/



Similar



Text
'7 ~ СТАНКИ ПРОДОЛЬНЫЕ
ФРЕЗЕРНО-РАСТОЧНЫЕ
6612У,6616У,
6620У, 6625У
(6612У) 000.000 РЭ-2
№ /о о . 19815
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
TOMI
Всего томовЗ
СТАНКОИМПОРТ СССР.
’ $
S-
4»
*
i
СТАНКИ
ПРОДОЛЬНЫЕ ФРЕЗЕРНО-РАСТОЧНЫЕ
МОДЕЛИ. 6612У;6616У;.
• ' • г, 1
6620У;6625У i ;
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
(6612У) 0^’57000.000 РЭ- 2 t {? •
ТОМ!
СОДЕРЖАНИЕ
""? 'll " ..и...— Наименование • ₽• J» Обозначение Листы
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ i ’ •
Назначение и область применения 6612У.000.1ЮРЭ-2 I
Состав станка I20P3-2 I...2
Устройство и работа станка (6612300467.000. IS0P3-2 I...8
Гидросистема 6612У.000.140РЗ-2 I...2
Система смазки ' ' ? 150РЭ-2 I...7
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ / 1 • *
Указания мер безопасности 6612У.000.210РЭ-2 1.1.2
Порядок установки \ 220РЭ-2
Настройка и наладка 230РЭ-2 > I...4
Регулирование 240РЭ-2 I...2
Особенности разборки и сборки при = •
ремонте V’. 250РЭ-2 I...3
о ПАПТТПРФ • • 4:
«5* U Л > 11 О Г 1
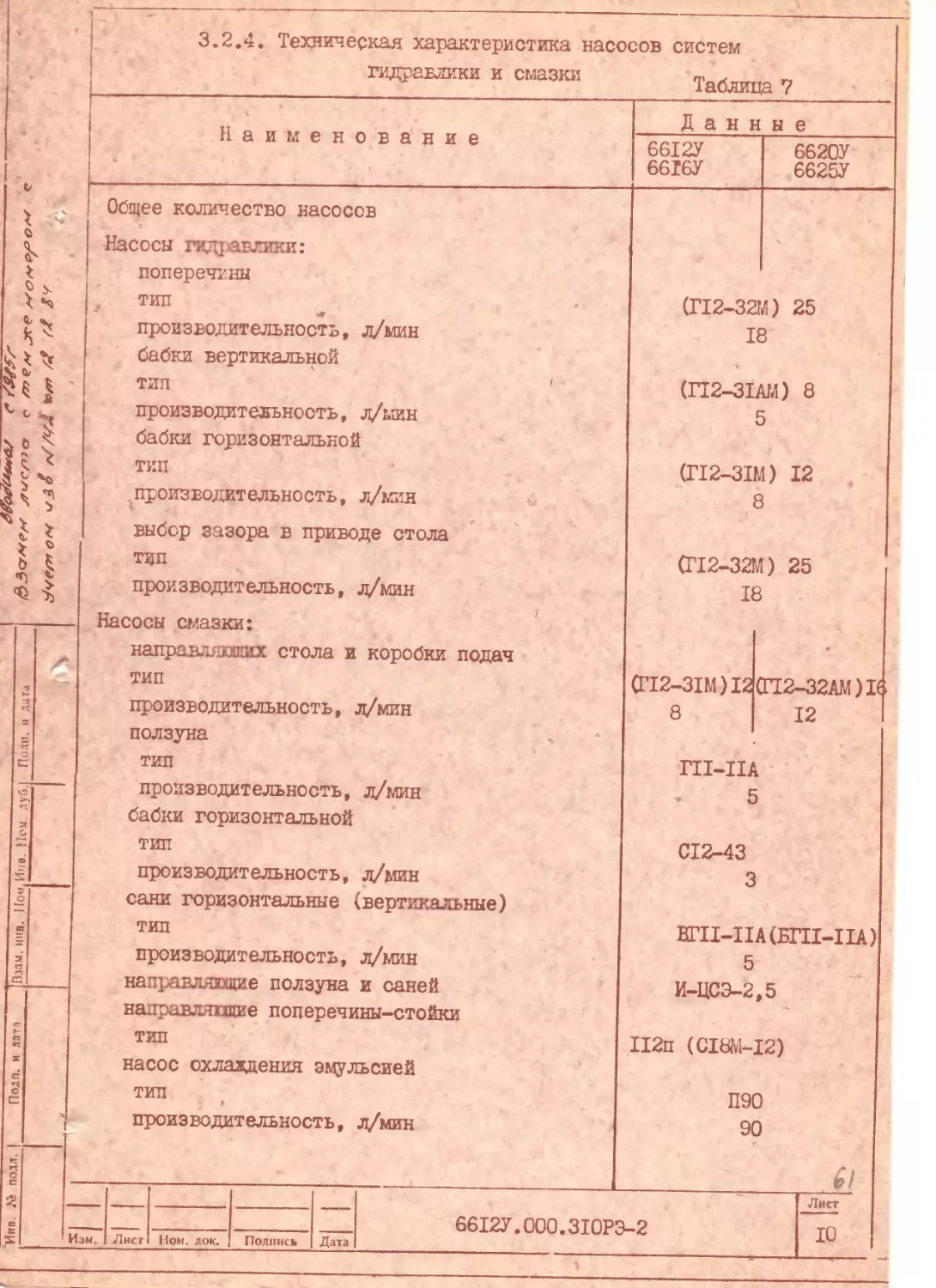
Общие сведения 6612У.000.310РЭ-2 I
Основные технические данные и f
характеристики 310РЭ-2 2...10
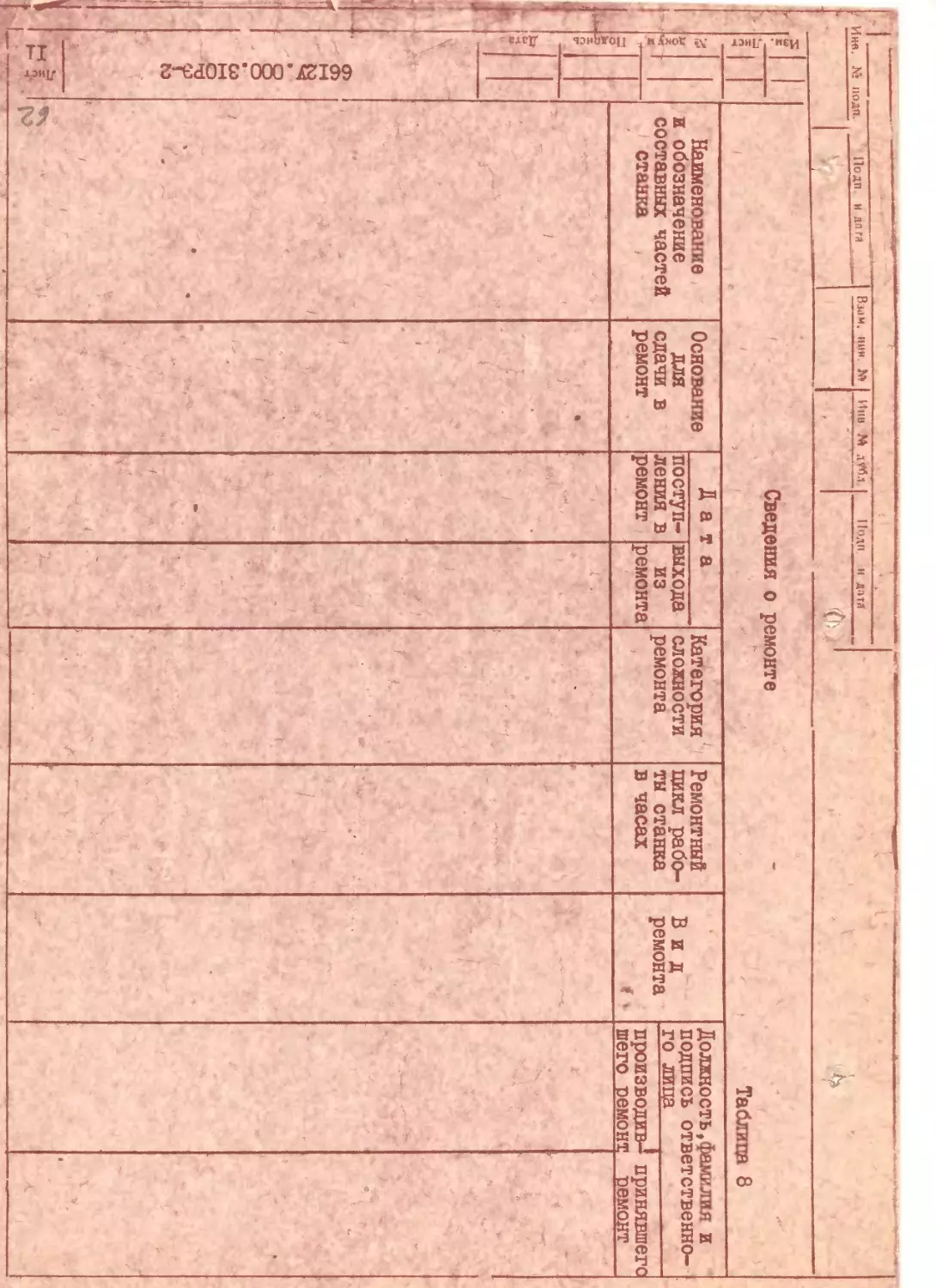
Сведения о ремонте 310РЭ-2 II
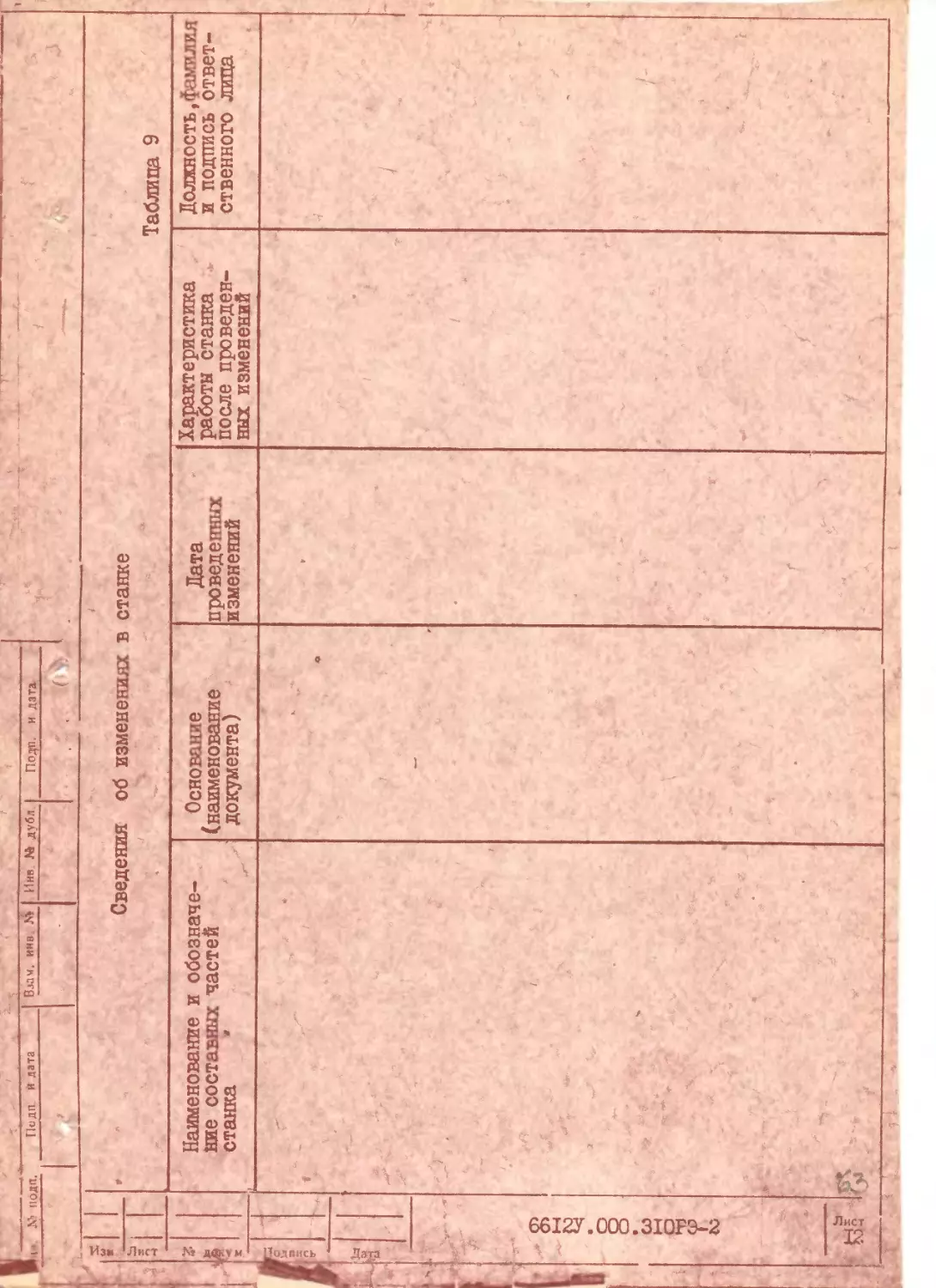
Сведения об изменениях в станке 3ICP3-2 12
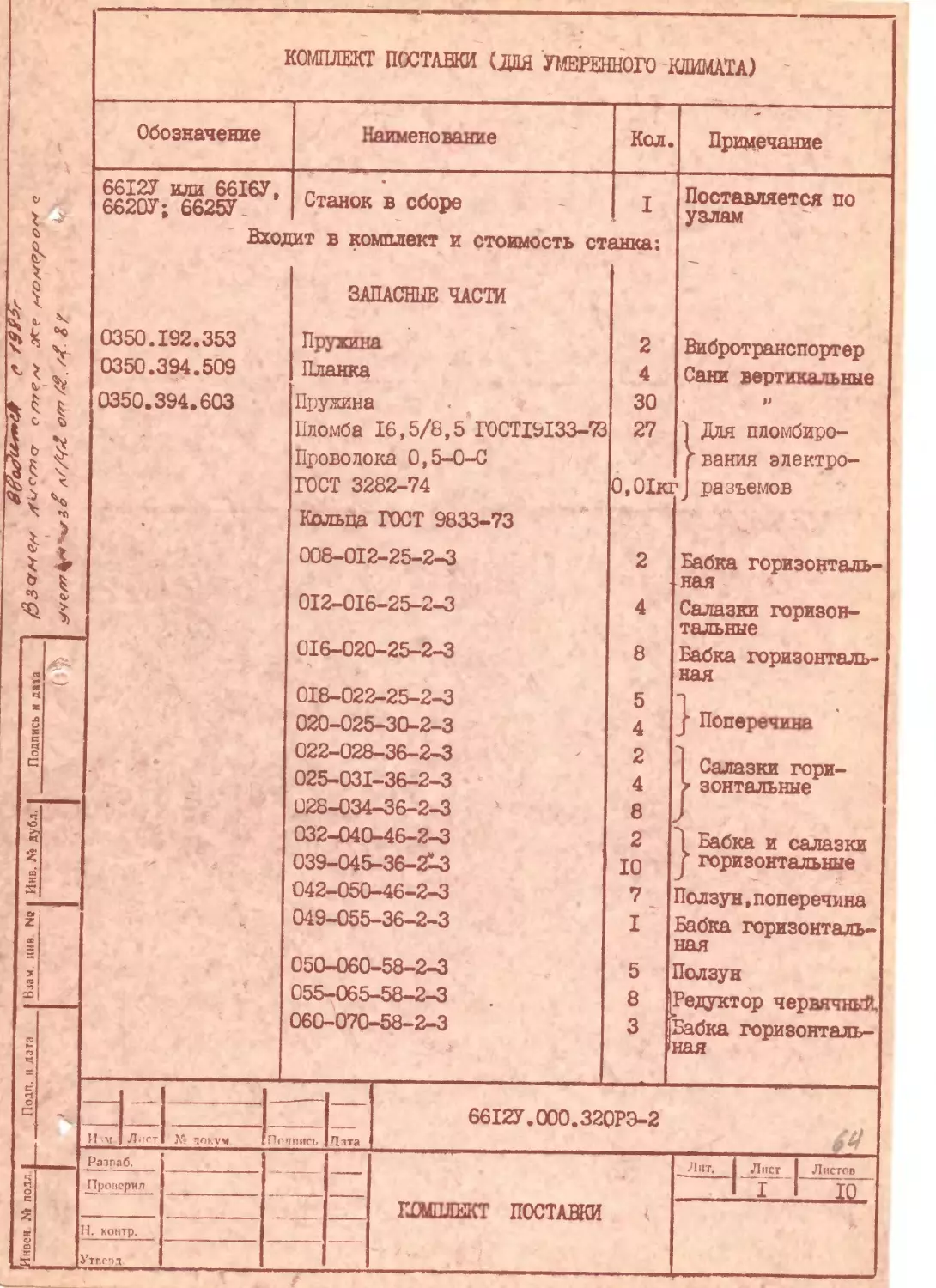
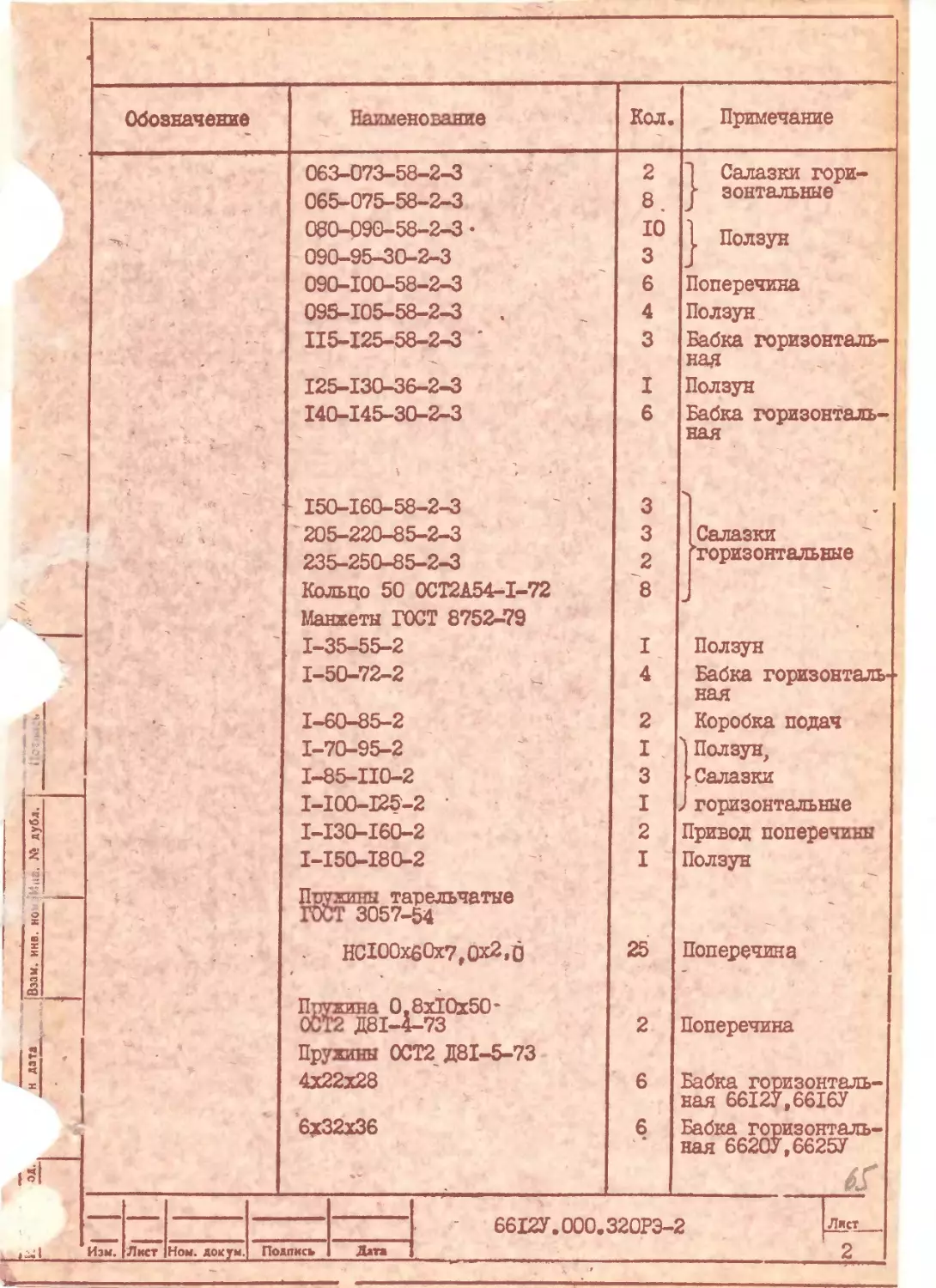
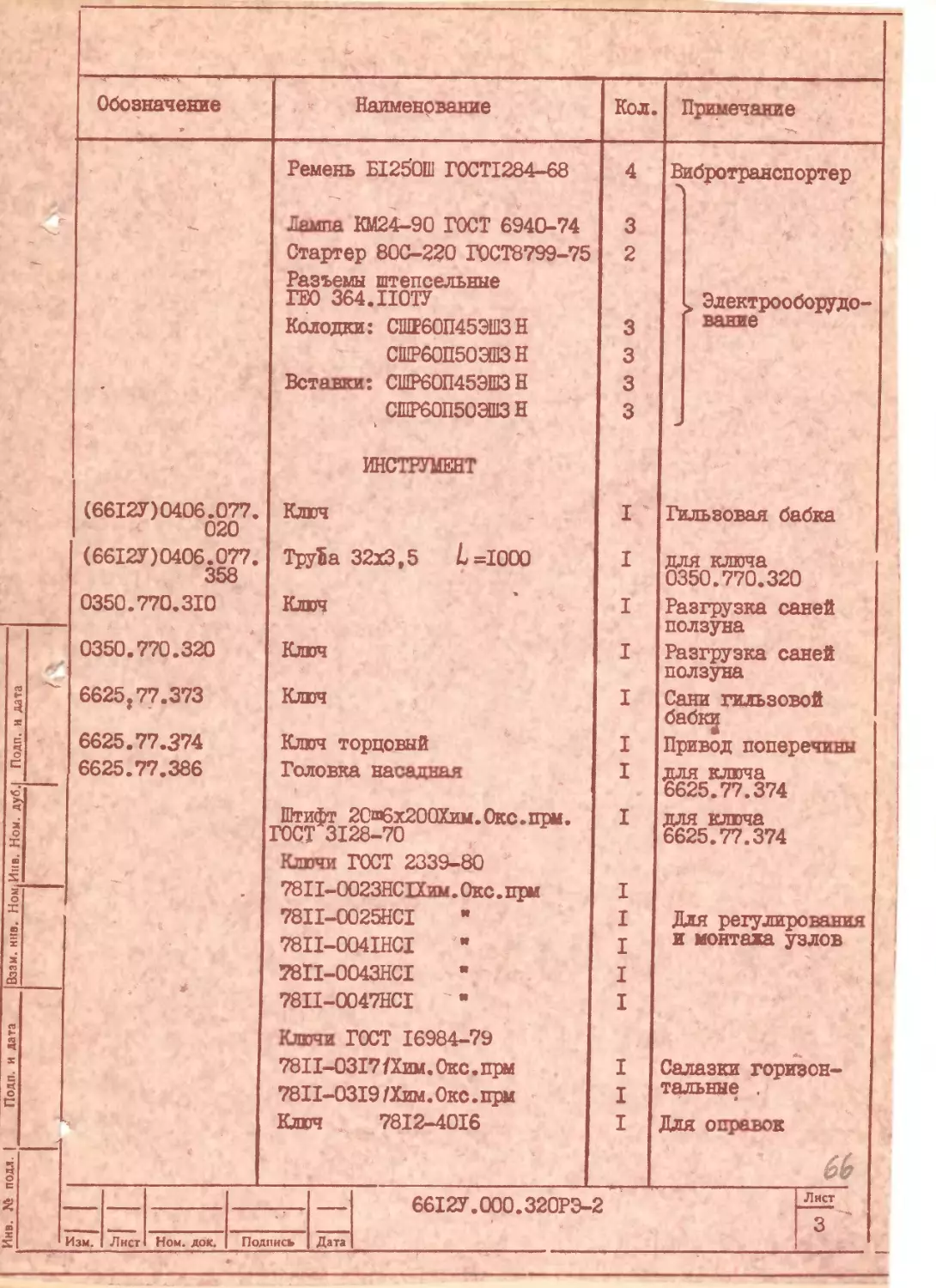
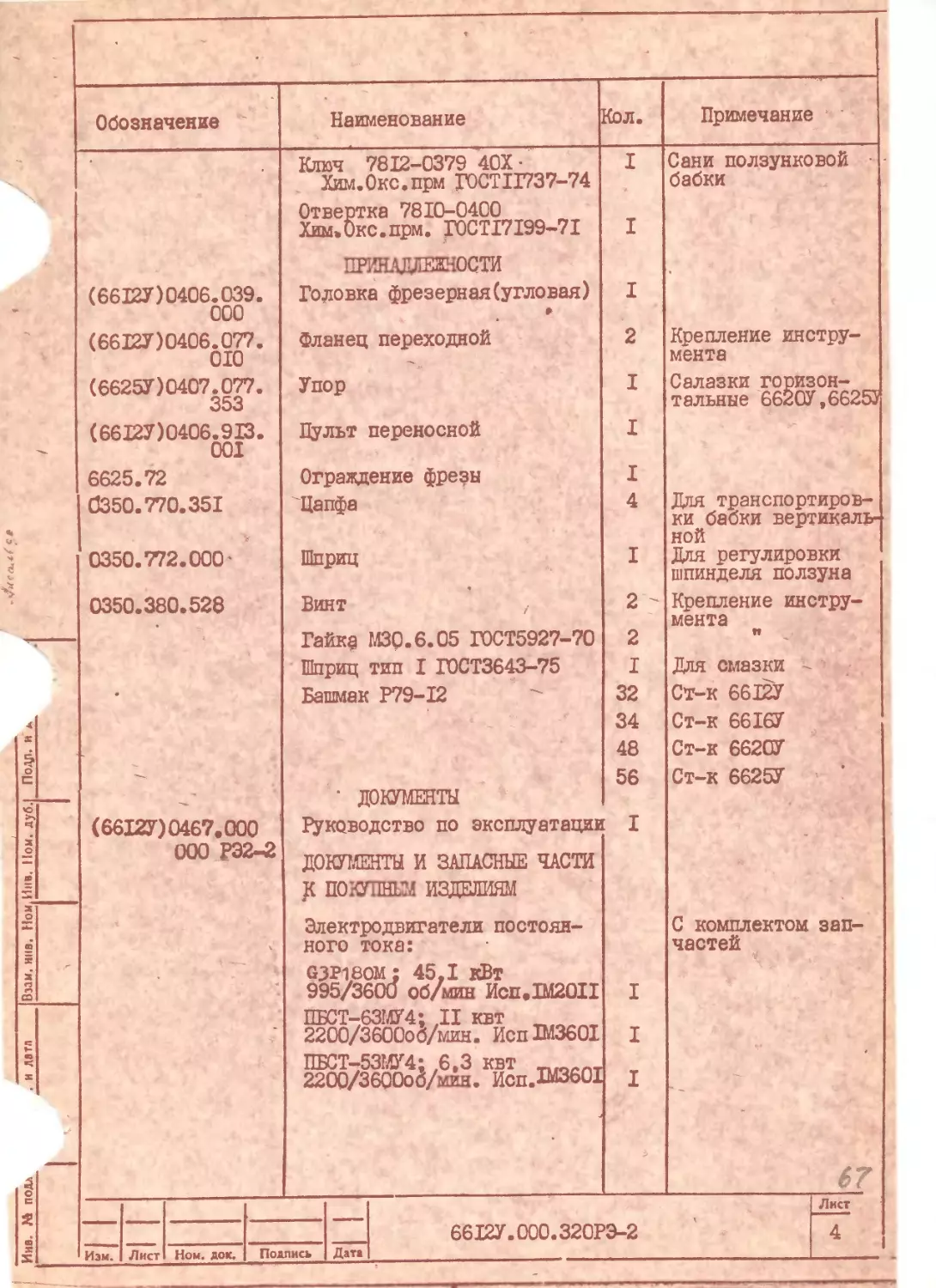
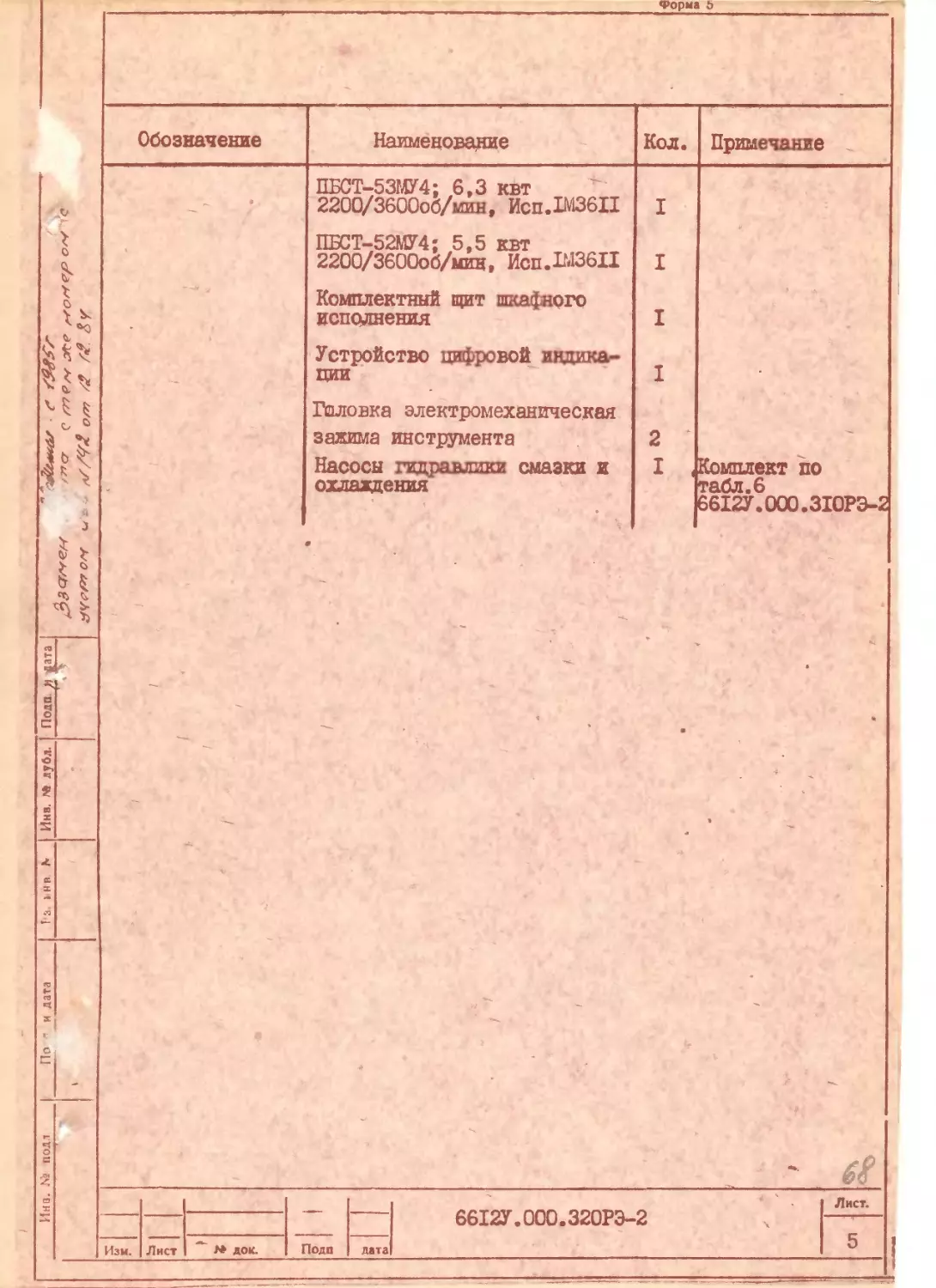
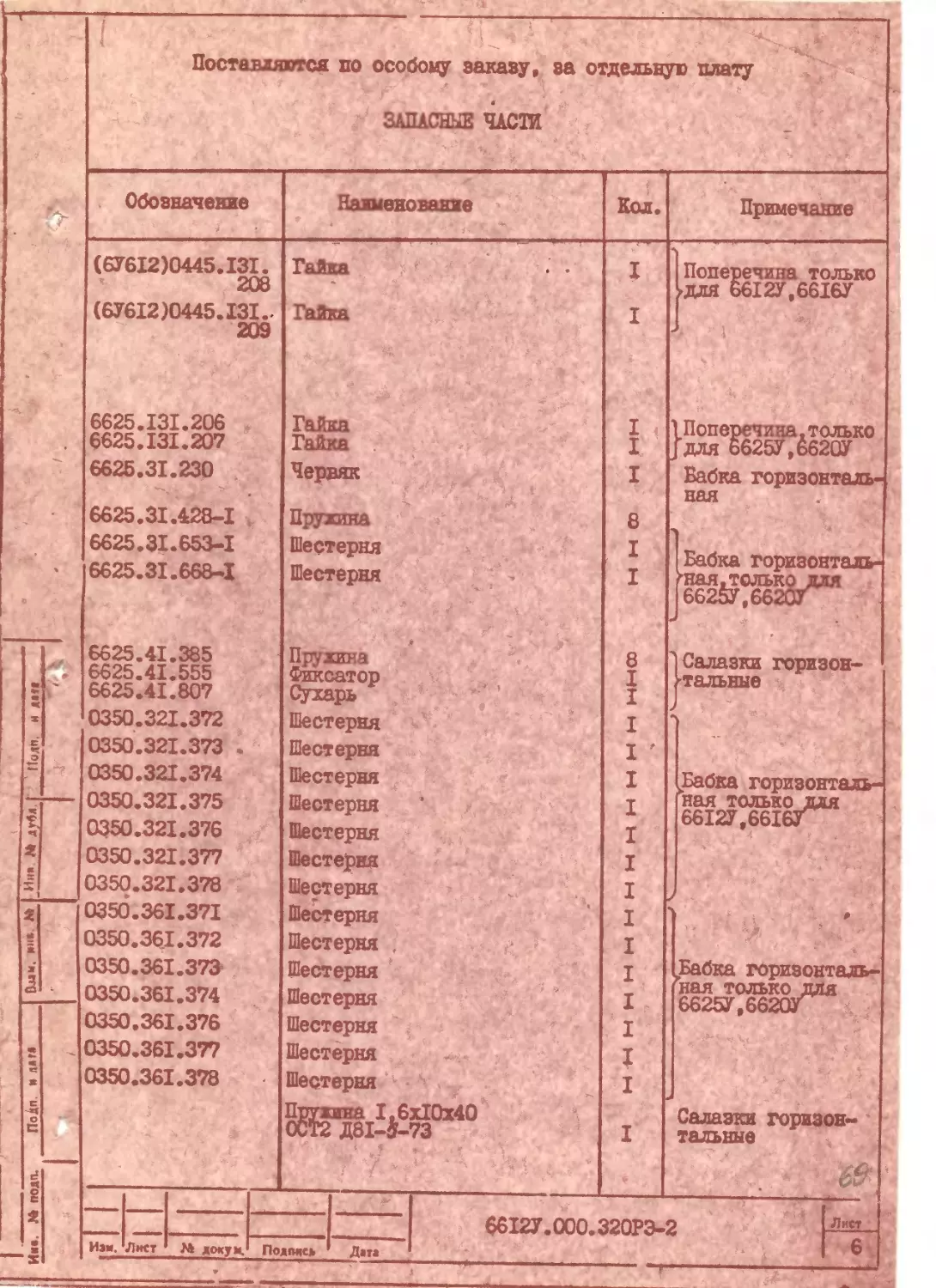
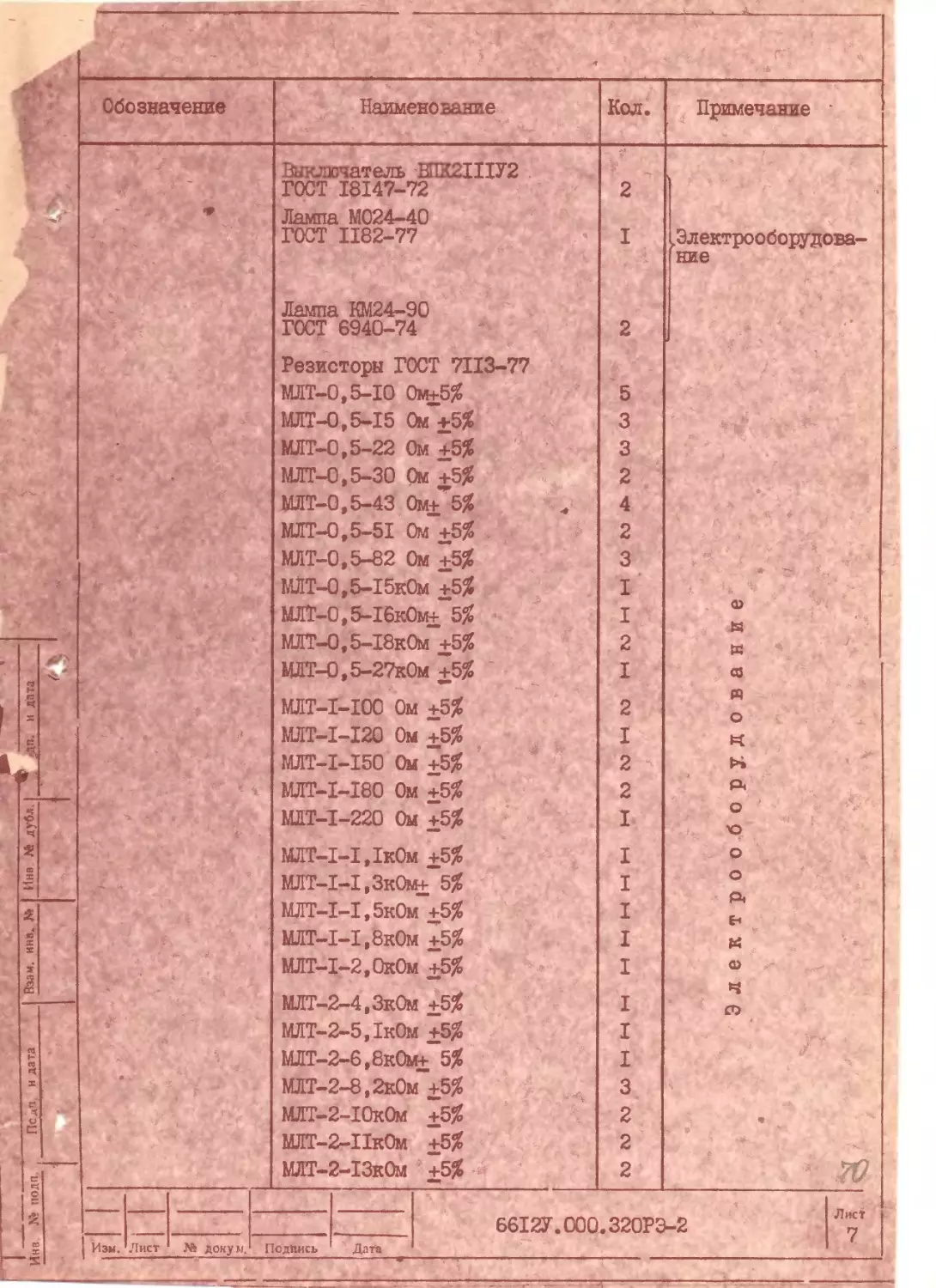
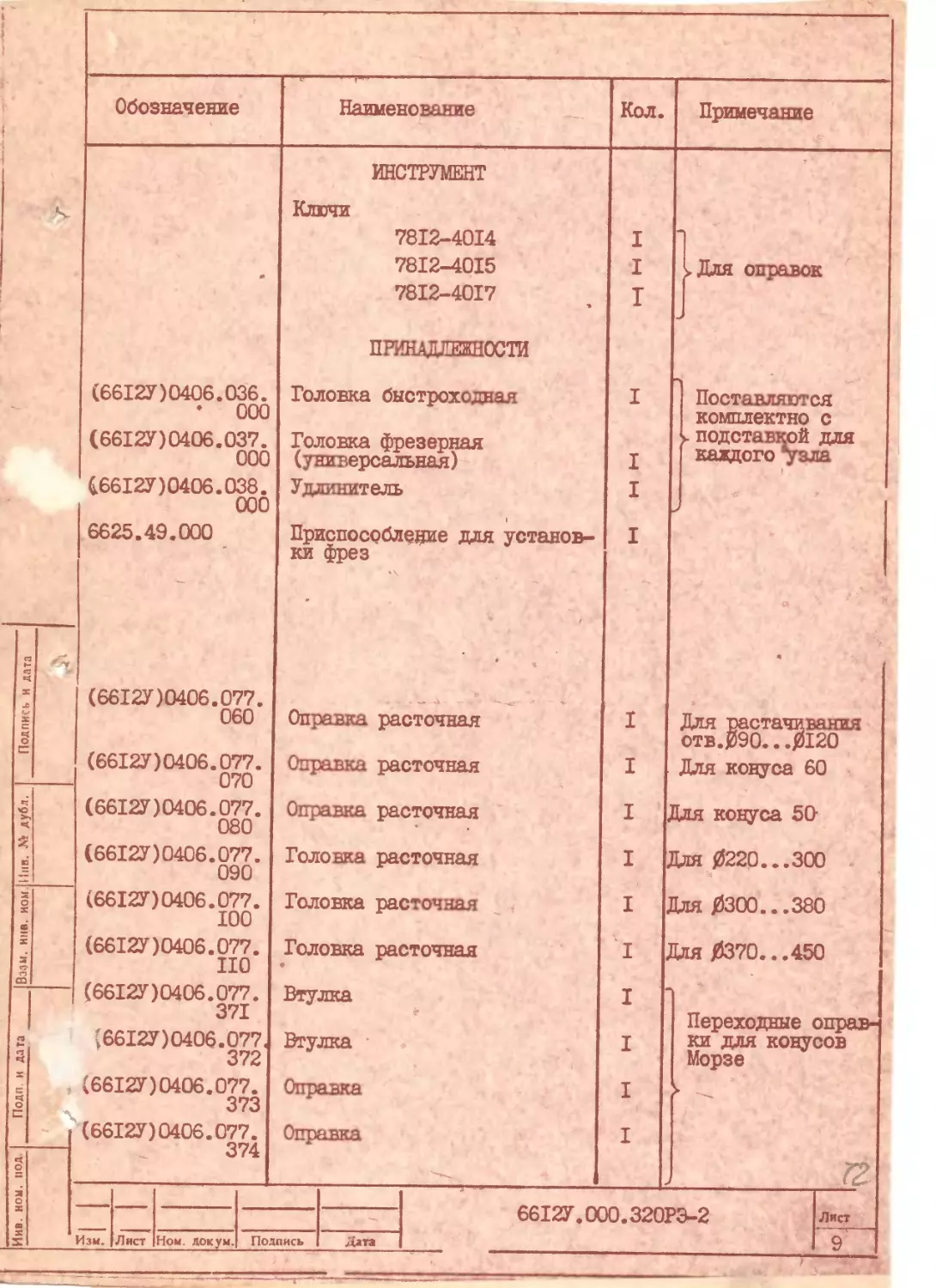
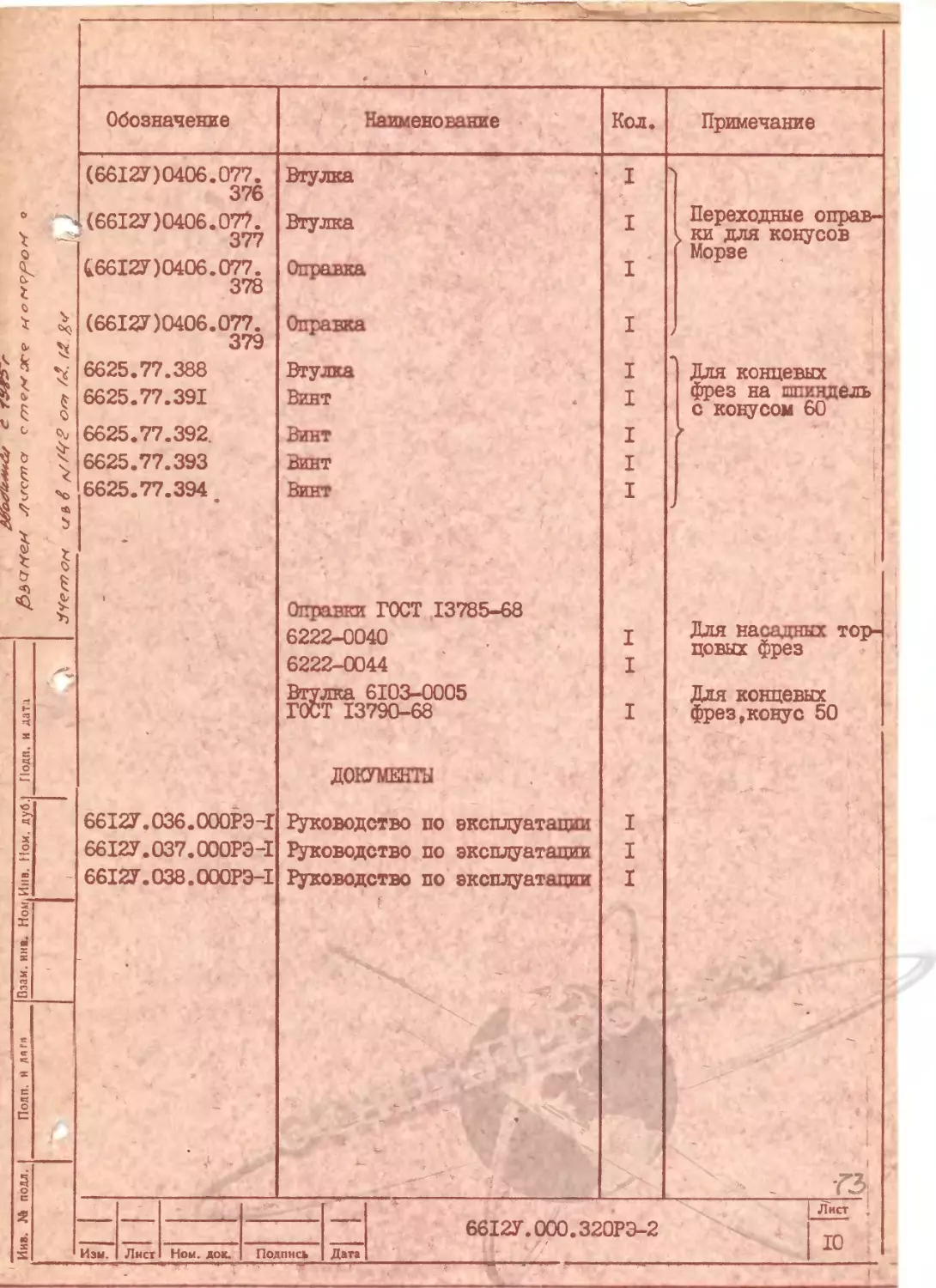
Комплект поставки ;• -• ' 320РЭ-2 I...I0
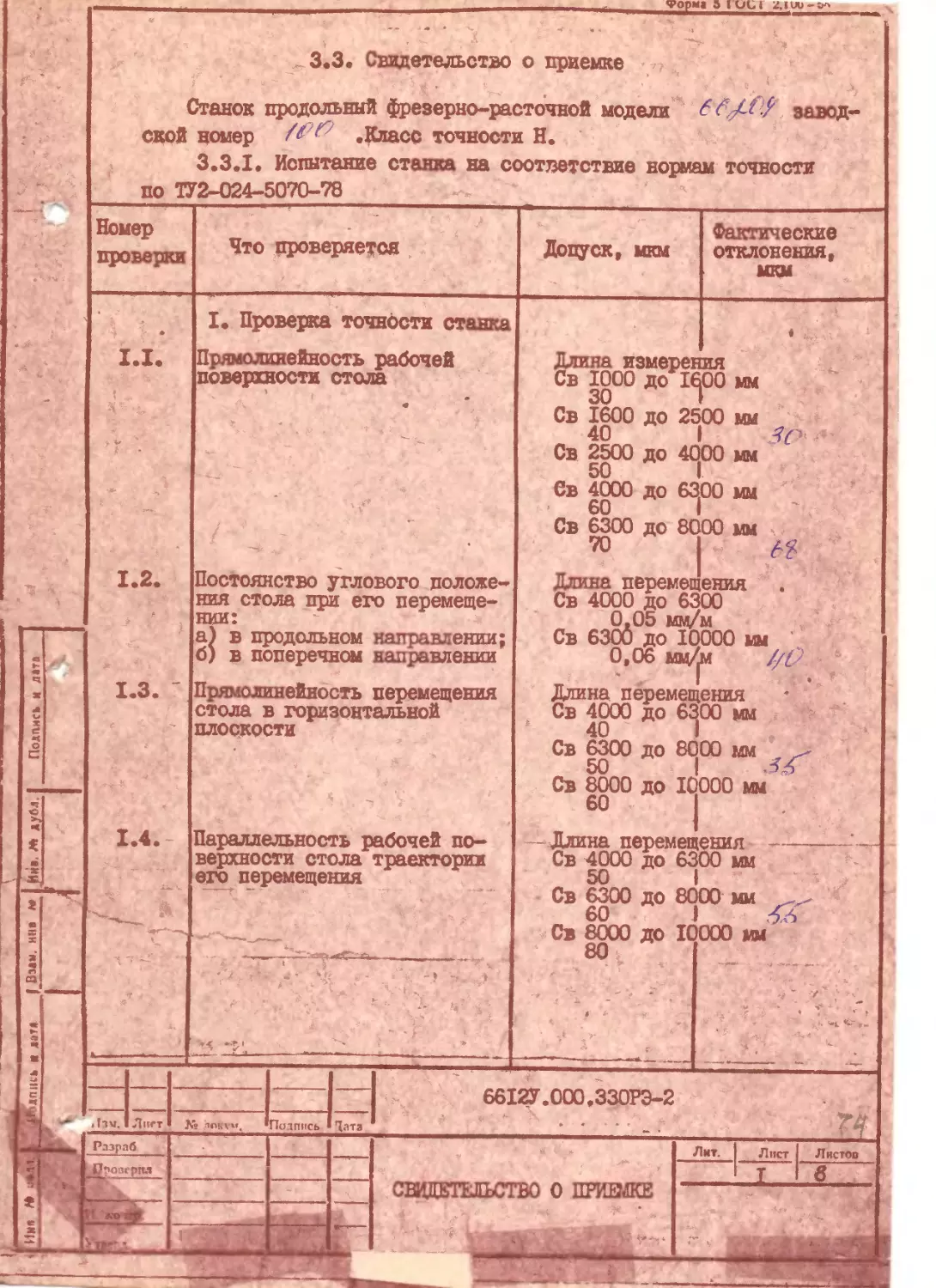
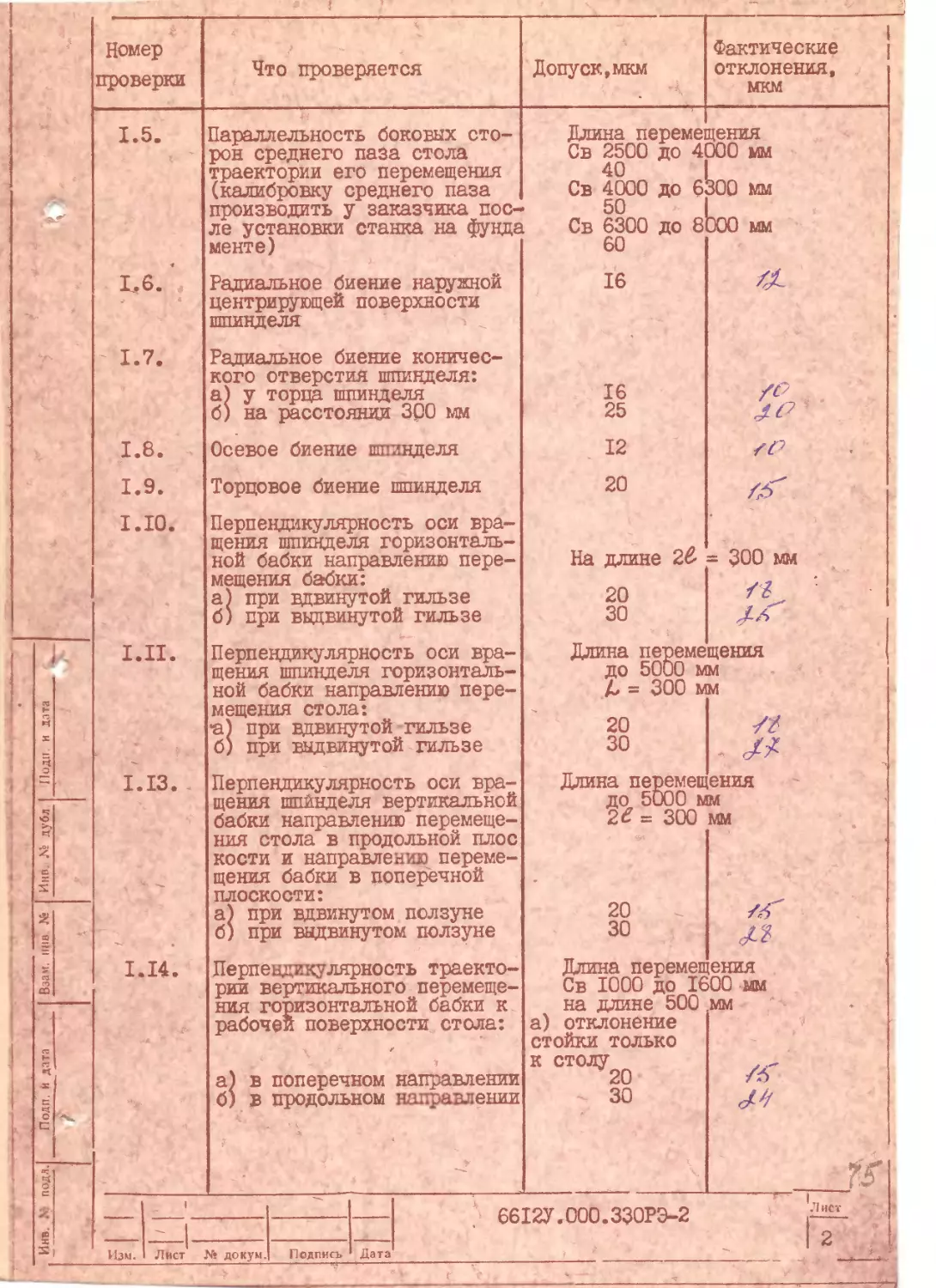
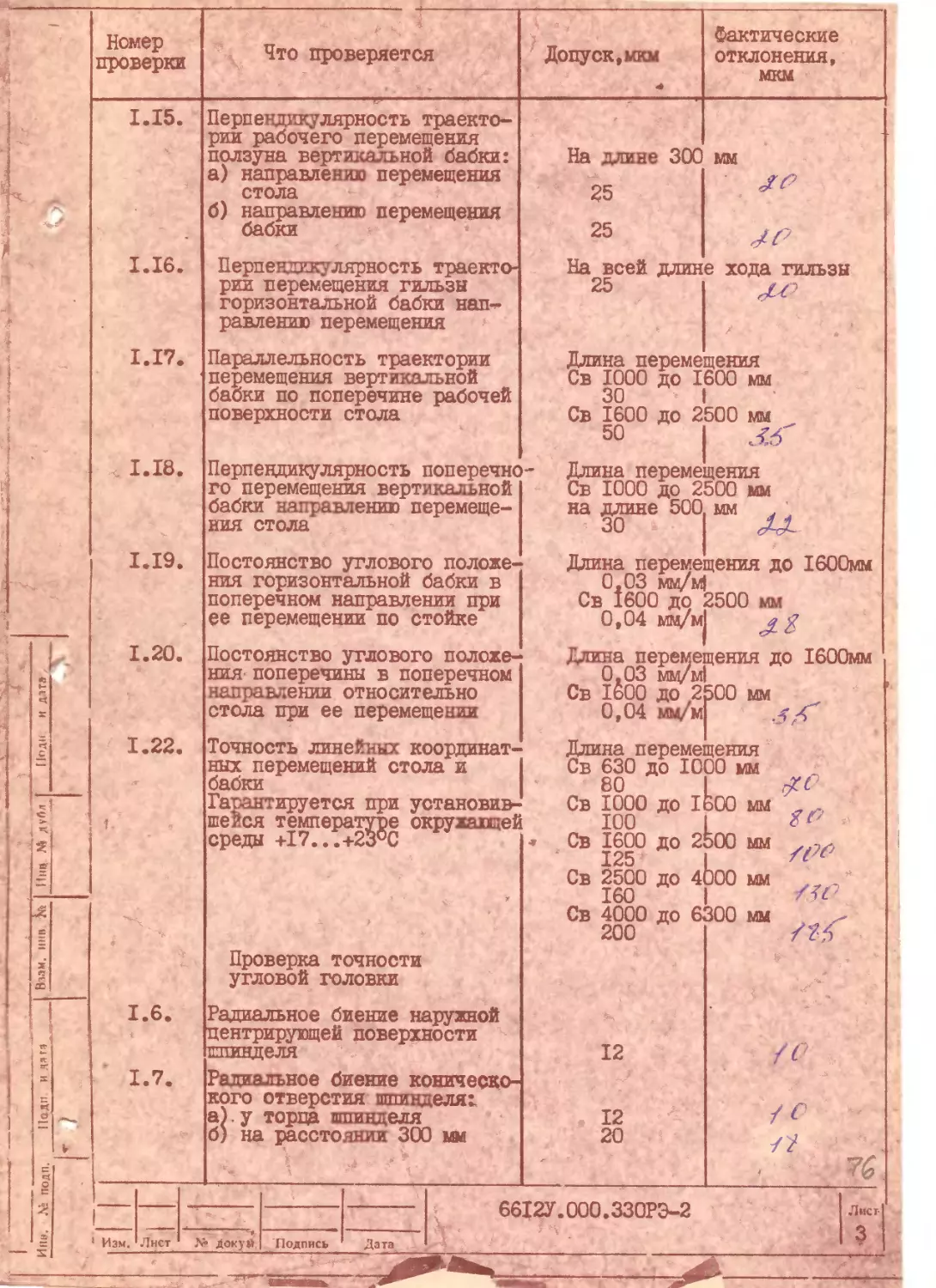
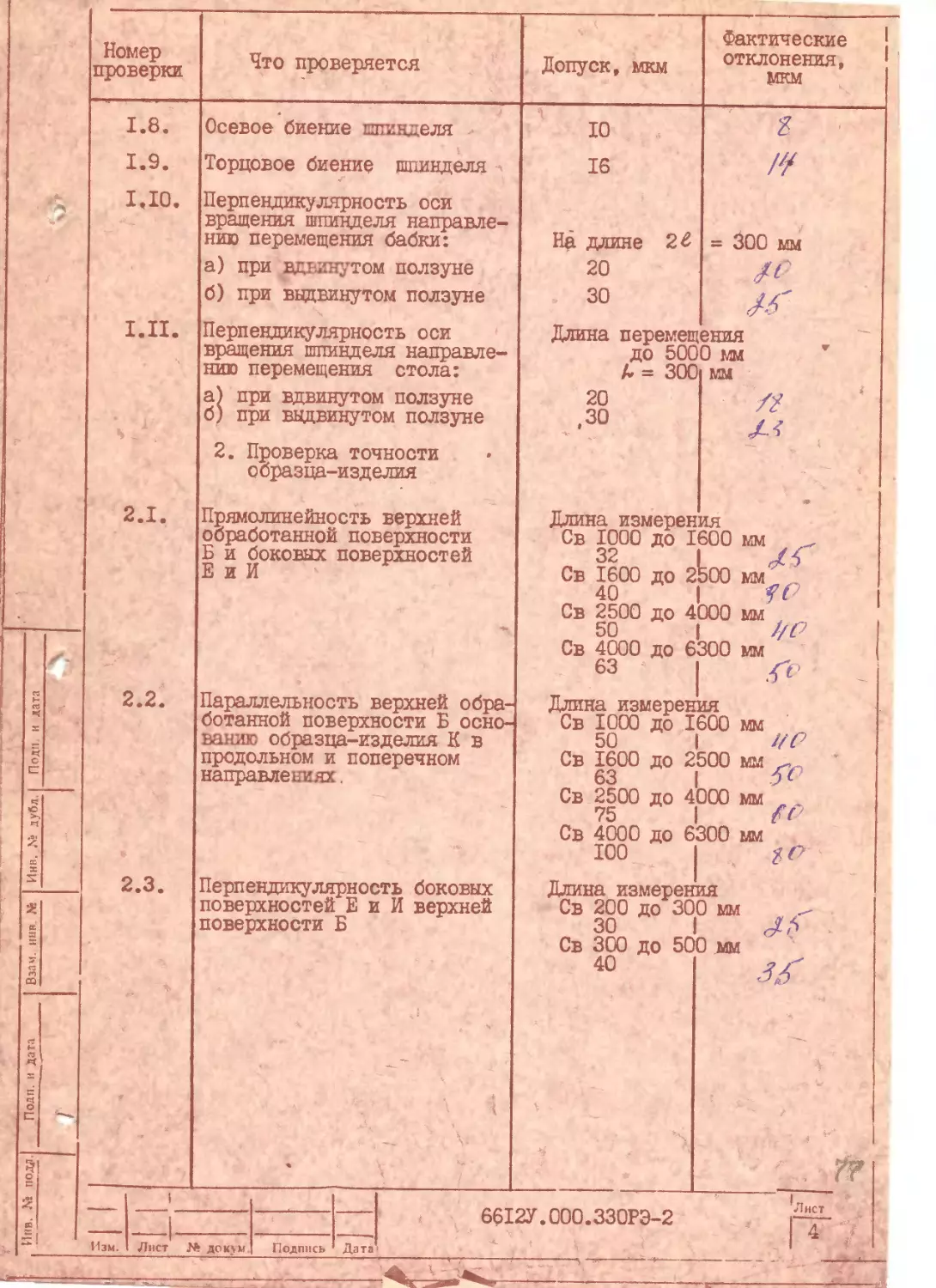
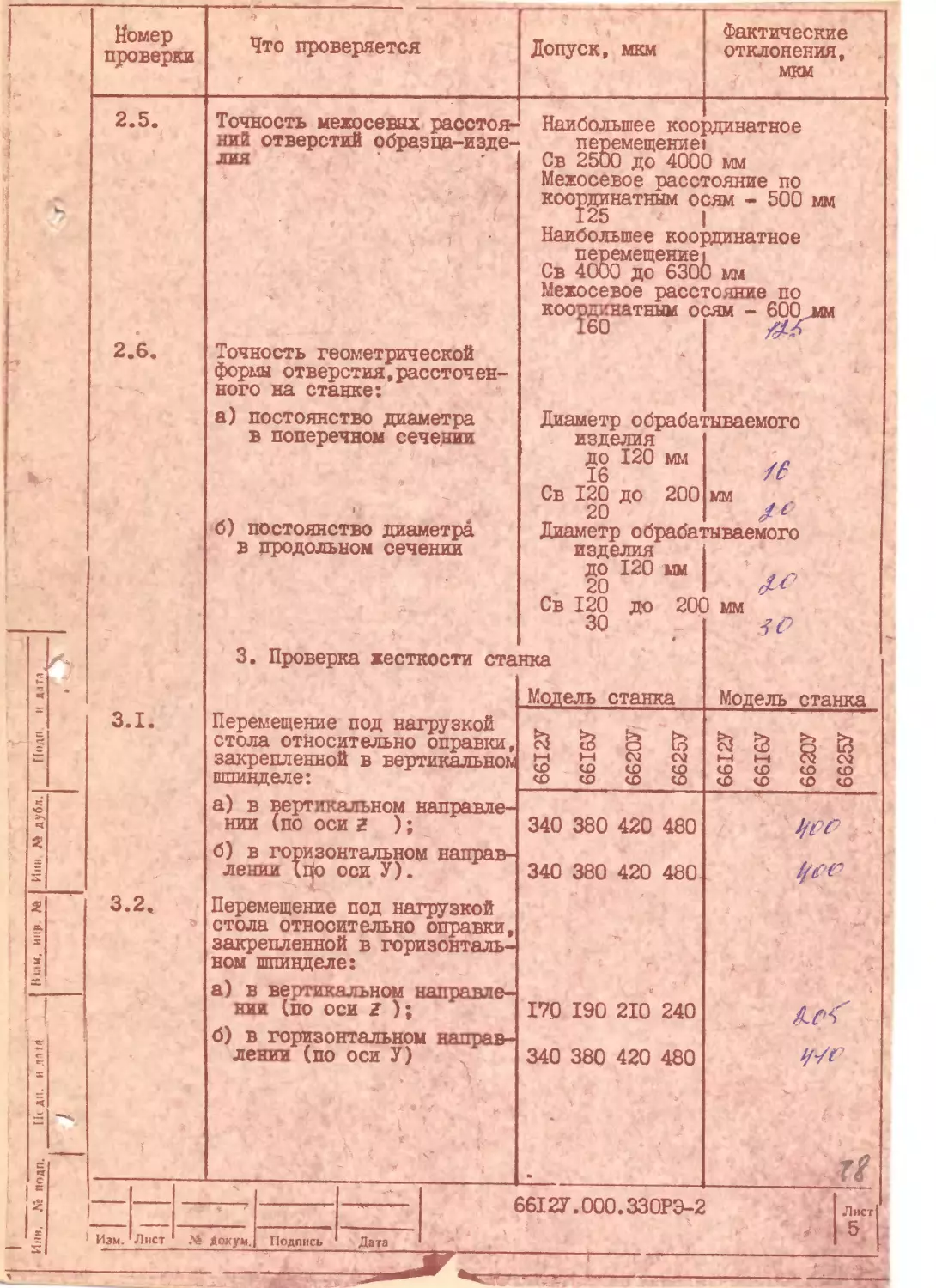
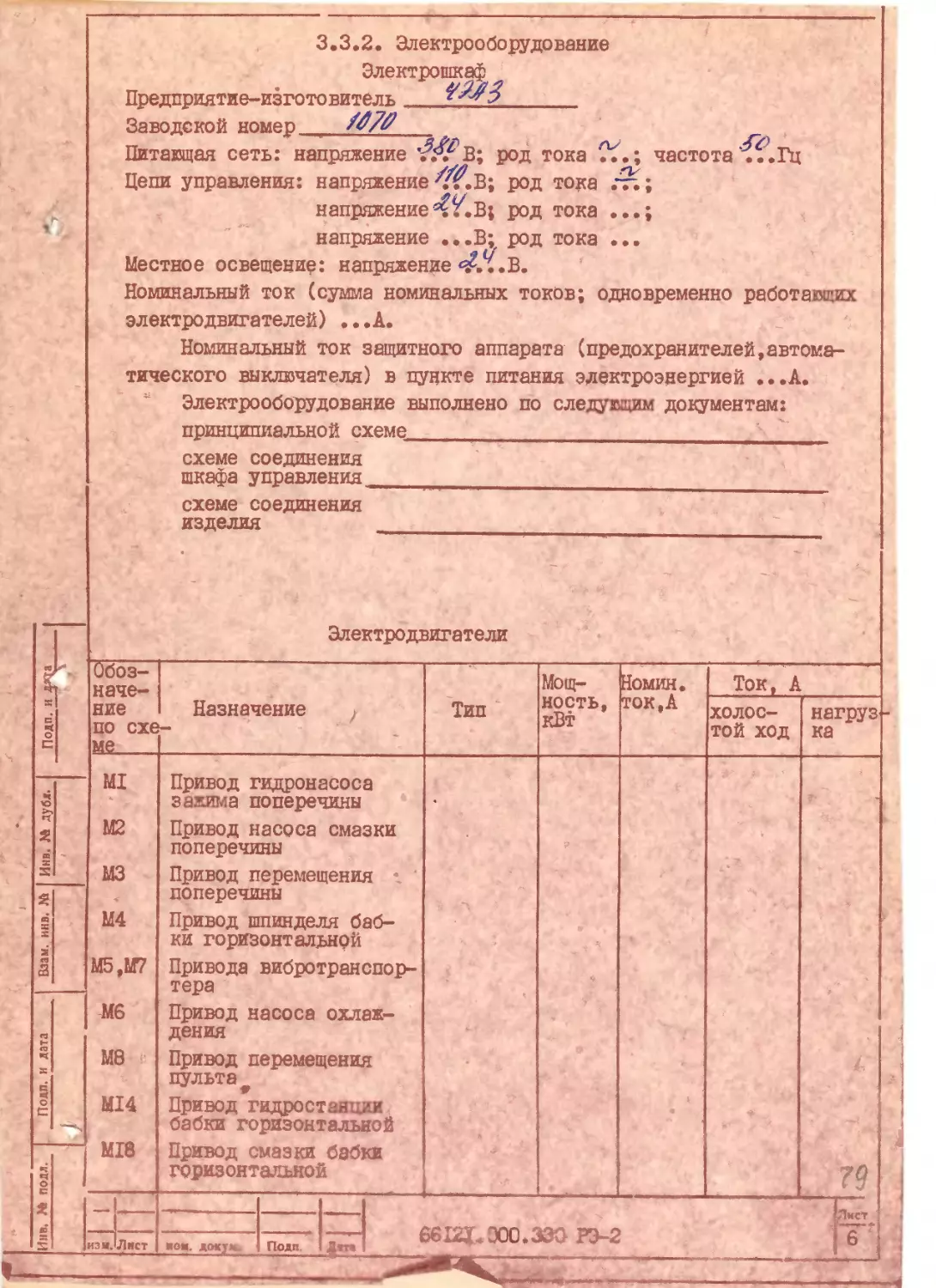
