/






























































































Author: Сидоров В.А. Кравченко В.М. Седуш В.Я. Ошовская Е.В.
Tags: машиностроение оборудование техническая диагностика неразрушающий контроль
Year: 2003




Text
В.А. Сидоров, В.М. Кравченко, В.Я. Седуш, Е.В. Ошовская
ТЕХНИЧЕСКАЯ ДИАГНОСТИКА
МЕХАНИЧЕСКОГО
ОБОРУДОВАНИЯ
Донецк 2003
Техническая диагностика механического оборудования / Сидоров В. А.,
Кравченко В.М., Седуш В.Я. и др.- Донвцк: Новый мир, 2003. - 125 с.
Рассмотрены методы и средства технического диагностирования
механического оборудования. Для работников промышленных предприятий
и студентов технических вузов.
Печатается по решению Ученого Совета Донецкого национального
технического университета
СОДЕРЖАНИЕ
с.
ВВЕДЕНИЕ. СТРАТЕГИИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ........3
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ТЕРМИНОЛОГИЯ
ТЕХНИЧЕСКОЙ ДИАГНОСТИКИ..........................4
ГЛАВА 2. ПРИНЦИПЫ ДИАГНОСТИРОВАНИЯ МАШИН.............6
ГЛАВА 3. ВЕРОЯТНОСТНЫЕ МЕТОДЫ ДИАГНОСТИРОВАНИЯ.......9
ГЛАВА 4. ДИАГНОСТИЧЕСКАЯ ХАРАКТЕРИСТИКА МЕХАНИЗМОВ
РОТОРНОГО ТИПА...................................15
ГЛАВА 5. ПОСТРОЕНИЕ ДИАГНОСТИЧЕСКИХ МОДЕЛЕЙ.........20
ГЛАВА 6. ПРОГНОЗИРОВАНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ.....23
ГЛАВА 7. ОПРЕДЕЛЕНИЕ ПРИЧИН ОТКАЗА..................26
ГЛАВА 8. МЕТОДЫ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ.......28
ГЛАВА 9. СРЕДСТВА ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ.....32
ГЛАВА 10. АНАЛИЗ ШУМА МЕХАНИЗМА.....................37
ГЛАВА 11. ВИБРОМЕТРИЯ...............................42
ГЛАВА 12. ДАТЧИКИ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВИБРАЦИИ.46
ГЛАВА 13. ИЗМЕРЕНИЕ ОБЩЕГО УРОВНЯ ВИБРАЦИИ..........48
ГЛАВА 14. МЕТОД УДАРНЫХ ИМПУЛЬСОВ...................53
ГЛАВА 15. СПЕКТРАЛЬНЫЙ АНАЛИЗ ВИБРАЦИИ..............57
ГЛАВА 16. ИНФОРМАТИВНЫЕ ЧАСТОТЫ ВОЗМОЖНЫХ
ПОВРЕЖДЕНИЙ......................................61
ГЛАВА 17. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ.........64
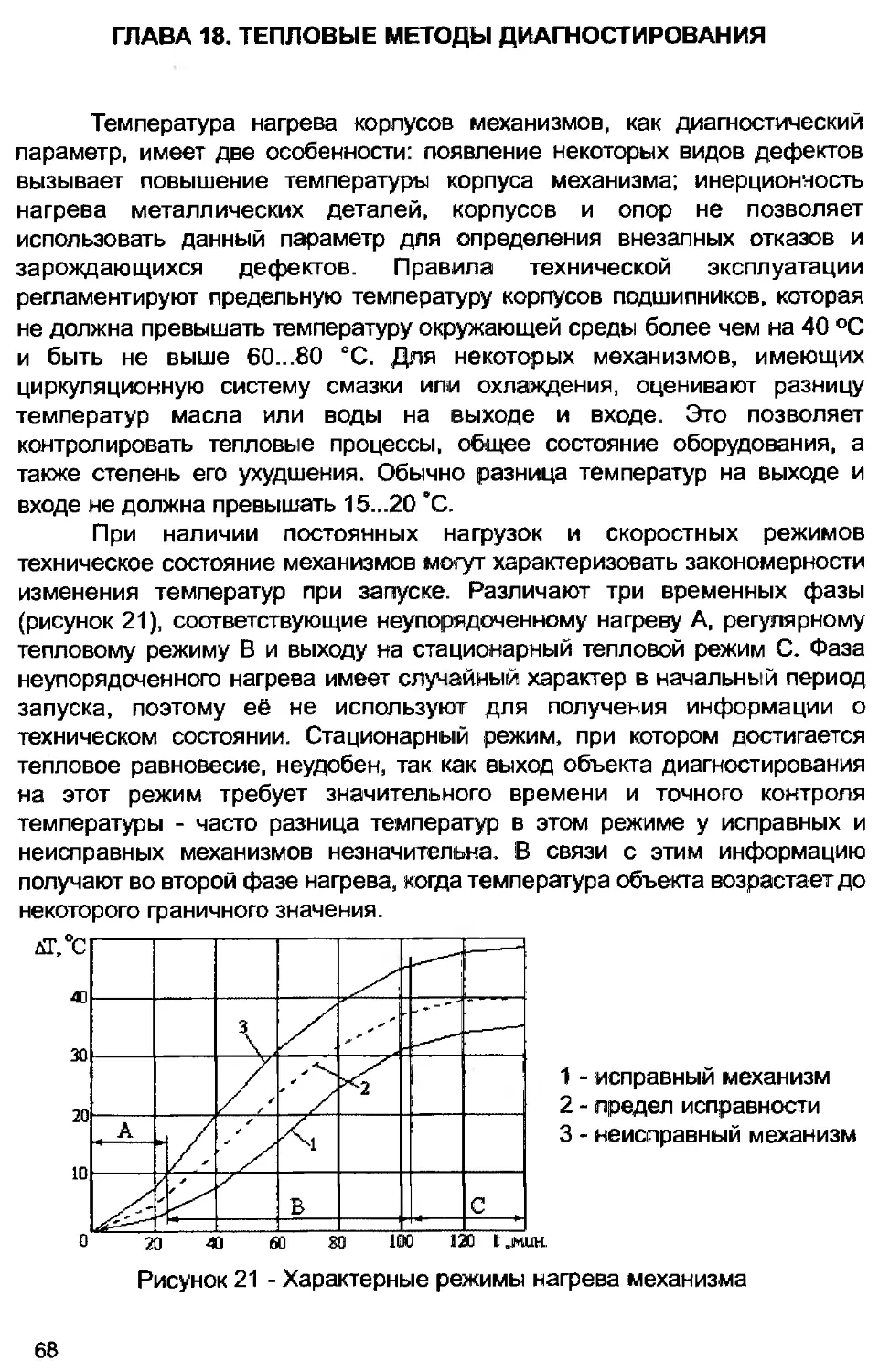
ГЛАВА 18. ТЕПЛОВЫЕ МЕТОДЫ ДИАГНОСТИРОВАНИЯ..........68
ГЛАВА 19. ОПТИЧЕСКАЯ ИНТРОСКОПИЯ....................72
ГЛАВА 20. ВИДЫ ИЗНАШИВАНИЯ..........................78
ГЛАВА 21. ХАРАКТЕРНЫЕ ПОВРЕЖДЕНИЯ ПОДШИПНИКОВ
КАЧЕНИЯ.........................................86
ГЛАВА 22. ВИДЫ НЕУРАВНОВЕШЕННОСТИ И МЕТОДЫ
БАЛАНСИРОВКИ. БАЛАНСИРОВКА МЕТОДОМ ТРЕХ
ПУСКОВ..............................................91
ГЛАВА 23. БАЛАНСИРОВКА МЕТОДОМ АМПЛИТУД И ФАЗ.......97
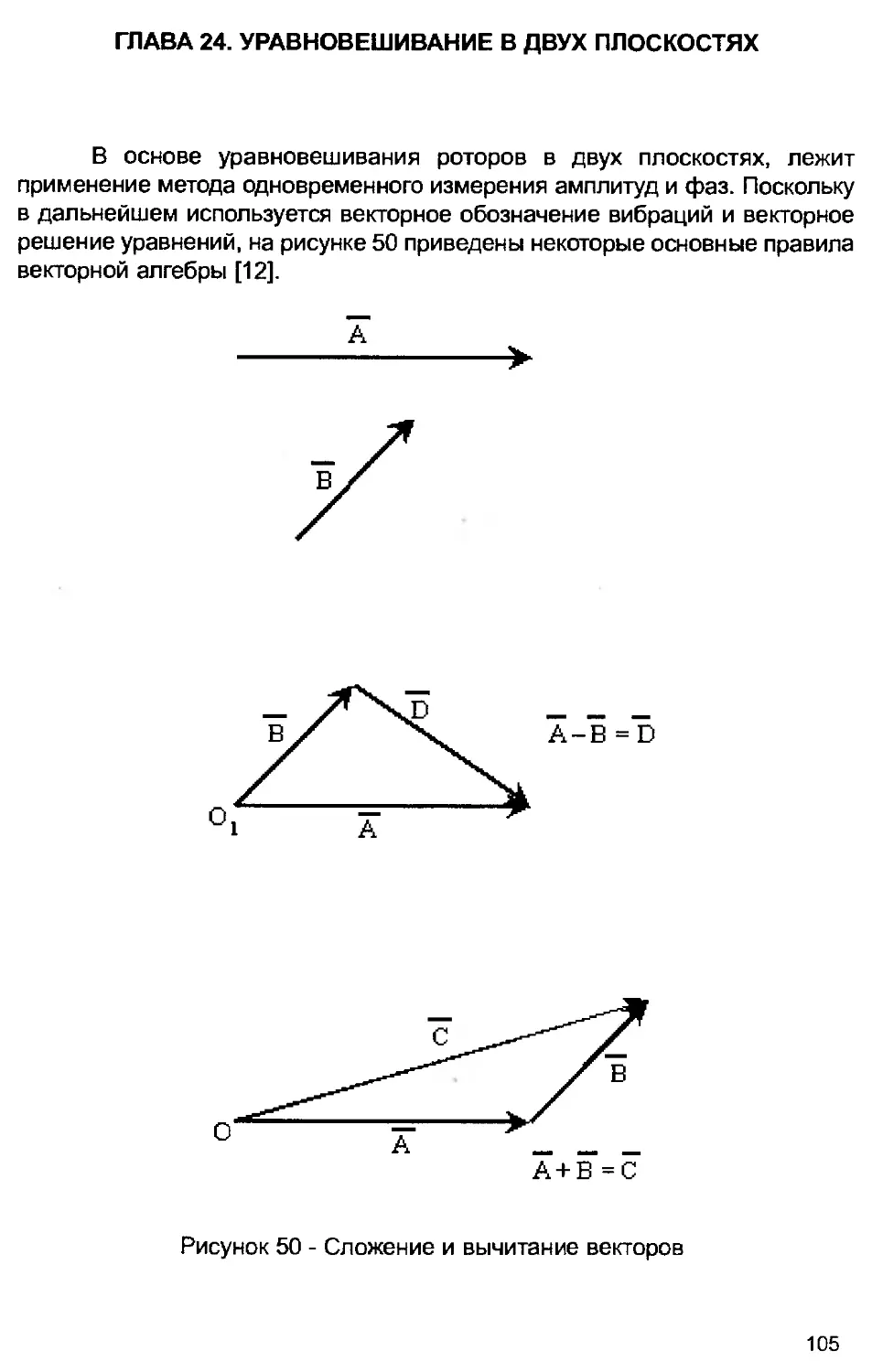
ГЛАВА 24 УРАВНОВЕШИВАНИЕ В ДВУХ ПЛОСКОСТЯХ.........105
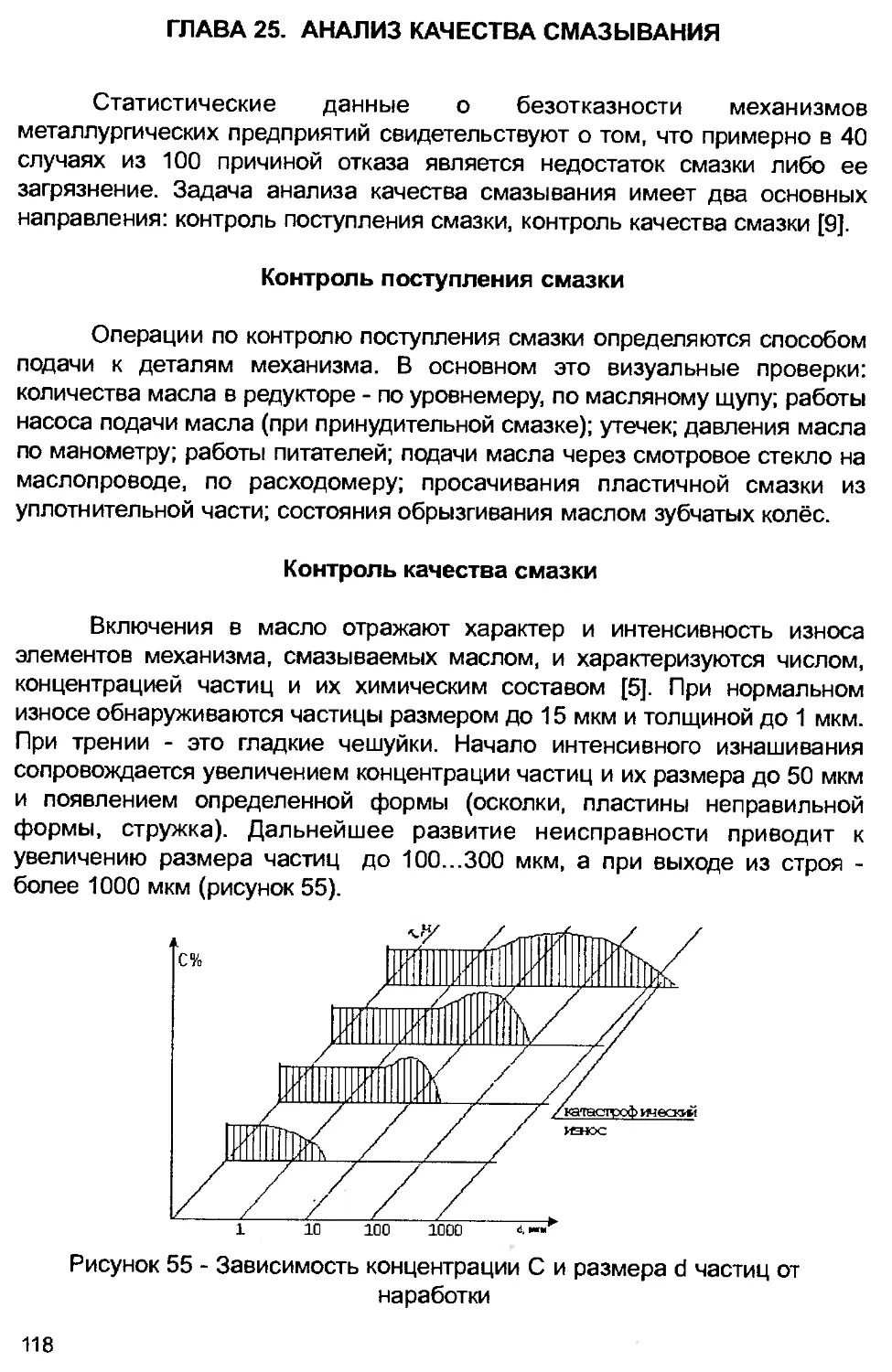
ГЛАВА 25. АНАЛИЗ КАЧЕСТВА СМАЗЫВАНИЯ...............118
СПИСОК ЛИТЕРАТУРЫ..................................125
ВВЕДЕНИЕ.
СТРАТЕГИИ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
Механическое оборудование металлургических предприятии
нуждается в техническом обслуживании, организация которого для
различных групп механизмов может выполнятся по следующим стратегиям.
1. Стратегия ремонтов до отказа.
В случае использования многочисленных, недорогих машин, с
дублированием каждого ответственного участка технологического процесса,
механическое оборудование эксплуатируется до выхода из
работоспособного состояния - до отказа. Затраты на техническое
обслуживание в этом случае минимальны. Однако возникающие отказы
часто непредсказуемы и приводят к существенным затратам по их
ликвидации.
2. Стратегия планово-предупредительных ремонтов.
Система планово-предупредительных ремонтов должна
обеспечивать безотказную работу оборудования путем принудительной
замены узлов и деталей в сроки, устанавливаемые на основе
статистического анализа отказов. Исследования надежности
металлургического оборудования указывают на значительный разброс
ресурсов однотипных деталей. Установленное среднее значение норматива
заранее предполагает аварийные отказы одних деталей и замену других, не
отработавших свой ресурс. Соответственно данная стратегия не исключает
возможность возникновения аварийных отказов.
3. Стратегия ремонтов по состоянию.
Ремонт проводится в оптимальные сроки, в необходимом объеме.
Основой для этого служит знание фактического состояния механизма.
Знание технического состояния позволяет проводить минимальный объем
ремонтов с обеспечением безаварийной работы. Достигается это путем
использования методов и средств безразборного технического
диагностирования. Эффективность применения данной стратегии может
быть эквивалентна стоимости 30 % общего парка машин.
4. Стратегия оправданного риска.
Главная задача этой стратегии - определение возможности
выполнения производственного заказа при данном техническом состоянии
оборудования.
На основании информации о техническом состоянии решаются
задачи: определения рациональных сроков и объемов ремонта; выявление
механизма с наихудшими параметрами, требующего немедленной замены;
оценка качества проведенного ремонта; оценка состояния, и качества
монтажа нового оборудования. Эффективность решения этих задач
обеспечивается за счет ремонта наиболее изношенного оборудования,
ликвидации ошибок монтажа и контроля состояния оборудования,
вступающего в эксплуатацию после ремонта.
3
ГЛАВА 1. ОСНОВНЫЕ ПОНЯТИЯ И ТЕРМИНОЛОГИЯ
ТЕХНИЧЕСКОЙ ДИАГНОСТИКИ
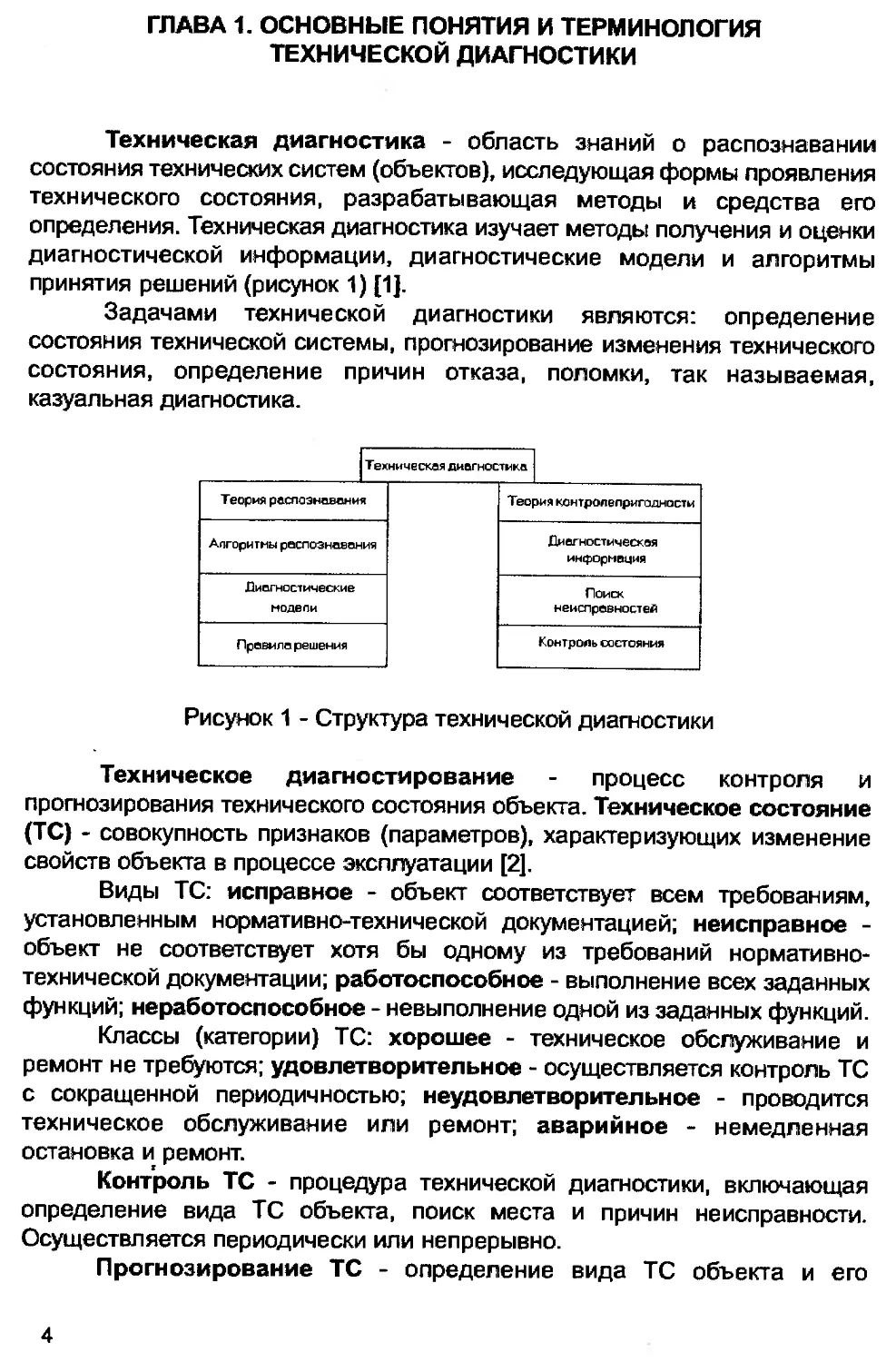
Техническая диагностика - область знаний о распознавании
состояния технических систем (объектов), исследующая формы проявления
технического состояния, разрабатывающая методы и средства его
определения. Техническая диагностика изучает методы получения и оценки
диагностической информации, диагностические модели и алгоритмы
принятия решений (рисунок 1) [1].
Задачами технической диагностики являются: определение
состояния технической системы, прогнозирование изменения технического
состояния, определение причин отказа, поломки, так называемая,
казуальная диагностика.
Техническая диагностика
Теория распознавания Теория контролепригодности
Алгоритмы распознавания Диагностическая информация
Диагностические модели Поиск неисправностей
Правила решения Контроль состояния
Рисунок 1 - Структура технической диагностики
Техническое диагностирование - процесс контроля и
прогнозирования технического состояния объекта. Техническое состояние
(ТС) - совокупность признаков (параметров), характеризующих изменение
свойств объекта в процессе эксплуатации [2].
Виды ТС: исправное - объект соответствует всем требованиям,
установленным нормативно-технической документацией; неисправное -
объект не соответствует хотя бы одному из требований нормативно-
технической документации; работоспособное - выполнение всех заданных
функций; неработоспособное - невыполнение одной из заданных функций.
Классы (категории) ТС: хорошее - техническое обслуживание и
ремонт не требуются; удовлетворительное - осуществляется контроль ТС
с сокращенной периодичностью; неудовлетворительное - проводится
техническое обслуживание или ремонт; аварийное - немедленная
остановка и ремонт.
Контроль ТС - процедура технической диагностики, включающая
определение вида ТС объекта, поиск места и причин неисправности.
Осуществляется периодически или непрерывно.
Прогнозирование ТС - определение вида ТС объекта и его
4
параметров с некоторой вероятностью на предстоящий интервал времени.
Виды неисправностей: повреждения - нарушения исправного
состояния; нарушение функционирования - нарушение алгоритма
изготовления или эксплуатации; дефект - нарушение качества
изготовления.
Диагноз - результат контроля ТС - установление определенной
неисправности в объекте либо отнесение объекта к определенному классу
ТС.
Диагностическая модель - формализованное описание объекта ТД,
необходимое для решения задач диагностирования. Формы описания:
аналитическая, табличная, векторная, графическая.
Диагностический параметр - параметр (признак) объекта,
количественно или качественно характеризующий ТС объекта. Параметры
имеют следующие градации: номинальный, предельно допустимый,
предельно возможный, аварийный.
Контролепригодность - приспособленность объекта
диагностирования к измерению диагностических признаков средствами
диагностирования (к проведению оценки ТС).
ГЛАВА 2. ПРИНЦИПЫ ДИАГНОСТИРОВАНИЯ МАШИН
При решения задач диагностирования принята следующая
последовательность [3].
1. Выбирается подход к задаче распознавания - логический
(детерминистский) или вероятностный (стохастический).
В первом случае необходимо иметь совокупность логических
признаков, определенным образом характеризующих состояние машины.
Во втором случае совокупность признаков должна характеризовать
состояние механизма с определенной вероятностью.
Логические признаки распознаваемых классов состояний
рассматриваются как элементарные высказывания, принимающие два
значения истинности вида "Да" или "Нет” при отнесении к определенному
классу состояний. Логические признаки могут быть двух видов -
количественные и качественные.
Суть вероятностного метода заключается в том, что для данного
объекта известна вероятность появления определенной неисправности при
проявлении определенного признака.
2. Изучается объект диагностирования. Определяется модель
объекта и его элементов, определяются требования к обеспечению
работоспосоьности механизма, составляется словарь неисправностей и
выбираются диагностические параметры.
Словарь неисправностей представляет перечень возможных
неисправностей и их характеристик. Диагностические параметры
выбираются из параметров, описывающих объект диагностирования:
входных, выходных и внутренних. Диагностические параметры могут
быть прямые - непосредственно отражающие внутренние параметры
машин, и косвенные - отражающие связь между внутренними и выходными
параметрами. На стадии выбора диагностических параметров определяется
возможность измерения и подбираются средства диагностирования.
Входные параметры - внешние условия и управляющие
воздействия (скорость, расход, мощность, подача). Выходные параметры
(реакции) - параметры, показывающие поведение объекта (частота
вращения, вибрация, шумы, температура). Внутренние параметры -
параметры, определяющие структуру объекта и характеризующие
процессы, происходящие внутри его (размеры деталей, зазоры,
шероховатость). Влияние входных параметров при определении
технического состояния должно быть исключено, посредством приведения к
стандартным условиям.
3. Разрабатываются методы распознавания (решающие правила).
Решающее правило - правило, в соответствии с которым принимается
решение о диагнозе.
4. Заключительная фаза разработки - составление диагностической
6
таблицы (матрицы) - таблицы неисправностей с решающими правилами
или ориентированного графа. Система распознавания может оформляться
в виде представления знаний для диагностирования правилами и
логическими выводами типа "если .... , то ...." и описывается в виде графов
(’’деревьев неисправностей") или решающей сетки таблицы неисправностей
(таблицы 1, 2; рисунки 2, 3).
Таблица 1 - Таблица неисправностей с решающими правилами
Диагноз Диагностические параметры Решающие правила
S1 S2 S3
D1 S1 = 1, если 8>7,5 % S2 = 1, при а>4,0 мм 0 S1 S2 = 1 => D1
D2 0 S2 = 1, при а>4,0 мм S2 = 1 => D2
D3 S1 = 1, если 8>7,5 % 0 S3= 1, если р<3,0 % S1 S3 = 1 => D3
Рисунок 2 - Ориентированный граф причинно-следственных связей
7
о
Таблица 2 - Диагностическая матрица
Неис- прав- ность Диагностические симптомы
Si s2 s3 s4 S5 S6 s7 S8 S9 s10 S11
Х1 1 1 0 0 0 0 0 0 0 0 0
х2 1 1 0 0 0 0 0 0 0 0 0
х3 0 0 0 1 0 0 0 0 1 0 0
х4 0 0 0 0 0 0 1 0 0 0 0
Х5 0 0 0 1 0 1 0 0 1 1 0
Х6 0 0 0 0 1 0 0 0 0 1 1
х7 1 1 0 0 0 0 0 0 1 0 0
х8 0 0 1 1 1 0 0 1 1 1 1
8
ГЛАВА 3. ВЕРОЯТНОСТНЫЕ МЕТОДЫ ДИАГНОСТИРОВАНИЯ
Основными задачами технической диагностики, как науки, являются:
определение ТС объекта диагностирования в условиях ограниченной
информации; изучение методов и средств получения диагностической
информации; разработка алгоритмов автоматизированного контроля,
поиска дефектов; минимизация постановки диагноза.
Теоретическим фундаментом для решения первой задачи выступает
общая теория распознавания образов. Существует два основных подхода к
решению задачи распознавания: вероятностный и детерминистский.
Принципиальных различий они не имеют. Вероятностные методы являются
более общими и требуют большого объема предварительной информации.
Детерминистские (логические) подходы более кратко описывают процесс
распознавания, больше соответствуют логике мышления человека.
Среди методов диагностики особое место благодаря простоте и
эффективности занимает метод, основанный на обобщенной формуле
Байеса.
