/






































































Text
^^
^^^
^^
^^^
^^^
^
^
^^^^^^^^^^^
УДК 621.7 @3)
Рецензент А. М. Бессольцев
Маракулин И. В. и др.
М25 Краткий справочник технолога тяжелого маши
ностроения/И. В. Маракулин, А. П. Бунец, В. Г. Кс
ринюк. — М.: Машиностроение, 1987. —464 о., ил
(В пер.): 1 р. 70 к.
Обобщен и систематизирован технологический опыт произво;
ственного объединения «Уралмаш». Впервые приведена информации
необходимая при разработке технологии тяжелого машиностроение
Материал изложен с учетом прогрессивных направлений развита
технологии тяжелого машиностроения.
Для технологов» мастеров заводов тяжелого машиностроени
и проектно-технологнческих институтов соответствующего профиле
2704010000-610 007 йй ББК 34.
М. —— II /-00
038 @1)-87 \%*:
СПРАВОЧНИК
Иван Васильевич Маракулин, Адам Петрович Бунец,
Виктор Григорьевич Коринюк
КРАТКИЙ СПРАВОЧНИК ТЕХНОЛОГА ТЯЖЕЛОГО
МАШИНОСТРОЕНИЯ
Редактор Я. П. Гурвнч Художественный редактор И. К* Капралова
Обложка художника А. Н. Ковалева
Технический редактор Л. П. Гордеева
Корректоры н. М. Борейша и А. А. Снастина
ИБ № 4766
Сдано в набор 30.01.86. Подписано в печать 11.11.86. Т-21655.
Формат 84х108У«. Бумага типографская № 2. Гарнитура литературная.
Печать высокая. Усл. печ. л. 24,36. Усл. кр.-отт. 24,36. Уч.-изд. л. 24,55,
Тираж 20 000 экз. Заказ 29. Цена 1 р. 70 к.
Ордена Трудового Красного Знамени издательство «Машиностроение»,
107076, Москва, Стромынский пер., 4.
Ленинградская типография Хв 6 ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой
Союзполиграфпрома при Государственном комитете СССР
??о???ам ваДательств, полиграфии и книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.
© Издательство «Машиностроение», 198'
ПРЕДИСЛОВИЕ
Механическая обработка резанием и сборка
являются определяющими процессами в
тяжелом машиностроении, от технического уровня
которых зависит качество и долговечность
выпускаемых машин и оборудования,
применяемых в таких отраслях народного хозяйства
как металлургия, энергетика,
горнодобывающая, нефтяная промышленность.
Данное издание представляет собой первый
опыт создания справочника применительно
к технологии тяжелого машиностроения.
Справочник предназначен для технологов и
мастеров механосборочных цехов, а также
специалистов, занятых проектированием
технологических процессов.
Авторы благодарят проф. Уральского
политехнического института С И. Самойлова за
помощь, оказанную при подготовке книги.
Введение написано авторами совместно,
гл. 1—9, 11, 15 —А. П. Бунцом, гл. 10, 12,
13 — И. В. Маракулиным, гл. 14 — В. Г. Ко-
ринюком.
ВВЕДЕНИЕ
Основные направления развития технологии
тяжелого машиностроения. Тяжелое
машиностроение носит единичный и отчасти мелкосерийный
характер производства, характеризуется широкой
номенклатурой изделий,-большими габаритами и массой деталей
и-узлов. Эти особенности оказывают существенное
влияние на организацию производства и построение
технологического процесса.
Цикл производства изделий—длительный.
Изготовление крупных деталей и сборка изделий (прокатных
станов, шагающих экскаваторов, буровых установок)
по циклу занимают сотни часов, а то и несколько
месяцев, и часто носят экспериментальный характер.
Одновременное прохождение в производстве большого
количества различных изделий затрудняет непрерывное и
строго регламентированное движение деталей, что
приводит к пролеживанию их в ожидании операции. I
Изделия в тяжелом машиностроении не имеют высокой
технологичности, часто являются рабочим и опытным
образцом. Детали изделий тяжелого машиностроения
обрабатывают универсальным способом с применением
минимального количества оснастки, что требует иногда
дополнительно пригоночных работ. Единичность и
уникальность большей части изделий, узлов и деталей
требуют высококвалифицированных кадров станочников и
слесарей-сборщиков, затрудняют создание комплексно-
механизированных цехов и участков.
Необходимость обработки разнообразных деталей
предопределяет широкую универсальность металлорежущего
оборудования; универсальные станки составляют, основу
станочного парка большинства заводов тяжелого
машиностроения. Технологический процесс строится по дрдацяпу
концентрации операций, что сокращает цикл производства
и упрощает распределение работ по станкам. В
технологическом процессе максимально используются техноло-
5
гич*|; 1е возможности станков; одновременная обработка
детаяКг.) всеми суппортами, например на продольно-фре-
зернй^ станках, использование поворотных столов при
°6Ра(Щке на Раст°таых станках и т. п. Этой же цели
служат и накладные станки, которые устанавливают на
крупногабаритную деталь как на базу, или переносные
станки, которые устанавливаются к детали. Они позво-
Нйяют обрабатывать поверхности без перемещения детали
-®г станка к станку или обеспечить одновременную обра-
йб&тку Несколькими станками.
Крупногабаритность и сложность деталей вынуждают
затрачивать значительную долю времени на
вспомогательные операции. Анализ работы крупных станков
показывает, что затраты времени на установку, выверку,
закрепление деталей, смену и регулировку режущего
инструмента, пробные проходы, промеры, управление
стап::;^ составляют: на расточных станках до 48 %, на
карусельных до 40 %, на крупнотокарных до 35 %, на
продольно-строгальных до 23 % оперативного времени.
Редкая повторяемость деталей и узлов приводит к
созданию специальной оснастки, поэтому особое значение
имеет отработка конструкций изделий на технологичность,
что в ряде случаев дает возможность использования
универсальной и стандартизованной оснастки.
При единичном производстве крупногабаритных
деталей необходимо учитывать неравномерность припусков на
поковках, литых заготовках, наличием в заготовках
дефектов (раковин, песочных засоров, пригаров и др.), которые
не позволяют получить должного эффекта от
использования новых станков и инструмента.
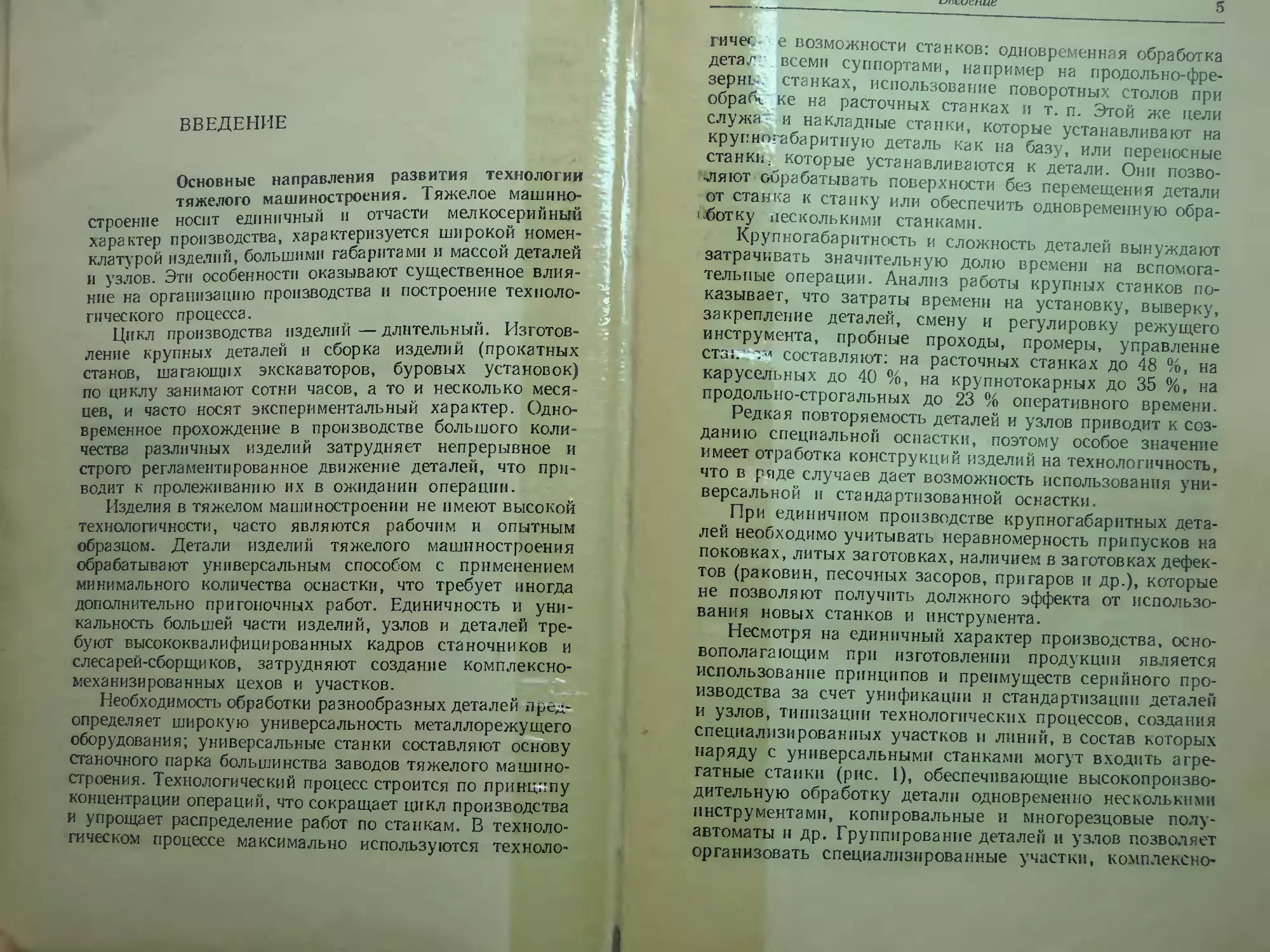
Несмотря на единичный характер производства,
основополагающим при изготовлении продукции является
использование принципов и преимуществ серийного
производства за счет унификации и стандартизации деталей
и узлов, типизации технологических процессов, создания
специализированных участков и линий, в состав которых
наряду с универсальными станками могут входить
агрегатные станки (рис. 1), обеспечивающие
высокопроизводительную обработку детали одновременно несколькими
инструментами, копировальные и многорезцовые
полуавтоматы и др. Группирование деталей и узлов позволяет
организовать специализированные участки, комплексно-
Рис. 1. Агрегатный станок для обработки рамы экскаватораI
механизированные линии, рабочие места, на которых
организуется изготовление однотипных деталей и узлов.
Важную роль в технологии тяжелого машиностроения
играет обновление парка металлорежущих станков. Новые
станки должны обеспечивать высокое качество
обрабатываемых деталей, сокращение вспомогательного времени,
должны иметь повышенные скорости вспомогательных
ходов и наладочных перемещений, повышенную мощность,
бесступенчатое регулирование скоростей и подач в
большом диапазоне, высокую жесткость. Конструкции станков
должны обеспечивать механизированный отвод стружки,
подвод охлаждающей жидкости в зону резания,
механизацию крепления детали и инструмента. Этим
требованиям удовлетворяют станки с числовым программным
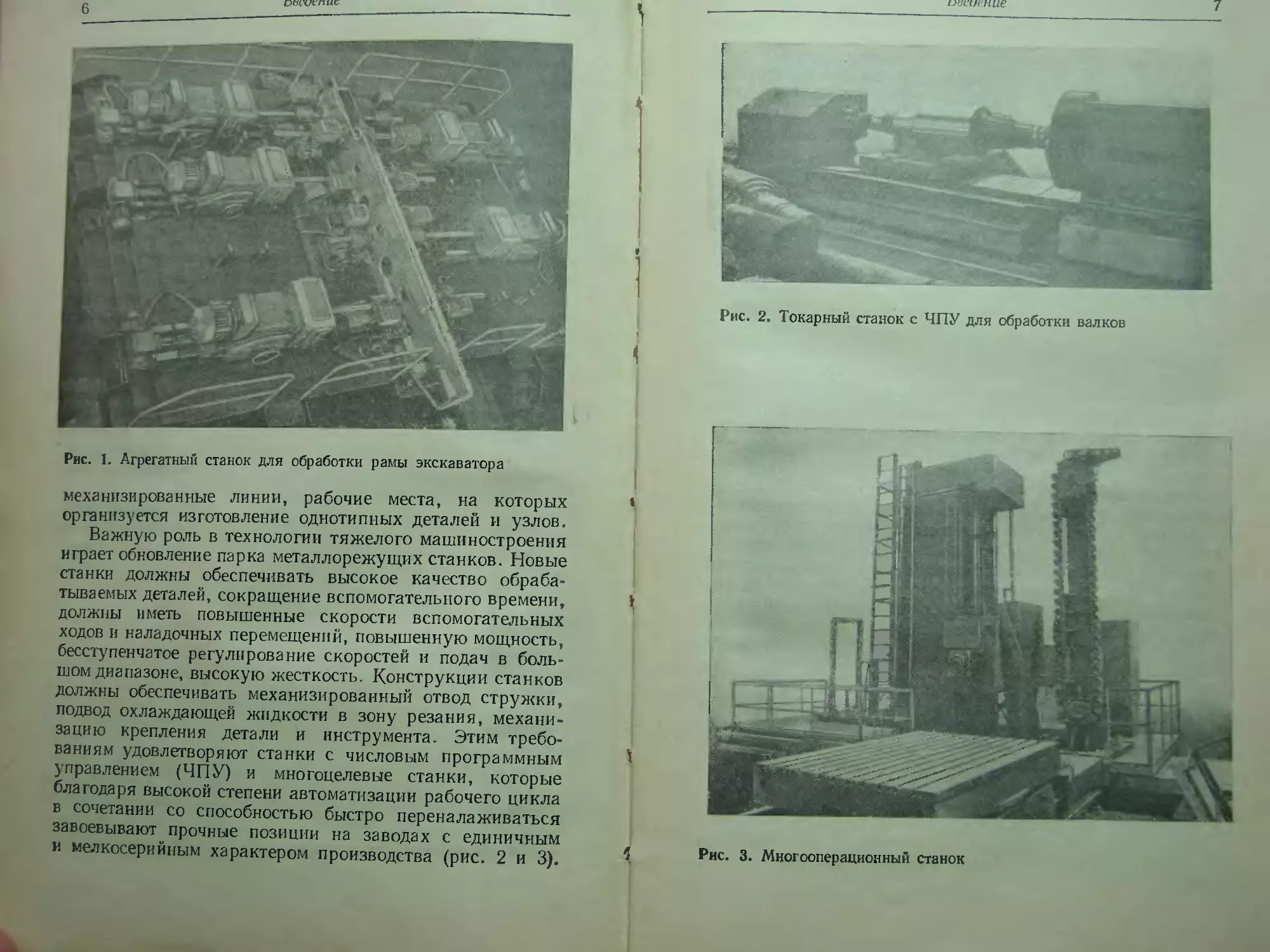
управлением (ЧПУ) и многоцелевые станки, которые
благодаря высокой степени автоматизации рабочего цикла
в сочетании со способностью быстро переналаживаться
завоевывают прочные позиции на заводах с единичным
и мелкосерийным характером производства (рис. 2 и 3).
о&еиение
Рис. 2, Токарный станок с ЧПУ для обработки валков
Рис. 3. Многооперационный станок
8
Введение
Дальнейшее развитие производства - это создание гиб^
их автоматизированных производств на основе станков
с ЧПУ многоцелевых станков, промышленных роботов,
автоматизированных транспортных и складских систем,
объединенных автоматизированной управляющей
техникой.
Следующим фактором, играющим существенную роль
/в развитии технологии тяжелого машиностроения,
является интенсификация процессов резания за счет увели-
1 чения мощности и жесткости станков, применения
скоростного и силового резания, зуборезного многолезвийного
твердосплавного инструмента, сборных резцов со
сменными вкладышами для крупных станков. В последние
годы широко применяют инструменты из синтетических
алмазов, эльбора-Р, гексанита и других сверхтвердых
материалов, обеспечивающих получение параметра
шероховатости На Щ 0,08 ... 0,63 мкм. Для чистовой
обработки деталей типа роликов, гильз, втулок, изготовленных
из труднообрабатываемых и закаленных материалов,
применяют режущий инструмент, оснащенный пластинами из
порошкового материала. Одним из путей повышени я
стойкости режущего инструмента является внедрение
процессов шлифования алмазным инструментом и эльбо-
роалмазная доводка быстрорежущего инструмента.
Широкие возможности в совершенствовании технологии
открывает сборный режущий инструмент (резцы, сверла,
фрезы) с механическим креплением сменных многогранных
пластин (рис. 4). Конструкция этого инструмента
позволяет менять режущую пластину путем поворота
инструмента без снятия его со станка; инструмент настраивают
Рис. 4. Сборная фреза
диаметром 315 мм со сменными
пластинами
Введение
9
вне станка при наладке на обработку партии деталей;-
в. дальнейшем пластину после изнашивания граней
заменяют новой или при затуплении одной грани
поворачивают, для работы другой гранью. Сборный инструмент
имеет бесспорные преимущества перед напайным
инструментом. Сменные многогранные пластины могут иметь
одно- или многослойные износостойкие покрытия,
повышающие стойкость инструмента. Например,
использование пластин с износостойкими покрытиями типа Т1С
позволяет повысить режимы резания в среднем на 30 %.
Таким образом, использование сборного инструмента со
сменными пластинами и улучшение их характеристик
путем^надаееения износостойких покрытий —
существенный резерв в повышении производительности.
Внедрение в производство новых, более прогрессивных
технологических процессов, таких как точение с большими
подачами, протягивание, глубинное и врезное
шлифование, тонкое (шабрящее) фрезерование,
электрофизические, электрохимические и ультразвуковые методы
обработки, методы пластического деформирования
поверхности деталей и др., повышает технический уровень
предприятия.
Примером может служить прогрессивное решение
обработки резанием деталей из труднообрабатываемых
материалов, характерных для тяжелого машиностроения.
Реальным средством интенсификации процесса
обработки резанием таких материалов является использование
подогрева срезаемого слоя. В результате этого площадь
сечения, среза металла может быть увеличена до 6 раз
без уменьшения других параметров режима резания,
что в 2 раза и более снижает трудовые затраты.
Этот процесс в тяжелом машиностроении реализован
в виде метода плазменно-механической обработки, при
котором используется плазменный нагрев зоны резания
от дуги плазмотрона, установленного перед резцом.
По такой технологии на Уралмашзаводе,
Днепропетровском заводе металлургического оборудования и др.
обрабатывают крупные детали дробилок из стали Г13Л,
валки из жаропрочных сталей, крупные заготовки в виде
литых труб. Это направление требует дальнейшего
развития, так как открываются возможности использования
«технологической» теплоты для размягчения срезаемого
10
Введение
/ „ппмео после процесса ковки, в процессе на-
слоя (напри«| трудНОобрабатываемыми материалами),
плавки дета ей требуется создание специально пред-
От станкостр ^ этих процессов металлорежущих
ОТЕ«м примером могут служить принципиально но-
^Гтехнологические процессы финишных операций. На-
Гп на Уралмашзаводе для чистовой обработки вту-
52 Нового насоса применили тонкое глубокое
растение и алмазное хонингование, что позволило повы-
^долговечность втулок, работающих в абразивной
гпме в 2—3 раза. Для реализации этого процесса был
гпялан участок специализированных станков с
манипуляторами для подачи и снятия втулок со станков. Впервые
в практике тяжелого машиностроения освоен экономичный
и производительный процесс электроалмазного
шлифования и алмазной притирки деталей крупных газоотсекаю-
щих и газозапорных клапанов для доменных печей. Это
позволило не только получить высокоплотное сопряжение
клапана и корпуса этих узлов, но и в 4 раза сократить
время обработки.
Важнейшим направлением в технологии обработки
резанием является механизация и автоматизация
тяжелых ручных операций и вспомогательных переходов,
выполняемых рабочим-станочником. Доля
вспомогательного времени, падающая на эти операции, чрезвычайно
велика. Такое положение в тяжелом машиностроении
сложилось из-за сложности технологии производства
единичных деталей, отсутствия специальных средств для
транспортирования, кантования деталей, установки их
на станок. Одна из существенных причин этого — низкая
оснащенность механизацией универсальных станков,
особенно станков, эксплуатируемых более 10 лет. Станки не
имеют механизированных средств для установки, снятия
и закрепления инструмента в шпинделе или суппорте
крупных расточных, продольно-фрезерных, строгальных,
карусельных, токарных станков, не имеют
механизированных устройств для выверки и закрепления заготовок и
деталей; станки, особенно токарные и карусельные, не
имеют механизированного сбора и удаления стружки
В тяжелом машиностроении наметились два главных
пути решения этих вопросов.
Введение
11
Первый путь — механизация ручных и
вспомогательных операций на универсальных станках, работающих
более 10 лет, в рамках проектов технического
перевооружения. Это прежде всего модернизация станков в целях
механизации крепления и смены инструмента,
механизации удаления стружки от крупных станков с помощью
вибрационных конвейеров, оснащения станков системой
подачи смазочно-охлаждающей жидкости, механизации
ускоренного и удобного перемещения задних бабок
токарных станков и др. Значительное улучшение
технологического процесса возможно путем внедрения
агрегатных станков, концентрирующих обработку деталей
и уменьшающих потери времени на переустановку,
перекрепление деталей и т. п. Сокращению цикла
изготовления деталей способствуют устанавливаемые у станков
местные подъемники, шарнирно-балансирные
манипуляторы, повышающие оперативность установки и снятия
деталей.
Особенно важным является механизация закрепления
деталей и инструмента на станках. Такие предприятия,
как «Уралмашзавод», Новокраматорский
машиностроительный завод и др. на крупных токарных станках
используют гидрофицированные резцедержатели для
закрепления резцов, на крупных токарных и карусельных —
гидропластные кулачки для закрепления деталей,
внедряют гидравлические шайбы для закрепления заготовок
при обработке на фрезерных, расточных, строгальных
станках. На рис. 5 показан универсальный
механизированный крепежный набор (УМКН), используемый для
закрепления заготовок на фрезерных, строгальных и
расточных станках. Закрепление осуществляется
гидроцилиндром, к которому подается давление от
гидроаккумуляторной станции с помощью шланга. Шланг, имеющий
быстроразъемное самозапирающееся соединение,
отсоединяется от гидроцилиндра и не мешает работе станка.
Крепежный набор полностью исключает пользование
традиционным гаечным ключом, сокращает время,
необходимое для закрепления и раскрепления деталей.
Второй путь — замена устаревшего металлорежущего
оборудования современным, в том числе станками с ЧПУ
и многоцелевыми станками, которые имеют
механизированное крепление режущего инструмента или смену и
Рис. 5. Универсальный механизированный крепежный набор:
а _. схема закрепления детали гидроцилиндром; б, в — схема закрепления
одной и двух деталей гидрошайбой; / — закрепленная заготовка; 2 —
прижимная планка; 3 — раздвижная гайка; 4 — станочный болт; 5 — толкающий
гндроцвлнядр; 6 — соединительная быстр рр азъем на я муфта; 7 — шланг
высокого давления; 8 — гидрошайба; 9 — стяжная шпилька; 10 —
регулируемая подставка; 11 — гидроаккумуляторная насосная станция
закрепление его по управляющей программе и оснащены
механизированным стружкоудалением. На этих станках
обработка по управляющей программе исключает время
на пробные проходы,-замеры, управление станком.
Современные станки оснащены цифровой индикацией,
позволяющей автоматически контролировать перемещение
рабочих органов станка. В дальнейшем значительное
сокращение вспомогательного времени даст использование
роботов, роботизированных комплексов, гибких
автоматизированных систем и производств.
Особенности построения технологических процессов
в тяжелом машиностроении. На заводах тяжелого маши-
Введение
13
ностроения технологические процессы разрабатывают
централизованно в службе ^главного технолога. Цеховые
технологические бюро совместно со службой главного
технолога заняты внедрением технологии на рабочих
местах, разрабатывают комплексные планы, решают
технологические вопросы, возникающие в процессе
изготовления деталей.
Разработка технологических процессов механической
обработки состоит из следующих основных этапов:
разработки маршрутной технологии (расцеховки);
разработки технологического процесса;
технического нормирования;
проектирования технологической оснастки и
инструмента .
Для разработки технологической документации кроме
рабочих чертежей изделий и технических требований на
их изготовление используют данные об оборудовании
(технические характеристики станков или паспорта),
каталоги стандартизованной вспомогательной оснастки,
руководящие материалы (типовые технологические процессы,
технологические инструкции), каталоги на
стандартизованный режущий и измерительный инструмент, чертежи
заготовок (РЧЗ).
Маршрутная карта дается в цех совместно с рабочим
чертежом детали. В маршрутной картежи на чертеже
обрабатываемые поверхности обозначают одними и теми же
цифрами для понимания, какая операция для какой
обрабатываемой поверхности выполняется. При
необходимости к маршрутной карте может быть приложен
операционный эскиз.
В тяжелом машиностроении технологический процесс
описывают в маршрутных картах. Описание
технологического процесса, как правило, сокращенное, без указания
переходов и технологических режимов, но оно должно быть
достаточным для обеспечения технических требований
чертежа.
Для деталей, изготовляемых в больших количествах,
для часто повторяющихся деталей, для трудоемких
операций длительностью 2—7 ч (сверлильные — 2 ч,
фрезерные — 5 ч, расточные — 7 ч и т. д.) применяет
маршрутно-операционное описание технологического
процесса. При этом в маршрутной карте дают сокращенное
н
Введение
ляние технологических операций в последовательности
Тх выполнения, а в операционной - полное попереход-
ное описание технологических операции с указанием
режимов резания.
На зуборезные операции и глубокое сверление
операционные карты разрабатывают всегда независимо от
длительности операции.
В маршрутной карте указывают группу оборудования,
необходимого для выполнения операции; если же нужно
использовать какую-либо особенность данного станка
(например, копир), указывают его инвентарный номер.
Технологический процесс предусматривает
использование стандартизованной оснастки. В альбомах стандартов
предприятия (СТП) и каталогах помещены призмы,
подставки, угольники, распорки, крепеж и другие элементы,
применяемые для крепления деталей, вспомогательный
и режущий инструмент, а также приспособления,
закрепленные за станками.
Специальную технологическую оснастку проектируют
только при достаточно большом числе деталей в партии,
на базе технико-экономических обоснований, а также
в случаях, когда без специальной оснастки невозможна
установка и обработка заготовки или не могут быть
обеспечены заданная точность обработки или другие
технические требования. Технологический процесс должен
быть рассчитан на применение определенной
номенклатуры стандартизованного инструмента; такой
стандартизованный инструмент перечислен в действующих
каталогах, и его технолог не заказывает, так как наличие
инструмента на заводе обеспечивает инструментальный
отдел.
Стандартизованный инструмент, не включенный в
каталог или редко применяемый на заводе, а также
специальный вносят в ведомость специального инструмента
и приспособлений, и его заказывает технолог
инструментальному производству на изготовление.
Идея, заложенная в основу создания системы
универсально-сборных приспособлений (УСП), за кл ючается
в том, что вместо неразборных специальных
приспособлений создают из стандартизованных элементов
различные виды сборных приспособлений. После того как
операция выполнена, УСП не отправляют на склад для
Введение
15
хранения, а разбирают на составные элементы, которые
могут быть неоднократно использованы для монтажа
следующих компоновок, предназначенных для
выполнения самых разнообразных операций: токарных,
расточных, сверлильных, фрезерных, шлифовальных.
Применение УСП сокращает объемы работ, связанных с
проектированием и изготовлением специальной оснастки. УСП
собирают в соответствии с чертежом детали, что занимает
в зависимости от сложности от одного до нескольких
часов. Поэтому УСП находят достаточно широкое
применение на заводах тяжелого машиностроения. Наибольшую
применяемость имеют сверлильные УСП, которые
составляют 60—70 % от общего числа используемых
компоновок.
Большое значение для производства имеет участие
технологов в разработке рабочих чертежей новых машин
и технологический контроль чертежей. При этом особое
внимание обращается на сокращение номенклатуры
специальных деталей и узлов в связи с осуществлением
принципа преемственности в разработке конструкций, на
возможность удобной сборки машины и ее узлов,
рациональность выбора материала и вида заготовки,
назначения допусков, посадок и параметров шероховатости
обработанной поверхности.
Конструкция детали должна обеспечивать удобную ее
установку и выверку, доступность обрабатываемых
поверхностей для режущего инструмента, возможность
обработки на наименее дефицитном оборудовании и с
помощью стандартизованных инструмента и
технологической оснастки.
Необходимо проверять соблюдение в чертежах
заводских стандартов и руководящих материалов. Например,
на заводах разрабатывают и принимают сокращенные
ряды диаметров отверстий, типов и размеров резьб,
посадок, материалов, модулей и других элементов зубчатых
зацеплений, сокращенный ряд сортамента проката,
размеров крепежных деталей и т. п. Внедрение заводских
стандартов на элементы деталей (радиусы закруглений,
фаски, уклоны, конусы и т. п.) облегчает работу инстру*
ментальных и механических цехов.
При разработке технологических процессов в тяжелом
машиностроении необходимо стремиться к использова-
Введение
ххш наименее дефицитного оборудования, к обеспечению
^пткого и прямого маршрута детали от заготовитель-
2 „еха до сборочного; технологический процесс должен
быть согласован с организационной формой производства
и со всеми обслуживающими это производство процессами.
Для наиболее рационального использования
оборудования и повышения точности детали рекомендуется
разделять черновые и чистовые операции и выполнять их на
предназначенных для этого станках; это оправдывает
себя на примере токарных станков, где время на установку
заготовки незначительно. Целесообразно ^выполнять
предварительную обработку точйых отверстий для выявления
дефектов литья и устранения их до чистовой обработки
у сложных отливок типа корпусных деталей.
На Уралмашзаводе принято, что на детали, имеющие
б 7-й квалитеты, назначается черновая операция. На
детали, имеющие 8—10-й квалитеты точности,
рекомендуется разбивать операции на черновую и чистовую с
учетом материала (сталь, чугун), вида заготовки (литье,
поковка), объема снимаемого материала. На чугунные
детали допускается операции не разделять, на стальные
поковки и литье целесообразно разделение на черновую
и чистовую операции.
В условиях тяжелого машиностроения довольно часто
приходится прибегать к совместной обработке или
взаимной пригонке отдельных поверхностей. Вводится
совместное растачивание для достижения соосности отверстий
в двух или нескольких деталях. Применяют совместное
сверление или сверление по «подметке» отверстий в
сопрягаемых деталях (например, корпус — крышка), так как
сверление по разметке не обеспечивает точности, а
изготовление кондукторов или шаблонов нецелесообразно;
Для обеспечения размерных цепей применяют шаблоны
для измерений по переходам; по мере надобности обраба^
тывают специальные базы для измерений; иногда
предусматривают припуски на пригонку отдельных поверхно*
стей деталей.
Промежуточные слесарно-сборочные операции
(соединение деталей, установка крышек и т. д.) выполняют
на сборочных площадках механического цеха, иногда на
станке, где обрабатывают основную деталь. В отдельных
случаях для обеспечения необходимой посадки при сборке
Введение
17
крупных деталей и исключения брака предусматривают
обработку по формуляру (по предварительным замерам
сопрягаемой детали): вначале растачивают отверстие
(например, крупный цилиндр), затем после измерения и
заполнения бланка формуляра обтачивают втулку или
шлифуют поршень по размеру, обеспечивающему
соответствующий зазор или натяг.
При обработке тяжелых деталей важно обеспечить
возможно меньшее число переустановок на станках.
В связи с этим стремятся использовать все имеющиеся
на станке шпиндели или суппорты и применять
переносные станки, подаваемые к закрепленной на стенде детали
для обработки некоторых поверхностей.
При обработке тяжелых и крупногабаритных деталей
необходимо тщательно прорабатывать вопросы, связанные
с установкой и закреплением деталей, во избежание
деформации заготовок или частей станка (например,
планшайбы карусельного станка). Требуют детальной
предварительной проработки также вопросы контроля.
При назначении оборудования технолог учитывает
маршрут детали внутри цеха или завода и избегает
излишних перемещений тяжелых деталей.
При изготовлении единичных крупногабаритных и
сложных деталей машин большое значение имеет
разметка. Такие детали обычно предварительно размечают
на плитах в заготовительных цехах после очистки и
обрубки литья для выявления наружных дефектов, проверки
основных размеров и конфигурации заготовки и наличия
припусков на обработку. После устранения обнаруженных
дефектов и сдачи детали техническому контролеру
заготовительного цеха заготовка поступает в механический
цех и ее повторно размечают, нанося осевые и контурные
линии. Разметку выполняют на разметочной плите, при
этом разметчику приходится неоднократно перемещать
риски, чтобы наиболее целесообразно выкроить деталь из
данной заготовки и равномерно распределить припуски
на обработку.
ГЛАВА 1
ОБЩИЕ СВЕДЕНИЯ
ЕДИНИЦЫ МЕЖДУНАРОДНОЙ СИСТЕМЫ (СИ)
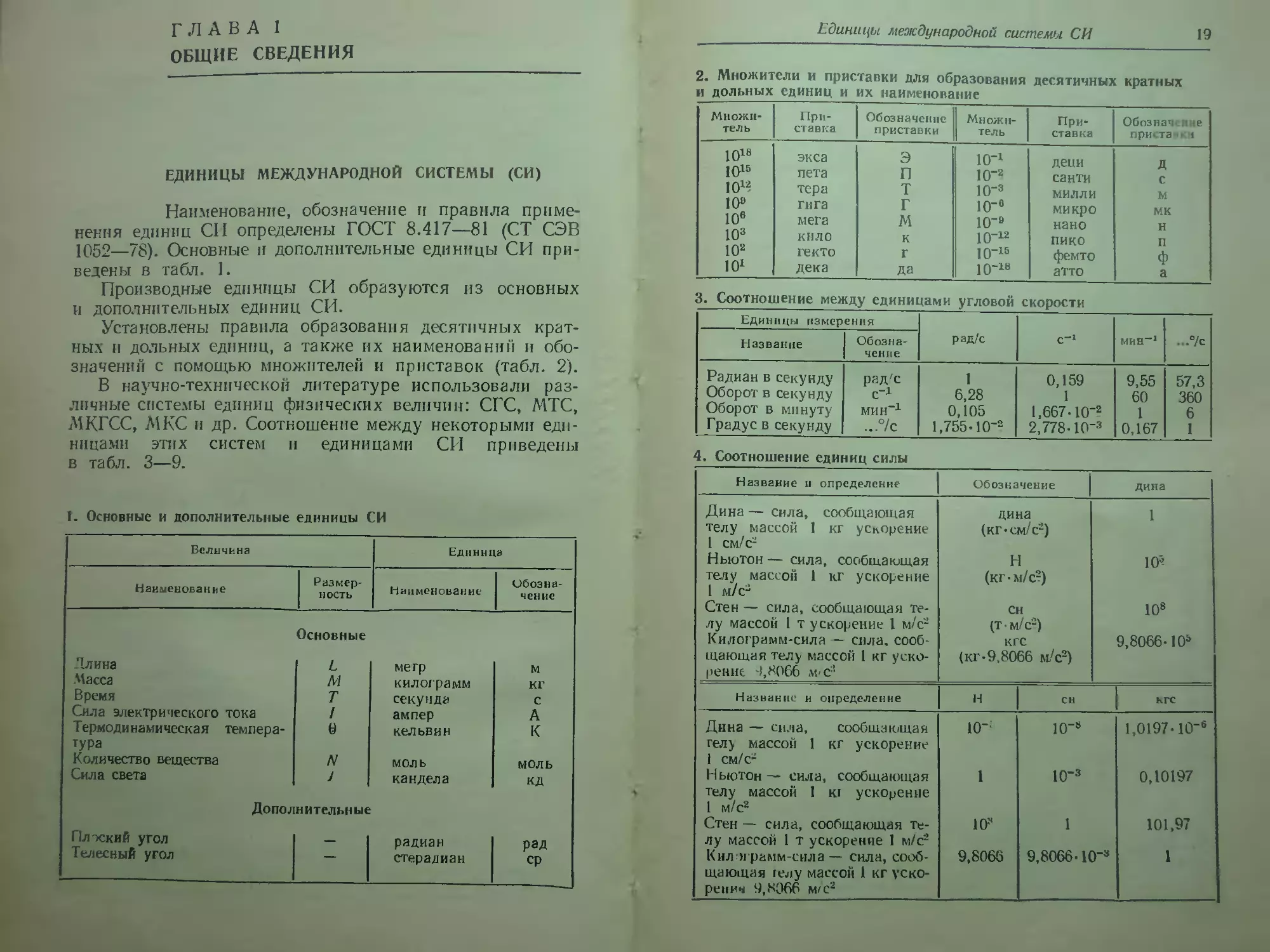
Наименование, обозначение и правила
применения единиц СИ определены ГОСТ 8.417—81 (СТ СЭВ
Ю52—78). Основные и дополнительные единицы СИ при-;
ведены в табл. 1.
Производные единицы СИ образуются из основных
и дополнительных единиц СИ.
Установлены правила образования десятичных
кратных и дольных единиц, а также их наименований и
обозначений с помощью множителей и приставок (табл. 2).
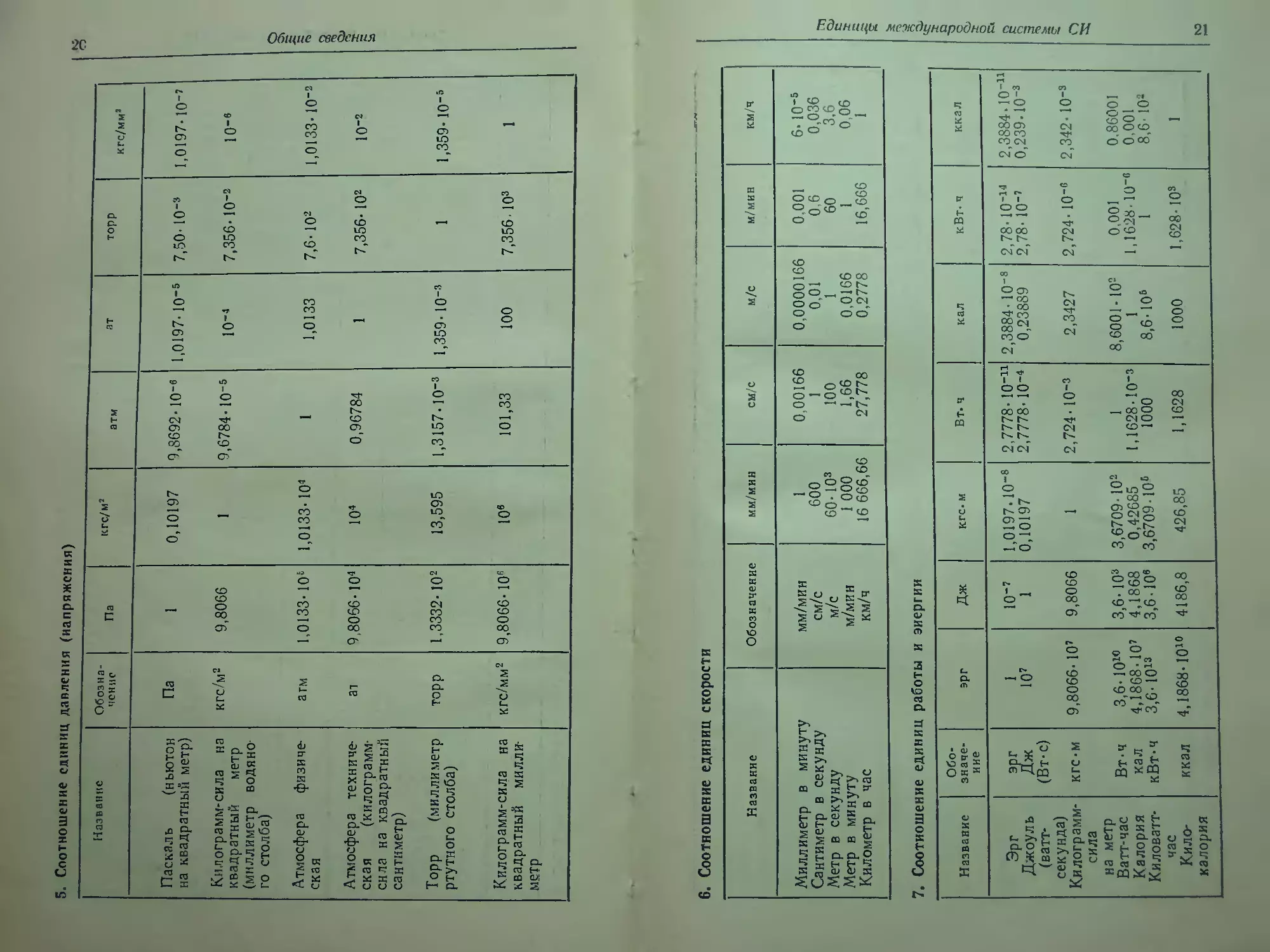
В научно-технической литературе использовали
различные системы единиц физических величин: СГС, МТС,
МКГСС, МКС и др. Соотношение между некоторыми
единицами этих систем и единицами СИ приведены
в табл. 3—9.
1. Основные и дополнительные единицы СИ
Величина
Наименование
| Длина
Масса
Время
Сила электрического тока
Термодинамическая
температура
Количество вещества
Сила света
Допол
Плоский угол
Телесный угол
Размерность
Основные
М
т
/
8
N
У
нительныс
—
Единица
Наименование
метр
килограмм
секунда
ампер
кельвин
моль
кандела
радиан
стерадиан
Обозначение
М
КГ
с
А
К
моль
кд
рад
ср
Единицы международной системы СИ
2. Множители и приставки для образования десятичных кратных
и дольных единиц и их наименование
Множитель
ю18
ю16
№?
Ю9
10е
103
102
101
Приставка
экса
пета
тер а
гига
мега
кило
гекто
дека
Обозначение
приставки
Э
П
т
г
м
к
г
да
Множитель
10-*
10"?
10'3
10
10"9
Ю-*?
10-15
10~18
Приставка
деци
санти
милли
микро
нано
пико
фемто
атто
Обозначение
приставки
д
С
м
мк
н
п
ф
а
3. Соотношение между единицами угловой скорости
Единицы измерения
Название
Радиан в секунду
Оборот в секунду
Оборот в минуту
Градус в секунду
Обозначение
рад/с
с-1
мин
...7с
рад/с
1
6,28
0,105
1,755-10-?
с-1
0,159
1
1,667.10"?
2,778-10
мин-1
9,55
60
1
0,167
...°/с
57,3
360
6
1
4. Соотношение единиц силы
Название и определение
Дина — сила, сообщающая
телу массой 1 кг ускорение
1 см/с2
Ньютон — сила, сообщающая
телу массой 1 кг ускорение
1 м/с2
Стен — сила, сообщающая
телу массой 1 т ускорение 1 м/с2
Килограмм-сила — сила,
сообщающая телу массой 1 кг
ускорение 9,8066 м/с2
Название и определение
Дина — сила, сообщающая
телу массой 1 кг ускорение
1 см/с2
Ньютон — сила, сообщающая
тел у массой 1 кг у скорение
1 м/с2
Стен — сила, сообщающая те*
лу массой 1 т ускорение 1 м/с2
Килограмм-сила — сила,
сообщающая гелу массой 1 кг
ускорена 9,8066 м/с2
Обозначение
дина
(кг* см/с2)
Н
(кг-м/с?)
сн
(т-м/с?)
кгс
(кг-9,8066 м/с2)
н
10~:
1
108
9,8066
дина
1
105-
108
9,8066-10&
сн
ю-8
10~*
1
9,8066.10"*
кгс
1,0197- КГ6
0,10197
101,97
1
5, Соотношение единиц давления
Название
Паскаль (ньютон
на квадратный метр)
Килограмм-сила на
квадратный метр
(миллиметр
водяного столба)
Атмосфера
физическая
Атмосфера
техническая (килограмм-
сила на квадратный
сантиметр)
Торр (миллиметр
ртутного столба)
Килограмм-сила на
квадратный
миллиметр .-^..';Й^
Обозначение
Па
кгс/ма
атм
ат
торр
кгс/мм2
(напряжения)
Па
1
9,8066
1,0133- 10е
9,8066-104
1,3332-102
9,8066- 10й
кгс/м*
0,10197
1
1,0133-Ю4
Ю4
13,595
10е
атм
9,8692- Ю-0
9,6784- Ю-6
1
0,96784
1.3157.10
101,33
ат
1,0197-Ю-6
10-*
1,0133
1
1,359-Ю
100
торр
7,50- 10"8
7,356- Ю-2
7,6- 10*
7,356-10*
1
7,356-103
кгс/мм3
1,0197-10-'
10-*
1,0133-10-2
10"?
1,359- КГ5
1
6. Соотношение единиц скорости
Название
Миллиметр в минуту
Сантиметр в секунду
Метр в секунду
Метр в минуту
Километр в час
Обозначение
мм/мин
см/с
м/с
м/мин
км/ч
мм/мин
1
600
60-Ю3
1000
16 666,66
см/с
0,00166
1
100
1,66
27,778
м/с
0,0000166
0,01
1
0,0166
0,2778
м/мин
0,001
0,6
60
1
16,666
км/ч
6-10"8
0,036
3,6
0,06
1
7. Соотношение единиц работы и энергии
Название
Эрг
Джоуль
(ватт-
секунда)
Килограмм-
сила
на метр
Ватт-час
Калория
Киловатт-
час
Килокалория
значение
эрг
Дж
(Вт-с)
кгс-м
Вт-ч
кал
кВт-ч
ккал
эрг
1
107
9,8066- Ю7
3,6.10м
4,1868-10'
3,6- 10х*
4,1868-Ю10
Дж
10~7
1
9,8066
3,6- Ю8
4,1868
3,6-10*
4186,8
кгс-м
1,0197. Ю"8
0,10197
1
3,6709-10*
0,42685
3,6709-10Б
426,85
Вт. ч
2,7778- Ю-11
2,7778-10~4
2,724- Ю-3
1
1,1628-10
1000
1,1628
кал
2,3884-10"8
0,23889
2,3427
8,6001-10*
1
8,6-10б
100.0
кВт. ч
2,78-Ю-14
2,78-10
2,724-10
0,001
1,1628.10-°
1
1,628- Ю8
ккал
2,3884-10~и
0,239.10
2,342- Ю"8
0,86001
0,001
8,6-10*
1
о
Си
О
Се
22
Общие сведения
та?
о о
00 ОО
00 00
СО РО
см" см"
о о
СО СО
ОЭ СО
ю со
со со
о о
а>
н
СО
. со
ю °°
со ^
•^ о ^
СО
СО
о
00
»
ю
ю
СО
СО
со
со
'—«
>»
г в сек
&•
СП
ч
X
>>
си
>■»
О
-5-
н
03
СО
а метр
X
га
X
и
2
лограм
;унду
-5 -с
га
о
к
шадина
о
ч
X
си
ю
ЛОрИЯ 1
СО
^
0<
ОЙ
О
си
си
X
Е
3
о
х
о
о
и
1
о
*—«
О)
СО
1
о
о>
со
^н
•
СО
0>
СО
СО со с4-
8 §> ^
8 ^да
о о о
о ^
оо0.0
О —,
о о о
о ^
оо,/
~ 2 см
I I
о о
О * ш —■
-4 О о О '
О —-С т~< ТР
_< СО -цО О С1 ~*
~ —. о о о о "
О О —■ ~* ~-< "*■
-ВО
о
О 1ТГ ими, ,;г
о о о о ^
о Р' ^ г*
см
«<
сх *л
си ш
Е- СХ
О я
О. Ч
&5
В 9
<з:^о^ч
Вычисление элементов плоских фигур
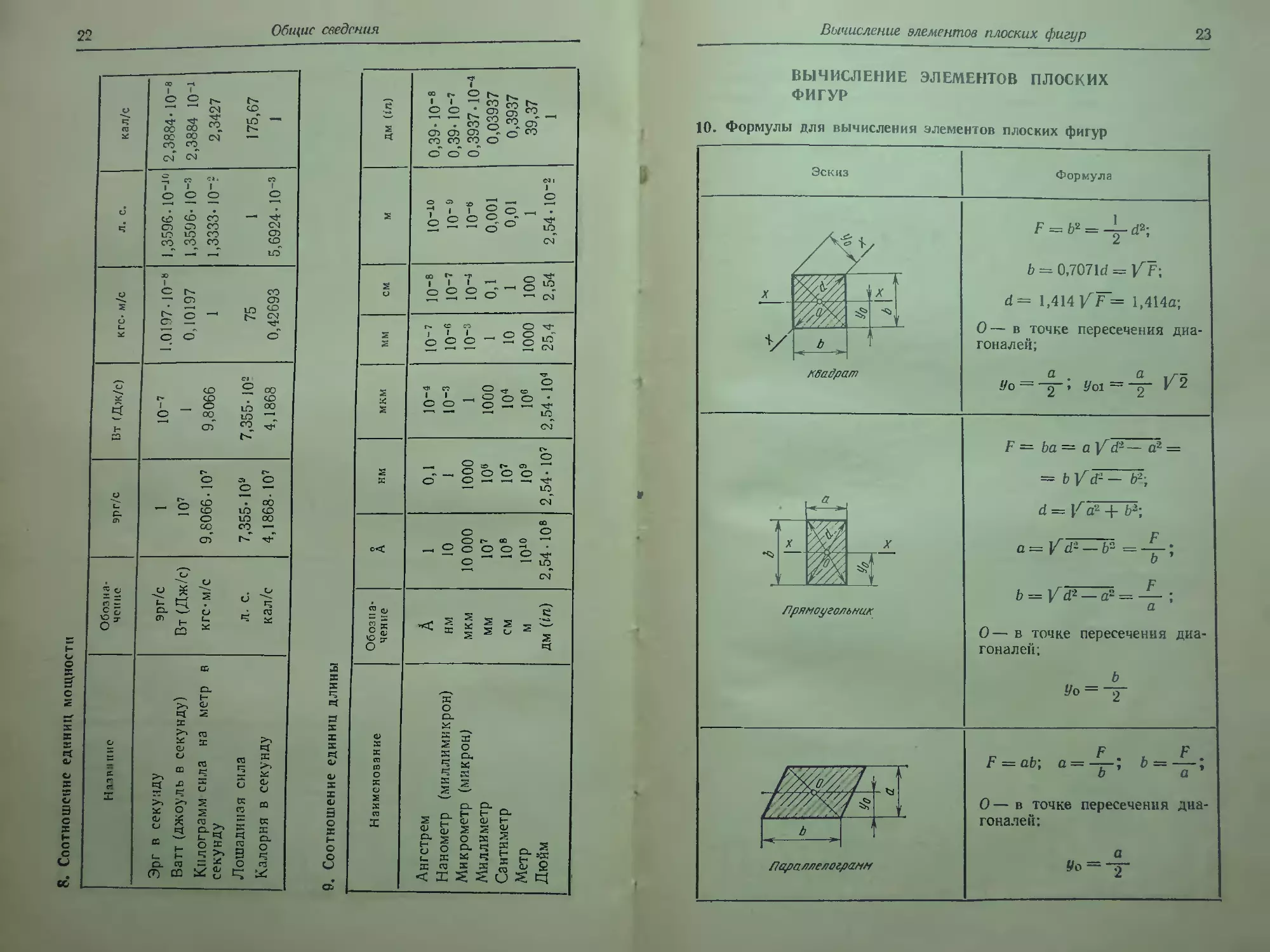
ВЫЧИСЛЕНИЕ ЭЛЕМЕНТОВ ПЛОСКИХ
ФИГУР
10. Формулы для вычисления элементов плоских фигур
Эскиз
V
ш
ж
ь
\
1
X
1
II
!
квадрат
II
X
щ
ш
X
Ш
'!
Лрямоуголъник
Формула
Ь = 0,707Ы =У"Р;
й— 1,414 1/Т~= 1,414а;
0 — в точке пересечения
диагоналей;
Уо = — \ Уо1 = — К 2
/?= &а = а К ^— Й
4 = }/~& + Ь3;
& §= У^2 —а2 = — ;
а
0— в точке пересечения ди*
гоналей;
1
#0=-о-
Лараме/мгрймм
р = аЬ\ а
Ь »
6»
О — в точке пересечения
диагоналей;
0О—-ТГ
24
Общие сведения ■
Эскиз
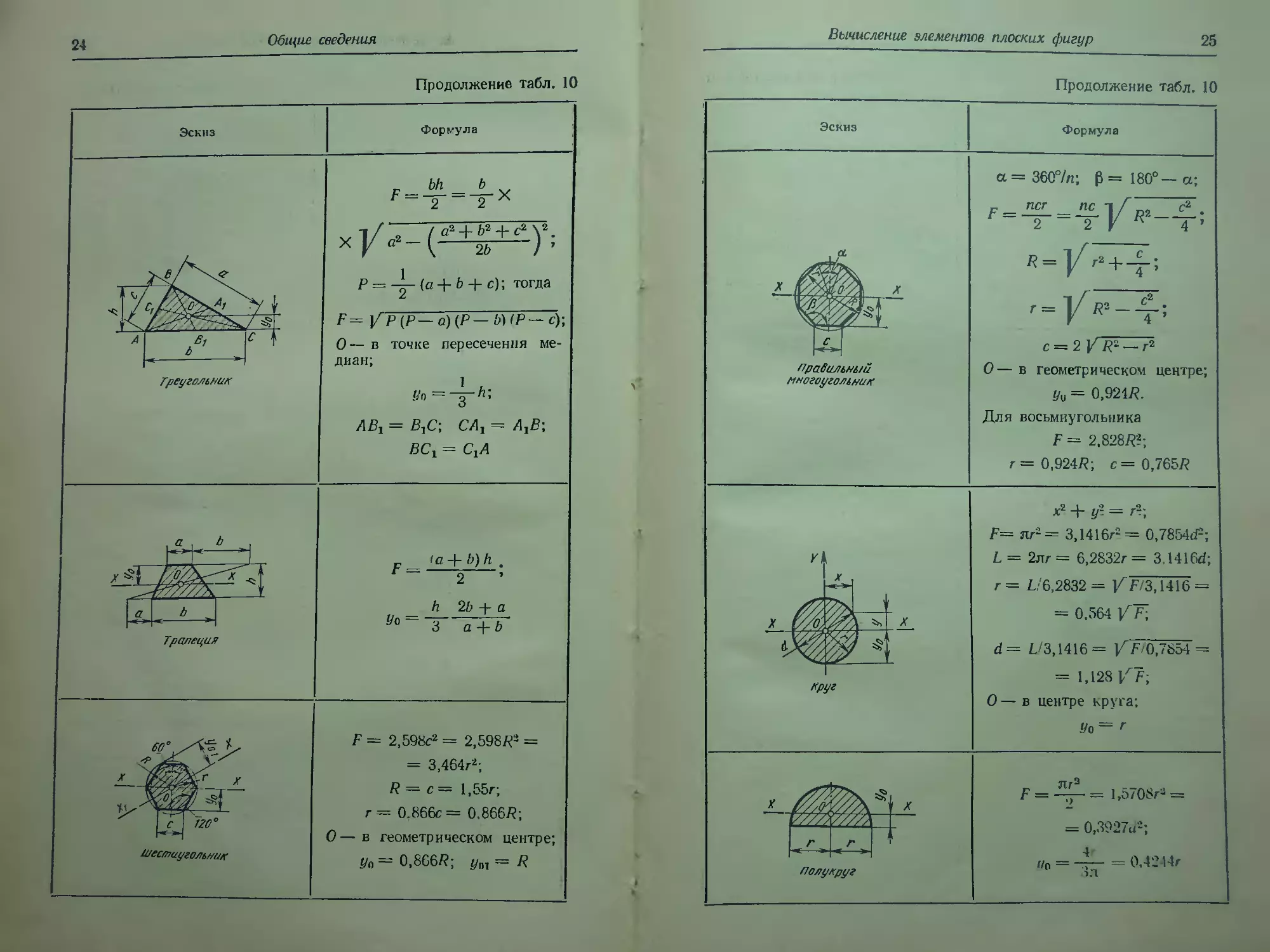
Треугольная
Продолжение табл. 10
Формула
Ыг
X
X
У°>-(^^)'--
Р = —*(а + Ь + с)\ тогда
Р = угР(Р~а)(Р~Ь)(Р—с);
О — в точке пересечения
медиан;
ВгС\ СЛг ••
всг = си
] 3
АВг Ш ВгС\ САг = АгВ\
Тршгецш?
? =
Уо
(а+Ь)п
к 2Ь ~\- а
3 а + Ъ
Шестиугольник
р = 2,598с2 = 2,598/?2 =
= 3,464т2;
/?== сЦ 1,55т;
т = 0,866с = 0.866Я;
О— в геометрическом центре;
Уо = 0,866#; ут = Я
Вычисление элементов плоских фигур 25
Эскиз
Правильный
многоугольник
Продолжение табл. 10
Формула
а = 3607л; р= 180°—а;
Р =
--тУ*--^
/«■ -4=
с = 21//?2 — г2
О — в геометрическом центре;
у» Щ 0,924/;.
Для восьмиугольника
Р щ 2,828#2;
т = 0,924#; с= 0,765Д
У,
х ууо'л
$0/
X
|
V ^>
уг/уг
' х\ + # = г?;
:Р=# яг2 = 3,1416т2. = 0,7854^;
I, = 2ят = 6,2832т = 3,14164;
т = 1/6,2832 = У Р/3,1416 =
т 0,564 ^?;
^= Ш,1416 = У^/0,7854 =
= 1,1281/"?;
О— в центре круга;
#0 = Г
Ш
РЩУУ7.
г
<—»
'' /
Полукруг
пг
1,5708т3
«= 0,3927<Р;
4т
Уй
бк
= 0,4244г
26
Общие сведения
Эскиз
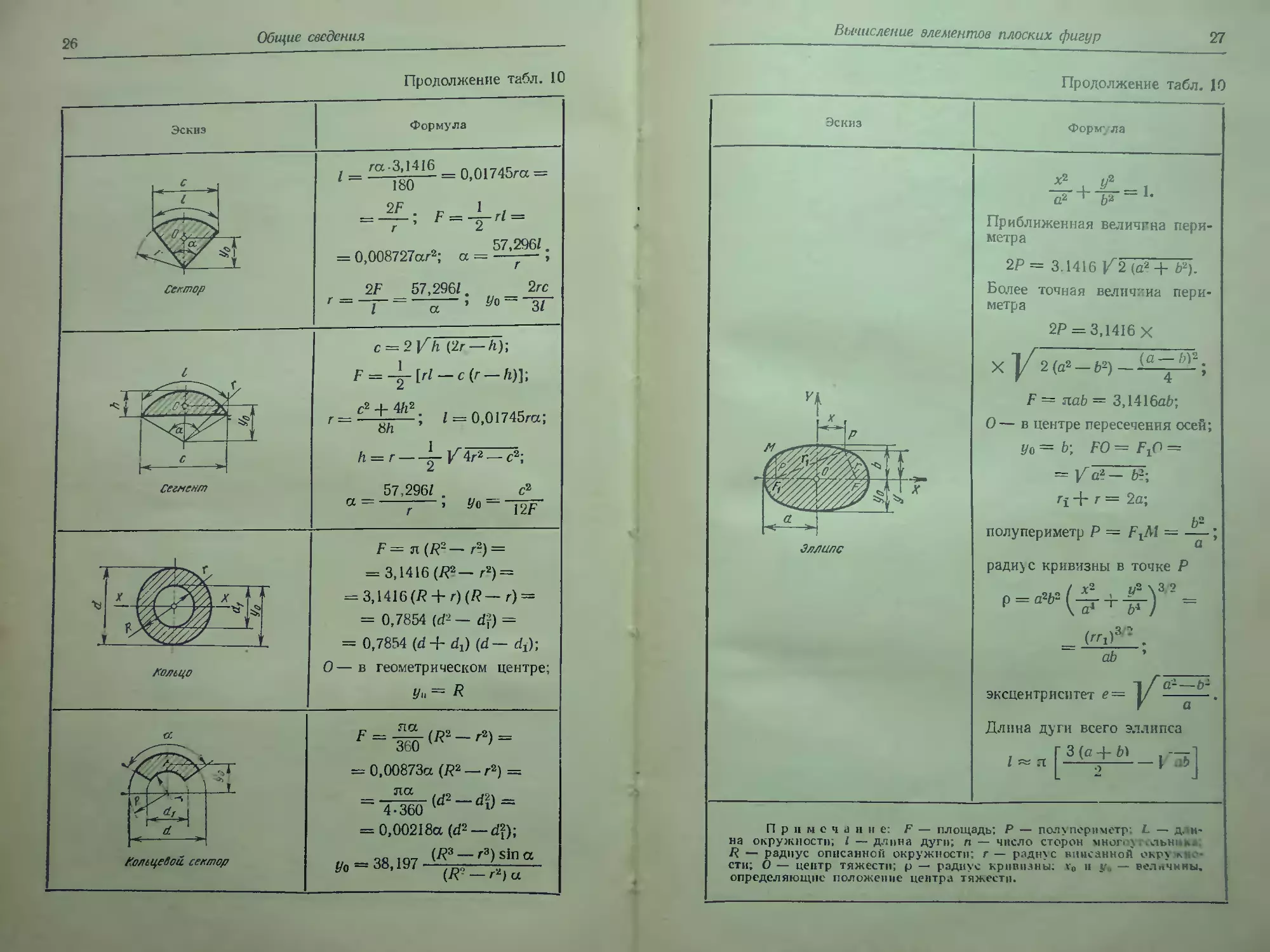
Сектор
Сегмент
Лолщо
Продолжение табл. 10
Формула
-[^Ь1*±Ъ= 0,01745т =
180
57,296/.
0,008727аг2; а = —-— »
2Р 57,296/.
2гс
31
с = 2\/~п Bг —Л);
р = -\г[г1-с{г-Н)]\
г=с* + *Н2; /-0,01745га;
8Н
п = г ^-1/г2 — с2;
57,296/ . |
а = 1—, г/о :
2/?
/?==я(Л2— г2) =
= 3,1416 (Я2—г2) =
= 3,1416 (Я + г) (Л—г) =
= 0,7854 (а — 0Щ
= 0,7854 (^+^)(^—^);
О— в геометрическом центре;
Кольцевой сектор
ж<*2-'2>
0,00873а (/?
г* =
ла
(<*2-</?)*=
#,«38,197
4-360
0,00218а (<Р —4{);
(Я3— г3)з1па
(^ —г2)а
Вычисление элементов плоских фигур
27
Эскиз
дллилс
Продолжение табл, 10
Формула
а2 ■** б3
1.
Приближенная величина
периметра
2Р= 3,1416 К 2 (а? + б2).
Более точная величина
периметра
X
2Р = 3,1416 X
а— йJ.
4 ?
р= паЬ= 3,141 баб;
О— в центре пересечения осей;
Уо = Ь\ РО И ^б =
= 1^а2- И;
г* + г = 2а;
полупериметр Р == Р+М =
Ь*
радиус кривизны в точке Р
/ х% и2 \3/2
р=а2ьЧ^-+Я -
о/о
(ГГ1K/2 .
аЬ
эксцентриситет е
-V
а3—V*
Длина дуги всего эллипса
;**п
8<а+Ц-1/1»'
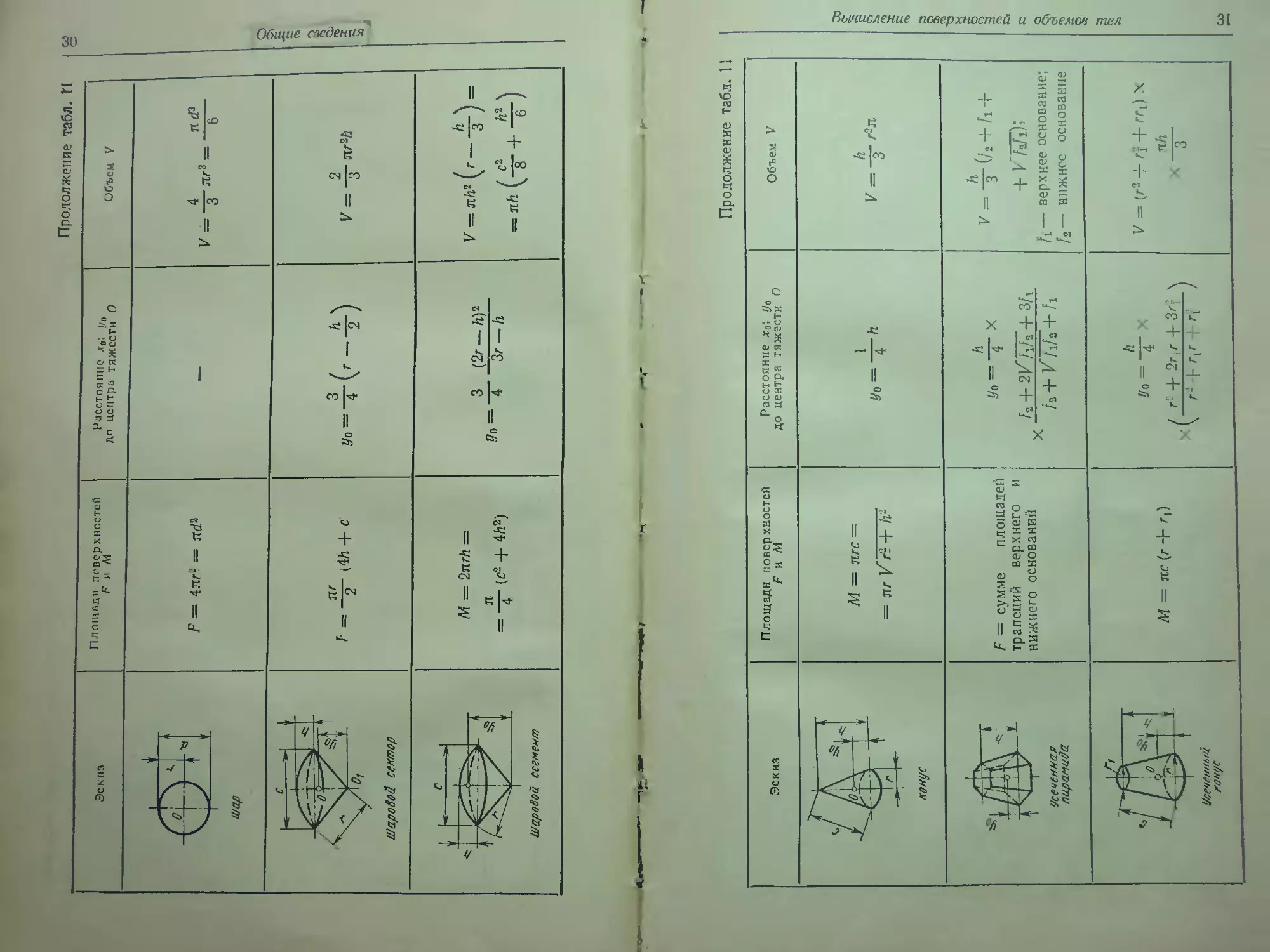
ВЫЧИСЛЕНИЕ ПОВЕРХНОСТЕЙ И ОБЪЕМОВ ТЕЛ
П. Формулы для вычисления площадей поверхностей и объемов тел
Эскиз
цилиндр
Пирамида
Площади повер хностей
М = 2лгЛ = ткМг
Р щ сумме плошадей
треугольников +
площадь основания
Расстояние х0; у0
до центра тяжести О
#0 =
Уо —1-Л
Объем V
У=пгЧ
п<Р
тГ''\
НИР**
V Щ площадь основа-
А
НИЯ X —5^-
яж^Ы*"
Продолжение табл. 11
Эскиз
Площади поверхностей
РиМ
Расстояние х0; у0
до центра тяжести О
Объем V
Лмый- ииримдр
М = внутренняя +
внешняя поверхности
к
<Л> = -2
7= яй(/*;—г\)
-Ш.
а* •*
Кососрезамши
цилиндр
М ш яг (А + Нг)
Ь + кг .
#о =—4 +
1 гг 1%» а
+ 4 Л+Й1
V = лг-
А+А,
Эскиз
шар
Шаровой сектор
Шаровой сегмент
Площади поверхностей
Р и М
Р = 4яг? = яй*
пг
Р = — DА + с
М = 2ягК Ш
= -Г& + 4А2)
Расстояние х0\ у0
до центра тяжести О
9о
"г(г-4-)
3 Bг —&)Д
4 Зг —А
Продолжение табл. 11 5й
Объем V
V
п<Р
яг
У«-§-яг*Д
У = лА
1Ш=
/ С2 А» \
§1
со Г
Л V
& I
1У
•"МСТПЯСЬ"
тЛг-^-
*»**•**«
Эскиз
конус
усеченная
пирамида
V ж\
Х*^ 1
II
1
1/сешшш
конус
Площади поверхностей
Р и М
М = ПГС
пг у Я + №
Р = сумме площадей
трапеций верхнего и
нижнего оснований
Продолжение табл. И
Расстояние х0; у0
до центра тяжести О
Объем V
Уо = -Т~Ь
Н
#о = -4
X
X
/2+К/1/2+/1
М = пс {г + г,"
X
ИШ*Х
/^ — верхнее основание;
/а— нижнее основание
X
/ г* + 2/у + Згг \
У=(г* + г1 + ггх)Х
пН
X
Со
со
32
Общие сведения
ч
ев
о
ее
{С
Й
ч
о
О
о.
П
с
' Ч
Я
к
о
н
V
О
а,
5
н
о
й)
%
СО
а
н
я
0)
1
О
Ч"
X
Си
С0<
О
С X
ни.
ч
а
3
о
ц
С
О* СП
43 <М
+
+
со
&
+
СО
+
1
•в
+
I
Решение треугольников. Соотношение элементов фигур
ЯЗ
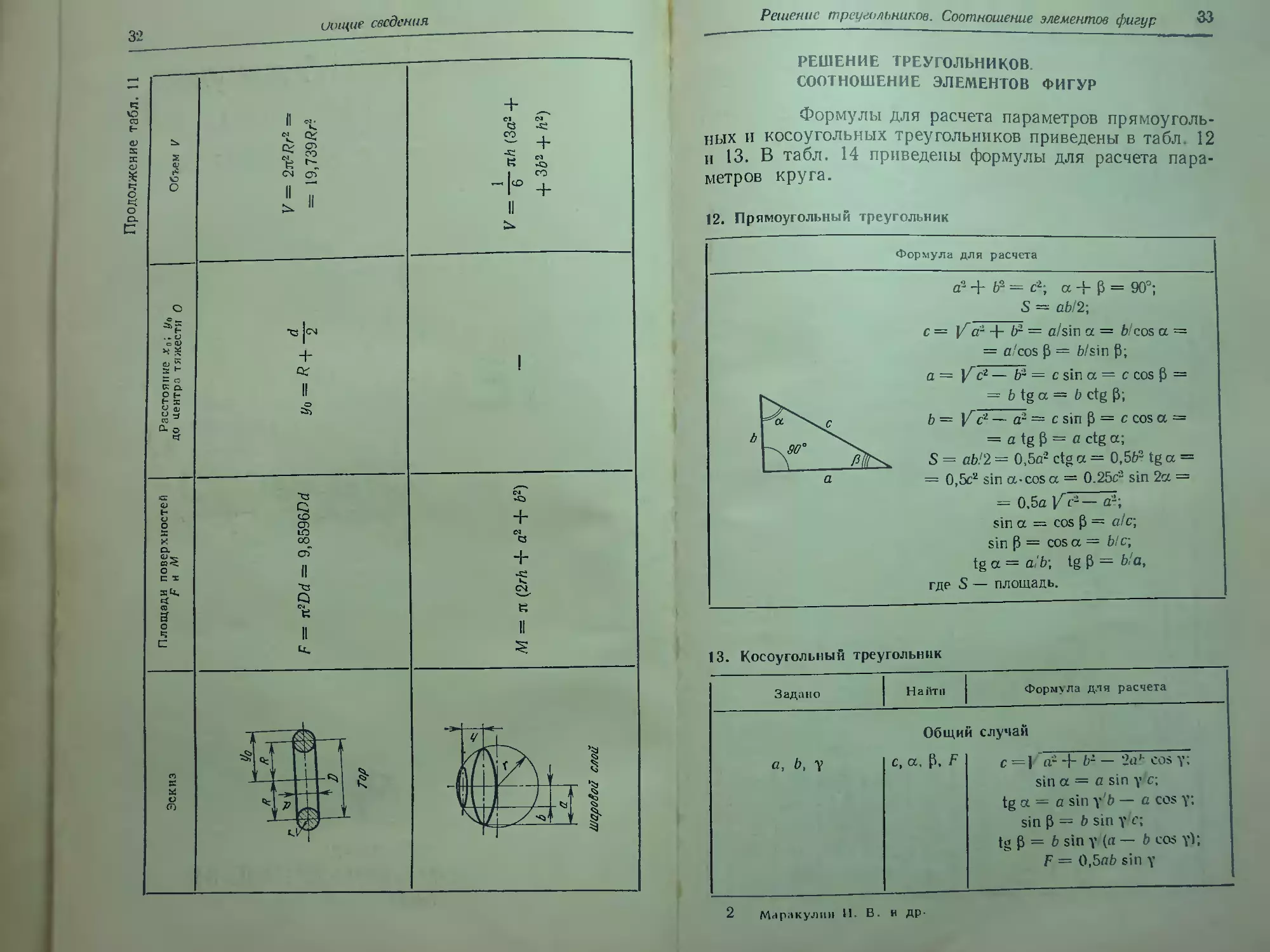
РЕШЕНИЕ ТРЕУГОЛЬНИКОВ.
СООТНОШЕНИЕ ЭЛЕМЕНТОВ ФИГУР
Формулы для расчета параметров
прямоугольных и косоугольных треугольников приведены в табл. 12
и 13. В табл. 14 приведены формулы для расчета
параметров круга.
12. Прямоугольный треугольник
Формула для расчета
а2 + Ь2 = с?; а + р = 90°;
5 = аЫ2\
с ~ У о2 + о2 = а/зш а = Ысо& а =
= а/соз Р = Ыв\п Р;
а ~ Ус? — Ь2 = с зт а = с соз р =
= ь *е а = бс^Р;
6 = ]/с2 — а2 === с зт р = с соз а =
= а1§Р= ас^а;
5 = аЬ/2 = 0,5а2 с*в а = 0,56? *е а
= 0,5с2 зт а.соз а == 0,25с? зт 2а =
Й 0,5а Ус2—а*;
зт а = соз Р = а/с;
зт Р = соз а == Ыс\
1§ а = а!Ь\ {& Р = а/а,
где 5 — площадь.
13. Косоугольный треугольник
Задано
Найти
Формула для расчета
а, Ь% у
Общий случай
с. а, Р, Р
с = Ус? -КМ — ^а5 соз у;
зт а = а зт у/с;
1§ а — а зт у/6 — а соз у; 1
зт Р = Ь зт у/с;
1§ Р = 6 зт у/(а — а соз у);.
Р = 015аЬ зт. у
2 Маракулин И. В. и др
Общие сведения
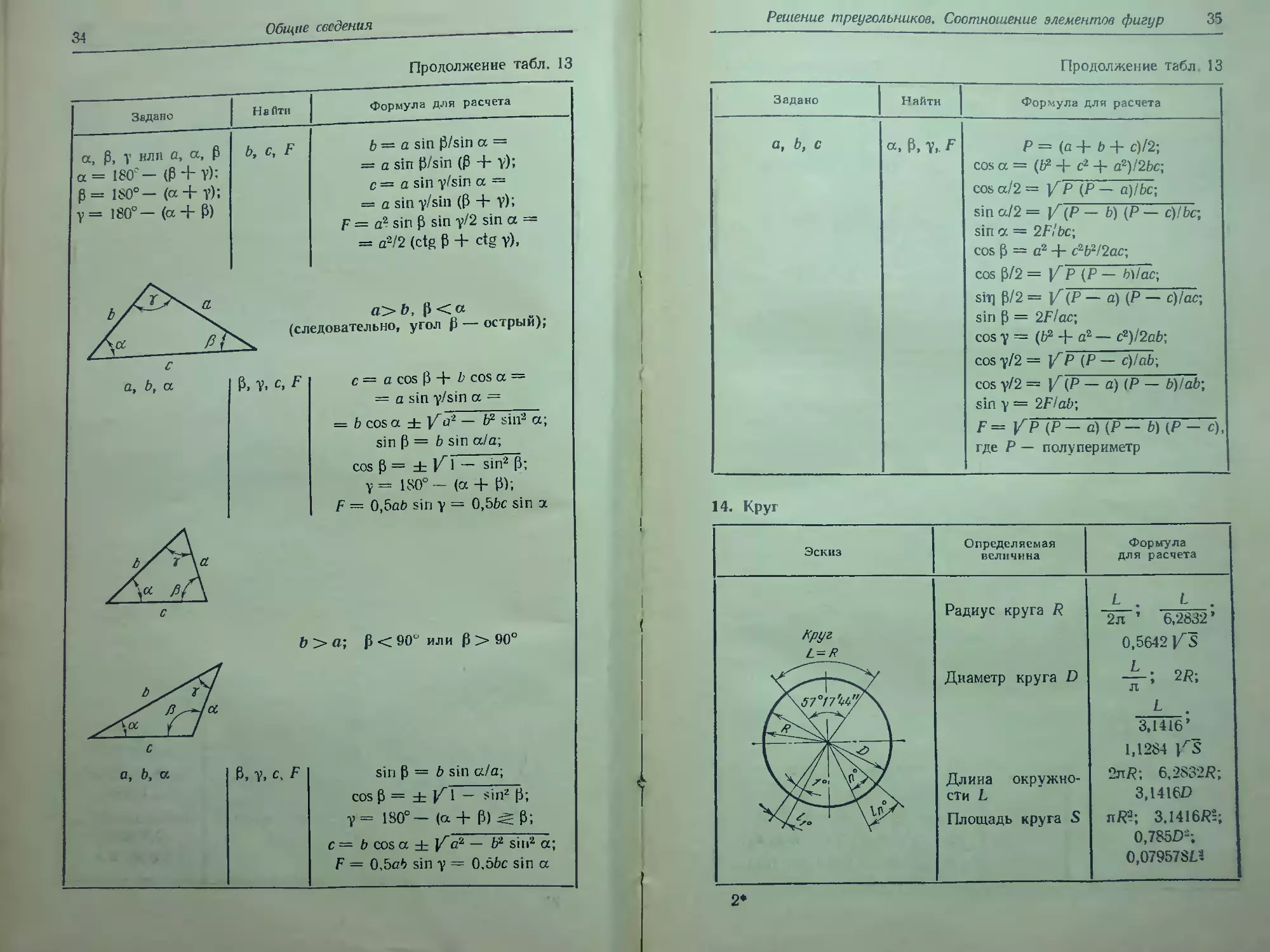
Продолжение табл. 13
Задано
Найти
о, Р, У или о, а, Р
а= 180°— (Р + V);
Р= 180°— (а + V);
7 = 180°— (а+Р)
Ь, с, Р
Формула для расчета
Ь = а зт р/зт а =
*= азш р/зт (р + V);
с = а зт 7^51П а %
= а зт у1$\п (р + у);
Р = с$ зт р зт У2 зт а
= а2/2 (с1в Р + с*в 7)>
(следовательно, угол р — острый);
Р, 7, с, Р
с = а соз Р + Ь соз а щ
= а зт ^/зт а =
= Ь соз а ± Уаг — ь% ${п* а>
зт Р = Ь зт а/а;
соз р = ± /1 — 51п2Р;
у = 180°- (а+ Р);
р = 0,5а& зт V = 0,5Ьс зт а
Ь>а; Р<90° или Р>90°
а, 6, а
Р, V, ^ Р
зт Р = Ь зт а/а;
соз Р = ± У\ - *»п* Р;
7= 130°- (а+Р)^Р;
с = й соз а ± ^а2 — Р зт2 а;
Р = 0лЪаЬ зт 7 — 0,5Ьс зт а
Решение треугольников. Соотношение элементов фигур 35
Продолжение табл. 13
14. Круг
Задано
а, Ь, с
Найти
а, Р, 7,. Р
Формула для расчета
Р = (а + Ь+ с)/2;
соз а = (Ьг + с2 + ФI2Ьс\
соз а/2 = ]/~Р (Р — а)/6с;
зт а/2 = ]/ (Р — о) {Р — с)/Ьс;
зт а = 2Р/&с;
соз Р = а2 + с2#У2ас;
созр/2= /Р(Р— *)/ас;
51Т] Р/2 = У (Р — а) (Р — с)/ас;
зт Р = 2Р/ас;
соз 7= (Ь2 + а2— с2)/2а&;
соз 7/2 = |ЛР (Р — с)/ай»;
соз 7/2 = У (Р — а) (Р — 6)/а&;
зпа 7 = 2Р1аЬ\
Р = К Р (Р — а) (Р— 6) (Р - с),
где Р — полу периметр
Эскиз
Определяемая
величина
Формула
для расчета
Радиус круга К
Диаметр круга Э
2я ' 6,2832'
0,56421^5
—; 2«;
Длина
окружности Ь
Площадь круга 5
3,1416*
1,1284 ]/
2яЯ; 6,28322?;
3,14160
я«*; 3,141618;
0,78504
0.0795731.*
2»
Общие сведения
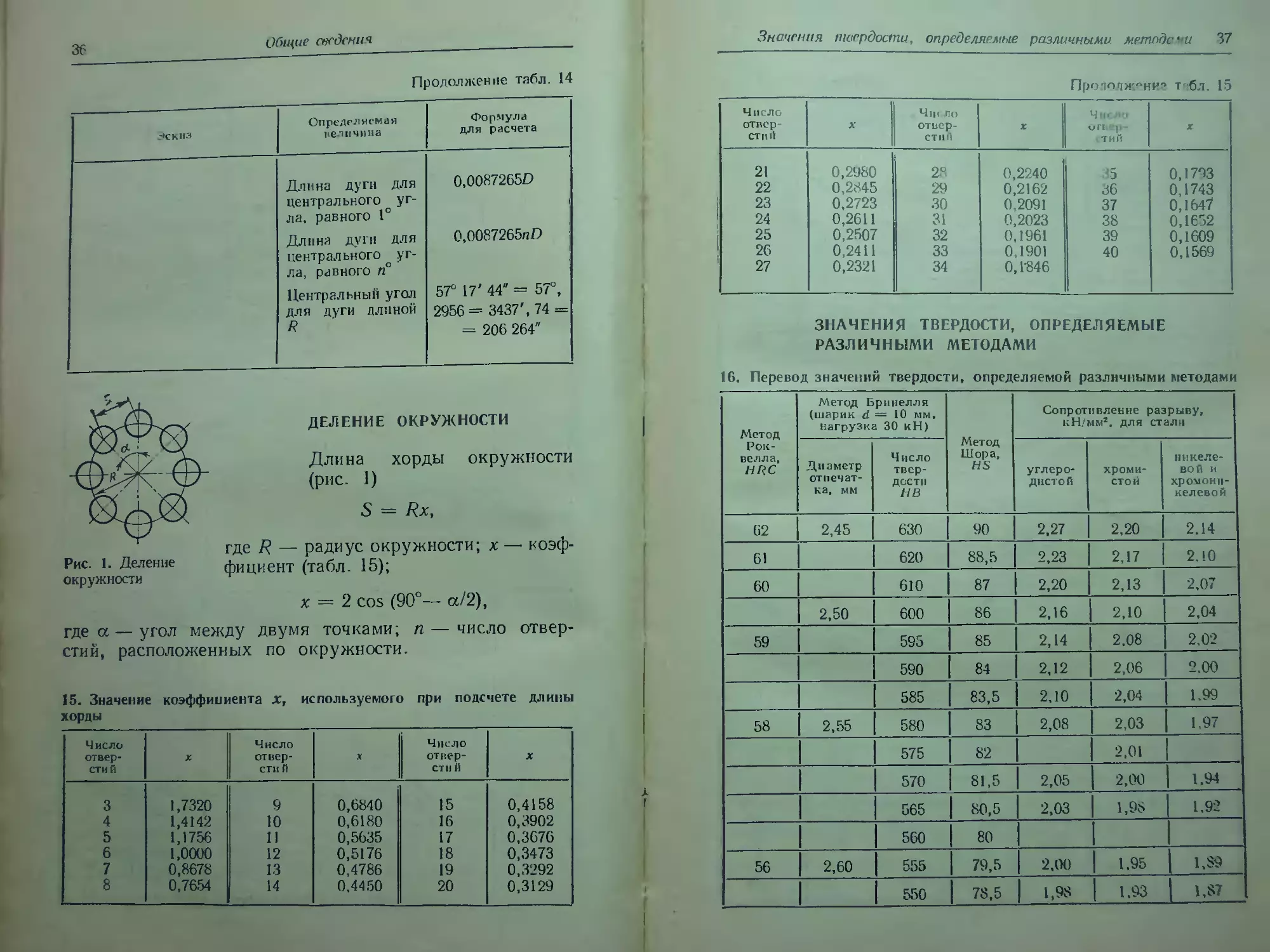
Продолжение табл. 14
Эскиз
Определяемая
величина
Длина дуги для
центрального
угла, равного 1°
Длина дуги для
центрального
угла, равного п°
Центральный угол
для дуги длиной
Формула
для расчета
0,0087265Р
1
0,0087265/гО
57° 17' 44" = 57°,
2956 =3437', 74 =
Я 206 264"
ДЕЛЕНИЕ ОКРУЖНОСТИ
Длина хорды окружности
(рис. 1)
5 = %х,
где К — радиус окружности; х — коэф-
Рис. 1. Деление фициент (табл. 15);
окружности
х = 2 соз (90°— а/2),
Где а — угол между двумя точками; п — число
отверстий, расположенных по окружности.
15. Значение коэффициента х, используемого при подсчете длины
хорды
Число
отверстий
3
4
5
6
7
8
X
1,7320
1,4142
1,1756
1,0000
0,8678
0,7654
Число
отверстий
9
10
11
12
13
14
х
0,6840
0,6180
0,5635
0,5176
0,4786
0,4450
Число
отверстий
15
16
17
18
19
20
X
0,4158
0,3902
: 0,3676
0,3473
0,3292
0,3129
Значения твердости, определяемые различными методами 37
Продолжение табл. 15
Число
отверстий
21
22
23
24
25
26
27
1
X
0,2980
0,2845
0,2723
0,2611
0,2507
0,2411
0,2321
ь Число
отверстии
28
29
30
31
32
33
34
X
0,2240
0,2162
0,2091
0,2023
0,1961
0,1901
0,1-846
Число
отверстий
35
36
37
38
39
40
X
0,1793
0,1743
0,1647
0,1652
0,1609
0,1569
ЗНАЧЕНИЯ ТВЕРДОСТИ, ОПРЕДЕЛЯЕМЫЕ
РАЗЛИЧНЫМИ МЕТОДАМИ
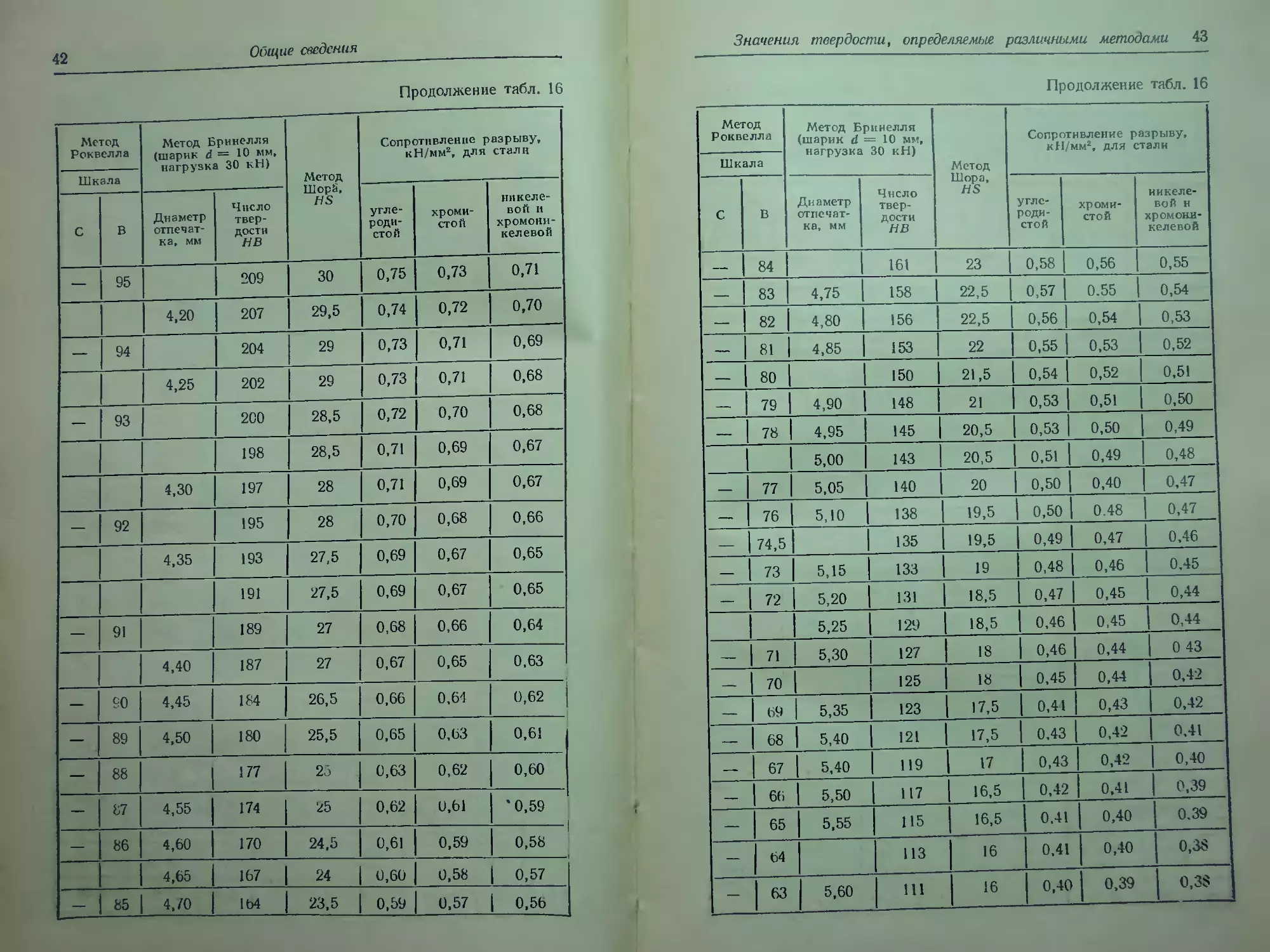
16. Перевод значений твердости, определяемой различными методами
Метод
Рок-
велла,
икс
62
61
60
59
58
56
Метод Бринелля
(шарик й = 10 мм,
нагрузка 30 кН)
Д и аметр
отпечатка, мм
2,45
2,50
2,55
2,60
Число
твердости
ИВ
630
620
610
600
595
590
585
580
575
570
565
560
555
550
Метод
Шора,
ИЗ
90
88,5
87
86-
85
84
83,5
83
82
81,5
80,5
80
79,5
78,5
Сопротивление разрыву,
кН/мм2, для стали
углеродистой
2,27
2,23
2,20
2,16
2,14
2,12
2,10
2,08
2,05
2,03
2,00
1,98
хромистой
2,20
2,17
2,13
2,10
2,08
2,06
2,04
2,03
2,01
2,00
1.98
1,95
1,93
никелевой, и
хромони-
келевой
2,14
2,10
2,07
2.04
2,02
2,00
1,99
1,97
1,94
1.92 1
1,89
1,87
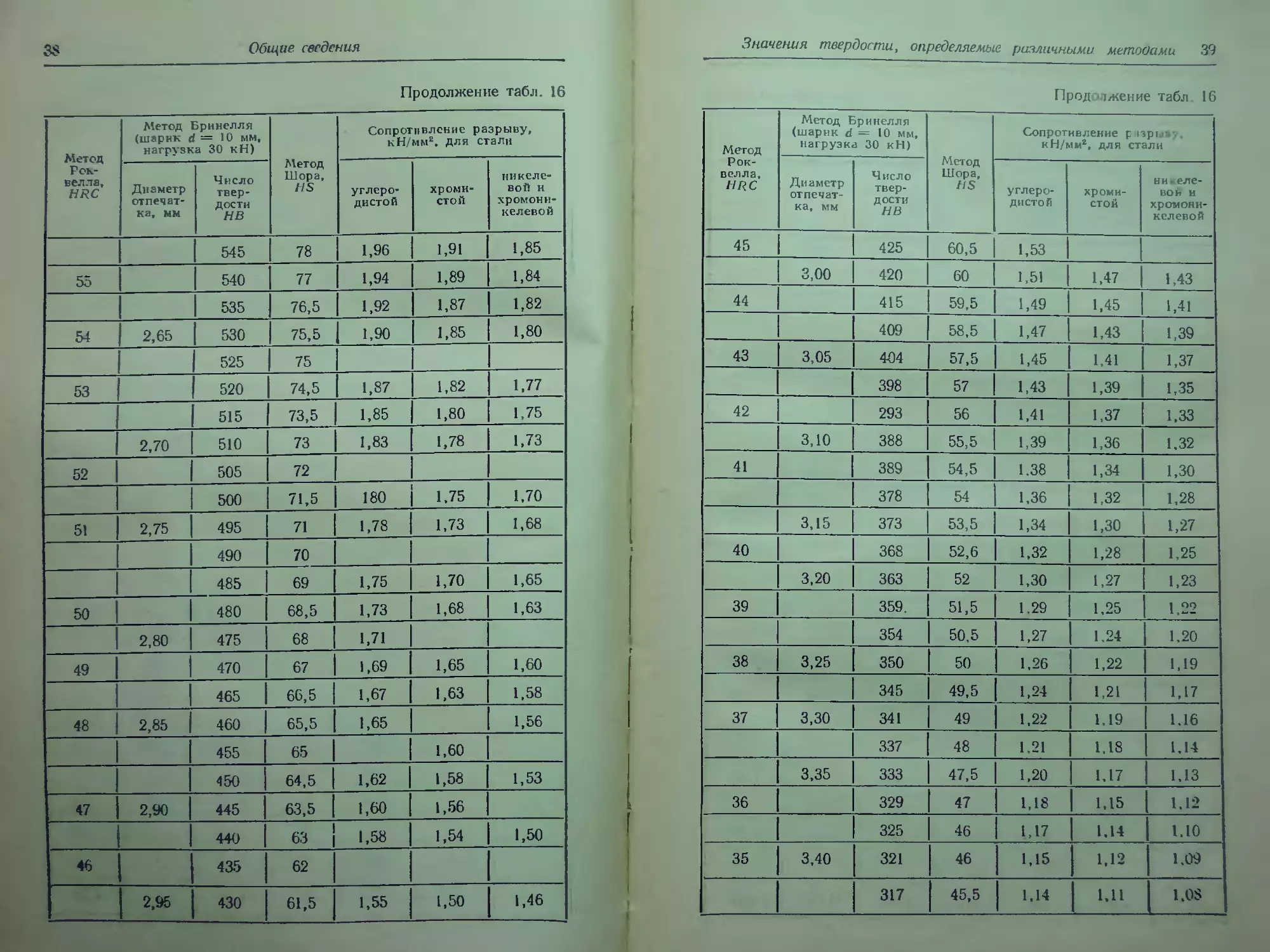
38 Общие сведения
Продолжение табл. 16
Метод
Рок-
велла,
НЯС
55
54
53
1
52
51
50
49
48
47
46
Метод Брннелля
(шарик й — 10 мм,
нагрузка 30 кН)
Диаметр
отпечатка, мм
2,65
2,70
2,75
2,80
1
2,85
2,90
2,95
Число
твердости
ИВ
545
540
| 535
530
525
520
Метод
Шора,
#5
78
77
| 76,5
Сопротивление разрыву,
кН/мм2, для стали
углеродистой
1,96
1,94
1,92
75,5 1,90
75
74,5
515 | 73,5
510
505
500
495
490
485
480
475
470
465
460
455
450
445
440
435
430
73
72
71,5
71
70
69
68,5
68
67
66,5
65,5
65
64,5
63,5
63
62
61,5
1,87
1,85
1,83
хромистой.
1,91
1,89
1,87
1,85
1,82
1,80
1,78
180 1,75
1,78
1,75
1,73
1,71
1,69
1,67
1,65
1,62
1,60
1,58
1,55
1,73
1,70
1,68
1,65
1,63
1,60
1,58
1,56
1,54
1,50
никелевой и
хромони-
келевой
1,85
1,84
1,82
1,80
1,77
1,75
1,73
1,70
1,68
1,65
1,63
1,60
1,58
1,56
1,53
1,50
1,46
Значения твердости, определяемые различными методами
Продолжение табл. 16
Метод
Ротс-
велла,
НЯ.С
45
44
43
42
41
40
39
38
37
36
! 35
Метод Бринелля
(шарик A — 10 мм,
нагрузка 30 кН)
Диаметр
отпечатка, мм
3,00
3,05
3,10
3,15
3,20
3,25
3,30
3,35
3,40
Число
твердости
НВ
425
420
415
409
4Я4
398
293
388
389
378
373
368
363
359.
354
350
345
341
337
333
329
325
321
317
Метод
Шора,
ИЗ
60,5
60
59,5
58,5
57,5
57
56
55,5
54,5
54
Сопротивление разрыву,
кН/мм2, для стали
углеродистой
хромистой
1,53 |
1,51
1,49
1,47
1,45
1,43
1,41
1,39
1,38
1,47
никелевой и
хром
©никелевой
1,43
1,45 1,41
1,43
1,41
1,39
1,37
1,36
1,34
1,36 1,32
53,5 1,34
52,6
52
51,5
50,5
50
49,5
49
48
47г5
47
46
46
45,5
1,32
1,30
1,30
1,28
1,27
1,29 1,25
1,27
1,26
1,24
1,22
1,21
1,20
1,18
1,17
1,15
1,14
1,24
1,22
1,21
1,19
1.18
1,17
1,15
1,14
1
1,12
1,11
1,39
1,37
1,35
изз
1,32
1,30
1,28
1,27
1,25
1,23
1,22
1,20
1,19
1,17
1,16
1,14
1,13
1.B
1Л0
1,09
1,08
Общие сведения
Продолжение табл. 16
♦ Метод
Рок-
велла,
ИЯС
34
33
32
~"^"■
31
30
29
28
Метод Бринелля
(шарик й ■* 1° мм.
нагрузка 30 кп)
Диаметр
отпечатка, мм
3,45
3,50
3,55
3,60
3,65
3,70
3,75
27
Число
твердости .
НВ
313
309
306 :
302
298
295
292
288
285
282
278
275
272
269
266 |
263
260 |
257
Метод
Шора,
#5
44,5
44
43,5
43
42,5
42
41,5
41
40,5
40
39,5
39
39
38,5
38
—' ■
Сопротивление разрыву,
кН/мм*. для стали
углеродистой
1,12
1,П
1,10
1,08
1,07
1,06
1,05
1,03
1,02
1,01
1,00
0,99
0,98
0,97
0,95 1
37,5 0,94
37
36,5
0,93
0,92
хромистой
1,09
1,08
1,07
1,05
1,04
1,03
1,02
1,01
1,00
0,98
0,97
0,96
0,95
0,94
0,93
никелевой и
хромони- л
келевой ■
1,06
1,05
1,04
1,02
1,01
1,00
0,99
0,98
0,97
0,96
0,94
0,93
0,92
0,91
0*90
0,92 0,89
0,91
0,88
0,90 1 У,87
Значения твердости, определяемые различными методами
Продолжение табл. 16
Метод
Роквелла
1 Шкала
С
|
26
25
24
23
22
21
20
в
—
—
100
99
98
97
96
Метод Бе
(шарик А =
инелля
= 10 мм,
ЯП 1С.Ш
Диаметр
отпечат-.