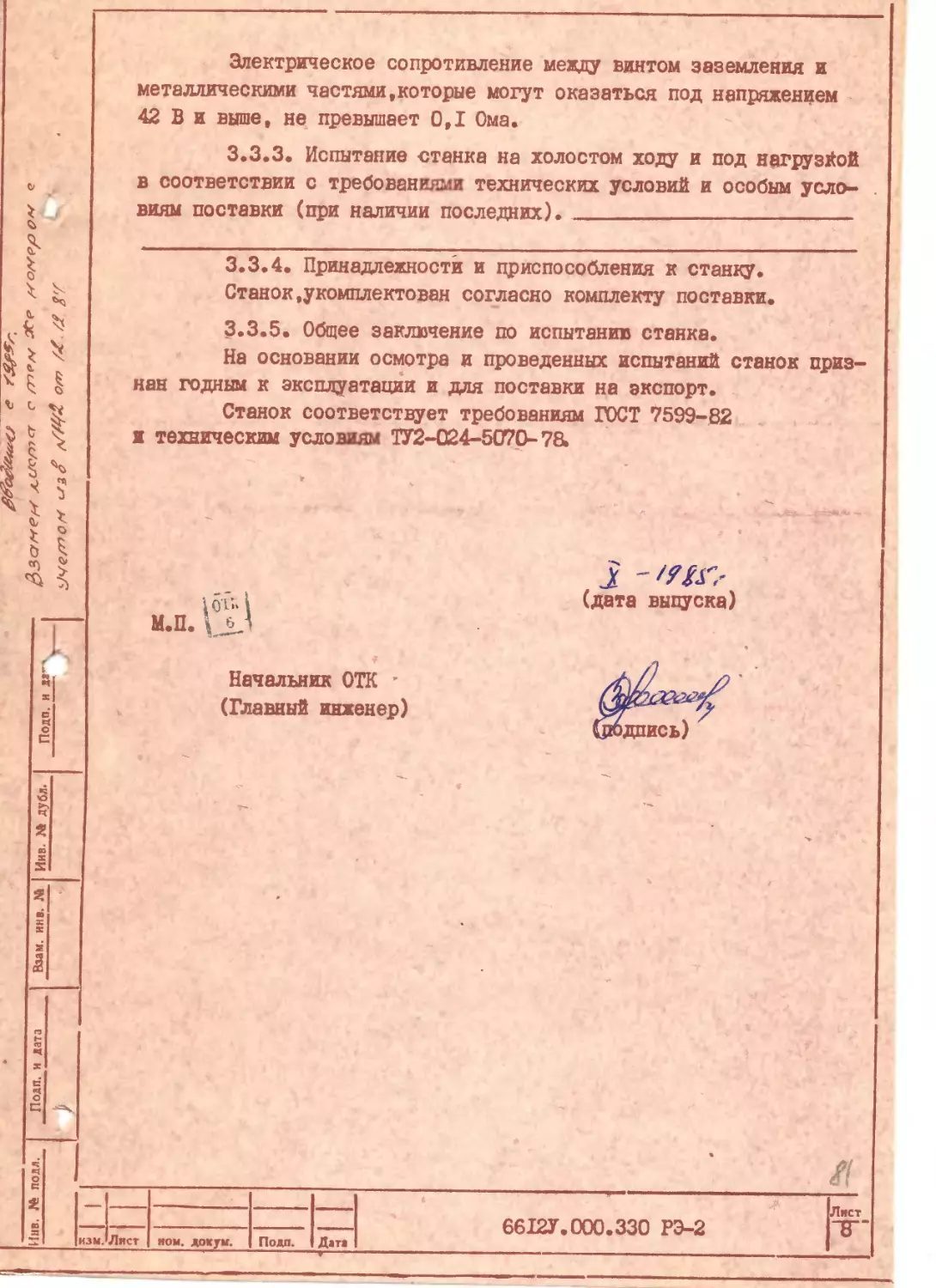
Свидетельство о приемке 6612У.000.330РЭ-2 I...8
Свидетельство о консервации ЗЗОРЭ-2 9. р
Свидетельство об упаковке ЗЗОРЭ-2 10 >
А 1
। F * • Ч> • ч ’Л* М ч ,< • " " * 'Ь ' t « i ' \ 9-'-. ’ * г у ‘Л 1 4 * I X ' 1
К Д
i
Лист
.V? kikvm
Подпись
Ппта
Ра граб. Станки продольные •; фрезерно-расточные РУКОЮЮ^ВО' по сюитами-/ ,Т '.-rf ' -
Нивен № палл Пропсрнл
*•
Н. контр. м..
Утпорп
* . . 2 - * ; “t fwfflinrr
*
*
Наименование
*
Обозначение
Листы
*
Материалы по запасным частям
(6612У)0467.000.00СРЭ-2
Йрияожение I
Составные части станка
Электрооборудование
(6612У )C4G7. ССО. 000РЭЬ2
(6612У)С467.ООО.000.РЭ2-2
См.томЗ
См.том2
Схемы
электрические
1
(6612У)0407.000.000.РЭ2-2
Приложение
*
4
V
4’
о
Л""
«
*
Г&
%
I Изм.
Лист
Подпись
Дита
А* докум.
л
А
4.
4
1
(6612У)0467.000.000 РЭ-2
-
Ф. ia
ГОСТ 2JO4IWJ
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
*
I.I. Назначение и область применения
Станки продольные (Трезерно-расточные предназначены для обработки
крупногабаритных деталей из чугуна, стали и цветных металлов.
Обработка на станках производится при помощи торцовых, концевых и
дисковых <?рез.
Станки выполнены в комбинированном исполнении с двумя (Трезерными
бабками, вертикальной - ползункового типа и горизонтальной - гильзо-
вой.
Наличие ползунковой бабки с накладными узлами дает возможность
выполнять, кроме операций (фрезерования, растачивание и сверление на
5 внешних и внутренних поверхностях детали за одну установку.
В станках применена система адаптивного управления главными
приводами, которая в сочетании с прогрессивным инструментом обес-
печивает высокопроизводительную обработку деталей. Отсчет, перемещений
узлов производится при помощи системы циг^ровой индикации с подвесного
пульта управления. В станках предусмотрено охлаждение инструмента
эмульсией.
Сборочный чертеж станка с обозначением составных частей
см. в Приложении I.
изм. Лист № докук. Подп. Дата * 66Х2У.000 НО РЭ-2
' Лист
Ии в. № подп. Поди, и дата Взам. инв. № Инв, № дубл. Подп. и дата .