Недостатки метода Байеса: большой объем предварительной
информации, "угнетение" редко встречающихся диагнозов.
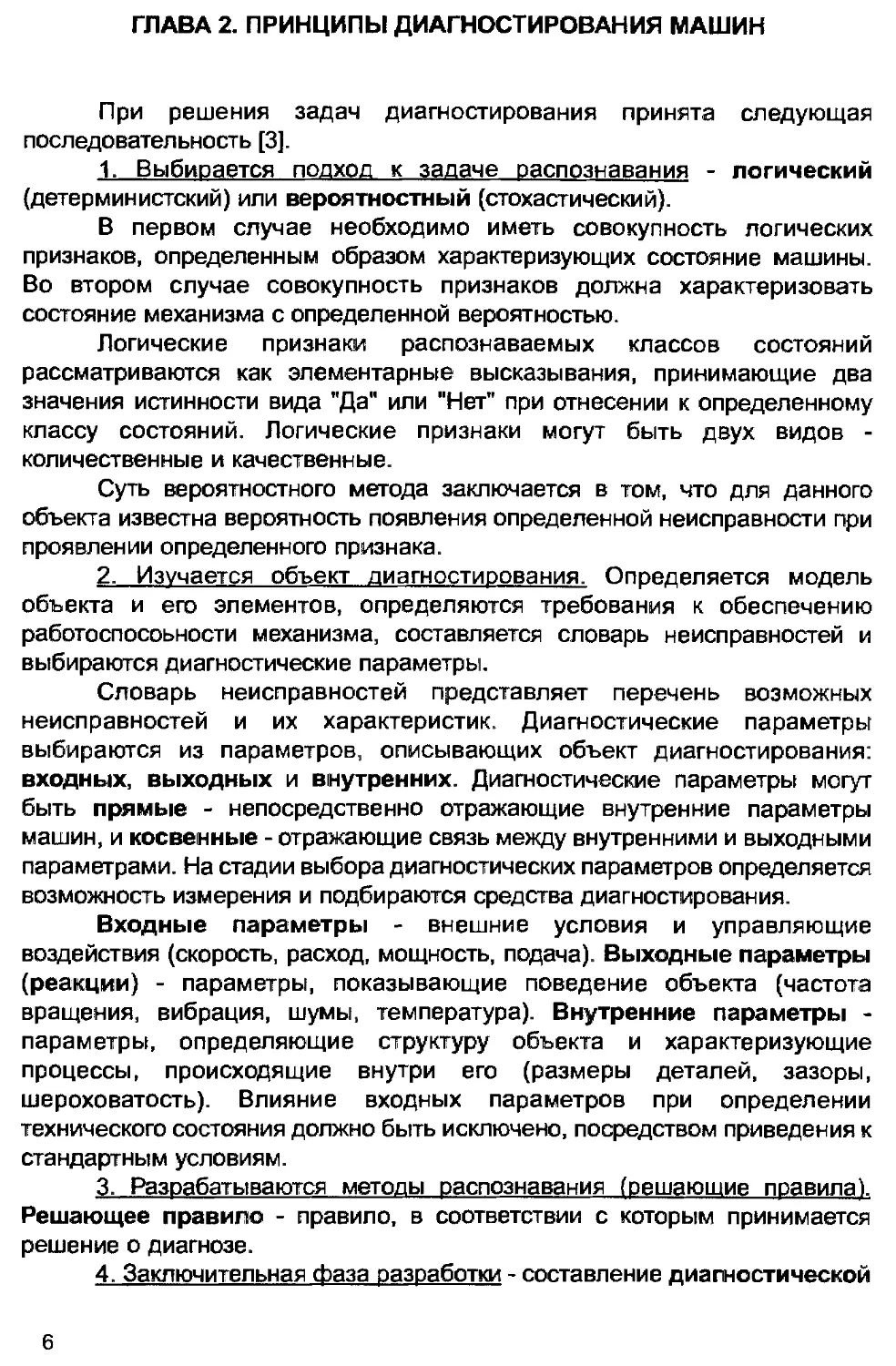
Метод основан на простой формуле Байеса: если имеется диагноз Dj
и признак Kj, встречающийся при этом диагнозе, то вероятность
совместного появления событий (наличие у объекта состояния Dj и
признака Kj) [1]:
p(DiKj>P(Di>p|^i| = P^j)
Откуда следует формула Байеса:
Здесь: P(Dj) - вероятность диагноза Dj, определяемая по
статистическим данным (априорная вероятность диагноза). Если
обследовано N объектов и у Nj объектов имелось состояние Dj, то:
9
р
D-
- вероятность появления признака К, у объектов с состоянием Dr
Если среди Nj объектов, имеющих диагноз Dj у проявился признак Kj, то:
N;
Р
P(Kj) - вероятность появления признака Kj во всех объектах независимо от
состояния (диагноза) объекта. Если из общего числа N признаку был
обнаружен у Nj объектов, то:
P(Kj>^
v N
Для установления
требуется. (q '
Величина Р —L
диагноза специальное вычисление Р(К:) не
D;
К;
- вероятность диагноза Dj после того, как стало
известно наличие у рассматриваемого объекта признака Kj.
Если обследование проводится по комплексу признаков К,
включающему признаки Кь К,.... Kv, используется обобщенная формула
Байеса. Каждый из признаков Kj может иметь m разрядов. В результате
обследования становится известной реализация признака Kj* = KjS и всего
комплекса признаков К*. Формула Байеса для комплекса признаков:
\ К )
Ц
к*
Р
где I
- вероятность диагноза Dj после того, как стали известны
результаты обследования по комплексу признаков К;
P(D,) - предварительная вероятность диагноза Dj. Предполагается,
что система находится только в одном из указанных
состояний и поэтому л
S1
В практических задачах допускается возможность существования
нескольких состояний Аь А2..Az, причем некоторые могут встречаться в
ю
сочетании друг с другом. В этом случае обобщенная формула Байеса имеет
следующий вид [4]:
к;
k;d,
...Р
к;
- для зависимых
признаков;
- для диагностически независимых
признаков.
Пример 1
Известно, что 90 % шарикоподшипников редуктора вырабатывают
ресурс в исправном состоянии. Признак К* - повышение температуры масла
выше номинальной на 30 ”С встречается у исправных подшипников только
в 5 % случаев. Определить вероятность исправного состояния подшипника
при появлении признака К*. Исправное состояние - D,; неисправное
состояние - D2. Известно: P(DJ = 0,9; P(D->) = 1,0 - P(D,) = 1,0 - 0,9 = 0,1;
вероятности P(K*/Dj) - =0,05; P(K7D2) = 0,95.
Тогда
_____0,9-0,05
0,9-0,05 + 0,1-0,95
= 0,32 '
Вероятность исправного состояния подшипника понизилась с 0,9 до 0,32.
Диагностическая матрица
Для определения вероятности диагнозов по методу Байеса
необходимо составить диагностическую матрицу, которая формируется на
основе предварительного статистического материала. В ней содержатся
вероятности разрядов признаков при различных диагнозах (таблица 3).
Сумма вероятностей всех возможных реализаций признака равна
11
единице:
К.
XP(-^) = i
S=1 U-
где nij - число разрядов признака Kj.
Таблица 3 - Диагностическая матрица в методе Байеса
Диаг- ноз Dj Диагностические признаки Kj P(Dj)
к1 К2 Кз
Q CL Q "osl CL Q п О. О CXJ CL Q "сМ см CL о сэ см D_ P(K24/Dj) P(K3i/Dj) Q ем со CL
Di 0.8 0,2 0 0.1 0.1 0.6 0.2 0.2 0.8 0.3
CXI О 0.1 0.7 0.2 0 0 0.3 0.7 0.1 0.9 0.1
Пример 2
При наблюдении за редуктором механизма передвижения крана
проверяются: К, - повышение температуры редуктора более чем на 40 “С;
К2 - шум и вибрация, превышающие нормальный уровень. Предположим,
что это результат: D] - недостатка масла; D2 - повышенного износа зубчатых
колес.
При нормальном состоянии (D3) признак К] не наблюдается, а
признак К2 наблюдается в 5 % случаев. Известно, что 80 % редукторов
вырабатывает ресурс в нормальном состоянии D3, 15 % - состояние D2, 5 %
- состояние D(. Признак К( встречается при состоянии Dt в 20 % случаев, а
при состоянии D2 в 40 % случаев. Признак К2 при состоянии Dj встречается
в 30 % случаев, а при D2 в 50 % случаев. Сведем эти данные в
диагностическую таблицу (таблица 4).
Найдем вероятности состояний, когда обнаружены два признака Et и
К2. Считаем признаки независимыми.
Ц ) 0,05 0,2 0,3
К, К? 7 0.05 0,2 • 0,3 + 0,15 0,4 0,5 + 6,8 0 • 0,05
0.15 0,4 0,5
0.05 - 0,2 0,3+0,15 -0,4- 0,5 + 6,8-0 • 0,05
Dj V 0,8-0-0,05
К,К2 ) ~ 0,05 0,2 6,3+ 0.15 0.4 0,5 + 0,8 -0 - 0,05
0,91 ;
12
Таблица 4 - Вероятности признаков и вероятности состояний
Ц P(Kt / Ц) P(K,/Di) P(K3/Dj)
D, 0.2 0.3 0.05
d2 0.4 0.5 0.15
D3 0 0.05 0.8
Определим вероятность состояния, если признак К| отсутствует:
JVuj-pM
W I Di)
______________0,05-0,8-0,3_______________
0,05 0,8 • 0,3 + 0,15 • 0,6 • 0,5 + 0,8 • 1,0 • 0,05
P|=&-
1к,к:
___________ 0,15-0,6 0,5_________________
0,05 • 0,8 • 0,3 + 0,15 0,6 • 0,5 + 0,8 • 1,0 • 0,05
= 0,46 :
рЭ-
Ik.k2
_______________0,8-1,0-0,05_______________
0,05 0,8 • 0,3 + 0,15 0,6 • 0,5 + 0,8 1,0 • 0,05
Вычислим вероятности состояний, если признаки отсутствуют:
P ' D, ' lK,K2J = 0,05-0,8-0,7 “ 0,05 • 0,8 • 0,7 + 0,15 • 0,6 0,5 + 0,8 • 1,0 • 0,95 = 0,03
P f D‘ ' 0,15-0,6-0,5 = 0,05
Ik,K2> 0,05 • 0,8 • 0,7 + 0,15 • 0,6 0,5 + 0,8 1,0 • 0,95
p f D 0,8-1,0-0,95 = 0,92
IK,K2> 0,05 • 0,8 • 0,7 + 0,15 0,6 • 0,5 + 0,8 • 1,0 • 0,95
Следовательно, при наличии одновременно наблюдаемых признаков
К| и К2 наиболее вероятен диагноз D2. При отсутствии данных признаков
(Кр К2) более вероятен диагноз D3. При отсутствии признака К{ и наличии
признака К2 диагнозы D2 и D3 равновероятны.
13
ГЛАВА 4. ДИАГНОСТИЧЕСКАЯ ХАРАКТЕРИСТИКА
МЕХАНИЗМОВ РОТОРНОГО ТИПА
Перед, рассмотрением методов диагностирования следует
определить и изучить объект диагностирования. Наиболее характерной для
механизма роторного типа является схема: электродвигатель -
соединительный элемент - исполнительный орган. Данная схема
позволяет обеспечить разнообразие конструкций и выполняемых операций
на базе единого конструкторского решения. Конструктивное исполнение
основывается на однотипных элементах и является типичным для
электропривода.
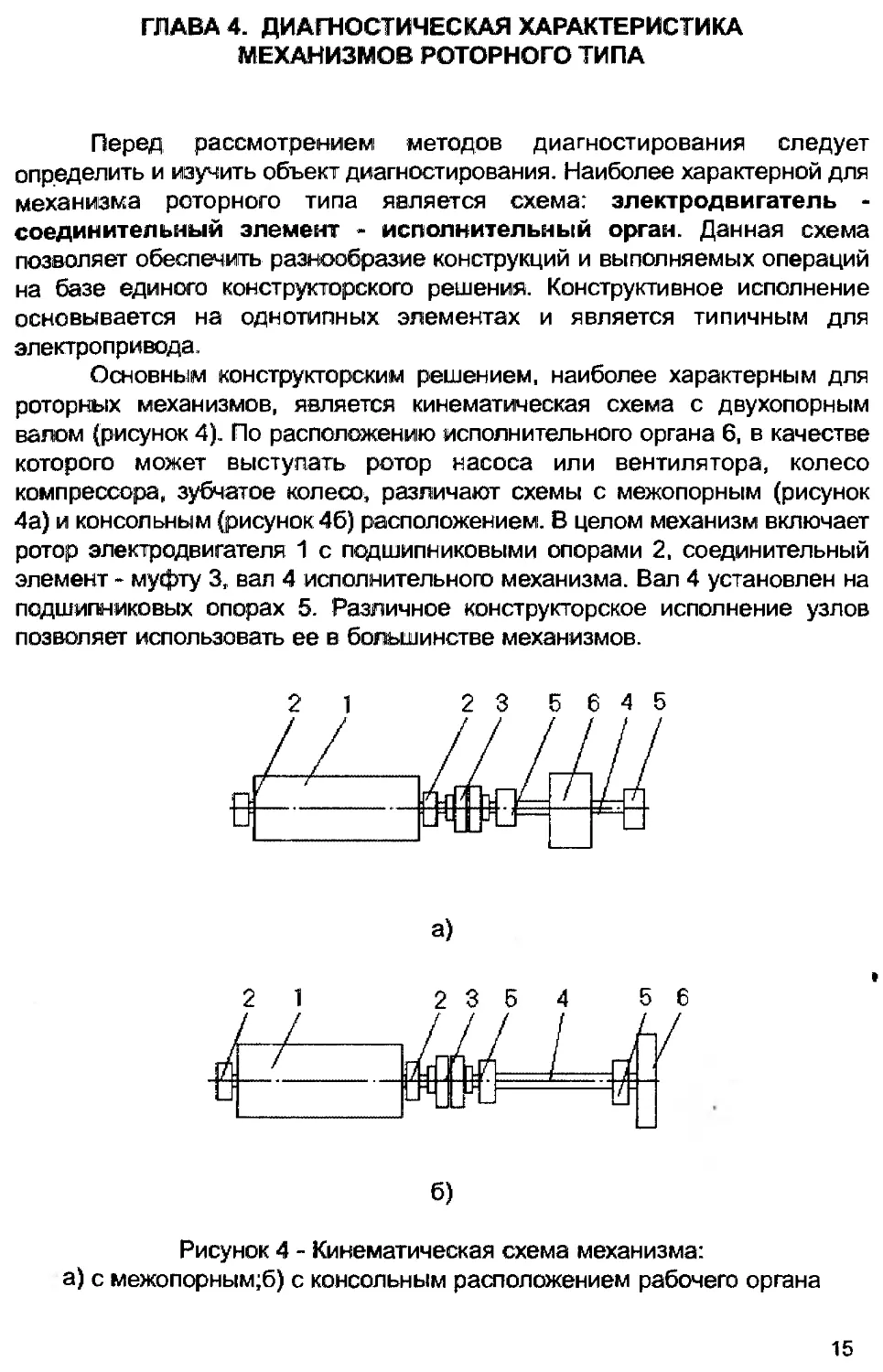
Основным конструкторским решением, наиболее характерным для
роторных механизмов, является кинематическая схема с двухопорным
валом (рисунок 4). По расположению исполнительного органа 6, в качестве
которого может выступать ротор насоса или вентилятора, колесо
компрессора, зубчатое колесо, различают схемы с межопорным (рисунок
4а) и консольным (рисунок 46) расположением. В целом механизм включает
ротор электродвигателя 1 с подшипниковыми опорами 2, соединительный
элемент - муфту 3, вал 4 исполнительного механизма. Вал 4 установлен на
подшипниковых опорах 5. Различное конструкторское исполнение узлов
позволяет использовать ее в большинстве механизмов.
6)
Рисунок 4 - Кинематическая схема механизма:
а) с межопорным;б) с консольным расположением рабочего органа
15
Рассмотрим функциональное назначение и основные требования к
элементам данного механизма.
1. Ротор - приводной элемент, обеспечивающий преобразование,
совместно со статором, электрической энергии в механическую, во
вращательное движение вала.
2, 5. Подшипниковые опоры двигателя и ротора, включающие:
подшипники - служащие опорами для валов, обеспечивающие вращение с
минимальным коэффициентом трения, совместно с системой смазывания;
корпусные детали - поддерживают подшипники, должны обеспечивать
правильное расположение валов; резьбовые соединения - соединяют
корпусные детали, с целью обеспечения нераскрытия стыка соединяемых
деталей; уплотнения - детали, герметизирующие внутренний объем
корпуса механизма от утечек масла и попадания загрязнений (иногда
устанавливаются на соединительные элементы).
3. Соединительный элемент - предназначен для передачи
вращающего момента от приводного вала к ведомому, компенсации
углового и радиального смещения валов.
4. Вал - деталь, вращающаяся вокруг своей оси и предназначенная
для передачи крутящего момента, основное требование для жестких валов
- прямолинейность, работа в области упругих деформаций, правильность
расположения вала.
6. Исполнительный элемент (рабочие колеса, зубчатые колеса) -
предназначены для выполнения полезной работы или преобразования
механических параметров системы, требования определяются
правильностью выполнения поставленной задачи.
Приведенным кинематическим схемам отвечают практически все
механизмы, используемые в промышленности: насосы; углесосы;
центрифуги; воздуходувки; дымососы. Схема же механизма с двухопорным
валом является типовой для любой конструкции. Это входные, выходные,
промежуточные валы редукторов, валы исполнительных органов и так
далее.
Аксиомы работоспособного состояния механизма
Работоспособное состояние механизма характеризуется
следующими признаками: низким уровнем вибрации и шума; плавностью
работы, отсутствием толчков и ударов при изменении направления
вращения; температурой корпуса не превышающих предельных значений;
отсутствием раскрытия стыка корпусных деталей и затянутыми резьбовыми
соединениями; отсутствием подтекания масла.
Работоспособное состояние механизма обеспечивается:
соосностью валов, выдержанной в допустимых пределах и выставленной с
учетом рабочей температуры двигателя и механизма; постоянным или
периодическим поступлением в узлы механизма смазки с оптимальными
16
техническими характеристиками; уровнем рабочих нагрузок, не
превышающих допустимого значения; равномерной затяжкой резьбовых
соединений; выполнением всех заданных функций; периодической смазкой
зубчатых муфт, шарнирных соединений и заменой отработанной смазки;
оптимальными значениями зазоров, находящихся в допустимых пределах и
учитывающих тепловое расширение детали; оптимальными параметрами
шероховатости рабочей поверхности; параллельным расположением валов
на необходимом расстоянии.
Работоспособность подшипников качения характеризуется:
отсутствием проворачивания колец подшипника на валу и в корпусе;
отсутствием трещин в деталях подшипника; значениями зазоров в
допустимых пределах; шероховатостью поверхности тел качения и беговых
дорожек; качественным смазыванием.
Работоспособность зубчатых передач обеспечивается:
необходимым размером пятна контакта; допустимыми значениями бокового
зазора и размерами зубьев; шероховатостью поверхности зубчатых колес;
отсутствием проскальзывания рабочих поверхностей; неподвижное
соединение с валом.
Работоспособность валов обеспечивается прямолинейностью;
правильным расположением; отсутствием следов износа посадочных
поверхностей; целостностью шпоночных и шлицевых соединений.
Работоспособность муфт предполагает целостность деталей;
равномерность износа элементов, в допустимых пределах; неподвижностью
соединений деталей.
В целом работоспособное состояние узлов и деталей определяется:
отсутствием трещин; отсутствием повреждений сопрягаемых элементов;
определенными параметрами шероховатости рабочих поверхностей;
наличием оптимальных зазоров сопрягаемых деталей.
Рассмотрим характерные неисправности центробежного
компрессора, как наиболее характерного примера механизма с
двухопорным валом, и вид их проявления. Кинематическая схема данного
имеет межопорное расположение исполнительного органа. Словарь
неисправностей, представляющий перечень возможных неисправностей и
их характеристик, наиболее типичных для центробежных компрессоров
приведен в таблице 5.
Таблица 5 - Словарь неисправностей центробежного компрессора
Характеристика неисправности Причина неисправности
Вибрация и периодические стуки в подшипниках ротора Повреждение подшипника
Глухой металлический стук и вибрация Неплотная посадка рабочего колеса
Повышенная вибрация, стук, скрежет Задевание ротора за статор
Вибрация и чрезмерный шум ком- прессора Неправильное центрирование валов компрессора и электродвигателя
Характерный шум Проворот подшипника на валу
Свистящий шум в подшипниках ро- тора, повышение температуры Недостаточное количество смазки в подшипниках
Перегрев подшипников Неправильное центрирование валов компрессора и электродвигателя
Нагрев подшипников Перекос подшипника или вала
Нагрев подшипников Зазоры в посадке подшипника на валу и в корпусе
Перегрев подшипников Повреждения в подшипниках ком- прессора, двигателя
Нагрев двигателя Задевание ротора за статор
Нагрев подшипников Крышки корпуса подшипников ус- тановлены в упор или с натягом
Резкий рост температуры подшип- ников ротора Разрушение сепаратора
Повышение температуры, вибрация и стук в подшипниках ротора Усталостный износ подшипника
Резкий рост температуры подшип- ников ротора Пережатие наружной обоймы под- шипника из-за неправильной геометрической формы отверстия корпуса
Резкий рост температуры подшип- ников Недостаток или загрязнение смазки
Превышение температуры подшип- ников ротора на 10... 15 °C нор- мального уровня. Течь смазки через уплотнени Излишек смазки. Несоответствие типа залитой смазки рекомендуемой
Повышенная вибрация электродви- гателя Неправильное центрирование валов компрессора и электро- двигателя
Повышенная вибрация электродви- гателя Недостаточная жесткость фунда- мента
Повышенная вибрация Увеличены зазоры в подшипниках
Повышенная вибрация Дисбаланс ротора
Повышенная вибрация Зазоры в посадке подшипника на вал и в корпусе
Повышенная вибрация Ослабление крепления фунда- ментных болтов
Повышенная вибрация Повреждения в муфтах
Вибрация компрессора и электро- двигателя Изгиб вала ротора
Повышенная вибрация Повреждения лопаток рабочего колеса
Повышение вибрации электродвига- теля Недостаточная жесткость фундамента
ГЛАВА 5. ПОСТРОЕНИЕ ДИАГНОСТИЧЕСКИХ МОДЕЛЕЙ
Виды моделей. Модель - объект любой природы, который способен
замещать исследуемый объект так, что его изучение дает новую
информацию об этом объекте. Математические модели объекта
описывают математической символикой связи входных, выходных и
внутренних параметров в различных сочетаниях. Математические модели
классифицируют по виду описываемых физических процессов, по способам
их представления и построения [5].
Модели, описывающие физические процессы: функциональные
модели, модели физических полей и структурные модели.
Функциональные модели: модели выходных характеристик объекта либо
его элементов и модели рабочих полей. Модели физических полей -
описывают связь возникающих вокруг объекта физических полей с
рабочими процессами и структурными изменениями. Структурные модели
- модели, описывающие внутреннюю структуру объекта и происходящие в
этой структуре физические и химические процессы (модели износа и
коррозии, конструктивные модели, связывающие геометрические
параметры систем).
По способу построения модели бывают: аналитические,
идентификационные. Аналитические модели основаны на рассмотрении
теории рабочих процессов. Модели идентификации строятся на основе
изучения реакций объекта на внешние воздействия и основаны на
пассивном (неорганизованном) или планируемом эксперименте.
Применяются для объектов, не поддающихся сравнительно простым
аналитическим расчетам.
Способы представления моделей: в виде взаимосвязи параметров
(набора характеристик), представленных уравнениями, графиками или
таблицами (в том числе таблицами влияний).
Наибольшее распространение в технической диагностике нашло
составление диагностической матрицы - таблицы неисправностей с
решающими правилами. Изучение диагностической матрицы позволяет
решать задачи оптимальной организации процессов диагностирования. В
диагностической матрице объект контроля представляется таблицей
функций неисправностей, столбцы которой соответствуют диагностическим
симптомам, а строки - причинам неисправностей. На пересечении строк и
столбцов символами "О" или "1” указывается наличие или отсутствие тех или
иных признаков для данного диагноза. Пример таблицы неисправностей
центробежных насосов и пределы диагностических параметров
представлены в таблицах 6 и 7.
Анализ данных приведенных в таблицах 6 и 7 позволяет определить
перечень диагностических параметров, характеризующих работу
20
механизма с двухопорным валом. Это следующие параметры: характер
шума, параметры общего уровня вибрации, параметры связанные с
состоянием подшипника, температура. Одновременно важную роль играют
параметры технологического процесса: сила тока, расход, давление; а
также параметры внешнего визуального осмотра: утечки, трещины,
повреждения.
Таблица 6 - Таблица неисправностей центробежных насосов
Ди- аг- ноз Нейс- : прав- ! ность 1 Диагностические параметры Реша- ющие правила
П-j । Удар- ные ' импу- льсы п2 Виб- рация п3 Напор п4 Протеч- ки через сальник П5 Осмотр вала "6 Сила тока "7 Тол- щина кор- пуса
Д1 Повреж- дение подшип- ников >40 дБ Если П1 = 1- ТО Д1
Д2 Эрозия рабочего колеса < 80 % Если П3 — 1, ТО Д2
Дз Кавита- ция насоса Зона III < 80 % Если ^2^3”^’ тоД3
Д4 Износ внутрен- них уп- лотнений < 80 % >110% Если п3п6 = 1, то Д4
Д5 Повреж- дение вала под сальни- ком Больше нормы По- вреж- дение Если П4П5 = 1- тоД5
Дб Повреж- дение соедини- тельной муфты Зона III Если П2 = 1, тоДб
Д7 Внутрен- нее повреж- дение корпуса < 80 % Если П7=1, ТО Д7
Де Ослабле- ние креп- ления насоса Зона III Если П2 - 1, тоД8
Дэ Износ сальника Больше нормы Если П4 = 1, тоД9
21
Таблица 7 - Пределы диагностических параметров центробежных насосов
Параметр П| = 0 П| = 1
П-| - ударные импульсы < 40 дБ > 40 дБ
П2 - вибрация Зона 1 и II Зона III
П3 - напор > 80 % < 80 %
Пд - протечки через сальник Норма Больше нормы
П5 -осмотр вала Норма Повреждение
П6 - сила тока < 110 % > 110 %
П7 - толщина корпуса > 80 % < 80 %
22
ГЛАВА 6. ПРОГНОЗИРОВАНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
Прогнозирование технического состояния - это процесс
определения технического состояния объекта на предстоящий интервал
времени с учетом предыстории изменения параметров, характеризующих
техническое состояние. Различают прогнозы: краткосрочные - 1 час, 1
сутки, 1 месяц; долгосрочные - 1 год, 2 года. Предыстория, положенная в
основу прогноза, должна быть по продолжительности не менее времени
прогноза. Если принимается предыстория в пределах 0,5 прогноза, то
периодичность контроля не должна превышать 0,3 времени прогноза.
Из трех методов инженерного прогнозирования (аналитического,
вероятностного и статистической классификации) для практических целей
диагностирования применяется разновидность аналитического
прогнозирования. В аналитическом прогнозировании используются
элементарные функции: линейные, линейные с периодическим уточнением
угла наклона прямой; функции, описывающие характер или физическую
картину (скорость) развития неисправности [5].
Модели объектов используются при аппроксимации
экспериментальных данных для определения характера (предыстории)
изменения диагностических параметров во времени. Прогнозированию
предшествует сглаживание экспериментальных данных.
Для краткосрочного прогноза параметра в большинстве случаев
целесообразно использовать линейную аппроксимацию:
у = + а,т или у = ат .
Значение коэффициента а определяется по формуле:
п
LVi
i=l
i=1
где у; - текущее значение параметра у, i = 1, 2, ..., п - число измерений;
Tj - период измерения.
Если известна скорость развития конкретной неисправности
объекта, характеризуемая скоростью изменения значения диагностического
параметра, то прогноз осуществляется по формуле:
bnpor_S-qT >
23
где hnpOr - прогнозируемое значение; - скорость изменения
диагностического параметра; т - время прогноза.
Периодически уточняется наклон прямой путем определения
коэффициента а для n = 3...5 последних измерений.
Пример
Диагностический параметр к есть функция наработки т (таблица 8).
Изменение параметра показано кривой 1 (рисунок 5) в диапазоне нарабатки
от 0 до 250 часов. Необходимо осуществить прогноз на будующие 125
часов работи (до 375 часов). Граничное значение кпред = 80.
Таблица 8 - Результаты измерения параметра к
Время измерения, ч Значения параметра к Сглаженное значение параметра ксгл
25 8 4
50 12 8
75 16 12
100 20 16
125 12 14
150 22 18
175 36 27
200 50 52
225 56 54
250 60 57
Для исключения случайных тенденций выполним экспоненциальное
сглаживание измеренных параметров (кривая 2) по формуле:
сгл ~ "* О - 1)сгл 1
где к; сгл и lq - соответственно сглаженный и не сглаженный параметр i-ro
измерения; а - постоянная сглаживания, принятая для целей
диагностирования 0,4 (из диапазона 0...0,5); k(i.[)cra - сглаженый параметр
предыдущего измерения (таблиц 8).