ка, мм
3,80
3,85
3,90
3,95
4,00
4,05
4,10
4,15
Число
твердости
ИВ
255
252
249
246
244
241
239
236
234
231
229
226
224
222
219
217
215
213
211
Метод
Шора,
#5
36,5
36
35,5
35
35
34,5
34
Сопротивление разрыву,
кН/мм2, для стали
угле-
родн- -
стой
0,92
0,90
0,89
0,88
0,88
0,87
хромистой
0,89
0,88
0,87
0,86
0,85
0,84
0,86* . 0,83
33,5 0,85
33,5
33
32,5
32,5
32
32
31,5
31
30,5
30,5
0,84
0,83
0,82
0,82
0,82
0,80
0,80
0,81 0,79
0,80
0,80
0,79
0,78
0,77
0,76
30 0,76
0,78
0,77
0,76
0,76
0,75
0,74
никелевой и
хромойи-
келевоп
0,86
0,85
0,84
0,83
0,83
0,82
0,81
0,80
0,80
0,78
0,77
0,76
0,76
0,75
0,74
0,74
0,73
0,72
0,74
42
Общие сведения
Продолжение табл. 16
Метод
Роквелла
Шкала
С
—
—
—
—
—
В
95
94
93
92
91
|
—
—
—
—
—
90
89
88
87
86
Метод Бринелля
(шарик А — Ю мм,
Диаметр
отпечатка, мы
4,20
. 4,25
4,30
4,35
4,40
4,45
4,50
Число
твердости
ИВ
209
207
204
202
200
198
197
195
193
191
189
187
Метод
Шора4,
Я5
30
29,5
29
29
28,5
28,5
28
28
Соп]
ютивление
<Н/мм*, для
эазрыву,
стали
родистой
0,75
0,74
0,73
хромистой
0,73
0,72
0,71
0,73 1 0,71
0,72
0,71
0,71
0,70
27,5 ! 0,69
27,5
27
27
184 26,5
180
25,5
У^ *77 25
4,55
4,60
174
170
4,65 167
-»' | 85 4,70
164
25
24,5
0,69
0,68
0,67
0,66
0,65
0,63
0,62
0,61
24 | 0,60
23,5 | 0,59
0,70
0,69
0,69
0,68
0,67
0,67
0,66
никелевой и
хромони-
келевой
0,71
0,70
0,69
0,68
0,68
0,67
0,67
0,66
0,65
4 0,65
0,64
0,65 | 0,63
0,64
0,63
0,62
0,61
0,62 1 0,60
0,61
0,59
4 0,59
0,58
1 1 —-——|
0,58 0,57
0,57 | 0,56
Значения твердости, определяемые различными методами 43
Продолжение табл. 16
Метод
Роквелла
Шкала
С
: —
—
___
—
—
—
—
—
—
—
—
—
—
—
—
—
— .
—
—
—
—
В
84
83
82
81
80
79
78
77
76
74,5
73
72
71
70
69
68
67
66
65
64
63
Метод Бринелля
(шарик а = 10 мм,
нагрузка 30 кН)
Диаметр
отпечатка, мм
4,75
4,80
4,85
4,90
4,95
5,00
5,05
5,10
5,15
5,20
Число
твердости
ИВ
161
158
156
153
150
148
145
143
140
138
135
133
131
5,25 ^129
5,30
5,35
5,40
. 5,40
5,50
5,55
5,60
127
125
123
121
119
117
115
113
111
Метод
Шора,
ИЗ
23
22,5
22,5
22
21,5
21
20,5
20,5
20
Сопротивление разрыву,
кН/мм2, для стали
родистой
0,58
0,57
0,56
0,55
0,54
0,53
0,53
0,51
0,50
19,5 0,50
19,5
19
18,5
18,5
18
18
17,5
17,5
17
16,5
16,5
16
16
0,49
0,48
0,47
0,46
0,46
0,45
0,44
0,43
0,43
0,42
0,41
0,41
0,40
хромистой
0,56
0,55
0,54
0,53
0,52
0,51
0,50
0,49
0,40
0,48
0,47
0,46
0,45
0,45
0,44
0,44
0,43
0,42
0,42
0,41
0,40
0,40
0,39
никелевой и
хромоаи-
келевой
0,55
0,54
0,53
0,52
0,51
0,50
0,49
0,48
0,47
0,47
0,46
0,45
0,44
0,44
04а
0,42
0,42
0,41
0,40
0,39
0,39
0,38
1
0,38
44
Общие сведения
Продолжение табл. 16
Метод
Рок вел л а
Шкала
С
—*
—
—
—
—
—
—
—
—
—
т
—
в
62
61
59,5
58
57
56
55
54
53
■
52
51
49,5
48
Метод Бринелля
(шарик й = Ю мм;
Диаметр
отпечатка, мм
5,65
5,70
5,75
5,80
5,85
5,90
5,95
6,0
6,05
6,10
6,15
Число
твердости
ИВ
ПО
108
106
105
103
102
100
98
97
96
94
92
90
— 47 | 6,20 | 88
— | 45,5
—
—
-
-
-
43,5
6,30
6,35
42 | 6,40
40,5
31,5
36,5
6,50
6,60
6,70
86
84
82
80
78
76
Метод
Шора»
Я5
15,5
15,5
15
15
14,5
14,5
14,5
14
14
13,5
13,5
13,5
13
12,5
12,5
12
11,5
11,5
11
11
Сопротивление
кН/мм2, для
разрыву,
стали
родистой
0,39
0,39
0,38
0,38
0,37
0,37
0,36
0,35
. 0,35
0,34
0,34
0,33
0,32
0,32
0,31
0,30
0,29
0,29
0,2о
,27
хромистой
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
— '
никеле -
вой и
хромони-
ке левой
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
—
Примечание. Незаполненные графы- предназначены для
промежуточных значений.
Свариваемость сталей
45
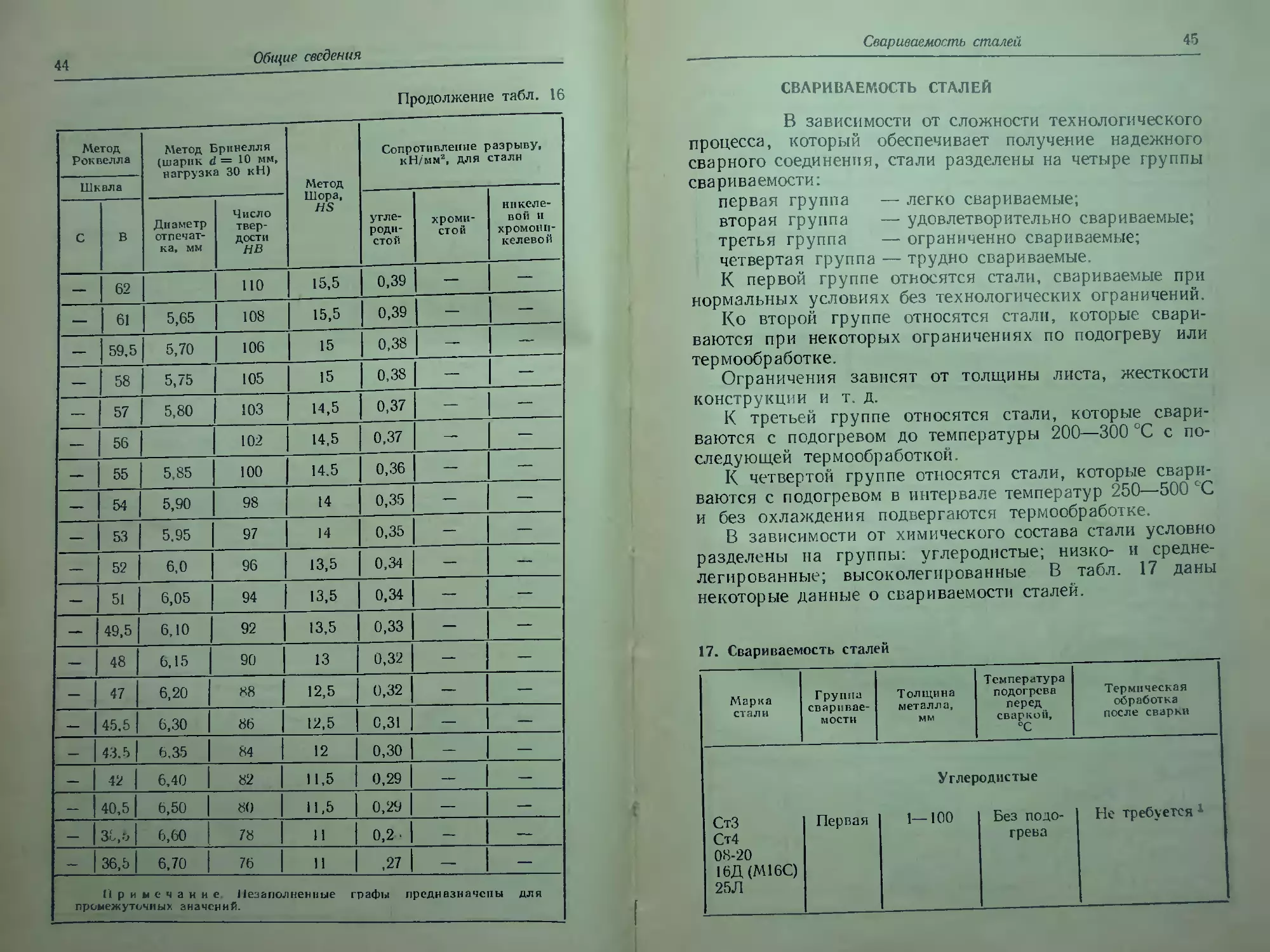
СВАРИВАЕМОСТЬ СТАЛЕЙ
В зависимости от сложности технологического:
процесса, который обеспечивает получение надежного ■
сварного соединения, стали разделены на четыре группы'
свариваемости:
первая группа — легко свариваемые;
; вторая группа — удовлетворительно свариваемые;
третья группа — ограниченно свариваемые;
четвертая группа — трудно свариваемые.
К первой группе относятся стали, свариваемые при
нормальных условиях без технологических ограничений.
Ко второй группе относятся стали, которые
свариваются при некоторых ограничениях по подогреву или:
термообработке. .
Ограничения зависят от толщины листа, жесткости
конструкции и т. д.
К третьей группе относятся стали, которые
свариваются с подогревом до температуры 200—300 °С с по- =
следующей термообработкой.
К четвертой группе относятся стали, которые свари-;
ваются с подогревом в интервале температур 250—500 °С
и без охлаждения подвергаются термообработке.
. В зависимости от химического состава стали условно
разделены на группы: углеродистые; низко- и средне-
легированные; высоколегированные; В табл. 17 даны
некоторые данные о свариваемости сталей.
17. Свариваемость сталей
Марка
стали
СтЗ
Ст4
08-20
16Д(М16С)
25Л
Группа
свариваемости
Первая
Толщина
металла,
мм
Температура
подогрева
перед
сваркой,
6С
Углеродистые
1—100
Без
подогрева
Термическая
обработка
после сварки
Не требуется*
Общие сведения
Продолжение табл. 17
Марка
стали
30
зол
35
Сг5
; Стбг
40
45
\ 50
45Л
45ГЛ
| ЮХСНД
15ХСВД
16ГС
\ 22К
17Г1С
: 12ХНЗА
ЮХНШ
25ХГСА
30ХН2МА
35ХМ
Группа
свариваемости
- Вторая
Третья
Ни:
Первая
Вторая
Третья
Толщина
металла»
мм
1—10
10-30
30—100
Для всех
толщин
жо- и средне
1—80
80—100
1—60
60—100
1—25
25—100
3—30
30—100
1—3
3—100
Температура
подогрева
перед
сваркой»
ЬС
Без
подогрева
150—200
200—250
легированные
Без
подогрева
100—150
Без
подогрева
100—150
Без
подогрева
100—150
Без
подогрева
200—250
Без
подогрева
200—300
Термическая
обработка
после сварки
Не требуется 1
Отпуск
Не требуется1
Отпуск
Отпуск
Не требуется
Отпуск
Отпуск
Свариваемость сталей
47
Продолжение табл. 17
Марка
стали
40Х
38ХА
! 38ХГН
38ХН
14Х17Н2
12X13
20X13
08Х18Н10
Группа
свариваемости
Четвертая
Вторая
Первая
Толщина
металла,
мм
1—3
3—100
Для всех
толщин
Температура
подогрева
перед
сваркой}
5С
Без
подогрева
250—400
250—400
Высоколегированные
1—10 Без
подогрева
10—20 180—200
1—10
10—100
1—20
1—20
Для всех
толщин
1 Отпуск производится только
струкций.
Без
подогрева
150—200
250—300
250—300
Не тре*
буется
Термическая
обработка
после сварки
Отпуск
Отпуск без
охлаждения после
сварки
Отпуск при
660—670 °С
Не требуется
Не требуется
Отпуск без
охлаждения после
сварки
Не требуется
доя деталей ответственных кон-
^1
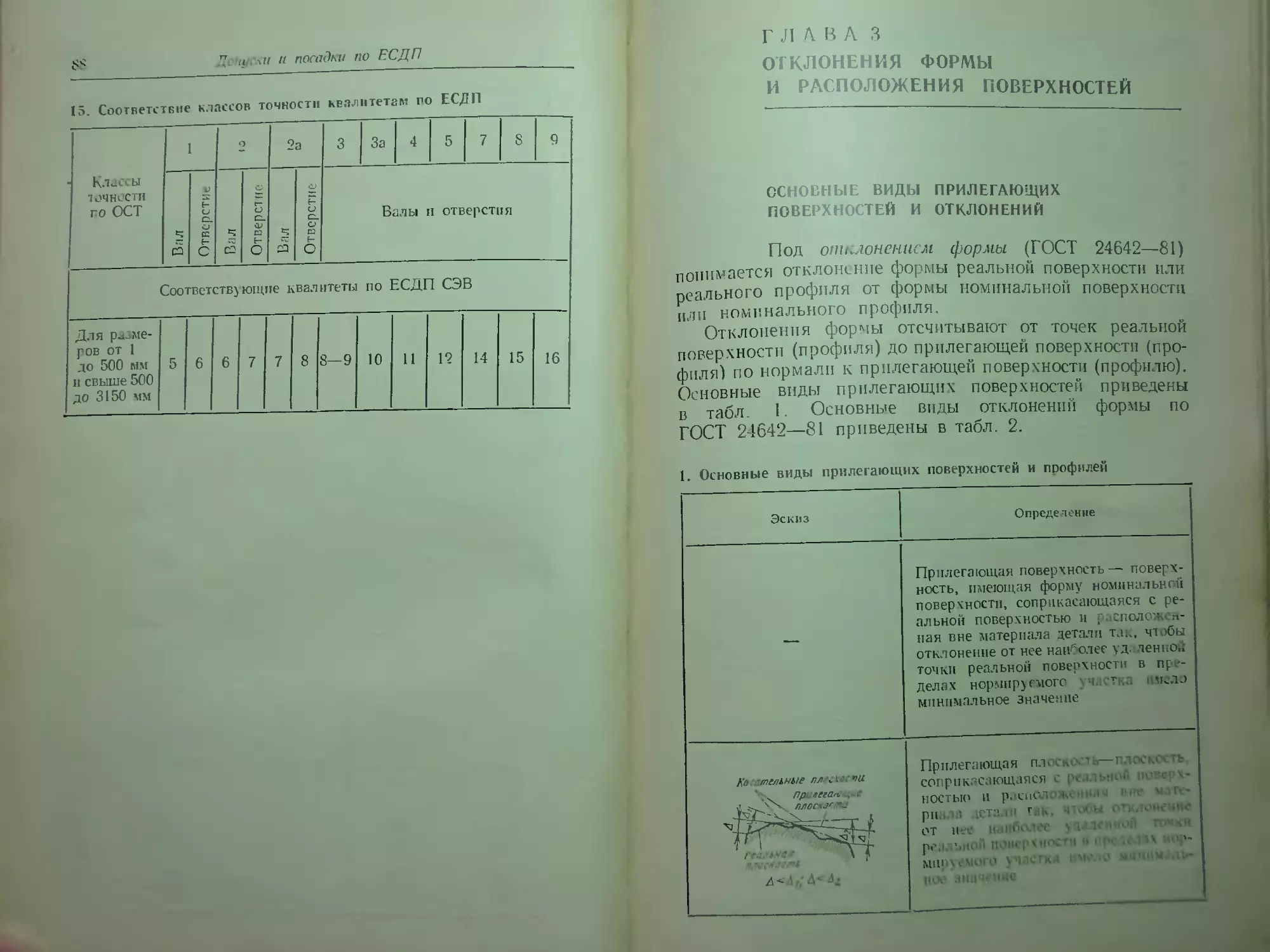
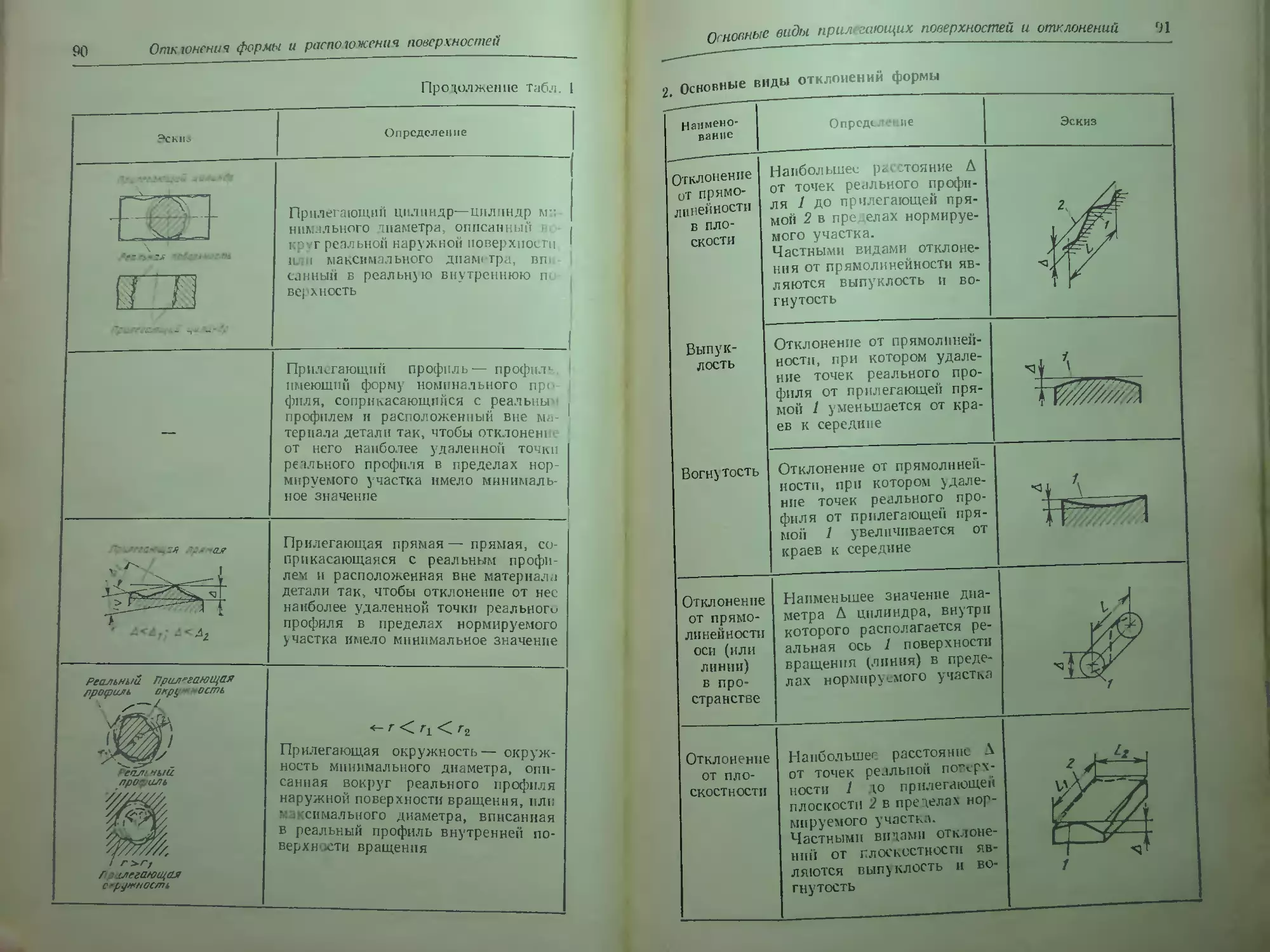
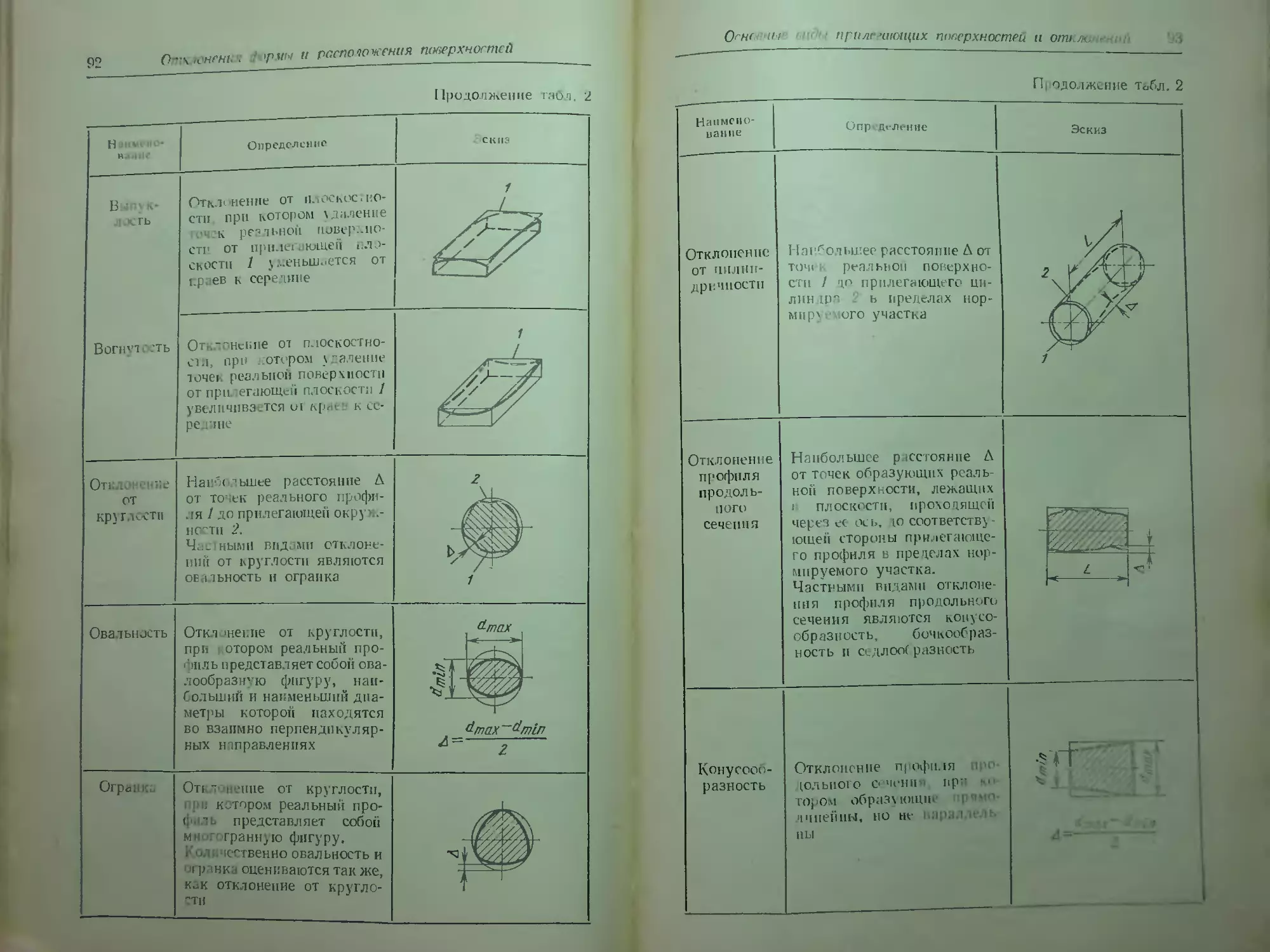
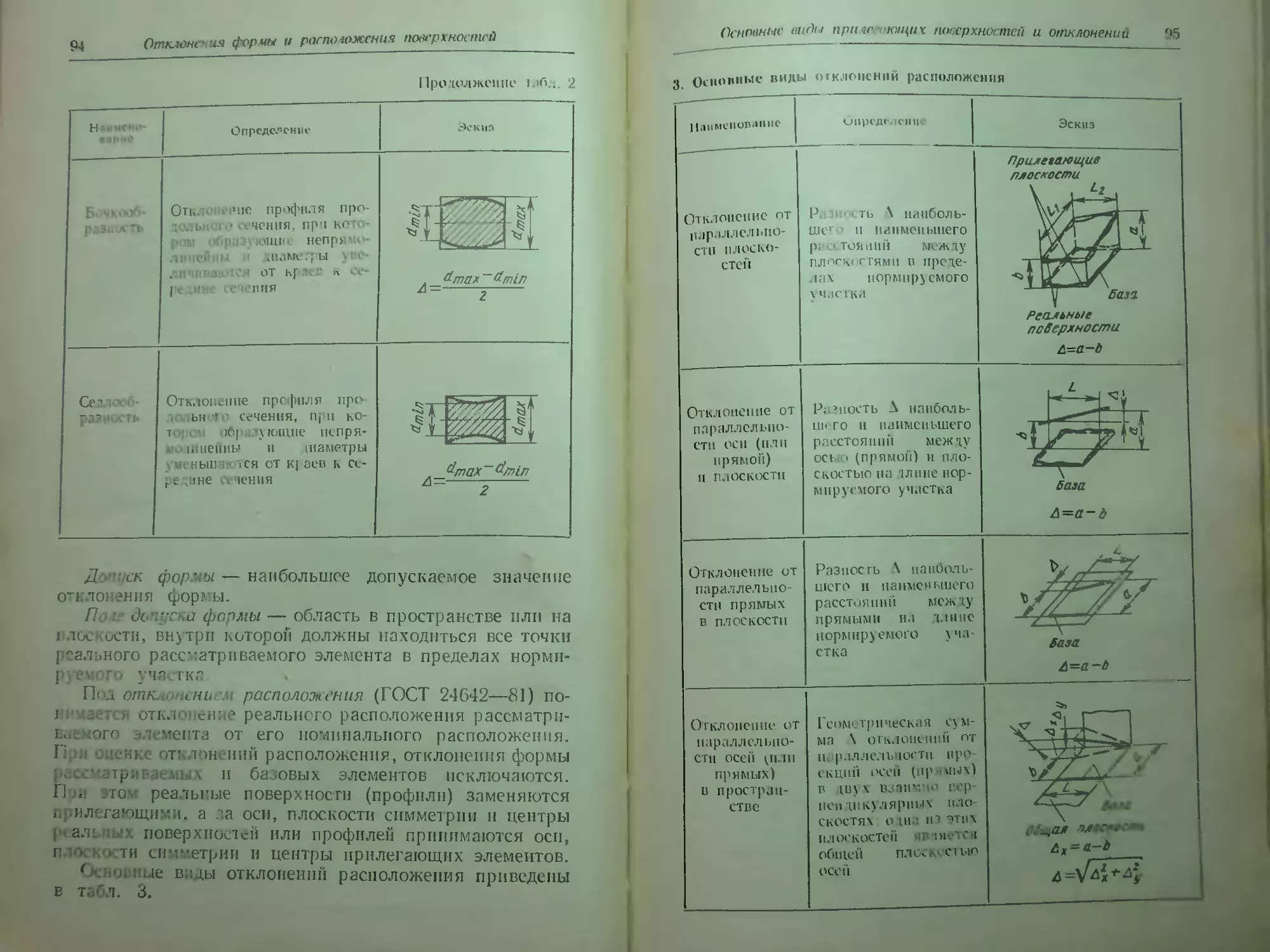
ГЛАВА 2
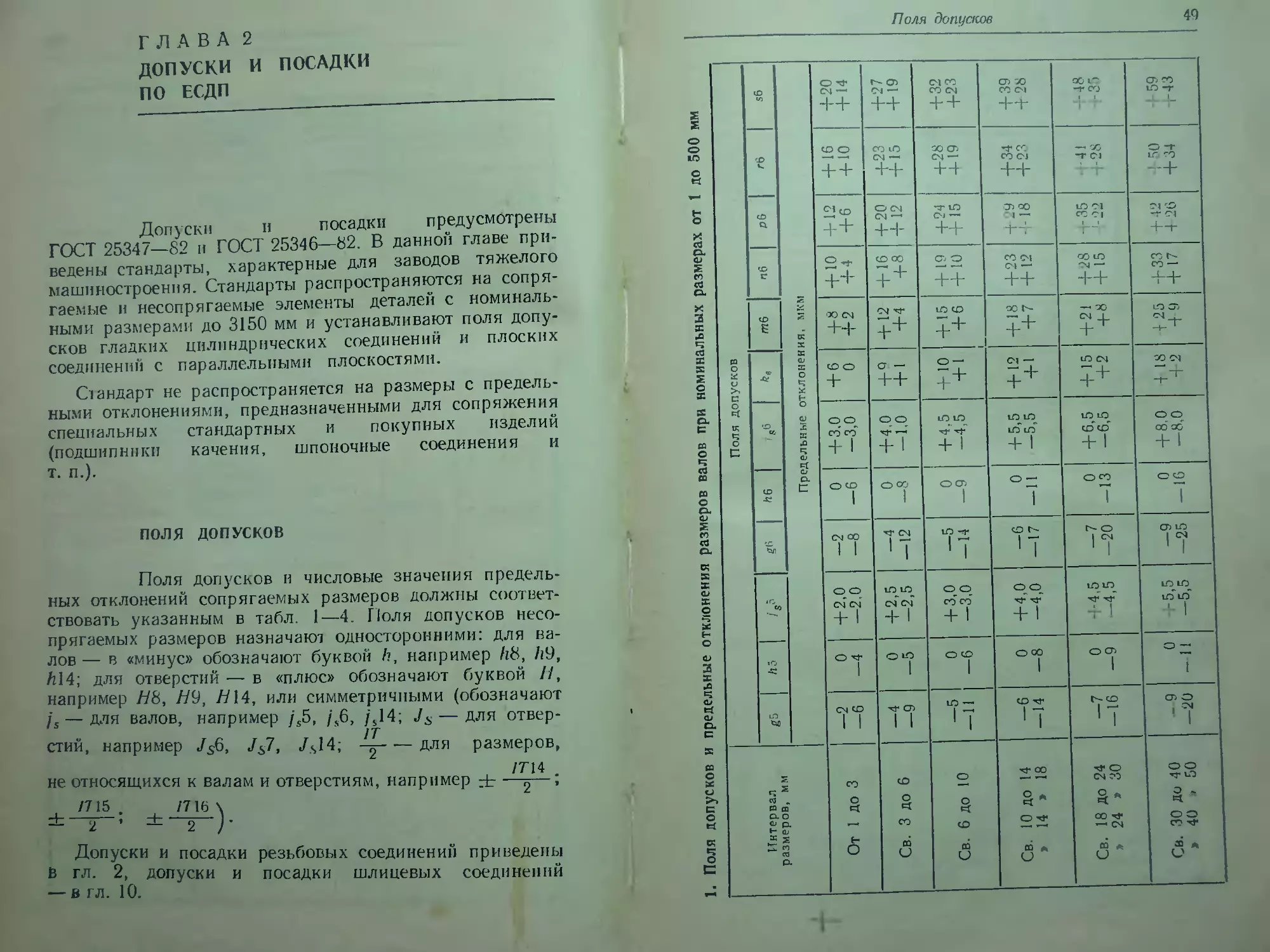
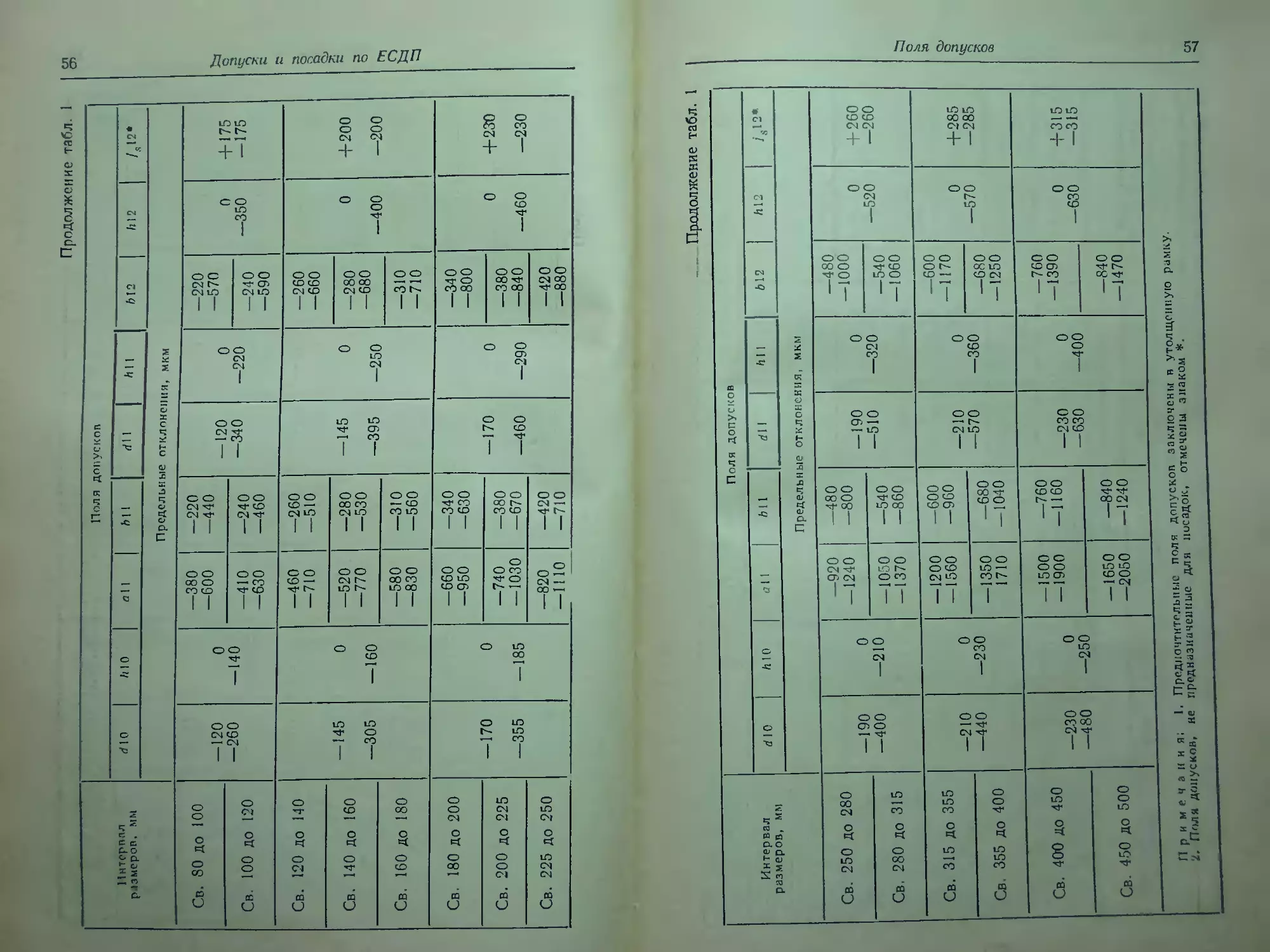
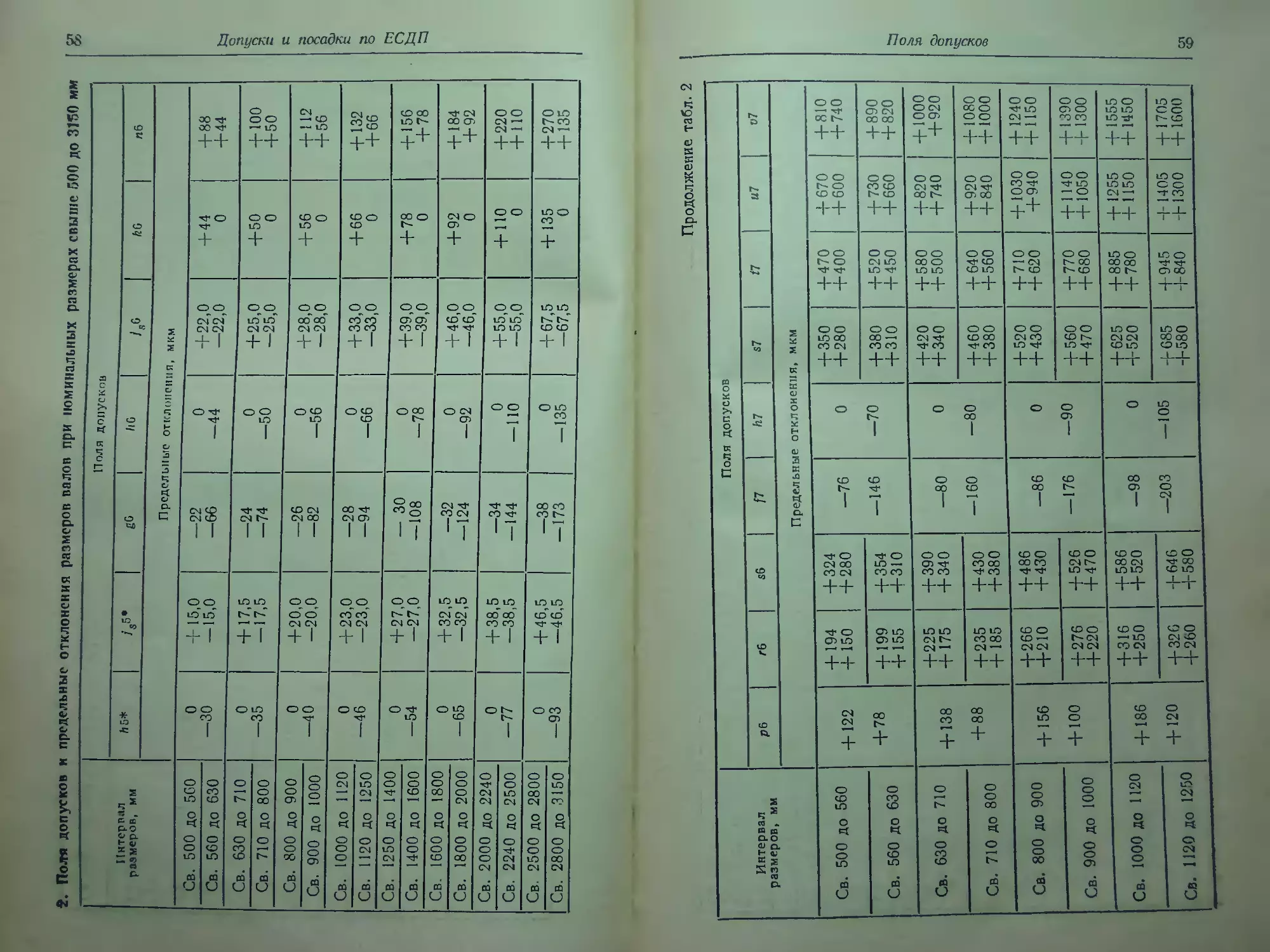
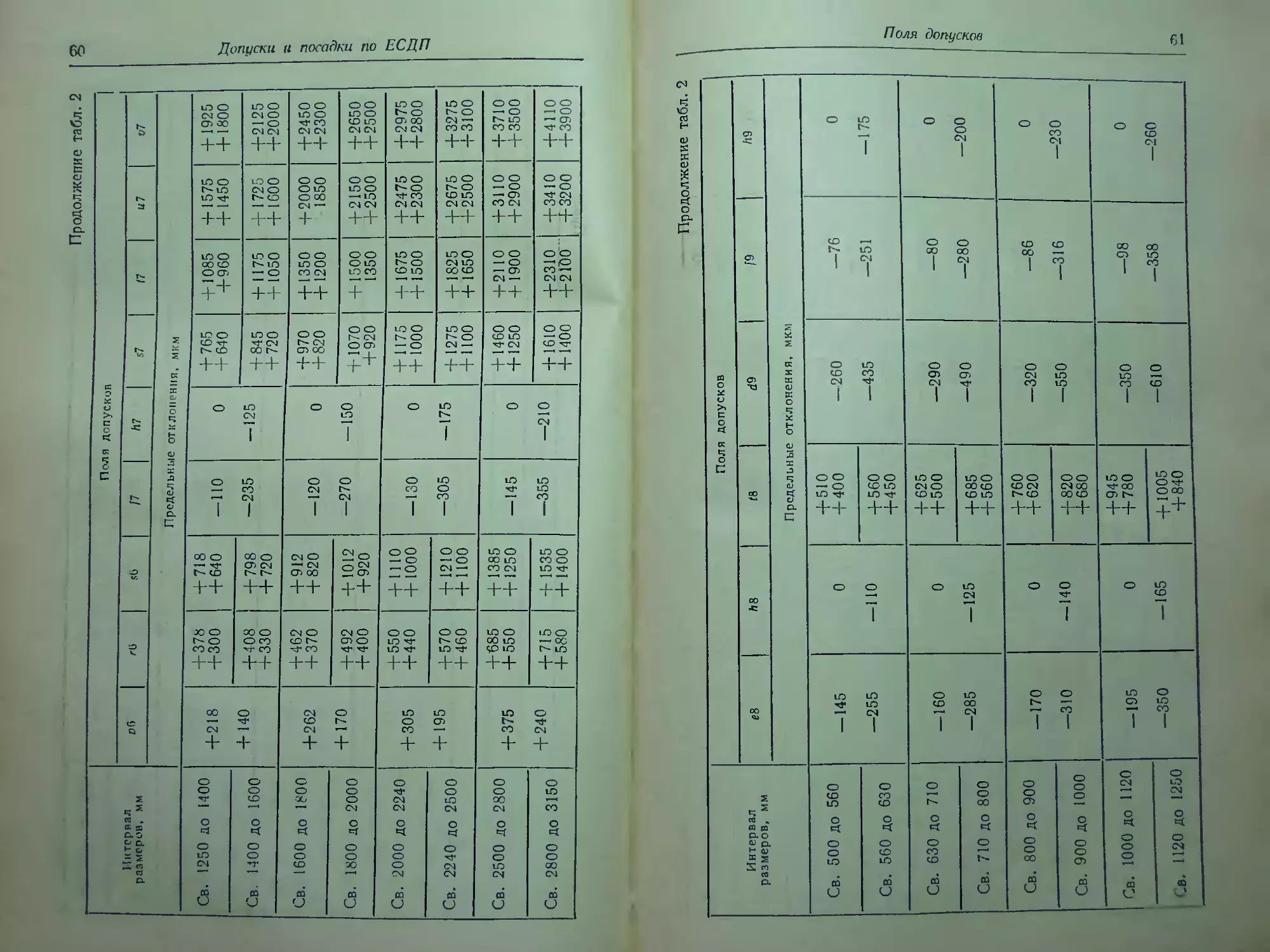
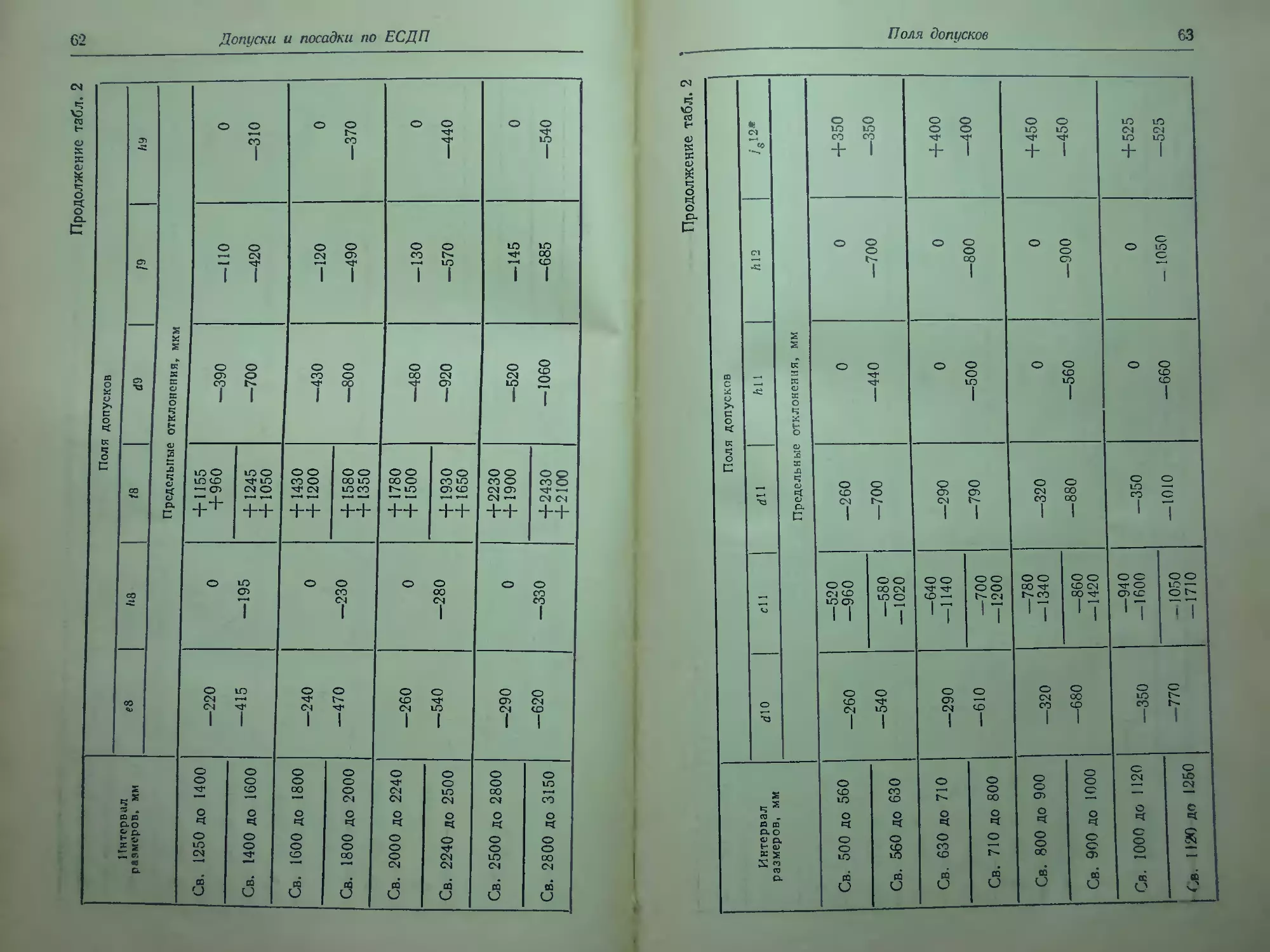
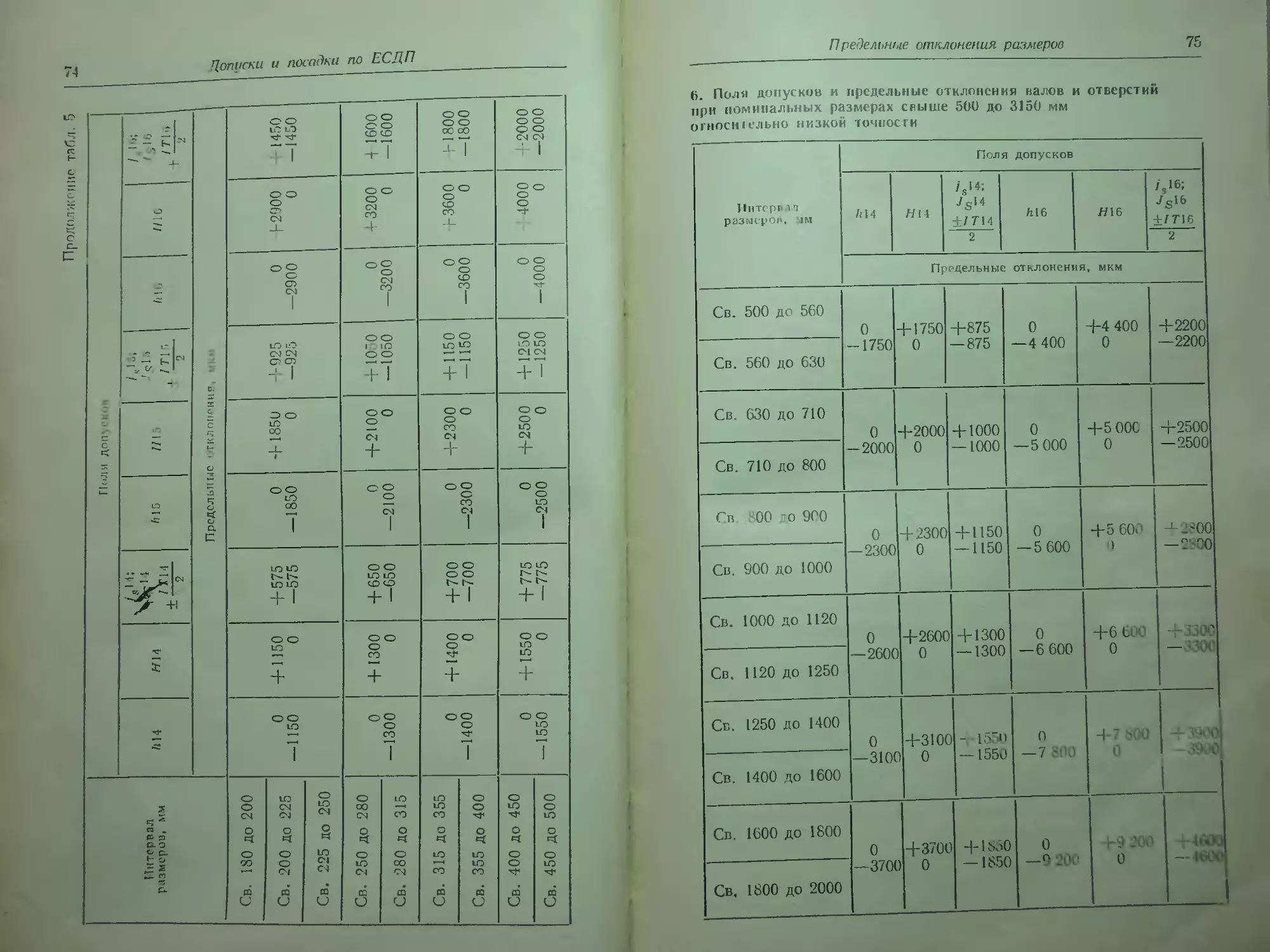
ДОПУСКИ И ПОСАДКИ
ПО ЕСДП
Допуски и посадки предусмотрены
ГОСТ 25347—82 и ГОСТ 25346—82. В данной главе при-
ведены стандарты, характерные для заводов тяжелого
машиностроения. Стандарты распространяются на
сопрягаемые и несопрягаемые элементы деталей с
номинальными размерами до 3150 мм и устанавливают поля
допусков гладких цилиндрических соединений и плоских
соединений с параллельными плоскостями.
Стандарт не распространяется на размеры с
предельными отклонениями, предназначенными для сопряжения
специальных стандартных и покупных изделий
(подшипники качения, шпоночные соединения и
т. п.).
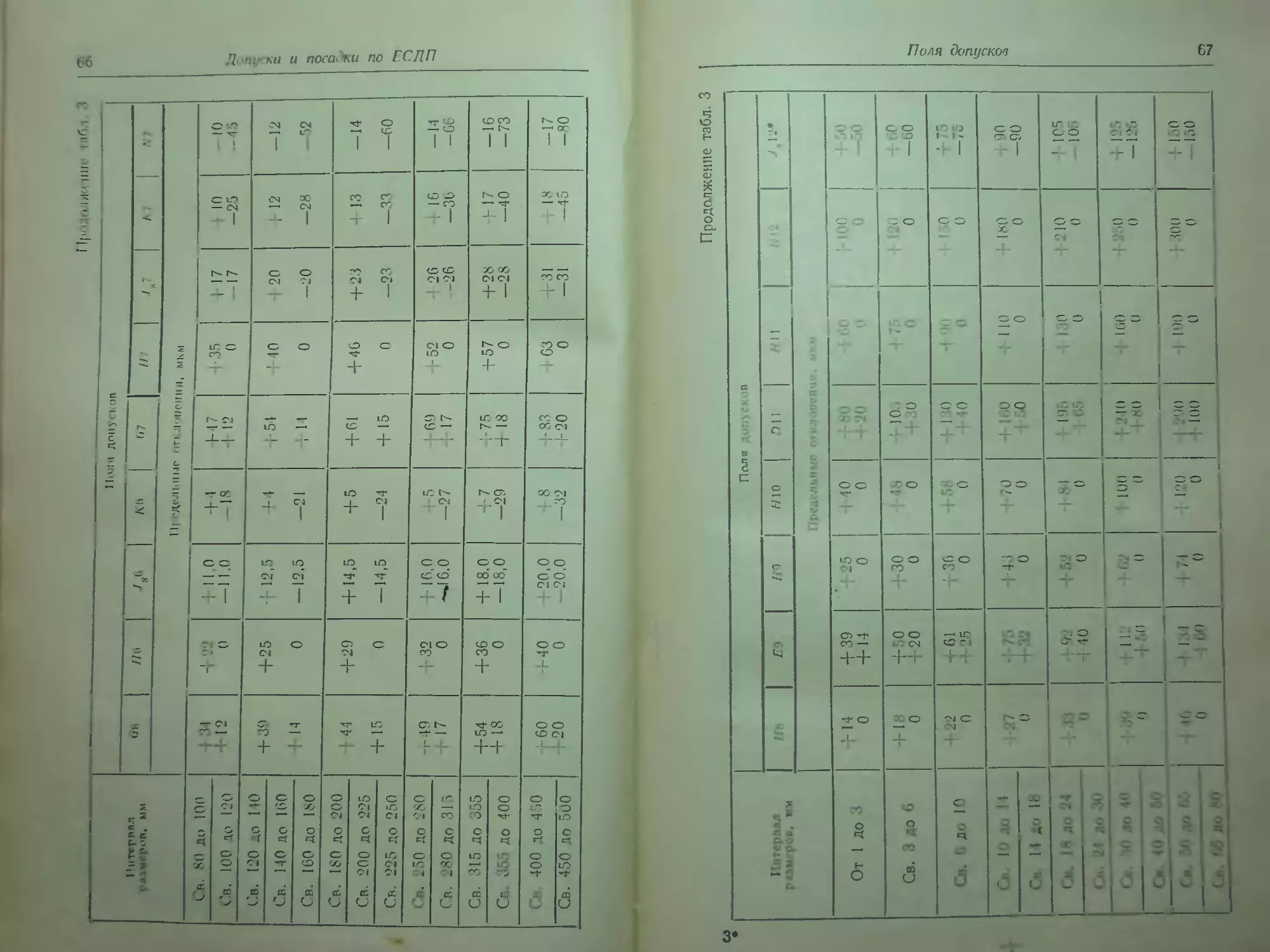
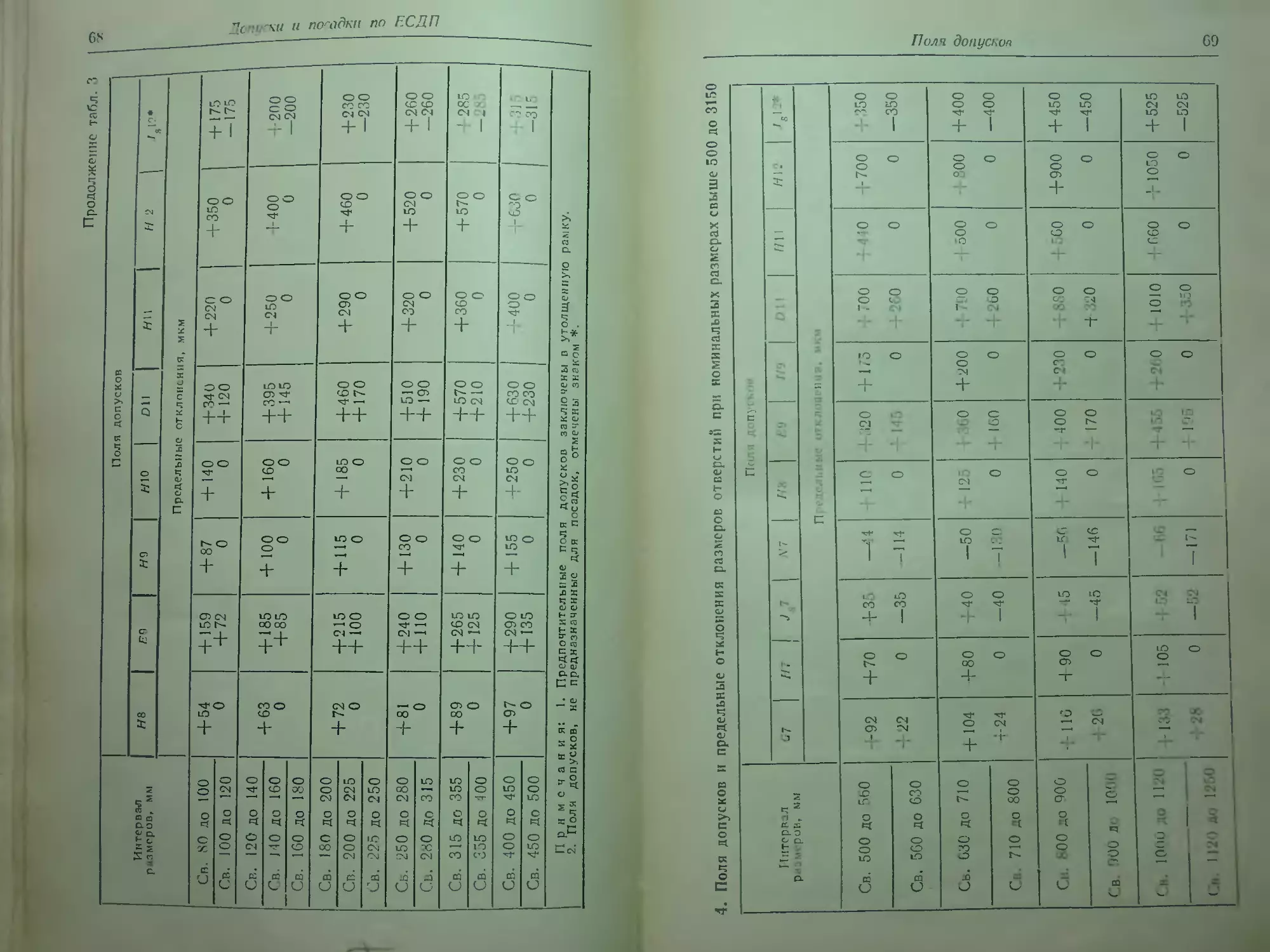
ПОЛЯ ДОПУСКОВ
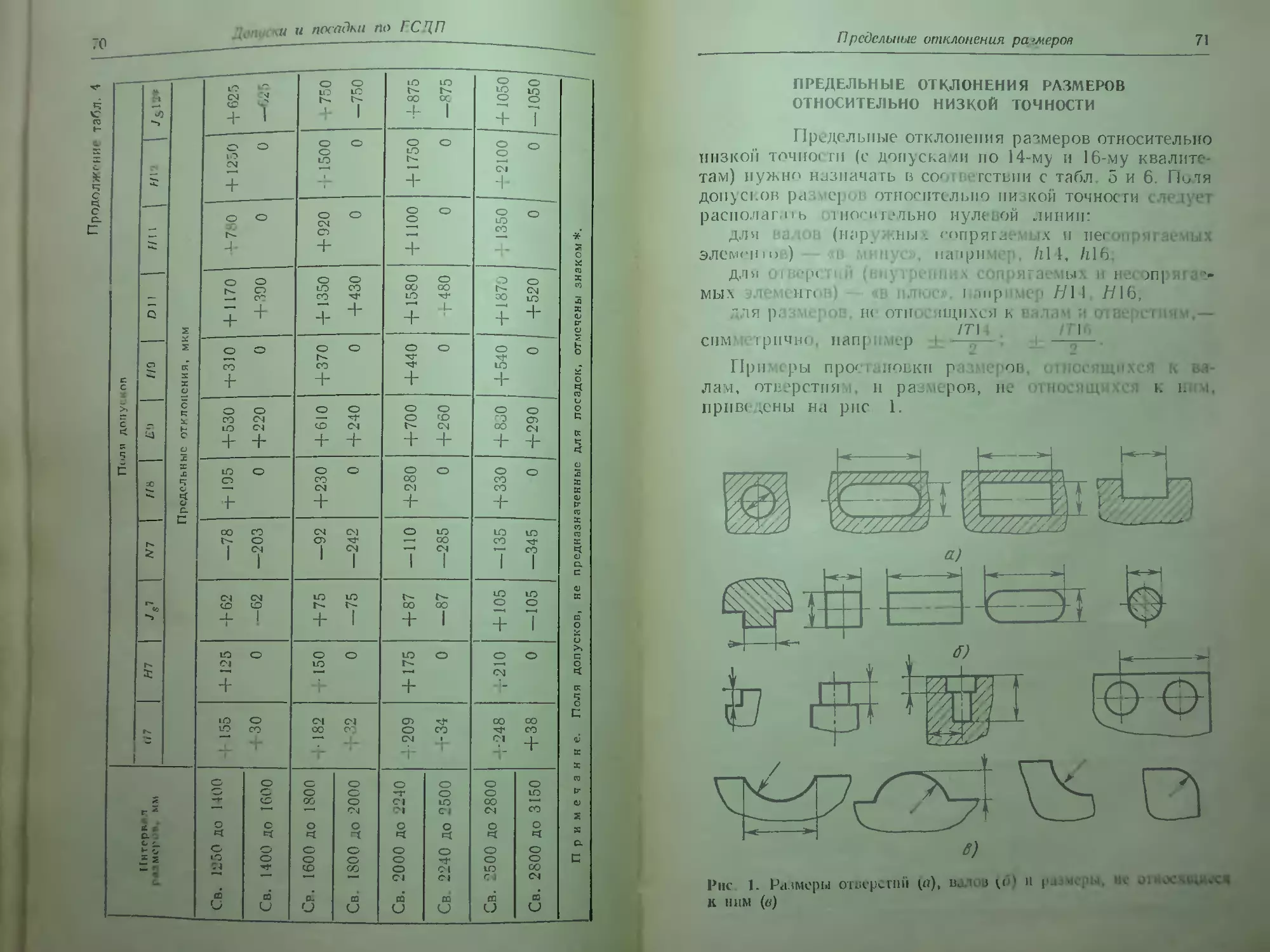
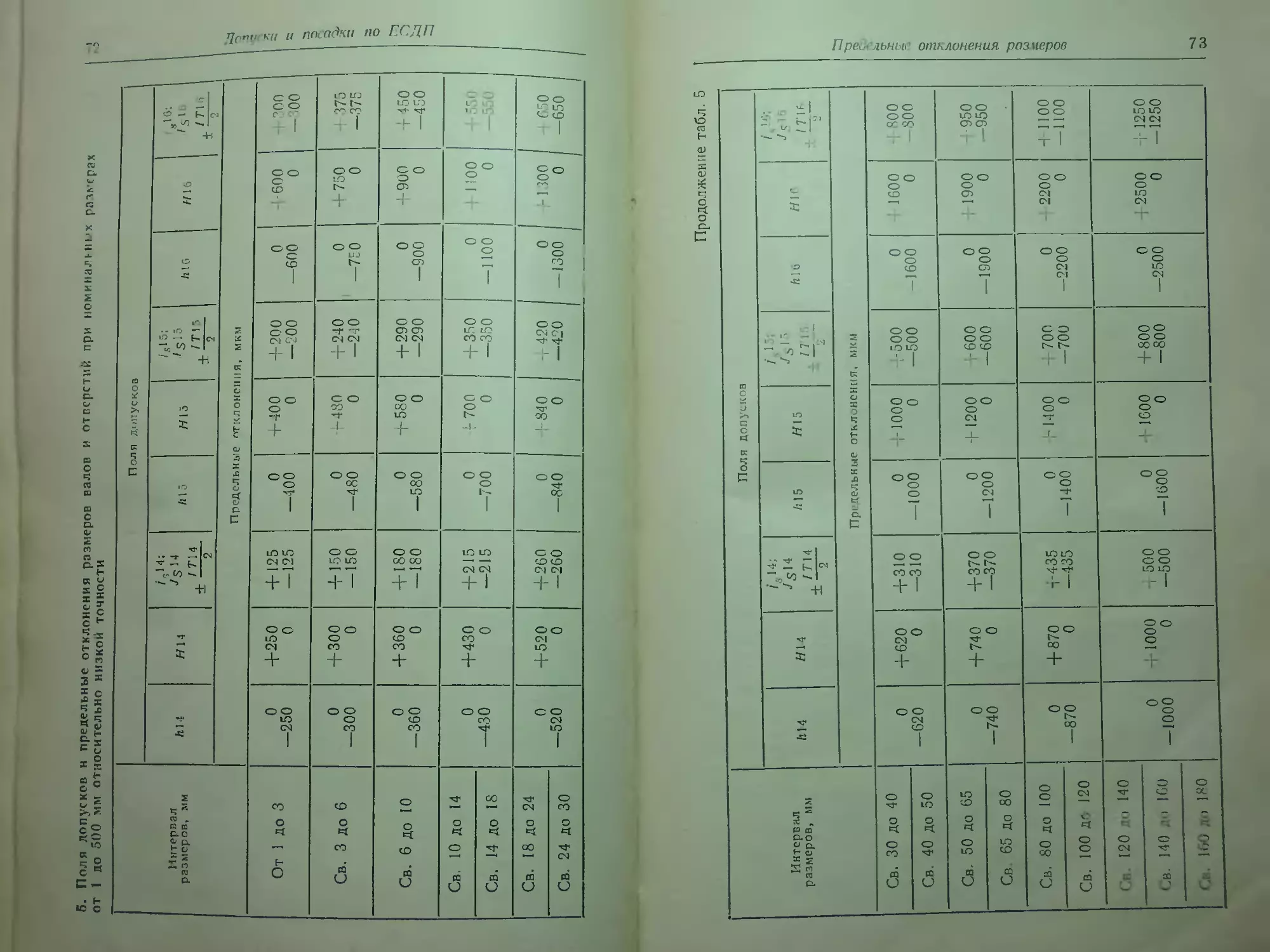
Поля допусков и числовые значения
предельных отклонений сопрягаемых размеров должны
соответствовать указанным в табл. 1—4. Поля допусков песо-
прягаемых размеров назначают односторонними: для
валов— в «минус» обозначают буквой к, например Н8, Н9,
кЫ; для отверстий — в «плюс» обозначают буквой //,
например #8, #9, #14, или симметричными (обозначают
У, —для валов, например /55, /Д /514; ,/5 — для
отверстий, например 1& У57, ./514; ~- — мя размеров,
не относящихся к валам и отверстиям, например ± ■ ^ ;
/П5 I /716 \
Доп уски и посадки резьбовых соединений приведены
? гл- % допуски и посадки шлицевых соединений
— в гл. 10.
Поля допусков
49
1
§
&
о
К'
л
размер
ьных
ч
номинг
№
Р<
В
з вал
о
Си
о»
азм
Си
К
X
X
РЗ
о
н
о
3
&
А
а*
а*
с
к
со
О
К
о
>*
С!
О
о
С
Щ
О
ы
о
С
о
щ
ч
о
с;
<С
(О
С\
С
СО
■е?
(О
(О
*«
ьо
*2
■
'ОД
23
Ч 2
Я -
сЬ р.
г" си
Я 33
а
25
Я
О)
О
ч
ц
н
о
01
(С
ч
Щ
с
о ^
см —
++
со о
—< 1—(
++
<М сх>
++
о^
++
ОО СМ
++
<Х> О
+
ОО
СО" СО
+ 1
о со
1
см оо
1 1
ОО
см" см"
+1
о *^г
1
1
см о
1 1
со
о
о
!>• О)
см —
++
со ю
СМ —
++
о см
см —<
++.
СО ОО
++
см ^
++
сп —
++
оо
чф —н
+ 1
О 00
1
т*. СМ
1 1
Ю 10
см см
+ 1
о ю
1
1
-*о
1 1
СО
о
со
аз
и
см со
СО СМ
++
оо а>
см—*
++
•^ ю
см —«
+-+
СП О
++
1Л СО
о —
ио Ю
гН -Ф
+1
о ел
1
ю -^
1 1
ОО
со со
+1
о со
1
1
ю —«
1 1
о
О.
«с
со
ш
о
С7>00
со см
++
^•СО
со см
++
а> оо
СМ *—*
++
со см
см —
++
СМ —'
ю ю
ю ю
+ 1
о д
1
со (^
1 1
оо
-ф ^
+1
о оо
1
СО ^
1 1
■^00
—. —н
о А
о -ф
М А
и
оо ио
тС СО
++
— 00
• -фсм
++
ю см
со см
++
со ю
см —
++
—< 00
СМ _1_ ■
ю см
7+
""Г
гою :
СО СО
+ 1
осо
(^ О
1 СМ
1 1
юю
г** -ф
+ 1
001
1
*^<0
1 1
-Ф О
см со
&*
00 тр
— см
щ *
и
■
05СО
Ю "ф
■Г „С
1 Г
о ■*
ю со
++
см со
■ф см
++
СО 1"»
со —
++
СМ | .
со см
. | ,"Т*
"Г*
оо
00 ОО
+ 1
осо
'
С5Ю
1 °?
1 1
юю ■
1ДЮ
+ 1
о —«
о> о
1 СМ
1 1
оо
^10
§«
о о
СО Т
л л
а
Интервал
размеров, мм
Св. 50 До 65
Св. 65 до 80
Св. 80 до 100
Св. 100 до 120
Св, 120 до 140
Св. 140 до 160
Св. 160 до 180
«5
— 10
—23
— 12
—27
— 14
—32
йй
0
— 13
0
— 15
0
— 18
'•б
+6,5
—6,5
+ 7,5
-7,5
+9,0
—9,0
бб
— 10
—29
— 12
—34
— 14
—39
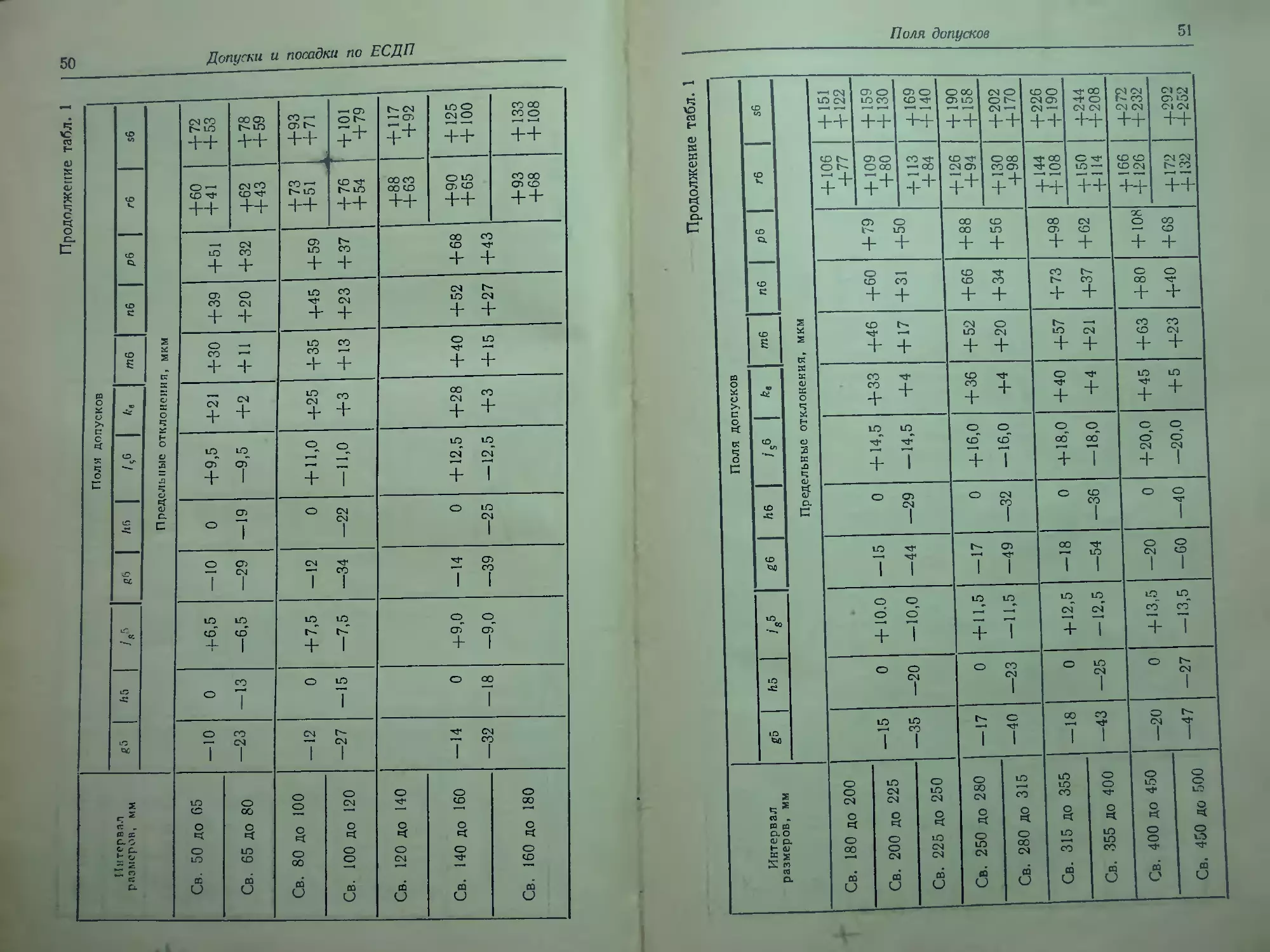
Продолжение
табл. 1
Поля допусков
/16
/56
ь.
тв
пЬ ръ гб
56
Предельные отклонения, мкм
0
— 19
0
—22
0
—25
+9,5
—9,5
+ 11,0
— 11,0
+ 12,5
— 12,5
+21
+2
+25
+3
+28
+3
+30
+ 11
+35
+ 13
+40
+ 15
+39
+20
+45
+23
+ 52
+27
+ 51
+32
+59
+37
+68
+43
+60
+41
+62
+43
+73
+ 51
+ 76
+54
+88
+ 63
+90
+65
+93
+68
+ 72
+53
+78
+59
+93 1
1 +71
1 +101
+79
+ 117
+92
+ 125
+ 100
+ 133
+ 108
5>
2
о
=3
Интервал
размеров, мм
&
НЬ
/«5
26
НЬ
Поля допусков
/з6
Продолжение табл. 1 |
тб
пб
рб
гб
Предельные отклонения, мкм
56
О;
сл
Продолжение табл. 1
Интервал
размеров» мм
От 1 ДО 3
Св. 3 до 6
Св. 6 до 10
Св. 10 до 14
Св. 14 до 18
Св. 18 до 24
Св. 24 до 30
Св. 30 до 40
Св. .40 до 50
Поля допусков
[7
м
87
и?
,'Н
м
ив
"■-■■■ ■
#8
-т
Предельные отклонения, мкм
—6
— 16
— 10
22
—13
—28
— 16
—34
—20
—41
—25
—50
0
—10
0
— 12
0
— 15
0
—18
0
21
0
—25
+24
+ 14
+ 31
+ 19
+38
+23
+46
+28
# + 56
+35
+68 ,
+43
+28
+ 18
+ 35
+23
+43
+28
+51
+33
+62
+41
+69
+48
+85
+60
+95
+ 70
— 14
—28
—20
—38
—25
-47
—32
—59
—40
—73
—50
—89
0
-14
0
-18
0
22
0
—27
0
—33
0
—39
+32
+ 18
+41
+23
+50
+28
+60
+ 33
+74
+ 41
+81
.+48
+99
+60
+ 109
+70
+34
+20
+46
+28
+ 56
+34
+67
+40
+ 72
+45
+87
+54 !
+97
+64
+ 119
+80
+ 136
+97
—20
—45
—30
—60
-40
-76
—50
—93
—65
— 117
—80
— 142
'в Г
» 1
_}.. 1
—6
-31
-10
-40
-13
-49
-16
—59
—20
—72
—25
—87
0
—25
0
-30
0
—36
0
—43
0
—52
0
—62
Продолжение табл. I
Интервал
размеров! мм
Св. 50 до 65
Св. 65 до 80
Св. 80 до 100
Св. 100 до 120
Св. 120 до 140
Св. 140 до 160
Св. 160 до 180
П
—30
—60
—36
—71
—43
—83
■ '■
Л7
0
—30
0
—35
0
—40
57
+83
+53
+89
+ 59
106
+ 71
+ 114
+79
+ 132
+92
+ 140
+ Ю0
+ 148
+ 108
Поля
«7
*8
Предельные
+ 117
>и:87
+ 132
+ 102
+ 159
+ 124
+ 179
+ 114
+210
+ 170
4-230
+ 190
+250
+210
—60
— 106
—72
— 126
—85
—148
допусков
§8
«8
этклоиспня» мкм
0
—46
0
—54
0
—63
+ 133
+87
+ 148
+ 102
+ 178
+ 124
+ 198
+ 144
+233
+ 170
[-253
+ 190
+273
+210
х8
+ 168
+ 122
+ 192
+ 146
+232
+178
+264
+210
+ 311
+248
+343
+280 |
+ 373
+ 310
49
—100
— 174
— 120
—207
— 145
—245
№
• —30
— 104
—36
— 123
—43
-143
"9 1
, -
0
—74
0
—87
0
— 100
^Интервал
размеров, мм
Св. 180 до 200
Св, 200 до 225
Св. 225 до 250
• -Св, 250 до 280
■Св. 280 до 315
Св. 315 до 355
.'*СвТ 355 до 400
Св. 400 до 450
Св. 450 до 500
Прод
олженис
! табл. 1
Поля допусков
/7
Л7
57
еВ
/18
иВ
хВ
49
/9
ЬА
Предельные отклонения, мкм
—50
—96
—56
— 10^
—62
—119
—68
— 131
0
-46
0
—52
0
—57
0
—63
+ 168
+ 122
+ 176
+ 130
+ 186
+ 140
+210
+ 158
+222
+ 170
+247
+ 190
+265
+208
+295
+232
+315
+252
+ 282
+236
+304
+258
+330
+284
+367
+315
+402
+350
+447
+390
+492
+435
+553
+490
+603
+ 540
— 100
— 172
—ПО
— 191
— 125
—214
— 135
—232
0
—72
0
—81
0
—89
0
—97
+308
+236
+330
+258
+356
+284
+396
+315
+431
+350
+479
+390
+524
+435
+587
+490
+637
+540
+422
+350
+457
+385
+497
+425
+556
+475
+606
+525
+679
+590
+749
+660
+837
+740
+917
+820
—170
—285
—190
—320
—210
—350
—230
—385
—50
—165
—56
— 186
—62
—202
—68
—223
0
— 115
0
—130
0
—140
0
—155
2
о
О
Продолжение табл. 1
Интервал
размеров, мм
От 1 до 3
Св. 3 до 6
Св. 6 до 10
Св. 10 до 14
Св 14 до 18
Св. 18 до 24
Св. 24 до 30
Св. 30 до 40
Св. 40 до 50
Си; 50 до 65
Св. 65 до 80
Поля допусков
410
МО
а!1
611
411
АН
612
А12 /12*
1 8
Предельные отклонения, мкм
—20
—60
—30
—78
-40
—98
—50
—120
—65
—149
—80
—180
—100
—220
0 —270
—40 —330
0
—48
0
—58
0
—70
0
—84
0
—100
0
—120
—270
—345
—280
—370
—290
—400
—300
—430
—310
—470
—320
—480
—340
—630
—360
—550
—140
—200
—140
—215
—150
—240
— 150
—260
—160
—290
—170
—330
—180
—340
—190
—380
—200
—390
—20
—80
—30
—105
—40
—130
—50
—160
—65
—195
—80
—240
—100
—290
0
—60
0
—75
0
—90
0
—ПО
0
—130
0
—160
0
—190
—140
—240
—140
—260
—150
—300
—150
—330
—160
—370
—170
—420
—180
—430
—190
—490
—200
—500
0
—100
0
—120
0
—150
0
—180
0
—210
0
—250
0
—300
+01;
—50
+60
—60
+75
—75
+90
—90
+ 105
—105
+ 125
—125
+ 150
—150
=3
о
о
О
„• ■ ^ , ,
Интервал
размеров, мм
Св. 80 до 100
Св. !00 до 120
Св. 120 до 140
Св. 140 до 160
Св. 160 до 180
Св. 180 до 200
Св. 200 до 225
Св. 225 до 250
Продолжение табл. 1
Поля допусков
(НО
Л10
а\\
ь\\
2П
ни
612
Л12
/,12*
Предельные отклонения, мкм
— 120
—260
— 145
—305
—170
—355
0
— 140
0
—160
0
—185
—380
—600
—410
—630
—460
—710
—520
—770
—580
—830
—660
—950
—740
— 1030
—820
—1110
—220
—440
—240
—460
—260
—510
—280
—530
—310
—560
—340
—630
—380
—670
—420
—710
— 120
—340
—145
—395
—170
—460
0
—220
0
—250
0
—290
—220
—570
—240
—590
—260
—660
—280
—680
—310
—710
—340
—800
—380
—840
—420
—880
0
—350
0
—400
0
—460
+ 175
—175
+200
—200
+230
—230
___Лродолжение табл, 1
Интервал
размеров, мм
Св. 250 до 280
Св. 280 до 315
Св. 315 до 355
Св. 355 до 400
Св. 400 до 450
Св. 450 до 500
Поля допусков
410
' /ПО
а\\
Щ
Щ
/111
612
Ы2
И
Предельные отклонения, мкм
—190
—400
—210
—440
—230
—480
0
—210
0
—230
0
—250
—920
— 1240
—1050
—1370
— 1200
— 1560
— 1350
1710
—1500
—1900
—1650
—2050
—480
—800
—540
—860
—600
—960
—680
— 1040
—760
—1160
—840
—1240
—190
—510
—210
—570
—230
—630
0
—320
0
—360
0
—400
—480
—1000
—540
— 1060
—600
—1170
—680
—1250
—760
—1390
—840
—1470
0
—520
0
—570
0
—630
+260
—260
+285
—285
+315
—315
Примечания: 1. Предпочтительные поля дрпусков заключены в утолщенную рамку.
2,» Пол8 допусков,- .не предназначенные дли посадок, отмечены, знаком *.
— ■ " ■ *■"•
. Иол* допусков н предельные отклонения размеров валов при номинальных размерах свыше 500 до 31*0 мм
Интервал
размеров, мм
Св. 500 до 560
Св. 560 до 630
Св, 630 до 710
Св. 710 до 800
Св, 800 до 900
Св. 900 до 1000
Св. 1000 до 1120
Св. 1120 до 1250
Св. 1250 до 1400
Св. 1400 до 1600
Св. 1600 до 1800
Св. 1800 до 2000
Св. 2000 до 2240
Св. 2240 до 2500
Св. 2500 до 2800
Св. 2800 до 3150
А Б*
0
-36
о
-35
о
-40
0
—46
0
-54
0
—65
0
-77
0
—93
V*
5,0
5,0
+ 17,5
— 17,5
+20,0
—20,0
23,0
-23.0
+27,0
—27.0
+ 32,5
—32,5
+38,5
—38,5
+46,5
—46,5
Поля допусков
йб
Л 0
/*6
Предельные отклонения, мкм
—22
—66
—24
—74
-26
-82
—28
—94
— 30
—108
-32
124
-34
144
-38
[73
0
—44
0
—50
0
■56
0
-66
0
-78
0
-92
0
—ПО
О
—135
+22,0
—22,0
+25,0
—25,0
28,0
-28,0
+33,0
—33,0
+39,0
—39,0
+46,0
—46,0
+ 55,0
—55,0
+67,5
—67,5
66
+-44
О
+50
О
56
О
66
О
+ 78
О
92
О
+ 110
О
135
О
Яв
+88
+ 44
+ 100
+50
+ 112
+56
+ 132
+ 66
И 56
+ 78
+ 184
+92
+220
+ 110
+270
+ 135
а
о
§
=3
Интервал
размеров, мм
Св. 500 до 560
Св. 560 до 630
рб
+ 122
+ 78
Св. 630 до 710
Св. 710 до 800
+ 138
+88
Св. 800 до 900
Св. 900 до 1000
Св, 1000 до П20
+ 156
+ 100
Св* 1120 до 1260
+ 186
+ 120
гб
+ 194
+ 150
+ 199
+ 155
+225
+ 175
+235
+ 185
+266
+210
+276
+220
+316
+250
+326
+260
Бб
/7
Поля допусков
А7
57
Предельные отклонения, мкм
+324
+280
+354
+310
—76
—146
+390
+340
+430
+380
+486
+430
+526
+470
—80
—160
—86
—176
+586
+520
+ 646
+580
—98
—203
0
—70
0
—80
О
—90
О
—105
+350
+280
+380
+310
+420
+ 340
+460
+380
+520
+430
+560
+470
+625
+520
+ 685
+580
Продолжение табл. 2
а
+ 470
+400
+ 520
+450
+580
+500
+ 640
+ 560
+710
+620
+ 770
+680
+885
+780
Ь945
Н840
и!
+670
+ 600
4-730
+660
+820
+ 740
+ 920
+ 840
+ 1030
+940
+ 1140
+ 1050
+ 1255
+ 1150
+ 1405
+ 1300
07
+810
+740
+890
+820
+ 1000
+920
+ 1080
+ 1000
+ 1240
+ 1150
+ 1390
+ 1300
+ 1555
+ 1450
+ 1705
+ 1600
ИЗ
О
о
$
Продолжение табл. 2
Интервал
размеров, мм
Св. 1250 до 1400
Св. 1400 до 1600
Св. 1600 до 1800
Св. 1800 до 2000
Св. 2000 до 2240
Св. 2240 до 2500
Св. 2500 до 2800
Св. 2800 до 3150
Поля допусков
рб
гб
8б
П
*7 ■ 57
/7
ш
хЯ
Предельные отклонения, мкм
+218
+ 140
+262
+ 170
+305
+ 195
+ 375
+240
+ 378
+300
+ 408
+ 330
+ 462
+ 370
+492
+ 400
+ 550
+440
+ 570
+ 460
+385
+ 550
+ 715
+580
+ 718
+ 640
+ 798
+ 720
+ 912
+ 820
+ 1012
+920
+ 1110
+ 1000
+ 1210
+ 1100
+ 1385
+ 1250
+ 1535
+ 1400
— 110
—235
— 120
—270
—130
—305
—145
—355
0
— 125
0
—150
0
— 175
0
—210
+ 765
+ 640
+ 845
+ 720
+970
+820
+ 1070
+920
+ 1175
+ 1000
+ 1275
+ 1100
+ 1460
+ 1250
+ 1610
+ 1400
+ 1085
+ 960
+ 1175
+ 1050
+ 1350
+ 1200
+ 1500
1350
+ 1675
+ 1500
+ 1825
+ 1650
+2110
+ 1900
+ 2310
+2ГО0
+ 1575
+ 1450
+ 1725
+ 1600
+2000
-1850
+2150
+2500
+ 2475
+2300
+2675
+2500
+3110
+2900
+3410
^Р3200
+ 1925
+ 1800
+2125
+2000
+2450
+2300
+2650
+2500
+2975
+2800
+3275
+ 3100
+ 3710
+3500
+4110
+3900
Продолжение табл. 2
Интервал
размеров, мм
Св. 500 до 560
Св. 560 до 630
Св. 630 до 710
Св. 710 до 800
Св. 800 до 900
-Св. 900 до 1000
Св. 1000 до 1120
[Св. 1120 до 1250
Поля допусков
е8
нъ
*8 49
/9
&9 ',.
Предельные отклонения, мкм
—145
—255
—160
—285
—170
—310
—195
—350
0
— ПО
0
—125
0
—140
0
—165
+ 510
+ 400
+ 560
+450
+ 625
+ 500
+ 685
+ 560
+760
+ 620
+820
+680
+ 945
+780
+ 1005
+840
—260
—435
—290
—490
—320
—550
—350
—610
—76
—251
—80
—280
—86
—316
—98
—358
0
—175
0
—200
0
—230
0
—260
Интервал
"размеров, мм
Св. 1250 до 1400
Св. 1400 до 1600
Св. 1600 до 1800
Св. 1800 до 2000
Св. 2000 до 2240
Св. 2240-до 2500
Св. 2500 до 2800
Св. 2800 до 3150
68
—220
—415
—240
—470
—260
—540
—290
—620
/18
0
—195
0
—230
0
—280
0
—330
Поля допусков
не
Й9
Предельные отклонения, мкм
+ 1155
+960
+ 1245
+ 1050
+ 1430
+ 1200
+ 1580
+ 1350
+ 1780
+ 1500
+ 1930
+ 1650
+2230
+ 1900
+2430
+2100
—390
—700
—430
—800
—480
—920
—520
—1060
Продолжение табл. 2
/9
—ПО
—420
—120
—490
—130
—570
—145
—685
Ы
0
—310
0
—370
0
—440
0
—540
■ .1
Продолжение табл. 2
Интервал
размеров, мм
Св. 500 до 560
Св. 560 до 630
Св. 630 до 710
Св. 710 до 800
Св. 800 до 900
Св. 900 до 1000
Св. 1000 до 1120
|-Св. 1 НЮ Д* 4260
аю
—260
—540
—290
—610
—320
—680
—350
—770
; '-'. -
с\\
—520
—960
—580
—1020
—640
—1140
—700
—1200
—780
—1340
—860
— 1420
—940
— 1600
— 1050
— 1710
Пол
ш
Предельные
—260
—700
—290
—790
—320
—880
—350
—1010
я допусков
щ
отклонения, мм
0
—440
0
—500
0
—560
0
—660
Н12
0
—700
0
—800
0
—900
0
— 1050
Ф*
+350
—350
+400
—400
+450
—450
+525
—525
Интервал
размеров; мм
Св. 1250 до 1400
Св. 1400 до 1600
Св. 1600 до 1800
Св. 1800 до 2000
Св. 2000. до 2240
Св. 2240 до 2500
Св. 2500 до 2800
Св. 2800 до 3150
П р и м е ч а 1
410
—390
—890
—430
— 1030
—480
— 1180
—520
— 1380
Поля допусков
ш
<Ш
Н\\
Предельные отклонения, мм
— 1150
— 1930
— 1300
—2080
— 1450
—2370
— 1600
—2520
—1800
—2900
—2000
—3100
—2200
—3550
—2500
—3850
—390
— 1170
—430
—1350
—480
— 1580
—520
—1870
0
—780
0
—920
0
—1100
0
—1350
112
0
— 1250
0
— 1500
0
—1750
0
—2100
I и е. Поля допусков, не предназначенные для посадок, отмечены знаком *.
V2*
+ 625
—625
+ 750
—750
+ 875
—875
+ 1050
—1050
4*.
1
С
=3
О)
3. Поля допусков и
Интервал
размеров, мм
От 1 до 3
Св. 3 до 6
Св. 6 до 10
Св. 10 до 14
Св. 14 до 18
Св. 18 до 24
Св. 24 до 30
Св. 30 до 40
Св. 40 до 50
Св. 50 до 65
Св. 65 до 80
предельные отклонения размеров отверстий при
номинальных размер
ах от 1 до 500 мм
Поля допусков
Сб
Я6
Л6
/<6
07
1
И7 | ^81
/<7
Л*7
Предельные отклонения, мкм
4-8
+2
+ 12
4-4
4-14
+5
+ 17
+ 6
4-20
+ 7
4-25
4-9
4-29
4-10
+6
0
4-8
0
+ 9
0
+ 11
0
+ 13
0
+ 16 •
0
4-19
0
+3,0
—3,0
+ 4,0
-4,0
+ 4,5
-4,5
+ 5,5
—5,5
+ 6,5
—6,5
+ 8,0
—8,0
4-9,5
-9,5
0
—6
+2
—6
+2
—7
+2
—9
+2
— 11
+3
—13
+ 4
— 15
+ 12
+2
4-16
+4
4-20
+ 5
4-24
+ 6
4-28
+ 7
+ 34
+ 9
+ 40
+ 10
+ 10
0
+ 12
0
+ 15
0
+ 18
0
+21
0
+25
0
+ 30
0
+ 5
—5
+ 6
—6
+ 7
—7
+ 9
—9
+ 10
— 10
+ 12
— 12
+ 15
— 15
0
— 10
+ 3
—9
— 10
+ 6
—12
+ 6
— 15
+ 7
— 18
+ 9
—21
—4
— 14
-4
—16
—4
— 19
—5
—23
—7
—28
—8
—33
—9
—39
1> 1
Интервал
размеров, мм
Св. 80 до 100
Св. 100 до 120
Св. 120 до 140
Св. 140 до 160
Св. 160 до 180
Св. 180 до 200
Св. 200 до 225
Св. 225 до 250
Св. 250 до 280
Св. 280 до 315
Св. 315 до 355
Св. 355 до 400
Св. 400 до 450
Св. 450 до 500
1 —
Об
+34
+ 12
+39
+ 14
+44
+ 15
+49
+ 17
+ 54
+ 18
+60
+20
т
+22
0
+25
0
+29
0
+32
0
+36
0
+40
0
V
+ 11,0
— 11,0
+ 12,5
—12,5
+ 14,5
—14,5
+ 16,0
-**16,0
+ 18,0
— 18,0
+20,0
—20,0
Поля допусков
/С6
07
Н1
Предельные отклонения, мкм
+4
—18
+ 4
—21
+5
—24
+5
—27
+ 7
—29
+ 8
—32
+ 47
+ 12
+54
+ 14
+ 61
+ 15
+ 69
+ 17
+ 75
+ 18
+ 83
+20
+ 35
0
+40
0
+46
0
+ 52
0
+ 57
0
+ 63
0
1
7 7
+ 17
— 17
+ 20
—20
+23
—23
+26
—26
+28
—28
+31
—31
1родолжение табл. 3
/С7
+ 10
—25
+ 12
—28
+ 13
—33
+ 16
—36
+ 17
—40
+ 18
—45
N1
-10
—45
—12
—52
— 14
—60
— 14
—66
— 16
—73
— 17
—80
Продолжение табл. 3
Интервал
размеров, мм
От 1 до 3
Св. 3 до 6
Св. 6 до 10
Св. 10 до 14
Св. 14 до 18
Св. 18 до 24
Св. 24 до 30
Св. 30 до 40
Св. 40 до 50
Св. 50 до 65
Св. 66 до 80
Поля допусков
ИЪ
#9
#9
#10
й\\
и\\
#12 ^л\2*
Предельные отклонения, мкм
+ 14
0
+ 18
0
+22
0
+27
0
+33
0
+ 39
0
Н 46
0
+39
+ 14
+ 50
+20
+61
+25
+75
+32
+92
+40
+ 112
+ 60
+134
+ 60
'4-25 1 +40
0 0
+30
0
+36
0
+43
0
+52
0
+ 62
0
+ 74
0
+48
0
+58
0
+ 70
0
+84
0
+ 100
0
+ 120
0
+80
+20
+ 105
+30
+ 130
+40
+ 160
+50
+ 195
+ 65
+240
+80
+290
+ 100
0
+ 75
0
+ 90
0
+ 110
0
+ 130
0
+ 160
0
+ 190
0
+ 100
0
+ 120
0
+ 150
0
+ 180
0
+210
0
+250
0
+300
0
+50
—50
+60
—60
+ 75
—75
+90
—90
+ 105
—105
+ 125
— 125
+ 150
— 150
Щ Тип пИ '■
Продолжение табл. 3
Интервал
размеров, мм
Св. 80 до 100
Св. 100 до 120
Св. 120 до 140
Св. 140 до 160
Св. 160 до 180
Св. 180 до 200
Св. 200 до 225
Св. 225 до 250
Св. 250 до 280
Св. 280 до 315
Св. 315 до 355
Св. 355 до 400
Св. 400 до 450
Св. 450 до 500
П р и м е ч а !
2. Поля допу
Н&
+ 54
0
+ 63
0
+ 72
0
+ 81
0
+89
0
+97
0
I и я: 1. Пр
сков, не пр
Е9
+ 159
+72
+ 185
+ 85
+215
+ 100
+240
+ 110
+265
+ 125
+290
+ 135
едпочтител]
едназначен
#9
+ 87
0
+ 100
0
+ 115
0
+ 130
0
+ 140
0
+ 155
0
Поля допусков
#10
он
Предельные отклонен и
+ 140
0
+ 160
0
+ 185
0
+210
0
+230
0
+250
0
+340
+ 120
+395
+ 145
+460
+ 170
+ 510
+ 190
+ 570
+210
+ 630
+230
ни
я, мкм
+220
0
+250
0
+290
0
+ 320
0
+360
0
+400
0
эные поля допусков заключены в утолщеннук
■ше для посадок, отмечены знаком *.
я:2 |
+350
0
+400
0
+460
0
+ 520
0
+ 570
0
+ 630
0
1 рамку.
V2* 1
+ 175
—175
■ с 1
+200
—200
+230
—230
+260
—260
+285
—285
+ 315
—315
1
1
4. Поля допусков и
Интервал
размеров, мм
Св. 500 до 560
Св. 560 до 630
Св. 630 до 710
Св. 710 до 800
Св. 800 до 900
Св. 900 до 1000
Св. 1000 до 1120
Св. 1120 до 1250
предельные отклонения
размеров отверстий при номинальных размерах свыше 500
до 3150
Поля допусков
07
#7 1 7 7 N7
1 8
#8
Я9
#9
ОМ
ни
#12
Предельные отклонения, мкм
+92
+22
+ 104
+24
+ 116
+26
+ 133
+ 28
+ 70
0
+80
0
+90
0
+ 105
0
+35
—35
+40
—40
+ 45
—45
+52
—52
—44
— 114
—50
—130
—56
— 146
—66
— 171
+ 110
0
+ 125
0
+ 140
0
+ 165
0
+320
+ 145
+ 360
+ 160
+400
+ 170
+455
+ 195
+ 175
0
+200
0
+230
0
+260
0
+ 700
+260
+790
+260
+880
+320
+ 1010
+350
+440
0
+500
0
+ 560
0
+660
0
+700
0
+800
0
+900
0
+ 1050
0
У 12*
8
+350
—350
+400
—400
+ 450
—450
+ 525
—525
70
Допуски и посадка по ЕСДП
^г
ч
о
ие та
[2
V
К
О
о
с
С
в
о
о
д
о
<
С
со
-а
С4
Г^
*"
__
5
63
1С
о»
<Ч
*у»
*
со
ь^
2
ЧЖ
а '
со
О О.
С о
в 2
5 А
а
——
2
2
ени
о
ь.
о
о
л
Преде.
- -
•9
8
+
5?
Й
+
780
Л-
170
+
о
со
+
0
со
ю
+
+
00
(^
1
см
во
+
125
+
Ю
ю
1
1
о
о
^*
**•
о
*<
О
ю
СМ
ш
о
1
о
о
о>
со
4-
о
см
см
. 1
1
о
СО
о
см
1
см
СО
1
о
о
СО
1
о
о
со
^~
о
*3
о
о
^*
*■*
ш
О
о
1Й
г^
+
о
ю
—н
|_
1
920
+
о
ю
СО
+
о
ь-
СО
"Т*
о
. 1
со
-т-
о
со
см
+
см
ск
1
ю
с^
+
150
-4-
1
ем
00
1 .
+
о
о
00
*ш
о
»=с
о
о
со
^ч
га
0
о
ю
1
1
о
о
о
СО
ч?
+
о
о
**
см
+
о
СМ
■чр
см
1
ю
С4-
1
о
СМ
со
. 1.
о
о
о
см
о
<
о
о
00
ш
0
Ю
Г-"-
00
4-
о
ю
г-«
**
+
ООП
+
о
со
ио
+
о
•чГ
■ч"
+
о
о
I*-
+
о
со
см
"Г
о
1—1
1
Г-
00
+
175
+
05
о
см
1.
"Г
о
■^
см
см
о
к{
о
о
о
см
га
0
ю
Ьн
00
1
1
о
о
о
со
"^
+
о
о
СО
см
+
о
ю
со
см
1
(^
00
1
о
*
со
+
о
о
ю
см
о
ег
о
^
см
см
со
о
о
ю
о
о
о
см
43
1
1350
о
00
+
о
■««
ю
+
о
со
00
+
о
со
со
+
1С
СО
7
ю
о
+
210
+
00
тр
см
1
Г
о
о
оо
см
о
К1
о
о
ю
см
4
и
о
ю
о
1
1
о
о
о
см
ю
+
о
о
от
см
+
о
ю
•«
СО
1
ю
о
1
о
00
СО
+
о
ио
•"Ч
со
о
р*
о
о
00
см
ш
и
#
знаком
отмечен]
»
0
га
о
с
для
о
3
азначен
X
ч
о;
а
в
<и
Б
ус ков
в
0
Поля
0)
га
V
о
-
а
р.