Уг ’* у
с jt?<? у-го^рр
Сучерчон изс р//У<£ о^7 /*? Л^. v
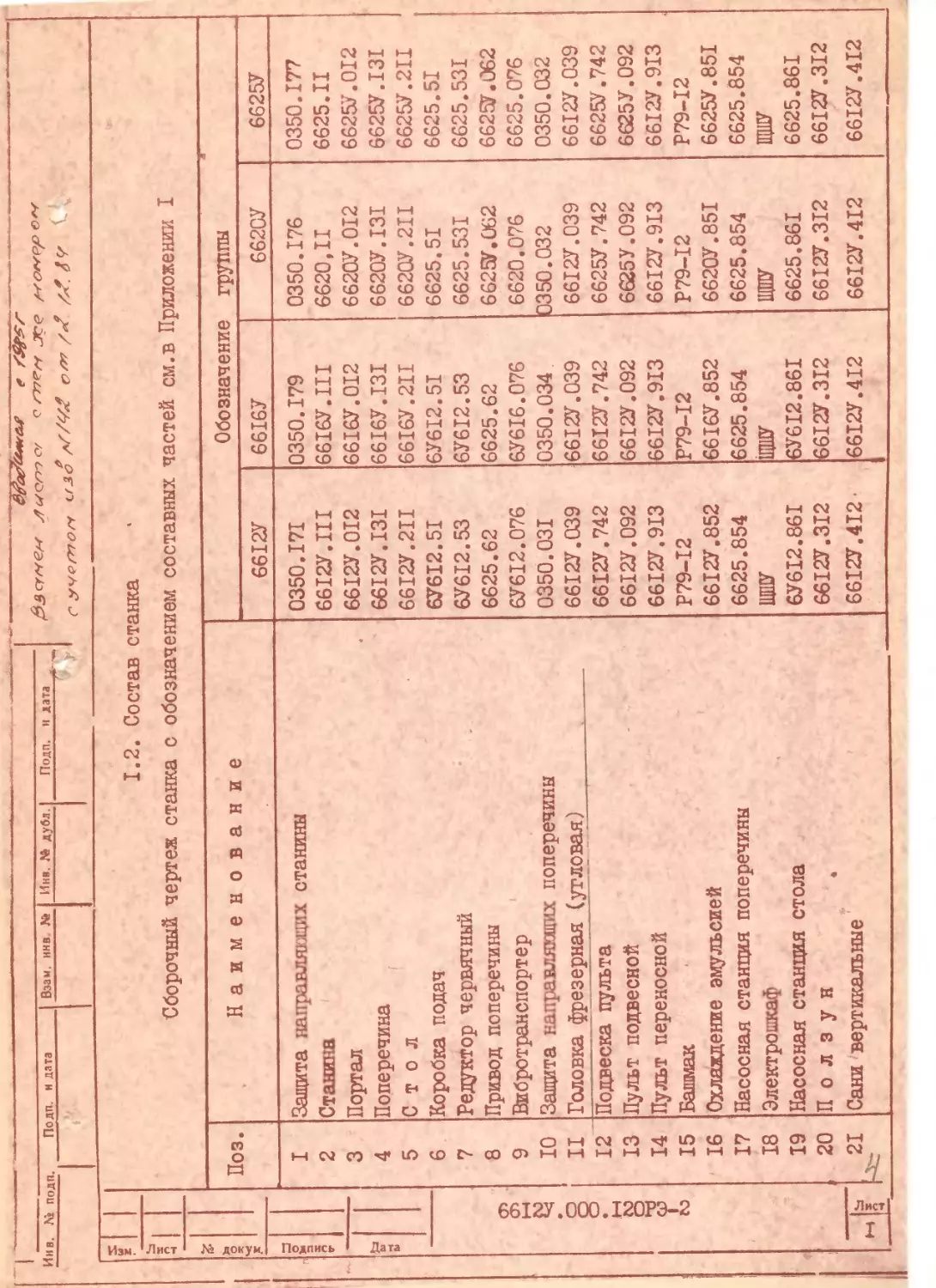
Изм. 'Лист । —— ' '*- ' , * w . . *• 1.2. Состав станка Сборочный чертеж станка с обозначением составных частей см.в Приложении I
№ докум. 1
Поз. Наименование Обозначение группы
6612У 6616У 662СУ 6625У
Подпись I Дата — I 2 3 4 5 6 7 8 9 10 II Защита направляющих станины Станина Портал Поперечина Стол Коробка подач Редуктор червячный Привод поперечины Вибротранспортер Защита направляющих поперечины Головка фрезерная (угловая) 0350.171 6612У.Ш 6612У.012 6612У.131 6612У.2П 6У612.51 6У612.53 6625.62 6У612.076 0350.031 6612У.039 6612У.742 6612У.092 6612У.913 P79-I2 6612У.852 6625.854 6У612.861 6612У.312 6612У.412- 0350.179 6616У.Ш 6616У.012 6616У.131 6616У.2П 6У612.51 6У612.53 6625.62 6У616.076 0350.034 6612У.039 6612У.742 6612У.092 6612У.913 P79-I2 6616У.852 6625.854 6У612.861 6612У.312 6612У.412 0350.176 6620,11 6620У.012 6620У.131 6620У.2П 6625.51 6625.531 6625У.062 6620.076 035С.032 6612У.039 6625У.742 6625У.092 6612У.913 Р79-12 6620У.851 6625.854 6625.861 6612У.312 6612У.412 0350.177 6625.11 6625У.012 6625У.131 6625У.2П 6625.51 6625.531 6625У.062 6625.076 0350.032 6612У.039 6625У.742 6625У.092 6612У.913 P79-I2 6625У.851 6625.854 ЩШУ 6625.861 6612У.312 6612У.412
? ► ( • с <! • г с » 1 1 £ . ч 0 Э 3 *0 Э ? \э ь S
12 13 14 15 ' 16 17 18 19 20 21 Подвеска пульта Пульт подвесной Пульт переносной Башмак Охлаждение эмульсией Насосная станция поперечины Электроыкаф Насосная станция стола Ползун # Сани вертикальные
[ c >.rj о О I
Ин в. № подп. Подп. и дата Л- Взам. инв. № Инв, № дубл. Подп и дата
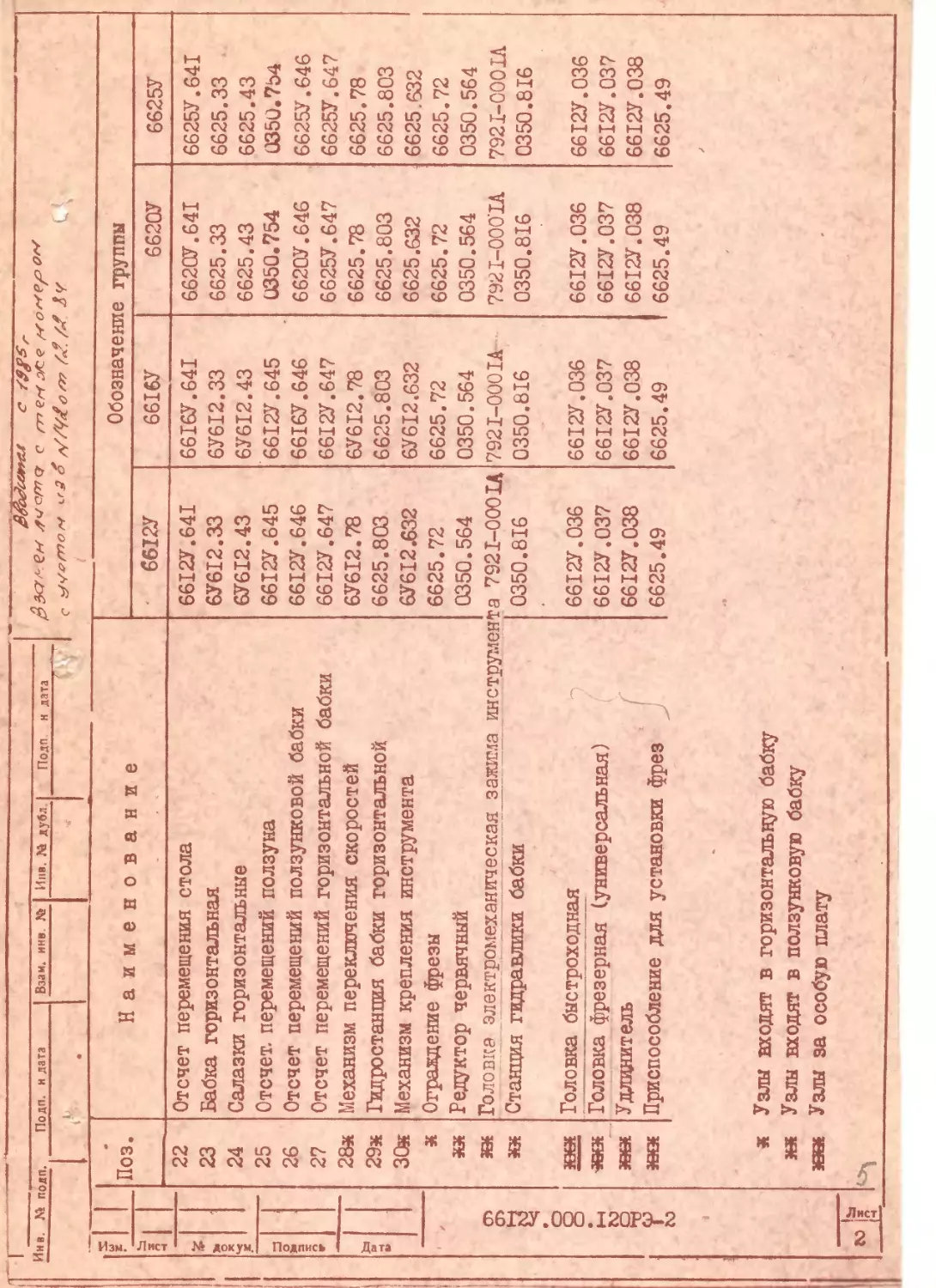
Иям. Поз. Наименование Обозначение группы
6612У 6616У 6620У 6625У
ь । 3 1
2 Ь О х ЗС 22 24 25 26 27 28* 29х ЗОи X XX 394 394 WV TUOt «94 wv ЛЛЛ №434 34 ЭВЕ WV ЭЕЯЗС Отсчет перемещения стола Бабка горизонтальная Салазки горизонтальные Отсчет, перемещений ползуна Отсчет перемещений ползунковой бабки Отсчет перемещений горизонтальной бабки Механизм переключения скоростей Гидростанция бабки горизонтальной Механизм крепления инструмента Ограждение фрезы Редуктор червячный Головка электромеханическая зажима инструмен Станция гидравлики бабки Головка быстроходная Головка фрезерная (универсальная) Удлинитель Приспособление для установки фрез Узлы входят в горизонтальную бабку Узлы входят в ползунковую бабку Узлы за особую плату 6612У.641 6У612.33 6У612.43 6612У.645 6612У.646 6612У.647 6У612.78 6625.803 6У612.632 6625.72 0350.564 га 7921-0001Д 0350.816 6612У.036 6612У.037 6612У.038 6625.49 *» 6616У.641 6У612.33 6У612.43 6612У.645 6616У.646 6612У.647 6У612.78 6625.803 6У612.632 6625.72 0350.564 7921-000IA 0350.816 6612У.036 6612У.037 6612У.038 6625.49 6620У.641 6625.33 6625.43 0350.754 6620У.646 6625У.647 6625.78 6625.803 6625.632 6625.72 0350.564 792I-000IA 0350.816 6612У.036 6612У.037 6612У.038 6625.49 6625У.641 6625.33 6625.43 0350.7Э4 6625У.646 6625У.647 6625.78 6625.803 6625.632 6625.72 0350.564 792I-000IA 0350.816 6612У.036 6612У.037 6612У.038 6625.49 7
□ < О Ь» S 3 п г
t3 а* •4 а»
66Г2У.000.120РЭ-2 • --- 2
/
I
1.3. Устройство и работа станка
I.3.1. Принцип работы станка к основные движения
Независимые кинематические цепи осуществляют в станках сле-
дующие движения:
- вращение фрезерных шпинделей;
- рабочие подачи, медленные и быстрые перемещения стола;
- рабочие подачи, медленные и быстрые перемещения бабок,
ползуна и гильзы;-
- установочное перемещение поперечиды;
- перемещение пульта управления;
- зажим и отжим инструмента в конусе шпинделя.
В станка) возможно идновременное движение стола и любой
одной оабки (гильзы, ползуна). Одновременное движение двух бабок
в станках не предусматриваемся. Предусмотрены системы блокировок
и других предохранительных устройств, которые защищают механизмы
статна от поломок. Подробное описание системы блокировок и защиты
смотри в специальном разделе "Электрооборудование станка”.
Кинематические схемы механизмов и перечни кинематических элемен-
тов смотри в разделе руководства "Составные части станка".
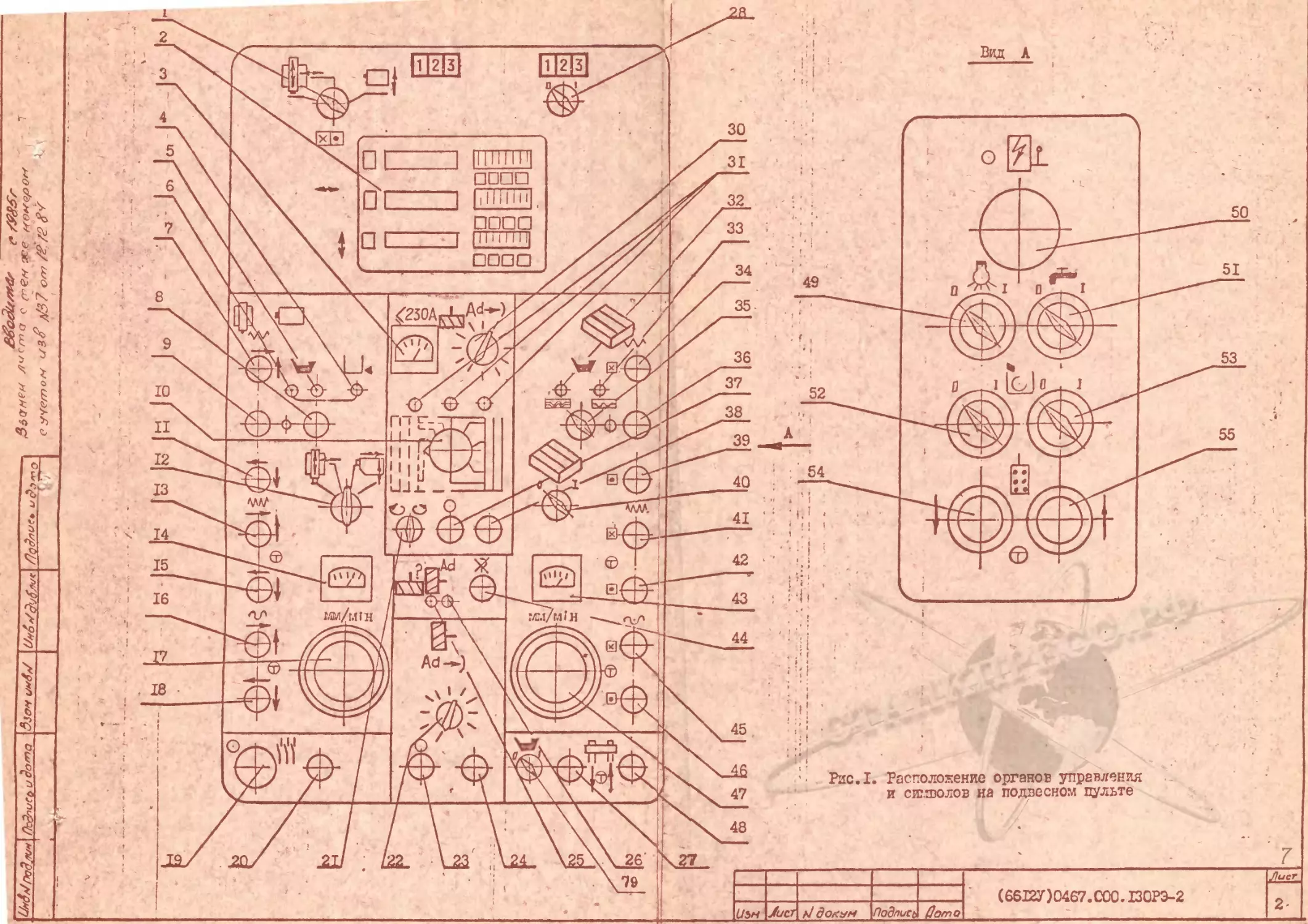
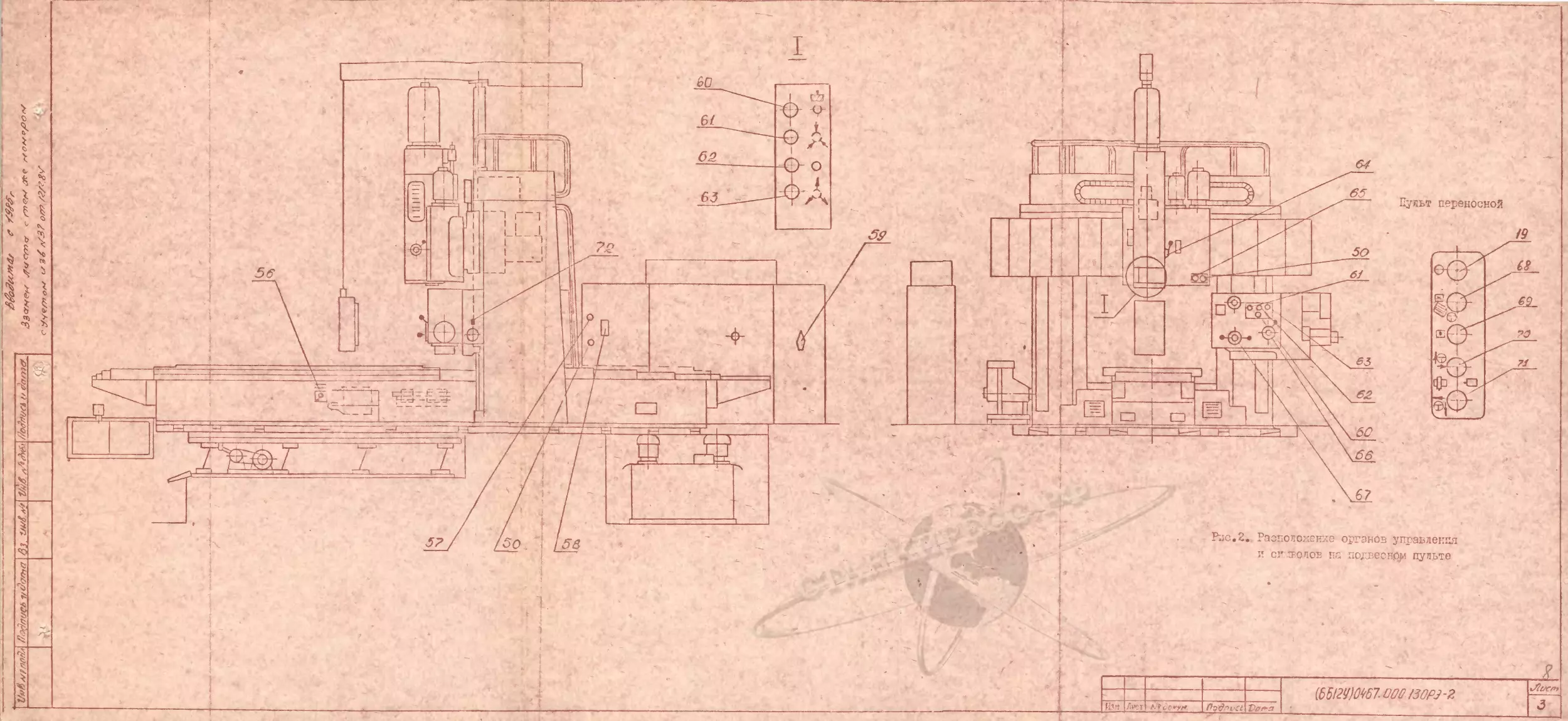
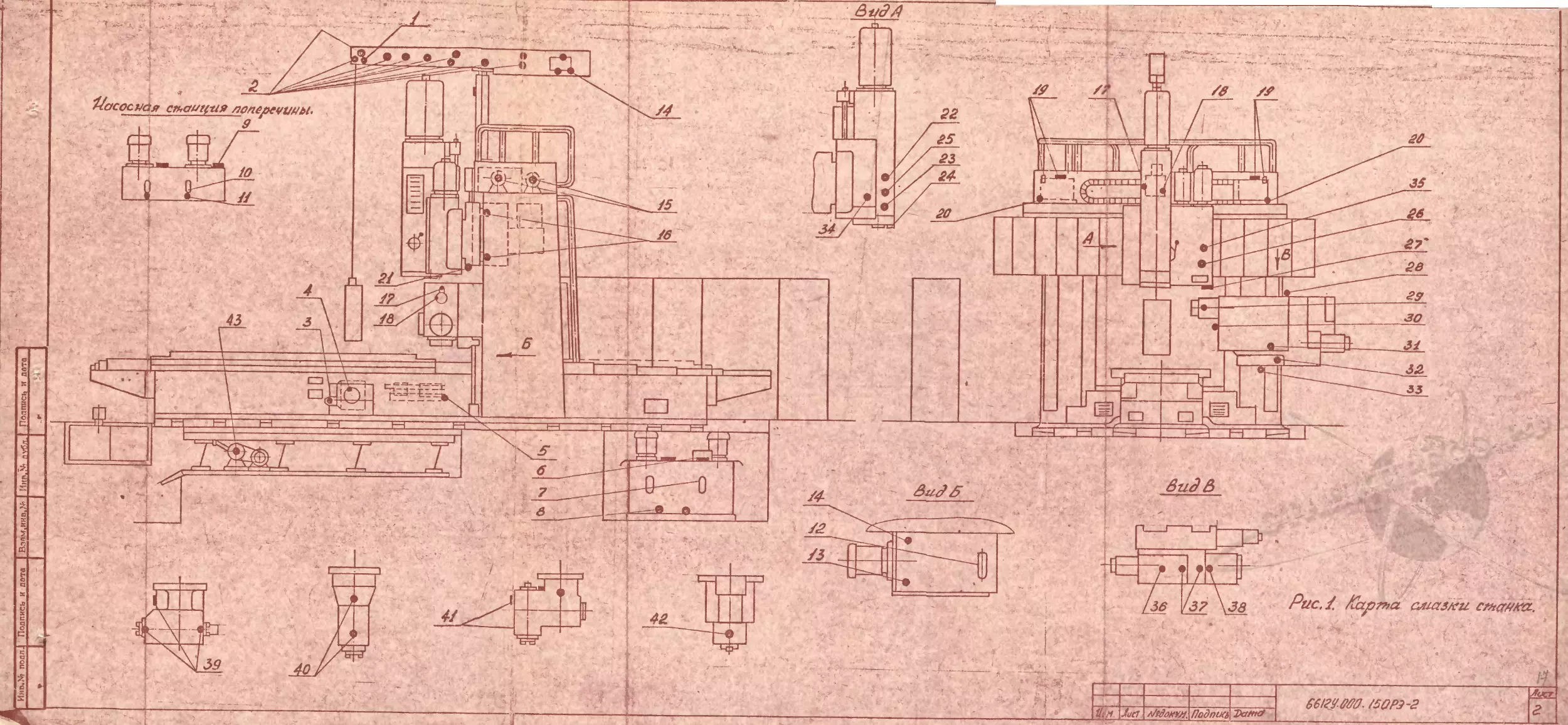
1.3.2. Общий вид с обозначением органов управления (рис.1,2)
с
1.3.3. Перечень органов управления (табл.1)
5
Л
*
t
г
«
X
S
Л“*т.
Изм
Лист
м док.
Поди
дята
(6612У)0467.U00.13СРЭ-2
I
1
Пульт переносной
»/ а5" •
/9
€9
75
7/
=<
60
$
i
#»>
управления
(бЪШ!от. ооо/зорз-г
I
1
50
6J
63
62
66
органов
к су П50ЛОВ не подвесное пульте
-
/й»СТ "Detf^a
ьЛ’дг/^
о
С
ргрХт чни |
| Взам. нив. № |
t-
в
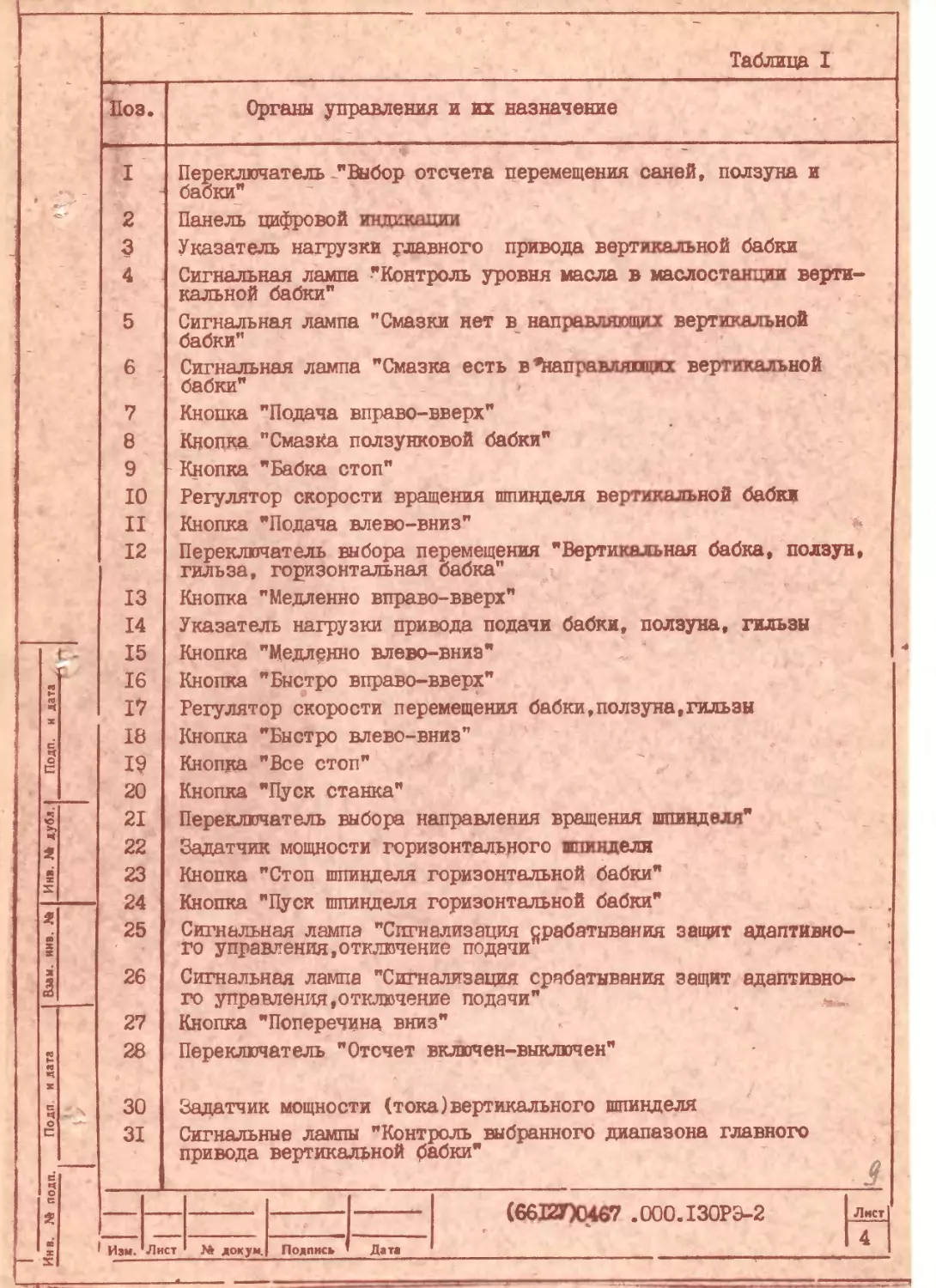
- Таблица I
Соз. Органы управления и их назначение
I 2 3 4 5 6 7 8 9 10 II 12 13 14 15 16 !*> 18 19 20 21 22 23 24 25 26 27 28 30 31 ♦ Переключатель -"Выбор отсчета перемещения саней, ползуна и бабки" Панель цифровой индикации Указатель нагрузки главного привода вертикальной бабки Сигнальная лампа "Контроль уровня масла в маслостанции верти- кальной бабки" Сигнальная лампа "Смазки нет в направляющих вертикальной бабки" Сигнальная лампа "Смазка есть выправляющих вертикальной бабки" Кнопка "Подача вправо-вверх" Кнопка "Смазка ползунковой бабки" Кнопка "Бабка стоп" Регулятор скорости вращения шпинделя вертикальной бабки Кнопка "Подача влево-вниз" > Переключатель выбора перемещения "Вертикальная бабка, ползун, гильза, горизонтальная бабка" Кнопка "Медленно вправо-вверх" Указатель нагрузки привода подачи бабки, ползуна, гильзы Кнопка "Медленно влево-вниз" Кнопка "Быстро вправо-вверх" Регулятор скорости перемещения бабки,ползуна,гильзы Кнопка "Быстро влево-вниз" Кнопка "Все стоп" Кнопка "Пуск станка" Переключатель выбора направления вращения шпинделя" Задатчик мощности горизонтального шпинделя Кнопка "Стоп шпинделя горизонтальной бабки" Кнопка "Пуск шпинделя горизонтальной бабки" Сигнальная лампа "Сигнализация срабатывания защит адаптивно- го управления,отключение подачи Сигнальная лампа "Сигнализация срабатывания защит адаптивно- го управления,отключение подачи" , Кнопка "Поперечина вниз” Переключатель "Отсчет включен-выключен" Задатчик мощности (тока)вертикального пщинделя Сигнальные лампы "Контроль выбранного диапазона главного привода вертикальной 0абки"
(6612П0467 . 000.130РЭ-2
ч.
Лист
*
f Изм. Лист № док ум. Подпись Дат»
-я-
________________________ ф 1а ГОСТ 2 1о4168
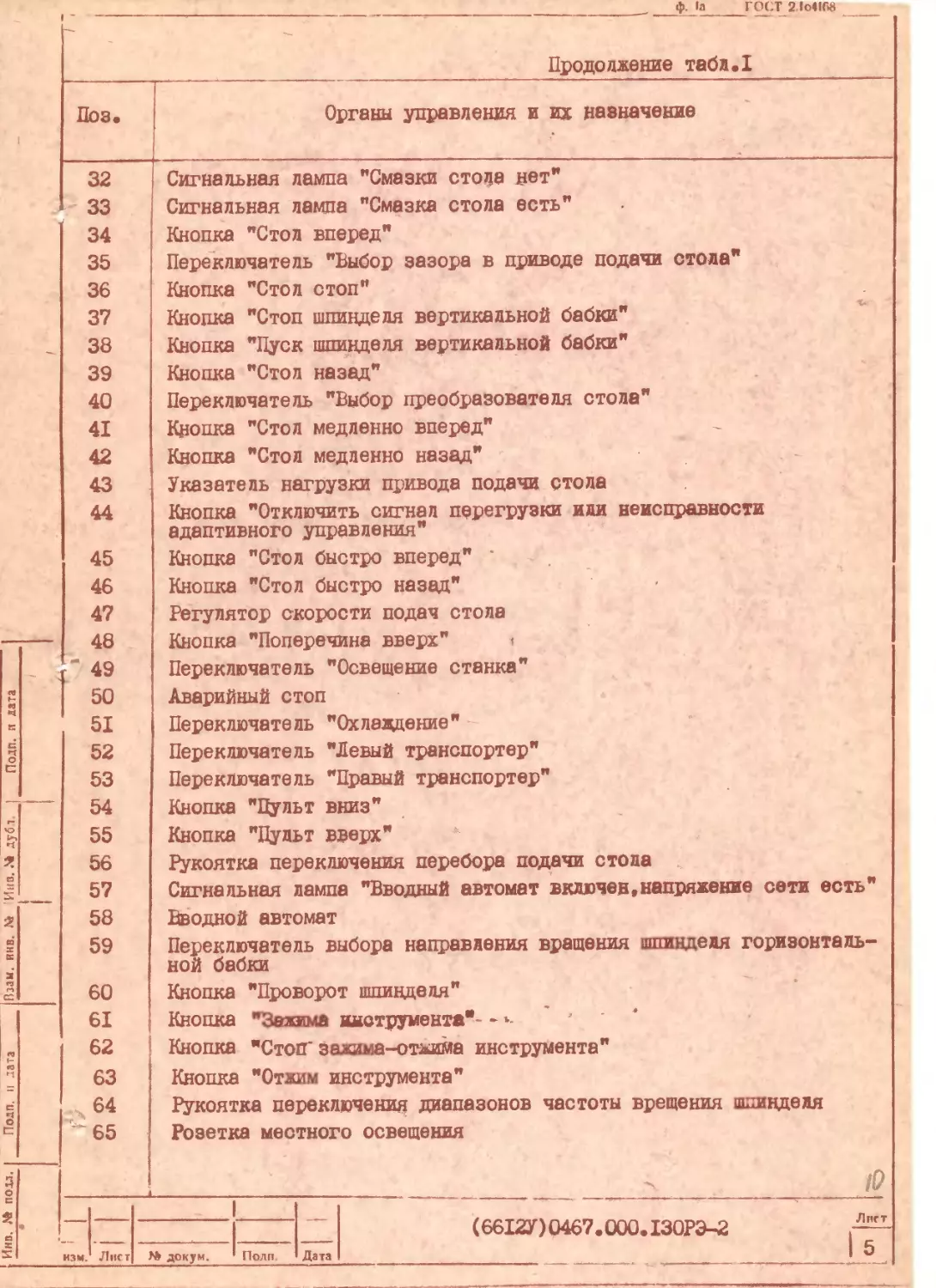
Продолжение табл.1
Лоз.
Инв. Jft подл. | Поди, и дата |Пзам. инг. № Инн, At дубт | Подо, и дата
1 33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
" 49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
^64
^65
Органы управления и их назначение
Сигнальная лампа "Смазки стола нет"
Сигнальная лампа "Смазка стола есть"
Кнопка "Стол вперед"
Переключатель "Выбор зазора в приводе подачи стола"
Кнопка "Стол стоп"
Кнопка "Стоп шпинделя вертикальной бабки"
Кнопка "Пуск шпинделя вертикальной бабки"
Кнопка "Стол назад"
Переключатель "Выбор преобразователя стола"
Кнопка "Стол медленно вперед"
Кнопка "Стол медленно назад"
Указатель нагрузки привода подачи стола
Кнопка "Отключить сигнал перегрузки иди неисправности
адаптивного управления"
Кнопка "Стол быстро вперед" '
Кнопка "Стол быстро назад"
Регулятор скорости подач стола
Кнопка "Поперечина вверх" <
Переключатель "Освещение станка"
Аварийный стоп
Переключатель "Охлаждение"
Переключатель "Левый транспортер"
Переключатель "Правый транспортер"
Кнопка "Пульт вниз"
Кнопка "Пульт вверх"
Рукоятка переключения перебора подачи стола
Сигнальная лампа "Вводный автомат включен,напряжение сети есть"
Вводной автомат
Переключатель выбора направления вращения шпинделя горизонталь-
ной бабки
Кнопка "Проворот шпинделя"
Кнопка "Зажима инструмента"- - *-
Кнопка "Стоп*зажима-отжима инструмента"
Кнопка "Отжим инструмента"
Рукоятка переключения диапазонов частоты врещения шпинделя
Розетка местного освещения
(6612У)0467.000.130РЭ-2
/0
Лист
I 5
__________________________j____________________________________________________________________________
изм. Лист № докум. Полп Дата
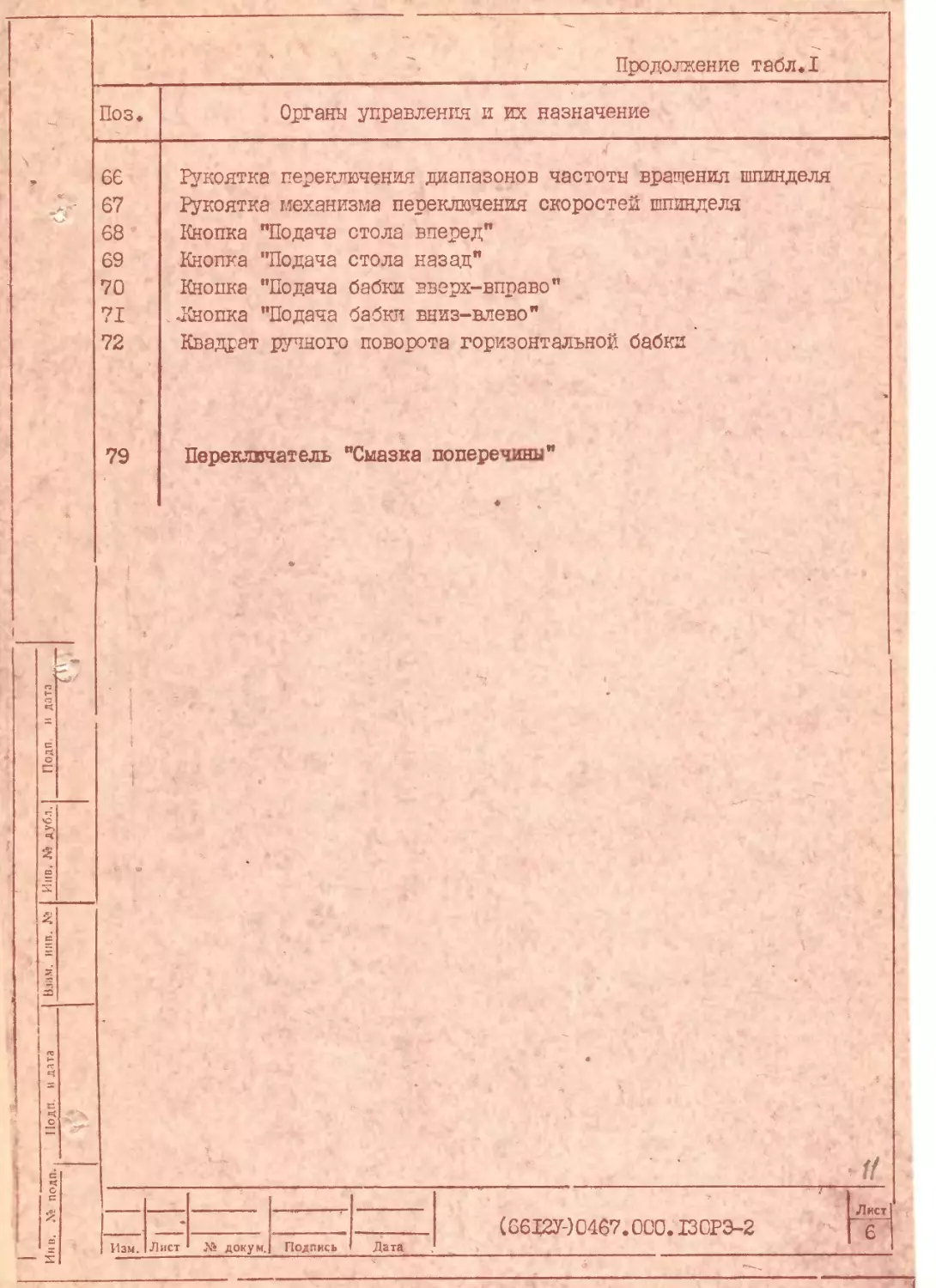
! Продолжение табл* I
Поз* Органа управления и их назначение
66 Рукоятка переключения диапазонов частоты вращения шпинделя
67 Рукоятка механизма переключения скоростей шпинделя
68* Кнопка "Подача стола вперед"
69 Кнопка "Подача стола назад"
70 Кнопка "Подача бабки вверх-вправо"
71 .Кнопка "Подача бабки вниз-влево"
72 Квадрат ручного поворота горизонтальной бабки
♦ . » •
79 Переключатель "Смазка поперечины"
♦ *
• - »
и
1 _ - .< (6612У-) 0467.000. I30P3-2 Лист 6
*
Изм. Лист докум. Подпись Дата
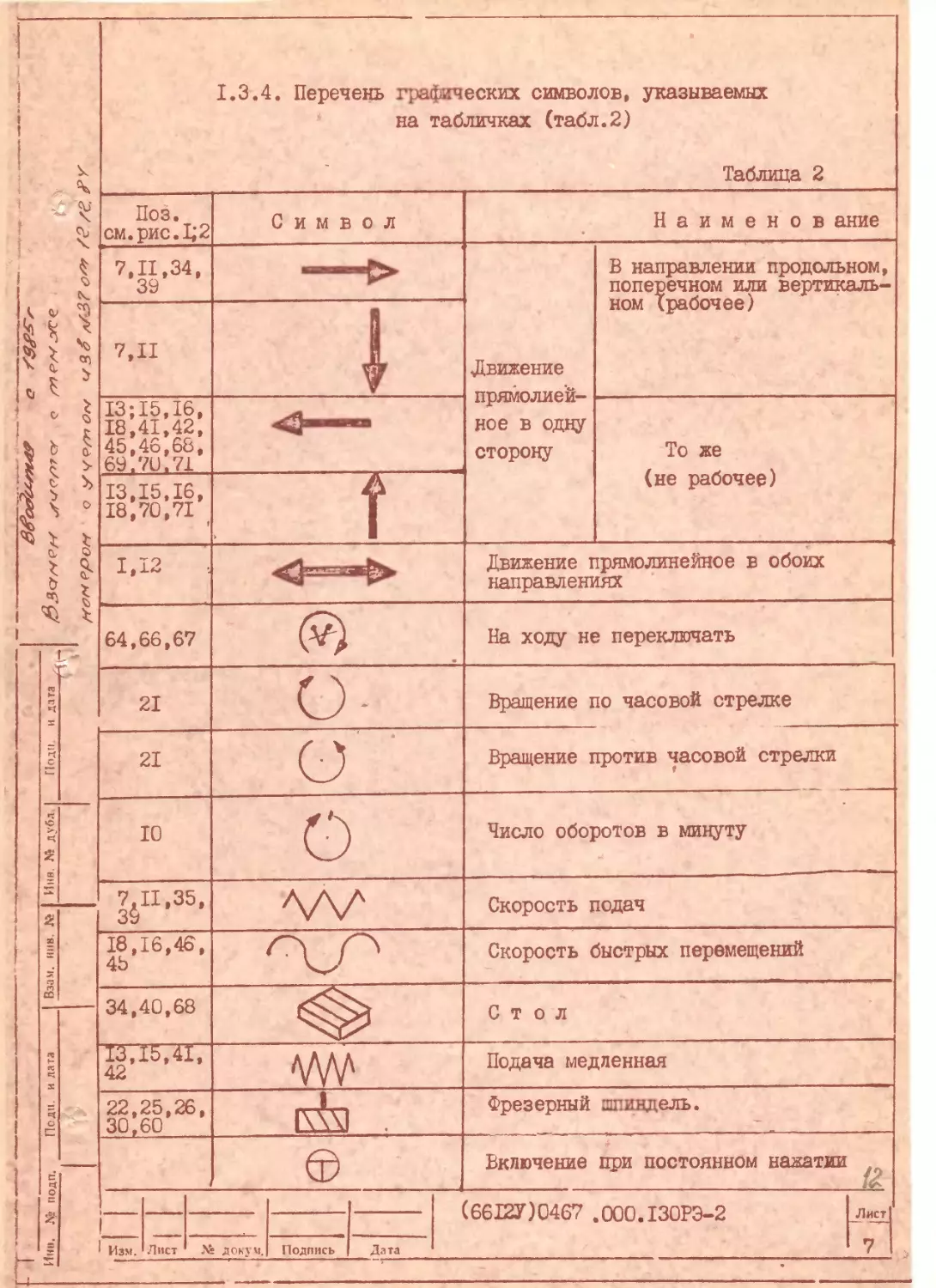
1.3.4. Перечень графических символов, указываемых
на табличках (табл.2)
Таблица 2
Поз. см. рис. £2 Символ Наименов ание
7,11,34, 39 Движение прямолией- ное в одну сторону В направлении продольном, поперечном или вертикаль- ном (рабочее) &
7,11
13;15,16, 18,41,42, 45,46,68, 69.7U.71 То же (не рабочее)
13,15,16, 18,70,71
1,12 Движение прямолинейное в обоих направлениях
64,66,67 На ходу не переключать
21 Вращение по часовой стрелке
21 Вращение против часовой стрелки
10 Число оборотов в минуту
7,11,35, зё Скорость подач
18,16,46, 45 Скорость быстрых перемещений
34,40,68 Стол
I3;i574I7 42 VW Подача медленная
22,25,26, 30,60 cds . Фрезерный шпиндель.
