/








































Author: Локшин М.В.
Tags: электроника электротехника электрооборудование электроснабжение госэнергоиздат серия библиотека электромонтера
Year: 1960




Text
М. В. Локшин
ЭЛЕКТРОМОНТЕРА
оковол ьтных
ИЗОЛЯТОРОВ
до 35 к в
4; . u
БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА
Выпуск 29
М. В. ЛОКШИН
РЕМОНТ
ВЫСОКОВОЛЬТНЫХ
ИЗОЛЯТОРОВ
ДО 35 кв
ГОСУДАРСТВЕННОЕ ЭНЕРГЕТИЧЕСКОЕ ИЗДАТЕЛЬСТВО
МОСКВА 1960 ЛЕНИНГРАД
РЕДАКЦИОННАЯ КОЛЛЕГИЯ
Васильев А. А., Долгов А. Н., Ежков В. В., Смирнов А. Д.,
Устинов П. И.
ЭЭ 3-3
В брошюре описаны методы ремонта высоковольтных
вводов и изоляторов напряжением до 36 кв.
Приводится описание метода и режима сушки бакели-
товой изоляции и способа покрытия ее лаками. Описы-
ваются приемы и методы армирования изоляторов, а так-
же даются рецепты для составления армировочных рас-
творов.
Брошюра рассчитана на квалифицированных монтеров
и электротехников промышленных предприятий и энергети-
ческих систем, занимающихся ремонтом высоковольтного
электрооборудования.
СОДЕРЖАНИЕ
1. Введение................................................. 3
2. Особенности конструкций высоковольтных проходных изолято-
ров и вводов............................................... 10
3. Виды наиболее характерных повреждений или дефектов вводов
и их устранение ..................’ . . ................. 13
4. Модернизация вводов масляных выключателей ВМ-23 .... 33
5. Дефекты и повреждения различных фарфоровых изоляторов-
Ремонт изоляторов........................................ 36
6. Электрические испытания вводов ......................... 39
Приложение.............................................. 47
Литература.............................................. 48
Меер Вульфович Локшин
РЕМОНТ ВЫСОКОВОЛЬТНЫХ ИЗОЛЯТОРОВ
Редактор Б. Б. Александрове к и а
Техн- редактор И. И. Бору ное
Сдано в набор 27/VII I960 г. Подписано к печати 6/IX I960 г.
Т-11640 Бумага 84xl08’/s2 2,46 веч. д. Уч.- изд. л. 2,8
Тираж 1S ООО экз. Цена 1р. (с 1.1. 1951 г. цена 10 доп.). Зак. 2387
Типография Госэнергоиздата. Москва, Шлюзовая наб.. 10.
1. ВВЕДЕНИЕ
При производстве, передаче и распределении электри-
ческой энергии применяются различные электрические ма-
шины, аппараты и устройства (генераторы, трансформа-
торы, масляные выключатели, линии электропередач, рас-
пределительные устройства и т. д.).
Для изоляции токовёдущих частей от корпусов, аппа-
ратов и между собой применяются изоляционные конструк-
ции, называемые изоляторами.
По своему назначению изоляторы делятся на следую-
щие группы.
а) высоковольтные станционные (опорные, опорно-шты-
ревые и проходные);
'б) высоковольтные вводы (маслонаполненные, мастич-
ные, бакелито-бумажные);
в) высоковольтные линейные (подвесные и штыревые).
Изоляторы первой группы предназначаются для приме-
нения в распределительных устройствах электрических,
станций и подстанций, а также в высоковольтных аппара-
тах (выключателях, разъединителях, предохранителях
и т. д.).1
Опорные и опорно-штыревые изоляторы служат для
крепления на них токоведущих шин и деталей аппаратов,
а проходные — для ввода токоведущих проводников внутрь
аппаратов или для прохода сквозь перегородки распреде-
лительных устройств.
Высоковольтные вводы являются также проходными
изоляторами, но они выделяются в особую группу, так как
представляют собой сложные конструкции, состоящие из
нескольких различных изоляционных материалов.
Высоковольтные линейные изоляторы предназначаются
для крепления проводов линий электропередач к опорам и
конструкциям распределительных устройств электростан-
ций и подстанций.
3
Кроме того, все изоляторы разделяются по классу на-
пряжения и по условиям работы.
Класс напряжения определяется величиной междуфаз-
ного рабочего напряжения высоковольтной установки, для
которой этот изолятор предназначен.
Различаются следующие классы напряжения: 6, 10, 35,
110, 220 и 400—500 кв.
По условиям работы изоляторы разделяются на изо-
ляторы для наружных и внутренних установок. Изоляторы
для наружных установок предназначены для работы ла
открытом воздухе. Они имеют искусственно развитую по-
верхность фарфора, на которой расположены кольцевые
выступающие ребра (юбки). Эти ребра увеличивают путь
электрического разряда по поверхности изолятора, благо-
даря чему такие изоляторы выдерживают приложенное
напряжение, находясь на открытом воздухе, при дожде.
Изоляторы на напряжения 6, 10, 35 и ПО кв изготов-
ляются как для наружных, так и для внутренних устано-
вок, на напряжения 220 и 400—500 кв только для наруж-
ных установок.
Рассмотрим несколько 'подробнее назначение и харак-
теристики различных изоляторов.
Высоковольтные, станционные
а) Опорные. К этому виду относятся изоляторы типов
ОА-6, ОА-10, ОБ-Ю, ОА-35 и другие. Они устанавливаются
фланцами на металлических конструкциях распределитель-
ных устройств и предназначаются для крепления на них
токэведущих шип или деталей аппаратов.
Цифра в обозначении типа изолятора определяет класс
напряжения, первая буква указывает вид, к которому оп
относится, а вторая буква указывает группу по механиче-
ской прочности, например, ОА-6 — опорный, группы Л, на
напряжение 6 кв ОБ-Ю—опорный, группы Б, на напря-
жение 10 кв.
Общий вид опорных изоляторов показан на рис. 1. Эти
изоляторы не имеют развитой поверхности фарфора и при-
меняются для внутренних установок.
б) Опорно-штыревые. К этому виду относятся опорные
изоляторы для наружных установок, состоящие из одного,
двух или трех фарфоровых элементов. При двух и трех
элементах они насаживаются один на другой и скреп-
ляются между собой специальной цементирующей массой.
Крепятся эти изоляторы к заземленным металлическим
4
конструкциям npiii помощи чугунного штыря с фланцем,
армированного в нижнем фарфоровом элементе.
Токоведущие шины крепятся болтами к чугунной шап-
ке, надетой на верхний фарфоровый элемент.
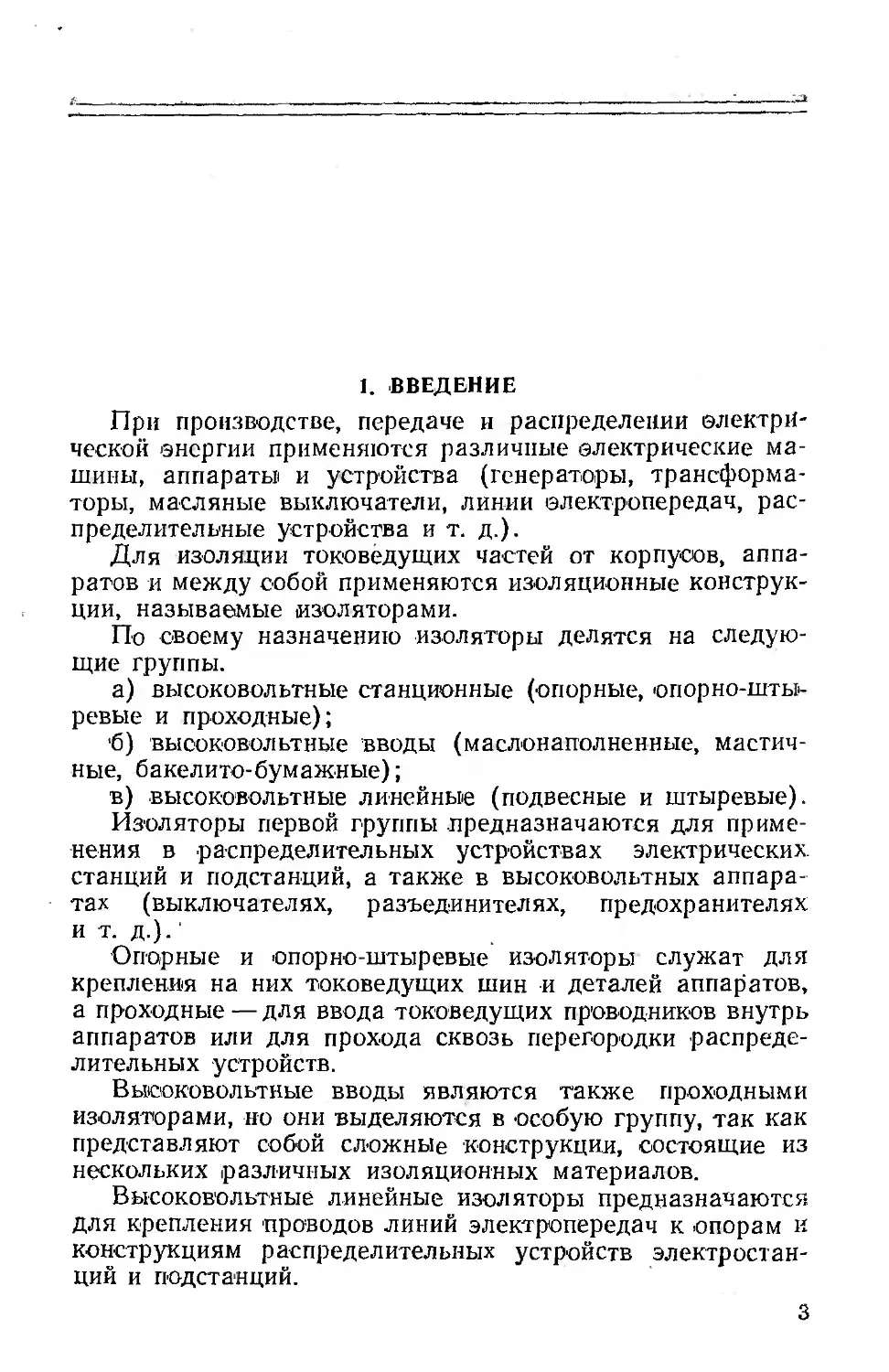
Опорно-штыревые изоляторы выпускаются на напряже-
ния 6, 10 и 35 кв и имеют обозначения типов ШТ-35,
ИШД-35, ОС-1 и др. При напряжениях 110, 220 кв не-
сколько изоляторов устанавливаются
один на другой, составляя колонки из
трех и пяти штук. В этом случае штырь
одного изолятора крепится болтами к
шапке другого.
Изоляторы типа ОС-1 имеют силь-
но развитую нижнюю поверхность фар-
фора и предназначены для работы в
загрязненных районах.
На рис. 2 показаны в разрезе шты-
ревые изоляторы.
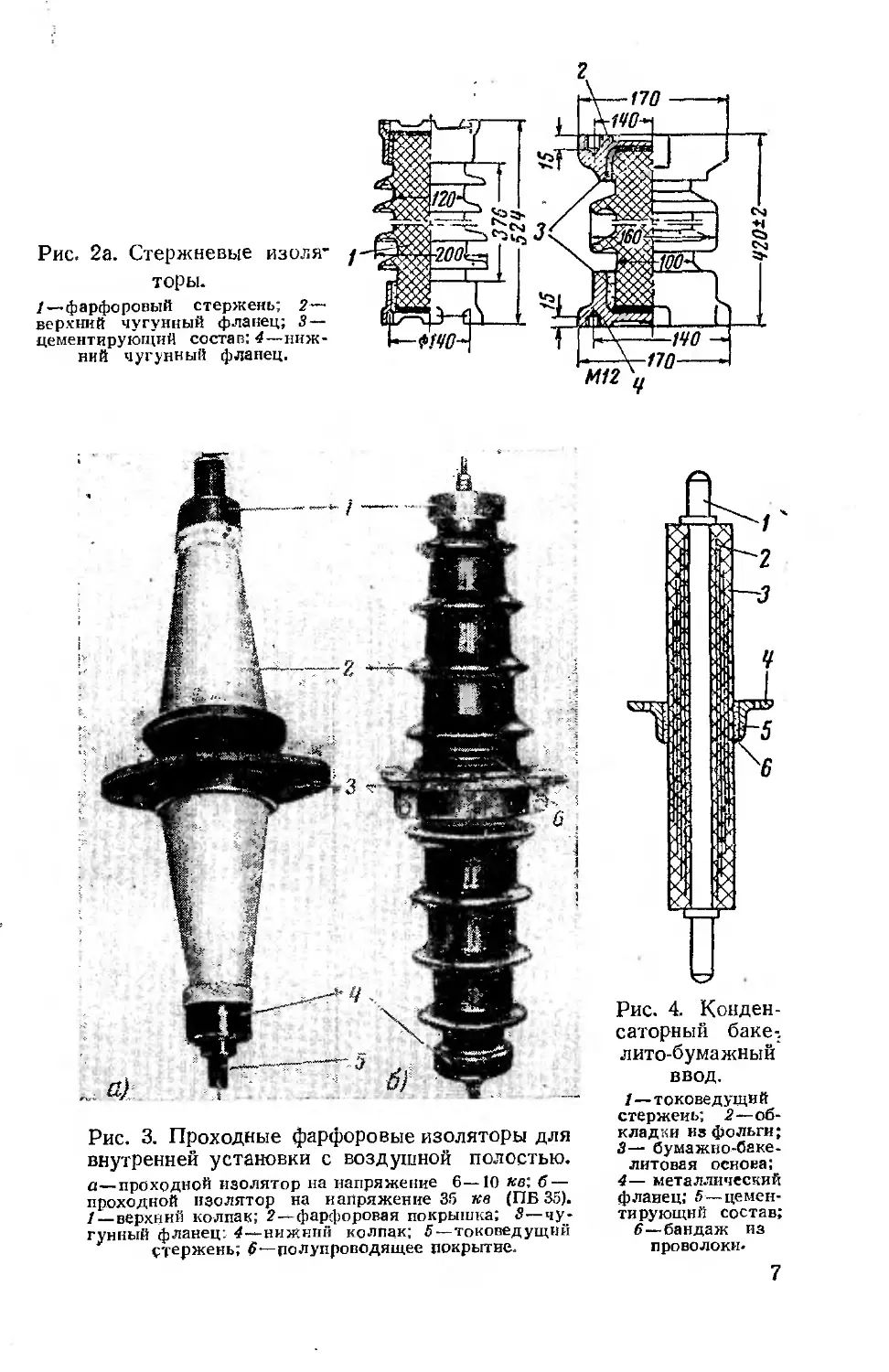
в) Стержневые. К этому виду от-
Рис. 1. Опорный пзоля-
носятся также изоляторы, предназна- тор внутренней уста-
ченные для установки на металличе- новки для напряжения
ских конструкциях. Они имеют удли- кв гипа
ненный фарфоровый остов — стержень
с развитой поверхностью. Такие изоляторы выпускаются
для наружных установок типов СО-35, СТ-35 и др.
