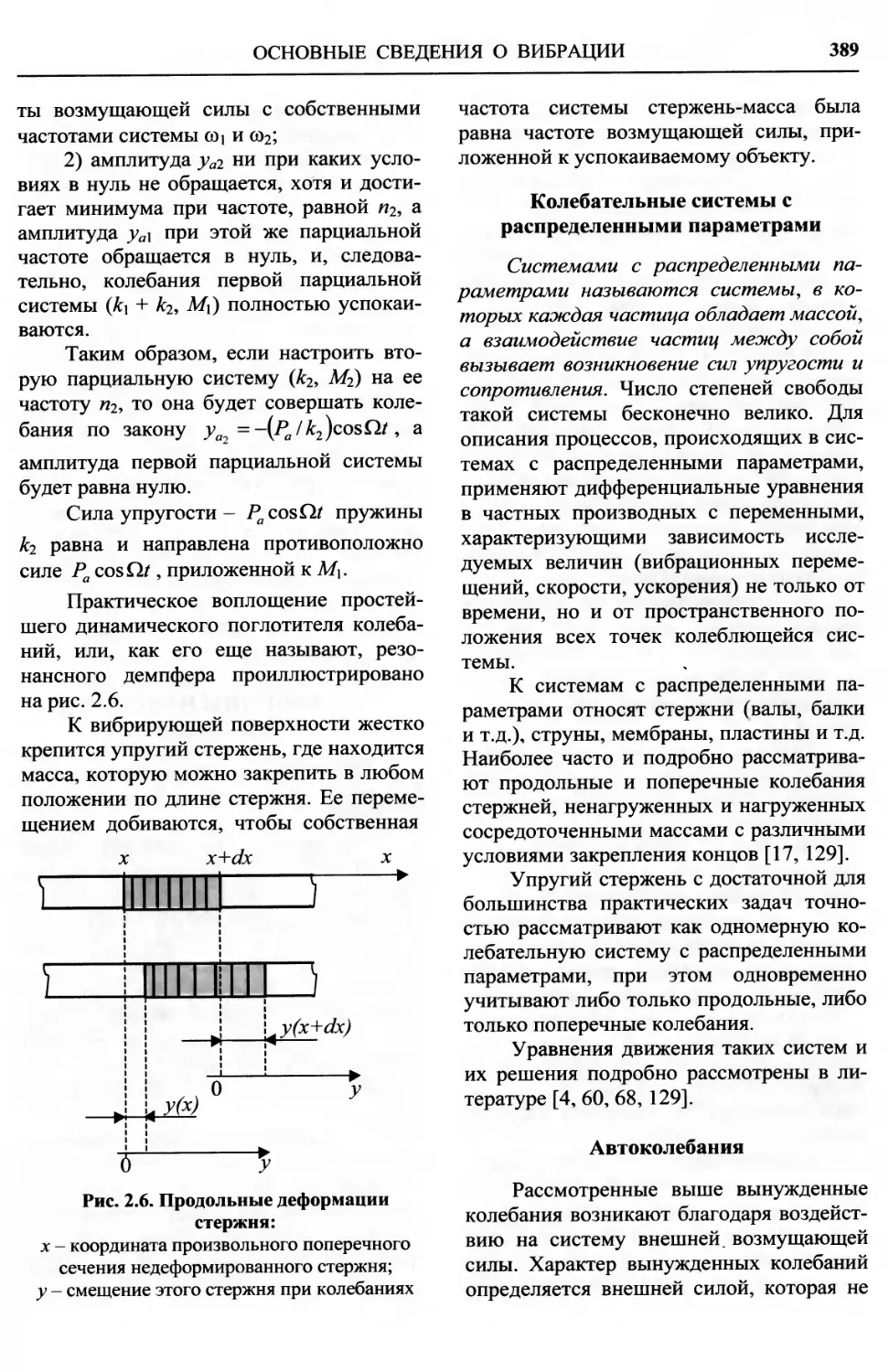
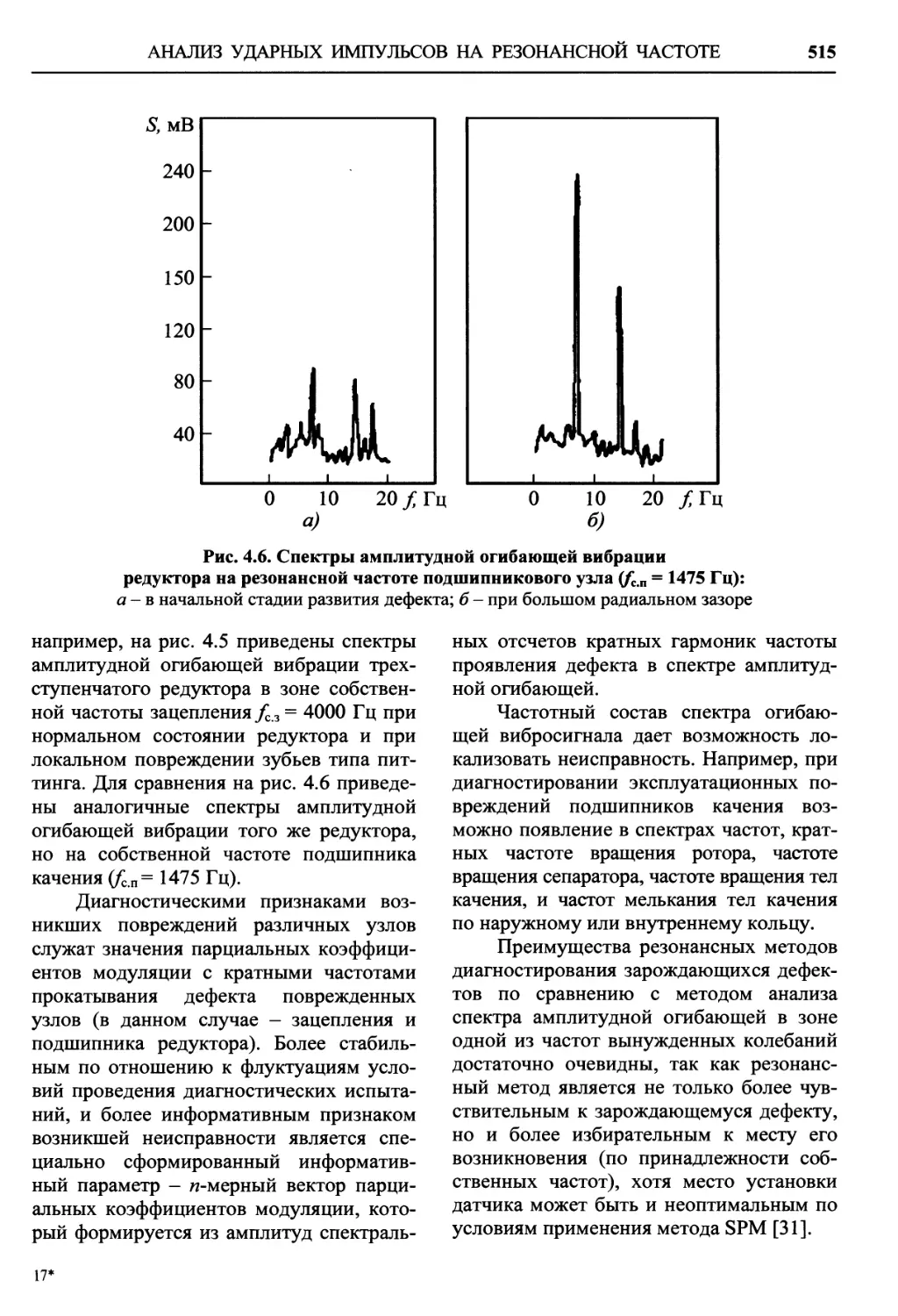
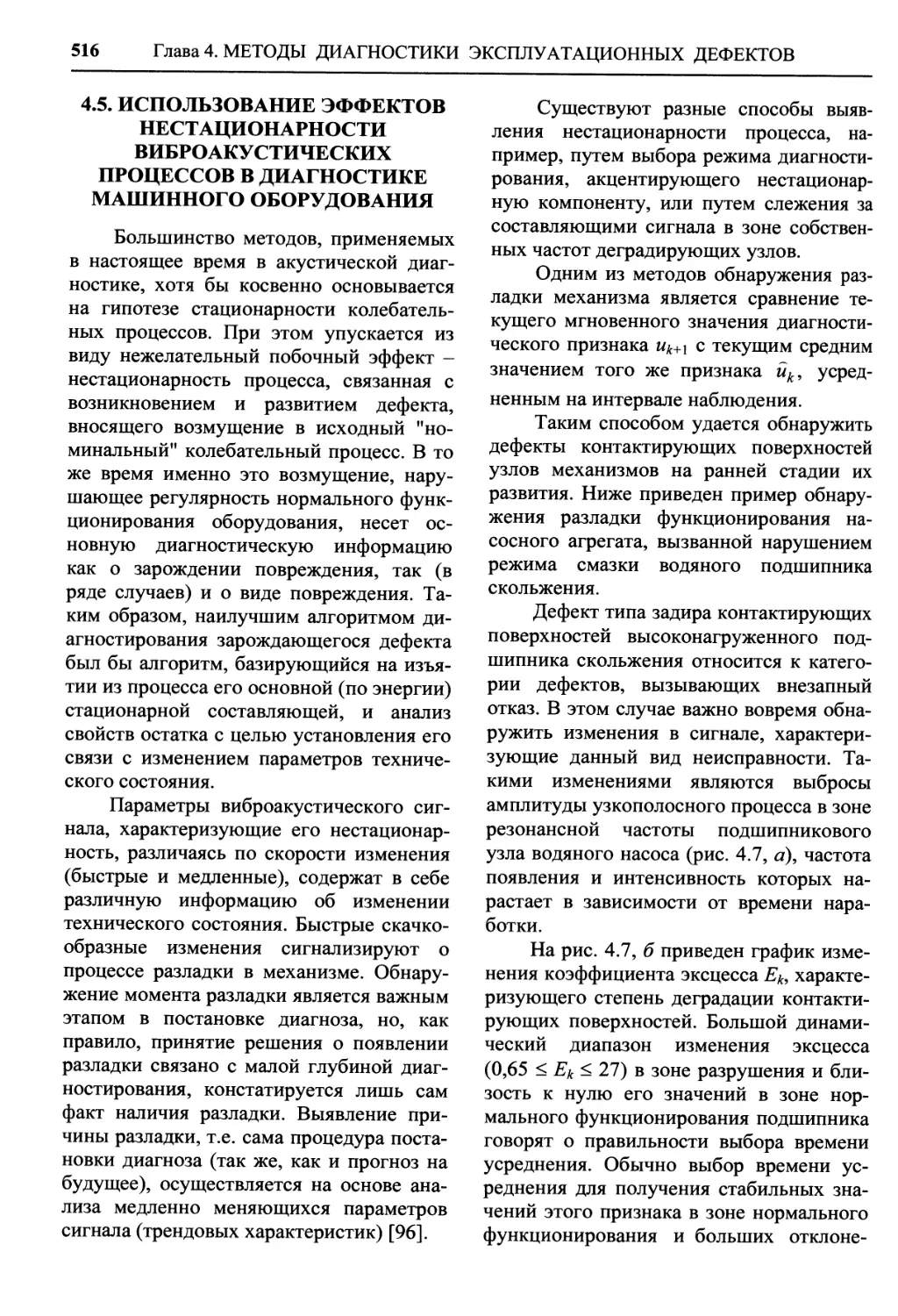
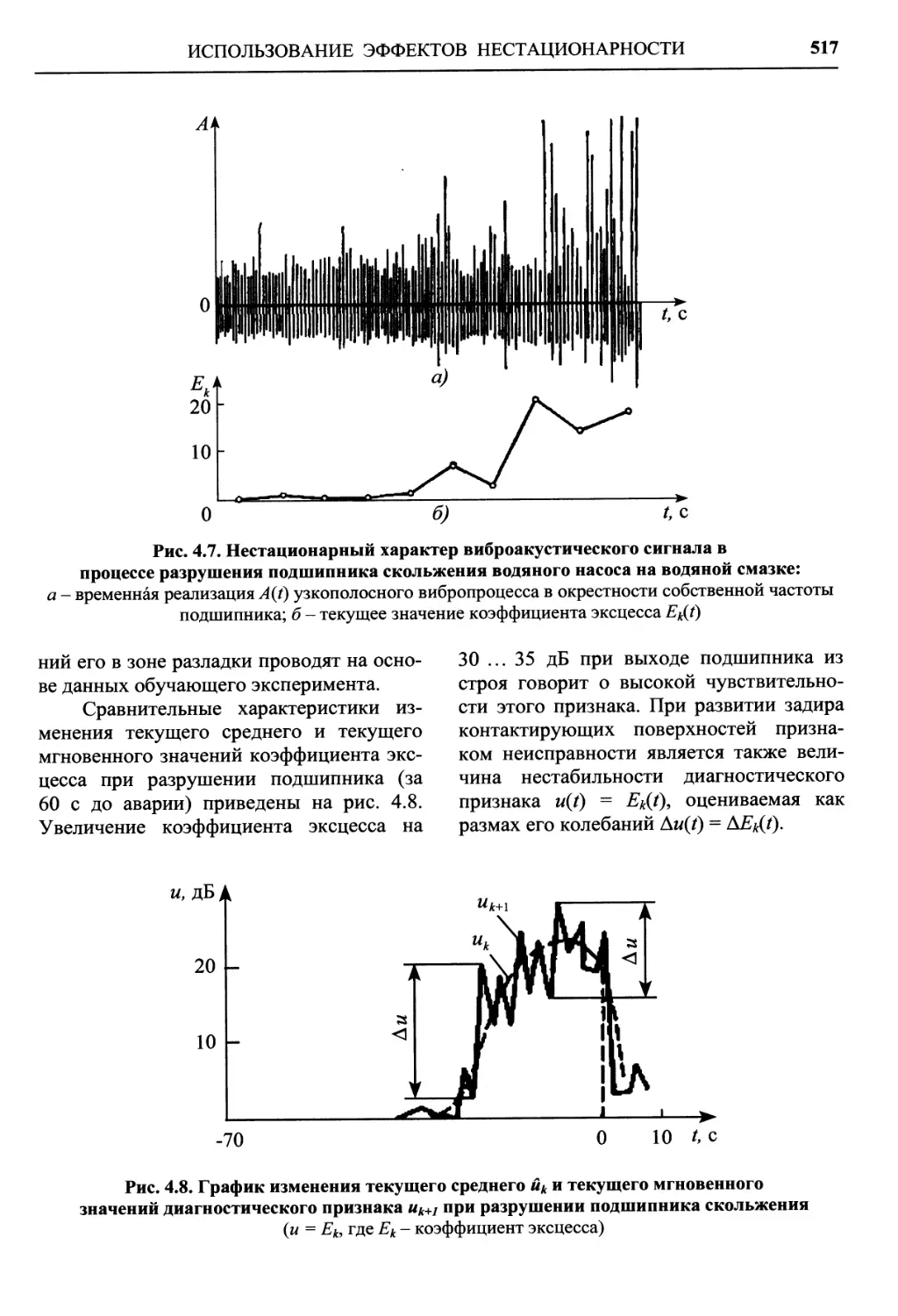
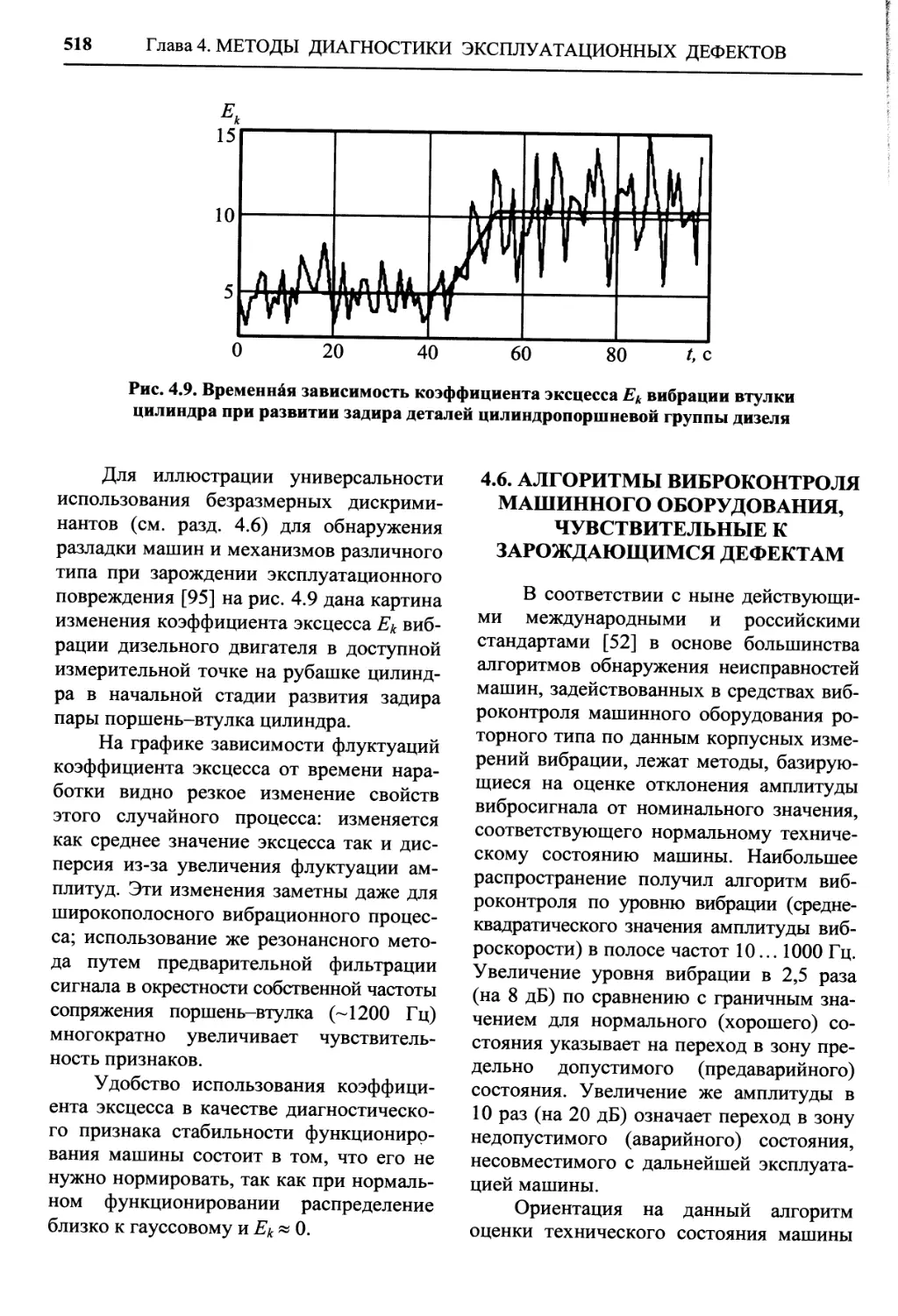
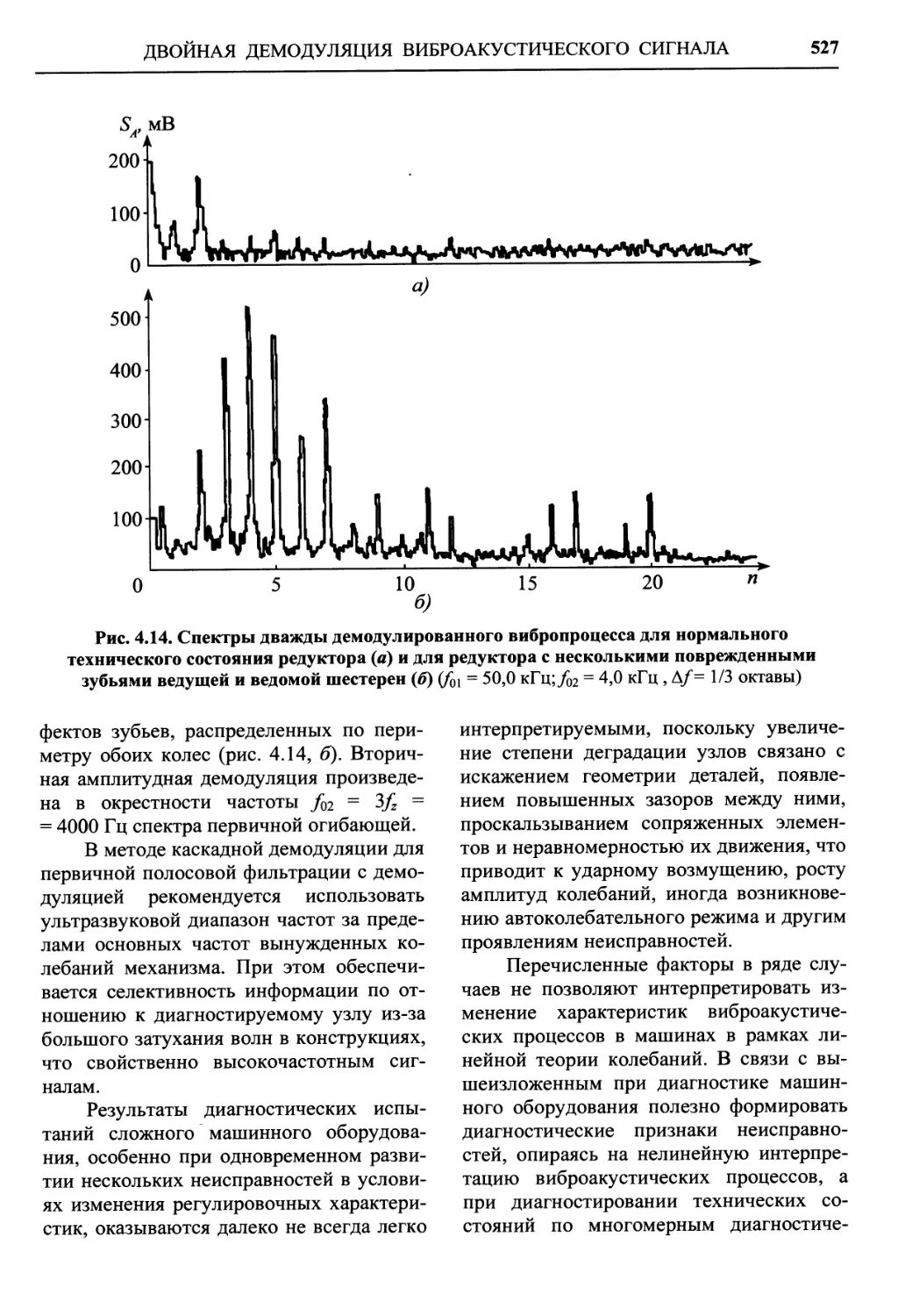
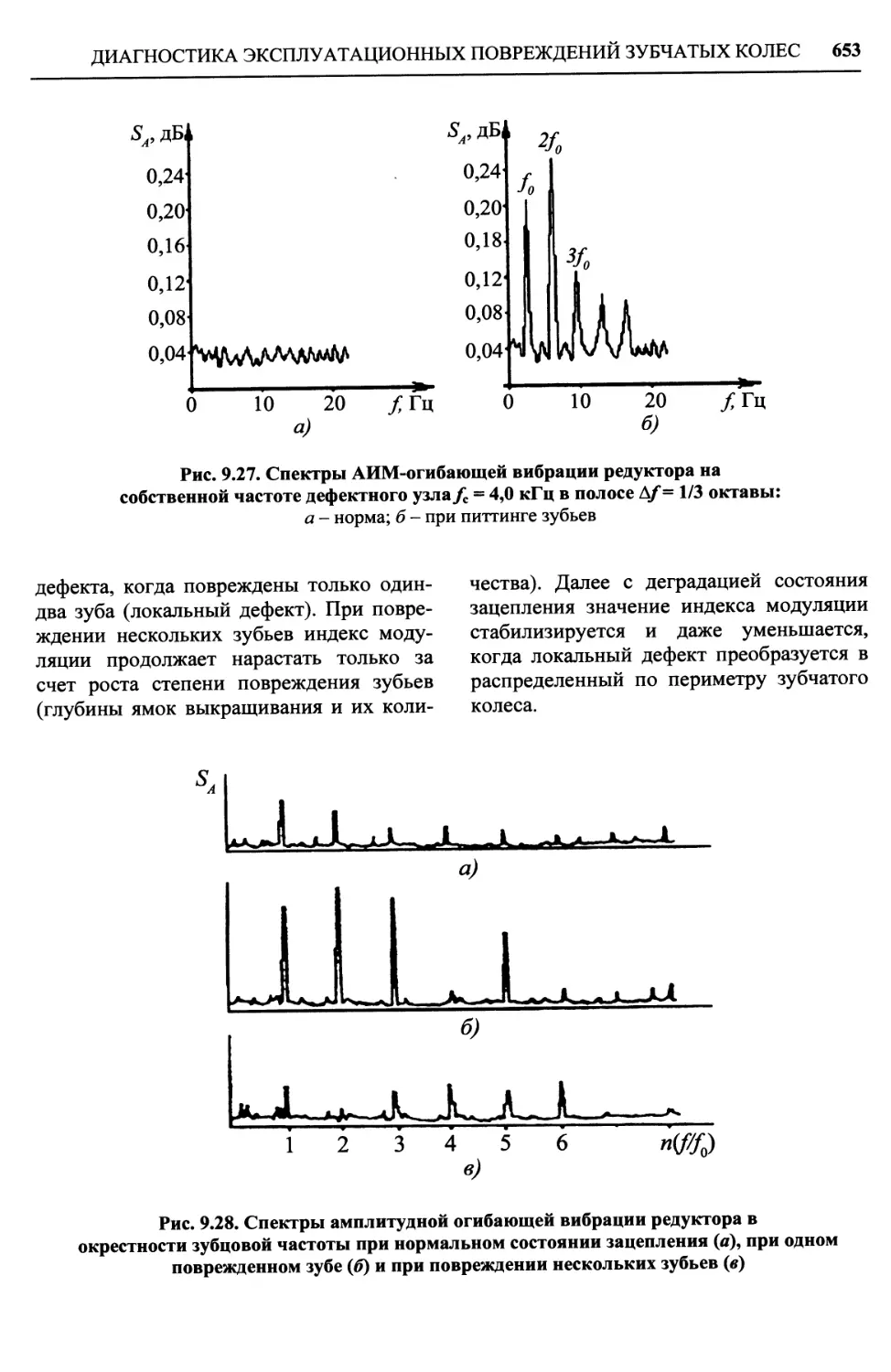
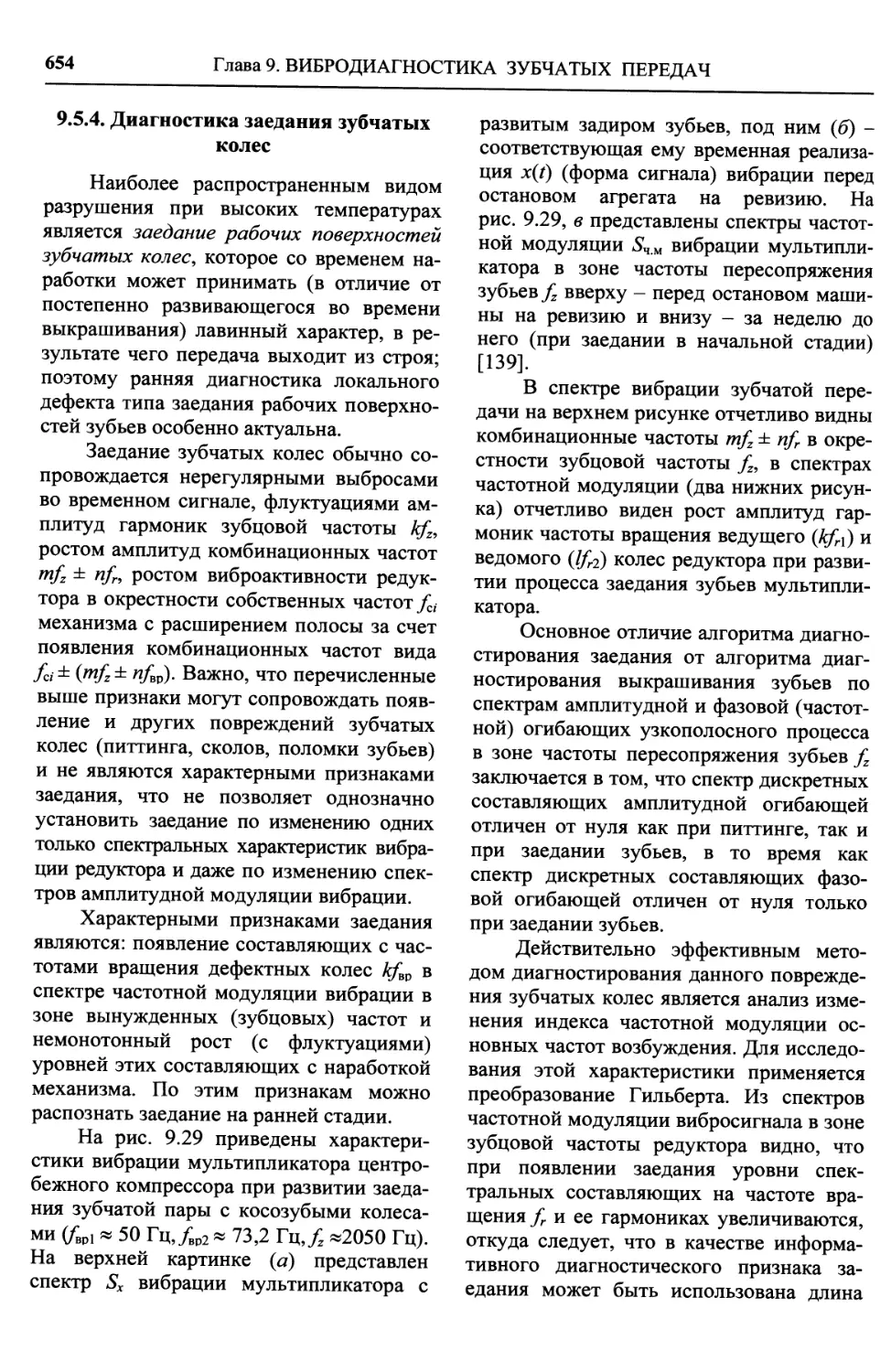
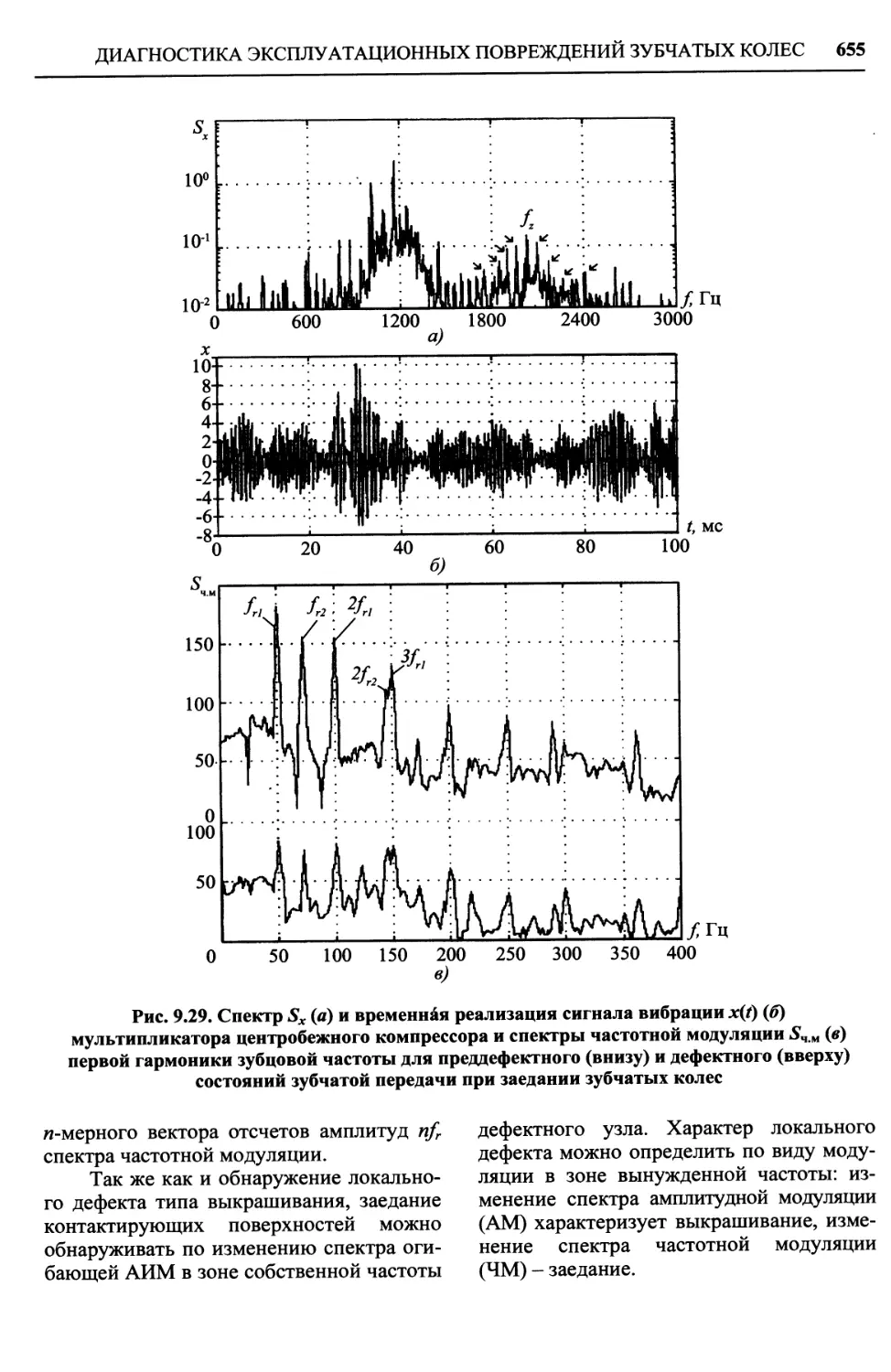
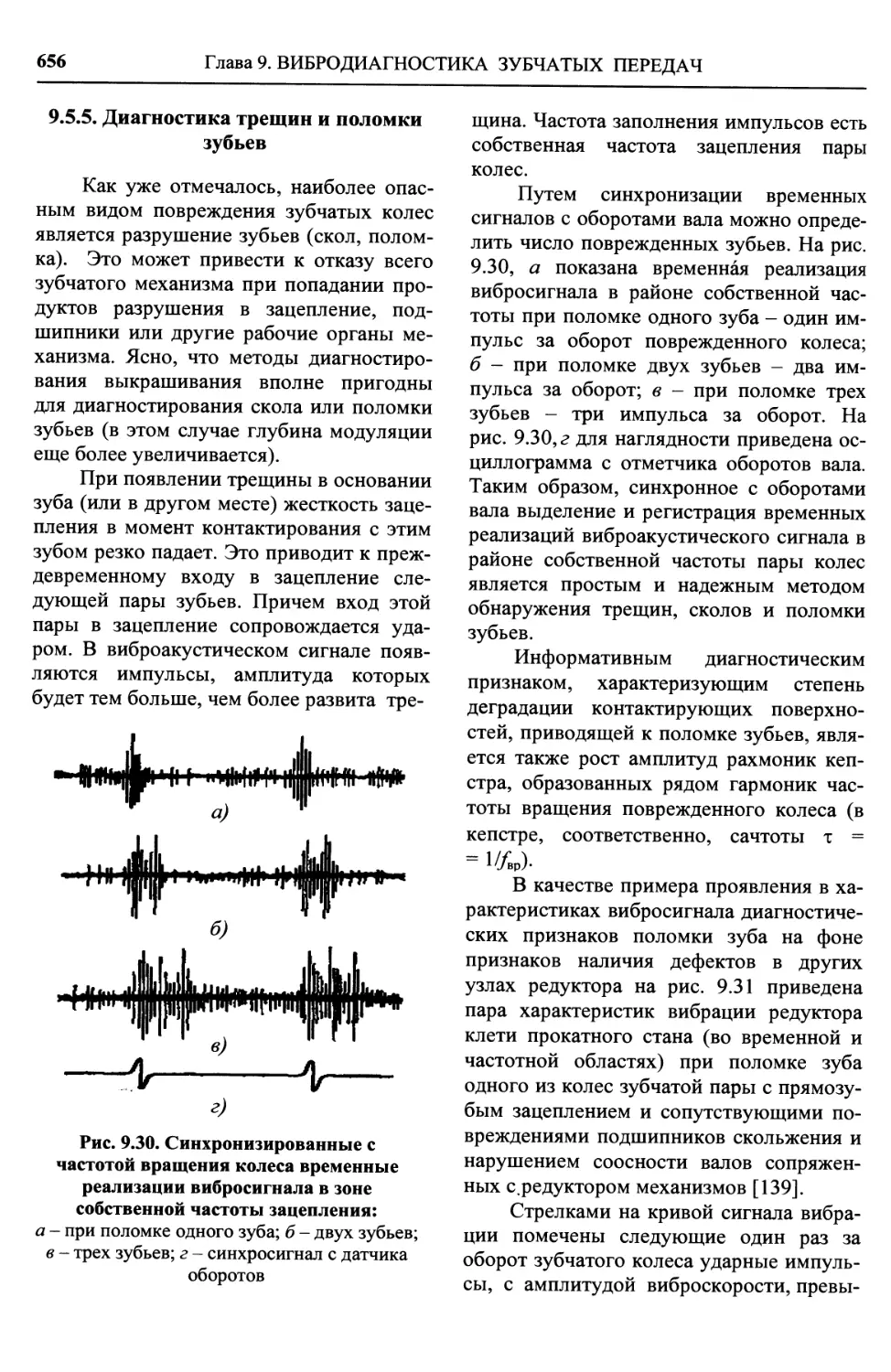
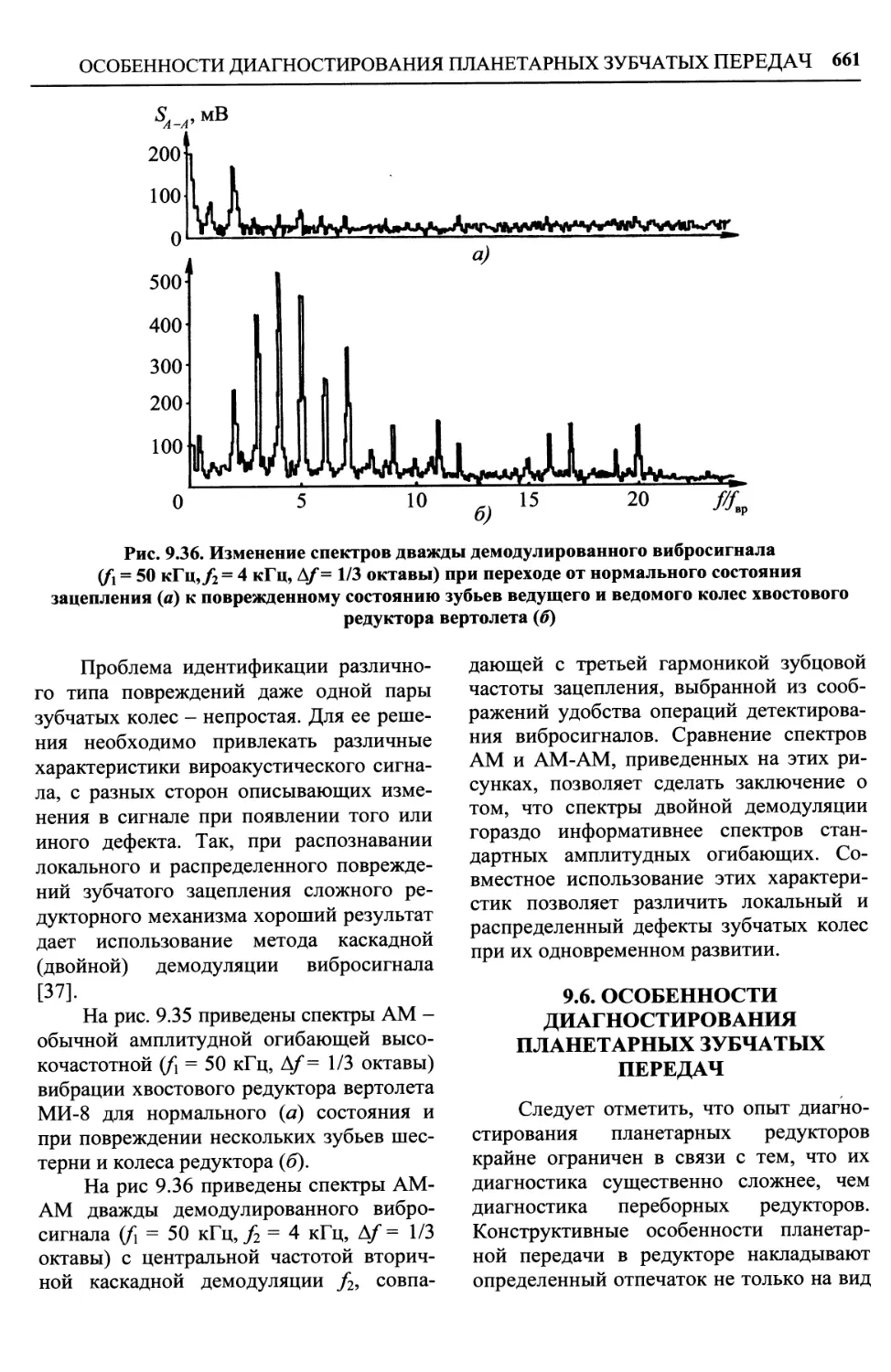
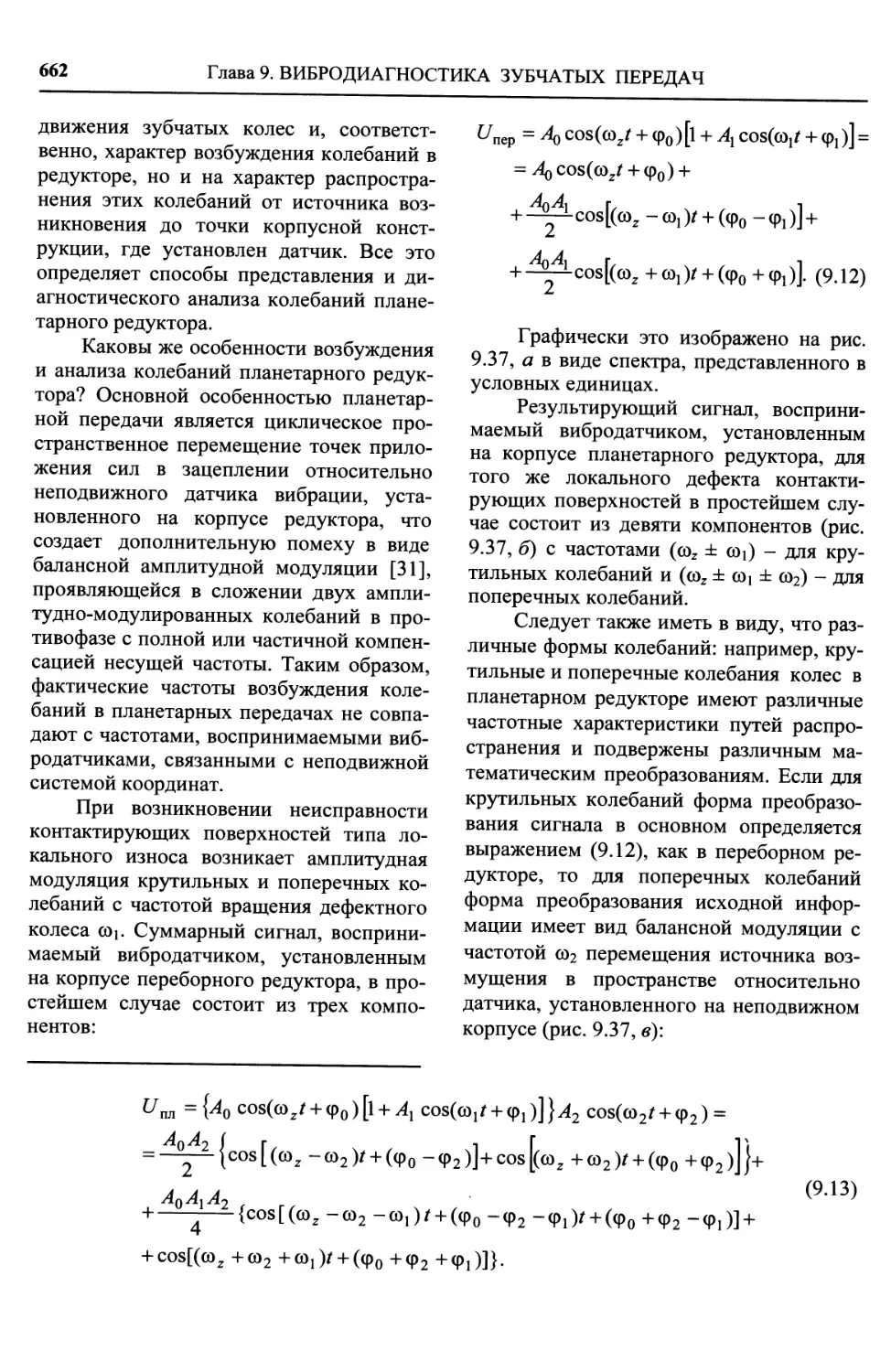
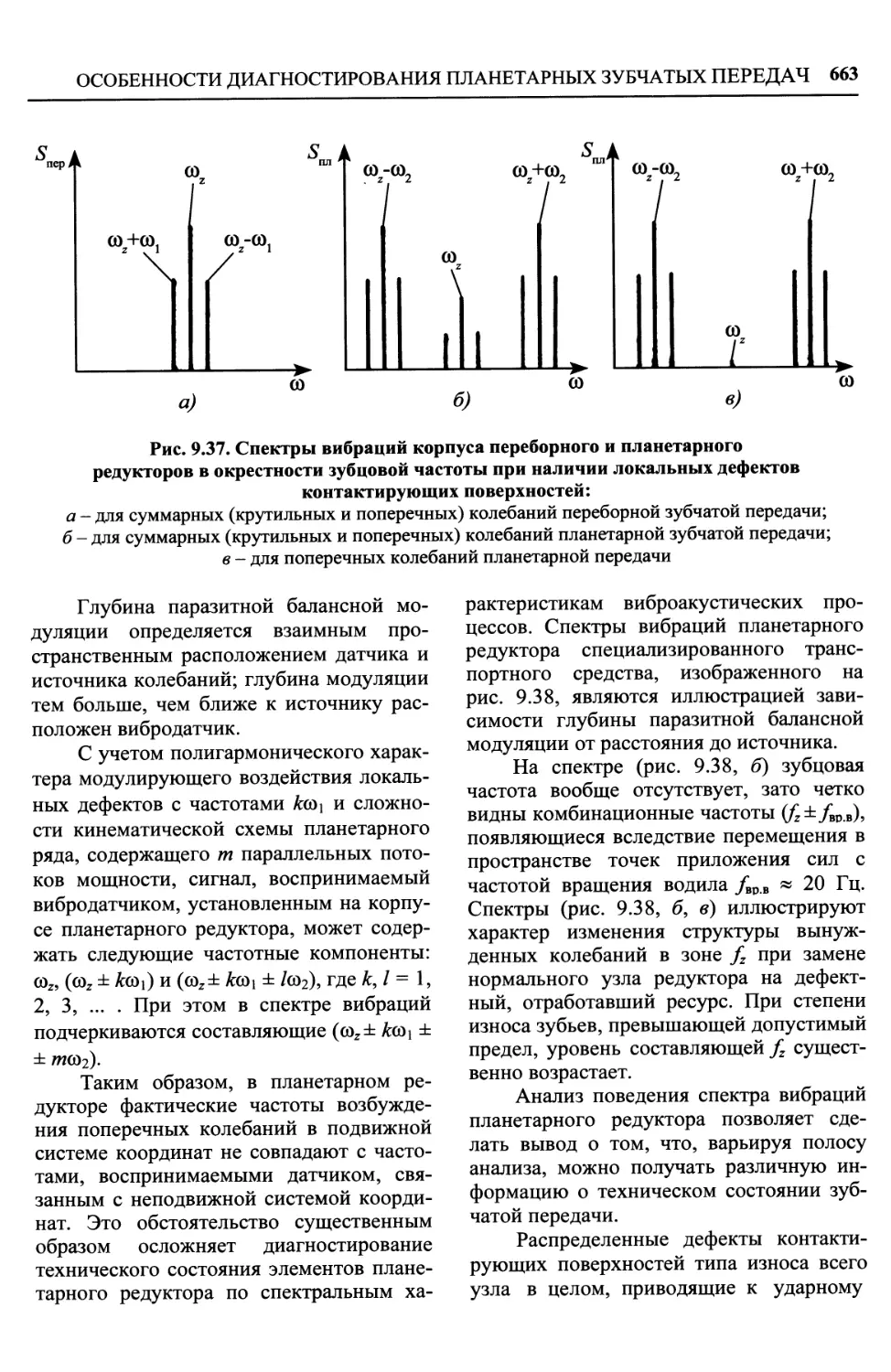
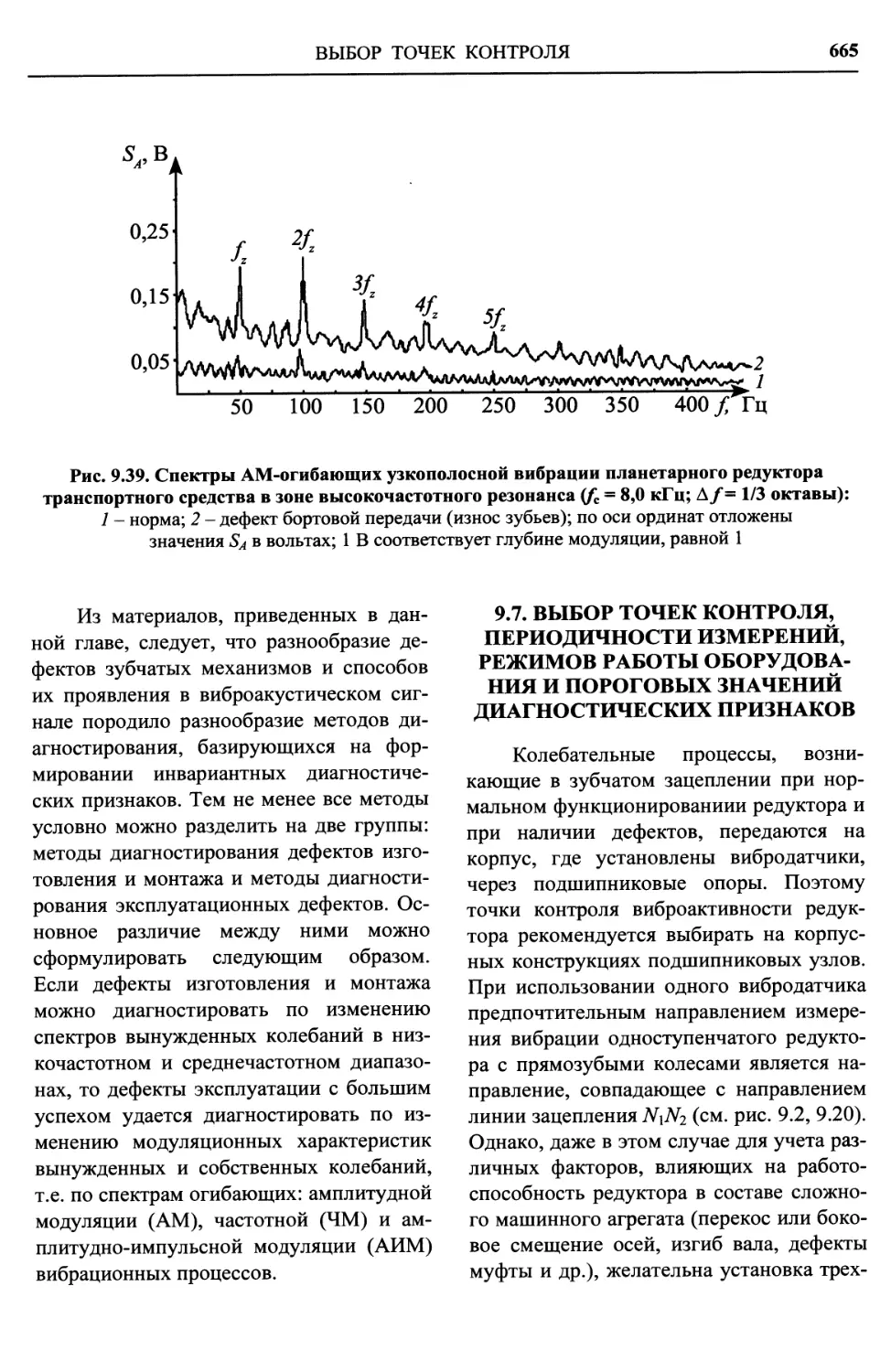
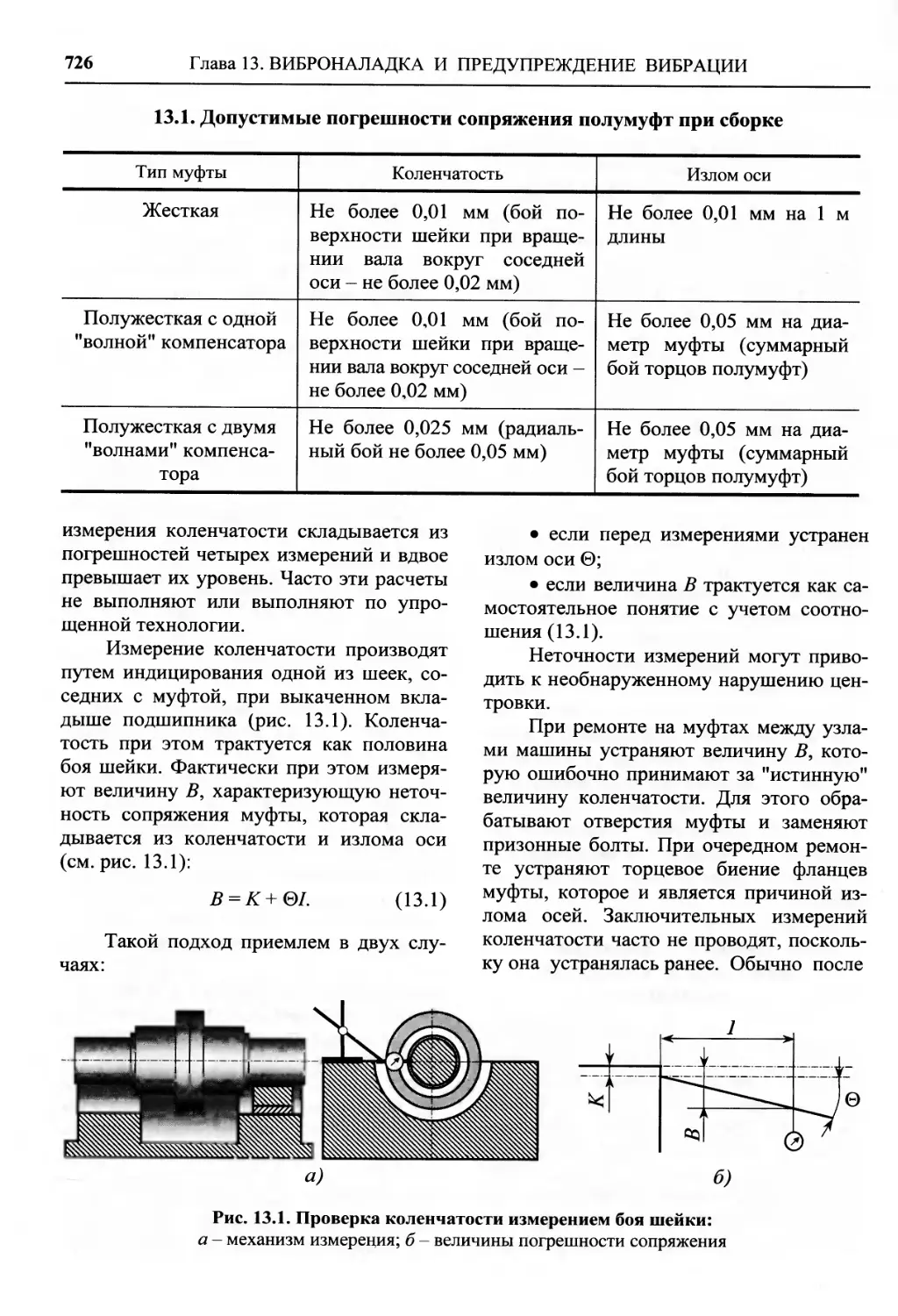
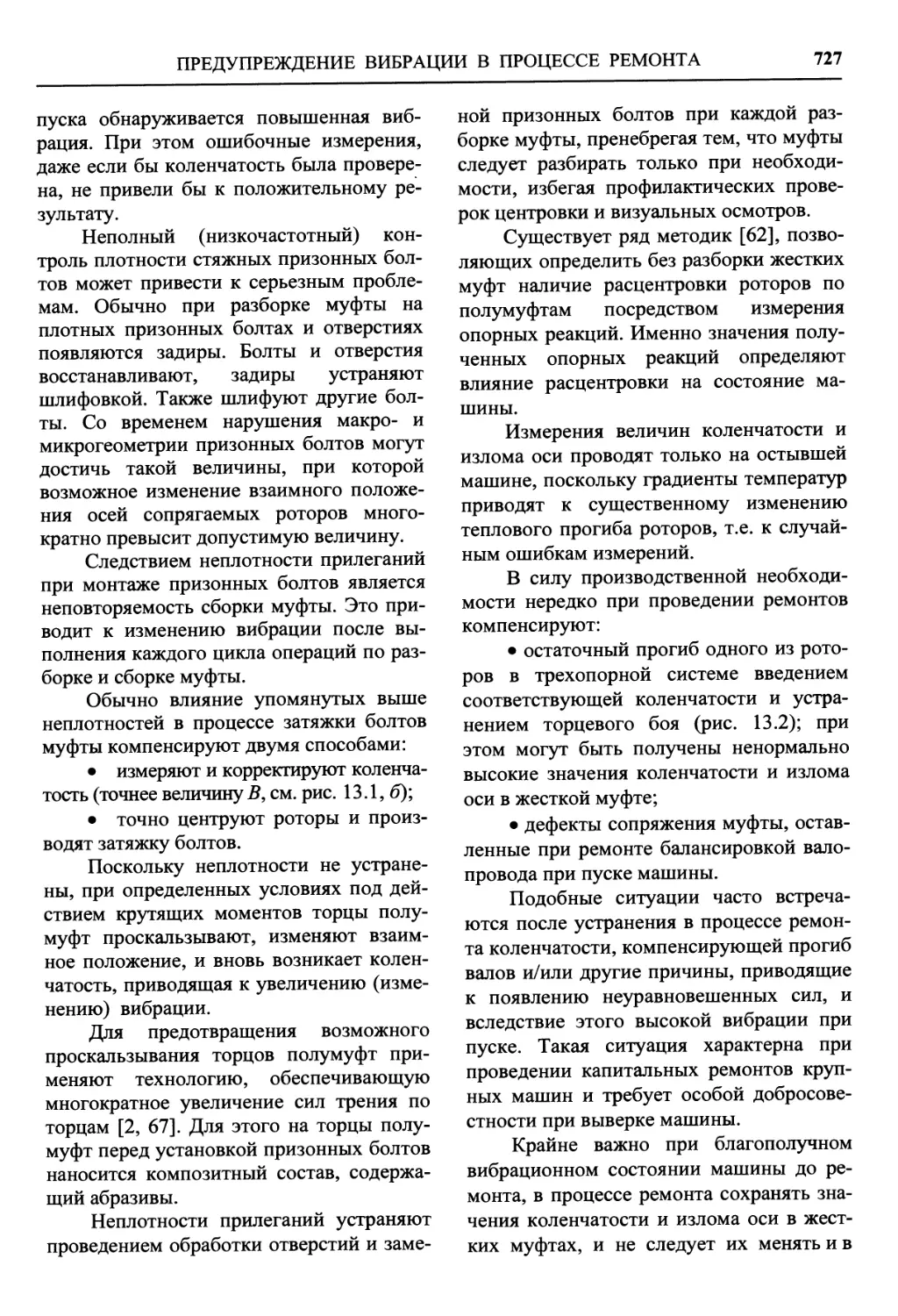
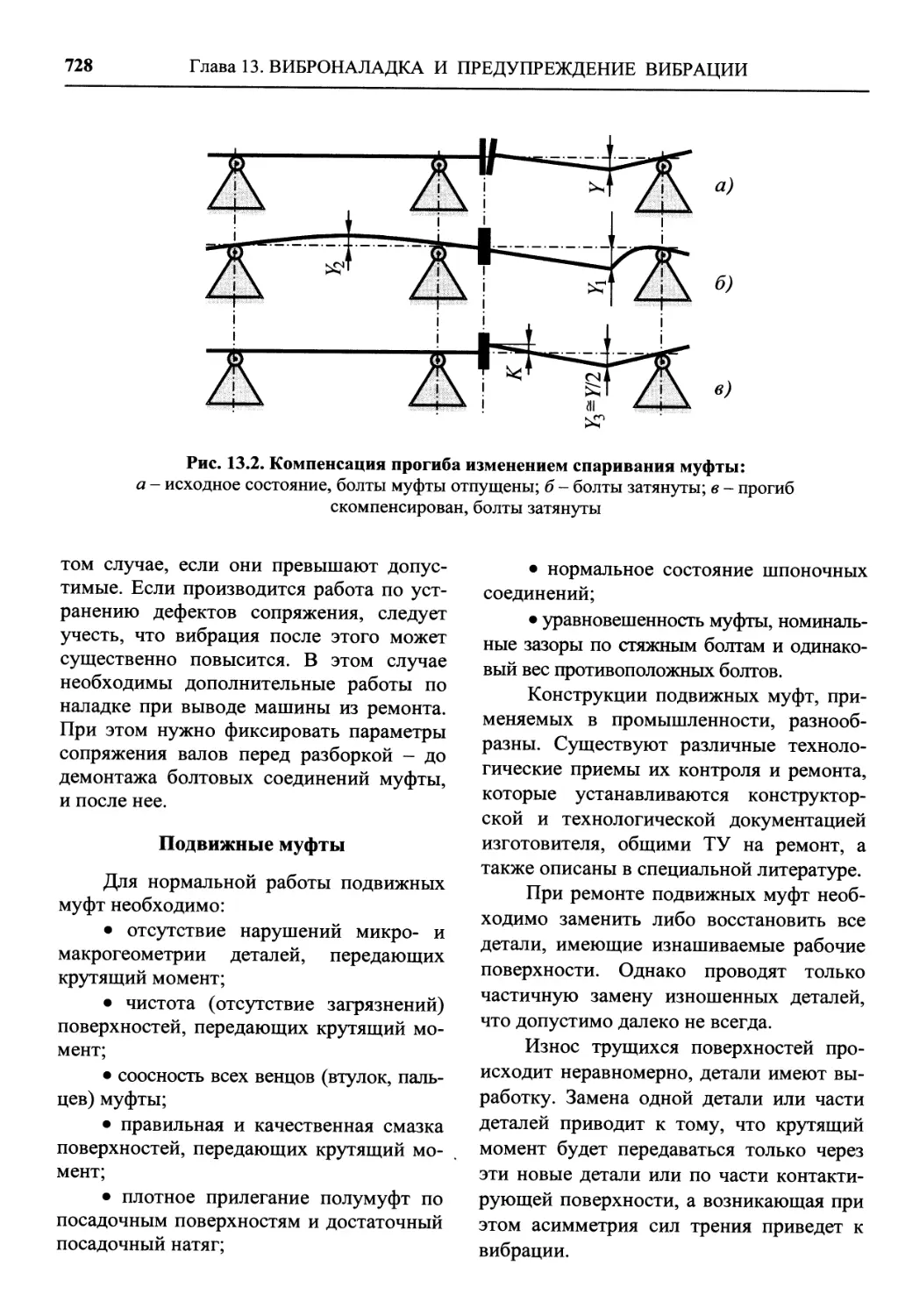
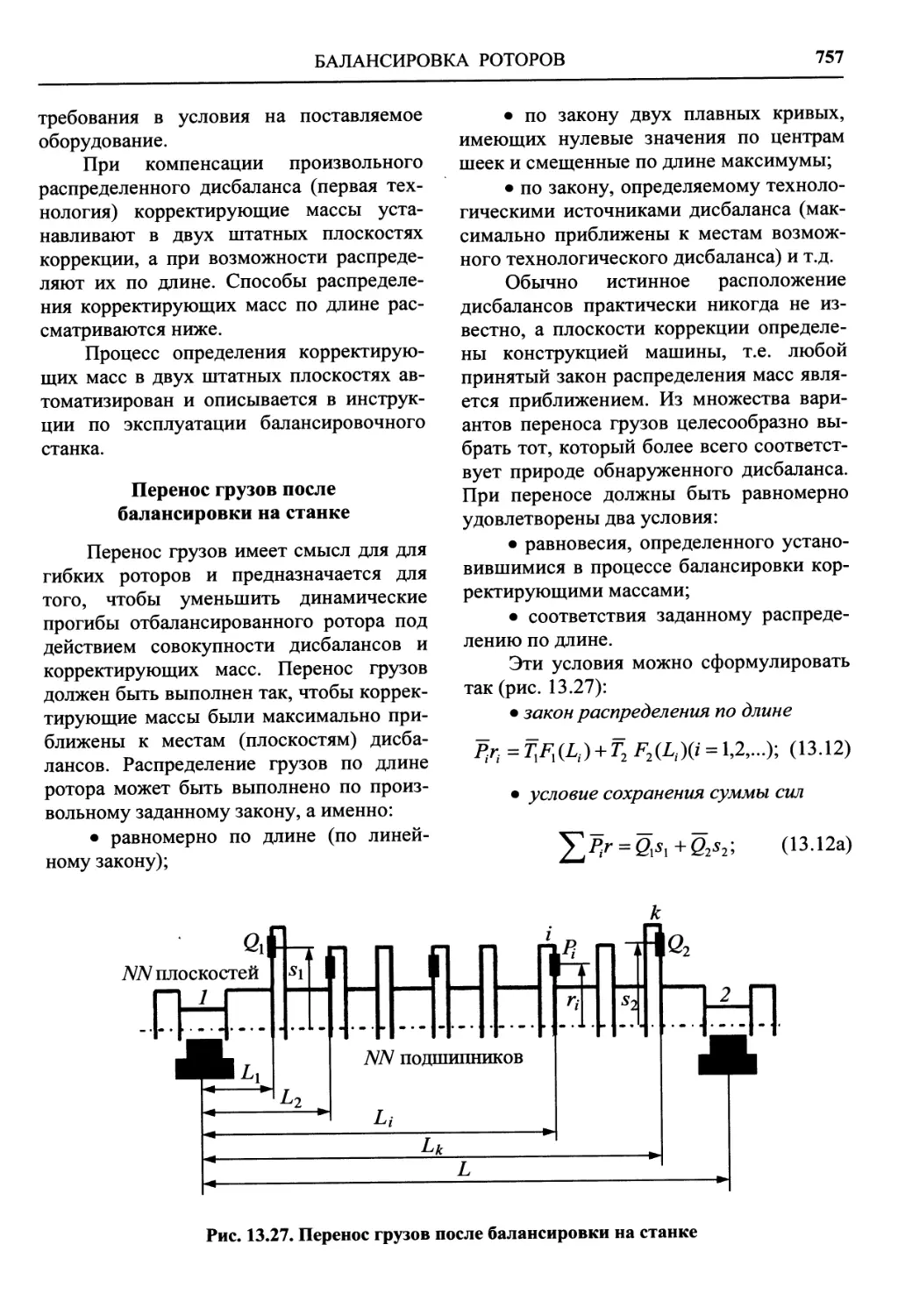
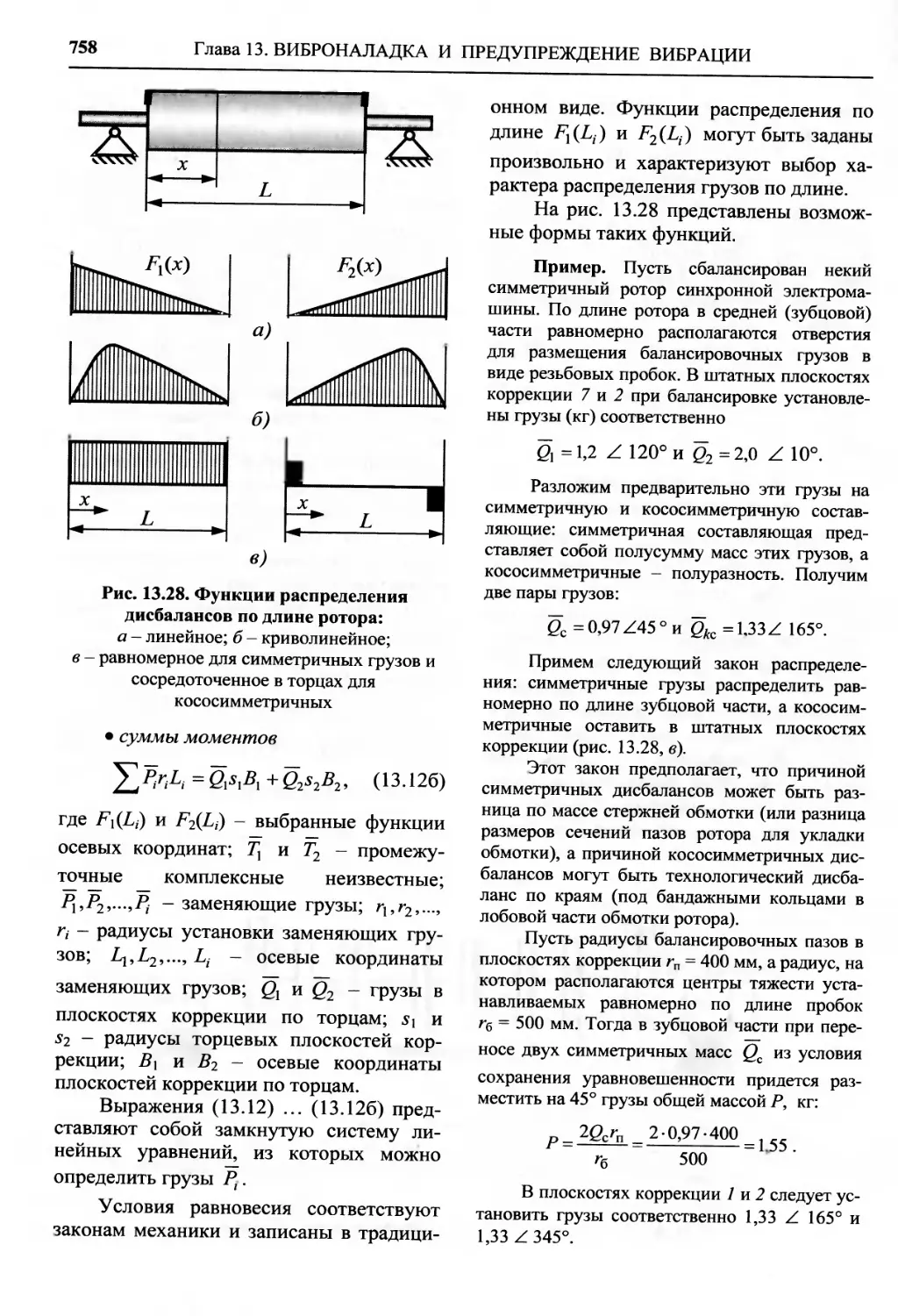
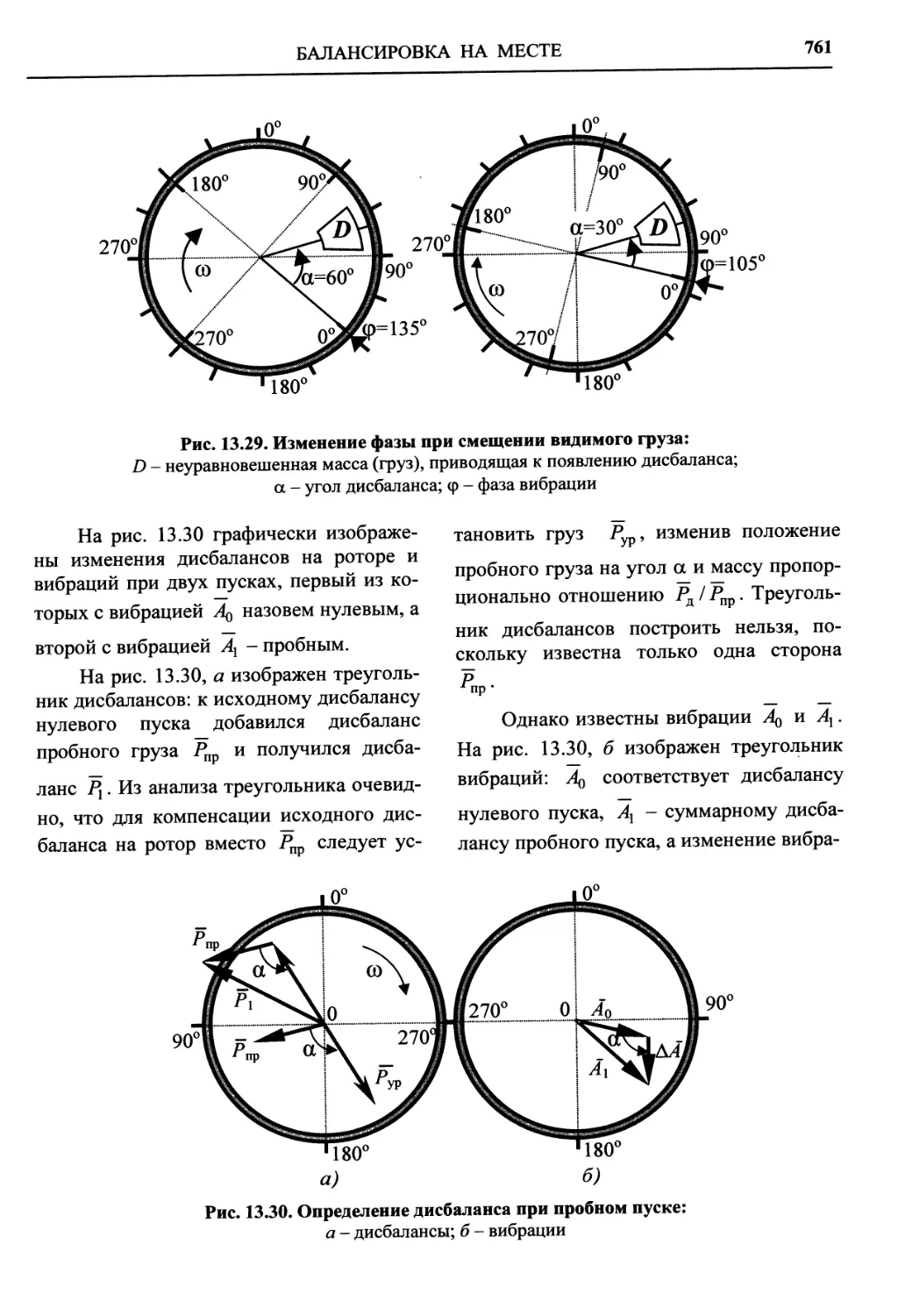
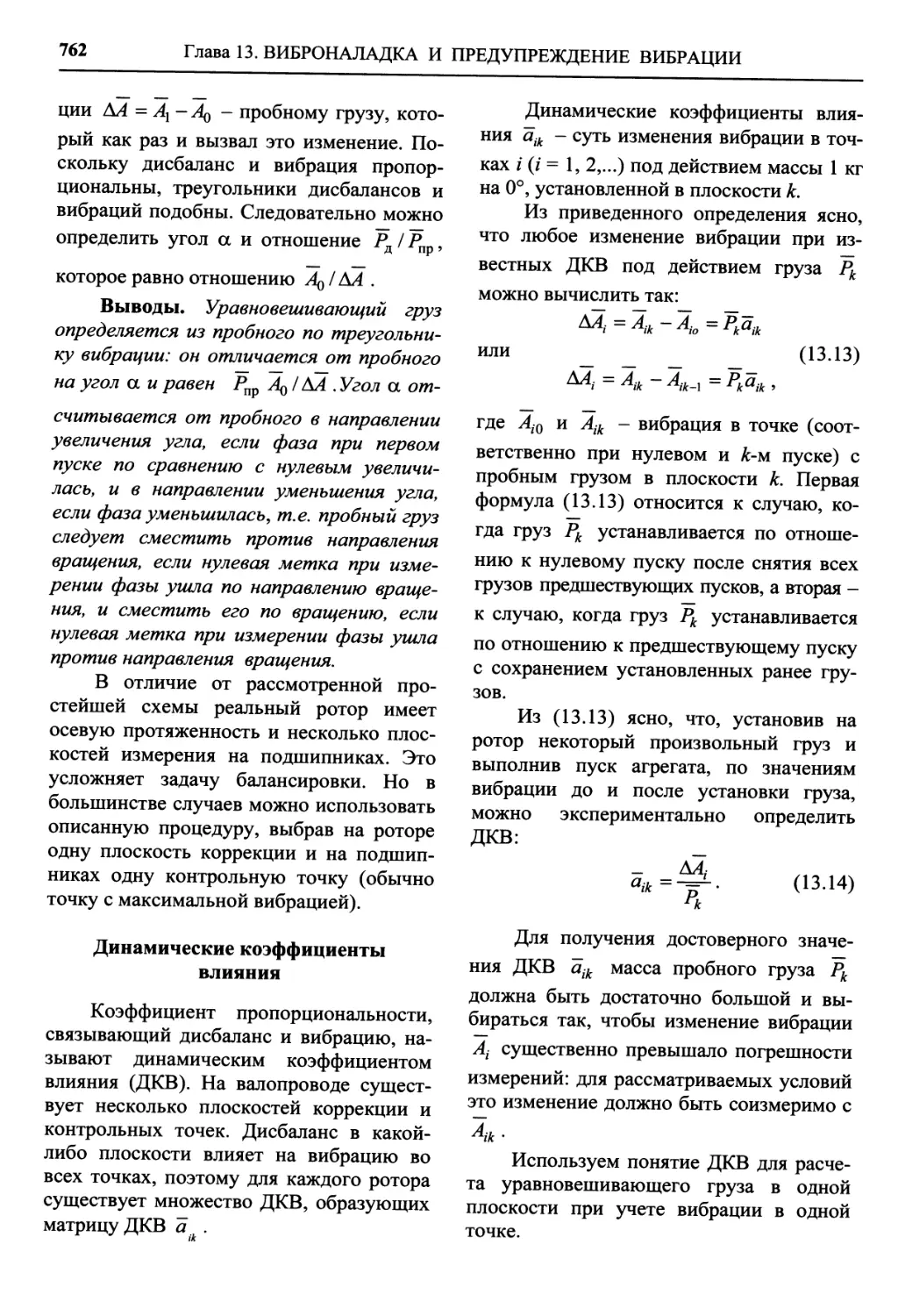
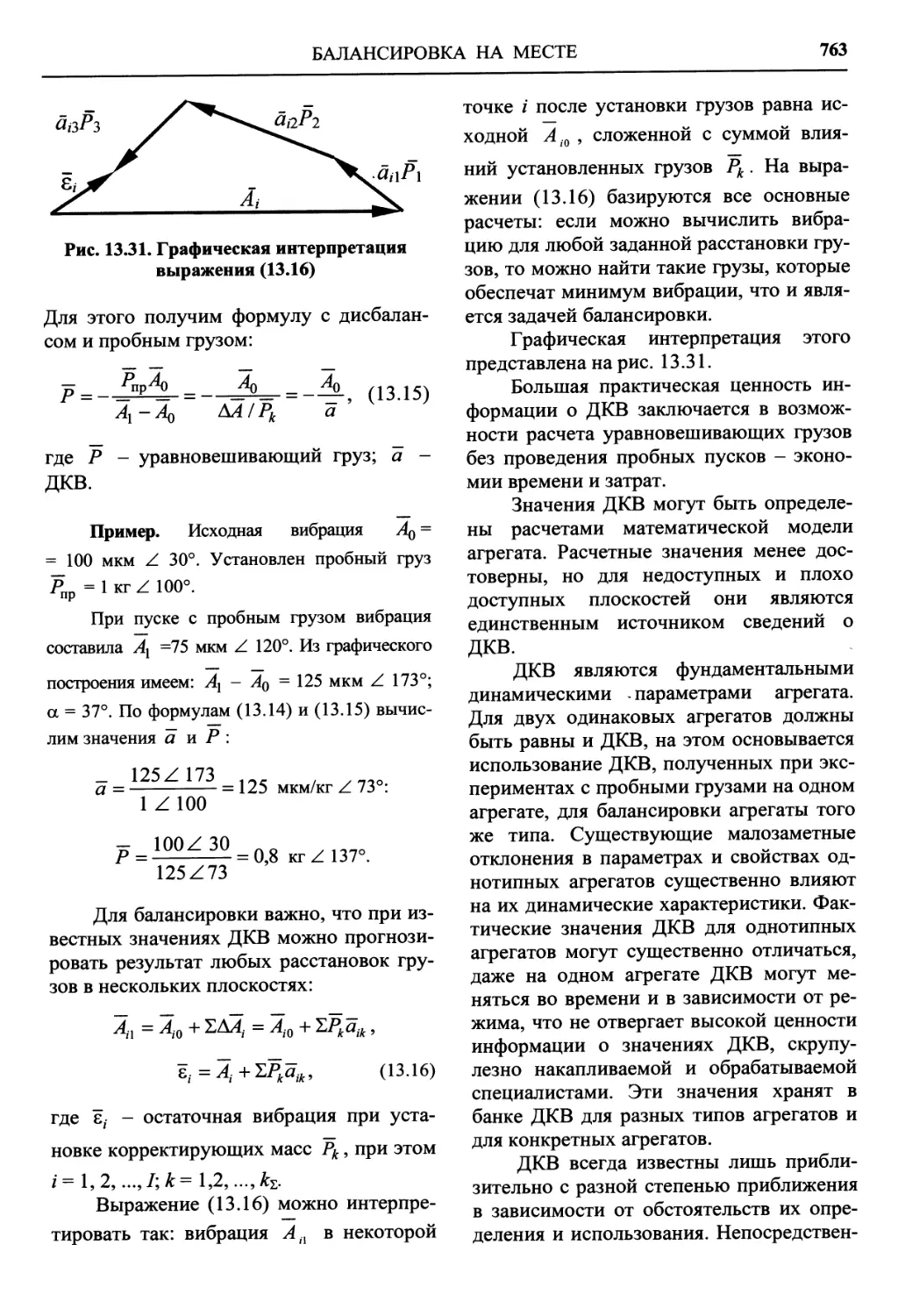
/



















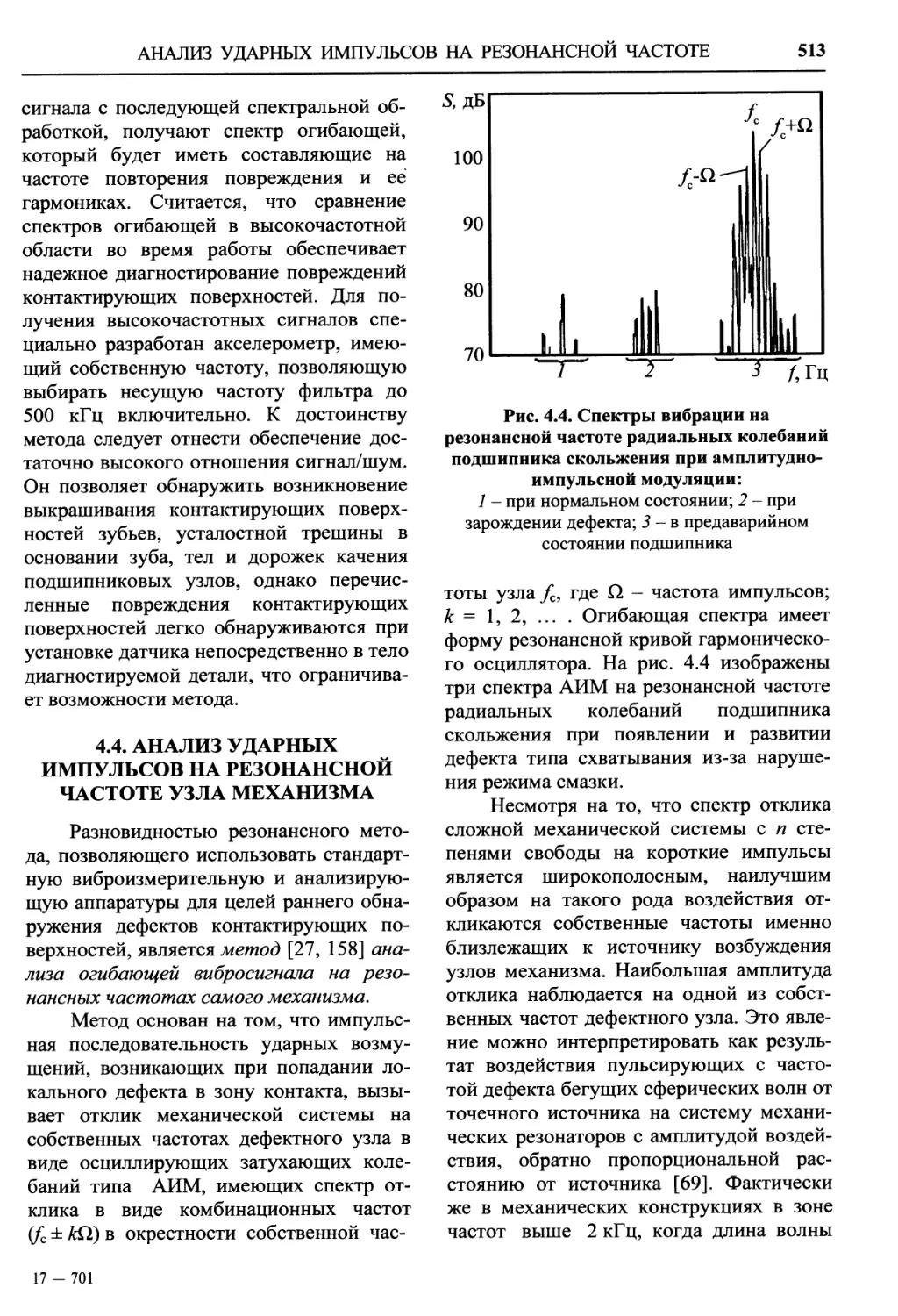



















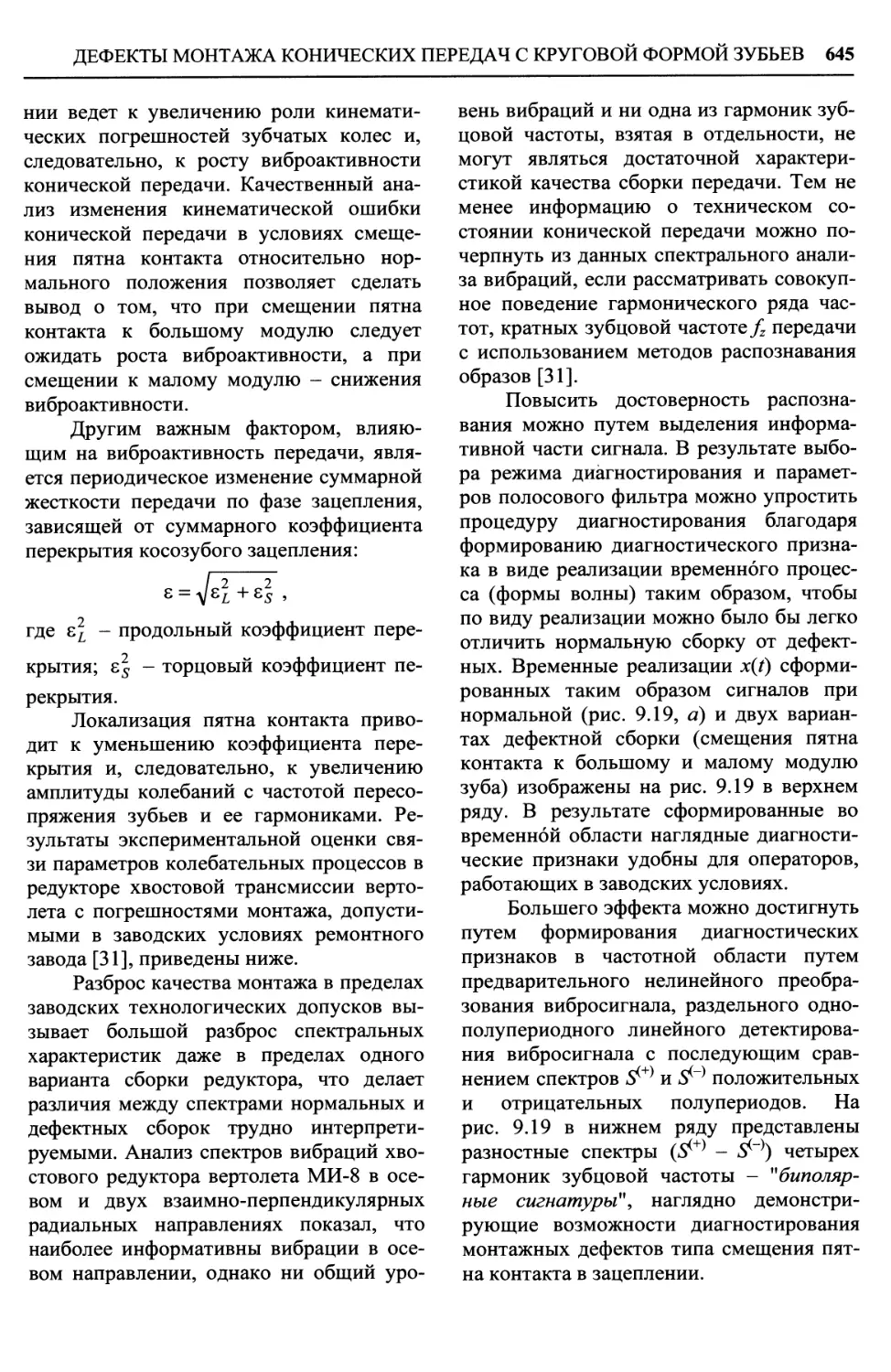
























Text
Книга 2
ВИБРОАКУСТИЧЕСКАЯ ДИАГНОСТИКА
ПРЕДИСЛОВИЕ
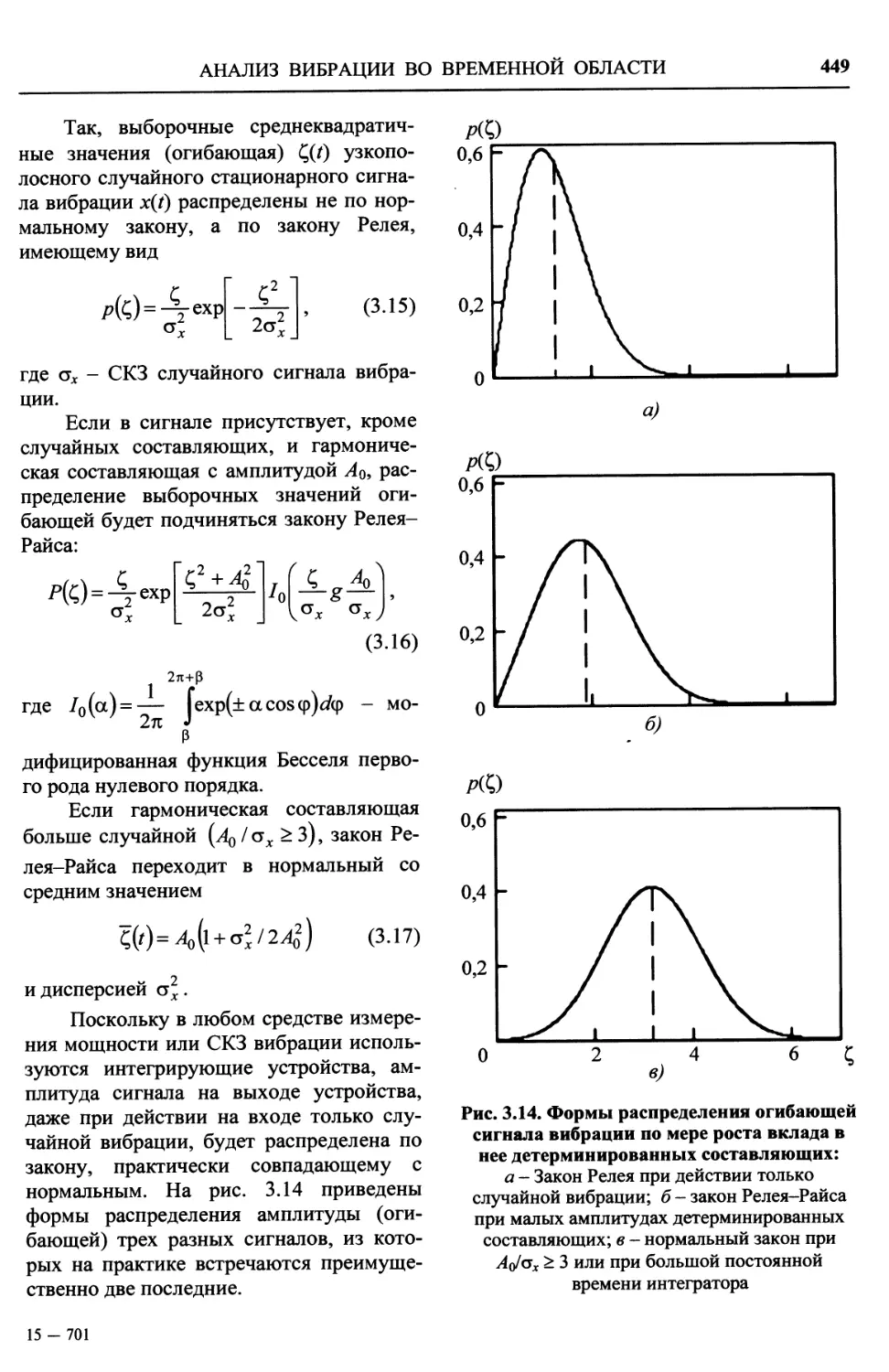
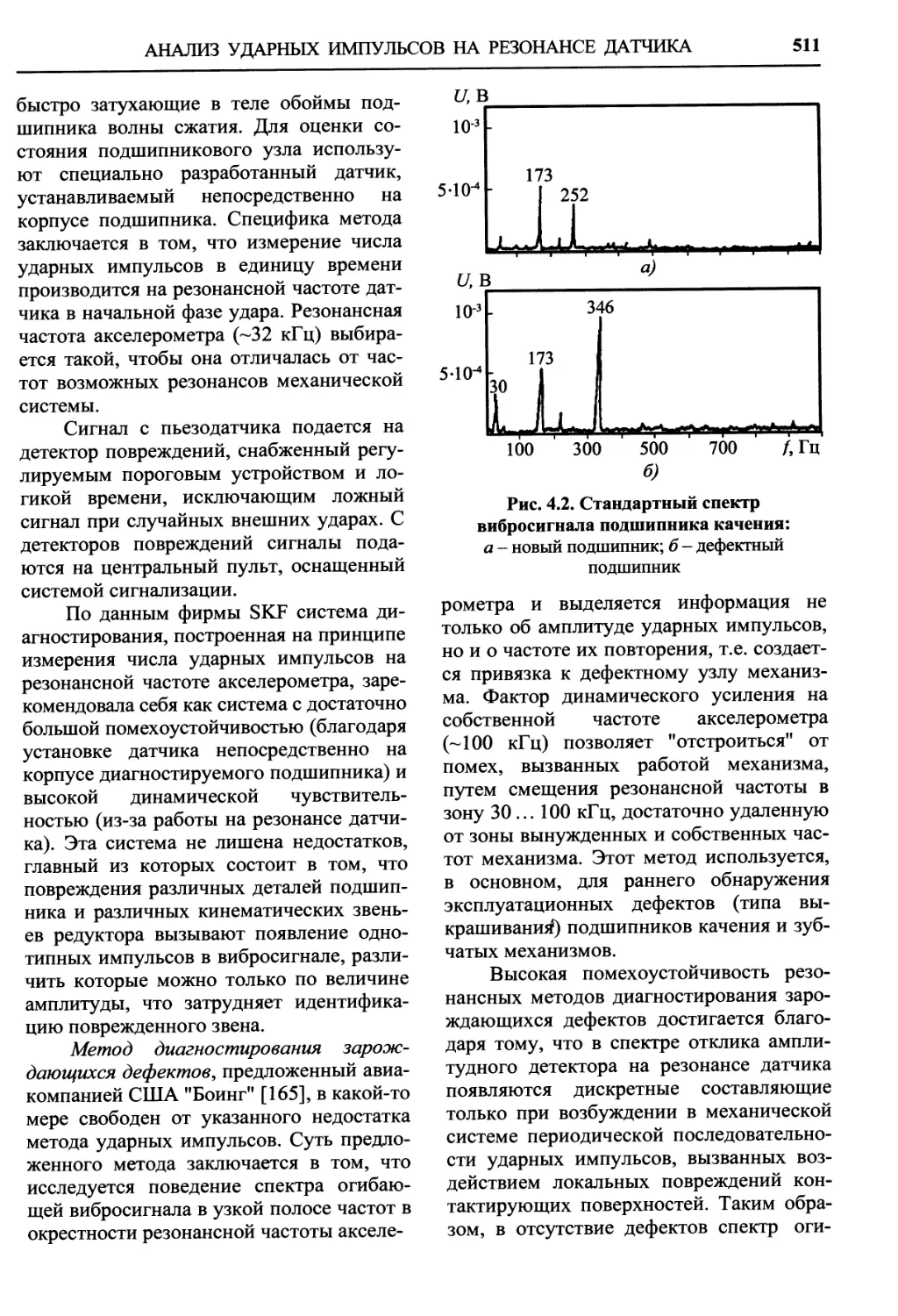
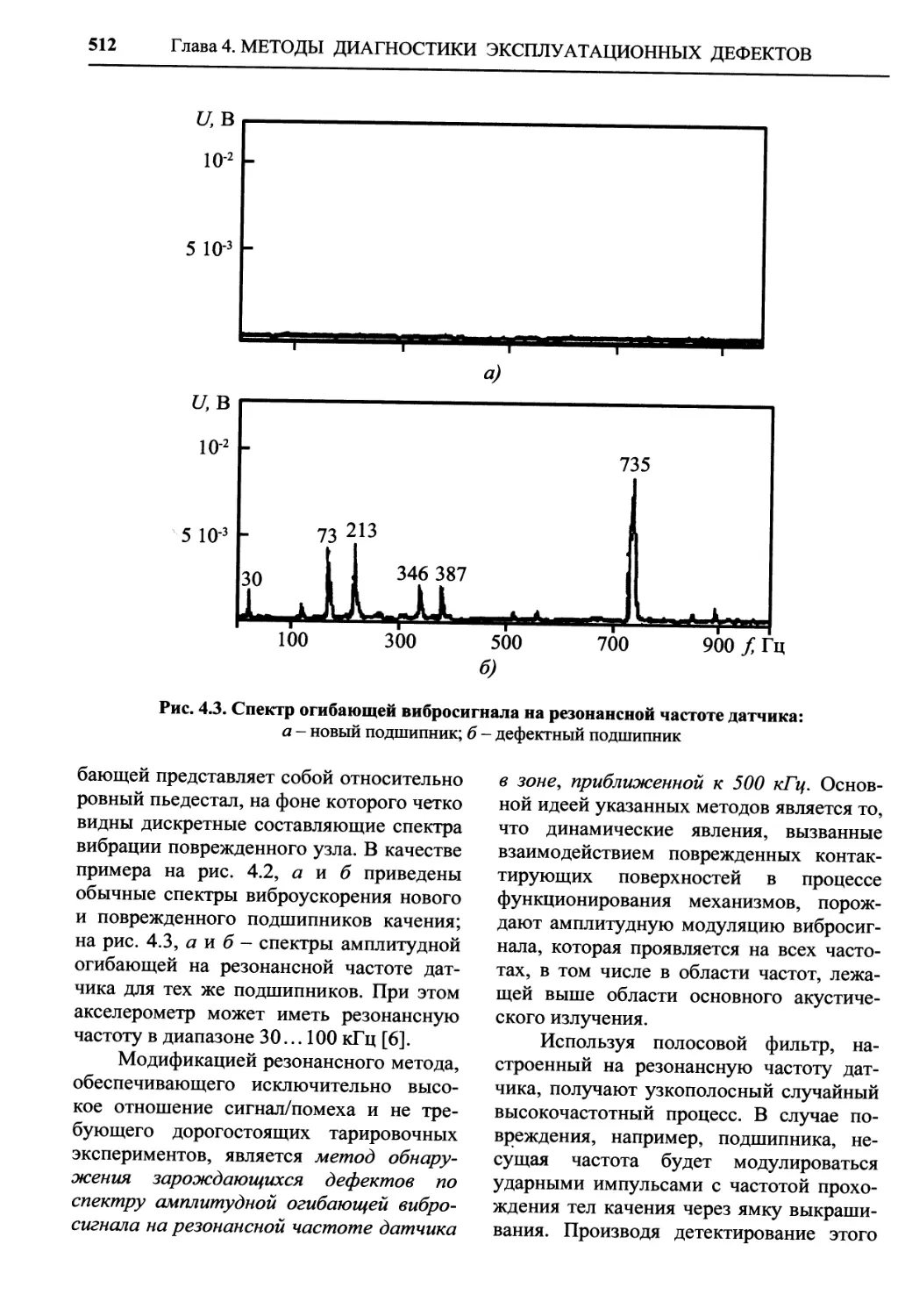
В середине прошлого столетия, в
связи с интенсивным развитием машино-
строения и необходимостью адекватного
управления растущими машинными пар-
ками или специальными транспортными
средствами, появилась и стала прогресси-
ровать техническая диагностика. В рамках
общего подхода, основываясь сначала на
приложениях к системам автоматического
управления, получили развитие методы
диагностики дискретных систем с конеч-
ным перечнем числа состояний. Так же,
как и в медицинской диагностике, стала
очевидной необходимость привлечения
методов теории распознавания образов.