Краткосрочное прогнозирование осуществим с помощью линейной
аппроксимации по передыстории изменения параметра к за последние 100
часов: у = ат. Значения коэффициента а определяются по формуле:
24
125-14 + 150 18 + 175-27 + 200-52 + 225-54 + 250-57 л„л„
а = м— =-----------------------------------------------------= 0,207;
d Л г 1252 +150' +1752 + 200 + 225г + 250г
гл
i=l
где у - текущее значенние параметра к, i = 1,2 п - число измерений; т -
период измерений.
Прогнозируемое значение параметра к на период 375 часов
составит:
кпрог = аг = 0,207*375 = 77,63.
Это почти соответствует граничному значению.
Рисунок 5 - Пример прогнозирования диагностического параметра к
25
ГЛАВА 7. ОПРЕДЕЛЕНИЕ ПРИЧИН ОТКАЗА
Установление причины разрушения или отказа - ответственный этап
в работе ремонтных служб, так как он позволяет определить мероприятия
по повышению безотказности механизма и сократить время простоя
оборудования.
Внешние признаки разрушения деталей всегда оставляют
характерные следы, по.которым можно определить причину повреждения.
Знание причины позволяет установить необходимые воздействия для
предотвращения аналогичных отказов или повышения безотказности
работы узла. Осмотр деталей после поломки - один из методов казуальной
диагностики, базирующийся в основном на визуальном осмотре. По следам
изнашивания определяется вид нагружения, вид изнашивания, причины
отказа.
Поиск причин отказа - сложный логический процесс, требующий
отличного знания схемы (конструкции) и всех взаимосвязей элементов, а
также умения по различным признакам оценивать фактическое состояние
объекта. Наиболее эффективным в этом случае является разработка
рациональных алгоритмов поиска и устранения отказов. Алгоритм - это
предписание о порядке действия, построенное по определенным правилам.
При построении алгоритма поиска и устранения отказа необходимо
учитывать три возможных вида проявления симптомов отказа,
определяющих этапность этого процесса: первый этап - оценка
естественных симптомов отказа; второй этап - определение признаков
прерывания нормального функционирования объекта; третий этап -
выполнение контрольных проверок, тестирования. Построить алгоритм
поиска можно как на основе математических методов, так и инженерно-
логического анализа. Основными подходами к построению алгоритмов
поиска являются поэлементная и групповая проверки.
Суть поэлементной проверки - постепенная проверка ("исправен" -
"неисправен") элементов системы в последовательности, которая
обеспечивает достижение заданного критерия, например минимального
времени поиска при известной вероятности отказа элементов. Сущность
групповой проверки - разделение объекта диагностики на отдельные
взаимосвязанные группы, проверка работоспособности каждой из них
подачей тестового сигнала и определение неисправной группы по значению
диагностического признака. При этом могут использоваться: метод средней
точки, метод функциональных проб, метод логического анализа.
Соответственно основным этапам жизненного цикла механизма
следует выделить неисправности связанные с: конструкторскими ошибками
или ошибками при проектировании; дефектами изготовления или ремонта;
ошибками, допущенными при монтаже; результатами эксплуатации
механизма. Указанные виды неисправностей имеют различное проявление
26
во время функционирования механизма.
Так неисправности связанные с дефектами изготовления или
ремонта проявляются сразу после запуска механизма и присутствуют на
протяжении всего периода эксплуатации. Повлиять на эти неисправности
путем регулировки, затяжки, балансировки либо другого вида безразборного
ремонтного воздействия невозможно. Эти неполадки прогрессируют по
мере износа механизма или увеличения степени нагружения. Обычно это:
изгиб вала, овальность посадочных мест подшипников, ослабление посадки
подшипников на валу и в корпусе механизма, эксцентриситет посадочных
поверхностей деталей, ошибки при изготовлении соединительных
элементов.
Неисправности вызванные ошибками, допущенными при монтаже
проявляются сразу же после запуска в случае явных повреждений, либо
через 1...2 месяца после ввода механизма в эксплуатацию при скрытых
ошибках. Чаще всего ошибки монтажа связаны с неравномерностью
затяжки резьбовых соединений или недостаточными усилиями затяжки,
неправильным центрированием валов проводного и исполнительного
механизма, неверным смазыванием, перекосами механизма и его узлов.
Данные неисправности должны устраняться путем регулировки, затяжки,
либо другого вида безразборного ремонтного воздействия в период пробных
пусков.
Процессы, протекающие в механизме в процессе эксплуатации
приводят к постепенному накоплению повреждений в течение 2...3 лет, а
затем к ступенчатому изменению диагностических параметров, вначале в
пределах допустимых, а затем недопустимых значений. Данные
повреждения связаны с износом подшипников, нарушением
уравновешенности ротора при абразивном износе, изгибе вала, проседании
фундамента, ослаблении резьбовых соединений. Устранение данных
повреждений возможно при соблюдении условия целостности элементов
механизма. Ремонт путем замены должен предварять начало повреждения
базовых поверхностей.
Наиболее характерные внешние проявления неисправностей.
1. Трещина поперек кольца подшипника - ошибка при монтаже.
2. Перегрев заднего подшипника двигателя и дальнего от муфты
подшипника 2-х опорного вала - результат несоосности валов.
3. Поперечный усталостный излом болта в начале нарезной части -
неравномерная затяжка резьбовых соединений.
4. Основные причины повышения температуры подшипников: отсутствие,
недостаток или избыток смазки; недостаточные, неравномерные зазоры
в подшипнике - перекосы.
5. Трещина вдоль кольца подшипника - воздействие значительных
радиальных сил из-за теплового расширения и недостаточного зазора.
6. Средний срок службы механизма должен составлять как минимум 5 лет
(без замены элементов). Через каждые 5 лет необходима детальная
ревизия оборудования.
27
ГЛАВА 8. МЕТОДЫ ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
Состояние объекта диагностирования оценивается по результату
выполнения возложенных на него функций (функциональное
диагностирование) или по реакции создаваемого внешнего воздействия на
объект диагностирования (тестовое диагностирование).
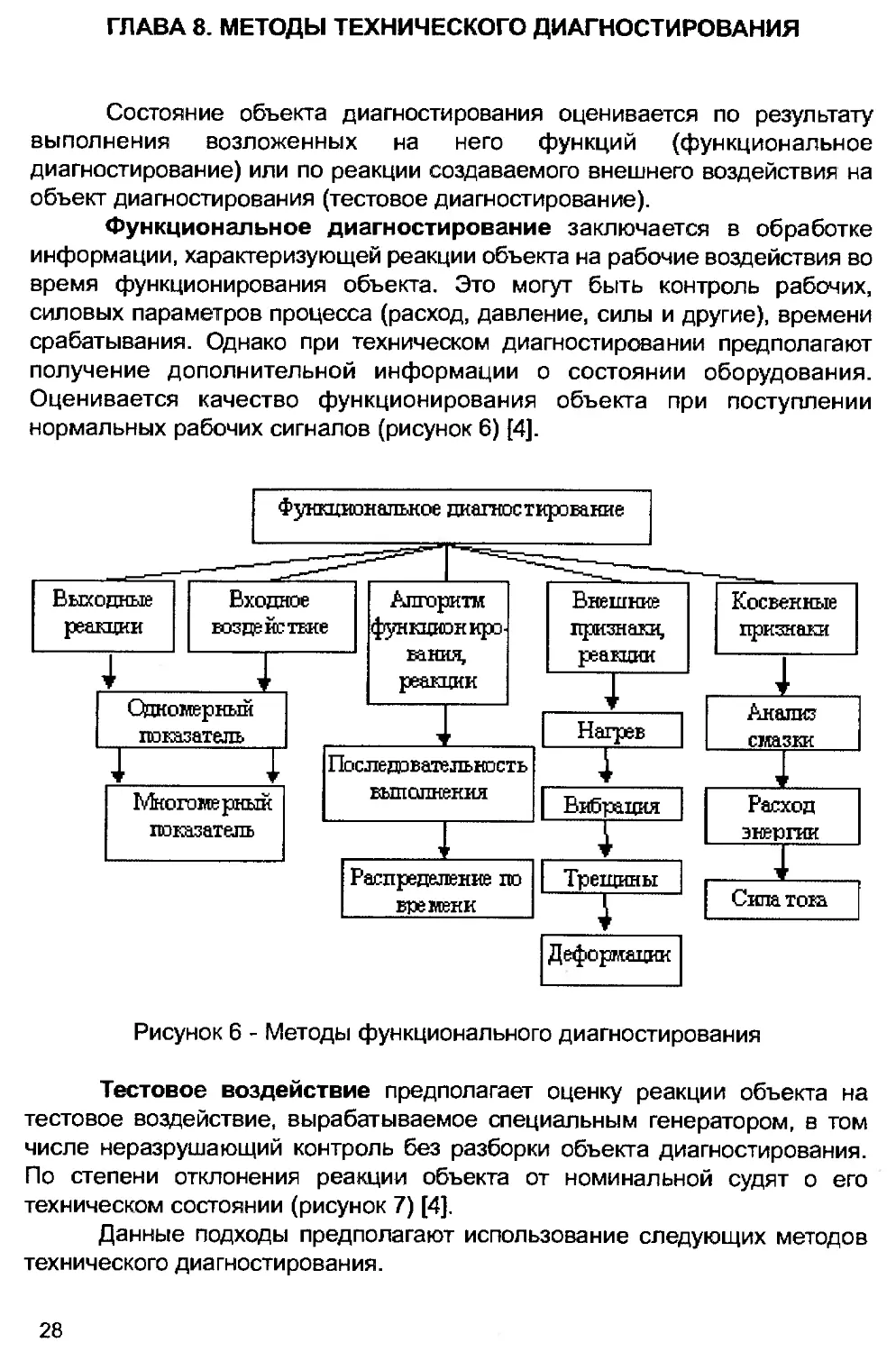
Функциональное диагностирование заключается в обработке
информации, характеризующей реакции объекта на рабочие воздействия во
время функционирования объекта. Это могут быть контроль рабочих,
силовых параметров процесса (расход, давление, силы и другие), времени
срабатывания. Однако при техническом диагностировании предполагают
получение дополнительной информации о состоянии оборудования.
Оценивается качество функционирования объекта при поступлении
нормальных рабочих сигналов (рисунок 6) [4].
Рисунок 6 - Методы функционального диагностирования
Тестовое воздействие предполагает оценку реакции объекта на
тестовое воздействие, вырабатываемое специальным генератором, в том
числе неразрушающий контроль без разборки объекта диагностирования.
По степени отклонения реакции объекта от номинальной судят о его
техническом состоянии (рисунок 7) [4].
Данные подходы предполагают использование следующих методов
технического диагностирования.
28
1. Субъективные методы - предполагают использование
органолептических методов контроля и простейших приспособлений.
Включают внешний осмотр, остукивание деталей, определение
температуры и прослушивание шумов. К этим методам можно отнести
диагностирование машин по структурным параметрам; например:
измерение зазоров в тормозных устройствах, зубчатых передачах, проверка
уровня масла в редукторе.
В ряде случаев контролируется герметичность трубопроводов,
гидроцилиндров и других элементов гидропривода и систем смазывания.
При этом также могут использоваться показывающие приборы: манометры,
расходомеры. Это позволяет определить параметры работы привода и
степень их изменения под нагрузкой либо на холостом ходу.
Рисунок 7 - Методы тестового воздействия
1.1. Оптический метод предполагает в качестве основного
контрольного прибора глаз человека. Для расширения пределов контроля
используются оптические приборы: лупы, микроскопы, эндоскопы и т. д.
Применяется для поиска поверхностных дефектов: коррозионных и
эрозионных повреждений, забоин, оспин, язв, раковин; для анализа
характера и типа поверхностных повреждений.
1.2. Анализ шумов механизма. Прослушивание акустических
29
шумов, возникающих при работе механизма, наиболее распространенный
метод определения состояния работающего оборудования. Для этого
используется технический стетоскоп, состоящий из металлической трубки и
деревянного наушника. Этот метод настолько доказал свою надежность, что
требования по прослушиванию шумов механизмов включены во все
правила технического обслуживания оборудования.
2. Приборные методы. Диагностирование с применением приборов
основано на получении информации в виде электрических, световых,
звуковых сигналов при взаимодействии объекта диагностирования с
физическими полями.
2.1. Механический метод - основан на измерении геометрических
размеров, зазоров в сопряжениях, давлений и скорости элементов.
Применяется при количественной оценке износа деталей, установлении
люфтов и зазоров в сопряжениях, давлениях в гидро- и пневмосетях, сил
затяжки, номинальной скорости привода. Используется в основном
мерительный инструмент: линейки, штангенциркули, щупы, шаблоны,
индикаторы, динамометрические ключи, ключи предельного момента,
манометры.
2.2. Электрический метод заключается в непосредственных
замерах силы тока, напряжений, мощности, сопротивлений и других
электрических параметров. Метод позволяет по косвенным параметрам
установить техническое состояние элементов. Средства для реализации:
амперметры; вольтметры; измерительные мосты; датчики: перемещений,
крутящих моментов, давлений; тахогенераторы; термопары.
2.3. Магнитные методы основаны на регистрации магнитных полей
рассеивания, возникающих над дефектами, или на определении магнитных
свойств контролируемых объектов. Их классифицируют по способам
регистрации магнитных полей рассеивания или определения магнитных
свойств объектов диагностирования: магнитопорошковый,
магнитографический, феррозондовый, эффект Холла, индукционный,
пондеромоторный, магниторезисторный. Области применения:
дефектоскопия, измерение толщины, контроль структуры и механических
свойств.
2.4. Вихретоковый метод основан на измерении магнитных
сопротивлений, изменений магнитного потока и магнитной проницаемости.
Применяют для определения ТС металлоконструкций, канатов. Для этого
используют накладные или проходные индуктивные датчики и датчики
магнитной анизотропии.
Области применения метода: определение, оценка видов и размеров
дефектов сплошности; определение и контроль физико-механических
свойств и марок материалов; измерение размеров деталей и покрытий;
измерение параметров вибрации и перемещения деталей.
2.5. Виброакустические методы основаны на измерении упругих
колебаний, распространяющихся по узлам в результате соударения
30
движущихся деталей при работе механизмов. Область применения: оценка
и контроль механических колебаний; определение, распознавание и
мониторинг развития повреждений в деталях и конструкциях. Используются:
шумомеры, виброметры, спектроанализаторы параметров
виброакустического сигнала.
2.6. Ультразвуковой метод используется для контроля состояния
деталей из поковок, штамповок, проката, отливок, сварных соединений, а
также для измерения толщины деталей. Сущность метода состоит в том,
что направленные ультразвуковые колебания вводятся в объект
диагностирования от пьезоэлектрического датчика. На границе двух сред
луч отражается и регистрируется принимающим датчиком. Отображение
результатов выполняется на экране электронно-лучевой трубки либо на
цифровом индикаторе.
2.7. Методы не разрушающего контроля проникающими
веществами (капиллярные и течеискания), предназначены для
обнаружения поверхностных дефектов и подтеканий. Капиллярные методы
делятся на люминисцентный и цветной (хроматический) - основаны на
выявлении трещин, раковин, пор, имеющих свойства капиллярных трубок.
2.8. Радиационные методы основаны на законе ослабления
интенсивности радиационного излучения, проходящего через объект
диагностирования. Метод предполагает наличие источника ионизирующего
излучения и детектора, регистрирующего диагностическую информацию.
Дефекты оцениваются по степени ослабления и рассеивания излучения.
2.9. Радиоволновые методы применяют для проверки качества и
геометрических размеров изделий из диэлектрических материалов
(стеклопластик, пластмассы, резины, бумаги и т. д.).
2.10. Тепловой метод использует в качестве диагностического
параметра температуру. С помощью термометрии определяются:
деформации, вызываемые неравномерностью нагрева, состояние
подшипниковых узлов, смазочных систем, тормозов, муфт. Используются:
термосопротивления, термометры, термопары, термоиндикаторы,
термокраски, тепловизоры.
2.11. Методы анализа смазки основаны на определении вида и
количества продуктов изнашивания в масле. Применяются способы:
колориметрический, полярографический, магнитно-индуктивный,
радиоактивный и спектрографический.
ГЛАВА 9. СРЕДСТВА ТЕХНИЧЕСКОГО ДИАГНОСТИРОВАНИЯ
Средства диагностирования - аппаратура и программы, с помощью
которых осуществляется диагностирование. Система диагностирования -
совокупность средств диагностирования и распознающего устройства,
классифицирующего состояние объекта по категориям состояния
оборудования.
Различают виды систем диагностирования: в зависимости от
участия человека в определении и классификации параметров
диагностирования: ручные, автоматизированные, автоматические; по
способу связи с объектом: встроенные, внешние, смешанные; по охвату
типов объектов: универсальные, специализированные; по охвату элементов
объекта: локальные, общие; по конструкции: аппаратурные, программные,
комбинированные; по виду отображения информации: стрелочные,
цифровые, индикаторные, дисплейные. Алгоритм диагностирования -
совокупность предписаний, определяющих последовательность действий
при проведении диагностирования.
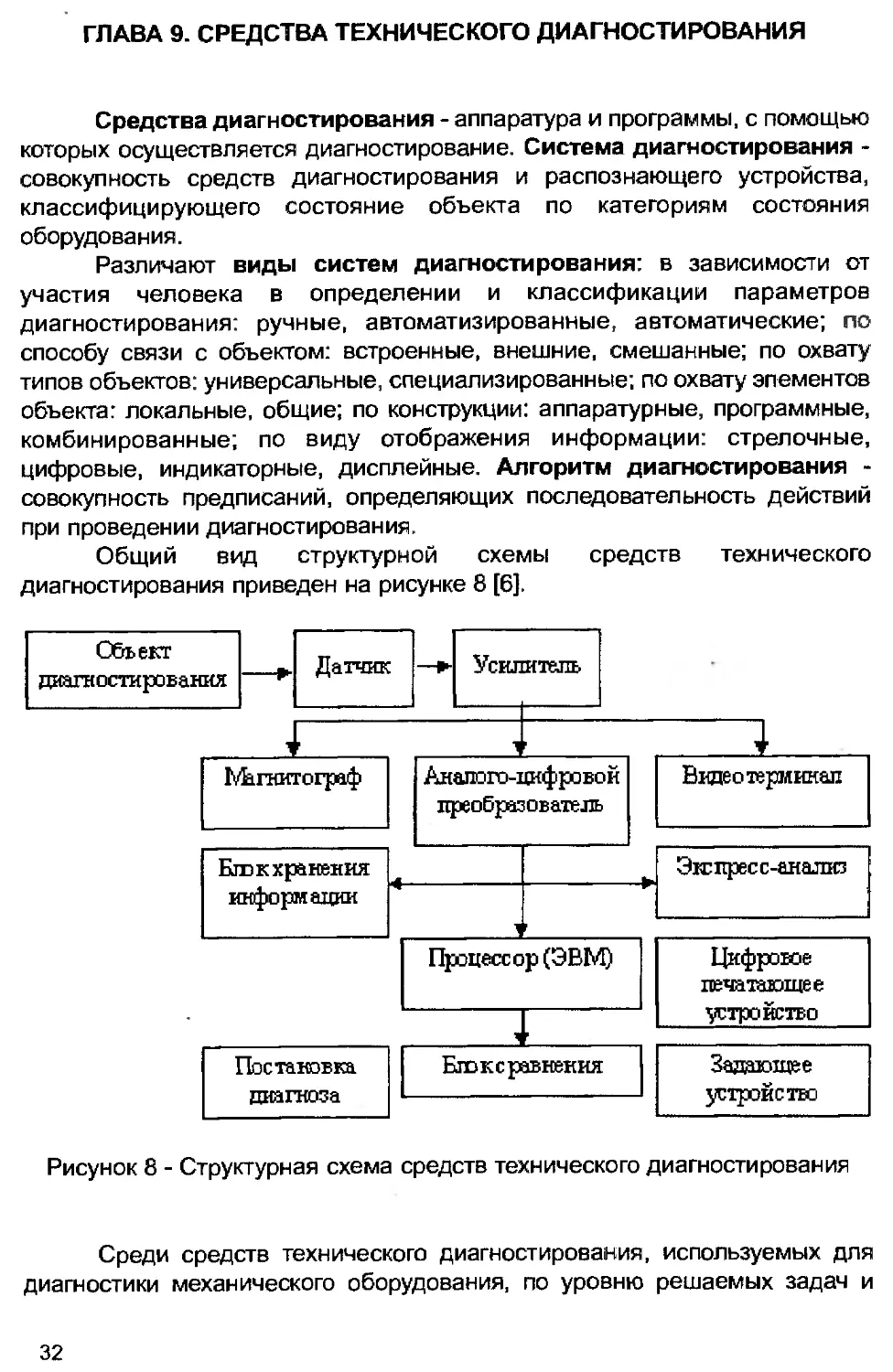
Общий вид структурной схемы средств технического
диагностирования приведен на рисунке 8 [6].
Рисунок 8 - Структурная схема средств технического диагностирования
Среди средств технического диагностирования, используемых для
диагностики механического оборудования, по уровню решаемых задач и
32
приборной реализации можно выделить: портативные, спектроанализаторы
и встроенные системы контроля.
Портативные средства технического диагностирования имеют
небольшие габариты, малую массу (до 1,0 кг), автономное питание и
реализуют процесс измерения одного или нескольких диагностических
параметров (рисунок 9). К их преимуществам относятся: быстрота процесса
измерения, простое обслуживание и управление, оперативное и наглядное
получение информации в виде одиночного результата, низкая стоимость.
Область применения - оперативный контроль технического состояния
оборудования работниками ремонтных служб промышленных предприятий.
Недостатки: возможность выявления дефекта с точностью до узла;
относительно позднее предупреждение о неисправности.
Рисунок 9 - Типичный вид портативных диагностических приборов
Приборами данного класса являются виброметры: VIB - 10 (фирма
SPM, Швеция), интегрирующий виброметр ИВС-5 (Украина), Vibration Реп
CMVP10 (фирма SKF). Для контроля состояния подшипников качения
используются приборы: SPM-43A (фирма SPM, Швеция), индикатор
состояния подшипников ИСП-1, позволяющие контролировать уровень
высокочастотных ударных импульсов. Анализ шумов механизмов
осуществляется электронными стетоскопами: СЭП-1 (Украина), ELS - 12
(фирма SPM, Швеция). Контроль частоты вращения проводится
бесконтактными тахометрами, например, Optical Tachometer ТМОТ6 (фирма
SKF). Контроль температуры проводится контактными приборами: Digital
Thermometer TMDT2 (фирма SKF), цифровым термометром ТЦ-1 (Украина)
и бесконтактными приборами Thermopoint-80 (фирма AGA, Швеция),
"Смотрин - М6П” (Украина). При визуальном осмотре используются
бороскопы, представляющие собой жёсткую линзовую систему или
фиброскопы, имеющие волоконную оптику. Аналогичную аппаратуру
выпускает фирма "Олимпус" (Япония). Направления развития портативных
приборов: объединение в комплект или совмещение функций измерения
нескольких параметров в одном приборе; компьютерная совместимость при
33
считывании информации.
Фирма ’’Брюль и Къер’’ изготавливает комплект для мониторизации
механических колебаний 9612, представляющий собой комбинацию
виброметра, стробоскопа и наушников. В данном комплекте реализуется
принцип "чувствую неисправность, слышу её, вижу её”. Виброметр
используется для измерения и регистрации механических колебаний,
стробоскоп - для визуальной проверки отклонений от нормы, а наушники
для прослушивания шумов механизма. Приборы фирмы SPM - тестер
ударных импульсов Т2000 и анализатор ударных импульсов А2010
объединяют три функции: контроль состояния подшипников качения,
измерение частоты вращения и контроль вибрации.
Необходимость обработки и хранения большого объёма информации
при периодическом контроле технического состояния оборудования,
стремление увеличить глубину поиска дефекта требуют использования
вычислительной техники. Примером может служить анализатор состояния
подшипников BAS-10 (фирма SPM, Швеция), включающий переносной
измерительный прибор - накопитель информации и компьютер для
обработки, анализа и хранения полученных данных. Переносной прибор в
аналогичных системах выступает в роли мобильного устройства для сбора
данных, а компьютер и программное обеспечение позволяет проводить
более глубокие исследования на основе аппарата спектрального анализа.
Такие системы находят всё большее применение благодаря простоте
процесса измерения и автоматизации обработки результатов.
Эффективность использования определяется качеством математического
обеспечения при анализе результатов. Примером может служить система
VIBROCAM-1 ООО (фирма SCHENCK), состоящая из переносной системы
сбора данных VIBROSTORE-41, математического обеспечения,
персонального компьютера.
Выявление широкого диапазона неисправностей, возможность
использования различных подходов к диагностике технического состояния,
обеспечение точного диагноза и прогноза возможно при использовании
спектроанализаторов. Особенностями их применения являются: высокая
стоимость, высокая квалификация обслуживающего персонала,
повышенные требования к качеству проводимых измерений. Направления
развития спектроанализаторов: широкий спектр возможностей для
разнообразных научных исследований; узкая направленность при
реализации одного или нескольких методов распознавания неисправностей;
универсальность - объединение наиболее часто встречающихся методов и
возможностей; использование персональных компьютеров и сборщиков
информации (рисунок 10). Виброанализирующая аппаратура для
исследования механических колебаний выпускается фирмой "Брюль и
Къер" - виброанализатор 2515, имеет широкие возможность анализа
механических колебаний, балансировки роторов и дополнительные
функции, при использовании пакета прикладных программ. Фирма FAG
34
предлагает узконаправленный спектроанализатор состояния подшипников -
Rolling Bearing Analyses; фирмой Mechanalysis выпускается анализатор IRD
885. Наиболее универсальным виброанализатором, применяемым для
решения разнообразных задач в области контроля вибраций, технического
обслуживания и балансировки является VIBROPORT-30 фирмы SCHENCK
и более современные модели, также имеющие встроенный
микропроцессор: VIBROPORT-41, VIBROPORT-60.
Рисунок 10 - Коллектор-сборщик информации
Встроенные системы используются при необходимости постоянного
контроля технического состояния оборудования. Высокая стоимость, один
из недостатков встроенных систем, определяется не только стоимостью
аппаратной части, но и затратами на поддержание системы в
работоспособном состоянии. Для оборудования металлургических
предприятий характерно использование стандартных систем контроля, а не
изготовление оборудования с элементами диагностики. Основные
направления развития: контроль одного параметра; использование
персональных компьютеров при обработке однотипной информации;
блочный принцип построения; универсальность.
В случае контроля одного параметра, обычно вибрации,
устанавливается блок контроля, измеряющий и сравнивающий текущее и
заданное значение параметра. При превышении заданного уровня
включается звуковая сигнализация; возможна остановка оборудования.
Если количество точек возрастает, их контроль однотипен и
выполняется ло определённой программе, наиболее целесообразным
является соединение измерительной (датчики, линии связи, предусилители)
и вычислительной (персональный компьютер) систем. Использование
метода ударных импульсов позволяет в системе BMS (фирма SPM),
контролировать состояние от 16 до 4000 подшипников качения. Контроль
спектра механических колебаний, используемый в системе DAVID
(Германия), расширяет функции контроля и охватывает не только
подшипники качения, но и валы, зубчатые передачи. Ведутся работы ло
конкретизации видов обнаруженных дефектов.
При одновременном контроле нескольких взаимодополняющих
параметров по одному агрегату используют блочный принцип на единой
элементной базе и конструкторском решении. Обычно сигнализирующая
система встроенного контроля предполагает участие оператора и
дополнительный спектральный анализ для точной постановки диагноза.
Высокая стоимость, большие объёмы неиспользуемой информации,
затраты на поддержание в работоспособном состоянии и высокой уровень
квалификации обслуживающего персонала ограничивают объём
использования встроенных систем 10-20 % всего эксплуатируемого
оборудования. Целесообразным является рациональное сочетание
переносных средств рабочего .контроля цеховыми службами,
спектроанализаторов при постановке точного диагноза специалистами
заводских лабораторий и встроенных систем контроля.
35
ГЛАВА 10. АНАЛИЗ ШУМОВ МЕХАНИЗМА
Акустический шум и колебания механизмов давно используются для
оценки их технического состояния. В механических устройствах, в качестве
степени повреждений часто выступает зазор между деталями. Наличие
зазора вызывает соударение деталей во время работы. Физическое
проявление этого процесса реализуется в виде распространения упругих
волн акустического диапазона, возникновения вибрации и ударных
импульсов. Несмотря на единую физическую природу, каждое из этих
проявлений имеет свои особенности и по разному отображает
происходящие процессы. Поэтому целесообразно контролировать
совокупность этих параметров.