На рис. 2а показан общий вид такого изолятора.
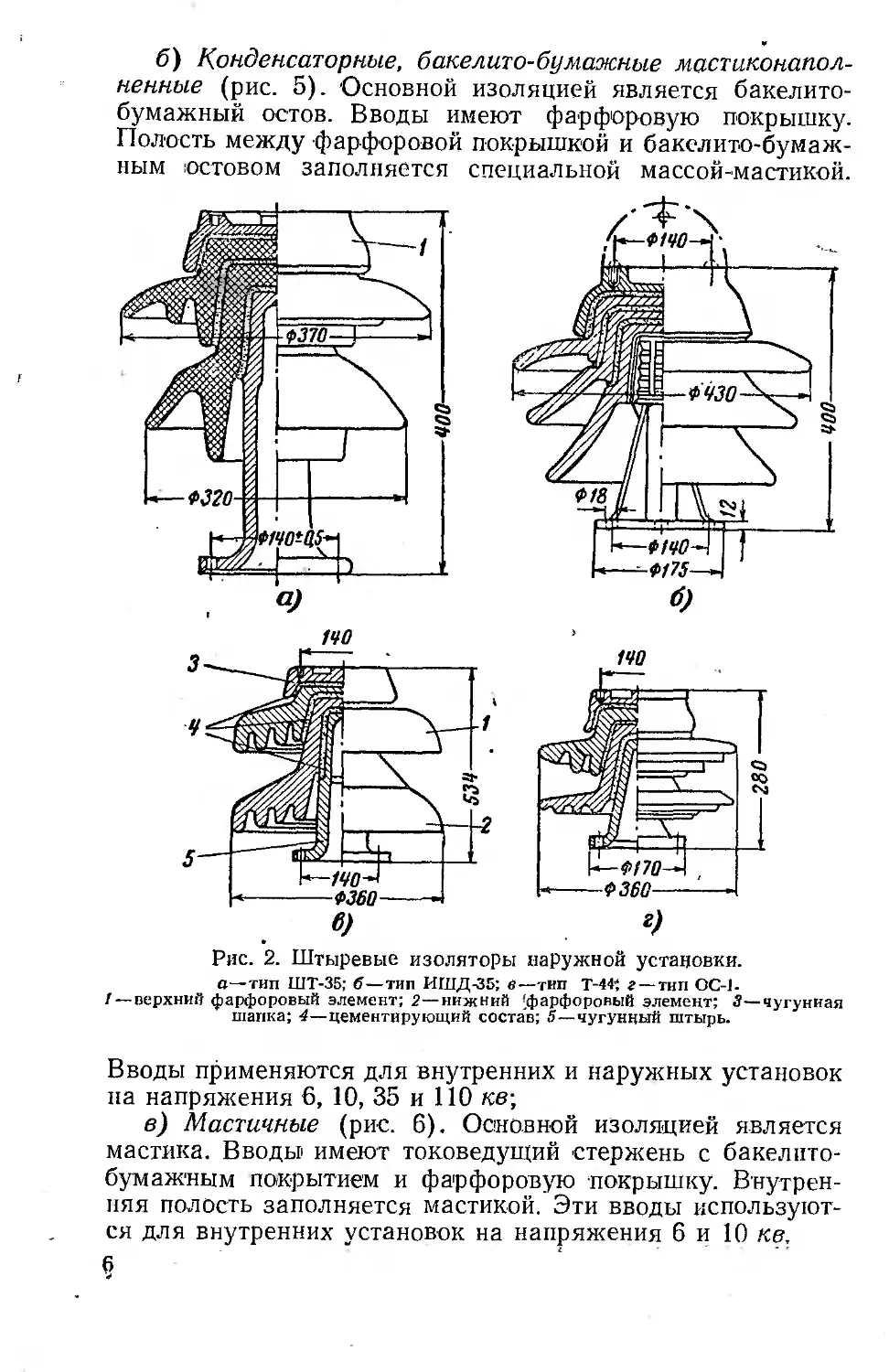
г) Проходные. Проходные изоляторы на напряжения 6,
10 и 35 кв для наружных и внутренних установок изготав-
ливаются сплошными из фарфора (рис. 3). Они имеют
внутреннюю воздушную полость, которая служит дополни-
тельной изоляцией к фарфору. При 35 кв у некоторых ти-
пов изоляторов участие воздуха конструктивно исключает-
ся. Для этого внутренняя поверхность изолятора на 35 кв
металлизируется и соединяется при помощи медной ленты
с токоведущим стержнем. Таким образом, воздух не уча-
ствует, как изоляция.
Высоковольтные вводы
а) Конденсаторные бакелито-бумажные (рис. 4). Эти
вводы применяются для внутренних установок на напря-
жения 6, 10, 35 и ПО кв. Иногда вводы этой конструкции
применяются и для наружных установок, но с фарфоровой
покрышкой, предохраняющей бакелито-бумажный остов от
увлажнения;
5
б) Конденсаторные, бакелито-бумажные мастиконапол-
ненные (рис. 5). Основной изоляцией является бакелито-
бумажный остов. Вводы имеют фарфоровую покрышку.
Полость между фарфоровой покрышкой и бакелито-бумаж-
ным остовом заполняется специальной массой-мастикой.
Рис. 2. Штыревые изоляторы наружной установки.
а—тип ШТ-35; б—тип ИШД-35; в—тип Т-44-; г—тип ОС-1.
/ — верхний фарфоровый элемент; 2—нижний ^фарфоровый элемент; 3—чугунная
шапка; 4—цементирующий состав; 5—чугунный штырь.
Вводы применяются для внутренних и наружных установок
на напряжения 6, 10, 35 и ПО кв;
в) Мастичные (рис. 6). Основной изоляцией является
мастика. Вводы имеют токоведущий стержень с бакелито-
бумажным покрытием и фарфоровую покрышку. Внутрен-
няя полость заполняется мастикой. Эти вводы используют-
ся для внутренних установок на напряжения 6 и 10 кв.
6
2
Рис. 2а. Стержневые изоля*
торы.
1—фарфоровый стержень; 2—
верхний чугунный фланец; 3—
цементирующий состав: 4—ниж-
ний чугунный фланец.
Рис. 3. Проходные фарфоровые изоляторы для
внутренней установки с воздушной полостью.
а—проходной изолятор на напряжение 6—10 иа: б —
проходной изолятор на напряжение 35 кв (ПБ 35).
/—верхний колпак; 2—фарфоровая покрышка; 3—чу-
гунный фланец: 4~нижний колпак; 5 — токоведущий
стержень; 6—полупроводящее покрытие.
Рис. 4. Конден-
саторный баке-,
лито-бумажный
ввод.
1—токоведущий
стержень; 2—об-
кладки из фольги;
3— бумажно-баке-
литовая основа;
4— металлический
фланец; 5—цемен-
тирующий состав;
6—бандаж из
проволоки-
7
Рис. 5. Конденсаторные мастиконаполненные вводы.
а—ввод внутренней установки на напряжение 35 кв для масляного выключателя
ВМ-35; б —ввод внутренней установки на напряжение 6—10 ке для масляного
выключателя ВМ-23; в—ввод наружной установки на напряжение 35 кв для мас-
ляного выключателя МКП-76, 1 — дождевой колпак: 2—чугунная заглушка; 3—
цементирующий состав; 4—бакелито-бумажный остов; 5 —фарфоровая покрышка:
6—мастика; 7—фланец.
8
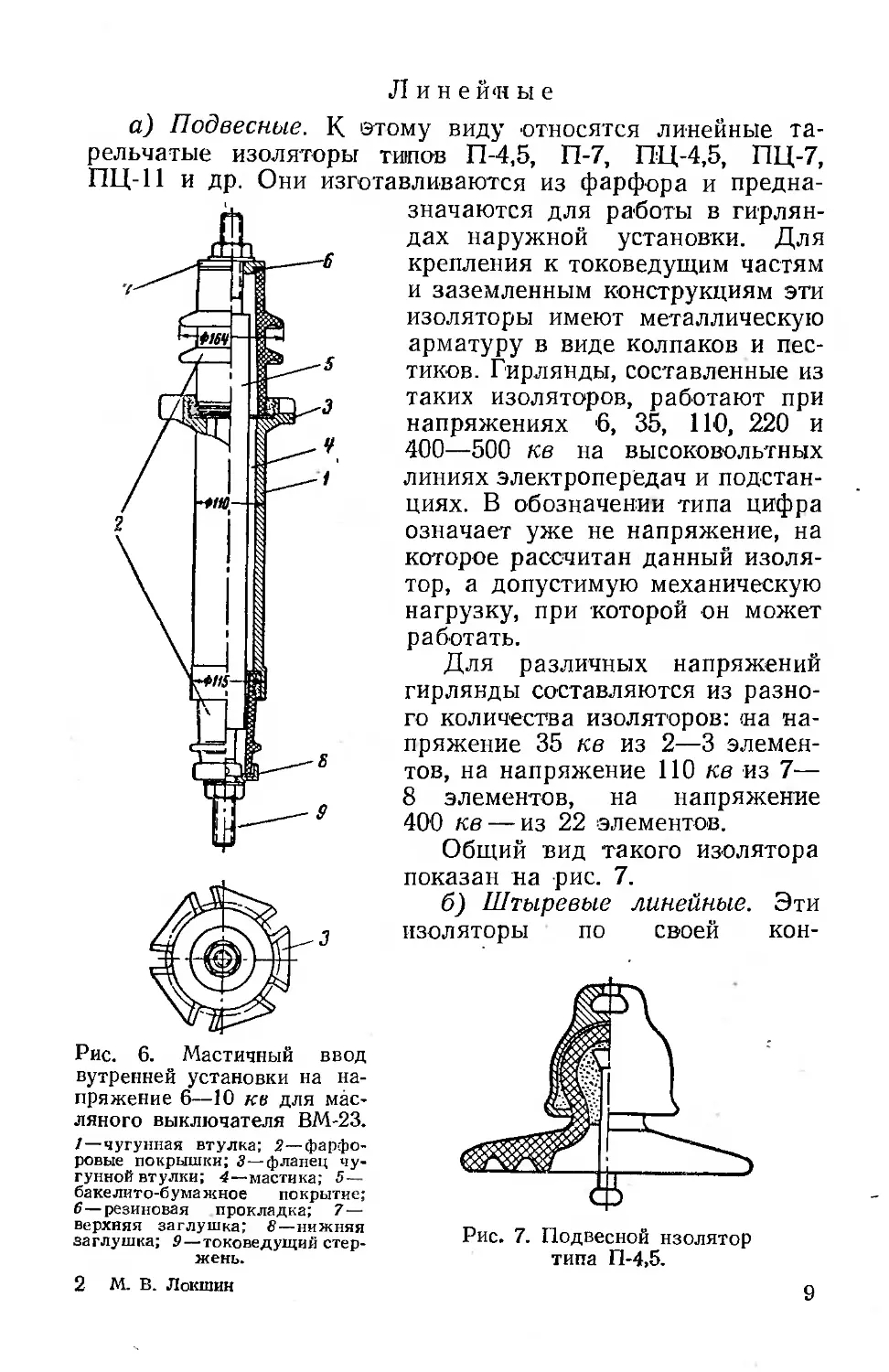
Лине й<н ы е
а) Подвесные. К этому виду относятся линейные та-
рельчатые изоляторы типов П-4,5, П-7, ПЦ-4,5, ПЦ-7,
ПЦ-11 и др. Они изготавливаются из фарфора и предна-
Рис. 6. Мастичный ввод
вутренней установки на на-
пряжение 6—10 кв для мас-
ляного выключателя ВМ-23.
1 — чугунная втулка; 2—фарфо-
ровые покрышки; 3—фланец чу-
гунной втулки; 4—-мастика; 5—
бакелито-бумажное покрытие;
б—резиновая прокладка; 7—
верхняя заглушка; 8—нижняя
заглушка; 9—токоведущий стер-
жень.
значаются для работы в гирлян-
дах наружной установки. Для
крепления к токоведущим частям
и заземленным конструкциям эти
изоляторы имеют металлическую
арматуру в виде колпаков и пес-
тиков. Гирлянды, составленные из
таких изоляторов, работают при
напряжениях 6, 35, ПО, 220 и
400—500 кв на высоковольтных
линиях электропередач и подстан-
циях. В обозначении типа цифра
означает уже не напряжение, на
которое рассчитан данный изоля-
тор, а допустимую механическую
нагрузку, при которой он может
работать.
