «Ленты полимерной» на 0,5
основе поливинилхлорида, ПЭКОМ, один слой
Грунтовка битумно-полимерная типа ГТ-760 ИН с —расходом 0,1 кг/м^Лента поливинилхлоридная изоляционная липкая 0,8
ПВХ-БК, ПИЛ, два слояОбертка защитная типа «Ленты полимерной» на Iоснове поливинилхлорида, ПЭКОМ, два слоя
Грунтовка ГТ-832 НИК с расходом 0,4 кг/м^ —-Термостойкая и и)ляционная лента ЛЭТСАР-ЛПТ 1,2марки «А», один слойГрунтовка ГТ-832 НИК с расходом 0,4 кг/м^ —Термостойкая изоляционная лента ТЭТСАР-ЛПТ 0,7
марки Б, один слойОбертка защитная типа «Ленты полимерной» на 0,6
основе поливинилхлорида, ПЭКОМ, один слойтах изолированный трубопровод следует
укладывать на подсыпку из мягкого
грунта толщиной не менее 10 см и при¬
сыпать таким же грунтом на 20 см с обя¬
зательной подбивкой пазух; при соот¬
ветствующем обосновании подсыпку до¬
пускается заменять футеровкой300На участках подводных переходов,
на переходах под железными и автомо¬
бильными дорогами покрытие следует
выполнять из двух слоев изоляцион¬
ной ленты с двумя слоями защитной
обертки с последующей футеровкой де¬
ревянными рейками.
Приемка, складирование
и хранение изоляционных
и оберточных материаловМатериалы, применяемые для защи¬
ты трубопроводов от коррозии, должны
иметь технический паспорт или серти¬
фикат.При приемке изоляционных материа¬
лов отечественного производства необ¬
ходимо проверить: соответствие серти¬
фиката техническим условиям на по¬
ставку данного материала, состояние
упаковки.Сертификат должен содержать следу¬
ющие данные: наименование предприя¬
тия-изготовителя; наименование про¬
дукции, номер партии; дату изготов¬
ления, номер ГОСТа или ТУ, соответ¬
ствие показателей качества требова¬
ниям ГОСТ или Ту.При отсутствии сертификата лабора¬
тория строительно-монтажной органи¬
зации должна провести лабораторные
испытания материала и дать письменное
заключение о возможности применения
данного изоляционного материала
Изоляционные нефтяные битумы по¬
ступают партиями. Партией считается
любое количество битума, однородного
по своим качесгвенным показателям, со¬
провождаемого одним документом о ка¬
честве.Каждая партия сопровождается пас¬
портом с указанием следующих данных:
наименование предприятия-изготовите-
ля и его адрес, наименование и марка
битума (мастики), состав мастики, но¬
мер партии; масса (нетто) партии; дата
изготовления; результаты испытаний;
номер ГОСТа или ТУ.Необходимо систематически прове¬
рять условия хранения изоляционных
материалов Рулонные изоляционные,
армирующие материалы, грунтовки,
растворители, пластификаторы, напол¬
нители и т п следует хранить в закры¬
тых помещениях.Рулонные изоляционные, армирую¬
щие и оберточные материалы следует
растаривать только при подготовке их
к исгюльзованию, т е. на месте произ¬
водства работУ полимерных изоляционных лент
следует проверить*отсутствие телескопических сдвигов в
рулонах;возможность свободного разматыва¬
ния рулонов при установленной темпе¬
ратуре применения;отсутствие перехода клеевого слоя на
другую сторону лентыРулоны ленты, имеющие неровные,
оплывщие или смятые торцы, необхо¬
димо забраковать и применять для
ремонта дефектных мест изоляции тру¬
бопроводаАрмирующие и оберточные рулонные
материалы проверяют на возможность
разматывания рулонов при температу¬
ре применения, на плотность намотки
в рулоне и ровность торцов.При необходимости рулоны необ¬
ходимо перемотать и отторцевать
Изоляционные материалы на основе
битумов хранят на специальных пло¬
щадках, оборудованных настилом и на¬
весом.Места хранения изоляционных мате¬
риалов должны быть оборудованы про¬
тивопожарными щитами с необходимым
набором инвентаряИмпортные изоляционные и оберточ¬
ные материалы снабжаются техниче¬
ским паспортом, в котором должны быть
указаны следующие данные- наимено¬
вание и марка продукции, дата изготов¬
ления, прочностные характеристики ма¬
териала; температура применения и эк¬
сплуатацииПри приемке импортных изоляцион¬
ных материалов проверяют их показа¬
тели, оговоренные в контрактеРулоны изоляционных лент и обер¬
ток следует хранить в заводской упа¬
ковке в вертикальном положении, не бо¬
лее чем в 3 ряда (при хранении в пал¬
летах — не более двух паллетов по
высоте), в складских помещениях или
под навесом, обеспечивающих защиту
от солнца и атмосферных осадков, при
температуре не ниже — 40 °С и не вы-
ще +45 °С.Затаренную в бочках клеевую грун¬
товку необходимо хранить отдельно
от изоляционных лент и оберток в за¬
крытых помещениях или под навесом,
соблюдая правила пожарной безопас¬
ности, как и для горючесмазочных ма¬
териаловРастаривать рулоны изоляционных
лент и оберток, а также вскрывать
бочки с грунтовкой необходимо
только при подготовке их к исполь¬
зованию, т. е. на месте проведения
работы301
в рулоне стеклохолста марки ВВ-Г
допускается не более трех склеенных
между собой отрезков. Прочность скле¬
енных швов должна быть не ниже проч¬
ности холста. В поставляемой партии
число рулонов со склеенными швами
не должно превышать 10 %.Стекловолокнистый холст должен
быть неворсистым и без складок, на¬
мотка холста в рулонах должна быть
плотной и ровной с торцов. Каждый ру¬
лон должен быть обернут оберточной
бумагой или другой плотной оберткой
в два слоя и перевязан шпагатом.Доставленный на строительство бри-
зол проверяют на прямолинейность
ленты при размотке, отсутствие слипа-
емости, а также на прилипаемость к го¬
рячей битумной мастике. Потребитель
имеет право производить контрольную
проверку соответствия бризола требова¬
ниям ГОСТ, применяя методы испыта¬
ний.Слипшиеся рулоны бризола или име-
юидие излишнюю присыпку должны
быть перемотаны на ручном или меха¬
ническом станке. При перемотке по¬
путно склеивают концы ленты, если
в ней имеются разрывы, а также сме¬
тают излишнюю посыпку мелом.Каждую партию гидроизола снаб¬
жают паспортом с указанием наимено¬
вания и марки материала, даты изго¬
товления, температуры размягчения
пропиточной массы. Полотно гидроизола
не должно иметь трещин, отверстий,
разрывов и складок. В разрезе гидро-
изол должен быть черным с корич¬
невым оттенком без светлых прослоек
непропитанной бумаги и без посторрн-
них предметов.Бикарул выпускают намотанным на
прочные пластмассовые или картонные
катушки диаметром 70—80 мм. При раз¬
мотке рулонов полотно не должно сли¬
паться Слипшиеся рулоны бикарула
необходимо перемотать, сметая лиш¬
нюю меловую или асбестовую присыпку.Рулонные изоляционные оберточные
и армирующие материалы, грунтовки,
растворители, пластификаторы, напол¬
нители следует перевозить специаль¬
но оборудованными транспортными
средствами, которые обеспечат сохран¬
ность качества этих материалов.302Состав
изоляционно-укладочных работПри сооружении трубопроводов изо-
ляционно-укладочные работы включают
следующие основные технологические
операции:очистку наружной поверхности тру¬
бопровода или его элементов от ржав¬
чины, земли, пыли, снега, наледи, копо¬
ти, масла, поддающейся механической
очистке окалины и других загрязнений,
при необходимости сушку и подогрев;
приготовление грунтовки,
приготовление или подготовку изоля¬
ционных и оберточных (армирующих)
материалов,нанесение грунтовки на очищенную
поверхность трубопровода;нанесение изоляционного и оберточ¬
ного (армирующего) покрытий на
огрунтованную поверхность,футеровку трубопровода или отдель¬
ных его частей, укладываемых на участ¬
ках со скальным, каменистым и другими
грунтами с твердыми включениями;укладку трубопровода в проектное
положение;балластировку или закрепление тру¬
бопровода на проектной отметке,
засыпку (присыпку) уложенного тру¬
бопровода,контроль качества подготовки изоля¬
ционных материалов и покрытия на тру¬
бопроводеОчистка и огрунтовка
изолируемой поверхности
трубопроводаОсновные требования к очистке на¬
ружной поверхности трубопровода под
изоляционные покрытия из битума, по¬
лимерных лент и лакокрасочных мате¬
риалов заключаются в следующем:
поверхность трубопровода должна
быть высушена и очищена от ржав¬
чины, пыли, земли, наледи, окалины,
следов масла,на очищенной механическим спосо¬
бом поверхности допускается наличие
окалины и консервационного покрытия,
если они имеют прочное сцепление
с металлом трубы;очищенная поверхность трубопровода
должна быть сухой и соответствовать
эталону IV.
Очищенную поверхность трубопрово¬
да сразу же следует огрунтовать грун¬
товками, приведенными в табл. 7.9 и
7.10 Грунтовка должна покрывать всю
поверхность трубы ровным слоем. Про¬
пуски, подтеки, сгустки и вздутия грун¬
товки не допускаются. Очистку и огрун-
товку поверхности трубопровода выпол¬
няют следующими самоходными очист¬
ными машинами: ОМ-151 при диамет¬
рах труб 89—159 мм, ОМ-131 —89—
168 мм, 0МЛ-8А — 219—325 мм, ОМ-
521 - 325—530 мм, ОМЛ-4 — 631 —
820 мм, ОМ-121 — 102СГ,'Т221Гмм, ОМ-
1422— 1420 мм.Клеевые грунтовки под полимерные
покрытия, изоляционные ленты и липкие
обертки наносятся на поверхность тру¬
бопровода самоходными машинами для
очистки и изоляции трубопроводов
ОМ-321 П при диаметре труб 219—
325 мм, ОМ-522П — 325—530 мм,
ОМ-821П - 620—820 мм, ОМ-1221П —
1020—1220 мм, ОМ-1423П- 1420 мм.Для обеспечения равномерного по¬
крытия очищенной поверхности трубо¬
провода грунтовку перед нанесением
следует тщательно перемешать. Слой
грунтовки должен быть сплошным и не
иметь подтеков, сгустков и пузырей.
Грунтовку в случае необходимости не¬
посредственно перед нанесением допус¬
кается разбавлять бензином Б-70, вводя
его не более 10 % от разбавляемого объ¬
ема Для равномерного растирания
грунтовки на изоляционной или изоля¬
ционно-очистной машине следует уста¬
навливать вращающееся полотенце.
Температура грунтовки при нанесении
должна быть в пределах от 10 до 30 °С,
поэтому в холодное время года грун¬
товку следует подогревать в водяной
или масляной бане (но не выше 50 °С).
В жарком климате температура грун¬
товки допускается и выше 30 °С (до
температуры окружающей среды).Приготовление битумной грунтовки
включает следующие операции (в ем¬
кости грунтовочного смесителя за одно
приготовление получают 1,4 м^ би¬
тумной грунтовки): битумоплавильный
котел ИСТ-ЗБ загружают колотым биту¬
мом (куски по 1—2 кг каждый) в ко¬
личестве 0,5—0,45 м^; зажигают обе
горелки и битум расплавляют, обезво¬
живают, удаляют остатки оберточной
бумаги; гасят горелки котла и охлажда¬
ют битум до 100—80 °С; остывший
битум в котле на буксире грузовой ма¬шины подвозят к грунтовочному сме¬
сителю, подвозят заправочный агрегат
МЗ-3904; в емкость грунтовочного
смесителя из цистерны заправочного
агрегата перекачивают 1,05 м^ бензина
(до отметки в смесителе); битум из кот¬
ла сливают в лейку и выливают тон¬
кой струей в бензин, постоянно разме¬
шивая до полного растворения битума
в бензине, тщательно закрывают ем¬
кость смесителя, инвентарь очищают от
битума и промывают при необходи¬
мости детали смесителя; при заправке
бака очистной машины грунтовка про¬
цеживается через металлическую сетку
с 400 отверстиями на 1 см^; готовую
грунтовку хранят до использования
в плотно закрытом грунтовочном сме¬
сителеИзоляционные покрытия
на битумно-резиновой основеБитумные мастики для различных
условий строительства и эксплуатации
трубопроводов по физико-механическим
свойствам должны отвечать требова¬
ниям, приведенным в табл. 7.2 Битум¬
ные мастики готовят в заводских усло¬
виях или, как исключение, на трассе
в битумоплавильных установках, либо
в передвижных котлах с обязатель¬
ным механическим перемешиванием.
Составы мастик приведены в табл.
7.3 заводского и 7.4 полевого изготов¬
ления.Разогретую битумную мастику во из¬
бежание снижения физико-механиче-
ских характеристик запрещается дер¬
жать при температуре 190—200 °С бо¬
лее одного часа и при 160—180 °С —
более трех часов.Особым условием, определяющим ка¬
чество изоляционного покрытия, явля¬
ется соблюдение температурного режи¬
ма приготовления и нанесения мастики
на трубопровод. Толщина наносимого
слоя мастики, его сплошность и прили-
паемость, степень погружения стекло-
холста в мастичный слой зависят от
вязкости битумной мастики При задан¬
ном составе вязкость мастики регули¬
руется изменением ее температуры
в ванне изоляционной машины в зави¬
симости от температуры окружающего
воздуха (табл. 7.14).Вязкость мастики в определенных
пределах также можно регулировать
содержанием в ней резиновой крошки303
Таблица 7.14Температура битумной мастики в ванне
изоляционной машины, необходимая
для получения 6 мм изоляционного
слоя в зависимости от температуры
окружающего воздуха (в°С)ТемператураокружающеговоздухаТемпература
мастики в ванне изо¬
ляционной машины(-Ь30)-(+10)
(+10)-(-5)
(_5)_(_15)
(_i5)_(_25)
Ниже —25145—155155-165165—175175-185185-190Примечание При нанесении покрытия
толщиной 4 мм температуру мастики в ван¬
не изоляционной машины поддерживают
на 5—10°С выше значений, указанных в
таблицеИзоляционное покрытие на битумно¬
резиновой основе следует наносить на
поверхность трубопровода ровным сло¬
ем заданной толщины без пузырей
и посторонних включений с обеспече¬
нием заданной адгезии с защищаемой
поверхностью. Стеклохолст во всех
случаях должен быть полностью погру¬
жен в мастичный слой.Армирование битумного покрытия
стеклохолстом и обертка защитными ру¬
лонными материалами производится без
гофр, морщин и складок с нахлестом
не менее 3 см. Для этого до начала
работ шпули изоляционной машины
должны быть отрегулированы и закре¬
плены под заданным углом, обеспечива¬
ющим равномерное натяжение полот¬
нища и требуемую величину нахлеста
Усилие натяжения полотнища материа¬
ла регулируется тормозными устрой¬
ствами шпуль изоляционной машины
При слабом натяжении образуются
гофры, складки и отвисание материа¬
ла. Повышенное натяжение приводит
к растягиванию материала или его раз¬
рывам.Битумные мастики готовят в завод¬
ских условиях; в трассовых условиях
их разогревают в котлах до темпера¬
туры не выше 200 °С, постоянно пере¬
мешивая. Изготовление битумных мас¬
тик в полевых условиях допускается
в виде исключенияБитумную мастику заводского изго¬
товления плавят в котлах установок
УБК-81 (или БК-4), заполняют котлы304установок мастикой на 1/5 объема, за¬
жигают горелки котлов, расплавленную
мастику перемешивают, извлекают ос¬
татки оберточной бумаги, догружают
котлы мастикой до 3/4 объема, увеличи¬
вают пламя горелок; расплавленную
мастику перемешивают, удаляют остат¬
ки оберточной бумаги, мастику обез¬
воживают, медленно повышая ее тем¬
пературу от 160 до 180 °С, постоянно пе¬
ремешивая до исчезновения на ее по¬
верхности пены; после обезвоживания
мастики гасят горелки котлов и до пе¬
рекачки в битумозаправщики поддер¬
живают температуру готовой продукции
150—170 °С (выдержка мастики в котлах
при температуре 120 °С свыше трех ча¬
сов не допускается); при перекачке ма¬
стики в битумозаправщики в котлах
для ускорения следующей плавки не¬
обходимо оставлять примерно 1 /5 объе¬
ма мастики.Изоляцию производят по высохшей
грунтовке (разрешено изолировать по
грунтовке, которая дает отлип, но не
смазывается); постоянно контролиру¬
ют температуру мастики в ванне и коли¬
чество мастики в обечайке, проверяют
качество наносимого слоя битумной
мастики по всему периметру трубы,
постоянно контролируют качество арми¬
рования мастичного слоя, отмечая мес¬
та, требующие ремонта.Армирование мастичного слоя произ¬
водят стеклохолстом, полностью погру¬
жая его в слой мастики Покрытие со
стеклохолстом должно иметь ровный
черный цвет.Нахлест края последующего витка
полотна стеклохолста на предыдущий
делают равным 20—30 мм Полотно
стеклохолста для намотки накладывают
на поверхность горячей жидкой мастики
с погружением в нее без морщин, скла¬
док и гофров Конец полотна намотан¬
ного рулона перекрывается не менее,
чем на 100 мм концом полотна нового
рулона.Нанесение изоляционного
покрытия из битума
в базовых условияхИзоляционные покрытия на трубы
или секции труб в базовых условиях
следует наносить с помощью механизи¬
рованной установки, оборудованной
приспособлениями для перемещения
и вращения труб, очистки изолируемой
поверхности и ее праймирования, нане¬
сения битумной мастики, армирующего
и защитного оберточного слоевВ центральных и особенно в северных
районах страны необходимо предусма¬
тривать отопление рабочих помещений
изоляционных баз, температура в кото¬
рых в зимнее время должна быть от 15
до 20 °С. В зимних условиях на базах
необходимо, кроме того, предусматри¬
вать сушку и подогрев труб.Трубы, предназначенные для изоля¬
ции, предварительно очищают по всей
поверхности. Основным способом очист¬
ки поверхности труб в базовых условиях
является механический (дробеметный,
щеточный, иглофрезерный и др.).Изоляционную мастику наносят ме¬
ханизированным способом по слою
грунтовки на сухую и незапыленную
поверхность. При применении стекло-
холста в качестве армирующего мате¬
риала последний должен быть пол¬
ностью погружен в слой мастики.Для предохранения изоляционного
покрытия от механических поврежде¬
ний трубы дополнительно необходимо
обертывать прочной защитной оберт¬
кой.На трассе изоляцию наносят на сва¬
риваемые фасонные части, арматуру,
стыки и на поврежденные места изо¬
ляции.При изоляции труб на базовой или
полустационарной установке необхо¬
димо выполнять следующие требования:
на установке для изоляции труб
должно быть дополнительное устрой¬
ство, позволяющее повторно обливать
трубу мастикой и армировать ее стекло-
холстом,в центральных и особенно в северных
районах в зимнее время необходимо
предусматривать подогрев изолируемой
трубы до температуры 30—35 °С;в зимнее время установка должна
находиться в утепленном помещении
с температурой воздуха не ниже 10 °С;транспортные средства должны быть
оборудованы устройствами, не допуска¬
ющими смещения изолированных труб
при движении на поворотах и при тор¬
можении, для этого их укладывают
на прокладки и закрепляют, не допуская
жесткого соприкосновения изолирован¬
ных труб между собой и с транспорт¬
ными средствами,разгружать трубы с транспортных
средств на бровку транщеи следуетмеханическим способом, исключающим
повреждение изоляционного покрытия,при монтаже и сварке труб в плети
на бровке траншеи необходимо обеспе¬
чить сохранность изоляционного покры¬
тия, 'качество изоляции в зоне сварных
стыков должно быть не ниже основной
изоляции труб, для изоляции сварных
стыков целесообразно применять лип¬
кую полимерную ленту,изолированные петли следует уклады¬
вать в траншею, используя полотенца
с мягкими прокладками.При небольшом объеме работ до¬
пускается наносить изоляционное по¬
крытие вручную (мастику наносят слоя¬
ми, одновременно обливая его и расти¬
рая снизу трубы брезентовым поло¬
тенцем). Толщина каждого слоя долж¬
на составлять 1,8—2 мм. Трубу следует
обматывать стеклохолстом сразу же
после нанесения горячей мастики,
чтобы обеспечить полное погруже¬
ние стеклохолста в мастику и полное
склеивание бризола.Изоляция сварных стыков
битумной мастикойСваренные участки труб, подлежащие
изоляции, должны быть подготовлены
по принятой технологии. Ржавчину
и землю удаляют проволочными щетка¬
ми, а пыль — ветошью, смоченной бен¬
зином Для обеспечения прочной связи
наносимого покрытия с имеющейся на
трубе битумной изоляцией необходимо
примыкающие к сварному шву края
изоляции на 15—20 см очистить и сре¬
зать на конус. На очищенную поверх¬
ность покрытия наносят кистью или рас¬
пылением грунтовку без сгустков, про¬
пусков и подтеков. После высыхания
грунтовки наносят мастику, обливая ею
в два-три слоя изолируемый участок,
и растирают ее в нижней части трубы
полотенцем, а затем обертывают стекло¬
холстом.Изоляционные покрытия
на основе полимерных
ленточных материаловПолимерные изоляционные ленты
можно наносить на трубопроводы при
положительной и отрицательной темпе¬
ратурах При температуре окружающе¬
го воздуха ниже 10 °С рулоны ленты305
перед нанесением необходимо выдер¬
жать в помещении при температуре
не ниже 15 °С не менее 48 ч. При тем¬
пературе окружающего воздуха ниже
3 °С поверхность изолируемого трубо¬
провода необходимо подогреть до тем¬
пературы не ниже 15 °С (но не выше
50 ”С) Сущку и подогрев трубопро¬
водов следует осуществлять установка¬
ми типа СТ: СТ-221 при диаметре труб
168-219 мм, СТ-372 — 219—377 мм,
СТ-532 — 530 мм, СТ-822 — 720—
820 мм, СТ-1024 — 1020 мм, СТ-1224 —
1220 мм, СТ-1424 — 1420 мм.Грунтовка, изоляционное покрытие,
армирующий и оберточные материалы
следует наносить за один проход очист¬
ной и изоляционной мащин Изоляци¬
онные и оберточные ленты наносят
без перекосов, морщин, отвисаний со
следующей величиной нахлеста: для од¬
нослойного покрытия — не менее 3 см;
для двухслойного — на 50 % ширины
ленты плюс 3 см. Нанесение лент с гоф¬
рами недопустимо.Важным условием, обеспечивающим
плотное прилегание ленты по всей за¬
щищаемой поверхности и создающим
герметичность в нахлесте, является со¬
блюдение следующего натяжения
ленты*Натяже¬
ние еди¬
ницы ши¬
рины, МПа 0,1 —0,15 0,15—0,2 0,2—0,3
Темпера¬
тура воз¬
духа, °С 40 20 30Перед нанесением ленточных матери¬
алов изоляционную машину необходимо
отрегулировать по диаметру изолиру¬
емого трубопровода, ширине рулона
ленты и величине нахлеста. Угол на¬
клона шпуль tgT, скорость движения
изоляционной машины частота вра¬
щения цевочного колеса N назнача¬
ются по следующим формулам:В-Иtg у= — ,Vm = SN— jiD ig yN; N — v/{nD),где В — ширина рулона ленты (при¬
нимается по фактическому замеру в306пределах 0,5—0,7 диаметра трубы, но
не более 50 см); Н — нахлест витков
ленты (принимается не менее 3 см);
Д — наружный диаметр изолируемого
трубопровода; 5 — шаг намотки ленты;
V — линейная скорость намотки ленты
(принимается не более 50 м/мин )При ремонте изоляционного покры¬
тия, а также при изоляции захлестов,
вставок, катушек, сварных стыков,
участков со сложной конфигурацией
и при небольшом объеме работ изоля¬
ционной ленты и обертки допустимо
наносить по клеевой грунтовке вруч¬
ную. Ширина ленты при ручном нане¬
сении должна быть не более 0,25 м.Изоляция трубопроводов
лакокрасочными покрытиямиДля защиты надземных участков
трубопроводов применяют лакокрасоч¬
ные и другие покрытия, выбираемые
по соответствующей НТД.Лакокрасочные покрытия наносят на
тщательно очищенную от ржавчины,
окалины, масляных пятен и других
загрязнений сухую поверхность трубо¬
провода при температуре окружающего
воздуха не ниже 10 °С и относитель¬
ной влажности воздуха не выше 75 %.
Очищенную поверхность перед нанесе¬
нием лакокрасочных покрытий обезжи¬
ривают авиабензином или уайтспиритом.Составы, содержащие растворитель,
следует наносить в 4—5 слоев (в со¬
ответствии с проектом), тщательно про¬
сушивая каждый слой. К наиболее
стойким в атмосферных условиях от¬
носятся грунтовки на основе фенол-
формальдегидных смол, эпоксидные
шпаклевки, а также перхлорвиниловые
и пентафталевые эмали и лаки.Покрытия выполняют из 2—3 слоев
грунтовки и 2 слоев эмали или лака,
либо из 2 слоев грунта-шпаклевки с до¬
бавлением в последний (верхний) слой
во всех случаях 10—15"% алюминиевой
пудры ПАП-1 или ПАП-2 (ГОСТ 6132—79 «Пудра алюминиевая пигментная»)
и нанесением первого слоя грунта по
тщательно очищенной и обезжиренной
поверхности трубопровода. Расход на
один слой: грунтовки— 100—150 г/м^,
эмали или лака — 150—200 г/м^.Сушку отдельных слоев лакокрасоч¬
ных покрытий следует выполнять в стро¬
гом соответствии с технологическими
требованиями. Нанесение лакокрасоч¬
ных покрытий осуществляется с помо¬
щью краскораспылителей или вручную
кистями, либо валиками. При малых
объемах работ или ремонте покрытия
применяют краскораспылитель КР-10.
Для окраски больших поверхностей,
требующих значительного расхода ла¬
кокрасочного материала, применяют
краскораспылители КР-20 и 0-31 А.Качество лакокрасочного покрытия
контролируется визуально. При этом
следует обращать внимание на то, что¬
бы каждый наносимый слой покрытия
был сплошным и равномерным, без
подтеков и пузырей. Толщину покрытия
измеряют индукционным толщиноме¬
ром; прилипаемость к металлу — путем
решетчатого надреза покрытия.Проведение
изоляционно-укладочных работИзоляционно-укладочные работы в
трассовых условиях могут быть вы¬
полнены:совмещенным способом, при кото¬
ром очистка, изоляция, нанесение ар¬
мирующего слоя битумно-резинового
покрытия, нанесение защитного (обер¬
точного) покрытия и укладка изоли¬
рованного трубопровода в траншею осу¬
ществляется в едином технологическом
потоке;раздельным способом, при котором
технологические операции по нанесе¬
нию изоляционного покрытия (очистка,
изоляция, нанесение армирующего и
оберточного слоев) опережают опера¬
ции по укладке трубопровода в тран¬
шею.Способ производства изоляционно¬
укладочных работ определяет строи¬тельная организация с учетом конкрет¬
ных условий района прохождения трас¬
сы, конструкции трубопровода и общей
схемы организации работ.В табл. 7.15 приведено оснащение
изоляционно-укладочной колонны ос¬
новными механизмами и грузоподъем¬
ными средствами, а в табл. 7.16 при¬
веден состав колонны в зависимости
от диаметра трубопровода.В табл. 7.17 и 7.18 приведены осна¬
щение и состав бригады по подготов¬
ке битумно-резиновой мастики.Совмещенный способ
проведенияизоляционно-укладочных работИзоляционно-укладочная колонна
при этом способе комплектуется трубо¬
укладчиками, снабженными троллей¬
ными подвесками, изоляционной (ИЗ)
и очистной (04) машинами или ком¬
байном, установкой для сушки (СТ)
и подогрева трубопровода (при отрица¬
тельной температуре окружающего воз¬
духа).Приведенные на рис. 7.1 схемы рас¬
становки трубоукладчиков применяют в
условиях устойчивых грунтов, когда
крутизна откосов траншеи не превыша¬
ет 1:0,33. При большей крутизне от¬
косов (до 1:1,2) в колонну добавляют:
по одному трубоукладчику на трубо¬
проводах диаметром 529—1220 мм;
по два трубоукладчика на трубопрово¬
дах диаметром 1420 мм.В табл 7.19 и 7.20 приведены рас¬
стояния между трубоукладчиками и
группами трубоукладчиков и потреб¬
ность в грузоподъемных средствах при
применении совмещенного способа про-Таблица 7.15Комплект машин и механизмов для проведения изоляционно-укладочных работ
совмещенным способомОперацияЧисло машин и механизмов при
диаметре трубопровода, ммтехнологическогопроцессаМашины и механизмыДо 529
включи¬
тельно720—820102012201420СопровождениеТрубоукладчики:очистных и изоля¬Т-1224133—— ционной машин,Т-3560А— 22 опуск трубопрово¬
да в траншеюТ-1530В (ТГ-201)42307
Продолжение табл. 7.15ОперацияЧисло машин и механизмов при
диаметре трубопровода, ммтехнологическогопроцессаМашины и механизмыДо 529
включи¬
тельно720-820102012201420Поддержание тру¬
бопровода в про¬
цессе движения ко¬
лонныОчистка трубопро¬
вода, праймирова-
ние при битумно¬
резиновой изоля¬
цииНанесение изоля¬
ционных покрытийПриготовлениегрунтовкиТроллейные подвески:
Т-12А
ТБ-20А
Т-35Т-50А (ТП-1220С)
ТП-1423 (ТП-1424)
Очистные машины-
ОМ-521
ОМЛ-4
ОМ-121
ОМ-1422
Изоляционные машины:
ИЛ-521
ИЛ-821
ИЛ-1422
Грунтосмеситель ГС-241
Сушильные установки:
СТ-532
СТ-822
СТ-1024
СТ-1224
СТ-1424
Бульдозер ДЗ-54СПродвижной вагон-
склад для изоляционных
материаловЭкскаватор с грейфером
Э-652АПередвижная лаборато¬
рия ЛИП-1- — 5 —— — — 7—8- 2 2-
- — — 21 11 — —1 1 1 !Якорение машин,
вспомогательные
работыХранение изоляци- Продвижной вагон- 1
онных материаловПодчистка дна Экскаватор с грейфером 2
траншеи, подсыпка
мягким грунтомКонтроль качества Передвижная лаборлто- 1
изоляционных ма¬
териалов и покры¬
тийХранение горючего Передвижная емкость на 1
3500 лХранение материа- Передвижной вагон-до- 1
лов МИК КУНГ-2МДоставка людей и Автомашина ЗИЛ-131, 2
транспортировка (Урал-375 или ГАЗ-66)
материаловПримечания 1 В таблицу не включено оборудование для приготовления битумной
мастики и битумозаправщики 2 При использовании битумно-резиновых покрытий для
трубопроводов диаметром 529, 720—820 мм вместо машин ИЛ-521 и ИЛ-821 следует при¬
менять соответственно изоляционные машины ИМ-521 (С-239А) и ИМ-17 3 При наличии
самоходных машин типа ОМ-1221П, ОМ-1423П для одновременной очистки и изоляции
трубопроводов диаметром 1020—1420 мм из колонны исключается по одной очистной
машине1 111
2 2 2 2
1 1111 111
1 111
2 2 2 2308
1' а б л и ц а 7.16Состав колонны изоляционно-укладочных работПрофессияРазрядЧисло работающих при диаметре трубопровода, мм529720820102012201420Машинист крана-трубо-
укладчикаМашинист очистной ма¬
шиныПомощник машиниста
очистной машины
Машинист изоляцион¬
ной машины
Помощник машиниста
изоляционной машины
ИзолировщикТрубоукладчикМашинист бульдозераИтого.1212131415Примечание В состав колонны не входит бригада по приготовлению битума, грун¬
товкиТаблица 7.17Оснащение бригады по подготовке битумно-резиновой мастикиМашины и
оборудованиеЧисло машин при
диаметре трубопровода,
ммОперация, технологи¬
ческий процесс520720820—1020Установка битумоплавиль- 2 2
ных котлов УБК-81Транспортер ТЛ-61 1 1Автомобиль-самосвал 2 3КрАЗ-256БПередвижная электростан- 1 1
ция ДЭС-50Станок СРК 1 1Кран автомобильный АК-75В 1 1
Битумозаправщик БВ-43 3 3
(БВ-41), (БВ-2А), (БВ-44)Плавление битума и сме¬
шивание его с резиновой
крошкойПодача битума в котел
Подвоз битумаЭлектропитание УБКРыхление резиновой
крошкиПогрузка битума
Перевозка битумно-рези-
новой мастики к месту
проведения работизводства изоляционно-укладочных ра¬
бот.При укладке трубопроводов в тран¬
шею увеличенной глубины, а также при
укладке трубопроводов, диаметр кото¬
рых не предусмотрен в табл 7.19, рас¬
становку групп трубоукладчиков в изо¬ляционно-укладочной колонне (при сов¬
мещенном способе производства работ)
осуществляют с использованием диа¬
граммы, представленной на рис. 7 2
При использовании диаграммы сле¬
дует в качестве исходных данных
иметь:309
Таблица 7.18Состав бригады по подготовке битумно-резиновой мастикиПрофессияРазрядЧисло работающих при диаметре
трубопровода, мм529720820—1020Машинист установки битум¬6222но-плавильных котловМашинист электростанции5111Изолировщик31112333ШоферИ—III кл677Всего чел.-131414аЦюск]Т1'Г|''| TT^nrriTn'lrn^Ч'П'Пhh^ ^ГГ^“^■п—tlL.-Л1\.,_из[кЗПП'ПП'ПfPl'PrFP' JJLhЧ\ /к из [к]ст^ 04^лтттТттГ1'|'1Ч'1'мп''ПМ'П'ТфТП'ГмтпфТп гIf//////////////,ь-JnW3[K\^//У//////Х/У/УА />
^1<1" А АГГ пФп'1 1'
у///////X//Л/.Рис. 7.1 Схемы расположения трубоукладчиков и машин в изоляционно¬
укладочной колонне при совмещенном способе производства работ для трубо¬
проводов различных диаметров310
Таблица 7 19Расстояние между трубоукладчиками и группами трубоукладчиков в колонне при
совмещенном способе проведения изоляционно-укладочных работДиаметр
трубопровода, ммСхема
(по рис 7 1)Расстояние между
трубоукладчиками
(группами), мМаксимально до¬
пустимое расстояние
между очистной и
изоляционной
машинами, м/1I2529а15-2010-1535720—820б20—2515—20451020б20—2515—25501220в25-3520—30651420г35—5030-45100Примечания 1. Расстояние между трубоукладчиками, входящими в одну группу,
равно?—12м 2 Очистная машина по схемам «а», «б», «в» (см рис 7 1) может находиться
в любом месте пролета, а по схеме «г» (укладке трубопровода диаметром 1420 мм) ее поло¬
жение относительно сопровождающего трубоукладчика ограничено длиной «хобота» и
составляет 5—7 м 3 Изоляционная машина должна быть расположена на расстоянии
4—6 мм позади последнего по ходу колонны трубоукладчика 4 Восьмой трубоукладчик
в колонне при укладке трубопровода диаметром 1420 мм используются на участках трассы
со сложными условиями, а в нормальных условиях он является резервнымТаблица 7.20Грузоподъемные средства для проведения изоляционно-укладочных работ совме¬
щенным методомМарка трубоукладчикаЧисло трубоукладчиков при
диаметре трубопровода, ммДо 529720—8201020122014203 .—22— 42—————37—8Т-1224В
Т-3560АТ-1530В (ТГ-201)
ТГ-502массу единицы длины трубопровода
д = пОЬус7,где D — условный диаметр трубопро¬
вода, 6 — толщина стенки трубопрово¬
да, Уст — плотность стали, принимае¬
мая равной 0,0078 кг/см^;жесткость трубопровода на изгиб
EI, где Е — модуль упругости, равный
для стали 2,1-10^ МПа; /—момент
инерции сечения трубопровода,
/ = яО"б/8.При этом следует задаться техно¬
логической высотой подъема трубопро¬
вода в местах расположения очистной
машины /гоч (относительно поверхности
строительной полосы) и изоляционной
машины /г„з (относительно дна тран¬
шеи), исходя из конкретных условий
участка трассы.Глубина траншеи hr также должна
быть известна (она назначается про¬
ектом)Для расчета необходимо определить
значения комплексов: I комплекс —
0,164/1оч//гиз; И комплекс — 0,164(/Zo4-f
+ Ьт) //гиз, по которым на диаграмме (см
рис 7.2) находят (по цифровым обозна¬
чениям) соответствующие овальные
кривые- для первого комплекса из се¬
рии сплошных кривых, для второго —
из серии пунктирных. Точки пересе¬
чения кривых сносят на координатные
оси и получают значения параметров
аир. При этом, как правило, получают
две точки пересечения, что соответству¬
ет двум вариантам расстановки трубо¬
укладчиков. Расчет ведется по двум
вариантам, а на заключительном этапе
выбирают приемлемый. Расстояния 1\311
Рис. 7 2. Диаграмма для определения рациональной расстановки групп трубо¬
укладчиков в изоляционно-укладочной колоннеи /2 определяют по формулам с исполь¬
зованием диаграммы (см. рис. 7.2):/1=2,46 (/2 = 2,46 (ра-1) \J--а) Y£//г„зНагрузки на группы трубоукладчиков
следует определять из выражений*1=9 (‘’2)■= (^1.64где Qo4 и Q„3 — соответственно, масса
очистной и изоляционных машин, I,
И, III — индексы, обозначающие поряд¬
ковый номер группы трубоукладчиков
по ходу колонны.Раздельный способ
проведенияизоляционно-укладочных оаботРаздельный способ производства изо¬
ляционно-укладочных работ следует
применять на участках со сложным
рельефом местности, а также при строи¬
тельстве трубопроводов, имеющих низ¬
кую сопротивляемость действию мон¬
тажных нагрузок Схемы размещения
механизмов в изоляционной колонне
приведены на рис. 7.3. Расстояния
между трубоукладчиками и группами
трубоукладчиков, а также потребность
в грузоподъемных средствах даны в
табл. 7.21 и 7.22.312
СТ 04V/////////////////////уЧК,‘'JРис. 7 3. Схемы расположения трубоукладчиков и машин в изоляционно-укладоч¬
ной колонне при раздельном способе производства работ для трубопро¬
водов различных диаметровТаблица 7 21Расстояния между трубоукладчиками и группами трубоукладчиков при проведении
изоляционных работ в трассовых условияхДиаметр
трубопро¬
вода, ммСхема
(по рис 7 3)Расстояниемежду трубоукладчиками
(группами), мМаксимально
допустимое
расстояние
между очистной
и изоляционной
машинами, м/)1‘2/з529а15—20 20720—820б15—2010—15—351020б15—2010—15—401220в10—1515—2510-15401420в10—2020—3010—1545Таблица 7.22Грузоподъемные средства для проведения изоляционных работ в трассовых усло¬
вияхМарка трубоукладчикаЧисло трубоукладчиков при
диаметре трубопровода, ммдо 529 720-820102012201420Т-1224В
Т-1530ВТ-3560А (Т-3560М)
ТГ-502313
Таблица 7.23Расстояния между трубоукладчиками и группами трубоукладчиков при укладке
изолированных трубопроводовРасстояние между трубоукладчиками
(группами), мДиаметрфубопровода,ммСхема
(по рис 7 4)/1/зДо 529
720-1020
1220
142015—2020—2525—3030—4015—2030—3530—3530—3515—20При выполнении укладочных работ
следует применять средства малой
механизации, которые исключают воз¬
можность повреждения изоляционного
покрытия, троллейные подвески с кат¬
ками, облицованными полиуретаном
или снабженные пневмобаллонами, мяг¬
кие монтажные полотенца, катковые
полотенца. Металлические части этих
приспособлений, которые могут оказы¬
ваться в контакте с трубой, необхо¬
димо снабдить прокладками из эластич¬
ного материала.Укладка изолированного трубопро¬вода может выполняться как непрерыв¬
но, так и циклически методом «пере¬
хвата». В первом случае для поддержа¬
ния трубопровода используют катковые
средства, а во втором — мягкие мон¬
тажные полотенца. Схемы расположе¬
ния трубоукладчиков при укладке тру¬
бопровода с применением катковых
средств представлены на рис 7.4. Рас¬
стояния между трубоукладчиками и
группами трубоукладчиков, а также пе¬
речень грузоподъемных средств для
укладки заизолированного трубопрово¬
да представлены в табл 7.23 и 7 24.ат ^П'Р|^'T'TWTT'^/ ///////////.
h^2А ^^ Ч.7||||1|||||||1ТГр|1|||Г|Tl'l'l'l'RФ1 Ч'№пi|ijt|T|T| i ч' i' i' i'hс XА1^4'TnWV/ //^ ////// ////AhУ///////////.Чу/zz zz/zzzzzzzzz~W~^?A////>//^AРис 7 4. Схемы укладки в траншею трубопроводов с изоляционным покры¬
тием диаметром314
Таблица 7.24Грузоподъемные средства для укладки изолированных трубопроводовМаркатрубоукладчикаЧисло трубоукладчиков при диаметре трубопровода, ммДо 529720—820102012201420Т-1530В
Т-3560А
ТГ-502На участках трассы повышенной
сложности во избежание поломок тру¬
бопровода или опрокидывания трубо¬
укладчиков в колонне должен быть до¬
полнительный трубоукладчик, снабжен¬
ный монтажным полотенцем для под¬
держания свисающей плети трубопро¬
вода вблизи мест перегиба рельефа
местности. Дополнительный трубо¬
укладчик требуется также при укладке
участков трубопровода повышенной
категорииПроведение изоляционно¬
укладочных работ
в горных условияхВ горных условиях при поперечных
уклонах менее 8° и на полках с доста¬
точной шириной проезда изоляционно¬
укладочные работы следует выполнять
методами, применяемыми в обычных
условиях. При продольных уклонах
от 10 до 20° изоляционно-укладочная
колонна должна работать с дополни¬
тельным трубоукладчиком, снабженным
монтажным полотенцем. При продоль¬
ных уклонах более 25° изоляционно¬
укладочные работы целесообразно вес¬
ти совместно со сварочно-монтажны¬
ми в такой последовательности:доставляют отдельные трубы или сек¬
ции на специально подготовленные
монтажные площадки, которые разме¬
щают на горизонтальных участках
трассы;выполняют очистку, изоляцию и фу¬
теровку труб (секций) или заранее
сваренных на монтажных площадках
плетей;осуществляют последовательное на¬
ращивание трубопровода с одновре¬
менной подачей его вдоль траншеи;выполняют продольное перемещение
(подачу трубопровода с помощью тру¬
боукладчиков, тракторных лебедок и тя¬
гачей, находящихся на монтажной пло¬
щадке) .Проведение изоляционно¬
укладочных работ в условиях болотИзоляционно-укладочные работы в
условиях болот целесообразно выпол¬
нять в зимнее время с использова¬
нием технических средств, технологиче¬
ских схем, состава колонны и перечня
основного оборудования, которые при¬
меняют в нормальных условиях (см
табл. 7.15 и 7.16) с укладкой трубопро¬
вода с бермы траншеиВ летний период на заболоченных
участках трассы рекомендуется вести
укладку трубопровода на проектную
отметку одним из следующих способов-I способ — укладка трубопровода
с лежневой дороги, проложенной вдоль
траншеи (на болотах I и И типов);И способ — сплав трубопровода по
заполненной водой траншее;П1 способ — протаскивание трубо¬
провода по дну траншеи.Целесообразно использовать трубы с
заводской или базовой изоляцией При
их отсутствии изоляционно-укладочные
работы можно вести совмещенным или
раздельным способом в зависимости от
конкретных условий трассы.Раздельный способ проведения изо¬
ляционно-укладочных работ следует
применять при укладке трубопровода
с бермы траншеи или лежневой доро¬
ги при недостаточно высокой несущей
способности грунта с уменьшением рас¬
стояния между трубоукладчиками в ко¬
лонне на 20—30 % по сравнению с дан¬
ными, приведенными в табл. 7.21 и уве¬
личением числа трубоукладчиков на 1 —2 единицы, чтобы обеспечить необхо¬
димую устойчивость против опрокиды¬
вания.При совмещенном способе проведе¬
ния изоляционно-укладочных работ в
отдельных случаях рекомендуется ста¬
вить один трубоукладчик позади изоля¬
ционной машины, снабдив его Катко¬
вым полотенцем315
Таблица 7 25Комплект машин и механизмов для очистки, изоляции и укладки трубопровода
методом сплаваЧисло машин и механизмов придиаметре трубопровода, ммОперация технологи¬Машиныческого процессаи механизмыДо 529включи¬720—820102012201420тельноСопровождение очист¬
ной и изоляционной
машин, опуск трубо¬
провода в траншею
Очистка трубопроводаИзоляция трубопро¬
водаВспомогательные ра¬
ботыСушка и подогрев
трубопроводаТрубоукладчики*Т-1224В
Т-1530В
Т-3560М
Очистные машины-
ОМ-521
ОМЛ-4
ОМ-121
ОМ-1422
Изоляционные ма¬
шины:ИЛ-521
ИЛ-821
ИЛ-1422
Бульдозер ДЗ-27С
Кран-экскаваторЭ-652БС
Автоцистерна
АЦПТ-1,7Сушильная установ¬
ка СТ2 — —3 6 2-2 _ _ _
- 2 2-
- - - 2Примечания 1 В таблице не приведен перечень вспомогательного оборудования и
средств малой механизации 2 При использовании для изоляции трубопровода диаметром
529 и 720—820 мм битумно-резиновых покрытий вместо машин ИЛ-521 и ИЛ-821 следует
применять соответственно изоляционные маишны ИМ-521 (С-239А) и ИМ-17Таблица 7 26Технико-экономические показатели изоляционно-укладочных работ с применением
битумно-резиновой мастикиПоказателиДиаметр трубопровода, мм529720820НИУИНИУИНИУИПроизводительность изоляционно-укла¬568506487455455415дочной колонны в смену, мТрубоемкость на весь комплекс изоляцион¬1213,5141516,517,9но-укладочных работ на 1 км, чел-днЗатраты колонно-смен на 1 км, колонно-1,011,11,141,191,21,28сменЗатраты машино-смен на 1 км, маш-см8,18,89,19,510,811,5Выработка на одного рабочего в смену, м51,84740,6383834,7Состав бригады, чел111112121212Примечание НИ — нормальная изоляция, УН —усиленная изоляция316
siоVOS>ьОсчSXS>5оС<1СЧ)5гоCSS>)c(оCOоСиСооSXVO>>О-на.о>оS>ьS00SXS>5осчSXX>5а>юSXSчСЦн03(Г)соОС'Я1»Qf- sS
|ilO0000СЧоliо ^ ^
Ш Л ^s|s§■1 ^Cs eg=f COта r>'Bi"5I ёSCD3 S VOb та
та о.t; ^ -
та '■ГО: X :::::
' О) jQ
I с; жivslго sCOo'CNlOСЧЮirS00со"lOCMoTоVOтата Л1I:таa. оCOlOCsfCNois00Г0 -3t=ia-vo317
s>=ос£)СОСО200CDсоo'С73gS>=соa>CDS2Xg-SsXLOoTCD^CDsCMCD'00С»sсssXЮCD*'COS3COcno'2s>5Юcd"CDsXe=cЛ>>s>5sX00оCO^CO00*'cd"COo'0500оX>5оос^з о== iо I^ gь нXXоосмо ас
й олзI0Q Ig.сISа" юCNоГо ^ Дi*: с<со оS “* о§1
>, к
?§СП3 S
h«
соо, оСа (i;го<^110оXS—.3CUсоа:SонвоVO3са<гзнSа.саXSQ.НсаHiж(Г)—<<У>о"ооVOсао.Sоас§f-оVO2CQ00о"318
При применении метода сплава
очистка, изоляция и >кладка трубопро¬
вода производится со стационар¬
ной площадки совмещенным способом
с использованием средств механизации,
приведенных в табл. 7.25.В табл. 7.26, 7.27 и 7.28 приведены
технико-экономические показатели изо¬
ляционно-укладочных работ с примене¬
нием битумно-резиновой мастики, лип¬
ких полимерных материалов отечествен¬
ного производства и импортных.Строительство трубопроводов
из труб
с заводской изоляциейВажнейшим условием эффективного
использования труб с заводской изоля¬
цией является соблюдение требова¬
ний по предотвращению механических
повреждений изоляционного покрытия
на всех стадиях транспортировки и
строительства Для выполнения этого
требования все технологические опера¬
ции с изолированными трубами должны
выполняться методами, исключающими
их прямой контакт (как длительный,
так и кратковременный) с твердыми
предметами: металлическими частями
грузоподъемных механизмов, тран¬
спортных средств, монтажных приспо¬
соблений (троллейных подвесок, захва¬
тов, траверс), трубосварочных баз (по-
катей, накопителей, отсекателей, вра¬
щателей, роликоопор) и другого обору¬
дования.Перечисленное оборудование в мес¬
тах контакта с изолированной трубой
должно иметь прокладки или обивки
из эластичных (резиновых) или мяг¬
ких материалов (дерева, войлока и др.),
а также бандажи или вкладыши из
полимеров (капролона, полиуретана).Сборка и сварка труб (секции) в плеть
должна осуществляться с применением
инвентарных опор (рис 7.5) с соответ¬
ствующим покрытием. Применение вме¬
сто опор земляных или снежных призм
запрещается.Перечень специального оборудова¬
ния и приспособлений для производ¬
ства сварочно-монтажных работ при
применении труб с заводской изоля¬
цией приведен в табл. 7.29.На трубосварочной базе для предот¬
вращения раскатывания трубныч сек-Рис. 7.5. Опора (лежка) для трубных
секций.а — размещение секций на опоре, б — фик¬
сирующий клин, / = 2504-300 ммций следует применять фиксирующие
клинья Во избежание самопроизволь¬
ного бокового смещения трубопровода
необходимо применять анкерные (стра¬
ховые) опоры. Анкерные опоры следует
применять-на прямолинейных участках трассы
через каждые 150—200 м;на участках с плавными поворотами
трассы через каждые 72 м;на сильно пересеченных участках при
наличии большого числа кривых — че¬
рез каждые 36 м или на расстоянии,
равном длине секции трубТрубы с заводской изоляцией кон¬
тролируют на сплошность покрытия в
объеме не менее 6 % в соответствии с
действующими ТУ. При обнаружении
дефектов проверка сплошности покры¬
тия производится на удвоенном числе
труб. В случае неудовлетворительных
результатов при повторной проверке
бракуется вся партия.Строительство трубопроводов из
труб с заводской изоляцией, в зависи¬
мости от способа»проведения сварочно-
монтажных работ, осуществляют по
следующим схемам:I схема — одиночные изолированные
трубы доставляют на трубосварочную
базу, где сваривают их в трехтруб-319
Таблица 7 29Перечень специального оборудования
и приспособлений при сварке труб с
заводской изоляциейОборудованиеЧисло единиц
оборудования
при диаметре
труб, мм1020 1220 1420Комплект амортизи- 1 1 1
рующего оборудова¬
ния для стенда
ССТ-141-l и установки
ПАУ-1001-1 (кон¬
струкции Киевского
филиала СКБ Газ-
строймашина)Клещевой захват (с
эластичными проклад¬
ками) :КЗ-1022 (КЗ-1021) 4 - -
КЗ-1221 (КЗ-1222) — 4 4
КЗ-1422 (КЗ-1421) — - 4
Самозажимное поло¬
тенце:ПСЖ-121 — 2 -ПСЖ-142 _ _ 2(ПСЖ-141)Внутренние подогре- 3 3 3
ватели стыковПримечание В скобках показана воз¬
можная заменаные или двухтрубные секции, затем эти
секции вывозят на трассу и сваривают
в плеть трубопровода;II схема — одиночные трубы достав¬
ляют непосредственно на трассу (минуя
сварочную базу), где их сваривают
в непрерывную плеть.Работы по изоляции стыков произво¬
дят после сварки секций или отдель¬
ных труб в плеть.Для изоляции стыков труб применя¬
ют следующие конструкции покрытий:
ленточное, состоящее из слоя грун¬
товки, двух слоев полимерной изоля¬
ционной липкой ленты и одного слоя
защитной полимерной обертки (на под¬
водных переходах два слоя обертки
и футеровка); допускается слои поли¬
мерной обертки заменять липкой по¬
лимерной лентой (слой на слой);муфтовое или манжетное, состоя¬
щее из термоусадочной полиэтиленовой320основы со слоем клея на внутренней
стороне;термоусадочное ленточное, состоящее
из одного слоя термоусадочной ленты
и последующего слоя липкой ленты,
нанесенной спирально по грунтовке
с полным перекрытием термоусадочной
ленты.При выборе материалов для изоля¬
ции стыков учитывают температуру
транспортируемого продукта и темпе¬
ратуру окружающего воздуха в период
строительства.Перед началом изоляции сварного
стыкч! необходимо провести следующие
подготовительные работы:выбрать способ нанесения покрытия,
подготовить необходимое оборудова¬
ние и средства механизации работ, про¬
верив их работоспособность, и изучить
инструкции по эксплуатации;получить разрешение на изоляцию
сварного стыка.Процесс изоляции сварных стыков
включает следующие основные опера¬
ции:очистку изолируемой поверхности;
сушку или подогрев стыка;
нанесение грунтовки (праймера),
нанесения покрытия;
контроль качества покрытия
Очищенная поверхность не должна
иметь следов влаги, острых выступов,
заусениц, задиров, прилипших капель
металла, шлака и т д , их необходимо
срубить, спилить и зачистить.Сушку околошовной зоны произво¬
дят с помощью нагревательных устрой¬
ств, обеспечивающих сохранность за¬
водского изоляционного покрытия Для
этой цели можно использовать подо¬
греватели стыков типа ПС или газо¬
вые горелки.Для нанесения грунтовки на около-
шовную зону рекомендуется применять
волосяные или поролоновые валики.Липкие ленты и обертки следует на¬
носить при температуре окружающего
воздуха не ниже — 40°С. При темпе¬
ратуре воздуха ниже 10 °С рулоны лен¬
ты, обертки и грунтовку перед нанесе¬
нием необходимо выдержать не менее
48 ч в теплом помещении при темпе¬
ратуре не ниже 15 °С. При нанесении
изоляционных лент на околошовную
зону по спирали обеспечивается нахлест
витков: при послойной намотке покры¬
тия — 3 см, при намотке сразу двух
слоев — на 50 % ширины плюс 3 см
l[j\H обеспечения плотного прилегания
.KMiTbi по всей поверхности и создания
к'рметичности в нахлесте ленту нано¬
си! с натяжением порядка 1 кг на 1 см
ширины ленты.Околошовную зону изолируют поли¬
мерными лентами механизированным
путем с помопдью комплексов ИС—
ИС-101, ИС-122, ИСА42, каждый из
которых предназначен для работы с тру¬
бами диаметром соответственно 1020,
1220, 1420 мм. При небольших объемах
работ операции по очистке и изоляции
допускается выполнять с помощью пор¬
тативных устройств или вручную, при
ручном нанесении ширина полимерной
ленты должна быть не более 25 см.Изоляция сварных стыков труб тер¬
моусадочными муфтами включает сле¬
дующие операции.надевание муфты вместе с упаков¬
кой на конец трубы,сварку и контроль качества стыка;
очистку изолируемой поверхности;
сушку и подогрев стыка;
снятие упаковки и надвигание муф¬
ты на стык с нахлестом на завод¬
ское покрытие не менее чем на 7,5 см;
центровку муфты на стыке;
термоусадку муфты с прикаткой ее
к изолируемой поверхности,контроль качества покрытия в зоне
сварного стыка.В случае применения разъемочных
муфт (манжет) их устанавливают на
сварной стык непосредственно после
очистки и подогрева изолируемой по¬
верхности до температуры 50—120 °С
в зависимости от типа муфты. Усадку
муфты производят, нагревая трубу
пламенем ручной газовой горелки или
разъемными газовыми кольцевыми по¬
догревателями.Термоусадочная лента наносится на
предварительно подогретую (до 60—80 °С) поверхность стыка последова¬
тельной намотки с одновременным уса¬
живанием ленты путем нагрева ее с на¬
ружной стороны в месте контакта с тру¬
бойТребованияпо ремонту повреждений
изоляционных покрытийРемонт заводского изоляционного
покрытия производят на трубосвароч¬
ной базе после сварки труб в секции,
на трассе после сварки труб или сек¬11 В Г Чирсков и дрций в плеть. Отслоившееся от металла
покрытие в зоне дефекта удаляют, а
края качественного покрытия зачища¬
ют шлифовальной машинкой с круг¬
лой металлической щеткой. Поверх¬
ность металла на участке дефекта очи¬
щают от ржавчины, пыли и влаги.При температуре окружающего воз¬
духа ниже 5° очищенную поверхность
металла и края неповрежденной изоля¬
ции высушивают и равномерно нагре¬
вают газовой горелкой до температу¬
ры 35—40 °С для обеспечения качества
наносимого покрытия.Ремонту подлежат все сквозные
повреждения покрытия, а также по¬
вреждения с оставшимся на трубе сло¬
ем толщиной менее 1,5 мм При несквоз¬
ных повреждениях полиэтиленового
покрытия дефекты устраняют разгла¬
живанием горячим шпателем размяг¬
ченного покрытия. При сквозных по¬
вреждениях покрытия применяют само¬
клеющийся ленточный материал «Гер-
лен-Д» (ТУ 400-1-165—79).На очищенную и подогретую поверх¬
ность металла наносят самоклеющуюся
ленту «Герлен-Д», с нахлестом на
заводское покрытие не менее 10 см.
Валиком или мастерком необходимо
пригладить и обеспечить полное прили¬
пание ленты «Герлен-Д» к металлу тру¬
бы и заводскому покрытию Затем по
этой ленте и основному покрытию с на¬
хлестом не менее 20 см наносят слой
грунтовки ГТ-832НИК или ГТ-760ИН.
По грунтовке приклеивают вначале од¬
ну заплату с нахлестом на основное по¬
крытие не менее 15 см, а на нее (тоже
по грунтовочному слою) — вторую из
липкой полимерной ленты типа «Поли-
кен», «Нитто» и др., обеспечив сплош¬
ное приклеивание заплат одна к другой
с нахлестами на заводское покрытие
(рис. 7 6)Сквозные повреждения заводского
полиэтиленового покрытия допускается
ремонтировать шпаклевками на основе
эпоксидных смол ЭД-16, ЭД-20, ЭД-22
(ГОСТ 10587—84) или ЭП-00-10
(ГОСТ 10277-76), ЭП-00-20 (ТУ 6-10-
1398—73).Эпоксидную шпаклевку наносят на
очищенную и подогретую до 35—40 °С
поверхность металла, края полиэтиле¬
нового покрытия при этом рекоменду¬
ется слегка оплавлять Шпаклевку вда¬
вливают шпателем в подплавленные
края покрытия и разглаживают по ме¬321
Рис. 7.6. Ремонт повреждений полиэтиленового изоляционного покрытия:/ — труба; 2 — заводское покрытие; 3 — грунтовка, 4 — шпаклевка, 5 — заплаты из
липкой лентыталлу вровень с краями дефекта. На
затвердевшую эпоксидную шпаклевку и
прилегающие края покрытия с нахле¬
стом не менее 20 см наносят клеевую
грунтовку, по которой приклеивают
два слоя заплат из полимерной лип¬
кой ленты.При использовании липких лент по¬
вреждения заклеивают по грунтовке
заплатами в два слоя, обеспечив проч¬
ное и сплошное приклеивание заплат
на поврежденное заводское покрытие
с нахлестом не менее 15 см. При на¬
личии повреждений более 15 % от пло¬
щади, а также повреждений размером
более 250 см^ данный участок необ¬
ходимо переизолировать: на имеющееся
покрытие по грунтовке следует нанести
изоляцию из двух слоев полимерной
ленты и одного слоя обертки или из
трех слоев ленты с нахлестом на за¬
водское покрытие не менее 10 см.Изоляция стыков
в трассовых условияхИзоляцию стыков на трассе следует
производить комплексами типа ИС,
предназначенными для очистки и изоля¬
ции полимерными лентами сварных сты¬
ков труб с заводским изоляционным
покрытием (табл. 7.30).При изоляции сварных стыков в ус¬
ловиях трассы двумя комплексами ти¬
па ИС возможны два варианта выпол¬
нения работ:первый вариант — работа захват¬
ками, когда каждый комплекс исполь¬
зуется отдельно;второй вариант — комплексы ИС сле¬
дуют в одном потоке, выполняя опера¬
ции через стык по ходу потока. Схема
изоляции стыков при втором варианте
приведена на рис. 7.7.Таблица 7.30Перечень машин и оборудования для изоляции стыков трехтрубных секций в
трассовых условияхОперациятехнологическогопроцессаМашины и
механизмыЧисло машин и механизмов при
диаметре трубопровода, мм10201220.1420Изоляция стыковКомплекс машин:/ИС-1012 (3)—1ИС-1222 (3)—ИС-142—1 (2)Монтажные работыТрубоукладчики:Т-3560А22 Т-614662Транспортировка Автомашина ЗИЛ-131 1 1 1грузовПримечание В скобках указано число машин, входящих в каждый комплекс322
Рис 7 7. Схемы выполнения работ по изоляции стыков изолированных труб
на трассе комплексами типа ИС:0\ и О2 — очистные машины, П\ и Яг — праймирующие машины, И\ и И2 —изоля¬
ционные машины, Т\ и Гг — трубоукладчикиУкладка изолированного
трубопроводаИзолированный трубопровод следует
укладывать с соблюдением мер, предот¬
вращающих механические поврежде¬
ния, и применением методов обнаруже¬
ния и ликвидации повреждений изоля¬
ционного покрытияПри выполнении укладочных работ
следует применять монтажные приспо¬
собления, которые исключают возмож¬
ность повреждения изоляционного по¬
крытия: троллейные подвески с катками,
облицованными полиуретаном (ТПП-
1021, ТПП-1425) или снабженными
пневмобаллонами (ТПП-1022), мягкие
монтажные полотенца (ПМ-1223, ПМ-
1425), катковые полотенца Металличе¬
ские части этих приспособлений должны
быть снабжены прокладками из элас¬
тичного материала. Стрелы трубоуклад¬
чиков должны быть обрезиненыУкладку трубопровода можно вести
по одной из двух схем (рис. 7.8).I схема. Сваренный в плеть и пол¬
ностью заизолированный трубопровод,
включая стыки, приподнимают с помо¬
щью 3—5 трубоукладчиков Т-3560,
ТГ-502 (в зависимости от диаметра
трубопровода), смещают в сторону
траншеи и опускают в проектное поло¬
жение; при этом работы ведутся не¬
прерывным способом;II схема. Трубопровод с неизоли¬
рованными стыками приподнимают с
помощью тяжелых трубоукладчиков,
создавая фронт работ для очистки
и изоляции стыков, по мере готовности
стыков трубопровод опускают При этом
укладочные работы выполняют циклич¬
но. Цикл определяется временем
очистки и изоляции стыков.Обе схемы предусматривают исполь¬
зование в качестве монтажных при¬
способлений троллейных подвесокс элас¬
тичными катками или катковых полоте¬
нец.На сложных участках трассы на
одном — двух трубоукладчиках эти при¬
способления заменяют мягкими мон¬
тажными полотенцами.Для сопровождения комплексов типа
ИС (ИС-101, ИС-122, ИС-142) в поток
добавляют два легких или средних
трубоукладчика. При выполнении работ
по схеме I они работают в самостоя¬
тельном звене, опережающем укладоч¬
ную колонну, при схеме II — эти тру¬
боукладчики дополняют состав потока.