Соответствующая терминология быстро
вошла в обиход, учитывая появление ряда
фундаментальных работ И.А. Биргера,
А.Л. Горелика, А.В. Мозгалевского, П.П. Пар-
хоменко и других авторов.
Применительно к проблеме оценки
технического состояния машин в рабочих
условиях без демонтажа оборудования на
основе косвенных признаков впервые
термин "акустическая диагностика" упот-
ребил Б.В. Павлов в 60-х годах прошлого
столетия, под руководством которого в
Сибирском филиале Всесоюзного инсти-
тута механизации сельского хозяйства
было развито пионерское научное направ-
ление "Акустическая диагностика ма-
шин”. Парадоксально, но инициатива в
данном случае была проявлена не какой-
либо передовой отраслью, связанной с
машиностроением, каковыми в нашей
стране всегда являлись оборонные ведом-
ства, а коллективом лаборатории, ре-
шающей задачу оптимального техниче-
ского обслуживания тракторов! Довольно
быстро первоначальный скепсис машино-
ведов был преодолен, и широким фрон-
том развернулись исследования механиз-
ма возбуждения колебаний при наличии
дефектов в типовых кинематических уз-
лах машин, особенности их искажения на
пути распространения источника до дат-
чика, их взаимовлияния, разработка тон-
ких методов анализа виброакустических
процессов в машинах с целью формиро-
вания диагностических признаков, соот-
ветствующего аппаратурного и про-
граммного обеспечения и многие другие
вопросы.
Эти работы велись и ведутся в нашей
стране в разных организациях и ведомст-
вах: ЦНИИ им. акад. Крылова, ИМАШ АН
СССР (теперь РАН), ЦИАМ, ЦНИИТМАШ,
ЦНИДИ, НИИ Морфлота, МНПО
"СПЕКТР", ЦНИИ СЭТ, НПО "ЭНЕРГИЯ",
ВАСТ, ДИАМЕХ, ВИКОНТ, ИНКОТЕС и
многих других.
Уже из того, что было сказано, по-
нятно, что в одной книге, как бы этого ни
хотелось авторам, даже кратко невозмож-
но охватить все вопросы и нюансы виб-
роакустической диагностики машинного
оборудования. Тем более трудно охватить
все многообразие машин и конструкций,
каждый тип из которых вносит свою спе-
цифику в свойства вибросигнала. В дан-
ным справочнике рассматриваются при-
ложения, в основном, к оборудованию
роторного типа.
В первой главе (авторы А.Г. Соколо-
ва, Ф.Я. Балицкий) даются понятия об
основных подходах к решению задачи
342
ПРЕДИСЛОВИЕ
определения технического состояния ма-
шин по параметрам быстропеременных
колебательных процессов, определяемых
их внутренними рабочими процессами и
внешними динамическими воздействия-
ми. Наиболее универсальным и информа-
тивным среди них оказывается виброаку-
стический сигнал, в связи с чем даются
понятия о диагностических признаках,
получаемых проведением его специаль-
ной обработки, о характерных и обоб-
щенных признаках и их взаимосвязи с
соответствующими дефектами машин на
разных стадиях их жизненного цикла, о
технологии постановки диагноза и общей
структуре системы диагностирования.
Во второй главе приводятся сведения
о средствах измерений и анализа вибро-
процессов и диагностирования машинно-
го оборудования (авторы раздела А.В. Бар-
ков и Н.А. Баркова), позволяющие вопло-
тить применение описанных ниже мето-
дов в качестве систем непрерывного или
периодического контроля технического
состояния, а также проводить, при необ-
ходимости, самостоятельные исследова-
ния. К сожалению, некоторые методы и
средства, по-видимому, очень пер-
спективные (работы Г.Г. Глухоманюка,
А.И. Прыгунова и др.), не попали в на-
стоящее издание. Описаны типовые виб-
родатчики (авторы разделов Р.В. Василье-
ва и Г.В. Зусман), основные параметры
вибрационных процессов, определяющие
вибрационное состояние машин, вопросы
метрологии вибрации.
Большое место (гл. 3, авторы А.В. Бар-
ков и Н.А. Баркова, последний раздел -
Ф.Я. Балицкий) отведено описанию раз-
личных методов анализа колебательных
процессов (сопровождаемое практиче-
скими примерами), без использования
которых невозможно было бы описать
проявления конкретных дефектов в виб-
рации разных машин или их узлов. Поми-
мо традиционных спектрально-корреля-
ционных характеристик, много внимания
уделено таким характеристикам случай-
ных процессов, как амплитудные и час-
тотные огибающие, кепстры, биспектры,
вэйвлеты, параметры законов распределе-
ния, орбиты прецессии вала, усредненное
положение центра вала, диаграммы Боде,
полные спектры и т.д. Описываются ос-
новные особенности каждого метода ана-
лиза сигналов и свойственные ему огра-
ничения, что дает возможность специали-
сту в специфических случаях использо-
вать наиболее эффективный метод.
Некоторые дополнительные методы
анализа сигналов, пока еще не получив-
шие достаточно широкого применения,
вошли в четвертую главу. Здесь представ-
лены признаки, чувствительные к экс-
плуатационному повреждению дефекта в
самом начале его развития, и показано,
что они могут терять свою ценность при
дальнейшей деградации состояния маши-
ны. В связи с этим производится описание
других признаков, которые, в свою оче-
редь, более информативны на этой стадии
жизненного цикла. Однако, при обследо-
вании машины в отсутствие априорной
информации о ее наработке и возможном
износе узлов, возникает естественный
вопрос - надо ли сразу приниматься за
тотальный анализ ее вибросигналов или
можно ограничиться определенными ша-
гами, зависящими от каких-то измеряе-
мых характеристик? В главе даются све-
дения о параметрах сигнала, рассчитав
которые можно определить, находится ли
машина в хорошем состоянии, на началь-
ной стадии деградации, или в предава-
рийном состоянии, являющемся облигат-
ным стимулом к принятию оперативного
решения на основе проведения дополни-
тельных диагностических процедур. Виб-
ромониторинг на основе описанного в
главе метода, предложенного А.Г. Со-
коловой, создает новую основу для пре-
дупредительной (профилактической) ди-
агностики, инициатором применения ко-
торой в нашей стране явилось предпри-
ятие ”ВАСТ”.
ПРЕДИСЛОВИЕ
343
Развитие эксплуатационного повре-
ждения от стадии его зарождения до пре-
дельно допустимого уровня приводит к
столь значительным нарушениям пра-
вильности функционирования машины,
что ее динамическая модель становится
существенно нелинейной. В этом случае,
как известно, спектрально-корреляцион-
ные характеристики перестают адекватно
описывать протекающие в них процессы.
В спектрах появляются многочисленные
составляющие, которым невозможно при-
писать естественные источники возбуж-
дения, что вынуждает проводить допол-
нительную обработку сигнала, оценивать
вид и влияние нелинейной характеристи-
ки модели на отклик, применять вероят-
ностную и многомерную обработку сиг-
нала, использовать, в сложных случаях,
методы теории распознавания образов.
В гл. 5, написанной Г.В. Зусманом по
материалам А.С. Гольдина (автор послед-
него раздела Г.В. Зусман), приводятся
сведения по диагностике (преимущест-
венно) дефектов энергетических турбоаг-
регатов, полученные на основе огромного
опыта доводки и изучения вибрационных
характеристик машин в энергетической
отрасли, и, несмотря на встречающуюся
иногда специфичность терминологии и
выводов, могут быть весьма полезны на-
чинающему специалисту при приобрете-
нии собственного опыта.
Следующие несколько глав посвяще-
ны диагностике отдельных узлов, входя-
щих в состав многих роторных агрегатов.
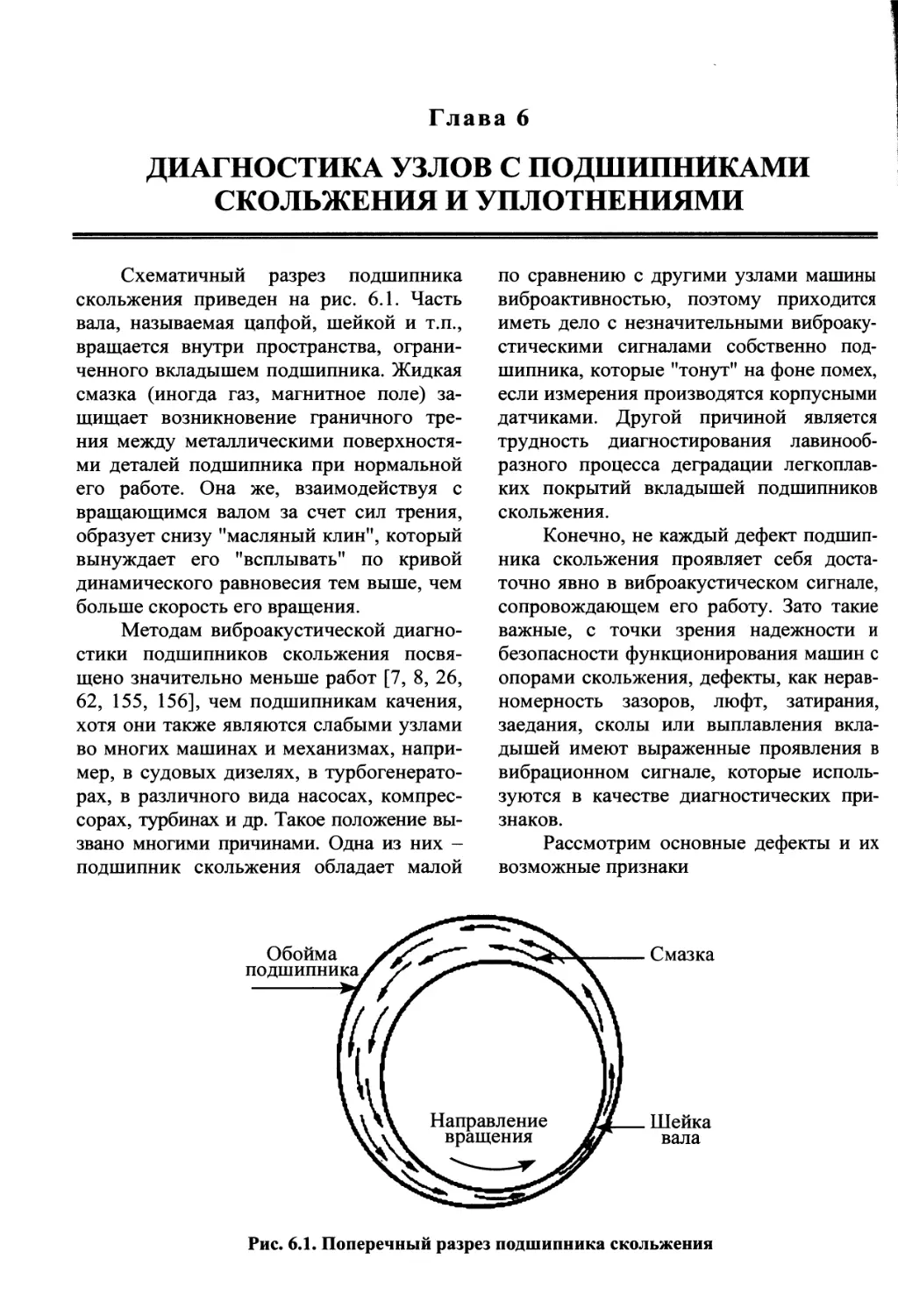
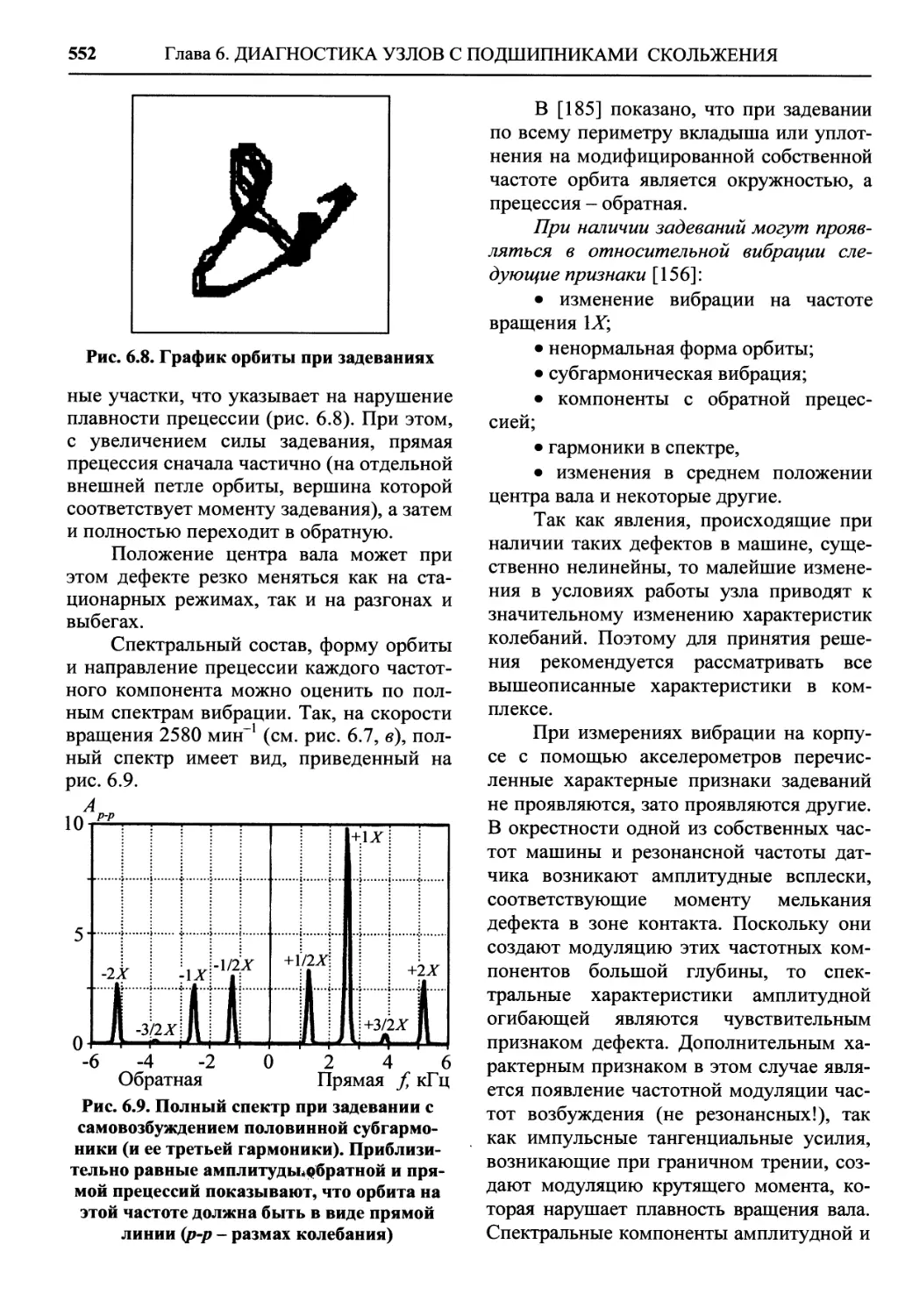
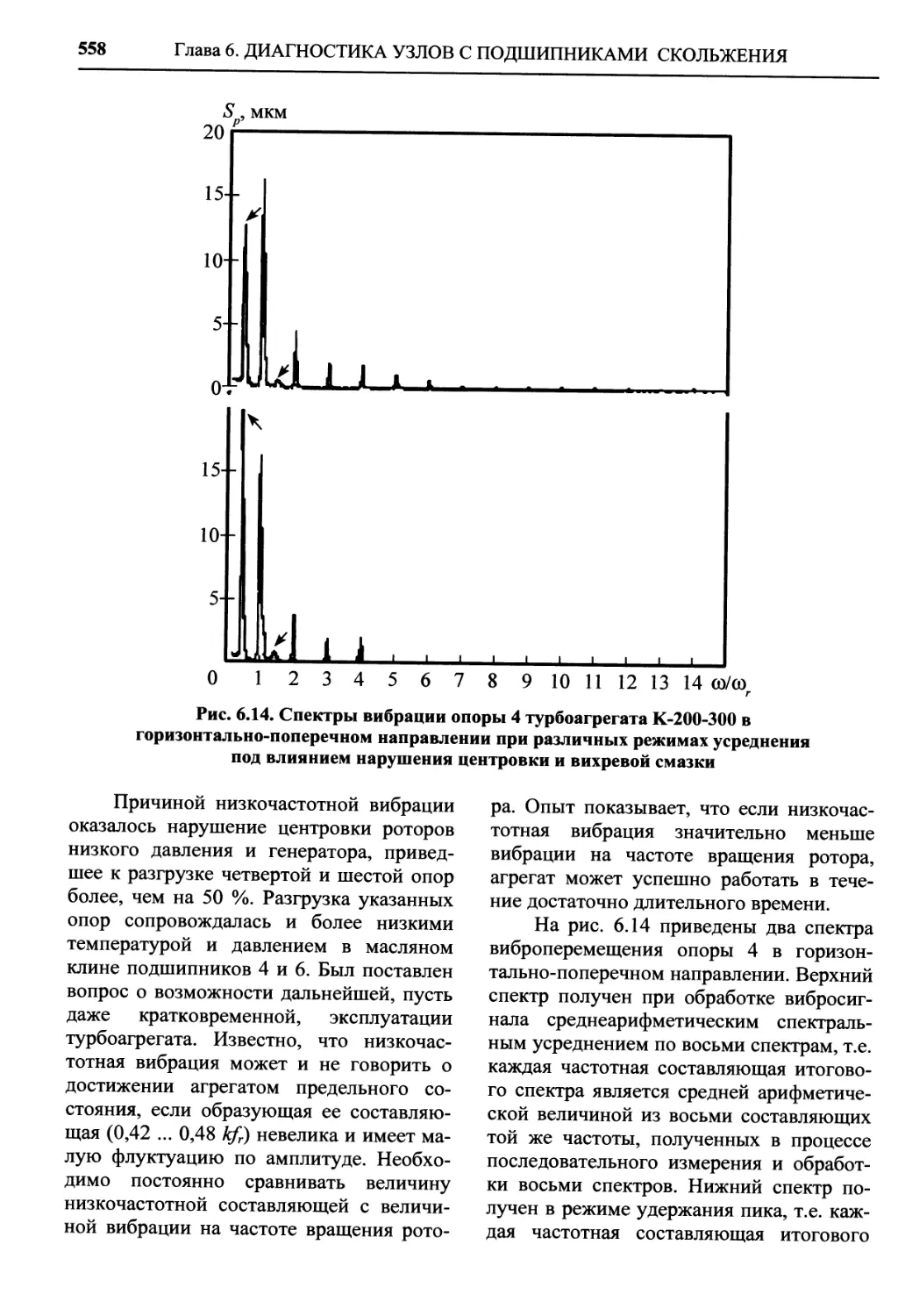
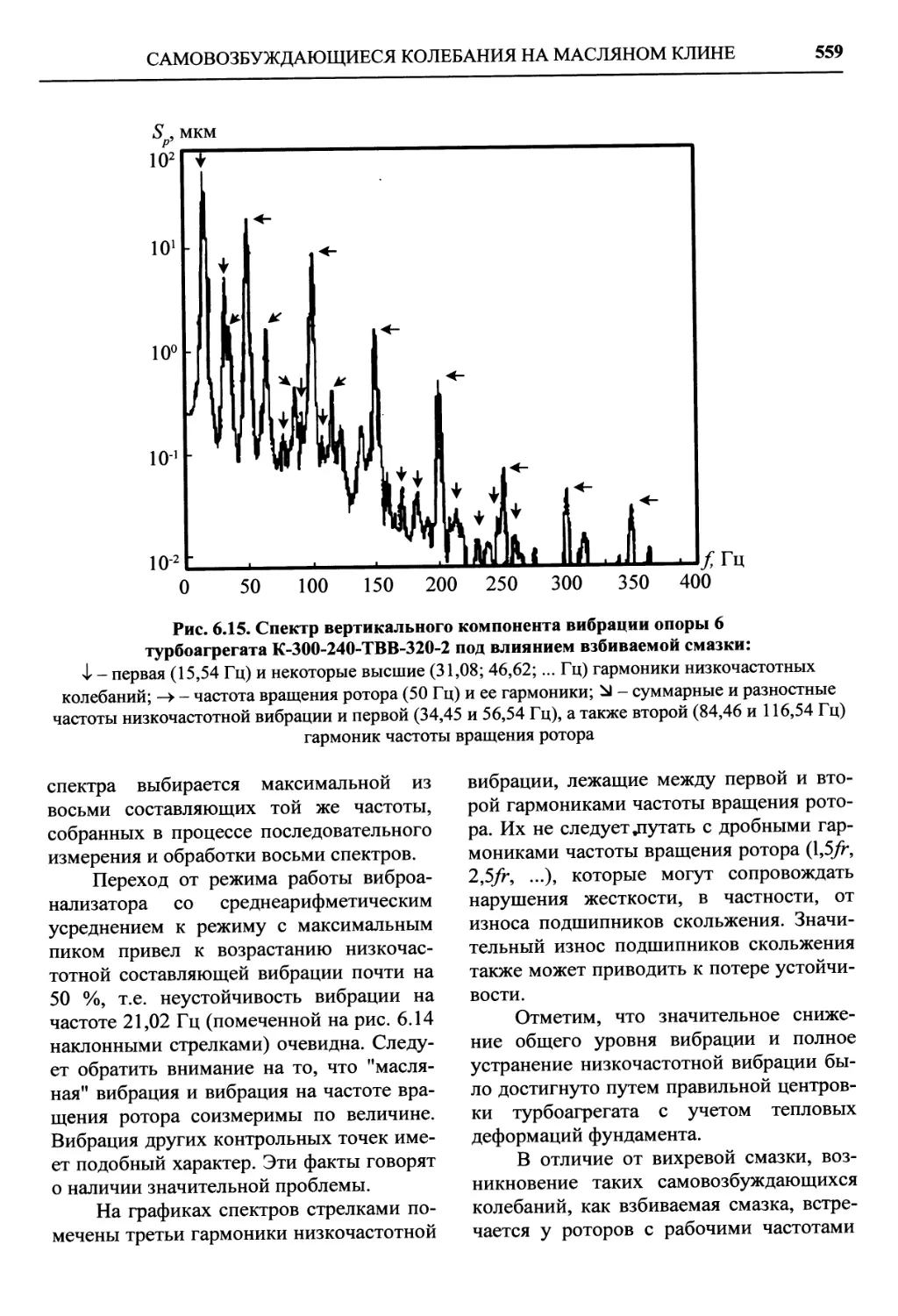
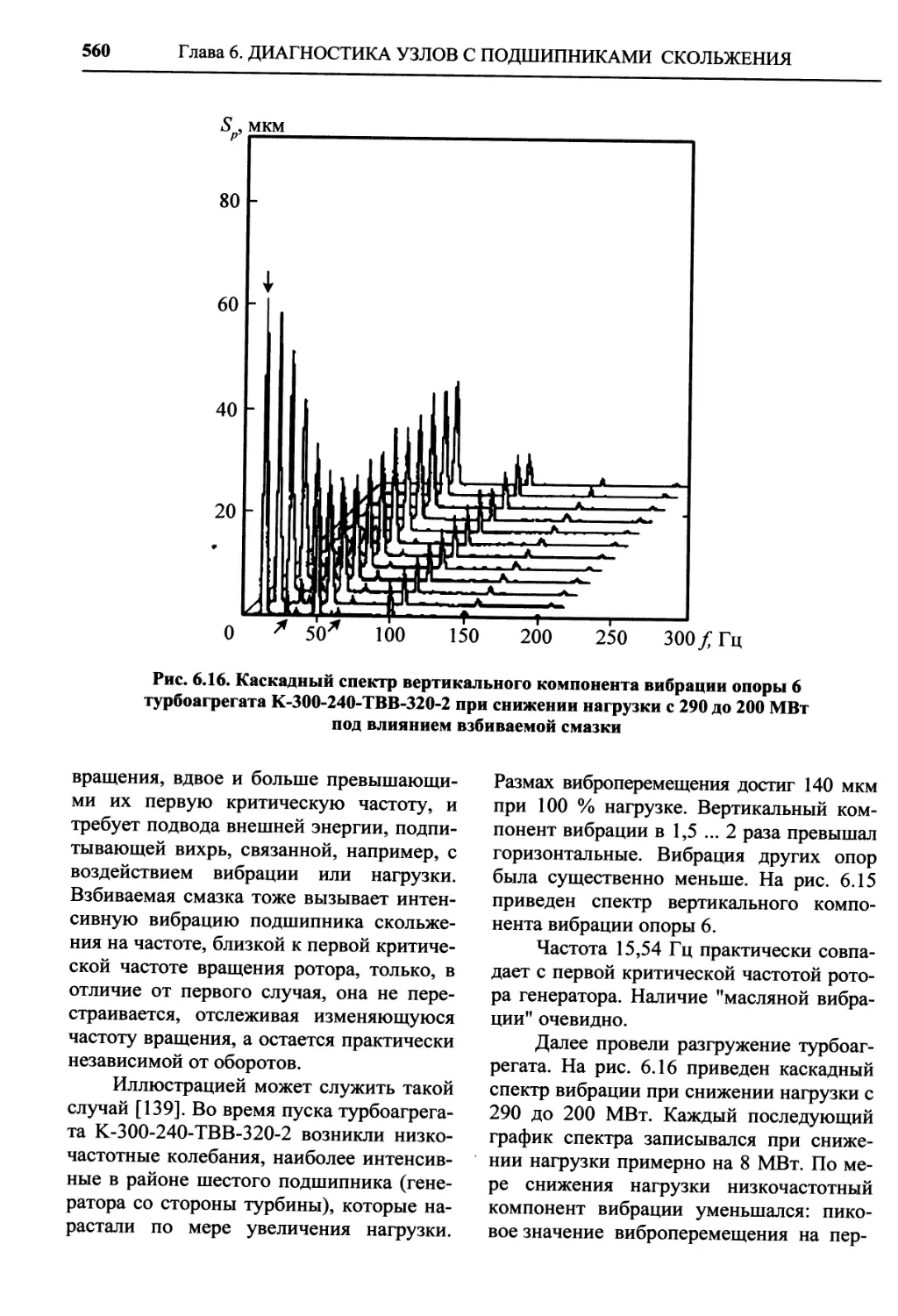
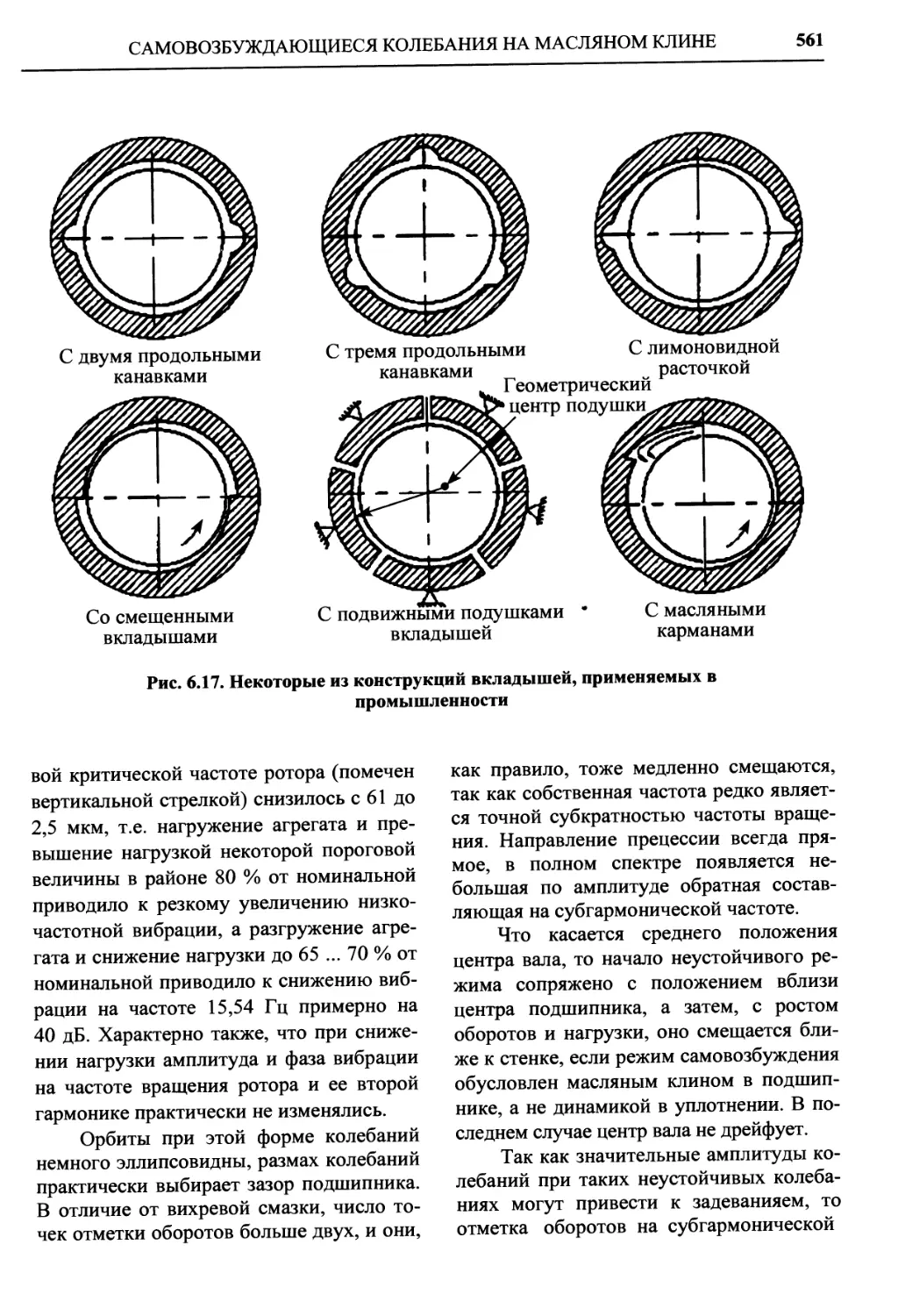
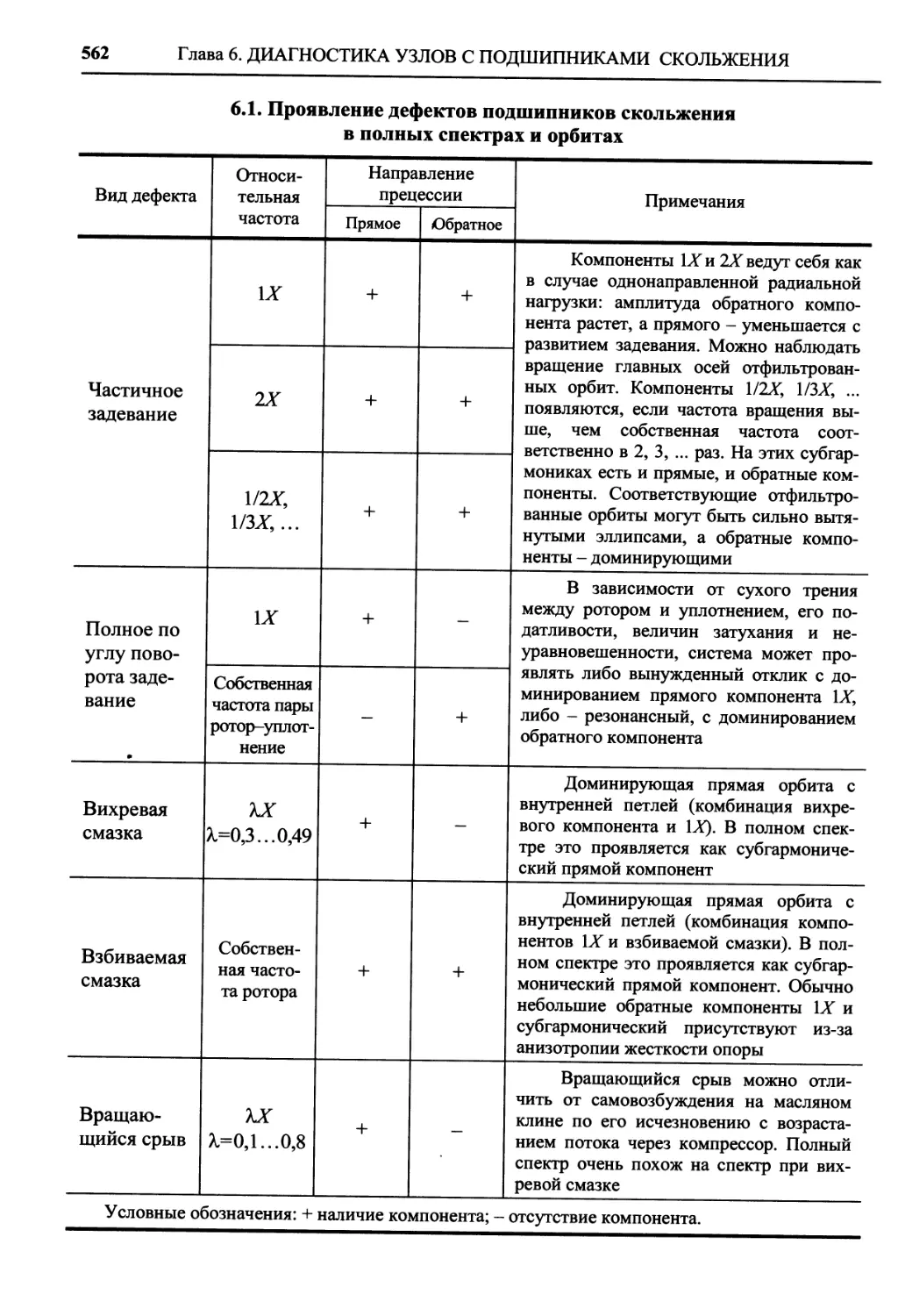
В гл. 6 (автор Ф.Я. Балицкий) описы-
ваются признаки дефектов подшипников
скольжения и уплотнений, получаемые на
основе анализа абсолютной и относитель-
ной вибрации, а также описывается меха-
низм самовозбуждения автоколебаний
ротора на масляном клине с идентифика-
цией частотного состава спектров вибра-
ции. Приведенная таблица может помочь
читателю, при наличии средств измерения
относительной вибрации, разобраться с
возможными причинами изменения виб-
рационного состояния. Здесь уместно от-
метить, что исторически сложилось так,
что у нас в стране в целях виброконтроля
и диагностики развивались и использова-
лись на практике преимущественно кор-
пусные измерения (абсолютной вибра-
ции), в то время как на Западе многие ма-
шины с подшипниками скольжения по-
ступают с заводов-изготовителей с уже
готовыми посадочными местами под вих-
ретоковые датчики или даже со встроен-
ной системой вибромониторинга. По-ви-
димому, акселерометры проще использо-
вать для измерения вибрации, однако, как
показано в этой главе, на этапе анализа
динамики ротора лучше использовать ин-
формацию об его относительных вибро-
перемещениях в опорах скольжения.
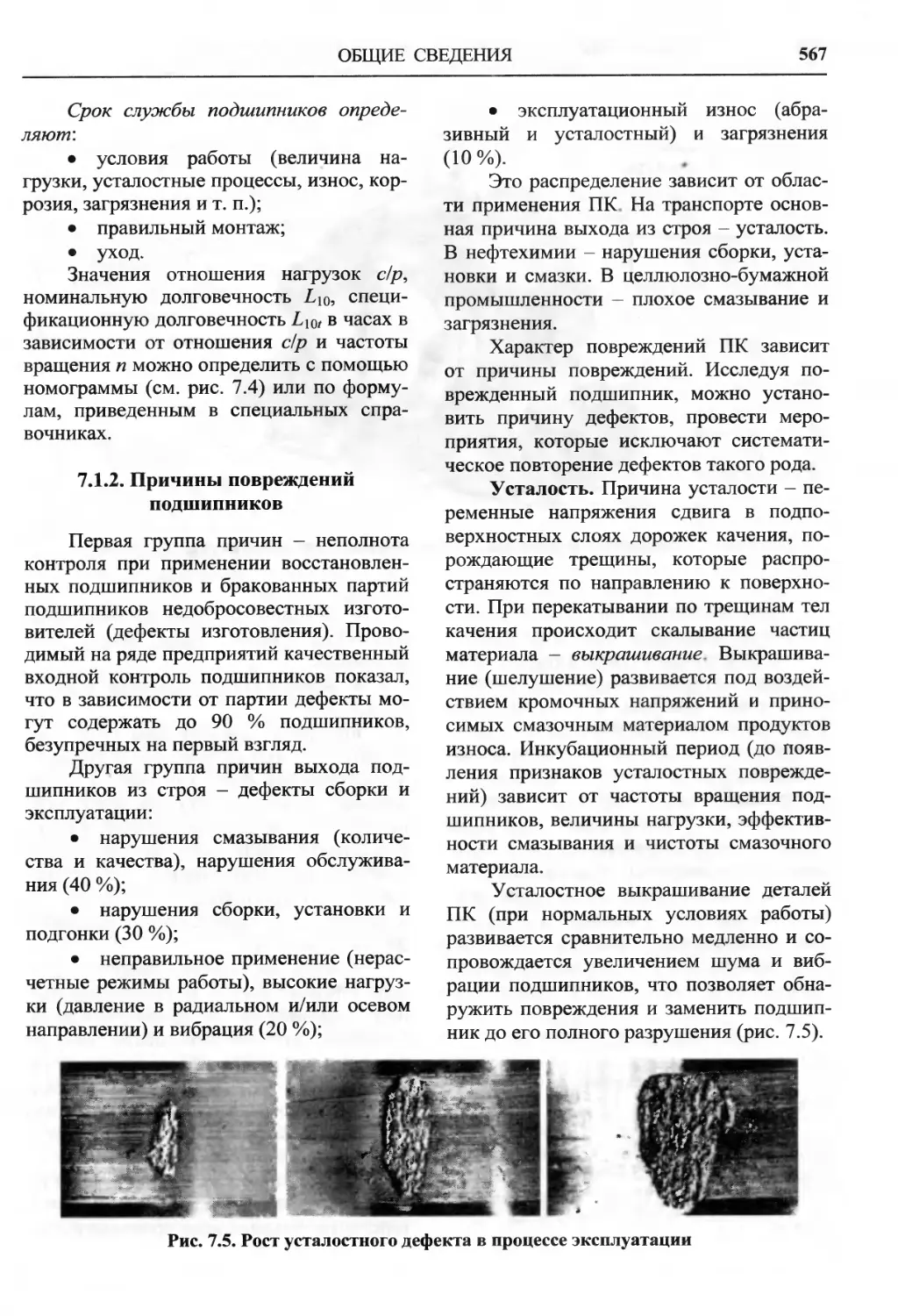
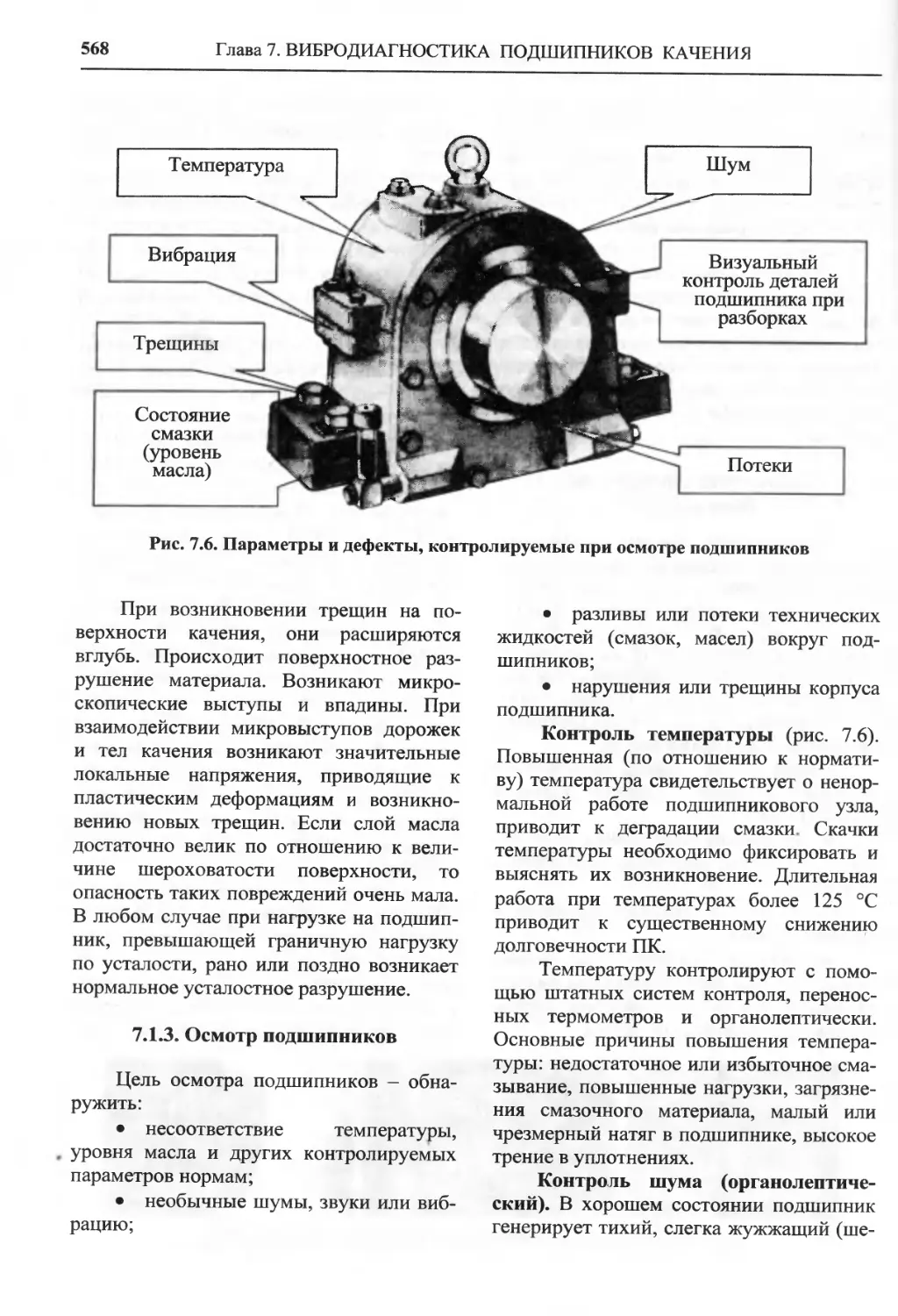
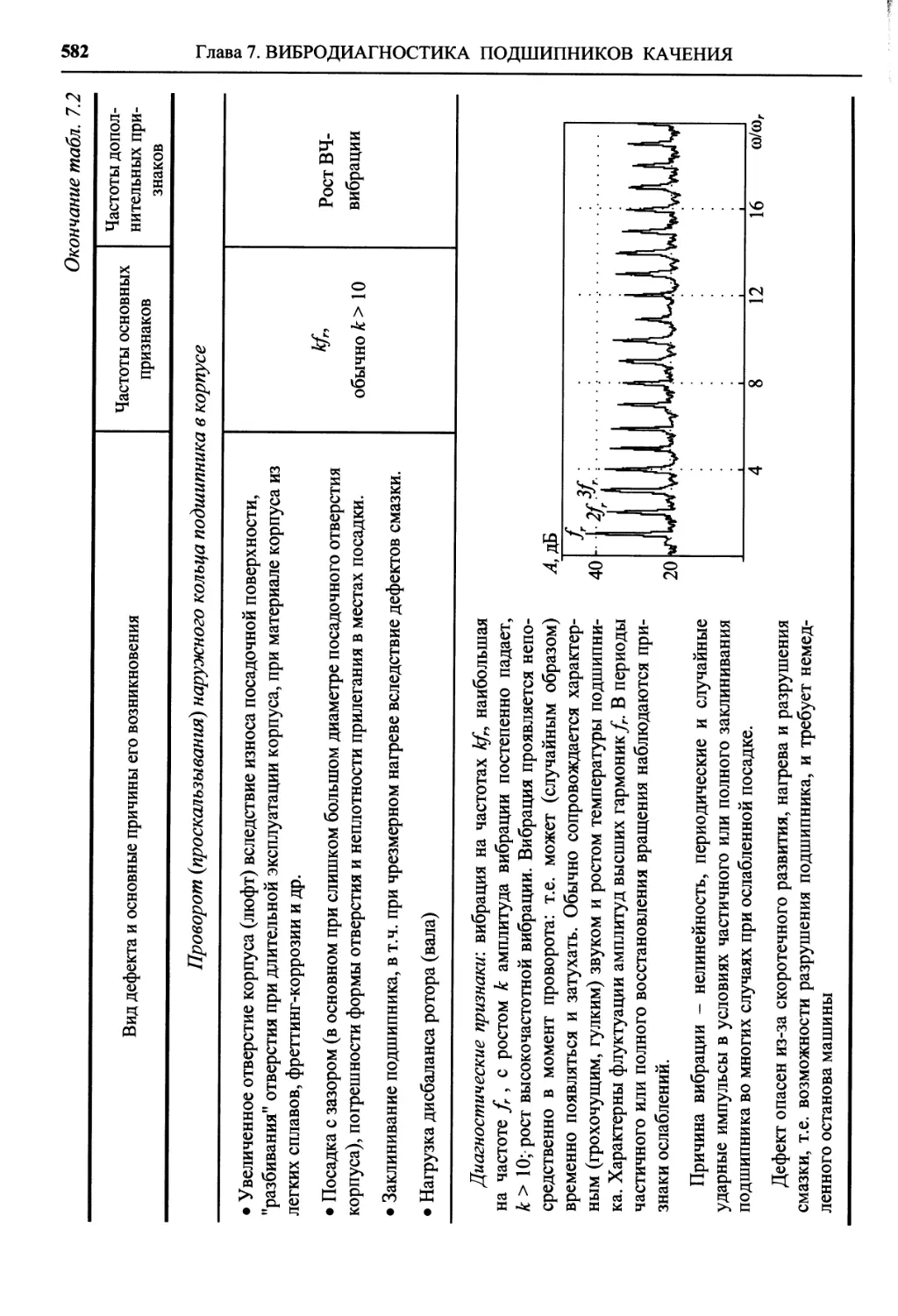
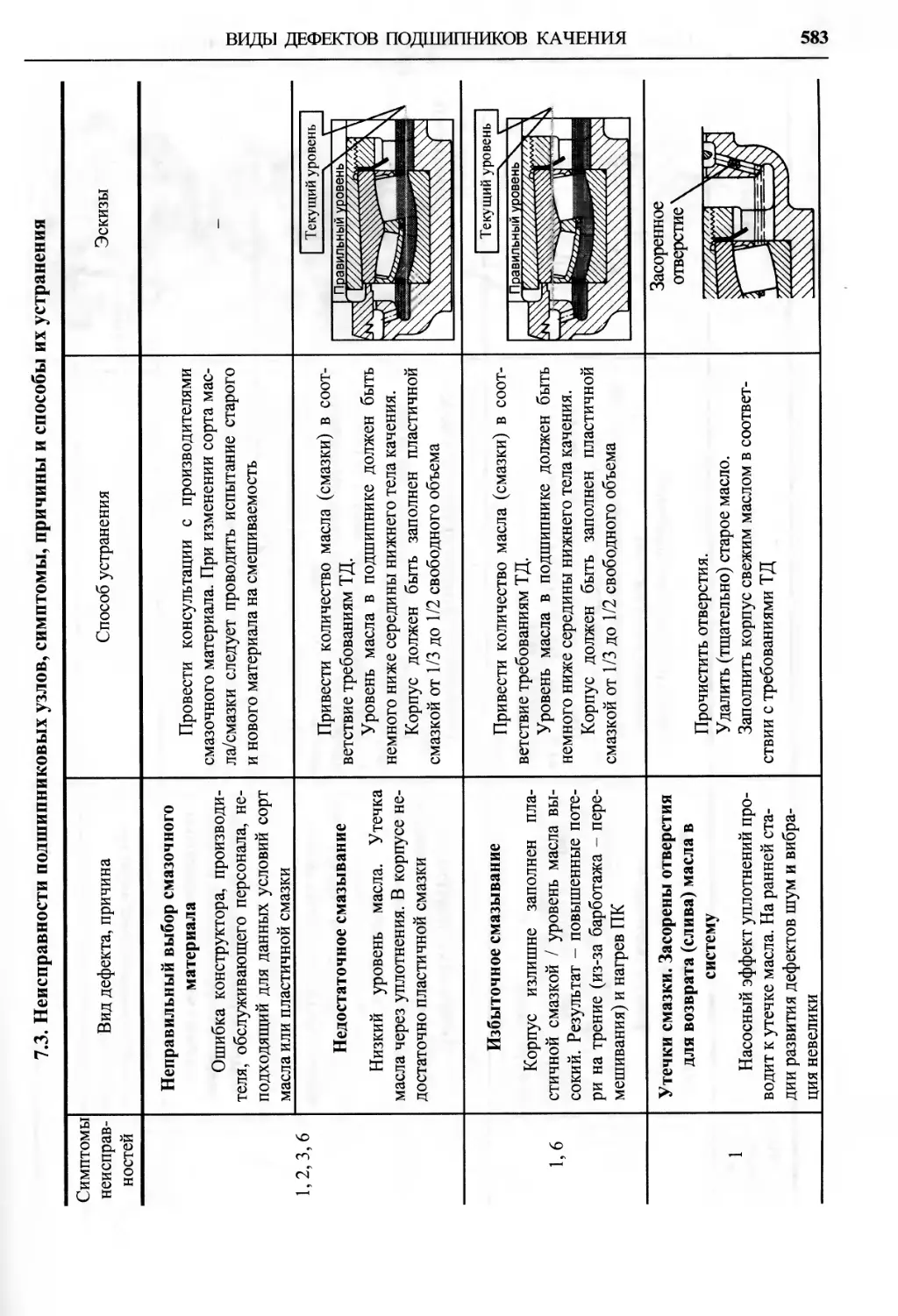
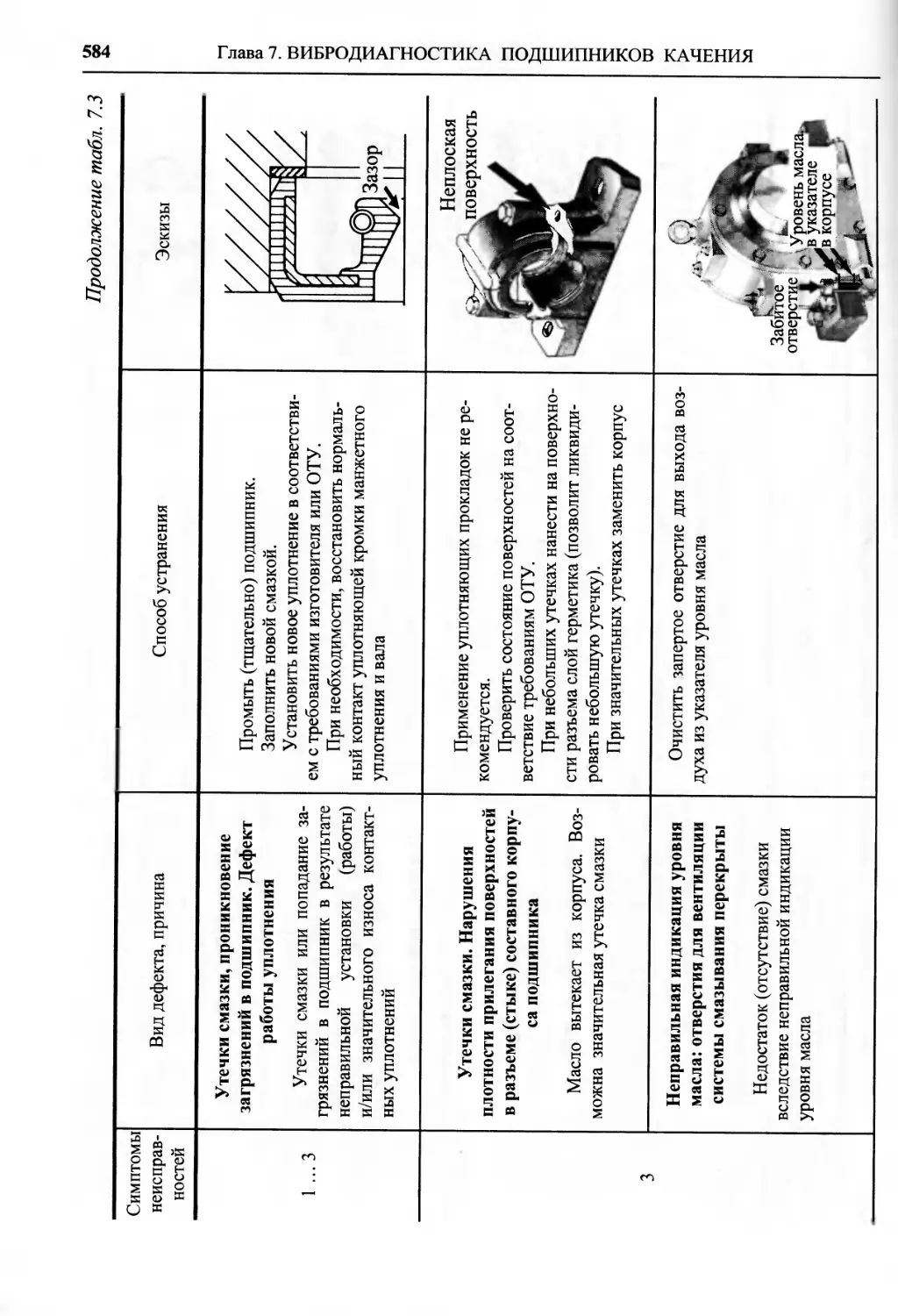
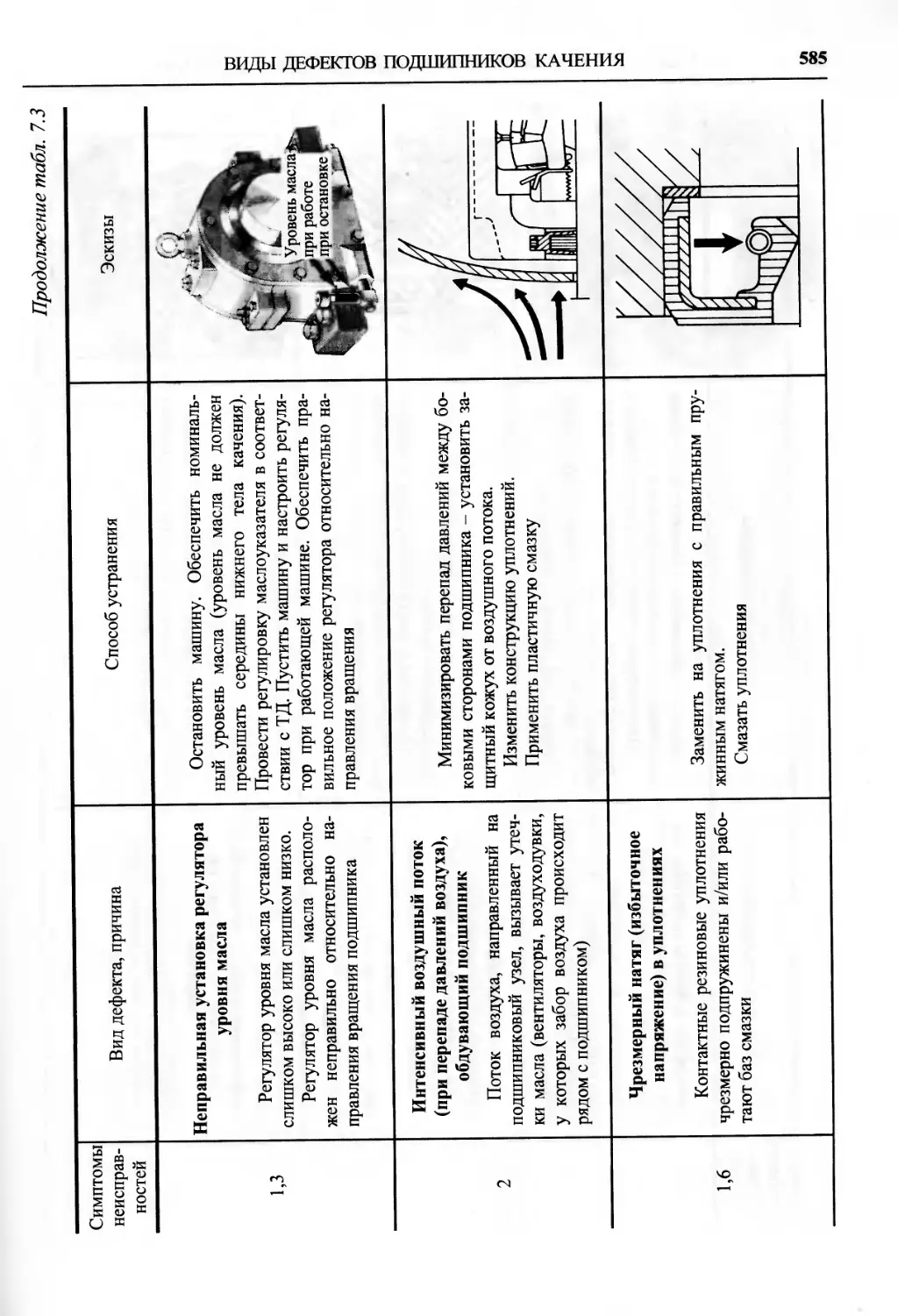
Гл. 7, написанная А.Р. Ширманом,
содержит много сведений, касающихся
устройства и возможных повреждений
подшипников качения, сопровождающих-
ся богатым иллюстративным материалом,
описание способов получения информа-
тивных диагностических признаков, мно-
гочисленные графики поведения различ-
ных параметров вибрации, соответст-
вующие типовым дефектам, и рекоменда-
ции по диагностике. Автор благодарит
И.З. Нигаметзянова за помощь при напи-
сании главы.
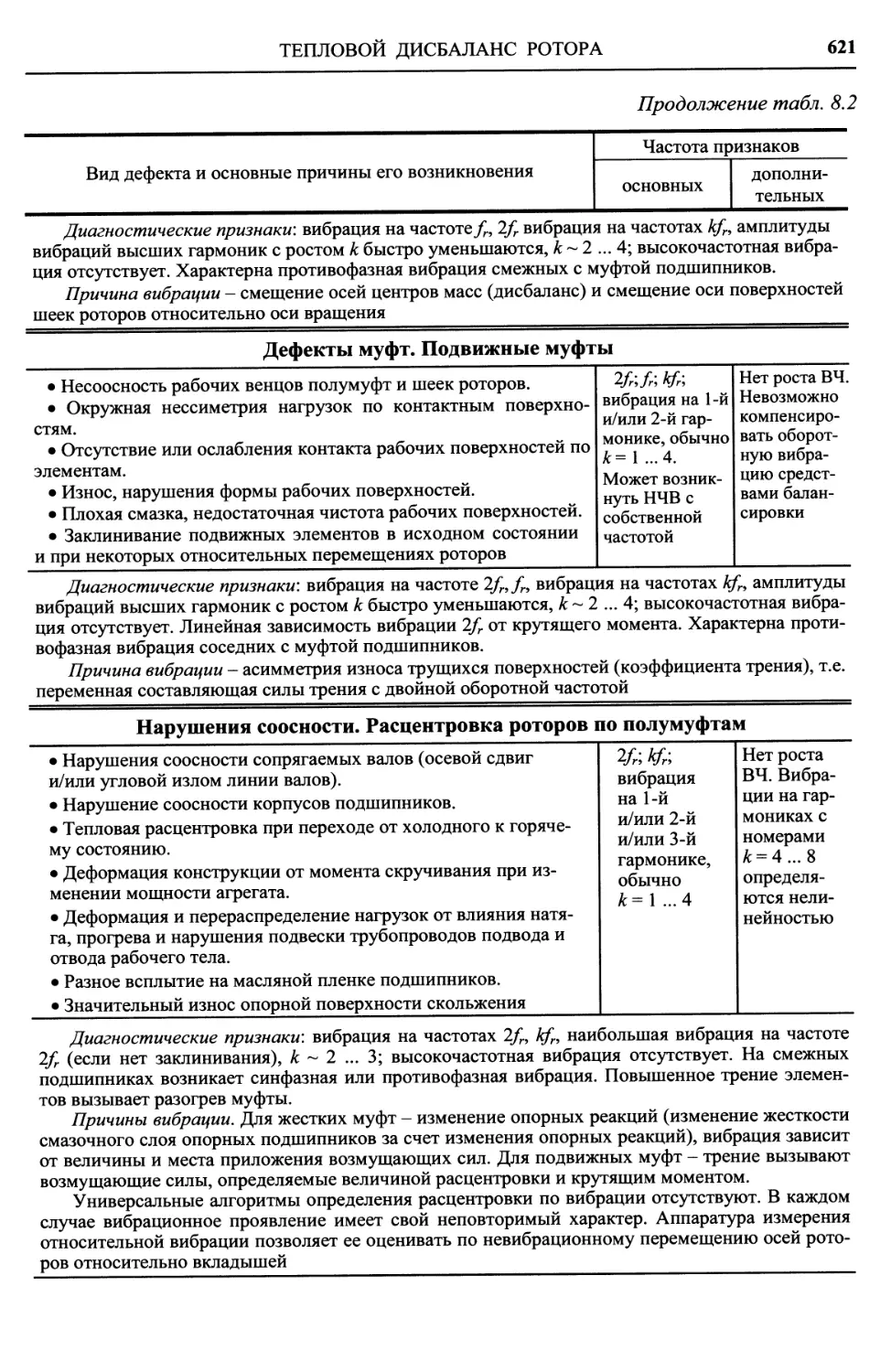
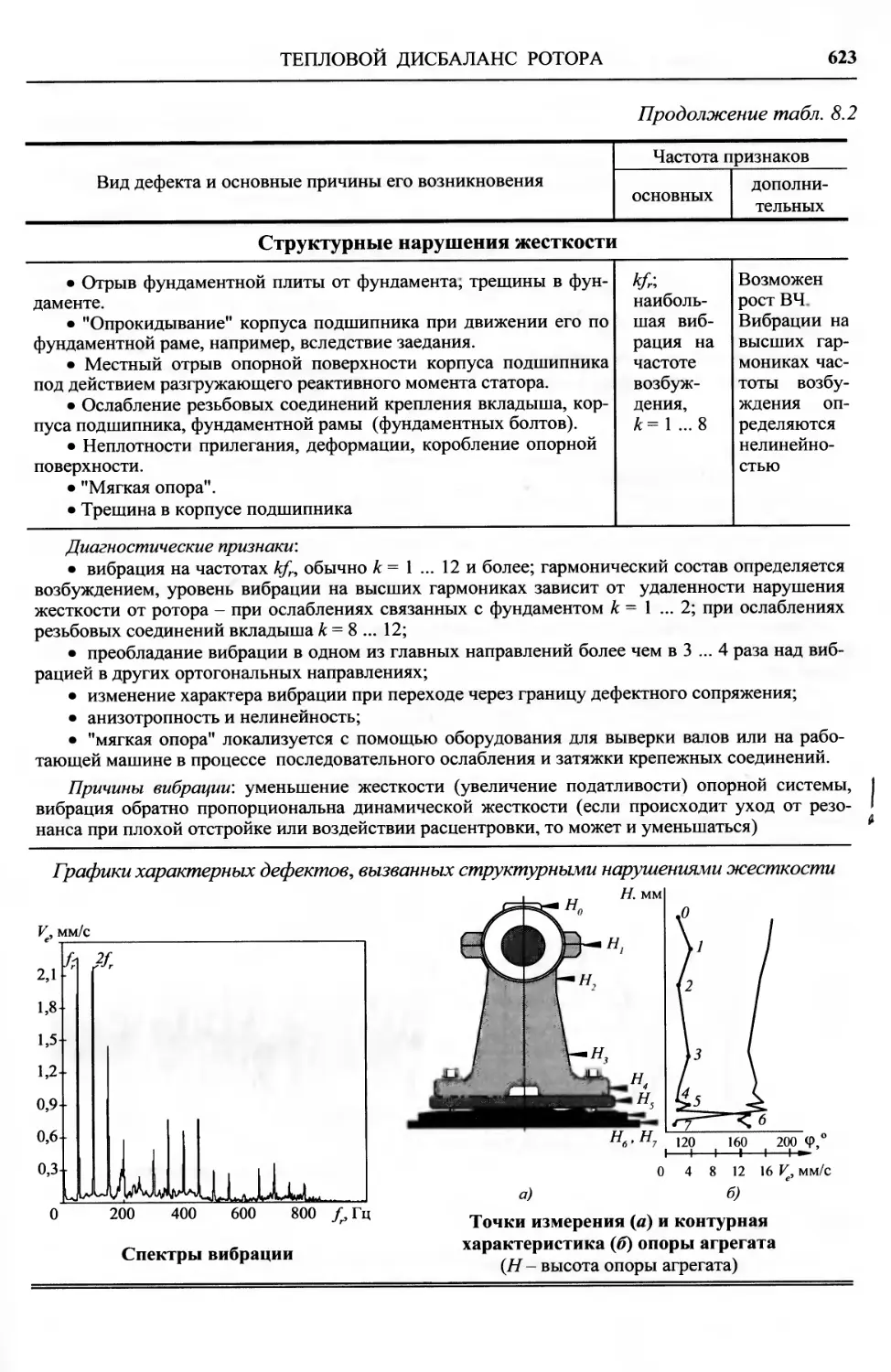
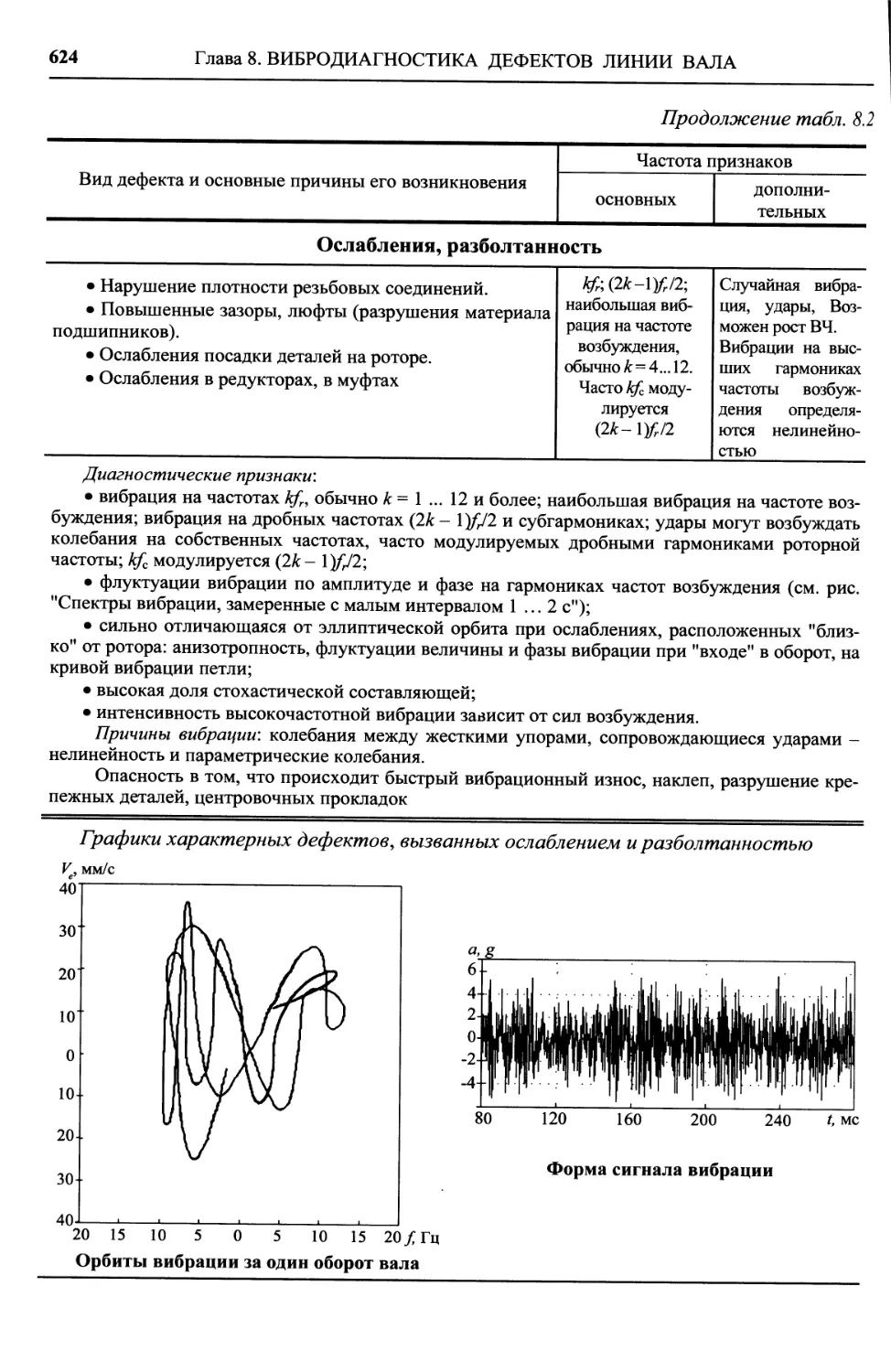
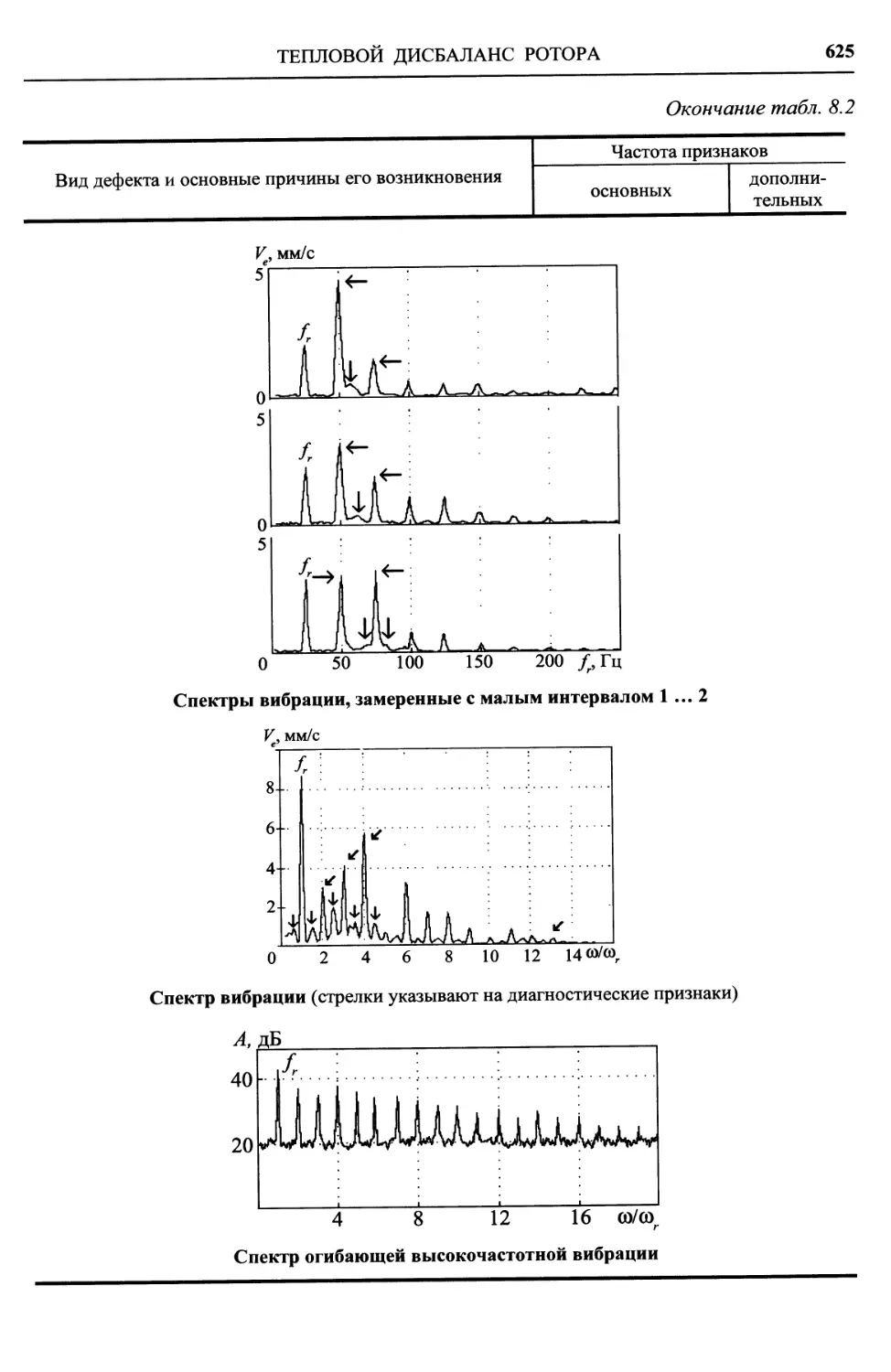
В гл. 8, написанной А.Р. Ширманом с
использованием и дополнением материа-
лов А.С. Гольдина, описаны проявления в
вибросигнале различных дефектов линии
вала, начиная от дисбаланса (в том числе,
теплового) и кончая трещиной ротора.
Для удобства пользования материалом
приведена таблица, описывающая и ил-
люстрирующая в графической форме виб-
рационные характеристики, типичные для
некоторых из этих дефектов.
Гл. 9, написанная А.Г. Соколовой и
Ф.Я. Балицким преимущественно по ре-
зультатам многолетних исследований в
лаборатории вибродиагностики ИМАШ
РАН и с использованием некоторых дан-
344
ПРЕДИСЛОВИЕ
ных А.В. Баркова, содержит информацию
по устройству, основным дефектам зубча-
тых механизмов, характерным диагности-
ческим признакам и особенностям диаг-
ностирования редукторов.
В гл. 10,11 и 12, написанных А.В. Бар-
ковым и Н.А. Барковой, представлены
описания физического механизма возбуж-
дения виброакустического сигнала и ха-
рактерные признаки основных дефектов в
насосах, турбинах, компрессорах и элек-
трических машинах разного типа.
Так как диагностический анализ виб-
раций, интересный сам по себе, поскольку
нередко содержит элементы криминали-
стического расследования, имеет очевид-
ную практическую направленность, нель-
зя было обойти вниманием вопросы виб-
роналадки машинного оборудования в
целях предупреждения повышенной виб-
рации. Этому посвящена гл. 13, написан-
ная А.Р. Ширманом с использованием и
дополнением материалов А.С. Гольдина.
В стратегию современного техниче-
ского обслуживания машинного парка
предприятий непременным атрибутом
входит мониторинг определенных вибра-
ционных параметров для предотвращения
аварийных ситуаций по критерию непре-
вышения заданных пороговых значений.
Сведения по нормам вибраций для разных
машин, работающих в разных условиях,
представлены в гл. 14, написанной В.А. Яку-
бовичем.
Другим важным элементом этой
стратегии является регулярное повыше-
ние уровня знаний и обучение специали-
стов по вибродиагностике. В гл. 15, напи-
санной А.Р. Ширманом, читатель найдет
основные сведения по данному вопросу в
рамках программ Госгортехнадзора.
Авторы выражают благодарность
проф. А.И. Куменко, сделавшему много
полезных замечаний.
Можно надеяться, что данный том
серии справочников по различным мето-
дам неразрушающего контроля под общей
редакцией член-корр. РАН В.В. Клюева
будет также полезен специалистам, инже-
нерам, исследователям и студентам, как и
предыдущие тома.
ВВЕДЕНИЕ
Эффективность эксплуатации машин
и механизмов во многом определяется
совершенством методов технического об-
служивания и ремонта.
