/







































































































































































































































































Author: Мокеев О.К. Романов А.С.
Tags: электроника микросхемы электротехника химические производства
Year: 1979




Text
проФТЕхобРмоалние <-jb) радиоэлектроника
О. К. МОКЕЕВ
А С РОМАНОВ
Химическая
обработка
и фото-
литография
в производстве
полупровод-
никовых
приборов
и микросхем
О. к. МОКЕЕВ, А. С. РОМАНОВ
Химическая
обработка
и фотолитография
в производстве
полупроводниковых
приборов
и микросхем
Одобрено Ученым советом Государствен-
ного комитета СССР по профессионально-
техническому образованию в качестве
учебного пособия для технических училищ
МОСКВА «ВЫСШАЯ ШКОЛА» 1979
ББК 32.853
М 74
Введение, пятая и шестая главы написаны О. К. Моке-
евым, а первая—четвертая — А. С. Романовым.
Со всеми замечаниями и предложениями просим обра-
щаться по адресу: Москва, К-51, Неглинная ул., 29/14, изда-
тельство «Высшая школа».
Мокеев О. К., Романов А. С.
М74 Химическая обработка и фотолитография
в производстве полупроводниковых приборов
и микросхем: Учеб, пособие для техн, училищ.—
М.: Высш, школа, 1979.— 272 с., ил.— (Профтехоб-
разование. Радиоэлектроника)
В пер.: 60 к.
В книге рассмотрены технологические процессы химической обра-
ботки, фотолитографии и изготовления фотошаблонов в производстве
полупроводниковых приборов и интегральных микросхем. Приведены ос-
новы теории этих процессов, методы и средства контроля качества об-
работки, технологические операции и оборудование.
30407-120
052(01)—79 ™
2403000000
6Ф0.32
ББК32.852
Олег Константинович мокеев, Александр Сергеевич романов
ХИМИЧЕСКАЯ ОБРАБОТКА
И ФОТОЛИТОГРАФИЯ В ПРОИЗВОДСТВЕ
ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ И МИКРОСХЕМ
Редактор А. Ш. Долгова. Художник А. С. Александров. Художественный ре-
дактор В. П. Спирова. Технический редактор Т. А. Новикова. Корректор Г. А.
Чечеткина
И Б № 1835.
Изд. № ЭГ-321. Сдано в набор 19*06.78. Подписано к печати 18.01.79. Т-03210.
Формат 84X108‘/32. Бумага тип. № 2. Гарнитура литературная. Печать высокая.
Объем 14,28 усл. печ. л. Уч.-изд. л. 14,65. Тираж 9000 экз. Заказ 2673. Цена 60 коп.
Издательство «Высшая школа», Москва, К-51, НеглинКая ул., д. 29/14
Типография им. Анохина Управления по делам издательств, полиграфии
и книжной торговли Совета Министров Карельской АССР. Петрозаводск,
ул. «Правды», 4.
© Издательство «Высшая школа», 1979
ВВЕДЕНИЕ
Развитию микроэлектроники и внедрению ее дости-
жений в различные отрасли народного хозяйства уделя-
ется большое внимание. Государственным планом разви-
тия народного хозяйства СССР на 1976—1980 годы пре-
дусмотрены создание и выпуск новых видов приборов
и радиоэлектронной аппаратуры, основанных на широ-
ком применении микроэлектроники.
Средства микроэлектроники позволяют резко умень-
шить габариты, массу и энергоемкость радиоэлектрон-
ных устройств и значительно повысить их надежность,
срок службы, а также технико-экономические показате-
ли. Без достижений микроэлектроники были бы
невозможны разработка и выпуск современных сложных
электронных комплексов, автоматизированных систем
управления производством, высокопроизводительных
электронных вычислительных машин. В микроэлектро-
нике широко используются полупроводниковые приборы
и интегральные микросхемы.
Полупроводниковые приборы представляют собой
устройства, изготовленные в кристалле полупроводника
(кремния, германия, арсенида галлия и др.) и выпол-
няющие простейшие преобразования электрических сиг-
налов или одних видов энергии в другие. Так, с по-
мощью одних полупроводниковых приборов производит-
ся усиление электрических сигналов, переключение то-
ка, выпрямление переменного тока, стабилизация на-
пряжения, обработка сверхвысокочастотных сигналов,
а с помощью других — преобразование световой энергии
теплового излучения, магнитного поля или температуры
р электрический сигнал. Самце массовые полупроводни-
3
ковые приборы — это транзисторы и диоды, предназна-
ченные соответственно для работы в схемах усилителей
электрических сигналов и выпрямителей переменного
тока. Размеры активного объема полупроводникового
прибора, т. е. объема, в котором обрабатывается сиг-
нал, очень малы: от 0,1 до 10-6 мм3. Остальной объем
прибора — не менее нескольких кубических миллимет-
ров— пассивная часть полупроводникового кристалла
и детали корпуса.
Для сложного преобразования электрических сигна-
лов служат интегральные микросхемы, заменяющие
электрические схемы. Интегральная микросхема состоит
из транзисторов, резисторов, проводников и других эле-
ментов и представляет собой законченное функциональ-
ное устройство. Наиболее простыми являются инте-
гральные микросхемы усилителей, содержащие по
10—20 транзисторов. Сложные микросхемы имеют от
нескольких десятков до тысячи и даже десятков тысяч
транзисторов. Интегральные микросхемы бывают двух
видов: полупроводниковые и гибридные.
Полупроводниковые интегральные микросхемы из-
готовляются в кристалле полупроводника и содержат
множество транзисторов, диодов, резисторов, соединен-
ных тонкопленочными проводниками. Подложкой (осно-
ванием) гибридной интегральной микросхемы служит
диэлектрик — керамика, ситалл, стекло, на которой ме-
тодами тонкопленочной технологии изготовляют пассив-
ные элементы (резисторы, конденсаторы, индуктивности,
проводники) и монтируют навесные микроминиатюрные
полупроводниковые приборы и полупроводниковые бес-
корпусные интегральные микросхемы.
Важная роль в производстве полупроводниковых
приборов и микросхем принадлежит процессам химиче-
ской и фотолитографической обработки, которые наряду
с другими технологическими процессами определяют па-
раметры приборов и микросхем, их эксплуатационную
надежность и стоимость.
При изготовлении полупроводниковых приборов
и микросхем неизбежны загрязнения поверхности полу-
проводников различными посторонними веществами из
атмосферы и технологических сред (газов, растворите-
лей, травителей и других жидкостей), а также от дета-
лей технологической оснастки. Между тем полупровод-
никовые материалы обладают большой чувствитель-
4
ностью к загрязнениям: наличие нескольких атомных
слоев постороннего вещества на поверхности полупро-
водника или 0,0001% примеси в его объеме может при-
вести к выходу прибора из строя. По этой причине
к состоянию поверхности обрабатываемых полупровод-
никовых материалов и степени ее чистоты предъявляют
очень высокие требования. Аналогичные требования
предъявляют к технологической оснастке (кассетам
и таре для обработки и временного хранения пластин
и кристаллов, деталям корпусов приборов и микросхем,
материалам и заготовкам для электродов и фотошабло-
нов).
В полупроводниковом производстве наиболее рас-
пространены методы очистки поверхностей, основанные
на химической обработке (в последнее время находят
также применение физические методы обработки поверх-
ностей, в частности плазменная обработка в газовом
разряде). Химическую обработку применяют также для
получения рельефа в тонких слоях на поверхности и мик-
рофрезерования.
В технологическом цикле изготовления полупровод-
никовых приборов и микросхем химическая обработка
по числу операций стоит на первом месте: 40—60%
операций — это приготовление растворов и травителей,
отмывка, травление. Практически химическая обработка
предшествует каждой технологической операции произ-
водства полупроводниковых приборов и микросхем.
В полупроводниковом производстве к применяемым ре-
активам и качеству проведения химической обработки
предъявляют повышенные требования по чистоте. Спе-
циально для нужд полупроводниковой технологии раз-
работаны и выпускаются промышленностью некоторые
химические реактивы особой чистоты.
Промышленное изготовление полупроводниковых
приборов и микросхем базируется на планарной техно-
логии, обеспечивающей групповую прецизионную обра-
ботку заготовок. Термин «планарный» означает, что все
внешние выводы прибора, например эмиттера, базы
и коллектора транзистора, располагаются в одной плос-
кости — поверхности полупроводникового кристалла.
В микросхеме, изготовленной по планарной технологии,
выводы всех элементов также расположены в одной пло-
скости и объединяются в электрическую схему тонко-
пленочными проводниками.
5
Основными операциями планарной технологии явля-
ются дозированное диффузионное легирование отдель-
ных областей полупроводника и формирование окон
в окисной маске из двуокиси кремния. Окна в маске
получают с помощью фотолитографии, а диффузионное
легирование выполняют в печах в среде газа, содержа-
щего пары примеси. Структуры полупроводниковых при-
боров и микросхем формируют многократным последо-
вательным проведением операций фотолитографии
и диффузионного легирования.
Фотолитография — это метод получения рельефа по
заданному рисунку в тонком слое на поверхности под-
ложки или в самой подложке с помощью фотохимиче-
ских процессов. Рисунок переносят на подложку с фото-
шаблона— стеклянной пластины, и точность его воспро-
изведения определяется качеством фотошаблона и вы-
полнения операций фотолитографии.
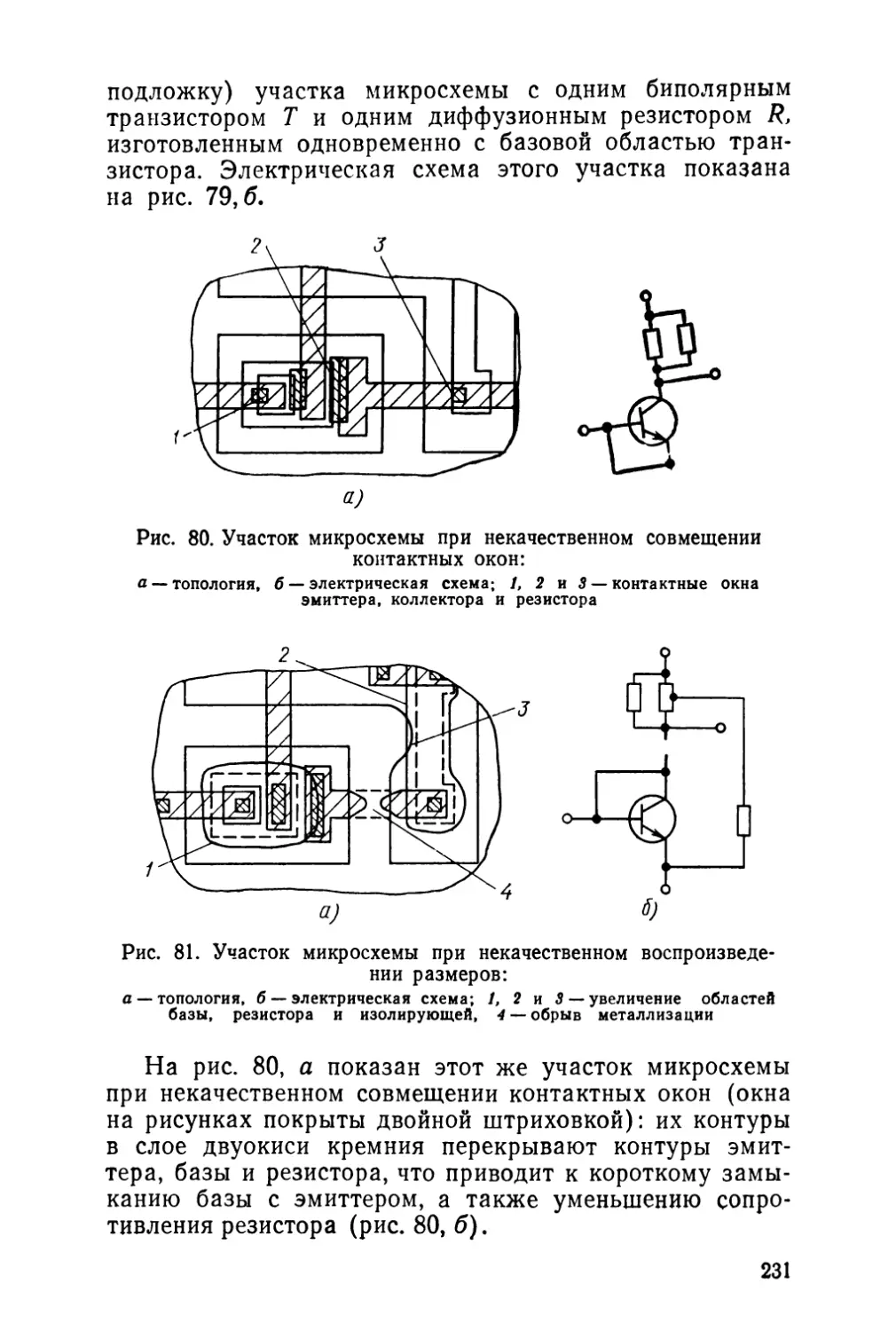
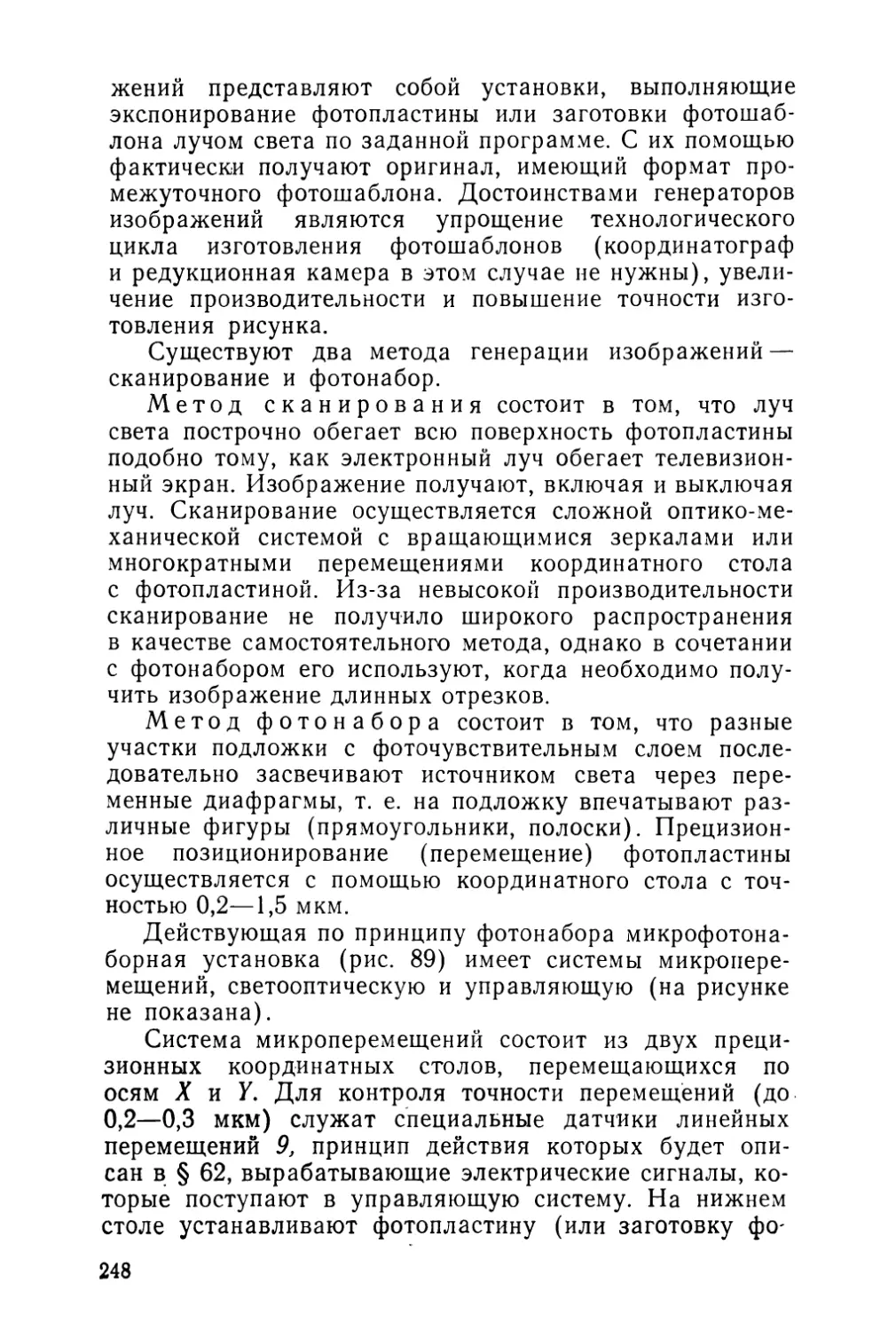
Рассмотрим на примере изготовления маломощного
кремниевого транзистора п — р — n-типа последователь-
ность основных процессов планарной технологии.
Исходную заготовку в виде круглой пластины диа-
метром 40—70 мм и толщиной 0,2 мм из однородного
монокристаллического кремния n-типа термически окис-
ляют в среде увлажненного кислорода и получают на
ее поверхности слой двуокиси кремния толщиной около
0,5 мкм. При первой фотолитографической отработке
в слое двуокиси кремния вытравливают прямоугольные
окна размерами 80—100 мкм до обнажения поверхности
кремния и проводят через них диффузионное легирова-
ние, в процессе которого в кремний на глубину 2—3 мкм
вводят примесь p-типа (обычно бор). В результате на
пластине под каждым окном образуется слой р-типа—
область базы транзистора.
Так как диффузионное легирование проводят в окис-
ляющей среде, одновременно с диффузией примеси
вглубь кремния на поверхности пластины в окне вновь
образуется слой двуокиси кремния.
При второй фотолитографии над p-областями на мес-
те окон, выполненных при первой фотолитографии, по-
лучают прямоугольные окна размерами 40—50 мкм,
которые должны точно совмещаться с p-областями. Че-
рез эти окна в кремний диффузионным легированием
вводят на глубину 1,5—2 мкм примесь n-типа (фосфор).
В результате образуется обметь эмиттера — слой п-ти-
§
па, совмещенный с областью базы. При диффузии при-
меси n-типа поверхность кремния в окнах вновь окисля-
ется. .
Затем для получения контактных окон в двуокиси
кремния проводят третью фотолитографию. Над каждой
из трех областей транзистора — эмиттером, базой и кол-
лектором (коллектором является исходный кремний
n-типа) получают контактные окна в виде полосок ши-
риной 10—15 и длиной 20—100 мкм.
Далее поверхность пластин металлизируют алюми-
нием и четвертой фотолитографической обработкой
в слое металлизации получают рисунок проводников. На
этом формирование структур транзисторов по планар-
ной технологии завершается и их передают на предвари-
тельный контроль электрических параметров. Затем
разделяют пластины на кристаллы, монтируют их в кор-
пуса и герметизируют, получая готовые приборы, конт-
ролируют электрические параметры приборов и марки-
руют.
Особенностями планарной технологии являются
крайне малые размеры отдельных элементов приборов
и микросхем (до нескольких микрометров) и высокие
требования к точности их воспроизведения (до несколь-
ких десятых долей микрометра).
Производство гибридных интегральных микросхем
имеет много общего с полупроводниковым. Химическая
обработка в гибридно-пленочной технологии не менее
важна, чем в полупроводниковой, и для обработки ди-
электрических подложек и деталей гибридных микро-
схем применяют те же материалы и приемы. Для фор-
мирования рисунка в резистивных, диэлектрических
и металлических тонкопленочных покрытиях гибридно-
пленочных микросхем широко используют методы фото-
литографии.
Качественное выполнение технологических процессов
полупроводниковой технологии возможно только в ус-
ловиях высокой чистоты окружающей среды, исключаю-
щей попадание на обрабатываемые детали посторонних
атомов газов и конденсирующихся паров, а также ка-
пель, пыли и волокон. Поэтому операции, связанные
с требованиями высокой чистоты, проводят в специаль-
ных чистых помещениях. Чистоту помещений характе-
ризуют содержанием пыли в воздухе. Различают три
класса чистоты помещений. В воздухе помещений 1-го
.7
класса число частиц размерами не более 0,5 мкм долж-
но быть не выше 3500 шт/л, а размерами не более
5 мкм — не выше 25 шт/л; присутствие частиц крупнее
5 мкм не допускается. В помещениях 2-го класса число
таких частиц не должно превышать соответственно 350
и, 3 шт/л, а в помещениях 3-гсг класса— наиболее чис-
тых— должно быть не более четырех частиц с размера-
ми не выше 0,5 мкм; частицы больших размеров не до-
пускаются.
В помещениях 1-го и 2-го классов для пылезащищен-
ности создают гермозоны с защитными шлюзами для
входа и выхода персонала и приточно-вытяжной венти-
ляцией с воздухофильтрами. Условия, соответствующие
3-му классу чистоты, получают в помещениях 2-го клас-
са в «чистых комнатах», где поддерживают с определен-
ной точностью заданную температуру и влажность, а для
очистки приточного воздуха испол'ьзуют специальные
фильтры и создают ламинарный поток воздуха (без за-
вихрений), направленный сверху вниз. В чистых комна-
тах выполняют операции фотолитографии, финишной от-
мывки, изготовляют эталонные и рабочие фотошаблоны.
Полупроводниковое производство нуждается в высо-
коквалифицированных специалистах — травильщиках
прецизионного травления и операторах прецизионной
фотолитографии, которые должны знать составы и свой-
ства применяемых веществ и материалов, правила без-
опасной работы с вредными веществами, основы техно-
логических процессов, устройство, правила эксплуата-
ции технологического и контрольного оборудования
и уметь корректировать технологические процессы.
ГЛАВА ПЕРВАЯ
ХИМИЧЕСКИЕ МАТЕРИАЛЫ. ОСНОВЫ ПРОЦЕССОВ
ХИМИЧЕСКОЙ ОБРАБОТКИ ПОЛУПРОВОДНИКОВ
В производстве полупроводниковых приборов и мик-
росхем для приготовления травильных и промывочных
смесей, электролитов, защитных покрытий и герметизи-
рующих оболочек используют воду, органические раст-
ворители, поверхностно-активные вещества, кислоты,
основания, а также лаки, эмали, смолы *. Основное тре-
бование, предъявляемое к этим материалам,— мини-
мальное содержание в них посторонних примесей, так
как при химико-технологических процессах на поверх-
ность полупроводникового материала могут попасть не-
желательные вещества, способные при термической
обработке продиффундировать в полупроводник и вы-
звать изменение электрических характеристик приборов.
Для обработки полупроводников используют хими-
ческие материалы четырех марок: ОСЧ (особо чистые),
ХЧ (химически чистые), ЧДА (чистые для анализов)
и Ч (чистые). Химические материалы других марок
применяют только для обработки вспомогательных дета-
лей, оснастки и инструмента.
§ 1. Вода
В полупроводниковой технологии требуется особо
чистая вода с низким содержанием металлических
и кислотных ионов, органических веществ, газов, взве-
шенных частиц, микроорганизмов и водорослей. Основ-
ными показателями чистоты воды являются удельное
сопротивление, окисляемость и содержание кремне-
кислЬт.
* Основные свойства кислот, оснований и солей известны уча-
щимся из курса средней школы и поэтому не рассматриваются,
а краткие сведения о лаках, эмалях и смолах будут приведены
в § 46 и 47.
9
Удельное сопротивление воды. Даже тщательно очи-
щенная вода является раствором, т. е. содержит загряз-
нения (растворимые кислоты, окислы, основания и
соли), о количестве которых судят по удельному сопро-
тивлению воды. Измеряют удельное сопротивление мегом-
метром при температуре воды 20° С с помощью стан-
дартного датчика, который представляет собой запол-
няемый водой сосуд правильной геометрической формы
с двумя электродами. Чтобы избежать растворения
электродов и осаждения на них растворенных в воде
примесей (что может внести погрешность в результаты
измерений), удельное сопротивление воды определяют
на переменном токе.
Окисляемость. Содержание в воде растворенных ор-
ганических веществ оценивают по количеству кислорода
(мг/л), необходимого для их полного окисления. Окис-
ляют органические примеси в кипящей воде или при
комнатной температуре, внося сильный окислитель (на-
пример, марганцовокислый калий КМпО4). Затем избы-
ток окислителя удаляют, определяют содержание про-
дуктов окисления в воде или затраченное количество
окислителя и по результатам измерений рассчитывают
окисляемость воды.
Содержание кремнекисл от. Загрязнение воды крем-
некислотами происходит в процессе ее очистки с по-
мощью ионообменных смол. Наличие кремнекислот не
влияет на удельное сопротивление воды, что обусловле-
но их незначительной растворимостью. Определяют со-
держание кремнекислот в воде с помощью так называе-
мых кремнемеров цветовыми методами, основанными на
изменении интенсивности окраски, например синего
кремниймолибденового комплекса.
Очистка воды. Воду очищают дистилляцией (пере-
гонкой) с последующей тонкой очисткой ионообменным
методом. Сырьем для получения сверхчистой воды слу-
жит водопроводная вода, прошедшая очистку на водо-
очистительной станции от взвешенных частиц, органиче-
ских примесей и микроорганизмов.
Дистилляция состоит в испарении воды и конденса-
ции пара. При этом загрязняющие воду примеси оста-
ются на дне нагреваемого сосуда, а чистый конденсат
накапливается в другом сосуде. Удельное сопротивление
воды после первой перегонки равно примерно
0,ЗМОм-см, а после второй перегонки — 0,5 МОм смт
10
Для тонкой очистки воды используют ионообменные
установки, работа которых основана на свойстве спе-
циальных смол, называемых ионитами, обменивать свои
ионы на ионы солей, растворенных в воде. Для удале-
ния из воды положительно заряженных ионов (катио-
нов) используют сильнокислые катионообменные смолы,
условное обозначение которых R-— Н+ (где R-— орга-
нический радикал). Реакция обмена растворенных в во-
де катионов К+ (положительно заряженные ионы метал-
лов) на ионы водорода Н+ смолы имеет вид
R--H+ + K+^RK + H+
Для очистки воды от отрицательно заряженных
ионов (анионов) используют сильноосновные анионооб-
менные смолы, условное обозначение которых R+ — ОН-.
Реакция обмена растворенных в воде анионов А- (кис-
лотные остатки солей) на ионы гидроксильной группы
ОН- смолы имеет вид
R+ - ОН- + А- -> RA + ОН-
Ионообменная установка состоит из двух соединен-
ных между собой колонок, одна из которых заполнена
катионообменной, а другая — анионообменной смолой.
Дистиллированная вода поступает в колонку с катионо-
обменной смолой. При фильтрации растворенные в воде
катионы поглощаются смолой и из колонки вытекает
водный раствор кислот, образованных ионами водорода
и кислотными остатками солей, который поступает
в колонку с анионообменной смолой. Здесь анионы раст-
вора замещаются ионами гидроксильных групп, кото-
рые, взаимодействуя с ионами водорода, образуют воду.
УделЬное сопротивление воды на выходе из ионообмен-
ной установки равно 1 —10 МОм-см.
Перед использованием воду дополнительно пропу-
скают через колонку со смешанным слоем катионо-
и анионообменной смол, на выходе из которой вода име-
ет удельное сопротивление 15—20 МОм-см. Для удале-
ния мельчайших частиц ионообменных смол воду
фильтруют. Воду, очищенную с помощью ионообменных
смол< от ионов растворенных в ней примесей, называют
деионизованной.
Очищающая способность ионообменных смол по ме-
ре насыщения их. катионами и анионами в процессе
очистки воды понижается и, следовательно, снижается
11
удельное сопротивление воды на выходе из ионообмен-
ной установки.
Для восстановления очищающей способности ионо-
обменные смолы периодически регенерируют. При реге-
нерации катионообменной смолы слабыми растворами
кислот (например, раствором соляной кислоты в воде)
происходит обмен водородных ионов кислоты на ионы
металлов, адсорбированные смолой из воды, а при реге-
нерации анионообменной слабоосновными растворами
(например, раствором аммиака в воде) —обмен гидрок-
сильных групп оснований на кислотные остатки солей.
После регенерации ионообменные смолы промывают
проточной водой, имеющей удельное сопротивление не
ниже 1 МОм-см, в течение нескольких часов. Качество
промывки определяют, измеряя кислотность промывоч-
ной воды специальными индикаторами.
Марки воды. В производстве полупроводниковых
приборов и микросхем применяют воду марок А и Б
(табл. 1).
Таблица 1. Основные характеристики воды марок А и Б
Характеристика Вола А Вода Б
Удельное сопротивление (Р2о°с) МОм см 8—20 2—5
Окисляемость (не более), мг/л 1,3 2,5
Содержание кремнекислот (не бо- лее), мг/л 0,02 0,2
Воду марки А используют для отмывки полупровод-
никовых пластин и кристаллов с р—п-переходами,
а марки Б — для приготовления травильных смесей
и электролитов и отмывки других элементов полупро-
водниковых приборов, а также кварцевых реакторов,
диффузионных труб, лодочек и прочей оснастки.
§ 2. Органические растворители
Органические соединения или их смеси, способные
растворять жиры, масла, природные и синтетические
смолы, воски, фоторезисты и другие органические веще-
ства, называют органическими растворителями. В полу-
проводниковой технологии органические растворители
12
используют для очистки поверхности полупроводнико-
вых пластин и кристаллов, приборов и микросхем,
а также кварцевой, стеклянной и металлической оснаст-
ки от молекулярных органических загрязнений, а в про-
цессах фотолитографии — для формирования, проявле-
ния и удаления пленок фоторезистов. Подразделяют их
на алифатические, получаемые из нефти, ароматические,
получаемые из каменноугольной смолы, и хлорирован-
ные углеводороды, а также на полярные и фторирован-
ные (фреоны) растворители.
Алифатические углеводороды (бензин,
лигроин, керосин, скипидар) представляют собой смеси
углеводородов, обладают умеренной растворяющей спо-
собностью, легче воды, малотоксичны, огнеопасны, име-
ют высокую температуру воспламенения, дешевы и при-
меняются для обезжиривания и отмывки металлической
оснастки.
Ароматические углеводороды (бензол, кси-
лол, толуол) представляют собой индивидуальные угле-
водороды (их молекулы имеют форму углеводородного
кольца), обладают очень хорошей растворяющей спо-
собностью, имеют характерный сильный запах, легче
воды, сильно токсичны, очень огнеопасны, имеют низ-
кую температуру воспламенения, образуют с воздухом
взрывоопасные смеси и применяются для обезжирива-
ния полупроводников, металлов, а также в качестве
растворителей для фоторезистов.
Хлорированные углеводороды (трихлор-
этилен, хлористый метилен, тетрахлорэтилен, четырех-
хлористый углерод, дихлорэтан) относятся к галоидоза-
мещенным углеводородным растворителям, обладают
очень высокой растворяющей способностью, имеют силь-
ный и неприятный запах, сильно токсичны, негорючи,
обладают высокой летучестью, тяжелее воды, дорого-
стоящи. На свету и при нагревании выше 125° С разла-
гаются с образованием окиси углерода, хлористого
водорода и фосгена СОС12 — очень ядовитого газа с запа-
хом гнилого сена. При контактировании хлорированных
углеводородов с водой и металлами разложение проис-
ходит особенно интенсивно. Чтобы избежать разложе-
ния, в состав хлорированных растворителей вводят
небольшие количества стабилизатора, например диэти-
ламина (C2H5)2NH. Эти растворители применяют для
обезжиривания полупроводников и металлов. Четырех-
13
хлористый углерод CCU и дихлорэтан C2H4CI2 из-за
высокой токсичности использовать не рекомендуется.
Полярные* растворители (кетоны —ацетон,
амилацетат, этилацетат, метиленкетон и спирты — эти-
ловый, изопропиловый, метиловый, этиленгликоль) об-
ладают высокой растворяющей способностью, имеют
слабый запах, легче воды (кроме этиленгликоля), мало-
токсичны (кроме метилового спирта), огнеопасны, лету-
чи, образуют взрывоопасные смеси с воздухом и приме-
няются в качестве моющих средств и как растворители.
Фреоны относятся к группе фторированных или
фторхлорированных (например, ф’реон-113 C2CI3F3) али-
фатических углеводородов, обладают высокой раство-
ряющей способностью, безвредны, невоспламеняемы,
стабильны при нагревании, примерно в 2 раза тяжелее
воды, имеют низкую температуру кипения и высокую
летучесть, дорогостоящи, применяются для обезжири-
вания, а также отмывки полупроводниковых пластин
и кристаллов.
§ 3. Поверхностно-активные вещества и эмульсии
Вещества, понижающие поверхностное натяжение на
границе раздела жидкой фазы с газообразной, жидкой
или твердой, называют поверхностно-активными. По-
верхностно-активные вещества (ПАВ) применяют в ка-
честве моющих средств, для стабилизации эмульсий, пен
и суспензий, а также для покрытия поверхностей для
защиты их от испарения или придания им водоотталки-
вающих свойств. В основе действия ПАВ лежит ад-
сорбция их молекул на поверхности раздела фаз, что
приводит к понижению поверхностного натяжения в ре-
зультате замещения более полярных молекул поверхно-
стного слоя менее полярными молекулами ПАВ и уве-
личения в поверхностном слое межмол^кулярных рас-
стояний из-за тепловых движений молекул ПАВ. Сниже-
ние поверхностного натяжения свидетельствует о значи-
тельной растворимости фаз или наличии химических
связей между молекулами граничащих фаз. Наиболее
известным и распространенным ПАВ является мыло.
* Полярными называют вещества, молекулы которых обладают
электрическим дипольным моментом вследствие несовпадения цент-
ров тяжести отрицательного заряда электронов и положительного
заряда ядер.
14
В молекуле ПАВ обязательно имеются гидрофильная
(—ОН, —NH2, —СООН, —SO3H, —OSO3H, —СООМе)
и гидрофобная (углеводородные соединения жирного
ряда, иногда включающие и ароматическую группу
СбН6) части. Отличительным свойством ПАВ является
способность образовывать мицеллы (сла^о связанные
организованные сгустки молекул, определяющие свойст-
ва данного вещества) в водных и неводных растворах
определенной концентрации, которую называют крити-
ческой концентрацией мицеллообразования. При кон-
центрациях ниже критической концентрации мицеллооб-
разования ПАВ не понижают поверхностного натяже-
ния. Растворение частиц загрязнений захватыванием
мицеллами ПАВ называют солюбилизацией.
Технологические свойства ПАВ характеризуются
смачивающей, пенообразующей и эмульгирующей спо-
собностями, а также моющим действием и обусловлены
различной растворимостью отдельных частей молекулы:
гидрофильной — в воде, а гидрофобной — в жирах или,
растворителях. Смачивающая способность определяет-
ся силами притяжения между твердой поверхностью
и находящейся в контакте с ней жидкостью, эмульги-
рующая — скоростью образования и устойчивостью
эмульсии, а пенообразующая — легкостью получения
пены, ее объемом и устойчивостью. Так, при использова-
нии ПАВ в качестве эмульгаторов их молекуды адсор-
бируются на поверхности раздела несмешивающихся
жидкостей и выстраиваются так, что водорастворимые
части находятся в воде, а части, растворимые в раство-
рителях,— в растворителе. В результате образуется
плотно упакованная оболочка, препятствующая слия-
нию капель растворителя при соприкосновении.
По химическим свойствам ПАВ подразделяют на
анионоактивные, катионоактивные и неионогенные.
Анионоактивные ПАВ образуют при растворении ак-
тивные отрицательно заряженные ионы (анионы), ка-
тионоактивные— положительно заряженные ионы (ка-
тионы), а неионогенные ионов в растворах не образуют.
В полупроводниковом производстве для приготовления
моющих смесей наиболее часто используют неионоген-
ные ПАВ, что обусловлено их невысокой стоимостью
и разнообразными физико-химическими свойствами. Так
как гидрофильные группы неионогенных ПАВ химиче-
ски инертны, такие ПАВ используют в смесях с вещест-
15
вами, не обладающими поверхностно-активными свойст-
вами. Неионогенные ПАВ обладают невысокой пенооб-
разующей способностью, хорошо растворимы и легко
смываются водой, их растворы устойчивы к изменениям
кислотности и температуры. Отсутствие в растворах
неионогенных ПАВ электрически заряженных ионов спо-
собствует образованию мицелл при их низких концент-
рациях.
Основная проблема применения ПАВ — это удаление
их из сточных вод, так как даже незначительное загряз-
нение сточных вод этими веществами вызывает образо-
вание устойчивой пены, которая препятствует естествен-
ному протеканию окислительных и биохимических про-
цессов в воде и может привести к гибели живых орга-
низмов. Неионогенные ПАВ в этом отношении менее
опасны.
Мелкодисперсные механические смеси нерастворимых
друг в друге жидкостей называют эмульсиями. В состав
эмульсий входят базовый растворитель, эмульгатор, со-
растворитель и вода. В качестве базового растворителя
обычно используют алифатические и хлорированные уг-
леводороды, а также фреоны. Ароматические углеводо-
роды для составления эмульсий применяют редко, так
как они токсичны и огнеопасны. В качестве эмульгато-
ров наибольшее распространение получили поверхност-
но-активные вещества. Сорастворители повышают устой-
чивость эмульсии и увеличивают ее растворяющую спо-
собность.
Сорастворение заключается в том, что смесь двух
растворителей может растворить большее количество
данного вещества, чем каждый из них в отдельности.
В качестве сорастворителей применяют полярные раст-
воримые в воде растворители (например, низшие спир-
ты, кетоны, гликоли и их эфиры, фенол|ы). Вода служит
для образования эмульсии, растворения эмульгаторов
и сорастворителей, а также для удаления растворимых
в ней загрязнений (например, минеральных солей).
Эмульсию получают введением воды в эмульсионный
концентрат, в состав которого входят базовый раство-
ритель и один или несколько эмульгаторов, и механиче-
ским перемешиванием жидкой смеси. При этом раство-
ритель распадается на мельчайшие капли, на поверхно-
сти которых адсорбируются молекулы эмульгатора, пре-
пятствующие их объединению (коагуляции). Стабиль-
16
ность эмульсии зависит от свойств эмульгаторов и со-
растворителей, а также от способа приготовления. Для
повышения стабильности эмульсии воду в концентрат
вводят небольшими порциями, тщательно перемешивая
смесь до образования однородной массы. Когда масса
станет достаточно жидкой и начнется вспенивание
эмульсии, можно оставшееся количество воды добавить
сразу.
В полупроводниковой технологии эмульсии применя-
ют для отмывки полупроводников, стекла и металлов.
§ 4. Основные сведения о химических реакциях
Основой процессов химической обработки являются
химические реакции, которые протекают, как правило,
в многофазных системах.
Совокупность химических веществ, находящихся во
взаимодействии, называют системой. Совокупность одно-
родных частей системы, одинаковых по составу, физиче-
ским и химическим свойствам, отделенную от других
частей системы поверхностью раздела, называют
фазой. Вещества участвующие * в химической реакции,
могут находиться в газообразной, жидкой и твердой
фазах, а также в состоянии плазмы. По фазовому (аг-
регатному) состоянию взаимодействующих веществ
химические реакции делятся на однородные (гомоген-
ные) и неоднородные (гетерогенные). Реакции, в кото-
рых все реагирующие вещества и продукты реакции
находятся в одной фазе, называют гомогенными. При-
мером такой реакции является взаимодействие раство-
ров едкого натра и соляной кислоты
NaOH + НС1 = NaCl + Н2О
жж жж
Если взаимодействующие вещества и продукты реак-
ции находятся в разных фазах, такую реакцию называ-
ют гетерогенной. Примером такой реакции является
окисление кремния
Si + О2 = SiO2
, ТВ Г ТВ
Химические реакции могут быть обратимыми или не-
обратимыми. Обратимые реакции характеризуются тем,
2 2673
17
что их продукты способны вновь превращаться в исход-
ные вещества. В уравнении обратимость реакции обо-
значают стрелками, направленными в противополож-
ные стороны. Примером простой обратимой реакции
является взаимодействие газообразных водорода и хлора
Н2 + С12^2НС1
Такая запись означает, что реакция протекает как
в прямом, так и в обратном направлениях.
Необратимые реакции могут протекать только в од-
ном направлении, причем исходные вещества полностью
превращаются в конечные продукты реакции. В уравне-
нии необратимость реакции обозначают стрелкой, на-
правленной в одну сторону. Примером необратимой
реакции является сжигание углерода
С + О2 -> СО2
Состояние химического равновесия. Большинство
химических реакций, протекающих в процессах химиче-
ской обработки, являются обратимыми. В результате
прямой реакции из исходных веществ образуются ее
продукты, а в результате обратной из ее продуктов
вновь образуются исходные вещества. В начале процес-
са химического взаимодействия концентрация исходных
веществ велика и скорость прямой реакции большая.
По мере протекания прямой реакции возрастает кон-
центрация ее продуктов и увеличивается скорость об-
ратной реакции. В то же время скорость прямой реакции
уменьшается в результате снижения концентрации ис-
ходных веществ. Наконец, наступает момент, когда
скорости прямой и обратной реакций становятся равны-
ми. Такое состояние называют химическим равновесием.
В состоянии химического равновесия реакционная
система содержит одновременно исходные вещества
и продукты реакции. Концентрации исходных веществ
и продуктов реакции в такой системе определяются
внешними условиями и не изменяются со временем.
Состояние химического равновесия сохраняется неиз-
менным до тех пор, пока не изменятся условия проте-
кания химической реакции. Основными факторами,
влияющими на сдвиг равновесия в ту или иную
сторону, являются концентрации реагирующих веществ,
температура, давление. Качественно влияние основных
факторов на равновесие обратимых химических реакций
18
определяется принципом Ле-Шателье, который гласит,
что в системе, выведенной из состояния равновесия воз-
действием извне, равновесие смещается таким образом,
чтобы ослабить эффект внешнего воздействия.
Так, при повышении концентрации исходных веществ
в реагирующей системе, согласно принципу Ле-Шателье,
самопроизвольно должны произойти процессы, компен-
сирующие это повышение, т. е. концентрация исходных
веществ должна понизиться за счет реакции между
ними. Состояние химического равновесия в этом случае
смещается вправо, т. е. в сторону образования продук-
тов реакции. Понижение концентрации продуктов реак-
ции, осуществляемое выводом их из реагирующей сис-
темы, также смещает состояние химического равновесия
вправо.
На практике для смещения химического равновесия
в сторону образования продуктов реакции изменяют
в нужном направлении одновременно температуру, дав-
ление и концентрации реагирующих веществ.
Скорость химической реакции. Одним из наиболее
важных параметров, характеризующих эффективность
протекания химического взаимодействия, является ско-
рость химической реакции. Изменение концентрации
одного из исходных реагентов или целевого продукта
в единицу времени в единице объема реакционной мас-
сы называют скоростью химической реакции.
Химическую реакцию можно расчленить на три ста-
дии: подвод реагирующих веществ в зону реакции, хи-
мическое превращение, или собственно химическая реак-
ция, отвод полученных продуктов из зоны реакции. Под-
вод реагирующих веществ в зону реакции и отвод
продуктов реакции может осуществляться как за счет хао-
тичного теплового движения молекул вещества, так и за
счет направленного движения реакционной среды. В пер-
вом случае перенос вещества осуществляется путем мо-
лекулярной диффузии, во втором — путем конвекции.
При интенсивном перемешивании реагирующих веществ
перенос путем конвекции называют турбулентной диффу-
зией. В многофазных реакционных системах подвод реа-
гирующих веществ и отвод продуктов реакции осущест-
вляется переносом вещества из одной фазы в другую
путем адсорбции или десорбции, испарением, возгонкой
или конденсацией, растворением или кристаллизацией
и другими способами.
19
Химическое превращение может осуществляться ря-
дом последовательных или параллельных обратимых или
необратимых реакций. Кроме основных в реакционной
системе могут протекать и побочные реакции.
Таким образом, суммарная скорость химической ре-
акции складывается из скоростей прямой, обратной
и побочных реакций, а также из скоростей подвода реа-
гирующих веществ и отвода продуктов реакции и огра-
ничивается скоростью наиболее медленной из этих ста-
дий. Скорость химической реакции прежде всего опреде-
ляется химическими и физическими свойствами реаги-
рующих веществ. Кроме того, на нее оказывают влияние
условия протекания реакции.
Если скорость химической реакции ограничивается
стадией химических превращений, повышают концентра-
цию реагирующих веществ, давление, температуру. Ши-
роко применяемым способом ускорения протекания хи-
мических реакций является катализ. В случае, когда
наиболее медленной стадией химической реакции явля-
ется подвод реагирующих веществ в зону реакции или
отвод ее продуктов, ускоряют перенос веществ интенсив-
ным перемешиванием или повышением температуры,
а в гетерогенных системах — увеличением поверхности
соприкосновения фаз. В результате повышения концент-
рации увеличивается вероятность взаимных столкнове-
ний молекул реагирующих веществ, а следовательно воз-
растает скорость химической реакции.
Повышение давления для реакций с участием газо-
образных веществ равнозначно увеличению концентра-
ции реагирующих веществ и его применяют, когда даль-
нейшее повышение концентрации невозможно или невы-
годно.
Повышение температуры приводит к увеличению чис-
ла молекул, обладающих достаточной для вступления
в химическое взаимодействие энергией, и возрастанию
числа соударений молекул, обусловленному повышени-
ем интенсивности их теплового движения. С ростом
температуры увеличивается также скорость процессов
переноса вещества в реагирующей системе.
При повышении температуры резко возрастает ско-
рость прямой реакции и одновременно увеличивается
скорость обратной, поэтому когда температура достига-
ет определенного значения и продолжает повышаться,
суммарная скорость химической реакции не увеличива-
20
ется. Необходимо иметь в виду и такие причины, ограни-
чивающие повышение температуры, как увеличение ско-
ростей побочных реакций, термическая неустойчивость
реагирующих веществ и продуктов реакции, недостаточ-
ная термостойкость материалов, из которых изготовле-
ны химические аппараты, большие затраты энергии на
получение высоких температур.
Перемешивание увеличивает скорость переноса веще-
ства за счет замены молекулярной диффузии конвекци-
ей. В гомогенных реакциях перемешивание выравнивает
концентрации реагирующих веществ в реакционном объ-
еме, что приводит к возрастанию числа столкновений
взаимодействующих молекул, а в гетерогенных увеличи-
вает поверхность соприкосновения взаимодействующих
фаз и поэтому ускоряет реакцию. Интенсивность пере-
мешивания повышают до тех пор, пока скорость не пе-
рестанет зависеть от процессов переноса вещества.
Дальнейшее повышение интенсивности перемешивания
нецелесообразно.
Каталитические реакции. Как уже отмечалось, в хи-
мической технологии широко распространен способ ус-
корения химических реакций с помощью активных ве-
ществ, называемых катализаторами. Действие катализа-
торов обусловлено заменой простых одноэтапных реак-
ций, протекающих с малыми скоростями, многоступенча-
тыми последовательными, протекающими значительно
быстрее. Многие химические реакции не могут быть реа-
лизованы без применения катализаторов. Ускоряя хи-
мическое взаимодействие, катализатор практически не
расходуется и его количество в системе не меняется
в ходе реакции. Катализаторы не только ускоряют хи-
мические реакции, но и повышают качество химической
обработки, их применение позволяет проводить химиче-
ские реакции при более низких температурах, что умень-
шает энергетические затраты.
Если катализатор ускоряет химическую реакцию, ка-
талитический процесс называют положительным, а если
замедляет, говорят об отрицательном катализе. Замед-
ляющие катализаторы называют ингибиторами. Некото-
рые катализаторы являются избирательными, т. е. ока-
зывают ускоряющее действие лишь на одну из несколь-
ких возможных химических реакций. Температуру
протекания ускоряемой реакции в этом случае можно
21
снизить настолько, что Другйе возможные реакции про-
текать не смогут.
Химические реакции, в которых катализаторами яв-
ляются продукты реакции, называются автокаталитиче-
скими. В начальной стадии автокаталитические реакции
протекают очень медленно (инкубационный период), за-
тем по мере накопления катализирующего продукта ско-
рость реакции увеличивается и, наконец, при приближе-
нии к состоянию химического равновесия вновь замедля-
ется. Для возбуждения автокаталитических реакций
и уменьшения инкубационного периода в состав реакци-
онной смеси вводят так называемые инициаторы, кото-
рые, взаимодействуя с исходными веществами, ускоряют
химический процесс и расходуются в ходе реакции .
Разные катализаторы ускоряют одну и ту же хими-
ческую реакцию в различной степени. Ускоряющее дей-
ствие катализатора на данную химическую реакцию ха-
рактеризуют активностью катализатора, которую выра-
жают отношением скорости каталитической реакции
к скорости реакции без применения катализатора при
одинаковых условиях проведения. Активность катализа-
тора зависит от условий проведения химической реак-
ции. Многие катализаторы могут эффективно работать
только в узком температурном интервале. Минимальная
температура, при которой каталитическая реакция про-
текает с достаточной скоростью, называется температу-
рой зажигания. Верхний температурный предел, в кото-
ром может работать катализатор, определяется его тер-
мической стойкостью.
В процессе использования катализаторы могут терять
способность ускорять химическую реакцию. Частичная
ил'и полная потеря катализатором активности вызывает-
ся его отравлением некоторыми веществами, называемы-
ми катализаторными ядами. Если яд не вступает в хими-
ческое взаимодействие с катализатором, отравление яв-
ляется обратимым и в этом случае катализатор восста-
навливает свою активность при удалении яда из зоны
катализатора. Если же яд образует с катализатором
прочное химическое соединение, отравление является
необратимым.
Катализатор может частично потерять активность из-
за уменьшения своей поверхности в результате спекания,
оплавления или загрязнения пылью или твердыми про-
дуктами реакции. Для увеличения срока службы ката-
22
лизаторов необходима тщательная очистка реакционной
смеси от катализаторных ядов и механических загрязне-
ний.
§ 5. Гетерогенные реакции
В процессах химической обработки наиболее часто
применяют гетерогенные реакции в двухфазных систе-
мах: газ — жидкость, газ — твердое тело, жидкость —
твердое тело, жидкость — жидкость.
В системе газ — жидкость протекают процессы ад-
сорбции и десорбции газов, испарения и конденсации
паров, перегонки жидких смесей, в системе газ — твер-
дое тело — адсорбции и десорбции газов твердыми погло-
тителями, возгонки и конденсации паров твердых
веществ, газового травления. В системе жидкость —
твердое тело, особенно широко используемой при хими-
ческой обработке материалов, протекают процессы ад-
сорбции и десорбции поверхностью твердого тела раст-
воренных в жидкости веществ, физического и химическо-
го растворения твердых веществ, плавления твердых
теЛ(, кристаллизации растворов и расплавов, дисперги-
рования, а в системе жидкость — жидкость — гетероген-
ные процессы: эмульгирование, деэмульгирование, экс-
трагирование.
Адсорбция — процесс связывания с поверхностью
твердого тела растворенных в жидкости частиц химиче-
ских веществ, находящихся в непосредственной близос-
ти от поверхности. Адсорбцию применяют для очистки
различных растворов с помощью твердых поглотите-
лей— сорбентов, в качестве которых используют акти-
вированный уголь, ионообменные смолы, силикагель,
цеолиты.
Десорбцию — процесс, обратный адсорбции, ис-
пользуют для очистки поверхности твердых тел от за-
грязнений, для восстановления свойств твердых сор-
бентов и др.
Растворение твердых веществ в жидкостях яв-
ляется наиболее широко применяемым процессом в хи-
мической обработке материалов. Физическое растворе-
ние— это обратимый процесс, связанный с разрушением
структуры твердого вещества в жидком растворителе
(например, растворение солей). Химическое растворение
23
обусловлено взаимодействием растворенного вещества
с растворителем, в результате которого происходит
необратимое изменение природы вещества (например,
растворение металлов в кислотах). Химическое раство-
рение называют травлением.
Кристаллизация из растворов или расплавов,
т. е. переход вещества из жидкого состояния в твердое,
широко применяется в металлургии и производстве по-
лупроводниковых материалов.
Диспергирование нерастворимых твердых час-
тиц в жидкости применяют в производстве паст и сус-
пензий, необходимых для шлифовки и полировки метал-
лов, стекол и полупроводниковых материалов.
Эмульгирование — процесс образования эмуль-
сий, применяемых для отмывки полупроводниковых
материалов, а деэмульгирование — расслаивание
эмульсии на исходные жидкости.
Экстрагирование — избирательное растворение
жидкостей в различных растворителях — применяют для
очистки жидкостей от ядовитых веществ и загрязнений.
Общие признаки гетерогенных реакций. При всем
многообразии гетерогенных реакций им присущ ряд об-
щих признаков. Гетерогенные реакции происходят либо
гомогенно в жидкой или газовой фазе, либо гетерогенно
на границе раздела фаз и протекают с переносом реа-
гирующих веществ из одной фазы в другую через по-
верхность раздела. Межфазный перенос вещества, или
массопередача, осуществляется диффузионным процес-
сом и, как правило, является наиболее медленным эта-
пом гетерогенных реакций, определяющим их общую
скорость.
Межфазный перенос вещества может осуществляться
как самостоятельный процесс или сопровождаться хими-
ческими превращениями. Примером массопередачи,
происходящей как самостоятельный процесс, могут слу-
жить адсорбция и десорбция, плавление и кристаллиза-
ция, испарение и конденсация, а примером межфазного
переноса вещества, сопровождаемого химическими реак-
циями,— химическое растворение.
Скорость гетерогенной реакции. Скорость гетероген-
ных реакций зависит от площади поверхности соприкос-
новения реагирующих фаз, которая определяется сте-
пенью измельчения и интенсивностью перемешивания
реагирующих веществ. В системах газ — твердое тело
24
и жидкость — твердое тело при интенсивном перемеши-
вании поверхность соприкосновения равна суммарной
поверхности всех твердых частиц, омываемых газом или
жидкостью.
Распространенным способом повышения скорости
гетерогенных реакций является увеличение поверхности
соприкосновения реагирующих фаз. Обычно увеличива-
ют поверхность более тяжелой фазы: жидкой в системе
газ— жидкость и твердой в системах газ — твердое тело,
жидкость — твердое тело. Для увеличения поверхности
твердых тел их измельчают или увеличивают их пори-
стость, а для увеличения поверхности жидкой фазы раз-
брызгивают жидкость в потоке газа или пропускают
пузырьки газа через жидкость.
§ 6. Состояние и свойства поверхности полупроводни-
ков
1.
Валентные связи
полупровод-
ника:
— замкнутые в объеме, 2 —
свободные на поверхности
Рис.
в кристалле
Электрические параметры полупроводниковых прибо-
ров, а также их способность работать в течение длитель-
ного времени во многом зависят от состояния и степени
чистоты поверхности полупроводников.
Электрические свойства поверхности полупроводника
отличаются от электрических свойств его объема, так
как поверхностные атомы кристаллической решетки име-
ют свободные валентные свя-
зи, образовавшиеся в резуль-
тате обрыва кристаллической
решетки (рис. 1). Состояние
поверхности полупроводника
зависит от механических
(резки, шлифовки, полировки
и др.) и химических (очистки,
травления, нанесения покры-
тий) методов обработки, а так-
же от условий окружающей
среды.
При механической обра-
ботке на поверхности образу-
ется слой с нарушенной крис-
таллической решеткой и поверхность становится шеро-
ховатой, загрязняется, а при химической она покрыва-
ется окисной пленкой, толщина которой зависит от
применяемых реактивов и режимов обработки, и загряз-
25
йяется присутствующими в реактивах примесями. Под
воздействием окружающей среды изменяются электри-
ческие свойства незащищенной поверхности полупро-
водника, увеличивается толщина окисных пленок и по-
верхность дополнительно загрязняется. Загрязнения,
попадающие на поверхность полупроводника из окру-
жающей среды, а также при взаимодействии с тех-
нологическими средами и химическими реактивами,
ухудшают и вызывают дрейф характеристик полупровод-
никовых приборов. Особенно опасны загрязнения поверх-
ности в производстве интегральных микросхем, на
единице площади которых расположено большое ко-
личество полупроводниковых элементов. Так, загряз-
нение даже одного микроучастка может вывести из
строя всю микросхему. Поэтому загрязнения необходи-
мо удалять.
Очистка поверхности полупроводников и ее защита от
воздействия внешней среды — сложные технологические
процессы.
Различают загрязненную, чистую и атомарно-чистую
поверхности. Загрязненная поверхность требует очистки.
Чистой считают поверхность, на которой остается допу-
стимое количество загрязнений, а атомарно-чистой — на
которой отсутствуют какие-либо посторонние вещества.
Предъявляемые на различных этапах изготовления полу-
проводниковых приборов и микросхем требования к чис-
тоте поверхности неодинаковы. Поверхность, чистая для
одной операции, может оказаться недопустимо грязной
для другой.
Источниками загрязнения поверхности полупроводни-
ковых пластин (кристаллов) являются: абразивные, сма-
зочные и клеющие материалы, используемые при меха-
нической обработке; пыль, водяные пары, пары масел
и другие загрязнения, попадающие из атмосферы произ-
водственных помещений; технологические среды (газы,
вода, химические реактивы), в которых обрабатывают
полупроводники, а также инструмент, оснастка, тара для
переноса и хранения, с которыми они соприкасаются;
материалы покрытий (лаки, смолы, герметики) для за-
щиты и герметизации полупроводниковых приборов.
Продукты дыхания, отпечатки пальцев, кремы, пудры,
аэрозоли также загрязняют поверхность. Поверхностные
загрязнения можно разделить на молекулярные, ионные
и атомарные.
26
к молекулярным относят органические (нату-
ральный и синтетический воски, смолы, масла, жир, ос-
татки фоторезистов, растворителей и др.), и механиче-
ские (пыль, абразивные частицы, ворсинки, частицы
металлов, полупроводников, кварца и других техноло-
гических материалов) загрязнения, пленки химических
соединений (окислов, сульфидов, нитридов и др.), обра-
зующиеся при химической и термической обработках,
хранении полупроводниковых пластин, а также газы
и пары.
Молекулярные загрязнения закрепляются на поверх-
ности полупроводника электростатически. Исключение
составляют пленки химических соединений, имеющие
прочную химическую связь с поверхностью полупровод-
ника. Молекулярные загрязнения вызывают технологиче-
ский брак. Так, при выращивании эпитаксиальных слоев
из-за микроскопических молекулярных загрязнений об-
разуются дефекты кристаллической решетки. Остатки
молекулярных загрязнений снижают качество процессов
фотолитографической обработки и вызывают быстрый
износ фотошаблонов. Нерастворимые в воде органиче-
ские загрязнения делают поверхность гидрофобной, что
препятствует ее очистке от ионных и атомарных приме-
сей, поэтому их удаление должно быть первым этапом
очистки поверхности.
К ионным загрязнениям относят растворимые
в воде солЯ, кислоты и основания, которые осаждаются
на поверхности пластин из травильных и моющих раст-
воров. Особо вредное воздействие оказывают ионы ще-
лочных металлов, которые при повышенных температу-
рах или под действием электрического поля могут пере-
мещаться по поверхности полупроводника, что приводит
к изменениям электрических характеристик полупровод-
никовых приборов и в некоторых случаях к выходу их
из строя. Ионные загрязнения адсорбируются на поверх-
ности, образуя с ней физическую или химическую связь.
К атомарным загрязнениям относят атомы
тяжелых металлов (золота, серебра, меди, железа), оса-
ждающиеся на поверхности полупроводников в виде ме-
таллических микрозародышей из химических реактивов.
Атомарные загрязнения влияют на время жизни неоснов-
ных носителей тока, поверхностную проводимость и дру-
гие электрофизические параметры полупроводниковых
материалов,
?7
Даже незначительные загрязнения поверхности полу-
проводниковых пластин (10-8—10-7 г/см2) резко ухудша-
ют характеристики полупроводниковых приборов и со-
кращают срок их службы. Технология полупроводнико-
вого производства должна обеспечивать максимально
возможное удаление всех поверхностных загрязнений,
способных оказывать вредное воздействие на работу по-
лупроводниковых приборов.
§ 7. Методы очистки поверхности полупроводников
Удаление загрязнений с поверхности твердого тела
физическими (механическим сдиранием, смыванием по-
током жидкости или газа, бомбардировкой электронны-
ми или ионными пучками, обработкой в плазме, испаре-
нием при высоких температурах в вакууме) и химиче-
скими (растворением, эмульгированием, с помощью хи-
мических реакций) методами называют очисткой.
Чтобы выбрать метод очистки, необходимо знать, ка-
кие загрязнения имеются на поверхности и какое влия-
ние они оказывают на работу полупроводниковых прибо-
ров, как их можно удалить с поверхности, а также мето-
ды контроля чистоты поверхности. Вид и степень загряз-
нения поверхности определяются технологическими
операциями, предшествующими очистке, а требования
к чистоте поверхности — операциями, выполняемыми
вслед за ней. Обычно на поверхности полупроводниковых
пластин имеются молекулярные, ионные и атомарные за-
грязнения. Как уже отмечалось, при очистке в первую
очередь необходимо удалить молекулярные органические
загрязнения и химически связанные с поверхностью плен-
ки, а затехМ остаточные ионные и атомарные загрязнения.
Поверхностные загрязнения удаляют: механическим
«сдиранием» щетками, кистями, газовыми пузырьками;
смыванием потоком жидкости или газа; полным или час-
тичным растворением; переводом посторонних примесей
в состояние растворимых соединений с помощью химиче-
ских реакций; солюбилизацией (растворением частиц
примесей в поверхностно-активном веществе); смещени-
ем частиц примесей при адсорбировании поверхностно-
активного вещества; размельчением твердых примесей
и эмульгированием жиров; омылением масел и жирных
кислЬт щелочами. Эффективность удаления поверхност-
ных загрязнений повышается, если различные методы
28
очистки применяют совместно. Особенно часто исполь-
зуют механическую очистку в сочетании со смыванием
или растворением.
Чтобы обеспечить эффективность и экономичность
очистки, необходимо учитывать вид удаляемых загрязне-
ний, степень загрязненности и требуемую чистоту поверх-
ности, свойства очищаемых материалов, вид очищающе-
го средства, метод контроля чистоты поверхности и про-
изводительность оборудования.
Удаление загрязнений с 'поверхности твердого тела
жидкими моющими средствами и такие сопутствующие
процессы, как размельчение твердых и эмульгирование
жировых загрязнений, предотвращение их повторного
осаждения на очищаемую поверхность, называют отмыв-
кой. В качестве моющих средств используют раствори-
тели, поверхностно-активные вещества, щелочные и кис-
лотные растворы, а также эмульсии. Чтобы удаляемые
загрязнения повторно не осаждались на очищаемую по-
верхность, их следует непрерывно удалять из моющего
раствора, связывать в устойчивые комплексы или перево-
дить в эмульсии.
§ 8. Механизм загрязнения поверхности полупровод-
ников
Взаимодействие полупроводников с окружающей сре-
дой (кислородом, водородом и другими газами, парами
воды, органических растворителей и различных химиче-
ских реактивов), а также с всевозможными жидкими
средами (при отмывке и травлении полупроводников
и осаждении на них покрытий) приводит к адсорбции
загрязнений на их поверхности.
Изучение механизма процессов адсорбции и разра-
ботка эффективных способов десорбции адсорбирован-
ных загрязнений позволяют обеспечить высокую степень
чистоты поверхности полупроводниковых материалов,
улучшить характеристики и увеличить выход годных при-
боров.
Знание закономерностей процессов адсорбции и де-
сорбции представляет значительный интерес, так как ад-
сорбция кислорода и паров воды является первым эта-
пом процессов формирования окисных пленок на поверх-
ности полупроводников, а адсорбция ионов из растворов
29
электролитов лежит в основе процессов химического
и электрохимического осаждения металлов на поверх-
ность твердого тела. Процессы химического травления
также основаны на первичной адсорбции, за которой
следует реакция между адсорбированными веществами
и атомами поверхности. При разнообразных методах
очистки поверхности твердого тела протекают процессы
десорбции примесей.
Как уже отмечалось, причиной адсорбции является
наличие незамкнутых валентных связей у поверхностных
атомов твердого теДа. В зависимости от типа связи ад-
сорбированного вещества с поверхностью различают фи-
зическую и химическую адсорбцию.
Физическая адсорбция происходит в резуль-
тате межмолекулярного взаимодействия сил, называе-
мых силами Ван-дер-Ваальса, а также электростатиче-
ской поляризации (кулоновское взаимодействие заря-
женных частиц) и является обратимым процессом. Неко-
торые адсорбированные частицы, совершая тепловые ко-
лебательные движения, могут преодолеть силы, связы-
вающие их с поверхностью, и перейти в исходную фазу.
При химической адсорбции (хемосорбции)
образуются прочные ковалентные или ионные связи меж-
ду атомами адсорбированного вещества и поверхности.
Этот процесс является необратимым. (Ковалентные свя-
зи— это электронные пары, общие для соединяю-
щихся атомов; ионные связи образуются вследствие
перехода валентных электронов от одного атома
к другому.)