Легкие (Т-1224) и средние (ТГ-201
или Т-1530) трубоукладчики, сопровож¬
дающие очистную и изоляционную
машины комплекса ИС на трубопроводе
диаметром 1420 мм, должны иметь
удлиненную стрелу.При отсутствии троллейных подвесок
типа ТПП с пневмобаллонами или поли¬
уретановыми катками, а также катко¬
вых полотенец типа ПК укладку тру¬
бопровода из труб с заводской изоля¬
цией можно производить с помощью
мягких монтажных полотенец, исполь¬
зуя метод «перехвата». При этом число
трубоукладчиков должно быть не менее4 для трубопровода диаметром 1020 мм,5 и 6 — соответственно для трубопрово¬
дов диаметром 1220 и 1420 мм. Расстоя¬
ния между трубоукладчиками (группа¬
ми трубоукладчиков) при укладке тру¬
бопровода методом «перехвата» долж¬
ны быть 24 и 36 м, кратными расстоянию
между стыками.Проведение изоляционных и укладоч¬
ных работ трубопроводов из труб с
заводской изоляцией предусматривает1Р323
аu I М Ч М I 11mI'rTWrrtr I' IЧ mWwУ/ "WZ^/ /// /\ ///////// /\/// //i^ /^//\// ////// /^///
20-25 1 15-Zq_ I e-12ПЧТ^П'П^I Ч Ч 'ТП^ 20-25 ^О* <fO30-358-12Рис. 7 8. Схемы укладки изолированного трубопровода:а — укладка трубопровода с заизолированными стыками, 6 — укладка трубопровода,
совмещенная с очисткой и изоляцией стыков комплексами ИС, /, //, /// —
схемы для укладки трубопроводов диаметром соответственно 1020, 1220 и 1420 ммПрименение самоходных машин типа На участках трассы со сложным релье-МС, предназначенных для очистки, фом и горизонтальными углами пово-грунтовки и их изоляции полимерными рота для повышения эффективностилентами зон сварных сгыков (рис 7.9) использования машин типа МС следует324
8-1220-2525-30д-12тг1''ГПт'г1 frjrf rpiTjijrpWl^Wfr^^^Srm''TTT8-1Z25-30 I _ 30-35'У////////////
8-72т(|| " ■ I ^r-5 ^тЧ'Г|'1Ч■|Vpfr| |-|1]'1'|ф1Ф 1ПЛ'ГПП^рТ'7'Т^30-35^////////////A
20-2515-20Рис. 7.9. Схемы укладки трубопровода в траншею с применением машин
типа МС:/, //, /// — схемы для укладки трубопроводов соответственно диаметрами 1020, 1220 и
1420 ммприменить схему последовательного
применения одних и тех же трубоуклад¬
чиков: сначала для поддержания трубо¬
провода при проведении работ по очист¬
ке и изоляции стыков, затем (при пов¬
торном проходе) для выполнения укла¬
дочных работ.После укладки трубопровод следует
засыпать или присыпать грунтом во из¬
бежание порчи изоляционного покрытия
на стыках.В случае применения раздельного
способа изоляционно-укладочных работ
и катковых полотенец рекомендуется
схема расстановки трубоукладчиков,
приведенная на рис 7.10 В табл 7.31
приведено расстояние между трубо¬
укладчиками при укладке трубопрово¬
дов с применением катковых полотенец.Строительство криволинейных
участков трубопроводовНа участках трассы, где проектом
предусмотрены кривые холодного гну¬тья, работы следует проводить по од¬
ной из следующих схем:кривые вставки с изоляционным
покрытием вваривают в нитку с после¬
дующей изоляцией сварных стыков;кривые вставки без изоляционного
покрытия вваривают в нитку с после¬
дующей изоляцией липкими полимер¬
ными лентами;Таблица 7.31Расстояния между трубоукладчиками
при укладке изолированного трубопро¬
вода с применением катковых полотенецДиаметртрубопровода,ммРасстояние между трубо¬
укладчиками (группами), м/1/2529720—82010201220142015—20 15—20
20-25 15—20
20—25 15—20
25—30 20—25
30—40 25—308—127—10325
Рис 7 10. Расстановка трубоукладчиков при укладке трубопроводов из труб с
заводской изоляцией с применением катковых полотенециз труб с заводским изоляционным
покрытием в базовых условиях изго¬
тавливают кривые вставки холодного
гнутья, которые вваривают в нитку
с последующей изоляцией сварных сты¬
ков.Кривые вставки холодного гнутья
из изолированных труб диаметром
1020—1420 мм изготавливают на трубо¬
гибочных станках типа ГТ (ГТ-1021,
ГТ-1221, ГТ-1421 и ГТ-1422) Гнутье
изолированных труб диаметром 1220 и
1420 мм следует выполнять с приме¬
нением внутритрубных дорновПри гнутье труб, изолированных
полиэтиленом, необходимо:проверить соосность гибочного и
упорного ложементов и гибочного баш¬
мака;округлить края ложементов и баш¬
мака по всему периметру рабочих
поверхностей (радиус закругления
должен быть не менее 25 мм),выполнить шабровку рабочих поверх¬
ностей с целью устранения задиров,
выступов и пр ,установить вспомогательные катки
для обеспечения продольных перемеще¬
ний трубы без трения ее о ложементы
Шаг передвижки (расстояние между
гибами) при гнутье изолированных
труб рекомендуется устанавливать в
пределах 0,3—0,35 диаметра трубы
Продольный сварной шов трубы дол¬
жен располагаться в нейтральной зоне
гиба с отклонением не более ±100 мм.Допускается производить гнутье
двухтрубных секций с соблюдением
следующих условий:продольные швы должны иметь раз¬
бежку не более 100 мм по перимет¬
ру трубы;участок по обе стороны от кольцевого
сварного шва на длине, равной ширине
гибочного башмака плюс 400 мм, не
подлежит гнутью326Изоляция соединительных
деталей и узлов
трубопроводовСоединительные детали и трубные
узлы следует защищать от коррозии
при их изготовлении, т. е в заводских
условиях, применяя алюминиевые по¬
крытия, ^ наносимые газотермическим
способом, и покрытия из эпоксидно¬
каменноугольной эмали ЭП-5116 или из
эпоксидной шпатлевки ЭП-00-10 Нано¬
сить покрытия необходимо только по хо¬
рошо очищенной от ржавчины и ока¬
лины и обезжиренной поверхности При
монтаже соединительных деталей и
трубных узлов в трубопровод необходи¬
мо устранить все повреждения защит¬
ного покрытия, а по металлическому
покрытию при заглублении деталей в
грунт нанести изоляционное покрытие.В качестве изоляционных покрытий,
наносимых в трассовых условиях, ре¬
комендуются полимерные липкие ленты
в два слоя (поливинилхлоридные при
температуре транспортируемого про¬
дукта до 35 °С, полиэтиленовые —
до 60 °С, на основе кремнийорганиче-
ских каучуков — до 120 °С) или битум¬
но-резиновые мастики — до 40 °СМастики наносят толщиной не менее6 мм в два-три слоя с армированием
стеклохолстомПри температуре транспортируемого
продукта выше 35, но не более /О °С
соединительные детали и трубные узлы
в полевых условиях можно изолировать
тиоколо-каменноугольным герметиком
51-УТ-38 модификации «Т» (ТУ 12-
812—72) с оберткой специальной рези¬
новой лентой (ТУ 38-30544—71).Материалы для изоляции соедини¬
тельных деталей и трубных узлов при
выполнении изоляционных работ в трас¬
совых условиях выбирают по табл. 7 32
Таблица 7.32Максимальная
температура
транспортируемого
продукта, °С25354040
60
120
70Мастика МБР-75 с одним
слоем стеклохолстаМастика МБР-90 с одним
слоем стеклохолстаМастика МБР-100 с одним
слоем стеклохолстаЛента ПХВ-ПИЛ в два слоя
Лента ПВХ-БК в два слоя
Лента полиэтиленовая (им¬
портная) в два слоя
Лента ЛЭТСАР-ЛПТ в два
слояТиоколо-каменноугольный
герметик 51-УТ-38Г
Тиоколо-каменноугольный
герметик 51-УТ-38Г с оберт¬
кой резиновой лентой в один
слой0,70,711.41.51.5ГОСТ, ТУГОСТ 15836—79,ТУ 21-23-3—68 или
ТУ 21-23-44-73
ГОСТ 15836—79,ТУ 21-23-3-68 или
ТУ 21-23-44-73
ГОСТ 15836—79,ТУ 121-23—3-68 или
ТУ 21-23-44—73
ТУ 6-19-103-78,ТУ 102-166—82ТУ 36-103418-78
ТУ 12-812-72
ТУ 38-30544—71Поверхность перед нанесением изоля¬
ции необходимо очистить от продуктов
коррозии, легко отделяющейся окали¬
ны, грязи, масляных пятен, копоти, пы¬
ли и высушить. Очистку производят
шлифовальными машинками или про¬
волочными щетками. Качество очистки
должно соответствовать эталону IV.
Очищенную поверхность необходимо
покрыть соответствующей грунтовкой.Полимерные изоляционные ленты на
соединительные детали и трубные узлы
наносят только вручную, покрывая всю
изолируемую поверхность не менее чем
в два слоя. Ленту для этого берут ши¬
риной не более 25 см и, накладывая
ее параллельными и перекрестными вит¬
ками с достаточным натяжением, доби¬
ваются плотного прилегания витков и
перекрытия в два слоя всей изолируе¬
мой поверхности.Поверхность с двойной кривизной до
нанесения ленточного покрытия реко¬
мендуется дополнительно покрывать3—5 слоями грунтовки (с высушива¬
нием каждого слоя), либо слоем в 1 мм
тиоколового герметика 51-УТ-38Г
(ТУ 12-812—72) или полимерной за¬
мазки типа 51ГЗ (ТУ 38-405-138—73).
Битумно-полимерную и битумно-рези¬новую мастику наносят в два-три слоя
общей толщиной не менее 6 мм. На пер¬
вый неостывший слой мастики наносят
армирующий слой из стеклохолста
ВВ-К (ТУ 21-23-3-68) или ВВ-Г
(ТУ 21-23-44—73) и по стеклохолсту
наносят второй и третий слои мастики
Мастику следует наносить обливом изо¬
лируемой поверхности из лейки с по¬
следующим разравниванием мягким
шпателем на длинной рукоятке. «Пото¬
лочные» поверхности изделий изоли¬
руют набрызгом мастики под давле¬
нием или с помощью «полотенца»
Расстояние от грунта до изолируемой
поверхности должно быть не менее 50 см.Тиоколо-каменноугольный герметик
на изолируемые поверхности изделий
следует наносить вручную шпателем
или жесткой щеткой слоем толщиной
около 1 мм по очищенной поверхности
(без грунтовки).Резиновую ленту на слой герметика
наносят параллельными и перекрест¬
ными витками без резкого растягивания
(с удлинением не более 10%), добиваясь
перекрытия в один слой всей изоли¬
руемой поверхности. Нахлесты витков
не менее 3 см должны быть склеены
путем выдавливания герметика или до-327
полнительного нанесения его шпателем
или кистью. Ширина ленты должна
быть 15—25 см.Прокладка трубопроводов
на болотах и обводненных
участках трассыБолота по несущей способности клас¬
сифицируют на три типа.Первый тип — болота, целиком за¬
полненные торфом, допускающие рабо¬
ту и неоднократное передвижение бо¬
лотной техники с давлением 0,02—
0,03 МПа или работу обычной техники
с помощью щитов, еланей или дорог,
обеспечивающих снижение давления на
поверхность залежи до 0,02 МПа. Вто¬
рой тип — болота, целиком заполнен¬
ные торфом, допускающие работу и
передвижение строительной техники
только, по щитам, еланям и дорогам,
обеспечивающим снижение давления на
поверхность залежи до 0,01 МПа Тре¬
тий тип — болота, заполненные расте¬
кающимся торфом и водой с плава¬
ющей торфяной коркой, допускающие
работу только специальной техники на
понтонах или обычной техники с пла¬
вучих средствПри прокладке трубопроводов на бо¬
лотах, заболоченных и обводненных
участках трассы рекомендуется приме¬
нять трубы с изоляционными покры¬
тиямиВ зависимости от типа и глубины
болота и несущей способности дороги
изоляционно-укладочные работы вы¬
полняют совмещенным или раздельным
способами (табл 7 33).Для уменьшения транспортных на¬
грузок на зимнюю дорогу на болотахII и III типов изоляцию и укладку ре¬
комендуется выполнять раздельным
способом Особенность технологии про¬
кладки трубопроводов на непромора-
живаемых болотах заключается в ис¬
кусственном намораживании снеж¬
но-ледовых дорог для прохода механи¬
зированных колонн.В состав работ по созданию снежно¬
ледовых дорог входят: прошпаливание
трассы, проминка основания, поливка
водой проезжей части, расчистка снега,
планировка, а в процессе использо¬
вания — текущий уход за проезжей
частью328На непромораживаемых болотах II
—III типов большой протяженности в
весенне-летний период рекомендуется
прокладку трубопровода осуществлять
с полосы предварительно намытого
грунта Намыв грунта производится
заблаговременно средствами гидроме¬
ханизации, чтобы к началу производ¬
ства строительно-монтажных работ на¬
сыпь полностью стабилизировалась.Прокладка обетонированных трубо¬
проводов на болотах определяется
проектом в зависимости от конкрет¬
ных условий местности, типа, глубины,
обводненности болот и времени года и
осуществляется по следующим техно¬
логическим схемамВ летний период на обводненных
равнинных болотах II—III типов реко¬
мендуется прокладка методом сплава
на понтонах по обводненной траншее с
последовательным наращиваниемсплав-
ляемой плети на монтажной площад¬
ке, либо методом протаскивания по дну
обводненной траншеи, а на болотах I иII типов — укладкой плети в траншею
с усиленной временной дороги.В зимний период на болотах I и II
типов, а также на болотах III типа
глубиной до 3 м монтаж и укладка
обетонированного трубопровода осу¬
ществляется на замерзшую поверх¬
ность строительной полосы по оси пред¬
варительно образованного канала или
траншеи с последующим естественным
погружением его на дно в летний
период после оттаивания льда за счет
собственной массы (бесподъемным спо¬
собом), а также методом укладки обе¬
тонированного трубопровода с проморо¬
женной бровки или усиленной зимней
дороги с помощью трубоукл.адчиков в
разработанную в мерзлом грунте тран¬
шею Технологический процесс метд-
дом сплава и протаскивания при про¬
кладке трубопроводов из обетониро¬
ванных труб аналогичен технологии
прокладки трубопроводов этими срЪ-
собами из необетонированных трубВыбор типа спусковой дорожки для
прокладки методом сплава или протас¬
кивания должен производиться с уче¬
том конкретных особенностей участка,
характера болот, времени года, нали¬
чия механизмов, оборудования и при¬
способлений.На болотах большой протяженности
(более 1000 м) прокладку трубопро¬
вода осуществляют методом сплава
посредством последовательного нара¬
щивания обетонированных труб с при¬
паркой их к концу сплавляемой нитки
|рубопровода на монтажной площадке.На участках с грунтами, не удержи¬
вающими откоса траншеи, обетониро-
ванный трубопровод следует уклады¬
вать бесподъемным способом. При
':)том под сваренной нитью трубопро¬
вода разрабатывают транщею обратной
лопатой или драглайном. По мере рытья
траншеи трубопровод под действием
собственной массы опускается в тран¬
шею.При прокладке через болото сплавом
необетонированных труб рекомендуется
использовать трубы с заводской изоля¬
цией. При отсутствии таких труб реко¬
мендуется для трассовой изоляции ис¬
пользовать комбайн.При сплаве трубопровода методом
последовательного наращивания под¬
готовку трубопровода к сплаву реко¬
мендуется осуществлять секциями
100—200 м с учетом диаметра трубо¬
провода и местных условий.. Технологическая последовательность
основных работ по сооружению перехо¬
да трубопровода через болото состоит
в следующем:в створе перехода через болото раз¬
рабатывают траншею болотными экска¬
ваторами или взрывным способом;на монтажной площадке производят
сборку и сварку изолированных труб
в секции,секции с изолированными на базе
стыками раскладывают соосно по 3—5
на мягкие подкладки параллельно ство¬
ру перехода (на берегу),производят сборку и сварку секций
в плети с последующим контролем
и изоляцией стыков;выполняют перенос заготовленной
головной плети (с оголовком и скобой
для крепления направляющего троса)
трубоукладчиками на рольганги с обре-
зиненными катками, установленными
в створе перехода,уложенную на рольганги плеть пода¬
ют по каткам в обводненный канал
теми же трубоукладчиками;после сплава первой плети в створ
перехода подают вторую, которая при¬
стыковывается к концу первой плети,
стык наращиваемой плети контроли¬
руют, зону стыка изолируют;плеть вновь подается в обводненную
траншею (на длину пристыкованнойплети), затем этот процесс продолжа¬
ется до полного окончания сплава
всего участка переходаПри применении неизолированных
труб на сваренную плеть насаживают
трубоизоляционный комбайн для очист¬
ки и изоляции трубопровода Очистка
и изоляция трубопровода производит¬
ся одновременно с проталкиванием его
в траншею При этом необходимо обес¬
печить синхронное движение комбайна
по трубопроводу с проталкиванием
участка в обводненную траншею.Подготовленную плеть трубопровода
трубоукладчиками или с помощью тя¬
говой лебедки типа ЛП, установлен¬
ной на противоположном берегу бо¬
лота, или с помощью болотоходных
тракторов-тягачей проталкивают впе¬
ред до положения, в котором ее перед¬
ний конец окажется наплаву в тран¬
шее, а задний конец будет опираться
на вторую головную опору спусковой
дорожки. На освободившуюся часть
спусковой дорожки укладывают вторую
плеть, приваривают к первой, контро¬
лируют сварной стык, изолируют меж-
плетевой стык или всю плеть и вновь
проталкивают в траншею. Процесс по¬
вторяется с каждой последующей пле¬
тью до полного сооружения участка
трубопровода При сплаве трубопро¬
вода его головной участок следует со¬
провождать специальной группой на не¬
больших катерах или гусеничных плава¬
ющих тягачах типа ГАЗ или ГТТ,
которая с помощью направляющих ка¬
натов регулирует движение головной
части плавающего трубопровода.Укладку балластных грузов произво¬
дят краном, установленным на болото¬
ходеДля обеспечения устойчивого поло¬
жения трубопровода можно применять*
утяжеляющие железобетонные грузы
различных конструкций (УБО, УБК,
седловидные, кольцевые, СГ),анкерные устройства (ВАУ или АР-
401),балластирующие устройства с приме¬
нением нетканого синтетического ма¬
териала, заполненные грунтом,полимерно-контейнерные устройства
типа ПКБУ,вмораживаемые стержневые и диско¬
вые анкерные устройства;утяжеляющий железобетонный груз
типа УВО в сочетании с грунтом за¬
сыпки329
о; со 9S ^
S ч оХX X
со 03 h- SCQ VO ^ <1^
S „ О- S
XSi2 §-Q НCQ <D0 VOb- о1 CO
>> <Ue-s1 г S:S 2S§“§IOS « bgvD g_|4i “ о
T< оs
о<3J” H * ^CQ с1 rt (Л u* о 5^ - :) a. cfl та 5 '» ^ s ^ ^1 s \o cc с “5 a, та о 3: c fo a. о hL1 s та ^= & ”5ё §'gx
S S S S ^OVO Mg'S
Л” - VO ЭС- g о ^s ^ 3-Ш p- S ^та ^ о :sЛ S H s^ i к Q-О S Q,fO CQ <i)^ та i£;>=; fo яого та
О- апS Уо S
>. та ’S
СХ со оо-а о §и2с со CL о J-Hи X§ g S:isCQ 3“^ii
с 2 ^
о 5
'P 2 о“ О)S = =5 a> umC CQCQ t-0O, S1 =
ScOS[ 2оCQ Eо ^оОО-H sill
5^3CQ
S isj
ts: о
cxiScос.“э3 gI-таГ-с VO2с:<г»S'—'г>оооSссонCQt;'w'С-стаf-9а>=Sта<L>«-3'—-Оос?2;со2О-сSоSнCJС5<uсCUCJоii:УSX>5Си СГ)'X,наc[ООQ-Oa.5§таSiоCi.COH Эта§1ItоX3«ОCQОHa:>>o-та та
c=S 2CQ cj
О H
O, ОVO с^ sD- (jта ==u
ciIPs11-0
с u жOJ оSI a
CD <D5 s
^ (-
o- ои Xо s
та §
^ (j2 ?C Оо SVO оs«§ Xg = s
5 <D UIIIс CQIinVOО—H Hi c:H 3I =tQ Xg i
U2 VOOPisJ3 f-та ^“ S
<-ооtnо1зSi нта >>&е-
= s-Q^ CQа >>та о-э- (_^ S<и S2 SX Iз: J3
а;таооIQCQ331
Xо>ICi.а332аасзis:оо»соРЗXSS(VXS ссоо X5 CQк 0J
§
is:к I соS S оv; са О-CQ С^
О2 ГО 03О, CQ«Si =
о ^= е-X S
3са SР^1
О) СдVO 5о g
£ =IICl ^Н ¥ »SIIIsS1|
CU ^ь ^CQ ^5Ё ™сс U о§v8ii! ас( 5:I Iо 2
а%ЮОЬ 3I"ца =I;О- н
Н 2
^ 2Н Xя.—н <Ь>ц- ^= 5Q,S3§ I1П VOПри отсутствии болотоходов под кран
установку балластных грузов произ¬
водят краном, установленным на пене
или понтоне, а подвоз грузов к крану
осуществляют пеноволокушей (грузо¬
вой пеной), буксируемой вездеходом
типа ГТТ. Кран на пене (понтоне) вдоль
уложенного трубопровода передвигает¬
ся с помощью буксирного троса, протя¬
гиваемого трактором или лебедкой с бе¬
рега.Контроль качества
материалов и изоляционно¬
укладочных работКонтроль качества производства изо¬
ляционно-укладочных работ осущест¬
вляет подрядчик в присутствии пред¬
ставителя технадзора заказчика.
В табл. 7.34 приведена периодичность и
методы контроля качества изоляцион¬
ных материалов и покрытий.Входной контроль качества
изоляционных материаловМатериалы, применяемые для про¬
тивокоррозионной защиты трубопро¬
водов, должны иметь технический па¬
спорт. По показателям, приведенным
в паспорте, подлежит контролю соот¬
ветствие изоляционных материалов
требованиям действующих НТД. При
отсутствии технического паспорта
лаборатория строительно-монтажной
организации по результатам конт¬
рольных испытаний дает заключениео возможности применения данного
изоляционного материала Импортные
изоляционные материалы проверяют
на соответствие их показателей, огово¬
ренных в контракте.Рекомендуется систематически про¬
верять условия хранения и транспор¬
тировки изоляционных материалов.
Рулонные изоляционные, оберточнь^ и
армирующие материалы, грунтовки,
растворители, пластификаторы, напол¬
нители и т. п. следует хранить в за¬
крытых складских помещениях. Мате¬
риалы на основе битумов следует
хранить на специальных площадках,
оборудованных навесом и настилом.
Импортные изоляционные материалы
следует хранить в соответствии с тре¬
бованиями действующих инструкций.
Рулонные материалы, грунтовки, рас-
1ворители, пластификаторы и другие
изоляционные материалы следует пере¬
возить специально оборудованным
транспортным средством, обеспечиваю¬
щим сохранение качества этих мате¬
риалов. Рулонные изоляционные мате¬
риалы рекомендуется растаривать при
подготовке их к использованию. При
этом у полимерных изоляционных лент
необходимо проверить: отсутствие теле¬
скопических сдвигов в рулонах; воз¬
можность разматывания рулонов при
температуре применения; отсутствие
перехода клеевого слоя на другую
сторону лентыРулоны ленты, имеющие неровные,
оплывшие или смятые торцы, бракуют
и применяют для ремонта дефектных
мест изоляции трубопроводаАрмирующие и оберточные рулон¬
ные материалы проверяют на возмож¬
ность разматывания рулонов при темпе¬
ратуре применения; на плотность на¬
мотки в рулоне и ровность торцовПри необходимости рулоны рекомен¬
дуется перемотать и отторцевать.Операционный контроль
качества изоляционно¬
укладочных работИзоляционное покрытие трубопро¬
вода должно быть выполнено в соот¬
ветствии с проектом, стандартами,
СНиП, ведомственными нормами и
инструкциями Изоляционные покрытия
следует наносить механизированным
способом на поверхность трубопровода,
подготовленную в соответствии с при¬
нятой технологией. Изоляционно-укла¬
дочные работы на данном участке
трубопровода следует выполнять после
принятия его представителями строи¬
тельной, монтажной и контролирующей
организаций и получения письменного
разрешения по установленной формеВ процессе производства изоляци-
онно-укладочных работ осуществляется
визуальный контроль качества; очистки
поверхности трубопровода, огрунтовки,
нанесения изоляционного покрытия и
сохранность его при укладке, установки
утяжеляющих грузов, монтажа анкер¬
ных устройств; засыпки трубопровода.Контроль очистки трубопровода. На
очищенной поверхности трубопровода
не должно быть следов ржавчины,
пыли, влаги, копоти, масла, снега, на¬леди, заусенцев, задиров, брызг метал¬
ла и т. п Очищенная поверхность
трубопровода должна иметь серый цвет
с проблесками металла и соответство¬
вать эталону IV Качество очистки
проверяют прибором УКСО-2, устанав¬
ливаемым на самоходной очистной
машинеТехническая характеристика
прибора УКСО-2Диаметр контролируемых
трубопроводов, мм . . 720-^1420
Граничное сопротивле¬
ние, Ом . . . . 1000 ±50 %
Усилие поджатия контакт¬
ного ролика, Н . . . 100±10%
Температурный диапа¬
зон, X (-30) —-( + 50)Погрешность основная, %Не более 5
Частота вращения рабо¬
чего органа очистной ма¬
шины, об/с . . . . 0,5-^2
Мощность, потребляемая
от бортовой сети, Вт . . .Не более 12
Масса датчика, кг . . Не более 4,5
Масса индикаторного бло¬
ка, кг . . Не более 6,5Прибор УКСО-2 может быть снабжен
автоматическим самописцем «Регистра¬
тор-1».Контроль приготовления и нанесе¬
ния грунтовки. При приготовлении
грунтовок в полевых условиях в соот¬
ветствии с табл. 7 1 необходимо про¬
верить: дозировку компонентного соста¬
ва; однородность; вязкость, плотность.Грунтовку следует наносить на сухую,
очищенную поверхность трубопровода
сплошным и равномерным слоем, без
пропусков, подтеков, сгустков, пузырей
и наплывов.Контроль приготовления и нанесе¬
ния битумной мастики. Необходимо
вести систематический контроль темпе¬
ратуры битумной мастики: в процессе
приготовления и подогрева; при пере¬
возке, при нанесении ее на трубопровод.При приготовлении и подогреве би¬
тумной мастики подлежит контролю:
дозировка и порядок введения компо¬
нентов, продолжительность варки, тща¬
тельность перемешивания.Физико-механические показатели ма¬
стики должны соответствовать требо¬
ваниям ГОСТ 15836—79333
9QSS>>>.f-нitfа:О-D-О-СитаСЗ03СОсСmса999>.сссосасо 'сосос;о.£gо-оа:о3а.о,О)сliX ^
S к
VO Е-
>> ОU о, D3
335
осос§CJон<v<иЕ-ОО>. X 3
Р- со
Н ^2Н CQS'SнCQCU саis:со^ ^CU (1;>.§ S
. m и
^ О--5 g-9<vlu суX с«о аОО-СОа,g I3^5Ю= I>.ь<vОСО
>. О§i
>> сО-It=:[ьXо S= ^ SН н gо ЗС :гS So>5 С(СООО
g'gf-
О. с\3
с CQD3>. SCQ о.S о
о VO
■■ со
о.исо тата О) О
о. Sо SfS;§Ш £ с„ о> О .X I оPiSg =S X О- та о- та ю
S с 0Q с ю §QQ DQ U 0Q о Q,I§§
t =
§ g3Q-sVO3O-ЮH>.a.»sHXsX<DHXuОXXa.sC[0>оCOОXс3COта00о•iC<v2D-(-c-иOg:таoсSсоh*2X<vCJО)O-та>. сHтаCO_ 1CL oX(соS <sO. '<L>H 1HCuX ,.q :L CQо 2s.?X S
ii
I-c< CJS|>•2.
та f- "“ S
S =<II|i|i:=i X
CC d)§ Э^ 2.
sS f-u'IT та§5 *3 §
<u a. оs >:§ЭС H Ота та cu
2 о, с
i ^v§
“ S >-.
та Qj Q,
Q. H H336
е(V’0'о00IсчXиос2^ ^ S
2.0 S'iCQ §XiCQli
a; cn
^ o.5 ^о ^Q.I-cu sX IOI foo-5H ^оa, ^S Ю s
<v о <vS I £ Й^ o.q:j2Дн u X03о >>
о. о,
uv§о оO-XO
>>
a,HH о2 ^
О a
X сS 2ca CJ
Ю caо onI shL oQs о
о §e* о
Ǥ
- &
л о
ас \оX >>СиН0Q§са <и
3- си
>> ^
оV VOгоSО са
S ctо. оS 2
<я <и S
CQ со
&о; с_са 5“i|
са CQ нЬ- оЗ£ ^ IS 2О §337
Таблица 7 35Техническая характеристика дефектоскопов ДИ-64М и ДИ-74ПоказателиДИ-64МДИ-74Напряжение на щупе, кВ20—364—36Питание от щелочной аккумуляторной ба¬12,510—12,5тареи 10КН-13 напряжением, ВТемпература окружающего воздуха, °С(-25)-(+35)(-30)-(+50)Время непрерывной работы, ч4,58Масса, кг:щупа44дефектоскопа156,5 (без батарей)Размеры щупа, мм:длина13861450диаметр ручки39—Размеры дефектоскопа, мм:длина450375ширина290165высота145305Таблица 7.36Техническая характеристика толщино¬
меров МТ-31Н и МГ-ЗЗНПоказателиМТ-31НМГ-ЗЗНДиапазон контро¬
лируемых толщин,
мм:I1-31—3II3—103—10Погрешность от из¬
меряемой величи¬
ны, %Питание:55от сети 220 ± 22В
частотой, Гц50 ±0,550±1от сухих батарей
напряжением, В4,58,5Температура окру¬(-10)-(-30)-жающего воздуха,
°С-( + 40)-(+50)Время непрерыв¬
ной работы, ч88Масса прибора, кг
Размеры, мм:55,8длина230346ширина180306высота
Размеры сетевого
блока питания, мм:140135диаметр9090длина8080При нанесении на трубопровод изо¬
ляционного покрытия необходимо про¬
верять: сплошность; толщину; адгезию338(прилипаемость); число слоев; натяже¬
ние и ширину нахлеста витков арми¬
рующих и оберточных материалов.Сплошность покрытия из битумной
мастики проверяют непрерывно визу¬
ально и с помощью искровых дефек¬
тоскопов типа ДИ-64М и ДИ-74
(табл. 7.35)Проверка толщины битумного изоля¬
ционного покрытия производится в про¬
цессе выполнения изоляционно-укла¬
дочных работ толщиномерами типов
МТ-31Н и МГ-ЗЗН (табл. 7.36).При нанесении изоляции в поле¬
вых условиях (на базах) толщина
покрытия подлежит контролю на 10 %
труб:не менее чем в трех сечениях по
длине трубы,в четырех точках каждого сечения;
по периметру и в местах, вызываю¬
щих сомнение.Толщина покрытия должна соответ¬
ствовать проекту.Контроль адгезии битумного покры¬
тия к поверхности трубопровода про¬
изводится адгезиметром СМ-1 по уси¬
лию сдвига надрезанного образца изо¬
ляции площадью 1 см^.Техническая характеристика прибора
СМ-1Пределы измерения, МПа . . .0—1,5Погрешность, % . . . 5—6
Габаритные размеры, мм:длина . . 346
ширина . . .
высота . . .
Масса прибора, кг1081282,5Контроль адгезии следует проводить
через каждые 500 м в трех точках через
0,5 м. Среднее арифметическое трех
измерений с точностью до 0,01 МПа при
температуре покрытия от —15 до
+ 20 °С должно быть не менее 2 МПа.Адгезия битумного изоляционного по¬
крытия также проверяется путем вы¬
резки треугольника с углом 45° и от¬
слаивания изоляции от вершины угла
надреза. Изоляция считается удовлет¬
ворительной, если она не отслаивается,
а при обрыве часть мастики остается
на поверхности трубопроводаКонтроль нанесения пленочных мате¬
риалов. Контроль нанесения покрытий
из изоляционных лент следует прово¬
дить на определение:соответствия лент клеевым грунтов¬
кам (для каждого типа ленты должны
применяться соответствующие грунтов¬
ка и обертка);
сплошности,
адгезии;
числа слоев;натяжения и ширины нахлеста витков.
Контроль сплошности покрытия из
изоляционных лент следует проводить
дефектоскопами для эмалевых и пле¬
ночных покрытий ДЭП-1 и ДЭП-2
(табл. 7.37)Контроль адгезии полимерных лент к
поверхности трубопровода и ленты в
нахлестах выполняют адгезиметром
АР-2. Принцип действия прибора осно¬
ван на измерении усилия отслаива¬
ния полимерной ленты от поверхности
трубопроводаТехническая характеристика прибора
ЛР-2Пределы измерения, МПа:I шкала .II шкала
огрешност!Габаритные размеры, мм:
длина
ширина
высота ..0—0,8
.0-0,4
. 5-6. 330
. 82
. 40Таблица 7 37Техническая характеристика дефекто¬
скопов для эмалевых и пленочных
покрытий ДЭП-1 и ДЭП-2ПоказателиДЭП-1 ДЭП-21550 155086 86ПО ПО3,5 3,5180 18080 80ПО ПО2,8 2,8Масса прибора, кг 0,35Проверку проводят в местах, вызы¬
вающих сомнение; выборочно по требо¬
ванию заказчика или представителя
контролирующей организацииНапряжение на 3±0,3 6 + 0,6
щупе, кВРазмеры блока ин¬
дикации со щупом,
мм-
длина
ширина
высота
Масса блока инди¬
кации, кг
Габаритные разме¬
ры блока питания,
мм-
длина
ширина
высота
Масса блока пита¬
ния, кгТемпература окру- ( —30)— ( —30) —
жающего воздуха, — (-|-50) —( + 50)
°СВремя непрерыв- 8 8ной работы, чДопускается контролировать адгезию
методом треугольника с углом 45° и
сторонами 3—5 см. Адгезия считается
удовлетворительной, если треугольник
поднимается ножом с некоторым уси¬
лием и на поверхности трубопровода
остаются грунтовка и часть подклеи¬
вающего слоя.Изоляционные полимерные ленты и
обертки следует наносить на трубо¬
провод без перекосов, морщин, гофр,
вздутий, складок и отвисаний со следую¬
щими величинами нахлеста витков.для однослойного покрытия — не ме¬
нее 3 см,для двухслойного — 50 % ширины
ленты плюс 3 смНахлест концов ленты должен быть
10—15 см
В процессе нанесения покрытия необ¬
ходимо систематически проверять и ре¬
гулировать натяжение лент и оберток
Усилия натяжения должны соответство¬
вать требованиям технологической ин¬
струкции на данный материал. Защит¬
ные обертки, не имеющие прочного
сцепления с изоляционным покрытием,339
должны быть закреплены в конце по¬
лотнища, а при необходимости — че¬
рез каждые 10—12 м специальными
бандажами, клеем и т. п
у Контроль процесса выполнения изо-
ляционно-укладочных работ В про¬
цессе производства изоляционно-укла¬
дочных работ в осенне-зимний период
необходимо строго соблюдать темпе¬
ратурные режимы подогрева трубопро¬
вода, грунтовок, битумных, рулонных
изоляционных и оберточных материа¬
лов. В условиях отрицательных тем¬
ператур окружающего воздуха изоля¬
ционные покрытия разрещается нано¬
сить после сущки и подогрева трубо¬
провода до температуры не менее 15 °С,
но не выше 50 °С В случае применения
импортных грунтовок, полимерных изо¬
ляционных лент и защитных оберток
следует соблюдать температурные ре¬
жимы, регламентированные соответст¬
вующим НТД.Для изоляционных покрытий из поли¬
мерных лент отечественного производ¬
ства температурные режимы нанесения
и нагрева трубопровода должны соот¬
ветствовать показателям ТУ и техно¬
логических инструкций на данный вид
изоляционной ленты или защитной
обертки.Если обнаружены брак или дефекты
в нанесенном покрытии при выполне¬
нии изоляционно-укладочных работ, то
для наладки машин и ремонта изоля¬
ции следует:колонну немедленно остановить;
выявить причину брака;
все дефектные места изоляции (не-
сплошность, пропуски, задиры, места
недостаточной толщины изоляции) чет¬
ко наметить, исправить и вторично про¬
верить дефектоскопом и толщиноме¬
ром.Необходимо исправить также дефек¬
ты изоляции, появившиеся при опуске
и укладке трубопровода в траншею
При использовании труб с заводской
или базовой изоляцией контролируют-
погрузочно-разгрузочные операции; ус¬
ловия складирования, работы по очист¬
ке, сушке и подогреву стыковых соеди¬
нений и нанесению на них грунтовки,
изоляционных покрытий, качество ре¬
монта повреждений заводской изоля¬
ции.При погрузочно-разгрузочных рабо¬
тах необходимо следить за тем, чтобы:
не ударялись изолированные трубы340(секции) между собой; не ударялись
трубы (секции) о стойки прицепов,
не сбрасывали ничего на изолирован¬
ную поверхность (например, такелаж¬
ные приспособления).Запрещается перетаскивание трубы
волоком.Стрелы трубоукладчиков, коники
трубовозов должны быть оборудованы
амортизирующими прокладками.Разгрузку и погрузку труб следует
выполнять механизмами, снабженными
торцовыми или клещевыми захватами,
мягкими полотенцами или специаль¬
ными траверсами.Складировать изолированные трубы
допускается на специально подготов¬
ленных горизонтальных площадках с
применением между рядами труб амор¬
тизирующих прокладок.Накопители, покати, отсекатели, ро-
ликоопоры на сборочно-сварочных уста¬
новках должны быть облицованы ма¬
териалом, обеспечивающим сохранение
изоляционного покрытия труб.Работы по очистке, нанесению грун¬
товки и изоляционных покрытий на
сварные соединения труб с заводской
или базовой изоляцией следует выпол¬
нять механизированным способом.Качество очистки поверхности около-
шовной зоны и нанесения грунтовки
должно соответствовать требованиям
соответствующих НТД.При сушке и подогреве стыков тру¬
бопровода следует применять нагрева¬
тельные устройства, которые обеспе¬
чивают сохранение заводского изоля¬
ционного покрытия.При температуре окружающего воз¬
духа ниже 3 °С необходимо изолируе¬
мую поверхность подогревать:перед нанесением покрытий из поли¬
мерных лент до температуры не ниже
15 °С, но не выше 50 °С;перед применением термоусадочных
муфт (манжет) до 120 °СПри нанесении на сварные соеди¬
нения изоляции из полимерных лент
механизированным или ручным спосо¬
бом следует проверять соответствие
технологическим требованиям, натяже¬
ния ленты, числа нанесенных слоев;
величины нахлеста на заводское покры¬
тие, прилипаемости и сплошности по¬
крытияВеличина нахлеста ленты на завод¬
ское покрытие должна быть не менее
75 мм.
применяемые для изоляции сварных
стыков термоусадочные муфты (ман¬
жеты) по своим исходным размерам
(диаметр, ширина) должны соответ¬
ствовать диаметру изолируемого трубо¬
проводаКлеящая поверхность полимерных
лент должна удовлетворять следующим
требованиям: иметь сплошную поверх¬
ность без каких-либо загрязнений; не
иметь трещин и надрезов на основном
слое.Толщину клеевого слоя ленты и ее
основы проверяют на соответствие тех¬
ническим условиям на данный изоля¬
ционный материал.Температурный режим подогрева изо¬
лируемой поверхности и усадки муфты
(манжеты), а также применяемые
нагревательные устройства должны со¬
ответствовать технологическим требова¬
ниям по применению этого материала.Сплошность изоляционного покрытия
из термоусадочных материалов прове¬
ряют ис1^ровым дефектоскопом при на¬
пряжении 5 кВ на 1 мм толщины.Изолированный участок трубопрово¬
да разрешается укладывать в подготов¬
ленную траншею после ее сдачи—при¬
емки с оформлением акта установлен¬
ной формы. При сдаче—приемке тран¬
шеи необходимо проверить: глубину,
ширину и качество планировки дна
траншеи, крутизну откосов; отсутствие
гребешков и посторонних предметов;
устройство постели из мягкого грунта,
если это требуется проектом или выз¬
вано местными условиями.Подготовленная траншея не должна
иметь отступлений от проекта и соот¬
ветствовать требованиям СНиП П1-42—
80. Контроль осуществляется геоде¬
зическими приборами (теодолит, ниве¬
лир, геодезическая рейка).При выполнении изоляционно-укла-
дочных работ раздельным способом для
укладки в траншею изолированного
трубопровода необходимо применять
мягкие полотенца и следить за сохра¬
нением изоляционного покрытия, осо¬
бенно при извлечении полотенцаПри укладке трубопровода из труб с
заводской изоляцией следует применять
катковые полотенца или троллейные
подвески с пневмокатками и следить
за сохранностью изоляции на сварных
соединениях.На уложенном в траншею трубопро¬
воде еще раз проверить качество изо¬ляционного покрытия, отремонтировать
поврежденные места и после этого
засыпать или присыпать трубопровод
грунтом без оставления пустот и пазух
После засыпки трубопровода сле¬
дует искателем повреждений ИП-74 или
ИП-60 провести контрольную проверку
состояния изоляционного покрытия и
отремонтировать поврежденные места.Техническая характеристика искателя
повреждений ИП-74Частота генератора, Гц . 1000н=50
Напряжение питания генера¬
тора, В . . . 12±1;2
Выходная мощность генера¬
тора, В-А . ... . 35
Полоса пропускания прием¬
ника, Гц . . . . . 400
Напряжение питания прием¬
ника, В . . 1,5Масса, кг:генератора ... . . 4,2
блока питания генератора 9приемника 0,74Температура окружающего
воздуха, °С . . . . . . 5—50
Контроль глубины заложения засы¬
панного трубопровода производится
трассоискателем ТПК-1.Техническая характеристика трассо-
искателя подземных коммуникаций
ТПК-1Частота генератора, Гц 1000=ь50
Напряжение питания гене¬
ратора, В .... 12±!i
Выходная мощность гене¬
ратора, В-А . . . 35
Полоса пропускания при¬
емника, Гц . . . . 700—2500
Напряжение питания при¬
емника, В . .... 2,6±8:з9
Масса, кг-генератора ... 4,2блока питания генера¬
тора ..... 9
приемника . ... 0,6
Температура окружающе¬
го воздуха, °С . . . . ( — 20) —(+40)При засыпке трубопровода грун¬
том, содержащим мерзлые комья, ще¬
бень, гравий или другие твердые вклю¬
чения размером более 50 мм в попе¬
речнике, необходимо для предохра¬341
нения изоляционного покрытия от меха¬
нических повреждений выполнить при¬
сыпку мягким грунтом слоем 20 см над
верхней образующей трубопровода или
применить заш.итные покрытия и при¬
способления.В процессе контроля балластировки
утяжеляющими грузами и закрепле¬
нии трубопровода на проектной отметке
анкерными устройствами необходимо
обеспечить*сохранность изоляционного покры¬
тия от механических повреждений при
навеске грузов и монтаже анкерных
устройств,соответствие размеров применяемых
футеровочных матов и прокладок из
оберточных материаловФутеровочные маты должны удов¬
летворять следующим требованиям:
иметь длину не менее длины полу¬
окружности сечения трубопровода,
иметь не менее четырех прокладок
под футеровочным матом;размеры прокладок на 100—200 м по
ширине и длине должны превышать
размеры футеровочного мата и сило¬
вого поясаГеодезическими приборами (теодо¬
литом, нивелиром) контролируют.правильность укладки изолирован¬
ного трубопровода в траншею,балластировку и закрепление тру¬
бопровода на проектной отметке,
сооружение переходов и монтаж
углов поворота.Приемочный контроль
состояния изоляции
законченных строительством
участков трубопроводовПодготовку участка трубопровода и
обрудования для оценки состояния
изоляции и порядок проведения изме¬
рений определены ГОСТ 25812—83
На законченных строительством участ¬
ках трубопровода осуществляют
100 %-ный контроль состояния изоля¬
ции методом катодной поляризации,
но не ранее чем через две недели после
засыпки трубопроводаКонтроль изоляции катодной поляри¬
зацией не распространяется на под¬
земные трубопроводы компрессорных,
насосных, газораспределительных стан¬
ций и промыслов длиной менее 200 м,
морские участки трубопроводов и трубо¬
проводы надземной прокладки, подзем¬342ные магистральные и промысловые
трубопроводы, прокладываемые на
Крайнем Севере в многолетнемерзлых
грунтах.Подводные и подземные переходы и
отводы от магистральных трубопрово¬
дов длиной более 200 м могут быть
вварены в общую магистраль только
после испытания их изоляционного по¬
крытия катодной поляризацией Изо¬
ляционное покрытие на переходах дли¬
ной менее 200 м проверяют катодной
поляризацией вместе с прилегающими
участками трубопровода.Состояние изоляционного покрытия
оценивается силой тока поляризации и
смещением разности потенциала тру¬
ба-земля в конце контролируемого
участка.Смещение разности потенциалов тру¬
ба— земля Ur3=UT3M, где (Утзи —
измеренная разность потенциалов тру¬
ба-земля (после включения катодной
поляризации); U тзс — естественная
разность потенциалов труба—земля (до
включения катодной поляризации)Допустимую силу тока в цепи поля¬
ризующего источника определяют в
зависимости от типа изоляционного
покрытия, длины контролируемого уча¬
стка, диаметра и толщины стенки трубы.Схемы подключения источника тока и
измерительных приборов к контроли¬
руемым участкам трубопровода пока¬
заны на рис. 7.11 и рис 7 12. Изме¬
рение разности потенциала на конце
участка, а также ее распределение
вдоль контролируемого участка произ¬
водится измерительной лабораторией
Состояние изоляции участка трубопро¬
вода длиной 4—50 км оценивается по
разности потенциалов не менее 0,5 В—
хорошая, от 0,4 до 0,55 В — удовлетво¬
рительная, менее 0,4 В — неудовлетво¬
рительнаяДопустимую силу тока при контроле
изоляции следует определять по номо¬
граммам. для покрытий на битумной
основе — по рис 7 13, для покрытий из
полимерных материалов — по рис 7 14При длине участка менее 4 км со¬
стояние изоляции трубопровода оцени¬
вается по вызванному поляризацией
смещению в отрицательную сторону
разности потенциалов труба—земля в
начале участка по номограммам: для
покрытий на битумной основе — по
рис. 7.15, для покрытий из полимерных
материалов — по рис 7 16
/// ///АРис. 7.11 Принципиальная схема подключения источника тока и измерительных
приборов к контролируемому участку:1 — изолированный трубопровод испытываемого участка, 2 — неизолированный конец
трубы, 3 — регулируемый резистор, 4 — соединительный провод (кабель), 5 — ампер¬
метр, 6 — источник постоянного тока, 7 — милливольтметр, 8 — медносульфатный элек¬
трод сравнения, 9 — временное заземлениеРис 7.12. Схема подключения источника тока и измерительных приборов к контро¬
лируемому участку с использованием в качестве временного заземления со¬
седнего участка трубопровода-I — изолированный трубопровод испытываемого участка, 2 — неизолированный конец
трубы, 5 — соседний участок трубопровода (временное заземление), ^ — соединитель¬
ный провод (кабель), 5 — амперметр, 6 — источник постоянного тока, / — регулируе¬
мый резистор, 8 — милливольтметр, 9 — медносульфатный электрод сравненияПо разности потенциалов изоляция
считается: не менее 1 В — хорошая;
от 0,7 до 1 В — удовлетворительная;
менее 0,7 В — неудовлетворительная
Если в цепи поляризующего источ¬
ника тока сила тока больше или мень¬
ше силы тока /, то состояние изоляцион¬
ного покрытия оценивается по физи¬
ческому смещению, рассчитываемому по
формуле
U', = U,J/K,где б^тз — смещение разности потен¬
циалов труба—земля; /„ — измеренная
сила тока в цепи поляризующего ис¬
точникаВ зоне действия блуждающих токов
измеренное смещение разности потен¬
циалов (Утз должно быть не меньше
0,4 В, при отсутствии блуждающих
токов — не меньше 0,2 В. Контроль
участков протяженностью менее 4 км
разрешается только для подводных пе-343
I, А
20
18
Гб
Ш1ZW98721.51.6и1,2о!я0,80J0,60,5О,и
0,30,20,180,160,П0,120.10,090,080,070,067Jшт.Ш//ШЖв,ммшо
1220-fm'S620
529
477
426
377
325шшшгжштWf/m///ттч^то<12201020920820J206205294774263773252732U5219\\foт
тУштшшшштшгАт/jriiWfwtiLIШ/АmrAW^Ary^^jPMrAr^eMM//mtkmwmrAwm^fjrArAWjrMA^^Af/i/mmmwdГАй^УА^ШГ/ЖШАШ/АЧШШВк2U5219т130miт0,05шш1ИШш\ш3 4 5 6 7 8 910 12 Ш161820 30 НО 50L,mРис. 7.13 Номограмма определения силы тока участков трубопровода длиной4—50 км, изоляция на битумной основе (пример пользования номограммой для
участка длиной 32 км, диаметром 477 мм, сила тока при контроле / = 5,6 А)реходов, переходов через автомобиль¬
ные и железные дороги, переходов
через болота, промысловых и других
трубопроводов, имеющих длину ме¬
нее 4 км344Воздушные переходы трубопроводов,
составляющие не более 5 % от общей
длины контролируемого участка, могут
быть испытаны методом катодной поля¬
ризации силой тока, определенной для
/,А25207816П121098765и22,521,816ЫЬ2Ю0,90,80,10,60,5ОА0,30,250,20,180,160,Ц0,120,100,090,08ШОU. 1220- 1020
920
820
720
620529
£i77
^25
377325273— 245— 219Z 180152
Ш
\— 114шш/ш.^7мшщи:т,А /\ ///|//////KillsВ, мм
1U20
1220
1020
920
820 —
720
620
529
477
425
377'
325
273
245
219
180
152
141т7уг:7АУ77/^^Л.Jf/I/7-АГаКГАЖАГл^ЛШТ^/АТАШГаГаГЛГЛГлГЛ'АШл¥А¥аШШ/ /УZГ2 4 5 6 7 8 910 12 14161820 25 30 40 50 Ь,шРис 7.14 Номограмма определения силы тока для участков трубопровода длиной4—50 км, изоляция из полимерных материалов (пример пользования номо¬
граммой для участка длиной 29 км, диаметром 520 мм, сила тока при кон¬
троле / = 3,2 А)всего испытываемого участка, включая
протяженность воздушного перехода.Если при контроле изоляции уста¬
новлено ее неудовлетворительное со¬
стояние, то с помощью искателя по¬вреждений ИП-74 необходимо найти
места повреждений, отремонтировать
повреждения, провести повторное ис¬
пытание изоляции катодной поляри¬
зацией345
0,2 0,3 0,4 0,5 0,6 0,8 1А L,mРис 7.15. Номограмма определения силы тока для участка трубопровода
длиной 0,2—4 км, изоляция на битумной основе (пример пользования номо¬
граммой для участка длиной 1,65 км, диаметром 820 мм, сила тока при кон¬
троле / = 0,56 А)Причины возможных
дефектов в изоляционных
покрытиях трубопроводовДефекты в битумных покрытиях
могут образоваться в следующих слу¬
чаях: при хранении; при подготовке
изоляционных материалов; при выпол¬
нении изоляционно-укладочных работ.Основной причиной образования де¬
фектов является несоблюдение техни¬346ческих и технологических требований
К дефектам приводят следующие нару¬
шенияI. При хранении и подготовке мате¬
риалов для битумных покрытий:а) засорение битума землей, посто¬
ронними примесями и бумагой наблю¬
дается в случаях выгрузки битума на
землю; разделки битумных отливок на
земле или на засоренном настиле; недо¬
статочно тщательной очистки отливок
битума от бумаги.
J,A2161ЛtoЙ0,70.60,50,^0.30,2
0,18
0,16
0,4
0,12
0,1
0,09
0,08
0,07
Q,OB
0,05
0,0 If0,030,0200,0180,0160,0140,0120,0100,0090,0080,0070,0060,005---r-——————I—!Z———'—--— ——J2m//ЖII"zzIzzI”zz—————- -—; ---1—72Ж7/5Ф1/уЛr-——•---уs?7.■/—- -———AJ-/\1—j/th“77tXVJAV1ми12VfZuj.142012202f"TVЛ
. i0203i/ 1\го\ 2t—_j.———70ПfтшЛуZ- 828
529
^71
. 426- 377
• 325- 273
. 245219V7-f>IrV27p“7f—III2C._ C—
iJ—————2Z-T7-Ar-1941ЯПZ-_ -———H——iOU——- -— -——-——- /*f/
■ 114У 1-jДммmo1220102092082072062052347/^263773252732U521919k1801k1m0,n 0,2 0,3 0,4 0,5DM0,70,8 12 3 4 I,KMРис 7 16. Номограмма определения силы тока для участков трубопровода дли¬
ной 0,2—4 км, изоляция из полимерных материалов (пример пользования
номограммой для участка длиной 1,7 км, диаметром 529 мм, сила тока при кон¬
троле / = 0,23 А)б) обводнение готовой битумной ма¬
стики или ее составляющих (наполни¬
телей, пластификаторов), происходит в
результате хранения мастики или ее
составляющих под открытым небом,
особенно в осенне-зимнее время; попа¬
дания влаги в битумно-варочные котлы,
загрузки битумно-варочного котлавлажной резиновой крошкой или невы-
сушенным минеральным наполнителем,в) образование в битумной мастике
нераспадающихся комочков и наличие
включений шлака возникает из-за не¬
достаточно тщательной или несвоевре¬
менной очистки котла, что является
следствием использования слежавшей¬347
ся влажной резиновой крошки, содер¬
жания в резиновой крошке большого
количества (более 50 %) текстиля,
применения слежавшегося или увлаж¬
ненного минерального наполнителя,
особенно асбеста2 При приготовлении грунтовки и
мастики могут ухудшиться качество и
защитные свойства из-за:а) недостаточно тщательного разме¬
шивания битума в бензине в процес¬
се приготовления грунтовки и хране¬
ния битума в загрязненной таре;б) небрежной дозировки составляю¬
щих, несоблюдения правильного режи¬
ма разогревания котла (недостаточно
тщательного перемешивания мастики,
несоответствия битума, наполнителя
или пластификатора техническим усло¬
виям) ;в) высокой температуры перегрева в
котле (более 200 °С) или многократ¬
ного разогревания, что может привести
к коксованию мастики и увеличению ее
хрупкости,г) засорения мастики посторонними
веществами.3. При нанесении грунтовки на тру¬
бопровод.а) могут быть подтеки, если грун¬
товка загустела в результате длитель¬
ного или неудовлетворительного хране¬
ния; в этом случае грунтовку необхо¬
димо разбавить бензином до вязкости
15—30 с по ВЗ-4 или плотности
0,75—0,85 г/см’;б) образование сгустков битума в не¬
процеженной грунтовке наблюдалось,
когда ее разбавляли бензином, поэтому
грунтовку следует процеживать через
сито с ячейками не более 0,1 мм,в) образование пузырей может про¬
изойти, если наносить грунтовку на
влажную поверхность трубы, что сни¬
жает прилипаемость грунтовки и покры¬
тия к металлу;г) образование воздушных пузырей в
грунтовочном слое может быть, если
наносить грунтовку в ветреную пого¬
ду; в этом случае рабочую зону
необходимо закрыть от ветра щитом
или, если эта мера не дает эффекта,
прекратить работу;д) снижение прилипаемости грунтов¬
ки возможно из-за оседания пыли на
трубе после ее очистки от ржавчины;
для удаления пыли с трубы на очист¬
ной машине необходимо оборудовать348отсос, а за последним рядом щеток
укрепить брезентовое полотенце;е) образование пропусков в грунто¬
вочном слое возможно в случаях не¬
равномерного облива трубы грунтовкой;
перекоса брезентового полотенца; силь¬
ного загрязнения полотенца; износа
полотенца; для устранения этих де¬
фектов надо отрегулировать облив
трубы грунтовкой или сменить полотен¬
це, пропуски грунтовки у сварных
швов необходимо закрасить вручную
кистью.4. При нанесении битумного покры¬
тия на трубопроводы:а) образование трещин в изоляцион¬
ном покрытии наблюдается, если при¬
менен битум, не соответствующий стан¬
дарту данной марки; перегрета ма¬
стика; чтобы избежать трещин в изо¬
ляционном покрытии, необходимо систе¬
матически проверять качество битума
и строго соблюдать технологический
режим изготовления мастики;б) уменьшение толщины покрытия,
особенно снизу трубы, происходит в
результате нанесения охлажденной ма¬
стики, неправильной посадки обечайки
или недостаточной ее длины, увели¬
чения скорости передвижения изоля¬
ционной машины, недостаточного зазо¬
ра между обечайкой и низом трубы,
когда нанесенная изоляция касается
края обечайки; в первых двух случаях
мастика не успевает образовать до¬
статочный слой по всей окружности
трубопровода, и особенно в нижней его
части;в) оседание пыли на огрунтованную
поверхность трубопровода возможно
при движении транспорта, во время
сильного ветра, чтобы избежать оседа¬
ния пыли на трубах, необходимо умень¬
шить расстояние между очистной и изо¬
ляционной машинами, а также можно
применить навесное приспособление,
защищающее промежуток трубопро¬
вода между машинами;г) возникновение различных пузырей
в покрытии наблюдается в результате
наличия влаги в мастике или на по¬
верхности трубы; перегрева мастики
свыше 200 °С; сильного ветра; наличия
пены в битумоварочном котле;д) пропуски в покрытии — это наибо¬
лее опасный дефект, который возникает,
если неравномерен облив трубы масти¬
кой; засорен насос или битумопровод;
неправильно установлена обечайка и
она своими краями срезает уже нане¬
сенный слой покрытия; слабо натянуты
расчалки и обечайка касается трубы,
а зазоры по ее периметру то увеличи¬
ваются, то уменьшаются; затвердела
мастика в обечайке или засорилась
обечайка или попали в нее посторон¬
ние предметы; на обечайке есть вмя¬
тины или она неправильно центрована
относительно рамы машины (переко¬
сы), в этих случаях нанесение изоля¬
ционного покрытия следует остановить
до тех пор, пока все причины, вызываю¬
щие образование дефектов, не будут
устранены;е) образование дефектов в битумном
покрытии из-за попадания в мастику
кусочков бумаги, сгустков наполнителя,
крупных частиц резины и посторонних
включений; попадания влаги под покры¬
тие; при контроле покрытия искровым
дефектоскопом легко установить причи¬
ну возникновения приведенных дефек¬
тов, которые могут быть одиночными
или расположены группами;ж) местные обнажения металла изо¬
лируемой трубы наблюдаются в случаях
сдвига сгустков мастики краем обе¬
чайки; выпадения посторонних вклю¬
чений; механических повреждений.5 При нанесении армирующих и
оберточных рулонных материалов:а) нарушение однородности покры¬
тия, если неправильно выполнен на-
хлест обмоточного материала; правиль¬
ность навивки зависит от ширины лен¬
ты и регулировки обмоточного меха¬
низма, до устранения технологических
недостатков обмотки работу необходимо
остановить,б) выдавливание слоя мастики с од¬
ного края ленты и образование складок
и морщин у другого происходит в ре¬
зультате перекоса обмоточного мате¬
риала, этот недостаток устраняют регу¬
лировкой обмоточного механизма;в) недостаточное погружение стекло-
холста в мастику наблюдается, если
стеклохолст слабо натянут, наложен по
остывшему слою мастики;г) отвисание обертки снизу трубопро¬
вода и вытекание мастики происхо¬
дит в результате перегрева мастики,
неравномерного натяжения обертки;
проведения изоляционных работ в жар¬
кую погоду.6. При применении полимерных изо¬
ляционных лент-а) образование сквозных отверстий вполимерной ленте в результате меха¬
нических повреждений делает ее не¬
пригодной для однослойной изоля¬
ции;б) ухудшение качества покрытия
происходит из-за того, что клеевой
слой не является сплошным, в том
числе на краях рулона,в) образование складок, морщин,
гофр наблюдается из-за большой раз-
нотолщинности ленты при механизи¬
рованном ее нанесении,г) создание некачественного нанесе¬
ния покрытия происходит в резуль¬
тате недостаточной торцовки рулонов и
телескопического сдвига витков ленты
в рулоне, такие рулоны необходимо
отторцевать или использовать для руч¬
ной работы (например, при ремонте
покрытий);д) образование гофр, морщин и не¬
равномерного нахлест^ возможно, если
не отрегулирована изоляционная ма¬
шина; неправильно выбран угол накло¬
на шпуль; недостаточно натяжение
ленты;е) неравномерный нахлест и не-
сплошность покрытия образуются, если
наносить липкую ленту двумя руло¬
нами разной ширины, чтобы избежать
этого дефекта, необходимо подбирать
рулоны одинаковой ширины,ж) нарушение прилипаемости ленты
происходит, если клей переходит на
смежную нелипкую сторону, в связи
с этим необходимо строго соблюдать
температурный режим нанесения лен¬
ты в соответствии с техническими усло¬
виями на данную ленту,з) прокалывание изоляционного
покрытия возникает, если наносить лен¬
ту на недостаточно очищенную от брызг
металла и грата поверхность сварных
стыков, в этом случае поверхность
трубы перед нанесением изоляции необ¬
ходимо зачистить;и) образование гофр, перекосов и,
как следствие, образование попереч¬
ных морщин и складок на изоляцион¬
ной ленте является результатом недо¬
статочного или чрезмерного натяжения
ленты при размотке рулона;к) смещение и проколы в изоля¬
ции образуются в результате небреж¬
ной укладки и засыпки изолированного
трубопровода.7 При укладке трубопровода:а) повреждения изоляционного по¬
крытия при раздельном способе изо¬349
ляционно-укладочных работ (когда тру¬
бопровод длительное время (более су¬
ток) находится на берме траншеи)
происходят из-за оплавления на солн¬
це, растрескивания на морозе; про-
давливания на лежках, различных по¬
сторонних механических воздействий;
эти дефекты можно выявить при внеш¬
нем осмотре покрытия, после чего
должен быть выполнен ремонт покрытия
с последующей проверкой дефектоско¬
пом качества нанесенной изоляции;б) нарушение целостности изоляци¬
онного покрытия при раздельном спо¬
собе изоляционно-укладочных работ
возникает из-за укладки трубопровода
с бермы в траншею; захвата трубы пет¬
лей троса, недостаточной ширины поло¬
тенца, вытаскивания полотенца из-под
трубы; трения трубопровода об откосы
траншеи во время опуска трубопровода
в траншею, особенно на криволиней¬
ных участках трассы, дефекты изоля¬
ционного покрытия выявляют визуаль¬
но в траншее и тут же устраняют;в) продавливание и сдвиги изоля¬
ционного покрытия при совмещенном
способе изоляционно-укладочных работ
могут образовываться, если трубопро¬
вод расположен не по оси траншеи;
трубопровод укладывают в жаркую по¬
году, когда покрытие не успевает ос¬
тыть и касается стенок траншеи, опуск
и укладку трубопровода на неровное
дно траншеи выполняют при темпе¬
ратуре изоляционного покрытия выше
30 °С; для предохранения изоляцион¬
ного покрытия от повреждений необхо¬
димо: трубопровод укладывать точно по
оси траншеи; дно траншеи должно
быть спланировано; засохшие комья
грунта и камни нужно удалить, на
участках каменистых, щебенистых,
сухих твердых грунтов сделать под¬
сыпку из мягкого грунта слоем не ме¬
нее 10 см,г) повреждения изоляции трубопро¬
вода возможны при засыпке траншеи
глыбами затвердевшего или замерз¬
шего грунта, грунтом с корнями, пнями,
камнями или строительным мусором,
осадке оттаивающего грунта, чтобы из¬
бежать указанных повреждений изоля¬
ции, необходимо строго выполнять тех¬
нические требования засыпки траншеи;
качество покрытия уложенного и засы¬
панного трубопровода рекомендуется
проверять искателем повреждений и ка¬
тодной поляризацией;350д) возникновение дефектов в изоля¬
ции возможно, если несвоевременно
подготовлены к работе механизмы и
приспособления, поэтому до начала изо¬
ляционных работ следует проверить
техническое состояние механизмов, при¬
способлений, приборов контроля каче¬
ства покрытий и провести необходимую
подготовку их к работе.Балластировка
и закрепление трубопроводовПродольную устойчивость трубопро¬
водов на проектной отметке, прокла¬
дываемых на болотах, обводненных и
заболоченных участках трассы, реко¬
мендуется обеспечивать балластиров¬
кой железобетонными грузами, плотным
(неразжиженным) грунтом или закреп¬
лением анкерными устройствами. Сред¬
ства балластировки и закрепления тру¬
бопроводов должны выбираться с уче¬
том гидрогеологических условий райо¬
нов прохождения трассы и диаметра
трубопровода. При этом необходимо
учитывать схему прокладки трубопро¬
вода; мощность торфяной залежи,
прочностные и деформационные свой¬
ства подстилающих грунтов; наличие
горизонтальных и вертикальных углов
поворота, методы и сезон производства
строительно-монтажных работ; тем¬
пературный режим эксплуатации трубо¬
провода.Основныерасчетные положенияПроверку продольной устойчивости
трубопровода против всплытия следует
выполнять по формуле[^нв^в + ^изг + ^пр с — ^7тр — ^доп] ,где Б — необходимая пригрузка (вес
балласта под водой) или расчетное
усилие анкерного устройства, приходя¬
щаяся на трубопровод длиной 1 м,
/гм — коэффициент безопасности по ма¬
териалу, принимаемый равным 1 — для
анкерных устройств, 1,05 —для желе¬
зобетонных грузов; 1,07 —при сплош¬
ном обетонировании в опалубке; 1,1 —
при сплошном обетонировании методом
торкретирования; при балластировке
плотным (неразжиженным) грунтом:
1,2 —для газопроводов диаметром до
1020 мм; 1,4 — для газопроводов диа¬
метром 1020 мм и более; кнв—коэф¬
фициент надежности, принимается рав¬
ным 1,05 для болот, водоемов при от¬
сутствии течения воды, пойм рек и
периодически затапливаемых участков1 %-ной обеспеченности; — расчет¬
ная выталкивающая сила воды, дейст¬
вующая на трубопровод (с учетом изо¬
ляции и футеровки), дур—расчетный
вес трубопровода (с учетом изоляции
и футеровки) на воздухе; Бизг — рас¬
четный пригруз (вес балласта под во¬
дой), необходимый для изгиба трубо¬
провода по заданной кривой дна тран¬
шеи; Бпр с — расчетная пригрузка (вес
балласта под водой), необходимая
для предотвращения подъема трубо¬
провода на криволинейных участках в
вертикальной плоскости под воздейст¬
вием внутреннего давления и измене¬
ния температуры стенок трубы; ^доп —
расчетный вес продукта на воздухе,
дополнительных устройств в воде, а
также обледенения в воде при транспор¬
тировке продукта с отрицательной тем¬
пературой.Выталкивающая сила воды, прихо¬
дящаяся на единицу длины полно¬
стью погруженного в воде трубопро¬
вода при отсутствии течения, опреде¬
ляется по формулегде Он — наружный диаметр трубы
с учетом изоляционного покрытия и
футеровки; ув — объемный вес воды с
учетом растворенных в ней солей.Расчетный вес трубопровода (с уче¬
том изоляции и футеровки) на воздухе
следует определять по формуле<7тр = 0,02466б(Dh — 6) -j-д»з-f- ^фут,где б — толщина стенки трубопровода;
диз, дфут — вес соответственно изоля¬
ционного и футеровочного покрытия.Расчетный вес транспортируемого
продукта определяется по формулам:
для газопроводовдгаз = Пр01»,ДЛЯ нефте- и нефтепродуктопроводов
nDlдн=--Yh,где п — коэффициент перегрузки, при¬
нимается по табл. 7.38; р — норматив¬
ное давление газа; Dbh — внутренний
диаметр трубопровода; у» — объемный
вес транспортируемой нефти или нефте¬
продукта.Вес одиночного железобетонного гру¬
за в воде следует определять по фор¬
мулеБгр = Я,-у1/,,где Р\ — вес железобетонного груза на
воздухе; у — объемный вес жидкой
среды погружения трубопровода, V\ —
объем железобетонного груза.Расчетное удерживающее усилие гар¬
пунных анкеров в зависимости от
группы грунтов приведено в табл. 7.39.Расчетное удерживающее усилие для
анкеров (раскрывающего типа АР-401Таблица 7 38Зависимость коэффициента перегрузки от характера нагрузки и воздействийХарактер
нагрузок и
воздействийНагрузки и воздействияСпособ прокладки
трубопроводаКоэффициентПодземный,наземныйНад¬земныйперегрузкиПостоянныеМасса трубопровода и обо¬
рудования++М (1)Воздействие предваритель¬
ного напряжения трубопро¬
вода (упругий изгиб и др.)++1Давление (вес) грунта—1,2 (0,8)
1Гидростатическое давление
воды+—ВременныеВнутреннее давление для
газопроводов++1,1ДлительныеВнутреннее давление для
нефтепроводов диаметром++1,15351
продолжение табл. 7.38ХарактерНагрузки и воздействияСпособ прокладки
трубопроводаКоэффициентнагрузок и
воздействийПодземный,наземныйНад¬земныйперегрузки700—1400 мм с промежу¬
точными нефтеперекачи¬
вающими насосными стан¬
циями (НПС) без подклю¬
чения емкостей
Внутреннее давление для++1,1нефтепроводов диаметром
700—1400 мм без промежу¬
точных НПС или с проме¬
жуточными НПС, работаю¬
щими постоянно только с
подключенной емкостью, а
также для нефтепроводов и
нефтепродуктопроводов
диаметром менее 700 ммМасса продукта или воды + 1 (0,95)Температурные воздействия + 4- 1Воздействия неравномер- -|- 1,15ных деформаций грунта, не
сопровождающиеся изме¬
нением его структуры (про¬
садки, пучения и др )Кратковре- Снеговая нагрузка — + 1,4менные Ветровая нагрузка — -|- 1,2Гололедная нагрузка — 4- 1,3Нагрузка и воздействия, -j-- U2возникающие при пропуске
очистных устройствНагрузки и воздействия, + -|- Iвозникающие при испыта¬
нии трубопроводовВоздействие солевых пото- -f 1ков и оползнейОсобые Воздействие деформаций -f- + 1земной поверхности в райо¬
нах горных выработок и
карстовых районахВоздействие деформаций + -f 1грунта, сопровождающихсяизменением его структуры(например, деформациипросадочных грунтов призамачивании)Примечания 1 Знак « + » нагрузки и воздействия учитываются, знак « —» —не
учитываются 2 Значения коэффициентов перегрузки, указанные в скобках, должны при¬
ниматься при расчете трубопроводов на продольную устойчивость и устойчивость положе¬
ния, а также в других случаях, когда уменьшение нагрузки ухудшает условия работы
конструкций 3 Плотность воды следует принимать с учетом засоленности и наличия
взвешенных частиц. 4 Когда по условиям испытания или эксплуатации возможно в газо¬
проводах полное или частичное заполнение внутренней полости водой или конденсатом,
а в нефтепроводах и нефтепродуктопроводах попадание воздуха или опорожнение трубо¬
провода, необходимо учитывать изменения нагрузки от массы продукта352
Таблица 7.39Значения удерживающего усилия гарпунных анкеров в зависимости от их кон¬
струкции и грунтовГруппаГ рунтыРасчетная нагрузка
на анкерное устройство,
включающее два анкера, НгрунтовЦилинд¬рическиеAB-IС ершом из
прутьев
АВ-ИС поворот¬
ной лопастью
AB-IIIIМягкопластичные глины и суглин¬
ки, пластичные супеси1 20025005 150IIМелкие, плотные и средней плот¬
ности пески, полутвердые туго¬
пластичные глины и суглинки1 8005 4008 250 ’IIIГравелистые, крупные, средней2 1008 00010 200крупности пески, твердые супеси,
твердые глины и суглинкии винтовых) следует определять по фор¬
муле^анк = ^^гр/^анк А/^анк)где Z — число анкеров в одном анкер¬
ном устройстве, /ггр — коэффициент од¬
нородности грунта, принимаемый рав¬
ным 0,6, Шанк — коэффициент условий
работы, принимаемый равным 0,5 при
Z<2 и 0,4 при Z> 2; Л^анк — макси¬
мальная (критическая) нагрузка на
один анкерN,,.= (AC-^Byh)F,А W В — коэффициенты, зависящие
от угла внутреннего трения в рабочей
зоне, принимаются по табл. 7.40; С —
сцепление грунта в рабочей зоне; у —
средневзвешенная плотность грунтов,
залегающих от дна траншеи до отметки
заложения лопастей анкера; h — глу¬
бина заложения лопастей анкера от дна
траншеи, F — площадь лопастей ан¬
кера.Расстояние между анкерными устрой¬
ствами следует определять с учетом
несущей способности анкера Z^Банк/Б.