Традиционный планово-предупреди-
тельный метод обслуживания и ремонта
оборудования не обеспечивает поддержа-
ние оборудования в исправном состоянии
в период эксплуатации.
Использование диагностических ме-
тодов контроля обеспечивает соответствие
между техническим состоянием и объе-
мом работ по техническому обслужива-
нию и ремонту.
Основным принципом технического
обслуживания и ремонта, основанном на
техническом диагностировании, является
принцип предупреждения отказов в работе
оборудования при условии обеспечения
максимально возможной его наработки.
Развитие дефекта в работающей ма-
шине с вращающимися частями и в при-
мыкающем к ней оборудовании определя-
ется методами виброакустической диагно-
стики. Анализ отечественного и зарубеж-
ного опыта контроля технического со-
стояния систем с вращательным движени-
ем силовых узлов показывает, что для об-
наружения возможных отказов наиболее
эффективен (до 77 %) контроль состояния
оборудования именно по вибропарамет-
рам. Это обусловлено тем, что пути внеш-
него проявления скрытых механических
дефектов весьма ограничены. Существуют
только два показателя, указывающих на
эти дефекты, которые на стадии зарожде-
ния легко измерить: температура и вибра-
ция. Из этих двух показателей вибрация
имеет такие преимущества, как практиче-
ски мгновенная реакция на изменение
технического состояния объекта, а также
относительная простота измерения.
Вибрация - явление, обычное для
оборудования, содержащего движущиеся
части. Она возникает из-за некоторых
свойств, которые являются естественным
следствием изготовления элементов обо-
рудования и характеристик материалов.
При увеличении вибрации эти свойства
могут развиться в серьезные дефекты. В
свою очередь развитие дефекта в оборудо-
вании приводит к изменению характери-
стик вибрации. Увеличение вибрации вы-
ше определенного уровня может привести
к разрушению элементов оборудования
или характеризовать разрушение. Таким
образом, вибрация служит как причиной
развития дефектов, так и их индикатором.
Суммируя вышесказанное, можно
сформулировать первый вопрос, возни-
кающий при контроле технического со-
стояния оборудования по вибропарамет-
рам: какой уровень вибрации опасен? От-
вет на этот вопрос весьма непрост. Его
сложность видна, если рассмотреть каж-
дое понятие в этом простом, казалось бы,
вопросе.
Рассмотрим вопросы, связанные с
понятием "опасен". Во-первых: этот уро-
вень "опасен" для чего? Для любого эле-
мента агрегата? Для фундамента? Для
присоединенных конструкций? Для об-
служивающего персонала? Вряд ли для
всех названных видов оборудования и для
персонала, обеспечивающих эксплуата-
цию агрегата, будет опасен один и тот же
уровень вибрации.
Во-вторых: что значит "опасен"? -
Агрегат выйдет из строя немедленно по-
сле достижения этого уровня? Агрегат
будет работать, но с повышенной вероят-
ностью отказа? (Тогда в течение какого
промежутка времени?) Ухудшатся техни-
ческие характеристики агрегата? Вряд ли
эти случаи соответствуют одинаковым
уровням вибрации.
346
ВВЕДЕНИЕ
Следующая группа вопросов связана
с термином ’’вибрация”.
Во-первых: по какой из величин, ха-
рактеризующих вибрацию (абсолютная
или относительная; виброперемещение,
виброскорость или виброускорение), сле-
дует оценивать ее опасность?
Во-вторых: какие из параметров, ха-
рактеризующих эту величину, следует
измерять при контроле? Решение этих
вопросов для каждой группы контроли-
руемого оборудования не одинаково.
’’Уровень” - это что? - максимальное
значение из измеренных величин или ка-
ким-либо другим образом обработанные
данные измерений? Сколько их (этих из-
мерений) должно быть и в каких точках
они должны проводиться? Как часто? Ка-
ким требованиям должен отвечать изме-
рительный прибор и место измерения?
И только последнее, т.е. первое, по-
нятие поставленного ’’простого” вопроса
содержит в себе только один вопрос - ’’ка-
кой” (количественно)?
В справочнике, подготовленном ве-
дущими специалистами в области вибро-
диагностики, даны ответы на поставлен-
ные выше вопросы. Подробно рассмотре-
ны методы и средства виброакустической
диагностики машин и механизмов. Особое
внимание уделено вопросам анализа виб-
росигналов и вибродиагностике различных
узлов и механизмов: подшипников, валов,
зубчатых передач, турбин, компрессоров,
насосов и электрических машин. Справоч-
ник содержит сведения по вибродиагности-
ческим признакам дефектов и описание
методик виброналадки.
Справочник будет полезен инжене-
рам-вибродиагностам и инженерам-техно-
логам, работникам служб контроля, экс-
плуатации и ремонта объектов промыш-
ленных предприятий.
Глава 1
НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ
ДИАГНОСТИКИ
1.1. РОЛЬ ВИБРОДИАГНОСТИКИ
В ОБЕСПЕЧЕНИИ НАДЕЖНОСТИ
МАШИН
В практике производства и эксплуа-
тации сложных машинных комплексов
наиболее актуальными являются пробле-
мы обеспечения надежности, а также тех-
нической и экологической безопасности
их функционирования. Борьба за конку-
рентоспособность изделий машинострое-
ния на мировом рынке стимулирует рост
производительности предприятий, иногда
за счет форсирования скоростных и на-
грузочных режимов машинного оборудо-
вания, что сокращает срок службы и
ухудшает его техническое состояние. В
условиях интенсификации производства и
эксплуатации машинного оборудования
задачей исключительной значимости яв-
ляется разработка эффективных средств
оперативного контроля параметров тех-
нического состояния на всех этапах его
жизненного цикла: как на этапах проекти-
рования и изготовления, так и на этапах
эксплуатации и ремонта. Благодаря ог-
ромной информационной емкости виб-
роакустических процессов, сопровож-
дающих функционирование машин и ме-
ханизмов, использованию современной
микропроцессорной техники и новых ме-
тодов обработки измерительной инфор-
мации, требования обеспечения ком-
плексной оценки технического состояния
машинного оборудования в рабочих усло-
виях без демонтажа оборудования выдви-
гают на передний план именно методы
виброакустической диагностики, как наи-
более чувствительные к изменению коле-
бательных свойств объекта диагностиро-
вания под воздействием возникших неис-
правностей.
Качество работы любой технической
системы, характеризующееся точностью и
эффективностью функционирования, име-
ет тенденцию со временем наработки к
ухудшению из-за изменения свойств ма-
териалов изделий под влиянием внутрен-
них и внешних факторов. Событие, за-
ключающееся в нарушении работоспо-
собности системы, называется в теории
надежности отказом. По физической
сущности отказы механической системы
делятся на внезапные и постепенные. Вне-
запные отказы чаще всего происходят из-
за конструктивных или технологических
дефектов или внезапных внешних воздей-
ствий. Постепенные отказы возникают
из-за старения, накопления повреждений
в результате изнашивания, усталости,
пластических деформаций, коррозии, эро-
зии и других физико-химических процес-
сов, протекающих в материалах изделий
при эксплуатации. Хотя отказы изделий
являются случайными событиями, их вы-
зывают вполне определенные процессы,
зависящие от ряда факторов: принципа
действия изделия, конструктивных осо-
бенностей, используемых материалов,
технологии изготовления, режимов и ус-
ловий работы.
Свойство системы сохранять во вре-
мени в установленных пределах значения
всех параметров, характеризующих спо-
собность выполнять заданные функции в
заданном объеме при определенных усло-
виях функционирования, технического
обслуживания, ремонта, хранения и
транспортировки, в соответствии с ГОСТ
27.002-83 [54], называется надежностью.
Характерной особенностью современной
теории надежности является высокая сте-
пень ее абстрактности, при которой отка-
348 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
зы лишаются всяких индивидуальных
отличий за исключением моментов вре-
мени, в которые они произошли. Причем
в качестве меры продолжительности ра-
боты изделия могут выступать как едини-
цы времени, так и некоторые функции
этих единиц. Общепринятыми показате-
лями надежности в соответствии с [54]
являются: вероятность P(t) безотказной
работы, вероятность отказа Q(t) = 1 - P(t\
интенсивность отказов, средняя наработка
на отказ, частота отказов или средний
параметр потока отказов на интервале
времени tp и ряд других.
Условность вероятностных мер явля-
ется причиной неопределенности в оцен-
ках показателей надежности конкретного
объекта, и чем сложнее объект, тем менее
определенной является мера уверенности
в надежности его функционирования [59].
Показатели надежности, полученные в
результате обработки статистической ин-
формации о поломках определенной со-
вокупности однотипных машин, характе-
ризуют всю совокупность, и их примене-
ние для оценки надежности единичного
экземпляра не имеет смысла. Задачи по
обеспечению требуемого уровня надеж-
ности должны решаться комплексно
[131]. С одной стороны, основы высокой
надежности следует заложить на стадиях
проектирования и изготовления, с другой
стороны, требуемый уровень безотказно-
сти должен контролироваться и поддер-
живаться при эксплуатации путем свое-
временного обнаружения зарождающихся
и развитых дефектов для предупреждения
отказов.
Необходимость проведения меро-
приятий по повышению надежности
сложных технических систем и миними-
зации потерь, вызванных непредвиден-
ными отказами машинного оборудования
в авиации, нефтехимическом производст-
ве и других отраслях техники, послужила
мощным импульсом к развитию ряда но-
вых научных направлений, таких как фи-
зика отказов, статистическая теория
прочности, инженерная психология, пла-
нирование эксперимента, техническая
диагностика.
Основным видом технического об-
служивания машин и механизмов, приме-
няемым в промышленности в настоящее
время, является планово-предупредитель-
ное техническое обслуживание по назна-
ченному ресурсу, а не по результатам ди-
агностирования. Система планово-
предупредительного ремонта (ППР) и
техническое обслуживание (ТО) машин-
ного оборудования заключается в том, что
полная или частичная разборка оборудо-
вания с целью профилактического осмот-
ра, технического обслуживания, планово-
предупредительного или капитального
ремонта производится независимо от его
фактического технического состояния,
через заранее определенные интервалы
времени Гр. Время назначенного ресурса
зависит от времени жизни наиболее
подверженных износу компонентов, та-
ких, например, как подшипниковые узлы.
Процедура ППР существенно уменьшает
вероятность аварии, но не предохраняет
механизм от неожиданных повреждений в
межремонтный период, а переборки толь-
ко ускоряют износ узлов. Кроме того, не-
обоснованные переборки вносят новые
непредвиденные дефекты: перекосы осей,
повышенные или заниженные зазоры,
загрязнение и прочие технологические
дефекты, сокращающие срок жизни ма-
шины, что требует проведения дополни-
тельных ремонтных работ и, соответст-
венно, дополнительных затрат.
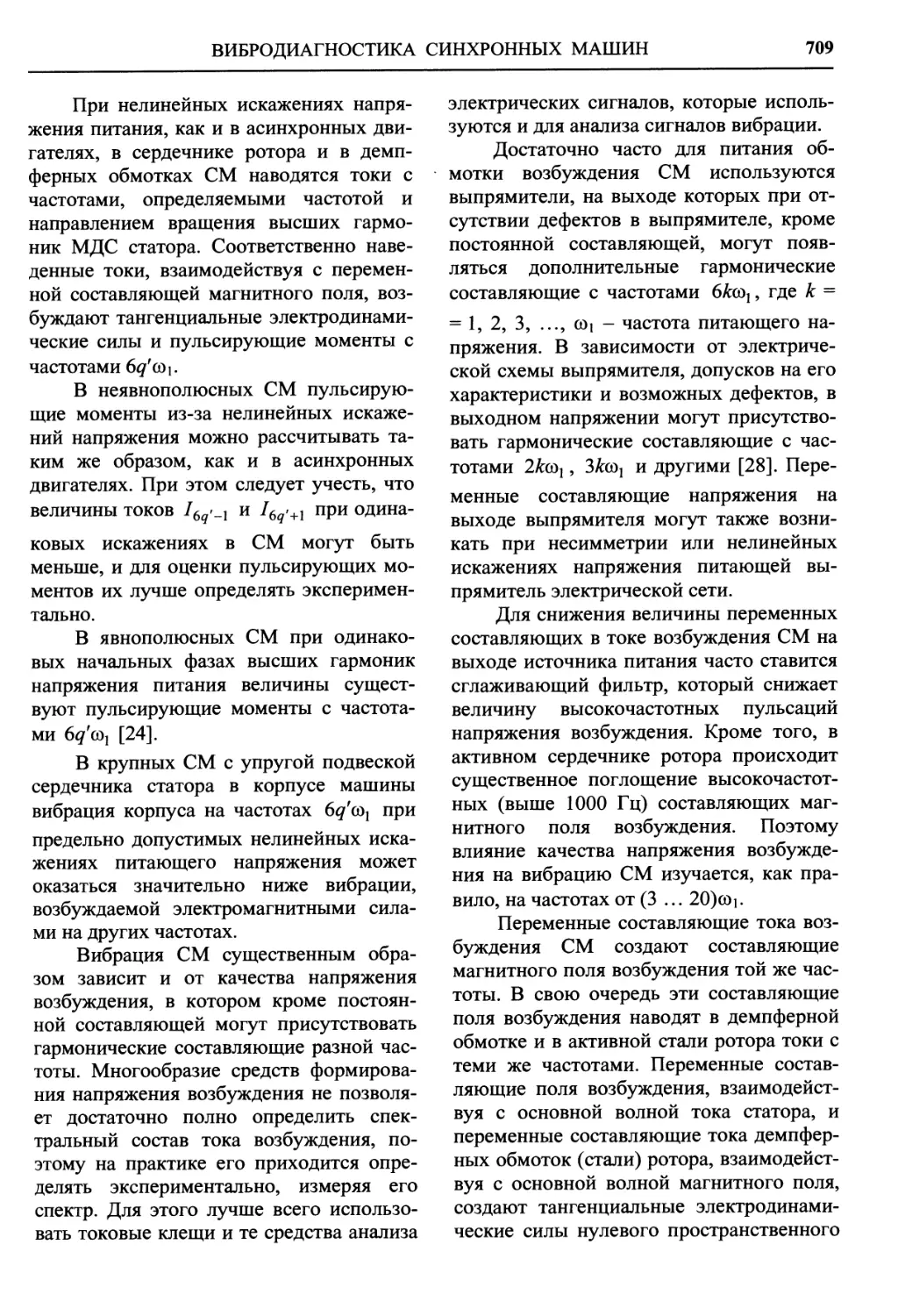
Типичная зависимость вероятности
выхода из строя машины от времени на-
работки изображена на рис. 1.1: слева -
кривая, построенная для генеральной со-
вокупности механизмов, справа - один из
возможных вариантов для малой выборки
тех же машин.
Жирная вертикальная линия на этой
диаграмме задает минимальный безопас-
ный интервал времени эксплуатации Тр до
ремонта, определяемый ресурсом меха-
РОЛЬ ВИБРОДИАГНОСТИКИ В ОБЕСПЕЧЕНИИ НАДЕЖНОСТИ МАШИН
349
Рис. 1.1. Вероятность отказа Р машин со
временем наработки определяющая время ремонта машины:
1 - при планово-предупредительном обслуживании (параметры даны с одним штрихом);
2 - при эксплуатации по состоянию (параметры даны с двумя штрихами); - время назначенного
ресурса; Т3 д - вероятное время зарождения дефекта; Тп - вероятное предельное значение времени
эксплуатации до ремонта; Та - среднее, наиболее вероятное время аварийной ситуации
низма. Экономически же более выгодна
стратегия проведения планово-предупре-
дительных ремонтных работ не через
заранее запланированные интервалы
времени, а по мере необходимости, в
соответствии с фактическим техническим
состоянием. Для реализации возможности
эксплуатации машин по состоянию
необходимо иметь оперативную инфор-
мацию о его изменении по времени
наработки.
Один из путей получения этой
информации - организация постоянного
(непрерывного) контроля изменений
(тренда) представительных параметров
технического состояния, характеризующих
изменения развития эксплуатационных
повреждений с наработкой механизма, с
тем, чтобы указать время, когда скорость
потери работоспособности достигнет
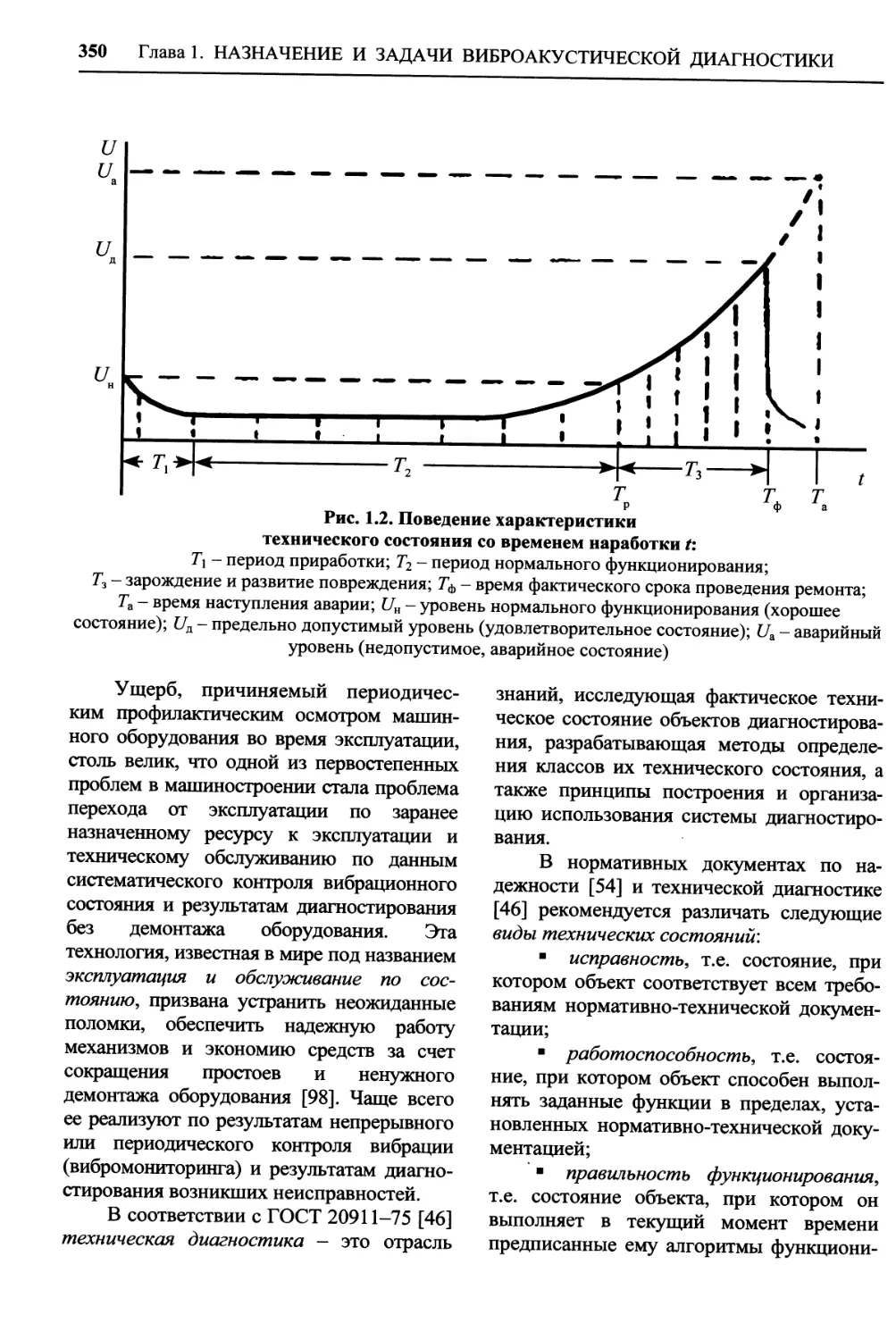
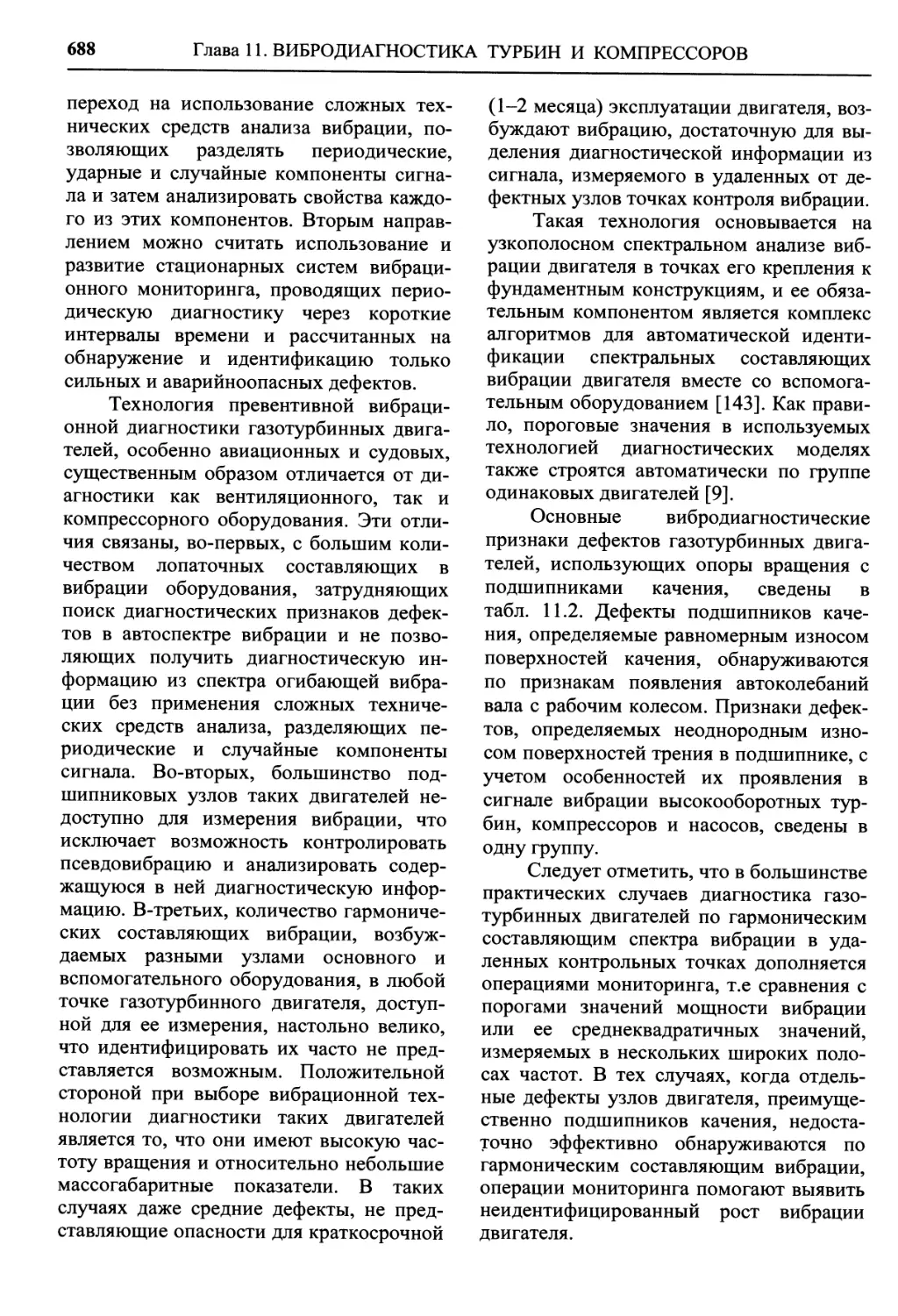
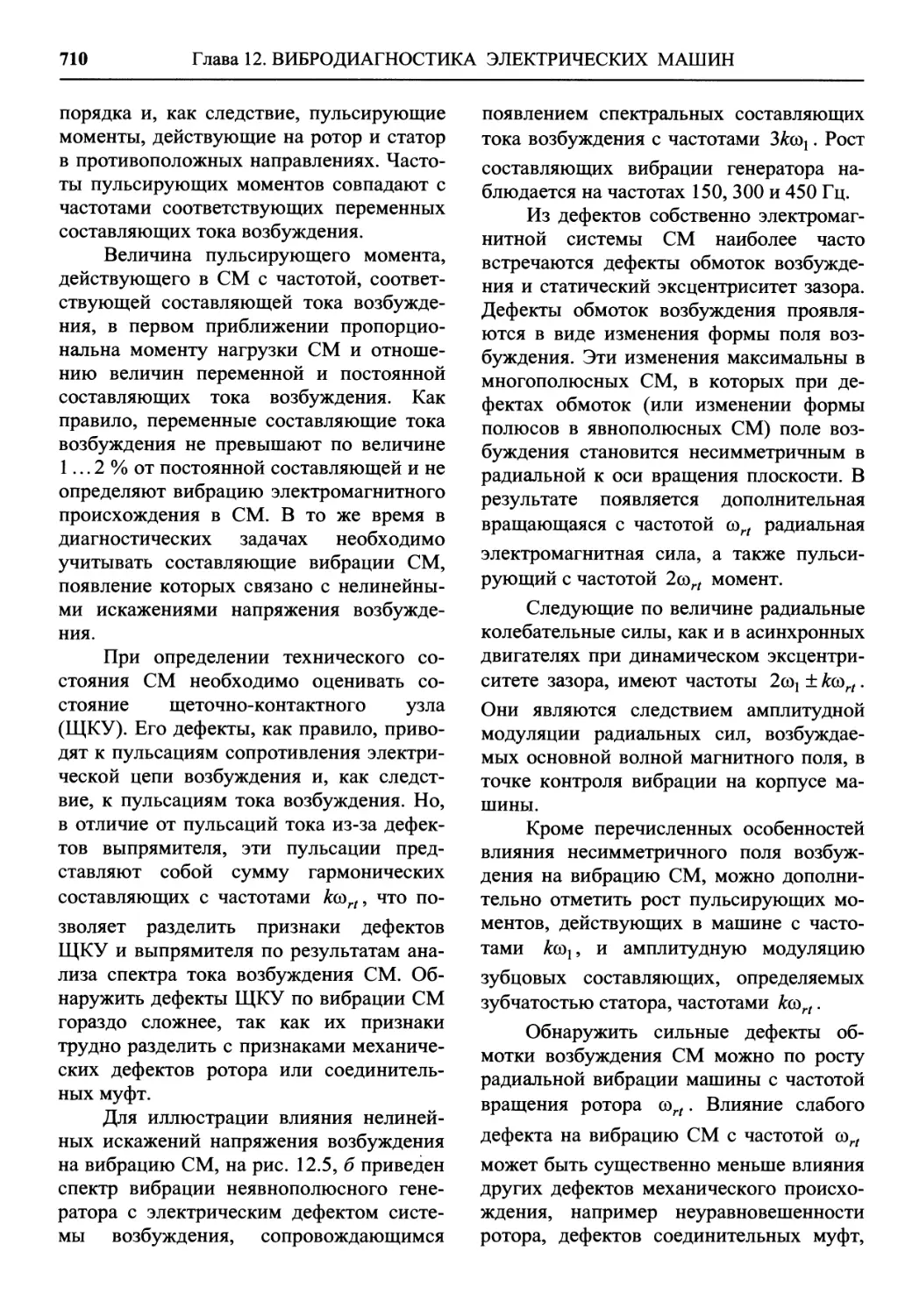
критической отметки. На рис. 1.2 дана
типичная зависимость среднеквадратичес-
кого значения (СКЗ) виброскорости в
полосе частот 10... 1000 Гц от времени на-
работки; здесь четко видно три периода:
приработки Г|, нормальной работы Т2 и
деградации 7з технического состояния
механизма, когда скорость ухудшения его
быстро нарастает.
Из этой зависимости следует, что
назначенное время Гр проведения НИР
намного меньше фактического срока 7ф,
когда этот ремонт становится действи-
тельно необходимым. Трендовая характе-
ристика позволяет обнаружить зарождение
дефекта и прогнозировать момент наступ-
ления катастрофических изменений техни-
ческого состояния, вызванных развитием
необратимых деградационных процессов в
узлах машинного оборудования, что
обеспечивает возможность планирования
срока обоснованного ремонта.
Этот способ рекомендуется для конт-
роля технического состояния дорогосто-
ящих уникальных объектов или ’’крити-
ческого” оборудования, нарушение работо-
способности которых может привести к
катастрофическим последствиям, к эколо-
гическим проблемам, к простоям произ-
водственного оборудования и связанным
с этим потерям на производстве.
350 Глава1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
технического состояния со временем наработки Z:
Т\ - период приработки; Т2 - период нормального функционирования;
Т3 - зарождение и развитие повреждения; - время фактического срока проведения ремонта;
Та - время наступления аварии; Un - уровень нормального функционирования (хорошее
состояние); (7Д - предельно допустимый уровень (удовлетворительное состояние); Ua - аварийный
уровень (недопустимое, аварийное состояние)
Ущерб, причиняемый периодичес-
ким профилактическим осмотром машин-
ного оборудования во время эксплуатации,
столь велик, что одной из первостепенных
проблем в машиностроении стала проблема
перехода от эксплуатации по заранее
назначенному ресурсу к эксплуатации и
техническому обслуживанию по данным
систематического контроля вибрационного
состояния и результатам диагностирования
без демонтажа оборудования. Эта
технология, известная в мире под названием
эксплуатация и обслуживание по сос-
тоянию, призвана устранить неожиданные
поломки, обеспечить надежную работу
механизмов и экономию средств за счет
сокращения простоев и ненужного
демонтажа оборудования [98]. Чаще всего
ее реализуют по результатам непрерывного
или периодического контроля вибрации
(вибромониторинга) и результатам диагно-
стирования возникших неисправностей.
В соответствии с ГОСТ 20911-75 [46]
техническая диагностика - это отрасль
знаний, исследующая фактическое техни-
ческое состояние объектов диагностирова-
ния, разрабатывающая методы определе-
ния классов их технического состояния, а
также принципы построения и организа-
цию использования системы диагностиро-
вания.
В нормативных документах по на-
дежности [54] и технической диагностике
[46] рекомендуется различать следующие
виды технических состояний'.
исправность, т.е. состояние, при
котором объект соответствует всем требо-
ваниям нормативно-технической докумен-
тации;
работоспособность, т.е. состоя-
ние, при котором объект способен выпол-
нять заданные функции в пределах, уста-
новленных нормативно-технической доку-
ментацией;
правильность функционирования,
т.е. состояние объекта, при котором он
выполняет в текущий момент времени
предписанные ему алгоритмы функциони-
РОЛЬ ВИБРОДИАГНОСТИКИ В ОБЕСПЕЧЕНИИ НАДЕЖНОСТИ МАШИН
351
рования; проверка правильности функцио-
нирования менее полна, чем проверка ра-
ботоспособности, так как она позволяет
убедиться лишь в том, что объект правиль-
но функционирует в данном режиме рабо-
ты в данный момент времени;
предельное (аварийное) состояние
объекта, при котором его дальнейшая экс-
плуатация невозможна вследствие ухода
его параметров за допустимые пределы.
Состояние сложного объекта диагно-
стирования обычно оценивают множест-
вом т структурных параметров sh уход
которых от нормативных значений со
временем наработки приводит к отказу.
На основе изучения статистики отказов
составляют перечень слабых узлов, лими-
тирующих ресурс машины, и перечень
подлежащих диагностированию дефектов,
обусловленных выходом того или иного
структурного параметра (например, зазора
в подшипнике, степени износа поршневых
колец, значения дисбаланса ротора и др.)
за допустимые пределы.
Для любого объекта на каждом этапе
его жизни задают определенные техниче-
ские требования, которым он должен со-
ответствовать. При проявлении неисправ-
ностей возникает нарушение указанного
соответствия. Одной из важнейших задач
диагностики является поиск неисправно-
стей, нарушающих правильность функ-
ционирования и (или) работоспособность
объекта, т.е. поиск мест и, возможно, при-
чин возникновения неисправностей.
Совокупность технических парамет-
ров объекта диагностирования, характе-
ризующих возможное отклонение функ-
ционирования объекта от нормального,
определяет его состояние в момент вре-
мени t. Результат оценки текущего техни-
ческого состояния объекта S* = {${, ...,
s‘m } в момент наблюдения t принято на-
зывать диагнозом; результат оценки со-
стояния в момент времени 0 < t < и называ-
ют генезом, а в моменты времени 0 > t > tt -
прогнозом.
Рассматривая функционирующий
механизм как некий преобразователь А
вектора параметров его технического со-
стояния - структурных параметров -
S = {$/}, где i = 1, ..., т, в вектор парамет-
ров виброакустического сигнала - диагно-
стических признаков - U = {Uj}, где
j = 1, ...,«, в виде
U = AS, (1.1)
можно сформулировать задачу виброаку-
стической диагностики машин и механиз-
мов как получение зависимости, обратной
(1.1), т.е. в виде
S = A}U, (1.2)
где А’1 - оператор, обратный А.
Появление неисправности, приводя-
щее со временем наработки к потере ра-
ботоспособности объекта диагностирова-
ния, удобно характеризовать движением
вектора структурных параметров S*k к
границе рабочей области. При этом каж-
дый вид неисправности с номером к мож-
но описать как вектором абсолютных зна-
чений структурных параметров S*k, так и
вектором R*k отклонений структурных
параметров от нормы S®. Второй способ
является предпочтительным:
R‘k = S‘k-80к={Гн,Гк1,...,Гкт}. (1.3)
Всякое отклонение от нормы пара-
метров функционирования и структуры
механизма приводит к изменению харак-
тера взаимодействия его элементов, а сле-
довательно, и к изменению сопровож-
дающих это взаимодействие характери-
стик виброакустических процессов:
~ икп }• 0-4)
В простейшем случае стохастическая
зависимость между параметрами техниче-
ского состояния и диагностическими при-
знаками может быть функциональной:
Sj = Fj{ub и2,..., ип), j = 1, 2, ..., т. (1.5)
352 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРО АКУСТИЧЕСКОЙ ДИАГНОСТИКИ
Эту систему функций можно рас-
сматривать как отображение пространства
диагностических признаков с координа-
тами «1, ип в пространство техниче-
ских состояний с координатами $i, s2, ...,
Решение данной системы уравнений
чрезвычайно затруднено, особенно при
нелинейных стохастических зависимостях
структурных и диагностических парамет-
ров. Чтобы упростить задачу, прибегают к
поиску условий разделения агрегата на
узлы и детали (независимые элементар-
ные блоки), для каждого из которых со-
ставляются свои уравнения вида (1.5). В
этом случае иногда удается каждому па-
раметру состояния поставить в соответст-
вие один диагностический признак
Sj = Fz(mz), что означает значительное уп-
рощение системы, однако трудно реали-
зуемое на практике.
Организация практических меро-
приятий по диагностированию техниче-
ского состояния конкретных машин и ме-
ханизмов требует построения соответст-
вующей системы диагностирования. Соз-
дание системы диагностирования сопря-
жено с постановкой и решением целого
комплекса задач [27, 31, 32, 37, 38]. К их
числу относятся задачи, связанные с ис-
следованием кинематических и динами-
ческих свойств объекта диагностирова-
ния, определением всего множества де-
фектов, неисправностей, поломок, отказов
и, соответственно, формированием алфа-
вита классов диагностируемых техниче-
ских состояний, поиском информативных
диагностических признаков, на языке ко-
торых могут быть описаны эти классы
(словарь диагностических признаков),
разработкой алгоритмов и решающих
правил диагностирования, разработкой
требований к перечню и техническим ха-
рактеристикам измерительной, анализи-
рующей, регистрирующей, вычислитель-
ной, документирующей и т.п. аппаратуры,
разработкой соответствующего математи-
ческого и технического обеспечения и ряд
других.
Одним из основных и наиболее пер-
спективных разделов технической диаг-
ностики, обеспечивающих оперативный
контроль параметров текущего состояния
машинного оборудования в процессе экс-
плуатации без его демонтажа, является
виброакустическая диагностика. Физиче-
ским носителем информации о состоянии
элементов работающего оборудования
является виброакустический сигнал - со-
бирательное понятие, включающее ин-
формацию о колебательных процессах
(вибрационных, гидро- или газодинами-
ческих и пр.) в самом механизме и в ок-
ружающей среде. Для обнаружения и ди-
агностирования дефектов узлов машинно-
го оборудования виброакустическим ме-
тодом используют информацию, полу-
ченную в различных измерительных точ-
ках конструкции машины и вокруг нее,
направлениях измерения (вертикальном,
горизонтальном и осевом) и участках час-
тотного диапазона (инфразвуковом, зву-
ковом и ультразвуковом). Специальные
методы обработки виброакустических
сигналов позволяют обнаружить дефекты
на ранней стадии их развития, локализо-
вать и идентифицировать вид неисправ-
ности, оценить скорость ее развития.
Практический опыт показал, что для
достоверной оценки текущего техниче-
ского состояния машин и механизмов в
качестве источников информации необхо-
димо использовать многомерные характе-
ристики быстропеременных колебатель-
ных процессов, сопровождающих функ-
ционирование машинного оборудования,
т.е. характеристики виброакустических
процессов во временной или частотной
областях в диапазоне частот 0... 100 кГц.
Верхняя граница диапазона определяется
возможностями измерительной и анали-
зирующей аппаратуры.
Экономическая целесообразность
применения методов виброакустической
диагностики в различных отраслях техни-
ки обусловлена множеством причин: сни-
жением вероятности непредвиденных
аварий с катастрофическими последст-
РОЛЬ ВИБРОДИАГНОСТИКИ В ОБЕСПЕЧЕНИИ НАДЕЖНОСТИ МАШИН
353
виями; ликвидацией или уменьшением
количества переборок, сокращающих ре-
сурс оборудования; уменьшением време-
ни простоев; снижением стоимости техоб-
служивания и ремонта; экономией запча-
стей и горюче-смазочных материалов.
При этом потери, связанные с простоем
производства и затратами на восстановле-
ние поврежденного оборудования, много-
кратно превосходят расходы, связанные с
приобретением, установкой и применени-
ем средств вибромониторинга.
Технология эксплуатации оборудо-
вания по фактическому состоянию опира-
ется на физические закономерности про-
цессов воздействия дефектов на характер
возбуждения колебательных процессов в
машине или на изменение их свойств. Ин-
терпретация этих закономерностей виб-
роакустическими методами обычно про-
изводится на двух уровнях, каждому из
которых соответствуют свои задачи и ме-
тоды их решения:
• степень потери работоспособно-
сти объекта, т.е. грубая оценка изменения
технического состояния машины в целом
(проблема вибромониторинга);
• идентификация возникших по-
вреждений в узлах оборудования при на-
рушении работоспособности объекта
(проблема виброакустической диагно-
стики).
Первый уровень: вибромониторинг
машинного оборудования - оценка откло-
нения от нормы интегральной амплитуд-
ной характеристики вибросигнала, сред-
неквадратического значения (СКЗ), уров-
ня вибрации в ограниченном диапазоне
частот. Нормы вибрации и стандартные
методики виброконтроля [40, 41, 52] ба-
зируются на сопоставлении СКЗ абсолют-
ных колебаний корпусных конструкций
(по виброскорости) в диапазоне частот
10 ... 1000 Гц с пороговыми значениями
для четырех классов машинного оборудо-
вания, что упрощает процедуру определе-
ния категории текущего технического
состояния: хорошего, допустимого, пре-
дельно допустимого (предаварийного) и
недопустимого (аварийного). Нормы от-
носительной вибрации валопроводов (по
вибросмещению) приведены в [39, 42, 56]
для того же диапазона частот. Для кон-
троля технического состояния высокообо-
ротного машинного оборудования их уз-
лов (редукторов, компрессоров, турбин и
подшипников качения) разработаны стан-
дарты ISO [169-171] с рекомендациями по
использованию параметров виброускоре-
ния в диапазоне частот 10... 10 000 Гц.
Второй уровень: виброакустическая
диагностика неисправностей машинного
оборудования - распознавание неисправ-
ностей по совокупности диагностических
признаков, т.е. характеристик виброаку-
стических процессов, реагирующих на
изменение технического состояния ма-
шинного оборудования из-за возникших
неисправностей, которые со временем
наработки могут привести к потере рабо-
тоспособности объекта диагностирования.
Особое место в виброакустической
диагностике машин и механизмов занима-
ет проблема обнаружения и диагностики
зарождающихся дефектов. Только воз-
можность обнаружения эксплуатацион-
ных дефектов на ранней стадии их разви-
тия может способствовать прогнозирова-
нию отказов и безаварийной эксплуатации
оборудования. Совершенствование ис-
пользуемых в настоящее время методов и
алгоритмов диагностики зарождающихся
дефектов и разработка новых методов
способствуют успешной реализации тех-
нологии контроля развития деградацион-
ных процессов в узлах оборудования, а по
скорости их развития позволяет прогно-
зировать остаточный ресурс, оценивать
оптимальное время ремонта, объем и
стоимость ремонтных работ.
Для выяснения причин потери рабо-
тоспособности машины проводят проце-
дуру диагностирования неисправностей,
основанную на детальном качественном и
количественном анализе изменения пара-
метров виброакустического сигнала и свя-
12 - 701
354 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
зи этих изменений с параметрами техни-
ческого состояния. При построении сис-
темы диагностических признаков наряду с
данными спектрального анализа колеба-
тельных процессов в реперных точках
конструкции машины используют данные
спектрального анализа амплитудной и
фазовой огибающих, анализа статистиче-
ских характеристик, функций связи коле-
бательных процессов в различных точках
конструкции, вероятности выбросов и
другие характеристики виброакустиче-
ских сигналов [27, 31, 183].
1.2. НАЗНАЧЕНИЕ И СПЕЦИФИКА
ВИБРОАКУСТИЧЕСКОЙ
ДИАГНОСТИКИ МАШИН
В соответствии с действующим
стандартом [57], любая модернизация или
разработка новых изделий машинострое-
ния должны сопровождаться разработкой
диагностического обеспечения, вклю-
чающего приспособленность объекта к
диагностированию, перечень параметров,
подлежащих диагностированию, условия
и периодичность измерения, их номи-
нальные, допустимые и предельные зна-
чения, методы и средства диагностирова-
ния, процедуры, правила и порядок диаг-
ностирования. Разработка и внедрение в
промышленность средств диагностирова-
ния являются одним из важнейших фак-
торов повышения эффективности исполь-
зования машин и механизмов.
Назначением технической диагно-
стики является не только определение
причин отказов машинного оборудования,
но и предупреждение отказов благодаря
своевременному обнаружению поврежде-
ний и отслеживанию характера их разви-
тия, поддержание нормальных регулиро-
вок эксплуатационных показателей в ус-
тановленных пределах, прогнозирование
изменения состояния в целях полного ис-
пользования доремонтного и межремонт-
ного ресурса. Этим требованиям в полной
мере отвечает виброакустическая диагно-
стика машинного оборудования, бази-
рующаяся на принципе бездемонтажного
определения технического состояния обо-
рудования в рабочих условиях по пара-
метрам колебательных процессов, сопро-
вождающих его функционирование.
Назначение виброакустической ди-
агностики машинного оборудования -
оценка степени отклонения параметров
технического состояния от нормы по кос-
венным признакам, а именно, по измене-
нию свойств виброакустических процес-
сов, зависящих от характера взаимодейст-
вия комплектующих узлов и деталей.
Поскольку виброакустический сиг-
нал несет в себе информацию о состоянии
машинного оборудования в закодирован-
ном виде и является результатом не пря-
мых измерений структурных параметров
машины, а косвенной оценки некоторой
области значений этих параметров, ис-
пользование виброакустических методов
требует разработки определенной проце-
дуры диагностирования, обеспечивающей
извлечение из виброакустических сигна-
лов информации, необходимой для поста-
новки диагноза.
В зависимости от способа воздейст-
вия на объект методы технической диаг-
ностики подразделяются на функцио-
нальные и тестовые.
Тестовые методы диагностирова-
ния относятся к категории методов нераз-
рушающего контроля (дефектоскопии)
состояния неподвижных элементов меха-
нических конструкций [98]. Среди аку-
стических методов дефектоскопии наибо-
лее эффективны ультразвуковые (УЗ) ме-
тоды, которые позволяют не только об-
наружить наличие повреждения (напри-
мер, трещину), но и оценить его размеры,
ориентацию, глубину расположения. Эф-
фективным методом диагностики возник-
новения и развития повреждений конст-
рукции является метод акустической
эмиссии (АЭ). Тестовые методы позволя-
ют получить информацию о техническом
состоянии неподвижных элементов кон-
струкции объекта, однако их применение
НАЗНАЧЕНИЕ И СПЕЦИФИКА ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ МАШИН 355
возможно только при проведении профи-
лактики или ремонта объекта. Низкая по-
мехозащищенность и специфика подачи
на объект тестового воздействия делают
эти методы трудно реализуемыми в рабо-
чих условиях машинного оборудования.
Функциональное диагностирование
осуществляется во время работы объекта
и характеризуется тем, что на объект по-
ступают только рабочие воздействия. Оно
дает возможность выявить повреждения и
нарушения правильности функциониро-
вания отдельных узлов, а также немед-
ленно реагировать на них путем перехода
на другой режим, останова или подклю-
чения резерва.
Основной отличительной особенно-
стью виброакустической диагностики яв-
ляется использование в качестве источни-
ка информации не статических парамет-
ров, характеризующих состояние меха-
низма: температуры, давления, качества
смазки и т.п., а динамических, вызываю-
щих появление и распространение аку-
стических волн как в самом механизме,
так и в окружающей его среде. В совре-
менных высокооборотных машинах, та-
ких, например, как газотурбинные двига-
тели, компрессоры, энергетические уста-
новки и т.п., возбуждаются быстропере-
менные процессы [79], параметры кото-
рых циклически изменяются во времени.
К этим процессам относятся пульсации
давления газа и топлива, возникновение
срывных и помпажных колебаний газа в
проточной части газотурбинного двигате-
ля, возбуждение автоколебаний лопаток
компрессора, возбуждение ударных им-
пульсов в подшипниках качения, акусти-
ческое излучение машины. Важной осо-
бенностью подобных процессов является
волновой характер их распространения в
соответствующих средах. Быстропере-
менные процессы несут богатую инфор-
мацию не только о динамических свойст-
вах самой машины, но и о дефектах, воз-
никающих при ее эксплуатации, что и
определяет широкое использование этих
процессов для контроля и диагностики
технического состояния машинного обо-
рудования.
Для обнаружения дефектов в рабо-
тающей машине необходимо использо-
вать информацию, заключенную в коле-
бательных процессах объекта диагности-
рования при испытаниях на режимах,
предусмотренных условиями эксплуата-
ции. Эта особенность является опреде-
ляющей в формировании алгоритмов и
процедур диагностирования машинного
оборудования.
Алгоритм диагностирования. Со-
вокупность операций, выполняемых в
определенной последовательности для
решения конкретной задачи определения
вида неисправности объекта, составляет
объект диагностирования. Алгоритмы
диагностирования разрабатывают на этапе
проведения обучающих диагностических
экспериментов. Они включают в себя по-
иск и формирование системы информа-
тивных диагностических признаков, по-
строение эталонов нормального и дефект-
ных состояний, разработку правил приня-
тия решений о принадлежности текущего
технического состояния объекта к тому
или иному классу состояний. Алгоритм
диагностирования опирается на диагно-
стическую модель, устанавливающую
связь между параметрами состояний ме-
ханизма и их отображениями в простран-
стве диагностических признаков. Замена
реальных устройств их диагностическими
моделями позволяет выделить наиболее
существенные для постановки диагноза
свойства объекта и сформулировать усло-
вия его нормального и дефектного функ-
ционирования, а также условия потери
работоспособности на языке диагностиче-
ских признаков.
При построении алгоритмов диагно-
стирования сложных объектов, состоящих
из множества функционально и конструк-
тивно связанных между собой компонен-
тов, интуитивные подходы не всегда мо-
гут гарантировать получение объективно-
го заключения о действительном техниче-
12*
356 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОИ ДИАГНОСТИКИ
ском состоянии. В таких случаях необхо-
димо использовать формальные методы
распознавания образов, абстрагируясь от
физической интерпретации свойств диаг-
ностической модели.
Процедура диагностирования со-
стоит из двух взаимообусловленных эта-
пов: обучения системы диагностирования
и распознавания неисправностей. На эта-
пе обучения анализируют свойства виб-
роакустических процессов при нормаль-
ном состоянии механизма и при наличии
дефектов. На их основе составляют сло-
варь информативных признаков неис-
правностей, подлежащих диагностирова-
нию, выбирают вид классифицирующих
функций и устанавливают решающие
правила распознавания состояний, т.е.
разрабатывают алгоритмы диагностиро-
вания. Далее решают обратную задачу: на
основе разработанных алгоритмов по со-
вокупности значений диагностических
признаков распознают состояние объекта.
При недостаточном объеме информации о
границах областей нормального и дефект-
ных состояний основная сложность про-
цедуры диагностирования машин заклю-
чается в поиске и формировании системы
независимых диагностических признаков.
В тех случаях, когда не удается найти ха-
рактерные независимые признаки, прибе-
гают к построению обобщенного акусти-
ческого портрета состояния механизма
при его нормальном и дефектном функ-
ционировании и распознаванию состоя-
ний сравнением портрета текущего со-
стояния с эталонным в и-мерном призна-
ковом пространстве [27].
Такими приемами можно пользо-
ваться для определения технического со-
стояния машин и механизмов на всех эта-
пах жизненного цикла: на этапе изготов-
ления, эксплуатации и ремонта, хотя у
каждого этапа есть свои специфические
особенности. Если для этапа изготовления
характерен и естественен подход, связан-
ный с набором статистики, формировани-
ем эталонов по группе механизмов с уче-
том разброса параметров, то на стадии
эксплуатации в зависимости от числа и
стоимости изделий возможны два подхо-
да. Если речь идет о диагностировании
работоспособности однотипных механиз-
мов, то его правила разрабатывают с уче-
том статистики. Если же речь идет об
уникальных машинах, то правила диагно-
стирования разрабатывают на основе ин-
дивидуального наблюдения за характери-
стиками объекта для выявления тренда и
индивидуального прогнозирования суще-
ственных отклонений параметров техни-
ческого состояния, которые могут привес-
ти к катастрофическим последствиям.
Нужно знать, как поведет себя тот или
иной узел. В первую очередь следует
ожидать выхода из строя узла с деталями,
имеющими высокую скорость вращения
или большую нагрузку, например, под-
шипников, дисков турбин, зубчатых ко-
лес, муфт и других слабых узлов. Для них
на стендах моделируют наиболее вероят-
ные неисправности и оценивают характер
их проявления в виброакустическом сиг-
нале.
Дорогостоящие агрегаты или агрега-
ты, от надежности безаварийного функ-
ционирования которых зависит жизнь
людей, требуют особого внимания. Очень
важно вовремя обнаружить и не допус-
тить развития дефектов, приводящих к
необратимым катастрофическим послед-
ствиям. Именно поэтому диагностирова-
ние зарождающихся дефектов является
весьма актуальной проблемой.
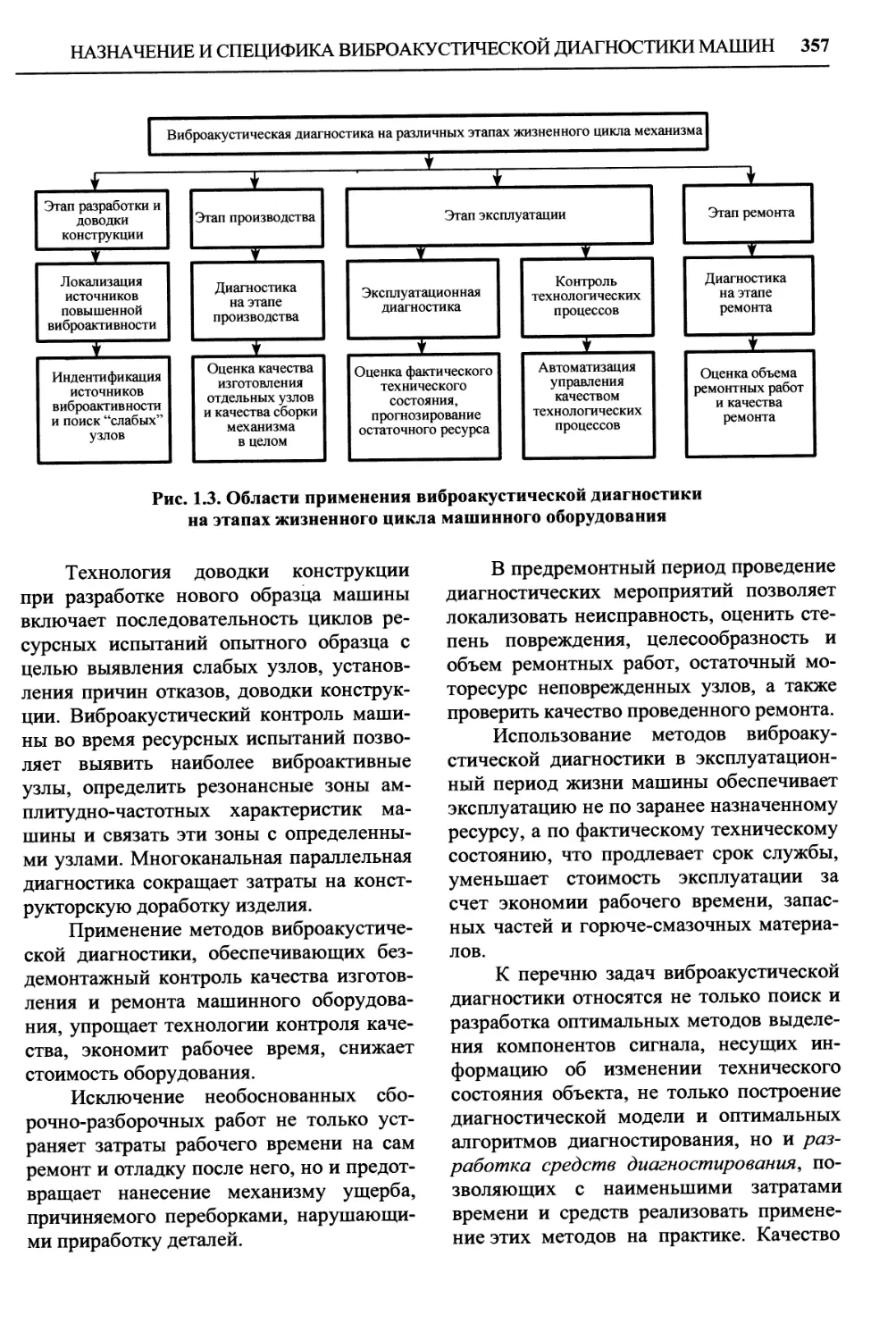
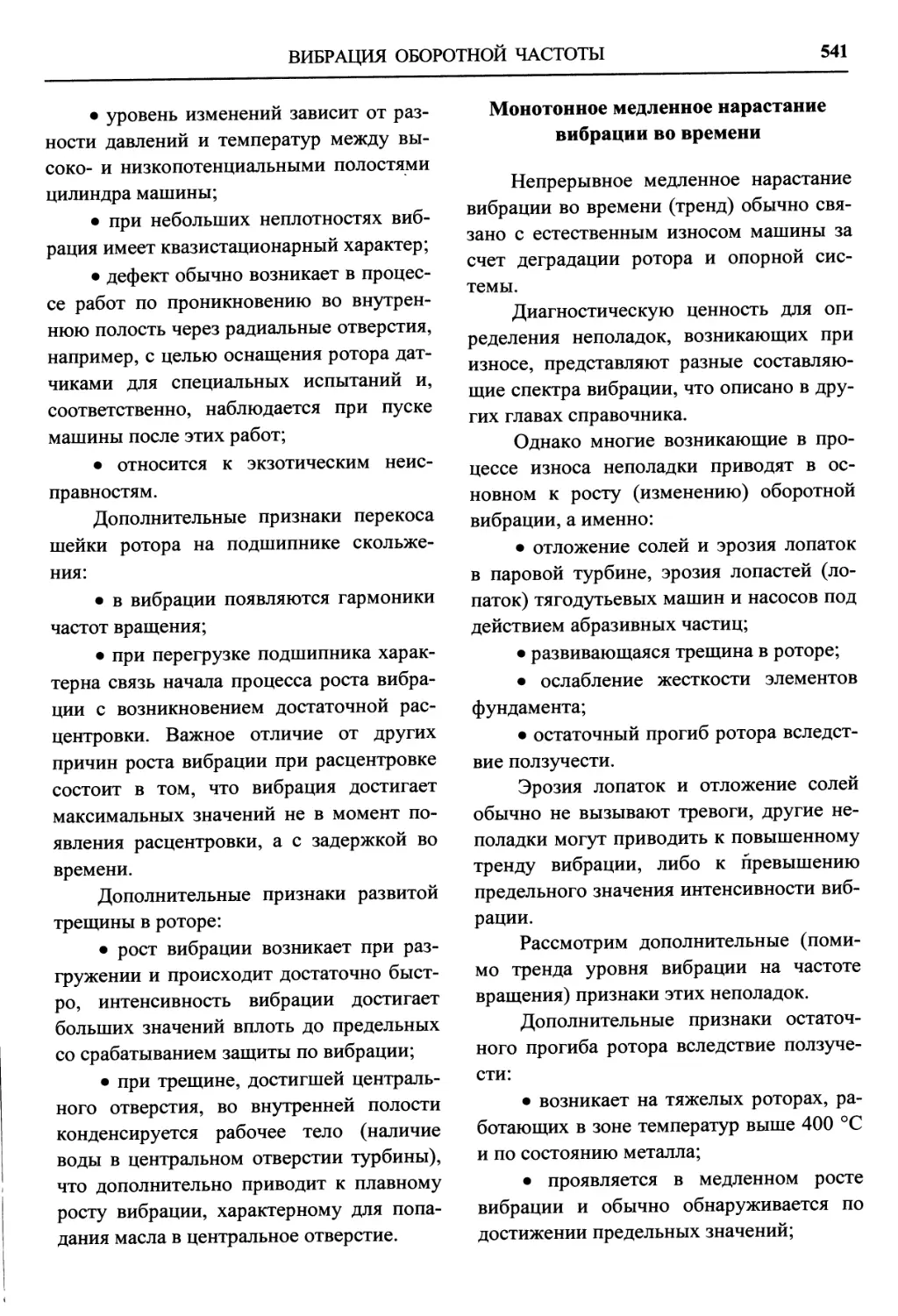
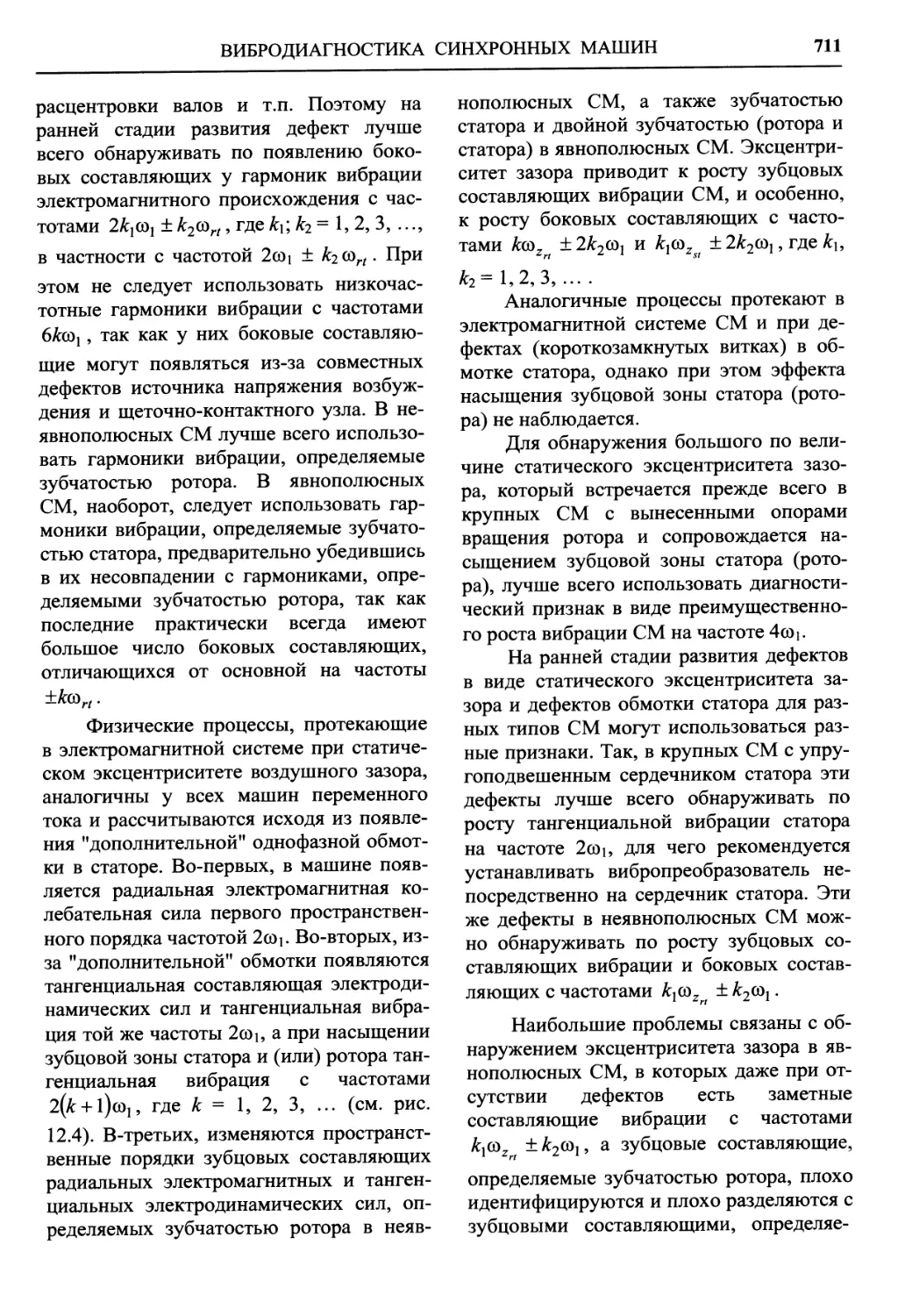
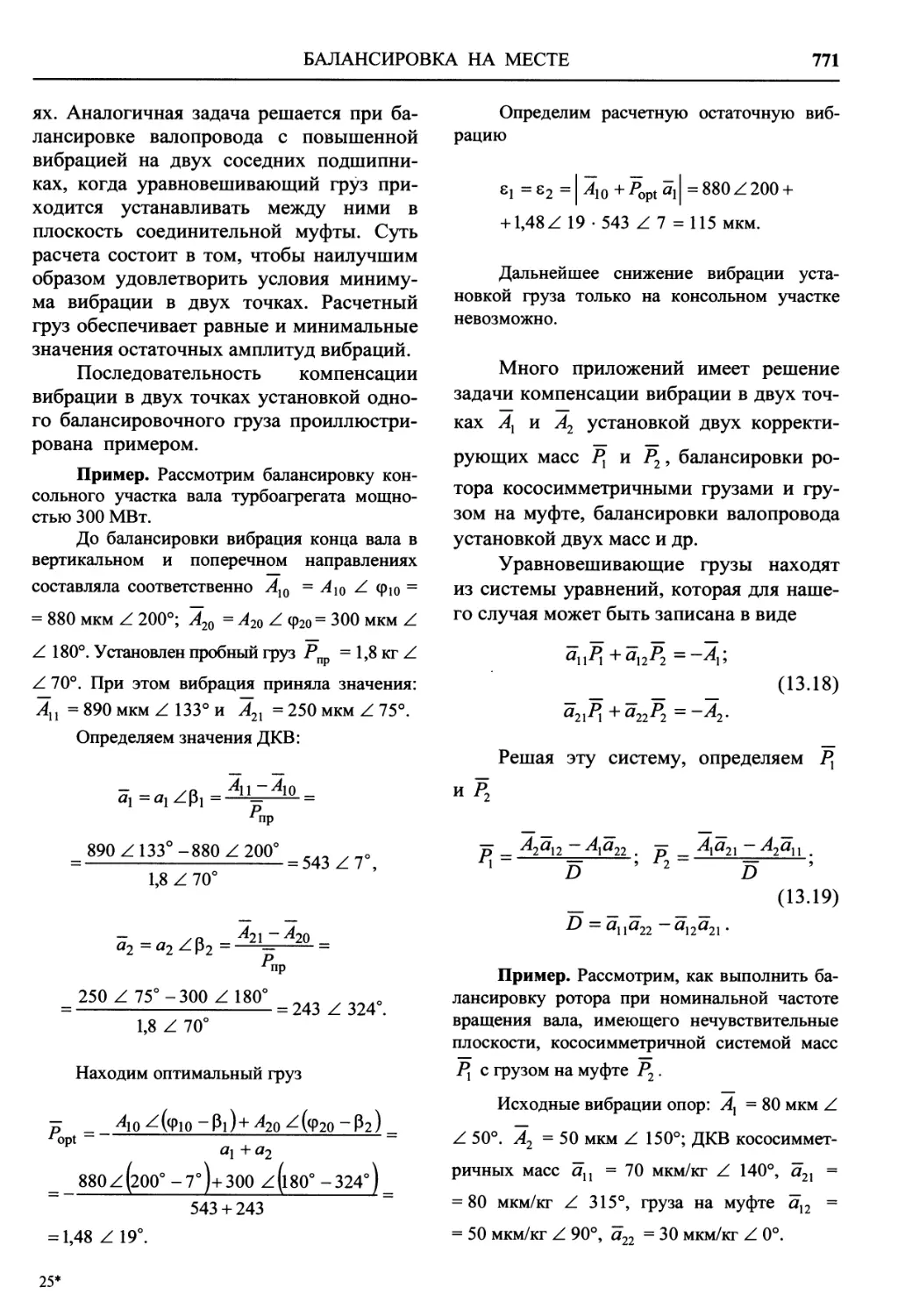
Перечень задач виброакустической
диагностики. Как показывает практика,
диагностика необходима на всех этапах
жизненного цикла машины: от изготовле-
ния и доводки до снятия с эксплуатации и
в ремонтный период, хотя методы и сред-
ства, применяемые на разных этапах, мо-
гут существенным образом различаться
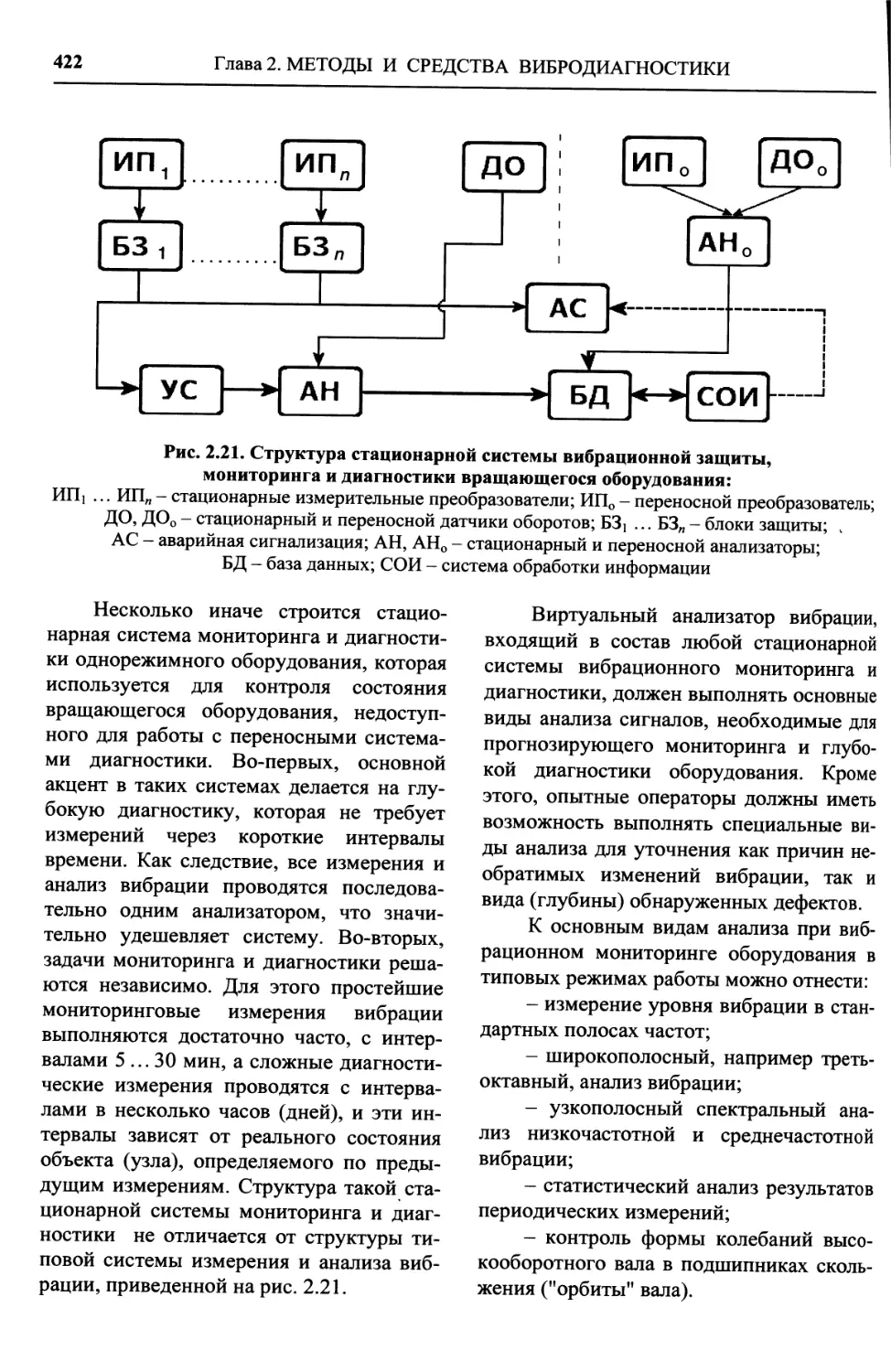
между собой (рис. 1.3).
НАЗНАЧЕНИЕ И СПЕЦИФИКА ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ МАШИН 357
Рис. 1.3. Области применения виброакустической диагностики
на этапах жизненного цикла машинного оборудования
Технология доводки конструкции
при разработке нового образца машины
включает последовательность циклов ре-
сурсных испытаний опытного образца с
целью выявления слабых узлов, установ-
ления причин отказов, доводки конструк-
ции. Виброакустический контроль маши-
ны во время ресурсных испытаний позво-
ляет выявить наиболее виброактивные
узлы, определить резонансные зоны ам-
плитудно-частотных характеристик ма-
шины и связать эти зоны с определенны-
ми узлами. Многоканальная параллельная
диагностика сокращает затраты на конст-
рукторскую доработку изделия.
Применение методов виброакустиче-
ской диагностики, обеспечивающих без-
демонтажный контроль качества изготов-
ления и ремонта машинного оборудова-
ния, упрощает технологии контроля каче-
ства, экономит рабочее время, снижает
стоимость оборудования.
Исключение необоснованных сбо-
рочно-разборочных работ не только уст-
раняет затраты рабочего времени на сам
ремонт и отладку после него, но и предот-
вращает нанесение механизму ущерба,
причиняемого переборками, нарушающи-
ми приработку деталей.
В предремонтный период проведение
диагностических мероприятий позволяет
локализовать неисправность, оценить сте-
пень повреждения, целесообразность и
объем ремонтных работ, остаточный мо-
торесурс неповрежденных узлов, а также
проверить качество проведенного ремонта.
Использование методов виброаку-
стической диагностики в эксплуатацион-
ный период жизни машины обеспечивает
эксплуатацию не по заранее назначенному
ресурсу, а по фактическому техническому
состоянию, что продлевает срок службы,
уменьшает стоимость эксплуатации за
счет экономии рабочего времени, запас-
ных частей и горюче-смазочных материа-
лов.
К перечню задач виброакустической
диагностики относятся не только поиск и
разработка оптимальных методов выделе-
ния компонентов сигнала, несущих ин-
формацию об изменении технического
состояния объекта, не только построение
диагностической модели и оптимальных
алгоритмов диагностирования, но и раз-
работка средств диагностирования, по-
зволяющих с наименьшими затратами
времени и средств реализовать примене-
ние этих методов на практике. Качество
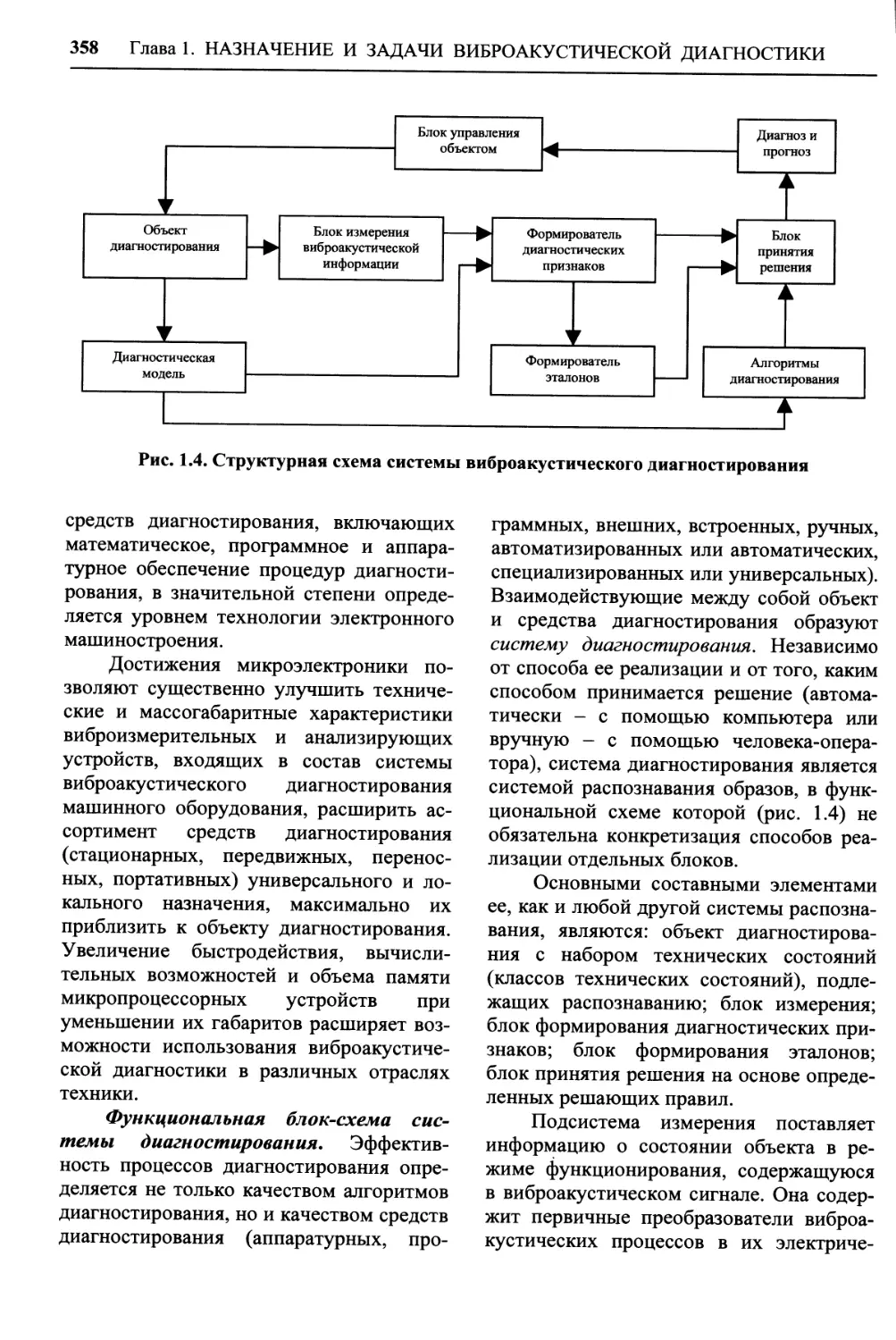
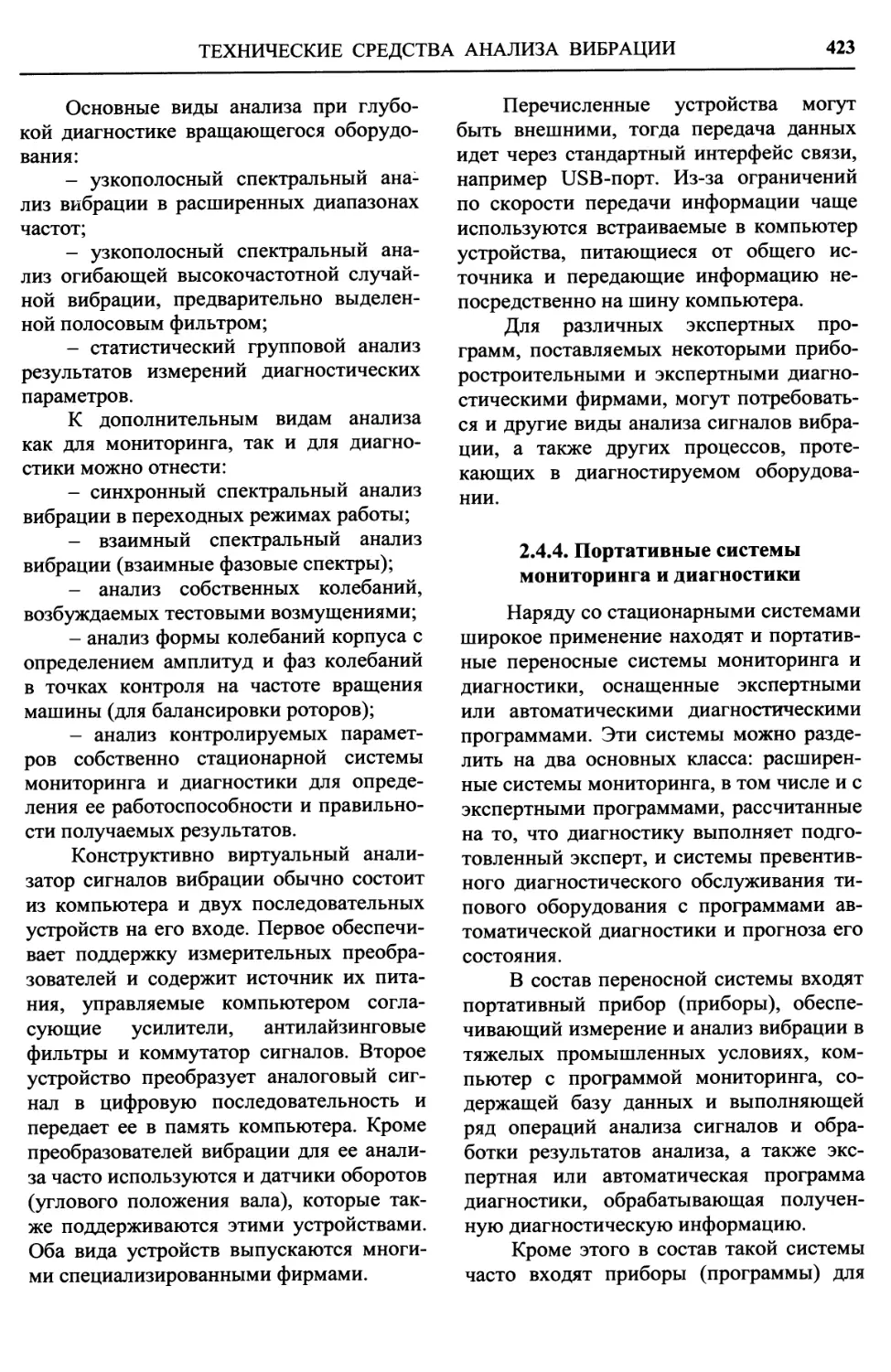
358 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
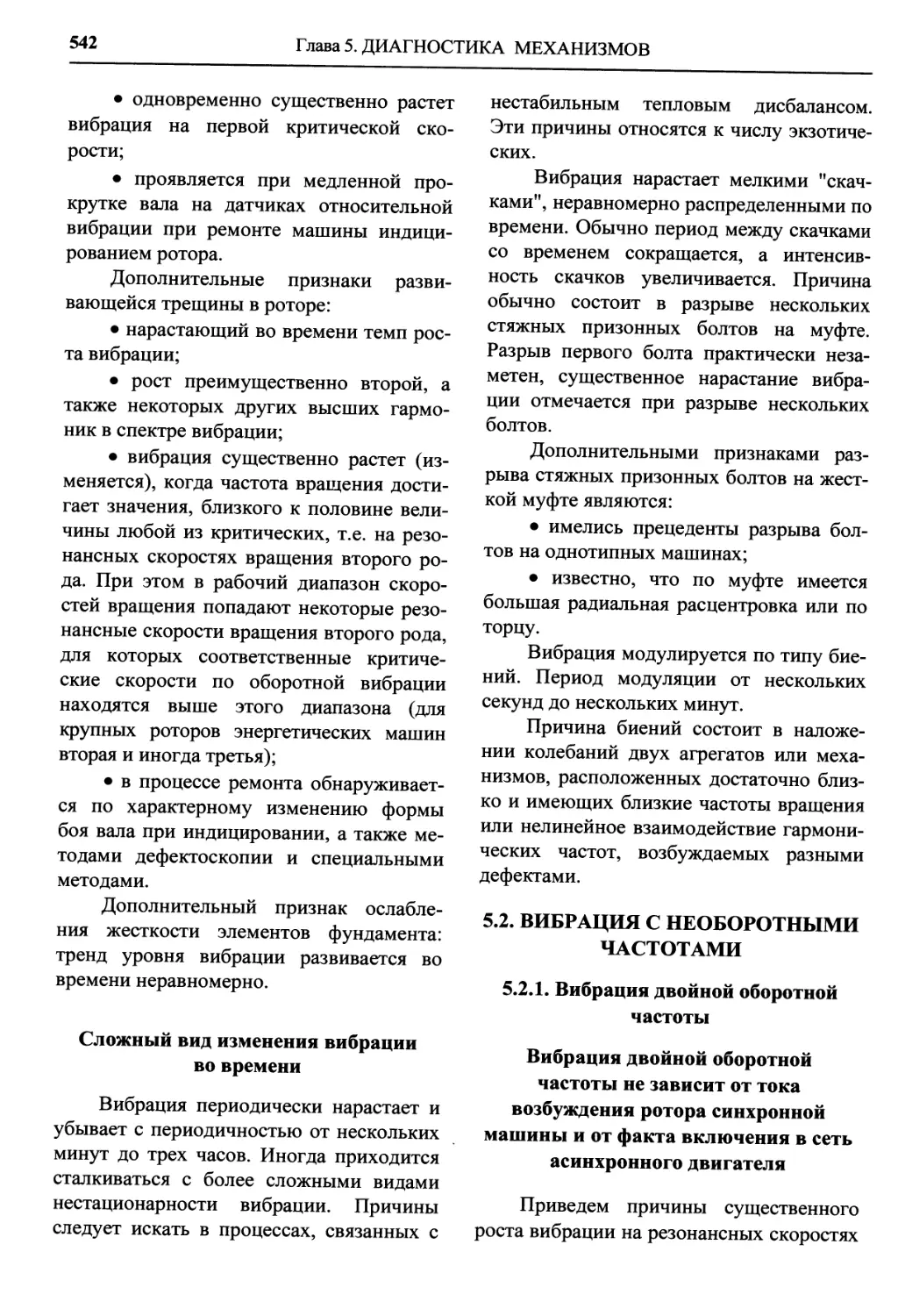
Рис. 1.4. Структурная схема системы виброакустического диагностирования
средств диагностирования, включающих
математическое, программное и аппара-
турное обеспечение процедур диагности-
рования, в значительной степени опреде-
ляется уровнем технологии электронного
машиностроения.
Достижения микроэлектроники по-
зволяют существенно улучшить техниче-
ские и массогабаритные характеристики
виброизмерительных и анализирующих
устройств, входящих в состав системы
виброакустического диагностирования
машинного оборудования, расширить ас-
сортимент средств диагностирования
(стационарных, передвижных, перенос-
ных, портативных) универсального и ло-
кального назначения, максимально их
приблизить к объекту диагностирования.
Увеличение быстродействия, вычисли-
тельных возможностей и объема памяти
микропроцессорных устройств при
уменьшении их габаритов расширяет воз-
можности использования виброакустиче-
ской диагностики в различных отраслях
техники.
