/


















































































Similar




Text
ПОЛУАВТОМАТЫ
ЗУБОФРЕЗЕРНЫЕ ВЕРТИКАЛЬНЫЕ
ДЛЯ ЦИЛИНДРИЧЕСКИХ КОЛЕС
53А50, 53А50Н, 53А80, 53А80Н
Руководство по эксплуатации
53А50.00.000 РЭ
СТАН ко ИМПОРТ
Г t 4J*> J’
МОСКВА
СОДЕРЖАНИЕ
I. Техническое описание
I.I, Назначение й область применения •
1.2. Состав станка ....................
1.3. Устройство 1 работе станка л его
составных частей ......................
1.4. Гидросистема .....................
1.5. Система смазкл .................
2. Инструкция по эксплуатация
2.1. Указания мер безопасное!! ........
2.2. Порядок установки ................
2.3. Настройка, наладка л режимы
работы .................................
2.4. Регулирование ....................
2.5. Возможные отклонения от нормальной
работы станка л способы их устра-
нения ..................................
5
30
55
2.6. Схема расположения подшипников ..... 5?
2.7. Рекомендации по иубофреиероиаиию..... 60
2.8. Выбор инструмента
3. Паспорт
3.1 . Общие сведения
3.2
- 67
Основные технические данные л
характеристики ................
Сведения о ремонте .........
Сведения об изменениях в станке
Комплект поставки .............
Свидетельство о консервации ..
Свидетельство об упаковке ....
... _о
Приложение. Чертежи ответственных деталей ... '°
3.5
3.6
.... 67
.... 70
.... 72
.... 73
В СВЯЗИ с постоянной работой по совершенство-
ванию изделия, повышающей его надежность я улучмя-
щей условия эксплуатации, в конструкцию могут
быть внесены незначительные изменения, не отражен-
ные в настоящем издании.
I. ТЕХНИЧЕСКОЕ ОШСАНИЕ
1,1, Назнзченме ж QQ/won :
1.2.2. Перечень составных частей станка
(табл. I).
Полуавтоматы зубофрезерные вертикальные 53А5О,
53А5ОН, 53А80, 53А8ОН (рис.1) предназначены для на-
резания цилиндрических червячных зубчатых колео
в условиях индивидуального ж capita ого производст-
ва.
Зубофрезерные полуавтоматы моделей 53А5О,
53А80 изготавливаются по классу П ГОСТ 8-71, а
жх модификации по клаооу Н ГОСТ 8-71. Станки мо-
делей 53А5О, 53А80 комплектуются суппортами о не-
прерывной передвижкой фрезы (о ползунной), а ос-
тальные модели - суппортами о пери одической пере-
движкой фрезы.
Наименование
Обозна-
чение
во рис .2
Таблица I
Примечание
Рю. I. Общий вид станки
Станина Гр.II
Шнековый транспор- Гр.16
тер стружки
Коробка скорое то Я Гр.22
Привод Гр.23
Суппортная стойка Гр.ЗГ
Суппортная стойка Гр.32
Каретка суппорта Гр.35
Каретка суппорта Гр.36
Коробка распредели- Гр.42
ния движения
Коробка подач Гр.44
Суппорт Гр.51
Суппорт Гр.56
Стол Гр.61
Контрподцержка Гр.71
Гидропривод и при- Гр.75
вод смазки
Для станков с непре-
лой передвижкой
фрезы
Для станков с перио-
дической передвижкой
фрезы
Для станков с непре-
рывной передвижкой
фрезы
Для станков с перио-
дической передвижкой
фрезы •л^|
Для станков о перво-Г
дической передвижкой
Фрез к I
Для станков с непре-
рывной передвижкой
• t
1 М1"’
1л
Кран управления
Гр.77 Для станков без гид-1
1.2, Состав ртанка
1.2 Л. Общий вид с обоз на чини ем составных
частей станка (рис, 2).
Кран управления
4 I ’ * * - 4 > *_
!• ••
Ограждение /
Охлаждение
Бак охлаждения
розажжма изделия
Гр.77А
Гр.79
Гр.81
Гр. 82
Для станков о гидро-
зажимом изделия
• аг * . . лгА г
Рис. 2. Основные составные части станка и органы
управления
1*3. Устройство | работа станка и его
составных частой
Окончание табл. 2
ленде (pic
Общий вид о обозначением органов управ-
2).
Перечень органов управления (табл. 2).
Таблица 2
Позиция
на рис.2
Органы управления и их назначение
Квадрат иомпола крепления фрезерной оп
равкя
Квадрат ручного перемещения ияека
Позиция
на рис.2
Органы управления ж их назначение
* Применяют на станках моделей 53А50, 53А80
Указатель уровня масла в гидросистеме и
системе смазки
Рукоятка включения ж выключения верти-
кальной подачи
Золотник для смазки ползуики суппорта
Квадрат ручного продольного и тангенци-
ального перемещения суппорта
Упор включения продольной подачи при
встречном зубофрезеровании
Упор аварийный
Панель управления станка (см. рис. 3,4)
Упор выключения быстрого хода каретки
суппорта после первого прохода и включе-
ние подачи после второго прохода
Рукоятка реверса тангенциальной подачи
Рукоятка блока тангенциальной подачи
Упор аварийный
Упор выключения продольной подачи при
попутном методе зубофрезерования
Квадрат поворота суппорта на угол
Квадрат поворота суппорта на угол
Упор аварийного конечного выключателя
ВНИМАНИЕ! Во избежание аварии при обработке
зубчатых колес необходимо аварийные упори 6, II,
ограничивающие вертикальные перемещения каретки
суппорта, Останавливать по фактически возможному
ходу суппорта.
1.3.3. Перечень графических символов, указы-
ваемых на табличках (табл. 3).
Таблица 3
Символ
Назначение
Вращение квадрата пере-
мещения стола в обоих
направлениях
Перемещение стола
Включение муфты
Рукоятка крепления кронштейна контрпод-
держки
Рукоятка перемещения крондтайна контр-
поддержки
Лубрикатор смазки направляющих стола
Квадрат ручного перемещения стола
Квадрат перемещения упора
Упор выключения ускоренного подвода сто-
ла и аварийного подвода стола
Упор выключения радиальной подачи при
первом проходе
Упор выключения ускоренного отвода сто-
ла и аварийного отвода стола
Сигнальные лампы, контролирующие вклю-
чение конечных выключателей при наст-
ройке упоров на циклы
Винт крепления вале дифференциала при
обработке радиальным методом прямозубых
и червячных зубчатых колес
Кронштейн M324-II-242 для крепления
стола на время транспортировки станке
Выключение муфты
Выключено
Включено
Вверх и вниз
7,9S775''3in Л
тпК
, 24 К
Гитаре дифференциала
Гитара деления
.'V
Когда станок под напря-
жением, наладочные рабо-
ты запрещены!
Периодическая смазка
:м_,. ползуики суппорта ,
• It
►
г ’•
к
Включение трансформаторе
освещения электропкафа
Работа правой фрезой
" I ~ ~ — г - .
Отключение тренсформато-
0 ре освещения электроика-
фе_______________________
t Включение освещения
электронка фа
\0с6ещение |
Отключявда освещения
° электропкафа
Л1\\
/
3? 53
SI 54
Включение охлаждения
Отключение охлаждения
Подачи первого прохода
Включение освещения стан-
ка
Отключение освещения
станка
Включение блокировки
дверок электропкафа
Отключение блокировки
дверок электропкафа
Однопроходный цикл
Наладка станка
Двухпроходный цикл
Попутный метод зубофре-
зерования
Попутно-встречный метод
эубофрезерования
Встречный метод зубофре-
зерования
Встречно-встречный метод
эубофре зерования
ц
— т-(> | Радиальное врезание
If
52 53
5/ 54
Подачи второго прохода
: п2
п! ПЗ
п1 пЗ
'77//
Скорость вращения ппин-
деля фрезы на первом
проходе (при трехскорост-
ном электродвигателе)
-
Скорость вращения шпин-
деля фрезы на втором
проходе (при трехскорост-
ном электродвигателе)
Включение передвижки
фрезы
Отключение передвижки
фрезы
(для станков с электри-
ческой передвижкой фре-
зы)
Кнопки управления
/ Пуок гидропривода
Стоп гидропривода
Пуск
II
Стоп цикла
вверх
I
Стоп вертикальной подачи
Пуск вертикальной подачи
вниз I
1
| Символ | Назначение
1 Ускоренный ход суппорта 1 вверх
J Ускоренный ход суппорта вниз
Ускоренный ход стола на- зад
Ускоренный ход стола впе- 1 РОД
1 CJ 1 Пуск главного двигателя О Стоп главного двигателя
Передвижка фрезы (для станков с электри- ческой передвижкой фре- зы)
Лампы сигнальные Трансформатор цепи осве- щения электроикафе под напряжением
Символ
5j
.4
Окончимте табж
Наяипчемио
Цепи управления под нап-
ряжением
Гидропривод включен
Вертикальная подача
Радиальная подача
Передвижка фрезы включе-
на (для станков с элек-
трической передвижкой
фрезы)
Контроль работы конечных
выключателей 8 g» 8j
и s6
7
УСЛОВНЫЕ ОБОЗНАЧЖЖ
НА ПУЛЬТЕ СТАНКА
Лампы сигнальные
НЗ - Вводный автомат включен
Н4 - Гидропривод включен
НВ - Вертикальная подача вверх
Н6 - Вертикальная подача вниз
Н7 - Радиальная додача
«I I
Кнопки управления
8KI - Пуск гидропривода
SK2 - Стоп гидропривода
SK3 - Пуск цикла
ЗК4 - Стоп цикла
8К5 - Пуск вертикально* подачи вверх
ЗК6 - Стоп вертикально* подачи
SK7 - Пуск вертикально* подачи вниз
SK8 - Ускоренны* ход суппорта вверх
SK9 - Ускоренны* ход суппорта вниз
SKI0 - Ускоренны* ход стола назад
SKII - Ускоренны* ход стола вперед
SKI2 - Пуск главного двигателя
®К13 - Стоп главного двигателя
Выключатели управления
SB3 - Включение освещения станка
ЗВ5 - Переключатель работы лево* или право* фрезе*
8В6 - Переключатель подач первого прохода
SB7 - Переключатель подач второго прохода
SB8 - Переключатель циклов (однопроходны*
наладка, двухпроходны* цикл)
SB9 - Переключатель методов зубофрезерования (по-
путный, попутно-встречны*, встречный, вдтре-
чно-встречный радиальное врезание)
SBIO - Переключатель направляя»я вращения фрезы
SBII - Выключатель охлаждения
SBI2 - Переключатель скорости вращения главного
двигателя на первом проходе
SBI3 — Переключатель скорости врацения главного
двигателя на втором проходе.
В наладоч-
ном цикло
о протяжным суппортом)
УСЛОВНЫЕ ОБОЗНАЧ
НА ПУЛЬТЕ СТАНКА
Лампы аигдя-пьяые
НЗ - Вводный автомат включен *
Н4 - Гидропривод отмечен
Н5 - Радиальная подача
Н9 - Вертикальная подача вниз
II 1л
НТО
ни
- Вертикальная подача вверх
- Передв
I «
а фрезы
Кнопки управления
SKI - Пуск гидропривода
SK2 - Стоп гидропривода
SK3 - Пуск цикла
SK4 - Стоп цикла
8К5 - Пуск вертикальной
SK6 - Стоп вертикально!
SK7 - Пуск вертикально!
Выключатели управления
ЗВЗ - Включение освещения станка
SB5 - Переключатель работы лево! или право! фрезой
SB6 - Переключатель подач первого прохода
SB7 - Переключатель подач второго прохода
SB8 - Переключатель циклов (однопроходны!
наладка, двухпроходны! цикл)
SB9 - Переключатель методов зубофрезерования (по-
путный, попутно-встречный, встречный, вбтре-
чно-всгрочный, радиальное врезание)
SBIO - Переключатель направления вращения фрезы
ЗВП - Выключатель охлаждения
SBI2 - Переключатель скорости вращения
двигателя на первом проходе
3BI3 - Переключатель скорости вращения
двигателя на втором проходе
SBI4 - Выключатель передвижки фрезы
главного
главного
подачи вверх
подачи
подачи вниз
зК8 - Ускоренный ход суппорта вверх
SK9 - Ускоренны! ход суппорта вниз
SKIO - Ускоренны! ход стола назад
SKIT - Ускоренны! ход стола вперед
SKI2 - Пуск главного двигателя
SKI3 - Стол главного двигателя
8KI4 - Передвижка фрезы
В нала-
дочном
цикле
Л УГ ’’ ’ ' 'я'*4 __
Рио. 4. Панель управления (для станков о периодиче-
V*-' ско! передвижкой фрезы)
13 4. Схема канематячеокая
,3 мм» повода. ’’"“^^^рвхожороошнм
Првод фрезы ^адрвГкоробку
„ектродакакззи U.5 в мапвэоне
ojiTai/uiH От коробМ приводе врещемв переда-
40-405 об/MlH. ит корио*-
отся через комчосмо колеса 5-6; 7-8. 9-W I »W
ММВдДоШ поотерев П-В впиндолю Ф£«-
Цепь делами увязывает врадеме Фрезы заг
ТОШ. в цепь деловая частично входят Зубчатое пе-
редач! цепи привода фрезы I2-II, 10-9, 8- .
Движение передается черезпару к0Н1чесЮ1\^"
лес 13-14, длффере
са 18-19, ।
ал I5-I6-I7, постоянные коле-
се о терна перебора elf, гагару деления
.Ill
а?, ъ2/сь, л^ Оютояшше иестерни 20-21, 22-21
и делительную пару л•
Цепь дифференциала состоит из конических вки
торен 60-43-44гЛири о,,
d-r коначбокОй пары 45-46, червячной пары 47-48
1\оначесках пестерей 17-16-15/, ~ <
Цепь подач задмствувт дввхенже от Леиплыо-
го вала черев нестарая 21-20, далее черев вубчаяц
передача коробка подач 26-27, сменные колеса д
Ь4 а вестерна 28-29 два хе на е передается коробке
распределения двахенай, а затем через вестерна
53-54, 55-56, 57-58 - на вант радиальной подача
ала вант вертикальной подача через цилиндрические
вестерна 40-41-42 на червячную пару 49-50.
В табл. 4 приведен перечень к кинематической
схеме.
Рю. A Pio. Б (остахыое о. *«с. А)
: ¥
Рис. 5. Схема кинематическая принциптяльяаЯ
Таблице *
ГТГГ^^-^ -- » .