Для обеспечения устойчивости трубо¬
провода принимается меньшее значе¬
ние.Расстояние между железобетонными
грузами Z^Brp/Б. При установке ан¬
керных устройств рекомендуется про¬
вести контрольное выдергивание анке¬
ров в соответствии с требованиями
действующих нормативных документов.12 в Г Чирсков и дрТаблица 7,40Значения коэффициента А и ВНормативный угол
внутреннего трения
грунта в рабочей
зонеЛВ106,22,1126,62,4147,12,6167,73,2188,63,8209,64,52211,15,52413,572616,89,22821,212,33026,916,53234,422,53444,5313659,644,4Конструкции и области
применения различных типов
железобетонных пригрузов
и анкерных устройствОсновные конструкции железобетон¬
ных грузов, применяемых для балла¬
стировки трубопроводов, приведены в
табл. 7.41 Седловидный железобетон¬
ный груз следует применять для бал¬
ластировки прямолинейных участков
трубопроводов, уложенных на проект¬
ные отметки, на переходах через обвод¬
ненные и заболоченные участки при
мощности торфяной залежи не более353
Таблица 741РасходТипРазработчикметаллаКраткое описаниегрузаконструкциина 1конструкции грузабетона, кгСедло¬видныйВНИПИтрансгаз16Железобетонный прямоугольный
параллепипед, на одной из гранейУСС ВНИИСТ, Апсаля- 19,5
мовский комбинат СК
и МСУГ Трест Ленгазспец- 18
стройУБК Трест Самотлортру- 16
бопроводстрой, ГТУ
Миннефтегазстроя
СССРУБО ВНИИСТ 28которого выполнена цилиндриче¬
ская выемкаВ стойках седловидного груза вы¬
полнены проемы, в которых шар¬
нирно вмонтированы прижимные
элементыДве половинки седловидного груза
соединены цилиндрическим шар¬
ниромСедловидный груз с выемкой, обе¬
спечивающей контакт груза с тру¬
бопроводом по двум линиямДва железобетонных блока со ско¬
сами, соединенные между собой ме¬
таллическими поясамиглубины траншеи. Груз типа УСС (утя¬
желитель седловидный самозакрепляю-
щийся) следует применять для балла¬
стировки трубопроводов на поворотах
в горизонтальной плоскости, выпол¬
ненных путем упругого изгиба, и на
подземных компенсаторах, где необхо¬
дим значительный момент против опро¬
кидывания при поперечных перемеще¬
ниях трубопровода, а также на пере¬
ходах через малые водные преграды.
Груз типа СУГ следует применять для
балластировки трубопроводов диамет¬
ром до 1020 мм включительно на пере¬
ходах через болота, обводненные уча¬
стки и малые водотоки Груз конст¬
рукции УБК (утяжелитель бетонныйклиновидный) следует применять для
балластировки трубопроводов на пере¬
ходах через болота различных типов
с мощностью торфяной залежи, не пре¬
вышающей глубину траншеи, на обвод¬
ненных и заболоченных участках, а
также на переходах через малые вод¬
ные преграды. Груз марки УБО (утя¬
желитель бетонный охватывающий)
следует применять для балластировки
трубопроводов на переходах через
болота различных типов и малые водо¬
токи; вогнутых и выпуклых кривых и
прямолинейных участках, прилегающих
к ним; углах поворота в горизонталь¬
ной плоскости, участках выхода трубо¬
провода на поверхность (табл. 7 42)Таблица 7 42Техническая характеристика грузов типа УБОМаркагрузаДиаметртрубопровода,ммОбъем
груза, м~^Масса
груза, тМаксимальная
балластирующая
способность
груза, кНУБО-114201,8724,3052,433УБО-212201,8434,2382,395УБО-310201,4553,3461,8918201,4553,3461,8917201,4553,3461,891УБО-45290,7501,7250,975354
Для повышения производительно¬
сти механизмов и темпа навески желе¬
зобетонных грузов рекомендуется при¬
менять групповой метод установки
грузов на трубопровод.Максимальное число грузов в группе
для трубопроводов диаметром 325 мм —
6, 520 мм — 7, 720 мм — 9, 820 мм —11.Предельно допустимое число грузов
в группе с учетом условий прогиба тру¬
бопровода приведено в табл 7.43
Основным фактором, ограничиваю¬
щим число грузов в группе при балла¬
стировке трубопроводов, является про¬
гиб трубопроводов. Коэффициент про¬
порциональности ^ = /гр/6гр—1, где
/гр — расчетное расстояние между гру¬
зами (по СНиП); ^гр — ширина груза
Для определения максимального чис¬
ла грузов в группе необходимо задаться
допустимым прогибом трубопровода
Максимальный прогиб пригруженного
трубопровода будет в середине сво¬
бодного от грузов участка.Предельную длину грузов следует
определять по формуле, ограничив
прогиб (У) трубопровода 10 см:Т а б л и ц а 7.43Число грузов в группе с учетом условий
прогиба трубопровода1 =V768EIY2^2 (k^ + 4k^ + 6k^)+qt (6fe+2)Размеры трубо¬
провода (диа¬
метр X толщину
стенки), ммЧисло
грузов
в группеРасстояние
между груп¬
пами грузов,
м1020X1117311020X1417361220Х 1421281220X1620311420X17,532331420X20,53037где Е — модуль упругости стали (Е —
= 2,1 X 10® Н/см^ Q2 — распределенная
нагрузка, Н/см,д2=увУгр — дтр;7в — плотность воды, н/см^; Утр —
объем 1 м трубопровода, см^; q^p —
масса 1 м трубопровода в воздухе, кг;q\=P/brp-q2,q\ — нагрузка от балласта, Н/см; Р —
масса груза в воде, кг.Использовать анкерные устройства
для закрепления трубопроводов на
болотах следует только в том случае,
если мощность торфа не превышает
величины Ят =1-1-Dtp, где Dtp — диа¬
метр трубопровода, и подстилающие
минеральные грунты обеспечивают на¬
дежную работу анкеров (табл. 7.44).На участках, сложенных пучинисты-
ми грунтами, и на участках, где воз¬
можны продольные перемещения трубо¬
провода, анкерные устройства до раз¬
работки и внедрения специальных ком¬
пенсационных приспособлений не при¬
меняются.12*Гарпунные анкера типов AB-I, АВ-И
и AB-III следует применять для закреп¬
ления трубопроводов диаметров соот¬
ветственно до 426 мм, 426—530 мм и
530—820 мм.Устройство анкерное ВАУ-1 и анкер
раскрывающегося типа АР-401 следует
применять для закрепления трубопро¬
водов диаметром до 1420 мм включи¬
тельно на переходах через болота,
обводненные участки и малые водотоки.
В зимний период анкерные устройства
следует устанавливать в грунт до его
замерзания вслед за разработкой тран¬
шеи. Работы по закреплению трубо¬
проводов анкерными устройствами
должны быть синхронно увязаны с про¬
изводством основных видов строитель¬
но-монтажных работАнкерное устройство состоит из анке¬
ра, силового пояса, прокладки и футе-
ровочного мата Силовой пояс изготов¬
ляют из полосовой или листовой стали
шириной ПО мм, толщиной 6 мм и
длиной, равной полупериметру трубы
плюс 300 мм.Футеровочный мат изготовляют из
деревянных брусков (реек) прямоуголь¬
ного сечения 40X60X400 мм, соеди¬
ненных на торцах вязальной проволо¬
кой с шагом по осям брусков 75 мм,
длина мата для труб диаметром
1220 мм — 2235 мм и 1420 — 2535 мм;
бруски изготовляют из древесины хвой¬
ных или твердых лиственных пород.Каждая прокладка состоит из трех
слоев бризола; ширина прокладки
500 мм, длина труб диаметром
1220 мм — 2335 мм, 1420 мм — 2635 мм.Антикоррозийное защитное покрытие
(изоляция) анкеров может быть двух
видов: покрытие из битумно-резиновой
мастики и покрытие цинковое. При
покрытии анкера битумно-резиновой355
Таблица 7 44Основные конструкции анкерных устройствТипустройстваРазработчикконструкцииРасход
металла на
1 комплект,
к гНесущаяспособностьAB-IГипротюменнефтегаз, Главсиб-
трубопроводстрой80—12040 кНВАУВНИИСТ100100 кНАР-401МИНГ, Главсибтрубопровод-
строй, Тюменский филиал СКБ
Газстроймашина1000300 кНмастикои поверхность подготавливают в
соответствии со СНиП II1-42—80 С ан¬
кера снимают заусенцы, очищают по¬
верхность от ржавчины и пыли до
серо-стального цвета; праймер приго¬
тавливают из раствора, содержащего
одну часть битума и двух частей
бензина; праймер наносят окунанием
или обливом на сухую поверхность
ровным слоем и просушивают, битум-
но-резиновую мастику наносят на за-
праймированную и просушенную по¬
верхность при температ>ре мастики
180 °С. При этом изделие обливают
мастикой или погружают в нее Тол
щина изоляционного слоя 4,5—5 ммСиловой пояс покрывают битумно¬
резиновой изоляцией. Силовой пояс
допускается изолировать лентой, ко¬
торая наматывается с натяжением в два
слояГлубина завинчивания анкера опре¬
деляется проектом в зависимости от
несущей способности грунта.Закрепленными грунтами являются
минеральные грунты, упрочненные пу¬
тем добавки к ним вяжущих компо¬
нентов — тяжелые крекинг-остатки, би¬
тумы ИТ д. Их применяют в виде бал¬
ластных перемычек или в сочетании с
железобетонными утяжелителямиДля балластировки в сочетании с
нефтегрунтами рекомендуется приме¬
нять грузы типа УБО, что позволяет
в большей степени использовать грунт
засыпки траншеи. При этом грузы
типа УБО устанавливают групповым
методом При групповом методе грузы
укладывают вплотную друг к другу,
а их общее число на 1 км трубопро¬
вода должно соответствовать расчетно¬
му (требованиям проекта)Закрепляют трубопроводы анкер¬
ными устройствами после укладки их356на проектные отметки Соединение си¬
ловых поясов с анкерными тягами осу¬
ществляется путем их сварки или с
помощью самозаклинивающихся уст¬
ройствПри проведении работ соблюдаются
следующие допуски-глубина установки анкеров в грунт
менее проектной не допускается; воз¬
можно перезаглубление анкеров до
20 см;увеличение расстояний между анкер¬
ными устройствами по сравнению с
проектными не допускается, возможно
сокращение этого расстояния до 0,5 м,
относительное смещение анкеров
между собой в устройстве не должно
превышать 25 см,расстояния от трубы в свету до ан¬
керной тяги не должны превышать
50 см.При кустовом способе установки
анкерных устройств расстояния меж¬
ду соседними группами не должны пре¬
вышать 25 мРабота по закреплению магистраль¬
ных трубопроводов винтовыми анкер¬
ными устройствами рекомендуется вы¬
полнять по одной из трех схем-первая схема предусматривает ра¬
боты по закреплению трубопроводов,
прокладываемых подземно на обвод¬
ненных и заболоченных участках про¬
тяженностью до 300 м,вторая — на участках протяженно¬
стью свыше 300 м, которые в зависи¬
мости от протяженности и обводнен¬
ности траншеи разделяются на отдель¬
ные, более мелкие участки перемыч¬
ками;третья — предусматривает проведе¬
ние работ по закреплению трубопрово¬
дов, прокладываемых наземным спосо¬
бом или в насыпях, при пересечении
периодически затопляемых участков.Для предохранения изоляции трубо¬
провода от повреждения при навеши¬
вании грузов и установке анкеров на
изолированную поверхность следует
приклеить предохранительный коврик,
состоящий из трех слоев бризола, про¬
клеенных между собой битумной масти¬
койПроцесс закрепления трубопровода
анкерными устройствами состоит из
следующих операций-обозначения мест установки анкер¬
ных устройств и раскладки комплек¬
тов (два анкера, хомут, футеровочный
мат, прокладки);завинчивания двух анкеров с обеих
сторон трубопровода в дно траншеи;наложения на трубопровод проклад¬
ки, футеровочного мата и силового
пояса (хомута),приварки хомута к стержням завин¬
ченных анкеров;изоляции мест соединения хомута
со стержнямиЗавинчивают анкера с помощью спе¬
циальной установки ВАГ-101, ВАГ-202,
представляющей собой навесное обору¬
дование на болотном (или обычном)
тракторе.При завинчивании анкеров не допу¬
скается их вращение без погружения
в грунт (разбуривания). Для предотв¬
ращения порчи изоляции трубопровода
в стесненных условиях на трубопровод
необходимо набросить переносной за¬
щитный коврик. Минимальное прибли¬
жение штанги к стенке трубопровода
при заглублении анкеров должно быть
равно 10—15 см.Футеровочный мат и прокладки из
бризола укладывают на трубопровод
для уменьшения давления на трубо¬
провод и обеспечения сохранности его
изоляции от воздействия силового поя¬
са При приварке анкерных тяг к хо¬
муту следует контролировать плотность
его прилегания к футеровочному мату
и трубопроводу. В табл. 7 45 приведены
значения критической нагрузки на
один винтовой анкер в зависимости от
диаметра его лопасти.Для обеспечения эффективной ра¬
боты винтового анкера рекомендуется
заглублять его в минеральный грунт на
величину не менее 6 диаметров лопасти
Основным требованием к закреплению
трубопроводов анкерными устройства¬
ми следует считать, чтобы лопастьТаблица 7.45Максимальная (критическая) нагрузка
Л^анк ОДИН винтовой анкерДиаметранкера,ммЛ^анк. НДиаметранкера,ммЛ^анк. Н1006503003 0001507504005 3002001 3505008 3002502 10060012 000анкера, заглубленного на проектную
отметку, не должна находиться в слое
торфа, заторфованного грунта, ила,
лёсса, пылеватого песка и подобного
им грунта, структура которого может
быть подвержена разрушению или на¬
рушению связанности в результате
оттаивания, размыва, подработки и дру¬
гих причин.Техника безопасности
при подготовке изоляционных
материалов
и нанесении покрытийПри выполнении изоляционно-укла-
дочных работ и засыпке трубопровода
необходимо строго соблюдать правила
техники безопасности, изложенные в
СНиП III-4—80 «Техника безопасности
в строительстве», «Правилах техники
безопасности при строительстве маги¬
стральных стальных трубопроводов»При приготовлении грунтовки запре¬
щается*колоть битум без рукавиц и без очков
для защиты глаз; переносить расплав¬
ленный битум в сосудах, дно которых
уже или равно горловине и не имею¬
щих плотной крышки, пользоваться
неисправным инвентарем, весельными
деревянными мешалками, сетками, чер¬
паками и пр ,использовать битум при температуре
выше 100 °С, вливать бензин в битум;
применять для приготовления грунтовки
этилированный бензин, открывать проб¬
ки емкостей с бензином и грунтовкой с
помощью зубила и молотка; бросать
емкости и ударять по ним металличе¬
скими предметами;курить на плопдадке для приготовле¬
ния грунтовки или на расстоянии ме¬
нее 50 м от нее;357
хранить грунтовку и бензин в негер¬
метичной таре.При подготовке битумной мастики за¬
прещается:пользоваться неисправным оборудо¬
ванием и инвентарем (сетками, черпа¬
ками, мешалками, лейками и пр.);работать без спецодежды, рукавиц
и защитных очков;загружать котлы более чем на 3/4 их
объема;использовать для плавления обвод¬
ненную мастику,при разжигании котлов включать
топливную магистраль ранее введения
в окно топки зажженного факела и
включения вентилятора; при гашении—
выключать вентилятор раньше закры¬
тия топливной магистрали и полного
выгорания топлива в топке,при перекачке готовой мастики в би-
тумозаправщик использовать перекачи¬
вающий шланг в незакрепленном ско¬
бой положении;чистить котлы битумоплавильной
установки при температуре их выше
50 °С,прокладывать электрокабель питания
битумоплавильной установки без за¬
ключения его в трубу или без заглуб¬
ления его на 0,7 м в грунт,складировать изоляционные материа¬
лы на расстоянии менее 25 м от места
приготовления мастики.При изоляции и укладке трубопро¬
вода в траншею запрещается*нарушать схему расстановки машин и
механизмов вдоль трубопровода, пара¬
метры нагрузки кранов-трубоукладчи-
ков, вынос их стрел и высоты подъема
трубы каждым краном-трубоукладчи-
ком;использовать для работы неисправ¬
ные и необкатанные очистные или изо¬
ляционные машины,допускать утечку воды или масла
на поверхность трубопровода при ра¬
боте очистной или изоляционной машин,
сушить поверхность трубопровода
жаровнями, сжигая бензин или дизель¬
ное топливо,ставить битумозаправщик на рас¬
стояние ближе, чем 2 м от ванны изо¬
ляционной машины при ее наполнении
мастикой, наполнять ванну более чем
на 3/4 ее объема;менять рулоны стеклохолста под
трубопроводом или с левой его сто¬
роны;358наматывать стеклохолст на трубопро¬
вод вручную, ложиться или садиться
на него;работать без спецодежды, защитных
очков и рукавиц;пить воду и принимать пищу непо¬
средственно на рабочем месте;ходить по изолированному трубопро¬
воду или под ним, перелезать через него
без применения инвентарной лестницы,
находиться в траншее во время уклад¬
ки трубопровода,
движение кранов-трубоукладчиков в
пределах призмы обрушения отрытой
траншеи;очищать дно траншеи от обвалив¬
шегося грунта во время опускания
плети в траншею;находиться в зоне опускания плети в
траншее или между траншеей и трубо¬
проводомПри изоляции
полимерными лентамиЗапрещается перевозить людей в
кузовах транспортных средств вместе с
изоляционными материалами. Катего¬
рически запрещается разводить откры¬
тый огонь и курить в местах хранения
изоляционных лент и грунтовок (на
стационаре), а при производстве ра¬
бот — у изоляционной машиныЗаправку изоляционной машины про¬
изводят с помощью насоса. При работе
с грунтовкой рекомендуется пользо¬
ваться респиратором типа «Лепесток».Склады для хранения грунтовок,
растворителей и изоляционных и обер¬
точных лент оборудовать противопо¬
жарными щитами с необходимым ин¬
вентарем (ведра, багры, огнетушители
ИТ. п ). Изоляционная машина долж¬
на быть укомплектована огнетушите¬
лямиДля ремонта изоляции трубопровода
или захлестов и катушек трубопровод
следует уложить на‘опоры Запреща¬
ется находиться под трубопроводом,
поднятым трубоукладчиком. При ре¬
монте изоляции захлестов и катушек
под трубой необходимо вырыть приямок
или котлован необходимых размеров
для проведения работ и обеспечения
безопасности работающих.При работе с дефектоскопом необ¬
ходимо соблюдать меры предосторож¬
ности, предусмотренные инструкцией
по эксплуатации этого прибора.
При изоляции
лакокрасочными
материалами и эмальюК работе со стационарными газо¬
электрическими аппаратами допуска¬
ются лица, прошедшие обучение и
инструктаж по технике безопасности.
Все электроаппараты должны быть на¬
дежно заземлены.Запрещается настраивать и регули¬
ровать распылительную головку газо¬
электрических аппаратов, находящихся
под током.Для защиты глаз от действия элек¬
трической дуги обслуживающий персо¬
нал обеспечивается защитными очками
с цветными стеклами марки ТС-2.В помещении цеха, где есть очист¬
ная и металлизационная камеры, долж¬
на быть инструкция по технике без¬
опасности, разработанная с учетом при¬
нятой технологии работы в этих каме¬
рах и производственной санитарии дан¬
ного предприятияЛакокрасочные материалы ЭП-5116 и
ЭП-00-10 хранятся в плотно закупо¬
ренной таре Бидоны перед вскрытием
следует протереть и очистить от грязи
и пылиВсе работы по приготовлению лако¬
красочных материалов производятся
при температуре не ниже 10 °С и не
выше 30 °С на открытых площадках
в тени или в помещениях с приточно¬
вытяжной вентиляциейИспользовать эмаль ЭП-5116, а так¬
же шпатлевки ЭП-00-10 и ЭП-00-20 не
по назначению, особенно для обору¬
дования, эксплуатируемого в закрытых
помещениях, запрещается.Вентиляция производственных поме¬
щений рассчитывается по кратности
воздухообмена с учетом общей окраши¬
ваемой поверхности и расхода лако¬
красочных материалов. Вентиляция
должна обеспечивать снижение кон¬
центрации вредных веществ (паров ле¬
тучих компонентов, красочной пыли и
др ) в рабочей зоне и во всем помеще¬
нии до предельно допустимой и ниже в
соответствии с действующими санитар¬
ными нормамиВсе работы с лакокрасочными мате¬
риалами рекомендуется производить в
«биологических перчатках» — окунуть
руки в состав из каолина (55%),
нейтрального мыла (25%) и отру¬
бей (20%).Для защиты лица от воздействия
летучих веществ применяют пасты (ма¬
зи) Салиоского, ХМОТ-6 и др.При случайном попадании лакокра¬
сочного материала в глаза их необхо¬
димо сразу же промыть струей чистой
воды, а затем свежеприготовленным
раствором хлористого натрия (0,6—
0,9 %) и обратиться к врачу При пло¬
хом самочувствии во время или после
работы, а также в случае появления
отечности век, припухлости вокруг глаз
и при всяких кожных раздражениях
следует немедленно обратиться к врачу.
При попадании краски или преобразо¬
вателя на спецодежду ее немедленно
меняют.Категорически запрещается немы¬
тыми руками принимать пищу и курить
на рабочем местеПри подготовке изоляционных со¬
ставов и их нанесении запрещается
находиться ближе 10 м от источников
воспламенения. В случае возгорания
пламя необходимо погасить огнетуши¬
телем, песком и другими средствами.При нанесении в полевых условиях
изоляции на трубные узлы и соедини¬
тельные детали необходимо обеспечить
безопасность работающих под трубо¬
проводом путем опирания последнего на
дно траншеи или установки страхо¬
вочных опор.Погрузку соединительных деталей и
трубных узлов в камеру, а также их
выгрузку и перемещение следует выпол¬
нять механизированным способом с
соблюдением требований безопасности,
предусмотренных в «Правилах устрой¬
ства и безопасной эксплуатации грузо¬
подъемных кранов»При балластировке грузамиПри балластировке трубопровода
необходимо руководствоваться прави¬
лами техники безопасности и выпол¬
нять требования соответствующих НТДВ звене, занятом на балластировке
трубопровода, одного из рабочих на¬
значают старшим Распоряжения его
обязательны для остальных членов
звена. Старший следит за правильно¬
стью строповки, а также за тем, чтобы
на месте, где ведутся работы, не нахо¬
дились люди, не имеющие прямого от¬
ношения к выполняемой работе.Трубоукладчик, допускаемый к ра¬
боте, должен иметь удостоверение на
право производства работ359
Трубоукладчик обязан:
знать устройство обслуживаемого ме¬
ханизма, его грузоподъемность, измене¬
ние грузоподъемности в зависимости
от высоты и длины стрелы;знать устройство битумоплавильного
котла, уметь с ним обращаться;знать массу груза и уметь подби¬
рать необходимые стропы в соответ¬
ствии с массой и размерами груза;пользоваться исправными стропами,
имеющими бирки с обозначением но¬
мера и допустимой грузоподъемно¬
сти, а перед началом работы прове¬
рить их исправность;перед каждой операцией по подъему,
перемещению и навеске груза на трубо¬
провод подавать сигнал машинисту,
перед подачей сигнала трубоукладчик
должен убедиться в надежности за¬
цепки груза;убедиться в отсутствии рабочих воз¬
ле поднимаемого груза и крана-трубо-
укладчика, а также в зоне возможного
опускания груза на трубопровод и
отойти в безопасное место
Трубоукладчику запрещается:
во время подъема груза поправлять
стропы;зацеплять груз стропом, если на крю¬
ках обнаружены трещины.На месте работ плавильных котлов
должны быть огнетушители и техни¬
ческий войлок.Во избежание выброса пламени через
смотровое отверстие котел необходимо
разжигать в такой последовательности:
сначала ввести зажженный факел в
топку когла, затем включить венти¬
лятор и топливный насос битумопла¬
вильной установки При гашении фор¬
сунки нужно вначале закрыть топлив¬
ный вентиль, а после полного сгорания
топлива — заслонку воздухопровода.
При появлении течи в котле необходимо
погасить огонь в топке, а при воспламе¬
нении мастики — закрыть котел крыш¬
кой.При нанесении битумной мастики
вручную следует пользоваться исправ¬
ным инвентарем, лейки должны иметь
уширенное днище и закрываться крыш¬
ками.Машинист крана-трубоукладчика пе¬
ред началом работы обязан проверить
у трубоукладчика наличие удостовере¬
ния на право строповочных работ
Он должен знать старшего трубоуклад¬
чика, который руководит операциями360по строповке, и принимать сигналы
только от него.Перед началом работы крана-трубо¬
укладчика все рычаги управления
должны соответствовать нерабочему
положению механизмов. При {работе
рычагами машинист строго придержи¬
вается установленных правил управле¬
ния трубоукладчиком.Груз можно поднимать только при
вертикальном положении крюка и гру¬
зового полиспаста. Во время работы
по навеске железобетонного груза на
трубопровод машинист следит за со¬
стоянием бровки траншеи и прекращает
работу даже при незначительном ее
обрушении. В зоне опускания стрелы
трубоукладчикам разрешается нахо¬
диться только во время строповки груза.Машинисту трубоукладчика запре¬
щается:во время работы крана-трубоуклад-
чика крепить узлы, регулировать и сма¬
зывать движущиеся части или очи¬
щать их,подтаскивать грузы по земле крюком
крана-трубоукладчика при косом поло¬
жении канатов;перемещать кран-трубоукладчик без
груза с откинутым контргрузом;поднимать одновременно груз и
стрелу.При закреплении трубопровода
винтовыми анкерамиМашинист установки ВАГ кроме удо¬
стоверения по технике безопасности
должен иметь удостоверение на право
работы на тракторе. До начала работ
машинист должен убедиться в исправ¬
ности и надежности узлов, применяе¬
мых механизмов и инструмента При
определении несущей способности анке¬
ров необходимо применять предвари¬
тельно проверенные динамометры За¬
прещается на ходу ремонтировать меха¬
низмы, заправлять их топливом и сма¬
зочными материалами Не допускается
использовать навесное оборудование
ВАГ в качестве грузоподъемного сред¬
ства.Работа и передвижение механиз¬
мов вблизи линий электропередачи
(не менее 30 м по горизонтали)
должна производиться под непосред¬
ственным руководством начальника
участка. При этом машинисту выда-
(‘гся наряд-допуск на проведение особо
опасных работПри перемещении установки ВАГ
по трассе на расстояние более 500 м
вращатель необходимо опустить на спе¬
циальный прицеп или на пену в при¬
цепе к трактору. При этом гидроци¬
линдры подъема вращателя и пово¬
рота стрелы должны быть переключены
на плавающее положение, а гидрона¬
сосы отключены. При перегоне машины
на расстояние более 1 км стрелу и вра¬
щатель следует демонтировать и пере¬
возить на прицепе. При любом переме¬
щении машины штанга должна быть
закреплена на стреле.Во время завинчивания и контроль¬
ных испытаний анкеров рабочие долж¬
ны находиться на расстоянии 5—7 м от
механизма. При приготовлении мастики
и изоляции элементов анкерных уст¬
ройств следует строго выполнять тре¬
бования безопасности для изолиров¬
щика в соответствии с «Инструкцией
по технике безопасности при изоляции
трубопроводов». В зоне работ по уста¬
новке анкеров присутствие посторонних
лиц запрещаетсяПри балластировке нефтегрунтамиВо время работы по балластировке
трубопровода нефтегрунтом машинист
бульдозера должен следить за состоя¬
нием бровки траншеи и прекратить
работу даже при незначительном ее
обрушении. Нефтепродукты, приме¬
няемые для приготовления грунтовой
смеси, не должны содержать вредных
токсичных веществ, влияющих на здо¬
ровье обслуживающего персоналаПри работе с закрепителем грунтов
необходимо применять индивидуальные
средства защиты (спецодежду, спец-
обувь) согласно типовым нормам, ут¬
вержденным Госкомитетом Совета Ми¬
нистров СССР по труду и социальным
вопросам и Президиумом ВЦСПС.
Хранить закрепитель грунтов необхо¬
димо в закрытых емкостях При вскры¬
тии тары нельзя пользоваться инстру¬
ментом, дающим при ударе искру.
Поливальная машина и другие меха¬
низмы, используемые при приготовле¬
нии грунтовой смеси и ее засыпке в
траншею, должны быть оборудованы
огнетушителями.Г Л а В а 8ОЧИСТКА ПОЛОСТИ
и ИСПЫТАНИЕ ТРУБОПРОВОДОВМагистральные трубопроводы до вво¬
да в эксплуатацию должны подвер¬
гаться очистке полости, испытанию на
прочность и проверке на герметичность
Очистку полости и испытание трубопро¬
водов, а также удаление из них воды
следует вести поточным методом спе¬
циализированными участками (брига¬
дами, звеньями), обеспечивающими не¬
прерывность всех работ в строгой тех¬
нологической последовательности и по¬
зволяющих достигать высокого каче¬
ства работ, сокращения сроков, стои¬
мости и трудоемкости работ, а также
максимальной экономии природного га¬
за, сжатого воздуха и воды С этой
целью должны быть предусмотрены сле¬
дующие мероприятия-использование сжатого воздуха или
природного газа, накопленного в испы¬тываемом участке, для продувки или
испытания прилегающего участка, а
также для удаления из него воды;использование воды, накопленной в
испытываемом участке для промывки
прилегающего участка и заполнения его
водой и последующего испытания,
применение инвентарных узлов обвяз¬
ки машин для закачки воды или возду¬
ха, а также узлов подключения этих
машин к трубопроводу,
применение инвентарных узлов пуска
и приема очистных (разделительных)
устройств и, в первую очередь, ста¬
ционарных (проектных) узлов.При разработке проектов организа¬
ции строительства и производства
работ, а также при проведении работ по
очистке полости и испытанию трубопро¬
водов следует руководствоваться сле¬361
дующими нормативными документами:СНиП III-42—80 «Магистральные
трубопроводы. Правила производства и
приемки работ»;СНиП 3.01 01—85 «Организация
строительного производства»;вен 011—88Миннефтегазстрой СССР
ство магистральных и промысловых
трубопроводов. Очистка полости и ис¬
пытание»; «Инструкция по произ¬
водству очистки полости и испытанию
строящихся магистральных трубопро¬
водов».Очистку полости трубопроводов, а
также их испытание на прочность и
проверку на герметичность следует осу¬
ществлять по специальной инструкции,
отражающей местные условия работ, и
под руководством комиссии, состоящей
из представителей генерального под¬
рядчика, субподрядных организаций,
заказчика и органов технадзора.
В случаях, когда для очистки полости
трубопроводов и их испытания исполь¬
зуются перекачиваемые продукты, в ис¬
пытаниях должны участвовать соответ¬
ствующие эксплуатирующие организа¬
ции При испытании магистральных
газопроводов в состав комиссии должен
входить представитель органов Госгаз-
надзора СССР. Комиссия по испыта¬
ниям трубопровода назначается совме¬
стным приказом генерального подряд¬
чика и заказчика или на основании
совместного приказа их вышестоящих
организаций.Специальная инструкция на очистку
полости, испытание на прочность и
проверку на герметичность магистраль¬
ных трубопроводов составляется заказ¬
чиком и строительно-монтажной орга¬
низацией применительно к конкрет¬
ному трубопроводу с учетом местных
условий производства работ, согласо¬
вывается с проектной организацией и
утверждается председателем комиссии,
а на магистральных газопроводах с
использованием природного газа инст¬
рукция должна быть согласована с
Госгазнадзором СССР Специальная
инструкция должна предусматривать:
способы, параметры и последователь¬
ность выполнения работ, методы и сред¬
ства выявления и устранения отказов
(застревание очистных устройств, утеч¬
ки, разрывы и т. п ); схему организа¬
ции связи, требования пожарной, газо¬362вой, технической безопасности и ука¬
зания о размерах охранной зоныКак отмечается в СНиП III-42—80,
не допускается проведение очистки по¬
лости, а также испытания трубопро¬
водов на прочность и проверка их на
герметичность при отсутствии беспере¬
бойной связи. Применение природного
газа для очистки полости и испытания
магистральных газопроводов допуска¬
ется только в исключительных случаях
по согласованию генподрядчика с Госу¬
дарственным газовым концерном «Газ¬
пром». Во всех случаях, когда при
продувке или испытании трубопро¬
вода используется природный газ,
из трубопровода должен быть вы¬
теснен воздух Определяемое газоана¬
лизатором содержание кислорода в вы¬
ходящей из трубопровода газовоз-
дущной смеси не должно быть бо-
лее 2 %Результаты производства работ по
очистке полости и испытанию трубопро¬
водов, а также по удалению из трубо¬
проводов воды, оформляются актами по
соответствующим формам.Очистка полости
магистральных трубопроводовПолость магистральных трубопро¬
водов до испытания должна быть очи¬
щена. При очистке полости для каждого
объекта (на всем его протяжении или
в пределах отдельных участков) необ¬
ходимо’удалить поверхностный рыхлый слой
ржавчины и окалины, а также случайно
попавшие внутрь трубопровода при
строительстве грунт, воду и различные
предметы;проверить проходное сечение трубо¬
проводов и тем самым обеспечить воз¬
можность многократного беспрепят¬
ственного пропуска очистных, раздели¬
тельных или других специальных уст¬
ройств,создать условия для заполнения тру¬
бопроводов транспортируемой средой
без изменения ее физико-химических
свойств.Очистку полости трубопроводов необ¬
ходимо осуществлять одним из следую¬
щих способов:продувкой с пропуском очистных
поршней, а при очистке надземных
трубопроводов — поршней-разделителей;
продувкой без пропуска очистных
поршней;промывкой с пропуском очистных
поршней или поршней-разделителей
На трубопроводах, монтируемых без
внутренних центраторов, следует выпол¬
нять предварительную очистку полости
протягиванием очистных устройств в
процессе сборки секций или труб в
ниткуОчистка полости должна быть осу¬
ществлена:на подземных трубопроводах — по¬
сле укладки и засыпки;на наземных трубопроводах — после
укладки и обвалования,на надземных трубопроводах — после
укладки и крепления их на опорах
Особо сложные участки трубопро¬
водов, прокладываемые подземно в
сильно заболоченной или обводненной
местности, продувают до укладки их в
траншею (на бровке), при этом уклад¬
ку выполняют таким образом, чтобы в
трубопровод не могла попасть вода,
ил и т. пОчистку полости переходов через
водные преграды следует выполнять
путем пропуска эластичных поршней-
разделителей следуюидим образом*
на газопроводах — промывкой, осу¬
ществляемой в процессе заполнения во¬
дой для предварительного гидравли¬
ческого испытания, или продувкой,
проводимой до испытания переходов;на нефтепроводах — промывкой, осу¬
ществляемой в процессе заполнения
трубопровода водой для гидравличе¬
ского испытания переходовЕсли очистное устройство застряло в
трубопроводе в процессе продувки или
промывки, то это устройство должно
быть извлечено из трубопровода, а
участок трубопровода подвергнут по¬
вторной продувке или промывке.После очистки полости на открытых
концах трубопроводов должны быть
установлены временные инвентарные
заглушки, предотвращающие повтор¬
ное загрязнение участка.Для достижения высокого качества
и снижения затрат на очистку необ¬
ходимо проводить пооперационный
контроль чистоты полости на всех эта¬
пах строительства трубопроводов, уста¬
навливать временные инвентарные за¬
глушкина отдельные трубы или секции при
их длительном хранении на стеллажах.а также при транспортировке к местам
монтажа или перевалочным пунктам,на концах плетей в местах техно¬
логических разрывов.Продувка трубопроводовПоследовательность продувки не за¬
висит от назначения трубопроводов
(газо-, нефте- или нефтепродуктопро-
вод) и ее определяют по конструк¬
тивной характеристике участка. Про¬
дувке с пропуском металлических очист¬
ных поршней должны подвергаться под¬
земные и наземные трубопроводы диа¬
метром 219 мм и более. При продувке
очистные поршни должны пропускаться
по участкам трубопровода протяжен¬
ностью не более, чем расстояние между
линейной арматурой под давлением
сжатого воздуха или газа, поступаю¬
щего из ресивера (баллона), созда¬
ваемого на прилегающем участке.Давление воздуха (или газа) в реси¬
вере при соотношении длин ресивера
и продуваемого участка 1 : 1 опреде¬
ляется по табл 8.1Предпочтительно продувку трубопро¬
водов проводить сжатым воздухом.
И только в отдельных случаях, как
исключение, по специальному согласо¬
ванию продувку можно выполнять при¬
родным газомПри продувке газом из трубопрово¬
дов предварительно должен быть вы¬
теснен воздух Газ для вытеснения
воздуха следует подавать под давлени¬
ем не более 0,2 МПа Вытеснение воз¬
духа считается законченным, когда со¬
держание кислорода в газе, выходящем
из трубопроводов, составляет не бо¬
лее 2 %. Содержание кислорода опреде¬
ляют газоанализатором При продувкеТаблица 81Давление в ресивере при продувке
трубопроводовУсловный
диаметр
трубопрово¬
да, ммИзбыточное давление
в ресивере, МПадля трубопро¬
водов очи¬
щенных про¬
тягиванием
очистных
устройствдля трубопро¬
водов, не
очищенных
протягива¬
нием очист¬
ных устройствДо 400
500-800
1000-14000,60,50,41,210,8363
трубопровода запрещается пропускать
загрязнения и очистное устройство че¬
рез линейную арматуру Источниками
воздуха для продувки трубопроводов
могут служить передвижные компрес¬
сорные станции или воздуходувки про¬
мышленных предприятий, расположен¬
ные вблизи сооружаемого трубопро¬
вода.Ресивер для продувки следует созда¬
вать на прилегающем участке трубо¬
провода, ограниченном с обеих сторрн
заглушками или запорной арматурой.
При заполнении ресивера воздухом
можно использовать единичные комп¬
рессорные станции и объединенные
в группы (ГК). В последнем случае
нагнетательные трубопроводы каждого
компрессора подключают к коллек¬
тору, по которому воздух подают к
ресиверу.Природный газ для продувки газо¬
проводов можно подавать-из месторождений газа, которые
будут источником газа для строяще¬
гося объекта,из действующего магистрального га¬
зопровода, к которому присоединяют
строящийся трубопровод-отвод,из действующих газопроводов, пере¬
секающих строящуюся магистраль или
проходящих непосредственно около нее
(параллельная нитка)При продувке нефтепродуктопрово-
дов газ подводятиз действующих газопроводов, пере¬
секающих нефтепродуктопровод или
проходящих непосредственно около
него,из месторождений газа, расположен¬
ных непосредственно около нефтепро-
дуктопроводов.Для продувки могут быть использо¬
ваны также инертные газы, подводи¬
мые к трубопроводам от газовых уста¬
новок промышленных предприятий.
Продувку трубопроводов от одного ис¬
точника газа (или воздуха) следует
проводить в соответствии с принци¬
пиальными схемами рис. 8.1. Участки
трубопроводов, непосредственно при¬
легающие к источнику газа, который
является ресивером, продувают по схе¬
ме, приведенной на рис. 8.1, а Про¬
дувку по линейной односторонней схеме
выполняют по отдельным участкам
/—IV по мере их готовности и в направ¬
лении от источника газа. Продувку по
двухсторонней линейной схеме (рис.8.1, б) выполняют в двух направлениях
от узла подключения, который распо¬
лагают в центре нескольких участков
В этом случае группы компрессоров
можно поместить между любыми двумя
подготовленными к продувке участками,
которые поочередно используют в каче¬
стве ресивера Если по состоянию
строительных работ нельзя провести
продувку более двух участков, то группу
компрессоров рационально перебазиро¬
вать в соответствии со схемой (см.
рис 8.1, в) для продувки других под¬
готовленных участков. Такое решение
принимают после определения техни¬
ческой и экономической целесообраз¬
ности перебазировки. Это положение
приобретает особо важное значение
при работах в труднопроходимой мест¬
ностиПродувку трубопроводов большой
протяженности рекомендуется прово¬
дить от нескольких источников газа
(или воздуха) в соответствии с прин¬
ципиальными схемами, приведеннымиОчистные поршниРис 8 1 Принципиальные схемы организации продувки трубопроводов от од¬
ного источника газа ИГ (или воздуха)364
Очистные поршниРис 8 2. Принципиальные схемы организации продувки трубопроводов от не¬
скольких источников газа или воздухаРис. 8 3. Принципиальные схемы организации продувки газопроводов, строягцихся
между двумя источниками газана рис. 8.2 Схема продувки от одного
источника газа / и двух источников
воздуха 2 показана на рис 8 2, а, при¬
чем источник газа расположен в начале
трубопровода. По приведенной схеме
продувают газопроводы, а также пефте-
и нефтепродуктопроводы, в головной
части которых имеется источник газа.
Газом продувают лишь участки f—IV,
а участки V—XII продувают воздухом
от двух компрессоров Схема продувки
всего трубопровода воздухом (вариант
с использованием двух компрессоров)
показана на рис. 8 2, б, причем ГК № 1
располагают последовательно в двух
пунктах, а ГК № 2 — в одном пункте
Продувку по такой схсме выполняют
на трубопроводах любого назначения
На рис. 8 2, в приведена схема про¬
дувки от источника газа, расположен¬
ного в концевой части объекта и двух
источников воздуха — в головной и
средней частях Продувка по такой
схеме может быть организована на
трубопроводе, на концевой участок ко¬
торого может быть подан газ из пере¬секающего или проходящего вблизи
газопроводаПродувку трубопроводов, строящихся
между двумя источниками газа, сле¬
дует проводить по принципиальным
схемам, приведенным на рис. 8.3 Про¬
дувку газопроводов, начальный и конеч¬
ный участки которых примыкают к
источникам газа / (схема 8.3, а), осу-
uJ.ecтвляют одновремен1ю от обоих
источников по линейной односторон¬
ней схеме Схема продувки газопро¬
водов газом 1 и воздухом 2 приведена
на рис 8 3,6 Газом продувают голов¬
ные участки (/ и //) и конечные (VII и
VIII), а воздухом — средние участки
(///, IV, V и VI) В зависимости от
протяженности участков, продуваемых
воздухом, и темпа изоляционно-укла-
дочных работ создают одну или не¬
сколько ГК, причем ГК можно распо¬
лагать в одном пункте, либо перемещать
на подготовленные к продувке участки
Схема продувки газом от двух источ¬
ников, расположенных на концах
объекта, и воздухом от двух ГК при-365
Рис 8.4. Схема отбора природного газа из действующих газопроводов для
продувки строящихся трубопроводов*а — непосредственно на месте проектной врезки газопровода — отвода в действующий
газопровод, б — через свечу действующего газопровода и временный шлейф, подведен¬
ный к продуваемому участку, 1 — продуваемый участок, 2 — поршень, 3 — свеча на
узле запасовки поршней, 4 — действующий газопровод, 5 — кран отключающий, 6 — кран
коллектора, 7 — коллектор, 8 — свеча на шлейфе, 9 — шлейф, 10 — свеча на действую¬
щем газопроводе, // — линейный кран на действующем газопроводеведена на рис 8 3, в, ГК № 1 распо¬
лагают в двух пунктах, из которых
закачивают воздух для продувки со¬
ответственно участков III—IV и V—IV.
ГК № 2 устанавливают в одном
пункте, из которого закачивают воздух
для продувки участков VII—X. Участки
трубопровода /, //, XI и XII продувают
газом от прилегающих источников.Отбор природного газа из действую¬
щего газопровода для продувки строя¬366щихся трубопроводов следует прово¬
дить в соответствии с принципиальными
схемами рис 8 4 При отборе газа не¬
посредственно в месте проектной врезки
газопровода-отвода в действующий
газопровод рекомендуется схема рис.
8.4, а. При отборе газа от газопро¬
вода, пересекающего строящуюся ма¬
гистраль или проходящего непосредст¬
венно около нее, целесообразно приме¬
нять схему рис. 8.4, б, по которой под¬
ключение газа выполняют от проду¬
вочной свечи действующего газопро¬
вода с прокладкой при необходимости
временных шлейфов Отбор природного
газа при продувке второй и последую¬
щих ниток газопровода проводят от
места проектной врезки в действую¬
щую нитку по мере лупингования от¬
дельных участков. При отборе газа из
действующих газопроводов следует пре¬
дусмотреть ряд специальных мероприя¬
тий, обеспечивающих бесперебойную
эксплуатацию газопровода в период
продувки строящихся участков, разра¬
батывать схемы подключения шлейфа,
определять давление и объем газа для
продувки, устанавливать время отбора
газа и схему связи. Эти мероприятия
должны быть согласованы с Управле¬
нием эксплуатации газопровода Все
сварочно-монтажные работы по про¬
кладке шлейфа необходимо выполнять
в соответствии с нормами и правилами
сооружения магистральных трубопро¬
водов.Продувка подземных
и наземных трубопроводов
с пропуском очистных поршнейПродувку трубопроводов следует про¬
водить с применением поршней, обору¬
дованных очистными и герметизирую¬
щими элементами, с подачей сжатого
воздуха от ресивера. Оптимальные
режимы и параметры продувки, обеспе-
нивающие высокое качество очистки
полости трубопроводов, следует рассчи¬
тывать в соответствии со следующей
методикой в такой последовательности:
наметить возможные участки продув¬
ки с учетом расположения по трассе
технологических разрывов трубопрово¬
да (в частности, места установки ли¬
нейной арматуры, переходы через есте¬
ственные преграды);найти предельную длину очищаемого
участка при различных режимах про¬
дувки с учетом характеристики исполь¬
зуемого компрессорного оборудования
или давления газа в магистрали,
определить оптимальный режим про¬
дувки и соответствующее этому режиму
начальное давление в ресивере,определить диаметр обводной линии
и условный диаметр запорной арма¬
туры.Для продувки подземных и назем¬
ных трубопроводов с пропуском очист¬ных поршней при соотношении длин,
ресивера и продуваемого участка I : 1 и
диаметра обводной линии, равном 0,3—
0,35 диаметра участка, давление воз¬
духа или газа в ресивере определяют
по осредненным данным, приведенным в
табл 8.1. Причем для участков, про¬
ходящих по резко пересеченной, об¬
водненной или болотистой местностям
указанные в таблице давления сле¬
дует увеличить в 1,2—1,4 раза При
других исходных данных, а также для
уточнения параметров продувки с уче¬
том конкретных условий производства
работ рассчитывают оптимальные пара¬
метры.Физическая сущность
и исходные параметры
процесса продувки1. Очистной поршень при передвиже¬
нии по трубопроводу под давлением
воздуха или газа разрушает загрязне¬
ния, отделяя их от стенки трубы В за¬
висимости от скорости передвижения
потока газа перед поршнем по трубопро¬
воду продувку можно проводить в сле¬
дующих режимах: с механическим пере¬
мещением загрязнений непосредственно
перед поршнем (режим I), с перемеще¬
нием загрязнений в скоростном потоке
газа перед поршнем (режим И); со ско¬
ростным перетоком газа через пере¬
пускное устройство движущегося порш¬
ня (режим П1).2. Режим I — продувка с механиче¬
ским перемещением загрязнений перед
очистным поршнем эффективна при
очистке полости трубопроводов диа¬
метром 700—1400 мм, прокладываемых
в нормальных условиях, а также при
необходимости повторной очистки тру¬
бопроводов при повышенных требова¬
ниях к чистоте полости объекта.
Использовать этот режим для продувки
участков трубопроводов большой протя¬
женности диаметром 200—500 мм неце¬
лесообразно, так как образование грун¬
товой пробки может привести к застре¬
ванию очистного поршня3. Режим II — при передвижении
очистного поршня со скоростью, при ко¬
торой частицы загрязнений, отделенные
от стенки трубы, переходят во взвешен¬
ное состояние, загрязнения перемеща¬
ются и выносятся из трубопроводов в
потоке газа. Пропуск очистных поршней
в таком режиме значительно снижает367
сопротивление перемещению загрязне¬
ний, однако в этом режиме требуется
повышенный расход газа для поддер¬
жания оптимальных скоростей потока
в продуваемом трубопроводе. Режим II
эффективно применять при продув¬
ке трубопроводов диаметром 700—
1400 мм, в том числе прокладываемых
в сложных условиях. Продувку с пере¬
мещением загрязнений в скоростном
потоке газа перед очистным поршнем
необходимо проводить при следующих
скоростях передвижения очистного
поршня по трубопроводу* при очистке
от сухих загрязнений — не менее 12 м/с,
при очистке от мокрых и смешанных
загрязнений — не менее 15 м/с.4. Режим III — при продувке с пере¬
током газа ч'ерез перепускное устрой¬
ство движущегося очистного поршня
загрязнения, отделенные от стенки тру¬
бы, отбрасываются скоростным пото¬
ком газа, что препятствует их скопле¬
нию перед поршнем. В режиме III про¬
дувку проводят при скоростях пере¬
мещения очистного поршня, которые
значительно меньше скоростей выноса
для данного типа загрязнений Исполь¬
зование этого режима эффективно при
продувке сильнозагрязненных участков
трубопроводов большой протяженно¬
сти, особенно диаметром 200—700 мм.5. При продувке подземных, полу-
подземных и наземных трубопроводов
скорость перемещения очистных пор¬
шней не должна превышать 20 м/сПревышение максимальной скорости
перемещения очистных поршней сни¬
жает качество очистки полости, а также
может привести к застреванию пор¬
шней или аварии трубопроводов
при последующей эксплуатацииРасчетные зависимости
для определения -
параметров продувки6. Расчетная схема продувки приве¬
дена на рис. 8 5. При расчете парамет¬
ров продувки используют абсолютное
давление воздуха или газа7. При продувке в режиме механи¬
ческого перемещения загрязнений непо¬
средственно перед поршнем (режим I)
используют следующие расчетные зави¬
симостиПредельную длину продуваемого уча¬
стка определяют из соотношения^Imax=^.^/K368где /2) — коэффициент, зависящий от
типа загрязняющих грунтов; при очист¬
ке от глинистых грунтов k\ — от
других загрязнений /г,^4 ^5, D — диа¬
метр трубопровода; V — объем загряз¬
нений в расчет^н^! м_продуваемого
трубопровода, V = P/y, Р—масса за¬
грязнений в расчете на 1 м продувае¬
мого трубопровода (табл 8.2); у—
плотность грунтаРаспределение сопротивлений по дли¬
не участка трубопровода при его очист¬
ке определяют по формуле_ 1 / Ру \0^с \
10“* V40n rif /X40ri tif
/ 5,09t|/'Kx , \
—')■Xгде T| — коэффициент бокового давле¬
ния грунта, с — удельное сцепление
грунта; f — коэффициент трения при пе¬
ремещении загрязнений по внутренней
поверхности трубопровода, х — теку¬
щая координата по длине продувае¬
мого участка.При расчетах используют осреднен-
ные параметры грунтовых загрязнений
(табл 8 3)Начальное давление в ресивере опре¬
деляют для конца продуваемого участка
по формуле
Рр= (n + L/Lp)Auгде п — коэффициент запаса, равный1,5—2; L — длина продуваемого участ¬
ка; Lp — длина ресивераМаксимальную площадь проходного
сечения крана обводной линии вычис¬
ляют по формулеSk = -/ рр L Л] \
Ui Lp Л2 )где 5 — площадь поперечного сечения
трубопровода; v — скорость поршня
Значения А\ и Л2 определяют сле¬
дующим образом:Л1 а-|-р2,A‘2 = /^р-\-(3\ Ра,где Др — сопротивление перемещению
очистного поршня по трубопроводу,
Ap = 0,05-^-0,l МПа, ра — атмосферное
давление, принимаемое равным 0,1 МПа;
Рн1 /л\пТТI3Cо+Рис. 8.5 Расчетная схема процесса продувки./ — ресивер, 2 — запорный кран, 3 — перепускная линия, 4 — очистной поршень, 5 —
перепускной патрубок очистного поршня, 6 — продуваемый участок0[ — сопротивление воздушному потокуI ( Ру10^ \40.1п/X-1, Л 5,09x]jVx
^+‘ jexp ^2 max —■\ро — п Ар )
2av'^(8.1)где ро — максимальное рабочее давле¬
ние имеющегося компрессорного обо¬
рудования или давление газа в маги¬
стралиНачальное давление в ресивере на¬
ходят для двух точек трубопровода —
начала и конца продуваемого участка*
для начала участкаЗначение определяется: для воздуха
/гз = 0,69д/^Г1я, для газа ki = 0,67^JRT\i,
где R — газовая постоянная, Т — аб¬
солютная температура газа, |lA — коэф¬
фициент расхода крана обводной линииСопротивления а и ai вычисляют
при x = LДиаметр обводной линии и условный
диаметр арматуры находят по формулеdy=\,\3yjJJc7,где С\ — коэффициент, характеризую¬
щий сужение потока в запорной арма¬
туре.8 При продувке в режиме перемеще¬
ния загрязнений и скоростном потоке
газа перед очистным поршнем (режим
И) используют приводимые далее рас¬
четные зависимости Предельная длина
продуваемого участкаРр 1 —(8 2)Таблица 8.2Масса загрязнений Р (в кг/м) в расчете
на 1 м продуваемого участкаДля трубопро¬Для трубопрово¬водов, очищен¬дов, не очищен¬D, мных протяги¬ных протягива¬ванием очист¬нием очистныхных устройствустройств0,2—0,7 0,02—0,03 0,2—0,3
0,8-1 0,04-0,05 0,3-0,4
1,2—1,4 0,06—0,1 0,4—0,6Примечание При расчете параметров
продувки трубопроводов, прокладываемых
в сложных условиях, значения Р увеличи¬
вают в 1,5—2 разаТаблица 83Параметры грунтовых загрязненийГрунтовые загрязненияY, кг/м^\Пс, МПаПесчаные и супесчаные18000,50,430,002Сухие глинистые16000,40,50,003Влажные глинистые18000,40,850,008369
для конца участка
Рр 2 = ^ УГ+тЛГ л IЗначение а определяют по формуле
a — l/{2RTD), где X — коэффициент
гидравлического сопротивления трубо¬
провода, А, = 0,02—0,03.Из двух полученных значений Ppi и
Рр2 выбирают максимальное и прини¬
мают его за исходное начальное давле¬
ние при продувке в данном режиме.Максимальную площадь проходного
сечения крана обводной линии 5к вы¬
числяют для точки, где Рр = Р2тах- ^ри
Рр = Рртах В начале продуваемого уча¬
сткагде/гзРрЛз = Ар +Рг-yjl —2av'^LПри Pp = Ppmax В конце участка про¬
дувкиs«=-При расчетах параметров продувки
трубопроводов, очищенных протягива¬
нием очистных устройств, принимают0 = 0. Для трубопроводов, не очищен¬
ных протягиванием очистных устройств,
осредненные значения о определяют в
зависимости от диаметра трубопро¬
вода D:D, м . . 0,2—0,4 0,5—0,8 1 — 1,4
(т,МПа. .0,18—0,1 0,08—0,05 0,04—0,03Оптимальную скорость перемещения
порщня и принимают в зависимости от
вида удаляемых загрязнений с учетом
конструктивной характеристики трубо¬
провода9. При продувке со скоростным пере¬
током газа через пропускное устрой¬
ство движущегося очистного порщня
(режим III) используют следующие
расчетные зависимости.Предельную длину продуваемого уча¬
стка определяют по формуле
(8.1). Начальное давление в ресивере370Рр1 находят для двух точек трубопро¬
вода — начала и конца продуваемого
участка:для начала участка давление вычисля¬
ют по формуле (8.2), для конца уча¬
стка — по формулеРр2=(п-{—^^^\ ^-ay^L Л4 ++4^л/2АрЛГЛ4,LpSvгде y44 = ^i=Ap-fa + pa, F^knd^/4\
=0,65-^0,7 — коэффициент расхода
перепускного устройства очистного
поршня; k — число патрубков; d — диа¬
метр перепускных патрубков.Из двух полученных значений ppi и
Рр2 выбирают максимальное и прини¬
мают его за исходное начальное давле¬
ние рр при продувке в данном режиме.Максимальную площадь проходного
сечения крана обводной линии 5к опре¬
деляют для точки, где Рр = Рртах- ^ри
расчетах оптимальную скорость пере¬
мещения порщня принимают в преде¬
лах V = 10-^ 15 м/сПоследовательность расчета
параметров продувкиПри наличии данных о виде и объеме
загрязнений, находящихся в подготов¬
ленном к очистке участке трубопро¬
вода, продувку этого участка проводят
в одном из трех режимов (I, II или III)
Для этих режимов в соответствии с
пп. 7, 8 и 9 методики определяют пре¬
дельную длину продуваемого участка:
^imax. ^2max. ^Зтах- ОпТИМалЬНЫЙ ва-
риант продувки и начальное давление
в ресивере выбирают в зависимости
от соотношения полученных величин.
При i.2max И В COOT-ветствии с пп. 7, 7 и 9 методики по¬
следовательно вычисляют начальное
давление в ресивере для I, II и III ре¬
жимов продувки. При и^<^2тах. ^Зтах В СООТВетСТВИИ С ПП. 8И 9 последовательно вычисляют началь¬
ное давление в ресивере Рр для про¬
дувки во II и III режимах. Для обоих
случаев, сравнивая полученные значе¬
ния Рр, принимают минимальную вели¬
чину за начальное давление в ресиве¬
ре Рропт, а соответствующий рр опт редким
продувки выбирают в качестве опти¬
мальногоПри К^-Зтах И ^1,2п,ах прОДувКу
проводят в режиме III. Оптимальное
начальное давление выбирают в соот¬
ветствии с п. 9 методики Если нет дан¬
ных о загрязненности очищаемого
участка, то продувку проводят в одном
из двух режимов (И или III). Для этих
режимов в соответствии с пп. 8 и 9 мето¬
дики определяют предельную длину
продуваемого участка иОптимальный вариант продувки и на¬
чальное давление в ресивере выбирают
в зависимости от соотношения получен¬
ных величин. При ^<^2max ^ /^Зтах ^
соответствии с пп. 8 и 9 последова¬
тельно для обоих режимов продувки
вычисляют начальное давление в реси¬
вере jt?p. Сравнивая полученные значе¬
ния /7р, принимают минимальную вели¬
чину за начальное давление в ресивере
Рропт, и соответствующий рропт режим
продувки выбирают в качестве опти¬
мального.При L> Ljmax И ^<^3max Продувку
Проводят в III режиме Оптимальное
начальное давление выбирают в соот¬
ветствии с п. 9.Если при расчетах получаем, что/>>/-12 3 max, ТО НСОбхОДИМО уМСНЬ-щить длину продуваемого участка.После определения оптимального
варианта продувки и начального давле¬
ния в ресивере для выбранного режима
в соответствии с одним из пп. 7, 8 и 9
определяют диаметр обводной линии
и условный диаметр запорной армату¬
ры, округляя полученные величины до
ближайшего стандартного значения.
Если нет характеристик крана, то при¬
нимают следующие осредненные зна¬
чения коэффициентов: |л = 0,6, С\ =
= 0,6-^0,7.При продувке участка трубопровода
одновременно пропускают один пор¬
шень Продувка считается закончен¬
ной, если после вылета очистного порш¬
ня из продувочного патрубка начи¬
нает выходить струя незагрязненного
воздуха или газа, в противном случае
необходимо провести повторную про¬
дувку данного участка Если после
вылета очистного поршня из продувоч¬
ного патрубка выходит вода, то по
трубопроводу следует дополнительно
пропустить поршень-разделитель.В ряде случаев на газопроводах по
согласованию с заказчиком проводяточистку полости в три этапа Дополни¬
тельные этапы очистки выполняют в
период пусконаладочных работ. С этой
целью по участкам газопровода между
стационарными камерами пуска и прие¬
ма очистных устройств пропускают
поршни-разделители в потоке газа,
транспортируемого потребителю.Принципиальная схема продувки сжа¬
тым воздухом приведена на рис. 8.6.
В середине продуваемого участка рас¬
полагают узел подключения, который
разделяет участок на два плеча, попере¬
менно являющиеся ресивером и проду¬
вочным плечом. Продувку с пропуском
очистных поршней проводят в такой
последовательности.закачивают воздух по патрубку 4
и коллектору 3 в плечо I (рис. 8.6, а),
при этом краны на патрубках 2 и 5
должны быть закрыты и предварительно
проверена герметичность плеча /,
открывают кран на патрубке 5 и про¬
дувают плечо II (рис 8.5,6),отрезают продувочный патрубок 6 на
конце плеча II и вместо него устанав¬
ливают заглушку (рис. 8.5, в);срезают на конце плеча / заглушку
и устанавливают продувочный пат¬
рубок,закачивают воздух по подводящему
патрубку и перепускному патрубку 5
в плечо //, при этом краны на патруб¬
ках 1 W 2 необходимо закрыть и пред¬
варительно проверить герметичность
плеча //;закрывают кран на подводящем па¬
трубке 4\открывают краны на перепускных
патрубках 2 и 5 и продувают плечо /
(см. рис. 8.5, г).Продувка трубопроводовбез пропуска очистных поршнейПродувку трубопроводов этим спо¬
собом осуществляют скоростным пото¬
ком воздуха или газа. Протяженность
участка трубопровода, продуваемого
без пропуска поршней, не должна пре¬
вышать 5 км. Границы продуваемых
участков выбирают около мест возмож¬
ного скопления загрязнений (понижен¬
ные участки трассы, переходы через
болота, глубокие овраги и т. д.). Дав¬
ление воздуха или газа в ресивере при
соотношении длин ресивера и проду¬
ваемого участка 2:1 следует поддер¬
живать на уровне 0,6—1,2 МПа.371
Продувка надземных
трубопроводовПродувку надземных трубопроводов
следует выполнять одним из способов,
приведенных в табл. 8.4.Надземные трубопроводы необходимо
продувать с использованием очистных
устройств облегченной конструкции,
масса и скорость передвижения которых
не должны вызвать разрушения трубо¬
провода или опор, например эластичные
поршни-разделители ДЗК или ДЗК-
РЭМ. Пропуск разделителей следует
осуществлять по отдельным участкам
протяженностью не более 10 км со ско¬372ростью, не превышающей 10 км/ч. Для
снижения износа эластичных раздели¬
телей рекомендуется увлажнить их на¬
ружную поверхность перед запасовкой,
а в условиях низких температур —
смочить дизельным топливом.Сжатый воздух для продувки может
подаваться-непосредственно от групп передвиж¬
ных компрессорных станций при про¬
пуске поршней-разделителей;из ресивера при создании скорост¬
ного потока в очищаемом участке или
пропуске поршней.Природный газ для продувки с про¬
пуском очистных устройств подают из
Таблица 84Способы продувки надземных трубо¬проводовКонструктивнаяхарактеристикаобъектаСпособ очистки
полостиВ виде змейки или
прямолинейно со
слабоизогнутыми
участками из труб
диаметром от 114
до 1420 мм
С П-образными
или трапециедаль-
ными компенсато¬
рами из труб диа¬
метром от 114 до
325 ммС П-образными
или трапецеидаль¬
ными компенсато¬
рами из труб диа¬
метром от 325 до
1420 ммПродувка сжатым
воздухом или при¬
родным газом в
два этапа предва¬
рительный — с
пропуском очист¬
ных устройств со
скоростью не более
10 км/ч, оконча¬
тельный — без
пропуска очистных
устройств скорост¬
ным потоком воз¬
духа или газа
Продувка сжатым
воздухом или при¬
родным газом без
пропуска очистных
устройствресивера или непосредственно от выход¬
ных узлов сборного пункта газового
месторождения Во избежание разру¬
шения газопроводов и опор в местах
выхода поршней необходимо устанав¬
ливать временные опоры и закреплять
на них продувочные патрубкиПромывка трубопроводовОчистку полости промывкой следует
выполнять на трубопроводах (участках
трубопроводов) любых назначений и
диаметров, которые испытываются гид¬
равлическим способом. При промывке
по трубопроводам пропускают поршни-
разделители, перемещающиеся в потоке
воды, закачиваемой для гидравличе¬
ского испытания. Впереди поршней-раз¬
делителей в трубопровод для размыва
загрязнений рекомендуется заливать
воду в объеме 10—15 % от объема уча¬
стка. Скорость перемещения очистных
устройств при промывке должна быть
не менее 1 — 1,5 км/ч Промывка счита¬
ется законченной, когда очистное уст¬
ройство после прохода по трубопроводу
выйдет из него неразрушенным (рис.