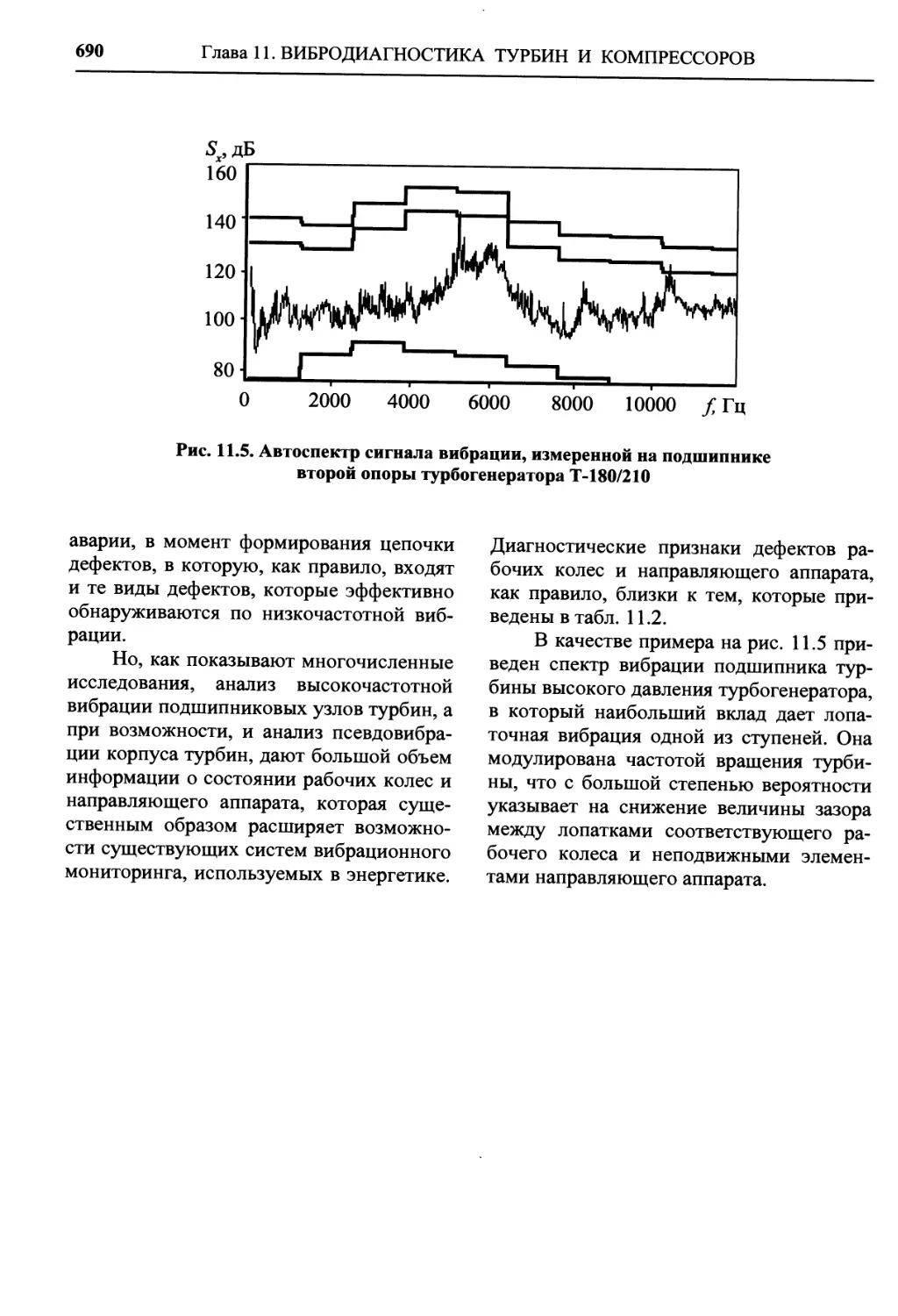
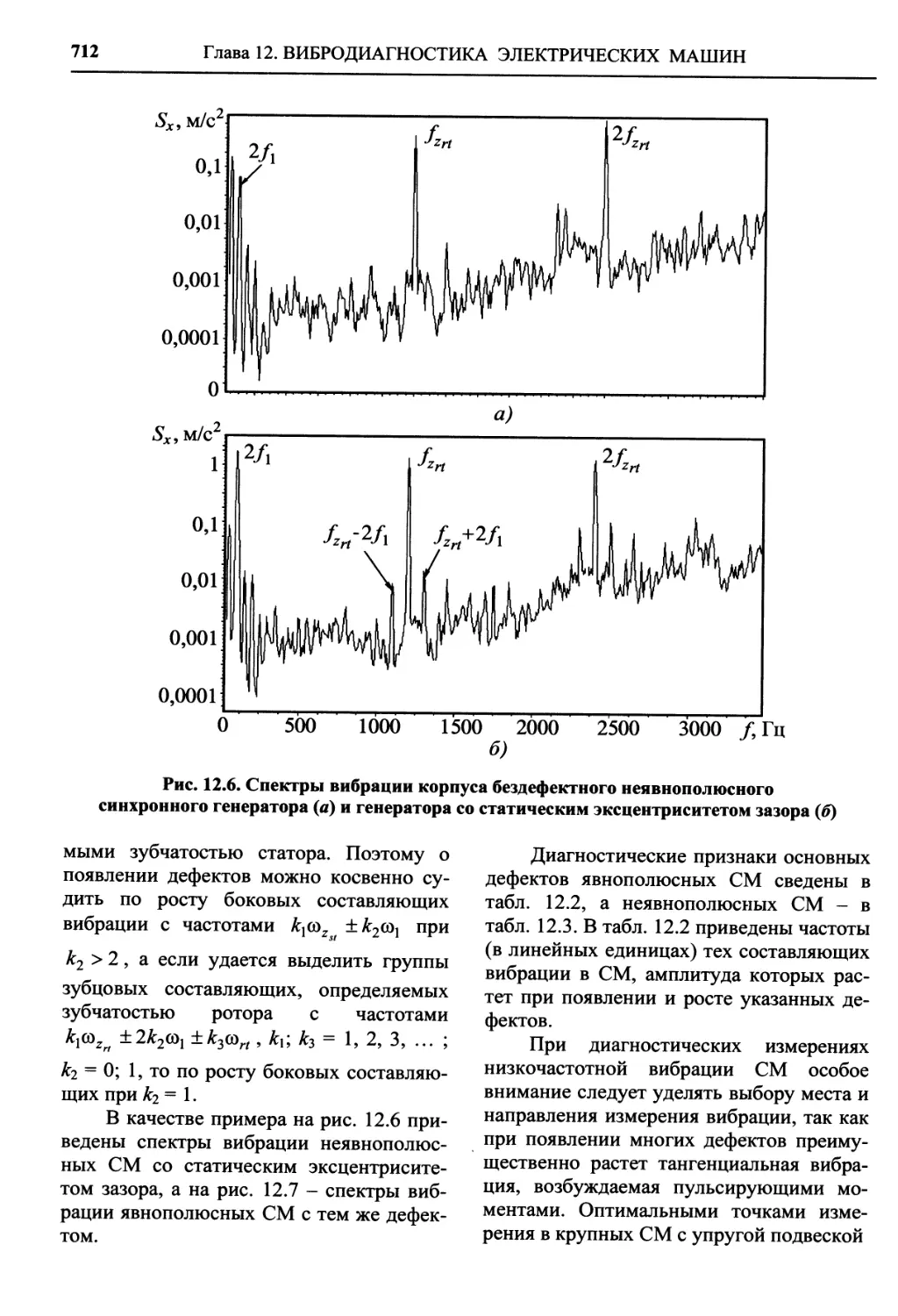
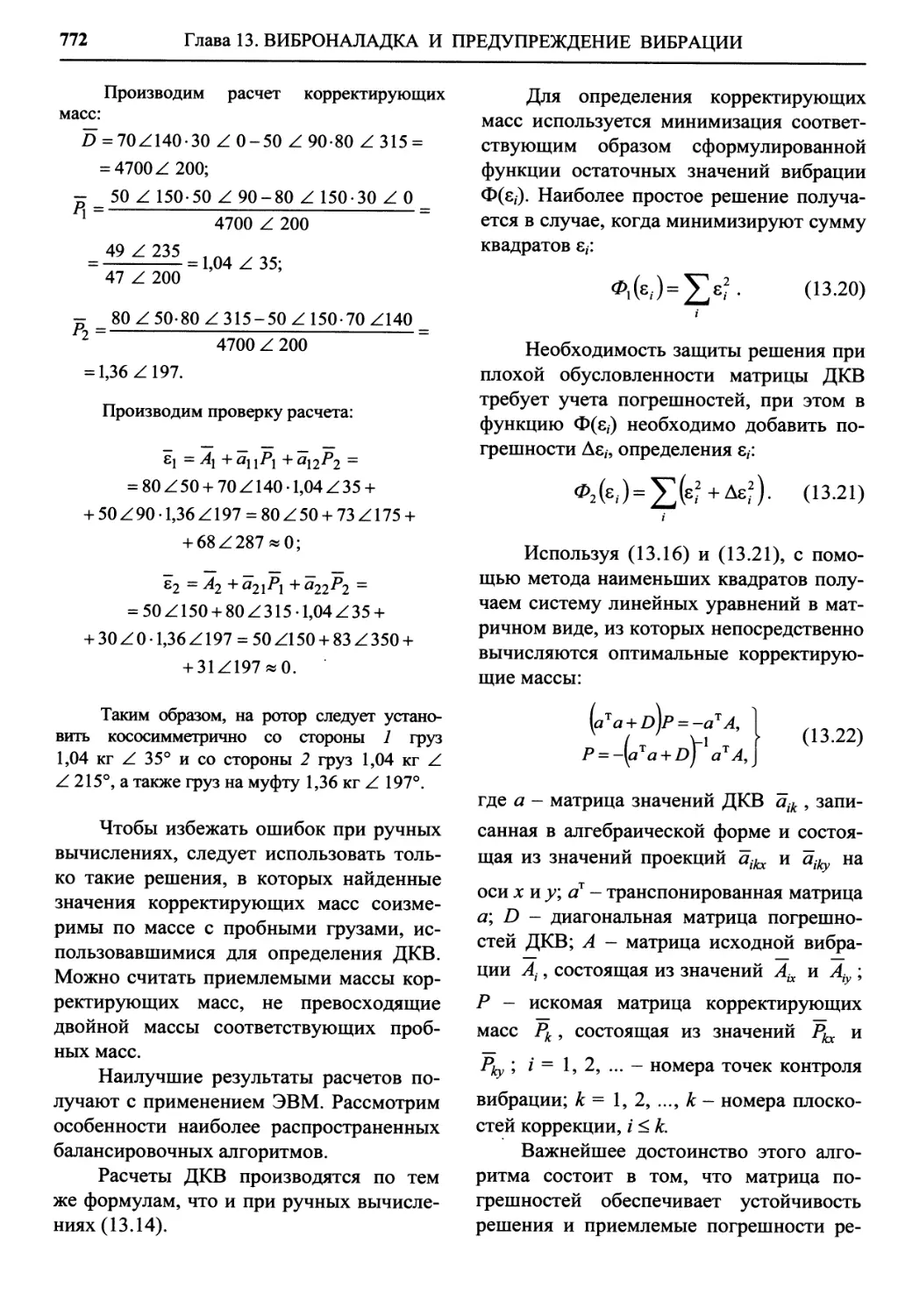
Функциональная блок-схема сис-
темы диагностирования. Эффектив-
ность процессов диагностирования опре-
деляется не только качеством алгоритмов
диагностирования, но и качеством средств
диагностирования (аппаратурных, про-
граммных, внешних, встроенных, ручных,
автоматизированных или автоматических,
специализированных или универсальных).
Взаимодействующие между собой объект
и средства диагностирования образуют
систему диагностирования. Независимо
от способа ее реализации и от того, каким
способом принимается решение (автома-
тически - с помощью компьютера или
вручную - с помощью человека-опера-
тора), система диагностирования является
системой распознавания образов, в функ-
циональной схеме которой (рис. 1.4) не
обязательна конкретизация способов реа-
лизации отдельных блоков.
Основными составными элементами
ее, как и любой другой системы распозна-
вания, являются: объект диагностирова-
ния с набором технических состояний
(классов технических состояний), подле-
жащих распознаванию; блок измерения;
блок формирования диагностических при-
знаков; блок формирования эталонов;
блок принятия решения на основе опреде-
ленных решающих правил.
Подсистема измерения поставляет
информацию о состоянии объекта в ре-
жиме функционирования, содержащуюся
в виброакустическом сигнале. Она содер-
жит первичные преобразователи виброа-
кустических процессов в их электриче-
НАЗНАЧЕНИЕ И СПЕЦИФИКА ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ МАШИН 359
ские эквиваленты, усилители, нормализа-
торы, фильтры.
Блок формирования диагностических
признаков технических состояний меха-
низма или его узлов выполняет функции
преобразователя исходной информации в
соответствии с алгоритмами диагностиро-
вания, разработанными на этапе обучения
системы. Для формирования диагностиче-
ских признаков иногда используют опе-
рацию математического моделирования, в
ряде случаев облегчающую поиск инфор-
мативных компонентов виброакустиче-
ского сигнала.
В процессе обучения для каждого
класса распознаваемых состояний форми-
руют эталоны - определенным образом
усредненные внутри класса значения ди-
агностических признаков и их пороговые
значения, соответствующие предельным
значениям диагностируемых параметров
технического состояния.
Путем сравнения текущих диагно-
стических признаков и эталонных, храня-
щихся в блоке долговременной памяти,
производится операция принятия решения
о принадлежности к тому или иному
классу состояний, т.е. ставится диагноз,
на основании которого осуществляется
операция управления объектом диагно-
стирования. Анализ трендовых характе-
ристик параметров технических состоя-
ний позволяет осуществить прогнозиро-
вание остаточного ресурса и назначить
научно обоснованные сроки текущего или
капитального ремонта машинного обору-
дования.
Технология виброакустического ди-
агностирования объекта во времени скла-
дывается из двух взаимообусловленных
последовательных этапов. На первом эта-
пе - этапе обучения системы диагности-
рования - на основе изучения физических
процессов звукообразования под влияни-
ем возникшего дефекта производится
синтез рабочего словаря виброакустиче-
ских диагностических признаков U = {щ,
..., ип}9 чувствительных к изменению
структурных параметров. В процессе про-
ведения диагностических испытаний объ-
екта устанавливаются пороговые значения
признаков, соответствующие предельным
значениям структурных параметров, соот-
ветствующих моделируемым неисправно-
стям, т.е. формируются классы техниче-
ских состояний объекта в признаковом
пространстве.
На втором этапе решается обратная
задача, т.е. измеряемому в текущий мо-
мент времени вектору диагностических
признаков U = {ui,..., ип} ставится в соот-
ветствие вектор структурных параметров
S = {^1, ..., sm}. Затем одним из методов
распознавания образов определяется при-
надлежность данного вектора к тому или
иному заранее сформированному в про-
странстве диагностических признаков
классу технических состояний, т.е. с опре-
деленной вероятностью оценивается фак-
тическое техническое состояние объекта.
Технология диагностирования пре-
дусматривает взаимодействие объекта с
техническими средствами диагностирова-
ния и оператором. Эффективность этого
взаимодействия высока лишь тогда, когда
объект диагностирования обладает доста-
точной контролепригодностью [53], т.е.
его конструкция приспособлена к прове-
дению диагностирования, построена ди-
агностическая модель объекта, устанавли-
вающая связь между классами техниче-
ских состояний и диагностическими при-
знаками, алгоритмы диагностирования
отвечают требованиям максимальной
экономии ресурсов, а результаты диагно-
стирования отвечают требованиям задан-
ной глубины поиска дефекта, высокой
достоверности диагностирования или
прогнозирования отказов и способствуют
разработке мероприятий по совершенст-
вованию объекта, оптимизации процесса
технического обслуживания, обнаруже-
нию эксплуатационных повреждений на
ранней стадии и предотвращению аварий-
ных ситуаций, полного использования
ресурса.
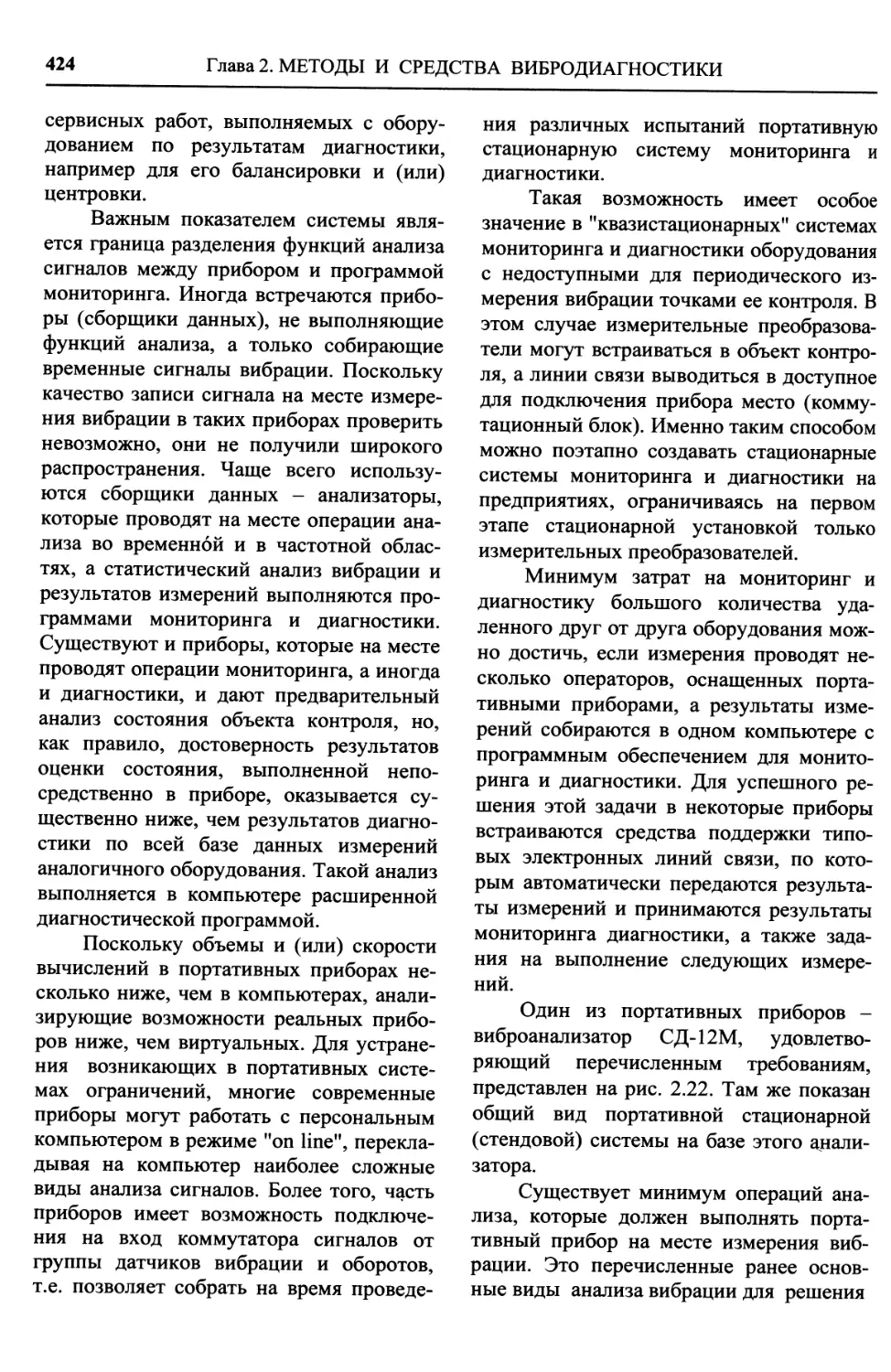
360 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
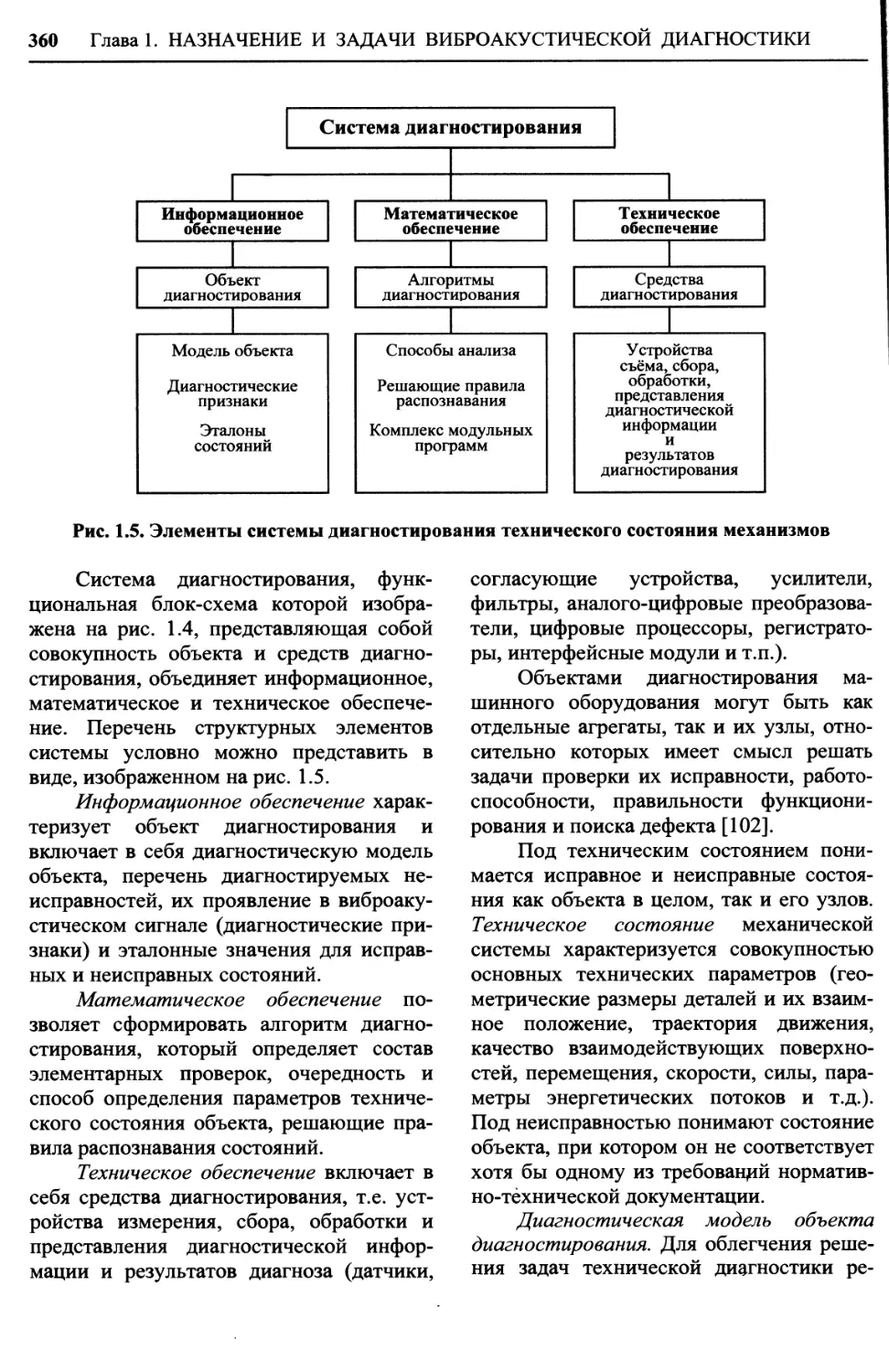
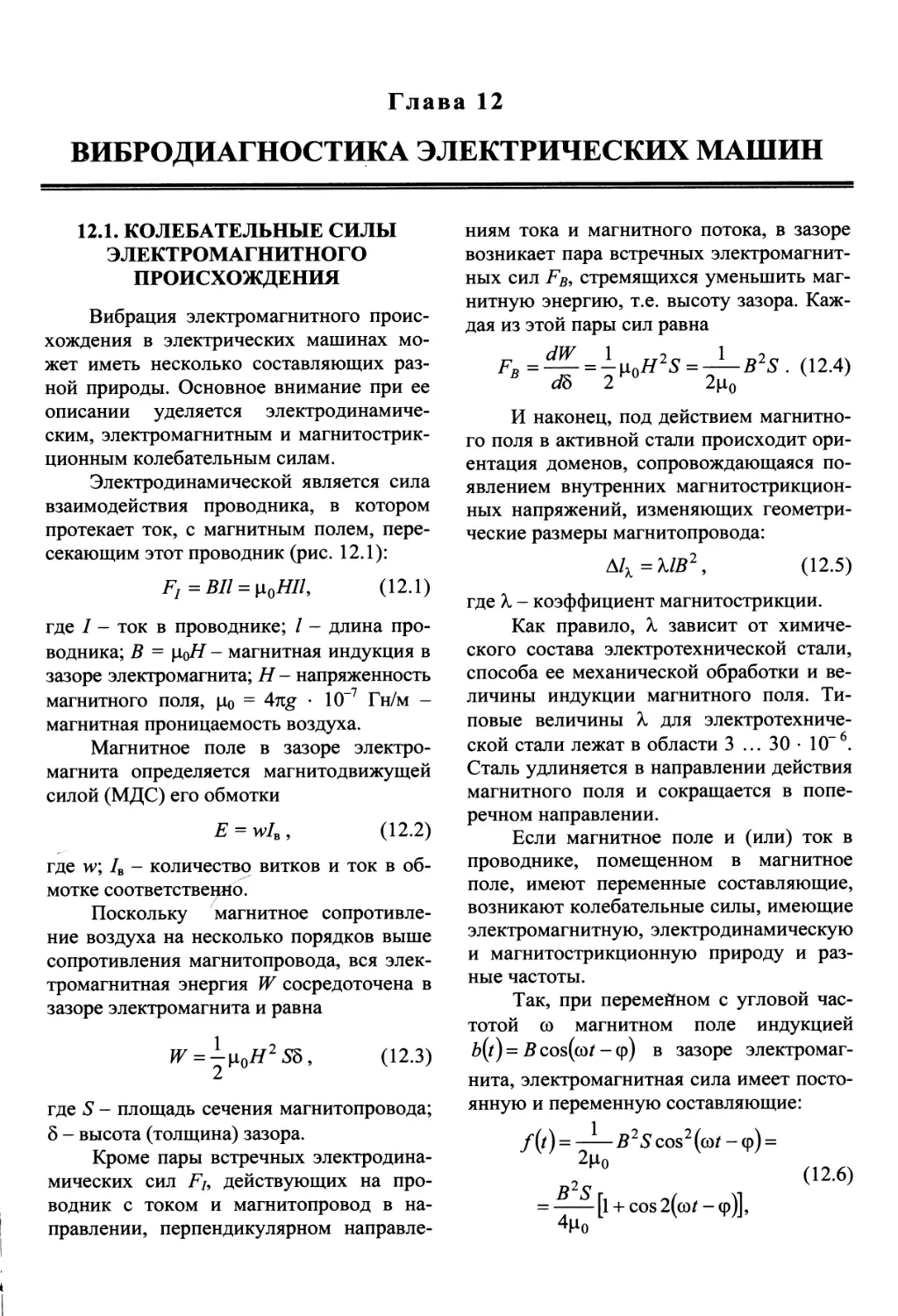
Рис. 1.5. Элементы системы диагностирования технического состояния механизмов
Система диагностирования, функ-
циональная блок-схема которой изобра-
жена на рис. 1.4, представляющая собой
совокупность объекта и средств диагно-
стирования, объединяет информационное,
математическое и техническое обеспече-
ние. Перечень структурных элементов
системы условно можно представить в
виде, изображенном на рис. 1.5.
Информационное обеспечение харак-
теризует объект диагностирования и
включает в себя диагностическую модель
объекта, перечень диагностируемых не-
исправностей, их проявление в виброаку-
стическом сигнале (диагностические при-
знаки) и эталонные значения для исправ-
ных и неисправных состояний.
Математическое обеспечение по-
зволяет сформировать алгоритм диагно-
стирования, который определяет состав
элементарных проверок, очередность и
способ определения параметров техниче-
ского состояния объекта, решающие пра-
вила распознавания состояний.
Техническое обеспечение включает в
себя средства диагностирования, т.е. уст-
ройства измерения, сбора, обработки и
представления диагностической инфор-
мации и результатов диагноза (датчики,
согласующие устройства, усилители,
фильтры, аналого-цифровые преобразова-
тели, цифровые процессоры, регистрато-
ры, интерфейсные модули и т.п.).
Объектами диагностирования ма-
шинного оборудования могут быть как
отдельные агрегаты, так и их узлы, отно-
сительно которых имеет смысл решать
задачи проверки их исправности, работо-
способности, правильности функциони-
рования и поиска дефекта [102].
Под техническим состоянием пони-
мается исправное и неисправные состоя-
ния как объекта в целом, так и его узлов.
Техническое состояние механической
системы характеризуется совокупностью
основных технических параметров (гео-
метрические размеры деталей и их взаим-
ное положение, траектория движения,
качество взаимодействующих поверхно-
стей, перемещения, скорости, силы, пара-
метры энергетических потоков и т.д.).
Под неисправностью понимают состояние
объекта, при котором он не соответствует
хотя бы одному из требований норматив-
но-технической документации.
Диагностическая модель объекта
диагностирования. Для облегчения реше-
ния задач технической диагностики ре-
РАСПОЗНАВАНИЕ ТЕХНИЧЕСКИХ СОСТОЯНИЙ
361
альные объекты заменяют моделями.
Формальное описание (в аналитической,
табличной, векторной, графической или
другой форме) объекта и его поведения в
исправном и неисправном состояниях
составляет диагностическую модель объ-
екта [91]. Модель может быть задана в
явном или неявном виде. Явная модель
представляет собой совокупность фор-
мальных описаний исправного объекта и
всех его дефектов. Неявная модель со-
держит какое-либо одно формальное опи-
сание объекта, чаще всего исправного,
модели его физических неисправностей и
правила получения по этим данным опи-
саний его неисправностей. В виброаку-
стической диагностике в качестве диагно-
стических моделей можно использовать
динамические модели, представленные в
виде алгебраических или дифференциаль-
ных уравнений, функциональные, струк-
турные и др. В любом случае диагности-
ческая модель должна обеспечивать фор-
мулировку разделения множества всех
состояний объекта на подмножества рабо-
тоспособных и неработоспособных со-
стояний, получение критерия оценки сте-
пени работоспособности объекта диагно-
стирования (разделение состояний в под-
множестве работоспособных состояний),
установление признаков возникших неис-
правностей и соответствия между про-
странством состояний и пространством
диагностических признаков и разделение
состояний в подмножестве неработоспо-
собных состояний.
1.3. РАСПОЗНАВАНИЕ
ТЕХНИЧЕСКИХ СОСТОЯНИЙ
В наиболее общем виде постановка
задачи распознавания может быть сфор-
мулирована в следующем виде [37].
Если исходное множество распозна-
ваемых технических состояний подразде-
лено на классы, т.е. составлен алфавит
классов W = {WuWm}9 определен рабо-
чий словарь признаков U = и со-
ставлено описание каждого класса состоя-
ний Wi91 = 1,..., т на языке этих признаков
uj9j = 1,..., п, т.е. составлены функциональ-
ные зависимости вида W = рг{щ9 ..., м„), то
сведения, заключенные в этих зависимо-
стях, представляют собой априорную ин-
формацию системы распознавания. Здесь
Р/(м) - условная плотность распределения
признаков внутри z-ro класса.
Если в результате проведения обу-
чающих экспериментов установлено, что
для распознаваемого состояния признаки
приняли значения: и, = и°, «2 = *4, ...,
ип = и°п, то требуется установить, к како-
му классу относится неизвестное, подле-
жащее распознаванию состояние. Реше-
ние задачи распознавания осуществляется
на основе сопоставления апостериорной
информации с априорным описанием
классов на языке диагностических при-
знаков при помощи алгоритмов распозна-
вания. При этом признаки распознавае-
мых состояний могут быть представлены
как детерминированные, вероятностные,
логические или структурные.
Детерминированные признаки - это
признаки, принимающие конкретные чи-
словые значения, которые могут рассмат-
риваться в качестве координат точки в
признаковом пространстве, соответст-
вующей данному состоянию.
Вероятностные признаки - призна-
ки, случайные значения которых распре-
делены по всем классам состояний. При-
знаки распознаваемых состояний следует
рассматривать как вероятностные и в слу-
чае, если измерение их числовых значе-
ний проводится с ошибками.
Логические признаки можно рассмат-
ривать как элементарные высказывания,
принимающие два значения истинности
(”да”, ’’нет”, или ’’истина", "ложь”), с пол-
ной определенностью. К логическим при-
знакам относятся признаки, не имеющие
количественного выражения. Они пред-
ставляют собой суждения качественного
характера типа наличия или отсутствия
некоторых свойств или некоторых эле-
ментов у распознаваемых объектов или
явлений. К логическим можно отнести
также признаки, у которых важна не ве-
362 Глава!. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
личина признака, а лишь факт попадания
или непопадания ее в заданный интервал.
Структурные (лингвистические, син-
таксические) признаки представляют со-
бой непроизводные элементы (символы)
структуры распознаваемого явления. Ина-
че эти элементы (константы) называют
терминалами. Каждое распознаваемое
состояние может рассматриваться как
цепочка терминалов или как предложе-
ние. Если предложение, описывающее
распознаваемое состояние, относится к
языку данного класса, то это состояние и
принимается принадлежащим к такому
классу.
Алгоритмы распознавания осно-
вываются на сравнении той или иной ме-
ры близости или меры сходства распозна-
ваемого состояния с каждым классом.
При этом, если выбранная мера близости L
признаков U данного состояния w с при-
знаками какого-либо класса Wg, g = 1, ..., т
превышает меру близости с признаками дру-
гих классов, то принимается решение о при-
надлежности этого состояния классу Wg.
Меры близости. В алгоритмах, ба-
зирующихся на использовании детерми-
нированных признаков, для распознава-
ния используют метрические меры близо-
сти или сходства. Вообще выбор метрики
произволен, необходимо лишь, чтобы она
удовлетворяла обычным аксиомам рас-
стояний:
d(a, b) = d(b, a); d(a, с) < d(a, b) + d(b, с);
d(b,c)>0; d(a,b) = 0
тогда и только тогда, когда а = Ь.
Если две точки в признаковом про-
странстве заданы векторами = {«л, ... ,
uin} и Uj = {Uj\, ..., ujn}, то расстояние dt]
между ними можно определить с помо-
щью одного из общеупотребительных
показателей расстояния (метрики), приве-
денных ниже:
расстояние по Хэммингу
п
dy ~ ’ 0*6)
k=\
Евклидово расстояние
квадрат расстояния
п
<L8)
k=l
обобщенное расстояние
Когда класс характеризуется переч-
нем входящих в него элементов, построе-
ние системы распознавания образов мо-
жет быть основано на принципе принад-
лежности к такому перечню. При этом
реализация процесса автоматического
распознавания осуществляется посредст-
вом сравнения с эталоном каждого класса,
хранящимся в памяти системы. Под эта-
лоном понимается некий усредненный
образ класса. При наличии обучающей
выборки из I членов класса состояний с
диагнозом Wi в качестве эталонного век-
тора признаков данного диагноза (центра
кластера) можно принять вектор
г;. =Ц<0) = >.
/ k=\ 1 k=\ 1
(1.10)
Выражение (1.10) определяет эталон
как центр тяжести области диагноза [15].
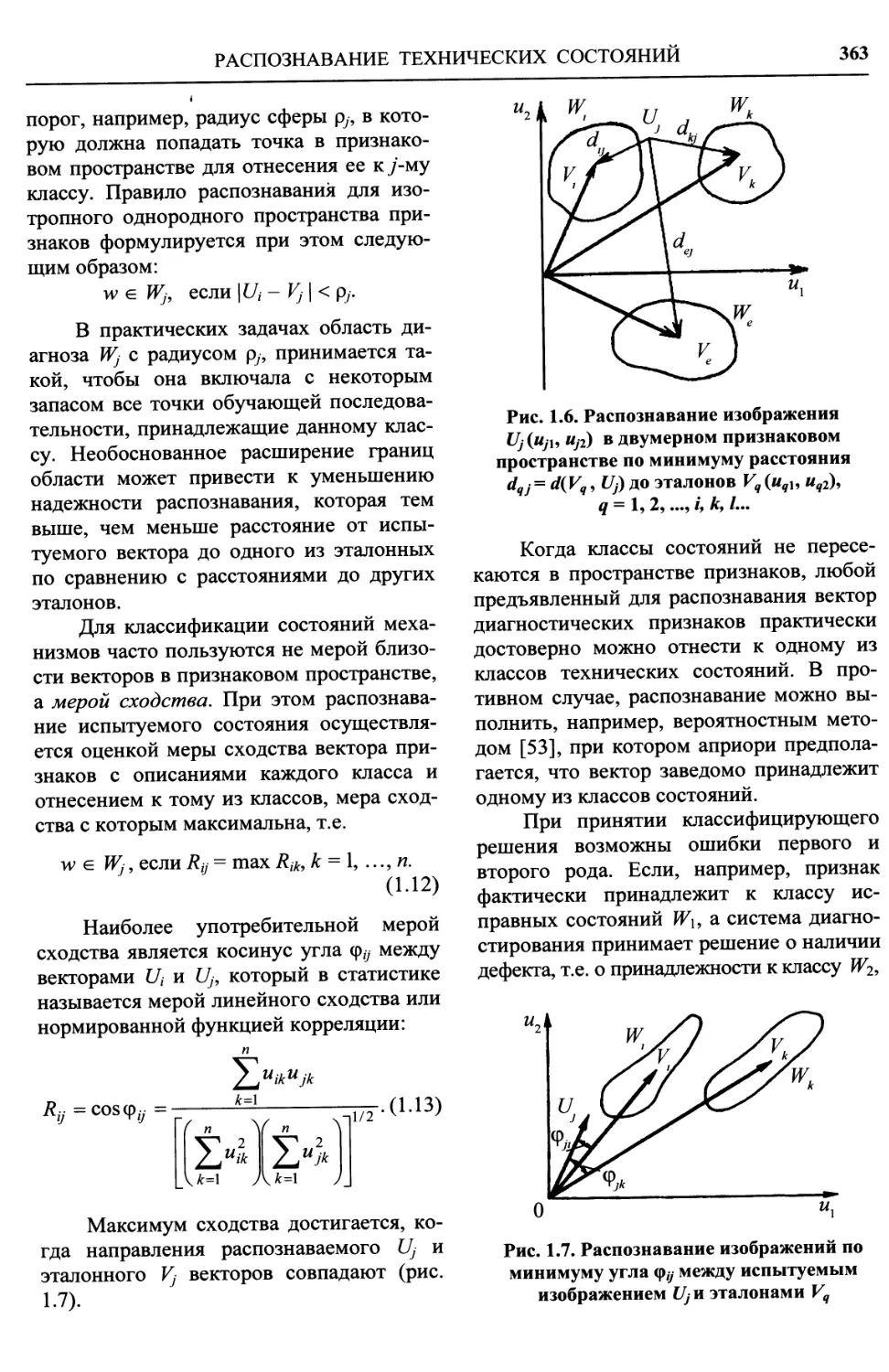
Распознавание состояния, заданного век-
тором Ui, осуществляется оценкой рас-
стояний до каждого из эталонов Vj (рис.
1.6) и отнесением к соответствующему
классу состояний W) в соответствии с пра-
вилом:
w е Wj, если dy = min dik, k = 1,... ,m.
' (111)
Для уменьшения вероятности ошиб-
ки распознавания вводится некоторый
РАСПОЗНАВАНИЕ ТЕХНИЧЕСКИХ СОСТОЯНИЙ
363
порог, например, радиус сферы р7, в кото-
рую должна попадать точка в признако-
вом пространстве для отнесения ее к /-му
классу. Правило распознавания для изо-
тропного однородного пространства при-
знаков формулируется при этом следую-
щим образом:
w g Wj, если \Ui - Vj | < р7.
В практических задачах область ди-
агноза Wj с радиусом р7, принимается та-
кой, чтобы она включала с некоторым
запасом все точки обучающей последова-
тельности, принадлежащие данному клас-
су. Необоснованное расширение границ
области может привести к уменьшению
надежности распознавания, которая тем
выше, чем меньше расстояние от испы-
туемого вектора до одного из эталонных
по сравнению с расстояниями до других
эталонов.
Для классификации состояний меха-
низмов часто пользуются не мерой близо-
сти векторов в признаковом пространстве,
а мерой сходства. При этом распознава-
ние испытуемого состояния осуществля-
ется оценкой меры сходства вектора при-
знаков с описаниями каждого класса и
отнесением к тому из классов, мера сход-
ства с которым максимальна, т.е.
w g Wj, если Ry = max Rik, k = l9
(1.12)
Наиболее употребительной мерой
сходства является косинус угла <pZ7 между
векторами Ui и Ц, который в статистике
называется мерой линейного сходства или
нормированной функцией корреляции:
Rijcos (pz>
\ ik
к=\
п п
IX IX*
\А:=1 Д&=1 7
(1.13)
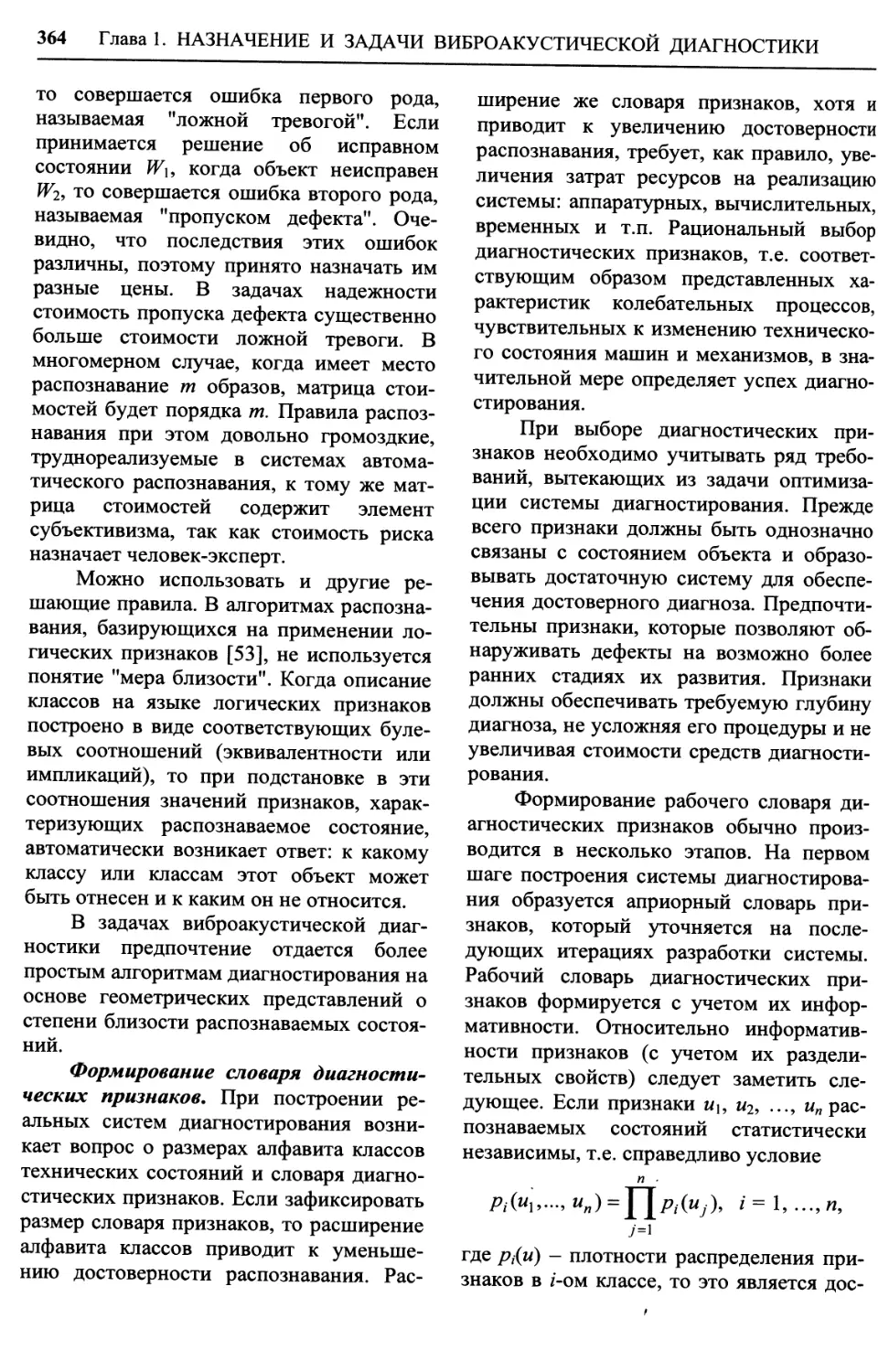
Максимум сходства достигается, ко-
гда направления распознаваемого Ц и
эталонного Vj векторов совпадают (рис.
1.7).
Рис. 1.6. Распознавание изображения
tty) в двумерном признаковом
пространстве по минимуму расстояния
dqj=d(Vq, Uj) до эталонов Vq(uqi, uq2\
q = 1, 2,..., z, к,1...
Когда классы состояний не пересе-
каются в пространстве признаков, любой
предъявленный для распознавания вектор
диагностических признаков практически
достоверно можно отнести к одному из
классов технических состояний. В про-
тивном случае, распознавание можно вы-
полнить, например, вероятностным мето-
дом [53], при котором априори предпола-
гается, что вектор заведомо принадлежит
одному из классов состояний.
При принятии классифицирующего
решения возможны ошибки первого и
второго рода. Если, например, признак
фактически принадлежит к классу ис-
правных состояний Wi, а система диагно-
стирования принимает решение о наличии
дефекта, т.е. о принадлежности к классу W2>
Рис. 1.7. Распознавание изображений по
минимуму угла <р,7 между испытуемым
изображением Uj и эталонами Vq
364 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
то совершается ошибка первого рода,
называемая "ложной тревогой". Если
принимается решение об исправном
состоянии W\9 когда объект неисправен
Wi, то совершается ошибка второго рода,
называемая "пропуском дефекта". Оче-
видно, что последствия этих ошибок
различны, поэтому принято назначать им
разные цены. В задачах надежности
стоимость пропуска дефекта существенно
больше стоимости ложной тревоги. В
многомерном случае, когда имеет место
распознавание т образов, матрица стои-
мостей будет порядка т. Правила распоз-
навания при этом довольно громоздкие,
труднореализуемые в системах автома-
тического распознавания, к тому же мат-
рица стоимостей содержит элемент
субъективизма, так как стоимость риска
назначает человек-эксперт.
Можно использовать и другие ре-
шающие правила. В алгоритмах распозна-
вания, базирующихся на применении ло-
гических признаков [53], не используется
понятие "мера близости". Когда описание
классов на языке логических признаков
построено в виде соответствующих буле-
вых соотношений (эквивалентности или
импликаций), то при подстановке в эти
соотношения значений признаков, харак-
теризующих распознаваемое состояние,
автоматически возникает ответ: к какому
классу или классам этот объект может
быть отнесен и к каким он не относится.
В задачах виброакустической диаг-
ностики предпочтение отдается более
простым алгоритмам диагностирования на
основе геометрических представлений о
степени близости распознаваемых состоя-
ний.
Формирование словаря диагности-
ческих признаков. При построении ре-
альных систем диагностирования возни-
кает вопрос о размерах алфавита классов
технических состояний и словаря диагно-
стических признаков. Если зафиксировать
размер словаря признаков, то расширение
алфавита классов приводит к уменьше-
нию достоверности распознавания. Рас-
ширение же словаря признаков, хотя и
приводит к увеличению достоверности
распознавания, требует, как правило, уве-
личения затрат ресурсов на реализацию
системы: аппаратурных, вычислительных,
временных и т.п. Рациональный выбор
диагностических признаков, т.е. соответ-
ствующим образом представленных ха-
рактеристик колебательных процессов,
чувствительных к изменению техническо-
го состояния машин и механизмов, в зна-
чительной мере определяет успех диагно-
стирования.
При выборе диагностических при-
знаков необходимо учитывать ряд требо-
ваний, вытекающих из задачи оптимиза-
ции системы диагностирования. Прежде
всего признаки должны быть однозначно
связаны с состоянием объекта и образо-
вывать достаточную систему для обеспе-
чения достоверного диагноза. Предпочти-
тельны признаки, которые позволяют об-
наруживать дефекты на возможно более
ранних стадиях их развития. Признаки
должны обеспечивать требуемую глубину
диагноза, не усложняя его процедуры и не
увеличивая стоимости средств диагности-
рования.
Формирование рабочего словаря ди-
агностических признаков обычно произ-
водится в несколько этапов. На первом
шаге построения системы диагностирова-
ния образуется априорный словарь при-
знаков, который уточняется на после-
дующих итерациях разработки системы.
Рабочий словарь диагностических при-
знаков формируется с учетом их инфор-
мативности. Относительно информатив-
ности признаков (с учетом их раздели-
тельных свойств) следует заметить сле-
дующее. Если признаки м2, •••, ип рас-
познаваемых состояний статистически
независимы, т.е. справедливо условие
п
Pi(u},..., «„) = []/>,(«/)- * = •••>«,
7=1
где pfa) - плотности распределения при-
знаков в /-ом классе, то это является дос-
РАСПОЗНАВАНИЕ ТЕХНИЧЕСКИХ СОСТОЯНИЙ
365
таточным условием равенства безуслов-
ной и условной информативности призна-
ков или, что равносильно, достаточным
условием аддитивности информации:
и
= <114>
7=1
где J(uj) - количество информации, со-
держащейся в j-om признаке. Если диаг-
ностирование состояния машины рас-
сматривать как процесс получения ин-
формации, необходимой для уменьшения
неопределенности ее состояния, то в каче-
стве меры неопределенности принимается
энтропия [117, 130]
т
H = -^Piiog2Pi,
1=1
как в результате погрешностей измерения,
так и в результате разброса параметров
состояний, принадлежащих одному клас-
су. Наиболее информативными являются
такие характеристики виброакустического
сигнала, которые мало меняются от экс-
перимента к эксперименту при задании
одних и тех же параметров технического
состояния, т.е. имеют наименьшую дис-
персию при условии, что средние значе-
ния этих признаков для разных дефектных
состояний достаточно отличаются друг от
друга, иначе говоря, дисперсия по всей
совокупности состояний велика. Для вы-
деления признаков, обладающих мини-
мальной дисперсией, строится корреляци-
онная матрица признаков:
где pi - априорная вероятность состояния
(1.16)
т
объекта pt =1
т - число состояний
объекта. При pt> = 1 Н = 0, т.е. никакой
неопределенности в состоянии машины
нет. Если р\ = pi =...= рт =1/т, то
Н = log2fli, что соответствует максималь-
ному значению неопределенности.
Количество информации о состоянии
машины, содержащееся в признаке,
можно определить как разность началь-
ной и остаточной неопределенности после
измерения признака :
J = HQ(uj) -Н(и^, (1.15)
где Hq(Uj) - энтропия состояния по/-ому
признаку до проведения диагностирова-
ния; H(Uj) - энтропия состояния по тому
же признаку после проведения диагности-
рования. Очевидно, что наиболее полез-
ными признаками являются те, которые
инвариантны (нечувствительны) к изме-
нениям внутри класса и резко меняются
при переходе от одного класса состояний
к другому.
Каждый их признаков, характери-
зующих состояние машины, при измере-
нии может получать случайные значения
в которой степень коррелированное™
признаков оценивается по формуле
q
(ии - Мщ )(ил - Ми j)
Ку =-^--------------------, (1.17)
9-1
где Mui и Ми} - оценки математических
ожиданий признаков wz и ; q - число
повторных экспериментов. Если признаки
независимы, т.е. Ку = = 0, и их кор-
реляционная матрица диагональна, легко
можно установить, какие признаки обла-
дают минимальной дисперсией и, следо-
вательно, большей информативностью.
В виброакустической диагностике
часто прибегают к выбору таких призна-
ков, каждый из которых характеризует
определенную неисправность или дефект,
так называемые ’’характерные” признаки,
а минимизация описания объекта произ-
водится исходя из физических соображе-
ний.
Одним из основных требований к ди-
агностическому признаку является высо-
кая чувствительность, т.е. большая отно-
сительная скорость его изменения ди!дг
366 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
при изменении параметра технического
состояния от нормального Wn до дефект-
ного Wa:
J | Wj ин |/wH . (1.18)
Не менее важным свойством диагно-
стического признака является монотон-
ность его изменения при развитии дефек-
та, т.е. отсутствие экстремума ди/дг в диа-
пазоне изменения параметра технического
состояния.
Выбор информативных признаков
обусловлен характером звукообразования
при появлении неисправности и связан со
структурой сигнала. Именно поэтому
важнейшая роль отводится модели фор-
мирования и изменения виброакустиче-
ского сигнала при появлении и развитии
дефекта.
Больше других разработаны детер-
минированные модели, в которых колеба-
тельные процессы представляются перио-
дическими функциями, связанными с
вращением или периодическим соударе-
нием элементов механизма. Информатив-
ными признаками здесь являются ампли-
туда, продолжительность и момент появ-
ления импульса, а также амплитуда, час-
тота и фаза гармонического сигнала. Мо-
дели с детерминированными сигналами
оправдали себя и дают хорошие результа-
ты в случае диагностирования сравни-
тельно низкооборотных машин и с малым
количеством источников возбуждения
колебаний.
Намного сложнее обнаружить заро-
ждающийся дефект высокооборотного
механизма с большим числом взаимосвя-
занных источников возбуждения. Вибро-
акустические сигналы в таких объектах,
как правило, являются случайными про-
цессами, а диагностическими признаками
служат довольно сложные характеристики
сигналов (спектры, корреляционные
функции, кепстры, моментные характери-
стики законов распределения вероятно-,
стей и др.).
Если независимые дефекты вызы-
вают независимые воздействия g^, Sj) на
разных частотах fh то в силу принципа
суперпозиции реакция линейной системы
в частотной области на воздействие де-
фектов проявляется в спектре колебаний
на частотах, характерных для каждого
дефекта. Система функциональной зави-
симости вида Si = ..., ujm), / = 1, ..., m;
j' = 1, ..., n распадается в этом случае на
независимые соотношения вида sf = Fz(m7),
п = т. Следует отметить, что при одно-
временном воздействии нескольких де-
фектов, вызывающих изменение амплиту-
ды колебаний механизма на одной и той
же частоте, данная модель непригодна.
Для того чтобы по спектру вибрации раз-
личить дефекты, вызывающие коррелиро-
ванные воздействия на механизм, следует
обратиться к анализу не непосредствен-
ных проявлений дефекта на частоте его
воздействия, а к сопутствующим явлени-
ям, проявляющимся в других диапазонах
частот и на других частотах вследствие
изменений структуры сигнала (вызван-
ных, например, амплитудной модуляци-
ей), или воспользоваться регрессионной
моделью.
В общем случае результаты диагно-
стических испытаний объекта можно
представить в виде матрицы данных, в
каждой строке которой приведен набор
признаков uif9 описывающих один из т
классов состояний объекта,
и= М11 w12 М21 м22 • и\т .. и2п • (1-19)
^т2 итп_
При этом произвольный набор диаг-
ностических признаков не всегда является
оптимальным, позволяющим разделить
классы состояний машины.
Известно, однако, что наиболее
удобной формой представления диагно-
стической информации является диаго-
нальная матрица
РАСПОЗНАВАНИЕ ТЕХНИЧЕСКИХ СОСТОЯНИЙ
367
ип 0 ... О
О «22 ••• О
. о о ... ипп
(1-20)
в которой число признаков равно числу
диагностируемых классов состояний
(п = т), а каждому состоянию поставлен в
соответствие ’’характерный” диагностиче-
ский признак.
При диагностировании реальных
машин матрицу вида (1.20) построить
практически невозможно. Во-первых,
чрезвычайно сложно найти одномерный
признак, чувствительный лишь к одному
из дефектов. Во-вторых, одномерный при-
знак, как правило, неадекватно описывает
поведение сложной механической систе-
мы, особенно в низкочастотном диапазо-
не. В данной ситуации для разделения
классов состояний и идентификации не-
исправностей объекта диагностирования
можно обратиться к построению много-
мерной диагностической модели на осно-
ве групповых признаков в ортогональном
базисе. Более приемлемой является сле-
дующая форма представления информа-
ции [37, 120]:
(ип,и12,...,и11с1) (0,0,...,0) ... (о,о,...,о)
(о,о,...,о) (м21’м22>—’М2Л2) •" (0,0,... ,о)
(о,о,...,о) (0Д....0) ...
(1-21)
где каждому виду неисправности постав-
лена в соответствие совокупность харак-
терных признаков ^zl,«z-2, •••> uik )> причем
необязательно одинаковой размерности,
т.е. kt Ф к. Сформированные таким обра-
зом векторы диагностических признаков
различных неисправностей оказываются
взаимно ортогональными векторами.
Одним из этапов процедуры диагно-
стирования в данном случае является по-
иск информативных диагностических
признаков на основе физической модели
звукообразования, соответствующей каж-
дому виду неисправности, затем миними-
зация числа признаков и выделение ком-
пактных множеств существенных, наибо-
лее информативных признаков каждого
класса и инвариантных к мешающим фак-
торам, объединенных в независимые
группы.
Представление диагностических при-
знаков в ортогональных базисах сущест-
венно упрощает процедуру диагностиро-
вания эксплуатационных дефектов. Оцен-
ку изменения z-ro структурного параметра
машины можно осуществлять, например,
по изменению метрики вектора признаков
сформированного для z-й неисправ-
ности, не заботясь о поведении диагно-
стических признаков других дефектов.
Особенно просто эта процедура реализу-
ется в том случае, когда в качестве носи-
телей диагностической информации ис-
пользуются характеристики демодулиро-
ванных виброакустических процессов в
зонах вынужденных и собственных частот
слабых узлов машины, лимитирующих ее
ресурс [27, 120]. При зарождении или раз-
витии локальных повреждений контакти-
рующих поверхностей типа выкрашива-
ния или задира одного из узлов машины в
спектре виброакустического сигнала в
окрестности вынужденной частоты kfz
дефектного узла появляются или усили-
ваются комбинационные частоты kfz+ Ifd
(/ = 1, 2, ...), где fd - характерная частота
попадания дефекта в зону контакта. Фор-
мирование вектора диагностических при-
знаков производится путем выделения из
спектра амплитудной или фазовой оги-
бающих частотных составляющих, крат-
368 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
ных частоте попадания дефекта в зону
контакта, для чего необходимо примене-
ние операции синхронной гребенчатой
фильтрации сигнала огибающей. Таким
образом реализуется адаптация признако-
вого пространства к дефекту. Наличие
совокупностей таких характерных диаг-
ностических признаков позволяет постро-
ить диагностическую модель, распадаю-
щуюся на т независимых элементов (по
числу диагностируемых неисправностей).
При формировании характерных ди-
агностических признаков принимают во
внимание физические процессы возбуж-
дения колебаний под действием неис-
правностей, направления действующих
сил и их частотный состав, функции связи
с другими агрегатами. Для полноты опи-
сания колебательных процессов и харак-
тера их распространения по машинным
конструкциям измерение колебательных
процессов в машинах целесообразно про-
изводить специальными датчиками, уста-
новленными в непосредственной близости
от источников возбуждения колебаний.
Например, в машинах роторного типа для
оценки траектории прецессии вала в под-
шипнике скольжения и контроля положе-
ния центра вала целесообразно восполь-
зоваться информацией, полученной с по-
мощью пары вихретоковых датчиков, ус-
тановленных на каждом подшипнике. При
оценке технического состояния подшип-
ников качения или зубчатых пар в редук-
торе измерение можно производить трех-
компонентными вибродатчиками (или
тремя датчиками, ориентированными в
вертикальном, горизонтальном и осевом
направлениях), установленными на под-
шипниковых опорах. Однако для диагно-
стических целей можно использовать не
все данные измерений, а лишь основную
информацию с датчиков в направлении
действующих сил. Так например, при ди-
агностировании прямозубой зубчатой пе-
редачи наиболее информативным будет
направление измерения по линии зацеп-
ления. При диагностировании косозубой
передачи необходимо также учитывать
возбуждение колебаний в осевом направ-
лении. Для диагностики состояния опор-
ных подшипников качения направление
измерения должно быть радиальным, а
для диагностики упорных подшипников
необходимо также учитывать характери-
стики осевой вибрации.
Для формирования независимых ди-
агностических признаков состояния кон-
тактирующих поверхностей или взаимо-
действующих с рабочей средой элементов
машины чрезвычайно полезной является
информация, полученная при анализе де-
модулированных узкополосных виброа-
кустических процессов в зоне высокочас-
тотных резонансов за пределами основ-
ных частот вынужденных колебаний.
1.4. ДЕФЕКТЫ ИЗГОТОВЛЕНИЯ И
СБОРКИ МАШИН
Значительная интенсивность отказов
изделий машиностроения в начальный
период эксплуатации обусловлена, глав-
ным образом, проявлением скрытых де-
фектов производства. Дальнейшее умень-
шение количества дефектных изделий
может быть достигнуто за счет:
• введения сплошного контроля
определяющих параметров изделий в ус-
ловиях, обеспечивающих более раннее
проявление этих дефектов;
• введения входного контроля ком-
плектующих элементов с использованием
различных методов неразрушающего кон-
троля.
Основными причинами образования
дефектов в процессе производства могут
быть:
• плохое качество исходных мате-
риалов;
• нарушения технологических про-
цессов производства;
• нарушения технологии сбороч-
ных операций;
• использование некачественных
комплектующих изделий.
ДЕФЕКТЫ ИЗГОТОВЛЕНИЯ И СБОРКИ МАШИН
369
Все эти причины представляют со-
бой отклонение от установленных норм, а
в процессе эксплуатации, особенно ее на-
чального этапа, отказы возникают, в том
числе, из-за наличия скрытых дефектов в
изделиях, которые провоцируют ускорен-
ное развитие эксплуатационных повреж-
дений.
При недостаточной надежности ма-
шинного оборудования первоочередной
становится задача установления причин
нарушения работоспособности оборудо-
вания, т.е., в первую очередь, конструк-
торских и (или) технологических дефек-
тов, устранение которых обеспечило бы
требуемый уровень безотказности. При
этом задачей диагностики является выяв-
ление так называемых слабых мест. Лока-
лизацию слабых мест проводят путем
подробного статистического анализа
ухудшений основных технических пара-
метров, приводящих к потере работоспо-
собности системы, полученных по резуль-
татам пробных испытаний или в процессе
эксплуатации объекта. Если при эксплуа-
тации машины преимущественно прояв-
ляется какой-то определенный отказ, то
это является основанием для доработки
соответствующего элемента конструкции.
Работы по доводке занимают значитель-
ное место в системе обеспечения надеж-
ности машин [72]. Для снижения трудоза-
трат на доводку и снижения себестоимо-
сти серийного производства машинного
оборудования особенно актуальным явля-
ется использование технологии техниче-
ского диагностирования. В диагностиче-
ском плане динамические процессы, со-
провождающие функционирование ма-
шин и механизмов и используемые в виб-
роакустической диагностике, являются
источниками достоверной информации о
характере протекания рабочих процессов
и о техническом состоянии многих дета-
лей и узлов.
Причины типичных неисправностей
элементов турбомашин, нуждающихся в
доработке и диагностируемых методами
вибрационной диагностики [72]:
• причины отказов, закладываемые
при проектировании машины: неудачный
выбор формы деталей, например, с кон-
центраторами напряжений и резким изме-
нением сечений; неудачный выбор мате-
риалов и их сочетаний; недооценка нагру-
зок и действующих сил; неправильный
учет их возможных изменений в процессе
эксплуатации машины и т.д.;
• причинами отказов, закладывае-
мыми при изготовлении машины, могут
быть неправильные значения допусков;
использование бракованных деталей; на-
рушения технологии изготовления; не-
полнота контроля;
• нарушения технологии в процессе
сборки: неправильная установка положе-
ния пятна контакта конических зубчатых
колес (концентрация нагрузок, приводя-
щая к разрушению); неправильный мон-
таж подшипников качения в редукторе
(изгиб и разрушение вала); недостаточная
затяжка гаек в болтовых соединениях
(выход из строя подшипников).
Не всегда просто квалифицировать
физическую причину отказа, если имеет
место одновременное влияние нескольких
факторов. Например, частой причиной
возникновения трещин и обрыва лопаток
турбомашины служат усталостные на-
пряжения вследствие повышенных пере-
менных нагрузок, вызванных резонанс-
ными колебаниями, переменными вибро-
напряжениями, переменными термиче-
скими напряжениями при перегревах,
многократными статическими напряже-
ниями. Трещины и разрушения дисков
турбомашины относятся к наиболее опас-
ным видам отказов, так как они вызывают
вторичные разрушения элементов конст-
рукции корпуса. Одной из причин разру-
шения является повышенная динамиче-
ская нагрузка диска при резонансе. Раз-
рушение зубчатых колес вследствие вы-
крашивания контактирующих поверхно-
стей зубьев, появления усталостных ради-
альных и окружных трещин в полотне.
370 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
Многообразны причины отказов подшип-
никовых узлов. Причинами повышенной
вибрации машины, рассматриваемой как
самостоятельный отказ, могут быть изме-
нения натягов по посадочным поясам ро-
торных и статорных деталей, термоде-
формация роторов и др.
Общеизвестно влияние дефектов из-
готовления и сборки подшипников каче-
ния на снижение надежности функциони-
рования высокооборотного машинного
оборудования [24]. К дефектам изготов-
ления таких подшипников относятся
овальность и гранность дорожек качения,
разноразмерность тел качения, отклоне-
ние их форм от расчетных, например,
овальность и гранность роликов, отклоне-
ние формы шариков от сферической. Уве-
личение степени шероховатости поверх-
ностей качения также является дефектом
изготовления. К дефектам сборки под-
шипниковых узлов следует отнести пере-
кос внутреннего и наружного колец, по-
явление радиального натяга, принуди-
тельное центрирование валов сопряжен-
ных механизмов при их стыковке и пере-
кос соединительных муфт.
Влияние дефектов изготовления под-
шипников качения на вибрацию ротора
горизонтальной машины при наличии
только радиальной нагрузки, создаваемой
силой тяжести ротора, приводит к появ-
лению составляющих вибрации на часто-
тах, кратных частоте вращения ротора.
Возникающие при дефектах изготовления
подшипников качения составляющие
спектра вибрации машины совпадают с
составляющими, возникающими при экс-
плуатационных повреждениях подшипни-
ка. Аналогичная картина имеет место при
дефектах сборки подшипника качения
(при перекосах колец и радиальном натя-
ге). Таким образом, наличие дефектов
изготовления и сборки подшипника каче-
ния провоцирует развитие эксплуатаци-
онных дефектов, что приводит к прежде-
временной потере работоспособности
машины.
1.5. ОСОБЕННОСТИ
ДИАГНОСТИРОВАНИЯ МАШИН
НА ЭТАПЕ ПРОИЗВОДСТВА
Под диагностикой механизмов на
этапе производства надо понимать целый
комплекс мероприятий с целью:
• совершенствования конструкции на
этапе проектирования и доводки ее для
обеспечения надежности и долговечности;
• обеспечения высокого качества
изготовления отдельных деталей и узлов;
обеспечения высокого качества монтажа
агрегатов;
• обеспечения выполнения санитар-
ных и других специальных норм шумно-
сти и виброактивности механизмов.
Исходя из того, что назначение ма-
шин и механизмов - превращение одного
вида энергии в другой или одного вида
движения в другое, условием оптималь-
ности их функционирования является
обеспечение максимально возможного
для данного агрегата коэффициента по-
лезного действия. Это условие означает
обеспечение минимума потерь мощности
на тепло- и звукообразование. Поэтому
отклонение уровня виброактивности ме-
ханизма в сторону его увеличения являет-
ся признаком отклонения технического
состояния в худшую сторону и, следо-
вательно, основанием для поиска причин
повышенной виброактивности.
Одним из условий оптимальности
работы механизма является обеспечение
максимально возможной равномерности
движения деталей механизма, т.е. посто-
янства относительной скорости движения
деталей. Это означает: обеспечение усло-
вия снижения уровня колебательной энер-
гии в механизме и обеспечение движения,
близкого к гармоническому. При этом
временная функция смещения (скорости,
ускорения) должна быть симметричной
относительно среднего значения, не
должна иметь локальных выбросов ам-
плитуды, скачков фазы и точек излома.
Именно поэтому при проектирова-
нии малошумных машин предпочтение
ОСОБЕННОСТИ ДИАГНОСТИРОВАНИЯ МАШИН
371
отдается машинам с вращающимися мас-
сами; подшипники качения заменяются
подшипниками скольжения; из конструк-
ции исключаются элементы с плавающи-
ми и шлицевыми муфтами; конструкцию
машины стремятся сделать симметрич-
ной [25].
Для обеспечения надежности меха-
нического оборудования необходимо
применять материалы и технологию изго-
товления, соблюдающие принцип равно-
мерности износа деталей по всей поверх-
ности сопряжения.
Несоблюдение технологии изготов-
ления деталей и монтажа оборудования
обычно приводит в действие три основ-
ных источника вибрации:
• неуравновешенность вращающихся
частей машины;
• отклонение от соосности валов и
опор;
• нарушение геометрии сопрягаю-
щихся элементов.
Из изложенного выше следует, что
методы виброакустической диагностики
машин и механизмов на этапе производ-
ства должны быть в первую очередь ори-
ентированы на выявление причин повы-
шенной виброактивности, т.е. на методы
локализации и идентификации источни-
ков. Перечень основных частот возмуще-
ния в узлах роторных механизмов и
поршневых машин, приведенный в спра-
вочнике [22], облегчает локализацию и
идентификацию источников. Однако, ло-
кализация источников часто предшеству-
ет диагностированию механизмов, но не
заменяет его. Обнаружение в спектре виб-
роакустического сигнала составляющих с
повышенным уровнем является информа-
цией к размышлению, а не ключом к ре-
шению проблемы виброакустической ди-
агностики машин.
Надо иметь в виду, что если конеч-
ной целью диагностирования является
определение параметров технического
состояния механизма, то ориентация
только на повышение уровня виброактив-
ности может завести в тупик. Примером
тому является диагностика зарождающих-
ся эксплуатационных дефектов, влияю-
щих на глубину модуляции составляющих
виброакустического сигнала и практиче-
ски не влияющих на амплитуды вынуж-
денных колебаний механизма. Более того,
сильные изменения параметров техниче-
ского состояния, близкие к катастрофиче-
ским, иногда даже снижают уровень виб-
раций на основных частотах возбуждения,
так как при этом возникают нелинейные
колебания, вызывающие перераспределе-
ние энергии между комбинационными
компонентами сигнала. Аналогичным
примером является влияние дефектов
монтажа, вызывающих перераспределе-
ние колебательной энергии в зоне высших
гармоник основной частоты возбуждения
при сохранении амплитуды первой гар-
моники на прежнем уровне.
Основанием для выбора метода ди-
агностирования и системы диагностиче-
ских признаков является установление на
основе обучающего диагностического
эксперимента функции связи между изме-
нением диагностируемого параметра тех-
нического состояния и проявлением его в
изменении характеристик виброакустиче-
ского сигнала. Таким экспериментом мо-
жет быть специальный эксперимент с на-
правленным изменением параметров тех-
нического состояния механизма, имити-
рующим неисправности. Для физического
моделирования эксплуатационных дефек-
тов полезно воспользоваться данными
ресурсных испытаний.
При формировании диагностических
признаков важно учитывать следующие
факторы: информативность признака, мо-
нотонность его изменения со степенью
развития дефекта, инвариантность, досто-
верность распознавания диагностируемой
неисправности. Если развитию дефекта
сопутствует явление роста амплитуд от-
дельных составляющих спектра, то важно
оценить, чем это вызвано. В одних случа-
ях развитие дефекта приводит к ударному
372 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОИ ДИАГНОСТИКИ
возмущению, прежде всего отражающе-
муся на изменении амплитуд колебаний в
зонах собственных частот механизма (а не
на частотах вынужденных колебаний). В
других случаях развитие дефекта перево-
дит динамический оператор механизма в
класс нелинейных. Тогда в спектре коле-
баний появляются интенсивные состав-
ляющие, являющиеся комбинационными
частотами основных частот возбуждения.
Появление таких компонент в спектре не
поддается интерпретации в рамках линей-
ной теории, и никакие методы локализа-
ции источников не помогут определить
вклад отдельных узлов механизма в энер-
гию комбинационных составляющих.
Выводы
1. Если динамические свойства ме-
ханизма можно описать в рамках линей-
ной теории и если априори известно, что
влияние неисправностей проявляется уве-
личением уровней спектральных состав-
ляющих, соответствующих основным часто-
там возмущения, то операция локализации
источников может предшествовать операции
качественного диагностирования.
2. Установление количественных за-
висимостей между параметрами состоя-
ния и уровнями спектральных состав-
ляющих возможно лишь на основе обу-
чающего диагностического эксперимента.
Поиск диагностических признаков следу-
ет производить, ориентируясь на измене-
ние структуры виброакустического сигна-
ла, а не только на увеличение уровней
отдельных спектральных компонент. Эти
изменения имеет смысл учитывать, если с
развитием дефекта наблюдается система-
тический рост уровней составляющих и
этот прирост выходит за рамки довери-
тельного интервала на 6 дБ (т.е., в 2 раза).
1.6. ЗАРОЖДЕНИЕ И РАЗВИТИЕ
ЭКСПЛУАТАЦИОННЫХ
ПОВРЕЖДЕНИЙ МАШИН
Достоверность оценки состояния аг-
регата при техническом обслуживании,
включающем в качестве необходимой
составной части техническое диагности-
рование, зависит от понимания сущности
рабочих процессов, выступающих в каче-
стве носителей диагностической инфор-
мации, и от знания законов возникнове-
ния и развития неисправностей.
Отказы и дефекты связаны с вибра-
ционными процессами в оборудовании
различным образом, они могут быть вы-
зываемыми вибропроцессами, вызываю-
щими вибропроцессы или изменяющими
их. При разработке методик диагностиро-
вания полезно выделять характерные ста-
дии развития дефекта (отказа), поскольку
каждая из них может характеризоваться
своим комплексом диагностических па-
раметров. Обычно [157] различают сле-
дующие стадии:
• появление причин, вызывающих
дефект или отказ;
• инкубационный период (накопле-
ние повреждаемости, зарождение дефекта
и ранняя стадия развития, вызывающая
изменение свойств, иногда труднообна-
руживаемого используемыми методами
диагностики);
• развитый дефект, т.е. дефект, обна-
руживаемый методами технической диаг-
ностики, но не вызывающий вторичных
повреждений;
• развитие дефекта, вызывающее вто-
ричные повреждения или изменения в
оборудовании, характеризующиеся свои-
ми диагностическими параметрами;
• внезапное или мгновенное разру-
шение (имеет место не для всех дефек-
тов), которое может вызывать или не вы-
зывать вторичных разрушений.
Первые две стадии в большинстве
случаев диагностируют по параметрам,
характеризующим причины дефекта, дли-
тельность и степень их воздействия. Раз-
витый дефект обнаруживают по парамет-
рам, характеризующим степень его разви-
тия. Развитие дефекта, вызывающее вто-
ричные повреждения, дополнительно об-
наруживается по диагностическим пара-
ЗАРОЖДЕНИЕ И РАЗВИТИЕ ЭКСПЛУАТАЦИОННЫХ ПОВРЕЖДЕНИЙ МАШИН 373
метрам этих повреждений. В задаче диаг-
ностики внезапного или мгновенного раз-
рушения, которое необходимо предотвра-
тить при контроле оборудования^ следует
использовать параметры, характеризую-
щие первые две стадии его развития.
В вибродиагностике следует учиты-
вать тот факт, что дефекты на разных ста-
диях развития могут быть связаны с виб-
рационными процессами в оборудовании
(колебаниями его деталей или динамиче-
скими процессами, их взывающими) раз-
личным образом, а переход от одной ста-
дии развития к другой может быть посте-
пенным или скачкообразным.
Дефекты обычно классифицируют по
следующим аспектам, учитываемым при
разработке и использовании методов и
средств диагностики:
• по виду разрушения (усталость, из-
нос, ползучесть, коррозия, термодефор-
мации и т.д.);
• по моментам проявления (в процес-
се работы, при осмотрах и техническом
обслуживании, при разборке);
• по временному характеру проявле-
ния (внезапные, постепенные, сбои, пере-
межающиеся отказы);
• по причинам возникновения (кон-
структивные, технологические, производ-
ственные, эксплуатационные, дефекты
материала);
• по степени опасности.
Характер изменений при усталост-
ных процессах таков, что существует ин-
кубационный, обычно длительный, пери-
од медленного накопления повреждений с
постоянной скоростью, после которого
происходит резкое увеличение скорости
накопления повреждений. Такому закону
очевидно должно следовать и изменение
интенсивности вибрации, связанной с яв-
лениями усталости. Однако при этом сле-
дует учитывать возможное изменение
частот и форм колебаний вибрирующих
деталей - возможны резкие изменения
интенсивности колебаний деталей, во-
шедших в резонанс. Для нормально рабо-
тающих деталей (исправное состояние) в
инкубационном периоде развития устало-
стных дефектов изменение вибрации про-
исходит с постоянной скоростью (при
этом возможно случайное медленное
флуктуирующее изменение интенсивно-
сти). На стадии быстрого разрушения
увеличивается частота случайных флук-
туации и их размах (дисперсия), так как
увеличивается скорость случайных
изменений.
Закономерности ползучести. В про-
цессе ползучести выделяют три периода:
сначала постепенное уменьшение скоро-
сти пластической деформации, затем про-
цесс протекает с минимальной постоян-
ной скоростью, причем с ростом напря-
жения и температуры скорость пластиче-
ской деформации растет, и при этом про-
должительность данного периода с точки
зрения эксплуатации агрегата уменьшает-
ся, и, наконец, скорость деформации на-
растает, пока не наступит разрушение.
Остаточная деформация. Нагрузки,
вызывающие напряжения, которые пре-
вышают предел упругости, могут привес-
ти к остаточной деформации и появлению
трещин. Остаточные деформации изме-
няют геометрическую форму и размеры
деталей, что влияет на вибрационные
процессы, генерируемые взаимодействи-
ем деталей (кинематических пар).
Износ. Возможны несколько видов
износа, которые появляются под воздей-
ствием следующих процессов: микросре-
зания, пластической или упругой дефор-
мации, возникающей вследствие высоких
местных напряжений, поверхностной ус-
талости при повторяющихся упругих де-
формациях поверхности, местного пере-
грева, окисления, забивания микротрещин
смазкой, что является причиной возраста-
ния давления, которое приводит к повре-
ждению поверхностного слоя. Эти про-
цессы могут происходить одновременно и
приводить к ниже перечисленным видам
износа.
Абразивный износ. Возникает вслед-
ствие истирания трущихся поверхностей и
374 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
прямо пропорционален удельному давле-
нию на трущиеся поверхности и пути
скольжения. Пример - износ подшипни-
ков. Истирание трущихся поверхностей,
разделенных смазкой вызывает струйный
износ, а контактирующих (например, при
задеваниях) - фрикционный.
Заедание. Возникает вследствие кон-
такта поверхностей в условиях разруше-
ния масляной пленки. Различают сле-
дующие стадии этого процесса: увеличе-
ние коэффициента трения из-за наруше-
ния режима смазки, резкий нагрев, разру-
шение поверхностного слоя, сопровож-
дающееся свариванием металла двух по-
верхностей. Наиболее часто встречается в
зубчатых муфтах и зацеплениях, а также
поршневых агрегатах.
Усталостный износ (питтинг). Воз-
никает вследствие усталости поверхност-
ного слоя и при относительном скольже-
нии поверхностей при наличии жидкой
смазки. Возникающие микротрещины
сначала развиваются вглубь за счет ло-
кального распирания материала в зоне
контакта смазкой, а затем, испытывая все
большее сопротивление с проникновени-
ем в глубину, поворачивают в сторону и
возвращаются к поверхности. Возникает
сначала маленькая ямка, а затем процесс
повторяется, если условия не меняются.
Наиболее часто встречается в зубчатых
парах и подшипниках качения.
Коррозионный износ. Возникает
вследствие взаимодействия деталей агре-
гата с агрессивной средой.
Кавитационная эрозия. Возникает
вследствие локальных гидравлических
ударов жидкости в зоне кавитации.
Три стадии износа:
• приработка, когда изменяются мик-
ро- и макроструктуры поверхностей и
имеет место уменьшение скорости износа;
• нормальный износ, когда можно
принять линейную связь между значением
износа и временем;
• прогрессивный износ, когда имеет
место возрастание скорости износа.
Основными факторами, влияющими
на значение нормального износа, являют-
ся удельное давление и относительная
скорость движения трущихся деталей.
Износ деталей кинематических пар
приводит к увеличению зазоров в парах,
что усиливает проявление динамических
сил взаимодействия деталей, приобре-
тающего в некоторых случаях ударный
характер, и обогащение вибросигнала
шумовыми и импульсными составляю-
щими. Износ может также изменить жест-
костные характеристики системы, что
влияет на частоты и формы колебаний.
В машинах протекают различные,
связанные с их функционированием ди-
намические процессы, происходящие в
различных средах: газовых, жидкостных,
воздушных и т.д. Большинство этих про-
цессов оказывают динамическое воздей-
ствие на элементы конструкции и вызы-
вают их колебания. Некоторые динамиче-
ские процессы (вибрационное горение,
кавитация и др.) вызывают разрушение
деталей машин. В диагностическом плане
динамические процессы могут быть свя-
заны с колебаниями элементов конструк-
ции и как возбуждающие вибрацию, и как
изменяющие ее.
В процессе эксплуатации структур-
ные параметры оборудования изменяют-
ся, упорядоченность системы в целом и ее
функциональные качества ухудшаются,
деградируют. Для того чтобы измерить
степень этой деградации в данный момент
и прогнозировать ее на ближайшее время,
необходимо знать закономерность изме-
нений структурных параметров под воз-
действием типичных эксплуатационных
факторов. Такими изменениями структур-
ных параметров механизмов являются
изменения, приводящие к постепенному
или внезапному отказу механизма.
Неисправности элементов конструк-
ции механизма, развитие которых в про-
ЗАРОЖДЕНИЕ И РАЗВИТИЕ ЭКСПЛУАТАЦИОННЫХ ПОВРЕЖДЕНИЙ МАШИН 375
Рис. 1.8. Схема характерных процессов изнашивания
узлов механизма в зависимости от времени наработки Z:
1 - износ упругого сопряжения; 2 - износ жесткого сопряжения; 3 - классическая
кривая Лоренца; 4 - усталостный или кавитационный износ; 5 - коррозийный износ;
/и - инкубационный период
цессе эксплуатации до критического
уровня, т.е. до наступления отказа, не мо-
жет быть зарегистрировано и проконтро-
лировано средствами диагностирования,
условно называются неисправностями,
вызывающими внезапный отказ. Такого
вида отказы возникают, например, при
статическом разрушении от действия
мгновенно возникшей нагрузки, превы-
шающей прочность элемента, при устало-
стном разрушении, возникающем в ре-
зультате производственных дефектов
(трещины, не снятые напряжения). Вне-
запный характер возникновения таких
изменений затрудняет их индивидуальное
прогнозирование. Неисправности элемен-
тов конструкции механизма, возникнове-
ние и развитие которых может быть заре-
гистрировано и проконтролировано до
критического уровня, называются неис-
правностями, вызывающими постепенный
отказ. Такого рода отказы являются след-
ствием естественного износа, в результате
чего происходит постепенное, монотон-
ное изменение структурных параметров.
При этом износ может быть прогресси-
рующим, ускоряющимся - в случае жест-
кого сопряжения элементов, либо замед-
ляющимся - в случае упругих сопряжений
(рис. 1.8).
Для выкрашивания, коррозионного и
некоторых других видов износа характер-
но наличие некоторого инкубационного
периода /и. Анализируя графики, приве-
денные на рис. 1.8, можно заметить общ-
ность кривых и возможность описать их с
достаточной точностью выражением
х = vZa,
где х - значение параметра; v - скорость
изменения параметра при t = 1, умень-
шенная в а раз; a - показатель степени;
t - время наработки.
Показатель а эмпирически установ-
лен для характерных случаев. Например,
для изменения теплового зазора клапана
376 Глава 1. НАЗНАЧЕНИЕ И ЗАДАЧИ ВИБРОАКУСТИЧЕСКОЙ ДИАГНОСТИКИ
двигателя а = 1,1; для износа зубьев шес-
терен а = 1,5 и т.д.
В реальных условиях имеет место
одновременное существование всех пере-
численных типов деградации узлов меха-
низма. Для того чтобы использовать тех-
нологию диагностирования какого-либо
объекта, необходимо знать закономерно-
сти изменения виброхарактеристик в за-
висимости от времени наработки.
1.7. ОСОБЕННОСТИ
ДИАГНОСТИРОВАНИЯ
МАШИННОГО ОБОРУДОВАНИЯ
НА ЭТАПЕ ЭКСПЛУАТАЦИИ
Методология диагностирования экс-
плуатационных дефектов машин и меха-
низмов определяется необходимой в кон-
кретной ситуации глубиной диагностиро-
вания:
• обнаружение разладки в механиз-
ме, т.е. установление самого факта зарож-
дения какой-либо неисправности без
уточнения ее вида и дефектного узла;
• обнаружение дефектов на ранней
стадии их развития;
• определение только грубых дефек-
тов, когда параметры состояний прибли-
жаются к предельно допустимым;
• диагностирование предаварийных
состояний, когда дальнейшая эксплуата-
ция агрегата неминуемо приведет к ката-
строфическим последствиям.
Для решения первых двух задач, ко-
гда изменения параметров состояния и,
соответственно, параметров акустическо-
го сигнала незначительны, необходимо
применять тонкие методы анализа сигна-
лов.
В двух последних ситуациях можно
ограничиться анализом энергетических
характеристик сигнала (спектрально-
корреляционных), которые в соответствии
с концепцией ’’отклонения’’ определяются
кинетической энергией взаимодействия
деталей, возрастающей по мере деграда-
ции узлов механизмов.
В следующих главах книги все при-
меняемые в диагностике методы будут
представлены подробно, пока же остано-
вимся только на некоторых основных ас-
пектах.
Если назначением системы диагно-
стирования является обнаружение пред-
аварийных состояний, то в качестве диаг-
ностического признака можно использо-
вать даже общий уровень сигнала в широ-
кой полосе. Однако необходимость дета-
лизации вида неисправностей заставляет
искать более чувствительные характери-
стики виброакустических процессов.
Наиболее простой путь - сужение полосы
спектрального анализа с привязкой ком-
понент спектра к определенному виду
дефекта. Задание пороговых значений
(сигнатур) уровней спектральных состав-
ляющих, характеризующих предельные
значения параметров технического со-
стояния, с включением аварийной сигна-
лизации в системе в случае превышения
этих пороговых значений является вполне
оправданным мероприятием, направлен-
ным на выявление грубых дефектов. При
сигнатурном спектральном анализе впол-
не допустимо использовать в качестве
диагностических признаков данные 1/3-
октавного анализа, получившего очень
широкое распространение в системах
виброакустического контроля механиз-
мов. Однако неспецифичность характери-
стики, полученной с помощью 173-
октавного спектрального анализа, боль-
шой уровень флуктуации сигнала в поло-
се анализа, вызывающий ложное срабаты-
вание системы аварийной сигнализации,
заставляют поднять уровень срабатывания
системы до 6 дБ. Это означает, что любое
превышение пороговых значений призна-
ка в пределах 6 дБ считается незначимым.
Отсюда вытекает необходимость поиска
более чувствительных и более надежных
признаков изменения технического со-
стояния.
Как показано на рис. 1.9, наименее
чувствительным признаком является уро-
вень сигнала в широкой полосе. Видно,
ОСОБЕННОСТИ ДИАГНОСТИРОВАНИЯ МАШИННОГО ОБОРУДОВАНИЯ
377
Рис. 1.9. Поведение различных характеристик виброакустического сигнала
в зависимости от времени наработки механизма. Этапы деградации механизма:
1 - приработка; 2 - нормальное состояние; 3 - зарождение дефекта; 4 - допустимый уровень
дефекта; 5 - предаварийное состояние; 6 - разрушение (-общий уровень сигнала в широкой
полосе частот;------глубина модуляции;-------- число выбросов сигнала в единицу времени)
что закономерность его изменения не
совпадает с изображенными на рис. 1.9,
например, локальный износ контакти-
рующих поверхностей вызывает сначала
падение уровня вибрации (этап приработ-
ки), затем этот уровень практически оста-
ется неизменным на достаточно большом
интервале времени (нормальная работа), и
только на третьем этапе (интенсивный
износ) наработки уровень начинает расти
по экспоненте почти до момента отказа,
когда нередко можно наблюдать его паде-
ние.
Вполне приемлемы для своевремен-
ного обнаружения и диагностирования
предаварийных состояний энергетические
характеристики вынужденных колебаний,
синхронизованные с работой диагности-
руемых узлов механизма. Наибольшей
чувствительностью обладают выбросы в
сигнале и модуляционные характеристи-
ки, позволяющие диагностировать зарож-
дающиеся дефекты узлов механизма.
Методы диагностики эксплуатаци-
онных дефектов, близких к предельно
допустимым, в основном такие же, как
методы диагностики на этапе производст-
ва механизмов, так как и те и другие ори-
ентированы на выделение характерных
составляющих возбуждения диагности-
руемого узла, т.е. на выделение отдель-
ных частотных компонентов или состав-
ляющих гармонического ряда: клиппиро-
вание спектра, синхронная гребенчатая
фильтрация, синхронный следящий ана-
лиз, корреляционный анализ, кепстраль-
ный анализ (см. гл. 3). Все эти методы
способствуют выделению периодических
составляющих вынужденных колебаний
диагностируемого узла на фоне собствен-
ных колебаний механизма и вынужден-
ных колебаний от других узлов.
Глава 2
МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ.
ПОГРЕШНОСТИ ИЗМЕРЕНИЯ
2.1. ОСНОВНЫЕ СВЕДЕНИЯ О
ВИБРАЦИИ КАК КОЛЕБАТЕЛЬНОМ
ПРОЦЕССЕ
Вибродиагностика основана на изме-
рении и исследовании вибрации.
Вибрация - это относительно ма-
лые перемещения твердого тела или его
точек при механических колебаниях от-
носительно положения равновесия.
Физические величины, характери-
зующие своим изменением во времени
механическую вибрацию, называются ко-
лебательными.
Значение рассматриваемой колеба-
тельной величины х в определенный мо-
мент времени t применительно к механи-
ческим колебаниям всех видов называется
мгновенным значением вибрации'.
х = х (/).
Вибрация может характеризоваться
несколькими колебательными величинами:
• мгновенное значение координаты
положения точки при механической виб-
рации называют виброперемещением и
обозначают
• первую производную перемещения
по времени называют виброскоростью
ds(t)
v = —— = s ;
dt
• вторую производную вибропере-
мещения по времени называют вибро-
ускорением
• третью производную от вибропе-
ремещения по времени называют резко-
стью
d3s(f)
Г —---•
dt3
Вибрация твердого тела в выбранной
неподвижной системе координат может
быть представлена через поступательные
перемещения по трем взаимно-перпен-
дикулярным осям, проходящим через вы-
бранную точку, и вращательные движения
вокруг этих же осей.
Вибрационное движение вокруг точ-
ки или оси называется угловой вибрацией
или крутильными колебаниями.
Вибрация, при которой колеблющая-
ся точка остается на одной прямой, назы-
вается прямолинейной вибрацией.
Периодическая вибрация
Периодической вибрацией называют
колебательный процесс, в котором значе-
ние колебательной величины повторяется
через одинаковые промежутки времени Т
в той же последовательности. В этом
случае справедливо соотношение
x(t) = x(t 4- zT),
где i = ... -2, -1, 0, +1, +2 ...; Т - период
колебаний.
Величина, обратная периоду колеба-
ний, называется числом колебаний в еди-
ницу времени (обычно в секунду) или
частотой колебаний.
Единицей изменения частоты коле-
баний является герц (Гц)
z = 1/г.
Если частота колебаний очень высо-
ка, то пользуются более крупными едини-
цами: килогерц (кГц) = 103 Гц, мегагерц
(МГц) = 106 Гц.
ОСНОВНЫЕ СВЕДЕНИЯ О ВИБРАЦИИ
379
Число полных угловых колебаний за
2тг единиц времени называется угловой
частотой (рад/с)
2тг
<о = —= 2тг/ = 0,1047и,
где п - число колебаний (оборотов) в ми-
нуту.
Непрерывная последовательность,
выражающая совокупность всех частот на
промежутке от нижней граничной часто-
ты fn j\q верхней граничной частоты
называется частотным диапазоном.
Ширина полосы частот, для которой
/в = 2/н, называется октавой. Диапазон
имеет ширину к октав, если /в = 2* /н. В
акустике такое дробление осуществляется
через к = 1/12; 2/12;11/12. Интервал,
для которого к = 6 /12 = 1/ 2, считается
полуоктавой, а для которого к = 4/12 = 1/3,
третьоктавой.
Гармоническая вибрация
Периодическая вибрация с одной
частотой называется гармонической.
Мгновенное значение гармонической
вибрации может быть получено как про-
екция на одну из осей прямоугольной сис-
темы координат вектора длины вра-
щающегося против часовой стрелки в
плоскости координат с угловой скоростью
о, равной угловой частоте получающего-
ся колебательного движения (рис. 2.1).
Фазовым углом art + ф является угол,
образованный направлением вектора в
данный момент с осью абсциссы. Это
справедливо и для начальной фазы коле-
бания ф.