Е
.„
Предельные отклонения размеров
71
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РАЗМЕРОВ
ОТНОСИТЕЛЬНО НИЗКОЙ ТОЧНОСТИ
Предельные отклонения размеров относительно
низкой точности (с допусками по 14-му и 16-му квалите-
там) нужно назначать в соответствии с табл. 5 и 6. Поля
допусков размеров относительно низкой точности следует
располагать относительно нулевой линии:
для валов (наружных сопрягаемых и несопрягаемых
элементов) — «в минус», например, Й14, Н\6\
для отверстий (внутренних сопрягаемых и
несопрягаемых элементов) — «в плюс», например #14, #16;
для размеров, не относящихся к валам и отверстиям,—
/П4 /Пб
симметрично, например ± 9 > ±—п—•
Примеры простановки размеров, относящихся к
валам, отверстиям, и размеров, не относящихся к ним,
приведены на рис. 1.
Рис. 1. Размеры отверстий (а), валов (б) н размеры, не относящиеся
к ним (в)
мммшммвмвмамавмшяшямт*
В. Поля допусков и предельные отклонения размеров валов и отверстий при номинальных разменах
от 1 до 500 мм относительно низкой точности '
Интервал
размеров, мм
От I до 3
Св. 3 до 6
Св. 6 до 10
Св. 10 до 14
Св. 14 до 18
Св. 18 до 24
Св. 24 до 30
А14
0
—250
0
—300
0
—360
0
—430
0
—520
#14
+250
0
+300
0
+360
0
+430
0
+520
0
/,14;
^3и
/714
2
+ 125
—125
+ 150
— 150
+ 180
—180
+215
—215
+260
—260
Пот
Л15
я допусков
1
#15
1
Предельные отклонен
0
—400
0
—480
0
—580
0
—700
0
—840
+400
0
+480
0
+580
0
+ 700
0
+ 840
0
/515;
У515
/П5
2
1Я, МКМ
+200
—200
+240
—240
+290
—290
+350
—350
+ 420
—420
1
Мб
0
—600
0
—750
0
—900
0
—1100
0 1
— 1300
#16
+600
0
+ 750
0
+900
0
+ 1100
0
+ 1300 1
1
•/$16 1
,/не 1
2 1
+300
—300
+ 375
—375
+450
—450
+ 550
—550
+ 650
—650
Продолжение табл. 5
и
раз
Св.
Св.
Св.
Св.
Св.
Св.
Св.
Св.
Св.
нтервал
меров, мм
30 до 40
40 до 50
50 до 65
65 до 80
80 до 100
100 до 120
120 до 140
140 до 160
160 до 180
НИ
0
—620
0
—740
0
—870
0
—1000
#14
+620
0
+740
0
+870
0
+ 1000
0
У514
/Г14
± 2
+ 310
—310
+370
—370
+435
—435
+ 500
—500
Поля допусков
А15
Предельны
0
—1000
0
—1200
0
—1400
0
—1600
#15
е отклонен]
+ 1000
0
+ 1200
0
+ 1400
0
+ 1600
0
/815;
У515
/П5
— 2
1Я, МКМ
+500
—500
+ 600
—600
+700
—700
+800
—800
ДЦб
0
—1600
0
—1900
0
—2200
0
—2500
#16
+ 1600
0
+ 1900
0
+2200
0
+2500
0
/,16;
У516
~ 2
+800
—800
+950
—950
+ 1100
—1100
+ 1250
—1250
74
Допуски и посадка по ЕСДП
ю
ч
е-
<ы
о
СЕ
О
СЬ,
и
с
и
>1
^
ЛГ (О —
о
*<0 *ц
со
о
10
2 - К
СЧ
се СО ^
Г^
вэ
•**
^
^1я^
N .
^Г^
К
"**
5
%
0»
с;
О
О
О
.сС
Ф
Р.
г
ча
г&
со
(
о
о
см
о
о
00
А
и|
ОС
+ 1
ОО
о
о
см
■4-
оо
о
СЛ
см
1
ю ю
см см
ст> ел
+ 1
о о
1П
00
_1_
1
оо
ю
со
7
1Л Ю
+ 1
оо
ю
»—«
+
оо
ю
1
ю
см
см
о
о
о
сч
в!
и
""'
о
ю
см
о
ю
см
ш
о
1600
1600
+ 1
о о
о
см
со
|_
"Т
о о
о
см
со
1
о о
юю
о о
+ 1
оо
о
.—4
см
1
1
о о
о
_
см
1
о о
СО СО
+ 1
о о
о
СО
1
оо
о
СО
1
о
00
см
о
о
ю
см
Ш
ю
•—«
со
о
о
СО
см
ш
и и
1800
1800
+1
о о
о
СО
СО
+
оо
о
со
СО
1
о о
10 Ю
.—1 <—«
+ 1
о о
о
СО
см
+
оо
о
СО
см
1
о о
о о
1> с-
+ 1
оо
о
1—<
+
оо
о
1
ю
ю
СО
о
ю
СО
йЗ
и
о
о
■^
о
ю
со
Ш
и
'—
2000
-2000
+ 1
оо
о
о
+
о о
о
о
1
о о
ю ю
см см
+1
о о
о
ю
см
+
оо
о
1Л
см
1
ю ю
Г- 1>
+ 1
оо
ю
ю
1
о о
1
о
ю
-^
о
о
о
щ
и
о
о
ю
о
о
со
Й
Предельные отклонения размеров 75
6. Поля допусков и предельные отклонения валов и отверстий
при номинальных размерах свыше 500 до 3150 мм
относительно низкой точности
Интервал
размеров, мм
Св. 500 до 560
Св. 560 до 630
Св. 630 до 710
Св. 710 до 800
Св. 800 до 900
Св. 900 до 1000
Св. 1000 до 1120
Св. 1120 до 1250
Св. 1250 до 1400
Св. 1400 до 1600
Св. 1600 до 1800
Св, 1800 до 2000
Поля допусков
АН
#14
/8Н;
/314
+ /Г14
2
/116
Я16
/816;
7316
±/Пб
2
Предельные отклонения, мкм
0
— 1750
0
—2000
0
—2300
0
—2600
0
—3100
0
—3700
+ 1750
0
+2000
0
+2300
0
+2600
0
+3100
0
+3700
0
+875
— 875
+ 1000
— 1000
+ 1150
— 1150
+ 1300
— 1300
+ 1550
— 1550
+ 1850
— 1850
0
—4 400
0
— 5 000
0
— 5 600
0
—6 600
0
—7 800
0
—9 200
+4 400
0
+5 000
0
+5 600
0
+6 600
0
+7 800
+2200
—2200
+2500
—2500
+2800
—2800
+3300
—3300
+3900
0
1
+9 200
0
!
+4600
—4600
Дотеки и посадки по ЕСДП
Продолжение табл. 6
Интервал
размеров, мм
Св. 2000 до 2240
Св. 2240 до 2500
Поля допусков
ЛЫ
Н\А
'а145
±/7Т4
Л16
#16
Предельные отклонения, мкм
0
4400
Св. 2500 до 2800
Св. 2800 до 3150
0
—5400
+4400
0
+2200
—2200
000
+11 000
0
+5400
0
+2700
—2700
13 500
+ 13 500
0
У516
±/Пб
+5500
— 5500
+6750
—6750
УКАЗАНИЕ ПОЛЕЙ ДОПУСКОВ
И ПРЕДЕЛЬНЫХ ОТКЛОНЕНИЙ
В НОРМАТИВНО-ТЕХНИЧЕСКОЙ
ДОКУМЕНТАЦИИ И НА ЧЕРТЕЖАХ
Предельные отклонения размеров в нормативно-
технической документации и на чертежах нужно
указывать в соответствии с ГОСТ 2.307—68 одним из трех
способов:
условными обозначениями полей допусков по
ГОСТ 25346—82, например: 25#9; 18,211;
числовыми значениями предельных отклонений, на-
„„,г„лгч. ос+0,052. т о-0,050.
пример: 25 ; 18_ол60;
условными обозначениями полей допусков с указанием
справа в скобках числовых значений предельных
отклонений, например: 25#9(+0,о52); Ш\\ Ц\и&).
Общие записи о неуказанных предельных отклонениях
размеров относительно низкой точности (от 12-го квали-
тета и грубее) следует давать так:
неуказанные предельные отклонения размеров!
отверстий — по #14, валов — по ЛИ, остальных— ±
/П4
Рекомендуемые посадки 77
неуказанные предельные отклонения размеров:
диаметров—по #12, Л12, остальных — ± /7?2 ;
неуказанные предельные отклонения размеров: ± ^^.
В первом примере отклонения #14 относятся к
размерам всех внутренних (сопрягаемых и несопрягаемых)
элементов, а отклонения ЛИ — к размерам всех наружных
элементов. Во втором примере отклонения #12 относятся
только к диаметрам круглых отверстий, отклонения Л12 —
к диаметрам круглых валов.
В общих записях могут быть указаны любые квалитеты
из числа предусмотренных для размеров относительно
низкой точности. Комбинации разных квалитетов для
разных категорий размеров в одной общей записи не
рекомендуются. В общей записи обозначение ± —^-
рекомендуется для симметричных отклонений (а не /5
и /5), так как оно распространяется на размеры
различных элементов, в том числе и таких, которые не относятся
к отверстиям и валам.
Для размеров относительно низкой точности,
получаемых обработкой со снятием стружки, рекомендуется
назначать допуски по 14-му квалитету, принятому в
качестве предпочтительного.
РЕКОМЕНДУЕМЫЕ ПОСАДКИ
Посадки рекомендуется назначать в
соответствии с табл. 7—10. В технически обоснованных случаях
допускается применять комбинированные посадки,
образованные полями допусков валов и отверстий (см. табл. 1—
4). В этих случаях рекомендуется, чтобы по возможности
посадка относилась к системе вала или системе отверстия;
при неодинаковых допусках отверстия и вала в посадке
больший допуск был бы у отверстия и допуски размеров
отверстия и вала отличались бы не более чем на два ква*
литета.
Рекомендуемые замены полей допусков и посадок I
системе ОСТ и ЕСДП СЭВ указана в табл. 11—14.
78
Допуск
и и погадки по ЕСДЛ
Г» 1
о
в
а
с:
о
5
5
1
с
с
я
§•
_Н
3
«ъ
о.
с
' -а*
ш
•й
1=С
-
и
13
•О
с
«3
ё
с
!
СО 10^
^ ^
СО
ю
сад
СО
ас
г^
[^
1
г-
<е
-1*
г^
г--
с-
^
«й;
СО
С- 1СО
г*-
г--
(^
%
^
н
N.
ОС
00
СО
со
00
г—
'
со
а
^ "**
со
00
СО
с-
СО
00
СО
00
е.
со
^
2
со
Ее
|Й
О)
СО
СП 0)
СП |/у%
СП
СИ
О)
о
о
о
1Ь
^
—
5
^
5
5
-о
^
5
—
с*
<м
о»
СЧ|
•О
см
5
2
(С
с
о
о
ч
о
>,
§
■в
о
о
л
ь
о
4>
C
в
Рекомендуемые посадки
79
8. Рекомендуемые посадки в системе отверстия при номинальных
размерах свыше 500 до 3150 мм
Основное
отверстие
Я7
#8
Я9
ЯП
Я12
с
ЯП
с\\
а
Я9
49
ЯН
Основные
е
?
б
ЯЗ
е8
Я9
еЗ
Я7
/7
Я8
/7
Я9
/9
Я7
/I
Я7
/16
Я8
Л7
Я8
/18
Я9
/18
Я9
Л9
ЯП
/111
Я12
/112
отклонения валов
Ц
/г
п
Р
г
Посадки
Я7
т
кб
Я7
пб
Я7
Я7
г6
|
1
1
1
,
Я7
56
Я7
57
Я8
57
1
1
и
Я7
Я8
и
Я8
*8
Я7
о7
Я8
о7
Я7
и7
Я8
Я9
и8
|
!
1 1
|
9. Рекомендуемые посадки в системе вала при номинальных размерах
от 1 до 500 мм
Основной
вал
Основные отклонения отверстий
О Е
С
«.г С6
**
Тело
Л6
К!
07
И
-*8 К |
Посадки
#6
НЪ
#7
/гб
#8
Н1
/зб
/ю
</$?
А6
/F
Л5 '
К7
№
1
N
N1 !
/:6
...
80
Допуски и посадки по ЕСДП
Продолжение табл. 9
Основной
вал
№
т
ни
п\2
Прим
щенную ра?
О
Е
Эсновные отклонения отверстие
а н -/з
к
Посадки
ОН
ни
е ч а б
1КУ.
Е9
А8
Я9
/г9
Ш
ИВ
■■ ■■
#8
Ш
т
Щ
#9
т
//11
ни
Щ2
N
и е. Предпочтительные посадки заключены в утол-
10. Рекомендуемые посадки в системе вала при номинальных
размерах свыше 500 до 3150 мм
Основной
вал
не
ш
ни
щ
Основные отклонения отверстий
О
Е 0
И
'5
N
Посадки
эй
ни
Е9
№
01
№
111
Ш
т
ю
ни
ни
//12
/г12
N1
Ы
Рекомендуемые посадки 81
-— '
1
со
о
СЬ
ай
л
Л)
О-
см
00
1
1
г—
со
ю
о*
Им
ГОСП
о
с
я
Е^
ЧЭ
I
1
1
^ 1
1
§§
§3
со
II
о
'5
II
4 е I" «
4
*8
00
'1
-
с? оо |1
^ 1 а
|
■■*>
-
«й
С:
1
5 ю
к о ,
5 2 ^
О га
о 8
«5 О
Н
щ
><
р-
ч^.
5 § «Ч Я§
§ с
о
о
к
и
ДОПу
Ч
о
К
3
амен
со
3
во
2 1С
. Реко
* 1 ДО
Т4 Р
1-4 О
.т-Ч
в
СО*
II
о
та
ю
О (у
С и
иО
со
сад
ссо
га 1
рсо
Ню
Си
03
1]
о
0
1Ё*
Й§
со^Й
са О
и *
/~, ^~1
со
~
1>-
сх
и
со ю
X -
Ш О
см
О.
^ 1 ОО Ю
1 1 и§:
Оо
с:
ад 2-
и *
— ~°
' 2| I
« Г ) ^ " 1
С1.
«я
«Б ь- | ".Я
О В
_ сп О
1 со
1 ц~
со *-*
ю
И О
I и |<
„о
^ ^
Г 1
1 «
ва
II
1 о
«° с00
[
8 ' §8
та
сО
о
5 V
о У
С 3
——" ■■ ■
та 1
I®
ел
1,1
:
СО
о О
1 8ь Н
* и-
II 1—* « Р4 |^
Продолжение табл
Поле допуска по
системе ОСТ
Поле допуска по
ГОСТ 25347—82
ш,
а\\
л,
Ш
*4
а\\
с4=в4 хб
ш
612
с^въ
Н\2
В7
ни
см,*
ы
в*
А15
СМЯ*
/.15
В9
А16
|СМ0*
1
/.16
1
Поля допусков отверсти:
Поле допуска по
системе ОСТ
Поле допуска по
ГОСТ 25347—82
Поле допуска по
системе ОСТ
Поле допуска по
ГОСТ 25347—82
4
Об
С1=А1
т
^за==-"за
Я10
Щ
^ав
х*
СП
щ
№
д
07
с4=л«
|—1
С=А
Ж
Хь
В12
П
1з7
Н
Щ
Г
1 ^71
Сь-Аъ
#12
А,
#14
с2а=л2а
СМ,*
У514
#81
л,
н\ъ
х8
Е9
С&Щ
Я811 #9
СМВ*
У815
л9 см9*
И16
/516
Примечания: 1. Поля допусков, заключенные в утолщенную рамку, предпочтительнее по ГОСТ 25347 — 82.
Поля допусков, отмеченные знаком * в технических требованиях, не относящиеся к валам и отверстиям, обозна-
/П4 /П5 /716
чать соответственно ± —-— ; ± —-—; ± —т— .
2 2 ' 2.
12. Рекомендуемые замены полей допусков по ГОСТ 2689—54 полями по ГОСТ 25347—82 для размеров
свыше 500 до 3150 мм
Поля допусков валов ^^^^^^^^^И
Поле допуска по п г_к
ГОСТ 268$-54 м ь _
Яр12а Яр2м ЯрЗ 2а
Поле допуска по
ГОСТ 25347—82
Поле допуска по
ГОСТ 2689—54
.1
Поле допуска по
ГОСТ 25347—82
Поле допуска по
ГОСТ 2689—54
Поле допуска по
ГОСТ 25347-82
о
та
Су
13. Рекомендуемые замены посадок по системе ОСТ „осадками по ГОСТ 25347-82 для размеров от 1
Система отверстия
до
Посадка по
системе ОСТ
Поле допуска по
ГОСТ 25347—82
*1
Я6
нъ
Я6
Н1
т
п
Н1
#6
Н1
№
Н1
86
Н1
№
Посадка по
системе ОСТ
Поле допуска по
ГОСТ 25347—82
_Л_
Пл
Пр
Н1
пЬ
А
7>
Со..
#7
рб
От 1
до 120
Н1
гь
Св. 80
до 500
#7
гб
От 1
до 120
т
Ж
Св. 80
до 500
Я7
и!
Я8
/17
Л,
Яр12)
Я8
57
Л2а
/7р22а
Я8|
ц8
//8
й9
Посадка по си-
стеме ОСТ
Я9
Н
й\0
Х3
Поле допуска по
ГОСТ 25347—82
#8
Я9
/9
НЩ
е8
Я8
е8
//8
Л8
Л3
Я/?Ь
Л,
Яр2я
Я8
/19
Я9а
А8
Я9
А9
Я8
и8
Св. 3
до 100
#8
17"
Св. 65
до 500
Н8
х8
Св. 6
до 50
Я8
щ
Св. 50
до 500
Продолжение табл. 13
Посадка по
системе ОСТ
Поле допуска по
ГОСТ 25347—82
л3
Пр33
#8
*8
Св. 50
до 500
#8
и8
Св. 225
до 500
Аза
Сза
Я10
/110
ЯП
о11
л4
Ш4
ЯП
Ы1
От 1 до 18
Св. 200 до 500
АА
л4
ЯП
ь\\
л4
А4
ЯП
#1.1
л4 I
с4 |
ЯП
ш
А5
*5
Я12
#12
л51
Я12
А12
Система вала
Посадка по
системе ОСТ
Поле допуска по
ГОСТ 25347—62
Посадка по
системе ОСТ
Поле допуска по
ГОСТ 25347—82
06
Н5
в1
НЪ
НЪ
Х?,
#3
Е9
/18
Е9
Ш
Вх
У56
А5
Вг
НЪ
Д
В
01
/гб
С
В
Н1
/гб
С3
Вз
Я8
/18
Я9
/18
Я8
/19
Я9
А9
Я
В
^81
/гб
0*а
4»
Я10
я
х4
в,
Ш1
ни
К7
/гб
Г
С4
я4
ЯП
АН
N1
не
^га
#8
Н7
=====
Во
В\2
А12
Вь
Я12
Л12
примечания: 1. Предпочтительные поля допусков по ГОСТ 25347-82 заключены в утолщенную рамку.
2, Посадки, наиболее близкие к заменяемым, отмечены знаком*. ^
14, Рекомендуемые замены посадок по системе ОСТ посадками по ГОСТ 26347—82 для пазмепоп
свыше 500 до 3150 мм к к
Система отверстия
Посадка по
системе ОСТ
Поле допуска по
ГОСТ 25347—82
Посадка по
системе ОСТ
#7
га
С2а
И1
т
т
/аб
А*
Пр.
Н]_
НУ
пб
т
/?6
при
_А__
Пл
Ё1
А*,
/7р2Я1
А
По
Я8
/7
Я7
/7
Св. 500 Св. 2000
до 2000 по 3150
Л9!
ЯрЗ,
Л.
я/.
о
Поле допуска по
ГОСТ 25347—82
Н8
Я8
~87
Св. 500
до 630
Н1
57
Св. 630
до 3150
#8
а
Св. 50
до 800
#7
Ы
Св. 710
до 3150
#8
и!
Св. 500
до 1600
Ы1
Св. 1000
до 3150
Я8
Св. 500
до 1600
#7
Св. 900
до 3150
Я8
"Ж
Продолжение табл. 14
Посадка по
системе ОСТ
Поле допуска по
ГОСТ 25347—82
Я9*
е8
Св. 500
до 1250
Посадка по си- Д_
стеме ОСТ В
Х3
Я9
Аз
Пр
Шт
е8
Св. 630
до 3150
Я8
/г8
Св.
2000
до 3150
_Я9
/18
Св. 500
до 2000
Я8
^8
Система вала
*1
Вз
А,
Л4
НУ.
ни
с[\
в3
Х4
С4
т
ни.
ни
Сза
5за
в,
Поле допуска по
ГОСТ 25347—82
01
/гб
Я7
/гб
1&
№
Я7
/гб
#9!|
Л8
^9
/г9
Я8
/18
Св. 1250
до 3150
Я8
Л9
Я9 *
Л8
Св. 500
до 1250
Я9
п9
ни
ни
в*
Р11
/гП
С.
Я12
/112
С^
Вь
Я12
П Р и м е ч а и
> „. „ опмрняемым, отмечены знаком *-
;осадки. наиболее близкие к заменяемым,
О
25
Допуски и посадки по ЕСДП
15. Соответс
Классы
точности
по ОСТ
теме классов точности квалитетам по ЕСДП
1
ч
га
СП
11
о
5
ерст
ее
н
о
3
га
«|
<у
ерст
га
н
°
2а 3
ч
га
СО
За
4
5
7
8
о 1
2
а. Валы и отверстия
О)
га
^
о|
9
Соответствующие квалитеты по ЕСДП СЭВ
Для
размеров от 1
до 500 мм
и свыше 500
до 3150 мм
5 6
8—9
14
ГЛАВА 3
ОТКЛОНЕНИЯ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
ОСНОВНЫЕ ВИДЫ ПРИЛЕГАЮЩИХ
ПОВЕРХНОСТЕЙ И ОТКЛОНЕНИЙ
Под отклонением формы (ГОСТ 24642—81)
понимается отклонение формы реальной поверхности или
реального профиля от формы номинальной поверхности
или номинального профиля.
Отклонения формы отсчитывают от точек реальной
поверхности (профиля) до прилегающей поверхности
(профиля) по нормали к прилегающей поверхности (профилю).
Основные виды прилегающих поверхностей приведены
в табл. 1. Основные виды отклонений формы по
ГОСТ 24642—81 приведены в табл. 2.
1. Основные виды прилегающих поверхностей и профилей
Эскиз
—
Касательные пяоШШИ
V- Прилегающие
реальная ' ^^\Т
плоскость *
Определение
Прилегающая поверхность —
поверхность, имеющая форму номинальной
поверхности, соприкасающаяся с
реальной поверхностью и
расположенная вне материала детали так, чтобы
отклонение от нее наиболее удаленной
точки реальной поверхности в
пределах нормируемого участка имело
минимальное значение
Прилегающая плоскость—плоскость,
соприкасающаяся с реальной
поверхностью и расположенная вне
материала детали так, чтобы отклонение
от нее наиболее удаленной точки |
реальной поверхности в пределах
нормируемого участка имело
минимальное значение
90 Отклонения формы и расположения поверхностей |
Продолжение табл. 1
Эскиз
'дшндр
илегающии цилащ
Определение
Прилегающий цилиндр—цилиндр ми
нимального диаметра, описанный во
круг реальной наружной поверхности
или максимального диаметра,
вписанный в реальную внутреннюю по-
верхность
Прилегающий профиль— профиль,
имеющий форму номинального
профиля, соприкасающийся с реальным
профилем и расположенный вне
материала детали так, чтобы отклонение
от него наиболее удаленной точки
реального профиля в пределах
нормируемого участка имело
минимальное значение
'илеганнцая лрямая
^1
Реальный Прилегающая
лро/ршп, окружность
Лрилсга/ощая
окружность
Прилегающая прямая — прямая,
соприкасающаяся с реальным
профилем и расположенная вне материала
детали так, чтобы отклонение от нее
наиболее удаленной точки реального
профиля в пределах нормируемого
участка имело минимальное значение
Ц г < Щ < г2
Прилегающая окружность—
окружность минимального диаметра,
описанная вокруг реального профиля
наружной поверхности вращения, или
максимального диаметра, вписанная
в реальный профиль внутренней
поверхности вращения
Основные виды прилегающих поверхностей и
отклонений
91
[ Основные виды отклонений формы
Наименование ■
Отклонение
0т
прямолинейности
в
плоскости
Определение
Выпуклость
Вогнутость
Наибольшее расстояние А
от точек реального
профиля / до прилегающей
прямой 2 в пределах
нормируемого участка.
Частными видами
отклонения от прямолинейности
являются выпуклость и
вогнутость
Эски;
Отклонение от
прямолинейности, при котором
удаление точек реального
профиля от прилегающей
прямой 1 уменьшается от
краев к середине
Отклонение от
прямолинейности, при котором
удаление точек реального
профиля от прилегающей
прямой 1 увеличивается от
краев к середине
Отклонение
от
прямолинейности
оси (или
линии)
в
пространстве
Наименьшее значение
диаметра А цилиндра, внутри
которого располагается
реальная ось 1 поверхности
вращения (линия) в
пределах нормируемого участка
Отклонение
от
плоскостности
Наибольшее расстояние А
от точек реальной
поверхности 1 до прилегающей
плоскости 2 в пределах
нормируемого участка»
Частными видами
отклонений от плоскостности
являются выпуклость и
вогнутость
92
Отклонения формы и расположения поверхностей
Продолжение табл. 2
Наимено-
ванне
Определен
Выпуклость
Отклонение от
плоскостности, при котором удаление
точек реальной
поверхности от прилегающей
плоскости / уменьшается от
краев к середине
Вогнутость
Отклонение от
плоскостности, при котором удаление
точек реальной поверхности
от прилегающей плоскости 1
увеличивается от краев к
середине
Отклонение
от
круглости
Наибольшее расстояние А
от точек реального
профиля 1 до прилегающей
окружности 2,
Частными видами
отклонений от круглости являются
овальность и огранка
Овальность
Отклонение от круглости,
при котором реальный
профиль представляет собой ова-
лообразную фигуру,
наибольший и наименьший
диаметры которой находятся
во взаимно
перпендикулярных направлениях
Зек из
^ =
&тах ~йт1я
г
Огранка
Отклонение от круглости,
при котором реальный
профиль представляет собой
многогранную фигуру.
Количественно овальность и
огранка оцениваются так же,
как отклонение от
круглости
Основные виды прилегающих поверхностей и отклонений
93
Продолжение табл, 2
Наименование
Определение
Отклонение
от
цилиндр ичиости
Наибольшее расстояние Д от
точек реальной
поверхности 1 до прилегающего
цилиндра 2 в пределах
нормируемого участка
Эскиз
Отклонение
профиля
продольного
сечения
Наибольшее расстояние Д
от точек образующих
реальной поверхности, лежащих
в плоскости, проходящей
через ее ось, до
соответствующей стороны
прилегающего профиля в пределах
нормируемого участка.
Частными видами
отклонения профиля продольного
сечения являются конусо-
образность, бочкообраз-
ность и седлообразность
Конусооб-
разность
Отклонение профиля
продольного сечения, при
котором образующие
прямолинейны, но не
параллельны
4 =
94 Отклонения формы и расположения поверхностей
Продолжение табл. 2
Наименование
Бочкооб-
разность
Седлооб-
разность
Определение
Эскиз
Отклонен ие профил я
продольного сечения, при
котором образующие непрямо-
линейны и диаметры
увеличиваются от краев к
середине сечения
Отклонение профиля
продольного сечения, при
котором образующие нелря-
молинейны и диаметры
уменьшаются от краев к
середине сечения
'тах &тш
1тах ияип
Допуск формы — наибольшее допускаемое значение
отклонения формы.
Поле допуска формы — область в пространстве или на
плоскости, внутри которой должны находиться все точки
реального рассматриваемого элемента в пределах
нормируемого участка. ч
Под отклонением расположения (ГОСТ 24642—81) по-
нимается отклонение реального расположения
рассматриваемого элемента от его номинального расположения.
При оценке отклонений расположения, отклонения формы
рассматриваемых и базовых элементов исключаются.
При этом реальные поверхности (профили) заменяются
прилегающими, а за оси, плоскости симметрии и центры
реальных поверхностей или профилей принимаются оси,
плоскости симметрии и центры прилегающих элементов.
Основные виды отклонений расположения приведены
в табл. 3.
Основные виды прилегающих поверхностей и отклонений 95
г Основные виды отклонений расположения
Наименование
Отклонение от
параллельности
плоскостей
Отклонение от
параллельности оси (или
прямой)
и плоскости
Отклонение от
параллельности прямых
в плоскости
Определение
Эскиз
Разность А
наибольшего и наименьшего
р а сстоя ний между
плоскостями в
пределах нормируемого
участка
Приле*ающие
плоскости
I,
Отклонение от
параллельности осей (или
прямых)
в
пространстве
Реальные
поверхности
Разность А
наибольшего и наименьшего
расстояний между
осью (прямой) и
плоскостью на длине
нормируемого участка
Разность А
наибольшего и наименьшего
расстояний между
прямыми на длине
нормируемого
участка
Геометрическая
сумма А отклонений от
параллельности про-,
екций осей (прямых)
в двух взаимно
перпендикулярных
плоскостях: одна из этих
плоскостей является
общей плоскостью
осей
обща* ЫГЩ9Я&*
96 Отклонения формы и расположения поверхностей
Продолжение табл. 3
Наименование
Определение
Эскиз
Отклонение от
параллельности осей (или
прямых) в
общей плоскости
Отклонение от
параллельности ДЛ.
проекций осей (прямых)
на их общую
плоскость
база
ЛЛ0СХ0СМ6
Ах=а-о
Перекос осей
(или прямых)
Отклонение от
параллельности Ау
проекций осей (прямых) на
плоскость,
перпендикулярную к общей
плоскости осей и
проходящую через одну
из осей (базовую)
аПШ
Общая
плоскость
Отклонение от
перпендикулярности
плоскостей
Отклонение угла
между плоскостями от
прямого угла (90°),
выраженное в
линейных единицах А на
длине нормируемого
участка
база
Отклонение от
перпендикулярности
плоскости
или оси
(или прямой)
относительно
оси (прямой)
Отклонение угла
между плоскостью или
осью (прямой) и
базовой осью от
прямого угла (90°),
выраженное в линейных
единицах А на длине
нормируемого
участка
Основные виды прилегающих поверхностей и отклонений 97
Продолжение табл. 3
Наименование
Определение
Эскиз
Отклонение от
перпендикулярности оси
(или прямой)
относительно
плоскости
Отклонение угла
между осью
поверхности вращения
(прямой) и базовой
плоскостью от прямого
угла (90°),
выраженное в линейных
единицах А на длине
нормируемого
участка
Отклонение
наклона
плоскости
относительно
плоскости
или оси
(или прямой)
Отклонение угла
между плоскостью и
базовой плоскостью
или базовой осью
(прямой) от
номинального угла,
выраженное в
линейных единицах А на
длине нормируемого
участка
номинал
ный у го я
База
Отклонение
наклона оси
(или прямой)
относительно
оси (прямой)
или плоскости
Отклонение угла
между осью
поверхности вращения
(прямой) и базовой осью
или базовой
плоскостью от
номинального угла, выраженное
в линейных
единицах А на длине
нормируемого участка
ном он аль
ный угол
Ваза
Отклонение
от соосности
относительно
оси базовой
поверхности
Наибольшее
расстояние А между осью
рассматриваемой
поверхности вращения
и осью базовой
поверхности на длине
норм ир у емого
участка
Ось д~азодой
поверхности
У//7////<
4 Маракулин
И. В. и др.
98 Отклонения формы и расположения поверхностей
Продолжение таг\л
Наименование
Определение
Отклонение
от соосности
относительно
общей оси
Наибольшее
расстояние (Дг, Д2, .♦.) между
осью
рассматриваемой поверхности
вращения и общей осью
двух или нескольких
поверхностей
вращения на длине
нормируемого участка
Отклонение от
симметричности
относительно
базового
элемента
Наибольшее
расстояние А между
плоскостью симметрии
(осью
рассматриваемого элемента (или
элементов) и
плоскостью симметрии
базового элемента в
пределах нормируемого
участка
Отклонение от
симметричности
относительно
общей
плоскости
симметрии
Наибольшее
расстояние А между
плоскостью симметрии
(осью)
рассматриваемого элемента
(элементов) и общей
плоскостью симметрии
двух или нескольких
элементов в пределах
нормируемого
участка
Позиционное
отклонение
Наибольшее
расстояние А между
реальным расположением
элемента (его центра,
оси или плоскости
симметрии) и его
номинальным
расположением в пределах
нормируемого участка
Общая осб
базовая плоскость
симметрии
Г
в ■"
«с
4 г Л
В/2
»«
Ж
Общая плоскость
симметрии
А-А
Номинала
ное расооло
тение оси
Нвмияамнш
размеры
Основные виды прилегающих поверхностей и отклонений 99
Наименование
Отклонение от
пересечения
осей
Определение
т
Наименьшее
расстояние А между осями,
пересекающимися
номинально
Продолжение табл. 3
Эскиз
Вазовая оа
Допуск расположения — предел, ограничивающий
допускаемое значение отклонения расположения.
Поле допуска расположения — область в пространстве
или заданной плоскости, внутри которой должен
находиться прилегающий элемент (ось, центр, плоскость
симметрии) в пределах нормируемого участка.
Под суммарным отклонением формы и расположения
понимается отклонение, являющееся результатом
совместного проявления отклонения формы и отклонения
расположения рассматриваемой поверхности или
рассматриваемого профиля относительно заданных баз. Основные виды
суммарных отклонений формы и расположения
приведены в табл. 4.
Суммарный допуск формы и расположения — предел,
ограничивающий допускаемое значение суммарного
отклонения формы и расположения.
4. Основные виды суммарных отклонений формы и расположения
Наименование
Определение
Эскиз
Радиальное
биение
Разность Л наибольшего
и наименьшего
расстояний от точек реального
профиля поверхности
вращения до базовой оси
в сечении плоскостью,
перпендикулярной к
базовой оси
4*
100 Отклонения форма и расположения поверхностей
Продолжение табл. 4
Наименование
Определение
Торцовое
биение
Разность Д наибольшего
и наименьшего
расстояний от точек радиального
профиля торцовой
поверхности до плоскости,
перпендикулярной к
базовой оси.
Торцовое биение
определяется в сечении
торцовой поверхности
цилиндром заданного
диаметра, соосным с
базовой осью, а если диаметр
не задан, то в сечении
любого (в том числе и
наибольшего^ диаметра
торцовой поверхности
Биение
в
заданном
направлении
Разность А наибольшего
и наименьшего
расстояний от точек реального
профиля поверхности
вращения в сечении
рассматриваемой
поверхности конусом, ось
которого совпадает с
базовой осью, а образующая
имеет заданное
направление, до вершины этого
конуса
Полное
радиальное
биение
Разность Д наибольшего
и наименьшего
расстояний от всех точек
реальной поверхности в
пределах нормируемого
участка до базовой оси
Эскиз
I
базовая ось
Заданное направление
базовая
1
базовая ось
Основные виды прилегающих поверхностей и
отклонений 101
Продолжение табл. 4
Наименование
Определение
Полное
торцовое
биение
Отклонение
формы
заданного
профиля
Разность Д наибольшего
и наименьшего
расстояний от точек всей
торцовой поверхности до
плоскости,
перпендикулярной к базовой оси
Наибольшее
отклонение Д точек реального
профиля от
номинального профиля,
определяемое по нормали к
номинальному профилю
в пределах
нормируемого участка
Отклонение
формы
заданной
поверхности
Наибольшее отклонение
Д точек реальной
поверхности от номинальной
поверхности,
определяемое по нормали и
номинальной поверхности в
пределах нормируемого
участка
Эскш
базовая ось
Номинальный яро/риль
Номинальные значе
ния координат
номинальная
поверхность
Номинальные
значения
ноординат
Примечание. Кроме указанных видов суммарных
отклонений в обоснованных случаях можно нормировать и другие суммар*
вые отклонения формы и расположения поверхностей (профилей),
например:
суммарное отклонение от параллельности и плоскостности;
суммарное отклонение от перпендикулярности и плоскостности;
суммарное отклонение от номинального наклона и плоскостности.
Поле суммарного допуска формы и расположения —
область в пространстве или на заданной поверхности
внутри которой должны находиться все точки реальной
поверхности (профиля) в пределах нормируемого участка.
102
Отклонения формы и расположения поверхностей
УКАЗАНИЯ ДОПУСКОВ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
НА ЧЕРТЕЖАХ
Правила указания допусков формы и
расположения геометрических элементов на чертежах
устанавливает ГОСТ 2,308—79, а их условные обозначения
приведены в табл. 5. Соответствующий знак и величину
допуска вписывают в поле прямоугольника, разделенное
на две части и более. В первой части поля (слева)
приводят знак допуска согласно табл. 5, во второй — числовое
значение допуска в миллиметрах, в третьей и
последующих— буквенное обозначение базы (баз), если это
необходимо.
б. Знаки условного обозначения допусков (ГОСТ 2.308—79)
Допуск
Прямолинейности
Плоскостности
Кругл ости
Цилиндрично-
сти
Профиля
продольного
сечения
Параллельности
Знак
СУ
о
/С/
гг
//
Допуск
Перпендикулярности
Наклона
Соосности
Симметричности
Позиционный
Пересечений осей
Знак
1
^
©
.—=-
4-
X
Указания допусков формы и расположения поверхностей
103
1р одолжение табл. 5
Допуск
Биения
радиального,
торцового,, или в
заданном
направлении
Биения
полного
радиального или
торцового
Знак
щ
//
Допуск
Формы
заданного профиля
Формы
заданной поверхности
Знак
р!
>о*
Примечание. Суммарные допуски, формы и расположения,
для которых не установлены отдельные графические знаки, обозначают
знаками составных допусков и располагают в первой части рамки в
такой последовательности: знак допуска расположения; знак допуска
формы.
Перед числовым значением допуска указывают:
символ 0, если круговое или цилиндрическое поле допуска
указывают в диаметральном выражении, например 0 0,2;
символ 7?, если круговое или цилиндрическое поле
допуска указывают в радиусном выражении, например
/?0A; символ Т, если допуски симметричности,
пересечения осей, формы заданного профиля и заданной
поверхности, а также позиционный допуск указывают
в диаметральном выражении, например Т 0,2; символ
772 для тех же видов допусков, что и для Т, если их
указывают в радиусном выражении, например Т/2 0,1;
слово «сфера», если поле допуска сферическое, например
сфера 0 0,1.
Числовое значение допуска формы и расположения,
указанное в рамке, относится ко всей длине поверхности.
Если допуск относится к ограниченному участку длины
или поверхности в любом месте, то размеры нормируемого
участка в миллиметрах указывают после числового
значения допуска через разделительную наклонную линию
(рис. 1, а, б). Допуск по всему элементу и одновременно
допуск на определенном нормируемом участке
указывают в объединенной рамке допуска (рис. 1, в).
Отклонения формы и расположения поверхностей
%01/т\ \п\доб/гоо№(^
=1 I
йог/70о
а) Ю 6)
Рис. 1. Указание допусков формы
Выступающее поле допуска расположения указывают
после числового значения допуска и обозначают буквой Р
в кружке. Зависимые допуски расположения и формы
обозначают буквой М в кружке. Примеры указания на
чертежах допусков формы и расположения поверхностей
даны в табл. 6.
6. Указание на чертежах допусков формы и расположения
поверхностей
Допуск
Прямолинейности
Плоскостности
Круглости
Указание допусков формы
и расположения условным
обозначением
—\0О,О8 @
У УМ/М/////М
А Ш////М/7777Л
Е2 {0,1/100*100
О 0,02
Пояснения
Допуск пр ямолинейно-
сти оси отверстия
0 0,08 мм (допуск
зависимый)
Допуек плоскостности
поверхности 0,1 мм на
площади 100X100 мм
Допуск круглости вала
0,02 мм
Указания допусков формы и расположения поверхностей 105
Продолжение табл. 6
Допуск
Указание допусков формы
и расположения условным
обозначением
Пояснения
Цилин-
дричности
Профиля
продольного
сечения
Перпендикулярности
Ф 0,01/50
Ю от
ъ
Допуск цилиндрично-
сти вала 0,01 мм на
длине 50 мм. Допуск
круглости вала 0,004 мм
ш
7
О
—
0,01,
0,016
"
Допуск круглости вала
0,01 мм. Допуск
профиля продольного
сечения вала 0,016 мм
Допуск параллельности
поверхности
относительно поверхности А 0,02 мм
Допуск
параллельности осей отверстий в
общей плоскости ОД мм.
Допуск перекоса осей
отверстий 0,2 мм. База —
ось отверстия А
.
1
1 0,02 3
1
Допуск
перпендикулярности повер хностн от*
носнтельно
поверхности А 0,02 мм
106
0тг^„:1*:^^ поверхностей
Продолжение табл. 6
Допуск
Указание допусков формы
и расположения условным
обозначением
| ® ЩМ<&
V
Л
Ш
Р
А ~
А
шт
///У/
У/М,
ш
V
1\
Пояснения
Допуск
перпендикулярности оси отверстия
относительно оси
отверстия А 0,06 мм
Допуск наклона
поверхности относительно
поверхности А 0,08 мм
Допуск соосности
отверстия относительно
отверстия 0 0,08 мм
Допуск соосности двух
отверстий относительно
их общей оси 0 0,01 мм
(допуск зависимый)
Симметричности
Ш5\А
Допуск симметр ичности
паза Т 0,05 мм. База —
плоскость симметрии
поверхностей А
НЛ
Указания допусков формы и расположения поверхностей 107
Продолжение табл. 6
Допуск
Указание допусков формы
и расположения условным
обозначением
Пояснения
Позиционный
Позиционный допуск оси
отверстия 0 0,06 мм
4отд 0
Позиционный допуск
осей отверстий 0 0,2 мм
(допуск зависимый)
Позици он ный допуск
осей четырех отверстий
0 0,1 мм (допуск
зависимый). База—ось
отверстия А (допуск
зависимый)
Отклонения формы и расположения поверхностей
Допуск
Пересечения осей
Радиального
биения
Торцового
биения
Указания допусков формы
и расположения условным
обозначением
4ЩЦА6
Продолжение табл. 6
Пояснения
Допуск пересечения осей
отверстий Т 0,06 мм
Допуск радиального
биения поверхности
относительно общей оси
поверхностей Л и Б 0,1 мм
Допуск торцового бие-1
ния на диаметре 20 мм
относительно оси
поверхности А 0,1 мм
Полного
радиального
биения
и\0,1 \А6
Б_
Допуск полного
радиального биения
относительно общей оси
поверхностей А и Б 0,1 мм
Указания допусков формы и расположения поверхностей 109
Продолжение табл, 6
Допуск
Полного
торцового
биения
формы
заданного
профиля
Формы
заданной
поверхности
Указание допусков формы
и расположения условным
обозначением
Пояснения
и о,1
—*-
а
I
к
м
к>| Т0.О4- |
^^
I Г ^
1 1
.< *»
л
Допуск полного
торцового биения
поверхности относительно оси
поверхности 0,1 мм
Допуск формы
заданного профиля Т 0,04 мм
Допуск формы заданной
поверхдости
относительно поверхностей А, Б,
В, Т 0,1 мм
по
Отклонения формы и расположения поверхностей
Продолжение таба
Допуск
Указание допусков формы
и расположения условным
обозначением
Пояснения
Суммарный
перпендикулярности
и
плоскостности
\10Ш1
Суммарный допуск
перпендикулярности и
плоскостности
поверхности А относительно
основания 0,02 мм
П р и м е ч а нл я: 1. В приведенных примерах допуски
соосности, симметричности, позиционные, пересечения осей, формы
заданного профиля и заданной поверхности указаны в диаметральном
выражения.
Допускается указывать их в радиусном выражении, например!
О
нот
■—
Т/2 0,025
А
2. Указание допусков формы и расположения поверхностей в
текстовых документах или в технических требованиях чертежа следует
дать по аналогии с текстом пояснений к условным обозначениям
допусков формы и расположения, приведенных в табл. 6.
При этом поверхности, к которым относятся допуски формы и
расположения или которые приняты за базу, следует обозначать
буквами или приводить их конструктивные наименования: допускается
вместо слов «допуск зависимый» указывать знак М в кружке и вместо
указаний перед числовым значением символов 0; #; Т; Т/2 запись
текстом, например: «позиционный допуск оси 0,1 мм в диаметральном
выражении» или «допуск симметричности 0,12 мм в радиусном
выражении».
ДОПУСКИ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ
Допуски формы и особенно расположения
поверхностей рекомендуется устанавливать на основании
расчета исходя из допустимых величин зазоров,
обеспечения необходимого качества сопряжения и других
особых требований. На некоторых заводах принято
назначать величины допусков в зависимости от
функционального назначения детали. Числовые значения допусков
формы, допусков расположения и суммарных допусков
формы и расположения поверхностей должны
соответствовать ГОСТ 24643-81 (табл. 7-10),
Допуски формы и расположения поверхностей 111
ЮООООООООООООООО
о"оооо о *-«"—*—^оГса*об ^ю"<о"оо"
осмсооюоооооооооо©
оооооообоо^"---""^^
тю<х>ооосм<ооюооооооо
ОООО^^-^СЧСМСО-ФЮЮОООСЧ
ОООООбоООООООО —**Я
ЮООООООООООООООО
<мсо^ю<оооосмооюооооо
О О О О О О Щ^4 '-*СЧ<М00ч**ЮСО00
о"о"©"©" о*о" о*о"о о о"о"о' о о о"
н
и
о
ЕС
О)
ЕВ
к
ч
о
о.
с
к
о
>>
в
о
юоюооооооооооооо
«С^МСОтСЮССОООС^ЮОЮООО
ОООООО^ОО-'-'-'М^сО^Ю
о" о" о* о о" о" о" о" о"" о" о" о о о о о
©С\)<ООЮООООООООООО
ОООООООООО^"'"(ММС0
ообобоооооо6 обоо
о о о о о© о обоо^с*^-^^
о" о" о" о* о" о* о" о" о о' о" о~©^ ©"©"©*"
тМО©00©СМ<0©ЮО©©0©0©
о о о о о ооооооооо-^
"©"о"*©*©"'
© о"о"©"о © © © © о
(ОЮОРЗООООООООООО
*ч —*<Мч*"Х>©<ОЮ©СО©
*-« »~* О* "ч*4 «О О
А А А
А Л. Л Л
Л А ^ Л * л
юоюооооооооооооо
—«счсмсо-^юсоооооюою©©©
о*© © © ©"© © о"—«1«-^*-^'с^ГоГсб'«*'1С
Ю 00
о ©
ОМ(ООЮССООООООО
•—' —'т—'СЧС^сОгРЮСООООСЧ©©
о оо©©©©©©©оо—«
— — <м
«5
О и
А А « « л А
я а
Щ р.
о
. н
<Ч
>>А
5
г*
о «
3^
м в» «
в « я
в 2 а
2 Я о
о ю я
в о х
2 г и
со Си В
3я
л
*-* а*
о. я И
**&
-* ™ н
т « Б
я В
Ч с Э
| ** о
В Вв
**з
3 оэ Я
и с;
<и <а
.«а
о зв
ж * а
Но
ж Б в
*?я
я||
С в о,
О. Я
о о
в я
8. Допуски пилнндричности, круглости,
Номинальный
размер
До
Св.
»
»
>
*
»
»
»
|
»
»
3
3 до
10 »
18 »
30 »
50 »
120 »
250 »
400 »
630 з
1000 »
1600 »
П р в м
10
18
30
50
120
250
400
630
1000
1600
2500
? я а н и
7
0.005
0,006
0,008
0,010
0,012
0,016
0.020
0,025
0,030
0,040
0,050
0,060
е. Под н
8
0,008
0,010
0,012
0,016
0,020
0,025
0,030
0,040
0,050
0,060
0,080
0,100
оминальнЕ
профиля
9
0,012
0,016
0,020
0,025
0,030
0,040
0,050
0,060
0,080
0,100
0,120
0,160
ш размер<
продольного сечения, мм
Степень точности
10
0,020
0,025
0,030
0,040
0,050
0,060
0,080
0,100
0,120
0,160
0,200
0,250
зм понима
11
0,03
0,04
0,05
0,06
0,08
0,10
0,12
0,16
0,20
0,25
0,30
0,40
12
0,05
0,06
0,08
0,10
0,12
0,16
0,20
0,25
0,30
0,40
0,50
0,60
13
0,08
0,10
0,12
0,16
0,20
0,25
0,30
0,40
0,50
0,60
0,80
1,00
14
0,12
0,16
0,20
0,25
0,30
0,40
0,50
0,60
0,80
1,00
1,20
1,60
ется номинальный диаметр поверхности
15
1
0,20
0,25
0,30
0,40
0,50
0,60
0,80
1,00
1,20
1,60
2,00
2,50
16
0,3
0,4
0,5
0,6
0,8
1,0
1,2
1,6
2,0
2,5
3,0
4,0
9. Допуски параллельности, перпендикулярности, наклона и торцовых биен
-""•- "■'■иго петн
ий, мм
Номинальные
размер
Степень точности
11
12
13
14
15
0,004
0,005
0,006
0,008
0,010
0,012
0,016
0,020
0,025
0,030
0,040
0,050
0,060
0,080
0,100
0,120
0,006
0,008
0,010
0,012
0,016
0,020
0,025
0,030
0,040
0,050
0,060
0,080
0,100
0,120
0,160
0,200
0,010
0,012
0,016
0,020
0,025
0,030
0,040
0,050
0,060
0,080
0,100
0,120
0,160
0,200
0,250
0,300
0,016
0,020
0,025
0,030
0,040
0,050
0,060
0,080
0,100
0,120
0,160
0,200
0,250
0,300
0,400
0,500
0,025
0,030
0,040
0,050
0,060
0,080
0,100
0,120
0,160
0,200
0,250
0,300
0,400
0,500
0,600
0,800
0,25
0,30
0,40
0,50
0,60
0,80
1,00
1,20
1,60
2,00
2,50
3,00
4,00
5,00
6,00
8,00
Примечания: 1, При назначении допусков параллельности, перпендикулярности, наклона под
номинальным размером понимается номинальная длина нормируемого участка или номинальная длина всей
рассматриваемой поверхности (для допуска параллельности — номинальная длина большей стороны), если нормируемый
участок не задцн.
2. При назначении допусков торцового биения под номинальным размером понимают заданный номинальный
диаметр или номинальный больший диаметр торцовой поверхности» При назначении допусков полного торцового
биения под номинальным размером понимают номинальный больший диаметр рассматриваемой торцовой
поверхности.
114
Отклонения Ф< рмъ и расположения поверхнострй
с
о
к
к
к
о
О
и
о
|1
се к
С х
Ф
-
*т
-
О)
-
шоофо^сооооо
^ .—" 1—Г —^СМ* СМ*СО 'ЧГ Ю СО 00 О
Л СО ОС' О СМ СО О ЛОО О О
00*0* —' •-^'—'смсмсотг-^осо
О О О^сГо —' — —■« СМ СМ 00 тг
©юоооооооооо
смсмро^ьосоооосмсоою
6 о о 6* о о о — — **. см* см"
смсооюооосоооо
•—^^смсчсо^юсоос-осмсо
ооооооооо — —; —
ооосмсооюоооооо
© — ^ — ем см со т** ю со со о
о'о" о~ о" о" о* о* о" о" о" о*—"
к л
ВС ^
г ев
до «
2
О я
о =г
>>
с
* С
О
ююооосмсооюоооо
О О О—^~ *~^СМ СМ СО -^ Ю СО
о"сГсГ о" о о*о"о" о" о" о о*
сотгюсоооосмсооюоо
оооооооооооо
оюоооооооооо
смсмсо^юсоооосмсоою
о оооооо ^ ~* см см
о" о" о" о" о* о" о" о" о о* о" о
и
о
ее
ВС
X
4>
ЕГ
4)
су
г~
С
43 &
О 2
К и
Я Я
аа
о
X
С1ФОЮОООООООО
<—о-«смсмсо^юсосоосмсо
о о о о о оо о о ^^-н
сГоо" о'осГо'о'о'сГоо
ОООС^ФОЛЮООООО
О — -^—<СМСМСОт*-ЮСОООО
О О О О О О О О О С О'—
о*оло"оЪ*о*о"о"оЪ'о"о*
оооооооооооо
—*—«ооюсмюосоо©о
-* СМ <* СО ОСОЮ
—«— см
я» «
А А А
соооооооооооо
•^«РЭЮСМЮОСООО
—* СМ ^ СО О СО
3 *
АААЙАЛАЛЛЛ
3
т
2
усно
в
е(
со
а.
а
3
ш
та
СО
т
•ее
о;
о
о
и пересечения
ть вдвое.
Я я
ь я
О А
О К
9* 5
в >
О.
н о
2 к
к о
и X
ОСТИ,
, необ
«3
допуски соос
1Нной таблиц
Если
из дг
. 2
и
к
к ю
Ш !*
м
п я
ГЕ
« с;
в .
2 1 «к та
о 2 * «
шла©
* Ф 3 «
«5 4> г. Г5
Е • •
2ь»-5
ЯОУщ
Л С О я
41 = 3
та сг х ч
ас х о. т
X О. с;
5 ь ач
о «> о з
ВС 2 С щ
Ч1«М
О'-оа
С 5 Ь
к ь л 5
Я и ш й
Я о д з
ъ> х схо
33 " ь «
\0 С та 'К
_ 0 г 3
Р ° 5 Я
и ° о.д
л ас *
ь- х *
О вп к Й-
ТО Ч О Я
■с я 2 л
Я я *°
«Яёя^
28§8В
Г, X 3 О 3
2 <и о я ч
5- И _ <и о
ч. а со м
«« о §
Р-ОО-СН
Я * Т2 ■. Я
>» 5 ф &
Т У Л ч
Ш ""Я а&
Р" л Я К
«е-2«яо
я щ о а **
П X Я ш л
Л * Я О
«** р 2 ■
Е3<
со
А
М*ОВЙ
шкря
о я и а>
в ш я и
Нормальные углы и допуски угла* 115
НОРМАЛЬНЫЕ УГЛЫ И ДОПУСКИ УГЛОВ
В ГОСТ 8908—81 приняты следующие
обозначения допусков:
Л Г — допуск угла (разность между наибольшим и
наименьшим предельными углами);
АТа — допуск угла, выраженный в угловых единицах;
А Та — округленное значение допуска угла в
градусах, минутах, секундах;
АТН — допуск угла, выраженный отрезком на
перпендикуляре и стороне угла, противолежащего углу АТ^,
на расстоянии Ьх от вершины этого угла; практически
этот отрезок равен длине дуги радиусом Ьъ стягивающей
угол АТа;
АТ0 — допуск угла конуса, выраженный допуском
на разность диаметров в двух нормальных к оси сечениях
конуса на заданном расстоянии Ь между ними
(определяется по перпендикуляру к оси конуса).
Допуски углов конусов с конусностью не более 1 : 3
следует назначать в зависимости от номинальной длины
конуса Ь (рис. 2, а), с конусностью более 1 : 3 — в
зависимости от длины образующей конуса Ьх (рис. 2, б).
Примечание. При конусности не более 1 : 3 длину конуса Ь
приближенно принимают равной длине образующей Ьх (разность
значений не более 2 %).
Допуски углов призматических элементов деталей
следует назначать в зависимости от номинальной длины Ьх
меньшей стороны угла (рис. 2, в).
Допуски углов могут быть расположены в плюс (-\-АТ)9
в минус (-АТ) или симметрично (±-^-) относительно
Рис. 2. Допуски углов
Отклонения формы и расположения поверхностей
номинального угла а (рис. 3). В обоснованных случаях
допускается применять другое расположение допуска
угла.
Допуски на угловые размеры рекомендуется применять:
4, 5, 6-й степени точности — для изделий высшей
точности (конусные калибры, герметические соединения и др.);
7, 8, 9-й степени точности — для изделий высокой
точности (конусы, втулки, концы осей, конические
штифты и др.);
4, 5, 6, 7, 8, 9-й степени точности — применяют в
инструментальном производстве;
Ю-й, 12-й степени точности — для изделий обычной
точности (кулачки, шайбы стопоров, фрикционные детали
с последующей подгонкой, центрирующие концы осей
и др.);
14-й, 15-й степени точности — для изделий и частей
невысокой точности, передающих движение, стопорение
(звездочки фиксаторов, втулки стопорные к поводкам
и др.).
Допуски на угловые размеры в зависимости от степени
точности приведены в табл. 11, значения углов,
выраженных в радианах, — в табл. 12.
ос+АТ/г
АГ/Ь
сс+АГ сс-АТ а±АТ/г
Ряс, 3, Варианты расположения допуска угла
Нормальный углы и допуски углов
117
о
«а
Си
си
Е
со
св
Си
си
3
ев
о
и
>,
ев
К
о
о
(=1
-с;
Ю СО О Ю СМ"
•• *_ см см со
О* . I I I
о ю о о
о о со о о см со о
•^юсооо*—I—*_г-<__см
„О1ОС0О1ЛСМООС0ООЮ
о ^ *•—нсмсмсо-^юсоооосм
[—Г ем — —
о о
■^ СМ
О о СМ СО О
ю -# со см см
см см *-■ —• ^
осмеооюсмоо
СМСМСОтгЮ
СЮ —< *-"
о ю
3 § 2 2-
к
^ СО СМ
см см
о о
^ <м
о о
см со О
СО СМ СМ
со —. -4" со о ю см
о о со О
тг ю со оо
Е-
«с
о о
т^ СМ
Ю СО- 00
СО
о о
Оюсоогосмоо
• ^ см см со ^с ю
см со о со см о
со см см —■ »-* •"*
г ^
1Л СО СО
2 2 8
Ю Сч О
СМ СО "*
и^ см
см со"
СО 00
со*
10 СО О 1« СМ
- —. см см со
см
о о см <о Й 55
Й -^ со см см —«
э см о со со ю
О I»
о о о_ о
см"
о
«=1
X А А с1 А к 4 4 4 4 4 й
^Г см" см" со" ^ Ю со езо см
"см со о со см о
со см см г* *■" '—'
оо со *л ^** со см
5 я
ч „
«1 «
(В -О
со .-
н--1
о
СО Ю О СО
^и СМ ^ <0
о
СЭ СО 1-0 О
СО О
^ ,—* см -^ ^о
_ со ю
«-« см -^ «-
со о о о о
^ _ч СМ "^ *> «
и
118 Отклонения формы и расположения поверхностей
_
о
С; К
ез а
I- .- 3
с ™
щ _^_—
1 1 V■
о 1 *-
о 1 *
-• ^
^
-- 5
^Н (-4
.в
1 ■*
х 4 3
л "* Ч
V
и Ь.
О -<С
6
5 а
~ ^
*«
Б*
41
5
СП ^*
ч
-в
Еч
"Ч
и
- я
5я
о.
о «»
Е*л
ж
оооооооо
«Роосооосмшоюсмоо
СО 1 I I 1 1 1 1 1 1 1 1 I
111111
О.СЭООООООООООО
Езюемоосоооюоооо
сосо^лсоооосмсооюсм
■>—« —■ *** СМ СМ сО
• о о оосмоососмоооцэ
■^ СМ Ю^*СО см СМ»—1 —• .-•
"* — *-
о о о о о о
оооооооюоооо
2мО5Ч'ЮЙ0О-н'-< .—• СМ СМ СО
111111111111
л-* ^ • ■ л. л.
0-000000000000
М Со О Ш СМ О О СО О" О 1Л О О
— МС^СО'Й'ЮФ 00 О СМ СО О
■^^ »-н «—4 СМ
о ОО СМ СО " О СО СМ 0°Ос01П^
Ют^СОСМСМ'— —' —*
о ю о о о о /ей1 о о о ю
оосмсоаюемоосооосм
55,—,^н—*емсмсо^юсоооД,_«
111111111111
о111 111 ' 1 '11
1—ГсаооюоОоооооо
•■Чсоаоосмсооюсмоосоо
— ,-»—«СМСМСО^ЮСООО
о о
СО т^
С0ОСОСМО00С01Лт*>00СМСМ*--
СМ СМ •—! »-и ~-*
оюоооооо
олоосооосмсооюсмоо
СО-^'ЮСООО'—«г-«т-нсМСМСОт^Ю
111111111111
о II II 111
^■СЧСО^ЮсОСООСМСООЮСМ
^» **-' *—' СМ СМ СО
о о о о о
СО "-Ф СМ Ю т*«
ОоОСОЮ^еОСМСМ—с*—»*-!
о ю о о о о
о^счоосооосмсооюсм
о!1 1 1111 III]]
ь-гсо о ю сч о о :со( о о 1Л о о
•■ч *» см сч со-^юсоооосмсоо
^ '-н —* СМ
О О О О О СМ СО
СО ^ СМ 1С "Ч* СО СМ
СОЮ 4" СО С1 М ^< ^- —
СС51ДОС0ОООООООО
^-.см-^и^осОЮОСОООО
«-•г^СМТ^СООСОЮ
•-и ^-* СМ
О^-ЛАЛЛЛАЛЛЛАЛ
оосоюоеоооооооо
^1 •—1 1—I ч «Ф СО О Ф
^М *"Н
ЛЛЛЛЛЛААЛЛАЛ
11 ' ■ ■*
Нормальные конусности и углы конусов
119
Значения
номинальных углов, выраженные в радианах
О
15'
30'
45'
1°
Г 30'
2°
2° 30'
3°
4°
5°
0,0000000
0,0043633
0,0087266
0,0130899
0,0174533
0,0261799
0,0349066
0,0436332
0,0523599
0,0698132
0,0872665
Рад.
0,1047198
0,1221730
0,1396263
0,1570796
0,1745329
0,2094395
0,2617994
0,3141593
0,3490658
0,3839724
0,4363323
Угл.
ед.
30° 1
35°
40°
45°
50°
55°
60°
65°
70°
75°
80°
Рад.
Угл,
ед.
Рад.
0,5235988
0,6108652
0,6981317
0,7853982
0,8726646
0,9599311
1,0471976
1,1344640
1,2217305
1,3089970
1,3962633
85°
90°
100°
110°
120°
135°
150°
165°
180°
270°
360°
1,4835299
1,5707964
1,7453292
1,9198622
2,0943952
2,3561945
2,6179939
2,8797933
3,1415927
4,7123890
6.2831853
Для призматических деталей (рис. 4) допускается
применять значения уклонов 5 и соответствующих им
углов, указанные в табл. 13.
0 Н — п , 0
Рис. 4. Уклоны в призма- Рис. 5. Параметры для определе
тических деталях ния конусности
13. Значения уклонов в градусах и радианах
Уклон
Угол уклона
50
20
10
1° 8' 44,7"
2° 51'44,7"
5° 42'38,1*
0,0199971 рад
0,0499586 »
0,0996685 »
НОРМАЛЬНЫЕ КОНУСНОСТИ И УГЛЫ КОНУСОВ
Конусность С есть отношение разности
диаметров двух поперечных сечений конуса к расстоянию
между ними (рис. 5):
С- ^Г** хз21е -
120
Отклонения формы и расположения поверхностей
14. Нормальные конусности (ГОСТ 8593—81)
Обозначение
конуса
:50
30
20
10
1 : 10
1 :7
1:5
1 : 3
7:24
30°
45°
60°
75°
90°
120°
Конусность
С
1 : 50
30
20
12
1 : 10
1 : 7
1 : 5
1 :3
7: 24
1 : 1,866025
1 : 1,207107
1 ; 0,866025
1 : 0,651613
1 : 0,500000
1 :0,288675
Угол конуса
а
Примеры применения
1°8' 44,7"
1° 54' 34,9"
2° 51' 51,1"
4° 46' 18,8"
5° 43' 29,3"
8° 10' 16,4"
11° 25' 16,3"
18° 55' 28,7"
16° 35' 32"
30°
45°
60°
75°
90°
120°
Конические штифты, концы
насадных рукояток и др.
Конусные шейки шпинделей
Для инструмента и др.
Закрепительные втулки ша-
рико- и роликоподшипниковые
Конические соединения
деталей при усилиях,
перпендикулярных к оси и вдоль нее.
Концы валов электрических
и других машин. Болты
эластичных муфт и пальцы муфт
Пробки кранов для арматуры
Легкоразъемные соединения
деталей
Конусы муфт предельного
момента
Фрезы концевые, втулки и
оправки к ним, конусы
шпинделей и др.
Фрикционные муфты приводов
и др.
Заклепки с потайной головкой
и др.
Закрепки с потайной головкой,
центры станков и центровые
отверстия и др.
Закрепки и болты с потайной
головкой
Винты с потайной головкой.
Концы обрабатываемых валов
и валиков. Конусы вентилей
и клапанов. Центровые
отверстия для тяжелых работ
Внутренние фаски нарезанных
отверстий. Конусы под
набивку сальников, дроссельные
клапаны. Центровые
отверстия и др.
ГЛАВА 4
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ
ВЫБОР И НАЗНАЧЕНИЕ ПАРАМЕТРОВ
Параметры шероховатости поверхности
/ГПГТ 2789—73*) назначают в зависимости от точности,
назначения, характера соединения, размеров деталей.
1. Шероховатость поверхности в зависимости от точности
Размеры, мм
Характеристика
соединения
движные
Квалитет
(класс
точности)
Поверхности цилиндрические и
охватываемые
охватывающие
Параметры
шероховатости, мкм
I
Поверхности, испытывающие большие нагрузки
и требующие сохранения величины зазоров
До 120 —
6; 7 Св. 120 до 360 До 120
B) Св. 360 до 2000 Св. 120 до 360
Св. 2000 Св. 360
Ка
Ка
Ка
Кг
<0,63
< 1,25
<2,5
*^20
9; 10
C)
До 120
Св. 120 до 630
Св. 630
До 50 Ка
Св. 50 до 120 На
Св. 120 до 500 Кг
Св. 500 Кг
<1,25
<2,5
<20
^40
I
Поверхности, испытывающие малые нагрузки
и малые скорости движения
До 80
Св. 80 до 320
Св. 320 до 800
Св. 800
До 30
Св. 30 до 120
Св. 120 до 500
Се. 500
До 80
Св. 80 до 320
Св. 320
До 30
Св. 30 до 120
Св. 120
На < 1,25
Ка < 2,5
Кг<20
#г<40
Ка< 1,25
Ка<2„5
Кг ^20
Кг ^40
До 50
Св. 50 до 120
Св, 120
До 50 Кк'20
Св. 50 до 120 Ка ^ 40
122
Шероховатость поверхностей
Продолжение табл.
Характеристика
соединения
Квалитет
(класс
точности)
Поверхности цилиндрические и
плоские
охватываемые
охватывающие
Параметры
шероховатости, мкм'
Центрирующие поверхности с возможностью
ограниченного перемещения
движные
6; 7
B)
.8; 9; 10
C)
11
D)
1
До 50
Св. 50 до 360
Св. 360 до 1000
Св. 1000
До 50
Св. 50 до 260
Св. 260 до 800
Св. 800
До 120
Св. 120 до 500
Св. 500
—
До 50
Св. 50 до 360
Св. 360
—
До 50
Св. 50 до 360
Св. 360
—
До 360
Св. 360
#а^ 1,25
#а^2,5
#2^20
/?г^40
Яа==д 2,5
Яг ^20
Яг ^40
Яг^ 80
Яг ^20
Яг ^40
#2=^80
Поверхности, испытывающие большие нагрузки,
требующие высокой точности положения детали
и допускающие повторную разборку и сборку
движные
6; 7
B)
8; 9; 10
C)
До 30
Св. 30 до 120
Св. 120 до 630
Св. 630
До 50
Св. 50 до 260
Св, 260 до 800
Св, 800
—
До 50
Св. 50 до 260
Св. 260 до 630
Св. 630
__
До 50
Св. 50 до 360
Св. 360
Яа ==3 0,63
Яа^ 1,25
#а^2,5
Яг ==$20
#г<$ 40
/?а==5 1,25
#а *=3 2,5
Яг^20
Яг^ 40
Соединения, не требующие повторной разборки и сборки
или не испытывающие больших нагрузок и фиксирующие
движные
6; 7
B)
До 50
Св. 50 до 120
Св. 120 до 600
Св. 500
До 50
Св. 50 до 260
Св. 260
8; 9; 10
C)
#а==з 1,25
Яг ^ 20
Яг ^40
До 50
Св. 50 до 120
Св. 120 до 500
Св. 500
11
D)
До 50
Св. 50 до 360
Св. 360
/?а==д2,5
#2 5=3 20
Ягх$ 40
#2 5=3 80
До 120
Св. 120
До 120
Св. 120
Яг
Яг
Яг
20
40
80
Выбор и назначение параметров
123
„ шероховатость поверхности в зависимости от назначения
Размеры, мм
Детали и
элементы
соединений
Валы
Характеристика элементов
деталей
Места под шарико- и
роликоподшипники
класса 0 и 6
Шейки:
под игольчатые
подшипники
без внутреннего кольца
под подшипники
скольжения *1
Шейки под муфты,
шестерни и т. д.
Диаметр;
До 80
Св. 80
До 80
Св. 80
До 360
Св. 360
До 50
Св. 50 до 260
Св. 260
Шейки под подшипники жидкостного
трения
Торцы заплечиков под шарико- и
роликоподшипники
Места под уплотнения:
резиновые
Окружная
скорость
вала, м/с:
До 3
Св. 3 до 5
Св. 5 до 10
Св. 10
войлочные
с жировыми канавками
лабиринтные
Пазы шпоночные:
призматических и
сегментных шпонок
Поверхности;
рабочие
нерабочие
Параметр
шероховатости,
мкм
Яа
Яа
1,25
2,5
Яа
Яа
0,32
0.63
Яа^ 1,25
Ка^С 2,5
Яа^ 1,25
Яа^ 2,5
Яг ^20
Яа^ 0,040
Яа < 2,5
Яа < 2,5
Ка< 1,25
Яс < 0,63
Яа < 0,32
Ка < 2,5
Кг<40
Кг<20
Яг < 40
124 Шероховатость поверхностей
Продолжение табд
Детали п
элементы
соедине-
НИИ
Характеристика элементов
деталей
Параметр
шероховатост]
мкм
Валы
[ЛПНОБЫХ ШПОНОК
Отверстия
Соеди
нения
зубчатые
(шлиле-
вые
прямо-
бочные
и эволъ-
вентные
Корпуса:
под шарико- и
роликоподшипники
классов 0 и 6
под игольчатые
подшипники без
наружного кольца
Вкладыши и втулки:
подшипников сколь
жени я
подшипников жидкостного трения
Яа< о, 160
Торцы заплечников под шарико- и
роликоподшипники
Яа <: 2.5
Пазы шпоночные:
призматических и
сегментных шпонок
Поверхности
рабочие
нерабочие
Яг<20
#2<Г40
клиновых шпонок
рабочие
нерабочие
Яа < 2,5
Яг<40
Подвижные
для:
ответственных
соединений
>ал
Поверхности:
боковые и
центрирующие
нерабочие
Яа <1,25
Яг<20
Втулка
боковые и
Центрирующие
нерабочие
Яа ^ 2,5
Яг <;40
Выбор и назначение параметров 125
Продолжение табл. 2
Детали и
элементы
соединений
Соединения
зубчатые
(шлице-
вые
прямо-
бочные
и эволь-
вентные)
Передачи
зубчатые и
червячные
Характеристика элементов
деталей
Параметр
шероховатости,
мкм
общих
случаев
Неподвижные
Вал
боковые и
центрирующие
нерабочие
На < 2,5
Яг<20
Втулка
боковые и
центрирующие
нерабочие
Яг<20
Яг<40
>ал
Поверхности:
боковые и
центрирующие
нерабочие
Втулка
боковые и
центрирующие
нерабочие
Зубья шестерен
и червячных
колес
Степень
точности
по
контакту:
9
10
Червяки
7—8
9
Впадины зубьев, подлежащих закалке
ТВЧ или газовым пламенем
Шпонки | Призматические,
клиновые,
сегментные
рабочие поверхности
нерабочие
поверхности
Звездочки
(рабочие
поверхности
зубьев)
Под цепи:
приводные втулочно-рол иковые
приводные втулочные
тяговые пластинчатые разборные
грузовые пластинчатые
грузовые сварные калиброванные
#2<20
Яг<40
Яг<20
Яг<40
Яа < 1,25>Ч
Яа<2,5
Яг<20
Яг<40
Яа < 1,25
Яа < 2,5
Яг ^20
Яа < 2,5
Яг<40
/а
Яа
Яа
Я*
Яг
<*.
:20
20
40
40
500
126 Шероховатость поверхностей
Продолжение табл
Детали н
элементы
соединений
X арактернстн ка элементов
деталей
Параметр
шероховатости
мкм
Передачи
фрикционные
Шкивы (рабочая
поверхность):
плоскоременные и клино-
ремснные
Диаметр:
До 120
Св. 120 до 300
Я^С 1,25
Да < 2.5
Св. 300
Дг<20
тормозные
До 500
Св. 500
#а< 1,25
Да < 2,5
Диски фрикционных муфт
Да
25
Плунжеры
наружные
поверхности
Цилиндры
Детали
гидрав-
личе-
ких
устройств
Диаметр:
До 500
Св. 500
Да < 0,63
Да< 1,25
Внутренняя
поверхность
для
уплотнений:
шевронных
многорядных
До 150
Да < 1.25
поршневыми
кольцами
резиновых
До 150
Св. 150
Для всех
диаметров
Да < 0,63
Да< 1,25
Да < 0,63
Золотники
Клапаны
Гнезда клапанов
Да < 0,63
Да < 0,63
Да ^ 0,63
Выбор и назначение параметров 127
Продолжение табл. 2
Детали и
элементы
соединений
Детали
тических
устройств
Резьбы
Стержни
болтов
Валы,
болты,
корпусные
детали
Пружины
(опорные
плоскости)
Характеристика элементов
деталей
Поршни:
наружные поверхности
поверхности канавок
Кольца поршневые, поверхности:
наружные
боковые
Штоки
Цилиндры
Крепежные *4
Для передачи
движения
Степень точности:
6
7—8
6
8
устанавливаемых по переходным
посадкам и посадкам с натягом
устанавливаемых с зазором, но
работающих напряженно при переменной
нагрузке
прочих
Торцы головок болтов
Канавки, фаски, выточки, зенковки
Тарельчатые
Винтовые
Группа точности:
нормальная
повышенная
первая
вторая
третья
Параметр
шероховатости,
мкм
Да < 1,25
Да < 2,5
Да < 0,63
Да < 1,25
На < 0,63
Яа < 1,25
Дг<20
Дг<40
Да < 1.25
Да < 2,5
Да < 2,5
Дг<20
Дг^40
Дг<40
Назначается
в соответствии
с условиями
работы
Дг^40
Дг <40
Дг<20
Дг<40
Д»<80
123
Шероховатость поверхностей
Продолжение табл
Детали и
элементы
соединений
Характеристика элементов
детален
Постоянно работающие в условиях
трения
скольжения
Кулачки,
копиры
(рабо-
качения
Чпрпг°" ПеРи°Днчески работающие в условиях
верх- I трения:
ности)
скольжения
качения
По- Плоскости
движные трения (на-
стыки правляю-
(сколь- щие)
жения в
качения)
Плоскостность на 1000 мм
длины:
до 0,05
ев, 0,05 до 0,1
св. 0Л
движные
стыки
ные
плоскости кор
пусных
деталей и
торцовых
опор
Плоскости
разъема
Привал оч- Неплоскоствость на 1000
длины:
до 0,05
св. 0,05 до 0,1
ев- 0,1 до 0,2
св. 0,2
Маслонепроницаемые без
прокладок
Маслонепроницаемые
прокладками
Не требующие маслопр о-
ницаемости
мм
Параметр
шероховатост!
мкм
Л* < 0,63
#Д^ 1,25
#а < 1,25
#а < 2,5
#а< 1,25 Я
Ка ^ 2,5
Кг ^20
Ка < 2,5
#г<20
#г< 40
#г<80
Ка ^ 2,5
Кг*? 20
Кг ^40
Выбор и назначение параметров
129
Продолжение табл. 2
Детали и
• элементы
соединений
Свободные
верхности
Свободные
верхности
Характеристика элементов
деталей
Видимые
при
наружном
осмотре
Невидимые
при
наружном
осмотре,
механически
обработанные
Выступающие части
вращающихся деталей
Поверхности деталей
органов управления (рукоятки,
ободы маховичков, ручки)
Поверхности указателей
таблиц
Корпусные детали
(механически обработанные)
Валы и вращающиеся
детали:
при концентрации
напряжений
без концентрации
напряжений диаметром:
до 80
св. 80
Корпусные детали,
устанавливаемые на фундаменте
(основания рам и т. д.)
Параметр
шероховатости,
мкм
#г<40
На < 1,25
с указанием
покрытия
или
необходимости
полировки
Да < 0,63
с указанием
необходимости
полировки
Кг ^ 80
#2<20
#г<40
/?2<80
Не
регламентируется
о Маракулпн И. В. н др.
130
Шероховатость поверхностей
Продолжение табл
Детали и
элементы
соединении
Характеристика элементов
деталей
Сварные
метал-
локон-
струк-
ции
верхности под
сварные
швы)
Полученные резанием на ножницах,
пилах, вырубкой, автоматической газовой
резкой без механической обработки
Параметр
шероховатости
мкм
Иг < 600
Полученные ручной газовой резкой без
механической обработки
Яг< 1600
Поверх
ности
реза
элементов
металл о-
конст-
рукций
Кромки листов, косынок, угольников и
других профилей, полученных резанием
на ножницах, пилах, вырубкой,
автоматической газовой резкой без
механической обработки толщиной:
до 8
св. 8 до 16
св. 16 до 20
Изменение
роховатости
поверхностей
деталей,
гающихся
ническим
покрытиям
Яг < 320
/?*< 1000
Яг?С 1600
Сталь, медь и
цинкование
хромирование
медные сплавы
Понижается
на один класс
никелирование
кадмирование
Повышается
на один класс
Сталь:
воронение
фосфатирование
Не изменяется
** Зачистить (полировать) абразивной шкуркой в целях
сглаживания шероховатостей (при снятии верхнего слоя не более 0,01 ... 0,015 мм).
*^ Для шлифовальных зубьев колес; для остальных видов
обработки На < 2,5 мкм с последующей приработкой с пастами до
шероховатости пятна контакта Яа < 1,25 мкм.
*8 В отдельных случаях, при легких режимах работы (малые
давления и невысокие скорости скольжения) может быть допущен параметр
шероховатости На ^2,5 мкм.
** Шероховатость поверхности резьбы нужно проверять на
боковых поверхностях профиля.
*ь При больших размерах (более 3 мм по длине) допустимо
изготовление с На < 2,5 мкм.
Виды механической обработки
131
ВИДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
В ЗАВИСИМОСТИ ОТ ТРЕБУЕМОЙ
ТОЧНОСТИ И ШЕРОХОВАТОСТИ
В табл. 3 даны достижимая шероховатость и
точность поверхностей в зависимости от вида обработан
и применяемого режущего инструмента.
3 Достижимая шероховатость и точность параметров при различных
видах обработки
Вид обработки
Обрезка:
пилой круглой
резцом отрезным
фрезой отрезной
кругом:
отрезным
абразивным
пилой ленточной
Строгание резцом:
проходным
широким
Г Чистовое долбление
•Чистовое фрезерование
плоскости цилиндрической
фрезой
Чистовое фрезерование
торцовой насадной фрезой со
вставными ножами из
быстрорежущей стали
Фрезерование концевой
фрезой:
боковых поверхностей
впадин паза
Класс чистоты по
ГОСТ 2789—59
VI
У2
уз
VI
У4
У5
У4
Уб
У5
V?
У4
Параметр
шероховатости по
ГОСТ 2789—73
*2
320
160
80
20
320
40
20
40
—
20
20
40
На
—
—
—
2,5
—
Точность
Класс
точности
9
7—9
7
7
4; 5
4; 5
Квалитет
15... 17
14 ... 17
14
14
11; 12
И; 12
4; 5 1 И; 12
4
4
о* л
о; 4
4; 5
11
11
9«„ 11
11 ... 12
б*
Шероховатость поверхностей
Продолжение табл. 3
Вид обработки
Обтачивание наружное при
продольной подаче:
черновое
получистовое
чистовое твердосплавным
резцом
чистовое минер а локер ами-
кой
Чистовое точение широким
резцом из быстрорежущей
стали шеек крупных валов
Сверление и рассверливание
спиральным сверлом Со Ф^
Чистовое обтачивание при
поперечной подаче
Чистовое зеикерование
Растачивание на токарных
и расточных станках:
черновое
получистовое
чистовое резцом из
твердого сплава
чистовое резцом из мине-
ралокерамикк
1
Чистовое развертывание
Чистовое протягивание
Класс чистоты по
ГОСТ 2789 — 59
У2
У4
Уб
У7
Уб
ш
у5
У4
У2
У4
У5
Уб
Уб
У7
Параметр
шероховатости по
ГОСТ 2789 — 73
Яг
160
40
—
80
20
40
160
40
20
На
2,5
1,25
2,5
■ —
—
2,5
\ 2,5
1
—
1,25
Точность
Класс
точности
9
4
3; 2
3; 2
4
7
3; 4
4; 5
9
5
о
о
2
2
2; 3
Квалитет
1
11
9
9
11
//;, /у
9... 11
11
16
12
8; 9
7
7
7; 8
Виды механической обработки 133
Продолжение табл. 3
Вид обработки
Зенкование зенковкой:
угловое
плоское с направлением
Чистовое шабрение т
Слесарная опиловка
чистовая
Зачистка наждачным
полотном (после резца и фрезы)
Шлифование круглое
наружное:
получистовое (зерно 40—
58)
чистовое (зерно 25)
Шлифование круглое
внутреннее:
получистовое (зерно 40—
чистовое (зерно 16—25)
Шлифование плоское:
чистовое торцом круга
(зерно 25—50)
периферией круга
Обкатывание и
раскатывание (исходная шероховатость
Иг = 20 мкм, На =
= 1,25 мкм) роликами или
шариками
Класс чистоты по
ГОСТ 2789 — 59
У5
У4
У7
У5
Уб
У7
У8
Уб
У8
У7
У7
V9
Параметр
шероховатости по
ГОСТ 2789 — 73
Нг
20
40
20
—
—
—
__
Ка
—
1,25
—
2,5
1,25
0,63
2,5
0,63
1,25
1,25
0,32
Точность
Класс
точности
—
2а; 3
3; 4
—
1
2; 3
2; 3
2; 3
2; 3
о
О
2
о
О
Квалитет
—
8; 9
8; 11
—
7; 8; 9
7; 8; 9
7 8; Э
7; 8; 9
7; 8; 9
7
8; 9
134
Шероховатость поверхностей
Продолжение табл
Вид обработки
л ст
низ
н I
Осп
К СО
«и
Наклепывание (исходная
шероховатость На =
= 3,2 мкм) шариками
У8
Сверление на станке
глубокого сверления:
сверло глубинное из
быстрорежущей стали
сверло глубинное из
твердого сплава
кольцевое сверление
твердым сплавом
УЗ
УЗ
уз
Растачивание на станке
глубокого сверления:
олнорезцовая головка
пластина расточная
быстрорежущей стали
пластина расточная
твердого сплава
из
из
У5
Уб
У7
Нарезание резьбы
трапецеидальной и упорной:
резцом, гребенкой
плашкой
резьбонарезной головкой
метчиком
резцом из твердого сплава
вихревое нарезание
Уб
У5
У5
У5
Уб
Уб
Накатывание метрической
резьбы роликами
Уб
У7
О 0е0
ас14
а»
я с*
Си14*
аЗ Ои
8 О
«оО
80
80
80
20
20
20
20
На
0,63
2,5
2,5
2,5
9 Б
2,5
1,25
Точность
Класс
точности
8
8
8
8—7
Квалити
14
14
14
Виды механической обработки
П|
ние табл.
Вид обработки
Зубонарезание
цилиндрических колес:
червячной фрезой
долбя ком
пальцевой фрезой
гребенкой
Зубонарезание конических
колес резцом
Зубонарезание червячных
колес (бронзовый венец):
червячной фрезой
резцом-летучкой
Прикатка зубьев пастами:
грубыми
тонкими
Зубошлифование (зерно 25—
40)
Чистовая притирка
Хонингование цилиндров
хоном зернистостью:
6—8 мкм (исходная
шероховатость Кг = 20 мкм)
3—4 мкм (исходная
шероховатость На — 2,5 мкм)
Алмазное хонингование
жесткими брусками (марка
алмаза/зернистость):
АСВ 250/200
АСВ 50/40
о
5 сп
низ
!|
Ода
X оО
С? 1—
СМ
8н
лО
сл ел ел ел
У5
У5
У5
Уб
У7
У7
У7
У7
У8
Уб
У8
Параметр
шероховатости ПО
ГОСТ 2789—73
Яг
20
20
20
20
На
—
20
1
20
20
—
—
—
—
—
—
2,5
1,25
Точность
Класс 1
точ- 1
кости 1
8
8
9
8
8
8
8
8
8
Квалнтет
—
—-
=
1,25 1 6; 7
1 1
1,25 I 2 7
1,25
0,63
2,5
0,63
о
7
1
1
136
Шероховатость поверхности
Продолжение табл
Вид обработка
о
с
-о ю
Алмазное хонингование
эластичными брусками
(марка алмаза/зернистость):
АСО 63/50
УЮ
Полирование алмазными
лентами (марка связки, мар
ка алмаза, зернистость);
Р14 АСО 80/63
Р9, Р4 АСО 80/63
Р1 АСМ 30/14
Полирование
пастами:
АСМ 60/40-40/28
АСМ 40/28-28/20
АСМ 28/20-14/10
алмазными
У8
У9
УЮ
Алмазное ловодочное
шлифование кругами на
эластичной связке:
АСР 80/63
АСО 50/40
АСМ 40/28
Ручная доводка пастами
У8
У9
УЮ
о
Эс |
5 О
га ^Ь
Точность
Нг
Яа
Класс
ТОЧНОСТИ
Квалите:
0,16
У7
У8
Г1.0;
1,25
0,63
0,16
0,63
0,32
0,16
0,63
0,32
0,16
УЮ
0.16
Примечания: 1. В таблице дана экономически обоснованная
достижимая шероховатость при определенном виде обработки в условиях
производственных цехов Уралмашзавода.
2. Для зубообработки и обработки, резьбы указаны степени
точности.
3, Параметры шероховатости приведены для стали. Для чугуна
я цветных сплавов параметр шероховатости может быть получен на
один параметр ниже.
ных с
. При нарезании червячной фрезой зубьев колес из коррозиен'
гталей параметр шероховатости на один выше (грубее).
ГЛАВА 5
СОРТАМЕНТ МАТЕРИАЛОВ
СТАЛЬ ГОРЯЧЕКАТАНАЯ КРУГЛАЯ
Горячекатаную сталь круглого сечения по
ГОСТ 2590—71 поставляют диаметром от 8 до 220 мм
включительно, обычной точности прокатки — В.
Требования по физико-механическим свойствам стали обычно
оговаривают в договорах на поставку с учетом
существующих стандартов.
В табл. 1 приведены размеры круга и марки сталей,
наиболее часто применяемых на заводах тяжелого
машиностроения.
Пример условного обозначения заготовки круглого
сечения из стали по ГОСТ 535—79 марки ВСтЗсп2
диаметром 70 мм, обычной точности прокатки В по ГОСТ 2590—71
подгруппы Ш: р^>
V В-70 ГОСТ 2590—7К .
^РУГ ВСтЗсп2-Ш ГОСТ 535—79 '
из стали 38ХС по ГОСТ 4543—71 диаметром 30 мм,
обычной точности прокатки В по ГОСТ 2590—71, качественной
категории подгруппы а:
к Б-30 ГОСТ 2590—71
^РУГ 38ХС-а ГОСТ 4543—71 *
Заготовки диаметром до 9 мм поставляют в мотках,
диаметром свыше 9 мм — в прутках. Прутки поставляют
длиной:
от 3 до 6 м из углеродистой стали обыкновенного
качества и низколегированной стали;
от 2 до 6 м из качественной углеродистой и
легированной стали;
от 1,5 до 5 м из высоколегированной стали;
до 5,8 м из стали 60С2 для круга диаметром 50 мм;
1,5 м из стали 14Х17Н2 для круга диаметром 180 мм.
Кривизна прутка не должна превышать 0,5 % длины.
Остальные технические требования — по ГОСТ 2590—7К
Для деталей, изготовляемых холодной механической об*
138
Сортамент материалов
Сталь горячекатаная круглая
!• Сортамент горячекатаной круглой стали (ограничение ГОСТ 2590 7П
бования на круг
стали
о
(О
со
X
о
со
с*
X
1^.
X
ь-
X
о
X
X
со
X
со
X
о
см
0С2
X
ю
с*
X
о
ГОСТ 5949-75
0,5027
0,7854
1,1310
1,5390
1,7670
2,0110
2,5450
3,1420
3,8010
4,5240
4,9090
5,7260
6,1580
7,0690
8,0420
8,5330
9,0790
9,6210
10,18
11,34
12,57
13,85
15,90
18,10
139
0,395
0,616
0,888
1.2Ю
1,390
1,580
2,000
2,470
2,980
3,550
3,850
4,500
4,830
5,550
6.310
6,710
7,130
7,550
7,99
8,90
9,86
10,88
12,48
14,20
НО Сортамент материалов
Диаметр
круга, мм
50
56
60
65
70
75
80
85
90
95
100
105
ПО
120
125
130
140
150
160
170
180
190
5
X
ю
со
<
со
►*■«
.х
см
<
'ф
X
(М
X
о
см
<
о
и
X
о
СО
Зч
и
X
оо
со
+0,4
—1,0
Технические тре
ГОСТ 4543—71
0,5
+0,5
— 1,3
+0,6
—1,7
©
+0,8
—2,0
©
©
Ф
Ф Ф
в
&
Ф
Ф
+0,9
—2.5
$
210
220
+ 1,2
—3,0
Ф
О
Примечание, Знаком ф отмечены марки
сталей, наиболее часто
Сталь горячекатаная круглая
Продолжение табл. 1
стали
X
бования на круг
«У
©
©
ГОСТ 5949—75
©
Ф
19,64
24,63
Ф
28,27
33,18
38,48
44,18
Ф
О
50,27
56,74
63,62
70,88
78,54
86,59
95,03
©
©
113,10
122,72
132,73
153,94
176.72
©
©
©
201,06
226,98
254,47
283,53
©
• -
•
346,36
380,13
применяемые в производстве
142
Сортамент материалов
работкой, поставляют горячекатаную сталь круглого
сечения подгруппы б по ГОСТ 1050—74, ГОСТ 4543—71
ГОСТ 5949—75, ГОСТ 14959—79.
Пример условного обозначения заготовки из стали
12Х18Н9, горячекатаной, круглой, диаметром 40 мм,
обычной точности прокатки В, предназначенной для
холодной механической обработки (подгруппа б), без
термической обработки:
к В-40 ГОСТ 2590—71
^РУГ 12Х18Н9-6 ГОСТ 5949—75 "
СТАЛЬ КАЛИБРОВАННАЯ КРУГЛАЯ
ГОСТ 7417—75 распространяется на
калиброванную сталь круглого сечения 4-го класса точности.
Пример условного обозначения заготовки из круглой
калиброванной стали 40Х диаметром 15 мм 4-го класса
точности:
к Л 15D) ГОСТ 7417—75
Круг калибр. 40х ГОСТ 1051-73 '
2. Сталь калиброванная круглая
ш
1
1
Диаметр
круга, мм
нальный
10,8
15,0
16,0
18,5
20,0
22,0
25,0
28,0
34,0
40,0
предельное
отклонение
—0,12
—0,14
—0,16
Площадь
поперечного
сечения, мм2
0,9155
1,7671
2,0110
2,6870
3,1420
3,8013
4,9090
6,1575
9,0792
12,5664
Масса
1 м, кг
0,719
1,390
1,580
2,109
2,470
2,980
3,850
4,830
|
7,130
9,860
Марка
стали
20, 40,
40Х
40Х
Сталь калиброванная шестигранная
Материал — сталь 20, 40 и 40Х по ГОСТ 1051—73.
Овальность сечения (разность между наибольшими и
наименьшими диаметрами) не должна превышать предельных
отклонений по диаметру, указанных в табл. 2. Заготовки
поставляют в прутках: немерной длины — в пределах
от 2,5 до 6 м; мерной длины и кратной мерной,
оговариваемой в заказе.
Предельные отклонения по длине прутков мерной
или кратной мерной должны быть +30 мм при длине
прутков до 4 м и +50 мм при длине прутков свыше 4 м.
Местная кривизна прутков на 1 м длины не должна
превышать 2 мм при диаметре прутка до 22 мм и 1 мм при
диаметре прутков свыше 22 мм. Общая кривизна прутка
не должна превышать произведения предельной местной
кривизны 1 м на длину*прутка в метрах. Скручивание
прутка вокруг продольной оси не допускается.
Технические требования — по ГОСТ 1051—73.
СТАЛЬ КАЛИБРОВАННАЯ ШЕСТИГРАННАЯ
ГОСТ 8560—78 распространяется на
калиброванную сталь шестигранного сечения размером от 10
до 55 мм.
Пример условного обозначения шестигранной
калиброванной заготовки из стали 40 размером «под ключ» 27 мм
класса точности 4 нагартованной (Н) с качеством
поверхности группы В по ГОСТ 1051—73:
ттт 27-4 ГОСТ 8560—78
Шестигранник 40-Н-В ГОСТ 1051-73 '
Заготовки поставляют в прутках длиной от 2 до 6 м.
В зависимости от назначения прутки изготовляют
мерной и немерной длины. Предельные отклонения по длине
прутков не должны превышать +30 мм при длине прутков
до 4 м; +50 мм при длине прутков свыше 4 м. Скручивание
прутка вокруг оси не должно превышать 3е на 1 м длины.
Рез прутка должен быть под прямым углом к
продольной оси. Допускаемая косина реза не должна превышать
0,2 а (см. эскиз к табл. 3) при размере прутков до 15 мм;
3 мм при размере прутков свыше 15 до 30 мм; 5 мм при
размере прутков свыше 30 мм.
144 Сортамент, материалов
3. Сталь калиброванная шестигранная
Диаметр
вписанной
окружности (размер
«под ключ*), мм
нальный
10
14
17
19
22
24
27
30
32
36
41
46
50
55
предельное
отклонение
—0,10 *
—0,12
—0,14
—0,17
—0,20
а^у
а
Диаметр
описанной
окружности, мм
нальный
П,5
16,2
19,6
21,9
25,4
27,7
31,2
34,6
36,9
41,6
47,3
53,1
57,7
63,5
предельное
отклонение
—0,5
-0,7
—0,8
—0,9
-1,0
— 1,1
-1,3
-1,4
-1,5
—1,7
Сталь
20
•
40
• 1
•
•
Ф
Ф
Ф
Ф
Ф
•
•
•
•
•
•
•
Ф 1 •
•
•
•
•
•
Площадь
поперечного
сечения, мм2
86,6
169,7
249,0
312,0
419,1
499,3
631,3
779,4
886,8
1122,0
1456,0
1833,0
2164,0
2620,0
Масса
1 м, кг
0,68
1,33
1,96
2,45
3,29
3,92
4,96
6,12
6,96
8,81
11,40
14,40
16,99
20,60
Примечания: 1. Знаком • отмечены размеры и марки стали.
наиболее часто используемые в производстве. 2. Технические требования
на заготовку приведены в ГОСТ 1051—73,
Сталь горячекатаная квадратная
145
4. Допустимая кривизна прутков
диаметр
писанной
окружности, мм
Кривизна
на 1 м длины, мм
на полную длину, %
До 25
Св. 25 до 50
Св. 50
0,3
0,2
0,1
СТАЛЬ ГОРЯЧЕКАТАНАЯ КВАДРАТНАЯ
ГОСТ 2591—71 распространяется на
горячекатаную сталь квадратного сечения размером от 16 до
80 мм включительно. Прутки изготовляют обычной
точности прокатки — В, без термообработки, подгруппы а
для горячей обработки давлением.
Стальные прутки поставляют от 2 до 4 м с
предельными отклонениями по длине не более +30 мм. Пруток
должен быть разрезан под прямым углом к продольной
оси. Видимое скручивание прутка вокруг продольной
оси не допускается. Кривизна прутка не должна
превышать 5 мм на 1 м длины.
Пример условного обозначения горячекатаной стальной
заготовки обычной точности прокатки В со стороной
5. Сталь горячекатаная квадратная
Сторона квадрата о, мм
Номинальный размер
16
20
25
Предельное
отклонение
+ 0,3
—0,5
0,4
•0,5
Сталь
40
Площадь
поперечного
сечения, см.*
2,56
Масса 1 м, кг
,01
4,00
6.25
3>14
4,91
146
Сортамент материалов
Продолжение табл. {
Сторона квадрата а, мм
Номинальный размер
30
40
50
60
70
80
Предельное
отклонение
+0,4
-0,7
+0,4
—0,1
+0,5
-1.1
+0,5
-1,3
Сталь
20
•
•
•
•
•
40
•
•
•
•
•
Площадь
поперечного
сечения, см2
9,0
16,0
25,0
36,0
49,00
• 64,00
Масса 1 м,
кг
7,06
12,56
19,62
28,26
38,46
50,24
Примечания. 1. Знаком О отмечены размеры и марки
сталей, наиболее часто применяемые в производстве.
2. Технические требования на заготовку приведены в ГОСТ 1050—74.
квадрата 60 мм, из стали 40, 2-й категории, подгруппы а,
без термической обработки:
„ В-60 ГОСТ 2591—71
Квадрат 40-2-а ГОСТ 1050-74*
ЗАГОТОВКА СТАЛЬНАЯ КВАДРАТНАЯ
ГОРЯЧЕКАТАНАЯ
ГОСТ 4693—77 распространяется на стальную
горячекатаную заготовку квадратного сечения с
закругленными углами со стороной от 60 до 105 мм, 2-й
категории по состоянию поверхности (без травления, с
удалением дефектов).
Пример условного обозначения квадратной заготовки
из стали 40 со стороной квадрата 105 мм, 2-й категории:
о 105 ГОСТ 4693—77
Заготовка квадратная 40-2 ГОСТ 11880-78 '
Вогнутость или выпуклость граней заготовки, а также
разность двух любых сторон не должна превышать
половины суммы предельных отклонений по стороне квадрата.
Сталь листовая горячекатаная
147
й хй стали всех марок изготовляют длиной от 2
3аГГм Разность диагоналей по сечению загото* не
1жна „р?22?ть 0,7 суммы предельных отклонений
по стороне квадрата.
I заготовка стальная квадратная горячекатаная
■
Сторона
квадрата а,
мм
Номинальный
размер
60
75 '
105
Предельное
отклонение
±1,6
±2,0
±2,4
Радиуо
закругления
Я, мм
9
12
15
а
\^
Сталь
ГОСТ 1050—74
20
1
40
•
•
•
ГОСТ 4543—71
18Х2Н4МА
•
Площадь
поперечного сечения,
см3
35,30
55,01
108,32
5
г
Масса 1
27,71
43,18
85,03
Примечания: 1. Знаком о отмечены размеры н марки стали,
наиболее часто применяемые в производстве.
2. Технические требования на квадратную заготовку приведены
в ГОСТ 11880—78.
СТАЛЬ ЛИСТОВАЯ ГОРЯЧЕКАТАНАЯ
ГОСТ 19903—74 распространяется на листовую
горячекатаную заготовку толщиной от 4 до 160 мм. Листы
подставляют толщиной от 4 до 12 мм при нормальной
точности прокатки Б; толщиной свыше 12 мм без регламента*
ции точности прокатки; нормальной плоскостности ПН;
с обрезной кромкой 0; с необрезной кромкой НО.
Пример условного обозначения горячекатаной заготовки
из листовой стали ВСтЗпс, 2-й категории, нормальной
точности прокатки Б, нормальной плоскостности ПН,
с обрезной кромкой О, размерами 4X1400X4500:
-ПН-О-4 х 1400 X 4500 ГОСТ 19903—74
Ли
ст
ВСтЗпс2 ГОСТ 14637—79
148
Сортамент материалов
5*
3*
,# УоООЕ
т*&НЭХ01
** Э5Л60
8*#91
5*0*-
х$ подхэ
I* ^пэел-эе
т*^эпехэд
I* еэяехэн
1*гэи€хэя
г* гпэехэд
т* гияеод
к я
ЕГ*"
з ^
<*
СО
Й
2000
1400
4500
1
1400
4500
■
•**
см
о>"
ГО
1
1
1
1
1600
О
О
о
СО
1
1
1
1
1600
6000
1
1600
6000
Ю
47,1 .
1600
6000
1
1600
6000
СО
62,8
1
1600
6000
1600
1600
0009
0009
1
.