Для различных напряжений
гирлянды составляются из разно-
го количества изоляторов: <на на-
пряжение 35 кв из 2—3 элемен-
тов, на напряжение ПО кв из 7—
8 элементов, на напряжение
400 кв — из 22 элементов.
Общий вид такого изолятора
показан на рис. 7.
б) Штыревые линейные. Эти
изоляторы по своей кон-
2 М. в. Локшин
Рис. 7. Подвесной изолятор
типа П-4,5.
9
струкции аналогичны опорно-штыревым станционным изо-
ляторам. Они изготовляются из фарфора, укрепляются на
траверсах опор линий электропередач при помощи штыря.
В процессе эксплуатации изоляторы могут повреждать-
ся. Некоторые дефекты устраняются путем несложного ре-
монта на месте, другие — только в специально оборудо-
ванных мастерских.
В ряде энергосистем Советского Союза имеются ма-
стерские по ремонту изоляторов, которые накопили боль-
шой опыт не только по ремонту, но и по модернизации и
сборке новых высоковольтных вводов. Выполнение таких
работ значительно повышает надежность электрооборудо-
вания и снижает эксплуатационные затраты.
В данной брошюре описываются (Методы ремонта высо-
ковольтных вводов и некоторых видов подвесных и опор-
ных изоляторов напряжением до 35 кв. Вопросы, относя-
щиеся к сборке новых изоляторов, не рассматриваются.
Приводимые рекомендации по ремонту изоляторов прове-
рены многолетней практикой Мосэнерго и других энерго-
систем.
2. ОСОБЕННОСТИ конструкции высоковольтных
ПРОХОДНЫХ ИЗОЛЯТОРОВ и вводов
1. Фарфоровые сплошные проходные изоляторы с внут-
ренней воздушной полостью просты по конструкции и до-
статочно надежны в эксплуатации.
Как было сказано, изоляторы для наружной установки
отличаются от изоляторов для внутренней установки тем,
что фарфоровая покрышка, работающая на открытом воз-
духе, имеет значительно более развитую ' поверхность,
удлиняющую путь электрического разряда.
Степень искусственного развития поверхности фарфора
определяется его диаметром и количеством ребер. Чем
больше диаметр и количество ребер, тем более развита
поверхность фарфоровой покрышки.
Уплотнение наружной части ввода (находящейся на от-
крытом воздухе) должно быть таким, чтобы во внутреннюю
полость ввода не могла попасть влага.
Для повышения надежности работы фарфоровых вво-
дов на напряжение 35 кв в их конструкции предусмотрены
специальные меры.
Для уменьшения ионизации и вероятности электриче-
ских разрядов по наружной поверхности фарфора на токо-
10
ведущем стержне создается бакелито-бумажное покрытие
толщиной в 2—3 мм, а у фланца наносится проводящее
покрытие на фарфор (рис. 3, п. 6).
В некоторых конструкциях для уменьшения степени
ионизации во вводе производят металлизацию внутренней
поверхности фарфоровой покрышки. Металлизированная
поверхность соединяется медной лентой с токоведущим
стержнем, чем шунтируется внутренняя воздушная полость
изолятора.
К фарфоровым проходным изоляторам с внутренней
воздушной полостью относятся вводы типа ПБ-10, ПНБ-10,
а также ПБ-35 и ПНБ-35 старых конструкций. В изолято-
рах на 35 кв новых конструкций внутренняя воздушная
полость исключена. Чугунный фланец, служащий для
укрепления ввода на аппарате или на конструкции, соеди-
няется (армируется) с фарфором е помощью цементирую-
щего состава.
Поверхность бакелито-бумажного покрытия лакируется
бакелитовым лаком с последующей запечкой лакового по-
крова.
2. Конденсаторные бакелито-бумажные вводы (рис. 4)
конструктивно представляют собой бакелито-бумажный
остов, внутри которого через определенное числю слоев бу-
маги заложены обкладки из фольги. Получается как бы
система последовательно включенных емкостей. Диэлек-
триком служит бакелито-бумажная основа 3, а электрода-
ми — заложенная между слоями бакелита фольга 2. По-
следняя обкладка электрически соединяется со специально
наматываемым на среднюю часть ввода проволочным бан-
дажом 6, служащим для надежного заземления ввода.
Первой обкладкой является сам токоведущий стержень
или труба, на которые наматывается бакелито-бумажная
основа 1. В таких'вводах применяется, как правило, не-
сколько обкладок. Обкладки выравнивают электрическое
поле во вводе, что способствует снижению его габаритов.
Фланец для укрепления ввода на конструкции форми-
руется с вводом на проволочном бандаже и электрически
с ним соединяется (4, 5). К конденсаторным вводам отно-
сятся многие виды проходных изоляторов внутренней уста-
новки.
Конденсаторные бакелито-бумажные вводы в качестве
вводов наружной установки с фарфоровыми покрышками
применяются в малообъемных масляных выключателях
35 кв типа МГ-35.
2* 11
Поверхность бакелито-бумажных конденсаторных вво-
дов лакируется бакелитовым лаком с последующей запеч-
кой лакового покрова или покрывается несколькими слоя-
ми емали ПХВ или ХСЭ-26.
3. Конденсаторные мастиконаполненные вводы (рис. 5)
отличаются от конденсаторных тем, что верхняя часть
ввода закрыта фарфоровой покрышкой 5, а полость между
покрышкой и конденсатором заполняется мастикой 6.
Фарфоровая покрышка и мастика предохраняют конден-
сатор от увлажнения. Нижняя часть вводов, находящаяся
внутри 'баков различных высоковольтньих аппаратов (мас-
ляных выключателей и трансформаторов), погружена либо
полностью, либо частично в трансформаторное масло.
Наружная часть мастиконаполненных вводов уплот-
няется так, чтобы исключить возможность проникновения
воды во внутреннюю полость ввода. Это осуществляется
с помощью специальных заглушек и дождевых колпаков
(П. 1,2).
Фарфоровая покрышка армируется с фланцем 7 при
помощи цементных или других замазок 3.
Заглушки с фарфором, а также фарфор с фланцем
соединяются через резиновые прокладки, которые повы-
шают степень уплотнения верхней части ввода. Перед
установкой прокладки промазывают бакелитовым лаком.
Для компенсации разницы в температурных изменениях
объемов фарфора, цемента и чугуна армируемые поверх-
ности покрываются двумя слоями битумного ©ластичного
лака.
Армированный цементный шов между бакелито-бумаж-
ным остовом 4 и фланцем, а также между фарфоровой
покрышкой и фланцем покрывается двумя тремя слоями
бакелитового лака или клея БФ-4 с последующей запеч-
кой. Это предохраняет верхнюю часть ввода от проникно-
вения в полость влаги и трансформаторного масла через
цемент. К конденсаторным мастиконаполненным вводам
относятся вводы масляных выключателей типа: ВМ-25,
ВМ-35, ВМ-125, МКП-76, МКП-35 и др.
4. Мастичные вводы (рис. 6) выполняются, как правило,
следующим образом: фарфоровые покрышки 2 нижней и
верхней частей ввода через резиновые прокладки 6 соеди-
няются с чугунной втулкой 1 с помощью армировки. На
нижнюю часть токоведущего стержня 9, имеющего бакели-
то-бумажное покрытие 5, надевается и уплотняется спе-
циальная заглушка. Токоведущая часть вставляется в арми-
12
рованную с фарфоровыми покрышками чугунную втулку, а
нижняя заглушка 8, соединенная с токоведущим стержнем,
на резиновой прокладке армируется на нижней фарфоро-
вой покрышке. Полость заполняется мастикой 4, а затем
сверху закрывается верхней уплотняющей заглушкой 7
через резиновую прокладку. Резиновые прокладки перед
сборкой промазываются бакелитовым лаком.
Армированные швы покрываются бакелитовым лаком
или клеем БФ-4 с последующей запечкой.
Ввиду того что нижняя часть чугунной втулки находит-
ся в трансформаторном масле, возможно проникновение
масла в полость ввода сквозь поры чугуна.
Для предотвращения возможного проникновения масла
поверхность чугунной втулки покрывают двумя-тремя
слоями бакелитового лака с последующей его запечкой.
Вводы мастичные очень громоздки и ненадежны в ра-
боте. Поэтому в настоящее время их либо заменяют на
конденсаторные мастиконаполненные и фарфоровые, либо
переделывают в ремонтных мастерских на фаофоровые или
конденсаторные мастиконаполненные.
К мастичным вводам относятся вводы к масляным вы-
ключателям ВМ-23 и оставшиеся непеределанными вводы
МКП-76.
3. ВИДЫ НАИБОЛЕЕ ХАРАКТЕРНЫХ ПОВРЕЖДЕНИИ
ИЛИ ДЕФЕКТОВ ВВОДОВ И ИХ УСТРАНЕНИЕ
1. Повреждения фарфоровых покрышек. Фарфоровые
покрышки предназначены для надежной защиты вн^ггрен-
ней полости высоковольтных вводов от влаги. Исходя из
своего назначения и условий работы, они должны обладать
определенными качествами и конструктивными особенно-
стями согласно ГОСТ 7273-54.
У изоляторов для наружной установки фарфоровые по-
крышки находятся на открытом воздухе. На них воздей-
ствуют различные ‘атмосферные условия: дождь, снег,
пыль, низкая и высокая температуры.
Поверхность фарфорового изолятора, не имеющая спе-
циального покрытия при смачивании влагой и особенно
при загрязнении, имеет недостаточную электрическую
прочность и может быть перекрыта даже при рабочем на-
пряжении (электрический разряд по поверхности).
Для уменьшения возможности задерживания на поверх-
ности влаги и грязи фарфор покрывается глазурью,
13
1
На глазурованной гладкой поверхности электрические
разряды возникают при значительно большем напряжении.
Кроме того, для преграждения пути разрядам и увеличе-
ния электрической прочности изолятора на поверхности
фарфора создаются специальные ребра.
Указанные мероприятия значительно повышают элек-
трическую прочность и надежность работы фарфоровых
покрышек без дополнительного увеличения их габаритов.
Фарфор должен быть такого качества, чтобы не образо-
вывалось трещин при резких изменениях температуры.
Фарфоровые покрышки в эксплуатации или при пере-
возке могут получить различные повреждения.
а) Скол поверхности фарфора на ребрах. При таком
повреждении необходимо убедиться в том, что в месте
скола отсутствуют трещины. Это обнаруживается с по-
мощью лупы. При отсутствии трещин покрышку .можно от-
ремонтировать.
Допускается восстанавливать покрышки, если площадь
повреждения не превышает 0,5—0,75% от всей площади
изолятора наружной установки и не более двух мест по-
вреждения, расположенных на одной вертикальной линии.
Процесс восстановления фарфоровой покрышки (ре-
монт) заключается в покрытии открытой поверхности фар-
фора на сколотом ребре специальными лаками, которые
после запечки создают прочную гладкую пленку, предо-
храняющую фарфор от увлажнения и образования на по-
верхности водяной пленки.
Защита места скола может быть произведена глифта-
левым лаком, натуральной олифой, клеем БФ-4 или баке-
литовым лаком.
На поврежденную поверхность' наносится три-четыре
слоя лака..
Для покрытия поврежденных мест (сколов) наиболь-
шее распространение получил в последнее время клей
БФ-4.
Перед нанесением лака поврежденное место предвари-
тельно высушивается, протирается чистой ветошью, а за-
тем обезжиривается тампоном, смоченным ацетоном, спир-
том или авиационным бензином.
Температура фарфора в момент нанесения клея БФ-4
должна быть в пределах 15—20° С. На зачищенную и обез-
жиренную поверхность скола наносится кистью ровный
тонкий слой лака, который затем высушивается при ком-
натной температуре.
14
Момент окончания сушки может быть определен на
ощупь. Если при прикосновении пальца к слою лака не
чувствуется прилипания, то можно начинать запечку. Пос-
ле высыхания слоя лака фарфор вносится в сушильную
печь, где производится запечка лака при температуре 60° С
в течение 4 ч.
После запечки фарфору необходимо дать остыть до тем-
пературы 20—30°.
При достижении фарфором комнатной температуры за-
печенный слой лака слегка зачищается шкуркой до полу-
чения шероховатой поверхности и покрывается новым
слоем лака, который затем обрабатывается так же, как и
первый слой. Для третьего и четвертого слоев весь про-
цесс производится аналогично.
Если в мастерской имеется радиационная сушка (лам-
повая или другого типа), то процесс покрытия поврежден-
ного места лаком можно значительно упростить.
В этом случае до запечки наносятся все слои лака
с предварительным высушиванием каждого слоя при ком-
натной температуре, а затем фарфор помещается в су-
шильную печь, где производится запечка всех слоев одно-
временно.
б) Откалывание куска фарфора от ребра. Если повреж-
дение небольшое и место повреждения находится не менее
чем на 1 см от места сопряжения ребра с основным телом
изолятора, то можно произвести склеивание частей.
Склеивание производится глазурью (на фарфоровом
заводе), карбинольным клеем или клеем БФ-4.
Процесс склеивания клеем БФ-4 является самым про-
стым и не требует специальных условий.
Перед склеиванием поверхности сопряжения должны
быть просушены, протерты и обезжирены теми же метода-
ми, что и при ремонте скола путем покрытая его лаком.
На зачищенную и обезжиоенную поверхность обеих частей
наносится кистью ровный слой клея БФ 4. Температура
фарфора при этой операции может быть 15—20° С.
После нанесения слоя лака необходимо произвести его
подсушку при комнатной температуре до состояния загу-
стения. Момент окончания процесса сушки определяется
по сильному приклеиванию пальца, слегка приложенного
к слою лака.