Включение при постоянном нажатии 16
t — —- — — (6612У)О467 . 000.130РЭ-2 Лист] 7
। Изм. Лист № док\ м. Подпись Дата
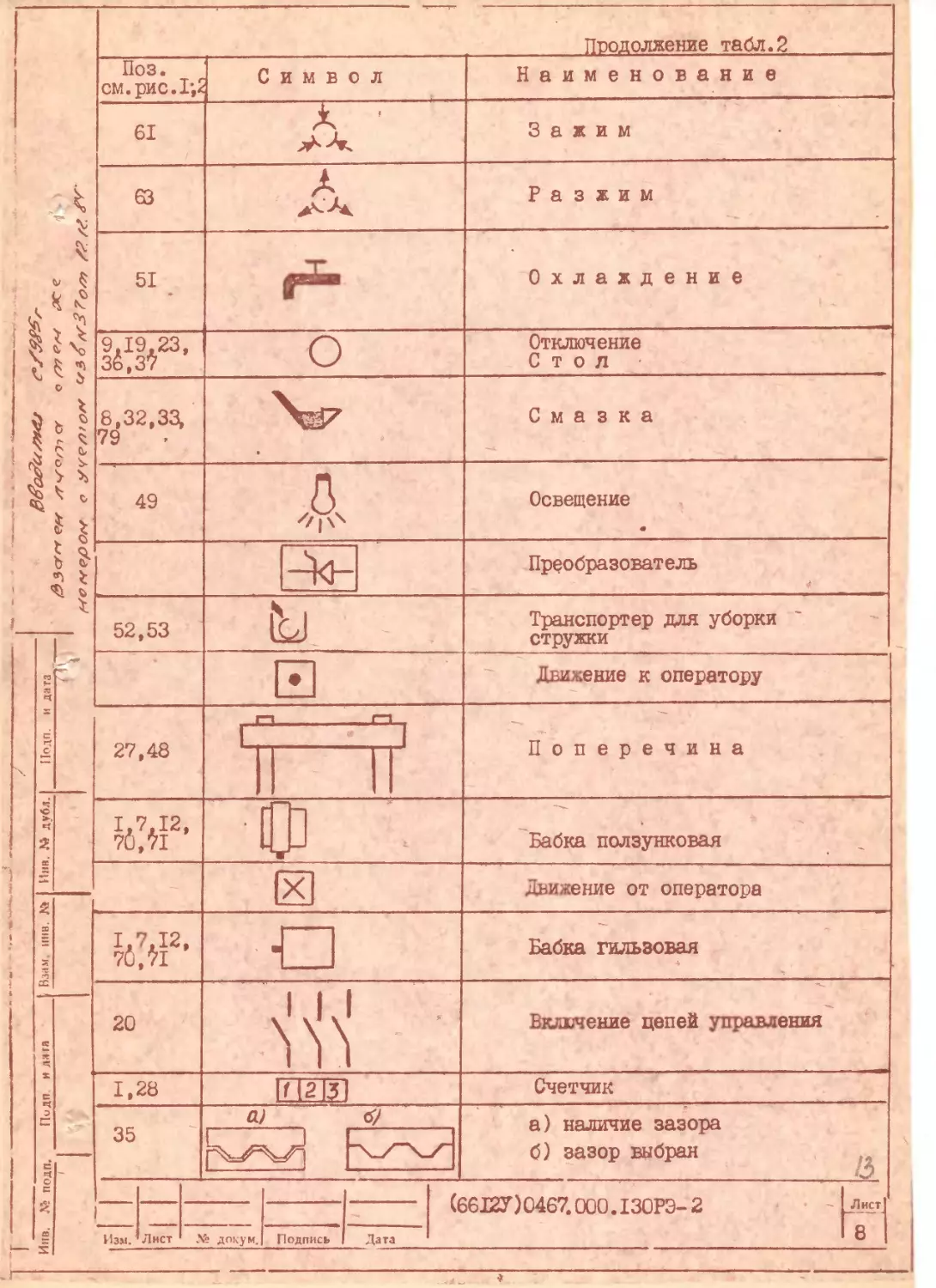
табл.2
Поз. см. рис. Г,X Символ Наименование
61 1 —Г ' - - ~ - ' 1 - Зажим
63 Разжим
51 . Охлаждение s -
9.19,23, 36,37 О Отключение Стол
8,32,33, 79 • Смазка
49 А грч Освещение •
Преобразователь
52,53 - Транспортер для уборки стружки
• " Движение к оператору
27,48 Г-1 - Г~1 Поперечина
1
1,7,12, 70, h £ г Бабка ползунковая
Движение от оператора
1.7,12, 7б,71 Бабка гильзовая
20 5 1 V я Включение цепей управления
1,28 LL12J5J Счетчик
35 0L) 6Г/ а) наличие зазора б) зазор выбран 3
Лист
1 Изм. Лист № докум. Подпись Дата (6612У) 0467. 000. 130РЭ- 2
Aj>
Ж
2
«Инь»
1.4. Вгдросистема
1.4.I. Гидросистема станка состоит из следупцих самостоятельных
гидравлических приводов:
- гидравлические приводы каждой бабки обеспечивают зажим-отжим
саней, гильзы шпинделя и ползуна, в гильзовой бабке переключение
кулачковой муфты с подачи бабки на подачу гильзы, включение муфты
редуктора зажима инструмента в конусе шпинделя;
- гидравлический привод поперечины осуществляет отжим ж зажим
поперечины на направляющих стоек;
- гидравлический привод станции смазки стола осуществляет выбор
зазора в паре черняк-рейка привода стола.
Схемы гидравлические с перечнем аппаратуры, а также описание
работы каждого привода находятся в отдельной части руководства
"Составные части станка".
1.4.2. Общие указания по монтажу ж эксплуатации гидросистемы.
Перед запуском гидросистемы и систем циркуляционной смазки при
отладке станка произвести их промывку рабочей жидкостью в течении
8 часов, с заменой фыьтроэлементов по мере их засорения.
Перед пуском станка необходимо произвести контрольную подтяжку
всех соединений труб гидравлики, затем в бабки насосных станций
залить тщательно отфильтрованное масло.
Залив масла производится до верхнего отверстия маслоуказателя.
Замена масла производится после Каждых 6-ти месяцев эксплуатации
станка. Слив масла производится через сливные отверстия.
Гидросистемы приводов должйы быть настроены на соответствующие
рабочие давления.
Давление в системах приводов регулируется при помощи напорных
золотников или предохранительных клапанов следующим образом:
- ослабляется гайка регулировочного винта;
- винт регулировочный поворачивается до тех пор, пока манометр
системы не покажет нужного давления;
- удерживая винт, зафиксировать .его положение гайкой.
При вращении регулировочного винта по часовой стрелке давление
в системе поднимается.
Бодее конкретноые указания по каждой гидросистеме привода
ом. в отдельной части руководства "Составные части станка".
с
с:
я
—-
изм. Лист ном. докум. Подп.
Дата
6612Г.000.140РЭ-2
Лист
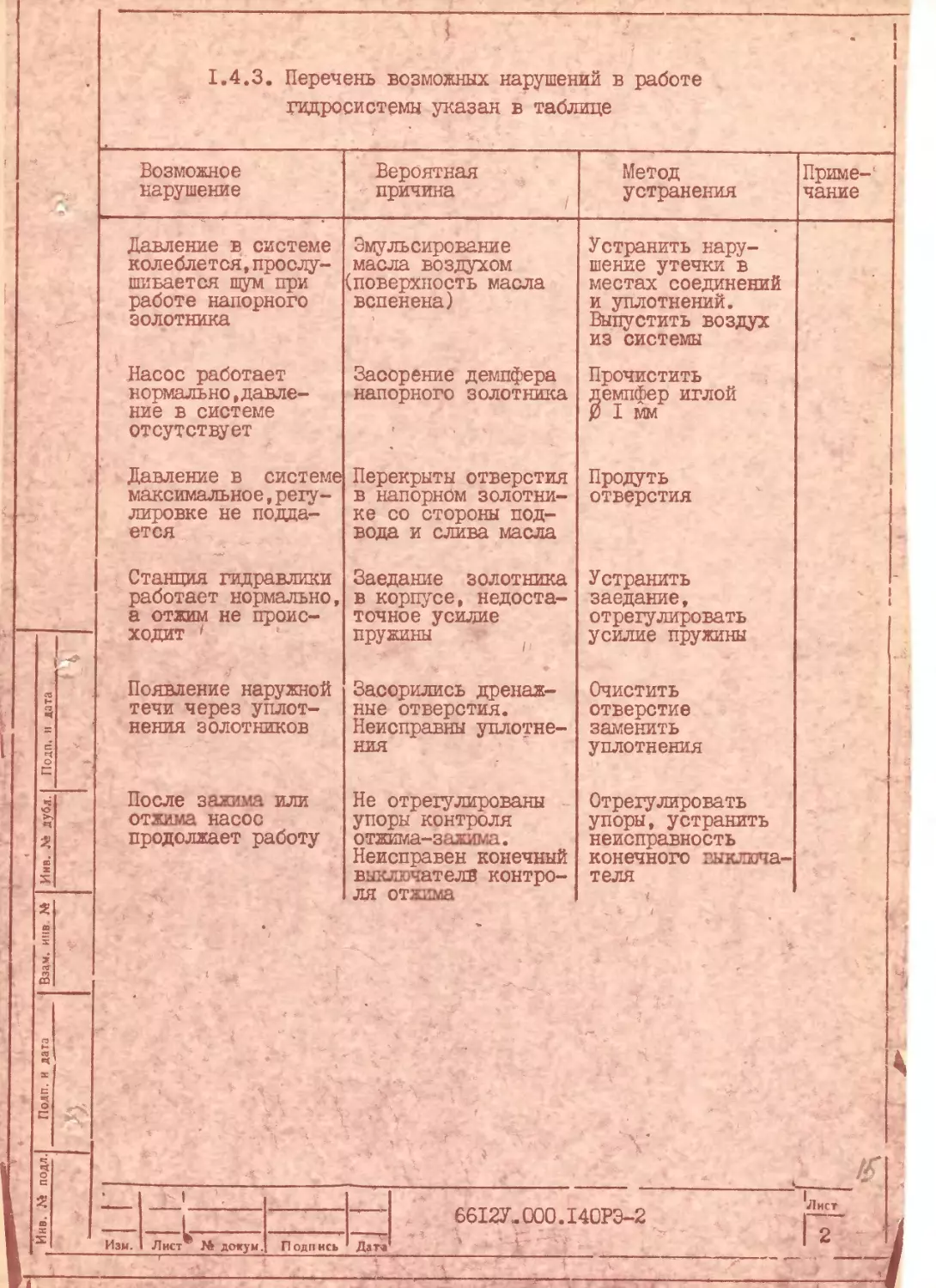
1.4.3. Перечень возможных нарушений в работе
гидросистемы указан в таблице
Возможное Вероятная * ' Метод
нарушение причина устранения
Приме-1
чание
Давление в системе
колеблется,прослу-
шивается шум при
работе напорного
золотника
Эмульсирование
масла воздухом
(поверхность масла
вспенена)
Устранить нару-
шение утечки в
местах соединений
и уплотнений.
Выпустить воздух
из системы
Насос работает
нормально,давле-
ние в системе
отсутствует
Засорение демпфера
напорного золотника
Прочистить
демпфер иглой
0 I мм
Давление в системе
максимальное,регу-
лировке не подда-
ется
Перекрыты отверстия
в напорном золотни-
ке со стороны под-
вода и слива масла
Продуть
отверстия
Станция гидравлики
работает нормально
а отжим не проис-
ходит i
Заедание золотника
в корпусе, недоста-
точное усилие
пружины
Устранить
заедание,
отрегулировать
усилие пружины
।
i
Появление наружной
течи через уплот-
нения золотников
Засорились дренаж-
ные отверстия.
Неисправны уплотне-
Очистить
отверстие
заменить
уплотнения
т
' а
2
После зажима или
отжима насос
продолжает работу
2
Не отрегулированы -
упоры контроля
отжима-зажима.
Неисправен конечный
выключателя контро-
ля отжима
Отрегулировать
упоры, устранить
неисправность
конечного выключа-
теля
1
со
о
*
*
X
т
I
i
Г
Л
, г
А
ч
о
с
2
х
<
л
Изм.
Лист № дояум.
П одп ись
«
Дата
6612У-000.140РЭ-2
...
-------------------
Лист
г
Изм.
Лист
чиирма о
--------
1.5. Система смазки
I.5.I. Описание и указания по эксплуатации
состоит из следующих самостоятельных
смазки (стола);
и гаект поиеречины;
Система смазки станка
систем смазки:
- центральная система
- смазка направляющих
- смазка бабки гильзовой;
- смазка бабки ползунковой.
Схемы смазки с перечнем элементов и описание работы каждой
системы см. в отдельной части рукова "Составные части станка".
Перед пуском станка необходимо:
- заполнить масляные резервуары соответствующим маслом, не
содержащим посторонних примесей, следя за уровнем по маслоука-
зателям;
- при помощи шприца наполнить консистентной смазкой полости
В точках, указанных.в перечне точек смазки.
Во время эксплуатации:
- в первый месяц эксплуатации рекомендуется через каждые
две недели очищать фильтрующий пакет и патроны, а также резер-
вуары от шлама;
- в последующие месяцы эксплуатации фильтрующий пакет
очищается посредством поворота от руки пакета вокруг своей оси.
Ручную очистку фильтрующего пакета необходимо производить
един раз в неделю.
Осевший шлам в
стакане фильтра рекомендуется очищать один
Для очистки стакана
масло через пробку,
от шлама необходимо предварительно спустить
помещенную в дне, а затем снять стакан;
- давление масла под направляющими стола регулируется в
зависимости от веса обрабатываемой детали по указаниям раздела
"Составные части станка";
- следить за подачей масла к местам смазки через контрольные
указатели.
В случае отсутствия масла в
на станке недопустима.
i
м док.
Поди
дата
Предусмотренных местах, работа
* * ? '
.as
.<
--------—........ ......
6612У.000.150РЭ-2
Г f -
—----------------------
J4 - •' < £
........ ... -------
Z
.. — .... . ..
«
Лист.
Инв. № подл. Подп. и дата
И - .
Взам. инв. №
Инв. .V дубл.
—
Поди, и дата
Ь <т7гл/ jee e
V H 0(77 /«?. i W
4
Изм. I Лист М докукПодпись 1 Дата'
ч
СЛ
I i •
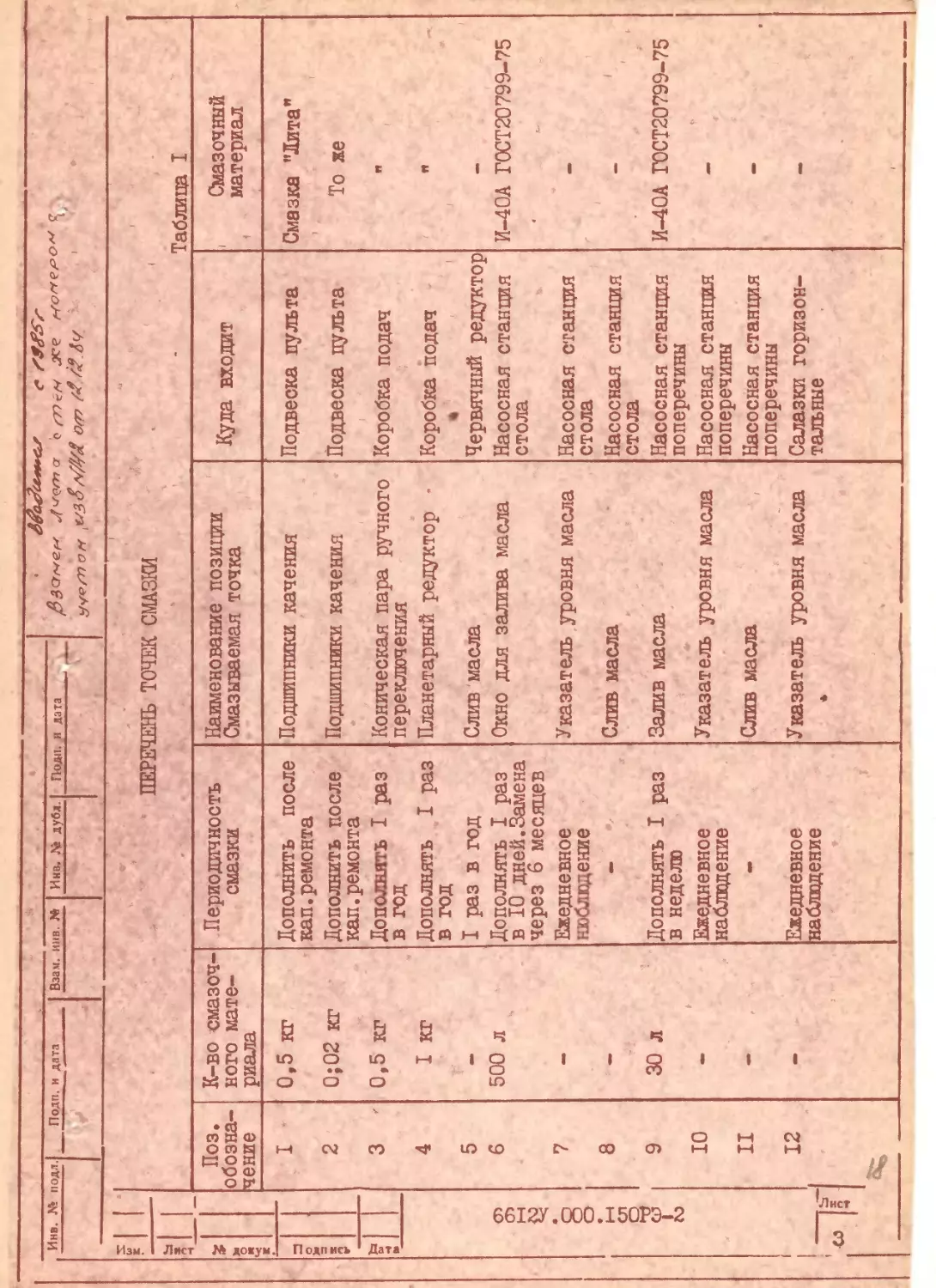
Таблица I
ПЕРЕЧЕНЬ ТОЧЕК СМАЗКИ
Поз. обозна- чение К-во смазоч- ного мате- риала Периодичность смазки Наименование позиции Смазываемая точка Куда входит 5 Смазочный материал
I ’ 0,5 кг Дополнить после Подшипники качения Подвеска пульта Смазка "Лита"
2 0;02 кг кап.ремонта Дополнить после Подшипники качения Подвеска пульта То же
3 ' 0,5 кг кап.ремонта Дополнять I раз * ( 4 Коническая пара ручного Коробка подач If
4 I кг в год Дополнять I раз переключения Планетарный редуктор • Коробка подач
ж в год • - 1 W- J
5 I раз в год Слив масла Червячный редуктор
6 500 л ‘ Дополнять I раз Окно для залива масла Насосная станция И-40А Г0СТ20799-75
ч 7 в 10 дней.Замена через 6 месяцев Ежедневное Указатель уровня масла стола Насосная станция •
8 наблюдение Слив масла стола Насосная станция * .... .. J 1 • . • ~ 1
стола 4-
9 30 л Дополнять I раз Залив масла Насосная станция И-40А Г0СТ20799-75
10 в неделю Ежедневное * « Указатель уровня масла поперечины Насосная станция ft
II наблюдение •я» Слив масла поперечины Насосная станция
12 а» Ежедневное Указатель уровня масла поперечины Салазки горизон- «а»
• *"' 5 " наблюдение . .г ♦ ¥ тальные ь 1
Инв, № подл. Подл, и дата Взам. инв. № Инв. № дубл. Поди, и дата j
К /
<г же f-w?po*
д^егоом So rf/№ Vf” 6?
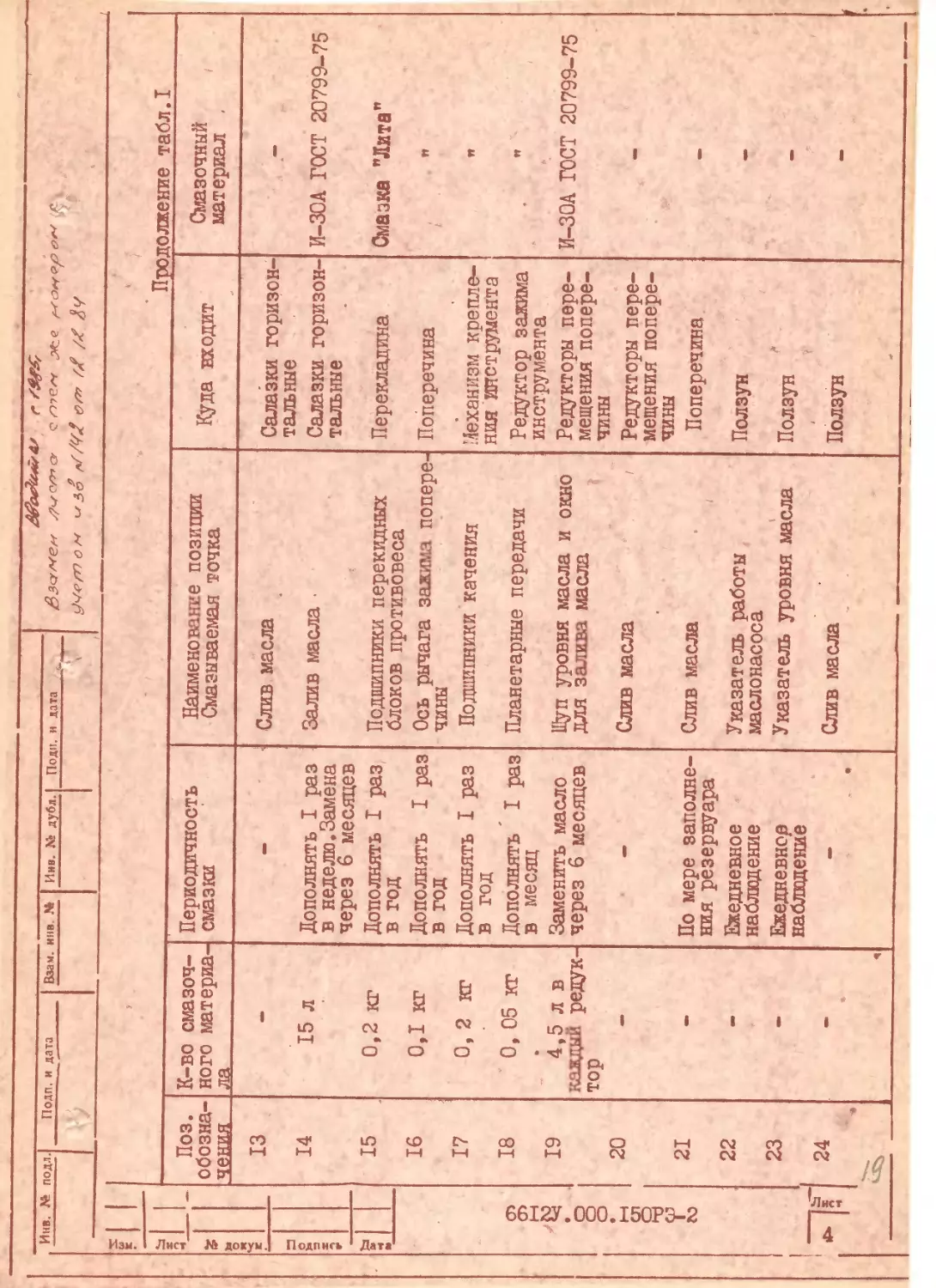
Изм. Лист* № докум. Подпись Дата ” ' —— - -..——— — 4 > У ** < > ‘ * Продолжение табл.1
Поз. обозна- чения К-во смазоч- ного материа- ла». Периодичность смазки Наименование позиции Смазываемая точка Куда входит Смазочный материал ,
13 14 15 16 17 18 19 20 21 22 23 24 ‘ » «В 15 л 0,2 кг 0,1 кг 0, 2 кг 0, 05 кг • 4,5 л в каждый редук- тор <вв» «в «* «в «в я Дополнять I раз в неделю.Замена через 6 месяцев Дополнять I раз в год Дополнять I раз в год Дополнять I раз в год Дополнять ' I раз в месяц Заменись масло через 6 месяцев «V По мере заполне- ния резервуара Ежедневное наблюдение Ежедневнор наблюдение м» Слив масла Залив масла • Подшипники перекидных блоков противовеса Ось рычага зажима попере- чины Подшипники качения Планетарные передачи Щуп уровня масла и окно для залива масла Слив масла / Слив масла / Указатель работы маслонасоса Указатель уровня масла Слив масла Салазки горизон- тальные Салазки горизон- тальные Перекладина Поперечина Механизм крепле- ния инструмента Редуктор зажима инструмента Редукторы пере- мещения попере- чины Редукторы пере- мещения попере- чины Поперечина Ползун Ползун , ?• Ползун И-ЗОА ГОСТ 20799-75 Смаэка "Лита" И-ЗОА ГОСТ 20799-75 «в .. * , f " f * »
<7 СТ • г с • £ ч V гч *ь > > 1 ) ) 1 1 > b“ X п н
Инв. подл. Поли, и дата Взам. инв № Инв. № дубл. Подп. и лата
a Jл - 3 * - t Г- - - * ‘
fiijHev л^опку с /77£W joe zz<cw,e/c><?zv с.
учетом 3 rJWA от /Л /<?. XY
Изм. I Лист .К"» докум.| Подпись 1 Дата
Продолжение табл.1
СТ/
го
Поз. обозна- чение К-во смазоч- Периодичность Наименование позиции Смазываемая точка Куда входит _ „ 1 Смазочный / материал
ново материа- ла смазки
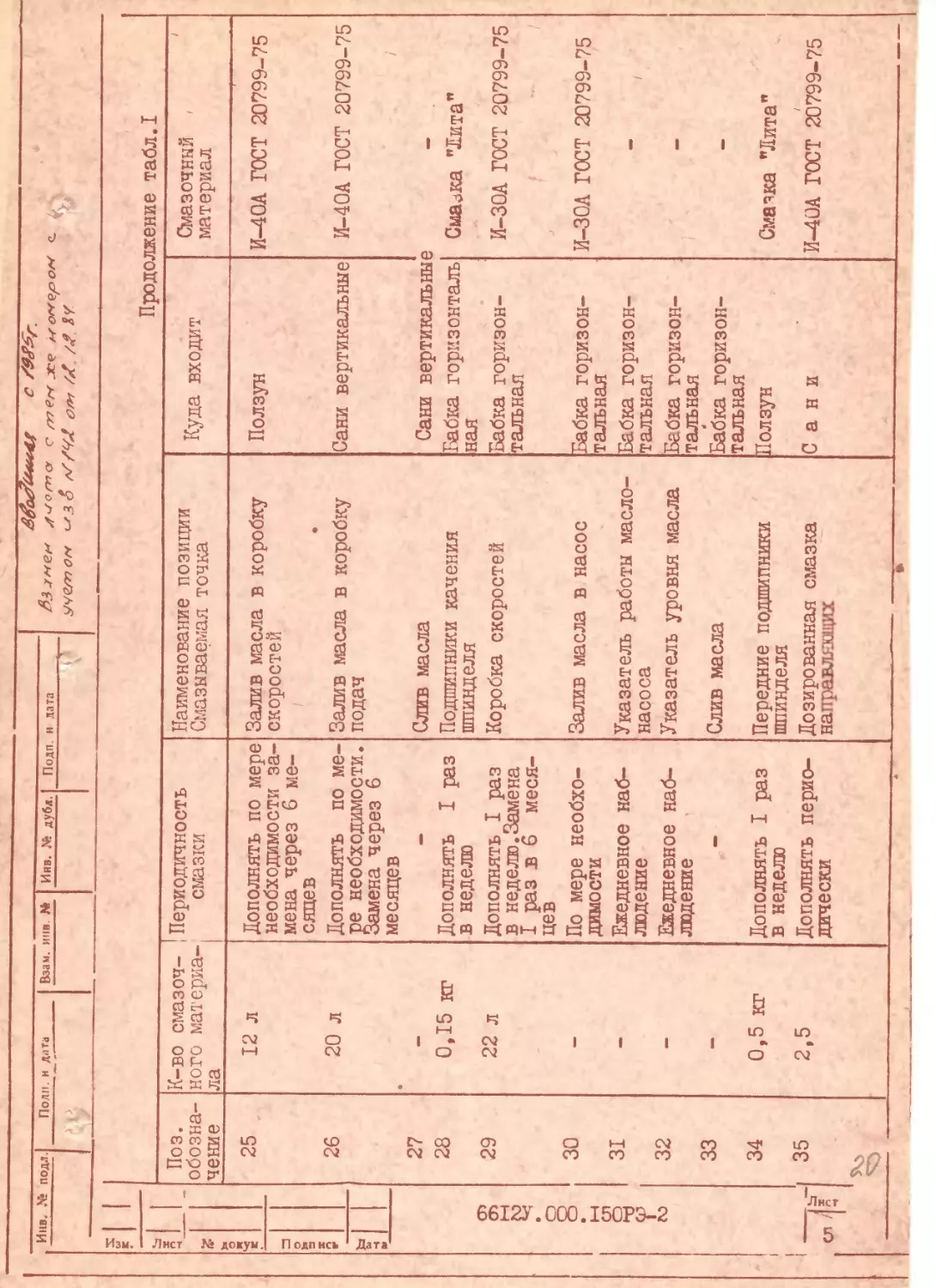
25 12 л Дополнять по мере необходимости за- мена через 6 ме- сяцев Залив масла в коробку скоростей • Ползун И-4ОА ГОСТ 20799-75
26 20 л • Дополнять по ме- ре необходимости. Замена через 6 месяцев Залив масла в коробку подач Сани вертикальные И-40А ГОСТ 20799-75 /
27 — — Слив масла Сани вертикальны э
28 0,15 кг Дополнять I раз в неделю Подшипники качения шпинделя Бабка горизонталь ная Смазка "Лита”
29 22 л Дополнять I раз в неделю.Замена I раз в 6 меся- цев Коробка скоростей Бабка горизон- тальная И-ЗОА ГОСТ 20799-75 / " /
30 — По мере необхо- димости Залив масла в насос Бабка горизон- тальная И-ЗОА ГОСТ 20799-75
31 «и» Ежедневное наб- людение Указатель работы масло- насоса Бабка горизон- тальная “ /
32 Ежедневное наб- людение Указатель уровня масла Бабка горизон- тальная 1 .Г, «
33 «• Слив масла Бабка горизон- тальная —
34 0,5 кг Дополнять I раз в неделю Передние подшипники шпинделя Ползун Смазка "Лита”
. 35 2,5 Дополнять перио- дически Дозированная смазка направляющих Сани И-40А ГОСТ 20799-75
Инв. № подл. Подп. и дата Взам. ннв № Инв. № дубл. Поди
ы Е
1 Лист № докум. —
Поз. обозна- чение К-во смазоч-| ного материа- ла Периодичность смазки
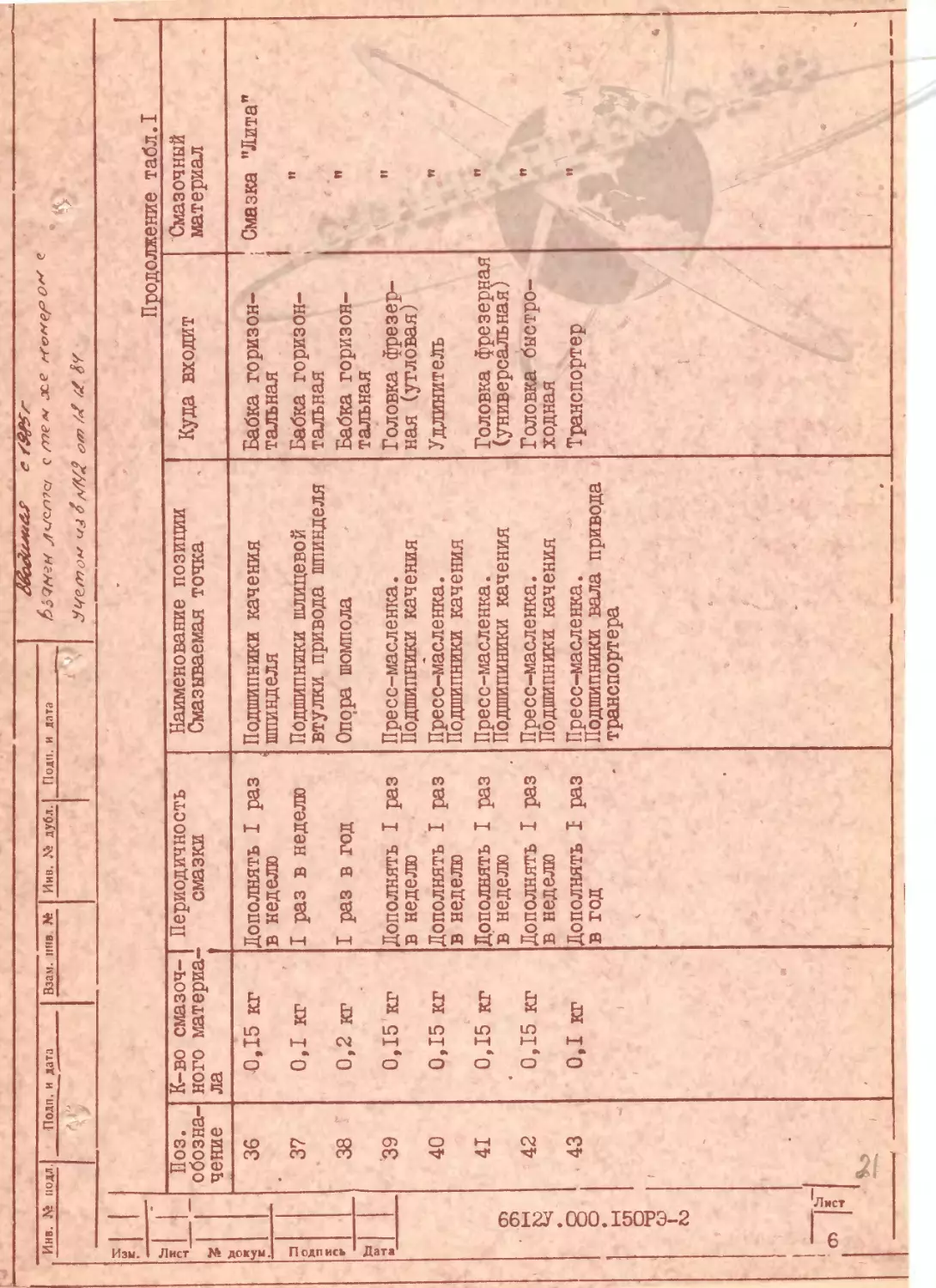
36 •37 * 38 Т 39 40 41 42 < 43 t 0,15 кг 0,1 кг 0,2 кг 0,15 кг 0,15 кг 0,15 кг 0,15 кг 0,1 кг i t л 1 ’ ' .. \ * Дополнять I раз в неделю ' I раз в неделю I раз в год Дополнять I раз в неделю Дополнять I раз в неделю Дополнять I раз г неделю Дополнять I раз в неделю Дополнять I раз в год ф 1
1 П ОДП ИСЬ 1
м
6612У.000.150РЭ-2 • L6
и дата
~ jce е
табл.1
Наименование позиции
Смазываемая точка
Куда входит Смазочный материал
Подшипники качения
шпинделя
Подшипники шлицевой
втулки привода шпинделя
Огора шомпола
Пресс-маслёнка1.
Подшипники качении
Пресс-масленка.
Подшипники качения
Пресс-масленка.
Подшипиники качения
Пресс-масленка.
Подшипники качения
Пресс-масленка.
Подшипники вала,
транспортера
привода
Смазкз
’’Лита
Баока горизон-
тальная
Бабка горизон-
тальная
Бабка горизон-
тальная
Головка фрезер-
ная (угловая)
Удлинитель
'оловка фрезерная
(универсальная)
Голов? а быстро-
ходна я
Транспортер
%
/
/«
V
с
S-
Ь
Q)
1.5.2. Перечень возможных нарушений в работе
системы смазки
Таблица 2
Возможное нарушение Вероятная причина Метод устранения Примечание V
Отсутствие потока масла в указателях работы насосов Отсутствие подачи смазки ' на направляющие станины, попере- чины, салазок . ’ f Выход из строя насоса. Засорение фильтров Засорились фильтры Выход из строя чассса. Засорились золотники. Засорение всасываю щего или нагнетаю- щего клапана Заменить насос Промыть фильтр .Заменить насос Промыть фильтры Промыть золотники Промигь клапан
1.5.3. Перечень применяемых смазочных материалов и
их аналогов инофирм
____________________________________________Таблица 3
Масла отечественного
производства
Масла иностранного
производства
И-ЗОА
И-40А
!
^Урбинное Т22
Смазка консистентная "Дита"
Лист А& докум.
Подпись
Дата
Shell Tellus Oil 29
Shell Vxtrea Oil 29
Shell Vitrea Oil 31
Tonna Oil 29
Turbo Oil 29
Shell
Shell
R-32TGL 11871
Shell Tellus Oil 37
Shell Vitrea Oil 37
R-45TGL 11871
Shell Turbo Oil 27
Aeroshell Grease 6B-7-8
DTD-783-844806
Aeroshell Grease. 5A-14
Shell Retinax A,C,H,RB
Texaco RCX 169
6612У.000.150РЗ-2
Лист
S
Изм
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1. Указание мер безопасности
- Ее приступать к работе без инструктажа по технике безопас-
ности и ознакомления с руководством по эксплуатации.
-Необходимо соблюдать все правила техники безопасности при
работе на металлорежущих станках.
- Работа на станке разрешается при наличии надежного заземления
- На столе и механизмах станка во время его работы не должно
быть лишних незакрепленных предметов.
- Под ногами работающего не должно быть отходов производства,
заготовок.тряпок т.п.
- Необходимо надежно закреплять режущий инструмент в шпинделе
и изделие на столе станка прихватами и приспособлениями через
Т-образные пазы стола.
- Площадки,ступеньки лестниц необходимо держать в сухом
состоянии. ' -
- Спуск и подъем по вертикальной лестнице разрешается только
по одному человеку,причем запрещается держать инструмент или
материал в руках.
- Необходимо останавливать станок в следующих случаях:
а) при всякой отлучке от станка;
б) при несчастном случае; • ,
в) при всякой неисправности станка;
г) при работе на столе в момент крапления изделия,инструмента,
измерения изделия,производства операций по уходу за станком,при
смазке частей станка,при регулировочных и ремонтных работах.
- В аварийных случаях необходимо немедленно остановить станок
кнопкой "Все стоп" .расположенной на подвесном пульте управления. ,
- При монтаже и демонтаже горизонтальной бабки муфта салазок
должна находиться в положении "Подача бабки".
- Транспортировку узлов и деталей производить согласно разде-
ла "Транспортирование" см. 6612У. 000.220 РЭ-2.
- После первого года работы станка не реже I раза в месяц
необходимо контролировать износ гаек ходовых винтов перемещения
поперечины механизмом контроля износа,расположенного на поперечине.
При достижении зазора С,6 мм гайки^несбходимо заменить.
- I раз в месяц производить осмотр состоянии тросов разгрузки
горизонтальной бабки,наличие порванных проволок в тросе не допус-
кается.
1 9 Л j, • .
•* «
ИЗМ. Лист НОМ. док ум. Подл. Дата
df г’* I
6612У.000.21СРЭ~2
Лис.
1“
- Не допускается переключение скоростей на ходу,т.к. это может
привести к поломке зубьев,
- Подход в крайние положения узлов производить на рабочих
подачах.
- Смену инструмента производить,когда рукоятки переключения
скоростей шпинделя установлены на минимальных оборотах и при пол-
ной остановке вращения шпинделя. Без оправки кнопку "Зажим" не
нажимать.
- Категорически запрещается при отведенной тележке и отверну-
тых винтах крепления головки к ползуну нажатие кнопки "Отжим
инструмента",во избежания падения головки.
- Категорически запрещается нажатие кнопки "Отжим инструмента"
при закрепленной головке на ползуне.
- Категорически запрещается работа с неустановленным колпаком
на свободном конце шпинделя головки.
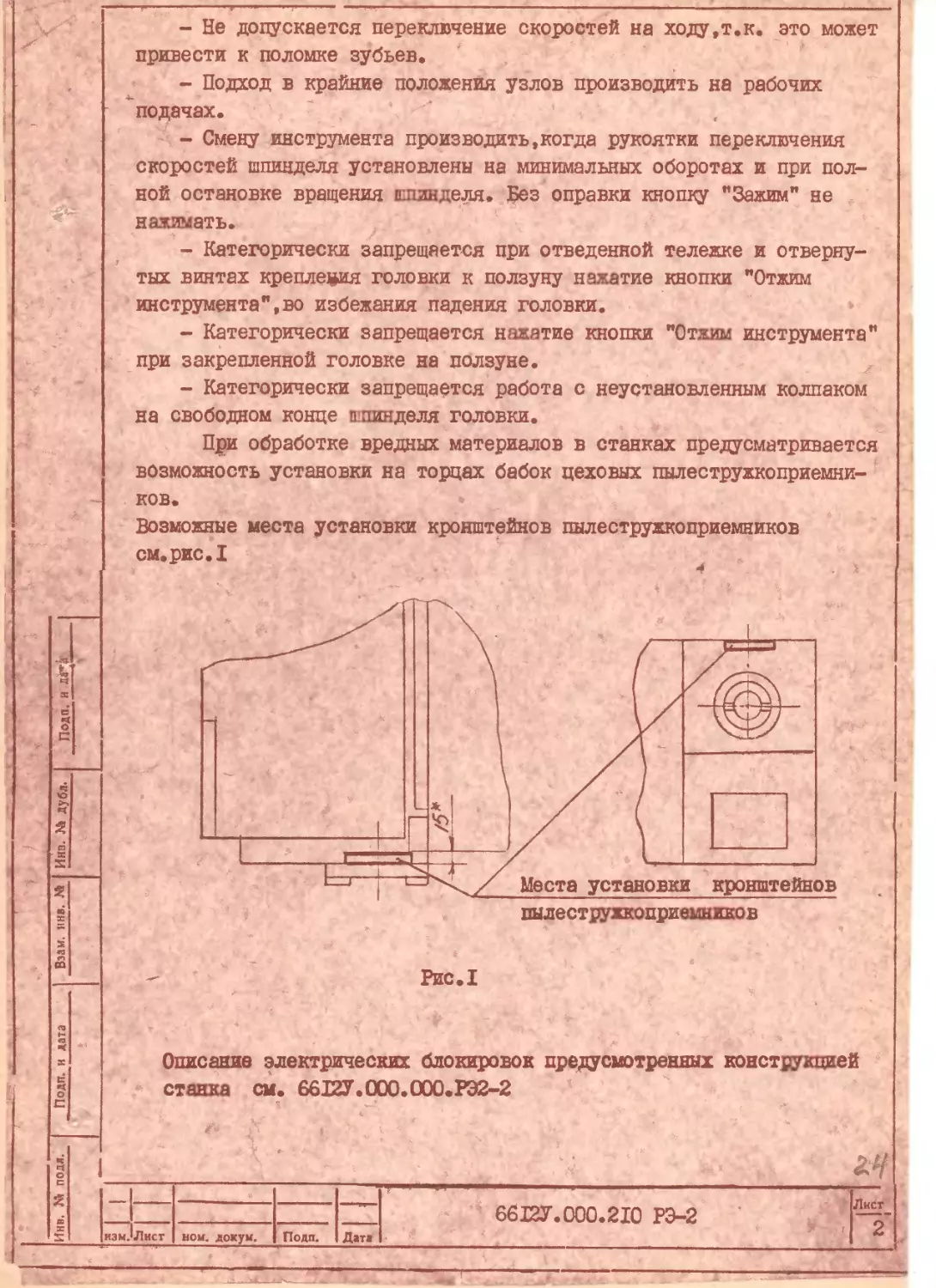
При обработке вредных материалов в станках предусматривается
возможность установки на торцах бабок цеховых пылестружкоприемни-
ков.