8 7)Предварительная очистка
трубопроводов протягиванием
механических
очистных устройствОчистку полости трубопроводов мето¬
дом протягивания очистных устройств
выполняют непосредственно в техноло¬
гическом потоке сварочно-монтажных
работ Очистные устройства протяги¬
вают по трубопроводам, укладываемым
подземным или наземным способом,
в процессе сборки и сварки отдельных
секций или труб в нитку трубопровода,
а на надземных трубопроводах до их
монтажа на опорах в процессе сборки
и сварки секций или плетей.Очистное устройство перемещают
внутри труб с помощью штанги трубо¬
укладчиком (трактором), приданным
бригаде потолочной сварки. В качестве
очистных устройств при протягивании
могут быть использованы специальные
приспособления, оборудованные очист¬
ными щетками или скребками, а также
поршни, применяемые для продувки
трубопроводов. При использовании для
протягивания поршней типа ОП послед¬
ние должны быть дополнительно обо¬
рудованы штангой (по типу используе¬
мых на внутренних центраторах)Очистка полости в процессе сборки
секций в нитку при положительной тем¬
пературе воздуха (если нет наледи на
внутренней стенке трубы) должна обес¬
печивать удаление из трубопроводов
основного объема загрязнений. Очистку
полости при отрицательной темпера¬
туре воздуха проводят с целью удалить
из трубопроводов не примерзшие к
стенке трубы загрязнения, посторонние
предметы и снег.Испытание магистральных
трубопроводов
на прочность и проверка
их на герметичностьИспытание магистральных трубо¬
проводов на прочность и проверку их
на герметичность следует выполнять
одним из следующих способов:гидравлическим (водой, незамерзаю¬
щими жидкостями) — газопроводы, неф¬
тепроводы и нефтепродуктопроводы,
пневматическим (воздухом, природ¬
ным газом) — газопроводы;373
:fp)Л.1 X ^ ^ФТ>1 'I'l'l'l'lmWTTWTVTVT^|ЧФ'||||||||| rmi|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i|i^-^7/У/////У A///////////Л
комбинированным (воздухом и водой
или газом и водой) — газопроводы в
горной и пересеченной местности.Испытание магистральных трубо¬
проводов на прочность и проверку на
герметичность следует проводить толь¬
ко при полной готовности всего трубо¬
провода (или его участка), для этого
испытываемый объект должен быть
уложен и засыпан; обвалован или
укреплен на опорах, очищена полость,
установлены арматура и приборы, ка¬
тодные выводы; удален персонал и
вывезена техника из опасной зоны,
обеспечена постоянная или временная
связь.До выполнения указанных работ по
испытанию должна быть представлена
в комиссию исполнительная документа¬
ция на испытываемый объект.Способы испытания, границы участ¬
ков, испытательные давления и схемы
проведения испытания, в которых ука¬
заны места забора и слива воды, согла¬
сованные с заинтересованными орга¬
низациями, а также пункты подачи
газа и обустройство временных ком¬
муникаций определяются проектом.
Протяженность испытываемых участков
не ограничивается, за исключением
случаев гидравлического испытания
и комбинированного способа, когда
протяженность участков назначается с
учетом гидростатического давления.
В зависимости от категорий участков
трубопроводов и их назначения этапы,
давления и продолжительность ис¬
пытаний трубопроводов на проч¬
ность и проверку на герметичность
следует принимать в соответствиивен 011-88Q Миннефтегазстрой СССРУстановленные проектом способы
испытания на прочность и проверки на
герметичность могут быть изменены
при представлении строительно-мон¬
тажной организацией своих техниче¬
ских решений, согласованных с проект¬
ной организацией и заказчиком в зави¬симости от конкретных условий произ¬
водства работ. Изменения способов
испытания на прочность и проверки
на герметичность газопроводов долж¬
ны быть согласованы с органами
Госгазнадзора СССР.В целях повышения качества строя¬
щихся трубопроводов границы испыты¬
ваемых участков следует по возмож¬
ности совмещать с местами, где на
трубопроводе установлена линейная
арматура, а также сокращать число
неиспытанных «гарантийных» стыков.Если в процессе испытания трубо¬
провода произошли отказы (разрывы,
утечки и т. п.), то трубопровод подле¬
жит ремонту и повторному испытанию
на прочность и проверке на герме¬
тичность.Гидравлическое испытаниеДля проведения гидравлического
испытания давление внутри трубопро¬
водов следует создавать водой В от¬
дельных случаях -(испытание коротких
участков трубопроводов при минусовых
температурах наружного воздуха) по
согласованию с проектной организа¬
цией и заказчиком допускается приме¬
нять для гидравлического испытания
незамерзающие среды (раствор пова¬
ренной соли, антифризы, дизельное
топливо). В качестве источников воды
для гидравлического испытания следует
использовать естественные или искусст¬
венные водоемы (реки, озера, водохра¬
нилища, каналы и т п.), пересекае¬
мые строящимся трубопроводом или
расположенные вблизи него. Объем
воды в источниках должен быть доста¬
точным для проведения испытания,
а уровень — обеспечивать подачу ее
в трубопровод чистой (без механиче¬
ских примесей) Время заполнения тру¬
бопроводов водой и воздухом опреде¬
ляют по номограмме.В состав работ по гидравлическому
испытанию входят.Рис. 8.7 Принципиальная схема производства работ при промывке трубопро¬
водов:а — подготовка участка к проведению промывки, б — подача воды перед пор1пнем-
разделителем, в — пропуск поршня-разделителя в потоке воды, г — подготовка участка
к испытанию, / — очищаемый участок, 2 и 7 — перепускные патрубки с кранами,
3 — поршень-разделитель, 4 — коллектор, 5 — подводящий патрубок, 6 — наполнитель¬
ные агрегаты, 8 — линейная арматура, 9 — сливной патрубок375
подготовка к испытанию и удалению
воды, наполнение трубопровода водой,
подъем давления в трубопроводе до
испытательного, испытание на проч¬
ность, сброс давления до максималь¬
ного рабочего, проверка на герметич¬
ность, сброс давления до 0,1—0,2 МПа,
удаление воды При необходимости
включаются дополнительные работы,
связанные с ликвидацией отказов
Для гидравлического испытания тру¬
бопровод следует разделить на участки,
протяженность которых ограничивают
с учетом разности высотных отметок по
продольному профилю и испытательных
давлений, установленных проектом. При
подготовке к испытанию каждого
участка необходимо в соответствии с
принятой схемой испытания выполнить
следуюш^ие операции:отключить испытываемый участок от
смежных участков сферическими за¬
глушками или линейной арматурой,
смонтировать и испытать обвязочные
трубопроводы наполнительных и опрес-
совочных агрегатов,смонтировать узел подключения аг¬
регатов к трубопроводу, совмещенный
с узлом пуска поршней-разделителей
для промывки;запасовать узел приема поршней-
разделителей,смонтировать контрольно-измеритель¬
ные приборы;смонтировать (при необходимости)
воздухоспускные краны.Гидравлическое испытание выпол¬
няют по двум основным схемам — в
одну или обе стороны от источника
воды. При выполнении работ по одно¬
сторонней схеме наполнительные и оп-
рессовочные агрегаты устанавливают
в начале или в конце испытываемого
участка. Наполнение и подъем давле¬
ния осуществляют в одну сторону от
узла подключения до конца участка
При выполнении работ по двухсторон
ней схеме испытания агрегаты уста
навливают в средней части участка
разделяя его на два плеча, испытывае
мых самостоятельно. В этом случае узел
подключения выполняют так, чтобы
наполнение и подъем давления в каж¬
дом плече можно было выполнять
независимо от работ на другом плече.В схеме испытания необходимо
предусматривать возможность перепус¬
ка воды в участки; которые подлежат
последующему испытанию. При запол¬376нении участков трубопроводов водой
для гидравлического испытания из
них необходимо полностью удалить
воздухУдаление воздуха из трубопрово¬
дов должно быть осуществлено с по¬
мощью поршней-разделителей или че¬
рез воздухоспускные краны, установ¬
ленные в местах возможного скопления
воздуха и перед обводненными участ¬
ками, на которых не предусмотрена
балластировка. Диаметр воздухоспуск¬
ных кранов следует выбирать в зави¬
симости от суммарной производитель¬
ности наполнительных агрегатов и
диаметра трубопровода. Для трубо¬
проводов диаметром до 500 мм и сум¬
марной производительности агрегатов
менее 300 м^/ч устанавливают воздухо¬
спускные краны диаметром 25—32 мм,
при диаметрах трубопроводов более
500 мм и большей суммарной произво¬
дительности агрегатов — воздухоспуск¬
ные краны диаметром 50—100 мм.
На концах испытываемых участков в
узлах обвязки следует устанавливать
воздухоспускные краны диаметром не
менее 50 мм.Наполнение трубопроводов без про¬
пуска разделителя необходимо осу¬
ществлять при открытых воздухоспуск¬
ных кранах, которые закрывают, как
только через них перестает выходить
воздух и потечет плотная струя воды.
Вытеснение из трубопроводов воздуха
с пропуском поршней-разделителей сле¬
дует выполнять по отдельным участкам,
подготовленным к гидравлическому
испытанию. Для вытеснения воздуха
поршни-разделители необходимо пере¬
мещать впереди потока воды, посту¬
пающей в трубопровод для гидравли¬
ческого испытания Перед пропуском
поршня-разделителя должны быть за¬
крыты все воздухоспускные краны,
а также полностью открыты линейные
задвижкиВыход разделителя из узла пуска,
а также его проход в узел приема
следует контролировать по приборам
типа СКР (сигнализатор для контроля
за перемещением разделителей). При¬
бор СКР монтируют на патрубке,
приваренном к трубопроводу Подвиж¬
ный рычажок прибора входит через
патрубок внутрь трубопровода. При
проходе разделителя рычажок у'^ап-
ливается в патрубок и одновременно
поворачивает лимб-указатель
На трубопроводах, испытываемых
гидравлическим способом (поршни-раз¬
делители перемещаются под давлением
воды), операцию вытеснения воздуха
объединяют с процессом очистки по¬
лости трубопровода промывкой. При
проведении гидравлических испытаний
в осенне-зимний период следует учи¬
тывать начало и глубину промерзания
грунтов в районах сооружения трубо¬
провода. Проведение гидравлического
испытания при температуре окружаю¬
щего воздуха ниже О °С допускается
лишь при условии предохранения тру¬
бопровода, линейной арматуры и при¬
боров от замерзания. При подготовке
к гидравлическому испытанию в осенне-
зимний период, чтобы предупредить
замерзание воды при внезапном похо¬
лодании, необходимо тщательно про¬
контролировать засыпку или обвало-
вывание трубопровода на всем его
протяжении. Особое внимание следует
обратить на то, чтобы линейная арма¬
тура и узлы подключения были тща¬
тельно укрыты. После того как выпадет
снег, необходимо дополнительно утеп¬
лить трубопровод путем его обвалова¬
ния снегом, так как теплозащитные
свойства слоя снега толщиной 20 см
эквивалентны примерно 100 см грунта.При испытании трубопроводов на
прочность и их проверку на герметич¬
ность места утечек следует определять
следующими методами:визуальным, предполагающим выяв¬
ление места выхода из трубопроводов
непосредственно испытательной среды
(вода, воздух, газ) и учитывающим
основные признаки появления утечек,
приведенные в табл. 8.5,визуальным, предполагающим опре¬
деление места выхода из трубопроводов
воды, окрашенной трассирующими ве¬
ществами-красителями;акустическим, предполагающим оп¬
ределение утечек по звуку вытекающей
из трубопроводов жидкости или газа
без помощи или с помощью приборов,
поиска утечек по запаху специаль¬
ных веществ (одорантов), добавляемых
в испытательную среду (воду, воздух,
газ);поиска утечек природного газа, осно¬
ванным на анализе приборами проб
воздуха над поверхностью грунта;определения утечки по падению дав¬
ления на испытываемом участке.Места утечек с помощью трассирую¬
щих веществ (красителей), а также
с помощью приборов следует опреде¬
лять при условии выполнения требо¬
ваний специальных инструкций по
технологии производства работ конк¬
ретным методомДля ускорения и упрощения по¬
иска утечек трубопроводы, на кото¬
рых ведут эти работы, разделяют
на отдельные захватки, ограниченные
арматурой или заглушками.Таблица 85Методы определения мест утечекСпособы испытанийОсновные признаки утечекГ идравли-
ческийПневматическийвоздухомприроднымгазомВидимый выход воды, воздуха, газаН-*++Выброс грунта из траншеи+**++Изменение цвета (пожелтение раститель¬——4-ности)Изменение цвета (потемнение снежного_++покрова)Появление пены или пузырей на поверх¬+Н-+ности воды(пена)(пузыри)(пузыри)Намокание валика, промоины и провалы
валика и траншеи+* Видимый выход воды может быть не обнаружен при утечках в нижней части трубыВыброс грунта из траншеи наблюдается редко и только при больших разрывах377
Пневматическое испытаниеДля проведения пневматического
испытания давление внутри трубопро¬
водов следует создавать сжатым воз¬
духом или природным газом. В качестве
источников сжатого воздуха используют
передвижные компрессорные станции,
которые в зависимости от объема по¬
лости испытываемого участка и испы¬
тательного давления применяют по
одной или объединяют в группы (ГК).В качестве источников природного
газа необходимо использовать:месторождения (промыслы), которые
являются источниками газа для дан¬
ного строящегося объекта или распо¬
ложены вблизи от этого объекта,
действующие газопроводы, к которым
присоединяют строящиеся объекты-
отводы или объекты-перемычки;действующие газопроводы, пересе¬
кающие строящийся объект или прохо¬
дящие непосредственно около него
Изменение давления в трубопроводах
при пневматическом испытании на
прочность и проверке на герметичность
должно соответствовать графику (рис.
8 8), причем закачивать испытательную
среду в трубопровод следует со ско¬
ростью 0,3 МПа/ч с обязательным
осмотром трассы при давлении, рав-Рис 8.8. График изменения давления в
трубопроводе при пневматическом ис¬
пытании:1 — подъем давления от О до 0,3 р„сп, но не
выше 2 МПа, 2 — осмотр трассы, 3 —
подъем давления до /?„сп = 1,1 Рраб, 4 —
испытание на прочность, 5 — снижение
давления до ргерм = рраб, 5 — проверка на
герметичностьном 0,3 от испытательного на прочность,
но не выще 2 МПа.Расположение арматуры на испыты¬
ваемом участке трубопровода должно
соответствовать схеме, изображенной
на рис. 8.9. Заполнение трубопроводаX.J<з>®®0X(газ')Рис. 8.9. Принципиальная схема расположения арматуры и расстановки мано¬
метров при пневматическом испытании газопроводов (вариант для участка
испытания газопровода D=1400 мм с установкой одного крана с односто¬
ронней продувкой (/) и двух кранов с двухсторонней продувкой (//).а — заполнение и испытание на прочность, б — проверка на герметичность, / —
одоризатор, 2 — заглушка, 3 — игольчатый вентиль, 4 — манометр, 5 — свеча, 6 — кран
обводной линии, 7 — линейный кран378
средой до создания в нем испытатель¬
ного давления на прочность, а также
испытание на прочность в течение 12 ч
следует выполнять при открытых кранах
обводных линий и закрытых линейных
кранах (рис. 8.9, а) После окончания
испытания трубопровода на прочность
при его испытании на герметичность
краны обводных линий должны быть
закрыты (рис. 8.9,6).Для быстроты выявления утечек
воздуха или природного газа, добав¬
ляют одорант. Для этого на узлах
подключения к источникам воздуха или
газа монтируются установки для дози¬
рования одоранта. Рекомендуемая нор¬
ма одоризации этилмеркаптаном 50—
80 г на 1000 м^ газа или воздуха.Если при осмотре трассы или в про¬
цессе подъема давления обнаружена
утечка, то подачу воздуха или газа
прекращают, устанавливается возмож¬
ность и целесообразность дальнейшего
проведения испытаний или необходи¬
мость перепуска воздуха или газа в
соседний участок. Выпуск газа в ат¬
мосферу допускается лишь в исклю¬
чительных случаях.По окончании испытаний участка
трубопровода на прочность давление
необходимо снижать плавно, перепус¬
кая воздух или газ в соседний участок
и лишь при достижении Рраб выполнять
контрольный осмотр трассы для про¬
верки герметичности. Время перепуска
газа или воздуха из одного участка
трубопровода в другой, а также конеч¬
ное давление перепуска испытательной
среды, как правило, определяют по
номограммам, приведенным ввен 157-83 Миннефтегазстрой СССР ’«Инструкция по .производству очистки
полости и испытанию строящихся ма¬
гистральных трубопроводов». Трубо¬
провод считается выдержавшим испы¬
тание на прочность и проверку на
герметичность, если за время испытания
трубопровода на прочность давление
остается неизменным, а при проверке
на герметичность не будут обнаружены
утечки При пневматическом испытании
на прочность допускается снижение
давления на 1 % за 12 чКомбинированный
способ испытанияпри комбинированном способе испы¬
тания давление внутри трубопроводов
создают двумя средами — природным
газом и водой или воздухом и водой.
Комплекс работ по комбинированному
способу испытания включает следую¬
щие этапы:подготовку участка к испытанию и
удалению воды;заполнение испытываемого участка
природным газом или воздухом,заполнение испытываемого участка
водой до создания в нем давления,
необходимого для испытания на проч¬
ность;испытание на прочность;
снижение испытательного давления
до максимального рабочего в верхней
точке участка;проверку участка на герметичность;
удаление из испытываемого участка
воды.При подготовке трубопроводов к ис¬
пытанию необходимо в соответствии с
принятой схемой провести следующие
работы:отключить испытываемый участок от
смежных участков сферическими за¬
глушками или линейной арматурой,
смонтировать узлы подключения к
источникам газа, а также узлы пуска
и приема разделителя,установить контрольно-измерительные
приборы;смонтировать и предварительно ис¬
пытать узлы подключения к трубопро¬
воду и обвязку опрессовочных агре¬
гатов,опробовать работу агрегатов и под¬
соединить их к испытываемому трубо¬
проводуЗаполнение природным газом испы¬
тываемого участка выполняется путем
его отбора из действующего газопро¬
вода до создания в этом участке дав¬
ления, равного максимальному давле¬
нию в действующем трубопроводе в
последовательности, принятой для пнев¬
матического испытания. После запол¬
нения участка природным газом или
воздухом давление в нем до испыта¬
тельного следует поднимать, закачивая
воду опрессовочными агрегатами.Испытательное давление при комби¬
нированном способе должно быть в379
верхней точке участка — максималь¬
ным испытательным давлением, при¬
нятым (1,1 рраб) при пневматическом
способе, в нижней точке участка —
максимальным испытательным давле¬
нием принятым (рзав) при гидравли-
ческом способеПродолжительность испытания тру¬
бопровода на прочность при комбини¬
рованном способе определяют продол¬
жительностью испытания на прочность
при пневматическом способе.После испытания участка трубо¬
провода комбинированным способом
из него необходимо полностью удалить
водуИспытание участков
категорий В, I и IIУчастки категорий В, I и II испыты¬
вают в один, два или три этапа.В один этап испытывают:
участки категорий В — участки газо¬
проводов внутри зданий и в пределах
территорий КС и ГРС, станций ПХГ,
а также трубопроводы топливного и
пускового газа;участки категорий I — участки неф-
те- и нефтепродуктопроводов внутри
зданий и в пределах территорий пере¬
качивающих НС;участки категорий I и II — переходы
газо-, нефте- и нефтепродуктопроводов
через болота III типа (если требование
об испытании в два этапа специально
не оговорены проектом)В два этапа необходимо испытывать,
участки категории I — узлы подклю¬
чения перекачивающих НС и КС,
всасывающие и нагнетательные трубо¬
проводы, а также узлы пуска и приема
очистных устройств между охранными
кранами газопроводов или между
задвижками нефте- и нефтепродукто¬
проводов;участки категории I — переходы че¬
рез железные и автомобильные дороги,
пересечения с воздушными линиями
электропередачи напряжением 500 кВ
и более;участки категорий I и II—участки
нефте- и нефтепродуктопроводов про¬
тяженностью не менее расстояния
между соседними линейными задвиж¬
ками,В три этапа испытывают:""участки категорий В, I и II — пере¬
ходы нефте- и нефтепродуктопроводов380через водные преграды и прилегающие
прибрежные участки;участки категорий I — переходы газо¬
проводов через водные преграды и при¬
легающие прибрежные участки, причем
лишь в том случае, когда эти участки
укладывают с помощью подводно-тех-
нических средств, в других случаях
отмеченные участки испытывают в два
этапа.Следует отметить, что участки ка¬
тегорий В, I и II, испытываемые в
три этапа, разрешается испытывать
на первых двух этапах не целиком, а
отдельными захватками (длинномер¬
ными секциями или плетями) Число
таких захваток должно быть минималь¬
ным, а все сварные соединения между
ними обязательно проверяют неразру-
шающими методами контроля (кроме
магнитографического). Испытание участ¬
ков категорий В, I и II в три этапа
следует выполнять на первых двух
этапах только гидравлическим спо¬
собом. Допускается выполнять второй
этап испытания на газопроводах пнев¬
матическим способом (сжатым возду¬
хом или газом). Третий этап испытания
участков категорий В, I и II должен
быть выполнен способом и при соблю¬
дении параметров, предусмотренных
СНиП III-42—80 для прилегающих
участков.Удаление воды
из трубопроводовПосле гидравлического испытания
трубопроводов из них должна быть
полностью удалена вода. Удаление
воды проводят одним из следующих
способов:с помощью поршней-разделителей,
перемещаемых по трубопроводам под
давлением воздуха или транспорти¬
руемого продукта (газ, нефть и нефте¬
продукты) ;непосредственно транспортируемым
продуктом (нефть и нефтепродукты),свободным сливом воды через пат¬
рубки, предварительно установленные
в нижних точках трубопроводов.Слив воды самотеком разрешается
только из коротких участков трубопро¬
водов категории В и I после их гидрав¬
лического испытания, а также после
проведения испытания трубопроводов
комбинированным способом В осталь¬
ных случаях слив воды самотеком
запрещен
][ля удаления воды из газопроводов
пропускают поршни-разделители под
,|.1нлением сжатого воздуха или природ¬
ною газа в два этапа:предварительный — удаление основ¬
ного объема воды;окончательный (контрольный) — пол¬
ное удаление воды из газопроводов
Результаты удаления воды из газо¬
проводов следует считать удовлетвори-
юльным, если впереди контрольного
поршня-разделителя нет воды, и он
вышел неразрушенным. В противном
случае необходимо дополнительно про¬
пускать контрольные поршни-раздели-
1СЛИ до тех пор, пока из газопроводов
пе будет полностью удалена вода
Сжатый воздух для пропуска порш¬
ней-разделителей можно подавать от
ресивера, образованного на прилегаю-
Н1ем участке магистрали, или непосред¬
ственно от передвижных компрессорных
станций; природный газ для этой цели
подают из ресивера.Полное удаление воды поршнями-
разделителями, перемещаемыми под
давлением сжатого воздуха из участ¬
ков нефте- и нефтепродуктопроводов,
проложенных на водных переходах,
а также по обводненной или заболо¬
ченной местности, допускается только
при наличии балластировки участка.
Вода из нефте- и нефтепродуктопро¬
водов может быть удалена с помощью
одного поршня-разделителя под давле¬
нием транспортируемого продукта. Как
исключение, если нет транспортируе¬
мого продукта к моменту окончания
испытания, удаление воды проводят
двумя поршнями-разделителями, пере¬
мещаемыми под давлением сжатого
воздуха. В этом случае последующеезаполнение нефтью и нефтепродуктами
должно проводиться таким образом,
чтобы исключить попадание воздуха
в полость трубопровода, особенно на
участках переходов через водные пре¬
грады.Для исключения слива воды само¬
теком после гидравлического испытания
газопроводов, а также при вытеснении
воды из нефте- и нефтепродуктопро¬
водов запорная арматура на конце ис¬
пытываемого участка должна быть
открыта только после полной готовно¬
сти этого участка к удалению из него
воды и получения извещения о начале
движения поршня-разделителя из ка¬
меры пуска.С применением поршней-разделите¬
лей удаляют воду как по отдельным
участкам, не превышающим расстояния
между соседними линейными кранами,
так и по участкам большей протяжен¬
ности, в том числе и с установленными
на них линейными кранами. Удалять
воду из трубопроводов после испыта¬
ний следует в основном в направлении
от наиболее высоких точек (по рельефу
местности) к пониженным. Выпускать
воду из трубопроводов в сторону от
траншеи, в направлении пониженных
участков рельефа местности при мак¬
симальном сохранении окружающей
среды.Узлы пуска и приема разделителей
следует располагать в местах техноло¬
гических разрывов трубопровода (места
установки линейной арматуры, пере¬
ходы через естественные препятствия
и т. п.). Принципиальные схемы узлов
пуска и приема поршней-разделителей,
монтируемых на газопроводах, приве¬
дены на рис. 8.10.Рис. 8 10 Принципиальные схемы узлов пуска трех (а) и двух (б) поршней-
разделителей, монтируемых на газопроводах:1 — коллектор, 2 — стопор, 3 — поршни-разделители, 4 — манометр, 5 — сигнализатор
для контроля за движением поршней-разделителей381
Контроль за перемещением поршней-
разделителей следует осуществлять
по сообщениям обходчиков с трассы;
по показаниям сигнализаторов для
контроля за движением порщня-раз-
делителя или образцовых манометров,
измеряющих давление в узлах пуска
и приема поршней-разделителей и ре¬
сивере; по данным закачки нефти или
нефтепродукта в трубопровод.Камера приема, а также сливные
и продувочные патрубки во избежание
их смещения и вибрации должны быть
надежно закреплены. Для приема и
пуска очистных устройств, кроме типо¬
вых инвентарных узлов, используют
стационарные камеры приема и пуска
очистных устройств, линейные или
инвентарные краны в качестве отклю¬
чающих элементов на временных узлах
пуска очистных устройствВ случаях использования поршней-
разделителей типов ДЗК и ДЗК-РЭМ,
запрещается их запасовка в камеру
пуска до проведения гидравлического
испытания, так как они могут насы¬
щаться водой. Для слива воды само¬теком из коротких участков трубопро¬
водов категорий В и I в пониженных
точках таких участков необходимо
предусмотреть установку временных
сливных патрубков, в которые демон¬
тируют после проведения испытаний.Технологические варианты
комплексного проведения работ
по очистке полости,
гидравлическому испытанию
и удалению воды
из газопроводовНаиболее высокие качественные по¬
казатели готовности газопроводов к
надежной эксплуатации достигают пу¬
тем комплексного проведения работ
по очистке полости, испытанию и пол¬
ному удалению воды. Указанные про¬
цессы технологически взаимосвязаны
между собой и окончательный резуль¬
тат всего комплекса работ зависит от
качества выполнения каждого процес¬Таблица 86Работы по очистке полости и испытанию трубопроводовЭтапРаботыОптимальные границы
изменения скорости
перемещения очистных
устройств, м/с^min'^maxПервый вариантIПромывка с пропуском поршня ДЗК-РЭМ
или ОПР-М, совмещенная с удалением воз¬
духа и наполнением газопровода водой12IIГидравлическое испытание——IIIПредварительное удаление воды с пропуском0,54поршня ОПР-М или ДЗК-РЭМ0,53IVОкончательное удаление воды с пропуском0,54поршня ОПР-М или ДЗК-РЭМ (контроль¬
ный пропуск)Второй вариант0,5^3IПродувка с пропуском поршня ОП1020IIЗаполнение газопровода водой с пропуском0,52поршня ОПР-М или ДЗК-РЭМ и гидравли¬
ческое испытание0,22IIIПредварительное удаление воды с пропуском0,54поршня ОПР-М или ДЗК-РЭМ0,53IVОкончательное удаление воды с пропуском0,54382поршня ОПР-М или ДЗК-РЭМ (контроль¬
ный пропуск)0,53
са Комплекс работ по очистке полости,
испытанию и удалению воды из газо¬
проводов проводят по двум технологи¬
ческим вариантам, обеспечивающим
нормативные требования по качеству
строительства при минимальном числе
пропусков очистных устройств (табл.
8 6). Работы по первому варианту вы¬
полняют на участках, собираемых с
внутренним центратором или предва¬
рительно очищенных протягиванием
в процессе сборки и сварки труб и сек¬
ций в нитку.Работы по второму варианту выпол¬
няют на участках, проложенных в особо
сложных условиях, где возможно скоп¬
ление значительных объемов загрязне¬
ний, препятствующих бесперебойному
проведению процесса промывки и вы¬
зывающих застревайие поршней-раз¬
делителей (см. табл. 8.6).Машины, устройства и приборы
для очистки полости
и испытания трубопроводов,
а также для удаления
из них водыМашиныПри очистке" полости и испытании
трубопроводов необходимо использо¬
вать машины, указанные в табл. 8 7Таблица 8.7Техническая характеристика агрегатов для закачки воды в трубопроводыи 8.8 и предназначенные для закачки
в трубопроводы воды (наполнитель¬
ные, опрессовочные и наполнительно-
опрессовочные агрегаты) и сжатого
воздуха (передвижные компрессорные
станции). Для закачки в трубопроводы
воды и воздуха разрешается исполь¬
зовать машины, применяющиеся в
других отраслях народного хозяйства
и обеспечивающие параметры и режимы
проведения процессов очистки полости
и испытания в пределах, регламенти¬
рованных СНиП III-42—80.Устройства для очистки
полости трубопроводов
и удаления из них водыДля очистки полости трубопроводов,
удаления из них воздуха и воды сле¬
дует применять специальные очистные
устройства. Для эффективного прове¬
дения конкретного процесса (промыв¬
ки, продувки, удаления воды) очистное
устройство должно быть выбрано в
соответствии с его назначением. Ис¬
пользование очистных и разделитель¬
ных устройств не по назначению и с
нарушением нормативных параметров
может привести к аварийным ситуациям
при сооружении и эксплуатации тру¬
бопроводов.Очистные поршни типа ОП приме¬
няют: для продувки магистральных
трубопроводов под давлением воздухаМаркаагрегатаМарканасосаПроизводительность
агрегата, mV4Напорпринапол¬нении,мДавление
при опрес-
совании,
МПаМощ¬ностьдвига¬теля,кВтМас¬са,кгпри на¬
полнениипри опрес-
сованииНаполнительные агрегатыАН-2618МС-7ХЗ260 155 2259 400АН-501ЭВ-200Х4540—240—3759 400АН-100112НДС100060—2258 200Опрессовочные агрегатыАО-29Т—25 56—8—3,5809 250АО-1619МГр-73—20—25—13958 000Азин-1НП-160—12—51—16—473,515 100маш-32ЦА-320М9Т—18,4--82,2—18,2—413217 200Наполнительно-опрессовочные агрегатыАНО-202ГБ-351А—1,8—20222 360383
Таблица 8.8Техническая характеристика передвижных компрессорных станцийМаркакомпрес¬сорнойстанцииПроизводи¬
тельное! ь
КС, м 7минДавле¬
ние на¬
гнета¬
ния,
МПаБазаПривод
от двига¬
теляМощ¬ностьдви¬гате¬ля,кВтГ абаритные
размеры,
ммМас¬са,кгКомпрессорные станции низкого давленияАМС-457,5-70,31—2Тележка на
пневмоко-
лесном ходу51513820ХХ3250ХХ345052 ОООЗИФ-5550,7То жеЗИЛ-121723450 X
Х1820Х
Х17702 750КС-98,50,6КДМ-10073,55080 X
XI890X
Х21005 750ДК-9100,6»КДМ-10073,55035 X
X 1850Х
Х25505 650пк-ю10,5 0,7 » Д-108 79 4700ХX 1890Х
Х26ЮКомпрессорные станции высокого давления5 100АМС-257,5—70,31 — 10Тележка на
пневмоко-
лесном ходу56511320Х
Х3250Х
Х345038 700КС-1001610То же1Д12Б300иооохХ3140ХХ340023 ОООАКС-8223»ЯАЗ-204813530 X
Х1910ХХ22203 950УКП-80808Тележка
«Восток»
на гусенич-В2-3002206570 X
Х2590Х
Х287016 100ном ходуПримечание Компрессоры ЗИФ-55, КС-9, ДК-9, ПК-10. АКС-8, УКП-80 применяют
для вытеснения воды на газопроводах диаметром до 500 мм (в связи с их небольшой
производительностью)Таблица 89Характеристика очистных поршней типа ОППараметрыУсловный диаметр D^, мм2503003504005006007008001000120014002543063584075186157058081010120014005756607207408251090109011901150130015004763901201652102574506008101020Диаметр D„, мм
Длина, мм
Масса, кгили природного газа на участках про¬
тяженностью не более 40 км и не более
расстояния между линейными кранами;
для очистки полости протягиванием
в процессе сборки и сварки секций в384нитку с применением наружного цент¬
ратора (табл. 8.9). Запрещается про¬
дувка трубопроводов, проложенных
надземным способом на опорах, а также
продувка через линейную арматуру.
I и б л и ц а 8.10Характеристика поршней-разделителей типа ДЗКПараметрыДЗК--100-150-200-250-300-350-400-500-6001201802403003303854305306300,090,30,61,423,24,68,714,8/1иаметр мм
Масса сухого раздели-
к'ля при длине 2 Dy, кгПоршни-разделители типа ДЗК при¬
меняют:для освобождения трубопроводов
диаметром 100—700 мм от воды после
гидравлического испытания или бал¬
ластировки, скорость перемещения раз¬
делителей в этом процессе должна
быть в пределах 3—10 км/ч;для промывки трубопроводов диа¬
метром 100—700 мм и одновременного
освобождения их от воздуха в процессе
наполнения водой для гидравлического
испытания, скорость перемещения раз¬
делителей в этом процессе должна
быть 1 —1,5 км/ч,для продувки трубопроводов диамет¬
ром 100—700 мм, прокладываемых
надземным способом на опорах, по
участкам протяженностью не более
10 км и при скорости перемещения
разделителей не более 10 км/ч (табл.
8.10).Поршни-разделители типа ДЗК за¬
прещается пропускать по участкам
протяженностью более 30 км, исполь¬
зовать для продувки трубопроводов,
проложенных подземно и наземно,
пропускать со скоростью более 10 км/ч.Поршни-разделители ДЗК-РЭМ при¬
меняют:для освобождения трубопроводов
диаметром 520—1420 мм от воды после
гидравлического испытания или бал¬
ластировки, скорость пропуска поршней
в этом процессе должна быть в пре¬
делах 3—10 км/ч;для промывки трубопроводов диа¬
метром 520—1420 мм и одновременного
освобождения их от воздуха в процессе
наполнения водой для гидравлического
испытания, скорость перемещения порш¬
ней-разделителей в этом процессе
должна быть не менее 1 км/чдля продувки трубопроводов, про¬
кладываемых надземным способом на
опорах по участкам протяженностью
не более 10 км и при скорости поршней-13 в Г Чирсков и дрразделителей не более 10 км/ч (табл.
8 11).Поршни-разделители типа ДЗК-РЭМ
запрещается: применять для продувки
трубопроводов, прокладываемых под¬
земным или наземным способом; про¬
пускать по участкам трубопроводов
протяженностью более 100 км; про¬
пускать при скоростях более 10 км/ч.Поршни-разделители типа ОПР-М
следует применять на трубопроводах
диаметром 325—1420 мм:для промывки и одновременного
освобождения от воздуха и заполнения
водой при гидравлических испытаниях,
скорость перемещения поршней в этом
процессе должна быть 1 —1,5 км/ч;для освобождения трубопроводов
от воды после гидравлического испы¬
тания или балластировки, скорость
перемещения поршней в этом процессе
должна находиться в пределах 3—
10 км/ч (табл. 8 12).Поршни-разделители типа ОПР-М-Э
применяют-
для промывки трубопроводов, ско¬
рость перемещения поршней-раздели-
телей 1 —1,5 км/ч;для освобождения трубопроводов от
воды после гидравлического испытанияТаблица 811Характеристика поршней-разделителей
типа ДЗК-РЭМПоршень-раз¬делительДиа¬метрммДли¬на,ммМас¬са,кгДЗК-РЭМ-50057080015ДЗК-РЭМ-60065090025ДЗК-РЭМ-700770110050ДЗК-РЭМ-800840120070ДЗК-РЭМ-10001050150090ДЗК-РЭМ-120012601800150ДЗК-РЭМ-140014502100300385
Таблица 812Характеристика поршней-разделителей
типа ОПР-МПоршень-раз¬делительДиа¬метрммДли¬на,ммМас¬са,кгОПР-М-30032550025ОПР-М-50057078560ОПР-М-700770ИЗО106.ОПР-М-8008401254179ОПР-М-100010501470281ОПР-М-120012601610410ОПР-М-140014501990639Таблица 8.13Характеристика поршней-разделителей
ОПР-М-ЭПоршень-раз-делительДиа¬метрОн,ммДли¬на,ммМас¬са,кгОПР-М-Э-1000
ОПР-М-Э-1200
ОПР-М-Э-14001050 1470 299
1260 1610 430
1450 1990 671или балластировки, скорость переме¬
щения поршней в этом процессе должна
быть в пределах 3—10 км/ч (табл. 8.13).Поршни-разделители ОПР-М и
ОПР-М-Э запрещается применять для
продувки трубопроводов; пропускать
на участках протяженностью свыше
150 км.Поршни-разделители манжетные пе¬
ременного сечения типа РМ-ПС следует
применять на трубопроводах, имеющих
местные сужения сечения (в частности,
неравнопроходная арматура, подвод¬
ные переходы):Таблица 8.14Характеристика поршней-разделителей типа РМ-ПСдля промывки трубопроводов при
скорости перемещения не менее 1 км/ч;для удаления воды, скорость пере¬
мещения поршней в этом процессе
должна быть в пределах 3—10 км/ч
(табл. 8.14).Поршни-разделители типа РМ-ПС
запрещается применять для продувки
и на участках трубопровода протяжен¬
ностью более 150 км.Перед запасовкой очистных уст¬
ройств в трубопроводы следует прове¬
рить и затянуть все имеющиеся в них
крепления.Очистные поршни, оборудованные
кордной лентой ОПКЛ, применяют
для очистки трубопроводов диамет¬
ром 150—720 мм Скорость перемеще¬
ния очистных поршней ОПКЛ должна
быть при промывке трубопроводов
1 — 1,5 км/ч; при продувке трубопро¬
водов, уложенных подземно или назем-
но — в пределах 35—70 км/ч.Для удаления воды из нефтепрово¬
дов диаметром 1020—1220 мм можно
применять разработанные Урало-Си¬
бирским нефтепроводным управлением
манжетные поршни-разделители, про¬
пускаемые по магистрали под давле¬
нием нефтепродукта. Параметры про¬
пуска этих поршней устанавливает
эксплуатирующая организация, прово¬
дящая заполнение магистрали нефтью
в предпусковой период.Машинооснащенность
и состав бригад
по очистке полости
и испытанию трубопроводовОборудование и состав звена для
продувки полости трубопровода, аПоршень-разделительДиаметр D„, ммДлина,ммМасса,кгдо запасовки
в трубопро¬
водпосле запасовки
в трубопроводв основном
сечениив суженном
сеченииРМ-ПС-700/5007707005001119165РМ-ПМ-800/7008658007001157220РМ-ПС-1000/800106510008001240355РМ-ПС-1200/10001260120010001560522РМ-ПС-1400/12001450140012001722763386
также технико-экономические показа¬
тели выполнения этой операции даны
в табл. 8.15, 8.16, 8.17.Длина участка продуваемого или
промываемого с помощью очистного
поршня, как правило, не должна пре¬
вышать расстояния между кранами ли¬
нейной арматуры. Промывку полости
трубопровода выполняют при испыта¬
ниях их гидравлическим методом.При промывке по трубопроводу про¬
пускают очистные устройства (эластич¬
ные разделители типа ДЗК-РЭМ,
ОПР-М), которые перемещаются в
потоке воды, закачиваемой для гид¬равлического испытания. Перед про
пуском очистного устройства в трубо¬
провод заливают воду в объеме, рав¬
ном 10—15 % от объема полости
участка.Оборудование и состав бригады
для промывки полости трубопровода,
а также технико-экономические пока¬
затели выполнения этой операции даны
в табл. 8.18, 8.19, 8.20.Оборудование и состав бригады для
пневматического испытания трубопро¬
вода приведены в табл 8.21 и 8.22, а
в табл. 8.23 — технико-экономические
показатели.Таблица 815Комплект машин и механизмов для продувки полости трубопроводаОперацииЧисло машин и механизмов г
диаметре трубопровода, ммфИтехнологическо¬
го процессаМашины и механизмыдо 529
включи¬
тельно720820102012201420Продувка тру¬
бопроводаЗамер давленияВспомогатель¬
ные работы
Питание элек¬
троэнергией
Обеспечение
связьюДоставка рабо¬
чих и транспор¬
тировка мате¬
риаловОтдых рабочих
Обрезка кромокПередвижной компрессор
ДК-9 (ПК-10)Очистные поршни:ОП-521
ОП-721
ОП-821
ОП-1021
ОП-1221
ОП-1421
Сварочный агрегат СДУ-2Б
Тягач К-700Эластичные разделители
типа ДЗК-РЭМ
Узел подключения
Прибор дистанционного за¬
мера давления «Контро-
лер-2»Трубоукладчики:Т-3560М
Электростанция ДЭС-15Передвижные радиостан¬
ции «Гроза»Автомобили:ГАЗ-66
УАЗ-469Передвижные вагончики
Оборудование для резки
труб «Спутник-2»- 2 — -— — — 2Примечание Компрессор работает круглосуточно13* ^387
Таблица 8.16Состав звена для продувки полости трубопроводаРазряд(класс)Число рабочих при диаметре
трубопровода, ммПрофессияДо 529
включи¬
тельно720—820102012201420Бригадир смены VI 1Машинист компрессорной стан- VI 2
цииМашинист еду VI 1Сварщик-газорезчик VI 2Тракторист ■ VI 2Машинист крана-трубоуклад- VI I
чикаСлесарь-монтажник V 2Машинист ДЭС VI 1Шофер 2 2Таблица 817Технико-экономические показатели выполнения работ по продувке полости трубо¬
проводаЗначение показателей при диаметре
трубопровода, ммПоказателиДо 529
включи¬
тельно720—820102012201420141415161815714312094671401401431461501010998424246,551,555Численность бригады, чел.Производительность труда, м/чел.-дн.Основные производственные фонды (стои¬
мость машин и механизмов), тыс. руб.Фондовооруженность, тыс руб/чел
Энерговооруженность, кВт/челТаблица 8 18Комплект машин и механизмов для промывки полости трубопроводаОперациитехнологическогопроцессаМашины и механизмыЧисло машин и механизмов при
диаметре трубопровода, ммДо 529
включи¬
тельно720-820102012201420Наполнение трубо¬
провода водой
Промывка полости
трубопроводаОбеспечение элект¬
роэнергии
Монтажные рабо¬
тыОбрезка кромок
388Наполнительный агрегат 1 1 12 2АН-2Сварочный агрегат 1 1111СДУ-2БЭластичный разделитель 5 5 5 5 5АЗК-РЭМЭлектростанция ДЭС-15 1 1111Трубоукладчики:Т-1530В 1 1 1 _ _Т-3560А (К-583Н) — _ _ i iОборудование для резки 1 1111труб «Спутник-2»
Продолжение табл. 8.18ОперациитехнологическогопроцессаМашины и механизмыЧисло машин и механизмов при
диаметре трубопровода, ммДо 529
включи¬
тельно720—820102012201420Обеспечение связиОтдых рабочих
Доставка рабочих
и транспортировка
материаловПередвижная радио¬
станция типа «Гроза»
Передвижные вагончики
Автомобиль.ГАЗ-66
УАЗ-469
Тягач К-7002 2Примечание Наполнительный агрегат работает круглосуточно.Таблица 8.19Состав бригады по промывке полости трубопроводаРазряд(класс)Число рабочих при диаметре
трубопровода, ммПрофессияДо 529
' включи¬
тельно720—820102012201420Бригадир сменыVI11111Машинист наполнительного аг¬VI22222регатаМашинист ДЭСV11111Машинист трубоукладчикаVI11111Машинист СДУ-2VI11111Сварщик-газорезчикVI22222Слесарь-монтажникV22222ТрактористV22222Шофер222222Таблица 8.20Технико-экономические показатели работ по промывке полости трубопроводаПоказателиЗначение показателей при диаметре
трубопровода, ммДо 529
включи¬
тельно720—820102012201420141414151515714312910080140140140152152Численность бригады, чел.
Производительность труда,
м/чел.-дн.Основные производственные
фонды (стоимость машин и обо¬
рудования), тыс руб.
Фондовооруженность, тыс
руб/чел.Энерговооруженность, кВт/чел.10421042104210551055389
Таблица 821Комплект машин и механизмов для пневматического испытания трубопроводаОперацииМашиныЧисло машин и механизмов п
трубопровода, ммри диаметретехнологическо¬
го процессаи механизмыДо 529
включи¬
тельно720820102012201420Испытание тру¬
бопроводаПередвижной комп¬
рессор КС-100
Узел подключения212131415171ОбеспечениеэлектроэнергиейЭлектростанцияДЭС-15Сварочный агрегат
СДУ-2Б111111111111ОбеспечениесвязиПередвижная радио¬
станция типа «Гроза»222222Монтажные ра¬
ботыТрубоукладчики:
Т-1530В
Т-3560А111111Замер давленияПрибор дистанцион-222222Перевозка ра¬
бочих и тран¬
спортировка
грузовного замера давле¬
ния «Контролер-2»Автомобили.ГАЗ-66
УАЗ-469
Тягачи:МАЗ-543
К-700
Автоприцеп
ЧМЗ АП-55246Таблица 8 22Состав бригады по пневматическому испытанию трубопроводаРазряд(класс)Число рабочих при диаметре
трубопровода, ммПрофессияДо 529
включи¬
тельно7208201D2012201420Бригадир сменыVI111111Машинист компрессорной
станцииVI223457Машинист трубоукладчикаVI111111Машинист едуVI111111Машинист ДЭСVI111111Слесарь-монтажникV222222Шофер2445566Тракторист390V111223
Таблица 8.23Технико-экономические показатели пневматических испытанийЗначения показателей при диаметре
трубопровода, ммПоказателиДо 529
включи¬
тельно720820102012201420Численность бригады, чел131315171922Производительность труда, м/чел.-дн1701541331067955Основные производственные фонды84100100105122130(стоимость машин и оборудования),
тыс. руб.Фондовооруженность, тыс. руб/чел.988776,5Энерговооруженность, кВт/чел63858585108113Таблица 8.24Комплект машин и механизмов для гидравлического испытания трубопроводовОперациитехнологическогопроцессаМашины и механизмыЧисло машин и механизмов при
диаметре трубопровода, ммДо 529
включи¬
тельно720—820102012201420Наполнение трубо¬
провода водой
Подъем давления
до испытательногоЗамер давленияСварка стыковМонтажные рабо¬
тыПитание электро¬
станцией
Транспортировка
грузовОбеспечение связиТранспортировкагрузовНаполнительный агре¬
гат АН-2Опрессовочный агрегат
АО-2Инвентарные узлы под¬
ключения (комплект)
Прибор для дистанцион¬
ного замера давления
«Контролер-2»Сварочный агрегат
СДУ-2БТрубоукладчики:Т-1530В
Т-3560А
Электростанция ДЭС-15Автомобиль:ГАЗ-66
УАЗ-469
Передвижная радио¬
станция «Гроза»Тягач К-7002 2
1 1
1 1
1 11 1
1 1Оборудование и состав для гид¬
равлического испытания, а также
технико-экономические показатели этих
работ даны в табл. 8.24, 8.25, 8.26.Оборудование и состав звена ре¬
монтных работ, а также технико-эко¬
номические показатели этих работ
даны в табл. 8.27, 8 28, 8 29391
Таблица 8 25Состав звена по гидравлическим испытаниям трубопроводаРазряд(класс)Число рабочих при диаметре
трубопровода, ммПрофессияДо 529
включи¬
тельно720—820102012201420Бригадир сменыVI11122Машинист наполнительных иVI44577опрессовочных агрегатовМашинист едуVI11111Машинист трубоукладчикаVI11111 •Машинист ДЭСVI11111Шофер222222Слесарь-монтажникV21111ТрактористV22222Таблица8 26Технико-экономические показатели гидравлических испытанийПоказателиЗначения показателей при диаметре
трубопровода, ммДо 529
включи¬
тельно720—8201020122014201413141717157154129887075757586865655565,565,565,57777Численность бригады, чел
Производительность труда,
м/чел -днОсновные производственные
фонды (стоимость машин и обо¬
рудования), тыс руб.
Фондовооруженность, тыс
руб./челЭнерговооруженность, кВт/челТаблица 8 27Комплект машин и механизмов для выполнения ремонтных работОперациитехнологическогопроцессаМашины и механизмыЧисло машин и механизмов при
диаметре трубопровода, ммДо 529
включи¬
тельно720-820102012201420Разработка котло¬
ванаОпределение места
нахождения заст¬
рявшего поршня
Засыпка котлова¬
наЦентровка секций392Экскаватор ЭО-4121 1Прибор для определе- 1
ния места нахождения
застрявшего поршня
Бульдозер ДЗ-27С 1Трубоукладчики-Т-1530В 2Т-3560А —1 1 I1 1 11 1 12 2 — -— — 2 2
продолжение табл. 8 27ОперациитехнологическогопроцессаМашины и механизмыЧисло машин и механизмов при
диаметре трубопровода, ммДо 529
включи¬
тельно720 -820102012201420Сварка стыков, за-
хлестовОбрезка кромок
Доставка рабочихИзоляция стыков
Транспортировка
грузовСварочный агрегат
СДУ-2ВОборудование для резки
труб типа «Спутник-2»
Автомашины:ГАЗ-66
УАЗ-469
Битумный котел ИСТ-ЗБ
Тягачи:КРАЗ-255К-700АвтоприцепЧМЗАП-552461Таблица 8.28Состав звена ремонтных работПрофессияРазряд(класс)Число рабочих при диаметре
трубопровода, ммДо 529
включи¬
тельно720—820102012201420Бригадир сменыVI11I11Машинист трубоукладчикаVI22222Слесарь-монтажникV22222Машинист едуVI11111Сварщик-газорезчикVI11111ИзолировщикV11111Шофер233333ТрактористV11111Машинист экскаватораVI11111БульдозеристVI11111Таблица 8.29Технико-экономические показатели ремонтных работПоказателиЗначения показателей при
диаметре трубопровода, ммДо 529
включи¬
тельно720-820102012201420141414141415714312910786100100100100100777777070707070Численность бригады, чел.
Производительность труда, м/чел -дн.
Основные производственные фонды, тыс. руб.
Фондовооруженность, тыс. руб/чел.
Энерговооруженность, кВт/чел.393
Инструментальный контроль
в процессе испытаний
трубопроводов на прочность
и герметичностьКонтролируемые
параметры при испытании
трубопроводовна прочность и герметичностьИспытания трубопроводов на проч¬
ность и герметичность осуществляются
в соответствии с действующими нор¬
мами и предусматривают следующий
комплекс измерений:определение содержания кислорода
в газовоздушной смеси при продувке
и пневмоиспытании трубопровода;измерение скорости перемещения
поршней (очистных, разделительных);определение давления в трубопро¬
воде и скорости его подъема;определение местонахождения и утеч¬
ки продукта (при проверке трубопро¬
вода на герметичность) и др.Характеристики контролируемых па¬
раметров в процессе испытания трубо¬
провода приведены в табл. 8.30.Пределы измерений контролируемых
параметров, приведенных в табл. 8.30,
определены в соотношении ±(1,5—3)
от их номинальных значений. В отдель¬
ных случаях пределы измерений уста¬
навливаются исходя из запаса по отно¬
шению к диапазону их изменения, или
по отношению к нормативному допуску
(если такой имеется).Контроль прочности трубопроводовНадежность и безопасность работы
трубопроводов определяются прочно¬
стью и плотностью (герметичностью)
их конструкции и зависят от многих
условий: правильности выбора и ка-Таблица 8.30Контролируемые параметры при испытании трубопроводовКонтролируемыйпараметрПределы измеренияСуммарнаяпогрешностьизмерения,%Средстваизмерениймини¬мальныймакси¬мальныйСодержание кислорода в га-0,3355Г азоанализаторызовоздушной смеси при про¬
дувке или испытании трубо¬
провода, %Скорость перемещения очист- О 3ных поршней при промывке,км/чСкорость поршней-раздели- О 20телей при продувке трубо¬
проводов, монтируемых на
опорах, км/чСкорость подъема давления О 0,7при пневмоиспытании трубо¬
провода, МПа/чИспытательное давление, О 40МПаУтечка при гидравлических 0,1 —испытаниях трубопроводов,м'^/чуровень снижения давления О 3при пневмоиспытаниях (про¬
верка на герметичность),%/чСкорость движения поршней- О 15разделителей при удалении
воды из газопровода, м/ч
39410 Приборы контроляперемещения пор¬
шней5 Приборы контроля
перемещения пор¬
шней2 Манометры, секун¬
домеры1 Манометры10 Течеискатели, ма¬нометры, секундо¬
меры10 МанометрыПриборы контроля
перемещения пор¬
шней
чества материалов, точности расчета,
качества выполнения монтажных работ,
объема контроля сварных соединений,
условий эксплуатации и т п. Основным
методом проверки, который позволяет
судить о надежности трубопровода,
является его испытание в собранном
виде, поэтому трубопроводы по окон¬
чании строительства подвергают испы¬
танию на прочность перед сдачей их
в эксплуатацию. Суть испытания на
прочность состоит в том, что во время
испытания в трубопроводе создается
давление, превышающее рабочее. При
этом в материале трубопровода возни¬
кают повышенные напряжения, кото¬
рые вскрывают дефектные места его
конструкции.Испытание трубопроводов на проч¬
ность и герметичность обычно проводят
одновременно, при этом используют
гидравлический или пневматический
метод, а при испытании на плотность
с определением падения давления —
только пневматический. Испытание на
прочность и герметичность проводят
преимуш.ественно гидравлическим спо¬
собом, являющимся наиболее безопас¬
ным Замену гидравлического испыта¬
ния пневматическим предусматривают
только в тех случаях, когда опорные
конструкции или сам газопровод не
рассчитаны на заполнение его водой,
когда температура воздуха отрицатель¬
ная и отсутствуют средства, пред¬
отвращающие замораживание системы,
когда гидравлическое испытание недо¬
пустимо или невозможно по техноло¬
гическим или другим требованиям.При проведении гидравлических и
пневматических испытаний трубопро¬
водов необходимо принимать специаль¬
ные меры предосторожности Виды и
способы испытаний и испытательные
давления указывают в проекте для
каждого трубопровода. В случае отсут¬
ствия в проекте этих указаний способ
испытания выбирается монтажной ор¬
ганизацией и согласовывается с заказ¬
чиком.Гидравлические испытания трубо¬
проводов проводят при положительной
температуре окружающего воздуха (не
ниже 5 °С) Если гидроиспытания
проводят при температуре воздуха
ниже 5 °С, то принимаются меры про¬
тив замерзания воды в трубопроводе
(добавки антифриза, подогрев во¬
ды и т. п.)За трубопроводами, заполненными
водой, необходимо вести наблюдение.
При появлении течи во фланцевых
соединениях или сальниках арматуры
подачу воды прекращают, удаляют
ее из трубопровода (если это необхо¬
димо) и устраняют дефекты. Если де¬
фекты незначительны, следует продол¬
жать заполнение трубопровода и про¬
водить гидравлическое испытание. В
этом случае все обнаруженные дефекты
устраняют после снятия давления.При пневматическом испытании на
прочность предельное давление и длина
испытываемого участка трубопровода
при надземной прокладке не должны
превышать величин, указанных в табл.
8.31.В процессе заполнения технологи¬
ческого трубопровода воздухом или
инертным газом и подъема давления
необходимо постоянно наблюдать за
испытываемым трубопроводом с целью
определения мест и размеров утечек.
При обнаружении значительных утечек
во фланцевых соединениях или саль¬
никах арматуры испытания прекра¬
щают, снижают до атмосферного и
устраняют обнаруженные дефекты.Обстукивание молотком трубопро¬
водов, находящихся под давлением,
при пневматическом испытании не
допускается.Давление при испытании трубопро¬
вода на прочность следует поднимать
постепенно, по ступеням Технологи¬
ческие трубопроводы с рабочим давле¬
нием до 0,2 МПа осматривают лри
достижении 60 % испытательного дав¬
ления, а затем при рабочем давлении
(Рраб), а трубопроводы с рабочим дав¬
лением более 0,2 МПа — при достиже¬
нии давления 30, затем 60 % испыта¬
тельного и, наконец, при Рр^бИспытательное давление при пнев¬
матическом испытании стальных тру-Таблица 831Предельное давление и длина участка
при пневматическом испытанииУсловный
диаметр
трубопрово¬
да, ммПредельное
испытатель¬
ное давление,
МПа (изб)Наибольшая
длина
участ1^а тру¬
бопровода, мДо 2002250200—5001,2200Свыше 5000,6150395
бопроводов на прочность такое же,
как при гидравлическом. Испытатель¬
ное давление выдерживают в течение
5 мин, после чего его снижают до
рабочего и осматривают трубопровод,
при этом не допускается увеличение
давления. Если пневматическому испы¬
танию предшествовало гидравлическое,
то трубопровод следует продуть возду¬
хом для удаления оставшейся воды.Во время проведения пневматиче¬
ских испытаний на прочность как внутри
помещений, так и снаружи необходимо
ограничить охраняемую зону и отме¬
тить ее флажками. Минимальное рас¬
стояние от испытываемого трубопро¬
вода до границы зоны в любом направ¬
лении должно составлять при надзем¬
ной прокладке 25 м, а при подземной —10 м. Для наблюдения за охраняемой
зоной устанавливают контрольные по¬
сты. Во время подъема давления в
трубопроводе и при испытании его на
прочность должно быть исключено
пребывание людей в охраняемой зоне.
Компрессор, используемый при прове¬
дении испытаний, должен находиться
вне охраняемой зоны. Подводящую
линию от компрессора к испытываемому
трубопроводу предварительно прове¬
ряют гидравлическим способом.Осмотр трубопровода разрешается
лишь после того, как испытательное
давление снижено до рабочего. Осмотр
проводят только специально проин¬
структированные контролеры.Контрольгерметичности трубопроводовВ зависимости от режима работы
магистрального трубопровода методы
контроля утечки можно подразделить
на две группы:I — применяемые в динамическом
режиме трубопровода, когда ведется
перекачка;II — применяемые в статическом ре¬
жиме работы трубопровода, когда
перекачка остановлена, а отдельные
секции его находятся под гидроста¬
тическим давлением.Классификация методов обнаруже¬
ния утечек по режиму контроля
(периодичности):I — методы непрерывного контроля
утечек, действующие постоянно, к
ним относятся стационарные системы396для обнаружения значительных утечек,II — методы периодического конт¬
роля утечек, осуществляются через
определенные промежутки времени (от
нескольких суток до нескольких меся¬
цев и лет); к ним относятся, в основном,
зондовые, радиоактивные, гидравли¬
ческие испытания, газовые и патруль¬
ные для обнаружения мест незначи¬
тельных утечекКлассификация методов контроля
утечек по условиям их применения
и конструктивному исполнению:I — стационарные (встроенные при¬
боры и системы),II—транспортируемые по трубо¬
проводу с перекачиваемым продуктом
(зонды, радиоактивный жидкий изо¬
топ, газ);III — патрульные (обходчики, авиа¬
ция, наземный транспорт, оснащенные
устройствами обнаружения утечек).Классификация методов контроля
утечек по физическим явлениям, поло¬
женным в основу-понижение давления перекачивае¬
мого продукта при появлении утечки
(метод понижения давления с фикси¬
рованной или скользящей установкой);скорость распространения волны по¬
нижения давления, отрицательная
ударная волна (метод отрицательных
ударных волн),расход перекачиваемого продукта
(метод сравнения расходов);изменение расхода (метод сравнения
изменения скорости расходов);линейный баланс — количество пере¬
качиваемого продукта;радиоактивный метод (введенный
жидкий изотоп);ультразвуковой метод, акустический
(наземный) метод акустической эмис¬
сии, измерение шумов утечки;метод трассирующих газов, лазерный
газоаналитический метод, регистрация
утечки сигнального газа;изменение состояния поверхности
трассы трубопровода (визуальный ме¬
тод наблюдения за трассой с помощью
обходчиков, авиации, катеров и авто¬
транспорта, оснащенных контрольной
аппаратурой);метод контроля герметичности гид¬
равлическим испытанием (опрессов¬
кой) по изменению абсолютного дав¬
ления,скорость понижения давления (метод
статического давления);
скорость перепада давления (метод
дифференциального давления);изменение перепада давлений (метод
перепада давлений зондовый).Методы контроля утечек могут быть
классифицированы по характеру взаи¬
модействия с перекачиваемой средой:
активные (излучение в перекачи¬
ваемую среду УЗК определенной ча¬
стоты и прием в месте повреждения);
пассивные (измерение шумов утечки);
прямой способ (зонды, кабели и т. п.),
косвенный способ (давление, скорость
потока, расход и скорость распростра¬
нения волн)Методы контроля могут быть также
классифицированы по принципу дейст¬
вия, по чувствительности, по способу
представления.При проведении контроля герметич¬
ности трубопровода утечка воздуха
(газа) в трубопроводе по истечении
времени испытанияр ^ РконТнац/{РначТкон) jqqгде рнач, Ркон — сумма манометриче¬
ского и барометрического давлений
соответственно в начале и конце испы¬
тания, МПа; Гнач, Ткои — абсолютная
температура воздуха (газа) соответ¬
ственно в начале и конце испыта¬
ний, °С; /2 — продолжительность испы¬
тания трубопровода, ч.Абсолютная температура 7' = 273-f-^,
где t — температура внутри трубопро¬
вода в момент испытания, °С.Трубопровод признают выдержавшим
-дополнительное испытание на плот¬
ность, если процент падения давления
(от испытательного) составляет: для
трубопроводов внутрицеховых, транс¬
портирующих токсичные продукты —
не более 0,5 % в 1 ч, а межцеховых
с Dy до 250 мм — не более 0,1 % в 1 ч,
для трубопроводов внутрицеховых,
транспортирующих взрывоопасные, лег¬
ковоспламеняющиеся, горючие и сжи¬
женные газы,— не более 0,1 % в 1 ч,
а межцеховых с Dy до 250 мм — не
более 0,2 % в 1 чПри испытании межцеховых трубо¬
проводов с Dy более 250 мм нормы
падения давления определяют умноже¬
нием приведенных ранее цифр на попра¬
вочный коэффициент, подсчитываемый
по формуле /( = 250/Db, где Db — внут¬
ренний диаметр трубопровода, ммЕсли испытываемый трубопровод со¬
стоит из участков труб различных
диаметров, средний внутренний диа¬
метр трубопровода определяют по
формуле Db 1 Li -}- Dp2L2 -f- ... P\nLtiDb 1 L 1 -j- Db 2 . “b Db «где Dbi; Db2; Db« — внутренние диа¬
метры участков трубопровода; Li;
L2; . Ln — длины соответствующих
участков трубопроводаДавление во время испытания на
плотность замеряют только после
выравнивания температур внутри тру¬
бопровода, для чего в начале и конце
испытываемого участка устанавливают
термометры. При пневматических ис¬
пытаниях трубопроводов с определе¬
нием падения давления применяют
пружинные манометры с диаметром
корпуса не менее 160 мм, класса точ¬
ности 0,5 или 1, предназначенные для
работы в эксплуатационных условиях
при температуре окружающей среды
от —50 до -{-60 °С, а при испытатель¬
ных давлениях ниже 0,1 МПа — ртут¬
ные или водяные манометры. При
наблюдении за измерением барометри¬
ческого давления используют данные
метеорологических станций или пока¬
зания барометров. В период испытаний
трубопроводов применяют установ¬
ленные проектом гильзы для термо¬
метров и штуцера для манометровФизические методы контроля
состояния трубопровода
в процессе испытанийВ настоящее время в СССР и за
рубежом большое внимание уделяется
созданию новых прогрессивных мето¬
дов и средств контроля состояния
трубопровода как в процессе строи¬
тельства, так-^и на этапе эксплуатации
Рассмотрим наиболее перспективные
разработки последних лет.Рентгеновская
дефектоскопия линейной
части трубопровода ^Технические решения этого направ¬
ления контроля представлены самоход¬
ными импульсными рентгеновскими
установками контроля качества свар¬
ных соединений трубопроводов. Пере¬397
ход на автоматизированные комплексы
рентгеновской дефектоскопии откры¬
вает новые возможности активного
контроля состояния стенки трубы
(по критериям допустимости дефектов
в стенке и сварных швах) в период
приемочного контроля и испытаний.
Такие преимущества импульсных рент-
ген-аппаратов, как малая масса, габа¬
риты, высокая проникающая способ¬
ность излучения и малое время экспо¬
зиции,— позволяют создавать на их
основе панорамные автоматические
рентгеновские установки для контроля
монтажных сварных швов в линиях
трубопроводов большой протяженно¬
сти Известные за рубежом автома¬
тизированные рентгеновские установки,
как правило, представляют собой
внутритрубный самоходный аппарат
с автономным питанием, широким
диапазоном диаметров трубопрово¬
дов, средней скоростью перемещения
до 10 м/мин, суммарной погреш¬
ностью установки (поперечной плоско¬
сти рентгеновского излучения над швом)
± (8-^ 12) мм.Магнитографическая
дефектоскопия линейной
части трубопроводовПри испытаниях уложенных и засы¬
панных трубопроводов ввиду невоз¬
можности доступа к трубе (например,
для размещения на ее поверхности
рентгенографической пленки) для конт¬
роля за состоянием стенки трубы и
сварных соединений используют маг¬
нитные и электромагнитные методы
контроля. Работы по созданию и ис¬
пользованию магнитографических де¬
фектоскопов ведутся во многих стра¬
нах. Магнитографическая контрольно¬
измерительная аппаратура позволяет
осуществлять инспекционный контроль
состояния стенки трубы в процессе
его испытания и даже эксплуатации.
Как известно, традиционные гидроста¬
тические испытания позволяют лишь
оценивать способность трубопровода
удерживать давление. Однако они не
могут определить места локальных
(в общем случае — не сквозных) по¬
вреждений стенки Магнитная дефекто¬
скопия позволяет определить степень
потери металла стенки, выявлять тре¬
щины в продольных швах или дефекты
в кольцевых сварных швах.398Метод магнитографического конт¬
роля заключается в следующем: два
внутренних круглых магнита образуют
продольное магнитное поле в металле
труб Уменьшение толщины стенки
труб (в результате локальных повре¬
ждений) вызывает «утечку» магнитного
потока из стенки Датчики магнитного
потока, состоящие из катушек круглой
формы, проходя через места утечки
магнитного потока, подают определен¬
ные сигналы. Эти сигналы поступают
в инструментальный отсек, в котором
находится электронное записывающее
оборудование, способное обрабатывать
и закладывать в память полученную
информацию. После окончания работы
инспекционного комплекса магнитная
лента обрабатывается.Преимущества автоматизированных
комплексов инспекционного контроля,
реализующие рассмотренный метод
магнитографической дефектоскопии,
заключается прежде всего в том, что
они позволяют обнаруживать места
дислокаций возможных дефектов еще
до того, как те разовьются до опасных
(критических) размеров.Контроль напряженного
состояния трубопроводаКонтроль напряженного состояния
трубопровода имеет существенное зна¬
чение для оценки несущей способно¬
сти конструкции, устойчивости трубо¬
провода и его прочности, а также прог¬
нозирования работоспособности трубо¬
провода на период его эксплуатации.