1
1
1600
6000
1
1
1
1600
ЬООО
00
78,5
710
2000
2000
7000
1600
200
1600
0009
6000
6000
1
1
2000
6000
1
1
1
ооог
р
о
о
о
2200 1
2200 1 1600
1600
см
1
000/
0009
8000
6000
I
О :
о
8000
1
1
1
1
2200
0
см
Сталь листовая горячекатаная
149
га
о
1
1 ^—' "*'"
о,
о
о
1 <^
1 - '
1
2200
8000
1
1
2200 |
0008
1
1
1
О
О
см
см
1
о
о
о
00
чн
ю
см
—.
1
о
о
со
см
о
о
О)
с»
о
о
г-
о
о
о
СО
2200
8000
1600
6000
0009
0091
2200
8000
1
1
!
о
о
см
см
1
о
о
о
00
СО
141,3
о о
о о
—1 Г$<
'
оо
157,0
1
1
о
о
СО
см
о
о
о
г*-
о о
о
СХ>
о
о
1-*
О |0
о о
СМ] |0
см 1эо
1600
6000
1600
2200
6000
0008
1
1
1
1
о о
о
СМ
сч
°
"""*
00
о
см
оо"
СО
О !
э
3
о
1„Д О
О О
о о
см с**
о
о
га4
со
о
о
• см <о
о
о
см
см
о
008
1
1
2200
8000
1
1
1
о
о;
см
1
о
сэ
о
55
гн
Сч
196,0
■
I
1
1
1
1
1
1600
0009
1
■
I
1
1
1
1
|
ю
Сч
1
1
*
1
.
|
О |0
СЧ 10
СМ IX
" - — ■— 1
1
1
1
I
I
см
см
1
§
со
1
с_>
см
см
о
°
IX
со
См
О | О
о о
о|о
см IX-
о |о
СО О
—. 135
§18
сч о
СМ №
I
1
1
1
о о
см |о
см1эо
1
о ю
чЛ; [,_'
ш
„
Сортамент материалов
»* гиэехэд
* гпнеюа
о
о
о
00
о
о
см
см
о о
см |о
см 1оо
о о
см о
СМ 00
Сталь листовая горячекатаная
151
СО
а
ф
1
1800
5000
1
У
707 1
—
1800
5000
1
о
ел
СО СО
г- оо
1020
1
1
1
1
1
1
0009
0091
1
'* !
1800.
5000
1
82
1
1
1800
5000
1
130
1099
1
1
1
1800
5000
1
о
8 1
|
1
1
1
1
О ,0
о |о
СО |Г-
1
1
1
1
1
О О
00 О
— ю
1
160
'■ ■"
о
с
2
Я
с*
со
*а
о
о
5 Ь 1
го 5
о> р |
3 I
—1
•о
>» а
° 1
СП СО §
1 со(^ 1 со
СО ' 1 со ъ Г! 1
со^сосч • г:I
— о с-- —1 -чт ©4
§§§*§ «
о у и и д
о г; « а о ~
» ГГ У 3> »>
Х5&ХХ *
К X X X X *
«К «* « 4* *»«? ЗВ
152 СортаМент материалов
Предельные отклонения по ширине заготовки с об
резной кромкой, поставляемой в листах, не должны пое
вышать норм, указанных в табл. 8,
8. Предельные отклонения по ширине, мм
Ширина листа
До 1400
Св. 1400
Любая
Толщина листа
До I
Св. 12 до 60
т-Ю
т-15
+25
Св. 60 до 100
Св. ЮО
+ 50
+75
Предельные отклонения по ширине заготовки,
прокатанной полистно и поставляемой с необрезной кромкой,
не должны превышать более чем на 50 мм предельных
отклонений по ширине, указанных в табл. 8.
Предельные отклонения по ширине заготовки,
прокатанной на непрерывных станах и поставляемой с
необрезной кромкой, не должны превышать +-20 мм при
ширине до 1000 мм; +-30 мм при ширине свыше 1000 мм.
Предельные отклонения по длине заготовки,
прокатанной полистно, не должны превышать норм, указанных
в табл. 9.
9. Предельные отклонения
Длина листа
2000
4500, 5000,
6000
6000
8000
7000, 8000
Любая
Любая
До 16
+ 10
+25
+35
—
по
Св
длине, мм
Толщина листа
. 16 до 60
+25
+40
Св. 60 до 100
—
+ 50
Св. 100
—
+75
Сталь листовая горячекатаная
153
ц„р отклонения по длине заготовки, прокатан-
^т^пГ^г, И порезанной на листы не
Н0Й и, превышать +20 мм при длине листа до .
должны превышать -г к ^ ^
+2^ММЛСые отклонения по толщине заготовки в ли
^^^Т^пи пр"ь норм, Указанны,
в табл. Ю.
10. Предельные отклонения пс
Толщина -
листа
4
5
6
8
10
12
14, 16,
18, 20,
24, 25
28,30
36, 40
45, 50
710
+0,20
—0,40
—
—
—
+0,10
—0,80
+ 0,20
—0,80
+0,20
—0,80
—
—
1400—
1500
+0,30
—0,50
—
—
—
—
—
+0,20
—0,80
—
+0,40
—1,10
—
> толщине,
мм
Ширина листа
1600
—
+0,40
—0,50
+0,40
—0,60
+0,35
—0,80
±0,35
—0,80
+0,40
—0,80
+0,30
—0,80
+0,30
—0,90
+0,50
— 1,10
+0,60
—1,20
1800 1900
—
—
—
—
—
—
—
_
—
—
+0,60
—0,80
—
—
—
2100—
2300
—
™
. 1
—0,80
+0,50
—0.80
+0,80
—0,80
I +0,80
—0.90
+0,90
—1,10
+1,00
—1,20
II
154
Сортамент материалов
Продолжение табл.
Толщина
листа
60
70
80
90
100
Ширина листа
710
1400—
1500
— —
—
—
—
ПО —
1 1
130, 140
160
—
—
—
—
—
- 1 -
1600
+0,70
—1,30
—
—
—
—
+ 1,70
—3,80
+2,00
—4,20
1800
—
+0,90
—1,60
+0,90
—2,20
+ 1,00
—2,50
+ 1,10
—2,70
+ 1,30
—3,10
+ 1,80
—3,80
+2,10
—4,20
1900
—
—
—
— ■'.
—
—
—
—-
2100—
2300
+ 1,00
—1,30
—
_
—
—
—
—
Отклонение от плоскостности на 1 м длины заготовки
не более 12 мм.
Листовые заготовки из сталей 09Г2С и ЮХСНД до
толщины 14 мм поставляют 12-й категории с гарантией
испытания на ударную вязкость при температуре —40 °С
и после механического старения, без термообработки;
листы толщиной 16 мм и выше поставляют 13-й категории
с гарантией испытания на ударную вязкость при
температуре —50 °С и после механического старения, термооб-
работанные,
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ
ГОСТ 8732—78 и ГОСТ 8734—75
распространяются на горяче- и холоднодеформированные бесшовные
стальные трубы, изготовляемые по группе В (ГОСТ
8731—74 и ГОСТ 8733—74) с нормированием
механических свойств и химического состава.
Трубы стальные бесшовные
ТрУбы стальные бесшовные
Ц. -г*
Наружный
диаметр, мм
номинальный 1
8*
10*
12*
14*
16*
18*
20*
22
н
о
в
о
см |
±0,15
±0,30
,
?/
1 V 1/^^г / '
A ^
Толщина
стенки» мм
к
а
л
а
3
о
* 1
1,6
1,0
3,0
1,0
2,0
3,5
1,0
3,0
1,0
1,6
2,0
3,0
5,0
3,0
2,5
н
о
о
II'
±0,16
±0,12
±0,30
±0,12
±0,20
±0,35
±0,12
±0,30
±0,12
±0,16
±0,20
±0,30
±0,50
±0,30
±0,25
ш
н
20
г
к
а
1°
«О
Л?
•° е «
1§§!
94,6
36,0
197,0
28,8
72,0
188,0
24,2
105,0
20,8
36,8
42,0
71,6
168,0
62,8
43,2
Номинальный размер
резьбы, дюйм
со
1
(О
(-«
О
оО
со
1
*■-
ю
со
ф
н
о
оО
—
V. 1 -
1/4
Э/
8
- —
1/
'4
*в
_
Масса
1 м, кг
0,253
0,222
0,518
1 0,271
0,493
0,734
| 0,321
0,814
0,370
0,568
0*789
мю
кьоз
1,258
иасе
156 Сортамент материалов
Продолжение табл.
Наружный
диаметр, мм
Я
ч
N
О
и
о
•п с
ч5
о •*
45
О С=;
""
Толщина
стенки» мм
<к
та
Ч
5
ш
н
в
о
X Щ
ч =
0) V
егв
ш о
р-ч
С —
я
ч
а]
О'
1 ^
КС я
Ч
ш
V 2-
о ее
•»8
ч м
01 *
р е; се
5 85
^ а.5
Номиналь
ныя размер
резьбы, дюйм
оО
си
Н
О
оО
Масса
1 М, К]
Трубы стальные бесшовные
157
Продолжение табл. И
Наружный
диаметр, мм
л
ч
@
я
5
0
№
45*
48*
50*
57*
60
63,5
68
70
73
76
предельное
отклонение
±0,40
±0,46
±0,48
±0,60
±0,64
±0,68
±0,70
±0,73
±0,76
Толщина
стенки, мм
о:
та
X
А
В
«
X
О
93
3,5
5,5
4,5
8,0
3,0-
5,0
3,5
3,0
5
10
9
14
16
9
14
5
предельное
отклонение
±0,35
±0,44
±0,45
±0,64
±0,30
±0,50
±0,35
±0,30
4-0,62
—0,75
+ 1,25
— 1,50
+ 1,12
— 1,35
+ 1,75
—2,10
±2,0
+ 1,12
— 1,35
+ 1,75
-2,10
+0,62
—0.75
Сталь
20
45
20
Испытательное гид- 1
равлическое давление, 1
МПа
25,8
44,2
34,1
74,2
19,1
34,4
19,8
15,6
25,8
66,5
65,8
101,0
224,0
58,0
81,3
20,0
Номинальный размер
резьбы, дюйм
ОО
(О
Н
О
сО
си
—
IV,
—
—
2
—
00
1
ю
ф
н
О
оО
—
Мг
—
п
—
Масса
1 м, кг
3,582
5,358
4,327
7,892
3,477
5,55
4,62
4,22
6,78
12,33
12,10
17,09
20,52
13,54
20,37
24% 8,76
158
Сортамент материалов
Продолжение табл
Наружный
диаметр» мм
се
Я
д
ч
а?
5
76
83
—
предельное
отклонение
±0,76
±0,83
89
95
1
±0,89
1
±0,95
Толщина
стенки, мм
га
В
л
Ч
ш
5
2
о
предельное
отклонение
,« 1 +1,50
V _1,80
14
5
8
14
18
5
10
16
20
20
4
14
18
22
+ 1,75
—2,10
+0,62
—0,75
+ 1,00
—1,20
+ 1,75
-2,10
±2,25
+0,62
—0,75
+ 1,25
1,50
±2,00
±2,50
±2,50
+0,50
—0,60
+ 1,75
—2,10
±2,25
±2,75
Сталь
Испытательное
гидравлическое давление,
МПа
20 61,7
35
20
35
20
1
35
20
45
20
95,0
18,2
32,9
88,0
127,4
18,0
39,7
77,2
109,0
135,0
13,0
79,0
83,5
114,0
Номинальный размер
резьбы, дюйм
00
1
со
Ь
и
оО
си
—
—
—
—
—
—
со
1
со
со
О
оО
ки
2%
—
2%
3
3
_
Масса
1 м, кг
18,94
21,41
9,62
14,80
23,82
28,85
10,36
19,48
28,81
34,03
34,03
8,98
27,97
34,18
39,61
Трубы стальные бесшовные
159
Продолжение табл. 1
Наружный
диаметр, мм
(Я
3
Ев
Л
в
%
О
102
108
114
121
127
предельное
отклонение
±1,02
±1,08
±1,14
±1,21
±1,27
Толщина
стенки, мм
номинальная
5
9
18
18
5
14
25
25
5
11
14
16
20
28
9
20
28
предельное
отклонение
+0,62
—0,75
+ 1,12
—1,35
±2,25
+0,62
—0,75
+ 1,75
—2,10
±3,12
+0,62
—0,75
+ 1,38
— 1,65
+ 1,75
—2,10
±2,00
±2,50
±3,50
+ 1,12
— 1,35
±2,50
±3,50
Сталь
20
38ХА
20
45
20
35
20
45
20
45
20
45
Испытательное
гидравлическое давление,
МПа
15,4
29,4
75,0
170,0
14,3
25,6
115,0
164,0
13,7
41,0
44,3
78,2
74,5
181,0
24,2
64,0
151,0
Номинальный размер
резьбы, дюйм
со
\
со
О
оО
пи
—
—
—
—
со
1
к
ю
СО
СО
Ь
О
оО
си
01/
—
4
—
Масса
I м, кг
11,96
20,64
37,29
12,70
32,46
51,17
13,44
27,94
34,53
оо с?
оо,о/
46,36
59,39
24,86
52*78
68,36
160
Сортамент материалов
Продо
лжение
Наружный
диаметр» мм
Толщина
стенки, мм
табл.
с о»
Номинальный размер
Резьбы, дюйм
Трубы стальные бесшовные
161
Наружный
диаметр, мм
152
59
168
180
194
«я
О) О
.52
1,59
10
18
10
+ 1,25
— 1,50
±2,25
+ 1,25
—1,50
1,68
,80
94
Толщина
стенки, мм
о
о
л 3
III
2; ой;
Продолжение таб,
Номиналь
ный размер
резьбы, дюйм
к. 11
28
3,50
+0,62
—0,75
25
±2,00
3,12
38ХА
20
180,6
9,6
20,2
41,5
19,2
33,6
35
32
3,20
4,00
38ХА
73,5
189,5
40
+4,00
—5,00
45
3,20
20
171,0
'6,0
4,00
35 ! 94.0
20
2,00
2,50
30
+3,00
—3.75
28,4
20
37,0
62.5
45
+4,50
—5,63
45
165,0
Н
О
оО
о
оО
Маракулап И. В. и др.
162
Сортамент материалов
Продолжение табл. 1
219
245
273
299
325
Наружный
диаметр, мм
—
л
ч
ев
К
5
о
Ш V
А »
с; Я
«у 4>
Р*Я
щ О
О &Ч
в
С X
Толщина
стенки, мм
В
*5
Н
2
5
о
аз
<и а)
О X
X X
Л Ф
ч я
си о
е*ч
о) *
О.Н
с о
л
ч
со
и
ш
«я
я
85
|8
2 Р*
Испы
равлн
МПа
Номинальный размер
резьбы, дюйм
,
00
1
*~
см
(О
Н
О
оО
Е(-.
00
1
СО
Ш
Н
О
оО
си
Масса
1 м, кг
2,19
1,00
!,20
25
3,12
36
±3,06
+3,60
—4,50
+ 1,00
— 1,20
28
±3,50
36
3,60
4,50
3,40
+ 1,00
— 1,20
20
±2,50
+3,50
—4,38
11,1
42.0
,0
13,3
20
45
4,50
5,63
42,0
58,3
8,8
24,7
43,4
Ст5сп
±3,74
+ 1,38
— 1,65
45
4,50
5,63
±4,05
+ 1,00
— 1,20
20
11,2
60,3
7,4
Трубы
стальные бесшовнь^
Продолжение
табл. И
Примечание. Трубы, имеющие номинальный наружный
диаметр, отмеченный знаком*, хоАоднодеформшишаинъке. по
ГОСТ 8734—75, технические требования по ГОСТ 87аЗ-~?4; труф^
имеющая наружный диаметр 485 мм, — по ТУ 14-3*188—73; остальные
трубы горячедеформироваиные по ГОСТ 8732—73, технические пм6«>-
вания по ГОСТ 8731—74.
6*
164
Сортамент материалов
-Трубы изготовляют из сталей 20 ^
ГОСТ 1050—74; Стбсп по ГОСТ 380—71 • 'чяул 45 "о
ГОСТ 4543-71. Трубы из стали Стбсп' ппеп„' 4°Х п°
для изготовления роликов рольгангов с обжа ^
фами; применять их для изготовления корпус^1* Цап"
цилиндров и пневмоцилиндров не рекомендует ГИДро"
По длине трубы поставляют: •
холоднодеформированные по ГОСТ 8734—75
длины от 1,5 до 8 м с предельными отклонениями^1106
при длине труб до 3 м, +10 мм при длине труб сяыт, о**
горячедеформированные по ГОСТ 8732—78 '
длины от 4 до 10 м с предельными отклонениями1*^^011
при длине труб до 6 м, +15 мм при длине тоуб
6 м или с наружным диаметром более 152 мм СВЬ1Ше
Кривизна любого участка трубы на 1 м длины не должр,
превышать 1,5 мм для труб с толщиной стенки лп ?п
2,0 мм для труб с толщиной стенки свыше 20 лп яп Ш;
4,0 мм для труб с толщиной стенки свыше 30 мм- 9 п ;
для труб с наружными диаметрами 8 и 10 мм ММ
Трубы всех видов, работающие под давлением (условии
работы труб оговариваются в заказе), должны выдерТи
вать испытательное гидравлическое давление, вычисляе'
мое по формуле, приведенной в ГОСТ 3845—75 По Г
казу потребителя каждую трубу следует испытывать пол
2ГмпИаеМПоУК?паННЫМ В ТЗбЛЙЦе' Н0 не превышающее
20 МПа. По соглашению изготовителя с потребителем
допускается испытание труб под давлением более 20 МПа
Размеры труб по ГОСТ 8732-78, рекомендуемые для
применения в системах смазывания и охлаждения, пневмо
приводах, гидроприводах и фланцевых соединениях тру.
оопроводов, указаны в табл. 12.
мрт™,,"^ условного обозначения трубы с наружным диа-
и^тя19пММ' Т0ЛЩИН0Й стенки 4 мм> немерной длины,
и^ стали А), изготовляемой по группе В по ГОСТ 8733-74:
Труба 30 х 4 гост 8734~75
*У В 20 ГОСТ 8733-74 '
ПРУТКИ БРОНЗОВЫЕ
' ГОСТ 1628—78 распространяется на
прессование кУугше' ноРмальной точности изготовления прутки
из безоловянных бронз (табл. 13).
Прутки бронзовые
165
Сортамент труб, рекомендуемых для пневмо- и гидросистем
Условный
гопрт-оД1б80
8
10
12
15*, 16
20
25
32
40
50
63, 65 *
80
Условный
проход по
ГОСТ 16516—80
100
125
150 *
175*
200
225*
250
300
Размер трубы, мм, при
номинальном давлении Р 9 МПа
До 6,3
10X1
12X1
16X1,6
18X2
25X3
32X4
38X3
45X3,5
57X3,5
76X5
89X5
Св. 6,3 до 10
10X1
12X1
16X1,6
18X2
25X3
32X4
38X3
45X3,5
60X5
76X5
89X5
Св. 10 до 20
14X3
14X3
18X3
22X3,5
28X4
36X4,5
42X5
48X4,5
63,5X9
89X10
108X14
Св. 20 до 32
14X3
22X6
25X6
28X6
34X6
42X8
48X8
60X10
76X12
102Х18
114X20
Размер трубы, мм, при
номинальном давлении Р , МПа
До 6,3
108X5
114X5
133X6
140X10
152X9
159X5
168X10
194X16
219X8
245X8
273X8
325X8
Св. 6,3 до 10
108X5
114X5
133X6
140Х10
152X9
159Х 10
168X10
194Х16
219X25
245X8
273X20
325X20
Св. 10 до 20
133Х16
168X16
194X20
194X16
245X28
273X20
325X25
Св. 20 до 32
140X25
152X25
180X32
194X30
219X36
245X36
299X45
351X45
Примечания*. 1. Условные проходы» обозначенные аае*
ком*, допускается применять для фланцев арматуры, соединительных
частей и трубопроводов; ГОСТом не ограничены»
2. В смазочных системах для резьбовых соединений допускается
применять трубы для номинального давления Р_ « 10* 20 МПа.
166
Сортамент материалов
13. Прутки бронзовые
Диаметр прутка й, мм
номинальный
16,0
20,0
25,0
30,0
35,0
40,0
45,0
50,0
55,0
600
70,0
80.0
90,0
00,0
110,0
130,0
150,0
предельное
отклонение
Площадь
поперечного сечения, мм*
— 1.1
210,0
-1,3
314,2
490,9
706,9
-1,6
— 1,9
962,1
1 256,6
1 590,0
1 963,5
2 375,8
2 827,4
3 848,5
5 026,6
—2,2
—2
>*>
6 359,5
7 854,0
9 503,3
13 273,3
17 651,5
Масса ]
1,51
2.36
3,68
6,30
7,22
9,43
11,93
14,73
17,82
21,21
28,86
37,7
47,7!
58,9:
71,18
99,55
32,54
ное со1оот^лРя«аА™~ ТвеРД°сть материала ИВ 130—200, времен-
12% Разрыву ов - 689 МПа, относительное удлинение
Прутка латунные ,__
.67
Материал БрАЖМцЮ-3-1,5 для прутков диаметоом
от 16 мм и выше. По длине прутки изготовляют-
оТ 2 до 5 м диаметром от 16 до 40 мм;
от 1 до 4 м диаметром свыше 40 до 80 мм-
от 1 до 3 м диаметром свыше 80 до 110 мм-
от 0,5 до 2 м диаметром свыше ПО мм
Пример условного обозначения прутка' прессованного
(Г), круглого (КР), нормальной точности изготовления
(Н), диаметром 20,0 мм, немерной длины (НД), из сплава
БрАЖМ^10-^- ]>5:
Пруток ГКРНХ 20,0 НД БрАЖМцЮ-3—1 5
ГОСТ 1628—78 (знак «X» ставят вместо отсутствующего
показателя, например твердости).
Поверхность прутков должна быть чистой, без
дефектов и загрязнений. Допускаются малозначительные
раковины, трещины, вмятины, задиры, царапины, чешуйча-
тость, пузыри и окалина, не выводящие размеры прутков
при контрольной зачистке за предельные отклонения.
Общая кривизна прутка не должна превышать
произведения местной кривизны на 1 м длины на длину прутка
в метрах. Предельная кривизна прутка на 1 м длины
зависит от диаметра прутка:
Диаметр, мм 16—40 40—110 ПО
Предельная кривизна, мм 5,0 6,0 10,0
Прутки должны быть ровно обрезаны с торцов и не
должны иметь значительных заусенцев. Косина реза не
должна выводить прутки за половину предельных
отклонений по длине. Овальность прутков допускается в
пределах допусков по размерам. Остальные технические
требования, правила приемки, методы испытаний, упаковка»
маркировка, транспортирование и хранение прутков —
по ГОСТ 1628—78. '
ПРУТКИ ЛАТУННЫЕ
ГОСТ 2060—73 распространяется на тянутые
полутвердые латунные прутки круглого и шестигранного
сечения диаметром до 40 мм, повышенной точности
изготовления и прессованные круглого сечения диаметром
свыше 40 мм нормальной точности изготовления (табл. 14).
Прутки изготовляют из медно-цинковых сплавов
(ладней) марок Л63, ЛС59-1 по ГОСТ 15527—70-
168
Сортамент материалов
14. Прутки латунные
Диаметр </ номинальный, мм
прутка из латуни
ЛС59-1
Л63
Предельное
отклонение,
мм
8/8
10/10
—/ь
-0,08
8/—
10/10
—0.09
12/—
—/14
16/—
—/17
12/12
16/—
—0.1
- 19
20/—
—/22
25/-
30/—
20/-
/
25/-
30/-
—0.13
35/-
40/—
—0,16
45/—
50/—
— 1,00
55/—
60/—
65/—
70/—
75/—
80/—
— 1.20
Площадь
поперечного сечения
прутка, мм3
—/31,2
—/42,4
50,3/55,4
78,5/86,6
—/104,8
113,1/124,7
—/169,7
201,1/—
/250,3
—/312,6
314,2/—
—/419,1
490,9/—
706,9/—
962,1/—
1256,6/—
590,4/-
.963,5/
2375,8/—
2827 4/—
3318,3/—
3348,5/—
4417,9/—
5026,6/—
Теоретическая масса
1 м прутка, 1
—/0,2;
—/0,36
0,43/0,47
0,67/0,74
—/0,89
0,96/1,06
—/1.44
1,71/-
—/2,13
—/2,66
2,67/-
—/3,56
4,17/—
6.01/—
(,18/—
10,68/
13,52/-
16,69/
20,19/—
24,03/—
28,21/—
32,71/-
37,55/—
42.73/—
Прутки латунные
169
Продолжение табл. 14
Диаметр й номинальный, мм,
прутка из латуни
ЛС59-1
лез
90/—
100/—
Предельное
отклонение,
мм
— 1,40
Площадь
поперечного сечения
прутка, мм2
6361,7/—
7854,0/—
Теоретическая масса
Iмпрутка»кг
54,07/—
66,76/—
;
Примечания: 1. Для шестигранных прутков используют
диаметр вписанной окружности. 2. Данные в числителе — для прутков
круглого сечения, в знаменателе ~ для прутков шестигранного
сечения. 3. Для прутков из латуни ЛС59-1 круглого сечения диаметром
8 ... 40 мм и шестигранного сечения для & — 7 ... 22 мм а = 400 МПа
6=15 %, для прутков круглого сечения диаметром 45 ... 100 ммо =
=й= 370 МПа, 6=18%. Для прутков из латуни ЛбЗ круглого сечения
диаметром 8 ... 40 мм и шестигранного сечения для & = 10 ... 19 мм
ов = 380 МПа, б = 15 %, для прутков круглого сечения диаметром
45 .. 100 мм а = 300 МПа, б — 30 %.
Пример условного обозначения прутка из латуни Л63,
тянутого (Д), шестигранного (ШГ), повышенной точности
(П) изготовления, полутвердого (П), диаметром 10 мм
немерной длины (НД):
Пруток ДШГПП 10 НД Л63 ГОСТ 2060-73;
из латуни ЛС59-1, прессованного (Г), круглого (КР),
нормальной точности (Н) изготовления, диаметром 70 мм»
длиной 2500 мм:
Пруток ГКРН 70X500 ЛС59 ГОСТ 2060—73.
Прутки должны быть ровно обрезаны, Рез должен быть
перпендикулярным к оси прутка. Косина реза не должна
превышать половины предельного отклонения по длине
прутка.
Поверхность прутков должна быть чистой, без трещин
и расслоений. На поверхности допускаются мелкие плены,
вмятины, раковины, риски, задиры, кольцеватость, следы
правки, если они при контрольной зачистке не выводят
прутки за предельные отклонения по диаметру.
На поверхности прутков допускаются местные
покраснения после травления и цвета побежалости после отжига*
170 Сортамент материалов
По длине прутки изготовляют:
немерной длины
от 2 до 5 м при диаметре до 40 мм;
от 1 до 4 м при диаметре свыше 40 до 80 мм;
от I до 3 м при диаметре свыше 80 до 100 мм;
мерной длины в пределах немерной с предельным
отклонением по длине +*5 мм (для тянутых прутков всех
диаметров);
кратной мерной длины в пределах немерной с
припуском 5 мм на каждый рез и с общим допуском по длине
в соответствии с предыдущим подпунктом.
Прутки мерной длины или кратной ей поставляют по
обоснованному требованию потребителя. Прутки должны
быть выправлены.
15. Допустимая кривизна прутков, мм
Пруток
Тянутый
Прессованный
Кривизна на 1 м длины прутка диаметром
От 6 до 17 1 Св. 17 до 40
2,0
1.5
Св. 40 до 50
50
Св. 50 до 100
6,0
Общая кривизна прутка (табл. 15) не должна
превышать произведения местной кривизны на 1 м длины прутка
в метрах. Отклонение от формы поперечного сечения
(овальность) допускается в пределах допусков по
диаметру. Остальные технические требования, правила
приемки, методы испытаний, упаковка, маркировка,
транспортирование и хранение должны соответствовать
ГОСТ 2060—73.
ГЛАВА 6
ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ
ВЫБОР МАТЕРИАЛА РЕЖУЩЕГО
ИНСТРУМЕНТА
При осуществлении технологического процесса
обработки резанием необходимо правильно назначать вид
и марку режущего инструмента в зависимости от вида
обработки и твердости обрабатываемого материала.
Приведенные в табл. 1—4 данные приведены на основе
производственного опыта.
При обработке заготовок из легированных сталей,
включая коррозионно-стойкие и жаропрочные,
предельные значения твердости (см. табл. 3) снижаются примерно
на 20 единиц по НВ.
1. Предельные значения твердости НЯС материала при обработке
инструментом, оснащенным пластинами из твердого сплава
Технологические рекомендации
2. Рекомендации по применению в инструментах пластин из тве
сплавов
РДЬ)
Сплав
Резцы
со Д
м га
о о
й
ш
н 2
о и
со о
ас
м
К
-р а)
о 3
** га
Й о
со ь
Фрезы
Резцы
3 а>
О К
V аз
8«
* и
Я та
Ч а
а.
си -Г
ВК6М
ВК8
вкюом
Т5КЮ
Т14К8
Т15К6
Т30К4
ТТ7К12
ТТ10К8Б
Ф
е
©
#
*
СЗ
Б*
а.
«и
РЗ
О
01
аК
я
о га
гоч;
чер
о
та д
о, а
8*
В о
о &
ь в-
т
т
ф
ф
•
ф
ф
ф
ф
V
•
•
•
•
•
•
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
Ф
* При обработке глубоких отверстий.
Примечание. В токарных и расточных чистовых резцах
допускается применять пластины из керамикиВОК-60.
3. Предельные значения твердости углеродистых и низколегированных
сталей при обработке инструментом из быстрорежущих сталей
1 с
Сталь
Углеродистая
Легированная
Быстрорежущая
Марка
У10А, У12А
ХВГ, ХВСГ, 9ХС
Р6М5
Р6АМ5, Р6М5ФЗ,
Р6М5К5, Р18
Р6АМ5ФЗ
Р9М4К8
ИВ
241
285
302
321
393
ННС
1
24
31
33
35
42
ИЗ
35
40
44
46
56
Н/мм2
870
1020
1080
1150
1400
Выбор материала режущего инструмента
4 рекомендации по применению инструментальных и быстрорежущих
сталей в инструментах
Сталь
У10А
У1!А
ХВГ
ХВСГ
9ХС
Р18-
Р6М5
Р6АМ5
Р6АМ5ФЗ
Р6М5ФЗ
Р6М5К5
Р9М4К8
Резцы
Сверла
©1©
Зенкеры
©
© © ©
О
©
9
1
Ф
Ф
9
•
9
•
!•!•
* Зуборезный
Развертки
Метчики
Ф
1 •
О
©
о
•
ф
©
•
Ф
т
ф
ф
ф
Плашки
•
•
•
О
О
•
•
•
1 в 1 • 1 •
инструмент.
рцовые
Фрезы то
•
©
•
•
1 •
! ©
нцевые
Фрезы ко
©
а
•
•
•
1 •
с ковые
Фрезы ди
•
•
•
Ф
всех вн-
Протяжки
дов
ф
1
•
ф
ф
ф
1 • 1 ©
•
1 •
1
Пилы
%
X
к»
Сверла дл
кого свер.
•
Я
к
к
га
Фрезы чер
га
о
1
Резцы *
1 1
1 1 1
•
•
I •
•
•
•
• 1 •
Ф
|
1
1
•
•
•
•
•
*
а
л
та
с
2
I
6
!_
• 1*
*!•
•
•
• ф
•!•!•!•
•
•
|.
•
\ф\ф\ф\ф\ф\Ф
Превышение указанных значений твердости в
исключительных случаях возможно, однако при этом обработку
следует вести при значительно заниженных скоростях
резания и стойкости инструмента, что снижает точность
и производительность обработки.
Для обработки заготовок из жаропрочных и
коррозионно-стойких сталей следует применять инструменты
только из быстрорежущих сталей, предпочтительно воль-
фрамо-молибдено-кобальтовых Р6М5К5, Р9М4К8 и далее.
Для зуборезных инструментов из кобальтовых и
высокованадиевых сталей твердость материала заготовки
из стали Н11С <: 37.
Рекомендации по выбору марки режущего материала
при различных видах обработки резанием разработаны
174 Технологическое рекомендации
на основе ГОСТ 19265—73, результатов научно-исслел
вательских работ и заводского опыта, Ло^
Быстрорежущие стали нормальной производительное
Р6М5, Р6АМ5 предназначены взамен стали Р18 ДЛя „
струментов при обработке заготовок из конструкциовнь*"
углеродистых и легированных сталей, чугунов и цветне
металлов и сплавов твердостью до НВ 320. Быстрореяго
щая сталь Р6АМ5 имеет более высокие режущие свойства
чем сталь Р6М5. Быстрорежущие стали повышенной поо'
изводительности Р6М5К5, Р9М4К8 предназначены дл
обработки труднообрабатываемых материалов. Выбор ма*
рок быстрорежущей стали и твердых сплавов по видам
обработки для различных групп обрабатываемых
материалов следует осуществлять в соответствии с тя йп"
Я 6.
Инструмент, оснащенный пластинами из керамики
ВОК-60, предназначен для получистовой и чистовой
обработки на токарных, токарно-карусельных, расточных
и других операциях при обработке деталей из
углеродистых и легированных сталей, серых, ковких, отбеленных
и высокохромистых чугунов, цветных металлов и
некоторых неметаллических материалов. Не рекомендуется
применять режущую керамику для обработки деталей
из малоуглеродистых, коррозионно-стойких сталей с
высоким содержанием хрома.
Керамические пластины из ВОК-60 для режущего
инструмента представляют собой горячеспрессованный
материал на основе окиси алюминия с добавлением других
окислов или карбидов металлов.
При высокой исходной твердости режущая керамика
имеет более высокую (до 1200 °С), чем у твердых сплавов
(до &>0... 900 С), температуру резания, при которой
твердость режущего материала начинает снижаться. Это
позволяет повысить производительность и качество
обработки деталей и снизить себестоимость операции в
результате увеличения скорости резания в 2—3 раза по
сравнению с обработкой инструментом, оснащенным пластин-
т^а3™$°Лее износостойких твердых сплавов ВК6М,
иовд, ШКА и др. Кроме того, керамика ВОК-60
обеспечивает меньшие параметры шероховатости
обработанных^поверхностей (до На т 1,25 мкм при точении и до
Ка — 2,5 мкм при растачивании).
Выбор материала режущего инструмента
175
5. Марки быстрорежущей стали в зависимости от вида обраб
Вид обработки,
инструмент
Точение и строгание,
резцы фасонные и
специальные цельные
Сверление, сверла
Зенкерование,
зенкеры
Развертывание,
развертки
Резьбонарезание,
метчики и плашки
Фрезерование, фрезы
всех типов, ножи для
сбор ных торцовых
фрез
Протягивание,
протяжки
Разрезка, пилы
дисковые
Зубонарезание, фрезы
червячные и
модульные, долбяки и
гребенки
Марка быстрорежущей стали при
обработке заготовок
из углеродистых,
легированных,
конструкционных
сталей (НВ 180—320),
чугунов и цветных
металлов
Р18
Р6М5, Р6АМ5
Р6М5, Р6АМ5
Р6М5, Р6АМ5
Р6М5, Р6АМ5
Р6М5, Р6АМ5
ХВГ, Р6АМ5,
Р6М5
Р6М5, Р6АМ5
Р6М5, Р6АМ5
из констру кцион ных,
легированных повышенной
твердости и прочности,
коррозионно-стойких и
жаропрочных сталей и
сплавов
Р9М4К8
Р9К5, Р9К10, Р6М5К5,
Р9М4К8
Р9К5, Р9Ф5, Р9КЮ,
Р9М4К8
Р9К5, Р9Ф5, Р9КЮ,
Р9М4К8
Р9К5, Р9Ф5, Р18,
Р9М4К8
Р9К5, Р9КЮ, Р6М5К5,
Р9М4К8
Р18, Р6М5К5, Р9М4К8
Р9К5, Р6М5К5, Р18
Р9К5, Р6М5К5, РЦ»
Р9М4К8
6. Марки твердого сплава в зависимости от вида обработки
Вид
характер обработка
Точение черновое по
корке и окалине при
неравномерном сечении среза и
резании:
прерывистом с
ударами
непрерывном
Точение получистовое и
чистовое при резании:
прерывистом
непрерывном
углеродистой и
гированной стали
Т5КЮ,
ВК8,
ВК6М
Т14К8,
Т5К10
Т35К6,
Т14К8,
Т5КЮ
Т14К8,
Т15К6,
Т30К4
жаропрочных и
жаростойких
сталей и
сплавов
Т5КЮ,
ТТ7К12,
ВК8,
ВК6М,
ВКЮОМ
ВК8,
ВК6М,
Т5КЮ
ВК6,
ВК8,
ВКЮОМ
ТТ10К8Б,
ВКЮОМ,
ВК6М,
ВК8
Марка твердого сплава при обработке
коррози-
о и но-стой
кой а у-'
стенной
стали
Т5КЮ,
ВК8,
ВК6М,
вкюом
ВК8,
ВК6М,
вкюом
ВКбМ,
ВК8,
вкюом
ВК6М,
вкюом
закаленной стали
ВК6М,
вкюом
вок-бо,
Т30К4.
Т15К6,
ВК6М
титана и
сплавов
на его
основе
ВК8,
ВК6М,
вкюом
ВК8,
ВК6М
ВКбМ,
вкюом
ВК6М,
вкюом
чугуна
ВК8,
ВК6М,
ВКЮОМ
ВК8,
ВК6М
ВК6М.
ВК8,
вкюом
ВК6М,
вкюом
цветных
металлов
и их
сплавов
неметаллических
материалов
ВК8,
ВК6М
ВК6М,
вкюом
ВК6М,
вкюом
ВК6М.
вкюом.
ВК6М,
вкюом
ВК6М.
вкюом
*э
>
о
С1
Продолжение табл. 6
Вид и характер обработки
Отрезка и прорезка
канавок
Нарезание резьбы:
предварительное
окончательное
Строгание и долбление;
черновое
получистовое и
чистовое
Фрезерование:
черновое
получистовое и
чистовое
м
Марка твердого сплава при обработке
углеродистой и
гированной стали
Т15К6,
Т14К8,
Т5КЮ
Т15К6,
Т14К8
Т15К6
Т5К10,
ВК8
Т5КЮ,
ВК8
Т16К6,
Т14К8,
Т5К10
Т30К4,
Т16К6,
Т14К8
жаропрочных и
жаростойких
сталей и
сплавов
ВКбМ,
ВК8
Т15К6,
Т14К8,
ВК6М
Т15К6
Т5КЮ
ТТ7К12
Т5К10,
ВК8
Т*5К6,
Т14К8,
Т15КЮ
но-стойкой ау-
стенитной
стали
ВК6М
ВК6М
ВК6М
Т5КЮ,
ВК8
Т5КЮ,
ВК8
Т5КЮ,
Т14К8
Т15К6,
Т14К8
закаленной стали
—
ВК6М
_.
титана и
сплавов
на его
основе
ВКбМ,
ВК8
ВК6М
__
ВК8
ВК6М;
ВК4,
вкюом
чугуна
ВК6М,
ВК8
ВК6М
ВК8
ВКбМ,
ВК8
ВК8
вкзм, |
вкюом
цветных
металлов
и их
сплавов
ВК6М
ВКбМ
ВК6М
ВК8
ВК6М
ВКбМ,
ВК8
ВК6М,
вкюом
неметаллических
материалов
ВКбМ
ВК6М
ВК6М
ВКбМ, 1
ВК8
ВКбМ
ВКбМ
ВК6ЛК. л
вкюоМ
ни.—'*
СО
0\
о
*г
3
-8
§
Вид и характер обработки
Сверление сплошное от
верстий:
неглубоких
глубоких
Сверление кольцевое глу
боких отверстий
Рассверливание
неглубоких предварительно
просверленных отверстий
углеродистой и
гированной стали
Т15К6,
Т5К10,
ВК8,
ТТ7К12,
ТТ10К8Б
ТТ10К8Б
ТТ5К6,
Т14К8,
Т5КЮ
Т5КЮ
жаропрочных и
жаростойких
сталей и
сплавов
Т5КЮ,
ТТ7К12,
ВК8
ВК6М,
ВК8
Продолжение табл. 6
Марка твердого сплава при обработке
коррозион
но-стойкой ау-
стениткой
стали
ТТ7К12,
ТТ10К8Б.
ВК6М,
вкюом
ВК8
закаленной стали
ВК8,
ВК6М
титана и
сплавов
на его
основе
чугуна
цветных
металлов
и их
сплавов
неметаллических
материалов
ВК8
ВК6М
ВК8
ВК6М
Т14К8,
Т5КЮ,
ВК8
ВК6М,
ВК8
ВК6М ВК6М ВК6М
Продолжение табл. 6
Вид и характер обработки
Рассверливание
глубоких отверстий в литых,
кованых и
штампованных деталях, а также
отверстий с
неравномерным припуском на
обработку и при
прерывистом резании
Зенкерование:
черновое
получистовое и
чистовое
Развертывание
предварительное и
окончательное
Марка твердого сплава при обработке
углеродистой и
гированной стали
Т5КЮ,
ВК8
Т15К6,
Т14К8,
Т5КЮ,
ВК8
Т30К4,
Т15К6,
Т14К8
Т30К4,
Т15К6
жаропрочных и
жаростойких
сталей и
сплавов
Т5КЮ,
ТТ7К12,
ВК8
Т5КЮ,
ВК6М,
ВК8
Т15К6,
Т14К8,
Т5К10,
ВК6М
Т30К4,
Т15К6,
ВК6М
но-стойкой ау-
стенитной
стали
Т5КЮ,
ВК8
ВК6М
ВК6М
ВК6М
закаленной стали
Т30К4,
ВК6М
титана и
сплавов
на его
основе
ВК8
ВК8,
ВК6М
ВК6М
чугуна
ВК8
ВК6М,
ВК8
ВК6М
ВК6М
цветных
металлов
и их
сплавов
ВК8
ВК6М,
ВК8
ВК6М
неметаллических
материалов
ВК6М
ВК6М
1
1
Со
о-
&
3
I
180 Технологические рекомендации
Однако по прочности пластины из минералокерамики
уступают пластинам из твердого сплава, поэтому рез.
памп, оснащенными пластинами из керамики ВОК-60*
следует обрабатывать заготовки на станках повышенной
точности и жесткости, не допуская резкого врезания и
ударных нагрузок.
Рекомендуемые обобщенные режимы резания при
обработке заготовок из различных материалов
инструментом, оснащенным пластинами из керамики ВОК-60,
приведены в табл. 7.
7. Режимы резания при обработке инструментами, оснащенными
пластиками из керамики ВОК-60
1
Обрабатываемый
материал
; Углеродистые и
малолегированные
стали при обработке;
получистовой
чистовой
Легированные 'тали
НЯСа 40—45 при
обработке;
получистовой
чистовой
За каленные стали
НЯСЪ 55—60 при
обработке;
получистовой
чистовой
1
Чугуны;
серые
отбеленные
Скорость
резания,
м/мин
200—300
250—400
100—150
150—250
60—100
80—120
200—400
100—200
Подача,
мм/об
0,2—0,5
0,07—0,015
0,15—0,35
0,07—0,15
0,1—0,5
0,07—0,15
0,2—0,5
0,1—0,3
Глубина
резания,
мм
1,0—3,0
ОД—0,3
1,0—2,5
0,1—0,3
0,5—1,5
0,1—0,3
2,0—4,0
0,5—2,0
Достижимый
параметр
шероховатости
поверхности ра,
мкм
5—2,5
2,5—1,25
5—2,5
2,5—1,25
2,5—1,25
1,25—0,63
5—2,5
2,5-1,25
Закрепление деталей с учетом их жесткости 181
ЗАКРЕПЛЕНИЕ ДЕТАЛЕЙ С УЧЕТОМ
ИХ ЖЕСТКОСТИ
Точность изготовления деталей зависит от их
жесткости и способа закрепления на станке. При
выполнении токарных работ при отношении Ни <: 1,5 ... 2
(где / — длина детали; й — диаметр) заготовки
закрепляют в патроне, а при большем отношении второй конец
заготовки поддерживают задним центром. Жесткие
детали (IIй < 15) типа валов обрабатывают в центрах без
установки в поддерживающие люнеты, нежесткие (Ни >
> 15) — с поддерживающими люнетами. Требуемое число
люнетов
п = 111Ы.
При п <$ 1 заготовки обрабатывают без люнета. При
использовании люнетов на деталях необходимо
протачивать технологические пояски под люнеты.
Нежесткие гладкие валы A/й > 15) обрабатывают
в центрах с подвижным люнетом.
При обработке глубоких отверстий также требуются
поддерживающие люнеты. Примерный увод оси:
при сверлении сверлом — до 0,5 ... 0,6 мм на 1 м
длины;
при растачивании головкой одностороннего резания —
до 0,4 мм на 1 м длины.
Следует иметь в виду, что растачивание плавающей
пластиной не исправляет искривление оси и не уменьшает
ее увода.
При установке и закреплении заготовки необходимо
соблюдать правила, обеспечивающие точность обработки»
сохранность станков и безопасность работы на них.
Детали, обрабатываемые на станках, закрепляют либо в
универсальных приспособлениях (тисках, патронах,
поворотно-делительных столах и т. п.), предварительно
закрепленных на столе станка, либо на рабочей плоскости
стола с помощью прижимов или прихватов и
параллельных или мерных прокладок, которые располагают между
рабочей плоскостью стола и установочной поверхностью
детали. ^^^^^^^^^^^^^^^^^^^^™
ного
новоч
Места крепления определяют с учетом их максимам
о удаления друг от друга, полного прилегания уста-
очной плоскости заготовки к плоскости параллельных
182 Технолога^есяие рекомендации
или мерных прокладок и обязательного размещения
прижимных планок точно над прокладками.
Перед закреплением детали, например направляющих
планок, зазоры между прокладкой и установочной
плоскостью детали, а также между плоскостью стола и
прокладкой должны быть не больше 0,03 ... 0,05 мм при
чистовой обработке, или не больше заданных в
технологии с учетом технических требований чертежа.
Число затяжных болтов должно быть достаточным для
надежного закрепления детали. При малом числе болтов
попытка компенсировать надежность крепления
увеличением силы затяжки гаек вызывает деформации стола
и заготовки и может привести к вырыву Т-образного паза
стола.
Высота ступенчатой подставки или винтовой опоры
(домкрата) должна быть равна высоте места прижима
детали или на 0,5 ... 1,0 мм больше ее. Плечо прижимной
планки со стороны подставки должно быть больше
противоположного плеча, т. е. /2 > 1Х (рис. 1).
В случае необходимости для предохранения от
возможных сдвигов детали во время обработки следует
устанавливать дополнительные боковые опоры.
При установке нежестких. тонкостенных деталей, а
-также деталей, имеющих недостаточное число опорных
поверхностей, или деталей, обрабатываемые поверхности
которых находятся на значительном расстоянии от мест
закрепления, рекомендуется применять дополнительные
опоры в-виде подставок, домкратов или других
приспособлений, повышающих жесткость детали. В этих случаях
при закреплении дополнительных опор необходимо
контролировать возможное возникновение деформаций
детали с помощью индикаторов, устанавливаемых к одной
^^^^^^■^^^^^™ или нескольким точкам
закрепляемой детали. При установке
на станке тяжелых заготовок
следует руководствоваться
рекомендациями о допустимых на грузках
на данный станок, с учетом массы
вспомогательных столов и
приспособлений.
Рис. I. Закрепление детали болтами с
пленками
Закрепление деталей с учетом их жесткости
183
; Центровые отверстия (ГОСТ 14034—74) с различными
углами конуса приведены в табл. 8—12.
8. Центровые отверстия с углом конуса 60°
Форма А
Форма б Д Форма Т V (\/)
Размеры, мм
11
ш
й
йЛ*
I, не
менее
/1*
Масса
изделия, кг
не
более
ОНГ+1
№51-
Ш
1л«г
4
6
10
14
20
30
40
60
80
100
120
160
240
360-
I
1,6 }
2
2,3 ,
3,15 |
4
F,3)
(8)
|§|
16
20
25 :
2,12
3,35
4,25
! 5,30
6,70
8,50
10,60
13,20
17,00
21,2
1-25,4
1 33,9
142,4
1 53,С
1
3,15
5,0
6,30
8,00
10,00
12,5
16,0
18,0
22,4
28,0
33,0 -
42,5 г
51,6
63,3
7
9
12
16
20
25
32
36'
-
—
1,3
2,0
2,5
3,1
3,9
5,0
6,3
8,0
10,1
12,8
14,6
19,2
25,0
32,0
0,97
1,52
1,95
2,42
3,07 1
3,90
4,85 |
5,98
7,79
9,70
11,60
15,50
19,40
24,00
1,27
1,99
2,54
3,20
4,03
5,06а
6,41
7,36
9,35
11,66
13,80
18,00
22,00
27,00
0,6
0,8
0,9
1,6
1,8
2,0
2,5
10
30
50
80
90
100}
200*1
360^
500::
8001
1 5001
2 5001
80001
20 000
по ±/П4
диаметр
* Предельное отклоне
кеаие по ЯН. ** Предельное отклонение
Пример условного обозначения центрового отверстия формы
гаметром </■= 10 мм:' отв. центр. А10 ГОСТ Н034—74,
134 Технологические рекомендации
9. Центровые отверстия с углом конуса 75'
Фоомй С
"*У И
120
180
260
360
;оо
800
200
20
30
40
50
63
Размеры, мм.
йг
/, не
менее
/1 *
23,3
12 36,6
30,2
45,4
60,0 70,3
91,4
120,0
105,0
137,0
50,0 170,5
186,0
213.7
22
32
43
52
65
16
40
52
65
80
* Предельное отклонение по ±
/П4
2,0
18,5
26 29,0
44,0
57,0
71,0
88,0
Масса
изделия, кг, не
более
1 500
3 000
9 000
20 000
35 000
80 000
20 000
Пример условного обозначения центрального отверстия формы С
диаметром (/=20 мм: отв. центр. С20 ГОСТ 14034 — 74.
Закрепление деталей с учетом их жесткости 185
10. Центровые отверстия с дугообразной образующей
3
4
5
6
10
14
20
30
40
60
80
100
@,8)
1
A,25)
1,6
2
2,5
3,15
4
|
6,3
(8)
10
Размеры, мм
их
I, не
менее
Радиус г
наименьший
наибольший
Масса
изделия, кг, не
более
1,70
2,12
2,65
3,35
4,25
5,30
6,70
8,50
10,60
13,2
17,0
21,2
1,9
2,3
2,8
3,5
4,4
5,5
7,0
8,9
П,2
14,0
17,9
22,5
2,00
2,50
3,15
4,0
5,0
6,3
8,0
10,0
12,5
16,0
20,0
25,0
2,50
3,15
4,0
5,0
6,3
8,0
10,0
12,5
16,0
20,0
25,0
31,5
15
30
50
80
90
100
200
360
500
1500
1трового отверстия формы /^
диаметр
Пример условного обозначения цент
тоом й щ 10 мм: отв. центр. Я10 ГОСТ 14034—74,
11* Центровые отверстий е углом конуса 60° и 75° и предохранительным увеличением конуса
1
Пример условного обозначения центрового отверстия формы V диаметром й — 12 мм: отв. центр
»1М~77.
Технологические рекомендации
* Предельное отклонение по А7,
** Предельное отклонение по СМ 5.
• Примечания: 1. Диаметр резьбы назначается в зависимости
от массы заготовки. 2. Формы У7 и Я не применяют для режущего и
вспомогательного инструмента с коническими хвостовиками конусностью
1:10; 1:7; 7 : 24; метрическое и Морзе.
Пример условного обозначения центрового отверстия формы Р
с диаметром резьбы МШ отв. центр. РМ 10 ГОСТ 14034—74.
Закрепление деталей с учетом их жесткости 189
/И
Точность изготовления размера А и углов 60, 75 и
120°, а также радиуса (см. табл. 10) в центровом
отверстии с дугообразной образующей обеспечивается
центровочным режущим инструментом. При обработке углов
рабочего конуса 60 и 75° другими видами режущего
инструмента отклонение угла должно быть не более —30'.
Длина конической поверхности 1Х (см. табл. 8) в
центровых отверстиях с углом конуса 60° в технически
обоснованных случаях может быть уменьшена до 0,5/х.
Центровые отверстия с предохранительным конусом
формы Ц (см. табл. 11) приняты по стандарту предприятия.
Размеры, заключенные в скобки, применять не
рекомендуется. Размеры Б — рекомендуемые.
Когда вал обрабатывают с насаженными на него
деталями, размер центрового отверстия назначают с учетом
суммарной массы деталей.
13. Применение центровых отверстий
(&
Ш
/25р
Форма
отверстия
В
Т
с
Применение
Если после обработки необходимость в центровых о
стиях отпадает.
Сохранность центровых отверстий в процессе их
эксплуатации гарантируется соответствующей термообработкой
Центровые отверстия являются базой для многократного
использования, а также когда центровые отверстия
сохраняются в готовых изделиях
Для оправок и калибр-пробок
Для крупных валов (назначение аналогично назначению
формы А)
Для крупных валов (назначение аналогично назначен]
формы В)
Когда требуется повышенная точность обработки
190
Технологические рекомендации
Продолжение табл. 13
Форма
отверстия
Применение
При подрезке торцов после зацентровки (назначение
аналогично назначению формы В и Е)
Для монтажных работ, транспортирования, хранения
термообработки (ТВЧ, ТПЧ) деталей в вертикальном
положении
$о&лг
^с&зЩ1р шшмъ Та?
РАСЧЕТ РАЗМЕРОВ ДЕТАЛЕЙ
ПОД ХРОМИРОВАНИЕ
Г
сложность для производства
пред-
Большую
ставляют детали, у которых твердому хромовому
покрытию подвергаются наружные или внутренние
поверхности с точными размерами по .6—11-му квалитетам.
Для обеспечения точности и качества обработки
необходимо правильно рассчитать предельные отклонения под
покрытие указанных поверхностей, а также обеспечить
соответствующие параметры шероховатости.
Ниже приведена методика расчета предельных
отклонений на размеры деталей, подвергающихся обработке
резанием перед хромированием. Он^распространяется на
детали, в чертежах которых имеется*1%хническое
требование «размеры после покрытия». Установленные расчетом
отклонения следует простзэляхЩв технологическую
документацию на обработку резайием.
При расчете отклонений на обработку резанием
необходимо учитывать отклонения размеров по чертежу,
максимальное и минимальное значения толщин покрытия.
Минимальную толщину указывают в чертеже.
Максимальной толщиной покрытия является толщина, следующая
за минимальной в ряду толщин по ГОСТ 9.073—77 или
указанная через дефис в чертеже.
Расчет отклонений на механическую обработку перед
хромированием проводят по следующим формулам:.
для вала:
верхнее отклонение
2Ь
A)
гО] <Г&- Расчет размеров деталей под хромирование 191
•р'ср/ьсцчии гсяърлг >>бйциа< р>4и@л<? Т&ЕеьШ
нижнее отклонение <-Л^&7ЪвЦ ^ п^^ыЛ*/ /ф
еь -- ецерТ ^Ощц^, B)
где ез, еь — соответственно верхнее и нижнее отклонение
вала при обработке резанием под покрытие; б5черт, ецерт —
соответственно верхнее и нижнее отклонение вала по
чертежу; Ьгаах — максимальная толщина покрытия на
сторону;
для отверстия:
верхнее отклонение
Я5 = 55черт + 26т1п; C)
нижнее отклонение
Е1 Ы Е1черТ Щ 2Ьшах, D)
где ^5, Е1 — соответственно верхнее и нижнее
отклонение отверстия при обработке резанием под покрытие;
55черт, -Е/черт — соответственно верхнее и нижнее
отклонение отверстия по чертежу; ЬшШ — минимальная
толщина покрытия на сторону.
В расчетные формулы значения отклонений в
миллиметрах нужно подставлять со своими знаками. Допуск,
оставляемый на механическую обработку, должен быть
равен или больше 7-го квалитета точности для данного
размера.
Параметр шероховатости поверхности под
хромирование должен быть не выше Яа == 1,25 мкм. Следует учиты-<
вать, что шероховатость поверхности детали после на- '
несения хромового покрытия толщиной более 20 мкм
увеличивается и должна быть восстановлена
последующей полировкой.
Примеры расчета отклонений на обработку резанием перед
хромированием.
о
Вал стальной диаметром 50&9 (—0,062) с шероховатостью
поверхности до покрытия Ца = 1,25-мкм необходимо покрыть хромом
толщиной 40—60 мкм.
Верхнее' и нижнее отклонения вала под покрытие рассчитывают
по формулам A) и B):
ез = 0 — 2-0,060 = —0,120 мм;
е1 =, —0,062 — 2-0,040 = —<Ц42 мм.
Таким образом, диаметр вала, получаемый после обработки
резанием под покрытие, должен быть 50~8* 115*
192 Технологические рекомендации
Стальная втулка с отверстием диаметром 200//11 (й'39о\
тренней поверхности с шероховатостью На = 1,25 мкм должна |«У*
покрыта хромом толщиной 20—40 мкм. 0Ыть
Верхнее и нижнее отклонения отверстия под покрытие рассчит
вают по формулам C), D): н 1ТЬЬ
#5 = +0,290 + 2-0,020 = +0,330 мм;
Е1 = 0 + 2-0,040 = +0,080 мм.
Дна
покрытие
метр отверстия, получаемый после обработки оеаянвр« «
[е, будет 200й;-3|. У ИШ под
Условные обозначения видов покрытий надо давать
в соответствии с Единой системой защиты от коррозии
и старения материалов и изделий,
14. Условное обозначение вида покрытия
Покрытие
Обозначение
(ГОСТ 9.073-77)
Катодное восстановление
Цинковое, толщиной 18 мкм
Цинковое, толщиной 6 мкм, хроматированное
Цинковое, толщиной 12 мкм, фосфатированное
и пропитанное маслом
Кадмиевое, толщиной 9 мкм, хроматированное
Кадмиевое, .толщиной 6 мкм, фосфатированное
и пропитанное маслом
Никелевое, толщиной 6 мкм
Двухслойное покрытие: хромовое, толщиной
0,5... 1 мкм по подслою никелевого покрытия
толщиной 6 мкм
Хромовое твердое, толщиной 18 мкм
Хромовое «молочное», толщиной 21 мкм
Оловянное, толщиной 6 мкм-
Химический способ
Фосфатное с пропиткой в масле
Фосфатное с последующим нанесением
лакокрасочного покрытия
Окисное с пропиткой в масле
Пассивное
Анодное окисление
Окисное, хроматированное
Окисное, хроматированное с последующим
нанесением лакокрасочного покрытия
Окисное, полученное из раствора, содержащего
хромовый ангидрид
Ц18
Цб. хр
Ц12. фос. прм
Кд9. Хр
Кдб. фос. прм
Нб
Нб. X
Х18. тв
Х21. мол
06
Хим. фос. прм
Хим. фос/лкп
Хим. Оке. прм
Хим. Пас
Ан. Оке. хр
Ан. Оке. хр/лкп
Ан. Оке. хром
ГЛАВА 7
ОПЕРАЦИОННЫЕ ПРИПУСКИ
ОСНОВНЫЕ ПОЛОЖЕНИЯ
Припуск на обработку — слой материала,
удаляемый с поверхности заготовки в процессе ее обработки
для обеспечения заданного качества детали.
Промежуточный припуск — слой материала,
удаляемый при выполнении отдельного технологического
перехода (операции).
Общий припуск — слой материала, необходимый для
выполнения всей совокупности технологических
переходов, т. е. всего процесса обработки данной поверхности.
Припуски на обработку конических поверхностей
устанавливают такими же, как и на обработку
цилиндрических, при этом номинальным считают наибольший диаметр.
Для окончательных операций допуски следует
принимать по чертежу детали, так как предельные отклонения
размеров под операцию заданы для случаев, когда
операции не являются окончательными. Если минусовое
предельное отклонение размера по чертежу детали превышает
удвоенную величину припуска на окончательную
операцию, припуск на нее не назначают.
Припуски и допускаемые предельные отклонения на
механическую обработку резанием литых заготовок и
поковок принимают по соответствующим стандартам:
на поковки из углеродистой и легированной стали,
изготовляемые свободной ковкой на прессах, — по
ГОСТ 7062--79;
на поковки из углеродистой и легированной стали,
изготовляемые свободной ковкой на молотах, — по
ГОСТ 7829—70;
на отливки из серого чугуна — по ГОСТ 1855—55;
на фасонные стальные отливки — по ГОСТ 2009—55.
В обоснованных случаях, при условии гарантии
качества изготовления номинальные припуски допускается
уменьшать до минимально допустимых. Для удобства
пользования таблицами обозначения посадок н квалите-
тов указаны как по ЕСДП СЭВ, так и по системе ОСТ*
7 Маракулин И. В. н др.
194 Операционные припуски
Припуски не распространяются на тонкостенные
детали E <: 0,Ш), детали сложной конфигурации,
подвергающиеся значительной деформации после термической
обработки, а также на длинные валы (Ь/О ^ 50) и
тонкие плоские детали (Ь/Н < 12), где О —диаметр; /,-,
длина; 5 — толщина стенки втулки; К — толщина
планки.
Для деталей, на которые не распространяются
табличные величины припусков, припуски назначают исходя
из имеющегося производственного опыта на заводе или
увеличивая табличные значения в 1,25—1,5 раза, или
определяют их опытным путем при большом количестве
изготовляемых деталей.
Операционные припуски приведены в соответствии
с ОСТ 24.670.08—79 Минтяжмаша.
ПРИПУСКИ НА ОБРАБОТКУ НАРУЖНЫХ
ПОВЕРХНОСТЕЙ (РИС. 1)
■^ЯШ>ЪЬШтЖ>?уЪ№^Жу№
Рис. 1
1. Припуски на черновое и чистовое точение наружных цилиндрических
поверхностей деталей иа проката обычной точности
(по ГОСТ 2590—71)
а ч
СЭ <8
От 6
до 10
От 6
до 18
Точенве
Черновое
Чистовое
Ра
зме
эы,
ММ
Припуск 2 а на диаметр при длине
обрабатываемой детали С
3«
2,0
0,8
Черновое 2,0
Чистовое [0,9
1
— о
о» ее-
— се
2,4
0,9
2,4
1,0
1
— о
оо
Ю 00
2,в| —
м1-
2,8
1,1
3,2
1.3
! о
г- Ю
■ом
оо —
ю о
С*1 О
—«сч
=1 =
—
—
1
— о
О Ю
о —
<м со
—
—
315! —
4000
—
—
4001 —
6000
—
_
6001 —
8000
■ —
—
Предельное
отклонение
диаметра под
операцию
—0,20
—0,24
Припуски на обработку наружных поверхностей 195
Продолжение табл. 1
Припуск 2 а на диаметр при длине обрабатываемой детали Ь
Предельное
отклонение
диаметра
подоперацию
0008
— 1009
0009
— 100*
000*
—1916
0916
— 1003
оооз
— 1931
0951
— 108
008—109
009—193
092—131
031 01Г
Точение
Диаметр
детали О
оо
о
1 1
1 1
1 1
1 1
1 1
сою
СО'-'
см ^
со"—<**
00 °Ч
О» О»
о о
ш ео
о о
й^
Св. 18
до 30
сче
о*
1
Г| Й
1 1
1 1
1 1
ю'о»
Ю 00
осо
■^ 1—«
сч *^
со"—-*
оГ*-*"
Черновое
Чистовое
Св. 30
до 50
о
о4
1
1 1
1 1
1 1
О 00
о ^
ю о
ю'оз'
ооо
ю —<
ою
со—*'"
Черновое
Чистовое
Св. 50
до 80
СО
41
о
1
1
1 1
о
©со
ю ю
оо"еа
о ю
о-'оГ
со"оГ
ю о>
ю на
юсо
о ю
Черновое
Чистовое
Св. 80
до 120
—0,53
1 1
2^~
12,0
3,5
*1о
2 «о
о со
00*" О!
оо-
С-СЧ
со"—*
о»
СО"^"
Черновое
Чистовое
Св. 120
до 180
—0,6
оо
ю'ю"
2-*
со^~
9.ю
23 со
Чоо'
2сч"
оГоГ
о<м
00*01
(^"оГ
Ю СЛ
<о"«-Г
Черновое
Чистовое
Св. 180
до 200
-я -' Я
4 о о.
БСО Од
у с
■о °
% ъ
Ж я М
Я О о
*"* о л
о О Ч
о в о
5 о **
Ох в ■
ЧЭ о. * » |
«$ .83
■Эос ч
Е С5ЕК -
т „ог? -
К 11° Н Й
с 2« ^ щ ;
я ь* . ж (-
а.к : ч а.
до к в*
о л-* о
-х»"н
Й Н N Я о
" к о"*4 д я
2=я«?
я в-в о р.
АСаЯ
■ш = сСЯ
о,л ц и о
С ^ з* О Л
кг°к-|}-
3 ю « я 3
2 о в> в °*
У о н >»5
Ла" с? —
я §**? ° 3 :
с" «2 §
я о р ч
я &.» о; ь*
в (ц Н Ч
1 Ч^Жв^да
1 — * я з -
^«=аЧ
Ряя ч:§
х-о-5
в» _ Ч » 1
2Ж Ьо .
я8л°* 1
в- з 5 ^ «
о 5 х ^ 2
Д'.З .3
!>!
■
7*
2. Припуски на круглое шлифование наружных цилиндрических поверхностей незакаленных сталей
Размеры, мм
Диаметр детали О
До
Св.
Св.
Св.
Св.
Св.
Св.
Св.
Св.
30
30 до 50
* 50 до 80
80 до 120
120 до 180
180 до 260
260 до 360
360 до 500
500 до 800
До 30
Св.
Св.
Св.
Св.
Св.
Св.
Св.
Св.
30 до 50
50 до 80
80 до 120
120 до 180
180 до 260
260 до 360
360 до 500
500 до 800
Припуск
на диаметр при расчетной длине Ь
-МО
оо
оо
счсо
—I О
оо
о ю
СО -Ф
—■ о
оо
ю о
■чГЧО
оо
о о
(ООО,
При допуске на диаметр т (#), Л6 (О/01 }(%\(ау}
0,5
0,5
0,5 ,
—
—
—
—
1 ~
0,5
0,5
0,6
0,6 *
0,6
—
—
—
—
0,6
0,6
0.6
0,6 -
4 0,7
0,8
—
—
—
0,7
0,7
г 0,7
0,7
0,8
0,9
0,9
1,0
-0,8
0,8
0,8
0,8
0,9
1,0
1,0
1,0
—
-
0,9
0,9 *
0,9
1.0
1,0
1,0
1,1
1,0
1,1
1,1
1 1
1 9
' | '
щ
_—
1,1
1,1
1,2
0,5
0,5
0,5
—
—
—
—
—
0,6
0,6
0,6
0,7
0,7
—
—
—
При
0,6
0,7
0,7
0,7
0,8
1,0
—
—
допуск*
0,7
0,7
0,8
0,8
1,0
1,1
1,2
1,4
? на диаметр
0,8
0,8
0,9
0,9
1,0
1,1
1,2
1,4
—
0,9
1,0
1,0'
1,1
1,2
1,3
1,5
Гб, $6
(Пр) уг
1,1
1,2
1,3
1,3
_
,
—
1,3
1,4
1,6 1,6
1
1,2
1,3
1,4
$}П &
1,3
1,5
1,7
Предельное
отклонение
диаметра ,под
операцию гёо
АП <С4)
—0,14
—0,17
—0,20
-0,23
—0,26
—0,30
—0,34
—0,38
—0,45
-0,14
-0,17
-0,20
-0,23
-0,26
-0.30
-0,34
-0,38
■0,45
Продолжение табл. 2
Диаметр детали О
До 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Св. 180 до 260
Св. 260 до 360
Св. 360 до 500
Св. 500 до 800
До 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Св. 180 до 260
О, 260 до 360
,Сё, 360 до 500
.Св. 600 до 800
0,4
0.5
0,5
Припуск 2 а на диаметр при расчетной длине Ь
—• о
о сч
со —
—.о
о о
СМ О
— о
оо
о о
сч со
~*о
о о
—.о
оо
ю о
При допуске на диаметр #7, /7 (Гр)
0,5
0,5
0,6
—
.
—
0,6
0,6
0,7
0,7
0,8
—
0,6
0,6
\ 0,7
0,8
0,9
1,1
—
0,7
0,8
0,9
0,9
1,1
1,2
1,4
1,9
0,8
0,9
0,9
1,0
1,1
1,3
1,5
1,9
—
1,0
1,0
1,1
1,2
1,4
1,5
2,0
—
—
—
1,2
1,3
1,4
1,6
2,1
'—
—
—
—
—
1,5
1,6
2,1
При допуске на диаметр Л8, А9, (С3), /7 (А*)
0,5
0,5.
0,5
0,5
0,6
—
—
—
0,5
0,5
0,6
0,6
0,6
0,7
—
"
—
0,6
0,6
0,7
0,7
0,7
0,8
■—
0,7
0,7
0,7
0,8
0,8
0,8
0,8
0,8
0,9
0,9
0,9
1,0
0,9
1,0
1,0
1,0
1.!
1,1
1,1
1,1
1.2
1,7
2.2
1,2
1,2
1,3
—«о
оо
оо
2,3
1,3
1,4
Предельное
отклонение
диаметра под
операцию по
ЛИ <С4)
0,14
0,17
■0,20
0,23
0,26
0,30
0,34
0,38
0,45
0,14
0,17
-0,20
•0,23
■0,26
■0,30
■0,34
0,38
-0,45
13
а:
&
о
о\
тз
о
СЛ
о
а:
та
Диаметр детали й
1—.
До 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Св. 180 до 260
Св. 260 до 360
Св. 360 до 500
Св. 500 до 800
До 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Св. 180 до 260
Св. 260 до 360
Св. 360 до 500
Св. 500 до 800
о
о
0,4
0,4
0,4
—
—
0,4
0,5
0,5
—
—
—
—
—
1
о
ю
сч
1
о
0,5
0,5
0,5
0,5
0,55
При
0,4
0,5
0,5
0,6
—
—
—
—
Трипуск 2 а 1
о
1
о
00
1
1
О
14
При допуске
0,5
0,5
0,5
0,5
0,5
0,6
0,6
0,6
0,6
0,6
0,65
0,7
та диаметр при расчетной длине Ь
1о
— о
О С]
00--
1
оо
сч о
1
•—«о
о о
о о
счео
1
— О
О О
о ю
СОтД*
1
— О
ОО
ю о
на диаметр /9, е§, еЬ (Х3)
0,7
0,7
0,7
0,7
0,7
0,8
0,7
0,7
0,8
0,8
0,8
0,8
0,8
0,9
0,9
0,9
0,9
1,0
1,0
1,0
1,1
1,1
1,1
[ допуске на диаметр х8, #3, 57, /8 (Пр1в) Д
0,5
. 0,6
0,6
0,7
0,8
—
—
—
0,6
0,6
0,7
0,8
0,8
0,9
1,0
—
0,7
0,7
0,8
0,8
0,9
1,0
1,1
1,3
,
0,8
0,9
0,9
1,0
1,1
1,2
1,4
1,8
ц
—
0,9
0,9
1,0
1,1
1,2
1,4
1,8
1,0
1,1
1,2
1,3
1,4
1,9
,.
1,2
1,3
1,4
1,5
2,0
Продолжение таить 2
1
-ч О
о о
оо
со со
~ "
1,2
1,3
Н\
—
Предельное
отклонение
диаметра под
операцию по
«И (С4)
—0,14
—0,17
—0,20
—0,23
—0,26
—0,30
—0,34
—0,38
-0,45
—0,14
—0,17
-0,20
—0,23
—0,26
—0,30
—0,34
—0,38
—0,45
1
Продолжение табл. 2
Диаметр детали О
До
Св.
Св.
Св.
Св.
Св.
Св.
Св.
Св.
30
30 до 50
50 до 80
80 до 120
120 до 180
180 до 260
260 до 360
360 до 500
500 до 800
До 30
Св.
Св.
Св.
Св.
Св.
Св.
Св.
Св.
30 до 50
50 до 80
80 до 120
120 до 180
180 до 260
260 до 360
360 до 500
500 до 800
Припуск 2 а на диаметр при расчетной длине Ь
— о
о сч
СО —
— о
о о
сч о
— сч
— о
о о
о о
СЧ СО
— о
о о
о ю
СО-*
—«о
о о
ю о
-* о
При допуске на диаметр 28, х8, «8, V8 (Пр23)
0,4 1
0,5
0,5
0,4
0,5
0,5
0,7
'
0,5
0,6
0,6
0,8
0,9
0,6
0,6
0,7
0,8
0,9
1,1
1,2
0,7
0,7
0,8
0,9
1,0
1,2
1,3
1,5
—
0,8
0,9
1,0
1,1
1,3
1,4
1,6
2,1
—
—
0,9
1,0
1,1
1,3
1,4
1,6
2Д
—
—
—
1Л
1,2
1,3
1,4
1,6
2,2
При допуске на диаметр Ш (С4)
0,3
0,3
0,3
—
=
0,4
0,4
0,4
0,4
0,4
—
0,4
0,4
0,4
0,4
0,4
0,5
—
0,5
Й-,5
0,5
0,5
0,5
0,5
—
„ —
0,6.
0,6
0,6
0,6
0,6
0,6
0,6
0,6
—
■—
0,7
0,7
0,7
0,7
0,7
0,7
0,7
—
_-
—
—
0,7
0,8
0,8
0,8
0,8
—
—
—
—
0,9
0,9
0,9
1,3
1,4
1,5
1,7
2,3
—«о
о о
оо
СО 00
1,1
Предельное
отклонение
диаметра под
операцию по
АН <С4)
-0,14
0,17
0,20
-0,23
•0,26
-0,30
-0,34
•0,38
■0,45
•0,14
■0,17
-0,20
0,23
-0,26
•0,30
-0,34
-0,34
-0,45
О
о
с*
тз
о
СЛ
о
I <0
200
Операционные припуски
052—101
001 ©Г/
* х о *
ч = й.5"-"
о о 5" С/
ч?Й«-
Я2яа*
о-н 5 »**
СЬ5с
5°
0008
— 1009
о 0009
— 105*
1
4
ч: |
._ 005*
— юос
** 1
ш 1
га КОЖ
*Ч — !00о
о.
ОООо
а —102!
0)
я
га
5 0021
— 108
ш
а 008—105
щ
о
с 005—152
^
^
*■*
•в
н
О)
2
л
К
су
3*
и
>»
с
о
Е*
5
О.
С
■^•N000@0^0010
о о" о" о" о" о о" о" о*
I I
о" о
со со оо
о" о" о"
I I
I I
N. Г*» N.
о о о
| | I О NN. О- ["-
' ' ' о о о о о
I о*ооо©"о"о
"-ОЮЮЮЮЮЮЮ
о* о' о" о" о о" о* о"
"Ч** -^ Т}- -ф ч* ^
о" о" о* о" о*" о"
■^ "Ч* "^ ■*** -^ **■
о" о" о" о" о" о"
со со со со
о" о" о о"
со со со
о" о* о"
л о о о о о
л ОООЮСООО
оос^^мсоюоо
из СО •—*
_ _ о о о о о
,~,^-,л°о©о©
о^^у^ооуэюо
со ^ *« °0—" — О1С0Ю
^3 ю и ю аз со со ш ш
К К
Ч а:
у щ
И О
«'в'
. 53
осле
1 ШЛ
СО
СЧ
р.
со
одя
К X
= а
м аз
та ее
ш <и
^ а
'в-о
3 «
5 ч
X
К
га
а*
>1
Ч
X
Ы
ь
а
с;
ьЦ
ю
га
и.
О
■
II
■«
н
К
и>
о-ч
СЗ га
-^ га
а, 0
Ч н
га Л
н О
си 1=С
•е-о.
Ч >ч
гс5
о >,
о а
Ч X
ш га
О Шо
N
Й О
о? а ^
та к;
<и га га
5 с ВЗ
к-е-зз
та ч- <у
° 3 м
>>
ш в з у
Ч-га >>га
_ оа о
Й О « с
3111
^-еГ О *
Г* о * ™
В 1 к оа
и ч о
ч:ч:з "■
а» •>
<=Г х С О ж
гс К о. 5 *
и т а . •*
Ч
*0
№ Р.
V *.
си та
б чч.
<и ~ га
а.
о
о 2 ата « «, Я
аЙЕоЗсо ь
к
•-, ~ аз ..
и л ом
ч ч
ш га
ш га
КГ га
со "*
Припуски на обработку наружных поверхностей 201
V
4-И-
Г ^
80
■=е
!
|
ТОО
Яг80*
1
12
3[<
1
^
Ш
-^
Рис. 2. Вал
Пример. Определим операционные размеры вала (рис. 2) из
горячекатаной стали обычной точности по ГОСТ 2590—71.
Исходные данные для расчета: диаметры шеек по чертежу 85Л8;
70Я6; 60/гб; длина детали 450 мм; заготовка — прокат обычной
точности по ГОСТ 2590—71. Диаметры шеек после шлифования 85А8,
70/гб, 60&6 (по чертежу).
Решение. 1, Обработку ведут по следующему технологическому
процессу: черновое точение, чистовое точение, шлифование.
2. Диаметры шеек после чистового точения.
Расчетные длины шлифуемых шеек принимают согласно примеч.
4 табл. 2: для диаметров 70/гб — 160 мм; для 85/г8 — 450 мм; для 60&6 —
260 мм.
По табл. 2 в зависимости от допуска, диаметра и длины детали
находим припуск, равный 0,6 мм для диаметров 60/гб, 70/гб и 85Л8,
и допускаемое отклонение по ЛИ, Тогда диаметры шеек вала будут
соответственно:
(85+0,6) ЛИ = 85,6ЛП;
F0 + 0,6) ЛИ = 60,6Л11;
G0+0,6) ЛИ =70,6ЛП.
3. Диаметры шеек вала после чернового точения.
По табл. 1 в графе «Чистовое точение» при диаметрах свыше 50
до 80 и свыше 80 до 120 и длине детали свыше 261 до 500 находим
припуски, равные 1,7 мм для диаметра 85Л8, 1,6 мм для диаметров 60Л6
и 70/гб и допускаемое отклонение Л12. Тогда диаметры шеек вала будут
соответственно:
(85,6+ 1,7)Л12 = 87,ЗЛ12;
F0,6+ 1,6)Л12 = 62,2Л12;
G0,6+ 1,6)Л12 = 72,2Л12.
4. Диаметр заготовки определяют по наибольшему диаметру
ступени.
По табл. 1 в графе «Черновое точение» находим припуск, равный
5,0 мм, а допускаемое отклонение — по ГОСТ 2590—71.
Тогда диаметр заготовки вала
87,3+ 5,0 = 92,3+?;| мм.
По ГОСТ 2590—71 принимаем диаметр заготовки, равный 95^;|м«,
202
Операционные припуски
3. Припус
Диаметр
детали и
От 6
ДО Ю
Св. Ю
до 18
Св. 18
до 30
Св. 30
до 50
Св. 50
до 80
Св. 80
до 120
Св. 120
до 180
Пр I
ки на бесцентров(
Заготовка
Незакаленная
Закаленная
Незакаленная
Закаленная
Незакаленная
Закаленная
Незакаленная
Закаленная
Незакаленная
Закаленная
Незакаленная
Закаленная
Незакаленная
Закаленная
г м е ч а н и е. Шео
,е шлифование
Припуск 2
при
До
120
0,2
0,3
0,2
0,3
0,3
0,4
0,3
0,4
0,4
0,5
0,4
0,6
0,5
0,6
оховатп
121 —
260
0,2
0,4
0,3
0,3
0,3
0,4
0,3
0,4
0,4
0,6
0,5
0,6
0,6
06
сть поп
а на диаметр
длине
261 —
500
—
0,3
0,4
0,3
0,5
0,4
0,5
0,5
0,6 ;
0,5
0,7
0,6
0,7
епхност
501 —
800
—
0,4
0,5
0,4
0,5
0,4
0,6
0,5
0,7
0,6
0,8
0,6
0,8
И ПОЛ I
—
Предельное
ОТКЛОНИМ Па
Диаметра
П0Д
операцию по Н\\
—0,10
—0,12
—0,14
—0,17
—0,20
—0,23
—0,26
1лн<Ьование
Яг = 40 ... 20 мш
Диаметры заготовок из проката 203
ДИАМЕТРЫ ЗАГОТОВОК ИЗ ПРОКАТА
ОБЫЧНОЙ ТОЧНОСТИ В ЗАВИСИМОСТИ
ОТ ВИДА ОБРАБОТКИ (РИС. 3)
I ^УхУхУхухУх-хУхта
У ^ххххкхлалххллдЛ
И^^
Рис. 3
4. Диаметры заготовок (ГОСТ 2590—71) при обработке деталей
за одну черновую операцию
Размеры, мм
Диаметр
изделия
6
8
10
12
14
16
18
20
22
25
28
30
32
34
36
38
40
42
о
о
о
8
10
12
14
16
18
20
22
24
28
30
32
34
36
38
40
42
45
Диаметр заготовку
о
о
1
о
10
12
14
16
18
20
22
24
25
28
32
34
35
38
40
42
45
48
о
о
со
1
о
18
20
22
24
25
26
30
34
34 ■
36
38
40
42
45
48
801 ~
1250
24
24
25
28
30
34
35
36
38
40
45
45
48
[ />3 п
1
1251
1600
25
26
28
30
34
36
38
40
42
45
48
48
ш длине изделия &
1
1601
2000
—
—
30
32
34
36
38
40
42
45
48
50
I
2001
3150
—
—
—
—
36
38
38
40
42
45
48
50
4
3151
4000
—
—
—
—
—
—
40
42
45
45
48
50
1
4001
5000
-
—
—
—
—
—
—
—
48
48
50
52
1
6001
6000
—
—
—
—
—
—
—
—
—
—
—
\ [
Операционные припуски
Дна-
метр
изде
ЛИЯ
45
48
50
52
56
58
60
65
70
75
80
85
90
95
100
105
ПО
115
120
125
;
' О
0
C
48
50
52
56
58
60
65
70
75
80
85
90
95
100
105
НО
115
120
125
130
130 140
140
150
160
170
180
190
200
1 210
150
160
170
180
19
200
210
220
т
1
50
52
56
56
60
65
65
70
75
80
85
90
95
100
105
ПО
115
120
125
130
140
150
160
170
180
190
200
210
220
.иаметр
о
со
о
50
56
56
56
60
65
70
70
75
80
85
90
95
105
ПО
115
120
125
130
130
14(
150
160
170
180
190
200
210
220
Продолж
заготовки />я при длине изделия
1°
ОС*
со —
52
56
56
58
60
65
70
75
80
85
90
95
100
105
ПО
115
120
125
130
140
140
150
160
170
180
190
2С0
210
220
1
юо
52
56
56
5^
65
65
70
75
80
85
90
95
100
105
ПО
115
120
125
130.
140
140
150
160
170
180
190
200
210
220
!
-и О
оо
<00
— С*
52
56
58
58
65
65
70
75
80
85
90
95
100
105
ПО
115
120
125
130
140
140
150
160
170
180
190
200
210
220
2001 —
3150
52
58
58
60
65
70
70
75
80
85
90
95
100
105
ПО
115
120
125
130
140
150
160
170
180
190
200
210
220
—
3151 —
4000
52
58
60
60
65
70
75
80
85
90
95
100
105
ПО
115
120
125
130
140
140
150
160
170
180
190
200
210
220
_
ение •
I
4001 —
5000
56
60
65
65
70
70
75
80
85
90
95
100
105
ПО
115
120
125
130
140
140
150
160
170
180
190
200
210
220
—
габл.
1
—•о
ю<о
56
60
65
65
70
70
75
80
85
90
95
100
105
ПО
115
120
125
130
140
140
150
160
170
180
190
200
210
220
_
4
-
1
1
1
Диаметры заготовок из проката
205
5. Диаметры заготовок при обработке деталей в две и более операции
(черновое и чистовое точение, шлифование)
Размеры, мм
Диа- "
метр
изделия
В
6
з
10
12
14
16
18
20
22
25
28
30
32
34
36
38
40
42
45
48
50
52
56
58
60
65
70
о
о
о
8
10
12
14
16
18
20
04
4*Т
24
28
32
34
36
38
40
42
45
45
48
52
56
56
60
65
65
70
75
Диа
о
— о
о§
10
12
15
16
18
20
24
25
26
30
34
36
36
40
42
45
45
48
50
56
56
56
60
65
; 65
75
80
метр за
о
оо
^ о
«0
« о
—
16
18
20
22
25
28
28
32
36
36
38
40
42
45
48
50
52
56
56
56
65
70
70
75
80
отовки
оо
О 1Л
00 СМ
(С О
О 4
—
22
25
25
28
30
32
36
38
40
42
45
48
48
52
56
56
56
58
65
70
70
75
80
О при длине изделия ^
о
юо
0H
о§
о
оо
Е0О
_ о
1М
Ю о
У с(
1
—
30
30
32
36
40
42
42
45
48
50
52
56
58
58
60
65
70
70
75
80
—
34
38
40
42
45
45
48
50
52
56
58
58
60
65
70
70
75
80
о
ОО 1
ою
О) —*
СО
и ее
э
до
— о
л о
Д о
0*
1
-
-
-
~
~
42
45
45
48
48
50
52
56
60
60
60
70
70
70
75
80
эо
=> о
«го
из
а о
О ее
- -
- -
—
—
—
—
о
оо
оо
изо
<0
о§
~
-
- -
— —
— —
48
50
52
56
58
60
60
65
70
' 70
75
80
85
1
—
1
—
58 —
60
60
65
05
65
65
70 1 70
75
75
80
75
75
80
85 1
206
Операционные припуски
I
Диаметр
!
изделия
О
75
80
85
90
95
100
105
ПО
115
120
125
130
140
150
160
170
180
190
200
210
1
До 100
80
85
90
95
100
105
ПО
115
120
125
130
140
150
16о
170
180
190
200
210 :
220
Диаметр
Св. 100
до 400
85
90
95
100
105
ПО
115
120
125
130
140
140
150
160
170
180
190
200
210
220
о о
-фО
со
ш о
О п{
85
90
95
100
105
ПО
115
120
125
130
140
140
150
160
170
180
190
200
210
220
заготовки Од I
ою
со<м
е о
О «з
85
90
95
100
105
ПО
115
120
125
130
140
140
150
160
170
180
190
200
220
220
Св. 1250
До 1600
85
90
95
105
ПО
115
120
120
125
130
140
140
150
160
170
180
190
200
220
220
Продолжение гам* с
1ри длине изделия
Св. 1600
до 2000
85
90
100
105
ПО
115
120
125
130
130
140
150
160
170
180
190
200
210
220
220
Св. 2000
до 3160
90
95
100
105
ПО
115
120
125
130
130
140
150
160
170
180
190
200
210
220
—
Св. 3150
До 4000
90
95
100
ПО
115
120
125
130
140
140
140
150
160
170
180
190
200
210
220
—
с ;
Св. 4000
до 5000
90
100
105
ПО
115
120
125
130
140
140
150
150
160
170
180
190
200
210
220
—
о
оо
ОО -
изо
«о
95
100
105
ПО
115
120
125
130
140
140
150
150
160
180
190
200
210
220
220]
щ
Примечания: 1. Диаметры заготовок установлены с учетом
пряну сков, допусков и кривизны проката и округлены до ближайшего
диаметра по ГОСТ 2590—71.
2. Кривизна проката должна быть не более 1 мм на 1 м длины;
при большей кривизне заготовка должна правиться с точностью 1 мм
на 1 « длины; при отсутствии правки необходимо предусмотреть
увеличение диаметра на величину компенсации кривизны.
*■ Диаметр заготовки для ступенчатых валов выбирают по
максимальному диаметру ступени.
й ** Если наибольший наружный диаметр детали является упорным
гуртом или свободным несопрягаемым диаметром <5ез особых
требовании к шероховатости и точности, диаметр заготовки может быть умень-
шеи •
ваг^^8 серийных машин и стандартизованных деталей диаметр
заготовки можно уточнять в процессе производства.
иРнЯА?."л^,тГ^ и б Диаметры заготовок приняты по сортаменту, при-
меняемому на Уралмашзаводе.
Припуски на обработку торцовых поверхностей 207
6. Ширина реза Ь заготовок из пруткового и профильного материала
ж
Размеры, мм
Диаметр заготов]
Разрезание
механической
ножовкой
дисковой
пилой
дисковой
фрезой
резцом
До 30
Св. 30 до 50
Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Св. Ь80 до 250
2,0
2,0
2,0
2,0
2,0
2,0
6,0
6,0
8,0
8,0
8,0
3,0
4,0
3,0
4,0
5,0—8,0
10,0
Примечания: 1. При последующей обработке торцозых.
поверхностей следует предусматривать припуск на обработку по табл. 7.
2. При нецили ндрической форме сечения заготовки (шестигран-
шши^ тгя яиамето описанной окруж-
вэва^^к ^В^^^^^^^^^^г- ЕСКОИ форме \,сч
ник, квадрат и др.) припуск назначают на диаметр описанной окру;к*
г- 3. При рл.Тете длины заготовки» обрабатываемой в центрах,
и необходимости удаления в дальнейшем центровых отверстий сдедуе*
к длине заготовки дополнительно прибавить длину, равную 2,2 глубины,
одного центрового отверстиЯ| '^^^И
ПРИПУСКИ НА ОБРАБОТКУ ТОРЦОВЫХ
ПОВЕРХНОСТЕЙ
При последующей обработке торцовых
поверхностей заготовок,- полученных после разрезания, следует
назначать припуск в соответствии с табл. 7.
7* Припуски на обработку торцовых поверхн
остей
Диаметр
детали Ь
От 6
ДО 18
Св. 18
до 30
«Л Н
^
Размеры, мм
Метод обраб<
Припуск а и предельные отклонения
До 30
Черновое подреза
ние
,2±0,25
Чистовое подреза
ние
Шлифование
Черновое
подрезание
Чистовое
подрезание
Шлифование
0,6
-0,28
о,з_ол,
,2±0,25
°'6-0,28
0,3_0Д4
31—50
1,3±0,30
0>6_0,34
°>3-0,17
,3±0,30
О»7_0C4
0.3.0.Г
длины ступени / при длине детали I.
51 — 120
,4+0,40
0,8-0,
40
О,о_0J3
,5±0,40
"»^-0,40
0.4.0,!
121—260
1,6±0,60
У'^-0,60
261—500
Св. 500
0»4_о,зо
7^0,60
2,1±0,70
1,0
о
2,3±0,80
1,5
0,90
0,4
0,^-0,38
0,6.ои,
Продолжение табл. 7
Припуск а и предельные отклонения дл
ины ступени / при длине детали
о
С!
о
Операционные припуски
х^.
с:
«0
н
о
Ё
ьс
*2
О
о
С*
I
■
з
в
ч
та
Ё
1
§
X
с
^
а:
ё
>»
ь
о
2
X
X
1
К
X
ж
О
5
6
о
3
ч
в
е.
5;
X
О
с
X
С
г-
ё
я
О
С
5
2 с
о
ю
О
о
о
«о
I
(О
о
С4
СМ
о
|
ю
о
ю
СО
о
о
*$.
[
о
со
О
+1
О
СО"
_
о
-н
1 ^
1 О?
О
о"
-н
о
^1
еэ
+1
^2
о
о
-н
с^
—
ю
о'
-н
00
СУ
Е^
с
§
о
§■*>
*Т чг 1
с»
1
СО
ее
О
I
СО
—Г
с
«О
О
^
**"*
О
о
I
сч
^~4'
со
О
р
ос
а
с?
СТ5
о"
I
•
Щ.
С
1
о
■7*
Ж **'
•Т х
в о
3 *
О
1
сГ
со
ее
о
СО
О
о
69
О
Ю
О
во
о
Ю
О
о
I
Т**
О
о
I
О
о
ее
во
О
*&
сг
э
о
00
О*
■й
сч
со"
о
о
•н
о
со*
о
СО
о"
-н
о
■^
о"
-И
со
сч"
о
со
о"
_|_|
г-н
сч
ю
о"
-н
о
с^
о.
Е*
о
03
о
о
2"ё
3* ЭЕ
<
с
1
А
о
1
6»
о
1
—?
о
09
о
ю
*^
о
о
!
со
—*
о
ш
ас
9)
о
о
&*!
то
т
а-
п
о
с
си
о
со
р
н
к ш
1т* к
СМ
т о
о
1
00
о"
ее
93
о
1
о
о
93
о
со
о"
93
о
ю
о"
1-
о
1
ю
о
о
1
о"
ш
ев
са
о
"§*
С"
э
*3
н 3
О х
_ го
К Си
к а
п н
о о
га Й
ГО ™
сз х
оБ
си Д
та п
5?
_ о
«X
КС Си
ведены
х, фрег
х 3
СиЛ
С Си
си
са м
о «и
ста
ванне тор
зами на ф
о. а.
с ^
(ц. Я
О 2
ш та
о Ч
;ыми пн
щ
X °
о и
>>я
в*
о
«8
X X
я *
сг х
<■< о
X X
П
зают мб
резцам!
«а
си
о
X
С1
та
н
ф
та
ЕС
О
си
т
(Я
о
х
о
о
ч
си
о
>>
та
ее
та
та
X
н
я
. а
>>Ю
X V.
О
°&
и х
^ сх
вс
К х
о х
га §
>>
усков дань
валов с уел
я*
2^
к сх
Я\п
Р* О
3&-*
ИС5
X
ечсч.а
X
ч
3
^х
емый раз
НОСТИ Пр!^
55 X
О.СХ
2 <и
#ю
го о
X п со
2 лк!
■"■ —
х
2
о
•^
||
н н ■-
га я _,,
« и^
ч хМ
ш о^ 1
« о, Л
Ко °
г э с
°« 1
гт- п- си
ОТ X Г.
К X К
О О о.
ч ч <
X X О
со
си си ^
3 3 3
X X о
Л Л к
си си
СС о
^ю
я
х г
«о
Ш ■
с 3
Ж
сил:
Я с
2 1
о-1
с! си
О X
С X
си га
я 2
с&
н я
с о
я с
Припуски на обработку торцовых поверхностей 211
70Ь8
Рис. 4. Ось
Пример. Определим припуски на
обработку торцовых поверхностей детали,
показанной на рис. 4.
Решение. 1. Обработку ведут по
следующему технологическому процессу:
отрезание резцом, чистовое подрезание
двух торцов, шлифование.
2. Длина детали после шлифования
двух торцов 70/г8 — по чертежу.
3. Длина детали после чистового
пояпезания двух торцов: по табл. 7 в
графПшлифование» находим припуск, равный 0,4 мм, и допуск по
АН; тогда
G0 +0,4-2) НП =70,8/111,
^
к^
4. Длина детали после чернового подрезания торцов: по табл, 7
в графе «Листовое подрезание» находим припуск, равный 0,9 мм, и
допуск по /&12; тогда
G0,8 + 0,9-2) /112 = 72.6Л12.
5, Длина детали после отрезания заготовки: по табл. 7 в графе
«Черновое подрезание» находим припуск, равный 1,6 мм, и допуск
1ТЫ Й
по —5— > Т0ГДа
G2,6+1,6-2)
/Г 14
75,8 ±0,4'мм.
6, Длина заготовки с учетом ширины реза, равной 4,0 мм (см.
табл. 6), ^
75,8+ 4 = 79,8 ±0,4 мм.
ПРИПУСКИ НА ОБРАБОТКУ ВНУТРЕННИХ
ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
(РИС. 5)
Рис. 6.
Операционные припуски
8. Припуски на чистовое растачивание внутренних Цилиндрических
поверхностей
Размеры, мм
Диаметр отверстия й
До 18
Св. 18 до 30
Св. 30 до 50
Св. 50 до 80
Г Св. 80 до 120
Св. 120 до 180
Св. 180 до 260
Св. 260 до 360
Св, 360 до 500
Припуск 2 а на диаметр п;
отверстия Ь
о
ю
о
1.0
1,2
1,3
1,4
1,5
1,6
1,8
1,9
и
о
о
\ *
1,1
1,2
КЗ
1,4
1,5
1,6
1,8
1,9
2,4
о
о
1
I
о
, „
1,3
1,4
1,5
1,6
1,7
1,9
2,0
2,4
о
о
СО
1
о
С*)
—
1,5
1,5
1,7
1,7
1,9
2,0
2,5
О
О
ю
1
о
СО
_
—
—
—
1,8
1,8
2,0
2,1
2,7
5н длине
о
о
1
о
ю
.
—
—
—
—
1,9
2,1
2,2
2,8
о
о
1
1
о
—
—
—
—
—
—
2,3
2,9
$_, | 03—•
°2^
яч§сч
О и '
5* со
+0,24
+0,28
+0,34
+0,40
+0,46
+0,53
+ 0,60
+0,68
+0,76
Примечание. Параметр шероховатости поверхности пол
чистовое растачива
ние н»
г = 40
мкм.
9. Припуски на шлифование внутренних цилиндрических поверхностей
Размеры, мм
Диаметр
отверстия
4
Состояние
заготовки
От 10
до 18
Незакаленная
Закаленная
Св. 18
До 30
Незакаленная
Закаленная
Св. 30
до 50
Незакаленная
Закаленная
Припуск 2 а на диаметр при длине
отверстия Л
0,2
0,3
0,3
0,4
0,3
0.4
0,4
0,3
0,4
0,4
0,5
0,4
0.5
0,4
0.5
0,4
0,6
оа;
5 я
I!
+0,12
+-0Л
Припуски на обработку внутренних цилиндрических поверхностей 213
Продолжение табл. 9
Диаметр
отверстия
й
Состояние
заготовки
Припуск 2 а на диаметр при длине
о
ю
1 О
(=С
о
о
м
1
ю
отверстия Ь
о
о
о
1
о
о о
о о
со т
| 1
о о
СМ Л
о
о
г^
1
о
з,
о
•г
1
о
из г—
.18
2 2 Я 41
С О е@
Св. 260
до 360
Св. 360
до 500
Незакаленная 0,8
Закаленная 0,9
Примечания: 1. При обработке тонкостенных втулок я
значительно деформирующихся при термообработке*
других деталей,
:нтК = 1.3.
табличные данные припусков следует умножать на коэффици^^^^^^^^
2. Если обрабатываемое отверстие является базой для дальней
шей обработки, допуск следует устанавливать по 7
полйматп шероховатости поверхности под
3. Параметр шероховатост!
20 мкм.
по 7-му квалитету.
шлифование Кг
Пример. Определить припуск на внутреннее шлифование незака-
ленной втулки, показанной на рис. 6.
Припуск (на диаметр) при обработке отверстий под шлифо
у///////////G77777?\
вание устанавливают по"табл.
9; он составляет 0,70 мм с
предельным отклонением +-0,3 мм.
Исполнительные размеры рас*
считывают путем вычитания
табл ичных пр ипусков из
размера, равного наименьшему
предельному размеру отверстия.
Таким образом, исполнительный
размер внутреннего диаметра
под шлифование 200 —- 0,70 =»
«199,30+0>8 мм.
1
////
У1/ Тл
350
Рис, 6. Втулка
214
Операционные припуски
10, Припуски на тонкое (алмазное) растачивание внутренних
цилиндрических поверхностей
Размеры, мм
Диаметр отверстия &
От 8 до 18
Св. 18 до 30
Св. 30 до 50
1 Св. 50 до 80
Св. 80 до 120
Св. 120 до 180
Св. 180 до 260
Св. 260 до 360
! Св. 360 до 500
Св. 500 до 630
Св. 630 до 800
Св. 800 до 1000
Тонкое предварительное
растачивание
Припуск
2 в на
диаметр
0,20
0,25
0,30
0,40
0,50
Предельное
отклонение
диаметра под
операцию
по #8, #9
+0,035
+0,045
+0,050
+0,060
+0,070
+0,080
+0,090
+0,100
+0,120
+0,140
+0,150
+0,170
Тонкое окончательное
растачивание
Припуск
2 а на
диаметр
0,10
0,15
0,20
Предельное
отклонение
Диаметра под
операцию по
Н7, #8
+0,027
+0,033
+0,039
+0,046
+0,054 ■
+0,063
+0,073
+0,084
+0,095
+0,110
+0,120
+0,130
Примечания: 1. При одном растачивании припуск
определяют как сумму припусков на предварительное и окончательное
растачивание.
2. Параметр шероховатости поверхности под предварительное
тонкое растачивание Нг = 20 ... 10 мкм, На = 2,5 мкм; под оконча-
тельное тонкое растачивание /?а = 2,5 ... 1,25 мкм.
11. Припуски на шабрение отверстий
Размеры, мм
Диаметр
отверстия
До 80
Св. 80 до 180
Св. 180 до 360
Св. 360
Припуск 2 а на диаметр при длине отверстия
До 100
0,03—0,05
0,05—0,10
0,10—0,15
0,20—0,25
101—200
0,05—0,08
0,10—0,15
0,15—0,20
0,25—0,30
201—300
0,10—0,12
0,15—0,26
0,20—0,30
0,30—0,35
Св. 300
0,25—0,30
0,30—0,35
Примечание, Предельные отклонения диаметра под шабре-
| ние принимают по чертежу детали.