Перечень к кинематической схеме
Куда входит Позиция на рис.5 Число зубьев, заходов Модуль, лаг, мм Направление винтовой линии Угол подъема винтовой линии
Привод
Электродвигатель 4AI80M 8/6/4 УЗ
8Д0/12.5 кВт, 735/985/1470 об/мин
или электродвигатель 4AI60S
15 кВт, 1500 об/мин
2
Коробка скоростей
а3
5
6
Каретка суппорта
HIT
рт
Суппортная стойка
Примечание
—
31 3,5 — —
56 3,5 в»
02 3,5 «в
Сменное 3,5 я Сменные колеса
Сменное 3,5 М гитары скоростей
29 4,28 Правое 35°
круговой
29 4,28 Левое 35°
крутовой
7 8 29 29 4,28 4,28 Левое Правое
9 29 4,28 Левое
10 29 4,28 Правое
II 20 4 Правое
12 80 4 Левое
13 27 4,11 Правое
14 27 4,11 Левое
15 27 2,5 Левое
16 27 2,5 А 'т Ж Т“ . Правое
17 27 2.5 Левое
18
19
е
ъ
/ -
о
круговой
г с О
круговой
круговой
7^0
круговой
10°
10°
35°
круговой
35°
круговой
25°
круговой
25°
круговой
круговой
20
21
58
58
54; 36
Сменное
Сменное
Сменное
Сменное
2,5
2,5
2,5
2,5
2,5
2,5
К
Левое
Правое
I Сменные колеса
- I гитары деления
Й»
л ГЛ •
19°28’*' <
19°28»
III |
- 11 -
Продолжения табл, а
Примечание
Модуль,
шаг,
мм
Угол
подъема
винтовой
линии
Направление
винтовой
линии
Куда входит
Число
зубьев,
заходов
Позиция
на
рис.5
к
22
23
24
2,5
2,5
•5,5
Правое
Левое
Левое
21°26>
21°26*
5°04*
2 ТОЛ
Суппортная стойка
Коробка подач
Коробка распределения
движений
24 I 6 Левое 5°32’
25 96 5,5 Левое 5°04»
25 96 6 Левое 5°32»
26 2 3,5 Правое 5°20’
27 26 3,5 Правое 5°20»
а4 Сменное 2,5 •» —
ь4 Сменное 2,5
28 35 2,5
29 65 2,5 • •»
30 55 2,5 —•
31 45 2,5 —
32 55 2,5 —
33 52 2,5 —
34 48 2,5 — —
35 50 2,5 — *
36 50 2,5 —
37 41 2,5
38 39 2,5 — ••
39 50 2,5 —» •-
40 50 2,5
41 45 2,5 • —
42 45 2,5 «•
43 33 2,5 Правое 25°
круговой
44 22 2,5 Левое 25°
круговой
Только
53А5О,
Только
53А8О,
Только
53А5О,
Только
53А8О,
Для станков
53А50Н
для станков
53А8ОН
для станков
53А5ОН
для станков
53А8ОН
Сменные колеса
гитары подач
I
*1
4
ч
и
I
Суппортная стойка
* -ь i \ -
Коробка распределения
а^ Сменное 2,5 - "
bj Сменное 2,5 - .♦* -
Cj Сменное 2,5
т Сменное 2,5 -
45 27 2,5 Левое 25°
круговой
46 27 2,5 Правое
круговой т
47 I 4
43 - 45 г 4 » Правое ‘
. ..... .3/, J *' I
49 I 4 • Левое 3°03 •
' ' • г ♦. ’
4 > •
Сменные колеса > V
гитары дифференциала
(
J
Продолжение табл. 4
Куда входи т Позиция на рис.5 Число зубьев, заходов Модуль, лаг, мм Направление винтовой линии Угол подъема винтовой линии — Примечание 1 .1
Суппортная стойка 50 24 4 Левое 3°ОЗ»
51 I t =10 Левое —
Каретка суппорта 52 I t«I0 Левое —
53 45 2,5
54 50 2,5 —• в
Коробка распределения 55 34 2,5 * —
движений Ь6 61 2,5 —
57 I 3 Правое 2°47*
58 36 3 Правое 2°47*
58 I t =10 Левое —
Стол 59 I t =10 Левое
Коробка распределения 60 2,5 Левое 25° Только для станков
движений круговой 53А50, 53А8О
61 24 2 — —»
36 2 —•
63 35 2 — —•
64 48 2 — —
65 36 2 «• в»
Суппортная стойка 66 28 2 —• —
67 40 2 •
68 32 2 — • Только для станков
69 40 2 — 53А50, 53А80
70 70 2 — в
71 40 2 — «в
2 2,5 Правое 5°П»
Только для станков
Каретка суппорта 73 36 2,5 Правое 5иИ* 53А50, 53А80
74 68 2 Левое П°36»
75 40 2 Правое П°36’ ч
76 4 3,5 Левое 15°30* , Только для станков
77 25 3,5 Левое 15°30» 53А50, 53А80
Суппорт 78 79 I I II II 00 00 Правое Правое
80 I 2,5 Левое 3°45»
81 48 2,5 Левое 3°45*
12 3,5 * в»
Каретка суппорта
102
3.5
\'f 84 I 4 7 Левое;
;85 20 4 Левое
_ 86 23 2,5 Левое
Стол « ₽
87 23 2,5 Левое
88 I t = 4 Правое
89 I 4 Правое
3°49*
3°49>
45°
45°
'•<ЧЗ
Число зубьев, заходов Модуль, шаг, мм
* Куда входит Позиция на рис. 5
90 Электродвигатель 4AIC
4 кВт. 1500 об/мин
Суппортная стойка ♦ 91 16 t =15,875
Коробка подач 92 20 t =15,875
93 Электродвигатель 4АА<
* 0,37 кВт , 1500 об/ми1
94 4 2,25
и 95 26 2,25
96 I 2,75
Суппорт 97 62 2,75
97 I t=I2
98 I t=I2
99 16 2
100 30 2
112 Электродвигатель 4АА
Транспортер стружки ИЗ 0,37 кВт 2 , 1500 об/ми 1.5
114 40 1.5
-Ч. Окончание т,(Я>. ,
-------------Угол*"' I . Ч
Направление подъема / * ПпимечанмА
винтовой винтовой нриме юние
линии -г линии ,
, Т ' -----Г~— у Jr. 4
,4 УЗ, M30I * - А' ’ |
УЗ, M36I
Правое 16°58’
Правое Х6°58•
п.пппа 3°О9» Только для станков
*™ов 5°*» 53А5ОН. 53А8ОН
Правое - \
Правое
УЗ, M36I
Правое ’ 6°52 •
Правое 6°52»
1.3.5. Станина
<♦
В. станине станка размещены: транспортер струж-
ки, узел гидропривода и привод смазки, коробка
привода с главным электродвигателем, резервуары
гидросистемы и охлаждения. Станина имеет обрабо-
танную горизонтальную плоскость для крепления суп-
портной стойки. Горизонтальные призматические нап-
равляющие предназначены для перемещения салазок
стола.
1.3.6. Коробка распределения движений
Коробка распределения движений (рис. 6) кре-
пится к корпусу суппортной стойки с рабочей сторо-
ны. Кинематически она входит в цепь подач. Коробка
распределяет движение на дифференциал, радиальную
и продольную подачу, а также передает ускоренное
перемещение фрезерному шпинделю и столу.
1.3.7. Короока скоростей
Коробка скоростей (рис. 7) крепится к станине
с рабочей стороны, а главный электродвигатель (ряс
8) - с обратной. Различные скорости обеспечиваются
установкой сменных шестерен в сочетании с трехско-
ростным электродвигателем.
~ •
V"u * т ' W
1.3.8. Суппортная стойка
К суппортной стойке (рис. 9, 10) относятся
гитарные механизмы деления и дифференциала .^Верти-
кальные призматические направляющие предназначены
для перемещения каретки суппортаi ‘
Г.н
1.3.9. Каретка суппорта
Каретка суппорта (рис. II-I3) перемещается по
вертикальным направляющим и несет на себе фрезер-
ный суппорт. В каретке суппорта смонтированы кони-
ческая паре зубчатых колес цепи привода фрезы,
зубчатое колесо с внутренним зубом для поворота
суппорта на угол, цилиндр гидравлической догрузки
суппорта, гайка винта продольной подачи.
1.3.10. Коробка подач
• г р ' - • ' ‘ fvi
Различные подачи обеспечиваются установкой в
коробке подач (рис. 14) сменных колес. В коробке
предусмотрен реверс подачи для обеспечения попут-
ного, встречного методов зубофрезерования.
1.3.II. Фрезерный суппорт
Фрезерный суппорт (рис. 15) выполнен универ-
сальным протяжным для станков моделей 53А50, 53А80.
Он обеспечивает нарезание колес с диагональной или
тангенциальной подачами. Тангенциальная подача »
особенно необходима при нарезании многозаходных
червячных колес. Для остальных моделей станков <
суппорт (рис. 16) без ползушки с периодической пе-
редвижкой шпинделя фрезы. л
1.3.12. Стол .
Вращающаяся часть стола (рис. 17) центрирует-
ся хорошо развитым конусом, а опорой служит гори-
зонтальная кольцевая плоскость. Дели тельная червяч-
яая Делительное колесо - брон*
** S0B0e* Яервяк - стальной, закаленный,
D8*36*40A Uj
Z=r, ms=U; d0-75 лей,
irm
Sius
>л
“з
A-A
Рио. 6. Коробка распределения движений
I
Б-Б
Рю. 8. Главный привод
б
Гитарные механизмы
on
Рис. 9. Суппортная стойка
Вид Ж
Pic. 10. Механизм тангенциальной додачи суппортной
стойки (для станков 53А50, 53180)
Рис. II. Каретка'суппорта
V8*52*60C SiX
I
D8*SZ*60C S,X
D8x52*fjOA'Uj
суппорта (для станков
Рис. 13. Механизм каретки
53А50, 53А80)
Рис. 14. Коробка
ч ‘ - подач <
УН?
ЭТГ16
Сменные колеса а к и вч гитары подач
(см. кинематическую схему) "~'\г
*
66 min
2k6max
Рис. 15. Суппорт (для станков 53А50, 53ЛВ0)
Вид б
В-В (подернуто)
Рио. 16* Суппорт (для станков 53A5CFH, 53АЯОН)
f
4
Рис
I.3.13. Контрподцержка я крен управления
Контрподцержка (ряс. 18) состоят яз корпуса,
салазок, откидного кронштейна, цяляндре, крена уп-
равления (ряс. 19). Кран управления регулирует
подъем, опускай^*,ймнов кроните йна в любом по-
лохании. Кронштейн коятрподцерод откидывается
вручную, возврат его в рабочее положение доЖ*
производиться плавно без удара. \ч-
1.3.14. Транспортер стружки
;;
jg^^^imexbHOBe
17. Стол
ныи редуктор. От перегрузка шнек имеет подпружинен-
ную кулачковую муфту.
F '*' 'Ч1 ж т '
1.3.15. Гидроагрегат
«
Гидроагрегат смонтирован на отдельном кронп-
тейне совместно с агрегатом смазки. Описание ребо-
гидросистемы приведено ниже.
I.3.I6. Охлаждение и ограждение
0хлаЖДвння Обрабатываемого изделия (из
- ^®тал^Отан^снабжен насосом (подача 90 д/мин)
• ’ - 28 •
ОидА
В кран упраблЕния
В кран управления
Смазка
18. Контрподдвджка
В цилиндр гидрозажима
В кран управления
2 - общий слив;
3 - подвод в нихнюю полость цилиндра
конгрподдврхкж; j
4 - подвод в верхнюю полость цилиндра
5 - подвод в верхнюю полость цилиндра
гвдрозахима;
6 - подвод в нихнюю полость цилиндра
гвдрозахима
Pic. 19. Края управления: ч!‘
I - подвод is гидросистемы; 2 - общий слив;
в нижнюю полость цилиндра контрподдержки; 4
в верхнюю полость цилиндра контрподдержки;
в верхнюю полость цилиндра гидроэажима; 6 -
нижнюю полость цилиндра
5 - подвод
- подвод
5 - подвод
подвод в
*
гидрозажима
* t
очистки охлаждающей жидкости от стружки, находящей-
ся во взвешенном состоянии, предусмотрены магниты.
Количество охлаждающей жидкости регулируется кре-
ном. • , Л ?• - '
;3 станке предусмотрено ограждение зоны раза-
ям-/' '
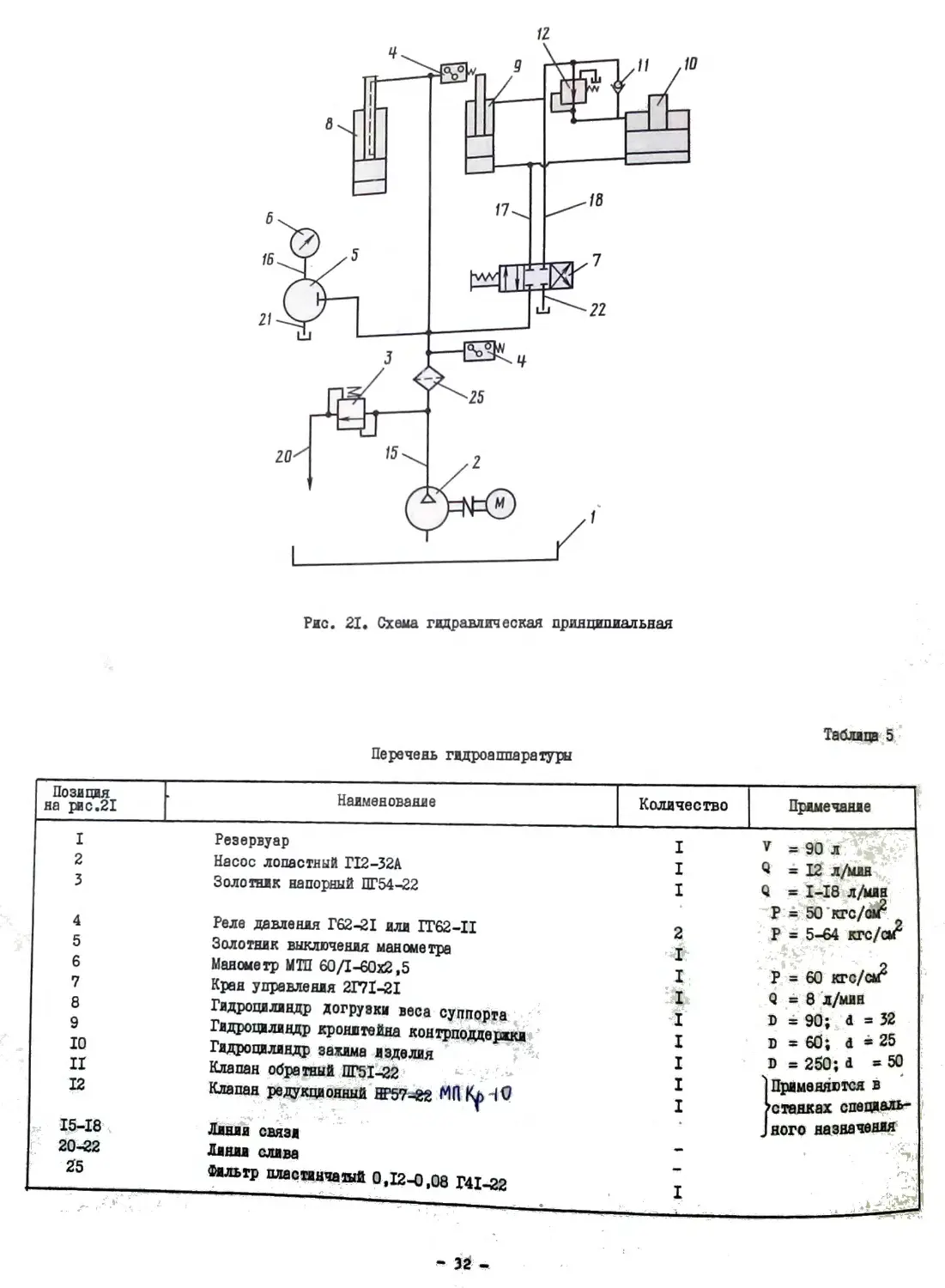
‘1L4. Гидросистема
• « 'tatMa гидравлическая
станка (рис. 21), перечень гидроаппаратура
(табл. 5).
<
1
ЦАА 63 В У УЗ, M36I
Рис. 20. Транспортер струим
12
Рис. 21. Схема гидравлическая принципиальная
Перечень гидроаппаратуры
Таблица 5
Позиция на рис.21 Наименование Количество Примечание
2
v
8
9
10
II
4
5
6
Резервуар
Насос лопастный Г12-32А
Золотник напорный ПГ54-22
„ 15-18
20-22
25
: * .
Реле давления Г62-21 или ГГ62-11
Золотник выключения манометра
Манометр МТП 60/1-60x2,5
Крея управления 2Г71-21
Гидроцилиндр догрузки веса суппорта
Гидроцилиндр кр о ни тайна контрподцержка
Гидроцилиндр зажима изделия * Т
Клапан обратный ПГ51-22 ' 2 >»
Клапан редукционный НР57-22 МП 40
Линии связи
Линин слива
Фильтр пластинчатый 0,12-0,08 Г41-22
Q = I—18 л/мин
’>:.чй50 кго/<ЙГ
Р = 5-64 кгс/ас
.лЛ-Й"’’'' ’ '...
Р = 60 кгс/см2
0=8 л/мин
D = 90; а = 32
в = 60; а * 25
в = 250; а =50
} Применяются в
станках спаниель- ।
ного назначения
- 32 -
1.4.2, Описание работы
Гидропривод станка предназначен для осуществ-
ления догрузки фрезерного суппорта, перемещения
кронштейна контрподцержки и гидравлического зажима
изделия.
Из резервуара I (см. рис. 21) лопастный насос
2 нагнетает масло в цилиндр догрузки 8 и одновре-
менно через ручной кран управления 7 к цилиндру 9.
Давление в системе регулируется напорным золотни-
ком 3 и контролируется манометром 6. При падении
давления ниже 14 аш реле давления 4 выключает
станок.
Окончание табл. 6
Возможное
нарушение
Вероятная Метод
причина устранения
Внешние утечки: Подтянуть уплот-
из насоса нения, при изно-
вследствие се заменить их
износа сальни-
1.4.3. Указания по монтажу и эксплуатации
Весь монтаж элементов гидропривода ведется на
кронштейне, который монтируется в нише станины с
нерабочей стороны.
Резервуар заполняетоя маслом И-ЗОА
ГОСТ 20799-75. Заливаемое масло должно
быть очищено от посторонних примесей фильтрацией.
После эксплуатации станка в течение первого месяца
масло в гидросистеме должно быть заменено свежим
фильтрованным.
1.4.4. Перечень возможных нарушений в работе
гидросистемы указан в табл. 6.