Имеется большое число различных
методов и систем контроля, обеспечи¬
вающих оценку напряженного состоя¬
ния трубопроводов. Условно их можно
классифицировать на три самостоя¬
тельные группы для контроля: дефор¬
мации стенки трубы по сечению
трубы; искривления трубопровода (по
продольной оси); повреждения стенки
трубопровода (включая наличие дефек¬
тов поверхности и структуры металла).Контроль деформации стенки трубы
осуществляется с помощью регистра¬
ции ее деформаций магнитоупругими
датчиками, контроль искривления про¬
дольной оси трубопровода — с по¬
мощью специальных технических уст¬
ройств — инклинометров. Наиболее про¬
грессивными методами контроля по¬
вреждений стенки трубопровода яв¬
ляется магнитографическая дефекто¬
скопия, галографическая интерферо¬
метрия и акустическая эмиссия.Характеристика технической
оснаш^енности контроля
параметров при испытанияхИмеется широкий класс приборов
контроля параметров рабочей среды
в трубопроводе при гидро- и пневмоис¬
пытаниях.При проектировании, изготовлении
и эксплуатации систем контроля и
управления трубопроводными коммуни¬
кациями, установками и комплексами
необходимо учитывать, что работа изме¬
рительных преобразователей и при¬
боров зависит от условий эксплуатации,
свойств измеряемой среды и режима
работы трубопроводов. Чтобы измери¬
тельные преобразователи, устанавли¬
ваемые на трубопроводе, были нечувст¬
вительны к вибрациям, они либо не
должны иметь подвижных частей, либо
эти части следует выполнять с вибро¬
гасителями и демпфирующими устрой¬
ствами. Схемы и конструкции измери¬
тельных приборов должны быть не¬
чувствительными к электрическим по¬
мехам, повышенной влажности и виб¬
рации. Все эти факторы не должны
вносить погрешностей свыше допусти¬
мых по условиям эксплуатации.При выборе и разработке конструк¬
ции чувствительных элементов и изме¬
рительных преобразователей необхо¬
димо, чтобы их выходные сигналы
зависели только от измерительных
параметров, а влияние побочных фак¬
торов было минимальным или учиты¬
валось (компенсировалось).Рассмотрим требования к основным
приборам, используемым при испыта¬
ниях трубопроводов.Манометры — приборы, измеряющие
давление рабочего или испытатель¬
ного продукта в трубопроводе, необ¬
ходимо защищать (при помощи демп¬
феров — виброгасителей и виброизо¬
ляторов) от пульсаций давления и
закупорки отборных отверстий. Как
правило, пульсации увеличиваются с
повышением скорости потока, услож¬
нением конфигурации трубопровода
и наличием крупнодисперсных примесей
в среде. Амплитуда пульсаций всегда
выше в непосредственной близости
от перекачивающего агрегата, от ис¬кривлений трубопровода и у запорной
арматуры, т. е в тех местах, где поток
является неустановившимся, турбу¬
лентным. Устройства отбора давления
устанавливают на вертикальной трубе
(или под углом к вертикали) в верхней
части горизонтального трубопровода.Вакуумметры — приборы, измеряю¬
щие разрежение, устанавливают на
коротком участке трубопровода, где
амплитуда и частота пульсаций выше
из-за воздушных пузырей и влияния
загрузочного устройства. Необходимо
применение демпфера с большой по¬
стоянной времени, который должен
сгладить передний фронт волны пульса¬
ции давления и без искажения про¬
пустить задний фронт. Это позволит
уловить начало срыва вакуума и ввести
управляющее воздействиеРасходомеры или скоростемеры дол¬
жны быть нечувствительны к профилю
скоростей потока или иметь корректор
показаний по плотности для гидросмеси
или концентрации твердых частиц в га¬
зовой смеси Неравномерность профиля
скоростей в потоке возрастает от суспен¬
зий к полидисперсным смесям, с умень¬
шением скорости и приближением
к месту, где закачиваемый материал
еще разгоняется. Измерительный при¬
бор должен обеспечивать контроль кри¬
тической скорости транспортирования
продукта, при которой твердые частицы
начинают выпадать из потока. Значение
критической скорости должно нахо¬
диться в диапазоне от трети до поло¬
вины шкалы прибора. Предел измере¬
ния расхода зависит от скорости потока
и диаметра трубопровода.Плотномеры или концентратомеры
должны быть либо нечувствительны
к распределению твердых частиц по се¬
чению трубопровода, либо их надо уста¬
навливать на вертикальные участки, где
распределение равномерное. Через из¬
мерительный преобразователь плотно¬
мера (концентратомера) должен прохо¬
дить весь контролируемый поток.Рассмотрим отдельные приборы спе¬
циального исполнения, используемые
для контроля параметров рабочей или
испытательной среды при испытании
трубопроводовВзрывозащищенный мембранный
дифманометр ДМ-4 с дифференциаль¬
но-трансформаторным выходом пред¬
назначен для оперативного контроля
расхода газа на пунктах замера газа399
с помощью систем телемеханики «Им¬
пульс-2» или «Диспетчер-2» Дифмано-
метр ДМ-4 работает в комплекте с нор¬
мирующим токовым преобразователем
типа НП-ПЗ, он отличается взрывобез-
опасностью конструкции, высокой на¬
дежностью и удобством эксплуатацииТехническая характеристика
дифманометра ДМ-4Диапазон измерения дав¬
ления, МПа . 0,016, 0,025,
0,040, 0,063,
0,01Максимальное рабочее
давление, МПа . 16Класс точности, % . . 1,0Диапазон измерения тем¬
пературы окружающей
среды, °С . . . . . 5—50
Категория взрывозащиты В2ТЗ
Габаритные размеры, мм 250X 250XХ500Масса, кг . . . <30Малогабаритный дифманометрМДМ-1 предназначен для оперативного
измерения перепада давления в систе¬
мах добычи, обработки и транспорта
газа. Прибор представляет собой ка¬
меру высокого давления — цилиндриче¬
ский корпус со смотровым окном, внутри
которой устанавливается сменный по¬
казывающий прибор. В качестве пока¬
зывающего прибора используется мано¬
метр М1Д с осевым щтуцером В комп¬
лект МДМ-1 входит 13 манометров
М1ДТехническая характеристика МДМ-1
Диапазон измеряемых пе¬
репадов давления, МПа 0,02—15,7
Погрещность измерения,% <±2,5Размеры, мм:диаметр 70длина . . . . 150Масса, кг . . . 1,75Наиболее целесообразно применять
манометр МДМ-1 в полевых условиях,
на устье скважин, в системах промысло¬
вой обработки газа, где затруднено или
невозможно использование серийно
выпускаемых дифференциальных мано¬
метров Манометр значительно легче и
удобнее в эксплуатации, чем сущест¬
вующие дифференциальные манометры,400например, сильфонного типа. Кроме
того, широкий диапазон измеряемых пе¬
репадов давления позволяет использо¬
вать один прибор с комплектом смен¬
ных манометров М1Д для измерений
практически любых перепадов давлений
при добыче, обработке и транспорте
газа. Манометр не требует специальной
поверки, поскольку погрешность изме¬
рения определяется только погреш¬
ностью применяемых стандартных ма¬
нометров, поверка которых осуще¬
ствляется в установленном порядкеУнифицированный ряд взрывозащи¬
щенных дифманометров ДтХ-01. Пред¬
назначены для преобразования пере¬
пада давления природного газа на су¬
жающем устройстве в напряжение
переменного тока Дифманометры вы¬
полнены во взрывонепроницаемой обо¬
лочке, имеют взрывобезопасный уро¬
вень взрывозащиты с маркировкой
В2ТЗ-В и могут применяться во взрыво¬
опасных помещениях всех классов и на¬
ружных установках, в которых могут
образовываться взрывоопасные смеси
паров и газов с воздухом 1 и 2 катего¬
рий групп Т1, Т2, ТЗТехническая характеристика ДтХ-01
Температура эксплуата¬
ции, °С . . . . . (— 30) —
-( + 50)Рабочее давление, МПа <16
Напряжение питания, В <24
Ток возбуждения, А . <0,125
Масса, кг . . <32Потенциометрический датчик дав¬
ления ДДП-3 предназначен для обеспе¬
чения оперативного контроля расхода
газа на замерных пунктах, оснащенных
датчиками перепада давления (дифма-
нометрами) с пневматическим выход¬
ным сигналом ГСП, в составе систем
телемеханики «Импульс-2» и «Диспет¬
чер-2» Датчик преобразует избыточное
давление воздуха — пневматический
выходной сигнал дифманометра —
в пропорциональный выходной пара¬
метр — коэффициент давления сопро¬
тивления.Техническая характеристика ДДП-3
Диапазон измеряемого из¬
быточного давления, МПа 0,02—0,1
Класс точности . . . 1,0—1,5
Диапазон изменения вы¬
ходного параметра . 0,04—0,2
Диапазон рабочих темпе¬
ратур окружающей сре¬
ды, °С .Напряжение питания (по¬
стоянный ток), ВИсполнение:(-50)-
-(+50)Не более
60 + 6
Виброустой-
чивое, пыле¬
защищенное,
водозащи¬
щенное,
взрывозащи¬
щенноеМасса, кг . ^15Габаритные размеры, мм 250X205XХ240Аппаратура для контроля прохож¬
дения и обнаружения очистных порш¬
ней «Волна-1» предназначена для сиг¬
нализации о местоположении очистного
поршня при движении по трубопроводу
и оперативного отыскания поршня, за¬
стрявшего в трубе В состав аппаратуры
входит устройство УмЗ-01, передающее
сигналы о прохождении поршня и имею¬
щее автономное питание от аккумуля¬
торной батареи, и сигнализатор СгХ-01,принимающий сигналы и питающийся
от сменной батареи гальванических
элементов.Использование аппаратуры исклю¬
чает необходимость проведения работ,
связанных с рытьем шурфов и врезкой
стационарного оборудования, а также
сокращает затраты на проведение очи¬
стных работТехническая характеристика аппара¬
туры «Волна-1»Скорость движения поршня,км/ч <25Толщина стенки трубы, мм <20
Слой засыпки грун'^а над трубо¬
проводом, м . . . . < 1,2
Точность определения местона¬
хождения застрявшего поршня, м ±2При очистке полости, испытании тру¬
бопроводов, удалении из них воды,
а также при эксплуатации машин и обо¬
рудования по технике безопасности
следует руководствоваться СНиПомIII-4-80 «Техника безопасности в стро¬
ительстве» и Правилами техники без¬
опасности при строительстве магист¬
ральных стальных трубопроводовГлава 9СООРУЖЕНИЕ УСТАНОВОК ЭЛЕКТРОХИМИЧЕСКОЙ
ЗАЩИТЫ ТРУБОПРОВОДОВ ОТ КОРРОЗИИДля сооружения электрохимической
защиты (ЭХЗ) магистральных трубо¬
проводов от коррозии применяют уста¬
новки катодной, протекторной, дре¬
нажной защиты, электрические пере¬
мычки и сопутствующие им конструк¬
тивные узлы типового проектирования
и изделия централизованного изготов¬
ленияОборудование, изделия и материалы,
применяемые при монтаже ЭХЗ, долж¬
ны соответствовать спецификациям про¬
екта, государственным стандартам или
техническим условиям и иметь соответ¬
ствующие сертификаты, технические
паспорта, удостоверяющие качествооборудования, изделий и материалов
Монтаж ЭХЗ преимущественно вы¬
полняют с помощью механизированных
методов с применением укрупненных
узлов. При этом должны быть предус¬
мотрены:высокая степень готовности монтаж¬
ных конструкций и узлов, которые соби¬
рают и изготовляют в монтажно-заго¬
товительных мастерских, исключая до¬
водочные и доделочные операции при
монтаже и установке этих конструкций
и узлов в проектное положение,применение при монтаже механизи¬
рованного инструмента, специальных
приспособлений, машин, механизмов;401
рациональное совмещение строитель¬
ных и монтажных работ.Работы по сооружению ЭХЗ осуще¬
ствляют в две стадии. В первой стадии
выполняют следующие работы:разметку трасс, ЛЭП и кабелей, под¬
готовку строительной площадки;разработку грунта под монтаж обо¬
рудования и токопроводящих линий;
прокладку подземных кабелей;
монтаж катодных и контрольных
электрических выводов от трубопро¬
вода;доставку или закладку в сооружае¬
мые фундаменты несущих опорных кон¬
струкций, подставок, рам для монтажа
оборудования.Работы первой стадии ведут одно¬
временно с основными строительными
работами на линейной части трубо¬
провода. Во второй стадии осущест¬
вляют работы по установке обЬрудо-
вания, подключению к нему электриче¬
ских кабелей, проводов и индивидуаль¬
ное опробование электрических комму¬
никаций и установленного оборудова¬
ния. Работы второй стадии выполняют,
как правило, после окончания основных
видов строительных работ и одновре¬
менно с работами специализированных
организаций, осуществляющих пуск и
опробование установок ЭХЗ по совме¬
щенному графику.Части установок ЭХЗ, которые разме¬
щены под землей, засыпают только
после того, как они освидетельствованы,
получено письменное согласие на их
засыпку от представителей заказчика
и оформлен двухсторонний акт на
открытые работы. Разметку мест уста¬
новки устройств ЭХЗ (если они не ука¬
заны в проекте) осуществляют заказчик
и проектная организация при участии
организации, монтирующей ЭХЗ в
сроки, согласованные заинтересован¬
ными сторонами.Отступления от проектных решений
при выполнении строительно*монтаж-
ных работ заказчик должен согласо¬
вать с проектной организацией. Причем
предложения, связанные с необходи¬
мостью изменения проектных рещений,
заказчик должен рассматривать в сро¬
ки, обеспечивающие своевременное вы¬
полнение работ, но не позднее двух ме¬
сяцев со дня получения заказчиком
предложения. По истечении указанного
срока, если не поступили возражения
от заказчика, предложения подрядчика
считаются принятымиУстройство всех установок (сооруже¬
ний) ЭХЗ трубопроводов и питающих
линий электропередачи, а также их
включение и наладка должны быть пол¬
ностью закончены к моменту сдачи тру¬
бопровода в эксплуатацию.Сроки пуска, опробования и сдачи
ЭХЗ по мере укладки участков трубо¬
провода в грунт должны соответство¬
вать требованиям СНиП П1-42-80.При сооружении ЭХЗ следует соблю¬
дать требования к монтажу отдельных
видов оборудования ЭХЗ, установлен¬
ные в технической документации заво¬
дов-изготовителей оборудования, в тех¬
нических условиях и других норматив¬
ных документах, утвержденных в уста¬
новленном порядке.Коррозионные свойства
грунтовФизико-химические свойства грунтов
изменяются в очень широких пределах
не только по структуре плотности и
влажности, но и по составу. Из мине¬
ральных солей в грунте содержатся
хлориды, сульфаты, карбонаты, соли
кальция, магния, натрия, фосфора,
калия и др. Из водорастворимых орга¬
нических соединений грунты содержатТаблица 9.1Коррозионная активность грунтов в зависимости от их химического составаГ рунтыКоличество
органических
веществ
(гумуса), %Концентрация
водородных
ионов (зна¬
чение pH)Степень
коррозион¬
ной актив¬
ностиПесчаные, песчано-глинистые<16,5—7,4НизкаяГлинистые, солончаковые, из¬<1,55,8-6,5 иСредняявестковые7,4-8,5Богатые черноземные, торфяные> 1,5<5,8 и > 8,5Высокая402
Таблица 92Коррозионная активность грунтовМетодопределенияСтепень коррозионной активности грунтовнизкаясредняя
или нор¬
мальнаяповышеннаявысокаявесьмавысокая> 10020—10010—20 ’5—10<5До 11—22-33-66<0,05 0,05-0,3>0,3—По удельному сопротивле¬
нию грунта, Ом • м
По потере массы трубки, г
По плотности поляризую¬
щего тока, мА/см^органические кислоты (гуминовые, ами-
новые и др.) и их соли. При контакте
металла трубы с минеральными солями
и органическими соединениями грунтов
возникает разность потенциалов (прин¬
цип действия гальванического элемен¬
та), которая приводит к интенсивной
коррозии трубопровода Коррозионная
активность грунтов в зависимости от их
химического состава приведена в табл.9.1.Определяющими условиями для воз¬
никновения разности потенциалов «тру¬
ба — земля» являются структура и ме¬
ханические свойства грунтов, влаж¬
ность, концентрация (активность) водо¬
родных ионов (pH), содержание солей,
электропроводность, микробиологиче¬
ский фактор.В табл. 9.2 приведена коррозион¬
ная активность грунтов, которая опре¬
делена с учетом перечисленных факто¬
ров.Методы ЭХЗДля электрохимической защиты тру¬
бопроводов от коррозии применяют
установки катодной, протекторной, элек-
тродренажной защиты, изолирующие
фланцы, электрические перемычки и
другие вспомогательные устройства,
определяемые проектом с учетом конк¬
ретных условий трассы.Станции катодной защиты (СКЗ) —
комплекс сооружений для поляризации
трубопровода внешним током, генери¬
рующим постоянный ток или выпрям¬
ляющим переменный и образующим
электрическую цепь между искусствен¬
но созданным анодом и катодно-защи-
щаемым трубопроводом. В состав СКЗ
входят источник постоянного (выпрям¬
ленного) тока, анодное заземление, ка¬тодный вывод трубопровода, электро¬
линии (провода, кабель, щины).В зависимости от вида источника
тока СКЗ могут быть с питанием
от ЛЭП с напряжением 0,4, 6 и10 кВ или с собственным автономным
электроснабжениемАнодное заземление СКЗ предназна¬
чено для создания внутренней цепи СКЗ
при наложении на трубопровод внеш¬
него тока. Применяют анодные зазем¬
ления следующих типов: по применяе¬
мым материалам — стальные, ферро-
силидные, графитированные, угольные;
по размещению рабочих электродов —
вертикальные, горизонтальные, комби¬
нированные; по конструкции рабочих
электродов — трубчатые, стержневые,
фасонныеПри установке стального анодного
заземления в электропроводящий нейт¬
ральный заполнитель вводят коксовую,
угольную (антрацитовую) мелочь или
графитовую крошку, благодаря чему
срок службы заземления увеличивается
В табл. 9.3 приведены материалы анод¬
ного заземления и пределы изменения
потери массы электрода.Анодные заземлители типа АК пред¬
назначены для устройства заземлений
в установках катодной защиты трубо¬
проводов, коммуникаций насосных и
компрессорных станций.Техническая характеристика анодных
заземлителей типа А КЗаземлитель
Скорость ра¬
створения
электрода
при анодной
плотности то¬
ка 10 мА/м^,
кг/(А-год)АК-1АК-30,12403
Наполнитель Спрессован-Спрессован¬ная коксоваяная коксоваямелочь с ин¬мелочь с ин¬гибиторомгибиторомЭлектрод. .СтальнойЖелезокрем¬ниевыйРазмеры эле¬ктрода, мм:диаметр5040длина14001400Масса элек¬трода, кг . .2112Размеры за-землителя.мм:диаметр185185длина . .14201420Масса зазем-лителя, кг6053Срок служ¬бы, год5—825—30мую эффективность защиты. Оптималь¬
ную длину рабочей части глубинного
заземления можно определить по фор¬
муле/з==3,16/зV СгЛэЭлектроды типа ЭГТ состоят из угле¬
графитовой трубы, соединителя-токово-
да и кольца. В табл. 9.4 приведены
электрические сопротивления электро¬
дов марки ЭГТ.Глубинные анодные заземления уста¬
навливают на тех участках трассы, где
использование другого вида анодного
заземления не обеспечивает необходи-где /за — сила тока, стекающего с за¬
земления, А; Сз — масса материала
электродов заземления (без наполни¬
теля) , кг; рг — среднее удельное сопро¬
тивление грунта по глубине скважи¬
ны, Ом-м; Gr — стоимость строитель¬
ства 1 м глубинного заземления, руб/м;
т]э — коэффициент экранирования за-
землителей (для ориентировочных рас¬
четов может быть принят равным 0,7),
f{t) — коэффициент приведения экс¬
плуатационных затрат будущих лет
к базисному году:Е, 1/год
f(t), год0,080,090,10,118,98,147,717,250,120,150,170,26,756,215,624,99Е, 1/год
fit), годКатодный вывод трубопровода —
контактное устройство, выведенное на
поверхность земли при помощи изоли-Таблица 9.3Потери массы в зависимости от материала электродаМатериал электродаРекомендуемые условия для примененияпо удельному
электрическому
сопротивлению,
Ом • мпо влажностипо анодной
плотности
тока,
мА/дм^Наиболее
вероятные
пределы
изменения
потери
массы
электрода,
кг/(А. г)> 1001000,9—10> 20Малоувлажнен-1001 — 1,5ные грунты>20Болотистые и об¬800,6—1,2водненные грунты<30Малоувлажнен-1000,3—0,6ные грунты<30То же800,12—0,2<100 800,9—1,2<50Малоувлажнен-800,2—0,5ные грунты—Влажные грунты400,7—1<30Малоувлажнен-400,5—0,8ные грунтыСтальСталь в коксовой
засыпкеСталь в коксобето-
неЖелезокремнийЖелезокремний в
коксовой засыпке
Графитированный
Графитированный
в коксовой засыпке
Графитопласт
Графитопласт в
коксовой засыпке404
Таблица 9.4Электрическое сопротивление в зависи¬
мости от длины электродов марки ЭГТТаблица 9.6Тип и размеры комплектных протекто¬
ровДлинаэлектрода,ммЭлектрическое
сопротивление,
Ом, не болееТип комплект¬
ного протек¬
тораРазмеры, ммМас¬са,кгдиаметр |длина10000,36ПМ5У1655801614500,38ПМЮУ2007003020000,4ПМ20У2707106025000,4429000,5дающих токовс трубопровода врель-рованного провода, предназначен для
электрических измерений на трассе
и подключения к трубопроводу СКЗ.Протекторные установки предназ¬
начены:для защиты от почвенной коррозии
участков большой протяженности, уда¬
ленных от источников электроснабже¬
ния, где нецелесообразно применение
катодной защиты внещним током;на участках, защищенных СКЗ,—
в местах неполной защиты — для обес¬
печения защитного потенциала;для защиты от почвенной коррозии
патронов (кожухов) на переходах через
железные и автомобильные дороги,
на участках блуждающих токов —
в качестве земляных микродренажей.Протекторы также устанавливают
на изолирующих фланцах для снятия
анодных зон, на электрических пере¬
мычках при совместной защите подзем¬
ных сооружений для устранения элек¬
трохимического взаимодействия между
ними, для защиты металлических под¬
земных емкостей и др.Протекторная защита может быть
осуществлена одиночными или группо¬
выми установками. Выбор типа и схемы
расстановки протекторов осуществля¬
ется с учетом конкретных условий про¬
кладки трубопровода (табл. 9.5, 9.6).Станции дренажной защиты предназ¬
начены для отвода (дренажа) блуж-Таблица 9.5
Тип и размеры анодовТипанодаРазмеры,ммМас¬са,кгРабочая
поверх¬
ность, м^условныйдиаметрдли¬наПМ59550050,16ПМЮ123600100,23ПМ20181610200,35совую часть цепи электротяги или на
сборную шину отсасывающих кабелей
тяговой подстанции. Состав станции:
электродренажная установка, катодный
вывод трубопровода, контактное уст¬
ройство с рельсовой цепью, соедини¬
тельные электролинии (дренажные ка¬
бели, шины, провода).Выбор схемы защиты
и места установки
заи^итных устройствВыбор схемы защиты трубопроводов
от коррозии блуждающими токами
основан на определении анодных, катод¬
ных и знакопеременных зон по номо¬
грамме Различают три типа участков
с различным токораспределением:
I тип — с двумя анодными и двумя
катодными зонами; И тип — с неустой¬
чивой анодной зоной, III тип — с устой¬
чивой анодной зоной.Для участков с токораспределениемI типа следует предусматривать элект¬
родренаж для каждой анодной зоны.
Для участков II и III типов токорас-
пределения следует устанавливать один
электродренаж, предусмотрев при этом
возможность его усиления на участкеII типа.Электротехнические дренажи следует
предусматривать в анодных и знако¬
переменных зонах преимущественно в
местах сближения железных дорог
с трубопроводом. При прохождении тру¬
бопровода вблизи тяговых подстанций
(контактный провод электрифицирован¬
ной железной дороги соединен с плюсо¬
вой шиной тяговой подстанции), если
подключение установок поляризован¬
ных дренажей к пункту присоединения
отрицательных питающих линий к рель¬
сам не обеспечит защиту трубопровода,
то необходимо предусмотреть установку
поляризованного дренажа с подключе¬405
нием к минусовой шине тяговой под¬
станции.Усиленный дренаж следует применять
в следующих случаях: при наличии
нескольких источников блуждающих то¬
ков; при знакопеременных потенциалах
на знакопеременных коммуникациях;
при значительных (более 3—5 км) рас¬
стояниях от защищаемого объекта до
источника блуждающих токов.Катодная защита
параллельных трубопроводовПараллельные трубопроводы должны
быть совместно защищены от коррозии
блуждающими токами с целью исклю¬
чения вредного влияния действия за¬
щитных устройств одного трубопрово¬
да на другой и резервирования средств
защиты. Размещение СКЗ на парал¬
лельных трубопроводах следует произ¬
водить по минимальной длине защитной
зоны на период через 10 лет эксплуа¬
тации проектируемой совместной катод¬
ной защиты. В точке дренажа парал¬
лельных трубопроводов следует пред¬
усматривать электрическую перемычку
для резервирования катодной защиты
на случай отказа в работе одной из
защитных установокЕсли между трубопроводами имеются
технологические перемычки в точке
дренажа или не далее 1/3 плеча защит¬
ной зоны от точки дренажа, то электри¬
ческие перемычки не следует устанав¬
ливать. Если для защиты каждого из
параллельно проложенного трубопро¬
вода требуется ток более 30 А, то катод¬
ные станции следует устанавливать на
каждом трубопроводе, а точки дренажа
соединить перемычками.Катодная защита
подземных коммуникаций
компрессорных станцийТрубопроводы и кабельные линии (за
исключением силовых) компрессорных
станций (КС) подлежат защите от поч¬
венной коррозии катодными станциями
Силовые кабели защищают протектор¬
ными установками Основным требова¬
нием к катодной защите на площадках
КС является обеспечение эквивалент¬
ного влияния анодных заземлений на
всю территорию КС. Граничным усло¬
вием эквивалентности является обеспе¬
чение разности потенциалов между406двумя любыми точками площадки не бо¬
лее 25 мВ.Для этого могут быть использованы
поверхностные сосредоточенные анод¬
ные заземления, вынесенные за пределы
площадки: глубинные заземления ли¬
нейные или скважинные; поверхностные
анодные заземления, распределенные
на территории КС.Коммуникации КС при катодной за¬
щите следует сгруппировать в отдель¬
ные электрические замкнутые контуры,
которые отличаются входным сопротив¬
лением. Схему подключения катодных
станций к защищаемым сооружениям
и размещения анодных заземлений сле¬
дует подбирать в соответствии с опре¬
деленными контурами защиты и типом
анодного заземления.Для определения средств защиты
промысловых коммуникаций и скважин
необходимо установить: число скважин
на промысле, число кустов скважин;
число скважин в кусте и их размещение,
глубину и конструкцию скважин с ука¬
занием параметров цементирования,
диаметр и толщину стенки обсадных
труб; геологический разрез скважин
с данными интерпритации боковых
электрических зондирований; характе¬
ристику водоносных горизонтов При
крестообразном расположении скважин
необходимо каждое направление защи¬
щать одной установкой катодной защи¬
ты с силой тока в пределах 20—30 А
(при условии, что в каждом направле¬
нии имеется 3—6 скважин).Требования
к устройству ЭХЗНезависимо от коррозионной актив¬
ности грунтов трубопроводы и другие
сооружения, за исключением надзем¬
ных, необходимо обеспечить ЭХЗ от кор¬
розии. В условиях повышенной корро¬
зионной опасности: в солончаках с со¬
противлением грунтов до 20 Ом-м,
на участках, где не менее 6 мес в году
уровень грунтовых вод находится выше
нижней образующей трубопровода и на
участках с температурой эксплуатации
трубопроводов 40 °С и выше следует
предусматривать, как правило, резерви¬
рование средств ЭХЗ.Контуры защитных заземлений техно¬
логического оборудования, располо¬
женного на компрессорных, газораспре¬
делительных, насосных станциях и дру¬
гих аналогичных площадках, не должны
оказывать экранирующего влияния на
систему электрохимзащиты коммуни¬
кации.Установку анодных заземлений и
протекторов следует предусматривать
ниже глубины промерзания грунта
в местах с минимальным удельным
сопротивлением.Для подземных и наземных трубо¬
проводов, прокладываемых в районах
распространения вечномерзлых грун¬
тов, должна предусматриваться ЭХЗ
независимо от коррозионной активности
грунтов.Катодную защиту следует применять
для трубопроводов, вокруг которых
грунт промерзает в зимний период
(«холодные» участки). При отсутствии
источника электроэнергии на «холод¬
ных» участках допускается вместо
катодных станций применять протяжен¬
ные протекторы. Протекторную защиту,
в том числе и протяженными протек¬
торами, допускается применять на лю¬
бых участках трубопровода, где грунт
вокруг него находится в талом состоя¬
нии. В установках катодной защиты сле¬
дует применять протяженные, свайные
или глубинные анодные заземленияВ местах подключения дренажного
кабеля к анодному заземлению должна
быть предусмотрена установка опозна¬
вательного знака. На участках подзем¬
ной прокладки соединительного кабеля
в цепи анодное заземление — установка
катодной защиты — трубопровод сле¬
дует выполнять кабелем только с двух¬
слойной полимерной изоляцией.Электроснабжение установок катод¬
ной защиты трубопроводов должно
осуществляться по II категории от су¬
ществующих ЛЭП напряжением 0,4, 6,
10 кВ или ЛЭП, сооружаемых вдоль
трассы, или автономных источников.
Показатели качества электроэнергии
установок катодной защиты должны
соответствовать требованиям ГОСТ
13109—67.Устройство всех установок ЭХЗ и пи¬
тающих линий, а также их включение
и наладка должны быть полностью
закончены к моменту сдачи трубопро¬
вода в эксплуатацию.Устройства ЭХЗ в зонах блуждаю¬
щего тока следует включать в работу
в течение не более месяца после укладки
трубопровода, а во всех остальных слу¬чаях — до начала работы рабочих
приемочных комиссий. Контрольно-из¬
мерительные пункты по трассе трубо¬
провода должны быть смонтированы
и опробованы строительной организа¬
цией до проверки изоляционного покры¬
тия методом катодной поляризации.Присоединение перемычек и проводов
контрольно-измерительных пунктов
к другим сооружениям, присоединение
дренажного кабеля к токоведущим ча¬
стям электрифицированного рельсового
транспорта (электрифицированных
железных дорог, трамвая) необходимо
производить с разрешения и в присут¬
ствии представителя соответствующей
эксплуатирующей организации.В соответствии с проектной докумен¬
тацией строительная организация
должна дать маркировку кабелей и про¬
водов, вводимых в установки электро¬
химической защиты, контрольно-изме¬
рительные пункты и другие электриче¬
ские приборы.Приварку проводов установок ЭХЗ
и контрольно-измерительных пунктов к
трубопроводу следует производить:
термитной или электродуговой свар¬
кой к поверхности трубопровода — для
труб с нормативным временным сопро¬
тивлением разрыву менее 539 МПа;только термитной сваркой с примене¬
нием медного термита к поверхности
трубопровода или электродуговой свар¬
кой к продольным или кольцевым
швам — для труб с нормативным вре¬
менным сопротивлением разрыву
539 МПа и более.При сооружении установок ЭХЗ до¬
пускаются следующие отклонения
от мест их размещения и подключения,
предусмотренные проектом:
для катодных станций, электродрена¬
жей и глубинных анодных заземлите-
лей — в радиусе не более 0,5 м;для протекторов и анодных заземли-
телей, а также мест подключения соеди¬
нительного кабеля к трубопроводу и
контрольно-измерительных пунктов —
не более 0,2 м.Места^ подключения соединительных
проводов и дренажных кабелей к тру¬
бопроводу должны быть не ближе 6 м
от мест подключения к нему ближай¬
шего контрольно-измерительного пунк¬
та.При установке заземлителей, протек¬
торов и укладке соединительных кабе¬
лей и проводов в траншее допускается407
увеличение проектной глубины заложе¬
ния не более 0,1 м, уменьшение про¬
ектной глубины заложения не до¬
пускается.При пуско-наладочных работах для
каждой установки электрозащиты необ¬
ходимо:определить протяженность зоны за¬
щиты и потенциалы «труба — земля»
в точке дренажа каждой катодной уста¬
новки при силе тока в соответствии
с данными проекта;определить потенциалы «труба —
земля» в точке дренажа и силу тока
защитной установки при минимальном,
максимальном и промежуточном режи¬
мах выходного напряжения установки
электрозащиты,оценить влияние работы защитной
установки на сложные подземные ком¬
муникации и кабели связи при запроек¬
тированном режиме работы.Фактическая протяженность защит¬
ной зоны каждой установки ЭХЗ, опре¬
деленная в процессе выполнения пуско¬
наладочных работ для половины ее
максимального выходного напряжения,
должна быть не менее проектного значе¬
ния. При этом потенциал «труба —
земля» в точках дренажа должен соот¬
ветствовать требованиям ГОСТ 9.015—74
По мере строительной готовности от¬
дельных установок ЭХЗ строительно¬
монтажная организация должна выпол¬
нить:измерение сопротивления растека¬
нию анодных и защитных заземлений
сопротивления кабельных линий, кото¬
рые не должны превышать проектные
значения:измерение сопротивления изоляции
кабеля, которое должно быть не менее
проектных и паспортных значений;проверку электрического контакта
контрольно-измерительных пунктов;испытание трансформаторного масла,
которое должно соответствовать техни¬
ческим условиям;проверку стрел провеса проводов
воздушных линий электропередач, кото¬
рые не должны отличаться от проект¬
ных значений более чем на ±5 %.Работы по опробованию необходимо
выполнять в два этапа:индивидуальное опробование отдель¬
ных защитных установок;комплексное опробование системы
ЭХЗ от коррозии всего объекта в це¬
лом.408Индивидуальное опробование отдель¬
ных установок ЭХЗ выполняет строи¬
тельно-монтажная организация в при¬
сутствии представителей заказчика и
заинтересованных организаций в соот¬
ветствии с требованиями завода-изго-
товителя и проекта не ранее чем через
8 дн после окончания монтажа анодного
заземления. При этом проверке подле¬
жит соответствие фактического значе¬
ния сопротивления растеканию защит¬
ного и анодного заземлений проектным
значениям и проводят испытание катод¬
ных установок в течение не менее 72 ч
в максимальном режиме. После 72-ча¬
сового испытания необходимо прове¬
рить состояние всех узлов и элементов
защитной установки, оформить паспорт
на каждую установку и составить акт
приемки оборудования заказчиком. При
опробовании совместной ЭХЗ двух и бо¬
лее объектов необходимо также соста¬
вить акт на контрольные измерения по
проверке отсутствия вредного влияния
устройств защиты. Работы по комплекс¬
ному опробованию системы ЭХЗ для
определения готовности ее к вводу
в эксплуатацию выполняет заказчик
совместно со строительной и другими
заинтересованными организациями.После завершения комплексного
опробования системы ЭХЗ от коррозии
объекта в целом необходимо составить
акт рабочей комиссии о приемке закон¬
ченной строительством системы ЭХЗ
в эксплуатацию с рекомендациями по
режимам ее эксплуатации.Состав
строительно-монтажных работ
при сооружении
установок ЭХЗРаботы ПО сооружению системы ЭХЗ
подземных трубопроводов осущест¬
вляют в два этапа:первый этап — разметка трассы, под¬
готовка участка, разработка грунта под
монтаж оборудования и токопроводя¬
щих линий, прокладка подземных кабе¬
лей, монтаж катодных и контрольных
электрических выводов от трубопро¬
вода, установка или закладка в фун¬
даменты несущих опорных конструкций,
подставок, рам для монтажа оборудо¬
вания; этот перечень работ выполняется
одновременно с производством основ¬
ных строительных работ по технологиче¬
ской части трубопровода;второй этап — установка оборудова¬
ния, подключение к нему электриче¬
ских кабелей, перемычек, проводов и ин¬
дивидуальное опробование; эти работы
выполняются после окончания основных
видов строительных работ одновремен¬
но со специализированными и пуско¬
наладочными работамиВ местах технологических разрывов
трубопроводов, за исключением конце¬
вых стыков, предусмотренных проектом
производства работ, необходимо обеспе¬
чить электрическую замкнутую цепь пу¬
тем приварки металлической перемычки
сечением 25 мм^ по алюминию или
200 мм^ по стали После устранения
технологического разрыва перемычку
необходимо удалить.Засыпку подземных элементов уста¬
новок электрозащиты следует произво¬
дить после их освидетельствования и
по разрешению представителя заказ¬
чика.Строительство и монтаж установок
ЭХЗ, включающих новейшие устрой¬
ства и материалы, необходимо выпол¬
нять в соответствии со специальными
требованиями проекта и заводскими
инструкциями по их монтажу.Защита участков трубопровода в зоне
действия блуждающих токов должна
быть построена в полном объеме про¬
екта. Строительство электрозащиты
участков трубопроводов, подлежащих
приемке рабочей комиссией, следует
вести совместно со строительством тру¬
бопровода в следующей последователь¬
ности:сооружение и монтаж отдельных за¬
щитных установок при одновременном
строительстве участков трубопроводов,
защищаемых этими установками;промежуточная сдача — приемка от¬
дельных установок и ввод их в действие
при завершении строительства соот¬
ветствующих этим установкам участ¬
ков;отключение защитных установок на
участке строительства, подлежащих
приемке рабочей комиссией и заварка
стыков на концах зон защитных уста¬
новок,пуск и опробование средств защиты
участка трубопровода, подлежащего
приемке рабочей комиссией;сдача защиты заказчику.При сооружении установки катодной
защиты необходимо выполнить следую¬
щие работы: разработку грунта под
оборудование, кабельной или воздуш¬
ной электролинии с последующей про¬
кладкой кабелей в грунте или воздуш¬
ных токопроводов; монтаж преобразо¬
вателя; сооружение анодного заземле¬
ния, защитного заземления и грозоза¬
щиты; установку контрольно-измери¬
тельного пункта; монтаж катодного вы¬
вода, электрических цепей катодной
установки, ограждения преобразова¬
теля катодной установки; рекультива¬
цию землиПри сооружении воздушных линий
электропитания для станций катодной
защиты необходимо вести в следую¬
щей последовательности: разбивка
трассы с указанием места установки
опор; вырубка просек, вывозка опор,
разработка грунта (бурение скважин);
установка опор с монтажом арматуры
и проводов; выполнение спусков к уст¬
ройству катодной защиты.При сооружении защитного заземле¬
ния необходимо выполнить следующие
работы: разработку траншеи; установку
в грунт вертикальных или укладку
в траншею горизонтальных электро-
дов-заземлителей, укладку в траншею
магистрального проводника; соединение
проводника с электродами-заземлите-
лями и заземляемой конструкцией; изо¬
ляцию мест сварных соединений; засып¬
ку траншеи с последующим уплотне¬
нием; покраску подземной части зазем¬
ляющего проводника.При сооружении установок дренаж¬
ной защиты необходимо выполнить сле¬
дующие виды строительно-монтажных
работ: разработку грунта под оборудо¬
вание и кабельную линию; прокладку
кабеля или воздушной линии; монтаж
дренажного устройства и защитного за¬
земления; установку контрольно-изме¬
рительного пункта и кабельной стойки;
монтаж катодного вывода, электриче¬
ских цепей дренажной установки, уст¬
ройств грозозащиты, ограждения дре¬
нажного устройства; рекультивацию
земель.При сооружении протекторной за¬
щиты необходимы:в случае горизонтальной укладки про¬
текторов — разработка траншеи с по¬
следующей укладкой протекторов и ка¬
беля; соединение проводников протекто¬
ра с магистральным кабелем; изоля¬409
ция мест соединения, установка конт¬
рольно-измерительного пункта с ПОДСОС'
динением кабеля; заливка кабелей би¬
тумной мастикой; заливка протекторов
жидким грунтовым раствором; засыпка
траншеи с послойным уплотнением;в случае вертикальной установки про¬
текторов — разработки траншеи под
укладку кабеля; бурение скважин под
установку протекторов; установка про¬
текторов с центровкой и фиксацией;
укладка кабеля; подсоединение провод¬
ников от протекторов к магистральному
кабелю с изоляцией мест соединения;
установка контрольно-измерительного
пункта и подсоединение к нему кабеля,
заливка кабеля битумной мастикой; за¬
ливка скважины с протекторами жид¬
ким грунтовым раствором, засыпка
скважины и траншеи с послойным
уплотнением.При строительстве и монтаже конт¬
рольно-измерительных пунктов необхо¬
димо: отрыть котлован; протянуть ка¬
бели или провода в полость стойки
пункта; установить стойку в котлован
и засыпать его с послойным уплотне¬
нием, подсоединить кабели или прово¬
да к клеммам панели; выполнить мар¬
кировку кабелей (проводов) и клемм,
соответствующую схеме соединения;
масляной краской нанести порядковый
номер пункта; закрепить грунт вокруг
пунктов в радиусе I м.Контактные соединения
при монтаже воздушных
токопроводовСоединение проводов
овальными соединителямиСоединение проводов овальными сое¬
динителями (табл. 9,7), как правило,
проводят методом скрутки с помощью
приспособлений МИ-189А и МИ-230А.Подготовка к монтажу проводов
в овальном соединении методом скрутки
должна быть осуществлена в такой по¬
следовательности:очистка от грязи или защитной смаз¬
ки овального соединения и соединяемых
участков проводов и промывка их бен¬
зином;нанесение на поверхность соединяе¬
мых участков проводов нейтрального
вазелина;410Таблица 9.7Овальные соединители и приспособлен
нияМаркапроводаМаркасоединителяТип при¬
способленияАС-10СОАС-10-2АМИ-189ААС-16СОАС-16-2А»А-16»»АС-25»»А-25СОАС-25-2А»АС-35СОАС-35-2А»АС-50»»А-50СОАС-50-2А»АС-70»»А-70СОАС-70-2АМИ-230ААС-95»»А-95СОАС-95-2А»удаление под слоем вазелина оксид¬
ной пленки металлической щеткой.Подготовленные провода следует
ввести в овальный соединитель (МИ-
189А или МИ-230А) внахлест с двух
сторон так, чтобы концы их выступали
из соединения на 20—40 мм.Соединение алюминиевых
и сталеалюминиевых проводов
термитно'муфельной
сваркойАлюминиевые и сталеалюминиевые
провода воздушных токопроводов, как
правило, следует соединять методом
термитно-муфельной сварки со сдавли¬
ванием жил (с осадкой) термитными
патронами марки АС с применением
сварочных клещей АТСП 50-185.Сварные контактные соединения при
монтаже воздушных токопроводов
выполняют в такой последователь¬
ности:провода выправляют, отторцовывают
и зачищают стальной щеткой из кардо¬
ленты;подготовленные к сварке провода
вставляют в кокиль термитного патрона
и устанавливают в зажим сварочных
клещей; патрон подбирают в зависи¬
мости от сечения свариваемых проводовСечение сваривае¬
мых жил, мм^ .
Марка патрона . .35АС-3550АС-50
Таблица 98Марка термитного патрона при сварке
токопроводов протекторных установокСечение свариваемых
жил, мм^Маркапатрона1X25АС-351 X 50 или 2X25АС-701 X 70 или 3X25АС-951X95АС-1201X120АС-1501X150АС-1851X185АС-240Сечение сваривае¬мых жил, мм^ . .70 95Марка патронаАС-70 АС-95Таблица 9.9Состав специализированнойпо монтажу устройств ЭХЗбригадыПрофессияРазряд,классЧислорабочихБригадирVI1Машинист экска¬V1ватораМашинист буриль¬V1ной установки
ЭлектросварщикV1ЭлектролинейщикП1ИзолировщикV1Машинист авто¬V1кранаТрактористV1Шофер22муфель термитного патрона зажи¬
гают термитной спичкой и одновремен¬
но закрывают защитный кожух на сва¬
рочных клеммах,через 1—2 мин после зажигания
термитного патрона клещи сжимают,
когда муфель термитного патрона
потемнеет, удаляют со сварного соеди¬
нения клещи, муфель термитного патро¬
на и кокиль.В процессе сварки клещи с установ¬
ленными проводами должны находиться
в горизонтальном положении.При сварке токопроводов протектор¬
ных установок в зависимости от сече¬
ния свариваемых жил используют раз¬
личные марки термитных патронов
(табл. 9.8).Контактные соединения алюминиевых
кабелей с трубопроводом выполняют
термитной сваркой. Катодные и дренаж¬
ные выводы от труб приваривают эле¬
ктродами фтористо-кальциевого типа
марок УОНИ диаметром 3 мм при силе
тока не более 120 А. Между собой
кабели соединяют методом опрессовки.
Так опрессовку применяют при соеди¬
нении алюминиевых кабелей сечением
16—240 мм.Комплект машин
и состав бригад
по строительству ЭХЗ
магистральных трубопроводовСтроительство всех запроектирован¬
ных установок ЭХЗ ведет специализи¬
рованная бригада, выполняющая всевиды работ (земляные, сварочные, мон¬
тажные и наладочные).Комплект машин и механизмов для
сооружения средств ЭХЗ включает экс¬
каватор цепной ЭТЦ-161, бурильно¬
крановую машину БКГМ-66, электро¬
станцию ПЭС-15М, сварочный агрегат
ПСО-ЗООА, одноосный прицеп ГАЗ-704,
автокран ПК-2 (5-13), автомашину лег¬
ковую специальную УАЗ-4521, автома¬
шину бортовую ГАЗ-66, комплект при¬
способлений для термитной сварки,
набор инструментов для пайки прово¬
дов, битумоплавильный котел ИСТ-ЗБ,
вагон-домик, трактор-тягач К-700.При использовании машины МЗК-2
(кабелеукладчика) из комплекта машин
исключается: цепной экскаватор, элек¬
тростанция и сварочный агрегатСостав специализированной бригады
по сооружению ЭХЗ приведен в табл
9.9.Сдача заказчику
системы ЭХЗСдача системы ЭХЗ заказчику допус¬
кается только после окончания опробо¬
вания всех средств ЭХЗ. К работам
по сдаче системы ЭХЗ комиссия при¬
ступает не позже чем через 3 рабочих
дня после окончания опробования* си¬
стемы на данном участке. Эксплуатация
оборудования на объекте, не принятом
приемочной комиссией, не допускается411
Подрядчик предоставляет приемочной
комиссии ряд документов (обязатель¬
ных) .Объем проверки устанавливает пред¬
седатель комиссии.Объект включают под напряжение
по распоряжению комиссии при наличии
письменного уведомления от строитель¬
но-монтажной организации о выводе
людей с объекта и о готовности к тому,
чтобы поставить объект под напряже¬
ние.После включения объекта под на¬
пряжение и бесперебойной работы его
в течение 24 ч председатель приемоч¬
ной комиссии обязан оформить акт
сдачи-приемки объекта заказчику.Система ЭХЗ данного участка может
быть принята заказчиком при соблю¬
дении следующих условий:а) минимальная разность- потенциа¬
лов трубопровод — земля на протяже¬
нии всего участка должна быть не ниже
проектной величины;б) запас мощности СКЗ и дренажных
установок должен составлять не менее
35%;в) исключено вредное влияние на
другие сооружения.Сдачу системы ЭХЗ оформляют актомо приемке системы ЭХЗ участка трубо¬
провода.К акту обязательно должны быть при¬
ложены следующие документы:потенциальная диаграмма участка
(в виде графика), на которой должно
быть отражено распределение естест¬
венной и наложенной разности потен¬
циалов труба — земля;пусковые характеристики средств
ЭХЗ.Акт сдачи-приемки и все приложе¬
ния к нему составляют в 4-х экземпля¬
рах, из которых*первый экземпляр акта представляют
на рассмотрение и утверждение в орга¬
низацию, назначившую комиссию;второй экземпляр оставляют у орга¬
низации-заказчика (владельца объ¬
екта) ,третий экземпляр передают строи¬
тельно-монтажной организации;четвертый экземпляр получает энер¬
госнабжающая организация.Акты сдачи-приемки рассматривает
и утверждает организация, назначив¬
шая рабочую комиссию, не позднее
чем в двухнедельный срок со дня пред¬
ставления на утверждение.412Инструментальный
при сооружении
устройств ЭХЗконтрольКонтролируемые параметры
ЭХЗ трубопроводовЗначения контролируемых парамет¬
ров ЭХЗ зависят от фактического со¬
стояния изоляционного покрытия трубо¬
провода и окружающих условий (гид¬
рогеологических, климатических и др.).
Допустимые погрешности измерений
контролируемых параметров ЭХЗ не
должны превышать суммарных погреш¬
ностей измерений пассивной защитыХарактеристика контролируемых па¬
раметров ЭХЗ магистральных трубо¬
проводов приведена в табл. 9.10.При сооружении устройств катодной
защиты подземных магистральных тру¬
бопроводов в нашей стране должно
быть выдержано среднее значение за¬
щитного потенциала не менее —9,85 В.На действующих стальных трубопро¬
водах, не оборудованных контрольно¬
измерительными пунктами, для изме¬
рения поляризационных потенциалов,
допускается осуществлять катодную по¬
ляризацию сооружения так, чтобы
среднее значение потенциалов трубы
по отношению к медносульфатному
электроду сравнения (включающие
поляризацию и омическую составляю¬
щую) находилось в пределах от— 1 до —3,5 В.В зависимости от грунтовых условий
и состояния изоляционного покрытияТаблица 9.10Контролируемые параметры ЭХЗ трубо¬
проводовКонтролируемыйпараметрПределы измерениямини¬мальныймакси¬мальныйСила тока в цепи 0,5* 10~'^ 20труба — земля дляизолированноготрубопровода, АРазность потен- 0,5 10циалов труба —земля, ВУдельное электро- 0,1 100-10^сопротивлениегрунта, Ом-мм^/м
Таблица 9.11Показатели коррозионных потерь железа и плотностей катодного защитного тока
для оголенной поверхности железаСредаКоррозионные потеримм/году, мА/м^Нейтральный грунт 0,01—0,05 70—350 20—40Высококоррозионно-активный грунт 0,05—0,2 350—1400 40—160Неаэрированный грунт 0,1—0,4 700—2800 80—300Пресная вода холодная 0,02—0,05 140—350 15—40Пресная вода горячая 0,05—0,1 350—700 40—100Морская вода спокойная 0,05—0,2 700—1400 40—160Морская вода неспокойная 0,2—0,5 1400—3000 160—300трубопровода требуемая плотность / ка¬
тодного тока изменяется в широких пре¬
делах и является функцией суммарной
площади оголения поверхности трубо¬
провода (табл. 9 11).Техническая оснащенность контроляВ настоящее время имеется достаточ¬
ная номенклатура технических средств
измерений и контроля параметров ак¬
тивной защиты трубопроводов от корро¬
зии.Рассмотрим кратко технические ха¬
рактеристики основных средств измере¬
ний, используемых для контроля каче¬
ства ЭХЗ.Прибор КАГ-2 предназначен для оп¬
ределения коррозионной активности
грунтов по отношению к углеродистой
стали в зависимости от плотности поля¬
ризующего тока. Компактность прибо¬
ра, небольшая масса, универсальность
питания позволяют использовать его
в полевых условияхВсе операции (определение времени
пропускания поляризующего тока через
образец, извещение оператора звуковой
и световой сигнализацией о насыщении
грунта током, фиксация результатов
разности потенциалов в момент разрыва
поляризующей цепи «электронной па¬
мятью») осуществляются автомати¬
чески.Техническая характеристика КАГ-21,5
0—800по току, мАКласс точности . . .
Пределы измерения:
по напряжению, мВВходное
Ом . .
Температурный режим.сопротивление,'сНапряжение питания при¬
бора, В:от сети от аккумулятора . .
Потребляемая мощность,Вт Масса прибора, кг . . .I диапазон
0-0,2II диапазон0-0,8III диапазон
0—4IV диапазон0-8> 10
От —5 до
+ 502201224Комплекс «Луч-1» предназначен для
бесконтактного измерения и регистра¬
ции относительных изменений удельного
сопротивления грунтов. «Луч-1» приме¬
няют при комплексном обследовании
подземных магистральных газопрово¬
дов для обнаружения участков грунтов
с резким изменением удельного сопро¬
тивления, что весьма важно при оценке
вероятности возникновения коррозион¬
ных макропар на подземных участках
газопровода. Он также может быть ис¬
пользован при проектировании трасс
магистральных газопроводов.Устройство размещают и крепят
на автомашине УАЗ-452.Техническая характеристика комплекса
«Луч-1»Рабочая скорость движе¬
ния машины, км/ч ... 10413
Диапазон измеряемых
значений, Ом-м .... 1 — 1000
Диапазон рабочих темпе¬
ратур окружающего воз¬
духа, °С 5—45Относительная влажность
(при / = 30°С), % . . 80Габаритные размеры, мм:
генератора ... . 150ХИ0ХХЮОприемника . . . . 150 XI40 XхиоМасса, кг:генератора .... 2приемника 5антенны (вместе с узлом
крепления к машине) 10Метки о пройденном расстоянии на¬
носятся на ленте параллельно с рабо¬
чим сигналом через каждые 12 м.
Запись сигналов ведется на ленте са¬
мописца Н39.Прибор ИПВК-1 —высокоомный из¬
меритель защитных потенциалов пред¬
назначен для измерения разности по¬
тенциалов «труба — земля» на подзем¬
ных магистральных трубопроводах.
Прибор позволяет производить и дру¬
гие электрометрические работы на ма¬
гистральных трубопроводах, располо¬
женных в различных климатических и
почвенных условиях, включая грунты
с высоким удельным электрическим со¬
противлением (зоны сухих барханных
песков, вечной мерзлоты и т. д.). Рас¬
считан на работу в лабораторных и по¬
левых условиях. Прибор снабжен маг¬
нитоэлектрической измерительной го¬
ловкой с симметричной двухсторонней
шкалой. В нем предусмотрен выход для
подключения внешнего самопишущего
устройства.Техническая характеристика ИПВК-1Пределы измерения по на¬
пряжению, В . . . . 1—0—1;2,5—О—2,5;
5—0—5;
10—0—10
25—0—25
50—0—50,
100—0—100Выходное сопротивление,МОм 20Основная погрешность из¬
мерения, % ±1,541495150103Температура окружающейсреды, °С ( — 30)^-(+50)Относительная влажность
при 25°С, % . . . .Максимальное напряже¬
ние при выходе прибора,
мВ ... ....
Минимальное сопротивле¬
ние нагрузки на выходе,кОм Потребляемый ток, мА . .Габаритные размеры, мм 185Х180ХХ120Масса, кг .... 2,5Электронный вольтметр ЭВВ-1 пред¬
назначен для измерения разности по¬
тенциалов «труба — земля» на подзем¬
ных газо- и нефтепроводах с целью про¬
верки защищенности от почвенной кор¬
розии катодной поляризацией. Прибор
рассчитан на работу в лабораторных
и полевых условиях. Высокое входное
сопротивление прибора (20 МОм) по¬
зволяет измерять в грунтах с высоким
удельным электросопротивлением (су¬
хие пески, бетонные площадки на тер¬
ритории компрессорных станций, в зоне
вечной мерзлоты). Все элементы при¬
бора размещены в корпусе прибора
М231 В качестве измерительного уст¬
ройства используется головка прибора
М231 без дополнительной переделки.
Прибор ЭВВ-1 подключают к объекту
с помощью входных контактовТехническая характеристика электрон¬
ного вольтметра ЭВВ-1Пределы измерения по на¬
пряжению, В .... 0,5-0—0,5;1,0-0—1,0;2,5—О—2,5,
5,0—О—5,0Входное сопротивление,МОм 20Основная погрешность, % ±1,5
Температурный дрейф «О»±0,2 мкАна 10 °СТемпература окружающейсреды, °С ( — 30) —-(+65)Относительная влажностьпри 25 °С, % 95Напряжение источника пи¬
тания, В 9Потребляемый ток, мА . 0,3Источник питания . . . Батарея«Крона ВЦ»
продолжительность рабо¬
ты от источника питания, ч 3000
Габаритные размеры, мм 181Х180ХХ95Масса, кг 1,4Интегратор блуждающих токов
ИТБ-1 — разработан на основе послед¬
них достижений молекулярной элек¬
троники, предназначен для определения
средних значений потенциалов при
электрохимических коррозионных из¬
мерениях, позволяющих прогнозиро¬
вать и оценивать состояние магистраль¬
ных трубопроводов в зависимости от
коррозионных повреждений, а также
для контроля работы средств ЭХЗ.Принцип действия интегратора блуж¬
дающих токов основан на раздельном
интегрировании положительных и отри¬
цательных составляющих тока. Инте¬
гратор состоит из корпуса, на котором
смонтирована электрическая схема,
и двух ртутно-капиллярных кулометров.Техническая характеристика ИТБ-1Диапазон интегрирования
входного сигнала, В . . . ±0,3—±3
Приведенная погрешность
интегрирования, % . . ±15
Входное сопротивление,кОм . . 100Максимальный ток, мкА 22,5 ±1,5
Масса, г 150В процессе эксплуатации интегратор
не требует постоянного присутствия
обслуживающего персонала, не нужда¬
ется в энергопитании и может эксплуа¬
тироваться в любых климатических зо¬
нах Советского Союза. Интегратор
блуждающих токов отличается от при¬
боров электромеханического типа мно¬гофункциональностью, малыми габари¬
тами и массой, долговременной па¬
мятью, надежностью, простотой конст¬
рукции и малой стоимостью.Передвижная электроисследователь-
ская лаборатория электрохимзащиты
(ПЭЛ, ЭХЗ. М) предназначена для
контроля состояния изоляции, опреде¬
ления параметров электрозащиты под¬
земных нефте- и газопроводов от поч¬
венной коррозии, вызываемой блуждаю¬
щими токами, а также для наладки
работы защитных установок.Лаборатория ПЭЛ. ЭХЗ. М состоит
из двух частей: генераторной группы на
шасси автомобиля ЗИЛ-131 в кузове
СГК-7М; электроисследовательской
лаборатории на автомобилеУАЗ-37741—01.Техническая характеристика ПЭЛ.
ЭХЗ. мМаксимальная мощность
генератора, кВт ....Источник постоянного то¬
ка . . Максимальная сила то¬
ка, А ... . . .Максимальное напряже¬
ние, В . . . ...Число каналов . . .Габаритные размеры, мм:
генераторной группыэлектроисследовател ьской
лаборатории Масса, кг:генераторной группы
электроисследователь¬
ской лаборатории . .20П-729123047150ХХ2400ХХЗООО4400 X
Х1925Х
Х205080002000Глава 10ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА МАШИН
И МЕХАНИЗМОВ ДЛЯ СТРОИТЕЛЬСТВА ЛИНЕЙНОЙ
ЧАСТИ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВНаучно-исследовательскими, конст¬
рукторскими и строительными органи¬
зациями Миннефтегазстроя СССР,
заводами отрасли и других ведомствведется большая работа по совершен¬
ствованию строительных машин и
оборудования для сооружения трубо¬
проводов и созданию новых техниче¬415
ских средств, повышающих уровень
механизации строительных процессов
и реализующих новые принципы строи¬
тельной технологии.Благодаря оснащению строительных
организаций новой техникой изменился
количественный и качественный состав
парка специальных мащин для строи¬
тельства трубопроводов, были сняты
с производства машины устаревших
моделей, начато серийное производство
специальных машин, созданных на базе
новых промышленных тракторов и авто¬
мобилейДля ()^'\ ществления намеченной стро¬
ительной программы в условиях ограни¬
ченных трудовых ресурсов основными
и решающими факторами являются
ускорение разработок и широкое внед¬
рение высокопроизводительной обще¬
строительной, специальной и транспорт¬
ной техники, прогрессивных методов
строительного производства и передо¬
вых форм организации труда. Мин-
нефтегазстроем СССР в творческом
содружестве с другими министерствами
и Академией наук СССР проводится
планомерная работа по созданию спе¬
циальных строительных машин и меха¬
низмов малых серий, в том числе для
сооружения трубопроводов в слож¬
ных природно-климатических условиях
крайнего Севера и Сибири, трубопро¬
водов малых диаметров и их перехо¬
дов через искусственные и естественные
преграды.Землеройные машиныСтроительство трубопроводов харак¬
теризуется выполнением технологиче¬
ских операций при непрерывном пере¬
мещении вдоль сооружаемого трубо¬
провода При этом происходит не¬
прерывная смена строительной пло¬
щадки с неизбежным чередованием
грунтовых условий, сильно отличаю¬
щихся на небольших расстояниях по
прочности, влажности, гранулометриче¬
скому составу, липкости. Обширные
районы территории Западной Сибири
характеризуются непрерывным чередо¬
ванием грунтов на весьма коротких
отрезках трассы, незамерзающие даже
в сильные морозы болота чередуются
с песчаными гривами, промерзающими
на полную глубину траншеи, а местами
встречаются участки с вечномерзлыми416грунтами. Такие участки имеют огром¬
ную разницу в прочности грунтов, а
следовательно, и в возможности их раз¬
работки. Достаточно сказать, что проч¬
ность талых грунтов этих мест обычно
не превышает 8—10 ударов плотно¬
мера ДОРНИИ В местах с сезонным
промерзанием прочность на поверхности
составляет (в январе — феврале) 200—
250 ударов, а на участках с прочными
вечномерзлыми грунтами прочность на
всей глубине траншеи составляет 500 и
более ударов плотномера С учетом всех
этих особенностей проблема создания
землеройной техники решается с уче¬
том характерных условий производства
работДля работы на участках с малой
несущей способностью изготавливают¬
ся одноковшовые экскаваторы МТП 72,
имеющие поворотную часть от экскава¬
тора ЭО 4121 и специальный гусенич¬
ный ход с широкими гусеницами.Для разработки относительно сухих
участков с большой глубиной промерза¬
ния и вечномерзлыми грунтами при¬
меняют роторные траншейные экскава¬
торы, оснащенные зубьями с твердо¬
сплавными пластинами Для разра¬
ботки траншей под трубопроводы диа¬
метром 219—1420 мм создан параметри¬
ческий ряд унифицированных роторных
траншейных экскаваторов (табл. 10.1).Роторные траншейные экскаваторы
являются машинами непрерывного дей¬
ствия, поэтому их производительность
значительно превышает производитель¬
ность машин цикличного действия
Роторные экскаваторы обеспечивают
более высокое качество разработки
траншей, равномерное расположение
отвала грунта, что удобно для после¬
дующей засыпки уложенного в тран¬
шею трубопровода Важным достиже¬
нием в развитии конструкции роторных
траншейных экскаваторов явилось со¬
здание специальных зубьев-клыков и их
особое расположение* на ковшах, что
обеспечило возможность разработки
грунтов III—IV категорий и мерзлых
с глубиной промерзания до 0,8 м, а
в ряде случаев и на всю глубину
траншеиВсе роторные траншейные экскава¬
торы, применяемые при строитель¬
стве магистральных трубопроводов,
создаются таким образом, что для каж¬
дого типоразмера предусмотрено не¬
сколько исполнений по ширине тран-
Таблица 10 IТехническая характеристика роторных траншейных экскаваторовПараметрыЭТР 204ЭТР 223ЭТР 224ЭТР 253ЭТР 254Глубина траншеи, м22,22,22,52Ширина траншеи, м1,21,50,82,12,5Техническая производитель¬6506506001 2001 200ность в грунтах I категории,м7чОбъем ковша, м^0,140,160,850,250,148Число ковшей1414151424Диаметр ротора (по кромкам3 5503 8303 8304 5004 350зубьев), ммЧастота вращения ротора,9,6 и 7,89 и 7,29 и 7,27,47,66об/минСреднее давление на грунт, МПа0,060,070,060,090,07Размеры (в транспортном поло¬
жении), мм:
длина11 10011 500И 15013 40013 450ширина3 2003 2503 2003 7003 200высота42104 2404 24050104 600Масса, кг31 50033 50031 50059 80043 ОООшеи Согласно СНиП III-42—80 мини¬
мальная глубина траншеи под трубо¬
проводы составляет И = Dy-\-0,S м, а по
ширине /i = Dy + 0,3 м. Для магистраль¬
ных трубопроводов всех диаметров, со¬
оружаемых в стране, созданы и ос¬
воены серийным производством новые
роторные траншейные экскаваторы.По конструкции, новизне технических
решений и экономической эффектив¬
ности новые роторные траншейные
экскаваторы находятся на уровне луч¬
ших мировых образцов, а по ряду
показателей превосходят их. Новые мо¬
дели роторных траншейных экскавато¬
ров обладают способностью в больших
объемах разрабатывать мерзлые грунты
за счет применения специальных схем
расстановки особо износостойких зубьев
на ковшах ротора, обеспечивающих
наименьшую энергоемкость процесса
копания Новые экскаваторы имеют
большую единичную мощность силовой
установки и, естественно, более высокую
мощность, приходящуюся на один зуб.
Они обеспечивают большую производи¬
тельность на талых и мерзлых грунтах
Эти экскаваторы могут передвигаться
собственным ходом на большие рас¬
стояния в условиях бездорожья и силь¬
но пересеченной местности.Все новые экскаваторы изготавли¬
вают в исполнении «у» для работы при
температурах от ( — 40) до (+40) °С.14 в Г Чирсков и дрОни имеют хорошие эргономические по¬
казатели: легкое управление на транс¬
портном и рабочем ходу, удобные ка¬
бины с хорошим круговым обзором,
вентиляцией, обогревом, регулируемые
сиденья.На базе трактора Т-130.1 Г создано
три высокоунифицированных экскава¬
тора ЭТР 204, ЭТР 223 и ЭТР 224
Рабочие органы этих экскаваторов от¬
личаются геометрическими размерами,
что связано с различной шириной от¬
рываемых траншей Конструктивное
решение узлов и деталей всех трех
экскаваторов однотипное Конструкция
навесного рабочего органа этих экска¬
ваторов обеспечивает их высокую
маневренность, транспортабельность,
удобство работы в стесненных усло¬
виях, сокращение длины перемычек на
его заглубление и выглубление.В унифицированных машинах базо¬
вым является экскаватор .ЭТР 204
Он предназначен для разработки тран¬
шей глубиной до 2 м и шириной
1,2 м под трубопроводы диаметром от
530 до 820 мм (см табл. 10.1) в грун¬
тах I—IV категорий (по ГОСТ 17343—
83), а также для разработки грунтов
с промерзанием до 1 —1,2 м. Техниче¬
ская производительность экскаватора в
грунтах I категории составляет 650 м^/ч.