Упругие волны, порождающие акустические колебания, имеют
частотный диапазон 20... 16000 Гц и легко распространяются по корпусным
деталям механизма. Вследствие этого прослушивание акустических шумов,
возникающих при работе механизма, наиболее распространенный метод
определения состояния работающего оборудования (значения звукового
давления, воспринимаемого человеком, находятся в диапазоне от 2410-5
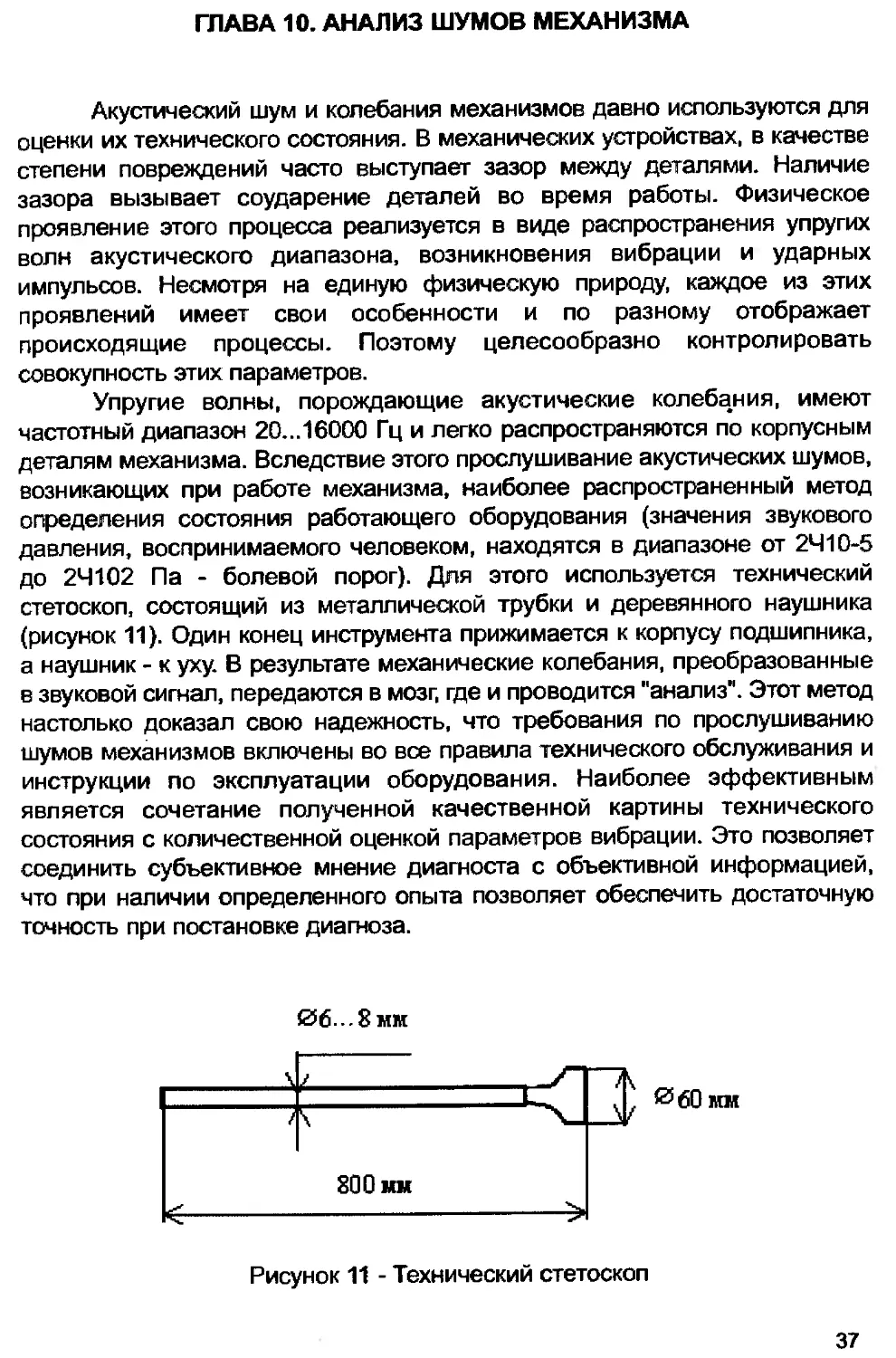
до 24102 Па - болевой порог). Для этого используется технический
стетоскоп, состоящий из металлической трубки и деревянного наушника
(рисунок 11). Один конец инструмента прижимается к корпусу подшипника,
а наушник - к уху. В результате механические колебания, преобразованные
в звуковой сигнал, передаются в мозг, где и проводится "анализ". Этот метод
настолько доказал свою надежность, что требования по прослушиванию
шумов механизмов включены во все правила технического обслуживания и
инструкции по эксплуатации оборудования. Наиболее эффективным
является сочетание полученной качественной картины технического
состояния с количественной оценкой параметров вибрации. Это позволяет
соединить субъективное мнение диагноста с объективной информацией,
что при наличии определенного опыта позволяет обеспечить достаточную
точность при постановке диагноза.
Рисунок 11 - Технический стетоскоп
37
Сейчас, при прослушивании шумов, используют электронные
стетоскопы (рисунок 12). Щуп прибора устанавливается на корпусе
механизма. Электрический сигнал, снимаемый с пьезоэлектрического
датчика, подаётся на усилитель звуковой частоты, а затем в наушники. По
частоте и сипе звука судят о наличии дефектов в контролируемом
механизме и об их характере. В любом случае наиболее сложной задачей
является процесс распознавания шумов и определения видов дефектов.
Этот процесс трудно формализовать. Многое зависит от квалификации и
опыта человека, использующего этот метод. Основные достоинства метода:
получение качественной информации о техническом состоянии механизма,
непосредственное включение оператора в процесс принятия решения,
практическое отсутствие ошибок при обнаружении дефектов.
наушники
датчик
Решение задачи распознавания шумов и видов повреждений
основывается на знании характерных шумов элементов механизма.
Характерные шумы подшипников качения
1. Незначительный ровный шум низкого тона свидетельствует о нормальном
состоянии подшипника качения.
2. Глухой прерывистый шум - загрязнённость смазки.
3. Звенящий (металлический) шум - недостаточная смазка, возникает также
при повышенном радиальном зазоре.
4. Свистящий шум указывает на взаимное трение скольжения деталей
подшипникового узла.
5. Скрежет, резкое частое постукивание возникает при повреждения
сепаратора или теп качения.
6. Глухие периодические удары - результат ослабления посадки
подшипника, дисбаланса ротора.
7. Воющий звук, скрежетание, гремящий шум, интенсивный стук указывают
на повреждение элементов подшипника.
38
Граф причинно-следственных связей шумов и повреждений
механизма приведен на рисунке 13. Виды повреждений приведены в нижней
части графа, выше указаны характерные шумы, определяющие данный
диагностический признак.
Рисунок 13 - Граф причинно-следственных связей шумов и повреждений
механизма
Шумы зубчатых передач
1. Ровный жужжащий шум низкого тона характерен для нормальной работы
зубчатой передачи. Косозубая передача в этом случае имеет ровный
воющий шум низкого тона.
2. Шум высокого тона, переходящий с увеличением частоты вращения в
свист и вой, и непрерывный стук в зацеплении происходит при искажении
формы работающих поверхностей зубьев или при наличии на них
местных дефектов.
3. Дребезжащий металлический шум, сопровождающийся вибрацией
корпуса, возможен вследствие малого бокового зазора или несоосности
колёс.
4. Циклический (периодический) шум, появляющийся с каждым оборотом
колеса, то ослабевающий, то усиливающийся, указывает на
эксцентричное расположение зубьев относительно оси вращения.
Устранить такой шум в редукторе практически невозможно.
5. Циклические удары, грохот, глухой стук - излом зуба.
39
Муфты, шпоночные и шлицевые соединения
Глухие толчки при изменении направления вращения соответствуют
износу: шпоночных или шлицевых соединений, элементов муфт,
повышенному зазору в зубчатой передаче.
Слабые стуки низкого тона, резкий металлический звук соответствуют
сколам шлицов, ослаблению шпоночного соединения, несоосносности
соединительных муфт. Частые резкие удары соответствуют биениям муфты,
неправильной сборке карданных валов.
Подшипники скольжения
Шумы, характерные для подшипников скольжения:
1) нормальной работе соответствует монотонный и шелестящий шум;
2) отсутствию смазки соответствует свист высокого тона, скрежет;
3) задирам на поверхности подшипников скольжения, несоосности валов и
выкрашиванию соответствуют периодические удары, резкое
металлическое постукивание.
При смазке кольцом:
1) отсутствию смазки соответствует звенящий металлический шум;
2) повышенной вязкости масла соответствуют циклические удары низкого
тона.
Дополнительные рекомендации
Звон металлических деталей при ударе, например, молотком,
используется для определения наличия дефектов. Звук, издаваемый
стальной деталью, содержащей дефект, дребезжащий, более низкий и
глухой по сравнению со звуком бездефектной детали, имеющий чистый,
высокий звук. Данный метод достаточно эффективен применительно к
контролю затяжки резьбовых соединений, целостности деталей простой
формы. В более сложных случаях его использование ограничено.
Каждый механизм содержит две причины шумов: механического
характера, электрического характера. Воющий звук, исчезающий при
отключении питания электродвигателя, указывает на повреждения в
электрической части мотора.
Степень повреждения определяется интенсивностью шума. Шум,
вызывающий болевые ощущения при прослушивании техническим
стетоскопом, является пределом эксплуатации деталей. Использование
электронного стетоскопа предполагает сравнение интенсивности шума
однотипных элементов.
Указанные виды шумов в истинном виде проявляются редко.
Акустическая картина механизма составляется из совокупности шумов всех
элементов, определяется размерами, характером смазывания, нагрузками,
40
температурой и другими факторами. Поэтому, приведенная классификация
служит исходной информацией при расшифровке конкретной акустической
картины механизма. Качество расшифровки и правильность постановки
диагноза зависит от квалификации, подготовленности и опыта механика.
Наибольшее применение нашли следующие методы: прослушивание
с применением стетоскопов; измерение среднего уровня
виброакустического сигнала и прослушивание; анализ спектра частот
виброакустического сигнала; анализ временных реализаций.
Сигналы, возбуждаемые колебаниями работающих механизмов,
носят импульсный характер. Увеличение зазора между сопрягаемыми
деталями приводит к перераспределению энергии по частотным
диапазонам, повышению уровня сигнала на более высоких частотах.
Амплитуда колебаний характеризует динамику работы кинематической
пары, а также размер дефекта, частота - источник колебаний.
41
ГЛАВА 11. ВИБРОМЕТРИЯ
Вибрационные процессы можно разделить на стационарные,
детерминированные - определённые во времени и нестационарные - не
определённые во времени. Стационарные процессы могут быть
периодическими, гармоническими или полигармоническими и
непериодическими - почти периодическими, переходными, а также
случайными. Периодические колебания - колебания, при которых каждое
значение колеблющейся величины повторяется через равные интервалы
времени. Простейший периодический сигнал - гармоническое колебание.
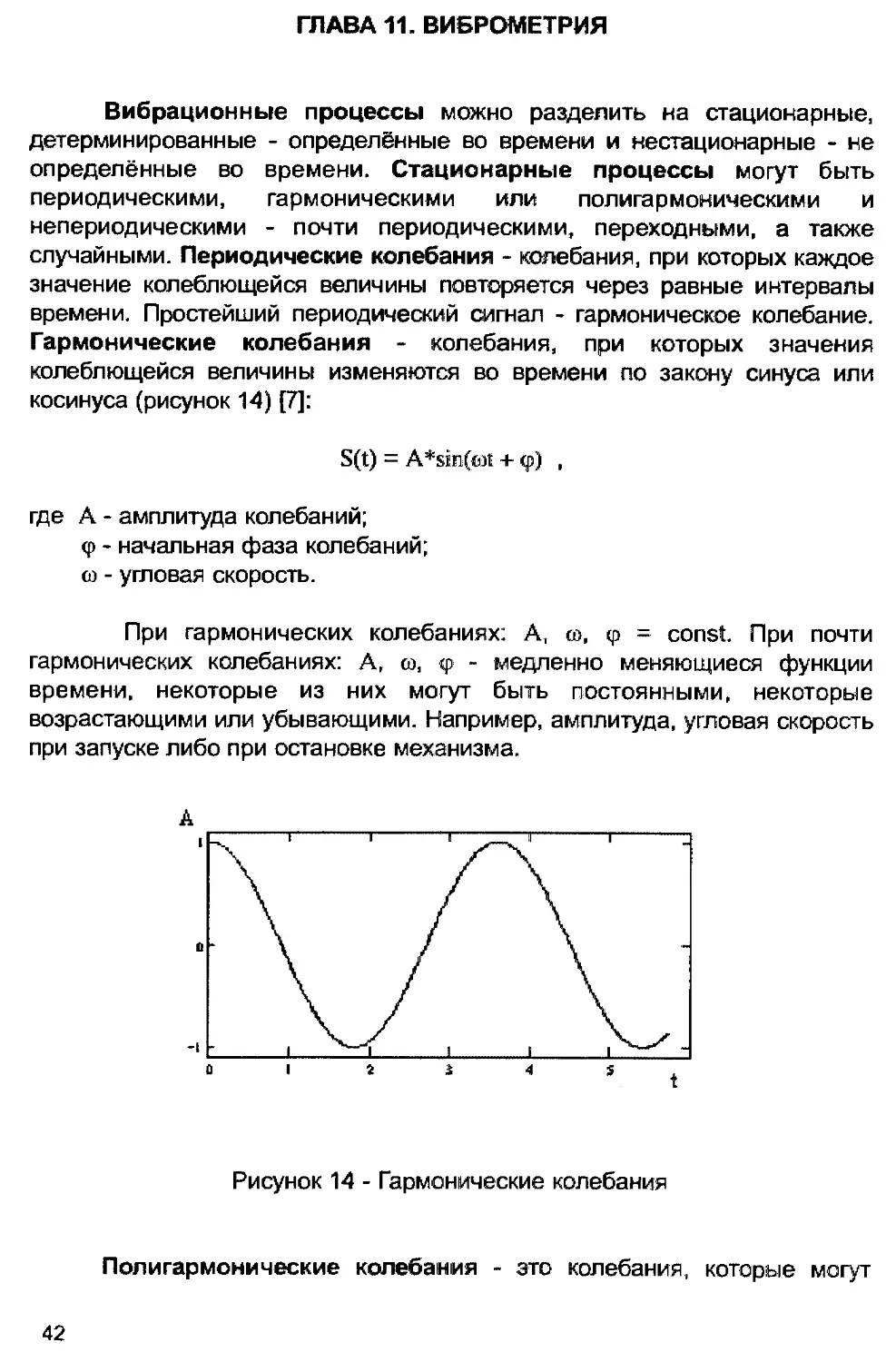
Гармонические колебания - колебания, при которых значения
колеблющейся величины изменяются во времени по закону синуса или
косинуса (рисунок 14) [7]:
S(t) = A*sintot + ф) ,
где А - амплитуда колебаний;
<р - начальная фаза колебаний;
и - угловая скорость.
При гармонических колебаниях: А, ®, ср = const. При почти
гармонических колебаниях: А, ы, <р - медленно меняющиеся функции
времени, некоторые из них могут быть постоянными, некоторые
возрастающими или убывающими. Например, амплитуда, угловая скорость
при запуске либо при остановке механизма.
Рисунок 14 - Гармонические колебания
Полигармонические колебания - это колебания, которые могут
42
быть представлены в виде суммы двух или более гармонических колебаний
(гармоник), частоты гармоник кратны основной частоте (рисунок 15),
Рисунок 15 - Полигармонические колебания
Случайные процессы непредсказуемы по своим параметрам
(частоте, амплитуде), но сохраняют свои статистические характеристики
(среднее значения, дисперсию) на протяжении всего процесса наблюдения.
Например: кавитация в проточной части насоса, шум работающего
двигателя.
Нестационарные процессы разделяются на непрерывные и
кратковременные. Это процессы, вероятностные характеристики которых
являются функциями времени. Например: ударные процессы, проявление
повреждений, трещин в процессе работы.
Вибрацию также классифицируют: по её природе (механическая,
аэрогидродинамическая, электромагнитная, электродинамическая); по
конструктивному узлу (элементу) её вызывающему (роторная, лопаточная,
подшипниковая, зубчатая).
Параметры периодических колебаний
1. Частота вибраций f = 1/Т (Гц), Т - период (время полного цикла
колебаний), с; со = 2nf - угловая скорость.
2. Вибросмещение S (мм, мкм) - составляющая перемещения,
описывающая вибрацию. Виброперемещение, как диагностический
параметр, представляет интерес в тех случаях, когда необходимо знать
относительное смещение элементов объекта или деформацию.
3. Виброскоросгь V (мм/с) - производная виброперемещения по времени.
Виброскорость используют при определении технического состояния
машин при полигармоническом характере вибрации. Этот параметр
обычно связывают с энергией механических колебаний, направленной на
43
разрушение, деталей.
4. Виброускорение а (м/с2) - производная виброскоросги по времени (1g =
=9,807 м/с2). Виброускорение используют при определении степени
повреждения, наличия дефектов и силы ударов в подшипниках качения и
зубчатых передачах.
Взаимосвязь колебательных величин при гармонических процессах:
V = 2rfS = a-103/(2nf);
S = V / 2nf = а-103 / (2irf)2;
a = (2nf)2-S-10-3 = 27tf-V10-3.
Основные характеристики колебательных, вибрационных процессов
Размах колебаний - разность между наибольшим и наименьшим
значениями колеблющейся величины в рассматриваемом интервале
времени (двойная амплитуда).
Пиковое значение - определяется как наибольшее отклонение
колебательной величины хр - хтах.
Среднеарифметическое мгновенных значений вибрации
характеризует общую интенсивность вибрации:
1 T-hl
Х = т
Среднее квадратичное значение - квадратный корень из среднего
арифметического или среднего интегрального значения квадрата
колеблющейся величины в рассматриваемом периоде времени:
-Н-’ “
Коэффициент амплитуды или пикфактор: Кпф = хр / хс. Для
гармонических колебаний: Кпф = 1,41; хр = А; \. = 0,707А; хскз = 0.637А.
Поскольку уровни вибрации могут изменяться на несколько
порядков, наряду с линейной шкалой используется логарифмическая
шкапа. Логарифмическая единица измерения - бел (Б), а ее десятая часть -
децибел (дБ). Децибел - двадцать логарифмов отношения измеренного
значения к начальному уровню
L = 2O-lg(ve/vo) ,
44
где ve - измеренная величина; v0 - нулевое значение.
Начальные уровни s0 = 8*10-9 мм, v0 = 5*10-5 мм/с, а0 = 3*10’4 м/с2.
Возрастание уровня на 1 Б означает, что параметр увеличился в 3,16 раз, а
увеличение на 1 дБ - в 1,12 раза.
Интенсивность вибрационного воздействия зависит от частоты.
Поэтому, при оценке уровней вибрации ось частот разбивают на отрезки
(полосы частот) и определяют уровни вибрации для каждой полосы в
отдельности.
Октава - интервал или полоса между двумя частотами с отношением
равным 2. Средняя частота для октавной полосы, ограниченной частотами
fj и f2, будет fcp = h Отношение следующих одна за одной средних
частот октавных полос также равно двум (таблица 9).
Таблица 9 - Границы и среднегеометрическое значение октавных полос (Гц)
fl 5.525 11.05 22.1 44.25 88.5 177 354
f2 11.05 22.1 44.25 88.5 177 354 708
fcp 8 16 32 63 125 250 500
При измерении вибраций в качестве стандартных частотных полос
также используют: декадные полосы с отношением верхних и нижних
граничных частот равным 10; полуоктавные - с отношением, равным ./2
третьоктавные - с отношением, равным з#
45
ГЛАВА 12. ДАТЧИКИ ДЛЯ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ВИБРАЦИИ
Измерение механических колебаний обязательным условием
предполагает наличие неподвижной точки отсчета - искусственного "нуля",
относительно которого и выполняются измерения. Широкий диапазон
измеряемых значений параметров вибрации ограничивает применение
механических систем. Основным конструктивным решением в настоящее
время является преобразование механических колебаний в электрический
сигнал при помощи вибрационных датчиков [8].
Вибрационный датчик - устройство, генерирующее электрический
сигнал, пропорциональный изучаемому вибрационному процессу.
Различные виды датчиков измеряют различные параметры вибрационного
сигнала: проксиметр - используется при замерах вибросмещения;
велосиметры - замеряют виброскорость; акселерометр генерирует сигнал,
пропорциональны й виброускорению.
Проксиметр (датчик перемещения) - стационарно установленное
устройство, имеющее усилитель сигналов и генерирующее напряжение на
выходе, пропорциональное расстоянию до вращающегося ротора. Датчик
(вихретоковый) бесконтактно измеряет относительное перемещение вала в
пределах зазора подшипника. Для измерения радиальной вибрации,
датчики устанавливают парами под углом 90° перпендикулярно валу. Это
делает возможным визуализацию на экране осциллографа орбиты
движения вала, полярную диаграмму траектории центра вала в радиальной
плоскости. Частотный диапазон датчиков перемещения от 0 до 1000 Гц.
Велосиметры (измерители виброскорости) состоят из катушки
индуктивности и подвижного магнита, расположенного внутри.
Относительное движение магнитного поля в катушке порождает
электрический ток, сила которого пропорциональна скорости движения.
Частотный диапазон датчиков от 10 до 1000 Гц. Пружина и магнит образуют
резонансную систему с собственной частотой в районе 10 Гц, этот резонанс
усиливает все низкочастотные сигналы.
Пьезоэлектрические акселерометры - самые универсальные и
наиболее часто используемые датчики на сегодняшний день. Акселерометр
является преобразователем механических колебаний объекта в
электрический сигнал пропорциональный виброускорению. Чувствительный
элемент акселерометра состоит из одного или нескольких дисков или
пластинок из пьезоэлектрических материалов. Над чувствительным
элементом установлена инерционная масса, прижатая жесткой пружиной.
Под воздействием механических колебаний инерционная масса m
воздействует на пьезоэлемент с силой F, пропорциональной ускорению а:
F=m-a. В результате пьезоэлектрического эффекта на поверхности
пьезоэлемента возникает электрический сигнал U пропорциональный
воздействующей силе F и ускорению а механических колебаний. Частотный
46
диапазон от 0 до 1/3 резонансной частоты акселерометра (обычно 30 кГц).
Акселерометры имеют в основном линейную амплитудную
чувствительность, стабильно работают длительное время, нуждаются
только в периодической калибровке.
Резонансная частота акселерометра зависит также и от метода
крепления датчиков. Наилучший способ крепления - при помощи стальной
шпильки. Поверхность объекта должна быть ровной, чистой, с
шероховатостью 1,6...0,25 Rz. Альтернативные методы крепления
сокращают верхний частотный предел воспринимаемого сигнала.
Крепление на тонком слое воска применимо при относительно низкой
температуре поверхности объекта и малой амплитуде колебаний.
Использование промежуточных элементов - пластин, дисков приводит к
искажению воспринимаемого сигнала из-за механической фильтрации.
Крепление при помощи магнита сокращает измеряемый частотный
диапазон до 5000 Гц. Прикрепленный к датчику щуп позволяет
регистрировать механические колебания в частотном диапазоне 0...500 Гц.
47
ГЛАВА 13. ИЗМЕРЕНИЕ ОБЩЕГО УРОВНЯ ВИБРАЦИИ
Основой измерения вибрации является аксиома об отсутствии
вибраций в идеальной машине. В ней вся энергия превращается в полезную
работу. В реальном механизме, возникающие вибрации - побочное явление
взаимодействия элементов машины. Значения вибрации определяют
степень нарушения нормальной передачи динамических сил через
механическую систему. Характерным признаком нормальной работы
машины является низкий уровень вибрации. При увеличении зазоров,
появлении повреждений происходит локальное увеличение вибрации
ближайшего к дефекту подшипника. Одновременно в рассматриваемой
механической системе такое повреждение вызовет повышение колебаний и
других подшипниковых узлов, но в меньшей степени. Подшипниковый узел
выступает в данном случае как элемент, передающий динамические усилия
от поврежденной детали на корпус механизма.
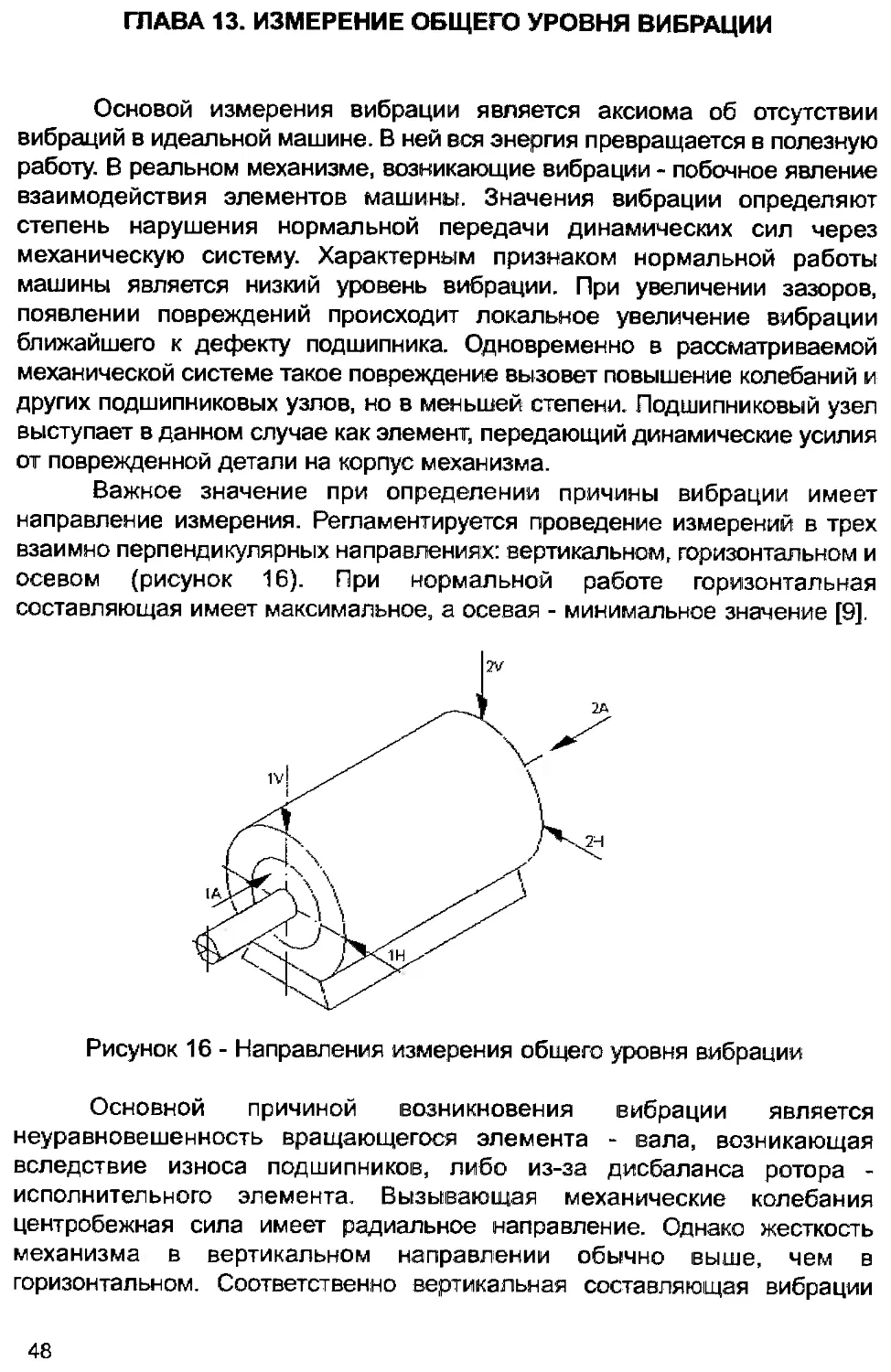
Важное значение при определении причины вибрации имеет
направление измерения. Регламентируется проведение измерений в трех
взаимно перпендикулярных направлениях: вертикальном, горизонтальном и
осевом (рисунок 16). При нормальной работе горизонтальная
составляющая имеет максимальное, а осевая - минимальное значение [9].
Рисунок 16 - Направления измерения общего уровня вибрации
Основной причиной возникновения вибрации является
неуравновешенность вращающегося элемента - вала, возникающая
вследствие износа подшипников, либо из-за дисбаланса ротора -
исполнительного элемента. Вызывающая механические колебания
центробежная сила имеет радиальное направление. Однако жесткость
механизма в вертикальном направлении обычно выше, чем в
горизонтальном. Соответственно вертикальная составляющая вибрации
48
меньше, чем горизонтальная. Рассматриваемый механизм реализует
вращательное движение и не предназначен для создания осевых
перемещений. Поэтому, осевая составляющая должна иметь минимальное
значение. Увеличение осевой составляющей связано с появлением
дополнительной степени свободы или с действием дефектов, вызывающих
динамические силы в осевом направлении. Эти основные предпосылки
позволили сформировать признаки проявления возможных дефектов
механизма.