Возможные места установки кронштейнов пылестружкоприемников
см. рис. I
Места установки кронштейнов
*
Рис.1
1
6612У.000.210 РЭ-2
Лист
Дате
изм.
ном, докум.
Подп.
г ’
—.....
блокировок предусмотренных конструкцией
——
Лксг
г 2~
Описание электрических
станка см. 6612У.ООО.ООО.РЭ2-2
2
и
X
X
-г
а
?
2.2. Порядок установки
2.2.1. Распаковка
<
щит упаковочного
тем, чтобы не
случае
состаъле-
распаксвке сначала снимается верхний
ящика, а затем боковые. Необходимо следить за
повредить станок упаковочным инструментом.
По упаковочному листу места (вложен на торцовой стенке
упаковки/ проверяется наличие содержимого места и, в
некомплектности, составляется двухсторонний акт. При
нии акта о несоответствии наличия оборудования упаковочным л0о
листом, нашим представителем является шеф-монтер. При невыпол-
нении заказчиком вышеизложенного, претензии то недостаче
заводом-изготовителем не принимаются.
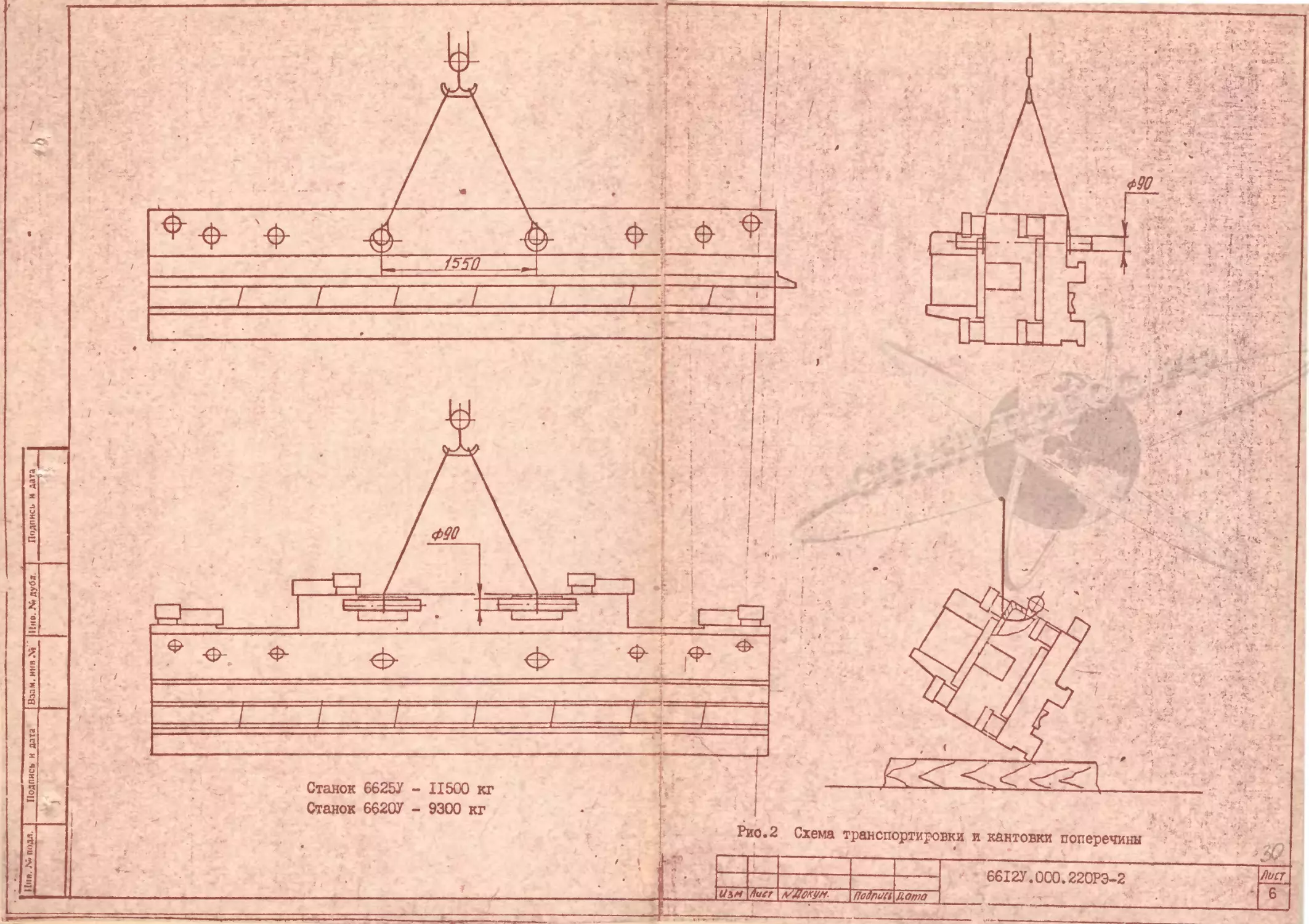
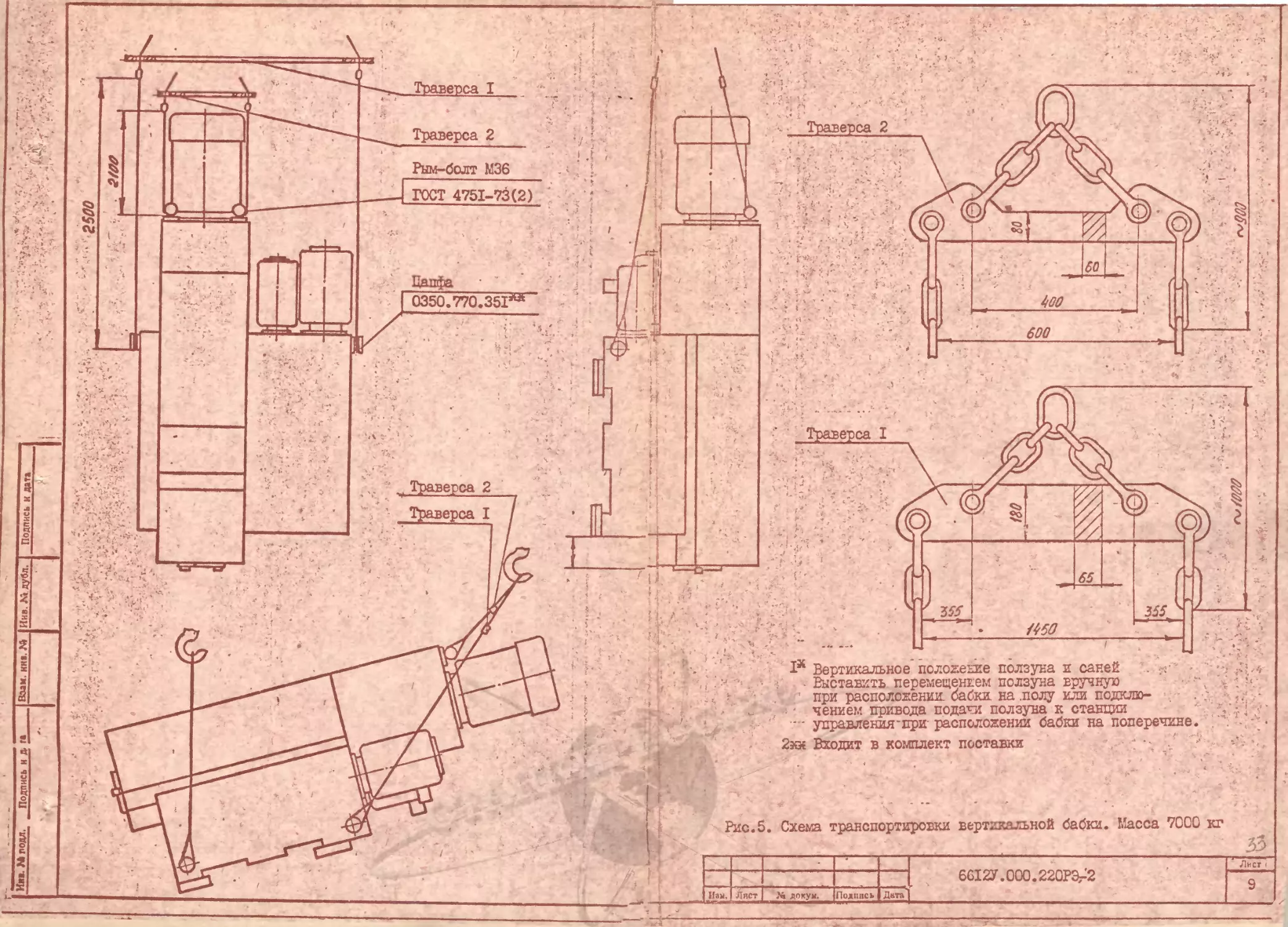
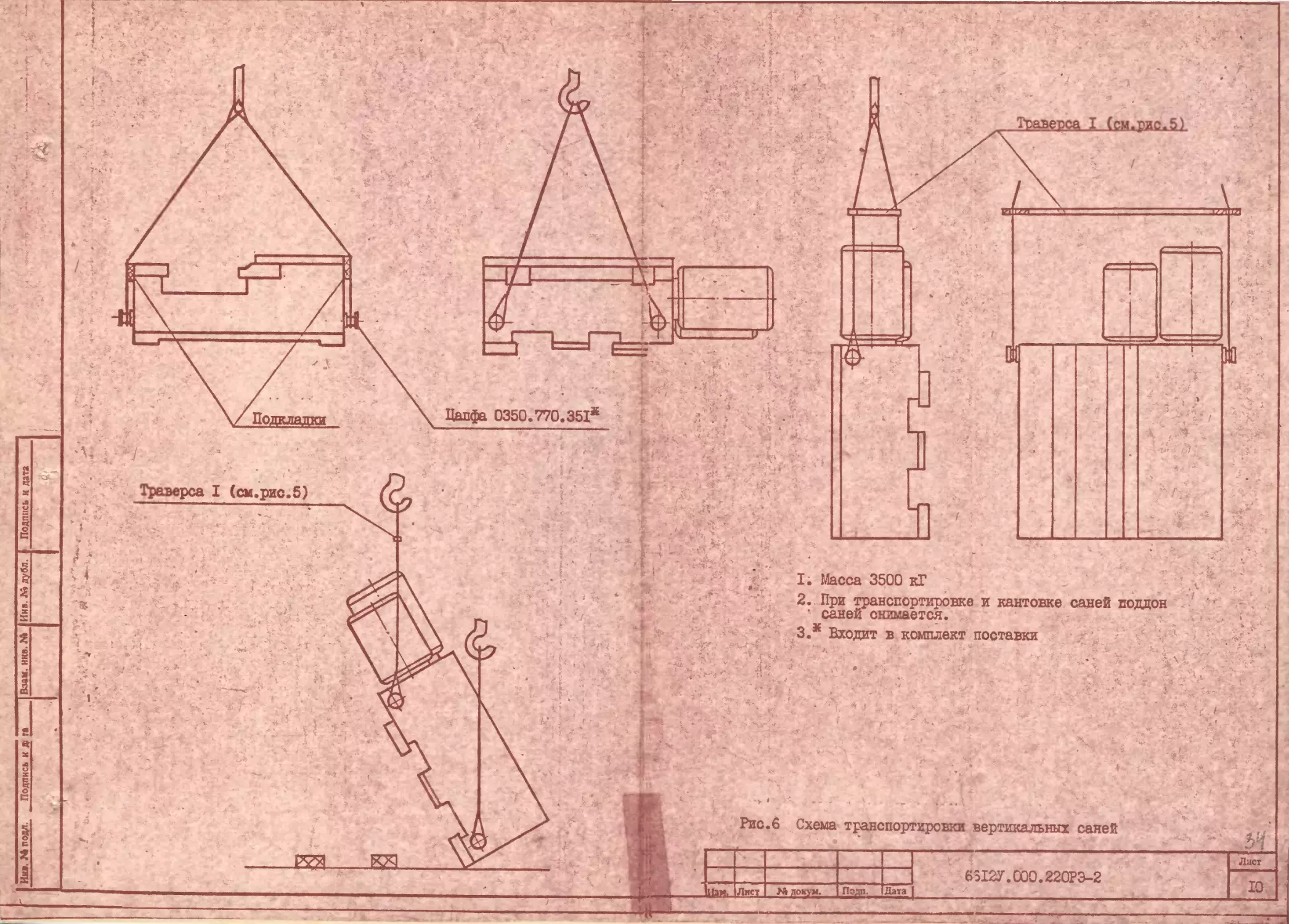
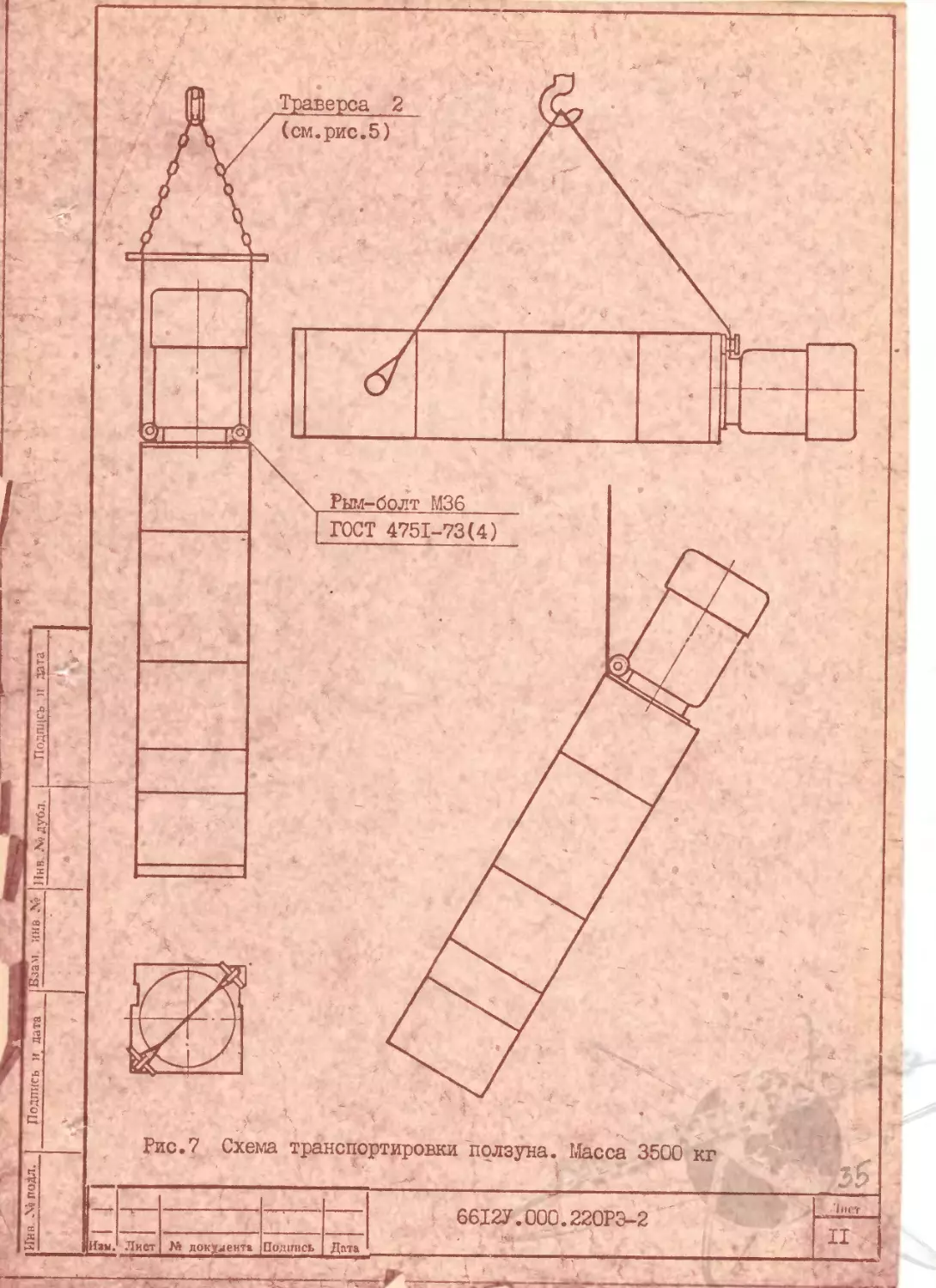
2.2.2. Транспортирование (рис.1...7)
К месту эксплуатации станок транспортируется в разобранном
взде по группам и отдельным деталям.
Для предохранения узлов от повреждения при проведении
транспортных операций рекомендуется стропов!^ производить
согласно прилагаемым схемам.
В положении транспортировки узел (деталь; крепится*к
салазкам тары. Перед отделением узла от салазок тары освободить
его крепление и осторожно натянуть стропы. Убедившись, что
транспортируемый узел полностью освобожден от крепежа с салаз-
ками тары, производить подъем узла.
При захвате узлов (деталей) канатами за штанги необходимо
следить за тем, чтобы не повредить облицовку, для этого в г
местах соприкосновения тросов с узлом необходимо покладывать
предохранительные подкладки. При транспортировании груз не
должен подвергаться сильным толчкам.
При захвате необходимо следить за тем, чтобы свободные
концы штанг выступали с каждой стороны не менее 200 мм.
2.2.3. Подготовка к установке
Перед монтажом стажа необходимо с помощью авиционного
у
бензина или уайт-спирита удалить все антикоррозийные покрытия^
нанесенные перед упаковкой на-обработанные поверхности.Затем
обработанные поверхности покрыть тонким слоем масла
И-ЗОА ГОСТ 2СГ?99-»75. Горизонтальную бабку расстыковать от Йр
6612У.000.220РЭ-2
с
Лист.
I
Изм.
Лист
Л» док.
Подп
дата
салазок, удалить консервационную смазку на стыке "бабка-салазки"
и произвести контрольную подтяжку винтов всех крышек в стыке
"бабка-салазки". Заполнить трубопровод смазки поперечины маслом
и проверить его поступление к точкам смазки
2.2.4. фундамент, монтаж и установка
Станок монтируется на бетонном фундаменте. Глубина фунда-
мента определяется заказчиком в зависимости от характера грунта.
Бетонный массив не должен иметь пустот и трещин. Техническое
задание на проектирование фундамента и его перекрытие смотри
в приложение I. Монтаж станка рекомендуется вести в’следующей
последовательности:
- установить в соответствующих местах башмаки, верхние
опорные поверхности которых должны быть в одной плоскости;
- установить станину на башмаки, установить анкерные
болты й предварительно выставить станину;
- подлить колодцы анкерных болтов бетоном;
- проложить в каналах фундамента трубопроводы смазки,
гидравлики и внешней разводки электрооборудования;
- смонтировать транспортеры уборки стружки, станцию
гидравлики;
- прифланцевать к станине двигатели рабочих подач,быстрого
хода стола и валик с рукояткой переключения перебора;
- после затвердевания бетона в колодцах анкерными болтами
и башмаками выставить станину по уровню с точностью не более
0,02 мм на I м длины, а на всей длине станины не более;
0,05 мм - для станков с шириной стола 2000 и 2500 мм;
0,04 мм - для станков с шириной стола 1250 и 1600 мм.
Непрямолинейность У-образной направляющей в горизонтальной
плоскости не должна превышать 0,015мм на I м длины, а на всей
длине станины не более:
0,05мм - для станков с шириной стола 2000 и 2500 мм;
0,035мм- для станков с шириной стола 1250 и 1600мм.
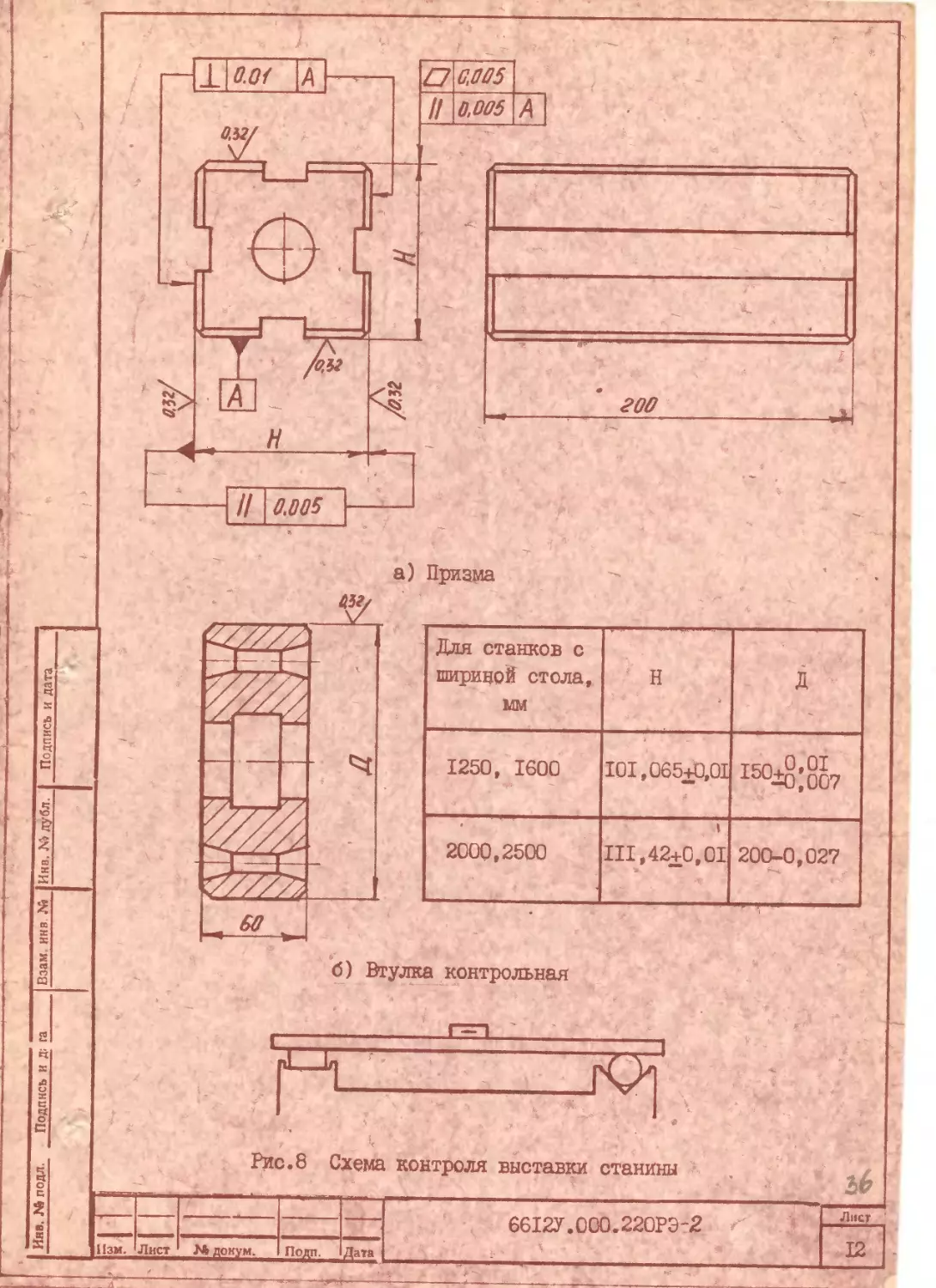
для выставки станину необходимо иметь следующий инструмент:
а) контрольную втулку (рис.86);
б) призму (рис.8а);
в) контрольную линейку I класса точности;
г) уровень с ценой деления не более 0,02 мм; *'
д) автоколлиматор; t .
- При помощи фундаментных болтов закрепить станину, но
без нарушения требований точности на неплоскостность направляю!
%
Лист.
Подп
-------—у—
' дата
6612У.000.220РЗ-2
Л
Изм
Лист
№ док.
т
ад • J
- Установить чад электродвигателями станины кожухи-ступень-
ки; « " - ?
- Пристыковать к станине стойки, завести анкерные болты;
- выставить стойки по уровню и контрольным штифтам с
точностью: i 1
Лицевые направляющие стоек должны быть наклонены от верти-
кали назад на 0,2 мм на всей длине;
Ипв. Aft подл 1 Подо, я дата } Ьз. пив К j Лнв. Aft ty< л. I > loan, ie Пата j
- внутренние боковые направляющие должны быть наклонены
от вертикали в сторону стола на 0,03-0,045 мм на длине 1000 мм;
- смонтировать на стойке вертикальную лестницу, переклади-
ну; /г
- подлить колодцы анкерных болтов бетоном;
- внутрь праной стойки завести противовес разгрузки гори-
зонтальной бабки;
- противовес предварительно подвесить на стержни диаметром
не менее 80 мм, которые вставляются в верхние стропоьочные окна
стойки, после этого трос пропускается через блок на салазках
горизонтальной бабки и закрепляется н$ стойке,
- установить электрошкаф, произвести подсоединение жгутов
к станку;
- на столе станка (на деревянных подкладках) выставить i
поперечину без гаек подъема поперечины на высоте 400 мм от *
плоскости стола так, чтобы при перемещении стола направляющие
поперечины вошли между направляющими стойки;
- установить рабочую подачу стола не более 50 мм/мин и
подвести поперечину к стойкам, поставить рычаги зажимов, гайки
и прижимные планки;
- ввернуть винты перемещения поперечины в гайки при снятых
редукторах подъема поперечины. Винты ввинчиваются до тех пор,
пока верхний торец винта не будет находиться на уровне прива-
ленной плоскости редуктора и перекладины;
- смонтировать редукторы подъема поперечины на перекладине;
- вывинчивая вин'-ы перемещения поперечины из гаек; завести
их во втулки редукторов так, чтобы бурт винта уперся в торец
втулки. Навернуть гайку на хвостовик винта и зафиксировать ее;
- соединить валами редукторы подъема поперечины с электро-
двигателем и приподнять поперечину с подкладок на столе;
- выставить поперечину по уровню в пределах 0,03 мм на
1000 мм;
, ’ -И- * >•
'1___________________________________________* " Я
Изм. Лист -п. , *’ А» док. Подп глата 6612У.000.220РЭ-2 ‘ i Лист. • 3
• L * . . . . .
, . .. .... w-... . ............ * .... ......... ........
* *-
- в станках с шириной стола 1250...1600 мм завести клин
между правой стойкой и поперечиной (зазор не более 0,03 мм);
- смонтировать вертикальную бабку с санями на поперечине,
подключить гидравлику и электропитание к ней;
- отретушировать зажимы поперечины,саней и зазоры в подвиж-
ных узлах согласно указаниям раздела ’’Регулирование”;
- смонтировать ограждения, телескопические кожухи, охлажде-
ние;
- окончательно выверить станок по нормам точности, калибро-
вать средний паз стола;
- произвести подливку всех башмаков цементом.
После работы на станке в течение 3...4 месяцев в результате
приработки узлов и деформаций фундамента точность станка межет
. . нарушиться. Поэтому рекомендуется произвести повторную выверку
станины. ' ' ' <
Контроль станины разрешается производить в затянутом положении.
, ВНИМАНИЕ !
* При монтаже и демонтаже горизонтальной бабки на салазки
кулачковая муфта салазок должна находиться в положении "Подача
бабки".
Проверку норм точности производить при отключенной смазке
направляющих стола (выключить автомат F44).
Перед заливкой масла в гидросистемы произвести контрольную
подтяжку всех соединений труб.
Подставцу для угловой головки выставить согласно чертежу
(6612У)0406.000.0С2М4 (см.приложение I). При этом соблюдать
требования но точности к площадке для установки подставки
(указаны в задании на фундамент). Совпадение оси оправки головки
с осью шпинделя ползуна обеспечить при остановке вертикальной
бабки в движении в позицию установки головки от конечного выклю-
чателя со скоростью 50...100 мм/мин.
J 6612У-.000.220РЭ-2
Станина и стол: 6625У - 41250 кг ' 6620У - 35500 кг
Станина и стол: 6612У - 20000 кг ; %16У - 25000 кг
Перекладина: 6625У - .6000 кг; 6620У - 5400 кг ; 6612У - 3600 кг*;
г»
6612У.000.220 Л-РЭ -2 Лиат 5
Изм. Лист /Ь&лиеб 7)070
К
*
•• л
V ' f ,
il'4 .♦“<:•
" *
i ,
.«И
't
Ч .'Т
*
i
fiUCT
6612У.000.220РЭ-2
’ 6
5
%
V
M
*T fjJ
n w
4 * т
? M
°l
ЛГ
* 4 V * ••*< V »
i-
* * •**->♦✓*** "f-^. ^г
. я'*’ ' . •'£’5-
Ч- » :л -« '- "ч" «•.»<-’•* *’*
*
£ :
т ?‘~* «*»'«*. *-
'> 4’ ГЧД-
И[ Д-М ч ¥ —
^0.2 Схема транспортировки и кантовки поперечины
Ф$0
а
M
i
i
♦
/> ♦
* .:
V -ф
и -V
' TV
- - •
1 Подпись и дата 1
г— -*i llltto. № дубл.
1 Взам. инв .Vt" 1
Подпись и д'га 1 %
I Инв. Л» ПиДЛ.
rt
if
Станок 6625У - 11500 кг
Станок 6620У - 9300 кг
L
Uirt 'Лиег лМекум. Пойма Лота
ч
. iу
i
»
ж*.
t
*
> 4--
; ;4j
2^tf
4>
» ,'t
« -j
' ' к
’ <' i
•?*
»
&V • *•
us'-S
" 1
i' , '
4 < • ?
F
r
4 7 •
•* / ' '-
- /*
S'
j
4>60
ir>
«V
V • ’Ж» .
л
к
4,
1. *>
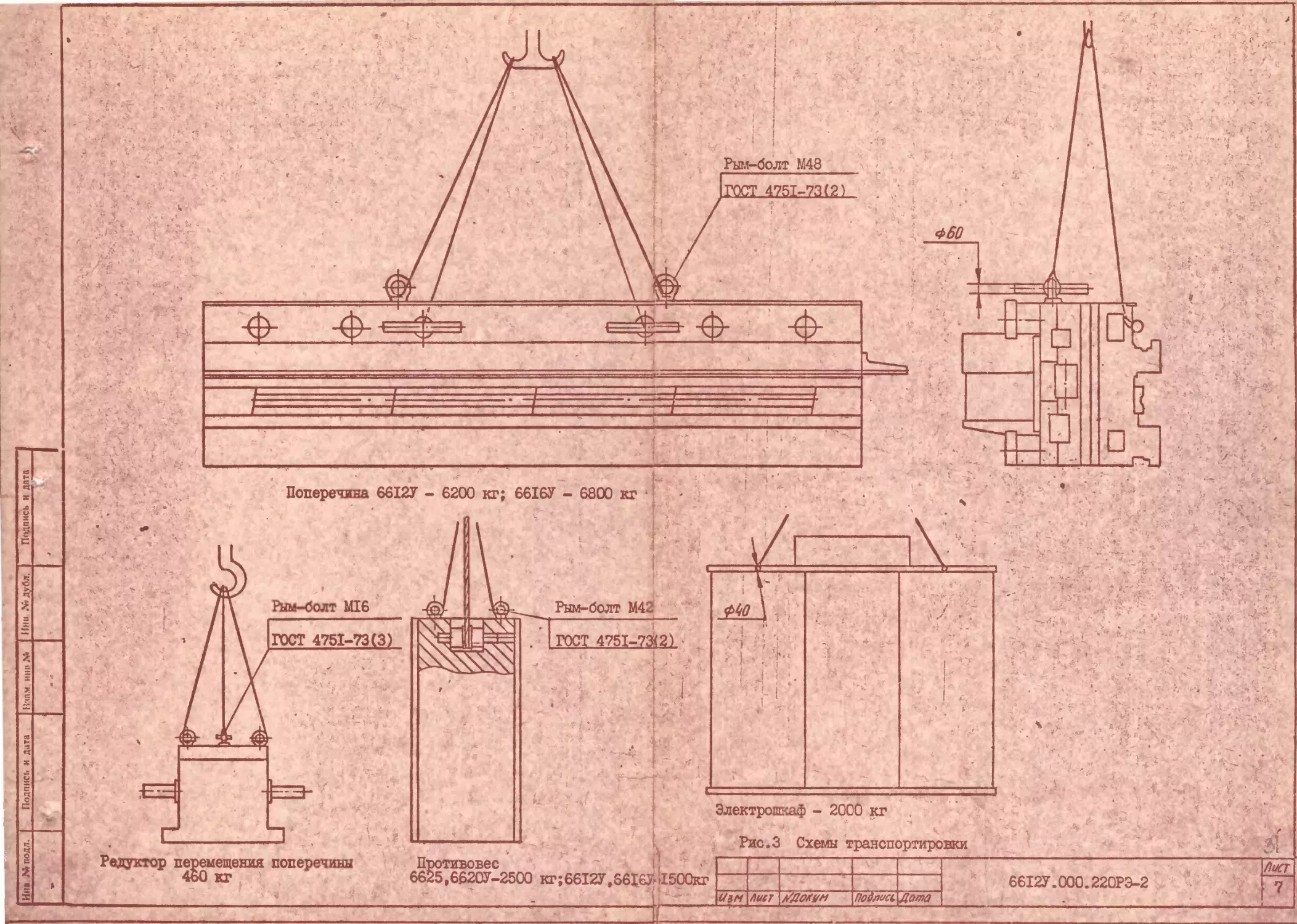
Рис.З Схемы транспортировки
*Л
Противовес
кг; 6612У, 56Х6Уг ? 500кг
i %*
I Д/>
лист
«.» •
t >, _ ’ ?
Редуктор перемещения поперечины
460 jt
, j? t iA -
ЙГ
Электрошкаф - 2000 кг
4 ,
'г %-%
5612У.000.220РЭ-2
Г
4;
J*
X ’I
J
ft
-*-г
^*4
1 V
V}
9 < 4
•4»t- Ji!.
1 ‘ <
Поперечина 6612У - 6200 кг; 6616У - 6800 кг ‘
„ ♦ 4
Рым-болт MIE
P'
Рым-Оолт M4.
OCT 4751-73(3]
Рым-болт M48
4751-73(2)
г -
* Uv.
’ ,.«-»-л* ’
'* ' -.
* S' '
-г. j -
*К . v ,
- iv
's
U.ST 4C !' .«% ‘ ^’j
' • ч>^.:
? ; j =%
К Г
v-
4
f
ГОСТ 4r’5l-7'?2)
»«
!.<$ ff
" * V- t
UiM йист По&юл Дата
J.
л> .¥>
•.V- i. I *' •
X ’'V t ;« .
Ш .4
ЙГ» ч',Ж 7- 3- —
' у •<'
'ki.
.Т> 7
«Л
& • «У*1 • • > 2
, ,.^il L * t
% *’* * '*'-» ^
4 ,. .
1
...
„., < J >
S ' .
i4r
%
И< ’’ > < «’
- » »
•X л
Подкладки
J
к
*
л
с
ь
i
1
S'
t А.
>ч >«s
*7*.
77.
.4
к А
’ 7
«
/ \ ?
А / ’ X
у
4
* Я '
I
К
4 -
%?;
с
! S ’е* -
’*
* А 1 -ч
I *
•"л. ' «х.
' ’кД
•s.»\
i * *
. -^ €’
1.
Т
ГТ
С
<
. ’-
; /
А 7 х
fCx-
». ILX. ,2l п
Т' , С > х «
, ..,<** а ’ у
y t л -«V,, .
75
1 >,д ?5
7.46 Ъ
' * -4 ff
7 ‘“
? и:
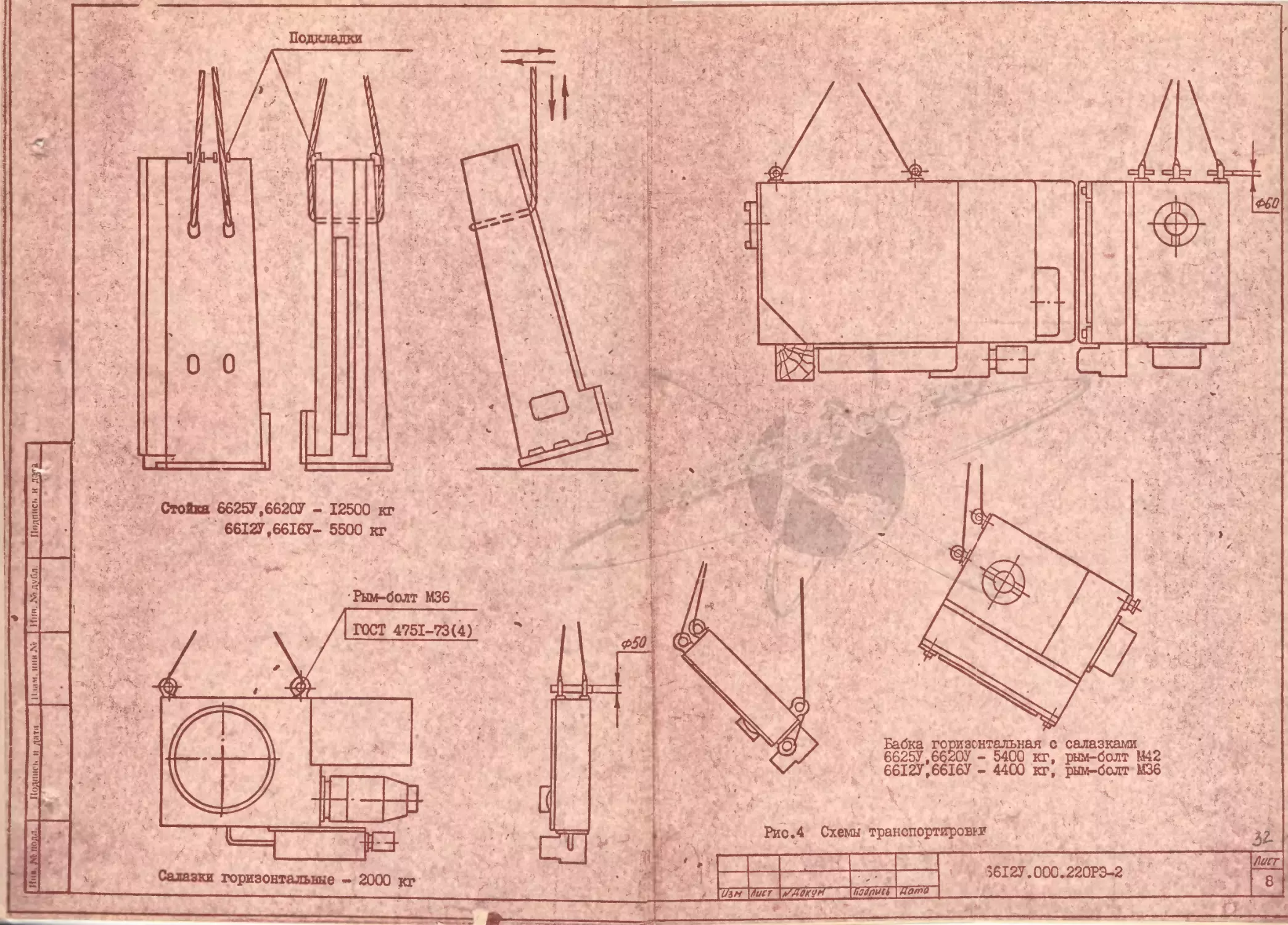
Сто'Ча 6625У,66207 - I250G кг
6С127.6616У- 5500 кг
Рым-болт
М36
7'
ГОСТ 4751-73(4)
*'<Л
Л Vr
.' I з
Цк • \
* К
•f.'
<е .
Ч ' W > .
.; ? : z
Ж.*' .""
.-V-’
« ’ J •
,w**
д • . »
Рис.4
Схемы
А 4 V • , _________г—
Салазки горизонтальные - 2000 кг
1/гн
ТйГ7
габка
66277,
66Т2У;6616У - 4400
горизонтальная с
k . V
транспортировки
1и Зг.уЦ
Доп &
салазками
рым-болт Ш2
рым-болт М36
77 Ь' ’
4 <
t
* V -X J <
3612У.0СС.220РЭ-2
"(7
6
'А
Траверса I
Траверса 2
Рым-болт М36
1
Траверса 2
Траверса I
ГОСТ 4751-73(2)
*«
Цапфа • - -
0350.770.351**
— ' _________
н
: 4-
355
г
К5О
*>
S
Рис.5. Схема транспортировки вертикальной бабки. Масса 7000 кг
t
ббш.ооо.вгорэ^г
Лист ।
9
. ’У
И
н
*»
ь4
И
41
Траверса 2
М" <
600
’ Траверса I
'*» >
*' Iх Вертикальное положение ползуна и саней \ с-г" >
4 - Выставить перемещением ползуна вручную
•' при расположении: бабки на .полу или псдалю-
*; чением привода подачи ползуна к станции
il • управления-при расположении бабки на поперечине.
2эое Входит в комплект поставки "Л >’
- 1 Т“*
Изн. Ляст № докум. Подпись fltiraj
«к
: 4'
л S—
—
Нил. Мподл. Подпись и Д! гл | Взам. инв М । .ив, № дубя. | Подпись и дата
Г
ъ*
£ -
г
г
*U
Л
?*W
TpaBepc^JLCcM^Ck&J
K.