Графическое изображение этого
представления называется векторной диа-
граммой. Такое изображение является
наглядным и упрощает понимание про-
цесса:
380
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
5 = $0 sin(tt)Z 4- ф) ИЛИ S = so COS(tt)Z 4- ф) ,
(2.1)
гдеоо/ + ф - аргумент синуса, которому
пропорционально мгновенное значение
колебательной величины, называется фа-
зой гармонических колебаний, а ф - на-
чальной фазой колебаний', Sq, со, ф - пара-
метры гармонической вибрации, описы-
вающие ее значение в любой временной
точке.
Как уже говорилось, вибрация, в том
числе и гармоническая, описывается од-
новременно тремя колебательными вели-
чинами: виброперемещением s, виброско-
ростью v и виброускорением а.
Эти колебательные величины для
гармонических колебаний связаны между
собой формулами:
5 = sin((DZ 4- ф) ;
V = CD50 cos(co/ 4- ф) = v0 cos(co/ 4- ф); (2.2)
V = -CDS() sin(co/ 4- ф) = -vo sin((DZ 4- ф); (2.3)
a ~ ~&>2 sQ sin(cof 4- ф) = (2 4)
= -a0 sin((DZ 4- ф) = ~(£)2s ;
a = -CD25'0 COS(CdZ 4- ф) = @ 5)
= -a0 cos((dt 4- ф) = ~(£)2S.
О скорости гармонического колеба-
ния говорят, что изображающий ее вектор
опережает вектор смещения на тг/2 и от-
стает от вектора ускорения на тг/2. Виб-
роускорение и виброперемещение нахо-
дятся в противофазе.
Амплитуды виброперемещения sQ,
виброскорости v0 и виброускорения а0
гармонической вибрации связаны между
собой соотношениями:
v0 = ®s0 = 2л/у0; а0 = co2s0 = (2л/)2 з0.
(2-6)
Два гармонических колебания оди-
наковой частоты называются синхронны-
ми. Для таких колебаний разность на-
чальных фазовых углов называется сдви-
гом фаз. Если этот сдвиг фаз равен нулю,
то гармонические колебания называются
синфазными, если же равен тг, то проти-
вофазными.
Сопоставлять фазы гармонических
колебаний имеет смысл только для син-
хронных, т.е. имеющих одинаковую час-
тоту гармонических колебаний.
Полигармоническая вибрация.
Сложение колебаний
Вибрация со многими частотами на-
зывается полигармонической.
Полигармоническая вибрация имеет
место при воздействии на одну и ту же
систему различных независимых гармо-
нических колебаний в общем случае с
различными амплитудами и начальными
фазовыми углами. Для описания полигар-
монического процесса по заданным гар-
моническим составляющим нужно произ-
вести сложение колебаний. Сложение
гармонических составляющих вибрации,
происходящих по одному направлению,
называют скалярным.
На форму полигармонической виб-
рации большое влияние оказывает сдвиг
начальных фаз между гармониками,
вследствие чего процесс, содержащий
гармоники ах sin((DZ 4- ф1), а2 sin(2coZ 4- ф2),
а3 sin(3a>Z 4-ф3) ... при неизменных значе-
ниях амплитуд и частот гармоник при
изменении начальных фазовых углов, су-
щественно меняет свою форму.
При сложении колебаний с различ-
ными частотами можно отметить не-
сколько характерных случаев:
1. Частоты слагаемых колебаний со-
относятся как небольшие целые числа.
В этом случае суммарное колебание
имеет периодический характер, причем
период является наименьшим кратным из
периодов слагаемых колебаний, а формы
весьма разнообразны (рис. 2.2).
2. Частота одного из слагаемых ко-
лебаний значительно превышает другую.
В зависимости от того, амплитуда
какого слагаемого колебаний (низкочас-
тотного или высокочастотного колебания)
ОСНОВНЫЕ СВЕДЕНИЯ О ВИБРАЦИИ
381
О п 2я Зя 4я 0 л 2л Зя 4л
I----1----1----1----1-----1----1----1----1 I---------------1----1----1----1----1----1----1----1
а) б)
О л 2лЗя4л О л 2л Зл 4л
I-1-1-1-1-1-1--1-1 I----1-1-1-1-1-1-1-1
1:4 1:5
в) г)
Рис. 2.2. Формы колебаний:
------суммарные колебания;-------сложение двух колебаний S] и S2; соотношение
частот колебаний : S2: а - 1 : 2; б - 1 : 3; в - 1 : 4; г - 1 : 5
382
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Рис. 2.3. Сложение двух скалярных колебаний с высоким отношением частот:
а - отношение частот 1 : 12. Амплитуда 52 высокочастотного колебания превосходит
амплитуду 51 низкочастотного колебания; б - отношение частот 1:6. Амплитуда 5!
низкочастотного колебания превосходит амплитуду 52 высокочастотного колебания
превалирует, форма колебаний близка
либо к высокочастотным, либо к низко-
частотным колебаниям (рис. 2.3).
3. Частота одного из слагаемых ко-
лебаний незначительно отличается от
другого.
В этом случае возникают биения.
Подробно материал о биениях изложен в
гл. 3, разд. 3.2.1. Участки суммарной кри-
вой, на которой амплитуда биений макси-
мальна, называются горбами, а участки,
где амплитуда минимальна - талиями.
Расстояние между горбами или впадина-
ми называется периодом биений, а обрат-
ная ему величина - число полных перио-
дов изменения амплитуды в секунду -
частотой биений и равна разности частот
слагаемых колебаний.
В практике вибрационных исследо-
ваний встречаются задачи, когда интере-
сующим результатом измерений является
векторное сложение колебаний, измерен-
ных в двух взаимно-перпендикулярных
плоскостях, например, наблюдение траек-
тории движения центра вала, определяе-
мой с помощью измерения вибрации вала
относительно подшипника в двух взаим-
но-перпендикулярных направлениях.
Гармонический анализ периодиче-
ской (полигармонической) вибрации - это
ее представление в виде суммы гармони-
ческих колебаний, при котором периоди-
ОСНОВНЫЕ СВЕДЕНИЯ О ВИБРАЦИИ
383
ческие колебания представлены в виде
ряда Фурье, а непериодические - интегра-
ла Фурье [68].
Совокупность амплитуд гармониче-
ских составляющих периодических коле-
баний называется амплитудным спек-
тром колебания, совокупность начальных
фазовых углов гармонических состав-
ляющих - фазовым спектром колебания.
Спектр называется линейчатым, ес-
ли представляемые им гармонические
составляющие обладают частотами с дис-
кретными значениями и могут быть пред-
ставлены в виде ряда Фурье, в отличие от
сплошного спектра, обладающего непре-
рывной последовательностью частот,
представляемых интегралом Фурье [68].
Спектр колебаний, изображаемый
графически, называется спектральной
диаграммой.
Амплитудная спектральная диаграм-
ма образуется при построении на плоско-
сти в прямоугольных координатах, по оси
абсцисс которых откладывается частота
(или номер) гармоники, а по оси ординат
соответствующая этой частоте амплитуда
гармоники.
Фазовая спектральная диаграмма на-
чальных фазовых углов получается таким
же построением в координатах ’’частота
(номер гармоники) - начальный фазовый
сдвиг".
Подробно анализ вибрации рассмот-
рен в гл. 3.
Величины, характеризующие интен-
сивность периодических, в том числе и
гармонических колебаний:
• пиковые значения (наибольшее и
наименьшее значения колебательной ве-
личины);
• размах колебания (сумма абсолют-
ных величин наибольшего и наименьшего
пиковых значений колебательной величи-
ны);
• средние значения: среднее арифме-
тическое и среднеквадратическое.
Под средним арифметическим значе-
нием периодических колебаний понимают
среднее арифметическое хср от всех мгно-
венных значений колебательной величи-
ны данного вибрационного процесса за
период. Математически это запишется
так:
1 С+Т
хСр=-[ (2.7)
Т Jt
Среднее квадратическое значение
(СКЗ) колебательной величины вычисля-
ется как корень квадратный из суммы ква-
дратов всех мгновенных значений колеба-
тельной величины за период и математи-
чески записывается выражением
Il ct+T 1
^CK3=J-f МО] dt. (2.8)
V т Jt
Отношение хскз/хср для периоди-
ческой вибрации называется коэффици-
ентом формы, а отношение пикового
значения хп / хскз - пик-фактором.
Среднее значение гармонического
колебания за период равно нулю, поэтому
вычисляют среднее абсолютных значе-
ний:
хср = 0,6366ха. (2.9)
Среднее квадратическое значение гар-
монического колебания за период, вычис-
ленное по формуле (2.8), для хСкз равно:
*скз =^= 0,7071 ха
(2.Ю)
ИЛИ ха = 1,41 Хскз,
где ха - амплитуда гармонической виб-
рации.
При измерении параметров, характе-
ризующих интенсивность периодических
полигармонических колебаний, указанные
выше параметры (размах, среднее и сред-
нее квадратическое значения) измеряют в
выбранном, определяемом совокупностью
всех частот диапазоне от нижней гранич-
ной частоты до верхней.
Следует подчеркнуть весьма важную
в технике измерения параметров вибра-
384
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
ции закономерность: среднеквадратиче-
ское значение периодической вибрации не
зависит от значений изменений фазовых
углов гармоник, содержащихся в вибраци-
онном процессе, в то время как изменение
начальных фазовых углов гармоник поли-
гармонической вибрации, приводящее к
изменению его формы, сопровождается
изменением пикового значения размаха и
среднего значения вибрации.
Почти периодические и переходные
вибрационные процессы
Почти периодические вибрационные
процессы чаще всего встречаются при
суммировании двух или более гармониче-
ских процессов, возбуждаемых различ-
ными источниками, при этом частоты
возбуждаемых колебаний некратны.
Для почти периодической вибрации
измеряемыми величинами являются пико-
вые и среднеквадратические величины, а
также учитывается форма колебания.
Почти периодические колебания
можно представить в виде линейчатого
амплитудного спектра.
Переходные и непериодические про-
цессы весьма разнообразны. Основное их
отличие от рассмотренных ранее процес-
сов заключается в том, что они не могут
быть представлены в виде дискретного
спектра. В большинстве случаев, исполь-
зуя интеграл Фурье, можно получить не-
прерывный спектр переходного неперио-
дического процесса.
Импульсные процессы характеризует
наличие пауз - конечных промежутков
времени, в течение которых колебания
отсутствуют, и промежутков времени t,
определяющих длительность импульса, в
которых значения отклонений тела от по-
ложения равновесия могут обращаться в
нуль только в отдельных точках. Интен-
сивность импульса характеризует его пи-
ковое значение.
Импульсные процессы могут быть
периодическими и непериодическими, или
представлять собой одиночные импульсы.
Механические одиночные импульсы на-
зываются ударами.
Участок нарастания отдельного им-
пульса называется фронтом, участок спа-
да - срезом. Совокупности последующих
мгновенных значений отклонения опреде-
ляют форму импульса.
Импульсы именуются в соответствии
с их формой: прямоугольные, трапецеи-
дальные, треугольные, полусинусоидаль-
ные, колоколообразные и т.д. В литерату-
ре для наиболее часто встречающихся
форм импульсов приводят амплитудно-
частотные спектры [68, 108].
Вибрацию, протекание которой во
времени не может быть описано методами
математического анализа, называют не-
детерминированной, или случайной.
Такую вибрацию характеризует слу-
чайная функция времени х(/), которую
можно рассматривать как бесконечную
совокупность или множество функций
{х(/)}, называемых выборками, каждая из
которых представляет одну из реализаций
случайной функции. Случайный процесс
можно описать в любой момент времени
усреднением вероятностных характери-
стик по множеству выборочных функций.
Случайные процессы оценивают ве-
роятностными характеристиками, важ-
нейшими из которых являются среднее
значение случайного процесса и автокор-
реляционная функция.
Вопросы изучения случайной вибра-
ции, методов и средств ее исследования и
измерения изложены в специальной лите-
ратуре [14].
Единицы измерения параметров
вибрации
Виброперемещение в большинстве
технических задач (размах или амплиту-
да) измеряется в микрометрах (мкм), реже
в метрах (м), миллиметрах (мм) или ангс-
тремах (А°).
Виброскорость (среднеквадратичес-
кое значение) измеряется в мм/с, м/с.
ОСНОВНЫЕ СВЕДЕНИЯ О ВИБРАЦИИ
385
Виброускорение (пиковое значение)
измеряется в м/с2 или долях 1g « 9,81 м/с2 «
«10 м/с2.
Частоту вибрации измеряют в герцах
(Гц) (1/с) или числах оборотов в минуту
(об/мин) - для роторных машин.
В ряде областей техники результаты
измерения виброускорения представляют
в децибелах относительно выбранного
условного нулевого значения уровня ус-
корения, например aQ = 3-10"4 м/с2, и
определяют по формуле
(2Л1)
где La - уровень ускорения, дБ; а - уско-
рение, м/с2.
Перевод скорости в децибелы отно-
сительно условного нулевого значения
v0 =5 10~8 м/с осуществляется по фор-
муле
Av=201g—Ц-, (2.12)
5-Ю'8
где Ln - уровень виброскорости, дБ; v -
скорость, м/с.
Перевод виброперемещения в деци-
белы относительно условного нулевого
уровня 5о=81О-11 мм осуществляют по
формуле
с
"=2018^- (2-,3)
где Ls - уровень виброперемещения, дБ;
5 - величины перемещения, мм.
Выражение результатов измерения
виброперемещения в децибелах встреча-
ется достаточно редко.
Свободные и вынужденные колебания
в системах с одной степенью свободы
Механическая система со сосредото-
ченными параметрами обладает одной
степенью свободы, если ее положение в
пространстве в какой-либо момент времени
определяет одна независимая переменная.
13 - 701
Для определения положения в про-
странстве системы со сосредоточенными
параметрами с п степенями свободы в
каждый момент времени требуется п не-
зависимых переменных.
Твердое тело, могущее свободно
двигаться в пространстве, имеет шесть
степеней свободы: три, определяемых
поступательными перемещениями, и три,
определяемых тремя вращательными
движениями.
Колебательная система с бесконеч-
ным числом степеней свободы называется
системой с распределенными парамет-
рами и для описания ее колебаний приме-
няют дифференциальные уравнения в ча-
стных производных с переменными, ха-
рактеризующими зависимость исследуе-
мых величин (виброперемещения, вибро-
скорости, виброускорения) не только от
времени, но и от пространственного по-
ложения всех точек данной системы [4].
Наиболее простым и наглядным
примером системы с одной степенью сво-
боды является груз, подвешенный на
пружине, причем движение груза возмож-
но только в одном направлении - вдоль
оси пружины.
Система с одной степенью свободы
является системой со сосредоточенными
параметрами, т.е. массой пружины можно
пренебречь по сравнению с массой груза
и рассматривать только ее жесткость, а
жесткость груза считать неизмеримо
большей, чем жесткость пружины, и учи-
тывать только его массу.
В пределах изучаемых амплитуд ко-
лебаний силы упругости линейны, а сила
сопротивления движению груза, созда-
ваемая демпфером, пропорциональна ско-
рости.
Если в такой системе масса М каким-
то образом выведена из положения равно-
весия или ей сообщена некоторая ско-
рость, то возникают свободные (собст-
венные) колебания массы на пружине.
Тогда, согласно закону Ньютона,
равновесие, к которому стремится выве-
денная из состояния покоя система, опре-
386
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
деляется равенством нулю суммы трех
сил: силы инерции М-, действующей на
массу М; силы упругости ку и силы со-
противления hy :
Му + hy + к у =0, (2.14)
где М - масса груза; к - коэффициент уп-
ругости пружины; h - коэффициент демп-
фирования.
Это уравнение свободных колебаний
системы со сосредоточенными парамет-
рами с одной степенью свободы.
Разделив все члены уравнения на М
в качестве коэффициентов при отдельных
его членах получим общепринятые пара-
метры, характеризующие движение виб-
рирующего объекта:
у + 2уу + а>оУ = 0, (2.15)
где
N=hllM, [v] = 7”1 - (2.16)
коэффициент затухания;
<оо = 4кТм, [<ВО] = - (2.17)
частота собственных колебаний системы.
Если силы сопротивления отсутст-
вуют (v = 0), то колебания будут незату-
хающими, что в практике не имеет места.
При v Ф 0 система совершает зату-
хающие свободные колебания. От вели-
чины коэффициента затухания зависит,
как скоро эти колебания прекратятся.
В зависимости от соотношения меж-
ду соо и v различают три частных случая:
v = со0 = vKp - критическое затуха-
ние;
v < укр “ слабое или субкритическое
затухание;
n > vKp - сильное или суперкритиче-
ское затухание.
Безразмерная величина
8 = 2(v/co0) (2.18)
называется относительным коэффициен-
том затухания, или показателем затуха-
ния. Величина, ей обратная, называется
добротностью Q = l/s.
Эффективность демпфирования X
характеризуется выражением
д, = я е_„. .-2Я-.. . (2.19)
71 "(е2/4) V4^2-1
При малом затухании
X = k8 = k/Q. (2.20)
Вынужденные колебания происходят
в колебательных системах при действии
на их элементы внешних сил - силового
возмущения или при заданном движении
отдельных точек системы - кинематиче-
ского возмущения, что в обоих случаях
связано с поступлением энергии извне.
Если к инерционной массе этой сис-
темы приложить силу, в частном случае
гармоническую PQ sin со/, то уравнение
движения системы запишем
М- + hy + ky =PosinQ/. (2.21)
Решение этого уравнения состоит из
двух частей: решения, характеризующего
затухающие свободные колебания систе-
мы, и частного решения уч уравнения ус-
тановившихся колебаний под действием
внешней гармонической силы:
Уч = У a cos(Qr - ср), (2.22)
где уа - амплитуда установившихся вы-
нужденных колебаний; Q - частота выну-
жденных колебаний; ср - сдвиг фазы вы-
нужденных колебаний относительно
внешней силы.
Частное решение обычно записыва-
ется в относительных величинах
д (°) — У а =1
•Уст ’
(2.23)
(Q/C0a)8
ср = arctg —---07 х , (2.24)
1-(q2/o>o)
где уст = PQ / к - статическое перемещение.
ОСНОВНЫЕ СВЕДЕНИЯ О ВИБРАЦИИ
387
Соотношение уа/ус? называется резо-
нансной кривой, и его значение показыва-
ет во сколько раз амплитуда вынужден-
ных колебаний при различных значениях
частоты Q превышает статическое пере-
мещение уст, которое получилось бы при
статическом приложении силы к массе.
Кроме резонансных кривых широко
используется величина
РР,у=^- = -г.. = 1 -- (2.25)
Ро 7(A:-Q2M)2+Q2A2
которая называется амплитудно-частот-
ной характеристикой системы и выражает
чувствительность системы к силе по пе-
ремещению.
Величины Л(о), j и уа пропор-
циональны друг другу:
V — — Р п
У а - “ Л) Pp,j •
Частота собственных колебаний кон-
струкций, узлов и элементов машин соо не
должна совпадать с частотами возбуж-
дающих сил Q. При совпадении частот
собственных колебаний с частотами воз-
буждающих сил Q = со0 наступает явле-
ние резонанса.
Резонанс характеризуется сильным
возбуждением амплитуды колебаний, при
этом сравнительно небольшие возбуж-
дающие силы могут вызвать в колеблю-
щейся системе очень большие напряже-
ния. Практически амплитуда при резонан-
се не может безгранично увеличиваться,
так как во всякой упругой колеблющейся
системе имеется некоторое затухание,
поэтому при резонансе даже при малом
сопротивлении возникают колебания хотя
и весьма значительной, но не бесконечно
возрастающей амплитуды
уарез = ро > h(ao = Кт1 е- (2.26)
Как видно из приведенной формулы,
амплитуда этих колебаний зависит от ве-
личины затухания, вызываемого в основ-
ном сопротивлением сил внутреннего
трения в материале, сопротивлением тре-
ния в соединениях либо специальным
демпфером.
Кинематическое возбуждение
Кинематическим называется возбу-
ждение системы груз-пружина, когда ко-
лебания возбуждаются в точке крепления
пружины к основанию.
Принцип кинематического возбуж-
дения системы с параллельным включе-
нием демпфера (рис. 2.4) лежит в основе
действия широкого класса виброизмери-
тельных приборов, называемых прибора-
ми инерционного действия.
Уравнение вынужденных колебаний
в этом случае запишем
M?+hy+ky = -Ms. (2.27)
Рис. 2.4. Кинематическое возмущение
системы, состоящей из инерциального
и упругого элементов и параллельно
включенного демпфера:
f - жесткость системы; h - демпфирование;
т - масса; 5 - смещение подвеса;
Уабс> Уотн ~ абсолютные и относительные
координаты движения центра масс
соответственно
13*
388
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
При движении точки подвеса по гар-
моническому закону 5 = 50 cos О/:
• чувствительность системы к пере-
мещению по перемещению
_ = Уа_ =__________Q /ЮО_____________.
Ps,y .S' /г 12 ’
а ^[1-(£12/<0q)] +£2(O2/(0q)
(2.28)
• фаза вынужденных колебаний гру-
за по отношению к фазе возмущающих
колебаний
£(Q/tOn) z~ лчгхх
Ф = arctg —- ° ; (2.29)
1 -(р2/со§)
• чувствительность системы к скоро-
сти по перемещению
п =Уа_ =_____________Q/«0____________.
Pi,у . Г 2 ’
Sa ^[1-(Q2/co^)J +£2(q2/co^)
(2.30)
• чувствительность системы к уско-
рению по перемещению записывается в
виде
р = 2k = Q/too .
^[1-(Q2 /а>о)] +£2(р2 /<»о)
(231)
Выражение для фазочастной харак-
теристики не меняется.
Эти выражения подтверждают, что,
используя систему (см. рис. 2.4), при из-
мерении относительного перемещения уа
при различных значениях Q/co0 и 8 мы
можем сделать ее чувствительной к пере-
мещению, скорости или ускорению виб-
рации.
Система с двумя степенями свободы.
Динамический поглотитель колебаний
Если колебательная система имеет
две массы М\ и М2 и одну, две К2 или
три пружины, соединяющие их между
собой и с основанием, то такая система
называется двухмассовой. Схема динами-
ческого поглотителя колебаний приведена
Рис. 2.5. Двухмассовая система
с двумя пружинами без сил сопротивления
на рис. 2.5. Внешняя сила F(t) приложена
к массе М\.
Математический аппарат ее описа-
ния довольно громоздок, и поэтому для
конкретных практических приложений
прибегают к его упрощению [68, 129].
В инженерной практике представля-
ет интерес использование двухмассовой
системы для устранения колебаний ма-
шин и сооружений с помощью динамиче-
ского поглотителя колебаний.
При введении обозначений
к. + к?
- - И п2
= -I
где п\ и п2 - парциальные частоты, соста-
вим выражение для собственных частот
системы:
1 ( 2 2)1 1 z 2 2\2 2 ^2
«1,2 = “(«I + «2 )± 4 («2 - «1 ) +П2~^-
(2.33)
На основании (2.33) можно сделать
выводы:
1) амплитуды по каждой из коорди-
нат стремятся к оо при совпадении часто-
ОСНОВНЫЕ СВЕДЕНИЯ О ВИБРАЦИИ
389
ты возмущающей силы с собственными
частотами системы СО] и <х>2;
2) амплитуда уа2 ни при каких усло-
виях в нуль не обращается, хотя и дости-
гает минимума при частоте, равной и2, а
амплитуда уа\ при этой же парциальной
частоте обращается в нуль, и, следова-
тельно, колебания первой парциальной
системы (k\ + к2, М) полностью успокаи-
ваются.
Таким образом, если настроить вто-
рую парциальную систему (к2, М2) на ее
частоту п2, то она будет совершать коле-
бания по закону уа2 = -{Ра /k^cQsClt , а
амплитуда первой парциальной системы
будет равна нулю.
Сила упругости - /^cosQ/ пружины
к2 равна и направлена противоположно
силе Ра cos О/, приложенной к М\.
Практическое воплощение простей-
шего динамического поглотителя колеба-
ний, или, как его еще называют, резо-
нансного демпфера проиллюстрировано
на рис. 2.6.
К вибрирующей поверхности жестко
крепится упругий стержень, где находится
масса, которую можно закрепить в любом
положении по длине стержня. Ее переме-
щением добиваются, чтобы собственная
Рис. 2.6. Продольные деформации
стержня:
х - координата произвольного поперечного
сечения недеформированного стержня;
у - смещение этого стержня при колебаниях
частота системы стержень-масса была
равна частоте возмущающей силы, при-
ложенной к успокаиваемому объекту.
Колебательные системы с
распределенными параметрами
Системами с распределенными па-
раметрами называются системы, в ко-
торых каждая частица обладает массой,
а взаимодействие частиц между собой
вызывает возникновение сил упругости и
сопротивления. Число степеней свободы
такой системы бесконечно велико. Для
описания процессов, происходящих в сис-
темах с распределенными параметрами,
применяют дифференциальные уравнения
в частных производных с переменными,
характеризующими зависимость иссле-
дуемых величин (вибрационных переме-
щений, скорости, ускорения) не только от
времени, но и от пространственного по-
ложения всех точек колеблющейся сис-
темы.
К системам с распределенными па-
раметрами относят стержни (валы, балки
и т.д.), струны, мембраны, пластины и т.д.
Наиболее часто и подробно рассматрива-
ют продольные и поперечные колебания
стержней, ненагруженных и нагруженных
сосредоточенными массами с различными
условиями закрепления концов [17, 129].
Упругий стержень с достаточной для
большинства практических задач точно-
стью рассматривают как одномерную ко-
лебательную систему с распределенными
параметрами, при этом одновременно
учитывают либо только продольные, либо
только поперечные колебания.
Уравнения движения таких систем и
их решения подробно рассмотрены в ли-
тературе [4, 60, 68, 129].
Автоколебания
Рассмотренные выше вынужденные
колебания возникают благодаря воздейст-
вию на систему внешней возмущающей
силы. Характер вынужденных колебаний
определяется внешней силой, которая не
390
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
зависит от параметров системы и проис-
ходящих в ней колебательных процессов.
Если внешняя сила гармоническая,
то в линейной системе устанавливаются
вынужденные, тоже гармонические, коле-
бания с частотой внешней силы, а возни-
кающие в момент включения внешней
силы собственные колебания со временем
затухают. Таким образом, возбуждение в
систему как бы вносится извне.
Имеются и другие системы, в кото-
рых колебания происходят, не затухая, с
частотой собственных колебаний. В них
колебательный процесс определяют не
внешние воздействия на систему, а сама
система и характер ее движения. Колеба-
ния зарождаются внутри самой системы,
она сама генерирует колебания. Такие
колебания называются автоколебаниями,
а системы автоколебательными.
Есть много примеров автоколеба-
тельных систем: струна, колеблющаяся
при однонаправленном движении смычка;
органная труба, колеблющаяся (звучащая)
при равномерном дутье; часовой меха-
низм и т.д.
Основные свойства автоколебаний
обычно рассматривают на примерах, ана-
лизируя характер сил, действующих на
колебательную систему.
Маятник простейших настенных ча-
сов с гирей, будучи отклоненным от по-
ложения равновесия, начинает совершать
свободные колебания, которые благодаря
трению в подвесе затухли бы, однако про-
ходя положение равновесия, он благодаря
системе анкерное колесо - цепь - гиря
получает импульс. Таким образом, потеря
энергии на трение в этой системе воспол-
няется порциями потенциальной энергии,
которые опускающаяся гиря отдает сис-
теме при каждом продвижении анкерного
колеса.
Соответственно с принципиальной
схемой автоколебательной системы здесь
регулирующим органом является спуско-
вое устройство (анкер), которым управ-
ляют колебания маятника, чем и осущест-
вляется обратная связь. Амплитуду уста-
новившихся колебаний определяют свой-
ства механизма: спусковое устройство,
конструктивные размеры, коэффициент
трения. Она устанавливается автоматиче-
ски. Если начальный размах колебаний
слишком велик, потери на трение его
уменьшат. Если он мал, поступающие
импульсы заставят его возрасти.
Эти положения являются общими и
для других автоколебательных систем.
Колебания поддерживаются в них благо-
даря возникновению сил, зависящих от
состояния движения системы, причем
амплитуда не зависит от начальных усло-
вий, а определяется свойствами системы.
В литературе о колебаниях механических
систем описано и разобрано множество
автоколебательных систем, например [4,
68, 129]. Наличие нелинейности характе-
ристики силы от амплитуды колебания
при положительной обратной связи обес-
печивает автоколебания с постоянной
амплитудой.
2.2. ПРИНЦИПЫ ИЗМЕРЕНИЯ
ВИБРАЦИИ
Существует два принципа измерения
вибрации: кинематический и динамиче-
ский [108].
Кинематический принцип измере-
ния. В приборах, основанных на кинема-
тическом принципе измерения, датчик
измеряет вибрацию одного объекта отно-
сительно другого, на котором он установ-
лен. Датчики относительной вибрации,
как правило, бесконтактные. Примером
использования такого принципа измере-
ния может служить измерение вибрации
вала относительно подшипника с помо-
щью бесконтактного вихретокового дат-
чика.
Динамический принцип измерения.
В датчиках, основанных на динамическом
принципе измерения, искусственно созда-
ется неподвижная точка, относительно
которой измеряют параметры абсолютной
вибрации объекта, на котором установлен
датчик.
ПРИНЦИПЫ ИЗМЕРЕНИЯ ВИБРАЦИИ
391
Схема такого однонаправленного
датчика, являющегося колебательной сис-
темой с одной степенью свободы направ-
ленного действия, возбуждаемой кинема-
тически, приведена на рис. 2.5.
При изменении частоты возбуждаю-
щих колебаний центр масс, в силу инер-
ции, отстает от колебаний точки подвеса
пружины и, начиная с некоторого значе-
ния частоты, становится неподвижным.
Центр массы инерционного элемента,
точнее центр масс всех подвижных эле-
ментов системы, и является точкой, отно-
сительно которой измеряются параметры
абсолютной вибрации точки подвеса пру-
жины, а следовательно, объекта, на кото-
ром установлен датчик.
Датчики вибрации, выполненные по
схеме, представленной на рис. 2.5, назы-
ваются датчиками инерционного дейст-
вия (ИД).
Требования к приборам для
измерения параметров вибрации
1. Число измеряемых компонентов
вибрации. Как известно, твердое тело
имеет шесть степеней свободы [68], и в
общем случае для определения характера
его вибрации в пространстве измеряют
три линейных компонента, направленных
вдоль трех ортогональных осей, и три уг-
ловых компонента колебания вокруг этих
осей. Однако в практике число измеряе-
мых компонентов ограничено, и измере-
ния проводят в направлениях, где наличие
или возрастание вибрации характеризует
вибрационное состояние объекта.
Для измерения используют однона-
правленные датчики ИД или относитель-
ной вибрации.
При необходимости измерения пара-
метров абсолютной вибрации в одной
точке используют двух- и трехкомпо-
нентные датчики, причем каждый компо-
нент, как правило, выполнен по однона-
правленной схеме. Все компоненты смон-
тированы в одном корпусе.
Существуют одно-, двух- и трехком-
понентные датчики с использованием од-
ного инерционного элемента для измере-
ния по всем направлениям, например,
пьезоэлектрические акселерометры.
Ввиду большого разнообразия требо-
ваний к вибродатчикам, касающихся вы-
бора числа компонентов колебательной
величины, которую они должны измерять,
рабочих частотного и динамического диа-
пазонов, условий окружающей среды,
размеров и массы датчиков, в практике
измерений вибрации применяют датчики,
различные по принципу действия, конст-
рукции, виду используемых электромеха-
нических преобразований [78, 108, 115].
2. Параметры вибрации, подлежа-
щие измерению. В практике встречается
необходимость измерения следующих
параметров вибрации, которые могут от-
носиться в виброперемещению и его про-
изводным по времени (скорости, ускоре-
нию, резкости):
• мгновенных значений;
• размаха, или пиковых значений;
• среднеквадратического значения (аб-
солютного или относительно условного
уровня), корреляционной функции, рас-
пределения вероятности;
• частоты основного тона и гармо-
ник;
• крутизны фронта нарастания и дли-
тельности действия импульса;
• спектрального состава: частот и ам-
плитуд составляющих спектра, фазовых
соотношений между ними, энергетическо-
го спектра;
• клирфактора и пр.
3. Требования к характеристикам
виброизмерительной аппаратуры. Сфор-
мулируем задачу измерения любого инте-
ресующего компонента вибрации аппара-
турой в общем виде.
С выхода датчика, возбуждаемого
механической вибрацией x(Z), сигнал по-
дается на вход аппаратуры, с выхода ко-
торой снимается отклик A(t).
392
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Чтобы отклик A(t) правильно ото-
бражал вибрацию x(Z), должны соблю-
даться следующие требования:
♦ отношение р = ——, называемое
функцией преобразования или коэффици-
ентом преобразования, должно быть по-
стоянным, не зависеть от величины и
частоты сигнала в рабочем частотном и
динамическом диапазонах. Эту величину
называют также чувствительностью сис-
темы.
Это требование выполнимо при сле-
дующих условиях:
а) амплитудная характеристика аппа-
ратуры (датчика) должна быть линейной;
б) амплитудно-частотная характери-
стика р(со) должна быть равномерной,
параллельной оси частот;
в) фазочастотная характеристика
ф(ш) должна быть нулевой или пропор-
циональной, изменение ср на ±тс не иска-
жает коэффициента преобразования и при-
водит только к изменению знака перед р;
г) поперечная чувствительность дат-
чика ИД должна быть малой, допускаемой
требованием к точности результата изме-
рения;
♦ необходимо иметь в виду, что ам-
плитудно- и фазочастотные характеристи-
ки (АЧХ и ФЧХ) взаимосвязаны, так как
они зависят от одних и тех же параметров
системы;
♦ амплитудно- и фазочастотные ис-
кажения носят общее наименование - ли-
нейные искажения. При линейных иска-
жениях происходит только изменение
амплитуд и начальных фаз частотных со-
ставляющих, и в отклике не могут поя-
виться составляющие с частотами, отсут-
ствующими в сигнале;
♦ всякое отклонение амплитудной
характеристики от линейной вызовет не-
линейные искажения: в отклике могут
появиться составляющие с такими часто-
тами, которых нет в сигнале.
2.3. ВИБРОПРЕОБРАЗОВАТЕЛИ
2.3.1. Теория датчиков вибрации
инерционного действия
Демпфирование колебаний осущест-
вляется либо с помощью специального
демпфера, включаемого, как правило, па-
раллельно пружине подвеса, либо распре-
деленных сил сопротивления движению
массы, заключенных в системе ее подвеса.
Силы сопротивления имеют нередко
сложный характер, но для простоты мате-
матического описания уравнения движе-
ния датчика и основных закономерностей,
определяющих режим его работы, силу
сопротивления полагают пропорциональ-
ной скорости колебаний.
Уравнение движения датчика ИД
идентично уравнению движения системы
с одной степенью свободы, возбуждаемой
кинематически, т.е. уравнению (2.27).
Согласно (2.17), со0 = >!к/М - час-
тота собственных колебаний датчика, а
согласно (2.16) и (2.18), 8 = h/ M($Q - без-
размерный показатель затухания.
Рассмотрим режимы работы датчи-
ков вибрации инерционного действия.
Относительное перемещение y(t)
инерционного элемента и массы в зависи-
мости от отношения частоты измеряемой
вибрации и собственной частоты датчика
пропорционально либо виброперемеще-
нию, либо виброскорости, либо вибро-
ускорению.
В зависимости от того, какую коле-
бательную величину - виброперемеще-
ние, виброскорость или виброускорение -
требуется измерять, параметры колеба-
тельной системы М9 h, у или aj0, £ должны
удовлетворять определенным требовани-
ям. Если эти условия таковы, что у - от-
носительное перемещение основания и
центра тяжести масс пропорционально
виброперемещению, то датчик работает в
режиме виброметра, если виброскорости -
то в режиме велосиметра, если вибро-
ускорению - то в режиме акселерометра.
ВИБРОПРЕОБРАЗОВАТЕЛИ
393
2.1. Значения параметров при измерении виброперемещения
Диапазон частот Оптимальное демпфиро- вание £ = К Рабочие участки характеристики
АЧХ ФЧХ
о 8 8 A II А д_ а а £ « —; со0 НО £<1 As =1 Ф5 = 71
о = 8 3 = V v а а v с V v V V си V с с а 8 1 V I II ООО 8 8 8 а е = 1... 1,4 Л =1 Л я л ф, ® — + 1 2 8^0 J
Режим виброметра
Выбор параметров в этом режиме
осуществляется согласно данным табл. 2.1.
Однако частота вибродатчика ИД Ов
стремится к бесконечности только теоре-
тически и ограничивается вторичными
резонансами системы подвеса массы, ли-
бо при наличии поперечной составляю-
щей вибрации, потери поперечной устой-
чивости системы подвеса, приводящей к
недопустимо большим колебаниям по
рабочей оси датчика, которые могут при-
вести к его поломке [19].
Амплитудно-частотная характери-
стика при измерении виброперемещения
определяется формулой
Psy=~= I , (2-34)
so yj(K-£12М)2+ £l2h2
а фазочастотная характеристика опреде-
ляется формулой
Ф =arctg (2.35)
К — £2 М
Режим велосиметра
Выбор параметров в этом режиме
осуществляется согласно данным табл. 2.2.
Амплитудно-частотная характери-
стика определяется формулой
_ Уо _ О. М
Ps’y *о yl(K-Q2M)2 + Q2h2
а фазочастотная характеристика
лой
К-С12М
ф..,-“и8-БГ“
Режим акселерометра
Выбор параметров в этом
осуществляется согласно
табл. 2.3.
Амплитудно-частотная
стика определяется формулой
М
, (2.36)
форму-
(237)
режиме
данным
характери-
р- =^ = -г———=
5о yl(K-Cl2M)2+Cl2h2
, (2.38)
а фазочастотная характеристика опреде-
ляется формулой
„ я*
= arctg-------z—
К-С12М
(2.39)
Рассмотрим влияние частотных ха-
рактеристик аппаратуры с датчиками, ра-
ботающими в режиме виброметра и вело-
симетра, на погрешность измерения пара-
метров вибрации.
394
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
2.2. Значения параметров при измерении виброскорости
Диапазон частот Оптимальное демп- Рабочие участки характеристики
фирование 8 АЧХ ФЧХ
°- ~^«20 Q 0 / / ееТ» А=- 8 фу =Я
Q
Как уже отмечалось, АЧХ и ФЧХ
виброизмерительного прибора определя-
ются одними и теми же параметрами: а>0 и
8. Стремясь расширить рабочую область
частот, где АЧХ равномерна, вводят
большое демпфирование, что приводит к
непропорциональности ФЧХ в этой рас-
ширенной области частот.
При измерении размаха и пикового
значения колебательных величин фазовые
искажения приводят к большим погреш-
ностям измерения ©о и е полигармониче-
ских колебаний [18].
При наличии в спектре третьей гар-
моники погрешность измерения размаха
может быть около 40 %, а при наличии
второй гармоники - около 15 % и значи-
тельно превышать погрешности, опреде-
ляемые отклонениям АЧХ от равномер-
ной (параллельной оси частот).
Следует еще раз отметить, что не-
пропорциональность ФЧХ не вызывает
погрешности измерения среднеквадрати-
ческого значения, что важно для сниже-
ния погрешности в расширенной с помо-
щью демпфирования или коррекции схеме
вторичного электронного прибора облас-
ти частот, где АЧХ равномерна.
Рассмотрим поперечную чувстви-
тельность вибродатчиков ИД.
В общем случае вектор вибрации ис-
следуемого объекта направлен произ-
вольно в пространстве. Поэтому, пользу-
ясь для измерения параметров вибрации
однонаправленными вибродатчиками ИД,
нужно знать их чувствительность к неиз-
меряемым комопонентам вибрации, что
позволит оценить погрешность измере-
ния, вызванную воздействием на датчик
этих компонентов.
2.3. Значения параметров при измерении виброускорения
Диапазон частот Оптимальное демпфирование 8 Рабочие участки характеристики
АЧХ ФЧХ
о 8 © V " Vu d сГ e«^0_ Qp со0 с| 8° 8° w V + V к * а 11 8 S 9- 6 С
n = o ®o < Op « 2®0 e = l... 1,7 А 2 со0 А л 1 f Q Л Фа «3-+ 1 2 ) при Q ~со0
ВИБРОПРЕОБРАЗОВАТЕЛИ
395
Одной из основных характеристик
вибродатчика ИД является его поперечная
ип
чувствительность рп = ——, где ип - сиг-
иР
нал от воздействия на датчик поперечной
вибрации той же величины, что и в рабо-
чем направлении, дающей на выходе дат-
чика сигнал ир. Поперечная чувствитель-
ность обычно выражается (%)
Рп=—юо.
ир
Поперечная чувствительность, как
правило, различна при действии попереч-
ной вибрации в различных направлениях,
лежащих в плоскости, перпендикулярной
рабочей оси датчика.
Для датчиков различной конструк-
ции величина и характер проявления по-
перечной чувствительности различны.
Так, для датчиков с пружинным под-
весом инерционной массы большое зна-
чение поперечной чувствительности (до
100 ... 500 %) связано с возникновением
параметрического резонанса [17, 19, 78].
Имеется большое количество элек-
тромеханических преобразователей, пре-
образующих механические колебания,
воспринимаемые вибродатчиком, в элек-
трический сигнал: пьезоэлектрические,
индукционные, индуктивные, вихретоко-
вые, емкостные, пьезорезистивные и мно-
гие другие.
Однако в настоящее время широкое
применение нашли лишь некоторые из
них: индукционные (электродинамиче-
ские) преобразователи в датчиках, рабо-
тающих в режиме виброметра и велоси-
метра; пьезоэлектрические - в датчиках,
работающих в режиме акселерометра;
индуктивные и вихретоковые преобразо-
ватели - в датчиках для бесконтактного
измерения относительных вибропереме-
щений [20].
Сведения о самых различных преоб-
разователях можно найти в [68, 108].
2.3.2. Индукционный
(электродинамический) вибродатчик
Электродинамический датчик нашел
широкое применение для исследования,
периодического и эксплуатационного кон-
троля роторного энергетического обору-
дования. Он широко использовался также
для исследования вибрации строительных
конструкций и сейсмических колебаний.
Механическая система датчика рабо-
тает в режиме виброметра, но вследствие
использования в нем индукционного элек-
тромеханического преобразователя, сиг-
нал на выходе электродинамического
вибродатчика пропорционален виброско-
рости. Электродинамический датчик име-
ет высокие чувствительность и помехоза-
щищенность.
Конструкция вибродатчика включает
в себя катушку, связанную с инерцион-
ным элементом - массой, подвешенной
обычно на двух плоских ленточных или
круговых с прорезями пружинах различ-
ной конфигурации. Катушка входит в
кольцевой зазор магнитной системы,
обычно с постоянным магнитом, жестко
связанным с корпусом датчика.
Напряжение и на выходе датчика
равно
u = -Bl^ = -Blv, (2.40)
где В - магнитная индукция в зазоре; I -
длина проводника, находящегося в маг-
нитном поле; v - скорость вибрации.
Таким образом, напряжение на вы-
ходе датчика пропорционально скорости
перемещения проводника в магнитном
поле.
Обычно частотный диапазон датчика
составляет 7 ... 300 Гц. Сверху частотный
диапазон ограничивают вторичные резо-
нансы и частоты, на которых происходит
потеря устойчивости пружин подвеса
инерционной массы под действием попе-
речной вибрации.
Температурный диапазон датчиков
-30 ... +400 °C, чаще до +100 °C.
396
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Электродинамические датчики все
более вытесняются из практики контроля
вибрации в промышленных условиях пье-
зоэлектрическими акселерометрами, как
более прочными, имеющими более широ-
кие динамический и частотный диапазоны
и меньшие размеры.
В сейсмометрии электродинамиче-
ские вибродатчики применяют в настоя-
щее время (например СМ-2М).
2.3.3. Пьезоэлектрический акселерометр
В отличие от других типов вибродат-
чиков пьезоэлектрический акселерометр
эффективен при измерениях всех колеба-
тельных величин механических колеба-
ний самых различных объектов измере-
ния, практически в любых необходимых
динамическом и частотном диапазонах.
Для получения достоверных резуль-
татов измерения рабочие динамический и
частотный диапазоны используемого ак-
селерометра должны соответствовать ам-
плитудному спектру и динамическому
диапазону измеряемой величины иссле-
дуемой вибрации, быть способными рабо-
тать в условиях среды, окружающей дат-
чик в месте его установки на объекте кон-
троля.
Существует широкий ассортимент
акселерометров, из которого практически
во всех случаях удается подобрать необ-
ходимый для производства измерений с
требующейся точностью.
Пьезоэлектрический акселерометр в
настоящее время является наиболее рас-
пространенным датчиком для измерения
механической вибрации и ударов. Это
определяется качествами, свойственными
этому типу датчиков вибрации.
Основные преимущества акселеро-
метров',
• широкий частотный диапазон;
• линейная амплитудная характери-
стика в широком динамическом диа-
пазоне;
• возможность при использовании
интеграторов, включенных на выход ак-
селерометра, получить сигнал, пропор-
циональный виброскорости и вибропере-
мещению;
• способность работать в тяжелых
окружающих условиях (температура,
влажность, радиация, магнитные поля);
• высокая механическая надежность
и долговечность, чему способствует от-
сутствие в датчике движущихся частей,
как например, в датчиках, работающих в
режимах виброметра и велосиметра;
• высокая вибро- и ударопрочность.
• отсутствие необходимости источ-
ника питания, так как пьезоакселерометр
является датчиком генераторного типа;
• малогабаритная компактная конст-
рукция и большое значение отношения
чувствительности к собственной массе.
Измерение с помощью
пьезоакселерометра параметров
различных колебательных величин
Выходной сигнал пьезоэлектриче-
ского акселерометра пропорционален ус-
корению воздействующей на него вибра-
ции. Этот сигнал путем одинарного и
двойного интегрирования можно преобра-
зовать в сигнал, пропорциональный ско-
рости и перемещению. Однако при этом
следует помнить, что интегрирование в
области низких частот связано с большим
усилением сигнала, а следовательно, сни-
жением помехоустойчивости и искажени-
ем фазочастотной характеристики, что,
как указывалось выше, при измерении
размаха и пикового значения вибрации
приводит к большой погрешности. По-
этому к определению нижней границы
частотного диапазона акселерометра с
интеграторами и к принятию мер по сни-
жению их влияния на правильность ре-
зультата измерения нужно подойти с уче-
том указанных выше факторов.
Применение электронного интегра-
тора идентично включению фильтра ниж-
них частот, обуславливающего ослабле-
ние высокочастотных составляющих виб-
рации.
ВИБРОПРЕОБРАЗОВАТЕЛИ
397
Наиболее часто осуществляют кон-
троль среднеквадратического значения
виброскорости, так как эта величина свя-
зана с энергией воздействующих на ма-
шину сил, а следовательно, с разрушаю-
щим воздействием вибрации. Таким обра-
зом, наиболее часто приходится иметь
дело с однократным интегрированием
сигнала пьезоакселерометра.
Во многих случаях, в частности, при
контроле вибрации быстроходных ротор-
ных машин, целесообразно контролиро-
вать виброускорение, т.е. обходиться без
интегрирования сигнала.
Следует отметить, что применение
электронных интеграторов, вносящих
серьезные фазовые искажения, что, как
уже отмечалось, приводит к значитель-
ным амплитудным погрешностям и недо-
пустимо при исследовании механических
ударов и импульсной вибрации.
Двойное интегрирование сигнала
пьезоакселерометра требуется значитель-
но реже, так как параметры вибропере-
мещения измеряют при контроле тихо-
ходных машин, конструкций зданий и
мостов, в сейсмометрии, где до сего вре-
мени с успехом используют электродина-
мические вибродатчики. Правда, в по-
следние годы для исследования и экс-
плуатационного контроля подшипнико-
вых опор гидроагрегатов начали приме-
нять пьезоакселерометры, дважды интег-
рируя его сигнал для получения вибропе-
ремещения, по размаху которого норми-
руется вибрация этих машин.
Принцип действия
пьезоэлектрического акселерометра
Простейший пьезоакселерометр с
пьезоэлементом, работающим на растя-
жение-сжатие, состоит из инерционной
массы, пьезоэлемента и основания, жест-
ко между собой соединенными, и закры-
того корпуса. Пьезоэлемент из поляризо-
ванной пьезокерамики или пьезокристал-
ла выполняет роль пружины, соединяю-
щей массу с основанием.
В силу своей инертности при воздей-
ствии вибрации на основание пьезоаксе-
лерометра, инерционная масса отстает в
своем движении от основания, это вызы-
вает деформацию пьезоэлемента и воз-
никновение на его обкладках заряда, про-
порционального ускорению.
Резонансная частота закрепленного и
незакрепленного акселерометра
Для анализа характеристик акселе-
рометра описанную конструкционную
модель удобно упрощенно представить в
виде двухмассовой системы (см. рис. 2.5).
Силы, действующие на элементы
системы (см. рис. 2.5):
• сила, деформирующая пружину:
F
F = k{xs-xs~L); xs-xs-L = — ;
к
• сила, действующая на основание
акселерометра:
т§х§ = F + F0 sin со/; х5 =
F + Fq sin со/
w8
• сила, действующая на инерцион-
ную массу:
.. F
msxs = -F ; xs =----,
ms
где ms - инерционная масса; т§ - масса
основания; xs - перемещение инерцион-
ной массы; - перемещение основания;
L - расстояние между центрами инерци-
онной массы и основания; к - жесткость
пьезоэлемента; Fo sin со/ - гармоническая
сила, приложенная к основанию; со - уг-
ловая частота.
Уравнения движения системы
.. .. F
xs ~ХЬ =--------
ms
xs - xs = -k(xs - xs - £)(— + —) - — .
ms
Обозначим
1 1 * msmb лп
— = —+—, H = ——— , (2.41)
M ms ms+m&
где ц - приведенная масса акселерометра.
398
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Обозначим через у перемещение
инерционного элемента ms относительно
основания
y = xs-x3-L.
В случае, если акселерометр не за-
креплен на объекте и не подвергается
действию внешних сил (FB = 0), то урав-
нение, определяющее свободные колеба-
ния незакрепленного акселерометра, за-
пишем
цу + А^ = О. (2.41а)
В качестве решения уравнения
(2.41а) целесообразно предположить
y0=y0sinco/.
Подставив это решение в уравнение
(2.41а), получим
- цу0со2 sin = ~кУо sin со^
Отсюда резонансная частота неза-
крепленного акселерометра
®2=- = Л(—+ —). (2.42)
В случае, если акселерометр жестко
закреплен на объекте, масса которого зна-
чительно больше его собственной, т.е.
- 1
т5 —> оо, и величиной — можно пренеб-
речь, собственная частота закрепленного
акселерометра
а2к= — . (2.43)
Резонансная частота незакрепленно-
го акселерометра выше, чем закрепленно-
го, G)K / (Dp »1V2 .
Недостаточно жесткое крепление
пьезоакселерометра приводит к снижению
резонансной частоты закрепленного аксе-
лерометра (частоты установочного резо-
нанса).
Амплитудно-частотная
характеристика пьезоакселерометра.
Рабочий диапазон частот
Амплитудно-частотная характери-
стика акселерометра определяется форму-
лой (2.38).
Верхнее значение частоты рабочего
диапазона частот закрепленного акселе-
рометра при заданном допустимом откло-
нении АЧХ от равномерной определяется
по АЧХ акселерометра. Так, если допус-
кается 5 % отклонение АЧХ, то частота
верхней границы частотного диапазона
может быть определена делением значе-
ния резонансной частоты закрепленного
датчика на пять. Если допускается по-
грешность 10 %, то верхняя граница рабо-
чего диапазона частот определяется деле-
нием значения резонансной частоты на 3.
С погрешностью, не превышающей
3 дБ, можно измерять вибрацию до часто-
ты, составляющей половину резонансной.
Нижнее значение рабочей частоты
акселерометра. Электрический заряд пье-
зоакселерометра генерируется лишь под
действием вибрации (динамических сил).
Следовательно, пьезоакселерометры не
работают, начиная с частоты 0 Гц. Ниж-
ний предел измерения по частоте зависит
от параметров используемого совместно с
пьезоакселерометром согласующего уси-
лителя. Технические возможности сего-
дняшнего дня позволяют измерять сигнал
ускорения, начиная с 0,003 Гц, но при
этом интенсивность измеряемой вибрации
и коэффициент преобразования исполь-
зуемого акселерометра должны быть дос-
таточно велики.
Конструктивные схемы
пьезоакселерометров
Имеется несколько типов базовых
конструктивных схем, основанных на ис-
пользовании различным образом поляри-
зованных пьезоэлементов, снятии зарядов
с определенных граней и способе нагру-
жения пьезоэлемента.
ВИБРОПРЕОБРАЗОВАТЕЛИ
399
Основные типы конструктивных
схем:
1) с пьезоэлементами, работающими
на растяжение-сжатие (рис. 2.7, а, б, в, г);
2) с пьезоэлементом, работающим на
срез (рис. 2.7, г, д, ж);
3) с пьезоэлементами, работающим
на изгиб (рис. 2.7, и, к, л);
4) с пьезоэлементами, работающими
по так называемой "поворотной" схеме;
5) конструкция с встроенным согла-
сующим усилителем.
По схеме 1 работает большинство
используемых в практике акселерометров.
Она проста и конструктивно и технологи-
чески, позволяет изготавливать миниа-
Рис. 2.7. Конструктивные схемы основных типов
пьезоэлектрических измерительных преобразователей ускорения:
а - клееный ИП; б - клеено-поджатый; в - с параллельно включенными пьезоэлементами;
г - с последовательно включенными пьезоэлементами; д-с использованием поперечного
пьезоэффекта; е - центрированные; ж - с пьезоэлементом, работающим на срез; з - схема тандем;
и—к - с изгибным консольным элементом, подкрепленным и биморформным соответственно;
л - с изгибным грибообразным чувствительным элементом
400
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
тюрные высокочастотные акселерометры,
работающие при высоких температурах.
Однако им присущи и недостатки: темпе-
ратурная зависимость коэффициента пре-
образования, сравнительно большая попе-
речная чувствительность.
По схеме 2 работают разнообразные
конструкции, выпускаемые ведущими
зарубежными фирмами "Брюль и Кьер",
"Эндевко" и др. Это акселерометры типа
Delta Schear фирмы "Брюль и Кьер" и
Isoschear ("Эндевко") с пьезоэлементами,
работающими на срез. Акселерометры
типа Delta Schear фирмы "Брюль и Кьер"
содержат три плоских пьезоэлемента, за-
крепленных между расположенной в цен-
тре опорной стойкой треугольного сече-
ния и тремя сейсмическими массами, сжа-
тыми упругим стяжным кольцом. По-
скольку стяжное кольцо действует на мас-
сы и пеьзоэлементы с большой радиаль-
ной силой, а все элементы тщательно об-
работаны и притерты, в этих акселеромет-
рах для соединения его элементов не тре-
буется ни винтов, ни клеевых соединений.
Акселерометры Delta Schear отличаются
большим отношением чувствительности к
собственной массе и малой чувствитель-
ностью к деформации основания и резким
изменениям температуры.
На рис. 2.7, ж приведена конструк-
ция акселерометра с пьезоэлементом, ра-
ботающим на срез, и принципиально не
отличающимся от акселерометра Delta
Schear. Акселерометры, выполненные по
этой схеме, также обладают малой чувст-
вительностью к деформации основания и
изменениям температуры.
По схеме 3 выполнены акселеромет-
ры с пьезоэлементом, работающим на из-
гиб (рис. 2.7, w, к, л). Пьезоэлемент может
быть выполнен в виде пластинки, нагру-
женной на конце массой, либо в виде дис-
ка, закрепленного в центре и нагруженно-
го массой по периферии. Чаще всего для
увеличения прочности пьезоэлемент на-
клеивается на металлическую подкладку.
Пьезоакселерометры с кольцевым
пьезоэлементом (рис. 2.7, л) обладают
высоким коэффициентом преобразования,
очень малой поперечной чувствительно-
стью (1 ... 2 %) и сравнительно низкой
собственной частотой.
По схеме 4 работает пьезоакселеро-
метр, собранный по "поворотной" [78]
схеме. Чувствительность такого акселе-
рометра в четыре раза превышает чувст-
вительность пьезоакселерометра таких же
размеров и массы, использующего пьезо-
элемент, работающий на растяжение-
сжатие. На базе такой схемы легко вы-
полнить двухкомпонентный пьезоакселе-
рометр с одним инерционным элементом
практически в тех же размерах, что и од-
нокомпонентный. Чувствительность к де-
формации основания акселерометра такой
конструкции очень мала. По такой схеме
выполнены двухкомпонентные пьезоаксе-
лерометры типа 2ПА-22, нашедшие ши-
рокое применение при исследовании и
эксплуатационном контроле энергетиче-
ского оборудования, и особенно оборудо-
вания АЭС.
По схеме 5 - акселерометр с встро-
енным согласующим устройством - мо-
жет быть выполнен любой из описанных
выше акселерометров. Совмещение пье-
зоакселерометра с согласующим устрой-
ством или усилителем-возбудителем ли-
нии передач, там где это позволяют раз-
меры и температура окружающей среды,
дает возможность повысить его помехо-
защищенность, исключить соединитель-
ный кабель и обеспечить низкоомный вы-
ход. Эффективно использование пьезоак-
селерометра с встроенным усилителем
при измерении инфранизкочастотных ко-
лебаний, где особо важно обеспечить вы-
сокую помехозащищенность.
Коэффициент преобразования
акселерометра
Пьезоэлектрический датчик можно
рассматривать как источник электриче-
ского заряда или напряжения (рис. 2.8).
Пьезоэлемент можно представить
как включенные параллельно емкость Са и
ВИБРОПРЕОБРАЗОВАТЕЛИ
401
а)
б)
Рис. 2.8. Эквивалентные электрические схемы
пьезоэлектрического акселерометра и соединительного кабеля:
а - с источником заряда; б - с источником напряжения
очень высокое сопротивление Ra, которым
на практике пренебрегают. Активный
элемент пьезоэлектрического акселеро-
метра можно рассматривать или как иде-
альный источник заряда Qa с соединен-
ным параллельно конденсатором емко-
стью Са и образующей нагрузку емкостью
соединительного кабеля, или как источ-
ник напряжения с последовательно со-
единенной емкостью Са, работающий на
представляемую емкостью соединитель-
ного кабеля нагрузку Сс.
Так как акселерометр имеет очень
высокоомный выход, для согласования
его с измерительными приборами, имею-
щими сравнительно низкоомный вход,
требуется использовать согласующий
предусилитель.
Выбор используемого совместно с
пьезоэлектрическим акселерометром пре-
дусилителя зависит от учитываемой в ка-
честве выходного сигнала электрической
величины, т.е. подлежит ли дальнейшей
обработке электрический заряд или элек-
трическое напряжение.
Чувствительность по заряду - это от-
ношение электрического заряда, измеряе-
мого в пикокулонах (пКл), к виброуско-
рению, его вызвавшему:
Sqa=^-. (2.44)
хо
Стоящие в числителе и знаменателе
величины Q и х соответственно должны
измеряться в одинаковых величинах, т.е.
либо в СКЗ, либо в пиковых значениях.
Чувствительность по напряжению -
это отношение напряжения на выходе
датчика к ускорению, его вызвавшему:
SUa=^-. (2.45)
х0
Поскольку Ua = ———, то
Q + Q
^g/Ca+Cc
Динамический диапазон
пьезоакселерометра
Амплитудная характеристика пьезо-
акселерометра линейна в широких преде-
лах. Сверху она ограничивается линейно-
стью, определяемой механическими ха-
рактеристиками акселерометра, а снизу -
собственным шумом системы предусили-
тель - кабель и влиянием окружающей
среды.
За пределами линейной части харак-
теристики в сигнале могут возникнуть
искажения, свойственные нелинейным
системам.
Удар может нанести непоправимый
вред акселерометру, даже при ускорениях,
лежащих в пределах его линейного диапа-
402
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
зона, вызвав растрескивание пьезоэлемен-
та или клеевых и механических соедине-
ний в конструкции.
Поперечная чувствительность
пьезоакселерометра
При действии на однонаправленный
пьезоакселерометр поперечной вибрации,
а в практике это почти всегда имеет место
при реализации пьезоакселерометра по
схеме 1, на рабочих обкладках пьезоэле-
мента возникает сигнал, вносящий по-
грешность в измерение ускорения по вы-
бранному направлению, т.е. акселерометр
обладает поперечной чувствительностью.
Поперечную чувствительность обу-
славливают: неоднородность материала
пьезоэлемента, отклонение оси корпуса
акселерометра от направления макси-
мальной чувствительности, конструктив-
ные особенности датчиков, качество их
изготовления.
Наименьшей поперечной чувстви-
тельностью обладают конструкции датчи-
ков, в которых пьезоэлемент, работающий
на изгиб, выполнен в виде диска, зажатого
в центре и нагруженного инерционной
массой по периферии, а также конструк-
ции, в которых пьезоэлемент работает на
срез.
Частота поперечного резонанса на-
ходится ниже частоты основного резонан-
са и ограничивает рабочий диапазон час-
тот.
Количественно поперечная чувстви-
тельность определяется выраженным в
процентах отношением сигнала от воз-
действия вибрации в поперечном направ-
лении к сигналу от действия такой же по
величине вибрации, действующей вдоль
рабочей оси акселерометра.
Поперечная чувствительность в раз-
личных направлениях, лежащих в плоско-
сти, перпендикулярной оси датчика, раз-
лична.
Для определения поперечной чувст-
вительности в специальном приспособле-
нии, позволяющем установить датчик в
различных угловых положениях по отно-
шению к действующей поперечной виб-
рации, снимают диаграмму направленно-
сти (рис. 2.9), по которой легко опреде-
лить направление максимальной и мини-
мальной поперечной чувствительности. У
хорошо собранного датчика диаграмма
имеет вид восьмерки.
Некоторые фирмы, в частности
"Брюль и Кьер", на корпусе датчика крас-
ной точкой помечают направление мини-
мальной поперечной чувствительности.
Фазочастотная характеристика
пьезоакселерометра
Рабочая область акселерометра ле-
жит значительно ниже резонансной часто-
ты. Правильно выбрав рабочий диапазон
акселерометра, где амплитудно-частотная
характеристика равномерна, а фазо-
частотная - нулевая, можно избежать ис-
кажений формы регистрируемой вибра-
ции.
Благодаря малому демпфированию,
характерному практически для всех аксе-
лерометров, область резонанса достаточно
узкая по частоте, и фазочастотная харак-
теристика меняется так же в узкой облас-
ти (рис. 2.10).
Предусилитель сигнала
пьезоакселерометра
Главной задачей предусилителей,
используемых вместе с пьезоэлектриче-
скими акселерометрами, является преоб-
разование высокого выходного импеданса
этих вибродатчиков в более низкий, до-
пускающий непосредственное соединение
с измерительной, анализирующей и реги-
стрирующей аппаратурой, имеющей от-
носительно низкий входной импеданс.
Помимо этого, предусилители могут
усиливать сигнал, регулировать чувстви-
тельности комплекта датчик - предусили-
тель. Есть предусилители, в которых, по-
мимо названных, заложены и другие
функции, например, интегрирование и
фильтрация сигнала, позволяющая ис-
ключить из выходного сигнала нежела-
тельные низко- и высокочастотные со-
ставляющие, имеющие место на выходе
пьезоакселерометра.
ВИБРОПРЕОБРАЗОВАТЕЛИ
403
Рис. 2.9. Диаграмма, способствующая определению относящихся к различным
направлениям значений поперечной чувствительности акселерометра
Рис. 2.10. Фазочастотная характеристика пьезоакселерометра
404
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Типы предусилителей, принципиаль-
но отличающиеся друг от друга:
• усилитель заряда, напряжение на
выходе которого пропорционально посту-
пающему на его вход заряду; эти усилите-
ли не усиливают электрический заряд;
• усилитель напряжения, сигнал (на-
пряжение) на выходе которого пропор-
ционален поступающему на его вход на-
пряжению.
Основное преимущество усилителя
заряда заключается в том, что емкость
кабеля между пьезоакселерометром и
усилителем заряда, а следовательно, и
длина кабеля, не влияют на изменение
чувствительности системы датчик - уси-
литель заряда. Это качество делает его
использование предпочтительным в ряде
случаев.
Изменение длины соединительного
кабеля в системе пьезоакселерометр -
усилитель напряжения приводит к изме-
нению коэффициента преобразования
системы и, следовательно, к необходимо-
сти перекалибровки системы в случае из-
менения длины кабеля.
Усилитель заряда
В современных схемах входной кас-
кад усилителей заряда представляет собой
операционный усилитель с емкостной
обратной связью, который интегрирует
поступающий на его вход электрический
ток. Источник тока - электрический заряд -
возникает под действием вибрации на
обкладках пьезоэлемента. Усилитель за-
ряда стремится к аннулированию посту-
пающего на его вход тока (к равновесию),
и при этом на выходе усилителя заряда
появляется напряжение, пропорциональ-
ное обусловившему этот ток электриче-
скому заряду.
Напряжение на выходе усилителя за-
ряда пропорционально электрическому
заряду на его входе и, следовательно,
пропорционально ускорению механиче-
ских колебаний, воспринимаемых соеди-
ненным с этим усилителем пьезоакселе-
рометром.
Эквивалентная электрическая схема
усилителя заряда, соединенного кабелем с
пьезоэлектрическим акселерометром, при-
ведена на рис. 2.11.
Акселерометр Кабель
Рис. 2.11. Эквивалентная электрическая схема усилителя заряда,
соединенного кабелем с пьезоэлектрическим акселерометром:
2а - электрический заряд, возникающий на обкладках пьезоэлемента и пропорциональный
ускорению, действующему на пьезоакселерометр; Са - емкость акселерометра;
Ra - сопротивление акселерометра; Сс - емкость соединительного кабеля; Rc - сопротивление со-
единительного кабеля; Ср - емкость входной цепи предусилителя; Rp - сопротивление входной
цепи предусилителя; Q- емкость обратной связи; Rf- сопротивление обратной связи;
А - коэффициент усиления операционного усилителя; Uq - выходное напряжение усилителя
Предусилитель
ВИБРОПРЕОБРАЗОВАТЕЛИ
405
Сопротивления акселерометра, вход-
ной цепи и цепи обратной связи предуси-
лителя имеют очень большие значения.
Это позволяет упростить схему и сделать
более понятным физический смысл про-
цессов, протекающих в системе датчик -
усилитель заряда, за счет следующих пре-
образований:
Q = + с + Ср ’
= 1 1
R? Ra Rc Rp
Входной ток идеального операцион-
ного усилителя равен нулю. По закону
Кирхгофа
7 + 7z+/c=0, (2.46)
I - общий ток, вызванный электрическим
зарядом на пьезоэлементе акселерометра;
Ц - ток от Ci, 1С - ток, протекающий в цепи
обратной связи операционного усилителя;
U0=-AUt, Uc =U0-Uj = (l + ^-)U0.
А
Подставив в уравнение (2.46) выра-
жение для токов, с учетом, что А имеет
очень большое значение, получим выра-
жение для зависимостей, определяющих
работу усилителя заряда при Rj —>оо и
А —> оо:
(2.47)
А учитывая конечное значение со-
противления Rf, выходное напряжение
предусилителя можно записать в виде
Из этих выражений следует, что вы-
ходное напряжение усилителя заряда оп-
ределяется зарядом, генерируемым аксе-
лерометром, и параметрами цепи обрат-
ной связи операционного усилителя Q-
и/?/.
Рис. 2.12. Эквивалентная электрическая
схема акселерометра, соединенного с
емкостным делителем напряжения или
заряда
Путем настройки постоянной време-
ни RfCf цепи обратной связи операци-
онного усилителя можно в области низких
частот регулировать амплитудно-час-
тотную характеристику. От нагрузки Rt на
входе предусилителя АЧХ не зависит.
Большая емкостная нагрузка на вхо-
де усилителя заряда может повлиять на
его амплитудно-частотную характеристи-
ку в области высоких частот. Это не ис-
ключено в связи с характерным для опе-
рационного усилителя уменьшением ко-
эффициента усиления в области высоких
частот.
Применение соединительных кабе-
лей большой длины (более 100 ... 200 м)
при малых значениях коэффициента уси-
ления усилителя заряда сопровождается
увеличением шума, следовательно, умень-
шением общего отношения сигнала к
шуму.
Для уменьшения уровня шума необ-
ходимо применять малошумные кабели и
для предотвращения их собственной виб-
рации крепить к объекту.
В области низких частот (< 100 Гц)
собственный шум усилителя заряда зави-
сит от частоты. Увеличение собственного
шума на низких частотах является неже-
лательным свойством операционных уси-
лителей. Для подавления этих шумов це-
лесообразно применять дополнительные
фильтры верхних частот.
Существенное уменьшение сопро-
тивления нагрузки на входе предусилите-
ля менее « 106 Ом сопровождается увели-
чением шума, особенно в области низких
частот, а также изменением АЧХ.
406
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
В случаях, когда используют датчики
высокой чувствительности или исследуют
вибрации большой интенсивности, на вы-
ходе пьезоакселерометра включают емко-
стный делитель, состоящий из двух емко-
стей (минимальное число), одна из кото-
рых включена параллельно емкости дат-
чика, а другая - последовательно (рис.
2.12). Это ослабляет поступающий на
вход предусилителя электрический заряд
и предотвращает перегрузку на входе
усилителя заряда.
Усилитель напряжения
Напряжение выходного сигнала уси-
лителя напряжения пропорционально на-
пряжению поступающего на его вход сиг-
нала. Соединенный с усилителем напря-
жения пьезоэлектрический акселерометр
работает в качестве источника электриче-
ского напряжения. Изменения емкости
используемого соединительного кабеля
обуславливают изменение общей чувст-
вительности акселерометра с усилителем
напряжения. Изменения сопротивления
нагрузки на входе могут привести к изме-
нениям амплитудно-частотной характери-
стики в области низких частот.
Усилители напряжения отличаются
несложной схемой, но в отношении экс-
плуатационных характеристик уступают
усилителям заряда. В случаях, когда пред-
усилитель размещается в одном корпусе с
пьезоакселерометром или когда длина
соединительного кабеля невелика и неиз-
менна, предпочтение следует отдать уси-
лителю напряжения, как более простому.
Рис. 2.13. Эквивалентная электрическая
схема усилителя напряжения
Эквивалентная электрическая схема
усилителя напряжения приведена на рис.
2.13. Отличие этой схемы от схемы усили-
теля заряда (см. рис. 2.11) заключается в
способе включения в схему операционного
усилителя. Операционный усилитель здесь
выполняет роль буферного усилителя с рав-
ным единице коэффициентом усиления
(Uq = Uj). Высокий входной импеданс уси-
лителя напряжения образован включенны-
ми параллельно сопротивлением Rp и емко-
сти Ср. Как показано выше, напряжение на
выходе ненагруженного пьезоэлектрическо-
го акселерометра Ua = Qa / Са, так как Ra
имеет большое значение, то его присутст-
вием можно пренебречь и, учитывая ранее
изложенное при рассмотрении схемы уси-
лителя заряда, сигнал на выходе предуси-
лителя можно записать в виде
Ut=-------------
Са + Сс + Ср
и и0 = Ц =------.
предел по частоте
а
1
lc Rp
Нижний
1
2itRfCf
__1_ 1
= Ъ + Ъ
Для снижения значения/, требуется
большое значение постоянной времени
RfCf. Этого возможно достичь либо уве-
личивая емкость кабеля Сс (так как
Са = const) для данного датчика, либо
применением предусилителя с большим
входным сопротивлением. Увеличение
емкости кабеля приводит к уменьшению
чувствительности, и обычно пользуются
увеличением сопротивления на входе
предусилителя. Однако уменьшенное во
время эксплуатации по той или иной при-
чине Rp приводит к изменению АЧХ в
области нижних частот. В эксплуатации
уменьшение Rp может быть связано с про-
никновением влаги в разъемы кабеля, со-
единяющего пьезоакселерометр и преду-
силитель напряжения.
Р’ а
ВИБРОПРЕОБРАЗОВАТЕЛИ
407
В отличие от усилителя заряда, соб-
ственный шум усилителя напряжения не
зависит от емкостной нагрузки на входе
последнего, но с увеличением ее падает
значение коэффициента преобразования
по напряжению, а следовательно, умень-
шается отношение сигнал/шум.
Важным параметром усилителей за-
ряда и напряжения является обеспечение
условий согласования с вторичной аппа-
ратурой. Присутствие емкостной нагрузки
на выходе предусилителя, например, в
виде длинных соединительных кабелей,
приводит к уменьшению передаваемого
сигнала, особенно на высоких частотах.
Усилитель-возбудитель линии
передачи
Усилитель-возбудитель линии пере-
дачи является малогабаритным предуси-
лителем и формирователем сигнала, соот-
ветствующим входному каскаду традици-
онных предусилителей.
Усилители-возбудители линии пере-
дачи работают от специальных источни-
ков питания.
Содержащие усилители-возбудители
линии передачи системы могут быть
сконструированы с использованием раз-
личных схем, но почти во всех современ-
ных системах используются коаксиальные
или двухжильные кабели, соединяющие
усилители-возбудители линии передачи с
соответствующими источниками питания
и осуществляющие как передачу питания,
так и сигнала акселерометра при воздей-
ствии на него механических колебаний.
Источники питания могут быть ис-
точниками постоянных напряжения или
тока.
Чувствительность снабженного уси-
лителем-возбудителем линии передачи
акселерометра выражается в отнесенных к
единице ускорения вибрации единицах
тока на выходе, т.е. в мкА/мс-2. Выражае-
мая в мВ/мс~2 общая чувствительность
системы с соответствующим источником
питания, содержащим формирователь
сигнала, определяется путем умножения
присущего последнему коэффициента
усиления в мВ/мкА на упомянутую выше
чувствительность акселерометра с усили-
телем-возбудителем линии передачи
(мкА/мс-2 • мВ/мкА = мВ/мс-2).
В настоящее время акселерометры с
усилителями-возбудителями линии пере-
дачи находят широкое применение в про-
мышленных условиях, в которых нужно
применять дешевые соединительные ка-
бели большой длины.
Системы, содержащие усилители-
возбудители линии передачи обладают
малой чувствительностью к шумам, обу-
словленным контурами заземления и ка-
белями, по сравнению с системами, со-
держащими другие типы предусилителей.
При исследовании вибрации круп-
ных объектов между местом закрепления
датчика и заземлением вторичного прибо-
ра может быть большая разность потен-
циалов, порождающая электрическую
помеху на входе вторичного прибора.
Для снижения этого вида помех ре-
комендуется изолировать корпус акселе-
рометра от земли с помощью изолирую-
щих прокладок из стеклотекстолита. При
креплении пьезоакселерометра через изо-
лирующую прокладку электрическая по-
меха на входе измерительного прибора
снижается более, чем в 100 раз.
Способы электрической изоляции
приведены на рис. 2.14.
Удобным для эксплуатации спосо-
бом решения этой задачи является изоля-
ция пьезоэлементов и всех токоведущих
элементов пьезоакселерометра и соедини-
тельного кабеля от земли в самом пьезо-
акселерометре. Пьезоакселерометры с
изолированными от корпуса пьезоэлемен-
тами и токоведущими элементами назы-
ваются пьезоакселерометрами с симмет-
ричным выходом. Эти конструкции ино-
гда неправильно называют также диффе-
ренциальными. Следует отметить, что
большинство конструкций пьезоакселе-
рометров с изолированными от корпуса
408
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Рис. 2.14. Способы электрической изоляции преобразователей от объекта:
1 - преобразователь; 2 - переходник; 3,5 - изоляторы; 4 - объект; 6 - винт
токоведущими элементами имеют не пол-
ностью симметричный выход из-за не-
идентичности емкостей между корпусом
акселерометра и точками, с которых сни-
мается электрический заряд. Емкостной
разбаланс соединительного кабеля при-
мерно в 108 раз меньше емкостного разба-
ланса самого акселерометра.
Наибольший эффект в повышении
помехоустойчивости дает использование
дифференциальных датчиков с диффе-
ренциальными усилителями заряда.
В промышленных условиях целесо-
образно использовать акселерометры с
симметричными выходами, электрически
изолированными основаниями, а также
дифференциальные предусилители.
Эти акселерометры малочувстви-
тельны к электромагнитным наводкам на
кабель, содержащий две жилы с индиви-
дуальными экранами, на которые наво-
дятся одинаковые помехи. На выходе
дифференциального усилителя, к которо-
му подключены кабели, возникает сигнал,
пропорциональный разности сигналов,
передаваемых по двум жилам кабеля, и
пропорциональный рабочему сигналу.
Комплекты с использованием пьезоаксе-
лерометров с симметричными выходами и
дифференциальных усилителей практиче-
ски не чувствительны к шумам и электро-
магнитным полям. Эти комплекты также
малочувствительны к помехам, обуслав-
ливаемым контурами заземления.
Шумы трибоэлектрического проис-
хождения возникают в соединительных
линиях и могут быть снижены путем ис-
пользования малошумящего кабеля, его
крепления к вибрирующей поверхности.
Эксплуатационные характеристики
пьезоакселерометра
В данном разделе приводятся резуль-
таты воздействия на пьезоакселерометры
различных влияющих величин, характе-
ризующих среду, в которой работает пье-
зоакселерометр.
Факторы, влияющие на результаты
осуществляемого при помощи пьезоэлек-
трических акселерометров контроля виб-
рации различных объектов, приведены на
рис. 2.15.
Рассмотрим действие этих факторов
подробнее.
Чувствительность пьезоакселеро-
метров к механическим деформациям
основания. Эта чувствительность осо-
бенно проявляется при установке пьезоак-
селерометров на гибких объектах в мес-
тах, близких к узловым линиям, когда
могут возникнуть большие изгибные де-
формации объекта, передающиеся корпу-
су и пьезоэлементам датчика, что вызыва-
ет возникновение паразитного сигнала на
его выходе с частотой колебаний объекта.
ВИБРОПРЕОБРАЗОВАТЕЛИ
409
Электро-
магнитные
Влажность поля Звуковые поля
с высоким
уровнем
Изменения J
температуры
Низкие и
высокие
температуры
Г амма-излучение,
рентгеновское
излучение
Деформация
основания
Ненадежное крепление
Механические
колебания
Поперечные колебания
Выходной сигнал,
пропорциональный
механическим
колеаниям
Рис. 2.15. Факторы, обуславливающие возникновение на выходе
акселерометра паразитного сигнала, не связанного с исследуемыми
механическими колебаниями
Для уменьшения влияния механиче-
ской деформации (уменьшения тензочув-
ствительности) пьезоакселерометра уве-
личивают толщину его основания, между
пьезоэлементом и корпусом или между
корпусом датчика и объектом вводят до-
полнительный элемент, используют спе-
циальные конструкции акселерометров с
пьезоэлементами, работающими на срез
(Delta Schear), изгибные акселерометры.
Чувствительность акселерометров к
деформации основания обычно выражает-
ся в единицах эквивалентного ускорения
(м/с2) на миллионную долю деформации
и указывается в проспектах и паспортах
на пьезоакселерометры.
Чувствительность к температуре.
Пьезоэлектрические акселерометры могут
работать в широком диапазоне темпера-
тур. Однако в результате температурной
зависимости свойств пьезоэлектрических
материалов при применении акселеромет-
ров при температурах, отличных от той,
при которой проводилась их калибровка,
меняется их чувствительность по заряду и
напряжению. Это происходит вследствие
зависимости пьезомодуля и диэлектриче-
ской проницаемости пьезоэлементов от
температуры. У различных пьезоматериа-
лов эти параметры изменяются по-
разному. Существуют пьезоматериалы,
пьезомодуль которых с изменением тем-
пературы меняется мало, а диэлектриче-
ская проницаемость значительно. Поэто-
му для уменьшения температурной зави-
симости коэффициента преобразования
акселерометры с такими пьезоэлементами
рекомендуется использовать с усилителя-
ми заряда. Пьезокерамику (например,
ЦТС-19), пьезомодуль и диэлектрическая
проницаемость которой в определенном
диапазоне температур изменяются одина-
ково, целесообразно использовать в пье-
зоакселерометрах, работающих с усили-
телями напряжения.
Температурную погрешность пьезо-
акселерометров можно снизить шунтиро-
ванием его выхода большой емкостью.
Для повышения стабильности темпера-
турных характеристик при его выпуске из
производства проводится ряд нагревов до
рабочей температуры с последующим
охлаждением до нормальной темпера-
туры.
410
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Чувствительность к резким изме-
нениям температуры. Резкие изменения
температуры, например, под воздействи-
ем охлаждающих воздушных потоков или
быстрого нагрева, могут быть причиной
низкочастотного шума на выходе пьезо-
акселерометра. Этот шум является ре-
зультатом пироэлектрического эффекта
и/или неоднородного теплового расшире-
ния и сжатия различных элементов пьезо-
акселерометра.
Пироэлектрическим эффектом назы-
вается возникновение электрического за-
ряда в результате резкого изменения тем-
пературы на поверхности пьезокерамиче-
ских элементов, расположенных перпен-
дикулярно вектору поляризации.
В акселерометрах, работающих на
растяжение-сжатие, этот заряд суммиру-
ется с зарядом, вызываемым вибрацией,
т.е. вызывает погрешность измерения.
В акселерометрах, в которых пьезо-
элементы работают на срез, этот заряд
погрешности не вызывает, так как генери-
руемый под действием вибрации заряд
снимается с поверхностей, расположен-
ных параллельно вектору поляризации.
Следовательно, акселерометры с пьезо-
элементами, работающими на срез, мало-
чувствительны к быстрым изменениям
температуры.
Акселерометры, собранные по ’’по-
воротной” схеме, являются дифференци-
альными и тоже малочувствительны к
резкому изменению температуры.
Неоднородная тепловая деформация
может быть обусловлена применением в
конструкции акселерометра материалов с
различным температурным коэффициен-
том расширения, что может вызвать де-
формацию пьезоэлемента, а следователь-
но, возникновение паразитного электри-
ческого заряда, т.е. погрешность измере-
ния.
Акселерометры с пьезопластинами,
работающими на растяжение-сжатие, ме-
нее стойки к неоднородной тепловой де-
формации, чем акселерометры с пьезо-
пластинами, работающими на срез.
Следует отметить, что вызываемые
быстрыми изменениями температуры па-
разитные сигналы значимы лишь при ис-
следованиях низкочастотных колебаний,
например, колебаний подшипников гид-
ротурбин, трубопроводов, зданий.
Уменьшить влияние резких перепа-
дов температуры можно, либо используя
акселерометр с пластинами, работающи-
ми на срез, либо акселерометры, собран-
ные по "поворотной” схеме, либо одев на
акселерометр теплозащитный колпак, или,
если это возможно по условиям измере-
ний, используя фильтры верхних частот.
Влияние влажности. Обычно кон-
струкции акселерометров выполняются
герметичными. Наиболее уязвимым ме-
стом является разъем, устанавливаемый
на корпусе. Поэтому для акселерометров,
предназначенных для работы во влажной
среде, рекомендуется неразъемное, хоро-
шо герметизированное соединение с кор-
пусом акселерометра.
Влияние электромагнитных полей.
При измерении вибрации статоров, кор-
пусов подшипников и фундаментов элек-
трических машин типа электрических
двигателей и генераторов, пьезоэлектри-
ческие акселерометры подвергаются воз-
действию интенсивных переменных маг-
нитных полей, напряженность которых
иногда достигает десятков тысяч А/м.
Влияние переменного магнитного
поля на пьезоэлектрический акселерометр
обусловлено тремя причинами:
1) наведением электромагнитной
ЭДС на выводные провода и токоведущие
элементы;
2) явлением магнитострикции в де-
талях датчика из ферромагнитных мате-
риалов;
3) возникновением вихревых токов в
деталях датчика [108].
Чувствительность пьезоакселеромет-
ров к переменному магнитному полю но-
сит нелинейный характер, поэтому ее
нельзя характеризовать величиной элек-
трического напряжения на выходе датчи-
ВИБРОПРЕОБРАЗОВАТЕЛИ
411
ка (помещенного в магнитное поле), отне-
сенного к единице индукции или напря-
женности магнитного поля без указания
их значения, при которых испытывался
датчик, что часто и делают фирмы-
изготовители пьезоакселерометров.
Вследствие нелинейности этой ха-
рактеристики в полях напряженности до
8000 А/м электрическое напряжение по-
мехи содержит ряд гармонических со-
ставляющих: 50, 100, 150 Гц и т.д. Основ-
ными являются составляющие 50 и 100 Гц.
Составляющая 50 Гц возникает вследст-
вие наведения электромагнитной индук-
ции на соединительные провода и детали
внутрикорпусного монтажа. Составляю-
щая 100 Гц вызвана магнитострикцией
ферромагнитного материала корпуса,
инерционного элемента и других деталей
датчика, а также силой, возникающей при
взаимодействии внешнего переменного
магнитного поля с вызванными им вихре-
выми токами.
Весовое соотношение составляющих
50 и 100 Гц и общий уровень помехи для
пьезоакселерометров разных моделей из-
меняются в значительных пределах
(0,001 ... 1 эквивалентных единиц ускоре-
ния в мс"2). Поэтому для уточнения маг-
нитной чувствительности пьезоакселеро-
метра его нужно испытать при значениях
магнитного поля, свойственных объекту,
вибрацию которого должен измерять ак-
селерометр. В полях большой напряжен-
ности (до 4 • 105 А/м) характер чувстви-
тельности пьезоакселерометра к магнит-
ному полю еще более усложняется. Чув-
ствительность к магнитным полям в экви-
валентных единицах ускорения указыва-
ется в проспектах и паспортах на пьезоак-
селерометры, но не всегда с указанием
характеристик поля.
Акустическая чувствительность.
Механическим колебаниям оборудования
обычно сопутствует акустический шум
достаточно высокого уровня. Акустиче-
ская чувствительность выражается в еди-
ницах эквивалентного ускорения. В аксе-
лерометрах с пьезопластинами, работаю-
щими на срез, она меньше, чем в пьезоак-
селерометрах с пьезопластинами, рабо-
тающими на растяжение-сжатие. Для ак-
селерометров фирмы "Брюль и Кьер" типа
Delta Shear, работающих при уровнях зву-
кового давления до 154 дБ, она находится
в пределах 0,0001 ... 0,004 м/с"2; для аксе-
лерометров с пластинами, работающими
на растяжение-сжатие при уровне акусти-
ческого шума 120 дБ, лежит в пределах
0,01... 0,03 м/с’2; при 140 дБ - 0,1 м/с’2.
Этой погрешностью для большинст-
ва практических задач, связанных с кон-
тролем вибрации энергетического обору-
дования, можно пренебречь.
Однако следует иметь в виду, что ес-
ли в спектре частот акустического шума
присутствует значительная по уровню
составляющая шума с частотой, совпа-
дающей с резонансной частотой акселе-
рометра, то акустическая чувствитель-
ность последнего резко возрастает. Для ее
уменьшения акселерометр следует помес-
тить в дополнительный кожух или ис-
пользовать специальный двухкорпусный
датчик.
Влияние радиационного излуче-
ния. Пьезоакселерометры можно исполь-
зовать при работе в среде с гамма-
излучениями (100 Гр/ч, 6 МэВ) при акку-
мулированной дозе до 20 кГр (1Гр =
= 100 рад) и нейтронным излучением с
плотностью потока 1018 нейтронов на см2.
В описанных случаях коэффициент
преобразования обычно не изменяется
более, чем на 5 %
Влияние крепления. Неправильное,
ненадежное крепление акселерометра к
объекту может стать источником больших
погрешностей результата измерения па-
раметров вибрации [115, 136].
При креплении акселерометров на
объект для измерения параметров вибра-
ции необходимо соблюдать следующие
условия:
а) момент затяжки крепящих винтов
или шпильки должен соответствовать ре-
комендациям изготовителя;
412
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
б) добавление массы акселерометра к
испытываемому объекту не должно ме-
нять динамических характеристик самого
объекта, вибрацию которого предполага-
ется контролировать;
в) места крепления акселерометров
должны быть тщательно обработаны.
Используемый неправильный метод
крепления может привести к существен-
ным погрешностям измерения.
На рис. 2.16 отображены требования,
предъявляемые к качеству обработки и
доводки поверхности и к крепежной резь-
бе. Размеры, допуски и символы соответ-
ствуют стандарту ИСО 1101. Загрязнен-
ную поверхность нужно тщательно очи-
стить с помощью растворителя, например,
ацетона.
Места крепления акселерометров
нужно выбирать таким образом, чтобы
путь распространения вибрации от ее ис-
точника до датчика был наиболее корот-
ким. Например, при исследовании вибра-
ции роторных машин оптимальным с этой
точки зрения будет крепление датчика на
крышке подшипника таким образом, что-
бы ось максимальной чувствительности
акселерометра (рабочая ось) совпадала с
выбранным направлением измерения.
Кроме того, если на акселерометре отме-
чено направление минимальной попереч-
ной чувствительности, то акселерометр
должен быть повернут вокруг рабочей оси
таким образом, чтобы направление его
минимальной поперечной чувствительно-
сти совпадало с направлением макси-
мальных поперечных колебаний объекта.