ковых уплотне-
ний;
через уплотне-
ния в цилинд-
рах
Засорилось демп-
ферное отверстие
напорного золот-
ника
Ослабление пружи-
ны золотника
Напорный золот-
ник настроен на
недостаточную ве-
личину давления
Шум в гддросис- Засорение всасы-
Отвернуть пробку
внизу золотника
и иглой диамет-
ром I мм прочис-
тить отверстие
Заменить пружину
Отрегулировать
золотник винтом
теме
Таблица 6
Возможные нарушения и методы устранения
Возможное
нарушение
Вероятная
причина
Метод
устранения
Насос не пода-
ет масло в
гидросистему
Неправильное нап- Переменить фазы
равление враще-
ния насоса
Недостаточный
уровень масла
резервуаре
Засорилась всасы- Почистить трубу
в
включения элек-
тродвигателя
Долить масло по
маслоуказателю
I н
Подсос воздуха
во всасывающей
трубе
Проверить соеди-
нения и подтя-
нуть
не подает
л , • „
вследствие
См. выше
Отсутствие тре- Насос
буемого давле- масло
ния в системе одной из указан-
ных выше причин
Выход из строя Заменить насос
насоса
ч
I
я
Перегрев масла
в системе
Неравномерное
движение крон-
штейна контр-
поддержки
вающей трубы
(фильтра в систе-
ме смазки)
Наличие воздуш-
ных пузырьков в
масле в зоне за-
сасывания
Повышение давле-
ния в системе
нагие та ния
Прочистить вса-
сывающую трубу
Устранить попада-
ние воздуха в
масло
Отрегулировать
давление напор-
ным золотником
Проверить уро-
вень масла в ре-
зервуаре и уст-
ранить попадание
воздуха
Перекошены у ил о г- Отрегулировать
нения штока ци- затяжку уплотне-
линдра ний
Наличие воздуха
в системе
V
г
’ М* г* *!- • ’ г»
1,5, Система смазки
/<*-'ЗДИ^Схема смазки (рис. 22) и перечень эле-
ментов и 4очек смазки (табл. 7 и 8).
г*. ' -
- ’ - - С- • • ' Л . •• —‘ '
Pic. 22. Схема смазки принципиальная
Таблица 7
Перечень элементов системы смазки
Позиционное
обозначение
Наименование
Коли-
чество
Примечание
Резервуар гидравлики и смазки
Насос шестеренный ВГП-Ш
Фильтр пластинчатый 0.08Г41-22
Q
Фильтр магнитный ФМ-2
Q =5 л/мин
= 5 кгв/см2
*» 8 л/мия
м 80 мш
Q
Золотник напорный ПГ54-22
Реле давления 6C57-5I
* 5-10 мкм
= 18 л/fcHfl
t 50 кгс/см2
Золотник выключения манометре
Манометр 60/Х-ВУ-10х2,5 ГОСТ 8625-69
« (только для станков 53150
цщй с гидросис те- I
мой • -SI
Q « 8 л/мин S
—
Позициоиное
обозначение
Наименование
Коли-
чество
Примечание
й
10
13
14
15
Основной резервуар суппортной стойки
Тройник 3/8” 3360
Вспомогательный резервуар суппортной стойки
Резервуар каретки суппорта
Дросселирующее устройство
Насос плунжерный многоточечный (лубрикатор) CI7M-I2
Оригинальное
Р - 10 кгс/слГ
18
19
20
21
22
24
Резервуар суппорта
Резервуар основного подшипника фрезерной оправки
Резервуар коробки привода
Резервуар кронштейна контрподдержки
Резервуар каретки контрподдержки
Резервуар стола
Резервуар редуктора шнекового транспортере
• 0,5 л
8 л
0,5 л
30
Пресс-масленка У-2 ГОСТ 1303-56
Масленка колпачковая 1УБ-1.5 ГОСТ 1303-56
D
ЮПр!
т
35(1), 35(2)
36
37(1)-37(6)
38
39
Маслоуказатель
Маслоуказа тель
Маслоуказатель
Маслоуказатель
Маслоуказатель резервуара стола
80 MHI77-63
11-50 MHI76-63
11-30 MHI76-63
1-20 MHI76-63
2
6
112 мм
51 мм
L
D
D
D
Оригинальный
42
43
44
46
отверстие
отверстие
отверстие
отверстие
резервуара
резервуаре
резервуара
резервуара
стола
каретки суппорта
суппорта
основного подшипника
47
48
49
56-78
Заливное
Заливное
Заливное
Заливное
фрезерной оправки
Заливное отверстие
Заливное отверстие
Заливное отверстие
транспортера
Точки смазки
Резервуар охлаждения с баком
резервуара
резервуара
резервуаре
Шй
кронетайна контрподдержки
каретки контрподдержки
редуктора шнекового
Перечень точек смазки
Таблица 8
Позиционное обозначение Расход смазоч- ного материала Периодичность смазки Смазываемая точка Куда входит
56(1), 56(2)
0,8 л/мин
Коробка подач
Непрерывная
Смазочный материал
*
57(1)-57(6)
0,8 л/мин
Непрерывная
58(1)-58(6)
0,5 л/мин
Непрерывная
59(1)-59(М'^Д.ай|Й-
Непрерывная
’ * •*’ л
60(1)-60(8)
0,3 л/мнн
Непрерывная
i
Зубча тае
липняки,
Зубчатые
липняки
колеса, под-
муфты, опоры
Масло И-ЗОА
ГОСТ 20799-75
колеса
под-
колеса,
под-
коле-
Механизм танген-
циальной подачи
Механизм диффе-
ренциала . ;
Гмтара дифферея-
Масло И-ЗОА
ГОСТ 20799-75
Зубчатые
шинники
Сменные зубчатые
са, подшипники, пальцы
Сменные зубчатые коле-
11.1
*
Гм тара деления
Масло И-ЗОА
ГОСТ 20799-75
Масло И-ЗОА
ГОСТ 20799-75
Масло И-ЗОА
ГОСТ 20799-75
» «ЧВ
Расход
Позиционное
обозначение
6I(I)-6I(I6) 0,3 л/мия
62(1)-62(12) 0,3 л/мян
63(1)-63(8) 0,2 л/мин
64(1)-64(9 ) 0,3 л/мин
65(1)-65(6) 0,1 л
66(1)-66(5) 0,3 Л
Периодичность
смазкя
Смазываемая
точка
Куда входит
Смазочный маИМад ’
67(1)-67(4) 0,1 л
68(1)-68(8)
69(1)-69(6)
70(1)-70(4)
71(1)—>71(8)
72(1)-72(4)
73
74
75(1)-75(6)
I т* -'Т
{Г*
176(1)—76(6)
ЭДМЙй
< Xi
78(1)-78(10)
0,2 л/мян
0,1 л/мян
0,1 л/мян
0,1-0,2 л
0,1-0,2 л
0,05 л
0,05 л
0,1 л/мян
*'*>'''
0,5 л
I
0,05 л
*’ -л
0,2 л
Непрерывная
Непрерывная
Непрерывная
Непрерывная
Периодическая
2 раза в смену
Периодическая
раз в смену,
смена масла
раз в 6 мес.
Периодическая
2 раза в смену,
смена масла
раз в месяц
Непрерывная,
смена масла
раз в 6 мес.
Непрерывная
Непрерывная
Перя одическая
2 раза в смену
Периодическая
2 раза в смену
Перяодическая
2 раза в смену
Пере одическая
2 раза в смену
Непрерывная
Периодическая
раз в смену
Пераодаческая
раз в смену
Зубчатые
липняки,
Зубча тые
ШИННИКИ
Зубча тые
липняки
Зубчатые
шинники
колеса,
муфты
колеса,
колеса,
колеса,
под-
под-
под-
под-
Направляющие ползунки
суппорта
1111
Зубчатые колеса, под-
шипники
Коробка
деления
ний
Коробка
тей
Суппорт
Каретка
та
Суппорт
Суппорт
Основной подия пни к фре- Суппорт
зерной оправки
Делительная пара, зуб-
чатые колеса, подшип-
ники
Конусная поверхность
Опорная поверхность
Направляющие станины
стола
я
Стол
Стол
Стол
распре-
движе-
скорос-
суппор-
Станина, стол
Опоры винта радиальных
подач и механизма пере-
мещения упора
Подлинник, подцержива- Суппорт
ющий фрезерную оправку
Ось кронштейна контр-
подце ржки
Стол
Контрподцержка
Масло И-ЗОА
ГОСТ 20799-75
Масло И-ЗОА
ГОСТ 20799-75
Масло И-ЗОА
ГОСТ 20799-75
Масло И-ЗОА
ГОСТ 20799-75
Масло
ГОСТ
И-ЗОА
20799-75
Масло
ГОСТ 20799-75
Й-ЗОА
Масло И-ЗОА
ГОСТ 20799-75
Масло
ГОСТ
И-ЗОА
20799-75
Масло
ГОСТ 20799-75
И-ЗОА
Масло И-ЗОА
ГОСТ 20799-75
Масло И-ЗОА
ГОСТ 20799-75
Масло И-ЗОА
ГОСТ 20799-75
Масло И-ЗОА
ГОСТ 20799-75
Масло И-ЗОА
ГОСТ 20799-75
• I
Направляющие
суппорта
Направляющие
держки~ *
каретки
Втулка кронштейна
кон трподце реки
Каретка сушгор-
•• та
Масло
т vjOCrh)799-75
^НТрподцерЗЙ^+ЙЙй И^-ЗОА *
Ж ГОСТ 20799-75
f. '
1 Т 4-
Контрподцержка
Масло И-ЗОА
ГОСТ 20799-75
ив
• 4'1
U I
Периодическая
•1 •
Масло И-ЗОА
ГОСТ 20799-75
вого транспор-
тера
..вИНатые колеса, подиип- Редуктор шнеко-
- 36 -
1.5.2, Описание работы
**
Перед пуском станка необходимо залить масло
И-ЗОА ГОСТ 20799-75 во все ревервуары согласно
схеме смазки, а также смаэать открытые участки на-
правляющих пер дней стойки, контрподдержки, станины.
Черев 3-5 минут после пуска станка уровень масла
следует долить по маслоуказателям.
Во время работы станка надо следить через
контрольные глазки за подачей масла.
ВНИМАНИЕ!
Если масло не поступает в места смазки, работа
на станке недопустима!
Насос смазки 2 подает масло вверх через филь-
тры 3 и 4 в основной резервуар 10 суппортной стой-
ки и к гидрораспределителю 9. Из основного ре-
зервуара масло попадает в резервуары суппортной
стойки 12, каретки суппорта 13 и коробки привода
20. Для смазки направляющих ползунки суппорта на-
жимают в течение 5-7 секунд на золотник 9 1-2 раза
в смену (для станков моделей 53А50, 53А80).
Смазка делительной пары, конуса и кольцевых
направляющих стола осуществляется централизованно
через дросселирующее устройство 14. Смазка направ-
ляющих, винта и других элементов стола осуществля-
ется лубрикатором.
1.5.3. Указания по монтажу и эксплуатации
Перед пуском станка необходимо:
залить в резервуар I фильтрованное масло
И-ЗОА (как для гидросистемы, так и для
системы смазки применяется масло И-ЗОА)
в количестве 90 х. Уровень масла контролируют
по маслоуказателю 35(1);
залить масло в резервуар каретки суппорта 13
в количестве 0,9 л. Уровень масла контролируют по
маслоуказателю 37(2);
залить масло в резервуары 18, 19 суппорта в
количестве 5 и 1,2 л соответственно. Уровень
масла контролируется по маслоуказателям 35(2) и
37(3);
залить масло в резервуары $3 отола 'Ж
тве 8 л. Уровень масла контролируют по маслоуказа-
телям 37(5) и 39; ~ Л
залйть масло в резервуары 21, 22 контрподцер-
жки в количестве 0,2 и 0,4 л соответственно.
При работе станка следует осуществлять конт-
роль за смазкой: уровень масла по маслоуказателям:
35(1), 38, 39, 37(2), 37(3), 35(2) л наличие масла
в мбслоуказателе 36.
Смену масла надо производить:
в резервуаре I - один раз в 6 месяцев;
в резервуарах 18 и 19 - один раз в 3 месяца;
в резервуаре 23 - один раз в 3 месяца;
в резервуарах 13, 21, 22 - по мере необходи-
мости.
Следует также осуществлять ручную смазку зад-
него подшипника, подшипника суппорта 1-2 раза в
смену и направляющих ползунки суппорта 1-2 раза в
мп
смену, если суппорт протяжной.
1.5.4. Перечень возможных нарушений см. табл.6
1.5.5. Перечень применяемых смазочных материа-
лов и их аналогов (табл. 9)
Таблица 9
Страна,
фирма
СССР
ВИР
ГДР
Shell
ESSO
Марка смазочного материала
Масло И-ЗОА
ГОСТ 20799-75
T-30MNSZ 527747-63
R-32 TGLU87I
т
, ... —
Tellus Oil 33
Forum 40
37
г. инспдаия по эксшитадаи
2,1- Указания мер безопасности
I. Необходимо соблюдать все общие правила
техники безопасности при работе на металлорежущих
станках,
2. Следует периодически проверять правиль-
ность работы блокировочных устройств.
3. Запрещается работать на станке со снятым
огра кием - Категорически запрещается во время
работы станка открывать крынки гитары настройки.
4. Настройку гитар надо производить при обес-
точенном станке.
2,2, Порядок установки
2.2.1. Распаковка станка
При распаковке станка сначала снимают верхний
щит упаковочного ящика, а затем - боковые. При
этом необходимо следить за тем, чтобы не повредить
станок.
2.2.2. Транспортирование
Для транспортирования распакованного станка
(рис. 23) используются две стальные итанги 0 65 мм.
Перед поднятием станка необходимо удостовериться в
том, что ни одна из легко деформируемых деталей
(кожух, рукоятка, вал и т.д.) не зажимается тросом,
и чтобы предупредить повреждения, следует подло-
жить под трос, где это необходимо, деревянные
бруски.
При 1ранспортированлв станка на катках до
места установки рекомендуется оставить деревянное
основание под станком я удалить его на месте уста-
новки. При транспортировании к месту установки и
при опускании на фундамент станок не должен под-
вергаться сильным толчкам.
Рже. 23. Порядок транспортировки отянкя ,
в разделе "Паспорт"
бетонного пола тол
ШУТ,
2*3* Подготовка к установке
Перед установкой станок н^вйбдимо тщательно
очистить от антикоррозийных покрытий, жанесенннх
на рабочие органы направляющих и гитарных механиз-
мов станка. После чего во избежание коррозии по- *
крыть эти механизмы тонким слоем масла
И-ЗОА ГОСТ 20799-75.
Очистка производится деревянной лопаткой, а
ос та в пая ся смазка с поверхностей удаляется чистой
салфеткой, смоченной бензином Б-70 ГОСТ 511-66.
2.2.4. Монтаж и установка
Схема установки приведена
(см. рис. 57).
2.2.5. При наличии в цехе
щиной не менее 25-30 см станок можно установить
без фундамента. В противном случае необходимо сде-
лать бетонный или кирпичный фундамент,
«-и
«4
Глубина заложения фундамента принимается в
зависимости от грунта, но не менее 0,8 метре, х *
Установка станка на 6 клиньях должна быть про-
изведена таким образом, чтобы между его основанием
и фундаментом осталось пространство высотой на ме-
нее I см. После этого путем подбивания клиньев ста-
нок выверяют по уровню с точностью 0,02 ш на
1000 мм. ”
Базой для установки уровня при проверке гори-
зонтальности станка служит плоскость стола и нап-
равляющие станины. ' •
После выверки под станок подливают бетон и
производят предварительную затяжку фундаментных
болтов. Через 2-3 дня, когда бетон затвердеет, про-
изводят окончательную подтяжку фундаментных болтов,
контролируя при этом горизонтальность установки
станка. * ’
2.2.6. Точность работы станка зависит от пра-
вильности его установки. Станок выверяется на фун-
даменте по уровню в продольном и поперечном направ-
лениях с точностью 0,02 мм на 1000 мм, базой для
установки уровня служит зеркало стола и направляю-
щие станины. Кроме того, осуществляется выверка по
проверкам 9 и 13 согласно ГОСТ 659-67. .
2 «2.7 • Подготовка к первоначальному пуску и -
первоначальный пусж г л > ’ "
' подключенном
вой системе заземления. Перед пуском необходимо
снять крондтейн, крепящий стол к станине, и освобо-
дить движущие частя от дерева
_ , иных брусков.
2. Подключить станок к электросети, проверить
соответствие напряжения сети ж электрооборудования
оценка•
5. Ознакомившись с назначением рукояток управ-
ления (см. рис. 2), следует проверять от руки рабо-
ту всех механизмов станка.
4. Выполнить указания, изложенные в разделах
"Система смазки" и ’’Электрооборудование", относя-
щиеся к пуску.
5. После подключения станка к сети необходимо
опробовать электродвигатели без включения рабочих
органов станка, обратив особое внимание на работу
смазочной системы по маслоуказа телям.
ВНИМАНИЕ! ПР® отсутствии масла в маслоуказа-
телях работа на станке недопустима.
6. Для более детального ознакомления со стан-
ком рекомендуется настроить станок на z = 30,
продольную подачу 2,0 мм/об и пустить в работу на
холостом ходу не менее 30 минут, производя смену
скоростей, подач (при останове стенка) и проверку
действия всех кнопок электропанели управления.
Станок не рекомендуется нагружать на полную
мощность в течение 800 часов работы.
Максимальная частота вращения шпинделя фрезы,до-
пускаемая в течение этих часов работы, должна быть
200 об/мин, а загрузка электродвигателя - 50% от
максимальной мощности.
7. Убедившись в нормальной работе всех меха-
низмов станка, можно приступить к настройке станка
для работы.