Убедившись в том, что слой обладает хорошей клей-
костью, обе части фарфора соединяют, сжимают с по-
мощью струбцин, заранее подготовленных для этой цели, и
15
помещают в сушильную камеру, где происходит запечка
лака при температуре 60° С в течение 5—6 ч. После за-
печки необходимо дать фарфору остыть до комнатной тем-
пературы. После снятия крепящих приспособлений шов
аккуратно зачищается.
Нужно учесть, что склеенная часть слабее целой части
фарфора, поэтому при дальнейших операциях необходимо
соблюдать осторожность.
в) Кольцевые и продольные трещины в фарфоровой по-
крышке. Эти трещины могут появляться от резких темпе-
ратурных перепадов в фарфоре, от дополнительных меха-
нических напряжений, возникающих в фарфоре от непра-
вильной сборки ввода или неправильной установки его на
высоковольтном оборудовании.
Трещины в фарфоре могут возникнуть и от неправиль-
ной армировки фарфора с металлическими частями. Эти
дефекты в фарфоре ведут к снижению электрических ха-
рактеристик ввода, так как через трещины может просачи-
ваться влага во внутреннюю полость ввода.
Продольные трещины, кроме того,’ приводят к перекры-
тию фарфора. При обнаружении в фарфоре продольных и
кольцевых трещин фарфоровая покрышка должна быть
заменена другой.
Обнаружить трещины в фарфоре бывает очень трудно.
Они могут быть незаметны для невооруженного глаза, а
иногда возникают с "внутренней поверхности фарфора.
При осмотре вводов необходимо особо тщательно про-
сматривать поверхность фарфоровой покрышки с помощью
5—10-кратно,й лупы.
Трещины в покрышке можно определить простукива-
нием фарфора с помощью специального деревянного моло-
точка.
При отсутствии трещин при ударе возникает звонкий
звук, а при наличии трещин — звук глухой или дребез-
жащий.
При замене дефектной покрышки новую фарфоровую
покрышку необходимо перед установкой предварительно
проверить на отсутствие трещин и полное соответствие тех-
ническим условиям согласно ГОСТ 7273-54.
В последнее время появилась возможность склеивать
фарфор при любых видах трещин с помощью клея, приго-
товленного на основе эпоксидной смолы ЭД-6 или ЭД-5.
Приготовление клея и процесс склеивания указаны в при-
ложениях.
16
2. Ухудшение характеристики мастики. В эксплуатации
к мастике предъявляются жесткие требования.
В мастиконаполненных вводах мастика служит сред-
ством, предохраняющим бакелито-бумажный остов от
увлажнения, а в мастичных служит в качестве основной
изоляции.
Основными требованиями, предъявляемыми к мастикам,
являются следующие:
а) малые значения угла диэлектрических потерь;
б) высокая влагостойкость;
в) отсутствие воздушных включений (пор);
г) температура каплепадения должна быть в пределах
50—60° С;
д) морозостойкость; морозостойкость определяется
отрицательной температурой, при которой возникает рас-
трескивание мастики. Эта температура должна быть в пре-
делах 50—60° С для мастики, применяемой в средней по-
лосе;
е) хорошая прилипаемость мастики к лакированной по-
верхности бакелито-бумажной основы и глазурованной по-
AQ верхнюсти фарфора.
Несоблюдение хотя бы одного из изложенных выше
требований ведет к ухудшению характеристик самого вво-
да, а следовательно, к возможному его повреждению в про-
цессе эксплуатации.
Повышение угла диэлектрических потерь может при-
вести к тепловому пробою мастичного ввода. Снижение
влагостойкости, морозостойкости и ухудшение прилипае-
мости мастики может привести к увлажнению ввода и его
пробою. Наличие пор в мастике влечет за собой сильную
ионизацию внутренней полости ввода и последующее раз-
рушение изоляции ввода.
Поэтому обнаруженное ухудшение характеристик ма-
стики требует ремонта ввода.
В таких случаях ремонт заключается, как правило,
в перезаливке мастики.
В настоящее время наиболее распространенной масти-
кой для заполнения мастиконаполненных и мастичных вво-
дов является мастика МБМ-1. (Э-3).
Процесс перезаливки мастики начинается с выплавле-
ния старой, не отвечающей требованиям массы.
Для этой цели головка ввода разбирается, ввод уста-
навливается в сушильной камере на специальный стул
17
Рис. 8. Стул для заливки и выливания
мастики под вводы ВМ-35, МКП-35 и
ВМ-25.
(рис. 8) в перевернутом положении. Снизу устанавливается
ведро, в которое вытекает расплавленная мастика.
Выплавление производится при температуре 100—
Рис. 9. Бачок для разо-
грева мастики.
/ — ведро с мастикой; 2—ма-
стика; 3—обмотка индукци-
онной печи; 4—теплоизоля-
ция; 5—термометр.
110° С,
После выплавления мастики вну-
тренняя полость ввода (бакелит и
внутренняя поверхность фарфоровой
покрышки) промывается трансфор-
маторным маслом, нагретым до
70—80° С, и насухо протирается. За-
ливка во ввод свежей мастики про-
изводится следующим образом:
ввод устанавливается на стул в нор-
мальном положении и' нагревается
в сушильной камере до температуры
80—90° С и выдерживается при этой
температуре 3 ч.
В специальном бачке разогрева-
ется мастика до температуры 130—
140° С (рис. 9).
Заливка вводов мастикой произ-
водится при помощи предназначен-
ного для этой цели сосуда, позволяющего регулировать ско-
рость заполнения ввода мастикой.
Принципиальная схема заливки ввода мастикой пока-
зана на 'рис. 10.
Заливка производится в открытую полость ввода одним
18
приемом непрерывной струей мастики из сосуда 1 или из
ведра 2.
Прерывание струи может повлечь за собой образова-
ние пор в мастике во время заливки. Скорость заполнения
регулируется наклоном ведра 2 или вентилем сосуда 1.
Полость ввода заполняется мастикой до краев. После
заполнения необходимо дать от-
стояться мастике при температу-
ре 80—90° С в течение 5—6 ч.
Отстой производится для того,
чтобы до затвердевания мастики
из нее успели выйти газы. Если
газы выйти не успеют, то в мас-
тике могут образоваться каверны.
После отстоя поверхность ма-
стики должна быть гладкой и
блестящей. Если на поверхности
имеются пузырьки, трещины или
наблюдается отслоение мастики
от частей ввода, — ввод должен
быть перезалит. После заливки
мастики ввод необходимо охла-
дить до комнатной температуры,
после чего начинают сборку.
Если при охлаждении ввода
произошла усадка мастики до та-
кой степени, что обнажились бу-
мажно-бакелитовый остов у кон-
денсаторных мастиконаполнен-
ных вводов или бумажно-бакели-
товое покрытие у мастичных вво-
дов, то необходимо перезаливку
Рис. 10. Заливка вводов
мастикой.
/ — сосуд с разогретой мастикой;
2 — лейка с мастикой; 3— стул
для вводов.
повторить.
Причина большой усадки может заключаться в некаче-
ственном составе мастики (мастика не соответствует тех-
ническим требованиям) либо в несоблюдении температур-
ного режима в процессе перезаливки.
При заливке вводов мастикой необходимо соблюдать
чистоту, оберегать мастику от попадания пыли и посторон-
них предметов. В последнее время< было выяснено, что
мастика типа МБМ-1 (Э-3) со временем ухудшает свои
характеристики, особенно морозостойкость, поэтому вводы,
залитые ©той мастикой, не всегда удовлетворяют техниче-
ским требованиям.
19
В Ленэнерго была предложена рецептура новой масти-
ки — полиизобутиленовой.
Как показала опытная эксплуатация вводов, заполнен-
ных этой мастикой, полиизобутиленовая мастика значи-
тельно превосходит по своим характеристикам мастику
МБМ-1, особенно по морозостойкости и степени прилипае-
мости. Эта мастика практически водонепроницаема.
Единственный недостаток ее пока заключается в том,
что она имеет стоимость выше, чем мастика МБМ-1. Одна-
ко со временем этот недостаток будет устранен.
3. Повреждение лакового покрова бакелито-бумажной
части ввода. Как уже было сказано ранее, поверхность
бумажно-бакелитовой части ввода покрывается, как пра-
вило, бакелитовым лаком.
Основное назначение лака заключается? в предохране-
нии бакелита от увлажнения и создания гладкой поверх-
ности. Наличие шершавой поверхности у бакелита может
способствовать возникновению проводящих дорожек из-за
грязи, образовавшейся в процессе эксплуатации оборудо-
вания.
Из изложенного ясно, что при обнаружении поврежде-
ния лакового покрова у бакелито-бумажной части ввода
дефект должен быть устранен. В основном, повреждение
лакового покрова происходит на нижней части вводов, ко-
торая у. большинства конструкций не защищается фарфо-
ровой покрышкой.
Повреждение может возникнуть как в эксплуатации,
так и при транспортировке.
При небольшом повреждении производится подлаки-
ровка бакелита, т. е. покрытие лаком только поврежденной
части поверхности. Эта операция простая и не требует раз-
борки ввода. Если же повреждена большая часть поверх-
ности 'бакелита, то ремонт усложняется, так как требуется
частичная разборка ввода. Ремонт производится следую-
щим образом:
а) при повреждении небольшой части поверхности
бакелита место повреждения зачищается шабером или
осколком стекла и обрабатывается стеклянной шкуркой
№ 00. После зачистки поверхность обезжиривается чистым
бензином или бензолом, просушивается и лакируется. Лак
на поврежденную поверхность наносится мягкой кистью.
Для подлакировки целесообразнее всего использовать
клей БФ-4.
Далее производится его сушка при комнатной темпера-
20
туре, покрытие новым слоем лака, снова сушка и т. д. На-
кладывается три-четыре слоя лака. После высушивания
последнего слоя запекаются все четыре слоя при темпе-
ратуре 60° С в течение 3—4 ч.
б) В случае повреждения большой части поверхности
бакелита лакировку следует производить бакелитовым ла-
ком. Разбирается верхняя часть ввода и выплавляется ма-
стика. После выплавки мастики и остывания ввода до ком-
натной температуры производится зачистка бакелита.
Старый лаковый покров снимается шабером или оскол-
ком стекла। и поверхность обрабатывается стеклянной
шкуркой № 00. После зачистки поверхность обезжиривает-
ся чистым бензином или бензолом и просушивается.
Перед лакировкой ввод и бакелитовый лак нагреваются
в сушильной камере до температуры 50—60° С. При этой
температуре кистью накладывается на бакелит слой лака
с последующей выдержкой при указанной температуре
в течение 3 ч. Затем в течение 3—4 ч температура в су-
шильной камере плавно поднимается до 110° С и в течение
еще 3 ч поддерживается неизменной до запекания бакели-
тового лака.
Запеченный слой лака считается хорошим, если при
протирании его ватой, смоченной в спирте, вата не темнеет.
После запечки первого слоя лака поверхность зачищается
стеклянной шкуркой № 00 и производится наложение вто-
рого слоя лака с последующей запечкой. Всего необходимо
наложить три-четыре слоя лака.
Образование пузырей на поверхности лака указывает
на то, что бакелит оказался либо сырым, либо пропитан-
ным маслом, либо не был выдержан температурный режим
лакировки.
При обнаружении в бакелите влаги или масла ввод пе-
ред лакировкой тщательно высушивается в вакуум-сушиль-
ной камере.
Если причиной образования пузырей являлся непра-
вильный режим лакировки, то лакировку следует повто-
рить, соблюдая правильный режим.
Во всех случаях при повторной лакировке некачествен-
ный слой лака необходимо полностью снять.
При наличии в мастерской радиационной ламповой су-
шильной установки процесс лакировки бакелитовым ла-
ком значительно упрощается.
После зачистки поверхности бакелита ввод и лак долж-
ны быть предварительно подогреты до температуры 50—
60° С. Затем накладываются все четыре слоя лака с пред-
варительной просушкой каждого слоя в течение 1 ч.
После просушки последнего слоя поверхность ввода
в течение 3—4 ч нагревается до температуры НО—120° С
и выдерживается для запечки лака при этой температуре
в течение 3 ч, причем в этом случае перед лакировкой не
требуется разборка ввода .и выплавка мастики, так как
обогревается только поврежденная часть бакелита. Каче-
ство лакового покрова, запеченного с помощью радиа-
ционной ламповой сушильной камеры, значительно выше,
чем у лакового покрова, запеченного в обычной конвектив-
ной сушильной камере.
4. Увлажнение бакелито-бумажной части ввода, fe ре-
зультате неправильного хранения, а также нарушения
уплотнений во вводе или увлажнения масла в баке высо-
ковольтного аппарата, на котором данный ввод установлен,
возможно увлажнение бакелито-бумажной части ввода.
Наличие большого (недопустимого по нормам) количества
влаги определяется измерением угла диэлектрических по-
терь ввода (tg б). Особенно сильно подвержены увлажне-
нию конденсаторные бакелито-бумажные вводы, поскольку
они конструктивно герметизированы, как правило, только
в верхней части (вводы типа ВМ-35, МКП-35, МКП-76
и др.) (рис. 5).
При длительном воздействии на бакелито-бумажную
часть влага начинает проходить сквозь лакированную по-
верхность и увлажнять саму бакелито-бумажную основу,
при этом вначале процесс увлажнения охватывает только
несколько наружных слоев бумаги или на небольшую глу-
бину торцовую часть ввода. Если в ©тот момент не удается
обнаружить дефект, имеющий место в данном аппарате
или вводе, то процесс будет прогрессировать и вся баке-
лито-бумажная часть ввода увлажнится.