При физической адсорбции можно получить несколь-
ко адсорбированных сдоев, а при химической образуется
только один сДой (монослой). Процессы адсорбции всег-
да происходят с выделением тепла. При физической
адсорбции выделение тепла значительно меньше, чем
при химической, и она протекает значительно быстрее.
При низких температурах физически адсорбироваться
может любое вещество на любой поверхности, тогда как
химическая адсорбция протекает лишь в случае химиче-
ского сродства (способности образовывать химическое
соединение) адсорбируемого и адсорбирующего веществ.
При физической адсорбции адсорбированное вещество
удаляется чистым растворителем: процесс удаления
хемосорбированных веществ требует более сложных
методов.
30
§ 9. Адсорбция газов и парой воды
Адсорбция газов зависит от размера поверхнос-
ти, не занятой молекулами адсорбируемого вещества,
температуры, давления, а также от природы адсорби-
руемого и адсорбирующего веществ. Поскольку процесс
адсорбции протекает с выделением тепла, то в соответ-
ствии с принципом Ле-Шателье (см. § 4) количество
адсорбированных молекул газа в условиях установивше-
гося равновесия должно уменьшаться с повышением
температуры. При повышении давления количество ад-
сорбированных молекул увеличивается.
Адсорбция паров воды имеет важное значе-
ние, так как главным образом попаданием паров воды
внутрь герметизирован-
ного корпуса можно объ-
яснить нестабильность
параметров приборов.
Пары воды адсорбируют-
ся как на чистой, так и
на окисленной поверхнос-
ти полупроводника.
Из показанных на
рис. 2 кривых (изотерм),
снятых при постоянной
температуре, видно, что
монослой адсорбирован-
ных паров воды на по-
верхности германия (кри-
вая /), а также окиси германия и кремния (кривая 2)
образуется при относительной влажности P/Pq, равной
10%. При относительной влажности 80% адсорбируется
шесть слоев воды на поверхности германия и три на
поверхности окиси германия и кремния. Эксперименталь-
но установлено, что первый адсорбированный слой воды
неподвижен, второй является переходным, а последую-
щие подвижны и ведут себя как вода в жидком состоя-
нии, т. е. в них могут растворяться различные примеси,
что в свою очередь приводит к возникновению ионной
проводимости, которая проявляется в виде утечек при
измерениях и работе приборов и микросхем.
На чистой и окисленной поверхности полупроводника
происходит физическая адсорбция паров воды; при тем-
пературах выше 230° С она становится химической.
п, слоев
7
6
10 20 30 4030 60 70 8090100 P/P6l %
J’
2-
1 -
0
Рис. 2. Зависимость количества
адсорбированных слоев паров во-
ды от относительной влажности:
1 — на германии, 2 — на окиси герма-
ния и кремния
31
Даже незначительные следы паров воды (при отно-
сительной влажности около 1%) оказывают заметное
влияние на параметры приборов. При относительной
влажности более 30% из-за адсорбции паров воды на
поверхности полупроводников могут образоваться кана-
лы проводимости, приводящие к значительному возрас-
танию обратных токов р—n-переходов. Отрицательное
воздействие адсорбированных паров воды на свойства
полупроводниковых приборов становится особенно зна-
чительным при влажности более 40%, что выражается
в ухудшении параметров, изменении характеристик во
времени и уменьшении надежности приборов.
Поскольку адсорбция паров воды на поверхности
полупроводников обратима, вызванные ею изменения
параметров, можнр устранить десорбцией подвижных
слоев, прогревая перед герметизацией приборы в ваку-
уме.
§ 10. Адсорбция металлических примесей из промы-
вочных растворов и травителей
Адсорбция металлов на поверхности полупроводника
при травлении и промывке полупроводниковых пластин
отрицательно влияет на характеристики изготовляемых
приборов. При адсорбции металлических примесей из
растворов одновременно с адсорбцией молекул (ионов)
растворенного вещества происходит адсорбция молекул
растворителя. При этом молекулы растворенного вещест-
ва образуют первый слой, а образование второго слоя
происходит в результате адсорбции молекул раствори-
теля. Адсорбция металлических примесей зависит от их
концентрации и свойств, а также от температуры раст-
вора. При повышении температуры количество адсорби-
рованных из растворов примесей может как уменьшать-
ся, так и увеличиваться.
Адсорбция ионов металлов из промы-
вочных растворов является электрохимическим
процессом, называемым электроосаждением из раствора
или бестоковой хемосорбцией. Если полупроводниковую
пластину опустить в раствор, содержащий электрически
заряженные частицы — ионы, между ионами и полупро-
водником начнется обмен электронами. В первый момент
переход электронов приводит к тому, что в жидкой фазе
и на поверхности полупроводника появляются заряды
32
разных знаков, вследствие чего создается разность по-
тенциалов на границе раздела фаз и возникает двойной
электрический слой, образованный электронами или
дырками на поверхности полупроводника и ионами про-
тивоположных знаков в растворе вблизи нее (рис. 3).
По мере возрастания разности потенциалов наступает
момент, когда обмен зарядами в обоих направлениях
происходит с одинаковыми ско-
ростями, т. е. в системе раст-
вор — полупроводник устанав-
ливается равновесие, так как
электрическое поле препятствует
обмену зарядами. Этому состоя-
нию соответствует равновесная
концентрация адсорбированных
на поверхности полупроводника
ионов.
Количество адсорбирован-
ных на поверхности полупровод-
ника ионов зависит от разности
электрохимических потенциалов
ионов металлов фм/р и полупро-
водника (рп/р в растворе. Процесс
бестоковой хемосорбции метал-
Рис. 3. Структура двой-
ного электрического слоя
на границе раздела фаз:
/ — полупроводник, 2 — рас-
твор
лических ионов возможен только в случае, если
фм/р фп/р < 0.
Под электрохимическим потенциалом заряженной
частицы понимают сумму ее химической и электрической
энергии. Положительный электрохимический потенциал
характеризует способность частицы вещества вступать
в электрохимическое взаимодействие с выделением
энергии.
Ионы таких металлов, как серебро, золото, медь,
мышьяк, ртуть, имеют положительный электрохимиче-
ский потенциал и легко адсорбируются на поверхности
полупроводника. Увеличение кислотности* раствора
делает электрохимический потенциал полупроводника
более отрицательным, поэтому адсорбция из-Щелочных
растворов протекает интенсивнее, чем из кислотных.
* Кислотность раствора характеризуют логарифмом значения
концентрации ионов водорода, взятым с обратным знаком, и обо-
значают символом pH.
3 2673
33
Скорость электрохимической адсорбции зависит ot
поверхностной концентрации участвующих в обмене
носителей заряда. При реакции восстановления ионов
в обмене зарядами участвуют электроны, а при реакции
окисления — дырки. Если обмен происходит с участием
неосновных носителей заряда, из-за малой их концентра-
ции адсорбция замедляется.
В зависимости от электрохимических потенциалов,
размеров и степени сольватации ионы одинаковой ва-
лентности адсорбируются по-разному. Процесс присоеди-
нения молекул растворителя к молекулам или ионам
растворенного вещества называют сольватацией. Част-
ным случаем сольватации является гидратация — присо-
единение молекул воды.
В большинстве случаев адсорбция ионов из раство-
ров необратима, т. е. добавление растворителя не при-
водит к десорбции. На химическую связь между ионами
и поверхностными атомами полупроводника указывает
и тот факт, что скорость адсорбции ионов часто возрас-
тает с повышением температуры. При физической ад-
сорбции наблюдается обратная зависимость.
Наряду с хемосорбцией ионов из растворов могут
физически адсорбироваться в малых количествах ионы,
электрохимические потенциалы которых более отрица-
тельны, чем потенциал полупроводника. Иногда физиче-
ская адсорбция может быть значительной. Адсорбция
поляризованных молекул растворителя, образующих
второй адсорбированный слой, также имеет физическую
природу.
Адсорбция ионов металла из травите-
лей отличается тем, что при травлении происходит не-
прерывное растворение поверхности, на которую адсор-
бирована примесь. Количество адсорбированной примеси
определяется не только скоростями адсорбции и десорб-
ции, но и зависит от скорости травления. При травлении
полупроводников происходит окисление поверхностного
слоя и растворение образовавшегося окисла, т. е. примеси
из травителей адсорбируются на непрерывно изменяю-
щуюся поверхность, покрытую более или менее толстым
слоем окисла.
Если ионы металла адсорбируются на окисленную
поверхность, они не могут восстановиться до элементар-
ного состояния, так как полупроводник отдал валентные
электроны кислороду, и осаждаются в ионном состоя-
34
нии, а если они адсорбируются на неокисленную поверх-
ность, то выделяются в элементарном состоянии (в виде
вещества), получив от полупроводника валентные
электроны.
При адсорбции металла в ионном состоянии сначала
происходит выделение ионов на участках поверхности,
имеющих наибольшую адсорбирующую способность
(трещины, сколы, царапины, дислокации и другие де-
фекты поверхности), а затем — заполнение остальных
участков поверхности, вплоть до образования монослоя.
Дальнейшая адсорбция может протекать в результате
межмолекулярного взаимодействия, и образующиеся
слои будут связаны с поверхностью менее прочно, чем
первый.
При выделении металла в элементарном состоянии
механизм адсорбции иной. Лишенные заряда атомы ме-
талла осаждаются прежде всего на дефектных участках
поверхности, имеющих большое количество незамкнутых
связей. Адсорбированные атомы металла, полупровод-
ник и травитель образуют микроскопические химические
источники тока (гальванические элементы), и процесс
адсорбции протекает как электролиз. В результате про-
исходит восстановление ионов металла на поверхности
полупроводника и в местах первичной адсорбции обра-
зуются скопления осадившихся атомов металла, кото-
рые, разрастаясь, могут сомкнуться и покрыть всю по-
верхность. После образования сплошного покрытия вы-
деление металла заканчивается, так как прекращается
действие гальванических элементов. Количество выде-
лившегося в элементарном состоянии металла во много
раз превышает количество металла, выделяющегося
в ионном состоянии.
Начиная с того момента, когда на поверхности полу-
проводника образуются микроскопические источники
тока, количество адсорбированного металла п0 (количе-
ство атомов на единицу поверхности), казалось бы,
должно возрастать пропорционально времени t (мин),
однако этого не происходит и количество выделившего-
ся металла остается постоянным (рис. 4). Это можно
объяснить тем, что в процессе травления происходит
непрерывное растворение поверхностных слоев полупрот
водника с адсорбированной примесью и устанавливает:
ся равновесное количество адсорбированных атомов мет
Тадда, определяемое скоростями адсорбции примеси
35
и травления полупроводника. Количество адсорбирован-
ных атомов зависит от рельефа поверхности и некото-
рое его уменьшение в начале травления можно объяс-
нить выравниванием поверхности, в результате чего ре-
альная поверхность уменьшается.
п0, ат/см2
----------Zr\(210'2)
-----------Jn(2f0'4)
-----------Aq(2f0~4)
___________Си (210'4)
-----------Sb Г210'2)
। — Ш5-10'5)
4 6 8 t,MUH
Рис. 5. Зависимость количе-
ства адсорбированных приме-
сей кобальта, меди, серебра,
ртути и золота от их электро-
химических потенциалов из
травителя, содержащего азот-
ную и плавиковую кислоты
Рис. 4. Зависимость количест-
ва адсорбированных примесей
цинка, индия, серебра, меди,
сурьмы и золота от времени
травления кремния в кислот-
ных травителях (в скобках
указаны концентрации приме-
сей в травителях)
Количество адсорбированных атомов зависит также
от электрохимического потенциала ф металлической
примеси (рис. 5) и чем он выше, тем больше металла
адсорбируется на поверхности. Исключение составляет
золото, которое осаждается из травителей, содержащих
азотную кислоту в значительно меньших количествах,
чем можно было бы ожидать, исходя из его электрохи-
мического потенциала. Это объясняется тем, что азотная
кислота или один из продуктов реакции образуют устой-
чивые комплексы с ионами золота.
Адсорбция металлов из травителей может происхо-
дить не только в ионном или элементарном состоянии, но
и в виде коллоидных частиц. Слабосвязанные сгустки
молекул (размером 10-7—10-5 см) в растворах называ-
ют коллоидными частицами. Образование коллоидных
частиц характерно для щелочных травителей.
При адсорбции ионов металлов из не-
травящих водных растворов после погруже-
ния полупроводника в раствор скорость осаждения
очень велика и за 1 мин на поверхности высаживается
1011—1013 ат/см2. Затем скорость значительно уменьша-
36
течение длительного времени
ется, но количество адсорбированной примеси продолжа-
ет медленно расти в
(рис. 6).
Поверхность гер-
в нетравящих
растворах
до моно-
13
12
2п(10-3)
3nttO~<) ,
Ад(10'4)
Ли. (10^)
14
11
О 10 20 30
Рис. 6. Зависимость количества ад-
сорбированных примесей цинка, ин-
дия, серебра, меди и золота на
кремнии из нетравящего водного
раствора от времени (в скобках ука-
заны концентрации примесей в раст-
воре)
резуль-
чего ионы метал-
электрохимиче-
потенциал кото-
более положите-
чем потенциал германия, могут адсорбироваться
ign0
Си на Ge(10'4)
АдназкЮ'2)
^-Jn на GellO'3)
—ЗпнаЗКЮ'2/
СинаЫНГ1)
is
мания
водных
окисляется
окиси, которая явля-
ясь сильным восстано-
вителем, быстро окис-
ляется до двуокиси и
растворяется в воде.
При этом поверхност-
ные атомы германия
вступают в контакт с
раствором, в
тате
лов,
ский
рых
лен,
в элементарном состоянии в виде микрозерен (скопле-
ний атомов), размеры которых постепенно увеличива-
ются. Количество адсорбированного на германии метал-
ла может быть значи-
тельным.
На поверхности крем-
ния в нетравящих вод-
ных растворах образует-
ся плотная нераствори-
мая в воде пленка дву-
окиси кремния, на кото-
рую адсорбируются ме-
таллические примеси в
ионном состоянии; их
максимальное количест-
во— один слой.
При увеличении кис-
лотности водного раство-
ра адсорбция металличе-
ских примесей на герма-
нии и кремнии увеличивается. Однако при некотором
значении pH начинается переход растворенных в воде
примесей в коллоидное состояние, что обусловлено гид-
t,MUH
2 4 6 8 10 12 рН
14
12
Рис 7. Зависимость количества
адсорбированных примесей сереб-
ра, меди и индия из водных раст-
воров на германии и кремнии от
кислотности раствора (в скобках
указаны концентрации примесей
в растворе)
37
релизом — процессом взаимодействия веществ с водой.
Переход примеси в коллоидное состояние сопровожда-
ется уменьшением положительного заряда ионов (кол-
лоидные частицы гидроокисей металлов заряжены, как
правило, отрицательно) и уменьшением их адсорбцион-
ной способности (рис. 7), что приводит к образованию
максимума на кривых зависимости адсорбции от pH
раствора.
§ 11. Десорбция адсорбированных примесей с поверх-
ности германия и кремния
Как отмечалось, адсорбция примесей из промывочных
растворов и травильных смесей приводит к нежелатель-
ному загрязнению поверхности полупроводника, особен-
но опасному, если после обработки в жидкой среде
следует термический процесс. Удаление загрязнений, ад-
сорбированных на поверхности полупроводника,— де-
сорбцию осуществляют растворением или испарением,
замещением адсорбированных загрязнений легко удали-
мыми веществами или переводом их в растворимые
комплексные соединения.
Удаление адсорбированных примесей промывкой чис-
тыми растворителями или испарением в вакууме эффек-
тивно только при физической адсорбции. Как правило,
адсорбированные в ионном или элементарном состоянии
металлические примеси лишь в незначительной степени
удаляются промывкой в деионизованной воде. Экспери-
ментально установлено, что после получасовой промывки
в горячей деионизованной воде на поверхности образцов
остается 90—98% первоначального количества адсорби-
рованных металлов.
Применение ультразвуковой отмывки водой также не
обеспечивает эффективной десорбции примесей метал-
лов: на поверхности полупроводника остается более
80% или 30—40% примесей, соответственно адсорбиро-
ванных в ионном или элементарном состоянии.
Удаление металлических примесей, адсорбированных
в ионном состоянии, с помощью кислот основано на
вытеснении ионов металла ионами водорода. Кроме то-
го, кислоты могут растворять адсорбированные коллоид-
ные частицы. Если вещество адсорбировано в элементар-
ном состоянии* в ^зчесж десорбентов применяют кис*
лоты, растворяющие данное вещество. Использование
комплексообразователей, образующих устойчивые комп-
лексы с перешедшими в раствор ионами металла, сни-
жает вероятность повторной адсорбции этих ионов и со-
здает условия для эффективной десорбции загряз-
нений.
Хорошим комплексообразователем для многих ме-
таллов является ион фтора. Поэтому плавиковую кис-
лоту широко применяют для десорбции Д различных
металлических загрязнений (рис. 8,а). Особенно эффек-
тивна плавиковая кислота при десорбции примесей с по-
верхности окисленного полупроводника, так как она
растворяет окисную пленку и вместе с окислом в раствор
переходят адсорбированные примеси.
Рис. 8. Зависимость десорбции металлических примесей с поверх-
ности полупроводника от времени обработки:
а — в плавиковой кислоте, б — в ацетонитриле
Хорошим комплексообразователем является циани-
стый калий, эффективность водного раствора которого
обусловлена высокой способностью иона CN~ образовы-
вать стойкие комплексы с золотом, серебром, медью
и другими металлами. На производстве чаще применяют
кипящий ацетонитрил CH3CN (рис. 8,6), который обла-
дает меньшей десорбирующей способностью, но зато
не так ядовит, как цианистый калий. В качестве комп-
лексообразователей для десорбции металлических за-
грязнений применяют также этилендиаминтетрауксус-
ную кислоту (трилон-Б), тиооксин и другие соединения.
39
§ 12. Основы электрохимического формирования ди-
электрических и проводящих пленок
Процессы, протекающие в электролитах под дейст-
вием электрического тока, называют электрохимически-
ми. Водные и неводные растворы кислот, щелочей и их
солей, в которых электрический ток переносится ионами,
называют электролитами. Электрохимические методы
обеспечивают надежный контроль обработки и высокую
воспроизводимость результатов, так как ток легко регу-
лировать.
В полупроводниковом производстве электрохимиче-
скую обработку применяют для травления и полировки
поверхности полупроводников, удаления с нее загряз-
нений, выявления р—n-переходов, дефектов кристалли-
ческой структуры и неоднородностей в распределении
легирующих примесей, а также для осаждения диэлек-
трических и проводящих пленок. Электрохимическими
методами можно получать полупроводниковые пластины
и кристаллы разнообразных геометрических форм и раз-
меров, не внося механических нарушений в кристалли-
ческую решетку, изменять электрические характеристики
приборов и др.
При прохождении постоянного электрического тока
через электролит на электродах выделяются соответст-
вующие вещества. Этот процесс называют электролизом.
Электролиз широко используют в промышленности для
производства некоторых химических продуктов (напри-
мер, водорода, кислорода, хлора и др.), а также для
получения и очистки таких металлов, как алюминий,
медь, магний, никель, свинец. В полупроводниковой тех-
нологии электролиз применяют для покрытия деталей
диэлектрическими и металлическими пленками. Метал-
лические покрытия, полученные электролизом, называ-
ют также гальваническими.
Основные законы электролиза сформулированы
английским ученым Фарадеем.
Первый закон Фарадея гласит, что количество
вещества Q (г), выделившегося на электроде, прямо
пропорционально количеству электричества It (А-ч),
прошедшего через электролит,
Q~It.
Так, если через электролит пропускать ток 10 А в те-
чение 10 ч или 100 А в течение 1 ч, в обоих случаях
40
количества электричества, прошедшие через электролит,
будут равны 100 А-ч.
Второй закон Фарадея гласит, что при про-
хождении одного и того же количества электричества
через различные электролиты количества веществ, выде-
лившихся на электродах, пропорциональны грамм-
эквивалентам этих веществ. Грамм-эквивалент ве-
щества равен отношению атомной массы к валент-
ности. Так, грамм-эквивалент двухвалентной меди ра-
вен 63,57:2 = 31,78 г, а шестивалентного хрома —
52,01 : 6 = 8,67 г.
Из первого и второго законов Фарадея следует, что
для выделения на электроде одного грамм-эквивалента
вещества необходимо, чтобы через электролит прошло
одно и то же количество электричества, называемое чис-
лом Фарадея и равное 96 500 Кл, или 26,8 А-ч. Количе-
ство вещества, которое должно выделиться при прохож-
дении через электролит 1 А-ч, называют электрохимиче-
ским эквивалентом этого вещества.
Обычно на электродах выделяется меньше вещества,
чем следует из законов Фарадея, что объясняется про-
теканием в электролитической ванне побочных реакций
(например, реакций выделения водорода и кислорода).
Отношение количества выделившегося на электроде
вещества к теоретически возможному называют выхо-
дом по току электрохимического процесса.
§ 13. Электрохимическое осаждение проводящих пле-
нок
Впервые использовал электролиз для осаждения ме-
талла в 1837 г. русский ученый Б. С. Якоби.
Электрохимическое осаждение металлов проводят
из водных или неводных растворов их простых солей
(хлоридов, сульфатов, нитратов) или из растворов, со-
держащих комплексные ионы металлов (например, из
цианистых электролитов). На рис. 9 показана ванна для
электрохимического осаждения металлопокрытий. При
прохождении постоянного электрического тока от внеш-
него источника через проводящий раствор соли осажда-
емого металла на поверхности образца, являющегося
катодом, происходит разряд положительно заряженных
ионов металла, в результате чего обеспечивается рост
металлического слоя,
41
Процесс нанесения электрохимических (гальваниче-
ских) металлопокрытий состоит из подготовки поверх-
ности образца, нанесения покрытия и обработки его.
Перед нанесением гальванического покрытия поверх-
ность образца механически обрабатывают, обезжирива-
Рис. 9. Ванна для электрохими-
ческого осаждения металлопо-
крытий:
/ — корпус ванны, 2 — электронагрева-
тель, 3 — анод, 4 — электролит, 5 — фто-
ропластовый барабан с дырками, 6 —
контактное кольцо, 7 — металлическая
сетка, в которой размещают детали
ют, травят и декапиру-
ют. Целью механической
обработки (шлифования
или полирования) явля-
ется получение гладкой,
а иногда шероховатой
(матированной) поверх-
ности. Обезжириванием
с поверхности удаляют
органические загрязне-
ния (шлифовальные или
полировальные пасты,
смазочные масла, клею-
щие материалы). Обез-
жиривающие смеси или
растворители смывают
деионизованной водой,
а окисные пленки удаляют химическим или электрохи-
мическим травлением. Для удаления тонкого слоя окис-
лов, образовавшихся на подготовленной к покрытию
поверхности металла при хранении или транспортиров-
ке, выполняют декапирование — обработку в слабых
растворах серной или соляной кислоты, продолжитель-
ность которой обычно не превышает 1 мин. Поверхности,
не подлежащие покрытию, изолируют окислами, фото-
резистами, химически стойкими лаками.
Продолжительность электролиза можно определить
по следующей формуле:
t = Arf60- 100/еВт/к,
где t — продолжительность электролиза, мин; h — тол-
щина покрытия, см; d — плотность осаждаемого метал-
ла, г/см3, е— электрохимический эквивалент металла,
г/(А-ч), Вт — выход по току, %, /к — плотность катод-
ного тока, А/дм2.
Качество гальванического покрытия зависит от со-
стояния поверхности образца, состава электролита,
а также технологического режима и способов подвеши-
вания и расположения обрабатываемых деталей и ано-
4?
дов в гальванической ванне. Изменение состава элек-
тролита может привести к изменению структуры
и свойств металлопокрытия. Прочность сцепления по-
крытия с поверхностью образца зависит от температуры
электролита. Как правило, при повышении температу-
ры электролита увеличивается прочность сцепления,
и, следовательно, повышается качество покрытия. При
низких температурах получают хрупкие, растрескиваю-
щиеся покрытия.
Значительное влияние на качество покрытия оказы-
вает кислотность электролита. Оптимальные значения
pH для каждого электролита определяют опытным
путем. При электролизе необходимо непрерывно контро-
лировать кислотность и поддерживать ее на нужном
уровне, добавляя в электролит растворы химически
чистых кислот или щелочей. Увеличение кислотности
снижает кроющую способность электролита, уменьшает
выход по току и приводит к образованию грубых шеро-
ховатых покрытий. Свойство электролита равномерно
распределяться по поверхности образца в виде тонкой
сплошной пленки называют кроющей способностью. При
низкой кислотности электролита могут образоваться
гидроокиси металлов, ухудшается прочность сцепления
покрытия с образцом и может произойти растрескива-
ние металлопокрытия.
Пористость металлопокрытия вызывается плохой
подготовкой поверхности образца, а также загрязнени-
ем электролита продуктами растворения анода, пылью,
нерастворимыми взвешенными в электролите твердыми
частицами.
Основным требованием, предъявляемым к покрытию,
является равномерность его толщины по поверхности
образца. Поскольку масса выделившегося на катоде
металла зависит от плотности тока и времени электро-
лиза, толщина покрытия будет равномерной, если плот-
ность тока одинакова на всех участках поверхности об-
разца. Плотность тока на поверхности образца, имеюще-
го сложную форму, зависит от сопротивления электро-
лита и, следовательно, от расстояния между анодом
и катодом. Так как форма анода не может повторять
форму неровностей покрываемого образца (катода), т. е.
невозможно иметь одинаковое расстояние от анода до
каждого участка поверхности катода, применяют плос-
кие аноды, что приводит к неравномерному распреде-
43
лению плотности тока по поверхности образца сложной
формы и к неравномерной толщине покрытия.
Равномерность толщины покрытия зависит также от
состава электролита и его рассеивающей способности —
свойства обеспечивать равномерное покрытие на поверх-
ности образца сложной формы. Для получения равно-
мерной толщины покрытия уменьшают сопротивление
электролита и выбирают оптимальное расстояние меж-
ду анодом и катодом.
Скорость осаждения металлопокрытия и его качество
зависят от плотности тока. При низкой плотности тока
происходит частичное осаждение слоя металла; повы-
шение плотности тока ускоряет осаждение и способству-
ет образованию мелкокристаллических слоев металла.
Однако при чрезмерном повышении плотности тока на-
чинает активно выделяться водород на катоде, в резуль-
тате чего образуются рыхлые, порошкообразные, легко
отслаивающиеся покрытия. Чтобы этого не происходило,
необходимо при высоких плотностях тока подогревать
и интенсивно перемешивать электролит.
Эффективным способом повышения скорости элек-
трохимического осаждения металлопокрытий является
применение ультразвука, что позволяет в десятки раз
увеличивать плотность тока и получать высококачест-
венные с хорошей структурой покрытия.
Однородные по толщине качественные покрытия по-
лучают также электрохимическим осаждением с исполь-
зованием переменного тока. В один полупериод напря-
жения, когда деталь является катодом, на ее поверхнос-
ти осаждается металл, а в другой, когда она становится
анодом, осажденный металл частично растворяется, при-
чем микровыступы растворяются особенно быстро, так
как плотность тока на остриях выше, чем на ровной по-
верхности. Поэтому поверхность металлопокрытий, по-
лучаемых на переменном токе, более гладкая, чем по-
верхность металлопокрытий, получаемых на постоянном
токе.
В процессах электролитического осаждения в качест-
ве анодов применяют, как правило, пластины из метал-
ла высокой чистоты, которым необходимо покрыть
образцы. Чтобы обеспечить высокую плотность тока, пло-
щадь поверхности анода должна быть достаточно боль-
шой (примерно в полтора раза больше площади поверх-
ности покрываемых деталей). При протекании электри-
44
ческого тока через электролит анод растворяется и по-
полняет электролит ионами металла, количество кото-
рых в процессе осаждения уменьшается.
Одновременно с восстановлением основного металла
на катоде происходит выделение водорода и металлов,
соли которых присутствуют в электролите в виде загряз-
нений, /что нежелательно, так как ухудшаются свойства
осаждаемых покрытий и снижается выход по току.
Механизм электрохимического осаждения металлов
на полупроводниковые образцы и металлические детали
одинаков. Необходимо только помнить, что полупровод-
ники обладают более высоким удельным сопротивле-
нием.
Закончив электрохимическое осаждение, смывают
электролит с поверхности образцов холодной или горя-
чей водой и сушат их, обдувая струей газа, или в атмо-
сфере подогретого азота. Чтобы повысить адгезию
металлопокрытий к основному материалу, образцы тер-
мически обрабатывают при 200—400° С, что также улуч-
шает некоторые эксплуатационные характеристики по-
крытий, например устраняет водородную хрупкость.
Ухудшение механических свойств металлопокрытия, вы-
званное внедрением в него водорода при электрохимиче-
ском осаждении, называют водородной хрупкостью.
Электрохимический процесс осаждения обеспечивает
прочное оцепление металлопокрытия с 1поверхностью об-
разца и позволяет контролировать толщину осаждаемо-
го слоя. Покрытия характеризуются высокой чистотой,
химической стойкостью и высокой плотностью, облада-
ют большой твердостью и износоустойчивостью, обеспе-
чивают хорошие защитные свойства при сравнительно
небольшой толщине слоя. В зависимости от условий
электролиза могут быть получены слои самой разнооб-
разной структуры: от гладких мелкокристаллических до
порошкообразных крупнокристаллических.
В то же время процесс электрохимического осажде-
ния имеет существенные недостатки. Наносить электро-
химические покрытия на полупроводниковые образцы
часто трудно из-за их небольшого размера и сложной
конфигурации, что не позволяет получить надежный
электрический контакт к каждому образцу. При группо-
вой электрохимической обработке трудно контролиро-
вать толщину .осаждаемого слоя вследствие различной
плотности тока, протекающего через образцы. Кроме
45
того, выступы и углубления, имеющиеся на поверхности
образцов, покрываются слоями неравномерной толщины.
Поэтому более широкое распространение получает хи-
мический (безэлектродный) метод осаждения покрытий.
§ 14. Химическое осаждение проводящих пленок
Рис. 10. Ванна для хи-
мического осаждения
металлов:
/ — реактор, 2 — кожух, 3 —
электронагреватель, 4 — ра-
бочий раствор, 5 — покрывае-
мые детали
В полупроводниковом производстве наиболее часто
применяют химическое осаждение проводящих пленок
методом вытеснения металлов из растворов их солей
(контактным осаждением) или
восстановлением ионов металла
в растворе специальным восста-
новителем. Процессы химическо-
го осаждения металлических сло-
ев выполняют в ванне, показан-
ной на рис. 10.
Метод контактного осажде-
ния. Химически осаждать золото,
медь, палладий, олово, имеющие
более отрицательный электрод-
ный потенциал, чем полупровод-
ник, можно вытеснением этих
металлов из растворов их солей.
При этом происходит восстанов-
ление ионов металла на поверх-
ности полупроводника и одно-
временно переход ионов полу-
проводника в раствор. При контактном осаждении об-
мен электронами между ионами металла в растворе
и поверхностью полупроводника прекращается, как
только поверхность полупроводника покроется тонкой
металлической пленкой. Перед нанесением покрытия
поверхность полупроводника обезжиривают, обрабаты-
вают в растворе плавиковой кислоты, промывают в де-
ионизованной воде и сушат.
Контактное осаждение золота выполняют в слабом
растворе золотохлористоводороднсй кислоты при ком-
натной температуре в течение нескольких секунд. Для
осаждения меди используют насыщенный раствор суль-
фата меди с добавкой 5—10% плавиковой кислоты. Про-
цесс ведут при комнатной температуре в течение не-
скольких минут.
46
Металлопокрытия, полученные контактным спосо-
бом, имеют небольшую толщину и значительную порис-
тость и служат в качестве подслоя для осаждения тол-
стых металлических пленок электрохимическим методом
или методом химического восстановления ионов метал-
ла в растворе специальными восстановителями. Слои
металлов, осажденные контактным способом, использу-
ют также в качестве источников примеси для диффузии
в полупроводник.
Метод осаждения металлических пленок восстанов-
лением ионов металла в растворе специальными восста-
новителями. Химическое осаждение выполняют в водных
растворах солей осаждаемых металлов, содержащих
также восстановитель и специальные добавки. Раствор
нагревают до определенной температуры и погружают
в него покрываемые детали с соответствующим образом
подготовленной поверхностью.
В результате взаимодействия восстановителя с водой
образуются электроны, необходимые для восстановления
ионов металла, а также водород, выделяющийся из
раствора в виде пузырьков газа, и атомы вещества вос-
становителя, которые могут внедряться в осаждаемый
металлический слой.
§ 15. Технология осаждения металлических пленок
химическим восстановлением ионов металлов
При осаждении металлических слоев химическим
восстановлением ионов металлов подготавливают по-
верхность образцов, приготовляют рабочий раствор,
осаждают металлопокрытие и термически его обраба-
тывают.
Подготовка поверхности. Для получения высококаче-
ственных металлических слоев, прочно сцепленных с ма-
териалом подложки, необходимо обеспечить высокую
чистоту ее поверхности. (Подложкой называют любое
изделие, на поверхности которого формируют металли-
ческие, диэлектрические или полупроводниковые плен-
ки.) При очистке металлических подложек органически-
ми растворителями или специальными моющими раство-
рами удаляют жировые загрязнения и стравливают
химическим или электрохимическим методом окисные
пленки. Затем подложки промывают в проточной воде
и сушат. При подготовке неметаллических подложек
47
(из диэлектриков или полупроводников) их поверхность
отмывают, делают шероховатой (матируют), а затем
наносят тонкий слой хлористого олова и проводят ак-
тивирование и сушку.
Обезжиривание и отмывка поверхности
металлов, полупроводников и диэлектриков будут рас-
смотрены в главе третьей.
Шероховатую поверхность получают меха-
нической обработкой или химическим травлением. Вы-
бор способа определяется свойствами материала под-
ложки. При осаждении металлопокрытия углубления на
шероховатой поверхности заполняются металлом и об-
разуются так называемые замки, обеспечивающие
прочное сцепление покрытия с подложкой.
Нанесение слоя хлористого олова спо-
собствует проведению операции активирования. Так как
хлористое олово хорошо адсорбируется на поверхности
многих полупроводников и диэлектриков, его наносят
методом контактного осаждения из раствора хлорида
олова в концентрированной соляной кислоте при ком-
натной температуре в течение 1 —10 мин. Иногда для
получения однородного слоя в раствор добавляют не-
большие количества смачивателя НБ или металличе-
ского олова.
Активирование — придание поверхности полу-
проводника или диэлектрика каталитических свойств
для ускорения химического осаждения металлопокры-
тия. Активирование осуществляют контактным осажде-
нием слоя каталитического металла, на который затем
химическим восстановлением можно осаждать различ-
ные металлопокрытия. Обработку проводят при комнат-
ной температуре в течение нескольких минут в раство-
рах солей палладия (например, хлористого палладия),
куда добавляют небольшие количества концентрирован-
ной соляной кислоты (до рН = 24-3). Ионы палладия
эффективно восстанавливаются гидроокисью двухва-
лентного олова, и на поверхности образуется каталити-
ческий слой палладия, способствующий осаждению раз-
личных металлопокрытий. Активирование может быть
полным, когда вся поверхность обрабатывается раство-
ром хлористого палладия, или частичным, когда участки
поверхности, не подлежащие металлизации, изолируют
защитными покрытиями (химически стойкими лаками,
перхлорвиниловыми эмалями, фоторезистами и др.).
48
После активирования подложки сушат в потоке горя-
чего воздуха.
Приготовление рабочих растворов. Химическим вос-
становлением ионов металлов можно получать металло-
покрытия как из кислых, так и из щелочных растворов.
В состав рабочего раствора входят: водные растворы
солей одного или нескольких осаждаемых металлов;
комплексообразователи; стабилизаторы растворов; бу-
ферирующие добавки; вещества, обеспечивающие необ-
ходимую кислотность растворов, восстановители и дру-
гие добавки (блескообразователи, смачиватели). Рабо-
чие растворы приготовляют в тщательно промытой ван-
не с таким расчетом, чтобы при отсутствии подложек не
происходило выпадения металла в осадок.
Рассмотрим приготовление раствора для химическо-
го никелирования. В ванну заливают необходимое коли-
чество дистиллированной воды, нагревают ее до
55—60° С и последовательно растворяют рассчитанные
количества компонентов.
Комплексообразователи предназначены для
образования с ионами никеля комплексных соединений,
способных тормозить накапливание4 в растворе нераст-
воримого соединения никеля — фосфита никеля с фос-
фористой кислотой (восстановителем), т. е. они предо-
храняют рабочий раствор от саморазложения. В то же
время комплексообразователи не должны мешать осаж-
дению металлопокрытия. В качестве комплексообразо-
вателей в кислых растворах используют глицин, соли
аминокислот, а в щелочных — аммиак и лимоннокислый
натрий.
Стабилизаторы растворов предназначены
для предотвращения образования металла в объеме
раствора и на стенках ванны и в качестве них использу-
ют каталитические яды (например, сульфид свинца,
хромат свинца, сульфид висмута, тиосульфат натрия,
тиомочевину и др.). Концентрация этих ядов в растворе
очень мала (1 ч. на миллион частей раствора). Катали-
тические яды адсорбируются на коллоидных частицах,
образующихся в растворе в процессе осаждения метал-
ла, и препятствуют их превращению в центры кристал-
лизации, предотвращая выпадение металла из раствора.
Стабилизаторы повышают коэффициент использования
восстановителя и увеличивают скорость осаждения ме-
талла.
4 2673
49
Буферирующие добавки предназначены для
повышения скорости осаждения металла и в качестве
них применяют соли органических кислот (гликолевой,
лимонной, уксусной, янтарной и др.). Введение в состав
раствора для никелирования уксуснокислого натрия, со-
лей гликолевой, лимонной или янтарной кислоты в ко-
личестве 10—20 г/л увеличивает скорость осаждения
никеля в 2—3 раза и повышает коэффициент использо-
вания восстановителя.
Вещества, обеспечивающие необходи-
мую кислотность раствора, оказывают большое
влияние на такие параметры процесса химического -вос-
становления металла, как скорость осаждения, расход
восстановителя, склонность раствора к саморазложению,
а также на качество покрытия. Для кислотных раство-
ров оптимальные значения pH составляют 4,5—5,5,
а для щелочных — 9—10 и обеспечиваются комплексо-
образующими и буферными добавками. Если требуется
подкислить раствор (уменьшить pH), в него добавляют
уксусную кислоту. Для увеличения pH в раствор вводят
2%-ный раствор едкого натра или 25%-ный раствор ам-
миака. Затем раствор нагревают до 80—85° С и вводят
в него определенное количество восстановителя.
Восстановителями обычно служат гипофосфи-
ты щелочных металлов или борсодержащие соединения
(например, борогидриды щелочных металлов и боразот-
ные соединения). При взаимодействии восстановителя
с водой образуются электроны, которые восстанавлива-
ют ионы осаждаемого металла. Атомы вещества восста-
новителя могут внедряться в состав осаждаемого метал-
лопокрытия.- Если присутствие фосфора или бора в оса-
ждаемом слое никеля нежелательно, в качестве
восстановителя используют гидразин или гидразин-
сульфат. После введения восстановителя температуру
раствора повышают до рабочей и в ванну загружают
детали.
Для получения определенной толщины металлопо-
крытия общую площадь S, см2, покрываемой поверхнос-
ти в растворе заданного состава можно рассчитать по
формуле
5 = Р-104Ж
где Р — масса металла, которую можно получить из
раствора заданного объема, г; d— плотность покрытия,
50
г/см3 (для никеля d=8 г/см3); h — толщина покрытия,
мкм.
Количество деталей для одной загрузки ванны
п = 5/5ь
где Si — площадь покрываемой поверхности одной дета-
ли, см2.
Процесс осаждения металлопокрытия. Скорость оса-
ждения металлопокрытия и его качество зависят от
свойств покрываемого материала, состава, концентрации,
температуры и кислотности рабочего раствора и давле-
ния. Применение ультразвуковых колебаний позволяет
интенсифицировать процесс.
Свойства покрываемого материала
влияют на процесс восстановления солей никеля, кото-
рый протекает только на таких металлах, как алюминий,
кобальт, железо, никель, палладий, катализирующих
эту реакцию. Чтобы получить никелевое покрытие на
полупроводниках или диэлектриках, необходимо акти-
0 20 40 60 80 100
NLCL2, 2/77
Рис. 11. Зависимость ско-
рости осаждения никеля от
концентрации хлористого
никеля в кислых раство-
рах, содержащих соответ-
ственно гипофосфита на-
трия и уксуснокислого на-
трия:
1 — по 10 г/л, 2 — 40 г/л и 20 г/л.
3 — по 50 г/л
Рис. 12. Зависимость ско-
рости осаждения никеля от
концентрации восстановите-
ля в кислом растворе, со-
держащем 30 г/л хлористо-
го никеля и 10 г/л глико-
левокислого натрия
вировать поверхность подложки. Для осаждения нике-
левого покрытия на серебро, золото, платину, медь, сви-
нец или их сплавы необходимо после погружения в раст-
51
вор прикоснуться к ним никелевой, железной или алю-
миниевой проволокой. В результате образуется гальва-
нический элемент и на поверхности металлической под-
ложки осаждается тонкий подслой никеля, на который
осаждается слой никеля.
При увеличении концентрации хлори-
стого никеля в кислых растворах скорость осажде-
ния Vмкм/ч, никеля возрастает, достигает максимума,
а затем постепенно уменьшается (рис. 11). Изменение
концентрации соли никеля в щелочных растворах слабо
влияет на скорость осаждения.
При увеличении концентрации восста-
новителя в кислом растворе скорость никелирования
проходит через максимум, а затем плавно уменьшается
(рис. 12), а в щелочном увеличивается в линейной зави-
симости. Однако щелочные растворы с высокой концен-
трацией восстановителя склонны к саморазложению.
Борсодержащие восстановители превосходят по восста-
новительной способности гипофосфит более чем в 10 раз
и использование некоторых из них позволяет выполнять
химическое никелирование при комнатной температуре.
Рис. 13. Зависимость скорости
осаждения никеля в кислом раст-
воре от концентрации буфериру-
ющих добавок:
1 — гликолевокислого натрия, 2 — ук-
суснокислого натрия
Рис. 14. Зависимость ско-
рости осаждения никеля от
температуры при осажде-
нии из раствора:
1 — кислого, 2 — щелочного
Концентрация N (г/л) буферирующих
добавок в кислых растворах влияет на скорость оса-
ждения никеля (рис. 13) и внешний вид покрытия. Уве-
52
личение скорости осаждения покрытия с ростом концен-
трации буферирующих добавок обусловлено ускорением
разложения восстановителя в присутствии этих добавок.
При низких концентрациях буферирующих добавок по-
лучают блестящие покрытия-, при средних — пятнистые
или полосчатые, а при высоких — темные.
При температуре до 50°С скорость осаждения
никеля незначительна. С повышением температуры ско-
рость никелирования увеличивается и бывает макси-
мальной при 98—99° С (рис. 14). Введение в состав
рабочего раствора небольших количеств глицерина по-
зволяет осаждать металлопокрытие при 102—103° С.
Температуру рабочего раствора необходимо поддержи-
вать постоянной и контролировать в течение всего про-
цесса осаждения.
При кислотности кислого раствора ме-
нее 2,5 никель не осаждается, а с увеличением ее ско-
рость осаждения возрастает (рис. 15), повышается ко-
эффициент использования восстановителя, но одновре-
менно увеличивается склонность раствора к самораз
ложению. Поэтому при хи-
мическом осаждении необ-
ходимо поддерживать оп-
тимальную кислотность
раствора, добавляя в него
25%-ный раствор аммиака.
Изменение давле-
ния внутри ванны влияет
на температуру кипения
раствора и может вызвать
как увеличение, так и умень-
шение скорости осаждения
покрытия.
Ультразвуковые ко-
лебания при использова-
нии кислых растворов рез-
ко увеличивают скорость
осаждения металла, что по-
Рис. 15. Зависимость ско-
рости осаждения никеля от
pH кислого раствора, со-
держащего 30 г/л хлорис-
того никеля и по 10 г/л ги-
пофосфита и уксуснокисло-
го натрия
зволяет осаждать никелевые
покрытия при температурах ниже 50° С с достаточно
высокой скоростью. При химическом никелировании из
щелочных растворов применение ультразвуковых коле-
баний на скорость осаждения покрытия заметного влия-
ния не оказывает.
53
В процессе химического осаждения раствор обедняет-
ся, изменяются концентрации входящих в него состав-
ляющих, в ванне накапливаются побочные продукты
реакции, вызывающие помутнение раствора, что приво-
дит к уменьшению скорости осаждения и ухудшению ка-
чества покрытия. Для поддержания высокой скорости
осаждения и предотвращения помутнения раствора не-
обходимо поддерживать оптимальные температуру, кис-
лотность, а также концентрации соли никеля и восста-
новителя в растворе. Буферирующие, комплексообразу-
ющие и стабилизирующие добавки в процессе осажде-
ния не расходуются.
Покрытия, получаемые химическим восстановлением
никеля с помощью гипофосфита натрия, содержат кро-
ме никеля фосфор и водород, а с помощью борсодержа-
щих восстановителей — бор и водород. Никелевые по-
крытия, полученные восстановлением ионов никеля
с помощью гидразина, посторонних примесей не содер-
жат.
Термическая обработка металлопокрытий. Чтобы
получить прочное сцепление слоя металла с подложкой,
удалить внедрившийся при осаждении слоя водород
и обеспечить необходимые эксплуатационные характери-
стики, выполняют термическую обработку покрытия.
Термообработка при 300—400° С в течение 15—30 мин
увеличивает прочность сцепления покрытия с подлож-
кой, а длительный (более 1 ч) прогрев при 400° С не-
сколько снижает адгезию. При осаждении никеля на
поверхность полупроводника для получения омических
или выпрямляющих контактов термообработку проводят
при температуре 700—800° С.
Химическое осаждение меди. В полупроводниковом
производстве химическое осаждение меди по своему зна-
чению занимает второе место после химического никели-
рования. При химическом меднении используют щелоч-
ные растворы, содержащие соли двухвалентной меди,
восстановитель (обычно формальдегид НСНО), щелочь
(для обеспечения оптимального значения pH), комплек-
сообразователи (сегнетову соль KNaC4H4O6 или глице-
рин) и стабилизирующие добавки (тиомочевину, гипо-
сульфит и некоторые поверхностно-активные вещества).
Химическое меднение проводят из разбавленных раст-
воров с малой концентрацией составляющих. Скорость
осаждения меди не превышает 1 мкм/ч, что обеспечива-
54
ет хорошее сцепление металлического слоя с подлож-
кой.
Поверхности металлических подложек перед химиче-
ским осаждением меди обезжиривают, декапируют — об-
рабатывают в соляной или серной кислоте и промывают
холодной водой, а неметаллических обрабатывают так
же, как при химическом никелировании.
Химическое меднение особенно широко применяют
для металлизации диэлектриков. На подслой химически
осажденной меди химическими или электрохимическими
методами наращивают медные, никелевые, хромовые или
другие металлопокрытия.
§ 16. Химическое и электрохимическое окисление
Процесс химического или электрохимического взаи-
модействия кислорода с материалом подложки, проте-
кающий в ее приповерхностном слое с образованием
окисла, называют окислением. Окисление играет важную
роль в полупроводниковом производстве, особенно
в планарной технологии. Окисные пленки используют
для защиты поверхности полупроводниковых материа-
лов от воздействия внешней среды и электрической изо-
ляции отдельных элементов микросхем, а также в каче-
стве источников примеси, масок при локальной диффу-
зии и составных элементов различных полупроводнико-
вых приборов.
Из многочисленных методов получения окисных пле-
нок рассмотрим только химическое и электрохимическое
анодное окисление.
Химическое окисление. Химическое окисление заклю-
чается в обработке материала сильным окислителем при
сравнительно низких температурах. Составы растворов
для химического окисления довольно разнообразны, но
имеют одно назначение: они должны обеспечивать появ-
ление на границе раздела подложка — раствор ионов
материала подложки и взаимодействие их с кислородсо-
держащими ионами раствора с образованием нераство-
римой окисной пленки.
Химическое окисление наиболее часто проводят в го-
рячей (при 100° С) азотной, серной или хромистой кис-
лоте, а также в окислительной смеси на основе азотной
кислоты, содержащей бихромат калия (К2СГ2О7) в тече-
55
ние 10—60 мин. За это время вырастает пленка окисла
толщиной в несколько сотых микрометра. Получать
более толстые окисные пленки этим методом трудно.
Сильным химическим окислителем является смесь
86%-ной азотной, 48%-ной плавиковой и 96%-ной уксус-
ной кислот. Азотной кислоты должно быть в этой смеси
в избытке.
Одним из способов химического окисления является
обработка поверхности кремния парогазовой смесью,
получаемой продуванием кислорода и двуокиси азота
через раствор фтористого водорода в воде (плавико-
вую кислоту). Скорость образования пленки окисла тем
выше, чем больше содержание воды в парогазовой
смеси.
Процессы химического окисления просты и техноло-
гичны, но получаемые окисные пленки имеют невысо-
кую защитную способность и, как правило, не применя-
ются для продолжительной защиты. Обычно химическое
окисление используют для очистки полупроводниковых
пластин перед эпитаксиальным наращиванием, для пас-
сивации их поверхности перед диффузией и термическим
окислением, а также для получения легированных окис-
ных пленок, которые служат источниками примеси для
диффузии.
Анодное окисление. При анодном окислении форми-
рование окисных пленок происходит переносом ионов
кислорода с помощью электрического поля в жидких или
газообразных средах. Анодное окисление в жидких сре-
дах (электролитах) называют электролитическим,
а в газовом разряде — плазменным анодированием. На
поверхности полупроводников и металлов, как правило,
имеются тонкие (10-5—10-4 мкм) окисные пленки, обра-
зовавшиеся в результате хемосорбции атомов кислорода
из окружающей среды. Наращивание окисла может про-
исходить в результате диффузии реагирующих веществ
через уже имеющуюся окисную пленку.
В результате хемосорбции ионов кислорода на гра-
нице раздела подложка — электролит возникает двойной
электрический слой, образованный отрицательно заря-
женными ионами кислорода и положительно заряжен-
ными ионами окисляемого вещества (рис. 16).
Напряженность электрического поля, создаваемого
двойным электрическим слоем в тонкой окисной пленке
на поверхности подложки, достаточно велика, чтобы
56
обеспечить перенос ионов реагирующих веществ через
эту пленку и дальнейший рост окисла. С увеличением
толщины окисной пленки напряженность электрического
поля в ней уменьшается настолько, что рост окисла пре-
кращается и, следовательно, заканчивается химическое
окисление.
При наложении внешнего электрического поля на-
пряженность поля в пленке
чивается и начинается рост
окисла вследствие встреч-
ной диффузии ионов кисло-
рода и окисляемого вещест-
ва. В зависимости от свойств
окисляемого материала рост
окисной пленки определя-
ется диффузией ионов кис-
лорода или окисляемого ве-
щества. В первом случае
ионы кислорода диффунди-
руют через имеющуюся
пленку окисла и, достигнув
поверхности материала, оки-
сляют его. При этом рост
пленки окисла происходит
химического окисла увели-
Рис. 16. Структура двойно-
го электрического слоя на
границе раздела полупро-
водник — электролит в на-
чальный момент окисле-
ния:
1 — кремний, 2 — ионы кремния,
3 — окисел кремния, 4 — ионы
кислорода, 5 — электролит
снизу: на границе раздела
окисная пленка — подложка. Во втором случае рост
окисной пленки обусловлен диффузией ионов окисляе-
мого материала, которые взаимодействуют с ионами
кислорода на границе раздела окисел — электролит.
Таким образом, процесс электролитического анодиро-
вания протекает в три этапа. Вначале возникает двой-
ной электрический слой на границе раздела электро-
лит— окисел, образованный положительными ионами
окисляемого вещества и отрицательными ионами кисло-
рода. Затем происходит встречная диффузия ионов кис-
лорода и окисляемого вещества в электрическом поле
через пленку окисла на поверхности окисляемого мате-
риала. Далее протекает химическая реакция между
ионами кислорода и окисляемого вещества, прошедши-
ми через окисную пленку. Первый и третий этапы про-
текают с высокой скоростью. Суммарная скорость роста
анодного окисла ограничивается процессами диффузион-
ного переноса реагирующих веществ через окисную
пленку.
57
Электролитическое анодирование проводят в специ-
альных ваннах (рис. 17) при постоянном токе или на-
пряжении. С ростом толщины окисной пленки увеличи-
вается ее сопротивление и уменьшается ток через оки-
сел. Для поддержания постоянного тока необходимо
с увеличением толщины окисной пленки повышать на-
пряжение электролитической ванны.
Рис. 17. Ванна для анод-
ного окисления:
1 — платиновый катод, 2 — полу-
проводниковая пластина, 3 — уп-
лотнительное кольцо, 4 — плати-
новый наконечник, 5 — трубо-
провод к вакуумному насосу,
6 — пружина, 7 — электролит
Рис. 18. Зависимость
напряжения электро-
литической ванны от
времени анодного окис-
ления:
<7И- напряжение искрения,
^тах— максимальное на-
пряжение, при котором пре-
кращается рост толщины
окисла
Если анодирование выполняют при по-
стоянном токе, скорость роста окисной пленки хд*
рактеризуется повышением внешнего напряжения
(рис. 18). Кривая имеет три области. В области I ско-
рость формирования анодного окисла наибольшая. При
некоторой толщине окисла (точка /) скорость анодиро-
вания уменьшается (область II). Напряжение UK, при
котором происходит уменьшение скорости анодирования,
зависит от свойств окисляемого материала и электроли-
та. При этом напряжении на поверхности анода наблю-
дается искрение, что связано с образованием в окисле
проводящих каналов, которые быстро выгорают. В ре-
зультате искрения происходит локальный разогрев элек-
тролита, что увеличивает его ионную проводимость,
ускоряет рост окисла вблизи проводящих каналов
и приводит к неоднородности толщины окисла. Чтобы
обеспечить равномерное распределение плотности тока
и однородную толщину окисла, электролит необходимо
58
перемешивать. При дальнейшем повышении напряжения
от точки 1 до точки 2 интенсивность искрения возрастает
и наблюдаются колебания анодного напряжения и тока
в электрической цепи. В области III при максимальном
напряжении 17тах рост анодного окисла прекращается
и дальнейшее повышение напряжения может вызвать
электрический пробой
анодного окисла. На-
пряжение пробоя мож-
но повысить, охлаж-
дая электролит.
Если анодиро-
вание выполняют
при постоя ином
напряжении, по
мере роста толщины
U>B Л const U-const J> А/См 2
напряженность элек- Рис 19 Зависимость
напряжения
трического ПОЛЯ В окис- электролитической ванны и плотнос-
ле снижается, умень- ти тока, проходящего через электро-
шается диффузия ио- лит» от вРемени электрического ано-
нов через негоизамед- диРования ПРИ оптимальном режиме
ляется скорость его вы-
ращивания. Процесс анодирования прекращают, когда
ток через окисел уменьшится до некоторого условно
выбранного значения.
Обычно электролитическое анодирование проводят
сначала при постоянном токе, а затем — при постоянном
напряжении (рис. 19). Наибольшее напряжение аноди-
рования должно быть меньше напряжения искрения.
Плотность тока анодирования должна быть достаточно
высокой (/=14-50 мА/см2), но в то же время не вызы-
вать перегрева электролита. Анодный окисел достигает
предельной толщины при постоянном токе, а при по-
стоянном напряжении происходит стабилизация его
диэлектрических свойств. Суммарное время анодирова-
ния около 1 ч.
Свойства анодного окисла зависят от состава элек-
тролита. В качестве электролитов для анодирования
кремния используют: бидистиллированную воду, удель-
ное сопротивление которой р = 2004-500 кОм-см (в де-
ионизованной воде при р>1 мОм* см скорость аноди-
рования равна нулю); водные растворы азотной, бор-
ной, серной и соляной кислот; водно-перекисные растворы
С добавкой органических кислот (лимонной, щавеле-
69
вой и др.); растворы нитратов натрия и аммония, би-
хромата аммония; безводную фосфорную кислоту.
Для анодирования германия водные растворы непри-
годны, так как вода растворяет его окислы, поэтому
используют неводные растворы, например ацетата на-
трия в уксусной кислоте или нитратов в метилацетами-
де, а также растворы фторида калия в глицерине или
фторида аммония в метилформамиде.
Для каждого электролита опытным путем подбира-
ют оптимальный температурный и токовый режимы
окисления. Чтобы ускорить анодное окисление кремния
n-типа, его освещают. После анодного окисления под-
ложки промывают деионизованной водой и сушат.
Анодное окисление позволяет получать качествен-
ные аморфные, сплошные, стойкие к химическому воз-
действию, обладающие высокими диэлектрическими
свойствами, плотно сцепленные с материалом подложки
окисные пленки толщиной до 0,2 мкм. Достоинством
анодного окисления является точный контроль толщины
окисла в процессе выращивания. При электролитическом
анодировании толщина окисла прямо пропорциональна
количеству электричества, прошедшему через электро-
литическую ванну. При анодировании на постоянном
токе напряжение линейно связано с толщиной окисла
и для определенной температуры электролита эта связь
выражается соотношением
d — aU,
где d — толщина окисла, мкм, U — напряжение аноди-
рования, В, а — коэффициент пропорциональности.
Для кремния а = 5-10~4 мкм/В и не зависит от тока
анодирования, т. е. при повышении напряжения на 1 В
толщина анодного окисла на поверхности кремния уве-
личивается на 5-10~4 мкм.
Пленки окислов, полученные электролитическим ано-
дированием, применяют для защиты поверхности полу-
проводников от воздействия внешней среды, снятия тон-
ких поверхностных слоев полупроводникового материа-
ла, окрашивания р—n-переходов, а также в качестве
источников примеси для диффузии, диэлектрика для
пленочных конденсаторов и межслойной изоляции при
изготовлении многослойных межсоединений интеграль-
ных схем.
Анодирование в горячих электролитах при напряже-
ниях, превышающих напряжение электрического про-
боя анодного окисла, используют для фрезерования
в полупроводниковом материале канавок и углублений.
При этом анодное окисление кремния проводят, напри-
мер, в кипящей борной кислоте (остальную поверхность
защищают пленкой двуокиси кремния). В результате
образуется толстый слой анодного окисла с большим
количеством пор, через которые электролит проникает
к кремнию и реагирует с ним, превращая его в окисел.
Скорость анодного фрезерования зависит от плотности
анодного тока и может достигать 10~5 см/мин. После
стравливания анодного окисла на поверхности кремния
остаются углубления нужных размеров и формы.
§ 17. Основы химического и электрохимического трав-
ления поверхности полупроводников
Процесс удаления вещества с поверхности твердого
тела химическим, электрохимическим или термическим
воздействием либо ионной бомбардировкой называют
травлением. Травление — одна из важных и многократ-
но повторяющихся операций в технологии производства
полупроводниковых приборов и микросхем. В зависимо-
сти от способа воздействия на поверхность твердого
тела различают следующие виды травления:
химическое, основанное на химическом взаимодейст-
вии с жидкими или газообразными реагентами;
электрохимическое, основанное на анодном раство-
рении в электролитах под действием электрического
тока;
термическое, основанное на испарении вещества при
высоких температурах;
ионное, основанное на удалении вещества под дейст-
вием ионной бомбардировки.
Рассмотрим химическое и электрохимическое травле-
ние.
Реакции травления относятся к классу гетерогенных
и состоят из пяти последовательных этапов: диффузии
реагента к поверхности твердого тела; адсорбции реа-
гента на поверхности; химического или электрохимиче-
ского взаимодействия реагента с поверхностью; десорб-
ции продуктов взаимодействия; диффузии продуктов
61
взаимодействия от поверхности. Скорость травления оп-
ределяется скоростью наиболее медленного из этих эта-
пов и зависит от технологических параметров процесса.
§ 18. Химическое травление полупроводников
Химическое травление полупроводников основано на
процессах окисления поверхности и растворения обра-
зовавшихся окислов. Травильные смеси для химического
травления обычно содержат растворитель для образова-
ния гомогенного травителя, окислитель для окисления
поверхности полупроводника, комплексообразователь
для образования растворимых соединений с продуктами
окисления, ускорители или замедлители реакций окисле-
ния и растворения продуктов окисления и специальные
добавки (например, для обеспечения избирательного
действия травителя). Состав травителя подбирают, как
правило, опытным путем.
В качестве растворителей применяют воду и некото-
рые органические вещества (например, ацетон, глице-
рин, этиленгликоль, различные спирты, безводную уксус-
ную кислоту и др.).
Наиболее распространенными окислителями являют-
ся азотная кислота и перекись водорода, а также бром,
иод, хлорное железо, оксихлорид натрия, цианистый
калий.
В качестве комплексообразователей используют пла-
виковую кислоту, щелочи, перекись водорода, а также
некоторые органические кислоты (винную, лимонную,
щавелевую и др.).
Ускорителями служат реагенты, которые сами явля-
ются катализаторами процесса травления или приводят
к их образованию. Так, введение брома или иода в со-
став травителей, содержащих азотную кислоту, ускоряет
образование двуокиси азота и азотистой кислоты, явля-
ющихся катализаторами процесса травления.
В качестве замедлителя часто используют уксусную
кислоту, которая уменьшает степень диссоциации * мно-
гих кислот. Замедлителями являются также гидроокись
аммония (повышает вязкость травителя и уменьшает
* Диссоциация — распад молекул вещества на ионы при его
растворещщ (например, HF^H++F-),
62
сйлу кислот), ацетон (уменьшает степень Дйссоцййцйй
плавиковой кислоты) и другие реагенты.
Кроме того, в роли ускорителей или замедлителей
травления часто используют органические растворите-
ли, с помощью которых можно уменьшать концентра-
цию реагентов в травителе, изменять его вязкость. Рас-
творители оказывают также влияние на степень диссо-
циации окислителей и комплексообразователей (напри-
мер, растворители с низкой диэлектрической проницае-
мостью уменьшают степень диссоциации многих кислот).
Введение в состав травителей солей некоторых ме-
таллов (например, нитратов серебра, меди, ртути) при-
дает травителям свойства избирательного травления
кристаллографических граней. Такие травители приме-
няют для выявления р—n-переходов, дефектов кристал-
лической структуры. Причем выявление неоднороднос-
тей поверхности полупроводника происходит вследствие
высаждения на них металла.
Травители, используемые для химического травления
поверхности полупроводниковых материалов, не должны
образовывать твердых нерастворимых продуктов, кото-
рые могут осаждаться на поверхности полупроводнико-
вых пластин и кристаллов, выделять много газов при
травлении, так как может произойти их адсорбция на
поверхности полупроводника, что приведет к неоднород-
ному травлению, а также ухудшать характеристик
р—и-переходов.
При выборе того или иного травителя необходимо
учитывать ориентацию поверхности пластин, скорость,
и глубину травления, требующуюся чистоту и микро-
рельеф протравленной поверхности, а также какие опе-
рации следуют за процессом травления. Особое внима-
ние следует уделять выбору травителей для выявления
р—n-переходов, кристаллической структуры и дефек-
тов, так как эти травители отличаются от обычных со-
ставом и процентным содержанием реагентов.
Скорость травления и качество получаемой поверх-
ности определяются составом травителя и режимом.
Подбирая состав травителя, температуру и продолжи-
тельность обработки, используя перемешивание, можно
обеспечить оптимальные условия травления в каждом
конкретном случае.
Влияние различных факторов на скорость травления
и качество поверхности. Адсорбция реагентов на поверх-
63
HOcTb полупроводника и десорбция продуктов поверх-
ностной химической реакции протекают сравнительно
быстро, поэтому скорость травления зависит главным
образом от диффузии или поверхностной химической
реакции.
Скорость диффузии играет определяющую роль
в суммарной скорости процесса травления при исполь-
зовании сильно разбавленных травителей, при высоких
температурах и при образовании в процессе травления
слабо растворимых продуктов, затрудняющих диффу-
зию. В этом случае большое влияние на скорость трав-
ления оказывают вязкость травителя и интенсивность
его перемешивания и слабое — структура поверхности
и температура травителя.
Скорость химической реакции на поверхности зави-
сит от состава, концентрации и температуры травителя,
свойств полупроводникового материала и кристалло-
графической ориентации его поверхности, ее чистоты,
рельефа и количества дефектов. При повышении темпе-
ратуры травителя скорость травления резко увеличива-
ется. Шероховатая поверхность травится быстрее, чем
полированная. Загрязнения приводят к разным скорос-
тям травления на различных участках поверхности.
Участки поверхности, расположенные вблизи дефектов
кристаллической структуры, травятся, как правило,
быстрее, чем бездефектные.
Травители, для которых наиболее медленным этапом
является диффузия, называют полирующими. Такие
травители нечувствительны к химическим и структур-
ным неоднородностям поверхности, но под их воздейст-
вием растворение шероховатостей и неровностей проис-
ходит намного быстрее, чем растворение окружающей
поверхности, в результате чего поверхность постепенно
сглаживается. Повышение температуры усиливает поли-
рующие свойства травителей, так как влияние темпера-
туры на скорость химической реакции намного больше,
чем на скорость диффузии. Увеличение вязкости также
усиливает полирующее действие, для чего в состав тра-
вителей вводят, например, глицерин, гликоли.
Травители, для которых наиболее медленным этапом
является поверхностная химическая реакция, называют
избирательными. На скорость травления в избиратель-
ных травителях значительно влияет температура трави-
64
теля, ориентация поверхности и ее структура и мало —
вязкость травителя и интенсивность его перемешивания.