2. 3. Настройка, наладка и режимы работы
2.3.1. Настройка гитары деления
Гитара деления (рис. 24) обеспечивает связь
между фрезой в заготовкой.
СхЛ
С
Рис. 24. Схема гитары деления
Формула настройки
При z от 12 до 161
X - ;
b* d Z
е: f = 1:1 ж 54:54.
При z 162
х = аде * М*;
Ъ. d 2
е: f =1:2 = 36:72,
где z - число зубьев нарезаемого колеса;
к - число заходов фрезы;
а, ь, с, d - сменные шестерни гитары деления;
виг - шестерни перебора.
Набор сменных колес гитар деления я дифферен-
циала: m =2,5; z = 23, 24, 25 (2 st.), 30, 33,
34, 35, 37, 40 (2 шт.), 41, 43, 45, 47, 48, 50, 53,
55, 58, 59, 60, 61, 62, 65, 66, 67, 70 (2 st.), 71,
73, 75, 79, 80, 83, 85, 87, 89, 90, 92, 95, 98,
100.
При работе однозаходними фрезами следует поль-
зоваться табл. 10. При работе двухзаходными фреза-
ми также надо пользоваться табл. 10, но число зубь-
ев нарезаемой шестерни надо уменьшить в два раза.
Таблица Ю
41
56
57
58
59
60
61
30
40
92
93
63
64
65
66
67
68
69
70
71
72
73
74*
75
76
77
78
79
80
81
89
90
91
24
24
24
24
40
30
24
40
24
30
60
24
24
25
24
60
24
30
24
40
24
24
40
50
24
24
24
50
48
40
24
30
55
45
90
67
85
45
24
37
40
98
70
45
75
41
70
70
50
24
50
24
25
30
40
40
70
71
75
73
100
75
95
55
90
79
80
90
100
60
100
75
80
75
70
95
96
97
98
99
100
101
102
103
104
105
106
107
108
109
ИО
112
ИЗ
114
115
116
117
118
119
120
121
123
124
24
25
50
40
36
40
30
24
40
50
45
60
30
40
24
40
40
40
40
40
40
60
40
48
75
47
75
70
75
55
75
65
70
55
60
37
70
60
92
59
70
60
61
41
75
70
48
24
45
40
40
30
40
30
40
50
30
24
24
24
40
30
60
24
30
24
30
24
24
24
24
40
100
95
80
98
90
100
80
75
100
90
90
90
80
95
75
80
90
80
80
80
90
80
75
130
131
132
133
134
135
136
137
138
139
140
142
143
144
145
146
147
148
149
150
151
153
I54J
155
156
157
158
159’
160
161
* е: f = 1:2 = 36:72
Чтобы избежать преждевременного износа дели-
тельной пары стола, необходимо следить при настрой-
ке гитары деления за тем, чтобы частота вращения
делительного червяка не превышала 800 об/мин, ру-
ководствуясь при этом неравенством:
- 1
96 • а • « олп
где п - частота вращения фрезы, об/мин;
У'"* -
- число заходов фрезы;
• число нарезаемых зубьев, которое в любом
случае не должно быть меньше 12,'
Чтобы не превышать максимально допустимой
частоты вращения делительного червяка (птах =
=800 об/мин) при небольшом числе зубьев, частота4
вращения фрезы должна быть значительно меньше верх-
25
60*
40
40
40
40
40
30
40
40
60
40
30
40
24
40
35
45
30
70
40
30
24
60
24
40
40
65
70
67
60
60
70
47
71
80
73
60
70
75
79
53
80
70
75
45
24
24
25
30
24
24
40
24
24
24
24
40
24
40
24
24
40
24
24
40
24
45
24
50
80
90
80
100
80
90
80
80
90
80
90
100
80
75
95
80
98
100
75
80
90
90
90
164
165
166
167
168
169
170
171
172
173
174
175
176
177
178
179
180
181
183
184
185
186
187
188
189
190
191
192
193
194
195
196
197
198
199
200
50
48
24
30
70
24
30
50
24
40
50
48
48
45
40
24
30
40
24
50
48
50
45
40
40
45
40
45
95
43
60
24
58
70
59
30
30
30
70
40
65
61
40
30
24
55
47
75
60
75
75
24
40
30
30
40
30
40
100
90
83
75
85
90
100
75
75
90
75
75
70
75
75
100
95
80
75
98
90
100
него предела частоты в зависимости от числа захо-
дов фрезн.^'А'г^
частоте вращения фрезы число
зубьев заготовки не должно быть меньше наименьшего
чем подучаемое по
числа зубьев, но л не меньше
формуле:
2 min »
где
ле
п - частота вращения фрезы, об/мин;
К - число заходов фрезы.
тогда
W- 100 об/мин,
* = 100 2
’ 8
случае нарезать мень-
лэ зубьев уже нельзя. 7*
Подставляя в неравенство 96 * « к qqq
заданные величины --100 *2 = 768, получаем частоту
25
вращения делительного червяка и видим, что она
почти на пределе.
ВНИМАНИЕ! При обработке методом радиального
врезания прямозубых и червячных зубчатых колес вел
дифференциала закрепляется винтом 26 (см. рис. 2).
При нарезании зубчатых колес о первоначальным
числом зубьев 101, 103, 127 и т.д. согласно форму-
лам гитары деления требуется наличие соответствую-
щих сменных колес с числом зубьев 101, ЮЗ, 127.
Данные сменные колеса можно изготовить на одном из
имеющихся у потребителя зубофрезерном или фрезер-
ном станке при помощи делительной головки, нарезая
пальцевой или дисковой модульной фрезой. При этом
модули нарезаемого сменного колеса с простым чис-
лом зубьев и сменных колес гитар деления и диффе-
ренциала могут быть уменьшены.В этом случае наст-
ройка гитары деления производится обычным способом•
При невозможности изготовить такие сменные колеса
следует обратиться к поставщику, который вышлет
специальную рекомендацию по настройке станка для
обработки зубчатых колес с первоначальным числом
зубьев.
Наотройка гитары дифференциала для нарезания
кооозубых колоо о диагональной подачей производит-
ся по формуле:
’ . 7,95775 • "М + 2,7705$ • 00*ГУ2
т_ . к гап . К
где У - угол подъема витков фрезы;
У2 - передаточное отношение блока тангенци-
альной подачи, равное I.
2
Схема положения рукоятки блока показана на
рис. 31.
Схема настройки гитары дифференциала для рабо-
ты о диагональной подачей показана на рио. 26.
Подбор сменных колос производится по переда-
точному отношению и по "Таблицам для подбора зубча-
тых колоо" М.И. Петрика и В.А. Шишкова, выпущенных
издательством Машиностроение в 1973 г.
Окончательная погрешность в настройке должна
быть но болео шестого знака после запятой.
При нарезании косозубых колео, когда необхо-
димо получить точный угол спирали, следует наре-
зать косозубое колесо о первоначальной настройкой.
После нарезкм надо проверить фактически поду-
ченный угол спирали и, в случае отклонения угла от
допустимой величины, в формулу настройки гитары
2.3.2. Настройка гитары дифференциала
Настройка гитары дифференциала (рис. 25) для
нарезания косозубых колес без диагональной подачи
производится подбором сменных колес по формула:
у = 7,95775 - £ = а1 « С1 ?
Ид . к Ъ1 • dI
где apbpCpdj - сменные колеса гитары дифферен-
циала;
fi - угол спирали нарезаемого колеса;
- модуль нормальный, мм;
к - число заходов фрезы.
Рже. 25» Схема гагары дифференциала
дифференциала необходимо ввести поправку угла, т.е.
ein (д t /1/}), где ЛД - величина вводимой поп-
равки.
Гитара дифференциала настраивается также и
при обработке червячных колес с тангенциальной по-
дачей. В
ренци ала
этом случае сменные колеса гитары диффе-
подсчитываются по формуле:
2.77056 • У2 _ а1 ♦ С1
j 2 3 J - s ————— *
шос • к ЪI •
где mQc- модуль осевой нарезаемого червячного
колеса;
к - число заходов фреэы;
У2 ~ передаточное отношение блока тангенци-
альной подачи ;
aI,bI’cPdI “ сменные колесе гитары дифферен-
Цаала- - '
Примечание. Тангенциальный и диагональный ме-
тоды обработки возможны только с протяжными суппор-
тами на станках моделей 53А50, 53А80.
С диагональной подачей можно обрабатывать все
прямозубые колеса и лишь незначительную часть кооо-
зубых колео, так как при больших углах наклона зу-
ба в резании принимает участие почти воя рабочая
часть фрезы, а в некоторых случаях длина фреэы бы-
вает недостаточной для правильного профиле образо-
вания. Кроме того, с увеличением числа зубьев на-
резаемых колес увеличивается длина активной части
♦•фрезы, что также затрудняет применение диагональ-
Вопрос о применении диагональной подачи дол-
л ШЙНр0110 ться отдельной
- - - - * - •• , •-V,.
I
Положение
Метод фрезерования
Направление тангенци-
альной подачи
Прямозудые колеса
Номер схемы
Спиральные колеса
Л - ледозаходная
Пр - прабозаходная
Номер схемы
Л Пр
2 б
л пр
5 J
л Пр
6 г
л Пр
б 2
Л Пр
5 J
или
Разность положительная
Разность отрицательная
Разность положительная
? “ *»•
6
dC
или
dl
\ НН
I I
IIIIII1IIII
ваш
until
ЙГ^
Разность отрицательная
... -
J— л! ?
еренцжала для
. '<. 'V
Рже. 26. Схема настройка гжтары
;j работы о диагональной подач ей
*' Айваиав^й >
ботку опвральных колес с правым наклоном зубьев
фрммм гжжйрет. Пржж»д^в в схеме
протквополокные направлена даны как справочные.
спиральными
настройки
При большом числе зубьев и угле наклона свыше
10° следует отказаться от диагональной подачи при
использовании стандартных фрез.
Следует учесть, что при диагональном зубофре-
зеровании требуется очень точная установка фрезер-
ного суппорта на угол витков фрезы. При неточной
установке на указанный угол, зубья нарезанного ко-
леса будут иметь отклонения от параллельности от-
носительно оси нарезанного изделия. Это положение
действительно и при нарезании колес со
зубьями.
Пример настройки
дифференциала
В разделе 2.3.2 приведены формулы
гитары дифференциала.
Ввиду большого разнообразия углов спиралей
нарезаемых колес, измеряемых градусами, минутами
я секундами, что составит несколько сотен тысяч
настроек таблицы, настройки гитары дифференциала
не прилагаются. В каждом конкретном случае требу-
ется производить расчет.
Обращается внимание на обеспечение высокой
точности исходных величин и осуществление самого
расчета, который должен выполняться с точностью до
шестого, седьмого знака после запятой.
Пример настройки М I
Фреза правозаходная к = I
Число нарезаемых зубьев ® =40
Модуль нормальный = 8 мм.
Угол нарезаемой спирали = 30°, спираль -
правая.
Нарезание осуществляется с одной продольной
подачей, попутным методом.
= 7,95775 • 91п & = 7,95775 *в!п 30° =
ш . к 8
= 7,95775 * 0,5 _ q,497359 .
По "Таблицам для подбора зубчатых колес"
М.И.Петрика и В.А.Шишкова находим блихайлее пере-
даточное отношение, равное 0,497365.
Погрешность в настройке, равная разности 0,497365-
- 0,497359 = 0,000006, т.е. в шестом знаке после
запятой, означает, что точность настройки достаточ-
ная. Сменные шестерни для данного передаточного
числа равны У = - - £ = . Все шестер-
............ Ъ .4 65-73 ’
в приложенном наборе имеются
+ 25. По табл, II устанавливаем, что
настройка гитары дифференциала производится без
паразитного доле ci, шесте рнд ®Йгары де
ления^ф* тенавливаютоя без реверса г cjhfc
•порт устанавливается на угол, равный 30°- f -
утаи витков фрезы.
’/4
= 30
= 15°, спираль -
попутным методом с
Пример настройки Я 2
Фреза правозаходная к» I,
Число нарезаемых зубьев
Модуль нормальный =
Угол нарезаемой спирали
правая.
Нарезание осуществляется
диагональной подачей, при этом тангенциальная пода-
ча идет на рабочего, т.е. происходит протягивание
вперед.
По схеме настройки(рис. 26)находим, что гита-
ра дифференциала в этом случае должна настраивать-
ся по схеме Ji 3, т.е. У = Ут ~ ^2*
7,95775 « в1п Д _ 2177056 * сов t
к
к
где
®п
к
6 мм
15°
3°30’
Передаточное отношение блока тангенциальной
подачи в данном случае условно принимается за I.
Подставив в формулу величины, получим:
м, _ 7,95775*0,25882 _ 2,77056*0,99813 =
У “ 6*1 6*1
100
ко-
= -0,1176256.
Результат получился отрицательный, означающий
согласно схеме № 3, что настройка гитары дифферен-
циала должна производиться с паразитным колесом.
Ближайшее передаточное число по таблицам
М.И.Петрика и В.А.Шишкова равно 0,1176471, которое
обеспечивается сменными шестернями
а * с - 20 *- -50- однако в наборе отсутствует шес-
ъ . а 85 * 100
терня z =20, следовательно, берем ближайшее
значений, равное 0,1176471 с шесте!иями * 40_ -
85 *
Погрешность в настройке составляет:
0,1176471 - 0,1176256 = 0,00002,
что обеспечит достаточную точность нарезаемых
ЛбС* '
Если при подсчете алгебраическое суммарное
передаточное отношение гитары дифференциала
У = Ур - ^2 П0ЛУчается или слишком большим
или наоборот слишком малым, что затрудняет настрой-
ку гитары, тогда рекомендуется знак второго слага-
емого Дз переменить ^.обратный,
Смена знака второго слагаемого в большинстве
случаев обеспечивает практически осуществимые на-
стройки передаточного отношения гитары дифференци-
ала. СмеЦ знака перед вторым слагавшей обяВДЭДЙв
произвести и смену направления тангенциальной по-
„дачм, что вызывает смену схемы настройки, тек,
например, при У = + У2 настройка произво-
1
У- у2
дйтся по схеме # 2,
по схеме £ 3.
Соответственно устанавливается
жения и рукоятка 10 (см. рис. 2).
Пример настройки М 3
Настройка гитары дифференциала
а при
в нужные поло-
Настройка гитары дифференциала для нарезания
червячных колес методом протягивания осуществляет-
ся по формуле:
у = 2,77056
тос' К
Установка фрезы и промежуточных колес
нарезании цилиндрических кооозубых
2
в
г
Предположим, что »ос « 6, к
тогда -А-;
4> = 2,77056 = 0,46176.
J 6
По таблицам М.И. Петрика и В.А. Шипкова пере-
даточному отнопению 0,46176 соответствуют сменные
а . с _ 55 ' 65 . 7V
шестерни •
В остальном следует руководствоваться указа-
ниями, изложенными в табл. 12.
1 гитарах деления и дифферента ала при
колес методом продольной подачи
Таблица II
Фреза
2 колеса
4 колеса
2 колеса
d
-!
С
а
а
а.
l а
пи
Осуществляется реверс моторе
Примечание. Не рекомендуется производить об-
работку кооозубых колео с правым наклоном зубьев
левоэаходными фрезами д наоборот. Приведенные в
заходная
звходная
Лево-
эаходная
Лево-
заходная
винтовой
ЛИНИЙ
заготовки
колоса
е
Сменные колеса
Направ-
ление
Правое
Левое
Право-
Прево-
Направление вращения
стола, фрезы
Установка фрезы
Сменные
Сменные колеса
гитары деления
гитары ди
ренци ала
при попутном и
встречном
фрезеровании
4 колеса
схеме противоположные направления даны как справоч-
ные. ' г 7
Таблица 12
4- *
Радиальная подача
Тангенциальная подача
Фреза
Г-
tf
У////Л
г
III
III
пл
Дополни-
тельные
указания
Дополни-
тельные
указания
гной стойки
2. Продоль-
ная подача
выключена
Установка
иестерен
гитары
деления
радиаль-
ное вре-
зание
Прево-
заход-
ная
1 :
г/ -
Направление
вращения
фрезы и стола
Направление
вращения
фрезы и стола
I. Каретка
суппорта до-
полнительно
закреплена
на направля-
Поло-
жение
пере-
ключа-
теля
J г
? *
Настройка станка для нарезаная червячннх колес методами радиального врезания и тангенциальной подачи
Ж
L
е и f
Mil
u’
* >•
работа
правоза-
XOAHQfi
фрезой
SB6 -
дево-
заход
ная
ное вре-
зание
работа
левоза-
х одной
фрезой
Положение
рукоятки 9,
направление
подачи и
положение
переключателей
Установка пестерен гитары
деления диффе- ренци- ала
е я f а . с а с
Ъ . d е . а
I. Гитара
дифференци-
ала расцеп-
лена
2. Винт 26
(см. рис.2)
закреплен
3. Танген-
циальная
подача вык-
лючена при
протяжном
суппорте
4. Каретка
суппорта до-
полнительно
закреплена
на направля-
цах суппор-
тной стойки
5. Продоль-
ная подача
выключена
I. Положение ру-
коятки 9, направ-
ление тангенци-
альной подачи и
положение пере-
ключателей выби-
рается согласно
табл. 13. Ведет-
ся работа только
в однопроходном
цикле, с остано-
вом цикла вручную
(sK4 см. рис. 3)
профилирования
зуба. Возврат ин-
струмента и стола
в исходное поло-
жение производит-
ся в наладочном
режиме.