Между источником вибрации и акселеро-
метром должны находиться лишь жесткие
детали.
Крепления двух наиболее часто
встречающихся моделей пьезоакселеро-
метров: с опорой на буртик, с упором на
торец, через прокладку - частный случай
крепления с опорой на буртик и винтом
через центральное отверстие.
Совершенно недопустимо крепление
акселерометра с опорой на торец. В этом
случае значительно изменяются коэффи-
циент преобразования и поперечная чув-
ствительность акселерометра (до 20 %) с
изменением крутящего момента крепле-
ния. При креплении акселерометра с опо-
рой на буртик (рис. 2.17) получаются зна-
чительно лучшие результаты, но даже при
этом способе крепления изменение коэф-
фициента преобразования акселерометра
может составить 5 % при увеличении кру-
тящего момента крепления от 4 до 40 Н • м.
Погрешность уменьшается до 1 %, если
выдерживать крутящий момент при креп-
лении 20 ... 40 Н м. Поперечная чувстви-
тельность при таком способе крепления
не зависит от момента крепления. Креп-
ление акселерометра через различные
шайбы с разнотолщинностью до 0,3 мм
практически не приводит к изменению его
Рис. 2.16. Обработка поверхности объекта
в месте крепления акселерометра и подготовка резьбового отверстия
ВИБРОПРЕОБРАЗОВАТЕЛИ
413
Слюдяная
прокладка
б)
Рис. 2.17. Крепление акселерометра:
а - при помощи стальной шпильки; б - изолированной шпилькой и слюдяной прокладкой
характеристик. При использовании низ-
кочастотных акселерометров с установоч-
ным резонансом до 5 ... 8 кГц качество
крепежной резьбы, крутящий момент кре-
пления (20... 30 Н • м) и неперпендикуляр-
ность оси крепежной резьбы опорной по-
верхности акселерометра (до 2°) не влия-
ют на рабочие параметры акселерометра.
Недопустимым является крепление
акселерометра с помощью струбцины,
прижимающей к объекту его корпус. При
этом изменяются условия закрепления
пьезоэлемента и, следовательно, коэффи-
циент преобразования и поперечная чув-
ствительность.
Широко распространено также креп-
ление акселерометра с помощью вин-
та(ов) или шпильки (см. рис. 2.17).
Крепление с помощью шпильки спо-
собствует сохранению оптимальной экс-
плуатационной характеристики и широ-
ких частотного и динамического диапазо-
нов акселерометра. Для такого способа
установки требуется тщательная обработ-
ка поверхности объекта в месте крепления
акселерометра и подготовка резьбового
отверстия (см. рис. 2.16).
Повышению качества механической
связи основания акселерометра с объек-
том и увеличению надежности крепления
в области высоких частот способствует
смазывание основания акселерометра
консистентной силиконовой смазкой. Оп-
тимальный крутящий момент при крепле-
нии зависит от диаметра шпильки или
винта. При стальной шпильке М3 реко-
мендуются значения крутящего момента
0,6 ... 1,8 Н м. Превышение указанных
значений может привести к поломке
шпильки или внутренней резьбы в осно-
вании акселерометра. Крепежная шпилька
ни в коем случае не должна упираться в
дно резьбового отверстия.
Во многих случаях, когда не требу-
ется проводить длительные измерения и
работать при очень высоких частотах,
достаточно подтянуть акселерометр после
завинчивания пальцами, при этом крутя-
щий момент крепления составит пример-
но 0,3 Н м.
Миниатюрные высокочастотные ак-
селерометры рекомендуется крепить с
помощью воска или клея.
Крепление при помощи воска очень
просто, однако может быть рекомендова-
но лишь для краткосрочных измерений
при температуре не выше +40°. Кроме
того, рабочий диапазон частот сужается.
Этот вид крепления всегда менее наде-
жен, чем резьбовое крепление.
Крепление при помощи клея находит
широкое применение при использовании
малогабаритных акселерометров, предна-
значенных для ведения длительных изме-
рений.
414
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Для быстрой установки акселеромет-
ра на объекте применяются специальные
магниты. Для обеспечения возможно ши-
рокого диапазона рабочих частот необхо-
димо тщательно обработать и очистить
поверхность объекта в месте крепления и
смазать основание навертываемого на
магнит акселерометра и основание самого
магнита, соприкасающееся с объектом,
силиконовой смазкой.
При выборе точек измерения целесо-
образно пользоваться ручным щупом, на
котором с помощью шпильки устанавли-
вается акселерометр.
Для возможности исследования низ-
кочастотных механических колебаний с
малыми амплитудами при наличии в
спектре исследуемых колебаний высоко-
частотных составляющих используют
установку акселерометров на механиче-
ском фильтре. Этот фильтр предохраняет
также от ударов с большими амплитуда-
ми, способствует уменьшению влияния
поперечных составляющих вибрации и
обеспечивает надежную электрическую
изоляцию между акселерометром и объ-
ектом.
Механический фильтр выполняет
роль электрического фильтра верхних
частот.
2.3.4. Вихретоковые датчики
относительной вибрации
В промышленных условиях для кон-
троля относительной вибрации элементов
работающего оборудования, например,
вала относительно подшипников, в на-
стоящее время и в отечественной и в за-
рубежной практике используются бескон-
тактные вихретоковые преобразователи.
Измерение относительной вибрации
методом вихревых токов основано на ре-
гистрации изменений электромагнитного
поля в зависимости от зазора между воз-
буждающей вихревые токи электрической
катушкой и электропроводной поверхно-
стью изделия, совершающего механиче-
ские колебания, где наводятся вихревые
токи.
На интенсивность и характер распре-
деления вихревых токов, возбуждаемых
на поверхности объекта, кроме контроли-
руемого зазора, существенное влияние
оказывают толщина токопроводящего
слоя, магнитная проницаемость и удель-
ная электрическая проводимость материа-
ла объекта. Глубина проникновения вих-
ревых токов в металл зависит от их часто-
ты. Путем увеличения частоты тока пита-
ния катушки добиваются возбуждения
вихревых токов только в тонком поверх-
ностном слое контролируемого объекта.
Влияние магнитной проницаемости
объекта контроля учитывают при калиб-
ровке аппаратуры.
Метод измерения относительной
вибрации с помощью вихревых токов
имеет ряд существенных преимуществ
перед прочими бесконтактными методами
(емкостным, индуктивным).
Он практически безинерционен в
звуковом диапазоне частот, пределы из-
мерения амплитуд виброперемещения
простираются от мкм до мм в зависимо-
сти от диаметра катушки, частотный диа-
пазон - от нуля до сотен килогерц в зави-
симости от частоты тока, питающего ка-
тушку.
Вихретоковые датчики просты и на-
дежны по конструкции, не чувствительны
к поперечным вибрациям.
Конструктивно вихретоковый преоб-
разователь относительной вибрации вы-
полнен в виде накладной катушки индук-
тивности, намотанной на торцевой части
цилиндрического каркаса из нетокопро-
водящего материала. Датчики могут быть
одно- и двухкатушечными. Катушки мо-
гут быть различными по диаметру и высо-
те намотки, а также иметь ферритовый
сердечник. Число витков катушки опреде-
ляется выбранной частотой тока питания.
Введение ферритового сердечника повы-
шает чувствительность датчика, но повы-
шает и зависимость его чувствительности
от материала контролируемого объекта.
ВИБРОПРЕОБРАЗОВАТЕЛИ
415
К поверхности контролируемого
объекта, находящейся под местом уста-
новки датчика, предъявляется ряд требо-
ваний, имеющих целью исключить до-
полнительные погрешности. Поверхность
в этих местах должна быть гладкой, недо-
пустимы неоднородность состава поверх-
ностного слоя объекта, присутствие ло-
кального остаточного магнетизма. При
измерении вибрации валов биения их по-
верхности, вызванные неточностями изго-
товления и установки, должны быть све-
дены к минимуму. В непосредственной
близости от датчика со стороны боковых
поверхностей не должно быть больших
масс металла. В противном случае датчик
приходится экранировать, а это приводит
к снижению его чувствительности. Сис-
тема крепления датчика не должна иметь
резонансов в рабочем диапазоне частот.
Известно достаточно большое коли-
чество отечественных и зарубежных
фирм, выпускающих вихретоковые дат-
чики различных диаметров и аппаратуру к
ним.
Наиболее известные у нас отечест-
венные приборы с вихретоковыми бес-
контактными преобразователями выпус-
кают фирмы ’’Виконт”, ’’Элексир",
НПО ”ЭРГ” и др.
Широко известные у нас в стране
фирмы ’’Bently Nevada corporation” и
’’Metrix Instrument Co” выпускают серию
унифицированных по чувствительности
вихретоковых датчиков, отличающихся в
основном массой и длиной кабеля. Бес-
контактные вихретоковые датчики отно-
сительной вибрации выпускают также
фирмы ’’Schenk” (ФРГ), ’’Vibrometer”
(Швейцария) и др.
В большинстве типов схем, исполь-
зуемых в вихретоковых датчиках, воз-
можно измерение как постоянной состав-
ляющей, т.е. зазора между датчиком и
поверхностью, так и относительной виб-
рации, возможна калибровка датчика в
статическом режиме. Если требуется из-
мерение только одной из величин, то дру-
гую нетрудно исключить.
Принцип действия и возможности
измерения вибрации методом вихревых
токов поясняют графические зависимости,
приведенные на рис. 2.18. При статиче-
ском изменении расстояния z между вих-
ретоковым преобразователем и поверхно-
стью контролируемого объекта с частот-
ного или амплитудного детектора в зави-
симости от использованной схемы снима-
ется постоянная составляющая L7, измене-
ние которой от зазора отмечено наклон-
ной жирной линией. Если поверхность
совершает колебания (для простоты бу-
дем рассматривать гармонические коле-
бания), временная развертка которых по-
казана в координатах z-Z, то возникнет
переменная составляющая сигнала, часто-
та которой соответствует частоте этих
колебаний, а амплитуда пропорциональна
амплитуде виброперемещений контроли-
руемого объекта. Путем выбора соответ-
ствующих параметров электрической
схемы детектора или вихретокового пре-
образователя и оптимальной его конст-
рукции можно добиться, чтобы функция
U = f(z) была линейной на сравнительно
большом участке характеристики. Это
позволяет осуществлять измерения ам-
плитуды (размаха) виброперемещений без
погрешностей при значительных измене-
ниях, определяемых линейной частью
функции U = f(z).
Существует ряд схем вихретоковых
датчиков, один из вариантов функцио-
нальной схемы датчика резонансного типа
описан ниже.
Функциональная схема вихретоково-
го датчика включает в себя генератор не-
сущей частоты, который через цепочку
связи питает катушку индуктивности, на-
строенную в резонанс на частоту генера-
тора при отсутствии вблизи рабочей по-
верхности датчика металла. Комплексное
сопротивление катушки в случае ее при-
ближения к металлу складывается из соб-
ственного сопротивления катушки zK и
вносимого сопротивления zBH, а следова-
416
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
тельно, напряжение на катушке зависит от
расстояния ее до металлической поверх-
ности. При перемещении этой контроли-
руемой поверхности относительно торца
катушки напряжение на ней модулируется
по амплитуде по закону перемещения
объекта, вибрация которого контролиру-
ется. Это напряжение передается на де-
тектор, с выхода которого постоянная и
переменная составляющие продетектиро-
ванного напряжения датчика поступают
на вход каскада согласования, который
служит для согласования высокого вы-
ходного сопротивления детектора с низ-
ким входным сопротивлением канала
усиления и с большой реактивной нагруз-
кой линий связи.
Постоянная составляющая напряже-
ния на выходе детектора пропорциональ-
на зазору между вибродатчиком и объек-
том, переменная - виброперемещениям
объекта.
Стабильность работы вихретокового
резонансного датчика определяется ста-
бильностью частоты сигнала генератора и
постоянством параметров катушек индук-
тивности и конденсаторов схемы, в том
числе и при изменении температуры.
Имеются схемы, использующие не
амплитудную, а частотную модуляцию.
ТЕХНИЧЕСКИЕ СРЕДСТВА АНАЛИЗА ВИБРАЦИИ
417
По сравнению с преобразователями вих-
ревых токов, работающими по принципу
частотной модуляции, недостатком вих-
ретоковых преобразователей с амплитуд-
ной модуляцией является чувствитель-
ность к переменным электромагнитным
полям, но она незначительна.
В промышленных условиях вихрето-
ковые преобразователи получили наи-
большее распространение для измерения
вибрации вала относительно вкладыша
опорного подшипника.
Есть специальные конструкции на-
кладных токовихревых преобразователей,
предназначенные для измерения сравни-
тельно больших осевых виброперемеще-
ний валов турбин и других изделий. В
таких конструкциях зазор между датчи-
ком и изделием остается практически по-
стоянным, а плоскость изделия смещается
параллельной рабочей поверхности дат-
чика [108].
2.4. ТЕХНИЧЕСКИЕ СРЕДСТВА
АНАЛИЗА ВИБРАЦИИ
2.4.1. Общие требования
Общая структура систем измерения и
анализа вибрации, будь то технические
средства вибрационного контроля и защи-
ты, вибрационного мониторинга или ди-
агностики, включает в себя первичные
измерительные преобразователи, согла-
сующие устройства, линии связи, собст-
венно средства анализа, базу данных (в
простейшем случае - пороговые устрой-
ства) и средства (программы) обработки
информации (рис. 2.19).
В зависимости от задачи, решаемой с
помощью приборов или систем измерения
и анализа вибрации, к ним предъявляются
различные технические требования. Су-
ществующие технические средства разде-
лены на несколько классов:
- средства допускового контроля и
аварийной защиты;
- индикаторы состояния объектов
контроля;
- средства вибрационного монито-
ринга;
Рис. 2.19. Структурная схема системы
измерения и анализа вибрации:
ИП - измерительные преобразователи;
УС - устройство согласования;
АН - анализатор; БД - база данных;
СОИ - средства обработки информации
- средства вибрационной диагностики;
- исследовательские приборы и сис-
темы.
Все средства измерения и анализа
вибрации используют измерительные
вибропреобразователи, причем чаще дру-
гих применяются пьезоэлектрические
преобразователи виброускорения (акселе-
рометры), оптические (лазерные) преоб-
разователи виброскорости и токовихревые
преобразователи относительного вибро-
перемещения (проксиметры). Кроме них
для обеспечения синхронных видов ана-
лиза вибрации часто используются либо
оптические или токовихревые датчики
оборотов, либо датчики тока (напряже-
ния) синхронных электрических машин, в
том числе генераторов электроэнергии.
Основные технические требования к из-
мерительным вибропреобразователям рас-
смотрены в предыдущих разделах, а кон-
кретные требования к датчикам оборотов
в определяющей степени зависят от ре-
шаемых задач.
Для связи вибропреобразователя со
средствами анализа используются линии
проводной или беспроводной связи и со-
гласующие устройства. В простейшем
случае это предварительные усилители
сигнала. Так, для пьезоакселерометров в
зависимости от характеристик линии свя-
зи могут использоваться предварительные
усилители напряжения, заряда или тока,
14 - 701
418
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
причем достаточно часто для обеспечения
высокой помехоустойчивости средств
измерения и анализа вибрации, особенно
многоканальных, предварительные усили-
тели встраиваются в один корпус с аксе-
лерометром. В более сложных случаях
согласующее устройство может выпол-
нять функции предварительной фильтра-
ции сигнала, в том числе антиалайзинго-
вой, коммутации линий связи, преобразо-
вания сигнала в цифровую форму, а также
ряд других.
Большинство требований, предъяв-
ляемых не к отдельным элементам уст-
ройств измерения и анализа вибрации, а к
приборам или системам в целом, опреде-
ляют:
- основные виды анализа и контро-
лируемые параметры вибрации;
- динамический и частотный диапа-
зоны измерения и анализа;
- линейность отдельных операций и
параметров прибора (системы);
- скорость выполнения операций
анализа и время принятия решений;
- количество параллельных каналов
измерения и анализа;
- помехоустойчивость и надежность;
- ресурс и ремонтопригодность.
Собственно анализатор является ос-
новой любого средства измерения и ана-
лиза вибрации, и может существовать как
независимое устройство. В последнем
случае могут предъявляться требования к
характеристикам входных и выходных
сигналов.
2.4.2. Простейшие средства
измерения и анализа вибрации
Простейшими по глубине анализа
техническими средствами являются при-
боры и системы допускового контроля и
аварийной защиты. Их обязательной
функцией является измерение величины
виброскорости или вибросмещения в
стандартной полосе частот, например 2 ...
1000 или 10 ... 1000 Гц. Для этого в соста-
ве прибора используется широкополос-
ный фильтр со стандартной амплитудно-
частотной характеристикой. Широкая по-
лоса частот фильтра позволяет обеспечить
быструю реакцию выходного сигнала на
скачок вибрации контролируемого обору-
дования, удовлетворив тем самым требо-
вания к системам аварийной защиты по
скорости их срабатывания. Кроме требо-
ваний к форме АЧХ и скорости срабаты-
вания, к устройствам виброзащиты предъ-
являются высокие требования по помехо-
устойчивости и надежности с целью сни-
жения вероятности ложного срабатывания
устройства до значений, устанавливаемых
технической документацией.
На рис. 2.20 приведен вид простей-
шего прибора (виброметра) для допуско-
вого контроля вибрации производства
фирмы "Виконт" и простейшей системы
аварийной защиты (сигнализации) по сиг-
налу вибрации производства фирмы
"ВАСТ".
К сожалению, многие виброметры,
разработанные на основе аналоговой из-
мерительной техники, имеют низкие ста-
бильность АЧХ и надежность, а ряд сис-
тем виброзащиты не обеспечивает совре-
менных требований по вероятности лож-
ного срабатывания.
Стандартами по безопасности труда
в промышленности регламентирован до-
пусковый контроль вибрации оборудова-
ния и помещений, который может прово-
диться в нескольких полосах частот:
0,8 ... 80 Гц или 8 ... 1000 Гц (для ручного
инструмента). Для этой цели в ряде
средств вибрационного контроля преду-
смотрены возможности частотного анали-
за вибрации, например, в октавных или
третьоктавных полосах частот. В про-
мышленности для обеспечения безопас-
ности производится одновременный кон-
троль как вибрации, так и акустического
шума, поэтому некоторые приборы до-
пускового контроля могут иметь взаимо-
заменяемые или параллельные каналы
измерения вибрации и шума.
ТЕХНИЧЕСКИЕ СРЕДСТВА АНАЛИЗА ВИБРАЦИИ
419
Рис. 2.20. Простейшие виброметр (а) и система виброзащиты (б)
Иногда встречаются виброметры с
несколькими преобразователями вибра-
ции на входе, позволяющие работать с
трехмерными измерительными преобра-
зователями вибрации или группой преоб-
разователей.
Не отличаются сложностью анализа
вибрации и приборы, выполняющие функ-
ции индикаторов состояния. Задачей
такого прибора является раннее обнару-
жение признаков одного (или группы) из
возможных дефектов контролируемого
оборудования. Из всего множества дефек-
тов выбираются такие, которые, с одной
стороны, просто и эффективно обнаружи-
ваются по сигналу вибрации, а, с другой
стороны, присутствуют в любой из цепо-
чек дефектов, быстро развивающихся в
предаварийном состоянии контролируе-
мого оборудования.
Практически единственным успешно
применяемым в вибрационной диагности-
ке классом приборов такого типа можно
назвать индикаторы состояния подшип-
ников качения по ультразвуковой вибра-
ции неподвижных элементов этих под-
шипников, возбуждаемой ударными им-
пульсами при контакте тел качения с не-
подвижным кольцом подшипника. Инди-
каторы состояния подшипников обычно
измеряют ультразвуковую вибрацию в
достаточно широкой полосе частот. Цен-
тральная частота этой полосы в разных
приборах может быть разной, начиная от
20 ... 30 кГц и заканчивая значениями вы-
ше 100 кГц. Контролируются обычно
среднеквадратичное значение ультразву-
ковой вибрации (мощность ударных им-
пульсов) и величина пикфактора или
крестфактора (форма одиночных ударных
импульсов).
Простота измерений и доступность
получаемой информации позволяют ис-
пользовать эти приборы обслужива-
ющему персоналу без специальной под-
готовки, а при обнаружении нештатной
ситуации вызывать специалистов для про-
ведения более сложного исследования
вибрации. Поскольку индикаторы состоя-
ния дают одинаковую информацию при
появлении, как неопасного одиночного
дефекта, так и предаварийной цепочки
быстроразвивающихся дефектов, прово-
дить контроль состояния подшипников с
14*
420
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
их помощью следует достаточно часто, не
реже одного раза в течение 3... 5 суток.
В последние годы все чаще стали по-
являться приборы и системы, объеди-
няющие функции допускового контроля
оборудования по низкочастотной вибра-
ции и индикатора состояния подшипни-
ков качения по ультразвуковой вибрации.
2.4.3. Стационарные системы
мониторинга и диагностики
Более сложные виды анализа могут
использоваться в средствах вибрационно-
го мониторинга. Основным назначением
средств вибрационного мониторинга яв-
ляется обнаружение необратимых изме-
нений вибрации оборудования и прогно-
зирование скорости их развития. К допол-
нительной задаче, которая может решать-
ся средствами мониторинга, можно отне-
сти определение причин обнаруженных
изменений. Эта задача решается экспер-
том, анализирующим результаты монито-
ринга, в том числе с применением специ-
альных экспертных программ.
Средства вибрационного мониторин-
га объединяются в системы защитного
или прогнозирующего мониторинга. Чаще
других используются отдельные вибраци-
онные каналы в системах защитного мо-
ниторинга, использующих информацию о
многих структурных и рабочих парамет-
рах объекта мониторинга. В таких систе-
мах обычно проводится лишь простейший
анализ вибрации с помощью стандартных
контроллеров. Лишь в некоторых случаях
кроме величины вибрации в стандартной
полосе частот выполняется спектральный
анализ вибрации в полосе частот до
1 ... 2 кГц, причем, требования к качеству
такого анализа обычно гораздо ниже, чем
к надежности технических средств.
Структура выходных данных вибрацион-.
ных каналов в системах защитного мони-
торинга, как правило, определяется стан-
дартами на системы автоматического кон-
троля и управления.
Основу систем "прогнозирующего"
вибрационного мониторинга вращающе-
гося оборудования, которые чаще всего
содержат только каналы измерения и ана-
лиза вибрации, составляет ее спектральный
анализ. К средствам спектрального анализа
таких систем предъявляются весьма высо-
кие требования. Верхняя частота спек-
трального анализа может ограничиваться
типовыми значениями -1000... 2000 Гц, но
достаточно часто она увеличивается до
значений - 20 кГц и более, в зависимости
от конструктивных особенностей и часто-
ты вращения объекта мониторинга. С уче-
том этого выбираются и типы измери-
тельных преобразователей вибрации. Тре-
бования к динамическому диапазону без
учета его увеличения при спектральном
анализе сигналов находятся на уровне
—106 и достигаются использованием АЦП
с разрядностью не менее 20 или совмест-
ным использованием АЦП меньшей раз-
рядности и усилителя с регулируемым
коэффициентом усилителя. Наконец ли-
нейность измерительного и анализирую-
щего тракта должна быть не хуже 0,1 %.
Не менее жесткие требования предъявля-
ются и к помехоустойчивости систем,
достигаемой, в частности, использовани-
ем дифференциальных измерительных
преобразователей, преобразователей с
встроенными усилителями и т.п.
Спектральный анализ вибрации вра-
щающегося оборудования позволяет вы-
явить более половины из возможных раз-
витых дефектов и на этой основе не про-
пустить ни одной цепочки дефектов, ин-
тенсивно развивающихся непосредствен-
но перед аварией контролируемого обо-
рудования. Именно поэтому системы виб-
рационного мониторинга являются эф-
фективным средством предупреждения
аварий, а использование в их составе экс-
пертной диагностической программы по-
зволяет выявить причины необходимой
остановки оборудования и быстро их уст-
ранить.
ТЕХНИЧЕСКИЕ СРЕДСТВА АНАЛИЗА ВИБРАЦИИ
421
Но тот факт, что далеко не все де-
фекты оборудования могут быть обнару-
жены задолго до отказа, не позволяет да-
вать реальный прогноз его безаварийной
работы на длительное время, достаточное
для практического использования пере-
носных систем мониторинга с периодич-
ностью измерений более 5-10 дней. По-
этому абсолютное большинство эффек-
тивных систем вибрационного монито-
ринга устанавливают на оборудовании
штатно и проводят измерения вибрации
через короткие интервалы времени.
Стационарное исполнение систем
вибрационного мониторинга существен-
ным образом меняет требования к средст-
вам анализа вибрации. Отсутствие жест-
ких требований к габаритам анализатора и
потребляемой мощности дает возмож-
ность широкого использования виртуаль-
ных анализаторов на базе персональных
компьютеров. Компьютерный анализ сиг-
налов дает возможность оперативно про-
водить практически любой вид анализа,
поэтому многие стационарные системы
мониторинга при необходимости анали-
зируют вибрацию и в установившихся, и в
переходных режимах работы оборудова-
ния, в том числе во время его пуска и вы-
бега.
Использование синхронных и мно-
гомерных видов анализа вибрации позво-
ляет повысить эффективность экспертных
систем диагностики и осуществлять про-
гноз вибрационного состояния оборудо-
вания. Единственным ограничивающим
диагностические возможности фактором в
стационарных системах мониторинга ста-
новится конечное количество точек кон-
троля вибрации, в каждой из которых ста-
ционарно устанавливается измерительный
преобразователь.
Для расширения диагностических
возможностей мониторинга стационарные
системы часто комплектуются дополни-
тельным переносным каналом измерения
вибрации в любой точке оборудования,
где на время измерения может быть уста-
новлен измерительный преобразователь.
Для этого существуют либо простейшие
сборщики данных, либо переносные ана-
лизаторы вибрации.
Получив дополнительные данные,
эксперт (или диагностическая программа)
может решить задачу обнаружения не
части, а большинства дефектов, и прогно-
зировать их развитие на время, гораздо
большее, чем 5-10 дней. Тогда встает во-
прос о том, зачем нужна стационарная
система мониторинга, когда экономиче-
ски выгоднее иметь переносную систему
диагностики с возможностью прогноза
состояния оборудования на срок между
диагностическими измерениями, который
может быть доведен до 2-3 месяцев.
Как показывает практика, стацио-
нарная система мониторинга нужна в пер-
вую очередь для многорежимного ответ-
ственного оборудования, управляемого
обслуживающим персоналом. Именно
ошибки персонала чаще всего являются
причиной лавинообразного роста дефек-
тов управляемого оборудования, которые
необходимо обнаруживать практически
мгновенно (за 2-3 оборота ротора) для
своевременного предотвращения аварии.
Естественно, что для обнаружения
опасных ошибок обслуживающего персо-
нала не требуется контролировать вибра-
цию в большом числе точек контроля. В
то же время анализ вибрации во всех вы-
бранных точках контроля необходимо
вести параллельно, как в любой системе
аварийной защиты. Диагностическую ин-
формацию во всех точках контроля виб-
рации, в том числе и в точках, используе-
мых для аварийной защиты, можно сни-
мать последовательно, с большими интер-
валами времени между измерениями.
Таким образом, структура систем
вибрационной защиты мониторинга и
диагностики приобретает вид, показанный
на рис. 2.21.
422
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Рис. 2.21. Структура стационарной системы вибрационной защиты,
мониторинга и диагностики вращающегося оборудования:
ИП] ... ИПи - стационарные измерительные преобразователи; ИПО - переносной преобразователь;
ДО, ДОо - стационарный и переносной датчики оборотов; БЗ] ... Б3„ - блоки защиты; v
АС - аварийная сигнализация; АН, АНО - стационарный и переносной анализаторы;
БД - база данных; СОИ - система обработки информации
Несколько иначе строится стацио-
нарная система мониторинга и диагности-
ки однорежимного оборудования, которая
используется для контроля состояния
вращающегося оборудования, недоступ-
ного для работы с переносными система-
ми диагностики. Во-первых, основной
акцент в таких системах делается на глу-
бокую диагностику, которая не требует
измерений через короткие интервалы
времени. Как следствие, все измерения и
анализ вибрации проводятся последова-
тельно одним анализатором, что значи-
тельно удешевляет систему. Во-вторых,
задачи мониторинга и диагностики реша-
ются независимо. Для этого простейшие
мониторинговые измерения вибрации
выполняются достаточно часто, с интер-
валами 5 ... 30 мин, а сложные диагности-
ческие измерения проводятся с интерва-
лами в несколько часов (дней), и эти ин-
тервалы зависят от реального состояния
объекта (узла), определяемого по преды-
дущим измерениям. Структура такой ста-
ционарной системы мониторинга и диаг-
ностики не отличается от структуры ти-
повой системы измерения и анализа виб-
рации, приведенной на рис. 2.21.
Виртуальный анализатор вибрации,
входящий в состав любой стационарной
системы вибрационного мониторинга и
диагностики, должен выполнять основные
виды анализа сигналов, необходимые для
прогнозирующего мониторинга и глубо-
кой диагностики оборудования. Кроме
этого, опытные операторы должны иметь
возможность выполнять специальные ви-
ды анализа для уточнения как причин не-
обратимых изменений вибрации, так и
вида (глубины) обнаруженных дефектов.
К основным видам анализа при виб-
рационном мониторинге оборудования в
типовых режимах работы можно отнести:
- измерение уровня вибрации в стан-
дартных полосах частот;
- широкополосный, например треть-
октавный, анализ вибрации;
- узкополосный спектральный ана-
лиз низкочастотной и среднечастотной
вибрации;
- статистический анализ результатов
периодических измерений;
- контроль формы колебаний высо-
кооборотного вала в подшипниках сколь-
жения (’’орбиты” вала).
ТЕХНИЧЕСКИЕ СРЕДСТВА АНАЛИЗА ВИБРАЦИИ
423
Основные виды анализа при глубо-
кой диагностике вращающегося оборудо-
вания:
- узкополосный спектральный ана-
лиз вибрации в расширенных диапазонах
частот;
- узкополосный спектральный ана-
лиз огибающей высокочастотной случай-
ной вибрации, предварительно выделен-
ной полосовым фильтром;
- статистический групповой анализ
результатов измерений диагностических
параметров.
К дополнительным видам анализа
как для мониторинга, так и для диагно-
стики можно отнести:
- синхронный спектральный анализ
вибрации в переходных режимах работы;
- взаимный спектральный анализ
вибрации (взаимные фазовые спектры);
- анализ собственных колебаний,
возбуждаемых тестовыми возмущениями;
- анализ формы колебаний корпуса с
определением амплитуд и фаз колебаний
в точках контроля на частоте вращения
машины (для балансировки роторов);
- анализ контролируемых парамет-
ров собственно стационарной системы
мониторинга и диагностики для опреде-
ления ее работоспособности и правильно-
сти получаемых результатов.
Конструктивно виртуальный анали-
затор сигналов вибрации обычно состоит
из компьютера и двух последовательных
устройств на его входе. Первое обеспечи-
вает поддержку измерительных преобра-
зователей и содержит источник их пита-
ния, управляемые компьютером согла-
сующие усилители, антилайзинговые
фильтры и коммутатор сигналов. Второе
устройство преобразует аналоговый сиг-
нал в цифровую последовательность и
передает ее в память компьютера. Кроме
преобразователей вибрации для ее анали-
за часто используются и датчики оборотов
(углового положения вала), которые так-
же поддерживаются этими устройствами.
Оба вида устройств выпускаются многи-
ми специализированными фирмами.
Перечисленные устройства могут
быть внешними, тогда передача данных
идет через стандартный интерфейс связи,
например USB-порт. Из-за ограничений
по скорости передачи информации чаще
используются встраиваемые в компьютер
устройства, питающиеся от общего ис-
точника и передающие информацию не-
посредственно на шину компьютера.
Для различных экспертных про-
грамм, поставляемых некоторыми прибо-
ростроительными и экспертными диагно-
стическими фирмами, могут потребовать-
ся и другие виды анализа сигналов вибра-
ции, а также других процессов, проте-
кающих в диагностируемом оборудова-
нии.
2.4.4. Портативные системы
мониторинга и диагностики
Наряду со стационарными системами
широкое применение находят и портатив-
ные переносные системы мониторинга и
диагностики, оснащенные экспертными
или автоматическими диагностическими
программами. Эти системы можно разде-
лить на два основных класса: расширен-
ные системы мониторинга, в том числе и с
экспертными программами, рассчитанные
на то, что диагностику выполняет подго-
товленный эксперт, и системы превентив-
ного диагностического обслуживания ти-
пового оборудования с программами ав-
томатической диагностики и прогноза его
состояния.
В состав переносной системы входят
портативный прибор (приборы), обеспе-
чивающий измерение и анализ вибрации в
тяжелых промышленных условиях, ком-
пьютер с программой мониторинга, со-
держащей базу данных и выполняющей
ряд операций анализа сигналов и обра-
ботки результатов анализа, а также экс-
пертная или автоматическая программа
диагностики, обрабатывающая получен-
ную диагностическую информацию.
Кроме этого в состав такой системы
часто входят приборы (программы) для
424
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
сервисных работ, выполняемых с обору-
дованием по результатам диагностики,
например для его балансировки и (или)
центровки.
Важным показателем системы явля-
ется граница разделения функций анализа
сигналов между прибором и программой
мониторинга. Иногда встречаются прибо-
ры (сборщики данных), не выполняющие
функций анализа, а только собирающие
временные сигналы вибрации. Поскольку
качество записи сигнала на месте измере-
ния вибрации в таких приборах проверить
невозможно, они не получили широкого
распространения. Чаще всего использу-
ются сборщики данных - анализаторы,
которые проводят на месте операции ана-
лиза во временной и в частотной облас-
тях, а статистический анализ вибрации и
результатов измерений выполняются про-
граммами мониторинга и диагностики.
Существуют и приборы, которые на месте
проводят операции мониторинга, а иногда
и диагностики, и дают предварительный
анализ состояния объекта контроля, но,
как правило, достоверность результатов
оценки состояния, выполненной непо-
средственно в приборе, оказывается су-
щественно ниже, чем результатов диагно-
стики по всей базе данных измерений
аналогичного оборудования. Такой анализ
выполняется в компьютере расширенной
диагностической программой.
Поскольку объемы и (или) скорости
вычислений в портативных приборах не-
сколько ниже, чем в компьютерах, анали-
зирующие возможности реальных прибо-
ров ниже, чем виртуальных. Для устране-
ния возникающих в портативных систе-
мах ограничений, многие современные
приборы могут работать с персональным
компьютером в режиме ”on line", перекла-
дывая на компьютер наиболее сложные
виды анализа сигналов. Более того, часть
приборов имеет возможность подключе-
ния на вход коммутатора сигналов от
группы датчиков вибрации и оборотов,
т.е. позволяет собрать на время проведе-
ния различных испытаний портативную
стационарную систему мониторинга и
диагностики.
Такая возможность имеет особое
значение в "квазистационарных" системах
мониторинга и диагностики оборудования
с недоступными для периодического из-
мерения вибрации точками ее контроля. В
этом случае измерительные преобразова-
тели могут встраиваться в объект контро-
ля, а линии связи выводиться в доступное
для подключения прибора место (комму-
тационный блок). Именно таким способом
можно поэтапно создавать стационарные
системы мониторинга и диагностики на
предприятиях, ограничиваясь на первом
этапе стационарной установкой только
измерительных преобразователей.
Минимум затрат на мониторинг и
диагностику большого количества уда-
ленного друг от друга оборудования мож-
но достичь, если измерения проводят не-
сколько операторов, оснащенных порта-
тивными приборами, а результаты изме-
рений собираются в одном компьютере с
программным обеспечением для монито-
ринга и диагностики. Для успешного ре-
шения этой задачи в некоторые приборы
встраиваются средства поддержки типо-
вых электронных линий связи, по кото-
рым автоматически передаются результа-
ты измерений и принимаются результаты
мониторинга диагностики, а также зада-
ния на выполнение следующих измере-
ний.
Один из портативных приборов -
виброанализатор СД-12М, удовлетво-
ряющий перечисленным требованиям,
представлен на рис. 2.22. Там же показан
общий вид портативной стационарной
(стендовой) системы на базе этого анали-
затора.
Существует минимум операций ана-
лиза, которые должен выполнять порта-
тивный прибор на месте измерения виб-
рации. Это перечисленные ранее основ-
ные виды анализа вибрации для решения
ТЕХНИЧЕСКИЕ СРЕДСТВА АНАЛИЗА ВИБРАЦИИ
425
а)
Рис. 2.22. Виброанализатор СД-12М (а) и портативная стационарная система
вибрационного мониторинга и диагностики на его основе (б)
задач мониторинга и глубокой диагности-
ки. Следует отметить, что практически
все основные виды анализа для монито-
ринга могут быть выполнены расчетным
путем по результатам измерения узкопо-
лосных спектров вибрации во всем рабо-
чем диапазоне частот от 0,5 ... 1 Гц до
25 ... 30 кГц. Для определения по ним ве-
личины вибрации в стандартных полосах
частот, а также ’’орбит" вала не требуется
больших вычислительных мощностей, т.е.
они могут быть рассчитаны непосредст-
венно в приборе и практически в реаль-
ном времени.
Что касается обязательных диагно-
стических измерений спектров огибаю-
щей высокочастотной случайной вибра-
ции, то такой вид анализа в реальном
времени выполняют лишь некоторые из
выпускаемых портативных приборов. Это
связано с тем фактом, что операции
фильтрации высокочастотной вибрации и
формирования огибающей в реальном
времени может выполнять либо мощный
стандартный процессор, либо специали-
зированный сигнальный процессор.
Мощные процессоры в портативных
приборах не используются из-за ограни-
чений по питанию, а современные сиг-
нальные процессоры устанавливаются
далеко не во все портативные анализато-
ры. Для обработки предварительно нако-
пленного для построения спектра оги-
бающей массива выборочных значений
сигнала в несколько мегабайт (Мб) с по-
мощью процессоров, устанавливаемых в
портативные приборы, необходимо время,
которое может в несколько раз превышать
время накопления этого массива. Этот
факт несколько ограничивает возмож-
ность использования цифровых приборов,
созданных на базе одноплатных компью-
теров промышленного исполнения, на-
пример распространенных приборов фир-
мы "DI" (рис. 2.23), широко используемых
многими экспертами различных стран.
Что касается одной из основных опе-
раций - статистического анализа резуль-
татов измерения вибрации, то он может
выполняться после передачи данных в
компьютер, так как не используется для
контроля качества выполненных измере-
ний непосредственно на месте их прове-
дения.
Среди портативных сборщиков-
анализаторов вибрации, выполняющих
указанные основные виды анализа, пред-
почтение отдается тем, которые без
ухудшения массо-габаритных, энергети-
ческих и стоимостных показателей вы-
полняют и многие из перечисленных ра-
426
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Рис. 2.23. Цифровой сборщик данных -
анализатор производства фирмы
’’Диагностик инструмент” на основе
одноплатного промышленного компьютера
Рис. 2.24. Виртуальные портативные
анализаторы фирмы ”CSI” (а) и ”DLI” (б)
нее дополнительных видов анализа. При
этом особое внимание уделяется вопросу
совместимости выходных данных анали-
затора с наиболее эффективными про-
граммами мониторинга и диагностики.
Ряд фирм выпускает виртуальные
портативные анализаторы вибрации, для
чего используются элементы персональ-
ного компьютера типа Notebook, объеди-
няемые общими шиной и источником пи-
тания повышенной мощности с платой
поддержки измерительных преобразова-
телей и платой АЦП, в едином корпусе.
Примеры таких анализаторов приведены
на рис. 2.24.
Наряду с очевидными преимущест-
вами такие анализаторы имеют ряд недос-
татков, к которым следует отнести повы-
шенные массогабаритные показатели, а
также ограниченные надежность и дли-
тельность непрерывной работы без подза-
рядки аккумуляторов. Кроме того, посто-
янное развитие портативных средств вы-
числительной техники определяет бы-
строе моральное старение подобных ана-
лизаторов.
Важным показателем портативного
анализатора является стабильность во вре-
мени его характеристик, обеспечивающих
основные виды анализа, предусмотренные
международными стандартами по вибра-
ционному мониторингу. Прежде всего это
относится к измерению величин вибро-
скорости и вибросмещения в полосах час-
тот 2 ... 1000 Гц и 10 ... 1000 Гц. В боль-
шинстве существующих анализаторов для
этого используются электронные интегра-
торы сигналов с преобразователем виб-
роускорения и электронные фильтры, ха-
рактеристики которых не обладают хоро-
шей стабильностью как во времени, так и
при изменении внешних условий, напри-
мер температуры. Учитывая это, ряд про-
изводителей анализаторов перешел на
цифровые методы интегрирования и
фильтрации, но при этом далеко не все
смогли сохранить высокий динамический
диапазон измерений, уложившись в ми-
ТЕХНИЧЕСКИЕ СРЕДСТВА АНАЛИЗА ВИБРАЦИИ
427
нимальные границы, задаваемые стандар-
тами. В то же время для расширенного
мониторинга и диагностики требуется и
расширенный динамический диапазон
стандартных измерений (не менее 60 дБ),
который обеспечивает далеко не каждый
из цифровых портативных анализаторов
вибрации.
2.4.5. Исследовательские приборы и
системы
Среди задач, стоящих перед вибра-
ционным мониторингом и диагностикой,
встречаются и такие, решение которых
требует проведения специальных иссле-
дований, для которых может не хватать
возможностей типовых анализирующих
приборов. Поэтому ряд приборострои-
тельных фирм выпускает технические
средства для расширенного анализа сиг-
налов, которые предусматривают предва-
рительную запись этих сигналов в память
прибора с последующим его многократ-
ным анализом различными способами.
Отличительные особенности иссле-
довательских приборов:
- возможность запоминания больших
массивов информации, в том числе и из-
меряемых сигналов, без искажений и по-
терь информации;
- многоканальность с возможностью
параллельной записи и анализа сигналов с
выхода измерительных преобразователей
разных физических процессов;
- возможность проведения большин-
ства существующих видов анализа сигна-
лов.
Многие из таких приборов и систем
строятся на базе виртуальных анализато-
ров, т.е. компьютеров с входными устрой-
ствами, поддерживающими различные
виды измерительных преобразователей.
Число параллельных каналов измерения в
различных приборах и системах может
меняться от двух до нескольких десятков.
Верхняя граница частотного диапазона
таких каналов определяется тремя основ-
ными факторами: частотным диапазоном
измерительных преобразователей, огра-
ничениями по питанию системы и по ее
стоимости. Типовое число параллельных
каналов измерения вибрации во всем диа-
пазоне частот, от ~0,5 Гц до ~30 кГц, ис-
пользуемом при решении диагностиче-
ских задач, составляет 4 ... 8. При сниже-
нии верхней границы частотного диапазо-
на измеряемых сигналов в четыре раза
количество параллельных каналов изме-
рений может быть увеличено приблизи-
тельно вдвое.
Если передача цифровой информа-
ции с устройств поддержки измеритель-
ных преобразователей идет через внешние
каналы связи, например через USB-порт,
количество параллельных каналов в ис-
следовательских системах снижается. Од-
нако скорости передачи информации в
компьютер непрерывно растут, и в бли-
жайшем будущем, вероятно, они переста-
нут определять количество параллельных
каналов измерения различных процессов в
исследовательских виртуальных системах.
Таким образом, технические иссле-
довательские системы измерения и анали-
за вибрации на базе виртуального анали-
затора могут иметь три основных конст-
руктивных варианта. Первый представля-
ет собой две платы, встраиваемые в стан-
дартный компьютер, одна из которых
имеет несколько линейных аналоговых
входов с управляемыми усилителями и
антиалайзинговыми фильтрами, а вторая -
многовходовый аналого-цифровой преоб-
разователь, передающий данные в память
компьютера по общей шине. Кроме ком-
пьютера с платами, который чаще всего
является ’’Portable” компьютером (рис.
2.25, а), в систему могут входить внешний
коммутатор с количеством входов, опре-
деляемым числом точек контроля в ис-
следуемом оборудовании, и сами измери-
тельные преобразователи с источниками
питания и согласующими устройствами.
428
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Рис. 2.25. Многовходовые виртуальные анализаторы на базе
компьютера типа ’’Portable” (а) и компьютера типа ’’Notebook” (б)
Второй вариант представляет собой
компьютер и внешнее устройство со сво-
им источником питания, которое выпол-
няет перечисленные выше функции под-
держки первичных преобразователей,
коммутации сигналов, их согласование, в
том числе и антиалайзинговую фильтра-
цию, собственно АЦП преобразование и
передачу цифровой информации по стан-
дартному интерфейсу (рис. 2.25, б).
Во втором варианте систем чаще
других используются компьютеры типа
’’Notebook", что позволяет некоторое вре-
мя использовать систему в полевых усло-
виях без внешнего источника питания.
И третьим вариантом можно считать
виброанализатор, конструктивно объеди-
няющий "Notebook" и входное устройство
в корпусе одного прибора.
Как правило, большинство исследо-
вательских виртуальных анализаторов
имеет небольшое число параллельных
каналов измерения (до 4-х аналоговых и
столько же цифровых), что позволяет
производить запись сигналов во всем ра-
бочем диапазоне частот. Существует, од-
нако, ряд исследовательских задач, на-
пример анализ режимов пуска и останова
крупных машин, когда количество парал-
лельных измерительных каналов должно
быть много больше, но частотный диапа-
зон измеряемых сигналов может быть
существенно сокращен. Для решения та-
ких задач можно использовать специаль-
ные многовходовые устройства парал-
лельного приема сигналов с передачей
цифровой информации по стандартному
интерфейсу, чаще всего через USB-порт
компьютера.
Исследовательские системы на базе
виртуальных анализаторов вибрации и
других процессов, как правило, имеют
широкие возможности для анализа сигна-
лов в рамках функциональной и тестовой
диагностики оборудования, а также для
модального анализа механических систем
и конструкций. В то же время не меньший
интерес представляют анализирующие
приборы, даже в тех случаях, когда их
возможности ниже, чем у виртуальных
анализаторов.
Причиной такого интереса является
не только возможность работы в автоном-
ном режиме и в тяжелых промышленных
условиях. Не менее важной особенностью
является то, что производители таких
приборов активно развивают и совершен-
ствуют программное обеспечение для мо-
МЕТРОЛОГИЧЕСКИЕ ВОПРОСЫ ИЗМЕРЕНИЯ ВИБРАЦИИ
429
ниторинга и диагностики различного обо-
рудования, которое, как правило, совмес-
тимо только с ограниченной номенклату-
рой технических средств. А эффектив-
ность решения практических задач мони-
торинга и диагностики зависит от воз-
можностей всей совокупности имеющих-
ся у пользователя технических средств и
программного обеспечения.
2.5. МЕТРОЛОГИЧЕСКИЕ ВОПРОСЫ
ИЗМЕРЕНИЯ ВИБРАЦИИ
Точностные характеристики
технических виброизмерительных
приборов
Все приборы, используемые в изме-
рительной технике, делятся на две груп-
пы: лабораторные и технические.
К первой группе относятся приборы,
в показания которых вносятся поправки, и
достоверность результата измерения оце-
нивается самим исследователем. Ко вто-
рой группе - приборы, при применении
которых принимается определенная, на-
перед установленная при метрологиче-
ских испытаниях точность измерения.
Точность технического измерительного
прибора указывается в его паспорте: ни-
каких поправок в результат измерения не
вносится, и он принимается за технически
точный. В этом случае последней ступе-
нью определения правильности и точно-
сти показания прибора является поверка,
при которой приборы, имеющие погреш-
ность выше допустимой, отбраковыва-
ются.
Технические измерительные прибо-
ры могут использоваться лишь в области
нормальных рабочих условий. Область
нормальных рабочих условий определяет-
ся предельными значениями совокупно-
сти влияющих величин, при которых по-
грешность показания прибора не превос-
ходит допустимой величины.
Влияющие величины и пределы их
изменения выбираются на основании ана-
лиза условий эксплуатации. Все данные,
определяющие область нормальных рабо-
чих условий, должны быть внесены в пас-
порт технического измерительного при-
бора. В подавляющем большинстве слу-
чаев для исследования и, особенно, экс-
плуатационного контроля вибрации раз-
личного промышленного оборудования
пользуются техническими измерительны-
ми приборами.
Показаниям виброизмерительной ап-
паратуры в области нормальных рабочих
условий могут быть присущи как случай-
ные, так и неисключенные систематиче-
ские погрешности. Однако, поскольку при
пользовании техническими измеритель-
ными приборами никаких дополнитель-
ных измерений влияющих величин не
производится, то все ошибки в области
нормальных рабочих условий рассматри-
ваются как случайные, так как погреш-
ность показания, вызванная каждой
влияющей величиной, может принять лю-
бые неизвестные нам значения в пределах
заданного допуска.
Основная погрешность вибродатчика
Основная погрешность вибродатчика
80 п д рассчитывается при доверительной
вероятности 0,95 по формуле
8о.п.д = и75о.с.и+^+г2+5а2+8в2 , (2.48)
где 80 п д - основная погрешность датчи-
ка; 80 с и - погрешность основного сред-
ства измерения, использованного при
проверке; 8П - погрешность из-за наличия
поперечной составляющей; у - неравно-
мерность АЧХ датчика в рабочем диапа-
зоне частот; 8а - нелинейность амплитуд-
ной характеристики датчика в рабочем
динамическом диапазоне; 8В - погреш-
ность вольтметра, используемого для из-
мерения напряжения на выходе датчика.
430
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Основная погрешность
виброизмерительного прибора
В соответствии с методическими
указаниями МИ 1873-88 [88] основная
погрешность виброизмерительного при-
бора определяется в нормальных условиях
в рабочем диапазоне частот и амплитуд и
вычисляется по формуле
§o.n=A2+8/’ <2-49>
где 8а и Зу- - амплитудная и частотная
относительные погрешности в рабочих
диапазонах амплитуд и частот соответст-
венно, определенные при калибровке ап-
паратуры в нормальных условиях.
Погрешность виброизмерительного
прибора за межповерочный интервал оп-
ределяется при доверительной вероятно-
сти 0,05 формулой
8 = 78o + 8o.c.n + v?, (2.50)
где Зо - погрешность образцового средст-
ва измерения, используемого при поверке;
Vi = 0,53о - нестабильность аппаратуры
за межповерочный период.
Для ранее разработанных приборов,
а также при калибровке и поверке вибро-
датчика и прибора на одной частоте, ос-
новная погрешность 30 оценивается, со-
гласно ГОСТ 13600-68, формулой
80=±-—, (2.51)
где А - абсолютное значение погрешно-
сти; xN - нормирующее значение, чаще
всего конечное значение шкалы, либо
значение коэффициента преобразования
датчика.
В этом случае, согласно МИ 1873-88,
основная погрешность виброизмеритель-
ного прибора на одной частоте определя-
ется не менее, чем при пяти значениях
амплитуд, равномерно распределенных по
динамическому диапазону, одно из кото-
рых минимальное, другое максимальное.
Кроме того, для многодиапазонных при-
боров дополнительно нужно провести
измерение не менее, чем в одной точке
каждого диапазона.
Суммарное значение дополнительных
погрешностей прибора
Для вычисления суммарной допол-
нительной погрешности в паспорте при-
бора должны быть указаны значения
влияющих величин в пределах нормаль-
ных рабочих условий и соответствующие
им предельные значения погрешностей.
Как уже указывалось выше, для техниче-
ского измерительного прибора эти по-
грешности могут рассматриваться как
случайные, так как никаких измерений
влияющих величин не производится. Их
суммарное значение может быть вычис-
лено либо алгебраическим, либо средне-
квадратическим суммированием. В по-
следнем случае нужно знать закон рас-
пределения каждой из погрешностей и
доверительную вероятность. Закон рас-
пределения погрешности в поле допуска
чаще всего может быть принят нормаль-
ным, а доверительная вероятность равной
0,95. При алгебраическом способе сумми-
рования значение суммарной погрешно-
сти, как правило, получается завышен-
ным, а при среднеквадратическом сумми-
ровании - заниженным.
Характеристики, указываемые в
паспорте виброизмерительного
прибора
В паспорте виброизмерительного
прибора и датчика должны быть приведе-
ны следующие данные для области нор-
мальных условий его использования:
• динамический диапазон с указани-
ем допустимой нелинейности АХ;
• рабочий диапазон частот с указани-
ем допустимой неравномерности АЧХ;
МЕТРОЛОГИЧЕСКИЕ ВОПРОСЫ ИЗМЕРЕНИЯ ВИБРАЦИИ
431
• диапазоны измерения (для прибо-
ра);
• коэффициент преобразования (для
датчика);
• частота установочного резонанса
(для датчика);
• поперечная чувствительность (для
датчика);
• чувствительность датчика к дефор-
мации, изменению температуры, магнит-
ного и акустического полей, радиации в
единицах эквивалентного значения изме-
ряемой величины на единицу влияющей
величины;
• допустимые значения влияющих ве-
личин в области нормальных рабочих ус-
ловий (температуры, магнитных и акусти-
ческий полей, деформации, радиации,
влажности и т.д.);
• электрические параметры датчика:
емкость, выходное сопротивление при нор-
мальном и экстремальных (минимальном и
максимальном) значениях температур;
• тип и длина соединительного кабеля;
• размеры и масса.
Установленный Госстандартом
порядок проведения поверки
виброизмерительной аппаратуры
В соответствии с Законом РФ об
обеспечении единства измерений в стра-
не, принятым в 1993 г. [65], поверка виб-
родатчиков и виброизмерительной аппа-
ратуры производится только органами
Госстандарта России. Возможна поэле-
ментная поверка комплексов аппаратуры
в учреждениях Госстандарта, выезд пред-
ставителя Госстандарта к потребителю
приборов, привоз комплекта аппаратуры
на поверяющие государственные пред-
приятия.
По решению Госстандарта России,
право поверки средств измерений может
быть предоставлено аккредитованным
метрологическим службам, имеющим
соответствующее калибровочное обору-
дование. Деятельность этих служб осуще-
ствляется в соответствии с действующим
законодательством и нормативными до-
кументами по обеспечению единства из-
мерений [5, 128]. Порядок аккредитации
определяется Правительством РФ.
Поверка средств измерений осущест-
вляется физическим лицом, аттестован-
ным в качестве поверителя органами Го-
сударственной метрологической службы.
Порядок представления средств из-
мерений на поверку устанавливается Гос-
стандартом России. Заявление о предос-
тавлении права на калибровку виброизме-
рительной аппаратуры подается в терри-
ториальные органы Госстандарта, кото-
рый и осуществляет все работы по
оформлению аккредитации на калиб-
ровку.
Установки для калибровки и поверки
виброизмерительной аппаратуры и
вибродатчиков
Подробно вопросы нормативно-
технической базы метрологического обес-
печения виброизмерительной техники, ус-
тановки для калибровки и поверки вибро-
измерительных приборов освещены в [86].
Технической основой передачи раз-
мера единиц от эталона рабочим средст-
вам измерения являются поверочные виб-
роустановки. В них входят образцовые
средства воспроизведения и измерения
параметров вибрации, которые использу-
ются для проверки рабочих виброизмери-
тельных приборов и датчиков вибрации
при их выпуске из производства и во вре-
мя эксплуатации.
При поверке определяются основные
метрологические характеристики рабоче-
го прибора: основная погрешность, коэф-
фициент преобразования датчика, ампли-
тудно-частотная характеристика, ампли-
тудная характеристика, поперечная чувст-
вительность датчика.
432
Глава 2. МЕТОДЫ И СРЕДСТВА ВИБРОДИАГНОСТИКИ
Для обеспечения этих задач, в пол-
ном объеме или частично, требуются раз-
личные по своим техническим характери-
стикам установки: универсальные, широ-
кодиапазонные, резонансные.
Средствами воспроизведения и пере-
дачи вибрационных величин являются
вибростенды. К ним предъявляются спе-
цифические требования, обеспечивающие
соответствующую точность измерений
параметров вибрации при передаче их
значений от образцовых средств измере-
ния к рабочим. Устанавливаются требова-
ния к коэффициенту гармоник и уровню
поперечных составляющих воспроизво-
димых колебаний.
В стране эксплуатируется целый ряд
отечественных и импортных поверочных
установок. Среди них прошли Государст-
венные поверочные испытания и внесены
в Госреестр установки следующих типов:
ВСВ-101, УПВ-2,5, СОВКУ-68, ВСВ-132,
ВСВ-131, ВКЭ-2, ВСВ-102 и др.
Многие из используемых повероч-
ных установок прошли Государственную
метрологическую аттестацию, в том числе
и инфранизкочастотные установки ПСГУ
и ПСВЧ, вибростенды фирмы ’’Брюль и
Кьер” 4801/4815, 4805/4815, вибростенды
фирмы ’’Эндевко” 2901 (1000) и 2775А-
113АВМ1.
Подробные сведения по вибрацион-
ным установкам содержатся в [89].
Глава 3
АНАЛИЗ ВИБРАЦИИ
3.1. ОСНОВНЫЕ ВИДЫ АНАЛИЗА И
ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
Под анализом вибрации принято по-
нимать исследование функциональных
зависимостей измеряемых параметров
вибрации от одной или нескольких неза-
висимых переменных. Наиболее часто в
качестве переменных используют время,
частоту, пространственную координату
или порядковый номер в группе незави-
симых измерений вибрации.
При исследовании вибрации как
функции времени чаще всего на практике
анализируют форму временного сигнала
вибрации, орбиту движения центра вала, а
также параметры плотности распределе-
ния вероятностей мгновенных ее значе-
ний. Из частотных видов анализа наибо-
лее широко используют спектральный,
следящий и синхронный частотный ана-
лиз вибрации. Большинство задач про-
странственного анализа вибрации связано
с определением формы колебаний машин
и оборудования или координат дефектов в
протяженных системах, например трубо-
проводах. И, наконец, групповой анализ
параметров сигнала вибрации чаще всего
используют для определения пороговых
значений в диагностических моделях.
Вибрация работающих машин и обо-
рудования обычно содержит большое ко-
личество компонентов разного происхож-
дения. Поэтому для ее изучения исполь-
зуют либо статистические методы анализа
сигналов, либо предварительно выделяют
отдельные компоненты вибрации, кото-
рые затем исследуют детерминистскими
или статистическими методами анализа.
Что касается вибрации неработающих
машин и оборудования, возбуждаемой
искусственными источниками колеба-
тельных сил, то ее чаще всего исследуют
методом анализа детерминированных ко-
лебаний.
Сигнал вибрации электрической ма-
шины, измеренной на одном из ее под-
шипниковых щитов (рис. 3.1), - типичный
пример сложной формы вибрации ротор-
ной машины убедительно иллюстрирует
необходимость разделения его при диаг-
ностическом анализе на отдельные ком-
поненты.
х, м/с2
1,0
0,5
0
-0,5
-1,0
480 500 520 540 560 580 600 4 мс
Рис. 3.1. Форма сигнала вибрации работающей электрической машины
434
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.2. Форма сигнала ультразвуковой
вибрации, измеренной на корпусе
дефектного подшипника качения (а), и за-
висимость мощности вибрации от времени (б)
Большое количество составляющих в
сигнале вибрации большинства объектов
диагностики чаще всего определяется тем,
что в каждом объекте существует много
разных источников колебательных сил
разной природы и с разными свойствами.
Результат диагностики, в том числе и по
форме вибрации, напрямую зависит от
того, насколько успешно решена задача
разделения сигнала вибрации на компо-
ненты разной природы. Так, если из вы-
шеприведенного сигнала вибрации пред-
варительно выделить высокочастотные
(ультразвуковые) компоненты, возбуж-
даемые микроударами, например, при
разрывах смазки в подшипнике качения,
форма обработанного сигнала представ-
ляет диагностическую информацию зна-
чительно нагляднее (рис. 3.2).
На этом же рисунке показан график
зависимости мощности ультразвуковой
вибрации подшипника от времени. В без-
дефектных подшипниках, как правило,
она постоянна, а в дефектных - скачкооб-
разно меняется во времени. Диагностиче-
ская информация содержится в первую
очередь в величине максимума мощности
колебаний и в периодичности появления
ударных импульсов [103].
Существуют диагностические зада-
чи, когда вибрация диагностируемого
объекта возбуждается лишь одним внеш-
ним источником, причем форма колеба-
тельных сил проста и заранее известна. В
этом случае для исследования формы сиг-
нала вибрации ее можно не разделять на
отдельные компоненты. Так, например, на
рис. 3.3 приведена форма сигнала вибра-
ции объекта диагностики для случая воз-
буждения собственных затухающих коле-
баний одиночным ударным импульсом.
Анализ формы затухающих колеба-
ний позволяет получить диагностическую
информацию, которая определяется час-
тотой (периодом) собственных колебаний,
скоростью их затухания и направлением,
в котором производится удар и измеряет-
ся вибрация [61].
В некоторых случаях и форма слож-
ного сигнала вибрации анализируется без
предварительного разделения на состав-
ляющие. Естественно, что при этом ис-
пользуются статистические методы ана-
лиза сигнала. Так, на рис. 3.4 приведен
сигнал вибрации, измеренный на корпусе
редуктора с сильным дефектом зубчатой
-101_____________I____________I_____________L
0
50 100 150 200 А мс
Рис. 3.3. Собственные затухающие колебания корпуса машины,
возбужденные одиночным ударным импульсом
ОСНОВНЫЕ ВИДЫ АНАЛИЗА И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
435
х, м/с2 р(х)
Рис. 3.4. Форма сложного сигнала
вибрации (а) и результаты ее статистического анализа (d)
пары (рис. 3.4, а), и распределение плот-
ности вероятности его значений.
При статистическом анализе слож-
ных сигналов вибрации большая часть
диагностической информации теряется.
Однако такой анализ может использовать-
ся, например, для оперативной оценки
симметрии вибрации относительно ее
среднего значения. Несимметрия сигнала
вибрации может, с одной стороны, поя-
виться при различного рода ударах в объ-
екте диагностики, а с другой - явиться
следствием нелинейности и перегрузок в
измерительных и анализирующих трак-
тах. Кроме того, в результате статистиче-
ского анализа сложного сигнала вибрации
можно дать количественную оценку от-
клонения реального распределения его
значений от нормального закона распре-
деления. Существенные отклонения могут
быть признаком наличия доминирующих
компонентов в сигнале вибрации, возбуж-
даемых, например, ударными импуль-
сами [76].
Весьма информативным является ме-
тод анализа (особенно применительно к
данным относительной вибрации), ис-
пользующий пространственно разделен-
ные, но характеризующие колебания узла
в одной плоскости компоненты вибрации.
х, мкм
х, мкм
50
0
•500 0,05 0,1 0,15 t,
б)
Рис. 3.5. Зависимость вибросмещения вала относительно опоры вращения
от времени в двух направлениях (а, б) и орбита движения вала в подшипнике качения,
имеющего значительный износ (в)
436
Глава 3. АНАЛИЗ ВИБРАЦИИ
Примером может служить анализ орбит
движения вала в подшипниках, для кото-
рого производится измерение вибрации
вала относительно неподвижной части
подшипника в двух взаимно-перпендику-
лярных направлениях [34]. На рис. 3.5
приведены результаты измерения вибро-
смещений вала в двух направлениях и
построенная по ним орбита движения
вала.
Форма орбиты движения вала в под-
шипнике зависит от многих факторов, в
том числе от дефектов вала и подшипни-
ка, а также от количества и качества смаз-
ки. Ее анализ позволяет обнаружить не-
сколько видов дефектов и определить
степень их опасности за несколько оборо-
тов вала.
Высокая скорость принятия диагно-
стических решений является отличитель-
ной особенностью всех методов анализа
формы сигнала вибрации (колебаний)
объектов контроля. В то же время эти ме-
тоды ориентированы на обнаружение
лишь отдельных видов дефектов или ре-
зонансов, наиболее сильно влияющих на
сигнал вибрации. Чтобы найти более ши-
рокий круг дефектов применяют методы
анализа сигнала вибрации, накапливаю-
щие информацию в течение длительного
времени.
Одним из таких методов, нашедшем
наиболее широкое применение, является
частотный (спектральный) анализ виб-
рации, позволяющий разделить ее на ком-
поненты разной частоты, возбуждаемые
разными источниками колебательных сил
и имеющие разную природу и разные
свойства [109].
Чаще всего спектральные методы
анализа вибрации используются для изу-
чения вибрации машин и оборудования
периодического действия. Физически
спектральный анализ можно рассматри-
вать как параллельную фильтрацию сиг-
нала с помощью большого количества
фильтров разной частоты и определение
мощности его отдельных компонентов
или их среднеквадратичного значения на
выходе каждого из фильтров.
Кроме высокой разрешающей спо-
собности по частоте, позволяющей разде-
лить несколько близких по частоте ком-
понентов в сигнале вибрации, преиму-
ществом спектрального анализа является
и высокий динамический диапазон, по-
зволяющий одновременно измерять раз-
ные (до 10 000 раз и более) по величине
компоненты вибрации, если их частоты не
полностью совпадают.
При нестабильной частоте вращения
типовой спектральный анализ из-за нару-
шения периодичности сигнала вибрации
не дает желаемых результатов, поэтому
следует проводить синхронный частотный
или спектральный анализ вибрации [133].
Для такого анализа необходимо парал-
лельно измерять сигналы с измерительно-
го преобразователя вибрации и датчика
углового положения вала (датчика обо-
ротов).
Каждый из фильтров (физических
или математических), используемый для
анализа вибрации, должен иметь частоту,
кратную мгновенной частоте сигнала с
датчика оборотов, и в этом случае на вы-
ходе любого фильтра определяется сред-
неквадратичное значение той составляю-
щей вибрации, которая синхронна частоте
вращения машины или ее гармонике (суб-
гармонике).
Существует ряд диагностических за-
дач, когда требуется измерять и анализи-
ровать амплитудно-частотные характери-
стики механической системы, возбуждая
ее вибрацию колебательными силами из-
меняющейся частоты. И в этом случае
используются методы синхронного час-
тотного анализа вибрации, а результатом
анализа является зависимость величины
амплитуды и фазы определенной состав-
ляющей вибрации от изменяющейся в
заданном диапазоне частоты колебатель-
ОСНОВНЫЕ ВИДЫ АНАЛИЗА И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
437
Рис. 3.6. Амплитудно-частотная (а) и фазочастотная (б) характеристики роторной
вибрации корпуса электрической машины с резонансами на частотах 10,5 и 15 Гц,
а также узлом колебаний в точке контроля вибрации на частоте 12,5 Гц
ной силы. Такой вид анализа чаще всего
применяют для изучения низкочастотных
резонансов машин с узлами вращения. В
качестве источника колебательных сил
используют силы, возбуждаемые ротором
на частоте одной из кратных частоте его
вращения гармоник. Измерение вибрации
проводят в режиме пуска или выбега ма-
шины, когда частота вращения плавно
изменяется от нуля до номинального зна-
чения. В качестве примера такого вида
частотного анализа на рис. 3.6 приведены
результирующие амплитудно-частотная и
фазочастотная характеристики (диаграм-
ма Боде) одной из машин.
Методы спектрального анализа ис-
пользуют для изучения многих видов ко-
лебательных процессов, а не только сиг-
нала с выхода измерительного преобразо-
вателя вибрации. Таким процессом может
быть часть сигнала вибрации или один из
ее параметров, если он периодически ме-
няется во времени. Наиболее важной ха-
рактеристикой вибрации является мощ-
ность, причем не всего сигнала вибрации,
а лишь тех составляющих, которые имеют
одну природу, и предварительно выделя-
ются из сигнала вибрации. Если мощность
выделенных составляющих постоянна во
времени, тогда в спектре колебаний мощ-
ности не будет никаких составляющих.
Если предварительно выделенные состав-
ляющие вибрации представляют собой
сумму двух близких по частоте компонен-
тов, мощность вибрации изменяется с
частотой биений, в спектре колебаний
этой мощности появляется одна состав-
ляющая с частотой биений. Если выде-
ленная часть вибрации имеет много раз-
ных компонентов, и среди них присутст-
вует доминирующий компонент ударного
вида, возбуждаемый периодическими
ударами, то мощность выделенных со-
ставляющих вибрации меняется периоди-
ческими скачками, как это показано, на-
пример, на рис. 3.2. В последнем случае в
спектре колебаний мощности высокочас-
438
Глава 3. АНАЛИЗ ВИБРАЦИИ
тотной вибрации появляется большое
число кратных гармоник, которых нет в
спектре сигнала высокочастотной вибра-
ции [11]. Именно такой вид анализа коле-
баний мощности предварительно выде-
ленных составляющих вибрации одной
природы, называемый спектральным ана-
лизом огибающей вибрации, получил ши-
рокое распространение в вибрационной
диагностике машин. Однако исторически
получилось так, что спектральным анали-
зом огибающей вибрации стали называть
анализ колебаний не мощности, а средне-
квадратичного значения высокочастотной
вибрации одной природы, что никак не
меняет физической основы получаемых
результатов. Основные ошибки в исполь-
зовании спектрального анализа огибаю-
щей вибрации связаны с тем, что многие
средства анализа не имеют возможности
предварительного разделения сигнала
вибрации на составляющие разной приро-
ды. Основные достижения этого вида ана-
лиза связаны с его использованием для
исследования свойств случайной вибра-
ции, возбуждаемой силами механическо-
го, аэродинамического и гидродинамиче-
ского трения [3]. Выше были перечислены
основные виды анализа формы и частот-
ного анализа сигнала вибрации, измеряе-
мого в одной точке контроля вибрации
машины или оборудования. Операции
спектрального анализа являются линей-
ными и обратимыми, т.е. существует пря-
мое и обратное преобразования Фурье,
связывающие временную форму сигнала с
частотной. Учитывая то, что на практике
преобразование Фурье выполняется в
цифровом виде, а вычислительные мощ-
ности анализирующих приборов и систем
непрерывно растут, для анализа формы
сигналов все чаще стали последовательно
применять операции спектрального пре-
образования Фурье, выделения из спектра
компонентов вибрации одной природы, а
затем восстановления по ним формы сиг-
нала вибрации этой природы.
Для совместного анализа вибрации в
двух и более пространственно разнесен-
ных точках, как правило, используют не-
линейные методы преобразования сигна-
лов. Именно поэтому не существует уни-
версальных методов пространственного
анализа сигналов вибрации, и приходится
оптимизировать совокупность используе-
мых методов анализа для решения каждой
из диагностических задач.
Одной из типовых диагностических
задач является обнаружение утечек в тру-
бопроводах с жидкостью. Для ее решения
используют взаимные спектры вибрации
трубопровода, измеряемой в двух удален-
ных друг от друга точках [127].
Другая типовая задача пространст-
венного анализа вибрации - исследование
формы колебаний крупных машин на час-
тоте вращения ротора и ее гармониках
[22]. Для решения этой задачи лучше все-
го измерять и анализировать взаимные
амплитудный и фазовый спектры вибра-
ции соседних опор вращения по разные
стороны от соединительной муфты. Раз-
ность фаз колебаний опор на частоте вра-
щения ротора и ее гармониках содержит
необходимую информацию о форме коле-
баний вала.
Проблемы исследования формы ко-
лебаний машин и оборудования на часто-
те вынужденных колебаний чаще всего
определяются сложностью создания коле-
бательных сил на исследуемой частоте.
Если вибрация роторных машин на часто-
те вращения ротора и ее гармониках воз-
буждается естественным образом во вре-
мя его вращения, то для исследования
форм колебаний на других частотах ис-
пользуют источники гармонических коле-
бательных сил, часто называемые вибра-
торами. Их крепление к исследуемому
объекту изменяет механические свойства
объекта и, как следствие, форму его коле-
баний. В связи с этим приходится прини-
мать специальные меры по компенсации
влияния вибратора на механические свой-
ства исследуемого объекта [106].
ОСНОВНЫЕ ВИДЫ АНАЛИЗА И ОБЛАСТИ ИХ ПРИМЕНЕНИЯ
439
Несколько проще решается задача
исследования формы колебаний различ-
ных объектов на резонансных частотах.
Подобные вопросы решают методом и
техническими средствами модального
анализа, предназначенного, в первую оче-
редь, для исследования форм собственных
колебаний объектов. В основе метода ле-
жит принцип взаимности, позволяющий
заменить местами точку приложения ко-
лебательной силы и точку измерения виб-
рации. Вибрация объекта возбуждается
ударными импульсами последовательно
во всех точках, в которых необходимо
определить форму колебаний объекта, а
отклик на ударное возбуждение измеряет-
ся датчиком вибрации, установленном в
том месте, где в рабочем состоянии на
объект действует колебательная сила.
Для построения формы колебаний
объекта на каждой из собственных частот
используется специальное программное
обеспечение, входными данными для ко-
торого являются параметры удара, изме-
ряемые встроенным в ударный молоток
датчиком силы, параметры отклика на
удар, измеряемые датчиком вибрации, а
также координаты точек удара [166]. Про-
граммное обеспечение для модального
анализа выпускается многими производи-
телями технических средств тестовой
вибрационной диагностики механическо-
го оборудования.
Весьма важным разделом вибраци-
онного анализа является статистическое
описание результатов измерения различ-
ных параметров вибрации по группе неза-
висимых измерений. В такую группу чаще
всего включаются либо данные периоди-
ческих измерений вибрации одного и того
же объекта контроля, либо измерения,
выполненные в одних и тех же точках
большого количества идентичных объек-
тов, работающих в идентичных условиях.
Задачей такого анализа обычно является
идентификация закона распределения зна-
чений контролируемых параметров виб-
рации и определение основных моментов
распределения, от которых зависят вели-
чины порогов в диагностических моделях.
Кроме того, задачей статистического ана-
лиза периодически измеряемых парамет-
ров вибрации одного и того же объекта
может быть построение трендов, характе-
ризующих изменение контролируемых
параметров во времени и краткосрочный
прогноз этих изменений [3].
Как правило, результаты статистиче-
ского анализа различных параметров виб-
рации, периодически измеряемой на без-
дефектном оборудовании, хорошо укла-
дываются в нормальный закон распределе-
ния случайных величин, который харак-
теризуется лишь двумя количественными
оценками: средним значением и цен-
тральным моментом второго порядка, т.е.
дисперсией.
При наличии в объекте контроля раз-
витых дефектов закон распределения пе-
риодически контролируемых параметров
вибрации может отличаться от нормаль-
ного из-за появления определенных тен-
денций изменения во времени значений
этих параметров. В таких случаях анали-
зируются тренды изменений контроли-
руемых параметров вибрации. На рис. 3.7
приведен график изменения во времени
уровня вибрации мощного вентиляцион-
ного агрегата на частоте его вращения.
Измерения вибрации проводились в тече-
ние пять лет, вплоть до аварийного выхо-
да агрегата из строя. Как видно из графи-
ка, за это время проявлялись разные тен-
денции изменения вибрации, и лишь в
последние три-четыре месяца, когда дан-
ные диагностики стали указывать на на-
личие нескольких одновременно разви-
вающихся дефектов, появилась тенденция
быстрого и монотонного роста вибрации.
Статистический анализ многих кон-
тролируемых параметров вибрации по
группе однотипных объектов контроля
обычно указывает на сходимость данных
измерений не к нормальному, а логариф-
мически нормальному закону распределе-
ния [73]. Особенно четко сходимость к
логарифмически нормальному распреде-
лению просматривается для тех парамет-
440
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.7. Пример изменения уровня вибрации вентиляционного агрегата
на частоте его вращения от времени
б)
Рис. 3.8. Гистограммы распределения
количества машин в группе по уровню
вибрации на частоте вращения:
а - группа машин, работающая без проведения
периодических балансировок; б - группа
машин, балансируемых при проведении работ
по обслуживанию, выполняемых по данным
периодического контроля вибрации
ров вибрации давно эксплуатируемых
объектов, которые используются для об-
наружения наиболее часто встречающихся
дефектов. Но есть и исключения, которые,
как правило, связаны с возможностью на-
правленного изменения вибрации объекта
со стороны обслуживающего персонала во
время проведения технического обслужи-
вания. В качестве примера на рис. 3.8 при-
ведены типовые гистограммы распределе-
ния количества объектов по уровню виб-
рации на частоте вращения для двух групп
одинаковых машин. Машины одной груп-
пы не подвергались во время технических
обслуживании направленным воздействи-
ям на предмет снижения их вибрации, а у
машин второй группы проводилась, при
необходимости, балансировка роторов на
месте эксплуатации.
Как видно из приведенных гисто-
грамм, первое распределение хорошо ук-
ладывается в логарифмически нормаль-
ный закон распределения, а второе отли-
чается как от логарифмически нормально-
го, так и от нормального закона распреде-
ления. Приведенные данные косвенно
указывают на то, что в некоторых маши-
нах из первой группы имеются дефекты
разной величины, причем величины этих
дефектов нелинейно зависят от наработки
АНАЛИЗ ВИБРАЦИИ ВО ВРЕМЕННОЙ ОБЛАСТИ
441
машины. Во второй группе после обнару-
жения сильных дефектов вибрация машин
направленно уменьшалась, но из-за нали-
чия дефектов не могла быть снижена в
некоторых машинах до требуемых значе-
ний [138].
Кроме перечисленных типовых ме-
тодов анализа сигналов вибрации, исполь-
зуемых при контроле, мониторинге и ди-
агностике машин и оборудования, для
качественной оценки вибрации в послед-
ние годы стал использоваться ряд специ-
альных и, в том числе, многопараметри-
ческих методов описания и анализа сиг-
налов. Некоторые из этих методов рас-
сматриваются в последующих разделах
данного тома справочника.
3.2. АНАЛИЗ ВИБРАЦИИ ВО
ВРЕМЕННОЙ ОБЛАСТИ
3.2.1. Анализ формы сигнала
Вибрация машин и оборудования
имеет, как правило, сложную структуру и
состоит из детерминированных и случай-
ных компонентов разной формы. Про-
стейшим видом анализа вибрации во вре-
мени является определение формы от-
дельных компонентов сигнала вибрации,
которые либо значительно превышают по
величине остальные компоненты, либо их
предварительно выделяют из сигнала виб-
рации.
Простейшим детерминированным сиг-
налом вибрации (или его компонентом)
является гармонический сигнал, показан-
ный на рис. 3.9, а\
х(/)= ^СОЗ^ + Фо), (3.1)
где х(/) - текущее значение сигнала в мо-
мент времени Z; Ло - амплитуда сигнала;
соо - круговая частота сигнала; ф0 - на-
чальная фаза сигнала.
Каждый из указанных трех парамет-
ров гармонической вибрации, опреде-
ляющих ее форму, может нести в себе
диагностическую информацию. Исключе-
ние составляет лишь начальная фаза виб-
рации, так как информацию несет обычно
не ее значение, а разность фаз колебаний
одной частоты (синхронных колебаний),
измеренных в двух разных точках или
направлениях.
Период гармонической вибрации
связан с круговой частотой и равен
TQ =2тг/со0. Аналогичный период может
быть и у более сложной, полигармониче-
ской вибрации, содержащей ряд кратных
частоте соо гармонических составляющих.
Примеры такой вибрации также приведе-
ны на рис. 3.9.
Если сигнал вибрации мало отлича-
ется от гармонического (рис. 3.9, б), и в
его составе лишь несколько гармоник, то
диагностическая информация может со-
держаться в ранее рассмотренных пара-
метрах каждой из этих гармоник:
x(t) = ^Ak(cosk(d0t + <pj. (3.2)
k=i
Если длительность сигнала мала по
сравнению с периодом его следования,
как это показано на рис. 3.9, в, то инфор-
мация чаще всего содержится в других
параметрах сигнала, таких, как амплитуда
(размах), частота следования (период То),
скважность (отношение длительности
сигнала к периоду следования), время
нарастания тн и время спада тсп. Инте-
гральной оценкой такого сигнала может
быть и величина пикфактора, представ-
ляющего собой отношение максимальной
величины импульсного сигнала к его
среднеквадратичному значению.
Достаточно часто приходится анали-
зировать форму детерминированных ко-
лебаний, представляющих собой сумму
периодических сигналов близкой частоты,
например сумму гармонических сигналов
вида
х(/) = Л] cos(®0^ + <Р 1) + 3 3
+ А2 [cos(co0/ + q>])/ + ф2 ],
где Асо = соо.
442
Глава 3. АНАЛИЗ ВИБРАЦИИ
х, мм/с
1___________I___________I__________I___________L
а)
। ।____________I____________1 1
б)
____________I____________I___________I____________I____________I__________
0 0,2 0,4 0,6 0,8 1 t, c
в)
Рис. 3.9. Разные формы периодического сигнала вибрации
Форма таких колебаний представле-
на на рис. 3.10. Амплитуда суммарных
колебаний изменяется от максимальной
величины A i + А2 до минимальной, равной
- А2.
Такая форма представляет собой
биения двух колебаний с периодом
TQ = 2тс/Дсо. Диагностическая информа-
ция может содержаться в параметрах,
характеризующих эти биения, а именно:
Рис. 3.10. Сигнал биений двух составляющих вибрации с близкими частотами
АНАЛИЗ ВИБРАЦИИ ВО ВРЕМЕННОЙ ОБЛАСТИ
443
в частоте биений и значениях максималь-
ной и минимальной амплитуд суммарных
колебаний.
Близкую форму имеет амплитудно-
модулированный сигнал вибрации, на-
пример сигнал вида
х(г)=л(1 + mcos Acoz)cos(od0Z+ ф0), (3.4)
где тп < 1 - глубина модуляции сигнала с
частотой о>о; Да> = о>о - частота модуляции
сигнала.
Период модуляции сигнала вибрации
может совпадать с периодом биений, и
тогда отличить сигнал биений от ампли-
тудно-модулированного сигнала по их
форме крайне сложно. В то же время ам-
плитудно-модулированные детерминиро-
ванные сигналы вибрации дают гораздо
больше диагностической информации,
чем сигналы биений, но для ее извлечения
приходится использовать более сложные
методы частотного анализа сигналов.
Кроме детерминированных состав-
ляющих вибрация машин и оборудования
содержит еще и случайные составляющие.
В отличие от детерминированных сигна-
лов в случайных сигналах не могут быть
определены ни амплитуда, ни частота, ни
фаза. Физическими параметрами случай-
ной вибрации являются мощность и эф-
фективная ширина полосы частот, в кото-
рой сосредоточена большая часть (более
70 %) ее мощности. Если диапазон частот,
занимаемый сигналом вибрации, оказыва-
ется большим, и мощность сигнала рас-
пределена по частотам неравномерно,
дополнительную информацию может дать
форма распределения спектральной плот-
ности сигнала по частоте. А для того что-
бы единицы измерения детерминирован-
ной и случайной вибрации совпадали,
вместо мощности случайного сигнала для
ее описания используется параметр, пред-
ставляющий собой квадратный корень из
мощности и называемый среднеквадра-
тичным значением (отклонением) сигнала
вибрации (СКЗ).
Конкретное значение колебательного
смещения, скорости или ускорения слу-
чайной вибрации задается его плотностью
вероятности. В большинстве случаев за-
кон распределения плотности вероятности
этих значений близок к нормальному,
удовлетворяющему выражению
р{*(')} = 7-— — ехР' - 2^ 1 > <3-5)
V2jlCTx [ 2ст х J
где p{x(z)} - вероятность того, что в мо-
мент t вибрация имеет величину х; сух -
СКЗ вибрации; x(z) - среднее значение
сигнала вибрации, обычно равное нулю.
В этом случае мощность случайного
сигнала вибрации определяется величи-
ной
Г/2
^=7 р('К (з.б)
-Г/2
где Т - интервал, на котором определяется
мощность сигнала.
Если случайная вибрация стационар-
на, т.е. ее мощность во времени постоян-
на, среднеквадратичная величина сух сиг-
нала вибрации определяется на любом
отрезке времени больше минимального.
Минимальное время, необходимое для
измерения СКЗ, связано с эффективной
шириной частотного диапазона вибрации
Дсоэ, и приблизительно равно трем посто-
янным времени фильтра, выделяющего
случайную вибрацию, т.е. 6л/Д(Оэ- В виб-
рационной диагностике часто исследуют-
ся колебания мощности случайной вибра-
ции, которые имеют место во многих ти-
пах машин и оборудования [153]. Про-
стейший пример исследования формы
таких колебаний приведен ранее на
рис. 3.2, где показана форма колебаний
мощности или среднеквадратичного зна-
чения вибрации, возбуждаемой периоди-
ческими ударами в подшипниках качения.
При анализе формы колебаний мощ-
ности случайной вибрации очень важным
фактором становится выбор полосы час-
тот сигнала, в которой концентрируется
444
Глава 3. АНАЛИЗ ВИБРАЦИИ
его мощность. Так, например, многие ис-
следователи выбирают для такого анализа
случайную вибрацию на резонансных
частотах машин и оборудования [93]. На
этих частотах случайная вибрация имеет
более высокий уровень, но занимает отно-
сительно небольшую полосу частот, оп-
ределяемую добротностью колебательной
системы. Но при высокой добротности
такого механического фильтра минималь-
ное время для формирования сигнала,
пропорционального мощности случайной
вибрации, оказывается большим, и найти
в таком сигнале среднечастотные колеба-
ния мощности становится невозможным.
По этой причине для анализа колебаний
мощности случайной вибрации, возбуж-
даемой, например, силами механического
гидродинамического или аэродинамиче-
ского трения, лучше всего выделить виб-
рацию в широкой йолосе частот, много
выше частоты резонанса исследуемого
узла [153].
Количественный анализ нестацио-
нарного случайного сигнала позволяет
определить, кроме СКЗ, такие параметры,
как пикфактор, а для амплитудно-моду-
лированного случайного сигнала еще и
глубину модуляции:
_max min
Qr — Qr
тп = —--------—.
х _тах . _тт ’
<5Х + <5Х
где <ах и <п - среднеквадратичные
максимальные и минимальные значения
случайной вибрации.
Естественно, что величины су™ах и
су™111 зависят от постоянной времени т0, с
которой измеряются сх.
Некоторая субъективность количест-
венных оценок формы нестационарной
случайной вибрации приводит к тому, что
в разных источниках предлагается кон-
тролировать разные характеристики фор-
мы вибрации и формы ее среднеквадра-
тичных значений, т.е. формы огибающей
случайной вибрации.
(3.7)
Так, например, вместо значений
пикфактора, величина которого может
зависеть от длительности измерения, ино-
гда измеряется зависимость значений
крест-фактора случайной вибрации от
времени. Величина крест-фактора в каж-
дый момент времени определяется как
отношение максимального значения сиг-
нала к СКЗ, измеренному в скользящем
окне небольшой длительности. Получен-
ную зависимость крест-фактора от време-
ни можно либо усреднять, либо проводить
с ней другие операции статистического
анализа. Однако и при определении крест-
фактора случайного нестационарного
сигнала существует произвол в выборе
длительности временного окна. Неопре-
деленность при количественном анализе
нестационарной случайной вибрации
можно несколько снизить, используя ме-
тоды статистического анализа вибрации
или спектрального анализа ее огибающей.
Другие виды количественной оценки
сигналов вибрации, которые успешно
применяются для анализа детерминиро-
ванных составляющих, широкого распро-
странения для анализа нестационарной
случайной вибрации не нашли. Так, на-
пример, на скорость нарастания или спада
мощности высокочастотной вибрации,
возбуждаемой ударными импульсами в
дефектных узлах машин, наибольшее
влияние часто оказывают не физические
особенности ударных взаимодействий, а
характеристики фильтров, выделяющих
высокочастотную часть из сигнала вибра-
ции.
Некоторого повышения качества
анализа формы вибрации, содержащей
детерминированные и случайные компо-
ненты, можно добиться с помощью ус-
реднения результатов нескольких после-
довательных измерений. Поскольку сред-
нее значение сигнала вибрации близко к
нулю, усреднение должно быть синхрон-
ным, т.е. при усреднении следует строго
выдерживать идентичность начальных
фаз периодических компонентов в усред-
АНАЛИЗ ВИБРАЦИИ ВО ВРЕМЕННОЙ ОБЛАСТИ
445
Рис. 3.11. Сигналы вибрации двигателя внутреннего сгорания без усреднения (а) и
после синхронного накопления (б)
няемых отрезках сигнала вибрации. Син-
хронное усреднение временных сигналов
вибрации используется, прежде всего, в
машинах периодического действия с уз-
лами возвратно-поступательного или
ударного действия. На рис 3.11 для при-
мера приведен отрезок сигнала вибрации
двигателя внутреннего сгорания, соответ-
ствующий одному обороту карданного
вала, и усредненный сигнал вибрации за
10 оборотов вала. Синхронизация отрез-
ков сигнала производилась по датчику
углового положения вала. Как видно из
рисунков, синхронное накопление вре-
менных отрезков сигнала вибрации по-
зволяет снизить уровень случайных со-
ставляющих и повысить качество анализа
формы вибрации, возбуждаемой слабыми
ударными импульсами. При этом важно
принимать во внимание следующее об-
стоятельство: при большом количестве
усреднений получается не улучшение со-
отношения сигнал/шум, а, напротив, ус-
редняемые отрезки осциллограмм стано-
вятся, из-за накопления фазовых отклоне-
ний вследствие многочисленных флук-
туаций сигнала, все менее когерентными.