Ремонт увлажненной бакелито-бумажной части ввода
заключается в сушке, т. е. удалении проникшей влаги. Су-
ществует в основном три вида сушки изоляции:
а) Конвективная сушка. Сущность ее заключается
в том, что увлажненная изоляция обдувается горячим су-
хим воздухом, который, нагревая ее до температуры 105° С,
заставляет влагу ‘испаряться и уносит ети пары. Принци-
пиальная схема конвективной сушилки показана на рис. 11.
б) Вакуумная сушка. Сущность ее заключается в том,
что изоляция нагревается до температуры 100° С в спе-
циальном баке, в котором создается глубокий вакуум. На-
22
Рис. 11. Конвективная
сушилка.
а—общий вид; б — принципиальная
схема.
/—сушильная камера; 2—вентиля-
тор; 3—подогреватель; 4—воздухе*
осушитель; 5—дистанционный тер-
мометр; 6—датчик дистанционного
термометра; 7—камера охлажден-
ного воздуха; 3—камера горячего
воздуха.
23
личие вакуума способствует интенсивному выделению вла-
ги из изоляции и ее испарению. Пары влаги уносятся из
сушильной камеры (вакуумного бака) с помощью непре-
рывно работающего вакуумного насоса. Вакуумная сушка
является более эффективной, чем конвективная. Принци-
пиальная схема вакуумной сушилки показана на рис. 12.
Рис. 12. Принципиальная схема
вакуумной сушилки.
1—дистанционный термометр; 2—
вакуумметр; 3—вакуумный насос;
4—датчик дистанционного термо-
метра; 5—воздухоосушитель; 6—
крышка люка; 7—индукционная печь;
8—сушильная камера; 9—спускной
вентиль.
в) Сушка инфракрасными
лучами. Сущность этого ме-
тода заключается в том, что
нагрев изоляции и испарение
влаги происходит за счет лучи-
стой энергии инфракрасной
части светового спектра.
Источниками излучения в
радиационной сушилке могут
быть либо специальные лампы,
либо керамические излучате-
ли, подогреваемые специаль-
ными источниками тепла.
Наиболее эффективной,
удобной и простой является
ламповая радиационная су-
шилка. Сушка тонкостенной
изоляции инфракрасными лу-
чами во многих случаях яв-
ляется более эффективной, чем
вакуумная и конвективная.
Принципиальная схема и
общий вид радиационной лам-
повой сушилки показана на
рис. 13. Для такой сушилки
лучше всего использовать лам-
пы инфракрасного излучения
с зеркальным отражателем типа ЗС2, ЗС1 или ЗСЗ напря-
жением 127, 220 в и мощностью 250—500 вт.
Поскольку наиболее распространенной сушилкой яв-
ляется вакуумная, описание процесса сушки бакелито-бу-
мажной изоляции дается именно для этого вида сушилки.
Если увлажненная изоляция имеет лаковый покров, то
перед сушкой он должен быть снят для ускорения процес-
са сушки. Лаковый покров снимается способом, указанным
в разд. 3 данной главы.
Если изоляция не имеет лакового покрова, то перед
сушкой никакой зачистки поверхности не производится.
24
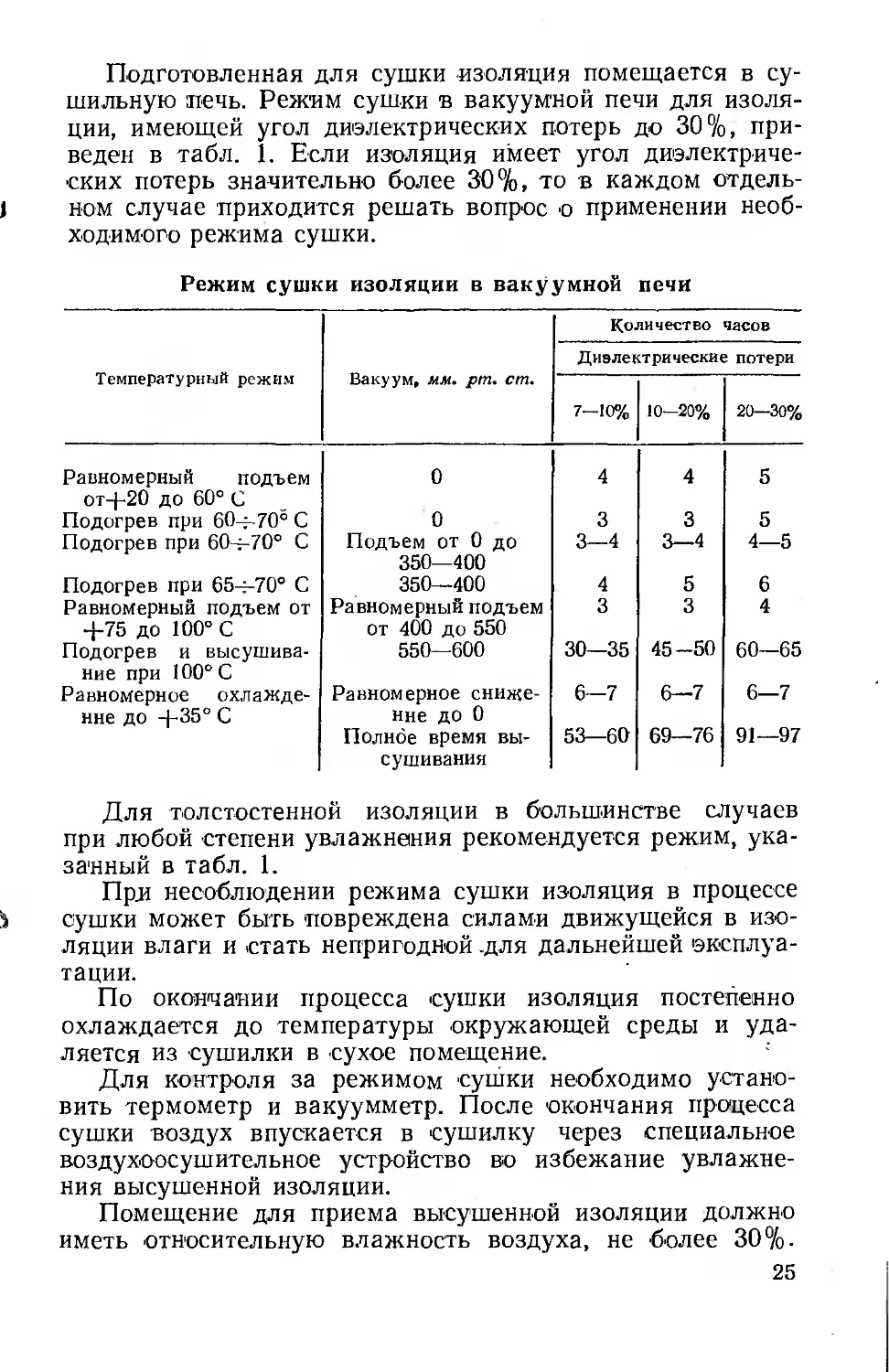
Подготовленная для сушки изоляция помещается в су-
шильную печь. Режим сушки в вакуумной печи для изоля-
ции, имеющей угол диэлектрических потерь до 30%, при-
веден в табл. 1. Если изоляция имеет угол диэлектриче-
ских потерь значительно более 30%, то в каждом отдель-
ном случае приходится решать вопрос о применении необ-
ходимого режима сушки.
Режим сушки изоляции в вакуумной печи
Температурный режим Вакуум, мм. рт. ст. Количество часов Диэлектрические потери
7-10% 10-20% 20—30%
Равномерный подъем 0 4 4 5
от-|-20 до 60° С
Подогрев при 604-70° С 0 3 3 5
Подогрев при 604-70° С Подъем от 0 до 350—400 3—4 3—4 4—5
Подогрев при 654-70° С 350—400 4 5 6
Равномерный подъем от +75 до 100° С Равномерный подъем от 400 до 550 3 3 4
Подогрев и высушива- 550—600 30—35 45-50 60—65
ние при 100° С
Равномерное охлажде- ние до +35° С Равномерное сниже- ние до 0 Полное время вы- сушивания 6—7 53—60 6—7 69—76 6—7 91—97
Для толстостенной изоляции в большинстве случаев
при любой степени увлажнения рекомендуется режим, ука-
занный в табл. 1.
При несоблюдении режима сушки изоляция в процессе
сушки может быть повреждена силами движущейся в изо-
ляции влаги и стать непригодной .для дальнейшей эксплуа-
тации.
По окончании процесса сушки изоляция постепенно
охлаждается до температуры окружающей среды и уда-
ляется из сушилки в сухое помещение.
Для контроля за режимом сушки необходимо устано-
вить термометр и вакуумметр. После окончания процесса
сушки воздух впускается в сушилку через специальное
воздухоосушительное устройство во избежание увлажне-
ния высушенной изоляции.
Помещение для приема высушенной изоляции должно
иметь относительную влажность воздуха, не более 30%.
25
5
Рис. 13. Открытая лампо-
вая радиационная сушил-
ка.
Вверху—принципиальная схе-
ма. / —облучаемый объект;
2 —лампы; 3—штативы для
ламп; держатели ламп;
5 — измеритель температуры.
Указанные расстояния пре-
дотвращают от перегрева
объекта;
внизу — сушка изоляции
обмотки трансформатора
НКФ-НО. 1 — штативы для
ламп; 2—лампы; 3— обмотка
врансформатора.
' С'
26
После сушки изоляция испытывается и осматривается. При
наличии трещин, больших участков со вздутием слоев или
кольцевых расслоений бакелита конденсаторы, цилиндры
и пр. должны браковаться. Угол диэлектрических потерь
высушенной изоляции должен быть в норме.
Бакелитовые детали вводов, не имеющие серьезных де-
фектов, лакируются способами, указанными в разд. 3 дан-
ной главы. При большом количестве влаги в изоляции
иногда (приходится делать повторную сушку, так как пер-
вая сушка может не дать требуемых результатов (угол
диэлектрических потерь выше нормы).
Необходимо указать, что режим сушки, предложенный
в табл. 1, предусматривает непрерывный процесс сушки,
однако опыт ремонтных мастерских Мосэнерго показы-
вает, что более эффективным является прерывистый про-
цесс сушки.
Например, можно производить включение сушильной
печи только на время первой смены, а затем печь выклю-
чать и включать только на следующий день и т. д. Таким
образом, сушка проводится в одну смену. Общее время
сушки в этом случае окажется равным 6 суткам, но время,
в течение которого включена сушильная печь, будет всего
35—40 ч. Такой режим сушки способствует экономии элек-
троэнергии и позволяет работать (дежурить) в одну смену.
После отключения печи вакуум не должен снижаться.
5. Разрушение армированных швов. У большинства кон-
струкций вводов фарфоровые покрышки и бакелито-бумаж-
ные детали соединяются с металлическими частями при
помощи цементирующих составов.
Имеется несколько типов цементирующих составов.
Основные из них следующие: а) глетоглицериновый,
б) портланд-цементный, в) магнезиальный.
Основные составные части цементирующих составов, а
также способ их приготовления указан в приложении.
Опыт эксплуатации вводов, армированных магнезиальным
составом, показал, что к применению этого состава при ре-
монтах надо подходить с большой осторожностью. Обла-
дая высокой прочностью, этот состав имеет ряд серьезных
недостатков, и в первую очередь он невлагостоек. Под дей-
ствием влаги происходит процесс химического разложения
этого состава. В результате такого процесса поверхности
армированных изоляционных деталей покрываются прово-
дящими продуктами разложения состава. Это ведет, в ко-
нечном счете, к повреждению ввода, т. е. к аварии. Кроме
27
того, 'некоторые продукты разложения, попадая ма баке-
лито-бумажную основу, разрушают ее до такого состояния,
что происходит электрический пробой ввода, не говоря уже
о возможности возникновения на поверхности проводящих
дорожек и перекрытия ввода по поверхности бакелито-бу-
мажной основы.
Необходимо указать, что в связи с указанными недо-
статками в Мосэнерго отказались от применения магне-
зиального состава при ремонте вводов; более того, при оче-
редных ремонтах вводов,-армированных магнезиальным со-
ставом, последний заменяется глетоглицериновым или
портланд-цементным.
Поэтому в дальнейшем при изложении материала этого
раздела речь будет идти лишь о работе с глетоглицери-
новым или портланд-цементным составами. Глетоглицери-
новый состав является дорогим и вредным для здоровья,
но благодаря быстрому схватыванию получил большое
распространение. Портланд-цементный состав дешев и не
представляет вреда для здоровья человека, но процесс его
схватывания длительный.
Ввиду того что ни один из указанных составов не обла-
дает высокой влагостойкостью и маслостойкостью, в про-
цессе длительной эксплуатации вводов возможны случаи
разрушения армированных швов. Повреждение цементи-
рующих составов происходит, как правило, на определен-
ную глубину (зависящую от времени и силы воздействия
влаги .и масла) со стороны действующего фактора.
Бывают случаи, когда состав теряет прочность и стано-
вится масло- и влагопроницаем. Ремонт заключается в за-
мене поврежденной части состава свежим. Перед заменой
поврежденная часть состава выбирается до оставшейся
прочной части с помощью молотка и зубильца, пригодного
для данного шва. Освободившаяся полость шва прочи-
щается от оставшихся там мелких несвязанных частиц со-
става, продувается мехом и заливается свежей порцией
состава.
Цементирующий состав разводится в посуде, рассчитан-
ной на такое его количество, которое можно использовать
за время, допускаемое для данного состава (для глетогли-
церинового состава это время составляет 10 мин, а для
портланд-цементного — 20—30 мин).
Заливка производится с помощью специального желоб-
ка, изготовленного из прессшпана или жести. Состав про-
талкивается в узкие швы палочкой.
28
бакелитового
Рис. 14. Схема ар-
мирования бакели-
то-бумажной осно-
вы с фланцем.