2. Возможна обра-
ботка в наладоч-
ном режиме с
включением тан-
генциальной подач
чи кнопками
или sК7 (см
Таблица 13
Встречное
Вправо
Попутное
определяй тся
Направление
продольной
подач!
чествующая между неправленом
Взаимосвязь, теНГвнцмзльной
продольной подачи и направлением
j
т
колео гюа-
Ржс. 27. Графе спелля еыостж сменных
к
которых
Ж”
0d, явля-
ры деления (для станков с диаметром обра-
батываемого вздели до 500 мм)
Влево
Направление। тент^
идеальной подачи
Вправо
Влево
2.3.3. Сцепляемоеть сменных колес
Располохвме г»тер двленм дифферентам
круговым! пазам!.
подачи, в завис*
коятки дана в »бл. Т
На рис. 27-29 приведены графики, на
дуги окружностей проведены из точек 0Q и
Оа
-»
Ряс. 28. График оцепдяемосгм сменных колес гитары
деления (для станков с диаметром обраба-
тываемого изделия до 800 мм)
центрами сцепляющихся между со-
пцихся центрами первого ведущего колеса "а" и пос-
леднего ведомого колеса "4".
Радиусы этих дуг в принятом масштабе равны
расстояниям между
бой сменных колес с суммами чисел зубьев 58, 60,
65 и т.д. или 75 , 80 , 85 и т.д.
Эти суммы чисел зубьев для первой пары сцеп-
ляющихся колес а + ъ и второй пары с + d простав-
лены у концов соответствующих дуг.
Пример Ji I. Проверить сцепляемость гитары де-
ления $ =50 * д»
Ъ . d 70 • 65
Сумма чисел зубьев первой пары 50 + 70 » 120.
Проводится дуга из центра 0fl.
Сумма чисел зубьев колес второй пары _,
80 ♦ 65 = 1451
Проводится дуга из центре 0d. ?
ЖЖЙЯцмтр пальца сменных ШстеремSW
устанавливается в точке "к*. Согласно сетке (см.
Рйо. 27 и 28) сцепление колес произойдет потому,
что точка "к" расположена внутри сеткн.
• d
Пример Ji 2. Проверить сцепляемость гитары
дифференциала й г
а1 • С1 _ 58 * 61
bj • dj 62 * 73
Сумма чисел зубьев первой пары 58 + 62 = 120.
Проводится дуга из центре 0 .
Сумма чисел зубьев второй пары 61 + 73 = 134.
Проводится дуга из центра 0^ . ’ . -
В итоге центр пальца сменных иестерен "Ъ"иис”
установится в точке "к". Согласно сетке (см. рис.
29) оцепление колео произойдет.
‘-->•r- 'О* *
2.3.4/ Установка подач
Величина подачи устанавливается согласно тре-
бованиям чистоты и точности нарезаемого изделия и
исчисляется в мм на один оборот заготовки.
Сменные пестерпи для установки выбранной по-
4 ’^Зависимость подачи от числа заходов фрезы
приведена на риоЙЮ. >/' * “ ‘
1
Рис.
29. График сцепляеыости
сменных колес гитары
дифференциала
Таблице 14
Подача, мм/об изделия
Сменные
шестерня
Продольная
Радиальная
Тангенциальная при положении рукоятки блока
и передаточном отношении
____________________________| 24:48 4:2)
0,22 ;0,28 ;0,45 ;0,56______0,13 ;0,16 ;0,26 ;0,32
,Ч_ ... __JZ bL_ i. Л_ ^±2^' <-. - ь-~ г7> ' • . . г V W .
*
43:53
0,35;0,45,0,75, 0,9 $0,21; 0,26; 0,43,0,52
• * -Г' *' > . _ .... •
0,56*
№
ж
64:32
к .. С •’ .
0,32; Q.38; 0,64; 0,79
4.10*1
’mS-
64; 0.76: 1.29;
Ряс. 30. Схема установки сменных шестерен подач
Схема установки сменных шестерен подач приве-
дена на рис. 30. Гитара подач расположена на пос-
тоянных осях, поэтому сумма зубьев сменных колес
равна 96.
Примечание. При оценке чистоты поверхности
зуба обработанного изделия след подачи во внимание
не принимается.
Ряс. 31. Положение рукоятки блока тангенциальных
подач (поз. 9 и 10 см. на рис.2)
2.3.5. Настройка гитары скоростей
Подбор сменных шестерен гитары ведется в за-
висимости от скорости резания V.
Выбрав скорость резания по номограмме (рис.
32), определяют частоту вращения фрезы ( пфрезц).
Частота вращения фрезы устанавливается сменными
шестернями, указанными в номограмме, которые вхо-
дят в комплект поставки станка, и в зависимости от
Ряо. 32. Номограмма скоростей
- 49 -
частоты вращения главного электродвигателя» уста
навливаемой на панели управления» где
= 1470 об/мин; D 2 ~ 985 об/мйн;
г 5 = 735 об/мин*
При обработке изделий из стали инструментом с
кобальтовой присадкой (например, инструментом из
стали марки P9KI0) скорость резания повышается для
чернового зубофрезерования в 1,5 раза, для чисто
вето - в 1,5-2 раза. При этом необходимо учесть
предупреждение на стр. 40 о наибольшей допусти
мой частоте вращения делительного червяка.
2.3.6. Выбор режимов резания
Выбор режимов резания на станке (скорость ре-
зания, подачи) производится по справочнику "НИИТАП.
Режимы резания металла”. Барановский Д.В.
М., Машиностроение, 1972 г.
Для обычных фрез из быстрорежущей стали можно
рекомендовать скорости, указанные в табл. 15.
Таблица 15
Материал заготовки Скорость резания, м/мнн
черновой проход чистовой проход
[Чугун 16-20 20-25
Сталь «ов 4 60 кгс/мм2 25-28 30-35
Сталь (5g >60 кгс/мм2 20-25 25-30
Бронза 25-40 25-40
Пластмасса 25-40 25-40
Рекомендации по зубофрезерованию см. в разде-
ле 2.7 данного руководства.
2.3.7. Наладка
Наладка станка производится в наладочном цик-
ле в следующем порядке:
настраиваются гитара скоростей, гитаре подач,
гитара деления, гитара дифференциала;
устанавливается заготовка;
устанавливается фреза в исходное положение;
суппорт устанавливается на соответствующий
угол;
расставляются упоры на каретке суппорта и сто-
ла в зависимости от выбранного цикла (см, цикло-
грамму рис. 33);
устанавливается глубина врезания после сопри-*"
косновения заготовки с фрезой. .
На шшш управления (см. рис.-Йфйавида
.мости В* метода^офри|^вааф^
ный) и цикла (вертикальный, радиальный, автомати-
ческий двухпроходный) переключаются соответствую-
щие флажки, после чего нажимается кнопка "Цуск".
2.3.8. Установка заготовки
Точность мготоменм заготовм, ае установив
являются первым условном точноотв нарезаемых колес.
Заготовка должна быть закреплена жестко и не
пружинить при обработке.
Установку заготовки следует проверить индика-
тором, закрепленным на фрезерном суппорте. Биение
по наружному диаметру или центрирующему пояску не
должно превышать 0,02-0,03 мм для зубчатых колес
7-ой степени точности максимального диаметра.
Торцовое биение подставки для заготовки долж-
но быть не более 0,02 мм.
Пример установки заготовки приведен на рис.34.
2.3.9. Обработка червяч£
: колес
Обработку червячных колео на станке можно про-
изводить путем радиальной и тангенциальной подач
фрезы.
При обработке методом радиальной подачи инстру-
мент (фреза) при врезании срезает небольшие участки с
профильной поверхности нарезаемого зуба, что не имело
бы места, если бы нарезание производилось срезу
на всю глубину, т.е. нарезание велось бы методом
протягивания (с тангенциальной подачей при нали-
чии протяжного суппорта).
При углах подъема сопряженного с колесом чер-
вяка порядка 6-7° и малом угле охвата это срезание
настолько мало, что ям можно практически пренеб-
речь, а поэтому подобные колеса рекомендуется наре-
зать методом радиальной подачи (врезания).
Червячные колеса с утлом наклона зубьев более
6-7° нарезают с тангенциальной подачей. Ввиду ма-
лой производительности метода тангенциальной пода-
чи предварительную нарезку зубьев производят с ра-
диальной подачей.
Червячные фрезы, работающие методом тангенци-
альной подачи, должны иметь на входящей стороне за-
борный конус, на котором размер зубьев постепенно
возрастает по толщине и высоте. Первый полный зуб
фрезы, который провел линию зацепления, образует
зубья червячного колеса. Последующие зубья фрезы
не нужны для зубообрезования, поэтому они излишни.
Каждый последующий зуб инструмента вносит погреи-
ность в нарезаемое изделие в удорожает инструмент.
После нарезания заготовки стол отводить нель-
зя, если ЖЯй
приводит к дорче
* .' ? '
Тангенциальная пода^ мезавц||^
зубьев применяется при маж^^||О|№й|^\фрез,
выполненных с малым числом стружечных канавок.
Установлено также, что выгодно работать фре-
зами, у которых наружный диаметр немного больше
наружного диаметра червяка, т.е. угол винтовой ли-
пин инструмента должен быть несколько маякие угла
подъема червяка. Вследствие этого пятно контакта
смещается от кромок профиля колеса и передача ме-
нее чувствительна к погрежностям монтажа.
ЭМХ условмях создается хороший масляный
™н. нарезание колес летучими резцами рекоменду-
ется осуществлять резцами нескольких номеров.
50
Однопроходный цикл
с попутной подачей
Однопроходный цикл
со встречной подачей
ДВухпроходный цикл
с попутно - Встречной подачей
ДВухпроходный цикл
с Встречно- Встречной подачей
ДВухпроходныи цикл
с радиальной подачей
Рис. 33. Циклограмма основных автоматических цик-
лов гаммы зубофрезерных станков
Рис. 34. Пример установки заготовки
f . Л- ' -fcT . ’• ' к'
-Д/’.Ч2, f».’. Ч u ’ т • ' •*’ ’•
Для получения точного колеса рекомендуется
при черновом- фрезеровании углубить впадину пример-
но на 0,2 ш с темчтобы при чистовой обработке
резец обрабатывал только боковые поверхности зубь-
У червячных колес рапптаяние от оси черняка
до базового торца колеса должно выдерживаться в
Мвестных допусках. Поэтому при установке пнетру-
!Г *" Ы-'У -5 •
* _ _ -• < . . *4. 4
мента по высоте следует замерять расстояние от
опорной поверхности базового торца до центра оп-
равки суппорта в горизонтальном положения (нулевое
положение).
II
кле "Продольная подача
, X *
2.3.10. Крепление стола и каретки суппорта
В, случае нарезания изделий больних модулей и
с большими подачами, а также изделий более точных
необходимо салазки стола крепить ручным зажимом,
находящимся на планках стола, и работу производить
на полуавтоматическом
При нарезании червячных колес необходимо крепить
каретку суппорта тоже ручным зажимом, находящимся
на планках каретки суппорта.
. . ••
, 2.3.11. Установка упоров
V'’ '
Установка упоров производится в следующем по-
рядке:
подвести стол до соприкосновения фрезы с за-
готовкой; . ' ж
отвести стол на 0,5 мм от фрезы и в этом по-
.«ушйй ж®йнов,№* упор 22.ЙЙи
щий быстрый подвод стола по циклу. Упор выключения
v быстрого подвода стола устанавливается совместно с
У. лварийнымг|ййй^в
я. 51
отвеотк стол ио миияу. ва°"
бодный съем и установку изделия (не ме
15-20 мм)и в этом положении установить у Р
(см. рис.’ 2), который по циклу будет выключать
быстрый отвод стола.
Упор 23 выключения радиальной подачи устанав-
ливается на необходимую глубину врезания только
при двухпроходном цикле, а при однопроходном цикле
он в работе не участвует. Расстановка упоров конт-
ролируется сигнальными лампами 25 (см. рис. 2
Упори 5, 12 (см. рас. 2) служат для обеспече-
ния необходимой длины зубофреверования. Их установ-
ка должна быть рассчитана на ширину пакета плюс
перебег инструмента, плюс путь врезания ({розы. При
двухпроходном цикле упор 8 устанавливается для сок-
ращения перебега фрезы при втором проходе.
Для обработки прямозубых и косозубых колес
глубина фрезерования и высота врезания определяют-
ся по формулам (см. раздел 2.7).
2.3.12. Установка инструменте и схемы установ-
ки промежуточных колес гитары деления и дифференци-
ала
Для предотвращения погрешностей в зубьях на-
резаемых заготовок необходимо точно центрировать
фрезу при ее установке. Для этого надо строго сле-
дить за тем. чтобы не было забоин и излишней смаз-
ки на торцах фрезы и промежуточных кольцах. В про-
тивном случае при затягивании гайки фрезерная оп-
равка подвергается изгибу и будет иметь место ра-
диальное бдение й>езы.
Необходимо также обратить внимание на чистоту
поверхности хвостовой части фрезерной оправки и
конусного отверстия в
Для фрезерной оправки призматическая шпонка
должна быть на 5 мм короче полной длины фрезы.
У фрез с большим боковым буртиком прилегания
(фреза со вставленными ножами) уравнительные коль-
ца, поставляемые вместе, должны быть приложены к
буртику.
Установку оправки фрезы следует осуществлять
в следующем порядке:
вделе суппорта
•нг
пряхать фрезу к призмам ческой японке пром. ? f
напрввленвя врвиемя. « гайку фрезерной оправы
туго затянуты : ~ .. Л 1
при включенном главном электродвигателе (на
малых оборотах) измерить радиальное и торцовое би*,
яле. Фреза должна быть установлена с точностью у
основания 0,01 и на длине 300 мм - 0,02 в
противном случае следует ослабить гайку фре-
зерной оправки и провернуть кольца, непосредствен-
но прилегающие к фрезе;
снова туго затянуть гайку фрезерной оправки и
проверить точность установки фрезы. Данную опера-
цию повторять до тех пор, пока фреза не будет уста-
новлена с требуемой точностью.
Еще раз проверить крепление фрезерной оправки
шомполом, который надо несколько ослабить (на
I - I оборота), так как во время работы при раэо-
8 4 „
гревании шпинделя растянутый шомпол может дополни-
тельно затянуть в конусное отверстие шпинделя фре-
зерную оправку, что при остывания приведет к заеда-
нию. Оправку можно будет выбить только сильными
ударами, что может привести к порче прецизионных
шарикоподшипников.
По отношению к изделию фреза устанавливается
под углом. Угол установки равен углу подъема вит-
ков червячной фрезы. Обычно угол подъема указыва-
ется (клеймится) на торце фрезы. Начальная грубая
установка фрезы "на угол" производится по шкале
суппорта. Окончательная точная установка - по но-
ниусу, цена деления которого равна 5*.
Если обозначить длину входной частя фрезы
(считая от первого полного наружного зуба А) через
"ъе" (рис. 35), а длину выходной части через "ba",
то длина части фрезы, находящейся в зацеплении с
нарезаема! колесом и образующей профиль зуба, бу-
дет равна bw = be + ba.
Если всю полезную длину фрезы (от первого пол-
ного зуба на левом торце) обозначить через *bn",
то величина "bv", на которую можно переместить
фрезу в осевом направлении, определится как раз-
ность:
проверить радиальное и торцовое биения оправ-
ки. Если они окажутся слишком большими, то надо
повернуть фрезерную оправку на 180° в подшипнике
фрезерного шпинделя и повторять эту операцию;
насадить фрезу, промежуточные кольца и контр-
опору. По обеим сторонам фрезы должно быть насаже-
но не менее одного промежуточного кольца. При ус-
тановке контролеры надо оставлять зазор W* Сш
ЯО. 55); ' /--.ТТ. ' * '*
®»Ч»порой оправка Мсадать
«только промежуйтшх колец, лшй nfa фрезераой
оправки притягивалась к «вдовой поверхжости иГ
'ЖЙЙИЙ^лЙду $тдой
. * bv = bn - bw.
Следовательно, задача настройки станка сводит-
ся к тому, чтобы обеспечить перемещение фрезы
вдоль ее оси на величину
Длина входной "ba" j
Длина входной *Ъе"М выходной "ba" частей фра-
зы в шарф очень удобно и быстро определяется в
^зависимости от числа зубьев ж© и угла наклона
•уба fi нарезаемого колеса по графику (рис* 36).
Полученные из графика значения *bew я *baw
для перевода в мм надо умножить на величину жата
нарезаемого колеса, т.е. на величину где
* 1 Ж - МОДУЛЬ осевой в IM, (
^ ^ача*° полного зубофт торце^фрезы в среднем
псовине жата; следовательно, к вели-
чжяе надо прибавить половину жата. <
Tv.