Качество вибрационной диагностики
поршневых машин, в основном, определя-
ется возможностями выделения вибрации
от слабых ударных взаимодействий на
фоне вибрации, возбуждаемой сильными
ударами, имеющими место в таких ма-
шинах.
Для решения подобных задач ис-
пользуется не столько синхронное накоп-
ление сигналов, сколько их стробирова-
ние, т.е. использование временного окна,
с вырезанием из сигналов вибрации уча-
стков затухающих собственных колеба-
ний цилиндропоршневой группы и анали-
зом формы остатков сигнала вибрации с
определением амплитуд и количества
ударных импульсов в интервалах между
вырезанными участками сигнала.
Важнейшим направлением развития
подобного анализа формы вибрации
поршневых машин является переход к
анализу формы колебаний мощности вы-
сокочастотной вибрации на частотах, вы-
ше частот основных резонансов цилинд-
ропоршневой группы. В этом случае из
сигнала можно вырезать очень короткие
446
Глава 3. АНАЛИЗ ВИБРАЦИИ
временные участки, на которых происхо-
дит затухание вибрации ударного вида.
3.2.2. Статистический анализ
Статистические методы анализа виб-
рации, измеряемой в конкретной точке
машины или оборудования, применяются
в тех случаях, когда невозможно точно
задать значение вибрации x(f) в любой
момент времени t или установить точную
связь между ее значениями, отличающи-
мися на временной интервал А/, т.е. когда
сигнал вибрации является стохастиче-
ским, случайным процессом. В практиче-
ской диагностике обычно используются
лишь некоторые из основных методов
одномерного статистического анализа
вибрации или ее параметров.
Так, первым из таких методов явля-
ется количественная оценка отличия па-
раметров реального распределения плот-
ности вероятности р(х) измеряемого сиг-
нала x(t) или предварительно выделенных
из него компонентов от соответствующих
параметров нормального закона распре-
деления [см. (3.5)].
Второй метод заключается в опреде-
лении пороговых значений для каждого из
выбранных параметров вибрации, разде-
ляющих объекты контроля на классы с
разными свойствами по результатам пе-
риодического контроля этих параметров.
В рамках третьего из используемых
методов выполняется количественная
оценка тенденций изменения тех или
иных параметров вибрации во времени,
т.е. строятся соответствующие тренды.
Еще одним используемым методом
можно считать установление статистиче-
ских связей между разными компонента-
ми одного и того же сигнала вибрации.
Плотность вероятности значений
сигнала х(/), как известно, удовлетворяет
условию
Jp(x)dr = l. (3.8)
-со
Вибрация, как правило, имеет сим-
метричные относительно равновесного
положения значения, но при этом р(х) мо-
жет иметь разную форму. Так, на рис. 3.12
показаны распределения выборочных
значений гармонической (рис. 3.12, а) и
случайной стационарной вибрации (рис.
3.12, б).
В вибрационной диагностике задачи
определения вида закона распределения
р(х) обычно не ставятся. Это связано с
тем, что закон распределения суммы не-
скольких составляющих стационарной
вибрации, как правило, мало отличается
от нормального [см. (3.5)], а вибрация
любого оборудования практически всегда
содержит несколько компонентов разной
природы. Поэтому более важной задачей
становится количественная оценка отли-
чия реального распределения р{х) от нор-
мального.
Как правило, такая оценка проводит-
ся по четырем основным параметрам рас-
пределения Xх), а именно, первому на-
чальному моменту (среднему значению), а
также второму, третьему и четвертому
центральным моментам распределения
[135].
Среднее значение сигнала x(t) опре-
деляется выражением
00
х(/)= ^x(t)p(x}dx. (3.9)
-00
Поскольку х рассчитывается по вы-
борке из N значений сигнала х(/), выбо-
рочная оценка среднего равна
*(',)• (зл°)
В абсолютном большинстве случаев
х = 0.
Если значение х отличается от нуля
больше, чем на величину статистической
ошибки, это чаще всего является призна-
ком нелинейности каналов измерения и
анализа сигнала вибрации.
АНАЛИЗ ВИБРАЦИИ ВО ВРЕМЕННОЙ ОБЛАСТИ
447
Рис. 3.12. Гистограммы распределения группы из kN выборочных значений xzl, Хц
двух сигналов вибрации равной мощности, где 1/к - ширина выборки по оси х
Второй центральный момент сх
распределения р(х) определяется выра-
жением
00
— 00
(3.11)
При конечной выборке из N значений
x(t) и условии х = О
jv-iZZ'2, (312)
1=1
Дисперсия сх является количест-
венной оценкой мощности переменных
составляющих сигнала вибрации, но при
анализе сигналов вибрации вместо дис-
персии чаще всего используется величина
среднеквадратичного значения (СКЗ) сиг-
нала стх, которая, например, для гармони-
ческого сигнала с амплитудой Ао равна
4)/V2 «О,7Ло.
С величийой среднеквадратичного
значения сигнала связана и статистиче-
ская ошибка среднего значения сигнала,
определяемого по группе из N независи-
мых измерений x(t). С доверительной ве-
роятностью 95 % она равна .
Следует также отметить, что у сложных
по составу сигналов вибрации, с плотно-
стью вероятности р(х), подчиняющейся
нормальному закону распределения, един-
ственным моментом распределения, от-
2
личным от нуля, является ах, т.е. его
мощность.
Центральные моменты распределе-
ния порядка выше двух обычно исполь-
зуются для количественных оценок от-
клонений закона распределения р(х) от
нормального не всего сигнала вибрации, а
предварительно выделенных из него ком-
понентов, например высокочастотных.
При этом мерой отклонения является
нормированные (т.е. отнесенные соответ-
448
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.13. Плотности распределения
выборочных значений высокочастотной
вибрации исправного подшипника качения
(б) и подшипника с дефектами поверхностей
качения (п)
3 4 ч
ственно к сх и ах) третий и четвертый
моменты, которые называются коэффи-
циентами асимметрии и эксцесса:
1 N
°'13’
<ЗЛ4)
Коэффициент асимметрии ух выбо-
рочных значений вибрации большинства
объектов контроля близок к нулю, если
обеспечена линейность средств измерения
вибрации, так как он оценивает асиммет-
рию распределения р(х) относительно
среднего (нулевого) значения.
Коэффициент эксцесса г|х характери-
зует степень отклонения формы закона
распределения р(х) от нормального с тем
же среднеквадратичным значением <зх.
Сильнее всего он реагирует на появление
выбросов в сигнале из-за возникновения
микро- и макроударов в объектах контро-
ля. Распределение, в отличие от нормаль-
ного, становится островершинным с ’’хво-
стами” в области больших по модулю
значений x(t). Так, на рис. 3.13,6 приведе-
но типичное распределение N выбороч-
ных значений высокочастотной вибрации
подшипника качения с дефектами по-
верхностей качения, приводящими к по-
явлению ударных импульсов.
Коэффициент эксцесса для такого
распределения может составлять значения
более 100, в то время как величина пик-
фактора вибрации не превышает 10. Для
того чтобы эти величины были сопоста-
вимы, вместо коэффициента эксцесса
иногда используется параметр, представ-
ляющий собой корень четвертой степени
из коэффициента эксцесса. В общем слу-
чае, коэффициент эксцесса высокочастот-
ной вибрации может иметь большую ди-
агностическую ценность, чем величина
пик-фактора или крест-фактора [27].
Появление в объекте контроля де-
фектов, приводящих к ударам, может и не
сопровождаться ростом высокочастотной
вибрации в точках ее контроля (при нали-
чии сильного затухания на пути распро-
странения колебаний). Более того, если
эти удары имеют постоянное направле-
ние, то они возбуждают быстро затухаю-
щие несимметричные собственные коле-
бания объекта. Соответственно, и весь
сигнал вибрации может быть несиммет-
ричным, с отличными от нуля как сред-
ним значением x(z), так и коэффициентом
асимметрии ух (см. рис. 3.4). При иденти-
фикации таких сигналов вибрации с це-
лью обнаружения ударов в объекте кон-
троля необходимо убедиться в том, что в
средствах измерения и анализа вибрации
нет нелинейных искажений сигналов.
В практической диагностике стати-
стический анализ собственно сигнала
вибрации проводится достаточно редко.
Чаще статистические методы использу-
ются для анализа определенных парамет-
ров вибрации, например ее амплитуды
или мощности. Поскольку форму распре-
деления положительных параметров, на-
пример огибающей Cfj) сигнала вибрации
х(Г), в общем случае нельзя считать сим-
метричной, статистические методы анали-
за этих параметров могут несколько отли-
чаться от ранее изложенных.
АНАЛИЗ ВИБРАЦИИ ВО ВРЕМЕННОЙ ОБЛАСТИ
449
Так, выборочные среднеквадратич-
ные значения (огибающая) £(0 узкопо-
лосного случайного стационарного сигна-
ла вибрации x(t) распределены не по нор-
мальному закону, а по закону Релея,
имеющему вид
Р^) = -^-ехр
аг
(3.15)
где сух - СКЗ случайного сигнала вибра-
ции.
Если в сигнале присутствует, кроме
случайных составляющих, и гармониче-
ская составляющая с амплитудой Aq, рас-
пределение выборочных значений оги-
бающей будет подчиняться закону Релея-
Райса:
Л^)=-техР
е+л2
2^
(3.16)
1 2л+р
где /0(а) =— 1ехр(±асо8ф)б7ф - мо-
3
дифицированная функция Бесселя перво-
го рода нулевого порядка.
Если гармоническая составляющая
больше случайной (Лд /сх > 3), закон Ре-
лея-Райса переходит в нормальный со
средним значением
;(,)= л(1 + ^/2Л2) (3.17)
и дисперсией с*
Поскольку в любом средстве измере-
ния мощности или СКЗ вибрации исполь-
зуются интегрирующие устройства, ам-
плитуда сигнала на выходе устройства,
даже при действии на входе только слу-
чайной вибрации, будет распределена по
закону, практически совпадающему с
нормальным. На рис. 3.14 приведены
формы распределения амплитуды (оги-
бающей) трех разных сигналов, из кото-
рых на практике встречаются преимуще-
ственно две последние.
АО
АО
Рис. 3.14. Формы распределения огибающей
сигнала вибрации по мере роста вклада в
нее детерминированных составляющих:
а - Закон Релея при действии только
случайной вибрации; б - закон Релея-Райса
при малых амплитудах детерминированных
составляющих; в - нормальный закон при
Aq/(3x > 3 или при большой постоянной
времени интегратора
15 - 701
450
Глава 3. АНАЛИЗ ВИБРАЦИИ
Таким образом, в практических зада-
чах статистического анализа результатов
измерения контролируемых параметров
вибрации обычно ограничиваются их
описанием в рамках нормального закона
распределения с ненулевым средним зна-
чением. В этом случае информация со-
держится в выборочных среднем значе-
нии параметра, например £(/), и его
среднеквадратичном отклонении (СКО),
например .
Следующей задачей анализа является
определение порогов (границ) зоны до-
пустимых значений измеряемых парамет-
ров, например Если количество не-
зависимых измерений параметра, входя-
щих в выборку, используемую для опре-
деления порогов, достаточно велико
(N > 30), то пороги определяются доста-
точно просто. Для этого необходимо лишь
задать вероятность р того, что ока-
жется выше величины порога в соот-
ветствии с выражением:
С2
I-00
pfc(/)>^n} = — J- Р 2а<<. (3.18)
V 71 J
4>п
Для pfc(/)>;n}=0,05
для pfc(/)>^n} = 0,005
При малом числе независимых изме-
рений в задаче определения пороговых
значений необходимо дополнительно
учесть тот факт, что получаемая оценка
СКО также является случайной величи-
ной и подчиняется распределению %2 с N
степенями свободы, где N - число незави-
симых измерений ), используемых для
Выборочной ОЦеНКИ ^(/) И С;.
Пороговые значения в диагностиче-
ских моделях на первых шагах, как пра-
вило, приходится определять по неболь-
шому количеству независимых измерений
диагностических параметров, получаемых
из сигнала вибрации, а по мере увеличе-
ния количества независимых измерений
эти пороги, как правило, корректируются.
Естественно, что при статистическом ана-
лизе диагностических параметров в прак-
тических задачах необходимо выполнять
ряд условий, анализируемых ниже [9].
Первое условие - оптимальный вы-
бор интервалов и минимального количе-
ства измерений. Как правило, достовер-
ную оценку параметров вибрации машин
и оборудования можно получить лишь за
длительное время бездефектной работы,
со сменой режимов работы в разрешен-
ных пределах и при разных внешних ус-
ловиях. Обычно для оборудования с меж-
ремонтными интервалами более 2-3 лет
необходимое время для сбора статистиче-
ских данных колеблется от 3 до 6 месяцев
с измерениями вибрации через интервалы
не менее 5-15 дней. В том случае, если
измерения проводятся группами с боль-
шими интервалами между этими группа-
ми, необходимо проводить статистиче-
скую обработку данных внутри группы и
использовать результаты лишь одного
измерения из группы, имеющего мини-
мальные отклонения от среднестатистиче-
ских значений.
Второе условие связано с возмож-
ным появлением случайных (ошибочных)
измерений в используемой для статисти-
ческого анализа выборке. Обычно при
статистическом анализе выборочных дан-
ных те из них, которые отличаются от
средних значений более, чем на (2 ... 3)с^,
считаются ошибочными. Причинами по-
явления ошибочных данных в группе мо-
гут быть измерения вибрации оборудова-
ния в переходных режимах работы, де-
фекты в измерительных трактах и многое
другое. При проведении статистического
анализа такие данные исключаются из
группы и анализ выполняется повторно,
без учета этих данных. В ряде случаев
операция определения ошибочных дан-
АНАЛИЗ ВИБРАЦИИ ВО ВРЕМЕННОЙ ОБЛАСТИ
451
ных и их исключения из группы может
выполняться последовательно несколько
раз.
Третье условие - необходимость
проверки данных периодических измере-
ний диагностических параметров на
предмет обнаружения их монотонных
изменений (трендов), которые могут по-
являться непосредственно после ремонта
(обслуживания) оборудования (этап при-
работки) и по мере износа или развития
возможных дефектов. Простейший метод
проверки - разбиение результатов изме-
рений на два (обычно равных) временных
интервала и сравнение результатов неза-
висимой статистической обработки обеих
групп измерений. Если средние значения
параметров в двух группах отличаются
больше, чем на сумму СКО для каждого
из средних значений, необходимо прово-
дить дополнительный статистический
анализ параметров на предмет определе-
ния характеристик обнаруженного тренда.
Четвертое условие - необходимость
сужения зоны естественных флуктуаций
диагностических параметров при отсутст-
вии дефектов в контролируемом оборудо-
вании. Такая необходимость является
следствием того, что часто приходится
использовать диагностические параметры,
диапазон изменения которых в результате
развития дефектов сравним с зоной есте-
ственных флуктуаций этих же параметров
из-за естественных изменений режимов
работы оборудования и внешних условий.
Попытки сужения этой зоны за счет уве-
личения числа измерений с одновремен-
ным сокращением интервалов между ни-
ми обычно приводят к отрицательным
результатам. Правильным направлением
является увеличение количества контро-
лируемых параметров вибрации, на кото-
рые влияет состояние объекта контроля.
При этом необходимо проводить анализ
данных измерений этих параметров в без-
дефектных объектах контроля для выяв-
ления тех из них, которые являются неко-
герентными или когерентными лишь час-
15*
тично. Оптимизируя число таких пара-
метров, реагирующих на одно и то же
изменение состояния объекта контроля,
можно значительно снизить вероятность
ошибочных решений, уменьшив границы
допустимых флуктуаций каждого из кон-
тролируемых параметров. Ведь в этом
случае вероятность ошибочного решения
по группе независимых параметров равна
произведению аналогичных вероятностей
по каждому из них.
Как следует из сказанного выше, ста-
тистический анализ результатов периоди-
ческих измерений параметров вибрации
проводится в предположении, что закон
их распределения близок к нормальному с
отличным от нуля средним значением.
Иногда могут анализироваться и отклоне-
ния реального распределения от нормаль-
ного закона. Особенностью такого анали-
за является тот факт, что обычно подоб-
ные отклонения рассматриваются лишь
для правой части распределения (больше
среднего значения) плотности вероятно-
сти амплитуды (мощности) контролируе-
мой вибрации, как это показано на
рис. 3.15.
Вытянутость распределения выбо-
рочных значений огибающей в сторо-
ну больших величин позволяет обнаружи-
вать ударные импульсы точно так же, как
и при анализе формы распределения вы-
сокочастотной вибрации x(f) (см. рис.
3.13) Естественно, что новых физических
результатов такой анализ плотности рас-
пределения не дает.
Если первичный анализ данных пе-
риодических измерений контролируемого
параметра вибрации, используемого в
диагностических моделях, указывает на
наличие монотонного роста, статистиче-
ские методы анализа этих данных позво-
ляют определить характеристики тренда,
отражающего основные тенденции изме-
нения этого параметра во времени. Как
правило, тренды строятся лишь после
длительной эксплуатации оборудования,
452
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.15 Плотность распределения
выборочных значений огибающей
высокочастотной вибрации подшипника
без дефектов (кривая 7) и с дефектами,
приводящими к действию в подшипнике
ударных импульсов (кривая 2). Кривые
даны в линейном (а) и логарифмическом (б)
масштабах
превышающей по времени 10 % ресурса
контролируемого узла или 20 % межре-
монтного периода.
Обязательным условием построения
тренда является наличие априорной ин-
формации о модели развития тех процес-
сов, которые вызывают обнаруженные
тенденции изменения параметров вибра-
ции. Если это развивающиеся во время
эксплуатации оборудования дефекты, то
на последней стадии развития их рост
обычно имеет экспоненциальный харак-
тер. Но для построения трендов по огра-
ниченному количеству измерений диагно-
стических параметров чаще используются
линейные модели и полиномиальные
модели вида
= (2q + dyt + #2^2 + Я3/З 4- ...? (3.19)
где - контролируемый параметр; а0,
#2 - коэффициенты полинома; t - вре-
мя обнаружения монотонных изменений
Чтобы использовать линейные или
полиномиальные модели для описания
тренда роста вибрации при экспоненци-
альном развитии дефекта, достаточно час-
то данные первичных измерений перед
построением тренда преобразуют к удоб-
ному для такого описания виду. В частно-
сти, строятся тренды уровня вибрации,
измеряемого не в линейных, а в логариф-
мических единицах (децибелах).
Статистический анализ совокупности
данных измерений на предмет оп-
ределения коэффициентов полинома
(3.19) и прогноза развития £0 выполня-
ется при двух основных допущениях.
Первое состоит в том, что остатки
должны удовлетворять
нормальному закону распределения слу-
чайных величин. Второе накладывает ог-
раничения на вид функции ^(/), которая
не должна меняться за время накопления
данных за все время прогноза, т.е. модель
развития дефекта не должна меняться во
времени.
На результаты определения коэффи-
циентов полинома (3.19) оказывает влия-
ние выбор метода регрессионного анализа
данных измерений. Чаще других исполь-
зуется метод наименьших квадратов
(МНК), но в некоторых случаях предпоч-
тение отдается методам минимакса или
максимального правдоподобия [135]. При
достаточно большом количестве накоп-
ленных данных измерений ^z (/z ) можно,
используя критерий Фишера, оптимизи-
ровать количество значимых членов по-
линома и определить статистическую по-
грешность прогноза. При этом не будет
АНАЛИЗ ВИБРАЦИИ ВО ВРЕМЕННОЙ ОБЛАСТИ
453
учитываться одна из наиболее важных
физических причин, приводящих к воз-
можным ошибкам в прогнозе, а именно
неточности при выборе модели развития
контролируемых параметров.
Практический опыт построения
трендов, характеризующих монотонные
изменения контролируемых параметров
вибрации машин и оборудования, показы-
вает, что используемые ограничения вы-
полняются далеко не всегда. Во-первых,
далеко не всегда величины остатков А,
подчиняются нормальному закону рас-
пределения. Как правило, величины ос-
татков значительно превышают статисти-
ческие погрешности измерений, в первую
очередь, из-за влияния на вибрацию обо-
рудования различных неконтролируемых
факторов, например, сезонных колебаний
вибрации машины или периодически про-
водимых работ по текущему обслужива-
нию оборудования. Если существует ка-
кая-либо доминирующая причина, остат-
ки Az не являются случайными и закон
распределения их величин может сущест-
венно отличаться от нормального.
Во-вторых, если обнаруживаются
монотонные изменения параметров виб-
рации из-за роста дефектов, характер на-
растания этих изменений может несколь-
ко раз изменяться в результате того, что
каждый дефект имеет свою скорость раз-
вития, и в процессе старения оборудова-
ния доминирующие дефекты могут изме-
няться не только по величине, но и по
характеру.
Как правило, даже при небольших
статистических погрешностях определе-
ния коэффициентов полинома (3.19) про-
гноз развития контролируемых парамет-
ров вибрации не делается на срок больше,
чем время накопления данных с момента
начала обнаружения тренда.
3.2.3. Корреляционный анализ
В тех случаях, когда сигнал вибра-
ции или его часть, выделенная для после-
дующего анализа, включает в себя значи-
тельные случайные компоненты, диагно-
стическая информация может содержать-
ся в статистических характеристиках это-
го сигнала, определяющих связь его зна-
чений в разные моменты времени и (или)
в разных точках контроля. Такая связь
определяется центральной моментной
функцией сигнала, называемой функцией
корреляции.
Для выявления связи (зависимости)
значений стационарного случайного сиг-
нала x(t) в разные моменты времени
t, t + т используется автокорреляционная
функция Rx(y) вида
ОО 00
7?х(т)= J Jx(/)x(/ + t)/?{x(/)x(/ + t),/,t}x
— 00 —00
Хб&(/ + т), (3.20)
где т - временной сдвиг, p{x(t)x (/ + т), /, т} -
двумерная плотность распределения веро-
ятности значений сигнала x(t).
Если значения сигнала отличаются
на временной интервал т > т0, где т0 -
интервал корреляции, то для стационар-
ных случайных сигналов со средним зна-
чением x(z) = 0 эти значения считаются
независимыми, и Rx (т) стремится к нулю.
Автокорреляционная функция (3.20)
стационарного случайного сигнала может
быть также представлена в виде
/?х(т) = о>(т), (3.21)
где ст* — мощность сигнала; г(т) - коэф-
фициент корреляции, определяющий сте-
пень линейной зависимости значений
сигнала в моменты времени t и t + т.
Интервал корреляции т0 определяет-
ся в этом случае выражением
00
То=I • <3-22)
— 00
Таким образом, автокорреляционная
функция стационарного случайного сиг-
454
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.16. Коэффициент корреляции стационарного сигнала на выходе
полосового фильтра при отсутствии детерминированных компонентов (а) и
при их наличии (0)
нала дает два информативных параметра:
<з2х - мощность сигнала и то - интервал
корреляции.
В большинстве практических случа-
ев сигнал вибрации машин и оборудова-
ния содержит как случайные, так и детер-
минированные составляющие, причем
случайные составляющие могут опреде-
лять мощность сигнала преимущественно
на высоких частотах. Корреляционный
анализ таких сигналов проводится лишь
для высокочастотных компонентов, пред-
варительно выделенных полосовым
фильтром [19], и функция автокорреляции
этих компонентов также содержит высо-
кочастотный компонент, т.е. имеет вид
(3:23)
где рх(т) - огибающая коэффициента
автокорреляции; а>0 - центральная частота
фильтра.
Если выделенная фильтром часть
сигнала содержит только стационарные
случайные составляющие, с ростом вре-
менного сдвига величина огибающей ко-
эффициента корреляции падает до нуля
(рис. 3.16, а). Если в выделенной части
сигнала присутствует даже слабая детер-
минированная, например, гармоническая
составляющая, то с ростом т значение р(т)
не обращается в ноль даже при т > То (см.
рис. 3.16, б). Величина р(т > т0) в этом
случае может являться диагностическим
параметром. В то же время интервал кор-
реляции т0 случайного сигнала на выходе
фильтра определяется, как правило, пара-
метрами фильтра и диагностической ин-
формации не содержит.
Мощность стационарных случайных
компонентов сигнала, выделяемых поло-
совым фильтром, обычно определяется на
интервале АГ = Зт0. Интервал корреляции,
АНАЛИЗ ВИБРАЦИИ ВО ВРЕМЕННОЙ ОБЛАСТИ
455
со своей стороны, определяется шириной
полосы фильтра AF и равен то = 1/AF.
Во многих практических случаях
мощность случайных компонентов вибра-
ции может изменяться во времени, и если
эти изменения происходят с постоянными
времени более т0, анализ этих изменений
может дать гораздо больше информации,
чем дает единственный диагностически
значимый параметр автокорреляционной
функции, а именно мощность сигнала <з2х .
Автокорреляционный анализ вибра-
ции для диагностики машины и оборудо-
вания используется крайне редко. Одним
из направлений его использования можно
считать обнаружение по вибрации трубо-
провода на значительных расстояниях от
источника тональных (или узкополосных)
компонентов в шуме трубопроводов, воз-
никающих из-за утечек, часто сопровож-
дающихся автоколебательными процес-
сами в жидкости (газе) в зоне утечки. Для
этого может измеряться огибающая коэф-
фициента автокорреляции вибрации (шу-
ма) при временных сдвигах т > то.
В других диагностических задачах
вместо автокорреляционного анализа сиг-
налов обычно используется их спектраль-
ный анализ, дающий гораздо больше ди-
агностической информации.
Для решения ряда диагностических
задач иногда используется другой вид
корреляционного анализа, а именно вза-
имный корреляционный анализ сигналов
в двух и более разнесенных в пространст-
ве точках контроля вибрации [19]. Функ-
ция взаимной корреляции имеет вид
ОО 00
*X1X2(T)= ( к(Ох2^ + т)х
-оо-оо (3-24)
X р{х\ (Ох2 (* + Т)’ (0^2 Q + Т)’
где х{ (t)x2 (t + т) - значения сигналов,
измеренных в двух разных точках и в раз-
ные моменты времени.
Взаимная корреляционная функция
стационарных случайных сигналов может
быть представлена в виде
rx>x2 (т) = стх, <*х2W> (3.25)
где ; <зХ2 - среднеквадратичные откло-
нения сигналов Х10) и x2(t); г (т) -
коэффициент взаимной корреляции, опре-
деляющий степень линейной зависимости
двух случайных сигналов.
С достаточной для решения практи-
ческих задач точностью стационарные
случайные компоненты сигналов вибра-
ции машин и оборудования в установив-
шихся режимах работы можно считать
эргодическими, для которых статистиче-
ские характеристики, полученные усред-
нением во времени и по множеству, сов-
падают. Тогда параметры взаимной кор-
реляционной функции можно определить
на интервале АТ > Зт0 следующим обра-
зом:
1 Т
Лх,х, 60 = ^7 J[*1(')-*1]X
~т (3.26)
х[х2у + ъ)-х2\а1.
Мощность' а2 переменной состав-
ляющей каждого из сигналов определяет-
ся выражением
1
<зх = — J[x(0“ XF & = const• (3.27)
-т
Для двух независимых случайных
сигналов функция взаимной корреляции
равна нулю, а при наличии в двух сигна-
лах общего периодического или стацио-
нарного случайного компонента она оп-
ределяется мощностью этого компонента
и временным сдвигом Ат между сигнала-
ми в двух точках контроля.
Взаимный корреляционный анализ
сигналов чаще всего используется для
выделения слабого сигнала на фоне силь-
ных статистически несвязанных помех, а
также для определения пространственных
координат их источника по величине вре-
менного сдвига Ат [97]. В отличие от ав-
токорреляционного анализа он позволяет
456
Глава 3. АНАЛИЗ ВИБРАЦИИ
обнаружить не только узкополосные, но и
коррелированные случайные широкопо-
лосные сигналы, поэтому более эффек-
тивно используется, например, для поиска
утечек в трубопроводах по шумам, возни-
кающим в зоне утечки и распространяю-
щимся по потоку жидкости (газа).
Следует отметить, что в задачах об-
наружения утечек чаще используются не
корреляционные, а спектральные методы
анализа, так как взаимный спектральный
анализ стационарных процессов дает
больше информации [109]. Но взаимный
корреляционный анализ оказывается бо-
лее эффективным при пространственном
обнаружении нестационарных, в том чис-
ле импульсных, процессов и может ис-
пользоваться, например, для обнаружения
и определения координат источников аку-
стической эмиссии в однородных нагру-
женных металлических конструкциях.
3.2.4. Анализ собственных колебаний
Любая механическая система может
совершать колебания относительно поло-
жения равновесия. Свойства колебатель-
ной системы определяются набором соб-
ственных колебаний, каждое из которых
называется модой и характеризуется тре-
мя основными параметрами: собственной
частотой, формой и коэффициентом по-
терь. Полный анализ колебательных
свойств механической системы часто на-
зывают ее модальным анализом. Модаль-
ный анализ является одним из важных
разделов тестовой вибрационной диагно-
стики оборудования [61].
Чтобы изучать собственные колеба-
ния, их надо возбудить. Существует два
основных способа возбуждения таких ко-
лебаний. Первый - импульсный - заклю-
чается в искусственном выводе системы
из положения равновесия с последующим
анализом ее свободных затухающих коле-
баний. Второй - в возбуждении вибрации
постоянно действующей колебательной
силой, например, гармонической или ста-
ционарной случайной. В этом случае ана-
лизируются вынужденные колебания на
резонансных частотах, т.е. резонансные
колебания механической системы.
При разработке новых машин и обо-
рудования обычно используются оба вида
возбуждения и анализа собственных ко-
лебаний. В то же время на этапе эксплуа-
тации оборудования чаще всего использу-
ется наиболее простой импульсный метод
возбуждения свободных колебаний, при-
чем определяются, в основном, собствен-
ные частоты и коэффициенты затухания
свободных колебаний на этих частотах, а
форме колебаний уделяется значительно
меньше внимания.
Количественные характеристики соб-
ственных колебаний можно рассматри-
вать на примере простейших колебатель-
ных систем. Так, простейшей колебатель-
ной системой с сосредоточенными пара-
метрами является недеформируемое тело
массой т, закрепленное на неподвижной
поверхности с помощью пружины,
имеющей отличную от нуля жесткость с в
направлении силы тяжести (рис. 3.17)
Если на массу действует гармониче-
ская колебательная сила F(/)=F0cosart,
то уравнение колебаний массы т на пру-
жине жесткости с имеет вид
ту (0 + *У (0 + СУ (0 ~ Fo cos > (3-28)
где Х0 ~ колебательное смещение массы
относительно положения равновесия; г -
коэффициент демпфирования; со - частота
гармонической вынуждающей силы.
Рис. 3.17. Простейшая колебательная
система с сосредоточенными параметрами
АНАЛИЗ ВИБРАЦИИ ВО ВРЕМЕННОЙ ОБЛАСТИ
457
Рис. 3.18. Частотные характеристики колебательной системы с
сосредоточенными параметрами
Амплитуда вынужденных колебаний
Уо массы т зависит от частоты со вынуж-
дающей силы и определяется выражением
Л>1
Уо(®)=
(l-CO2/^)2 + (гсо/с)2
с
(3.29)
где соо = >1с/т - собственная частота ко-
лебательной системы.
Если разделить выражение (3.29) на
амплитуду колебательной силы, получим
амплитудно-частотную характеристику
податливости Ну (со) колебательной сис-
темы, не зависящую от параметров выну-
ждающей силы. Для полного описания
колебательной системы нужна еще и фа-
зочастотная характеристика, имеющая вид
Нф(со)= arctg|rco/m(cog —со2)}. (3.30)
Частотные характеристики Ну (со) и
Нф(со) простейшей колебательной систе-
мы приведены на рис. 3.18, а, б соответст-
венно.
Максимальную податливость коле-
бательная система имеет на собственной
частоте со©, на которой Ну(соо)= 1/гсоо.
Таким образом, значимыми диагностичес-
кими характеристиками колебательной
системы с сосредоточенными параметра-
ми являются и собственная частота со0, и
коэффициент демпфирования г. При ана-
лизе вынужденных колебаний по ампли-
тудно-частотной характеристике опреде-
ляется частота со0, на которой вынужден-
ные колебания максимальны, и коэффи-
циент затухания Ь = г/ 2т, представляю-
щий собой половину ширины Асо/2 резо-
нанса на собственной частоте колебаний
системы, определяемой на уровне 0,707
(-3 дБ) от максимума. Величина соо / Асо =
= соо / 2Ь часто называется добротностью
резонанса колебательной системы.
На практике для такого анализа вы-
нужденных колебаний необходим источ-
ник колебательных сил. Если закреплять
такой источник (вибратор) на исследуе-
458
Глава 3. АНАЛИЗ ВИБРАЦИИ
мую механическую систему, он может
существенно изменить колебательные
свойства системы. Учет этих изменений
сложен, поэтому гораздо чаще использу-
ется импульсное (ударное) возбуждение
колебательной системы и анализируются
ее свободные затухающие колебания.
В качестве примера можно привести
свободные колебания массы на пружине
(см. рис. 3.17) после того, как одним из
многих возможных способов масса сме-
щается относительно положения равнове-
сия на величину yQ в момент t = 0. Форма
свободных колебаний показана на
рис. 3.19.
Колебания имеют вид
y(t) - e~btу0 cos(<oZ + ф). (3.31)
По форме затухающих колебаний
обычно определяются два параметра: час-
тота свободных колебаний со = 1/Т, где Т -
период колебаний, и логарифмический
декремент затухания 0, обратно пропор-
циональный числу периодов колебаний за
время уменьшения амплитуды колебаний
в е (2,72) раз или на 8,7 дБ.
Эти параметры связаны с собствен-
ной частотой ©о и коэффициентом зату-
хания Ъ следующими соотношениями:
6 = р/Г, (3.32)
«2=^71+?- (3-33)
В колебательных системах с сосре-
доточенными параметрами нет понятия
формы колебаний, его заменяет направле-
ние собственных колебаний. Поскольку
масса, закрепленная на неподвижной по-
верхности с помощью упругих элементов,
имеет шесть степеней свободы, то и соб-
ственных колебаний с разными характе-
ристиками может быть до шести. На
рис. 3.20 приведены направления колеба-
ний, в которых могут быть разные свойст-
ва, т.е. разные собственные частоты <о0/ и
коэффициенты затухания Ъг.
В связи с существованием в колеба-
тельной системе нескольких форм (на-
правлений) собственных колебаний, при
анализе вынужденных колебаний на резо-
нансах следует определять кроме ®о и Р
Рис. 3.20. Направления (три поступательных и три вращательных)
возможных собственных колебаний системы с одной массой
АНАЛИЗ ВИБРАЦИИ ВО ВРЕМЕННОЙ ОБЛАСТИ
459
Рис. 3.21. Кривые свободных затухающих колебаний амортизированной машины,
возбуждаемых в трех разных направлениях
их направления. При исследовании сво-
бодных колебаний следует особое внима-
ние уделять направлениям их предвари-
тельного возбуждения. Только правиль-
ный выбор направления возбуждения ко-
лебательной системы позволяет эффек-
тивно разделять ее собственные колеба-
ния с различными характеристиками. Так,
например, на рис. 3.21 показаны формы
низкочастотных свободных колебаний
амортизированной машины, возбуждае-
мые ударом в вертикальном направлении
(рис. 3.21, а), под углом -45° к горизонту
(рис. 3.21, в) и в горизонтальном направ-
лении (рис. 3.21, б). Естественно, что ана-
лизировать первую и третью кривые го-
раздо проще.
Деформируемые тела можно рас-
сматривать как колебательную систему с
распределенными параметрами. В качест-
ве примера можно рассмотреть колебания
стержня, закрепленного в одной непод-
вижной точке (рис. 3.22). Основными ви-
дами собственных колебаний стержня
являются поперечные, продольные и кру-
тильные колебания.
Форма колебаний деформируемых
тел характеризуется дополнительными
терминами - узел и пучность. Узлами яв-
ляются точки, в которых амплитуда коле-
баний определенной моды близка к нулю.
Пучностями являются точки между узла-
ми или на свободных концах тела, где
амплитуда колебаний максимальна.
460
Глава 3. АНАЛИЗ ВИБРАЦИИ
б)
Рис. 3.22. Формы (моды) собственных
колебаний стержня, закрепленного в одной точке:
а - 1, 2 и 3 моды поперечных колебаний; б - 1 и 2 моды продольных колебаний;
в - 1 мода крутильных колебаний
Минимальные собственные частоты
имеют колебания простой формы (низкой
моды). Они же, как правило, характери-
зуются и минимальными потерями, т.е.
затухают гораздо медленнее. Поэтому
анализ собственных колебаний систем с
распределенными параметрами состоит
прежде всего в определении основных
характеристик простейших форм коле-
баний.
Эффективность анализа собственных
колебаний при импульсном (ударном)
возбуждении сильно зависит от особенно-
стей ударного возбуждения, т.е. от формы
и точки действия ударного импульса.
Лучшим местом и направлением удара
при анализе собственных колебаний вы-
бираемой исследователем формы является
точка в зоне пучности колебаний и на-
правление, в котором эти колебания будут
иметь максимум.
Для удара используются специаль-
ные молотки со сменными насадками раз-
ной жесткости (из стали, алюминия, дере-
ва, свинца, резины и т.п.). Чем жестче на-
садка, тем короче и резче удар и тем более
высокочастотные свободные колебания
возбуждаются в механической системе.
Достаточно часто в молоток встраивается
датчик удара, позволяющий измерять пе-
редаточную функцию механической сис-
темы при любых заранее неизвестных
характеристиках ударного импульса.
В практических задачах тестовой
вибрационной диагностики машин и их
узлов чаще всего исследуются собствен-
ные колебания простейших форм, в кото-
рых узлы и пучности определяются кон-
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
461
струкцией машины (узла) и точками ее
крепления к фундаменту, поэтому прак-
тически не изменяют своих координат при
появлении дефектов. Собственная частота
таких колебаний может изменяться в не-
больших пределах при изменении жестко-
сти колебательной системы из-за дефек-
тов узлов крепления, появления трещин и
т.п. Наибольшие относительные измене-
ния при ухудшении состояния оборудова-
ния имеют место у коэффициента потерь
при колебаниях простейших форм тех
элементов оборудования, которые выпол-
нены из металла или других твердых ма-
териалов.
В частности, по скорости затухания
свободных колебаний можно контролиро-
вать состояние валов, рабочих колес, от-
дельных лопаток, различных литых дета-
лей и т.п., имеющих в бездефектном со-
стоянии очень малые потери. При этом
для анализа свободных колебаний доста-
точно часто используются не измеритель-
ные преобразователи вибрации, а микро-
фоны, регистрирующие излучаемый ко-
леблющейся поверхностью звук.
На эффективность тестовой вибра-
ционной диагностики по скорости затуха-
ния свободных колебаний влияет выбор
способа крепления испытуемой конструк-
ции и направления возбуждения колеба-
ний. При выходном контроле простейшей
детали или конструкции из твердых мате-
риалов крепить их следует в точках, уда-
ленных от пучности колебаний, т.е., по
возможности, в узлах колебаний. Элемен-
ты крепления должны быть жесткими, без
материалов, хорошо поглощающих виб-
рацию. Возбуждать колебания следует в
точках, где имеются узлы других форм
колебаний системы, затрудняющих опре-
деление скорости затухания исследуемой
формы колебаний. Поскольку более высо-
кие формы колебаний затухают быстрее
колебаний простейших форм, при анализе
последних целесообразно вводить за-
держку на время затухания высокочастот-
ных колебаний.
Для диагностики роторов многих ти-
пов машин по их собственным колебани-
ям достаточно часто используется естест-
венный режим возбуждения вынужден-
ных колебаний на собственных частотах -
режим пуска (выбега) машины. В этом
режиме колебательные силы на изменяю-
щейся частоте вращения ротора (или его
гармониках) возбуждают резонансные
колебания ротора и других узлов машины.
Узкополосной синхронный анализ вибра-
ции на частоте вращения ротора (или ее
гармониках) позволяет определить основ-
ные характеристики резонансных колеба-
ний, такие как собственную частоту и
добротность резонанса. В некоторых слу-
чаях эти характеристики оказываются
непосредственно связанными с состояни-
ем ротора или опор вращения.
3.3. АНАЛИЗ ВИБРАЦИИ В
ЧАСТОТНОЙ ОБЛАСТИ
3.3.1. Фильтрация
Вибрация машин и оборудования со-
стоит, как правило, из многих составляю-
щих разных частотных диапазонов, начи-
ная от инфразвукового и заканчивая ульт-
развуковым, с частотами много больше
ста килогерц. Физическая природа и свой-
ства вибрации достаточно часто связаны с
ее частотой, поэтому для изучения этих
свойств часто приходится разделять сиг-
нал вибрации на составляющие разной
частоты. Основным инструментом, вы-
полняющим подобную операцию, явля-
ются различные фильтры [109]. Фильтры
могут использоваться и для подавления
помех, в том числе и узкополосных, в из-
меряемом сигнале вибрации, а также для
преобразования сигнала виброускорения с
выхода измерительного преобразователя в
сигнал или виброскорости (интегрирова-
ние), или вибросмещения (двойное интег-
рирование), или резкости (дифференциро-
вание).
Чаще других для анализа вибрации
приходится использовать фильтры ниж-
462
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.23. АЧХ "идеальных" и реальных фильтров:
а - фильтр нижних частот; б - интегратор; в - полосовой (широкополосный) фильтр;
г - полосовой (узкополосный) фильтр; д - фильтр "пробка";Ун,Л - нижняя и верхняя
границы и частоты фильтров соответственно
них частот и полосовые фильтры. При
выборе фильтра основные требования
предъявляются к форме его амплитудно-
частотной характеристики (АЧХ). При
прочих равных условиях используется тот
фильтр, АЧХ которого в наибольшей сте-
пени совпадает с АЧХ "идеального”
фильтра.
На рис. 3.23 приведены АЧХ ’’иде-
альных" и реальных фильтров разного
назначения. Характеристики "идеальных"
фильтров приведены пунктиром.
На первых этапах развития средств
измерения и анализа вибрации часто ис-
пользовались механические фильтры. Так,
в качестве фильтра нижних частот (до
/ ~ 1 кГц) использовался металлический
щуп с малым сечением в точке контакта с
вибрирующей поверхностью, в качестве
узкополосного фильтра - резонатор в виде
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
463
стержня, совершающего продольные ре-
зонансные колебания, в качестве двойного
интегратора - тот же щуп с упругой про-
кладкой между ним и вибрирующей по-
верхностью.
Поскольку АЧХ механических филь-
тров далеки от АЧХ идеальных фильтров,
их постепенно вытеснили электронные
фильтры.
При выборе электронных фильтров
исследователи стали обращать внимание
и на ряд других характеристик кроме
АЧХ. Так их стала интересовать переход-
ная характеристика фильтра, которая свя-
зана с постоянной времени, определяю-
щей длительность переходных процессов
после подачи на вход фильтра стационар-
ного сигнала вибрации. Если в идеальных
узкополосных фильтрах постоянная вре-
мени фильтра определяется шириной по-
лосы пропускания, а в широкополосных
фильтрах - его нижней граничной часто-
той, то в реальных фильтрах достаточно
часто длительность переходного процесса
бывает во много раз больше. Кроме пере-
численных характеристик значительное
внимание стало уделяться динамическому
диапазону и линейности фильтров.
Следует отметить, что АЧХ является
лишь вещественной частью коэффициента
передачи фильтра, который имеет вид
к(]а>) = К(<я)е^, (3.34)
где Х(о) - АЧХ; ф(о) - фазочастотная
характеристика (ФЧХ); о - круговая час-
тота, вместо которой чаще используется
циклическая частота f = со / 2л.
Основным требованием к ФЧХ
фильтра является ее линейная зависи-
мость от частоты, что обеспечивает со-
хранение формы той части сигнала, кото-
рая проходит через фильтр.
В большинстве применяемых для
анализа вибрации фильтров АЧХ и ФЧХ
связаны друг с другом. Для установления
этой связи выражение (3.34) представим в
виде
K(j(o)= = И«>)+Л>(«>) = есМг
(3.35)
где Л(<в) = In А?(со) - логарифмическое за-
тухание; G(jco) = Л(<в)+уср(со).
Связь между действительной и мни-
мой частями функции С(/ш) определяет-
ся преобразованием Гильберта [36]:
ф(юг ) = j- Y~~2 d(a >
к J со - СО;
о 1
(3.36)
.«-Ж*.
71 J СО - СО;
О 1
Величины интегралов (3.36) опреде-
ляются характером изменения л(со) и
ср (со) в небольшой частотной области
вблизи coi, поэтому максимальная нели-
нейность фазовой характеристики имеет
место на краях частотного диапазона
фильтров.
Многие параметры фильтров, ис-
пользуемых для анализа вибрации, обыч-
но нормируются. Среди них особое место
занимает АЧХ фильтра, причем нормиру-
ется Л (со), т.е. ЛАХ (логарифмическая
АЧХ). В качестве примера на рис. 3.24
приведены требования к затуханию (спаду
АЧХ за пределами частотной полосы)
октавных и третьоктавных фильтров, ис-
пользуемых для стандартных измерений
вибрации оборудования, частота враще-
ния которого меняется в незначительных
пределах.
Следует отметить, что существую-
щие стандарты на параметры фильтров не
предъявляют требований к линейности их
фазовых характеристик, поэтому многие
разработчики фильтров, удовлетворяя
требованиям по ЛАХ, реализуют фильтры
с нелинейной фазовой характеристикой,
при которой фильтры искажают форму
выходного сигнала, часто значительно
завышая такие его параметры, как пико-
вое значение и размах. С учетом этого в
464
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.24. Пределы допустимых изменений формы логарифмических
амплитудно-частотных характеристик (ЛАХ) октавных (а) и третьоктавных (б) фильтров
разных классов точности по действующим стандартам
современных стандартах по мониторингу
вибрации оборудования нет требований
по измерению указанных параметров виб-
рации, а обязательными являются измере-
ния только среднеквадратичных значений
виброскорости или вибросмещения в
стандартных полосах частот. Те же из
электронных приборов, в списке измеряе-
мых параметров которых присутствуют
пиковое значение и размах вибрации, час-
то вместо реальных значений измеряют
СКЗ вибрации и умножают его соответст-
венно на 2 и 2V2.
Из полосовых фильтров для анализа
вибрации чаще других используются ши-
рокополосные фильтры, в которых верх-
няя граничная частота больше, чем в два
раза превышает нижнюю, фильтры с по-
стоянной относительной полосой пропус-
кания (октавные, третьоктавные и т.д.) и
фильтры с постоянной полосой пропуска-
ния. Последние часто используются для
узкополосного спектрального анализа
сигналов вибрации. Во всех указанных
фильтрах нормируется величина нерав-
номерности АЧХ в пределах полосы про-
пускания и затухание за пределами поло-
сы пропускания. Могут нормироваться
значения нижней и верхней границ поло-
сы пропускания широкополосных фильт-
ров, например 1 Гц... 1000 Гц, может нор-
мироваться центральная частота и ширина
полосы в фильтрах с постоянной полосой
пропускания. В октавных и третьоктавных
фильтрах нормируется среднегеометриче-
ская частота, которая должна соответство-
вать ряду /W=1O*/10, где к = 77 + 30 -
целое, т.е. центральной частотой ряда яв-
ляется частота 1000 Гц. Кроме того, могут
предъявляться требования по точности
задания граничных частот фильтра, по
спаду частотной характеристики на этих
частотах. Иногда жестко задаются цен-
тральные частоты фильтров. Так, средне-
геометрические частоты октавных фильт-
ров в диапазоне частот 100... 1000 Гц рав-
ны: 125,89; 251,19; 501,19 и 1000 Гц, а
третьоктавных фильтров - 100; 125,89;
158,49; 199,53; 251,19; 316,28; 398,11;
501,19; 630,96; 794,33 и 1000 Гц.
Еще одним важным нормируемым
параметром является уровень собствен-
ных шумов фильтра, который определяет
его динамический диапазон. Так, напри-
мер, для третьоктавных фильтров первого
класса уровень собственных шумов дол-
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
465
жен быть ниже эффективного значения
сигнала по крайней мере на 80 дБ.
Выше были приведены основные ха-
рактеристики фильтров, по которым про-
изводится их выбор для решения кон-
кретных задач вибрационного анализа.
При создании фильтров исследуется более
широкая номенклатура характеристик и
свойств фильтра, и в первую очередь его
импульсная характеристика Л(т), пред-
ставляющая собой сигнал на выходе
фильтра как функцию времени т при по-
даче на его вход в момент т = 0 импульс-
ного сигнала в виде 8-функции. Импульс-
ная характеристика связана с АЧХ фильт-
ра преобразованием Фурье.
В общем случае фильтр математиче-
ски описывается дифференциальным
уровнем w-порядка, причем наиболее час-
то используемые линейные фильтры опи-
сываются дифференциальными уравне-
ниями с постоянными коэффициентами.
Чем выше порядок фильтра, тем больше у
разработчика возможностей приблизить
его АЧХ к характеристике идеального
фильтра. Так, увеличение фильтра на
один порядок позволяет увеличить спад
АЧХ вне полосы пропускания фильтра до
6 дБ на октаву. Это означает, например,
что третьоктавный фильтр первого класса
должен иметь порядок не менее 6. Доста-
точно часто в приборах используются
электронные фильтры и более высокого
порядка, до 12 и выше.
При создании электронных фильтров
высокого порядка часто приходится ис-
пользовать в структуре фильтра внутрен-
ние источники энергии (усилители) и це-
пи обратной связи. В этом случае перед
разработчиками встает еще одна сложная
задача - обеспечение устойчивости филь-
тра, т.е. выполнение условия Л(т) —> 0 при
т —> 00.
В последние годы стали быстро раз-
виваться цифровые методы анализа сиг-
налов, в том числе и их фильтрация [80].
Особенности цифрового анализа во мно-
гом определяются требованиями к пред-
ставлению сигналов в цифровом виде.
Главное из них относится к выбору часто-
ты дискретизации сигналов, которая
должна быть по крайней мере в два раза
выше f3 - верхней границы частотного
диапазона сигнала x(t) на входе аналого-
цифрового преобразователя (теорема Ко-
тельникова).
Сигналы вибрации машин и обору-
дования, особенно если измеряется их
виброускорение, имеют большой частот-
ный диапазон, определяемый частотной
характеристикой измерительного преоб-
разователя. Поэтому в любой цифровой
анализатор вибрации на входе аналого-
цифрового преобразователя для подавле-
ния составляющих с частотами выше f3
ставится по крайней мере один электрон-
ный фильтр, ограничивающий частотный
диапазон сигнала перед его преобразова-
нием в цифровую форму. Подобный
фильтр называется антиалайзинговым, и
его АЧХ должна иметь спад не менее
40 ... 60 дБ на частоте, в два раза ниже
частоты дискретизации сигнала.
Чаще всего используются электрон-
ные антиалайзинговые фильтры высокого
порядка, что позволяет минимизировать
частоту дискретизации сигнала до значе-
ния 2,56 Ув? удобного для выполнения опе-
раций в двоичном коде. Если необходимо
обеспечить несколько режимов анализа
вибрации с разными граничными часто-
тами, в измерительных системах и прибо-
рах ставится либо несколько параллель-
ных электронных антиалайзинговых
фильтров, либо один фильтр с переклю-
чаемыми частотными диапазонами, либо
два последовательных антиалайзинговых
фильтра, первый из которых является
электронным (непрерывным), а второй -
цифровым (дискретным).
В последнее время для ускорения
процесса анализа сигналов преимущест-
венно в малогабаритных анализирующих
приборах используются дополнительные
высокоскоростные сигнальные процессо-
ры, которые позволяют обрабатывать в
466
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.25. Формы импульсных характеристик (слева) и АЧХ FIR-фильтров (справа):
а - "сглаживающее" окно; б - фильтр нижних частот; в - полосовой фильтр
реальном времени достаточно высокочас-
тотные (более 100 кГц) сигналы. В неко-
торых приборах функции цифрового ан-
тиалайзингового фильтра высокого по-
рядка при значительной частоте дискрети-
зации сигнала выполняет именно сиг-
нальный процессор. Тогда появляется
возможность повысить частоту дискрети-
зации сигнала и на входе использовать
электронный антиалайзинговый фильтр
низкого порядка, с медленным спадом
частотной характеристики, но с высокой
стабильностью, а необходимую форму
АЧХ в пределах рабочего диапазона час-
тот обеспечить последующим цифровым
антиалайзинговым фильтром.
Практическая реализация цифровых
фильтров идет по двум основным направ-
лениям. Первое заключается в построении
цифрового фильтра по алгоритмам работы
их электронных аналогов. Импульсная
характеристика таких фильтров бесконеч-
на, в связи с чем такие фильтры получили
соответствующее название IR-фильтров.
IR-фильтры имеют все недостатки элек-
тронных фильтров, и при их разработке
необходимо решать весь комплекс задач
обеспечения устойчивости, равномерно-
сти АЧХ и др.
Второе направление - разработка
цифровых FIR-фильтров с конечной им-
пульсной характеристикой. Простейшим
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
467
примером такого фильтра является сколь-
зящее ’’окно” сглаживания дискретных
значений сигнала, при котором подавля-
ются его высокочастотные составляющие.
В FIR-фильтрах импульсная характе-
ристика ограничивается длиной в / значе-
ний, взятых с частотой дискретизации
сигнала.
Если при сглаживании импульсная
характеристика представляет собой сколь-
зящее прямоугольное окно из I единиц, то
импульсная характеристика реальных
цифровых фильтров оказывается много
сложнее. Длина импульсной характери-
стики тем больше, чем ближе АЧХ циф-
рового фильтра к АЧХ идеального фильт-
ра. Для примера формы импульсных ха-
рактеристик нескольких цифровых FIR-
фильтров и их АЧХ приведены на
рис. 3.25, где кроме ’’сглаживающего"
окна приведены характеристики фильтра
низких частот и полосового фильтра.
FIR-фильтры являются устойчивыми
и имеют линейную фазовую характери-
стику, т.е. не искажают форму сигнала.
Они лишь вносят временную задержку,
равную Z/2.
Несмотря на многие преимущества
FIR-фильтров, они имеют и ряд недостат-
ков, связанных с необходимостью произ-
водить большой объем вычислений с по-
вышенными точностью и скоростью.
Особенно это касается широкополосных
фильтров с /в > 10/н, где /в - верхняя, а
Ун - нижняя частоты рабочего диапазона
фильтра. При использовании широкопо-
лосного фильтра частота дискретизации fa
выше ^4 по крайней мере в два раза, а дли-
на скользящего окна с импульсной харак-
теристикой фильтра по крайней мере в
три раза больше fJfH, т.е. много больше
100 дискретных выборок сигнала. Если
еще учесть, что импульсная характери-
стика полосового фильтра имеет осцилли-
рующий характер, резко повышающий
требуемую точность вычислений, то тре-
бования к процессору, выполняющему
операции цифровой фильтрации, резко
растут.
Во многих практических случаях
цифровые фильтры высокого порядка
представляют собой последовательную
комбинацию нескольких IR- и FIR-
фильтров более низкого порядка. В тех
случаях, когда при анализе сигналов в
дискретном виде необходимо использо-
вать операции прореживания цифровой
последовательности данных, эти операции
должны проводиться только после соот-
ветствующей цифровой антиалайзинговой
фильтрации сигнала.
3.3.2. Спектральный анализ
Спектральный анализ используется
для разделения сигналов на простейшие
составляющие в частотной области. Он
эффективен, прежде всего, в тех случаях,
когда сигналы имеют аддитивные перио-
дические компоненты.
В вибрационной диагностике суще-
ствует еще одна существенная область
применения спектрального анализа - раз-
деление на простейшие частотные состав-
ляющие сложных сигналов, являющихся
произведением двух стационарных ком-
понентов, хотя бы один из которых со-
держит периодические составляющие.
Подобную сложную структуру имеют
многие колебательные силы во вращаю-
щемся оборудовании, и для обнаружения
отдельных видов дефектов необходимо по
сигналу вибрации определять параметры
мультипликативных составляющих коле-
бательных сил. Естественно, сначала не-
обходимо выполнить операции выделения
из измеряемой вибрации мультиплика-
тивных компонентов одной природы, за-
тем операции разделения их на стацио-
нарные сомножители, и лишь после этого
проводить спектральный анализ того из
них, который содержит периодические
составляющие.
Особенности спектрального анализа
хорошо видно на примере анализа перио-
дических сигналов, и прежде всего гармо-
нического вида (3.1).
468
Глава 3. АНАЛИЗ ВИБРАЦИИ
Для этого вещественный сигнал
х(/) = cos(co11 - cpj) = ах cos ay + bx sin оу,
(3.37)
где Ax = + b? - амплитуда; coi - кру-
говая частота; epi = arctgZ>i/#i - фаза сигна-
ла, можно представить в комплексной
форме:
4)=-4^(ш,'_ф) + -Л<7(о1|'~ф) =
2 2 (3.38)
= -A*eJe>l‘ +-А,,еЧ(Л'‘,
2 2 ”
где А* = ах - jbx; А*х = ах + jbx - комплек-
сно сопряженные амплитуды, Ах А_х = А{.
Любой периодический сигнал с пе-
риодом Т раскладывается в ряд Фурье по
кратным частотам [36]. Этот ряд может
быть представлен в тригонометрической
форме:
*(') = у + X Ап cos(«(0]Z - ф„ ) =
"=1 (3.39)
00
= — + (ап cos иоу + bn sin n^t),
2 »=i
где
А = л!ап + Ь„ ; ф„ = arctgZ>„/а„ ,
2 772
bn= — Jx(/)sin п со j tdt,
-TH
2 772
ап = — Jx(/)cos wcoj tdt,
-т/2
TH
т-т Я'Х
-772
или в комплексной форме:
— 00
(3.40)
Г/2
-TH
Для непериодического сигнала ряд
Фурье заменяется на интеграл Фурье
00
5*(®)= jx(t)e~jMdt.
— 00
(3.41)
Второе выражение из (3.41) называ-
ется прямым интегральным преобразова-
нием Фурье, а первое выражение - обрат-
ным преобразованием.
В этих преобразованиях вместо ам-
плитуды используется понятие спектраль-
ной составляющей 5* (со) сигнала x(t):
S * (со) = 5’(со)е-7<р(“) = л(со) - J5(co),
(3.42)
где ____________
5(со) = д/л2(со)+52(со) - модуль
спектральной составляющей; ср(со) =
= arctgB(co)/ Л (со) - фаза спектральной
составляющей сигнала.
Сравнение спектров периодического
сигнала, имеющего период Т, с неперио-
дическим сигналом в той же полосе час-
тот Асо и одинаковой длительности позво-
ляет связать Л„(со) и 5(со) следующим об-
разом:
A„=-SM^, (3.43)
Л
где
Асо = со„ -со„_! = 2л/Т.
Современные средства спектрально-
го анализа сигналов используют преобра-
зования Фурье в дискретной форме [80].
Для этого из сигнала x(t) на интервале
О-Т берется N равноотстоящих отсчетов.
Произведя замену параметра Т на количе-
ство отсчетов N и обозначая x(zz) как х/? с
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
469
учетом со„ = 2пп / N , прямое и обратное
преобразование Фурье можно представить
в виде
(3.44)
Данная система уравнений решается
в матричном виде и для ее решения необ-
ходимо произвести 7V2 операций. Для
вещественного сигнала х,- коэффициенты
Sn являются эрмитовски сопряженными,
что позволяет разбить матрицу размером
7V2 на матрицы меньшего размера с их
максимальным количеством log2#, при-
чем в каждой из них отличными от нуля
оказываются всего два элемента. Такое
преобразование Фурье, имеющее не-
сколько разных вариантов, называется
быстрым преобразованием Фурье [БПФ
(РРТ)-преобразованием], и именно оно
используется в большинстве цифровых
анализаторов спектра вибрации.
Обычно интервал, на котором произ-
водится дискретизация сигнала x(f) (вре-
менная выборка), задается без учета пе-
риода основных компонентов сигнала,
поэтому выборка может не содержать це-
лое число периодов, так же, как и число
отсчетов на одном периоде может не быть
целым. В этих случаях в спектре сигнала
появляются ’’виртуальные” компоненты,
т.е. происходит искажение реальных
спектров вибрации.
В качестве примера на рис. 3.26 при-
ведены спектры гармонического сигнала
по выборке из 128 значений, в которой на
один период сигнала приходится 8 отсчетов
(рис. 3.26, а), 8,56 отсчетов (рис. 3.26, б -
целое число периодов в выборке) и
9,5 отсчетов (рис. 3.26, в). На рис. 3.26
хорошо видны все изменения в спектре
сигнала в виде боковых лепестков.
А
в)
Рис. 3.26. FFT-спектры гармонического
сигнала при разных частотах
дискретизации
Минимизировать эти изменения в
спектре можно путем использования ве-
совой функции (временного окна), на ко-
торую домножаются значения xz во взя-
той выборке. На рис. 3.27, в весовая
функция отсутствует, что эквивалентно
использованию прямоугольного окна.
Любое временное окно является
фильтром и в частотной области имеет
определенную амплитудно-частотную
характеристику. К наиболее часто исполь-
зуемым видам окон относятся прямо-
угольное, Ханна (Ханнинга), определяе-
мое выражением cos2 {л [ i - (N -1)/ 2]}, и
гауссовское. На рис. 3.27 представлены
470
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.27. АЧХ временных окон:
а - прямоугольное; б - Ханна; в - гауссовское
АЧХ этих окон. Существуют и специаль-
ные виды окон, снижающие уровни боко-
вых лепестков АЧХ на 60 дБ и более, но
за счет расширения основного лепестка
АЧХ.
Следующим условием применимости
дискретного FFT-преобразования являет-
ся использование антиалайзингового
фильтра для ограничения верхней гранич-
ной частоты преобразуемого сигнала, кото-
рая не должна быть выше половины от час-
тоты его дискретизации. Если частотный
диапазон сигнала шире указанного, то при
отсутствии антиалайзингового фильтра
происходит искажение спектра сигнала, в
котором появляются ложные составляю-
щие, как это показано на рис. 3.28.
Антиалайзинговые фильтры, пре-
имущественно цифровые, должны приме-
няться и перед каждой операцией проре-
живания временной выборки, которое
выполняется для повышения разрешаю-
щей способности по частоте без увеличе-
ния объема выборки.
Важной особенностью спектрального
анализа сигналов вибрации является воз-
можность накопления (усреднения) спек-
тров, полученных из разных по времени
выборок одного и того же стационарного
сигнала. При анализе периодических сиг-
налов вибрации необходимость такого
усреднения отсутствует, однако при нали-
чии в сигнале случайных компонентов
точность определения их спектральной
плотности в процессе усреднения растет, в
4п раз, где п - число усредняемых неза-
висимых спектров. Обычно в задачах виб-
. Рис. 3.28. Спектры сигнала, содержащего
две гармоники, с частотой первой
гармоники меньше половины частоты
дискретизации (а) и больше половины
частоты дискретизации (б)
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
471
рационного мониторинга рекомендуется
линейно усреднять около четырех спек-
тров, что минимизирует время измерений,
однако при решении диагностических
задач часто необходимо обеспечить более
высокую точность определения амплитуд
гармонических составляющих на фоне
случайной вибрации, поэтому приходится
увеличивать число усредняемых спектров
до 10... 20. Сокращать время измерения в
этих случаях можно за счет использова-
ния перекрывающихся выборок. При
применении окна Ханнинга перекрытие
выборок на 20... 30 % практически сохра-
няет независимость результатов измере-
ния всех усредняемых спектров.
Любая операция накопления увели-
чивает динамический диапазон средства
измерения. В цифровых анализаторах
спектра используется выборка из N значе-
ний сигнала как во временной, так и в
частотной областях, поэтому шумы (фи-
зические или математические) в частот-
ной области распределяются по всем по-
лосам. При равномерном распределении
шумов по всему частотному диапазону
анализатора спектра его динамический
диапазон растет в Jn раз. К аналогичной
ситуации при равномерном распределе-
нии полезного сигнала по частотному
диапазону приводит и его цифровое про-
реживание с предварительной антиалай-
зинговой фильтрацией. В результате дос-
таточно часто динамический диапазон
анализаторов спектра вибрации может
превышать динамический диапазон его
АЦП на 20 ... 40 дБ. Это преимущество
спектральных анализаторов над анализа-
торами формы сигнала вибрации или ста-
тистическими анализаторами позволяет
значительно упрощать входные аналого-
вые цепи цифровых приборов.
Важнейшей характеристикой спек-
трального анализа является частотное
разрешение, позволяющее разделить в
спектре близкие по частоте гармониче-
ские составляющие анализируемого сиг-
нала. Частотное разрешение определяется
шириной Асо полосы спектра, которая свя-
зана с длительностью временного окна Т
соотношением Асо = 2idT. Оно уменьша-
ется при использовании функции окна,
отличного от прямоугольного. Так, на-
пример, для окна Ханнинга разрешение
снижается на 50 % и для разделения в
спектре двух близких по частоте гармони-
ческих составляющих с частотами coi и со2
необходимо выполнить условие
Асо < | coj - со21 / 4. При меньших разностях
точность определения параметров этих
составляющих будет ограниченной, осо-
бенно при наличии в сигнале случайных
компонентов.
В некоторых случаях для повышения
точности определения параметров перио-
дических сигналов, если их частоты близ-
ки, временную выборку сигнала можно
дополнить нулями, что из-за эрмитовой
сопряженности коэффициентов FFT-npe-
образования не приведет к искажению
спектров, но увеличит количество отсче-
тов на ширине основного лепестка АЧХ
окна. Естественно, что частотное разре-
шение в спектре при такой операции не
растет, как это показано на рис. 3.29. Уве-
личить частотное разрешение можно
лишь с ростом длительности выборки
анализируемого сигнала.
Для большинства задач вибрацион-
ного мониторинга и диагностики вра-
щающегося оборудования достаточным
является частотное разрешение Асо / 2л «
» /вр /10, где /вр - циклическая частота
вращения ротора. Учитывая возможность
использования перекрывающихся вре-
менных выборок в задачах построения
усредненных спектров, физическое время
измерений сигнала вибрации можно сни-
зить до 40... 50 оборотов ротора. Это вре-
мя на порядок больше того, которое необ-
ходимо для анализа формы сигнала, зато
диагностической информации, получае-
мой из спектров вибрации, во много раз
больше.
472
Глава 3. АНАЛИЗ ВИБРАЦИИ
Л, мм/с
а)
Рис. 3.29. Спектры суммы двух
гармонических сигналов, полученные из
временндй выборки в N значений (а), с
дополнением ее N нулями (б) и из выборки
2N значений сигнала (в)
Верхняя граница спектра сигнала при
частотном разрешении Асо / 2я « /вр /10
определяется количеством дискретных
значений N во временной выборке, т.е.
количеством частотных полос в спектре
сигнала. Так, например, при выборке в
4096 отсчетов (1600 полос в спектре) вер-
хняя граничная частота спектра составля-
ет ~150 /вр. При необходимости увеличе-
ния верхней граничной частоты спектра
следует либо увеличивать число полос в
спектре, либо измерять дополнительный
спектр с более низким разрешением, либо
измерять его в полосе частот с ненулевой
нижней граничной частотой (режим ’’лу-
пы").
Увеличение числа полос в спектре
сигнала предъявляет высокие требования
к стабильности частоты вращения кон-
тролируемого оборудования. В общем
случае стабильность частоты вращения
должна быть не хуже 400/и процентов за
все физическое время измерения, где п -
число полос в спектре. Так, например, при
измерении спектра, содержащего 1600
частотных полос, требования к стабиль-
ности составляют 0,25 % за -50 оборотов
ротора. Такие требования к стабильности
частоты вращения обеспечиваются только
в высоко инерционных системах, в част-
ности у электрических генераторов еди-
ной электроэнергетической системы ре-
гиона (страны). Поэтому спектры вибра-
ции с числом спектральных полос, более
1600, обычно измеряются у оборудования
с синхронными электродвигателями в
качестве электропривода, а также у гене-
раторов, работающих на единую электри-
ческую сеть.
Оборудование с автономными сис-
темами регулирования частоты вращения
обычно не имеет необходимой ее ста-
бильности, что приводит к искажению
спектров вибрации при наличии в ней
периодических компонентов. На рис. 3.30
приведены спектры зубцовой вибрации
электрической машины постоянного тока
при повышенной (рис. 3.30, а - с точно-
стью -0,01 %) и обычной (рис. 3.30, б - с
точностью 0,5 %) стабильности частоты
вращения за все физическое время изме-
рения спектра вибрации, соответствую-
щее 50 оборотам ротора. Как видно из
приведенных спектров, величина ампли-
туд кратных гармоник зубцовой вибрации
сильно занижена при ограниченной ста-
бильности частоты вращения двигателя.
Спектральный анализ вибрации вра-
щающегося оборудования может прово-
диться и при нестабильной частоте его
вращения, например в режимах его пуска
или выбега. В этих случаях дискретные
значения сигнала во временной выборке
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
473
Рис. 3.30. Спектры вибрации электродвигателя постоянного тока
корректируются во времени таким обра-
зом, чтобы за один оборот ротора, незави-
симо от его периода вращения, количест-
во отсчетов сохранялось постоянным. Ин-
терполированные таким образом отсчеты
сигнала вибрации при выполнении опера-
ции FFT-преобразования позволяют по-
строить синхронный с частотой вращения
спектр, в котором ось абсолютных частот
заменяется на ось гармоник, кратных час-
тоте вращения. Естественно, что для по-
строения синхронных спектров необхо-
дима информация о частоте вращения и
фазе ротора в любой момент накопления
дискретных значений сигнала. Эта ин-
формация может поступать с датчика
оборотов ротора, датчика частоты элек-
трической сети генератора или других
средств ее контроля.
При решении ряда диагностических
задач может использоваться еще один вид
анализа вибрации - взаимный спектраль-
ный анализ двух сигналов, измеренных в
разных точках контроля и (или) в разных
направлениях. Взаимный спектр пред-
ставляет собой произведение комплексно
сопряженного спектра сигнала, измеряе-
мого в одной точке, на комплексный
спектр сигнала, измеряемого в другой
точке.
Взаимная спектральная плотность
вибрации равна
G1*2(£o)=S1*(a>)52*(£o), (3.45)
где G*2(g>) - спектральная плотность
мощности взаимного спектра на частоте
со; Sf(co) - комплексно сопряженная
спектральная составляющая первого сиг-
нала; ^2* (со) - комплексная спектральная
составляющая второго сигнала.
Вещественная часть взаимного спек-
тра называется синфазным (совпадаю-
щим) спектром, мнимая - квадратным
(сдвинутым) спектром.
Взаимный спектр в соответствии с
теоремой Винера-Хинчина связан с
474
Глава 3. АНАЛИЗ ВИБРАЦИИ
функцией взаимной корреляции преобра-
зованием Фурье:
G1*2(co) = р12(т)еу<вт -dx, (3.46)
00
л12(т)= -а<ь,
—00
где Т?12(т) - функция взаимной корреляции
[см. (3.24)].
В частном случае для функции авто-
корреляции спектральная плотность сиг-
нала на частоте со вещественна и равна
квадрату модуля спектральной состав-
ляющей сигнала, т.е.
I |2
G11(<b) = |51*(co)| .
Количественная оценка связи двух
сигналов определяется нормированным
взаимным спектром, называемым функ-
цией (спектром) когерентности у^®)
[36]:
где G*z (со) - спектральная плотность вза-
имного спектра двух сигналов; ^(со) и
5*2 (со) - модули спектральных состав-
ляющих первого и второго сигналов соот-
ветственно.
Весьма важной задачей является оп-
ределение минимального количества по-
следовательно усредняемых взаимных
спектров, которое необходимо для прак-
тического определения С^со) и у^со).
Если ограничиться типовыми числа-
ми усреднений при измерении спектров
каждого из сигналов, равными 4, для сиг-
налов с доминирующими периодическими
компонентами и равными 8, для сигналов
с интенсивными случайными составляю-
щими, то при измерениях взаимных спек-
тров достаточно усреднять до 30 незави-
симых спектров.
Кроме спектров взаимной мощности,
в некоторых задачах, связанных с опреде-
лением форм колебаний машин и обору-
дования, могут использоваться и фазовые
взаимные спектры. Однозначность полу-
ченных из такого спектра разностей фаз
(Pi (со) - Ф2 (со) имеет место лишь в диапа-
зоне углов от -л до +71, и в том случае,
если составляющие вибрации в точках
контроля на частоте со имеют высокую
степень когерентности. Поэтому в боль-
шинстве практических случаев фазовые
взаимные спектры строятся только для
составляющих с коэффициентом коге-
рентности у^2 (со) выше порогового, обыч-
но выбираемого на уровне 0,7.
При измерениях взаимных спектров
двух сигналов в них может присутство-
вать часть составляющих, для которых вре-
менная задержка т между точками контроля
превышает величину т > 2л/со, где со - час-
тота этих составляющих. Если это гармо-
нические составляющие, снять неодно-
значность в определении т по взаимному
спектру невозможно. Если же это случай-
ные составляющие, то однозначность в
определении т может быть достигнута
путем построения и анализа огибающей
их коэффициента взаимной корреляции
[см. (3.23)]. Но для того, чтобы отделить
эти составляющие от других компонентов
вибрации, необходимо перед построением
взаимного спектра выделить их из обоих
сигналов с помощью полосового фильтра.
Совместный анализ взаимного спектра
вибрации и сформированной по нему оги-
бающей коэффициента корреляции позво-
ляет определить составляющие времени
запаздывания в виде целых значений
Ит = 2ti/co0 (по огибающей коэффициен-
та корреляции) и остатка V тос = 2тт / соо -
по.фазовому взаимному спектру.
На рис. 3.31, в приведена огибающая
коэффициента корреляции вибрации тру-
бопровода в полосе частот 5... 7,5 кГц, ко-
торая позволяет оценить время задержки
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
475
/СО
1 г
<р(х)
а)
О
-л
5000 5500 6000 6500 7000 7500/Гц
г(т)
0,5
-0,5
б)
0
0
-2
-1
1
в)
2 т, мс
Рис. 3.31. Функция когерентности (а), фазовый спектр (0) и коэффициент
взаимной корреляции (в) двух сигналов вибрации на выходе полосовых FIR-фильтров
т = 2я/со0 в целых числах периодов. Там
же приведен и фазовый взаимный спектр
сигнала, позволяющий определить оста-
ток задержки в долях периода, близкий к
нулю.
3.3.3. Спектральный анализ
огибающей
Механизм формирования колеба-
тельных сил во многих узлах вращающе-
гося оборудования является нелинейным,
поэтому силы достаточно часто, особенно
при наличии в узлах дефектов, представ-
ляют собой аддитивно-мультипликатив-
ную смесь стационарных компонентов,
каждый из которых может содержать как
периодические, так и стационарные слу-
чайные составляющие. В качестве приме-
ра можно привести колебательные силы в
нагруженных подшипниках качения,
электромагнитные силы в электрических
машинах и многие другие.
При спектральном анализе вибрации,
возбуждаемой такими силами, теряется
значительный объем информации, содер-
жащейся в характеристиках каждого ком-
476
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.32 Форма вибрации в виде сумм двух гармонических составляющих
и одной гармонической составляющей, модулированной по амплитуде малой
частотой (а), ее спектры (б) и спектры огибающей (в)
понента, входящего в произведение. По-
этому при решении диагностических за-
дач до проведения операций спектрально-
го анализа необходимо решить задачу
выделения того компонента произведе-
ния, который несет в себе максимальный
объем информации. В модулированных
сигналах вибрации чаще всего таким ком-
понентом является модулирующий, а па-
раметрами модулируемого (несущего)
компонента, как правило, можно пренеб-
речь.
Формирование огибающей сигнала
во времени является наиболее эффектив-
ным способом выделения модулирующего
компонента в тех случаях, когда спек-
тральный состав модулирующих и несу-
щих компонентов различен и не пересека-
ется в частотной области, т.е. частотная
область несущего много выше частотной
области модулирующего компонента. В
вибрационной диагностике, как правило,
рассматриваются два основных случая,
когда оба компонента периодические, и
когда один из них является стационарным
случайным процессом.
Кроме спектрального анализа оги-
бающей сигнала во времени существуют
методы анализа еще одной огибающей -
огибающей спектра сигнала в частотной
области. И здесь могут использоваться
спектральные методы анализа огибающей
путем замены оси частот на ось "време-
ни". Но такой анализ носит уже другое
название и является одним из видов кеп-
стрального анализа сигналов. Особенно-
сти такого вида анализа вибрации будут
рассмотрены отдельно.
На первых этапах развития вибраци-
онной диагностики спектральный анализ
огибающей вибрации использовался для
определения частот и амплитуд гармони-
ческих составляющих, имеющих близкие
частоты, не позволяющие разделить эти
составляющие в спектре сигнала вибра-
ции из-за ограниченной разрешающей
способности анализаторов [101]. Для это-
го обе составляющие выделялись из сиг-
нала вибрации полосовым фильтром, за-
тем детектировались с помощью линейно-
го детектора, и только после этого прово-
дился спектральный анализ низкочастот-
ной части полученного сигнала биений. К
сожалению, случаи с биением двух близ-
ких гармонических составляющих и ам-
плитудной модуляцией одной гармониче-
ской составляющей малой частотой дают
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
477
при таком анализе одинаковые результа-
ты. Для иллюстрации этого на рис. 3.32
приведена форма сигналов с аддитивными
составляющими вида
х(/) = Ах cos(($xt + <pj)+ А2 cos(co2/ + <р2 )
(3.48)
и с мультипликативными составляющими
вида
х(/) = А [1 + тп cos (Q/ + <p)]cos coj t. (3.49)
Там же приведены совпадающая
форма огибающей этих сигналов, а также
спектры сигналов, в которых присутству-
ет разное количество составляющих, и
спектры огибающей этих сигналов, кото-
рые совпадают между собой.
С появлением цифровых спектраль-
ных анализаторов, обладающих высокой
разрешающей способностью по частоте,
диагносты стали отказываться от анализа
спектров огибающей тех мультиплика-
тивных компонент вибрации, в которых
обе компоненты являются строго перио-
дическими. На практике такой вид анали-
за еще иногда используется при диагно-
стике подшипников качения насосов и
других потокосоздающих машин с целью
обнаружения модуляции наиболее силь-
ных составляющих вибрации на гармони-
ках частоты вращения рабочего колеса
более низкими модулирующими частота-
ми, например частотой вращения сепара-
тора. Основанием является то, что в низ-
кочастотной вибрации машин подобного
типа присутствуют значительные случай-
ные компоненты, затрудняющие обнару-
жение в спектре слабых боковых состав-
ляющих у вибрации на частоте вращения
ротора.
На следующих этапах развития диаг-
ностики спектральный анализ огибающей
вибрации стал использоваться для иссле-
дования ударных импульсов, возбуждаю-
щих вибрацию в дефектных подшипниках
качения. Первыми спектры огибающей
ультразвуковой вибрации подшипников
стали исследовать специалисты США
[104, 165]. Пример формы сигнала ультра-
звуковой вибрации, возбуждаемой удар-
ными импульсами, и спектра его огибаю-
щей приведен на рис. 3.33.
2
1
20 40 60 80 /, Гц
б)
Рис. 3.33. Форма ультразвуковой вибрации подшипника качения (а) и
спектр ее огибающей (f = со/2л - циклическая частота) (б)
0
478
Глава 3. АНАЛИЗ ВИБРАЦИИ
Несколько позднее аналогичный вид
анализа, но уже вибрации ударного про-
исхождения на резонансных частотах де-
талей подшипника, стали применять дат-
ские специалисты [12].
В обоих случаях для анализа оги-
бающей подшипниковой вибрации не
требовалось принимать специальных мер
по предварительному выделению из сиг-
нала вибрации мультипликативных ком-
понентов одной природы. В ультразвуко-
вой области частот вибрация ударного
происхождения в неподвижных деталях
подшипника на несколько порядков выше
вибрации другой природы. Высокая доб-
ротность резонансов колебательной сис-
темы, состоящей из контактируемых де-
талей подшипника, часто приводит к то-
му, что при наличии дефектов в подшип-
нике его собственные колебания домини-
руют в сигнале высокочастотной и (или)
среднечастотной вибрации. В результате
вибрация ударного происхождения как на
ультразвуковых частотах, так и на собст-
венных частотах подшипника обнаружи-
вается даже визуально, по форме сигнала.
Анализ формы доминирующего компо-
нента сигнала подшипниковой вибрации
всегда проще ее спектрального анализа,
причем время накопления сигнала в пер-
вом случае составляет всего два-три пе-
риода вращения вала. Вот почему спек-
тральный анализ огибающей вибрации,
возбуждаемой ударными импульсами в
подшипниках качения, не нашел широкого
применения. Тем более что ударные им-
пульсы возникают в подшипниках качения
далеко не при всех потенциально опасных
дефектах.
Качественный сдвиг в использовании
методов спектрального анализа огибаю-
щей случайной вибрации произошел после
того, как российские специалисты стали
его использовать для анализа вибрации,
возбуждаемой силами механического,
аэродинамического и гидродинамическо-
го трения [3, 11]. Они же предложили и
математическую модель амплитудно-
модулированных случайных сигналов,
позволяющую количественно оценивать
результаты анализа спектра огибающей
случайной вибрации.
Амплитудно-модулированный слу-
чайный сигнал можно представить в виде
х(/) = у(/)г](0, (3.50)
где у(?) и т](0 - модулирующая и ста-
ционарная случайная составляющие виб-
рации соответственно.
Простейшая модулирующая функция
имеет вид у (/)= 1 + т cos Q t, где т - глу-
бина модуляции; Q - круговая частота
модуляции. Тогда сигнал x(t) принимает
вид
х (/)= (1 + тп cos Q /)г| (/). (3.51)
Практически важным является слу-
чай, когда т]0 - высокочастотная ста-
ционарная случайная составляющая виб-
рации, эффективная полоса которой
A<o>Q.
Для спектрального анализа огибаю-
щей в этом случае необходимо последова-
тельно выделить из сигнала составляю-
щие вибрации в интересующей полосе
частот, сформировать их огибающую и
выполнить спектральный анализ сформи-
рованного сигнала. Поскольку огибающая
сигнала вибрации отображает процесс
флуктуаций его мощности во времени, в
выделенную часть сигнала не должны
попадать сопоставимые по мощности со-
ставляющие разной природы. Выполнение
этого требования является сложной прак-
тической задачей. При выборе полосы
частот сигнала, выделяемой для после-
дующего формирования огибающей, спек-
тральная плотность сигнала в пределах
этой полосы не должна слишком сильно
(более 10 раз) изменяться. На рис. 3.34
приведен спектр сигнала вибрации под-
шипникового узла машины, где показаны
полосы частот, рекомендуемые для фор-
мирования огибающей.
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
479
Д дБ х, м/с2
О 4000 8000 12000 16000 20000 24000
Рис. 3.34. Спектр вибрации подшипникового узла с указанными на нем
рекомендуемыми полосами (7, 2) частот фильтра детектора огибающей
/Гц
Формирование огибающей выделен-
ной части сигнала может осуществляться
электронным устройством в виде линей-
ного детектора огибающей и фильтра
низких частот, а при цифровом анализе
сигналов - соответствующей модифика-
цией преобразования Гильберта.
Так, мгновенная мощность сигнала
на выходе полосового фильтра с эффек-
тивной шириной А(ОЭ равна <70Асоэ / 2 л ,
где GQ - спектральная плотность сигнала
на входе фильтра. Среднее значение сиг-
нала на выходе фильтра равно нулю. У
сигнала на выходе линейного детектора в
момент времени t среднее значение от-
лично от нуля и связано со значением
мгновенной мощности входного сигнала
выражением
У0 = У07СОД®Э/27С. (3.52)
Если медленно изменяющаяся моду-
лирующая функция у(7) является детерми-
нированной, т.е. содержит ряд гармониче-
ских составляющих
к
у(г) = 1 + irii cos (Qz t + (pf), (3.53)
z=l
то в сигнале на выходе детектора появля-
ется как постоянная составляющая вели-
чиной / 2 л , так и гармонические
составляющие вида
(/) = (mz / 2л)л/б!0 Асоэ cos(Qz/ + Ф/) •
(3.54)
Кроме указанных гармонических со-
ставляющих модулирующей функции на
выходе линейного детектора присутству-
ют и интенсивные случайные составляю-
щие модулируемого случайного сигнала.
Их спектральная плотность на низких
частотах равна [3]
Су(®)=С0/4л. (3.55)
При спектральном анализе низкочас-
тотной части огибающей случайной виб-
рации с разрешающей способностью ДсоА
(рис. 3.35, а) в каждой полосе частот ана-
лизатора будет составляющая со средне-
квадратичным значением
= IG^
“ V 2л 2л V 2
Если случайный сигнал на выходе
модулирован гармонической функцией с
глубиной модуляции т и частотой моду-
ляции Q, то в спектре огибающей на час-
тоте Q (рис. 3.35, б) среднеквадратическое
480
Глава 3. АНАЛИЗ ВИБРАЦИИ
Y, м/с2
У, м/с2
10
1
0,1
0,01
0 20 40 60 80 / Гц
г)
Рис. 3.35. Спектры огибающей случайной вибрации при отсутствии гармонической
модуляции (а), с гармонической модуляцией частотой О/2тс (б), с той же гармонической
модуляцией при наличии в полосе фильтра детектора огибающей одной гармонической со-
ставляющей (в) и двух составляющих с близкими частотами fi nf2, (f^= /j - /2 ) (г)
значение сигнала вырастет до величины
= yjl+ <1п = J1+ т2^’ (3.57)
где qQ = Yq / у/2у& = wAco3 / ЛоА - отно-
шение сигнал/помеха в полосе Д(ОА частот
анализатора с центральной частотой Q.
Из отношения YQ / Ym определяется
глубина модуляции т случайной вибра-
ции на частоте Q.
т =
X JA0)3
(3.58)
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
481
Во многих практических случаях вы-
сокочастотная случайная вибрация изме-
ряется пьезоэлектрическим датчиком виб-
роускорения не в линейных, а логарифми-
ческих единицах. Соответственно и спек-
тры огибающей вибрации часто измеря-
ются в децибелах, а глубина модуляции
случайной вибрации определяется по раз-
ности уровней гармонической состав-
ляющей спектра огибающей и среднего
уровня случайной составляющей в соот-
ветствии с выражением:
т = (3.59)
V Да>э
Выражение (3.52) перестает действо-
вать в том случае, когда в полосу частот
фильтра Дсоэ детектора огибающей попа-
дают интенсивные гармонические состав-
ляющие. Так, на рис. 3.35 приведены два
случая, когда в полосу частот попадает
одна гармоническая составляющая равной
мощности (рис. 3.35, в) и две составляю-
щие близкой частоты, каждая мощностью
25 % от мощности случайной вибрации
(рис. 3.35, г). В первом случае результаты
измерения глубины модуляции вибрации
падают в два раза, а во втором - в спектре
огибающей появляются две составляю-
щие, одна из которых (на частоте f) опре-
деляется модуляцией случайной вибра-
ции, а другая (на частоте /д = / - /2)
определяется биением двух гармониче-
ских составляющих, попадающих в поло-
су частот фильтра детектора огибающей.
Для исключения возможных ошибок
при анализе огибающей случайной вибра-
ции необходимо перед измерением убе-
диться в том, что в полосе частот фильтра
детектора огибающей нет интенсивных
гармонических или узкополосных слу-
чайных составляющих и нет сильного
спада (подъема) спектральной плотности
исследуемой случайной вибрации (см.
рис. 3.34). Если в спектре сигнала вибра-
ции невозможно выделить полосу частот,
удовлетворяющую этим требованиям,
необходимо принять специальные меры
по разделению гармонических и случай-
ных составляющих, чаще всего по подав-
лению гармонических составляющих в
сигнале вибрации [152].
Процедура подавления гармониче-
ских составляющих в сигнале достаточно
сложна и предполагает использование
(построение) фильтров-”пробок” на часто-
тах наиболее интенсивных гармонических
составляющих. При цифровом анализе
сигналов такая операция возможна на
достаточно длинном отрезке сигнала и в
два этапа. На первом производится спек-
тральный анализ сигнала с высоким час-
тотным разрешением и определяются час-
тоты наиболее сильных гармонических
составляющих, а на втором этапе строятся
импульсные характеристики фильтров-
пробок и эти составляющие отфильтро-
вываются из сигнала.
При анализе сигналов вибрации в
дискретной форме, как правило, исполь-
зуются цифровые методы формирования
огибающей их случайных составляющих.
Цифровой детектор огибающей как и его
электронный аналог может включать в
себя последовательные операции: полосо-
вой фильтрации, линейного детектирова-
ния выделенных компонентов и фильтра-
ции низкочастотной части сигнала на вы-
ходе детектора. Однако при детектирова-
нии образуются интенсивные высокочас-
тотные компоненты сигнала в области
высших гармоник центральной частоты
полосового фильтра, причем частота не-
которых интенсивных гармоник может
оказаться выше половины частоты дис-
кретизации 7^, и они могут исказить низ-
кочастотную часть сигнала за счет ’’отра-
жения” от частотной границы//2.