Припуск на обработку внутренних цилиндрических поверхностей 215
12. Припуски на притирку отверстий
Размеры, мм
1 Предельное отклоне- 1
Пиаметр отверстия Припуск 2 а на диаметр 1 ние диаметра под
■^ операцию
До 50
Св. 50 до 80
Св. 80 до 120
0,010
0,015
0,020
+0,005
13. Припуски на протягивание отверстий круглыми протяжками
Размеры, мм
Диаметр
отверстия
14
15
16
17
18
20
22
24
25
26
28
30
32
34
36
38
40
42
45
48
50
Длина
протягиваемого
отверстия
Диаметр
отверстия под
протягивание
15—35
15—50
15—75
15-75
15—100
20—1000
20—100
25—100
25—110
25—110
25—120
25—140
28—140
28—140
38—150
28—150
30—150
30—120
30—120
30—120
30—120
13,4+0'12
14 4+0'12
15',4+0'12
16,4+°.12
17 44»1?
19,1
+ 0.14
20,9+0'14
22,9+0'14
23,8+0*14
24,9+0>14
26,9+0'14
28,9+°»м
30,8+0>34
32.8+0-84
34,8+0-34
36,8+0-34
38.8+0*34
40,7+0'34
43,7+м*
46,7+0'34
48,7+0,34
Припуск 2 а
на
протягивание
Расчетная
сила
протягивания, Н
0,6
0,9
и
1*2
1.3
1485
1590
2 130
2 250
2 390
3 300
4 600
5 754)
5 750
5750
7 850
9 600
9 950
9 950
12 950
15900
15900
16 100
17250
18 400
22 300
Операционные припуски
Продолжение табл. 13
Диаметр
отверстия
52
55
60
63
65
70
75
80
85
90
Длина
протягиваемого
отверстия
30—120 -
30—120
30—130
30—130
30—140
30—170
30—150
30—160
40—190
40—220
Диаметр
отверстия под
протягивание
50,6+о>40
53,6+МО
58,6+°.40
61,6+0>40
63,6+ °'40
68,6+°.40
73,5+ °'40
735+0,40
83,5+0>4в
88,5+°.4в
Припуск 2 а
на
протягивание
1,4
1,5
Расчетная
сила
протягивания, н
23 100
24 500
34 500
38 000
38 300
37 800 -
37 500
38 500
39 500
40 000
Примечание. Параметр шероховатости поверхности под
протягивание Я.г = 40 ... 20 мкм.
\А. Припуски на- протягивание отверстий шлицевыми протяжками
Размеры, мм
Размер шлице-
вого отверстия
гхахо
6X16X20
6X18X22
6X21X25
6X23X28
6X26X30
6X28X34
8X32X38
8X36X40
8X42X48
8Х46Х 50
8X52X60
8X56X60
8X62X68
10X72X78
10X92X88
Длина
протягиваемого
отверстия
21—40
21—58
24—35
44—64
51—75
51—80
30—90
30—10
30—110
-32—120
36—80
40—92
50—105
60—150
90—150
Диаметр
отверстия
под
протягивание "
15,4+о.«
! 7D+<Ма
1
20,2+о.14
22 2+о»14
25,'2+°.14
27,2+°.14
31,1+о»34
35,1+М4
41 1+о,34
4б| 1+0,34
51,0+ °.40
55,0+ о-40
61,0+о.4о
71,0+°»40
81,0+о.46
Припуск 2 а
на
протягивание
0,6
0,8
0,9
1,0
Расчетная
сила
протягивания, Н
1 750
2 265
2 540
3 155
5 130
5 600
6 250 1
7 300
9 800
11 000
12 240
12 800
18 990
29 760
29 760
Примечание. Параметр шероховатости поверхности под
протягивание Яг. = 40 ... 20 мкм.
Припуски на обработку внутренних цилиндрических поверхностей 217
Припуски на хонингование
отверстий. Величину снимаемого
припуска 2 а (рис. 7) и число
операций следует назначать
исходя из допуска геометрической
формы отверстия, подготовленного
под хонингование, и его
шероховатости . Допуск геометрической
формы отверстия под
хонингование определяют по табл. 15 в
зависимости от способа
обработки .
Рис. 7
15. Допуск формы, точность и шероховатость отверстий
в зависимости от способа предварительной обработки
Размеры,
мм
Способ обработки
Зенкерование:
черновое
чистовое
Развертывание:
нормальное
точное
тонкое
Протягивание:
черновое
чистовое
Параметр
шероховатости
поверхности,
мкм
Яг = 80-
#г=40
Яг = 40—
#2=20
Па Щ 2,5
#а= 1,25
Ка = 0,63
#а=2,5
#а= 1,25-
Ка = 0,63
12
11
10
Точность
обработки по
квали-
тету
Допуск формы., мкм,
при диаметре отверстий,
мм
о
1
ОО
120
1
о
со
1
-600
СО
сч
40
25
16
16
10
10
6
6
4
20
12
10
6
6
50
30
20
20
12
12
8
8
5
25
16
12
8
8
25
16
16
10
10
1
— 1
—
— 1
ы
Операционные припуски
Продолжение табл. 15
Способ обработки
Растачивание:
черновое
чистовое
тонкое
Шлифование:
черновое
чистовое
тонкое
Хонингование
Параметр
шероховатости
поверхности,
мкм
Кг == 80—
Кг = 40
Кг = 20—
На = 2,5
Ка = 1,25—
Па т 0,63
На = 2,5
Ка = 1,25—
На щ 0,63
На == 0,63—
На = 0,16
На = 0,32—
На = 0,04
Точность
обработки по
квали-
тету
12, 14
11, 10
7,8
6A)
8
7,8
6A)
7,6
Допуск ФормыТ^Р"
при диаметре отверстий
мм •
о
Ю
00
25
16
6
4
10
6
4
4
о
т
30
20
8
5
12
8
5
5
о
из
|
40
25
10
6
16
10
6
6
о
о
50
30
12
8
20
12
8
8
Примечания: 1. Данные таблицы относятся к деталям
из стали. Для деталей из чугуна и цветных сплавов допуск на размер
можно принимать на один квалитет- точнее.
2. Значения допусков формы действительны для отверстий Ь/О <
< 2. При Ь/О = 2 ... 10 точность обработки увеличивается в 1,5—
2 раза.
3. В таблице указаны отклонения от цилиндричности, кругло-
стн, профиля продольного сечения, огранки, изогнутости. Для
получения овальности, конусообразности, бочкообразности и седлообраз-
ности значения, указанные в таблице, должны быть удвоены.
4. При отсутствии указаний об отклонениях формы
цилиндрических поверхностей эти отклонения ограничиваются полем допуска
на диаметр.
Припуск и число операций следует назначать по
табл. 16 после установления отклонений точности формы
отверстия и параметров шероховатости поверхности до
хонингования с учетом технических требований к
обрабатываемой поверхности после хонингования.
Если точность геометрической формы отверстия
обеспечивается предыдущей обработкой и требуется только
Припуски на обработку внутренних цилиндрических поверхностей 219
уменьшить шероховатость, для выбора припуска следует
пользоваться рекомендациями табл. 17.
16. Выбор припуска и числа операций при хонингования
Размеры, мм
Точность формы
до
нингования
после
хонингования
Параметр
шероховатости поверхности, мкм
до хонин
гования
0,100—
0,150
0,050-
0,090
0,015—0,020
0.006—0,010
после
хонингования На
Операция
Припуск
на диаметр
#2=40- 2,5-1,25
Нг = 20 0,63—0,32
0,010—0,018 гз2=20—
0,025-
0,040
0,005—0,009
0,008—0,012
0,004—0,006
На = 2,5
На = 2,5
Первая
Вторая
0,150—0,200
0,020—0,030
2,5—1,25 Первая
0,63—0,32 Вторая
1,25—0,63
0,63—0,32
Первая
Вторая
0,080—0,120
0,015—0,025
0,050—0,070
0,012—0,015
Примечание. Для определения общего припуска следует
припуски по операциям суммировать в зависимости от
соответствующих требований к точности формы и шероховатости поверхности
после хонингования.
17. Выбор припуска в зависимости от шероховатости поверхности
Параметр шероховатости поверхности, мкм
до хонингования
после
хонингования На
Рекомендуемая
величина припуска,
мм
Кг Ш 40—Яг # 20
Кг = 20—На = 2,5
Ка= 1,25—Яа= 0,63
На = 0,63—На = 0,32
/?а = 0,32—Ка= 0,16
2,5-1,25
1,25—0,63
0,63—0,32
0,32—0,16
0,16—0,08
0,030—0,040
0,025—0,030
0,015—0,020
0,010—0,015
0.005—0,010
220
Операционные припуски
ш^ж
Пример. Определить припуск на хонин-
гование отверстия втулки с исходными данч
ными по рис. 8.
Решение, Припуск и число операций
зависят от того, насколько нужно повысить
точность геометрической формы отверстия и
уменьшить параметр шероховатости
поверхности. По табл. 14 определяем предельные
отклонения формы отверстия до хонингова-
ния. По примеч. 4 к таблице из-за отсут-
ствия указаний о предельных отклонениях
формы принимаем их равными полю допуска
на диаметр подготовленного под хонингование отверстия, т. е. 0,12 мм
E5Я10+0Да) и 0,03 мм для заданного отверстия E5Я7+0-03). По табл. 16
исходя из погрешности формы и параметра шероховатости
поверхности до н после хонингования принимаем число операции —две и
припуск 0,15 мм на первой операции и 0,02 мм на второй операции.
Общий припуск составит 0,18 мм на диаметр»
Ркс. 8. Втулка
ПРИПУСКИ НА ОБРАБОТКУ ПЛОСКИХ
ПОВЕРХНОСТЕЙ (РИС. 9)
Рис. 9
Припуски назначают в соответствии с табл. 17—21
18. Припуски на черновое фрезерование (строгание) плоскостей
заготовок из полосовой стали (по ГОСТ 103—76)
Размеры, мм
Номинальная
толщина
От 5 до 25
От 25 до 35
Св. 35 до 70
Св. 40 до 50
Св. 50 до 60
Приме
2. При о;
ширину считат
между деталям]
31 Предел
(строгание) при
Припуск а на толщину при длине
До 120
1.6
1,7
1.9
2,3
2,6
ч а и и я: 1. Вс
з^нов ременной
ь общими на
л.
ьные отклонен
няты по ГОС*
121—260
1.8
1.9
2,2
2,6
3,0
261—500
2,7
2,9
3,4
501—800
4,1
личины припусков даны на одну сторону,
обработке нескольких деталей длину и
всю установку вместе с промежутками
и я толщины под черновое фрезерование
* 103—76.
Припуски на обработку плоских поверхностей
19. Припуски на черновое фрезерование (строгание) плоскостей
заготовок из широкополосовой стали (по ГОСТ 82—70)
Размеры, мм
Номинальная
толщина
Припуск а на толщину при длине
До 120
121—260
>61— 500
501—800
От 5 до 20
Св. 20 до 30
Св. 30 до 50
Св. 50 до 60
1,3
1.5
1,8
1.9
1,6
1,8
1,9
2,0
2,1
2,4
2.6
2,8
3,1
Примечания: 1. Величины припусков даны на одну
сторону.
2. При одновременной обработке нескольких деталей длину и
ширину считать общими на всю установку вместе с промежутками
между деталями.
3. При ширине обрабатываемой поверхности свыше 200 мм
допускается увеличение припусков на 10—20 %.
4. Предельные отклонения толщины под черновое фрезерование
(строгание) приняты по ГОСТ 82—70.
20. Припуски на черновое фрезерование (строгание) плоскостей
заготовки из стали квадратного сечения (по ГОСТ 2591—71)
Размеры, мм
Номинальная
толщина
Припуск а на
толщину при длине
До 120
121—260
261—500
501—800
801-1250
От
Св
Св
Св
Св
ж
о до хо
25 до 40
48 до 60
60 до 75
75 до 95
Св. 95 до ПО
Св. ПО до 150
Св. 150 до 200
1,3
1,6
1,9
2,2
2,9
3,4
4,0
1,4
1,7
2,0
2,3
2,5
3,0
3,5
4,3
2,1
2,4
2,6
3,1
3,7
4.4
2,5
2,8
3,0
3,5
4,0
4,7
3,3
3,8
4,3
5,0
Примечания*. 1. Припуски даны на одну сторону.
2. Кривизна проката после правки должна быть не более 1 мм
на 1 м длины.
3. При одновременной обработке нескольких деталей длину и
ширину считать общими на всю установку вместе с промежутками
между деталями.
4. Предельные отклонения толщины под черновое фрезерование
(строгание) приняты по ГОСТ 2591—7,1.
Операционные припуски
21, Припуски на чистовое фрезерование и шлифование плоскостей
Размеры, мм
се
До 100
Длина
До 100
Св. 100
до 250
Св. 250
до 500
1
Св. 500
до 1000
Св. 1000
до 1500
Св. 1500
до 2000
Метод
обработки
Чистовое
фрезерование
Шлифование
Чистовое
фрезерование
Шлифование
Чистовое
фрезерование
Шлифование
Чистовое
фрезерование
Шлифование
Чистовое
фрезерование
Шлифов а
ние
Чистовое
фрезерование
Шлифование
Припуск а на сторону
и предельные отклонения при толщине
До 20
0,80.0,28
0|35_ОA4
1,00_0,28
1
0,40_0,14
1.20.0,28
0>50-0,14
—
«№*м
—
1
0>65-0Л4
—
_
21—50
0,80.оK4
0,35_0A7
ЬОО.о.34
0,35_0д7
1,20.0134
0,40_0|17
1,50_о,з4
0,50_М7
1,80.0.34
0» 55.0,17
—
ОАжп
51—100
0,80.0,46
0,3.о,23
о,эо_0Lе
0,35_0B3
1.Ю.0.46
и,оо_; о,23
1.40.о,4в
0,40_о,83
1.70.0,46
0,45.о12з
2,00.0,46
0,50_0,2з
Св. 100
0,80_о,53
0»3_о,26
0,90_0,5з
0,3_0J6
1,10.0.53
0,3.0,26
1,40_0,8з
0,35.0,36
1,70.0,53
0,4.0,26
2,00.0,68
0,45_о,2в
Припуски на обработку плоских поверхностей
223
Продолжение табл. 2
Длина
Метод
обработки
Припуск а на сторону
и предельные отклонения при толщине
До 20
21—50
51 — 100
Св. 2000
до 2500
Чистовое
фрезерование
До 100
Шлифование
2,30_0,46
Св. 100
2,30_0т5;
0,55_0,2з 0,5_0,2б
Чистовое
фрезерование
Шлифование
Св. 100
до 250
Чистовое
фрезерование
1,20_„,я
1,20.
.0,34
5,10.0,
46
1,10.
.0,53
Шлифование
0,50»
14
0,40_оа.
0,35_о,2з
о
ю
с*
о
ЕЛ
о
о
Св. 250
до 500
Чистовое
фрезерование
1,50
.0,23
50.
1,40.0,46
0,35_о,*б
,40 «
53
Шлифование -
Св. 500
до 1000
Чистовое
фрезерование
0,55_о,14
0,50_0Д.
0,4.
2,00_012Э
Шлифование
1,90.0,3*
1,*и.
46
0,35.0,26
,80_0,
53
0,60 п14 0,55_оа7 0,50.0,83 0,45.^
Св. 1000
до 1500
Чистовое
фрезерова
ние
Шлифова- I ОД_оа4
ние
0,60.ол71 0»55.о,» 0,45.*,*
224 Операционные припуски
Продолжение табл. 2
Ширина
Св. 100 до 250
0 до 500
Св. 25
1*"**
Длина
Св. 1500
до 2000
Св. 2000
до 2500
До 100
Св. 100
до 250 -
Св. 250
до 500 -
Св. 500
до 1000
Метод
обработки
Чистовое
фрезерование
Шлифование
Чистовое
фрезерование
Шлифование
Чистовое
фрезерование
Шлифование
Чистовое
фрезерование
Шлифова- -
лие
Чистовое
фрезерование
Шлифование
Чистовое
фрезерование
Шлифование
Припуск а на сторону
и предельные отклонения при толщине
До 20
—
—
—
—
—
—
—
__
2,50_0,28
0^0.о,14
—
0»'-0,14
21—50
—
0,7_0B
—
—
—
—
—
—
2,40_0K4
О105_о,17
2,50_01з4
0.65_0,17
ЕЯ
51—100
2>50_0,4б
0>6О_ОJ3
2,80_М6
0»Ь5_0Jз
—
—
— .
2,30_0,4в
0,50.0,23
2,40_0,46
0,60_мз
1
Св. 100
2,40.0,63
"> 5-0,26
2.70.0,53
О^ОО^р^д
—
—
—
—
2,30.0,5з
0>4_0,26
1
2,40_0,53
0*^-0,26
Припуски на обработку плоских поверхностей
225
Продолжение табл. 21
226 Операционные припуски
Продолжение табл. 21
Длин;
Ме ГОД
обработки
1 Припуск а на сторону
и предельные отклонения при толщине
Св. 500
до 1000
Чистовое
фрезерование
До 20
21—50
1 — 100
Св. 100
^) '"-0,34
2>б0-0,46
2,60
0,53
Шлифование
Св. 1000
до 1500
Чистовое
фрезерование
0,70_0I7 0,65 _0,
0,60
-0,26
2,90.0,34
2>80_0146
2,80
0,53
Шлифова
ние
0,75.0Л7 0,70_0,23
Св. 1500
до 2000
Чистовое
фрезерование
Шлифование
0,8.оа
Св. 2000
до 2500
Чистовое
фрезерование
Шлифова
ние
0,85
3,00„
0,65_0
з,оо,0|б3
0.75_л.«
0,23
3,20
0,80.
0,23
0,70.
0,26
3,20.
0,53
0,75
-0,26
Примечания: 1. Припуски даны на одну сторону.
2. При одновременной обработке нескольких деталей длину и
ширину считать общими на всю установку вместе с промежутками
между деталями.
3. Припуск на шлифование закаленных деталей определяют
умножая табличные данные на коэффициент К = 1,2.
4. Предельные отклонения толщины детали и параметры
шероховатости поверхности приняты:
под чистовое фрезерование по Я12—МЗ и Яг 40 мкм;
под шлифование по ЯП и ^2 20 мкм.
Пример. Определить операционные размеры для обработки с двух
сторон плоской заготовки из полосовой стали (по ГОСТ 103—76) с
исходными данными, приведенными на рис. 10.
Решение: Обработку ведут по следующему технологическому
процессу: черновое фрезерование, чистовое фрезерование, шлифование,
Припуски на обработку плоских поверхностей
227
2.
ш
-$
Рис. 10. Планка
Определяем припуск и
толщину детали под
шлифование. По табл. 21 в графе
«Шлифование» при ширине
свыше 100 до 250, длине
свыше 250 до 500 и
толщине свыше 50 до 100 находим
припуск, равный 0,5 мм, и
допуск /гП. Тогда толщина
детали
E0+ 0,5-2/ЛИ = 51Ш.
Определяем припуск' и толщину детали под чистовое фрезерование
(после чернового). По табл. 21 в графе «Чистовое фрезерование»
находим припуск, равный 1,5 мм, и допуск /г12. Тогда толщина детали будет
E1 + 2 4,5) М2 = 54Л12.
Определяем припуск и толщину заготовки под черновое
фрезерование. По табл. 18 находим припуск, равный 2,4 мм, а допуск по
ГОСТ 103—76. Тогда толщина заготовки будет
E4 + 2,4-2) = 58,8 мм.
По ГОСТ 103—76 выбираем полосу толщиной 60±§;5 мм.
22. Припуски на шабрение плоскостей
Размеры, мм
Длина
обрабатываемой
поверхности
Припуск а при ширине обрабатываемой
поверхности
До 100
101—500
501-М 000
До 500
Св. 500 до 1000
Св. 1000 до 2000
Св. 2000 до 4000
0,10
0,15
0,20
0,25
0,15
0,20
0,25
0,30
0,18
0,25
0,30
0,35
роны
Примечания: Г, Припуски даны на обработку одной сто-*
2. Предельные отклонения размера под шабреные принимают
по чертежу детали.
3. Когда при шабрении не требуется выдерживать размеры, «о
чистота поверхности под шабрение На = 2,5 мкм, а отклонение от
плоскостности не более 0,05 мм на 1 м длины.
8*
228 Операционные припуски
ПРИПУСКИ НА ОБРАБОТКУ ЗУБЧАТЫХ
КОЛЕС (РИС. 11)
Рис. 11
23. Припуски на толщину зубьев при чистовом зубонарезании
Размеры, мм
Диаметр колеса
Припуск 2 а на толщину 5
по хорде зуба при модуле
До 5
10
и
Св.
Предельное
отклонение
толщины
по хорде
зуба под
операцию
До 100
Св. 100 до 200
Св. 200 до 500
Св. 500 до 1000
Св. 1000
0,5—0,7
0,6—0,8
0,8—1,0
0,8—1,0
1,0—1,2
0,6—0,8
0,7—1,0
0,9—1,4
1,0—1,6
1,2-1,9
1,0—1,5
1,2-1,6
1,2—1,8
1,4—2,0
1,5-2,2
1,2-
1,4—
1,5—
1,8-
2,0—
1,8
2,0
2,2
2,5
3,0
—0,18
—0,22
—0,26
—0,35
—0,40
Примечание. Параметр шероховатости поверхности под
чистовое зубонарезание Яг = 40 ... 20 мкм.
24. Припуски на толщину зубьев при шлифовании
Размеры, мм
1 Диаметр
колеса
1 ^..^
До 100
Св. 100
до 200
1
Припуск 2 а на толщину 5
по хорде зуба при модуле
До 3
0,15—0,20
0,15—0,25
4—5
0,18—0,25
0,18—0,30
6 — 11
0,25—0,40
0,30—0,50
И—20
0,35—0,50
0,40—0,60
Предельное
отклонение
толщины
по хорде
зуба под
операцию |
—0,08
—0,10
Припуски на обработку зубчатых колес 229
Продолжение табл. 24
Диаметр
колеса
Св. 200
до 500
Св. 500
до 1000
Св. 1000
Припуск 2 а на толщину 5
по хорде зуба при модуле
До з
0,18—0,30
4 — 5
0,20—0,35
0,25—0,45
0,30—0,50
6 — 11
0,35—0,60
0,40—0,70
0,50—0,80
11—20
0,50—0,70
0,50—0,70
0,60—0,80
Предельное
отклонение
толщины
по хорде
зуба под
операцию
—0,12
—0,15
—0,23
Примечания: 1. Большие значения припуска следует
применять для колес, подвергающихся наибольшей деформации при
термической обработке.
2. Параметр шероховатости поверхности под шлифование Яг =
== 20 мкм. На = 2,5 мкм.
При обработке червяков и червячных колес припуски (рис. 12)
назначают по табл. 25 и 26.
Рис. 12
25. Припуски на обработку поверхностей витков червяка
Размеры, мм
Модуль
До 2
Св. 2 до 3
Припуск 2 о на толщину 5 витка по хорде
в нормальной сечении
под чистовое нарезание
после предварительного
фрезерования
под шлифование после
чистового нарезания
0,7-0,8 0,2—0,3
0,8-1,1 0,3-0,4
230
Операционные припуски
Продолжение табл. 25
Модуль
Св. 3 до 5
Св. 5 до 7
Св. 7 до 10
Св. 10 до 12
Припуск 2 а на толщину 5 витка по хорде
в нормальном сечении
под чистовое нарезание
после предварительного
фрезерования
1,2-1,4
1,4-1,6
1,6—1,8
1,8-2,0
по* шлифование после
чистового нарезания
0,4—0,5
0,5—0,6
0,6—0,7
0,7—0,8
Примечание. Параметры шероховатости поверхности под
чистовое нарезание /?2 = 40 мкм, под шлифование Н% = 20 мкм.
26. Припуски на толщину зуба червячных колес
Размеры, мм
Модуль
ДоЗ
4
5
6
7
Припуск 2 а на толщину
зуба по хорде
в нормальном сеченьи
под чистовое
фрезерование
1,0
1,2
1,4
1.6
1,8
под
шевингование
0,2
0,3
Модуль
8
9
10
11
12
Припуск 2 а на толщину
зуба по. хорде
в нормальном сечении
под чистовое
фрезерование
2,0
2,2
2,4
2,6
3,0
ПОД
шевингование
0,3
0,4
Примечание. Параметры шероховатости поверхности под
чистовое фрезерование #2 = 40 мкм, под шевингование Кг = 20 ...
10 мкм.
Припуск на обработку зубчатых колес
231
27. Припуски на чистовую обработку шестерен, бандажей, венцов
и центров зубчатых колес
Высота
До 250
Св. 250
до 500
Св. 500
до 750
Св. 750
до 1000
Св. 1000
до 1500
Пр
чивання
2.
точную г
3.
ружного
*♦ 1 \
а/1
Припуск
на
диаметр
торец
диаметр
торец
диаметр
торец
диаметр
торец
диаметр
торец
-* &1 _,
Размеры, мм
:\
Диаметр О
о
ю
см
о
ее
2,0
1,0
@ о
и*
3,0
1,5
— 3,5
- 2,5
—
—
—
—
—
—
—
—
—
—
—
—
0001
009
за
4,0
2,0
4,5
2,5
5,0
2,5
—
—
—
—
0091
0001
за
5,0
2,5
5,0
3,0
5,5
3,0
6,0
3,0
—
—
0002
0091
ЕЙ о
5,5
2,5
6,0
3,0
6,0
3,5
6,5
3,5
7,0
0,1.
2000
2500
Ой
6,0
2,5
6,5
3,0
7,0
3,5
7,0
4,0
7,5
4,0
2500
3000
(О о
7,0
2,5
7,0
3,0
7,5
3,5
7,5
4,0
8,0
4,0
за
7,0
2,5
7,5
3,0
7,5
3,5
8,0
4,0
8,5
4,0
»1
Ю о
7,5
3,0
8,0
3,5
8,0
г
8,0
4,0
9,0
4,5
0005
31
8,0
3,0
8,5
3,5
8,5
4,0
9,0
4,5
9,5
►
4,5
и м е ч а н и я; 1. Припуски даны для обтачивания в раста-
на диаметр, для подрезания торца — на сторону.
Таблица недействительна для деталей» проходящих промежу-
•ермообработку.
Предельное отклонение внутреннего диаметра — по Н12, н4*
диаметра и по высоте— по /112.
232
Операционные припуски
ПРИПУСКИ НА ОБРАБОТКУ ДЕТАЛЕЙ
ТИПА ТЕЛ ВРАЩЕНИЯ
28. Припуски на чистовое обтачивание валов из поковок
Ы«Ч4
II I.
Размеры, мм
Диаметр
вала О
Припуск а на диаметр вала при длине заготовки Ь
90—
500
501— 1001 —
1000 2000
2001 —
3000
3001-
4000
4001 —
5000
5001 -
6500
6501 -
8000
100—125
126—160
161—200
201—250
251—315
316—400
401—500
501—650
10
10
10
9
9
7
6
6
11
11
11
10
10
10
9
8
12
12
12
10
10
10
9
8
12
12
12
11
11
10
10
9
Примечания: 1. При обтачивании деталей с уступами
припуски назначают в зависимости от общей длины детали и по
"наибольшему диаметру.
При подрезке торцов припуск назначают равным а/2 на торец,
одящих промежу-
3. Таблица недействительна для деталей, прох
яую термическую сюраооТкУТ^
4. Предельное отклонение диаметра — по Й12.
Припуски на обработку деталей типа тел вращения 233
29. Технологические припуски на зажим заготовок в патронах
или цангах токарных и токарно-револьверных станков
Размеры, мм
До 6
Св. 6 до 10
Св. 10 до 18
Св. 18 до 30
Св. 30 до 80
Св. 80 до 150
Св. 150 до 200
Профиль заготовки
<и
До 5
Св. 5 до 8
Св. 8 до 15
Св. 15 до 25
Св. 25 до 70
Св. 70 до 130
Св. 130 до 172
11
До 4
Св. 4 до 7
Св. 7 до 12
Св. 12 до 21
Св. 21 до 57
Св. 57 до 107
Св. 107 до 143
Пр1
а)
ю
14
20
28
35
43
Примечание. Припуск следует предусматривать тот
в тех случаях, когда по техническим условиям деталь должна С
изготовлена с одного установа.
пуск
о
а,
о
ю
12
16
20
20
25
33
ько
ыть
30. Припуски на зажим заготовок в автоматах
Размеры, мм
Одношпин-
дельные
(револьверного типа)
Одношпин-
дельные
продольного точения
Много-
шпиндельные
1216-4К,
5225-6К
Б240-6
1Б265-6К
234
Операционные припуски
31. Рациональный выбор размера заготовок под фрезерование
квадратов и шестигранников
а или Ь
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
I
Об
рона кв
э
1,41
2,83
4,24
5,66
7,07
8,48
9,90
11,31
12,73
14,14
15,56
16,97
18,38
19,80
21,21
22,63
24,04
1 "■
1,16
2,31
3,47
4,62
5,78
6,93
8,09
9,24
10,40
11,55
12,71
13,86
15,02
16,17
17,32
18,48
19,64
означения: /), ^
адрата; Ь — стс
1хч\ д
/У у
Раз
а или Ь
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
54
!?1 — диа»
фона шее
•■о
1'
й
меры, мм
о
25,46
26,87
28,28
29,70
31,11
32,53
33,94
35,36
36,77
38,18
39,60
41,01
42,43
43,48
45,25
46,66
48,08
Ог
20,79
21,87
23,10
24,26
25,41
26,57
27,72
28,88
30,09
31,19
32,34
33,50
34,65
35,81
36,96
38,12
39,27
[етр описанной
тигранника.
м
1
<55Ъ
а или Ь
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
т
49г50
50,91
52,32
53,74
55,15
56,57
57,97
59,40
60,80
62,22
63,64
65,05
66,49
67,88
69,29
70,71
Пг
40,42
41,58
42,74
43,89
45,04
46,20
47,36
48,51
49,57
50,82
51,96
53,13
54,09
55,44
56,60
57,80
окружности; а — сто-
ТЕХНОЛОГИЧЕСКИЕ ПРИПУСКИ
НА ОБРАБОТКУ РЕЗАНИЕМ СВАРНЫХ
МЕТАЛЛОКОНСТРУКЦИЙ
Технологический припуск в соответствии с
РТМ 24.94010—75 устанавливают в зависимости от
наибольшего размера обрабатываемой поверхности и размера
между исходной базой и плоскостью, подлежащей
обработке (рис, 13). Под наибольшим размером А обрабатывае-
Техно логические припуски на обработку резанием 235
м <*>'
| |^^/у-А| -рЛ-Л-Л-]
\. ^
^Щ
1м
4*4
1\
1
Рис. 13. Припуски на
плоские поверхности
сварной конструкции
мых поверхностей условно принята большая сторона
прямоугольника, описывающего общие контуры
обрабатываемой поверхности. Припуск В на обработку деталей,
расположенных в одной обрабатываемой плоскости, но
на различном расстоянии от исходной базы, должен быть
одинаков. В этом случае наибольшим размером
обрабатываемой" плоскости является максимальное расстояние
между деталями, включая их длины. Вторым параметром
считается наибольшее расстояние Н от исходной базы
до обрабатываемой поверхности.
Значения припусков на обработку плоскостей в
металлоконструкциях приведены в табл. 32. Толщина
плоских деталей после обработки должна быть не менее
3—4 мм.
Припуск В на цилиндрическую поверхность (рис. 14)
назначают в зависимости от ее радиуса Я. Другим
параметром — наибольшим размером обрабатываемой
цилиндрической поверхности, определяющим значение
припуска, является либо большая длина Б образующей
(длина обработки), либо размер Я между исходной базой
и центром цилиндрической поверхности. В конструкциях,
в которых размер между базой и осью цилиндрической
поверхности отсутствует, например в трубах» втулках и
других, вторым параметром, определяющим припуск»
необходимо считать радиус обработки, если он больше
образующей обрабатываемой поверхности.
236
Операционные приписка
А-А
Рис. 14. Припуски на цилиндрические поверхности сварной
конструкции
32. Максимальные величины припусков на обработку
плоских поверхностей
Размеры, мм
А °«
Ь « с
* - 2
Бе *
^11
X Ш в С
в ©о Ч
0« к о С
50
100
150
200
250
300
350
400
450
500
600
700
800
900
1000
1250
1500
1 750
Наибольший размер обрнбатыв
100
А
Ч
5
5
5
о
о
5
5
5
о
5
5
5
5
5
5
5
5
ю
5
5
5
5
о
5
5
5
о
с
О
о
5
5
5
5
5
5
6
о
5 5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
5
6
6
1
5
5
5
5
5
5
5
5
5
0
5
5
с
о
5
6
6
6
|
о
о
5
5
5
5
5
5
5
5
5
5
5
5
5
5
6
6
6
в
1
350
5
5
5
5
5
5
5
5
5
5
5
5
5
6
6
6
8
81
400
5
5
5
5
5
5
5
5
5
5
5
5
6
6
6
6
8
10
450
5
5
5
5
5
5
5
5
5
5
5
6
6
6
8
8
10
,0
500
5
5
5
5
5
5
5
5
5
5
6
6
6
8
8
10
10
10
009
5
5
5
5
5
5
5
5
5
6
6
6
8
8
10
10
10
10
700
5
5
5
5
5
5
5
5
6
6
6
8
8
10
10
10
10
10
800
5
5
5
5
5
5
5
6
6
6
8
8
10
10
10
10
10
10
аемой плоскости
900
5
5
5
5
5
5
6
6
6
8
8
10
10
10
10
10
10
10
1000
5
5
5
5
5
6
6
6
8
8
10
10
10
10
10
10
10
10
1250
5
5
5
5
6
6
6
8
8
10
10
10
10
10
10
10
10
10
1500
5
5
5
6
6
6
8
8
10
10
10
10
10
10
10
10
10
10
1750
5
ь
6
6
6
8
8
10
10
10
10
10
10
10
10
10
10
12
2000
5
6
в
6
8
8
10
10
10
10
10
10
10
10
10
10
12
12
Технологические припуски на обработку резанием 237
Продолжение табл. 32
Размер от
исходной базы
до
обрабатываемой плоскости
2 000
2 500
3 000
3 500
4 000
4 500
5 000
5 500
6 000
6 500
7 000
7 500
8 000
8 500
9 000
9 500
10 000
15 000
Наибольший размер обрабатываемой плоскости
1
о
6
6
6
8
8
10
10
10
10
10
10
10
10
10
10
12
12
15
о
ю
я
6
8
8
10
Ю
10
10
10
10
10
10
10
10
12
12
15
15
о
о
1
6 8
8 8
8 10
10 10
10 10
10 10
10 10
10 10
10 10
10 10
10 10
10 10
10 12
12 12
12 15
15 15
15 15
15 15
о
о
а
10
10
10
10
10
10
10
10
10
10
12
12
15
15
15
15
15
о
1С
10
10
10
10
10
10
10
10
10
10
12
12
15
15
15
15
15
15
о
о
-е-
10
10
10
10
10
10
10
10
10
12
12
15
15
15
15
15
15
15
1С
10
10
10
10
10
10
10
10
12
12
15
15
15
15
15
15
15
15
о
но
10
10
10
10
10
10
10
12
12
15
15
15
15
15
15
15
15
15
О
О
СО
10
10
10
10
10
10
12
12
15
15
15
15
15
15
15
15
15
15
1
о
г-
10
10
10
10
10
12
12
15
15
15
15
15
15
15
15
15
15
15
о
о
00
10
10
10
10
12
12
15
15
15
15
15
15
15
15
15
15
15
15
о
о
10
10
10
12
12
15
15
15
15
15
15
15
15
15
15
15
15
15
о
о
о
10
10
12
12
15
15
15
15
15
15
15
15
15
15
15
15
15
15
о
ю
10
12
12
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
1
о
ю
12
12
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
о-
12
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
о
о
СЧ
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
Продолжение табл. 38
Размер от
исходной базы до
обрабатываемой
плоскости
50
100
150
200
250
300
350
400
450
500
Наибольший размер обрабатываемой плоскости
о
о
ю
СЧ
6
6
6
8
8
10
10
10
10
10
о
о
о
6
6
8
8
10
10
10
10
10
10
о
о
со
6
8
8
10
10
10
10
10
10
10
о
о
о
8
8
10
10
10
10
10
10
10
10
о
о
ю
8
10
10
10
10
10
10
10
10
10
о
о
о
ю
10
10
10
10
10
10
10
10
10
10
о
о
ю
ю
10
10
10
10
10
10
10
10
10
12
о
о
о
со
10
10
10
10
10
10
10
10
12
12
о
о
из
со
10
10
10
10
10
10
10
12
12
15
о
о
о
10
10
10
10
10
10
12
12
15
15
о
о
ю
10
10
10
10
10
12
12
15
15
15
о
о
10
10
10
10
12
12
15
15
15
15
о
о
30
10
10
10
12
12
15
15
15
15
15
о
о
10
10
12
12
15
15
15
15
15
15
о
о
о
о
о
2
12 12 15
12 12 15
12 15 15
15 15 15
| 15 15 15
15 15 15
15 15 15:
154 15 18
15 15 15
151 15 15
238 Операционные припуски
Продолжение табл. 32
58*
са з Й
со X ==
га у о о
а к ^ е
600
700
800
900
1000
1250
1 500
1 750
2 000
2 500
3 000
3 500
4 000
4 500
5 000
5 500
6 000
6 500
7 000
7 500
8 000
8 500
9 000
9 500
10 000
15 000
Наибольший ра
умер
об;
>абатыпаемоГ
1С
СО
10
10
10
10
10
12
12
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
о
10
10
10
10
12
12
15
15
15
15
35
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
о
10
10
10
12
12
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
о
о
10
10
12
12
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
4500
10
12
12
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
5000
12
12
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
5500
12
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
20
0009
15
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
20
20
6500 .
15
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
20
20
20
7000
15
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
20
20
20
22
7500
15
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
20
20
20
22
22
8000
15
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
20
20
20
22
22
22
плоскости
8500
15
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
20
20
20
22
22
22
22
9000
15
15
15
15
15
15
15
15
18
18
18
18
18
20
20
.20
20
20
20
20
20
22
22
22
22
22
9500
15
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
20
20
20
22
22
22
22
22
22
10 000
15
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
20
20
20
22
22
22
22
22
22
22
15 000
15
15
15
15
15
18
18
18
18
18
20
20
20
20
20
20
20
20
22
22
22
22
22
22
22
22
Значения технологических припусков на обработку
цилиндрических поверхностей приведены в табл. 33.
Для конструкций из средне- и высоколегированных
сталей припуски, указанные в табл. 32 и 33, допускается
назначать на 30 % больше относительно табличного.
Если правкой заготовки можно снизить величину
отклонений от чертежных размеров, припуск следует
уменьшить до 30 %. На изделия разового изготовления
допускается увеличение табличных значений припусков на
15 %, но не более 3 мм.
Технологические припуски на обработку резанием 239
Ǥ
Он
ю
о
ей
аз
я
и
>ъ
с
X
Он
с
-а
Он
су
ё
го
8
Радиус обрабатываемой поверхности
0003
009>
000^
озле
0098
ОЗбБ
000Е
0096
0955
0002
0911
0091
0531
0001
006
008
002
009
003
09^
00^
092
оое
092
003
091
001
09
Длина
образующей или
размер между
исходной базой и
осью
цилиндрической
поверхности
ю
см
см
СМ
см
см
СМ
см
<м
см
о
о
о
о
о
00
СО
СО
СО
СО
СО
СО
СО
СО
ю
ю
**
■**
ю
ю
СМ
см
см
см
см
СМ
см
см
см
о
о
о
о
о
00
00
со
со
СО
СО
со
СО
СО
ю
ш
^
ю
ю
ю
см
СМ
СМ
см
СМ
СМ
см
СМ
СМ
о
о
о
о
о
00
СО
со
СО
со
со
со
СО
СО
ю
1П
ююоооосооооосоооо
юююоооооооооооооо
ЮЮЮЮООСОСОСОСОООО
юююююоооооооооосо
СМЮЮЮЮЮСОСОСОСО-СО
МС1ЮЮЮЮСОСОСОСОСО
смсмсмгоююиэсосососо
<М(М СМЮЮ1ПЮООСОООСО
СМСМ01Ю1ЛЮЮЮООСОСО
смсмсмююьоюююсоао
СЧСМСМСМЮЮ'Л^ щ СО ОО
(МСМСМСМЮЮЮ10ЮЮСО
смсчсмсмсмюююююю
СМСМСМсМсМСМ101ЛЮЮЮ
осмсмсмсмемсмютюю
ООСМСМСМСМСМСМЮ1Л1Л
о оосмсмсмсмемсм юю-
ооооемсмсмсмсмсмю
ОООООсМсМСМСМсМСМ
00ОООООСМСМСМСМСМ1
СОООООООсМСМсМСМ
ООООООООООСМСМСМ
сосоооооооосмсч
00С00000ОООООО04
ооаОСОСОСОООООООО
сооооооососооосоооо
сососососооооооосооо
Юсососососоооаососс О
оооооооооооооо
—
240
Операционные припуски
со
*■*
ю
та
»1а"
^
К
Продо
ВС
х
с
о
в2
О
V
@
(С
СО
О-
03
о.
А сук
?.8Я
22§
аак
^^о
о я к
я*«
8
0005
00?'
000*
09/е
оо?е
052Е
ооое
.0096
09^5
000с
0621
0091
0921
0001
006
008
00/
009
005
03*
00*
оде
оое
очг
оог
051
001
09
Се
о ° -
ОС1
чес
нос
~ —■ х
Р. о.
О Ш ш
баз
ПО
о
сч
о
сч
о
сч
о
сч
о
сч
оо
™
00
СО
со
оо
00
00
"■"*
00
ю
ю
ю
ю
ю
ю
сч
сч
сч
сч
сч
сч
о
о
о
о
о
о
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
оо
00
00
оо
00
оо
***
00
00
ю
ьО
ю
ю
1П
ю
сч
сч
сч
сч
сч
сч
^,
о
8
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
00
'
оо
—
00
00
со
—ы
00
00
оо
ю
ю
ю
1П
ю
ю
сч
сч
сч
сч
сч
о
о
о
о
т
о
сч
о
См
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
00
К—1
00
00
00
""-'
00
00
00
00
ио
ю
ю
ю
ю
сч
сч
сч
сч
сч
сч
о
о
ю
г-
"■'
сч
сч
о
сч
о
сч
о
сч
о
сч
о
см
о
сч
о
сч
о
сч
00
00
00
~
00
оо
00
00
ю
ю
ю
ю
т
ю
сч
сч
сч
сч
сч
сч
о
о
о
сч
сч
сч
сч
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
00
оо
»—1
00
00
00
00
ОО
ю
ю
ю
ю
ю
сч
сч
сч
сч
сч
сч
о
ю
сч
сч
сч
сч
сч
сч
сч
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
о
сч
00
*"^
оо
00
оо
О0
00
оо
ю
1С
ю
ю
сч
сч
сч
сч
сч
сч
о
о
ю
сч
сч
сч
сч
сч
сч
сч
сч
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
со
00
ОО
00
ОО
СО
ю
ю
10
ю
ю
сч
сч
сч
сч
сч
о
о
о
со
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
00
00
00
00
00
00
ю
ю
ю
ю
Ю
сч
сч
сч
сч
о
ю
сч
со
сч
сч
ГЧ
^ч
сч
сч
сч
сч
сч
сч
СЧ
сч
о
сч
о
СЧ
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
00
00
00
00
ОТ)
ю
ю
ю
ю
ю
сч
сч
сч
сч
о
о
ю
со
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
оо
со
00
00
00
00
ю
ю
ю
ю
ю
сч
сч
сч
о
ю
(^
СО
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
00
00
со
со
00
00
ю
ю
ю
ю
ю
сч
сч
о
о
о
^
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
ОО
ОО
оо
00
00
00
ю
ю
ю
ю
ю
сч
о
о
ю
^И
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
сч
о
00
00
00
0О
оо
00
ю
ю
ю
1С
ю
О Ш
о
о
ю
Механическая и газовая резка 241
МЕХАНИЧЕСКАЯ И ГАЗОВАЯ РЕЗКА
ЛИСТА И ФАСОННОГО ПРОКАТА
Детали и заготовки из листового проката с
прямым и косым резом получают на гильотинных,
консольных и комбинированных ножницах. Заготовки сложного
контура из листа получают на вырубных штамповочных
прессах, дисковых ножницах и вибрационных прессах.
Профильный прокат разрезают на трубоотрезных станках,
дисковых пилах, комбинированных (сортовых) ножницах
и специальных отрезных станках.
При разрезании на гильотинных и комбинированных
ножницах ножи не должны сминать обрезаемую кромку
и оставлять заусенцы более 0,5 мм. Отклонение от
перпендикулярности обрезаемой кромки к поверхности листа
или детали может составлять:
Толщина листа, мм До 8 10 ... 14 16 ... 20 22 и
более
Отклонение, мм 0,3 0,5 1,0 1,5
Припуски на обработку резанием листовых заготовок
из низколегированных и низкоуглеродистых сталей
должны соответствовать:
Толщина, мм . л—% Д° 5 5 ... 16 Св. 16
Припуск на сторону, мм 4—5 6—7 8—10
34. Отклонения от номинальных размеров листовых заготовок,
получаемых механической резкой
Размеры, мм
Номинальный
размер
До 650
650—1 000
1 000—1 500
1 500—2 500
2 500—5 000
5 000—10 000
Толщина заготовки
До 2
1,0
1,5
1.5
2,0
2,5
3,0
3—5
1,5
1,2
2,0
2,0
3,0
3,5
6—8
1,5
2,0
2,0
2,5
3,0
4,0
10-12
2,0
2,0
2.5
3,0
3,5
4,0
14 — 16
2,0
2,5
3,0
3,5
18—20
2,5
3,0
3,5
3,5
Примечание. Отклонения даны со знаком ±.
Операционные припуски
Разность длин диагоналей листовых заготовок,
получаемых механической резкой, не должна превышать:
Диагональ, мм До 2500 2500 ... 4500 4500 ... 9000 9 000 ... 15 000
Разность, мм 3 4 5 6
35. Отклонения от номинальных размеров по длине заготовок
из профильного проката при механической резке
Размеры, мм
Резка
По разметке
По упору
Размеры по длине заготовок
До 1500
1,5
1,0
Св. 1500
До 2500
2,0
1,5
Св. 2500
до 4500
2,5
2,0
Св. -E00
до 9000
3,0
2,5
Св. 9 000
До 15 000
3,5
3,0
- Примечание. Отклонения даны со знаком +.
Заготовки из листового проката под обработку
резанием могут быть получены газовой резкой. Газовую резку
разделяют на:
полуавтоматическую, обеспечивающую
прямолинейные или криволинейные с большим радиусом резы по
направляющим;
автоматическую, которую осуществляют по
металлическим копирам (одиночным или копир-щитом), чертежам-
копирам (фотокопирам), а также по управляющей
программе;
ручную, осуществляемую по разметке.
Пштуски на обработку заготовок из среднелегирован-
ных ^и среднеуглеродистых сталей (листовой прокат,
поковки) нужно назначать по табл. 36 и дополнительно
увеличивать на следующую величину:
Толщина листа, мм . '± . . . . . 4—25 25—50 50—100 100—300
Дополнительный припуск, мм . . 1,0 1,5 2,0 3,0
Припуски на обработку заготовок из коррозионно-
стойких сталей при плазменной резке должны быть не
ниже 7 мм при толщине до 16 мм, 10 ... 12 мм при
толщине 16 .,. 60 мм.
Механичеакая и газовая резка 243
36. Припуски под обработку на сторону листовых заготовок
из низкоуглеродистых и низколегированных сталей
при газовой резке
Размеры, мм
Резка
Автоматическая
автоматическая
Ручная
Наибольший
размер детали 1
-20—1 000
1 000—5 000
5 000—10 000
20—1 000
1 000—5 000
5 000—10 000
20—1 000
1 000—5 000
5 000—10 000
Толщина листа
4 — 10
3
4
6
4
6
7
5
7
10
10—25
4
5
7
5 \
7
8
6 ;
8
11
25 — 50
5
6
8
6
8
10
7 <
10
13
50—
100
7
10
7
10
13
9
13
16
100 —
200
7
10
14
9
13
17
12
17
21
200 —
300
9
12
11
16
15
21
Примечание. Припуск на обработку дан на сторону.
При газовой вырезке отверстий в заготовках
минимальный диаметр отверстий равен 1,56, где б —толщина
листа, но не менее 50 мм.
37. Отклонения от номинальных размеров деталей и заготовок
при машинной и ручной газовой резке
Размеры, мм
Резка
Машинная
(автоматическая,
луавтоматическая)
Ручная
Наибольший
размер детали
До 1000
1 000—2 500
2 500—5 000
5 000—10 000
До 1000
1 000—2 500
2 500—5 000
5 000—10 000
Толщина разрезаемого материала
До 25
2,0
2,5
3,0
4,0
3
3,5
4,0
5,0
25—50
2,5
3,0
3,5
4,5
3,5
4,0
4,5
5,5
50—
100
3,0
3,5
4,0
5,0
4,0
4,5
5,0
6,0
100— 1 200—
200 300
4,0
4,5
5,0
6,0
5Д
5,5
6,0
7,0
6,0
6,5
7,0
8,0
7,0
7,5
8,0
9,0
1
Примечание. Отклонения даны со знаком ±.
ГЛАВА 8
ОБРАБОТКА ОТВЕРСТИЙ
НА СВЕРЛИЛЬНЫХ
И РАСТОЧНЫХ СТАНКАХ
НАБОР РЕЖУЩИХ ИНСТРУМЕНТОВ
ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Ниже даны размеры сверл, зенкеров и
разверток при обработке отверстий диаметром от 3 до 150 мм
с полями допусков 7/7, Н8У Н9, #11, //12.
1. Диаметры инструментов для обработки отверстий
с полями допусков Н1 и //8
Размеры, мм
Два метр
отверстия
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
Сверло
Под
развертку
2,8
3,8
4,8
5,8
6,7
7,7
8,7
Под
зенкер
9,0
10,0
11,0
12,0
13,0
14,0
14,5
15,5
16,5
17,5
18,0
19,0
Зенкер черновой,
переход
1
2
3
1
Зенкер
№ 1
9,8
10,8
11,8
,42,8
/ 13,8
| 14,8
15,8
16,8
17,8
18,77
19,77
20,77
Развертка
черновая
6,969
7,969
8,969
9,969
10,963
11,963
12,963
13,963
14,963
■ 15,963
16,963
17,963-
18,954
19,954
20,954
чистовая
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
Набор режущих инструментов
Диаметр
отверстия
22
24
25
26
28
30
32
34
35
36
38
40
42
44
45
47
48
50
52
55
58
60
62
63
65
68
70
72
75
78 '
80
82
85
88
90
92
95
98
100
105
ПО
115
Сверло
20.0
22,0
23,0
24,0
26,0
28,0
29,0
31,0
32,0
33,0
35,0
37,0
39,0
41,0
42,0
44,0
45,0
47,0
49,0
52,0
55,0
55,0
30,0
30,0
30,0
32,0
36,0
36,0
36,0
40,0
40,0
45,0
45,0
50,0
50,0
50,0
55,0
32,0
32,0
40,0
45,0
50,0
Продолжение табл. 1
Зенкер черновой,
переход
1
60
60
62
65
68
68
72
75
75
78
80
85
85
85
90
65
65
75
80
85
2
95
95
100
105
ПО
з
Зенкер
№ 1
21,77
23,77
24,77
25,77
27,77
29,77
31,72
33,72
34,72
35,72
37,72
39,72
41,71
43,71
44,71
46,71
47,71
49,71
51,64
54,64
57,64
59,64
61,64
62,64
64,64
67,62
69,62
71,62
74,62
77,62
79,62
81,54
84,54
87,54
89,54
91,54
94,54
97,54
99,54
104,52
109,52
114,52
Развертка
•
черно- !
вая
21,954
23,954
24,947
25,947
27,947
29,947
31,934
33,934
34,934
35,934
37,934
39,934
41,924
43,924
44,924
46,924
47,924
49,924
51,906
54,906
57,906
59,906
61,906
62,906
64,906
67,891
69,891
71,891
74,891
77,891
79,891
81,868
84,868
87,868
89,868
91,868
94,868
97,868
99,868
104,848
109,848
114,848
чистовая
22
24
25
26
28
30
32
34
35
36
38
40
42
44
45
47
48
50
52
55
58
60
62
63
65
68
70
72
75
78
80
82
85
88
90
92
95
98
100
105
НО
115 '
246 Обработка отверстий
Продолжение табл.
Диа метр
отверстия
120
125
130
140
150
Св ерло
55,0
55,0
55,0
50,0
55,0
Зенкер черновой,
переход
1
90
90
90
85
90
2
115
115
120
МО
120
3
130
140
Зенкер
№ I
119,52
124,42
129,42
139,42
149,40
Развертка
черновая
119,848
124,820
129,820
139,820
149,800
чистовая
120
125
130
140
150
Примечание. Для сверла, зенкера для черновой обработки
и развертки для чистовой обработки даны номинальные диаметры,
а для зенкера № 1 и развертки для черновой обработки —
наибольший диаметр.
2, Диаметр инструментов для обработки отверстий
с полем допуска #9
Размеры, мм
Диаметр
отверстая
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Сверло
Под
развертку
4,8
5,8
6,7
7,7
8,7
Под
зенкер
9,0
10,0
11,0
12,0
13,0
14,0
14,5
15,5
16,5
Зенкер черновой
Переход
I
2
3
Зенкер
Яз 1
9,80
10,80
11,80
12,80
13,80
14,80
15,80
16,80
17,80
Развертка
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Набор режущих инструментов 247
Продолжение табл. 2
Диаметр
отверстия
19
20
21
22
24
25
26
28
30
32
34
35
36
38
40
42
44
45
47
48
50
52
55
58
60
62
63
65
68
70
72
75
78
80
82
85
88
90
92
95
98
100
105
ПО
Сверло
17,5
18,0
19,0
20,0
22,0
23,0
24,0
26,0
28,0
29,0
31,0
32,0
33,0
35,0
37,0
39,0
41,0
42,0
44,0
45,0
47,0
49,0
52,0
55,0
55,0
30,0
30,0
30,0
32,0
36,0
36,0
36,0
40,0
40,0
45,0
45,0
50,0
50,0
50,0
55,0
32,0
32,0
40,0
45,0
Зенкер черновой
Переход
1
60
60
62
65
68
68
72
75
75
78
80
85
85
85
90
65
65
75
80
2
95
95
100
105
3
Зенкер
№ 1
18,77
19,77
20,77
21,77
23,77
24,77
25,77
27,77
29,77
31,72
33,72
34,72
35,72
37,72
39,72
41,71
43,71
44,71
46,71
47,71
49,71
51,64
54,64
57,64
59,64
61,64
62,64
64,64
67,62
69,62
71,62
74,62
77,62
79,62
81,54
84,54
87,54
89,54
92,54
94,54
97,54
99,54
104,52
109,52
<>
Развертка
19
20
21
22
24
25
26
28
30
32
34
35
36
38
40
42
44
45
47
48
50
52
55
58
60
62
63
65
68
70
72
75
78
80
82
85
88
90
92
95
98
100
105
ПО
248 Обработка отверстий
Продолжение табл. 5
Диаметр
отверстия
115
120
125
130
140
150
Сверло
50,0
55,0
55,0
55,0
50.0
55,0
Примечаг
Зенкер черновой
Переход
1
85
90
90
90
85
90
2
110
115
115
120
ПО
120
■ и я: 1. Для сверла,
з
130
140
Зенкер
№ 1
114,52
119,52
124,42
129,42
139,42
149,40
Развертка
115
120
125
130
140
150
зенкера для черновой обра-
ботки и развертки даны номинальные диаметры, а для зенкера № 1 —
наибольший.
2. Зенкер №
1 предназначен для
предварительной обработки.
Наборы режущих инструментов для обработки
отверстий с полем допуска #12 и параметром шероховатости
поверхности не выше Кг=40 должны соответствовать
набору инструментов для обработки отверстий с полем
допуска ЯП по табл. 3.
Число инструментов по диаметрам (сверл, зенкеров)
следует увеличивать только в том случае, когда при преду-
3. Диаметры инструментов для обработки отверстий
с полем допуска НИ
Размеры, мм
1 Диаметр
отверстия
1
1
з
4
5
6
, 7
8
9
Сверло
Под
развертку
2,8
3,8
4,8
5,8
6,7
7,7
8,7
Зенкер черновой
Переход
1
1
2 3
Зенкер
№ 2
Развертка
3
4
5
6
7
8
9
Набор режущих инструментов
249
Продолжение табл. 3
Диаметр
отверстия
10
11
12
13
14
15
16
17
18
19
20
21
22
24
25
26
28
30
32
34
35
36
38
40
42
44
45
47
48
50
52
55
58
60
62
63
65
68
70
72
75
Сверло
Под
зенкер
9,0
10,0
11,0
12,0
13,0
14,0
14,5
15,5
16,5
17,5
18,0
19,0-
20,0
22,0
23,0
24,0
26,0
28.0
29.0
31,0
32,0
33,0
35,0
37,0
39,0
41,0
42,0
44,0
45,0
47,0
49,0
52,0
55,0
55,0
30,0
30,0
30,0
32,0
36,0
36,0
36,0
Зенкер черновой
Переход
]
2
1
60
60
62
65
68
68
72
__
3
Зенкер
10,050
11,065
12,065
13,065
14,065
15,065
16,065
17,065
18,065
19,080
20,080
21,080
22,080
24,080
25.080
26,080
28,080
30,080
32,095
34,095
35,095
36,095
38,095
40,095
42,095
44,095
45,095
47,095
48,095
50,095
52,115
55,115
58,115
60,115
62,115
63,115
65,115
68,115
70,115
72,115
75,115
Развертка
|
1
1
250 Обработка отверстий
Продолжение табл. 3
] Диаметр
|
отверстия
78
80
82
85
88
90
92
95
98
100
105
ПО
115
120
125
130
140
150
Сверло
40,0
40,0
45,0
45,0
50,0
50,0
50,0
55,0
32,0
32,0
40,0
-45,0
50,0
55,0
55,0
55,0
50,0
55,0
Примечав
Зенкер черновой
Переход
1
75
75
78
80
85
85 '
85
90
65
65
75
80
85
90
90
90
85
90
о
95
95
100
105
ПО
115
115
120
ПО
120
3
130
140
Зенкер
№ 2
78,115
80,115
82,130
85,130
88,130
90,130
92,130
95,130
98,130
100,130
105,130
110,130
115,130
120,130
125,150
130,150
140,150
150,150
Разверт*
ка
.
" и я: I. Для сверла, зенкера для черновой обра-
оотки я развертки даны номинальные диаметры» а для зенкера № 2 —
наибольший.
2. Зенкер №
2 предназначен для окон чате л ы
юй обработки.
смотренном стандартом наборе и заданных режимах
резания превышается допустимый для станка кр'утящий
момент. Отверстия с неравномерными припусками
(полученные литьем, штамповкой и газовой резкой) допускается
предварительно растачивать резцом и окончательно
обрабатывать предшествующим из набора инструментом и
инструментом для чистовой обработки.
Применяют развертки с углом в плане ф = 5° для
обработки хрупких материалов, <р = 15° для обработки
вязких материалов и ф = 45° для обработки глухих
отверстий.
Принятые наборы инструментов обеспечивают
следующие параметры шероховатости поверхностей: /?а=1,25—
для отверстий с полем допуска #7 и #8; #а—2,5—для
отверстий с полем допуска #9; #2=20—для отверстий
с полем допуска #11 и диаметром не более 32 мм; Яг =40—
Набор режущих инструментов
251
диаметром свыше
для отверстий с полем допуска ЯП
32 мм.
Для получения /?а= 1,25 в отверстиях с полем допуска
#9 следует применять набор инструментов для обработки
отверстий с полями допусков #7 и #8 с чистовой
разверткой, имеющей поле допуска #9. Для получения #а=2,5
в отверстиях с полем допуска ЯП следует применять
набор инструментов для обработки отверстий с полем
допуска Я9 и с разверткой, имеющей поле допуска #11.
Принятые наборы инструментов обеспечивают
необходимую точность и шероховатость при обработке деталей
из различных металлов и сплавов, включая
труднообрабатываемые. При обработке труднообрабатываемых
сталей необходимо учитывать особенности геометрии
режущего инструмента.
Зенкеры, размеры которых приведены в табл. 4,
предназначены для предварительной (зенкер № 1) и
окончательной (зенкер № 2) обработки отверстий. Зенкер № 1
рекомендуется применять под развертки, имеющие
заборную часть с углом в плане ф = 5; 15 и 45°. Зенкер №2 —
для окончательной обработки отверстий с полем допуска
ЯП.
Цилиндрические развертки для обработки отверстий
имеют следующие поля допусков: чистовые — #7, #8,
Я9, ЯП, черновые — /78. Допуски на диаметр разверток
до 120 мм — по ГОСТ 13779—77.
Исполнительные размеры зенкеров
Размеры, мм
Номинальный
диаметр
10
11
12
13
14
15
16
17
18
Зенкер Л"9 1
Наибольший
диаметр
9,8
10,8
11,8
12,8
13,8
14,8
15,8
16,8
17,8
Предельное
отклонение
—0,025
—0,035
Зенкер Л» 3
Наибольший
диаметр
10,050
11,065
12,065
13,065
14,065
15,065
16,065
17,065
18,065
Предельное
отклонение
—0,025
.-0,035
252 Обработка отверстии
Продолжение табл.
Номинальный
диаметр
19
20
21
22
24
25
26
27
28
30
32
34
35
36
38
40
42
44
45
46
47
48
50
52
55
58
- 60
62
63
65
68
70
72
75
78
80
82
85
88
, , ,
Зенкер № 1
Наибольший
диаметр
18,77
19,77
20,77
21,77
23,77
24,77
25,77
26,77
27,77
29,77
31,72
33,72
34,72
35,72
37,72
39,72
41,71
43,71
44,71
45,71
46,71
47,71
49,71
51,64
54,64
57,64
59,64
61,64
62,64
64,64
67,62
69,62
71,62
74,62
77,62
79,62
81,54
84,54
87,54
Предельное
отклонение
—0,04
—0,05
—0,06
—0,065
Зенкер № 2
Наибольший
диаметр
19,080
20,080
21,080
22,080
24,080
25,080
26,080
27,080
28,080
30,080
32,095
34,095
35,095
36,095
38,095
40.095
42,095
44,095
45,095
45,095
47,095
48,095
50,095
52,115
55,115
58,115
60,115
62,115
63,115
65,115
68,115
70,115
72,115
75,115
78,115
80,115
82,130
85,130
88,130
Предельное
отклонение
—0,04
—0,05
—0,06
—0,065
Набор режущих инструментов
253
Продолжение табл. 4
Номинальный
диаметр
90
92
95
98
100
105
ПО
115
120
125
130
135
140
145
150
Зенкер № 1
Наибольший
диаметр
89,54
91,54
94,54
97,54
99,54
104;52
109,52
114,52
119,52
124,42
129,42
134,42
139,42
144,40
149,40
Предельное
отклонение
—0,065
—0,075
Зенкер № 2
Наибольший
диаметр
90,130
92,130
95,130 !
98,130
100,130
105,130
110,130
115,130
120,130
125,150
130,150
135,150
140,150
145,150
150,150
Предельное
отклонение
—0,065
—0,075
Точность выверки положения детали относительно
рабочих органов станка должна соответствовать
техническим требованиям, заданным в чертеже, с учетом нормы
точности на расточной станок по ГОСТу и допустимого
отклонения геометрической формы поверхности, по
которой проводят выверку. Способы выверки приведены в
табл. 8,
5. Исполнительные размеры чистовых разверток по #7, #8
Размеры, мм
Номинальный
диаметр
От 1 до 3
Св. 3
ДО 6
Св. 6
до 10
Поля допусков отверстий
Ю
Наибольший
диаметр
О + 0,008
Э+ 0,010
й+ 0,012
Отклонение
—0,004
—0,005
—0,006
#8
Наибольший
диаметр
0+ 0,011
0+ 0,015
О + 0,018
Отклонение
—0,005
—0,007
-0,008
Ю, #8
Наименьший
диаметр
О — 0,003
О — 0,004
О _ 0,004
254
Обработка отверстий
Продолжение табл. 5
Номинальный
диаметр
О
Св. 10
До 18
Св. 18
до 30
Св. 30
до 50
Св. 50
до 80
Св. 80
до 120
Св. 120
' до 180
Св. 180
до 250
\ Св. 250
до 315
Св. 315
до 400
Св. 400
до 500
Поля допусков отверстий
Н7 И8
Наибольший
диаметр
0 + 0,015
В + 0,017
В + 0,021
В + 0,025
О + 0,029
О + 0,034
В + 0,039
В + 0,044
В + 0,048
В + 0,053
Отклонение
—0,007
—0,008
—0,009
—0,011
—0,013
—0,014
—0,016
—0,019
—0,021
—0,023
Наибольший
диаметр
В + 0,022
В + 0,028
В + 0,033
В + 0,039
В + 0,045
В Щ 0,053
В + 0,061
В + 0,068
В + 0,075
В + 0,082-
Отклонение
—0,010
—0,012
—0,014
—0,017
—0,019
—0,023
—0,026
—0,029
—0,032
—0,035
т, нв
Наименьший
диаметр
В — 0,005
В — 0,005
В — 0,006
В — 0,007
В — 0,008
В — 0,009
В — 0,010
В —0,010
В —0,010
В — 0,010
6. Исполнительные размеры чистовых разверток по //9, //11
Размеры, мм
Номинальный
диаметр
В
От 1 до 3
Св. 3
до 6
Св. 6
ДО Ю
Св. 10
До 18
Поля допусков отверстий
И9
Наибольший
диаметр
В+ 0,021
В + 0,025
В + 0,030
В + 0,036
Отклонение
—0,009
—0,011
—0,013
—0,016
ни
Наибольший
диаметр
В + 0,051
В + 0,063
В + 0,076
В + 0,093
Отклонение
—0,021
—0,027
—0,032
—0,039
#7, НВ, Н9,
ни
Наименьший
диаметр
О — 0,003
Р — 0,004
В — 0,004
В — 0,005
Набор режущих инструментов 255
Продолжение табл. 6
Номинальный
диаметр
Св. 18
до 30
Св. 30
до 50
Св. 50
до 80
Св. 80
до 120
Св. 120
до 180
Св. 180
до 250
Св. 315
до 400
Св. 400
до 500
Поля допусков отверстий
#9
Наибольший
диаметр
В + 0,044
В Щ 0,052
В + 0,062
В + 0,073
В + 0,085
В + 0,097
В+ 0,119
В+ 0,131
Отклонение
—0,019
—0,022
—0,026
—0,031
—0,036
—0,041
—0,050
—0,056
ЯП
Наибольший
диаметр
В+ 0,110
В+ 0,136
0 + 0,161
В + 0,187
В + 0,212
В + 0,246
В + 0,306
В + 0,340
Отклонение
—0,046
—0,056
—0,067
—0,077
—0,090
—0,104
—0,129
—0,144
Н7, НВ, #9,
ни
Наименьший
диаметр
И _ 0,005
В — 0,006
В — 0,007
В — 0,008
В — 0,009
В —0,010
В —0,010
В — 0,010
7. Исполнительные размеры черновых разверток
Размеры, мм
Номинальный
диаметр О
От 1 до 3
Св^ 3 до 6
Св.* 6 до 10
Св. 10 до 18
Св. 18 до 24
Св. 24 до 30
Св. 30 до 40
Св. 40 до 50
Св. 50 до 65
Св. 65 до 80
Св. 80 до 100
Св. 100 до 120
Св. 120 до 140
Св. 140 до 150
Поле допуска отверстия С/8
Наибольший
диаметр
В — 0,020
В — 0,026
0—0,031
В — 0,037
О _ 0,046
В — 0,053
В — 0,066
В — 0,076
В — 0,094
В —0,109
0—0,132
0—0,152
0 — 0,180
О — 0,200
Отклонение
—0,005
—0,006
—0,008
—0,009
—0,012
—0,012
—0,014
—0,014
—0,016
—0,016
«-0,019
—0,019
—0,019
—0,022
Наименьший
(изношенный)
диаметр
В — 0,035
О — 0,045
О — 0,054
О — 0,065
О — 0,079
О __ 0,086
О —0,105
О —0,115
О—0.140
0 — 0,155
О —0,186
О — 0,206
О — 0,242
О — 0,2§2
256
Обработка отверстий
ВЫВЕРКА ПОЛОЖЕНИЯ ДЕТАЛЕЙ
НА РАСТОЧНЫХ СТАНКАХ
8. Способы определения положения деталей на расточных станках
Параметр и метод его
проверки
Параллельность пазового
упора относительно
шпинделя. В шпинделе укрепляют
оправку с индикатором, щуп
которого касается
контролируемого упора.
Показания индикатора не должны
превышать величины,
заданной технологическим
процессом при перемещении.
стола или пиноли шпинделя
Параллельность плоскости
угольника пазу стола и
шпинделю.
Предварительную выверку осуществляют
с помощью масштабной
линейки относительно паза
стола, окончательную —
державкой с индикатором,
укрепляемой в шпинделе.
При перемещении щупа
индикатора по
контролируемой плоскости угольника
(направления перемещения
указаны стрелками)
показания индикатора не должны
превышать величины,
заданной технологическим
процессом
Параллельность осей вала!
и шпинделя 2. В шпинДеле
укрепляют державку 3 с
индикатором, щуп которого
при перемещении стола или
шпинделя перемещается
вдоль образующей
контролируемого вала в двух
взаимно перпендикулярных
плоскостях. Показания
индикатора при этих
перемещениях не должны
превышать величины, заданной
технологическим процессом
Выверка положения деталей на расточных
станках
257
1р одолжение табл. 8
Схема
Параметр и метод его
проверки
Перпендикулярность оси еа- \
ла 1 к оси шпинделя 2.
В шпинделе укрепляют
державку 3 с индикатором.
Выверку можно считать
выполненной, если при
полном обороте шпинделя
максимальные показания
индикатора в моменты касания
щупом контролируемого
вала не будут превышать
величины, заданной
технологическим процессом
Параллельность плоскости
детали плоскости стола.
Проверяют с помощью
индикатора на подставке;
подставку передвигают по
столу станка, а щуп
индикатора — по контролируемой
плоскости детали, при этом
показания индикатора не
должны превышать
величины, заданной
технологическим процессом. Подставку
с индикатором можно
заменить подставкой с
чертилкой. Параллельность
контролируют по наличию
постоянного зазора (его можно
оценить с помощью полоски
тонкой бумаги) между остри-
I ем чертилки и плоскостью
1 детали при разных подоже-
| ниях подставки
Маракулин И. В. и др.
258
Обработка отверстий
Схема
кт>л
Ш
Продолжение табл. 8
Параметр и метод его
проверки
Параллельность плоскости
детали направлению
перемещения стола и шпинделя.
Выверяют с помощью
державки с индикатором,
укрепленной в шпинделе. При
осевом перемещении
шпинделя и перемещениях стола
показания индикатора, щуп
которого касается
плоскости детали, не должны
превышать величины, заданной
технологическим процессом
Параллельность боковой
поверхности детали оси
шпинделя. Проверяют
индикатором на державке,
установленной в шпинделе. При
осевом перемещении шпинделя
показания индикатора, щуп
которого касается боковой
поверхности детали, не
должны превышать величины,
заданной технологическим
процессом.
Державка с индикатором
может быть заменена
державкой с чертилкой.
Требуемое положение боковой
повер хности детали
оценивают по наличию
постоянного зазора между чертилкой
и боковой поверхностью
детали
Перпендикулярность
торцовой плоскости детали
к оси шпинделя. Проверяют
индикатором на державке,
укрепленной в шпинделе.
При повороте шпинделя на
360° показания индикатора,
щуп которого касается
торцовой поверхности детали,
не должны превышать
величины, заданной
технологическим процессом
Выверка положения деталей на расточных станках
Схема
Продолжение табл. 8
Параметр и метод его
проверки
Перпендикулярность
размеченного рисками торца
к оси шпинделя. Державку
с чертилкой укрепляют
в шпинделе. При повороте
шпинделя острие чертилки
должно совпадать с
рисками разметки. Выверка
горизонтального положения
размеченного торца ведется
рейсмусом с чертилкой,
перемещаемым по плоскости
стола
Положение детали, при
котором ось ранее
обработанного отверстия
параллельна оси шпинделя. Державку
с индикатором укрепляют
в шпинделе, а оправку —
в отверстий детали.
Проверку считают законченной,
когда, разворачивая деталь,
добиваются
параллельности оправки оси шпинделя
с точностью, заданной
технологическим процессом
Точность выверки закладывает технолог в
технологический процесс. В производственных условиях Урал-
машзавода точность выверки деталей принята
(ориентировочно) по разметке ±0,5 мм на длине детали, а по
обработанным поверхностям с /?2=20, #а=2,5 при выверке
с помощью индикатора точность ±@,02-^0,03) мм на
длине 1000 мм.
9*
Обработка отверстий
КОНСОЛЬНОЕ РАСТАЧИВАНИЕ
ОТВЕРСТИЙ И ДОПУСТИМЫЕ ВЫЛЕТЫ
ШПИНДЕЛЕЙ РАСТОЧНЫХ СТАНКОВ
Консольное растачивание — широко
применяемый способ обработки отверстий при единичном производи
стве. Его распространению способствовал тот факт, что
крупные расточные станки начали оснащать поворотными
столами, которые позволяют осуществлять координатное
растачивание без переустановки детали.
Консольное растачивание имеет ряд преимуществ по
сравнению с растачиванием борштангой. Например,
исключается необходимость установки борштанги и люнетной
стойки, выверка соосности их осей с осью шпинделя,
а также упрощается измерение диаметров в процессе"
растачивания отверстий. Применение коротких и жестких
оправок позволяет выполнять консольную обработку на
высоких скоростях. Все это снижает трудоемкость
обработки, особенно уменьшает вспомогательное время.
При консольном растачивании может подаваться стол
или шпиндель. При подаче стола вылет шпинделя и
жесткость системы
станок—приспособление—инструмент—заготовка остаются постоянными на всей длине
растачивания, в результате чего уменьшается конусообразность
отверстия, которая может получаться при обработке
с подачей шпинделя на различных вылетах.
В некоторых крупных расточных станках шпиндель
монтируют в четырехгранной выдвижной пиноли, которая
повышает жесткость шпинделя во время работы.
9. Рекомендуемые вылеты шпинделей расточных станков
при консольном растачивании отверстий
Размеры, мм
Диаметры шпинделей
90—110
125—150
130—160
Рекомендуемый вылет шпинделя
500—600
700—800
750—900
Консольное растачивание отверстий 261
Продолжение табл, 9
Диаметры шпинделей
180—250
320
Рекомендуемый вылет шпинделя
1000—1100
1800
Примечание. Допустимый вылет шпинделя равен пяти- ш
шести диаметрам. У?\
Вылет шпинделя / — это допустимое расстояние от
планшайбы (рис. 1, а) или торца выдвижного штосселя
(рис. 1, б) до режущей кромки резца, закрепленного в
расточной оправке. Применяемые при этом оправки
должны быть короткими и жесткими.
Если диаметр ^ обрабатываемого отверстия меньше
диаметра (I шпинделя, то при расчете длины вылета
принимают диаметр оправки, а растачивание выполняют
при подаче стола.
При растачивании отверстий / > Ы следует
применять растачивание с двух сторон с поворотом детали с
помощью поворотного стола или растачивание с
переустановкой детали.
Технологическим процессом обработки должна быть
предусмотрена соответствующая точность проверки
поворота стола с деталью или переустановки детали по
технологическим базам, а также совмещение оси вращения
Рис. 1. Схема растачивания при перемещении шпинделя:
1 ■*• шпиндель; 2 » деталь; 3 « оправка с резцом; 4 — штосе ель
262 Обработка отверстий
10. Рекомендуемые диаметры концевых расточных оправок
Размеры, мм
Диаметр
отверстия
18—24
24—28
30—34
35—42
44—52
Диаметр
расточной
оправки
16
22
27
32
40
Диаметр
отверстия
54—65
67—75
78—100
105—120
125—150
Диаметр
расточной
оправки
50
60
70
80
100
шпинделя с осью ранее расточенного отверстия путем
настройки шпинделя с помощью индикатора в центр
ранее расточенного отверстия или от базовой поверхности,
обеспечивая выполнение требований чертежа.
При растачивании отверстий с поворотом детали со
столом шпиндель по высоте рекомендуется не сбивать;
этим достигается более высокая соосность отверстий.
Диаметр растачиваемого отверстия ориентировочно
рекомендуется назначать до 2,85й шпинделя.
КОЛЬЦЕВОЕ СВЕРЛЕНИЕ
При кольцевом сверлении, т. е. когда в
сплошном металле требуется выполнить сквозные отверстия
диаметром более 90 мм большой глубины, применяют
инструмент, который осуществляет кольцевую обработку
с образованием центрального стержня.
Метод является производительным, поскольку
минимальное количество металла уходит в стружку, а
образовавшийся стержень можно использовать для изготовления
других деталей. Кольцевое сверление на Уралмашзаводе
используют для образования отверстий в таких деталях,
как подушки прокатных клетей, головки шпиндельных
соединений и др.
В условиях Ура-лмашзавода для кольцевого сверления
применяют агрегатную расточную головку 6 (рис. 2, а),
в шпиндель которой через переходник установлена бор-
штанга 4, на конце борштанги закреплено кольцевое
сверло 2. Борштанга опирается на стойку 3. Заготовка 7
(рис. 2, б) установлена на столе и надежно закреплена.
Борштанга с кольцевым сверлом, имеющим резцы /
Кольцевое сверление
Рис. 2. Агрегатная установка для кольцевого сверления в настроечном
(а) и рабочем (б) положениях
(рис. 2, а), расположенные по окружности, при вращении
от агрегатной головки вырезает кольцеобразный паз.
По окончании обработки из борштанги извлекают
образовавшийся сердечник.
В зону резания подается смазочно-охлаждающая
жидкость, для чего в установке имеется водоприемник 5 и
станция для подачи охлаждающей жидкости. Эмульсия
не только охлаждает резцы, но также уносит стружку
через зазор между борштангой и стенками отверстия.
В условиях Уралмашзавода такой способ обработка
применяют для сверления отверстий диаметром от 130 до
500 мм.
11. Размеры отверстий и применяемая оснастка при кольцевом сверлении на агрегатной
установке РАК-0-1 (см. рис, 2)
Диаметр
сверления, мм,
До
130
140
150
175
200
250
280
310
350
400
450
500
Сверла,
СТП 13-1
Обозначение
2307-7131
2307-7132
2307-7133
2307-7134
2307-7135
2307-7136
2307-7137
2307-7138
2307-7139
2307-7140
2307-7141
2307-7142
поз. 2,
90—81
Масса,
кг
6,822
8,122
9,122
10,022
10,122
14,022
16,422
19,122
21,122
22,022
26,022
30,022
Штанп
Обозначение
6214-7001
6214-7002
6214-7003
6214-7004
6214-7005
6214-7006
6214-7007
6214-7008
6214-7009
6214-7010
6214-7011
6214-7012
6214-7013
6214-7014
I, ПОЗ. 4,
Диаметр,
мм
100
ПО
140
160
210
235
265
310'
360
410
460
СТП 31-5
Длина,
мм
1500
2500
1500
1000
2000
1000
2000
2000
) —81
Масса,
КР
50,6
85,6
61,65
80,81
101,81
140,81
95,81
171,81
119,21
187,21
301,21
376,21
444,21
521,21
Резцы,
быстрорежущие
Обозначение
(масса)
Резец 1
2030-7151
@,22 кг)
Резец 2
2030-7152
@,26 кг)
Резец 3
2030-7153
@,35 кг)
поз. /
твердосплавные
Обозначение
(масса)
Резец 1
2030-7121
@,23 кг)
Резец 2
2030-7122
@,27 кг)
Резец 3
2030-7123
@,37 кг)
Переходники
Обозначение
6214-7021
6214-7022
6214-7023
Масса,
КР
15
12
26,
О
о
ел
о
§
о
3
с&
~о
5
4*-
о
о
Кольцевое
сверление
Растачивание
СО СО
^ 4*
СЛ СЛ
СО *—
со >—
СЛ О
со го
О СЛ
о ел
4^ со
*-* ю
-^ ел
4* СО
СО СО
4*. •—
СЛ 4>
-4 О
О СО
Ю СЛ
оо ел
о ел
СО СЛ
СО Со
со
СП
о
р
2 да о
й^з §
д 1? да
е- а с
й2й
р й да
ГЕ Н О
2 ф п>
СО
со ю
СО и-
4^ Ю
со ел
со ел
ел со
4*. 4^
СО N3
ел со
Ю СЛ
4ь N3
ЬО *-4
— ю
СЛ СО
со ►—
кэ сл
Р? Со
О сл
О *■
сл Со
с© СО
4* -*|
-Ч 4-
00 СО
о *^
СО
о
го да 2
р Й го
ЕС Й О
я ^ п>
со
сл сл
ел со
кг- СО
— 00
сл со
ел ел
~ сл
ю со
со о
сл ел
со ю
СЛ СО
СЛ СО
4* ЬО
ел -ч
о *ч
ел со
О Ь*
СЛ СО
СО 4*
О 00
СЛ СО
со Со
о ю
СО
о
^ о ад
2 да о
д ;Е го
да ? %
оэ Й ГО
§ 0> СО
СО
СЛ СЛ
о со
о со
О ОО
сл со
н-* СЛ
СО СЛ
^ СО
-ч о
сл сл
со ю
СО СО
►— СО
4^ (О
*— -ч
4>> СО
сл со
СО 4*
Оо оо
сл со
о ю
СЛ
о
ю о ад
Д 12 го
к со Я
да я $
Ы К о
я л ГС
го
СЛ *^
О 4^
00 «—
-<1 СО
со сл
со со
-ч о
ю сл
Ю (О
4*- ел
СЛ О
СО Ю
— СО
о &о
СО СО
-ч со
сл со
4^ СО
4*- 00
4=» 4>»
СО Ю
о *о.
СЛ 4>
-ч -ч
о о
03
о
ч
и
да
Оэ
я
со
4*
о
сл
со
о
СО
4*.
о
СО
00
ю
4*>
4*-
со
О
00
СО
СЛ
4%.
со
4^
ф
4»-
ЬО
О
О
о ад
да с?
п ь
ь *
и Я
Я л
й и
й о
СО о.
СЛ
сл
Оо
-ч
СО
4>
со
СО
о
о
ьо
4>
N3
со
о
СЛ
со
со
4*
-ч
СЛ
лР да
ай м с
да 8? «
оэ й да
я 3 о
Я Я П)
со
СО СЛ
ел ел
ел со
О ->1
СО —
со со
Ю 4^
*Ч СО
00 СО
*— о
СЛ О
■Ч 4*
-Ч Ю
СО Ю
(О -V»
4^ Ю
СО СО
СО О
О СЛ
4*- со
ю со
СО Ф>
X)
01
о
и
03
л
го
Оз
го
4^.
4>
СЛ
-о.
СО
о
4^
4>
со
00
ю
4>
ю
ел
СЛ
со
4=-
со
СО
со
СЛ
О
о ад
да о
й да
г? г?
4^
СЛ
ел
00
со
со
4>
СО
-ч
СЛ
СО
со
СО
N3
о
4>
ю
Со
4>
■^4
Диаметр
отверстия
со
о
сл
"а
м
о\
о
н
О
о
ю
о
о
со
о
о
о
о
СЛ
о
о
СТ)
о
о
о
о
Оо
о
о
(О
о
о
1000
от
•о
п>
а
о
<л
•о
Вз
Оу
о
ш
а
•а
Л>
СО
а>
Щ
О
ч
о
я
оэ
со
со
да
х я —
я
рта ,
оз Н
оэ о *о
п н *<
■о о и
со х о
п X со
Я * о
р о П
&з да
П з- СО
Я » 2
р —
я о §
О с^
Ъ- 3 22
мта 0
к § н
о 3 да
го
о * о
са я
Л 10 <а
"О О о
&а О с
СО С
я 2 -
Я V О
а 3
3
го
н
р
На
266 Обработка отверстий
Продолжение табл. 12
5
II
450
500
Вид обработки
Кольцевое
сверление
Растачивание
Кольцевое
сверление
Растачивание
Время на обработку, мин, при длине заготовки
100
96
116
96
134
200
153
192
153
224
300
213
278
213
320
400
269
356
269
407
500
328
490
328
563
600
384
525
384
662
700
443
736
443
844
800
499
766
499
936
900
559
920
559
1075
о
о
о
615
1030
615
1220
Прим е-ч а н и я: 1. В норме времени учтены: 7*0бсл — 9 % на
расточном станке; ^0бсл = 6 % на агрегатном станке;
вспомогательное время на установку и снятие детали не учтено; коэффициент
обрабатываемости К = 1.
2. Попереходная обработка отверстий на расточных станках
принята: сверление 0 50; зенкерованне 0 90, 120, 150 и
окончательное растачивание за несколько переходов; на агрегатной установке:
кольцевое сверление с последующей окончательной обработкой на
расточном станке.
I
ОСОБЕННОСТИ ОБРАБОТКИ ГЛУБОКИХ
ОТВЕРСТИЙ
К глубоким отверстиям относят отверстия,
глубина которых свыше семи диаметров (Ь ^ 7Р). В
отечественных и зарубежных публикациях рекомендуются
способы и инструменты для обработки глубоких
отверстий, начиная с глубины Ь = 41). Объясняется это тем,
что при сверлении спиральными сверлами уже с этой
глубины возникают затруднения с удалением стружки
и подводом СОЖ в зону резания, возникают резкие скачки
сил резания, вибрации и снижение стойкости сверл и
точности отверстий.
Высокая эффективность инструментов для обработки
глубоких отверстий, несмотря на большую стоимость,
обусловливает экономическую целесообразность их
применения. Трудности при обработке глубоких отверстий,
особенно с повышенными требованиями по точности и
шероховатости поверхности, связаны не только с
ухудшением условий отвода стружки и подвода СОЖ, но главным
Особенности обработки глубоких отверстий 267
образом с малой жесткостью инструмента, которая
прогрессивно снижается с ростом глубины и уменьшением
диаметра отверстий. По этой причине возникают вибрации
снижающие стойкость инструмента, точность и качество
поверхности отверстий.
Для современной технологии обработки глубоких
отверстий характерны следующие способы: сверление
сплошное, сверление кольцевое, рассверливание,
растачивание, хонингование, раскатывание. Перечисленные
способы^ обработки осуществляются с использованием
большой номенклатуры инструментов различных
конструкций.
Глубокие отверстия довольно часто встречаются в
деталях тяжелого машиностроения и отличаются друг от
друга по виду (сквозные, глухие, ступенчатые, весьма
длинные), точности и шероховатости, расположению
(центральные и смещенные от центра).
Для обработки глубоких отверстий требуются
специальные оборудование, инструмент и оснастка. Станки
конструируют в горизонтальном исполнении. Их длина
вдвое превышает длину обрабатываемой заготовки. Станки
снабжены циркуляционной системой смазывания и
охлаждения инструмента и стружкоудаления из зоны резания,
в которую входят: насосная установка, магистраль
подвода охлаждающей жидкости в зону резания, стружко-
отвод, стружкосборники, сливные баки с отстойниками,
магнитные фильтры и охладители, защитные устройства
от разбрызгивания и утечки жидкости. Существуют
станки для обработки отверстий длиной до 13 000 и
диаметром до 1600 мм. Обработка отверстий на станках
глубокого сверления может производиться по трем
схемам:
«вращающаяся деталь—невращающийся инструмент»;
применяют для обработки симметричных деталей типа
цилиндров;
«невращающаяся деталь—вращающийся инструмент»;
применяют для обработки деталей, не вращающихся
строго концеитрично, и корпусных деталей (контейнеры,
кристаллизаторы и т. п.);
«вращающаяся деталь—встречно-вращающийся инстру*
мент»; применяют для уменьшения вибрации, увода оси
отверстия, повышения производительности труда»
255 Обработка отверстий
Сверла для глубокого сверления можно разделить на
две группы: сверла для сплошного сверления и сверла
для кольцевого сверления.
Чаще применяют сверла для сплошного сверления;^
кольцевое сверление используют, начиная с диаметра
■90 мм.
По способу отвода стружки сверла могут быть: с
внутренним и с наружным отводом стружки; по
конструктивным особенностям: цельные или с напаянными резцами
и направляющими (й до 30 мм) и со сменными резцами
и направляющими (Л > 30 мм).
Однорезцовое твердосплавное сверло для сплошного
сверления с внутренним отводом стружки представлено
на рис. 3. Сверло предназначено для обработки отверстий
диаметром от 30 до 70 мм, оно состоит из стального
корпуса /, двух твердосплавных направляющих 3, которые
крепят в пазах корпуса, и сменного твердосплавного
резца 2 со специальной заточкой.
Двухрезцовые твердосплавные сверла с внутренним
отводом стружки (рис. 4) предназначены для обработки
отверстий диаметром от 75 до 105 мм; они работают по
методу деления ширины среза. Сверло состоит из
стального корпуса 1 с двумя вставленными в него
твердосплавными резцами, режущие кромки которых образуют одну
непрерывную режущую кромку. Для этого ширина
центрального резца 2 на 2 ... 3 мм перекрывается
периферийным резцом 5. Для облегчения стружкообразованпя
периферийный резец устанавливают на 0,5 ... 1,5 мм ниже
центрального и располагают под углом к оси сверла.
Центральный резец устанавливают параллельно оси.
в-в
Рис. 3. Сверло твердосплавное однорезцовое с внутренним отводом
стружки
Особенности обработки глубоких отверстий
269
Рис. 4. Сверло твердосплавное двухрезцовое с внутренним отводом
стружки
Двухрезцовое сверло имеет две жесткие направляющие 4
и одну подпружиненную 5, служащую для гашения
вибраций, предотвращения увода оси отверстия и
возникновения огранки. Установку резцов в сверлах
контролируют шаблонами или специальными приспособлениями.
Для растачивания глубоких отверстий применяют
расточные головки. Независимо от конструктивных
разновидностей любая из расточных головок состоит из
стального корпуса, в котором крепят резцы или плавающие
пластины и направляющие колодки. В зависимости от
расположения режущих кромок резцов и способа
крепления резцов в корпусе расточные головки могут быть
разбиты на следующие группы: с односторонним и
двусторонним расположением резцов, с плавающей пластиной
и комбинированные.
На рис. 5 показана одна из конструкций однорезцовой
расточной головки, предназначенной для обработки
отверстий от 50 до 140 мм и снятия припусков 6 мм на
сторону. В передней части стального корпуса 1 имеется
гнездо для крепления резца 3. На наружной поверхности
корпуса в пазах крепят четыре твердосплавные направля-
з г 1
Рис. 5. Однорезцовая расточная головка
третий
ксЗО-Ф
I Е*
Ряс. 6. Двухрезцовая расточная головка:
/ — корпус; 2 — твердосплавные направляющие;
резцы
ющие колодки 2, одна из которых подпружинена. Колодки
устанавливают на размер, превышающий диаметр
растачивания на 0,3 ... 0,7 мм. На рис. 6 показана
двухрезцовая расточная головка относительно жесткая и снимающая
большой припуск.
Подготовка заготовок к обработке глубоких отверстий.
В зависимости от назначения деталей и производственных
условий в качестве заготовок применяют поковки, прокат,
центробежные отливки, которые могут иметь или не
иметь центральное исходное отверстие. Заготовки, в
которых необходимо просверлить глубокие отверстия,
проходят следующие операции: обтачивание наружного
диаметра; протачивание контрольных поясков; протачивание
поясков под люнет; подрезание торцов.
В заготовках, не имеющих исходного отверстия, кроме
этого выполняют разметку центров и центрование.
Обтачивание наружного диаметра необходимо для уменьшения
биения заготовок, их коробления и облегчения выявления
наружных дефектов. Контрольные пояски служат для
выверки заготовки на станке. Длина поясков 40—50 мм,
шероховатость поверхности #2=40 мкм.
Подрезание торцов является обязательной операций,
отклонение их от неперпендикулярноети к оси
обрабатываемого отверстия должно быть не более 0,2 ... 0,5 мм.
Установка и выверка детали на станке. В зависимости
от габаритных размеров деталей, типов и характеристик
станков для обработки глубоких отверстий возможны
две схемы установки деталей:
деталь устанавливают в кулачках барабана;
предварительную выверку осуществляют рейсмусом,
окончательную — индикатором по контрольным пояскам с
точностью до 0,2 мм (рис. 7, а)\
Особенности обработки глубоких отверстий 27
/ г
б)
Рис. 7. Схема установки и выверки деталей на станке:
/ — индикатор; 2 — деталь; 3 — барабан; 4 — люнет
один конец детали закрепляют в кулачках барабана 3,
второй — в переднем люнете 4 (рис. 7, б).
Оснастка, применяемая при обработке глубоких
отверстий. Основной оснасткой при обработке глубоких
отверстий являются штанги, маслоприемники и
виброгасительные опоры.
Штанги служат для соединения инструмента со
шпиндельной бабкой или задней стойкой станка. Штанги
представляют собой трубы, наружный диаметр которых
обработан по 9-му квалитету точности с шероховатостью
поверхности не ниже #а=2,5. На переднем конце имеется
резьба для крепления инструмента. Длину штанг
выбирают из условия сверления на полную глубину детали
с одной установки.
В табл. 13 приведены рекомендации по выбору диаметра
штанг при сплошном сверлении и растачивании.
При сверлении и растачивании глубоких отверстий
встречаются следующие дефекты: увод, кривизна, разно-
стенность, уступы и излом оси. Причины этих дефектов —
отклонение инструмента от заданного направления. Кри*
визна может образоваться также от деформации заготовки.
Основные виды дефектов приведены на рис, 8,
272
Обрабоп
13. Диаметр штанги при сплошном сверлении и растачивании
Способ
отвода
гтружкн
Диаметр штанги в зависимости от диамет
обрабатываемого отверстия
наружный
внутренний
Сплошное
сверление
Растачивание
Внутренний
Наружный
То же
@,86... 0,92) 4СВ
@,60 ... 0,66) асв
@,85... 0,9) ^раст. отв
@,50 ... 0,60) а'св
@,30 ... 0,35) 4СВ
@,40... 0,4-5) ^аст.отв
Рекомендуем следующие методы устранения дефектов:
предупредить возникновение увода отверстий можнс
термической обработкой, надежным направлением
инструмента, повышенными скоростями резания; при
наличии припуска увод можно устранить наружным
обтачиванием заготовки;
разностенность заготовки устраняют базированием ее
по обрабатываемому отверстию и обтачиванием по
наружному диаметру;
?Ш2ШШЩШЩ\
7ШШЩШ1Ж
а)
УтШШ0^1 ^^27^222^ -р^^^^^
д)
Разностенность
х=8~й
Рис. 8. Отклонения от концентричности и прямолинейности осей
отверстий при глубоком сверлении:
д_— ось отверстия концентрнчпа наружной поверхности; б — излом к при дву-
й обработке; в — искривление т при сверлении; г — искривление т
при короблении заготовки; Ь — смещение п осей при двусторонней обработке;
I — увод у оси
Ценности обработки глубоких отверстий 273
уступы^^олучаемые при двустороннем сверлении,
устраня!^^&:ледую1дим растачиванием;
огранка-и неровности поверхности отверстия являются
следом о.т.-дибрации инструмента вследствие колебания
штанги; этот дефект может быть предупрежден введением
виброгасителя;
бочкообразность образуется при Неправильной работе
сверла; бочкообразность устраняют при растачивании;
конусность отверстия образуется вследствие
повышенного изнашивания периферийных кромок инструмента
или его направляющих; конусность устраняется
растачиванием;
надиры, царапины и грубые следы обработки
возникают при недостаточном охлаждении или неправильном
выборе скорости резания и др.
Методы контроля качества глубоких отверстий.
Приборы для контроля увода сверла, искривления "оси
отверстия и разностенности деталей могут быть рычажные и
оптические.
В условиях единичного производства для определения
увода и искривления оси отверстия в крупногабаритных
деталях без снятия их со станка используют прибор ПУГО
(конструкция Уралмашзавода). В основе работы прибора
заложен принцип определения положения центров и
контролируемых сечений по величине биения поверхности
отверстия относительно наружной поверхности. Ось
вращения наружной поверхности контрольных поясков
воспроизводит теоретическую ось отверстия.
В единичном производстве для контроля диаметров
глубоких отверстий используют универсальный нутромер
МИН-1 со специальными сменными удлинителями.
Контроль качества обработанной поверхности
отверстия и выявление поверхностных дефектов
(металлических и неметаллических включений, трещин, волосовин,
надиров, пористости, коррозии) осуществляют на
оптическом приборе РВП-1, используемом для проверки
отверстий диаметром от 37 до 400 мм и глубиной до
6000 мм.
Шероховатость поверхности стенок отверстия
контролируют визуально через оптическую трубу и сравнивают
полученные параметры с эталоном или определяют методом
слепков.
ГЛАВА 9
ПАРАМЕТРЫ ПОД НАРЕЗАНИЕ РЕЗЬБ
ДИАМЕТРЫ СТЕРЖНЕЙ ПОД НАРЕЗАНИЕ
РЕЗЬБЫ
Стержни, предназначенные для нарезания
метрической резьбы по ГОСТ 9150—81 с допусками по
ГОСТ 16093—81, изготовляют из сталей и сплавов по
ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74 и
ГОСТ 5632—72 (кроме сплавов на никелевой основе) и
меди по ГОСТ 859—78.
1. Диаметры и предельные отклонения стержней по ГОСТ 19258—73
под нарезание метрической резьбы с крупным шагом
Размеры, мм
я
3 а
4 «
а о
2С 2
2
3
Шаг резьбы
0,4
0,5
4 1 0,7
Диаметр стержня
под нарезание резьбы
с полем допуска
б& Н
11
о §
1,93
2,92
3,92
5 | 0,8 | 4,92
6
1 8
10
12
14
16
1
1,25
1,5
1,75
2
2
18 1 2,5
5,89
7,87
9,85
11,83
13,80
15,80
17,80
6$ Н
Предельные
отклонения
—0,05
—0,06
—0,08
—0,10
.: —
-0&Ь
—
—0,18
—0,10 1 —0,20
—0,11
—0,12
—0,13
—0,18
—0,24
—0,26
—0,29
—0,37
Номинальный
диаметр резьбы
20
22
24
27
30
36
42
48
52
56
64
Шаг резьбы
2,5
3
3,5
Диаметр стержня
под нарезание резьбы
с полем допуска
бя; $ё
1 *^
19,80
21,80
23,79
26,79
29,79
1
4 35,78
4,5
5
5,5
41,78
47,77
51,77
55,76
6 1 63,76
6йГ | 8й
Предельные
отклонения
—0,18
—0,22
—0,27
—0,32
—0,34
—0,37
—0,40
—0,44
—0,37
—0,44
—0,51
—0,59
—0,64 ^
—0,69
—0,74
-0,79
Диаметры стержней под нарезание резьбы 275
2. Диаметры и предельные отклонения стержней по ГОСТ 19258—73
под нарезание метрической резьбы с мелким шагом
Размеры, мм
Номинальный
диаметр резьбы '
5
6
8
10
12
14
16
18
20
22
24
27
Шаг резьбы
0,5
0,75
1
1
1
1,25
Ь5
1
1,5
1
: 1,5
1
1,5
1
1,5
0,75
1
1,5
1>5*
о
1
1,5
2
Диаметр стержня
под нарезание резьбы
с полем допуска
6*; 8^
нальный
4Г92
5,92
7,89
9,89
11,89
11,87
11,85
13,89
13,85
15,89
15,85
17,89
17,85
19,89
19,85
21,92
21,89
21,85
23,85
23,80
26,89
26,85
26,80
62 8я
Предельные
отклонения
—0,06
—0,09
—0,10
—0,11
—0,12
—0,10
—0,12
—0,10
—0,12
—0,10
—0,12
—0,10
—0,12
—0,09
—0,10
-0,12
—0,12
—0,13
—0,10
—0,12
—0,13
—
—
—0,20
—0,24
—0,26
—0,20
—0,26
—0,20
—0,26
—0,20
—0,26
—0,20
—0,26
—0,20
—0,26
—0,26
—6,29
—0,20
—0,26
—0,29
Номинальный
диаметр резьбы
30
33
36
39
42
45
48
52
Шаг резьбы
1
1.5
2
1
1,5
2
1,5
2
3
1
1,5
2
3
1,5
2
о
о
1,5
. 2
3
1,5
2
3
1,5
2
3
Диаметр стержня
под нарезание резьбы
с полем допуска
бе; 82
нальный
29,89
29,85
29,80
32,89
32,85
32,80
35,85
35,80
35,79
38,89
38,85
38,80
38,79
41,85
41,80
41,79
44,85
44,80
44,79
47,85
47,80
47,79
51,85
51,80
51,79
65 | 82
Предельные
отклонения
—0,10
—0,12
—0,13
—0,10
—0,12
—0,13
—0,12
—0,13
—0,22
,— 0Л0
-0,12
—0,13
—0,22
—0,12
—0,13
—0,22
-0,12
—0,13
—0,22
-0,12
—0,13
—0,22
—0,12
—0,13
—0,22
—0,20
—0,26 '
—0,29
—0,20
—0,26
—0,29
—0,26
—0,29
—0,44
—0,20 ,
—0,26
—0,29
—0,44
—0,26 Г
—0,29
—0,44
—0,26
—0,29
—0,44
—0,26
—0,29
—0,44
—0,26
—0,29
—0,44
<о ее со со
О5_С0 ФС
4*. о:
4а. К
С1 СО СО О О
к-^|"сл*4>*КэТо
О СО 4а. СО Си
4а. 4а. 4> 4*.