Увеличение вибрации преимущественно в вертикальном
направлении вызывается наличием трещин в опорах или основании, низкой
жесткостью основания, ослаблением резьбовых соединений. Повышенная
горизонтальная составляющая определяется дисбалансом ротора, износом
подшипников, ослаблением посадки подшипников. Наибольшая или
повышенная осевая составляющая возникает при нарушении центровки
валов, дефектах муфт и неправильном монтаже или регулировке
подшипников качения.
Измерения вибрации проводятся для каждого подшипникового узла.
Поэтому граф причинно-следственных связей (рисунок 17) показывает
зависимость между увеличением вибрации в определенном направлении и
возможными повреждениями подшипников.
Рисунок 17 - Граф причинно-следственных связей вибрации и
повреждений подшипниковых узлов
Контроль общего уровня вибрации имеет количественный характер.
Для получения качественной оценки технического состояния необходимы
критерии различения. Под этим критерием понимаем численное значение
диагностического параметра, разделяющее граничные состояния объектов.
49
Известные методы позволяют оценить техническое состояние путем
взаимного, относительного и абсолютного сравнения.
Взаимная оценка проводится в случае наличия нескольких машин
одного вида. Вибрация этих машин измеряется в аналогичных точках, при
аналогичных условиях. Оценка состояния проводится путем взаимного
сравнения. В основе данного метода лежит постулат о том, что повышенная
вибрация соответствует худшему техническому состоянию механизма.
Предположим, что имеется п однотипных механизмов М. Измерения
вибрации при одинаковых условиях и технологических нагрузках позволили
получить ряд значений S|( S2.Sm.
Различение состояний проводим по трем группам: хорошо,
удовлетворительно, плохо. Предполагаем прямолинейную зависимость
между увеличением вибрации и ухудшением технического состояния.
Определяем максимальное и минимальное Smin значения из данного
ряда. Критерий оценки К вычисляем по формуле:
К = / (Smin * N),
где N - число групп состояний.
Границы интервалов Ln:
I _ с . * к
Мъ °1ШП. JV“
Таким образом, машины, имеющие значения вибрации от до
8гат*К, составят группу машин с хорошим состоянием. Машины имеющие
значения вибрации от Smin*K до 2*Smin*K образуют группу машин с
удовлетворительным состоянием и плохое состояние определяется
интервалом от 2*Smin,K до Sm3X. Период эксплуатации до отказа даже у
однотипных механизмов неодинаков в силу воздействия различных
случайных факторов. Процесс износа носит веерный характер из-за
рассеивания интенсивности изнашивания с течением времени.
Соответственно сроки предупредительного ремонта конкретных
механизмов будут различными. Реализация данного метода позволяет
определить последовательность ремонта. В первую очередь ремонту
подлежат механизмы с “плохим” состоянием, далее с
"удовлетворительным”.
Увеличение выборки обследуемых машин повышает вероятность
охвата всех возможных технических состояний. Это позволяет определить
абсолютные (стандартные) границы состояний объектов (таблица 10).
Применительно к металлургическому оборудованию данный подход имеет
ограниченное применение. Это связанно с разнообразием конструкций,
условий эксплуатации, длительными сроками службы и отсутствием
50
статистических данных.
При относительной оценке измеряется вибрация одного механизма и
проводится временное сравненРие полученных значений. Значения
вибрации нормально работающего механизма принимаются как начальная
величина. Оценивается кратность превышения начальной величины.
Определяется степень ухудшения S:
S = Xj / Хп ,
где Хь Хп - текущее и начальное значения параметра.
Таблица 10 - Оценка технического состояния машин по значениям
среднеквадратичной виброскорости, мм /с - стандарт ИСО 10816
Группы машин Характеристика группы Техническое состояние
’’хорошее" "допустимое" "плохое" "аварийное”
I Малые машины с вращательным дви- жением мощностью до 15 кВт 0,7 0,7 ... 1,8 1,8 ... 4,5 свыше 4,5
II Средние машины мощностью 15... 75 кВт, без специ- альных фундамен- тов и машины до 300 кВт на отдель- ных фундаментах 1,1 1,1 ... 2,8 2,8 ... 7,1 свыше 7,1
III Крупные машины с вращающи мися массами, жестко закрепленные на не- подвижных или тяжелых фунда- ментах 1,8 1,8 ...4.5 4,5 ... 11,2 свыше 11,2
IV Мощные двигатели и машины (свыше 1500 кВт) с вра- щающимися масса- ми, упруго установ- ленные на фунда- ментах или на фун- даментах облегчен- ного типа 2,8 2,8 ... 7,1 7,1 ... 18 свыше 18
Как показывают исследования, проведенные специалистами ВМФ
Канады, изменение вибрации в 2 раза не приводит к существенным
изменениям ТС механизма. Поэтому, при S большем 2 необходимо обратить
51
внимание на техническое состояние механизма, а превышение параметром
S 4-кратного значения определяется как опасное состояние. Аналогично, по
правилу ЦНИИМФа (Центральный научно-исследовательский институт
морского флота) при увеличении уровня вибрации более чем в 3...3.5 раза
необходимо проведение технического обслуживания [5].
Общепринятым является положение о том, что процесс изнашивания
деталей машин при эксплуатации имеет три периода. Первый период -
приработка, при которой темп изнашивания повышен в результате
истирания начальных неровностей или вследствие перекоса поверхностей
сопряженных деталей, второй - установившийся износ, когда происходит
естественное изменение форм и размеров деталей в процессе работы
машины, третий - катастрофический износ, характеризуемый резким
нарастанием интенсивности износа в виду недопустимых изменений в
сопряженных деталях. В этот период происходит отказ узла.
Соответственно процесс изменения вибрации также имеет три
периода. Период приработки имеет несколько повышенный уровень
вибрации с тенденцией уменьшения, период установившегося износа
характерен малой скоростью нарастания контролируемого параметра,
период катастрофического износа имеет большую скорость изменения
вибрации. Границей между вторым и третьим периодами устанавливается
увеличение скорости изменения вибрации в 3...4 раза. В случае
возникновения неисправностей возможно резкое, ступенчатое изменение
вибрации.
Путем построения графиков зависимости результатов измерения
вибрации от времени прослеживается тенденция развития механических
колебаний, экстраполяция которой позволяет определить время ремонта
или замены подшипника. Однако, вследствие того, что общий уровень
механических колебаний подшипников качения часто увеличивается только
на заключительной стадии развития неисправности, этот метод дает
сравнительно позднее предупреждение о неисправности.
52
ГЛАВА 14. МЕТОД УДАРНЫХ ИМПУЛЬСОВ
Назначение метода ударных импульсов - определение состояния
подшипников качения и качества их смазывания. Диагностируемые объекты
- электродвигатели, насосы, вентиляторы, компрессоры, редукторы. Метод
ударных импульсов предполагает измерение параметров ударных волн,
вызванных столкновением двух металлических тел. Ускорение частиц
материала в точке удара вызывает волну сжатия, в виде ультразвуковых
колебаний, распространяющуюся во всех направлениях. Ускорение частиц
в начальной фазе удара зависит от скорости столкновения и не зависит от
соотношения размеров тел. Период времени так мал, что заметной
деформации не происходит [9].
Для измерения ударных импульсов используется пьезоэлектрический
датчик. Датчик вместе со щупом образуют механическую систему с частотой
резонанса 28...32 кГц. Вызванная механическим ударом фронтальная волна
сжатия возбуждает затухающие колебания в датчике. На поверхности
беговых дорожек подшипников всегда имеются неровности. При работе
подшипника наблюдаются механические удары и появляются ударные
импульсы. Значение ударных импульсов зависит от состояния поверхностей
качения и окружной скорости. Ударные импульсы, генерируемые обычным
подшипником, увеличиваются в 1000 раз, начиная от момента, когда он был
новым, и кончая моментом, когда его следует заменить. Для упрощения
считывания таких больших значений применяется шкала, отградуированная
в децибелах: 8 дБ - увеличение в 2.5 раза; 20 дБ - увеличение в 10 раз; 60
дБ - увеличение в 1000 раз.
Испытания показали, что даже новый и смазанный подшипник
генерирует ударные импульсы. Значение этого начального удара
выражается как dBi (дБ, начальный импульс). По мере износа подшипника
увеличивается значение dBsv (общий ударный импульс). Нормированное
значение dBn для подшипника можно выразить так:
dBn = dBsv - dBi.
Шкала dBn разделена на три зоны (категории состояния
подшипника): dBn<20 дБ - хорошее состояние; dBn = 20...40 дБ -
удовлетворительное состояние; dBn>40 дБ - неудовлетворительное
состояние (необходима замена подшипника).
Указанные нормы, соответствующие трем категориям состояния
подшипника, установлены на основе накопленного опыта при оценке
состояния подшипников механизмов. Приборная реализация метода:
ИСП-1, SPM-43A (фирма SPM, Швеция), КОН.ТЕСТ 77Д (Украина), приборы
фирмы SPM - тестер ударных импульсов Т2000, анализатор ударных
импульсов А2010, SPM-43A.
53
В приборе "Индикатор состояния подшипников ИСП-1" (в
дальнейшем ИСП-1), (рисунок 18), реализован метод контроля, основанный
на регистрации с помощью пьезоэлектрического преобразователя
высокочастотных механических ударных импульсов, возникающих в
поврежденной зоне при соударении деталей подшипников качения в
процессе работы. Признаком наличия дефектов в контролируемом
подшипнике качения является превышение сигналом, полученным с
индикаторного щупа, порогового уровня, заданного в электронном блоке,
что вызывает срабатывание световой и звуковой сигнализации.
Рисунок 18 - Прибор ИСП-1
Прибор состоит из: индикаторного щупа 7, электронного блока 10,
головного телефона 1, сигнальной лампочки 2, каретки 9, основной 3 и
вспомогательных 6,8 шкап (неподвижные dBi, п и подвижной d), прозрачного
движка 4 с красной стрелкой, вспомогательного указателя 5. Основная
шкала dBn разделена на три зоны: зелёную (0-20 дБ), желтую (20-35 дБ),
красную (35-60 дБ).
Сигналы от индикаторного щупа (в дальнейшем щуп),
установленного на крышке или корпусе подшипника качения, поступают в
электронный блок, где они сравниваются с предварительно установленным
(запрограммированным) уровнем, соответствующим исправному состоянию
диагностируемого подшипника качения.
54
Технология измерения ударных импульсов подшипников
качения при помощи прибора ИСП-1.
Перед проведением измерения необходимо убедится, что нагрузка
на подшипнике качения при работе машины является равномерной и
безударной. Если в процессе работы в машине возникают ударные
нагрузки, то подшипник качения необходимо диагностировать на холостом
ходу. Датчик устанавливается в районе эмиссионного окна под углом 900 к
корпусу подшипника, допускаемый угол отклонения не более 5е. Усилие
прижатия щупа к поверхности контрольной точки должно быть постоянным.
Плавно перемещая движок 4, добиваются положения, когда появится
прерывистая сигнализация (редкие звуковые и световые сигналы). Красная
стрелка движка 4 укажет значение ударных импульсов по шкале dBn.
Необходимо зафиксировать эти показания. В дальнейшем эта величина
называется максимальной и обозначается dBM.
Перемещая движок далее вдоль основной шкалы, добиваются
положения, когда звуковая и световая сигнализация станет непрерывной.
Фиксируются эти показания по основной шкале. В дальнейшем эта
величина называется фоновой и обозначается dBc.
Техническое состояние подшипника определяется в основном по
уровню и соотношению двух измеренных величин dBM и dBc. Однако во
время работы подшипника пиковые удары различаются не только по
амплитуде, но и по частоте.
1. В хорошем подшипнике удары возникают в основном от качения
шариков по неровностям беговой дорожки (обоймы) подшипника и создают
нормальный уровень фона с низким значением амплитуды ударов (dBc< 10
дБ), на котором имеются случайные удары с амплитудой <1Вм - 20 дБ.
2. При появлении дефектов на беговой дорожке (обойме) или
шариках на общем фоне возникают пиковые значения ударов с большой
амплитудой 4Вм >35 дБ. Удары возникают беспорядочно. Часто значения
фона dBc < 20 дБ, хотя при сильном повреждении подшипника возможно
увеличение фона. Как правило, наблюдается большая разница dBM и dBc.
3. При отсутствии смазывания или слишком плотной (слабой)
посадке подшипника увеличивается фон подшипника (dBc > 10 дБ), даже
если подшипник не имеет еще каких-либо повреждений на беговых
дорожках. Амплитуды пиковых ударов и фона относительно близки (ВВм =
=30 дБ и dBc = 20 дБ).
Требования к объектам диагностирования. Подшипниковые узлы
должны отвечать следующим требованиям: внутренний диаметр
подшипника 5...1000 мм; частота вращения вала 10...50000 мин-1;
измерение необходимо производить на детали, непосредственно
прилегающей к подшипнику; путь от источника ударной волны до места
установки щупа, должно быть не более 100 мм; на пути сигнала
допускается только один материальный разрыв.
Требования к месту и условиям измерения. Ударные импульсы
55
следует измерять непосредственно на корпусе подшипника. При свободном
доступе к корпусу подшипника измерения проводят с помощью
индикаторного щупа. При этом необходимо выполнять следующие условия:
путь прохождения сигнала от наружной обоймы подшипника до точки
измерения должен быть как можно более прямым и коротким; путь
прохождения сигнала не должен пересекать прокладки и стыки деталей;
место измерений следует выбирать в зоне действия нагрузки подшипника;
первоначальные измерения на корпусе подшипника проводят в нескольких
точках для нахождения максимального значения ударных импульсов.
Найденную точку необходимо пометить для проведения последующих
измерений. Поверхность в месте измерений должна быть ровной. Если
имеется толстый слой краски, то его следует удалить.
ГЛАВА 15. СПЕКТРАЛЬНЫЙ АНАЛИЗ ВИБРАЦИИ
Спектральный анализ - это метод обработки сигналов, который
позволяет выявить частотный состав сигнала. Выявлением повышенных
амплитуд вибрации на частотах, совпадающих с собственной частотой
механизма, узла оборудования (или ее гармоник) или на частотах
протекания рабочего процесса можно идентифицировать неисправности
данного оборудования.
Существует два способа описания сигнала вибрации - во временной
области х = f(t) и частотной области х = F(to). Измерение на определённой
частоте даёт информацию о неисправности раньше, чем измерение общего
уровня вибрации. При спектральном анализе используются ряд
последовательных фильтров, перемещаемый полосовой фильтр, либо
преобразование Фурье [4, 7].
Анализ проводится в частотных областях: с постоянной
относительной шириной частотной полосы (ПОШП) - с одинаковой шириной
на логарифмической шкале частот (ширина полосы в октаву или её доли); с
постоянной абсолютной шириной частотной полосы (ПАШП) (применяются
ширины полос: 0,25; 0,75; 1,0; 2,5; 5,0; 7,5 и 25,0 Гц).
Решение задач спектрального анализа возможно при использовании
быстрого преобразования Фурье позволяющего определить вклад
отдельных составляющих спектра вибрации. Вибрационный сигнал,
представленный во временной области в виде амплитуды - х(т), можно
получить в виде распределения амплитуд в частотной области x(f):
х(т) = а^/2 + a^os tor + а2 cos 2®т +...+ a,, cos nor +...
+ bj sin + b2 sin 2a>r +... + bn sin nor .
Частотный состав сигналов определяют путем вычисления оценок
спектральной плотности мощности (СПМ). Задачами вычисления СПМ
являются обнаружение гармонических составляющих в анализируемом
сигнале и оценивание их параметров.
Корреляционный метод выполняется на основе статистических
методов обработки процесса вибрации.
1. Корреляционная функция. Связь двух случайных процессов x(t)
и y(t) характеризуется взаимной корреляционной функцией:
кху(11- h) = MUxa^-m/t^Xya,)-™^^))}
2. Автокорреляционная или взаимная корреляционная
функция. Обратное преобразование Фурье автоспектра:
кхх (0=
Ч о
57
Применяется для выделения синусоидальных составляющих на
фоне шума: повышенный износ зубчатых передач.
3. Частотный спектр. Периодический сигнал состоящий из
бесконечного числа гармоник, например:
x(t) = ^akcos(kG)t-<pl.)
можно разложить на элементарные гармонические колебания - в ряд Фурье:
x(t) = — + £(ak coskcDjt + bj; sinko2t) •
2 k=l
В свою очередь амплитуда Ak и начальная фаза <рк в разложении
равны:
Ak = 7ak + bk и
( Ьк
(pk=arctg —
vak
Совокупность коэффициентов Ак и <рк разложения представляет
амплитудный и фазовый частотные спектры периодического сигнала x(t).
Графическое построение, наглядно интерпретирующее коэффициенты ряда
Фурье, называется спектральной диаграммой.
4. Автоспектр или СПМ процесса - спектр квадрата амплитуд:
s(co)= lim—(х(о)
Т-юо 'f
где о=2тгГ - круговая частота;
Т - интервал времени реализации;
х(ш) - спектральная плотность функции 6(t).
Применяется для выделения синусоидальных составляющих на
фоне шума: повышенный износ зубчатых передач.
5. Кепстр. Вторичный спектральный анализ:
с(т)= Jlg|s(ro)cos(m>
Позволяет определить боковые частоты, характеризующие развитие
неисправностей, особенно зубчатых передач.
58
6. Эксцесс - отношение центрального момента четвертого порядка к
квадрату центрального момента второго порядка. Определяет отклонение
параметров от нормального распределения:
ь=Лк_
(т2)
1, 1 Л
где т2 = —(у2-------У! ) - момент второго порядка;
п п
_1 ± ± 2 3 4
т4 — Уд 2У1Уз+ 3У1У2 4 У - момент четвертого порядка;
п п п п
у =^х. -среднеарифметическое;
i=l
У2 = X xi - дисперсия;
i=i
л
у — асимметрия;
1=1
_ у- 4
У4 — - островершинность;
х; - относительное отклонение параметра от исходного, выраженное
в процентах;
п - число параметров системы.
Применяется для установления развития различных неисправностей,
особенно эффективно для анализа подшипников скольжения.
Периодограммный метод заключается в применении дискретного
преобразования Фурье (ДПФ) для разложения процесса колебаний на ряд
функций. Для сокращения времени применяют быстрое преобразование
Фурье (БПФ). Ограничение во времени сигнала получается путем
умножения исходной функции на "окно" (весовую функцию). Весовые
функции выбираются таким образом, чтобы уменьшить искажение спектра
исходной функции и получить необходимую точность в соответствии с
поставленной задачей точного определения: "окна Хэннинга и Хэмминга" -
частоты; "окна со срезанной вершиной” - амплитуды; "экспоненциального
окна" - параметров удара.
59
Основные методы спектрального анализа.
1. Получение спектров с полосами постоянной относительной
ширины. Этот метод позволяет выявить такие типы неисправностей машин,
как дисбаланс, несоосность, ослабление крепления.
2. Анализ с увеличением масштаба частоты позволяет увеличить
разрешение по частоте, с которым проводится индикация соответствующего
участка спектра. Это позволяет уменьшить порог собственного шума, что
обеспечивает более четкую индикацию составляющих с низкими уровнями.
3. Анализ кепстров выявляет семейство боковых полос и гармоник в
спектре и устанавливает их относительное значение. Кепстры относительно
нечувствительны к изменениям нагрузки машин, относительно
нечувствительны к изменениям пути передачи механических колебаний.
4. Анализ огибающей - предусматривает анализ огибающей
вибрационного сигнала на частоте 5...10 кГц, где могут быть выявлены
периодические импульсы, возникающие вследствие ухудшения состояния
подшипников качения.
60
ГЛАВА 16. ИНФОРМАТИВНЫЕ ЧАСТОТЫ ВОЗМОЖНЫХ
ПОВРЕЖДЕНИЙ
Поиск повреждений проводится на заранее определенных частотах
возможных повреждений конкретного механизма [4, 7, 8].
1. Нарушение уравновешенности ротора - дисбаланс.
Причина - центр масс ротора не лежит на оси вращения. Различают
статический дисбаланс, моментный или дисбаланс пары сил и
динамический (суммарное проявление первых двух случаев).
Неуравновешенная масса создает силу, пропорциональную смещению оси
ротора е, его массе m и квадрату угловой скорости о: Cn = me w2.
Неуравновешенная масса, вращаясь вместе с ротором создает
гармонические колебания в опоре.
Определение. Вибрация неуравновешенного ротора проявляется в
виде синусоидальных колебаний с частотой вращения ротора. В спектре
колебаний при этом присутствует значительный пик на частоте вращения:
fnoBp = fBp, где fnOBp - частота проявления повреждения; fBp - частота
вращения ротора. Так как дисбаланс приводит к увеличению нагрузок на
опоры, в большей степени проявляются и другие повреждения на частотах
кратных частоте вращения (гармониках). После уравновешивания данные
гармоники могут исчезнуть, а могут и остаться. В любом случае причина
появления данных гармоник не дисбаланс.
Разность фаз колебаний при измерениях в вертикальном и
горизонтальном направлениях составляет 90°. При статическом дисбалансе
колебания опор будут находиться в фазе, а при динамическом дисбалансе
разность фаз колебаний может составлять 90...180°.
При дисбалансе осевая составляющая вибрации увеличивается при
консольном расположении рабочего органа, а также при моментной
неуравновешенности ротора с межопорным расположением рабочего
органа. Колебания в этом случае будут происходить в фазе с колебаниями
в радиальных направлениях той же опоры. Изменение частоты вращения
приводит к изменению амплитуды колебаний в квадратичной зависимости.
2. Нарушение соосности валов.
Причина - нарушение соосности предполагает несовпадение осей
вращения ведущего и ведомого валов. Различают угловую и радиальную
несоосность. Фактически на машинах присутствуют оба типа несоосности.
Причины несоосности: неравномерное тепловое расширение деталей
механизма; не точная выверка валов; недостаточная жесткость креплений
либо основания механизма.
В результате нарушения соосности подшипники и валы подвергаются
дополнительной нагрузке, что приводит к ускоренному появлению
усталостных напряжений, износу деталей и узлов механизма.
61
Определение. Угловая несоосность приводит к повышению
вибрации на частоте вращения в осевом направлении. Осевые колебания
подшипниковых опор будут синфазны.
Радиальная несоосность определяется по повышенной вибрации на
двойной частоте вращения, измеренной в радиальном направлении.
Разность фаз колебаний опор соединенных валов составит 180°.
3. Изгиб вала.
Причины: изгиб вала под действием сип гравитации (для длинных
валов); нарушение прямолинейности из-за дефектов монтажа или
транспортировки. Следствие изгиба - повышенная нагрузка на подшипники,
усталостные напряжения, приводящие к поломкам вала или подшипников.
Определение. Наибольшая вибрация наблюдается в осевом
направлении с частотой вращения вала. В радиальном направлении спектр
вибрации дополняется пиком на удвоенной частоте вращения с амплитудой
0,5... 1,5 пика на частоте вращения. Колебания в радиальном и осевом
направлении синфазны на опорных подшипниках. Направление
деформаций в подшипниковых узлах в осевом направлении
противоположно.
4. Повреждения в муфтах.
Причины: износ, повреждения элементов; нарушение
центрирования валов. Результат - возникновение дополнительных, в
основном осевых, нагрузок на подшипники ближайшие к муфте.
Определение. Повышение осевой и радиальной вибрации на
частотах, определяемых конструкцией муфты.
Для упруго-втулочно пальцевых муфт: fnOBp=z-fBp , где z - число
пальцев.
Для зубчатых муфт fnOBp = (2...4)-fBp.
Во время переходных процессов fn0Bp = z-fBp , где z - число зубьев
муфты.
5. Повреждения подшипников качения.
Причины: сколы, оспины, трещины на беговых дорожках и тепах
качения.
Определение. Появление большого количества составляющих в
спектре виброускорения в районе собственных частот подшипников
(1000...5000 Гц). В спектре огибающей высокочастотного сигнала либо в
спектре колебаний возникают одиночные либо периодические пики с
частотой возможных повреждений подшипника:
повреждения наружного кольца:
fHK = 0.5-z-fBp.(l - d-cos p/D);
62
повреждения внутреннего кольца:
fBK = O,5-z-fBp-(l + d-cos р / D);
повреждения тел качения:
fTK - (D fBp7 d) [l - (d-cos p / D)2];
повреждения сепаратора:
fc = O,5fBp-(l- d-cos p/D),
где fBp - частота вращения вала;
z - число тел качения;
d - диаметр тел качения;
Р - угол контакта;
D - диаметр окружности, проходящей через центры тел качения.
Возможны гармоники от данных повреждений.
6. Повреждения лопаток, зубчатых передач.
Причина - повреждения рабочей поверхности зубьев зубчатых
передач (оспины, сколы, заедания); срыв потока с лопаток компрессоров,
насосов из-за их износа, повреждений.
Определение. Появление в спектре одиночных либо периодических
зубцовых частот: fnoBp - z-fBp, где z - число зубьев колеса либо число
лопаток. Появление в спектре боковых составляющих с частотой вращения.
Возможны гармонические составляющие данных повреждений.
7. Электромагнитные колебания.
Причина - вибрация двигателя из-за неравномерного воздушного
зазора, либо электрически индуцированные механические колебания.
Определение. Появление частот кратных 50 Гц: fnOBp = 50-i, где i = 1,
2,..., zn, Zj,; zn - число полюсов, zp - число пазов статора. Примечание:
исчезают при отключении питания.
8. Ослабление посадки подшипников в корпусе.
Определение. Появление субгармоник 1/2, 1/3, 1/4 fep в спектре
механических колебаний.
63
ГЛАВА 17. ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ
Параметром теплового диагностирования является температура,
отражающая протекание рабочего процесса и развитие целого ряда
неисправностей [4, 10].
Физические основы термометрии. Температура - физическая
величина, определяемая как параметр состояния термодинамического
равновесия микроскопических систем. Термодинамическая температура
всегда положительна и измеряется с помощью термодинамической шкалы,
единицей которой служит 1 Кельвин (°К). С общепринятой шкалой Цельсия
она связана соотношением Т = t + 273,15 ”К, где t - температура по шкале
Цельсия. Цена деления шкалы Кельвина и Цельсия - одна (1 °К = 1 °C);
абсолютный ноль соответствует t = -273,15 °C.
Температура - величина экстенсивная, измеряемая косвенным
образом в результате преобразования в какую-либо интенсивную
(непосредственно измеряемую) величину, например, электрический ток.
Методы измерения температуры принято делить на две большие
группы - контактные и бесконтактные, которые в свою очередь
подразделяются по физическим эффектам, положенным в основу принципа
их действия.
Контактные методы термометрии.
1. Действие жидкостных стеклянных термометров основано на
изменении объема жидкости при нагреве или охлаждении. Они состоят из
наполненного термометрической жидкостью стеклянного резервуара,
соединенного с капиллярной трубкой, свободный конец которой запаян.
Резервуар, капилляр и скреплённая с ними шкала заключены в стеклянный
корпус. Диапазон измерения температур -80 ...+70 °C для спиртовых,-35..
+750 °C для ртутных термометров. Верхний предел ограничен температурой
размягчения стекла, равной +780 °C. Изготавливают также "палочные”
жидкостные термометры с толстостенными капиллярами, на наружной
поверхности которых нанесена шкала. Длина термометров до 600 мм. Цена
деления шкалы 0,1 °C, основная погрешность от 0,2 °C (в диапазоне -80
.. +100 °C) до 5 °C (в диапазоне до +750 °C).
2. Принцип действия манометрических термометров основан на
зависимости давления жидкости, газа или пара с жидкостью в замкнутой
системе постоянного объема от температуры. Они особенно эффективны
при контроле температуры в сложных условиях, в агрессивных средах,
взрывоопасных помещениях. Манометрический термометр состоит из
термобаллона, трубчатой пружины и соединительной капиллярной трубки,
выполняемой из металла и имеющей длину до 60 м (рисунок 19). При
повышении давления в термочувствительном элементе трубчатая пружина
приводит во вращение связанный с ней указатель.
64
манометр
белой
Рисунок 19 - Принципиальная схема манометрического термометра
3. Принцип действия дилатометрических термометров основан на
относительном удлинении при нагреве (охлаждении) двух тел (обычно
металлических) с различными температурными коэффициентами
линейного расширения.
4. В биметаллических термометрах чувствительным элементом
служит биметаллическая пластинка, выполненная, например, из инвара и
стали. Если один конец пластинки закрепить, то перемещение её
свободного конца при нагреве будет пропорционально разности
коэффициентов линейного расширения материалов пластинки. Таким
образом, шкала этих приборов - равномерная.
5. Действие термоэлектрических (термопарных) датчиков основана
на эффекте Зеебека, заключающемся в том, что в замкнутой цепи,
составленной из разнородных проводников, возникает электрический ток,
если температура мест соединения их различна (рисунок 20). Величина
соответствующей термоЭДС зависит от типа металла, является линейной
функцией температуры спаев и определяется выражением:
Е = a(tj -t2) ,
где а - коэффициент пропорциональности, индивидуальный для каждой
пары металлов;
ц, t2 - температура спаев.