При промерзании грунтов на глубину1 —1,2 м и при прочности грунта на417
поверхности до 200 ударов плотномера
ДОРНИИ, производительность экска¬
ватора составляет 160—180 м^/ч.Конструкция базового экскаватора
создана с максимальным использова¬
нием узлов и деталей серийного трак¬
тора. В тягаче полностью используются:
силовой агрегат, муфта сцепления, ко¬
робка передач, задний мост, кабина
с пультом управления Гусеничный ход
от трактора расширен и удлинен. Ве¬
дущие звездочки гусеничного хода рас- '
положены спереди, а рессоры и шар¬
ниры заменены на жесткие поперечные
балки коробчатого сечения. Для рас¬
ширения колеи и увеличения тягового
усилия введены дополнительные борто¬
вые редукторы. Для обеспечения рабо¬
чего хода, его плавного регулирования
и наиболее полной зэгрузки двигателя
силового агрегата экскаваторов имеется
гидромеханический привод рабочего
хода, состоящий из механической транс¬
миссии и гидрообъемной бесступенчатой
передачи. Гидрообъемная передача
включает насос переменной производи¬
тельности: гидромотор, гидроаппара¬
туру и трубопроводы. Привод насоса
осуществляется от вала отбора мощ¬
ности тягача с использованием допол¬
нительного редуктора. Гидромотор че¬
рез ряд понижающих передач, распо¬
ложенных в том же корпусе дополни¬
тельного редуктора, соединен с проме¬
жуточным валом тракторной коробки
передач. В экскаваторе применено
ручное управление насосом переменной
производительности. Для получения
транспортных скоростей используют
узлы и механизмы трактора и допол¬
нительные бортовые редукторы гусенич¬
ного хода экскаватора.Рабочий орган состоит из рамных
конструкций, ротора, узлов привода,
отвального транспортера и зад¬
ней опоры. Ротор двухдисковый с при¬
менением прочных арочных ковшей и
коробчатых поперечных связей На
дисках ротора наклепаны секторы рееч¬
ного зацепления. На ковшах размещены
зубья по несимметричной ступенчато¬
шахматной схеме. Ротор вращается на
поддерживающих и направляющих
опорных роликах, закрепленных на ра¬
мах рабочего органа. Транспортер
двухсекционный, ленточный с гидро¬
приводом подъема и опускания под¬
вижной секции. Привод ротора осущест¬
вляется от вала отбора мощности ко¬418робки передач через раздаточный
редуктор. Привод имеет две скорости:
большая — для работы на легких грун¬
тах с малой влажностью, меньшая —
для работы на мерзлых, липких, пере¬
увлажненных грунтах и на грунтах
с каменистыми включениями. Разда¬
точный редуктор через предохранитель¬
ную муфту соединен с редуктором
привода, от которого мощность пере¬
дается через две шарнирные цепные
передачи и консольные редукторы на
полувалы привода ротора. На полу-
валах установлены шестерни, находя¬
щиеся в зацеплении с рейками ротора,
чем обеспечивается его вращение и
передача окружного усилия на рабочий
орган.Привод транспортера осуществляется
от редуктора с коническим реверсом,
соединенным с одним из полувалов
привода ротора. От редуктора мощность
передается цепными передачами на
верхний и нижний барабаны транспор¬
тера. Задняя опора рабочего органа
жесткая, коробчатого сечения, с зачист-
ным башмаком и открылками При
работе задняя опора скользит башма¬
ком по дну траншеи и воспринимает
вертикальные нагрузки.Для работы на грунтах I—III кате¬
гории на экскаватор устанавливают
регулируемые ножевые откосники, по¬
зволяющие получать в верхней части
траншеи откосы I : 0,32. Начало отко¬
сов от дна траншеи — 0,8 мЭкскаватор ЭТР 223 предназначен
для разработки траншей глубиной 2,2 м
и шириной 1,5 м под трубопроводы
диаметром от 820 до 1020 мм. Этот
экскаватор может разрабатывать грун¬
ты тех же категорий, как и базовая
модель и с такой же производитель¬
ностью. Экскаватор ЭТР 224 предназ¬
начен для рытья траншей глубиной
до 2,2 м и шириной до 0,8 м под
трубопроводы диаметром от 219 до
529 мм. Производительность экскава¬
тора в грунтах I категории составляет
до 600 м /ч. Он может отрывать тран¬
шеи с большей глубиной- промерзания,
чем базовая модель ЭТР 204.Опыт эксплуатации унифицирован¬
ных экскаваторов ЭТР 204 и ЭТР 223
подтвердил их высокие технико-эконо¬
мические показатели, особенно при раз¬
работке траншеи в мерзлых грунтах.Для разработки траншей под трубо¬
проводы больших диаметром 1220—
1420 мм на базе колесного трактора
К-701 и гусеничного хода трактора
Т-130 создан роторный траншейный
экскаватор ЭТР 254. Эта машина по¬
зволяет разрабатывать траншеи глуби¬
ной до 2,5 м и шириной 1,8 и 2,1 м
Экскаватор предназначен для разра¬
ботки траншеи в талых грунтах
I—IV категорий и в мерзлых грунтах
при промерзании на всю глубину тран¬
шеи Техническая производительность
экскаватора в грунтах I и II катего¬
рий составляет до 1200 м^/ч, а
в мерзлых грунтах различной проч¬
ности 150—500 м^/чДля разработки траншеи в вечно¬
мерзлых грунтах серийно выпускается
экскаватор ЭТР 254-01 с узким рото¬
ром, а для разработки траншеи на
участках трубопроводов с глубиной за¬
легания до 3 м — ЭТР 254-02. Ука¬
занные экскаваторы являются моди¬
фикациями экскаватора ЭТР 254 и их
можно использовать на строительстве
трубопроводов диаметром от 720 до
1420 м, а на мерзлых грунтах — для
дифференцированной разработки особо
прочных мерзлых грунтов. На основной
рабочий орган для траншей шири¬
ной 2,1 м предусмотрена возможность
установки активных уширителей для
разработки траншеи с шириной в верх¬
ней части до 3,8 мЭкскаватор ЭТР 254 разработан по
полуприцепной схеме, при которой
передняя часть рабочего органа соеди¬
нена через систему горизонтальных и
вертикальных шарниров с тягачом
экскаватора, а задняя часть опирается
на заднюю опору с двумя колесами.
Конструкция экскаватора создана с
использованием мощной силовой уста¬
новки, ряда узлов и деталей скорост¬
ного колесного трактора К-701 ходовой
части среднего гусеничного трактора
Т-130 и целого ряда новых конструк¬
тивных решений: связь рабочего органа
с тягачом через поворотный круг и
шарниры, оригинальный механизм
подъема рабочего органа, удобная
трансмиссия, достигнуто снижение ди¬
намики и повышение жесткости кон¬
струкции при минимальной массе,
снижена энергоемкость разработки
грунта, обеспечены хорошая устойчи¬
вость, маневренность, проходимость и
распределение нагрузки на ходовую
часть. Компоновка машины и испол¬
нение узлов обеспечивают снижение14^затрат на техническое обслуживание
и позволяют применить агрегатно¬
узловой метод ремонта Металлокон¬
струкции экскаватора изготовлены из
сталей, обеспечивающих надежную ра¬
боту при низких температурах.Экскаватор оснащен отапливаемой
кабиной, имеет предпусковой подогре¬
ватель дизеля и другие конструктивные
решения, обеспечивающие надежную
работу в северных условиях Так, на¬
пример, вместо обычно применяемой
ступенчато-шахматной расстановки
зубьев в две группы применен принцип
одногрупповой расстановки за счет чего
энерговооруженность каждого зуба
увеличивается в два раза и соответ¬
ственно повышается работоспособность
экскаватора на прочных грунтах. Мощ¬
ность от двигателя передается на ко¬
робку передач и далее на привод рабо¬
чего органа и на ходовую часть Трак¬
торная коробка перемены передач по¬
зволяет получать 16 транспортных и
32 рабочих скоростей (от 20 до
509 км/ч). Транспортные скорости от
0,58 до 5,6 км/ч, имеется два диапа¬
зона рабочих скоростей. Переключение
передач ведется с помощью бустеров
и осуществляется без остановки движе¬
ния экскаватора Наличие большого
выбора скоростей и их синхронизация,
удобное и безостановочное переклю¬
чение передач позволяет обеспечить вы¬
сокую производительность и наиболее
полную загрузку двигателя экскава¬
тораРотор основной модификации имеет
двухрядное расположение ковшей со
смещением рядов на полшага, что по¬
зволило существенно сгладить колеба¬
ние нагрузки при выходе ковшей из
забоя Это особенно важно при раз¬
работке мерзлых грунтов и способствует
более равномерной подаче грунта на
транспортер Зубья высокой прочности
и износостойкости на ковшах разме¬
щены по несимметричной ступенчато¬
шахматной схеме.Транспортер экскаватора — ленточ¬
ный двухсекционный с откидной в
транспортном положении секцией При¬
вод всех барабанов транспортера
карданными передачами через кониче¬
ские редукторы. Высшая скорость
транспортера предназначена для ра¬
боты на талых грунтах, меньшая —
для работы на мерзлых и пере¬
увлажненных, а также при разработке419
траншеи малых сечении или при рытье
траншеи не на полную глубину. Подъ¬
ем и опускание откидной секции обес¬
печивает механизм с гидроприводом.
Привод рабочего органа осуществля¬
ется от вала отбора мощности коробки
передачЭкскаватор можно перевозить по
железным дорогам после снятия шар¬
нирных цепных передач ии диаметраль¬
ных ковшей. Это позволяет грузить и
разгружать экскаватор движением на
собственном ходу. Экскаватор удобно
перевозить на трейлере соответствую¬
щей грузоподъемности Габарит по вы¬
соте при перевозе на трейлере не
превышает 4,5 м.Внедрение экскаватора ЭТР 254 на
строительстве магистральных трубопро¬
водов позволило получить высокий
экономический эффект За срок службы
каждого эк^каватор-а эффект от его
внедрения на строительстве трубопро¬
водов составляет более 84 тыс. руб.
Опыт строительства показал, что в рай¬
онах Западной Сибири в январе —
феврале месяцах встречаются отдель¬
ные участки с особо прочными мерзлыми
грунтами с плотностью, превышающей
700 и более единиц ударов плотно¬
мера ДОРНИИ. На этих участках
экскаваторы ЭТР 254 с обычной рас¬
становкой зубьев не могут работать
В связи с этим разработаны рекомен¬
дации по уменьшению числа зубьев на
роторе и их соответствующей расста¬
новке Рекомендуется при этом снизить
рабочую скорость до 30 м/ч, что со¬
ответствует 3-й передаче рабочего хода
При такой расстановке одна группа
зубьев имеет увеличенный на 40 мм вы¬
лет за счет установки подкладок под
карманы. Эта группа зубьев размеще¬
на равномерно по всему периметру
ротора. Вторая группа, также равно¬
мерно размещенная по периметру ро¬
тора, имеет обычные вылеты. Таким
образом обе группы составляют тради¬
ционную несимметричную ступенчато¬
шахматную схему расстановки зубьев.
На скоростях подачи до 66 м/ч включи¬
тельно работает группа зубьев с увели¬
ченными вылетами Экскаватор спосо¬
бен разрабатывать прочные грунты за
счет высокой энерговооруженности
каждого зуба На менее прочных грун¬
тах со скорости подачи 62 м/ч начинают
включаться в работу зубья второй груп¬
пы с меньшим вылетом и экскаватор420работает как с обычной серийной рас¬
становкойДля прокладки кабелей и трубопро¬
водов малых диаметров, а также
для нарезки щелей под удлиненные
заряды рекомендуется применять фре¬
зерный экскаватор ЭФ 131 мощностью
117,6 кВт и фрезерный экскаватор
ЭФ 251 мощностью 220,5 кВт, уни¬
фицированный по большинству узлов с
экскаватором ЭТР 254. Эти фрезерные
экскаваторы значительно превосходят
существующие аналоги, применяемые
при разработке мерзлых и вечномерз¬
лых грунтовДля выполнения земляных работ
буровзрывным способом создана бу¬
рильная машина БМ 253 для одно¬
временного бурения двух шпуров с про¬
изводительностью до 600 шпурометров
в смену. Бурильная машина следую¬
щего поколения БМ 254, позволяющая
бурить вертикальные и наклонные
скважины и вести добуривание дна
траншейМноголетний опыт эксплуатации тру¬
бопроводов показал, что срок службы
изолированной трубы в значительной
степени зависит от качества засыпки
трубопровода. Для обеспечения гаран¬
тированной сохранности изоляции
трубопровода при засыпке и одновре¬
менного выполнения подсыпки пазух
под трубой создан роторный траншее-
засыпатель ТР 351 мощностью
221 кВт, унифицированный по боль¬
шинству узлов с экскаватором ЭТР 254.
Он позволяет засыпать траншеи с про¬
изводительностью на талых грунтах до
1200 м^/ч, а на мерзлых до 450—
500 м траншеи, отрытой одноковшовым
экскаватором.Техническая характеристика
траншеезасыпателя ТР 351Техническая производитель¬
ность на грунте I ‘катего¬
рии, м^/ч .... . 1200
Ширина захвата, м . . . 3,5
База специальная с использо¬
ванием узлов трактора К-701
и ходовой части трактора Т-130
Двигатель ЯМЗ-240Б:мощность двигателя макси¬
мальная, кВт 221частота вращения, об/мин 1900
Расстояние между осями гу¬
сениц, мм 2600
Ширина башмаков гусениц,
мм . . . 600Скорости рабочего хода, м/ч-
передний ход (16 скоростей,
ротором вперед) . . . 35—336
задний ход (32 скорости,
тягачом вперед) .... 20—509
Транспортные скорости, км/ч:
передний ход (16 скоростей,
тягачом вперед) . . . .0,484-5,6
задний ход (8 скоростей,
ротором вперед) . . . . 0,8-^4
Число ковшей ... 27(трехряд¬
ное рас¬
положе¬
ние со
смеще¬
нием ря¬
дов на
полшага)Вместимость ковша, м^ . . . 0,24
Диаметр ротора (по кромкамзубьев), мм 2420Частота вращения ротора,
об/мин ... . . 13Транспортер ленточный двух¬
секционный:ширина ленты, мм. . . . 1000
скорость движения ленты,м/с 4,9Механизм выдвижения транс¬
портера Гидрав¬
лическийСреднее давление на грунт,МПа:в транспортном положении 0,08
в рабочем положении 0,065Размеры в транспортном по¬
ложении, мм:длина 8950ширина без транспортера 4960
высота максимальная 3650
высота минимальная . . . 3400
Масса, кг . 36 200Во избежание повреждения изоляции
трубопровода засыпка траншеи с уло¬
женным трубопроводом бульдозерами
часто связана с необходимостью пред¬
варительного рыхления бруствера и
присыпкой трубы размельченным грун¬
том. Особенно большое значение при¬
сыпке трубопровода придается при
строительстве в районах Крайнего Се¬
вера и Западной Сибири, где сохране¬
ние бруствера от промерзания связано
с большими трудностями. Роторный
траншеезасыпатель предназначен длякруглогодичной засыпки или присыпки
магистральных трубопроводов диамет¬
ром до 1420 мм.Траншеезасыпатель является само¬
ходной машиной непрерывного дейст¬
вия, рабочий орган которого выполнен
в виде жесткого ротора навесного типа.
Засыпка траншеи осуществляется при
движении машины ротором вперед при
попутном движении зубьев по забою
сверху вниз При таком способе копа¬
ния снижаются потребные тяговые уси¬
лия машины и максимальное давление
тягача на грунт в рабочем положе¬
нии. Срезанный зубьями измельченный
грунт попадает в ковш, а затем на лен¬
точный транспортер, расположенный
внутри ротора Подаваемый транспор¬
тером грунт попадает на ранее образо¬
вавшуюся над трубой грунтовую
наклонную плоскость и плавно стекает
по ней, присыпая трубу и заполняя
пазухи. Таким образом, попадающие на
транспортер камни и твердые комья
значительных размеров не могут повре¬
дить изоляцию трубопровода.Транспортный ход траншеезасыпа-
теля осуществляется тягачом вперед с
поднятым с помощью гидравлического
механизма рабочим органом. Тягач
траншеезасыпатель .создан на базе
трактора К-701 с использованием узлов
от трактора Т-130. От трактора К-701
использованы: силовая установка со
всеми системами, а также трансмис¬
сия, включающая полужесткую муфту,
коробку передач, соединительную муф¬
ту и кабину. Для удобства управления
машиной в рабочем и транспортном
положении все рычаги и педали управ¬
ления сдублированы. От трактора Т-130
использованы узлы ходовой части, бор¬
товые фрикционы и тормоза Управле¬
ние тягачом такое же, как у обычных
гусеничных машин. В пневмосих:теме
управления использованы элементы от
трактора К-701 й серийных автомоби¬
лей. Схема навески рабочего оборудо¬
вания и расположения узлов трансмис¬
сии тягача и рабочего органа преду¬
сматривает свободный доступ к меха¬
низмам при их обслуживании и ремон¬
те. Все механизмы закрыты кожухами
и капотами.Привод рабочего и транспортного
хода состоит из коробки передач трак¬
тора К-701, ходоуменьшителя и зад¬
него ведущего моста тягача, в котором
использованы ведущий мост трактора421
К-701, бортовые фрикционы и тормоза
от трактора Т-130 Рабочий орган тран-
шеезасыпателя состоит из наружной
рамы, связанной быстроразъемными
элементами с рамами ходовых тележек,
жесткой внутренней рамы с располо¬
женным в ней подвижным транспор¬
тером, ротора и трансмиссии при¬
вода ротора. Ротор траншеезасыпателя
имеет трехрядное ступенчатое распо¬
ложение ковшей Режущим инструмен¬
том являются зубья с твердосплавными
пластинами, расположенные по несим¬
метричной ступенчато-шахматной схе¬
ме. Расстановка зубьев обеспечивает
снижение энергоемкости разрушения
грунта, равномерность разрыхления
бруствера и загрузки ковшей, иск¬
лючает попадание на транспортер
крупных глыб и промерзшего грунта
Привод рабочего органа и транспортера
механический. Он состоит из редукто¬
ра реверса ротора,* предохранитель¬
ной муфты, редуктора привода ротора,
шарнирной передачи привода ротора,
редуктора привода транспортера и шар¬
нирной передачи привода транспортера
Редуктор привода ротора состоит из
ведущего моста трактора К-701 с при¬
менением дифференциала от автомо¬
биля ЗИЛ-130 Для изменения угла
наклона траншеезасыпателя в попереч¬
ной плоскости машина оснащена спе¬
циальным механизмомТраншеезасыпатель ТР-351 имеет вы¬
сокую степень унификации с изделиями
действующего тракторного и автомо¬
бильного производства и траншейным
экскаватором ЭТР 254, условия труда
машиниста по температурному режи¬
му, шуму, загазованности, вибрации
практически не отличаются от усло¬
вий труда в кабине серийного тракто¬
ра К-701, управление траншеезасыпа-
телем удобно с точки зрения обзорно¬
сти, освещения, расположения рычагов
Применение роторного траншеезасы¬
пателя обеспечивает, сохранность изо¬
ляционного покрытия трубопровода при
хорошем качестве засыпки, возмож¬
ность проведения работ круглый год при
любом промерзании бруствера, высокую
производительность засыпки, сокра¬
щение полосы отчуждения и невозмож¬
ность наезда на действующие трубо¬
проводы, проложенные рядом Машина
может совершать длительные транс¬
портные переходы, обладает хорошей
устойчивостью, маневренностью Тран-422шеезасыпатель можно транспортиро¬
вать по железной дороге (отдельно
тягач и рабочий орган). Устройство
HaBejCKH рабочего органа на тягаче
позволяет быстро соединять и разъеди¬
нять их при погрузке и разгрузке
без грузоподъемных средств Траншее¬
засыпатель можно перевозить на трай¬
лере без разъединения рабочего органа
с тягачом В дальнейшем предполага¬
ется использовать траншеезасыпатель
для снятия плодородного слоя, на при¬
сыпке дна траншей разрыхленным грун¬
том, для разрыхления мерзлых грун¬
товМашины для перевозки грузовДля перевозки одиночных труб и
трубных секций на базе автомобилей
высокой проходимости создана гамма
плетевозов различной грузоподъем¬
ности На базе автомобилей Урал-4320
и КамАЗ-4310 созданы плетевозы ПВ 95
и ПВ 96 грузоподъемностью 12 и 11 т.
На базе автомобилей Краз-255Б выпу¬
скают девятнадцатитонный плетевоз
ПВ 204, на базе автомобилей МАЗ-
7310 — плетевозы ПВ 481 грузо¬
подъемностью 50 т и ПВ 301А грузо¬
подъемностью 30 т Все плетевозы по¬
зволяют в пределах установленной
грузоподъемности перевозить трубы и
секции труб различных диаметров дли¬
ной 12—36 м У всех плетевозов при¬
цепные части (роспуски) оборудованы
тормозами, работающими одновременно
с тормозами тягового автомобиля
Применение базовых автомобилей вы¬
сокой проходимости, наличие рессорно-
балансирной подвески и тормозов у
прицепов-роспусков повысило среднюю
скорость передвижения и проходимость
плетевозов, а также дало возможность
использовать их на дорогах общей
сетиУвеличение объема промышленного и
гражданского строительства, а также
увеличение объема строительства объ¬
ектов из сборного железобетона вы¬
звало необходимость создать специаль¬
ные транспортные средства высокой
проходимости для перевозки железобе¬
тонных изделий. Прошли приемочные
испытания и рекомендованы к серий¬
ному производству полуприцеп-плито-
воз ПЛ 1107 и саморазгружающийся
полуприцеп ПС 1307 Конструкция ма¬
шин позволяет эксплуатировать их по
всей сети автомобильных дорог, а так¬
же в условиях бездорожья. В качестве
тяговых автомобилей используют
КРАЗ-255В и Урал-375 СННаряду с автомашинами специаль¬
ного назначения для перевозки раз¬
личных грузов на объекты строитель¬
ства могут быть рекомендованы грузо¬
вые автомобили с бортовой плат¬
формой и прицепы общего назна¬
чения.Тракторный гусеничный плетевоз
ПТГ 251 предназначен для транспор¬
тировки плетей диаметром 530 —
1400 мм, длиной 36 м на трассах
трубопроводов в условиях распутицы
и болот первого типа В качестве
тягача применяют болотный трактор
тягового класса 10 т. Серийные тяговые
тракторы Т-100 МБ, Т-130Б не требуют
доработки, сцепку его с плетевозом осу¬
ществляют обычным способом. Плете¬
воз ПТГ 251 состоит из переднего
прицепа и заднего прицепа-роспуска,
соединяющихся дышлом в транспорт¬
ном положении и тяговым канатом
при движении с плетьми Оба прицепа
однотипны и состоят из сварной рамы
каждый, на поперечной оси которой
закреплены балансирные тележки с
каждой стороны. Тележки обеспечивают
возможность качания рамы в обе сто¬
роны в зависимости от продольного
профиля местности. На верхнем листе
рамы прицепа расположены поворотный
двухбалочный коник, соединенный с ра¬
мой штырем На балках коника закреп¬
лены боковые стойки, служащие для
удержания плетей от скатывания в сто¬
роны. От сдвига вперед или назад
плети удерживаются стропами Задняя
балка прицепа оборудована вилкой для
крепления переднего конца тягового
каната. К раме прицепа шарнирно при¬
креплено сварное дышло, имеющее
сцепную петлю для соединения с тяга¬
чом. На задней стенке рамы прицепа
закреплено буксирное устройство со
штырем для соединения прицепа-рос¬
пуска.Отличительной особенностью при¬
цепа-роспуска является жесткое
крепление балок коника к раме, а
также жесткое крепление трубчатого
дышла к ней. Каждая тележка прицепа
опирается на два сварных балансира,
которые имеют по два опорных колесас автомобильными шинами на съемных
осях. Вокруг колес каждой тележки на¬
тянута резинометаллическая гусеница,
применяемая для оснащения болотной
техники на трассе строительства трубо¬
проводов.Средняя эксплуатационная скорость
движения плетевоза с двумя трех¬
трубными плетьми диаметром 1200 мм
и длиной 35 м составляет 4,4 км/ч На¬
личие угла атаки у гусеничных тележек
значительно снижает сопротивление
передвижению плетевоза. Принятая
система крепления труб во время транс¬
портировки отвечает требованиям без¬
опасности, изложенным в ГОСТ
12.2 004—75 Стойки коников и страхо¬
вочные тросы надежно удерживают
плети от смещения при движении и
торможении плетевоза.Техническая характеристика плетево¬
за ПТГ 251Грузоподъемность, кг . . . 25 000
Давление на грунт с грузом25 т, МПа 0,028Колея, мм . . . .... 2440
Дорожный просвет без погруже¬
ния гусениц, мм . . . . 450
Ширина гусениц, мм . . 1200
Погрузочная высота, мм . . . 1850
Размеры, мм:ширина .... . . 3640
высота . . . ... 2300длина (без тягача и груза) 12 ООО
Масса без тягача, кг . . . .12 300Для перевозки различных грузов,
механизмов и труб по заболоченным
участкам трассы, где ни колесный
транспорт, ни обычные гусеничные
машины не могут передвигаться, создан
трубовоз ТВ 302 на базе болотохода
ВТ 361 «Тюмень» грузоподъемно¬
стью 36 т. Болотоход создан на базе
трактора К 701 и представляет собой
двухзвенную четырехгусеничную ма¬
шину с резинометаллическими гусени¬
цами. Благодаря большой опорной
поверхности гусениц среднее давление
на грунт при полной нагрузке состав¬
ляет 0,043 МПа и максимальная ско,-
рость движения 15 км/ч Эта машина
предназначена также и для размеще¬
ния на ней различного технологиче¬
ского оборудования.423
Техническая характеристика БТ 361
(Болотоход «Тюмень»)Полезная нагрузка, кН . . 360
Давление на грунт с грузом
25 т, МПа . . 0.032Номинальная мощность дви¬
гателя ЯМЗ-240Б, кВт . . . 200
Система управления поворо¬
том шасси . . . Гидрав¬
лическая
с цилинд¬
ром двой¬
ного дей¬
ствия.... 16000. . . 3760. 3800. 43 600Размеры, мм:
длина .
ширина
высота
Масса, кг .При строительстве магистральных
трубопроводов в условиях Крайнего
Севера и Западной Сибири все более
предпочтительным становится примене¬
ние транспортных и транспортно-тех¬
нологических средств на воздушной по¬
душке Принцип воздушной подушки
заключается в создании вентилятором
под днищем транспортного средства по¬
вышенного давления воздуха вплоть до
отрыва и подъема этого средства над
поверхностью грунта (воды). Транс¬
портные средства на воздушной подуш¬
ке по сравнению с другими видами
транспорта (колесными, гусеничными)
обладают рядом принципиальных преи¬
муществ-низкое давление машин на опорную
поверхность — 0,001 МПа, что обеспе¬
чивает высокую проходимость этих
машин по поверхностям с низкой не¬
сущей поверхностью (рыхлый снег, снег
с водой, открытая вода без ограни¬
чения ее глубины, мелководье, болоти¬
стая местность, песок и т. д );высокая скорость передвижения до
100 км/ч,повышенная грузоподъемность (60—
100 т),простота конструкции, надежность.В транспортных средствах на воздуш¬
ной подушке отсутствуют сложные ме¬
таллоемкие узлы (гусеницы, колеса,
редукторы и др.).Транспортные средства на воздушной
подушке, применяемые для строитель¬
ства магистральных трубопроводов,
можно классифицировать на самоход¬424ные и несамоходные (прицепные па¬
ромы на воздушной подушке). Движи¬
телем самоходных транспортных средств
является пропеллер, приводимый во
вращение авиационным двигателем.
Торможение и остановка выполняют¬
ся отклонением воздушного потока
на 180°, а также путем прекращения
подачи воздуха в воздушную подушку
и посадкой корпуса на поверхность
грунта или воды. Машины на воздуш¬
ной подушке способны передвигаться
по равнинным участкам без уклонов,
так как на уклонах из-за отсутствия
сцепления с грунтом машину начинает
сносить в сторону уклонаГрузоподъемные машиныОсновными грузоподъемными маши¬
нами на строительстве магистральных
трубопроводов являются трубоуклад¬
чики.В конструкциях современных трубо¬
укладчиков заложены прогрессивные
технические решения, возможность
совмещения рабочих операций, опуска¬
ние крюка и стрелы только двигате¬
лем, автоматическое размыкание тор¬
мозов лебедок, легкость управления,
наличие устройства контроля грузовой
устойчивости и нагрузки на крюке.Трубоукладчики ТГ 61 и ТГ 62 грузо¬
подъемностью 6,3 т и моментом ус¬
тойчивости 160 кН-м предназначены
в основном для промыслового строи¬
тельства. Они имеют повышенную на¬
дежность ходовой части, оборудованы
теплошумоизолированной комфорта¬
бельной кабиной с отоплением и венти¬
ляцией. Трубоукладчик ТГ 62 имеет по¬
ниженное давление на грунт в транс¬
портном положении 0,24 МПа, а с
нагрузкой 63 кН — 0,68 МПа и пред¬
назначен для укладки в траншею
трубопроводов, соправождения очист¬
ных и изоляционных машин и выполне¬
ния различных подъемно-транспортных
операций при строительстве трубопро¬
водов диаметром до 426 мм. Он может
быть использован на аналогичных ра¬
ботах в пределах его технической ха¬
рактеристики при сооружении трубо¬
проводов больших диаметров.Трубоукладчик ТГ 61 по сравнению
с трубоукладчиком Т 614 имеет ряд
преимуществ:
высокую надежность гусеничного
хода благодаря применению опорных
катков с улучшенными уплотнениями
и гусениц от трактора Т-130 вместо
литых траков на Т. 614 от трактора
ТДТ-75,хорошую проходимость при увеличен¬
ном в 1,6 раза тяговом усилии на
ведущем колесе, уменьшенном в 1,5 раза
давлении на грунт и увеличенном до
450 мм дорожном просвете,рациональное размещение навесного
грузоподъемного оборудования (вме¬
сто двух лебедок на трубоукладчике
Т 614, над левой и правой гусени¬
цами разработана двухбарабанная ги¬
дравлическая лебедка, расположенная
над правой гусеницей),меньшую рабочую ширину, так как
отсутствует откидной противовес,обеспечивает безопасную работу бла¬
годаря оборудованию трубоукладчика
приборами (указателями грузового мо¬
мента и фактической нагрузки на
крюке) и аварийным люком кабины
машиниста.Трактор трубоукладчика создан на
основе трактора ДТ-75Р-СЗ с реверс-
редуктором и новым верхним строением
(кабиной, капотом и т. д.) Силовая
установка и трансмиссия использованы
полностью с небольшими доработками,
а ходовая часть полностью передела¬
на. Специальная ходовая тележка
имеет сварную жесткую раму, на кото¬
рой смонтированы все элементы гусе-
нич-ного двигателя и дополнитель¬
ные бортовые редукторы Дополнитель¬
ные редукторы служат для увеличения
тягового усилия на ведущих звездочках
без увеличения нагрузок на транс¬
миссию и корпус трактора. Лебедка
трубоукладчика предназначена для
подъема, опускания и изменения вылета
крюка. Лебедка состоит из грузового
и стрелового барабанов, сидящих на
общей оси, соединяющей редуктор
привода стрелового барабана и редук¬
тор привода грузового барабана. Стре¬
ла сварена из двух балок коробчатого
сечения, соединенных поперечными свя¬
зями в верхней и нижней частях. Она
установлена шарнирно в кронштейне
на левой балке гусеничной тележки.
Противовес неоткидного типа жестко
закреплен между стойками рамы лебед¬
ки. Применение такого противовеса
значительно сокращает рабочий габа¬
рит трубоукладчика, уменьшает трудо¬емкость изготовления и повышает его
надежность, так как отсутствует меха¬
низм откидывания противовеса Указа¬
тель грузового момента предназначен
для предотвращения опрокидывания
трубоукладчика и позволяет работать
на характеристиках в режиме крана
и трубоукладчика Благодаря гидравли¬
ческому управлению лебедкой и автома¬
тизации управления тормозами число
рычагов управления навесным грузо¬
подъемным оборудованием минимально
и равно двум Дополнительно уста¬
новлены две поворотные фары на верх¬
ней задней части левой и правой стенок
кабины, которые обеспечивают лучшее
освещение места работ.По всем технико-эксплуатационным
показателям и эстетическому оформле¬
нию трубоукладчик ТГ 61 отвечает
современным требованиям, предъявля¬
емым к машине этого класса. Основ¬
ные его показатели находятся на уровне
современных зарубежных образцов
На базе трактора Т-130 разработан
трубоукладчик ТГ 201 грузоподъем¬
ностью 20 т, с моментом устойчиво¬
сти 490 кН-м, со специальным гусе¬
ничным ходом Он имеет уширенную
колею и удлиненную базу с дополни¬
тельными бортовыми редукторами
Трубоукладчик этой модели для
укладки в траншею трубопроводов
диаметром до 1020 мм в районах
с умеренным климатом заменил ранее
выпускавшийся трубоукладчик Т 1530В
Трубоукладчик ТГ 201 имеет спе¬
циальную ходовую гусеничную базу
с жесткой подвеской и с силовой
установкой и трансмиссией, механиче¬
ский привод грузоподъемных механиз¬
мов и гидравлический привод механиз¬
ма противовеса Управление лебедкой
грузоподъемного оборудования — ги¬
дравлическое, а управление передвиже¬
нием трубоукладчика осуществляется
так же, как на тракторе Т-130.По сравнению с трубоукладчиком
Т 1530В он имеет ряд преимуществ:
плавное включение и независимая ра¬
бота грузоподъемного и стрелоподъем¬
ного механизмов; быстрое и точное
центрирование труб при сварке их на
трассе, увеличенное в 1,7 раза тяго¬
вое усилие ходового механизма, позво¬
лившее значительно улучшить прохо¬
димость, наличие указателя грузового
момента, дающего возможность по¬
стоянно следить за грузовым моментом,425
и прибора контроля нагрузки, позво¬
ляющего автоматически поддерживать
нагрузку на крюке в заданном диапа¬
зоне при работе в изоляционно-укла¬
дочной колонне; применения простого,
легкого и удобного гидроуправления
основными операциями грузоподъем¬
ного оборудования всего двумя рыча¬
гами, обеспечивающего автоматизацию
процесса управления машиной и хоро¬
шие условия труда машиниста; уста¬
новка противовеса складывающегося
типа, обладающего высокой надеж¬
ностью, снижающего высоту центра
тяжести машины, улучшающего про¬
дольную устойчивость и проходимость,
уменьшающего габаритные размеры
машины при придвинутом противовесе
и обеспечивающего хороший обзор
вправо по ходу. Все перечисленные
преимущества обеспечивают также
безопасность работы.Трубоукладчик ТГ-201 имеет электро-
стартерный запуск пускового двигателя,
предпусковой подогреватель дизеля для
запуска при низких температурах,
кабину, оборудованную тепло- и звуко¬
изоляцией.На базе специального трактора
ТТ-330 ЧЗПТ, отличающегося от основ¬
ного трактора Т-330 жесткой подвеской
гусеничного хода, установкой опорных
катков на подшипниках скольжения,
устройством натяжного колеса, увели¬
ченным размером колеи, базы, гусенич¬
ного башмака и некоторыми другими
особенностями, создан трубоукладчик
ТГ 502 с моментом грузовой устой¬
чивости 1226 кН-м. Машина имеет
гидропривод лебедок. Подъем и опуска¬
ние противовеса производятся гидро¬
цилиндром.Трубоукладчик ТГ 502 предназначен
для укладки в траншею трубопроводов,
сопровождения очистных и изоляцион¬
ных машин и выполнения различных
подъемно-транспортных операций на
строительстве магистральных трубопро¬
водов диаметром 1220 и 1420 мм и
используется на аналогичных работах
в пределах его технической характе¬
ристики при сооружении трубопроводов
больших диаметров.Трубоукладчик ТГ 502 смонтирован
на тракторе ТТЗЗО — трубоукладочной
модификации промышленного трактора
Т 330. Грузоподъемное оборудование
трубоукладчика ТГ 502 включает лебед¬
ку, противовес, верхнюю раму, стрелу,426портал, обоймы стрелового и грузо¬
вого полиспастов и гидросистему.
Привод грузоподъемного механизма
гидравлический, имеет две скорости
подъема крюка.Гидросистема трубоукладчика имеет
гидравлическое сервоуправление рас¬
пределителями силового потока Такое
гидроуправление от распределителей
следящего действия обеспечивает
трубоукладчику широкий диапазон ско¬
ростей крюка и стрелы. Кабина
трубоукладчика оборудована поворот¬
ным сиденьем, которое может быть
установлено по направлению фронта
грузоподъемных работ, чем достига¬
ются хорошие условия для безопасного
и производительного труда машинистаДальнейшее повышение эффектив¬
ности строительства магистральных
трубопроводов требует применения
трубоукладчиков с более высоким мо¬
ментом устойчивости 1600—1700 кН-м
и выше (вместо 1050—1250 кН-м).
Применение таких машин даст возмож¬
ность сократить число трубоукладчи¬
ков в изоляционно-укладочной колонне
Однако создание трубоукладчика с мо¬
ментом устойчивости 1600—1700 кН-м
по традиционной конструктивной схеме
приводит к значительному увеличению
его массы и снижению эксплуатацион¬
ных показателей. Устранить это про¬
тиворечие удалось в монтажной машине
оригинальной конструкции — ММ 631.
Она создана на базе трактора ТТ-330
и имеет изменяемую колею гусеничного
хода. При рабочем положении (пол¬
ностью раздвинутых гусеничных те¬
лежках) ширина колеи машины со¬
ставляет 4420 мм, а в транспортном
положении (полностью сдвинутых гу¬
сеничных тележках) — 2820 мм. Шири¬
на колеи изменяется при помощи гид¬
равлического цилиндра. Грузоподъем¬
ное оборудование имеет гидравлический
привод и унифицировацо с грузоподъ¬
емным оборудованием трубоукладчи¬
ка ТГ 502. Монтажная машина пред¬
назначена для монтажа запорных кра¬
новых узлов и укладки трубопроводов,
она может быть использована и для
выполнения различных подъемно-тран-
спортных операций при строительстве
трубопроводов.Техническая характеристика ММ 631
Номинальная грузоподъем¬ность, т63
Момент устойчивости, кН-м
Вылет крюка (максималь¬
ный), м , . .Высота подъема крюка (при
вылете 1,5 м), м
Глубина опускания крюка
(при вылете 1,5 м), м .
Скорость подъема и опуска¬
ния крюка, м/мин
Скорость передвижения,
км/ч-вперед. . . .назад
Двигатель . .24507,11—790-10,90—9,0888ВТ-330Машины для очистки
и изоляции трубопроводовВ общем технологическом комплексе
строительства магистральных трубопро¬
водов особое место занимают изоля¬
ционно-очистные работы, которые яв¬
ляются исключительно трудоемкими.Для очистки и изоляции трубопро¬
водов в трассовых условиях серийно
изготавливают машины для очистки,
изоляции битумными покрытиями, изо¬
ляции полимерными пленками и комби¬
нированные машины для одновременной
очистки и изоляции труб лентами.
Создан ряд таких машин для труб
диаметром 89—530 мм Это ОМ 151,
ОМЛ 8А, ОМ 521 (табл 10 2) Как
показал производственный опыт, ком¬
бинированные машины позволяют болеекачественно наматывать изоляционные
и защитные пленкиОчистные машины предназначены
для очистки наружной поверхности
стальных труб от ржавчины и других
загрязнений. В качестве очистного ин¬
струмента применяют скребки и метал¬
лические щетки По своей конструкции
все машины имеют много общего, но в
зависимости от диаметра очищаемой
трубы отличаются габаритными разме¬
рами, мощностью двигателя и количе¬
ством очистного инструмента.Очистные машины состоят из двух
частей: силовой и очистной установок
Силовая установка включает двигатель,
редуктор отбора мощности, коробку
передач, ходовой механизм, червячные
редукторы и рычаги управления Очист¬
ная установка состоит из металличе¬
ского каркаса, в котором установлены
два ротора со скребками и металличе¬
скими щетками, ведомого ходового ме¬
ханизма, устройства для нанесения
грунтовки и пылевого вентилятора для
отсоса продуктов очистки Силовая и
очистная установки соединены между
собой шарнирами, а механизмы уста¬
новок кинематически связаны между
собой карданными валами Это позво¬
ляет осуществить поворот одной уста¬
новки относительно другой при очистке
криволинейных участков трубопрово¬
дов, повысить устойчивость машин во
время работы, значительно снизить по¬
ложение центра тяжести.Таблица 102Техническая характеристика очистных машинПоказателиОМ 151ОМЛ ЗАОМ 521Наружный диаметр трубы, мм
Скорость передвижения, км/ч
Частота вращения рабочих органов,
об/мин
Двигатель
типмощность, кВт
Частота вращения коленчатого ва¬
ла, об/минЧисло очистного инструмента:
щеток
скребков
Размеры, мм*
длина
ширина
высота
Масса, кг89-1590,245—0,48273,5УД-25С5,9147015008502000600219-3250,085—0,544124ЗМС-321-0130200021212760263528761662325-530
0,15-0,4
110, 130СМД-1455170027544300180028004100427
Наличие в кинематической схеме ко¬
робки передач позволяет установить в
зависимости от степени загрязненности
наружной поверхности труб различные
скорости передвижения машин. Ско¬
рость вращения роторов передних рабо¬
чих органов остается постоянной, а ка¬
чество очистки поверхности трубопро¬
водов обеспечивают выбором оптималь¬
ного режима работы трубоочистной
машины. Машины для изоляции трубо¬
проводов битумными покрытиями с по¬
следующей обмоткой армирующими и
защитными рулонными материалами
спроектированы в настоящее время пяти
типоразмеров (табл. 10.3) и охватывают
весь диапазон диаметров труб, исполь¬
зуемых при строительстве трубопрово¬
дов. По конструкции и кинематике
эти машины имеют-много общего и от¬
личаются друг от друга (в зависи¬
мости от диаметра изолируемого трубо¬
провода) в основном разм.ерами и
мощностью двигателя.Для обеспечения высокого темпа
производства изоляционных работ и
улучшения качества изоляционных по¬
крытий в последнее время наметилась
тенденция к отказу от применения
битумной изоляции на трубопроводах
больших диаметров и замены ее изо¬
ляцией из полимерных лент. Особен¬
ность этих машин заключается в более
жесткой конструкции рамы, обмоточ¬
ного ротора и применения шпуль, обес¬
печивающих равномерное натяжение
ленты в процессе ее намотки на
трубопровод с усилием до 40 Н на 1 см
ширины ленты Кроме того, эти машины
оборудованы устройством для нанесе¬ния слоя клея (грунтовки), подъемни¬
ком рулонов ленты и устройством
для снятия статического электричества.Машины для изоляции трубопрово¬
дов полимерными лентами имеют сле¬
дующую конструкцию. Верхняя часть
представляет собой силовой агрегат,
состоящий из рамы, на которой уста¬
новлены двигатель, цилиндрический ре¬
дуктор, раздаточная коробка передач,
червячный редуктор, аккумуляторы,
подогреватель; бензобак, щит приборов,
фары и капот. Нижняя часть машины
является изоляционным агрегатом и
состоит из рамы, на которой размещены
подъемник для установки рулонов ленты
на шпули, коробки передач насоса,
устройства для нанесения грунтовки,
рычагов управления, промежуточного
вала, ограничительных роликов, меха¬
низма передвижения, приводного меха¬
низма, звездочки привода шпуль и
12 опорных роликов (табл. 10.4).Переход на изоляцию трубопроводов
полимерными лентами позволили со¬
здать и внедрить в практику строи¬
тельства вместо двух машин — очист¬
ной и изоляционной — одну комбиниро¬
ванную, которая совмещает сразу две
операции — очистку и изоляцию. Эти
машины по сравнению с применением
двух раздельных машин для очистки
и изоляции трубопроводов имеют сле¬
дующие преимущества: значительно
повышается качество изоляционного
покрытия за счет «жесткого» наложе¬
ния машины на трубопровод; в изо-
ляционно-укладочной колонне сокра¬
щается число потребной техники (ма¬
шин для изоляции и трубоукладчиков);Таблица 10.3Техническая характеристика изоляционных машинПоказателиИМ 23ИМ 2АИМ 521ИМ 171ИМ 121Наружный диаметр
трубы, мм89—168168-299325—530630-8201020—1220Мощность двигателя,
кВт4,85,922,222,229,6Скорость передвиже¬
ния, м/ч250—500435-590200—1800263—1700240—1500Ширина рулонного
материала, мм
Размеры, м:100—250150—250350—500350-500длина1,71,83,43,43,5ширина0,80,81,61,62,1высота223,33,13,3Масса, кг300800310028003300428
Таблица 10 4Техническая характеристика машин для изоляции полимерными лентамиПоказатели1 ИЛ 521ИЛ 821ИЛ 1422Наружный диаметр трубы, мм325—530630-8201020—1420Мощность двигателя, кВт222229Скорость передвижения, м/ч300—700300—600100—800Ширина рулонного материала, мм200—500400-500400-500Размеры, м*длина3,44,83,7ширина1,72,62,1высота2,52,73,9Масса, кг3,84,86Таблица 10.5Техническая характеристика комбайновПоказателиОМ 522ПОМ 1221ПОМ 1423ПНаружный диаметр очищаемого325-5301020—12201420и изолируемого трубопровода,
ммМощность двигателя, кВт5595106,6Скорость передвижения, м/ч260-700140—150200—700Число очистного инструмента:щетки—4872скребки3680126щетки с активным приводом6——Ширина полимерной ленты, мм200-500400-500400-500Размеры, мм:длина48,59ширина1,93,23,5высота3,43,53,9Масса машины, кг4,512,514уменьшается число обслуживающего
персонала, при работе в зимний период
на трубопроводе отсутствует непро-
гретый участок поверхности, который
имеется в момент начала работы у ко¬
лонны, укомплектованной двумя маши¬
нами (очистной и изоляционной); улуч¬
шаются технико-экономические пока¬
затели (снижаются суммарные затраты
мощности, металлоемкости, трудо¬
затраты при изготовлении машин)
(табл. 10 5)Комбинированные машины имеют
устройства для отсоса пыли из зоны
очистки, двигатели оборудованы пред¬
пусковыми подогревателями и глуши¬
телями шума, установлены подъемники,
облегчающие надевание рулонов на
шпули. Конструкция ротора очистки,
узлов крепления очистного инструмен¬та, системы вентиляции у комбиниро¬
ванных и трубоочистных машин одно¬
типны, а роторы изоляции и очистки
в целом аналогичны роторам изоля¬
ционных машин. В качестве очистного
инструмента используют скребки и ме¬
таллические щетки за исключением ма¬
шины ОМ 522ПА, где вместо плоских
установлены цилиндрические щетки с
активным приводом. Комбинированная
машина для одновременной очистки и
изоляции трубопровода состоит из двух
шарнирно-сочлененных частей: силовой
установки и рабочего агрегата. Такая
конструкция машины позволяет исполь¬
зовать ее на криволинейных участках
трубопровода, а также обеспечивает
равномерное распределение нагрузки на
ходовые колеса. Кроме того, распо¬
ложение основных механизмов в нижней429
части машины делает ее устойчивой
на трубопроводе и облегчает обслужи¬
вание и управление. Силовая установка
состоит из рамы, на которой распо¬
ложен двигатель, ведущий ходовой
механизм, топливный бак и узлы транс¬
миссии Трансмиссия включает: редук¬
тор отбора мопцности, коробку передач,
червячные редукторы и валы ходовых
колес Ходовые колеса для лучшего
сцепления с поверхностью трубопро¬
вода и обеспечения ее сохранности от
механических повреждений обрезинены.
Для устройства работы на переходах
и при высокоподнятом трубопроводе
силовая установка оборудована откид¬
ными рабочими площадкамиРабочий агрегат состоит из рамы,
на которой расположены ротор очистки
с ограждением, системы вентиляции,
бака для грунтовки, ведомого ходового
механизма, ротора изоляции с установ¬
ленным на нем устройством для расти¬
рания грунтовки и шпулями Ротор
очистки включает передний ротор с че¬
тырьмя рядами скребков и задний с
тремя рядами плоских металлических
щеток В трансмиссию, размещенную
на рабочем агрегате, включены привод
ротора щеток, вентилятор, ротор скреб¬
ков и звездочка шпуль, цепные пере¬дачи, механизм согласования скоростей.
Рабочий агрегат оснащен лестницами
и площадкой, используемой при работе
над широкой траншеей, а также подъ¬
емником для установки рулонов с поли¬
мерной лентой и оберткой на шпули
машины. Для работы в темное время
суток машина оборудована системой ос¬
вещения, а для поддержания машины
на трубопроводе предусмотрена балка.
Управление машиной осуществляется с
пульта, расположенного у щитка прибо¬
ров двигателя или с помощью системы
дистанционного управления. Обслу¬
живающий персонал состоит из маши¬
ниста и двух помощников.Комплексы машин для очистки и
изоляции стыков труб с заводским
изоляционным покрытием полимерными
лентами ИС 101, а также ИС 122 и
ИС 142 состоят каждый из двух
машин, очистной и изоляционной Ма¬
шины комплексов перемещаются вдоль
трубопровода от стыка к стыку сопро¬
вождающими их трубоукладчиками
(табл. 10 6)Кроме того, для очистки и изоля¬
ции стыков трубопроводов большо¬
го диаметра 1020 и 1420 мм созда¬
ны самоходные машины МС 101 и
МС 141.Таблица 10.6Техническая характеристика машин для изоляции стыковПоказателиИС 101ИС 122ИС 142Диаметр обрабатываемого трубопровода,\Л 1\/Т102012201420'VI1V1Ширина обрабатываемого стыка, мм300300300Производительность, стыков/ч886Установленная мощность, кВточистной машины6,46,43изоляционной машины6,46,4- 3,2Частота вращения рабочих органов,
об/миночистной машины2522 “14изоляционной машины448Число рабочего инструментаметаллические щетки на ОМ888шпули222Число обслуживающего персонала (вклю¬444чая машинистов трубоукладчиков)
Размеры комплекса, ммдлина234023402340ширина250023222591высота224024382698Масса комплекса, кг194120302677430
МС 101 МС 141
10 10Техническая характеристика самоход¬
ных маигин для изоляции стыковМарка .Производитель¬
ность, стыков/ч
Скорость передви¬
жения от стыка к
стыку, км/ч . .Ширина обрабаты¬
ваемого стыка, мм
Двигатель:
тип .мощность, кВт
Очистной инстру¬
мент — металличе-1,83001.6300ЗМЗ-321-01
29,4 29,4ские щетки . .
Изоляционный ма
териал ....
Размеры, мм:
длина (без удер
живающей балки
и шпуль)
ширина (без пло¬
щадок обслужи¬
вания) . . . .
высота .Масса, кг . .Плоские Круглые
Пленка в рулонах23001800310026003700254528704870Средства малой механизации
на строительстве
трубопроводовВ настоящее время широко при¬
меняют базовую изоляцию труб, что
позволяет значительно повысить темпстроительства. Для работы с изоли¬
рованными трубами создается специ¬
альная техника. Это различные таке¬
лажные механизмы, такие, как захват
трубный автоматический ЗТА102 мак¬
симальной грузоподъемностью 10 т,
который работает без участия такелаж¬
ника, автоматические клещевые за¬
хваты КЗ 1422, 1223, 1022, которые тоже
работают без участия такелажников.
Это гамма мягких полотенец типа
ПМ. Троллейные подвески на пневмо¬
баллонах и полиуретановых катках
ТПП1021.Подвески троллейные типа ТП (табл
10 7) являются навесным оборудова¬
нием к трубоукладчикам и пред¬
назначены для подъема, перемещения,
поддержания трубопровода на необхо¬
димой высоте и укладки его в тран¬
шею при совмещенном способе строи¬
тельства. Их выпускают в двух кон¬
структивных исполнениях: подвески
троллейные, имеющие два ряда кони¬
ческих катков (в каждом ряду в за¬
висимости от грузоподъемности может
быть 2, 4, 6 и 8 катков), которые
балансирно соединены с боковыми кри¬
выми балками, подвешиваемыми на
крюк трубоукладчика И подвески трол¬
лейные с верхней жесткой дугой, на
которой с двух сторон шарнирно
присоединены две траверсы. Снизу к
траверсам подвешены две гирлянды
трехрядных цилиндрических катков,
шарнирно соединенных между собой.
По первой схеме выполнены троллейныеТаблица 10 7Техническая характеристика подвесок троллейныхМаркаГ рузо-
подъем-
ность,
тДиаметр
поднимае¬
мой тру¬
бы, ммЧислокатковВид катков
или колес
(материал
покрытия)Масса,кгПримечаниеТПП 321280—3256Пневмошин-205Выпускаетсяные колесапартиямиТП 371ХЛ6,383—3774Стальные кат¬82ВыпускаетсякисерийноТП 521ХЛ12,5377-5306То же212То жеТП 822ХЛ20377—8206»542»ТП Ю23ХЛ3510208Стальные кат¬1342»ТПП Ю21ХЛ32102012киКатки с поли¬1155Готовится к вы¬ТПП 1421ХЛ63142012уретановымпускупокрытиемТо же1400То жеТП 1425ХЛ' 63142012Стальные кат-1500Выпускаетсясериино431
подвески для труб диаметром 89—
1020 мм, по второй — для труб диа¬
метром 1220—1420 мм. Вторая схема
позволила расположить катки под опти¬
мальным углом 52—59° и увеличить
их число до 12 штук, не осложняя
конструкцию, в результате чего удель¬
ная нагрузка на трубу была умень¬
шена. Подвеска троллейная ТПП 321
с пневматическими шинами применя¬
ется для работы с изолированными
трубопроводами малых диаметров и вы¬
пускается небольшими партиямиПневматические шины могут уста¬
навливаться в трех положениях, что
позволяет использовать эту подвеску
при строительстве трубопроводов диа¬
метром 80—325 мм. Кроме того, она
снабжена четырьмя боковыми ^)езино-
выми роликами, которые при движе¬
нии не позволяют сойти с колес и
обеспечивают сохранность изоляцион¬
ного покрытияУнифицированная подвеска троллей¬
ная ТП 882 ХЛ для подъема трубо¬
проводов диаметром 377—820 мм, в
которой с помощью перестановок втулки
на осях можно фиксировать катки *в
трех симметричных положениях* в пер¬
вом случае для подъема трубопрово¬
дов диаметром 377—420 мм, во втором
диаметром 530—620 мм и в третьем —
720—820 мм Перенастройка произво¬
дится легко без применения сменных
деталей.Подвеска троллейная ТП 1425X1
имеет возможность перенастройки без
применения сменных деталей для подъ¬
ема трубопроводов Для этого на верх¬
ней стороне четырех боковых держа¬
телей выполнено по два отверстия При
работе на трубопроводе диаметром
1220 мм держатели соединяются с тра¬
версой через наружные отверстия Если
держатели соединить через внутренние
отверстия, то троллейная подвеска мо¬
жет применяться для подъема трубо¬
провода диаметром 1420 мм. Эта схема
имеет enie то преимущество, что не из¬
меняя конструкции, можно заменить
катки другими, покрытыми слоем поли¬
уретана, что дает возможность исполь¬
зовать их для подъема и укладки изо¬
лированного трубопровода.Захваты клещевые полуавтоматиче¬
ские и автоматические типа КЗ пред¬
назначены для подъема, перемещения
и стыковки труб длиной до 36 м на
трассе строительства трубопроводов и
на трубосварочных базах (табл 10 8)
Работа клещевых захватов основана на
принципе самозамыкания двух рычагов
под действием массы трубы и их раз¬
мыкания только после опускания трубы
на землю (после снятия нагрузки).
Параметры всех клещевых захватов вы¬
браны так, что при смыкании рыча¬
гов и при подъеме трубы возникает
вертикальная составляющая сила, кото¬
рая прижимает трубу к корпусу за¬Таблица 10.8Техническая характеристика клещевых захватовМарказахватаГ рузоподъ-
емность, тДиаметр
поднимаемой
трубы, ммМасса,кгПримечаниеП олуавтоматическиеКЗ-1110,7589—1147,4Выпускается партиямиКЗ-1611114—1689,6То жеКЗ-2221920,5»КЗ-271327345Выпускается серийноКЗ-3332538Выпускается партиямиК-3-351435553Выпускается серийноК-3-53,7530108,3Выпускается партиямиКЗ-75720214То жеКЗ-86,3820313»КЗ-1021121020488Выпускается серийноКЗ-1222151220 547
АвтоматическиеТо-жеКЗ-1223161220623Изготовлен опытный об¬
разецКЗ-1422
432281420ИЗОВыпускается серийно
хвата, поскольку она по модулю боль¬
ше, чем масса труб. Это обстоятель¬
ство также обеспечивает надежность
и безопасность действия захватов. За¬
хваты клещевые полуавтоматические
состоят из сварного корпуса, к кото¬
рому шарнирно присоединены два ры¬
чага, снабженные снизу неподвижными
или поворотными лапами, выполнен¬
ными по радиусу данной трубы. Верх¬
ние концы рычагов с помош.ью двух
звеньев соединены с кольцом, к нижним
боковым сторонам которого приварены
два штыря. Кольцо снабжено ручкой.
В момент, когда труба уже находится
на земле, а крюк продолжает опу¬
скаться, рычаги размыкаются, а штыри
на кольцах сползают вниз по крюкам на
корпусе и входят с ними в зацепление.
Для захватывания и подъема следую¬
щей трубы необходимо после опускания
захвата на трубу вручную повернуть
верхнее кольцо и освободить его штыри
от зацепления с корпусом. Автоматиче¬
ские клещевые захваты отл11чаются от
полуавтоматических тем, что на их кор¬
пусе сверху установлен механизм фик¬
сации, который периодически после опу¬
скания трубы на землю и снижения до
предела верхней проушины автоматиче¬
ски освобождает рычаги или фиксирует
их разомкнутое положение.Автоматические захваты работают
без участия стропальщика, чем обеспе¬
чивается высокая степень безопасности
в работе.Захваты трубные автоматические к
кранам ЗТА101 и трубоукладчикам
ЗТА102 являются навесным трубоза¬
хватным оборудованием. Они предна¬
значены для перегрузки одиночных
труб на всех этапах транспортирова¬
ния Захват состоит из коробчатой
сварной балки, которая подвешена на
подвижной траверсе. С каждой тор¬
цовой стороны на балке имеется по
одной тележке, которые могут передви¬
гаться вдоль нее в определенном ин¬
тервале Тележки, снабженные с наруж¬
ной стороны торцовыми крюками, а с
внутренней — связанные канатами че¬
рез систему полиспастов с траверсой,
прижимаются к торцовым упорам балки
двумя пружинами. По середине балки
размещен четырехтактный механизм
фиксации, который при каждом пере¬
движении траверсы относительно балки
позволяет подвешивать ее на канатах
или блокировать балку с траверсойВ первом случае тележки передви¬
гаются навстречу друг другу и своими
крюками захватывают трубу с торцов.
Во втором, тележки, освобожденные
от канатов, оттягиваются пружинами
к периферии и прижимаются к торцо¬
вым упорам балки В последнем по¬
ложении захват освобожден от трубы
и его можно поднять для подъема
другой трубы.Погрузочно-разгрузочные работы с
помощью захвата ЗТА полностью авто¬
матизированы и не требуют участия
стропальщиков в этих операциях, что
обеспечивает безопасность работы. Гру¬
зоподъемность захвата 10 т, масса 2 т,
диаметр поднимаемых труб 1020—
1420 мм, длина 9—12 м.Захваты торцовые (ЗТ) предназначе¬
ны для погрузки и разгрузки оди¬
ночных труб. Они представляют собой
две гибкие канатные связи, на концах
которых имеются специальные крюки,
надеваемые на торцы труб. Выпуска¬
ются четыре типоразмера торцовых
захватов (табл. 10.9)Траверсы ТРВ-41 и ТРВ-192 пред¬
назначены для погрузки труб в железно¬
дорожные полувагоны, их разгрузки,
штабелирования и погрузки на транс¬
портные средства с помощью автокра¬
нов, для транспортирования труб от
штабеля к стеллажу на трубосвароч¬
ных базах и разгрузки труб с трубо¬
возов с помощью трубоукладчиков.
Кроме того, ‘траверса ТРВ-41 может
выполнять грузоподъемные операции с
двух- и трехтрубными секциями с по¬
мощью двух серийно выпускаемых
мягких полотенец ПМ-321, подвеши¬
ваемых на торцовых крючках траверсы.
Траверса ТРВ-41 состоит из сварной
балки и двух трехветвевых строповТаблица 10 9Техническая характеристика захватов
торцовыхГ рузо-ДиаметрМасса,Маркаподъ-поднимае¬емность,тмой трубы,
ммкгЗТ-8214^ 530—82065ЗТ-122151020—122090ЗТ-1421ЗТ-14221420142010274Примечание Длина поднимаемой тру¬
бы 11 — 12 м433
Таблица 10.10Техническая характеристика полотенецМаркаГ рузо¬
подъ¬
емность,
тЧисло
полос
в лентеШиринаоднойполосы,ммШириналенты,ммТолщиналенты,ммДлина
ленты с
пласти¬
нами,
ммМассаленты,кг8.12002001024402116220040010ЗОЮ38253200600103350453222004001040420080010451065634X2200800X210508065X2ПМ321ПМ523ПМ823ПМ1023ПМ1223ПМ1425с крюками, симметрично подвешенных
на крюках балки. Крюки стропов 1|меют
мягкие капроновые накладки, что обе¬
спечивает сохранность торцов труб при
их перегрузке. С каждой стороны балки
приварены по десять крюков, которые
снабжены фиксирующими замками.
Каждая симметричная пара крюков
на балке обеспечивает подъем труб,
отличающихся друг от друга длиной
в пределах 0,5 м.Техническая характеристика траверсМарка ТРВ-41 ТРВ-182Г рузоподъемность,т 4 18Диаметр поднимае¬мой трубы, ммДлина трубы, м .
Число одновремен
но поднимаемыхтруб Масса, кг . . .273—355 1020—
14207—12 8—121-2—38971—21530Траверса ТРВ-182 имеет аналогич¬
ную конструкцию, но более мощную
балку. На ней, симметрично верти¬
кальной оси, с каждой стороны имеются
по четыре крюка, на которые навеши¬
ваются по два двухветвевых стропа.Полотенца мягкие применяют при
подъеме, перемещении и укладке в тран¬
шею изолированного трубопровода, а
также при подъеме изолированных труб
длиной до 36 м с целью стыковки
и сварки в нитку на строительстве
магистральных трубопроводов (табл.
10.10). В конструкции мягких полоте¬
нец основным силовым элементом явля¬
ется гибкая лента, выполненная из по¬
лосовой капроновой ткани СТСЗ-1434шириной 200 м. В зависимости от
типоразмера и грузоподъемности ленты
отличаются числом полос, их длиной и
способом подвешивания на крюк трубо¬
укладчика. После сборки лента пропи¬
тывается влагозащитным составом на
основе дивинилстирольного термоэла-
стопласта ДСТ-30 или ДСМСТ-35.Машины и оборудование
различного назначенияПри строительстве трубопроводов на
заболоченных и обводненных террито¬
риях Западной Сибири огромное значе¬
ние имеет надежная балластировка
газопроводов от всплытия.Объемы строительства газопроводов
на заболоченных территориях таковы,
что применение для этих целей бетон¬
ных пригрузов оказалось недостаточ¬
ным из-за огромного количества при¬
грузов, которые нужно завозить в
трудно доступные районы Западной Си¬
бири. Поэтому в этих районах широкое
распространение получила балласти¬
ровка газопроводов винтовыми анке¬
рами, установленными попарно по обе
стороны трубопровода и соединенными
между собой хомутами. Завинчивание
анкеров осуществляют. специальными
гидравлическими анкерными вращате¬
лями. Серийно изготавливают анкерные
вращатели ВАГ206 для завинчивания
анкеров диаметром 400 мм на глубину2,5 и 5 м, которые монтируются на
трубоукладчике ТО-1224Г. Вращатель
состоит из стрелы, на которой под¬
вешивается редуктор с гидромотором
и штангой. Привод насосов осущест¬
вляется от механизма отбора мощности
трубоукладчика. Управление вращате¬
лем расположено на рабочем месте
машиниста трубоукладчика, который
выполняет функции машиниста трубо¬
укладчика и машиниста ВАГ.Машина для завинчивания анкеров
МЗА205 на базе трелевочного трактора
ТТ-44 машина отличается от ВАГ206
тем, что стрела может поворачиваться
на 180° Это позволяет производить
заправку анкера со штангой в стороне
от траншеи, что создает удобства в
работе Кроме того, стрела МЗА205
впервые имеет складывающуюся кон¬
струкцию, что облегчает транспортиро¬
вание машиныДля гнутья труб в холодном состоя¬
нии в условиях монтажных площадок
и полевых условиях применяют уста¬
новки для холодного гнутья труб Тру¬
богибочные работы занимают особое
место, обусловленное тем, что по суще¬
ству заводской процесс упругопла¬
стического деформирования трубы пере¬
несен на строительную площадку.Первое поколение трубогибочных
станков — машин типа УГТ было пред¬
назначено для гибки труб с наруж¬
ным диаметром 219—1020 мм Хотя
их производство прекращено, они до сих
пор еще находятся в эксплуатации и
играют большую роль в строительстве
магистральных трубопроводов Для
станков УГТ характерно ажурное,
ферменное построение рамы, упор фик¬
сируемого при гибке конца трубы через
рабочую жидкость гидродомкрата, от¬носительно нежесткий гибочный ложе¬
мент, использование в приводе двига¬
теля внутреннего сгоранияПроцесс холодной гибки труб боль¬
шого диаметра на станках типа УГТ
был подвергнут всестороннему теорети¬
ческому и практическому исследованию,
результатом чего явилась разработка
более современных станков типа ГТ.
Помимо этого было подтверждено,
что холодная гибка труб является наи¬
более целесообразным технологическим
процессом получения гнутых труб на
месте линейного строительства. Станки
ГТ, представленные четырьмя типораз¬
мерами, предназначены для гибки труб
диаметром 219—1420 мм по наружному
диаметру (табл. 10.11) Их разработка
в значительной мере вызвана наряду с
появлением труб увеличенного диа¬
метра значительным повышением мак¬
симальной толщины стенки и ростом
прочностных показателей материала
труб.Характерными отличиями станков ГТ
от их п^^едшественников является нали¬
чие жестких рам и гибочного ложе¬
мента, расположение основных силовых
гидроцилиндров в плоскости рамы,
использование для привода электро¬
двигателей, работающих от посторон¬
него источника питания, более высокие
установленные мощностиВсе эти изменения позволили по¬
высить производительность станков приТаблица 10 11Техническая характеристика станков для гнутья трубПоказателиГТ 531ГТ 1021ГТ 1221ГТ 1421Диаметр изгибаемой трубы,
ммМаксимальная толщина стен¬
ки трубы, ммПредел текучести материала
труб, МПаСредний радиус оси изогну¬
той трубы, мМашинное время,. затрачи¬
ваемое на один гиб, мин
Установленная мощность
гидропривода, кВт
Размеры, м-
длина
ширина
высота
Масса, т530, 426,
377, 325,
273, 2191842015—72,5103,91,32,25,81020, 820,
72016420403228,91,8
2,8231220204806052211,92,22,7361420254806572212,12,22,939435
значительно большом запасе по изги¬
бающему моменту, снизить уровень
шума и загазованность на рабочем
месте машиниста. Неизбежным следст¬
вием явилось также увеличение собст¬
венной массы станков, вызванное ро¬
стом расчетных нагрузок, ухудшением
их транспортабельности. Последнее об¬
стоятельство, тем не менее, не имело
существенного значения, поскольку в
практике строительства гибка труб
производилась на базах, расположен¬
ных в районах транспортных узлов,
а доставка на трассу кривых вставок
осуществлялась плетевозами.Станок ГТ1022 является типич¬
ным представителем этой серии. Стойки
сварной рамы станка вырезаны из тол¬
столистовой стали и соединены ^ жест¬
кий узел поперечинами, одна из которых
расположенная в верхней средней части
рамы, включает формующее лекало с
торцовой рабочей поверхностью, отрй-
цательной гауссовой кривизны Попере¬
чины в нижней части служат опорой
для ложемента упора, а также укреп¬
ляют раму в зоне установки гибочных
домкратов, на которых подвешен задний
конец гибочного ложемента — передний
(внутренний) его конец подвешен на
поджимных цилиндрах, размещенных
в проемах стоек. Упор фиксирует один
из концов трубы при обкатке ее по
рабочей поверхности лекала во время
гибки. Он выполнен подвижным в верти¬
кальном направлении, при загрузке за¬
готовки и ее перемещении в станке
ложемент упора также как и гибочный
ложемент опущены. Подъем и стопоре-
ние ложемента упора осуществляется
клиновым механизмом, который приво¬
дится и фиксируется гидроцилиндром.