SO 1
-^модуль осевой в мм
- J
Рже. 35. Установка фрезы:
be - длина входной части фрезы;
Ъа - длина выходной части фрезы;
bw - длина части фрезы, находящейся в за-
цепления и образующая профиль зуба;
bv - величина, на которую можно перемес-
тить фрезу;
Ьп “ полная (полезная) длина фрезы;
А - полный йаружный зуб;
В — продольная подача;
С - тангенциальная подача;
Д - диагональная подача
После
определения всех исходных величин
III
ля-
де ЛЬ выводится в среднее положение при помощи шка-
лы I (рис. 37) с ценой деления I мм и указателя 2.
Затем устанавливаются упоры 3 переключения направ-
ления передвижки фрезы (упоры доказаны схематично,
расположение их зависит от конструкции суппорта)/
Фреза 6 устанавливается на шпинделе в цент-*
ралъное положение при помощи специальной линейки и
цеятроуказателя 5.
орта с ползушкой (модели 53А50, 53А8О)
длина возможного осевого перемещения фрезы Ът l
ой тем фреза и шпиндель из этого положения пе
определяется конкретно для каждой устанавливаемой
фрезы. Длина вертикального хода каретки суппорта В
определяется также конкретно для каждого случая с
учетом перебегов фрезы на входе и выходе.
Предположим, что фрезу можно перемещать на
40 мм, а длина фрезерования с перебегом равна
180 мм.
ремещаются в исходное положение к коренному подтип—
нику 4 или от него.
В этом случае
ь _ 40 = I
В 180 4,5
Ряс. 36, График распределения рабочей
J ДХ * - < -* * '-Лк". Aj " И » • .
длины фрезы в лагах <
f /,-Л t = 5Г.щ
9
где t - наг фрезы; -
Ж - модуль нарезаемого
Рже. 37; Установка фрезы до центру
Длина фрезерования больше длины перемещения
фрезы в 4,5 раза, следовательно, требуется вклю-
чить блок тангенциальной подачи в положение II (см.
рис. 31).
Отношение длины перемещения фрезы к длине фре-
зерования в зависимости от положения блока, следую-
щее:
положении II рукоятки блока
UII
в положения I рукоятки блока
п » настройке надо стремиться максимально ис-
ПР“ «личину перемещения Фрезы, но не допус-
пользовать вели щаг0 за границы профиляро-
ка1ь переммемя. в“ходя
“"“Уловное перемещение фрезерного шпинделя в
«НИИ от коренного подай пика названо "про-
яаправлеш перемещение в противоположной
тятивание вперед •1ягиввнив вазад„ (см< в).
Н8П₽а=вление осевого перемещения фрезы, как
быть выбрано против направления
XSS 35)-
Осевые наладочные перемещения фрезерного шин-
„^плоптся при помощи электродвигателя
АТог °ОУИа°^довТнахатием толчковой кнопки "Вверх"
при выключенной продольной подаче, при
ИЛИ вниз Г доворот стола должны осу-
эгом перемещение Фрезы и Д^И- °
me0^MMrnwS дифференциала должна быть наст-
Jb
НИИ.
♦ - I
Л*»1' J
►Л
Расположение входной (be) я выходной (ъе)
частей фрезы определяется по табл. 16.
л «Г
Таблица 16
Направление тангенциальной подачи Начало или конец
начало
конец
Направление правое
ба
бе
Фреза
конец
начало
Направление левое
Заготовка
6а
Пример установки фрейм приведен на рис. 38.
бе
Ряс. 38. Пример установки фрезы
2.4, Регулирование
узлов и эле-
возникает не-
узлов и эле-
2.4.1. Регулирование отдельных
ментов
В процессе эксплуатации станка
обходим ость в регулировке отдельных
ментов.
I. Регулировка конических и упорных подшипни-
ков путем подшлифовки компенсационных колес или
затягивания гаек.
2. Регулировка зазора между направляющими
стойки и каретки суппорта при помощи клинового
устройства.
При увеличении зазора необходимо отвернуть
винты, крепящие клин, слегка подать его вперед,
довести зазор до минимального, при котором салазки
плавно двигаются по стойке, затянуть винта.
3. Регулировка зазора в направляющих стола.
Необходимо отвернуть винта, крепящие клинья, а за-
тем специальными винтами произвести необходимую
регулировку.
4. Регулировка подшипников фрезерного шпинде-
Для устранения радиального люфта в шпинделе
суппорта необходимо подшлифовать компенсационное
кольцо на величину зазора, умноженную на 20 (ко-
нусность шпинделя 1:20). Устранение осевого люфта
достигается подшлифовкой компенсационного кольца.
5. Регулировка делительной пары стола.
Для устранения излишнего зазора в делительной
паре стола необходимо подшлифовать компенсационное
кольцо. Уменьшение бокового зазоре в делительной
паре на 0,01 мм повлечет за собой подшлифовку ком-
пенсационного кольца на 0,792 мм.
Нормальная величина бокового зазора в дели-
тельной паре 0 ,03-0 ,05 .
Величину бокового зазоре необходимо замерять
в нескольких точках. Необходимо помнить, что регу-
лировка бокового зазора в делительной паре снижа-
ет ее точность, а в целом и станка.
6. Регулировка зазора в направляющих контр"
поддержки производится аналогично регулировке за-
зора в каретке суппорта.
7. Регулировка давления в системе осуществля-
ется с помощью напорного золотника и манометра.
Давление в гидросистеме должно быть 20 атм.
ВНИМАНИЕ!
Фильтр очистки необходимо проворачивать 2 ра-
за в смену и прочищать не реже I раза в 2 месяца.
2.4.2. Общие указания по эксплуатации элек-
тромагнитных .муфт
I. Корпус электромагнитной муфты должен быть
хорошо закреплен на валу и не иметь осевых переме-
щений.
2. Токосъемное кольцо должно соприкасаться
только со щеткой, но не с другими частями (масло-
трубка и т.д.).
3. При
оя наносить
монтаже и демонтаже муфт не разрешав т-
даже слабые удары по токосъемному коль-
2.4.3. Указания по разборке станка
При эксплуатации станка возникает необходи-
мость частичной и полной (для капитального ремонта)
разборки станка.
Порядок разборки станка следующий: для снятия
стола вместе с задней стойкой (контрподдержкой)
надо отвести стол в крайнее правое положение, от-
вернуть шланги в задней стойке, отверстия К 3/8"
закрыть пробками, вынуть вал деления, вывернуть
винт перемещения стола, снять телезащиту вала деле-
ния и винта, снять планки
щих.
с клиньями с направляг-
При установке задней
произвести проверку стойки
стойки на место необходимо
на точность и -закрепить ее
Для демонтажа коробки распределения движений
надо снять лицевой кожух, вынуть ведущий вал гита-
ры дифференциала, отвернуть винты крепления короб-
ки и вынуть ее. Винт перемещения стола, мешающий
демонтажу коробки, был уже ранее вынут.
Суппорт снимается после свертывания шести га-
ек с винтов, установленных в кольцевом Т-образном
пазу каретки.
Каретка фрезерного суппорта снимается с нап-
равляющих суппортной стойки после удаления верти-
кального шлицевого вала, снятия пориня, цилиндра
гидравлической догрузки суппорта, гайки винта вер-
тикальной (продольной) подачи и планок с клиньями.
Коробка привода демонтируется после открепле-
ния винтов вместе с электродвигателем, а коробка
подач - после снятия кожуха и размыкания цепи элек-
тродвигателя ускоренного хода. ;
2.5, Возможные отклонения от нормальной работы
• * станка и способы их устранения
' .V"
... ... .. ,
Возможное
отклонение
Таблица 17
Способ устранения
Нареэается непре- Проверить настройку гитары
вильное число зубь- деления и установку сменных и
•> переборных шестерен.
Расчетом и замерами прове-
рить соответствие наружного
диаметра нарезаемого колеса.
Ожокчеай( ififii. г?
Возможное
откжоявнле
При нарезания
прямозубого колеса
зуб не параллелен
I оси колеса
При нарезаний ко-
созубых колес и пра-
вильной настройке
гитары деления сре-
заются зубья или
ре з вальц овыва е тся
впадина
Нарезаемые коле-
са имеют большую
накопленную ошибку,
чем по допускам на
7-ю степень точнос-
ти по ГОСТ 1643-72
Способ устранения
Пря нарезании косозубых ко-
лес проверять согласованность
довороте стола, необходимую
для образования правой для
левой спирали
Провегить надежность креп-
ления заготовки, особенно при
гддрозажяме.
Точнее установить суппорт
на угол фрезы.
Выставить станок по
ГОСТ 659-67
Проверять расчет настройки
гитары дифференциала.
Проверить угол установки
суппорта.
Проверить надежность креп-
ления заготовки.
Проверить расчетом и заме-
рами соответствие наружного
диаметре заготовки параметрам
нарезаемого колеса
Устранить биение заготовки,
которое может быть вызвано:
непараллельностью торцов
заготовок (при фрезеровании
пакетом);
не перпендикулярное тью тор-
цов заготовки к отверстию;
непараллельностью торцов
колец и других зажимных дета-
лей.
Устранить биение оправки.
Устранить биение центре
или отжим детали ведущим хо-
мутиком при работе в центрах.
Устранить зазор между по-
садочным отверстием заготовки
я оправкой (изготовить новую
оправку).
Не допускать при обработке
шестерен разных баз (база об-
работки - одна, база проверки
-другая). t .
Устранить ошибку в уста-
новке суппорта яа угол.
Выставить станок на гео-
метрическую точность
Устранить накопленную
ошибку, так как она связана
Возможное
отклонение
Нельзя пустить
стенок в наладочном
режиме и по циклу
4
Нарезаемые коле
са имеют ошибки по
соседним шагам боль- ошибками по соседним шагам,
не чем по допуска^’,/ *В|||И||цеп1ЙЙ..Ш^ИНИИ-КОМ;
-----------j ~
' точнмйи. 1: '
Заменить фрезу более точ-
ной (особенно при работе мно-
гозаходными фразами).
7.J-
на 7-ю степень точ-
ГОСТ 1643-72 *-*
j.»
>1
i
v-
к-?
Возрастание дав-
ления на манометре
Плохая чистота
профиля нарезаемых
зубьев.
Следы дробления
на поверхности зубь-
ев, выхваты и т.д.
| Способ устранения____________
Устранить биение фрезы.
Применить более точный ме-
тод измерений, отказавшись от
точечных замеров.
Не допускать забоин на
профилях зубьев
Устранить излишние люфты в
делительной паре стола,, в
шпинделе фрезы (особенно в
коренном подшипнике), в клинь-
ях салазок суппорта и стола.
Заменить затупленную фрезу.
Жестко закрепить фрезу и
особенно заготовку.
Сменить режимы резания.
Произвести термические
улучшения заготовок.
Заменить охлаждающую жид-
кость (масло - сульфофрезолом)
При нарезании крупномодуль-
ных колес проверить действие
гидроподпора суппорта (суп-
порт должен быть поднят гидро-
цилиндром).
Заменить засоренную охлаж-
дающую жидкость чистой
Отрегулировать работу реле
давления, находящегося в сис-
теме гидропривода.
Проверить положение тепло-
вых реле в электрошкафр.
Проверить подводку электро-
тока к электроюкафу.
Проверить положение всех
аварийных наконечников (на
каретке суппорта, на суппорте
и в станине)
Отвести вручную упор стола
вправо вращением за квадрат
Стол не движется
ускоренно в направ-
лении к фрезе
Не включается ус-
коренный ход сала- г
зок суппорта и стола
При переходе с ра- Уменымть люфты в цепи диф-
диального врезания
на вертикальную по-
дачу при фрезерова-
нии кдеозубых колес
остаются зареэы зуба
с одной стороны
Устранить замыкание контак-
тов 11 *
г
II
ференциала а в цепи деланЦ^^*
вертикальная подача должна на-
чинаться одновременно с дово-
ротом стола, в чем можно убе-
диться вращением за квадрат
4 (см. рис. 2).
Рекомендуется после уста-
новки очередной заготовки вы-
брать люфты в цепи дифференци-
ала и подачи вращением за
квадрат 4 (см< рис. 2) по хо-
ду рабочей подачи
Засорение фильтра, промыть
Фильтр л
2,6, Схема расположения подшипников
Перечень подшипников
Чл.
Таблица 16
Условное обозначение Номер стандарта (ГОСТ) Класс точ- ности Место установки Позиция на рис. 39 Коли- чество Примечание
|_ Г UI7 5720-75 0 Коробка привода I I
[—62213 ВИВ-Vb 6 2 4 ' 6-308 8338-75 6 3 2 ; 1 6-ЗХ1 8338-75 6 Коробка скоростей 4 j | 42211 8328-75 0 5 4 5-2007116 333-71 5 6 4
5-2007116 333-71 5 7 2
5-7209 333-71 5 8 2
5-46120Д 831-75 5 « 9 I
5-7208 333-71 5 10 I
5-7307 333-71 5 ’ II I
5-7510 333-71 5 12 I
5-7510 333-71 5 13 I
5-46122 831-75 5 14 I
5-207 8338-75 5 Стойка 15 I
5-7510 333-71 5 16 2
2007108 333-71 0 2
6-67207 3169-71 5 18 2
4-36206 831-75 4 19 4
5-36208 831-75 5 20 2
5-36206Е 831-75 5 21 2
5-67510 831-75 5 22 2
5-207 8338-75 5 23 I
5-ПО 8338-75 5 24 2
Г 7207 '
208К
107
208К
208К
206К
208К
208К
206К
208К
208К
2-8213
2-8309
“ 32207
210
6-8208
4024106
6-8208
7207 ‘
207
208
: 14^,
333-71
8338-75
8338-75
8338-75
8338-75
8338-75
8338-75
0338-75
8338-75
8338-75
8338-75
6874-75
6874-75
8328-75
8338-75
6874-75
4657-71
6874-75
8338-75
8338-75
333-71
333-71 ’
25 2
26 3
27 4
28 I
29 2
Коробка подач 30 I
31 I
32 2
33 I
34 3
____________________________35________3
Стойка 36 I
37 I
зб-------Г
39 2
40 I
41 2
Коробка распределения 42 I
' ? ' движеннй 43 2
44 2
45 I
46 2
47 2
... д
Только дяя манков
53150, 53180 1 ;
—11
Условное обозначение —________ ’ Продолжение табл. 18
Номер стандарта (ГОСТ) Класс точ- ности Место установки Позиция на рис. 39 Коли- чество Примечание
Г 208 8338-75 0 48 2
208 8338-75 0 49 2
208 8338-75 0 50 2
305 8338-75 0 Коробка распределения 51 I
7207 333-71 0 движений 52 2
8106 6874-75 0 53 I
208 8338-75 0 54 I
8X14 6874-75 0 55 I
1 8116 6874-75 0 56 I
8210 6874-75 0 57 2
8I07K 6874-75 0 58 2
8I07K 6874-75 0 59 2
81X0 6874-75 0 60 2
' 8I07K 6874-75 0 Стол 6Х I
8I07K 6874-75 0 I
2-8209 6874-75 2 63 2
5-2007II3 333-71 5 64 2
6-206 8338-75 6 70 2
6-205 8338-75 6 71 I
6-205 8338-75 6 72 I
6-206 8338-75 6 73 I > Только для станков
6-206 8338-75 6 Стойка 74 I 53А50, 53А8О
6-205 8338-75 6 75 2
6-206 8338-75 6 76 2
6-206 8338-75 6 77 2 _
5-7510 333-71 * 5 78 2
5-7516 333-71 5 79 2
6-72I4HA 333-71 6 80 2
5-8108 6874-75 5 Каретка суппорта 8Х I
5-8108 6874-75 5 82 I
5-46120 831-75 5 83 2
Только для станков
53А50, 53JBO
8106
8107
8106
36205KI
204
5-307
2-8306
5-8II0
4-36210
4-46124
2-8II8
4074X13
5-2007II6
2-8210 ”
4-236210
7205
8106
8107
5-7310ШЬ
Ъ 8103 >'
3^30^ -
8X05 ..
6874-75
6874-75
6874-75
831-75
8338-75
8338-75
6874-75
6874-75
831-75
831-75
6874-75
4657-71
333-71
8338-75
6874-75
832-57
333-71
6874-75
6874-75
333-71 '
6874-75
8338-75
6874-75
8338-75
Суппорт
90
93
94
95
97 '
98
100
101
; Ж"*
103
104
105
106
------------------------------------------------------
Только для станков
53А50, 53А80
Кроме станков 53А50
53А^О^Д
•л»
Окончание табл. 18
Номер Условное стандарта обозначение (ГОСТ) Класс точ- ности Место установки Позиция на рис. 39 Коли- чество Примечание
46204 831-75 0 ш «’ 204 ' 8338-75 0 ™ * 46204 831-75 0 Транспортер струххж 110 х 204 ' 8338-75 0 116 * 205 8338-75 0 IIZ ±
205 8338-75 0 Коробка подач 118 £____
228126 6874-75 2 Суппорт 120 2
I
2.7.Рекомеидации по зубофреэероиаиию
2.7.1. Режимы резаная
Под режимом ре занял при зубофрезоровании по-
нимается скорость резаная л подача:
скорость резаная
1000
где Я" = 3,14;
De - диаметр фрезы, мм;
и - частота вращения фрезы, об/мая;
v - скорость резаная, м/ман.