В избирательных травителях концентрации окислителя
и комплексообразователя, как правило, выше, чем
в полирующих. Если продукты окисления недостаточно
быстро удаляются с поверхности, процесс травления
приобретает избирательный характер. Уменьшение вяз-
кости и интенсивное перемешивание травителя усили-
вают его избирательное действие.
Влияние примесей в травителе на процесс травления.
Примеси в травителях ведут себя по-разному: одни лег-
ко адсорбируются на поверхности полупроводника и мо-
гут снижать скорость травления, другие приводят к об-
разованию ямок или бугорков. Некоторые примеси ока-
зываются полезными: могут замещать трудноудалимые
загрязнения, имеющиеся на поверхности полупровод-
ника или реагировать с какими-нибудь составляющими
травильной смеси. В результате такого взаимодействия
концентрация некоторых примесей в травителе снижа-
ется и возрастает скорость десорбции загрязнений
с поверхности полупроводника. Присутствие примесей
нежелательно, когда необходима чистая поверхность,
например перед термическими процессами.
Для уменьшения влияния примесей на процесс
травления в травильные смеси вводят комплексообразо-
ватели, например этилендиаминтетрауксусную или
2-4-пентадионовую кислоту. Чтобы обеспечить высокое
качество травления, необходимо использовать травите-
ли, тщательно очищенные от нежелательных примесей.
§ 19. Электрохимическое травление полупроводников
Способ электрохимического травления заключается
в следующем. В ванну с электролитом погружают обра-
зец для травления, который служит анодом, а в качест-
ве катода используют малоактивные материалы (пла-
тину, никель, германий и др.). Электролитами служат
водные или неводные растворы, содержащие окислите-
ли, комплексообразователи и другие добавки. К элек-
тродам подводят напряжение от внешнего источника
и при прохождении электрического тока через электро-
литическую ванну происходит растворение анода.
Электролиты, применяемые для травления полупро-
водников, не должны химически взаимодействовать
5 2673
65
с полупроводниковым материалом при отсутствии токй,
а также с материалами, погружаемыми вместе с ним,
и должны обеспечивать необходимое качество поверх-
ности: гладкую при полировке, шероховатую при выяв-
лении микронеоднородностей. Кроме того, электролит
по электропроводности должен значительно отличаться
от обрабатываемого полупроводникового материала.
Если электролит имеет более высокое сопротивление,
чем полупроводник, обеспечивается равномерное трав-
ление поверхности, а если полупроводник более высо-
коомен, травление протекает преимущественно вблизи
омического контакта металл — полупроводник.
Наиболее часто для электрохимического травления
германия используют водные растворы щелочей и не-
водные их растворы в глицерине, формамиде и этилен-
гликоле. В качестве электролитов для травления крем-
ния применяют растворы плавиковой кислоты в воде
или органических растворителях.
Скорость электрохимического травления зависит от
состава электролита, плотности тока, температуры, ин-
тенсивности перемешивания и на нее влияют тип про-
водимости и удельное сопротивление полупроводнико-
вого материала, освещение анода, рельеф и однород-
ность поверхности, длина образца. Для повышения ско-
рости травления в электролиты вводят ионы хлора или
брома, которые, внедряясь в состав окисных пленок,
образующихся на аноде, способствуют их разрыхлению
и удалению. Введение в электролит окислителей, обра-
зующих окисные пленки на аноде, замедляет процесс
травления. Комплексообразователи добавляют для свя-
зывания продуктов окисления и перевода их в раство-
римое состояние.
Электрохимическое травление и полирование можно
выполнять в одном и том же электролите, причем плот-
ность тока при травлении обычно составляет около
10~2 А/см2, а при полировании — более 1 А/см2. Продол-
жительность электрохимического травления и полирова-
ния обычно составляет несколько секунд.
Скорость электрохимического травления возрастает
с повышением концентрации дырок в полупроводнике.
Эта зависимость объясняется тем, что анодное раство-
рение полупроводника происходит в две стадии: на пер-
вой участвуют дырки, а на второй — электроны. Поэто-
му образцы p-типа травятся быстрее образцов п-типа,
66
низкоомные образцы р-типа — быстрее высокоомных,
а высокоомные и-типа— быстрее низкоомных. Так как
под действием света повышается плотность дырок на
поверхности, скорость травления увеличивается. Высту-
пы травятся быстрее углублений, потому что плотность
тока на выступах больше, а верхние участки — быстрее
нижних из-за большей плотности тока вблизи поверхно-
сти электролита.
Метод электрохимического травления обладает ря-
дом преимуществ перед химическим, так как позволяет
точно регулировать скорость травления (скорость трав-
ления пропорциональна плотности тока, которую легко
контролировать) и количество удаляемого материала,
обеспечивает высокую чистоту процесса (образующиеся
продукты хорошо растворяются и на поверхности полу-
проводника не остается никакого осадка после травле-
ния), высокое качество полировки поверхности и без-
опасные условия работы. Кроме того, электрохимический
метод позволяет достаточно просто решать задачу лока-
лизации травления. Скорость электрохимического трав-
ления можно увеличить повышением концентрации
дырок на отдельных участках поверхности электриче-
скими или оптическими методами, что обеспечивает пре-
имущественное травление этих участков. Локализовать
электрохимическое травление можно также увеличением
плотности тока на отдельных участках (например,
с помощью близко расположенного или ложного като-
да) или струйным травлением.
§ 20. Струйное электрохимическое травление полу-
проводников
В устройстве для струйного травления (рис. 20) ано-
дом служит полупроводниковая пластина 1, на которую
через две тонкие стеклянные трубки (сопла) 2, распо-
ложенные на одной прямой по обе ее стороны, подается
струя электролита 4. Платиновый катод 3 впаян в стен-
ки трубок. Ток травления протекает через струю элек-
тролита, удельное сопротивление которого в 100—1000
раз больше удельного сопротивления пластины. Струя
электролита, ударяясь о поверхность пластины, расте-
кается по ней тонким слоем. Вследствие высокого
сопротивления электролита плотность тока быстро
уменьшается по мере удаления от оси струи, поэтому
67
электрохимическое травление протекает в той области,
где струя ударяется о поверхность пластины и где плот-
ность тока имеет максимальное значение. При струйном
травлении плотность тока достигает 10—100 А/см2.
Струя электролита оказывает охлаждающее действие
и образец не перегревается.
Расход электролита — не-
сколько десятков миллилит-
ров в минуту, а скорость
струи — несколько метров
в секунду.
В результате струйного
травления на обеих поверх-
ностях пластины вытравли-
ваются углубления, диаметр
Рис. 20. Устройство для струй-
ного травления:
1 — полупроводниковая пластина,
2 — сопло, 3 — платиновый катод,
4 — струя электролита, 5 — держа-
тель пластины
которых обычно не пре-
вышает диаметра струи
(~ 100 мкм). Для получе-
ния углублений большего
размера следует уменьшить
удельное сопротивление
электролита. При травлении материала n-типа для уве-
личения скорости травления образец освещают. В каче-
стве «световода» используют струю электролита. Чтобы
обеспечить заданную глубину травления (толщину пере-
мычки), необходимо тщательно контролировать освещен-
ность поверхности. На практике обычно делают конт-
рольное травление, чтобы определить время, необходи-
мое для протравливания в пластине сквозного отвер-
стия. По этому времени определяют время травления
на заданную глубину.
Для определения момента прекращения травления
можно просвечивать пластину светом, для чего по одну
сторону пластины помещают источник света, а по дру-
гую— фотоэлемент. Свет от источника через электро-
лит и вытравливаемые углубления попадает на фотоэле-
мент. Интенсивность и спектр проходящего света зави-
сят от толщины перемычки. Травление прекращают,
когда перемычка достигнет заданной толщины.
Струйное травление может быть выполнено в обыч-
ных электролитах. Однако, когда за травлением следует
электроосаждение металла, удобно обе эти операции
выполнять с использованием одного электролита. По-
этому в электролит для травления вводят соответствую”
63
щие соли металлов, а электроосаждение выполняют из-
менением полярности электродов. При струйном травле-
нии кремния не могут быть использованы электролиты,
применяемые для осаждения металлов, из-за образо-
вания двуокиси кремния на его поверхности.
Струйное травление можно применять для электро-
химического полирования полупроводниковых пластин.
Метод обеспечивает высокое качество поверхности, так
как позволяет вести травление при высоких плотностях
тока. При струйной полировке больших поверхностей
образец и сопло перемещают относительно друг друга
таким образом, чтобы струя многократно проходила по
всей поверхности образца.
Метод струйного травления позволяет выполнять ка-
тодное травление германия при плотности тока порядка
100 А/см2, заключающееся во взаимодействии выделяю-
щегося на катоде водорода с германием, в результате
которого образуется газообразный продукт моногерман
Ge+2H2->GeH4
Катодное травление германия обеспечивает высокие
скорость (до 5 мкм/с) и разрешающую способность
(образующиеся углубления имеют резкие края и пло-
ское дно).
Метод струйного травления обладает рядом преиму-
ществ. Используемый электролит постоянно обновля-
ется, что обеспечивает высокое качество и воспроизво-
димость результатов травления, требуемую чистоту
поверхности (стравливаемые загрязнения уносятся не-
прерывной струей электролита), высокие скорость трав-
ления (так как травление можно вести при больших
плотностях тока) и качество полировки, локальное
травление поверхностей. Струйное травление можно
выполнять на поздних стадиях изготовления полупро-
водниковых приборов, что исключает необходимость
защиты их электродов и других металлических деталей
от действия электролита.
Контрольные вопросы
1. Какие химические материалы применяют при обработке по-
лупроводников?
2. Как классифицируют химические реакции?
3. От чего зависит скорость химической реакции?
4. Какие способы очистки поверхности вы знаете?
69
5. Как происходит загрязнение поверхности полупроводнико-
вых пластин из окружающей среды, травителей, нетравящих вод-
ных растворов?
6. Из каких операций состоит процесс электрохимического осаж-
дения металлов? Какие факторы влияют на качество электрохи-
мических металлопокрытий?
7. Из каких операций состоит процесс осаждения металлов хи-
мическим восстановлением? Как подготовляют поверхность метал-
лических полупроводниковых и диэлектрических подложек к оса-
ждению металлопокрытий?
8. Какие способы электролитического анодирования вы знаете?
9. Какие виды травления вы знаете?
10. Из каких этапов состоят процессы химического и электро-
химического травления?
ГЛАВА ВТОРАЯ
МЕТОДЫ ХИМИЧЕСКОЙ И ЭЛЕКТРОЛИТИЧЕСКОЙ
отмывки ПОЛУПРОВОДНИКОВ
Операции отмывки поверхности предшествуют всем
операциям технологического цикла изготовления полу-
проводниковых приборов и микросхем. Отмывку полу-
проводниковых пластин и кристаллов выполняют в раст-
ворителях, кислотах и щелочах, водой, с помощью
ультразвука, в водных растворах поверхностно-актив-
ных веществ, а также электролитически и методом
иодидной обработки.
§ 21. Отмывка в растворителях
Отмывку в растворителях применяют для удаления
с поверхности полупроводников жиров растительного
и животного происхождения, а также минеральных
масел, смазок, воска, парафина и других органических
загрязнений перед всеми технологическими процессами
химической и термической обработки, в случае, если вода
не может быть использована для очистки, а также когда
необходимо получить гидрофобную поверхность.
Растворители позволяют быстро и эффективно уда-
лять загрязнения, в том числе имеющие высокую тем-
пературу плавления (например, воск, парафин), при
сравнительно низких температурах и легко испаряются
с поверхностей. Однако они плохо удаляют органиче-
ские загрязнения, молекулы которых имеют полярные*
группы (мыло и жирные кислоты — стеариновую, олеи-
новую), так как молекулы многих органических раст-
ворителей неполярны** и в них хорошо растворяются
только неполярные вещества. Кроме того, после испа-
рения растворителя, как правило, остаются нежелатель-
ные следы загрязнений. Растворители сравнительно до-
* Полярные группы, молекулы и другие электронейтральные
системы состоят из положительных и отрицательных зарядов, элек-
трические центры (полюса) которых не совпадают. Чем больше рас-
стояние между электрическими полюсами, тем резче выражена по-
лярность молекулы.
** Неполярные молекулы — электронейтральные симметричные
системы, электрические полюса которых совпадают. Неполярные
молекулы обычно менее реакционноспособны, чем полярные.
71
роги, многие Из них токсичны и легко воспламеняемы,
что требует применения сложного оборудования.
Растворители должны быть достаточно чистыми, так
как наличие в них даже незначительных количеств за-
грязнений не позволяет обеспечить высокое качество
отмывки. Поэтому предварительно растворители очища-
ют перегонкой. Трихлорэтилен и фреон перегоняют в ди-
стилляторе, являющемся частью установки для обезжири-
вания. Некоторые растворители, например метиловый
спирт, очищают с помощью ионообменных смол, а затем
перегонкой.
Применяют следующие методы отмывки в раствори-
телях: погружением, в парах, а также с помощью ульт-
развука и струйный.
Отмывка погружением. При этом методе использу-
ют горячие или кипящие растворители. Полупроводни-
ковые пластины, кристаллы и различные подложки от-
мывают в таких хлорорганических растворителях, как
трихлорэтилен, перхлорэтилен. Обработку в горячем
трихлорэтилене выполняют на герметичной установке
с паровым подогревом (рис. 21), имеющей три ванны
II, III из нержавеющей стали, сваренные в единый блок.
Высота перегородок между ваннами увеличивается от I
Рис. 21. Установка обезжиривания в горячем растворителе:
/ — напорный бак, 2 — трубопровод, 3 — охлаждающий змеевик; 4 — перегон-
ный куб, 5 — подогреватель, через который пропускается пар, 6 — отстойник,
72
к Ill, поэтому чистый растворитель не смешивается с за-
грязненным из ниже расположенной ванны и постепенно
вытесняет его в отстойник, а затем в перегонный куб.
В ванне III изделия промываются в конденсате, посту-
пающем из перегонного куба. Чтобы обеспечить без-
опасные условия работы, токсичные пары растворителей
удаляют с помощью бортовых отсосов.
Для повышения эффективности очистки используют
эмульгирующие растворители, которые берут в чистом
виде, а также в смеси с другими растворителями и по-
верхностно-активными веществами. Перемешивание
растворителя повышает интенсивность очистки. Эмуль-
гирующие растворители в виде концентрата растворяют
в воде в соотношении 1:3(10) и такие водные смеси
можно использовать при комнатной температуре и в на-
гретом состоянии (температура смеси должна быть на
10—15° С ниже температуры воспламенения раствори-
теля).
Очистка в эмульсиях происходит в первую очередь
на границе фаз вода — растворитель, где сосредоточено
почти все количество поверхностно-активных веществ,
молекулы которых адсорбируются частицами удаляе-
мых водонерастворимых загрязнений, тем самым препят-
ствуют повторному осаждению загрязнений на очищае-
мую поверхность и обеспечивают длительную способ-
ность эмульсии к очистке.
Для удаления особо прочных загрязнений, содержа-
щих большое количество нерастворимых веществ, при-
меняют очистку погружением в двухфазные хлориро-
ванные растворители, например состоящие из двух сло-
ев: верхнего — воды и нижнего — хлористого метилена.
Изделия полностью погружают в хлористый метилен
и медленно вынимают через слой воды, чтобы она успе-
ла вытеснить оставшийся на их поверхности раствори-
тель. В состав воды вводят поверхностно-активные ве-
щества— эмульгаторы, которые, концентрируясь на гра-
нице раздела фаз, способствуют удалению остатков за-
грязнений и растворителя водой.
При использовании двухфазных растворителей слой
воды препятствует испарению летучего хлорированного
растворителя и смывает его остатки с поверхности полу-
проводников. Кроме того, в результате последовательно-
го удаления загрязнений в двух слоях моющего раство-
ра повышается качество очистки.
73
Двухфазные растворители обычно используют при
25—30°С. При более низкой температуре ухудшается
качество очистки, а перегрев усиливает испарение раст-
ворителя. Поскольку отмывкой в двухфазных раствори-
телях удаляют трудно растворимые загрязнения, про-
поласкивание после нее следует выполнять водой под
давлением или гидромеханическим способом.
Очистка в парах растворителя. При этом методе об-
рабатываемые образцы помещают в рабочую камеру,
куда из перегонного куба поступают пары кипящего
растворителя. Пары растворителя конденсируются на
поверхности образцов и загрязнения уносятся с нее
вместе с каплями конденсата. При этом образцы непре-
рывно омываются свежими порциями чистого конден-
сата, нагреваются до температуры кипения растворителя
и быстро сохнут при удалении из камеры. Таким обра-
зом удается избежать загрязнения поверхности в ре-
зультате испарения растворителя.
Как правило, очистку выполняют в парах изопропи-
лового спирта, фреона или хлорированных углеводоро-
дов. Эти растворители дают слабо рассеивающиеся
воздушными потоками плотные пары, процесс конден-
сации которых происходит тем интенсивнее, чем ниже
температура изделия. Обработка в парах растворителя
применяется для удаления малорастворимых с высокой
температурой плавления загрязнений, а также для суш-
ки изделий после прополаскивания водой. Плохо удаля-
ются в парах мыла, растворимые масла и другие за-
грязнения, содержащие воду. Недостатком метода явля-
ются значительные потери растворителя за счет испа-
рения, поэтому следует использовать герметичные
установки.
После обработки в парах растворителя на поверх-
ности изделия могут оставаться мелкие нерастворимые
частицы загрязнений, поэтому очистку в парах раство-
рителя совмещают с обработкой в жидком растворите-
ле. В установках жидкостно-паровой очистки большая
часть загрязнений удаляется в паровой камере, а окон-
чательная отмывка происходит в ультразвуковой ванне.
Качество очистки. На качество очистки влияют тем-
пература, состав моющей смеси, интенсивность переме-
шивания, 1П1родолжительность о1&ра1бот!ки и способ сушки.
При повышении температуры улучшается очищаю-
щая способность растворителей и качество очистки.
74
Однако при слишком высокой температуре некоторые
загрязнения могут закрепиться на поверхности, а при
удалении загрязнений, содержащих растворимые и не-
растворимые компоненты, могут быстро удаляться раст-
воримые и прочно закрепляться на поверхности нераст-
воримые. Чтобы одновременно удалялись оба вида за-
грязнений, целесообразно снижать температуру моюще-
го раствора. В процессе очистки для предотвращения
брака необходимо постоянно измерять и точно поддер-
живать заданную температуру.
При очистке большого количества деталей в одной
ванне происходит загрязнение моющего раствора и из-за
повторного осаждения загрязнений на очищаемую по-
верхность снижается качество обработки. Поэтому не-
обходимо регулярно заменять загрязненный раствори-
тель свежим. Определяют степень загрязненности раст-
ворителя по его удельному сопротивлению или темпера-
туре кипения (при насыщении растворителя жировыми
загрязнениями его температура кипения повышается).
Для улучшения качества очистки необходимо повышать
интенсивность перемешивания раствора.
Увеличение времени очистки не всегда позволяет
существенно повысить чистоту обрабатываемых деталей.
В некоторых случаях для повышения чистоты поверх-
ности бывает более эффективно повторить очистку.
Остатки растворимых загрязнений, которые оседают
на поверхности при испарении жидкости, могут быть
причиной образования пятен и подтеков. Эти дефекты
появляются, если для прополаскивая используют недо-
статочно чистую жидкость или отмывку выполняют не-
качественно. Для удаления пятен и подтеков детали об-
рабатывают в более эффективных моющих растворах,
обезжиривают в парах растворителя и сушат на высо-
коскоростных центрифугах. При такой сушке раство-
ренные загрязнения удаляются с поверхности вместе
с жидкостью под действием центробежных сил прежде,
чем жидкость успеет испариться. Одним из приемов по-
вышения качества очистки является отделение сильно
загрязненных деталей, если они составляют небольшую
часть обрабатываемой партии, и очистка их отдельно
по специальной технологии.
При работе с хлорорганическими растворителями
нельзя допускать попадания в них воды, так как проис-
ходит гидролиз — взаимодействие растворителя с водой
75
с образованием соляной кислоты, в присутствии которой
процесс разложения хлорорганических растворителей
протекает более интенсивно. Характерный запах соляной
кислоты является сигналом о наличии воды в раствори-
теле. Гидролиз резко снижает растворяющую способ-
ность хлорированных углеводородов и на очищаемой
поверхности остается большое количество трудноудали-
мых ионов хлора. Гидролизованный растворитель сли-
вают из ванны, затем нейтрализуют кислоту и перегон-
кой очищают растворитель от воды. Для нейтрализации
небольших количеств соляной кислоты и предотвраще-
ния гидролиза в хлорированные растворители добавляют
органические основания (диэтиламин, уротропин и др.).
Правила безопасной работы с органическими раство-
рителями. Многие растворители являются сильно ток-
сичными веществами. Такие наиболее вредные из них,
как анилин, бензол, дихлорэтан, сероуглерод, четырех-
хлористый углерод из-за сильной токсичности редко при-
меняют в промышленности и по возможности заменяют
менее токсичными.
Органические растворители, кроме хлорированных
углеводородов и фреонов, легко воспламеняются. Пары
многих из них образуют с воздухом взрывоопасные
смеси и оказывают отравляющее действие на организм
человека. Поэтому все работы с использованием орга-
нических растворителей следует выполнять в вытяжном
шкафу в резиновых перчатках (так как растворители
сильно обезжиривают кожу). После обработки в орга-
нических растворителях детали следует сушить в герме-
тично закрывающихся сушильных шкафах с местным
отсосом. Хранить растворители следует в плотно закры-
тых сосудах в количествах, не превышающих суточной
потребности. Пробки сосудов нельзя заливать воском
или другими смолистыми веществами. Порожние сосу-
ды следует освобождать от паров горючих растворите-
лей. Использованные растворители перед сливом в спе-
циальную канализацию необходимо обезвреживать
Нельзя сливать в канализацию нерастворимые в воде
растворители. Их следует сливать в плотно закрываю-
щиеся сосуды и ежедневно сдавать специальным
службам.
Окончив работу с органическими растворителями,
следует вымыть руки теплой водой с мылом, почистить
зубы.
7ь
§ 22. Отмывка в кислотах и щелочах
Обработку в кислотах применяют для очист-
ки поверхности от атомов и ионов металлов, а также от
окислов, сульфидов, нитридов и других химических
соединений, растворимых в них. Десорбция атомов
и ионов некоторых металлов с поверхности полупровод-
никовых пластин с помощью различных кислот была
рассмотрена в § 11. Удаление химических соединений,
например окислов и сульфидов, происходит в результа-
те химического взаимодействия кислот с этими соеди-
нениями с образованием растворимых солей.
При очистке поверхности применяют как минераль-
ные, так и органические кислоты, а также кислотные
растворы, в состав которых входят также поверхностно-
активные вещества для отмочки загрязнений, раствори-
мые в воде органические растворители и травильные
ингибиторы, предупреждающие растворение поверх-
ности полупроводникового материала. В кислотных
растворах одновременно удаляются окислы и жировые
загрязнения, при этом возможно интенсивное выделе-
ние газов, образующихся при взаимодействии раствора
с загрязнениями, которое способствует более эффектив-
ному удалению загрязнений. На производстве кислотной
обработке, как правило, предшествует обезжиривание
в органических растворителях. После кислотной обра-
ботки на поверхности полупроводниковых пластин оста-
ются значительные количества трудно удалимых кис-
лотных остатков.
Обработку в щелочах применяют для удале-
ния жировых и некоторых других трудноудалимых за-
грязнений (например, графитовых смазок, полироваль-
ных паст). Жировые загрязнения подразделяются на
омыляемые (жиры растительного и животного проис-
хождения) и неомыляемые (минеральные масла). Под
действием щелочей омыляемые жиры разлагаются,
(омыляются) с образованием растворимых в воде солей
жирных кислот (стеариновой, олеиновой и др.) и гли-
церина, а неомыляемые не разлагаются, но могут обра-
зовывать эмульсии.
Щелочные растворы должны хорошо смачивать по-
верхность, эффективно растворять омыляемые жиры,
разрушать нерастворимые загрязнения на мелкие части-
цы и переводить их в состояние эмульсии, легко смы-
77
ваться водой после очистки, не разрушать поверхность
обрабатываемых изделий и не вызывать коррозии
оборудования.
В процессе использования концентрация щелочи
в растворе уменьшается, поэтому в щелочные растворы
вводят соли щелочных металлов, которые, взаимодей-
ствуя с водой, образуют свободную щелочь и тем самым
поддерживают постоянную концентрацию раствора.
Кроме того, щелочные соли (например, тринатрийфос-
фат, метасиликат натрия) , замедляют процесс коррозии
оборудования. Чтобы повысить эффективность удаления
загрязнений, в щелочные растворы вводят также по-
верхностно-активные вещества, которые одновременно
способствуют эмульгированию водонерастворимых за-
грязнений. Важной функцией эмульсии является удер-
жание загрязнений в объеме моющего раствора и пре-
дотвращение их повторного осаждения на очищаемую
поверхность.
Обработку в щелочных растворах обычно проводят
при температуре от 70 до 90° С в течение 2—10 мин. По-
вышение температуры способствует эффективности очи-
стки. Перемешивание раствора в начале обработки не
оказывает заметного влияния на качество очистки, по-
этому его рекомендуется производить по истечении неко-
торого времени.
Отмывку в кислотах и щелочах выполняют погруже-
нием, распылением, электролитически, а также в ультра-
звуковых ваннах.
Правила безопасной работы с кислотными и щелоч-
ными растворами. Концентрированные кислотные и ще-
лочные растворы могут вызвать сильные ожоги кожных
покровов и особенно опасны для глаз. Разбавленные
щелочные растворы менее опасны, но так как они ис-
пользуются при высоких температурах, попадание их на
кожу недопустимо.
При растворении или разведении концентрирован-
ных щелочей и некоторых кислот выделяются большие
количества тепла, поэтому нельзя добавлять воду в кон-
центрированные растворы кислот и щелочей, так как
может произойти разбрызгивание, а следует понемногу
добавлять щелочи и кислоты в большое количество во-
ды. Добавление концентрированных щелочей в горячие
растворы также может вызвать бурное кипение и раз-
брызгивание. Следует учитывать, что для реакции щело-
78
чи с водой требуется некоторое время, поэтому бурное
кипение с разбрызгиванием может наступить через не-
сколько минут после добавления щелочи в раствор.
§ 23. Отмывка водой
После очистки и травления на поверхности изделий
остается некоторое количество загрязненного моющего
-раствора или травителя, которое удаляют отмывкой
в деионизованной воде. На процесс отмывки оказывают
влияние количество загрязнений, переносимых в ванну
для прополаскивания, температура и интенсивность пе-
ремешивания воды, а также способ отмывки.
Количество загрязнений, переносимых в ванну для
прополаскивания, зависит от времени, отводимого на
стекание раствора после обработки, и формы образцов.
Чтобы уменьшить перенос загрязнений в промывочную
ванну, необходимо давать достаточно большое время на
стекание. Детали, имеющие выступы или углубления,
следует располагать так, чтобы обеспечить наилучшие
условия для стекания. При большой продолжительно-
сти стекания в результате испарения раствора на поверх-
ности изделия может образоваться осадок трудноудали-
мых загрязнений. Чтобы избежать загрязнения поверх-
ности из-за испарения раствора, рекомендуется медлен-
но извлекать образцы из моющего раствора и быстро
переносить их в ванну с деионизованной водой.
Загрязнения, перешедшие с образцов в воду, могут
повторно осаждаться на их поверхности, поэтому для
поддержания концентрации загрязнений в воде на оп-
ределенном уровне необходимо, чтобы в ванне было до-
статочное количество воды. Обычно минимальную кон-
центрацию загрязнений в промывочной воде поддержи-
вают постоянным притоком свежей воды. Другим спосо-
бом понижения концентрации загрязнений в воде явля-
ется промывка в нескольких ваннах.
Промывка в холодной деионизованной воде не
обеспечивает эффективного удаления некоторых загряз-
нений (например, остатков щелочных моющих раство-
ров), а в горячей воде может привести к их закрепле-
нию (например, в результате гидролиза щелочных со-
лей). Поэтому целесообразно вначале выполнять про-
мывку в подогретой до 50—60° С, а затем — в холодной
воде, чтобы уменьшить скорость ее испарения, так как
79
при быстром испарении на поверхности деталей могут
остаться следы содержащихся в воде загрязнений.
Интенсивное перемешивание воды повышает эффек-
тивность отмывки. Если воду не перемешивают, загряз-
нения удаляются очень медленно — диффузией. Извле-
чение изделий из воды и повторное погружение обеспе-
чивает достаточно хорошее перемешивание. Кроме того,
для перемешивания применяют механические мешалки
и крыльчатки, пропускают сжатый газ через воду,
а также используют водяную струю.
Отмывку водой выполняют погружением или пропо-
ласкиванием, в протоке или струе, гидромеханическим
способом или в ультразвуковых ваннах.
Отмывку погружением обычно применяют
при мелкосерийном производстве. Для повышения эф-
фективности процесса воду подогревают и перемешива-
ют. Детали при загрузке в ванну не должны касаться
ее стенок или нагревателей (если они имеются) и их не
следует глубоко погружать, так как нижние слои жид-
кости, как правило, более загрязнены. Чтобы исключить
возможность повторного осаждения загрязнений на по-
верхность деталей из промывочной воды, необходимо
регулярно менять воду и промывать ванну. Качество
очистки погружением невысоко, так как загрязнения,
перешедшие с отмываемых деталей в воду, могут пов-
торно осаждаться на их поверхности, и этот метод ис-
пользуют, как правило, на начальных стадиях для об-
работки сильно загрязненных деталей. Основным досто-
инством метода является его простота.
Отмывка в проточной воде обеспечивает по-
стоянный отвод загрязнений от очищаемой поверхности
и снижает их концентрацию в промывочной ванне. На-
иболее качественную отмывку получают в многокаскад-
ных ваннах: детали переносят последовательно из одной
ванны в другую в направлении, противоположном
движению воды. Ванны располагают так, чтобы уровень
воды повышался в направлении от первой ванны /
к третьей III (рис. 22, а). Такое расположение ванн
обеспечивает самостоятельный ток воды и экономное
ее использование. Расход деионизованной воды в мно-
гокаскадных ваннах незначительно превышает ее рас-
ход в одноступенчатых ваннах с протоком, но произво-
дительность первых в несколько раз выше. Чтобы
уменьшить расход воды и увеличить производительность
80
отмывки, целесообразно использовать небольшие ванны
с максимально возможным притоком свежей воды. Про-
должительность промывки в последней ванне определя-
ют по выравниванию удельного сопротивления воды на
Рис. 22. Отмывка полупроводниковых пластин деионизированной
водой:
а — в проточной многокаскадной ванне, б — струйная, в — гидромеханическая;
1 и ^ — трубопроводы подачи и слива воды; 2 — обрабатываемые пластины,
3 — кассеты для пластин, 5 — диск центрифуги, 6 — сопло, 7 — трубопроводы
подачи реактивов, 8 — кисти
р, МОм-см
О 4 8 12 16 20 t.MUH
Рис. 23. Изменение
удельного сопротивле-
ния проточной деионизо-
ванной воды во время
промывки пластин
входе и выходе из нее. На рис. 23 показана зависимость
изменения удельного сопротивления р воды на выходе
из ванны от времени t промывки. Уменьшение удельного
сопротивления воды в момент
загрузки ванны обусловлено
внесением загрязнений вместе
с образцами.
Струйная отмывка
(струей жидкости, направлен-
ной под высоким давлением на
поверхность очищаемого изде-
лия) эффективнее отмывки в
проточных ваннах. Время
удаления загрязнений в про-
точной воде составляет
5—20 мин, а при струйном ме-
тоде оно сокращается до
1—5 мин. Важными фактора-
ми процесса струйной отмывки
являются давление, объем и
температура подаваемой жидкости. Обычно жидкость
подают под давлением 50—400 кПа через специальные
наконечники — сопла, что позволяет повысить эффектив-
ность отмывки, однако возрастает опасность механиче-
6 2673
81
ского повреждения образцов и усиливается процесс пе-
нообразования. Образование пены нежелательно, так
как она снижает скорость и качество очистки. Увеличе-
ние объема подаваемой жидкости обеспечивает более
быстрое и полное удаление загрязнений.
Наибольшее распространение получили сопла, при-
дающие струе форму полного конуса, полого конуса или
плоскую клиновидную. Струя в форме полного конуса
обеспечивает охват большой площади поверхности при
достаточно высоком давлении и используется для от-
мывки однородных гладких поверхностей, а в форме
полого конуса или плоская — мощное воздействие массы
жидкости и предпочтительна для отмывки поверхностей,
имеющих выступы и углубления.
Струйную отмывку выполняют в закрытых камерах,
оборудованных системой многократной циркуляции про-
мывочной жидкости. Для улучшения очистки жидкость
подогревают до 50—70° С. Полупроводниковые пластины
помещают на вертикальный диск центрифуги (рис. 22, б)
с частотой вращения 200—600 об/мин. Возникающие при
вращении центробежные силы способствуют удалению
загрязнений с поверхности пластин. Вертикальное рас-
положение пластин исключает возможность попадания
капель промывочной жидкости на пластины после окон-
чания отмывки.
Гидромеханическая отмывка — это комп-
лексный способ удаления микроскопических загрязнений
с полированной поверхности пластин проточной деиони-
зованной водой и мягкими вращающимися щетками или
кистями (рис. 22, в). Для изготовления кистей исполь-
зуют беличий мех, а щетки делают из искусственных ма-
териалов (капрона, нейлона и др.). Крепление пластин
осуществляется вакуумным присосом. Деионизованную
воду подают на пластины под давлением 50—200 кПа.
При расходе воды около 1 л/мин длительность процесса
равна 5—7 мин. Предварительно, чтобы ослабить связи
загрязнений с поверхностью и облегчить их механиче-
ское удаление, пластины обрабатывают в кислотах или
растворителях.
Основным недостатком гидромеханической отмывки
является загрязнение кистей и щеток и, следовательно,
перенос загрязнений с одной партии обрабатываемых
пластин на другую. Поэтому кисти и щетки следует ре-
гулярно промывать, что довольно трудоемко. При еже-
82
дневной промывке кисти и Щетки вращают в горячей
деионизованной воде 20—30 мин, а затем столько же
времени в холодной воде. Не реже одного раза в неде-
лю кисти и щетки промывают в растворе поверхностно-
активного вещества, затем в горячей и холодной деиони-
зованной воде, в 1%-ном растворе соляной кислоты и, на-
конец, в спирте. Общее время отмывки составляет
6—7 ч.
§ 24. Отмывка в ультразвуковых ваннах
Применение ультразвуковых колебаний значительно
повышает эффективность обезжиривания, травления
и промывки деталей в моющих растворах и воде.
При распространении ультразвуковых волн в жидко-
сти возникают так называемые звуковые (акустические)
потоки, которые имеют вихревой характер и скорости
до сотен сантиметров в секунду, интенсивно перемеши-
вают жидкость и способствуют очистке поверхности.
Однако наиболее важным фактором воздействия уль-
тразвуковых колебаний на жидкую среду является воз-
никновение кавитации.
Кавитация обусловлена наличием в реальных жид-
костях множества микроскопических газовых пузырьков
и мельчайших твердых частиц, которые и служат ее
центрами или зародышами. Под действием ультразвуко-
вого поля газовые пузырьки периодически расширяются
и сжимаются, а некоторые захлопываются — кавитиру-
ют. Кавитация возникает при колебаниях пузырьков
определенных размеров. Так, достаточно крупные пу-
зырьки под действием ультразвуковых колебаний, попе-
ременно сжимаясь и расширяясь, не захлопываются,
поднимаются на поверхность и выделяются из жидкости,
а очень мелкие (диаметром менее 60 мкм) также не
захлопываются, но, совершая колебательные движения,
оказывают на поверхность очищающее воздействие как
своеобразные механические скребки. При захлопывании
пузырьков возникают мгновенные местные давления,
достигающие десятков тысяч килопаскалей, которые от-
рывают от очищаемой поверхности адсорбированные
загрязнения.
Процессы удаления в ультразвуковом поле раство-
римых и нерастворимых загрязнений с очищаемой по-
верхности протекают по-разному. При очистке от раст-
83
воримых загрязнений главную роль играет перемеши-
вание моющей жидкости. При этом акустические потоки
ускоряют процесс растворения загрязнений и обеспечи-
вают быстрый отвод их от очищаемой поверхности. При
очистке от нерастворимых загрязнений главную роль иг-
рает их механическое разрушение в результате кавита-
ции. При этом под действием высоких давлений, возни-
кающих при захлопывании газовых пузырьков, происхо-
дит растрескивание пленок поверхностных загрязнений
и частичное отслаивание их от очищаемой поверхности.
Колеблющиеся газовые пузырьки проникают под от-
слоившиеся пленки, отрывают их от поверхности и час-
тицы загрязнений уносятся акустическими потоками.
Важным преимуществом ультразвуковой обработки
является способность кавитационных пузырьков прони-
кать в глубокие поры и канавки деталей сложной кон-
фигурации, которые не поддаются очистке никакими дру-
гими способами. Благодаря этому обеспечивается ис-
ключительно высокое качество очистки.
Эффективность ультразвуковой очистки зависит от
частоты и мощности ультразвуковых колебаний, темпе-
ратуры и состава моющего раствора, степени и характе-
ра загрязнений, а также времени обработки.
Наиболее интенсивно ультразвуковая очистка проис-
ходит при частотах 20—40 кГц. Это объясняется тем, что
при таких частотах газовые пузырьки имеют большие
размеры и при кавитации выделяют больше энергии.
Кроме того, под действием этих частот вибрируют и сами
очищаемые образцы, что также способствует очистке их
поверхности. При частотах ниже 20 кГц звук становится
слышимым, поэтому их не применяют.
Для очистки малогабаритных и легкодеформируе-
мых образцов целесообразны ультразвуковые колебания
с частотой около 400 кГц, так как применение низких
ультразвуковых частот может деформировать или раз-
рушить образцы. При высокочастотных ультразвуковых
колебаниях очистка происходит под действием вихревых
акустических потоков, при этом кавитация отсутствует
и вибрация обрабатываемых образцов незначительна.
Увеличение частоты колебаний уменьшает длину зву-
ковой волны и, следовательно, увеличивает ее проника-
ющую способность, поэтому высокочастотные ультразву-
ковые колебания обеспечивают высокое качество очист-
ки изделий, ^имеющих отверстия, канавки и другие уг-
84
лубления, кроме того, значительно уменьшаются масса
и размеры ультразвуковых генераторов.
При частотах около 400 кГц эффективность очистки
сохраняется на достаточно большом расстоянии от ис-
точника колебаний, в то время как при низких она рез-
ко падает с увеличением этого расстояния, что вызвано
значительным поглощением энергии ультразвука вслед-
ствие кавитации.
С увеличением мощности ультразвуковых колебаний
возрастает интенсивность кавитации и повышается эф-
фективность очистки. Однако при слишком большой
мощности из-за резкого увеличения интенсивности кави-
тации в непосредственной близости от источника колеба-
ний увеличиваются потери ультразвуковой энергии,что
в результате снижает эффективность очистки. Слиш-
ком высокая мощность ультразвуковых колебаний мо-
жет привести также к механическому повреждению об-
рабатываемых деталей и эрозии их поверхности.
Повышение температуры увеличивает растворяющую
способность и химическую активность моющего раство-
ра, но лишь до определенных пределов. С одной сторо-
ны, с ростом температуры уменьшается растворимость
газов в жидкости и в результате увеличивается число
микроскопических газовых пузырьков, являющихся
зародышами кавитации, а с другой — возрастает упру-
гость пара в газовых пузырьках, что снижает энергию
кавитации. Для каждой жидкости существует интервал
оптимальных температур, в котором интенсивность кави-
тации наибольшая. Так, для водных растворов наиболее
благоприятны температуры 40—50° С, для фреона —
40° С, а для спирто-бензиновых смесей—10—20° С.
Моющий раствор, применяемый для ультразвуковой
очистки, должен интенсивно растворять разнообразные
загрязнения, сохранять в течение длительного времени
очищающие свойства, обеспечивать возможность реге-
нерации и повторного использования, быть безопасным
в обращении и малотоксичным, не оказывать растворяю-
щего или коррозионного действия на оборудование, ос-
новные материалы и защитные покрытия и, конечно,
быть экономичным.
На эффективность ультразвуковой очистки оказыва-
ют влияние такие физико-химические свойства моющего
раствора, как поверхностное натяжение, упругость па-
ров, вязкость. Так как качество очистки повышается
85
при уменьшении поверхностного натяжения на границе
моющий раствор — очищаемая поверхность, в состав
моющего раствора целесообразно вводить поверхностно-
активные вещества. Высокая упругость паров моющей
жидкости уменьшает энергию кавитации, а ее высокая
вязкость снижает эффективность очистки, так как пре-
пятствует росту газовых пузырьков и затрудняет их ко-
лебательное движение.
С увеличением времени обработки качество очистки
повышается. Время очистки зависит от размеров и фор-
мы деталей, состояния их поверхности и степени ее за-
грязненности, характера загрязнений и других факто-
ров и его обычно определяют опытным путем.
Ультразвуковая очистка может быть ступенчатой
и непрерывной. При ступенчатой детали обрабатывают
последовательно в нескольких ваннах с одинаковыми
или различными моющими растворами, а при непрерыв-
ной перемещают конвейером в одной ванне, при этом
моющий раствор подают навстречу движению конвей-
ера и очистка происходит в различных зонах ванны
раствором различной степени загрязненности. Обычно
время ультразвуковой очистки составляет около 60 с.
После извлечения из ванны детали сушат в парах раст-
ворителя или потоке чистого газа. Для устранения
иногда образующихся при сушке разводов детали про-
поласкивают в чистом растворителе.
Виды брака при ультразвуковой очистке. Такие из-
делия электронной техники, как резисторы, конденсато-
ры, диоды, транзисторы, интегральные микросхемы, как
правило, кавитационно не стойки и не допускают очист-
ки с применением мощных ультразвуковых колебаний.
При неправильно выбранном режиме ультразвуковой
очистки может произойти деформация или разрушение
полупроводниковых приборов, например в результате
совпадения частот их собственных колебаний (или от-
дельных элементов их конструкции) с частотой ультра-
звуковых колебаний. Наиболее распространенными ви-
дами брака при ультразвуковой очистке являются кави-
тационная эрозия поверхности изделий, разрушение за-
щитных покрытий, нарушение герметизации, а также
разрушение мест пайки и сварки внутренних межсоеди-
нений и внешних выводов.
Чтобы устранить опасность кавитационного разруше-
ния, очистку полупроводниковых изделий обычно прово-
зе
дят при низких мощностях ультразвуковых колебаний
и высоких ультразвуковых частотах. Опасность возник-
новения резонансных повреждений на определенной час-
тоте определяют опытной отмывкой партии изделий.
Если в результате такой отмывки имеют место дефор-
мация или разрушение конструктивных элементов, час-
тоту ультразвуковых колебаний следует изменить.
Неправильно подобранная моющая жидкость может
оказывать разрушающее или коррозионное воздействие
на конструкционные материалы и элементы полупровод-
никовых изделий, защитные покрытия, а также обору-
дование. Состав моющего раствора и режим работы
ультразвуковой ванны нужно подбирать так, чтобы
исключить возможность повреждений изделий и обес-
печить высокое качество их очистки при минимальных
затратах времени.
Применение ультразвуковой обработки в полупровод-
никовом производстве в несколько раз снижает трудо-
емкость операций очистки и значительно повышает
качество.
Правила безопасной работы при ультразвуковой
очистке. При ультразвуковой обработке нельзя касаться
ультразвукового инструмента и обрабатываемых деталей.
Загружать детали в ванну и выгружать их из нее сле-
дует при отключенном ультразвуке. Для защиты персо-
нала от вредного излучения следует в непосредственной
близости от источников ультразвуковых колебаний уста-
навливать защитные экраны из листов стали толщиной
1,5—2 мм или органического стекла толщиной 6—8 мм.
Чтобы снизить шум работающих установок, применяют
звукоизолирующие устройства из специальных звукопо-
глощающих материалов, а чтобы уменьшить его переда-
чу и вибрации, воздуховоды и трубопроводы присоеди-
няют к вентиляторам и насосам гибкими резиновыми
сочленениями. Стены помещений должны быть покрыты
звукопоглощающими материалами (акустической шту-
катуркой, акустическими пористыми плитками). Инди-
видуальными средствами защиты от шума являются
звукопоглощающие наушники.
Несоблюдение правил безопасной работы с ультра-
звуком может вызвать развитие вибрационной болезни.
Установки ультразвуковой очистки. Основными эле-
ментами установок ультразвуковой очистки являются
генератор, излучатель и ванна. Возбуждаемые генера-
87
тором ультразвуковые колебания передаются магнито-
стрикционным или пьезоэлектрическим излучателям, ко-
торые крепят (один или несколько) ко дну ванны из
нержавеющей стали, снабженной звукоизоляционным ко-
жухом, системами нагрева и охлаждения моющей жид-
кости, конденсации паров моющей жидкости, ее филь-
трации и регенерации. Ванны обычно оборудованы вы-
тяжной вентиляцией в виде бортовых отсосов, а в слу-
чае применения сильно токсичных моющих жидкостей
снабжены герметично закрывающимися крышками. Де-
тали помещают в ванну в специальных кассетах или
сосудах из кварца, так как кварц является хорошим про-
водником звука. Установки ультразвуковой очистки
часто имеют несколько ванн, смонтированных в одном
корпусе, позволяющих проводить обработку в различ-
ных моющих растворах.
Рис. 24. Ультразвуковая установка жидкостно-паровой
очистки:
/--конденсационный змеевик, 2 — желоб для конденсата, 3 —
пары растворителя, 4 — отстойник, 5 — нагреватель, 6 — ульт-
развуковой преобразователь, 7 — фильтр, 8 — насос, 9 — охлаж-
дающий змеевик.
Для эффективной обработки используют ультразву-
ковые установки жидкостно-паровой очистки (рис. 24),
которые состоят из трех ванн и конденсационного змее-<
вика. Ванна / жидкостно-паровой очистки и ультразву-
ковая ванна II заполнены растворителем доверху,
а в ванну-камеру III паровой обработки наливают мень-
шее количество растворителя. Ванны I и /// снабжены
88
нагревателями и растворитель в них может быть нагрет
до кипения, так что его пары заполняют пространство
над жидкостью до конденсационного змеевика 1. Кон-
денсированный растворитель стекает в ультразвуковую
ванну II, имеющую систему фильтрации, откуда его из-
лишки непрерывно переливаются в ванну I, а из нее —
в ванну III, снабженную отстойником. При очистке де-
тали последовательно переносят из одной ванны в дру-
гую. Предварительно детали обезжиривают в парах
растворителя в ванне I, погружают в кипящий раство-
ритель, передают на ультразвуковую очистку в ванну
II, а затем вновь обрабатывают в парах растворителя
в ванне-камере III, что обеспечивает их нагрев до тем-
пературы кипения растворителя и быстрое высыхание.
При ультразвуковой жидкостно-паровой очистке в ка-
честве растворителей используют, как правило, фреоны,
так как они легко дистиллируются.
§ 25. Отмывка в водных растворах поверхностно-ак-
тивных веществ
Водные растворы моющих поверхностно-активных
веществ должны:
иметь достаточно высокую концентрацию — выше
критической концентрации мицеллообразования, чтобы
обеспечить участие мицелл в процессе солюбилизации
загрязнений;
быть устойчивыми, т. е. в них не должны образовы-
ваться твердые осадки и не должна отделяться вторая
жидкая фаза;
иметь определенную вязкость (снижают вязкость
введением этанола или других смешивающихся с водой
растворителей, а повышают добавлением коллоидных
растворов или высоковязких моющих веществ);
иметь температуру ниже температуры помутнения
раствора, при которой водный раствор ПАВ определен-
ной концентрации начинает разделяться на две фазы.
Кроме того, они должны обладать способностью к це-
нообразованию. Чистые жидкости не пенятся, а боль-
шинство смесей воды с неводными жидкостями в соот-
ветствующих условиях образуют пену. Пену получают
перемешиванием или продуванием газа через раствор.
Высокая вязкость раствора благоприятствует образова-
нию устойчивой пены. Пена играет важную роль в про-
89
цессе очистки, так как образует на поверхности Жидкос-
ти защитный слой, который улавливает газовые пузырь-
ки, появляющиеся при очистке, на время, достаточное
для обратного стекания моющей жидкости, захваченной
этими пузырьками; уменьшает испарение токсичных
жидкостей в атмосферу; смягчает удары деталей одна
о другую при очистке во вращающихся установках; обе-
спечивает увеличение объема моющей жидкости; указы-
вает на количество моющего средства в растворе; задер-
живает в своем объеме некоторые загрязнения, чем
способствует очистке.
Обильное вспенивание часто является нежелатель-
ным фактором, так как препятствует перемешиванию
жидкости при очистке и обедняет моющий раствор (на
образование пены требуется большое количество поверх-
ностно-активного вещества). Поэтому образовавшуюся
чрезмерную пену необходимо гасить повышением или
понижением температуры раствора, введением противо-
спенивающих веществ или мелко распыленной струей
холодной воды.
Обработку изделий в водных растворах поверхност-
но-активных веществ осуществляют теми же методами,
что и в деионизованной воде. Процесс удаления загряз-
нений в водных растворах поверхностно-активных ве-
ществ можно представить в виде четырех последователь-
ных этапов: смачивание очищаемой поверхности водны-
ми растворами ПАВ; адсорбция молекул ПАВ на очи-
щаемой поверхности и на частицах загрязнений; отделе-
ние частиц загрязнений от очищаемой поверхности; пере-
вод водонерастворимых загрязнений в состояние эмуль-
сии или суспензии адсорбцией мицелл ПАВ на частицах
загрязнений.
Молекулы ПАВ проникают в поры и трещины сма-
чиваемых водой загрязнений и адсорбируются на них
и очищаемой поверхности. Адсорбированные молекулы
ПАВ ориентируются водорастворимыми (полярными)
группами вглубь жидкого раствора, а углеводородными
(неполярными) — к твердой поверхности. В результате
такой адсорбции уменьшается поверхностное натяжение
на границе раздела фаз и резко повышается очищающая
способность раствора. Своим расклинивающим действи-
ем адсорбированные молекулы ПАВ ослабляют связь
между частицами загрязнений и очищаемой поверх-
ностью, чем способствуют удалению загрязнений.
90,
Мицеллы и молекулы ПАВ, адсорбированные на по-
верхности нерастворимых в воде частиц загрязнений,
образуют прочные оболочки, препятствующие повторно-
му осаждению загрязнений на очищаемую поверхность.
В результате происходит солюбилизация, т. е. жидкие
водонерастворимые загрязнения переводятся в состоя-
ние эмульсии, а твердые — в состояние суспензии. (Сус-
пензия— это однородная смесь нерастворимых твердых
частиц и жидкости.) Солюбилизация обеспечивает дли-
тельную способность водных растворов ПАВ к очистке.
§ 26. Электролитическая отмывка
При электролитической обработке очищаемая деталь
может служить как анодом, так и катодом. Электриче-
ский ток, проходя через электролит, вызывает электро-
лиз воды, в результате чего на аноде выделяется кис-
лород, а на катоде — водород. Удаление загрязнений
с очищаемой поверхности происходит в результате хи-
мического и электрохимического взаимодействия раст-
вора с загрязнениями, а также выделения больших ко-
личеств газа, что обеспечивает интенсивное перемешива-
ние жидкости.
Если очищаемая деталь является катодом, эффектив-
ность очистки несколько выше, так как на катоде выде-
ляется вдвое больше газа, чем на аноде. Катодной
обработке подвергают материалы, которые при анодной
очистке покрываются нерастворимыми пленками окис-
лов. Существенным недостатком катодной очистки явля-
ется насыщение катода водородом, что ухудшает меха-
нические свойства некоторых материалов. Поэтому
очистку металлических деталей в большинстве случаев
проводят в анодном режиме, а окисные пленки, обра-
зующиеся на них в процессе обработки, удаляют в кис-
лотах.
Наибольшее распространение получила электролити-
ческая очистка в водных растворах щелочей, обладаю-
щих высокой электропроводностью. Часто электролити-
ческую очистку проводят в две стадии. На первой стадии
(отмочке) происходит частичное удаление загрязнений
с очищаемой поверхности, в результате чего обнажают-
ся отдельные участки поверхности — будущие центры
образования газовых пузырьков. Вторая стадия, собст-
венно электролитическая очистка, сопровождается ин-
91
тенсивным выделением газовых пузырьков, которые ме-
ханически снимают загрязнения. Для улучшения каче-
ства электролитической очистки и образования на по-
верхности электролита защитного слоя пены в состав
электролита вводят поверхностно-активные вещества.
Слой пены предотвращает разбрызгивание электролита,
захваченного выделяющимися у электродов газовыми
пузырьками, и уменьшает едкие испарения. Однако при
образовании слишком большого количества пены из-за
искрящего электрода возможен взрыв содержащихся
в пене водорода и кислорода, который, как правило, не
опасен, но свидетельствует о плохо выбранном техноло-
гическом режиме. а
Чтобы повысить эффективность электролитической
очистки, необходимо увеличить плотность тока, проте-
кающего через электролит, для чего повышают темпера-
туру электролита и напряжение питания. Чем выше
плотность тока, тем больше газовыделение и тем быст-
рее очищается поверхность. Однако при очень высоких
плотностях тока резко возрастает скорость протекания
нежелательных окислительных и восстановительных
реакций и увеличивается опасность разрушения поверх-
ности очищаемых изделий.
Электролитическую обработку применяют перед галь-
ваническим осаждением металлопокрытий, а также для
очистки поверхности металлов от некоторых труднораст-
воримых загрязнений (например, проволоки от аквадага
и графитовых смазок).
§ 27. Метод иодидной обработки кремниевых пластин
При химической обработке и промывке загрязнение
кремния происходит тремя путями. Во-первых, поверх-
ность свежетравленного кремния обладает высокой хи-
мической активностью и после обработки в травильных
смесях на ней обычно присутствуют смеси окислов, гид-
роокисей и соединений фтора, которые замыкают сво-
бодные связи кремния, образующиеся при травлении,
и придают поверхности свежетравленного кремния гид-
рофобный характер. Во-вторых, источником загрязнений
является деионизованная вода. В процессе промывки на
поверхности кремния активно адсорбируются ионы раз-
личных металлов, присутствующие в деионизованной
воде в виде примесей (см. § 10). В-третьих, источником
@3
загрязнений химически обработанного кремния является
его контакт с атмосферой после очистки, причем загряз-
нение наиболее интенсивно происходит в первые не-
сколько секунд контакта, а образование на поверхности
пластин пленки двуокиси кремния^несколько замедляет
этот процесс.
Анализ кремниевых пластин на содержание микро-
примесей, выполненный методом радиоактивных изото-
пов (методом нейтронной активации), показал, что пос-
ле очистки резко увеличилось содержание металличе-
ских примесей, сосредоточенных в тонком приповерхност-
ном слое. Уменьшить концентрацию этих примесей в не-
сколько раз можно стравливанием тонкого поверхност-
ного слоя кремния в травильной смеси, состоящей из
концентрированных азотной и плавиковой кислот в со-
отношении 25:1.
Таким образом, можно сделать вывод о том, что хи-
мическая очистка кремниевых пластин и последующая
промывка их в деионизованной воде не обеспечивают
высокой степени чистоты. Для получения чистой поверх-
ности кремниевых пластин необходимо уменьшить по-
верхностную активность свежетравленного кремния, не
допускать контакта свежетравленной поверхности с ат-
мосферой и сократить до минимума продолжительность
промывки в деионизованной воде.
Для уменьшения поверхностной активности свеже-
травленного кремния применяют технологию осаждения
иодидных пленок, предотвращающих образование окис-
лов и удаляющих фторидные и гидроокисные образова-
ния. Атомарно чистую поверхность кремния можно по-
лучить последующим удалением иодидной пленки воз-
гонкой.
Метод иодидной обработки заключается в погруже-
нии свежетравленного кремния в концентрированный
раствор иода в безводном растворителе (трихлорэтиле-
не, хлороформе, четыреххлористом углероде, метиловом
спирте). Обработку выполняют сразу (через 1—2 с)
после извлечения пластин кремния из травильной сме-
си. Ангидридные свойства растворителя препятствуют
гидратации связей Si—J, образованных при погружении
кремния в раствор.
После извлечения кермниевых пластин из иодидного
раствора на их поверхности 5—10 мин в нормальной ат-
мосфере сохраняется грубая цодидная пленка, а хеми-
ез
сорбированная иодидная пленка, более прочно связан-
ная с кремнием, остается более 3 ч, надежно защищает
поверхность кремния от внешней среды и может быть
легко снята в течение нескольких минут нагреванием
при 500—550° С в вакууме или при атмосферном давле-
нии в инертной среде. До снятия иодидной пленки очень
важно, чтобы пластины не попали в зону температуры
выше 600° С, иначе иод вступит в реакцию с кремнием
с образованием летучего соединения SiJ4.
Обработанные в иодидном растворе пластины можно
хранить, оставляя погруженными в рабочий раствор до
72 ч, при этом пленка не потеряет защитные свойства.
Очистку кремния методом иодидной обработки мож-
но объяснить адсорбцией иода на поверхности кремния
и его реакцией с фтористыми загрязнениями, а также
высокой химической активностью иода и его способ-
ностью к образованию летучих соединений. В результа-
те адсорбции иода создается временный барьер для
других реакций, так как связи между иодом и кремни-
ем прочнее, чем между кремнием и фтористыми соеди-
нениями или гидроксильными группами, и окисных пле-
нок на поверхности свежетравленного кремния не обра-
зуется.
Очистка поверхности кремния от фтористых остатков
травильных смесей происходит вследствие реакции
иода с фтористыми остатками с образованием летучих
интергалогенных соединений, а гидроксильные группы
удаляются в результате образования соединения HOJ.
Высокая химическая активность иода обеспечивает до-
полнительную очистку кремния от хемосорбированных
поверхностью загрязнений. При нагревании иод вступает
в реакции с загрязнениями и вытесняет кремний, в ре-
зультате чего образуются летучие соединения типа MeJ,
которые уносятся с поверхности кремния газовым пото-
ком вместе с возогнанным иодом.
Иодидная обработка кремния обеспечивает высокий
уровень чистоты поверхности, значительно сокращает
продолжительность очистки, предотвращает образова-
ние окисных пленок на протравленной поверхности и де-
лает ее гидрофильной, что существенно повышает каче-
ство окисла, получаемого термическим окислением,
позволяет прерывать технологический процесс изготов-
ления полупроводниковых приборов на трое суток, обес-
печивая надежную защиту поверхности кремния от
94
внешней атмосферы, не ухудшает харйктерйстйк р—ft-
переходов. Трудности внедрения иодидной обработки
в полупроводниковое производство обусловлены отсутст-
вием высокочистых растворителей для иода и необхо-
димостью иметь двухзонные печи для окислительных
и диффузионных процессов.
§ 28. Методы определения чистоты поверхности
Контролировать чистоту поверхности после отмывки
необходимо, чтобы предупредить выход брака из-за по-
ступления недостаточно чистых изделий на последующие
технологические операции.
В полупроводниковом производстве основными тре-
бованиями, предъявляемыми к методам контроля чисто-
ты поверхности, являются высокая чувствительность
измерений (10-7—10-10 г/см2) и возможность их приме-
нения в промышленных условиях.
Различают прямые и косвенные методы определения
чистоты поверхности. Прямые методы позволяют опре-
делять загрязнения непосредственно на поверхности
контролируемых деталей и среди них наибольшее рас-
пространение на производстве получили микроскопиче-
ские и основанные на смачиваемости. Высокую чувстви-
тельность измерений обеспечивает метод радиоактивных
изотопов. Косвенные методы основаны на удалении
поверхностных загрязнений растворителями или страв-
ливанием загрязненного слоя в травильных смесях
и применяются главным образом в лабораторных усло-
виях. Поэтому из косвенных мы рассмотрим только
метод измерения удельного сопротивления моющих
растворов, который применяют на производстве.
Микроскопические методы. Наблюдение поверхности
проводят в светлом или темном поле микроскопа, чаще
в темном. Чтобы исключить попадание в объектив мик-
роскопа отраженных от поверхности лучей, используют
косое освещение. Наблюдения в темном поле позволяют
выявить в виде светящихся точек твердые загрязнения,
островки окисных пленок, дефекты поверхности, остатки
растворителя и др. Степень чистоты поверхности опре-
деляется количеством светящихся точек в поле зрения
микроскопа при определенном увеличении. Этот метод
в настоящее время общепринят для контроля чистоты
поверхности полупроводниковых пластин, так как с мик-
95
роскопическими твердыми и коллоидными загрязнения-
ми удаляются и другие загрязнения. Метод наблюдения
в темном поле не позволяет судить о составе загрязне-
ний и в этом его недостаток.
Методы, основанные на смачиваемости. Контроль
чистоты поверхности этими методами выполняют окуна-
нием в чистую воду, распылением чистой воды, измере-
нием угла смачивания, а также по конденсации и запо-
теванию.
При окунании в чистую воду поверхность
полупроводников и металлов, свободная от жировых за-
грязнений, способна удерживать непрерывную пленку
воды. Жировые (гидрофобные) загрязнения разрывают
эту пленку. Для контроля промытую влажную деталь
погружают в холодную чистую воду, так как теплая
вода может быстро испариться, а если в воде присутст-
вуют загрязнения в виде масел, смачивающих реагентов
или поверхностно-активных веществ, непрерывная плен-
ка может образоваться и на загрязненной поверхности.
Затем деталь извлекают из воды и с нее в течение
примерно 30 с должен стечь избыток воды. При более
длительном времени стекания может произойти разрыв
пленки воды из-за испарения. Далее визуально опреде-
ляют непрерывность пленки воды и, если имеются раз-
рывы, очистку поверхности следует повторить. Время,
необходимое для разрыва пленки воды, характеризует
степень загрязнения поверхности. При количестве орга-
нических загрязнений на поверхности более 10“5 г/см2,
пленка воды разрывается мгновенно, а при 3-10-6 г/см2—
примерно через 60 с. ’
Распылением чистоту поверхности контролируют
сразу после ее очистки и прополаскивания, для чего на еще
влажную поверхность распылителем наносят с расстоя-
ния около 65 см до полного ее смачивания чистую холод-
ную воду. На загрязненных участках поверхности после
распыления образуется узор из капелек, который сохра-
няется в течение 15—20 мин. Продолжительность распы-
ления определяют опытным путем. Чтобы повысить чув-
ствительность метода, в распыляемую воду добавляют
красящее вещество и в этом случае контролируемые
пластины после образования рисунка загрязнений сушат.
При этом происходит закрепление рисунка загрязнений,
так как краситель остается на поверхности только в мес-
тах образования капель, т. е. в местах загрязнений,
96
а чистые участки поверхности не окрашиваются. Рису-
нок загрязнений сохраняется в течение нескольких дней.
По чувствительности метод распыления воды с красите-
лем в 10—20 раз выше метода распыления чистой воды.
Измерение угла смачивания капли воды, по-
мещенной на поверхность, позволяет определить чистоту.
При этом возможны три случая:
капля хорошо растекается по поверхности, следова-
тельно, угол смачивания очень мал и поверхность чистая,
гидрофильная;
капля остается на поверхности в виде шарика, при
этом угол смачивания примерно равен 90°, что свиде-
тельствует о загрязнении поверхности органическими
(гидрофобными) веществами;
капля частично растекается по поверхности, образуя
с ней некоторый промежуточный краевой угол, по кото-
рому можно судить о степени чистоты поверхности.
Для измерения угла смачивания служит установка
УКУС-1, с помощью которой увеличенное изображение
капли воды проектируется на экран и измеряется крае-
вой угол.
Метод конденсации основан на наблюдении
смачиваемости поверхности детали, охлажденной до
температуры ниже точки росы, конденсатом. При конт-
роле деталь кладут в чистый сухой стакан, который по-
мещают в сосуд Дьюара с жидким азотом и охлаждают
2—5 мин. После извлечения из азота на поверхности
детали образуется слой инея, который через некоторое
время начинает таять. Смачивание поверхности конден-
сатом наблюдают в момент образования жидкой фазы.
При отсутствии гидрофобных загрязнений конденсат
покрывает поверхность ровным слоем, а при их наличии
на поверхности образуются отдельные капли конденсата.
Метод конденсации исключает дополнительное за-
грязнение поверхности, в чем и состоит его преимущест-
во перед методом распыления. Чтобы поверхности не
загрязнялись органическими загрязнениями из воздуха,
контроль необходимо выполнять в чистой атмосфере.
Метод запотевания состоит в том, что испы-
туемую поверхность обрабатывают в течение 2—3 мин
струей пара из парообразователя. При отсутствии орга-
нических гидрофобных загрязнений поверхность омыва-
ется сплошной пленкой конденсата, а при наличии их
покрывается мелкими каплями конденсата (образуются
7 2673
97
фигуры запотевания). Метод запотевания обладает вы-
сокой чувствительностью и прост в применении. После
контроля этим методом полупроводниковую пластину
можно использовать в производстве без дополнительной
очистки. Метод запотевания удобен для контроля чис-
тоты поверхности стеклянных изделий, для которых не-
применим метод конденсации, так как при охлаждении
в жидком азоте стекло может растрескаться. Этим мето-
дом нельзя контролировать чистоту поверхности изде-
лий из материалов, имеющих высокую теплопроводность,
так как трудно заметить момент образования на них
капель конденсата.