Рисунок 20 - Принципиальная схема термоэлектрического датчика
65
Значение а колеблется в среднем от 41 мкВ/"С (медь - константан,
марганец - константан) до 60 мкВ/°С (константан - хром - никель).
Наибольшее распространение получили термопары из платины,
платинородия, хромели, алюмели, копели, а также железа, меди и
константана.
6. Действие терморезисторных преобразователей основано на
свойстве металлов изменять электрическое сопротивление при изменении
температуры. Терморезисторы применяют в комплекте со вторичными
электроизмерительными приборами (потометрами, мостовыми схемами), в
том числе цифровыми. В металлических терморезисторах зависимость
сопротивления от температуры близка к линейной.
7. Жидкокристаллические термоиндикаторы представляют собой
органические соединения, одновременно обладающие свойствами
жидкости (текучесть) и твердого кристаллического тела (анизотропия,
двойное лучепреломление). При изменении температуры жидкий кристалл
меняет свой цвет. Выпускаются в виде пленок или жидких растворов.
8. Плавящиеся термоиндикаторы существуют двух типов: плавкие
покрытия и термосвидетели. Покрытия выпускают в виде термокарандашей
(мелков), термолаков, термотаблеток (термопорошков). Изготавливаются на
основе воска, стеарина, парафина или соединений серы, цинка, свинца (для
высоких температур). На поверхности изделия термокарандашом наносят
риску, которая плавится и меняет цвет при достижении заданной
температуры. Действие термолаков аналогично. Термосвидетели
представляют собой комплект пластинок из металлов, плавящихся при
различных температурах.
Бесконтактные методы термометрии.
Действие пирометров излучения основано на фотоэлектрической,
визуальной и фотографической регистрации интенсивности теплового
излучения нагретых тел, пропорционального их температуре. Пирометры
обычно имеют объектив для фокусировки излучения, фотодетектор,
светофильтры и блок электронной обработки сигнала. При контроле
температуры объектов в труднодоступных полостях применяют пирометры
в сочетании с волокно-оптическими световодами. Калибровка пирометров
проводится по эталонным источникам (абсолютно черное тело,
пирометрические лампы).
1. Яркостными пирометрами измеряют спектральную яркость
объекта на определенной длине волны, которая сравнивается с яркостью
абсолютно черного тела (АЧТ) В качестве АЧТ используют спираль
специальной лампы накаливания. Яркостные пирометры применяют для
измерения высоких температур (свыше 600 °C), при которых тела начинают
излучать в видимой области, а интенсивность излучения достаточна для его
регистрации в узком спектральном диапазоне визуально или с помощью
фогоприемников типа ФЭУ, фотодиода.
66
2. Цветовыми пирометрами измеряют интенсивности излучения
объекта в двух узких зонах спектра, отношение которых сравнивается с
соответствующим отношением для АЧТ. Показания цветовых пирометров не
зависят от коэффициента излучения объектов.
3. Радиационные пирометры, работающие в широком спектральном
диапазоне, применяют для измерения температуры слабонагретых тел
(-100...+100 °C). В них используют обычно оптические системы из
материалов, прозрачных в инфракрасной области спектра или зеркальные
объективы. В качестве фотоприемников применяют тепловые детекторы
(пироэлектрики, болометры) или фотонные приемники (фотосопротивления,
фотодиоды).
4. Тепловизоры применяют для визуализации изображения нагретых
тел и оценки их температуры в отдельных точках методами сканирующей
пирометрии. Сканирование осуществляется оптико-механическими
системами либо электронными средствами.
Термографический анализ нарушений футеровки разливочных
ковшей на металлургических заводах дает информацию, позволяющую
резко увеличить их ресурс. В одном случае ресурс работы разливочного
ковша был увеличен с 72 тысяч до 143 тысяч тонн, а экономия на одном
огнеупорном кирпиче составляет 2000 долларов США в год на 1 %
увеличения ресурса работы футеровки.
67
ГЛАВА 18. ТЕПЛОВЫЕ МЕТОДЫ ДИАГНОСТИРОВАНИЯ
Температура нагрева корпусов механизмов, как диагностический
параметр, имеет две особенности: появление некоторых видов дефектов
вызывает повышение температуры корпуса механизма; инерционность
нагрева металлических деталей, корпусов и опор не позволяет
использовать данный параметр для определения внезапных отказов и
зарождающихся дефектов. Правила технической эксплуатации
регламентируют предельную температуру корпусов подшипников, которая
не должна превышать температуру окружающей среды более чем на 40 °C
и быть не выше 60...80 °C. Для некоторых механизмов, имеющих
циркуляционную систему смазки или охлаждения, оценивают разницу
температур масла или воды на выходе и входе. Это позволяет
контролировать тепловые процессы, общее состояние оборудования, а
также степень его ухудшения. Обычно разница температур на выходе и
входе не должна превышать 15...20 ’С.
При наличии постоянных нагрузок и скоростных режимов
техническое состояние механизмов могут характеризовать закономерности
изменения температур при запуске. Различают три временных фазы
(рисунок 21), соответствующие неупорядоченному нагреву А, регулярному
тепловому режиму В и выходу на стационарный тепловой режим С. Фаза
неупорядоченного нагрева имеет случайный характер в начальный период
запуска, поэтому её не используют для получения информации о
техническом состоянии. Стационарный режим, при котором достигается
тепловое равновесие, неудобен, так как выход объекта диагностирования
на этот режим требует значительного времени и точного контроля
температуры - часто разница температур в этом режиме у исправных и
неисправных механизмов незначительна. В связи с этим информацию
получают во второй фазе нагрева, когда температура объекта возрастает до
некоторого граничного значения.
68
Интенсивность нарастания температуры у неисправного механизма
или узла будет выше, чем у исправного. Для информации об интенсивности
нарастания температуры достаточно произвести два последовательных
измерения: на начальном участке фазы теплового режима и спустя
некоторое время. Допустимая интенсивность нагрева механизма в период
выхода на стационарный тепловой режим - 0,5 °С/мин.
Наружная сторона кисти руки выдерживает температуру +60 °C в
течении 10 с. Проверка температуры корпусов подшипников может
проводиться путем измерения скорости испарения нанесённых брызг воды
на корпусе подшипника, легкое испарение считается предельным. Цвета
побежалости отказавших деталей также предоставляют информацию о
степени нагрева деталей во время поломки.
Контроль температуры позволяет получить следующие
диагностические параметры: 1) абсолютное значение в локальных точках;
2) разность температур масла или жидкости на выходе и входе;
3) интенсивность нарастания температуры при запуске; 4) определение
цветов побежалости.
Первые три параметра могут быть определены при эксплуатации
механизма, а последний - при остановке на осмотр.
Основные причины, вызывающие повышение температуры,
группируются следующим образом: 1) дефекты системы смазывания:
недостаточное или избыточное количество смазки; загрязнение смазки;
неверно выбран смазочный материал; 2) повреждения подшипников
качения: износ или повреждение колец или тел качения; разрушение
сепаратора; проворачивание подшипника на валу или в корпусе; 3) дефекты
изготовления и сборки: отсутствие осевых зазоров; малый радиальный
зазор; дефекты корпусных деталей; защемление наружного кольца
подшипника; 4) дефекты регулировки: подшипник сильно зажат; перекос
подшипника или вала; неправильное центрирование электродвигателя с
приводом; 5) повреждения уплотнительных устройств; 6) повреждения
системы охлаждения или смазки: недостаточная подача охлаждающей
воды; высокая температура воды или масла на входе.
Граф причинно-следственных связей отказов изучаемого
механизма и температуры показан на рисунке 22. Причины отказов
приведены в нижней части, далее они группируются, и выше приведены
диагностические параметры, связанные с изменением температуры
механизма. Причинно-следственные связи устанавливались на основе
технологических особенностей и опыта эксплуатации подобных машин.
Анализ графа показывает, что четыре выделенных диагностических
температурных параметра, при наличии сложенных причинно-следственных
связей не могут обеспечить идентификацию шестнадцати выявленных
дефектов. Это невозможно и после введения дополнительных правил.
Разрушение сепаратора вызывает резкий рост температуры в течение
10... 15 минут, а дефекты уплотнений приводят к местному нагреву торцевых
69
крышек.
Выводы. Диагностирование механизма по температурным
параметрам не позволяет выявить все возможные дефекты. Контроль
температуры необходимо использовать как дополнительный, но
обязательный при принятии решений, параметр.
Визуальный контроль температуры по цветам каления и
побежалости также предоставляет необходимую информацию о степени
нагрева детали во время поломки или перед монтажом.
Цвета побежалости и соответствующие температуры ("С): светло-
желтый - 220; темно-желтый - 240; коричнево-желтый - 255; коричнево-
красный - 265; пурпурно-красный - 275; фиолетовый - 285; васильково-синий
- 295; светло-синий - 315; серый - 330.
Цвета каления и соответствующие температуры ("С): темно-
коричневый - 550...580; коричнево-красный - 580...650; темно-красный -
650..730; темно-вишневый - 730...770; вишнево-красный - 770...800; светло-
вишнево-красный - 800...830; светло-красный - 830...900; оранжевый -
900..1050; темно-желтый - 1050...1150; светло-желтый - 1150...1250; ярко-
белый - 1250...1300.
70
Рисунок 22 - Граф причинно-следственных связей отказов механизма и температуры
ГЛАВА 19. ОПТИЧЕСКАЯ ИНТРОСКОПИЯ
Визуальный метод контроля за состоянием оборудования наиболее
широко используется при проведении осмотров и ревизий машин и
механизмов. Этот метод позволяет как прямым путем обнаружить
неисправность, так и косвенным подтвердить наличие дефекта. Основные
задачи, решаемые при визуальном осмотре: определение причин и
характера разрушения и износа деталей по виду поверхности износа или
излома; обнаружение трещин корпусных деталей, опор или основания;
контроль поступления смазки и отсутствия подтеканий масла; контроль
биений валов, муфт. Первая из решаемых задач является задачей генезиса
- определения причины отказа. Фрактографические исследования излома,
также рассматриваются как средство диагностики разрушенных деталей [5,
8]-
Необходимо отметить отсутствие приборов и средств, способных
реализовать функции, выполняемые человеком при визуальном осмотре.
Отличительной особенностью визуального осмотра являются трудности при
формализации процесса и решения задачи распознавания. Обнаружение
трещин корпусных деталей, опор или оснований возможно при достижении
размеров трещин 50...100 мкм, видимых глазом. Данные трещины можно
выявить методами неразрушающего контроля, но площадь исследуемой
поверхности столь велика, что эти методы становятся экономически
нецелесообразными.
Операции по контролю поступления смазки зависят от способа
подачи смазочного материала к узлам механизма. При этом контролируется
и отсутствие подтеканий масла - признака, определяющего избыток смазки,
неисправность уплотнений или ослабление резьбовых соединений.
Ослабление резьбовых соединений определяется по следам смещения
крепежных элементов, наличию окиси железа в виде красного порошка,
вибрированию гаек и болтов. Биения вала возникают при повреждениях
подшипников, а биения муфт свидетельствуют об их повреждениях или о
неправильной центровке валов.
К визуальным методам может быть отнесен и метод
диагностирования редукторов по значению мертвого хода. В данном
методе, при неподвижном выходном вале проворачивают входной до
выбора зазоров в зубчатых передачах и по значению угла поворота
входного вала судят о степени износа зубьев.
Основным недостатком человеческого глаза является то, что при
малой освещенности ему не помогают самые лучшие оптические приборы.
Чаще всего осмотр проводится в условиях худшей освещенности, чем при
дневном свете. Значения освещенности в различных условиях и требования
к ней для выполнения различных работ приведены в таблице 11.
Человеческий глаз устроен так, что для того, чтобы четко видеть
72
предмет, его изображение, формируемое с помощью хрусталика, должно
попасть на центральный участок сетчатки. Этот участок содержит около 150
тысяч зрительных клеток - колбочек, ответственных за точное восприятие
тонких деталей, формы, размеров и цвета предметов. Всего в одном глазу
их около 7 миллионов, эти клетки не чувствительны при малой
освещенности. Поэтому глаз содержит 100...150 миллионов других
зрительных клеток - палочек, которые чувствительны к слабому свету. Они
распределены по периферии сетчатки и воспринимают в основном
движение.
Таблица 11 - Освещенность в различных условиях и рекомендации для
выполнения работ
Условия Освещенность, лк
На улице в солнечный день 55000...99000
В тени, в помещении у окна 1100
Рекомендуемая освещенность
Обычное чтение 275
Точная механическая работа 550
Визуальный контроль 1100
В технике широко используется волоконная оптика для осмотра
труднодоступных полостей или в тех случаях, когда другие способы
визуального контроля требуют дорогостоящего демонтажа или остановки
оборудования. Первые эндоскопы (термин, который охватывает все
устройства для осмотра внутренних частей закрытых объёмов и полостей)
были разработаны для целей медицины. Слово "эндоскоп" - греческого
происхождения и буквально переводится "осмотр изнутри”. К эндоскопам
относятся "бороскопы", представляющие собой жесткую систему линз,
снабженную миниатюрной осветительной лампочкой. В современных
эндоскопах лампа заменена волоконной осветительной системой,
позволившей резко увеличить интенсивность освещения, что дало
возможность фотографирования.
Максимальную эффективность освещения обеспечивают
волоконные световоды с непрерывными волокнами, поскольку любое
соединение в волоконных световодах приводит к потере 50 %
73
интенсивности. Другим путем улучшения освещенности является
повышение мощности источника света. Однако увеличение толщины нити
накаливания в лампе затрудняют фокусировку на торце пучка световодов и
положительный эффект такого увеличения оказывается минимальным.
Кроме того, большие лампы выделяют слишком много тепла, которое может
вызвать оплавление концов волокон и обгорание покрытия с образованием
слоя сажи, резко снижающего светопропускание. Поэтому при мощности
выше 150 Вт необходимо использовать либо ртутные, либо ксеноновые
лампы. Они обеспечивают значительно более высокую освещенность, но
требуют применения высоковольтных пускателей и сложных электронных
схем.
Увеличители и вспомогательное оборудование. Визуальный
осмотр можно производить при небольшом увеличении с использованием
широко распространенных приборов - измерительных луп с фиксированным
фокусным расстоянием и осветителем, переносных измерительных
микроскопов с увеличением х20, х40, хВО, хЮО.
Бороскопы. Жесткие бороскопы имеют линзовые оптические
системы (рисунок 23).
УПЗ - угол поля зрения; НО - направление обзора;
1 - линза освещения; 2 - объектив; 3 - линзы; 4 - световод;
5 - система поворота смотровой трубки;
6 - подключение наконечника световода; 7 - окуляр;
8 - кольцо регулировки фокуса; 9 - кольцо регулирования остроты зрения
Рисунок 23 - Схема бороскопа
В отличие от фиброскопов изображение в бороскопах очень четкое.
74
так как оно не формируется из нескольких тысяч мелких световых пятен.
Поскольку в бороскопах не используются когерентные пучки оптических
волокон, они в несколько раз дешевле фиброскопов. Простота
использования, прочность конструкции, регулируемые длина, диаметр, угол
и поле обзора делают бороскопы распространенными приборами для
визуального контроля.
Фиброскопы состоят из источника света, двух волоконных
световодов (для освещения и передачи изображения), объектива и окуляра
(рисунок 24).
СО - сектор обзора; УПДК - угол поворота дистального конца;
1 - объектив-насадка; 2 - торец осветительного световода; 3 - окуляр;
4 - световод; 5 - кольцо регулировки фокуса;
6 - кольцо регулировки остроты зрения;
7 - управление поворотом дистального конца вправо и влево;
8 - управление поворотом дистального конца вверх и вниз
Рисунок 24 - Схема фиброскопа
Принцип действия световодов основан на полном внутреннем
отражении света от стенок стеклянных волокон. Каждое волокно состоит из
двух различных слоев - внутреннего (из высококачественного
неорганического оптического стекла с показателем преломления 1,62) и
внешнего (из аналогичного неорганического стекла или полимера с
показателем преломления 1,55). Более низкий коэффициент преломления
оболочки необходим для полного внутреннего отражения света в
стекловолокне. Стекловоды выполняют в виде пучков большого числа
стеклянных волокон, имеющих диаметр около 1/3 диаметра человеческого
волоса. Диаметр отдельных волокон и их количество в пучке определяют
75
толщину световодов. Для защиты световодов применяется многослойная
внешняя оболочка.
Световод, в котором концы волокон распределены случайным
образом, является некогерентным. Такие световоды используются для
передачи света от мощного внешнего источника для освещения
исследуемого объекта. Диаметр волокон в них около 30 мкм, а число - до 10
тысяч.
Световод, служащий для передачи изображения объекта от
объектива к окуляру, должен быть когерентным пучком, те. концы волокон
на обоих концах пучка должны быть расположены строго одинаково. При
случайном распределении концов волокон на разных концах пучка получить
изображение невозможно. Световод, передающий изображение, состоит
примерно из 120 тысяч волокон диаметром 9-17 мкм. Диаметр волокон
существенно влияет на разрешающую способность передающего
световода, однако точность расположения их концов в пучке более важна.
Изображение формируется на обоих зеркально отполированных
торцах световода для передачи изображения. Для фокусировки фиброскопа
при различных расстояниях до объекта линза объектива должна
перемещаться в осевом направлении.
Технические характеристики эндоскопов
Основные характеристики эндоскопов - диаметр и длина рабочей
части. Для бороскопов длина может составлять до 300 диаметров.
Максимальная длина бороскопа - 4200 мм. Фиброскопы могут иметь длину
до 670 диаметров рабочей части. Стандартная длина фиброскопа обычно
составляет - 3 метра. При оформлении заказа на эндоскоп необходимо
также указать: направление наблюдения - прямое, боковое, под углом; угол
поля зрения - узкий 35°, нормальный 60°, расширенный 90°; угол поворота
дистального конца 60°, 90°, 120°; увеличение изображения - не более 6-ти
кратного; глубину резкости - 10... 100 мм при постоянной фокусировке и
6...оо при регулируемой фокусировке; освещенность объекта осмотра 1000
лк - 5000 лк; условия работы смотровых трубок - температуру, давление
окружающей среды, возможность работы в агрессивных средах.
Пример обозначения фиброскопа, бороскопа
Эндоскоп технический жесткий - ЭТЖ ТССГ-10-1000-0-40-01-Н.
Обозначения: ТССГ - трубка смотровая с сеткой гибкая; 10 -
наружный диаметр, мм; 1000 - длина, мм; 0 - направление наблюдения
(прямое); 40 - угол поля зрения (узкий); 01 - номер разработки; Н -
неразъемный жгут подсветки.
Эндоскоп технический гибкий ЭТГ ТСС -10-1160-80-70-11-Н.
Обозначения: ТСС - трубка смотровая с сеткой; 10 - диаметр рабочей
части, мм; 1160 - длина рабочей части, мм; 80 - направление наблюдения;
70 - угол поля зрения; 11 - номер разработки; Н - неразъемный жгут
подсветки.
ГЛАВА 20. ВИДЫ ИЗНАШИВАНИЯ
Основная функция визуального осмотра трущихся поверхностей -
определение вида изнашивания и постановка диагноза [9]
Классификация механических видов износа по работам
профессора Б.И.Костецкого. Механическим износом называется процесс
постепенного разрушения поверхностей деталей при их относительном
движении.
Износ схватыванием первого рода наблюдается при трении
скольжении. Характеризуется возникновением адгезионных связей между
деталями (рисунок 25). Условия возникновения: малая скорость
относительного движения - до 1 м/с; давление, превышающее предел
текучести на площадках фактических контактов; отсутствие смазки или
защитной пленки окислов между трущимися деталями; низкая температура
нагрева поверхностных слоев - до 100 ЮС.
Проявление. На контактной поверхности детали из менее прочного
материала образуются хаотически расположенные вырывы, а на детали из
более прочного материала - налипания. Налипшие частицы высокой
твердости способствуют развитию вторичных процессов местной
пластической деформации и микрорезанию поверхностей трения.
Скорость изнашивания деталей 10-15 мкм/ч. Коэффициент трения
чрезвычайно высок 4-6.
м/с
Рисунок 25 - Износ схватыванием первого рода
Окислительный износ развивается в условиях трения качения и
трения скольжения со скоростями относительного движения деталей
1,5...7,0 м/с (без смазки). При граничной смазке интервал относительных
скоростей увеличивается до 20 м/с.
Механизм разрушения поверхностей определяется сложным
взаимодействием материалов деталей с кислородом окружающей среды:
78
насыщением металлов кислородом за счет химических реакций
(хемосорбция), проникновения кислорода в поверхностные слои деталей
(диффузия), и растворением кислорода в поверхностных слоях
(адсорбция). Тепловыделение при трении, способствующее диффузии из
газовой или смазочной среды О2, S, Р, CI вызывает образование твёрдых
растворов и пленок окислов, защищающих исходные материалы
сопряжённых деталей от интенсивного износа. Эти процессы характерны
для узлов трения, детали которых изготовлены из материалов с высокой
твердостью и повышенным пределом текучести. Изнашивание
поверхностей заключается в периодическом появлении и скалывании
твердых и хрупких химических соединений (рисунок 26).
Рисунок 26 - Окислительный износ
Проявление. Внешний вид деталей, работающих в условиях
окислительного износа, характеризуются появлением матовых полос,
состоящих из пленок оксидов, твердых растворов и химических соединений
металла с кислородом. Это наиболее благоприятный вид изнашивания.
Скорость изнашивания минимальна по сравнению с другими видами
механического износа и составляет 0,1 ... 0,5 мкм/ч. Коэффициент трения
зависит от формы трущихся поверхностей и колеблется в пределах 0,3...0,7
при отсутствии смазывания.
Износ схватыванием второго рода. Условия образования: трение
скольжения, высокие давление и скорость относительного перемещения
(свыше 4 м/с), сочетание которых обуславливает большие потери на трение,
высокий градиент и интенсивное возрастание температуры в
поверхностных слоях (до 1600 °C) (рисунок 27).
Проявление. Различают три стадии износа схватыванием второго
рода. Первая стадия соответствует, для сталей, интервалу температур до
600 °C. Внешний вид поверхности: вырывы частиц на детали из менее
прочного материала, чередующиеся через одинаковые промежутки. Вторая
79
стадия износа развивается в интервале температур 600... 1400 °C. Внешний
вид поверхности: на контактной поверхности более прочной детали видны
налипание и размазывание металла, а на поверхности менее прочной
детали - вырывы. Третьей стадии износа соответствуют температуры
плавления. Расплавленные слои металла уносятся со смазкой, и на
поверхности трения появляются оплавленные бороздки. Скорость
изнашивания деталей составляет 1...5 мкм/ч. Коэффициент трения
колеблется в пределах 0,1 ...0,5.
значительная кривизна
соприкасающихся поверхностей
V=10 м/с
Рисунок 27 - Износ схватыванием второго рода
Осповидный износ возникает при трении качения, переменных или
знакопеременных нагрузках и высоких давлениях, достигающих предела
выносливости. Многократные нагружения вызывают усталость материала.
На плоскостях максимальных напряжений внутри детали зарождаются
трещины (рисунок 28).
Рисунок 28 - Осповидный износ
Проявление. В местах образования сколов на контактных
поверхностях появляются осповидные углубления. Наиболее характерный
вид изнашивания для деталей подшипников качения.
80
Абразивный износ развивается при трении скольжения. Условия
возникновения: наличие на поверхностях трения абразивных частиц,
деформирующих микрообъемы поверхностных слоев и вызывающих
процессы микрорезания (рисунок 29).
Рисунок 29 - Абразивный износ
Проявление. На поверхностях трения появляются однозначно
ориентированные, по отношению к направлению движения, риски
различной глубины и протяженности. Скорость изнашивания колеблется в
пределах 0,5...5 мкм/ч и зависит от размеров, формы, количества, свойств
абразива и материалов деталей, от относительной скорости и давлениях на
контактирующих поверхностях.
Коррозионный износ происходит при взаимодействии металла
детали с кислородом воздуха или агрессивными средами. Различают
ржавение, химическую, атмосферную, электрохимическую и другие виды
коррозии.
Типы коррозии металла. Равномерная коррозия - окисление
металла происходит равномерно по всей поверхности. Скорость
равномерной коррозии стали на открытом воздухе 25-100 мкм/год, в грунте
5...75 мкм/год, в воде 50... 250 мкм/год. Гальваническая (контактная)
коррозия - происходит при контакте двух или более металлов с различными
электрохимическими потенциалами. Осповидная коррозия
характеризуется местным разрушением металла на большую глубину.
Межкристаллитная коррозия происходит по границам зерен и
сопровождается уменьшением механической прочности материала.
Избирательное выщелачивание компонентов характерно для латуней,
содержащих менее 70 % меди. Коррозия под напряжением
(коррозионная усталость) - разрушение металлов при одновременном
воздействии среды и растягивающих нагрузок (при сжатии не наблюдается).
81
Фреттинг-коррозия (коррозия при трении) возникает при постоянном или
периодическом трении двух контактирующих металлических поверхностей.
Этот вид коррозии может протекать в сухой атмосфере и характерен для
сталей окисляющихся с образованием Fe2O3. Также различают
неравномерную (перемежающуюся) и щелочную коррозии.
Виды повреждений зубчатых передач: изменение геометрии
рабочих поверхностей в результате механического, абразивного,
усталостного изнашивания и схватывания сопряженных поверхностей,
вследствие чего развиваются повреждения - абразивное изнашивание,
выкрашивание, заедание, задиры, сколы, трещины (рисунок 30).
Рисунок 30 - Износ зубчатых передач
В зубчатых передачах, работающих при высоких контактных
напряжениях, главным образом на ножках и у полюсной линии, появляются
веерообразные микротрещины, которые, развиваясь вглубь по кругу
замыкаются. Заедание и наволакивание металла зубьев возникает при
нарушении сплошности масляной пленки, появляется металлический
контакт между зубьями, сопровождающийся нагревом металла вплоть до
сваривания микрообъемов металла. Это приводит к появлению борозд,
расположенных на рабочей поверхности зубьев, перпендикулярно оси
колеса.
В начальный период из-за неточностей изготовления, монтажа
нагрузка на их отдельных участках распределяется неравномерно. Это
приводит к местному разрушению масляной пленки, смятию и истиранию
неровностей на наиболее нагруженных участках, на поверхности зубьев
появляются натиры с металлическим блеском.
Наибольший износ рабочих поверхностей наблюдается на ножках
зубьев, где имеет место максимальное скольжение. Самый
быстроразвивающийся вид повреждения - разрушение, начинается с
образования трещины и заканчивается сколом зуба. Трещины начинают
появляться в основании зубьев на стороне растянутых волокон и
располагаются перпендикулярно рабочим поверхностям зубьев. Малые
зазоры в зубчатых передачах приводят к повышению вибрации и шума. В
этом случае происходит подрезание ножки зуба ведущего колеса и на
82
головках зубьев появляются острые кромки.
Определение видов изломов. Анализ излома позволяет установить
закономерности процесса разрушения (механизм, кинетику), характер и
причину разрушения детали. Излом - разрушение детали, вызываемое
низким качеством материала, дефектами изготовления, нарушениями
правил эксплуатации, случайными механическими повреждениями. По
характеру нагружения различают вязкие, хрупкие и усталостные изломы.
Вязкое разрушение сопровождается развитием пластической
деформации в значительном объеме (рисунок 31). Причина - действие
значительных кратковременных сил, приводящих к появлению напряжений,
превышающих предел текучести.
Рисунок 31 - Вязкое разрушение детали
Вязкий излом имеет волокнистое строение, его неровные участки
рассеивают свет и поверхность излома кажется матовой, лишенной
кристаллического блеска.
Хрупкое разрушение возникает под действием ударных сил при
малой степени пластической деформации и распространяется с большой
скоростью в плоскости, нормальной к плоскости действия максимальных
растягивающих напряжений. Признаком хрупких изломов являются гладкие,
ровные кромки излома иногда с небольшими скосами (рисунок 32).
ровный
срез
Рисунок 32 - Хрупкое разрушение детали
Усталостное разрушение возникает при действии переменных сил и
связано с процессом постепенного накопления повреждений, приводящих
83
вначале к образованию микротрещин, а затем к окончательному
разрушению детали. На усталостном изломе четко выделены: зона
усталостного разрушения, имеющая мелкозернистое строение, с
фарфоровидной или шлифованной поверхностью; зона статического
разрушения - с волокнистым строением у пластичных металлов и
крупнокристаллическим у хрупких. Шероховатые зоны отражают вторую
стадию развития трещины, протекающую с высокой скоростью. На этой
стадии на поверхности излома возникает рельеф в форме расположенных
"елочкой" выступов (шевронов), направленных к очагу разрушения. В
общем виде на усталостном изломе различают четыре зоны: зарождения
усталостных трещин, развития трещин (усталостного разрушения),
переходную - ускоренного разрушения, окончательного, быстрого
статического разрушения (рисунок 33).