*
F
$
*
***
J V *•#. '* '
г‘
^.:-
й*ч.
’ ?
5
л/ -
•- " Ч* -»
4у -
:
S 1
*4
\Г
я. ”
* -ш
v.v
Масса 3500 кГ
о
=2 ч--«.
кантовке саней поддон
»ч. >
t-
я <
>
4 w
?SF
>
4
V'
м i
- *. V
Ж*
ЛИСТ
г
й
Л-. Ч
4
F -
/г
йг
"с -tt
I-' <'
ч
'^1
-
,41
Г' J
г »'
ьл
у
? Je
?* ЛГ
-^ ‘Л
•/ .4
*5, . .; - ® -
г,
£ -. д
‘.у, *».
Л <s
' Я
L^/' Xi
Я',--
Траверса I (см, рис.5)
J
5
р
> 4'
Цапфа 03о0.770.35Г
J1.
i »' I
,/ЯД
ih
’^Л *
А
*
.
W»-.,
Рис.6
I.
2. При транспортировке и
с^ней снимается.
ЗЛ Входит в комплект поставки
Схема транспортиров :и вертикальных саней
.> х
_
д ' ‘
р-
*»
6312У.Ы)0.<й0?Э-2 Ча
Uay, Лис’ ЛЛ докуй. Подл. Дата
I
c
rt
c
p
fa
я
t
• *
£
2
Инв. ЛД подл. Подпись и д; га_|Взам инв. № |Инв. № дубл. | Подпись и дата
1 0.01 А -
"Г
// 0.DO5 А
*
___________________
г
ООО
н
Призма
1250, 1600
200-0,027
т
у
и
Г
у
МММ.
л
*
Дата
___А
4
ibU±0,00
Для станков с
шириной стола
мм
2000,2500
101,065+0,01
Y
111,42+0,01
_ А- ХИ < 1 - <
Схема контроля выставки станины
б) Втулка контрольная
д? ’’й • v % * '
6612У.000.220РЭ-2
' .. л.. "к»• у •' * ..*л
II 0.005
Т
с
в
Форма 5
s
* 9
2.2.5. Подготовка к первоначальному пуску
и первоначальный пуск
Перед пуском станка необходимо тщательно протереть и
смазать направляющие станины, стоек и поперечины, удалить
имеющиеся антикоррозийные покрытия на обработанных неокрашен-
ных поверхностях и удалить со станка все посторонние предметы.
Заполнить резервуары систем гидравликиt смазки и охлаждения.
Перед пуском станка должны быть выполнены все указания
и требования, относящиеся к первоначальному пуску, изложенные
в разделах по описанию гидро-пневмо-смазочной системы и электро-
оборудования станка.
Необходимо проверить наличие общего заземления, включить
вводной автомат на щите управления
/
ЫММАЕИЗ !
инструктажа и ознакомления
станка.
Не приступать к работе без
руководством по эксплуатации
Для предварительного ознакомления со станком рекомендует-
ся обкатать его на холостом ходу, усвоить назначение и действие
органов управления, опробовать переключение диапазонов частоты
вращения шпинделя, усвоить назначение и действие систем смазки,
а также проверить поступление смазки.
Первоначальный пуск должен производиться, начиная с мини-
мальных скоростей и подач. При подходе в крайние положения
бабок, гильзы, ползуна на быстрых подачах следует нажать кнопку
"Стоп", подход в крайнее положение осуществлять на рабочей
подаче,
С целью обкатки и приработки узлов необходимо в течение
месяцев первоначальной работы ограничить следующие режимы:
- вес груза на
паспорте станка;
- усилия подач
паспорте станка.
столе не должен превышать 70$ от указанного
превышать 80$
не должны
от указанных в
Подп
4-
'дата
6612У.000.220РЭ-2
Лист.
%
Изм.
Лист
М док.
-----—_
tv
2.2.6. Пуск главного привода
J
f V
(Обозначение органов управления см. раздел "Устройство и '
работа станка" в техническом описании станка).
Дополнительно условно принимаем обозначение бабок:
I - вертикальная, П - горизонтальная
- подключить станок кнопкой 20;
- переключателем 21 выбрать направление вращения шпинделя
I бабки;
- выбрать шпиндель I бабки переключателем 12;
- кнопкой 38 включить шпиндель I бабки и кнопкой 37 отклю-
чить;
- установить переключатель 21 в противоположное направле-
ние и опробовать вращение шпинделя, управляя'кнопками 37 и 38;
- рукоятками 66 и 67 (для ползунковой бабки рукояткой 64
и регулятором 10) установить необходимую частоту вращения шпин-
деля. При затрудненном переключении скоростей нажать кнопку 60
проворота шпинделя;
- аналогично опробовать вращение П бабки переключателем 59
и кнопками 24,23.
ВНИМАНИЕ !
с
Не допускается переключение скоростей на ходу, т.к.это
может привести к поломке зубьев.
(В ’ползунковой бабке регулирование частоты вращения шпинделя
В пределах выбранного диапазона допускается при вращающемся
шпинделе).
- При работе накладной фрезерной головкой необходимо
переключатель 30 поставить на меньшее значение мощности, соот-
ветствующей мощности головки.
к
2.2.7. Пуск привода стола
- Подключить станок кнопкой 20;
- переключателем 40 включить преобразователь стола, при
этом включается система смазки стола (светится лампочка 33);
- кнопкой 38 включить шпиндель I бабки;
- установить регулятор подач стола 47 на наименьшую подачу;
. • * i А Г X , / А
s
"ЯГ
6612У.000.220РЭ-2
♦
Лист.
ТГ
Изм.
Лист
М док.
Поди
д»та
«5
о
%
os
X
X
—....................................... .. . . Ф°Р«а 5
- переключателем 35 отключить механизм выбора зазора;
- кнопками 34,39 включить рабочую подачу.
Кнопкой 36 отключить подачу. При отключенном шпинделе
рабочая подача будет только при нажатой кнопке 34 или 39;
- кнопками 4^, 46 опробовать быстрые установочные перемещения
стола;
*
- кнопками 41,42 опробовать медленное перемещение стола;
« - включив рабочую подачу стола в любом направлении кнопками
34 или 39, нажать кнопку 45 или 46 быстрого перемещения. При
этом стол должен перемещаться на быстром ходу, а при отпущенной
кнопке 45 или 46 должна продолжаться рабочая подача;
- включив рабочую подачу стола кнопками 34 или 39, нажать
кнопку 41 или 42 медленного перемещения. При этом стол должен
перемещаться медленно, а при отпущенной кнопке 41 или 42 стол
должен остановиться.
Рабочему, управляющему станком, необходимо помнить следующее:
- если при переключении блока шестерен подач стола рукоят-
кой 56 ощущается препятствие движению рукоятки, то это значит,
что шестерни уперлись зубом в зуб. В этом положении необходимо
провернуть шестерни кратковременным включением электродвигателя
кнопками 45 или 46. После проворота продолжить переключение
подвижного блока шестерен рукояткой 56. Не допускается переклю-
чение блока шестерен подач стола на ходу, т.к. это может привести
к поломке зубьев;
- подачи стола не пр'оизойдет, если поперечина отжата.
Механизм выбора зазора в приводе стола должен включаться
только в случаях попутного фрезерования, когда может быть под-
хват стола, а также при обработке торцев детали на черновых режи-
мах. Механизм может быть использован также для фиксации стола
при расточке подачей ползуна или фрезеровании подачей бабки на
тяжелых режимах. Механизм включается переключателем 35. При
включении быстрого хода выбор зазора отключается автоматически.
ВНИМАНИЕ !
Включение механизма без необходимости приведет к повышенному
износу червячно-реечного привода стола.
* 1 “> —.— 6612У.000.220РЭ-2 i
Изм Лист
7* ДОК. Подп 'дата
Лист.
i---------—,-----------------4-
t*
£
2.2.8. Пуск приводов перемещения бабок
- Подключить станок кнопкой 20.
- Переключателем 21 выбрать направление вращения шпинделя
I бабки,
- Кнопкой 38 включить шпиндель I бабки,
- Переключателем 12 выбрать перемещение I бабки (саней),
при этом на время работы насоса смазки загорается лампочка 6.
- Установить регулятор подач 17 на наименьшую подачу.
- Кнопками 7 и II опробовать рабочую подачу бабки в обоих
направлениях. При отключенном шпинделе бабки рабочая подача
будет, только при нажатой кнопке 7 иди II.
Кнопкой 9 остановить подачу бабки.
- Кнопками 16 и 18 опробовать быстрое перемещение бабки
обоих направлениях.
- Кнопками 13 и 15 опробовать медленное перемещение бабки
обоих направлениях.
- Включив рабочую подачу бабки в любом направлении кнопками
или II нажать кнопку 16 или 18 быстрого перемещения. При этом,
бабка должна перемещаться быстро, а при отпущенной кнопке должна
продолжаться подача.
- Включив рабочую подачу бабки в любом направлении кнопка-
ми 7 или II нажать кнопку 13 или 15 медленного перемещения.
При этом бабка должна перемещаться медленно, а при отпущенной
кнопке бабка должна остановиться.
- Установить переключатель 12 в положение подачи шпинделя
(имеется в. виду подача гильзы или ползуна с шпинделем) и теми
же кнопками опробовать рабочие подачи, медленные и быстрые пере-
мещения шпинделя.
- Переключателем 59 и кнопкой 24 включить шпиндель П бабки,
а переключателем 12 выбрать перемещение бабки или шпинделя и
в указанной выше последовательности проверить соответствующие
в
В
7
- Для отключения привода подач, бабки или шпинделя нажать
на кнопку 9 "стоп".
Рабочему, управляющему станком, необходимо помнить
следующее:
- Подача бабки или шпинделя не произойдет, если поперечина
отжата.
• 6612У.000.220РЭ-2 Лист.
Подл 16
Изм. Лист л» док. дата
A-A.
- После выбора переключателем Х2 подачи бабки или ползуна
включение подачи необходимо производит?» только после некоторой
выдержки времени (5...10 сек), которая обеспечит полный отжим
перемещаемой части бабки.
- При нейтральном положении переключателя 12 перемещаемые
части бабки зажаты.
- При не включенном вращении шпинделя подача бабки происхо-
дит только при нажатой кнопке управления подачей (7 или II).
- Значения на внутренней шкале переключателя 17 указывают
величину подачи гильзы (ползуна). Значения на внешней шкале
величину подачи бабки.
2.2.9. Пуск привода поперечины
ч
Включение перемещения поперечины вверх или вниз производится
соответственно кнопками 27 или 48.
Перемещение поперечины происходит только при нажатой
кнопке 27 или 48. Начинается перемещение через 5...10 сек,
необходимых для полного отжима поперечины.
Инв. № подл. I Подп. и дата / | Р». инв N | Инв. М дубл. | Подо. *уата
Перемещение поперечины производить с расположением бабки
на середине поперечины.
<М гест 3-104—
< 1
#
e
1
£
!
2
Лист
С
2
s
2.2.10. Работа системы адаптивного управления (САУ)
’ ; . х’ • ’• ' j ' ...v
В основу управления положено автоматическое
заданной мощности резания путем изменения скорости
поддерживание
подачи.
Задатчиками 22; 30 устанавливается величина
мой мощности шпинделя.
При изменении условий резания (глубины,ширины, износа
фрезы, твердости обрабатываемого материала и т.п.), приводящих
к изменению загрузки двигателя шпинделя. САУ меняет скорость
подачи, таким образом, чтобы загрузка шпинделя была равна
заданному Значению.
При одновременной работе шпинделей стабилизируется нагруз-
ка наиболее загруженного. Наиболее загруженным считается тот
шпиндель, у которого отношение фактической загрузки к заданной
будет большим. •
Увеличение нагрузки двигателей шпинделей на 20...30% .
больше заданных значений в течение более 4 секунд приводит к
отклонению приводов подач, загораются сигнальные лампы 25
или 26.
После устранения причин, вызвавших срабатывание защит САУ
(замены неисправного инструмента, выбора меньших установок
загрузки шпинделей и т.п.) нажатием кнопки 44 снимается запрет >
на работу приводов подач.
Рекомендации по назначению режимов резания на станках
с САУ даны в разделе "Настройка и наладка" (см.6612У.000.230РЭ-2
л.2...л 4).
Регуляторы скорости подач стола 47 и бабки 17 изменяют
подачи в пределах выбранной загрузки двигателя и на холостом
ходу.
стабилизируе-
V ‘ *•
#’4
ВНИМАНИЕ!
Работать при установке загрузки 125% разрешается только
кратковременно. * >
i
-A
& . f 1
Н» докумГ
Поди.
Д»т«
6612У.000.220РЭ-2
Лист
18
—
t
V
W
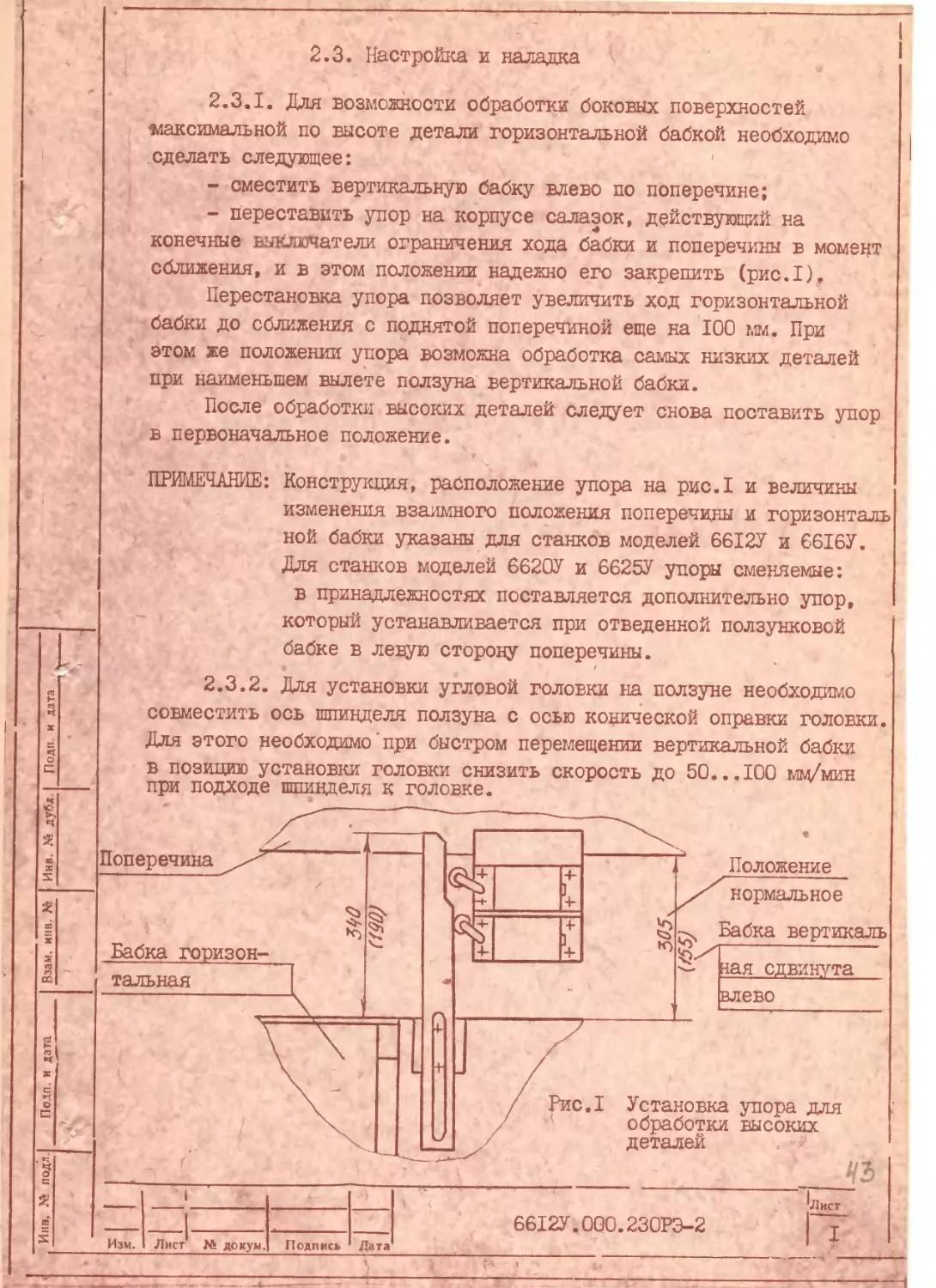
2.3. Настройка и наладка
2.3.1. Для возможности обработки боковых поверхностей
максимальной по высоте детали горизонтальной бабкой необходимо
сделать следующее:
- сместить вертикальную бабку влево по поперечине;
- переставить упор на корпусе салазок, действующий на
конечные выключатели ограничения хода бабки и поперечины в момент
сближения, и в этом положении надежно его закрепить (рис.1).
Перестановка упора позволяет увеличить ход горизонтальной
бабки до сближения с поднятой поперечиной еще на 100 мм. При
этом же положении упора возможна обработка самых низких деталей
при наименьшем вылете ползуна вертикальной бабки.
После обработки высоких деталей следует снова поставить упор
в первоначальное положение.
ПРИМЕЧАНИЕ: Конструкция, расположение упора на рис.1 и величины
изменения взаимного положения поперечины и горизонталь
ной бабки указаны для станков моделей 6612У и 6616У.
Для станков моделей 6620У и 6625У упоры сменяемые:
в принадлежностях поставляется дополнительно упор,
который устанавливается при отведенной ползунковой
бабке в левую сторону поперечины.
I f
2.3.2. Для установки угловой головки на ползуне необходимо
совместить ось шпинделя ползуна с осью конической оправки головки.
Для этого необходимо'при быстром перемещении вертикальной бабки
в позицию установки головки снизить скорость до 50...100 мц/мин
при подходе шпинделя к головке.
Инв. № подл | Подп. и дата_I Взам. инв. № | Инв. № дубл | Подп и дата
Поперечина
:ая сдвинута
влево
6612У.000.230РЭ-2
Изм.
Дата
л-
Рис.1 Установка
обработки
деталей
упора для
высоких
* г
Лист № докум.
Положение
нормальное
Бабка вертикаль
Подпись
X
Бабка горизон-
тальная
’Лист
1
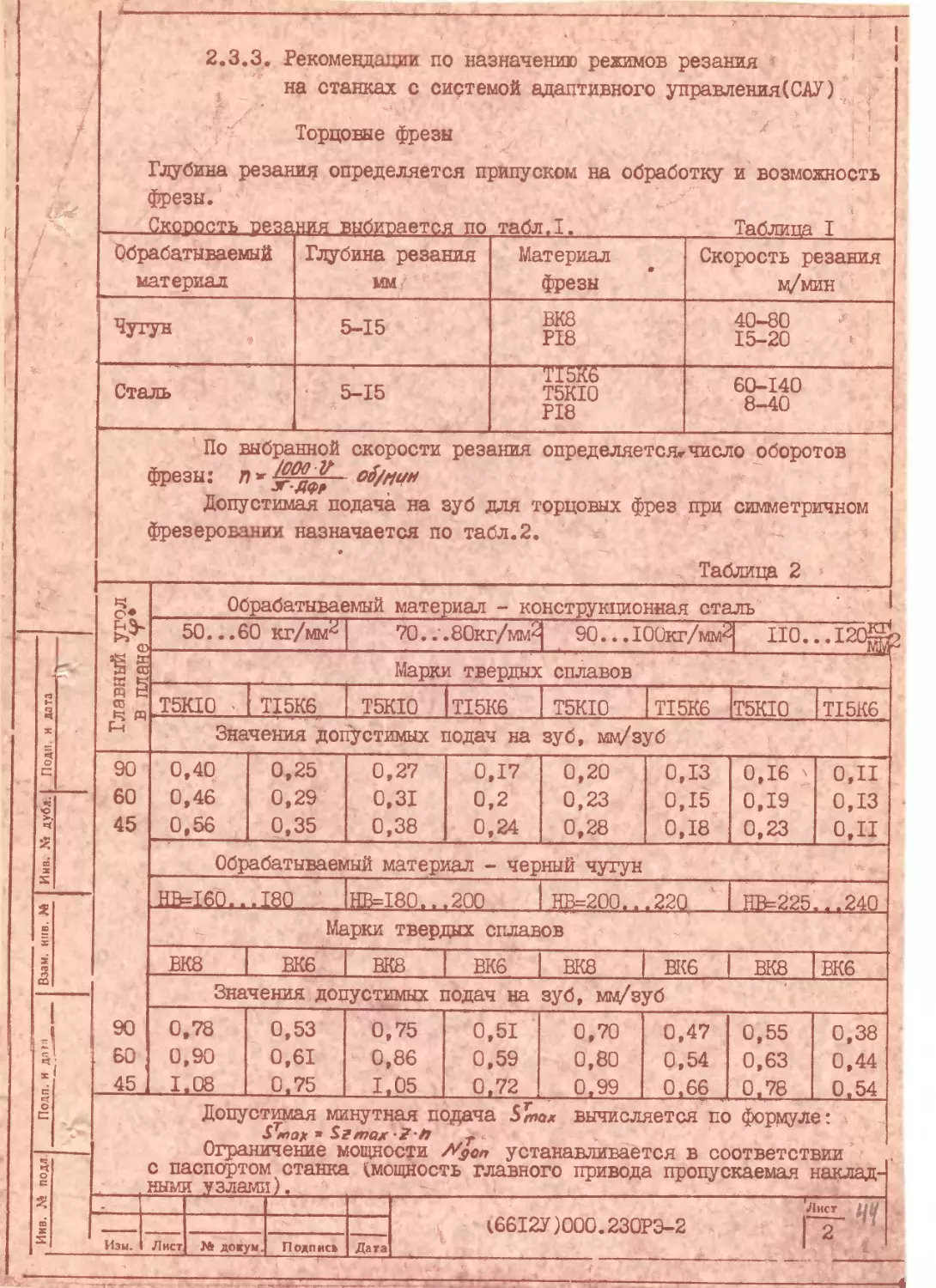
“ 9 • А», ,, ’ Л U • __ . . -< ’ £ 2.3.3. Рекомендации по назначению режимов резания на станках с системой адаптивного управления(САУ) * у'.' -‘ч ’ ’ ' > '-т Г f Торцовые фрезы \ ' . » , * • i . < г " • • а £ Глубина резания определяется припуском на обработку и возможность фрезы. Скорость резания выбивается по табл.1. Таблица I
Обрабатываемый материал Глубина резания мм/ Материал фрезы Скорость резания м/мин
Чугун 5-15 яКЗ PI8 40—80 15-20
Сталь ‘ 5-15 TI5K6 T5KI0 PI8 60-140 8-40
По выбранной скорости резания определяетсягчисло оборотов фрезы: Допустимая подача на зуб для торцовых фрез при симметричном фрезеровании назначается по табл.2. Таблица 2 *
тавный угол з плане Обрабатываемый материал - конструкционная сталь
50...60 кг/мм^ 70. .’.80кг/мм2 90..,100кг/мм2 ПО...и
lEV- Инв, № дубл. | Поди и дата
Марки твердых сплавов
T5KI0 v TI5K6 T5KI0 TI5K6 T5KI0 TI5K6 T5KI0 TI5K6
Рч Значения допустимых подач на зуб, мм/зуб
90 60 45 90 60 45 0,40 0,46 0,56 0,25 0,29 0,35 0,27 0,31 0,38 0,17 0,2 0,24 0,20 0,23 0,28 0,13 0,15 0,18 0,16 0,19 0,23 0, 0, 0. Д1 дз ,п
Обрабатываемый материал - черный чугун
НМ60„..Т80_... НВ=180...200 НВ=200...220 НВ=225...24О
1 j Иив. № подл | Подп. и дягп | Взам. инв. № [
Марки твердых сплавов
ВК8 ВК6 ВК8 ВК6 ВК8 ВК6 ВК8 ВК6
Значения допустимых подач на зуб, мц/зуб
0,78 0,90 1.08 0,53 0,61 0,75 0,75 0,86 1,05 0,51 0,59 0,72 0,70 0,80 0,99 0,47 0,54 0,66 0,55 0,63 0,78 0,38 0,44 0,54
Допустимая минутная подача вычисляется по формуле: А £т*>ах« Sztnajr-Z-h Ограничение мощности /^дап устанавливается в соответствии с паспортом станка (мощность главного привода пропускаемая наклад- ными узлами). *
- 'Лист нч л
Изм. — 1 Лист № дожум. Подпись Дата (6612У)000.230РЭ-2 — _—.—. _____ 2 1
* ,, • I
Концевые фрезы
г *
Глубина резания - определяется припуском на обработку.
Скорость резания назначается по опыту обработки данного
материала на данном заводе.
Число оборотов шпинделя определяется по формуле:
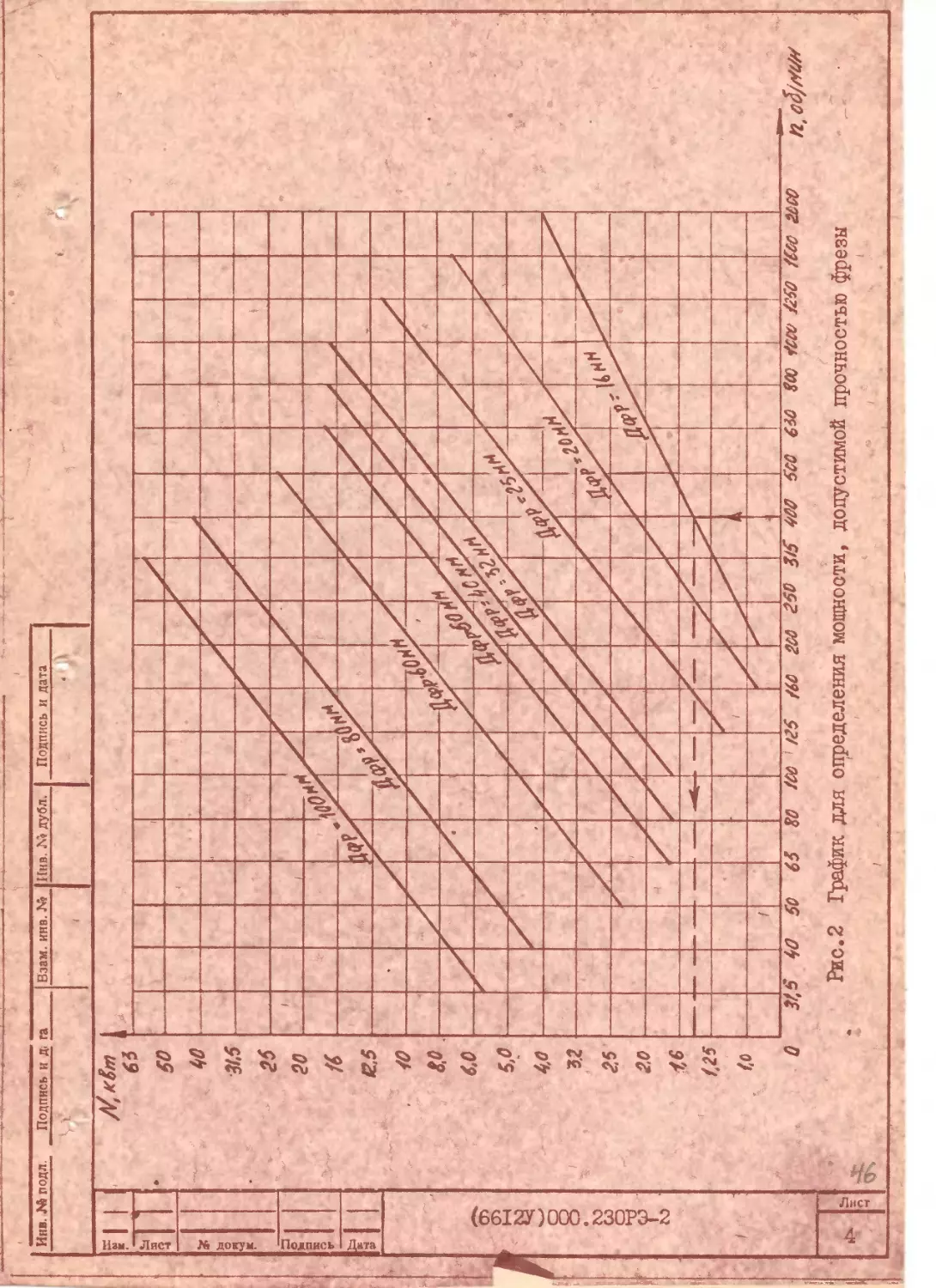
По числу оборотов фрезы и диаметру определяется установка
мощности, допустимая прочностью фрезы (рис.2).
Подача на зуб выбирается по табл.З. -
Инв. № подл.1 'Подп. и дата I Взам. инв. N? | Инв. К» дубл. | Подп. и дата
* Таблица 3
♦ Диаметр Материал Подача ч
i фрезы, мм фрезы на зуб,мм/зуб
1 . * До 50 быстрорежущая до 0,3
' -W 1 . сталь
св. 50 н 0,5
i Все диаметры твердый,сплав ОД
Допустимая минутная подача вычисляется по
формуле: к
Зтах "Згтах '2‘П
X - * -Л|||
Окончательно Зхмн.гпах корректируется по опыту обработки
данного материала.
а
. *
Инв. JA подл Подпись и д< га Взам. инв. № Инв №дубл. Подпись и дата
••< “ 1
। ‘wen Г
S S
| № докум.
‘Подпись 1
5 №
/
- й
•с
Г 14
S
л
в’-
I-
4
го
V
го
*
",
%
Ъ
65
60
W
31.5
30
f6
2,5
6fi .
6.0
6.0
6.0
52
*?
<25
30
i.6
U6
f.o
>
<
1 »
« .,. >т -
»
1 1. .J
uvV
9 it MX й-
* 0^ —taJ
Г лл ,4 Й #
№
ijJZ
-Hi х dtf /с
X лО1-
1 . J&'
1 я л
•Ч
——- - им». мм- — » — - 1 -М»
•* • 1
/
•й
!
.{
*
з
W
%
$*•
О 3t, 6 60 5с 66 ъо too 1 /гб ббс гы гбо з& wo бсо си goo toco && шс гыо
т <’
Рис.2 График для определения мощности, допустимой прочностью фрезы
* 1 1 4 л i
I г . , У , *” 4 \
п, cfy/W
«
-
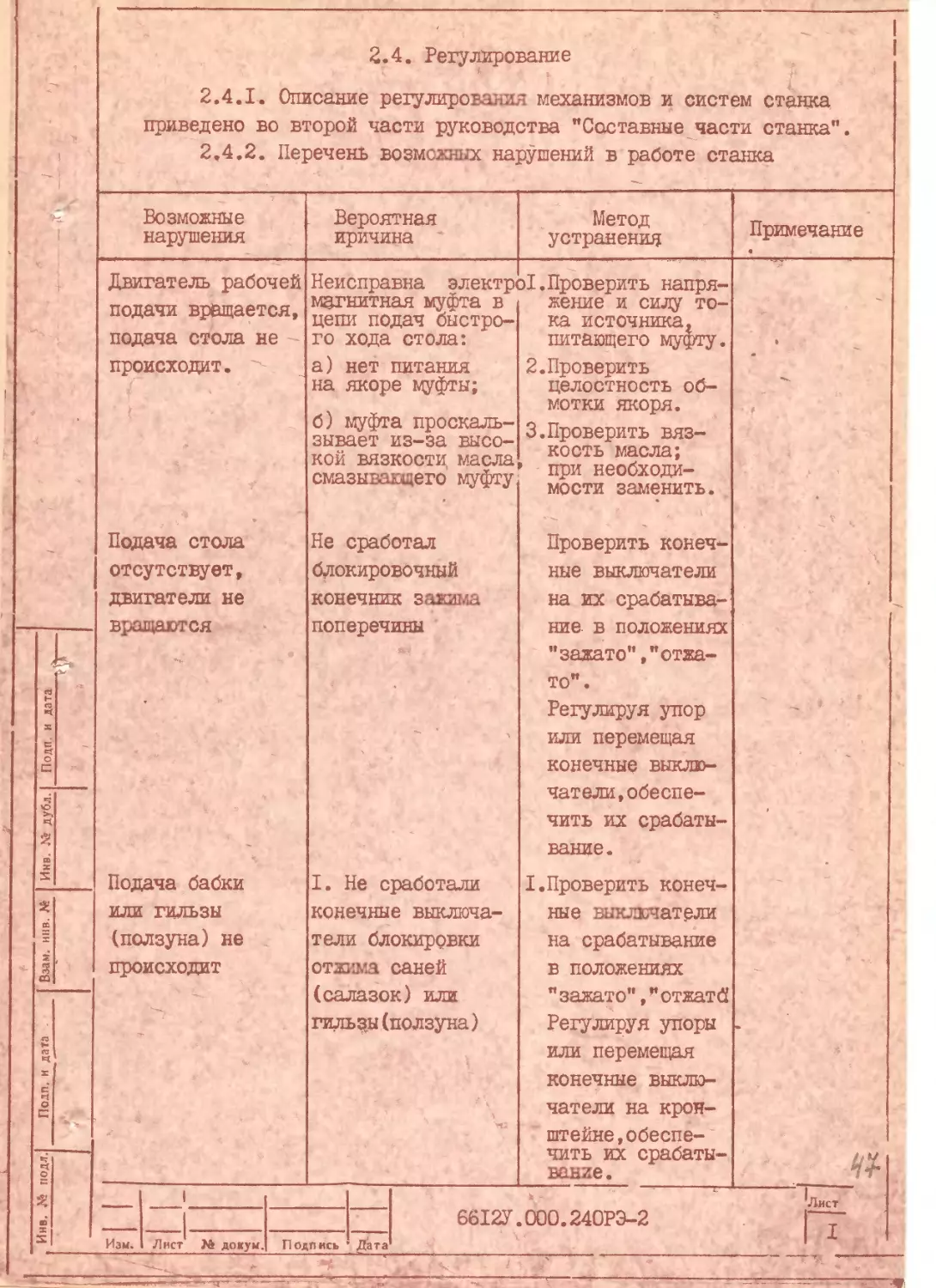
2.4. Реагирование
2.4.1. Описание регулирования механизмов и систем станка
приведено во второй части руководства "Составные части станка"
2.4.2. Перечень возможных нарушений в работе станка
Возможные
нарушения
Вероятная
причина
Метод
устранения
Примечание
.Ч-Л1-.
Двигатель рабочей
подачи вращается,
подача стола не
происходит.
*
Подача стола
отсутствует,
двигатели не
в
са
Подача бабки
или гильзы
(ползуна) не
происходит
%
Неисправна электро!.Проверить аапря-
магнитная муфта в
цепи подач быстро-
го
жение и силу то-
ка источника,
хода стола:
нет питания
якоре муфты;
муфта проскаль-
зывает из-за
кой вязкости
смазывающего
на
б)
высо-
масла
муфту
Не сработал
блокировочный
копечшк зажима
поперечины
I. Не сработали
конечные выключа-
тели блокировки
отжима саней
(салазок) или
гильзы (ползун»)
2.Проверить
целостность об-
мотки якоря.
3.Проверить вяз-
кость масла;
при необходи-
мости заменить.
Проверить конеч-
ные выключатели
на их срабатыва-
ние. в положениях
"зажато","отжа-
то”.
Регулируя упор
или перемещая
конечные выклю-
чатели, обеспе-
чить их срабаты-
вание.
%
4
Изм.
Лист № докуй
П одп ись
Цати
*5"
I.Проверить конеч-
ные выключатели
на срабатывание
в положениях
"зажато","отжатй
Регулируя упоры
или перемещая
конечные выклю-
чатели на крон-
штейне, обеспе-
чить их срабаты-
вание.
6612У.000.240РЭ-2
*
г
—'Г*
< •
>
Лист
I
к
’ЛЛ "С_ГЦ'—
Возможные
нарушения
Вероятная
причина
Метод
устранения
2. Кулачковая
муфта леоеключени;.
подачи "бабка-пип
за" не сработала
2. Устранить
причину заедания
цилиндров пере-
ключения кулачко-
вой муфты или
неисправности
Перемещение попе-
речины не происхо-
дит, срабатывает
защита двигателя
насосной станции
поперечины.
Засорился фильтр
пластинчатый
станции гидравли-
ки поперечины.
ее положения.
Пролить фильтр
пластинчатый в
станции гидравли-
ки.
Включить тепловое
реле в электри-
Скачки при переме-
щении горизонталь-
ной бабки вниз
Ослабло крепление
прижимных планок
к стойке.
Ле отрегулировавы
зажимы
салазок
Иро&ер^ть крепле-
ние прижимных
планок салазок.
Отрегулировать
зазоры между
направляющей
стойки и гори-
зонтальной бабки
¥
» v
А
4 ,
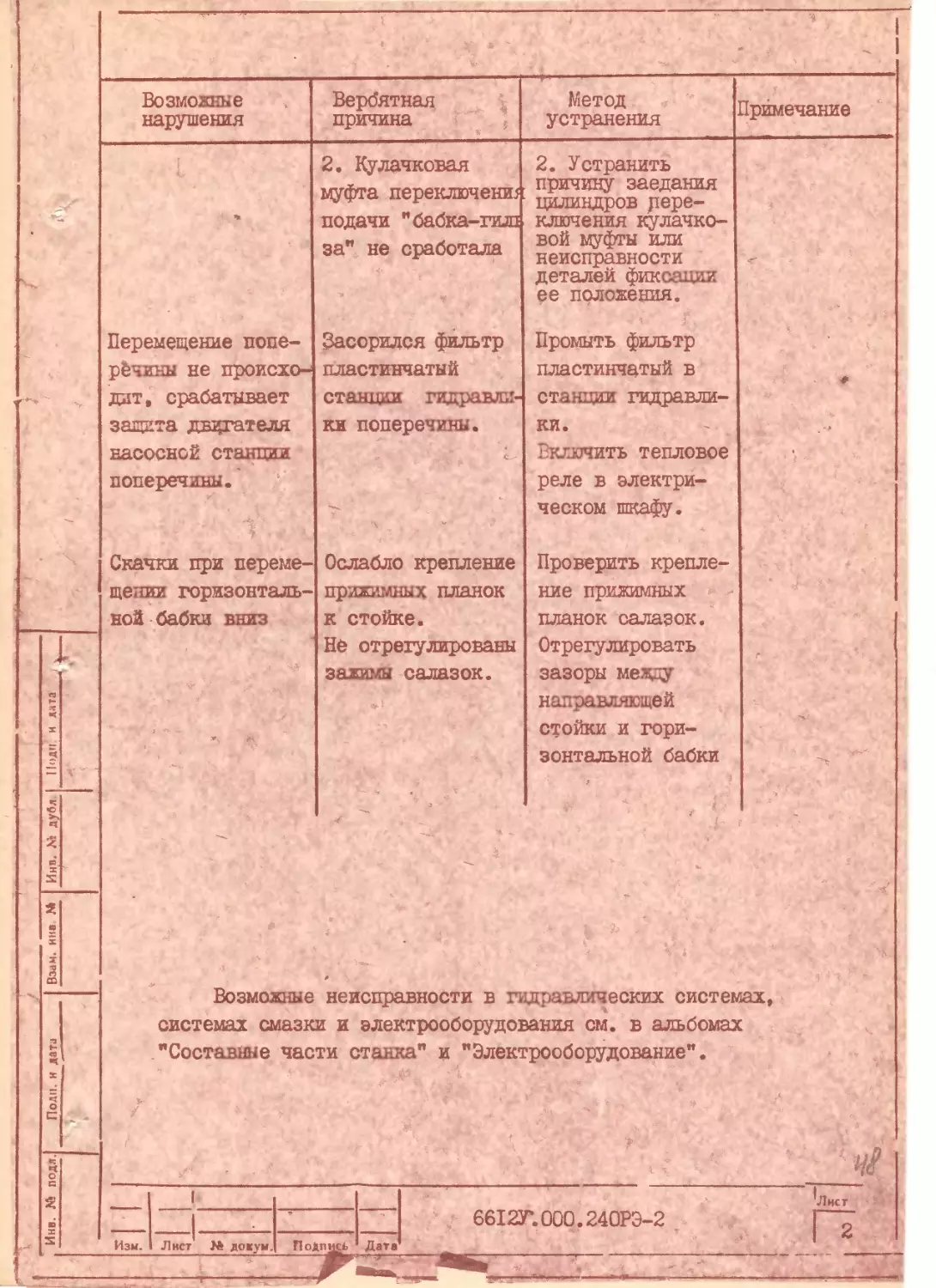
Возможные
неисправности
в гидравлических системах
системах смазки и электрооборудования см. в альбомах
"Составные части станка" и "Электрооборудование".
к. ’ -44, -Л' •
• У-
66Т2У000.240РЭ-2
Изм.