Все методы контроля чистоты, основанные на смачи-
вании поверхности водой, неприменимы для контроля
чистоты поверхностей после отмывки в растворителях
или их парах, так как поверхность, обработанная в раст-
ворителях, гидрофобна и при контроле на смачивае-
мость дает 100%-ную загрязненность. Кроме того, ме-
тодами смачивания нельзя обнаружить на поверхности
гидрофобные загрязнения, если имеются следы смачи-
вающих поверхностно-активных веществ. В этом случае
даже при наличии гидрофобных загрязнений на поверх-
ности образуется непрерывная пленка воды.
Метод радиоактивных изотопов (меченых атомов).
Этот метод основан на обнаружении загрязнений, со-
держащих радиоактивные изотопы, и применяется для
оценки эффективности процессов отмывки. Радиоактив-
ные загрязнения наносят на отдельные участки или на
всю поверхность и после отмывки по выбранной техно-
логии их остатки определяют с помощью счетчика Гей-
гера. Метод обладает очень высокой чувствительностью
(в 103 раз большей, чем методы, основанные на смачи-
вании) и применяется главным образом в лабораторных
условиях, так как в производственных условиях трудно
обеспечить необходимые меры защиты от радиоактив-
ных излучений.
Метод измерения удельного сопротивления моющих
растворов. Этот метод контроля чистоты поверхности
позволяет определять содержание ионных загрязнений
в промывочной воде и различных растворителях. Изме-
рение удельного сопротивления воды было рассмотрено
в § 1. Для оценки количества ионных загрязнений на
контролируемой поверхности измеряют удельное сопро-
тивление моющего раствора до загрузки деталей в ван-
98
ну и после отмывки и по разности их значений рассчи-
тывают количество удаляемых ионных загрязнений.
В производственных условиях метод измерения удельно-
го сопротивления моющего раствора применяют для
контроля длительности процесса отмывки: отмывку ве-
дут до тех пор, пока не будут равны удельные сопротив-
ления раствора на входе в промывочную ванну и на
выходе из нее.
Этот метод не позволяет обнаружить нерастворимые
или слабо диссоциирующие загрязнения, дает занижен-
ные результаты, так как некоторые загрязнения лишь
частично удаляются с поверхности в процессе отмывки
и не позволяет оценить распределение загрязнений по
поверхности, так как дает информацию лишь об общем
количестве растворимых ионных загрязнений.
Ни один из описанных методов не является совершен-
ным, однако, правильно их сочетая, можно воспроиз-
водимо и с достаточной точностью оценить чистоту
контролируемой поверхности.
Контрольные вопросы
1. Как производят отмывку растворителями, кислотами, щело-
чами и водой?
2. Какие факторы влияют на эффективность ультразвуковой
очистки?
3. Какие процессы происходят при отмывке в водных раство-
рах поверхностно-активных веществ?
4. Как выполняют иодидную обработку?
5. Как контролируют чистоту поверхности?
ГЛАВА ТРЕТЬЯ
ТЕХНОЛОГИЯ ХИМИЧЕСКОГО И ЭЛЕКТРОХИМИЧЕСКОГО
ТРАВЛЕНИЯ
§ 29. Технология химического травления
Несмотря на многообразие используемых травителей,
технологических режимов и оборудования, технологиче-
ские процессы химического травления имеют много об-
щего и в них можно выделить следующие этапы:
очистка поверхности перед травлением;
выбор травителя;
приготовление травильной смеси;
химическое травление;
промывка и сушка после травления;
контроль качества травления.
Очистка поверхности. Перед химическим травлением
поверхность полупроводниковых материалов должна
быть тщательно очищена и обезжирена, так как поверх-
ностные загрязнения могут замедлить процесс травле-
ния и привести к образованию бугорков на поверхности.
Наиболее качественную очистку поверхности полупро-
водников получают обработкой в ультразвуковых ван-
нах в подогретых органических растворителях или мою-
щих растворах, содержащих поверхностно-активные
вещества.
Выбор травителя. Выбор травителей для германия
и кремния значительно упрощается, если учитывать
следующие факторы: цель процесса травления; рельеф
поверхности, который необходимо получить; кристалло-
графическую ориентацию поверхности полупроводнико-
вого материала; толщину слоя, которую необходимо
удалить травлением; электрофизические параметры по-
верхности, которые желательно обеспечить травлением;
последующие технологические операции.
Приготовление травильной смеси. Травильные смеси
приготовляют заранее и выдерживают перед употребле-
нием 10—30 мин. Для приготовления травильных сме-
сей используют химические реактивы высокой степени
чистоты, чтобы максимально снизить уровень загряз-
10Q
нений поверхности полупроводникового материала неже-
лательными примесями. Химическая посуда и оснастка
для приготовления травителя должны быть тщательно
отмыты и высушены. Необходимо исключить возмож-
ность попадания в травильные смеси загрязнений из
окружающей атмосферы и строго выдерживать рецепту-
ру приготовляемой травильной смеси.
Химическое травление. Технология проведения про-
цесса химического травления определяется его назначе-
нием, а также формой и размерами обрабатываемых
деталей. Чаще всего целью травления является получе-
ние чистой полированной поверхности. Если необходимо
стравливание значительных слоев полупроводникового
материала, выполняют грубое травление, а для выявле-
ния кристаллографической ориентации плоскостей и де-
фектов кристаллической структуры — избирательное
травление.
Качество протравленной поверхности и скорость
травления зависят от температуры, интенсивности пере-
мешивания и вязкости травильной смеси, ее состава,
а также способа окончания процесса травления и дру-
гих факторов.
Температура травильной смеси является наиболее
важным фактором, определяющим качество протравлен-
ной поверхности и точность получения заданных разме-
ров образцов и рельефа, поэтому ее необходимо строго
контролировать на протяжении всего процесса. При
повышении температуры травильной смеси скорость
травления резко возрастает.
При травлении полупроводниковых материалов
в сильно действующих травителях может иметь место
локальный перегрев травильной смеси под действием
выделяющегося при травлении тепла. Если температуру
травления не поддерживать постоянной во всем объеме
травителя, отдельные участки поверхности полупровод-
ника могут перегреваться, что приводит к неравномер-
ному травлению. Поэтому травитель необходимо охлаж-
дать и интенсивно перемешивать в процессе травления,
что одновременно обеспечивает поступление его свежих
порций к обрабатываемой поверхности и отвод продук-
тов травления.
В процессе травления может иметь место значитель-
ное выделение из травителя пузырьков газа, которые,
концентрируясь вблизи поверхности обрабатываемого из-
101
делия, могут вызвать неоднородное травление. Эти
пузырьки следует периодически удалять механически
или сдувать струей сжатого газа.
Увеличение вязкости и повышение температуры уси-
ливают полирующую способность травителя, а сниже-
ние вязкости и перемешивание — его избирательное дей-
ствие. Для увеличения вязкости в состав травильных
смесей вводят глицерин, гликоли и другие вязкие
вещества.
Состав травильной смеси влияет на степень чистоты
и качество свежетравленной поверхности полупроводни-
кового материала. После травления в смесях, содержа-
щих бром или иод, на поверхности полупроводника ос-
тается слой адсорбированного брома или иода. При
травлении в кислых травителях, содержащих соли ме-
таллов, некоторые металлы имеют тенденцию осаждать-
ся на поверхности полупроводниковых образцов в виде
микрокристаллов. При использовании щелочных трави-
телей существует опасность осаждения железа на по-
верхность полупроводника, так как примесь железа всег-
да присутствует в технически чистых щелочах.
Способ окончания травления. Качество получаемой
после химического травления поверхности во многом
зависит от того, как прекращают процесс травления
и отмывают образцы от травителя. Если образец выни-
мают из травителя (или сливают травитель) и перено-
сят в деионизованную воду по воздуху, оставшиеся на
поверхности капли травителя вызывают локальное
травление и, кроме того, на поверхности оседает значи-
тельное количество трудноудалимых загрязнений, оста-
ющихся после частичного испарения травителя.
Поэтому процесс травления следует заканчивать,
последовательно заливая в травитель порции деионизо-
ванной воды, при этом жидкость, остающаяся на по-
верхности извлеченного образца, содержит незначитель-
ное количество травителя и локального травления и за-
грязнения поверхности не происходит. При отмывке
образца от травителя последовательным заливанием
порций воды необходимо следить, чтобы его поверхность
была все время покрыта жидкостью, так как участки, не
покрытые слоем жидкости во время, пока травитель не
будет полностью удален, протравятся иначе. Так, при
травлении в смеси, содержащей азотную и плавиковую
кислоты, непокрытые жидкостью участки поверхности
10?
окисляются и после стравливания окисла становятся
шероховатыми.
Промывка пластин после травления. После отмывки
полупроводниковых пластин от травителя деионизован-
ной водой необходимо удалить с их поверхности адсор-
бированные из травителя ионы металлов. Промывка
в потоке деионизованной воды необходимой чистоты
поверхности не обеспечивает. Удалять ионы металлов
с протравленной поверхности можно обработкой пластин
в растворах цианистого калия. Цианистая соль образу-
ет с ионами некоторых металлов растворимые в воде
комплексы, которые удаляются промывкой пластин в де-
ионизованной воде. Однако из-за высокой токсичности
цианидов эту обработку не применяют. Кроме того,
пластины обрабатывают в специальных органических
веществах (десорбентах), образующих устойчивые комп-
лексы с металлическими ионами в растворах. В ка-
честве комплексообразователей используют ацетонитрил
(.CH3CN), этилендиаминтетрауксусную кислоту (три-
лон Б), тиооксин, 2—4-пентадион и др.
Эффективным способом удаления ионов металлов
является отмывка в смесях, содержащих водный раствор
аммиака. Перекись водорода также способна в кислых
растворах к комплексообразованию с ионами металлов,
что обеспечивает их удаление с поверхности полупровод-
никовых пластин.
Сушка. После отмывки от травителя и удаления ад-
сорбированных остаточных загрязнений полупроводнико-
вые пластины сначала поступают на сушку при
70—100° С, а затем при 120—180° С. Использование кон-
вейерных печей инфракрасной или ультрафиолетовой
сушки значительно ускоряет процесс испарения влаги
с поверхности полупроводникового материала. Темпера-
туру и продолжительность сушки необходимо строго
контролировать. Если время сушки мало, на поверхности
остается тонкий слой воды. Передержка приводит
к окислению и дополнительному загрязнению поверх-
ности.
Атмосфера, в которой сушат пластины, оказывает
существенное влияние на чистоту свежетравленной по-
верхности, поскольку она обладает повышенной адсорб-
ционной способностью и в атмосфере производственного
помещения быстро окисляется, адсорбирует газы, пары
масел и воды, присутствующие в воздухе. Поэтому суш-
103
ку следует производить в атмосфере сухого инертного
газа или азота.
Эффективной является сушка полупроводниковых
пластин после отмывки в течение нескольких секунд на
высокоскоростных центрифугах при частоте вращения
30 000 об/мин. Под действием центробежных сил жид-
кость движется по поверхности пластины, не успевая
испариться, и смывает остающиеся на ней после про-
мывки в деионизованной воде загрязнения.
Контроль качества травления. При контроле качества
травления проверяют точность получения заданных гео-
метрических размеров образцов, микрорельеф поверх-
ности, толщину образовавшейся окисной пленки, степень
и характер загрязнения поверхности и ее электрофизиче-
ские свойства.
§ 30. Способы химического травления
Различают три способа химического травления: гру-
бое, химико-динамическое и рельефное.
Грубое травление. При грубом химическом травле-
нии, когда не предъявляют высоких требований к каче-
ству поверхности и геометрическим размерам образцов,
обычно применяют следующий метод. Во фторопласто-
вый сосуд заливают соответствующую травильную
смесь и погружают в нее образцы, уложенные в специ-
альную многосекционную корзину (или барабан) из фто-
ропласта, по всей поверхности которой имеются отверс-
тия. Чтобы обеспечить равномерность травления, реко-
мендуется вращать корзину, одновременно приподнимая
и опуская ее. Окончив травление, корзину с деталями
быстро переносят в рядом стоящий сосуд с деионизован-
ной водой. В результате резкого разбавления травителя
водой травление прекращается. Затем, многократно ме-
няя деионизованную воду, детали тщательно отмывают
от травителя и передают на сушку.
Химико-динамическое травление. Если необходимо
обеспечить высокое качество поверхности и заданные
геометрические размеры полупроводниковых пластин,
применяют химико-динамическое травление. Полупро-
водниковые пластины наклеивают химически стойким
лаком или воском на фторопластовый диск и помещают
в специальный сосуд, куда заливают определенное коли-
чество соответствующего травителя. При травлении со-
104
Рис. 25. Установка хими-
ко-динамического травле-
ния:
1 — сосуд, 2 — травитель, 3 —
полупроводниковая пластина,
4 — фторопластовый диск, 5 —
электродвигатель.
суд вращают с постоянной скоростью, а иногда накло-
няют под углом 15—20° (рис. 25). При вращении фто-
ропластовый диск с пластинами катится по стенке сосу-
да. Одновременное движение пластин и травителя обес-
печивает равномерное травление поверхности пластин.
Этот способ травления позволяет получать полирован-
ные пластины заданной толщи-
ны с хорошей плоскопарал-
лельностью.
Рельефное травление. Хи-
мико-динамическое травление
применяется также для рель-
ефного травления полупровод-
никовых пластин. В этом слу-
чае часть поверхности пластин
защищают пленками окислов,
фоторезистов, химически стой-
ких лаков, эмалей или других
материалов, устойчивых к дей-
ствию травильной смеси. Не-
обходимую конфигурацию за-
щитных пленок получают фо-
толитографической обработ-
кой, нанесением через трафа-
рет или напылением через мас-
ку. При рельефном травлении
необходимо строго поддерживать заданную температу-
ру, так как разогрев травителя может привести к спол-
занию или растравливанию защитного покрытия. Для
поддержания низкой температуры травителя сосуд ох-
лаждают и интенсивно перемешивают травильную смесь.
Процесс рельефного травления прекращают, последо-
вательно разбавляя травитель порциями деионизованной
воды. Окончив травление, защитные покрытия с поверх-
ности пластин удаляют обработкой в специальных
растворителях или сжигают в кислородной плазме.
Окончательно отмытые пластины передают на сушку.
Рельефным травлением на поверхности полупровод-
никовых пластин формируют выступы и углубления
различной конфигурации (например, выступы для меза-
транзисторов или углубления для ограничения площади
р—n-переходов и электрического разделения элементов
микросхем), а также разделяют полупроводниковые
пластины на кристаллы.
105
Разделять полупроводниковые пластины на кристал-
лы можно, не используя защитные покрытия. На поверх-
ность пластины предварительно наносят разметку в ви-
де сетки, состоящей из рядов параллельных царапин,
на которые травитель для рельефного травления дейст-
вует более интенсивно, чем на остальную поверхность.
При определенной толщине пластина распадается на
прямоугольные кристаллы.
Брак при химическом травлении и способы его устра-
нения. Чтобы обеспечить равномерность травления, це-
лесообразно лить травитель на образец, уже лежащий
в ванне, в иных случаях легкие полупроводниковые об-
разцы могут оказаться частично несмоченными и
всплыть на поверхность травителя.
Чтобы предупредить отклонение геометрических раз-
меров полупроводниковых пластин и кристаллов от за-
данных после травления, необходимо строго контроли-
ровать концентрации реактивов, применяемых для со-
ставления травителя, точно выдерживать соотношения
входящих в травильную смесь составляющих, поддержи-
вать постоянную температуру травителя, точно контро-
лировать время травления и соотношение между объе-
мом травителя и количеством обрабатываемых образ-
цов. Если геометрические размеры образцов после трав-
ления превышают заданные, травление повторяют, а ес-
ли они меньше, брак неисправим.
Травление полупроводникового материала под защит-
ным покрытием происходит в результате отслаивания
защитного покрытия от поверхности полупроводника
и является неустранимым браком. Чтобы предупредить
этот вид брака, необходимо соблюдать те же меры, что
и при отклонении геометрических размеров пластин от
заданных.
Загрязнение свежетравленной поверхности в процес-
се отмывки от травителя и сушки происходит в резуль-
тате адсорбции примесей, растворенных в деионизован-
ной воде и находящихся в атмосфере рабочего помеще-
ния. Поэтому следует для отмывки от травителя исполь-
зовать деионизованную воду с удельным сопротивлени-
ем не менее 10 МОм и сразу удалять ее остатки с по-
верхности, чтобы уменьшить осаждение загрязнений при
испарении и снизить возможность окисления поверхнос-
ти. Сушка центрифугированием, обдув сжатыми газами,
106
высокотемпературная сушка в инертной атмосфере или
в вакууме дают хорошие результаты.
Правила безопасной работы при травлении. В состав
травителей, как правило, входят очень токсичные веще-
ства, способные загрязнять атмосферу производствен-
ных помещений. Сильным отравляющим действием об-
ладают, например, плавиковая, азотная, уксусная и не-
которые другие кислоты, щелочи, перекись водорода,
бром и некоторые соли. При травлении возможно выде-
ление таких вредных веществ, как окислы азота, фто-
ристые соединения, хлористый водород. Совместное
воздействие этих веществ на организм человека
бывает более сильным, чем действие каждого из них
отдельно, так как они одновременно поражают разные
органы.
Поэтому травление выполняют в специально отве-
денных помещениях, полы и панели стен которых долж-
ны быть выполнены из кислотоупорных, а вентиляторы,
бортовые отсосы, воздуховоды, канализация — из кис-
лотостойких материалов. Кроме того., травильные поме-
щения должны иметь эффективную приточно-вытяжную
вентиляцию, а травильные ванны — бордовые отсосы.
Травильные помещения следует оборудовать водопровод-
ными кранами с резиновыми шлангами и насадками для
смывания струей воды с поверхности кожи кислот или
щелочей, а также фонтанчиками для промывания глаз.
Воздух, загрязненный парами вредных веществ и удаля-
емый от травильных ванн, перед выбросом в атмосферу
должен быть тщательно очищен, а отработанные вред-
ные вещества могут сбрасываться в специальный слив
только после соответствующей нейтрализации и разбав-
ления. Отработанные сильно действующие ядовитые ве-
щества следует собирать в специальные емкости и еже-
дневно сдавать специальным службам. Количества
вредных веществ и легковоспламеняющихся жидкостей,
находящихся в травильном помещении, не должны пре-
вышать суточной нормы потребления.
Для создания безопасных условий работы с химиче-
скими травителями необходимо максимально Механизи-
ровать и автоматизировать производственные процессы,
надежно герметизировать оборудование, обеспечивать
непрерывность технологического процесса, иметь надеж-
ную постоянно действующую систему приточно-вытяж-
ной вентиляции.
107
Обслуживающий персонал обязан применять такие
индивидуальные средства защиты, как резиновые пер-
чатки, защитные маски или очки, защитные смазки для
лица и рук, резиновые фартуки, полихлорвиниловые ха-
латы (хлопчатобумажные халаты не предохраняют от
вредного действия кислот). Разливать кислоты следует
в противогазе с помощью специальных насосов или си-
фонов. При химическом травлении в нагретых кислотах
не следует повышать температуру соляной кислоты выше
35° С, а серной — выше 65° С. Загружать обрабатывае-
мые детали в ванйу травления надо осторожно, не раз-
брызгивая травитель. Если капли плавиковой кислоты
попали на резиновые перчатки, их следует немедленно
снять, а руки тщательно вымыть водой с мылом. Каж-
дую пару резиновых перчаток можно использовать не
более трех раз.
Работать с токсичными веществами следует в вытяж-
ном шкафу с опущенной фрамугой через рукавные про-
емы в ее створке.
Одной из причин производственных отравлений явля-
ется нарушение правил гигиены и использование гряз-
ной (или загрязненной химическими веществами) спец-
одежды. Чистота — главное средство профилактики от-
равлений. После работы с вредными веществами следует
принять теплый душ и почистить зубы.
В травильных помещениях должны быть аптечки
с набором необходимых медикаментов и перевязочных
средств, а на видном месте — вывешены инструкции по
оказанию первой помощи, которая при поражении вред-
ными веществами важна, но не исключает необходимос-
ти вмешательства врача.
§ 31. Химическое травление германия
Для химического травления германия применяют
пергидролевые, кислотные и щелочные травители. Раз-
работанные, на основе перекиси водорода пергидролевые
травители могут быть как кислотными, так и щелочны-
ми. В качестве кислотных травителей используют смеси
плавиковой и азотной кислот. Кроме того, в состав кис-
лотных травителей могут входить вода или уксусная
кислота, а также галоиды и растворы солей некоторых
металлов. Щелочные травители содержат щелочи, воду
и соли щелочных металлов.
108
Таблица 2. Травильные смеси для германия
Номер трави- теля Состав травителя Режим травления Назначение травителя
Смеси на основе перекиси водорода
1 30 %-ная Н2О2 1 ч при 20°С Выявление границ между зернами и р-п- переходов (дает чис- тую матовую поверх- ность)
2 1 ч. Н2О2 1 ч. HF 4 ч. Н2О 1—3 мин Травление плоско- стей (100) и (111)
3 100 мл 3%- ной Н2О2 8 г NaOH При 70° С Контролируемое уда- ление материала в све- жеприготовленном тра- вителе со скоростью 5 мкм/мин, а через 1 ч хранения—1 мкм/мин
Смеси на основе азотной и плавиковой кислот
4 5 ч. HNO3 3 ч. HF 3 ч. СНзСООН, в которых раст- ворено 0,06 ч. Вг2 Для трав- Травление и полиро- вание плоскостей (111) и (100), выявление р—и-переходов
ления 1,5 мин;
для полиро-
вания более
2 мин
5 10 мл HNO3 5 мл HF 10 мл СНзСООН, в ко- торых растворе- но 30 мг J2 2—4 мин Травление и полиро- вание плоскости (100)
6 5 ч.* HNO3 3 ч. HF 3 ч. СН3СООН 2—3 мин при 70° С или при комнат- ной темпера- туре Полирование
7 4 ч. HNO3 2 ч. HF 15 ч. СН3СООН От 20 с до 1 мин Выявление дислока- ций
8 3 ч. HNO3 1 ч. HF 1—2 мин при 30° С Химическая очистка, выявление р—и-перехо- ДОВ
9 1 ч. HNO3 2 ч. HF 1 ч. 10%-ного раствора Cu(NO3)2 1—2 мин Травление плоскос- ти (111) дает зер- кальную поверхность
109
Продолжение табл. 2
Номер трави- теля Состав травителя Режим травления Назначение травителя
10 1 ч. HNO3 2 ч. HF 2 ч. 5%-ного раствора AgNO3 1 МИН Травление плоскости (111), выявление гра- ниц между зернами (осаждаемое на по- верхности серебро пос- ле травления необходи- мо удалять промывкой в цианидах)
Смеси 1 на основе щелочей
11 1 ч. NaOH или кон 3 ч. Н2О 1—10 мин при 30°С Контролируемое трав- ление пластин и кри- сталлов
12 1 ч. 10%-ного NaOCl 10 ч. Н2О 15—45 мин при 40° С Травление плоскос- тей (100) и (111)
13 10 мл КОН 5 г K3Fe(CN)6 50 мл Н2О 1 мин в кипящем растворе Травление плоскости (111), выявление гра- ниц между зернами. Очень хороший трави- тель для получения четких трехгранных ямок на плоскости (111)
Некоторые составы травильных смесей для германия
даны в табл. 2. В приведенных рецептах концентрации
жидких составляющих, массовые %, равны: плавиковой
кислоты HF — 49, азотной — HNO3 — 70, соляной НО —
36, ледяной, уксусной СН3СООН — 100, перекиси водо-
рода Н2О2— 30.
Травление в пергидролевых травителях. Перекись во-
дорода является сильным окислителем. Реакцию травле-
ния германия можно записать следующим образом:
Н2О2
Нагревание
Н2О + О
Ge + О -> ОеО
ОеО + О -» GeO2
ОеО2 + Н2О -> Н26еО3
ПО
И мкм/мин
0 —।—।—।—।—।—।—।—l_.......
0 8 12 16 20 20 20 32
Н202,%
Рис. 26. Зависимость скорости
растворения германия от кон-
центрации перекиси водорода
при 90° С
При травлении кроме германиевой кислоты могут
образовываться надкислоты германия H2GeO5 и H2Ge2O7.
Процесс травления германия в перекиси водорода про-
текает довольно медленно. На рис. 26 показана зависи-
мость скорости растворения германия от концентрации
перекиси водорода при
90° С. Важное преимущест-
во использования перекиси
водорода состоит в том, что
в процессе травления не по-
является никаких загрязне-
ний как на поверхности гер-
мания, так и в растворе, по-
скольку при разложении пе-
рекиси водорода образуется
вода. Для ускорения трав-
ления в перекись водорода
добавляют щелочь или пла-
виковую кислоту.
Щелочь, во-первых, об-
разует с двуокисью германия соли германиевой кислоты
и надкислот, которые обладают большей раствори-
мостью, чем сами кислоты, и, во-вторых, способствует
ускоренному разложению перекиси водорода. Между
двуокисью германия и щелочью происходит следующая
реакция:
QeO2 + 2NaOH Na2GeO3 + Н2О
Щелочь взаимодействует также с перекисью водоро-
да с образованием перекиси натрия
Н2О2 + 2NaOH -> Na2O2 + 2Н2О
которая легко разлагается
Na2O2 -> NaO + О
и полученная окись натрия растворяется в воде с выде-
лением тепла и образованием щелочи
NaO Н2О -> NaOH
Таким образом, введение в состав травителя даже
очень небольших количеств щелочи (едкого натра) зна-
Ш
чительно увеличивает скорость растворения германия
(рис. 27).
Плавиковая кислота интенсивно растворяет двуокись
германия
ОеО2 + 4HF QeF4 + 2Н2О
и введение ее в травитель повышает скорость травления.
Пергидролевые травители являются избирательными
и предпочтительны для травления поверхности (100).
При повышении температуры скорость травления резко
возрастает (рис. 28), поэтому пергидролевые травители
могут применяться для полировки германия.
К мкм /мин
0.2 0,4 0,6 0,8 1,0
NclOH, г/л
Рис. 27. Зависимость ско-
рости растворения герма-
ния в 30 %-ной перекиси
водорода от концентрации
едкого натра при 90° С
Рис. 28. Зависимость ско-
рости растворения герма-
ния от температуры пере-
киси водорода:
1 — в 4%-ном растворе, 2 — в
30%-ном растворе
Травление в кислотных травителях. Типичным кис-
лотным травителем является полирующий травитель
№4 (см. табл. 2), пригодный для обработки поверхнос-
тей любой ориентации. В состав этого травителя входят
азотная, плавиковая, уксусная кислоты и бром. Азотная
кислота является окислителем, плавиковая — комплек-
сообразователем, уксусная — растворителем и замедли-
телем, а бром — ускорителем реакции травления. Без
уксусной кислоты травление протекает настолько быст-
ро, что процесс перестает быть контролируемым. Вместо
брома иногда используют иод, иодистый натрий, бихро-
мат натрия, азотистокислый натрий и др. При травлении
112
германия в кислотных травителях происходит следую-
щая реакция
3Qe + 6HNO3 -> ЗОеО2 + 3NOf + 3NO^ + ЗН2О
ОеО2 + 4HF GeF4 + 2Н2О
Эта реакция является автокаталитической. В началь-
ный момент скорость травления мала — это индукцион-
ный период, во время которого происходит накопление
каталитически действующих продуктов реакции. Катали-
заторами травления служат двуокись азота NO2 и азо-
тистая кислота HNO2, количества которых в начальный
момент малы, а затем постепенно увеличиваются, так
как в реакции участвует бром, ускоряющий процесс их
образования
Br2 + NO + Н2О NO2 + 2НВг
Br2 + 2NO + 2Н,0 -> 2HNO2 + 2НВг
Образующийся бромистый водород окисляется азот-
ной кислотой до свободного брома
2НВг + HNO3 -> Br2 + HNO2 + Н2О
Таким образом, бром не расходуется в процессе трав-
ления и его количество в травителе может быть неболь-
шим. Бром удобнее вводить в виде бромистой кислоты.
Введение брома позволяет сократить продолжительность
индукционного периода, когда травления не происходит
(рис. 29).
Скорость травления германия зависит от состава
кислотного травителя. При увеличении концентрации
плавиковой кислоты в растворе скорость травления воз-
растает, достигает максимума, а затем постепенно
уменьшается. Следует отметить, что для разных кристал-
лографических плоскостей зависимость скорости травле-
ния германия от состава травителя неодинакова. Так,
для кристаллографических плоскостей (110) и (111)
скорость травления максимальна при концентрации пла-
виковой кислоты около 25%, а для плоскости (100) про-
исходит уменьшение скорости травления при концентра-
ции плавиковой кислоты более 50%.
Снижение скорости травления при высоких концент-
рациях плавиковой кислоты является следствием обра-
8 2673
113
зования на поверхности германия нерастворимых про-
дуктов реакции. Установлено, что при травлении герма-
ния в травителях с содержанием плавиковой кислоты
около 80% поверхность пластин покрывается сплошной
коричневой пленкой, состоящей из нерастворимой в пла-
виковой кислоте моноокиси германия, а в травителях
с ее содержанием более 90%—пленкой в виде легко
удаляемого порошка. Увеличение концентрации азотной
кислоты в травителе незначительно ускоряет травление
германия, но вызывает активное газовыделение.
Рис. 29. Зависимость
толщины стравливаемо-
го слоя германия в тра-
вителе № 4 в присутст-
вии катализатора —
брома (/) и без него
(2) от времени травле-
ния
Рис. 30. Зависимость
скорости растворения
поверхности шлифован-
ной (/) и предвари-
тельно протравленной
(2) пластины германия
от времени травления
в травителе № 4
Кроме того, на скорость травления германия в кис-
лотных травителях влияет кристаллографическая ори-
ентация поверхности. Так, скорость травления плоскости
(НО) выше скорости травления плоскости (100); наи-
меньшую скорость травления имеет плоскость (111). Эта
зависимость объясняется неодинаковой адсорбцией
ионов фтора на разных кристаллографических плоскос-
тях.
Экспериментально установлено, что шлифованная по-
верхность германия растворяется в кислотных травите-
лях быстрее предварительно протравленной. Это можно
объяснить повышенной скоростью травления нарушен-
ного механической обработкой поверхностного слоя
114
и, отчасти, большей площадью шероховатой поверхнос-
ти. На рис. 30 показана зависимость скорости растворе-
ния поверхности шлифованной и предварительно про-
травленной пластины германия от времени травления
в травителе № 4, из которой видно, что скорость трав-
ления шлифованной поверхности больше. Увеличение
скорости растворения германия после того, как нарушен-
ный слой полностью стравлен, обусловлено разогревом
травителя и германиевых пластин выделяющимся при
травлении теплом. Чтобы поддерживать постоянную
скорость травления, необходимо стабилизировать темпе-
ратуру кислотного травителя.
Наилучшее качество поверхности германия получают
при травлении в подогретых кислотных травителях
с низким содержанием плавиковой кислоты.
Травление в щелочных травителях. Так как водные
растворы щелочей травят различные кристаллографиче-
ские плоскости по-разному, их применяют для выявле-
ния дислокаций и границ между зернами, контролируе-
мого утончения пластин и кристаллов, получения бле-
стящих, но шероховатых поверхностей. При щелочном
травлении германия протекает реакция
Ge + 2NaOH + Н2О -> Na2QeO3 + 2Н2
Скорость реакции увеличивается с повышением тем-
пературы и концентрации травителя. Для поддержания
постоянной скорости травления травитель необходимо
интенсивно перемешивать, так как при обработке выде-
ляется большое количество тепла.
§ 32. Химическое травление кремния
Кремний травится с достаточно высокой скоростью
в водных и спиртовых растворах щелочей, а также в сме-
сях на основе азотной и плавиковой кислот. Перекись
водорода для травления кремния не применяют, так как
образуется нерастворимая в воде пленка двуокиси крем-
ния. Составы травителей для кремния приведены
в табл. 3.
Травление в кислотных травителях. Кислотные тра-
вители для кремния содержат те же составляющие, что
и кислотные травители для германия. Происходящие при
травлении кремния и германия в кислотных травителях
115
Таблица 3. Травильные смеси для кремния
Номер трави- теля Состав травителя Режим травления Назначение травителя
Смеси на основе азотной и плавиковой кислот
1 3 ч. HNO3 1 ч. HF 15 с 30—40° при С Химическое полиро- вание
2 3 ч. HNO3 1 ч. HF 8—12 ч. СН3СООН 1 — 16 1 ч Травление всех плос- костей, выявление дис- локаций
3 5 ч. HNO3 3 ч. HF 3 ч. СН3СООН 2—3 мин Медленное химиче- ское полирование, вы- явление р—п-переходов и дислокаций
4 18 мл HNO3 25 мл HF 5 мл СНзСООН, в ко- торых растворе- но 0,1 мл Вг2 10 мл Н2О2, в которых раство- рен 1 г Cu(NO3)2 2—4 мин Быстрая оценка плотности дислокаций
Смеси на основе щелочей
5 10—30%-ный раствор КОН или NaOH 1—5 мин при 50—100°С Выявление структур- ных дефектов поверх- ности
6 2 ч. 4 % -ного раствора NaOH 1 ч. 40 %-ного раствора NaOCl При 80° С (образец дол- жен плавать на поверх- ности трави- теля) Получение тонких образцов кремния
процессы также аналогичны. Травление протекает с мак-
симальной скоростью в травителях с соотношением пла-
виковой и азотной кислот соответственно 2: 1 (рис. 31).
При высоких концентрациях азотной кислоты скорость
травления снижается из-за пассивации поверхности плас-
тин пленкой двуокиси кремния. При этом может изме-
ниться также характер травления: травитель становится
избирательным.
Существенное влияние на скорость травления оказы-
вает интенсивность перемешивания травителя (рис. 32).
116
При повышении концентрации плавиковой кислоты
скорость травления меньше зависит от перемешивания
(частоты вращения сосуда с травителем). При обработ-
ке в травителе, содержащем 50% плавиковой кислоты,
скорости травления во вращающемся и невращающем-
ся сосудах одинаковы.
100 hno5,% GU'Pad/MUH
Рис. 31. Зависимость ско-
рости травления кремния
от состава кислотного тра-
вителя
Рис. 32. Зависимость скорости
травления кремния от частоты
вращения сосуда с травите-
лем, состоящим из 2% плави-
ковой и 98% азотной кислоты
при 30° С
Наиболее сильно влияет на скорость травления тем-
пература травителя. Чтобы точно получить заданные
размеры, необходимо поддерживать постоянную темпе-
ратуру травителя в течение всего процесса. Так как
кислотные смеси являются сильнодействующими трави-
телями, обрабатываемые полупроводниковые пластины
могут локально перегреваться и, следовательно, их по-
верхность неравномерно растворяется. Интенсивное
перемешивание и охлаждение травителя позволяют из-
бежать локального перегрева.
Введение солей некоторых металлов в кислотные
травители придает им специфические свойства. Так,
азотнокислое серебро делает травитель избирательным.
Такой травитель предпочтителен для травления плоскос-
ти (111) и обеспечивает низкие скорости поверхностной
рекомбинации носителей тока. Вводимые в состав тра-
вителей такие соли, как AgNO3, Cu(NO3)2, Hg(NO3)2
служат источником металлических ионов, которые своим
117
гальваническим действием ускоряют процесс травления.
Бихромат натрия Na2Cr2O7 повышает стабильность кис-
лотных травителей, улучшает качество полировки по-
верхности и позволяет контролировать процесс травле-
ния: с увеличением концентрации бихромата натрия
скорость травления возрастает. Полупроводниковые
приборы, изготовленные на пластинах, обработанных
в бихроматных травителях, имеют улучшенные Характе-
ристики. Так как плавиковая кислота, входящая в сос-
тав кислотных травителей, вредна для здоровья обслу-
живающего персонала и вызывает сильную коррозию
оборудования, целесообразно заменять ее, например, ор-
ганическими кислотами (винной, лимонной, щавелевой
и др.). Травильные смеси с органическими кислотами
обеспечивают такую же структуру поверхности, как
и смеси с плавиковой кислотой, и не ухудшают электри-
ческих характеристик полупроводниковых приборов.
Рельефное травление кремния в кислотных травите-
лях. Для вытравливания мелких рельефов на поверхнос-
ти кремния применяют медленные травители, например,
серебряно-гликолевый, приготовляемый из А и Б смесей
следующего состава:
400 мл HNO3
10 мл HF,
10 мл раствора AgNO3 (1 г AgNO3 на 100 мл воды);
(200
D <
(200
мл пропиленгликоля,
мл воды.
Перед травлением равные части смесей А и Б сли-
вают во фторопластовый или платиновый сосуд и ох-
лаждают до комнатной температуры. При этом необхо-
димо строго соблюдать инструкцию по смешиванию
и хранению серебряно-гликолевого травителя. Так как
смесь пропиленгликоля с кислотами дает бурную хими-
ческую реакцию с выделением большого количества
газов, способных создать давление, достаточное для
взрыва в сосуде с плотно закрытой пробкой, нельзя для
хранения смешивать пропиленгликоль с кислотами
в одном сосуде. Для вытравливания глубоких рельефов
на поверхности кремния используют более сильные тра-
вители, например смесь концентрированных плавиковой
и азотной кислот в соотношении 1 :8.
118
Травление в щелочных растворах. При травлении
кремния в щелочных растворах протекает реакция
Si + 2NaOH + Н2О -> Na2SiO3 + 2Н^
Скорость травления увеличивается с повышением
концентрации щелочи в растворе и достигает максимума
при 30%-ной концентрации. Поэтому для травления
кремния применяют растворы, содержащие от 10 до 30%
щелочи. Скорости травления различных кристаллогра-
фических поверхностей в щелочных растворах неодина-
ковы, что позволяет применять эти травители для выяв-
ления структурных дефектов кристаллов кремния. Так
как повышение температуры травителя увеличивает
скорость травления, обработку проводят в горячих раст-
ворах при температуре 50—100° С. Травление в щелоч-
ных растворах дает блестящую, но не зеркальную по-
верхность.
Освещение образцов кремния может как увеличить,
так и снизить скорость его травления в щелочных раст-
ворах. Травление при низких температурах в сильно раз-
бавленных и недостаточно интенсивно перемешиваемых
травителях, т. е. в условиях, благоприятствующих обра-
зованию окисной пленки на поверхности кремния, под
действием освещения значительно замедляется. После
травления в щелочах следует промывкой в соляной кис-
лоте удалить следы железа с поверхности кремния.
§ 33. Электрохимическое травление германия и крем-
ния
Электрохимическое травление герма-
ния проводят в режиме анодного или катодного раст-
ворения. На производстве чаще используют анодное
растворение, когда ток течет от полупроводника к элек-
тролиту, растворяя анод, при этом образуется метагер-
маниевая кислота и при очень высоких плотностях
тока на поверхности пластин откладывается оранжевый
осадок моноокиси германия. Для электрохимического
травления германия используют водные растворы щело-
чей, кислот и некоторых солей. Наиболее часто применя-
ют слабые растворы едкого натра.
Электрохимическое травление крем-
ния проводят только в режиме анодного растворения.
119
Процесс травления осложняется тем, что поверхность
пластин покрывается препятствующей растворению
кремния прочной окисной пленкой, появляющейся в ре-
зультате образования атомарного кислорода при раз-
рядке ионов гидроксильных групп при высоких плот-
ностях тока
2ОН- - 2е -> Н2О + О
Таблица 4. Электролиты для анодного травления германия
Состав электролита Режим травления
плотность тока, мА/сма время, мин.
10%-ный раствор NaOH 2,5 г СгО3 160 1
5 мл HNO3 20 мл Н2О 10 1,5—2
10%-ная Н3РО4 10 1—2
Таблица 5. Электролиты для анодного травления кремния
Состав электролита Режим травления
плотность тока, мА/сма время, мин.
1 ч. HF 10 ч. спирта, глицерина или гликоля 50 2—3
10%-ный раствор концентриро- ванной HF в этиловом спирте с содержанием воды до 20% 10—100 Зависит от плотно- сти тока
0,2—0,4-нормальный раствор NaF с добавлением HF до рН = 3 50—150 То же
Для удаления образующейся при электрохимическом
травлении кремния окисной пленки в качестве электро-
литов применяют смеси плавиковой кислоты с гидро-
фильными органическими соединениями (спиртом, гли-
церином, гликолем, уксусной кислотой), которые могут
быть безводными или содержать некоторое количество
воды. Органические соединения снижают скорость хими-
120
ческого окисления кремния атомарным кислородом,
уменьшают электропроводность электролита и позволя-
ют выполнять травление при температурах ниже точки
замерзания водных растворов. Для каждого электроли-
та существует минимальная плотность тока, начиная
с которой можно получать хорошее качество полиро-
ванной поверхности. Минимально допустимые плотности
тока для различных электролитов лежат в пределах от
10 до 100 мА/см2. При более низких плотностях тока
на поверхности пластин образуется рыхлый налет ато-
марного кремния, а при слишком высоких существует
опасность электрического пробоя окисной пленки, что
нежелательно, так как в местах пробоя скорость трав-
ления резко увеличивается и образуются углубления
(питинг).
Составы электролитов для анодного травления гер-
мания и кремния приведены в табл. 4 и 5. При травле-
нии германия катодом служит германиевый стержень,
а при травлении кремния — платиновый.
Электрохимическая резка. Методом электрохимиче-
ского травления можно разрезать полупроводниковые
слитки на пластины, которые не имеют механических на-
пряжений и не нуждаются в шлифовке, полировке
и травлении, так как на их поверхности отсутствует слой
с нарушенной структурой.
Схема установки электрохимической резки показана
на рис. 33. Вольфрамовая проволока диаметром 80 мкм
служит катодом 2; анодом 1 является разрезаемый сли-
ток. Поток электролита, стекая по проволоке, смачивает
кристалл в том месте, где должно протекать травление.
Так как травление происходит только в непосредствен-
ной близости от катода, по мере его протекания катод
равномерно углубляют в кристалл. Скорость электрохи-
мической резки до 3,5 см/ч. Для получения минимальной
ширины реза необходимо использовать высокоомный
электролит. В этом случае ширина реза будет оставаться
постоянной, так как при увеличении зазора между ка-
тодом и кристаллом плотность тока будет резко умень-
шаться, что предотвращает растравливание пропила.
Ширина реза приблизительно равна удвоенному диамет-
ру проволоки.
Для резки германия в качестве электролита исполь-
зуют 0,002%-ный раствор щелочи, в который, чтобы
121
улучшить смачивание кристалла, вводят специальные
добавки. Расход электролита 10 мл/мин.
По методу, предложенному В. И. Савченко, разрезае-
мый кристалл целиком погружают в дистиллированную
воду, которая служит электролитом. Два взаимно пер-
пендикулярных набора параллельных проволок, являю-
щихся катодами, перемещают так, что от слитка одно-
временно отрезается несколько прямоугольных пластин.
Электрохимическое профилирование. Важным досто-
инством электрохимического профилирования является
возможность получить полупроводниковые пластины
(кристаллы) любой геометрической формы, не внося ме-
ханических напряжений, что невозможно при других
методах обработки.
Рис. 33. Установка элек-
трохимической резки по-
лупроводниковых кри-
сталлов:
Рис. 34. Вытравливание
углублений близко рас-
положенным изолиро-
ванным катодом:
1 — катод, 2 — изоляция ка-
тода, 3 — электролит, 4 —
вытравливаемое на аноде
углубление
/ — слиток полупроводника
(анод), 2 — вольфрамовая
проволока (катод)
Локальным электрохимическим травлением можно
формировать углубления и отверстия, для чего нерав-
номерно распределяют плотность анодного тока по по-
верхности полупроводниковой пластины. Для осущест-
вления локального травления необходимо, чтобы удель-
ные сопротивления электролита и обрабатываемого
материала значительно отличались. Если полупровод-
ник имеет более высокое сопротивление, чем электролит,
травление происходит вблизи омического контакта, по-
скольку плотность анодного тока здесь больше. Чаще
локальное травление проводят в высокоомном электро-
лите. В этом случае травление может быть локализовано
уменьшением расстояния между изолированным като-
122
дом 1 (металлической проволокой) и обрабатываемой
поверхностью (рис. 34). Так как ток травления проте-
кает лишь в непосредственной близости от конца като-
да, на поверхности анода (пластины) образуется углуб-
ление 4, диаметр которого лишь незначительно превы-
шает диаметр катода.
Используя катоды разной конфигурации, можно вы-
травливать соответствующие углубления. Так, с по-
мощью катода в виде полой трубки можно получить
кольцевое углубление, а в виде
стержня, расположенного парал-
лельно поверхности пластины,—
длинную канавку. Чтобы углуб-
ления имели определенную глу-
бину, необходимо опускать
катод со скоростью, равной ско-
рости травления. Перемещая ка-
тод по поверхности пластины,
можно вытравливать различные
сложные фигуры.
Чтобы обеспечить высокую
Рис. 35. Установка ло-
кального травления с по-
мощью ложного катода:
/ — трубопровод сжатого га-
за, 2 — катод, 3 — резерву-
ар с электролитом, 4 — гиб-
кий шланг, 5 — стеклянная
трубка с узким отверстием
(ложный катод), 6 — анод
(образец), 7 — ванна с
электролитом, 8 — держа-
тель.
скорость локального травления,
применяют ложный катод
(рис. 35), который представляет
собой стеклянную трубку 5, за-
канчивающуюся узким отверсти-
ем, соединенную гибким шлангом
4 с резервуаром 3, заполненным
электролитом, в который погру-
жен настоящий катод 2. Конец
трубки подводят вплотную к об-
разцу 6 (аноду), погруженному в ванну 7, с электроли-
том. Ток протекает через стеклянную трубку, поэтому
травление происходит только вблизи ее отверстия. Что-
бы электролит не вскипал, он непрерывно продавливает-
ся через узкое отверстие трубки сжатым газом. Выделяю-
щиеся при травлении пузырьки газа способствуют интен-
сивному перемешиванию электролита в зоне обработки.
Метод ложного катода не требует применения высо-
коомного электролита. Меняя форму отверстия стек-
лянной трубки, можно получать углубления разной
формы.
Локализовать процесс электрохимического травления
можно также, увеличивая проводимости полупроводни-
133
ка, фокусируя свет на небольшом участке его поверхно-
сти. На освещенном участке повышается концентрация
дырок и образуется углубление (рис. 36). Этот метод
применим для травления полупроводников как дыроч-
ной, так и электронной проводимости. Кроме того, в по-
лупроводниках электронной проводимости, где дырки
являются неосновными носителями заряда, повышать
их концентрацию можно электрическим методом
(рис. 37).
Рис. 36. Электрохимическое
вытравливание углублений с
помощью локального освеще-
ния:
1 — полупроводниковая пластина,
2 — ванна с электролитом, 3 — лин-
за, 4 — источник света
Рис. 37. Электрохимическое
вытравливание углублений
введением избыточных дырок
электрическим методом:
1 — электролит, 2 — омический
контакт
§ 34. Выявление дефектов кристаллической структуры
Электрические свойства полупроводникового мате-
риала в значительной степени зависят от совершенства
его кристаллической решетки.
Химический метод. Распространенным методом
контроля совершенства кристаллической структуры яв-
ляется химическое травление поверхности для выявле-
ния дислокаций — дефектных участков кристаллической
решетки, вблизи которых наблюдаются повышенное со-
держание примесей и высокие механические напряжения.
Воздействие химического травителя на участки поверх-
ности кристалла, расположенные вблизи дислокаций,
будет более быстрым, чем на участки с совершенной
кристаллической структурой.
Для выявления дислокаций разработано много ре-
цептов травильных смесей, при обработке в которых на
участках выхода дислокаций на поверхности кристалла
обычно образуются ямки травления. Количеством ямок
травления характеризуется плотность дислокаций, а их
формой определяется кристаллографическая ориентация
поверхности. Иногда в местах выхода дислокаций на
поверхности кристалла могут образовываться бугорки
травления, например, когда вблизи дислокаций концен-
трируются примеси, замедляющие травление. Образую-
щиеся при травлении дислокационные ямки или бугорки
наблюдают с помощью микроскопов в отраженном све-
те. При этом целесообразно пользоваться увеличением
около 100, так как при таком увеличении поле зрения
микроскопа достаточно велико и в то же время можно
четко различить все ямки травления. Для более точного
подсчета дислокаций удобно пользоваться микрофото-
графиями протравленной поверхности.
При травлении полупроводниковых кристаллов по-
мимо дислокационных ямок возможно образование
микрорельефа в виде ямок травления, никак не связан-
ных с дислокациями, которые при подсчете дислокаций
необходимо отличать от дислокационных. Чтобы исклю-
чить ошибки, необходимо несколько раз повторить про-
цесс выявления дислокаций: дислокационные ямки не
меняют своего положения.
Для выявления дислокаций травлением поверхность
образцов предварительно обрабатывают (тонко шлифу-
ют, химически полируют и отмывают от травителя), что-
бы исключить возможность образования недислокаци-
онных ямок травления. Время травления необходимо
строго контролировать, чтобы образующиеся дислока-
ционные ямки были достаточно большими, легко разли-
чимыми, но не сливались друг с другом даже на участ-
ках с наиболее высокой плотностью дислокаций. Обра-
зование дислокационных ямок в значительной степени
зависит от ориентации поверхности. Легче выявляются
дислокации на плотно упакованных плоскостях (111),
труднее — на плоскостях с малой плотностью упаковки
(100).
Эффективным травителем для выявления дислока-
ций на германии, ориентированном в плоскостях (111)
и (ПО), является железоцианидный травитель № 13
(см. табл. 2). Выявление дислокаций на плоскости
1?5
(Ill) в этом травителе требует 1—3 мин, а на плоскос-
ти (110)—7—8 мин. Образец, ориентированный в плос-
кости (111), погружают в кипящий раствор исследуемой
поверхностью вверх. Дислокационные ямки на плоскости
(111) имеют форму трехгранной пирамиды с вершиной
внизу. Для выявления дислокаций на германии, ориен-
тированном в плоскости (100), применяют также раз-
бавленный водой в соотношении 1 :50 пергидрольный
травитель № 2 (см. табл. 2). Время травления при ком-
натной температуре 2—16 ч.
Для выявления дислокаций на кремнии с любой
ориентацией поверхности обычно применяют травитель
№ 4 (см. табл. 3), который на тонко шлифованной по-
верхности дает лучшие результаты, чем на полирован-
ной. Время травления 10—15 мин. На химически поли-
рованной поверхности кремния дислокации выявляют
в травителе № 2 (см. табл. 3), в который дополнитель-
но вводят растворы Hg(NO3)2 или Cu(NO3)2.
Электрохимический метод. Различные дефекты кри-
сталлической структуры на поверхности кристаллов
можно выявлять электрохимическим травлением. Меха-
низм образования ямок травления в местах выхода дис-
локаций на поверхность кристалла как при химическом,
так и при электрохимическом травлении одинаков,
а внешний вид их неодинаков. Образующиеся при элек-
трохимическом травлении германия n-типа на поверх-
ности с ориентацией (100) ямки травления имеют игло-
образную форму, а при химическом травлении — прямо-
угольную. Ямки травления на поверхности с ориентаци-
ей (111), образовавшиеся при том и другом методах,
имеют одинаковую треугольную форму.
При выявлении дислокаций электрохимическим ме-
тодом следует избегать образования избыточного коли-
чества носителей тока в полупроводниковом кристалле
нагреванием, освещением или электрическим методом.
Иначе происходит уменьшение концентрации избыточ-
ных носителей заряда вблизи дефектов, обусловленное
высокой скоростью их рекомбинации в этих областях,
и в результате в местах выхода дефектов на поверх-
ность могут образоваться бугорки, а не ямки. Для вы-
явления кристаллографических дефектов целесообразно
сначала провести электрохимическую полировку по-
верхности, а затем уменьшить плотность тока и травить
образец до получения четко очерченных ямок.
12b
§ 35. Определение кристаллографической ориентации
полупроводников
Полупроводниковые приборы и микросхемы изготов-
ляют на полупроводниковых пластинах, ориентирован-
ных в различных кристаллографических направлениях.
Для определения кристаллографической ориентации
полупроводниковых слитков с высокой степенью точ-
ности применяют рентгеновские методы. Однако, ког-
да высокая точность не обязательна и требуется полу-
чить результат быстро, для определения ориентации ис-
следуют форму ямок травления или световые фигуры,
полученные отражением света от боковых стенок ямок
травления.
При исследовании формы ямок травле-
ния поверхность полупроводника обрабатывают в из-
бирательных травителях для образования микрорельефа
(ямок травления), вызванного разными скоростями
травления кристаллографических плоскостей в различ-
ных направлениях. Определенным кристаллографиче-
ским плоскостям соответствуют ямки травления опре
деленной формы (рис. 38). При отклонении поверхностр
Рис. 38. Формы ямок травления (а, бив), соответствующие
кристаллографическим плоскостям (1'10), (100) и (111) кри-
сталлов с кубической элементарной ячейкой (г, д и е)
кристалла от кристаллографической плоскости форма
ямок травления искажается. Искажение формы ямок
травления происходит также при слишком длительном
травлении: они увеличиваются настолько, что могут пе-
рекрывать друг друга.
127
Этот метод прост, производителен, не требует спе-
циального оборудования, позволяет определять ориен-
тацию поверхностей, близких к плоскостям с низкими
индексами, и обеспечивает точность 1—2°.
Метод световых фигур не требует точного
определения геометрической формы ямок травления.
Предварительно поверхность кристаллов подвергают
тонкой механической полировке. Для травления можно
использовать любой избирательный травитель, который
образует микрорельеф с достаточно большим числом
ямок травления. Травители для выявления дислокаций
в этом случае непригодны, так как количество получае-
мых с их помощью дислокационных ямок, как правило,
невелико и поэтому интенсивность отраженного боко-
выми стенками ямок света недостаточна для получения
четкой световой фигуры. Кремний травят в растворах
щелочей (при 50—100°С в течение 1—5 мин), а герма-
ний в пергидролевом травителе № 2 (см. табл. 2) в те-
чение 1—3 мин.
Рис. 39. Световые фигуры (а, бив), получающиеся при от-
ражении луча света от протравленных поверхностей (111),
(100) и (НО) — (г, д и е)
Для получения световых фигур применяют специаль-
ное оборудование. Исследуемый образец закрепляют
в позволяющей поворачивать его на некоторый угол
державке и освещают протравленную поверхность
параллельным пучком света; отраженный свет проекти-
руют на матовый экран.
128
Если ориентация поверхности совпадает с кристалло-
графической плоскостью (III), (НО) или (100), на
экране проектируются четкие световые фигуры, симме-
трично расположенные относительно центрального све-
тового пятна (рис. 39), а если отличается, вместо чет-
ких изображений проектируются размазанные полосы.
Поворачивая образец на некоторый угол, можно устано-
вить его таким образом, чтобы световые фигуры стали
четкими и симметричными. Этот угол и определяет кри-
сталлографическую ориентацию.
Метод световых фигур достаточно прост, требует ма-
ло времени для определения ориентации и обеспечивает
точность 0,5°.
Контрольные вопросы
1. Какие методы химического и электрохимического травления
вы знаете?
2. Как выявляют дислокации на поверхности полупроводнико-
вых кристаллов?
3. Как определяют ориентацию полупроводниковых кристалов?
ГЛАВА ЧЕТВЁРТАЯ
ХИМИЧЕСКАЯ ОБРАБОТКА В ТЕХНОЛОГИЧЕСКОМ
ЦИКЛЕ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДНИКОВЫХ
ПРИБОРОВ И МИКРОСХЕМ
§ 36. Назначение процессов химической обработки
Химическая обработка предшествует практически
всем операциям технологического процесса изготовле-
ния полупроводниковых приборов и микросхем и ее
можно разбить на три большие группы: очистку, хими-
ческое и электрохимическое травление, нанесение по-
крытий.
Очистка. В течение технологического цикла возни-
кает необходимость многократной очистки поверхности
полупроводника, которую, как правило, выполняют хи-
мическими методами. Существуют следующие виды
очистки поверхности полупроводников:
после механической шлифовки и полировки;
перед химическим травлением и после него;
перед окислением;
перед фотолитографией и после нее;
перед диффузией, эпитаксией, металлизацией и на-
несением защитных покрытий;
перед сборкой и герметизацией приборов и микро-
сфем.
Химическое и электрохимическое травление. В тех-
нологии полупроводникового производства химическое
и электрохимическое травление — наиболее важные
и многократно повторяющиеся операции — применяют
для:
очистки поверхности полупроводниковых пластин от
загрязнений и окисных пленок;
удаления поверхностного нарушенного слоя, образу-
ющегося при механической обработке полупроводнико-
вых пластин;
контролируемого удаления материала и получения
пластин заданной толщийы;
электрохимической резки полупроводниковых слит-
ков и профилирования полупроводниковых пластин
и кристаллов;
130
формирования нужного микрорельефа поверхности
(полирующее — для получения зеркально-гладкой, а из-
бирательноое — шероховатой поверхности);
контролируемого изменения поверхностных свойств
полупроводниковых материалов;
прецизионного травления диэлектрических и метал-
лических пленок;
химического раскалывания полупроводниковых плас-
тин на кристаллы;
исследования электрофизических свойств поверхнос-
ти и объема полупроводниковых материалов (избира-
тельным и послойным травлением).
Кроме того, выполняют рельефное травление для
формирования канавок, лунок, пьедесталов на поверх-
ности полупроводниковых пластин и травление полу-
проводниковых структур для уменьшения площади
р—п-переходов, обеспечения заданных емкостей, токов
утечки и пробивных напряжений обратносмещенных
р—п-переходов.
Избирательным травлением выявляют р—п-перехо-
ды, неоднородность распределения легирующей примеси,
кристаллографическую ориентацию и дефекты кристал-
лической структуры, а послойным определяют степень
чистоты поверхности, распределение легирующей при-
меси в диффузионных слоях и глубину нарушенного
слоя.
Нанесение покрытий. Химическое нанесение металли-
ческих и диэлектрических покрытий широко применя-
ется в производстве полупроводниковых приборов
и микросхем. Целью нанесения металлических покры-
тий является:
защита отдельных участков поверхности полупровод-
ников при травлении;
получение омических и выпрямляющих контактов
к полупроводниковому материалу;
использование в структурах активных и пассивных
полупроводниковых приборов;
формирование металлизированных межсоединений
микросхем, внешних выводов полупроводниковых при-
боров и микросхем, а на поверхности подложек из ди-
электриков— токопроводящих участков с заданными
электрическими и магнитными свойствами;
изготовление металлизированных фотошаблонов;
получение подслоя для пайки и сварки;
131
использование в качестве источников примеси для
диффузии;
выявление р—п-переходов;
получение отражательных поверхностей (зеркал);
защита поверхности от коррозии;
улучшение теплопроводности подложек из неметал-
лов;
повышение износоустойчивости и придание изделиям
товарного вида.
Целью нанесения диэлектрических покрытий явля-
ется:
пассивация поверхности полупроводников и защита
ее от воздействия внешней среды;
защита участков поверхности в процессе травления
и маскирование в процессе диффузий;
использование в качестве источников примеси для
диффузии;
использование в структурах различных активных
и пассивных полупроводниковых приборов;
послойное удаление полупроводникового материала
для очистки поверхностей, снятия распределения кон-
центрации легирующей примеси и выявления р—п-пере-
ходов;
электрическая изоляция элементов микросхем;
разделение слоев многослойных металлизированных
межсоединений элементов микросхем;
создание изолирующей основы для металлизирован-
ных межсоединений и контактных площадок;
придание поверхности водоотталкивающих (гидро-
фобных) свойств;
герметизация полупроводниковых приборов и микро-
схем;
изготовление металлоокисных фотошаблонов.
§ 37. Детали и оснастка
Технологическую оснастку, используемую в произ-
водстве полупроводниковых приборов и микросхем под-
разделяют на оснастку для термических процессов, пле-
ночной технологии и химических обработок (в том чис-
ле для фотолитографии и изготовления фотошаблонов).
Межоперационная технологическая тара также явля-
ется оснасткой.
К оснастке для термических процессов
относят кварцевые диффузионные трубы и реакторы
133
эпитаксиальных установок, испарители и барботеры для
жидких диффузантов и воды, кварцевые лодочки, крю-
ки и подставки, графитовые пьедесталы, кассеты, под-
ложки и др.
К оснастке для пленочной технологии
относят: конструктивные элементы подколпачных
устройств установок напыления, защитные экраны, ло-
дочки, испарители, подставки, держатели и др. Эту
оснастку изготовляют из нержавеющей стали, молибде-
на, вольфрама, тантала и других металлов и сплавов.
К оснастке для химических обработок
относят разнообразную стеклянную и кварцевую хими-
ческую посуду (кристаллизаторы, кюветы, мерные ци-
линдры, кассеты для групповой обработки пластин).
Материалы, используемые для изготовления техно-
логической оснастки, должны быть стойкими к дейст-
вию различных химических реактивов, термостойкими
и механически прочными, обладать свойством просто
и эффективно очищаться от всевозможных загрязнений
и не должны загрязнять полупроводниковые пластины
и химические реактивы. Поскольку особенно вредное
влияние на свойства полупроводниковых приборов ока-
зывают ионы металлов, необходимо по возможности ис-
ключать из технологической оснастки металлические
изделия и инструмент (например, пинцеты для манипу-
лирования с полупроводниковыми пластинами должны
быть изготовлены из фторопласта или нержавеющей
стали и иметь наконечники из кварца).
§ 38. Очистка металлических деталей
При очистке металлических деталей удаляют круп-
ные механические (пыль, волокна, металлическую крош-
ку) и жировые загрязнения (масла, смазки, отпечатки
пальцев), стравливают поверхностные пленки (окалину,
окислы, ржавчину), а затем промывают детали водой
и сушат.
Удаление механических и жировых загрязнений. Ме-
ханические и жировые загрязнения удаляют одновре-
менно. Крупные механические загрязнения удаляют про-
тиранием, обработкой струей жидкости при высоком
давлении (иногда в жидкости присутствует абразив
ро взвешенном состоянии), щетками или кистями.
133
Очистку от жировых загрязнений в зависимости от
их характера выполняют в водных растворах щелочей
или в органических растворителях.
Жиры органического происхождения хорошо раство-
ряются в щелочных растворах, а минеральные масла,
состоящие из смеси углеводородов различного соста-
ва,— в органических растворителях, которые применяют
также, когда обработка в водных растворах щелочей
может вызвать коррозию или потускнение металла. Под
действием щелочи жиры органического происхождения
омыляются с образованием глицерина и растворимых
в воде солей многожирных кислот. Для повышения эф-
фективности обезжиривания в щелочные растворы вво-
дят поверхностно-активные вещества, молекулы которых,
проникая в поры и трещины жировой пленки, адсорби-
руются на поверхности обрабатываемой детали и на
пылевидных твердых включениях в ней и ослабляют
связь жировой пленки с поверхностью детали, что спо-
собствует удалению загрязнений. Так как адсорбция
молекул поверхностно-активных веществ на металли-
ческих поверхностях обратима, они полностью удаляют-
ся при последующих операциях отмывки.
Минеральные масла в щелочных растворах не
растворяются но могут образовывать эмульсии. Эмуль-
гирование может быть химическим и ультразвуковым.
Химический эмульгатор — декстрин, желатина, кани-
фоль, мыло или растворимые стекла, вводимые в не-
больших количествах в щелочные растворы,— смачива-
ет твердые включения в жировой пленке, внедряется
внутрь пленки и разрушает ее. Интенсивность эмуль-
гирования повышают введением в состав щелочных
растворов поверхностно-активных веществ. Обработка
в ультразвуковой ванне дополнительно повышает ин-
тенсивность эмульгирования жировых загрязнений.
При выборе состава щелочного раствора для обез-
жиривания необходимо учитывать, что под действием
концентрированных щелочей такие металлы, как не-
ржавеющая сталь и медь, окисляются, а такие, как
алюминий, олово, цинк, быстро растворяются. Однако
слабые щелочные растворы применять нецелесообразно,
так как они обладают слишком медленным обезжири-
вающим действием. Поэтому в состав щелочных раст-*
воров кроме щелочи вводят соли щелочных металлов
(тринатрийфосфат, соду, поташ, силикат натрия), котО’
134
pbte, взаимодействуя с водой, непрерывно пополняют
количество щелочи в растворе и одновременно служат
замедлителями процессов окисления и коррозии обра-
батываемых металлов.
Для удаления с поверхности молибденовой и воль-
фрамовой проволоки образующейся при ее изготовле-
нии пленки аквадага, а также для предварительного
обезжиривания металлических деталей от грубых жи-
ровых загрязнений применяют катодное или анодное
электрохимическое обезжиривание в щелочных раство-
рах. Выделяющиеся при обработке газы механически
действуют на жировую пленку, отрывая ее от поверхно-
сти детали, что способствует очистке.
Ультразвуковое обезжиривание в органических
растворителях обеспечивает высокую производитель-
ность и хорошее качество очистки металлических дета-
лей. Увеличение температуры растворителя повышает
эффективность обработки. Для ультразвукового обез-
жиривания металлических деталей обычно используют
трихлорэтилен, бензин, ацетон, бензол, четыреххлори-
стый углерод и другие органические растворители. Так
как растворяемые жировые пленки загрязняют мою-
щую жидкость и могут вызвать повторное загрязнение
очищаемой поверхности, для постоянного отвода за-
грязнений применяют ультразвуковые ванны с протоком
моющей жидкости.
Травление. Химически связанные с поверхностью
металлов продукты коррозии, а также различные твер-
дые осадки удаляют химическим или электрохимиче-
ским травлением. Процесс и результат самопроизволь-
ного разрушения металлов при их химическом, электро-
химическом или биохимическом взаимодействии с окру-
жающей средой называют коррозией. Продуктами кор-
розии металлов могут быть окисные пленки (продукт
коррозии в атмосферных условиях), ржавчина (продукт
коррозии во влажной среде), и окалина (продукт кор-
розии в газовой среде при высоких температурах).