сл со со о
о о о о
БёВБ
Си 4> СО Ю
-4 *-4 ^4 ^ -ч
СП СЛ СЛ СЛ СЛ
""м^^Ъо оо
СЛ 00 СО О СЛ
Л. СО Ю •— н-
4^ К? КЗ СО Ю
о о о о
--4 СЛ 4> КЗ КЗ
СО СО 4а. СО СТз
СЛ 4> СО N3
-*4 *ч »-4 ■«*]
-•4
■4^1 "•чЪо 00
ел оо со с? ел
о о о о о
*4>*Со1>э^-.Х—
"МОЬЭОЗЮ
•-Л СЛ 4а. КЗ КЗ
СО СО 4> СО СЛ
г? ел ел ел
4 ^1 -41 -О
■*4 *->1 00 00
оо со о ел
о о о о
оюсою
о о о о
СЛ 4* КЗ Ю
со 4а. со ел
4* СО КЗ'
ел ел ел ел
со со со со
^^ЪоЪо
00 СО О СЛ
о о о о
СО К) "н- "*—
ю кэ со ю
оо о о
со 4^ со ел
*0ь СО Ю-
сл сл ел ел
СО со со СО
"Н **4 00 00
00 СОО СЛ
О О О О
Ьо То V. ***—
Ю К> СО К)
О О О О
СЛ*4*-*КЗ*К>
со 4*. со ел
О ОО
со СО СО
-4 ОС
ОО
со кз >—
к? к? со
мм
о о о о
чсл»мо
со СО 4*. со
оо о
СО 4*. СО
СЛ СЛ СЛ СЛ
сл ел ел сл
*^о.*-<|Ъо "оо
00 СОО СЛ
мм
ООО О
со"к>^-V*
ююсою
О О О О
СЛ^КЭЮ
<0 4». СО СЛ
4* СО КЗ
о о
4> 4>
© -Ч ОС
00 СОО
ООО
ООО
СЛ Е@ КЗ
СО 4*- СО
СЛ 4* СО Ю*
СЛ
со со со со со
СО со СО со СО
-4 --4 00 00
оо соо ел
о о о о
4* КЗ КЗ СО КЗ
I ! I
о о о о о
-4СЛ4^ЮЮ
СО СО 4*. СО СЛ
СО со СО СО со
4а. 4^ СЛ 4а. 4^
-О ^4 -*4 0О СО
СЛ СО СО О СЛ
О О О О О
^ со*кз*^~—
4а. КЗ КЗ СО КЗ
оо о о о
~^3 СЛ 4а. КЗ КЗ
СО .СО 4а. СО СЛ
СЛ 4* СО КЗ
00 00 00 00 СО
СО со СО СО СО
^4 --4 "-] СО СО
ел оо со о ел
оо о о о
*.*СО*Ю*^-^—
4а. КЗ КЗ СО КЗ
о о о о о
-*| СЛ 4а- КЗ КЗ
СО СО 4а. СО СЛ
СЛ 4а. СО КЗ-
00 00 ОО СО 00
4а. 4а. 4а- 4а. 4а.
-*4 ^1 -0 СО СО
СЛ СО СОО СЛ
О О О О О
4а- Со'ю"*'— V-
4а. КЗ КЗ СО КЗ
I I
О О О О О
VI Сла.*КзТо
СО СО 4а- СО СЛ
Номинальный
диаметр резьбы
Шаг резьбы
яД
Ч?
5-с)
д ъ
Я х
Я (Г
а
о
я 2 »
о и »
»^ *
га,я» н
К? "в
а « га
Зад43
Я ы х
Ю С м
о\
Номинальный
диаметр резьбы
Шаг резьбы
35
Я Ь»
22
О
В я
о а>
га E
II
*3
-4 -О -4 ОС
СЛ СО СОО
О О О О
4а. СО КЗ ^-
4* КЗ КЗ СО
-ч| СЛ 4а. (О
С0 0 4а- СО
4^ 4> 4а.
—5 -4 ОС
СО СОО
I I I
ООО
СЛ 4а. КЗ
СО 4а. СО
СЛ 4а- СО КЗ
СО СО СО СО
СО СО СО СО
-4 -4 -4 СО
Л СО СО О
о о о о
4а. СО КЗ •—
4а. К) КЗ СО
--4 СЛ 4а. КЗ
СО СО 4а. СО
СЛ 4а. СО К;
СО
-*4 СО
ООО
ОО
у, «
I СО *—•
<0<О
ОО СО 00 СО
со со со со
^-4 ■'^4^1 "СО
о> ос со о
О О О о
'ф-'со'ьэ *—
*• Ю Ю ОЗ
ОООО
- 1 СЛ 4- " 3
СО 'О 4» СО
222
-4 СО
СО О
СЛ КЗ
со со
-4 --1 -О
СО СО со
СО СОО
ООО
СЛ 4а. Ю
СО 4* СО
СО СО СО СО
-4 -Л -4 СО
СЛ ОС СО О
I I
4а. СО КЗ *—
4а КЗ КЗ СО
ОООО
V) сл'^'кз
СО СО 4а. СО
СЛ 4а. СО КЗ
СЛ 4а- СО КЗ
КЗ КЗ КЗ КЗ
со со со со
"-•4 V V] Ъо
СЛ 00 СОО
мм
ОООО
4> СО КЗ —*
4^ КЗ КЗ СО
ОООО
-4 СЛ 4> КЗ
СО СО 4а- СО
КЗ КЗ КЗ КЗ
4а. 4а- 4а- 4а.
■^4 -4 -4 СО
СЛ Оо СОО
ОООО
4а. СО.КЗ ►—
4а. N3 КЗ СО
ОО О О
V] Сл"*4а."кз
СО СО 4а. СО
-4 -4 СО
00 СОО
СО КЗ ►—
КЗ КЗ СО
СЛ 4а. КЗ
СО 4а. СО
СЛ 4а. СО КЗ
--4 *-4 -~4 -4
4а- 4> 4а. 4а.
-4 —4 --4 СО
СЛ СО СО О
ММ
ОООО
а. "СО К)^—'
4а- КЗ КЗ СО
ОООО
-^] СЛ 4* КЗ
СО СО 4*. СО
ел сл ел
со со со
VIVI Ъо
00 СО О
I I I
ООО
СЛ 4а. КЗ
СО 4- СО
сл сл
4а. 4а.
VI "Ьо
ОО О
I I
О О
"со"*—*
КЗ СО
[3 4а. СО КЗ
СЛ СП СП СЛ
СО О СО СО
V ~-4~-ч|"оо
СЛ ОО СО О
мм
ОООО
ОООО
-ч! СЛ 4». КЗ
СО СО 4а. СО
Номинальный
диаметр резьбы
Шаг резьбы
2 $тз
53
сл
Е
-4 СО
ОО О
Номинальный
диаметр резьбы
Шаг резьбы
за
Си
О ф
ь
ГО (г
Я п"
ж E
5
278 Параметры под нарезание резьб
Продолжение табл.
Л С.
а а.
X*
200
205
210
215
220
225
230
240
250
260
265
280
Шаг резьбы
2
о
О
4
6
3
3
4
6
3
6
1
4
3
3
4
6
о
4
6
Л
4
6
Диаметр стержня
под нарезание резьбы
с полем допуска
6Г> 85
нальный
199,80
199,79
199,78
199,76
204,95
209,95
214,94
214,92
219,95
219,92
224,94
229,95
239,95
239,94
239,92
249,95
249,94
259,92
264,94
279,94
279,92.
6$ | 85
Предельные
отклонения
—0,13
—0,22
—0,32
—0,44
—0,37
—0,37
—0,47
—0,60
—0,37
—0,60
—0,47
—0,37
—0,37
—0,47
—0,60
—0,37
—0,47
—0,60
—0,47
—0,47
—0,60
—0,29
—0,44
—0,59
—0,79
—0,60
—0,60
—0,75
—0,95
—0,60
—0,95
—0,75
—0,60
—0,60
—0,75
—0,95
—0,60
—0,75
—0,95
—0,75
—0,75
—0,95
Номинальный
диаметр резьбы
295
300
310
320
330
340
360
380
400
420
440
450
470
480
500
520
550
600
Шаг резьбы
4
3
6
4
4
6
4
4
6
4
6
6
Диаметр стержня
под нарезание резьбы
с полем допуска
бя; 8б
нальный
294,94
299,95
299,92
309,94
319,94
319,92
329,94
339,94
339,92
359,94
359,92
379,92
399,92
419,92
439,92
449,92
469,92
479,92
499,92
519,92
549,92
599,92
6Я | 8*
Предельные
отклонения
—0,47
—0,37
—0,60
—0,47
—0,60
—0,47
—0,60
—0,47
—0,60
—0,60
—0,75
—0,60
—0,95
—0,75
—0,95
—0,75
—0;95
—0,75
—0,95
—0,95
Примечание. Диаметры свыше 200 мы не предусмотрены
ГОСТ 19258—73.
Диаметры стержней под нарезание резьбы
Стержни, предназначенные для нарезания трубной
цилиндрической резьбы по ГОСТ 6357-81, изготовляют
из сталей и сплавов по ГОСТ 380—71, ГОСТ 4543—71
ГОСТ 1050-74 и ГОСТ 5632-72 (кроме сплавов на
никелевой основе) и меди по ГОСТ 859—78.
3. Диаметры и предельные отклонения стержней по ГОСТ 21347—75
под нарезание трубной цилиндрической резьбы
Размеры, мм
Номинальный размер
резьбы,
дюймы
1/8
1/4
3/8
1/2
5/8
3/4
7/8
1
1 1/8
] 1/4
1 3/8
1 1/2
1 3/4
2
2 1/4
2 1/2
2 3/4
3
3 1/2
4
5
6
Число
ниток
на дюйм
28
19
14
11
И
Шаг
резьбы
0,907
1,337
1,814
2,309
2,309
Диаметр стержня под резьбу
номинальный
9,67
13,10
16,61
20,90
22,86
26,39
30,15
33,19
37,84
41,86
44,27
47,75
53,69
59,56
65,66
75,13
81,48
87,83
100,28
112,98
139,38
163,78
предельные
отклонения для классов
точности
А
—0,21
—0,23
—0,24
—0,28
—0,32
в
—0,32
—0,35
—0,38
—0,46
—0,53
ПарBЛ1€тиры под нарезание резьб
Ниже приведены размеры и предельйые отклонения
диаметров стержней по ГОСТ 19256—73 из материалов
с твердостью Я5<286.
4. Диаметры и предельные отклонения стержней под накатывание
метрической резьбы
Размеры, мм
Номинальный
диаметр
резьбы
Шаг
резьбы
3 0,5
1
4
5
0,7
0,8
6 1
8 1,25
10 1,5
12 1,75
1 1
14
16
20
22
24
27
30
36
Диаметр стержня под накатывание
резьбы с полем допуска
62
Номинальный
2,65
3,52
4,45
5,32
7,15
8,99
10,83
о 12,66
г 14,66
2,5
3
о с
о,о
42 4,5
I
18,34
20,34
22,00
25,00
27,68
33,35
39,03
Предельное
отклонение
—0,05
—0,06
—0,07
—0,08
—0,09
—0,10
—0,13
—0,14
Ч
Номинальный
—
4,42
5,29
7,12
8,96
10,78
12,62
14,62
18,29
20,20
21,95
24,95 „
27,62
33,29
38,96
48 5 44,70 —0,15 44,63
56 5,5
52,38 —0,16
Предельное
отклонение
—
—0,09
—0,11
—0,12
—0,13
—0,14
—0,18
—0,19
—0,20
—0,21
52,31 —0,23
Диаметры отверстий под нарезание резьбы
Продолжение табл.'4
Номинальный
диаметр
резьбы
64
16
!8
20
Шаг
резьбы
6
I
1,5
24 2
[
36
42
48
56
64
3
4
Диаметр стержня под накатывание
резьбы с полем допуска
н
Номинальный
60,05
Предельное
отклонение
—0,17
15,31 —0,08
14,98
16,98
18,98
22,65
34,00
40,00
—0,09
—0,11
—0,13
45,99 1 —0,14
53,34
61,33
-0,15
Ч
Номинальный
59,97
15,28
14,95
16,95
18,95
22,61
33,95
39,95
45,94
53,27
61,27
Предельное
отклонение
—0,24
—0,12
—0,14
—0,17
—0,18
—0,20
-0,21
Примечание. Диаметры стержней под накатывание резьбы
М56, М56Х4, М64Х4, указанные в таблице, ГОСТ 19256—73 не
предусмотрены.
ДИАМЕТРЫ ОТВЕРСТИЙ ПОД НАРЕЗАНИЕ
РЕЗЬБЫ ^3^
Отверстия под нарезание метрической резьбы
по ГОСТ 9150—81 с допусками по ГОСТ 16093—81 могут
быть выполнены в деталях из серого чугуна по
ГОСТ 1412—79, стали по ГОСТ 380—71, ГОСТ 1050—74»
ГОСТ 4543—71, ГОСТ 10702—78, ГОСТ 5632—72 (кроме
сплавов на никелевой основе), алюминиевых литейных
сплавов по ГОСТ 2685—75, меди по ГОСТ 859—78.
282
Параметры под нарезание резьб
5, Диаметры и предельные отклонения отверстий по ГОСТ 19257—73
под нарезание метрической резьбы с крупным шагом
Размеры, мм
Номинальный
диаметр
1
1,2
Шаг
резьбы
+0,25
Диаметр отверстия
под нарезание резьбы
с полем допуска
6Я, 7Н
Номинальный
0,75
0,95
1,4 0,3 1,10
1,6 | 0,35 1,25
2 0,4 1,60
2,5 | 0,45 2,05
3
0,5
2,50
4 0,7 3,30
5
5
8
0,8
I
1,25
б#
7Я
Предельные
отклонения
+ 0,06
+ 0,07
+0,08^
+0,09
+0,10
+ 0,12
4,20 +0,13
4,95
6,70
—
4-0,14
+0,16
+0,18
+ 0,20 +0,26
10 1,5 8,43 +0,22 1 +0,30
12 1 1,75 10,20
14
16
18
20
22
24
27
30
36
42
2
1
2,5
3
3,5
4
4,5
11,90
13,90
15,35
17,35
19,35
20,85
23,85
26,30
31,80
37,25
+0,27
+0,30
+ 0,40
+0,48
+0,55
+ 0,36
+ 0,40
+ 0,53
+0,62
+0,73
Диаметр
сверла для
обработки
отверстия
под резьбу
0,75
0,95
1,10
1,25
1,60
2,05
2,50
3,30
4,20
5,0
6,7
8,5
10,2
11,9
14,0
15,4
17,4
19,4
20,9
23,9
26,5
32,0
37,5*
Диаметры отверстий под нарезание резьбы 283
Продолжение табл. 5
Номинальный
диаметр
резьбы
48
52
56
64
Шаг
резьбы
5
5,5
6
Диаметр отверстия
под нарезание резьбы
с полем допуска
6#, 1Н
Номинальный
42,70
46,70
50,20
57,70
б Я
1Н
Предельные
отклонения
+0,60
+0,80
Диаметр
сверла для
обработки
отверстия
под резьбу
43,0*
47,0*
__
—
* Сверла указанного диаметра применять при чистовом рассвер-
ливании; предварительное сверление выполнять сверлами диаметром
на I—3 мм меньше окончательного размера отверстия.
Примечание. Диаметры отверстия под метрические резьбы
свыше 52 мм окончательно выполняют растачиванием.
6. Диаметры и предельные отклонения отверстий по ГОСТ 19257—73
под нарезание метрической резьбы с мелким шагом
диаметром от 5 до 52 мм
Размеры, мм
ее
Ч со
са о
к а
зи
' 5
6
8
10
12
Шаг резьбы
0,5
0,75
1
1,25
1,5
Диаметр отверстия
под нарезание резьбы
с полем допуска
0И, 1И 1 № 1Н
нальный
4,50
5,2,0
6,95 •
8,95
10,95
10,70
10,43
Предельные
отклонения
+0,Ю
+0,14
+0,17 | +0,22
+0,20
+0,22
+0,26
+0,30
Диаметры инструмента
для сверления отверстия
под нарезание резьбы
с полем допуска
ЬН
Сверло
4,5
5,2
7,0
9,0
11,0
10,7
10,5
Зенкер
—
1Н
Сверло
4,5
5,2
7,0
9,0
11,0
10»?
10,5
284 Параметры под нарезание резьб
Продолжение табл. 6
*
га
«
03 V
? В-
-а; з
14
16
18
20
42
45
1
48
1
52
со
щ
с*
Диаметр отверстия
под нарезание резьбы
с полем допуска
6Я, 7 Я
нальный
1 12,95
1 1,5
1 1
1
1.5
1
1,5
I
1,5
1,5
2
3
12,43
14,95
14,43
16,95
16,43
18,95
18,43
40,43 -
39,90
38,85
1,5 | 43,43
2
3
1,5
9
о 1
О
1,5
2
з
* Сверла
ливаиии; пред
на 1—3 мм ме
1
42,90
41,85
46,43
45,90
44,85
50,43
49,90
48,85
. указанш
варительн
ньше о к 01
6# 7Я
Предельные
отклонения
+0,20
+0,22
+ 0,20
+0,22
+0,20
+0,22
+0,26
+0,30
+0,26
+0,30
+0,26
+0,30
+0,20 | +0,26
+0,22
+0,30
+0,40
+0,22
+0,30
+0,40
+0,22
+0,30
+0,40
+0,22
+0,30
+0,40
+0,53
+0,30
+0,40
+ 0.53
+0,30
+0,40
+0,53
+0,30
+0,30 1 +0,40
+0,40 1 +0,53
>го диамет
ое сверле
гчательно!
ра примен
1ие выпол
о размера
Диаметры инструмента
для сверления отверстия !
под нарезание резьбы
с полем допуска
6Я
Сверло
13,0
12,5
15,0
__ 14,5
17,0
16,5
19,0*
18,5 *
37
40*
39 *
41
43 *
42 *
44
46*
45 *
47
50 *
49*
ять при чи(
пять сверл
отверстия.
Зенкер
—
40,43
—
43,43
—
46,43
—
50,43
—
товом
ами ди
Щ
Сверло
13,0
12,5
15,0
14,5
17,0
16,5
19,0
18,5
40,5*
40,0*
39,0*
43,5*
43,0
42,0 *
4-6,5 * |
46,0 *
45,0 *
50,5*
50,0 *
49,0 *
зассвер-
аметром .
•метры отверстий под нарезание резьбы
7. Диаметры и предельные отклонения отверстий по ГОСТ 19257-
под нарезание метрической резьбы с мелким шагом
диаметром от 56 до 600 мм
73
Размеры,
мм
з
чЭ-з
Номинал ып
диаметр рез
56
60
64
68
72
76
л
л
СО
— <0
о.
и
га
Э
1,5
2
о
О
4
1,5
2
о
о
4
1,5
2
о
о
4
1,5
2
3
4
1,5
2
3
4
6
1,5
2
3
4
6
Диаметр отверстия
под нарезание резьбы
с полем допуска
Б Я, 7 Я
нальный
54,43
53,90
52,85
51,80
58,43
57,90
56,85
55,80
62,43
61,90
60,85
59,80
66,43
65,90
64,85
63,80
70,43
69,90
68,85
67,80
65,70
6# 7Я
Предельное
отклонение
+0,22
+0,30
+0,40
+0,48
+0,22
+0,30
+0,40
+0,48
+0,22
+0,30
+0,40
+0,48
+0,22
+0,30
+0,40
+0,48
+0,22
+0,30
+0,40
+0,48
+0,60
74,43
73.90
72,85
71,80
69,70
+0,22
+0,30
+0,40
+0,48
+0,60
+0,30
+0,40
+0,53
+0,62
+0,30
+0,40
+0,53
+0,62
+0,30
+0,40
+0,53
+0,62
+0,30
+0,40
+0,53
+0,62
+0,30
+0,40
+0,53
+0,62
+0,80
+0,30
+0,40
+0,53
+0,62
+0,80
2:
^л
а си
л р.
X 5.
80
85
90
95
100
105
1 ПО
1
3
>о
л
со
С1
а.
и
э
1,5
2
3
4
6
1,5
о
3
4
6
1,5
2
3
4
6
1,5
2
3
4
6
1.5
9
3
4
6
,
з
4
9
•2
4
Диаметр отверстия
под нарезание резьбы
с полем допуска
6Я, 7#
нальный
78,43
77,90
76,85
75,80
73,70
83,43
82,90
81,85
80,80
78,80
88,43
87,90
86,85
85,80
83,70
93,43
92 90
91,85
90,80
88,70
98,43
97,90
96,85
95,80
93,70
102,90
101,85
100,80
107,90
106,85
105,80
6Я 1Н
Предельное
отклонение
+0,22
+0,30
+0,40
+0,48
+0,60
+0,22
+0,30
+0,40
+0,48
+0,60
+0.22
+0,30
+0,40
+0,48
+0,60
+0,22
+0,30
+0,40
+0,48
+0,60
+0,22
+0,30
+0,40
+0,48
+0,60
+0,30
+0,40
+0,48
+0,30
+0,40
+0,53
+0,62
+0,80
+0,30
+0,40
+0,53
+0,62
+0,80
+0,30
+0,40
+0,53
+0,62
+0,80
+0,30
+0 40
+0,53
+0,62
+0,80
+0,30
+0,40
+0,53
+0,62
+0,80
+0,40
+0,53
+0,62
+0,30
+0,40
+0,48
+0.40
+0,53
-нш
286
Параметры под нарезание реэьб
Продолжение табл. 7
Номинальный
диаметр резьбы
115
120
125
130
3
V
О.
и
га
2
3
4
6
2
о
о
4
2
3
4
6
2
о
О
4
6
135
140
145
о
о
6
4
6
2
3
4
6
2
о
4
Диаметр отверстия
под нарезание резьбы
с полем допуска
6#, 7И
нальный
112,90
111,85
110,80
108,70
117,90
116,85
115,80
122,90
121,85
120,80
118,70
127,90
126,85
125,80
123,70
132,90
131,85
130,80
128,70
137,90
136,85
135,80
133,70
142,90
141,85
140,80
6# 7#
Предельное
отклонение
+0,30
+0,40
+0,48
+0,60
+0,30
+0,40
+0,48
+0,30
+0,40
+0,48
+0,60
+0,30
+0,40
+ 0,48
+0,60
+0,30
+0,40
+ 0,48
+0,60
+0,30
+0,40
+0,48
+0,60
+0,30
+0,40
+0,48
+0,40
+0,53
+0,62
+0,80
+0,40
+0,53
+0,62
+0,40
+0,53
+0,62
+0,80
+0,40
+0,53
+0,62
+0,80
+ 0,40
+0,53
+0,62
+0,80
+0,40
+0,53
+0,62
+0,80
+0,40
+0,53
+0,62
Номинальный
диаметр резьбы
150
155
160
165
170
175
180
185
Шаг резьбы
2
3
4
6
2
4
2
3
4
6
2
4
2
3
4
2
3
4
6
2
3
4
2
4
190
2
3
4
6
Диаметр отверстия
под нарезание резьбы
с полем допуска
6#, 7 И
нальный
147.90
146,85
145,80
143,70
152,90
150,80
157,90
156,85
155,80
153,70
162,90
160,80
167,90
166,85
165,80
172,90
171,85
170,80
168,70
177,90
176,85
175,80
182,90
180,80
187,90
186,85
185,90
183,70
6# | 7Я
Предельное
отклонение
+0,30
+0,40
+0,48
+0,60
+0,30
+0,48
+0,30
+0,40
+0,48
+ 0,60
+0,30
+0,48
+0,30
+0,40
+0,48
+0,30
+0,40
+0,48
+0,60
+0,30
+0,40
+0,48
+0,30
+0,48
+0,30
+0,40
+0,48
+0,60
+0,40
+0,53
+0,62
+0,80
+0,40
+0,62
+0,40
+0,53
+0,62
+0,80
+0,40
+0,62
+0,40
+0,53
+0,62
+ 0,40
+0,53
+ 0,62
+0,80
+0,40
+0,53
+ 0,62
+0,40
+0,62
+0,40
+0,53
+0,62
+0,80
Диаметры отверстий под нарезание резьбы 287
Продолжение табл. 7
Номинальный
диаметр резьбы
195
200
205
210
215
220
225
230
240
250
260
л
с
о
сх
и
та
1
2
4
2
3
4
6
3
4
6
3
6
4
3
о
6
о
4
Диаметр отверстия
под нарезание резьбы
с полем допуска
Ш, 1Н
нальный .
192,90
190,80
197,90
196,85
195,80
193,70
201,76
206,76
210,68
208,51
216,76
213,51
220,68
226,76
236,76
235,68
233,51
246,76
245,68
6 253,51
6Я | 1И
Предельное
отклонение
+0,30
+0,48
+0,30
+0,40
+0,48
+0,60
+0,49
+0,59
+0,80
+0,49
+0,80
+0,59
+0,49
+0,49
+0,59
+0,80
+0,49
+0,59
+0,40
+0,62
+0,40
+0,53
+0,62
+0,80
+0,62
+0,74
+ 1,00
+0,62
+ 1,00
+0,74
+0,62
+0,62'
+0,74
+ 1,00
+0,62
+0,74
+0,80+1,00
Номинальный
диаметр резьбы
265
280
295
300
310
320
330
340
360
380
400
420
440
450
470
480
500
520
550
600
Шаг резьбы
4
4
6
4
о
О
6
4
4
6
4
4
6
4
6
6
Диаметр отверстия
под нарезание резьбы
с полем допуска
6Я, 7 Я
нальный
260,68
275,68
273,51
290,68
296,76
293,51
305,68
315,68
313,51
325,68
335,68
333,51
355,68
353,51
373,51
393,51
4Н51
433,51
413,51
463,51
473,51
493,51
513,51
543,51
593,51
6Я ?Н
Предельное
отклонение
+0,59
+0,8)
+0,59
+0,49
+0,80
+0,59
+0,80
+0,59
+0,80
+0,59
+0,80
+0,80
+0,74
+ 1,00
+0,74
+0,62
+ 1,00
+ 0,74
+ 1,00
+0,74
+ 1,00
+0,74
+ 1,00
1
+ 1,00
Примечания: 1. Диаметры отверстий свыше 52 мм окончат
тельно получают растачиванием. 2. Диаметры отверстий свыше 200 ми
не предусмотрены ГОСТ 19257 — 73.
'тры шю нарезание резьо
Отверстия под нарезание трубной цилиндрической
резьбы по ГОСТ 6357—81 выполняют в изделиях из ста
лей по ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74 и
ГОСТ 5632—72 (кроме сплавов на никелевой основе) и
меди по ГОСТ 859—78.
8. Диаметры и предельные отклонения отверстий по ГОСТ 21348 75
под нарезание трубной цилиндрической резьбы /~\ /у
Размеры, мм *—' /$
\
1
1
1
Номинальный
размер
резьбы.
дюймы
1
18
14
3/8
1.2
5/8
3/4
7/8
1
1 1/8
1 1/4
1 3/8
1 1/2
1 3/4
2
2 Г4
2 1У2
2 3/4
о
з Ш
I л
1 6 ■ 1
«
к
|—1
I *
28
19
14
1 1
11
2
СП
сз
1 Я
0,907
1,337
1,814
2,309
1
1
Дпа]
нальный
8,62
11,50
15,00
18,68
20,64
24,17
27,93
30,34
35,00
39,00
41,41
44,91)
50,84
56,70
62,80
72,27
78,62
84,97
97,42
110,12
135,52
160,92
детр отверстия
тод резьбу
Предельные
отклонения
для классов
точности
1
+0,10
+0,12
в
+0,20
+0,25
1
+0,14 +0,28
1
I
1 л ю
1 ОДЬ
Л-0 1Р,
1
1
1
,
+0,22
1
+ 0,43
1
Диаметр
инструмента под резьбу
класса точности
для обработки
отверстия
А В
Сверло
Зенкер
8,0 |-8,62
11,5
15,0
17,5
19,0
23,0
26,0
28,0
35,0
39,0
39,0
42,0
48,00
'ли
\
18,68
20,64
24,17
27 93
30,34
—
—
41,41
44,90
50,84
Сверло
8,70
11,50
15,00
18,75.
20,75
24,25
28,00
ЗоМ
35,0
39,0
41,5
45,0
51,0
|
Диаметры, отверстий под нарезание резьбы
Допускается применять отверстия других диаметров,
полученных на основании экспериментальных данных.
Диаметры отверстий под резьбу свыше 13/4" окончательно
получают растачиванием.
Отверстия предназначены под нарезание трубной
конической резьбы по ГОСТ 6211—81 в изделиях из сталей и
сплавов по ГОСТ 380—71, ГОСТ 4543—71, ГОСТ 1050—74,
ГОСТ 5632—72 (кроме сплавов на никелевой основе)
и меди по ГОСТ 859—78.
9. Диаметры и предельные отклонения отверстий по ГОСТ 21350—75
с развертыванием на конус под нарезание трубной конической резьбы
Оснодная плоскость
4/до
1*7
*0 Мара кули н И. В. и др.
290
Параметры под нарезание резьб
Продолжение табл. 9
Номинальный
размер
резьбы,
ДЮЙМЫ
Р 1 1/4
• 1 1/2
2
Число ниток
на 1 дюйм
И
Шаг
2,309
Диаметр отверстия
*с
Номинальный
37,80
43,70
55,25
Предельное
отклонение
+0,34
+ 0,40
й0
Номинальный
38,95
44,85
56,66
Предельное
отклонение
+0,1
г й
Глубина
сверления /
40
42
44
—
Диаметр
иод
вертывание на
конус
37,50
43,50
55,0
Примечание. Для резьб с номинальным размером свыше 9"
номинальные диаметры отверстий йо и их поедельные отклонения
должны быть равны отклонениям, установленным ГОСТ 6211 — 69
для внутреннего диаметра.
10. Диаметры и предельные отклонения отверстий по ГОСТ 21350—75 без
развертывания на кокус под нарезание трубной конической резьбы
Основная плоскость
Раз
меры, мм
Номинальный
размер
резьбы,
ДЮЙМЫ
Число
ниток
на
I дюйм
Шаг
Диаметр
отверстия йо
номинальны)
предельное
отклонение
Глубина
сверления /
Диаметр .
сверла под
резьбу без
развертывания
Ч
Е
1/8
28
0,907
8,25
1/4
3/8
1/2
3/4
1
1 1/4
1 1/2
2
14
11
1,337
814
2,309
11,05
14,50
18,10
23,60
29,65
38,30
44,20
56,00
0.2
+0,24
+0,28
+0,34
+0,40
15
8,30
20
24
11,10
14,50
29
_31_
37
40^
42
44
18,25
23,75
Чо
а
10
Диаметры отверстий под нарезание резьбы
292
Допускается под нарезание трубной конической резьбы
применять отверстия других диаметров, полученных на
основа нии экспериментальных данных.
'П. Диаметры и предельные отклонения отверстий с развертыванием
на конус под нарезание дюймовой конической резьбы
292
Параметры под нарезание резьб
12. Диаметры и предельные отклонения отверстий без развертывания
на конус под нарезание дюймовой конической резьбы
Основная плоскость
Размеры, мм
Номинальный
размер
резьбы,
дюймы
1/8
1/4
3/8
1/2.
3/4
1
1 1/4
1 1/2
2
Число
ниток
на 1
дюйм
27
18
14
11 1/2
Шаг
0,941
1,411
1,814
2,209
Диаметр
а
Номинальный
8,60
11,10
14,60
18,10
23,50
29,40
38,20
44,25
56,30
отверстия
Предельные
отклонения
+0,14
+0,24
+0,28
+0,34
Глубина
сверления /
15
20
22
28
35
36
37
Диаметр
сверла под
резьбу без
развертывания
8,70 .
11,00
14,50
18,00
23,25
29,00
—
—
«РЕЗЬБЫ
Рассмотрим трубную коническую резьбу
(ГОСТ 6211—81) конусностью 1 : 16, применяемую в
конических резьбовых соединениях, а также в соединениях
наружной конической резьбы с внутренней
цилиндрической резьбой ГОСТ 6357—81.
Основные размеры и допуски на коническую резьбу
приведены в табл. 13—15. На эскизах к таблицам приняты
следующие обозначения: й — наружный диаметр наруж-
Резьбы
293
ной конической резьбы; йг —внутренний диаметр
наружной конической резьбы; йг— средний диаметр наружной
конической резьбы; О — наружный диаметр внутренней
конической резьбы; 01—внутренний диаметр внутренней
конической резьбы; конусность 21§ ф/2 = 1:16; ср ==
= 3° 3.4' 48"; ф/2 == 1° 47' 24"; 02— средний диаметр
внутренней конической резьбы; Р — шаг резьбы; ср — угол
конуса; ф/2 — угол уклона; Н —высота исходного
треугольника; Нг— рабочая высота профиля; Я — радиус
закругления вершины и впадины резьбы; С — срез
вершин и впадин резьбы; 1г— рабочая длина резьбы; /2—
длина наружной резьбы от торца до основной плоскости.
13. Профиль трубной конической резьбы
, / А ' / / /
Основная
Размеры, мм
Шаг
Р
0,907
1,337
1,814
2,309
Число
шагов
на
длине
25,4 мм
28
19
14
11
И «
= 0,960237 Р
0,870935
1,283837
1,741870
2,217187
= 0,640327 Р
0,580777
0,856117
1,161553
1,478515
с =
= 0,159955 Р
0,145079
0,213860
0,290158
0.369336
р =
= 0,137278 Р
0,124511
0,183541
0,249022
0,316975
294
Параметры под нарезание резьб
14. Размеры элементов 1
Резьба,
дюймы
1/8
1/4
3/8
1/2
3/4
1
1 1/4
1 1/2
2
п
резьбы.
*Р>
оно*
конической резьбы
г- Оснобная *
Соег
(-* э>
ШСООШ
плоскость п
К наружная \*>о
^
^
1
^
1ш§
&
<* 5
Размеры, мм
Шаг
я
0,907
1,337
1,814
2,309
Диаметр резьбы в
плоскости
й = О
9,728
13,157
16,662
20/955
26,441
33,249
41,910
47,803
59,614
а3 « о9
9,147
12,301
15,806
19,/93
25,279
31,770
40,431
46,324
58,135
замечание. Допускается п]
иутренняя /Ух
/ Резь^а/У/УА
п 1
С |
Ось резьбы \
основной"
4, = Ох
8,566
11,445
14,950
18,631
24,117
30,291
38,952
44,845
56,656
шменять боле
Длина
резьбы
/,
6,5
9,7
10,1
13,2
14,5
16,8
19,1
23,4
е коро
й
4,0
6,0
6,4
8,2
9,5
10,4
12,7
15,9
ткне
Разность 1г— /2 действительных размеров должна быть
не менее разности номинальных размеров 1г и /2,
указанных в табл. 14. Длина внутренней конической резьбы
должна быть не менее 0,8 AХ— Дх), где Аг— осевое
смещение основной плоскости наружной резьбы (см. табл. 15).
Конструкция деталей с внутренней резьбой (конической
и цилиндрической) должна обеспечивать ввинчивание
наружной конической резьбы на глубину не менее /2+ Дх.
Осевое смещение основной плоскости наружной Аг и
внутренней Д2 резьб относительно номинального
расположения не должно превышать значений, указанных
в табл. 15. В основной плоскости средний диаметр имеет
номинальное значение.
Резьбы
295
15. Допуски на осевое смещение
Размеры, мм
плоскость
плоскость
Резь-
ба,
дюймы
1/
V,
Ч>
1
1%
Осевое
смещение
основной
плоскости
резьбы
±Д:
0.9
1,3
2.3
±д.
Предельное
отклонение
диаметра
внутренней
линдрической резьбы
1.1
\Л
2,3
2.9
0,071
±0,104
0,142
±0,180
Осевое смещение Ах и Д2 не распространяется на резьбы
с длинами, меньшими длин, указанных в табл. 14.
Допускается соединение наружной конической резьбы с
внутренней цилиндрической резьбой класса точности А по
ГОСТ 6357—81.
В условное обозначение резьбы должны входить:
буквы (# — для конической наружной резьбы, #с —для
конической внутренней резьбы) и обозначение размера
резьбы. Для обозначения левой резьбы дополняют буквы
ЬН:
наружная трубная коническая резьбы размером 1*/а*—
внутренняя трубная коническая резьба размером
1х/2"- Не 1Ч2;
левая резьба: Л \Ч%1*Н\ Но IV*/,//.
296
Параметры под нарезание резьб
16. Размеры конической дюймовой резьбы с углом профиля 60е
по ГОСТ 6111—52
2
\ \\|
Мушта
Пиша, параллельная
юег рез
|с Ч э
шш
Ось резьбы
■
ъоы
ш
6 ?
/ ^ С:
(<^^>44
\\
к
„
^3
^ ч' 4Г
§./
о
Ч 2
Размеры, мм
Шаг
Р
Длина
резьбы
чЧои
о.« к о
о а и —
ь^о о о
>^я °
оное
Диаметр резьбы в
основной плоскости
27
18
18
14
14
И1/2
И1/,
и1/.
и1/:
0,941
411
411
814
814
209
2,209
2,209
2.209
7,0
9,5
10,5
13,5
14,0
17,5
18,0
18,5
19
4,572
5,080
6,096
8,128
8,611
0,160
0,668
0,668
1,074
9,519
12,443
15,926
19,772
25,117
31,461
40,218
46,287
58,325
10,272
13,572
17,055
21,223
26,568
33,228
41,985
48,054
60,092
8,766
11,314
14,797
18,321
23,666
29,694
38,451
44,520
56,558
8,480
10,997
14,416
17,813
23,128
29,059
37,784
43,853
55,866
Примечание
нусность 210 ф = 1 : 16.
^ = 0,866Р; и — 0,8Р; Ф = 1° 47' 24
я
<=(
_
3
о.
со
к
3
3
ою
►0
СП
0)
&
н
О)
>1
&
га
а
р,
о
э* ев
О ье
0,153
1,129
1,129
1,451
1,451
1,767
1,767
1,767
1,767
Шаг резьбы измеряют параллельно оси резьбы.
Биссектриса угла профиля должна быть перпендикулярна
оси резьбы. При свинчивании без натяга трубы и муфты
зльными размерами резьбы основная плоскость
Резьбы 297
Оснобнси?
плоскость
Рис. 1. Контроль наружной резьбы калибр-кольцом
резьбы трубы совпадает с торцом муфты. Наружную
резьбу трубы проверяют по среднему диаметру калибр-
кольцом с конической резьбой (рис. 1). Ширина кольца /2;
основная плоскость резьбы совпадает с торцом кольца.
При навинчивании на трубу торец кольца должен
совпадать с торцом трубы. Отклонения от совпадения торцов
трубы и кольца (±б/2) не должны превышать ±Р (Р —
шаг резьбы).
Внутреннюю резьбу муфты проверяют по среднему
диаметру калибр-пробкой с конической резьбой и уступом
в основной плоскости (рис. 2). При ввинчивании пробки
в муфту уступ должен совпасть торцом муфты.
Отклонения от совпадения уступа на пробке с торцом муфты
(±б/2) не должны превышать ±Р.
Рис. 2. Контроль внутренней резьбы резьбовым калибром
17. Отклонения расстояний вершин 6/г^ и впадин б/г2 резьбы
трубы и муфты от линии среднего диаметра резьбы
«N11
ооззр-^=г-
~Щ
•^ \.
м_Л
~7|\ "
г \ 1
~о,
•
■Э-Г
№Р
Резьба,
дюймы
хи и з/8
V, и »/4
1—2
нх = нй =
мм
0,3765
0,5645
0,7255
0.8835
67|г Ы
—0,045
—0,065
—0,086
—0,085
Параметры под нарезание резьб
18. Отклонения половины угла профиля, угла уклона
и отклонения по шагу резьбы (отклонения расстояний между
любыми витками)
Резьба, дюймы
Предельные отклонения
половины
угла
профиля
угла
уклон
по шагу резьбы, мм,
нне
гу вез
на 71л
до 10 мм
св. 10 мм
V*—2
45'
±0,02
0,04
Резьба трапецеидальная однозаходная. Номинальные
профили наружной и внутренней резьб и размеры их
элементов приведены в табл. 19, 20. На эскизах в
таблицах приняты следующие обозначения: д, — наружный*
диаметр резьбы (винта); й2—средний диаметр наружной
резьбы; &ъ— внутренний диаметр наружной резьбы; Н —
высота исходного треугольника; Нг— рабочая высота
профиля; #4— высота профиля внутренней резьбы; Нд—
высота профиля наружной резьбы; Иг—внутренний
диаметр внутренней резьбы (гайки); В2—средний диаметр
внутренней резьбы; О — наружный диаметр внутренней
резьбы; Р — шаг резьбы; а0 — зазор по вершине резьбы;
#1» #2— радиусы скругления соответственно вершины
и впадины.
Соотношения между элементами:
- Нг = й - 0,5Р; 4» = й - 2Н
Я= 1,866Р;Л, = ^4 =
= 0,5Р +
а
Резьбы
299
19. Размеры элементов трапецеидальной резьбы
20. Диаметры трапецеидальной резьбы
Размеры, мм
Шаг
Р
2
3
4
5
6
7
8
9
10
12
14
16
18
20
22
24
32
40
0,5 Р
1
1,5
2
2,5
3
3,5
4
4,5
5
6
7
8
9
10
11
12
16
20
1
ш
3?
■
1
У У/\
У//.
'у&
•рр
Ц
$№§
\\>*/й*>
жШ
/гл^ух/'
у
Наружная раьба
Ра
0,366 Р
0,732
1,098
1,464
1,830
2,196
2,562
2,928
3,294
3,660
4,392
5,124
5,856
6,588
7,320
8,052
8,784
11,712
14,640
^кВнутреннчя резьба
1
К7
чу
'Ж'^1^
ЩУХОЖР
^Ч
те
■
Г11
7\у^Х , . . с^
* 1
г*4
•-4
1
Г^
змеры, мм
ас
0,25
.0,25
0,25
0,25
0,5
0,5
0,5
0,5
0,5
0,5
Л, - Я4
1,25
1,75
2,25
2,75
3,5
4
4,5
5
5,5
6,5
8
9
10
11
12
13
17
21
к
Г
'Ч тах ~
= 0,5ЙС
0,125
0,125
0,125
0,125
0,25
0,25
0,25
0,25
0,25
0,25
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
^2 тах —
= «с
0,25
0,25
0,25
0,25
0,5
0,5
0,5
0,5
• 0,5
0,5
Ряд
I
12
16
20
2
—
—
Шаг
Р
3
4
2
4
Диаметр
наружный
а
12,0
16,0
20,0
20,0
Р«
12,5
16,5
20,5
20,5
средний
<*1 — О»
10,5
14,0
19,0
18,0
внутренний
*
8,5
11,5
17,5
19,5
о,
9,0
12,0
18,0
16,0
300 Параметры под нарезание резьб
Продолжение табл 20
Ряд
1
24
—
36
40
44
48
—
60
—
70
—
30
—
—
Шаг
Р
2 *
о
о
5
3
6
3
6
3
6*
/
3
7
I
8*
- 1 8
55
—
65
—
3
8
3
8*
9
3
8 *
9
4
10
16
4
10
16
Диаметр
наружный
й
24,0
24,0
24,0
30,0
30,0
36,0
36,0
40,0
40,0
40,0
44,0
44,0
44,0
48,0
50,0
50,0
55,0
55,0
55,0
60,0
60,0
60,0
65,0
65,0
65,0
70,0
70,0
70,0
о4
24,5
24,5
24,5
30,5
31,0
36,5
37,0
40,5
41,0
41,0
44,5
45,0
45,0
49,0
50,5
51,0
55,5
56,0
56,0
60,5
61,0
61,0
65,5
66,0
67,0
70,5
71,0
72,0
средний
й2 - Оа
23,0
22,5
21,5
28,5
27,0
34,5
33,0
38,5
37,0
36,5
42.5
40,5
40,0
44,0
48,5
46,0
53,5
51,0
50,5
58,5
56,0
55,5
63,0
60,0
57,0
68,0
65,0
62,0
внутренний
йь
21,5
20,5
18,5
26,5
23,0
32,5
29,0
36,5
33,0
32,0
40,5
36,0
35,0
39,0
46,5
41,0
51,5
46,0
45,0
56,5
51,0
50,0
60,5
54,0
47,0
65,5
59,0
52,0
Ох
22,0
21,0
19,0
27,0
24,0
33,0
30,0
37,0
34,0
33,0
41,0
37,0
36,0
40,0
47,0
42,0
52,0
47,0
46,0
57,0
52,0
51,0
61,0
55,0
49,0
66,0
60,0
54,0
Резьбы
Продолжение табл. 20
Ряд
1
—
80
—
90
100
—
120
_
2
75
—
85
—
—
ПО
—
130
Шаг
Р
4
10
16
4
10
16
4
5
12
18
20
4
5*
12
13
20 *
4
5*
12
20
4
5
12
20
6
14
16*
22
24 *
6
14
16*
22
24 *
Диаметр
наружный
а
75,0
75,0
75,0
80,0
80,0
80,0
85,0
85,0
85,0
85,0
85,0
90,0
90,0
90,0
90,0
90,0
100,0
100,0
100,0
100,0
110,0
110,0
110,0
110,0
120,0
120,0
120,0
120,0
120,0
130,0
130,0
130,0
130,0
130,0
о*
75,5
76,0
77,0
80,5
81,0
82,0
85,5
85,5
86,0
87,0
87,0
90,5
90,5
91,0
92,0
92,0
100,5
100,5
101,0
102,0
110,5
110,5
111,0
112,0
121,0
122,0
122,0
122,0
122,0
131,0
132,0
132,0
132,0
132,0
средний
й% == 02
73,0
70,0
67,0
78,0
75,0
72,0
83,0
82,5
79,0
76,0
75,0
88,0
87,5
84,0
81,0
80,0
98,0
97,5
94,0
90,0
108,0
107,5
104,0
100,0
117,0
113,0
112,0
109,0
108,0
127,0
123,0
122,0
Ш,0
118,0
внутренний
$
70,5
64,0
57,0
75,5
69,0
62,0
80,5
79,5
72,0
65,0
63,0
85,5
84,5
77,0
70,0
68,0
95,5
94,5
87,0
78,0
105,5
104,5
97,0
88,0
113,0
104,0
102,0
96,0
94,0
123,0
114,0
112,0
106,0
104,0
Ох
71,0
65,0
59,0
76,0
70,0
64,0
81,0
80,0
73,0
67,0
65,0
86,0
85,0
78,0
72,0
70,0
96,0
95,0
88,0
80,0
106,0
105,0
98,0
90,0
114,0
106,0
104,0
98,0
96,0
124.0
116,0 ■
114,0
108,0
106,0
302 Параметры под нарезание резьб
Продолжение табл. 20
Ряд
1 1 2
140
—
160
__
180
200
220
240
—
150
—
170
—
—
—
Шаг
Р
6
14
16*
24
6
16
24
6
8 *
16
24 *
28
16
8
18
20*
28
32*
8
10*
18
20*
32
8
10*
20
32*
36
8
12*
22
24*
36
40*
Диаметр
наружный
й
140,0
140,0
140,0
140,0
150,0
150,0
150,0
160,0
160,0
160,0
160,0
160,0
170,0
180,0
180,0
180,0
180,0
180,0
200,0
200,0
200,0
200,0
200,0
220,0
220,0
220,0
220,0
220,0
240,0
240,0
240,0
240,0
240,0
240,0
о<
141,0
142,0
142,0
142,0
151,0
152,0
152,0
161,0
161,0
162,0
162,0
162,0
172,0
181,0
182,0
182,0
182,0
182,0
201,0
201,0
202,0
202,0
202,0
221,0
221,0
222,0
222,0
222,0
241,0
241,0
242,0
242,0
242,0
242,0
средний' внутренний
й% Ф Ог \ </3
137,0
133,0
132,0
128,0
147,0
142,0
138,0
157,0
156,0
152,0
148,0
146,0
162,0
176,0
171,0
170,0
166,0
164,0
196,0
195,0
191,0
190,0
184,0
216,0
215,0
210,0 •
204,0
202,0
236,0
234,0
229,0
228,0
222,0
220,0
133,0
124,0
122,0
114,0
143,0
132,0
124,0
153,0
151,0
142,0
134,0
130,0
152,0
171,0
160,0
158,0
150,0
146,0
191,0
189,0
180,0
178,0
166,0
211,0
209,0
198,0
186,0
182,0
231,0
227,0
216,0
214,0
202,0
198,0
Щ
134,0
126,0
124,0
116,0
144,0
134,0
126,0
154,0
152,0
144,0
136,0
132,0
154,0
172,0
162,0
160,0
152,0
148,0
192,0
190,0
182,0
180,0
168,0
212,0
210,0
200,0
188,0
184,0
232,0
228,0
218,0
216,0
204,0
200,0
Резьбы
303
Ряд
1
260
280
300
2
—
—
—
Шаг
Р
12
22
24 *
40
12
24
40
12
24
40*
44
Продолжение
! табл. 20
Диаметр
наружный
й
260,0
260.0
260,0
260,0
280,0
280,0
280,0
300,0
300,0
300,0
300,0
#4
261,0
262,0
262,0
262,0
281,0
282,0
282,0
301,0
302,0
302,0
302,0
средний
ая — й2
254,0
249,0
248,0
240,0
274,0
268,0
260,0
294,0
288,0
280,0
278,0 ■
внутренний
йг
247,0
236,0
234,0
218,0
267,0
254,0
238,0
287,0
274,0
258,0
254,0
*>1
248,0
238,0
236,0
220,0
268,0
256,0
240,0
288,0
276,0
260,0
256,0
* Шаги, которые не рекомендуется применять при разработке
новых конструкций. Вместо скругления по вершине наружной резьбы
допускается выполнять фаски размером не более 0,5ас- При
накатывании резьбы профиль впадины резьбы нужно выполнять закругленным;
в этом случае внутренний диаметр наружной резьбы надо уменьшить
на 0.15Я.
В условное обозначение трапецеидальной однозаход-
ной резьбы должны входить: буквы 7У, номинальный
диаметр резьбы, числовое значение шага, буквы ЬН для
левой резьбы и поле допуска для детали или посадки
резьбового соединения.
Пример условного обозначения резьбы номинального
диаметра 40 мм с шагом 6 мм:
наружной резьбы с полем допуска 8 С
7У40Х6 — 8 С.
Посадку в резьбовом соединении обозначают дробью,
в числителе которой указывают поле допуска внутренней
резьбы, а в знаменателе — поле допуска наружной резьбы;
например, Тг 40x6 = 8 #/8 С.
Длину свинчивания N в условном обозначении резьбы
не указывают.
т
Параметры под нарезание резьб
Номинальный
профиль ^
р)
Ном ахая б ж /й
про<рш?б
Рис. 3. Положение полей допусков трапецеидальной наружной (а)
и внутренней {б) резьбы
Положения полей допусков наружной и внутренней
резьбы (ГОСТ 9562—81) показаны на рис. 3, где й —
наружный диаметр наружной резьбы (винта);
средний и внутренний диаметры наружной
Ог— внутренний диаметр внутренней резьбы
В2— средний диаметр внутренней резьбы; В^
й2, й3 —
резьбы;
(гайки);
наружный диаметр внутренней резьбы; Р — шаг резьбы; Тй,
Та2, Тйз, ТПг, ТВ%— допуски диаметров Л, й2, й3, И19 В2\
е$ — верхнее отклонение диаметров наружной резьбы;
Е8 — верхнее отклонение диаметров внутренней резьбы;
ег — нижнее отклонение диаметров наружной резьбы;
Е1 — нижнее отклонение диаметров внутренней резьбы.
Отклонения отсчитывают от номинального профиля
резьбы в направлении, перпендикулярном к оси резьбы.
Система допусков резьбы предусматривает допуски
диаметров резьбы; положения полей допусков
диаметров резьбы; классификацию длин свинчивания;
поля допусков резьбы и их выбор с учетом длин
свинчивания.
Рассматриваемый стандарт не распространяется на
трапецеидальные резьбы для точных перемещений.
Допуски диаметров резьбы устанавливают по
степеням точности (табл. 21). Допуски среднего диаметра резьбы
являются суммарными. Допуск на диаметр /L не
устанавливают.
Положения полей допусков диаметра резьбы
определяются основным отклонением: верхним е$ для нару^к*
Резьбы
305
ной резьбы и нижним Е1 —для внутренней. Поля
допусков приведены в табл. 22.
Поле допуска диаметра резьбы образуется сочетанием
допуска и основного отклонения. Поле допуска
наружной резьбы образуется сочетанием полей допусков
наружного, среднего и внутреннего диаметров. Поле допуска
внутренней резьбы образуется сочетанием полей
допусков среднего и внутреннего диаметров.
Обозначение поля допуска трапецеидальной резьбы
состоит из обозначения поля допуска среднего диаметра,
т. е. цифры, обозначающей степень точности, и буквы,
обозначающей основное отклонение, например 8 С, 8 Я.
Обозначение поля допуска должно следовать за
обозначением размера резьбы, например:
внутренней — Тг 90 X 12 — 8 Я;
наружной левой — Тг 90 ХЬН — 8 С.
Посадку в резьбовом соединении обозначают дробью,
в числителе которой указывают поле допуска внутренней
резьбы, а в знаменателе — поле допуска наружной резьбы,
например:
Тг 90x12 — 8 Н/8 С.
Числовые значения допусков и основных отклонений
диаметров наружной и внутренней резьбы приведены
в ГОСТ 9562—81.
21. Степени точности диаметра резьбы
Вид резьбы
Наружная
Диаметр
1
*3
Степень
точности
4
8
8
Вид резьбы
Внутренняя
Диаметр
щ
!
Степень
точности
8
4
1
22. Поля допусков резьбы
Вид резьбы
Наружная
Диаметр
%
Основное
отклонение
Л
с
Н
Вид резьбы
Внутренняя
Диаметр
о*
Щ
Основное
отклонение
И
И
И
306 Параметры под нарезание резьб
Длина гарантированного свинчивания, проводима^
технологически с целью контроля, указана в табл. 23.
Поля допусков резьбы должны соответствовать 8 С
для наружной резьбы и 8 Я — для внутренней.
23. Длина свинчивания резьбы
Размеры, мм
Номинальный
диаметр
резьбы
Св. 11,2
до 22,4
Св. 22,4
до 45
Св. 45
до 90
Шаг
Р
2
о
о
4
2
3
5
6
7
8
3
4
5
8
9
10
12
16
18
20
Длина
свинчппа
Св.
»
)>
Св.
»
»
»
»
з>
Св.
8 до
11 »
15 »
8 до
12 »
21 »
25 »
30 »
34 »
15 до
19 »
24 »
38 »
43 »
50 »
60 »
75 »
85 »
95 »
111Я
24
32
43
25
36
63
75
85
100
45
56
71
118
132
140
170
236
265
280
Номинальный
диаметр
резьбы
Св. 90
до 180
Св. 180
до 300
Шаг
Р
4
5
6
8
12
14
16
18
20
22
24
28
32
8
10
12
18
20
22
24
32
36
40
44
Длина
свинчивания
Св.
»
»
»
»
»
»
»
»
»
»
»
Св
»
»
»
»
»
»
»
»
»
»
24 до 71
28 » 85
36 » 106
45 » 132
67 » 200
75 » 236
90 » 265
100 » 300
112 » 335
118 » 355
132 » 400
150 » 450
175 » 530
50 до 150
63 » 190
75 » 224
112 | 335
125 » 375
140 » 425
150 » 400
200 » 600
224 » 670
250 » 750
280 » 850
24. Предельные отклонения
*5 ^ **ч
Ее *
Св.
ид
ДО
22,4
11
и
в
2
3
4
наружной
и внутренней рег
Поле допуска наружной резьбы
8 С
й
ев
0
0
0
н
—180
—236
—300
йг
ез
Пс
— 150
— 170
— 190
в1
) ГОСТ
—400
—450
—525
йь
е&
: 95
0
0
0
а
62—81
—462
—520
—609
1ЬбЬ1
Поле допуска
внутренней резьбы 8 И
о,
Е1
0
0
0
#2
Я5
+335
+375
+450
Е1
0
0
0
Щ
ЕВ
+236
+ 315
+373
Е1
0
0
0
Резьбы
307
Продолжение табл. 24
Номинальный диаметр
резьбы й, мм
Св.
22,4
до 45
Св.
45
до 90
Св.
90
До
180
Св.
180
ДО
300
о
3
5
6
7
8
3
4
5
8
9
10
12
16
18
20
4
1
6
8
12
14
16
18
20
22
24
28
32
8
10
12
18
20
22
24
32
36
40
44
Поле допуска наружной резьбы
8 С
а а*
ев
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
е1
— 180
—236
—335
—375
—425
—450
—236
—300
—335
—450
—500
—530
—600
—710
—800
—850
—300
—335
—375
—450
—600
—670
—710
—800
—850
—900
—950
—1060
— 1120
—450
—530
—600
—800
—850
—900
—950
—1120
—1250
—1320
—1400
е$
— 150
—170
—212
—236
-250
—265
— 170
— 190
—212
—265
—280
—300
—335
—375
—400
—425
—190
—212
—236
—265
—335
—355
—375
—400
—425
—450
—475
—500
—530
—265
—300
—335
—400
—425
—450
—475
—530
—560
—600
—63С
с1
—415
—485
—587
—661
—700
—740
—505
—565
—612
—765
—810
—830
—935
—1045
— 1110
— 1135
—590
—662
—711
—795
—965
— 1025
—1085
—1150
—1175
—1250
—1325
—1400
— 1480
—825
—930
—1005
—1200
— 1275
—130С
— 137с
— 153С
—162С
—166С
— 175С
й*
е$
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
С1
—481
—564
—681
—767
—813
—859
—589
-659
—712
—890
—943
—963
— 1085
— 1213
—1288
—1313
—690
—775
—830
—928
—1122
—1193
—1263
—1338
—1363
— 1450
— 1538
—1625
— 1718
—965
—1088
— 1173
—1400
—1438
—1513
—1600
—1780
—1885
—1925
—2030
Поле допуска
внутренней резьбы 8 И
&4
Б1
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
о,
Е5
+355
+425
+500
+560
+ 600
+ 630
+ 450
+500
+ 530
+670
+ 710
+ 710
+800
+900
+950
+950
+530
+600
+630
+ 710
+850
+900
+950
+ 1000
+ 1000
+ 1060
+ 1120
+ 1180
+1250
+ 750
+850
+900
+ 106С
+ 112С
+ 112С
+ П8С
+ 132(
+ 140С
+ 140С
Н-150С
Е1
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
I 0
1 0
► 0
1 0
Г>1
Я5
+236
+315
+450
+500
+ 560
+630
+ 315
+375
+450
+630
+670
+ 710
+800
+ 1000
+ 1120
+ 1180
+375
+ 450
+ 500
+ 630
+800
+900
+ 1000
+ 1120
+ 1180
+ 1250
+ 1320
+ 1500
+ 1600
+630
+ 710
+800
+ 1120
+ 1180
+ 1250
+ 1320
+ 160С
+ 180С
+ 190С
+200С
Е1
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
1
308
Параметры под нарезание резьб
Продолжение табл. 24
2
X к с
150
160
170
180
200
1
!
о,
и
ад
6
16
24
6
8
16
24
28
16
8
18
20
28
32
8
10
18
20
32
Поле допуска наружной резьбы
8 С
й
ез е1
—145!—305
—28С
—145
—280
—310
—145
—310
—530
—395
—530
—560
—395
—560
1
—170
—340
—460
—630
A2
ез &1
Техн
—236]—711
—375
—475
—236
—265
—375
—475
—500
—375
—265
—400
—425
—500
—530
—265
—300
—400
—425
—530
— 1085
—1325
-711
—795
—1085
— 1325
—1400
— 1085
—795
—1150
— 1175
—1400
— 1480
—825
—930
— 1200
— 1275
—1530
с?з
ез
ОЛ01
0
61
'ически
—830
— 1263
— 1538
—830
—928
— 1263
— 1538
—1625
—1263
—928
— 1338
— 1363
— 1625
—1718
—965
—1088
—1400
— 1488
— 1780
Поле допуска
внутренней резьбы 8 Н
о*
Е1
е
0
й2
Е$
+ 630
+950
+ 1120
+ 630
+ 710
+950
+ 1120
+ 1180
+950
+ 710
+ 1000
+ 1000
+ 1180
+ 1250
+ 750
+850
+ 1060
+ 1120
+ 1320
Е1
0
Щ
ЕЗ
+ 160
+250
+250
+250
+290
Я
0
Резьбы
309
Продолжение табл. 24
Поле допуска наружной резьбы
8 С
220
240
260
280
300
8
10
20
— 170
380
.49
36
—380
е& е1 ез еь
460
■670
—265
300
-425
■670
8
12
22
24
36
40
— 170
■420
—460
■530
560
-265
335
Поле допуска
внутренней резьбы 8 И
О*
Е1
*>1
Е5
Е1
Е5
—82!
—930
—1275
530
620
—825
—1005
■710
12
—190
22
_24
40
•480
12
190
24
40
—480
_12
24
40
44
■510
■800
—450
—1300
■475
560
600
335
-450
■475
—1375
—1620
1660
1005
1300
— 1375
■600
—1660
—510
—800
190 —510
-540
■860
-335
1005
•475
1375
-600
660
—335
—475
—600
—630
1005
1375
1660
1750
Е1
■965
— 1088
488
780
885
■965
73
—1513
—1600
1881
—1925
1173
— 1513
1600
1925
73
1600
925
—1173
—1600
—1925
—2030
750
+850
+ 1120
+ 1320
+ 1400
+ 750
+900
+ 1120
+ 1180
+ 1400
+ 1400
+900
+ 1120
+ 1180
+ 1400
+900
+ 1180
+ 1400
+900
+ 1180
+ 1400
+ 1500
+290
320
310
Параметры под нарезание резьб
При контроле крупных трапецеидальных резьб за
измерительную базу принимают наружный диаметр
наружной и внутренний диаметр внутренней резьб, которые
ограничиваются специальными технологическими
допусками. Профиль и шаг проверяют специальными
шаблонами, базирующимися на соответствующий наружный
или внутренний диаметр резьбы. Этим обеспечивается
гарантированный зазор в соединении и гарантированное
свинчивание.
ДОПУСКИ НА РЕЗЬБУ
Стандарт распространяется на метрическую
резьбу с профилем по ГОСТ 9150—81 диаметром от 2 до
600 мм по ГОСТ 8724—81 с основными размерами по
ГОСТ 24705—81 и устанавливает систему допусков для
посадок с зазором.
Схемы полей допусков наружной и внутренней резьбы
в посадках с зазором приведены на рис. 4, где Тй> Тй.ъ
ТОи ТОг— допуски диаметров Л, <22, В1у 02 соответственно;
ез — верхнее отклонение диаметров наружной резьбы;
Е8 — верхнее отклонение диаметров внутренней резьбы;
е( — нижнее отклонение диаметров наружной резьбы;
Е1 — нижнее отклонение диаметров внутренней резьбы.
Отклонения отсчитывают от номинального профиля
резьбы в направлений, перпендикулярном к оси резьбы.
Система допусков резьбы предусматривает: допуски
диаметров резьбы; положение полей допусков диаметров
резьбы; классификацию длин свинчивания; поля
допусков резьбы и их выбор с учетом длин свинчивания.
а) Ю
Рис. 4. Положение полей допусков наружной резьбы (а) с основным
отклонением # и внутренней резьбы F) с основным отклонением Я
Допуски на резьбу
311
: Допуски дааметров резьбы устанавливают по
степеням точности. Допуски на диаметры йг и О не
устанавливают.
Допуски среднего диаметра резьбы являются
суммарными и ограничивают сумму отклонений собственно
среднего диаметра, шага и половины угла профиля резьбы.
25. Степень точности диаметра
резьбы
;6. Положения полей допусков
Вид
резьбы
Наружная
Внутренняя
Диаметр
резьбы
|
4
Яо
щ
Степень
точности
8
8
7
7
Вид
резьбы
Наружная
Внутренняя
Диаметр
<*2
Основное 1
отклонение
8
Н
Примечания:
1. Верхнее отклонение
диаметра Aг должно соответствовать
основному отклонению
диаметра йг-
2. Нижнее отклонение
диаметра й должно
соответствовать основному отклонению
диаметра О.
Положение поля допуска диаметра резьбы
определяется основным отклонением (верхним ев для наружной
и нижним Е1 для внутренней резьбы) и обозначается
буквой латинского алфавита; строчной для наружной резьбы
и прописной для внутренней.
27. Длина свинчивания резьбы
Размеры, мм
Номинальный
диаметр резьбы
От 2 до 2,8
Св. 2,8 до 5,6
Шаг
Р
0,4
0,5
0,7
0,8
Короткие
5
До 1
» 1,5
» 2
» 2,5
Группа
Нормальные N
Св. 1 до 3
» 1,5 > 4,5
» 2 » 6
» 2,5 » 7,5
Длинные
Св. 3
» 4,5
» 6
» 7,5
....
312 Параметры под нарезание резьб
Продолжение табл. 27
Номинальный
два метр резьбы
Св. 5,6 до 11,2
Св. 11,2 до 22,4
Св. 22,4 до 45
Св. 45 до 90
Св. 90 до 180
Св. 180 до 355
Шаг
Я
0,75
1
1,25
1,5
0,75
1
1,25
1,5
1,75
2
2,5
I
1,5
2
3
3,5
4
4,5
1,5
2
3
4
5
5,5
6
1,5
2
3
4
6
2
3
4
6
Группа
Короткие
5
До 2,4
» 3
» 4
» 5
До 2,8
» 3,8
» 4,5
» 5,6
» 6
» 8
» 10
До 4
» 6,3
» 8,5
» 12
» 15
» 18
» 21
До 7,5
» 9,5
» 15
» 19
» 24
» 28
» 32
До 8,3
» 12
» 18
» 24
» 36
До 13
» 20
» 26
» 40
Нормальные N
Св. 2,4 до 7,1
» 3 » 9
» 4 » 12
» 5 » 15
Св. 2,8 до 8,3
» 3,8 » 11
» 4,5 » 13
» 5,6 » 16
» 6 » 18
» 8 » 24
» 10 » 30
Св. 4 до 12
» 6,3 » 19
» 8,5 » 25
» 12 » 36
» 15 » 45
» 18 » 53
» 21 » 63
Св. 7,5 до 22
» 9,5 » 28
» 15 » 45
» 19 » 56
» 24 » 71
» 28 » 85
» 32 » 95
Св. 8,3 до 25
» 12 » 36
» 18 » 53
» 24 » 71
» 36 » 106
Св. 13 до 38
» 20 » 60
» 26 » 80
» 40 » 118
Длинные '
1*
Св. 7Д
» 9
» 12
» 15
Св. 8,3
» 11
» 13
» 16
» 18
» 24
» 30
Св. 12
» 19
» 25
» 36
» 45
» 53
» 63
Св, 22
» 28
» 45
» 56
» 71
» 85
» 95
Св. 25
» 36
» 53
» 71
» 106
Св. 38
» 60
» 80
» 118
Допуски на резьбу
313
Продолжение табл. 27
Номинальный
диаметр резьбы
Св. 355 до 600
Шаг
Р
4
6
Группа
Короткие
5
До 29
» 43
Нормальные N
Св. 29 до 87
» 43 » 130
Длинные
Св. 87
» 130
Поле допуска диаметра резьбы образуется сочетанием
поля допуска и основного отклонения. Поле допуска
резьбы образуется сочетанием поля допуска среднего
диаметра с полем допуска диаметра выступов (диаметров &
или их). Обозначение поля допуска резьбы состоит из
обозначения поля допуска среднего диаметра,
помещаемого на первом месте, и обозначения поля допуска
диаметра выступов. Числовые значения допусков и основных
отклонений диаметров наружной и внутренней резьбы
даны в ГОСТ 16093—81.
Допуск резьбы, если нет особых указаний, относится
к наибольшей нормальной длине свинчивания, указанной
в табл. 27, или ко всей длине резьбы, если она меньше
наибольшей нормальной длины свинчивания.
Реальный профиль впадины наружной резьбы ни в
одной точке не должен выходить за линию плоского среза
на расстоянии Я/4 от вершины исходного треугольника.
При плоскосрезанной форме впадины наружной резьбы
реальный профиль впадины следует располагать между
линиями плоского среза на расстоянии Я/4 и Я/8 от
вершины исходного треугольника (рис. 5). Реальный
профиль впадины внутренней резьбы ни в одной точке не
должен выходить за линию плоского среза на расстоянии
Я/8 от вершины исходного треугольника.
Рис. 5, Расположение реального профиля впадины
<Й4 Параметры под нарезание резьб
28. Поля допусков наружной В посадках допускают-
и адутренней резьбы ся любые сочетания П0Лей
допусков наружной и
внутренней резьбы.
Предельные отклонения наружной
и внутренней резьбы,
соответствующие полям
допусков, указанным в
табл. 28, должны
соответствовать предельным
отклонениям, указанным в
табл. 29.
Многие заводы изготовляют детали с крупными
метрическими резьбами, однако методики для их контроля
не имеют и решают этот вопрос по-разному. Практикой
Урадмашзавода установлено, что для хорошей свинчн-
ваемости метрической резьбы больших диаметров
необходимо назначать допуски на средний диаметр винта и
гайки с учетом обязательного гарантированного зазора.
В противном случае при свинчивании или развинчивании
резьбового соединения может быть заедание гайки из-за
погрешностей измерения среднего диаметра резьбы.
При изготовлении резьбы до диаметра 300 мм для
контроля используют стандартные резьбовые калибры. Для
контроля резьб диаметром свыше 300 мм изготовление
стандартных калибров становится экономически
нецелесообразным, поэтому на Уралмашзаводе стандартом
предприятия на средний диаметр метрических резьб этих
размеров устанавливают специальные технологический
допуски (табл. 30), обеспечивающие гарантированный
зазор в резьбовом соединении, а контроль среднего диа
метра осуществляют резьбомикрометрами и резьбоштих-
мас ами со специальными вставками.
Нормативом установлены: допуски и положение
полей допусков диаметров резьбы; допуски половины угла
профиля; допуски накопленной погрешности шага на
длине свинчивания N (нормальной).
Допуски на технологические диаметры йх и й не
устанавливают.
Отклонения отсчитывают от номинального профиля
резьбы в направлении, перпендикулярном к оси
резьбы.
Класс
точности
Средний
Грубый
Поле допуска
резьбы
наружной
внутренней
6Н
7#
Допуски на резьбу
315
Поле допуска внутренней резьбы
Поле допуска наружной резьбы
•С
а:
00
130
О
сГ
с"саО
Ё|
о*
Ос^сГ
"СЗ
тз
43
■ч
"ЧЭ
"а
со
СО
из
5
1/)
со
1
сц
щ
и
50
-
<й
Номинальный
диаметр
резьбы
й, мм
1
1
О
СМ
+
о
СП
+
о
1
1
1
СО
СХ)
1
7
о
1
0,4
Св. 1,4
до 2,8
+ 180
+224
+250
+ 125
+ 150
+ 160
о
+ 140
+ 180
+ 200
осою
о — см
+++
о
— 174
о
1 1 с?
1 |^
СМО
Ю — —
1 1 1
СО СМ •**■
СМ СОГ*^
777
о см -^
СМ СМ СМ.
1 1 1
Ю N С©
0*0*0
Св. 2,8
до 5,6
со о ю ю
соосоь
см со со со
++++
+ 170
+ 190
+ 200
+ 224
о
+ 190
+236
+265
+ 300
СМО О О
со ю со оо
++++
О
СО 00 ^
] О —• ■*
см см см
III
СО СО Г-»
, о со о
со со -*
III
со оо см
1 СМ СМ СО
1 1 1 1
СМ 00 СО г*<
см со ^*« со
1 II 1
см соо со
со о ЁЩ-Ш
~* см см см
мм
см со оо см
см см см со
мм
N. смю
Св. 5,6
ДО 11,2
сооюююю о
СО О СО I4- СМ Ю СО
см со со со м*-чр ю
+++++++
ОО'ФЮОЮО
оо о см сою со оо
~ см см см см см см
+++++++
о
о со ю о ю ю о
о со со о со N ю
— см см со со со ^
+++++++
ООО ОО СМ т}-
*** <о со о о *^ см
+++++++
о
СО О СО О 00 N.
1 —■ ■**• Ю N. 00 О
1 см см см см см со
II 1 II 1
СО СО N О 00 СМ
, О О О Ю СО N
СО СО "^ -ч^ -ч^Ю
МММ
со оо см -ф со см
| СМ СМ СО СО СО "Ф
'МММ
00 ^ О СМ -^ 00 СМ
СМ ^ СО N 00 О «—»
II II II 1
СМ СОО 00О00 N
СО О гг СОО ~ N
—' СМ СМ СМ'СМ СО СО
II II II 1
см *о оо см "** со см
см см см со со со -«а*
МММ!
ю ю ю
N. СМ 10 N. Ю
о*— —"—Г-^см см!
см
Ю О
+300
+375
+476
+630
СМ ООЮ
— ю оо со
СМ СЧ СМ СО
++++
о
со оюо
СО О N-0
см со сою
++++
+ 170
+200
+ 224
+265
о
со оо со со
см со о со
см см со со
мм
СО N. 00 СО
о осо-^
мм
со см оо со
см со со тр
мм
— см со со
ЮоООтГ
мм
СО 00 00 СО
о со—* см
см см со ^**
II 1 1
со см оо со
СМ со со ^
1 1 II
ю
— —"см со
Св. 22,4
ДО 46
Пораметры под нарезание резьб
см
та
Е-
ПрОД!
1
с
; «С
Я
ез
С
О
1
г
1
в
X
1
а.
В
со
5
с!
I
С
*-«.
ь-
3
00
со
о
О
С* С* С*
О
N
ОсТо"
чз
•а
тз
€
•о
??-ё
• -ж
§3:11*
СО
со
5
со
со
<ч
*н,
14
■г
■г
«
«а
•г
+ 710
+ 750
+850
ююо
юс--о
со со ^**
+++
о
ооо
ЮСОСО
_! 1 |_
1 I Г
оою
00 О —■
см со со
I ГТ
о
СО Ю СО
СО-^ СО
СО тН т**
1 1 1
со О со
СМ—| СО
г*- сооо
1 I 1
со о со
ю сосо
1 1 1
Ю-ФСЛ
СО ООО)
см см см
1 1 1
союсо
N00 СО
чф Ю Ю
1 1 1
соосо
ю со со
1 1 1
ю ю
см
см '***
> о
о
о
ю ю о о о о о
N N00 100100
со ^ со с** о> ел •—•
+++++++
ю о ю о ю о ю
соою о см ю г^
СМ СО СО чф ^** ^ чн*
+++++++
о
оюо о оо о
О N О О —« Ю О
СО СО Ю СО N I4- СО
п 1 I 1 I 1 г
С9СООЮЮЮЮ
—« со со « со ю N
см см см со со со со
+++++++
О
см со сою *-• о о
со •—< со со N о со
см со со ч^ ^ ю ю
NNN1
о
Г- 00 СО О «—' Ю СО
о со ч*< *-* см ^ о
чф «ф СО 00 О) СЛ —•
1 N 1 1 1 1
см со ооо -^юо
СО СО "=*• СО I4-. N. 00
1 1 NN 1
СМ 00 О СО г-н О О
Си ~ч СО Сп СМ ч* СО
*-ч СМ СМ СМ СО СО СО
N11111
00 00 СО Ю -^ЮО
со -^ см со о со со
СМ СО ч*1 ио СО СО СО
1 1 1 1 1 N
см оо со о —« ю о
со СО ч# СО N N 00
1 II II II
ю ю
—*"Сч)€0 ч^ ЮЮ'сО
^о>
со о
и *
ж о
юю о о о
NN«100
СО ч^ со 1*- 1
+++++
о ю ю ю о
00 ~- N СМ О
см со со -ф ю
+++++
о
ою о о о
о о» о о о
со со ю со оо
+++++
"Ф О О Ю О
смю о со о
см см со со ч^*
+++++
о
N00@010
СЛ СО О СО Ю
СМ СО чф т*« ю
1 1 1 1 1
О
N 00 00 О СО
О00^-нО
нф ^* СО 00 —
N 1 II
см оо оо о о
со со тр со оо
N111
СМ 00 СМ О О
О СМ N — 00
см см см со со
II II 1
00 00 СОЮ О
СО —< СМ СО СО
см со ^ю со
N II 1
см оо ооо о
СО СО Т*4 СО 00
1 II II
ю
—Г СМ СО -ф со
оо
СЛ 00
А о
+475
+630
+750
+ 1000
юююо
Ю СМ N-00
СО ч^ -^ 10
++++
о
ю о о о
N00 0
союсо со
++++
о ю ю ю
СО СО N СМ
см со со ^
++++
о
СО 00 О О
СО *ф Ю Ю
II N
о
00 00 О СО
оо *$ —<о
чф СО 00 —<
N 1 1
00 00 О О
со *ф со оо
II II
о оо ою
Ю СЛ ч*| ОЭ
см см со со
N II
00 со Ю О
-^ см со со
СО т^ЮСО
1 1 II
00 00 О О
со ч* со оо
N 1 1
см со ч^ со
00 ю
'"'СО
СО ®
о *
++
о со
ю ю
++
оо
оо
со со
++
оо
ою
ч* чф
++
ю о
СО^
Ю СО
1 1
о
о со
00 -н
1 1
оо
со оо
1 1
о ю
СО —»
со ч#
1 1
ю о
СО 00
ю со
1 1
оо
СО 00
1 1
ч*Р СО
ЧЗо
ю о
СО§
Допуски на резьбу 317
Продолжение табл. 30
Номинальный диаметр
резьбы
340
360
380
390
400
420
440
450
470
480
500
Шаг
Р
6
4
6
4
6
4
6
6
6
6
6
6
6
Поле допуска болта 8#
Наружный диаметр резьбы Л
номинальный
340
360
380
390
400
420
440
450
470
480
500
верхнее
отклонение
—0,0>>
—0,06
—0,08
—0,06
—0,08
—0,06
—0,08
нижнее
отклонение
—1,03
—0,81
— 1,03
—0,81
-1,03
—0,81
— 1,03
Внутренний
диаметр резьбы ^
номинальный
333,606
335,670
353,505
355,670
373,505
385,670
393,505
413,505
433,505
443,505
463,505
473,505
493,505
верхнее
отклонение
—0,08
—0,06
—0,08
—0,06
—0,08
—0,06
—0,08
■ " ■■——■ ■■■■ .1 —...— -и нищи .
Средний диаметр резьбы й%
номинальный
336,103
337,402
356,103
357,402
376,103
387,402
396,103
416,103
436,103
446,103
466.103
476,103
496,103 |
верхнее
отклонение
—0,270
—0,205
—0,270
—0,205
—0,270
—0,270
—0,270
1
1
нижнее
отклонение
—0,680
—0,510
—0,610
—0,535
-0,610
—0,535
—0,610
Допуск
накопленной
погрешности
шага
±0,030
±0,025
±0,030
±0,025
±0,030
±0,025
±0,030
1
!
Продолжение табл. 30
Номинальный диаметр
резьбы
520
550
600
Номинальный диаметр
резьбы
310
320
Шаг
Р
6
6
6
Шаг
Р
4
6
Поле допуска болта 8#
Наружный диаметр резьбы б.
номинальный
520
550
600
верхнее
отклонение
—0,08
нижнее
отклонение
—1,03
Внутренный
диаметр резьбы йх
номинальный
513,505
543,505
593,505
верхнее
отклонение
—0,08
Средний диаметр резьбы й2
номинальный
516,103
546,103
596,103
верхнее
отклонение
—0,270
нижнее
отклонение
—0,610
Допуск
накопленной
погрешности
шага
!
±0,030
Поле допуска гайки 7#
Наружный
диаметр резьбы В
номинальный
310
320
4 320
330 4 330
340
360
6
4
6
340
360
нижнее
отклонение
0
-— ■ —
Внутренний диаметр
резьбы О,
номинальный
305,670
313,505
315,670
325,670
333,505
335,670
353,505
нижнее
отклонение
0
верхнее
отклонение
+ 0,75
+ 1,00
Средний диаметр резьбы />2
номинальный
307,402
316,103
нижнее
отклонение
+ 0,475
+0,530
верхнее
отклонение
+ 0,160
+0,210
Допуск
накопленной
погреш-
н ости
шага
±0,025
±0,030
+0,75 | 317,402 | +0,475 | +0,160 | ±0,025
+0,75 | 327,402 | +0,475 | +0,160 | ±0,025
+ 1,00 | 336,103 | +0,530 | +0,210 | ±0,030
+0,75 | 337,402 | +0,475 |
+ 1,00 | 356,103 | +0,560 |
+0,160 | ±0,025
+0,210 | ±0,030
320
Параметры под нарезание резьб
с
Е-
с
к
в:
с
а.
о
о
о
п
;
!
1
Я
ЙС
а
03
о
>>
о
(=С
ч
о
_1
_
« % <Е А -
>»о
м
С!
О
С
5
га
ЕС
р.
О
си
чЧ
го
ад щ
>»
т
§С1
еС3
3 т
Я
5 V
Д, 2
|.
в Л
Я *~ О
5 и <^
X л
ЕХ-м и
||||
^ ,
а» Л о
= § к
х з е
*» Б х
ш .
«о»
= ч к
16*
■3
■ а
2 д
о ч
= я
—
8 До)
к 5 я
о. С <и
8Ь =
ш 6 °
ш
•к
л з
1*
О к
К я
пижме
отклонение
| «й
= 2
^ л
2ч
« я
X
———
1С
С
СО
о с
+1
о
ее
о
о
о
о'
—1—
см
о
С-
ю
со
ю
©
1
о
—-
СМ
7
о
СО
ю
о"
_[
со
о
СО
с^
со
о
о
+
см
с
о
-н
о
ее
о
л.
о
о
ю
о"
см
о
**
г*-
00
СО
ю
©
~г
СО
о
со
СП
со
о
Г^
со
1С"
ю
со
ю
о
ю
СО*"
Г^-
СО
о
Г--
со
ю"
00
СО
ю
о
ю
со"
СЛ
со
о
со
со
•*
о
со
со
о
00
со
со
о
00
со
о
СП
со
"^
о
СП
со
о
о
■^
со
о
с^
■^
со
о
СО
т—1
■**•
ю
о
ю
СО"
»—1
■^
о
СМ
Чй
СО
о
СМ
ч*"
со
о
СО
со
*
00
о
СО
■^
тр
о
ю
о
ю
СО*"
со
^
ю
о
СО"
■<*
ч*1
■ о
о
■*
•^1
со
о
"*•
тГ1
о
ТО
■чр
со
о
ю
•^
1
о
со
о
о"
1
о
см
о"
+
о
СО
ю
о"
СО
о
со'
СО
т!"
СО
о
СО"
(^
тг<
СО
о
СО'
сп
о
о
+
ю
о
ю
со"
СО
•а*
ю
о
ю
со"
г^
^
ю
о
СО"
СП
о
г^
•^
СО
о
г-
■*
о
00
^
со
о
00
**
о
о
ю
со
о
о
ю
со
о
со'
ю
со
о
о
со"
СП
Ю
о
СО"
ю
ю
Г")
со"
"^
ю
ю
о
ю
со"
СП
ю
о
см
ю
СО
о
СМ
ю
0
ю
ю
о
Г)
Ш
ю
о
о
СО
СО
о
о
СО
-и
я
1
1
^*
о
-н
я
о
к
р[
•9*
0
о.
_
3
л
0
ч
о
о
сС
6
Б
я
си
а
с
Выходы, сбеги, недорезы, проточки и фаски
На эскизе к табл. 30 приняты следующие обозначения;
„/ ^ х~ А0ПУСКИ дааметРов й, Ох соответственно;
Тйъ ГА—допуски диаметров йя, Б2 без компенсации
погрешностей шага и половины угла профиля.
Накопленную погрешность шага и половины угла
профиля допускается не проверять, если изготовление их
в пределах допуска обеспечивается инструментом и
технологическим процессом изготовления.
ВЫХОДЫ, СБЕГИ, НЕД0РЕЗЫ,
ПРОТОЧКИ И ФАСКИ
Ниже приведены размеры сбега резьбы при
выходе инструмента или при наличии на инструменте
заборной части, размеры недореза при выполнении резьбы
в упор, формы и размеры проточек для выхода резьбо-
образующего инструмента, размеры фасок — для резьбы
метрической, трубной цилиндрической, трубной
конической, конической дюймовой с углом профиля 60° и
трапецеидальной (ГОСТ 10549—80).
Недорез — это сбег плюс недовод. Под недоводом
резьбы понимают величину недорезанной части детали
между концом сбега и опорной поверхностью детали.
Размеры сбегов и недорезов при выполнении
наружной метрической резьбы нарезанием показаны на рис. 6,
а, г, при выполнении резьбы накатыванием — на рис. 6,
б, в, д, форма и размеры проточек — на рис. 6, е. Размеры
фасок для наружной метрической резьбы крепежных
изделий брать согласно ГОСТ 12414—66.
Размеры сбегов и недорезов для внутренней
метрической резьбы показаны на рис. 7, а, а форма и размеры
проточек — на рис. 7, б.
Для наружной трубной цилиндрической резьбы при
выполнении резьбы напроход, а также при выполнении
резьбы в упор рекомендуется применять
резьбообразующий инструмент с углом заборной части 20 .
Для внутренней трубной цилиндрической резьбы при
выполнении резьбы в упор рекомендуется применять
резьбообразующий инструмент с длиной заборной части
не более трех шагов.
Допускается применять фаски, расположенные под
углом между образующей и осью конуса менее 45 *
Л Маракулнн И. В. и др.
822 Параметры под нарезание резьб
«о
а
о
ь
о
о.
***
44
«0
К
»
ь*
в)
0)
ч
о
, . о
о з ч
ее О
3
л
А
V
&
О
Ж
и
ев
к
с
о
ее
•в-
X
о
о
о.
**ч
8в
А
О
9т
Ю
V
3
с
■со
ев
О.
2 «
I -§
О ж
Ю-1Л Ю Ю Ю Ю 1Г\
см^см^со^^^1^со^а^©смл10 ^-ооногчо
о о* о" о о о" о* о* о" *-? —«" —" г-Г см см см" см" со"
см со со со со^ 1^юю юююююююююю
оооооооо'оообоооооо
++++++++++++++++++
см^^оо^осм^^^оо-^со о см о о о о о о
см"* см" со" ^ г*-" ю" со" гС оГ о" со" ю" с--" о со" со" оо" о"
-ч—■ —• ^ см см см <м со
со с оо о см о о^о оооооооооо
'—"см"см"со"со ^1о"со~г^'оо"о"см"^"со"эо"о*см"т1«*
—-~ —< —< —ч СМ СМ СМ
10 О Ю О О^О^ О О О^ О ОООООООО
см" со" со" т^^ со со аГ ^"-ч*4 см" 1л"^"стГ со" со" оо" со"
1—4 ""Ч *—' -~' —' —* СМ СМ_СМ СМ
оо о -ч^ю^сх^о^о^ю^о^о-© о о о о о о
о" —<* -ч" —*" ^ см" см" со* со" ^" ю" со" гС со" аГ о" ~" см"
юю ю ю ю ю ю
смсчсо-^'^'иосос^-аюсмю^осмюг-о
©ООООООО©—< — —•
см см см см со
Ь-оо—■<смсосоососоосо^©Сч«чФ©г-.со
о" о" *—"*-< —" *^ см" см" см" со" со ^ ю" ю" со" г*-Г г*-" со"
-^ТЗ-сЗТЗ*гзтЗ"сЗ>13'ТЗ,ЧТЗТЗ'ЧТЗТЗТЗ^З^
щ
00
-^СМСМСМСОтРЮСО^ООО
—«ЮСОГ^~ч*,-СМСЛЮСО^-
см
г**-
•* СО Е^О) —<
оюююо
0^^1—-^-1—СМСМСОСО^ЮСО^СОО—■ СМ ^
МЮ-1^001ЛСООЮС)ЮОЮОЮО
*-^-^ем см?см?со"'«^^ю со |> а> о" см со 1П*со"оо"
1Л Ю -_:
О См!4" О) ©Ю^СМОО СО СЭООЮ^О^Ю О О
•-Г ^ ^-Г1-^ см" см ссГоо"т**,ю"со г*- о о •—• см ^ю*
Ю ЪО иО V
ч*«Ю **- ^ СО (N10^ Ю Ю 1Л Ю
о"о"о"о*о"--" -ч*—"--•"см см"со со"** ***ю ю"со
Выходы, сбеги, недорезы, проточки и фаски
323
Рис. 6. Сбеги, недорезы, проточки, фаски для наружной резьбы (а\-
находится в пределах среднего лиямртпя прчк^л
ределах среднего диаметра резьбы)
УШ& ■ Ш
Ъ
а) 6)
Рис. 7. Сбеги, нарезки, проточки, фаски для внутренней резьбы
32. Размеры фасок наружной метрической резьбы
Размеры, мм
Номинальный диаметр
резьбы й
2
3
4
5
6
г
0,3
0,5
1,0
Номинальный диаметр
резьбы А
8
10
12
16
20
24
г
1,6
2,0
2,5
Номинальный диаметр
резьбы й
30
36
42
48
56
64
2
2,5
3,0
4,0
11*
38. Размеры сбегов, недорезов, проточек и фасок для трубной цилиндрической резьбы
Резьба,
дюймы
з/8
т
Число
шагов на
длине 25,4 мм
19
14
Сбег X,
не более
2,4
3,2
Недорез
а, не
более
4
5
1
/
Нар}
1
4
5
х 1
г4$
7///У//7//
У//9.
х |
С&&).
Дпя
нарушай резьбы
ч
Ч .и.
_ ^3
а
Т1
и
Г
- 1 х и т
"*' ■"" — а лу ^У
Для Внутренней резьбы
1x45*
//&
V/
—
Ъш>
а
' "Н- - | - - \ щ
**
-г-Ш
1 \^'
•-
//;9\
\\
г\
жная резьба
Проточка
Я
1,0
1,
В
*1
0,5
й1
11,0
14,5
18,0
20,0
Фаска 2
1,6
2,0
Сбег X,
не более
3,3
4,8
Недорез
а, не
более
5
8 ]
1
Внутр
/
5
8 ,
1
енняя резьба
Проточка
Я
1,6
2,0 ^
%1
0,5
1
|
13,5
17,0
21,5
23,5]
Фаска г
1,0
1
1
1*1*
12/4
13/8
IV,
13/4
2
2%
21/,
23/4
3
з*/«
4
5
6
11
4,1
1,6
23,5
27,0
1.0
29,5
34,0
38,0
40,5
44,0
50,0
56,0
62,0
71,5
78,0
84,0
96,5
109,0
134,5
160,0
2.5
1,0
10
10
27
31,0
,о! I
34,0
Г 39,0
43,0
45,0
48,5
54,5
60,5
66,5
76,0
82,5
89,0
101,0
114,0
139,0
165,0
1,6
■■■ЩИРИРШРИМИИИРВИ*
■—МШИ
34. Размеры сбегов, недорезов, проточек и фасок для трубной конической резьбы по ГОСТ 6211—81
Для наружной резьбы
г*45°
Дпя внутренней резьбы
г*45*
щ
ы
■*•*■
*%^
^х
=5
Резьба,
дюймы
Число
шагов на
длине
25,4 мм
Наружная резьба
о
О)
ХО ф
О ЕС
о.
Проточка
«1
*/
Внутренняя резьб!
О
0
О и
н-< СО
Проточка
Я*
*Г
%
1%
1 1А
28
2,0
19
3,0
14
3,5
3,5
0,5 0,3
8,0
3,0
5,0
6,5
и
4,5
1.0
1,6
0,5
1,0
4,0
4,0
18,0
23,5
5,5
29,5
38,0
44,0
56,0
7,0
5,5
8,0
1,0
1,0
1,6
14,0
2,0
0,5
1,0
10,0
13,5
17,0
21,5
27,0
34,0
42,5
48,5
60,0
,о
1,6
2,0
35. Размеры сбегов, недорезов, проточек и фасок для конической дюймовой резьбы
с углом профиля 60° по ГОСТ 6111—52
Размеры, мм
Для наружной резьбы
%*45
Для внутренней, резьбы
Со
328
Параметры под нарезание резьб
86. Размеры проточек и фасок для наружной
и внутренней трапецеидальной одноходовой резьбы
Размеры, мм
Дм наружнойрезьёы Для Внутренней резьШ
Ш:
г**У
Ъ&яШл
г*№
Шаг
резьбы
Проточка
/?1
Наружная
резьба й^
Внутренняя резьба
Ш
3 1,0
1.6
0,5
а —з,о
а —4,2
й +1,0
10
12
16
20
24
32
40
1,6
10
2,0
12
16
25
30
40
50
5.0
й —5,2
й —7,0
й —8,0
й —10,2
& —12,5
й —14,5
а —19,5
й —24,0
■28,0
-36,5
Л —44,5
^+1,1
д. +1,6
а +1
4+2.1
2,8
3,0
й +3,5
4+4,0
Способы нарезания резьбы
329
ГОСТ 10549-80 не дает рекомендаций нанесения
сбегов, недорезов и проточек на чертежах, а беГЗгих
размеров возникают затруднения при изготовлении
деталей в цехах. На Уралмашзаводе принято, что кроме
простановки длины резьбы в необходимых случаях на
чертежах проставляют размеры сбегов, недорезов
проточек. Г \ *
СПОСОБЫ НАРЕЗАНИЯ РЕЗЬБЫ
Патроны для нарезания резьбы метчиками.
Определенные трудности возникают при нарезании резьб
в глухих отверстиях или в деталях из
труднообрабатываемых материалов, когда существует реальная опасность
перегрузки и поломки метчика из-за упора его в дно
нарезаемого отверстия или из-за затупления, защемления
стружкой и т. п. В этих случаях обычно применяют
предохранительные самовыключающиеся патроны,
которые настраивают на допускаемую величину крутящего
момента. Такие патроны автоматически выключаются,
если момент сил сопротивления превышает величину
заданного момента, предохраняя метчик от
разрушения.
Корпус 1 патрона (рис. 8) хвостовиком крепят в
шпинделе станка и через имеющиеся пазы соединяют с
ведущим диском 9. Этот диск через фибровые кольца 10
передает вращение ведомому диску 11, который
шестигранником соединен с поводком 12, а последний через
внутренний шестигранник — с вкладышем 18. Пружина
предназначена для обеспечения плавного врезания метчика и
качественного нарезания резьбы. В нижней части
вкладыша 18 крепится быстросъемная втулка 21 для
крепления метчика, которая удерживается во вкладыше
подпружиненными шариками. В быстросъемной втулке
крепится метчик; от выпадания он фиксируется
подпружиненным шариком.
Если возникает сила, превышающая установленную
для нарезаемой резьбы, фибровые кольца начинают
проскальзывать, вращение от корпуса на вкладыш с
метчиком не передается, вкладыш с метчиком отключаются.
Это предохранит метчик от поломки. Предохранительные
патроны используют для нарезания резьбы М5—М140.
330 Параметры под нарезание резьб
Рис. 8. Патрон предохранительный фрикционный:
1 *~* корпус; 2 — затвор; 3 — шарик; 4 — винт; 5 — пружина; 6 — втулка;
7 — кольцо резиновое; 8 — кольцо опорное; 9 — диск ведущий; 10 — кольцо
фибровое; // •— диск ведомый; 12 — поводок; 13 — подшипник; 14 — гайка;
|5 — втулка упорная; 16, 17 — винт; 18 — вкладыш; 19 — ключ; 20 — опора;
32/ *• быстросъемная втулка
Способы нарезания резьбы
331
37. Режимы резания при нарезании резьбы в сквозных
и глухих отверстиях машинными метчиками из углеродистой
Диаметр резь- 1
бы, мм
12
16
20
Диаметр
резьбы, мм
22
24
30
36
2
48
56
64
Диаметр
резьбы, мм
68
72
76
3
1
си
см
65
116
230
о.
Щ
см
260
390
680
1080
1320
2480
3560
4900
2
щ
Си
см
5250
5650
6450
Коэффициент обрабатываемости К
Ш 1 1-26* 1 1,Р | 0,8 |
скорость резания о, м/мин
3,8 3 *
п
101
77
61
^э
0,28
0,39
0,6
п
79
60,5
48
*э
0,24
0,33
0,51
2,4
п
63
48
38
*э
0,21
0,29
0,45
1,9
я I ^э
50
38
30
0,18
0,25
0,39
Скорость резания о; м/мик
5,3
п
77
70,5
58
46
40
35
32
26
лгэ
0,85
1,15
1,7
2,1
2,25
3,7
4,9
5,3
4,15 *
п
60,5
55
45
36,5
31,5
28
25
20
Ш
0,72
0,98
1,4
1,8
1,9
3,2
4,2
4,5
3,3
п
48
44
36
29
25
22
20
16
*э
0,64
0,87
1,2&
1,61
1,7
2,8
3,7
4,0
2,6
п
38
35
29
23
20
17,6
16
12,8
*э
0,55
0,75
1,1
1,4
1,5
2,4
3,2
3,45
Скорость резания и, м/мин
3,8
п
19
17,5
16
Мм
4,25
4,25
4,4
3 *
п лгэ
15
14
12,6
3,6
3,6
3,7
2,4
п ЛГЭ
12
11
10
3,2
3,2
3,3
1,9
п
9,6
8,8
8,0
*э
2,8
2,8
2,85
-—■
0,63 1
1,5
п ЛГЭ
40
30
24
0,16
0,22
0,35
2,1
/1
30
28
23
18
16
14
12,6
10
Щ
0,5
0,68
0,97
1,25
1,3
2,2
2,9 ■
3,1
1,5
п
7,6
6,9
6,3
лгэ
2,5
2,5
2,6
^млын^л* «ел/ нирезиник резьо
Продолжение табл. 37
11
80
90
100
110
о.
*• —
« л
36 <>
щ «о
115
120
.140
150
из Р
а дл
СтЗ
мин
день
ври
•С
3
6 800
7 900
9 100
10 800
10 700
11 300
13 700
15 000
Скорость резания с, м/мин
2,4
л
9,6
8,5
7,7
6,9
*э
2,8
2,85
3,0
3,0
1,9 *
п
7,5
6,7
6,0
5,4
"э
2,4
2,4
2,5
2,5
1,5
п
6
5,3
4,8
4,3
ЛГЭ
2,1
2,15
2,25
2,26
1,-2
п
4,8
4,2
3У8
ЗА
Л'э
1,8
1,85
1,95
1,95
Скорость резания о, м/мин
I
п
5,8
5,6
4,8
4,4
Ма
2,65
2,65
2,8
2,9
1,64 *
п ЛГЭ
4,5
4,4
3,8
3,5
2,3
2,3
2,4
2,45
1.3
п
3,5
3,5
3,0
2,8
!Ч
2,0
2,0
2,1
2,16
1,04
п Ыэ
2,9
2,8
2,4
2,2
1,7
1,7
1,8
1,9
Примечания: 1. При работе быстрорежущими м
18 диаметром до 76 мм скорость резания надо увеличивать
я диаметров свыше 76 мм скорость резания принимать по
2. Для стали 50, 55 коэффициент К = 1, для стали С:
коэффициент К = 1,6.
3. Нарезание выполняют со смазочно-охлаждающей ж и
4. Режимы даны по заводским нормативам.
5. ЖКр — крутящий момент; п — частота вращения
-*; Ыэ — э
* Значен»
I для стал
обработке
ффективная мощность, кВт.