Произведение частоты вращеная фрезы на вели-
чину подачи определяет параметр режимов резаная
( п»в ). В то хе время это произведение является *
дополнительным параметром при определении требуе-
мого
48).
расхода охлажда
На режимы резаная при зубофрезерованнл влия-
ют:
материал заготовки;
Рже. 4о. График зависимости продольной подачи от
числа заходов фрезы t
.Al . 7 '
£
материал инструмента;
охлаждающая жидкость (количество л качествен-
ный состав);
правильность закрепления изделия л инструмен-
та;
При применении многозаходных червячных фрез
продольная подача "з " при однозаходной червячной
фрезё должна быть умножена на коэффициент "k ",
взятый из диаграммы (рис. 40):
i:r>
.111
величина зацепления (модуль);
стойкость инструмента;
конструкция червячной фрезы (геометрия режу-
щих кромок, количество канавок, зубьев); .
число проходов. *
При черновом зубофрезерованнл (чистота зуба
не имеет определенного значения) выбираются боль-
жие подачи при соответствующих скоростях резаная.
При чистовом зубофрезерованнл подача выбира-
ется в зависимости от материала, зубофреэеровше
производится с божиими скоростями реЗЯНИЯ
Ж>Прв жбор. гвяимкя адмо ад.
ходе» чералао! Ммв. (
2.7.3. Обрабатываемость различных материалов
На графике (рис. 41) указана обрабатываемость*
различных материалов в зависимости от прочности на
разрыв. < жм/пг 1Л№ЙШйЙмосй1 по Вмжелягл‘7
il m/tar „
«• •< . * * ?I * у’*»
При
при скорййй резання 50 ы/миж..ббреба-
;всех npyzifinipoK стали была прий|ййий ’
к определенной категории относительно обрабатывае-
»мй№|Мфвнной вымгцарав мам7
^^ж^|ви самое та от обрабатываемости материала >,
Ж» Д инструмента по графикам рис. 42-45 мод-
но определить скорость резания и подачу.
Данные рекомендации же относятся ж обработке
изделия специальным режущим инструментом (о фжанки-
35 40 45 50 1 55 60 65
70 75 BO fl5l 90 95 100 405 ИО 115 120
100
150
200
Прочность на розрыО^кгс/мм1
250 300 350
ТВсрдость по Бринеллю НВ
Рио. 4J. Обрабатываемость различных материалов:
I - углеродистые стали (например, 35-50);
2 - хромоникелевые стали (например, 20ХН-
5QXH); 3 - хромоникелемолибденовне стали
(Например, 4QXH2MA, 4QXMA); 4 - нихеле-
молибденовые стали (например, 5НЭ4, I5HM,
20НЭ4, 20НМ); 5 - хромистые стали (напри-
мер, 2QX-50X, I8ITT, 2QXIM); 6 - хромова-
надиевые стали (например, 15ХФ, 40ХФА)
V, м/мин
В один
проход
В дба
прохода
- 61
•*
Ойрайсипыбаемсть, /с вом зуйофр^зероваяиж
А .
У
J
т^Ецими режущими кромками и т.д.) в числом зубьев
изделия до 20 я более 80.
2.7.4. Определение величины следа подачи при
чистовом зубофреверовании
Величина следа подачи при чистовом зубофрезе-
роэаяия определяется по диаграмме рис. 46.
2.7.5. Выбор параметров режимов резания
Произведение частоты вращения фрезы на величи-
ну подачи дает параметр режима резания. Этот пара-
метр можно определить по графику (рис. 47).
После определения параметра режима резания
определяется расход охлаждающей жидкости по графи-
ку (рис. 48).
Например. При пфрезы= 125 об/мин и продоль-
ной подаче s =2,5 мм/оборот изделия параметр
режима резания n.s - 320. При модуле 8 мм рас-
ход охлаждающей жидкости должен составить 130 лит-
ров в минуту. В случае добавления к охлаждающей
жидкости присадки, например 2-3% двухсернистого
молибдена M0S2 (дисульфид молибдена), количество
охлаждающей жидкости может быть уменьиено до 40%.
При правильном охлаждении стружка не изменяет
своего цвета и отсутствует масляный туман.
Имеющийся на станке насос охлаждения П-90 фак-
тически дает 50-70 литров в минуту в зависимости
от вязкости охлаждающей жидкости, поэтому присадка
дисульфида молибдена желательна.
0.15 1,0 1,251,5 1,15 2,2525 3,5 45 5,5
2,0 3,0 4,0 5,0 5,0
S
Рис. 46. Величина следа подачи при чистовом зубо-
фр ез еровании:
S - продольная подача; 3^ - глубина сле-
да подачи на боковой поверхности зуба в
мкм; - делительный диаметр фрезы
Рис. 47. Выбор параметра
режимов резания
102
6
7
6
5
л 5
fOJ
W
9
8
7
б
5
I
I
I
I
9-5 6789I01
789I02
2 J Ч 5 678910
^л/мин.
Рис. 48. Определение расхода охлаждающей ж.
кости Q,
2.8. Выбор инструменте
2.8.1. Износ инструмента (ширина метки износа)
На диаграмме рис. 49 показана допускаемая ши-
рина меток износа фрезы с учетом общего времени
фрезерования и допускаемой погрешности зацепления.
Однако для обеспечения экономичности при чис-
товой обработке ширина метки износа не долина пре-
вышать 0,4 мм, а при черновой - 0,8 мм.
Износ инструмента при односменной его работе
не должен превышать: V
для изделий модулем от 2 до 8 мм при черновом
зубофрезеровании 0,5 мм, при чистовом зубофреверо-
вании 0,3 мм; ’
для изделий модулем от 8 до 12 мм при Черно-
ва! зубофрезеровании 0,8 мм, при чистовом зубофре-
эеровании 0,4 мм (см. рис. 49).
Ширина метки износа, мм
Рже. 49. График зависимости износа
фрезы от модуля нарезаемого
изделия
Рис. 50. Зависимость величины радиальной подачи от
толщины зуба
2.8.2. Расчет требуемой величины радиальной
подачи инструмента (рис. 50)
dw - действительная толщина зуба минус заданная
толщина зуба;
J h - величина подачи на глубину 'фрезы;
d. - угол зацепления
21 h = к«21 w .
, • * с;-'1
Пример. При нарезании зубьев цилиндрического
колеса после первого прохода толщина трех зубьев
оказалась 30,95 мм. Заданная толщина 30,64 мм.
Л» « 30,95 _ 30,64 = 0,31 ММ.
Следовательно^ с тол с изделием по индикатору
следует подать при угле зацепления 20° на следую-
л щую глубину: * '
= 1,462 • 0,31 = 0,453 мм.
2.8.3. Расчет времени обработки изделия
Величина входа фрезы для прямозубых колес оп-
ределяется по формуле:
а = У De . h - h2?
где а - путь входа фрезы;
1>е - наружный диаметр фрезы;
ь - глубина фрезерования первого иля второго
проходов.
- I **
k *
Путь выхода фрезы "с" в зависимости от модуля
составляет 3-4 мм.
Общая длина пути фрезы составляет: I варианта —
а + А + с; п варианта - H+h ; Ш варианта - h р
(см.*рис. 51).
Приближенная величина входа и выхода фрезы
для косозубых колес определяется по формуле:
4 :
где 1,35 поправочный коэффициент.
Более точные величины входа и выхода фрезы
для кооозубых колес определяются по формулам:
d х tg П l/h —ь + DH3 - h >
1 у BinD
'° где у .;d >величина входа фрезы;
с - величина выхода фрезы;
• 2* - — “ .V - ' z-й..*1
я
Прямозубые о косозудые
цилиндрические колеса
Продольная
подача
S п К
шт/час
Z-Ко з^Годрабатыбавмого изделия
I-продольная подача, мм/об изд .
п- частота брацения фрезы, об/мин
к - число заходоб Фрезы____________
Прямозубые и косозубые
цилиндрические колеса
радиально -
продольная
подача
колеса
.ZJu *7_Н
5р п к 5ПК
Sp - радиальная подача, мм/ об изд
Чербячные зубчатые колеса
Радиальная
подача
-- гЛ.
Sp п к
Рис. 51* Расчет времени обработки изделия
Ч - угол установки фрезерного суппорта;
j - наружный диаметр фрезы;
3 - диаметр обрабатываемого изделия;
- глубина фрезерования,
-угол наклона зуба изделия*
- - угол зацепления
V 15° = 0,2679
20° = 0,3640.
De
в
но по7»Т“°.ОПРвДеЛИТЬ МЛ”МУ ВХ0Д8 «*•“
Упрощенное определение величины й
и х .В, L.. t jff. •<. - Ji ,
•7
мож-
Модуль
И , мм
Диаметр
фрезы
Глубина
Фрезеро-
вания
. Ь, мм
Величи-
на осе-
вого в ре
зания а,
мм
Таблица 19
' ВХОД*
-
-Л L- >
— __ - ;
Примечание
мм
3
3,25
I •.
Дяя косозубых
ё' :и..Л^ДеС С углем
4
Модуль
m , ММ
Диаметр
фрезы
D«p.’
мм
Глубина
фрезеро-
вания
h, мм
Величи-
на осе-
вого вре-
зания а,
мм
Примечание
5
р-
1
3,5
29,5
30
4,25
9,9
90
90
100
100
100
9
10
140
140
160
14,3
15,4
17,5
37
'•
46
47 •
51
56,6
60
наклона зуба
до 30° знача-
ние величины Л
"а" надо увели-
чивать на коэф-
более точ-
определе-
величину
следуе т
НИЯ
иа”
рассчитать по
формуле, при-
веденной в раз-
деле 2.8*5 i
к
л 66..
3. ПАСПОРТ
3.1. Общие сведения
Инвентарный номер--------------------—
Завод__________________________________
Цех__________________________________—
Дата пуска станка в эксплуатацию
3.2, Основные технические данные и
характеристики
3.2.1. Техническая характеристика (основные па-
раметры и размеры согласно ГОСТ 6852-71)
Класс точности П (модели 53А5О, 53А8О) по
ГОСТ 8-71.
Класс точности Н (модели 53А50Н, 53А80Н) по
ГОСТ 8-71.
Модель
53А80 53А5О
53А8ОН 53А50Н
Размеры обрабатываемых
изделий
Наибольший модуль нарезаемого
изделия, мм ................ 10 8
Наибольший диаметр нарезаемых "
червячных колес, мм ........ 800 500
Наибольший диаметр нарезаемых
цилиндрических колес, мм:
прямозубых ............... 800 500
косозубых при угле наклона:
30° ................. 500 400
45° ................. 350 300
Наибольшая длина зуба нарезае-
мых колес, мы:
прямозубых .............. 350 350
косозубых при угле наклона:
30° ................. 230 230
45° ................. 180 180
60° ................. 130 130
Наименьшее число нарезаемых
зубьев ....................... 12 12
Стол
Расстояние между осями стола и
фрезы, мм:
наименьшее ................... 80 60
наибольшее . • • 500
Расстояние от плоскости стола
до оси фрезы, мм:
z наименьшее ................. 195 195
I , - дай больше е ~' '595
Ускоренное перемещение стола» ‘ Z
200 200
Ручное перемещение стола яа *. v*.
Модель
53А80 53А50
53А80Н 53А50Н
. . X - . С-
Суппорт
Наибольшие размеры режущего
инструмента, мм:
диаметр .................. 200 180
Длина .................... 200 200
Наибольшее вертикальное переме-
щение суппорта, мм ............ 400 400
Ускоренное перемещение каретки
суппорта, мм/мин .............. 660 660
Диаметр фрезерных оправок,
мм ............................ 32; 40 32; 40
Наибольший угол поворота суп-
порта, град ................... ±60 ±60
Поворот на одно деление шкалы:
10 т О
____________ I
нониуса .................. 5 ’ 5 ’
Автоматическая осевая передвиж-
ка фрезы для станков моделей
53А50Н и 53А80Н ............... есть есть
Автоматический возврат инстру-
мента в исходное положение ... есть есть
Предохранение от перегрузки ... есть есть
Конус отверстия шпинделя ...... Морзе 5 Морзе 5
Наибольшее осевое перемещение
фрезы, мм ..................... 100 100
Скорость перемещения шпинделя
вдоль оси, мм/мин ............. 43 43
Наибольшее осевое перемещение
фрезы для станков моделей
53А50, 53А80, ми .............. 200 200
Скорость перемещения ползушки,
мм/мин ........................ 230 230
Привод ‘ <
Пределы частота вращения фрезы,
об/мин ........................ 40-405
Число ступеней частоты враще-
ния7 фрезы ..................... II
Пределы подач, мм/об:
вертикальной .................. 0,75-7,5
радиальной ............... 0,2-2,25
тангенциальной (для стан-
.... 4,-^-
ков моделей 53А50,
53А80) .........0,13-3,6
Число ступеней подач .......... 16
Габаритные размеры станка (дай-
на х ширина х высота), мм .... 2897х 2670х
' ’ - xI8I0x х1810х
; Х2250 Х2250
Масса, кг ......10800 >000.. .
10600 - 9850"
' 'J
3,2.2, Основные данные
Габариты рабочего пространства (рис. 52 и 53)
Стол (рис. 54)
Шпиндель я оправка фрезы (ряс. 55 и 56)
3,2.3. Установка станка (рис. 57)
3,2.4. Техническая характеристика
И
электрообо-
рудования
Род тока питающей сети .......... переменный
трехфазный
Частота тока, Гц ............... 50
Напряжение, В .................. 380
Количество электродвигателей на
станках:
53А80, 53А50 ...............
53А50Н, 53А80Н .............
Электродвигатель главного движе-
•Wi
ния:
тип ..........................
мощность, кВт .............
частота вращения, об/мин ..
Электродвигатель быстрых переме-
щений:
тип .......................
мощность, кВт ..............
частота вращения, об/мин ••
Электродвигатель гидропривода:
тип .......................
мощность, кВт -.............
частота вращения, об/мин ..
Электродвигатель транспортере
стружки:
тип .........................
мощность, кВт ...............
частота вращения, об/мин
Электродвигатель насоса смазки:
тип ..............................
4AI80M8/6/4 УЗ
8/10/12,5
735/985/1470
А02-32-4 M30I
3,0
1430
А02-22-6 M30I
1Д
930
А02-22^1 M30I
0,4
1400
BHI-IIA
Электродвигатель охлаждения:
гап ......................... П90
мощность, кВт .............. 0
частота вращения, об/мин 2850
производительность электро-
насоса охлаждения,
л/мин ...................... ад д
Электродвигатель передвижки фре-
зы(для станков 53А5ОН, 53А80Н);
тип ............................
мощность, кВт .........;...... q 4 M30I
частота вращения, об/мин ...
Суммарная мощность всех электро-
двигателей для станков, кВт:
53А50, 53А80 ........................ а
53А50Н, 53А80Н .........
3.2.5. Техническая характеристика системы гид,
ропривода и смазки -
Марка масла для гидропривода и
системы смазки ....................... И-ЗОА
ГОСТ 20799-75
• I
Подача насоса смазки, л/мин .... 5
Тип:
насоса гидропривода ......... Г12-32А
напорного залотника ....... Г54-22
манометре (Р=60 кгс/см^) ... МТП-60Д-60х2,5
ГОСТ 8625-69
реле давления j/
(Р = 20 кгс/см2)............. Г62-21 или
ПГ62-11 V •
фильтра пластинчатого ....... 0,12-0,08Г41-22
фильтра магнитного ......... ФМ-2
золотника .................. Г-54-22
гидрораспределителя ........ РМР-6
мощность, кВт .............. 0,25
частота вращения, об/мин ... 1450
График минимального
Рис. 53. Габариты рабочего пространства станков с
наибольшим диаметром обрабатываемого из-
делия 800 мм
Ф560 (Фобработки 500мм)
конце Морзе 5
22Ах В пазоВ
ф63О(Фобработки000мм)
ФИОА,
а
12
Рис. 54. Стол
/в
2 8 max
68 mi а
315тах
2DO min
Рис. 55. Шпиндель и оправка фрезы (суппорт протяжной)
'Pic. 56. пиндельйГ' опрдйй фрезы'Йуппорт о пириоди-
ческой передвижкой фрезы)
69
План фундамента
Контур станины
_ ОткрыОаюциеся
кожухи
160
э
Рис. 57. Установочный чертеж станка
1220
3.3. Сведения о ремонте
Дата
6 фундаментных
долтоЬ М20
0 Электроддод
О Рабочее место
160
План
5JA50
100
100
Должность, фамилия
и подпись ответст-
венного лица
$
А*
ремонта
X"
Основание
для сдачи
в ремонт
произво-
димого
ремонт
поступ-
ления в
ремонт
приняв-
пего
ремонт
Категория
сложности
ремонта
Наименование
я обозначение
составных
частей станка
выхода
из
ремонта
Ремонтный
цикл
работы
станка
в часах
в
-да
I
• ,
*
Дата
поступ-
ления в
ремонт
выхода
из
ремонта
SoSf0piwl РвН°НТНЫ1
СЛОЖНОСТИ
Ремонта
ЦИКЛ
работы
стайка
в часах
Вад
ремонта
н подпись ответст-
венного лица
. - I
ПрОИЗБО
давшего
ремонт
приняв
шего
ремонт
|г v
3,4, Сведения об изменениях в станке
Наименование
и обозначение
составных
частей станка
Дата
проведенных
изменений
и^ость
1 2?Дп«сь
Энного
Основание
(наименование
документа)
Характеристика
работы станка
после проведе-
ния изменений
ден
3«t>. Комплект
поставил
Комплект поставки станков 53А50 53ARA
в табл. 20. а станков 53А50Н, 53А80Н - в та“?