При очистке деталей от продуктов коррозии и твер-
дых осадков сначала проводят предварительное хими-
ческое или электрохимическое травление, а затем от-
мывают детали водой (обычно в ультразвуковой ван-
не). Выбор травителя и режима очистки зависит от
свойств металла и продуктов коррозии. Перед травле-
нием детали обезжиривают, промывают водой и сушат,
135
чтобы избежать разбавления травильной смеси водой,
которое может привести к неоднородному травлению.
Углеродистые стали обычно травят в разбавленной
соляной или серной кислоте. Так как слой окислов, по-
крывающих металл, имеет множество пор, кислота
проникает через них до поверхности металла. Соляная
кислота растворяет преимущественно окислы с образо-
ванием солей окислов металла и воды, а серная — пре-
имущественно металл с образованием солей металла
и водорода, который, выделяясь, способствует механи-
ческому отслаиванию продуктов коррозии и удалению
их с обрабатываемой поверхности.
Растворение металла при очистке — процесс нежела-
тельный, приводящий к потерям металла, изменениям
его свойств и большому расходу кислоты. Кроме того,
в результате травления поверхность металла может
стать слишком шероховатой. Чтобы избежать нежела-
тельного травления металла, в травители вводят спе-
циальные присадки, предохраняющие чистую металли-
ческую поверхность от разъедающего действия кислот,
а также блескообразователь.
Поскольку соляная и серная кислоты по-разному
взаимодействуют с окислами железа, очистку стальных
деталей от продуктов коррозии целесообразно прово-
дить в травильных смесях, содержащих 10—15% соля-
ной и 5—10% серной кислот. Такие смеси преимущест-
венно растворяют окисные пленки и незначительно тра-
вят металл. Оптимальная температура травления
40 — 50° С. Составы травителей и режимы травления ме-
таллических деталей из цветных металлов приведены
в табл. 6.
При использовании кислотных травителей для уда-
ления продуктов коррозии с поверхности металличе-
ских изделий происходит адсорбция кислотных ионов
(Cl-, F~, SO4—, РО4— и др.) и молекул присадок на
свежетравл*енной поверхности металла, десорбция кото-
рых связана с определенными технологическими труд-
ностями. Поэтому разработаны травильные тройные
смеси для очистки металлов, не содержащие ионов силь-
ных минеральных кислот, обеспечивающие одновремен-
но обезжиривание и травление. В состав тройных сме-
сей входят перекись водорода, вода, а также 88%-ная
муравьиная кислота или 25%-ный аммиак. Перекись
водорода разлагается с образованием атомарного кис-
136
Таблица 6. Составы травильных смесей и режимы травления
деталей из цветных металлов*
Металл Состав травителя Продолжитель- ность обработ- ки, с Темпера- тура, °C Толщина уда- ляемого слоя, мкм
Медь 500 мл H2SO4 500 мл HNO3 2,5 г/л NaCl 90 г/л СгО3 10—20 20 2,5-3
17 мл H2SO4 1—2 г/л NaCl 500 мл HNO3 1—2 20 До 1
Молибден 250 мл H2SO4 250 мл Н2О 500 мл HNO3 1 — 10 50—60 1—3
500 мл H2SO4 5—10 г/л NaCl 2 20 До 2
Ниобий, тантал 500—600 мл H2SO4 200 мл HNO3 200 мл HF 10—15 30—40 До 3
Никель, ковар 330 мл HNO3 330 мл НС1 340 мл Н2О 10—30 70—80 5—15
1000 мл НС1 1—5 мин 70—80 2-5
Нихром 400 мл НС1 600 мл Н2О 25 г/л К2Сг2О7 До снятия окисной пленки 60—70 Металл не травится
Титан 500 мл HNO3 50 г/л KF 2—10 мин 18—25 2-5
* В таблице использованы данные работ Н. С. Сытилиной и А. П. Перес-
коковой.
лорода, который окисляет молекулы органических за-
грязнений до хорошо растворимых в воде продуктов.
Муравьиная кислота и аммиак, взаимодействуя со мно-
гими металлами, образуют растворимые соли. Выделя-
ющиеся при этом газы механически воздействуют на
загрязнения, отрывая их от очищаемой поверхности.
Недостатком тройных смесей является их самопроиз-
вольный разогрев при травлении и, как результат,
быстрое разложение компонентов, приводящее к боль-
шому расходу реактивов. В процессе травления нельзя
137
допускать перегрева смеси выше 80° С, а обработку
следует проводить в сосудах из фторопласта или тер-
мостойкого стекла.
Промывка. После обезжиривания и травления ме-
таллические детали необходимо тщательно промыть во-
дой для удаления с их поверхности остатков моющих
и травильных растворов. Промывку проводят в ультра-
звуковых ваннах в потоке, чтобы исключить повторное
загрязнение очищенных деталей. Детали, имеющие
сложную конфигурацию или сильно развитый рельеф
поверхности, для нейтрализации остатков кислот обра-
батывают в слабых щелочных растворах.
Сушка. После промывки водой влагу удаляют в ор-
ганических растворителях или испарением. Так как
обезвоживание в органических растворителях может
привести к дополнительному загрязнению поверхности
металлических деталей, остатки органических раство-
рителей удаляют сушкой в термостатах при
80—100° С. Испаряют влагу струей очищенного сжато-
го воздуха или в атмосфере подогретого до 200° С инерт-
ного газа. Для окончательной сушки металлические
детали отжигают в вакууме или атмосфере инертного
газа при 300—800° С.
§ 39. Очистка стеклянных и кварцевых изделий
Очистка изделий из стекла и кварца представляет
значительную трудность, так как поверхность стекла
и кварца имеет большую шероховатость и интенсивно
адсорбирует различные загрязнения, газы и пары.
Неответственные стеклянные и кварцевые изделия
промывают в горячей водопроводной воде с небольшой
добавкой синтетического моющего средства, затем про-
поласкивают в горячей и холодной дистиллированной
воде, обезвоживают в этиловом спирте и сушат в термо-
стате при 150 — 200° С. Для более эффективной очистки
изделия кипятят в 6%-ном водном растворе перекиси
водорода в течение 20—30 мин, а затем промывают в
проточной дистиллированной воде и сушат. При очистке
сильно загрязненных стеклянных и кварцевых изделий
в водный раствор перекиси водорода добавляют амми-
ак или соляную кислоту. Рекомендуемые составы трой-
ных смесей: 75% воды, 20% пергидроли, 5% раствора
аммиака; 75% воды, 12,5% пергидроли и 12,5% соляной
138
кислоты. При обработке температура тройной смеси не
должна превышать 80° С, так как при более высокой
температуре происходит интенсивное разложение ком-
понентов и смесь теряет очищающее свойство.
Оснастку для химических обработок, изготовленную
из кислотостойкого стекла или кварца, а также новую
не загрязненную диффузантом оснастку для термиче-
ских процессов (кварцевые трубы, реакторы, лодочки,
крюки) эффективно очищают в хромовой смеси (на 1 л
серной кислоты 50 г двухромовокислого калия) в тече-
ние 10—15 мин при комнатной температуре, а затем
промывают в потоке деионизованной воды и сушат при
200—300° С. Сильно загрязненные кварцевые изделия
очищают в разбавленной плавиковой кислоте, промы-
вают в потоке дистиллированной воды, а затем обез-
воживают в этиловом спирте.
Качественную очистку изделий из стекла и кварца
получают промывкой их в ультразвуковой ванне в мою-
щих растворах неионогенных поверхностно-активных
веществ. Например, можно рекомендовать такой ре-
жим: ультразвуковая промывка в 0,5 %-ном водном
растворе синтанола ДС-10, промывка в горячей проточ-
ной деионизованной воде, кипячение в 6%-ном водном
растворе перекиси водорода в течение 15—20 мин, от-
мывка в проточной деионизованной воде и сушка в тер-
мостате. Высокое качество очистки, сравнимое с обра-
боткой в газовом разряде, обеспечивает ультразвуковая
отмывка стеклянных изделий в изопропиловом спирте,
что обусловлено хорошим смачиванием поверхности
стекла спиртом. Для удаления остатков органических
загрязнений с поверхности стеклянные и кварцевые из-
делия после промывки прокаливают при 450—500° С
в потоке сухого газа или в вакууме.
Особенно высокие требования предъявляют в полу-
проводниковом производстве к чистоте оснастки из
кварца для термических процессов окисления и диффу-
зии, а также эпитаксии. Так как диффузионные кварце-
вые трубы, лодочки и подложки при эксплуатации силь-
но насыщаются диффузантом и другими загрязняющи-
ми примесями, а высокие температуры (900—1200° С)
и продолжительный контакт с химически активными
газовыми средами вызывают расстекловывание и увели-
чение пористости кварца, адсорбционная способность
его поверхности непрерывно увеличивается и оснастка
139
становится неконтролируемым источником примеси.
Кроме того, поверхность кварца разрушается и обра-
зующаяся крошка загрязняет поверхность обрабатывае-
мых полупроводниковых пластин.
Очистка диффузионных кварцевых труб заключается
в стравливании загрязненного поверхностного слоя
кварца и последующей промывке в потоке деионизован-
ной воды. Для этого трубу заполняют на одну треть
концентрированной плавиковой кислотой и, вращая во-
круг продольной оси, промывают в течение 10—30 мин.
После разбавления и слива плавиковой кислоты, вну-
треннюю поверхность трубы протирают ватно-батисто-
вым тампоном, смоченным плавиковой кислотой, до
полного удаления загрязнений, а затем промывают про-
точной водой в течение 20—30 мин. Чтобы удалить
капли влаги, трубу споласкивают этиловым спиртом или
продувают сухим азотом. Заключительным этапом очи-
стки является отжиг трубы в диффузионной печи
при температуре диффузии или окисления в течение
24 ч с непрерывным пропусканием через нее инертного
газа.
Кварцевые лодочки, подложки, крюки и другую ос-
настку для процессов окисления и диффузии очищают
так же и сушат в трубах диффузионных печей при ра-
бочих температурах.
Кварцевые реакторы и кварцевую оснастку устано-
вок эпитаксиального наращивания очищают обработкой
в концентрированной плавиковой кислоте или в смеси
концентрированных плавиковой и азотной кислот в со-
отношении 2:1, а затем промывают в потоке деиони-
зованной воды и сушат. Окончательным этапом
очистки является длительный отжиг при рабочих темпе-
ратурах.
Очистка межоперационной тары. При эксплуатации
межоперационная тара, изготовляемая из полиэтилена,
полистирола, винипласта, оргстекла и других пласт-
масс, загрязняется пылью, жировыми выделениями
и парами химических реактивов.
Отмывку такой тары выполняют в содовых раство-
рах, а затем в дистиллированной воде и сушат. Фторо-
пластовую тару и оснастку очищают кипячением в кон-
центрированной азотной кислоте в течение 15—20 мин,
а затем промывают в проточной воде и сушат в термо-
стате при 100—150° С.
140
§ 40. Химическая обработка полупроводниковых
пластин после механической обработки
После механической обработки (резки, шлифовки
и полировки) поверхность полупроводниковых кристал-
лов имеет нарушенный слой, глубину которого опреде-
ляют методом косого шлифа (рис. 40). Для этого на-
клеивают полупроводнико-
вый кристалл 2 на оправку
1 и сошлифовывают его
поверхность под углом а,
равным 1—5°, что обеспечи-
вает увеличение длины из-
меряемого участка соответ-
ственно в 50—10 раз. Затем
тщательно очищают шлифо-
ванную поверхность от
шлифпорошка, протирая ба-
тистовым тампоном, смочен-
Рис. 40. Изготовление ко-
сого шлифа:
а — до полировки, б — после по-
лировки; / — оправка, 2 — по-
лупроводниковый кристалл, 3 —
механически нарушенный слой
ным этиловым спиртом, И
наносят каплю травителя. Так как скорость травления
нарушенного слоя больше скорости травления моно-
кристалла, на границе нарушенного слоя образуется
хорошо заметная ступенька. ^Глубину нарушенного слоя
определяют как расстояние d от самой высокой точки
поверхности кристалла до самой нижней точки границы
нарушенного слоя и рассчитывают по формуле
X = rftg а,
подставив в нее замеренные значения а и d.
Кроме того, глубину нарушенного слоя можно опре-
делить, измеряя скорость травления, для чего часть по-
верхности кристалла защищают химически стойким ве-
ществом, не взаимодействующим с травильной смесью,
а незащищенную часть стравливают поэтапно тонкими
слоями. По высоте ступеньки, образующейся в резуль-
тате травления на границе между защищенным и неза-
щищенным участками поверхности, и времени травле-
ния определяют скорость травления. Так как скорость
травления нарушенного слоя больше скорости травле-
ния монокристалла, толщину нарушенного слоя опре-
деляют, когда скорость травления станет наименьшей.
Глубина нарушенного слоя после механической об-
работки зависит от диаметра зерна абразива и после
141
шлифовки обычно равна 6—10 мкм, а после механиче-
ской полировки— 1 —1,5 мкм.
Отрицательное влияние механической обработки на
свойства полупроводникового материала проявляется
на глубине, в десятки раз превышающей глубину нару-
шенного слоя. Экспериментально установлено, что пос-
ле шлифовки образца порошком трехокиси алюминия
с размером зерна 12 мкм необходимо удалить слой тол-
щиной до 75 мкм, чтобы полностью исключить влияние
механической обработки на свойства полупроводнико-
вого материала. После механической полировки образ-
ца порошком с размером частиц 1 мкм необходимо уда-
лить слой не менее 50 мкм. С поверхности механически
распиленных пластин необходимо удалить слой около
250 мкм.
Химическая полировка полупроводниковых пластин.
Для удаления механически нарушенного слоя и полу-
чения полупроводниковых пластин заданной толщины
применяют последовательно грубое химическое и хими-
ко-динамическое травление.
Перед химическим травлением поверхность полупро-
водниковых пластин должна быть тщательно очищена
и обезжирена, например в 10%-ном растворе едкого
натра при температуре 90—95° С. При стравливании
механически нарушенного слоя в травителях на основе
смеси плавиковой и азотной кислот полупроводниковые
пластины утончаются по краям больше, чем в центре
и приобретают чечевицеобразную форму. Хорошую пло-
скопараллельность при утончении пластин кремния
обеспечивает травление в смеси едкого натра и гипо-
хлорида натрия (см. табл. 3, травитель № 6) при
80—100° С.
Химико-динамическую полировку кремниевых плас-
тин проводят, как правило, в смеси плавиковой и азот-
ной кислот. Смесь, содержащая 1 ч. плавиковой и 4 ч.
азотной кислот, обеспечивает скорость травления до
10 мкм/мин при 30° С и частоте вращения сосуда для
травления до 15 об/мин. С увеличением температуры
травителя и концентрации плавиковой кислоты в смеси,
а также скорости вращения сосуда скорость травления
повышается.
После химической полировки на поверхности полу-
проводниковых пластин остается легкая зыбь, снижаю-
щая оптические свойства полированной поверхности.
142
Кроме того, при химической полировке края пластины
имеют заметное отклонение от плоскопараллельности.
Анодно-механическая электрополировка. Анодно-ме-
ханический способ электрохимической полировки обес-
печивает высокую плоскостность и незначительную
шероховатость поверхности полупроводниковых плас-
тин.
Схема установки анодно-механической электрополи-
ровки показана на рис. 41. Большой вращающийся диск
7 с прорезями по всей поверхности
служит катодом. Диск изготовлен
из нержавеющей стали и обтянут
тканью или бумагой, которые долж-
ны быть тонкими, гладкими, доста-
точно прочными и не должны реа-
гировать с электролитом. Этим
требованиям удовлетворяют специ-
альные сорта бумаги, шелк, нейлон
и другие искусственные ткани, а
также хлопок и фетр. Катодный
диск вращается в наклонной плос-
кости, что обеспечивает однородное
распределение потока электролита
по его поверхности. Прорези в дис-
ке необходимы для освещения об-
Рис. 41. Установка
анодно-механической
рабатываемых пластин электронной
проводимости с целью генерации
в них дырок, необходимых для рав-
номерной электрополировки.
Обрабатываемые пластины 6,
которые служат анодами, наклеи-
вают на пластмассовые диски 5
электрополировки: .
/ — источник света, 2 —
теплопоглотитель, 3 — во-
ронка, 4 — держатель,
5 — диск для наклейки
пластин, 6 — полупровод-
никовая пластина, 7 —
катодный диск, 8— сосуд
для электролита, 9 —
электродвигатель
и прижимают к диску-катоду. Так
как оси вращения пластмассовых
дисков смещены относительно оси вращения диска-като-
да, при вращении его они тоже начинают вращаться
и обрабатываемые пластины скользят по поверхности
диска-катода. Подаваемый сверху на вращающийся ка-
тод электролит образует на его поверхности тонкую
жидкую пленку, отделяющую анод от катода. Рас-
стояние между анодом и катодом определяется толщи-
ной слоя электролита, поэтому электролит должен иметь
большую вязкость. Кроме того, он должен быть высоко-
омным, чтобы плотность тока, которая определяется
143
сопротивлением его слоя, была наибольшей на высту-
пах поверхности полупроводниковых пластин. В этом
случае выступы растворяются быстрее и поверхность
сглаживается.
Наиболее подходящим электролитом для анодно-ме-
ханической полировки германия является 0,1%-ный рас-
твор едкого калия с добавкой 25% глицерина. Для анод-
но-механической полировки кремния используют слабые
(0,5—3%-ные) растворы плавиковой кислоты с добав-
кой 30% глицерина. Добавки глицерина увеличивают
вязкость электролита, что позволяет получать необхо-
димый зазор (75—200 мкм), исключающий замыкания
между анодом и катодом, а также обеспечивают более
плавное вращение анодных дисков и усиливают меха-
ническое взаимодействие между обрабатываемыми
пластинами и катодом.
Оптимальные условия анодно-механической электро-
полировки определяют экспериментально. Обычно час-
тоту вращения катода поддерживают в пределах от 25
до 100 об/мин, напряжение 5—10 В, плотность тока до
100 мА/см2, расход электролита 10—30 мл/мин. Анодно-
механическая полировка обеспечивает шероховатость
поверхности^ 0,001—0,0015 мкм и плоскостность
0,04 мкм/см.
Качество и плоскостность поверхности полупровод-
никовых пластин после химической или электрохимиче-
ской полировки проверяют с помощью микроскопов
(МИМ-7) или микроинтерферометров (МИИ-4 или
МИИ-10). Недостатком микроскопических и интерферо-
метрических методов контроля является малое поле
зрения, что затрудняет обнаружение плавных неровнос-
тей с малым перепадом высот, завалов на краях, изги-
бов пластин и др.
Эффективным способом определения качества по-
верхности полированных пластин является освещение
ее лучом лазера и анализ картин отражения лазерного
луча. Этот метод разработан группой советских специа-
листов под руководством Ю. А. Концевого.
Схема лазерного интерферометра УКП-2 показана
на рис. 42. Луч света от лазера 1 расширяется с по-
мощью системы из двух линз 2 и 3 и, проходя через по-
лупрозрачное зеркало 4 и оптический эталонный клин
6, попадает на поверхность контролируемой пластины
7, расположенной на столике 8. Отраженный свет на-
144
правляется полупрозрачным зеркалом через линзу 5 на
приемную телевизионную камеру 9. Наблюдая картину
отражения на экране телевизора, можно оценить рель-
еф и плоскостность контролируемой поверхности.
Газовая полировка. Полировать кремниевые пласти-
ны можно также газовым
температуре. Этот метод
по сравнению с другими
обеспечивает наиболее
высокое качество поверх-
ности, но он может быть
применен только для
пластин, в которые еще
не была проведена диф-
фузия примеси, так как
в процессе полировки,
протекающем при высо-
ких температурах, проис-
ходит дополнительная
диффузия и размеры диф-
фузионных областей зна-
чительно увеличиваются.
В качестве травителя
при газовой полировке
используют безводные
хлористый и бромистый
водород, а также пары
воды, а газом-носителем
является водород. Ско-
травлением при повышенной
Рис. 42. Лазерный интерферо-
метр УКП-2:
/ — лазер, 2, 3 и 5 — линзы, 4— по-
лупрозрачное зеркало, 6 — оптический
эталонный клин, 7 — полупроводнико-
вая пластина, 8 — столик, 9 — телеви-
зионная камера
рость травления зависит
от температуры (рис. 43, а) и концентрации травителя
(рис. 43,6) в газовом потоке. Тил проводимости и удель-
ное сопротивление полупроводникового материала не
оказывают заметного влияния на скорость травления.
На рис. 44 показаны максимально допустимые кон-
центрации хлористого водорода в потоке водоро-
да в зависимости от температуры травления. Если
концентрация травителя превышает значения, огра-
ниченные кривой (область /), травление становится
избирательным и на поверхности кремния образу-
ются многочисленные ямки. В области // проис-
ходит полирующее травление. На качество полировки
и скорость травления оказывает значительное влияние
чистота травителя. Так, присутствие воды и двуокиси
10 ?673
145
углерода (в результате взаимодействия двуокиси угле-
рода с водородом образуется вода) даже в незначитель-
ных количествах резко снижает скорость травления
кремния в хлористом и бромистом водороде. Примесь
К мкм/мин
Рис. 43. Зависимость скорости газового травления кремния в смесях
водорода с бромистым и хлористым водородом от:
а — температуры, б — концентрации травителя (НВг при 1260° С и НС1 при
1280° С)
ацетилена (С2Н2) в безводном хлористом водороде
ухудшает качество полировки (поверхность становится
матовой).
Газовую полировку кремния в хлористом водороде
проводят в кварцевом ре-
акторе при температурах
около 1280° С в течение
10 мин. На качество по-
лировки влияет темпера-
тура пластин и, если она
недостаточно высока, на
поверхности кремния об-
разуются многочисленные
ямки травления. Поэтому
пластины перед впуском
в реактор травителя не-
обходимо нагревать до
температуры, при кото-
рой проводят газовую
полировку.
Газовая полировка
Рис. 44. Максимально допусти-
мые концентрации хлористого во-
дорода в потоке водорода при
разных температурах травления
146
кремния в смеси водород — бромистый водород протека-
ет с более высокими скоростями и обеспечивает лучшее
качество полировки, чем в смеси водород — хлористый
водород, но в процессе травления возможно образование
большого числа дислокаций, которые ухудшают харак-
теристики эпитаксиальных слоев.
Газовое травление в парах воды поддается более
строгому контролю, так как чистота водяного пара мо-
жет быть значительно выше, чем хлористого или броми-
стого водорода. Травление проводят при 1270° С и кон-
центрации водяного пара 0,02—0,1%. В качестве газа-
носителя используют водород или инертный газ. При
взаимодействии водяного пара с кремнием образуются
летучая моноокись и двуокись кремния. Моноокись уно-
сится газовым потоком, а двуокись восстанавливается
кремнием до моноокиси.
Скорость газового травления уменьшается в направ-
лении газового потока вдоль зоны расположения плас-
тин, что вызвано снижением содержания в нем трави-
теля. В результате этого полупроводниковые пластины
приобретают клинообразную форму. Для обеспечения
постоянной скорости травления вдоль всей зоны распо-
лагают пластины под некоторым углом к газовому по-
току так, чтобы каждая из них омывалась необедненной
струей.
§ 41. Отмывка полупроводниковых пластин перед
эпитаксией
Наибольшая вероятность проникновения загрязне-
ний, адсорбированных на поверхности полупроводника,
в объем полупроводникового материала существует при
высокотемпературных обработках: окислении, эпитак-
сии, диффузии. Поэтому перед проведением термообра-
боток необходимо особенно тщательно очищать поверх-
ность полупроводниковых пластин от механических, ор-
ганических и ионных загрязнений.
При выращивании эпитаксиальных слоев крупные
остатки механических загрязнений, органических и окис-
ных пленок вызывают образование различных дефек-
тов кристаллической структуры эпитаксиальных слоев
(упаковки, дислокаций, двойников и др.), а ионные за-
грязнения даже в весьма малых количествах
147
(10~8—10“* г/см^)—резкое ухудшение их электрофизи-
ческих характеристик.
Перед эпитаксиальным наращиванием после механи-
ческой полировки выполняют предварительную и окон-
чательную очистку полупроводниковых пластин. На
предварительной очистке с пластин в водных растворах
моющих порошков «Лотос», «Нега» (50—100 г порошка
на 1 л воды) удаляют остатки полировочных паст, сма-
зочных масел, клеящих материалов и другие загрязне-
ния, видимые невооруженным глазом. При этом пласти-
ны промывают вместе с полировочными дисками, на ко-
торые они наклеены. После прополаскивания воду с по-
верхности пластин удаляют струей сжатого воздуха
или центрифугированием. Отмытые пластины снимают,
предварительно нагрев полировочные диски, и подвер-
гают окончательной очистке — обезжириванию, химиче-
скому окислению, газовому полирующему травлению.
При обезжиривании в горячих органических
растворителях (трихлорэтилене, толуоле, изопропиловом
спирте) в ультразвуковых ваннах с поверхности удаля-
ют воск, пицеин, пихтовый бальзам, глифталевую и дру-
гие смолы и компаунды, применяемые для наклеивания
пластин на полировочные диски.
Так как органические растворители плохо растворя-
ют пицеин и пихтовый бальзам, остатки этих загрязне-
ний удаляют, обрабатывая пластины в серной кислоте,
также с использованием ультразвука. При этом вместе
с загрязнениями снимается тончайший приповерхност-
ный слой кремния. Кроме того, обработка в концентри-
рованной серной кислоте может вызвать обугливание
остатков органических растворителей, что дополнитель-
но загрязнит поверхность.
Обезжиривание в перекисно-аммиачных смесях сво-
бодно от этих недостатков и обеспечивает высокое каче-
ство очистки полупроводниковых подложек. В щелочных
средах перекись водорода окисляет органические загряз-
нения и переводит их в растворимое состояние. Важ-
ную роль в очистке поверхности от органических загряз-
нений играет пенообразование, происходящее благодаря
интенсивному выделению углекислого газа при окисле-
нии органических загрязнений. Способность водных
растворов аммиака к комплексообразованию с ионами
меди, серебра и других металлов также повышает ка-
чество очистки поверхности.
148
Эффективным средством для удаления остатков ор-
ганических материалов, применяемых для наклеивания
полупроводниковых пластин, является смесь, состоящая
из фреона-113, хлористого метилена и изопропилового
спирта. Эти вещества (неполярный фреон-113, поляр-
ный хлористый метилен и полярный с водородными свя-
зями изопропиловый спирт) хорошо смешиваются в лю-
бых соотношениях. Так как в смеси имеются молекулы,
обладающие различными физико-химическими свойст-
вами, она с высокой эффективностью растворяет
вещества, имеющие полярные (например, глифталевую
смолу) и неполярные и полярные (например, пицеин)
молекулы. Смесь, содержащая 40 объемных процентов
фреона, столько же хлористого метилена и 20 объем-
ных процентов изопропилового спирта, имеет малый
интервал температур перегонки и эффективно очища-
ется дистилляцией.
Остатки растворителей или обезжиривающих смесей
удаляют, промывая пластины в проточной деионизован-
ной воде.
Химическое окисление полупроводниковых
пластин проводят в горячих концентрированных окис-
ляющих кислотах (азотной или серной или в их сме-
си). Для химического окисления кремния применяют
также смесь из 1000 мл азотной кислоты и 150 г хро-
мовокислого калия К2СГ2О7. Сильной окисляющей спо-
собностью обладает тройная смесь: перекись водоро-
да— соляная кислота — вода. В кислой среде перекись
водорода способна к комплексообразованию с ионами
металлов, что способствует их удалению с очищаемой
поверхности. Значительно повышает качество обработ-
ки введение в эту смесь комплексообразователя (на-
пример, оксиэтилидендифосфоновой кислоты).
Химическое окисление обеспечивает дополнительную
очистку поверхности и защищает ее слоем окисла от
попадания загрязнений из окружающей среды. После
химического окисления пластины отмывают от остатков
кислоты проточной деионизованной водой сначала
в многокаскадной, а затем в ультразвуковой ванне
и сушат в инфракрасных (или ультрафиолетовых) пе-
чах или на центрифуге.
Газовое полирующее травление — заклю-
чительный этап очистки полупроводниковых пластин —
проводят в эпитаксиальном реакторе. Сначала с поверх-
149
пости пластин удаляют окисную пленку восстановлени-
ем ее в водороде при высокой (больше 1200° С) темпе-
ратуре. При этом водород должен быть тщательно очи-
щен от паров воды и кислорода. Даже небольшие коли-
чества кислорода приводят к образованию многочис-
ленных ямок травления на поверхности кремния. Затем
газовым химическим травлением удаляют с поверхнос-
ти пластин поврежденный при механической полировке
слой полупроводникового материала и в том же реак-
торе проводят эпитаксиальное наращивание, заменяя
составляющие газового потока, что исключает возмож-
ность контакта пластин с внешней средой.
§ 42. Отмывка полупроводниковых пластин перед
первым термическим окислением
Отмывку пластин перед первым термическим окис-
лением проводят после химической полировки поверх-
ности или после наращивания эпитаксиального слоя.
Для выращивания бездефектных окисных пленок, обла-
дающих высокими диэлектрическими свойствами, необ-
ходимо обеспечить высокую степень чистоты поверхнос-
ти перед окислением.
Наиболее распространенным методом химической
очистки пластин кремния перед первым окислением яв-
ляется обработка в органических растворителях, кисло-
тах и деионизованной воде с использованием ультра-
звука и механической отмывки кистями. При этом орга-
нические загрязнения удаляют в кипящих растворителях
(трихлорэтилене, толуоле, изопропиловом спирте), а за-
тем пластины обрабатывают в смеси перекиси водоро-
да, гидроокиси аммония и деионизованной воды при
80—95° С. Ионы металлов удаляют многократной про-
мывкой пластин в растворяющих металлы кислотах
(азотной, серной, соляной, плавиковой, царской водке),
а окисные пленки — травлением в водных растворах
плавиковой кислоты. После обработки в любой кислоте
пластины отмывают в проточной деионизованной воде,
а затем, чтобы придать их поверхности гидрофильные
свойства, проводят химическое окисление, например
в кипящей концентрированной перекиси водорода,
и вновь промывают пластины деионизованной водой
в проточных многокаскадных и ультразвуковых ваннах.
150
Для удаления влаги с поверхности пластины обра-
батывают в парах растворителей или сушат на высоко-
скоростной центрифуге. Окончательное удаление адсор-
бированных молекулярных слоев воды проводят в окис-
лительной печи перед окислением, прогревая пластины
в потоке горячего газа, выходящего из печи. Принятая
последовательность операций очистки полупроводнико-
вых пластин перед первым окислением такова.
Пластины обрабатывают в нагретом трихлорэтилене,
затем в течение 30 мин при 95° С — в растворе из рав-
ных объемных частей 6 %-ной перекиси водорода, гид-
роокиси аммония и деионизованной воды и промывают
в деионизованной воде. Потом их обрабатывают в тече-
ние 1 мин в царской водке, промывают в деионизован-
ной воде, обрабатывают в течение 30 с в концентриро-
ванной плавиковой кислоте и вновь промывают в де-
ионизованной воде (эти операции выполняют пять раз).
Окончательную промывку пластин проводят в пото-
ке деионизованной воды, пока ее удельное сопротивле-
ние будет не менее 8 МОм. Далее пластины сушат на
высокоскоростной центрифуге и в потоке горячего газа,
выходящего из окислительной печи.
К недостаткам такого способа очистки пластин мож-
но отнести большую продолжительность процесса
(2—3 ч) и использование органических растворителей
и концентрированных кислот (их токсичность и пожаро-
опасность, трудность удаления отработанных реактивов
и др.).
В настоящее время все большее распространение
получают перекисно-аммиачная отмывка и отмывка с при-
менением фреона. При перекисно-аммиачной отмывке
первой технологической операцией является обезжири-
вание пластин в течение 5 мин при 75—80° С. Установ-
лено, что перекисно-аммиачная смесь обладает лучшей
способностью к удалению жировых загрязнений, чем
органические растворители. Оставшиеся после обезжи-
ривания органические и неорганические загрязнения
удаляют в концентрированной азотной кислоте в тече-
ние 7 мин при 90—100° С. Более длительная обработка
нецелесообразна, так как концентрированная азотная
кислота быстро разлагается. При обработке в азотной
кислоте на поверхности кремния образуется слой окис-
ла толщиной в несколько тысячных микрометра. Затем
пластины передают на гидромеханическую очистку мяг-
151
кими беличьими кистями, так как никакая другая об-
работка пока не позволяет удалить с их поверхности
микроскопические загрязнения. Ручная протирка фильт-
ром, ватным тампоном или батистом, смоченным раст-
ворителями, вызывает появления на полированной
поверхности натиров, рисок и царапин и потому недо-
пустима.
Гидромеханическая очистка особенно эффективна,
если пластины предварительно обработаны в концент-
рированной азотной кислоте. При этом часть загрязне-
ний растворяется, а связи остатков загрязнений с по-
верхностью пластины настолько ослабевают, что легко
удаляются беличьей кистью. Гидромеханическая очистка
кистями обеспечивает воспроизводимо высокую чистоту
и не вызывает поверхностных дефектов. После гидроме-
ханической очистки пластины сушат на центрифуге,
так как при сушке в термостате происходит заметное
загрязнение их поверхности, а затем обрабатывают
в растворе плавиковой кислоты, чтобы снять окисную
пленку, образовавшуюся под действием горячей азот-
ной кислоты. Вместе с окисной пленкой удаляются и со-
держащиеся в ней загрязнения. После такой обработки
количество микроскопических загрязнений на поверхно-
сти пластин увеличивается, так как в плавиковой кис-
лоте могут присутствовать различные загрязнения
и, кроме того, при взаимодействии плавиковой кислоты
с двуокисью кремния образуется твердый продукт реак-
ции— кремнефтористоводородная кислота H2SiF6-2H2O.
Чтобы уменьшить количество образующейся кремне-
фтористоводородной кислоты, необходимо снизить кон-
центрацию ионов фтора в растворе, поэтому обработку
проводят не в плавиковой кислоте, а в ее растворе
в ацетоне (в соотношении объемных частей. 1:15).
Уменьшение концентрации ионов фтора обусловлено
снижением степени диссоциации плавиковой кислоты
в ацетоне из-за малой диэлектрической постоянной аце-
тона, которая равна 21. В водных растворах диссоциа-
ция плавиковой кислоты выше, поскольку диэлектриче-
ская постоянная воды 80. Таким образом использование
раствора плавиковой кислоты в ацетоне позволяет уда-
лять окисную пленку без увеличения количества мик-
роскопических загрязнений на поверхности пластин.
После снятия окисной пленки пластины промывают
в проточной деионизованной воде,
152
Следующий этап — промывка пластин в ультразву-
ковой ванне в перекисно-аммиачном растворе. Так как
на поверхности пластин в возможных микротрещинах
и порах могут оставаться следы органических и неорга-
нических загрязнений, применяют перекисно-аммиачный
раствор с большим содержанием аммиака и более кон-
центрированной перекисью водорода. После ультразву-
ковой обработки пластины промывают в проточной
деионизованной воде и сушат на центрифуге. Оконча-
тельную сушку проводят в окислительной печи.
При перекисно-аммиачном методе отмывки снижа-
ются затраты труда, сокращается число операций, что
не отражается на качестве отмывки, исключаются
операции, на которых применяют токсичные и пожаро-
опасные органические растворители, кроме того, техно-
логия при этом методе универсальна и обеспечивает
высокое качество.
Отмывка во фреонах обеспечивает высокую
степень чистоты поверхности и экономичность процесса,
что обусловлено хорошей способностью фреона раство-
рять различные загрязнения, в том числе жиры и масла,
и его низким поверхностным натяжением, позволяющим
легко проникать в различные углубления и быстро ис-
паряться с поверхности после обработки. Кроме того,
фреоны не взаимодействуют со всевозможными защит-
ными покрытиями, пластмассами, резиной и другими
материалами, а также с большинством используемых
в промышленности металлов и сплавов (за исключением
латуни и сплавов на основе магния), легко очищаются
дистилляцией, имеют низкую температуру кипения (что
существенно снижает затраты энергии на кипячение
и дистилляцию), чисты и стабильны, безвредны, негорю-
чи, пары их невзрывоопасны, они нерастворимы в воде
и образуют с ней эмульсии типа «масло в воде», их сме-
си со спиртами обладают повышенной растворяющей
способностью, а смеси с водой и поверхностно-активны-
ми веществами обеспечивают тонкую очистку неметал-
лических изделий.
Разработано несколько способов отмывки полупро-
водниковых пластин во фреонах, среди которых наибо-
лее широко применяют два. При первом способе плас-
тины предварительно очищают в ультразвуковой ванне
в смеси фреона с поверхностно-активным веществом
и водой, удаляют адсорбированные молекулы поверхно-
153
CtHO-йктйвнбго вещества в чйбтом кйпяЩем фреоне, прб-
водят ультразвуковую обработку в чистом фреоне, что-
бы удалить остаточные следы поверхностно-активного
вещества, и окончательную обработку и сушку в парах
фреона. Полная обработка продолжается 7—10 мин. Все
операции, кроме первой, выполняют на стандартной ус-
тановке ультразвуковой очистки (см. рис. 24), а пер-
вую— в дополнительной ультразвуковой ванне.
При втором способе пластины обрабатывают в мою-
ще-обезжиривающей смеси в течение 1 мин, прополас-
кивают в изопропиловом спирте в течение 1 мин, обра-
батывают в ультразвуковой ванне в кипящем изопропи-
ловом спирте и сушат в его парах, отмывают кистями
в деионизованной воде, а затем обрабатывают в кипя-
щем фреоне и его парах. Полная обработка продолжа-
ется 7—10 мин.
Моюще-обезжиривающая смесь содержит фреон-113,
неионогенное поверхностно-активное вещество синтанол,
плавиковую кислоту и воду и представляет собой двух-
фазную эмульсию. Молекулы поверхностно-активного
вещества располагаются на границе капель воды, эмуль-
гированных во фреоне. Адсорбция молекул поверхност-
но-активного вещества на границе двух фаз (воды
и фреона) резко уменьшает поверхностное натяжение
фреона, чем объясняется высокая очищающая способ-
ность смеси. Способность коллоидных образований мо-
лекул поверхностно-активного вещества (мицелл) за-
хватывать водонерастворимые загрязнения обеспечива-
ет длительную способность смеси к очистке. Наличие
в смеси воды позволяет удалять минеральные соли,
растворимые в воде. Плавиковая кислота обеспечивает
удаление поверхностных окисных пленок и ионных за-
грязнений. Сначала смесь перемешивают до образова-
ния пены и обрабатывают в ней кремниевые пластины,
помещенные в кварцевую кассету, периодически извле-
кая их из ванны и вновь погружая.
Преимущества отмывки во фреонах таковы:
исключаются операции, при которых используются
концентрированные неорганические кислоты, щелочи,
а также токсичные и огнеопасные органические раство-
рители;
на заключительной стадии не требуется промывки
в деионизованной воде;
обеспечивается высокая производительность труда
154
и экономичность, так как фреон легко очищается дис-
тилляцией и может повторно использоваться в процессе
отмывки;
может применяться на различных этапах изготовле-
ния полупроводниковых приборов и микросхем (перед
окислением, диффузией, нанесением фоторезиста, напы-
лением металлических пленок);
может использоваться для очистки стекол, керамики,
ситалла и других материалов.
Контроль качества отмывки перед окислением про-
водят с помощью микроскопов. При этом пластины
должны быть без пятен, разводов, подтеков. Допуска-
ются одна-две светящиеся точки в темном поле микро-
скопа площадью около 0,6 мм2. Гидрофобные загрязне-
ния обнаруживают методом, основанным на измерении
угла смачивания поверхности водой. При неудовлетво-
рительном качестве отмывки обработку повторяют.
Такая оценка качества отмывки имеет существенный
недостаток: для контроля пластину необходимо извлечь
из тары для хранения и поместить на предметный сто-
лик микроскопа или установки контроля угла смачива-
ния, поэтому поверхность пластин при контроле загряз-
няется в результате контакта с атмосферой.
После отмывки необходимо сразу же передать плас-
тины на окисление, так как в процессе хранения про-
исходит загрязнение их поверхности. Если отмытые пла-
стины необходимо хранить, их поверхность следует за-
щитить от воздействия внешней среды (например,
полимерным комплексом КС-1). Применение КС-1 по-
зволяет надежно защищать полупроводниковые плас-
тины от внешней атмосферы в течение достаточно дли-
тельного времени — до 10 суток. Применять химически
стойкие лаки, пан-лак и другие полимеризующиеся лаки
нежелательно, так как они увеличивают содержание
ионов металлов и прежде всего натрия в окисле. Как
уже отмечалось, надежно защищают поверхность крем-
ниевых пластин иодидные пленки. Кроме того, можно
хранить очищенные пластины в герметичных сосудах,
заполненных парами фреона.
§ 43. Химическая обработка полупроводниковых
пластин на операциях диффузии
Химическая обработка полупроводниковых пластин
на операциях диффузии включает отмывку пластин пе-
ред диффузией, стравливание диффузионных стекол, оп-
ределение параметров диффузионных слоев (выявление
р—п-переходов и снятие распределения концентрации
легирующей примеси) и формирование легированных
окислов методом анодного или химического окисления
для использования их в качестве источников примеси
при диффузии.
Преддиффузионная отмывка. Чтобы удалить с по-
верхности загрязнения и исключить диффузию нежела-
тельных примесей в объем полупроводника при термо-
обработке, выполняют предварительную химическую об-
работку пластин.
В планарной технологии производства полупровод-
никовых приборов диффузию проводят, как правило,
после формирования окон в. маскирующих пленках на
поверхности пластин фотолитографией. В результате
этого на поверхности пластин могут остаться частицы
фоторезиста, ионы кислот и металлов, адсорбированные
из травильных растворов, продукты взаимодействия
травителя с кремнием, двуокисью кремния и силикат-
ными стеклами, а также другие загрязнения.
Неполное удаление фоторезиста с поверхности плас-
тин может привести к обугливанию его остатков в про-
цессе диффузии. Остатки фоторезиста удаляют ультра-
звуковой промывкой в органических растворителях.
Адсорбированные поверхностью полупроводнико-
вых пластин ионы металлов при термообработке диф-
фундируют в слой окисла и в полупроводник, вызывая
значительное ухудшение свойств полупроводниковых
приборов. Поэтому процесс отмывки следует вести так,
чтобы максимально препятствовать появлению ионов
металлов на поверхности пластин. Так как обработка
пластин в кислых растворах повышает способность по-
верхностного слоя окисла к адсорбции, на конечных
операциях преддиффузионной очистки целесообразно
применять перекисно-аммиачные растворы, способст-
вующие обратному переходу адсорбированных ионов
металлов, особенно ионов натрия, в раствор,
В процессе травления кремния и двуокиси кремния
образуется кремнекислота, которая может также быть
в деионизованной воде. В присутствии плавиковой кис-
лоты образование коллоидных частиц кремнекислоты
ускоряется. Кроме того, ион фтора может замещать
гидроксильную группу в кремнекислоте с образованием
кремнефтористоводородной кислоты.
При термообработке или хранении пластин коллоид-
ные частицы кремнефтористоводородной кислоты кри-
сталлизуются с образованием так называемых «светя-
щихся точек», поэтому после любой химической обра-
ботки в растворах плавиковой кислоты и ее солей не-
обходимо тщательно промывать пластины в деионизо-
ванной воде или, что еще лучше, в аммиачных или пе-
рекисно-аммиачных растворах.
Так как коллоидные частицы кремнекислот образу-
ют прочные связи со многими полярными органически-
ми растворителями (например, спиртами, эфирами эти-
ленгликоля) и при этом уменьшается способность раст-
вора к десорбции ионов металлов с поверхности полу-
проводника, вводить полярные органические раствори-
тели в отмывочные растворы не следует. Нежелательно
также высокое содержание кремнекислот в Деионизо-
ванной воде, используемой на операциях отмывки.
Для очистки полупроводниковых пластин перед диф-
фузией целесообразно использовать симметричные непо-
лярные органические соединения высокой степени чис-
тоты (фреон, четыреххлористый углерод и др.), так как
они не образуют прочных связей с коллоидными части-
цами кремнекислоты. Преддиффузионная очистка обыч-
но состоит из следующих операций:
обработки в органических растворителях для удале-
ния остатков фоторезиста и органических загрязнений
(ультразвуковая промывка в этиловом, метиловом или
изопропиловом спирте или в трихлорэтилене);
обработки в подогретой концентрированной серной
кислоте для удаления остатков органических загрязне-
ний;
химического окисления в горячей концентрированной
азотной кислоте;
стравливания химического окисла в растворе пла-
виковой кислоты;
обработки в растворе аммиаку или ц перекисно-ам-
миачной смеси;
157
обработки и сушки в парах растворителя (фреона
или изопропилового спирта).
После каждой обработки в кислотах пластины про-
мывают проточной деионизованной водой.
Если диффузию проводят в окисляющей атмосфере,
наличие тонкого химического окисла на поверхности
кремния допустимо и операцию стравливания окисла
в плавиковой кислоте не выполняют. При диффузии
в инертной атмосфере поверхностные окисные пленки,
полученные методом химического окисления, необходи-
мо тщательно удалять.
Чтобы избежать загрязнения очищенной поверхнос-
ти полупроводниковых пластин в результате контакта
с внешней атмосферой, диффузию нужно проводить сра-
зу же после очистки. Однако, если в производственных
условиях появится необходимость хранить обработан-
ные пластины перед диффузией, состояние их поверх-
ности не должно ухудшаться.
Тонкий слой химического окисла предохраняет по-
верхность кремния от воздействия окружающей среды,
но надежность такой защиты невысока из-за пор и мик-
ротрещин в нем, через которые диффундируют газы
и пары. Поэтому при необходимости длительного хра-
нения пластин перед диффузией их поверхность защи-
щают дополнительно.
Стравливание диффузионных стекол. После проведе-
ния диффузии часто возникает необходимость избира-
тельного стравливания образующихся на поверхности
полупроводниковых пластин диффузионных стекол (бо-
росиликатных, фосфоросиликатных, мышьяксиликатных
и др.), которые являются химической смесью окислов
кремния и примеси. Состав диффузионных стекол непо-
стоянен и зависит от условий проведения диффузии.
При избирательном стравливании необходимо пол-
ностью удалить слой диффузионного стекла, оставив на
поверхности пластины слой окисла. Трудность избира-
тельного стравливания обусловлена непостоянством
и неоднородностью состава диффузионного стекла,
а также резкой зависимостью скорости травления от
его состава. Для избирательного стравливания диффу-
зионных стекол разработаны специальные травители,
например, Р-травитель, состоящий из 15 мл плавиковой,
10 мл азотной кислот и 300 мл воды, и буферный тра-
витель BHF, состоящий из 10 мл плавиковой кислоту
158
и 100 мл 40%-ного фтористого аммония. Скорость тра-
ления диффузионных стекол в избирательных травите-
лях намного превышает скорость травления в них чис-
той двуокиси кремния.
Травление диффузионных стекол можно рассматри-
вать, как комбинацию двух процессов: растворения ле-
гирующего окисла в воде и двуокиси кремния в плави-
ковой кислоте, о чем свидетельствует возрастание ско-
рости травления сильнолегированных стекол с увеличе-
нием содержания воды в травителе.
Травление боросиликатных стекол. Формула боро-
силикатного стекла имеет вид (B2O3)m(SiO2)n> где т
и п могут иметь различные значения.
Рис. 45. Зависимость
скорости травления бо-
росиликатного стекла от
его состава в Р-трави-
теле
Рис. 46. Зависимости скоро-
стей травления боросиликат-
ного стекла от его состава
в буферных травителях BHF
с концентрацией:
/-100%, 2 — 10%, 3—1%
Борный ангидрид образует с двуокисью кремния не-
прерывный ряд твердых растворов в широком диапазо-
не концентраций и его содержание в боросиликатном
стекле может меняться от 0 до 80%.
Зависимости скорости травления боросиликатного
стекла от его состава в Р-травителе, в буферном трави-
теле BHF и в разбавленных водой буферных травите-
лях BHF показаны на рис. 45 и 46, из которых видно,
что скорость травления стекла в буферном травителе
159
Намного меньше скорости травления чистой двуокиси
кремния. При разбавлении буферного травителя водой
скорость травления боросиликатного стекла плавно воз-
растает, а скорость травления чистой двуокиси крем-
ния уменьшается. Следовательно, для избирательного
травления боросиликатных стекол можно использовать
сильно разбавленные растворы буферного травителя
в воде. Известно, что скорость травления борного ан-
гидрида в азотной кислоте очень высока, поэтому вве-
дение в избирательный травитель азотной кислоты рез-
ко увеличивает скорость травления боросиликатного
стекла. Скорость травления боросиликатного стекла
в Р-травителе примерно в 30 раз больше скорости трав-
ления двуокиси кремния.
При высоком содержании борного ангидрида в бо-
росиликатное стекло может входить соединение Si—В,
нерастворимое в травителях на основе плавиковой кис-
лоты. После стравливания таких стекол в растворах
плавиковой кислоты на поверхности кремния остается
тонкая коричневая пленка. Чтобы удалить эту пленку,
кремниевые пластины дополнительно окисляют в ат-
мосфере влажного кислорода. Пленки Si—В растворя-
ются в слое выращенного окисла и легко стравли-
ются.
Травление фосфоросиликатных стекол. Состав фос-
форосиликатного стекла можно представить формулой
(Р2О5)т(SiO2) п, где тип принимают различные зна-
чения. В отличие от боросиликатных стекол фосфоро-
силикатные не образуют непрерывного ряда твердых
растворов и имеют сильно выраженную тенденцию к раз-
делению фаз и кристаллизации, особенно при высоких
концентрациях легирующего окисла, что приводит к не-
однородному их травлению.
Скорость травления фосфоросиликатных стекол
сильно зависит от содержания в них фосфорного анги-
дрида (рис. 47). Избирательное травление фосфороси-
ликатных стекол обеспечивается в буферном BHF-
и Р-травителях. Скорость травления фосфоросиликат-
ного стекла в буферном травителе в 5—20 раз больше
скорости травления в нем двуокиси кремния, а для
Р-травителя эта разница еще больше.
Травление мышьяксиликатных стекол. Состав
мышьяксиликатных стекол зависит от условий прове-
дения диффузии. Стекла, образующиеся при диффузии
160
в инертной атмосфере, содержат трехокись мышьяка
(As2O3)77i(SiO2)n, а при диффузии в окисляющей атмо-
сфере образуются стекла, содержащие пятиокись
мышьяка (As2O5)m(SiO2)n, которые травятся намного
медленнее первых. Как и фосфоросиликатные сильно
легированные мышьяксиликатные стекла имеют боль-
шую склонность к кристаллизации, что приводит к не-
однородному их травлению.
Рис. 47. Зависимости
скоростей . травления
фосфоросили к а т н ог о
стекла от его состава
в буферных правителях
BHF с концентрацией:
/-100%, 2 — 25%, <3-10%
Рис. 48. Зависимость
скорости травления
мышьяксилик а т н о г о
стекла от его состава
в разбавленном водой
10%-ном буферном тра-
вителе BHF
Для избирательного травления мышьяксиликатных
стекол используют разбавленный буферный травитель.
Скорость травления стекла, содержащего трехокись
мышьяка в стандартном буферном травителе, сравнима
со скоростью травления чистой двуокиси кремния. Из-
бирательное травление стекол, содержащих до 15%
брехокиси мышьяка, обеспечивается в 10%-ном буфер-
ном травителе (рис. 48). Для травления стекол с со-
держанием трехокиси мышьяка больше 15% использу-
ют раствор из 1 ч. буферного травителя на 100 ч. воды.
Трехокись мышьяка хорошо растворяется в воде и со-
ляной кислоте. Мышьяксиликатные стекла, содержа-
11 2673
161
щие более 20% трехокиси мышьяка, растрескиваются
при кипячении в воде и выдержке в концентрирован-
ной соляной кислоте.
После стравливания сильнолегированных мышьяк-
силикатных стекол на поверхности кремния остается
гидрофильный слой элементарного мышьяка, который
не снимается даже в концентрированной плавиковой
кислоте, но успешно удаляется ультразвуковой от-
мывкой.
Определение глубины диффузионных слоев. Методы
выявления р—п-переходов. Для определения глубины
диффузионного слоя необходимо выявить р—п-переход,
образующийся в результате диффузии примеси в полу-
проводник. Так как даже очень небольшое изменение
концентрации примеси значительно изменяет электро-
химические свойства полупроводникового материала,
для выявления р—п-переходов можно использовать ме-
тоды химического и электрохимического травления
и осаждения покрытий.
Для выявления р—п - переходов химиче-
ским травлением используют травители, обеспе-
чивающие различную скорость травления полупровод-
никовых материалов с разным содержанием примеси
(на границе областей р- и n-типов образуется ступень-
ка); неодинаково окрашивающие области кристалла
с различным содержанием примеси или образующие
на них неодинаковый микрорельеф поверхности. Наи-
большее распространение получили окрашивающие
травители.
Неодинаковое окрашивание областей р- и п-типа
при обработке в окрашивающих травителях вызвано
различным протеканием окислительных процессов на
поверхности полупроводника.
Наиболее употребительный окрашивающий трави-
тель для кремния состоит из концентрированной пла-
виковой кислоты с добавкой небольшого количества
(0,1—0,5 объемных %) концентрированной азотной
кислоты. При нанесении этого травителя на шлифован-
ную поверхность кремния с р—n-переходами области
p-типа темнеют, резко очерчивая положение р—п-пе-
реходов. Этот травитель наиболее эффективно выявля-
ет p-области, удельное сопротивление которых
0,1—0,25 Ом-см; области p-типа с более высоким
удельным сопротивлением выявляются в нем труднее.
162
Для усиления окрашивающих свойств травителя вме-
сто азотной кислоты в концентрированную плавиковую
кислоту добавляют нитрит натрия, двуокись азота или
фосфорную кислоту. В качестве окрашивающего тра-
вителя можно использовать также чистую концентри-
рованную плавиковую кислоту (при интенсивном осве-
щении), при этом выявление p-областей происходит
сравнительно медленно и ухудшается контрастность
окрашивания. Зато этот способ в меньшей степени за-
висит от приготовления травителя, так как не требу-
ется сильное разбавление активирующих добавок.
Достоинство метода химического окрашивания со-
состоит в том, что выявление р—ft-перехода не
связано с заметным травлением поверхности полупро-
водника.
Для выявления р—п - переходов элек-
трохимическим травлением используют ме-
тоды анодного травления обратно- и прямосмещенных
р—ft-переходов, основанные на различии скоростей
анодного растворения полупроводникового материала
электронного и дырочного типов.
В первом случае при подаче обратного смещения на
р—ft-переход, погруженный в электролит, область
ft-типа является анодом и растворяется, а область
p-типа не травится и на их границе образуется сту-
пенька. Этот метод удобен для выявления ряда после-
довательных р—ft-переходов (рис. 49). На поверхность
кристалла с несколькими р—ft-переходами наносят тон-
кий слой электролита. К концам кристалла подводят
переменное напряжение, и ток протекает через все пере-
ходы. Травиться будут только области ft-типа обратно
смещенных р—ft-переходов. Так как сопротивление тон-
кого слоя электролита велико, с наибольшей скоростью
будут травиться участки областей n-типа, непосредст-
венно примыкающие к р—ft-переходам.
Во втором случае образец с р—ft-переходом служит
анодом, область p-типа растворяется в электролите
с большей скоростью, чем область n-типа из-за более
высокой концентрации дырок. Так как р—ft-переход
включен в прямом направлении, дырки из р-области
переходят в ft-область, поэтому на расстоянии от р—п-
перехода, равном диффузионной длине дырок, область
ft-типа растворяется достаточно быстро и резкой сту-
пеньки не получается.
163
Выявлять р—n-переходы можно также анодным
окислением и электрохимическим осаждением метал-
лов.
При анодном окислении толщина окисла,
образующегося на областях р- и n-типа, различна и, так
как пленки окисла различной толщины имеют разный
цвет, положение р—n-перехода определяют по резкому
изменению цвета окисной пленки.
Рис. 49. Метод выявле-
ния ряда последователь-
ных р—«-переходов:
1 — образец, 2 — электролит
Рис. 50. Выявление р—п-пе-
рехода методом электро-
осаждения металла на ко-
сой шлиф (пунктиром по-
казана плоскость р—п-пере-
хода)
Если на р—n-переход, погруженный в раствор соли
металла, подать обратное электрическое смещение, об-
ласть n-типа зарядится положительно по отношению
к области p-типа, на поверхности которой произойдет
катодное выделение металла. Расположение металло-
покрытия показывает границу р—n-перехода. Раствор
соли часто наносят в виде капли на поверхность обрат-
но смещенного р—n-перехода (рис. 50).
Выявлять р—n-переходы электрохимическим осаж-
дением металла можно без внешнего источника напря-
жения. Осаждение металлов, стоящих позади кремния
в ряду активности элементов, из растворов их солей
обусловлено замещением ионов этих металлов кремни-
ем. При этом скорость осаждения зависит от типа про-
водимости полупроводника. Метод заключается в сле-
дующем. На поверхность кристалла кремния с р—п-пе-
реходами наносят каплю раствора соли металла (на-
пример, меди, серебра или золота) с добавкой неболь-
шого количества плавиковой кислоты. Осаждение ме-
талла сначала происходит на областях n-типа. Наблю-
дение за осаждеццем ведут до тех пор, пока переходы
164
не будут достаточно четко выявлены. После этого быст-
ро смывают раствор соли с поверхности кремния, так
как слишком длительный процесс может привести
к осаждению металлопокрытия на области р-типа
и смазыванию границ р—п-переходов.
Так как осаждение металла сопровождается проте-
канием катодного тока, одновременно с выделением
металла на катоде происходит растворение полупро-
водника на аноде, обусловленное протеканием анодного
тока, равного катодному. При анодном растворении
кремния образуется двуоокись кремния. Если электро-
лит не растворяет двуокись кремния, анодная реакция
прекратится, когда анодный окисел будет иметь опре-
деленную толщину. Одновременно прекратится и осаж-
дение металла. Плавиковую кислоту вводят в раствор
для стравливания образующегося на аноде окисла. Ос-
вещение р—n-перехода ускоряет осаждение металла на
областях n-типа. Осаждение металла целесообразно
проводить на шлифованную поверхность, так как ме-
таллопокрытие имеет плохую адгезию к полированной
поверхности.
Методы измерения глубины залегания р—п-перехо-
да. Чтобы определить глубину залегания р—п-перехо-
да (толщину диффузионного слоя), необходимо сделать
поперечный скол кристалла с р—n-переходом. Так как
глубина залегания р—п-переходов обычно невелика
и составляет несколько микрон, для обеспечения точ-
ного ее измерения используют метод косого или сфери-
ческого шлифа.
Метод косого шлифа (см. § 40) позволяет увели-
чить длину окрашиваемого измеряемого участка
в 1/sina раз. Недостаток этого метода состоит в том,
что он требует точного измерения очень малых углов
(1-5°).
Метод сферического шлифа (рис. 51) применяют
для измерения глубины р—п-переходов, расположен-
ных близко к поверхности полупроводникового кристал-
ла. С помощью шара большого диаметра вышлифовы-
вают канавку, пересекающую границу р—п-перехода,
и после окрашивания шлифа измеряют с помощью мик-
роскопа длину хорды h. Глубину р—n-перехода опре-
деляют по формуле где R— радиус шара.
При методе сферического шлифа отсутствует необ-
ходимость измерения малых углов.
165
ности полупроводника.
6)
Рис. 51. Поперечное се-
чение образца (а) и вид
сверху на окрашенный
сферический шлиф (б)
при определении глуби-
ны залегания р—п-пе-
рехода
Определение распределения концентрации примеси
в диффузионных слоях. Высокую точность определения
распределения концентрации легирующей примеси
в диффузионных слоях обеспечивает метод последова-
тельного снятия тонких слоев кремния анодным окис-
лением, при котором происходит растворение поверх-
Растворенный кремний входит
в состав анодного окисла, при-
чем толщина растворенного
слоя составляет около 40%
толщины образующегося слоя
анодного окисла. При стравли-
вании слоя анодного окисла
толщиной 0,1 мкм снимается
слой кремния толщиной около
0,04 мкм. Измеряя количество
примеси в снятом слое крем-
ния, определяют распределе-
ние ее концентрации в диффу-
зионном слое.
Формирование легирован-
ных слоев двуокиси кремния
для использования их в каче-
стве источника примеси при
диффузии. Чтобы получить ле-
гированные окислы химиче-
ским или анодным окислением,
в состав электролитов вводят
растворимые соединения при-
месных элементов. Химиче-
ским и анодным окислением
получают окисные слои, леги-
рованные алюминием, бором, мышьяком, фосфором и др.
Использование легированных окислов в качестве источ-
ника примеси позволяет точно контролировать количе-
ство примеси, вводимой в полупроводниковый материал
в процессе диффузии.
§ 44. Химическая обработка в пленочной технологии
В пленочной технологии химическая обработка
включает: очистку подложек перед напылением, трав-
ление испарителей и навесок распыляемых металлов,
16Q
избирательное травление тонких пленок, а также
стравливание их при неудачном напылении.
Очистка подложек перед напылением. Для прочно-
го сцепления напыленного слоя с подложками их по-
верхность перед напылением очищают. Выбор способа
очистки зависит от материала подложки, свойств за-
грязнений и требуемой степени чистоты. В качестве
подложек используют полупроводниковые пластины,
покрытые слоем термической двуокиси кремния, кера-
мику, стекло, кварц, сапфир, ситалл, анодированный
алюминий и др. Загрязнения поверхности подложек
обусловлены технологическими операциями изготов-
ления, а также взаимодействием с окружающей
средой.
При очистке полупроводниковых подложек перед
напылением выполняют ультразвуковое обезжиривание
в органических растворителях, химическое травление
в слабых растворах плавиковой кислоты, промывку
в деионизованной воде, сушку на центрифуге или уста-
новках инфракрасной или ультрафиолетовой сушки
и окончательно удаляют хемисорбированную влагу от-
жигом в вакууме непосредственно на установке для
напыления. Эффективным способом очистки полупро-
водниковых подложек перед напылением является от-
мывка во фреоне (см. § 42).
При очистке керамических подложек
необходимо тщательно удалить загрязнения, адсорби-
рованные в глубине пор. Особенно трудно удаляются
тонкие жировые пленки, поэтому керамические подлож-
ки предварительно обезжиривают химическим или
ультразвуковым эмульгированием. Эффективную очист-
ку обеспечивает эмульсия, содержащая фреон, воду
и поверхностно-активное вещество. Молекулы и колло-
идные частицы ПАВ, адсорбируясь на твердых пыле-
видных включениях в жировой пленке, внедряются
и разрывают ее. Одновременно коллоидные частицы
ПАВ обволакивают нерастворимые в воде загрязнения
и предотвращают их повторное осаждение на очищае-
мую поверхность. Ультразвуковая обработка повышает
скорость удаления загрязнений и улучшает качество
очистки пористой поверхности.
После предварительного обезжиривания остатки
загрязненной эмульсии удаляют, погружая подложки
в чистый растворитель, например в изопропиловый
167
спирт. Чистовое обезжиривание проводят в парах раст-
ворителя.
Так как перекись водорода в присутствии аммиака
эффективно окисляет органические загрязнения и пере-
водит их в водорастворимое состояние, подложки для
удаления следов этих загрязнений кипятят в перекисно-
аммиачной смеси, промывают в горячей деионизованной
воде и сушат на установках инфракрасной сушки. Хи-
мические методы очистки недостаточны для удаления
мономолекулярных слоев воды, углеводородов и дру-
гих адсорбированных на поверхности керамических
подложек загрязнений, поэтому подложки прокали-
вают в вакууме или подвергают ионной бомбарди-
ровке.
При очистке стеклянных подложек для
удаления грубых поверхностных загрязнений применя-
ют струйную или гидромеханическую промывку в вод-
ных растворах синтетического моющего средства с по-
следующей отмывкой в горячей деионизованной воде
и ультразвуковой промывкой в изопропиловом спирте.
Так как поверхность стекла хорошо смачивается изо-
пропиловым спиртом, такая обработка обеспечивает
высокую степень чистоты поверхности стеклянных под-
ложек (не хуже, чем ионная бомбардировка). Для уда-
ления остатков загрязнений подложки обрабатывают
в парах изопропилового спирта, при этом они нагрева-
ются до температуры кипения спирта, что обеспечивает
его быстрое испарение после извлечения подложек из
камеры. Для окончательного удаления остатков (моно-
слоев) органических загрязнений стеклянные подложки
прокаливают в вакууме при 450—550° С.
При очистке подложек из кварца и
сапфира применяют ультразвуковое обезжиривание
в водно-аммиачном растворе поверхностно-активного
вещества в течение 10 мин, травление в хромовой сме-
си в течение 1 ч и ультразвуковую отмывку в деионизо-
ванной воде в течение 10 мин, затем подложки обез-
жиривают в изопропиловом спирте, сушат в его парах
и прокаливают в вакууме при 500—600° С.
В состав водно-аммиачного раствора для обезжири-
вания входят 3 г/л неионогенного ПАВ — синтанола
ДС-10, 30 мл/л 25%-ного раствора аммиака и до 1 л
деионизованной воды. В состав хромовой смеси входят
40 г двухромовокислого калия и 1 л серной кислоты.
168
Очистка испарителей и навесок распыляемых мате-
риалов. На качество и прочность сцепления тонких
пленок с поверхностью подложек влияет чистота испа-
рителей и навесок распыляемых материалов.