1—токоведущий
штырь; 2—конденса-
тор; 3—желобок для
заливки цементирую-
щего состава; 4—чу-
гунный фланец; 5—за-
литый цементный со-
став: 6—временная
резиновая шайба; 7—
проволочный' бандаж;
3—стойка.
Процесс заливки показан на рис. 14.
Жидкий состав заливается до полного заполнения шва.
Глетоглицериновый состав после его заливки должен
сохнуть в течение 24 ч при комнатной температуре либо
при температуре 30—40° С в сушильной печи.
После полного схватывания (отвердевания) шов покры-
вается двумя-тремя слоями клея БФ-4 или
лака с последующей сушкой и запечкой,
затем шов покрывается двумя-тремя
слоями влаго- и маслоупорной эмали.
Процесс армировки считается закон-
ченным, когда эмаль высохнет. Армиров-
ка портланд-цементным составом отли-
чается от армировки глетоглицериновым
тем, что после заливки цементный шов
должен сохнуть в течение 24 ч, затем
увлажняться с помощью мокрой ветоши
в течение 48 ч и, наконец, затвердевать
в течение нескольких суток.
При необходимости заменить отдель-
ные детали ввода армировку производят
заново.
В этом случае, если полость, запол-
няемая раствором, не имеет дна (напри-
мер, пространство между фланцем и ар-
мируемой с ним бакелито-бумажной ос-
новой ввода), то необходимо снизу уста-
новить резиновую прокладку, которая не
даст в первый момент до затвердевания
выливаться жидкому раствору.
Перед .армировкой металлических
фланцев с фарфоровыми деталями необ-
ходимо армируемые поверхности фланца
и фарфора покрыть одним-двумя слоями
эластичного (асфальте-битумного . или
другого) лака. Образующаяся в этих ме-
стах лаковая пленка будет служить в дальнейшем аморти-
затором при температурных изменениях объема цементи-
рующего состава. Коэффициент объемного расширения
цементирующих составов, как правило, значительно больше
объемного коэффициента материала фланцев и фарфора и
поэтому без амортизационного (компенсирующего) лаково-
го покрытия наблюдаются случаи появления трещин в фар-
форе и фланцах под действием сил расширения составов.
29
После высыхания компенсирующего слоя производится
процесс армировки и дальнейшая обработка швов.
6. Нарушение уплотнений. Поскольку вводы в основном
предназначены для работы в высоковольтных аппаратах,
им приходится соприкасаться с маслом аппарата и окру-
жающей средой.
Проникновение масла - во ввод (например мастикона-
полненный) может разжидить мастику и ухудшить ее ха-
рактеристику, а попадание влаги ведет к увлажнению
бакелито-бумажной изоляции и повреждению ввода.
Для создания плотного соединения отдельных частей
ввода, исключающего попадание во внутреннюю полость
ввода влаги и масла, применяются резиновые прокладки.
Для различных конструкций вводов могут применяться
прокладки различного диаметра и толщины.
Здесь необходимо указать только на те общие требо-
вания, которые предъявляются к материалу прокладок, их
изготовлению и установке.
Резина, из которой изготовляются прокладки, должна
быть эластичной, маслоупорной и влагостойкой.
При изготовлении прокладок резина должна обрезаться
на специальных станках, предназначенных для этой цели.
При достаточном навыке прокладки могут вырезаться
вручную ножом. Все размеры прокладок должны быть вы-
держаны, не допускается .наличие надрезов и заусенцев.
Изменение размеров прокладок ухудшает степень
уплотнения ввода и снижает его надежность.
Непосредственно перед установкой прокладка с двух
сторон покрывается бакелитовым лаком или клеем БФ-4.
Это повышает плотность соединения поверхностей про-
кладки с поверхностями других деталей.
После установки прокладки соединяемые детали сжи-
маются таким образом, чтобы уменьшение толщины про-
кладки было не более чем на 25%. В ©том случае плот-
ность соединения будет вполне достаточной, а прокладка
не будет повреждена.
В процессе длительной 'эксплуатации под воздействием
электрической короны, трансформаторного масла со време-
нем резиновые прокладки могут разрушаться.
Разрушение прокладок ведет к снижению надежности
вводов и .их повреждению.
Если при очередной ревизии оборудования обнаруже-
ны поврежденные прокладки, их необходимо заменить. Ча-
сто нет возможности осмотреть саму прокладку, так как
30
она скрыта за отдельными деталями ввода или под арми-
рованным швом.* В этом случае повреждение прокладки
обнаруживается по появлению масла или мастики в местах
соединения или армировки.
Перед армировкой фарфоровых покрышек вводов
ВМ-35 и др. на дно фланца помещают резиновую про-
кладку, на которую устанавливают
фарфоровую покрышку с последую-
щим сжатием. Затем в полость между
покрышкой и фланцем заливают це-
ментирующий состав.
Такая система армировки дает хо-
рошее уплотнение между фарфоровой
покрышкой и фланцем.
В течение нескольких лет (до конца
1957 г.) завод «Уралэлектроаппарат»
при изготовлении вводов к масляным
выключателям ВМ-35 нарушал выше-
указанный порядок армировки фарфо-
ровых покрышек с фланцами (рис. 15).
В подготовленный (армированный
с бакелито-бумажной основой) с про-
кладкой фланец наливался цементный
раствор, после чего устанавливалась
фарфоровая покрышка.
В результате такой неправильной
последовательности операций между
торцом фарфора и резиновой проклад-
кой отсутствовало уплотнение (имелся
Рис. 15. Повреждение
фарфоровой покрышки
ввода масляного вы-
ключателя типа ВМ-35
из-за неправильной
технологии армирова-
ния ее с фланцем.
1 — мастика, 5—подняв-
шийся в полость фарфо-
ровой покрышки цементи-
рующий состав.
слой цемента), соединение переставало
быть эластичным, а при установке по-
крышки во внутреннюю полость попа-
дал цемент..
Цемент, попавший во внутренюю
полость ввода, разрывал фарфор и, об-
ладая плохими изоляционными свой-
ствами, снижал электрическую проч-
ность изоляционного расстояния. На-
блюдались случаи, когда цемент запол-
нял 30%' всей внутренней полости ввода. При образовании
трещин в фарфоре во ввод попадала влага, бакелито-бумаж-
ная часть ввода увлажнялась и происходило электрическое
повреждение ввода. При обнаружении вышеуказанных вво-
дов необходимо из них выплавить мастику, разбить фар-
31
форовую покрышку, вычистить пространство между флан-
цем и бакелито-бумажной основой, а затем, придерживаясь
рекомендованной ранее последовательности, произвести
армировку новой покрышки.
Перед разрушением старой покрышки ввода необходимо
убедиться с помощью специальной мерки (стального пру-
та, имеющего отметку для правильно армированной по-
крышки) в том, что действительно внутри ввода имеется
цемент. Зная основные размеры ввода, это выполнить не-
трудно.
7. Повреждение проводящего покрытия. Проводящее
покрытие наносится на фарфор «некоторых типов вводов
(ПБ-35, ПНБ-35 и др.) для выравнивания электрического
поля изолятора. При длительной эксплуатации ввода под
влиянием различных внешних факторов проводящее по-
крытие может разрушиться. У вводов, имеющих разрушен-
ное или некачественно выполненное проводящее покрытие,
возникает повышенная ионизация, которая может приве-
сти даже к скользящим разрядам по поверхности фар-
фора.
Поврежденное проводящее покрытие должно быть вос-
становлено. При восстановительных ремонтах в качестве
проводящего покрытия обычно применяется серебристый
графит, смешанный с бакелитовым, глифталевым лаком
или с клеем БФ-4 в соотношении 1 :3. До нанесения про-
водящего слоя фарфор очищается от грязи и просуши-
вается (желательно под вакуумом) при температуре
+ 90-^-100° С в течение 7 ч.
Проводящее покрытие наносится на изолятор в два
слоя, причем второе покрытие производится после подсуш-
ки первого. После наложения второго слоя производится
процесс окончательной сушки и запечки.
Процесс'наложения и запечки проводящего покрытия
должен производиться .согласно режиму, указанному
в разд. 1 гл. 3 для соответствующих лаков.
Для нанесения проводящего слоя применимо также
горячее распыление металла (шоопирование), что выпол-
нимо только при наличии специального оборудования.
Опыт эксплуатации вводов заводского изготовления,
у которых проводящее покрытие нанесено цинком (распы-
ление), показывает, что со временем контакт между бан-
дажом и слоем металла может нарушаться из-за окисли-
тельных процессов. Поэтому выбору рода металла, при-
32
меняемого для покрытия, необходимо уделить особое
внимание.
Проверка проводимости нанесенного слоя производит-
ся омметром (рис. 16). Сопротивление слоя не должно
быть более 10—20 тыс. ом при расстоянии между иглами
Рис. 16. Проверка качества полу-
проводящего покрытия, нанесен-
ного на изолятор.
/ —полупроводящее покрытие; 2—изо-
лятор; 3—источник питания (сухой
элемент или аккумулятор напряжением
1,5—<5 в); 4—щупы; 5—гальванометр.
щупов 1 см. Обычно у хорошо выполненного проводяще--
го покрытия сопротивление составляет от 10 до 20 ом.
Электрическое соединение проводящего слоя с арматурой
или фланцем осуществляется наложением бандажа из лу-
женой проволоки.
4. МОДЕРНИЗАЦИЯ ВВОДОВ МАСЛЯНЫХ ВЫКЛЮЧАТЕЛЕЙ
ВМ-23
На многих подстанциях энергосистем установлены мас-
ляные выключатели ВМ-23.
Вводы этих масляных выключателей являются мастич-
ными (рис. 17).
Данная конструкция имеет серьезные недостатки, при-
водящие к быстрому выходу вводов из строя.
В масляном выключателе нижняя часть ввода воспри-
нимает давление масла, определяемое высотой столба
масла, вытесненного вводом. Под действием избыточного
давления масло постепенно через нижнее уплотнение й по-
ры в чугунной втулке проникает в полость ввода, запол-
ненную мастикой, и разжижает ее.
Разжиженная мастика под действием избыточного дав-
ления, создаваемого проникающим трансформаторным мас-
лом, начинает просачиваться через неплотности в верхней
части и выходит наружу. Возникает течь мастики из верх-
ней части ввода.
33
Повышение температуры ввода под влиянием окружаю-
щей температуры и 'нагрева токоведущей части значитель-
но ускоряет этот процесс.
Наличие трансформаторного масла в мастике ухудшает
ее диэлектрические характеристики, повышает tg 6, и при-
Рис. 17. Общий
вид мастичного
ввода масляного
выключателя
типа ВМ-23.
водит к выходу ввода из строя. Кроме то-
го, течь мастики из верхней части ввода
требует дополнительных отключений мас-
ляного выключателя для протирки.
Мероприятия по улучшению уплотне-
ний в нижней части вводов, закраска
пор в чугуне маслостойкими лаками не
дали должного результата. Течь мастики
не прекращается.
Опыт эксплуатации таких вводов на
подстанциях электросетей Мосэнерго по-
казал, что данная конструкция является
неудачной и требует замены.
В Мосэнерго была разработана и вне-
дрена в эксплуатацию конструкция фар-
форового ввода для замены мастичных
вводов ВМ-23. Модернизированный ввод
показан на рис. 18.
Ввод собирается на штыре от старого
ввода ВМ-23 с фарфором от ввода мас-
ляного выключателя ВМ-22 внутренней
установки. Для крепления ввода на баке
масляного выключателя ВМ-23 исполь-
зуется фланец от старого ввода.
Верхняя и нижняя центрирующие
шайбы изготавливаются заново либо, ес-
ли это возможно, подгоняются в соответ-
ствии с диаметром фарфора. Нижняя
центрирующая шайба укрепляется на то-
коведущем штыре с помощью штифта,
который, входя в выемку фарфоровой по-
крышки, не дает возможности токоведу-
щему штырю проворачиваться. При пере-
делке ввода удлиняется на 100 мм часть
токоведущего штыря, выходящая из нижней части фарфо-
ровой покрышки.
Фланец чугунной втулки ввода ВМ-23 отрезается и под-
гоняется таким образом, чтобы его можно было посадить
34
на фарфоровый бортик
применяемого для рекон-
струкции фарфора.
Новый ввод устанав-
ливается на бак масляно-
го выключателя ВМ-23,
так же как делается это
при установке ввода
ВМ-22, с прокладкой ре-
зиновых шайб между
фланцем и бортиком, а
также .между бортиком и
баком масляного выклю-
чателя. Укрепление ввода
на баке осуществляется
фланцем с помощью бол-
тов.
Преимущество вводов
предложенной конструк-
ции по сравнению со ста-
рыми заключается в от-
сутствии мастичного за-
полнителя и армирован-
ных швов, что значитель-
но упрощает их эксплуа-
тацию и .ремонт.
Вводы новой конструк-
ции значительно (пример-
но в 2 раза) легче преж-
них. Комплект вводов
опытной партии был тща-
тельно проверен в лабо-
ратории и на действую-
щем масляном выключа-
теле ВМ-23. Результаты
испытаний показали, что
вводы предложенной кон-
струкции могут с успехом
применяться взамен ма-
стичных вводов с чугун-
Рис. 18. Модернизированный ввод
масляного выключателя типа ВМ-23.
/ — верхняя чугунная заглушка; 5—резино-
вая прокладка; 3— фарфоровая покрышка;
4 — стальная шпилька; 5—нижняя чугунная
заглушка; 6—чугунный фланец.
ными втулками.
В Мосэнерго в настоящее время при очередных ремон-
тах масляных выключателей ВМ-23 производится передел-
ка всех вводов на фарфоровые.
35
5. ДЕФЕКТЫ И ПОВРЕЖДЕНИЯ РАЗЛИЧНЫХ ФАРФОРОВЫХ
ИЗОЛЯТОРОВ. РЕМОНТ ИЗОЛЯТОРОВ
Кроме высоковольтных вводов, являющихся проходны-
ми изоляторами, в распределительных устройствах имеется
большое количество изоляторов, относящихся ко второй и
третьей группе.