Лист № декун
Подпись
Да*а
2.5. Особенности разборки и сборки при ремонте
И«з.,№ подл I Подп. и дата I Из. низ | Инв. Aft дубд. | Подп. и
• 1
При разборке и сборке станка необходимо учесть следующее:
- прежде Чем приступить к разборке станка необходимо отклю-
чить станок от электросети вводным автоматом на щите управления;
- при демонтаже гидроприводов и электроприводов рекомендует-
ся маркировать их согласно обозначениям на принципиальной
гидравлической й электромонтажных схемах;
- при съеме поперечины необходимо опустить ее на подставки,
установленные на столе станка, а винты подъема поперечины
вывернуть из гаек поперечины вверх. Перед установкой поперечины
необходимо обязательно замерить толщину витков резьбы гайки и
при износе резьбы выше допустимого - гайки заменить;
- для замены гаек подъема поперечины необходимо вывернуть
ходовые винты из гаек вверх, а гайки вместе с корпусами вынуть
Через ниши поперечины, предварительно отвернув планки на попере-
чине и вынув клинья из-под корпусов гаек. Установка корпусов
С гайками производится в обратной последовательности;
- при каждом съеме стола со станины необходимо подтягивать
винты крепления корпуса червячного редуктора с усилием 60 кг
на плече I м;
I - 4 ' r <
- после ремонта червячного редуктора обеспечить предвари-
тельный натяг упорных подшипников червяка редуктора да пригонки
компенсатора с усилием, указанным в описании червячного редуктора
во второй части руководства "Составные части станка";
- сборку в гильзовой бабке механизма переключения скоростей,
шпинделя после ремонта производить в последовательности,изложен-
ной в описании этого узла во второй части руководства "Составные
части станка";
- прежде чем поднять стол со станины или снять бабку с
санями со стойки и поперечины, необходимо снять датчики переме-
щений во избежание их поломки. Для съема датчиков со станины
* необходимо переместить стол в крайнее положение и поднять защит-
ные кожухи.
Установку датчиков производить только после установки стола
на станину и навешивания саней на поперечину и стойку;
- демонтажу гильзы шпинделя из корпуса гильзовой бабки
должен предшествовать демонтаж направляющей шпонки для гильзы
6612У.иии.2Ь0РЭ-2
***» .' . ** ’ ' \ *
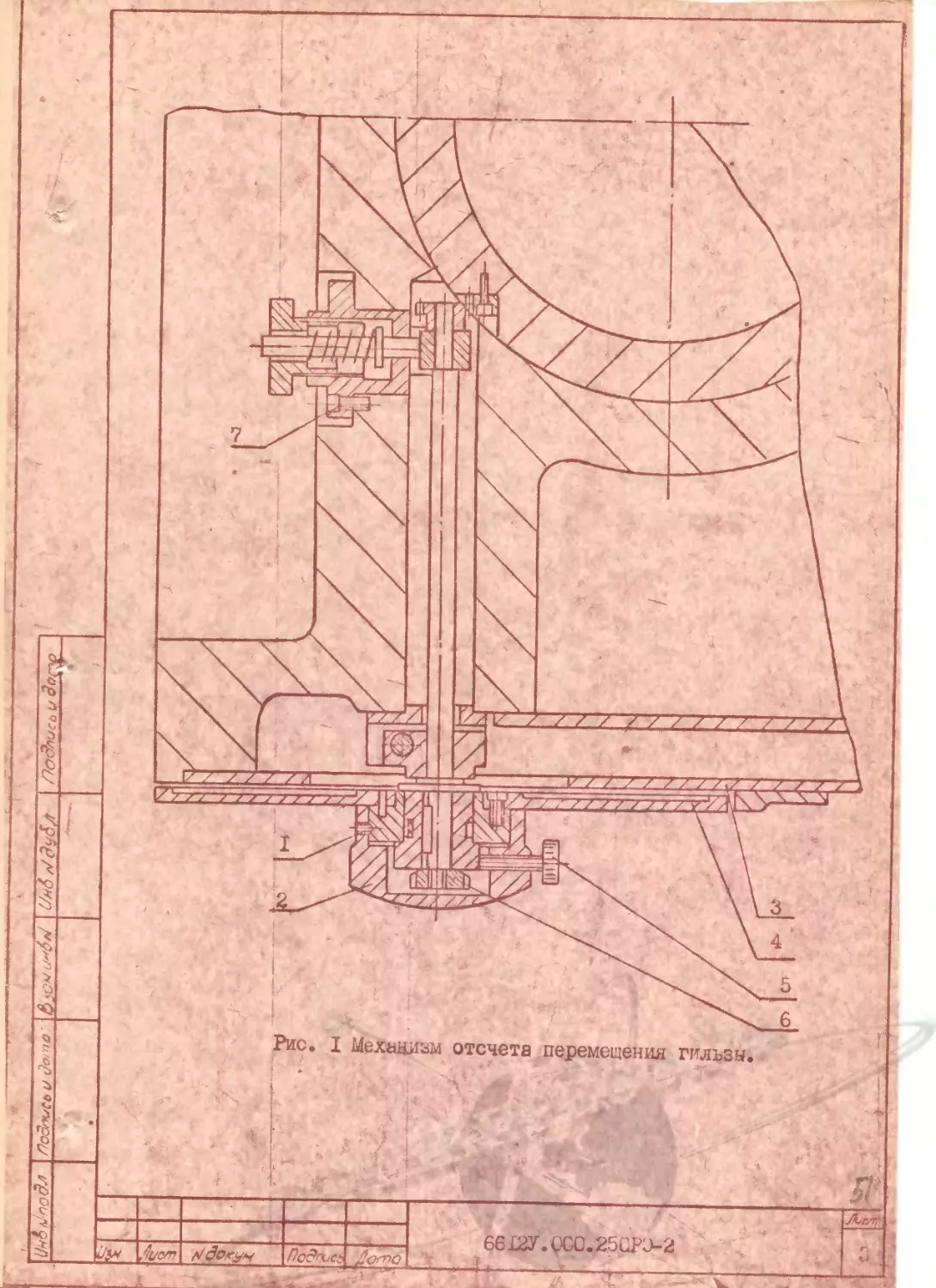
и механизма отсчета перемещения шпинделя. Демонтаж механизма
отсчета перемещения ведется в следующей•последовательности
(рис.1):
- вывернуть стопорный винт I;
a S
- ослабить крепление грибка винтом 5;
- снять грибок 2;
- расстопорить и сдвинуть гайку 6;
- снять лимб со ступицей 4;
- снять лицевую крышку бабки 3;
« *
- вывернуть винты 7 и вынуть механизм прижима шестерни
к рейке;
- вывернуть 4 винта крепления механизма к корпусу бабки.
Осторожно вынуть механизм.
Монтаж механизма ведется в обратной последовательности.
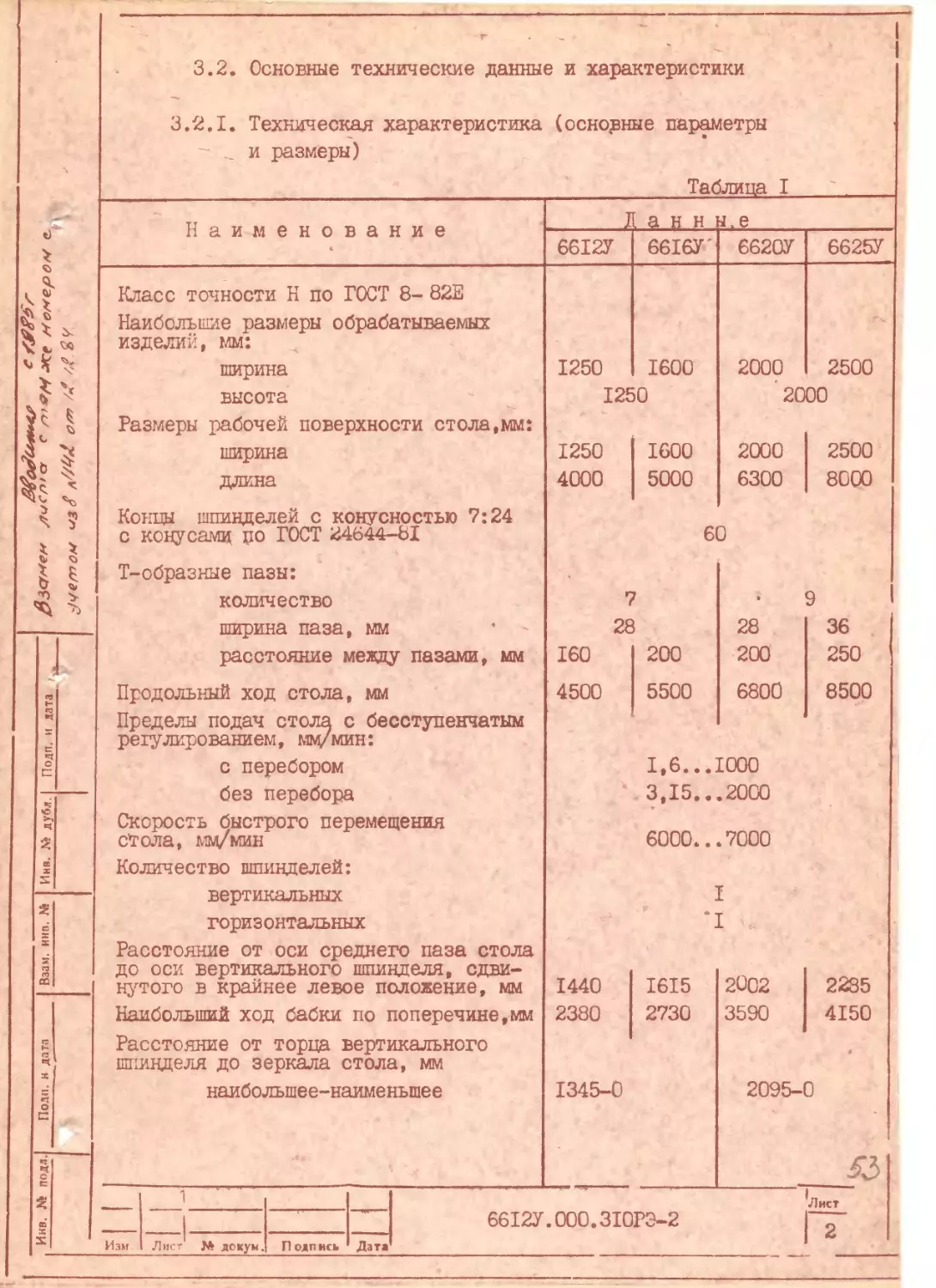
3.2. Основные технические данные и характеристики 1 1
3.2.1. Техническая характеристика \ •' -* _ и размеры) (основные параметры
Таблица I -
Наименование L I а н н
ъ > 6612У 6616У 6620У 6625У
V к* 3 "гнет е Же Номере * * Класс точности Н по ГОСТ 8- 82Е Наибольшие размеры обрабатываемых изделий, мм: ширина высота Размеры рабочей поверхности стола,мм: ширина длина 1250 I2E 1250 4000 1600 >0 I60U 5000 2000 20 2000 6300 0( 25G0 3 2500 8000
Ч а % Конны шпинделей с конусностью 7:24 с конусами цо ГОСТ 24с44-о1 61 3
I *) Ч a uJdhP £ Т-образные пазы: количество щирина паза, мм • - расстояние между пазами, мм 7 28 28 9 36
160 200 200 250
| Инв. № дубл. | Подп. и дата — Продольный ход стола, мм Пределы подач стола с бесступенчатым регулированием, мм/мин: с перебором без перебора Скорость быстрого перемещения стола, мм/глзь Количество шпинделей: 450С * 5500 1,6...: 3,15.. 6000.. 6800 [000 .2000 .7000 Е [ 2002 8500
I Рзам. инв. № B£j I оЛЬНЫХ горизонтальных Расстояние от оси среднего паза стола до оси вертикального шпинделя, вдви- нутого в крайнее левое положение, мм Наибольший ход бабки по поперечине,мм Расстояние от торца вертикального шпинделя до зеркала стола, мм наибольшее-наименьшее 1440 1615 2285
|Дп. н дата I 2380 1345-0 2730 3590 2095-1 3 4150 л
Е
1 Инв. № подл.| 4#
—— 6612У.000.3ЮРЭ-2 Лис* 2 '
1
Изм Лист .** докум. Р одп ись Дат»
•
я
«
Наименование
№ »(<! JM1 |.J. ! ' »!! |.| .1, II Ill I .J, .— II . ,
Расстояние от торца горизонтального
шпинделя до середины стола, мм:
наибольшее- '
i.
Расстояние от оси горизонтального
шпинделя до зеркала стола, мм
выше стола
ниже стола
Наибольший ход, мм:
гильзы "•
ползуна
поперечины
Количество механических <
скоростей шпинделя:
бабки гильзовой
бабки ползунковой
Пределы частоты вращения шпинделя,
об/мин:
бабки гильзовой
бабки ползунковой С бесступенча-
тое регулирование)
Пределы подач с бесступенчатым
ступеней
1
Л
—
I
1 Инв № дубл, |
I Взам. ннн, Nt |
бабки гильзовой
гильзы
бабки ползунковой
ползуна
Максимальный угол поворота горизонталь-
ной бабки, градусы
Емкость бака эмульсии, литр
-£ г
1
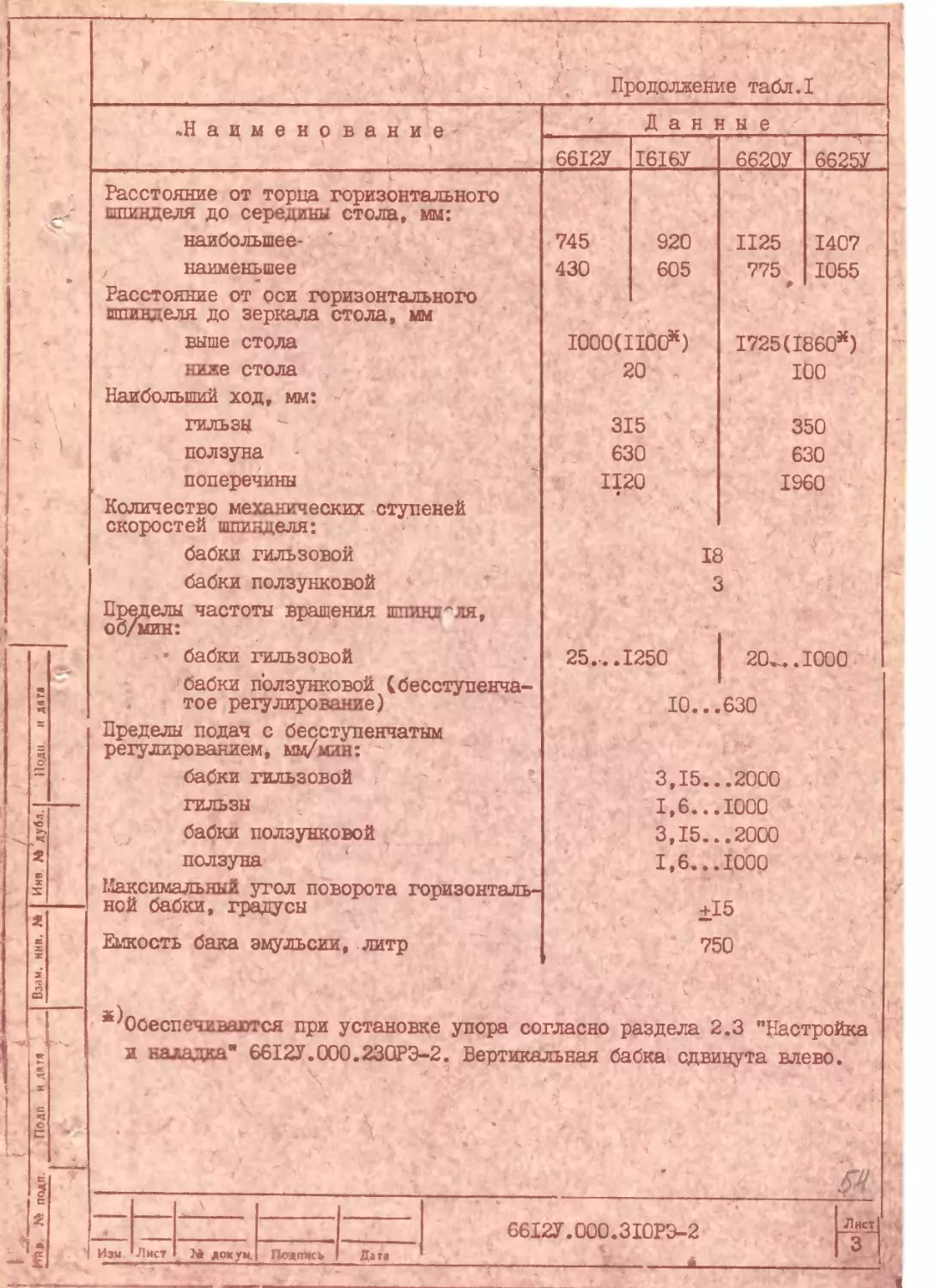
Продолжение табл.1
* Данные
6612У 1616У — 6620У 6625У
745 920 1125 1407
430 605 775, 1055
1000(1100*) 1725(1860*)
20 100
315 350
630 630
1120 I960 г-- •
3
25.-. .1250 20^. 1000
10... ,630
V*. «. ' •'
3,15.. .2000
1,6... 1000
3,15.. .2000
• 1,6... 1000 •5 -
* 'V
+15
750
I
и наладка" 6612У.000.230РЭ-2. Вертикальная бабка сдвинута влево
» .. "< - . • . . ' г
У
z
f •
С
£
I Изм Лист
Nt док уч
Подпись
Дата
6612У.000.310РЭ-2
—,____,_____.___*.
Форма Гм1 ГОСТ 2 IOC. CS
1
t
О
Ч
07
*
О'
о
о
•о
«
i
N
41
Подп. и дата
|Инв. №дубл. 1
Взам. инв. № |
1 Подп. и дата
Инв. № подл | 4* г
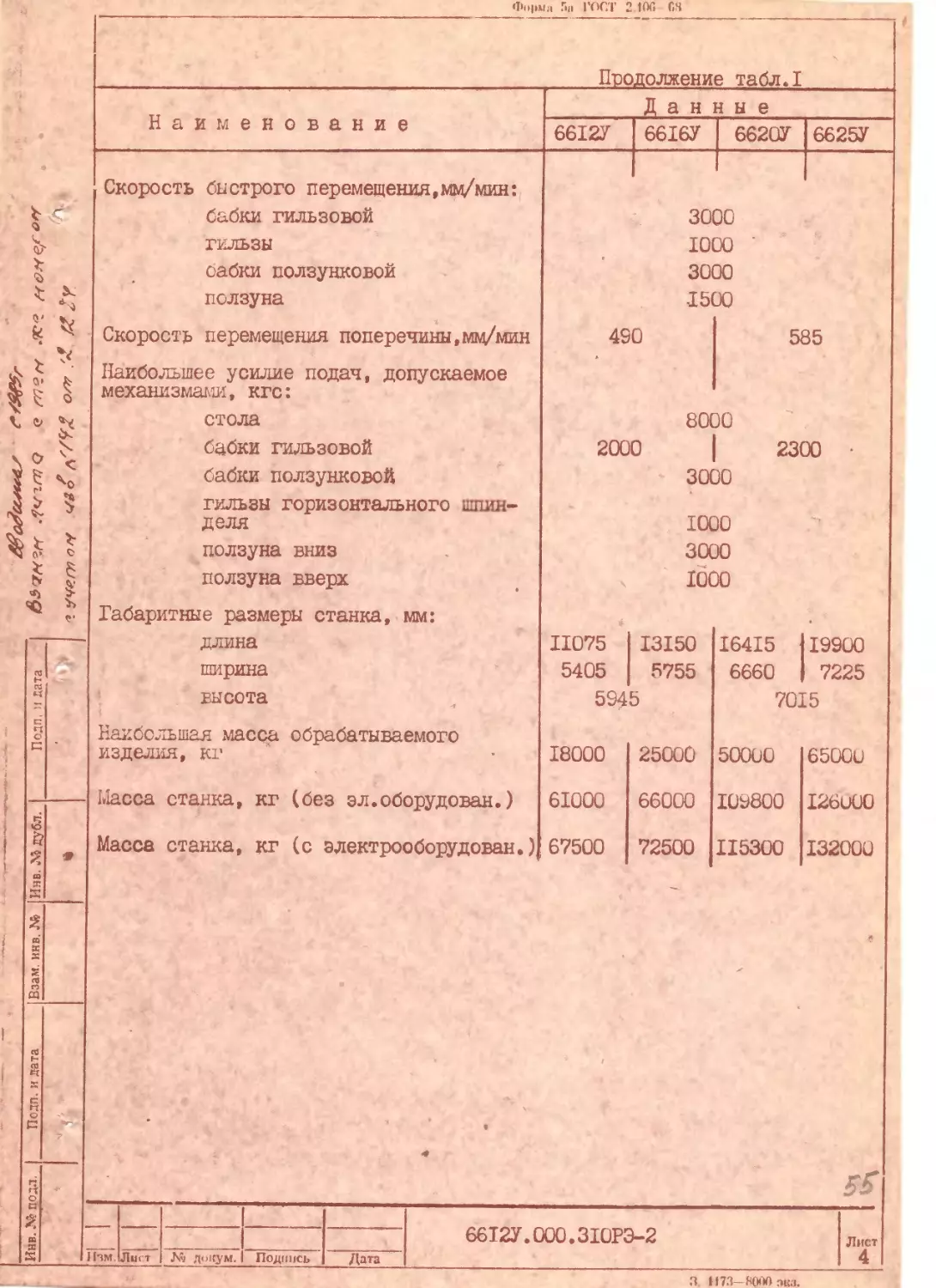
Продолжение табл.1
Наименование
Данные
6612У
6616У
6620У 6625У
Скорость быстрого перемещения,мм/мин
бабки гильзовой
гильзы
оабки ползунковой
ползуна
Скорость перемещения поперечины,мм/мин
Наибольшее усилие подач, допускаемое
механизмами, кгс:
стола
бабки гильзовой
бабки ползунковой
гильзы горизонтального шпин-
деля
ползуна вниз
ползуна вверх
Габаритные размеры станка, мм:
длина
ширина
высота
!
Наибольшая масса обрабатываемого
изделия, кг
Масса станка, кг (без эл.оборудован.)
Масса станка, кг (с электрооборудован.)
Лист
Лу докум.
Подпись
Дата
490
2000
3000
1000
3000
•1500
8000
3000
1000
3000
1000
л.
ft
585
2300
*
II075 I3I50 I64I5 19900
5405 5755 6660 1 7225
5945 7015
18000 25000 50000 65000
61000 66000 109800 I26O00
67500 72500 II5300 132000
6612У.000.3ЮРЭ-2
Лист
4
3, ШЗ- 8000 акз.
г
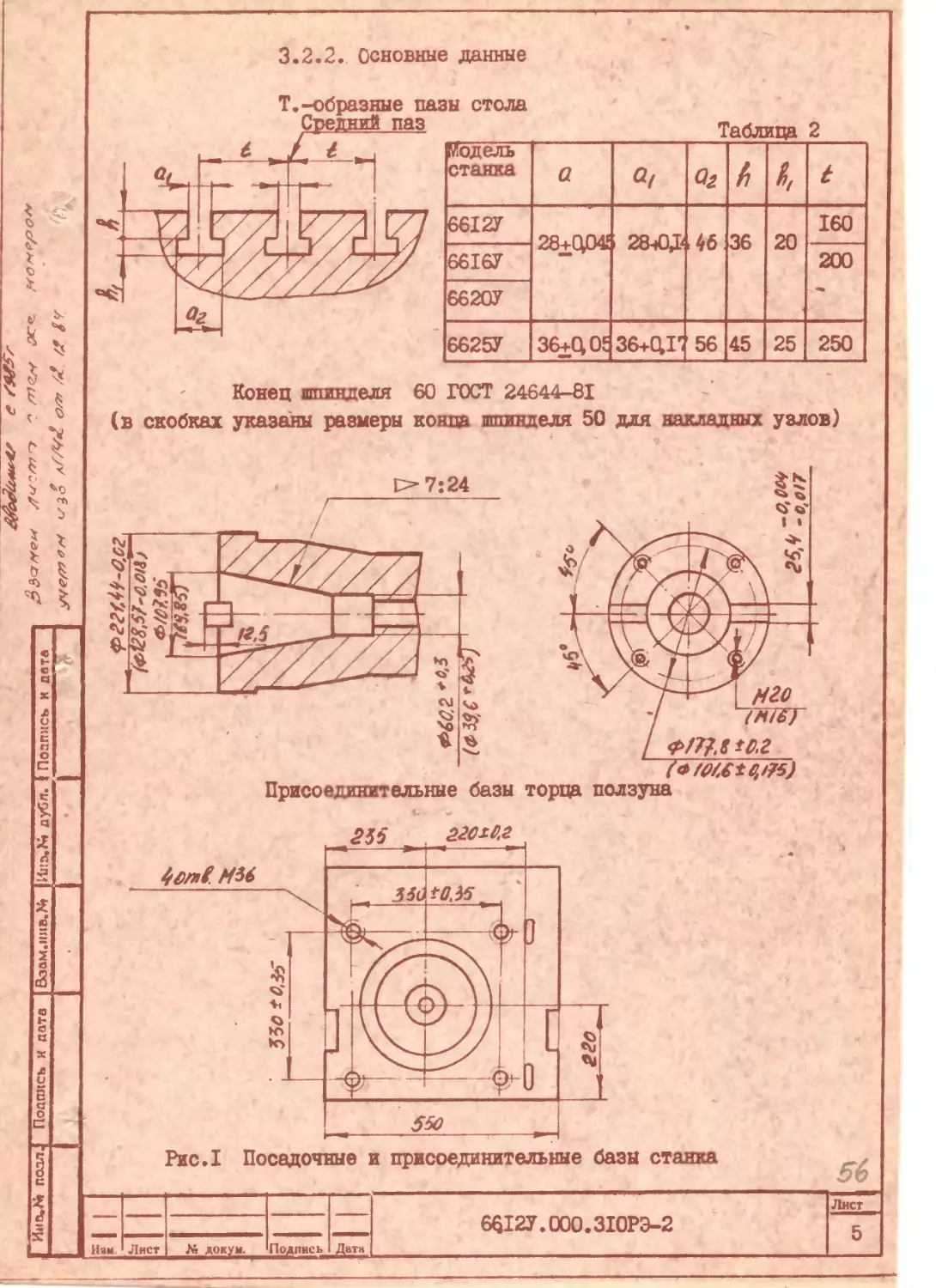
Таблиц 2
6612У
28+СЩ4! 2WH
20
36
6616У
6620У
36+qos
36+QI7 56
45
25
6625У
ни,г»»
Модель
станка
3.2.2. Основные данные
Т.-образные пазы стола
Средний паз
160
200
250
Присоединительные базы торца ползуна
-ф-
6612У.000.3ЮРЭ-2
Ли-
5
Конец шпинделя 60 ГОСТ 24644-81
(в скобках указаны размеры конца шпинделя 50 для накладных узлов)
7:24
&
№
77^7
Рис.1 Посадочные и присоединительные иазы станка
Нам
Лист
Л» докум. Подвис ь Дата
к
%
Подп. и дата 1
| Иив. А? дубл |
1 Взам. ннв. №
1 Подп. и дата 1 •
JHhb. А*° подл
4 4
4 *
*
2
3
5
6
8
9
10
II
12
13
14
15
16
17
18
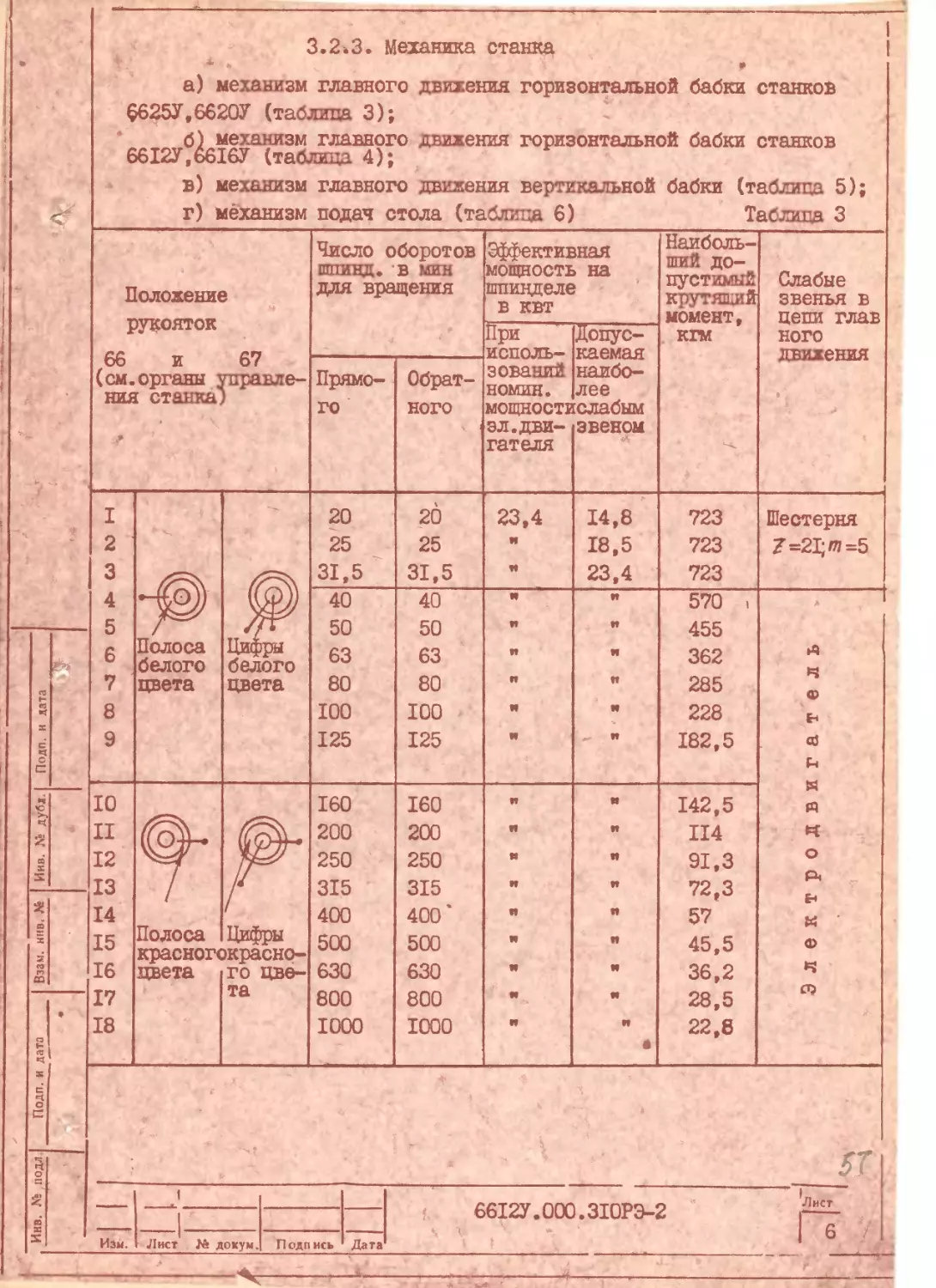
3.2»3. Механикг станка
* * *
а) механизм главного движения горизонтальной бабки станков
66?5У,С62ОУ (таблица 3);
0) механизм главного движения горизонтальной бабки станков
6612У,ёв16У (таблица 4);
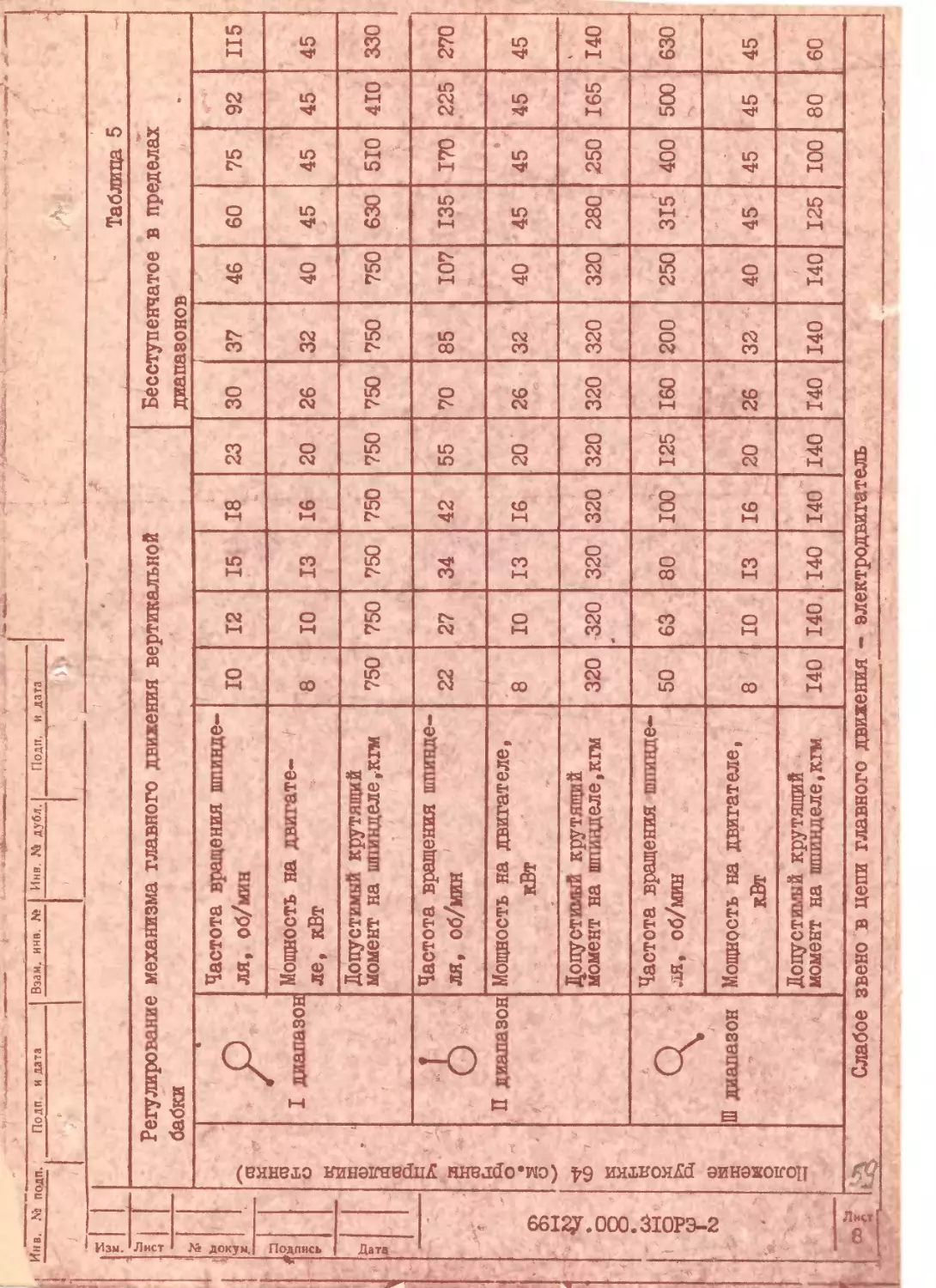
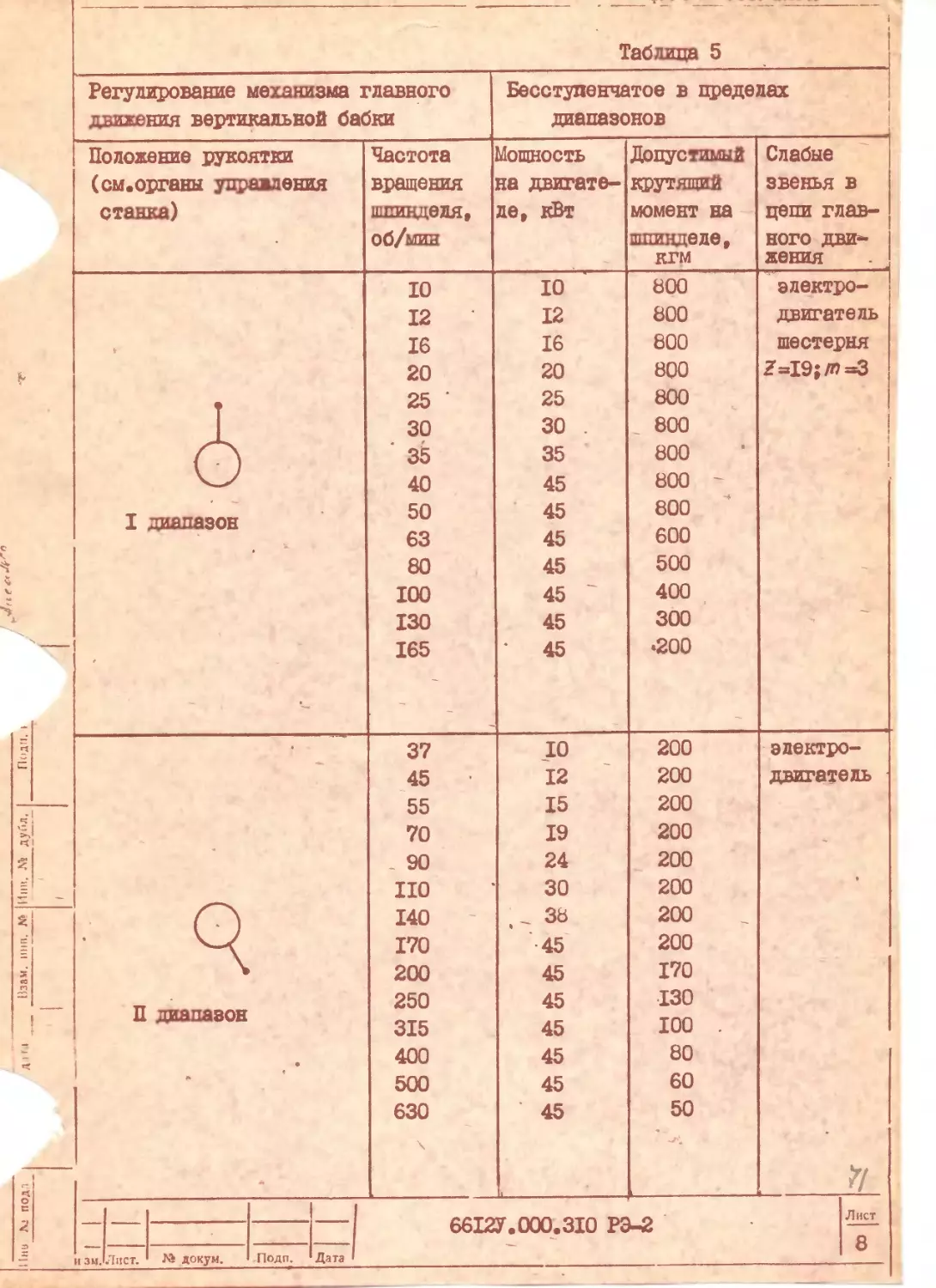
в) механизм главного движения вертикальной бабки (таблица 5)
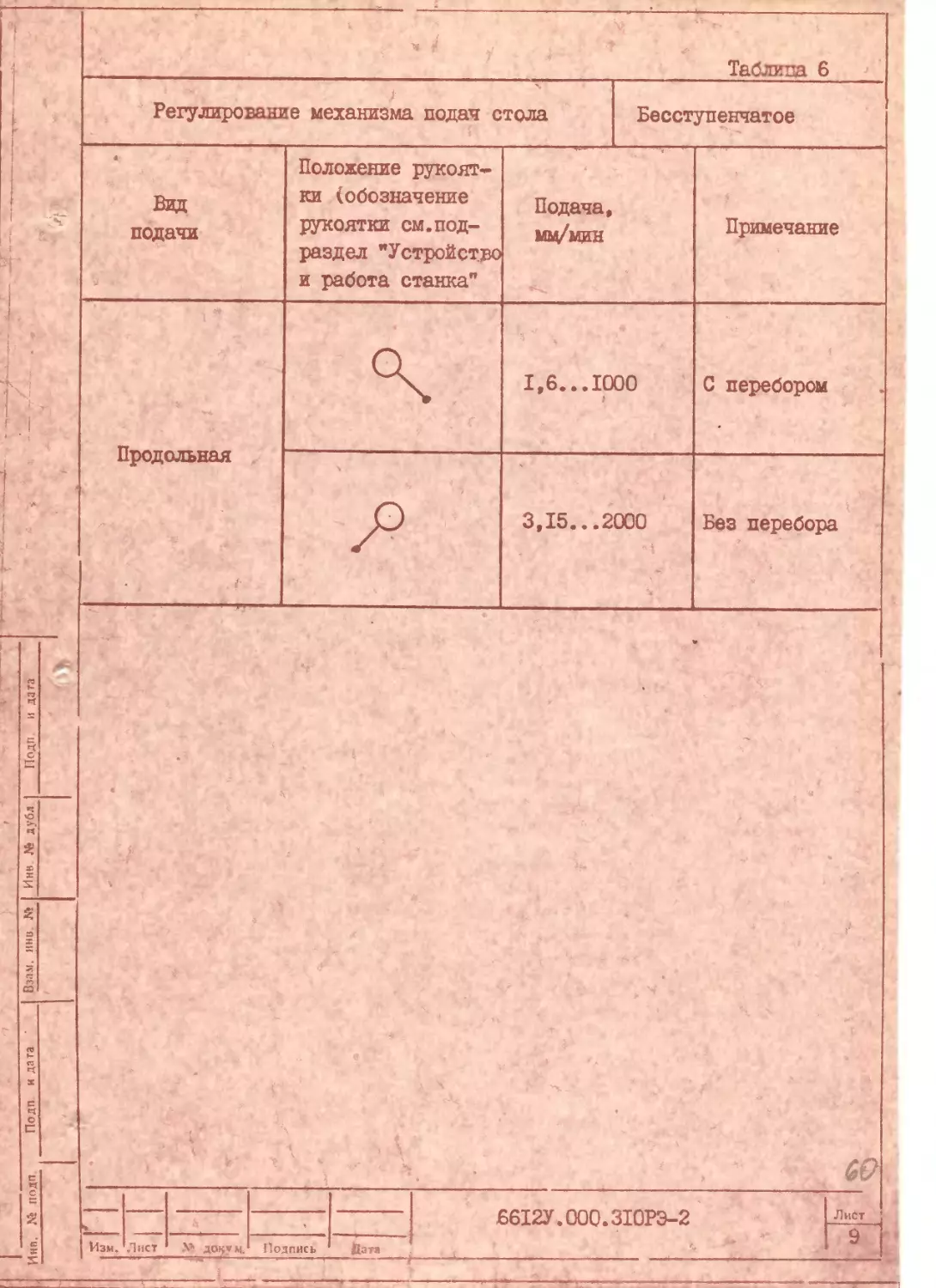
г) механизм подач стола (таблица 6) Таблица 3
Положение
рукояток
Полоса
белого
цвета
*»
Полоса
красногокрасно-
лвета
t
*Д"
белого
цвета
го цве-
та
и 67
Число оборотов Эффективная Наиболь- ший до- пустимый крутящий момент,
пшинд. в мин для вращения мощность на шпинделе в КВТ Слабые звенья в цепи глав
ч' г При испо. ь— Допус- каемая наибо- лее [слабым кгм кого движения ' ... >
Прямо- го Обрат- ного зований номян. мощности
X ЭЛ.дни- звеном
гателя 4 * ‘
20 20 23,4 14,8 723 Шестерня
25 25 И 18,5 723 7 =21; п =5
31,5 31,5 и 23,4 723
40 40 W W 570 > А V
50 50 W 455
63 63 и и 362 >4
80 80 И п 285 Ч ф
100 100 W W 228 ч ь
125 125 W 182,5 t г а
IbO 160 и и 142,5
200 206 U 99 114
250 315 400 250 315 400' и н и и и 91,3 72,3 57 к т р о
500 500 W т» 45,5 ф
630 632 W W 36,2 ч
800 80G W 99 28,5 о
iboo 1000 99 99 22,8
• - .