Для очистки металлические испарители, спирали
и навески распыляемых металлов обезжиривают в ки-
пящем органическом растворителе (например, в толуо-
ле или в четыреххлорпстом углероде) в течение
5—15 мин, травят, промывают в проточной деионизо-
ванной воде, прополаскивают в этиловом или изопро-
пиловом спирте и сушат в атмосфере азота. Кроме то-
го, танталовые и молибденовые испарители и вольфра-
мовые спирали отжигают в вакууме.
При травлении испарителей, спиралей и навесок ис-
пользуют разные травители и режимы обработки. Так,
молибденовые испарители травят в смеси равных
количеств серной и соляной кислот 10 мин, а тантало-
вые— в смеси равных количеств азотной и плавико-
вой кислот 5 мин; вольфрамовые спирали кипятят 1 ч
в 50 %-ном растворе едкого кали до снятия черной
пленки, промывают в горячей деионизованной воде
и выдерживают до блеска в смеси равных количеств
азотной и плавиковой кислот. Навески алюминия тра-
вят в серной кислоте, разбавленной водой в соотноше-
нии 1 : 1, в течение 2—3 мин или кипятят в 50 %-ном
растворе едкого кали 5—10 с, навески ванадия травят
в смеси из 1 ч. азотной кислоты и 3 ч. воды 3—4 с после
начала реакции, а навески золота — в кипящей азот-
ной кислоте 2—3 мин.
Избирательное травление тонких пленок. Пригод-
ность той или иной тонкой пленки для целей микроэлек-
троники во многом определяется возможностью создать
на ней сложный рисунок методом химического или
электрохимического травления.
Травители, применяемые для избирательного трав-
ления тонких пленок, должны иметь достаточно высо-
кую скорость травления и взаимодействовать только
с обрабатываемой пленкой и не должны реагировать
с материалом защитной маски и подложкой, образовы-
вать трудноудалимых с поверхности подложки продук-
тов реакции и выделять большого количества газов при
травлении.
В качестве защитных масок при избирательном
травлении тонких пленок применяют негативные и по-
169
зитивные фоторезисты, двуокись кремния, силикатные
стекла, нитрид кремния, окислы некоторых металлов,
(например, А12О3, TiO2, Bi2O3), химически стойкие
лаки и компаунды, а также воскообразные материалы
и воск. Эти материалы должны иметь хорошую адге-
зию к защищаемой поверхности и легко с нее удалять-
ся, быть стойкими (иметь малую скорость травления)
к травителю и обеспечивать высокую разрешающую
способность.
Стравливание тонких пленок при неудачном напыле-
нии. При неудачном напылении тонких пленок (плохой
адгезии к поверхности, отклонении толщины от задан-
ной, посторонних включениях в структуру и др.) возни-
кает необходимость их полного стравливания с поверх-
ности подложки, при этом, используемые травители
не должны взаимодействовать с материалом подложки.
Рекомендуемые для стравливания тонких пленок тра-
вители даны в табл. 7.
Таблица 7. Травители для стравливания тонких пленок
Материал пленки | 1 Состав травителя
Алюминий Разбавленная азотная кислота
Золото и сереб- ро Хром Царская водка Смесь серной и соляной кис- лот в соотношении 1 : 1
Медь Моноокись крем- ния Соляная или азотная кислота Водные растворы гидроокиси аммония
Двуокись крем- ния Буферный травитель BHF
Нитрид крем- ния Ортофосфорная кислота
§ 45. Защита поверхности полупроводниковых струк-
тур
Чтобы обеспечить надежную работу и стабильность
характеристик полупроводниковых приборов и микро-
схем при длительной эксплуатации, их перед сборкой
очищают и поверхность защищают от воздействия
внешней среды.
170
Очистка перед сборкой включает обезжиривание,
промывку деионизованной водой в ультразвуковой ван-
не и сушку на инфракрасной установке. Финишную
очистку полупроводниковых устройств перед защитой
обычно выполняют этиловым спиртом в ультразвуковой
ванне. Более эффективная очистка включает обезжири-
вание в водно-аммиачном растворе поверхностно-актив-
ного вещества (30 г/л водного аммиака, 3 г/л синта-
нола ДС-10), отмывку проточной деионизованной водой
в ультразвуковой ванне (устройства, имеющие детали
из меди или малоуглеродистой стали, необходимо так-
же обезвоживать в ацетоне) и сушку в атмосфере
азота.
Важнейшей проблемой является надежная защита
от влаги готовых изделий.
Так как молекулы воды очень малы, влага быстро
диффундирует через микропоры и микротрещины за-
щитных покрытий и в результате на поверхности полу-
проводниковых кристаллов возникает положительный
заряд, который может изменить поверхностное сопро-
тивление и привести к образованию поверхностных ка-
налов проводимости. Адсорбированная влага изменяет
скорость поверхностной рекомбинации, а следователь-
но, и время жизни носителей тока. Так как процесс
конденсации воды на поверхности полупроводника об-
ратим, при высокой относительной влажности (более
90%) достаточно даже небольшого охлаждения
(0,5—1°С) для выпадения росы, что заметно изменяет
параметры полупроводниковых приборов.
Вода легко вступает в реакцию со многими загряз-
нениями, присутствующими в атмосфере и на поверх-
ности полупроводника. В результате этих реакций на
поверхности полупроводника образуются растворы со-
лей, кислот, щелочей, которые вызывают нестабиль-
ность параметров приборов и сокращают срок их служ-
бы. Кроме того, влага является причиной разрушения
защитных покрытий в процессе термоциклирования
(при замерзании объем воды увеличивается на
8—9%, что создает высокие механические напряжения
в защитном покрытии) и изменения их диэлектриче-
ских свойств, что может вызвать изменение плот-
ности заряда на границе защитное покрытие — поверх-
ность полупроводника и нестабильную работу при-
бора.
171
Особенно велика вероятность проникновения воды
через органические защитные покрытия. Процесс про-
никновения начинается с набухания покрытия. При этом
в результате тепловых движений образуются зазоры
между молекулами органического материала, в которые
и проникает влага. Внедрившись в состав органического
вещества, молекулы воды диффундируют в нем в направ-
лении к поверхности полупроводника. Набухание защит-
ной оболочки и диффузия влаги через нее протекают
довольно медленно, а после того как влага достигнет
поверхности полупроводника, скорость ее проникновения
через защитное покрытие резко возрастает.
Это можно объяснить следующим. Под защитной
оболочкой образуется водный раствор солевых загряз-
нений, всегда имеющихся на поверхности полупроводни-
ка, с высокой концентрацией ионов, а с внешней ее
стороны — с низкой концентрацией, что обусловливает
осмотический перенос влаги через защитное покрытие,
его отслаивание и вспучивание. Если раствор и чистый
растворитель (или два раствора неодинаковой концен-
трации) привести в соприкосновение через полупрони-
цаемую перепонку, можно наблюдать переход раствори-
теля через нее, вызывающий уменьшение концентрации
более крепкого раствора. Это явление называют осмо-
сом, а перенос растворителя через перепонку — осмоти-
ческим. Осмотический перенос влаги протекает с высо-
кой скоростью.
Таким образом, все защитные органические мате-
риалы (лаки, компаунды, смолы, фоторезисты и др.)
не обеспечивают абсолютную защиту поверхности по-
лупроводника от воздействия влаги, а способны лишь
некоторое время сохранять влагозащитные свойства.
Для увеличения влагостойкости органических защит-
ных покрытий необходимо тщательно удалять водорас-
творимые примеси с поверхности полупроводника и из
самого защитного покрытия, придавать поверхности
полупроводника водоотталкивающие свойства (гидро-
фобизация поверхности), использовать влагопоглоти-
тели.
Основными способами защиты поверхности полупро-
водниковых приборов и микросхем являются нанесение
защитных покрытий на поверхность полупроводниковых
пластин и кристаллов и герметизация приборов и мик-
росхем. В микроэлектронике широко распространены
172
химические методы формирования защитных покрытий
и герметизация с помощью полимерных материалов,
а также в корпус с применением влагопоглотителей.
§ 46. Методы защиты поверхности полупроводнико-
вых пластин и кристаллов
Поверхность полупроводниковых пластин и кристал-
лов защищают лаками и компаундами, окисными и ме-
таллоокисными пленками, силанированием, легкоплав-
кими стеклами и гидрофобизирующими соединениями.
Лаки и компаунды. Лаки представляют собой раст-
воры кремнийорганических смол в органических раст-
ворителях. Лаковые покрытия достаточно влагостойки,
но растрескиваются или отслаиваются при низких тем-
пературах, могут взаимодействовать с поверхностью
полупроводника и изменять ее свойства, имеют недо-
статочно прочное сцепление с поверхностью полупро-
водника. Для улучшения адгезии и обеспечения высо-
кой термостойкости в лаки вводят специальные добав-
ки, наполнители и полученные материалы называют
компаундами. Перед использованием компаунды обра-
батывают в вакууме.
Последовательность нанесения защитного покрытия
такова. Предварительно поверхность полупроводника
тщательно очищают и высушивают, а затем на нее
шприцем наносят слой лака или компаунда, который
сушат в термостате. Температура и время сушки зави-
сят от состава защитного материала.
Достоинства этого метода — простота и технологич-
ность. Однако такие покрытия негерметичны и не обес-
печивают надежной защиты.
Окисные пленки. Окисные пленки, полученные хими-
ческим окислением полупроводниковых материалов,
имеют кристаллическую структуру, высокую плотность
и малую толщину, их защитные свойства невысоки
и в значительной, степени зависят от режима окисления
(даже незначительные отклонения от оптимального
технологического режима резко ухудшают защитные
свойства окисла). Как правило такие окисные пленки
применяют в сочетании с другими защитными покры-
тиями.
Окисные пленки, полученные электролитическим
анодированием, могут иметь как кристаллическую, так
173
и аморфную структуру и быть толщиной до 0,2 мкм.
Чтобы обеспечить однородные защитные свойства окис-
ной пленки, необходимо избегать локальных перегревов
электролита и непрерывно удалять с окисляемой по-
верхности газовые пузырьки, выделяющиеся при обра-
зовании анодного окисла. Анодные окислы обладают
более высокими защитными свойствами, чем термиче-
ские и химические.
Защитные свойства окисных пленок определяются
качеством предокислительной очистки поверхности
и чистотой применяемых реактивов.
Металлоокисные пленки. Применяемые для защиты
поверхности полупроводниковых кристаллов пленки на
основе окислов металлов (алюминия, бериллия, титана,
циркония и др.) можно получать также химическими
и электрохимическими методами: сквозным анодирова-
нием и обработкой в сложных эфирах.
Тонкие металлические пленки для сквозного аноди-
рования получают химическим и электрохимическим
осаждением или вакуумным напылением. Предпочти-
тельнее метод химического осаждения, позволяющий
формировать однородные покрытия на изделиях слож-
ной конфигурации.
Для защиты поверхности полупроводников исполь-
зуют пленки двуокиси титана, полученные обработкой
в сложных титановых эфирах, например в тетрабутил-
титанате, тетраизопропилтитанате и др. Защитное
покрытие образуется на поверхности полупроводнико-
вого кристалла в результате гидролиза эфира в атмо-
сфере с высокой влажностью. После 4 ч. выдержки при
65° С поверхность кристалла покрывается белой, плот-
ной, прочно связанной с поверхностью полупроводника
пленкой двуокиси титана толщиной до 0,1 мкм.
Металлоокисные пленки обеспечивают надежную
защиту поверхности полупроводников от воздействия
внешней среды, но при термоциклировании в них воз-
никают высокие механические напряжения из-за боль-
шой разницы значений коэффициентов термического
расширения полупроводника и окисла металла.
Силанирование. Защита силанированием основана
на образовании кремнийорганической полимерной плен-
ки непосредственно на увлажненной поверхности полу-
проводника в результате гидролиза алкилгалоидсила-
нов (например, диметилхлорсилана (CH3)2SiCl2), ко-
174
торые полимеризуются в полисиланы. Пленки полиси-
ланов образуют прочные химические связи с поверх-
ностью полупроводника. Чтобы обеспечить полную по-
лимеризацию силанов и удаление воды из защитной
пленки, полупроводники после силанирования прогре-
вают несколько часов при 200° С.
Силаны можно наносить на предварительно увлаж-
ненную поверхность полупроводника из газообразной
или жидкой фазы. Погружение полупроводников в раст-
воры силанов обеспечивает более надежную защиту
поверхности. В качестве растворителей силанов исполь-
зуют бензол, ксилол, толуол и др.
Образующаяся в процессе силанирования кремний-
органическая пленка гидрофобна, химически инертна,
обладает высокой газо- и влагонепроницаемостью,
прочно связана с поверхностью полупроводника, имеет
толщину до 1 мкм и термостойка до 300° С. Недостаток
метода силанирования — выделение при гидролизе ал-
килгалоидсиланов хлористого водорода, который мо-
жет вызвать коррозию металлизированных межсоеди-
нений и выводов полупроводниковых приборов.
Чтобы обеспечить коррозионную стойкость, полупро-
водниковые приборы обрабатывают в 96%-ном этило-
вом спирте, а затем погружают в смесь, содержащую
алкилгалоидсилан, растворитель, катализатор и проти-
воокислитель. В качестве катализатора используют
перекись водорода или дисульфид углерода, в качестве
противоокислителя — диоксибензол, фенилендиамин и
др. При такой обработке можно получать защитные
покрытия толщиной до 5 мкм.
Легкоплавкие стекла. Защитные слои стекол нано-
сят как на чистую, так и на пассивированную окисными
пленками поверхность полупроводникового кристалла.
Выбирая состав защитного стекла, стремятся, чтобы
значения коэффициентов температурного расширения
стекла и материала подложки были близки, так как
стеклянное покрытие, коэффициент температурного рас-
ширения которого значительно отличается от коэффи-
циента температурного расширения подложки, растрес-
кивается при термоциклировании.
Для защиты кремниевых приборов наибольшее рас-
пространение получили легкоплавкие боросиликатные
стекла, состоящие из двуокиси кремния, трехокиси бора
и специальных добавок, обеспечивающих хорошее сма-
175
чивание поверхности подложки, а также халькогенид^
ные, содержащие мышьяк, серу, иод, и боратные, содер-
жащие борат цинка, окись цинка, окись кадмия, окись
алюминия, двуокись кремния. Боратные стекла имеют
регулируемые коэффициенты температурного расшире-
ния, обладают высокой механической и термической
стойкостью, химически инертны, влагонепроницаемы,
отличаются высоким удельным сопротивлением, малыми
диэлектрическими потерями и обеспечивают надежную
защиту полупроводниковых приборов.
Стеклянные покрытия наносят на поверхность полу-
проводника в виде тонко измельченного порошка или
суспензии. Остекловывание покрытия осуществляют при
температурах на 20—80° С выше температуры размягче-
ния стекла.
Стеклянные покрытия являются непроницаемым
барьером для диффузии ионных загрязнений к поверх-
ности полупроводника и обеспечивают надежную защи-
ту полупроводниковых приборов от воздействия внеш-
ней среды, а также высокую стабильность их парамет-
ров, что обусловлено способностью стекол связывать
ионы поверхностных загрязнений и тем самым препят-
ствовать их перемещениям.
Гидрофобизирующие соединения. Защита кремний-
органическими гидрофобизирующими соединениями ос-
нована на формировании на поверхности полупровод-
ников полимерных водоотталкивающих покрытий гало-
идированием, обработкой в этиловых и метиловых
эфирах неорганических кислот, а также в алифатиче-
ских спиртах и этерификацией.
Г алоидированием защитную гидрофобную
пленку получают в такой последовательности. Кри-
сталлы с р—n-переходами очищают травлением, про-
мывают, а затем отжигают в атмосфере инертного
газа в течение 15 мин при температуре 130° С. Галои-
дирование кристаллов проводят в смеси хлористого во-
дорода с хлором в равных количествах в течение 10 мин
при температуре 85° С; затем кристаллы вновь отжига-
ют и галоидируют. В результате между атомами крем-
ния и хлора образуются прочные связи.
Далее кристаллы погружают в магнийбромэтил или
в соединение щелочного металла с алкильной группой.
Для удаления образовавшихся солей магния и избытка
176
этилбромида магния кристаллы промывают в водном
растворе хлорида аммония или уксусной кислоты, за-
тем в деионизованной воде и сушат в термостате. В ре-
зультате на поверхности кристаллов образуется гидро-
фобная пленка.
Процесс галоидирования упрощается, если кристал-
лы очищают методом иодидной обработки, в результа-
те которой между атомами поверхности кремния и ато-
мами иода образуются связи. После иодидной обработ-
ки кристаллы погружают в магнийбромэтил, промыва-
ют и сушат. Галоидированная поверхность полупровод-
никового кристалла обладает водоотталкивающими
свойствами и нечувствительна к изменению влажности
окружающей среды.
Обработку полупроводников в эфир ах
неорганических кислот, например в триэтило-
вом эфире борной кислоты или в метиловом эфире ме-
такриловой кислоты, выполняют погружением. В каче-
стве растворителей эфиров используют спирты. Поли-
меризацию образующихся поверхностных пленок про-
водят при 150° С. Такая обработка обеспечивает гид-
рофобность поверхности полупроводника и стабильность
электрических параметров приборов.
При обработке в алифатических спиртах кремниевые
кристаллы с р—n-переходами для удаления загрязне-
ний с их поверхности предварительно погружают в тра-
вящий раствор, содержащий плавиковую кислоту, а за-
тем выдерживают в течение 1—5 мин в гасящем раст-
воре 96%-ного этилового спирта. Остающаяся на по-
верхности кристаллов плавиковая кислота реагирует
с этиловым спиртом и в результате реакции образует-
ся гидрофобная пленка сложного эфира толщиной
0,01—0,1 мкм, которая имеет прочную молекулярную
связь с поверхностью кремния. Затем кристаллы про-
мывают в ацетоне, этиловом спирте и сушат при
150° С. В процессе сушки происходит полимеризация
эфира и повышается механическая прочность, а также
электрическая стабильность защитной пленки.
Этерификацию — обработку гидрофильной по-
верхности термического окисла, выращенного на поверх-
ности полупроводникового кристалла, для придания ей
гидрофобных свойств проводят в автоклаве при давле-
нии 1000—3000 кПа, температуре 250° С. При этом
12 2673
177
в автоклав загружают окисленные полупроводниковые
кристаллы и этерифицирующую жидкость, например
триметил метоксисил ан.
§ 47. Герметизация полупроводниковых приборов
и микросхем
Защиту полупроводниковых приборов и микросхем
от механических воздействий, загрязнений и влаги кор-
пусом или защитной оболочкой называют герметиза-
цией.
При герметизации, а также во время эксплуатации
герметизированных приборов и микросхем в корпус
может попасть некоторое количество влаги, присутст-
вие которой, как уже отмечалось, вызывает со време-
нем изменения их параметров, обусловленные адсорб-
цией и десорбцией молекул воды поверхностью полу-
проводника при колебаниях температуры окружающей
среды. Чтобы уменьшить влияние переменной влажнос-
ти на параметры полупроводниковых приборов, в их
корпуса вводят влагопоглотители — цеолиты, адсорбци-
онные осушители (силикагель, активированная окись
алюминия, пористые стекла и др.) и реактивные погло-
тители влаги (щелочные металлы и их гидриды, полу-
гидратированный сульфат кальция, окись бария и др.).
Цеолиты — кристаллические алюмосиликаты на-.
трия или кальция имеют кристаллическую решетку с уз-
кими каналами (диаметром около 0,001 мкм), обладаю-
щими высокой сорбционной емкостью и способными ад-
сорбировать большие количества веществ при их малых
концентрациях в газовых смесях. Расположенные на
стенках каналов атомы Na+ или Са+ играют роль ионо-
обменных катионов и образуют электростатические поля,
обеспечивающие высокое сродство цеолитов с поляр-
ными (электрически несимметричными) молекулами,
особенно с молекулами воды. С помощью цеолитов
можно осушить газ до точки росы —70° С; они активно
поглощают влагу вплоть до 200° С. Цеолиты применяют
в виде кристаллического порошка, а также таблеток
или шаров различных размеров в смеси с добавками
глины (15—20%).
Адсорбционные осушители — пористые ве-
щества с сильно развитой поверхностью. Сорбционная
емкость их значительно ниже сорбционной емкости
178
цеолитов и при повышении температуры резко умень-
шается. Недостатком адсорбционных осушителей явля-
ется зависимость обеспечиваемой ими относительной
влажности от количества влаги, содержащейся в кор-
пусе полупроводникового прибора, и температуры ок-
ружающей среды.
Реактивные поглотители влаги, обеспе-
чивающие постоянную относительную влажность в кор-
пусе полупроводникового прибора,— это химические
вещества, способные необратимо поглощать влагу.
В качестве реактивных влагопоглотителей применя-
ют тонкоизмельченные щелочные металлы. Мелкие час-
тицы, получаемые растворением щелочного металла
в полиметилсилоксане или неполярных органических
растворителях (концентрация щелочных металлов
в растворах составляет 1,5—50%), наносят, погружая
прибор в раствор непосредственно перед герметиза-
цией.
Постоянную относительную влажность (ниже 1%)
обеспечивает применение в качестве влагопоглотителя
безводного сульфата кальция в смеси с полугидратиро-
ванным сульфатом кальция ^CaSCU+CaSCU- V2H2O).
Так как две кристаллические фазы находятся в замкну-
том объеме, при определенной температуре устанавли-
вается равновесие между полугидратом сульфата каль-
ция, с одной стороны, и безводным сульфатом кальция
и парами воды — с другой. Равновесие, а следователь-
но, и содержание влаги в газовой фазе будет оставать-
ся постоянным независимо от общего содержания влаги
в корпусе прибора. Только после того как безводная
фаза полностью исчезнет (превратится в гидратирован-
ную), добавление влаги резко повысит относительную
влажность.
Эффективное влагопоглощение (постоянную относи-
тельную влажность 0,2%) обеспечивает также смесь
окиси бария с полугидратом сульфата кальция.
На рис. 52 приведены зависимости относительной
влажности, обеспечиваемой реактивными и адсорбци-
онными влагопоглотителями, от количества воды в кор-
пусе прибора (кривые построены для замкнутого объ-
ема 1 см3, в котором имеется 100 мг влагопоглотителя).
Относительная влажность в этом объеме в состоянии
установившегося равновесия зависит от типа влагопо-
глотителя и количества воды.
179
и микросхем заключением
О 0,51,0 1,5 2,0 2,5 3,0 5,5 4,0 4,5 5,0
Н20, иг
Рис. 52. Зависимость относи-
тельной влажности от количе-
ства воды в корпусе полу-
проводникового прибора, обес-
печиваемой реактивными и
адсорбционными поглотите-
лями:
/—пористым стеклом (Викор), 2 —
силикагелем, 3 — активированным
алюминием, 4 — смесью полугидра-
тированного сернокислого кальция
и сернистого кальция, 5 — цеоли-
Использование химических влагопоглотителей при
герметизации полупроводниковых приборов и микро-
схем повышает стабильность эксплуатационных харак-
теристик и улучшает их параметры.
Наряду с защитой полупроводниковых приборов
их в корпус применяют гер-
метизацию полимерными
оболочками. Разработка
эффективных способов пас-
сивации поверхности полу-
проводников пленками неор-
ганических диэлектриков
(окислов, нитридов, легко-
плавких стекол и др.), а так-
же различных полимерных
компаундов и пресспорош-
ков, обладающих высокими
защитными свойствами, по-
зволила широко использо-
вать этот метод в производ-
стве полупроводниковых
приборов и микросхем. Гер-
метизация приборов в поли-
мерные оболочки требует
гораздо меньших (в 2—4 ра-
за) затрат, чем герметиза-
ция (их в металлические,
стеклянные, металлокера-
мические, металлостеклян-
ные и другие корпуса, и
обеспечивает высокую меха-
ническую прочность и большую стойкость к ударным
нагрузкам и вибрациям.
Кроме того, использование полимерных оболочек
позволяет получать полупроводниковые приборы с ма-
лым отношением объема прибора к объему его актив-
ной части.
Для герметизации полупроводниковых приборов
и микросхем используют полимерные материалы на
основе эпоксидных, кремнийорганических и полиэфир-
ных смол, которые должны:
быть механически прочными, выдерживать ударные
нагрузки, вибрацию и ускорение;
180
обладать термостойкостью в диапазоне температур
от—60 до +150°С;
обеспечивать надежную защиту приборов в слож-
ных климатических условиях и особенно влагозащиту;
обладать высокими диэлектрическими свойствами
(малыми диэлектрическими потерями, высоким удель-
ным сопротивлением и электрической прочностью и др.);
быть химически стойкими к воздействию различных
химических реактивов, применяемых при сборке прибо-
ров (но не должны содержать примесей, ухудшающих
параметры приборов);
легко поддаваться формовке и иметь малую усадку
при отверждении;
быть дешевыми и обеспечивать товарный вид изде-
лия.
Стабильность параметров и надежность полупровод-
никовых приборов, герметизированных полимерами, оп-
ределяются изменениями, которые происходят на по-
верхности полупроводника при проникновении влаги
через полимерную оболочку (см. § 45), а также наличи-
ем примесей в полимерном материале и внутренними
механическими напряжениями, возникающими в гер-
метизирующем слое. Внутренние механические напря-
жения, возникающие в полимерной оболочке, обуслов-
ленные усадкой материала при отверждении и раз-
ностью значений коэффициентов термического расшире-
ния полимера и полупроводникового кристалла, соот-
ветственно делят на усадочные и термические.
Усадка полимера при отверждении происходит
вследствие испарения растворителя, если полимерную
оболочку получают из раствора, или уплотнения, если
отверждение происходит полимеризацией. Так как
в процессе усадки объем оболочки уменьшается, в ней
могут возникнуть только наряжения растяжения. При
охлаждении системы полимер — полупроводник, отвер-
жденной при высокой температуре, возникают термиче-
ские напряжения, также являющиеся напряжениями
растяжения. Внутренние механические напряжения мо-
гут вызвать растрескивание и отслаивание полимерной
оболочки от полупроводникового кристалла, т. е. нару-
шение герметичности, возникновение механических на-
пряжений в полупроводниковом кристалле, существенно
влияющих на электрические характеристики р—п-пере-
ходов, нарушение монтажных межсоединений внутри
181
полимерной оболочки и повышение ее газо- и влагопро-
ницаемости.
Так как при длительной работе полупроводникового
прибора в полимерном материале могут протекать про-
цессы старения, сопровождающиеся изменением его
пластичности и прочности, необходимо использовать
полимерные материалы, сохраняющие работоспособ-
ность в течение длительного времени. Чтобы обеспечить
достаточную работоспособность полимерных оболочек
и максимально уменьшить внутренние напряжения, не-
обходимо процесс отверждения проводить при строго
контролируемой температуре в наиболее благоприятном
диапазоне.
Контрольные вопросы
1. Как отмывают металлические детали, а также стеклянные
и кварцевые изделия?
2. Какие способы полировки полупроводниковых пластин вы
знаете?
3. Какими методами отмывают полупроводниковые пластины
перед эпитаксией и окислением?
4. Какие виды химической обработки применяют на операциях
диффузии и в пленочной технологии?
5. Какие методы защиты поверхности полупроводников вы
знаете?
ГЛАВА ПЯТАЯ
ФОТОЛИТОГРАФИЯ
§ 48. Основные этапы процесса фотолитографии
Термин фотолитография образован от греческих слов
фотос — свет, литое — камень и графо — пишу (рисую)
и в переводе означает изготовление надписи (рисунка)
с помощью света на камне. В полупроводниковое произ-
водство этот термин попал из полиграфии, где с по-
мощью фотолитографии (фотографических и химиче-
ских процессов) рельефное изображение наносят на
так называемый литографский камень, который являет-
ся формой для печати.
Цель фотолитографии в полупроводниковом произ-
водстве— получение с высокой точностью рельефа по
заданному рисунку в нанесенном на подложку тонко-
пленочном покрытии или непосредственно на подложке.
Тонкопленочное покрытие может быть диэлектрическим
(двуокись или нитрид кремния, силикатное стекло), ме-
таллическим (алюминий, медь, никель, золото) и полу-
проводниковым (кремний, германий), а в качестве под-
ложек используют полупроводниковые (кремний, герма-
ний, арсенид галлия) и диэлектрические (керамику,
стекло, ситалл, сапфир) материалы.
При фотолитографической обработке нужный рису-
нок получают сначала фотографическим способом
в слое специального светочувствительного материала —
фоторезиста, предварительно нанесенного на подложку,
а затем, используя фоторезист в качестве защитной мас-
ки,— на подложке химическим травлением или травле-
нием другими способами.
Основным требованием, предъявляемым к процессу
фотолитографии, является чрезвычайно высокая точ-
ность нанесения рисунка, минимальные размеры эле-
ментов которого (ширина полосы, диаметр отверстия)
достигают 2—5 мкм и соответственно точность их долж-
на быть не менее 0,2—1 мкм. Так как фотолитографиче-
скую обработку каждой подложки выполняют много-
кратно (3—12 раз) и при этом каждый раз наносят
18^
новый рисунок, точность их совмещения должна быть
такой же.
Другое важное требование состоит в том, чтобы чис-
ло дефектов, вносимых фотолитографией, было мини-
мальным. Несовершенство применяемых при фотолито-
графической обработке материалов и технологических
операций вызывает в обрабатываемом тонкопленочном
покрытии микродефекты размерами от долей микромет-
ра до нескольких десятков микрометров, которые явля-
ются одной из главных причин брака изготовляемых
структур (транзисторов, резисторов, проводников, мик-
росхем). Обычно средняя плотность дефектов должна
быть не более 0,1 — 1 мм-2.
Фотолитография играет первостепенную роль в про-
изводстве полупроводниковых приборов и микросхем
и чаще всего именно ее возможностями определяются
электрические параметры и выход годных приборов
и микросхем.
Последовательность основных операций при фотоли-
тографической обработке кремниевой пластины, по-
крытой тонким слоем двуокиси кремния, показана на
рис. 53.
Поверхность подложек предварительно очищают,
чтобы обеспечить высокие смачиваемость и адгезию
фоторезиста и исключить посторонние покрытия и вклю-
чения (рис. 53, а), а затем покрывают сплошным одно-
родным тонким слоем фоторезиста, который сушат для
удаления растворителя. После сушки слой фоторезиста
должен быть достаточно плотным и прочным (рис. 53, б).
Совмещение фотошаблона с подложкой и экспони-
рование — в сущности две различные операции — всегда
выполняют на одном рабочем месте на одной установке.
Задача операции совмещения — наложить фотошаблон
(стеклянную пластину с рисунком, который нужно вос-
произвести на подложке) на подложку таким образом,
чтобы его рисунок точно совместился с рисунком под-
ложки, полученным на • предыдущей фотолитографиче-
ской обработке. Затем слой фоторезиста экспонируют —
освещают ультрафиолетовым светом через фотошаблон
(рис. 53, в).
При проявлении изображения отдельные участки
слоя фоторезиста вымываются до слоя двуокиси крем-
ния. В позитивных фоторезистах после проявления на
подложке остаются неэкспонированные (незасвеченные)
184
участки, а в негативных (рис. 53, г)—экспонирован-
ные.
Затем следует термообработка (повторная сушка
при повышенной температуре), при которой происходит
полимеризация слоя фоторезиста и повышается его хи-
мическая стойкость к травителям подложки. Иногда эту
операцию называют задубливанием.
Рис. 53. Последовательность основных операций
при фотолитографической обработке кремниевой
пластины со слоем двуокиси кремния:
а — исходная подложка, б — подложка со слоем фото-
резиста, в — экспонирование, г — участок подложки с
проявленным фоторезистом, д — участок подложки с ри-
сунком, вытравленным в слое двуокиси кремния, е — под-
ложка с удаленным фоторезистом; 1 — кремниевая плас-
тина, 2 — слой двуокиси кремния, 3 — слой фоторезиста,
4 — фотошаблон
Конечной целью фотолитографической обработки яв-
ляется избирательное травление не защищенных фото-
резистом мест подложки (рис. 53, д), в результате чего
получают нужный рельефный рисунок. В примере, пока-
занном на рис. 53, д, в слое двуокиси кремния вытрав-
лены окна, обнажающие поверхность кремниевой плас-
тины.
185
Завершающей операцией фотолитографической об-
работки является тщательная очистка подложки от фо-
торезиста (рис. 53, е).
§ 49. Фоторезисты
Светочувствительный материал с изменяющейся под
действием света растворимостью, применяемый для ло-
кальной защиты поверхности подложки от травителя
и переноса на подложку рисунка, называют фоторезис-
том.
Фоторезисты должны иметь высокие светочувстви-
тельность и разрешающую способность, быть устойчи-
выми к воздействию агрессивных кислотных травите-
лей, обладать хорошими смачиваемостью и пленкооб-
разующими свойствами, а также высокой адгезией
к подложке. Излучение, к которому чувствителен фото-
резист, называют актиничным. Для большинства фото-
резистов актиничным является ультрафиолетовый свет.
Основой всех фоторезистов служат полимерные мате-
риалы.
Различают позитивные и негативные фоторезисты.
Если растворимость фоторезиста под действием света
возрастает, его называют позитивным, а если падает —
негативным.
В позитивных фоторезистах при освещении происхо-
дит распад молекул полимера и уменьшается химиче-
ская стойкость, а в негативных при этом происходит
укрупнение молекул (полимеризация) и, как следствие,
повышается химическая стойкость. На рис. 54, а—в по-
казано получение рельефа в нанесенном на подложку
слое с применением позитивного / и негативного II фо-
торезистов. При использовании позитивного фо-
торезиста на подложке остаются участки слоя, соответ-
ствующие непрозрачному (черному) рисунку фотошаб-
лона, а при использовании негативного черный рисунок,
наоборот, стравливается с подложки.
В полупроводниковом производстве применяются как
негативные, так и позитивные фоторезисты. При
выполнении рисунка металлизации удобны позитивные
фоторезисты, а для получения небольших окон в слое
двуокиси кремния — негативные. В этих случаях фото-
шаблон имеет прозрачное поле с непрозрачным рисун-
ком разводки или окон и совмещать такой фотошаблон
186
с рисунком подложки гораздо легче, чем фотошаблон
с непрозрачным полем.
Все полимерные материалы в той или иной степени
светочувствительны: их физические и химические свой-
ства после облучения изменяются. Однако сочетанием
необходимых для фоторезистов
свойств обладают лишь неко-
торые полимерные материалы
и их композиции.
При засвечивании фоторе-
зистов происходит одна из
двух фотохимических реакций:
фотополимеризация или фото-
лиз.
При фотополимери-
зации (фотоприсоединении)
под действием актиничного из-
лучения образуются новые по-
перечные связи между моле-
кулами исходного полимера
(процесс образования попе-
речных связей называют сшив-
кой). Получая энергию от
кванта излучения, молекулы
полимера возбуждаются и на-
иболее слабые связи их рвут-
ся. Затем молекулы со свобод-
ными связями соединяются и
образуют более сложные
структуры. Если до экспони-
рования форма молекул была
протяженной, близкой к линей-
ной, то после него в результа-
те полимеризации получаются
трехмерные молекулы, химиче-
ски более стойкие. Фотополи-
Рис. 54. Получение релье-
фа на подложке с по-
мощью позитивного и нега-
тивного фоторезистов:
а — экспонирование, б — защит-
ный рельеф после проявления
фоторезиста, в — рельеф тонко-
пленочного покрытия на под-
ложке после травления и уда-
ления фоторезиста; / — ультра-
фиолетовое излучение, 2 — фото-
шаблон, 3 — слой фоторезиста,
4 — обрабатываемое тонкопле-
ночное покрытие, 5 — подложка.
меризация — процесс, характерный для негативных фо-
торезистов.
При фотолизе — явлении фоторазложения —
в фоторезисте под воздействием актиничного излучения
у молекул полимера, получивших энергию от кванта
излучения, обрываются наиболее слабые связи и обра-
зуются новые молекулы с менее сложной структурой.
Получающееся в результате фотолиза вещество обла-
187
дает пониженной химической стойкостью. Фотолиз —
процесс, противоположный фотополммеризации, харак-
терен для позитивных фоторезистов.
Для повышения светочувствительности фоторезистов
применяют специальные добавки — сенсибилизаторы.
В зависимости от вида сенсибилизаторов характер фо-
тохимических реакций с их участием различен. Так,
в некоторых негативных фоторезистах молекулы сенси-
билизатора непосредственно участвуют в укрупнении
(сшивке) молекул пленкообразующего полимера, созда-
вая между ними мостики. В других случаях молекулы
сенсибилизатора выполняют роль промежуточного нако-
пителя энергии: при облучении они возбуждаются, а за-
тем передают свою энергию молекулам полимера (такие
сенсибилизаторы называют оптическими).
Полимеризация, или разложение, молекул полимера
происходит не только при облучении ультрафиолетовым
светом, но и при воздействии рентгеновского или элек-
тронного излучения, а также нагрева. Так, задублива-
ние проявленного рисунка негативных фоторезистов
происходит при повышенной температуре.
Свойства фоторезистов характеризуют рядом пара-
метров.
Светочувствительность S, (см2/,Вт-с) — ве-
личина, обратно пропорциональная экспозиции (количе-
ству световой энергии, которой облучен фоторезист), вы-
зывающей нужный эффект (например, фотополимери-
зацию слоя негативного фоторезиста):
где Н — экспозиция, Вт-с/см2, Е — энергооблученность,
Вт/см2, t — длительность облучения, с. Единой методики
определения светочувствительности фоторезистов нет.
Светочувствительность определяют экспериментально,
исследуя, например, скорость проявления фоторезиста,
зависящую от степени его облучения. На рис. 55 пока-
зана так называемая характеристическая кривая пози-
тивного фоторезиста, представляющая собой зависи-
мость скорости проявления УПр (скорость, с которой
слой фоторезиста растворяется в проявителе) от экспо-
зиции Н. Кривая имеет три участка.
На участке А—В, где экспозиция мала и не превы-
шает И] (точка В)? скорость растворения фоторезиста
188
в проявителе не зависит от экспозиции, так как фото-
резист почти не засвечен. При увеличении экспозиции
до Н2 (точка С) в фоторезисте происходят фотохимиче-
ские реакции и скорость его проявления возрастает
(наклонный участок В—С). Дальнейшее увеличение
экспозиции не приводит к изменению скорости проявле-
Рис. 55. Характеристическая кривая позитивного фоторе-
зиста ФП-383
ния фоторезиста, так как фотохимические реакции
в нем завершены (участок С—D). Светочувствитель-
ность позитивного фоторезиста определяют при полном
разложении молекул под действием света, а негативно-
го — при полной их сшивке
Фоторезист характеризуют также пороговой свето-
чувствительностью Sn=l/Hi, соответствующей началу
фотохимических реакций. Светочувствительность и по-
роговая светочувствительность зависят от толщины слоя
фоторезиста, а также состава и концентрации прояви-
теля. Поэтому, говоря о значении светочувствительнос-
ти, имеют в виду конкретные условия проведения про-
цесса фотолитографии.
Разрешающая способность фоторезиста
равна максимальному числу линий одинаковой толщи-
ны на 1 мм поверхности, которое воспроизводится
в слое фоторезиста. Для определения разрешающей спо-
собности исцользуют специальные фотошаблоны —
199
штриховые миры имеющие участки со штрихами раз-
личной ширины. Пленку фоторезиста экспонируют че-
рез миру, проявляют и находят на ней участок, имею-
щий различимые штрихи наименьшей ширины, по кото-
рому судят о разрешающей способности.
П од кислотостойкостью понимают способ-
ность слоя фоторезиста противостоять воздействию кис-
лот, в том числе таких, как азотная и плавиковая. Еди-
ного стандартизованного метода определения кислото-
стойкости фоторезиста не существует. Обычно кислото-
стойкость характеризуют временем, в течение которого
фоторезист выдерживает воздействие тех или иных
растворов кислот. Окончание этого периода отмечают
по появлению локальных, точечных растравливаний
подложки в местах, покрытых фоторезистом (из-за мик-
родефектов— посторонних включений, пустот, пылинок
в слое фоторезиста); сильному растравливанию подлож-
ки по границам фоторезистивного рельефа или по кра-
ям окон в слое фоторезиста (|из-за невысокой адгезии
фоторезиста к подложке); разрушению или отслаива-
нию слоя фоторезиста (из-за нестойкости слоя фоторе-
зиста, слабой адгезии к подложке).
Негативные фоторезисты. Один из первых тинов нега-
тивных фоторезистов создан на основе поливинилцинна-
матов (ПВЦ)—эфиров коричной (циннамональной)
кислоты СбН5—СН = СН—СООН, имеющей слабую
двойную связь —С = С—, и поливинилового спирта.
Молекулы ПВЦ представляют собой длинные спирали,
состоящие из десятков тысяч атомов (молекулярная
масса до 200 тыс.), с присоединенными светочувстви-
тельными циннамоильными группами — остатками ко-
ричной кислоты, в которых слабая двойная связь
—С = С— рвется под действием света. Свободные
связи соседних молекул объединяются и образуется
пространственная сетка молекул полимера.
Свойства фоторезистов ПВЦ зависят от способов их
получения и свойств исходного продукта — поливинило-
вого спирта. Поэтому светочувствительность разрешаю-
щая способность и другие характеристики разных пар-
тий фоторезистов могут несколько отличаться.
Фоторезист на основе ПВЦ представляет собой бе-
лый порошок, растворяющийся в органических раство-
рителях (растворах толуола с хлорбензолом, ацетата
метиленгликоля с метаксилолом и др.).
190
Наибольшей светочувствительностью этот фоторе-
зист обладает к ультрафиолетовому свету в диапазоне
длин волн 260—320 нм. При добавлении сенсибилиза-
тора (4,4'-тетраэтилдиаминобензофрен) его светочувст-
вительность возрастает в 100—300 раз.
Разрешающая способность фоторезиста ПВЦ зави-
сит от толщины слоя фоторезиста и при толщине 0,3
и 0,5 мкм соответственно равна 300 и 100 линий/мм.
Проявителями для фоторезиста ПВЦ являются трих-
лорэтилен и смесь трихлорэтилена с изопропиловым
спиртом; время проявления 0,5—1 мин.
Кислотостойкость фоторезиста ПВЦ — удовлетвори-
тельная: он не выдерживает воздействия концентриро-
ванной плавиковой кислоты, однако устойчив к травите-
лю, содержащему плавиковую кислоту в небольших кон-
центрациях.
Повышенной кислотостойкостью обладают негатив-
ные фоторезисты на основе изопренового каучука, цик-
локаучука и других каучуков, представляющие собой
растворы полимеров, полученных модификацией нату-
рального каучука, содержащие, 4<роме того, светочувст-
вительные диазосоединения (сенсибилизаторы). Под
действием света молекула сенсибилизатора теряет четы-
ре атома азота и соединяется с молекулами полимера,
образуя между ними мостики. Наиболее светочувстви-
тельны фоторезисты на основе каучуков к ультрафиоле-
товому излучению с длиной волны 365 нм.
К фоторезистам этого типа относятся ФН-102
и ФН-103, растворителем для которых служит толуол
с п-ксилолом (2:1), а проявителем — бензин, уайт-спи-
рит, n-ксилол и толуол. Светочувствительность этих фо-
торезистов около 3 см2/(Вт-с), а разрешающая способ-
ность при толщине слоя 1 мкм до 100 линий/мм.
Позитивные фоторезисты. Основой светочувствитель-
ного вещества позитивных фоторезистов являются суль-
фоэфиры нафтохинондиазидов (НХД), а в роли кисло-
тостойкого используются фенолформальдегидные смолы
(новолачные или резольные). Позитивный фоторезист
представляет собой смесь этих веществ и растворителя.
Полимерные цепи смолы защищены от действия про-
явителя (щелочной среды) молекулами НХД. При за-
светке НХД разрушается и образует вещества, раство-
римые в щелочных средах, одновременно разрушаются
полимерные цепи.
191
Позитивные фоторезисты на основе НХД чувстви-
тельны к ультфиолетовому излучению в диапазоне длин
волн от 250 до 450 нм; их разрешающая способность при
толщине слоя 1 мкм до 500—600 линий/мм, т. е. замет-
но выше, чем у негативных фоторезистов.
Они обладают высокой кислотостойкостью и выдер-
живают действие концентрированных плавиковой и азот-
ной кислот.
К фоторезистам этого типа относятся ФП-330
и ФП-383 — прозрачные оранжевого цвета жидкости,
представляющие собой растворы светочувствительных
продуктов № 330 и № 383 и новолачной смолы в диок-
сане. Проявителем для них служит 2%-ный водный раст-
вор тринатрийфосфата. Разрешающая способность этих
фоторезистов 400—500 линий/мм при толщине слоя
0,8 мкм.
Так как эти фоторезисты выпускаются в виде жид-
костей, необходимо определять их вязкость, которая
уменьшается с ростом температуры и при 20° С равна
5,9±0,5 сСт.
§ 50. Подготовка поверхности подложек
К подложкам, подлежащим фотолитографической об-
работке, предъявляют требования, определяющие меха-
ническое и физико-химическое состояние их поверхности.
От механического состояния поверхности
зависит точность получения рисунка. Такие неровности
поверхности подложки, как бугорки, впадины, канавки,
вызывают искажение рисунка и, кроме того, на них во
время нанесения фоторезиста задерживается воздух, что
усложняет процесс нанесения фоторезиста и может при-
вести к появлению участков, не полностью покрытых фо-
торезистом. Опыт и расчеты показывают, что для полу-
чения рисунка заданной точности плоскостность под-
ложки должна быть такой же точности.
Различают несколько видов дефектов поверхности
подложки (рис. 56). Неплоскостность поверхности — ее
отклонение от идеальной плоскости — обычно имеет про-
тяженный характер (около 1 мм и более). Микронеров-
ности в отличие от неплоскостности представляют собой
локальные углубления и выступы размерами около
100 мкм и менее. На полупроводниковых подложках быва-
ет еще один вид дефектов — выступы, образующиеся
192
Рис. 56. Механические дефекты
поверхности подложек:
1 — неплоскостность. 2 — микронеровно-
сти, 3 — выступ
при выращивании тонкого монокристаллического слоя
на пластине, которые мешают плотному прилеганию
фотошаблона к подложке и царапают фотошаблон, вы-
зывая его преждевременный износ.
Так как при изготовлении полупроводниковой мик-
росхемы размеры рисунка должны иметь погрешность не
более 0,2—1 мкм, неплох
костность кремниевой
подложки должна быть
не более 1 мкм, высота
микронеровностей — ме-
нее 0,1 мкм, а выступов
менее 1 мкм. По краям
пластины допускается от-
клонение от плоскости,
так называемый завал.
При менее жестких тре-
бованиях к точности рисунка соответственно ниже тре-
бования к качеству механической обработки поверхнос-
ти подложки.
Физико-химическое состояние поверхности
подложек обеспечивается химической обработкой, при-
чем каждая подложка проходит подготовку поверхности
многократно — по числу фотолитографических процес-
сов. Поверхность подложек должна не содержать посто-
ронних неконтролируемых веществ, адсорбированных
жидкостей, газов, а также инородных частиц, и обеспе-
чивать высокие смачиваемость и адгезию фоторезиста.
Низкие смачиваемость и адгезия приводят к отслаива-
нию фоторезиста от подложки во время травления или
к ухудшению стойкости фоторезиста к травителю и мест-
ным протравливаниям участков, защищенных фоторезис-
том. Так как большинство фоторезистов содержит
в своей основе полимеры, обладающие гидрофобными
свойствами, их адгезия к поверхности подложки может
быть высокой, если поверхность также гидрофобна. При
гидрофильной поверхности адгезия фоторезиста будет
невысокой. Добавление в жидкий фоторезист раствори-
телей, повышающих смачиваемость подложки, не дает
нужного эффекта, так как после сушки растворитель
испаряется, а на подложке остаются полимеры, свойст-
вами которых и определяется адгезия фоторезиста. При
этом необходимо, чтобы поверхность подложек плохо
смачивалась травителем, так как в случае низкой сма-
13 2673
193
О\ /°\
ZS< zSi Si
ZO Оч ,О Оч р
Si Si Si
о чоч р Чоч /
Si Si' Si
т.
Si
Н CL)
O^If
,О-
II
?О-Н
Н.
Н
О.
Si Si
' Ъч p' Ъ z
Si Si
4 ,oz оч zoz 4
Si Si Si
о OH OH
Si
читаемости вытравленный рисунок точно повторяет ри-
сунок фотошаблона,, а в случае высокой получается
сильно растравленным, искаженным. Это объясняется
тем, что травитель, хорошо смачивающий поверхность
подложки, легко проникает под край фоторезиста,
и травление происходит не только в окнах, но и под сло-
ем фоторезиста у их краев. По этой причине при подго-
товке поверхности подложек стремятся уменьшить сма-
чиваемость травителем, а так
как травители почти всегда
являются водными раствора-
ми, это эквивалентно прида-
нию подложке гидрофоб-
ных, т. е. водоотталкивающих
свойств.
Таким образом, цель пред-
варительной обработки по-
верхности подложек — прида-
ние им гидрофобности для по-
вышения адгезии к ней гидро-
фобного фоторезиста и, ко-
нечно, удаление посторонних
веществ и частиц с ее поверх-
ности.
В полупроводниковом про-
изводстве чаще всего прово-
дят фотолитографическую об-
работку слоя двуокиси крем-
ния SiO2, термически выра-
щенного на кремниевой плас-
тине и имеющего толщину
0,2—1,0 мкм. В зависимости
от способов нанесения и обра-
ботки поверхность слоя SiO2
обладает разными свойствами.
Различают три состояния по-
верхности SiO2.
Непосредственно после термического окисления на
поверхности SiO2 нет посторонних веществ и ее можно
изобразить, как показано на рис. 57, а, т. е. слой SiO2
состоит из силоксановых цепей Si—О—Si—0. Так как
все связи атомов кремния заняты атомами кислорода,
свободных связей на поверхности нет. Такая поверхность
отличается явно выраженной гидрофобностью, угол сма-
Si
Si Sf
О \ р' '
\ /Si\
Рис. 57. Состояния поверх-
ности двуокиси кремния:
а — чистая, силоксанового типа,
б — с адсорбированными моле-
кулами воды, в — с силаноль-
ными группами
194
чивания ее водой велик (50—55°), адгезия фоторезистов
к ней высокая и качество фотолитографии хорошее.
По прошествии нескольких часов состояние поверх-
ности слоя SiO2 меняется, т. е. происходит адсорбция из
атмосферы молекул воды, которые оказываются с ней
сильно связанными (рис. 57, б), поверхность становится
гидрофильной, угол смачивания уменьшается до
20—35°, адгезия фоторезиста падает и качество фотоли-
тографии резко снижается из-за отслаивания фоторе-
зиста и подтравливания SiO2 под ним. Молекулы воды
можно удалить, прогрев пластины при 700—800° С в су-
хом инертном газе или в вакууме.
Для еще одного состояния поверхности SiO2 харак-
терно высокое содержание силанольных групп Si—ОН
и почти полное отсутствие адсорбированных молекул во-
ды (рис. 57, в). Такую поверхность получают при тер-
мическом окислении кремния в парах воды, а также пос-
ле некоторых видов химической обработки. Поверхность
силанольного типа гидрофобна, ее угол смачивания око-
ло 40° и адгезия фоторезиста к ней достаточно высока.
Силанольные группы разрушаются при нагреве до 650°
и выше в атмосфере обезвоженного инертного газа.
Наиболее приемлема для фотолитографии поверх-
ность силоксанового типа. Пластины кремния со свеже-
выращенным слоем двуокиси кремния можно передавать
на операцию нанесения фоторезиста без предваритель-
ной обработки, но разрыв времени между операциями
термического окисления и нанесения фоторезиста дол-
жен быть минимальным и не превышать 1 ч, иначе про-
изойдет заметная адсорбция молекул воды. В условиях
производства часто не удается организовать технологи-
ческий процесс таким образом, поэтому приходится
выполнять предварительную обработку пластин крем-
ния.
Широко используют также фотолитографию по фос-
форосиликатному или боросиликатному стеклу, пред-
ставляющему собой слой SiO2, поверхность которого на-
сыщена на глубину около 0,1 мкм соответственно пяти-
окисью фосфора Р2Об или окисью бора В20з.
Поверхность боросиликатного стекла в отношении
гидрофобности подобна поверхности SiO2, а фосфоросщ
ликатного гидрофильна и гигроскопична. Даже свеже:
изготовленное фосфоросиликатное стекло имеет небольг
щой угод рмэчирания родой (13—15°); сушка при
195
150—200° С придает ему гидрофобность и угол смачива-
ния возрастает до 35°.
Следует помнить, что обработка в кислотах (кипя-
чение в концентрированных серной и азотной кислотах)
и травителях, состоящих из плавиковой кислоты и фто-
ристого аммония, а также кипячение в воде делают по-
верхность SiO2 и фосфоросиликатного стекла гидрофиль-
ной, т. е. она адсорбирует воду и угол смачивания
уменьшается до 20—30°.
Гидрофобные свойства можно придать поверхности
термообработкой (при температуре от 100—200 до
400—500°С в течение 1 ч), в сухом инертном газе или
в вакууме. Режимы термообработки выбирают в зави-
симости от технологии и конструкции изделия.
Гидрофобность SiO2 и силикатных стекол повышают
также обработкой в растворах органосиланов (напри-
мер, растворе диметилдихлорсилана или фенилтрихлор-
силана в обезвоженном трихлорэтилене или ксилоле).
При этом на (поверхности SiO2 или силикатного стекла
происходит реакция между гидроксилом ОН и органо-
хлорсиланом, в результате которой образуется свобод-
ная соляная кислота НС1 и к освободившимся связям
присоединяются молекулы органохлорсилана. Таким
образом, поверхность оказывается покрытой мономоле-
кулярным слоем органохлорсилана, обеспечивающим
гидрофобность, и угол смачивания возрастает до 60°.
При типовой предварительной обработке пластин крем-
ния, покрытых слоем SiO2 или фосфоросиликатным
стеклом, окунают пластины в 10%-ный раствор диме-
тилдихлорсилана в трихлорэтилене на 1 мин (этот раст-
вор гидрофилен, поэтому его надо готовить каждый
раз), промывают их в трихлорэтилене 1 мин (для уда-
ления следов образовавшейся во время предыдущей опе-
рации соляной кислоты) и термообрабатывают при
400° С в течение 30 мин.
Из металлических покрытий в полупроводниковой
технологии чаще всего фотолитографической обработке
подвергают пленки алюминия, наносимые термовакуум-
ным распылением, степень гидрофобности которых зави-
сит от качества проведения процесса рапыления, а угол
смачивания водой может быть от 20 до 80°. В качестве
предварительной обработки алюминия рекомендуется
обезжиривание в растворителях (например, в трихлор-
этилене) с последующей сушкой, § также освежающее
19§
травление в щелочных или кислотных травителях. По-
верхности подложек из полупроводниковых материалов
перед фотолитографией предварительно обрабатывают
(отмывают) см. § 42.
§ 51. Формирование слоев фоторезиста
Формирование слоев фоторезиста состоит из опера-
ций нанесения и сушки.
Нанесение слоя фоторезиста. Слои фоторезиста, на-
несенные на поверхности подложек, должны быть
сплошными и однородной толщины (от 0,1 до 10 мкм),
так как их качеством во многом определяется качество
получаемого с помощью фотолитографии рисунка. Все
операции, связанные с получени-
ем слоя фоторезиста, следует вы-
полнять в контролируемой обес-
пыленной среде, тщательно соб-
людая предусмотренные техноло-
гическими инструкциями ре-
жимы.
Перед использованием следу-
ет контролировать вязкость фото-
резиста. Для устранения посто-
ронних частиц фоторезист дол-
жен быть отфильтрован, а в осо-
бо ответственных случаях, когда
присутствие даже малого количе-
ства частиц размерами 1 мкм и
менее может привести к браку
в производстве (например, при
изготовлении больших полупро-
водниковых интегральных микро-
схем), обработан на центрифуге
при 10—20 тыс. об/мин в течение
нескольких часов.
ряд методов нане-
сения слоя жидкого фоторезиста:
центрифугирование, распыление,
окунание, полив, электростатиче-
ское нанесение, нанесение сухого
фоторезиста.
Метод центрифугирования находит наибо-
лее широкое применение в полупроводниковом производ-
Рис. 58. Центрифуга для
нанесения слоя фоторе-
зиста:
1 — дозатор фоторезиста
(капельница), 2 — подлож-
ка, 3 — столик, 4 — кожух
для сбора избытка фоторе-
зиста, 5 — вакуумное уплот-
нение, 6 — электродвигатель,
7 — трубопровод к вакуумно-
му насосу
197
стве. Схема центрифуги для нанесения фоторезиста по-
казана на рис. 58. Подложка 2 устанавливается на сто-
лик 3 и удерживается на нем вакуумным присосом. Раз-
режение между столиком и подложкой создается ваку-
умным насосом.
На подложку из капельницы 1 наносят несколько ка-
пель фоторезиста и включают вращение столика 3. Под
действием центробежных сил фоторезист растекается
тонким слоем по поверхности подложки, а излишки его
сбрасываются и стекают по кожуху 4.
Формирование слоя фоторезиста на подложке про-
исходит вследствие растекания и утоньшения его при
вращении столика, а также испарения из него раствори-
теля, в результате чего повышается вязкость. В какой-
то момент времени вязкость фоторезиста становится
столь большой, что дальнейшее растекание его по под-
ложке приостанавливается. Длительность периода от
начала центрифугирования до этого момента называют
временем формирования слоя фоторезиста и им опреде-
ляется толщина слоя. Затем слой фоторезиста высыхает
в течение определенного времени, называемого временем
высыхания.
Время формирования и время высыхания зависят от
применяемого фоторезиста, вида и концентрации раст-
ворителя, температуры окружающей среды и необходи-
мой толщины слоя. Расчеты и эксперименты показыва-
ют, что время формирования обычно равно 0,1—0,5 с,
а время высыхания—1 —10 с. Обычно на формирова-
ние слоя фоторезиста центрифугированием необходимо
10—15 с.
Толщина слоя hCJl фоторезиста связана с его вяз-
костью v и частотой вращения со столика центрифуги
следующим соотношением:
Асл = А V't/ш ,
где А — коэффициент пропорциональности, определяе-
мый опытным путем.
На рис. 59 показаны зависимости толщины слоя фо-
торезиста от частоты вращения столика центрифуги при
различных коэффициентах вязкости фоторезиста.
Так как время формирования слоя невелико,
а толщина слоя йСл зависит от частоты вращения со сто-
лика, необходимо для получения слоев одинаковой тол-
щины, чтобы ускорение оборотов столика при включении
198
/7fy7, МКМ
2,0-
° 2000 4000 6000 8000
Рис. 59. Зависимости тол-
щины слоя фоторезиста от
частоты вращения центри-
фуги при различных коэф-
фициентах вязкости:
К» v =0,5 см2, 2 —V—0.04 см2/с,
3— V =0,02 см2/с
каждый раз было одинаковым. Кроме того, чтобы из-
бежать преждевременного высыхания резиста и повы-
шения его вязкости, следует включать вращение столи-
ка сразу же после нанесения фоторезиста на подложку
(не позже, чем через 1—2 с).
В начале вращения столика на краях растекающей-
ся капли фоторезиста появляется утолщение слоя — ва-
лик, который затем переме-
щается к краям подложки
и остается там, удерживае-
мый силой поверхностного
натяжения. Режим центри-
фугирования следует выби-
рать так, чтобы ширина ва-
лика была наименьшей.
При небольшой частоте
вращения валик занимает
значительную часть площа-
ди подложки, получаемый
слой фоторезиста имеет не-
равномерную толщину и не-
пригоден для работы. Так,
при 500 об/мин разброс тол-
щины слоя фоторезиста
на подложке достигает
20—30%. Чтобы неоднородность толщины слоя не пре-
вышала 5—8%, частота вращения должна быть больше
1000 об/мин. На рис. 60 показана зависимость ширины
валика b от частоты вращения со столика, из которой
видно, что, например, при частоте вращения 2000 об/мин
ширина валика незначительна — 0,4 мм.
Плотность дефектов (микроскопических отвер-
стий— проколов) X зависит от толщины слоя фоторе-
зиста и тем выше, чем тоньше слой фоторезиста
(рис. 61).
При выборе толщины слоя фоторезиста исходят
главным образом из необходимости удовлетворить два
взаимно противоречивых требования: слой фоторезиста
должен обладать высокой разрешающей способностью,
которая связана с его толщиной (т. е. чем меньше тол-
щина, тем выше разрешающая способность), но с умень-
шением толщины слоя фоторезиста возрастает его де-
фектность и ослабевает стойкость к травителю. Поэтому
толщину слоя резиста выбирают по возможности наи-
199
меньшей, но достаточной для обеспечения малой дефект-
ности и нужной стойкости к травителю.
Рекомендуются следующие режимы нанесения фото-
резиста центрифугированием: скорость вращения цен-
трифуги от 1500 до 6000 об/мин (с точностью ±10%),
время центрифугирования от 30 до 60 с.
Рис. 60. Зависимость шири-
ны валика на слое фоторе-
зиста от частоты вращения
центрифуги
Рис. 61. Зависимость
плотности проколов в
слое фоторезиста от его
толщины:
1 — фоторезист ФП-330, 2 —
фоторезист ФП-383, 3 — фо-
торезист ФП-РН7
Достоинствами центрифугирования являются про-
стота метода и оборудования, удовлетворительная про-
изводительность, ’возможность получения тонких слоев
(до 0,1—0,2 мкм). Но этот метод не лишен недостатков.
Так, оц мало пригоден для получения слоев фоторези-
ста толщиной более 3 мкм. Для изменения толщины
слоя в 5—10 раз необходимо изменить вязкость фото-
резиста, меняя концентрацию растворителя.
Для получения качественных слоев фоторезиста не-
обходимо обеспечивать и тщательно контролировать
коэффициент вязкости фоторезиста и режимы работы
центрифуги.
При распылении (рис. 62, а) фоторезист нано-
сят форсункой, действующей от сжатого воздуха. При
этом подложки располагают на расстоянии в несколько
сантиметров от форсунки и фоторезист попадает на них
в виде капель, покрывая их в конечном итоге сплошным
слоем. Главное достоинство этого метода — возмож-
200
ность получения равномерного слоя на неплоских под-
ложках и подложках, имеющих глубокий рельеф (до
50—100 мкм), а недостаток — трудность получения
сплошных слоев малой толщины.
Рис. 62. Нанесение слоя фоторезиста:
а — распылением, б — окунанием, в — поливом, г — электростатическим нане-
сением, д и е — в виде сухого фоторезиста с последующим удалением несу-
щей пленки; / — подложка, 2 — форсунка, 3 — зажим, 4 — ванна с фоторезис-
том, 5 —дозатор, 6 — вращающийся валик, 7 — кольцевой электрод, 8 — за-
щитная полимерная пленка, 9 — пленка сухого фоторезиста, 10 — несущая по-
лимерная пленка
При окунании (рис. 62, б) подложку погружают
в ванну с фоторезистом, а затем вытягивают в верти-
кальном положении с постоянной скоростью. Этот ме-
тод удобен для обработки подложек больших размеров
(до 10—20 см и более), особенно гибких подложек на
основе полимеров в виде заготовок или непрерывной
ленты. Толщина получаемого слоя фоторезиста зависит
от коэффициента вязкости v фоторезиста, а также ско-
рости v вытягивания подложки из ванны и возрастает
201
Рис. 63. Зависимость
толщины слоя фото-
резиста от скорости
вытягивания под-
ложки из ванны
при их увеличении. На рис. 63 показана зависимость
толщины слоя йСл фоторезиста от скорости v вытягива-
ния подложки из ванны с фоторезистом марки ФП-11,
разбавленным толуолом до вязкости 8 сСт.
Для получения слоя фоторезиста равномерной тол-
щины подложку вытягивают специальным подъемным
устройством, обеспечивающим постоянство скорости дви-
жения. При нанесении фоторезиста на гибкую подлож-
ку в форме ленты применяют вытягивание по схеме кон-
веерного типа: лента пропускает-
ся с помощью роликов с посто-
янной скоростью через ванну с
фоторезистом и затем поступает
в сушильную камеру.
Метод полива (см.
рис. 62, в) применяют для нане-
сения фоторезиста на заготовки
больших размеров, но из-за не-
удобства стабилизации процесса
в производстве полупроводнико-
вых приборов он распростране-
ния не получил.
Электростатически фо-
торезист наносят на подложки
в электрическом поле (см. рис.
62, г) напряженностью 1—5 кВ/см, которое получают
подавая между подложкой и специальным кольцевым
электродом постоянное напряжение 20 кВ. В пространст-
во между электродом и подложкой форсункой впрыски-
вается фоторезист в виде мелких капель (диаметром в
несколько микрометров), которые заряжаются, летят под
действием электрического поля к подложке и оседают на
ней. Достоинствами этого метода являются высокая про-
изводительность и возможность обработки подложек
большой площади, а недостатками — сложность обору-
дования и трудность стабилизаций процесса.
Недостаток нанесения жидких фоторезистов связан
с трудностями получения сплошных слоев заданной тол-
щины. Применение сухого фоторезиста в виде пленки
значительно упрощает процесс его нанесения и обеспе-
чивает получение равномерного покрытия на подложках
большой площади. Пленочный фоторезист представляет
собой трехслойную ленту, в которой слой фоторезиста
заключен между двумя полимерными пленками, одна из
202
которых, более прочная, является несущей, а Другая —
защитной. Процесс нанесения сухого фоторезиста пока-
зан на рис. 62, д, в. Перед нанесением защитную пленку
удаляют, а фоторезист вместе с несущей пленкой вали-
ком накатывают на подложку, нагретую до 100° С (см.