Ложемент упора имеет захваты для
предотвращения остаточной деформа¬
ции (овализации) трубы на упоре.Принцип работы трубогибочного
станка основан на обкатывании трубы
заготовки вокруг формующего лекала
на раме станка, причем гибка произ¬
водится в вертикальной плоскости.Труба-заготовка укладывается на
станок и по роликам, расположенным
на раме, продвигается внутрь, под ле¬
кало, так, чтобы передний конец ее
оказался на ложементе упора. Пере¬
движение трубы по станку осуществля¬
ется электромеханической лебедкой,
установленной на его раме над лека¬
лом. Затем труба поднимается ложе¬436ментом упора к лекалу и упор фикси¬
руется в крайнем положении Ложе¬
менты и лекало, имеющие вид жело¬
бов, охватывают заготовку примерно по
половине ее периметра, что способствует
снижению удельных нагрузок и дефор¬
маций. Под лекалом, в зоне, где
материал деформируется в пластиче¬
ской области, а действующие реакции
и давления максимальны, исходная
форма сечеИия трубы фиксируется одно¬
временно лекалом и передней частью
гибочного ложемента, причем предель¬
ная деформация контура поперечного
сечения трубы оказывается ограничен¬
ной практически по всему периметру.
В этом заключается использованный
в станках ГТ принцип двухстороннего
стеснения трубы в зоне пластических
деформаций, который оправдал себя в
полной мере. Рабочее движение осуще¬
ствляется гибочными и поджимными
домкратами, которыми по команде с
пульта управления гибочный ложемент
поджимается к трубе, после чего про¬
исходит гибка трубы обкатыванием ее
вокруг лекала. По окончании гибки ло¬
жементы возвращаются в исходное по¬
ложение, а труба продвигается в сто¬
рону упора на величину, равную 0,7—
0,8 диаметра трубы, затем никл повто¬
ряется. Применяя сменные вкладыши
на станке ГТ 1022, кроме труб с на¬
ружным диаметром 1020 мм, можно
гнуть также трубы диаметром 820 и
720 мм. Вкладыши могут быть уста¬
новлены на станке без больших затрат
времениСтанок ГТ 532 по конструктивной
схеме аналогичен ГТ 1022 и отлича¬
ется от него наличием гидрофицирован-
ной лебедки и рядом конструктивных
особенностей, позволяющих снизить
уровень шума на рабочем месте маши¬
ниста (наличие акустических экранов,
мягкая подвеска агрегатов и т. п.).Станки ГТ 1221 и ГТ 1421 имеют
высокую степень унификации приме¬
няемых узлов. Отличительными особен¬
ностями этих станков являются внутри-
рамное расположение лебедки и особая
конструкция механизма упора^ позво¬
ляющая передать реакцию трубы с ло¬
жемента непосредственно' на стойки
рамы и без участия рабочей жидкости
гидропривода. Благодаря последней
особенности стойки рамы подвергаются
при гибке труб практически плоскому
нагружению, следствием чего является
снижение массы станков, поскольку от¬
падает необходимость в большом числе
усиливающих и передающих элементов.
При этом используются специальные
дорны, которые предназначены для
предотвращения гофрообразования и
уменьшения овальности труб в про¬
цессе их гибки на трубогибочных
станках ГТ 1221 и ГТ 1424. Дорны
снижают до минимума овализацию
трубы в ходе гибки и обеспечивают
при прочих равных условиях гибку на
больший угол, особенно применительно
к тонкостенным трубам. Они являются
необходимой принадлежностью трубо¬
гибочных станков и обеспечивают
высокую эффективность и повышают
качество трубогибочных работ: резко
снижают овальность сечения погнутого
колена, устраняют повреждения наруж¬
ной поверхности трубы, уменьшают
радиус гибки.Дорны спроектированы на базе
элементов внутреннего центратора
и подключаются к гидроприводу стан¬
ков ГТ, а на пультах этих станков
предусмотрен гидрораспределитель для
управления дорном.Постоянное увеличение объема строи¬
тельства магистральных трубопроводов
предъявляет особые требования к
трубогибочной технике и качеству хо¬
лодной гибки. Обеспечить их можно
только на основе нового оборудова¬
ния, созданного с учетом увеличенных
расчетных изгибающих моментов и
усилий, повышенной производитель¬
ности и эргономичности. Предъявляе¬
мым требованиям отвечает станок
ГТ 1422 для гибки труб диаметром
1020—1420 мм.Ведется разработка серии дорнов,
рассчитанных на трубы с повышенным
сопротивлением изгибу.Заключительной операцией строи¬
тельства магистральных трубопроводов
является испытание их на прочность
и герметичность. Испытание трубопро¬
водов выполняется двумя способами:
гидравлическим (водой) или пневмати¬
ческим (природным газом или сжатым
воздухом).Для гидравлического испытания ма¬
гистральных трубопроводов применяют
специальные машины, обеспечивающие
наполнение трубопроводов водой (на¬
полнительные агрегаты) и подъем
давления в них (опрессовочные агре¬
гаты). Используют также комбиниро¬ванные машины (наполнительно-опрес-
совочные), позволяющие производить
как наполнение, так и опрессовку
трубопроводов.Конструктивная схема наполнитель¬
ных и опрессовочных агрегатов прин¬
ципиально одинакова. Основными уз¬
лами агрегатов являются двигатель
внутреннего сгорания и насос, смонти¬
рованные на общей раме шасси авто¬
мобильного прицепа или прицепа сан¬
ного типа. На наполнительных агре¬
гатах устанавливают центробежные
насосы, а на опрессовочных — порш¬
невые.В системе Миннефтегазстроя СССР
до 1965 г. применялись агрегаты раз¬
личной конструкции, изготовляемые
различными трестами министерства,
другими ведомствами, закупаемые по
импорту. Большинство из них от¬
личалось низкой производительностью
и другими недостатками, велика была
разномарочность машин. Следующим
этапом, начиная с 1965 г. было созда¬
ние наполнительных (АН-2) и опрес¬
совочных (АО-2) агрегатов. Их кон¬
струкция предусматривала максималь¬
ное использование серийно изготав¬
ливаемых двигателей, насосов, вспо¬
могательных узлов, арматуры, обору¬
дования и приборов. Их преимущество
в том, что производительность на¬
сосов в 2—4 раза выше по сравне¬
нию с ранее выпускавшимися машинами
при меньших габаритных размерах и
массе. Эксплуатация агрегатов АО-2
и АН-2 подтвердила правильность
направления в их создании, однако ряд
обнаруженных недостатков потребовал
их модернизации, которая и была про¬
ведена.В настоящее время взамен на¬
званных выпускают агрегаты АН 261,
АН 501, АН 1001, АО 161, АО 401, а
также АНО 202.Наполнительный агрегат АН 261
предназначен для очистки и наполнения
водой магистральных трубопроводов.
Он смонтирован на раме санного типа
и состоит из насосносилового оборудо¬
вания, в которое входит дизель 2Д12Б
с фрикционной муфтой и предпуско¬
вым подогревателем, наполнительный
насос ЦНСЗОО—180, соединенный с
дизелем карданным валом, всасываю¬
щая и напорная трубопроводная ар¬
матура, системы обеспечения работы
дизеля.437
Техническая характеристика агрегата
АН 261Подача насоса, м^/ч . 260Максимальный напор, создавае¬
мый насосом, МПа ... .1,55
Установленная мощность, кВт 220
Размеры, м:длина без дышла . . 5,5ширина ... . 2,2высота . . . ' . 2,7Масса (сухая), т . . .8,4Опрессовочный агрегат АО 161 пред¬
назначен для испытания трубопрово¬
дов на давление до 13 МПа Он
смонтирован на раме санного типа и
состоит из насосно-силового оборудо¬
вания, в которое входит двигатель
АО 1МБ с карданным валом, двух¬
скоростная коробка перемены передач,
поршневой двухплунжерный насос
9МГР-73, всасывающая и напорная
трубопроводная арматура, системы
обеспечения работы двигателя Агрегат
АО 161 может эксплуатироваться при
температуре окружаюп^его воздуха от
(-10) до (+40) °СТехническая характеристика агрегатов
АО 161 и АО 401Агрегат . . . АО 161 АО 401
Подача насоса мак¬
симальная, м^/ч . 22 2,5
Давление макси¬
мальное, МПа 13 40
Установленная мощ- .
ность, кВт . 96 45
Частота вращения
коленчатого вала,
об/мин . . . 1700
Размеры, м
длина без дышла 6,3 3,05
ширина .... 2 1,5
высота ... 2,7 1,75
Масса (сухая), т 8 2,8В связи с наметившейся тенденцией
к сокращению сроков строительства
трубопроводов и увеличению их диа¬
метра возникла потребность в более
производительных агрегатах К ним
относится наполнительный агрегат
АН 501 Он предназначен для очистки
и наполнения водой магистральных
трубопроводов, коммуникаций, узлов и
емкостей при их гидравлических испы¬
таниях Его можно использовать и на
других операциях, связанных с водо¬438отливом или водоснабжением. Эксплуа¬
тация агрегата возможна при темпера¬
туре окружающего воздуха от ( — 10)
до ( + 40) °С. Агрегат смонтирован на
раме волокушного типа и состоит из
насосно-силового оборудования, в ко¬
торое входит дизель 1Д12Н-500, кар¬
данный вал от автомобиля КрАЗ-256,
исполнительный центробежный насос,
всасываю'гцая и напорная трубопро¬
водная арматура, системы обеспечения
работы дизеля. Все оборудование за¬
крыто металлическим кожухом.Техническая характеристика агрегата
АН 501Подача насоса максимальная,
м^/ч . ... 480Максимальный напор, МПа 1,28Установленная мощность, кВт 368
Размеры, м:длина . . .6ширина . . .1,9высота ... . 2,65Масса (сухая), т . .8,3Наполнительный агрегат АН 1001
предназначен для тех же целей, что и
АН 501. Он смонтирован на двухосном
автоприцепе МАЗ-8925 грузоподъем¬
ностью 7 т и состоит из насосно¬
силового оборудования, в которое
входит дизель 2Д12Б с фрикционной
муфтой, упругая муфта, соединяющая
насос с дизелем, наполнительный цент¬
робежный насос 12НДС, всасывающая
и напорная арматура, системы обес¬
печения работы дизеля Наполнитель¬
ный агрегат АН1001 имеет высокую
производительность, но относительно
незначительное давление Эти свойства
ограничивают сферу его применения
(только равнинные участки трассы).
Последовательно-параллельное под¬
ключение двух агрегатов позволяет
получить увеличенные в 2 раза произ¬
водительность и давлениеТехническая характеристика агрегата
АН1001Подача насоса, м^/ч . . 1000Давление максимальное, МПа 0,6
Установленная мощность; кВт 220
Размеры, м-длина без дышла 4,9ширина . . . .2,4высота ... 3,1Масса (сухая), т . .9
Глава 11ОХРАНА ОКРУЖАЮЩЕЙ СРЕДЫ ПРИ СТРОИТЕЛЬСТВЕ
МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВОсновные положения
по охране окружающей
природной средыОхрана природы — это совокупность
научно обоснованных конструктивных,
технологических, организационных, со¬
циально-экономических и правовых ре¬
шений и мероприятий, направленных
на уменьшение отрицательных воздей¬
ствий, восстановление и улучшение со¬
стояния и рациональное использование
природных ресурсов в процессе соору¬
жения и последующей эксплуатации
объектов трубопроводного транспорта
Различают экономический (рацио¬
нальное использование природных ре¬
сурсов), рекреационный (создание и со¬
хранение природных зон, пригодных для
отдыха, туризма и спорта), научный
(сохранение образцов естественных
природных комплексов для их изуче¬
ния), социально-экономические и орга-
низационно-правовые аспекты пробле¬
мы охраны окружающей природной
средыВ проблеме охраны окружающей
среды выделяют следующие задачи-
разработка научно обоснованных
принципов выбора проектных решений
магистральных газо- и нефтепроводов,
позволяющих предотвратить или мини¬
мизировать отрицательные воздействия
на природные компоненты (табл. 11.1);совершенствование технологии и тех¬
нических средств для сооружения газо-
и нефтепроводов с учетом требований
по охране природной среды,повышение надежности трубопрово¬
дов с целью сокращения аварийных
потерь транспортируемых продуктов;прогнозирование взаимодействия
природных компонентов и трубопрово¬
дов в процессе их эксплуатации,разработка методов восстановления
состояния природных компонентов, на¬
рушенных в результате прокладки и
эксплуатации газо- и нефтепроводов.оценка ущерба окружающей природ¬
ной среде при строительстве и эксплуа¬
тации магистральных газо- и нефте¬
проводов.Экология — наука об отношениях ра¬
стительных и животных организмов и
образуемых ими сообществ между собой
и с окружающей средой. Важнейшими
понятиями экологии являются био¬
сфера, экосистема, биогеоценоз, биоце¬
ноз, биотоп и дрПроизводственная деятельность, в
том числе связанная с добычей нефти,
газа и газового конденсата, прокладкой
магистральных трубопроводов, транс¬
портом и хранением, обусловливает
неизбежное изменение показателей ка¬
чества окружающей природной среды
Ввиду этого проектные решения и тех¬
нология строительства магистральных
трубопроводов, технические средства
и организационные мероприятия, экс¬
плуатация и обслуживание трубопро¬
водов должны быть экологически без¬
опасными, т. е исключить возможность
выхода конкретного фактора и их
совокупности за пределы зоны его (их)
оптимума.Правовые основы
охраны природыСоветское природоохранительное за¬
конодательство представляет собой со¬
вокупность нормативно-правовых актов,
определяющих порядок и условия ох¬
раны природы в СССР, деятельность
государственных и общественных орга¬
низаций в области охраны природной
среды, права и обязанности природо-
пользователей, их ответственность за
нарушение природоохранительных пра¬
вил.Природоохранительное законода¬
тельство является юридической основой
правовой охраны природы в СССР
В систему основных законов, состав¬
ляющих правовую основу природополь¬
зования, входят: «Основы земельного439
Таблица 111Классификация компонентов окружающей среды и воздействий на нихХарактери¬
стики воз¬
действийКомпоненты окружающей средыПочвенно-расти¬
тельный покров и
рельеф местности
(ПРП)ЖивотныймирПриземной
слой атмо¬
сферыПоверхностные и
грунтовые водыТипИсточникиМеханическое и
тепловое разру¬
шение, загрязне¬
ниеТехника и техно¬
логия сооружения
и эксплуатации,
конструктивные
решения трубо¬
проводов, утечкиУничтожение
пастбищ, огра¬
ничение пере¬
мещений
Разрушение и
загрязнение
ПРП и возду¬
ха, транспорт
и средства ме¬
ханизацииПоследствия Развитие эрозии. Сокращениеоврагов, ополз- поголовья жи-ней, термокар- вотных, ухуд-стов, солифлюк- шение условийций, заболачива- миграции, пи-ние, снижение тания и раз-биологической множения
продуктивностиЗагрязне¬ниеУгечки га¬
за, сжига¬
ние нефти и
нефтепро¬
дуктов из
резервуа¬
ров, пожа¬
ры на тру¬
бопроводах
Подавление
роста рас¬
тений, ин¬
токсикация
населенияРазрушение бере¬
гов и русла рек, за¬
грязнение водыКонструкция тру¬
бопровода, техни¬
ка и технология
прокладки трубо¬
провода, утечки
нефти и нефтепро¬
дуктовАктивизация рус¬
ловых процессов,
ухудшение качест¬
ва воды, рыбы, ус¬
ловий обитания
водных организ¬
мовзаконодательства Союза ССР и союз¬
ных республик» (декабрь 1968 г.),
«Основы законодательства Союза ССР
и союзных республик о здравоохра¬
нении» (декабрь 1969 г.), «Основы
водного законодательства Союза ССР
и союзных республик» (декабрь 1970 г.),
«Основы законодательства Союза ССР
и союзных республик о недрах» (июль
1975 г.), «Основы лесного законода¬
тельства Союза ССР и союзных респуб¬
лик» (июнь 1977 г.), Закон Союза ССР
«Об охране атмосферного воздуха»
(июнь 1980 г.), Закон Союза ССР
«Об охране и использовании животного
мира» (июнь 1980 г.)Земельным законодательством регла¬
ментируется порядок отвода и исполь¬
зования земель, а также восстановле¬
ния их качества по завершении строи¬
тельных и иных работ.Предприятия, организации и учреж¬
дения, заинтересованные в изъятии
земельных участков несельскохозяйст¬
венных нужд, обязаны до начала про¬
ектных работ предварительно согласо¬
вать с землепользователями и орга¬440нами, осуществляющими государствен¬
ный контроль за использованием земель,
место расположения объекта и при¬
мерные размеры намечаемой к изъятию
площадиДля строительства промышленных
предприятий, автомобильных дорог,
линий электропередачи, магистральных
трубопроводов предоставляются земли
несельскохозяйственного назначения
или непригодные для сельского хозяй¬
ства, либо сельскохозяйственные угодья
худшего качества. Предоставление для
указанных целей земельных участков
из земель государственного лесного
фонда производится преимущественно
за счет непокрытых лесом площадей
или площадей, занятых кустарниками
и малоценными насаждениями.Законодательством запрещается при¬
ступать к пользованию' предоставлен¬
ным земельным участком до установле¬
ния соответствующими землеустрои¬
тельными органами границ этого участ¬
ка в натуре (на местности) и выдачи
документа, удостоверяющего право
пользования землей
Убытки, причиненные землепользо¬
вателям, подлежат возмещениюПредприятия, организации и учреж¬
дения, проводяпдие строительные или
иные работы на предоставленных им
во временное пользование сельскохо¬
зяйственных землях или лесных угодь¬
ях, обязаны за свой счет приводить
эти земельные участки в состояние,
пригодное для использования в сель¬
ском, лесном или рыбном хозяйстве,
а при производстве указанных работ
на других землях — в состояние, при¬
годное для использования их по назна¬
чению Приведение земельных участ¬
ков в пригодное состояние произво¬
дится в ходе работ, а при невозмож¬
ности этого не позднее, чем в течение
года после завершения работ.Предприятия, организации и учреж¬
дения, проводящие работы, связанные
с нарушением почвенного покрова,
обязаны снимать и хранить плодо¬
родный слой почвы в целях исполь¬
зования его для рекультивации земель
и повышения плодородия малопродук¬
тивных угодий. Водным законодатель¬
ством устанавливается порядок раз¬
мещения различных объектов,
выполнения строительных и иных ра¬
бот на водоемах. Определение мест
строительства предприятий, сооруже¬
ний и других объектов, влияющих
на состояние вод, согласовывается с
органами по регулированию использо¬
вания и охране вод, органами, осу¬
ществляющими охрану рыбных запасов.Строительные, дноуглубительные и
взрывные работы, прокладка кабелей,
трубопроводов, рубка леса и другие
работы на водных объектах или в при¬
брежных зонах водоемов, влияющие на
состояние вод, производятся по со¬
гласованию с органами по регулирова¬
нию использования и охране вод.Строительные и взрывные работы,
прокладка кабелей, трубопроводов и
иных коммуникаций, буровые и другие
работы в лесах, а также на землях
государственного лесного фонда, непо¬
крытых лесом, не связанные с ведением
лесного хозяйства и осуществлением
лесных пользований, производятся по
согласованию с исполнительными коми¬
тетами местных Советов депутатов
трудящихся, государственными орга¬
нами лесного хозяйства.В Законе об охране атмосферного
воздуха указано: при размещении, про¬ектировании, строительстве и вводе в
эксплуатацию новых и реконструиро¬
ванных сооружений и других объектов,
при совершенствовании существующих
и внедрении новых технологических
процессов и оборудования необходимо
обеспечить соблюдение нормативов
вредных воздействий на атмосферный
воздух.При размещении, проектировании и
строительстве трубопроводных и других
транспортных магистралей, линий элек¬
тропередачи и связи должны разраба¬
тываться и осуществляться мероприя¬
тия, обеспечивающие сохранение путей
миграции животныхВлияние строительства
трубопроводов
на почвенно-растительный
покров и рельеф местностиВоздействия строительного периода
на почвенно-растительный покров
(ПРП) определяются конструктивной
схемой прокладки трубопровода, типом
строительных машин и механизмов,
технологией сооружения и условиями
местности Основные воздействия на
ПРП связаны с производством под¬
готовительных работ: расчистка трассы
от растительности, удаление пней, ва¬
лунов, планировка полосы, сооружение
временных подъездных и вдольтрас-
совых дорог, устройство полок, срезка
продольных склонов, удаление навис¬
ших скал и камней, проведение противо¬
оползневых и противообвальных меро¬
приятий в горной местности, под¬
готовка строительных площадок по со¬
оружению подводных переходов и пере¬
ходов через автомобильные и желез¬
ные дороги, строительство временных
складов для хранения материалов,
строительство жилых городков и т. д.
Основной объем подготовительных ра¬
бот выполняется непосредственно на
строительной полосе, ширина которой
для магистральных подземных трубо¬
проводов определяется СН 452—73
«Нормы отвода земель для магистраль¬
ных трубопроводов» в зависимости от
диаметра труб и категории земель.
При выполнении расчистки трассы от
растительности, планировки и других
подготовительных работ происходит ин¬
тенсивное нарушение ПРП, в резуль¬441
тате которого снижается биологическая
продуктивность почвы, нарушается вод¬
ный и температурный режим грунтов,
эрозия, на участках с незначительной
мощностью почвенного покрова — пол¬
ное его уничтожение. Значительный
вред ПРП наносится при передвижении
строительной техники и транспортных
средств и особенно за пределами
строительной полосы и временных до¬
рог, засорении строительных площа¬
док, полосы отвода, пунктов складиро¬
вания труб и материалов, горюче-сма¬
зочных материалов, отходами строи¬
тельного производства. Такие участки
после заверщения строительства оказы¬
ваются длительное время непригодными
для использования их по i+азначению.В связи с этим при пересечении
трубопроводом сел ьскохозяйственных
земель и лесных угодий проектом
производства работ предусматривается
снятие плодородного слоя, сохранение
и последующее нанесение его на ре¬
культивируемую полосу.Подготовительные работы, выполняе¬
мые при прокладке магистральных
трубопроводов на пересеченной мест¬
ности, являются частой причиной акти-
визаации эрозионных и оползневых яв¬
лений, что обусловливает необходи¬
мость проведения превентивных и
защитных мероприятий по повышению
устойчивости склонов Такие мероприя¬
тия осуществляются также при пере¬
сечении трубопроводом участков, под¬
верженных эрозионным и оползневым
процессам до начала строительства
Противоэрозионные мероприятия вклю¬
чают закрепление грунтов и устрой¬
ство сооружений для организован¬
ного стока поверхностных вод.Закрепление склонов осуществляют
посевом трав, одерновкой, посадкой
кустарников, нанесением специальных
материалов Среди трав наиболее эф¬
фективны костер безостый, мятлик
луговой, овсяница красная, ежа сбор¬
ная, житняк ширококолосый, поле¬
вица белая, клевер белый, донник белый
и др Одерновка выполняется сплошным
покровом или в шахматном порядке
с посевом трав на смежных с дерном
клеткахМероприятия по повышению устой¬
чивости склонов при прокладке маги¬
стральных трубопроводов ставят целью
предотвращение возникновения оползня
на еще неподвижном склоне или пре¬442кращение смещения оползающих масс.
На практике находят применение сле¬
дующие способыПереустройство склонов и откосов —
уполаживание, срезка верхней части,
террасирование, уменьшение мощности
оползня.Механическое удержание оползаю-
WfUx масс — устройство подпорных сте¬
нок, забивка свай и т дБуронабивные сваи заглубляются
ниже поверхности скольжения (факти¬
ческой или потенциальной) в коренные
породы При недостаточном заглубле¬
нии свай может происходить их смеще¬
ние вместе с оползнем на отдельных
его участках. Важным является выбор
места установки свай по профилю
склона При близком расположении
к голове оползня возможен разрыв
его тела. Ниже свай в этом случае
оползень продолжает развиваться
Регулирование поверхностного сто¬
ка — перехват нагорными канавами по¬
верхностных вод до их поступления
на оползень, организация стока по
лоткам и быстротокам, сокращение
инфильтрации заделкой трещин.Укрепление склонов и откосов осу¬
ществляется одерновкой, посевом трав,
посадкой кустарника и деревьев, моще¬
нием, покрытием грунтобетоном или
черными вяжущими материалами.Выбор конкретного мероприятия или
их комбинации зависит от совокуп¬
ности факторов — типа склона и ополз¬
невого процесса, стадии его развития
и характеристики пород, вида и состоя¬
ния растительного покрова, расположе¬
ния и мощности водоносных горизон¬
тов, интенсивности и периодичности
поверхностного водостока, характера и
уровня нагружения склона искусствен¬
ными сооружениями и т пГеокриологические процессы на уча¬
стках распространения многолетнемерз¬
лых грунтовДеятельным называют поверхност¬
ный слой грунта в районах распростра¬
нения многолетнемерзлых грунтов, под¬
вергающийся сезонному оттаиванию и
промерзанию. Мощность ДС зависит от
географического расположения участка
многолетнемерзлых грунтов, экспозиции
и крутизны склона, типа раститель¬
ного покрова, гидрологического ре¬
жима и т. дГлубина сезонного протаивания и
промерзания грунтов меняется от года к
году, однако это отклонение не пре¬
вышает 10—20 % среднего многолет¬
него значения, что характеризует отно¬
сительно высокую стабильность много¬
летнемерзлых грунтов Вместе с тем
при нарушении гидротермического ре¬
жима многолетнемерзлых грунтов резко
активизируются геокриологические про¬
цессы, приводящие к деградации мерз¬
лоты (термоэрозия, солифлюкция, на-
ледеобразование, морозобойное растре¬
скивание, термокарст, пучение)Термоэрозия — разрушение пород и
вытаивание содержаш.егося в них под¬
земного льда под тепловым и меха¬
ническим воздействием поверхностного
стока обычно на склонах с нарушен¬
ным растительным покровом, сложен¬
ных песчаными и супесчано-сугли¬
нистыми грунтами. Термоэрозия проте¬
кает параллельно с оврагообразованием
(скорость 3—30 м в год). При про¬
хождении трубопровода в зоне раз¬
вития оврага наблюдается его про¬
висание, и при достижении предельных
для данного трубопровода пролетов,
разрушениеСолифлюкция — явление медленного
течения оттаявших почв, грунтов или
горных пород на пологих склонах кру¬
тизной 2—3° под действием силы
тяжести, миграции влаги и других фак¬
торовМедленное течение окружающего
трубопровод грунта обусловливает по¬
явление в нем деформации и допол¬
нительных растягивающих напряжений
аналогично оползню в горахНаледи — возникают под напором
надмерзлотных вод из-за уменьшения
живого сечения потока грунтовых вод
(грунтовые наледи) или рек (речные
наледи) Уменьшение живого сечения
грунтовых вод может иметь место при
прокладке трубопровода или нарушении
почвенно-растительного покрова и по¬
следующем увеличении глубины про¬
мерзания Изливающаяся в резуль¬
тате растрескивания грунта или льда
наледная вода замерзает и образует
поверхностные наледи Речные и озер¬
ные наледи отличаются мощностью (до
нескольких метров) и размерами (до
нескольких квадратных километров).Морозобойные треи^ины возникают в
результате неравномерного охлаждения
грунтов и развития в них растягиваю¬
щих напряжений, превышающих предел
прочности мерзлого грунта. Трещино-образованис обычно имеет место на ого¬
ленных от снега участках при резких
колебаниях температуры в верхнем слое
грунта Вертикальные трещины, имею¬
щие начальные размеры до 10—20 см,
расширяются и углубляются при по¬
вторном растрескивании, заполняются
снегом и водой, которые, замерзая,
способствуют дальнейшему растрески¬
ваниюТермокарст — явление неравномер¬
ного проседания или провала почвы и
подстилающих ее слоев горных пород
из-за вытаивания из них включений
льда При этом на дневной поверх¬
ности образуются понижения, в которых
скапливается вода, способствующая
более глубокому протаиванию много¬
летнемерзлых грунтов. В последующие
годы просадка увеличивается, а вместе
с ней и количество воды в них; обра¬
зуются мелкие термокарстовые водо¬
емыТепловое воздействие воды и раз¬
вивающиеся склоновые процессы при¬
водят к разрушению берегов водоемов
и происходит их слияние. Таким обра¬
зом водоемы расширяются, распростра¬
няясь на территории с ненарушенным
растительным покровом В глубину
этот процесс продолжается до пол¬
ного протаивания льдосодержащего
горизонтаТаблица 112Средняя глубина протаивания суглини¬
стой почвы под растительным покровом
и на оголенных участках (по А. П. Тыр-
тикову)Глубина
протаивания, мРастительностьподнарасти¬оголен¬тельнымных участ¬покровомкахПятнистая тундра0,30,65Мохово-лишайни¬0,350,8ковая тундраКустарниково-мо¬0,40,85ховая тундраРедкостойный лист¬0,450,95венничный лесРедкостойный лес0,751,45в северной тайгеЛес в средней тай¬0,851,75ге443
Под морозным (криогенным) пуче¬
нием понимается внутриобъемное де¬
формирование промерзающих влажных
грунтов, приводящее к увеличению их
объема вследствие кристаллизации в
них воды и образования ледяных вклю¬
чений в виде прослойков, линз и т. п.
Условием пучения грунта, таким обра¬
зом, является превышение объема
замерзшей и незамерзшей воды, на¬
копленной в массиве промерзшего грун¬
та за счет подтока грунтовых вод
к фронту промерзания над объемом
свободных от воды пор того же мас¬
сива. Внешне морозное пучение про¬
является в виде неравномерных под¬
нятий поверхности слоя промерзающего
грунта, осаждающегося при оттаива¬
нии.В результате возникают всхолмле¬
ния, бугры и гряды пучения, при¬
водящие к выпиранию трубопроводов,
свай и т. п.При оттаивании мерзлого грунта,
подвергавшегося пучению, повышаются
водопроницаемость и сжимаемость,
существенно снижается его несущая
способность, что приводит к значитель¬
ным осадкам трубопровода.Устойчивость многолетнемерзлых
грунтов к техногенным воздействиям
Изменение теплового режима много-
летнемерзлъ1х грунтов активизирует
криогенные процессы. Глубина протаи-
вания многолетнемерзлых грунтов по¬
сле уничтожения растительного по¬
крова увеличивается в 1,5—3 раза
(табл. 11.2).Глава 12УПРАВЛЕНИЕ СТРОИТЕЛЬСТВОМ ОБЪЕКТОВ
НЕФТЯНОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИОсновные понятияСтроительное производство относит¬
ся к классу организационно-экономи¬
ческих, производственных систем, кото¬
рые различаются по своему целевому
назначению, масштабам, внутренней
организации и имеют многоуровневую
иерархическую структуру. В системе
строительного производства выделяют
соподчиненные организационно-эконо¬
мические системы типа, «элементарная
производственная ячейка», «звено»,
«бригада», «участок», «СУ, СМУ,
ПМК», «трест, ДОК», «главк», «мини¬
стерство» По мере восхождения по
уровням управления от элементарной
производственной ячейки до отрасли в
целом меняются предмет, характер и
содержание труда, растут масштабы и
сложность выполняемой работыЦелевой функцией, т. е. конечной
целью управления организационно¬
экономической системой строительного
производства, является максимум стро¬
ительной продукции высокого качества
при минимуме затрат в сроки, не пре¬444вышающие нормативной продолжитель¬
ности строительства объектов.Управление — сложный информаци¬
онный процесс принятия и реализации
решений, осуществляемый в системе
управления и направленный на под¬
держание или улучшение структуры и
механизма деятельности объекта по
достижению поставленных перед систе¬
мой целей. Он предполагает наличие
объекта управления, органа (субъекта)
управления, прямой и обратной связи
между ними, внешний и внутренней сре¬
ды, конечной цели управления и кри¬
терия оценки достижения этой цели.Прямая связь — поток информации
от органа к объекту управления (пла¬
ны, приказы, распоряжения, указания,
рекомендации).Обратная связь — поток информа¬
ции от объекта управления к субъекту
(данные о выполнении плановых зада¬
ний, руководящих указаний, сложив¬
шейся ситуации).Система, в которой реализуется про¬
цесс управления путем взаимодействия
объекта управления и управляющей
части (органа управления), называет¬
ся системой управленияОрган управления — это организа¬
ционная надстройка над объектом уп¬
равления, призванная обеспечить эф¬
фективное и качественное выполнение
поставленных перед системой задач.
Он должен быть адекватен объекту уп¬
равления. Орган управления является
наиболее консервативным и инерцион¬
ным звеном в системе управления.
Изменения в объекте управления, свя¬
занные с внедрением прогрессиэной
техники, технологии и действием других
факторов научно-технического прогрес¬
са происходят практически непрерыв¬
но. Изменения в органе управления
осуществляются гораздо медленнее.
Со временем разрыв между органом и
объектом управления возрастает, что
приводит к потере эффективности си¬
стемы в целом. Возникшее противоре¬
чие — несоответствие органа объекту
управления — должно быть устранено.
В реальной производственной системе
должен существовать механизм, систе¬
матически контролирующий степень
соответствия органа объекту управле¬
ния, и своевременно устраняющий на¬
метившееся несоответствие. Другими
словами, орган управления должен ди¬
намично перестраиваться, адаптиро¬
ваться, приспосабливаться к измене¬
ниям в объекте управления. Орган
управления качественно отличается от
всех других систем Если конечным про¬
дуктом организационно-экономической
системы в целом является закончен¬
ная строительная продукция, то ко¬
нечным продуктом органа управления
являются управленческие решения. Он
осуществляет управление входом в си¬
стему, процессом строительного произ¬
водства на своем уровне, выходом из
системы.Динамические свойства
и элементарная основа
организационно¬
экономических системОрганизационно-экономические про¬
изводственные системы нефтегазового
строительства динамичны. Они нахо¬
дятся в состоянии непрерывного раз¬
вития. Последовательно, начиная с
момента своей организации, они про¬
ходят следуюи^ие этапы: становления.эффективного функционирования и сни¬
жения эффективности (деградации,
упадка) с последующей реорганиза¬
цией или диверсификацией производ¬
ства. П)ериод времени от момента орга¬
низации до реорганизации или дивер¬
сификации системы называется ее
жизненным циклом Организационно¬
экономическая система нефтегазового
строительства является открытой и
в процессе своего функционирования
взаимодействует с внешней средой,
т. е. другими системами различного
уровня и назначения, включая ПриродуВнешняя среда непрерывно изменя¬
ется и оказывает существенное влияние
на развитие системы Реагируя на из¬
менение множества факторов внешней
среды, система, в свою очередь, оказы¬
вает на нее обратное влияние. Эти взаим¬
ные влияния проявляются в форме пря¬
мого воздействия от внешней среды к
системе и обратного воздействия от
системы к внешней среде.Факторы внешней среды, воздейст¬
вующие на организационно-экономи¬
ческие системы нефтегазового строи¬
тельства, можно структурировать и
классифицировать по различным при¬
знакам.Последовательно осуществляя дез¬
агрегацию классификационных группи¬
ровок, можно установить полное мно¬
жество факторов внешней среды, кото¬
рые необходимо учитывать в процессе
управления. К ним относятся — ма¬
териально-техническое и энергетиче¬
ское обеспечение стройки, культурно-
бытовое и медицинское обеспечение
строителей, естественные условия рай¬
она строительства (геологотопографи¬
ческие, гидрологические, климатиче¬
ские), удаленность объекта строитель¬
ства от населенных пунктов и промыш¬
ленных центров, состояние и пропуск¬
ная способность транспортных комму¬
никаций и т. д.Любая производственная система
может быть дезагрегирована (расчле¬
нена) по какому-либо критерию (при¬
знаку) на подсистемы, которые, в свою
очередь, можно рассматривать как са¬
мостоятельные системы Процесс дез¬
агрегации можно продолжать вплоть
до элементов системы Элемент явля¬
ется условно-неделимой частью систе¬
мы. Ь^абор типов элементов, образую¬
щих организационно-экономическую
систему, ограничен (табл. 12.1).445
Таблица 12 1Типовой набор элементов системыЭлементВид и границы элементаОрганиза¬ционныйТехническийМатериаль-Энергетиче-скийФункцио¬нальныйТехнологи¬ческийФинансовыйКоммуника¬ционныйИнформаци¬онныйЭргономиче¬скийЭкологиче¬скийЧеловек — работникМашина, механизм
Единица сырого, основ¬
ного и вспомогательного
материалаЕдиница энергетическогоресурсаФункция .ОперацияДенежная учетно-расчет-
ная единица
Единичный каналЕдиница информацииЕдиница условий работы
человекаЕдиница условий природ¬
ной средыЧеловек является специфическим
элементом организационно-экономиче¬
ской системы Работник — активный
элемент системы Остальные элемен¬
ты — пассивные Пассивные элементы
системы можно разделить на два боль¬
ших класса средства труда и предметы
труда Средства труда включают ору¬
дия труда (машины, механизмы, при¬
способления и др.) и средства обеспе¬
чения труда, которые, в свою очередь,
можно разделить на средства жизне¬
обеспечения и средства обеспечения
трудового процесса Потенциальным
носителем труда является активный
элемент — человек. Исходя из постав¬
ленной задачи, используя профессио¬
нальные знания и накопленный опыт,
человек приводит в движение орудия
труда Воздействуя орудием на предмет
труда, человек осуществляет элемен¬
тарный трудовой процесс. Подчиняясь
воле человека, элементы системы взаи¬
модействуют между собой Интенсив¬
ность взаимодействия элементов си¬
стемы целиком и полностью определя¬
ется активностью человека. Множество
трудовых процессов в организационно¬
экономической системе называется про¬
цессом производства446Элементы системы находятся на раз¬
ной ступени своего развития Одни в
стадии «становления», другие «эффек¬
тивного функционирования», третьи
деградируют Эффективность системы
в целом определяется статическими и
динамическими свойствами ее элемен¬
тов Система может быть улучшена,
если повысить качество и интенсив¬
ность использования ее элементов.Элементарная
производственная ячейкаЭлементарная производственная ячей¬
ка (ЭПЯ) представляет собой органи¬
зационно-экономическую систему ну¬
левого уровня Процесс труда в ЭПЯ
протекает как процесс технологическо¬
го управления человеком, орудиями
труда и собственными действиями для
реализации поставленной цели. В дан¬
ном случае работник выступает как ор¬
ган управления по отношению к ору¬
диям и предметам труда, которые явля¬
ются для него объектом управления.Работник, как организационный, со¬
циальный элемент, в одно и то же время
является носителем как цели, так и ос¬
новного средства достижения цели
труда Будучи социальным элементом
системы, он проявляет наибольшую
активность тогда, когда его личные
интересы (цели) совпадают с его про¬
фессиональной ориентацией и с обще¬
системными целями Однако в реаль¬
ной производственной практике имеет
место разбаланс индивидуальных и
общесистемных целей, который отрица¬
тельно сказывается на конечных резуль¬
татах. Повысить эффективность, ка¬
чество, интенсифицировать труд ра¬
ботника можно уменьшая разбаланс
целей путем совершенствования эле¬
ментов хозяйственного механизма об¬
ратной связи, т. е. оплаты по труду и
стимулирования по конечным резуль¬
татам производственной деятельностиХозяйственный механизм регулиро¬
вания разбаланса целей должен «дой¬
ти» до каждого работника производ¬
ственной системы, независимо от зани¬
маемого им служебного положения
Это объясняется тем, что на уровне
первых руководителей производствен¬
ных организаций, общесистемные цели,
т е. цели организации персонифици¬
руются, и масштабы потерь от разба¬
ланса индивидуальных, общесистемных
и народнохозяйственных целей много¬
кратно возрастают. Отсюда противо¬
речия между вышестоящими и ниже¬
стоящими организациями, между от¬
раслями заказчика и подрядчика и т. п.Конечно множество и глубина имею¬
щихся в реальных производственных
системах противоречий объясняются
и многими другими причинами, однако
разбаланс личных, общесистемных и
народнохозяйственных интересов и це¬
лей является определяющим на дан¬
ном этапе развития нащего общества.Всесторонний анализ этого явления
как на уровне отдельного работника,
так и на уровне производственных
коллективов различного ранга позволит
разработать действенные и эффектив¬
ные меры по соверщенствованию дей¬
ствующих организационных форм, эко¬
номических отношений, экономических
рычагов и стимулов, форм материаль¬
ной ответственности.По мере научно-технического про¬
гресса в строительстве функции чело¬
века как органа управления машиной
все больше автоматизируются Резуль¬
татом этого процесса является замена
человека управляющей вычислительной
машиной и переход человека на более
высокий уровень автоматизированного
технологического управления.Несколько элементарных производ¬
ственных ячеек, объединенных по ка¬
кому-либо признаку, например, техно¬
логическому, составляют производст¬
венную ячейку первого уровня — звено.
На этом уровне возникает качественно
новая задача организационно-техноло-
гического управления группой работ¬
ников.На уровне звена функции техноло¬
гического и организационного управ¬
ления совмещены у одного лица —
руководителя группы, звеньевого. Он
занят в производстве и в то же время
руководит остальными членами группы,
звена Здесь звеньевой, руководитель
группы выступает как орган управле¬
ния по отношению к объекту управ¬
ления — элементарным производствен¬
ным ячейкам звена.Объединение нескольких ’производ¬
ственных ячеек первого уровня по орга-
низационно-технологическому признаку
образует производственную ячейку вто¬
рого уровня. Примером может служить
бригада, специализированная по видамработ — землеройная, изоляционно¬
укладочная, сварочно-монтажная. На
этом уровне функции технологического
и организационного управления тоже
совмещены. Их выполняет бригадир
специализированной бригады, прораб
или мастер.Объединяя производственные ячей¬
ки первого уровня по установленным
критериям, получим производственную
ячейку третьего уровня Примером
может служить участок строительства,
комплексная технологическая бригада
в наземном и комплексный техноло¬
гический поток в линейном строитель¬
стве.При переходе от одного уровня к
другому объем функций организацион¬
ного и технологического управления
возрастает. Уже на втором уровне воз¬
никает потребность в специализации
функций организационного и техноло¬
гического управления. Функции орга¬
низационного управления закрепляются
за освобожденным бригадиром ком¬
плексной бригады, начальником участ¬
ка, а функции технологического управ¬
ления выполняют прорабы или мастера.
Причем объемы и интенсивность орга¬
низационного управления возрастают
настолько, что для обеспечения эффек¬
тивного производственного процесса на
уровне участка строительства требуется
аппарат организационно-технологиче¬
ского управления. В этот аппарат
обычно входят: начальник участка,
мастера, прорабы, мастер-учетчик, дис¬
петчер Таким образом, система орга¬
низационно-технологического управле¬
ния третьего уровня включает орган
управления — начальника участка с
подчиненным ему аппаратом, и объект
управления — производственные ячей¬
ки второго уровняПроцесс укрупнения производствен¬
ных ячеек в те или иные организацион¬
ные формы может быть продолжен и
распространен на уровне треста, главка
и отрасли в целом Организационная
форма производственных ячеек должна
соответствовать современному научно-
техническому уровню развития произ¬
водственного базиса. Каждую из ячеек
следует рассматрив^ать как организа¬
ционно-экономическую систему, имею¬
щую свой орган и объект управления
(табл. 12.2).По мере восхождения от элементар¬
ной производственной ячейки к более447
Таблица 12.2Иерархия организационно-экономических систем Миннефтегазстроя СССРУровеньсистемыГраницы системыСостав системыуправленияНомерШифруправленияОрган управления,
управляющая частьОбъектуправления0 ЭПЯ Рабочее место ме¬ханизатора1 ПЯ1 Звено, группа2 ПЯ2 Специализиро¬ванная бригада3 ПЯЗ Комплексная тех¬нологическая бри¬
гада, комплекс¬
ный технологиче¬
ский поток, уча¬
сток4 ПЯ4 Строительное,монтажное управ¬
лениеПЯ5 Трест6 ПЯ6 ГлавкПЯ7 МинистерствоСтроительный ра¬
бочий, работник
Звеньевой руко¬
водитель группыБригадирБригадир (на¬
чальник участка)
с аппаратом ор-
ганизационно-тех-
нологического уп¬
равления
Начальник СУ
(СМУ) с аппара¬
том управленияУправляющий
трестом с аппара¬
том управленияНачальник главка
с аппаратом уп¬
равления
Министр с аппа¬
ратом управленияОрудие и предмет трудаЭлементарные производ¬
ственные ячейки нулево¬
го уровня (строительные
рабочие, работники)
Лроизводственные ячей¬
ки первого уровня
(звенья, группа)
Производственные ячей¬
ки второго уровня (спе¬
циализированные брига¬
ды, звенья)Производственные ячей¬
ки третьего уровня (ком¬
плексные технологиче¬
ские бригады, потоки,
участки)Производственные ячей¬
ки четвертого уровня
(строительные и монтаж¬
ные управления)
Производственные ячей¬
ки пятого уровня (тре¬
ста)Производственные ячей¬
ки шестого уровня (глав¬
ные управления)сложным производственным образо¬
ваниям (бригада, участок и т. д ) про¬
исходит качественное и количественное
изменение входных потоков заданий,
общесистемных целей, стимулов, ре¬
сурсов, выходных потоков конечной
строительной продукции, информации
и воздействий на окружающую среду.
Они укрупняются, агрегируются, при¬
обретают комплексный характер Ка¬
чественно меняются организационные
формы и хозяйственные механизмы
Производственная система любого
уровня имеет сложную внутреннюю
организацию, которой соответствует
множество структур Элемент — основ¬
ная структурообразная компонента си¬
стемы. В табл. 12 3 приведен состав
первичных базовых структур строитель-448Таблица 12.3Состав первичных структур строитель-НОЙ организацииСтруктурообразую¬
щий компонентПервичнаяструктураОрганизационныйТехническийМатериальныйЭнергетическийФункциональныйТехнологическийФинансовыйКоммуникационныйИнформационныйЭргономическийЭкологическийОрганизационнаяТехническаяМатериальнаяЭнергетическаяФункциональнаяТехнологическаяФинансоваяКоммуникацион¬наяИнформационнаяЭргономическаяТерриториальная
ной организации любого уровня. Все
остальные структуры являются произ¬
водными от первичных, их комбина¬
циями.Функции управленияУправление строительством на всех
этапах инвестиционного процесса, на
всех уровнях и во всех организацион¬
ных формах представляет собой спе¬
цифическую разновидность произво¬
дительного труда, который имеет слож¬
ный механизм реализации. В процессе
функционирования механизма управ¬
ления руководители и работники аппа¬
рата реализуют возложенные на них
функции Под функцией управления
понимается определенный вид управ¬
ленческой деятельности, направленный
на решение конкретных производствен¬
ных задач.В зависимости от предметной обла¬
сти (объекта) управления различают
функции общего административного
руководства, управления материально-
техническим снабжением, оперативного
управления строительным производ¬
ством, управления инженерно-техно¬
логической подготовкой производства
и дрФункция управления в общем виде
включает следующие подфункции* пла¬
нирование, нормирование, программи¬
рование, организация, координация,
регулирование, контроль, >чет, анализ,
стимулирование, прогнозированиеИз них подфункции планирования,
нормирования, программирования, ор¬
ганизации, координации, регулирова¬
ния и стимулирования являются «ак¬
тивными», так как они направлены на
распределение и перераспределение
ресурсов и интенсификацию производ¬
ственного процесса на объекте управ¬
ления. Они определяют управленческие
действия Подфункция учета, контроля,
анализа и прогнозирования являются
«пассивными» и направлены только на
адекватное отражение текущего или
будущего состояния объекта управле¬
ния, производственной ситуации.Функциональная задача — единица
работы в системе управления по реа¬
лизации конкретной подфункции управ¬
ления Работы делятся на операции,
характеризующиеся еще большей кон¬
кретизацией предмета труда^5 в Г Чирскон м дрПодфункции управления, функцио¬
нальные задачи, процедуры обработки
информации находятся в сложной связи
друг с другом и выполняются в строго
определенной последовательности Эф¬
фективное выполнение управленческих
функций должно быть обеспечено со¬
ответствующей квалификационной под¬
готовкой работников аппарата, строгой
и четкой регламентацией прав, обя¬
занностей и мер ответственности при
выполнении функций управления, нор¬
мированием и пооперационным опи¬
санием технологических процессов
сбора, обработки, хранения, отобра¬
жения передачи информации, высокой
трудовой дисциплиной и личной заин¬
тересованностью каждого работника
в конечных результатах своего труда
и организации в целомВ условиях перестройки хозяйствен¬
ного механизма, перехода строитель¬
ных организаций на полный хозяйст¬
венный расчет, на работу в условиях
самоокупаемости и самофинансиро¬
вания, хозяйственной самостоятель¬
ности происходит качественное изме¬
нение структуры функций управлен¬
ческой деятельности на различных
уровняхВ соответствии с Законом СССР о
государственном предприятии (объеди¬
нении) основное звено управления при¬
обретает большие права, оно может
самостоятельно составлять и утвер¬
ждать пятилетние и годовые планы,
выбирать модель хозяйственного ме¬
ханизма, распоряжаться заработан¬
ными средствами и др. При этом на
аппараты министерств возлагаются,
в основном, функции стратегического
управления* они обязаны изучать и
удовлетворять потребности общества
в конечной строительной продукции,
обеспечивать ускорение научно-техни-
ческого прогресса, определять направ¬
ления и средства вывода на уровень
мировых стандартов технологии произ¬
водства и качества продукции, совер¬
шенствовать отраслевую структуру и
инвестиционную политику, организа¬
ционные формы, осуществлять под¬
готовку и переподготовку кадровНовые условия хозяйствования, об¬
условленные ростом масштабов и интен¬
сификацией строительного производ¬
ства, связаны с переходом на преиму¬
щественно экономические методы уп¬
равления Доля текущего оперативного449
управления строительным производ¬
ством резко уменьшается, в то же время
укрепляются функциональные подраз¬
деления министерств, которые призваны
заниматься разработкой концепции
развития отрасли, разработкой пер¬
спективных прогнозов, долгосрочных
планов, экономическим анализом, фор¬
мированием для строительных органи¬
заций контрольных цифр, государст¬
венных заказов, долговременных эко¬
номических нормативов и лимитовВ верхних эшелонах управления су¬
щественно возрастает^ доля работ по
выполнению функциональной связки
прогнозирование — планирование —
программирование (ППП) развития
нефтегазового строительстваСреди них программирование произ¬
водственной деятельности как специ¬
фическая функция управления заслу¬
живает специального рассмотрения
Под программированием в данном
случае понимается взаимосвязанный
комплекс процессов последовательной
и непрерывной детализации (специфи¬
кации) и реализации модели произ¬
водственной деятельности. Таким об¬
разом можно поставить вопрос о нали¬
чии и эффективности механизма про¬
граммирования и управления разви¬
вающейся сложной производственной
системой В процессе функционирова¬
ния механизма программирования осу¬
ществляется согласобание процессов
анализа производственных ситуаций,
проектирования требуемых результа¬
тов, формирования программы и пла¬
нов, управления реализацией планов
производственной деятельностиПрограмма — это комплекс опера¬
ций (процессов), реализующих алго¬
ритм решения производственной за¬
дачи, обеспеченных выделенными ре¬
сурсами и исполнителями, использую¬
щих имеющиеся средства производства
и направленных на эффективную и
надежную реализацию требуемых ре¬
зультатов с заданными показателями
качестваВ процессе программирования про¬
исходит итеративное уточнение, детали¬
зация всех элементов и связей, состав¬
ляющих целостную систему. На каж¬
дом из этапов жизненного цикла произ¬
водственной ситуации систематически
формируются спецификации ответов на
вопросы ПОЧЕМУ, ЧТО и КАК, опре¬
деляются причины, мотивы, цели, сти¬450мулы, положительные и отрицательные
эффекты решения производственной
задачи, материальные и моральные
потери.Программирование производственной
деятельности как методология реше¬
ния производственных задач является
системообразующей и целеполагаю¬
щей функцией для системы управле¬
ния рассматриваемого уровня произ¬
водственной деятельности. С другой
стороны функционирование системы
управления данного уровня порождает
соответствующие процессы программи¬
рования производственных подзадач,
которые в свою очередь определяют
структуру организации и технологии
управления нижеследующего уровня.Механизм программирования — это
система взаимосвязанных идеальных
элементов определенного нормативного
процесса программирования производ¬
ственных задач, включающая соответ¬
ствующую систему шкал и правил
стимулирования исполнителей, направ¬
ленная на обеспечение непрерывного
повышения качества программирова-^
ния Основным звеном механизма про¬
граммирования является коллектив
исполнителей (руководителей, работ¬
ников аппарата управления, исследо¬
вателей и разработчиков).Программирование строительной дея¬
тельности и составляющие его процессы
протекают в несколько этапов, перма¬
нентно переходящих один в другой:
организационный, подготовительный,
основной и завершающий, формиро¬
вание цепей, задач, проектов, программ
и соответствующих им плановых зада¬
ний составляют сущность организа¬
ционного и подготовительного этапов
программирования трубопроводострои¬
тельной деятельности Далее следует
основной этап реализации принятых
проектных, программных и плановых
решений На основном этапе, в про¬
цессе трубопроводостроительного про¬
изводства проводится непрерывный
анализ производственных ситуаций и
условий сооружения магистрального
трубопровода и соответствующая не¬
обходимая корректировка принятых
решений. С учетом реализации непре¬
рывного анализа и адекватных коррек¬
тировок (перепроектирования, перепро¬
граммирования и перепланирования)
процессы программирования являются
динамическими, протекающими итера¬
тивно в полном соответствии с дина¬
микой ситуаций, условий и текущих
результатов (показателей) трубопро¬
водостроительной деятельности.Динамический баланс в системе про¬
граммирования между такими конку¬
рирующими процедурами, как агреги¬
рование и дезагрегирование, интегри¬
рование и локализация, обеспечива¬
ется требованиями, целями и крите¬
риями, предъявляемыми к системе
производственной деятельности, а в
определенной степени дисциплиной си¬
стем коллективного программирования
задач производственной деятельности.К основным принципам (формам и
процедурам) коллективного программи¬
рования ПЗ можно отнести принцип
равноправного (демократического) уча¬
стия в процессе программирования,
иерархически организованной дисцип¬
лины исполнения и ответственности
в процессах управления реализацией,
информирования и производства, прин¬
цип коллективного Договора и Про¬
токола, как основны межличностных
отнощений в процессе программиро¬
вания, принцип пропорционального
долевого участия в производственном
(экономическом) успехе или неудаче;
принцип полноты информирования по
оговоренной в договоре и дополняемой
в Протоколе системе показателейНаряду с механизмом программиро¬
вания можно рассматривать механизм
управления, механизм стимулирования,
ценообразования и другие механизмы
Все они являются составляющими
единого целостного хозяйственного ме¬
ханизма, свобода выбора которого оста¬
ется за производственным коллективомПроцесс управленияУправление нефтегазовым строитель¬
ством — это прежде всего информа¬
ционный процесс. На вход органа уп¬
равления поступает информация от объ¬
екта управления и внешних систем.
Информация является предметом труда
работников, органа управления В ка¬
честве орудий управленческого труда
выступают технические средства связи
и передачи данных, интеллектуальные
терминалы, персональные компьютеры,
средние и большие электронные вы¬
числительные машины, табло, дисплеи
и другие средства организационной15*техники Таким образом, налицо все
три компонента трудового процесса —
управленческий персонал, средства и
предметы труда Процесс выработки
управленческого решения в органе уп¬
равления и реализация его на объекте
называется управленческим процессом
Он протекает в рамках контуров внут¬
реннего и внешнего управленияУправленческий процесс складыва¬
ется из выполнения операций по сбору
и переработке данных, генерации на
этой основе качественно новой инфор¬
мации — управленческих решений.
Решение — это та основная форма уп¬
равленческой деятельности, в которой
выступает содержание труда руково¬
дителя Управленческий процесс носит
повторяющийся, циклический характер
Время от поступления запроса на управ¬
ленческое решение до его реализации
на объекте является основным пара¬
метром цикла управления.Цикл управления является функцией
от цикла строительного производства
Циклы производства и управления
растут по мере увеличения масштабов
организационно-экономической систе¬
мы, соответственно изменяется вре¬
менной горизонт управления, масштабы
и сложность выполняемых функций,
цена принимаемых решений и мера от¬
ветственности за конечные результаты
производственной деятельностиРазличают регулярный и ситуацион¬
ный процессы управления Процессы
управления, имеющие временной го¬
ризонт «от немедленной реакции на
текущую производственную ситуацию
до одного месяца» на всех уровнях
иерархии отраслевых организационно¬
экономических систем, называются опе¬
ративными Управление с временным
горизонтом «от месяца до года» назы¬
вается текуи^им, с горизонтом более
года — перспективнымРегулярные управленческие процессы
стабильны и регламентированы во вре¬
мени Ситуационные управленческие
процессы возникают как реакция на
изменение входа, выхода или состояния
системыСложившееся на текущий момент
времени состояние (характеристика)
входа, выхода, компонентов системы и
внешней среды называется управлен¬
ческой ситуацией Состояние системы
непрерывно меняется, соответственно
непрерывно изменяется управленче¬451
ская ситуация Если параметры систс-
мы и внешней среды, характеризую¬
щие управленческую ситуацию, нахо¬
дятся в пределах установленных зада¬
ний и нормативов, то это состояние
называется ординарной, рядовой управ¬
ленческой ситуацией.Если один или несколько парамет¬
ров системы изменились в худшую сто¬
рону, то это состояние называется проб¬
лемной управленческой ситуацией
(проблемой) Появление в системе
проблемной управленческой ситуации
требует немедленной4 реакции органа
управления, порождает‘запрос на уп¬
равленческое решение Время существо¬
вания проблемы — это чистое время
невосполнимых потерь эффективности
системы в целом Свести эти потери
к минимуму — одна из основных задач
системы управленияРазность между фактической и нор¬
мативной продолжительностью цикла
управления в системе называется вре¬
менем недоуправленияНедоуправление в реальных систе¬
мах является следствием недостатков,
несовершенства органа управления.Масшгабы управленческой ситуациии, соответственно потери от недоуправ¬
ления, растут при увеличении Macnjra-
бов организационно-экономической
системы.Полностью устранить поiери в си¬
стеме нельзя, однако свести и\ к мини¬
муму возможно Это достигается лик¬
видацией потерь от недоуправления и
повышением качества принимаемых
управленческих решений как в процес¬
се планирования и программирования
строительного производства, так и в
конкретных производственно-хозяйст¬
венных ситуациях. Управленческие ре¬
шения должны обеспечивать достиже¬
ние наилучших результагов при наи¬
меньших затратах трудовых, матери¬
альных, топливно-энергетических, фи¬
нансовых и других ресурсов Чтобы
справиться с поставленной задачей,
руководитель организации и его аппа¬
рат должны владеть современными
методами количественной оценки воз¬
никающих хозяйственных ситуаций,
разбираться в экономико-математиче¬
ских моделях, имитирующих работу
объекта управления, четко представ¬
лять возможности и необходимость
применения электронно-вычислитель¬
ной техники и компьютерной технологии452управления, уметь работать с ЭВМ в
режиме диалогаПринятие управленческих решений
в организационно-экономических си¬
стемах, как правило, осуществляется
в условиях риска или нео_пределенности,
обусловленных невозможностью, с од¬
ной стороны, полноегью описать проб¬
лемную ситуацию и, с другой стороны,
представить и оценить все возможные
альтернативы решения.По мере восхождения от первичной
производственной ячейки к организа¬
ционно-экономической системе отрасле¬
вого уровня происходит усложнение
процесса принятия управленческих ре¬
шений Это является следствием услож¬
нения управленческих ситуаций, ростом
цены ошибки в принятии решений, по¬
вышением меры ответственности уп¬
равленческого персонала и народно¬
хозяйственной значимостью принимае¬
мых решенийСистемный анализ процесса ситуа¬
ционного управления позволяет уста¬
новить основные процедуры компьютер¬
ной технологии выработки, принятия
и реализации управленческих решений
в сложных производственно-хозяйст¬
венных ситуациях.Развитие систем происходит по объ¬
ективно действующим законам Есте¬
ственные системы развиваются по за¬
конам природы Организационно-эко¬
номические системы развиваются по
экономическим законам.Центральным звеном системы эко¬
номических законов является основной
закон. Именно он определяет цель про¬
изводства и средства ее достижения.Экономические законы изменяются,
модифицируются при переходе от од¬
ной системы к другой Иерархии орга¬
низационно-экономических систем со¬
ответствует иерархия экономических
законов С изменением законов меня¬
ются цели системы и средства их дости¬
женияПереход системы из одного состоя¬
ния в другое в процессе реализации
целей называется функционированием.
Динамические свойства организацион¬
но-экономической системы, параметры
ее функционирования определяются
экономическими законами, органиче¬
ски присущими этой системе Изучение
экономических законов функциониро¬
вания организационно-экономических
систем и использование их на практике
является необходимым условием эффек¬
тивного управления строительным про¬
изводством.Организационно¬
функциональная структура
системы управленияРазличают несколько типов орга¬
низационно-функциональных структур
системы управления: линейную, линей¬
но-функциональную, линейно-штабную,
матричную и программно-целевую. Тип
структуры и ее параметры определя¬
ются объектом управления При ли¬
нейной структуре орган управления
имеет одну вышестоящую и несколько
нижестоящих инстанций. Линейные
структуры очень эффективны, когда
круг решаемых проблем невелик, а сами
проблемы просты. Такие структуры
применяются в основном на уровне тех¬
нологического потока (бригады) и
производственного участка.Рост числа и сложности управлен¬
ческих задач (проблем) по мере уве¬
личения масштабов организационно¬
экономической системы требует спе¬
циализации органов управления по
функциям (планирование, учет и т. п.)
и объектам приложения функций управ¬
ления.Организационные структуры, кото¬
рые помимо линейного управленческого
персонала включают органы, специа¬
лизированные по функциям управле¬
ния, называются линейно-функциональ¬
ными. Эту структуру имеют традицион¬
ные органы управления на уровне
треста, главка, министерстваДля выполнения сложных программ,
имеющих большое народнохозяйствен¬
ное значение, создаются органы опе¬
ративного планирования и управления
на весь период существования целевой
программы. Они могут иметь линейно¬
штабную, матричную или программно¬
целевую организационную структуру.
На выбор наиболее эффективной струк¬
туры существенное влияние оказывают
такие факторы как директивный срок
строительства, параметры и народно¬
хозяйственная значимость сооружае¬
мого объекта, условия производства
работ и др.Совершенствование организационной
структуры системы управления должно
начинаться с тщательного изучения
объекта управления. С этой целью не¬обходимо: исследовать технологиче¬
ские процессы производства работ на
всех стадиях строительства с учетом
перехода на новые условия хозяйство¬
вания, уделив особое внимание техно¬
логическим переходам от одного вида
работ к другому, построить параметри¬
ческую и математическую модель объек¬
та управления; определить информа¬
ционную емкость технологических про¬
цессов: установить пункты (точки)
генерации отчетной и ситуационной
информации и пункты (точки) приема
управляющей, командной информации;
установить параметры информацион¬
ных потоков в циклах регулярного и
ситуационного управления Изучение
объекта управления позволяет сформу¬
лировать требования, которым должен
удовлетворять орган управления, для
обеспечения эффективного функциони¬
рования системы в целом.На следующем этапе, в соответствии
с выдвинутыми требованиями, и с уче¬
том закона «необходимого разнообра¬
зия» У Эшби, должна быть решена
задача по расчету организационной
структуры системы управления В про¬
цессе решения задачи оптимизируются:
число уровней управления, организа¬
ционные связи и функциональное вза¬
имодействие руководства организации,
персонала функциональных подразде¬
лений (производственного, планового,
технического и др ), структура функций
перспективного, текущего и оператив¬
ного управления, а также персонала,
специализированного на выполнении
этих функций. В результате будет по¬
лучена нормативная модель организа¬
ционной структуры системы управле¬
ния, адекватная объекту управления
Нормативная модель сравнивается с
фактической организационной структу¬
рой, если обнаружены существенные
расхождения, то обосновываются, раз¬
рабатываются и реализуются органи-
зационно-технические мероприятия, на¬
правленные на устранение выявленного
несоответствияПринципы рациональной
организации системы
управленияВажнейшим направлением совер¬
шенствования управления нефтегазо¬
вым строительством, позволяющим со¬453
кратить цикл «проектирование — стро¬
ительство — ввод в эксплуатацию», по¬
высить эффективность строительного
производства, качество и надежность
конечного продукта — трубопроводной
системы, является программно-целевое
управлениеИспользование программно-целевого
подхода позволяет эффективно соче¬
тать принципы отраслевого, межотрас¬
левого и территориал^ьного управления.Опыт нефтегазового строительства
убедительно доказывает необходимость
создания организацион^1ых форм, ин¬
тегрирующих информацию о ходе реа¬
лизации программы и координирующих
производственную деятельность, обес¬
печивая достижение конечной цели —
сдачу магистрального трубопровода
«под ключ».Программно-целевой подход в уп¬
равлении строительством призван обес¬
печить безусловное завершение строи-
тельно-монтажных работ по сооруже¬
нию магистральных газопроводов и
компрессорных станций в установлен¬
ные сроки При этом должно соблю¬
даться требование эффективного ис¬
пользования трудовых, материальных,
энергетических и технических ресур¬
сов, высокого качества конечной про¬
дукцииОрганизация и структура органов це¬
левого управления должна соответство¬
вать организации и структуре объекта
управления Как показывает практика
управления строительством важнейших
объектов, наиболее целесообразной яв¬
ляется такая форма организации орга¬
на целевого управления, в которой ко¬
личество структурных подразделений и
уровней управления гибко изменяется
в зависимости от измерения параметров
объекта управления на различных эта¬
пах строительства.В настоящее время темпы линейного
строительства значительно опережают
темпы сооружения компрессорных и
насосных станций (КС и НС) Поэтому
сокращение сроков строительства на¬
земных объектов, в первую очередь
за счет применения комплектно-блоч¬
ного метода, является одним из важ¬
нейших резервов повышения эффек¬
тивности нефтегазового комплекса стра¬
ны. Данный метод сооружения КС и НС
выдвигает дополнительные специфиче¬
ские требования к системе управления.