Таблица 20
Обозначение
Наименование
Коли-
чество
Размер
Примечание
53*50, 53А80
Станок в сборе
Ил-бОО
M324-9I-206A
M324-9I-208A
IM324-9I-207A
ВХОДЯТ В КОМПЛЕКТ И СТОИМОСТЬ СТАНКА
Сменные шестерни гитар деления и диф-
ференциала :
Z = 23 , 24 , 25 , 25 , 30 , 33 , 34 , 35,
37, 40, 40, 41, -
53, 55, 58, 59,
70, 70, 71, 73,
89, 90, 92, 95,
Шестерни перебора (в:г )
z = 36
43,
60,
75,
97,
45,
61.
79,
98,
47,
80,
100
48,
65,
83,
50,
67,
85,
42
ш
Приложено отдельно в
общей упаковке
K324-92-20I
K324-92-2I0
Сменные шестерни
2 = 23, 27, 31,
60, 64 '
Сменные шестерни
гитары скоростей:
36, 41, 46, 51, 56,
гитары подач:
2
m
m
ш
Установлено на станке
10
го
Приложено отдельно
общей упаковке
В
53А66,0Э»;0П
\Ш!>(7 9/ GV 2
GG 5
Г53А6О.099.О11-О1
53A5Q.009.eig
53 А 50.-689.012 -01
K324-92-0I2B
92-0I8B
M324-9I-202A
K324-9I-226A
K324-9I-225A
№24-91-214
№324-91-216
ГОСТ 11071-73
ГОСТ 8789-68
ДК216-07
V1324-9I-203A
K324-9I-22I
“324-91-219
11871-73
^Т 8789-68
53‘50.9IO.oqo
1
z = 32
z = 64
m
m
= 2,5
n
г»
Фрезерная
Кольцо
Кольцо
Кольцо
Кольцо
Втулка
Гайка
Шпонка
Гайка
Оправка
Кольцо
Кольцо
Втулка
Гайка
Шпонка
Гайка
Принадлежности
оправка
‘VS.
Инструмент
2
Клин
У;
—
-13 -
9 32
9 32;1 =10
9 32; 1 =1
=30
=40
9 32; 1
М56х2
8x7x180
МЗОхТ.5
9 40
9 40
9 40
. , 9 40
t М56х2
10x8x165
М30х1,5 лев.
лев.
Комплект оправки $
> Приложено отдельно
общей упаковке
32
в
j
Комплект оправки £ 40
> Приложено отдельно
общей упаковке
> Приложено отдельно
общей упаковке
* Г
у. / - • ' тяг < ч
в
Окончание Та,
60
*
В
А.
Обозначение
73-72К
11737-74
II
I
п
Ключи
и
п
и
II
8
5
53А50.00.000 РЭ
Установлен
на станке
Л
лев.
'Г-
А.
f
16984-71
I6984-7X
2
2
24
5
п
II
'f Ъ
Ключ
Ключ
Ключи
ДА277-4
M324-9I-236
M324-9I-237
ГОСТ 11737-74
K324-9I-242
1ЭМЩ-1
ГОСТ 2841-71
M324-65-OOI
М324-91-201Б
M324-9I-209A
M324-9I-2I0A
M324-9I-2IIA
М324-91-226Б
ГОСТ II87I-73
ГОСТ 8789-68
ДК216-06
M324-9I-204A
K324-9I-2I7
M324-9I-22I
ГОСТ П871-73
ГОСТ 8789-68
ДК216-07
M324-9I-205A
K324-9I-238
М324-91-224
M324-9I-225
ГОСТ II87I-73’
ГОСТ 8789-68
ДК216-07
-х 5
Комплект справки 0 50
Приложено отдельно в
общей упаковке
Документ»
Руководство по эксплуатации полу-
автомата
ГОСТ
ГОСТ
ГОСТ 2839-71
0СТ2И91-2-72
ГОСТ
Комплект оправки 0
> Приложено отдельно
- общей упаковке 4 ,
г Приложено отдельно
общей упаковке
То же
<4* ' 1 ‘
) и
1
/ •
53A50.9II.000 СБ
Комплект оправки У 27
s Приложено отдельно в
общей упаковке
Коли-
Наименование
Ключ электрошкафе
для круглых гаек
7811-0320
7811-0322
7811-0003
7811-0021
7811-0023
7811-0025
7811-0041
7811-0043
7811-0046
Рукоятка
Кронштейн
Игле
Ключ
Ключ трещотка
Щетка
Ключ 7811-0103
чество
Размер
75-85
IOO-IIO
8x10
12x14
17x19
22x24
27x30
32x36
46x50
14
ПОСТАВЛЯЮТСЯ ПО ОСОБОМУ ЗАКАЗУ И ЗА ОСОБУЮ ПЛАТУ
I
Гидро зажим
Оправка
Кольцо
Кольцо
Втулка
Втулка
Гайка
Шпонка
Гайка
Оправка
Кольцо
Втулка
Гайка
Шпонка
Гайка
Оправка
Кольцо
Кольцо
Втулка
Гайка
Шпонка
Гайка
•Фланец
0 27
10 27
0 27
Q 27
0 27
М56х2
6x6x140
М24х!,5
0 50
0 50
0 50
Мб 8x2
12x8x185
МЗОх!,5
0 60
60
60
60
М72х2
14x9x200
МЗОх!,5 лев.
о
9
Приложено Ойо.
о^вй Упако^Г
То не
Колесо промежуточное
Сборочный чертеж
Колесо зубчатое z
Колесо зубчатое
Таблица 21
ВХЦЦИГ Ь кимидьк! и и IV им ОСТЬ СТАНКА
КУ24-91*^О6А
gj24-9I-2^^
Ц524-9I-208A
{□24-92-^01
К324-92-2Ю
Сменные не с терпи гитар деления ж диф-
ференциала
» (25\625\(3tf, взУз44(15.
<Н',С4У^Л 487(50,
<53^(55’, 58,'59V 60,<Jl<((3.(65,(67}
7о,^7Г,(7й(?д; еоЛззДвб}
\89Г 90Ц92*(?5М»7^8, 100
Шестерни перебора (в:г j
* « 36
в ж 54
Z = 72
Приложено отдельно в
общей упаковке
42
“ = 2,5
Сменные пеотерни гитары скоростей
» ж 23, 27, 31, 36, 41. 46. 51, 56,
60, 64
Сменные вестерпи гитары подач
I
2
I
10
и = 2,5
и =2,5
ш ж 2,5
m =3,5
Установлено на станке
Приложено отдельно в
бщей упаковке
•Мн
К324.92.012Б
К324.92.018Б
64
1
i
I
I
То же
» = 2,5
и =2,5
К324-91-204Б
K324-9I-224A
K324-9I-225A
K324-9I-226A
K324-9I-223A
K324-9I-2I4A
root II87I-73
№16-07
153513-62-7031-0512
4Ж
г
K324-9I-203A
K324-9I-2I8
K324-9I-2I9
К324-91-220
K324-9I-22I
К324-91-222
кз^-зт-гтзА
K324-9I-2I2A
11871-73
Ж216-07 * '/
8789-68
Принадлежности
Комплект оправки 0 32
Оправка
Кольцо
Кольцо
Кольцо
Кольцо
Втулка
Гайка
Гайка
Шпонка
Комплект оправки 0 40
Оправка
Кольцо
Кольцо
Кольцо
Кольцо
Кольцо
Втулка
Втулка
Гайка v
Гайка
Шпонка
I 0 32 Приложено отдельно в
общей упаковке
I 0 32 То же
I 0 32
I 0 32
I 0 32
I 0 27
I М56Х2-055 "
I М30х1,5 лев. "
I 8x7x110
I 0 40
I 0 40
I 0 40
I 0 40
I 0 40
X 0 40
I 0 40
I
I 1156x2 к
I 1130x1,5 лев.
-Ш <ЙВХ160
Продолжение
f
Размер
Коли-
чество
Наименование
Обозначение
у
>
324-91-234
3-72К
0СТ2 И91-2-72
Т 11737-74
ОСТ 11737-74
СТ 16984-71
Кри волн пяая рукоятка
Ключ электроикафв
Ключ торцовый
Ключ 7812-0374
Ключ 7812-0377
Ключи для круглых гаек
7811-0320
7811-0322
Ключи 7811-0003
7811-0021
7811-0023
7811-0025
78П-0041
7811-0043
7811-0046
Рукоятка
Ключ-трецотка
Ще тка
Линейка для установки фрез
24
•к
5
Установлен на станке
0 27
н
п
v
Cl*'
t.
с>
1
4 *
I ‘
W
«г
упаковке
То хе
I
4
Л
9 50
0 50
Я 40
«0x1.5 лев.
9 60
9 60
<>
п- ? . ч
фр • « , (г
Приложено отдельно в
₽-J общей
f' '
ПОСТАВЛЯЮТСЯ ПО ОСОБОМУ ЗАКАЗУ И ЗА ОСОБУЮ ПЛАТУ
Гидрозаждм
Комплект оправки 9 27
Оправка
г.'*
*
Документы
Руководство по эксплуатации полу-
автомата
ОСТ 2839-71
53А50.00.000 га
ДА277-4
K324-9I-242
1ЭМЩ1
K324-9I-233
050 .
0 40 "
& 0 40
M68x2 K
M30xI,5 лев.
12x8x190 .
Кошдада. опревав &
Кольцо
Кольцо
в1улка
г^айка 0 -а
75-85
I00-II0
8x10
12x14
17x19
22x24
27x30
32x36
46x50
14
М324-65-001
К324-91-205Б
К324-91-227Б
К324-91-228Б
K324-9I-267
ГОСТ II87I-73
ДК216-06
ГОСТ 8789-68
K324-9I-202A
K324-9I-2I5A
K324-9I-2I6
K324-9I-2I7
K324-9I-2I3A
K324-9I-2I2A
ГОСТ II87I-73
ДК216-07 >’
MH35I3-62 7031-0521
K324-9I-20IA
K324-9I-238
K324-9I-2I2A
ДК216-07
Кольцо
Кольцо
Втулка
Гайка
Гайка
Шпонка
9 27
. - Г.} *
i’W?
U56x2
М24х1,5 лев
7x7x90
Комплект оправки 9 50
Оправка
Кольцо
Кольцо
Кольцо
Втулка
Втулка
Гайка
Гайка
Шпонка
3.6, Свидетельство о консервации
3.7, Свидетельство об упаковке
автомат зубофреверный, заводской номер
___подвергнут консервации согласно уста-
новленным требованиям.
Дата консерваци
Срок консервации _________________
Полуавтомат эубофрезерныйдля нарезания цилиндра-
ческях зубчатых колес моделиЗс^^// , завод-
ской номер ____упакован согласно уставов-
ленным требованиям.
I
ЧЕРТЕЖИ ОТВЕТСТВЕННЫХ ДЕТАЛЕЙ
ПРИЛОЖЕНИЕ
М32.61101А
П324 61. ЮТА
0015 15
А
12 отв Ф17
Винт 1416*706605
ГОСТ 11738-72
1*45°
F(JttCKU
Схема установки фрезы при
нарезании зубьев делительного
колеса
направление утолщения витка
фрезы
Фреза
Нарезаемое
/колесо
Пробки к
8*45
Штифт 12» 80
ГОСТ 9464-70
1120*1,5
0,005
50 *-01
_ f?5t&
Обозначение
Пасса
П32 61.101 А
(станок 53А80)
П324 61.101А
(станок 53 А 50)
560
530tOOS
495^035
576 588-у
496
528 р39-ф1 543
I I_________
465 65.5
i .
соте
0,046
тт
M324.6I.20IA
M32.6I.20IA
Обозначение
Допуск на пог-
решность про-
изводящей по-
верхности ин-
струмента
Пятно
контак-
та с
парным
червЯг
ком
по дли-
; не
Положит ель пая
разность между*
толщиной зуба
чистовой фрезы
и толщиной нит
меренной по 0Г
в исходном се-
чении
Обозначение
чертежа сопря-
женного червя
60
75
0,005
60
75
2.
валов - по By,
Неуказанные предельные отклонения раз-
меров: отверстия по А?,
остальных - по CMg.
Фаски по торцовому профилю зубьев 1x45 .
Маркировать действительные величины
и fret шрифтом по 5 ГОСТ 2930-62,
Мятериал: бронза Бр. ОФ-Ю-5 MT3I-I
Рис. I. Колесо червячное делительное
Ъ 0003
м.ооз\г
*у| 0,004
15
а
Г Н324Б1.201Ар,91 18,59^5.5 73 47,5
- I I -------- . L - Al 1 — „
+ 0,02 Г
44,5
УстиноВочная
й 0,5 нк
___577
Б~Б
/ 0.005 Б
ЯГ
Обозначение ЗА S
Н32.Ы.201Ь МяЗ&01йм
7 к 45
/\о,оо^г
10
Направление
уменьшения толщины
витка
142_____________
120*0,5^
10
—4
Арт\г
195
Размеры витка лонорм ала б иск овном сечении
S
Наименьшая ширина- &Г*4
канавки в крайнем ,-г
сечении
в
341
hi Ди
6 74 \45,5
I» Цементировать h 0,8.••1,2; HRC 58...62
2» Концы витков тоньше 2,5 мм орезать
3. Неуказанные продольные отклонения раз-
меров: отверстий - по А?, валов - по В»?
остальных - по у'/
4. Витки червяка я чистовой червячной
фрезы окончательно шлифовать на одном
станке с одной настройкой
5. Маркировать порядковый номер. Высота
ци$р 5 мм.
6. Материал: сталь Т8ХГГ ТОСТ 4543-71
Обозначение •6Т.20Т1
_____________ Кстанок 53АВ0) и станок 53X50*)
- - 1 Степень точно- 1 стм по ГОСТ 3675-56 —1 5-Р-С | 3-Р-С 1
Допуск на от- клоне- няе ВИНТО- ВОЙ ЛИНИИ эа один оборот 8tl [0,0052 ' 0,0052
на длине червяка Mlf 0,0105 [0,0105
Обозначение чертежа сопряженного колеса 53ABO.61.060СБ 53A50.6I.060CE
Рис. 2, Червяк делительный
I. Цементйровать hO,8...I,2; Ж 56..
кроме резьбы.
Поверхность Б обработать по детали
M324-56-I0I, выдержав размер В. Летала
прийенять совместно-
Неуказанные предельные отклонения раз-
меров: отверстий - по А^,
В^9 остальных - по
Сопряжение по коническим поверхностям
сопрягаемых деталей не менее 80£ от
62,
2
валов - no
длины образующей конуса с обязательным
сопряжением по концам конусов*
5* Овальность и конусообразное» поверх-
ностей Д к Ене более 0,004 мм.
6» Радиальное биение конусногб отверстия
относительно общей оси поверхностей
Д I В не более:
а) 0,004 мм у торца шпиндадя;
б) 0,006 мм на расстоянии 300 мм
от горца шпинделя.
7. сталь 18ХГТ ГОСТ 4543—71.
8. Масса - 19,0 жг.
РявДРЗ'. Шпиндель (ДЛЯ станков 53А5О, 53А8О?
I. Цементировать h 0,8...1,2; HRC 58...62,
кроме резьб
2. Поверхность Г обработать по детали
M324A-5I-307A, выдержав размер Д. Де-
тали применять совместно.
3. Неуказанные предельные отклонения
размеров:отверстий - по А?, вадов -
по By, остальных - по 0*8-
4. Сопряжение по коническим поверхностям
сопрягаемых деталей не менее 80% от
длины образующей конуса с обязательным
ением по концам конусов
5. Овальность поверхности Е не более
0,004 мм, конусообразное» не более
0,003 мм.
6. Овальность и ко ну сообразность поверх-
ностей К и Л не более 0,005 мм.
7. Радиальное биение конусного отверстия
относительно общей оси поверхностей
К и Л не более:
а) 0,005 мм у горца ипидцаля;
б) 0,010 мм на расстоянии 300 мм от
торца ипИДцеля.
8, Материал: Сталь I8JL1T ГОСТ 4543—71.
9. Масса - 16,3 кг.
Рио. 4. Шпиндель
изменений
диет регвстрадая
Номера
Номер
ние
Всего
Измене-
изме-
ненных
38Мв~
денных
НОВЫХ
изъятых
листов
(страниц;
в доку-
документа
менте
Входящий
номер соп-
роводи-
тельного
документа
и дата