я /С., и у и соответствующие им режимы резани
сталя
гуна и
брОк
зы, ос
талы-
ые зн
эченя
я дань
' -
0,95
п ЛГЭ1
3,8
3,3
3,0
2,7
1,6
1,7
1,75.
Щ
0,8
п Ыэ
2,3
2,2
1,9
1.8
1,55
1,55
1,6
1,7
гтчиками
в 2 раза,
таблице.
-1, СтЗ и
д костью.
метчика,
я приве-
1 ТОЛ
ько
Способы нарезания резьбы
333
38. Режимы резания при нарезании резьбы в г
из жаропрочных и коррозионно-стойких сталей
Диаметр
резьбы, мм
8
10
12
16
20
22
24
30
36
42
48
52
56
64
68
72
76
Скорость
резания,
м/мин
3
3,5
4,2
3
Частота
вращения,
мин-1
120
96
75
60
56
51
47
44
34
31
28
26
24
21
14
13
12
2 Л*кр. Н.м,
для метчика
машинного гаечного
16
27
40
70
130
140
200
330
500
700
960
1140
1320
1760
1880
2020
2200
13
22
33
56
105
114
160
270
400
560
780
930
1080
1420
1510
1620
1770
Примечание. При нарезании машинными и гаечными
метчиками из быстрорежущей стали с шахматным расположением зубьев
применяют см аз очно-охлаждающую жидкость.
39. Режимы резания при нарезании резьбы метчиками в титановых
сплавах
Параметр
п, мин"-
2Мкр, Н-м
ЛГЭГ кВт
Диаметр резьбы, мм
8
60
50
0,16
10
48
60
0,15
12
40
80
0,17
16
30
150
0,23
20
24
270
0,34
22
22
300
0,35
24
20
420
0,43
30
16
750
0,62
36
14
1150
0,83
Примечание. Режимы резания рассчитаны на метчики
из быстрорежущей стали с шахматным расположением зубьев, скорость
резания 1,5 м/мин.
Вихревое нарезание резьбы вращающимися резцами.
Резьбонарезание — один из сложных, трудоемких и
наиболее распространенных процессов обработки резанием
Параметры под нарезание резьб
деталей машин. Большое разнообразие видов резьб,
условий их эксплуатации и технических требований к ним
обусловило применение многих способов резьбонарезания.
Не во всех случаях технология резьбонарезания
обеспечивает максимальную производительность при минимальной
себестоимости и требуемом качестве. Одним из
высокопроизводительных методов является скоростное нарезание
резьбы вращающимися резцами, часто называемое
вихревым нарезанием. Применение этого метода наиболее
эффективно при нарезании трапецеидальных и упорных
резьб за один проход.
При скоростном нарезании вращающимися резцами
используют твердосплавный инструмент, благодаря чему
возможны большие скорости резания. Применяемые
инструменты и приспособления простые и дешевые. Режимы
обработки можно легко регулировать в широком
диапазоне. Облегчается и упрощается труд рабочего, возможно
многостаночное обслуживание. Отпадает необходимость
в применении смазывающе-охлаждающих жидкостей.
Скоростное нарезание резьбы вращающимися резцами
является, по сути, фрезерованием дисковыми фрезами»
оснащенными твердосплавными зубьями-резцами.
Вихревое нарезание можно вести при внешнем или
внутреннем касании. При внешнем касании (рис. 9, а)
кинематика аналогична фрезерованию резьбы дисковой
фрезой, при внутреннем (рис. 9, б) — фрезерованию
полой охватывающей фрезой.
Ряс 9. Схема нарезания резьбы вихревым методом при внутреннем (а)
и внешнем (б) касании резца:
С*~Ог —• расстояние между осями вращения детали и резца
Способы, нарезания резьбы
335
Рис. 10. Приспособление к токарному станку для нарезания резьбы
вихревым методом
Рекомендуется треугольные резьбы, а также мелкие
и средние трапецеидальные резьбы нарезать методом
внутреннего касания, крупные трапецеидальные резьбы —
методом внешнего касания.
Нарезать резьбу можно на токарно-винторезных и
резьбофрезерных станках. Приспособление, которое
устанавливают на суппорте токарного станка, показано на
рис. 10, В резцовой головке 6 закрепляют один или
несколько резьбовых резцов 5 с твердосплавными
пластинами; электродвигатель 4 приводит ее во вращение.
Установленная в патроне 1 и люнете 3 (или центрах) заготовка 2
получает медленное вращение в направлении, обратном
вращению резцов.
Головка расположена эксцентрично относительно
детали, поэтому периодически (один раз за один оборот
головки) резец соприкасается с заготовкой по дуге а
прорезает серповидную канавку, имеющую профиль
резьбы. Суппорту с резцовой головкой сообщают движет
ние продольной подачи; за один оборот заготовки суппор-
336
Параметры под нарезание резьб
Рис. И. Схема нарезания внутренней резьбы
вихревым методом
перемещается на шаг резьбы. Если в головке закреплены
четыре резца, то первые два прорезают канавку, третий
профилирует резьбу, а четвертый удаляет заусенцы.
При нарезании внутренней резьбы (рис. 11) заготовку
закрепляют в патроне станка, а резец — в оправке,
вращающейся от приводной головки, которую устанавливают
на суппорте станка. При нарезании резьбы головку обычно
разворачивают относительно оси заготовки на угол подъема!
винтовой линии резьбы. Угол профиля резьбового резца
в зависимости от угла подъема резьбы делают меньшим-,
чем угол профиля нарезаемой резьбы, ориентировочно:
для треугольной резьбы на Г 30', для трапецеидальной —
на 30'; это компенсирует неизбежное при работе
искажение профиля резьбы.
При вихревом нарезании резьбы скорость резания
составляет 150—450 м/мин, круговая подача 0,2—0,8 мм
на один оборот резца, достигаемая степень точности
резьбы — 8-я степень и шероховатость поверхности Кг щ
щ 20, На в 2,5 мкм.
ГЛАВА 10
МЕХАНИЧЕСКАЯ ОБРАБОТКА
РЕЗАНИЕМ ЗУБЧАТЫХ КОЛЕС
И ШЛИЦЕВ
ПОДГОТОВКА ЗАГОТОВОК
ПОД ЗУБ0НАРЕЗАНИЕ И ИХ УСТАНОВКА
Зубчатые передачи по точности
регламентированы: цилиндрические ГОСТ 1643—81, конические
ГОСТ 1758—81, червячные ГОСТ 3675—81. В тяжелом
машиностроении применяют зубчатые передачи
цилиндрические наружного зацепления с прямыми, косыми и
шевронными зубьями; цилиндрические внутреннего
зацепления с прямыми зубьями; конические с прямыми, косыми
и криволинейными зубьями; обычные и глобоидные
червячные передачи.
По конструктивным признакам их делят на
шестеренные валы, литые и цельнокованые колеса, колеса с
насадными бандажами, в том числе и червячные, и зубчатые
венцы. Характерными для тяжелого машиностроения по
своим размерным признакам можно считать шестеренные
валы диаметром более 250 мм, цилиндрические и
червячные колеса диаметром более 1000 мм, венцы
диаметром свыше 1500 мм, конические колеса диаметром более
300 мм.
Обработка заготовок указанных и больших размеров,
имеющих модуль не менее 10 мм, имеет особенности и
приемы, присущие только технологии тяжелого
машиностроения.
В основном зубчатые передачи выполняют по 8-й
степени точности. Крупные цилиндрические и конические
колеса, которые нарезают на станках, работающих по
методу копирования, имеют 9 и 10 степени точности.
Мощные быстроходные передачи станов для холодно!
прокатки тонких листов и других механизмов выполняют
по 6-й степени точности.
Технологический процесс обработки зубчатых колес
можно разделить на два этапа — обработку заготовок до
338 Механическая обработка резанием зубчатых колес
зубонарезакия и собственно зуборезные операции. Такое
деление дает возможность рассматривать общие
положения механической обработки заготовок независимо от
того, какого вида зацепление потом будет выполнено.
Для обеспечения удовлетворительных результатов при
нарезании зубьев необходимо создать надежные
установочные и проверочные базы. Базами для установки
заготовок на зуборезных станках являются торец и отверстие-
зубчатого колеса, или шейки вала и торец колеса. При
обработке заготовок под нарезание зубьев должно быть
обеспечено точное выполнение размеров цилиндрических
и торцовых поверхностей и минимально допустимое
радиальное и торцовое их биение.
Все промежуточные переходы на карусельной и
токарной операциях должны обеспечивать достижение
максимальной концентричности отверстий с наружными
поверхностями детали. В этом случае наружная
цилиндрическая поверхность обода заготовки служит не только
проверочной, но и измерительной базой, от которой проще
и удобнее измерять зубья в процессе обработки и контро^
лировать зубчатое колесо. Допустимые отклонения
заготовки под зубонарезание задает конструктор в чертеже;
в соответствии с ГОСТами.
За базу принимают торец, подрезанный «в размер»
с одной установки при чистовом растачивании отверстия
и чистовом обтачивании наружной поверхности заготовки.
Поэтому в технологических процессах для зубчатых
колес, нарезаемых без вала, принято оговаривать
необходимость нанесения на базовом торце круговой риски.
Наличие этой риски свидетельствует о том, что данный торец
должен являться базовым при установке и проверке
положения заготовки на зуборезном станке. Все базовые
поверхности обрабатывают с параметром шероховатости
&г <: 20. В зависимости от степени точности зубчатых
колес зубья можно нарезать до запрессовки колеса на вал
или после запрессовки совместно с валом. Во втором
случае уменьшается погрешность при зубонарезании.
Поэтому средние и крупные зубчатые колеса 6-й и 7-й
степеней точности, как правило, стремятся обрабатывать
по второму варианту.
Для нарезания цилиндрических зубчатых колес
применяют зубофрезерные и зубодолбежные станки. Наи?
Подготовка заготовок под зубонарх
339
большее распространение в тяжелом машиностроении
получили мощные универсальные зубофрезерные станки
На этих станках можно нарезать червячной фрезой
прямозубые, косозубые, шевронные и червячные колеса а при
наличии дополнительных устройств работать летучими
резцами, пальцевыми и дисковыми фрезами. Отечественная
станкостроительная промышленность выпускает
зубофрезерные станки (мод. 5В348) с вертикальным
расположением оси для нарезания зубчатых колес диаметром до
12,5 м, при этом обрабатывают червячной фрезой колеса
до модуля 30 мм, дисковой — до модуля 50 мм и
пальцевой — до модуля 75 мм.
Для обработки шестеренных валов применяют станки
с горизонтальным расположением заготовки. На этих
станках обрабатывают цилиндрические шестерни с
прямыми, косыми и шевронными (с канавкой) зубьями
червячной фрезой и методом единичного деления —
пальцевыми и дисковыми фрезами, а также колеса с закрытым
углом шеврона — пальцевой фрезой. Наиболее крупный
станок 5В375 рассчитан на обработку шестеренных валов
диаметром до 1250 мм при наибольшей длине
фрезерования 3000 мм и максимальной длине вала 5500 мм;
наибольший модуль колес, нарезаемых червячной фрезой,
30 мм и пальцевой — 50 мм. Точность колес,
нарезаемых пальцевыми фрезами, соответствует обычно
9-й степени.
Способы крепления заготовки зависят.от ее
размеров, конструктивных особенностей, требуемой
точности нарезания и конструкции установочных
приспособлений.
При установке и креплении заготовки необходимо
тщательно очищать центрирующие и опорные поверхности
от грязи и стружки, периодически проверять радиальное
и торцовое биение центрирующих и опорных поверхностей
установочных приспособлений, проверять радиальное и
торцовое биение заготовки до и после ее закрепления на
приспособлении, равномерно затягивать крепежные
болты.
Допуск Ег = Е'Т-2~, где й - диаметр, на котором
установлена игла индикатора; йж — диаметр окружности
делительного конуса; Е? — см. табл. 4.
НО Механическая
г обработка резанием зубчатых колес и гилиив
1. Нормы точности установки приспособления, заготовки
и инструмента при нарезании цилиндрических колес
Параметр
Радиальное
биение
центрирующей
оправки
приспособления
Схема проверки
Диаметр
нарезаемо-
то колеса*
мм
Допустимое биение
мкм, при степени'
точности колеса '
по ГОСТ 1643-81
0ь->
100... 500
500... 1000
Св. 1000
15
20
20
30
50
к к
со 5
д в
30
25
40
40
80
100
50
100
150
Торцовое
биение
опорной
поверхности
способления
Т1
ж
чТ^ь
100... 500
10
15
500... 1000
12
20
30
50
80
40
80
100
Св. 1000
30
50
100
150
Ьиение
базового
торца
заготовки
| нарезаемо-
I го колеса
нг
100 ... 500
20
500 ... 1000
45
35
оо
90
50
85
000... 2000
65
100
2000... 5000
150
140
150
200
90
300
240
380
Подготовка заготовок под зубонарез*
341
Параметр
Радиальное
биение
наружного
цилиндра
заготовки
Радиальное
биение
шеек
заготовки типа
вала-
шестерни
Радиальное
биение
фрезерной
оправки
Продолжение табл. 1
Схема проверки
Диаметр
нарезаемого
колеса,
мм
Допустимое биение,
мкм, при степени
точности колеса
по ГОСТ 1643-81
100 ... 500
25
35
#Й
<2Н |
ш
ч 1 ■'-ь
500... 1000
35
1000 ... 2000
2000... 5000
50
55
90
150
85
140
200
65
100
150
190
Ю0
240
380
А
СП
РЕ
00... 500
25
35 55
500... 1000
оо
90 150
55 8!
140
200
1000... 1800
65
100
160
50
250
Радиальное
биение
буртиков
фрезы
20
30
60
ЙИ^^ИНШ
2. Допуск на радиальное биение Г/> наружного конуса заготовки относительно оси вращения
шпинделя станка (для конических колес, нарезаемых без вала) или относительно подшипниковых шеек
(для пало в-шестерен)
9
«#*2Г
Степень
кинематической
точности
6
7
Диаметр колеса,
мм
До 50
Св. 50 до 320
» 320 » 1250
До 50
Св. 50 до 320
» 320 » 1250
Л
р«*
\
м
к,
Щ
*
\
Допуек на радиальное биение, мкм, при половине угла делительного
конуса <р до
00
о
00
6
11
12
12
20
25
оо
о
6
13
15
12
22
31
<м
о
ОО
7
14
18
13
25
38
со
о
СО
сч
8
16
21
14
26
40
о
СО
со
8
18
22
14
26
42
о
Ю
9
18
24
15
28
44
о
ю
9
19
26
16
30
47
СО
сч
о
со
СО
9
19
26
16
30
48
со
о
Г-
9
21
30
17
40
50
сч
о
со
11
21
30
оч
■о
о
СО
11
21
30
17 17
40 40
50 50
Продолжение табл. 2
Степень
кинематической
точности
8
1 9
10
,
Диаметр колеса,
мм
До 50
Св. 50 до 320
» 320 » 1250
До 50
Св. 50 до 320
» 320 » 1250
До 50
Св. 50 до 320
я 320 » 1250
_ ■ —
Допуск на радиальное биение, мкм, При половине угла делительного
конуса ф до
00
об
21
36
45
38
64
80
60
115
140
со
21
40
57
38
70
90
60
115
150
.... ■'
СО
сч
со
21
40
65
38
75
120
60
115
170
со
СО
сч
24
42
76
38
75
125
60
120
200
СО
24
42
76
40
75
125
60
120
220
о
24
45
82
40
80
130
65
120
220
СП
СП
26
45
84
45
80
135
65
125
230
сЬ
СЧ
СО
СО
26
48
90
45
82
142
65
125
230
о
о
28
48
90
45
82
142
70
130
230
о»
о
00
г-
28
50
90
48
82
145
70
135
235
ч
сч
ю
о
ОО
30
50
90
48
82
145
70
135
235
8. Допуск не биение вазового торца 2?т заготовки относителю оси вращения шпинделя станка
(для колес, нарезаемых без вала) или относительно подшипниковых шеек (для валов-шестерен)
Степень
точности
по нормам
контакта
6
7
1
Длина
образующей делительного
конуса, мм
До 200
Св. 200 до 500
» 500 » 1250
До 200
Св. 200 до 500
» 500 » 1250
Монтажный тфщ
-®-
Л
1
>$
1 *
Технологический торец
»\#-
■
Допуск на биение торца, мкм, при половине угла
конуса ф до
о
о
О
4
5
4
5
6
00
*"|
4
5
7
5
6
9
СО
СМ
00
5
7
11
6
9
14
со
о
со
<м
7
10
16
9
12
20
^
го
СО
10
14
22
12
18
28
о
10
<*
14
20
30
18
25
40
1
а>
о
СО
ю
18
25
38
25
см
о
со
20
28
45
30
36 43
55 70
1
делительного
сО
о
^
20
28
45
о
1--
20
28
45
30 30
43 43
70 70
о*
ю
о
оо
20
28
45
30
43
70 1
Со
р
Ок
Продолжение табл. 3
Степень
точности
по нормам
контакта
8
9
10
■ -и
Длина
образующей делительного
конуса, мм
До 200
Св. 200 до 500
» 500 » 1250
До 200
Св. 200 до 500
» 500 » 1250
До 200
Св. 200 до 500
» 500 » 1250
Допуск на биение торца, мкм, при половине угла делительного
конуса ф до
со
о
оо
4
5
7
5
6
9
6
8
12
-
со
а
5
7
11
6
9
14
9
10
16
со
см
о
ОО
8
11
18
10
14
22
13
16
28
со
о
со
см
11
16
25
15
20
32
19
25
40
о
СО
СО
16
22
36
20
28
45
25
32
56
о
ю
22
32
50
30
40
66
38
50
82
СП
о
СО
ю
32
45
70
45
60
100
58
75
122
ю
<м
о
СО
со
50
62
90
68
84
135
85
ПО
180
со
о
50
62
90
82
106
135
115
150
225
см
о
оо
50
62
90
82
106
-135
115
150
225
см
ю
00
50
62
90
82
106 .
135
115
150
225
3
о
Си
со
о»
о
>
Си
со
5
346 Механическая обработка резанием зубчатых колес и шлщ
4. Допуск 2*т на точность установки заготовки конического
колеса в осевом направлении
Степень
точности
6
7
8
9
10
.
к
1
^
>в
Ц-
|_
Г1
1
ч $
Ыг-
Центр
стант
1
Модуль торцовый, мм
Св. 1 ДО 2,5
» 2,5 » 6
» 6 » 10
» 10 » 16
Св. 1 до 2,5
» 2,5 » 6
» 6 » 10
» 10 » 16
Св. 1 до 2,5
» 2,5 » 6
» 6 » 10
» 10 » 16
» 16 » 30
Св. 2,5 до 6
» 6 » 10
» 10 » 16
» 16 » 30
Св. 2,5 до 6
» 6 » 10
» 10 » 16
» 16 » 30
Смещение вершины делительного
конуса, мкм
верхнее АВК
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
0
нижнее Л„/с
н
—24
—38
—50
—58
—30
—48
—60
—75
—38
—58
—80
—95
— 120
—75
— 100
— 115
— 160
—95
— 120
— 150
—200
Модификация зубьев червячных колес
347
МОДИФИКАЦИЯ ЗУБЬЕВ ЧЕРВЯЧНЫХ
КОЛЕС
Зубья червячных колес фрезеруют
специальными червячными фрезами или резцами-летучками.
Существует два метода фрезерования зубьев червячных колес: с
радиальной и осевой (тангенциальной) подачей инструмента.
Методом радиальной подачи фрезеруют в основном
однозаходные червячные колеса специальными
червячными фрезами без заборного конуса. Методом осевой
(тангенциальной) подачи рекомендуется фрезеровать как
однозаходные, так и многозаходные червячные колеса.
Фрезеруют специальными червячными фрезами с
заборным конусом или резцами-летучками, что требует наличия
на станке специального, так называемого протяжного
суппорта (нарезание червячных колес резцами-летучками
производят только с осевой подачей).
Некачественная сцепляемость червяка с червячным
колесом при их сборке является систематическим
недостатком, обусловленным геометрическими и
кинематическими погрешностями способа изготовления червячных
колес, а также погрешностями растачивания корпусов
редукторов.
Практика изготовления червячных редукторов пока*
зала, что значительное улучшение качества сцепления
и контакта зубьев червячных пар достигается
модификацией концов зубьев червячного колеса (рис. 1).
Модификацию совмещают с основной зуборезной операцией и
осуществляют тем же инструментом после чистового
нарезания. Модификацию концов зубьев необходимо
осуществлять у червячных колес всех модулей, нарезаемых
методом радиальной и осевой подачи инструмента.
Классическая жлбзоз гч т^^яшш
Рис. 1. Модификация зубьев червячного
колеса
848 Механическая обработка резанием зубчатых колес
Окончательно червячные колеса нарезают при меж-
центровом расстоянии А между осью колеса и осью фрезы"
заданном на чертеже, после чего режущий инструмент
(червячную фрезу, резец) выводят из зацепления с
червячным колесом. Для срезания концов на профиле зубьев
(при модификации зуба) суппорт разворачивают по
часовой стрелке на 30' от нулевого положения. Для получения
классической части зуба C0—35 % по длине) межцентровое
расстояние необходимо увеличить на величину ЛЛ.
Величина АЛ находится в прямой зависимости от ширины В
обода колеса; ДЛ Щ 0,0015 В. Полученное значение округ-
ляют до числа, кратного 0,05 мм.
Установив межцентровое расстояние на размер
А' = Л + АЛ,
где Л — межцентровое расстояние при чистовом проходе,
осуществляют фрезерование, при котором будут
модифицированы (срезаны) две лежащие крест-накрест концевые
поверхности зубьев. Модификацию на двух других
концах зубьев осуществляют аналогично описанной выше
с разворотом суппорта на 30' против часовой стрелки от
нулевого положения.
При фрезеровании зубьев колеса методом осевой
подачи модификацию зубьев производят также осевой
подачей.
В технологическом процессе на нарезание червячных
колес в операции - «зуборезная» технолог записывает;
«произвести модификацию (срезание) концов зубьев
согласно инструкции на межцентровом расстоянии Л'».
Пример расчета величины А: дано червячное колесо с шириной обода
В = 50 мм; межцентровое расстояние А = 150 =ь 0,1 мм.
Л' = А + АЛ = А + 0,0015-50 = А + 0,075;
Л' = Л + 0,1 (округленно) = 150+ 0,1 = 150,1 ± 0,1 мм,
КАНАВКИ И ПРОТОЧКИ ДЛЯ ВЫХОДА
ДОЛБЯ КОВ И ЧЕРВЯЧНЫХ ФРЕЗ
Профиль и размеры канавок для выхода зубо*
резных долбяков у деталей наружного и внутреннего
зацепления с прямыми зубьями приведены в соответствии
со стандартами на Уралмашзаводе,
Канавки и проточки
349
5. Профиль и размеры канавок
Модуль
т
1,00
1,25
,50
1,75
2,00
3.00
4.00
5,00
Наружное зацепление Внутреннее зацепление
ш
ли
I
ГА
Размеры, мм
ъ
меньший
а = аг
наименьший
3.0
4,0
Модуль
т
Ь
меньший
0,5
5,0
6,00
,00
10.00
9,0
10,5
13,0
10
12,00
14,00
16,00
1,0 18,00
наименьший
16,0
20,0
1,0
25,0
30,0
35,0
15
20,00
40.0
45,0
50,00
2,0
Примечание. Модули от 14 до
приведены.
4 до 20 в ГОСТ 14776-81 не
350 Механическая обработка резанием зубчатых колес и
шлищ
6. Основные обозначения параметров проточек
для выхода червячных фрез при нарезании шевронных колес
Параметр
Ширина проточки для
выхода фрезы колес:
некорригированных
корригированных
Модуль нормальный
Коэффициент высоты
головки зуба исходного
контура (в нормальном
сечении)
Коэффициент р адиаль-
ного зазора исходного
контура (в нормальном
сечении)
Высота нарезаемого зуба
Угол профиля
исходного контура (в
нормальном сечении) (на эскизе
не показан)
Угол наклона зубьев по
делительному цилиндру
Коэффициент смещения
исходного контура в
нормальном сечении
Диаметр окружности
выступов червячной фрезы
Длина рабочей части
фрезы
Угол подъема винтовой
линии исходного червяка
фрезы
Угол установки
червячной фрезы
Полная длина фрезы
Ширина буртика
Обозначение
Ь
ъ*
тп
Г
С
н
ад
Рд
ёп
?#
Ьх в Ь—2а
0)д
У
1
а
Эскиз
Ширина проточки для некорригированных колес
Ь = со$уУ1г(Ое — к)
^+
(Г + С)тп
вШ?,
где у « рд и- ©д.
Знак «—» принимают при одноименном направление
хода винтовых линий исходного червяка фрезы и
нарезаемых ею зубьев;
Канавки и проточки
351
знак «+» — при разноименном направлении хода этих
винтовых линии.
Зубья правого хода нарезают правовинтовыми
фрезами, зубья левого хода — левовинтовыми.
Ширина проточки для корригированных колес
Ьг«соз7КЛ(Я,-А) +
^
{-1,1 в' + с — Еп)*Пп
18 ад
51П7«
Для зубчатых колес 7, 8, 9, 10-й степеней точности,
нарезаемых червячными фрезами (ад = 20°; /'= 1) при
у = Рд — ®д>
Ьк = Ьктп1ш
где Ь принимают по табл. 7; значение коэффициента к
выбнр
ают по табл. 8; при 1п > 0 к
зю 7
при ёл<0
51П у
1§ад
й=1,1
Значение коэффициента |п подставляют в выражение
для Ь с учетом знака. При положительных значениях %п
ширину проточки допускается принимать по табл. 7.
Ширину проточки определяют отдельно для шестерни
и колеса. Наибольшее из полученных значений округляют
в большую сторону до ближайшего целого числа ряда
нормальных длин и диаметров.
7 Наименьшая ширина проточки & зубчатых колес
(ад= 20°; /' = 1; У = Рд — ©д) (по данным УЗТМ)
Размеры, мм
тп
1
1,5
2
2,5
3
3,5
4
От 20
до 25
28
34
40
45
55
55
65
7
Степень '
Угол наклона
Св. 25
до 30
30
36
42
48
55
60
65
Св. 30
до 35
32
38
45
55
60
65
70
гочности
зубьев Рд,
От 20
до 25
20
26
32
36
42
45
50
8, 9, 10
...°
Св. 25
до 30
22
28
34
40
45
48
55
Св. 30
до 35
22
28
48
50
60
352 Механическая обработка резанием зубчатых
колес
Продолжение
т
Л
4,5
5
6
:,.М
8
9
10
ЕС
14
16
18
20
22
25
.28
Степень точности
7
8, 9, 10
. Угол наклона зубьев |3 .... °
От 20
до 25
65
70
85
85
100
ПО
120
Св. 25
до 30
70
80
90
95
105
120
130
Св. 30
до 35
75
80
95
100
ПО
125
140
От 20
до 25
55
60
70
70
80
85
105
120
125
140
145
165
170
185
210
Св. 25
ДО 30
55
65
75
75
85
90
ПО
130
135
150
160
175
185
200
230
Св. 30
ДО 35
60 ;
65
75
80
90
95
120
135
140
160
170
190
200
215
250
Примечание. При применении комбинированных степеней
точности приведенные в таблице степени точности относятся: у
прямозубых и узких косозубых колес — к нормам плавности работы колес;
у широких косозубых и шевронных колес — к нормам контакта.
8. Значения коэффициента к
тп
От 1 до 20 мм
Св. 20 до 28 мм
Угол наклона зубьев |3 , ...°
От 20 до 25
1„>о
0,60
1п<о
1,25
0,95
Св. 25 до 30
$п>0
0,80
Бп<°
1,50
1,20
Св. 30 ДО 35
Ел>°
1,00
*п<»
1,70
1,45
ШЛИЦЕВЫЕ ПРЯМОБОЧНЫЕ СОЕДИНЕНИЯ
Соединения шлицевые прямобочные
регламентированы ГОСТ 1139—80. Боковые стороны каждого
зуба вала должны быть параллельны оси симметрии зуба
до пересечения с окружностью диаметром й. Фаска у
пазов отверстия втулки может быть заменена закруглением
с радиусом, равным величине фаски с.
Шлицевые прямобочные соедия
353
Рис. 2. Шлицевые
прямобочные соединения
На шлицевых валах с центрированием по наружному
диаметру й = 140 — 320 мм разрешается выполнять дно
впадины плоским (исполнение В на рис. 2). При этом
вместо размера йх выполняют размер Ь.
Шлицевые валы исполнения А (см. рис. 2) изготовляют
при центрировании по внутреннему диаметру,
исполнения В — по наружному диаметру. Рабочая поверхность
зуба (см2) длиной 1 см Р = (—^ 2с
Наибольшая твердость шлицевых втулок НВ 286,
наибольшая твердость шлицевых валов: центрируемых
по О НВ 302; центрируемых по й НКС 60.
Поля допусков центрирующих диаметров (см. табл. У)
для втулок — #8, #9; для валов — /7, ев, в9.
Поля допусков боковых сторон зубьев при
центрировании по & и В должны соответствовать табл. 9: для
втулок 09; О10; для валов е9, 410, Ы1, 411.
Полк допусков нецентрирующих ДиаметР°п\я^л^
ЯП при центрировании по А И12 "Р« ^"^™™
* валов аП при центрировании по 4. При центрировании
по й диаметр 4 должен быть не менее Диа^Р^етств.
Предельные отклонения размеров должны соответство
вать ГОСТ 25346—82.
12 Маракулнн И. В. и др.
354 Механическая обработка резанием зубчатых колес и шлицев
Шлицевые прямобочные соединения
9. Размеры и допуски прямобочных шлицевых соединений
Серая
Средняя
Легкая
Средняя
Легкая
Средняя
Легкая
Средняя
Легкая
Средняя
Не
стирована
Р
жхахо
6Х
6Х
6Х
6Х
6Х
8Х
8Х
8Х
8Х
8Х
8Х
8Х
10Х
16X20
18X22
21X25
23X28
26X32
32X38
36X42
42X46
42X48
52X60
56X65
62X72
72 X 82
10X82X88
10Х
10Х
10Х
10Х
10Х
ЮХ
10Х
ЮХ
ЮХ
ЮХ
82X92
92X98
92X102
102X112
112X120
112X125
125Х 140
145X160
165Х180
180X200
Поле допуска
диаметров центрирования
О, й и боковых
сторон Ъ соединения
неподвижного
подвижного
#8 ]П0
/7 <Й0
#9
п
Р10
#8 Р10
еЪ <П0
#9
е9
Р10
ЮХ
ЮХ
12Х
210X230
245X270
295Х 320
Средняя
Легкая
Средняя
6X26X32
6X28X32
8X32X36
8X36X42
8X42X48
8X52X60
8X62X72
#9_
П
Р10
Ш
Н9_
е9
то
#8
е9
Д10
е9
8
8
10
10
10
10
10
10
10
10
10
10
10
10
10
10
12
16
18
21
23
26
32
36
42
42
Ъ2
56
62
72
82
82
92
92
102
112
112
125
145
165
180
210
245
295
26
23
32
36
42
52
62
20
22
25
28
32
38
42
46
48
60
65
72
82
92
98
102
112
120
125
140
160
180
200
230
270
320
14,5
16,7
19,5
21,3
23,4
29,4
33,5
40,4
39,5
48,7
52,2
57,8
67,4
79,3
77,1
89,4
87,3
97,7
108,8
106,3
121,5
141,5
161,5
176,5
206,4
241,4
291,3
Ч ь 55
ш о ^
КС ЕС
<и о о
с ш ьй
Длина
втулки
—
—
—
—
—
—
_
—
—
—
—
—
—
—
—
-_
—
—
—
—
—
—
—
—
—
_
—
0,3
0,3
0,3
0,3
0,4
0,4
0,4
0,4
0,4
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
1,0
1,0
1,0
1.2
1,2
+0,2
+0,2
+0,2
+0,2
+0,2
+0,2
+0,2
+0,2
+ 0,2
+0,3
+0,3
+ 0,3
+0,3
+0,3
+0,3
+0,3
+ 0,3
+0,3
+0,3
+ 0,3
+0,2
+0,2
+0,2
+0,2
+0,2
+0,2
+0,2
0,2
0,2
0,2
0,2
0,3
0,3
0,3
0,3
0,3
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,*
0;
о
0
0
о
1
1,0
1,0
1,2
шЗ
24
25
32
35
38
28
30
35
35
45
50
60
60
60
70
100
70
75
120
80
100
120
125
130
140
140
150
аЭ
38
42
45
58
68
75
85
90
95
100
100
100
105
100
ПО
160
ПО
112
190
125
170
200
180
230
250
250
250
о?
32
35
35
35
40
40
45
45
45
50
50
56
56
56
56
56
65
65
65
70
90
95
95
95
108
116
80
Длина
комплексного
калибра
30
30
35
35
40
40
45
45
45
50
55
55
58
65
65
65
65
65
65
65
100
100
100
100
100
15
15
17
17
20
20
20
20
22
27
27
30
35
35
37
37
40
40
40
40
50
50
50
50
50
Шаблон
0,4
0,3
0,4
0,4
0,4
0,5
0,5
+ 0,2
+0,2
+0,2
+0,2
+0,2
+0,3
+0,3
0,3
0,2
0,3
0,3
0,3
0,5
0,5
20
26
30
40
65
65
65
40
40
60
80
100
100
100
75
75
75
75
75
75
75
40
40
40
45
50
50
55
20
20
20
20
22
27
30
120
140
160
175
204
238
288
0,84
Хй"
1,32
1,76
2,4
2,8
3,2
4,0
2,0
4,0
2,0
4,0
4,0
3,0
5,5
5,9
Т^Г
8,0
8,0
10,1
12,12
1,32
0,84
0,96
1,76
1,76
2,40
3,20
356 Механическая обработка резанием зубчатых колео и шлии
Шлицевые соединения контролируют комплексными
калибрами, при этом поэлементный контроль осуще.
ствляют непроходными калибрами или измерительными
приборами.
При длине шлицевого вала или втулки, превышающей
длину комплексного калибра, или при контроле
шаблоном предельные отклонения от параллельности сторон
зубьев и пазов втулки относительно оси центрирующей
поверхности не должны превышать 0,05 мм на длине 100 мм.
При использовании комплексных калибров отверстие
считают годным, если комплексная калибр-пробка
проходит, а диаметры и ширина паза не выходят за
установленные верхние пределы; вал считают годным, если
комплексное калибр-кольцо проходит, а диаметры и толщина
зуба не выходят за установленные нижние пределы.
Обозначения шлицевых соединений валов и втулок
должны содержать: букву, обозначающую поверхность
центрирования; число зубьев и номинальные размеры й,
О и Ь соединения, вала, втулки; обозначения полей
допусков или посадок диаметров и размера Ь, помещенное
после соответствующих размеров. Допуски нецентриру-
ющих диаметров в обозначении не указываются.
Пример условного обозначения подвижного соединения
с числом зубьев 2 = 8, внутренним диаметром й = 42 мм,
наружным диаметром О = 48 мм, шириной зуба Ъ =
= 8 мм, с центрированием по наружному диаметру, с по-
„ Н8 О10
садкой —д- по диаметру центрирования и „0 по
размеру Ы
Я_8х 42X48-^X8™
|ё8 ^ Е 410 "
Пример условного обозначения втулки того же
соединения!
О — 8 X 42 X 48 Н8 X 8 010
и вала
Я —8 X 42 X 48 е8 X 8'410.
На чертеже детали шлицевого соединения указывают
все размеры, предельные отклонения и шероховатость
поверхностей (табл. 10).
Шлицевые прямобочные соединен
ия
10. Параметры шероховатости поверхностей шлицевых
соединений, мкм
Поверхность
Диаметр центрирования
Боковые стороны
Нецентрирующий диаметр
Вид соединения
Подвижное
Вал
= 2,5
Кг= 20
#2= 40
Втулка
Неподви
жное
Втулка
#2 = 20
/?г= 20
Дг = 40
Яг= 20
#2= 20
#г=40
#г=20
I Яг = 20
#г= 40
ГЛАВА 11
ОБКАТЫВАНИЕ И РАСКАТЫВАНИЕ
ПОВЕРХНОСТЕЙ РОЛИКАМИ
ПРИСПОСОБЛЕНИЯ ДЛЯ ЧИСТОВОГО
ОБКАТЫВАНИЯ И РАСКАТЫВАНИЯ
РОЛИКАМИ
Обработка обкатыванием и раскатыванием
заключается в пластической деформации поверхностного
слоя детали гладким полированным роликом высокой
твердости. Этот вид обработки применяют для получения
малых параметров шероховатости поверхности и высокой
усталостной прочности поверхности деталей, обеспечения
большой прочности посадок с натягом и стабильности в
работе посадок с зазором. Обкатывание и раскатывание
позволяют в ряде случаев исключить операцию
шлифования. На Уралмашзаводе применяют чистовое и
упрочняющее обкатывание и раскатывание.
Отличие чистовой обработки обкатыванием от
различных способой обработки резанием состоит в том, что
поверхностный слой металла пластически деформируется,
но не разрушается и не удаляется, а микронеровности
от предшествующей обработки уменьшаются. На
универсальных металлорежущих станках обкатыванием легко
достигаются параметры шероховатости На = 1,25 и На =
= 0,63. В этом случае шероховатость поверхности
повышается на 2—3 параметра от исходной на деталях из
кованых и литейных сталей твердостью до НВ <: 300 и на
деталях из чугуна. Особенно эффективно применение
обкатывания для чистовой обработки деталей из вязких
низкоуглеродистых и коррозионно-стойких сталей малой
твердости, меди и цветных сплавов. По мере увеличения
твердости стали НВ > 300 эффективность чистового
обкатывания снижается. Чистовое обкатывание роликами
широко применяют на токарных, карусельных, строгальных,
расточных станках и на станках глубокого сверления.
Приспособления для обкатывания и раскатывания
состоят из трех основных узлов: рабочего ролика,
установленного на игольчатом подшипнике и зафиксированного
от осевых перемещений упорными подшипниками,
корпуса и нагружающего устройства, в качестве которого
может быть пружина или гидравлический цилиндр, Тех-
Приспособления
нические характеристики приспособлений для о6«2
вания наружных цилиндрических поверхностей исппГ
ЗУтабл *1_з°КаРНЫХ И КаруСельшх «х, приведены
1. Технические характеристики одкороликовых приспособлений
для обкатывания наружных поверхностей на токарных
ДЛИ «*""~
и карусельных станках
12
32
40
45
70
50
60
70
—
20
20
15
50
40
50
63
32
11
20
20
25
24
30
35
20 000
12 000
8 000
25 000
4 000
12 500
20 000
32 000
2
2,4
3
4
50
15
15
15
35
20
25
30
70
25
30
35
50
40
50
60
50
25
30
30
60
40
50
60
370X155X50
140X55X35
280X60X76
170X60X50
565X80X120
315X66X90
355X75X131
400X85X132
6,8
0,83
4,4
1,55
19,5
7,7
12,4
18,25
360
Обкапывание и рпскшпывояие повврхнос
«ет» риЛиКаМц
2. Технические характеристики однороликовых приспособлений
для обкатывания наружных поверхностей на крупных токарных
н карусельных станках
Размеры
ролика, мм
Наибольшая
сила на
ролике,
Н
Установочные размеры,
мм
Н
Габаритные
размеры, мм
Мае-
са,
кг
105
110
ПО
14;
16
16
20
50
25
40
60 000
51000
51000
65
60
60
50
60
60
45
80
80
720X320X320
430X345X410
430X345X410
48
50
3. Технические характеристики трехроликовых приспособлений
для обкатывания длинных тонких валов
~* г
ё|он
. «3
О о о
** га.
Размеры
роликов, мм
Установочные
размеры,
мм
И
Габаритные
размеры, ми
41—45
48—55
000
10 000
40
65,60
15,20
2; 4;
6
330X120X155
380X110X230
13,6
22,3
Приспособления
аа
до.
га о
|*
™ н Я
га
Размеры
роликов, мм
10 000
10 000
10 000
10 000
15 000
15 000
10 000
10 000
16 000
16 000
10 000
9 000
10 000
15 000
65
70
60
60
60
80
60
80
60
90
70
70
60
60
30
20
20
50
50
50
50
50
50
50
20,30
20,30
50
5; 8;
12,5;
20;
32;
50;
80
25
24
24
24
24
24
24
25
24
24
25
24
24
25
35
32
32
55
63
63
65
50
63
63
50
63
63
40
35
30
30
40
100
100
100
65
100
100
63
100
100
40
40
40
40
40
60
63
60
60
60
60
60
60
60
45
375X150X240
460X90X280
460X90X280
500X90X300
570X90X320
570X90X320
795X90X360
712X120X420
580X90X420
680X90X420
750X120X475
760X100X515
890X90X570
995X210X670
22 7
20
20
22
34
34
38
10,4
35
23
23
40
102
Внутренние цилиндрические поверхности небольшой
длины раскатывают на токарных, расточных и
карусельных станках с помощью однороликовых приспособлений
малых размеров, устанавливаемых взамен резца в
расточную оправку (табл. 4). Применяют также и
многороликовые приспособления. Например, отверстия
гидравлических и пневматических цилиндров большой
длины, обрабатываемые на станках глубокого сверления,
раскатывают с помощью двух- и многороликовых
приспособлений , технические характеристики которых даны
в табл. 5.
Обкатывание плоскостей производится одноролико-
выми приспособлениями на строгальных станках с
использованием как прямого, так и обратного хода стола, при
этом механизмы откидывания досок суппортов выклк
чаются, а сами доски жестко связываются с суппортами
Приспособление устанавливают в резцедержателях вза-
Обля/да&з/шг « раскатывание поверхностей ролика*
ни
4. Технические характеристики приспособлений
для раскатывания отверстий на токарных станках
"ШГ*
г^*4
1
,,
В1*
1 1 .
*.| | и ■
Размеры
ролика, мм
*0
32
35
40
40
г
50
20
20
20
в
20
20
17
17
Наибольшая
сила на
ролике,
Н
5000
5000
6000
4000
6
$
Установочные размеры,
мм
И
20
20
20
20
н
30
30
30
50
ь
30
30
40
40
к
/о\ д^
Г--|
1^ '
-фда
уОч
Габаритные
размеры, мм
400 E00,
600M0X40
370X80X55
725X65X55
1100X40X40
Масса,
кг
6,0
4,5
9,0
И
Б. Технические характеристики многороликовых приспособлений
для чистового раскатывания глубоких отверстий
Ш^ТТТТТтШШШТТА
Диаметр
отверстия
О, им
25
32
40
45
Размеры роликов,
мм
ар
8,35
8,4
9,6
7,5
14,7
13,8
16,5
46
Число
роликов
Длина Ьх
мм
275
265
305
245
6
11
8
15
Приспособления
363
Продолжение табл. 5
мен резцов. На фрезерных станках плоскости обкатывают
однороликовыми приспособлениями, установленными в
корпус торцовой резцовой головки.
6. Технические характеристики приспособлений
для обкатывания сферических поверхностей на карусельных станках
Размеры
ролика, им
50
60
30
30
Наибольшая
сила
на
ролике, Н
Установочные
размеры, мм
32
32
8000
8500
18
18
40
40
40
40
Габаритные
размеры, мм
Мае
са,
кг
40
27
300X130X250
270Х125
9
й.5
Примечание.
До оси ролика.
И - ^^^^рноа^^^ даржмк»
364 Обкатывание и раскатывание поверхностей и ролика,
Обкатыванием обрабатывают детали фасонного про.
фил я. Примером такой обработки является обкатывание
сферических поверхностей конусов дробилок, волнистых
поверхностей кристаллизаторов, установок непрерывной
разливки стали, валков волнистого профиля для
получения шиферного листа. В табл. 6 приведены технические
характеристики приспособления для обкатывания
сферических поверхностей на карусельных станках. В табл. 7
приведены технические характеристики приспособлений
применяемых для обкатывания игольчатыми роликами
поверхностей витков крупных упорных резьб нажимных
винтов прокатных станов. При этом процессе достигается
шероховатость /?а = 1,25 ... 0,63.
7. Технические характеристики приспособлений
для обкатывания крупных упорных резьб
Размеры впадины
резьбы
1
мм
г
24
24
32
32X2
40
48
50
йср
8
12,4
10,7
16,5
20,7
24,7
26
сц
20
30
20
30
30
30
45
о
а2
о
3
3
о
о
о
о
о
о
0
а Ь
| в
Зи 8
^Е 5
2,5
о
о
3,5
4
4
4
4
Наибольшая
сила
пружины, Н
36 000
36 000
36 000
36 000
36 000
36 000
36 000
У<
:тановоч-
ные
размеры, мм
Н
20
20
20
20
20
20
20
Н
40
40
40
40
40
40
40
Ь
40
40
40
40
40
40
60
Габаритные
размеры, мм
436Х
Х178Х
Х200
|
со
и
5
5
26,0
25,5
26,0
25,5
25,5
25,5
29,6
—! : ' : ' 4 , ■ : ■ !—
Примечание, асц-]- а2, где ос — угол профиля резьбы,
«I — рабочий угол профиля резьбы; а2 — задний угол профиля резьбы;
И — высота от опорной поверхности державки до оси ролика; Л и Ь —
размеры державки.
Точность
365
ТОЧНОСТЬ ПРИ ЧИСТОВОМ ОБКАТЫВАНИИ
И РАСКАТЫВАНИИ РОЛИКАМИ
Получение точных размеров деталей после
чистового обкатывания и раскатывания зависит от ше
роховатости поверхности, подготовленной под обкаты
вание. Кроме собственной высоты микронеровностей на
изменение размера оказывает влияние и способ обработки
под обкатывание.
Деталь под обкатывание должна быть изготовлена
с требуемым допуском, но с измененным на величину усадки
номинальным размером в «плюс» для валов и в «минус»
для отверстий. Практически это означает, что диаметры
до 250 мм с допуском на изготовление по 8-му, 9-му ква-
литетам и все диаметры по 6-му и 7-му квалитетам должны
корректироваться. Детали 8-го, 9-го квалитетов
диаметром более 250 мм, детали 11-го квалитета и все менее
точные детали не требуют корректировки и их
обкатывают после изготовления по окончательным чертежным
размерам.
На деталях, в которых необходима корректировка
размера перед обкатыванием (раскатыванием), технолог
обязан указать размер под обкатывание (раскатывание),
8. Уменьшение (увеличение) диаметров валов (отверстий)
(//!?< 300) при обкатывании
Способ обработки
под обкатывание
Точение и
растачивание
Шлифование
Точение широким
резцом
Шероховатость
поверхности,
подготовленной под
обкатывание, мкм
Яг = 40 (У4)
#2= 20 (У5)
#а= 2,5 (уб)
Я2=20(У5)
#а=2,5(у6)
#2 = 20 (У5)
Яа= 2,6G6)
Изменение диаметра
после обкатывания,
мм
0,03—0,06
0,02—0,04
0,01-0,02
0,01—0,03
0,005-0,015
0,01-0,02
До 0,01
Примечание. Рекомендуется принимать среднее ааачеаае
диаметра после обкатывания. ._
366 Обкатывание и раскатывание поверхностей ролика
Например, требуется накатать отверстие диаметром
Ю0Я9 с шероховатостью Ка = 1,25. Принимаем, Что
предварительная обработка будет проводиться
растачиванием под Кг = 20. В операции, в которой выполняется
накатывание, необходимо записать: «Отверстие 0 100Я9
обработать под накатывание на 0 99, 97#9 под Цг^%
н накатать под На щ 1,25 в размер».
ПОВЫШЕНИЕ ПРОЧНОСТИ ДЕТАЛЕЙ
ОБКАТЫВАНИЕМ РОЛИКАМИ
Шероховатость поверхности оказывает
значительное влияние на усталостную прочность деталей, ра.
ботающих при переменных нагрузках. Обкатывание
роликами как эффективный способ чистовой обработки
позволяет за счет ликвидации поверхностных
микронеровностей и создания сглаженного микропрофиля снять
концентрацию напряжений и получить значительный
упрочняющий эффект. Влияние обкатывания на
выносливость деталей машин проявляется не только через
уменьшение шероховатости поверхности, но и через
пластическую деформацию, которая при обкатывании роликами
изменяет глубину поверхностного слоя металла, во много
раз превосходящую высоту поверхностных
микронеровностей.
Высокая эффективность упрочнения поверхности при
обкатывании роликами деталей с концентраторами
напряжений объясняется благоприятной ролью остаточных
напряжений сжатия, возникающих при пластической
деформации поверхностного слоя. Эти напряжения
позволяют в большой мере или даже полностью устранить
вредное влияние на прочность концентраторов
напряжений. Применение упрочняющей технологии в тяжелом
машиностроении имеет ряд особенностей, связанных с
большими размерами и массой упрочняемых деталей,
габаритными размерами оборудования и спецификой
единичного производства. На Уралмашзаводе
деформационное упрочнение чаще всего применяют при обкатывании
и чеканке переходных поверхностей (галтелей),
обкатывании впадин крупных упорных резьб, обкатывании
впадин зубьев крупномодульных цилиндрических и
конических шестерен, обкатывания подступичных частей валов
Повышение прочности дета.
под запрессовку. Упрочнение подступичных ч
под запрессовку осуществляется с последующимш^
ванием поверхности для удаления волнистости ктпЙ'
может возникнуть при упрочняющих режимах ХЙ?
вания. Суммарный припуск под упрочнение и после™
ющее шлифование в этом случае назначается по та&пш?и
на центровое шлифование незакаленных изделий Остялк
ные перечисленные выше виды упрочнения применяв
после изготовления детали по окончательным чертежным
размерам.
Упрочняющее обкатывание, выполняемое при
больших углах вдавливания роликов, приводит к
значительному увеличению поверхностной прочности металла.
Глубина деформации, мм,
где Р — сила обкатывания, Н; ат — предел текучести
материала, Н/мм2.
При таком обкатывании создаются условия для
возникновения волнистости обработанной поверхности.
Последующая за таким упрочняющим обкатыванием обработка
резанием позволяет получить необходимую точность и
при снятии небольшого по толщине слоя металла
незначительно снижает упрочняющий эффект обкатывания,
а повторное обкатывание роликами увеличенного
профильного радиуса позволяет исправить микропрофиль
поверхности, обеспечить требуемые параметры
шероховатости. Поверхностный слой повышенной твердости лучше
сопротивляется смятию, предохраняет детали от потери
формы вблизи кромок. Такой вид упрочнения особенно
рекомендуем для крупных тяжело нагруженных деталей
(особенно из легированных сталей), для которых не могут
быть использованы термические методы упрочнения.
Примерами повышения контактной прочности
поверхностей, работающих на смятие, являются упрочнение
поверхностей шпиндельных полумуфт под вкладыш,
упрочнение поверхностей отверстий под подшипники качения.
Суммарный припуск под упрочняющ^ раскатывание
отверстий в незакаленной заготовке НВ ДА) назначь
в зависимости от диаметра отверстия}
ть яп—*>80 281—480 481—750
Диаметр отверстия, мм 1 п+*Л 15**?4 2,0*к»1*
Припуск на диаметр, мм *«у
368 Обкатывание и раскатывание поверхностей роликами
Ниже приведены справочные данные о размерах дета
лей, обкатываемых и раскатываемых роликами на Урал".
машзаводе: валы обкатывают однороликовыми приспо"
соблениями при Ый < 10, где Ь — длина обкатываемого
вала; & — диаметр обкатываемого вала. При обкатывании
ступенчатых валов недокат до бурта составляет 12—15 мм
Охватывающими приспособлениями с двумя и большим
числом роликов обкатывают валы минимального
диаметра 10 мм и максимального — 520 мм. При обработке
ступенчатых валов недокат до уступа составляет 40—50 мм
При раскатывании отверстий однороликовыми
приспособлениями минимальный диаметр отверстия
составляет 60 мм, максимальный диаметр отверстия не
ограничен, а максимальная длина отверстия 500 мм.
При раскатывании отверстий многороликовыми
приспособлениями минимальный диаметр отверстия
составляет 50 мм, максимальный диаметр отверстия 1200 мм,
максимальная длина отверстия ограничена параметрами
станка.
Минимальная величина недоката глухих и
ступенчатых отверстий зависит от конструкции оснастки и
составляет примерно 30—40 мм. Обкатывание переходных
поверхностей осуществляется с минимальным радиусом
3 мм и максимальным 400 мм.
ГЛАВА 12
АБРАЗИВНАЯ ОБРАБОТКА
АБРАЗИВНЫЕ МАТЕРИАЛЫ,
ИХ СВОЙСТВА И НАЗНАЧЕНИЕ
Ниже рассмотрены данные по применению
стандартизованного абразивного инструмента,
составленные на основе действующих стандартов и нормативно-
технической документации Всесоюзного
научно-исследовательского института абразивов и шлифования
/ВНИИАШ) с учетом применяемости в производственном
объединении «Уралмаш». Установлены правила выбора
эксплуатационной характеристики и записи абразивных
инструментов в технологических картах. Приведены
краткие справочные данные, необходимые технологам и
инструментальщикам при работе с абразивными инструментами.
Абразивный материал — природный или
искусственный материал, способный осуществлять абразивную
обработку К природным абразивным материалам относят
кварц, гранит, наждак, корунд и др., основными
искусственными абразивными материалами являются
электрокорунд, карбид кремния, карбид бора и др.
1, Обозначение и маркировка абразивного материала
Материал
Наименова-
. нне
Электрокорунд
нормальный
Условное
обозначение
1А
Марка
зерна
и его
мйфки-
ровка
16А
15А
14А
13А
12А
Краткая характеристика
Содержит 92-95 % А1,03-
Опадает большой вязкостью, может
выдерживать большие
скалывающие^ нагрузки. Применяется в
инструментах для работы при
больших давлениях, ДЛЯ
обдирки для шлифования сырых н за
™шых сшей, литья кроме
быстрорежущих сталей и жаро
прочных сплавов
370 Абразивная обработка
Материал
Наименование
Электрокорунд
белый
Электрокорунд
хромистый
Электрокорунд
титанистый
Монокорунд
Карбид
кремния
зеленый
Условное
обозначение
2А
ЗА
ЗА
4А
6С
Марка
зерна
и его
маркировка
25А
24А
23А
22А
34А
ЗЗА
32А
37А
45А
44А
43А
64С
63С
62С
Продолжение табл. 11
Краткая характеристика
Содержит 97—99 % А1203. Имеет 1
более высокую твердость, чем
электрокорунд нормальный, не 1
является менее вязким материа- 1
лом. Применяется в инструмен- 1
тах для выполнения получисто- 1
вых, чистовых и точных работ в
случаях, когда недопустима
высокая температура при
шлифовании
Высокопроизводительный
абразивный материал, обладает
большой вязкостью. Применяется в
инструментах для обработки
износостойких и жаропрочных
специальных сталей
. Содержание Т120 в продукте
составляет 0,3—1,0 %.
Выпускается в виде шлифзерна и шлифпо-
рошков. Используется в
абразивных инструментах, с помощью
которых обрабатываются
конструкционные стали в незакаленном и
закаленном состоянии
Содержит 97—98 % А1203.
Обладает высокой абразивной
способностью. Применяется в
инструментах для обработки металлов
. с большим сопротивлением
разрыву, особенно при внутреннем
шлифовании
Содержит 96—99 % карбида
кремния 5НС, отличается большой
твердостью и хрупкостью.
Применяется в инструментах при
обработке материалов высокой
твердости и твердых сплавов
Абразивные материалы, их свойства и назначение
371
Продолжение табл. 1
Кратк)
характеристика
Содержит 95-98 % 51С,
Применяется в инструментах при
обработке как хрупких, так и очень
мягких материалов, например
латуни, чугуна, цинка, бронзового
литья, твердого сплава, мягкого
алюминия, меди, резины
о Обозначение зернистости абразивного материала
Размеры, мкм
Шлифзерно
1
Зернистость
200
160
125
100
80
63
50
40
32
25
20
16
Размеры
зерен
основной
фракции
2500—2000
2000—1600
1600—1250
1250—1000
1000—800
800—630
630—500
500—400
400—315
315—250
250—200
200—160
Шлиф
Зернистость
12
10
3
6
5
4
о
О
порошка
Размеры
зерен
основной
фракции
Микрошлнфпорошки 1
Зерни-
. стость
Размеры
зерен
основной
фракции
160—125 М40 40—28
125—100 | М28 | 28—20
100—80
80—63
63—50
50—40
40—28
1 М20 20—14
М14
М10
М7
М5
14—10
10—7
7-5
5—3,5
В зависимости от процентного содержания основной
фракции при соблюдении норм по остальньв! фракциям
номер зернистости дополняется буквенным индексом в
соответствии с табл 3.
372 Абразивная обработка
3. Буквенный индекс зернистости основной фракции
7^~
В — — — — — 60 60 55
П 55 55 55 55 — 50 50 45
Н 45 43 40 40 40 45 40 40
Д 41 39 36 36 36 42 37 37
ЭКСПЛУАТАЦИОННЫЕ ХАРАКТЕРИСТИКИ
ШЛИФОВАЛЬНОГО АБРАЗИВНОГО
ИНСТРУМЕНТА (КРУГОВ)
Шлифовальный круг следует выбирать с учетом
его эксплуатационной характеристики по виду
абразивного материала, зернистости, связке, твердости,
структуре, форме и размерам для каждого конкретного случая
обработки и материала обрабатываемой детали. Типы
шлифовальных кругов выбирают в зависимости от на- |
значения. Размеры кругов должны соответствовать раз- !
мерам и мощности станка, размерам обрабатываемой
заготовки, конструкциям и размерам приспособлений и
защитных кожухов. Размер круга следует брать возможно
больший, так как это облегчает условия резания
благодаря удалению того же слоя материала большим
количеством режущих зерен.
Зернистость круга зависит от вида шлифования,
шлифуемого материала, требуемой шероховатости
поверхности и точности обработки. Для чернового обдирочного
шлифования необходимо применять крупнозернистые
круги, для чистового и отделочного — мелкозернистые.
Выбор связки зависит от характера давления на круг
в процессе шлифования, влияния теплоты на
обрабатываемую поверхность детали, степени и интенсивности
теплообразования и отвода тепла. Связки подразделяют
на неорганические и органические. К неорганическим
связкам относят керамическую, силикатную и магне-
Экеплуатационные характеристики инструмента
зиальную, к органическим - бакелитовую, вулканито-
вую, глифталевую связки.
Условное обозначение и маркировка связок
Вид
связки
Керамическая
Бакелитовая
Вулкани
товая
Глифта-
левая
Магнезиальная
Эпоксидная
Поливини лфор-
малевая
Условное
обозначение
вида
связки
к
в
ГФ
м
ПФ
Разновидность связки или
ранее действующее обозначение
Маркировка
разновидности
связок
ОС
№ 1
ш-к
№ 7
№ 853
№ 51
Пульвербакелит с криолитом
Пул ьвер бакелит с другими
наполнителями
Бакелит жидкий ^ ^
Специальная ГБ
Связка для кругов,
армированных стеклосеткой
Н атрийбутадиеновая, изго-
товляемая на вальцах
Специальная СК
Специальная СКН
Связка для инструментов,
изготовляемых прессованием
(ВП)
ЭД5, ЭД6
КО
К1
КЗ
К7
К8
К5
Б
Б1
Б2
БЗ
БУ
В
В1
В2
ВЗ
ГФ
М
ПФ
374 Абразивная обработка
не
Твердость абразивного инструмента непосредствен
связана с твердостью абразивного материала. Тве
дость инструмента определяется сопротивляемостью
связки
вырыванию абразивных зерен с поверхности инструмент
под влиянием внешних условий. Абразивные инструменты
выпускают различной твердости в соответствии I
ГОСТ 18113—79, ГОСТ 19202—80, ГОСТ 21323-75.
Мягкие крути применяют:
при шлифовании деталей в том случае, когда не допу.
скается значительный нагрев (тонкостенные цилиндрн
тонкие пластины и т. я.); '
при повышении окружной скорости круга, когда
затрачивается меньшая сила при работе.
Твердые круги применяют:
при профильном шлифовании и резьбошлифовании
для обеспечения точности и стойкости профиля абразивного
инструмента;
при шлифовании деталей малого диаметра,
прерывающихся поверхностей, тонкостенных деталей с торцовой
стороны, углов, радиусов и т. д.;
при увеличений частоты вращения детали, когда
толщина снимаемой стружки возрастает и давление на зерно
повышается;
5. Обозначение степени твердости абразивного инструмента
Круг
Мягкий
Среднемягкий
Средний
Среднетвердый
Твердый
Весьма твердый
Чрезвычайно твердый
Примечание. I
чения характеризуют возр
пена.
Степень твердости инструмента на связке
керамической и
бакелитовой
М1, М2, МЗ
СМ1, СМ2
С1, С2
СП, СТ2, СТЗ
Т1, Т2
ВТ1, ВТ2
ЧТ1, ЧТ2, ЧТЗ, ЧТ4
вулканнтовой
аа
СМ
с
ст
т
—
—
Дифры 1, 2, 3 справа от буквенного обоз на*
астание твердости инструмента внутри сте-
Маркировка абразивного инструмента
375
5 Структура абразивного при шлифовании с при-
ияструмента менением охлаждающей
жидкости.
Структура абразивного
инструмента
характеризуется объемом зерна,
занимаемым в инструменте.
Чем больше номер
структуры, тем больше
расстояние между зернами.
Для мягких материалов и
для обдирочных работ
следует применять открытые
структуры. Закрытые
структуры применяют при
обработке твердых и
хрупких материалов. В общем
случае поверхности
высокого качества требуют
использования кругов с за-
I —I крытыми структурами.
Режущие свойства абразивного инструмента по мере
повышения пористости улучшаются.
Номер
1
2
3
4
5
6
7
8
9
10
11
12
Название
Закрытая
(плотная)
Средняя
Открытая
Объем
зерна, %
60
58
56
54
52
50
48
46
44
42
40
38
МАРКИРОВКА АБРАЗИВНОГО
ИНСТРУМЕНТА
Все характеристики абразивного инструмента
наносят на его поверхности несмываемой краской в
определенной последовательности условными обозначениями.
Абразивные круги маркируют согласно ГОСТ 2424—83.
Пример условного обозначения круга типа ПП с
наружным диаметром О = 500 мм, высотой Я = 50 мм,
диаметром посадочного отверстия й = 305 мм, из белого
электрокорунда марки 24А, зернистостью 40-П, степенью
твердости С2, номером структуры 7, на керамической
связке марки К5, с рабочей скоростью 35 м/с, класса
точности А, 1-го класса неуравновешенности:
ПП500 X 50 X 305 24А 40-П С2 7 К5 35 м/с А 1 кл.
ГОСТ 2424-83.
При всех видах шлифования превышение скорости»
Указанной на шлифовальном круге, недопустимо*
376
Абразивная обработка
7. Допустимые рабочие скорости кругов
Рабочая скорость, м/с
30, 35, 40, 50, 60
25, 30, 35
25, 30, 35, 50
РЕКОМЕНДАЦИИ ПО ПРИМЕНЕНИЮ^
АБРАЗИВНОГО ИНСТРУМЕНТА
ДЛЯ ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ
8. Абразивный инструмент для наружного круглого шлифования
Шлифуемый
материал
Сталь:
незакаленная
закаленная
марганцовистая
коррозионно-
стойкая
Чугун
Бронза
Латунь
Медь
Алюминий и его
сплав
Твердые сплавы
Никель и
никелевые сплавы
Марка
шлифовального
материала
23А, 24А
23А, 24А
23А, 24А
23А, 24А
54С, 15А
15А, 54С
54С
54С
54С
63С
24А, 44А,
45А
Связка
к
К, Б
К, Б
К
К
к
Зернистость
50—40
50—40—25
50—40
50—40
50—40—25
50—40—25
50—40—25
50—40—25
50—40—25
40—32—16
50—40—32
Твердость
СМ1—СМ2-С1
МЗ—СМ1—СМ2
С1—С2— СП
СМ1—СМ2
СМ1— СМ2-С1
СМ1-СМ2-С1
СМ1—СМ2
СМ1—СМ2
СМ1—СМ2
СМ1—СМ2
МЗ—СМ1
Рекомендации по применению абразивного инструмента 377.
дб азивный инструмент для внутреннего шлифования
: I I I
Шлифуемы"
материал
Диаметр
цлнфуе-
мого
отверстия,
мм
Марка
шлифовального
материала
Сталь:
незакаленная
закаленная
Бронза
Чугун
Латунь ц
Алюминий
н его сплавы
Твердые
сплавы
Никель и
никелевые
сплавы
До 50
Св. 50
До 50
Св. 50
Все
»
»
»
15А, 24А
15А, 24А
23А, 24А
23А, 24А
23А, 54С
53С", 54С
53С, 54С
53С, 54С
63С
44А, 45А
Зернистость
Твердость
К
50—40—25
50—40—25
32—25
40—25
40—32
50—40
40—32—25
50—40—32
40—32—16
50—40—32
С1—С2—СТ1
СМ2—С1
СМ1—СМ2
МЗ—СМ1
СМ1—СМ2
МЗ— СМ1
СМ1
СМ1—СМ2
СМ1
СМ1—СМ2
Диаметр шлифовального круга выбирают в
зависимости от диаметра шлифуемого отверстия:
Пиямет шлифуемого
отверстия[ ш До 36 36—70 71—100 101—150 Св.150
Отношение диаметра круга к
раметру шлифуемого отвер- ^ ^ ^^ ^ ^^
10. Абразивный инструмент для бесцентрового шлифования
Шлифуемый
материал
Марка
шлифовального
материала
о
Зернистость
Твердость
Сталь:
незакаленная
закаленная
Чугун
Бронза
Латунь
Алюминий и его
сплавы
Твердые сплавы
Никель и
никелевые сплавы
15А, 24А
15А. 24А
54С
53С, 54С
53С, 54С
54С
63С
15А
К
40-
40-
40-
50-
-32-
-32-
-32-
-40-
-25
-25
-25
—32—20
50-
40-
-40-
-20
-20
25—20—16
50—25
С1-С2—СТ1
СМ1—С1—С2
СМ2— С1
СМ1-СМ2-С1
СМ1-СМ2
МЗ—СМ1
СМ1-СМ2
СМ2-С1
878
Абразивная обработка
II. Абразивный инструмент для плоского шлифования
периферией круга
Шлифуемый
материал
Сталь:
незакаленная
закаленная
Чугун
Бронза
Латунь
Алюминий и его
сплавы
Твердые сплавы
Никель и
никелевые сплавы
Марка
шлифовального
материала
Й
язк
О
Зернистость
15А, 24А
24А
54С
54С
54С
54С
63С
22А, 45А
К
50—40
50—40
50—40
40—25
50—40—32
50—40
25—20—16
25—20—16
Твердость
СМ1—СМ2-С1
МЗ— СМ1-СМ2
МЗ— СМ1-СМ2
МЗ—СМ1-СМ2
СМ2-С1
СМ2-С1
МЗ—СМ1-СМ2
СМ1-СМ2
12. Абразивный
Шлифуемый
материал
Сталь:
незакаленная
закаленная
Чугун
Латунь и
бронза
Алюминий и
его сплавы
Твердые
сплавы
Никель и
никелевые
сплавы
инструмент
Марка
шлифовального
материала
15А, 24А
15А, 24А
54А
54С
54С, 24С
63С
15А, 24А
ДЛЯ ПЛОСКОГО ШЛИ(
я
Связк
Б
к
Б
к
Б
к
Б
к
Б
к
к
Б
К
Зернистость
100—80
80—50
80—50
80—50—40
80—63—50
80—63—50
80—63—50
80—63—50
80—63—50
80—63
20—25
63—50—32
80—63—50
[низания торцом круга
Твердость
СМ1—СМ2— С1—СТ1
СМ1—СМ2
СМ1—СМ2— С1
МЗ—СМ1—СМ2
СМ2— С1
МЗ—СМ1—СМ2-С1
МЗ—СМ1—СМ2
СМ1—СМ2—С1
СМ1—СМ2
МЗ—СМ1
М2—МЗ
СМ1—СМ2—С1
М2—МЗ—СМ1
Кругами рекомендуемых характеристик
предусматривается выполнять комбинированное шлифование
(предварительное и чистовое без смены круга) с обеспечением
Реко
мендации по применению абразивного инструмента
379
трооховатости шлифуемой поверхности На « 1,25-^0,63.
пи обработке деталей с пониженными параметрами ше-
пховатости поверхности (На = 0,63^-0,16) шлифование
Голирование) осуществляют алмазными лентами на то-
оном станке, оборудованном специальным
приспособлением
13.
Области применения шлифовальных кругов
КРУ?
Прямого
профиля
С
сторонним
ническим
профилем
С
коническим
профилем
С
выточкой
С
конической
выточкой
Эскиз
Тип
Назначение
Круглое наружное и
внутреннее
шлифование, бесцентровое
шлифование,
плоское шлифование,
ручное обдирочное
шлифование и т. д.
2П
Резьбошлифование
и зубошлифование
ЗП
Заточка зубьев пил
~"*ЛЧ-
—г—
пв
Круглое
внутреннее шлифование,
плоское
шлифование периферией
круга, круглое
наружное шлифование в
центрах, заточка
инструмента
пвк
Круглое
наружное шлифование с
подрезкой торца
детали
380
Абразивная обработка
Круг
С
сторонней
выточкой
С
сторонней
нической
выточкой
С
прессован ны-
ми
пежными
элементами
Кольцевые
Чашечные
линдрические
Чашечные ко
нические
Продолжение табл.
Эскиз
Тип
Назначение
пвд
Плоское шлифова-
ние периферией
круга, круглое на-
ружное шлифование
в центрах,
бесцентровое шлифование
7-1! II
ПВДК
Круглое наружное
шлифование при
одновременной
подрезке торцов детали
адф
ФЙ
ПН
Шлифование
цом круга
тор-
К
^—.———/
ЪЗЕХЕ
чц
Плоское
шлифование торцом круга
Заточка
инструмента, плоское
шлифование торцом круга
и внутреннее
шлифование
ЧК
Заточка
инструмента и плоское
шлифование
направляющих станин
Алмазные карандаши для правки кругов 381
КРУ
Тарельчатые
Специальные
Отрезные
(диски)
Продолжение табл. 18
Тип
Назначение
Заточка фрез,
метчиков, разверток,
червячных фрез,
многолезвийного
инструмента по
передней грани; зубо-
шлифование
Шлифование
либровых скоб
ка-
Д
Отрезные и
прорезные операции и
шлифование пазов
АЛМАЗНЫЕ КАРАНДАШИ
ДЛЯ ПРАВКИ КРУГОВ
Шлифовальные круги в процессе шлифования
затупляются и теряют форму. Для восстановления
режущей способности и придания правильной геометрической
формы, размеров и профиля периодически в процессе
работы абразивный инструмент правят. Для этого
используют алмазно-металлические карандаши (ГОСТ 607—80Е),
в которых кристаллы алмазов в определенном порядке
прочно сцементированы специальным сплавом.
Для правки кругов используют алмазно-металлические
карандаши четырех типов:
Ц — с алмазами, расположенными цепочкой по оси
карандаша;
С — с алмазами, расположенными слоями;
Н — с неориентированным расположением алмазов;
СФ — с алмазами, расположенными на сферической
поверхности.
Карандаши типа Ц находят наибольшее применение
при правке кругов для круглого и бесцентрового,
внутреннего и фасонного шлифования. Карандаши типа С, обла*
382
Абразивная обработка
дающие повышенной износостойкостью, применяют пп
правке кругов для круглого, бесцентрового, внутренне!!
и чистового шлифования в автоматическом цикле работы
станка. Карандаши типа Н, СФ применяют при правке
мелкозернистых шлифовальных кругов на операциях
круглого и бесцентрового шлифования, резьбо-, зубо- й
шлицешлифования.
Карандаши отличаются массой и количеством алмазов
а также размерами вставки и оправки. Форма
алмазоносной вставки карандашей цилиндрическая.
14. Тип алмазно-металлических карандашей
Тип
Обозначение
Весовая
группа
алмазов,
караты;
зернистость
чэ
со га
Оох
В а
и п О
12°
ей га и
Эскиз
ц
3908-0051
3908-0052
3908-0053
3908-0054
0,03—0,05
0,05—0,10
0,05—0,10
0,10—0,20
0,50
3908-0055
3908-0056
0,20—0,50
0,31—0,50
3908-0057
3908-0058
3908-0059
3908-0060
3908-0061
0,017—0,025
0,050—0,100
0,100—0,200
0,100—0,200
0,100—0,200
1,00
0,31—
0,50
Ю—15
2—4
СФ
3908-0063
3908-0064
0,05—0,10
0,10—0,20
1.2
1,5
2—4
10
Аламазные карандаши для правки кругов Щ
Тип
Н
Исп.
Обозначение
3908-0065
3908-0066
3908-0067
3908-0068
3908-0069
Н
Исп. 2
3908-0070
3908-0071
3908-0072
3908-0073
3908-0074
3908-0075
3908-0076
Продолжение табл. 14
Весовая
группа
алмазов,
караты;
зернистость
мае-
азов,
К 5 д
й « л
| О о м
° ь
м ы
н а
8« »
3°«
« 2 о
Агаш
100/80
125/100
200/160
63/50
100/80
125/100
200/160
315/250
400/315
0,5
2,5
Эскиз
@т
ш&
ж
ш
1
)
15. Режимы правки шлифовальных кругов
алмазными карандашами
Вид
шлифования
Круглое,
наружное,
бесцентровое,
плоское »
Внутреннее
Резьбошлифо-
вание
Шлицепгаг-
фование
Профильное
Шероховатость Яа,
мкм
1,25—0,32
0,32—0,16
1,25—0,32
0,32—0,16
0,63—0,16
1,25—0,32
0,32—0,16
1,25—0,32
0,32—0,16
Подача
продольная,
м/мин
0,4
0,3
1,5
—
—
0,4
0,3
0,3
0,2
поперечная,
мм/дв. ход
0,03
0,02
0,03
~~~
_
0,03
0,02
0,03
0,02
Число
проходов
рабочих
4
о
О
4
4
3
4
д
выха-
ЖЦВЗ-
Ю1ДИХ
4
4
4
1
4
А
4
4
384
Абразивная обработки
Канавки для выхода шлифовального
круга
385
1$. Выбор карандашей для правки абразивных кругов
Вид шлифования
Диаметр
шлифовального
круги, мм
Обозначение
Круглое наружное и круг
лое бесцентровое
900—1100
3908-0054; 3908-0056
600—750
3908-0054; 3908-0060-
3908-0061
300—500
3908-0059; 3908-)
3908-0061; 3908-0053
КАНАВКИ ДЛЯ ВЫХОДА ШЛИФОВАЛЬНОГО
КРУГА "
Форма и размеры канавок для выхода шлисЬо
вального круга при круглом и тордовом шлифовании
приведены в табл. 17. *
17, Размеры канавок при круглом и торцовом шлифовании
Прапцск на цитирование
Ь
Наружное шпищЬаним
.-~ Припуск на
До 250
3908-0051; 3908-0052;
3908-0059
Плоское, периферией круга
Ю0—500
3908-0054; 3908-0055;
3908-0059; 3908-0060
~^у Припуск на
^шяшроданис
Внутреннее шиаюдание
Припуск на Припуск на шшфодание
Прапцск на щлшродание \ШШшоШнйе\ —
250 и менее
3908-0053; 3908-0058;
3908-0059
Плоское, торцом круга
Внутреннее
3908-0052; 3908-0053;
3908-0071
3908-0051; 3908-0052;
3908-0053; 3908-0057;
3908-0058
Резьбошлифование однони-
точными кругами, зубошли-
фование
3908-0066
Автоматическая правка
абразивных кругов
Размеры, мм
Наружное
шлифование й%
Внутреннее
шлифование
й
(ориентировочно)
й —0,5
й +0,5
0,3
0,5
0.3
До 10
1,0
3908-0066
10
4—1
в. 4-1
0.5
1,6
0,5
Св. 10 до 50
Св. 50 до 100
1,0
3,0
Св.
100
*« Маракулии В. И. н др.
СНК)
Абразивная обраб
ютка
18* Размеры канавок при плоском шлифовании
периферией круга
Лрипусх ш ттдюданае
п
/ ^
шш
Размеры, мм
Ьх
*1
1,6
0,5
Ширина и длина
(ориентировочно)
летала
До 100
2,0
,0
Св. 100 до 250
3,0
Св. 250 до 500
При шлифовании на одной детали нескольких
различных диаметров рекомендуется применять канавки одного
размера.
При шлифовании торцом круга ширина канавки Ьг •=*
— 10 мм при любом размере поверхности заготовки.
Предельные отклонения размеров и шероховатость
поверхности канавок назначают исходя из конструктивных
требований к изготовляемым деталям, но не ниже 12-го ква-
литета точности и шероховатости Нг = 20.
В ответственных деталях, где применение канавок не-
допустимо из-за снижения их прочности, допускаются
Закругления радиусами по ГОСТ 10948—64.
ГЛАВА 13
СТАНКИ С ЧПУ
И СИСТЕМА АВТОМАТИЗИРОВАННОГО
ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
к ТЯЖЕЛОМ МАШИНОСТРОЕНИИ
ОПЫТ ВНЕДРЕНИЯ СТАНКОВ С ЧПУ
Станки с ЧПУ позволяют автоматизировать
Гоаботку деталей при сохранении высокой гибкости и
ниверсальности оборудования, поэтому они являются
сновным средством повышения эффективности
производства при единичном и мелкосерийном изготовлении
изделий Станки с ЧПУ обладают относительно большей
мощностью, точностью и жесткостью по сравнению с
универсальными станками, поэтому они позволяют реализовать
повышенные режимы резания и более высокий темп
работы, недоступный станочнику. Автоматический цикл
работы станка с ЧПУ позволяет организовать
многостаночное обслуживание. Современные станки с ЧПУ
обеспечивают высокую концентрацию операций, сокращение
сроков изготовления и повышают общую эффективность
производства. Технологические возможности станков с
ЧПУ позволяют обрабатывать в автоматическом режиме
сложные поверхности . деталей, обработка которых на
Станках с ручным управлением требует создания сложной
оснастки и высокой квалификации станочника, а подчас
и вообще невозможна.
Главные преимущества станков с ЧПУ в следующем!
а) процесс программирования для станков с ЧПУ не
требует использования фонда времени самого станка; это
значит, что затраты времени на программирование будут
полностью относиться к времени, затраченному на
подготовку производства, в то время как наладка нечислового
автомата включается в подготовительно-заключительное
время, в течение которого станок не дает продукции;
б) широкое применение вычислительной техники ц
специального математического обеспечения позволяет в
Значительной степени автоматизировать процесс
программирования для станков с ЧПУ, в то время как настройка
[^числовых автоматов является сугубо ручным процессом»
Достаточно длительным и трудоемким;
I 13»
188
Станки о ЧПУ и САПР ТП
Опыт внедрения станков с ЧПУ
389
в) станок с ЧПУ в пределах своих
возможностей практически не накладывает I икаки
ехнологич^
ннчений на содержание операции, т. е. на число пеп ^
й их сложность. Рех°*
Впервые на Уралмашзаводе станки с ЧПУ появ
в 1971 г. В начальный период в отделе главного техн***
(ОГТ) было создано бюро автоматизации метадлоп-
щих станков, которое взяло на себя весь комплекс па?1
связанных с освоением нового оборудования: выбор мп
лей станков, подбор деталей, заказывание оснастки
инструмента, программирование механической обработки
наладка электронных систем управления, технически
обслуживание станков, отладка и внедрение управдя
ющих программ, подготовка программистов и операторов
станочников и т. д. Знания и опыт приобретались в про-
цессе освоения станков. Успешному внедрению станков
с ЧПУ способствовали правильно выбранные концепции
положенные в основу технической политики:
устанавливать возможно большее число станков в
возможно меньшем количестве цехов;
обрабатывать на станках с ЧПУ в первую очередь те
детали, которые являются «узким местом» в цехе;
устанавливать станки парами, таким образом, чтобы
один рабочий обслуживал два станка;
детали подбирать в таком количестве, чтобы в течение
смены было не более одной-двух переналадок.
В цехах с мелкосерийным характером производства
станки встраивали в существующие технологические
потоки. В цехах единичного производства организовывали
участки из 6—12 однотипных станков, что обеспечивало
их широкую взаимозаменяемость.
В настоящее время на заводе работает более 200 станков
е ЧПУ различных моделей. Основу парка станков с ЧПУ1
составляют токарные станки, охватывающие практически
весь диапазон размеров обрабатываемых деталей
диаметром от 30—50 до 1800 мм и длиной от 50—100 до 12 000 мм
Карусельные станки с ЧПУ имеют планшайбы диаметром
от 1400 до 5000 мм. Многоцелевые станки представлены
также широким диапазоном типоразмеров: от станков
с диаметром шпинделя 100 мм до уникальных машин в
габаритами рабочего пространства 7000X24 000 мм «
диаметром шпинделя 300 мм,
м чиСла станков с ЧПУ специальное бюро ОГТ
б Р° справляться с работой по обслуживанию и экс-
перестал станков, поэтому функции профилактики ре-
ллуаташ пенно ВЗяли на себя по принадлежности службы
яонта п механика и главного энергетика завода, а за
гЛ^й°^япясь технологическая подготовка производства
ОГТ осталаиэ
1яя станков с ЧПУ-
П сложившейся системе служба главного технолога
батывает технологические процессы и управляющие
ра3?оаммы, специальную оснастку и инструмент, а также
ПР° дНЯет работы, связанные с заказыванием новых
станке ЧПУ и их размещением в цехах завода. Кроме того,
ОГТ обеспечивает цехи необходимым числом дублей
поавляющих программ и оказывает помощь при первой
обработке по управляющей программе на станке.
В настоящее время в цехах, где относительно
стабильная номенклатура выпускаемых деталей, практически
достигнуто необходимое для полной загрузки станков
число управляющих программ. Ведется текущая работа
ш совершенствованию программ, исправлению программ
в соответствии с конструкторскими изменениями и т. д.
Новых программ разрабатывают и внедряют относительно
немного.
В цехах с единичным производством, с его постоянно
изменяющейся и редко повторяющейся номенклатурой
деталей ведется постоянная работа по подбору номенкла-
[туры и разработке все новых и новых программ.
Подготовка программ организована таким образом, что она не
нарушает общей схемы движения технической
документации в ОГТ и выполняется в сроки, определенные планом
подготовки производства для данного изделия или заказа.
[ Разработку технологических процессов ведет
оперативный технологический подотдел, отвечающий за разработку
| определенного класса машин (бурового оборудования»
; экскаваторов, прокатного оборудования, общего
машиностроения и т. д.). В процессе проработки технологии
на всю машину в этих подразделениях происходит отфор
I деталей (операций) для обработки на сГанках с ЧПУ о
четким определением размерных параметров исходной
| заготовки (полуфабриката) и изделия, получаемого в
результате данной операции, выбирается оборудование н
Назначаются базовые поверхности*
90 Станки с ЧПУ и САПР ТП
%
При отборе деталей для обработки на станках с
руководствуются условием: трудоемкость обработки па
тин деталей по программе должна быть не менее 4 ч, ЧТоТ
ограничить число переналадок станка (не более дВух *
смену). Это условие не распространяется на детали с
сложными сферическими или фасонными поверхностями0
обработка которых на станках с ручным управлением или
слишком трудоемка, или требует проектирования и изго.
товления сложной специальной оснастки, или вообще
невозможна. В таких случаях разрабатывают программы I
часто весьма сложные, для единичных деталей. Карты на!
технологические процессы, предусматривающие обработку
на станках с ЧПУ, поступают в подразделение,
отвечающее за подготовку управляющих программ. Здесь
проектируют операционную технологию для станков с ЧПУ|
выбирают и заказывают необходимые оснастку и
инструмент и разрабатывают управляющую программу. В
комплект документов технологического процесса включают
необходимые дополнительные листы, в которые вносят
номер программы, инструментальную наладку на данную
программу и программное время, после чего
документация передается в подотдел нормирования.
Подразделение программного управления ОГТ
состоит из нескольких технологических бюро (по видам
оборудования с ЧПУ) и бюро технического обеспечения,
в функции которого входит обеспечение цехов дублями
программ, а также поддержание в надлежащем рабочем
состоянии средств вычислительной техники, необходимых
для автоматической подготовки программ, их хранения,
корректировки и дублирования. Кроме того, в этом
подразделении есть группа математиков, занимающихся
доработкой имеющегося и разработкой нового
математического обеспечения для автоматизированного программа
рования. На подразделение программного управления
возложено также решение некоторых проектных задач
и задач внедрения (внедрение роботизированных систем
на базе станков с ЧПУ, решение технологических задач
при проектировании автоматизированных
технологических комплексов).
На Уралмашзаводе существует и совершенствуется
машинное программирование. Уже в 1971 г. вместе о Щ
верными станками 9ФСП, оснащенными фазоимпульсной
Опыт внедрения
станков с ЧПУ 391
1 ЦПУ ФС-2К. была внедрена система автоматиче-
й^° программирования САП, использующая
ского »к г составлении программ для токарных
^использовали САЛС-М32, а |
"" 32» В 1978 г. была внедрена система ЭЛАН 2о
мини-ЭВМ НР9825. В комплект системы также
1 "Графопостроитель .ИР9862, устройство считывания
(УР'анков и ^ г была внедрена система ЭЛАН-25
""НСК-3.4»- ° —
баз-
дет
иРОЯббВ перфоратор ННУЙ84А. ьсе ооорудование разме-
НРУОи л^пааА/РТ ИТ1АЛПЯТГТТТПР ЯЯТПМЯТХТЧИППДЯТТ-
(Минска • НР9825. В комплект системы также
1а базе МИНИ-^*-" гтппллл &*^1 » . ■1";: ;5к-+
вХ0ДЯ1 ярнты НР9883А, устройство быстрой термопечати
К пеоЛооатор НР9884А. Все обор
гя на столе и образует компактное автомата
ЩаГоабочее место технолога-программиста.
1 Ввод информации ведется в режиме диалога: через
дисплей информация запрашивается в определенном по-
оядке и технолог-программист вводит ее через
клавиатуру» руководствуясь при этом данными чертежа,
предварительно выбранной инструментальной наладкой и планом
операции. Корректность вводимой геометрической
информации, а также синтаксис контролируются сразу же при
вводе, сообщение о наличии ошибок выводится на дисплей,
и запрос автоматически повторяется. Система ЭЛАН 25
имеет стандартные циклы обработки (черновое и
контурное точение, нарезание резьбы и т. д.). Группой
математиков к системе разработаны пост-процессоры на все
токарные станки, имеющиеся на заводе. На
Уралмашзаводе и других заводах используют АРМ-М
(автоматизированное рабочее место), имеющее в своем составе ЭВМ
СМ-3 и развитую систему периферийных устройств для
ввода-вывода и контроля информации. В состав его
матобеспечения входит система подготовки данных для ЧПУ
(СПД—ЧПУ) (входной язык и процессор для расчета
управляющих программ). На АРМ-М разработан
постпроцессор для многоцелевых станков, позволяющий при
^автоматическом программировании широко использовать
функции современной системы ЧПУ.
Использование станков с ЧПУ накладывает
определенные особенности на технологический маршрут обработки.
Заготовки, поковки и отливки должны быть, как правило»
предварительно обработаны перед установкой их на
I ^нках с ЧПУ. Это необходимо для того, чтобы привести
размеры заготовок к определенным стабильным размерам,
оторые закладываются в программе, поэтому, если нет
ругих технологических соображений, обдирка может
эдо Станки с ЧПУ и САПР ТП
быть проведена по простейшей форме, независимо от ш
фигурации деталей. Для заготовок, обрабатываемых в Г
троне, предварительная обработка имеет значение и
точки зрения надежности их крепления на станках с ЧПУ
Для обеспечения необходимой точности предварительГ1
ной обработки в маршрутном описании технологического Г
процесса указываются размеры каждой обрабатываемой
поверхности или дается операционный эскиз. Если на
торцах заготовки оставляется припуск и на станках
с ЧПУ при обработке в центрах производится подрезка
торцов, в дальнейшем должна быть предусмотрена опера.
ция снятия бобышек (остатков по торцам у центров), так
как полная подрезка торца при обработке в центрах на
станках с ЧПУ, подобно тому, как это делается на
универсальных станках, невозможна.
На станках с ЧПУ можно выполнять как черновую,
так и чистовую обработку. Разделение черновых и
чистовых операций осуществляется по тем же правилам, что
и на универсальных станках. Поскольку станки с ЧПУ
работают в автоматическом режиме, должна быть
обеспечена надежная стабильность процесса резания:
надежность крепления заготовки, свободный сход стружки,
доступ СОЖ в зону резания, жесткость системы СПИД.
При разработке технологических процессов обработки
деталей с использованием станков с ЧПУ технолог
руководствуется, как и обычно, технической характеристикой
станка, но при этом он должен учитывать следующие
специфические возможности данного станка с ЧПУ.
1. Тип управляющей системы станка (прямоугольная
система управления позволяет обрабатывать детали при
перемещении инструмента вдоль направляющих);
токарные станки с такой системой имеют возможность
обрабатывать цилиндрические и торцовые поверхности и
короткие неточные конусы (фаски) при движении резца по
двум координатам под углом 15, 30, 45, 60, 75°; обработка
радиусных выточек, переходных поверхностей (галтелей),
конических поверхностей возможна только фасонными
резцами.
2. Контурная система управления позволяет
обрабатывать любые фасонные поверхности, контур которых задак
отрезками прямых и дуг окружностей, а также
табличными кривыми; ограничение в данном случае накладывав
Опыт внедрения станков с ЧПУ 393
инструмент (например, на токарном станке нельзя
ггадько ы$ Конус с углом, большим, чем вспомога-
ЙЬ у™ рица■плане)'
ч Возможность введения коррекции на положение
умента или на его размер; станок, система которого
ййСТ такую возможность, позволяет обрабатывать детали
Гбо^шей точностью.
а Пля контурных систем имеет большое значение вид
ерполяции (линейна^ или линейно-круговая), т
:по(
[10 ■
экр
ком
не!
*я<отумента по заданной дуге с погрешностью не более
б каким система ЧПУ задает движение инструмента
по
К0М1иР1яГстанки с системами, обеспечивающими линейно-
,т-р пкпужности. В случае линейной интерполяции
ПО ДУ1С ^^^^ ЛДВЮ&^дГ. — - I
и резец описывает ломаную линию. Этого недостатка
жность заменяется вписанным в нее
многоугольнике п»м" -
гговую интерполяцию. эти системы задают движение
инструмента по заданной дуге с погрешностью не более
величины дискретности. Точность и чистота обработанных
криволинейных поверхностей значительно выше, чем при"
линейной интерполяции. Следовательно, например,
токарную обработку деталей, имеющих точные сферические
или переходные поверхности с повышенными требованиями
к чистоте поверхности, желательно назначать на станки
с системами, обеспечивающими круговую
интерполяцию.
5. Дискретность — минимальное перемещение
инструмента, которое можно задать по координате. Чем меньше
дискретность, тем точнее обработка и выше качество
поверхности. Например, станок РТ706Ф312 имеет
дискретность 0,05 мм продольных и 0,01 мм поперечных
перемещений суппорта. Вследствие этого шероховатость
обработанных конических поверхностей зависит от угла
наклона образующей к продольной оси: для
цилиндрических поверхностей 7?а—2,5, для конических поверхностей
при угле наклона до 5° #2=20, при угле 5—50° #г=40, при
угле более 50° Яг=80. На токарных станках 16К20ФЗ
дискретность 0,01 мм в продольном направлении и 0,005 мм
в поперечном, поэтому точность обработки выше и
влияние угла наклона на шероховатость невелико.
6. Возможность изменения скорости шпинделя по
программе. Если станок имеет такую возможность, то
обработка валов на нем с большим-перепадом днаметроа
394
Станки с ЧПУ и САПР ТП
или патронные работы предпочтительнее *<*, _
не имеющем автоматической смены скоростейНа СТан^
7. Число инструментов, автоматически <3»
программе. От числа инструментов зависит п^йМЬ1х по
няемых на станке операций. ъем выпо^
8. Возможность нарезания резьбы. В техник
процессе должно быть учтено, имеет ли ля»»»?
Данный
ческом
«« «аииыи станок
возможность нарезания резьбы резцом. Станки с ЧПУ
не имеют механической связи шпинделя с механизмом
передач, поэтому, если система ЧПУ станка не
обеспечивает нарезки резьбы по программе никаким другим
способом, резьба на этом станке не может быть обработана.
9. Возможность обработки центрального отверстия
сверлом или другим концевым инструментом.
СИСТЕМА АВТОМАТИЗИРОВАННОГО
ПРОЕКТИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ
ПРОЦЕССОВ ШШ
Технологическая подготовка производства
является составной частью техн и ческой подготовки. За-
траты, связанные с конструкторской и технологической
подготовкой производства, в общем цикле изготовления
изделий составляют по трудоемкости 25—40 %. Таким
образом, работы по сокращению цикла технологической
подготовки относятся к основным вопросам
совершенствования производства, особенно на заводах тяжелого
машиностроения с единичным характером производства, с
большой номенклатурой выпускаемых изделий.
Создание систем автоматизированного проектирования
технологических процессов (САПР ТП) в условиях
единичного производства должно сократить сроки
проектирования и освободить инженерно-технических работников
от низкопроизводительного труда по разработке
технологических процессов, подбору инструмента, расчету
режимов резания, норм времени и т. д.
В настоящее время не существует единой методики
создания САПР ТП, позволяющей автоматизировать
проектирование технологии обработки деталей любой
конструкции. Это ставит задачу разработки методов создания
САПР ТП, эффективных в условиях единичного
производства. Технологическая подготовка механосборочного про-
' <теРных задач: ипР киГпроцессов (ТП), расчет режиме
РаКГЛ.х технологических пРии конструирование ре-
ЦИОянйя и норм времени к° п^испо,;облений,
С о измерительно о инструмен р
ЧПУ. Исходя из V подразделении ОГТ, вы
сложившейся специания по сА1ЛР:
■""жиВШеНпвных направления работ по САПР:
брано три 0С1°™Гти „а универсальные стан
Р проектирование Ш н у н^ чпу.
ГоГиГов-ие конструкций режущего, измеритель-
Такой подходпюшия 0ХВа™вает весь перечень
направлениям параллельно и^ Поставлена за-
Р^от ^н°^я7ка?ань!ь1Х систем в единую комплекс-
дача объеданения ук ^ ного решения
нуЮ °Этнологической подготовки от проектирования
0бъМапки яо полученияУП для станков с ЧПУ (рис. 1).
'"Т^шяТ^ш^ого производства на предприятиях
^е/оГмашино троения о^ним из наиболее трудоемки*
САПР ТП
САПР ТП на
универсальные
станки
САПР программ
для станков
с ЧПУ
САПР
технологического оснащения
и специального
инструмента
Комплексная САПР, решающая задачи:
проектирования заготовок;
проектирования маршрутной
технологии;
проектирования операционной техно
логии и расчет режимов
резания на универсальные станин;
разработки УП ддя стаякод с ЧПУ;
выбора и проектирования оедасткн
Вас, 1, Схема единой САПР ТП
»б Станки с ЧПУ и САПР ТП
лк
этапов технологической подготовки является по
ванне маршрутной и операционной технологии КТИ'>*
режимов резания и норм времени на унивеос ^а°Чет
металлорежущие станки. Анализ номенклатуры пальные
вает, что наиболее многочисленны детали, являющие?'
телами вращения, с преобладающей токарной обработкой
(валы, валы-шестерни, валки холодной и горячей прокатки
зубчатые колеса, втулки, кольца и т. д.), что предопре'
деляет направление первоочередного развития САПР ТП
Для расширения функциональных возможностей
САПР ТП применен многоуровневый метод реализации
системы. Проектирование в САПР ТП расчленяется на
несколько взаимосвязанных уровней, характеризующихся
последовательно уменьшающимся от уровня к уровню
объемом проектирования. Высший уровень САПРТП
обеспечивает проектирование маршрутных,
операционных технологических процессов, выбор оборудования,
расчет режимов резания и норм времени. Исходными
данными для этого уровня являются сведения о детали
и заготовке. На втором уровне САПР ТП проектируются
операционные процессы, рассчитываются режимы
резания, нормы времени. Входная информация—данные о
поверхностях, обрабатываемых на конкретной операции,
На третьем, низшем уровне САПР ТП производится
расчет режимов резания и норм времени по данным о
переходах, выполняемых в операции. Подсистемы низших
уровней могут функционировать как автономно, так и
входить в состав систем более высокого уровня.
Необходимость многоуровневого проектирования
вызвана тем, что в тяжелом машиностроении имеются
уникальные конструкции деталей, для которых получение
От САПР ТП технологических решений в полном объеме
на данном этапе развития автоматизированного
проектирования малоэффективно или невозможно.
Многоуровневый метод функционирования САПР ТП позволяет
ускорить технологическое проектирование и для уникальных
деталей за счет использования низших уровней системы,
озможности которых соответствуют характеристикам
детали. При этом неформализованные процессы
разрабатывают технологи. Например, если на уникальную деталь
не может быть с помощью САПР ТП спроектирована
маршрутная технология, то после разработки данного ТП
1111 *Г*Ю*ЯГ ,
Система ашшшп^провкт
~ -^^^ т
технологом САПР ТП может быт. ~~~~ "
рования ряда операционных тп "Ранена дЛя пп^
и норм. Применение мнп!™ Или дл* расчета п« КТИ*
даст возможность «5*^°^ -тоГсАгГр^
системы при ее развитии «снизу ввеЕГ^ воз«ожн0 "
разрабатываются и начинают м*™' Т> е' пеРвоначаль™
подсистемы третьего уровня 1Т?МН0 ФУикдиониромтк
внедряются подсисте^^^^Р-зрабашваЖГ;
очередь, включаются в системы вЕ*; К0Т0Рые- в свою
Основой для развития САПР тп ° УР°вня.
расчета режимов резания и норм в^ГТСЯпП0Дсистемы
и автономно функционируют подсИст^И- РазРаб<*аны
карусельные Фрезерные, строгальные На токаРные,
лильные зуборезные станки и на стя™вРаСТше' свеР-
ления. Исходной документацией явля1^У ° свеР'
тали, рабочие чертежи заготовки ?Я Чертежи №-
Технолог заполняет карту иСх0ЛныУ РШрутный Тп-
в которую заносит общие сведения п« ДаННЫХ (КИ^'
ния о переходах. В свед*^ияГн? переХТ„Г * ^
код выполняемого перехода, геометр К "Р°ставл«к>п
характеристики обрабатываемой повепхнпгти .точностные
Информация с КИД переносится на пЕ! ' инстРУмент.
в ЭВМ. В результате реализации ™"ер*°лентУ и вводится
устройство" ЭУВМ «пйГВДГГ^^
нием режимов, норм и оаспенп* п™ р Указа-
ния позволяют опК^ЦГ^1?^?^^
любой сложности, без ограничения тишраз1рТстаНк0В
с использованием инструмента из твердосплавного и
быстрорежущего материала. ндииыывного и
В качестве исходного материала для разработки пол
систем приняты нормативы, действующие наУралмац^
заводе. Математическая модель процесса расчета режимов
резания учитывает общепринятые технические
ограничения, накладываемые на режимы по стойкости и прочности
инструмента, мощности электропривода главного
движения станка, точности обработки, прочности механизма
подачи станка, жесткости детали, массе детали.
Подсистемы предусматривают нормирование многосуппортной
обработки крупных деталей на токарных, карусельных,
фрезерных, строгальных станках. Расчетные режимы
корректируются по паспортным характеристикам станка,
в кот°рые включены ряды частот вращения и подачу
305 Станки с ЧПУ и САПР ТП
данные о мощности и др. Для уменьшения объема коди^
вания в подсистемах используют элементы проектирования
операционной технологии! по данным об обрабатываемой
поверхности (отверстие, резьба и др.) автоматически на
значаются переходы, выбирается режущий инетрумент*
По данным внедрения установлено, что подготовка исход!
ных данных в зависимости от сложности операции произ"
водится за 5—50 мин, время счета на ЭВМ — 0,2—2 мин
Разработанные системы расчета режимов резания
послужили базой для создания подсистем второго уровня
решающих в комплексе вопросы проектирования
операционной технологии и расчета режимов. Ко второму
уровню САПР ТП относятся подсистемы проектирования
токарной, зуборезной, сверлильной, шлифовальной
обработки и др. Применено два метода формирования
структуры операционных технологических процессов: метод
синтеза, основанный на внедрении формальных
логических условий расчленения процесса проектирования на
ряд элементарных этапов, связанных с проектированием
обработки технологически однородных припусков (метод
применен для токарной обработки); метод типовых
технологических решений, основанный на обобщении опыта
технологического проектирования на заводе, применении
типовых схем обработки поверхностей.