Переходная
зо на
Развитие трещины
(шевроны)
Быстрое разрушение
(допои)
Зарождение трещины
Рисунок 33 - Зоны усталостного излома
Для определения видов нагружения и прилагаемых напряжений
используется классификация профессора В.М. Гребеника.
Перед осмотром разрушенной детали необходимо на месте
эксплуатации выполнить следующее: осмотреть и разобрать оборудование;
осмотреть рядом расположенные детали, отметив наличие или отсутствие
повреждений; доставить отказавший узел в мастерскую и разобрать;
определить условия работы машины при которых произошел отказ;
зафиксировать наработку отказавшей детали; установить характер
разрушения; осмотреть деталь и проанализировать схему напряженного
состояния.
Во время очистки и осмотра излома необходимо соблюдать
следующие правила: не следует удалять с поверхности излома неплотно
прилегающие фрагменты; не пытаться сложить вместе части разрушенной
детали; не протирать излом ветошью и щетками. Если излом не покрыт
слоем смазки и грязи, то лучше его рассмотреть не промывая. Необходимо
осмотреть две части поломавшейся детали. Очистка излома проводиться
обдувкой сухим воздухом с последующим погружением в очищенный
бензин, а для удаления ржавчины - в соляную кислоту.
84
ЛЕКЦИЯ 21. ХАРАКТЕРНЫЕ ПОВРЕЖДЕНИЯ
ПОДШИПНИКОВ КАЧЕНИЯ
Подшипники качения являются основным опорным узлом
современного механического оборудования. В целом безотказность данного
узла достаточно высока Однако неправильный монтаж, недостаточно
надежная защита от попадания влаги и пыли, несоблюдение режимов
эксплуатации, особенно смазывания, и ряд других причин приводят к
преждевременному разрушению деталей подшипника. В процессе
эксплуатации подшипник качения подвергается комплексному воздействию
ряда факторов. Один из них является доминирующим, его скорость
развития - максимальна. Именно этот фактор и будет являться причиной
выхода из строя подшипника. Установление причины разрушения
подшипника - ответственный этап в работе инженера-механика, так как он
позволяет определить мероприятия по повышению безотказности
механизма. Именно это направление составляет наиболее важный аспект
деятельности ремонтных служб предприятий.
Разрушение подшипников качения всегда оставляет характерные
следы, по которым можно определить причину повреждения. Знание
причины позволяет установить необходимые воздействия для
предотвращения аналогичных отказов или повышения безотказности
работы узла. Поэтому осмотр подшипников после поломки - один из
методов казуальной диагностики, базирующийся в основном на визуальном
осмотре. В первую очередь по следам изнашивания определяется вид
нагружения - рисунки 34, 35, 36.
Наружное
кольцо
Внутреннее
кольцо
Рисунок 34 - Следы постоянной радиальной нагрузки при вращающемся
внутреннем и неподвижном наружном кольце - непрерывный след на
внутреннем кольце и местное изнашивание наружного кольца
Постоянная
радиальная
нагрузка
Следы постоянной радиальной нагрузки при неподвижном
внутреннем и подвижном наружном кольце - непрерывный след на
наружном кольце и местное изнашивание внутреннего кольца.
Следы вращающейся радиальной нагрузки при вращающемся
наружном и неподвижном внутреннем кольце - непрерывный след на
86
внутреннем кольце и местное изнашивание наружного кольца.
Наружное
кольцо
Внутреннее
кольцо
Вращающаяся
радиальная
нагрузка
Рисунок 35 - Следы вращающейся радиальной нагрузки при вращающемся
внутреннем и неподвижном наружном кольце - непрерывный след на
наружном кольце и местное изнашивание внутреннего кольца
Наружное
кольцо
Внутреннее
кольцо
Осевая
нагрузка
Рисунок 36 - Смещение следов изнашивания при осевой нагрузке
Основные повреждения подшипников качения
Проблемы смазывания - неправильный выбор смазочного
материала; загрязнение смазки; недостаток смазки. Проявляется в виде:
задиров на беговой дорожке; цветов побежалости
Погрешности монтажа - ослабление посадки подшипника;
овальность посадочной поверхности; удары по подшипнику; перекосы
валов. Проявляется в виде: следов проворота колец подшипника; сколов и
трещин; фреттинг-коррозии; смещения следов изнашивания.
Погрешности эксплуатации - чрезмерные нагрузки; повреждение
уплотнений; воздействие окружающей среды; прохождение электрического
тока. Проявляются в виде: абразивного, осповидного износа; коррозии;
вмятин.
Повреждения сепаратора - наиболее серьёзный вид повреждений.
При повреждениях сепаратора возможны также повреждения других
деталей, вследствие вибрации, износа, заклинивания и перекосов.
Проявляются данные повреждения в виде износа и разрушения элементов
сепаратора.
Бринеллирование проявляется в появлении вмятин в огранке тел
качения, является следствием кратковременных чрезмерных ударных
воздействий.
Ложное бринеллирование возникает при оттоке смазки с
87
поверхностей тел качения неработающей машины в результате
механических колебаний, передающихся от работающих механизмов.
При прохождении электрического тока через шарикоподшипник на
беговых дорожках появляются точки, расположенные цепочкой; для
роликоподшипника - полоски, параллельные оси вращения.
Осмотром проверяют вращение наружных колец подшипников,
которое должно быть ровным, с медленной остановкой без стуков, рывков и
заеданий. Рывки указывают на наличие в подшипнике механических или
абразивных частиц; резкое торможение - на малый радиальный зазор; стуки
- на вмятины и коррозионные раковины на телах и дорожках качения, на
большие зазоры в гнездах сепараторов. В нагруженной зоне все тела
качения должны вращаться, проскальзывание тел качения относительно
беговых дорожек указывает на значительный износ подшипника.
Неправильно установленный зазор в коническом роликоподшипнике
может быть основной причиной его преждевременного износа. При
недостаточном зазоре ролики защемляются между кольцами, а при
больших зазорах воспринимают дополнительные динамические нагрузки. В
первом случае усиленное изнашивание роликов наблюдается со стороны их
больших диаметров, во втором - со стороны их меньших диаметров.
Изнашивание проявляется в виде шелушения и выкрашивания острых
кромок роликов и беговых дорожек колец.
Основные принципы классификации, включающей основные этапы
существования механизма, а также стадии развития повреждений
приведены в таблице 10.
Некоторые виды повреждений приведены на рисунках 37 - 42.
Таблица 10 - Характер разрушения подшипников качения
Этапы существования механизма Стадии развития повреждений
начальная промежуточная заключительная
Изготовление Следы фреттинг-коррозии Выкрашивание из-за фретитинг-коррозии Трещины из-за фреттинг-коррозии
Монтаж Монтажные повреждения Зарождение трещин в кольцах Трещины и сколы колец
Деформация сепаратора Износ сепаратора Разрушение сепаратора
Эксплуатация Ложное бринеллирсвание Износ вследствие вибрации Выкрашивание и раковины на дорожке качения
Задиры из-за проскальзывания роликов Выкрашивание вследствие задиров Трещины вследствие задиров
88
Рисунок 37 - Повреждения подшипников качения - проворачивание
наружного кольца
Рисунок 38 - Повреждения подшипников качения - осповидное
выкрашивание внутреннего кольца
Рисунок 39 - Повреждения подшипников качения - осповидный износ тел
качения
89
Рисунок 40 - Повреждения подшипников качения - осповидное
выкрашивание беговой дорожки наружного кольца
Рисунок 41 - Повреждения подшипников качения - износ торца тел качения
Рисунок 42 - Повреждения подшипников качения - разрушение сепаратора
90
ГЛАВА 22. ВИДЫ НЕУРАВНОВЕШЕННОСТИ И
МЕТОДЫ БАЛАНСИРОВКИ.
БАЛАНСИРОВКА МЕТОДОМ ТРЕХ ПУСКОВ
Виды неуравновешенности и методы балансировки
По своим упругодеформационным свойствам роторы
подразделяются на жёсткие и гибкие. С точки зрения балансировки ротор
является жёстким, если его можно отбалансировать в любых двух
произвольно выбранных плоскостях, и после такой коррекции влияние
остаточного дисбаланса не будет изменяться при любой частоте вращения,
а также при любых нормальных режимах эксплуатации [12].
Любая масса дисбаланса вращающегося жёсткого ротора вызывает
появление возмущающей силы:
С = m w2 r ,
где ш, г - соответственно масса дисбаланса и радиус её приложения;
w - угловая частота вращения ротора.
Цель балансировки заключается в компенсации сил дисбаланса
таким образом, чтобы центр тяжести ротора лежал на оси вращения, а
геометрическая сумма центробежных сил инерции была равна нулю
Требуется, чтобы ось вращения ротора была главной центральной осью
инерции. В зависимости от распределения дисбаланса по длине ротора, на
жёстком роторе различают виды дисбаланса (рисунок 43) [13]:
1) статический дисбаланс (отклонение центра тяжести). Этот дисбаланс
приводит к параллельному смещению центральной оси инерции по
отношению к оси ротора, это смещение одновременно соответствует
смещению центра тяжести ротора;
2) дисбаланс моментов (прецессия). При этом центральная главная ось
инерции находится под определённым углом относительно оси ротора и
пересекает эту ось в центре тяжести ротора;
3) обычно роторы имеют статический и моментный дисбаланс. В этом
случае главная ось инерции не пересекает ось ротора в центре тяжести,
это явление называется динамическим дисбалансом.
Балансировка ротора основана на принятии пропорциональности
амплитуд колебаний вызывающим их силам, а также неизменности угла
сдвига фаз между вектором вибрации корпуса подшипника, и вектором
дисбаланса (при постоянной частоте вращения)
При проведении балансировки роторов в собственных подшипниках
выделяют два различных подхода к технологии балансировки:
одноплоскостная балансировка, при которой проводят устранение
колебаний каждого конца ротора, при этом предполагается, что колебания
91
Статический дисбаланс
е - эксцентриситет; S - центр тяжести;
D-D - ось ротора; Т-Т - главная ось инерции
Динамический дисбаланс
Рисунок 45 - Виды неуравновешенности роторов
92
соответствующего подшипника вызываются дисбалансом данной стороны
ротора и балансировочный груз, установленный на одном из концов ротора,
будет воздействовать на колебания только ближайшего подшипника;
двухплоскостная балансировка, при которой расчёт положения и массы
балансировочных грузов проводится с учетом взаимного колебания обеих
сторон ротора.
Узкий ротор - ротор, для которого выполняется условие D/8 > 4, где
D, 6 - соответственно диаметр и ширина ротора. Для такого ротора
выполняется одноплоскостная балансировка. Широкий ротор, для
которого данное условие не выполняется, балансируется в двух плоскостях.
Плоскость балансировки (коррекции) - плоскость, в которой
производят коррекцию неуравновешенности путем добавления или снятия
определенной массы. Плоскость измерения - плоскость, в которой
проводятся измерения параметров вибрации. Плоскость балансировки и
плоскость измерения должны находиться как можно ближе друг к другу.
Балансировка методом трех пусков
Применяется для статистической балансировки узких роторов в
динамическом режиме. Используется параметр общего уровня вибрации,
обычно виброскорость. Последовательность операций [9].
1. Выполняется измерение вибрации на опоре, ближайшей к ротору, и
определяется направление с максимальной вибрацией (обычно
горизонтальное).
2. Определяется масса пробного груза. Масса пробного груза
определяется из условия, что центробежная сила пробного груза при
рабочей частоте вращения не должна превышать 20 % веса ротора,
приходящегося на ближайший подшипник [14]:
шпр=0.2^
W га
где та - масса ротора, приходящаяся на подшипник А, кг;
га - радиус установки пробного груза, м;
w - угловая скорость вращения, с1.
3. Устанавливаем шпр в верхней, легкой части ротора и запускаем
механизм. Производим измерение V;, обозначив точку установки пробного
груза -1.
4. Останавливаем ротор, переносим тпр из точки 1 первоначальной
установки пробного груза в точку 2, расположенную на том же расстоянии от
93
центра и отстоящую на угол 120° по часовой стрелке от точки 1. Запускаем
механизм и измерив вибрацию получаем значение V2.
5. Останавливаем ротор, переносим шпр из точки 2, точку 3,
расположенную на том же расстоянии от центра и отстоящую на угол 120°
по часовой стрелке от точки 2. Запускаем механизм и, выполнив измерение
вибрации, получаем значение V3.
6. Решение задачи уравновешивания ротора получаем
графоаналитическим методом с использованием диаграммы (рисунок 44).
Начальные значения Расчетные значения
mt = vt =
v0 = Vo m, :Vt = mK
V,= mK -
v2 = a =
V3 = v =
Рисунок 44 - Форма бланка для решения
94
Решение рассмотрим на примере: масса пробного груза т1р = 12,3 г;
виброскорость, начальная: Vo = 6,1 мм/с; виброскорость при установке
пробного груза в точке 1: Vi = 7,7 мм/с; виброскорость при установке
пробного груза в точке 2: V2 - 3,2 мм/с; виброскорость при установке
пробного груза в точке 3: V3 = 10,3 мм/с.
Необходимо определить: шк - массу уравновешивающего груза; а -
угол расположения уравновешивающего груза.
Выбирается соответствующий масштаб построения. Для построения
используется циркуль. На каждом луче 1, 2, и 3 откладывают значение
виброскорости Vo = 6,1 мм/с в выбранном масштабе (рисунок 45). Потом
сравниваются значения виброскорости при положении пробного груза в
точках 1, 2, 3 - V], v2, V3. В нашем случае V3 и V, больше V2. Масса
уравновешивающего груза зависит от двух больших значений
виброскорости (третье определяет место его установки). Из точки 3 (рисунок
46) в направлении точки 2 проводится дуга радиусом V3 в том же масштабе.
Из точки 1 до пересечения с первой дугой проводится дуга радиусом V,.
Между точкой пересечения дуг с началом координат измеряется расстояние
пропорциональное Vt - влияние пробной массы (рисунок 46), которое
пересчитывается соответственно масштаба. В примере: Vt = 5,6 мм/с.
Определение массы уравновешивающего груза: mK = hi^Vq/Vр В примере:
тк= 12,3*6,1/5,6 = 13,4 г.
Рисунок 45 - Первый этап решения
95
1
Рисунок 46 - Второй этап решения
Между линиями V] и Vt (рисунок 47) определяется угол а.
Уравновешивающий груз устанавливается на роторе под этим углом (в
примере - 100°) и размещается на расстоянии от оси ротора, равном
расстоянию размещения пробных грузов.
При балансировке в 2-х плоскостях этот метод используют
поочередно для одной и второй плоскости.
Рисунок 47 - Третий этап решения
96
ГЛАВА 23. БАЛАНСИРОВКА МЕТОДОМ АМПЛИТУД И ФАЗ
Технологические особенности балансировки роторов
в собственных опорах
До начала балансировки необходимо выполнить следующие
операции подготовки: очистить рабочее колесо от грязи, штыба и других
отложений; на удобном для наблюдения торце ротора нанести мелом или
краской метку, а рядом расположить лимб для отсчёта фазы по стробоскопу
(угловая разметка с интервалом не более 10°) или установить
светоотражательную метку для фотодатчика; разметить мелом или краской
лопатки ротора вентилятора; рассчитать и подготовить пробный груз и
заготовить материал для уравновешивающих грузов; установить
вибродатчик на корпусе подшипника ротора и подготовить
балансировочную аппаратуру в соответствии с прилагаемой к ней
инструкцией по эксплуатации [15].
Также, до начала балансировки, следует обратить внимание на
следующие вопросы. Балансировку проводят на рабочей частоте вращения
ротора. При регулируемом приводе выбирают наибольшую рабочую частоту
вращения. Роторы, имеющие большой дисбаланс, предварительно
балансируют на низкой частоте вращения и далее на высшей частоте.
Частота вращения при балансировке не должна лежать ни в одном из
диапазонов резонансов машины, кроме того, необходимо обеспечить
достижение одной и той же частоты вращения во время отдельных пусков.
Установка машины должна обеспечить достижение воспроизводимых
результатов измерений вибрации и угла сдвига фаз (отклонение не более
10...20 %). В качестве точек измерения выбирают опоры подшипниковых
узлов механизма. Для статической, одноплоскостной балансировки
необходимо измерять колебания на одной опоре, ближайшей к плоскости
коррекции. Для динамической балансировки требуется измерение на
каждой опоре ротора. В случае двухопорных роторов измеряют на двух
опорах, в случае трёхопорных роторов - на трёх опорах и так далее.
Измерения проводят в горизонтальном и вертикальном направлении
или, в крайнем случае, в одном из радиальных направлений, в котором
ожидают наибольшие амплитуды колебаний, обычно - это горизонтальное
направление. Следует отметить выбранные точки измерения. Во время
отдельных пусков измерения проводят всегда в одной и той же точке, и в
одном и том же направлении.
Компенсация дисбаланса осуществляется добавлением или снятием
массы в одной или нескольких плоскостях коррекции. Обычно число
плоскостей коррекции и плоскостей измерения совпадают. Плоскости
коррекции должны быть расположены как можно ближе к отнесённым к ним
опорам, то есть расстояние между отдельными плоскостями коррекции
97
должно быть как можно больше.
Установка дополнительных масс на роторе легче, чем удаление масс
путём сверления или шлифования, это относится как к пробному, так и к
уравновешивающему грузу. Метод компенсации путём снятия материала
используют только когда установка масс, например, по причинам
безопасности, невозможна.
Измерение фазы векторов вибраций производится по градусной
шкале, жёстко связанной с балансируемым ротором. Разметка градусной
шкалы соответствует разметке балансировочной окружности, проводимой
для ориентации грузов, устанавливаемых в торцовых плоскостях ротора и
производится против вращения ротора относительно произвольной
начальной отметки (начального радиуса), принимаемой за нулевую. При
использовании стробоскопического метода вышеуказанные условия
измерения фазы выполняются, если отсчёт фазы осуществляется по
вращающейся шкале, связанной с торцом ротора, относительно
неподвижно закреплённого на статоре ориентира-стрелки.
Если при стробоскопическом методе измерения отсчёт фазы
производится путём наблюдения за положением вращающегося ориентира
относительно неподвижной градусной шкалы, тогда разметка этой шкалы
должна быть произведена противоположно разметке балансировочной
окружности (по вращению ротора). Полученный при расчётах угол установки
грузов по прежнему отсчитывается по градусной шкале балансировочной
окружности.
При известной чувствительности подшипников к грузам,
устанавливаемым в штатных плоскостях коррекции, массу пробного груза
целесообразно брать возможно большей, но не менее 50 % массы
предполагаемого балансировочного груза, приходящегося на данную
сторону ротора [16]:
Р = 0.5—
а
где Ао - начальная вибрация подшипника, мкм;
а - чувствительность подшипника к грузу, установленному в ближайшей
балансировочной плоскости, мкм/кг.
Развёрнутая формула для пробного груза из условия равенства
последнего половине предполагавмого дисбаланса:
RAnm„
р _______о Р
п
3000
где Шр - масса ротора, т;
20г
98
г - радиус установки пробного груза, мм;
п - рабочая частота вращения, мин-1;
R - коэффициент чувствительности подшипника, характеризующий
величину изменения центробежной силы N, выраженной по
отношению к весу ротора Gs при изменении вибрации опоры на
10 мкм:
R- С
Gp10M
Чувствительность подшипников устанавливают на основании
предшествующих балансировок машин данного типа. В частности, для
жёстких роторов паровых турбоагрегатов мощностью до 50 МВт, при п =
=3000 мин-1 средние значения R = 1,5...2,5 , а для турбин с п = 1500 мин -1 -
R= 1,0...1,2.
При малой частоте вращения пробный груз может быть равен
первоначальной, неуравновешенной массе, кг:
A0GP
т..я =—!!—-
3 2Rr
Величина R и значение угла <р сдвига фаз между вектором
центробежной силы и вектором вибрации могут быть приближённо
определены наблюдением за характером изменения вибрации
подшипников в период пуска. Возможны три случая определения [15].
1. Амплитуда вибрации по мере разгона ротора вентилятора
нарастает плавно. Это указывает на работу вентилятора в дорезонансной
зоне. Коэффициент R для этого случая следует брать в пределах 0,5...1,0;
Ф = 30°...60". При о =16 с-1, <р = 20°...30°; при и = 24с-1, ф = 30°...45°.
2. Амплитуда вибрации резко возрастает при подходе к рабочей
частоте вращения. Это свидетельствует о работе вентилятора в
резонансной зоне. Значение коэффициента R следует принимать в
пределах 1,0...2,0; ф = 60°... 120°.
3. В период пуска амплитуда вибрации проходит максимум, а при
подходе к рабочей частоте вращения она падает. Вентилятор работает в
зарезонансной зоне. Следует принимать R = 1,5... 1,0; ф = 120°...150°.
Балансировка в одной плоскости
Для устранения статического дисбаланса ротора требуется
коррекция массы в одной радиальной плоскости. Дисбаланс можно
определить путём измерения колебаний, возникающих на одной опоре.
Общий процесс называется балансировкой в одной плоскости. Её
99
применяют, когда неуравновешенная масса, пробный и компенсационный
грузы размещаются в одной плоскости. Типичные роторы, для которых
достаточна статическая балансировка в динамическом режиме:
шлифовальные круги, ременные шкивы, дисковые маховики, зубчатые
колёса, фрезы, узкие вентиляторы.
Схема, поясняющая принцип балансировки в одной плоскости с
помощью приборов, позволяющих определить амплитуды и фазы вибрации,
показана на рисунке 48. Неуравновешенная масса гп, во время вращения
ротора создаёт центробежную силу Fo, вызывающую колебание корпуса
подшипника, размах которого пропорционален величине силы Fo. Вектор
этой вибрации Ад , его значение определяется по показаниям
виброизмерительного прибора. Колебание корпуса подшипника происходит
с некоторым запаздыванием, сдвигом фазы, определяемым углом ф,
зависящим от частот вынужденного и свободного колебаний механической
системы. Следовательно, при постоянной угловой скорости ротора о
значение угла ф не меняется [15].
Для определения величины и места нахождения неуравновешенной
массы необходимо сравнить влияние на вибрацию опоры центробежной
силы Fo с влиянием центробежной силы Fj, вызванной прикреплением
пробного груза mnp, местоположение и масса, которого известны. Вектор
вибрации А] , вызванный действием центробежной силы Fv
непосредственным измерением определить нельзя. Прикрепив пробный
груз, можно с помощью виброизмерительного прибора определить значение
вектора вибрации д/ от действия силы Foz, равной геометрической сумме
сил Fo и F], Для определения значения и направления вектора вибрации
А) , вызванного действием центробежной силы от пробного груза,
необходимо, кроме измеренных величин векторов Aq и Aq определить
сдвиг фазы а между этими векторами, что равнозначно определению угла
между силами Fo и Fo/, так как параллелограммы сил и векторов вибраций
подобны.
Сдвиг фаз а определяется с помощью стробоскопического
осветителя, который зажигается короткими импульсами, вырабатываемыми
в момент изменения полярности сигнала вибродатчика (или в момент
воздействия на вибродатчик максимальной вибрации). Импульсы
вырабатываются синхронно с вынужденными колебаниями машины.
При стробоскопическом освещении вращающегося ротора
безынерционной лампой радиальная метка, нанесённая на торец вала,
занимает определённое положение относительно неподвижной шкалы,
которое определяется фазой э.д.с. датчика вибрации. При изменении фазы
вибрации после прикрепления пробного груза mnp, а следовательно и фазы
э.д.с. датчика, метка на стробоскопически освещённом роторе
поворачивается относительно неподвижно установленной шкалы на угол а,
100
1 - балансируемый ротор; 2 - подшипник;
3 - торец вала с радиальной меткой;
4 - шкала с делениями на неподвижной части машины; 5 - датчик;
6 - вибрационный прибор; 7 - стробоскопический осветитель
Рисунок 48 - Принципиальная схема балансировки при измерении
амплитуды и фазы вибрации
101
равный сдвигу фазы вибрации. Поворот радиальной метки на торце вала
при изменении фазы вибрации всегда происходит в сторону
противоположную смещению силы F(/ по отношению к силе Fo. Это
объясняется тем, что если при прикреплении пробного груза mnp вектор
результирующей вибрации Aq воздействует на вибродатчик позднее, чем
вектор Ао , то стробоскопический осветитель зажигается позднее на время,
необходимое для поворота ротора на угол а. Если же после прикрепления
пробного груза шпр вектор результирующей вибрации воздействует на
вибродатчик раньше, чем вектор Ад , стробоскопический осветитель
зажигается раньше на время, необходимое для поворота ротора на угол а.
Так например, при пуске вентилятора с первоначальной
неуравновешенностью, метка So стояла против деления 220°, а при пуске с
пробным грузом, метка So стояла против деления 240°. Если за
положительное направление принят отсчёт углов против часовой стрелки,
то метка сместилась на угол а = 20°. Это значит, что сила Foz смещена по
фазе относительно силы Fo на угол а = - 20°.
Условие равновесия может быть достигнуто, если произвести
соответствующее угловое перемещение пробного груза и изменение его
значения. Для этого в произвольном масштабе и направлении следует
вычертить вектор Aq пропорционально размаху первоначального
колебания. Затем под углом а сдвига фазы колебания, нанести в том же
масштабе вектор Aq пропорционально размаху колебаний после установки
пробного груза. Построив замыкающий векторА] , определить его значение.
Измерить угол р, на который следует переместить компенсационный груз в
сторону противоположную перемещению ориентира, метки на валу. Масса
компенсационного груза определяется по формуле:
mH =
А0!
AipP
Необходимо помнить, что до окончания процесса балансировки
нельзя менять положение вибродатчика, так как его поворот изменит
указываемую прибором фазу на тот же угол, что может привести к ошибкам
в расчёте.
Пример
Проводятся два измерительных цикла. Воспроизводимость
проверяется дополнительными пусками. Измеренные значения
записываются [13].
Измерительный цикл №1: разогнать ротор до выбранной частоты
вращения при балансировке, определить начальный дисбаланс путём
102
измерения на одной опоре
ротор.
iS0
= 10,5 мкм, фазовый угол 8Г; затормозить
Измерительный цикл №2: установить на ротор известную пробную
массу в предусмотренной плоскости коррекции, тпр = 10 г, фазовый угол 0°;
разогнать ротор до скорости вращения при балансировке. Измерить новые
значения дисбаланса, |Ар| = 9,0 мкм, фазовый угол 198°; затормозить ротор,
снять калибровочную массу.
Измеренные значения являются основой для графического решения
задачи по уравновешиванию ротора. Для этого подготавливают диаграмму с
угловыми делениями от 0° до 360°. В примере диаграмма имеет
дополнительное деление окружности на участки в 45° с обозначением от 1
до 8. Запись измеренных значений (рисунок 49), последовательность
операций следующая:
1) начать с первоначального дисбаланса, тонко начертить его угловое
положение (81°) как луч. На этом луче, исходя из центра диаграммы,
отложить значение первоначального дисбаланса (10,5 дел.) в любом
масштабе. Выбранный масштаб измеренного значения 10 мм - 2 дел; из
этого следует, что откладываемое расстояние равно 52,5 мм. Обозначить
конечную точку буквой с;
2) нанести полученные во время измерительного цикла №2 значения
дисбаланса, таким же образом, используя тот же масштаб. На луче в 198°
отложить 9 дел. - 45 мм. Обозначить конечную точку буквой d.
Определение вектора пробной массы:
1) соединить точки end, направить стрелку к точке d. Полученный вектор
калибровочной массы обозначить Ар
2) определить масштаб массы, для этого измерить длину вектора пробной
массы А, и разделить пробную массу шпр на АР А] =84 мм; тпр =10 г.
Масштаб массы: 1 мм -119 г.
Компенсация дисбаланса ротора проводится в полярных
координатах:
1) для уравновешивания ротора необходимо смещение точки с в начало
диаграммы, при этом нужна только одна компенсационная масса;
2) для рассматриваемого примера, установить компенсационную массу А,
смещённую относительно пробной массы на 29° по направлению часовой
стрелки, т.е. компенсационную массу установить на роторе у деления 29°.
Компенсационная масса А равна произведению расстояния между точкой
с и началом координат на масштаб массы:
тА = 52,5 0,119 = 6,25 г.
Если измерение углов сдвига фаз вибрации производится по
градусной шкале, связанной с ротором, то отсчёт угла р осуществляется в
ЮЗ
направлении изменения фазового угла, а если измерение производится по
неподвижной градусной шкале относительно вращающегося на роторе
ориентира (при стробоскопическом методе измерения фаз), то отсчёт угла р
производится в направлении, противоположном изменению фазового угла.
Рисунок 49 - Графическое решение задачи уравновешивания ротора в
одной плоскости
104
ГЛАВА 24. УРАВНОВЕШИВАНИЕ В ДВУХ ПЛОСКОСТЯХ
В основе уравновешивания роторов в двух плоскостях, лежит
применение метода одновременного измерения амплитуд и фаз. Поскольку
в дальнейшем используется векторное обозначение вибраций и векторное
решение уравнений, на рисунке 50 приведены некоторые основные правила
векторной алгебры [12].