Трудно описать все возможные повреждения различ-
ных видов изоляторов.
Однако поскольку все они имеют много общего в своих
конструкциях, то укажем на типичные повреждения для
всех видов и их устранение там, где это еще возможно.
Кроме того, в этой главе дается подробное описание
ремонта штыревых изоляторов, поскольку их конструкция
и методика ремонта отлична от других.
Для всех перечисленных групп обязательны требова-
ния, предъявляемые в части армировки и указанные
в разд. 5 гл. 3.
Несоблюдение этих правил заводами, как правило, при-
водит к повреждению изоляторов в процессе эксплуатации.
Основными требованиями являются необходимость на-
несения амортизирующих (компенсационных) промазок на
армируемые поверхности и установка эластичных (пресс-
шпановых или резиновых) прокладок под торец армируе-
мого фарфора.
Основным видом повреждения всех вышеуказанных изо-
ляторов является повреждение фарфора. Повреждения мо-
гут быть в- виде сколов и трещин кольцевых или продоль-
ных. Восстановлению подлежат, как правило, только изо-
ляторы со сколом фарфора, не имеющего трещин, распро-
страняющихся в глубь стержня. Ремонт таких изоляторов
проводится по технологии, указанной в разд/1 гл. 3.
Иногда, в особых случаях, в виде исключения прово-
дится ремонт расколотых изоляторов. Ремонт заключается
в склейке отдельных частей фарфора.. Склейка должна
производиться клеем, изготовленным на основе эпоксид-
ных смол ЭД-6 или ЭД-5. Склеивание производится при
комнатной температуре. Поверхности соприкосновенйя от-
дельных частей фарфора покрываются слоем клея, после
чего части соединяются, плотно сжимаются с помощью
струбцины (изготавливается по месту) и конструкция су-
шится при комнатной температуре (20—30° С) в течение
2—3 суток. После высыхания место склейки зачищается,
и конструкция может быть использована для эксплуата-
ции. Необходимо указать, что при склеивании особенно
36
Рис. 19. Схема армирования штыревых изоляторов при
ремонте.
/—армируемый изолятор; 2 — нижняя рама армировочного станка;
3— направляющий стержень; 4—верхняя рама армировочного станка.
тщательно нужно провести процесс обезжиривания и высу-
шивания поверхностей соприкосновения, на которые на-
кладывается клей.
Все остальные виды серьезных повреждений фарфора
(кольцевые и продольные трещины, раскалывание на от-
дельные части) не могут быть ликвидированы в местных
условиях. Изолятор следует заменить.
Исключение представляют штыревые изоляторы.
В последнее время во многих энергосистемах Совет-
ского Союза начал производиться ремонт штыревых изо-
ляторов типа ШТ-35, ШТ-30 и ИШД-35.
Этот ремонт связан с массовым повреждением (коль-
цевые и продольные трещины) верхнего элемента изоля-
тора. Ремонт заключается в замене верхнего поврежден-
ного элемента. В данной главе описывается технология ре-
монта изоляторов ШТ-35.
В эксплуатации чаще всего повреждаются изоляторы
ШТ-30 и ШТ-35, реже изоляторы ИШД-35. Основными
причинами повреждения верхнего элемента изоляторов
ШТ-35 является применение заводами-поставщиками жест-
кой армировки верхней металлической шапки изолятора на
фарфор без просвета между чугунной шапкой и поверх-
ностью фарфора, отсутствие амортизирующих промазок на
армируемых поверхностях и эластичных прокладок.
Во многих случаях изоляторы повреждались из-за. за-
мерзания влаги, проникшей в цемент между верхним и
нижним элементами (ввиду отсутствия влагонепроницае-
мого покрытия армируемого шва и пустот в нем. Такой де-
фект ведет, как правило, к продольным трещинам.
Отсутствие просвета между чугунной шапкой и поверх-
ностью фарфора верхнего элемента ведет в определенных
случаях (при расширении элементов) к появлению в ме-
стах соприкосновения механических напряжений, способ-
37
ствующих отрыву шапки вместе с армированной частью
фарфора от верхнего 'элемента. Появляются кольцевые тре-
щины. Кроме того, причинами повреждения штыревых изо-
ляторов могут являться некачественный фарфор, глазурь,
кривизна конструкции и недопустимо большие нагрузки на
изолятор, возникающие в эксплуатации.
При ремонте изолятора с поврежденным верхним эле-
ментом последний скалывается, а чугунная шапка изоля-
тора очищается от фарфора и цемента.
На нижний, очищенный от цемента элемент с опорным
стержнем армируется новый верхний фарфоровый элемент
и старая чугунная шапка.
Армировка изолятора производится на специальном
станке, как это указано на рис. 19.
Для армировки применяется смесь из двух частей порт-
ланд-цемента марки «400» или «500» и одной части фар-
форовой крошки, взятой ПО' объему с размером зерен в 1—
2 мм. Крошка получается из битого фарфора путем его
размельчения. При ее отсутствии можно использовать про-
сеянный и промытый речной песок.
Вода для приготовления раствора берется в таком ко-
личестве, чтобы при растекании связующая масса (состав)
могла заполнить все пустоты армируемого пространства,
однако ее количество не должно быть чрезмерно большим
(не более 40% от веса цемента). Перед армировкой арми-
руемые поверхности должны быть покрыты амортизирую-
щим составом.
При армировании на направляющие шпильки нижней
рамы станка устанавливаются верхние чугунные шапки
изоляторов с помещенными на дно электрокартонными
прокладками.
В шапки, закладывается порция цементного раствора,
после чего в раствор вдавливается верхний фарфоровый
элемент. Для лучшего заполнения пустот цементным рас-
твором фарфоровый элемент в шапке следует несколько
раз провернуть.
После армировки верхнего элемента с шапкой произво-
дится армировка нижнего 'элемента с верхним.
Для этой цели в верхний фарфоровый элемент закла-
дывается электрокартонная прокладка и цементирующий
состав, после чего нижний фарфоровый элемент своей го-
ловкой вдавливается в цементирующий состав, а стержень
крепится болтами к верхней раме станка. С помощью бо-
ковых шпилек вся конструкция сжимается рамами.
38
После окончания армировки излишний цементирующий
состав убирается на всех швах. В зазоре между верхней
чугунной шапкой и плоскостью верхнего фарфорового эле-
мента цементирующий состав убирается полностью, что
исключает работу фарфора на разрыв (при резких изме-
рениях температуры цемент, упираясь в фарфор, при рас-
ширении старается оторвать шапку). Через 1 ч после арми-
ровки все швы покрываются смоченными водой тряпками.
Во 'влажном состоянии швьп выдерживаются 7—8 дней,
т. е. весь период интенсивного затвердевания цементного
раствора. При наличии в мастерской специальной паровой
камеры смачивание швов водой может быть заменено про-
париванием, причем время пропаривания составляет 2—
3 суток, не более.
После окончания процесса увлажнения и подсыхания
поверхности цементного шва изоляторы могут быть выну-
ты из армировочного станка.
Полное затвердевание цементных швов наступает через
27—28 дней. По истечении этого срока чугунная арматура
изоляторов окрашивается антикоррозийным лаком, а арми-
рованные швы покрываются влагостойким лаком (масля-
ной краской на натуральной олифе, эмалью ФХС, анти-
кислотной краской или др.) в 2—3 слоя и просушиваются.
По окончании ремонта изоляторы должны быть под-
вергнуты электрическим и механическим испытаниям со-
гласно инструкции МЭС и ГОСТ 8608-67 и 1232-53.
Если изоляторы штыревого типа в эксплуатации не
успели еще повредиться, но имеют дефекты в виде неза-
крашенных армированных швов и наличия цемента между
шапкой и поверхностью фарфора верхнего элемента, то
эти дефекты должны быть устранены. Цемент из простран-
ства между шапкой и верхним элементом может быть уда-
лен на токарном станке либо с помощью зубильца.
Армированные швы должны быть закрашены влаго-
стойкими лаками, как это было указано выше.
6. ЭЛЕКТРИЧЕСКИЕ ИСПЫТАНИЯ ВВОДОВ
Прежде чем приступить к ремонту вводов, необходимо
выявить и знать все имеющиеся дефекты у них. Кроме ви-
димых на глаз дефектов (механические повреждения, ско-
лы, видимые трещины, повреждения лакового покрова
и т. д.), могут быть скрытые, невидимые на глаз дефекты
(увлажнение или расслоение бакелито-бумажной основы,
плохие контакты, пробои отдельных конденсаторных сек-
39
ций бакелито-бумажной основы, наличие пузырьков —
каверн или трещин в мастике и т. д.).
Скрытые дефекты выявляются лишь с помощью элек-
трических испытаний.
Из вышеизложенного ясно, что для определения состоя-
ния ввода и решения вопроса о том, какой вид ремонта
произвести, необходимо, кроме внешнего осмотра, провести
электрические испытания изоляции.
В процессе ремонта отдельные операции также должны
контролироваться электрическими испытаниями (сушка
изоляции, соединения отдельных частей ввода и т. д.). У от-
ремонтированного ввода качество ремонта определяется
результатами внешнего осмотра и электрических испы-
таний.
Основными видами электрических испытаний, которым
ввод должен подвергаться до и после ремонта, являются
следующие:
1) измерение тангенса угла диэлектрических потерь;
2) измерение тока утечки на выпрямленном напряжении;
3) измерение уровня частичных разрядов;
4) испытание повышенным напряжением промышленной
частоты.
Для фарфоровых вводов, как правило, применяются
только третий и четвертый виды испытаний, а для осталь-
Рис. 20. Схема замещения
диэлектрика.
U—напряжение на диэлектрике;
С—емкость диэлектрика; R—актив-
ное сопротивление диэлектрика; 1 —
полный ток, протекающий через
диэлектрик; /р—емкостная состав-
ляющая полного тока (ток, опреде-
ляемый емкостью диэлектрика);
I# — активная составляющая пол-
ного тока (ток, определяемый
активным сопротивлением диэлек-
трика).
ных типов вводов —все ука-
занные.
Для того чтобы получить
представление о необходимости
проведения тех или иных ви-
дов испытаний, следует более
подробно разобраться в их
сущности. Подробно с методи-
кой испытаний можно познако-
миться в [Л. 3].
1. Измерение тангенса угла
диэлектрических потерь (tg б).
Если к диэлектрику приложить
напряжение промышленной ча-
стоты, то через него потечет
ток, представляющий собой
сумму двух токов, один из них
определяется емкостью диэлек-
трика, а второй — его актив-
ным сопротивлением (рис. 20).
40
Отношение активной составляющей тока к емкостной
определяет тангенс угла диэлектрических потерь (tg б):
tgs=-^.
С
Действительно, величина активного тока через диэлек-
трик определяет величину активных потерь в диэлектрике.
Для того чтобы можно было сравнивать величины по-
терь при различных состояниях диэлектрика, введено отно-
шение активного тока к емкостному. Тангенс угла диэлек-
трических потерь увеличивается с уменьшением активного
сопротивления диэлектрика, т. е. с ухудшением его со-
стояния.
Увлажнение диэлектрика приводит к уменьшению его
активного сопротивления и, следовательно, к увеличе-
нию tg б. Как правило, tg б выражается в процентах.
/„•100
А
1С •
По величине tg б можно судить о том, насколько чистый
и сухой данный диэлектрик.
Во вводах можно с помощью измерения tg б опреде-
лить состояние бумажно-бакелитовой основы.
Рис. 21. Нормаль-
ная мостовая схе-
ма измерения tgS.
Сх — испытуемый объ-
ект (ввод); эта-
лонная емкость; Г—
гальванометр моста,
/?а; /?4 и С4—измери-
тельные элементы мо-
ста, Т р— испытатель-
ный трансформатор;
РА— регулировочный
автотрансформатор.
Поскольку фарфор практически не увлажняется, то при
испытаниях фарфоровых вводов не следует производить
измерение tg б.
При испытаниях в мастерских по ремонту вводов, как
правило, применяется мостовая, так называемая, «нор-
мальная» схема измерения tg б. Схема измерения показана
на рис. 21.
Эта схема имеет преимущество перед другими схемами
измерения tg б в точности, безопасности и в возможности
применения более высоких напряжений при измерениях.
41
Если имеется эталонный конденсатор, рассчитанный на
фазное напряжение для данного ввода, то можно произво-
дить измерения при испытательных напряжениях, вплоть
до фазного.
В настоящее время для измерения tg б применяется
мост МД-16, изготовляемый заводом «Энергоприбор». Этот
мост позволяет производить измерения емкостей до 0,4 мф
и tg6 до 60%.
2. Измерение тока утечки на выпрямленном напряжении.
Испытание проводится для обнаружения различных про-
водящих дорожек в изоляции, сосредоточенных дефектов,
а также увлажнения. Это испытание является дополни-
тельным к измерению tg б, так как на основании послед-
него нельзя судить о наличии сосредоточенных дефектов.
Этот вид .испытания производится либо с помощью спе-
циально выполненных для этой цели кенотронных аппара-
тов типа АКИ, АМИ или других, либо с помощью кено-
тронных схем, собираемых в мастерских.
РА — регулировоч-
ный автотранс-
форматор; Тр—нс.
питательный
трансформатор;
К — кенотронная
лампа, Сх—испы-
туемый объект;
МКА — микроам-
перметр магнито-
электрической си-
стемы; Ш~ шунты
к микроампермет-
ру; П— переклю-
чатель шунтов.
Рис. 22. Принципиальная схема измерения тока утечки
в изоляции на выпрямленном напряжении.
Принципиальная схема испытания изоляции выпрям-
ленным напряжением с измерением тока утечки показана
на рис. 22.