рис. 62, д). Под действием температуры и давления фо-
торезист приклеивается к подложке, при этом его адге-
зия к подложке выше, чем к несущей пленке, которую
можно снять (см. рис. 62, е). Если требования к разме-
рам рисунка не очень жесткие, совмещение и экспони-
рование выполняют до удаления несущей пленки.
Этот метод применяют, когда элементы рисунка име-
ют размеры несколько десятков микрометров и более,
так как пленки фоторезиста малой толщины (1—2 мкм
и меньше) изготовить трудно.
Сушка слоя фоторезиста. В процессе нанесения фо-
торезиста происходит частичное испарение растворителя
и внешне фоторезист выглядит, как сухая пленка. Одна-
ко значительная часть растворителя остается в слое
фоторезиста. Для быстрого и полного удаления раство-
рителя необходим дополнительный прогрев подложки.
Чтобы ускорить процесс сушки, температура подложки
должна быть достаточно высокой, но не должна вызы-
вать разложения молекул фоторезиста, которое проте-
кает особенно быстро, начиная с 130—140° С. Допусти-
мо значительно повышать температуру сушки, одновре-
менно сокращая ее длительность. После сушки толщина
слоя фоторезиста уменьшается.
Применяют сушку фоторезиста в термокамере (су-
шильном шкафу), инфракрасную и в СВЧ-поле. Режим
сушки определяется типом фоторезиста.
При сушке в термокамере подложки выдер-
живают при температуре от 90 до 100° С в течение
10—60 мин.
При инфракрасной сушке подложки помеща-
ют под источник инфракрасного излучения—специ-
альную электролампу или спираль накаливания. В этом
случае непосредственный контроль температуры подло-
жек затруднен и режим подбирают экспериментально
в зависимости от источника излучения. Обычно время
инфракрасной сушки — несколько минут.
При сушке в СВЧ-поле — наиболее прогрес-
сивном методе — подложки нагреваются, поглощая про-
водящими участками энергию СВЧ-поля. Этот метод
203
отличается высокой производительностью: время суш-
ки— несколько секунд.
Сушку подложек со слоем фоторезиста выполняют
в тщательно контролируемой среде, чтобы избежать по-
падания пыли, и контролируют визуально или под
микроскопом.
Толщину слоя фоторезиста измеряют на микроинтер-
ферометрах. За ступеньку рельефа принимают край про-
явленного рисунка в слое фоторезиста или делают иглой
царапину на слое. Так как слой фоторезиста прозрачен
и чаще всего лежит на слое прозрачного диэлектрика,
интерференционная картина довольно сложна и простой
интерференционный метод определения толщины, рас-
считанный на наблюдение рельефа непрозрачного объ-
екта,, в этом случае непригоден. Чтобы сделать слой
фоторезиста непрозрачным, на подложку с рельефом
в слое фоторезиста с помощью термовакуумного распы-
ления наносят так называемый масочный слой металла
(обычно алюминия) толщиной в несколько сотых долей
микрометра. В производственных условиях толщину
слоя фоторезиста периодически контролируют.
Основные виды и причины брака. При нанесении слоя
фоторезиста встречаются следующие виды брака.
Плохая адгезия фоторезиста к подложке
часто выявляется лишь на стадии избирательного трав-
ления (происходит растравливание, искажение рисунка)
и причиной ее является некачественная предваритель-
ная обработка подложки.
Локальные неоднородности рельефа
слоя фоторезиста, имеющие вид вытянутых капе-
лек размерами около 0,1 мм и более, связаны с попада-
нием пылинок на подложку или присутствием посторон-
них частиц в фоторезисте. Нарушение рельефа получа-
ется из-за обтеканйя этих частиц фоторезистом во время
нанесения его на центрифуге.
Микродефекты (проколы) слоя фоторезиста
вызваны теми же причинами, что и локальные неодно-
родности рельефа.
Неоднородности рельефа слоя фоторе-
зиста в виде расходящихся радиально длинных лучей
вызваны нарушением режима центрифугирования в про-
цессе нанесения слоя: увеличением скорости вращения
столика, вибрацией столика.
204
Неоднородность толщины слоя фото-
резиста на подложке и разброс толщины слоя на
разных подложках являются результатами перекоса
столика, уменьшения скорости его вращения, увеличения
времени разгона центрифуги. Отклонение толщины слоя
фоторезиста от заданной может быть также связано
с изменением вязкости фоторезиста.
§ 52. Совмещение фотошаблона с подложкой и экс-
понирование
Операции совмещения и экспонирования проводят
одновременно на одном рабочем месте (на одной уста-
новке). Совмещение фотошаблона с подложкой — одна
из наиболее ответственных и точных операций полупро-
водниковой технологии. При операции совмещения
должна быть обеспечена высокая точность, зависящая
от минимальных размеров элементов рисунка, и погреш-
ность совмещения должна быть в 5—10 раз меньше
минимального размера элемента. Так, при изготовлении
микросхем с минимальными размерами элементов и за-
зоров 5—10 мкм погрешность совмещения по всему
полю подложки должна быть не выше 0,5—1 мкм. Кро-
ме того, всякие соприкосновения фотошаблона и подлож-
ки, приводящие к появлению царапин, должны быть
сведены к минимуму.
В полупроводниковом производстве широко распро-
странен метод контактного совмещения и экспонирова-
ния (рис. 64), при котором подложку укрепляют на сто-
лике, а фотошаблон — в рамке-шаблонодержателе. Так
как подложка почти всегда имеет небольшую клино-
видность, ее рабочая поверхность вначале будет непа-
раллельна рабочей поверхности фотошаблона. Разность
толщин противоположных краев подложки составляет от
20 до 50 мкм и, следовательно, фотошаблон будет на-
столько же отстоять от одного края подложки. Получить
в этом случае рисунок с размерами элементов 5—10 мкм
невозможно. На установках совмещения и экспонирова-
ния предусмотрено обеспечение параллельности рабочих
поверхностей фотошаблона и подложки. Для этой цели
служит столик в виде шарового сегмента, помещенный
в сферическое гнездо, в котором он может поворачивать-
ся на небольшой угол в любом направлении. Простран-
ство между столиком и его посадочным местом запол-
205
няется смазкой или в него подается под давлением воз-
дух и столик как бы плавает на воздушной подушке.
На рис. 64, а показаны подложка 2 и фотошаблон 1,
установленные соответственно на шаровой столик 3
и в шаблонодержатель 5. Под действием усилия, с кото-
рым фотошаблон прижимают к подложке, столик пово-
рачивается так, что рабочие поверхности фотошаблона
Рис. 64. Этапы работы установки совмещения и экспонирования
(метод контактного совмещения):
а — установка подножки и фотошаблона, б — прижим фотошаблона к под-
ложке, в — совмещение изображений фотошаблона и подложки, г — экспони-
рование;
/•— фотошаблон, 2 — подложка, 3 — шаровой столик, 4 — шаровое гнездо, 5 —
шаблонодержатель, 6 — микрозазор, 7 — микроскоп, 8 — ртутно-кварцевая лам-
па, 9 — ультрафиолетовое излучение
и подложки становятся параллельными. После этого сто-
лик закрепляют электромагнитным запором или ваку-
умным присосом (рис. 64, б).
Чтобы предотвратить при совмещении царапание
подложки и фотошаблона, между ними оставляют микро-
зазор 6, исключающий соприкосновение их рабочих по-
верхностей, но обеспечивающий ясную видимость в мик-
роскоп изображений на обеих поверхностях. Верхний
предел значения микрозазора ограничен обычно глуби-
ной резкости микроскопа, которая в свою очередь зави-
сит от увеличения. При увеличениях 100—200х глубина
резкости микроскопа невелика и составляет 10—30 мкм,
а при больших увеличениях еще меньше. Если к точ-
206
ности совмещения предъявляют высокие требования,
приходится пользоваться микроскопом с большим уве-
личением и микрозазор в этом случае должен быть не-
большим (5—10 мкм). Если же точность совмещения
невысока, можно выбирать малые увеличения, а допу-
стимый микрозазор между фотошаблоном и подлож-
кой— больше (20—30 мкм). Обычно микрозазор дол-
жен быть в 2—5 раз больше погрешности совмещения.
После установки микрозазора совмещают рисунок
фотошаблона с рисунком подложки (рис.64,в),для чего
столик с подложкой вращают в горизонтальной плоскос-
ти и перемещают в двух взаимноперпендикулярных на-
правлениях. Вращать и перемещать столик необходимо
с очень высокой точностью, для чего в установках име-
ются специальные высокоточные механизмы перемеще-
ния. Качество совмещения контролируют микроскопом
7. Затем фотошаблон снова прижимают к подложке,
сдвигают микроскоп в сторону, на его место устанав-
ливают источник 8 ультрафиолетового излучения 9 и вы-
полняют экспонирование (рис. 64, г). После экспониро-
вания источник ультрафиолетового излучения сдвигают,
поднимают шаблонодержатель с фотошаблоном, сни-
мают подложку со столика и передают на следующую
операцию — проявление.
Совмещение рисунков фотошаблона и подложки
контролируют, микроскопом по контурам самих рисун-
ков или по специальным знакам, называемым фигурами
совмещения. На рис. 65, а—в показаны три наиболее рас-
пространенных вида фигур совмещения для комплекта
из четырех фотошаблонов: концентрические окружности
(рис. 65, а), концентрические квадраты (рис. 65, б)
и биссекторные знаки (рис. 65, в). При совмещении
нужно «вложить» последующую фигуру в предыдущую.
Наблюдаемые в микроскоп зазоры между фигурами
близки или равны минимальному зазору между элемен-
тами рисунка. На рис. 65, г—е, показан вид фигур совме-
щения после второй фотолитографии, а на рис. 65,
ж—и — после четвертой.
Установка совмещения и экспонирования. Эта уста-
новка представляет собой сложное оптико-механическое
устройство, предназначена -для взаимной ориентации
(прижима) подложки и фотошаблона, обеспечения меж-
ду ними микрозазора, совмещения рисунков фотошабло-
на и подложки, второго прижима подложки к фотошаб-
207
лону и экспонирования и состоит из блока совмещения,
микроскопа визуального контроля, осветителя и блока
управления.
Блок совмещения включает в себя механизм ориен-
тации, создания микрозазора и плотного контакта и ме-
ханизм перемещений.
О®00О•
- а) г) ж)
в) е) и)
Рис. 65. Фигуры совмещения:
а — концентрические окружности, б — концентрические квадраты, в —
биссекторные знаки, г — и — их вид на подложке после второй и чет
вертой фотолитографий
Механизм ориентации, создания микрозазора и плот-
ного контакта показан на рис. 66. Помещенная на шаро-
вой столик 1 подложка удерживается вакуумом, созда-
ваемым через трубопровод 13. Между столиком 1 и ша-
ровым гнездом 2 создается воздушная подушка подачей
через трубопровод 12 избыточного давления. В камеру 8
подается под давлением воздух, при этом диафрагма 7
толкает регулировочный болт 6 вверх, подложка прижи-
мается к фотошаблону и происходит ее ориентация от-
носительно фотошаблона, после чего столик фиксируют
в гнезде вакуумом. Для получения микрозазора между
подложкой и фотошаблоном в камере 11 создают избы-
точное давление, в результате чего фиксатор 9 переме-
щается вправо и фиксирует штифт 5. Затем давление
208
в камере 8 снижают и
гнездо со столиком пере-
мещается вниз, пока не
упрется дном в штифт 5,
т. е. опустится на величи-
ну микрозазора 4. Мик-
розазор 4 между штиф-
том 5 и шаровым гнездом
регулируют болтом 6.
Механизм линейного
и углового перемещений
имеет рычажно-винтовую
конструкцию (рис. 67, а
и б) и обеспечивает ли-
нейные перемещения с
точностью 0,5—1 мкм при
передаточном соотно-
шении до 1 :1000 и угло-
вые с точностью 1—10"
при передаточном соот-
ношении до 1 : 1500. Ос-
новой механизма явля-
ются две каретки, дви-
Рис. 66. Механизм ориентации,
создания микрозазора и плотного
контакта между фотошаблоном
и подложкой:
1 — шаровой столик, 2 — шаровое гнез-
до, 3 — направляющие, 4 — микрозазор,
5 — штифт, 6 — регулировочный болт,
7 и 10 — диафрагмы, 8 и 11 — камеры,
9 — фиксатор, 12 и 13 — трубопроводы,
14 — фотошаблон, 15 — шаблонодержа-
тель, 16 — подложка
Рис. 67. Рычажно-винтовой механизм линейного (а) и угло-
вого (б) перемещений:
/ — каретка, 2 — направляющие, 3 — шариковые опоры, 4 и 7 — рычаги
перемещений и упорный, 5 — микрометрический винт, 6 и 9 — оси ка-
чания рычага перемещений и упорного, 8— пружина, /0 — вращающий-
ся столик, 11 — ось вращения столика
14 2673
209
гающиеся в направляющих на шариковых опорах
(рис. 68). Направляющие 2, вдоль которых движется
каретка /, прикреплены к каретке 3, двигающейся вдоль
направляющих 4, закрепленных, в свою очередь, на не-
подвижном основании. Перемещают каретки рычажно-
винтовым ручным приводом. В центре каретки 1 имеет-
ся отверстие, в котором на шарикоподшипниках враща-
Рис. 68. Устройство кареток и
направляющих механизма пере-
мещений:
1 и 3 — каретки перемещений по осям
X и Y, 2 и 4 — направляющие переме-
щений по осям X и Y, 5 — шарик, 6 —
вал угловых перемещений
ется вал угловых переме-
щений 6 с рычажно-вин-
товым приводом. На валу
6 жестко крепится меха-
низм ориентации.
Контролируют совме-
щение одновременно на
двух диаметрально про-
тивоположных участках
подложки, для чего при-
меняют двупольные мик-
роскопы с двумя объек-
тивами, позволяющие
видеть одновременно два
участка подложки. Су-
ществует два типа дву-
польных микроскопов:
с разделенным полем,
в котором изображение
правого участка видно
в правой половине поля зрения, а левого — в левой, и со
сдвоенным полем, в котором изображения правого
и левого объективов накладываются друг на друга. Что-
бы видеть в микроскопе со сдвоенным полем поперемен-
но правый и левый участки, необходимо уменьшать
освещение каждого из них.
Осветитель состоит из источника света, оптического
устройства для создания равномерного светового потока
и затвора.
В качестве источников света применяют ртутно-квар-
цевые лампы высокого давления (ДРШ-100, ДРШ-250,
ДРШ-500) мощностью 100, 250 и 500 Вт, соответственно
излучающие 'световой поток 1, 2; 10 и 18 клм. Спектр
излучения этих ламп содержит яркие линии в ультра-
фиолетовой области с длиной волны 300—400 нм; зна-
чительная часть энергии ламп излучается в виде инфра-
красного света (теплового излучения). Чтобы во время
2IQ
экспонирования подложки не нагревались инфракрас-
ным излучением, на пути пучка лучей ставят свето-
фильтры.
Оптическое устройство представляет собой зеркаль-
ную или зеркально-линзовую систему, создающую поток
параллельных лучей ультрафиолетового света, равно-
мерно освещающих подложку. Разброс освещенности по
всему полю подложки должен быть не более 5—10%.
Затвором служит металлическая заслонка, перекры-
вающая поток лучей ультрафиолетового света, обычно
имеющая электромагнитный привод. Относительная по-
грешность времени срабатывания затвора не должна
превышать 5—10%, что при времени экспонирования
1—2 с равно абсолютной погрешности 0,05—0,1 с.
Современные установки совмещения и экспонирова-
ния в значительной степени автоматизированы: вручную
укладывают и снимают подложку, выполняют совмеще-
ние, передвигают микроскоп и осветитель, другие этапы
производятся автоматически. В некоторых моделях
установок замена микроскопа устройством экспонирова-
ния также происходит автоматически.
При работе на установках совмещения и экспо-
нирования необходимо принимать меры по защите
глаз от прямого попадания ультрафиолетового излу-
чения.
В табл. 8 приведены технические характеристики ус-
тановок совмещения и экспонирования.
Таблица 8. Технические характеристики установок совмещения
и экспонирования
Модель Размер обра- батываемых подложек, мм Точность сов- мещения, мкм Производи- тельность, подложек/ч
УПСЭ-1 60X48 3 40
УПСЭ-2 60X48 3 50
ЭМ-517А 60X48 5 100
ЭМ-512А 0 40—60 1 60
ЭМ-524 0 30—40 1,5 30
ЭМ-526 0 40—60 0,6 60
ЭМ-544 0 40—60 1 100
211
Прохождение света через фоторезист. Проходя
сквозь слой фоторезиста, ультрафиолетовый свет час-
тично поглощается, причем его энергия расходуется на
активацию фоточувствительной основы фоторезиста.
Поглощение света в фоторезисте происходит в соответ-
ствии с законом Бугера — Ламберта — Бера, согласно
которому с ростом толщины hCn поглощающего слоя ин-
тенсивность прошедшего сквозь него света / уменьшает-
ся по экспоненциальному закону
где /0 — интенсивность падающего на поглощающий слой
света, е — основание натурального логарифма, равное
2,718, а — коэффициент поглощения слоя.
Таким образом, по мере углубления в слой фоторе-
зиста уменьшается интенсивность ультрафиолетового
света, а следовательно снижается его воздействие на
фоторезист. При увеличении толщины слоя фоторезиста
экспозиция должна быть увеличена, иначе в наиболее
глубоких участках слоя не произойдут фотохимические
реакции, т. е. фоторезист будет недодержан.
При постоянной освещенности £0 время экспониро-
вания примерно пропорционально толщине слоя фото-
резиста
/э = Лг/£'о —^сл,
где р — коэффициент пропорциональности.
Несмотря на то, что в момент экспонирования фото-
шаблон и подложка с усилием прижаты друг к другу,
между ними может остаться небольшой зазор
(5—30 мкм), вызываемый неплоскостностью подложки
и фотошаблона, а также выступами или пылинками.
Из-за зазора образуется полутень (вследствие непарал-
лельное™ падающего пучка света) и происходит ди-
фракция света на границе светлого и темного слоев.
В результате размываются границы геометрической
тени, даваемой рисунком фотошаблона.
На рис. 69, а изображено прохождение лучей света
через фотошаблон и дифракция их на границе темного
слоя, на рис. 69, б сплошной линией дана кривая ди-
фракционного распределения освещенности поверхности
слоя фоторезиста, а пунктиром показана освещенность
при идеальной геометрической тени. В зависимости от
212
экспозиции граница контура проявленного рисунка на
слое фоторезиста может соответствовать темному рисун-
ку на фотошаблоне или быть сдвинутой как в сторону
темного, так и светлого рисунка. Если при экспониро-
вании была недодержка и слой фоторезиста проявился
полностью (т. е. будет удален) лишь в тех местах, где
освещенность близка к постоянной Ео или выше ее на
фоторезисте, может появиться двойной контур изобра-
жения.
Рис. 69. Прохождение
лучей света через фото-
шаблон при контактной
фотолитографии:
а — ход лучей света, б —
распределение освещенности;
1 — фотошаблон, 2 — темный
слой на фотошаблоне, 3 —
слой фоторезиста, 4 — под-
ложка, 5 и 6 — освещен-
ность при отсутствии и на-
личии дифракции
Рис. 70. Распределение ос-
вещенности при дифракции
света на прямоугольном
светлом элементе рисунка
(а) и изображение светло-
го квадрата на подложке
при недодержке (б)
В качестве примера на рис. 70, а показаны изолинии
(линии равной освещенности) при дифракции на прямо-
угольном элементе рисунка фотошаблона — светлом угле
на темном поле, а на рис. 70, б — рисунок, получающий-
ся на слое фоторезиста при недодержке: на проявлен-
ном рисунке появились неровности края и уменьшился
размер рисунка.
213
Чтобы устранить искажения, вызванные дифракцией
света, следует, во-первых, строго выполнять режим экс-
понирования (неправильный выбор экспозиции, а также
ошибка на 20—30% приводят к браку изображения) и,
во-вторых, тщательно соблюдать правила вакуумной
гигиены и следить, чтобы на фотошаблон и подложку не
попадали посторонние частицы, пылинки.
§ 53. Формирование рельефа в слое фоторезиста
Во время проявления слоя негативного или позитив-
ного фоторезиста растворяются соответственно неэкспо-
нированные или экспонированные участки и обнажается
поверхность подложки.
Проявителями для негативных фоторезистов на осно-
ве каучуков являются органические растворители (толу-
ол, бензол, уайт-спирит, ксилол и т. п.), а для негатив-
Рис. 71. Схема установ-
ки для проявления слоя
фоторезистора пульвери-
зацией:
1 — ванна с проявителем,
2 — транспортирующая лен-
та, 3 — подложки, 4 — тру-
бопровод сжатого воздуха,
5 — форсунка
ных на основе нафтохинондиази-
дов— слабые водные и водно-
глицериновые щелочные раство-
ры (КОН, NaOH, Na3PO4-12H2O
— тринатрийфосфат).
Проявление выполняют по-
гружением подложек в ванну
с проявителем или обработкой
их из пульверизатора — форсун-
ки, что дает лучшее качество
(рис. 71).
Процесс проявления фоторе-
зиста должен обеспечивать точ-
ное воспроизведение рисунка фо-
тошаблона, полное удаление
растворенных и сохранение це-
лостности неудаляемых (мини-
мальное количество проколов
слоя, вносимых процессом прояв-
ления) участков слоя фоторезиста.
Точность воспроизведения рисунка зависит от пара-
метров режима проявления (температуры и концентра-
ции проявителя, длительности проявления) и экспониро-
вания.
С ростом температуры скорость проявления (скорость
растворения фоторезиста в проявителе) растет и разме-
ры проявленных участков увеличиваются. На рис. 72 по-
214
казана зависимость (кривая /) размеров b проявленных
участков от температуры Т проявителя (слой позитив-
ного фоторезиста ФП-383 имеет толщину 0,6 мкм; про-
явитель — 0,5%-ный раствор КОН). Аналогично скорость
проявления и воспроизводимость размеров связаны
с концентрацией проявителя. Если подложки выдержи-
вают в проявителе слишком долго, происходит растрав-
ливание рисунка (подтравливание слоя фоторезиста по
контуру окон) и увеличива-
ются размеры окон в слое
фоторезиста. На рис. 72 по-
казана зависимость (кри-
вая 2) воспроизведения раз-
меров b проявленных участ-
ков от времени проявления
/пр.
С ростом экспозиции
размеры проявленных уча-
стков в позитивных фоторе-
зистах увеличиваются, а в
негативных — уменьша-
ются.
Снимая эксперименталь-
Рис. 72. Зависимость разме-
ров проявленных участков ри-
сунка от времени проявления
и температуры проявителя
ные кривые, можно рассчи-
тать зависимость воспроиз-
ведения размеров проявлен-
ных участков от параметров
режима проявления и экспо-
нирования по формуле Д& = 0,04ДГ+3,7Дп+0,02Д/э+
+0,05Д/Пр, где Д& — отклонение размера воспроизведен-
ного участка, мкм, Д7\ Дп, Д/э,Д/Пр — соответственно от-
клонения температуры, °C, концентрации проявителя, %.
времени экспонирования и проявления, с, от номиналь-
ных. Приведенная зависимость получена для слоя
ФП-383 толщиной 0,6 мкм, проявляемого в 0,5%-ном
КОН, и справедлива при небольших отклонениях режи-
ма от номинального. Из этой зависимости следует, на-
пример, что при увеличении концентрации проявителя на
0,13% размеры возрастут на 0,5 мкм. Подобные зави-
симости позволяют установить предельно допустимые
отклонения режимов проявления по заданной точности
воспроизведения размеров.
Для каждого фоторезиста существуют оптимальные
сочетания экспозиции и времени проявления, при кото-
215
линки, микрочастицы
ЬкСП'С
° 10 20 J0 40 tnp,C
Рис. 73. Зависимость
между временем экс-
понирования и про-
явления, обеспечи-
вающими наилучшую
воспроизводимость
размеров проявлен-
ного рисунка:
1 и 3 — области неустой-
чивых режимов, 2 — об-
ласть устойчивых режи-
мов
рых обеспечивается наилучшая воспроизводимость раз-
меров проявленных участков, причем увеличение экс-
позиции компенсируется уменьшением времени проявле-
ния. На рис. 73 показана кривая, характеризующая эту
зависимость, из которой видно, что на участке 2 устой-
чивого воспроизведения размеров небольшим изменени-
ям одного из параметров (например, /Эксп) соответству-
ют небольшие изменения другого параметра (/пр). На
участках 1 и 3 кривой режимы неустойчивы, так как не-
значительные изменения одного параметра должны ком-
пенсироваться большими изменениями другого. .
При проявлении фоторезиста в его слое обнаружи-
ваются скрытые дефекты — посторонние включения (пы-
шстой смолы, продукты гидролиза
НХД), которые создают микро-
скопические участки, имеющие
повышенную растворимость в
проявляющем реагенте. После
нанесения слоя фоторезиста мик-
родефекты могут быть незамет-
ны, но при проявлении они раст-
воряются и на их местах возни-
кают проколы. Плотность про-
колов зависит от свойств исход-
ного фоторезиста, чистоты сре-
ды во время формирования слоя
фоторезиста и возрастает при
уменьшении толщины слоя. Уве-
личение времени выдержки в про-
явителе вызывает рост плотности
проколов, и этим фактором опре-
деляется верхняя граница дли-
тельности проявления.
При контроле проявленного
рисунка под микроскопом прове-
ряют точность совмещения, раз-
меры и качество контура рисун-
микродефектов. При неудовлетво-
рительном качестве проявленного рисунка фоторезист
с подложки удаляют и повторяют все операции.
Рассмотрим основные виды и причины брака при
проявлении слоя фоторезиста.
Частичное или полное удаление слоя фоторезиста
ка, а также плотность
216
с подложки может быть вызвано некачественной пред-
варительной обработкой подложки, что приводит к пло-
хой адгезии, а также недодержкой при экспонировании
негативного или передержкой при экспонировании и пе-
репроявлением позитивного фоторезиста.
Плохой или совсем не проявляющийся рисунок полу-
чают, если использовался некачественный фоторезист,
была превышена температура первой сушки (при нега-
тивных фоторезистах), а также в случае недодержек при
экспонировании позитивных и передержек при экспони-
ровании негативных фоторезистов.
Двойной край или большой клин по краю рельефа
может быть вызван неоптимальным подбором режимов
экспонирования и проявления, а также недопустимо
большим зазором между фотошаблоном и подложкой
при экспонировании.
Неровный, зубчатый край рельефа обусловлен, как
правило, скоплением частиц полимера в фоторезисте.
В этом случае фоторезист следует отфильтровать или
отцентрифугировать.
Множественные дефекты в слое фоторезиста в виде
проколов обусловлены: несоблюдением правил вакуум-
ной гигиены при нанесении и сушке слоя и попаданием
на него пыли, посторонними включениями в фоторезисте
(фоторезист неотфильтрован, неотцентрифугирован, дол-
го хранился), перепроявлением и уменьшением толщины
слоя. При экспонировании негативных фоторезистов
недодержка также может быть причиной микродефек-
тов.
Остатки фоторезиста в окнах в виде тонкого слоя
или отдельных островков объясняются недопроявлением,
недодержкой при экспонировании позитивных и засвет-
кой негативных фоторезистов.
Изменение размеров рисунка происходит из-за ошиб-
ки в экспозиции или нарушения режима проявления
(температуры или концентрации проявителя, времени
проявления). Причиной этого может быть также некон-
тролируемый зазор между подложкой и фотошаблоном
при экспонировании.
После контроля проявленного рисунка подложки
подвергают термообработке — второй сушке, целью ко-
торой является удаление проявителя, повышение хими-
ческой стойкости и адгезии слоя к подложке. У негатив-
ных фоторезистов происходит последующая полимери-
217
зация молекул, у позитивных —разрушение диазогрунн
и частичная сшивка полимерной составляющей.
Ориентировочный режим второй сушки для большин-
ства фоторезистов — примерно 1 —1,5 ч при 150° С. Для
повышения стойкости фоторезиста к травителю темпера-
тура второй сушки может быть увеличена до 190—200° С.
Позитивные фоторезисты на основе смесей резольных
и новолачной смол при температурах выше 140° С раз-
рушаются, поэтому их сушат при ПО—120°С.
Резкое повышение температуры сушки свежепрояв-
ленного фоторезиста может ухудшить качество рисунка,
поэтому вторую сушку обычно проводят в два-три этапа.
Например, выдерживают при комнатной температуре
10—20 мин, а затем 20—30 мин при 120° С и 20—30 мин
при 150° С.
§ 54. Формирование рельефа в диэлектрических и ме-
таллических тонкопленочных покрытиях
Формирование рельефа в тонкопленочном слое ди-
электрика или металла, покрывающем подложку, явля-
ется конечной целью процесса фотолитографии и осуще-
ствляется травлением участков тонкопленочного покры-
тия через защитную маску из фоторезиста. Основная
задача процесса травления — воспроизведение на под-
ложке нужного рисунка с минимальными погрешностями
размеров и наименьшим количеством дефектов (локаль-
ных нарушений рисунка). В полупроводниковом произ-
водстве применяют химическое и ионное травление че-
рез фоторезистивную маску.
Химическое травление. Травление участков подлож-
ки, незащищенных фоторезистом, происходит не только
вглубь, но и в стороны (боковое подтравливание), под
слой фоторезиста. Вследствие бокового подтравливания
размеры вытравливаемых окон (например, в двуокиси
кремния) увеличиваются, а размеры токопроводящих
полосок (например, алюминиевых) становятся меньше.
Степень бокового подтравливания зависит от адгезии
фоторезиста к травимой поверхности и режима травле-
ния. При низкой адгезии травитель проникает под слой
фоторезиста и боковое подтравливание может стать не-
допустимо большим. Если адгезия высокая, можно счи-
тать, что боковое травление идет с такой же ско-
218
ростью, как и травление вглубь. Тогда фронт бокового
травления (в разрезе) будет иметь форму части окруж-
ности, а фронты травления окна или токопроводящей
полоски в слое на подложке будут такими, как показано
на рис. 74, а и б.
ЛЬ
6 5 4 3 2
а)
Рис. 74. Фронты травления пленок:
а — двуокиси кремния, б — алюминия; 1,2 и 7 — слои фото-
резиста, двуокиси кремния и алюминия, 3 — подложка, 4,
5 и 6 — фронты травления в первый момент, в момент об-
нажения подложки и через длительное время
Для полного стравливания участков тонкопленочного
слоя время травлени^ должно быть несколько больше
времени травления до момента обнажения подложки.
При этом боковое подтравливание должно превышать
толщину стравленного слоя. На самом деле скорость бо-
кового травления бывает ниже скорости травления
вглубь из-за слабого проникновения свежего травителя
под слой фоторезиста. Обычно боковое травление мень-
ше показанного на рис. 74.
Боковое травление считается приемлемым, если от-
ношение (АЬ/Л)«1; при (Д&/й)>1 травление выполнено
некачественно.
Травители, применяемые в фотолитографическом про-
цессе, не должны вступать в химическое взаимодействие
с фоторезистом и разрушать его. В действительности все
травители действуют на слой фоторезиста, но степень
их воздействия различна. Травители, содержащие кон-
центрированные растворы кислот, а также щелочесодер-
жащие, быстро разрушают слой фоторезиста и либо не-
пригодны для фотолитографии, либо пригодны условно,
т. е. только для травления очень тонких слоев в течение
короткого времени. Травители, представляющие собой
слабые кислотные растворы, широко используют при
фотолитографической обработке слоев двуокисц кремния
и адюмикия,
219
Для травления пленок двуокиси крем-
ния SiO2, выращенных термически или другим методом
(пиролитическим осаждением, реактивным распылени-
ем), применяют буферный травитель, содержащий пла-
виковую кислоту (буферный — означает замедленного
действия, т. е. в нем имеются замедляющие добавки).
Приготовляют такой травитель из 40 %-кого (по массе)
раствора фтористого аммония NH4F (91—88 объемных
%) и концентрированной 48%-ной плавиковой кислоты
HF (9—12 объемных %). Скорость травления зависит
от режима и обычно равна 0,04—0,5 мкм/мин.
Для контролируемого стравливания очень тонких сло-
ев, а также для контроля качества слоев двуокиси крем-
ния по скорости травления применяют травитель, состо-
ящий из 15 мл 48%-ной плавиковой, 10 мл 70%-ной
азотной кислоты и 300 мл воды, скорость травления
в котором мала (0,012 мкм/мин).
Для травления пленок алюминия можно
применять щелочные и кислотные растворы, так как
алюминий хорошо растворяется в тех и других. Однако
щелочные растворы являются проявителями для пози-
тивных фоторезистов и не всегда могут использоваться.
Поэтому в качестве травителей алюминия широко ис-
пользуют концентрированную и разбавленную ортофос-
форную кислоту, а также смеси ортофосфорной, уксус-
ной и азотной кислот. Недостаток этих травителей — не-
обходимость нагрева для увеличения скорости травле-
ния. Травитель, состоящий из 80—95 мл ортофосфорной,
5 мл азотной кислоты и от 0 до 20 мл воды, имеет при
40° С скорость травления около 0,2 мкм/мин. Травление
обычно сопровождается более или менее бурным газо-
выделением, что приводит к неровности контура рисунка
до 0,5—1 мкм.
Лучшее качество травления алюминия обеспечивают
растворы из 50—80 г хромового ангидрида Сг2О3
и 5—6 г фторида аммония NH4F в 1 л воды, имеющие
скорость травления при комнатной температуре до
0,7 мкм/мин.
Хорошие результаты дает также травитель, содержа-
щий в 1 л воды 80 г хромового ангидрида Сг2О3, 5 г фто-
рида аммония NH4F, 40 г ацетата кадмия Cd(CH3COO)2,
оказывающего каталитическое действие при травлении
алюминия, и 0,2 г водорастворимого крахмала в качест-
ве регулятора скорости травления, Скорость травления
220
при комнатной температуре равна 0,7 мкм/мин, газооб-
разование отсутствует, а неровность краев не превышает
0,3 мкм.
Иногда при травлении пленок алюминия на кремние-
вой подложке отдельные проводники окисляются и тем-
неют, что можно объяснить электрохимическими про-
цессами, протекающими в системе, образованной трави-
телем, алюминием, кремнием и р—п-переходами, и ис-
ключить, покрыв фоторезистом обратную и боковые сто-
роны пластины, чтобы изолировать их от травителя.
Вещества, применяемые для химического травления
тонкопленочных покрытий из меди, серебра, золота
и других материалов при фотолитографической обра-
ботке, приведены в табл. 9.
Таблица 9. Вещества, применяемые для химического травления
тонкопленочных покрытий из различных материалов
Материал покрытия Травитель
Медь Хлорное железо, персульфат аммония, соля- ная и серная кислоты
Серебро Нитрат железа, раствор йодистого калия и иода в воде
Золото Смесь концентрированных азотной и соляной кислот («царская водка»), раствор йодистого калия и иода в воде
Молибден Ферроцианид калия, серная и азотная кисло- ты, смесь ортофосфорной, азотной и уксусной кислот
Тантал Нитрат железа, концентрированная плавико- вая кислота, азотная кислота
Нихром Соляная кислота
Нитрид Ортофосфорная кислота (защитная маска —
кремния двуокись кремния), смесь концентрированных плавиковой и азотной кислот при 70° С
Параметрами режима травления, опреде-
ляющими его скорость, а значит, и воспроизводимость
размеров получаемого рисунка, являются время травле-
ния, температура и концентрации составляющих трави-
теля.
Зависимости скорости травления vTp пленок SiO2 от
Содержания цл^икоеой кисдотц (кривая 1) и воды
231
(кривая 2) в травителе (HF : NH4F : Н2О = 3 : 10 : 20)
показаны на рис. 75, а, а от температуры травления —
на рис. 75, б, из которых видно, что скорость травления
значительно увеличивается как при повышении концен-
трации плавиковой кислоты, так и при повышении тем-
пературы.
мкм/мин
0/
Рис. 75. Зависимости скорости травления пленки дву-
окиси кремния:
а — от содержания плавиковой кислоты и воды в травителе,
б — от температуры травителя
На рис. 76 показана зависимость бокового подтрав-
ления Д& пленки двуокиси кремния от длительности трав-
ления /Трл из которой видно, что увеличение времени
Рис. 76. Зависимость боко-
вого подтравливания дву-
окиси кремния от дли-
тельности травления
В полупроводниковых
травления приводит к мно-
гократному возрастанию бо-
кового подтравливания: от
0,3 мкм при 2 мин до
1,5 мкм при 8 мин. Анало-
гичную зависимость получа-
ют при увеличении скорости
травления (например, из-за
повышения температуры
травителя) при неизменной
его длительности. Для хо-
рошей воспроизводимости
размеров температуру тра-
вителя нужно поддерживать
с точностью не ниже ±2° С.
интегральных микросхемах
с высокой степенью интеграции электрические соединении
222
часто выполняют в виде многослойной металлизации на
основе двойных проводящих слоев, например молиб-
ден— золото. В этом случае рисунок вытравливают
с помощью селективных (избирательных) травителей)
т. е. травителей, воздействующих только на один из сло-
ев. Травители, реагирующие с материалами обоих слоев,
непригодны для фотолитографической обработки, так
как они обычно взаимодействуют с фоторезистом. Для
получения рельефа в двухслойной системе молибден —
золото (нижний слой — молибден толщиной 0,2 мкм,
верхний — золото толщиной 0,4 мкм) подложку обраба-
тывают последовательно в двух травителях: в первом
вытравливают пленку золота, а во втором — пленку мо-
либдена. Первый травитель состоит из 25 мл этиленгли-
коля, 20 мл деионизованной воды, 5 мл иодного трави-
теля (KJ:J2:H2O = 4: 1 :4), а второй из 20 мл этилен-
гликоля, 10 мл азотной кислоты, 10 мл хлорного
железа. Скорость травления первого травителя при
20° С равна 0,36 мкм/мин, а второго —
0,06 мкм/мин.
Некоторые материалы, применяемые в полупровод-
никовой технологии, растворяются в таких активных
травителях, что их воздействие не может выдержать ни
один фоторезист. В этих материалах рельеф получают
также селективным травлением, для чего слой, подле-
жащий обработке, предварительно покрывают вспомога-
тельным слоем из другого материала, на котором изго-
товляют рисунок с применением фоторезиста. Вспомо-
гательный слой служит маской при изготовлении релье-
фа в слое основного материала. Рассмотрим технологию
этого метода на примере пленок нитрида кремния
(Si^N4). Сначала на подложку со слоем нитрида крем-
ния наносят слой молибдена толщиной около 0,1 мкм,
в котором методами фотолитографии получают рисунок
(травлением в ферроцианиде в течение нескольких се-
кунд). Затем подложку обрабатывают в концентриро-
ванной плавиковой кислоте, при этом молибден не рас-
творяется, а служит маской при травлении нитрида
кремния, растворяющегося в ней со скоростью около
0,01 мкм/мин.
Ионное травление. Сущность метода ионного травле-
ния заключается в том, что поверхность подложки бом-
бардируют положительными ионами какого-либо газа,
обычно аргона. Обладая высокой энергией (около
223
1 кэВ), ионы газа, ударяясь о поверхность подложки,
выбивают из нее атомы. Таким образом, материал по-
верхности подложки удаляется, т. е. происходит трав-
ление.
Для получения рельефа подложку покрывают мас-
кой, например фоторезиста. При ионном травлении од-
новременно происходит как удаление материала под-
ложки в местах, непокрытых фоторезистом, так и слоя
фоторезиста. Поэтому глубина рельефа зависит от ско-
рости травления и толщины слоя фоторезиста.
Рис. 77. Установка ионного
травления подложек:
1 — камера, 2 — смотровое окно,
3 — подложка, 4 — электромагнит,
5 — натекатель, 6 — трубопровод
напуска аргона, 7 — изолятор, 8 —
трубопроводы водяного охлажде-
ния подложек, 9 — высокочастот-
ный генератор, 10 — электрод, 11 —
трубопровод вакуумной системы
Схема установки ионно-
го травления подложек по-
казана на рис. 77. Из каме-
ры 1 через трубопровод 11
откачивают воздух до дав-
ления 1 —10 мкПа, после
чего через натекатель 5 на-
пускают в нее аргон до дав-
ления 1 Па. Затем с по-
мощью высокочастотного
генератора 9 создается тле-
ющий разряд между под-
ложкой 3, расположенной на
охлаждаемом водой изоли-
рованном медном электроде
10, и стенками камеры.
Магнитное поле электромаг-
нита 4 направляет поток
ионов на подложку. Режи-
мы ионного травления при-
ведены ниже:
Давление аргона, Па.........................0,1—10
Амплитуда переменного напряжения при
частоте сигнала 13,56 МГц, кВ ... . 1—2
Мощность ВЧ-генератора, Вт .............. 100—3000
Температура подложки, °C................. 100—200
Скорости ионного травления, нм/мин, различных ма-
териалов при давлении аргона 1,5 Па, мощности ВЧ-
генератора 1,6 Вт/см2 на 1 см2 поверхности подложки,
амплитуде переменного напряжения 1,5 кВ и темпера-
туре подложки 190° С приведены ниже:
224
Термически выращенный окисел кремния . . 12
Плавленый кварц...........................12
Моноокись кремния : й.................10
Нитрид кремния : s >.*................6
Сапфир (окись алюминия) ....................2—5
Окись железа .• ................... . 2—3
Фоторезисты й ;• . . *.............* . . 7—35
Алюминий a t ; а.....................12—16
Золото а ;............................20—30
Нихром ; ; .........................7—10
Медь а . ..............................20—35
Вольфрам ; : а........................5—7,5
Молибден & а.........................15
При увеличении мощности ВЧ-генератора скорость
травления растет.
Достоинствами метода ионного травления являются
высокая скорость травления, отсутствие бокового под-
травливания и, как следствие, повышенная точность вос-
произведения размеров, хорошее качество края релье-
фа и возможность его получения (проведения процесса
фотолитографии) на любых материалах с помощью
обычных фоторезистов, в том числе и на плохо под-
дающихся травлению традиционными химическими
методами.
К недостаткам метода следует отнести сложность
оборудования, а также то, что одновременно с травле-
нием материала подложки происходит травление фото-
резиста, во многих случаях заметно большее травления
подложки. Процесс травления фоторезиста крайне чув-
ствителен к посторонним примесям в камере. Присут-
ствие кислорода или водорода может привести к увели-
чению скорости травления фоторезиста в 20—50 раз,
уменьшению скорости травления, например двуокиси
кремния, в 5—10 раз.
При контроле вытравленного рельефа под микро-
скопом проверяют соответствие размеров заданным,
качество края рельефа (клин, неровность края) и де-
фектность слоя.
Рассмотрим основные виды и причины брака при
вытравливании рельефа.
15 2673
225
Растравливание рельефа, увеличение размеров окон
или уменьшение размеров полосок в слое происходит
вследствие нарушения режимов травления (увеличения
длительности травления, повышения температуры тра-
вителя, изменения концентрации травителя), малой ад-
гезии фоторезиста к подложке, а также из-за снижения
температуры или длительности второй сушки негатив-
ных фоторезистов. Эти же причины приводят к увели-
чению клина на краю рельефа.
Слабо выраженный рельеф и чересчур большая дли-
тельность травления являются следствием некачествен-
ного проявления (осталась тонкая пленка фоторезиста,
препятствующая травлению) или ослабления концен-
трации травителя.
Повышенная плотность дефектов (проколов) под
слоем фоторезиста может быть вызвана некачественным
фоторезистом, ошибками при изготовлении, нанесении
и первой сушке фоторезиста, приводящими к тому, что
слой фоторезиста получается очень тонким, а также
недостаточной термообработкой слоя во время второй
сушки.
Островки и пятна в окнах обрабатываемого слоя мо-
гут получаться из-за остатков в них фоторезиста, пло-
хого качества самого слоя (включения постороннего
материала, локальные изменения кристаллического или
химического состава обрабатываемого слоя).
§ 55. Удаление фоторезиста
Фоторезист удаляют обработкой в концентрирован-
ных кислотах, органических растворителях или плазмо-
химическим методом.
При обработке в кислотах подложки погру-
жают на 5—30 мин в нагретую от 60° С до температу-
ры кипения концентрированную серную или азотную
кислоту или их смесь. Слой фоторезиста разлагается
и растворяется в кислоте, после чего подложки оконча-
тельно очищают в органических растворителях. Обра-
ботка в кислотах обеспечивает полное удаление слоя
фоторезиста и высокую чистоту поверхности, однако ее
нельзя применять, если подложки имеют растворимые
в кислотах металлические тонкопленочные покрытия.
При обработке в органических раство-
рителях подложки погружают в нагретый раствори-
226
Тель, в Качестве которого используют диоксан, диметил-
формамид, толуол, ксилол или смеси этих растворите-
лей. Температура нагрева от 60 до 100° С, длительность
обработки зависит от марки фоторезиста, толщины его
слоя, температуры растворителя, а также режима вто-
рой сушки фоторезиста (при увеличении температуры
и длительности второй сушки фоторезист труднее под-
дается растворению) и обычно составляет от 1 до
10—15 мин. При обработке в нагретом растворителе
слой фоторезиста набухает, размягчается, его связь
с подложкой ослабевает, однако он не растворяется и не
сходит с подложки и для удаления его поверхность под-
ложки протирают ватным тампоном, смоченным в раст-
ворителе, или специальными кистями на установке
кистевой обработки. После этого подложки снова обра-
батывают в растворителях или деионизованной воде
и сушат.
Некоторые фоторезисты можно удалять в водных
растворах поверхностно-активных веществ, например
кипячением в течение нескольких минут в 30 %-ном
растворе синтанола ДС-10.
Время обработки подложек в кислотах и раствори-
телях можно сократить, интенсифицируя процесс, на-
пример, с помощью ультразвука. Для этого стакан (или
другой сосуд) из жесткого упругого материала, хорошо
проводящего звук, вместе с находящимися в нем под-
ложками и действующим реагентом помещают в ультра-
звуковую ванну с деионизованной водой. Энергия уль-
тразвуковых колебаний передается молекулам полимера
и их связи рвутся. Проникающая способность реагента
в слой фоторезиста при использовании ультразвука воз-
растает, что уменьшает время обработки в 10—20 раз
и повышает ее качество.
Плазмохимическая обработка (обработка
в высокочастотной плазме), получившая в последнее
время широкое распространение, заключается в окисле-
нии слоя фоторезиста при повышенной температуре
в атмосфере ионизированного газа и выполняется на
специальных установках (рис. 78). В кварцевую реак-
ционную камеру 1> из которой откачан воздух до давле-
ния 0,1 Па (около 10-3 мм рт. ст.), помещают кассету
с подложками, через натекатель 5 подают кислород до
давления 400—600 Па (3—5 мм рт. ст.) и включают
высокочастотный генератор 7 мощностью около 1 кВт,
227
2 о
работающий на частота 13,56 МГц. Высокочастотное
электромагнитное поле, создаваемое индуктором (об-
моткой) 3, ионизирует газ, в камере возникает тлеющий
разряд и образуется плазма — смесь ионов. Высокочас-
тотное поле и бомбардировка подложек ионами газа на-
гревают их до 150—200° С.
При такой температуре
ионы кислорода активно
окисляют органические про-
дукты фоторезиста (в обыч-
ной атмосфере окисление
фоторезиста происходит
лишь при температуре
800° С и выше) до СО, СОг
и воды, непрерывно отка-
чиваемых вакуумным насо-
сом.
Скорость удаления слоя
фоторезиста зависит от дав-
ления кислорода, скорости
его подачи, величины ВЧ-
мощности и колеблется от
0,05 до 0,3 мкм/мин; длительность обработки обычно
равна 1—1,5 мин.
Процесс удаления фоторезиста плазмохимическим
методом не зависит от режимов его термообработки,
легко управляем, происходит в чистой среде, поэтому
исключается попадание посторонних примесей и загряз-
нений на подложки, и нетоксичен, но не позволяет уда-
лять металлические включения, которые могут быть
в фоторезисте (их удаляют после плазмохимической об-
работки, окуная подложки на несколько секунд в раст-
вор плавиковой кислоты).
Рис. 78. Установка для
плазмохимической обра-
ботки фоторезиста:
/ — реакционная камера, 2 —
кассета с подложками, 3 —ин-
дуктор, 4 и 6 — трубопроводы к
вакуумной системе и подачн
кислорода, 5 — натекатель. 7 —
высокочастотный генератор
§ 56. Виды дефектов фотолитографии
Дефекты, получающиеся в слое на подложке при
фотолитографической обработке, в зависимости от при-
чин, вызывающих их появление, можно разделить на
две большие группы.
К первой группе относят дефекты, вызванные на-
рушением технологических режимов: некачественной
работой оператора, неправильным использованием обо-
рудования или его неисправностью, применением нека-
228
чественных материалов, а также грубыми ошибками при
проведении отдельных процессов. Такие дефекты приво-
дят, как правило, к неисправимому браку. Виды этих
дефектов и причины их появления описаны в § 51—54.
Типичные дефекты этой группы — чрезмерно высокая
плотность проколов (из-за применения некачественного
фоторезиста, работы в загрязненной среде, передержки
в проявителе или травителе, несоблюдения режима вто-
рой термообработки, недостаточной толщины слоя фото-
резиста), недопустимое растравливание рисунка (из-за-
плохой адгезии фоторезиста к подложке, перепроявле-
ния, перетравливания), большая погрешность совмеще-
ния (из-за ошибки оператора, неисправности установки
совмещения и экспонирования, применения некачествен-
ного фотошаблона). Чтобы такие дефекты не появля-
лись, необходимо тщательно соблюдать требования ва-
куумной гигиены, хорошо знать и неукоснительно ис-
полнять технологические инструкции и инструкции по
работе на оборудовании, тщательно выдерживать тре-
буемые технологические режимы (температуру, осве-
щенность, длительность обработки), контролировать
свойства применяемых материалов.
Ко второй группе относят дефекты, вызванные несо-
вершенством технологии и оборудования (неконтроли-
руемыми разбросами режимов, несовершенством при-
меняемых материалов, погрешностями оборудования)
и неустранимые на данном уровне технологии. Развитие
технологии направлено на уменьшение количества таких
дефектов.
К дефектам второй группы, появляющимся при фо-
толитографии, относят погрешности совмещения рисун-
ков, погрешности воспроизведения размеров рисунков
и точечные.
Погрешности совмещения обусловлены не-
точностью изготовления фотошаблонов и работы уста-
новок совмещения. В настоящее время точность совме-
щения достигает 1—1,5 мкм.
Погрешности воспроизведения разме-
ров обусловлены неточностью размеров на фотошабло-
нах и разбросом параметров таких технологических
процессов фотолитографии, как экспонирование, прояв-
ление, травление и др.
Точечные дефекты (проколы и островки) обу-
словлены как дефектностью фотошаблонов, так и
229
качеством фоторезиста, точностью выполнения операций
его нанесения, проявления, а также травления. (Точечные
дефекты возникают не только при фотолитографической
обработке, но и при термическом окислении, диффузи-
онном легировании. Здесь рассматриваются дефекты,
связанные только с фотолитографией.)
Погрешности совмещения и воспроизведения разме-
ров вызывают разброс значений электрических пара-
метров полупроводниковых приборов и микросхем. Что-
бы такие погрешности не вызывали брак в производст-
ве, приборы и микросхемы конструируют с достаточно
большими размерами элементов рисунков и зазорами
между элементами рисунков разных слоев. Однако даже
небольшие отступления от заданных технологических
режимов могут увеличить погрешности сверх допусти-
мых и вызвать брак.
Точечные дефекты являются причиной неисправимого
брака в полупроводниковом производстве. Зная пара-
метры распределения точечных дефектов по подложке,
можно прогнозировать выход годных приборов и микро-
схем и управлять им, внося соответствующие поправки
в конструкцию прибора.
Рис. 79. Участок полупроводниковой интегральной микросхемы:
а — топология, б — электрическая схема; 1 — область эмиттера п-типа, 2 — об-
ласть базы р-типа, 3 — область коллектора п-типа, 4— изолирующая область
р-типа, 5 — диффузионный резистор/? (область р-типа), 6 — металлизация
Рассмотрим различные дефекты небольшого участка
полупроводниковой интегральной микросхемы на бипо-
лярных транзисторах (рис. 79—82).
На рис. 79, а показана топология (вид сверху на
230
подложку) участка микросхемы с одним биполярным
транзистором Т и одним диффузионным резистором R,
изготовленным одновременно с базовой областью тран-
зистора. Электрическая схема этого участка показана
на рис. 79,5.
Рис. 80. Участок микросхемы при некачественном совмещении
контактных окон:
а — топология, б — электрическая схема; 1, 2 и 3 — контактные окна
эмиттера, коллектора и резистора
Рис. 81. Участок микросхемы при некачественном воспроизведе-
нии размеров:
а —топология, б — электрическая схема; 1, 2 и 3 — увеличение областей
базы, резистора и изолирующей, 4 — обрыв металлизации
На рис. 80, а показан этот же участок микросхемы
при некачественном совмещении контактных окон (окна
на рисунках покрыты двойной штриховкой): их контуры
в слое двуокиси кремния перекрывают контуры эмит-
тера, базы и резистора, что приводит к короткому замы-
канию базы с эмиттером, а также уменьшению сопро-
тивления резистора (рис. 80, б).
231
Некачественное воспроизведение размеров показано
на рис. 81, а. Значительное увеличение размеров базовой
области 1 приводит к короткому замыканию базы с кол-
лектором, резистора 2 — к уменьшению его сопротивле-
ния, изолирующей области 3— к появлению соединения
между резистором и отрицательным выводом питания,
а обрыв металлизации 4 — к нарушению соединения
(рис. 81, б).
Рис. 82. Участок микросхемы с точечными дефектами
в виде отверстий в слое двуокиси кремния:
а —топология, б — структура (разрез), в — электрическая схема;
1,2 — отверстия, появившиеся при проведении изолирующей диф-
фузии, 3, 4 и 5 — отверстия, появившиеся при изготовлении кон-
тактных окон
На рис. 82, а и б показаны два типа точечных дефек-
тов в виде отверстий 1, 2 и 3, 4, 5, появившихся в слое
двуокиси кремния соответственно при проведении изо-
лирующей диффузии и изготовлении контактных окон.
При дефектах первого типа в отверстия 1 и 2 происхо-
дит диффузия бора и образуются p-области в кремнии.
Если, например, отверстие 2 окажется в зоне контакта
металлизации к эмиттеру, образовавшаяся р-область
будет действовать как проводник между p-областью ба-
зы и металлизацией и в результате между базой и эмиТ'
232
тером произойдет короткое замыкание. Аналогичный
дефект в области коллектора (например, отверстие /)
не изменяет параметры прибора и, следовательно, не
сказывается на выходе годных приборов. Дефекты вто-
рого типа приводят к замыканию металлизации с крем-
нием, если они находятся под алюминием (например,
отверстия 3 и 5). Если же отверстие находится в сто-
роне от металлизации, параметры прибора и микросхе-
мы не меняются (например, отверстие 4).
Из приведенных примеров ясно, что брак появляется
лишь тогда, когда точечные дефекты расположены
в критической области. Так, в рассмотренных примерах
критической областью для дефектов первого типа будет
область контакта к эмиттеру, а для дефектов второго
типа — области под металлизацией, за исключением
областей контактных окон и прилегающих к ним участ-
ков.
Возникающие при фотолитографической обработке
дефекты вызывают на других этапах изготовления при-
боров и микросхем другого рода погрешности, для кото-
рых критические области имеют иное расположение.
Следует отметить, что критические области в каждом
случае охватывают лишь часть поверхности подложки.
Точечные дефекты распределяются по подложке не
равномерно, а случайно (по закону случайных чисел),
т. е. имеются участки как с повышенной, так и с пони-
женной плотностью дефектов. Среднюю плотность рас-
пределения дефектов Л определяют подсчетом их коли-
чества N на большой площади S (в десятки раз боль-
шей, чем критическая площадь прибора или микросхе-
мы) по формуле %=N/S.
Выход годных структур (например, базовых облас-
тей транзисторов) при случайном распределении дефек-
тов после операции, вносящей % дефектов на единицу
площади, можно определить по формуле
P=e~xs*p.
При увеличении средней плотности дефектов X
и площади критической области SKP выход годных
структур резко уменьшается и поэтому не удается изго-
товлять интегральные микросхемы больших размеров.
Если изготовить микросхему, например с размером сто-
рон 1—2 см, она не будет работоспособна, так как из-за
233
большой площади критических областей один-два де-
фекта обязательно попадут на них.
Средняя плотность дефектов X, вносимых фотолито-
графической обработкой, равна 0,5—5 на квадратный
миллиметр (0,5—5 мм~2). Это означает, что при пло-
щади критической области 0,01 мм2 выход годных струк-
тур после одной фотолитографии с %=1 мм“2 будет 0,95
или 95%. Если проводится шесть фотолитографий с те-
ми же значениями средней плотности дефектов, выход
снижается до 0,73 или 73%. При увеличении площади
критической области до 0,05 мм2 выход падает до
20,5%, а при площади критической области 0,1 мм2 он
становится равным 4,2%.
§ 57. Перспективные методы фотолитографии
Применяемый в полупроводниковом производстве
метод контактной фотолитографии с экспонированием
в ультрафиолетовом свете имеет два основных недо-
статка.
Первый недостаток связан с тем, что подложка
и фотошаблон соприкасаются друг с другом во время
операций совмещения и экспонирования, что неизбежно
приводит к появлению проколов и царапин как в слое
фоторезиста на подложке, так и, главное, на самом фо-
тошаблоне. Вследствие нарушений слоя фоторезиста
и рисунка фотошаблона возникают дефекты рельефа на
подложке, вызывающие брак в производстве. По мере
использования фотошаблона дефекты, появляющиеся на
нем из-за истирания, быстро накапливаются и после
50—200 совмещений фотошаблон становится непригод-
ным для работы. Накопление дефектов на фотошабло-
нах является главным препятствием к увеличению сте-
пени интеграции и сложности микросхем, так как для
получения приемлемого выхода годных структур боль-
шой площади средняя плотность дефектов должна быть
незначительна.
Одним из способов устранения этого недостатка яв-
ляется применение проекционной фотолитографии, сущ-
ность которой состоит в том, что рисунок фотошаблона
проецируют на подложку специальным объективом, при
этом Фотошаблон и подложка не соприкасаются.
На рис. 83 показана оптическая схема установки
проекционной фотолитографии. При экспонировании
234
а на ее место ставят
Рис. 83. Оптическая схе-
ма установки проекци-
онной фотолитографии:
/ — ртутно-кварцевая лампа,
2 и 9 — конденсоры, 3 и 8 —
голубой и зеленый свето-
фильтры, 4 — фотошаблон,
5 — объектив 1:1, б — полу-
прозрачное зеркало, 7 — под-
ложка, 10— лампа накали-
вания, 11 — двупольный
микроскоп
изображение фотошаблона 4, освещаемого ртутно-квар-
цевой лампой 1, проецируется с помощью объектива 5
и полупрозрачного зеркала 6 на подложку 7. Масштаб
изображения фотошаблона 1:1. При совмещении изо-
бражений фотошаблона и подложки осветительную
систему, состоящую из лампы /, конденсора 2 и голу-
бого светофильтра 3, сдвигают,
двупольный микроскоп 11.
Подложка освещается лампой
накаливания 10 через конден-
сор 9, зеленый светофильтр 8
и полупрозрачное зеркало 6.
Объективом 5 изображение
подложки проектируется на
плоскость фотошаблона 4 и
наблюдается через микроскоп.
Установки проекционной
фотолитографии предназначе-
ны для изготовления полупро-
водниковых приборов повы-
шенной сложности и полупро-
водниковых микросхем высо-
кой степени интеграции и име-
ют разрешающую способность
до 400—500 линий/мм, а точ-
ность совмещения 1—1,5 мкм.
Второй недостаток
обусловлен законами оптики,
согласно которым минималь-
ные размеры изображения не
могут быть меньше длины вол-
ны света. Так как при произ-
водстве полупроводниковых
приборов и микросхем фотолитографический рельеф
формируется с помощью не одной, а многих операций,
минимальные размеры рисунка при использовании уль-
трафиолетового света с длиной волны 0,3—0,5 мкм со-
ставляют 1,5—2 мкм. Уменьшить размеры рисунка мож-
но применением принципиально иных методов засвет-
ки фоторезиста — электроннолучевого и рентгенов-
ского.
Известны две разновидности электроннолучевой ли-
тографии— проекционная и последовательного экспони-
рования,
235
На рис. 84 показана схема электроннолучевой проек-
ционной литографии с применением специального шаб-
лона. Шаблон представляет собой кварцевую пластину
2 с рисунком 3, поверх которого нанесен слой 4 (напри-
мер, палладия толщиной 5—10 нм), служащий фотока-
тодом—излучателем электронов при засветке. При ос-
Рис. 84. Схема проекционной электроннолуче-
вой литографии:
1 — ультрафиолетовое излучение, 2 — кварцевая
пластина, 3 — непрозрачный для ультрафиолетового
излучения рисунок, 4 — слой палладия, 5 — пучок
электронов, 6 — подложка, покрытая электроноре-
знстом, 7 — отклоняющая и фокусирующая электро-
магнитные линзы, 8 — источник постоянного напря-
жения
вещении шаблона ультрафиолетовым излучением 1 фо-
токатод на прозрачных участках эмиттирует электро-
ны, которые ускоряются создаваемым между шаблоном
и подложкой 6 постоянным электрическим полем, рав-
ным 10 кВ/см, и фокусируются электромагнитными лин-
зами 7 на слое электронорезиста, покрывающем под-
ложку.
При электроннолучевой литографии минимальные
размеры рисунка равны 0,5 мкм, производительность
метода — более 200 подложек в час; фотокатод можно
использовать более 100 раз.
Метод последовательного экспонирования электрон-
ным лучом, управляемым от ЭВМ, обладая несомненным
преимуществом,— отсутствием фотошаблона,— имеет
серьезный недостаток — низкую производительность
и в основном используется при изготовлении фотошаб-
лонов.
236
При рентгенолитографйй
(рис. 85) подложку облучают
через шаблон рентгеновскими лу-
чами с длиной волны около 1 нм.
Шаблоны обычно изготовляют из
кремния, так как он хорошо про-
пускает рентгеновские лучи, а
рисунок выполняют в виде тон-
кой золотой пленки, их не про-
пускающей.
Минимальные размеры рисун-
ка при рентгенолитографии —
0,1 мкм.
Рис. 85. Схема рентге-
нолучевой литографии:
1 — рентгеновская трубка,
2 — рентгеновское излучение,
S — шаблон, < — подложка
Контрольные вопросы
1. Каковы основные этапы процесса фотолитографии?
2. Какие требования предъявляют к поверхности подложек?
3. Какими методами наносят слой фоторезиста?
4. Какие основные виды брака слоя фоторезиста вы знаете?
5. Как работают механизмы установки совмещения и экспони-
рования?
6. Как происходит процесс проявления фоторезиста и какие
требования к нему предъявляют?
7. Каковы параметры режима травления; что такое селективное
травление?
8. Каковы основные виды брака при вытравливании рельефа?
9. Какие методы удаления фоторезиста вы знаете?
10. Какие перспективные методы фотолитографии вы знаете?
ГЛАВА ШЕСТАЯ
ИЗГОТОВЛЕНИЕ ФОТОШАБЛОНОВ
§ 58. Назначение фотошаблонов и предъявляемые
к ним требования
Прозрачную пластину с многократно повторенным
рисунком в виде, прозрачных и непрозрачных для уль-
трафиолетового света участков называют фотошабло-
ном. Фотошаблон служит для получения рисунка в слое
фоторезиста на подложке.
В зависимости от сложности полупроводникового
прибора или микросхемы необходим комплект от 2 до
12 фотошаблонов, на каждом из которых имеется само-
стоятельный рисунок, предназначенный для отдельного
слоя подложки. Рисунки всех фотошаблонов комплекта
должны совмещаться с высокой точностью.
От качества изготовления фотошаблонов зависят
важнейшие параметры приборов и микросхем, а также
выход годных изделий.
Основой фотошаблона обычно служит стекло, про-
зрачное для ультрафиолетового света с длиной волны
300—500 нм, реже — оптический кварц. Рисунок на
стеклянной пластине выполняют обычно с помощью тон-
кого слоя хрома. Применяются также фотошаблоны
с рисунком на основе слоя окисла железа, полупрозрач-
ного для видимого и непрозрачного для ультрафиолето-
вого света. Такие фотошаблоны называют транспарент-
ными. В некоторых случаях используют эмульсионные
фотошаблоны, представляющие собой специальные фо-
топластины с рисунком, выполненным с помощью слоя
высокоразрешающей фотоэмульсии. Рисунок фотошаб-
лона должен:
обладать высокой контрастностью (оптические плот-
ности прозрачных и непрозрачных участков должны раз-
личаться не менее чем на 2 ед. ГОСТа, что соответству-
ет разнице в светопоглощении в 100 раз); светлые участ-
ки должны быть прозрачны в видимом свете, что необ-
ходимо для зрительного контроля совмещения;
238
быть выполнен с высокой точностью (погрешность
размеров его элементов не должна превышать
0,2—2 мкм); контур рисунка должен быть резким, не
расплывчатым и ровным, а погрешность местоположения
повторяющихся на фотошаблоне рисунков должна быть
небольшой (не выше 1—3 мкм), что необходимо для
хорошей совмещаемости рисунков разных фотошаблонов
одного комплекта;
иметь минимальное количество точечных дефектов
(островков на светлых и проколов на темных участках);
быть прочным и стойким к истиранию при контакте
с подложкой (фотошаблон должен выдерживать
50—200 операций совмещения с подложкой).