Рисунок 50 - Сложение и вычитание векторов
105
Геометрической суммой векторов А и В есть вектор С
построенный следующим образом. Берётся произвольная точка О, строится
вектор ОА геометрически равный вектору А . из полученной точки А
проводится вектор АВ геометрически равный вектору В Замыкающая
треугольник линия ОС есть искомый вектор С .
Для того чтобы из вектора А вычесть вектор В , необходимо, оба
вектора построить из одной точки О1 тогда, вектор, проведенный из конца
вычитаемого вектора В к концу уменьшаемого вектора А , и будет
искомым вектором D Противоположным вектору А называется, равный
ему по величине, но противоположно направленный (- А )
Произведением двух векторов является вектор, длина которого равна
произведению длин, а угол алгебраической сумме углов векторов. Частным
двух векторов является вектор, длина которого равна частному от деления
длины делимого вектора на длину делителя, а угол равен разности углов
векторов.
Амплитуда вибрации каждого подшипника ротора при условии
линейности системы может быть представлена в виде векторной суммы:
Ао = А, + А|, + Аш +... + An
где А ь А п> А1П, A N - компоненты амплитуды вибрации, полученные от
воздействия на данный подшипник сил,
вызванных неуравновешенными массами Qj, Qn,
Qni и т.д., расположенными на роторе агрегата.
Неуравновешенность двухопорного ротора приводится к двум
массам QH! и QHn, расположенным в плоскостях приведения I-I и П-П
(рисунок 51). В этом случае амплитуды вибраций опорных подшипников А и
В могут быть представлены в виде [12]:
о = I + lb
-
В _ В . В
о - I + II J
где । и В J - компоненты амплитуды вибрации подшипников от
воздействия неуравновешенной массы QH';
А Ц и В „ . компоненты амплитуды вибрации подшипников от
воздействия неуравновешенной массы QHn.
106
Рисунок 51 - Уравновешивание в двух плоскостях
Если в плоскости I-I добавить пробный груз Р,, то амплитуда
вибрации подшипника А в результате совместного действия
неуравновешенных QHl, QHn и пробной Р] масс станет равной А^, при этом
вектор вибрации, соответствующий пробному грузу ?! будет:
pl - 01 " А о-
Вследствие линейности системы:
Л_=2н1;
АР1 Р(
Аналогично можно выразить и остальные члены уравнений:
В результате получаем систему уравнений:
т fQhk |QhL
I Р1 J I Р2 )
В -^В JQ*Hb
во- д' ВР1+ п- Ьр2‘
< П J t р2 J
Решая эту систему, получим:
107
Qh _ BpApi -A0BP1
. P2 J A2
Д 2 = ApiBP2 - Bp] Ap2.
Полученные выражения являются общей формой решения задачи
уравновешивания двухопорного ротора при двухплоскостной балансировке.
Qh Qh
Значения — и г, определяют угол сдвига фазы между искомым
Ч *2
положением компенсационного груза и местом закрепления пробного груза,
а также коэффициенты, на которые следует умножить массы пробных
грузов, чтобы получить массы компенсационных грузов. Анализ полученных
формул показывает, что в линейной системе любая неуравновешенность
двухопорного ротора вызывает вибрации его обоих подшипников.
Амплитуды этих вибраций находятся между собой в определённом,
постоянном соотношении как по значению, так и по взаимному
расположению, не зависящим от величины самого груза.
Пример
В приведённом примере рассмотрена последовательность обработки
результатов балансировки центробежного вентилятора. Опоры А и В,
плоскости коррекции соответственно I и II (рисунок 51). Балансировка
проводится при нескольких пусках. Данные, полученные при балансировке,
приведены в таблице 13.
Исходя из данных замеров, определяем коэффициент влияния
вибрации на первой опоре от единичного пробного груза в первой плоскости
приведения (е’48, е‘204 - положение единого вектора в полярной системе
координат):
Z| j = Л, - Ao =85 е'48 - 220 ei204 = 300 e'30 .
Коэффициенты влияния определяются графически (рисунок 52).
Аналогично находятся величины:
Z12 = А2 - Ло = 255 е’156 - 220 е'204 = 200 eil0° ;
Z2i=Bi-Bo = 120 ein8- 162eil80 = 150 e145 ;
Z22 = B2 - Bo" =350 ei85 - 162 eil8° = 400 ei60 .
108
Таблица 13 - Результаты измерения вибрации при балансировке
№ пус- ка Масса груза, плоскость и место прикрепления Опора А Опора В
Амплитуда, мкм Фаза, градус Амплитуда, мкм Фаза, градус
1 Без пробных грузов Ао - 220 204 Во- 162 180
2 Пробный груз Р] = 10,2 Н, плоскость 1, 0“ А, -85 48 В! - 120 118
3 Пробный груз Р2 = 10.2 Н, плоскость II, 0° А2 - 225 156 В2 - 350 85
4 Уравновешивающий груз Р3 = 5,53 Н, плоскость I, 358° Уравновешивающий груз Р4 = 2,28 Н, плоскость II, 271,5° Ак-10 - Вк - 8 -
Рисунок 52 - Определение коэффициентов влияния на опорах
графическим методом
109
Затем вычисляем коэффициенты:
Z22 400е|6°
Z2! 150ei45
zn 300ei3°
= 0.5е'15
Для вычисления векторов неуравновешенности Gi в первой
плоскости приведения и G2 во второй плоскости приведения вводятся
коэффициенты Ни N. связанные с G! и С2следующими зависимостями:
Н
V
g2 =
N
Z22
Эти коэффициенты находятся из системы уравнений:
H=A0-aN ;1
N = B^-PH ,]
решаемой методом последовательных приближений. Задаются нулевым
приближением N 0 = 1000 и вычисляют значения:
a No = 0,5 ei4° 1000 = 500 е'40 .
Тогда, величина Н j первого приближения, которая является
замыкающим вектором диаграммы, равна:
Н j = А 0 _ aN 0 = 220 ei204 - 500 ei4° = 710 ai215 ,
затем вычисляют величину:
Р Н j = о,5 е*15 710 е'215 = 355 е'230 ,
и величину N t первого приближения:
й j = В 0. р Н , = 162 - 355 е‘23° = 273 ei75 .
Вычисления ведут до тех пор, пока результаты последнего и
предпоследнего приближений не станут одинаковыми. Полученные
величины N п и Й п являются искомыми.
В рассматриваемом примере совпали результаты пятого и шестого
приближений, величины Н = 163 е'208 и N = 113 е*1515.
Тогда неуравновешенность первой плоскости приведения:
110
ffl = H = 163e =0543eii78
ZH 300e,3°
неуравновешенность во второй плоскости приведения:
m2
N
Z22
113eil51s
400ei6°
= 0.283ei91'5.
Для того, чтобы уравновесить рабочее колесо балансируемого
вентилятора, необходимо закрепить, грузы имеющие массу 0,543 кг и 0,283
кг в местах диаметрально противоположных вычисленным фазам, а именно
на углах
178° + 180° = 358° и 91,5° + 180° = 271,5°.
Как видно из таблицы 11, после установки грузов близких по
значению найденному дисбалансу 0,553 кг и 0,288 кг, вибрация на опоре А
снизилась до 10 мкм, на опоре В до 8 мкм.
Уравновешивание составляющих
Допустим, что двухопорный жёсткий ротор с изотропными опорами
имеет вибрации опор А 0 и В 0 (рисунок 53).
Если ротор имеет статическую неуравновешенность, то вибрации
его опор:
д Дс Лкс
Ао= Ао + Ао ;
Во = Аос - А0кс;
поскольку статическая неуравновешенность должна давать два равных
однонаправленных вектора Ад , а динамическая - два равных
противоположно-направленных вектора Лц с . Решая уравнения системы,
получаем формулы для нахождения симметричных составляющих
амплитуд вибрации опор:
дс = Ао+Во
и 2
кс Ао - Во
‘0 ------:
111
Рисунок 53 - Разложение векторов вибраций опор жёсткого ротора на
симметричные и кососимметричные составляющие
Ас
Для того, чтобы определить статические о и динамические
А^с составляющие векторов амплитуд начальных вибраций, необходимо
совместить начала векторов А 0 и В 0 и графически определить их
полусумму и полуразность. Для симметричных жёстких роторов, имеющих
112
изотропные опоры, статическая и динамическая неуравновешенности
обладают свойствами независимости, при изменении одной из них,
например статической составляющей, динамическая составляющая будет
неизменной. Это свойство используется при уравновешивании таких
роторов.
Согласно методике раздельной компенсации, векторы амплитуд
начальных вибраций А 0 и В 0 раскладывают на симметричные
(действующие в одном направлении) 2 Ад и кососимметричные
(действующие в противоположных направлениях) 2 А^с составляющие.
Далее, в зависимости от преобладающей неуравновешенности на роторе,
одновременно в двух балансировочных плоскостях устанавливают два
равных симметричных, создающих центробежные силы одного
направления, или кососимметричных, создающих центробежные силы
противоположного направления, пробных груза 2Pj и осуществляют пуск. В
случае преобладания статической неуравновешенности, устанавливают
два симметричных пробных груза 2РС. При запуске получаем векторы
амплитуд вибраций опор ротора А 01 и В 01. Далее путём графических
построений, находим симметричные составляющие векторов амплитуд
вибраций при пуске с симметричными пробными грузами 2РС:
Yr _ 'Чч ’Boi.
А01 ---’
а затем симметричные составляющие векторов амплитуд вибрации,
соответствующие пробным грузам 2Рр
Ар = Aoi - Ао;
что позволяет определить балансировочную чувствительность ротора к
системе симметричных грузов:
aF
Йс " Рс '
Уравновешивающую пару симметричных грузов 2QC, устраняющую
статические дисбалансы, определяем из выражения:
Qc = -A« =-^>±В>Рг.
с ас А, + В| “
После пуска с парой симметричных уравновешивающих грузоь 2QC
получаем векторы амплитуд вибраций опор А 02 и В ()2, которые снова
раскладываем на симметричные и кососимметричные составляющие. Если
симметричная составляющая сведена к минимуму, то на роторе
устанавливают пару кососимметричных пробных грузов 2РКС, с которыми
113
проводят пробный пуск и получают новые векторы вибраций опор А 03 и
В оз-
Векторы амплитуд вибрации опор А 02 и В 02, а также А 03 и В 03
при компенсации динамической неуравновешенности, должны быть
противофазны, вследствие чего уравновешивающие грузы для
компенсации динамических дисбалансов подсчитывают без
предварительного разложения векторов на симметричные и
кососимметричные составляющие:
Аог ъ ^02 п
--- ркс _-------ркс.
А03-А02 в03~в02
Если А 02 # В 02 и А 03 эь В ю то берут их средние значения (по
величине и углу). В этом случае, если после разложения векторов
начальных вибраций А 0 и В 0, преобладающими является
кососимметричные составляющие, тогда на роторе сразу устанавливают
пару кососимметричных грузов. При этом, после пуска с грузами 2РКС,
определяется балансировочная чувствительность ротора к
кососимметричным грузам:
Акс дкс дкс. оке _ дкс_ркс ркс
I =А01~А0> В1 А1 - в01~ в0 >
а затем искомая пара уравновешивающих кососимметричных грузов:
П, . Ао-Во
Vkc ~ тг Т5 *rkc
akc Aj-Bj
При уравновешивании изложенным выше способом важно, чтобы
устанавливаемая система грузов (пробных и уравновешивающих) давала
строго симметричные или строго кососимметричные реакции, т.е. грузы
должны находиться в одной плоскости ротора.
Пример
Необходимо уравновесить симметричный ротор. Начальные векторы
вибраций: & 0 =107 мкм, фазовый угол 19Г; В 0 = 56 мкм; фазовый угол
234,5° [14].
Соотношения фазовых углов показывают преобладание
114
симметричной составляющей неуравновешенности ротора. Исходя из
имеющейся чувствительности опор однотипных машин кс = 25 мкм/кг
определяем дисбаланс ротора:
1000 A^+Bfl = 40 107+J6 = 3260
" kc 2 2
Пробный груз принимается равным около половины предполагаемого
дисбаланса, два груза весом по 1450 г устанавливаем в виде симметричной
пары в торцевые плоскости ротора. Плоскость установки грузов определяем
по точкам максимального отклонения концов ротора при проходе последним
первой критической скорости, при этом угол сдвига фазы дисбаланса будет
близок к 90°. Угол установки пробных грузов ЮГ (градусная шкала на
балансировочной окружности).
Измерение вибраций при пуске с парой симметричных грузов дало
следующие результаты:
AQ1 = 62 мкм; фазовый угол 187°: ® 0] = 28 мкм, фазовый угол 292°.
На полярной диаграмме (рисунок 54), в выбранном масштабе
наносим все экспериментальные векторы амплитуд вибраций ( А 0, В 0,
А 0]> В 01), а затем их суммы А 0 + В 0 и А01 + В 01. Замыкающий
вектор, составленный из суммарных векторов, является искомым вектором
суммы А । + В „ соответствующий суммарному влиянию симметричных
грузов:
Ао + Bq =150; фазовый угол 205°; А] + В] = 91; фазовый угол 19°.
Получим значения векторов симметричных уравновешивающих
грузов:
Qf-QS =^РА() + ВД = 1450 150 (101о + 205о-19о-180°)=2400 г,
А]+В| 91
фазовый угол 105°.
Пуск с определённой парой уравновешивающих грузов,
установленных в прежнем месте (101°), дал следующие вибрации опор:
А 02 = 30 мкм; фазовый угол 165°; В 02 = 34 мкм; фазовый угол 11°.
Из анализа полученных векторов можно заключить о практически
полной ликвидации симметричных дисбалансов, поскольку угол между
векторами вибраций стал близок к 180°.
115
90
Рисунок 54 - Графические построения при двухплоскостной балансировке
Предварительную оценку динамического дисбаланса проведём по
описанному способу, при этом коэффициент чувствительности к
кососимметричной составляющей принят 50 мкм/кг. Кососимметричные
составляющие вибраций подшипников:
116
А*с = —°-_B°- = 30 мкм; фазовый угол 180°;
Вкс = 30 мкм; фазовый угол 360°.
Ориентировочное значение дисбаланса:
Qkc = 1 000 Akc = 1 000 = 600 г.
Ккс 50
Корректировка результатов была проведена парой
кососимметричных грузов массой по 540 г, установленных почти
перпендикулярно к симметричным уравновешивающим грузам:
Qi = 540 г, фазовый угол 180°; Qu = 540 г; фазовый угол 360°.
Пуск с дополнительной кососимметричной парой грузов привёл к
минимальному уровню вибраций опор:
оз = 12 мкм; фазовый угол 179°; ® 03 = 9 мкм; фазовый угол 152°.
На этом уравновешивание заканчивается. Уравновешивающие
грузы, после попарного сложения, в каждой плоскости были заменены
единичными грузами:
Q (= 2360 г; фазовый угол 113°; Q п = 2130 г, фазовый угол 86°.
117
ГЛАВА 25. АНАЛИЗ КАЧЕСТВА СМАЗЫВАНИЯ
Статистические данные о безотказности механизмов
металлургических предприятий свидетельствуют о том, что примерно в 40
случаях из 100 причиной отказа является недостаток смазки либо ее
загрязнение. Задача анализа качества смазывания имеет два основных
направления: контроль поступления смазки, контроль качества смазки [9].
Контроль поступления смазки
Операции по контролю поступления смазки определяются способом
подачи к деталям механизма. В основном это визуальные проверки:
количества масла в редукторе - по уровнемеру, по масляному щупу; работы
насоса подачи масла (при принудительной смазке); утечек; давления масла
по манометру; работы питателей; подачи масла через смотровое стекло на
маслопроводе, по расходомеру; просачивания пластичной смазки из
уплотнительной части; состояния обрызгивания маслом зубчатых колёс.
Контроль качества смазки
Включения в масло отражают характер и интенсивность износа
элементов механизма, смазываемых маслом, и характеризуются числом,
концентрацией частиц и их химическим составом [5]. При нормальном
износе обнаруживаются частицы размером до 15 мкм и толщиной до 1 мкм.
При трении - это гладкие чешуйки. Начало интенсивного изнашивания
сопровождается увеличением концентрации частиц и их размера до 50 мкм
и появлением определенной формы (осколки, пластины неправильной
формы, стружка). Дальнейшее развитие неисправности приводит к
увеличению размера частиц до 100...300 мкм, а при выходе из строя -
более 1000 мкм (рисунок 55).
Рисунок 55 - Зависимость концентрации С и размера d частиц от
наработки
118
Методы определения продуктов износа в масле классифицируются
по физическим процессам, заложенным в них: разделения частиц,
оптической плотности, спектральным и хроматографическим. Методы
разделения включают: количественный анализ накопившихся частиц в
масле - магнитные и электрические детекторы; количественно-
дисперсионный анализ - феррографы (магнито-оптические и магнито-
емкостные).
Оптические анализаторы и феррографы, показывая увеличение
размера частиц, раньше сигнализируют о неисправности, чем магнитные
пробки и спектрофотометры, которые определяют количество
(концентрацию) частиц в масле. Феррограф и детекторы стружки
определяют ферромагнитные частицы, а спектрофотометр - все металлы,
входящие в состав деталей механизма.
Условие отбора проб масел. Пробы масла отбирают в сухую
чистую посуду вместимостью не менее 0,5 л, заполняемую на 3/4 объема;
перед отбором пробы необходимо спустить отстой; пробы берут перед
фильтром, не менее чем через 10 мин. после пуска или сразу после
остановки механизма.
Визуальный контроль цвета масла. В случае жидкой смазки масло
должно иметь цвет свежего масла. Изменение цвета масла указывает на
наличие загрязняющих веществ, эмульгирование свидетельствует о
наличии в масле воды. Вода в смазке приводит к появлению мутно-белого
цвета. Светлые масла рассматриваются в проходящем свете на
прозрачность. Для темных масел пробирка с маслом подогревается до
80' С, потрескивание в ходе нагрева свидетельствует о присутствии воды.
Цвет пластичной смазки может изменяться от светло-желтого до
темно-коричневого. О наличии примесей свидетельствует золотистый цвет,
в случае подшипников скольжения и более темный цвет в случаях
подшипников качения. Попадание воды в смазку вызывает появление
мутно-серого цвета.
Вязкость масла должна отвечать стандартному значению. Помимо
лабораторных способов вязкость может оцениваться визуально и на ощупь.
В случае пластичной смазки мазь должна быть гладкой и мягкой без
посторонних включений.
Вискозиметр - определяет условную вязкость в условных градусах
(°ВУ). Условная вязкость - отношение времени истечения 200 мл
испытуемого нефтепродукта при температуре испытания ко времени
истечения 200 мп дистиллированной воды при температуре 20 °C или
свежего масла. Вискомер - определяет вязкость по скорости опускания
шарика в пробе масла.
Магнитное извлечение металлических примесей проводится при
помощи магнитов, опускаемых в масло, или магнитных пробок,
установленных на сливных маслопроводах. Металлические частицы,
являющиеся.продуктами износа, прилипшие к поверхности магнита, затем
119
рассматривают при помощи лупы (6...10 кратного увеличения) или
микроскопа, с целью определения причин их появления. Чувствительность
магнитных пробок более 100 мкм, наибольшая эффективность метода для
частиц свыше 200 мкм.
В первые 100... 150 часов работы механизма с циркуляционной
смазкой на магнитных пробках наблюдается металлическая
производственная стружка, имеющая рваную с темными краями кромку. При
нормальной эксплуатации мелкие железные частицы образуют в масле
пастообразную массу с частицами по 0,025 мкм, размер этих частиц в
процессе работе не меняется.
Индикатор ферромагнитных частиц в масле может фиксировать
колебания частоты измерительного генератора, в резонансный контур
которого внесен индуктивный датчик. С внесением в датчик пробирки
изменяются индуктивность датчика и частота измерительного генератора
(рисунок 56).
Рисунок 56 - Индикатор ферромагнитных частиц в масле
Анализатор продуктов износа представляет систему встроенных
магнитных пробок накопления продуктов износа и переносного
регистрирующего прибора, основанного на измерительной схеме
вихретоковых толщиномеров (рисунок 57). Для диагностирования должны
быть построены зависимости содержания продуктов износа в смазке от
наработки механизма.
Рисунок 57 - Анализатор продуктов износа
120
Количественный анализ продуктов износа (феррографы) [8]
1. Принцип действия феррографа прямого считывания основан на
разделении в магнитном поле ферромагнитных и парамагнитных
(намагничиваемых в магнитном поле либо в процессе трения частиц)
частиц, содержащихся в пробе масла. Образцы масла подаются насосом в
стеклянную трубку, установленную в магнитном поле. Большие частицы
(больше 5 мкм) осаждаются у входа в трубку, малые (1...2 мкм) - далее по
потоку. Фотоэлектрические детекторы измеряют относительную плотность
больших и малых частиц (рисунок 58).
Масло
Рисунок 58 - Феррограф прямого считывания
2. Аналитический феррограф. Феррограмма - зафиксированное на
предметном стекле распределение частиц. Жидкость, стекающая по
стеклянной пластинке, подвергается воздействию постепенно
увеличивающегося магнитного поля (рисунок 59). Это приводит к
разделению частиц по размерам и позволяет определить их количество.
Источник частиц может быть выявлен по их окраске при наблюдении в
бихроматическом микроскопе. При нагреве феррограммы до 320...330 °C в
течение 90... 120 с частицы различных металлов принимают определенный
цвет: углеродистой стали - голубой, чугуна - желто-коричневый; хрома,
свинца, алюминия - бело-серый; окиси железа - бурый; неметаллических
включений - желтый и зеленый.
Рисунок 59 - Схема аналитического
феррографа
121
Хроматография относится к физическим методам разделения
смесей веществ с использованием различия распределений их компонентов
между подвижной и неподвижной фазами. Чаще всего используются методы
бумажной хроматографии. При этом методе капля исследуемой жидкости
(масла) наносится на бумагу и по размерам концентрических кругов
определяется степень загрязнения. Обычно в центре темным пятном
располагаются продукты износа, а снаружи - светлым кольцом вода,
находящаяся в смазке (рисунок 60).
1 - ядро; 2 - масло; 3 - вода
Рисунок 60 - Пояснение к использования метода бумажной хроматографии
Коэффициент воды: Кводы = d3/d2, где d3 - диаметр внешнего кольца
воды; d2 - диаметр кольца масла. Допустимое значение 1,3 - это
соответствует примерно 2 % воды в масле.
Коэффициент примеси: Клримесё = d2/db где dj - диаметр внутреннего
кольца примесей; d2 - диаметр кольца масла. Допустимое значение 1,4- это
соответствует примерно 0,7 % механических примесей.
По цвету ядра допускаются: светло-желтый, темно-коричневый,
серый цвета. Черный цвет ядра с блеском свидетельствует о работе смазки
при повышенной температуре.
Спектральный анализ позволяет определить химический состав
загрязнений в смазочной жидкости. Образец сжигается в газовом пламени
(метод атомной эмиссии) или в высоковольтной электрической дуге (метод
электронной эмиссии). Спектр возникающего при этом излучения,
анализируемый при помощи спектрографа, содержит информацию о
составе примесей.
Диэлектрический анализ примесей - количество примесей и
скорость их накопления в смазочных маслах определяются по величине и
скорости изменения емкости цилиндрического конденсатора, диэлектриком
в котором служит исследуемая жидкость.
122
Стандартная методика оценки смазочного материала
заключается в определении общего кислотного, щелочного числа и
содержания механических примесей.
Кислотность характеризует наличие в масле свободных кислот.
Реагируя с черными металлами и водой, окисленные масла образуют
металлические мыла. Кислотность измеряется кислотным числом - это
количество миллиграммов едкого калия (КОН) необходимого для
нейтрализации 1 г масла. Общее кислотное число характеризует
склонность масел к осадкообразованию и к полимеризации.
Коксуемость - свойство масел выделять твердый осадок (кокс) при
нагревании без доступа воздуха. Мера коксуемости - коксовое число,
количество осадков, полученных прокаливанием 10 г масла при 500...
600 °C.
Зольность характеризует качество очистки масла и наличие в нем
несгораемых веществ, остающихся после выпаривания, сгорания и
прокаливания.
Свободные щелочи, реагируя с цветными металлами, образуют
густые клейкие осадки (мыла). Наличие в масле свободных щелочей
устанавливают окраской спиртовой вытяжки под действием
фенолфталеина. Общее щелочное число указывает на способность масел
нейтрализовать кислоты.
Эмульгируемость - способность масла, смешиваясь с водой,
образовывать трудно разделимые эмульсии. Измеряется временем (мин.)
полного разделения масла и воды.
В общем случае масло считается отработанным и подлежит замене
при выполнении хотя бы одного из следующих условий: повышение
кислотного числа до 5 мг КОН на 1 г масла; изменение вязкости на 25 % от
первоначального значения; содержание воды в масле свыше 2 %, если
водная вытяжка имеет кислую реакцию свыше 0,5 %; наличие в масле
свыше 0,5 % механических примесей; присутствие в масле примесей,
оказывающих абразивное воздействие не допускается.
Наличие воды. ИВМ - индикатор воды в масле. Принцип действия
прибора основан на изменении давления в сосуде с пробой нефтепродукта
при реакции воды с порошком гидрата кальция вследствие выделения
водорода (рисунок 61). Полученное значение давления позволяет
определить содержание воды по известной зависимости - графику
приведенному на рисунке 62.
Определение общего щелочного числа (ОЩЧ) проводится
прибором ИВМ, но в качестве реагента используется щавелевая кислота
С2Н2О4. Далее по зависимости (рисунок 63) определяют щелочное число.
123
1 - пористый металлический стакан
2 - цилиндрический сосуд
3 - герметическая крышка с
манометром
СаН2 + О2 — СаО + Н2
Для протекания реакции сосуд
следует наклонить на 90°
Рисунок 61 - Индикатор воды в маслв
Рисунок 62 - Определение содержания воды
Рисунок 63 - Определение общего щелочного числа
124
СПИСОК ЛИТЕРАТУРЫ
1. Биргер И.А. Техническая диагностика.-М.: Машиностроения, 1978. - 240 с.
2. ГОСТ 20911-89. Техническая диагностика и контроль технического
состояния изделий. Термины и определения. - М.: Изд-во стандартов,
1990. - 23 с.
3. Основы технической диагностики: В 2-х книгах / Кн. 1. Модели объектов,
методы и алгоритмы диагноза / Под ред. П.П. Пархоменко. - М.: Энергия,
1976,- 464 с.
4. Диагностирование грузоподъемных машин/ В.И. Сероштан, Ю.С. Огарь,
А.И. Головин и др.: Под ред. В.И. Сероштана, Ю.С. Огаря. - М.:
Машиностроение, 1992. -192 с.
5. Голуб Е.С., Мадорский Е.З., Розенберг Г.Ш. Диагностирование судовых
технических средств: Справочник. - М.: Транспорт, 1993. -150 с.
6. Технические средства диагностирования: Справочник / В.В. Клюев и др.;
Под общ. ред. В.В.Клюева. - М.: Машиностроение, 1989. - 671 с.
7. Генкин М.Д., Соколова А.Г. Виброакустическая диагностика машин и
механизмов. - М.: Машиностроение, 1987. - 288 с.
8. Коллакот Р. Диагностика повреждений: Пер. с англ.-М.: Мир, 1989. - 512 с.
9. Седуш В.Я. Надежность, ремонт и монтаж металлургических машин:
Учебник.-З-е изд., перераб. и доп. - К.: НМК ВШ, 1992. - 368 с.
10. Алексеева Т.В. Техническая диагностика гидравлических приводов. - М.:
Машиностроение, 1989. - 256 с.
11. Макаров Р.А. Средства технической диагностики машин. - М.:
Машиностроение, 1981. - 223 с.
12. Основы балансировочной техники. Том 1, 2. Под ред. В. А. Щепетиль-
никова. - М.: Машиностроение, 1975.
13. Справочник по балансировке. /Под общей редакцией М. Е. Левита. - М.:
Машиностроение, 1992. - 464 с.
14. Рунов Б. Т. Уравновешивание турбоагрегатов на электростанциях. - М,-
Л.: Госэнергоиздат, 1963. - 224 с.
15. Руководство по ревизии и наладке главных вентиляторных установок
шахт. /А. С. Гофман и др. - М.: Недра, 1981. - 336 с.
16. Шахтные вентиляторные установки главного проветривания. Справоч-
ник / Бабак ГА и др. - М.: Недра, 1982. - 296 с.
125
Подп. к печати 15.05.2003 г. Формат 60x84 1/16. Бумага тип. офс.
Печать офсетная. Усл. печ. л. 7,19. Уел. кр.-отт. 7,37.
Уч.-изд. л. 9,84. Т. 100 Заказ № 1332.1.
Типография «Новый мир»
83050, Донецк, ул. Артема, 96