В этих условиях критериями рациональ¬454ной организации целевой системы уп¬
равления являются: приоритет объекта
управления, агрегирование, динамич¬
ность, эффективность, качество, надеж¬
ность, реализуемость, адаптивность, не¬
прерывность совершенствованияКритерий приоритета объекта уп¬
равления имеет определяющее значе¬
ние для процесса совершенствования
систем управления. Он требует такой
организации системы, при которой ор¬
ган управления адекватен объекту уп¬
равления на каждом из уровней иерар¬
хииАгрегирование организационных
структур и потоков материальных ре¬
сурсов позволяет обеспечить специали¬
зацию отдельных подразделений —
участников строительства по этапам
строительного производства: комплек¬
тации, изготовлению блочно-комплек-
тующих устройств (БКУ) на сбороч-
но-комплектовочном предприятии, тран¬
спортировке, работам нулевого цикла
на строительной площадке, монтажу и
пуско-наладочным работамОбъекты целевого управления дина¬
мичны На всех стадиях нефтегазового
строительства непрерывно меняется со¬
став, содержание и объемы выполняе¬
мых работ В этих условиях объективно
существует потребность в создании ди¬
намичных, мобильных органов целевого
управления с переменной структурой,
которые активно перестраиваются в со¬
ответствии с изменением объекта управ¬
ления. Цель такой перестройки — обес¬
печить наиболее эффективное, надеж¬
ное, качественное функционирование
системы управления согласно установ¬
ленным критериям.Надежность функционирования сис¬
темы управления должна быть обеспе¬
чена безусловной реакцией органа уп¬
равления на сложившуюся ситуацию и
ограничением времени реагирования
органа управления на ситуацию зоной
приемлемого управленческого процесса.Критерий реализуемости требует при¬
нятия таких решений по совершенство¬
ванию системы управления, которые
обеспечивают безусловное получение
народнохозяйственного эффекта в нор¬
мативные сроки. Эти решения должны
быть реалистическими и учитывать те¬
кущие ограничения по их реализуемо¬
сти как в масштабах конкретной орга¬
низационно-технологической системы^
так и в народном хозяйстве.
Интеграция критериев совершенство¬
вания целевой системы имеет оптимум
в зоне, которая определяется миниму¬
мом потерь от недоуправления в каждой
производственной (управленческой) си¬
туации и экономически оправданными
издержками органа управления на вы¬
работку управляющего воздействияСложность целей, реализуемых при
сооружении объектов нефтегазового
строительства, необходимость коорди¬
нации деятельности организаций Мин-
нефтегазстроя СССР и других отрас¬
лей, участвующих в их сооружении и
эксплуатации, делают целесообразным
формирование специальной программы
по совершенствованию системы управ¬
ления.Единство подхода к проектированию
интегрированной системы управления
обеспечивается комплексной научно-
производственной программой совер¬
шенствования планирования и управ¬
ления нефтегазовым строительством,
определяющей порядок разработки и
внедрения как системы в целом, так и
отдельных ее элементов, организа¬
ционной структуры; методов, моделей
и процедур управления (управлен¬
ческих технологий), процессов под¬
готовки, принятия и реализации реше¬
ний; информационного, технического
и других видов обеспеченияЦелевая программа представлена
совокупностью взаимосвязанных меро¬
приятий производственного, техниче¬
ского, технологического, научно-техни¬
ческого и управленческого характера.
Она имеет матричную структуру (укруп¬
ненная схема программы приведена на
рис. 12.1 и состоит из трех блоков объ¬
екты управления, субъекты и уровни уп¬
равления, целевые подпрограммы и ком¬
плексы входящих в них задач Целевые
подпрограммы образуются по строкам
и столбцам матрицы, а ее элементы
представляют собой управленческие
технологии и проблемные задачи, а так¬
же обеспечивающие их реализацию
мероприятия.Применение программно-целевого
подхода призвано обеспечить эффек¬
тивное управление реализацией про¬
граммы нефтегазового строительства
на всех этапах инвестиционного про¬
цесса, начиная с технико-экономиче-
ского обоснования и 3aBepujaH сдачей
объекта в эксплуатациюОрганизация и функционированиецелостной системы управления нефте¬
газовым строительством базируется на
следующих принципах; комплексности,
единства цели, эффективности, концен¬
трации и централизации, типизации,
центрального звена, развития. Реали¬
зация указанных принципов при реше¬
нии вопросов совершенствования меха¬
низма целостной системы управления
должна основываться на системном и
программно-целевом подходахПринцип «комплексности» означа¬
ет, что в отличие от применяемых в
настоящее время локального позадач-
ного подхода к организации и авто¬
матизации процессов управления рас¬
сматриваемая целостная система уп¬
равления.охватывает все уровни управления в
отрасли;включает в контур системы не только
персонал отдельных служб и струк¬
турных подразделений аппарата управ¬
ления, но и линейных руководителей на
каждом из уровней управления;обеспечивает полный цикл управле¬
ния, начиная от сбора регламентиро¬
ванных данных, информации о теку¬
щей производственно-хозяйственной
ситуации, кончая выработкой и реали¬
зацией управленческих решений;обеспечивает полное и всестороннее
рассмотрение системы по элементам
организационной, функциональной, ин¬
формационной, технической и других
структур с целью установления их эф¬
фективной сопряженности и совмести¬
мости как между уровнями, так и на
каждом уровне управленияПринцип «единства цели» предусма¬
тривает такую организацию целостной
системы управления, при которой пер¬
сонал системы на всех уровнях управ¬
ления будет ориентирован на достиже¬
ние конечной цели организации, т. е
на безусловное выполнение народно¬
хозяйственных целей и целевых задач
организации, при эффективном ис¬
пользовании трудовых, материальных,
технических, энергетических и финан¬
совых ресурсов, высоком качестве ко¬
нечной продукции.Принцип «эффективности» означа¬
ет, что рассматриваемая целостная
система управления должна обеспе¬
чить:эффективное управление строитель¬
ным и промышленным производством
в отрасли на всех уровнях,455
окупаемость затрат на совершен¬
ствование системы в кратчайшие сроки
(в пределах нормативного срока оку¬
паемости затрат на внедрение новой
техники и технологии в отрасли)Принцип «концентрации и центра¬
лизации» означает централизацию сбо¬
ра, обработки и передачи оперативной
информации путем организации локаль¬
ных, региональных и отраслевой инфор¬
мационно-вычислительных сетей и рас¬
пределенных баз данных.Принцип «типизации» означает, что
целостную систему оперативного уп¬
равления необходимо совершенство¬
вать, активно используя типовые эле¬
менты, блоки, модули, которые должны
быть разработаны с учетом уровня и
особенностей объекта управления, обес¬
печивать гибкую организацию техноло¬
гических процессов управленияПринцип «развития» позволяет по¬
этапно разрабатывать и внедрять эле¬
менты, их комплексы и отдельные ком¬
поненты управления на разных уров¬
нях и по мере разработки новых эле¬
ментов модифицировать систему управ¬
ления, а также непрерывно совершен¬
ствовать систему с учетом достижений
научно-технического и экономико-ор¬
ганизационного прогресса, обеспечи¬
вая тем самым динамический, непре¬
рывный процесс перестройкиСовершенствование целостной си¬
стемы управления, отвечающей сформу¬
лированным принципам ее организа¬
ции и функционирования, требует ре¬
шения следующих основных проблем-
изменения существующей системы
хозяйственных, экономико-организаци¬
онных отношений между заказчиком и
субподрядными организациями;совершенствования организацион¬
ной, функциональной и других внутри¬
системных структур,создания эффективных информаци¬
онной, технической и других обеспечи¬
вающих подсистем;разработки компьютерной техноло¬
гии управления,использования эффективной методо¬
логии непрерывного совершенствова¬
ния системы управления на основе на¬
копления, обобщения и распростране¬
ния передового опыта организации и
управления строительством;разработки методов оценки эффек¬
тивности, качества и научно-техниче¬
ского уровня системы управленияПринцип «центрального звена» оз¬
начает, что целостная система управ¬
ления базируется на приоритете народ¬
но-хозяйственных интересов и целей с
учетом интересов и целей организации.Совершенствование целостной си¬
стемы управления на основе указанных
принципов позволит повысить произво¬
дительность труда, сократить сроки
сооружения объектов и объемы неза¬
вершенного строительства, снизить
себестоимость строительно-монтажных
работ, повысить качество конечной
продукции.Система управления нефтегазовым
строительством должна рассматривать¬
ся как целостная система в органиче¬
ском единстве организационно-функци¬
онального ядра системы и ее обеспечи-
ваюш^ей инфраструктуры, которая
включает информационное, техниче¬
ское, математическое, программное,
нормативно-правовое, технологическое
и эргономическое обеспечениеНормативно-правовое
обеспечениеРациональное распределение функ¬
ций, прав, обязанностей и ответствен¬
ности закрепляется документально по¬
ложениями о структурных подразде¬
лениях, должностными инструкциями
в рамках нормативно-правового обеспе¬
чения системыНормативно-правовое обеспечение
целостной системы управления пред¬
ставляет собой совокупность норм, нор¬
мативов и нормативных актов, устанав¬
ливающих и закрепляющих организа¬
ционно-функциональную структуру ор¬
гана управления и производственно¬
технологическую структуру объекта
управления, регламентирующих техно¬
логические процессы управления, а так¬
же обеспечивающих выполнение функ¬
ций по нормированию, прогнозирова¬
нию и планированию производства
строительно-монтажных и других работ
Нормативно-правовое обеспечение со¬
здается с целью упорядочения сущест¬
вующей системы нормативно-правового
регулирования процессов управления,
повышения действенности и эффектив¬
ности принимаемых управленческих ре¬
шений, укрепления законности в управ¬
лении457
Нормативно-Правовое обеспечение
должно быть полным, достаточным и
эффективным. Правовое обеспечение
системы управления устанавливает
основные цели, задачи, функции, прин¬
ципы организации и деятельности стру¬
ктурных подразделений и отдельных
работников, разграничивает компетен¬
цию этих звеньер органа управления
В рамках нормативно-правового обес¬
печения должна быть решена проблема
единства целей организационно-эко¬
номической системы в целом с локаль¬
ными целями ее подразделений и от¬
дельных работников. Этому способ¬
ствует внедрение эффективной системы
норм и нормативов морального и ма¬
териального стимулирования.Нормативными актами должны быть
закреплены технологические процессы
обработки информации в контурах уп¬
равления, включая процедуры ее реги¬
страции, сбора, хранения, передачи,
контроля, отображения и пр Кроме
того, нормативными актами регламен¬
тируются вопросы защиты информа¬
ции на различных носителях от доступа
к ней лиц, не имеющих специального
разрешения, от повреждения, искаже¬
ния и фальсификации Нормативными
актами устанавливаются условия юри¬
дической силы конкретных видов до¬
кументов, обрабатываемых средствами
вычислительной техники и используе¬
мых в системе управления.Особое место в системе управления
отводится комплексу натуральных и
стоимостных норм и нормативов на все
виды работ, выполняемых организа¬
цией. Наличие научно-обоснованных
взаимосвязанных норм и нормативов
является необходимым условием ра¬
ционального прогнозирования, плани¬
рования и принятия эффективных уп¬
равленческих решений в сложных про¬
изводственно-хозяйственных ситуа¬
циях.Все множество норм и нормативов
в организационно-экономической си¬
стеме можно разделить на два больших
класса: нормы и нормативы технологи--
ческих процессов в органе управления
и нормы и нормативы технологических
процессов, протекающих на объекте
управления по всем стадиям производ¬
ства строительно-монтажных работ
Норм1>1 и нормативы на выполнение
функций управления работниками ап¬
парата практически отсутствуют. Они458должны быть разработаны в процессе
совершенствования системы управле¬
ния. Нормы и нормативы на производ¬
ство строительно-монтажных работ
разработаны достаточно полно, однако
и они нуждаются в систематизации и
дальнейшем развитии применительно
к требованиям эффективного управле¬
ния в новых условиях хозяйствования
В настоящее время созрела необходи¬
мость в разработке комплекса взаимо¬
увязанных натуральных и стоимостных
норм и нормативов для каждого уров¬
ня управления (от рабочего места про¬
изводственного рабочего до отрасли в
целом) с учетом рационального агре¬
гирования показателей при переходе с
нижнего на верхний уровень управле¬
ния.Информационное обеспечениеИнформационное обеспечение цело¬
стной системы управления представ¬
ляет собой совокупность плановых,
учетно-отчетных и контрольных пока¬
зателей, классификаторов и кодифика¬
торов, информационных языков, нор-
мативно-правовой, справочной и нор¬
мативно-технологической информации,
неформализованной управленческой
информации, средств и методов орга¬
низации информационной базы, инфор¬
мационных потоков, документирован¬
ных и недокументированных носителей
информации. Информация, циркули¬
рующая в системе, должна отвечать
требованиям полноты,своевременности,
достоверности, точности, минимальной
избыточности и обеспечивать надежное
и эффективное выполнение функций уп¬
равленияСистемный подход к исследованию
организационно-технологических си¬
стем позволяет найти адекватно и эф¬
фективное отображение предметной об¬
ласти, т е. материально-вещественных
процессов строительства в многоуров¬
невое информационное пространство
состояний При этом рассматриваются
следующие пять уровней ~ параметри¬
ческий, инфологический, концептуаль¬
ный, внутренний и внешний (последние
три уровня используются для формиро¬
вания базы данных в среде ЭВМ)Параметрическое представление ор¬
ганизационно-технологической систе¬
мы в информационном пространстве
состояний является первичным ото¬
бражением и основывается на предпо¬
ложении о том, что любой элемент и
любая целесообразная комбинация
элементов системы описывается неко¬
торым множеством параметров, харак¬
теризующих статические и динамиче¬
ские свойства системы Каждый из па¬
раметров организационно-технологиче¬
ской системы строительства имеет нор¬
мативное, плановое и действительное
(фактическое) значения. В процессе
моделирования системы ее параметры
выступают, проявляются как информа¬
ционные показатели входа, процесса и
выхода С точки зрения информацион¬
ной, понятия параметра и показателя
являются синонимами Множество па¬
раметров (показателей) организацион-
но-технологической системы можно си¬
стематизировать и, в свою очередь,
представить в виде комплексов показа¬
телей, в которых каждый отдельно взя¬
тый показатель несет в себе определен¬
ный «заряд» (объем) информацииВ обратном направлении от органа
к объекту управления направлены ин¬
формационные потоки управленческих
решений и информативных показате¬
лей, которые генерируются в процессе
выполнения функций по управлению
(учету, анализу, прогнозированию,
планированию, организации, контро¬
лю, регулированию и координации)
На рис 12 2 приведена обобщенная
схема информационных связей на уров¬
не производственных единиц мобиль¬
ного треста.Информационные потоки первичных
информационных показателей, управ¬
ленческих решений и производных ин¬
формативных показателей в организа¬
ционно-технологических системах стро¬
ительства имеют различную интенсив¬
ность и разную степень упорядоченно¬
сти. Зачастую основную долю в потоках
информации занимают массивы мало¬
ценных или дублирующих друг друга
информативных показателей. Таким
образом сведения о сложившейся про¬
изводственной ситуации или вообще не
находят своего отражения, или посту¬
пают в систему управления с таким опо¬
зданием, которое сводит на нет их ин¬
формационную ценность.Эффективное управление организа-
ционно-технологической системой воз¬
можно только при условии эффективно¬
го выполнения функций по обработкеинформативных показателей в системе
управления. А это значит, что комплекс
первичных информативных показателей
объекта управления, который характе¬
ризует его текущее состояние, должен
быть оптимальным по составу, инфор¬
мационной емкости (содержанию), опе¬
ративности, достоверности и точности
отражения производственной ситуации.
Повышение уровня содержательности
информативных показателей может
быть достигнуто путем введения ком¬
ментариев к ним Каждый первичный
информативный показатель описывает
с какой-то одной стороны конкретную
технологическую операцию, а рацио¬
нально выбранный набор показателей
с комментариями дает полное и объек¬
тивное описание технологического про¬
цесса в целом Множество первичных
информативных показателей образует
информативный поток, который посту¬
пает от объекта в орган управления Со¬
здание целостной системы управления
предполагает не только выбор опти¬
мального комплекса информативных
показателей (первичных и управляю¬
щих), но и рациональную организацию
информационных потоков в отраслевой
информационно-вычислительной сети.Множество информативных показа¬
телей и информационных потоков орга¬
низационно-технологической системы
оказывает определяющее влияние на
его организационную и функциональ¬
ную CTpyKtypbi Ограниченная пропуск¬
ная способность органов восприятия
человека (25 бит в секунду), интенсив¬
ность и значимость информационных
потоков, время, которое отводится на
выработку (генерацию) управляющего
воздействия и многие другие факторы
определяют состав и компетенцию дол¬
жностных лиц, выполняющих функции
по управлению конкретной организа¬
ционно-технологической системой. Та¬
ким образом рациональный комплекс
информативных показателей и рацио¬
нальная сеть информационных потоков
предопределяют эффективную структу¬
ру управления организационно-техно¬
логической системой В условиях эф¬
фективной структуры управления каж¬
дый активный элемент органа управле¬
ния (должностное лицо, функциональ¬
ное подразделение) имеет на входе тот
минимум информации (поток информа¬
тивных показателей), который необхо¬
дим и достаточен для выработки (гене-459
sXsоa.таSa,о•eI§oi
рации) эффективного минимума разно¬
образия управляющих реи1енийАнализ общей схемы движения ин¬
формативных показателей в организа¬
ционно-технологической системе пока¬
зывает, что.генерация (возникновение, зарожде¬
ние) первичных информативных пока¬
зателей происходит на уровне техноло¬
гических операций, объединенных в пер¬
вичные организационно-технологиче¬
ские модули (звенья, бригады),отбор первичных информативных по¬
казателей от каждого организационно¬
технологического модуля осуществля¬
ется в двух точках -- первая характе¬
ризует состояние технологического про¬
цесса, а вторая характеризует конечный
результат этого процесса (точка техно¬
логического перехода);передача первичных информативных
показателей на вышестоящий уровень
организационно-технологи ческой си¬
стемы и передача принятых управлен¬
ческих решений в обратном направле¬
нии выполняется в контурах регламен¬
тированного и ситуационного управле¬
ния;на каждом из последующих уровней
управления организационно-техноло¬
гической системы (вверх по иерархии)
происходит агрегирование первичных
информативных показателей, и наобо¬
рот, вниз по иерархии наблюдаем раз¬
укрупнение, дезагрегацию, детализа¬
цию информативных показателей,
при переходе с одного уровня иерар¬
хии на другой изменяются как структу¬
ра и информационная емкость отдель¬
ного показателя, так и набор информа¬
тивных показателей, необходимых для
эффективного описания сложившейся
управленческой ситуации,на каждом из уровней управленче¬
ской иерархии происходит единовре¬
менный процесс фильтрации поступа¬
ющей организационно-технологической
информации и конденсации ее в инфор¬
мационных архивах (базах).На рис 12.3 приведена обобщенная
схема агрегирования, дезагрегирова¬
ния, фильтрации и конденсации инфор¬
мации в процессе трансляции ее с одно¬
го уровня иерархии ингегрированной
системы управления на другой.Структура организационно-техноло¬
гической и технико-экономической ин¬
формации, циркулирующей в системе
управления нефтегазовым строительсг-вом, сложна Основная доля приходит¬
ся на параметрическую (план, норма,
факт), нормативно-правовую, норма-
тивно-технологическую и справочную
информацию.Информационное обеспечение долж¬
но быть регламентировано в ежеднев¬
ном, недельном, месячном, годовом,
двухлетнем и пятилетием циклах пла¬
нирования и управления. Состав рег¬
ламентированной и ситуационной ин¬
формации должен гибко изменяться
по этапам инвестиционного цикла неф¬
тегазового строительства Она должна
включать информациЕо о целях, ресур¬
сах (включая резерв и запасы), ком¬
муникациях, условиях, технологии, ор¬
ганизации всех элементов организа¬
ционно-технологической системы для
определенного уровня иерархии.Информационные массивы, форми¬
руемые на организационном этапе, обес¬
печивают контроль за разработкой и
реализацией проектно-сметной доку¬
ментации, плана организационно-тех¬
нологических мероприятий; планов-гра¬
фиков работы организаций, предприя¬
тий и строительных подразделений, гра¬
фиков материально-технического снаб¬
жения и комплектации, проектов про¬
изводства работНа подготовительном этапе выпол¬
нения работ массивы информационных
сообщений обеспечивают эффекгивное
выполнение функций планирования и
управ5яения перебазировкой и форми¬
рованием производственных коллекти¬
вов, инженерной подготовкой участка,
поставкой труб, блок-боксов, конструк¬
ций, оборудования и материалов и дру¬
гими работами. На основном этапе мас¬
сивы включают информацию о ходе вы¬
полнения монтажных работ, поставке
конструкций, оборудования, материа¬
лов, наличии рабочих и текущем состоя¬
нии основных машин, механизмов, авто¬
транспорта На завершаюп^ем этапе
файлы включают информацию, обеспе¬
чивающую контроль и управление пус¬
коналадочными работамиВ целом информация, циркулирую¬
щая в организационно-технологиче¬
ских системах, должна удовлетворять
следующим критериям: релевантности,
достаточности, точности, своевремен¬
ности, адаптивности.Под релевантностью подразумевают
соответствие информации запросам ли¬
ца, принимающего решения. Достаточ-461
Из надсистемыВ надсистемуРис 12.3 Структуризация информационных коммуникаций по уровням управле¬
ния комплектно-блочным строительством (ИФ] — информационный фильтр, A| —
архив, ГИ — генератор информации)ность определяется минимумом инфор¬
мации, необходимой для принятия эф¬
фективных управленческих решений
(управление по отклонениям) Под ада¬
птивностью подразумевается возмож¬
ность перепроектирования информаци¬
онной системы в соответствии с изме¬
няющимися потребностями пользова¬
телей Такой подход позволяет описать
производственную ситуацию на любом
уровне управления типовой системой
однородных показателей При этом ин¬
формационные показатели отличаются
друг от друга только степенью агрега¬
ции при переходе с одного уровня управ¬
ления на другойКроме указанного типового набора
однородных показателей, обязательных
к употреблению на всех уровнях цело¬
стной системы планирования и управ¬
ления, могут использоваться показате¬462ли, специфические для соответствующе¬
го уровня управления, региона строи¬
тельства, этапа и сезона производства
работСостав специфических информаци¬
онных показателей, формы их представ¬
ления и регламент передачи устанавли¬
вается первым руководителем соответ¬
ствующего органа управления Ответ¬
ственность за соблюдение состава и рег¬
ламента передачи информационных по¬
казателей и их достоверности лежит на
первых руководителяхВ процессе планирования и управле¬
ния за сооружением магистрального
газопровода необходимо систематиче¬
ски накапливать и хранить информа¬
цию для последующего анализа, прог¬
нозирования хода производства работ
на объекте, обобщения передового опы¬
та С этой целью на всех уровнях управ-
ления строительством должна быть пре¬
дусмотрена организация информаци¬
онных фондов первичной, аналитиче¬
ской, плановой и нормативно-справоч¬
ной информации. Это обеспечивается
созданием распределенных по уровням
и ориентированных на пользователя ин¬
формационных баз данных, которые
включают информацию как стабильную
по составу и структуре, так и непрерыв¬
но обновляемую, формируемую по за¬
просам системы.Вся информация, циркулирующая и
хранимая в системе планирования и уп¬
равления нефтегазовым строительст¬
вом, составляет ее информационно-уп¬
равленческий потенциал, распределен¬
ный по уровням управления Он вклю¬
чает базы данных, формируемые на
уровне трубопроводостроительных ком¬
плексов и комплексов наземного строи¬
тельства, базы данных трестов, г^лавков,
министерства, районов и регионов стро¬
ительства. Интегрированная база дан¬
ных целостной системы включает ло¬
кальные базы данных оперативной, пла¬
новой, учетно-отчетной, аналитической
и прогнозной информации, проектно¬
технологическую документацию, норма¬
тивно-техническую документацию, ор¬
ганизационно-технологические проце¬
дуры, технологические инструкции ад¬
министраторов, языки системы общения
с пользователем.Методы, модели и технология
управления нефтегазовым
строительствомРазработка эффективной стратегии
совершенствования механизма управ¬
ления нефтегазовым строительством
возможна только при условии систем¬
ного подхода к рассматриваемой проб¬
леме.Системный подход является направ¬
лением методологии специально-науч-
ного познания и интенсивно развива¬
ется. Системный подход оперирует ос¬
новными категориями материалисти¬
ческой диалектики, такими как субъект
и объект, общее и особенное, количе¬
ство и качество, мера, причина и след¬
ствие, необходимость и случайность,
закономерность, часть и целое, элемент
и структура, сущность и явление, дей¬
ственность и возможность и дрСогласно системному подходу объек¬
ты рассматриваются в статике и дина¬
мике, т е в развитии и взаимодействии
между собой Системный подход ис¬
пользует многие методологические при¬
емы и законы диалектического мате¬
риализма, например, анализа и синте¬
за, дедукции, абстракции, восхождения
от конкретного к абстрактному и от аб¬
страктного к конкретному, переход ко¬
личественных изменений в качествен¬
ные, единство и борьба противополож¬
ностей, закон отрицание отрицания.Конкретизируя средства и методы ди¬
алектического материализма примени¬
тельно к практическим нуждам иссле¬
дователей, проектировщиков и управ¬
ленческого персонала, системный под¬
ход включает в свой арсенал принципы
«черного ящика», внешнего дополнения,
обратной связи, структуризации, иерар¬
хичности, целеполагания и дрСистемный подход объединяет две
дисциплины — системный анализ и ис¬
следование операций Системный ана¬
лиз может быть определен как сово¬
купность научных методов и практи¬
ческих приемов, используемых для под¬
готовки и обоснования решений по сло¬
жным слабоструктуризованным проб¬
лемам, возникаюихим в условиях неоп¬
ределенности и содержащих неформа-
лизуемые элементы Исследованием
операций называется совокупность ма¬
тематических методов, используемых
для подготовки и обоснования решений
по хорошо структуризованным и форма¬
лизуемым проблемамСистемный подход — эффективное
средство борьбы со все возрастающей
сложностью хозяйственных проблем.
Он позволяет находить простое в сло¬
жном, существенное в общей массе фак¬
торов, главное звено в непрерывной це¬
пи событийВ соответствии с изложенными прин¬
ципами системного подхода для каж¬
дой организационно-технологической
системы можно построить адекватную
ей математическую, эконометрическую,
имитационную или другую модель Эти
модели, как и реальные системы, долж¬
ны быть состыкованы между собой по
входу и выходу Таким образом, отрас¬
левая организационно-технологическая
система может быть представлена в
форме одной обобщенной математиче¬
ской модели или как комплекс иерархи¬
чески организованных математических463
моделей входящих в нее организацион¬
но-технологических систем типа трубо¬
проводостроительного комплекса, мо¬
бильного треста, СКП, ПМК, УМ,
УП ГК и др Основное назначение эконо¬
метрических и имитационных моде¬
лей — служить эффективным инстру¬
ментом для принятия рациональных
управленческих решений Одной из воз¬
можных форм моделирования реальной
организационно-технологической си¬
стемы нефтегазового строительства яв¬
ляется матричная модель. Обобщенный
пример имитационной матричной моде¬
ли приведен на рис 12 4 Матрица охва¬
тывает все компоненты процесса строи¬
тельства—труд (А), основные произ¬
водственные фонды (Б), оборотные
средства (В) и информацию (Y), увя¬
зывая их во времени (Т) с конечной про¬
дукцией (Q)Состав показателей матрицы, степень
их агрегирования и детализации могут
быть изменены в зависимости от слож¬
ности (уровня) моделируемой органи¬
зационно-технологической системы и
целевого назначения имитационной мо¬
дели.Так, например, показатель (Хзз)
«Рабочие мащины и оборудование»,
имея самостоятельное значение й глу¬
бокий экономический смысл, может
быть дезагрегирован вплоть до отдель¬
ной номенклатурной единицыЕсли представить имитационную мат¬
ричную модель в стоимостном выраже¬
нии, то из нее можно определить такие
показатели, как объем СМР, фактиче¬
скую себестоимость и прибыль, фондо¬
отдачу, фондоемкость, среднедневную
выработку на одного рабочего в смет¬
ных ценах, объем незаверщенного про¬
изводства, рентабельность и др.Применительно к целям оператив¬
ного планирования и управления ими¬
тационная матрица может быть упро¬
щена и включать только те показатели,
которые необходимы и достаточны для
эффективного планирования, регули¬
рования и координации производства
работ на определенном этапе строи¬
тельствакомплектование объектных блоков,
материалов, конструкций в УПТК,изготовление объектных комплектов
блоков и конструкций в СКП;доставка на строительные площадки
объектных комплектов блоков и конст¬
рукций передвижными механизирован¬464ными транспортными колоннами (ПМК-Т);строительно-монтажные работы на
площадке строительства компрессор¬
ных и насосных станций (ПМК нуле¬
вого цикла и передвижными механи¬
зированными монтажными колоннами
ПММК).Если использовать имитационную
матричную модель для целей планиро¬
вания, то она, во-первых, должна быть
представлена в форме нормативной мат¬
рицы (НМ), как система нормативных
показателей затрат труда основных и
оборотных производственных фондов
на единицу конечной продукции, во-
вторых, в форме плановой матрицы
(ПМ), в которой должны быть показа¬
ны результаты расчета плановых техни¬
ко-экономических показателей в нату¬
ральном и стоимостном выражениях.
Если имитационная матричная модель
используется для целей оперативного
ситуационного управления, то заполнив
ее значениями показателей о фактиче¬
ском выполнении работ по видам, соста¬
ве производственных рабочих, состоя¬
нии машин, оборудования и транспорт¬
ных средств, наличии основных мате¬
риалов, блок-боксов и конструкций,
можно получить матричную запись
ситуации на объекте управления
(ФМ).Полученная модель ситуации может
быть использована руководством орга¬
низации для выработки эффективных
управленческих решений по регулиро¬
ванию хода строительстваС целью анализа причин допущен¬
ного отставания и выявления резервов
производства могут быть получены
аналитические матрицы:разностного типа (ФМ-ПМ) и (ФМ-
НМ), показывающие абсолютное от¬
клонение фактически достигнутых зна¬
чений показателей от плановых зада¬
ний и нормативов,индексного типа ФМ/ПМ и ФМ/НМ,
показывающие относительный рост фа¬
ктически достигнутых значений показа¬
телей по отношению к плановым зада¬
ниям и нормативам; сопоставление и
анализ полученных матричных моделей
в цикле управления будут способство¬
вать повышению качества и надежности
краткосрочного прогнозирования и опе¬
ративного планирования, усилению ре¬
жима экономии, ускорению темпов стро¬
ительства
!iis•|LIPili
о ^ Q>x">r§>Ts>r■4"^ I
_i 2sgTГ +г ■-]'"■I • I
_jIЙ IXi>r5>rя>rVOОVOОQh465эинэьвнеодоэонаоиэхё 5 ?lit
я о s
ffl £0 о§ I =
§11|1^|1
I IS I!lliliiifl
; I i i'l I 111§1.5 = ^1V 'trAdig '1ч1/ноф Э1яннав
-jLOtroeeModu Э1чнаонооa 'eaiot/0do aisHiodogo
Основу рационального ситуационно¬
го управления составляет своевремен¬
ная, достаточная, достоверная и точная
информация о текущем состоянии объ¬
екта управления и возникающих на нем
проблемных управленческих ситуациях.^ Но одной только информации недоста¬
точно Эффективность управления, в
широком смысле слова, и ситуационно¬
го управления, в частности, непосред¬
ственно зависит от используемых мето¬
дов управления (рис. 12.5).Если рассмотреть технологический
процесс управления в цикле, то следу¬
ет указать на существование специфи¬
ческих методов прогнозирования, пла¬
нирования, нормирования, программи¬
рования, организации, координации,
регулирования, контроля, учета и ана¬
лиза. Знание и умелое применение этих
методов на практике — необходимые
условия эффективной, надежной и вы¬
сококачественной работы аппарата уп¬
равления.Анализ современного состояния орга¬
низации и управления строительством
показал, что имеются значительные ре¬
зервы повышения эффективности и ка¬
чества работы первичных производст¬
венных коллективов за счет совершен¬
ствования процедур принятия решений,
прогнозирования хода выполнения и
сроков окончания работ, установки це¬
левых заданий,сбалансированных с ди¬
намическим потенциалом производст¬
венных коллективов. С целью мобили¬
зации этих резервов создан комп¬
лекс эффективных инструментальных
средств ситуационного анализа, приня¬
тия оперативных организационно-тех¬
нологических и плановых решений на
всех этапах строительства (организа¬
ционном, подготовительном, основном
и завершающем) с использованием ми¬
кропроцессорной техники.Эффективность оперативного плани¬
рования обеспечивается своевременным
выявлением тенденций и прогнозирова¬466
нием хода выполнения работ Анализ
тенденций в выполнении работ являет¬
ся «механизмом раннего предупрежде¬
ния», указывающим на отклонения от
плана производства строительных ра¬
бот. Любое отклонение от утвержденно¬
го плана рассматривается как тенден¬
ция Анализ тенденций подкрепляет
прогнозирование хода строительных
работ, но не заменяет его Прогнозиро¬
вание, осуществляемое в ходе выполне¬
ния строительных работ, является ме¬
тодом систематического пересмотра
оперативных и текущих плановСовременные методы прогнозирова¬
ния, основанные на экстраполяции тен¬
денций за прошедший период или на
оценках распределения вероятной про¬
должительности строительства, пред¬
полагают сохранение этих тенденций
в будущем за счет инерционных свойств
объекта Они не отражают возможные
структурные изменения организацион¬
но-технологических систем.Метод адаптивной статистической ап¬
проксимации позволяет учесть в проце¬
дуре прогноза не только тренд и стоха¬
стические переменные, но и текущие та¬
ктические решения, направленные на
изменение структуры системы, ее инфор¬
мационного потенциала. Кроме того он
позволяет управленческому персоналу
найти такие управленческие решения
по изменению структуры системы, кото¬
рые обеспечивают эффективное дости¬
жение поставленных целей Сущность
метода состоит в том, что траектория
развития организационно-технологиче¬
ской системы трубопроводостроитель¬
ного комплекса представляется в про¬
странстве состояний, стратифицирован¬
ном по потенциальным уровням, которое
строится на основе обобщения опыта
функционирования идентичных систем
за несколько летВ основе метода адаптивной стати¬
стической аппроксимации лежит гипо¬
теза о том, что во-первых, устойчивое
развитие производственной системы под
воздействием множества внешних фак¬
торов осуществляется в одном из стра¬
тификационных слоев абстрактного
однопараметрического пространства
состояний, и во-вторых, переход из од¬
ного потенциального страта в другой
может произойти в результате структур-
мы\ изменений в системе
Для объективного учета совокупного
действия агрегированных фактороввнешней и внутренней среды iia процесс
трубопроводного строительства в Мин-
нефтегазстрое СССР разработана ме¬
тодика комплексного автоматизирован¬
ного многофакторного анализа условий
и процесса производства работ В со¬
ответствии с ней определяются природ¬
но-климатические зоны, однородные по
сложности условий производства работ
Для установления границ природно-
климатических зон используются рабо¬
чие чертежи, материалы специальных
исследований площадки строительства,
проекты организации строительства и
экспертные оценки ведущих специали¬
стов отраслиПри определении рациональной тех¬
нологии и методов принятия решений
в условиях неопределенности и непол¬
ной информации в такой сложной и ди¬
намично развивающейся организаци¬
онно-технологической системе, какой
является нефтегазовое строительство,
необходимо учитывать воздействие на
процесс строительного производства
множества внешних и внутренних фак¬
торов Состав факторов и интенсивность
их воздействия на технологический по¬
ток существенно меняются в зависимо¬
сти от времени и региона производства
работ Среди множества факторов, воз¬
действующих на ход комплектно-блоч¬
ного строительства, наибольший удель¬
ный вес имеют внешние факторы, такие
как организационная и материально-
техническая подготовка строительства,
комплектация, снабжение, природно-
климатические условия Необходимо
учитывать и социальный фактор, осо¬
бенно в экстремальных условиях рабо¬
ты в труднодоступных и мало обжитых
районахПодход, развиваемый в методе адап¬
тивной статистической аппроксимации,
позволяет учесть многообразие факто¬
ров строительного процесса и обеспе¬
чить получение достаточно надежных
управленческих решений в условиях не¬
полной информации и непрерывных
структурных изменений производствен¬
ных коллективов. Осуществляя после¬
довательную дезагрегацию укрупнен¬
ных факторов, можно установить мно¬
жество комплексов факторов, отрица¬
тельно влияющих на темпы нефтегазо¬
вого строительства. В таблице 12.4 при¬
ведены основные комплексы факторов
с указанием степени их влияния на ис¬
пользование внутрисменного рабочего467
Таблица 12.4Основные комплексы факторов, отри¬
цательно влияющих на интенсивность
работы первичных производственных
коллективовПродолжение габл. 12.4ФакторыЕ^озможиые мере
приятия по управ
леиию факюром с
II, см (Ж) повышения
интенсивности по¬
токаОрганизационное и материаяьно-техни-
ческое обеспечениеОтсу гсгвие 4'>pOFiia
работНарушение графи¬
ка выполнения ра
богНарушение графи¬
ка поставок мате¬
риалов, конструк¬
ций, оборудования
Низкое качество
иоступивишч на
участок строи гель-
сгва основных ма¬
териалов и кон¬
струкцийНизкое качество
поступившей тех¬
нической докумен¬
тацииИзлишние переба¬
зировкиПовышение каче¬
ства оперативного
планирова11ия
То жеПрименение
п]трафных санк¬
ций к транспорт¬
ным организациям
Применение
штрафных санк¬
ций к организа¬
циям поставп1икаПрименение
штрафных санк¬
ций к проектно-
KOHCTpyF<TOpCKHM
организациям
Повышение каче¬
ства оперативного
планированияРесурсо()гнаи{енность и транспортные
коммуникацииНеукомплектован¬
ное 1Ь 1ехникой
Несоответствие
структуры техниче¬
ской базы структу¬
ре выполняемых
работОтказы машин, ме¬
ханизмов и тран¬
спортных средствДоу комплектация
технической базы
Совершенствова¬
ние планировки
или техническое
перевооружениеВнедрение про¬
грессивных форм
технического об¬
служивания, соз¬
дание резерва ма¬
шин и aiperaTOB,
повыше(ше уровня
профессиональной
подготовки маши-1ШСТ0ВФакторыВозможные меро¬
приятия ио управ¬
лению фактором с
целью повы1иения
интенсивности по¬
токаТо жеОрганизация ре¬
монта дорог, подъ¬
ездных путей и
поддержание их в
надлежащем со¬
стоянииОтсу гст вие рабочих Обучение произ-Простои в ремонте
Не>довлетвори-
тельное состояние
транспортных ком¬
муникацийтребуемой профес¬
сии и ква тиф ика¬
нииНедостаточный
уровень или полное
отсутствие запасов
основных и вспомо¬
гательных мате¬
риалов, топливно-
энергетических ре¬
сурсовводственных рабо¬
чих на курсах иро-
фессиональной
подготовки и по¬
вышения квалифи¬
кацииОрганизация и по¬
полнение запасов
Поддержание ра¬
ционального уров¬
ня запасовНорма! ивно-правовое и технологиче¬
ское обеспечениеОтсутствие норма¬
тивных ilOKVMOn-
тов, регулирующих
правовые отноше¬
ния в производст¬
венном коллективеНизкая технологи¬
ческая дисциплинаРазработать и ут¬
вердить систему
нормативных до¬
кументовУсиление режима
контроля за соб¬
людением техноло¬
гической дисцип¬
лины и повышение
уровня персональ¬
ной! ответственно¬
стиСовершенствова¬
ние хозяйственно¬
го механизмаОтсутс1вие стан¬
дартов, норм, пра¬
вил Низкое качест¬
во оргапизацион-
но-технологичес-
кой документацииИнформационное обеспечение и связьОтсутствие регла- Разработать и уг-
мента по составу и вердить регламент
времени приема - по составу инфор-468
Продолжение табл. 12.4Продолжение табл. 12.4ФакторыВозможные меро¬
приятия по управ¬
лению фактором с
целью повышения
интенсивности по¬
токапередачи информа¬
цииНизкое качество и
неполнота опера¬
тивной информа¬
ции о ходе выпол¬
нения работОтсутствие опера¬
тивного обмена ин¬
формацией между
бригадами и ко¬
лоннами техноло¬
гического потока и
связи с рабочим
поселкомОтсутствие заинте¬
ресованности про¬
изводственных ра¬
бочих и управлен¬
ческого персонала
в результатах свое¬
го трудаНизкий уровень
культурно-бытово¬
го обеспечения ра¬
ботников в услови¬
ях трассы
Низкая трудовая
дисциплинаХищение материа¬
лов, инструмента,
оборудования
Отсутствие внут¬
реннего хозрасчетаОсла'бление конт¬
роля за исполне¬
нием принятых ре¬
шенийФакторыВозможные меро¬
приятия по управ¬
лению фактором с
целью повышения
интенсивности по¬
токамационных пока¬
зателей, времени
передачи и формам
представления
Усилить контроль
за качеством и
полнотой опера¬
тивной информа¬
ции, своевременно¬
стью ее представ¬
ленияВнедрить в брига¬
дах средства ра¬
диосвязиПриродно-клима¬
тический, геолого¬
топографический
фактор, гидрологи¬
ческий и инженер¬
но-технологический
факторыКонечнаяНеполное и нека¬
чественное выпол¬
нение работСоциально-экономическое обеспечениеПереход на про¬
грессивные формы
оплаты труда про¬
изводственных ра¬
бочих и управлен¬
ческого персоналаПовышение каче¬
ства культурно-
бытового обеспе¬
чения работников
в условиях трассы
Применение мер
административно¬
го и общественно¬
го воздействия
Привлечение к су¬
дебной ответствен¬
ностиСовершенствова¬
ние организацион¬
ных форм, меха¬
низма планирова¬
ния и управления
Усилить режим
контроля и повы¬
сить персональную
ответственность за
исполнение приня¬
тых решенийПрименение наи¬
более эффектив¬
ных организацион-
но-технологиче-
ских решений в
конкретных при¬
родно-климатиче¬
ских условияхпродукцияПовышение каче¬
ства оперативного
планирования и
управления, всей
системы принятия
и реализации уп¬
равленческих ре¬
шенийНепредвиденнаяработаЛишняя работавремени и возможных мероприятий по
управлению факторами с целью умень¬
шения их дестабилизирующего влияния
на интенсивность работы технологиче¬
ского потока.В свою очередь каждый из этих ком¬
плексов можно подвергнуть дальней¬
шей дезагрегации и получить таким об¬
разом полное множество возможных
элементарных факторов-событий. В ко¬
нечном счете отрицательное индивиду¬
альное и совокупное действие факторов
процесса трубопроводного строитель¬
ства проявляется или в форме простоев
технологических звеньев или в сниже¬
нии интенсивности их функционирова¬
ния. Своевременный факторный анализ
сложившейся производственной ситуа¬
ции, принятие и реализация эффектив¬
ных управленческих решений, обеспе¬
чивающих выполнение поставленных
перед коллективом задач — основные
целевые функции линейных руководи¬
телей производственных коллективов.
Если учесть, что практически все фак¬
торы относятся к классу управляемых
или слабоуправляемых, то становятся
очевидным скрытые резервы повышения469
интенсивности работы технологических
потоков. Причины полносменных, вну-
трисменных и скрытых простоев носят,
в основном, субъективный характер.
Даже отрицательное воздействие ме¬
теорологических, геолого-топографи-
ческих и гидрологических условий про¬
изводства работ может быть существен¬
но уменьшено при рациональном выбо¬
ре соответствующих организационно¬
технологических решений.Полное множество факторов внеш¬
ней и внутренней среды оказывает ак¬
тивное и прямое воздействие на фор¬
мирование действительного фонда ра¬
бочего времени в различных природно-
климатических зонах. По результатам
обработки экспертных оценок и фак¬
торного анализа статистических дан¬
ных о распределении действительного
фонда рабочего времени на строитель¬
стве наземных объектов необходимо
разработать рабочий календарь по зо¬
нам производства работ. В рабочем
календаре должны быть учтены вы¬
ходные и праздничные дни, ненорми-
руемые простои, периоды межсезонья,
потери рабочего времени по другим
причинам.Для учета влияния на интенсивность
процесса строительства множества
внешних и внутренних факторов в тех¬
нологии краткосрочного прогнозирова¬
ния и оперативного планирования по
методу статистической аппроксимации
должна быть разработана система
шкал К ним относятся — шкала ка¬
лендарных рабочих дней, шкала коэф¬
фициентов интенсивности работ в за¬
висимости от этапа производства ра¬
бот, шкала коэффициентов интенсив¬
ности работ в зависимости от режима
и периода производства работ, шкала
коэффициентов интенсивности работ
в зависимости от геолого-топографи-
ческих и гидрологических условий,
шкала коэффициентов интенсивности
работ в зависимости от принятых ор¬
ганизационно-технологических реше¬
ний, шкала прогнозируемых коэффи¬
циентов жесткости погоды.Сложность адекватного параметри¬
ческого описания системы и процесса
строительства магистрального трубо¬
провода, связанная с неполнотой или
искажением информации в информа¬
ционно-вычислительной сети, требует
участия человека в процедуре анализа
сложившейся производственной ситу¬470ации; выработки и принятии решений
в режиме активного диалога с ЭВМ.
С этой целью в Миннефтегазстрое
СССР разработана для использова¬
ния в управлении трубопроводным
строительством на уровне министерст¬
ва, производственных главков и трубо¬
проводостроительных трестов система
МИДАС (многоуровневая имитацион¬
ная диалоговая адаптивная система
планирования, прогнозирования и уп¬
равления строительством).Диалоговая система принятия ре¬
шений ориентирована на управленче¬
ский персонал всех уровней управле¬
ния и представляет возможность лицу,
принимающему решения, работать с
одним производственным коллективом
или с любым их набором на уровне
мобильного треста, производственного
главка или отрасли в целом. Система
МИДАС может быть использована для
решения комплексов задач анализа,
прогнозирования, многовариантного
планирования и принятия решений на
организационном, подготовительном,
основном и завершающем этапах, в
контурах регулярного и ситуационного
управления в условиях неполной ин¬
формации.Технологическое
обеспечениеТехнологическое обеспечение пред¬
ставляет собой совокупность процес¬
сов, процедур, операций, приемов и
способов эффективного решения функ¬
циональных задач в контурах регуляр¬
ного и ситуационного управления.В технологическом обеспечении со¬
единяются, увязываются между собой,
в пространственно-временном аспекте,
все подсистемы целостной системы уп¬
равления нефтегазовым строительст¬
вом — нормативно-правового, инфор¬
мационного, технического, математи¬
ческого, программного и эргономиче¬
ского. Технологическое обеспечение
должно быть формализовано и пред¬
ставлено в виде инструкций, методик,
технологических карт и других норма¬
тивных документов, регламентирую¬
щих технологические процессы в це¬
лостной системе управления. Техноло¬
гическое обеспечение ориентировано
на человека (организационный эле¬
мент) в системе управления и содер¬
жит информацию об алгоритме реше¬
ния гой или иной функциональной за¬
дачиСледует заметить, что далеко не все
задачи оперативного управления могут
быть формализованы Это относится
в первую очередь к слабоструктуризо-
ванным задачам принятия управлен¬
ческих решений в сложных производ¬
ственно-хозяйственных ситуациях. Та¬
кие задачи в общем технологическом
цикле оперативного управления могут
быть представлены в форме «черного»
или «серого ящика». Основным компо¬
нентом технологич'еского обеспечения
является технологический процесс ре¬
шения функциональной задачи, кото¬
рый представляет собой часть всего
управленческого процесса в системе
оперативного управления. Технологи¬
ческим процессом решения функци¬
ональной задачи называется упорядо¬
ченная последовательность процедур
по приему, обработке, переработке,
передаче и хранению информации
Технология управления складывается
из ряда технологических процессов,
каждый из которых характеризуется
определенными методами, приемами
и способами работы с информацией.
Технологический процесс имеет слож¬
ную структуру Он включает процеду¬
ры, операции и технологические эле¬
менты. Под процедурой понимается
законченная часть технологического
процесса, которая состоит из совокуп¬
ности операций, которые, в свою оче¬
редь, подразделяются на технологиче¬
ски неразложимые элементарные дей¬
ствия.В результате осуществления техно¬
логических процессов решения функ¬
циональных задач планирования и уп¬
равления происходит качественное из¬
менение обрабатываемой информации.
Так например, разработка недельно¬
суточного задания основана на преоб¬
разовании учетно-отчетной информа¬
ции за прошедший период в информа¬
цию о будущем желательном состоя¬
нии организационно-технологической
системы.Важнейшими технико-экономиче¬
скими показателями, характеризую¬
щими технологический процесс реше¬
ния функциональной задачи, являют¬
ся. продолжительность технологиче¬
ского процесса, трудоемкость, перио¬
дичность, уровень автоматизации тех¬нологического процесса, удельные за¬
траты ресурсов на единицу выходной
информации, численность задейство¬
ванного управленческого персонала,
объем входной, обрабатываемой и вы¬
ходной информацииТехнологические процедуры, проте¬
кающие в контурах регулярного и си¬
туационного управления, постоянно
совершенствуются по мере развития
техники и методов управления. Основ¬
ное направление развития современ¬
ной технологии планирования и управ¬
ления — это переход от традиционных
полукустарных процедур управления,
основанных лишь на опыте и интуиции
руководителей и работников аппарата,
к технологии, базирующейся на совре¬
менной вычислительной технике, сред¬
ствах связи и передачи данных, эконо¬
мико-математических методах Требу¬
ется разработка эффективных техно¬
логических процессов решения функ¬
циональных задач планирования и уп¬
равления с пооперационным описани¬
ем процедур обработки информации
в контурах регулярного и ситуацион¬
ного управления.Быстрейшее внедрение в практику
управления строительным производ¬
ством передовой технологии планиро¬
вания и управления с использованием
микропроцессорной техники возможно
только посредством широкого исполь¬
зования типовых проектных решений
Разработка типовых технологических
процессов планирования и управления
должна осуществляться на основе мо¬
дульного принципа. В соответствии с
этим принципом разрабатываются,
модули первого ранга — типовые тех¬
нологические процедуры, модули вто¬
рого ранга — типовые технологиче¬
ские процессы решения функциональ¬
ных задач; модули третьего ранга —
типовые технологии управления На
каждую типовую технологическую про¬
цедуру (модуль первого ранга) долж¬
на быть составлена операционная кар¬
та Соответственно должны быть со¬
ставлены карты типовых технологиче¬
ских процессов решения функциональ¬
ных задач. Типовые технологические про¬
цессы должны разрабатываться в форме
инструктивного материала с подробны\’
описанием маршрутной технологии К
инструкции должны быть приложены
формы технологических карт для соот¬
ветствующих процессов управления.471
Структура системы
информационно-вычислитель¬
ного
обслуживания
нефтегазового строительстваСвоевременность передачи, обра¬
ботки и хранения больших объемов
оперативной информации достигается
использованием современных техниче¬
ских средств связи, передачи данных,
обработки, тиражирования и отобра¬
жения информацииТехническая база целостной системы
планирования и управления нефтега¬
зовым строительством реализуется ком¬
плексом технических средств и комму¬
никаций, обеспечивающих эффектив¬
ную работу управленческого персона¬
ла на всех уровнях.В настоящее время объективно со¬
зрела потребность перехода от систем
типа ИВЦ и КИВЦ, работающих в ав¬
тономном режиме, к системам, работа¬
ющим в режиме активного диалога лиц,
принимающих решения с ЭВМ на всех
уровнях целевого управления Поэтап¬
ное решение этой проблемы путем ин¬
теграции разнотипных средств вычис¬
лительной техники с сохранением спе¬
циализации каждой и объединенных
каналами связи и аппаратуры переда¬
чи данных, обеспечивающих обмен дан¬
ных и работу пользователей с удален¬
ных терминалов, приведет в конечном
счете к созданию единой информаци¬
онно-вычислительной сети Миннефте-
газстроя СССР.Структура информационно-вычис¬
лительной сети Миннефтегазстроя
СССР, параметры применяемых тех¬
нических средств должны обеспечивать
возможность расширения функций це¬
левой системы с учетом композицион¬
ного единства и надежности элементов
технического информационного, мате¬
матического обеспечения, а также ком¬
понентов организационной и функци¬
ональной структуры.В информационно-вычислительной
сети системы управления должно быть
предусмотрительно широкое использо¬
вание персональных и мини ЭВМ Эти
средства будут использоваться для со¬
здания сложных вычислительных сис¬
тем в комплексе с большими универ¬
сальными ЭВМ Персональные ЭВМмогут быть использованы в качестве
машин-саттелитов, а также как слож¬
ные программируемые терминалы и
коммуникационные процессоры в систе¬
мах телеобработки Высокие техниче¬
ские параметры современных персо¬
нальных ЭВМ в сочетании с приемле¬
мой стоимостью, гибкостью примене¬
ния и простотой обслуживания делают
возможным их использование на уров¬
не трестов, СУ (СМУ), а также ком¬
плексных технологических потоков для
решения задач автоматизации управ¬
ления нефтегазовым строительствомОсобое место в системе телеобработ¬
ки данных занимает качественно новый
класс аппаратуры передачи данных —
интеллектуальные терминалы. Эти уст¬
ройства имеют многоцелевое назначе¬
ние и информационно-вычислительной
сети Миннефтегазстроя СССР и слу¬
жат для обеспечения высокоэффектив¬
ной передачи информации с защитой
от ошибок между абонентскими пунк¬
тами, организации диалогового режи¬
ма работы в комплексах непосредст¬
венной обработки и передачи инфор¬
мации.Можно выделить два главных фак¬
тора, определяющих принципы поста¬
новки и реализации задач, возлагае¬
мых на персональные ЭВМ в нефтега¬
зовом строительстве Первым из них
является массовость использования
персональных ЭВМ, несоизмеримо пре¬
восходящая масштабность примене¬
ния больших и средних вычислитель¬
ных машин. Второй фактор — это ори¬
ентация на превращение персональ¬
ных ЭВМ в «рабочий инструмент» спе¬
циалистов и руководителей строитель¬
ства, используемый ими в процессе вы¬
полнения своих непосредственных фун¬
кций (без привлечения специального
персонала: программистов, операторов
и т. д) на всех уровнях управления,
включая самые нижние.Поэтапное решение задач внедрения
современной вычислительной техники
в нефтегазовом строительстве позво¬
лит вскрыть новые источники интенси¬
фикации процесса строительного про¬
изводства, экономии материально-тех¬
нических и топливно-энергетических
ресурсов, поднять качество и эффек¬
тивность управления на качественно
новый уровень, соответствующий пос¬
ледним достижениям научно-техниче-
ского прогресса.
ОГЛАВЛЕНИЕГлава 1. Краткие сведения о магистральных трубопроводахНазначение, состав и классификация магистральных трубопроводов
Конструктивные решения магистральных трубопроводов . .
Отвод земель для строительства магистральных трубопроводов . .4519Глава 2. Организация строительства 20Основная терминология 20Комплексный трубопроводостроительный поток 23Общие положения по организации строительного производства . . . 24
Практические задачи организации строительства магистральных трубо¬
проводов . . . 28Продолжительность строительства магистральных трубопроводов .... 34
Проек! производства работ по строительству магистрального трубо¬
провода . . . 37Взаимоотношения организаций заказчика, генерального подрядчика и суб¬
подрядчиков . . . . ... 39Глава 3. Подготовительные работы . ... 43Организационно-подготовительные мероприятия . . . . .... 43Организация и технология производства подготовительных работ .... 47Ко1ггролируемые параметры подготовительных работ . . 72Глава 4. Погрузочно-разгрузочные и транспортные работы . ... 79Погрузочно-разгрузочные, транспортные и грузоподъемные средства . . 79Складирование труб . . . .... . . 83Перевозка труб и трубных секций . . ... 84Техника безопасности при производстве погрузочно-разгрузочных работ 88Глава 5. Земляные работы ... ... .... 91Общие положения . . . ... . . ... . . 91
Разработка траншей в нормальных условиях и в мерзлых грунтах взимнее время ... . ... . 95Разработка траншей в условиях болот и обводненной местности . 100Разработка траншей в горных условиях ... . . 102Особенности выполнения земляных работ в условиях пустынь и орошаемыхземель . . . ... . ... 104Засыпка траншей и рекультивация земель . ... . 106
Производство буровзрывных работ при прокладке параллельных нитоктрубопровода . . . . . . ... 108'^Контроль качества и приемка земляных работ . . ... .... 112Техника безопасности при земляных работах . ' . .... 113Глава 6. Сварочно-монтажные работы . ... .118Материалы, используемые для сварки трубопроводов . 118у/ Подготовка и сборка труб под сварку, сборочные приспособления .... 154Источники электропитания для дуговой сварки ... ... . . 184Ручная электродуговая сварка 198Сварка в среде защитных газов , . 216473
Автоматическая сварка под флюсом и с принудительным формированиемшва ^порошковой проволокой ... .... .... . . 228Полевые трубосварочные базы, установки и оборудование . 242Электроконтактная стыковая сварка оплавлением . 257V Контроль качества сварных соединений ... ... 268Глава 7. Изоляционно-укладочные работы 288Назначение изоляционного покрытия стальных трубопроводов . . 288Противокоррозионные изоляционные материалы ... 289Конструкция изоляционных покрытий . . . ... . 299
Приемка, складирование и хранение изоляционных и оберточных мате¬
риалов . . . . .301Состав изоляционно-укладочных работ . . . . . . 302Проведение изоляционно-укладочных работ . . . ^ . 307Строительство трубопроводов из труб с заводской изол^гцией . 319
Изоляция соединительных деталей и узлов трубопроводов . . .... 326
Прокладка трубопроводов на болотах и обводненных участках трассы 328
’ Контроль качества материалов и изоляционно-укладочных работ .... 332
Балластировка и закрепление трубопроводов ... . . . 350
Техника безопасности при подготовке изоляционных материалов и нане¬
сении покрытий . . . 357Глава 8. Очистка полости и испытание трубопроводов . 361V Очистка полости магистральных трубопроводов . . . . 362Гидравлическое испытание . . ... ... . 375Пневматическое испытание . ... . . . . . . . 378Комбинированный способ испытания . . 379Технологические варианты комплексного проведения работ по очистке
полости, гидравлическому испытанию и удалению воды из газопроводов 382
Машины, устройства и приборы для очистки полости и испытания трубо¬
проводов, а также для удаления из них воды ... . . . 383V Инструментальный контроль в процессе испытаний трубопроводов напрочность и герметичность . . . . . . 394Глава 9. Сооружение установок электрохимической защиты трубопрово¬
дов от коррозии .... ... .... 401Коррозионные свойства грунтов . . . . . . 402Методы ЭХЗ . .......... . . 403Требования к устройству ЭХЗ . . ... . . 406Состав строительно-монтажных работ при сооружении установок ЭХЗ . 408Контактные соединения при монтаже воздушных токопроводов ... 410
Комплект машин и состав бригад по строительству ЭХЗ магистральныхтрубопроводов .... ... . . 411Сдача заказчику системы ЭХЗ . . ... . . . 411- Инструментальный контроль при сооружении устройств ЭХЗ 412Глава 10. Техническая характеристика машин и механизмов для строи¬
тельства линейной части магистральных трубопроводов . . 415Землеройные машины . . . . . .416Машины для перевозки грузов . ... . ... . 422Грузоподъемные машины ... . . .... 424Машины для очистки и изоляции трубопроводов . .... 427Средства малой механизации на строительстве трубопроводов . . . . 431Машины и оборудование различного назначения .... 434Глава И. Охрана окружающей среды при строительстве магистральныхтрубопроводов .... ...... 439474
Основные положения по охране окружающей природной среды . . . 439
Влияние строительства трубопроводов на почвенно-растительный покрови рельеф местности . . . . 441Глава 12. Управление строительством объектов мефтяной и газовой про¬
мышленности 444Основные понятия . . ... . . 444Динамические свойства и элементарная основа организационно-экономи¬
ческих систем ... . . . . 445Элементарная производственная ячейка . . 446Функции управления . . 449Процесс управления ... . . 451Организационно-функциональная структура системы управления .... 453Принципы рациональной организации системы управления 453Нормативно-правовое обеспечение .... 457Информационное обеспечение. . . . : 458Методы, модели и технология управления нефтегазовым строительством 463Технологическое обеспечение ... 470Структура системы информационно-вычислительного обслуживания нефте¬
газового строительства 472
Строительство магистральных трубопроводов. Справоч-
С 86 ник/В. Г. Чирсков, В. Л. Березин, Л. Г. Телегин и др.— М.:
Недра, 1991.—475 с.: ил.ISBN 5-247-02149-5Приведены прогрессивные технические, технологические и организа¬
ционные решения в строительстве магистральных трубопроводов. Отражен
передовой опыт строительства. Рассмотрены основные технологические
операции — подготовительные, земляные, сварочно-монтажные, изоля¬
ционно-укладочные, а также техника безопасности при их проведении.
Даны технические характеристики строительных машин.Для инженерно-технических работников, занимающихся проектиро¬
ванием, строительством и эксплуатацией объектов нефтяной промыш¬
ленности.с 25030«>500-005 зю-90 ББК 39.71043(01 )-91
СПРАВОЧНОЬ' ИЗДАНИЕЧирсков Владимир Григорьевич
Березин Всеволод Леонидович
Телегин Леонид Гаврилович и др.СТРОИТЕЛЬСТВОМАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВЗаведующий редакцией Н Е. Игнатьева
Редактор издательства //. В. Сергеева
Технические редакторы Л. Г. Лаврентьева, Н В Жидкова
Корректор Е. М ОдобашянИ Б № 8728Сдано R набор 06.02 90 Подписано в печать 11 II 90 Формат 60X88’/ic Бумага офсет¬
ная J\i,' 2 Гарнитура Литературная Печать офсетная Уел. печ л 29,4. Уел кр-отт 29,4
Уч-нзд л 42,07 Тираж 4230 экз 3аказ1723/2181—5 Цена 2 р 40 к.Ордена «Знак Почета» издагельсгво «Недра», 125047, Москва, пл Белорусского вок¬
зала, 3Набрано в Ленинградской типографии JVb 2 головном предприятии ордена Трудового
Красного Знамени Ленинградского объединения «Техническая книга» им Евгении Соко¬
ловой Государственного комитета СССР по печати 198052, г Ленинград, Л-52, Измай¬
ловский пр , 29Огпечагано в Ленинградской типографии № 4 Государственного комитета СССР
по печати 191126, Ленинград, Социалистическая ул., 14
УВАЖАЕМЫЙ ТОВАРИЩ!•В издательстве «Недра»
готовятся к печати и выйдут в свет
в 1991 г. новые книгиАЙНБИНДЕР А. Б.РАСЧЕТ МАГИСТРАЛЬНЫХ
И ПРОМЫСЛОВЫХ ТРУБОПРОВОДОВ
НА ПРОЧНОСТЬ И УСТОЙЧИВОСТЬ
Справочное пособие 20 л. I р. 30 к.Изложены теория и практические методы расчетов
на прочность и устойчивость магистральных и про¬
мысловых трубопроводов, прокладываемых в различ¬
ных гидрогеологических условиях. Приведен комплекс
программ прочностных расчетов различных конструк¬
тивных решений, учитывающих упругопластическую
работу металла трубопроводов с грунтом и анкерами.
Проанализирована работа трубопроводов, проложен¬
ных в вечномерзлотных грунтах.Для инженерно-технических работников, занятых
проектированием, сооружением и эксплуатацией трубо¬
проводов.оГОНИК А. А., МАНЯХИНА Т. И.ЗАЩИТА СТАЛЬНЫХ НЕФТЯНЫХ РЕЗЕРВУАРОВ
ОТ КОРРОЗИИ
Справочное пособие
20 л. I р. 30 к.Изложена теория коррозии металлов в неводных
средах, приведена классификация коррозионной агрес¬
сивности нефтей в зависимости от их физико-химиче¬
ских свойств, обводненности и внешних условий. Описа¬
ны методы и способы защиты внутренних стенок резер¬
вуаров от коррозии лакокрасочными и порошковыми
покрытиями, а также с использованием электрохими¬
ческой и ингибиторной защиты. Рассмотрена техноло¬
гия подготовки металла к нанесению покрытия, дана
характеристика применяемого оборудования. Особое
внимание уделено охране труда.Для инженерно-технических работников, занимаю¬
щихся строительством и эксплуатацией стальных ре¬
зервуаров.
ИБРАГИМОВ А. М.НЕФТЕГАЗОПРОМЫСЛОВЫЕ
ГИДРОТЕХНИЧЕСКИЕ СООРУЖЕНИЯ
ДЛЯ ОСВОЕНИЯ ШЕЛЬФА
17 л. 1 р. 20 к.Приведена классификация морских нефтегазопро¬
мысловых гидротехнических сооружений (НГС) для
бурения и добычи нефти и газа на шельфах. Даны
характеристики технических средств для проведения
экспериментальных работ. Рассмотрены особенности
ветровых режимов, а также результаты воздействия
нагрузок от волн и течений, в том числе совместных на
обтекаемые преграды, подводные нефтегазопроводы.
Исследованы входные параметры расчета силовых на¬
грузок и их влияние на проектирование НГС.Для инженерно-технических работников, занятых
обустройством и эксплуатацией нефтегазопромысловых
сооружений.ФУНДАМЕНТЫ ГАЗО-
И НЕФТЕПЕРЕКАЧИВАЮЩИХ АГРЕГАТОВ
МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВС. Е. Кагановская, Н. А. Гликман, Р. М. Макар,Э. В. Троицкий
12 л. 60 к.Изложены основные требования, предъявляемые к
фундаментам, рассмотрены нагрузки на них и особен¬
ности опорных рам. Обоснована необходимость пере¬
хода от традиционных монолитных фундаментов к ин¬
дустриальным, облегченным. Приведены основные типы
конструкций массивных и облегченных фундаментов
под различные агрегаты. Оценено влияние на выбор
конструкции фундамента газовой обвязки. Освещены
результаты исследований, опыт строительства и эксплу¬
атации фундаментов различных типов.Для работников строительных, проектных органи-
заций и эксплуатационников магистральных трубо¬
проводов.
ЮРЕНКО В. В.ГОРОДСКОЕ ГАЗОВОЕ ХОЗЯЙСТВО
Справочное пособие
14 л. 70 к.Рассмотрены схемы газоснабжения. Описаны газо¬
проводы, газорегуляторные пункты (ГРП) и уста¬
новки (ГРУ), оборудование и приборы газонаполни¬
тельных станций, вентиляционное оборудование, бал¬
лонные и резервуарные установки сжиженного газа,
бытовая газовая аппаратура, а также системы теле¬
механизации ГРП и ГРУ и защиты газопроводов от
коррозии. Приведены технические характеристики этого
оборудования, устройств и систем.Для инженерно-технических работников, занятых
в системе газоснабжения.Предварительные заказы на книги принимают местные
магазины, распространяющие научно-техническую ли¬
тературу, и магазины — опорные пункты издательства,
адреса которых приведены в аннотированном плане
выпуска литературы. Для тех, кто живет далеко от
крупных городов, работают отделы «Книга — почтой»:113509 М о с к в а, ул. Красный М а я к, д. 11, к. 1,
магазин № 115;199178 Ленинград, В. О., Средний пр., 61,
магазин jYo 17.Издательство «Недра»
СТРОИТЕЛЬСТВОМАГИСТРАЛЬНЫХТРУБОПРОВОДОВ