Кроме того, рабочая поверхность фотошаблона
должна быть гладкой и плоской (микронеровности не
должны быть больше 0,02—0,1 мкм, а неплоскостность
не должна превышать 1—3 мкм).
§ 59. Методы изготовления фотошаблонов
В настоящее время наиболее широко применяют оп-
тико-механический метод изготовления фотошаблонов,
состоящий из нескольких этапов.
Вначале на прозрачной подложке с высокой точ-
ностью, используя координатограф, изготовляют ориги-
нал фотошаблона, представляющий собой рисунок
фотошаблона, увеличенный в 200—400 раз. Затем изо-
бражение оригинала уменьшают и изготовляют проме-
жуточный фотошаблон (рис. 86, а), рисунок которого
уменьшен в 20—40 раз по сравнению с рисунком ори-
гинала и в 5—10 раз больше будущего рисунка рабочего
фотошаблона. Для уменьшения изображения оригинала
служит специальная редукционная фотокамера.
Далее изображение рисунка промежуточного фото-
шаблона снова уменьшают и отпечатывают много раз
на фотопластинке, получая эталонный фотошаблон с изо-
бражением рисунка в натуральную величину (рис. 86, б),
который служит для изготовления с него копий — рабо-
чих фотошаблонов. Эталонные фотошаблоны изготовля-
ют на фотоповторителях, а рабочие — контактной фото-
печатью (рис. 86, в). Рисунок рабочих фотошаблонов
выполнен, как правило, с помощью металлизации и име-
ет зеркальное изображение по отношению к изображению
239
эталонного фотошаблона, а следовательно, и к изо-
бражению оригинала.
Оригиналы фотошаблонов для несложных полупро-
водниковых приборов, рисунок которых состоит из не-
скольких простых фигур (окружностей, полосок, прямо-
угольников), изготовляют на ручных координатографах.
Ручное изготовление оригиналов фотошаблонов сложных
микросхем с высокой степенью интеграции, содержа-
Рис. 86. Оптико-механический метод изготовления фотошаблонов:
а — промежуточного (уменьшением в 30 раз), б —эталонного (уменьшением
в 10 раз), в — рабочих (контактной печатью); / — оригинал фотошаблона,
2 — объектив, 3, 4 и 5 — промежуточный, эталонный и рабочий фотошаблоны
щих до нескольких сотен, тысяч и даже десятков тысяч
фигур, чрезвычайно трудоемко. Кроме того, при ручном
труде неизбежны ошибки, а контроль правильности
сложных рисунков очень трудоемок. Поэтому оригиналы
сложных фотошаблонов изготовляют на автоматических
программируемых координатографах, исходная инфор-
мация на которые поступает записанной на машинных
носителях информации — перфолентах или магнитных
лентах.
Получает распространение вариант оптико-механиче-
ского метода, при котором оригинал фотошаблона изго-
товляют сразу в виде промежуточного фотошаблона, т. е.
с увеличением не в 200—400 раз, а лишь в 5—10 раз.
Это выполняют с помощью генераторов изображений, на
которых рисунок получают с гораздо более высокой
точностью, чем на координатографах. Работа генерато-
ра изображений программируется.
240
§ 60. Изготовление оригиналов фотошаблонов
Рисунок оригиналов фотошаблонов должен иметь
масштаб изображения от 200:1 до 400:1; погрешность
размеров изображения не выше 0,02—0,15 мм (на всем
поле оригинала), разницу оптических плотностей свет-
лых и темных участков не менее 2 ед. ГОСТа (темные
участки должны ослаблять интенсивность света в 100
и более раз). Кроме того, изображение не должно иметь
дефектов (проколов в темном, а также точек и остров-
ков в светлом поле), а оригинал должен быть механиче-
ски прочным и сохранять размеры в течение срока хра-
нения.
При изготовлении оригиналов фотошаблонов в каче-
стве подложек используют стекло или полиэфирные
пленки. Заготовки фотошаблонов обычно имеют стан-
дартные форматы 800X800 и 1200X1200 мм. Они долж-
ны быть прозрачны в диапазоне длин волн от 500 до
600 нм не иметь видимых поверхностных и внутренних
дефектов, сохранять стабильность размеров (обладать
безусадочностью) при изменении... внешних климатиче-
ских условий в рабочем помещении, при обработке, хра-
нении и иметь полированную поверхность.
Полированное листовое стекло, которое
используют для стеклянных подложек, имеет толщину
от 4 до 8 мм, отличается высоким качеством поверхнос-
ти и однородностью толщины (разнотолщинность листа
не превышает 0,4 мм на один метр длины), бесцветно,
его светопропускание около 80%.
Стекло не имеет усадки. Обратимые изменения раз-
меров стеклянной заготовки происходят лишь при коле-
баниях температуры; коэффициент термического расши-
рения (КТР) стекла равен 1,2-10~5 ° С-1.
При нежестких требованиях к качеству фотошабло-
нов допустимо применение листового оконного стекла,
которое имеет разнотолщинность до 0,5 мм на один метр
длины и более низкое качество поверхности, чем поли-
рованное.
Заготовки из стекла нарезают стеклорезом, тщатель-
но контролируют на отсутствие дефектов (пузырей, ца-
рапин, видимых неоднородностей) и покрывают тонкой
пленкой. Покрытие должно быть непрозрачно для ко-
ротковолнового участка спектра, действующего на фото-
пластинку, достаточно эластично, чтобы обеспечивать
16 2673
241
хорошую форму края контура при вырезании рисунка
резцом (неровности края не должны превышать
20—50 мкм), хорошо сниматься с подложки (сниматься
лоскутами, а не выскабливаться), а оставленные участки
должны сохранять сцепление с подложкой и не изменять
размеров при хранении из-за усадки. Кроме того, плен-
ка должна не иметь прозрачных участков (проколов) и
легко поддаваться исправлению (ретуши).
В качестве пленочного покрытия обычно используют
черные эмали ПП и СП, которые наносят пульверизато-
ром в 2—3 слоя и сушат при 30—40° С несколько часов.
Необходимая, толщина покрытия 30—50 мкм. Нанесен-
ное пленочное покрытие контролируют на столе коорди-
натографа, имеющем подсветку снизу, или на экране
редукционной фотокамеры на отсутствие просвечиваю-
щих проколов и царапин. Обнаруженные дефекты устра-
няют ретушью. После отмывки покрытия стеклянные
заготовки можно использовать вновь.
Недостатками стеклянных подложек являются их
громоздкость, неудобство работы с тяжелыми хрупкими
листами стекла и трудность их хранения.
Пленочные подложки, материалом для которых слу-
жат полиэфирные листы или рулоны толщиной
0,1—0,3 мм, лишены этих недостатков, но они в большей
мере, чем стеклянные, подвержены воздействию внешней
среды (их КТР равен (34-4) • 10-5 ° С-1) . Кроме того, при
изменении относительной влажности на 1 % размеры
пленочных подложек изменяются на (0,5—1,7) -10-5.
Если материал поставляется в рулонах, его следует на-
резать на заготовки и хранить их в горизонтальном по-
ложении.
Полиэфирный материал для подложек выпускается
покрытым непроницаемым для актиничного излучения
слоем, на котором вырезают рисунок фотошаблона.
Обычно покрытие имеет красный цвет и частично про-
зрачно в красном свете, что позволяет проверять фото-
шаблоны на совмещаемость. Для этого пленочные ори-
гиналы попарно накладывают друг на друга на под-
свеченном снизу столе координатографа и контролируют
качество совмещения и отсутствие ошибок, сопоставляя
рисунки нижнего и верхнего оригиналов. Пленочные под-
ложки непригодны для многократного использования.
Если размеры оригинала фотошаблона невелики, он
может быть изготовлен на фотопластине, засвечиваемой
242
лучом света (координатографы снабжены фотоголовка-
ми, предназначенными для обработки фотопластин).
Как уже отмечалось, при изготовлении оригиналов
фотошаблонов применяют как ручные, так и автомати-
зированные координатографы. Основанием любого ко-
ординатографа служит стол, вдоль плоскости которого
перемещается специальными механизмами рабочий
инструмент — резец. Резец закрепляется в подвижной
каретке и может поворачиваться в ней так, чтобы его
режущая кромка была сориентирована в соответствии
с необходимым направлением движения. На каретку
можно установить также другие инструменты: специ-
альный циркуль для вычерчивания окружностей, мик-
роскоп для контроля размеров изготовленного рисунка,
фотоголовку с набором диафрагм для засветки фотопла-
стйны лучом света заданного свечения, рисующий ин-
струмент (специальное перо, карандаш).
Рис. 87. Кинематическая схема ручного коор-
динатографа:
1 — стол, 2 — неподвижная направляющая перемеще-
ний по оси X, 3 — заготовка оригинала, 4 и 9 — хо-
довые винты перемещений по осям X и У, 5 — под-
вижная направляющая перемещений по оси У, 6 —
редуктор и отсчетное устройство, 7 и 8 — маховички,
10 — каретка с резцом
243
Каретка перемещается вдоль направляющих во вза-
имно перпендикулярных направлениях с помощью двух
ходовых винтов, изготовленных с высокой точностью.
На рис. 87 показана кинематическая схема ручного
координатографа. Перемещение каретки 10 относитель-
но подвижной направляющей 5 производится ходовым
винтом 9, приводимым в действие маховичком 7 через
редуктор. Направляющая 5 установлена, в свою оче-
редь, на неподвижных направляющих 2 и передвигается
ходовым винтом 4, действующим от маховичка 8 через
редуктор. На редукторах имеются вращающиеся шкалы
отсчета перемещений. Для выполнения работ в поляр-
ных координатах выпускаются координатографы с пово-
ротным столом. Для удобства контроля и исправления
оригиналов стол координатографа изготовлен из стек-
лянного листа и имеет подсветку снизу. Производитель-
ность ручного координатографа от нескольких десятков
до 200 координат в час.
Автоматические координатографы имеют привод ка-
ретки от электродвигателей, управляемых с пульта опе-
ратором или же специализированной ЭВМ, и отличают-
ся высокой производительностью (скорость перемещения
резца достигает 5 м/мин) и точностью (погрешность не
превышает 25—50 мкм).
Таблица 10. Технические характеристики координатографов
Модель Тип Размер ориги- нала, мм Точность перемеще- ния резца, мкм Скорость перемеще- ния резца, м/мин
ЭМ701 Ручной 750X750 ±50 —
ЭМ707 Ручной с поворот- ным столом 800X800 ±50 —
ЭМ703 Автоматический со специализированной ЭВМ 1200X1200 ±50 5,5
ЭМ706 Полуавтоматический 1200X1200 ±50 1
В табл. 10 приведены технические характеристики координатографов. После вырезывания на заготовке рисунка и удале- ния пленки проверяют качество оригинала. Обнаружен- ные ошибки исправляются либо с помощью координате?
?44
графа, либо вручную: излишки пленки подрезают и уда-
ляют ланцетом, а проколы и вырывы закрашивают
кистью или на них наклеивают кусочки снятой пленки.
Размеры рисунка контролируют на координатографе
с помощью визирного микроскопа, входящего в комп-
лект координатографа. Для этого на каретку вместо
резца устанавливают микроскоп и, перемещая его ходо-
выми винтами от одной точки к другой, по разнице по-
казаний отсчетных шкал устанавливают длину отрезка
между точками.
§ 61. Изготовление промежуточных фотошаблонов
Промежуточные фотошаблоны должны иметь: мас-
штаб изображения 10: 1 (реже применяют другие, близ-
кие к этому масштабы, например 5: 1); погрешность раз-
меров не более 1—5 мкм; разницу оптических плотнос-
тей светлых и темных участков не менее 2 \ед. ГОСТа.
Кроме того, они не должны иметь дефектов (проколов
в темном, а также точек и островков в светлом поле).
Промежуточные фотошаблоны изготовляют на спе-
циальных фотопластинах, которые должны иметь раз-
решающую способность фотослоя 300—400 линий/мм;
размытость края при переходе от черного поля к бело-
му— не более 1—2 мкм и оптическую плотность черно-
го поля — не менее 2, а вуали (на светлом поле)—не
более 0,1 ед. ГОСТа. Кроме того, в фотоэмульсии и на
подложке не должно быть инородных непрозрачных
включений размером более 0,5 мкм.
Этим требованиям отвечают фотопластины СРБШ,
имеющие разрешающую способность 2000 линий/мм,
плотность черного поля более 3, а вуали менее 0,01 ед.
ГОСТа; светочувствительность фотопластин 5 ед.
ГОСТа.
Редукционная фотокамера для изготовления проме-
жуточных фотошаблонов показана на рис. 88. Основа-
нием фотокамеры служит массивная металлическая ста-
нина 1 длиной в несколько метров, устанавливаемая на
амортизаторах 2. На выфрезерованные и отшлифован-
ные направляющие станины установлен экран 10, кото-
рый можно передвигать вдоль нее для изменения мас-
штаба съемки. Обращенная к объективу рабочая сторо-
на экрана закрыта матовым стеклом 9, рассеивающим
245
свет люминесцентных ламп 11. На стекло 9 крепится ори-
гинал 8 фотошаблона. Внутри экрана имеется система
отражателей, обеспечивающих равномерное освещение
оригинала на просвет. Комплект ламп подбирают так,
чтобы яркость их была одинаковой. На экране имеются
регулировочные устройства, чтобы можно было выста-
вить оригинал фо-
тошаблона строго
перпендикулярно оп-
тической оси объек-
тива 7 (перекос
плоскости оригина-
ла должен быть не
более 0,5—1 мм).
Изображение ориги-
нала проектируется
на фотопластину 5
объективом 7.
Рис. 88. Редукционная фотокамера:
1 — станина, 2 — амортизатор, 3 — пульт уп-
равления, 4 — микроскоп, 5 — фотопластина
или матовое стекло, 6 — затвор, 7 — объектив,
8 — оригинал фотошаблона, 9 — матовое стек-
ло, 10 — экран, 11 — люминесцентные лампы
При наводке на
резкость фотоплас-
тину 5 заменяют ма-
товым стеклом или
старой фотопласти-
ной с прозрач-
ным рисунком. Качество изображения (резкость и раз-
меры элементов) контролируют с помощью микро-
скопа 4.
Объектив 7 должен обладать высокой разрешающей
способностью, и вносимые им искажения изображения
должны быть сведены к минимуму. Сконструировать
и изготовить универсальный объектив, который давал
бы высококачественное изображение при различных
масштабах съемки, очень трудно. Поэтому редукцион-
ные фотокамеры комплектуют набором объективов, каж-
дый из которых предназначен для определенного
масштаба съемки и скорректирован именно на этот
масштаб. Применяют объективы с фокусным расстояни-
ем от 105 до 150 мм, предназначенные для уменьшения
от 30 до 50 раз и имеющие разрешающую способность
300—500 линий/мм. Диаметр поля изображений этих
объективов от 20 до 50 мм.
Кассету с фотопластиной крепят в держателе, обес-
печивающем точное совпадение эмульсионного слоя
с фокальной плоскостью объектива. Держатель уставов*
246
лен в каретке, которую можно перемещать микровин-
тами во взаимно перпендикулярных направлениях с точ-
ностью 1—2 мкм. Перемещая каретку и последователь-
но фотографируя оригинал фотошаблона, можно полу-
чать многократные его изображения на одном промежу-
точном фотошаблоне, т. е. мультиплицировать рисунок.
Мультипликация непосредственно на редукционной фо-
токамере малопроизводительна и имеет погрешность ша-
га 2—6 мкм, что в несколько раз больше, чем при муль-
типликации на фотоповторителях. Тем не менее этот
способ часто используют при изготовлении фотошабло-
нов для тонкопленочных микросхем, имеющих большие
размеры (до 20—30 мм), соответственно большой шаг
мультипликации и относительно большую допустимую их
погрешность (до 5—10 мкм). Так как количество повто-
ряющихся изображений на фотошаблоне для тонкопле-
ночных микросхем невелико (до 6—20), малопроизводи-
тельная ручная мультипликация допустима.
Аналогичным способом, перемещая каретку, можно
получать изображения двух разных оригиналов на одном
фотошаблоне, состыковывая их, что может быть необ-
ходимо, если рисунок микросхемы не помещается на
одном оригинале и его приходится выполнять на двух.
Технические характеристики отечественных редукци-
онных фотокамер приведены в табл. 11.
Таблица 11. Технические характеристики редукционных
фотокамер
Характеристика Модель
ЭМ-503 ЭМ-513
Максимальны ejj размеры оригинала фотошаблона, мм 750X750 1200X1200
Условия освещения экрана . . . . Проходящий свет
Размеры фотопластин, мм . . . 60X90 90X120 60X90 90X120
Масштаб уменьшения 30: 1 20: 1 10: 1 50:1 40: 1 30: 1
Точность перемещения фотопласти- яы (мультипликации), мкм .... ±2 ±2
Применяемые для автоматизированного изготовле-
ния промежуточных фотошаблонов генераторы изобра-
247
жений представляют собой установки, выполняющие
экспонирование фотопластины или заготовки фотошаб-
лона лучом света по заданной программе. С их помощью
фактически получают оригинал, имеющий формат про-
межуточного фотошаблона. Достоинствами генераторов
изображений являются упрощение технологического
цикла изготовления фотошаблонов (координатограф
и редукционная камера в этом случае не нужны), увели-
чение производительности и повышение точности изго-
товления рисунка.
Существуют два метода генерации изображений —
сканирование и фотонабор.
Метод сканирования состоит в том, что луч
света построчно обегает всю поверхность фотопластины
подобно тому, как электронный луч обегает телевизион-
ный экран. Изображение получают, включая и выключая
луч. Сканирование осуществляется сложной оптико-ме-
ханической системой с вращающимися зеркалами или
многократными перемещениями координатного стола
с фотопластиной. Из-за невысокой производительности
сканирование не получило широкого распространения
в качестве самостоятельного метода, однако в сочетании
с фотонабором его используют, когда необходимо полу-
чить изображение длинных отрезков.
Метод фотонабора состоит в том, что разные
участки подложки с фоточувствительным слоем после-
довательно засвечивают источником света через пере-
менные диафрагмы, т. е. на подложку впечатывают раз-
личные фигуры (прямоугольники, полоски). Прецизион-
ное позиционирование (перемещение) фотопластины
осуществляется с помощью координатного стола с точ-
ностью 0,2—1,5 мкм.
Действующая по принципу фотонабора микрофотона-
борная установка (рис. 89) имеет системы микропере-
мещений, светооптическую и управляющую (на рисунке
не показана).
Система микроперемещений состоит из двух преци-
зионных координатных столов, перемещающихся по
осям X и У. Для контроля точности перемещений (до
0,2—0,3 мкм) служат специальные датчики линейных
перемещений 9, принцип действия которых будет опи-
сан в § 62, вырабатывающие электрические сигналы, ко-
торые поступают в управляющую систему. На нижнем
столе устанавливают фотопластину (или заготовку фо-
248
Рис. 89. Микрофотонабор-
ная установка:
1 — светооптическая система,
2 — затвор, 3 — полупрозрачное
зеркало, 4 — микроскоп, 5 —
фотошаблон «библиотека изоб-
ражений», 6 — координатный
стол, 7 — объектив, 8 — фото-
пластина, 9 — датчики линейных
перемещений
включает осветитель 1,
тошаблона), изображение на которой формируется объ-
ективом 7, а на верхнем — фотошаблон «библиотеку изо-
бражений», представляющий собой фотопластину с набо-
ром фрагментов изображений, из которых состоит изо-
бражение изготовляемого фотошаблона. В «библиотеку
изображений» могут входить
как простейшие (полоски,
прямоугольники), так и слож-
ные фигуры, с помощью кото-
рых соответственно формиру-
ются несложные микросхемы
(транзисторы, резисторы, про-
водники). и сложные (вентили,
триггеры) элементы инте-
гральных микросхем.
Вместо «библиотеки изо-
бражений», предназначенной
для хранения и воспроизведе-
ния сложных фрагментов при-
меняют также более простое
устройство — прямоугольную
переменную диафрагму, разме-
ры которой можно изменять
от нескольких микрометров до
2—5 мм. Ориентацию пере-
менной диафрагмы (угол по-
ворота) также можно регу-
лировать. С помощью пере-
менной диафрагмы получают
относительно простые изобра-
жения.
Светооптическая система
микрофотонаборной установки
затвор 2, объектив 7, полупрозрачное зеркало 3 и мик-
роскоп 4. Масштаб уменьшения объектива обычно 10: 1.
Наряду с этим применяют объективы с уменьшением
4:1 и 2:1. Полупрозрачное зеркало 3 и микроскоп 4 пред-
назначены для визуального контроля изображения при
юстировке микрофотонаборной установки, ориентации
фотошаблонов, а также контроле проявленных микро-
изображений (с программным перемещением).
Управляющая система предназначена для ручного
(кнопочного) и автоматического (с помощью перфолент)
управления движением координатных столов, шторками
249
диафрагмы и затвором 2 светооптической системы. В не-
которых моделях микрофотонаборных установок исполь-
зуются специализированные ЭВМ.
Микрофотонаборная установка действует следующим
образом. По программе, записанной на перфоленту и об-
рабатываемой управляющей системой, координатные
столы перемещаются и на определенных участках фото-
пластины последовательно проектируются изображения
отдельных фрагментов «библиотеки изображений» или
же изображения переменной прямоугольной диафрагмы.
В принципе любое изображение можно получить с по-
мощью переменной прямоугольной диафрагмы. Однако
в случае получения сложных изображений, состоящих
из десятков тысяч прямоугольных фрагментов, длитель-
ность работы установки очень велика. Поэтому для по-
вышения производительности применяют «библиотеку
изображений», которую изготовляют на той же микро-
фотонаборной установке. Микрофотонаборная установка
может работать также в режиме фотоповторителя.
Переход от координатографов и редукционных фото-
камер к генераторам изображений в несколько раз ус-
коряет цикл изготовления промежуточных фотошабло-
Таблица 12. Технические характеристики генераторов
изображений
Характеристика | ЭМ-508 ЭМ-518 эм- 519А ЭМ-519Б ЭМ-533 ЭМ-549
Рабочий ход коор- динатных столов по осям координат, мм 40x40 48X60 75X75 80x80 120x90 70X70 50X50 140X140
Точность позицио- нирования, мкм . . ±1,5 ±2,5 ±1,5 ±0,5 ±0,2 ±0,5
Воспроизводимость позиционирования, мкм ±1,0 ±1,5 ±0,5 ±0,2 ±0,2 ±0,5
Масштаб уменьше- ния 25:1 10:1 10:1 2:1 10:1 4:1 10:1 4:1 2:1 10: 1 4 : 1 2: 1
Разрешающая спо- собность объектива, линий/!мм .... 1100 1100 1100 300 1100 500 1100 540 250 1100 540 250
Максимальная про- изводительность, экс- позиций/ч .... 9Э0 900 1200 2400 10800 2400
250
нов. В табл. 12 приведены технические характеристики
генераторов изображений.
После оптической обработки фотопластины проявля-
ют, промывают в воде или в стоп-ванне, фиксируют,
промывают повторно в воде и сушат. Проявление, пер-
вую промывку и фиксирование выполняют в темноте или
при неактиничном освещении.
При проявлении фотопластины опускают в про-
явитель, имеющий температуру, близкую к комнатной.
Проявитель представляет собой водный раствор веществ,
под воздействием которых на экспонированных участках
фотопластины при проявлении происходит превращение
галоидного серебра в металлическое, в результате чего
эти участки темнеют. Проявитель состоит из восстано-
вителя— проявляющего вещества (метола, гидрохинона
и др.), ускорителя, придающего раствору щелочные
свойства (едкий натр, углекислый натрий и др.), сохра-
няющего (сульфит натрия), противовуалирующего (бро-
мид калия) веществ и дистиллированной воды. Такие
важные характеристики проявителя, как скорость про-
явления, плотность почернения, контрастность, вуаль
и максимальная разрешающая способность определяют-
ся его составом (рецептом), а также режимом проявле-
ния (температурой, длительностью проявления, коли-
чеством обработанных фотопластин).
Промывку фотопластин выполняют в дистиллиро-
ванной воде в течение 20—30 с или в стоп-ванне. Стоп-
ванна (например, раствор 125 мл 28%-ной ледяной ук-
сусной кислоты в 1 л дистиллированной воды) быстро
прекращает процесс проявления.
При фиксировании фотопластины окунают
в фиксаж — обычно раствор гипосульфита в дистилли-
рованной воде (тиосульфат натрия Na2S2O3-5H2O).
При фиксировании образуются растворимые в воде со-
ли галоидного серебра и галоидное серебро переходит из
эмульсии в раствор. Длительность фиксирования состав-
ляет несколько минут и должна быть по крайней мере
в два раза больше времени, в течение которого исчеза-
ет молочно-белая окраска эмульсии на неэкспонирован-
ных участках.
Вторую промывку выполняют в течение
20—30 мин в воде при комнатной температуре на свету.
Сушат фотопластины при комнатной температуре
в обеспыленной среде в течение нескольких часов. Сушка
251
может быть ускорена дополнительной промывкой фо-
топластин в этиловом спирте.
Следует иметь в виду, что попадание проявителя
в фиксаж и особенно фиксажа в проявитель делает эти
растворы негодными. Окунать фотопластины в прояви-
тель и фиксаж и вынимать их оттуда следует пинцетом
или руками, защищенными резиновыми перчатками, ис-
ключающими попадание на кожу этих веществ. Прояв-
лять и фиксировать фотопластины необходимо в вытяж-
ном шкафу.
§ 62. Изготовление эталонных фотошаблонов
На эталонных фотошаблонах окончательно формиру-
ется изображение, поэтому они должны иметь минималь-
ные размеры (ширину) элементов 2—5 мкм, при точнос-
ти их воспроизведения — 0,2—0,3 мкм; плотность дефек-
тов— не выше 0,2—1 см-2; неровность края — не выше
0,2—0,3 мкм, а погрешность совмещаемости — не более
0,3—1 мкм.
Изготовляют эталонные фотошаблоны на фотоплас-
тинах СРБШ методом последовательной или одновре-
менной мультипликации.
Метод последовательной мультипликации. Этот ме-
тод основан на многократном пошаговом перемещении
по полю фотопластины уменьшенного изображения про-
межуточного фотошаблона с помощью фотоповторителя
(фотоштампа). Применяют однопозиционные (рис. 90, а)
и многопозиционные (рис. 90, б) фотоповторители, на
которых одновременно обрабатывают соответственно
одну или несколько фотопластин (заготовок).
Многопозиционные повторители отличаются от одно-
позиционных тем, что на них установлено несколько
(шесть — девять) тубусов с одинаковыми оптическими
системами, в каждый из которых закладывается проме-
жуточный фотошаблон, изображение которого проекти-
руется на свою фотопластину. Фотопластины размеща-
ются на одном координатном столе и перемещаются при
мультипликации одновременно, чтобы был наименьший
сдвиг изображений относительно друг друга на каждой
из них. Таким образом, многопозиционный фотоповтори-
тель позволяет уменьшить относительную погрешность
совмещения комплекта фотошаблонов, изготовляемых
одновременно.
252
В последнее время благодаря использованию преци-
зионных датчиков линейных перемещений, обеспечиваю-
щих погрешность позиционирования координатного сто-
ла, не превышающую 0,2—0,3 мкм, необходимость
в громоздких многопозиционных конструкциях фотопов-
торителей отпала.
Рис. 90. Схемы фотоповторителей:
а — однопозиционного; б — многопозиционного; 1 — ис-
точник света, 2 — конденсор, 3 — промежуточный фото-
шаблон, 4 — объектив, 5 — фотопластина, 6 — координат-
ный стол, 7 —датчик линейных перемещений, 8 — систе-
ма управления блоком экспонирования
Фотоповторитель состоит из трех систем: оптической,
перемещений и управления.
В оптическую систему входят объектив, осве-
титель, состоящий из источника света, конденсора и све-
тофильтров, затвор и базировочная рамка.
253
Объектив является наиболее ответственным элемен-
том оптической системы и должен иметь высокую раз-
решающую способность, достаточно большое рабочее по-
ле, по возможности наибольшую глубину резкости. Этим
требованиям удовлетворяют короткофокусные объекти-
вы, предназначенные для масштабов уменьшения от
4:1 до 30: 1. Наиболее часто применяют объективы, ра-
ботающие при масштабе уменьшения 10: 1, которые име-
ют фокусные расстояния от 26 до 31 мм и обеспечивают
рабочее поле диаметром до 5—8 мм с разрешающей
способностью до 1100—1200 линий/мм в центре и до
900 линий/мм на краях. Такие объективы позволяют по-
лучать изображения штрихов шириной 1—2 мкм. Диа-
пазон спектра объективов, обеспечивающий высокие
характеристики, невелик (20 нм) и лежит в диапазоне
длин волн света от 436 до 456 нм. Рабочая длина волны
некоторых объективов может быть сдвинута в сторону
более коротких — до 400 нм или более длинных — до
550 нм длин волн.
Объективы, предназначенные для масштабов умень-
шения от 2:1 до 4:1, имеют фокусные расстояния до
90—60 мм, числовые апертуры 0,1—0,15, их разрешаю-
щая способность, как правило, ниже и равна
300—600 линий/мм, а рабочее поле больше — до
20—30 мм.
Важным параметром объектива является глубина
резкости изображения, которая обычно связана с пре-
дельной разрешающей способностью и с ростом ее
уменьшается. В зависимости от конструкции и парамет-
ров объективы фотоповторителей имеют небольшую
глубину резкости (5—30 мкм). Это значит, что при от-
клонении расстояния между фотопластиной и объекти-
вом на несколько микрометров качество изображения
может заметно ухудшиться.
Даже при тщательном изготовлении и точной отлад-
ке системы перемещений те или иные отклонения распо-
ложения фотопластины относительно объектива неиз-
бежны из-за перекосов координатного стола во время
движения, взаимной неперпендикулярности плоскости
перемещения координатного стола и оптической оси объ-
ектива, неплоскостности и разнотолщинности фотоплас-
тины, а также температурной деформации фотоповтори-
теля. Чтобы расстояние между объективом и фотоплас-
тиной было неизменно, применяют автоматическую под-
254
фокусировку (автофокусировку), например с пневмати-
ческой подвеской объектива (рис. 91, а), и сочетающую-
ся с пневмоавтоматической следящей системой
(рис. 91, б). При пневматической подвеске между под-
вижным телом и основанием создается воздушная по-
душка. Простейшая система пневмоавтоматических
устройств автофокусиров-
ки, действующая по прин-
ципу воздушной подушки,
показана на рис. 91, а.
Объектив удерживае-
мый в вертикальном по-
ложении^ аэростатической
радиальной опорой 2, мо-
жет свободно переме-
щаться по вертикали. Не-
обходимое расстояние
между ним и фотоплас-
тиной 4 выдерживается
с помощью чувствитель-
ного элемента 3, создаю-
щего воздушную подуш-
ку, т. е. объектив факти-
чески опирается на фото-
пластину через воздуш-
ную подушку. Так как
давление Р поддержива-
ют строго постоянным,
толщина воздушной по-
душки, т. е. зазор между
чувствительным элемен-
том 3 и фотопластиной 4,
остается неизменным. Это
Р
Рис. 91. Схемы пневмоавтомати-
ческой автофокусировки:
а — на «воздушной подушке», б — со
следящей системой; 1 — объектив, 2
и 6 — аэростатические радиальные и
горизонтальные опоры, 3 — чувстви-
тельный элемент, 4 — фотопластина,
5 — каретка координатного стола
простейшая пневматическая автофокусировка.
Чувствительный элемент 3 пневмоавтоматической
следящей системы с обратной связью (см. рис. 91, б)
служит только датчиком расстояния до фотопластины:
при увеличении этого расстояния расход воздуха через
сопла чувствительного элемента увеличивается, а при
уменьшении падает. Изменение расхода воздуха реги-
стрируется датчиком обратной связи Д, который воздей-
ствует на усилитель У, управляющий давлением в го-
ризонтальной аэростатической опоре 6. В зависимости от
характера управляющего сигнала объектив 1 опускается
255
или поднимается. Пневмоавтоматические следящие
системы отличаются чрезвычайно высокой точностью
работы: ошибка регулирования не превышает
1 —1,5 мкм.
Источником света служат лампы накаливания или
ртутно-кварцевые. Конденсор представляет собой сис-
тему линз, обеспечивающих равномерность освещения.
Светофильтры предназначены для выделения узкой по-
лосы спектра источника света, так как высокоразрешаю-
щие объективы обычно скорректированы лишь для узко-
го участка спектра. Затвор служит для последовательно-
го экспонирования участков фотопластины.
Базировочная рамка необходима для точной юсти-
ровки промежуточного фотошаблона. Сначала промежу-
точный фотошаблон устанавливают и точно ориентиру-
ют в базировочной рамке (контроль производят под
микроскопом), которую затем устанавливают на фото-
повторитель и выполняют на нем юстировку рамки
с фотошаблоном. Юстировку следует выполнять особо
тщательно: погрешность углового положения промежу-
точного фотошаблона не должна превышать 5—10".
В систему перемещений входят координат-
ный стол, на который устанавливают одну фотопласти-
ну в однопозиционном или несколько в многопозицион-
ном фотоповторителе, и механизм его привода. Коорди-
натные столы старых конструкций представляли собой
две каретки, перемещающиеся на шариковых опорах по
направляющим в двух взаимно перпендикулярных на-
правлениях. По конструкции каретки сходны с каретка-
ми установки совмещения (см. рис. 68). Привод кареток
осуществляется от шагового электродвигателя с по-
мощью точно обработанного ходового винта, а позици-
онирование (перемещение) задается углом поворота
этого винта. Такая система обеспечивает точность пози-
ционирования до 1 —1,5 мкм.
Современная конструкция системы перемещений ос-
нована на применении аэростатических пневматических
опор координатного стола и прецизионных фотоэлектри-
ческих датчиков линейных перемещений трех типов: со
штриховой линейкой, на основе муарового эффекта и ин-
терференционного.
Аэростатические опоры, как уже отмечалось, работа-
ют на воздушной подушке и обеспечивают высокую
точность и мягкость хода координатного стола (непря-
256
молинейность перемещений стола при длине хода
80 мм не превышает 0,1—0,2 мкм).
Устройство прецизионного датчика линейных пере-
мещений со штриховой линейкой показано на рис. 92.
Штриховая линейка 2, представляющая собой дифракци-
онную решетку с шагом
штрихов до 1 мкм, освеща-
ется на просвет осветителем
1 и скреплена с координат-
ным столом 7. Объектив 3
проектирует изображение
штриха на узкую щель
между шторками 4. Изобра-
жение штриха вместе со
щелью воспринимается фо-
топриемником 6 (фотоум-
ножителем), сигналы с ко-
торого поступают на элект-
ронное счетное устройство.
При движении координатно-
го стола и штриховой ли-
нейки яркость щели попере-
менно изменяется, так как
в нее будут проектироваться
то темные штрихи, то свет-
лые участки. Электронное
счетное устройство, обраба-
тывающее последователь-
ность импульсов, поступаю-
щих с фотоприемника, слу-
жит для определения точ-
ного положения стола. Раз-
решающая способность дат-
чика линейных перемещений
0,2—0,3 мкм.
Принцип действия датчика,
Рис. 92. Схема датчика ли-
нейных перемещений со
штриховой линейкой:
1 — осветитель, 2 — штриховая
линейка, 3 — объектив, 4 —
шторки щели, 5 — изображение
штриха, 6 — фотоприемник, 7 —
координатный стол
со штриховой линейкой
основанного на муаровом
эффекте, состоит в том, что при наложении друг на дру-
га двух штриховых линеек под небольшим углом 0 друг
к другу образуется муар — темные и светлые полосы
(рис. 93). Расстояние W между полосами муара во мно-
го раз больше расстояния между штрихами w и при
небольших углах равно W=w/Q (угол 0 измеряют в ра-
дианах). Такой датчик представляет собой оптическую
систему, в которой муаровые полосы получаются в ре-
17 2673
257
зультате интерференции между отражательной и пропу-
скающей дифракционными решетками, расположенными
на расстоянии нескольких миллиметров друг от друга.
Одна из решеток крепится неподвижно, а другая связа-
на с координатным столом.
Схема интерференционного датчика линейных пере-
мещений показана на рис. 94. Луч света от источника 3
(ртутно-кварцевой лампы или газового лазера) разде-
ляется светоделительной пластиной 2 на два интерфе-
рирующих луча, один из которых падает на неподвижное
зеркало 4, отражается от него и попадает на фотоприем-
ник 1, а другой — на призму 7 полного внутреннего отра-
жения, укрепленную на подвижном координатном столе
6, затем — на неподвижное зеркало 5, отражается от
него, возвращается на призму 7 и, отразившись от пла-
стины 2, также попадает на фотоприемник 1.
Рис. 93. Схема образования
муарового эффекта
Рис. 94. Схема интерференцион-
ного датчика линейных переме-
щений:
1 — фотоприемник, 2 — светоделитель-
ная пластина, 3 — источник света, 4
и 5 — неподвижные зеркала, 6 — коор-
динатный стол, 7 — призма
Если оба луча попадают на фотоприемник 1, совпа-
дая по фазе, яркость света и фотосигнал будут макси-
мальны, а если в противофазе, яркость и фотосигнал
будут минимальны. Во время движения координатного
стола 6 оптическая длина пути второго луча непрерывно
изменяется и на фотоприемник поступает луч перемен-
ной яркости в виде последовательности вспышек, кото-
рые воспринимаются фотоприемником и преобразуются
в электрические импульсы, обрабатываемые счетчиком.
Разрешающая способность интерференционного дат-
чика линейных перемещений 0,07—0,15 мкм.
258
Система управления обеспечивает автомати-
ческое перемещение координатного стола на заданные
шаги мультипликации по осям X и Y, управляет затво-
ром осветителя и служит для питания осветителя стаби-
лизированным напряжением.
Основные технические характеристики фотоповтори-
телей приведены в табл. 13.
Таблица 13. Технические характеристики фотоповторителей
Характеристика ЭМ- 505А ЭМ-510 ЭМ-51б| ЭМ-522А 1 ЭМ-525 ЭМ-552
Максимальное перемещение сто- ла, мм Л . . . 60 50 80 80 80 140
Точность пози- ционирования, мкм ±2 ±3 ±2,5 ±0,2 ±0,25 ±0,5
Качество пози- ций (тубусов) 1 9 6 1 6 1
Масштаб умень- шения .... 10:1 10:1 10:1 20:1 10:1 4:1 10 : 1 10: 1 4: 1
Максимальное рабочее поле, мм — 3,5 X 3,5 зхз 0 3; 5 8,5; 21 0 4,5 0 8,5; 21
Минимальная ширина линии, мкм 3-5 3-5 2—3 1,5 — —
Разрешающая способность, ли- ний/мм .... 380 380 1100 600 1000 1360 750—850 1200
Рабочая ” длина волны света, нм 436 436 436 436 546 546
Способ фокуси- Руч- Руч- Руч- Авто- Автома- Автома-
ровки ной ной ной мати- ческий тический тический
Метод одновременной мультипликации (растровый).
Этот метод основан на применении множества одинако-
вых небольших линз, каждая из которых дает отдель-
ное изображение оригинала фотошаблона на фотоплас-
тине. Систему, состоящую из множества расположенных
в одной плоскости линз, называют растром. Изготовля-
ют растры из прозрачных органических материалов
(оргстекла, полистирола). Схема получения на фотопла-
стине уменьшенных изображений оригинала фотошабло-
259
Рис. 95. Получение изображений
с помощью линзового растра:
1 — фотопластина, 2 — светочувстви-
тельный слой, 3 — изображение объек-
та съемки, 4 — линзовый растр из по-
листирола, 5 — диафрагмирующая мас-
ка, 6 — объект съемки
на с помощью растра по-
казана на рис. 95.
Выпускаемая про-
мышленностью растровая
фотокамера ЭМ-514 име-
ет рабочее поле экрана
300X300 мм, масштабы
уменьшения 200:1 и 300:1
и шаг между линзами
0,8X0,8 мм; максималь-
ная разрешающая спо-
собность каждой линзы
250 линий/мм.
Преимущество растро-
вого метода — простота
устройства растровой ка-
меры, а недостатки —
невысокая разрешающая
способность и небольшое
рабочее поле каждой
линзы растра.
§ 63. Изготовление рабочих фотошаблонов
Рабочие фотошаблоны должны быть стойкими к ис-
тиранию (выдерживать до 50—200 операций совмеще-
ния) и отвечать тем же требованиям, что и эталонные.
Подложки для рабочих фотошаблонов обычно имеют
размеры до 100X100 мм; качество обработки их рабо-
чей поверхности должно быть не ниже 14-го класса точ-
ности, а неплоскостность — не более 1—2 мкм. Кроме
того, подложки не должны иметь непрозрачных участ-
ков на поверхности и внутри (пузырьков, свилей) разме-
рами более 0,5 мкм и должны быть прозрачны для
ближнего ультрафиолетового излучения в диапазоне
длин волн 300—400 нм.
Этим требованиям отвечают выпускаемые промыш-
ленностью заготовки из оптического стекла К-8, имею-
щие размеры 50Х50Х( 1,54-2); 70Х70Х (1,54-7) и
90Х90Х (54-10) мм.
Технологический цикл изготовления рабочих фото-
шаблонов состоит из химической обработки стеклянных
подложек, их металлизации. Затем следуют нанесение
260
слоя фоторезиста и его сушка, экспонирование (контакт-
ная печать), проявление изображения, повторная сушка
слоя фоторезиста (термообработка), травление слоя
металлизации, снятие слоя фоторезиста, финишная от-
мывка, контроль и исправление фотошаблона.
Ряд операций, начиная с нанесения фоторезиста
и кончая снятием его,— это фотолитографическая обра-
ботка, выполняемая методами, рассмотренными в главе
пятой, предварительную химическую обработку и фи-
нишную отмывку выполняют методами, описанными
в § 39. Специфическими являются операции металлиза-
ции стеклянных заготовок и исправления фотошабло-
нов.
При химической обработке стеклянные
подложки промывают в горячей 10%-ной перекиси
водорода с добавкой 25%-ного аммиака, а затем в деио-
низованной воде, обрабатывают в серной кислоте, пере-
дают на кистевую отмывку в деионизованной воде и су-
шат на центрифуге. Хорошие результаты дает обработ-
ка подложек в 10%-ной перекиси водорода с добавкой
2—3% муравьиной кислоты в течение 10 мин при 80° С
с последующей отмывкой в деионизованной воде.
Если обработанные подложки необходимо длительно
хранить, их на центрифуге покрывают пленкой лака
ХСЛ, которую перед металлизацией снимают.
Металлизуют заготовки для получения не-
прозрачного для актиничного ультрафиолетового излу-
чения тонкого сплошного слоя, который должен обла-
дать высокой адгезией к поверхности стеклянной под-
ложки, обеспечивать высокую разрешающую способ-
ность (до 500—1200 линий/мм), не иметь дефектов
и поддаваться фотолитографической обработке (т. е.
легко удаляться в кислотных травителях). Этим требо-
ваниям удовлетворяют лишь немногие материалы. В по-
лупроводниковом производстве используют фотошабло-
ны с непрозрачным хромовым или полупрозрачным из
окислов железа (транспарентные) покрытием.
Пленки хрома имеют малый коэффициент пропуска-
ния х(%) в ультрафиолетовой области и при толщине
от 0,06 до 0,08 мкм обеспечивают оптическую плотность
2 ед. ГОСТа. Пленки окиси железа в диапазоне длин
волн X короче 450 нм также имеют достаточно неболь-
шой коэффициент пропускания х(рис. 96). В видимой
области спектра они полупрозрачны и слабо окрашены
261
в красноватый цвет. Фотошаблоны на основе окиси
железа удобно совмещать с подложкой, так как ее рису-
нок виден через фотошаблон. Преимуществом фотошаб-
лонов на основе окиси железа является также малый
коэффициент отражения актиничного света, благодаря
чему ослабляется интерференция в слое фоторезиста.
При толщине тонкопленочных покрытий от 0,08 до
0,15 мкм обеспечивается высокая разрешающая способ-
ность и малая плотность дефектов рабочих фотошабло-
нов.
Рис. 96. Спектр пропускания
пленки окиси железа толщиной
0,08 мкм
Рис. 97. Установка термова-
куумного распыления хрома:
1 — плита, 2 — колпак, 3 — датчик,
4 — нагреватель заготовки. 5 — за-
готовка, 6 — заслонка, 7 — испари-
тель, 8 — трубопровод к вакуумной
системе
Тонкопленочное хромовое покрытие наносят на фото-
шаблоны термовакуумным распылением. Испаряющиеся
атомы хрома разлетаются по прямолинейным траекто-
риям, не встречая на своем пути помех, и, попадая на
подложку (стеклянную заготовку), осаждаются, обра-
зуя сплошную тонкую пленку.
Установка термовакуумного распыления хрома пока-
зана на рис. 97. Процесс происходит под колпаком 2.
Хром помещается на испаритель 7 — вольфрамовый или
танталовый тигель (лодочку), нагреваемый пропускае-
мым через него электрическим током. Подложку 5 кре-
пят на нагревателе 4. Воздух из-под колпака откачива-
ют вакуумной системой до давления 0,5—5 мПа (около
5-10-5—5-10-6 мм рт. ст.), включают нагреватель 4
262
и прогревают заготовку 5 до 200—300° С для обезгажи-
вания ее поверхности. Затем температуру заготовки сни-
жают до 100° С. Включают прогрев испарителя и про-
гревают хром, пока он не начнет распыляться (около
1200°С). Первые порции распыляемого хрома, содер-
жащие легко испаряющиеся посторонние материалы, по-
падают на заслонку 6. Через несколько секунд после
начала распыления заслонку сдвигают, хром попадает
на заготовку 5 и осаждается на ней. Скорость роста
пленки хрома и ее толщина контролируются датчиком 3.
Для обезгаживания и очистки поверхности стеклян-
ных подложек применяют также тлеющий разряд,
создаваемый в камере при давлении около 10-1 мм рт.
ст. между двумя алюминиевыми или кремниевыми элек-
тродами. Подложку помещают в разрядное про-
странство.
Качество пленки хрома определяется ее толщиной,
однородностью структуры и дефектностью. Для получе-
ния пленки определенной толщины (0,05—0,15 мкм)
тщательно контролируют и соблюдают режим напыле-
ния. Однородность структуры зависит от температуры
и чистоты подложки, а также скорости осаждения. Наи-
лучшие результаты получают при интенсивности распы-
ления, которой соответствует скорость осаждения плен-
ки 0,0005—0,0008 мкм/с. На дефектность пленки влияет
чистота подложки и режим распыления. Тщательная
подготовка поверхности подложки и уменьшение запы-
ленности при загрузке подколпачного устройства позво-
ляют получать пленки хрома с дефектностью менее
1—0,2 мм~2.
Для распыления используют электролитический
рафинированный в водороде хром высокой степени
очистки.
Пленки окиси железа наносятся на подложки как
термовакуумным распылением, так и пиролизом (термо-
разложением) пентакарбонида железа в окисляющей
среде.
Кроме стеклянных подложек, на которые необходи-
мо нанести пленки хрома или окиси железа, промыш-
ленность выпускает пластины ПМС из стекла марки
К-8, заранее покрытые тонким слоем хрома или окиси
железа, имеющие размеры от 70X70 до 127X127 мм
и толщину до 3 мм. Неплоскостность их рабочей поверх-
ности не более 3 мкм, дефектность (плотность проко-
263
лов) —не более 0,2—0,8 см-2, разрешающая способность
не ниже 500 линий/мм. Выпускаются также пластины
ПМС, покрытые слоем позитивного фоторезиста
ФП-617.
Нанесение и сушка фоторезиста описаны
в § 51.
Экспонирование выполняют контактным или
проекционным методом.
При экспонировании контактным методом должно
быть обеспечено плотное прижатие эталонного фотошаб-
лона к заготовке рабочего фотошаблона, равномерное
освещение актиничным светом и по возможности исклю-
чено взаимное истирание фотошаблона и заготовки.
Рис. 98. Зависимость разре-
шающей способности от за-
зора между эталонным фо-
тошаблоном и заготовкой
рабочего фотошаблона
Рис. 99. Установка контакт-
ной печати рабочих фотошаб-
лонов:
1 — металлическая пластина, 2 —
заготовка рабочего фотошаблона,
3 — резиновая диафрагма, 4 — эта-
лонный фотошаблон, 5 — ртутно-
кварцевая лампа, 6 — корпус, 7 —
зеркало, 8 — трубопровод к ваку-
умному насосу, 9 — столик
Появление даже небольшого зазора между эталон-
ным фотошаблоном и заготовкой резко ухудшает пра-
вильность передачи размеров и разрешающую способ-
ность из-за дифракции и интерференции света. На рис. 98
показана зависимость разрешающей способности R от
зазора d3, из которой видно, что при зазоре 2—3 мкм
разрешающая способность не может быть ’выше
100—150 линий/мм.
264
На установке контактной печати (рис. 99) эталонный
фотошаблон 4 удерживается на столике 9 разрежением,
создаваемым в полости III, а стеклянная заготовка 2 со
слоем фоторезиста на металлической пластине 1 — ваку-
умным насосом. Перед прижимом подложки к эталон-
ному фотошаблону сначала откачивают полость I, что-
бы исключить образование пузырьков воздуха между
фотошаблоном и заготовкой, и полость II, чтобы заго-
товка не прижималась в этот момент к фотошаблону.
Затем в полость II постепенно через дроссель напуска-
ют воздух и заготовка плавно без удара прижимается
к фотошаблону. Для экспонирования служит ртутно-
кварцевая лампа 5.
При экспонировании проекционным методом изобра-
жение эталонного фотошаблона проектируют на заго-
товку рабочего фотошаблона через объектив в масшта-
бе 1 : 1. К объективам для проекционной печати предъ-
являются высокие требования, наиболее жесткое из
которых состоит в том, что на рабочем поле диаметром
до 50—60 мм должна быть обеспечена разрешающая
способность 500—1000 линий/мм. Такие объективы слож-
ны и дороги, и поэтому проекционная печать для изго-
товления рабочих фотошаблонов широкого распростра-
нения пока не получила.
Проявление и сушка слоя фоторезиста описа-
ны в § 53.
Травят слой металлизации в травителях, состав,
которых зависит от материала покрытия.
Пленки хрома травят в растворе серной, соляной или
фосфорношкислоты. Ряд кислот — травителей хрома, по-
строенный в порядке уменьшения скорости травления,
имеет вид: НС1, НВг, H2SO4, НС1О4.
Пленки хрома, получаемые термовакуумным распы-
лением, химически пассивны из-за очень тонкого слоя
окисла, покрывающего их поверхность. Чтобы началась
реакция травления, пленка окиси хрома должна быть
разрушена, для чего достаточно приложить к ней при
травлении небольшое напряжение. Напряжение можно
подавать не от источника тока, а прикасаясь к пленке
электроположительным металлом. При этом образуется
гальваническая пара, окисел разрушается и начинается
процесс травления.
Для травления пленки хрома погружают подложки
в травитель, прикасаются к пленке хрома на несколько
265
секунд металлическим стержнем из алюминия, цинка,
олова, магния или их сплавов (можно также стружки
этих металлов погружать в травитель). Обычно при
травлении используют 12—16%-ную соляную кислоту
и алюминиевый или цинковый стержень или следующие
травители: 454 г хлористого алюминия, 135 г хлористого
цинка, 30 мл ортофосфорной кислоты и 400 мл воды;
1 ч. раствора 50 г едкого натра в 100 мл деионизованной
воды и 3 ч. раствора 100 граммов ферроцианида калия
(красной кровяной соли) в 300 мл воды.
Равномерность травления и точность воспроизведе-
ния размеров рисунка улучшаются, если в соляную кис-
лоту добавить небольшие количества (несколько про-
центов) поверхностного активного вещества СВ-102 (на-
триевая соль диэтилгексилового эфира сульфоянтарной
кислоты), СВ-104 (смеси натриевых солей монодитрибу-
тилнафталина-1-сульфокислоты) или СВ-105 (продукт
обработки алкилфенола окисью этилена).
Возможно травление хромовых пленок с предвари-
тельной обработкой в 3%-ном водном растворе боргид-
рида калия (КВН4) в течение 30 с, активирующей по-
верхность хрома. После обработки в активаторе пленки
травят в 25 %-ной соляной кислоте, не применяя метал-
лический стержень.
Пленки окиси железа травят в кислотно-восстанови-
тельных средах. Хорошие результаты дает травитель,
состоящий из насыщенного раствора йодистого калия
в 250 мл воды и 50 г хлорного железа в 750 мл воды, ко-
торые перед употреблением смешивают.
При ионном травлении получают также хорошие ре-
зультаты. Скорость травления при энергии ионов аргона
2—3 кэВ составляет 0,025—0,03 мкм/мин. При ионном
травлении следует применять фоторезист ФП-617, так
как фоторезисты других марок не выдерживают воздей-
ствия ионного пучка.
Снятие слоя фоторезиста описано в § 55.
Контролируют рабочие фотошаблоны
под микроскопом после удаления слоя фоторезиста.
Рассмотренный метод изготовления рабочих фото-
шаблонов— оптико-механический. В последнее время
находит применение электроннолучевой метод — элек-
тронолитография, основанный на экспонировании фо-
торезиста программно управляемым электронным лучом.
На рис. 100 показана схема установки электронно-
266
лучевого экспонирования. Электронный луч формирует-
ся электромагнитными линзами 3 так, как это делается
в электронном микроскопе, и его яркость можно ме-
нять, изменяя напряжение на электроде 2 — модуляторе
яркости луча. Для перемещения луча по поверхности
подложки 8 служат
отклоняющие системы
4 и 5. Управление ус-
тановкой производится
с помощью ЭВМ, а ин-
формация записывает-
ся на перфоленту или
магнитную ленту.
Электронный луч по-
строчно обегает всю
подложку, при этом
яркость его меняется
в зависимости от ха-
рактера изображения.
Получающееся на фо-
тошаблоне изображе-
ние контролируют
визуально на телеви-
зионном экране 10.
Установки элект-
роннолучевого экспо-
нирования позволяют
получать линии изо-
бражений ’шириной до
0,5 мкм и точность
совмещения до 0,1 мкм.
Рис. 100. Установка электроннолуче-
вого экспонирования рабочих фото-
шаблонов:
1 — электронная пушка, 2 — электрод —
модулятор яркости луча, 3 — электромаг-
нитные фокусирующие линзы, 4 и 5 — от-
клоняющие системы по осям X и Y, 6 —
блок управления электронным лучом, 7 —
управляющая ЭВМ, 8—-подложка, 9 —
датчик вторичных электронов, 10 — теле-
визионный экран
Их недостатком являет-
ся низкая производительность: для построчной засветки
фоторезиста тонким и маломощным электронным лучом
необходимо большое время.
Электроннолучевой метод резко сокращает цикл из-
готовления фотошаблонов: вместо сложных операций
формирования изображения выполняется только одна
операция.
Электронолитографией можно обрабатывать кремние-
вые и другие подложки для полупроводниковых прибо-
ров и микросхем. Однако ее промышленное применение
нецелесообразно, так как производительность установок
недостаточно высока,
267
§ 64. Погрешности рабочих фотошаблонов
Рис. 101. Элемент
рисунка фото-
шаблона
Рабочие фотошаблоны должны максимально точно
воспроизводить размеры, а также взаимное расположе-
ние множества фигур, и иметь минимальное количество
дефектов (темных и светлых точек и
островков). В соответствии с этим ка-
чество фотошаблонов характеризуют
погрешностями размеров отдельных
элементов, а также их групп и локаль-
ными дефектами.
Погрешности размеров отдельных
элементов. Неровность края
ЛЬ'— максимальная высота микро-
неровностей контура элемента
(рис. 101) — появляется в резуль-
тате нарушения режимов фото-
химической обработки фотоплас-
тин, металлизации фотошаблонов
и фотолитографической обработки
металлизированных фотошаблонов.
Погрешность размера элемента — это от-
клонение расстояния b между двумя воображаемыми
линиями В\ и В2, соответствующими среднему располо-
жению краев элемента от номинального. Эта погреш-
ность может быть вызвана погрешностями координато-
графа, установки масштаба, экспозиции, а также расфо-
кусировкой редукционной фотокамеры или фотоповто-
рителя, нарушением режимов проявления и травления,
усадкой пленки и фотоэмульсии.
Нерезкость (размытость) края — это ши-
рина участка постепенного перехода от прозрачной
к непрозрачной области на краю элемента, которая ха-
рактеризует размытость границы между прозрачной
и непрозрачной областями. Нерезкость края сильнее
выражена на эмульсионных фотошаблонах и причинами
увеличения ее являются нарушения режимов фотохими-
ческой обработки фотопластин, металлизации и фотоли-
тографической обработки рабочих фотошаблонов.
Погрешности размеров групп элементов. Погреш-
ность шага мультипликации — это отклоне-
ние местоположения группы элементов, относящихся
к одной микросхеме (или одному прибору), от номи-
нального, связанное с точностью работы фотоповторите-
203
ля. Группу элементов для одной микросхемы получают
за один шаг мультипликации.
Угловая погрешность — это угловое отклоне-
ние местоположения группы элементов, относящихся
к одной микросхеме, от номинального, обусловленное
погрешностью установки промежуточного фотошаблона
на фотоповторителе.
Погрешность совмещения — это отклонение
друг от друга местоположений совмещающихся элемен-
тов разных фотошаблонов одного комплекта. Погреш-
ность совмещения комплекта, изготовленного на много-
позиционном фотоповторителе может быть меньше
погрешноЛи шага мультипликации. На рис. 102 показа-
Рис. 102. Совмещение элемен-
тов двух фотошаблонов, изго-
товленных одновременно на
многопозиционном фотоповто-
рителе:
1 и 2 — элементы первого и вто-
рого фотошаблонов
Рис. 103. Ретушь прокола на
фотошаблоне с помощью ла-
зера:
а — прогрев донорной подложки,
б — перенос материала покрытия на
фотошаблон; 1 — подложка с донор-
ной пленкой, 2 — прокол на фото-
шаблоне, 3 — фотошаблон
ны прямоугольные элементы двух фотошаблонов, изго-
товленных одновременно на многопозиционном фотопов-
торителе с погрешностью Ad шага мультипликации d;
погрешность совмещения равна нулю. Погрешность сов-
мещения зависит от точности работы фотоповторителя
и может быть также вызвана угловой погрешностью при
уставке промежуточного фотошаблона.
Локальные дефекты. Темные точки и островки на
светлом поле фотошаблона, проколы (светлые точки
и островки) на темном поле, отдельные изменения фор-
мы элементов (вырывы, выступы) относят к локальным
дефектам.
Локальные дефекты характеризуются размерами
и средней плотностью и подобно дефектам, возникаю-
щим при фотолитографической обработке (см. § 56)
распределены, как правило, случайным образом по пло-
щади фотошаблона. Они обусловлены несовершенством
269
применяемых материалов (структурными дефектами
фотопластин, стекла, примесями в хроме и фоторезисте),
несовершенством технологии (обработки поверхности
Рис. 104. Оптическая
схема установки лазер-
ной ретуши фотошабло-
нов:
/ — газовый лазер, 2 — пе-
ременная диафрагма, 3 —
полупрозрачное зеркало, 4 —
окуляр, 5 — проекционный
объектив, 6 — фотошаблон,
7 — координатный стол, 8 —
осветитель
стеклянных подложек, фотолито-
графической обработки рабочих
фотошаблонов, запыленностью
среды). Кроме того, локальные
дефекты в виде точек, проколов,
царапин неизбежно возникают
при совмещении фотошаблонов с
подложкой контактным методом.
Исправляют локальные де-
фекты рабочих фотошаблонов
ретушью с помощью лазера. Тем-
ные точки и выступы на светлом
поле выжигают лучом лазера, а
проколы и вырывы на темном
поле исправляют переносом ма-
териала тонкопленочного покры-
тия с другой (донорной) подлож-
ки Л прикладываемой к фото-
шаблону 3 и прогреваемой лучом
лазера (рис. 103).
Оптическая схема установки
ЭМ-551 лазерной ретуши фото-
шаблонов показана на рис. 104.
Для наведения луча газового
лазера 1 используют микроскоп,
состоящий из объектива 5 и оку-
ляра 4. Объектив также служит
для фокусировки лазерного луча до диаметра 5—20 мкм.
Для наблюдения фотошаблона имеется проектор с эк-
раном (на рисунке не показаны). Производительность
установки 10—20 фотошаблонов в час.
Контрольные вопросы
1. Каковы методы изготовления фотошаблонов?
2. Каково устройство координатографа?
3. Что такое генератор изображений?
4. Как работает микрофотонаборная установка?
5. Какие требования предъявляют к эталонным фотошаблонам?
6. Как работает фотоповторитель?
7. Как изготовляют фотошаблоны растровым методом?
8. Как изготовляют рабочие фотошаблоны?
Какие виды дефектов фотошаблонов вы знаете?
ОГЛАВЛЕНИЕ
Введение ............................................... 3
Глава первая. Химические материалы. Основы
процессов химической обработки полупроводников . . 9
§ 1. Bcfaa.......................................... 9
§ 2. Органические растворители..................... 12
§ 3. Поверхностно-активные вещества и эмульсии ... 14
§ 4. Основные сведения о химических реакциях .... 17
§ 5. Гетерогенные реакции.......................... 23
§ 6. Состояние и свойства поверхности
полупроводников .................................... 25
§ 7. Методы очистки поверхности
полупроводников ......................................... 28
§ 8. Механизм загрязнения поверхности
полупроводников .................................... 29
§ 9. Адсорбция газов и паров воды.................. 31
§ 10. Адсорбция металлических примесей из промывочных
растворов и травителей........................ 32
§ 11. Десорбция адсорбированных примесей с поверхности
германия и кремния............................ 38
§ 12. Основы электрохимического формирования
диэлектрических и проводящих пленок........... 40
§ 13. Электрохимическое осаждение проводящих пленок 41
§ 14. Химическое осаждение проводящих пленок .... 46
§ 15. Технология осаждения металлических пленок
химическим восстановлением ионов металлов ... 47
§ 16. Химическое и электрохимическое окисление .... 55
§ 17. Основы химического и электрохимического травления
поверхности полупроводников........................ 64
§ 18. Химическое травление полупроводников............... 62
§ 19. Электрохимическое травление полупроводников . . 65
§ 20. Струйное электрохимическое травление
полупроводников .................................... 67
Глава вторая. Методы химической и электроли-
тической отмывки полупроводников..................... 71
§21. Отмывка в растворителях............................ 71
§ 22. Отмывка в кислотах и щелочах....................... 77
§ 23. Отмывка водой...................................... 79
§ 24. Отмывка в ультразвуковых ваннах.................... 83
§ 25. Отмывка в водных растворах поверхностно-активных
веществ.................................................. 89
§ 26. Электролитическая отмывка.......................... 91
§ 27. Метод иодидной обработки кремниевых пластин . . 92
271
§ 28. Методы определения чистош поверхности .... 95
Глава третья. Технология химического и электро-
химического травления........................100
§ 29. Технология химического травления........... 100
§ 30. Способы химического травления.............. 104
§ 31. Химическое травление германия.............. 108
§ 32. Химическое травление кремния............... 115
§ 33. Электрохимическое травление германия и кремния 119
§ 34. Выявление дефектов кристаллической структуры 124
§ 35. Определение кристаллографической ориентации
полупроводников ........................................ 127
Глава четвертая. Химическая обработка в тех-
нологическом цикле изготовления полупроводниковых
приборов и микросхем.................................130
§ 36. Назначение процессов химической обработки . . . 130
§ 37. Детали и оснастка................................. 132
§ 38. Очистка металлических деталей..................... 133
§ 39. Очистка стеклянных и кварцевых изделий .... 138
§ 40. Химическая обработка полупроводниковых пластин
после механической обработки ........................... 141
§ 41. Отмывка полупроводниковых пластин перед
эпитаксией.............................................. 147
§ 42. Отмывка полупроводниковых пластин перед первым
термическим окислением.................................. 150
§ 43. Химическая обработка полупроводниковых пластин
на операциях диффузии................................... 156
§ 44. Химическая обработка в пленочной технологии . . 166
§ 45. Защита поверхности полупроводниковых структур 170
§ 46. Методы защиты поверхности полупроводниковых
пластин и кристаллов ................................... 173
§ 47. Герметизация полупроводниковых приборов
и микросхем.......................................178
Глава пятая. Фотолитография..........................183
§ 48. Основные этапы процесса фотолитографии .... 183
§ 49. Фоторезисты .......................................186
§ 50. Подготовка поверхность? подложек........... 192
§ 51. Формирование слоев фоторезиста............. 197
§ 52. Совмещение фотошаблона с подложкой
и экспонирование ....................................... 205
§ 53. Формирование рельефа в слое фоторезиста .... 214
§ 54. Формирование рельефа в диэлектрических
и металлических тонкопленочных покрытиях ... 218
§ 55. Удаление фоторезиста...............................226
§ 56. Виды дефектов фотолитографии.......................228
§ 57. Перспективные методы фотолитографии................234
Глава шестая. Изготовление фотошаблонов . . . 238
§ 58. Назначение фотошаблонов и предъявляемые
к ним требования.........................................238
§ 59. Методы изготовления фотошаблонов...................239
§ 60. Изготовление оригиналов фотошаблонов...............241
§61. Изготовление промежуточных фотошаблонов . . . 245
§ 62. Изготовление эталонных фотошаблонов................252
§ 63. Изготовление рабочих фотошаблонов..................260
§ 64. Погрешности рабочих фотошаблонов...................268