В стационарных условиях применяется, как правило,
«'нормальная» схема измерения, которая имеет преимуще-
ства перед другими схемами в простоте, безопасности и
точности.
При испытательных напряжениях, не превышающих
50 кв максимальных, могут применяться кенотронные лам-
пы типа КР-110, а при испытательных напряжениях, пре-
вышающих 50 кв максимальных, необходимо применять ке-
нотронную лампу типа КР-220, так как в этом случае лам-
па КР-110 может пробиваться и выходить из строя.
42
Для измерения тока утечки применяются микроампер-
метры на 50, 100 или 150 мка с набором шунтов, позво-
ляющих расширить предел измерения тока утечки до
2000—5 000 мка.
3. Измерение уровня частичных разрядов в изоляции.
Очень часто под воздействием различных факторов могут
происходить электрические пробои отдельных частей изо-
ляции. Такие пробои называются частичными разрядами
в отличие от тех разрядов, когда происходит пробой всей
изоляции.
При наличии частичных разрядов изоляция может ра-
ботать определенное время, а при полном разряде работа
уже невозможна.
Однако, развиваясь, частичные разряды постепенно
ухудшают состояние всей изоляции и могут привести к пол-
ному пробою. Частичные разряды возникают при плохом
контакте бандажа и фланца, бандажа и последней обклад-
ки конденсатора бакелито-бумажной основы ввода. При
этом разряд возникает в месте плохого контакта. Если
имеется слабое место внутри конденсатора бакелито-бу-
мажной основы ввода, то может произойти разряд частич-
ной емкости.
При наличии расслоения возникает частичный разряд
в воздушных полостях между отдельными слоями бумаги.
В кавернах мастики или воздушных пузырьках, находя-
щихся в масле, возникает частичный разряд, который при-
нято называть ионизацией.
При возникновении частичных разрядов образуется
озон, который окисляет масло, мастику и другие органиче-
ские вещества. Происходит химическое старение изоляции.
Из вышеизложенного видно, что частичные разряды
в изоляции нежелательны. Их необходимо обнаружить во-
время и, если это возможно, устранить.
Однако опасность для жизни изоляции представляют
лишь разряды, имеющие большую интенсивность. Разряды
небольшой интенсивности имеют место в любых изоля-
ционных конструкциях.
Задача испытания заключается в том, чтобы обнару-
жить разряды большой интенсивности, например разряды
с амплитудой тока или напряжения, превышающие нор-
мальные в 4—5 раз.
Для обнаружения частичных разрядов в изоляции в на-
стоящее время применяют схему с электронным осцилло-
графом либо схему с дефектоскопом.
43
На рис. 23 показана схема с осциллографом, а на
рис. 24 — схема с дефектоскопом.
В первой схеме падение напряжения, образующееся на
индуктивной катушке L от протекающего через нее тока
разряда, снимается на вертикальные пластины! осцилло-
графа через усилитель и может быть измерено на экране.
РЛ — регулировочный
автотрансформатор;
Тр — испытательный
трансформатор; Сх —
испытуемая изоля-
ция; L—индуктивная
катушка 10—40 мги;
30—электронный ос-
циллограф (типа ЭО-2,
ЭО-5 ЭО-6, ЭО-6М или
ЭО-7); I—ток частич-
ного разряда.
Рис. 23. Схема измерения интенсивности (уровня) частичных разрядов
в изоляции с помощью электронного осциллографа. Стрелкой показан
частичный разряд.
Кроме того, может быть по отклонению луча определен
характер разряда.
Во второй схеме с помощью дефектоскопа, прислонен-
ного своей антенной к заземлению объекта! испытания,
обнаруживается магнитное поле, образованное током ча-
стичного разряда. Дефектоскопы имеют стрелочные инди-
каторы, показывающие интенсивность разряда.
Процесс измерения уровня разрядов производится сле-
дующим образом. С помощью испытательного трансфор-
матора на объекте плавно поднимается напряжение до
фазного и производится по одной из приведенных схем
Рис. 24. Схема измере-
ния интенсивности ча-
стичных разрядов в изо-
ляции с помощью дефек-
тоскопа.
Д—дефектоскоп; I.— ток ча-
стичного разряда.
измерение интенсивности. Сравнение результатов на раз-
ных вводах должно производиться только при идентичных
схемах измерения.
4. Испытание повышенным напряжением промышленной
частоты. В первую очередь необходимо указать на то, что
44
данный вид испытания проводится лишь после проведения
остальных видов испытаний.
Все ранее описанные виды испытаний являются нераз-
рушающими (они не разрушают изоляцию), а испытание
повышенным напряжением промышленной частоты может
разрушить изоляцию, если она является дефектной.
Как правило, длительность испытания изоляции повы-
шенным 'напряжением промышленной частоты не должна
превышать 1 мин.
Все неразрушающие виды испытаний могут лишь ука-
зать на наличие дефекта в изоляции, но не определяют его
Рис. 25. Принципиальная схема испытания изоляции
повышенным напряжением промышленной частоты.
Д—максимальный автомат; РА — регулировочный автотранс-
форматор; Тр—испытательный трансформатор; Сх— испытуе-
мый объект; 1Х—ток, протекающий через диэлектрик под
действием испытательного напряжения.
место. Испытание повышенным напряжением очень часто
дает возможность найти дефектное место в той или иной
изоляционной конструкции, так как оно завершается элек-
трическим пробоем дефектной изоляции.
Величины испытательных напряжений определяются
классом напряжения того или иного ввода и указаны в ин-
струкции по испытаниям МЭС.
Величины испытательных напряжений согласуются
с уровнем внутренних перенапряжений.
На рис. 25 показана принципиальная схема испытания
изоляции повышенным напряжением промышленной ча-
стоты.
Необходимо учесть, что. мощность испытательного
трансформатора должна быть выбрана не менее возмож-
ной, потребляемой диэлектриком (вводом) во время испы-
тания.
45
Это условие может быть записано следующим обра-
зом.
W >/ -U ,
НОМ X исп’
где 1Гном— номинальнаямощность испытательного транс-
форматора;
I — ток, протекающий через диэлектрик под дей-
ствием испытательного напряжения;
77исп— испытательное напряжение.
Кроме того, необходимо помнить, что обмотка испы-
тательного трансформатора должна быть рассчитана на
ток 1Х. Это условие может быть записано в следующем
виде:
где 7 —‘номинальный ток испытательного трансформа-
тора;
1х—ток, протекающий через диэлектрик под дей-
ствием испытательного напряжения.
В схеме должен быть предусмотрен максимальный авто-
мат, который отключает всю испытательную установку от
сети в случае пробоя изоляции или перегрузки испытатель-
ного трансформатора по току.
В заключении данной главы необходимо отметить, что
при всех видах испытаний по «нормальной» схеме провод
высокого напряжения подключается к токоведущему шты-
рю, а измерительное устройство или «земля» — к фланцу
ввода. Иногда, если условия этого требуют, вь/сокое на-
пряжение может быть подано на фланец, а измерительное
устройство или «земля» — на токоведущий штырь. Во всех
случаях перед сборкой схемы заземляемая часть ввода
должна быть изолирована от «земли».
ПРИЛОЖЕНИЕ
1. КЛЕЙ ДЛЯ СКЛЕИВАНИЯ ФАРФОРА, ПРИГОТАВЛИВАЕМЫЙ
НА ОСНОВЕ ЭПОКСИДНЫХ СМОЛ
Эпоксидная смола ЭД-5 или ЭД-6................100 вес. частей
Пластификатор дибутилфталат...................3—7 вес. частей
Отвердитель полиэтиленполиамин................7—10 вес. частей
Фарфоровая мука (помол 6 000 отверстий на 1 смг) 100 вес. частей.
Клей надо приготавливать наибольшими порциями, так как он бы-
стро схватывается и затвердевает.
Клей прочен, влагостоек, маслостоек и является хорошим изоля-
тором.
2. ИЗГОТОВЛЕНИЕ ГЛЕТОГЛИЦЕРИНОВОГО СОСТАВА
Глетоглицерино.вый состав состоит из смеси свинцового глета,
удовлетворяющего ГОСТ 5539-50 и химически чистого глицерина
с удельным весом 1,23.
Если глицерин имеет удельный вес выше, чем 1,23, то его разбав-
ляют чистой водопроводной водой с тщательным перемешиванием до
удельного веса 1,23.
.Применение глицерина с удельным (весом «иже, чем 1,23, не до-
пускается.
Глет должен быть неокисленный и неувлажненный, без комков
и храниться в закупоренной металлической посуде. Перед употребле-
нием глет просеивается через сито с числом отверстий 100 на 1 см2
и прокаливается при температуре 200—250° С для высушивания. Гле-
тоглицериновый состав изготовляется по следующему рецепту:
Глет, г 100 200 300 400 500 Глицерин, см3 22 44 66 88 ПО
Состав замешивается в фарфоровой чашке до сметанообразной
консистенции (свободно растекающейся). Состав готовится в количе-
стве, которое может быть использовано в течение 10 мин
Время схватывания 15—'30 мин, а время полного затвердевания
24 ч.
47
3. ИЗГОТОВЛЕНИЕ ПОРТЛАНД-ЦЕМЕНТНОГО СОСТАВА
ДЛЯ АРМИРОВКИ ФЛАНЦЕВ НА ВВОДАХ
Состав состоит из портланд-цемента марки «400» или «500» (ГОСТ
970-42), просеянного через сито 400 отверстий на 1 см2, кварцевого
речного песка (сухого, промытого и просеянного через сито 25—30 от-
верстий на 1 см2) или фарфоровой крошки и .воды.
Смесь цемента и заполнителя (песка или фарфоровой крошки)
в равных объемах тщательно перемешивается и пропускается через
сито с ячейкой в 1 мм, .после чего разводится водой и тщательно пе-
ремешивается в течение 5—10 мин до получения жидкого льющегося
состава (3 части цементной смеси с 2 частями воды по объему).
Состав необходимо изготавливать в объеме, который будет ис-
пользован в течение 20—30 мин. Время схватывания 48 ч и полного
затвердевания 15—20 суток. После схватывания цементная поверх-
ность должна систематически увлажняться.
4. ИЗГОТОВЛЕНИЕ МАГНЕЗИАЛЬНОГО СОСТАВА
1. Исходные материалы и рецепт:
а) каустический магнезит .(жженая магнезия ГОСТ 1216-41) 37%
по весу;
б) фарфоровая мука 17% по весу;
в) раствор хлористого магния с удельным весом 1,2—46% по весу.
Раствор хлористого магния приготавливается путем растворения
2 весовых частей технического раздробленного хлористого магния
в 1 весовой части чистой воды. Через 25—30 ч снимается пена, отстой
сливается и раствор разбавляется водой до крепости 24° по Боме. Хло-
ристый .магний может быть приготовлен смешиванием: магнезита —
1 весовая часть, соляной кислоты (удельный вес 1,1)—5 весовые ча-
стей. Магнезит засыпается в соляную кислоту порциями до прекраще-
ния кипения после засыпки очередной дозы. Раствор хранится в заку-
поренных бутылях.
2. Перед приготовлением состава тщательно перемешивается кау-
стический магнезит с фарфоровой мукой, .затем вливается раствор
хлористого магния.
Состав должен быть использован в течение 20 мин после приго-
товления.
3. Время схватывания состава 6—7 ч и полного затвердева-
ния 48 ч.
ЛИТЕРАТУРА
1. Воскресенский В. Ф., Восстановление изоляции и ремонт
высоковольтных вводов, Госэнергоиздат, 1952 г.
2. Инструкции по реставрации вводов, Свердловэнерго, Сверд-
ловск 1957.
3. X о м я к о в М. В., Профилактика изоляции высоковольтного
оборудования, Госэнергоиздат, 1957.
Цена 1 руб.
С 1/1 1961 г. цен* 1в >•*.
„БИБЛИОТЕКА ЭЛЕКТРОМОНТЕРА"
ВЫШЛИ ИЗ ПЕЧАТИ
Каминский Е. А., Как сделать проект простейшей элек-
троустановки (выпуск 19)
Камнев В. С., Подшипники качения в электрических маши-
нах (выпуск 20)
Авиновнцкий И. Я.. Оконцевание силовых кабелей (вы-
пуск 21)
Клюев С. А. Как рассчитать электрическое освещение про-
изводственного помещения (выпуск 22)
Хомяков М. В. и Якобсон И. А.,Термитная сварка мно
юироволочных проводов (выпуск 23)
Федотов Б. Н.. Схемы включения электрических счетчиков
(выпуск 24)
С т е ш е н к о Н. Н., Техника безопасности при эксплуатации
электроустановок на строительстве (выпуск 25)
Жерве Г. К., Как рассчитать обмотку статора асинхронного
двигателя (выпуск 26)
Аптов И. С. и Хомяков М В.. Уход за изоляционным
маслом (выпуск 27)
Михалков А. В., Что нужно знать о регулировании на-
пряжения (выпуск 28)
готовятся К ПЕЧАТИ
Анастасиев П. И., Сооружение и монтаж воздушных ли-
ний до 1000 в
- Балуев В. К.. Техника безопасности при эксплуатации пере-
дзижных электротехнических средств
Ьоярченков М А. иШинянский А. В , Чагинтные
усилители
Гуреев И А., Шинопроводы напряжением до 1000 в
Дементьев В. С., Как определить повреждение в силовом
кабеле
Ермолин Н. П„ Как рассчитать маломощный силовой
трансформатор
Кожин А. Н., Релейная <ащита линий 3—10 кв на перемен-
ном токе
К л ю ч е в В. И., Выбор электродвигателей для производ-
ственных механизмов
Мишустина Л. И., Воздушные автоматические установоч-
ные выключатели
Севастьянов М. И., Техника безопасности такелажных
работ при монтаже энергетических установок