Изм
1
Лист № докум. П ОДП ись Дата
л
i
—
*
6612У.ООО.ЗЮРЭ-2
Лист
6
__
-Д
.1, i
-—к —
--
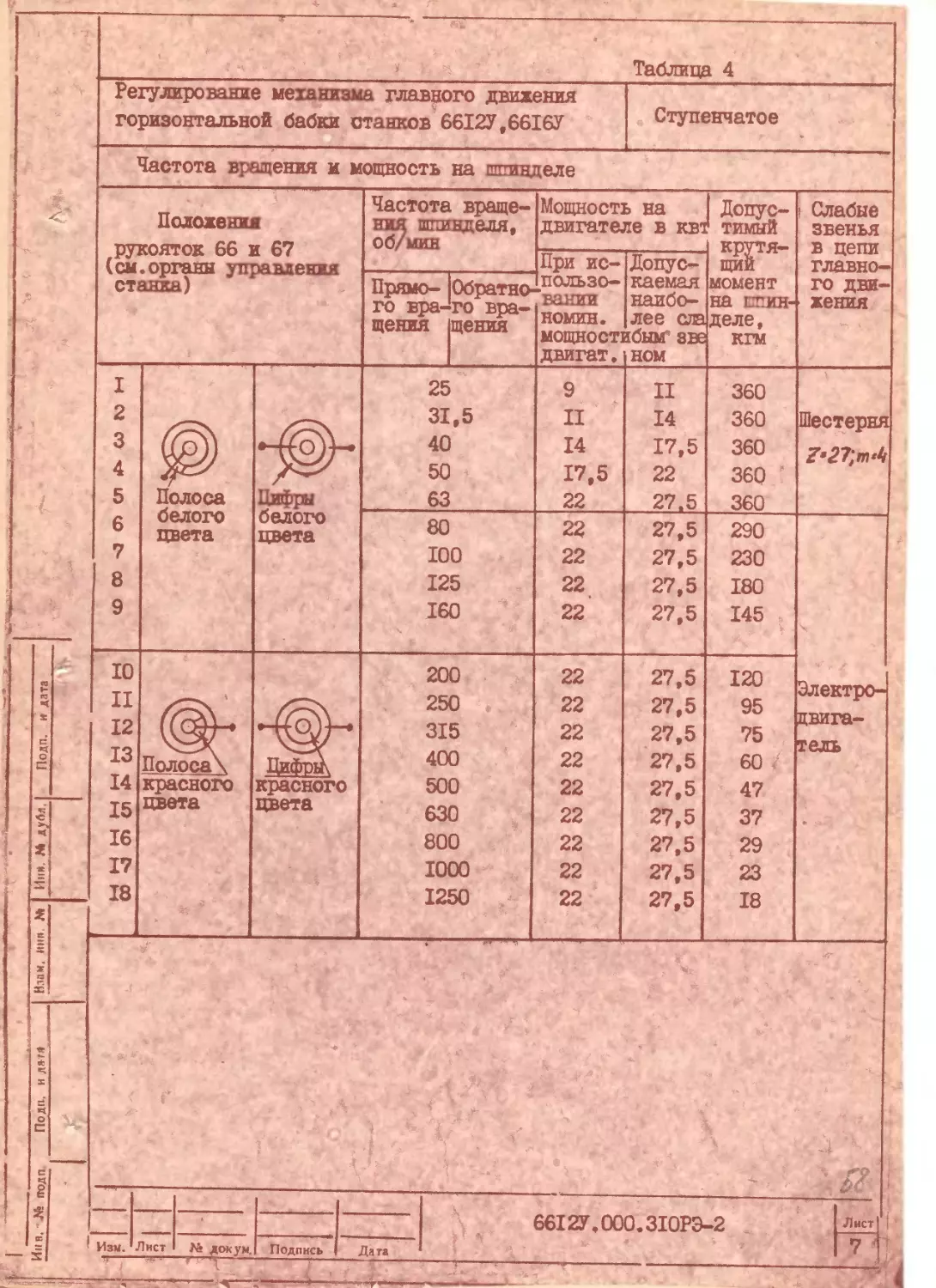
J. -— а- . - “ t ₽ •* *- ’ * ' • * '. ? Ай t Таблица 4
Регулирование механизма главного движения горизонтальной бабки станков 6612У.6616У Ступенчатое *
Частота вращения и мощность на шпинделе
л
I.
»
1
I.
♦->
X
g
3
s
Q
£
I.
Положения рукояток 66 и 67 (см.органы управления станка) Частота враще- ния шпинделя, об/мин Мощность на двигателе в ква Допус- тили® крутя- щии момент на шпин- деле, кгм ! Слабые звенья в цепи главно- го дви- жения
При ис- пользе— ’ вании Допус- каемая наибо- лее ела хбым4 зве ном
Прямо- го вра- щения Обратно- го вра- щения
номин. МОЩНОСТ I двигат.
I 2 3 4 5 6 7 8 9 Полоса белого цвета - Цифры белого цвета 25 31,5 40 50 63 9 II 14 17,5 22 II 14 17,5 22 27.5 360 360 360 360 360 Шестерня
80 100 125 160 . А. 22 22 22 22 27,5 27,5 27,5 27,5 290 230 180 145 , • $ Электро- двига- тель * 3.^ л
10 II 12 13 14 15 16 17 18 4 Полосах •4(2Л“* ХИрА красного цвета 200 250 .. 315 400 500 630 800 1000 1250 22 22 22 22 22 22 22 22 22 27,5 27,5 27,5 27,5 27,5 27,5 27,5 27,5 27,5 120 95 75 60 < 47 37 29 18
красного цвета tr’’ ' V
•0
f
-----
X *
6612У.000.3ЮРЭ-2
—т
Лист
7 Л
-Ji-
Изм.
Лист
Л& докум.
Подпись
Дата
> • < ‘У
Инв. № подп. Псдп и дата ВзаМ, ИНВ. № Инв. № дуб л. Подп, и дата 1 . ,ili ,Г 1 _
“ 1 ' 7 >> '1 _ / " О
г
3 \
Ь
X
Таблица 5
4
£
ж
□
<'s
X
о
сс
ч
Регулирование мехапгзма главного движения вертикя тчюй
бабки
hd
?
м
,у
Бесступенчатое в пределах
диапазонов
(см.органы управления станка) , * w ’ * ’ 4 *> ** .. '4 ъ л Z. / 1 & * ^Р* I диапазон Частота вращения шпинде- ля, об/мин 10 12 15 18 W 23 30 37 1 i 46 60 Л5 • 92 II5
Мощность на двигате- f ле, кВт 8 10 13 16 20 26 32 40 45 45 45 45
Допустимый крутящий момент на шпинделе,кгм 750 756 750 750 750 750 750 750 630 510 > 410 330
•I s О »* ’ П диапазон С Частота вращения шпинде- ля, об/мин 27 34 42 55 70 85 107 Т4 135 170 225 270
Мощность на двигателе, кВт е 10 13 16 20 2Я 32 1 40 45 45 45 45
Положение рукоятки 64 Допустимый крутящий момент на шпинделе.кгм 320 320 3 320 320 320 320 320 320 1' 280 250 165 140
Ч/ Ш диапазон » к Частота вращения шпинде- ля, об/мин 50 63 80 100 125 160 200 250 315 400 500 'бЗО
Мощность на двигателе, jBj 8 * ю . 13 16 20 26 32/ 40 45 45 45 45
Допустимый крутящий 1 момент на шпинделе,кгм 140 140 140 140 140 140 140 140 125 100 80 60
Слабое звено в цепи главного движения - электродвигс гель
*
4-
й
е
*
с
С>
<г>
*
b
'П
Изм.
--------------------------.------------------
3.2.4. Техническая характеристика насосов систем
гидравлики и смазки Тябтот,я 7
Данине
Наименование
Общее количество насосов
Насосы гидравлики:
поперечины
тип
производительность, л/мин
бабки вертикальной
тип
производительность, д/мин
бабки горизонтальной
тип
производительность, л/мин
выбор зазора в приводе стола
тип
производительность, л/мин
Насосы смазки:
направляющих стола и коробки подач
тип
производительность, л/мин
ползуна
тип
производительность, л/мин
бабки горизонтальной
тип
производительность, л/мин
сани горизонтальные (вертикальные)
тип
производительность, л/мин
направляющие ползуна и саней
направляющие поперечины-стойки
тип
насос охлаждения эмульсией
тип
производительность, л/мин
1
Лист
Ном. док.
Подпись
Дата
6612У
6616У
6620У
6625У
(Г12-32М) 25
18
(П2-31АМ) 8
5
(Г12-31М) 12
(Г12-32М) 25
18
(TI2-3IM) 12|(П2-32АМ ) If i
8
ГИ-ИА
* 5
CI2-43
3
12
ЛГП-Ш(БШ-ИА)
5
И-ЦСЭ-2,5
П2п (CI8M-I2)
П90
Лист
6612У.000.310РЭ-2
10
-
S
>
I
->» MS
я
3
* :
i ж* JD
t.
V "
V
со
jr
I , „ ,111 ~~ ..... . III. I ..II 1411
! Ина. № подл Подп и дпга
с
т
i
*а——р
В зим. иии. М
Инв № дЛл
—-----------
Подп и дата
I-
i
Сведения о ремонте
Таблица 8
¥
Наименование и обозначение составных частей J станка > Основание для сдачи в ремонт Дата Категория сложности ремонта i Ремонтный цикл рабо- ты станка в часах 1 Вид ремонта f * Должность,фамилия и подпись ответственно- го лица
поступ- ления в ремонт / выхода из ремонта
производив-^ принявшего шего ремонт ремонт
( 1 ’ .. - с Л-. «Г’ - Т / Ч'' ( ' “ 1 •. , \ - • V- ' ’ * ' , f - к* ' ‘1 * л А ' . -4 л - . • t i • - - * It 1 г" V,- t 1 * т\ - ’* На р • 5 ’ ; - •>:. v . ♦ г •* f « *' * f -. . « • . J > * 1 < * . * * -А. S’ . » 1 ... •». Л. 1 / 1 ^ . f 'fe- . • ‘ - Sj- г ^.4 К ’ -t. г . t ' '• V ♦ „ — • >«. ” ч* •ф ... / ••* ч •<*г if < ъ- • . * ф ^-7 д* ' ’ ’•Г - ,ч .V • .*► 4 t i % С > !Ч' - ' . > < .-•ft, •- -. i. ' > ч- Л ' ’ 1 •
з» - ~ — - —*
"’Л"
Т
¥
л
Взач. иив М Пив Jsi дубя
Подл, и дата
Сведения об изменениях в станке
Таблица 9
Должность, фамилия
и подпись ответ-
ственного лица
Наименование и обозначе
йие составных частей
станка
Основание
(наименование
документа)
Дата
проведенных
изменений
Характеристика
работы станка *
после проведен-
ных изменений
—
подп. Подп й дата
Ч-
•*>
t
4
о
КОМПЛЕКТ ПОСТАВКИ (да УМЕРЕННОГО КЛИМАТА)
Обозначение Наименование Кол. Примечание
66Х2У или 66Х6У, 6620У; 6625У. Станок в сборе - I Поставляется по узлам
Входит в комплект и стоимость станка:
0350.192.353 0350.394.509 0350.394.603 н ЗАПАСНЫЕ ЧАСТИ Планка Пружина Пломба 16,5/8,5 Г0СТХ9133-73 Проволока 0,5-0-С ГОСТ 3282-74 Кольца ГОСТ 9833-73 008-012-25-2-3 0X2-0X6-25-2-3 016-020-25-2-3 018-022-25-2-3 020-025-30-2-3 022-028-36-2-3 025-031-36-2-3 028-034-36-2-3 032-040-46-2-3 039-045-36-2^3 042-050-46-2-3 049-055-36-2-3 050-060-58-2-3 055-065-58-2-3 060-070-58-2-3 - 2 4 30 27 0,01кг 2 4 8 5 4 2 2 10 7 I " 5 8 3 Вибротранспортер Сани вертикальные » 1 Для пломбиро- вания электро- J разъемов Бабка горизонталь- ная Салазки горизон- тальные Бабка горизонталь- ная J Поперечина Салазки гори- > зонтальные 1 Бабка и салазки j горизонтальные Ползун,поперечина Бабка горизонталь- ная Ползун Редуктор червячный, Бабка горизонталь- ная
6612У.000.320РЭ-2
И м Лист № 3Okvm Поились Птта
Разпаб. Пит. I Лист Листов
Проверил < 1 I ТО
КОМПЛЕКТ ПОСТАВКИ
Н. контр.
Утвелз
Кол
Примечание
Обозначение
-5*»
*
063-073-58-2-3
065-075-58-2-3
080-Р90-58-2-3 •
990-95-30-2-3
090-100-58-2-3
095-105-58-2-3
II5-I25-68-2-3 '
I25-I30-36-2-3
I40-I45-30-2-3
- 150-]£0-5§-2-3
"205-220-85-2-3
235-250-85-2-3
Кольцо 50 0CT2A54-I-72
Ман&еты ГОСТ 8752-79
135-55-2
1-50-72-2
2
8.
10
3
6
3
6
3
3
2
8
4
Салазки гори-
зонтальные
Ползун
Поперечина
Ползун
Бабка горизонталь-
ная
Ползун
Бабка горизонталь-
Салазки
горизонтальные
r J 2’ О 1
‘Иай, № дубл. j
Ззам. ичв. но
VlCtr н О-*»- ши
1-60-85-2
1-70-95-2
I-85-II0-2
I-I00-I25-2 *
I-I30-I60-2
I-I50-I80-2
2
I
3
2
Ползун
Бабка горизонталь-
ная
Коробка подач
] Ползун.
Салазки
J горизонтальные
Привод поперечины
Ползун
силы тарельчатые
Г 3057-54
HCl00x6dx7,Ux2,tf
Пружина. 0,8x10x50*
Пружины 0СТ2 Д81-5-73
4x22x28
6x32X36
Изм. гЛкст Ном. докум.| Подпись
’ига
2
6
6
Поперечина
Поперечина
Бабка горизонталь-
ная 66.12/, 6616У
Бабка п ризонталь-
6612У.000.320РЭ-2
Лист
2
Кол
Примечание
W.I I, 1 'I
Обозначение
Ремень Б1250П1 Г0СТ1284-68
Инв. № подл. | Подп. и дата Взам, ннв. Ном|Инв. Ном, дуб.1 Подп.
(66127)0406.077.
020
(66127)0406.077.
358
0350.770.310
0350.770.320
6625,77.373
6625.77.374
6625.77.386
Лампа КМ24-90 ГОСТ 6940-74
Стартер 80С-220 Г0СТ8799-75
Разъемы штепсельные
ГЕО 364.11017
Колодки: СШГ60П45ЭШЗН
СШР60П50ЭШЗН
Вставки: СШР60П45ЭШЗН
СШР60П50ЭШЗВ
к
ИНСТРУМЕНТ
Ключ
TpySa 32x3,5 1=1000
Ключ ’ \
Kjuf
Ключ
Ключ торцовый
Головка насадная
Штифт 20ш6х200Хим.0кс.прм.
ГОСТ 3128-70
Ключи ГОСТ 2339-80
7811-0023НС1Хим. Оке. при
78II-0025HCI "
78II-004IHCI
78II-0043HCI
78II-0047HCI -
Ключи ГОСТ 16984-79
78II-03I7/Хим.Оке.прм
78II-03I9/Хим.Оке.прм
Ключ 7812-4016
4
3
2
3
3
3
3
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
Изм. Лист Ном. док. Подпись
Дата
Вибротранспортер
> Электрооборудо-
вание
Гильзовая бабка
для ключа
0350.770.320
Разгрузка саней
ползуна
Разгрузка саней
ползуна
Сани гильзовой
бабки
Привод поперечины
для ключа
6625.77.374
для ключа
6625.77.374
Для регулирования
и монтажа узлов
Салазки горизон-
тальные .
Для оправок
6612У.000.320РЭ-2
Лист
i. № подл , и дата Взам. ина, Ном,Инв, Ном. дуб.| Подр.
Обозначение Наименование Кол. Примечание
(6612У)0406.039. ООО (6612У)0406.077. 010 (6625У)0407.077. 353 (6612У)0406.913. 001 6625.72 6350.770.351 0350.772.000’ 0350.380.528 • (6612У)0467.000 ООО РЭ2-2 * Ключ 7812-0379 40Х • „ Хим.Окс.прм Г0СТ11737-74 Отвертка 7810-0400 ХимвОкс.прм. Г0СТ17199-71 принадшности Головка фрезерная(угловая) * Фланец переходной Упор Пульт переносной Ограждение фрезы Цапфа Шприц Винт , Гайка M3Q.6.05 Г0СТ5927-70 Шприц тип I Г0СТ3643-75 Башмак P79-I2 ДОКУМЕНТЫ Руководство по эксплуатаци! ДОКУМЕНТЫ И ЗАПАСНЫЕ ЧАСТИ д покупным изделиям Электродвигатели постоян- ного тока: GJP180M; 45,1 кВт 995/3600 об/мин Исп.1М2011 ПБСТ-63МУ4; II квт „ 2200/3600об/мин. Исп1М3601 ПБСТ-53МУ4; 6,3 квт 2200/3600о6/мин. Исп.1М3601 I •'£ I I 2 I I I 4 I 2 Г 2 I 32 34 48 56 I I I Сани ползунковой бабки Крепление инстру- мента Салазки горизон- тальные 6620У,66253 Для транспортиров- ки бабки вертикаль- ной Для регулировки шпинделя ползуна Крепление инстру- мента И Для смазки - Ст—к 6612У Ст-к 6616У Ст-к 6620У Ст-к 6625У С комплектом зап- частей 4 , «л. 4 ш » 67
—— 6612У.000.320РЭ-2 Лист 4
Иэм. Лист Ном. док. Подпись Дат»
Форма 5
Обоз качение Наименование Кол. Примечание .
_ •. ПЕСТ- ЗЮ 4; 5,3 кв/ 2200/3600об/мин, Иип.МбП I
t ПБСТ-52МУ4; 5,5 квт 2200/3600об/мин, Исп.ЫЗбП I
-JP Комплектный щит шкафного исполнения I
Устройство цифровой индикар- ПИИ I
Головка электромеханическая
зажиме инструмента 2
- Насисы гидравлики смазки и охлаждения I < Комплект по табл.8 6612У.000.310РЭ-2
т
)
о
4
Поставляются по особому заказу, за отдельную плату
Обозначение
Наименование
(67612)0445.131
(67612)0445.131.-
6625.131.206
6625.131.207
6625.3I.428-I
6625.ЗХ.653-1
6625.31.668-1
6625.41.385
6625.41.555
6625.41.807
0350.321.373
0350.321.374
0350.321.375
0350.321.376
0350.321.377
0350.321.378
0350.361.371
0350.361.372
0350.361.373
0350.361.374
0350.361.376
0350.361.377
0350.361.378
г
*
Гайка
Гайка
Червяк
Пружина
Шестерня
Шестерня
Пружина
Фиксатор
j
Шестерня
Шестерня
Шестерня
Шестерня
Шестерня
Шестерня
Шестерня
Шестерня
Шестерня
Шестерня
Шестерня
Шестерня
Шестерня
Шестерня 4 •
Пружина 1,6x10x40
А
Иам. Лист М докук Подпцц Ли»
»
fe'
у
"Сs
г £
I
8
8
I
I
I
4
Примечание
Л,
Поперечина только
>для 6612У.6616У
только
Бабка горизонталь-
ная у? *
Бабка горизонталь-
ная .толькодля
66257,66207
J
Салазки горизон-
тальные
Бабка горизонталь-
ная только для
66127,66I6JT
Бабка горизонталь-
ная только для
66257,66207
Салазки горизон-
тальные
6612У.000.320P3-2
—- « ' -- —« «'
4
s
... *. Хт.,,
v *
rrm~«
Обозначение
КОЛе
Выключатель ШК21ПУ2 .
ГОСТ 18147-72
Лампа М024- 40
ГОСТ IIB&-77
2
iЭлектрооборудова-
ние
К
* г
1 к*
г
дубл. 1
2
оа ж
ж
’«ни
Ж &
к
Сб R(
X.
г 4 V С
--х
л г
У
> 7
4-
I
Лампа КМ^4-90
ГОС'" 694С 74
Резисторы ГОСТ 7113-77
МЛТ-0,5-10 Ом+5%
ШП-0,5-15 0м±5%
МЛТ-0,5-22 Ом ~5%
М.ТГ-0,5-30 Ом +5JS
МЛТ-0,5—43 01. 5>5
МЛТ-0,5-51 0м~+5%
МЛТ-0,5-82 Ом
МЛТ-0,5-15к0м ±5/2
МЛТ-О,5-16кОь^"5%
МЛТ-0,5-18к0м".5%
МЛТ-0,5-27к0м +5%
МЛТ-1-10С
МЛТ-1-150
Ом +5%
Ом н 5/5
Ом +5%
Ом ^5%
Ом +5^
МЛГ-1-220
ОГ-I-I ДкС.л ±5%
МЛТ-1-1,Зк01л_*5%
МЛТ-Х-1,5кОм"\5%
МЛТ-1-1,8к0м +5%
МЛТ-1-2,Эк0м ^5%
МЛТ-2-4,Зк0м -5^
МЛТ-2-5,1кОм '5%
МТ-2-6,ЗкОш 5%
МЛТ-2-8,2к0м^5%
МЛТ-2- ГОкОм х5%
Ш1Т-£-ПкОм Тб%
МЛТ-2- 13кО.л ~5% -i
Изм. Лист № докум. Подйись Дать ж—
%.
Л1
U
2
5
3
3
2
2
3
2
I
2
2
2
I
I
3
2
2
2
- W;
г- • —
г у
6612У.С0Сь320РЭ-2
%
ЗГ
> k .
J.
ф
*»'4
Сб
w
«
О
г
о
Pi
ф
со
j
i V
«-
Лис#
Таблица 5
Регулирование механизма главного движения вертикальной бабки Бесступенчатое в пределах диапазонов
Положение рукоятки (см.органы управления станка) Частота вращения шпинделя, об/мин Мощность на двигате- ле, кВт Допустимый крутящий момент на шпинделе, кгм Слабые звенья в цепи глав- ного дви- жения
1 I диапазон * f — « 10 12 16 20 25 ' 30 ' 35 40 50 63 80 100 130 165 10 12 16 20 25 30 . 35 45 45 45 45 45 45 45 800 800 800 800 800 _ 800 800 800 800 600 500 400 300 ♦200 электро- двигатель шестерня 2=19;/П=3 1 1 1
П диапазон 37 45 55 70 _ 90 НО 140 170 200 250 315 400 500 630 \ 10 12 15 19 24 30 зь 45 45 45 45 45 45 45 1 ! 200 200 200 200 200 200 200 200 170 130 100 . 80 60 50 электро- двигатель » У
Лист
6612У.000.310 РЭ-2
И зм.
— — —
Лист. № докум. Подп. Дата
8
Обозначение
Кол.
Примечание
.«
ИНСТРУМЕНТ
Ключи
7812-4014
7812-4015
7812-4017
I
(6612У>0406.036.
• ООО
(6612У)0406.037.
ООО
С6612У)0406.038.
ООО
6625.49.000
Головка быстроходная
Головка фрезерная
Поставляются
комплектно с
подставкой для
Приспособление
ки фрез
для
уставов-
&
Иив. ном, под Подп и дата Варм, инв, ном Пив. № дубл. | Подпись и дата
%
(6612У)0406.077.
060
(6612У)0406.077.
070
(6612У)0406.077.
080
(6612У)0406.077.
090
(6612У)0406.077.
100
(6612У)0406.077.
НО
(6612У>0406.077.
371
у6612У)0406.077
372
(6612У)0406.077.
373
(6612У)0406.077.
374
Оправка расточная
Головка
Головка
Головка
Втулка
вания
расточная
расточная
расточная
Изи.
Лист Нои. докуй. Подпись Дата
I
I
I
Для конуса 60
Для конуса 50
Для 0220...300
Для 0300...380
Для 0370...450
Переходные оправ-
ки для конусов
Морзе
6612У.000.320РЭ-2
Лист
9
•з
S
Обозначение
Кол
Примечание
о
&
и
Д'
6625.77.388
6625.77.391
о
%
.•
(V
*
tJ
с
&
В
ей
ь
о>
(6612У)0406.и77
379
гля концевых
фрез на шпиндель
С К0Н7С0М 6v
6625.77.392
6625.77.393
Переходные оправ-
ки для конусов
Морзе
Винт
S
♦
г
5
Лист
2
6612У.000.320РЭ-2
Лист
Изм.
Дан-
ном. до*.
Подпись
Длч концевых
фрез,конус 50
Ю I
тор-1
(6612У)С4О6.О77.
376
Ч{6612У)0406.077.
'т 377
С6612У)0406.077.
378
>
6612У.036.000РЭ-1
6612У.037.300РЭ-1
6612У.038.000РЭ-1
цовых дрез
6222-0040
6222-0044
ДОКУМЕНТЫ
Руководство
Руководство
Руководство
по
по
по
эксплуатации
эксплуатации
эксплуатации
-О'»
I
„3.3. Свидетельство о приемке
.f.,.
Станок продольный фрезерно-расточной модели $ завод-
ской номер .Класс точности Н.
3.3.1. Испытание станка на соответствие нормам точности
по 1У2-024-5070-78
Номер
проверки
С - J
Что проверяется
Допуск, мкм
Фактические
отклонения,
мкм
4
I. Проверка точности станка
Прямолинейность рабочей
поверхности стола
Постоянство углового положе-
ния стола при его перемеще-
нии:
а) в продольном направлении;
б) в поперечном направлении
Прямолинейность перемещения
стола в горизонтальной
плоскости
Длина измерения
Св 1000 "—
30
Св 1600
40
Св 250U
50
Св 4000
60
Св 6300
70
до
до
ДО
ДО
1^00
2500
4000
6300
мм
мм
мм
мм
г
Длина перемещения
Св 4000 до 6300
0.05 мм/м
Св 6300 до 10000 мм
0,06 мм/|м //&
Длина перемещения
Иия А* I хУдпшь и дат» I Вз*м. инв м I Ийа. М дубл. I Подпись и д»та
8000
ДО
мм
6С
00 мм
ДО
00 мм
ДО
до
6300 мм
до
8000 мм
ДО
10000 мм
ДО
Параллельность рабочей по-
верхности стола траектория
его перемещения
Св 6300
60
Св 8000
80
-Длина перемещения
Св 4000 *—
. ’’ 4
10000 мм
Листов
—г»*
Св 4000
40
Св 6300
50
Св 8000 „
60 .
6612У.000.330РЭ-2
Разраб
Лит.
Лист
Проверил
в
Инв. X под.т.| Подп. й дата I Взак. щш № | Инв Х'г дубл | Поди и дата
&
4 Номер проверки Что проверяется Допуск,мкм '' ’ * t .• ж 1 Фактические отклонения, мкм
1.5. 1,6. \ х « ' I-7- 1.8. ч 1.9. 1.10. I.II. I.I3. . I.I4. Параллельность боковых сто- рон среднего паза стола траектории его перемещения (калибровку среднего паза производить у заказчика пос- ле установки станка на фунде менте) Радиальное биение наружной центрирующей поверхности шпинделя > Радиальное биение коничес- кого отверстия шпинделя: а) у торца шпинделя б) на расстоянии 300 мм Осевое биение шпинделя Торцовое биение шпинделя Перпендикулярность оси вра- щения шпинделя горизонталь- ной бабки направлению пере- мещения бабки: а) при вдвинутой гильзе б) при выдвинутой гильзе Перпендикулярность оси вра- щения шпинделя горизонталь- ной бабки направлению пере- мещения стола: •а) при вдвинутой гильзе б) при выдвинутой гильзе Перпендикулярность оси вра- щения шпинделя вертикальной бабки направлению перемеще- ния стола в продольной плос кости и направлению переме- щения бабки в поперечной плоскости: а) при вдвинутом ползуне б) при выдвинутом ползуне Перпендикулярность траекто- рии вертикального перемеще- ния горизонтальной бабки к рабочей поверхности стола: а) в поперечном направлении б) в продольном направлении Длина переме Св 2500 до 4 40 Св 4000 до 6 50 Св 6300 до 8 60 £ '£ 16 16 25 12 20 На длине 2& 20 30 Длина переме до 5000 м А» = 300 м 20 30 Длина перемел до 5000 м 2<? = 300 20 30 Длина перемел Св 1000 до 16 на длине 500 а) отклонение стойки только к столу 20 - 30 цения 300 мм 300 мм 300 мм ,г /Л = 300 мм щения м м ения м мм <« //Г ения 00 мм мм м
•4 4k * Д V * * ч 15
* 6612У.000.330РЭ-2
7 ' *
Пэм. Лист № до кум. Подпись Дата
*•¥
I ' Номер проверки , , 4 Что проверяется Допуск,мкм Фактические отклонения, мкл
'•* - 1.15. € Перпендикулярность траекто- рии рабочего перемещения ползуна вертикальной бабки: а) направлению перемещения стола б) направлению перемещения бабки На длине ЗОС ' * ь 25 мм
1.16. Перпендикулярность траекто- рии перемещения гильзы горизонтальной бабки нап- равлению перемещения На всей длин 25 е хода гильзы /
1 1.17. Параллельность траектории перемещения вертикальной бабки по поперечине рабочей поверхности стола Длина переме Св 1000 до I 30 Св 1600 до 2 50 щения 600 мм 1 500 мм I Лб'
i 4. 1.18. Перпендикулярность поперечнс го перемещения вертикальной бабки направлению перемеще- ния стола Длина переме Св 1000 до 2 на длине 500 30 щения 500 мм ММ
1 • - -. 1 % ь Г - 4 1ни. № подп. Пади и ляг я | Взэм. инв | Ина. М дубл [ Поди и дчт» I.I9. 1.20. < 1.22. 1. -* ♦ 1.6. t 1.7. Постоянство углового положе- ния горизонтальной бабки в поперечном направлении при ее перемещении по стойке Постоянство углового положе- ния поперечины в поперечном направлении относительно стола при ее перемещении Точность линейных координат- ных перемещений стола и бабки Гарантируется при установив- шейся температуре окружающей среды +17...+23®С а, > .. У ’ *' Проверка точности угловой головки Радиальное биение наружной центрирующей поверхности шпинделя Радиальное биение коническо- кого отверстия шпинделя: а), у торца шпинделя б) на расстоянии 300 мм Ч у t Длина переме 0,03 мм/м Св 1600 до 0,04 мы/м Длина переме: 0,03 мц/м Св 1600 до 2 0,04 мм/м Длина переме Св 630 до 10 80 Св 1000 до I 100 * Св 1600 до 2< ' 125' Св 2500 до 4 160 Св 4000 до б; 200 12 12 20 ценил до 1600мм 2500 мм ценил до 1600мм 500 мм 5^ ценил 00 мм □00 мм 500 мм Ю0 мм „ . 300 мм J--- . - /С -fl к
* Изм. Лист Л« Докуй Подпись Дата 6612У.ООО.ЗЗОРЭ-2 Лист 3
.— hl _ -г .. _ ‘TvMWhw-
$ Номер проверки
1.8.
1.9.
1Д0.
, f 1.11.
г*
2.1.
I
Что проверяется Допуск, мкм Фактические отклонения, мкм
Осевое биение шпинделя 10 £
Торцовое биение шпинделя л 16 А/
Перпендикулярность оси
вращения шпинделя направле- , V
нию перемещения бабки: На длине 2£ * 300 мм
а) при вдвинутом ползуне 20 л-
б) при выдвинутом ползуне 30
Перпендикулярность оси Длина перемещ ения ~~
вращения шпинделя направле- до 5U00 мм
нию перемещения стола: А = 300 мм
а) при вдвинутом ползуне 20 /У
б) при выдвинутом ползуне .30
2. Проверка точности ’St
образца-изделия Прямолинейность верхней Длина измерен • ИЯ
обработанной поверхности Св 1000 до 1600 мм
Б и боковых поверхностей 32 7
Е и И Св 1600 до 2 500 мм
40 | f Г Св 2500 до 4000 мм J 50 • //&
Параллельность верхней обра- Св 4000 до 6300 мм 63 | .<«> _ Длина измерения
ботанной поверхности Б осно- Св 1000 до 1600 мм
ванию образца-изделия К в 50
продольном и поперечном Св 1600 до 2500 мм
направлениях. 63
—•« Св 2500 до 4000 мм _
75
Св 4000 до 6300 мм 100 | % О
Перпендикулярность боковых Длина измерения
поверхностей Е и И верхней Св 200 до 300 мм „
поверхности Б 30
Г0, Св 300 до 50 40 0 мм м ч
i г
* ** • - * f
Изм. Лист № док\м Подпись
6612У.000.330РЭ-2
' * ; Ч *
Vihct
. 14 /
Иомер
проверки
%
*
Что проверяется
Допуск, мкм
Фактические
отклонения,
мкм
2.5.
2.6.
Точность межосевых расстоя-
ний отверстий образца-изде-
Точность геометрической
формы отверстия,рассточен-
ного на станке:
а) постоянство диаметра
в поперечном сечении
б) постоянство диаметра
в продольном сечении
Наибольшее координатное
перемещение!
Св 2500 до 4000 мм
Межосевое расстояние по
координатным осям - 500 мм
Наибольшее координатное
перемещение
Св 4000 до 6300 мм
Межосевое расстояние по
координатным осям •
- 600 мм
Диаметр обрабатываемого
изделия
до 120 мм
16
Св 120 до 200 мм
20 X '
Диаметр обрабатываемого
изделия
до 120 мм
20
Св 120 до 200 мм
30
3. Проверка жесткости станка
Инн, № поди. [Иди. НД1М I Bi.im, иир № Инн № дубл.1 Поди и д.па
3.2.
1 Изм.
Лист
станка
Модель станка
Перемещение под нагрузкой
стола относительно оправки,
закрепленной в вертикальное
шпинделе:
а) в вертикальном направле-
нии (по оси 2 );
оЗ сВ о (3
ж ж см
со со со со
со со 'О со
340 380 420 480
б) в горизонтальном направ-
лении (по оси У). 340 380 420 480
Перемещение под нагрузкой
стола относительно оправки,
закрепленной в горизонталь-
ном шпинделе:
а) в вертикальном направле-
нии (по оси 2 ); 170 190 210 240
б) в горизонтальном направ-
лении (по оси У)
№ Мохум.
Подпись
340 380 420
480
S.
Лист
6612У.000.330РЭ-2
Дата
3.3.2. Электрооборудование
Электрошкаф
Предприятие-изготовитель ¥7*3
Заводской номер ^7#
„ ЗС>
Питающая сеть: напряжение УЯгВ; род тока • ••; частота ...Гц
Цепи управления: напряжение ^.В; род тока г?.;
напряжение 4КВ; род тока • ••;
напряжение ...В; род тока ...
Местное освещение: напряжение 4» ..В.
Номинальный ток (сумма номинальных токов; одновременно работающих
электродвигателей) ...А.
Номинальный ток защитного аппарата (предохранителей,автома-
тического выключателя) в пункте питания электроэнергией ...А.
* Электрооборудование выполнено по следующим документам:
принципиальной схеме_________________________________________
схеме соединения
шкафа управления
схеме соединения
изделия _________________________________________
К,
[Инв. М подл. Подл, и дата | Взам. инв, | Инв. № дубл. | Подл.
Электродвигатели
X
Обоз- наче- ние по схе ме Мощ- Номин. Ток, А
Назначение z —• Тип ность, кВт ток, А холос- той ход нагруз ка
MI * М2 М3 М4 М5,М7 Кб М8 • й MI4 MI8 Привод гидронасоса зажима поперечины Привод насоса смазки поперечины Привод перемещения t ‘ поперечины Привод шпинделя баб- ки горизонтальной Привода вибротранспор- тера Привод насоса охлаж- дения Привод перемещения пульта# Привод гидростанции бабки горизонтальной Привод смазки бабки горизонтальной < А • , V • * .. .. в*48 1 79
ИЗЯ.
Лист кем. докук Подл.
6
д
| Подп. п I
Инв. М дубл. |
1 Взам. инв. №
Подп. и дата 1
/
' i «• -V * А i 4'
Обоз- наче- Мощ- Помин, ток, А Ток, А.
ние по схеме Назначение Тип ность, кВт холос- той ход нагруз- ка
М20 1421, М24 М2£ «г М26 М2? М28 МЗО М32 М34 М37 М39 М40 M4I М42 Привод гидронасоса выбора люфта Привод зазима инстру- мента бабок Привод вентилятора двигателя шпинделя вертикальной бабки Привод насоса смазки коробки скоростей шпинделя вертикальной бабки Привод шпинделя бабки вертикальной Привод насоса смазки стола Привод быстрого хода стола Привод подачи стола Привод перемещения бабки горизонтальной Привод гидростанции бабки вертикальной Привод смазки бабки вертикальной Привод смазки направ- ляющее саней и ползуна Привод перемещения ползуна Привод перемещения саней ,-л - » -j. !>- < * f i 1 Ч-
I. При ненагруженном станке
2. При максимальной нагрузке
Испытание повышенным напряжением промышленной частоты проведено
напряжение
«ц* цж»
f
Сопротивление изоляции
проводов относительно
земли
(1
МОм
Силовые цепи
Цепи управления
Да» ?
j
Лист
---------------------
• > -к.. . * У
*
о
<5>
С
$
й.
Электрическое сопротивление между винтом заземления и
металлическими частями,которые могут оказаться под напряжением
42 В и выше, не, превышает 0,1 Ома.
3.3.3. Испытание станка на холостом ходу и под негрузйой
в соответствии с требованиями технических условий и особым уело- .
виям поставки (при наличии последних).
$
о
с
t
3.3.4. Принадлежности и приспособления к станку.
Станок.укомплектован согласно комплекту поставки.
3.3.5. Общее заключение по испытанию станка.
На основании осмотра и проведенных испытаний станок приз-
нан годным к эксплуатации и для поставки на экспорт.
Станок соответствует требованиям ГОСТ 7599-82
и техническим условиям ТУ2-024-5С70-78.
Ч
f 4
*
Ь
о
(дата выпуска)
Начальник ОТК ’
(Главный инженер)
длись)
1 Иив. № дубл. I
| w чни -нега
с
«
——•
изм. Лист иом. докук. Подп.
Д»т«
6612У.000.330 РЭ-2
Лист
3.3.6. Свидетельство о консервации
< * <
Г
Станок продольный фрезерно-расточной
модель
££2о </
». >• . ёУ * *•. С й?а ' ''
заводской номер ioo
подвергнут консервации согласно установленным требованиям
Инн. № подп . I Подп и лата | I < ннн К | Инв, М дубл | Подп
К "Г I <4 Vi
t
»
3.3»’, Свидетельство об упаковке
-^д х 1 ,’\г
Станок продольный фрезерно-расточной
» } • i
* » I.-.- T > •
-> i
заводской номер
упакован согласно
установленным требованиям
Инв. № под,*’ I Потп. и дата Вз. нн» N- ' I Инв. N* дуб* Подп.