Анализ технологических процессов на детали типа тел
вращения, действующих на Уралмашзаводе, показал, что
при превышении определенных размеров детали
происходит резкое изменение структуры процесса обработки)
при длине детали более 4000 мм возникает возможность
одновременной обработки детали двумя суппортами
(многосуппортная обработка), при отношении длины детали к
диаметру более 15—20 возникает необходимость
проектирования обработки в люнетах. Поскольку в условиях
тяжелого машиностроения нежесткие детали и детали
больших габаритных размеров составляют значительную
часть номенклатуры, а разработка технологического
процесса на них трудоемка и требует высокой квалификации
технологов, был разработан многошаговый алгоритм
процесса установки люнетов, алгоритм синтеза ТП с учетом
ограничений, накладываемых люнетами на перемещение
суппортов, В САПР ТП решены вопросы проектирования
рациональной структуры ТП многосуппортной обработки
0 обеспечением условия нестолкновения супппп I
цессе одновременной работы. суппортов в про-
Подсистемы второго уровня &т*лпк«*
1 входят в состав САЙР™
уровень САПР ТП на Д^стига^^аI^;,I• Выс*"й
печивает проектирование маршрутной 1Р* ™ обес"
технолог™, расчет режимов „Гд&та ™=Г
Достаточно высокий уровень развития работе т»'
дни технологии на заводе позволил приять в качестве
основы для разработки подсистемы проектирования марш!
рутных ТП типовые процессы. Разработан обобщенный
технологический маршрут, представляющий собой
упорядоченный перечень операций обработки деталей
Индивидуальный маршрутный ТП для конкретной'детали
проектируется путем выделения из обобщенного маршрута
тех операций, которые соответствуют по своим логическим
условиям конструктивным и технологическим
особенностям данной детали.
Эксплуатация САПР ТП показала, что система
удовлетворяет условиям тяжелого машиностроения. Она не
имеет ограничений по массе и размерам детали:
спроектирована технология на детали массой от 0,2 до 43 000 кг,
длиной от 120 до 10 600 мм, диаметром от 15 до 1500 мм.
Для подсистемы расчета режимов резания и норм
времени разработана единая карта исходных данных
(рис. 2). КИД состоит из двух частей: общие сведения на
операцию, сведения на переходы.
В общих сведениях в графу ГС проставляют код
группы станков (ГС-1 — токарные, ГС-2 — карусельные
и т. д.). Далее проставляют регистрационный номер КИД,
номер цеха, в котором проводят обработку, номер
операции из маршрутной технологии, технологический шифр
станка по заводскому классификатору, его инвентарный
номер, номер заказа и чертежа. В графе МД проставляют
код материала детали по классификатору САПР III, затем
коэффициент обрабатываемости материала детали. В графе
ТП - код типа производства, И - единичное
производство, С - серийное, в графе ВЗ - код вида зшговкк.
В следующей строке проставляют максимальный диаметр
и длину детали (для тел вращения1 - число рядов
установки деталей, для строгания, фрезерования - чис
Деталей на заказ и разряд работы).
400
ГС
1
Диам
М*
35
*
о
к
3
» |
,. 1
2
3
4
■ _
1 Ь
в
1 7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
1
С
танки
УЭТМ ОГТ
Номер
карты цеха
2145
етр,
[
0
_*■
о
2
200
2
3
7
24
24
7
1
1
1
?6
3
16
26
28
63
235
1
100
221
26
27
27
238
1 236
15
операции
10
Длина,
'мм
2800
6
с
о
о з
о н
2 ^
С Р.
X а
з
9
9
1
3
7
9/8
2
4
6
18,19
8
#10
16
4
Количество
рядов
Диаметр
Ш | 02
г|
р.
вы
в>>
4
213
650
644
330
360
510
640
330
360
360
>>
—
сх
С
5
644
640
60
330
360
510
324'
354
354
С поип\г<
510
#16
213
330
5
500
«20
324
6
Скосы на
12
6
356
—
213
| 354
1 —
|
41 и
у и о
ЯНГ
1 и
Карта исходныТ^Й^
Станок
ТВ-63-60
Колич.
дет. на
„заказ
1 2
та
Ьц
Ч
Рч
6
1210
1210
250
55
457
жом
15
280
7
со
о
н
7
3
5
4
4
4
4
4
4
4
4
2#5
4
4
4
9
бочке
1 50
_
4
4
2
2
Инв.
Разряд
работ
3
>
8
2
4
3
3
о
4
3
з
о
Н2
О
0
3
10
5
5
X
о
9
11
Заказ
101379
31
Чертеж
453394 1
Наименование
Валок
о
о.
0?
ю
10
3
2
5
3
3
5
3
3
3
5
3
12
1
1
Инструмент
стп
и
И5-201
—
И5-207
;™
—
—
И5-205
—
—
И5-205
И5-205
13
И5-201
—
Материал
12
Т5К10
—
—
—
—
—
—
—
—
Т5К10
Т5КЮ
14
Т5К1Ч
Рис. *:. Карта исходных данных
ипшш
Система автомат, пооект *
—^^
1Я расчета резания и норм
Маракулин В, И. и др
402
Станки с ЧПУ и САПР ТП
гл) Г- (ЛЛКЬЪ' V» Г- >Л 'Ь.
ро -* — *м 5» са (О —' с) и! «в
•- «о а ■» т *• г* <ч ча т «. «»
» • в | •
(М01ИЧР-Г-—*«-*1Г*«Ч МЧ
« КП № И №
I Л Ж
Ю ыШЙЛШ О Ш Г-
— -* »-ч — •■- ■• «>ю <п
ММ** N4*
ООООО ОО ООО
—« г- г- г- (— ттп
1ИМППНМ
ММ МП N
С (К "ЧЛ Г- О1 Г-1 Ч «ОО. Ю
Ш Ш
к ас
О О Г) в СП П А И1
Ш1- <в 1< 44
>>иаиЛ11й ш ш
IX X О, О- О. О.
*- х еос. «Г
а. О. X 1_
с с — х >.
Л л п п го л
►- »— ыш ш ш *» **•
X ас о а а п. XX
X х оч чп Т л
о о о о о о в) о
-Г. XI X Л •■*»
1Т5 и
^ ^ ? <я
О О О О
I- 1- »- г- »~ С
СЧ ГЧ •» *1 •* Г. «О СИ
■я автомат.
проект, тех.
** - <*« ^ - ; * ~
N.N.4.
в -■ -4
1 ■*■ » *= »
I 'и 1 •■ •
XIX!»-
х: 1 •*> ■ *
о о о
• « >
I X I
• -С I
* «1 I
I — I
• 'Я I
I О ( ■*
» х —и о
I X О.
> X У X *
I >•*:
> 1 Л. О Л
■ч О
»- X
г- Ш О —^ X
X ВвСХОО
да а о С У и о
О и» х >. >. « ос
I X О- шОй О О
4вь -— с: с
и л с о л *- *-
, >,»- » х г- о и
Ш X *- « X X X
В У » Н 7 Т 3
111 О Г1 Йв € •
АС*
1«*
К »1 М И «I »• •
ИН» *
14*
с ЧПУ и САПР ТП
Сведения на переход (по графам):
К № перехода.
2, ОД — код вида обработки.
о. Номер обрабатываемой поверхности.
4. Начальный диаметр обработки 01 для цилиндру
ских поверхностей, ширина обработки — для плоских
поверхностей.
5. Конечный диаметр обработки 02 для
цилиндрических поверхностей, припуск — для плоских,
6/Длина обработки.
7. ТО — точность обработки, СВ — сложность
выверки в установочных переходах.
8. Шероховатость обработки.
9. СП — состояние обрабатываемой поверхности
(корна, без корки), СН — способ нарезания резьбы (на про-
ход, в упор).
10. Глубина резания.
11. Стандарт предприятия или ГОСТ инструмента.
12. Материал режущей части инструмента.
13. Диаметр оправки с10Пр для расточных работ, УИ —
способ установки инструмента для сверления, Сфр —
диаметр фрезы.
14. Длина оправки 10пр для расточных работ, п —
частота вращения в особых случаях, Вфр — ширина
фрезерования.
15. Высота расположения поверхностей.
16. ВЛ и ВЦ — вид люнета и вид центров для точения,
ВО — вид отверстия (сквозное, глухое), ПО — признак
обработки фрезерованием (на проход, в упор).
17. Длина измерения, ВП — вид припуска.
18. Аобщ —общий вылет шпинделя расточного станка,
Ьуъм — величина вылета инструмента при сверлении,
Алл — вылет шпинделя для фрезерования.
19- (доп. всп—дополнительное к нормативному
вспомогательное время.
20. Количество повторений перехода.
21. Количество переходов, дополнительное к норматив-
22. ПР — признак расположения поверхности
(наружная, внутренняя), ОУ — особые условия обработки
при сверлении и растачивании, СФ — способ
фрезерования (симметричное, несимметричное).
23. п3.р — число заходов резьбы I
фрезы. _ резьоы, 2 — число зубьев
24. Р — шаг резьбы.
го. Прев — обороты ревепгя Пп„
ХП - характеристика гюдТчи ^«Т™™ ре3ьбы'
26. о) - угол наклона конуса" ^ - галтеп,-
главный угол в плане резца Лпмрпнп» лтель> <Р —
27 5 — пплячя ' фрезерной головки.
//. о0,у подача на особые условия обоаботки
28. Л0о - поправочный коэффициент на скорое?; пе
зания при особых условиях обработки Р Ь ре"
29. МД - код материала детали, отличающегося от
основного металла (биметаллическая деталь) или К 1
коэффициент обрабатываемости, отличающийся от основ
ного (местная закалка).
В карте обязательным является заполнение граф 1—7
при незаполнении граф 8-29 система принимает
информацию для данных граф автоматически, т. е. графы 8—29
заполняются для случаев обработки, отличающихся от
типовых.
На рис. 3 показана операционная карта,
разработанная ЭВМ по данным КИД; карта в таком виде выдается
на рабочее место в цех.
ГЛ А В А 14
МЕХАНИЗАЦИЯ СБОРКИ
В ТЯЖЕЛОМ МАШИНОСТРОЕНИИ
ВИДЫ СБОРОЧНЫХ РАБОТ
Сборка является завершающим этапом
производственного процесса в машиностроении. От ее качества
зависит технический уровень изделий.
Трудоемкость сборочных работ в тяжелом
машиностроении составляет 35—40 % от общей трудоемкости
изготовления машин и продолжает расти в связи с
конструктивной усложненностью новых видов изделий. Общий уровень
механизации слесарно-сборочных работ составляет 8—
12 %.
Процесс сборки в тяжелом машиностроении зависит
от конструкции изделия, его размеров и массы, программы
выпуска, степени кооперации производства и состоит из
следующих последовательно выполняемых этапов:
промежуточной сборки, узловой сборки, общей сборки,
демонтажа. Промежуточную сборку производят для
совместной механической обработки двух или нескольких дета-^
лей в состыкованном виде. Узловая сборка — это сборка
составных частей многокомпонентных изделий, которые
в проверенном и отрегулированном виде поступают на
общую сборку. Общая сборка — сборка изделия в целом,
обеспечивающая заданное качество изделия. Изделие
в собранном виде испытывают, разбирают на
транспортировочные элементы, консервируют, окрашивают и
отправляют заказчику.
Общую сборку на заводах тяжелого машиностроения
проходит только часть машин. Другая часть машин
(шагающие экскаваторы, буровые установки,
агломерационные машины, прокатные станы) в целом нельзя собрать
на машиностроительном предприятии из-за их больших
размеров и длительного цикла изготовления. Поэтому
при сборке уникальных изделий используют метод по-
узловой сборки, который имеет несколько разновидностей.
1. Узловая сборка с контрольной сборкой одного из
изделий от партии, применяют при гарантированном
качестве изготовляемых деталей и узлов. 2. Макетная
V
сборка; макет, имеющий мае™ „
меньше массы скопированного, уЛлАеСЯТКИ и сотни Раз
размеры и поверхности узла и пи ймитиРУет основные
ваетоя к сопрягаемому узлу в "* Детали и пристыковы-
сопрягаемость узлов без полнойЖ?™ Чег° пР?веРяется
с применением карт измевени?? И ИЗДелия' 3- Сборка
стей элементов. Вместе^3^« П„РиЯРаеных ПовеРхн°-
ряют размеры и геометш™^™^ ДВух эле™°* изме-
или узлов, не производя их совме^нуГсбоГу Гпеп
ную сборку применяют для изделий змч™^ дал
состоящих из однотипных секций: собирают сначала пер!
вую секцию (узел) изделия, с ним сопрягают втор™
секцию, затем первую демонтируют, а со второй
сопрягают третью и т. д. О
В тяжелом машиностроении распространены
стационарная и подвижная сборка. Единичные изделия
собирает на одном рабочем месте (участке) один рабочий или
бригада. При выпуске одинаковых изделий небольшими
партиями их узлы собирают на нескольких рабочих
местах или участках, обеспечивая параллельность сборки
узлов, что сокращает цикл производства.
Несмотря на широкую номенклатуру изделий на
заводах тяжелого машиностроения возможно повышение
уровня технологий на основе унификации и
стандартизации изделий, их составных частей и специализации
производства. Известны специализированные производства
электромостовых кранов (завод «Сибтяжмаш»),
гидропрессов (Днепропетровский завод прессов), подшипников
жидкостного трения (Электростальский завод тяжелого
машиностроения), буровых установок, экскаваторов (ПО
«Уралмаш»). Специализация ведет к созданию сборочных
линий на более высокой организационно-технической
основе. Примеры линий, в которых реализован принцип
подвижной сборки, показаны на рис. 1 и 2.
Основой сборочной линии буровых насосов (рис. 1)
является напольный конвейер с десятью сборочными
позициями. Узлы бурового насоса собирают на оснащенных
механизацией рабочих местах, расположенных вдоль
конвейера, и поступают на конвейер, на котором базовый
корпус насоса принудительно перемещается с одной
строчной позиции на другую. На линии обеспечивается
11 10
Рис. 1. Схема сборки буровых насосов на конвейерной линии:
«»!йп7 I А Л^?м3?а АЛЯ пневмо" « гидроиспытаний узлов; 2, 18 - рабочие места сборки гидроблока: 3 - окрасочная
15? *?™\ . сборки шатунов; 5 - нагревательная масляная ванна; 6 - индукционный нагреватель; 7—место
сборки эксцентрикового узла; 8 — место сборки трансмиссионного вала; 9 — место осмотра и консервации- 10 — камеоа и
стенд для испытания бурового насоса; 11 - привод сборочного конвейера; 12 - стенд для балансировки: 13 - механи-
14 — механизированный сборочный стенд; 15 — вертикальный запрессовочный пресс* 16
камера для сварочных работ
точная тележка; 17
переда-
20 19 18
11 16 15
Условные обозначения:
ття^шт ф т тф. Лод&'/в. заготовок
ш Линия яеканической обработка.
Возврат спутников
Минин сборни.
Транспортирование лотовых валет
Складские плотни. 6> МтсНвст
I
Рис. 2. Участок поточного изготовления палет агломерационного оборудования:
установки заготовки на спутник;
// — продольно-фрезерный станок
/ — склад спутников; 2 — спутник; 3 — стенд для
совый путь; 6 — продольно-строгальный станок; 7,
хяинэнро&анный кантователь; 10 — механизированный стенд для сборки двух половин
собранных -палет на линию окраски; 13 — стенд контроля; 14 — вертикальный пневмати
деталей- 16 — окрасочная камера; 17 — кантователь для окраски; 18 — сварочная камеру
■атель для сварки; 20 — сушильная камера; 21 ■*• гидравлический горизонтальный пресс; **
станки
4 — консольный кран; 5 — рель-
8 — сверлильные станки; у — **
палет- 12 - тележка для передачи
Л чёский пресс; 15 - тара для
19 — манипулятор-канто-
23 24 —* металлорежущие
4Ю Механизация сборки
сборка, регулировка и рабочее испытание насосов. К0н
вейер обслуживают специализированные бригады слеса
рей-сборщиков, имеющие постоянные рабочие места
На участке поточного изготовления палет (рИс; л\
осуществляется изготовление палет по замкнутому циклу
механическая обработка деталей, сварка, сборка и окраска
изделий. Участок состоит из линии механической
обработки и линии сборки. На линии механической обработки
применены спутники, на которые устанавливается загсь
товка корпуса палеты. Постоянная установочная база
спутников позволила механизировать крепление заго-э
товок, отказаться от операций разметки и измерения.
Спутники с заготовками на металлорежущем станке
занимают только одно определенное положение, так как
столы станков оборудованы постоянными упорами и
механизированными приспособлениями. Линия сборки
характеризуется тем, что корпус палеты устанавливается
на транспортную тележку, которая перемещается по
рельсам шаговым кулачковым транспортером по позициям
сварки, сборки и покраски. В линии предусмотрены
манипуляторы-кантователи, за прессовочные прессы и
специализированные сборочные места.
Слесарно-сборочные работы состоят из
подготовительных A2—18 %), пригоночно-доделочных B5—30 %),
сборочных B8—35 %), испытательных E—8 %),
заключительных A2—15 %.) работ.
Подготовительные работы: удаление с деталей
ржавчины, окалины, заусенцев; промывка и обезжиривание
поверхностей от масел и смазочно-охлаждающих
жидкостей; окраска поверхностей, не доступных после сборки;
балансировка деталей; измерения и т. п.
Пригоночно-доделочные работы: выполнение
затруднительных для механических цехов операций;
выполнение резьбовых и гладких отверстий одновременно в двух
и более деталях после их совместной сборки; вырезка
прокладок из жести, картона, резины и т. п.; пригонка
или шабрение плоскостей, отверстий, пазов, зубчатых
зацеплений; притирка деталей узлов гидро- и пневмо-
аппаратуры; гибка труб для гидро- и пиевмосистем и др.
Сборочные и регулировочные работы: сборка узлов с
механическим креплением деталей, с соединением
сваркой, клепкой, пайкой, склейкой, пластической деформа-
Механизация сверлильных и
*"** работ 411
'Чыякочно-додио'
гули-
кине-
циеи, заливкой свинцом пп I
ровка зазоров или плотности™0008 и т- п 0
матических перемещений и т п Я^ения Деталей
движными соединениями, подшипникпрГ3 узлов Ь
неполных и клиноременных пепели ЫХ узлов> зубчатых
соединительных муфт, гидрав^кРи^МНЫх валов и
и электрических систем; общая гй^' Ревматических
ных настилах или на стендах Р изделий на плит-
Испытательные работы; механически г
■пневматические, электрические ИгП1' гидРавлические,
с ТУ и ГОСТ, проверка ГнкГпяЯ?Я В соотв^ствии
изделий, холостые I ра^ие^^^
соответствия параметров изделия заданиьш в ?уерки
ГОСТ, включая испытание на месте зкгп^1а У или
ной рабочей нагрузкой. эксплуатации с пол-
Заключительные работы: демонтаж изделия натванеппп
табельные части, консервация и окраска деталей и узлов"
комплектование, упаковка и отправка изделиГзаказчик^
Одним из основных направлений соверши
технологии сборки в тяжелом машиностроении является
механизация слесарно-сборочных работ Опыт работы
предприятии показывает, что механизация сборочного
производства позволяет снизить трудоемкость и
себестоимость выполнения сборочных работ, повысить
качество изделий, уменьшить площади сборочных цехов
уменьшить объем ручных и тяжелых работ, улучшить
условия труда рабочих.
В тяжелом машиностроении, механизация слесарно-
сборочных работ проводится в следующих основных
направлениях: использование механизированного
инструмента; применение специальных приспособлений и
инструментов; разработка присущих тяжелому
машиностроению приемов и методов выполнения сборочных операций;
замена трудоемких слесарно-сборочных процессов более
производительными.
МЕХАНИЗАЦИЯ СВЕРЛИЛЬНЫХ
И ПРИГОНОЧНО-ДОДЕЛОЧНЫХ РАБОТ
Сверлильные работы в процессе сборки
выполняют на сверлильных станках, ручных механизированных
машинах и приспособлениях.
41
Механизация сборки
я
,1*1
ч
Он
ф
га
и
со
•
с;
Си
О
а
V
О
•"
о
н
и
а |3)
ЕС о
■ $
' О
Механизация сверлильных
Сверлильные станки используют ппа
стий в деталях из черных и цветнеД СВерленм отвер-
ния, развертывания! нVеа!^еаX№В, 7^°^
цехах применяют наст^ьно-У^" В "борочных
сверлильные стационарные и п^^™^„^^
Характеристики некоторых из них приведены в табл Т
Вращение шпинделя и рабочие перемещения узлов станка
осуществляются от электрических приводов (подача шпин-
деля настольных сверлильных станков может быть
ручная). Переносные сверлильные станки имеют сверлильную
головку, которая кроме вертикальных и горизонтальных
перемещений может поворачиваться в двух взаимно
перпендикулярных плоскостях для сверления под
различными углами наклона шпинделя.
Рунные машины (механизированный инструмент)
широко применяемые средства механизации слесарно-
пригоночных и доделочных работ в тяжелом
машиностроении. Вращение шпинделя осуществляется от
пневматического, электрического, реже — гидравлического привода,
встроенного в корпус машины. Масса ручных машин от 1
1. Технические характеристики сверлильных станков
Наименование
и модель
Настольно-свер-
лильный 2М112
Радиально-свер-
лильный 2Л53
Радиально-свер-
лильный 2М55
Радиально-свер-
лнльный 2Ш55
Максимальный
диаметр
сверления, мм
12
35
50
50
Габариты
рабочего
пространства, мм
/ПИП
тах
190
190
290
1000
375
1600
850
1600
ыпНп
тах
20
400
15
685
450
1600
150
1600
Конус Морзе
на шпинделе
2в
4
5
5
1
Частота
вращения
главного
привода,
мин-*
наи- нан-
мень-
большая шая
450
35
20
4500
1400
2000
950
Мощность
главного привода,
кВт
0,6
2,2
4
4
444 Механизация сборки
Рис 4. Пневматические сверлильные машины:
а — мод.. ИП-1020; 6 — мод. ИП-НМ6А; в — мод. ИП-1103А
до 10 кг, они просты в эксплуатации, удобны при
использовании.
По назначению ручные машины делят на сверлильные
резьбонарезные, шлифовальные (полировальные), раз'
вальцовочные, рубильные молотки, ножницы,
клепальные молотки, резьбозавертывающие и др.
Современный механизированный инструмент
выпускают в электробезопасном исполнении, его конструкция
обеспечивает вибробезопасность; пневматические машины
имеют глушители шума.
2. Пневматические сверлильные машины
Модель
игыоп
ИП-1020
ИП-1021
ИП-1012А
ИП-Ю14Б
ИГЫ016А
ИП-П03А
36 2
~ и-
^2
9
12
14
23
32
32
32
*3 23
- О ™
Я («
я*о
О-3" О
е- В 2
О 5г »
с* "
«Сф
3-ЭЗ ;
1600
1000
200
300
220
450
450
>»
о ч
б
X О
№ 1в
(ШфуЖ.)
№ 1
№ 1
№ 2
Ль 3
ЛЬ 3
№ 3
Габаритные
размеры» мм
та
с;
145
230
290
535
750
380
396
СО
а
3
55
56
56
130
130
160
96
о
о
3
ш
156
178
178
310
370
260
215
Мощность на
шпинделе, Вт
290
440
590
960
1800
1800
1800
Масса, кг
1
1.7
2,6
8
10
8,4
7,5
ш^ш.}?Уп\и л4 ? н я е Давление воздуха 0.5 МПа, расход сжатого
воздуха 0,5—2 м3/кии.
Механизация сверлильных I ««
Р! ~^^^ 415
3. Электрические сверлильные машины
ИЭ-Ю25А *
ИЭ-Ю19А
ИЭ-Ю32
ИЭ-1022В
ИЭ-1071А *
ИЭ-Ю23А
ИЭ-1015А
[
6
9
9
14
22
23
23
1230
780
935.
720
420
240
450
340
420
400
860
600
830
В10
(наруж.)
В12
(наруж.)
В12
(наруж.
В12
В18
В18
В18
235 I 67
255 68
245
406
312
340
460
70
206
384
90
480
163
210
157
146
97
450
165
1,6
2,0
1,7
2,8
4Д
4^
9,0
Напряжение питающей сети 36 В
остальных моделей напряжение питающей сети 220 В ч
частота тока 200 Гц; для
астота тока 50 Гц.
Сверлильные машины служат для сверления отверстий
диаметром до 32 мм; они делятся на прямые и угловые
для работы в труднодоступных местах (рис. 4).
Технические характеристики сверлильных машин, наиболее часто
используемых при сборке в тяжелом машиностроении,
показаны в табл. 2 и 3.
Шлифовальные машины применяют для снятия
заусенцев, зачистки сварых швов, удаления неровностей и
наплывов на металле, уменьшения шероховатости после
механической обработки, пригоночных и полировальных
работ. Шлифовальные машины выпускают с
пневматическим и электрическим приводом; они делятся на прямые
и угловые (торцовые) (рис. 5). В качестве рабочего
инструмента используют абразивные цилиндрические круги,
работающие периферией в прямых машинах, чашечн*
круги, работающие торцом в угловых машинах,
металлические щетки, эластичные круги, диски с абразив
шкуркой, войлочные круги с нанесенной абразив
пастой или полировочным составом. В машинах
^пользуют круги, допускающие окружную скорость до ад те
Механизация сборки
Рис. 5. Пневматические шлифовальные машины:
с « пряная мод, ИП-2009А; б — торцовая мод. ИП-2203А
имеющие закрытый замкнутый кожух. Технические
характеристики шлифовальных машин приведены в
табл. 4 и 5.
Приспособления для резки. Для вырубки раковин,
чеканки, зачистки сварных швов, рубки металла на сборке
используют рубильные молотки ИП-4119, ИП-4118,
ИП-4122, ИЭ-4213, ИЭ-4211. Вырезка изделий из
металлических и неметаллических материалов выполняется
с помощью электрических, пневматических
механизированных ножниц и специальных приспособлений.
Наиболее часто для прямой и фигурной резки применяют
ножевые и вырубные ножницы.
4. Пневматические шлифовальные машины
: Модель
1
ИП-2009А
ИП-2203А
ИП-2015
ЙП-2014А
При
воздуха I—
1С **"
*5о
1Нг
1111
63
125
150
150
м е ч а и и
-2 м3/мии.
я И-
ь * к-
О X -
к а 2
3* Еа с<
12 000
4 740
7600
5 100
е. Давление
хт
о с
«с 3
440
1300
730
1300
воздух
Габаритные
размеры,
л
440
320
567
590
сз
о.
§
72
150
120
164
а 0,5 МПа, I
мм
03
О
3
65
200
100
130
а с ход
А ^•
2ы
сса (без
ифоваль
круга).
23?
1,9
4,0
3,5
5,7
сжатого
Механизация сверлильных и
^^^о-доделочнь,
б. Электрические шлифовальн
чны* Работ
417
ьге машины
ИЭ-2008
ИЭ-2106
ИЭ-2009
ИЭ-2004А
ИЭ-8201А *
Шлифовальные
мой с диаметром круга"!™ м* %Тугловойас^1Котле^0^^ пря-
шлифовальными головками. с Диаметром круга 125 мм
У ножевых ножниц материал разрезается подвижным
и неподвижным ножами (рис 6), у высечных -™Г
вательно просекается пуансоном. Технические
характеристики ножниц приведены в табл. 6 и 7 р
Для резки металлических и неметаллических матеоиа-
лов применяют приспособления. На рис. 7 показано
приспособление для разрезки уголков, прутков металличе-
Рис. 6. Электрические
нищ ИЭ-5403АУ2
нож- Рис. 7. Приспособление для разрезки
установочные призмы;
разрезаемая деталь; Л — вййт с прижимом; 4
жущий круг; 5 — электродвигатель; 6 —
уравновешивающая пружина
1гХ0НиЗиШ<
тюрки
6. Ножницы
Модель
ЙЭ-5803
ИЭ-5404
ИЭ-5403У2
ЙЭ-5502*
При
* Нож
электрические ножевые
Толщина
разрезаемого
л нота,
мы
0,8—1,0
1,6
2,5
1.0
м е ч а в и
ннцы выру
Число
двойных
ходов в
минуту
1200
1800
990
1200
Потребляемая
мощность,
Вт
230
230
400
230
е. Напряжение 220
Зньте.
Габаритные
размеры, мм
Я]
Н
250
250
330
250
&
к
о.
1
80
80
84
80
о
у
Ш
200
220
290
230
3, частота тока 50
Масса
(без
кабеля)
кг
2,8
3,0
4,7
2,9
Гц.
7. Ножницы пневматические ножевые
Модель
ИЭ5401А
ИП-5502*
Толщина
разрезаемого листа, мм
2,5
2,5
1
|
Примечание.
воздуха 0,8—0,9 м*/мнн.
* Ножницы вырубны
Число
двойных ходов
в минуту
2000
1500
Габаритные
размеры, мм
Длина
218
214 '
Ширина
88
56
Высота
206
202
Давление воздуха 0,5 МПа; расход с
е.
Масса,
кг
2,9
3,2
жатого
ских труб с диаметром до 45 мм. Резание производит
вулканитовый круг, армированный стекловолокном.
Диаметр круга 300 мм, толщина 4 мм, частота вращения
5100 мин-1. Резку прорезиненных труб (рукавов) и труб
с металлической основой диаметром до 100 мм производят
используя трение. В приспособлении, показанном на
рис. в, для этого служит гладкий стальной диск 3
диаметром 300 мм и толщиной 4 мм, вращающийся с частотой
2880 мин. Подлежащую резке трубу 2 укладывают на
каретку / и подают на диск.
Механизация сбор.
Резьбовых соедине
ний
419
Прямая, криволинейная
иди радиусная резка деталей
из резиновых листов
толщиной до 30 мм осуществляется
на ножницах (рис. 9).
Резание с частотой 900 резов в
минуту производит нож 11 из
стали Р9 толщиной 1,5 мм с
наклонной режущей кромкой
при
возвратно-поступательном движении от
механизма 6. Круглые детали
вырезают при вращении заготовки
вокруг центра 13 радиусом
Д = 30 . • . 400 мм,
прямоугольные С максимальной Рис. 8. Приспособление для раз-
ШИРИНОЙ ДО 700 ММ — пере- резки трением
мещением вдоль упорной
линейки 12. Детали с криволинейной конфигурацией
разрезают по разметке, при этом центр и линейку снимают,
)^Ч^Ч^Ч<уЧ<\\^^^^
Рис. 9. Ножницы для разрезки деталей из резины:
1 — корпус; 2 — электродвигатель; 3 - муфта; *
6 — шатун; 7 — направляющая втулк
10 — направляющая ножа;
центр; 14 — винт
8 — цанговый зажим; у — ножка;
77 —: нож; 12 — направляющая линейка; 13 —
МЕХАНИЗАЦИЯ СБОРКИ РЕЗЬБОВЫХ
СОЕДИНЕНИЙ
Для сборки и разборки резьбовых соединений
применяют механизированные ручные машины (п
верты, шпильковерты, винтоверты, шуруповерты) с пневма-
Механизация сборки
Рис 10. Гайковерты
а — прямой ИЭ-3121; б — прямой ИП-3106А; в ■» угловой ИП-2305А
тическнм или электрическим приводом. Гайковерты
бывают многошпиндельные и одношпиндельные. В тяжелом
машиностроении распространены одношпиндельные
гайковерты для затягивания резьбы диаметром от 12 до 36 мм.
По конструкции гайковерты бывают прямые и угловые
(рис. 10). Гайковерты снабжены сменными головками,
через которые крутящий момент передается
завинчиваемой гайке или болту. Технические характеристики
гайковертов приведены в табл. 8—10; шуруповертов — в табл. 11.
Пневматические гайковерты реверсивные
одель
Диаметр
затягиваемой
резьбы,
мм
Момент
затяжки,
Н-м
со о
<п
к к
2 йй
в> м
о-|
Ю н
Га
баритные
размеры, мм
се
К
8
Ч
Ьч
со
й
еь
э
н
о
о
2
Я
Масса
(без
сменных
головок),
кг
ИП-3112А
ЙП-ЗПЗА
ИП-3114
ИП-3106
ИП-3205А
ИП-3115
14
18
20
27—36
27—36
48—52
100
250
250
800; 1250;
1600
800; 1250;
1600
3150
4
8
10
10
10
10
225
261
260
340
370
295
60
64
87
160
125
390
173
175
245
250
195
160
2,2
2,7
4,5
9,7
14,5
П РАМ е ч а я и е. Давление воздуха 0,6 МПа. Расход сжатого
воздуха 0,6—1,6 м3/мии.
^^ация сборки резьбовых
9. Электрические гайковерты
Модел!
Диаметр
затягиваемой
резьбы,
мм
Момент
затяжки,
Н-м
Потребляемая
мощность,
Вт
Габаритные
размеры, мм
Масса,
кг
ИЭ-3115А
ИЭ-3113
ИЭ-3114А
12—30
16
16
700
125
125
420
340
270
470 I 79 1 130 I 5Д
363 70 243 3,1
300 | 70 1 237 1 3,5
* Напряжение питающей сети 36 В, частота тока 200 Гц- для
остальных моделей напряжение питающей сети 220 В, частота тока
60 1 ц.
10. Электрические гайковерты
Модель
ИЭ-3121
ИЭ-3118*
ИЭ-3119
ИЭ-3120А
ИЭ-3112
ИЭ-3112А
Диаметр
затягиваемой
резьбы, мм, для
болтов класса
прочности
со
1
СО
СО
16—27
18—30
20—36
22—42
22—30
24—48
•*
1
сю
СО
со
>»
СО
&
о
Част
10—18 1,5
12—20 1,5
14—22
16—24
42
18—27
2
1
0,4
0,5
ЕГ р;
И
(=С я
<" о,
5§
Г.*
Энер
ного
к н
1»
к д
ц
1 16 1 350
25
40
63
100
100
400
450
600
2320
2320
|
Габаритные
размеры, мм
1
л
СО
к
I
Вы ее
385 79 209
370
510
462
447
330
80
90
100
153
Г2Ь
210
140
306
410
310
■
Ь
У
Масс
4,3
5,7
7,4
10,5
12,4
12,3
* Напряжение питающей сети 36 В частота тока 2001 Гщ для
остальных моделей напряжение питающей сети 220 В, частота тока
50 Гц.
С целью механизации процесса сборки, при котором
нельзя применять резьбонавертывающие машины
используют приспособления с механическим,
пневматическим/гидравлическим, электрическим приводом или ме:
тоды, облегчающие процесс сборки.
Механизация сборки
Электрические шуруповерты
Модель
ИЭ-3601Б*
ИЭ-3602А
ИЭ-3603
* Нап
остальных
50 Гц.
Диаметр
завинчиваемой
резьбы,
мы
6
6
6
Момент
затяжки
Н.м
13
15
15
Потребляемая
мощность,
Вт
360
420
420
Габаритные
размеры,
л
ДЛИ1
321
400
320
га
X
70
70
70
зяжение питающей сети 36 В, частота тока
моделей на
пряжение питающей сети 220 В,
мм
-
га
Высо
162
130
130
Масса
кг
2,3
2,5
1,7
200 Гц; для
частота тока
На рис. 11 показан гайковерт для завинчивания гаек
большого диаметра (до М76). Гайковерт состоит из
пневмороторного двигателя, вал которого соединен с
ударным механизмом, передающим крутящий момент на
ТЖс^лй-До-^
Воздух из сети
I I
70 11 12 13
Рис. 11. Гайковерт для гаек М76:
I— ключ 5 = 110 мм; 2 — упор; 3 — ударный
механизм; 4 — пневмороторный двигатель;
5 — глушитель; 6 — подвеска; 7 —
рукоятка переключения золотника на левое и
правое вращение; 8 — гидрораспределитель;
9 — курок включения гайковерта; 10 —
маслораспылнтель; // — регулятор
давления; 12 — запорный вентиль; 13 — вла-
гоотделитель
=^^
тель ю. сам ™д~ е;™«;» ^~Г»
расположенным на одной из рукояток УР '
Техническая характеристика гайковерта
Мощность пневмороторного двигателя Вт
Частота вращения двигателя, мин "
Давление воздуха в сети, МПа
Крутящий момент, Н-м ......'.'
Масса гайковерта, кг
Для механизированного навинчивания арматуры (муфт,
ниппелей) на гибкие шланги (рукава) с высокой
гидравлической плотностью используют станок (рис. 12). Шланг 5,
пропущенный через полый шпиндель и зажатый в
кулачках патрона 4, получая вращение от двигателя 2 через
коробку передач 3, ввертывается в муфту б,
зафиксированную тисками 7, установленными на подвижной каретке /,
Техническая характеристика станка дана в табл. 12.
|, =?
4- "й
У
Рис, 12. Станок для навинчивания арматуры на ру
3665
1650
0,5
4000
ПО
Механизация сборки
12, Техническая характеристика станка
Положение
рукоятки
переключения скоростей
Левое
Правое
Среднее
Передаточное
число коробки
передач
4,70
2,50
1.59
Рабочая
частота вращения
шпинделя,
8,6
16,2
25,5
Крутящий
момент на шпин-
Н.м
дел:
1056
562
355
Для облегчения сборки пружинных узлов, в которых
рабочее сжатие пружины обеспечивается болтами,
шпильками или резьбовыми тягами, применяют различные
приспособления или прессы, с помощью которых сначала
на заданную величину
сжимаются пружины, а
затем на болты или шпильки
вручную или гайковертом
навинчивают гайки. Одно
из таких приспособлений
показано на рис. 13.
Скоба 4, сваренная из листов,
подвешенная петлей 5 на
крюк крана, заводится на
пружинный узел,
состоящий из пяти пружин 5,
пяти болтов 5 диаметр ом 64 мм
и двух опорных —
верхнего и нижнего сегментов 7.
При этом плунжер 10
гидравлического цилиндра
подводится под головки
болтов, а верхняя часть
скобы через опору 6,
размещаемую между
отверстиями под болты,
опирается на сегмент 7, При
включении электродвига-
Рис. 13. Скоба с гидравлическим
приводом
Механизация сборки ревьбовы
теля 3 насос 2 через кляпяттч»
масло в ни»нюю%ол™ащ™ ' подает
под действием давления в пилите ' 0ПУска*сь
мент сжимает пакет пружин на Ж™ ре3 Верхний сег'
выступившие над сег칫 На
тывают гайки, после чего снимятптп. свободно навер-
линдрах. °НИМаЮт давление в гидроци-
Техническая характеристика скобы
Мощность электродвигателя, кВт 9 я
Давление в гидроцилиндре, МПа " ". ". по
Ход плунжера гидроцилиндра, мм . ,' ." ' ' | * ' 18л
Усилие ^сжатия пакета пружин, МЫ . *. | '. \ ' Н
Большую трудность в тяжелом машиностроении
составляет завинчивание и затягивание крупных гаек. Для
облегчения этой операции используют различные методы.
Например, гайки с диаметром резьбы до 1000 мм и массой
в несколько тонн конструируют разъемными вдоль оси.
Для сборки таких гаек используют грузоподъемные
средства или приспособления (рис. 14). К кареткам 5,
передвигающимся по траверсе 1, через тяги 5 и рым-болты 4
присоединяют половины гаек 6 и разводят их винтом 2
на размер, превышающий диаметр резьбы колонны 7 на
15—20 %. Приспособление с полугайками с помощью
электромостового крана центрируют по колонне, сводят
полугайки до соприкосновения с ее резьбовой частью и
стягивают болтами 8. При сборке гаек М300 снизу (рис. 14,
б) гайку 4 укладывают на опору (тележку 3),
подкатывают под цапфу 2, через центральное отверстие которой
пропускают тягу Ш сцепляют с опорой и с помощью крана
поднимают, осуществляя навинчивание на резьбу цапфы.
На рис. 15 показаны способы механического
затягивания крупных гаек электромостовым краном с помощью
намотанного на гайку в несколько витков каната (рис. 15,
а, б) и гидравлического домкрата (рис. 15, в). Применяют
также метод предварительного растягивания резьбового
стержня (шпильки, колонны) с помощью гидравлическог
или теплового домкрата (рис. 16, а) или нагрева стержня
с помощью вставляемых в центральный канал детали
газового, парового или электрического нагревателя
(рис. 16, б). Величину затяжки контролируют по
манометру при гидравлическом растягивании или по то
поворота гайки при нагревании стержня.
Механизация сборни
Рис. 14. Приспособление для сборки крупных гаек: сбоку (а) и снизу
1 1
О О |
—п
«;
Рис. 15. Способы затягивания гаек краном а, б) и гидродомкратом ДО
* — гайка; 2 — канат; 3 — оттяжной блок; 4 — опорный подшипник; 5 «■ гиДрО'
Домкрат; б **- резьбовая часть колонн; 7 «- рычаг
М
еханизация в
в^№^очтх работ
427
шпильки: ДР°Д0МКРаТ " ЭЛ№гР™ш нагреватель для
ШП1 ^^^^^^^^^^^^^^^^^^^^^
I — опора; 2 — гидравлический цилиндр- 3
сое; 5, 6 — растягиваемая шпилька- 7 —
$ — изоляционная шайба; 10 — клемма
растяжения
— сменная тяга; 4 — ручной ва-
электронагреаатель; 3 — гайка;-
МЕХАНИЗАЦИЯ ЗАПРЕССОВОЧНЫХ РАБОТ
Сборку соединений с гарантированным
натягом осуществляют действием осевой силы, создаваемой
прессом, или термовоздействием путем нагрева охваты-
вающей или охлаждением охватываемой детали
Запрессовка приложением осевой силы. Сила
запрессовки *
Р = /Зяй!р,
где /з — коэффициент трения при запрессовке (табл. 13);
й — номинальный диаметр соединения, мм; I— длина
запрессовки, мм; р — давление на поверхности контакта,
МПа:
о ==
V10
Ех ^ Е«
где бр — расчетный натяг, мкм; Ех и Е% — модули
упругости материалов охватываемой и охватывающей деталей,
МПа (табл, 14); Сг и С3 — безразмерные коэффициенты
(табл. 15);
г _ (Г + ёЬ , • г & + <*
^1 в ~33 35 г1!» °*
&
сГп
В*~ №
ШШ
428
Механизация сборки
13. Значение коэффициента трения 14. Значение
Материал
охватывающей детали
Сталь 30, 50
Чугун
Алюминиевые и
магниевые сплавы
Бронза, латунь
Пластмасса
^3
0,054—0,22
0,07—0,13
0,02—0,06
0,05—0,1
0,54
Примечание.
Материал охватываемой детали —
сталь 30 или 50,
запрессовка — со смазыванием
машинным маслом.
м°ДУля упруГо
сти
Материал
Сталь
Чугун серый
Медь
Бронзовое литье
Алюминиевые
сплавы
Латунь
в. ю-
МП)
111
"&-157
127^Н7
103
58—69
88-103
15. Значения
й*й (для С4)
(для С%)
0.0
0,10
0,20
0,30
0,40
0,50
0,55
0,60
0,65
0,70
0,75
0,80
0,85
0,90
коэффициентов Сг
Сталь
0,70
0,72
0,78
0,89
1,08
1,37
1,57
1,83
о 1Т
2,62
3,38
4 9х!
5 98
9^23
с,
Бронза
0,67
0,69
0,75
0,86
1,05
1,34
1,54
1,80
2,14
2,59
3,25
4,22
5,95
9,20
и С2
Чугун
0,75
0,77
0,83
0,94
3,13
1,41
1,62
1,88
2,22
2,67
3,33
4,30
6,03
9,28
1
Сталь
1,30
1,32
1,38
1,49
- 1,68
1,95
2,17
2,43
2,77
3,22
3,84
4,85
6,58
9,83
С2
Бронза
1,33
1,35
1,41
1,59
1,71
2,00
2,20
2,46
2,80
3,25
3,87
4,88
6,61
9,86
Чугун
1,25
1,27
1,33
1,44
1,63
1,92
2,12
2,38
2,72
3,17
3,79
4,80
6,53
9,78
здесь ц1, {Хг — коэффициент Пуассона; О —диаметр
наружной поверхности втулки, мм; й0 — диаметр отверстия
пустотелого вала, мм (при сплошном вале с10 = 0).
Перед запрессовкой вала в глухие отверстия на нем
выполняют канавку, лыску или центральное отверстие
для выхода воздуха. Облегчению запрессовки валов
способствуют заходные фаски (табл. 16).
^^
работ
в. Размеры заходных фасок
429
Диаметр вала </,
мм
Длина фаски а
мм
Конусность
Для создания осевой силы пгт Й&й
прессы: РУ,ныеФееЧ„ь,е/в™ГЫеа^цСеГ1,е„к„РГ"Я'ОТ
хинизированные с "не^атичесим9™^™^
6)
Рис. 17. Прессы:
я — пневматический; б — гидравлический одностоечный П63&4А; в — гидра!*
лический горизонтальный П6738Б
430 Механизация сборки
17* Технические характеристики пневматических прессов
о СИЛНС 9ЙЧр€С~
СОБКН, КН
30
80
60
80
Параметры, мм (рис. 17, а)
й
о о о-о
А
400
680
1000
1350
в
540
585
585
700
пневмогидравднческим, механическим, электромагнитным
приводом и запрессовочные приспособления. Выбор пресса
обусловливается габаритами, конструкцией, материалом,
сопрягаемыми размерами деталей и расчетной силой
запрессовки (с коэффициентом запаса 1,5—2).
Прессы. Ручные прессы развивают усилие до 50 кН;
их применяют редко. Для изделий небольших размеров
используют пневматические прессы прямого (рис. 17, а)
или рычажного действия. Технические характеристики
некоторых из них приведены в табл. 17.
В тяжелом машиностроении чаще всего используют
вертикальные и горизонтальные прессы с гидравлическим
приводом, предназначенные для запрессовки валов,
втулок и других запрессовочно-распрессовочных работ.
Одностоечные вертикальные прессы (рис. 17, б) состоят из
С-образной станины 1, в которой расположены
гидравлический цилиндр 2, развивающий рабочее усилие,
гидроагрегат, создающий соответствующее давление жидкости
в полости цилиндра, и электрооборудование 3, служащее
для питания электродвигателей и управления прессом.
Прессы могут быть снабжены сменными столами и
приспособлениями для праьки деталей. Технические
характеристики прессов приведены в табл. 18.
Для сборки и разборки используют горизонтальные
гидравлические прессы. На рис. 17, в показан пресс
П6738Б. Передняя 3 и задняя 8 неподвижные стойки,
жестко соединенные двумя тягами 5, образуют станину
пресса. В передней стойке вмонтированы гидравлический
цилиндр 1, плунжер которого от гидросистемы 2
воздействует на запрессовываемую деталь, и два вспомогательных
гидроцилиндра 4 для возврата плунжера. Усилие запрес-
совки воспринимает упооняя
электропривода перемещаю В^си^ К°Т°РУЮ 0Т
собираемого изделия и фиксит/тДВИСЙМ0СТЙ от длины
клиньев. Поддержание Й^^1тагм с *™°щью
лирование его по оси запп?^ аемого вала и регу-
ными рельсовыми те!^^ осуществляют подпор-
домкратами. тел<™ми 6, оснащенными винтовые
ский ап?« }шга Гк°Рй3^-ьнЫЙ ГВДР— -
_круп„оР 6ари"ЛзГ„? &Й с Г" "изТоЙГ-
ной 6 и неподвижной 7 траверс, соединены™
нами 3, дополнительно закрепленными в стоЕ7 и Ю
™^нагй^а^М' В К0Т°Р0Й ™0^рован .главный
плунжерный и гидроцилиндр 4, приводимый в действие
гидросистемой 5, в зависимости от длины запрессовывав-
мых деталей перемещается с помощью механизированной
тележки и фиксируется на упорных гайках 2 с помощью
гидрофицированных фиксаторов 11. На неподвижной
траверсе крепятся проставки, служащие упором для колеса
при запрессовке. Поддержание колеса при этом
осуществляется гидроподъемником 8 грузоподъемностью 125 т.
Для поддержания вала служат две механизированные
тележки 9 грузоподъемностью 30 т каждая. Тележки
оборудованы гидроподъемниками для центрирования вала
по оси запрессовки и механизации поворота вала вокруг
оси с целью совпадения шпоночного паза с пазом колеса.
Прессом управляют с пульта, расположенного на
площадке подвижной траверсы.
Технические характеристики горизонтальных
гидравлических прессов даны в табл. 19.
Запрессовочные приспособления. В единичном
производстве широко применяют запрессовочные
приспособления. На рис. 19, а представлено винтовое приспособление,
с помощью которого напрессовывают диски, муфты и т. п.
на валы электродвигателей, редукторов. Для облегчения
запрессовки используют гидропрессовый способ,
сущность которого заключается в том, что в зону контакта
сопрягаемых поверхностей по осевым и радиальньш_ка-
навкам подают масло под высоким давлением (до 200 МПа),
которое значительно уменьшает коэффициент трения.
На рис. 19, б подача масла под высоким давлением в зону
контакта шейки вала и подшипника осуществляется на*
15250
^//////уУ////////////////7/////У//////А
И 10 9
Рис. 18. Гидравлический пресс П6743 для сборки и разборки крупных изделий
за
ел
•о
№
.
€
18. Технические характеристики одностоечных гидравлических прессов
Параметр
Номинальное усилие, кН
Ход штока, мм
Наибольшее расстояние между
торцами штока и плоскостью стола, мм
Размеры стола, мм
Расстояние от оси штока до станины
(вылет), мм
Скорость штока, мм/с, при ходе:
рабочем
обратном
Мощность привода, кВт
Габаритные размеры, мм:
в плане
высота над уровнем пола
П6320
100
400
600
500X380
200
20
300
3
575X1215
2130
П6326
400
500
710
630X560
320
16
315
15
700Х 1780
2465
П6328
630
500
710
710X560
320
П6330
1000
500
750
П6332А,
П6332Б
1600
500
750
800X630 800X630
400 400
13 12,5 1 6,3 |
300 236 180 1
15
700Х 1790
18,5
900X2150
15
П6334А
2500
500
800 I
1000X630
400 /&Ш;
4,5 1
70 1
18,5 I
1200X2100 1250X2170 1
2342 2700 1 3550
3150
§
| г;
1 «
1 о
1 ***
1 о
1 х>
1 &
/ о
1 о
I ж
1 й
1 ^*
1 о
1 ^*
4*
со
со
19* Технические характеристики горизонтальных гидравлических прессов для сборки
крупногабаритных изделий
Параметр
Номинальное усилие, кН
Ход плунжера, мм г
Наибольший диаметр изделия» мм
Расстояние между торцом плунжера и
плоскостью упорной траверсы, мм
Скорость плунжера, мм/с, при ходе:
рабочем
обратном
Мощность привода, кВт
Габаритные размеры, мм
Масса, т
П6730
1000
800
1060
2150
1—3
30—60
30,12
2000Х5450Х
Х4470
7,85
П6736
4000
850
1500
2900
1—3
40—55
17,75
6600Х2330Х
Х2275
19,08
ПЛ6738
6300
1000
1600
4000
1,2-2,2
30—45
25,2
8330Х3955Х
Х3595
27,5 Ш
П6738В
6 300
1 000
2 500
6 300
2,5
45
23,5
11 ОООХ
ХЗОООХ
Х2 865
29,45 ,
П6743
20 000
1 500
4 000
5 000
1,5
25
72,7
15 250Х
Х6 960Х
Х3 900
241,0
■йнтинньнмняммм
СП
#
(
-ой Механизация сборки
сосом 4. Осевое перемещение подшипника обеспечивает
гидравлический домкрат-гайка, корпус 2 которого на-
вертывается на разрезную втулку 5, а кольцевой пор"
шень /, получая давление от насоса 5, воздействует на
внутреннее кольцо подшипника. При давлении масла
50 МПа, подаваемого от насоса, домкрат развивает
осевую силу до 1,8 МН. Гидропрессовый способ применяется
также при распрессовке муфт, подшипников, шестерен
конструкция которых имеет отверстие и канавки для
подвода масла под высоким давлением.
На рис. 19, в представлена переносная гидравлическая
скоба для запрессовки осей, штырей, призонных болтов
в отверстие крупногабаритных изделий, не помещающихся
в гидравлические прессы. На корпусе-скобе 1 в верхней
части смонтирован гидроцилиндр 4, производящий
запрессовку, в нижней — поддержка 5. Гидросистема,
смонтированная на скобе, состоит из гидронасоса с
электроприводом (с обратной стороны скобы),
гидрораспределителя 3, предохранительного клапана 2. Гидроцилиндр
развивает усилие 5000 кН.
Для запрессовки втулок диаметром от 500 до 1000 мм
в отверстие крупногабаритных и сложных по
конструкции корпусных деталей применяется пневмоударное
приспособление (рис. 19, г). Приспособление с помощью
электромостового крана накладывается ступенчатой
надставкой 6 на подлежащую запрессовке втулку. Сжатый
воздух через распределитель 4 создает в корпусе 5
давление, в результате которого корпус поднимается по
направляющим 3 вверх. Подъем прекращается как только
поршень 1, отжимаемый по мере подъема пружиной,
открывает отверстие в стакане 2 для выхода воздуха.
При мгновенном падении давления корпус 5 общей
массой 4000 кг падает вниз и запрессовывает втулку на
определенную величину. Затем цикл повторяется.
Сборку с термовоздействием осуществляют путем
нагрева охватывающей или охлаждения охватываемой
детали. Температура нагрева (охлаждения) детали
где &1 — максимальный натяг в соединении, мм; /г= 1,1 -*-
фициент компенсации охлажден ия
нагреби
еханизация эапрессовочных
работ
ггой (нагрева охлажденной) летят* ™ I
сборочную позицию и в п^о^ссГсбо^
даент линейного расширен^^
номинальный диаметр соединения, 1ш?Т0(^^а™
окружающей среды (со знаком плюс пр°и нагреве и^со
знаком минус при охлаждении) °С р со
Прочность собранных с термовоздействием соединений -
в Ь9Ш Раза выше по сравнению с соединениями,
собранными с приложением силы, так как микронеровности не
сглаживаются, а заходят друг в друга, повышая
коэффициент трения и прочность сцепления. Прочность
соединения можно повысить нанесением на посадочные
поверхности разнородных гальванических покрытий (цинк-
медь, кадмий—медь), полимерных пленок, легкоплавких
металлов (баббита, олова, алюминия). Термовоздействие
используют при сборке колесных бандажей, зубчатых
венцов, муфт, дисков, конусов, подшипников качения,
втулок и других ответственных узлов.
Сборка с нагревом. Для сборки осуществляют нагрев
охватывающей детали до температуры не более 300—
350 °С, при которой для большинства материалов
сохраняются физико-механические свойства. Температура
нагрева деталей, подвергнутых закалке ТВЧ или
цементации, не должна превышать 160 °С, а бронзовых — более
200 °С. Скорость нагрева не должна быть выше 60 °С/ч.
За счет выдержки при достигнутой температуре
необходимо добиться равномерного температурного поля
детали (выдержка из расчета 1-1,5 ч на 100 мм сечения
детали). >
В зависимости от конструкции, материала, габаритных
размеров детали, типа производства нагрев может осуще-
20. Коэффициент линейного расширения материалов
Материал
а. 1.0е,
1/°С
Материал
а-10е,
1/°С
Сталь
углеродистая
Чугун:
серый
ковкий
Медь
8,5
8,6
8,5
14,4
Бронза
Латунь
Сплавы
алюминиевые
Сплавы магниевые
14,2
16,7
18,6
21,0
438 Механизация сборки
ствляться в масляных ваннах, электропечах
сопротивления, печах аэродинамического подогрева (печи ПАП),
газовым пламенем, в индукционных установках и др.
Нагрев в масляной ванне применяют для деталей,
требующих «мягкого» нагрева в узком интервале температур
(до 100—110 °С), чаще всего для средних и
крупногабаритных подшипников качения. Скорость нагрева в масляных
ваннах 5 °С/мин. Электрические печи используют для
нагрева разнотипных деталей до диаметра 1500 мм. В
последние годы получили распространение менее
энергоемкие печи аэродинамического подогрева (рис. 20).
Принцип действия печи основан на вращении ротора^
центробежного вентилятора в закрытой изолированной камере 4
габаритами 2000x2500 мм. Замкнутый поток воздуха или
газа вызывает эффект аэродинамических потерь, и почти
вся механическая энергия эквивалентно преобразуется
в тепловую. Загрузка и выгрузка деталей^ из печи ПАП
осуществляются через проем при открытой крышке 6 от
приводной загрузочной тележки 7 грузоподъемностью
5—8 т. Температура нагрева деталей в печи ПАП C00—
350 °С), регулируется изменением частоты или
направления вращения ротора или его периодическим
отключением.
Индукционные установки применяют главным образом
для кольцевых тел вращения (бандажей, колец, шкивов,
рис 20. Печь аэродинамического подогрева:
$ — привод; 2 — ротор; 3 — автоматический регулятор температуры; 4 — ра-*
бочая камера; 6 ~ механизм подъема крышки; 6 — крышка; 7 «» загрузочная
тележка; Ь «*- привод перемещения тележки
Схема
индукционного н
агревателя
подшипников, полумуфт и дп \ гкпп ~^~
нагрева достигает 40—70 €/.Л4 *_рость инДУкционного
ционной установки
■70 'С/мин. Мощность'ГкВтТиад^
где п
103тт] I
магериалаТ^ё '^„^7™ "»?
тора, V - и,г—\ — коэффициент, учитывающий величину
зоны нагрева, он зависит от отношения массы детали к
массе нагретой ее части.
На рис; 21 показана схема индукционного
нагревателя, состоящего из обмотки возбуждения 3 в виде
многослойной или однослойной катушки и магнитодроводов 2,
которые по 4—8 шт. располагают по окружности
нагреваемой детали 1.
Индукционный нагрев особо крупных деталек
(например, бандажей зубчатых колес диаметром до 2500 мм,
конусов дробилок) осуществляют с помощью токов
промышленной частоты. Для этого деталь обматывают
«витком к витку» проводом крупного сечения (например,
МГ-150, МГЭ-240), подключенным к трансформатору
(например, мод. 0,03-100/0,6), и за счет образовавшейся
теплоты в течение нескольких часов нагревают ее до
250—300 °С. Чтобы удержать тепло, деталь вместе с
проводом накрывают асбестовыми полотнами.
Сборка с охлаждением заключается в охлаждении
охватываемой детали, для того чтобы свободно
установить ее в отверстие охватывающей детали. После
выравнивания температур деталей и окружающей среды фора
руется прессовое соединение. В качестве хладоносителей
(табл. 21) используют жидкий азот и твердзр^пв^жомту
(сухой лед), имеющие температуру
75—80 °С.
СОО'
195 и
440
Механизация сборки
21. Нормы
\ладо
носитель
Жидкий
азот
I—■ —
расхода, кг
I Сталь
0,36—
0,41
0,06
, хладоносителеЙ
Чугун
0,38—
0,48
| 0.07
1
Бронза
0,39—
0,41
0,06
на 1 кг металла
Алюминий
0,74—
0,86
0,12
Латунь
0,32—
0,40
0,06
Никель
0,36—
0,41
0,06
Охлаждение деталей сухим льдом осуществляют
в теплоизолированных стационарных или передвижных
установках, имеющих рабочие камеры, в которые
загружаются детали и сухой лед. Для охлаждения жидким
азотом используют холодильные установки, в которые
загружаются детали и подается жидкий азот. Деталь
охлаждается или от непосредственного соприкосновения
с жидким азотом от трубчатых спиралей, в которых
циркулирует жидкий азот, или в его парах.
В единичном производстве чаще всего ^используют
простые устройства — ванны (рис. 22) различных
конфигураций, имеющие теплоизоляцию.
Сначала в ванну помещают деталь, затем заливают
жидкий азот и ванну закрывают крышкой. Жидкий азот
транспортируется и хранится в термосах — сосудах Дью-
ара вместимостью 5, 10, 15, 25 л.
Охлаждению в жидком азоте разрешается подвергать
детали из конструкционных углеродистых сталей,
некоторых марок легированных
сталей, бронзы, латуни. В связи с
тем, что металл при
отрицательных темпер ату р ах вр еменно те-
ряет пластичность и вязкость,
детали, охлажденные в жидком
азоте, во избежание хрупкого
разрушения нельзя подвергать ударным
и высоким статическим нагрузкам.
Перед охлаждением на наруж-
^^^^^^^^^^^^^1 ной поверхности вала (втулки)
и- ■ 00 Пл и на поверхности отверстия кор-
Рис. 22. Ванна для охлаж- г >. * л л*1
дения детали в жидком пУса не Должно быть заусенец,
азоте смазочного материала, эмульсии.
^^ 441
Необходимо предусматривать тя™. ^^—-
дающие «проваливание» охТажя^ УП°РЫ' пРеА°твра-
новки ее в отверстие °хлажденн°и детали после уста-
Уложенные в камеру или вян™ I
ким азотом на 60-75 мм Вы™ 2 Дета-Ли залива^ жид-
тали. О полном охлаждении^ РХНеЙ повеР*ности де-
«кипения» азота 2Ж ^лГп*0^ пРекРа^ние
вынимают из ванны сухими™* 0хлажДенную деталь
кам„ „ли сМцналь„ы2"„М ^ ™ ^7,™ РУ"'
нии сухим льдом или жил™», '"шолениями- При охлажде-
вахь отверстия для и^^о^^^Г™0 ^
взоыв Пепспняя штпли<цаианов, так как может произойти
очками пи»«Г операции, должен пользоваться
ной зашиш И ДРУГИМИ средствами индивидуаль-
ГЛАВА 15
ТЕРМИЧЕСКАЯ ОБРАБОТКА
ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
Кованые и литые детали в термически
необработанном состоянии обладают неудовлетворительными
механическими свойствами (при невысоких показателях
свойств прочности низкие пластические свойства). Для
улучшения свойств деталей осуществляют их
термообработку. Под термической обработкой понимают
технологический процесс, состоящий из операций нагрева, выдержки
и охлаждения изделий, производимый для изменения
физико-механических и химических свойств материала.
В результате термической обработки происходят
изменения в структуре металла, позволяющие получать
требуемые твердость, износостойкость и другие
механические свойства готовых деталей.
В зависимости от того, в какой степени и какие
свойства (прочность или пластичность) нужно получить или
те и другие одновременно, применяют разные виды
термической обработки.
Старение заключается в большинстве случаев в
нагреве до температуры 420—550 °С, выдержке при этой
температуре с последующим медленным охлаждением
в печи. Назначение старения — уменьшить напряжения,
возникшие в результате быстрого охлаждения при
термической обработке или при снятии больших слоев металла
при механической обработке, а также напряжения в
сложных сварных конструкциях. Старению подвергают
ответственные детали, для которых недопустимы в работе
коробления, повышенные остаточные напряжения,
например для длинных зубчатых реек,
коленчатых валов и т. д. |кр
Снятию напряжений подвергаются детали после
черновой обработки резанием или заготовки, а также
сложные сварные металлоконструкции.
Отжиг. 1. Низкий или неполный отжиг — нагрев
до 640—670 °С, выдержка при этой температуре с
последующим медленным охлаждением. Применяют для всех
Виды термической ^^
443
деталей из легированных сталей ^
либденовых, ^омоникелемолибдено1?,МИСТЫ^ хР°мо«о-
шения твердости перед механик* ИI А) ДЛя У^ень-
нием в тех случаях, когда поСлГгп^Лаботкой Реза*
подвергаются закалке с отпуг^^ИиобдиРки Детали
отпуском — до 820—900 °С ъ «= Нормализация с
углерода), выдержка при Й0? тем™ °Т содеР>™я
ющее охлаждение на воздухе 02Г ппГ И ПоследУ
пии для снятия напряжений и нр-1 °СЛе Н0Рма™за-
дается отпуск, «т^йЬ^^КйПЕ? "
низкому отжигу. В больший*-™» /„Г аналогичен
термической обработки для всех деталей из ??Ж™
сталей. Как правило, нормализации с отоускГдтли
подвергаются сразу после литья и ковки. Двойной вд
лизации с отпуском (первый раз после ковки, а второй
раз после грубой обдирки) подвергаются в редких случаях
только особо ответственные детали, такие как потопы
турбин и др. ^ *
Закалка — нагрев до температуры 800—870 °С (в
зависимости от химического состава материала детали),
некоторая выдержка при этой температуре с последующим
быстрым охлаждением в Еоде, масле или другой
охлаждающей среде.
Основное назначение закалки состоит в придании
деталям высокой твердости, повышении механических
свойств деталей машин.
Отпуск — нагрев закаленной (иногда
нормализованной) стали до температуры 150—300 °С при низком и
500—650 °С при высоком отпуске, выдержка при этой
температуре и последующее охлаждение (быстрое или
медленное). Отпуск повышает вязкость при сохранении
или при незначительном уменьшении предела прочности и
предела текучести, а также уменьшает внутренние
напряжения в стальных отливках. Закалку и отпуск
применяют в тех случаях, когда отжиг или
нормализация не обеспечивают получения нужных механических
свойств. „*„«„
Поверхностную закалку применяют для получения
высокой твердости в относительно тонком поверхностном
слое без изменения структуры и ™^Д<^^;?Г^С:
положенных слоев. Закалку осуществляют путем нагре
444 Термическая обработка
поверхностного слоя изделия электрическим током,
высокотемпературным пламенем или другим способом.
Поверхностная закалка позволяет закалить изделие
по всему контуру или отдельные его участки токами
высокой частоты (ТВЧ) и токами промышленной частоты
(ТПЧ); нагревом ацетилено-кислородным пламенем
(местная закалка крупных изделий, направляющих станин
н др.).
МЕХАНИЧЕСКАЯ ОБРАБОТКА
ПОД ТЕРМИЧЕСКИЕ ОПЕРАЦИИ
При нагревании и особенно при охлаждении
в деталях при термической обработке развиваются
большие внутренние напряжения, и малейшее повышение их
ведет к образованию трещин и браку. Причины
возникновения напряжений заложены в самих процессах
термообработки. Если в металле нет нарушений сплошности,
то эти напряжения сравнительно безопасны.
Особенно неблагоприятно действуют концентрации
напряжений в отдельных местах, а этому в большинстве
случаев способствует неправильно проведенная
предварительная механическая обработка резанием (острые
углы, резкие переходы без закруглений от одного сечения
к другому, надрезы резцом и т. д.). Возле них происходит
концентрация напряжений, и тогда надрез, острый угол-
действуют как надрыв. Поэтому технологи-механики
должны обращать внимание на то, чтобы на термическую
обработку деталь поступала без этих дефектов.
Чем выше требования по механическим свойствам, чем
выше твердость, тем более энергичному охлаждению
подвергается деталь при термообработке, тем большие
напряжения возникают в детали, а значит тем более
высокие требования должны быть предъявлены к состоянию
поверхностного слоя детали, отсутствию надрезов, острых
углов и т. д. Технолог в тексте или на эскизе должен
указать радиусы скругления.
Для подвешивания деталей при термообработке и
транспортировании в термических цехах в детали должны
быть предусмотрены соответствующие грузозахватные
части.
ХИМИК0-ТЕРМИЧРГ1/лл
СТАЛИ ЬШИЧЕС«АЯ ОБРАБОТКА
Химико-термическую пбп а
применяют в промышленности блат^пУ °^ЛИ ШиРоко
процесса, позволяющего создавав* РЯ эФФек™вности
углеродистой стали рабочий поГерхнос'тныГ йз- ШТ°~
дающий высокой твердостью изнп?п!^ СЛ0И' обла~
тельно мягкой и не^'^^
Химико-термическая обработка заключается в повепх
постном насыщении изделий спевдальнынТ^Ж
в области повышенных или высоких температуГобьто
ТботкойЦеСС Д°П0ЯНЯетСЯ УпР°чняющей термиескоГоб
В качестве веществ, применяемых для насыщения
поверхностных слоев деталей из стали, используют
углерод, азот, алюминий, кремний, хром, бор и др.
Соответственно такие процессы обработки называют цементацией,
азотированием, алитированием, силицированием,
хромированием, борированием и т. д.
Иногда при химико-термической обработке насыщение
поверхности осуществляется двумя или более веществами;
например, цианирование — насыщение поверхности стали
углеродом и азотом, сульфоцианирование — насыщение
поверхности стали углеродом, азотом и серой._
Вещества, в среде которых происходит насыщение,
называют диффузинтами или карбюризаторами.
Различают карбюризаторы твердые, жидкие и газообразные.
Поэтому и процессы химико-термической обработки
называют газовой цементацией, жидкостным цианированием,
цементацией в твердом карбюризаторе и т. п.
Азотирование — поверхностное насыщение слоя детали
из стали азотом на заданную глубину. Применяют для
резкого повышения поверхностной твердости и
износостойкости.
Алитирование - поверхностное насыщение детали из
стали или чугуна алюминием на заданную глубину с целью
повышения жаростойкости. Проводят в твердых, жидких
и газообразных средах,
Силицирование - поверхностное н»™™^^
стали кремнем на заданную глубину о целью повышения
446 Термическая обработка
кислотостойкости. Силицирование выполняют в твердых
жидких и газообразных средах.
Сульфидирование — поверхностное насыщение детали
из стали серой для увеличения износостойкости, Проводят
в твердых, жидких и газообразных средах.
Цементация — процесс насыщения поверхностных
слоев деталей из стали углеродом на заданную глубину.
Применяют для получения твердого поверхностного слоя,
хорошо сопротивляющегося изнашиванию, при вязкой
сердцевине. Глубина цементированного слоя достигает
0,5—2 мм. Цементация всегда сопровождается
последующей закалкой. В зависимости от вида карбюризатора
различают твердую, жидкостную и газовую цемента*
цню.
Цианирование (или нитроцементация) —
одновременное поверхностное насыщение стальных деталей
углеродом и азотом на заданную глубину. Применяют для
повышения поверхностной твердости, износостойкости и
усталостной прочности. По виду карбюризатора различают
твердое, жидкостное и газовое цианирование.
Борирование — применяют для повышения
износостойкости изделий, в том числе работающих при повышенных
температурах или в агрессивных средах., Борированию
могут быть подвергнуты любые марки стали. При бориро-
вании в процессе нагрева происходит диффузионное
насыщение поверхности стальных изделий бором в
соответствующей среде.
ПРИПУСКИ ПОД ТЕРМИЧЕСКУЮ
ОБРАБОТКУ
В табл. 1, 2, 3 показаны припуски на валки
холодной прокатки,. закаливаемые ТПЧ, ТВЧ, и валики,
проходящие объемную закалку при нагреве в газовых
вертикальных печах. Для валков, проходящих объемную
закалку при нагреве в горизонтальных печах, припуски
под термическую обработку назначают в каждом случае
отдельно.
Значения, приведенные .в табл. 2, действительны для
валков, имеющих допуск на бочке не менее 1,5 мм. По
табл. 3 назначают также припуски на шейки для валков,
закаливаемых ТПЧ, но не проходящих улучшения.
Припуски под
!^!^^ обработт
I пРипУ<*и под улучшение
На диаме'Р бочки и щеек ■».
размеры, мм
12
16
20
24
10
12
14
18
20
8
10
12
16
18
447
равными падоаинеНЛот^«^!/ап1?Рцы бочки ■ шеек назначают
ных в таблице. ^чествующих припусков «а диаметр, указан-
бочкГваУжовП°Д 38КаЛКУ ТПЧ' ТВЧ И °бъе™ «а диаметр
. ,,
д
От
Св.
»
|
От
Св.
»
»
»
|
иаметр бочки
100 до 180
180 до 280
280 » 380
380 » 500
500 » 650
650 » 800
800 » 1000
1000 » 1200
1200 » 1500
1500 » 1600
П р и м е ч а
дельного размера.
Ра.
о
о
К)
о
0,6
0,6
0,6
0,7
0,7
—
—
—
—
~
оо
■ '
и о
0,6
0,7
0,7
0,8
0,8
0,9
1,0
1,1
—
—-
шеры, мм
Длш
о
оо
оо
— ю
^н
0,8
0,8
0,8
0,9
0,9
1,0
1,0
1,2
1.4
м
о
оо
ю о
— о
сч
68
0,9
0,9
1,0
1,0
1,1
1,1
1,3
1,4
1,4
1а бочки
о
оо
оо
<м
я о
1,0
1,0
1,1
1,2
1,2
1,2
1,4
1,5
1,5
н и с. Припуски назначают от
Шероховатость обработка
бочки
о
оо
со
58
—!
1,1
1,2
1,3
1,3
1,3
1,5
1,5
1,5
о
°о
°о
31
1,2
1,3
1,4
1>4
М
1,6
1,5
1,5
ч. наибольшего
#2=*1|
.
о
юо
СОо
38
_
—.
1,5
1,5
1,5
2,0
2,0
2,0
пре-
448 Термическая обработка
3* Припуски на диаметр шеек валков под объемную закалку
Размеры, мм
Диаметр шейки
валка
До 150
Св. 150 до 250
» 250 > 350
» 350 > 500
» 500 » 800
» 800 » 1000
_
Длина валка
о
о
ю
о
с*
о
о
о
О
3
Св. 500
до 1000
3
3
3
4
5
Св. 1000
до 1500
4
4
4
5
5
6
Св. 1500
до 2000
6
6
6
6
6
7
Св. 2000
До 3000
8
8
8
8
9
9
Св. 3000
до 4000
8
8
8
8
9
Св. 4000
до 5000
8
9
9
10
о
оо
оо-
из о
8
10
11
12
Св. 6000
до 7000
12
14
Припуски на переходные диаметры шеек валков
назначают по наибольшему диаметру шейки. Шейки валков
под объемную закалку обрабатывают с допуском по
диаметру ЛИ и шероховатостью #2=20; под закалку ТПЧ и
ТВЧ — шероховатость поверхности #2=80. Припуски на
шейки под закалку ТПЧ и ТВЧ для валков, проходящих
улучшение после обдирки, остаются таким же и под
улучшение. У валков, проходящих улучшение в поковке,
шейки обрабатывают под закалку ТПЧ и ТВЧ с
максимально возможным припуском, но не менее 8 мм на
диаметр. Припуски на торцы бочки и шеек под объемную
закалку 1—1,5 мм, на концевые 2—3 мм.
Припуски под закалку с нагревом поверхности токами
высокой частоты (ТВЧ) распространяются на детали
типа валов длиной от трех до десяти диаметров и
диаметром под закаливание от 40 до 300 мм и соответствуют
указанным в табл. 4. В эскизе к таблице приняты следующие
обозначения* В, Ог, 1J, Оз— чистовые номинальные
диаметры детали соответственно; а — припуск на
закаливаемый диаметр; Ь — длина детали.
При определении припуска для ступенчатых и гладких
валов за расчетную длину принимают:
для участков, расположенных у концевого торца
вала,— удвоенную длину закаливаемой поверхности;
для участков, расположенных посредине, или при
закалке на всей длине,— общую длину вала.
Припу,
ски под
^™</ю обрабош
4. Припуски
под
Номинальный
диаметр
До 40
41—60
61—80
81—100
101—120
121—140
141—160
161—180
181—200
201—220
221—240
241—260
261—280
281—300
о
о
<*
о
а
о
о
со
1
о
1,0
0,9
0,8
1.0
1,0
0,8 1,0
0,8 0,8
0,8
0,6
0,6
0,8
0,6
0,6
0,7
закалку с нагревом 1^Й^й _
"~^Г~"
—и. Ъ|см1
~ 1
о
о
00
1
о
со
О
о
о
т
о
00
о
о
сч
т
о
о
Размеры, мм
I
о
о
1
о
сч
О
О
СО
7
О
О
00
1
о
СО
О
О
о
см
1
о
со
О
О
сч
сч
1
о
о
сч
О
О (
СЧ (
1
о
см
сч
54
э о
о о
0 оо
N Сч
1 |
Э о
# (О
N СЧ
о
о
о
с:
1
о
со
сч
Припуск а
1,1
1,0
1,0
0,8
0,8
0,7
0,7
1,2
1,2
1,1
1,0
0,8
0,8
0,7
0,8
13
1,2
1,0
1,0
0,8
0,8
0,8
0,8
1,3
1,2
1,0
1,0
1,0
0,8
0,8
0,9
1,5
1,2
1,2
1,0
1,0
1,0
1,0
1,2
1,5
1,4
1,2
1,2
1,2
1,2
1,4
1,5
1,4
1,4
1,4
1,4
1,4
1,5
1,4
1,4
1,4
1,4
1,5
1,5
1,5 1
1,5 ]
,5
,5 1,5
,5 1,5
1,5
Предельное
отклонение
—0,16
-0,2
—0,22
-0,25
-0,3
-0,32
1
Припуски на незакаливаемые поверхности диаметром
В19 #2> . ■ м Вп Должны быть не менее 6 мм, а на торцах
— не менее 2 мм. Незакаливаемые поверхности 14-го
квалитета (седьмого класса) точности допускается
обрабатывать в размер.
450
Термическая обработка
я Детали типа валов и осей с допуском на закаливаемый
т диаметр по Ы2 и соотношением Ь/й < 5 под закалку о
и нагревом ТВЧ обрабатывают в размер, припуск под
У закалку не назначают.
На стандартизованные детали и детали серийного
производства припуск необходимо уточнять после
прохождения опытной партии.
Шероховатость поверхностей, подлежащих закалке
с нагревом ТВЧ, Яг > 40 с допуском изготовления по /г11.
Биение закаливаемых поверхностей относительно оси
центров должно быть не более 0,2 мм. Припуски под
Д- закалку с нагревом ТВЧ деталей длиной меньше
/ трех диаметров соответствуют припускам под наружное
центровое шлифование незакаленных деталей с
учетом диаметра закаливаемой детали и допуска на
изготовление (посадки); их назначают по таблицам
«Припуски на круглое шлифование наружных цилиндриче-
I ских поверхностей незакаленных деталей» (см. гл. 7).
\ Припуск назначают на номинальный закаливаемый диа-
' метр. Припуски не распространяются на валки холодной
прокатки и ролики из сталей 9Х, 9X2, ШХ15,
ШХ15СГ.
Технологические припуски под термообработку
(закалка с отпуском, нормализация с отпуском и снятие
напряжений) валов при обдирке после черновой
механической обработки резанием распространяются на детали
с твердостью до #5 321.
Припуски под термообработку приведены в табл. 5.
Размеры, указанные в таблице, относятся к заготовкам,
изготовленным из поковок. По согласованию с отделами
главного технолога и главного металлурга припуски под
термическую обработку можно назначать полностью или
частично из припусков на ковку.
Технологические припуски не распространяются на
валки холодной прокатки и ролики из сталей 9Х, 9Х2?
ШХ15, ШХ15СГ, которые назначают по другим
руководящим материалам.
Технологические радиусы деталей типа валов, осей,
роликов назначают при выполнении предварительной
механической обработки резанием под термообработку
даны ниже. Припуск на торцы берут из ковочных
припусков*
ТЕХНОЛОГИЧЕСКИЕ БУРТЫ И РАДИУСЫ
ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
ЗАГОТОВОК ТИПА ВАЛОВ
Технологические бурты предназначены для
подвешивания стальных заготовок типа валов при
термической обработке в вертикальных печах после механической
обработки их резанием. В табл. 6 даны размеры б^ртоа
Термическая обработка
6. Бурты технологические под термообработку
4
^ м
} 1 .
: 1 2\
Л
■о1
ш
-
Чистовой контор! \ „ '—'«,
^ \ Контур после оЬдиркц
Размеры, мм
} ■■ ■■ ■ — ■— ■■■ ■' " *"
Масса заготовки, кг
До
Св.
>
>
>
>
1
•
3»
§
>
1
1.2;
1000
1 000 до 2 000
2 000 » 3 000
3 000 » 4 000
4 000 » 5 000
5 000 » 6 000
6 000 » 7 000
7 000 » 8 000
8 000 » 9 000
9 000 » 10 000
10 000 » 11 000
11 000 ъ 12 000
12 000 » 13 000
13 000 » 14 000
14 000 » 15 000
15000 » 16 000
16 000 » 17 000
17 000 » 18 000
18 000 ъ 19 000
19 000 » 20 000
20 000 » 21 000
21000 » 22 000
22 000 ъ 23 000
23 000 » 24 000
24 000 ъ 25 000
25 000 > 26 000
26 000 » 27 000
27 000 » 28 000
28 000 % 29 000
о
ь
н
Не менее
-80
120
140
160
165
170
190
210
220
230
240
260
280
300
320
340
355
370
385
400
410
420
430
440
450
460
465
470
475
25
40
50
60
70
80
90
100
1ПП
25
35
40
50
65
70
80
90
100
ПО
120
140
140
170
и
80
100
130
180
240
290
340
400
460
ш
Технологические бурты и радиус** ^^^====- 453
Продолжение табл. 6
Масса заготовки, кг
Св. 29 000 до 30 000
30 000 » 31000
31000 » 32 000
32 000 » 33 000
33 000 » 34 000
34 000 » 35 000
35 000 » 36 000
36 000 » 37 000
37 000 » 38 000
38 000 » 39 000
39 000 » 40 000
заготовок, изготовляемых из проката или поковок. При
изготовлении литых заготовок размер Н увеличивается
на 25 %.
Размеры технологических буртов сохраняются при
нагреве заготовок не выше 900 °С, имеющих временное
сопротивление разрыву при указанной температуре не
ниже 8.107 Па. Для заготовок роторов из стали Р2М
размеры технологических буртов действительны при
нагреве до 960 °С.
Максимальные размеры Ь заданы при Вх < (О + Щ-
При Ол > (О + Щ размер I ограничивается размерами
имеющейся на заводе оснастки.
Технологические радиусы на деталях типа валов, осей
и роликов назначают при выполнении предварительной
обработки резанием под термическую операцию. Значения
радиусов принимают с учетом видов используемых буртов
(табл. 7).
454
Термическая, обработка
?. Радиусы деталей под термическую операцию
Не менее 5^5
Контур изаелия\ {Контур после обдирки а
*ьЪ При конструктиднам бурте
.Ц При не
и!-—
ы
/7/7й технологическом бурте
/? лррйу Не менее _
| 1^огГГР^'
1^
X
{ и
№
/7/?# наличии пробы для
механических испытаний
Размеры, мм, не менее
ьж менее
5ММ
О— & и 04— <*
Я, и Д8 при Д» > гя и Л8 > ^
ДО Ю
От 10 до 25
» 25 > 50
» 50 » 125
» 125 > 320
» 320 » 500
Св. 500
3
5
8
10
15
20
25
Примечание, /?х = г+ й, где г — радиус закругления
чистовой детали; & -» припуск на термообработку.
При гг > Яъ или г8 > #8 радиусы закругления Я2 и #а
устанавливают во размерам радиусов чистовой детали, т. е. по га и г3
соответственно.
СПИСОК ЛИТЕРАТУРЫ
Анурьев В. И. Справочник конструктора-машиностроителя, т. Г;
Изд. 6-е. М.: Машиностроение, 1982. 729 с,
Викеман Е. С. Скоростное нарезание резьб и червяков. М.:
Машиностроение, 1966. 89 с.
Гжиров Р. И. Краткий справочник конструктора. Л.:
Машиностроение, 1983. 463 с.
Егоров М. Е., Дементьев В. И., Дмитриев В. Л. Технология
машиностроения, Минск.: Высшая школа, 1986. 533 с.
Краткий справочник металлиста/С. В. Аврутин, В. Н. Гриднев,
В. П Законников и др. М.: Машиностроение, 1972. 767 с.
Механическая обработка резанием. Припуски операционные на
обработку цилиндрических торцовых и плоских поверхностей. ЦНИТ-
тяжмаш. Свердловск: ПО «Полиграфист», 1979. 80 с.
Общетехнический справочник/А. Н. Малов, В. П. Законников,
А, Б. Пакнис и др. М.: Машиностроение, 1982. 415 с.
Овумян Г. Г., Адам Я. И. Справочник зубореза. М.:
Машиностроение, 1983. 223 с.
Серебреницкий П. П. Краткий справочник станочника. Л,
Лениздат, 1982. 358 с.
Технология тяжелого машиностроения/С. И. Самойлов, В. М.
Горелов, В, М, Браславский и др. М,: Машиностроение, 1967. 594 1
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
А
Азотирование — Понятие 445 5й?К
Алнтирование — Понятие 445 *
Б
Биение в заданном направлении 100
— радиальное — Понятие 99, 100
— торцовое — Понятие 100, 101
Борнрование — Понятие 446
Бочкообразность — Понятие 94
Бурты технологические — Размеры 452—453
В
Вогнутость — Понятие 91, 92
Выпуклость — Понятие 91, 92
Г
Гайки большого диаметра — Методы затягивания 425—427
Гайковерты для завинчивания гаек большого диаметра 422—423
— пневматические 420
— электрические 421
д
Допуски круглости 112
—наклона 113
— на угловые размеры 117, 118
— параллельности 113
— пересечения осей 114
— перпендикулярности 113
— плоскостности 111
— профиля продольного сечения 112
— прямолинейности 111
— радиального биения 114
— расположения поверхностей — Виды — см. под их названиями:
Допуски наклона; Допуски параллельности; Допуски
перпендикулярности; Допуски плоскостности; Допуски прямолинейности —
Поле 99 — Понятие 99 — Указание на чертежах 104—ПО
—соосности 114
— формы — Виды — см. под их названиями: Допуски круглости;
Допуски профиля продольного сечения; Допуски цилиндричности
112 — Поле 94 — Указание на чертежах 104—110
— формы и расположения суммарный — Понятие 99
— йилиндричности 112
Е
Единицы измерения давления 20
— длины 22 ™
— мощности 22
— работы 21
— силы 19
— скорости 21
— угловой скорости 19
— энергии 21
Единицы СИ дополнительные 18
— основные 18
3
Закалка — Режимы 443
— поверхностная 443—444
Зенкера — Исполнительные размеры 251—2^4
Зернистость абразивного материала — ИнлекГ что
— Обозначение 371 индекс 6A
Зубонарезание — Базирование заготовки 338
Р Допуск на радиальное биение 342—346
_оНормы точности установки приспособления заготовки, инструмента
— Оборудование 339
— Подготовка заготовок 337
— Способы крепления заготовок 339
И
Инструмент абразивный для шлифования — Маркировка 369—371
375 — Обозначение 369 — Применение 376—381 — Степень твердости
374 — Структура 375 -
— бесцентрового 377
— внутреннего 377
— наружного 376
— плоского 378
Канавки для выхода долбяков — Профиль 349 — Размеры 349
— червячных фрез — Профиль 349 — Размеры 349
— шлифовального круга — Размеры 385—386 — Форма 385
Карандаши алмазные — Выбор 384 — Режимы правки 383 — Типы 381
— алмазно-металлические — Типы 382—383
Классы точности — Соответствие квалитетам 88
Конусность — Значения 120
— Понятие 119
Кону сообразность — Понятие 93
Круги шлифовальные — Область применения 379—381
— Типы 379—381
М
Материал режущего инструмента — Применение 172, 173, 179
— Твердость 171, 172
Машины ручные 413
458 Предметный указатель
— сверлильные 415
«— шлифовальные 415—417
Мнкрошлифпорошки — Зернистость 371
Н
Накатывание резьбы — Диаметры стержней 280, 281
— Предельные отклонения диаметров стержней 280—281
Нарезание резьбы — Вихревой метод 334—336 — Патроны 329—330 —
Режимы 331—333.
— дюймовой конической — Диаметры и предельные отклонения отвеп
стнй 291, 292 и*
— метрической — Диаметры и предельные отклонения отверстий
282—287 — Диаметры и предельные отклонения стержней 274—278
— трубкой конической — Диаметры и предельные отклонения отвёл
ггйй 289—290
— трубной цилиндрической —Диаметры и предельные отклонения
отверстий 28Ь — Диаметры и предельное отклонение стержней 279
Ножницы для разрезки деталей из резины 419
— пневматические 418
—электрические 418
О
Обкатывание поверхностей — Повышение прочности деталей 366 367
— Понятие 358
— Приспособления 359—361
— Точность 365
Обработка термическая — Виды 442 — Припуски 446—448, 449 451
453
— химико-термическая — Виды 445
Овальность — Понятие 92
Огранка — Понятие 92
Отверстия — Диаметры режущего инструмента для обработки 244—250
— глубокие — Виды обработки 267 — Понятие 266
— центровые — Виды — см. под их названиями: Отверстия
литровые с дугообразной образующей; Отверстия центровые с метрической
резьбой: Отверстия центровые с предохранительным увеличением
конуса; Отверстия центровые с углом 60е; Отверстия центровые с углом1
конуса 75е
Отверстии центровые — Применение 189—190
— с дугообразной образующей — Размеры 185 — Условное
обозначение 185
— с метрической резьбой — Размеры 188 — Условное обозначение 138
— с предохранительным увеличением конуса — Размеры 186—187 —
Условное обозначение 187
— с углом конуса 60е — Размеры 183 — Условное обозначение 183
— с углом конуса 75° — Размеры 184 — Условное обозначение 184
Отжиг — Виды 442—443
Отклонение от круглости — Понятие 92
— от пересечения осей — Понятие 99
— от перпендикулярности — Виды 96—97
— от плоскостности — Понятие 91
22 прямолинейности — Понятие 91
Предметный указатель
— от симметричности -& Понятие 96
— от соосности — Понятие 97—98
— от цилнндричности — Понятие 93
— позиционное — Понятие 98
— профиля продольного сечения - Понято <*
— расположения - Виды 95-99 - Понятие 04
-формы-Виды 91-94 -Понятие89
— формы и расположения суммарный — Виды од ш| п
Отпуск — Режимы 443 д ^У—101 — Понятие 99
П
Параметры круга — Расчет 35—36
— треугольника — Расчет 33—34
"^ - Зависимость от назначения
поверхности Ш— ш — Зависимость от точности обработки 121-122
Поверхности прилегающие — Виды 89—90 ^^ '^-ш
Покрытия — Виды 192
— Условное обозначение 192
Поля допусков — Рекомендуемая замена 81—83 -Указание в
документах и на чертежах 76—77 7
— валов 72—76
— отверстий 65—70, 72—76
Посадки — Рекомендуемая замена 84—87
Пресса ручные 430
— с гидравлическим приводом 430—431, 432—434
Припуск на обработку — Выбор 219 — Расчет 201, 211, 213, 220,
226—227
— валов 232
— внутренних поверхностей 212—213
— зубьев 228—230
— наружных поверхностей 194—195
— общий 193
—' при бесцентровом шлифовании 202
— при закаливании 447, 448
— при круглом шлифовании 196—200
— при протягивании 215—216
— при растачивании 212, 214
— при улучшении поверхности 447
— при фрезеровании 220—226
— при хонпнговании 217—218
— при шабрении плоскостей 214, 227
— промежуточный 193
— термическую 450—451
— технологический 233—240
— торцовых поверхностей 208—210
Приспособления запрессовочные 431, *зэ-ая)
Проточки — Обозначение параметров «*о"
~ Ширина 351—352 ^„„„мч
Процесс технологический-Особенности построения 13
Птггки — Попускаемая кривизна 1А> млд1«* 167
— латунные — Сортамент нда—ш»
460 Предметный указатель
Р
Работы при сборке заключительные 411
— испытательные 411
— подготовительные 410
— пригоночно-доделочные 410
— регулировочные 410—411
— сверлильные 411
— слесарно-сборочные 410
Радиусы технологические — Размеры 454
Развертки черновые — Исполнительные размеры 255
— чистовые — Исполнительные размеры 253—255
Размеры на чертежах — Простановка 71
Раскатывание — Понятие 358
— Приспособления 362—363
— Точность 365
Резка — Отклонения от номинальных листовых заготовок размеров
241, 242, 243
— Припуски 243
Резьба — Длина свинчивания 306, 311—313 — Допуски
технологические 317—320 — Контроль 296—297 — Недовод 321, 322 — Недорез
321, 322, 324—327 — Предельные отклонения 306—309, 315—316 —
Проточки 328 — Сбег 322—327 — Степень точности 305 311— Фаски
323—328
— дюймовая коническая — Размеры 296
— метрическая — Длина свинчивания 311—313 — Допуски 317—
320 — Положение полей допусков 311 — Предельные отклонения
315—316 — Степень точности 311—Схема полей допусков 310
— трапецеидальная — Диаметры 299—303 — Длина свинчивания 306 —
Схема полей допусков 304—305 — Условное обозначение 303, 306 —
Элементы 299
— трубная коническая — Допуски на осевое смещение 295 — Профиль
293 — Размеры 294 — Условное обозначение 295
Сборка поузловая — Разновидности 406—407
— с термовоздействием — Виды 437—441 — Прочность соединений
437 — Температура нагрева 436
Сверление глубокое — Дефекты 271 — Методы контроля отверстий
273 — Оборудование, инструмент, оснастка 267, 271—Отклонения
размеров 272—273 — Подготовка заготовок 270 — Способ отвода
етружкн 268 — Сущность 207 — Установка детали 270
— кольцевое — Понятие 262 — Оснастка 264 — Трудоемкость 265—
Связки — Маркировка 373
— Условное обозначение 373
Седлообразиость — Понятие 94
Сила запрессовки — Понятие 427 I
— Расчет 427—428
Силииирование — Понятие 445
Система автоматизированного проектирования технологических про-
цессов — Карта исходных данных 399— 401 — Назначение 394 —Опе-
[инная карта 402 — 403 —Схема 395 |
Предметный указатель 461
II ЭВ! '
— вала ~ П™я Допусков 58-64 - Посадки 79-80 - Предельные
отклонения 58—64 у
— отверстия — Поля допусков 65—70 — Посадки 78-79 —
Предельные отклонения 65—70
Соединения шлицевые прямобочные — Допуски 354—355
— Параметры шероховатости 357
— Условное обозначение 356
Сталь — Свариваемость 45
— горячекатаная — Предельные отклонения заготовок 152—154 —
Сортамент 138—141, 144, 145, 146, 147, 148—151 — Условное
обозначение 137, 142, 143, 146
— калиброванная — Сортамент 142, 143, 144 — Условное обозначение
142, 143
Станки расточные — Выверка положения деталей 256—259 — Диаметр
оправки 262 — Рекомендуемый вылет шпинделя 260—261
— с ЧПУ — Область применения 387, 389, 392—394 — Преимущества
387—388
Старение — Назначение 442
— Понятие 442
Сульфидирование — Понятие 446
Т
Твердость — Значения, определяемые различными методами 37—44.
Трубы бесшовные — Материал 164 — Сортамент 155—163 — Условнее
обозначение 164
для пневмо- и гидросистем — Сортамент 165
У
Уклоны — Значения 119
Ф
Фрезерование зубьев методом подачи осевой 348
— радиальной 347
X
Хорда — Расчет длины 36—37
Ц
Цементация — Понятие 446
— Цианирование — Понятие 44Ь
Ш
Шлифзерно - Зернистость 371
Шлифпорошки - Зернистость 371
Элементы плоских фигур - Вычисление 23-27
«
ОГЛАВЛЕНИЕ
Предисловие ЁШ^Т" I
Глава 1. ОБЩИЕ СВЕДЕНИЯ |ЙШ 18
Единицы международной системы СИ . . , . 1?%"?19
Вычисление элементов плоских фигур .... ЖИрйИ
Вычисление поверхностей и объемов тел . : . 28
Решение треугольников. Соотношение элементов
фигур ЗЙ^^-'Я 33
Деление окружности \ 36
Значения твердости, определяемые различными^
методами ' . . ^> 37
Свариваемость сталей 45
Глава 2. ДОПУСКИ И ПОСАДКИ ПО ЕСДП ....... 48
Поля допусков И 48
Предельные отклонения размеров относительно
низкой точности 71
Указание полей допусков и предельных
отклонений в нормативно-технической документации и
на чертежах 1 76
Рекомендуемые посадки • Я 77
Глава 3. ОТКЛОНЕНИЯ ФОРМЫ И РАСПОЛОЖЕНИЯ
ПОВЕРХНОСТЕЙ Ж .... Ж 89
Основные виды прилегающих поверхностей и
отклонений ..... 89
Указания допусков формы и расположения
поверхностей на чертежах « 102
Допуски формы и расположения поверхностей 110
Нормальные углы и допуски углов 115
Нормальные конусности и углы конусов ... 119
Глава 4. ШЕРОХОВАТОСТЬ ПОВЕРХНОСТЕЙ || .... 121
Выбор и назначение параметров 121
Виды механической обработки в зависимости от
требуемой точности и шероховатости 131
Г л ал» а 5. СОРТАМЕНТ МАТЕРИАЛОВ 137
Сталь горячекатаная круглая , 137
Сталь калиброванная круглая ^ \Щ
Сталь калиброванная шестигранная . . ( ... 143
)■ ~:-"~"
Оглавление
Сталь горячекатаная квадратна:
заготовка стальная квадратная горячекатаная '
Сталь листовая горячекатаная
Трубы стальные бесшовные . . ' \\ \
Прутки бронзовые ...,,.] |
Прутки латунные \
ТЕХНОЛОГИЧЕСКИЕ РЕКОМЕНДАЦИИ
Выбор материала режущего инструмента
Закрепление деталей с учетом ах жесткости
Расчет размеров детален под хромирование. . ■"
ОПЕРАЦИОННЫЕ ПРИПУСКИ
Основные положения
Припуски на обработку наружных поверхностей
Диаметры заготовок из проката обычной точности
в зависимости от вида обработки I
Припуски на обработку торцовых поверхностей
Припуски на обработку внутренних
цилиндрических поверхностей 'Щ<-
Припуски на обработку плоских поверхностей
Припуски на обработку зубчатых колес ....
Припуски на обработку деталей типа тел
вращения
| Технологические припуски на обработку резани-
К -1 ем сварных металлоконструкций .... . .- •]
Механическая и газовая резка листа и фасонного
проката
Глава 8. ОБРАБОТКА ОТВЕРСТИЙ НА СВЕРЛИЛЬНЫХ
И РАСТОЧНЫХ СТАНКАХ ^
Набор режущих инструментов для обработки
отверстий • '
Выверка положения деталей на расточных
ках
Консольное растачивание отверстий и
допустимые вылеты шпинделей расточных станков. . .
Кольцевое сверление .1^*Д^
Особенности обработки глубоких отверстий. .
Глава 9. ПАРАМЕТРЫ ПОД НАРЕЗАНИЕ РЕЗЬБ .
Диаметры стержней под нарезание резьбы . . .
Диаметры отверстий под нарезание резьбы » .
Резьбы ^>\Й
Допуски на резьбу *#«А-
Выходы, сбеги, недорезы, проточки, фаски . .
Способы нарезания резьбы .-»■'.^■-•.-*.-*;■. * ■ [
МЕХАНИЧЕСКАЯ ОБРАБОТКА РЕЗАНИЕМ
ЗУБЧАТЫХ КОЛЕС И ШЛИЦЕВ Щ.
Глава 10.
Подготовка заготовок
установка . . , _^_^|
I ■■ ■ ■ ■
464 Оглавление
Модификация зубьев червячных колес ж-» . . . 347
Канавки и проточки для выхода долбя ков и
червячных фрез Г «^ » . . , 348
Шанцевые прямобочные соединения ...... 352
Глава II, ОБКАТЫВАНИЕ И РАСКАТЫВАНИЕ ПОВЕРХ-
НОСТЕЙ РОЛИКАМИ 1 . . . . 358
Приспособления для чистового обкатывания и
раскатывания роликами . -. 358
Точность при чистовом обкатывании и
раскатывании роликами 365
Повышение прочности деталей обкатыванием
роликами . '366
Глава 12, АБРАЗИВНАЯ ОБРАБОТКА ......... 369
Абразивные материалы, их свойства и назначение 369
Эксплуатационные характеристики
шлифовального абразивного инструмента (кругов) , , . ! , 372
Маркировка абразивного инструмента . , , | . 375
Рекомендации по применению абразивного
инструмента для шлифования металлов и сплавов ♦ ! . 376
Алмазные карандаши для правки кругов ||. , . 381
Канавки для выхода шлифовального круга . . 385
Глава 13. СТАНКИ С ЧПУ И СИСТЕМА
АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ В ТЯЖЕЛОМ
МАШИНОСТРОЕНИИ . . ; ...::§.. 387
Опыт внедрения станков с ЧПУ *^. . . 387
Система автоматизированного проектирования
технологических процессов ..,.-..,... 394
Глава 14. МЕХАНИЗАЦИЯ СБОРКИ В ТЯЖЕЛОМ
МАШИНОСТРОЕНИИ Ц 406
Виды сборочных работ 406
Механизация сверлильных и пригоночно-доделоч-
ньгх работ 411
Механизация сборки резьбовых соединений . . • 419
Механизация запрессовочных работ 427
Глава 15, ТЕРМИЧЕСКАЯ ОБРАБОТКА ....,,,. 442
Виды термической обработки 442
Механическая обработка под термические операции 444
Химико-термическая обработка стали 445
Припуски под термическую обработку .... 446
Технологические бурты и радиусы для термической
обработки заготовок типа валов . . 451
Список литературы . - . . - 455
Предметный указатель 456