Следующий метод построения оги-
бающей основан на преобразовании Гиль-
берта, устанавливающем во временной и
частотной областях связь между вещест-
венной и мнимой частями одностороннего
сигнала, определяемого при t > 0 и равно-
го нулю при t < 0.
16 - 701
482
Глава 3. АНАЛИЗ ВИБРАЦИИ
Сопряженный по Гильберту сигнал
/7 { х (/) } определяется выражением
ff{x(z)} = - |х(т)—8т, (3.60)
7Г J t~T
— 00
где т - независимая переменная; x(t) и
- вещественные сигналы, а оги-
бающая сигнала определяется выражени-
ем
y(t)=ylx2(t)+H{x(t)}2 . (3.61)
Интеграл (3.60) или соответствую-
щая ему сумма для дискретного сигнала
рассчитывается достаточно сложно, по-
этому вместо него в дискретном виде час-
то используется прямое и обратное пре-
образование Фурье (FFT-преобразование).
Дело в том, что преобразование (3.60)
представляет собой свертку двух функ-
ций, т.е.:
я{х(?)} = -х(/)-, (3-62)
7Г t
которая в частотной области эквивалентна
перемножению спектров этих функций. С
учетом спектра функции 7/Z, преобразова-
ние эквивалентно умножению на j каждо-
го значения в спектре сигнала х(/), т.е. его
фазы сдвигаются на л/2.
Таким образом, в дискретном виде
более удобно строить сопряженный по
Гильберту сигнал в соответствии с выра-
жением
я{х(/)}=я{х}7я-1(х), (3.63)
где F и F1 - соответственно прямое и
обратное FFT-преобразование.
Как уже отмечалось ранее, перед
формированием огибающей случайной
вибрации необходимо выделить случай-
ные составляющие из измеряемого сигна-
ла полосовым фильтром. Поскольку
фильтр ограничивает частотный диапазон
сигнала, нет необходимости проводить
полное FFT-преобразование сигнала. Так
как при фильтрации обычно формируется
свертка сигнала с импульсной характери-
стикой h(t) фильтра, то можно построить
вторую, сопряженную по Гильберту им-
пульсную характеристику H{h(t)}9 и де-
лать параллельно две свертки сигнала. В
этом случае огибающая сигнала в любой
момент времени рассчитывается по фор-
муле (3.62) из определяемых этими сверт-
ками значений сигналов на выходе двух
фильтров в тот же момент времени.
Наконец, для того чтобы работать не
с полосовыми фильтрами, а с более про-
стыми фильтрами низких частот, доста-
точно дискретный отрезок сигнала после
антиалайзингового фильтра умножить на
(в ТрИГОНОмеТрИческом виде на
cos 2л/)/), что соответствует переносу сиг-
нала в частотной области на частоту/).
В этом случае центральная частота
фильтра fo соответствует /о = 0 в преобра-
зованном сигнале и импульсные характе-
ристики фильтров h(t) и сущест-
венно упрощаются.
3.3.4. Кепстральный анализ
Преобразования Фурье являются
универсальным математическим аппара-
том, связывающим сигналы во временной
и частотной областях. Особенностью этих
преобразований является то, что приме-
нение прямого и обратного преобразова-
ния к вещественному сигналу дает одина-
ковые с точностью до множителя резуль-
таты.
Так, автокорреляционную функцию
7?(т) сигнала х(/), являющуюся четной
вещественной функцией, можно получить
из спектра мощности Gx(co), применив
обратное преобразование Фурье
F-1{Gx(cd)} или повторно применив пря-
мое преобразование Фурье F{Gx(co)}, т.е.
взяв спектр от спектра с заменой в по-
следнем координаты со/2л на t. Но авто-
корреляционная функция несет информа-
цию в первую очередь о наиболее силь-
ных частотных компонентах сигнала х(Г),
и поэтому используется в диагностиче-
ских задачах крайне редко. Для того что-
бы поднять значимость слабых частотных
компонентов сигнала, в сейсмологии пред-
АНАЛИЗ ВИБРАЦИИ В ЧАСТОТНОЙ ОБЛАСТИ
483
дожили применить преобразование Фурье
не к спектральной плотности мощности
Gx(co), а к ее логарифму 1п(7х(со). При этом
исторически сложилось так, что к лога-
рифму спектральной плотности стали
применять не обратное, а прямое преобра-
зование Фурье, назвав такую операцию
кепстральным преобразованием (от пере-
вернутого слова спектр). В результате
получается ’’искаженная” автокорреляци-
онная функция, имеющая размерность
времени по оси ординат, но с линейно па-
дающим значением t по мере роста коор-
динаты т, и не имеющая размерности по оси
абсцисс. Новые переменные назвали соот-
ветственно сачтотой т и маплитудой К, а
сам результат преобразования стали назы-
вать кепстром мощности сигнала Кх (т).
Несколько позднее повторное прямое
преобразование Фурье стали применять
не к логарифму спектральной плотности
<7x((d), а к логарифму комплексных спек-
тральных составляющих 5* (со). Результа-
ты такого преобразования стали называть
комплексным кепстром, хотя можно по-
казать, что результат преобразования
также является вещественной функцией
[Ю9].
Обратное преобразование Фурье,
примененное к комплексному кепстру,
восстанавливает логарифм спектра, а по-
следующие обратные преобразования по-
зволяют восстановить и сам сигнал, но
при этом теряется однозначность фазовых
характеристик (с точностью до 2тс).
Поскольку диагностическая значи-
мость кепстра мощности сигнала и его
комплексного кепстра практически оди-
наковы, в диагностических задачах чаще
используется первый из них. Для того
чтобы оценить возможные применения
кепстрального анализа в вибрационной
диагностике, можно рассмотреть особен-
ности его применения в простейших слу-
чаях анализа одного и последовательно-
сти из двух импульсов (рис. 3.36).
В спектре одиночного импульса есть
периодичность с полосой частот 1 / А/,
где А/ - ширина импульса, а в спектре
парных импульсов - дополнительная пе-
риодичность с полосой частот 1 / АТ , где
1 / АТ - интервал между передними фрон-
тами импульсов.
Совершенно естественно, что кепст-
ральный анализ сигнала, реагирующий на
периодичность в его спектре, позволяет
определить и длительность импульса А/
(составляющие кепстра с сачтотами
Аг/к) и расстояние между импульсами
АТ. Кроме того, дискретное преобразова-
ние Фурье отрезка сигнала х(/) длитель-
ностью Т может быть представлено как
преобразование периодического сигнала с
периодом Т. Поэтому спектр сигнала яв-
ляется дискретным с шагом по частоте в
одну полосу 1/Т, а при кепстральном пре-
образовании образуются интенсивная со-
ставляющая с сачтотой Т и менее интен-
сивные субгармонические составляющие
(рахмоники) с сачтотами Т/к до значений
к порядка 3-5. Следует отметить, что в
кепстрах, приведенных на рис. 3.36, в,
показаны модули кепстральных состав-
ляющих, а не их вещественная и мнимая
части.
Более подробное рассмотрение воз-
можности кепстрального анализа показы-
вает, что при анализе периодических сиг-
налов он реагирует на отличие формы
сигнала от гармонической, и, в первую
очередь, на импульсные сигналы. Им-
пульсный характер имеет вибрация, воз-
буждаемая периодическими ударами в
машинах возвратно-поступательного дей-
ствия, а также в подшипниках качения,
имеющих некоторые виды дефектов. Ес-
тественно, что спектр такой вибрации
также имеет периодический характер, что
отражается и в форме кепстра. Так, на
рис. 3.37 приведены спектр и кепстр виб-
рации подшипникового узла машины с
дефектом наружного кольца подшипника.
16*
484
Глава 3. АНАЛИЗ ВИБРАЦИИ
а)
1 2 3
Рис. 3.36. Формы одиночного и парного импульса (а), их спектры (б) и кепстры (в)
в) 123
В спектре вибрации виден ряд гармоник с
частотами kfn , где fn - частота перекаты-
вания тел качения по наружному кольцу
подшипника, а в кепстре присутствует
ярко выраженный ряд составляющих с
сачтотами l/4fH •
Поскольку кепстральный анализ, хо-
тя и позволяет обнаружить слабые перио-
дические ударные импульсы в низкочас-
тотной вибрации машины, но дает лишь
качественный анализ этих импульсов, он
гораздо реже используется для диагно-
стики вращающегося оборудования, чем
анализ формы сигнала вибрации и спек-
тральный анализ вибрации и ее огибаю-
щей.
МНОГОПАРАМЕТРИЧЕСКИЙ АНАЛИЗ ВИБРАЦИИ
485
Sx, м/с2
!|
О 100 200 300 400 500 600 700 800 900 1000
/Гц
Рис. 3.37. Спектр (а) и кепстр (£) вибрации подшипникового узла электрической
машины с дефектом на наружном кольце подшипника качения
Обнаружение и исследование групп
периодических импульсов, например им-
пульсных тестовых сигналов и их отраже-
ний (эхо-сигналов), остается основной
областью применения кепстрального ана-
лиза сигналов вибрации. К этой же облас-
ти относится и анализ свертки сигналов, к
которой можно отнести сумму тестового
сигнала и его многократных отражений, в
том числе с резонансным усилением эхо-
сигналов в определенных областях частот.
В акустике примером такой свертки сиг-
налов можно считать речевой сигнал.
3.4. МНОГОПАРАМЕТРИЧЕСКИЙ
АНАЛИЗ ВИБРАЦИИ
3.4.1. Многомерный анализ
Вибрация машин и оборудования яв-
ляется, как правило, функцией многих
переменных. При параллельном измере-
нии вибрации в нескольких удаленных
друг от друга точках оборудования или
при одновременном измерении несколь-
ких параметров оборудования, влияющих
на вибрацию, для ее исследования можно
использовать многомерные методы анали-
за сигналов. В процессе эксплуатации
оборудования крайне сложно проводить
параллельные измерения вибрации в
большом числе точек контроля, поэтому
для решения диагностических задач
обычно ограничиваются одномерными и
двумерными методами анализа вибрации.
Основной областью применения
многомерного анализа в технической ди-
агностике является пространственный
анализ ’’фотографий” диагностируемых
объектов, измеряемых с помощью бескон-
тактных преобразователей оптического,
486
Глава 3. АНАЛИЗ ВИБРАЦИИ
теплового и других видов излучений. Эти
измерения выполняются большим коли-
чеством независимых измерительных
преобразователей, собранных в единую
матрицу. Поскольку в настоящее время
такие матрицы для бесконтактного изме-
рения вибрации не выпускаются, про-
странственный анализ вибрации обычно
сводится к анализу либо форм колебаний
на частотах действия гармонических ко-
лебательных сил в установившихся режи-
мах работы оборудования, либо форм его
собственных колебаний, возбуждаемых
тестовыми воздействиями ударного вида.
Измерения вибрации, как правило, прово-
дятся последовательно во всех точках
контроля. Основы анализа форм колеба-
ний оборудования приведены в разд.
3.2.4.
Второй областью использования
многомерного анализа можно считать
акустическую и гидроакустическую лока-
цию, занимающуюся вопросами про-
странственного обнаружения в однород-
ных средах слабых акустических сигналов
на фоне сильных некоррелированных шу-
мов. И в этой области используются ан-
тенные решетки с большим количеством
измерительных преобразователей. В виб-
рационной диагностике подобные задачи
решаются в двухмерном пространстве,
например для обнаружения утечек в тру-
бопроводах с жидкостью с использовани-
ем методов взаимного спектрального ана-
лиза вибрации трубопровода. Аналогич-
ные задачи на плоскости могут решаться
и при обнаружении методами акустиче-
ской эмиссии дефектов в простейших на-
груженных металлических конструкциях,
например, в сосудах под давлением.
К третьей области использования ме-
тодов многомерного анализа можно отне-
сти исследование получаемых из сигнала
вибрации диагностических параметров
как функций независимо контролируемых
характеристик диагностируемого обору-
дования. В качестве диагностических па-
раметров могут использоваться амплиту-
ды некоторых составляющих сигнала
вибрации, глубины их модуляции и т.п., а
в качестве характеристик оборудования -
частота вращения ротора, величина на-
грузки, температура отдельных узлов и
др. Особенностью применения такого ви-
да многомерного анализа параметров виб-
рации является то, что для упрощения
анализа характеристики оборудования
считаются независимыми, т.е. п - мерная
плотность вероятности диагностического
параметра равна произведению одномер-
ных плотностей вероятностей этого пара-
метра:
р{Х, кх ,к2, ...,к„ ) = Р] р (x,kj ), (3.64)
7=1
где X - контролируемый диагностический
параметр; kj - контролируемые характери-
стики оборудования.
При таком упрощении и достаточно
большом количестве независимых изме-
рений диагностического параметра
XX9...9XN «-мерный анализ сводится к
одномерному, т.е. рассматривается сече-
ние р(Х ,кх,к2,...,к„) по выбранной ха-
рактеристике kj.
Такой вид многомерного анализа да-
леко не всегда удобен даже для качест-
венного решения диагностических задач,
так как за время измерения диагностиче-
ских параметров Xt некоторые характе-
ристики оборудования kj могут изменять-
ся в недопустимо широких пределах.
Примером могут являться амплитуды Xt
спектральных составляющих вибрации,
для определения которых с достаточной
точностью необходимо время, соответст-
вующее 5 ... 10 оборотам ротора. За это
время частота вращения ротора в пере-
ходных режимах работы оборудования
может измениться до двух и более раз.
Как следствие, во многих задачах более
эффективно могут использоваться одно-
мерные методы анализа с коррекцией
данных как функции независимо контро-
лируемых переменных. Один из таких
МНОГОПАРАМЕТРИЧЕСКИЙ АНАЛИЗ ВИБРАЦИИ
487
Рис. 3.38. Трехмерное изображение периодически измеренных спектров
вибрации подшипника качения электродвигателя:
Ун - частота перекатывания тел качения по наружному кольцу
методов, а именно синхронный спек-
тральный анализ вибрации машин в пере-
ходных режимах работы, рассмотрен в
предыдущих разделах.
Важной областью применения мно-
гомерного анализа вибрации при решении
диагностических задач является много-
мерное отображение измеряемых через
большие интервалы времени спектров
вибрации диагностируемого оборудова-
ния (рис. 3.38).
Такое представление вибрации дает
возможность качественной оценки необ-
ратимых измерений, происходящих в
вибрации оборудования. Анализ сечений
подобных распределений по оси частот
позволяет строить тренды отдельных со-
ставляющих вибрации, т.е. количественно
оценивать изменения значений диагно-
стических параметров во времени.
Следует отметить, что для подобных
количественных оценок в выбранное се-
чение должны попадать составляющие
вибрации одного происхождения. Для
этого, как правило, используются трех-
мерные спектры, построенные по перио-
дически измеряемым узкополосным спек-
трам вибрации с обязательным примене-
нием методов коррекции спектров по час-
тоте из-за возможных флуктуаций часто-
ты гармонических составляющих вибра-
ции от измерения к измерению.
Простейшим способом такой кор-
рекции может являться использование
узкополосных синхронных спектров виб-
рации, однако, этот способ устраняет
лишь ошибки в тех гармонических рядах
составляющих вибрации, которые жестко
определяются частотой вращения ротора.
Остаются ошибки определения, например,
амплитуд подшипниковых составляющих
вибрации, так как частота вращения сепа-
ратора в зависимости от качества монта-
жа, величины нагрузки и степени износа
подшипника качения даже при постоян-
ной частоте вращения ротора может из-
меняться во времени до 2 ... 3 %. Частота
вращения тел качения может изменяться
488
Глава 3. АНАЛИЗ ВИБРАЦИИ
еще в больших пределах до 5 ... 10 %. Та-
кие же проблемы возникают и в асин-
хронных электродвигателях, в которых
составляющие вибрации механического
происхождения могут сдвигаться по час-
тоте относительно составляющих элек-
тромагнитного происхождения до 5... 7 %
в зависимости от величины нагрузки.
Все это резко снижает эффектив-
ность применения трехмерных методов
анализа вибрации, заставляя специалистов
применять программы автоматического
анализа спектров вибрации машин и обо-
рудования. Только такие программы дают
возможность внести необходимые кор-
рективы в тренды тех узкополосных со-
ставляющих вибрации, которые отвечают
за появление и развитие различных видов
дефектов оборудования.
Первые программы автоматической
идентификации составляющих спектров
вибрации и ее огибающей, созданные в
начале 90-х годов, обеспечивали обнару-
жение и идентификацию до 5 ... 10 рядов
гармонических составляющих вибрации.
Передовые программы начала XXI века
расширили эти возможности более чем на
порядок и успешно применяются для ди-
агностики вращающегося оборудования
[9, 153].
3.4.2. Биспектральный анализ
При статистическом описании слу-
чайных величин на практике ограничива-
ются первыми четырьмя моментами рас-
пределения. В то же время при описании
случайных процессов, как правило, ис-
пользуются лишь моментные (корреляци-
онные) функции второго порядка. Естест-
венно, что ряд исследователей обратился
и к моментным функциям более высокого
порядка [31]. Наиболее характерной из
них является функция третьего порядка,
которая в первую очередь может быть
использована для анализа стационарной
вибрации, содержащей случайные и пе-
риодические компоненты:
^3xG1^2)= J J /*(')*('+ *1)Х
*X\t + X2)P (х V W + T1 )X V + T2 / Iх
x dx (t)dx (t 4- Ti )dx(t 4- t2 ),
(3.65)
где p {x (t)x (t 4- Ti )x (t 4- t2 )} - трехмерная
плотность вероятности стационарного
сигнала вибрации; Tj < т2 - временные
задержки.
Также как и автокорреляционная
функция Дх(т), функция АГ3х(т1,т2) оп-
ределяется на интервале Т > Зт0, где то -
интервал корреляции, и для случайных
процессов стремится к нулю значительно
быстрее, чем Rx(x).
Если в сигнале присутствуют гармо-
нические составляющие, например,
, x2eJw> и x3ejG*+^ , то мо-
ментная функция третьего порядка будет
отлична от нуля лишь при тех Ti и т2, ко-
торые обеспечат равенство
COj 4- со2 = -со3. (3.66)
Таким образом, использование мо-
ментной функции третьего порядка по-
вышает достоверность обнаружения пе-
риодической вибрации, имеющей не-
сколько кратных гармоник, на фоне силь-
ных случайных составляющих вибрации.
При цифровом анализе вибрации
вместо моментной функции А/Зх(т1,т2)
используется ее спектральное представле-
ние, называемое биспектром,
Т/2 Т/2
Вх(со1,со2)= J рИ3х(т1,т2) х
-Т/2-Т/2
хе-У(<»1т1+<а2т2)Л]Л2
(3.67)
Биспектр можно построить из ком-
плексного спектра 5* (со) сигнала x(t):
Bx(co15co2) = S*(coj) 5*(со2) S *(coj 4-co2),
где и 5*(co2) - комплексные
спектральные составляющие на частотах
МНОГОПАРАМЕТРИЧЕСКИЙ АНАЛИЗ ВИБРАЦИИ
489
Sy iu/г2 Sy ъл/r2
Sx, м/с2
Sx> м/с2
________________________।______________________।_________________________।________________________।___________________________
6
4
2
О 100 200 300 400 / Гц
в)
6
4
2
0 100 200 300 400 /Гц
г)
Рис. 3.39. Спектры и биспектры суммы
случайного и периодических сигналов, состоящих соответственно из двух (а, в, д, ж) и трех
(б, г, е, з) гармоник, измеренные с малым (10) и большим (75) числами усреднений
490
Глава 3. АНАЛИЗ ВИБРАЦИИ
©1 и ©2 соответственно; S *((»! +со2) ~
комплексно сопряженная спектральная
составляющая на частоте <х>1 и о2 = <о3.
Биспектр является комплексной ве-
личиной. В диагностических задачах чаще
переходят к его модулю | Вх (со1?со2)| , и,
при необходимости обнаружения слабых
гармонических составляющих на фоне
сильных случайных составляющих, нака-
пливают (усредняют) большое количество
независимых измерений биспектра ста-
ционарной вибрации. На рис. 3.39 для
иллюстрации возможностей биспектраль-
ного анализа вибрации приведены спек-
тры и биспектры суммы периодического
сигнала и большого по мощности случай-
ного сигнала, измеренные с разным чис-
лом усреднений.
Преимущества биспектра над спек-
тром не очень значительны и проявляются
только при большом числе усреднений,
увеличивающих время измерения вибра-
ции (см. рис. 3.39). За это время может
измениться не только мощность случай-
ной вибрации, но и параметры ее гармо-
нических составляющих.
Величины составляющих биспектра
определяются не только ам-
плитудами гармонических составляющих
сигнала хх, х2 и х3 на частотах соответст-
венно (Di, со2 и (01 + со2 = (о3, но и их фазо-
вым соотношением. В ряде задач может
использоваться нормированный усред-
ненный биспектр, получивший название
функции бикогерентности Bic (cot ,ю2 ):
В (со и ——g
^'с Ю1,С°2 ~ |S*(ro1)||S’*(®2)||5*(co3)| ~
= е-/(<Р1+<Р2+Фз\
(3.68)
В настоящее время биспектральный
анализ вибрации не нашел широкого при-
менения при решении диагностических
задач, однако он может использоваться,
например, для диагностических исследо-
ваний зубцовых составляющих вибрации
редукторов, лопаточных составляющих
вибрации турбин и компрессоров, дефек-
ты шестерен и рабочих колес которых
приводят к возникновению периодиче-
ской амплитудной и частотной модуляций
вибрации.
Также не нашел в вибрационной ди-
агностике широкого применения и анализ
моментных функций более высокого, на-
пример, четвертого порядка, несмотря на
относительную простоту их построения из
комплексных спектров 5*(ю) сигнала x(t).
3.4.3. Вейвлет-анализ
Для исследования стационарной
вибрации с постоянной во времени мощ-
ностью случайных и периодических ком-
понентов чаще всего используются мето-
ды спектрального анализа сигналов. В
качестве базиса для интегрального преоб-
разования Фурье используются гармониче-
ские функции cos(& (00 /) или, в комплекс-
ной форме е'кЫ{}1, а для дискретного пре-
образования на интервале длительностью
Т - произведение гармонической функции
на функцию окна ф(г, Т). Результаты пре-
образования Фурье для стационарного
сигнала в пределах статистической ошиб-
ки совпадают для отрезков сигнала дли-
тельностью Т9 взятых в разное время t.
При исследовании нестационарной
вибрации результаты спектрального ана-
лиза отрезка сигнала должны быть привя-
заны к моменту времени, соответствую-
щему центру этого отрезка (мгновенный
спектр), а сам анализ должен выполняться
многократно с временными интервалами
А/. Таким образом, вместо одного значе-
ния спектральной составляющей появится
последовательность значений (к (о0 ) ,
каждое из которых является результатом
свертки сигнала x(t) с функцией:
(г,Т,Zxo0) = (р(г,T)cos(/гсо0Г + (pjt), (3.69)
МНОГОПАРАМЕТРИЧЕСКИЙ АНАЛИЗ ВИБРАЦИИ
491
где ф(/,г) - функция окна.
Соответственно
00
5/*г(Л<о0) = (/-т)б/т . (3.70)
— 00
Последовательность S*r(£(o0) с раз-
ными значениями t представляет собой
отсчеты сигнала х(г), прошедшего фильтр
с импульсной характеристикой \|/(т). Если
функция \|/(т) быстро спадает с ростом
I т I и стремится к нулю при | т | —>оо? а ее
среднее ф(т) равно нулю, то она называ-
ется вейвлетом. Соответственно и вейв-
лет-анализ есть не что иное, как результат
фильтрации сигнала параллельными пе-
рекрывающими по частоте фильтрами
[137].
Результатом вейвлет-разложения
сигнала x(t) является двумерная функция,
зависящая от конкретных значений вре-
мени b и масштаба а, которые несут ин-
формацию о частоте, т.е.
где <и*(т) “ комплексно сопряженная
функция \|/(т); ~ нормирующий
коэффициент.
Обратная операция восстановления
сигнала имеет вид
(3.72)
где нормирующий коэффициент равен
_ 7 М®)|.
Cv- 1 Н Jc°
\|/(со) - частотное представление вейвлета.
Функций \|/(т), которые могут быть
использованы в качестве вейвлета путем
масштабирования и размножения по вре-
менной оси, т.е. из которых может быть
Г t—ъ"\
получено множество уЬа\------- , доста-
\ а )
точно много. Вейвлет вида (3.71) весьма
сложен, и на практике принято использо-
вать более простые вейвлеты, например
МНАТ-вейвлет (мексиканская шляпа),
или вейвлет Марле, временное и частот-
ное представления которых показаны на
рис. 3.40.
Для анализа вибрации чаще исполь-
зуется комплексный вейвлет Марле, у
которого вещественная и мнимая части
являются модулированными гауссианой
гармоническими сигналами. Результаты
вейвлет-разложения Марле вещественно-
го сигнала также являются комплексны-
ми, а их модули представляют собой оги-
бающую сигналов на выходе перекрываю-
щихся по частоте полосовых фильтров.
Масштабирование вейвлетов (про-
порциональное увеличение длительности
\|/(т) с одновременным обратно пропор-
циональным уменьшением частоты
фильтра) является основным отличием
вейвлет-преобразования от многократно
повторяемого преобразования Фурье и
приводит к тому, что сигнал фильтруется
набором фильтров с постоянной относи-
тельной полосой пропускания. Так, на-
пример, для анализа речевого сигнала
может использоваться масштабирование,
обеспечивающее 1/12-октавный анализ
сигнала.
Преобразования (3.71) и (3.72) явля-
ются непрерывными вейвлет-преобразова-
ниями, в которых вейвлет-функция
(t-b\
\|/ --- не ограничена во времени, при-
\ а )
чем коэффициенты b и а могут быть лю-
быми. По аналогии могут быть построены
и дискретные вейвлет-функции, ограни-
ченные во времени интервалами Та и
имеющие целые значения коэффициентов
b и а. Интервал Та определяется длитель-
492
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.40. Временное и частотное
представления МНАТ-вейвлета (а) и вейвлета Марле (б)
Рис. 3.41. Формы огибающих третьоктавных составляющих (вейвлет-спектры)
вибрации машины в режиме разгона
МНОГОПАРАМЕТРИЧЕСКИИ АНАЛИЗ ВИБРАЦИИ
493
Рис. 3.42. Импульсные характеристики (а), их конечное дискретное представление (6) и
АЧХ (в) пары ненормированных фильтров symlet для вейвлет-разложения сигналов
ностью импульсной характеристики FIR-
фильтра, взятого за базовый вейвлет. В
качестве примера вейвлет-разложение
сигнала третьоктавным вейвлетом, форма
фильтра которого удовлетворяет сущест-
вующим стандартам, приведено на рис.
3.41. Поскольку вейвлет является ком-
плексным, на рисунке приведены модули
вейвлет-разложения, т.е. огибающие сиг-
налов на выходе третьоктавных фильтров.
Подобный анализ вибрации, резуль-
тат которого называется вейвлет-спект-
рами, в режимах разгона и выбега маши-
ны позволяет выявить ее наиболее опас-
ные резонансы, которые на рисунке про-
являются в виде ’’вершин”.
В практических задачах анализа сиг-
налов наибольшее распространение полу-
чили ортогональные вейвлеты, для кото-
рых интеграл от произведения двух ’’раз-
множенных” вейвлетов равен нулю не
только при разных масштабах а (частотах),
но и при разных сдвигах во времени Ь:
(waibt ) = (3-73)
Если ортогональный вейвлет облада-
ет еще одним свойством, а именно вейв-
лет после масштабирования можно пред-
ставить суммой вейвлетов до масштаби-
494
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.43. Сигнал вибрации x(t) и его вейвлет-разложение
рования, то можно использовать очень
простой алгоритм вейвлет-разложения
сигналов, называемый алгоритмом Малла.
Он заключается в многократно повторяе-
мой фильтрации сигнала парой фильтров,
один из которых является фильтром вы-
соких, а другой - фильтром низких час-
тот. Импульсные характеристики этих
фильтров ортогональны как при измене-
нии масштаба (частоты) в 1! раза, так и
при сдвиге во времени на 2* отсчетов. На
каждом этапе сначала отфильтровываются
высокочастотные компоненты, которые
сохраняются в виде ’’этажа” соответст-
МНОГОПАРАМЕТРИЧЕСКИЙ АНАЛИЗ ВИБРАЦИИ
495
вующих вейвлет-коэффициентов разло-
жения, совпадающих с дискретной фор-
мой высокочастотных составляющих сиг-
нала. Затем отфильтровываются низко-
частотные компоненты сигнала и проре-
живаются в два раза. Прореженный сиг-
нал готов для повторной фильтрации вы-
сокочастотным фильтром, затем низко-
частотным и т.д. Высокочастотная от-
фильтрованная часть сигнала на каждом
этапе сохраняется в виде этажа вейвлет-
коэффициентов Wj, а на последнем этапе
(этаже) сохраняется и низкочастотная
часть сигнала, т.е. его "основание" ЙРО.
На рис. 3.42 приведен пример им-
пульсных и амплитудно-частотных харак-
теристик пары вейвлет-фильтров для час-
то используемого при анализе вибрации
вейвлета типа symlet шестого порядка.
Амплитудно-частотные характеристики
ФВЧ и ФНЧ пересекаются на уровне 0,5
по мощности, а их импульсные характе-
ристики в общем случае не являются
симметричными. Следует также отметить,
что при вейвлет-разложении сигналов в
два раза прореживается не только низко-
частотный, но и высокочастотный компо-
нент сигнала.
При разложении сигнала запоминае-
мые компоненты, начиная со второго и
кончая предпоследним, являются резуль-
татом октавной фильтрации сигнала. Кру-
тизна АЧХ октавных фильтров растет с
повышением порядка как ФНЧ, так и
ФВЧ. Увеличение порядка вейвлет-
фильтров, необходимое для разделения по
частоте составляющих вибрации разной
природы, всегда связано с удлинением их
импульсных характеристик, т.е. с ростом
объема вычислений. На практике прихо-
дится использовать не простейшие пря-
моугольные импульсные характеристики
Хаара, а характеристики весьма сложных
фильтров 6... 10 порядка.
На рис. 3.43 показаны форма исход-
ного сигнала и результаты его вейвлет-
разложения на девять этажей (частотных
диапазонов). Верхний (второй) этаж пред-
ставляет собой набор самых высокочас-
тотных вейвлет-коэффициентов (И7] -
компонент сигнала), которые не могут
считаться результатом октавной фильтра-
ции вибрации, так как высокочастотная
часть АЧХ такого фильтра определяется
АЧХ антиалайзингового фильтра. Сле-
дующие семь этажей вейвлет-коэф-
фициентов являются результатом октав-
ной фильтрации сигнала, а последний
этаж (Wq - компонент) - результатом
цифровой низкочастотной фильтрации.
На вейвлет-разложение сигнала, со-
держащего N дискретных значений, тре-
буется IN операций, где I - длина фильтра.
Восстановление сигнала включает в себя
последовательную (снизу вверх) фильтра-
цию результатов его вейвлет-разложения
с помощью транспонированных фильтров,
причем перед фильтрацией к каждому
вейвлет-коэффициенту добавляются ну-
левые значения. Для восстановления сиг-
нала также необходимо выполнить IN
операций.
Очевидной областью применения
вейвлет-анализа в вибрационной диагно-
стике является анализ формы непериоди-
чечких импульсных составляющих вибра-
ции, "замаскированных" сильными широ-
кополосными составляющими вибрации, а
также периодическими составляющими в
разных частотных областях. Для решения
подобных задач в вейвлет-разложении
сохраняют только те этажи, коэффициен-
ты разложения в которых растут в момент
появления импульсного компонента сиг-
нала. Дополнительно обнуляются те ком-
поненты, которые оказываются ниже за-
данных пороговых значений, после чего
выполняется операция восстановления
сигнала. Естественно, что для решения
подобных задач используются вейвлет-
фильтры высокого порядка, в которых
крутизна спада частотных характеристик
496
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.44. Шумовой сигнал x(t), содержащий две группы импульсных
компонентов на разных частотах, его вейвлет-разложение И/ и импульсный сигнал хв(0,
восстановленный по частично обнуленным вейвлет-коэффициентам
достаточна для разделения импульсных
сигналов в разных частотных областях.
Пример выделения импульсных сигналов
на фоне шумовых компонентов показан
на рис. 3.44.
Естественно, что при таком анализе
сигнала вибрации теряется одно из глав-
ных преимуществ методов диагностики,
основанных на анализе формы сигнала
вибрации, а именно высокая скорость
принятия решений. Видимо эта причина
сдерживает применение вейвлет-анализа в
вибрационной диагностике машин и обо-
рудования.
В то же время имеется положитель-
ный опыт применения вейвлет-анализа
АНАЛИЗ ОТНОСИТЕЛЬНОЙ ВИБРАЦИИ
497
х, м/с2 х, м/с2
Рис. 3.45. Форма сигнала вибрации с импульсными компонентами (а), ее
спектр (б) и спектр огибающей (в), форма восстановленных импульсных компонентов (г) и
остатков (д)9 а также спектр огибающей восстановленных остатков (е)
для решения задач анализа слабых ста-
ционарных составляющих вибрации на
фоне сильных компонентов ударного про-
исхождения. Для этого после вейвлет-
разложения сигнала вибрации восстанав-
ливаются не его импульсные компоненты,
а остатки вейвлет-разложения после уда-
ления импульсных компонентов. После
восстановления сигнала применяются
методы его спектрального анализа, кото-
рые позволяют выделить слабые периоди-
ческие составляющие, а также исследо-
вать различные модуляционные процессы
[10, 178].
На рис. 3.45 приведены форма и
спектр сигнала вибрации, а также спектр
ее огибающей при наличии импульсных
помех и после их отделения с использова-
нием вейвлет-анализа, позволяющий оп-
ределить частоты и глубины амплитудной
модуляции случайных компонентов.
Подобный анализ остатков сигнала
после отделения импульсных составляю-
щих дает возможность диагностировать
вращающиеся узлы в машинах с ударны-
ми взаимодействиями, например подшип-
ники коленчатого вала в двигателях внут-
реннего сгорания.
3.5. АНАЛИЗ ОТНОСИТЕЛЬНОЙ
ВИБРАЦИИ
3.5.1. Особенности относительной
вибрации
Существует множество способов из-
мерения вибраций. Правильный выбор
датчика имеет решающее значение не
только для надежного контроля машинно-
498
Глава 3. АНАЛИЗ ВИБРАЦИИ
го оборудования, но и для обеспечения
возможности диагностирования.
Важно понимать, какая часть маши-
ны, при ухудшении ее состояния, вызовет
большее изменение в вибрации - вал или
корпус.
Что касается выявления динамики
отклика вала на развитие неисправности,
то корпусные измерения, сделанные с
помощью датчика сейсмического типа
(скорости или ускорения), могут быть
чрезвычайно неточными с этой точки зре-
ния. Их следует рассматривать как способ
косвенного определения неисправности,
связанной с валом.
Напротив, бесконтактные датчики
смещения могут осуществлять непосред-
ственное измерение относительного виб-
роперемещения ротора в подшипнике,
поскольку позволяют определить мгно-
венное расстояние между поверхностью
вала и головкой датчика, которая на нее
’’смотрит". (Для машин, имеющих боль-
шую виброактивность крышки подшип-
ника, могут быть использованы оба дат-
чика: датчик относительных колебаний и
корпусной датчик, - в результате чего
измеряется абсолютное движение ротора.)
Наиболее полное представление о воз-
можностях такого рода измерений и ана-
лиза этих данных можно получить из
[156].
Наиболее широко для измерения от-
носительных виброперемещений исполь-
зуются вихретоковые датчики и так назы-
ваемые проксиметры - устройства, кото-
рые представляют собой осциллятор/де-
модулятор, обеспечивающий функциони-
рование бесконтактных вихретоковых
датчиков. Они позволяют формировать
следующие параметры измеряемых сиг-
налов:
• постоянную составляющую сигна-
ла, пропорциональную среднему положе-
нию вала относительно точки крепления
датчика;
• переменную составляющую сигна-
ла (в данном случае его отрицательный
компонент), соответствующую колебани-
ям вала относительно точки крепления
датчика.
Для реализации мониторинга машин
в минимальном объеме на каждом под-
шипнике должны быть установлены по
два датчика ортогонально друг другу. Это
обеспечивает получение постоянных и
переменных компонентов сигналов, необ-
ходимых для непрерывного контроля в
режиме on-line и диагностики. Диагности-
ческая информация существенно обога-
щается, если при этом используется опор-
ный сигнал с датчика оборотов, реали-
зующего один отсчет за оборот вала.
Кстати, в качестве датчика оборотов мож-
но использовать такой же датчик относи-
тельных виброперемещений. В совокуп-
ности эти датчики обеспечивают получе-
ние измерительной информации, необхо-
димой для мониторинга существенных
свойств роторных машин, а именно - ор-
биту движения, усредненную позицию
вала на данном оборотном и нагрузочном
режиме и направление прецессии относи-
тельно направления его вращения.
3.5.2. Среднее положение вала
в зазоре подшипника
Среднее положение вала - это усред-
ненное значение положения вала, изме-
ренное относительно неподвижного эле-
мента машины, на котором установлен
датчик, в направлении оси датчика. Флук-
туации напряжения (т.е. его переменная
составляющая), генерируемые датчиком
относительных виброперемещений, про-
порциональны изменению расстояния,
вызванного колебаниями ротора в процес-
се функционирования машины, и исполь-
зуются для построения орбит. Постоянная
же составляющая этого напряжения, соот-
ветствующая усредненному зазору между
валом и датчиком, используется для оцен-
ки среднего положения центральной ли-
нии вала. Изменяющиеся значения посто-
янных составляющих напряжений от двух
взаимно-перпендикулярно установленных
АНАЛИЗ ОТНОСИТЕЛЬНОЙ ВИБРАЦИИ
499
Рис. 3.46. Усредненное значение положения
осевой линии вала в пределах величины
зазора подшипника при использовании двух
взаимно-перпендикулярно установленных
вибродатчиков (числа рядом с точками гра-
фика соответствуют числу оборотов
вала в минуту (вращение по часовой
стрелке, в направлении от датчика Y к
датчику X) во время сбора данных)
датчиков (например, при увеличении ско-
рости вращения ротора от момента запус-
ка) определяют усредненное движение
вала в пределах зазора в подшипнике
(рис. 3.46).
Для получения точного положения
осевой линии вала в зазоре подшипника
необходимо соотнести изменения напря-
жения с опорным напряжением, соответ-
ствующим зазору при нулевой скорости
вращения вала. Для горизонтальных ма-
шин предполагается, что ротор в покое
находится на дне ложа подшипника; та-
ким образом, все отклонения напряжения,
соответствующие изменению зазора, ка-
либруются по этому исходному стартово-
му положению.
Путем анализа среднего положения
вала внутри зазора в подшипнике можно
получить информацию о величине несо-
осности, об общем состоянии подшипни-
ка, о толщине масляной пленки, о ради-
альной нагрузке и пр. Для упорных под-
шипников измеряемые напряжения зазо-
ров дают прямую информацию об их со-
стоянии.
Важно отметить, что эта ценная и
прозрачная диагностическая информация
может быть получена только с датчиков
относительных перемещений. Практикуе-
мое иногда двойное интегрирование сиг-
нала акселерометра позволяет получить
только переменную составляющую сигна-
ла виброперемещения!
3.5.3. График орбиты
Орбита образуется из двух времен-
ных сигналов X и Y путем избавления от
временной координаты и построения за-
висимости амплитудных компонентов X
от У в декартовых (или в полярных) коор-
динатах. В порядке иллюстрации рас-
смотрим пару временных процессов Х9 Y
синусоидальной формы, сдвинутых друг
относительно друга на 90°, амплитуды
которых отличаются в два раза. Эти два
сигнала можно увидеть на рис. 3.47 в виде
зависимости амплитуды от времени (фор-
мы волны). Аналогичные результаты мо-
гут быть получены путем использования
пары вибросигналов, фильтрованных (или
нет) на частоте первой гармоники оборот-
ной частоты ротора (в зарубежной лите-
ратуре, а теперь и в нашей, она обознача-
ется как первая синхронная кратность L¥).
Рис. 3.47. Справа изображены временные
процессы за один оборот вала, слева -
соответствующая им орбита (отметка
датчика оборотов обозначена на графиках
жирной точкой)
500
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.48. Пример, касающийся машины с
возбуждением на субгармонической компо-
ненте с частотой, равной половине частоты
вращения, из-за наличия люфта в посадке
подшипника. Следует отметить наличие
двух точек от сигнала кифазора
Кстати, из этого примера хорошо
видно, что максимальная вибрация (в на-
правлении главной оси эллипса) больше
размаха измеренной вибрации, и это надо
учитывать при диагностическом анализе.
Представления сигналов во вре-
менной или орбитальной форме могут
быть легко получены на двухканальном
осциллографе. При этом важно отметить,
что осциллограф должен иметь третий,
Дефектное состояние
Рис. 3.49. Орбиты и соответствующие им
спектры для двух состояний подшипника -
нормального и дефектного
триггерный канал, для ввода сигнала с
датчика оборотов. При подаче двух сиг-
налов на экран двухканального осцилло-
графа величину вибраций можно опреде-
лять как по временной форме представле-
ния сигналов (синусоидальной форме
волны), так и по орбите. Один из вариан-
тов представления информации об угло-
вом положении вала, заключается в обо-
значении на графике яркой, жирной точки
в момент сигнала с датчика оборотов по-
сле небольшого разрыва изображаемой
кривой. Направление от разрыва к этой
точке характеризует направление прецес-
сии и является важной диагностической
информацией в сопоставлении с направ-
лением вращения вала. (Понятно, что вал
может покачиваться по орбите относи-
тельно среднего положения не только в
направлении своего вращения, но и в про-
тивоположном, и уже это свидетельствует
о значительных проблемах с техническим
состоянием узла.) Таким образом, жирная
точка сигнала датчика оборотов изобра-
жает на орбите (или форме волны) поло-
жение осевой линии вала при его движе-
нии в момент прохождения отметки мимо
датчика оборотов.
Эта технология позволяет получать
не только размах колебаний, но и очень
важную фазовую информацию, обычно
очень полезную при диагностике машин.
И даже частотную информацию без при-
менения спектрального анализа: если на
графике орбиты (или, например, на пе-
риоде временного сигнала) мы видим две
отметки оборотов (рис. 3.48), которые не
сдвигаются, значит в спектре превалирует
половинная субгармоника оборотной час-
тоты. Если они медленно меняют свое
положение вдоль орбиты, значит частота
чуть больше (при смещении в сторону
направления вращения) или чуть меньше
(при смещении против направления вра-
щения) половинной субгармоники обо-
ротной частоты.
Более подробно использование этих
параметров в вибромониторинге и диаг-
ностике будет описано в гл. 15, здесь же
500
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.48. Пример, касающийся машины с
возбуждением на субгармонической компо-
ненте с частотой, равной половине частоты
вращения, из-за наличия люфта в посадке
подшипника. Следует отметить наличие
двух точек от сигнала кифазора
Кстати, из этого примера хорошо
видно, что максимальная вибрация (в на-
правлении главной оси эллипса) больше
размаха измеренной вибрации, и это надо
учитывать при диагностическом анализе.
Представления сигналов во вре-
менной или орбитальной форме могут
быть легко получены на двухканальном
осциллографе. При этом важно отметить,
что осциллограф должен иметь третий,
Дефектное состояние
Рис. 3.49. Орбиты и соответствующие им
спектры для двух состояний подшипника -
нормального и дефектного
триггерный канал, для ввода сигнала с
датчика оборотов. При подаче двух сиг-
налов на экран двухканального осцилло-
графа величину вибраций можно опреде-
лять как по временной форме представле-
ния сигналов (синусоидальной форме
волны), так и по орбите. Один из вариан-
тов представления информации об угло-
вом положении вала, заключается в обо-
значении на графике яркой, жирной точки
в момент сигнала с датчика оборотов по-
сле небольшого разрыва изображаемой
кривой. Направление от разрыва к этой
точке характеризует направление прецес-
сии и является важной диагностической
информацией в сопоставлении с направ-
лением вращения вала. (Понятно, что вал
может покачиваться по орбите относи-
тельно среднего положения не только в
направлении своего вращения, но и в про-
тивоположном, и уже это свидетельствует
о значительных проблемах с техническим
состоянием узла.) Таким образом, жирная
точка сигнала датчика оборотов изобра-
жает на орбите (или форме волны) поло-
жение осевой линии вала при его движе-
нии в момент прохождения отметки мимо
датчика оборотов.
Эта технология позволяет получать
не только размах колебаний, но и очень
важную фазовую информацию, обычно
очень полезную при диагностике машин.
И даже частотную информацию без при-
менения спектрального анализа: если на
графике орбиты (или, например, на пе-
риоде временного сигнала) мы видим две
отметки оборотов (рис. 3.48), которые не
сдвигаются, значит в спектре превалирует
половинная субгармоника оборотной час-
тоты. Если они медленно меняют свое
положение вдоль орбиты, значит частота
чуть больше (при смещении в сторону
направления вращения) или чуть меньше
(при смещении против направления вра-
щения) половинной субгармоники обо-
ротной частоты.
Более подробно использование этих
параметров в вибромониторинге и диаг-
ностике будет описано в гл. 15, здесь же
АНАЛИЗ ОТНОСИТЕЛЬНОЙ ВИБРАЦИИ
501
нельзя не отметить, что, в ряде случаев,
только рассмотрение графиков орбиты и
среднего положения осевой линии вала
помогает проследить за динамикой разви-
тия дефектов и более точно их идентифи-
цировать раньше, чем наступит разруше-
ние. Например, на рис. 3.49 приводятся
орбиты, нарисованные в условном зазоре
подшипника, и соответствующие спектры
для двух состояний - нормального и де-
фектного, с поперечной нагрузкой из-за
несоосности.
Видно, что информация, заключен-
ная в спектральных характеристиках и в
формах орбит, недостаточна для диагно-
стики. Большое значение в данном при-
мере имеет среднее положение центра
вала.
Таким образом, контроль орбиты и
положения осевой линии вала в подшип-
нике обеспечивает получение важной и
полезной информации о быстром измене-
нии состояния машины.
3.5.4. Векторы вибрации
Отфильтрованный сигнал первой
(или любой другой) гармоники вибрации
с отметкой фазы оборота (или при нали-
чии синхронно записанного сигнала с
датчика оборотов) дает нам амплитуду,
иначе говоря, длину вектора вибрации, и
фазу, иначе говоря, угол вектора вибра-
ции. Фазу, назовем ее абсолютной, в от-
личие от относительного фазового сдвига
между двумя одновременно записанными
сигналами вибрации, можно условиться
измерять от жирной точки (или пика сиг-
нала датчика оборотов) до ближайшего
максимума сигнала вибрации.
Есть два наглядных представления
этой информации: АФЧХ (или диаграмма
Боде) и график в полярных координатах
(рис. 3.50). Конечно, надо помнить, что
хотя изображение вектора вибрации не-
подвижно, на самом деле вектор вращает-
ся с частотой вращения (или ее кратно-
стью) и мы рассматриваем его, для удоб-
Рис. 3.50. Пример представления в
полярных координатах отфильтрованной
вибрации на частоте вращения в
виде вектора
ства, относительно вращающейся системы
координат.
Годограф конца этого вектора, по-
строенный в полярных координатах, на-
пример, при изменении скорости враще-
ния, наряду с диаграммой Боде, очень
наглядно демонстрирует параметры резо-
нансных режимов, дает необходимую для
балансировки информацию и т.п. Так, на
рис. 3.51 можно видеть скоростной ре-
жим, на котором наступает резонанс и,
соответственно, длина вектора достигает
максимума, можно увидеть направление
на тяжелую точку, проведя касательную к
графику при минимальных оборотах и т.п.
При использовании датчиков отно-
сительной вибрации надо учитывать не-
избежную погрешность измерения, воз-
никающую из-за того, что наряду с полез-
ным сигналом, пропорциональным зазору
между головкой датчика и вибрирующей
деталью, он измеряет помехи механиче-
ского и электромагнитного происхожде-
ния. Это, например, неровности и шеро-
ховатости шейки вала, а также ее магнит-
ная неоднородность по углу поворота.
Чтобы компенсировать эту помеху, вал
прокручивают на минимально возможных
оборотах (поскольку на них - минималь-
ное динамическое взаимодействие дета-
502
Глава 3. АНАЛИЗ ВИБРАЦИИ
Амплитуда и фаза
отклика на резонансе
Угловое положение К
неуровновешенной массы \
Л
90°
2430
80
270
180
Х2685,
2810:
90°
615
28
2250
2445
2475
505
370
310
• 238
. 2400
2415
I
.2205
. 2145*
2070
‘ 4845
Г"56
48QF
0
Рис. 3.51. График вектора вибрации
на частоте вращения при изменении
оборотов в полярных координатах
90
180
АНАЛИЗ ОТНОСИТЕЛЬНОЙ ВИБРАЦИИ
503
130 tilt i.i i Li i i lLi i t ,L„I 1,1 л lljLltllllll
4 -----------------------------------------г
об/мин
Рис. 3.53. Некомпенсированная и компенсированная диаграммы Боде
вектора вибрации на частоте вращения при изменении оборотов
лей, что означает практическое отсутствие
источников вибрации), регистрируют со-
ответствующий сигнал и затем, вычитая
его (с учетом фазы) из измеряемого при
работе машины сигнала, получают очи-
щенную от помехи, или компенсирован-
ную, вибрацию. Так, из рис. 3.52 можно
увидеть, что при минимальных оборотах
есть вполне значимый вектор помехи, и
только после его компенсации мы получа-
ем достоверную картину, представленную
на предыдущем рисунке, и можем делать
правильные выводы.
Аналогично помеха проявляется и
компенсируется на диаграммах Боде
(рис. 3.53), только в амплитудной и фазо-
вой характеристике по отдельности.
Здесь еще нагляднее возможное влияние
компенсации на резонансную амплитуду
(и, в меньшей степени, на частоту) вибра-
ции, да и вообще на зависимости в целом.
Отличить на нижней картинке гра-
фик, избавленный от помех, очень просто,
обратив внимание на область малых обо-
ротов, где значения перемещения замет-
ным образом отличаются от нуля.
504
Глава 3. АНАЛИЗ ВИБРАЦИИ
Рис. 3.54. Область допустимых значений
вектора вибрации на частоте вращения
машины, ограниченная сектором
(измерения, не попавшие в эту область,
сделаны через несколько месяцев)
Заметим, что наличие нескольких ре-
зонансов в рабочем диапазоне частот
вращения усложняет и полярную диа-
грамму, и диаграмму Боде, но описанные
закономерности остаются в силе.
Важной характеристикой при диаг-
ностике состояния валов является область
допустимых значений вектора вибрации
(рис. 3.54).
Использование такой диаграммы по-
зволяет увидеть момент, например, когда
вибрация, не меняясь практически по ам-
плитуде, тем не менее выходит из области
допустимых значений (за счет резкого
изменения фазы), и это может свидетель-
ствовать о значительных проблемах с со-
стоянием машины, в частности о развитии
трещины. Определяются такие области, в
основном, на основе статистических дан-
ных.
Концентрическая область допусти-
мых значений в центре диаграммы отно-
сится к режимам малого хода (прокрутки
на малых оборотах). С ее помощью можно
оценивать как некомпенсированые поме-
хи, так и возможный прогиб вала, воз-
никший по тем или иным причинам в
процессе работы.
3.5.5. Анализ полных спектров
Эта характеристика была предложена
для расширения возможностей спектраль-
ного анализа относительной вибрации
вала за счет рассмотрения не только ам-
плитуд частотных компонентов, но и вы-
явления направления прецессии на каж-
дом таком компоненте [164, 184, 185].
Полный спектр является в частотной об-
ласти, по отношению к обычному спек-
тру, тем же, чем во временной области
является орбита по отношению к вре-
менной реализации процесса. И для его
получения также необходимо иметь дан-
ные относительных виброперемещений,
полученные синхронно с двух ортого-
нально установленных датчиков.
Рассмотрим сначала на простом
примере двух гармонических сигналов
одной частоты, как строится полный
спектр (рис. 3.55) [177]).
Физический смысл этой характери-
стики заключается в разложении вектора
вибрации на два, вращающихся в проти-
воположные стороны вектора для нагляд-
ной интерпретации прямой и обратной
прецессий вибрирующего вала. На рис.
3.55, а видно, что точка на орбите являет-
ся годографом суммарного вектора, а ам-
плитуды (пиковые значения) А и Б в сум-
ме дают половину длины большой полу-
оси эллипса орбиты, и, соответственно, их
полусумма - это длина малой его оси.
На графике полного спектра (рис.
3.55, б) область отрицательных частот
представляют векторы, вращающиеся в
сторону, противоположную вращению
вала, а по оси ординат отложен размах
(Ар.р) компонентов вектора вибрации. Для
интерпретации этой картинки обратимся
сначала к более привычному представле-
нию орбиты. По графику орбиты видно,
что прецессия в данном случае прямая,
так как совпадают направление вращения
вала и направление вибрации (направле-
ние движения центра вала по орбите, оп-
ределяемое направлением "пробел - жир-
АНАЛИЗ ОТНОСИТЕЛЬНОЙ ВИБРАЦИИ
505
Рис. 3.55. Графики орбиты и полного спектра относительного
виброперемещения на частоте вращения
ная точка" на графике). В полном спектре
это соответствует большему значению
прямой вибрации, которое и определяет
направление прецессии. Вытянутость эл-
липса орбиты определяется соотношени-
ем компонентов полного спектра: при
круговой орбите один из компонентов
обращается в нуль, при вырождении эл-
липса в прямую линию - компоненты
равны. Таким образом, по графику полно-
го спектра мы можем судить о направле-
нии прецессии и вытянутости орбиты на
данной частоте, а с точки зрения диагно-
стики подшипников скольжения это две
основополагающие характеристики. Ко-
нечно, преимущества этого представления
информации особенно заметны при на-
сыщенном компонентами спектре, когда
один график заменяет несколько орби-
тальных представлений.
Глава 4
МЕТОДЫ ДИАГНОСТИКИ ЗАРОЖДАЮЩИХСЯ И
РАЗВИТЫХ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
4.1. ВЛИЯНИЕ ДЕГРАДАЦИОННЫХ
ПРОЦЕССОВ В УЗЛАХ
МАШИННОГО ОБОРУДОВАНИЯ
НА ИЗМЕНЕНИЕ СТРУКТУРЫ
ВИБРОСИГНАЛОВ
Виброакустическая диагностика за-
рождающихся дефектов - относительно
новое, но очень важное направление в
диагностике машинного оборудования без
рассоединения его деталей и узлов, по-
скольку обнаружение эксплуатационных
повреждений на ранней стадии их разви-
тия обеспечивает возможность не только
предотвратить внезапные отказы, но и
перейти к эксплуатации и техническому
обслуживанию оборудования по фактиче-
скому состоянию, исключив ненужные
вскрытия механизмов и минимизируя
объем ремонтных работ. Кроме того, ди-
агностика зарождающихся дефектов
обеспечивает получение необходимой
информации для формирования началь-
ных данных в процедуре прогнозирования
остаточного ресурса оборудования.
Специфика виброакустической диаг-
ностики зарождающихся дефектов состо-
ит в том, что составляющие колебатель-
ного процесса узла машинного оборудо-
вания в начальной стадии деградации,
содержащие информацию о возникнове-
нии повреждения, обладают слишком
слабой энергетикой по сравнению с коле-
бательной энергией нормально функцио-
нирующей машины. Большой уровень
помех и сравнительно малые изменения
полезного сигнала определяют сложность
и специфику поиска информативных ди-
агностических признаков, чувствительных
к развивающемуся дефекту и инвариант-
ных к мешающим факторам [27]. В ис-
ключительных случаях, когда датчик не-
посредственно контактирует с диагности-
руемой деталью, увеличение общего
уровня виброакустического сигнала сви-
детельствует о появлении дефекта. Одна-
ко, как правило, существенное увеличение
общего уровня сигнала или отдельных
спектральных компонентов говорит лишь
о грубых изменениях состояния диагно-
стируемого механизма, приводящих к
потере его работоспособности. Локализа-
ция же зарождающегося дефекта, опреде-
ление степени развития развивающейся
неисправности и прогноз на будущее воз-
можны лишь на основе анализа измене-
ний тонкой структуры виброакустическо-
го сигнала и связи их с кинематикой и
динамикой механизма. Появление неис-
правностей в узлах роторных механизмов
и машин циклического действия провоци-
рует изменение структуры виброакусти-
ческих процессов, сопровождающих
функционирование машинного оборудо-
вания, изменение соотношения между его
компонентами, появление новых компо-
нентов.
Применительно к роторным маши-
нам и механизмам, в которых характер
взаимодействия элементов подчинен пе-
риодическому закону, связанному с вра-
щательным движением ротора, генери-
руемый при их работе сигнал имеет
спектр мощности, который может быть
представлен следующей моделью. Она
учитывает низкочастотные гармонические
составляющие, кратные частоте вращения
ротора /к, иногда обозначаемой как
среднечастотные составляющие с часто-
тами, кратными частоте пересопряжения
зубьев колес в зубчатом зацеплении
/Z = Z/K,
ВЛИЯНИЕ ДЕГРАДАЦИОННЫХ ПРОЦЕССОВ В УЗЛАХ
507
где z - число зубьев колес. Аналогичным
образом вычисляются лопаточные часто-
ты fn в турбинах (где z - число лопаток),
электромагнитные частоты возбуждения
f3M в электрических машинах (где z - чис-
ло коллекторных пластин) и т.п. Модель
учитывает также комбинационные часто-
ты, связанные с модуляцией в окрестно-
сти вынужденных частот pfz ± qfr'9 комби-
национные частоты fc± rfz± ufr в окрест-
ности собственной частоты узла fz и
спектр шумового компонента 5Ш(/).
Аналогичная спектральная картина
наблюдается при возбуждении колебаний
в других механизмах с вращающимися
элементами и в узлах, содержащих пару
трения, например, насосах, турбинах,
электрических машинах, поршневых дви-
гателях внутреннего сгорания, подшипни-
ках качения и скольжения и др. При появ-
лении неисправностей меняется характер
взаимодействия элементов кинематиче-
ской пары: могут изменяться соотноше-
ния между основными частотами возбуж-
дения, становятся значимыми дискретные
составляющие, имевшие до появления
дефектов уровень, сравнимый с уровнем
шума, изменяются соотношения между
периодическими и шумовыми компонен-
тами. Значимые изменения конкретных
амплитуд дискретных составляющих
спектров сигналов на частотах возбужде-
ния, характерных только для кинематиче-
ской пары, содержащей дефектный эле-
мент, и служат информативными призна-
ками данного дефекта конкретного эле-
мента конструкции машины. Жесткая час-
тотная (кинематическая) привязка позво-
ляет говорить об информативности при-
знака, так как различные кинематические
пары обладают и различными частотами
возбуждения.
Характер изменения вибрационных
процессов, вызванных изменением со-
стояния контактирующих поверхностей,
имеет ряд общих черт, несмотря на разли-
чие конструкций и назначение кинемати-
ческих узлов. Это позволяет сформулиро-
вать некоторые правила диагностирова-
ния дефектов контактирующих поверхно-
стей типа абразивного износа, выкраши-
вания и задира, общие для зубчатых ко-
лес, подшипников скольжения и качения,
сопряжения втулка цилиндра - поршень и
других узлов, содержащих пару трения
[31].
Истирание (абразивное изнашива-
ние) контактирующих поверхностей со-
провождается изменением микронеровно-
стей в зоне контакта, нарушением микро-
и макрогеометрии деталей, следствием
чего являются рост шумового компонента
*$ш(/)> увеличение амплитуд гармониче-
ского ряда lfz основной частоты возбуж-
дения кинематического узла, и перерас-
пределением амплитуд между гармоника-
ми этого ряда.
Выкрашивание (локальное изнаши-
вание) контактирующих поверхностей
проявляется в развитии раковин в зоне
контакта, вызывает появление периодиче-
ских всплесков вибросигнала, модули-
рующих основной колебательный про-
цесс. Периодическое попадание раковин в
зону контакта при вращательном или цик-
лическом движении элементов механизма
(зубчатых колес, тел вращения, сепарато-
ра или обоймы подшипников качения и
др.) приводит к появлению в спектре сиг-
нала комбинационных частот pfz ± qflr в
окрестности основных частот возбужде-
ния, вызванных амплитудной модуляци-
ей. Рост числа выбросов при увеличении
их амплитуд, вызванных развитием дан-
ного дефекта, приводит к увеличению
глубины амплитудной модуляции, росту
числа комбинационных частот и перерас-
пределению энергии между ними при не-
изменности амплитуд основных частот
возбуждения. Одновременно наблюдается
явление амплитудно-импульсной модуля-
ции (АИМ) в окрестности собственных
частот вида // ± (rf/ ± uf'r) или // ± rf'r .
508
Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
Спектр анализа развития трещины в
теле детали вращения, приводящее к по-
ломке (зубьев колеса редуктора, сепара-
тора или обоймы подшипника качения),
очень похож по своему проявлению на
спектр сигнала развития выкрашивания,
но скорость развития данного дефекта
значительно выше.
Задир контактирующих поверхно-
стей, являющийся следствием увеличения
коэффициента демпфирования механиче-
ской системы, сопровождается мгновен-
ным разогреванием локальных участков,
"схватыванием" поверхностей в зоне кон-
такта и последующим наволакиванием
металла. Как правило, задир (заедание)
развивается при неправильных условиях
эксплуатации механизмов: нарушении
условий смазки, увеличении нагрузки
сверх допустимых пределов, нарушении
температурного режима, попадании по-
сторонних предметов в зону контакта.
Явление задира приводит к нарушению
периодичности движения деталей меха-
низма, флуктуациям скорости вращения,
появлению выбросов в виброакустиче-
ском сигнале, явлению фазовой (частот-
ной) модуляции на основных частотах
возбуждения. С развитием задира вибро-
акустический сигнал становится сущест-
венно нестационарным из-за нерегуляр-
ности выбросов. В спектре сигнала может
наблюдаться падение амплитуд основных
частот возбуждения pf? при одновре-
менном росте амплитуд комбинационных
частот pfl ± qf'r и (fc ± и// ).
Отклик механической системы на
воздействие кратковременного одиночно-
го импульса, имеющего широкополосный
спектр, можно наблюдать на собственных
частотах системы, но энергия отклика на
каждой из этих частот мала даже при воз-
действии на систему последовательности
импульсов, поэтому данные спектрально-
го анализа колебаний при зарождении и
развитии дефектов типа выкрашивания,
появления трещин и задира не позво-
ляют с достаточной достоверностью оп-
ределить вид дефекта. Спектр мощности,
являясь усредненной энергетической ха-
рактеристикой сигнала, годен лишь для
распознавания предаварийных ситуаций.
Для выявления дефектов на ранней
стадии необходимо привлекать более ин-
формативные вероятностные характери-
стики, такие как форма одномерного за-
кона распределения, коэффициент эксцес-
са в окрестности одной из собственных
частот, число выбросов сигнала в единицу
времени, превышающих некоторое поро-
говое значение, глубина амплитудной и
фазовой модуляции, спектры амплитуд-
ной и частотной огибающих.
Большинство методов диагностиро-
вания зарождающихся дефектов механиз-
мов имеют в своей основе одну и ту же
отправную диагностическую модель: раз-
витие дефекта вызывает в виброакустиче-
ском сигнале рост числа и амплитуды
кратковременных выбросов сигнала типа
ударных импульсов, модулирующих ко-
лебания на вынужденных и собственных
частотах механизма. Задача состоит в том,
чтобы найти оптимальный способ обра-
ботки сигнала для выделения информаци-
онных составляющих о развитии повреж-
дения, который сводит к минимуму влия-
ние помех и позволяет однозначно соот-
нести полученную характеристику сигна-
ла с видом дефекта.
Унификация методов диагностиро-
вания эксплуатационных повреждений на
ранней стадии их развития базируется на
том, что для узлов, содержащих пару тре-
ния, основным деградационным явлени-
ем, приводящим к внезапному отказу,
является развитие локальных дефектов
контактирующих поверхностей типа вы-
крашивания, задира, трещины.
В основе технологии диагностирова-
ния зарождающихся дефектов узлов ма-
шинного оборудования лежит последова-
тельность процедур: сначала - обнаруже-
ние момента разладки машины, т.е. обна-
ружение эксплуатационных повреждений,
а затем их идентификация, локализация
ДЕМОДУЛЯЦИЯ ВЫНУЖДЕННЫХ КОЛЕБАНИЙ УЗЛОВ МЕХАНИЗМА
509
поврежденных узлов и принятие решения
о методах контроля развития деградаци-
онного процесса и дальнейшей эксплуа-
тации объекта диагностирования. К мето-
дам обнаружения зарождающихся дефек-
тов следует, в первую очередь, отнести
анализ значений безразмерных амплитуд-
ных дискриминантов вибросигналов, реа-
гирующих на нестабильность колебатель-
ных процессов в машинах. К перечню
наиболее эффективных методов диагно-
стирования зарождающихся дефектов
следует отнести анализ спектров и индек-
сов амплитудной и частотной модуляции
виброакустических сигналов в зонах вы-
нужденных частот, анализ спектров демо-
дулированных сигналов и безразмерных
амплитудных дискриминантов в зонах
собственных частот узлов механизма в
диапазоне 1 ... 20 кГц и в зоне собствен-
ной частоты измерительной механической
системы (датчика) в диапазоне частот
20... 500 кГц [27, 31, 79, 85, 95, 158, 165,
186].
В следующих разделах будет рас-
смотрено практическое приложение мето-
дов выявления и диагностики зарождаю-
щихся дефектов с использованием, в пер-
вую очередь (в силу сложившихся тради-
ций), анализа спектров амплитудной оги-
бающей вибросигнала в зоне вынужден-
ных частот объекта диагностирования.
Затем будут рассмотрены альтернативные
методы обнаружения зарождающихся
дефектов, позволяющие обнаруживать
эксплуатационные повреждения на более
ранней стадии их развития.
4.2. ДЕМОДУЛЯЦИЯ
ВЫНУЖДЕННЫХ КОЛЕБАНИЙ
УЗЛОВ МЕХАНИЗМА
Путем имитационного моделирова-
ния динамики узла механизма под воздей-
ствием дефектов контактирующих по-
верхностей можно получить соотноше-
ния, связывающие вид модуляции колеба-
ний механизма в окрестности вынужден-
ных частот с видом локального дефекта.
Локальный дефект типа выкрашивания
поверхностей (эрозии, коррозии) модули-
рует амплитуду вынужденных колебаний
с частотой прокатывания дефекта. Ло-
кальный дефект типа задира (заедания,
схватывания) контактирующих поверхно-
стей модулирует частоту вынужденных
колебаний. И то, и другое явление приво-
дит к появлению в спектре сигнала ком-
бинационных частот в окрестности со-
ставляющих гармонического ряда вынуж-
денных колебаний диагностируемого узла
роторного механизма. Однако воздейст-
вие дефекта на вынужденные частоты не
избирательное, оно определяется характе-
ристиками связи кинематических узлов:
чем жестче связь, тем сильнее влияние
дефектов на вынужденные частоты сосед-
них узлов. Поэтому в сигнале вибраций
механизма практически все вынужденные
частоты в той или иной мере оказываются
модулированными.
Глубина модуляции зависит не толь-
ко от жесткости связи узлов, но и от вели-
чины затухания, увеличивающейся с рос-
том частоты колебаний. Таким образом,
спектр комбинационных частот содержит
информацию не только о своем узле, но и
массу лишней информации о состоянии
других узлов. На рис. 4.1 изображен
спектр амплитудной огибающей зубцовой
частоты трехступенчатого редуктора
(f0 = 280 Гц; А/= 1/3 октавы) при большом
времени наработки, содержащий доста-
точно большое число модулирующих час-
тот, относящихся к различным узлам ре-
дуктора.
Для выделения частот, связанных с
дефектами в диагностируемом узле, необ-
ходима двойная фильтрация: до детекти-
рования (для выделения нужной несущей
частоты) и после детектирования (для
выделения частоты прокатывания дефек-
тов). Анализируя изменение спектра ам-
плитудной модуляции вынужденной час-
тоты с наработкой, можно получить ин-
формацию о степени выкрашивания кон-
тактирующих поверхностей, а изменение
же спектра фазовой модуляции говорит о
развитии задира поверхностей.
510 Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
SA(f), мВ
160
120
80
40
0 5 10 15 20 25 30 35 40 45 / Гц
Рис. 4.1. Спектр огибающей вибрации
редуктора в окрестности частоты вынужденных колебаний
Неравномерное изнашивание контак-
тирующих поверхностей по периметру
элемента вращения (зубчатого колеса,
диска турбины, рабочего колеса насоса)
приводит к появлению в спектре огибаю-
щей гармонического ряда частот прока-
тывания дефекта, кратных оборотной час-
тоте дефектной детали. Таким образом,
диагностическим признаком зарождаю-
щихся дефектов контактирующих по-
верхностей может служить «-мерный век-
тор, построенный из составляющих гар-
монического ряда частот вращения де-
фектной детали спектра огибающей в зоне
одной из вынужденных частот дефектного
узла. Вид модуляции (амплитудная или
фазовая) определяет вид дефекта (выкра-
шивание или задир), а основная частота
гармонического ряда спектра огибаю-
щей- частоту вращения дефектной дета-
ли. Таким образом, параметры модули-
рующей функции вынужденных колеба-
ний можно связать с тремя характеристи-
ками состояния механизма:
• рост глубины модуляции говорит о
развитии дефекта контактирующих
поверхностей;
• по виду модуляции определяют вид
дефекта;
• по частотам спектра огибающей
определяют ’’адрес” дефекта, т.е. локали-
зуют неисправный узел.
К недостаткам такого метода отно-
сятся: большая зашумленность спектра
демодулированного вибросигнала компо-
нентами, не имеющими прямого отноше-
ния к развитию локального повреждения
узла механизма, изначальное присутствие
в спектре демодулированного сигнала
механизма типа редуктора, подшипника
качения и других с параметрическим воз-
буждением колебаний составляющих ки-
нематических погрешностей, совпадаю-
щих по частоте с составляющими диагно-
стируемых дефектов, что снижает досто-
верность обнаружения локального повре-
ждения на ранней стадии. В связи с этим
другие методы диагностирования зарож-
дающихся дефектов более предпочти-
тельны. К таким методам относятся резо-
нансные методы.
4.3. АНАЛИЗ УДАРНЫХ
ИМПУЛЬСОВ НА РЕЗОНАНСЕ
ДАТЧИКА
Наибольшее распространение полу-
чил метод ударных импульсов SPM
(Shock Pulse Method), разработанный и
запатентованный фирмой SKF для диаг-
ностирования подшипниковых узлов [85].
Метод основан на том, что вследст-
вие отклонений формы и размеров дета-
лей от идеальных подшипники качения
уже в состоянии поставки работают с ме-
ханическими ударами, интенсивность ко-
торых значительно возрастает при повре-
ждениях. В точке удара тела качения о
кольцо подшипника возникают ударные,
АНАЛИЗ УДАРНЫХ ИМПУЛЬСОВ НА РЕЗОНАНСЕ ДАТЧИКА
511
быстро затухающие в теле обоймы под-
шипника волны сжатия. Для оценки со-
стояния подшипникового узла использу-
ют специально разработанный датчик,
устанавливаемый непосредственно на
корпусе подшипника. Специфика метода
заключается в том, что измерение числа
ударных импульсов в единицу времени
производится на резонансной частоте дат-
чика в начальной фазе удара. Резонансная
частота акселерометра (~32 кГц) выбира-
ется такой, чтобы она отличалась от час-
тот возможных резонансов механической
системы.
Сигнал с пьезодатчика подается на
детектор повреждений, снабженный регу-
лируемым пороговым устройством и ло-
гикой времени, исключающим ложный
сигнал при случайных внешних ударах. С
детекторов повреждений сигналы пода-
ются на центральный пульт, оснащенный
системой сигнализации.
По данным фирмы SKF система ди-
агностирования, построенная на принципе
измерения числа ударных импульсов на
резонансной частоте акселерометра, заре-
комендовала себя как система с достаточно
большой помехоустойчивостью (благодаря
установке датчика непосредственно на
корпусе диагностируемого подшипника) и
высокой динамической чувствитель-
ностью (из-за работы на резонансе датчи-
ка). Эта система не лишена недостатков,
главный из которых состоит в том, что
повреждения различных деталей подшип-
ника и различных кинематических звень-
ев редуктора вызывают появление одно-
типных импульсов в вибросигнале, разли-
чить которые можно только по величине
амплитуды, что затрудняет идентифика-
цию поврежденного звена.
Метод диагностирования зарож-
дающихся дефектов, предложенный авиа-
компанией США ’’Боинг” [165], в какой-то
мере свободен от указанного недостатка
метода ударных импульсов. Суть предло-
женного метода заключается в том, что
исследуется поведение спектра огибаю-
щей вибросигнала в узкой полосе частот в
окрестности резонансной частоты акселе-
Рис. 4.2. Стандартный спектр
вибросигнала подшипника качения:
а - новый подшипник; б - дефектный
подшипник
рометра и выделяется информация не
только об амплитуде ударных импульсов,
но и о частоте их повторения, т.е. создает-
ся привязка к дефектному узлу механиз-
ма. Фактор динамического усиления на
собственной частоте акселерометра
(—100 кГц) позволяет "отстроиться" от
помех, вызванных работой механизма,
путем смещения резонансной частоты в
зону 30... 100 кГц, достаточно удаленную
от зоны вынужденных и собственных час-
тот механизма. Этот метод используется,
в основном, для раннего обнаружения
эксплуатационных дефектов (типа вы-
крашиваний) подшипников качения и зуб-
чатых механизмов.
Высокая помехоустойчивость резо-
нансных методов диагностирования заро-
ждающихся дефектов достигается благо-
даря тому, что в спектре отклика ампли-
тудного детектора на резонансе датчика
появляются дискретные составляющие
только при возбуждении в механической
системе периодической последовательно-
сти ударных импульсов, вызванных воз-
действием локальных повреждений кон-
тактирующих поверхностей. Таким обра-
зом, в отсутствие дефектов спектр оги-
512
Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
Рис. 4.3. Спектр огибающей вибросигнала на резонансной частоте датчика:
а - новый подшипник; б - дефектный подшипник
бающей представляет собой относительно
ровный пьедестал, на фоне которого четко
видны дискретные составляющие спектра
вибрации поврежденного узла. В качестве
примера на рис. 4.2, а и б приведены
обычные спектры виброускорения нового
и поврежденного подшипников качения;
на рис. 4.3, а и б - спектры амплитудной
огибающей на резонансной частоте дат-
чика для тех же подшипников. При этом
акселерометр может иметь резонансную
частоту в диапазоне 30... 100 кГц [6].
Модификацией резонансного метода,
обеспечивающего исключительно высо-
кое отношение сигнал/помеха и не тре-
бующего дорогостоящих тарировочных
экспериментов, является метод обнару-
жения зарождающихся дефектов по
спектру амплитудной огибающей вибро-
сигнала на резонансной частоте датчика
в зоне, приближенной к 500 кГц. Основ-
ной идеей указанных методов является то,
что динамические явления, вызванные
взаимодействием поврежденных контак-
тирующих поверхностей в процессе
функционирования механизмов, порож-
дают амплитудную модуляцию вибросиг-
нала, которая проявляется на всех часто-
тах, в том числе в области частот, лежа-
щей выше области основного акустиче-
ского излучения.
Используя полосовой фильтр, на-
строенный на резонансную частоту дат-
чика, получают узкополосный случайный
высокочастотный процесс. В случае по-
вреждения, например, подшипника, не-
сущая частота будет модулироваться
ударными импульсами с частотой прохо-
ждения тел качения через ямку выкраши-
вания. Производя детектирование этого
АНАЛИЗ УДАРНЫХ ИМПУЛЬСОВ НА РЕЗОНАНСНОЙ ЧАСТОТЕ
513
сигнала с последующей спектральной об-
работкой, получают спектр огибающей,
который будет иметь составляющие на
частоте повторения повреждения и её
гармониках. Считается, что сравнение
спектров огибающей в высокочастотной
области во время работы обеспечивает
надежное диагностирование повреждений
контактирующих поверхностей. Для по-
лучения высокочастотных сигналов спе-
циально разработан акселерометр, имею-
щий собственную частоту, позволяющую
выбирать несущую частоту фильтра до
500 кГц включительно. К достоинству
метода следует отнести обеспечение дос-
таточно высокого отношения сигнал/шум.
Он позволяет обнаружить возникновение
выкрашивания контактирующих поверх-
ностей зубьев, усталостной трещины в
основании зуба, тел и дорожек качения
подшипниковых узлов, однако перечис-
ленные повреждения контактирующих
поверхностей легко обнаруживаются при
установке датчика непосредственно в тело
диагностируемой детали, что ограничива-
ет возможности метода.
4.4. АНАЛИЗ УДАРНЫХ
ИМПУЛЬСОВ НА РЕЗОНАНСНОЙ
ЧАСТОТЕ УЗЛА МЕХАНИЗМА
Разновидностью резонансного мето-
да, позволяющего использовать стандарт-
ную виброизмерительную и анализирую-
щую аппаратуры для целей раннего обна-
ружения дефектов контактирующих по-
верхностей, является метод [27, 158] ана-
лиза огибающей вибросигнала на резо-
нансных частотах самого механизма.
Метод основан на том, что импульс-
ная последовательность ударных возму-
щений, возникающих при попадании ло-
кального дефекта в зону контакта, вызы-
вает отклик механической системы на
собственных частотах дефектного узла в
виде осциллирующих затухающих коле-
баний типа АИМ, имеющих спектр от-
клика в виде комбинационных частот
(4 ± Ш) в окрестности собственной час-
Рис. 4.4. Спектры вибрации на
резонансной частоте радиальных колебаний
подшипника скольжения при амплитудно-
импульсной модуляции:
1 - при нормальном состоянии; 2 - при
зарождении дефекта; 3 - в предаварийном
состоянии подшипника
тоты узла Ус? где Q - частота импульсов;
к = 1, 2, ... . Огибающая спектра имеет
форму резонансной кривой гармоническо-
го осциллятора. На рис. 4.4 изображены
три спектра АИМ на резонансной частоте
радиальных колебаний подшипника
скольжения при появлении и развитии
дефекта типа схватывания из-за наруше-
ния режима смазки.
Несмотря на то, что спектр отклика
сложной механической системы с п сте-
пенями свободы на короткие импульсы
является широкополосным, наилучшим
образом на такого рода воздействия от-
кликаются собственные частоты именно
близлежащих к источнику возбуждения
узлов механизма. Наибольшая амплитуда
отклика наблюдается на одной из собст-
венных частот дефектного узла. Это явле-
ние можно интерпретировать как резуль-
тат воздействия пульсирующих с часто-
той дефекта бегущих сферических волн от
точечного источника на систему механи-
ческих резонаторов с амплитудой воздей-
ствия, обратно пропорциональной рас-
стоянию от источника [69]. Фактически
же в механических конструкциях в зоне
частот выше 2 кГц, когда длина волны
17 - 701
514
Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
а) б)
Рис. 4.5. Спектры амплитудной огибающей вибраций
трехступенчатого редуктора в зоне собственной частоты зацепления fc = 4 кГц:
а - при нормальном состоянии редуктора; б - при питтинге зубьев
сравнима или много меньше размеров
деталей конструкции механизма, про-
странственное затухание колебаний еще
больше и имеет вид экспоненциальной
зависимости от расстояния до источника,
свойственной диффузному акустическому
полю, образованному совокупностью из-
гибных, продольных, крутильных и сдви-
говых волн, одновременно существующих
в твердых неоднородных средах конст-
рукций машин и механизмов [77].
Таким образом, если известны собст-
венные частоты слабых узлов и частоты
прокатывания дефектов, то процедура
диагностирования складывается из сле-
дующих операций:
• снятия АЧХ механизма одним из
известных способов для определения соб-
ственных частот Ус/ узлов, наиболее под-
верженных изнашиванию и поломкам;
• аналитического определения наи-
более вероятных частот попадания дефек-
тов в зону контакта;
• формирования эталонного «-мер-
ного вектора спектральных отсчетов АЦ
амплитудной огибающей виброакустиче-
ского сигнала в зоне собственной частоты
узла при его нормальном состоянии;
• периодического сравнения текуще-
го вектора с эталонным с помощью одной
из метрик, приведенных в гл. 1.
Выход за пределы допустимых зна-
чений близости векторов, полученных на
этапе обучения, служит аварийным сигна-
лом о развитии локального дефекта.
В случае отсутствия априорной ин-
формации о собственных частотах слабых
узлов предлагается методика их обнару-
жения на этапе обучения с использовани-
ем амплитудной огибающей на выходе
1/3-октавного (1/2- или 1-октавного)
фильтра в зоне частот выше 1,0 кГц, когда
поле акустических волн в конструкции
механизма можно считать диффузным.
Спектр амплитудной огибающей узкопо-
лосного процесса в зоне собственной час-
тоты дефектного узла имеет ярко выра-
женные дискретные составляющие, ха-
рактерные для дефекта, которые отсутст-
вуют при нормальной работе узла. Так,
АНАЛИЗ УДАРНЫХ ИМПУЛЬСОВ НА РЕЗОНАНСНОЙ ЧАСТОТЕ
515
Рис. 4.6. Спектры амплитудной огибающей вибрации
редуктора на резонансной частоте подшипникового узла (Д.п = 1475 Гц):
а - в начальной стадии развития дефекта; б - при большом радиальном зазоре
например, на рис. 4.5 приведены спектры
амплитудной огибающей вибрации трех-
ступенчатого редуктора в зоне собствен-
ной частоты зацепления Ус.з= 4000 Гц при
нормальном состоянии редуктора и при
локальном повреждении зубьев типа пит-
тинга. Для сравнения на рис. 4.6 приведе-
ны аналогичные спектры амплитудной
огибающей вибрации того же редуктора,
но на собственной частоте подшипника
качения (/с.п= 1475 Гц).
Диагностическими признаками воз-
никших повреждений различных узлов
служат значения парциальных коэффици-
ентов модуляции с кратными частотами
прокатывания дефекта поврежденных
узлов (в данном случае - зацепления и
подшипника редуктора). Более стабиль-
ным по отношению к флуктуациям усло-
вий проведения диагностических испыта-
ний, и более информативным признаком
возникшей неисправности является спе-
циально сформированный информатив-
ный параметр - «-мерный вектор парци-
альных коэффициентов модуляции, кото-
рый формируется из амплитуд спектраль-
ных отсчетов кратных гармоник частоты
проявления дефекта в спектре амплитуд-
ной огибающей.
Частотный состав спектра огибаю-
щей вибросигнала дает возможность ло-
кализовать неисправность. Например, при
диагностировании эксплуатационных по-
вреждений подшипников качения воз-
можно появление в спектрах частот, крат-
ных частоте вращения ротора, частоте
вращения сепаратора, частоте вращения тел
качения, и частот мелькания тел качения
по наружному или внутреннему кольцу.
Преимущества резонансных методов
диагностирования зарождающихся дефек-
тов по сравнению с методом анализа
спектра амплитудной огибающей в зоне
одной из частот вынужденных колебаний
достаточно очевидны, так как резонанс-
ный метод является не только более чув-
ствительным к зарождающемуся дефекту,
но и более избирательным к месту его
возникновения (по принадлежности соб-
ственных частот), хотя место установки
датчика может быть и неоптимальным по
условиям применения метода SPM [31].
17*
516
Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
4.5. ИСПОЛЬЗОВАНИЕ ЭФФЕКТОВ
НЕСТАЦИОНАРНОСТИ
ВИБРОАКУСТИЧЕСКИХ
ПРОЦЕССОВ В ДИАГНОСТИКЕ
МАШИННОГО ОБОРУДОВАНИЯ
Большинство методов, применяемых
в настоящее время в акустической диаг-
ностике, хотя бы косвенно основывается
на гипотезе стационарности колебатель-
ных процессов. При этом упускается из
виду нежелательный побочный эффект -
нестационарность процесса, связанная с
возникновением и развитием дефекта,
вносящего возмущение в исходный ’’но-
минальный” колебательный процесс. В то
же время именно это возмущение, нару-
шающее регулярность нормального функ-
ционирования оборудования, несет ос-
новную диагностическую информацию
как о зарождении повреждения, так (в
ряде случаев) и о виде повреждения. Та-
ким образом, наилучшим алгоритмом ди-
агностирования зарождающегося дефекта
был бы алгоритм, базирующийся на изъя-
тии из процесса его основной (по энергии)
стационарной составляющей, и анализ
свойств остатка с целью установления его
связи с изменением параметров техниче-
ского состояния.
Параметры виброакустического сиг-
нала, характеризующие его нестационар-
ность, различаясь по скорости изменения
(быстрые и медленные), содержат в себе
различную информацию об изменении
технического состояния. Быстрые скачко-
образные изменения сигнализируют о
процессе разладки в механизме. Обнару-
жение момента разладки является важным
этапом в постановке диагноза, но, как
правило, принятие решения о появлении
разладки связано с малой глубиной диаг-
ностирования, констатируется лишь сам
факт наличия разладки. Выявление при-
чины разладки, т.е. сама процедура поста-
новки диагноза (так же, как и прогноз на
будущее), осуществляется на основе ана-
лиза медленно меняющихся параметров
сигнала (трендовых характеристик) [96].
Существуют разные способы выяв-
ления нестационарности процесса, на-
пример, путем выбора режима диагности-
рования, акцентирующего нестационар-
ную компоненту, или путем слежения за
составляющими сигнала в зоне собствен-
ных частот деградирующих узлов.
Одним из методов обнаружения раз-
ладки механизма является сравнение те-
кущего мгновенного значения диагности-
ческого признака ик+\ с текущим средним
значением того же признака йк9 усред-
ненным на интервале наблюдения.
Таким способом удается обнаружить
дефекты контактирующих поверхностей
узлов механизмов на ранней стадии их
развития. Ниже приведен пример обнару-
жения разладки функционирования на-
сосного агрегата, вызванной нарушением
режима смазки водяного подшипника
скольжения.
Дефект типа задира контактирующих
поверхностей высоконагруженного под-
шипника скольжения относится к катего-
рии дефектов, вызывающих внезапный
отказ. В этом случае важно вовремя обна-
ружить изменения в сигнале, характери-
зующие данный вид неисправности. Та-
кими изменениями являются выбросы
амплитуды узкополосного процесса в зоне
резонансной частоты подшипникового
узла водяного насоса (рис. 4.7, а), частота
появления и интенсивность которых на-
растает в зависимости от времени нара-
ботки.
На рис. 4.7, б приведен график изме-
нения коэффициента эксцесса Ек, характе-
ризующего степень деградации контакти-
рующих поверхностей. Большой динами-
ческий диапазон изменения эксцесса
(0,65 < Ек < 21) в зоне разрушения и бли-
зость к нулю его значений в зоне нор-
мального функционирования подшипника
говорят о правильности выбора времени
усреднения. Обычно выбор времени ус-
реднения для получения стабильных зна-
чений этого признака в зоне нормального
функционирования и больших отклоне-
ИСПОЛЬЗОВАНИЕ ЭФФЕКТОВ НЕСТАЦИОНАРНОСТИ
517
Рис. 4.7. Нестационарный характер виброакустического сигнала в
процессе разрушения подшипника скольжения водяного насоса на водяной смазке:
а - временная реализация A(t) узкополосного вибропроцесса в окрестности собственной частоты
подшипника; б - текущее значение коэффициента эксцесса Ek(t)
ний его в зоне разладки проводят на осно-
ве данных обучающего эксперимента.
Сравнительные характеристики из-
менения текущего среднего и текущего
мгновенного значений коэффициента экс-
цесса при разрушении подшипника (за
60 с до аварии) приведены на рис. 4.8.
Увеличение коэффициента эксцесса на
30 ... 35 дБ при выходе подшипника из
строя говорит о высокой чувствительно-
сти этого признака. При развитии задира
контактирующих поверхностей призна-
ком неисправности является также вели-
чина нестабильности диагностического
признака u(t) = Ek(t), оцениваемая как
размах его колебаний Aw(Z) = EEk(t).
Рис. 4.8. График изменения текущего среднего йк и текущего мгновенного
значений диагностического признака ик+1 при разрушении подшипника скольжения
(и = Ек, где Ек - коэффициент эксцесса)
518
Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
Рис. 4.9. Временная зависимость коэффициента эксцесса Ек вибрации втулки
цилиндра при развитии задира деталей цилиндропоршневой группы дизеля
Для иллюстрации универсальности
использования безразмерных дискрими-
нантов (см. разд. 4.6) для обнаружения
разладки машин и механизмов различного
типа при зарождении эксплуатационного
повреждения [95] на рис. 4.9 дана картина
изменения коэффициента эксцесса Ек виб-
рации дизельного двигателя в доступной
измерительной точке на рубашке цилинд-
ра в начальной стадии развития задира
пары поршень-втулка цилиндра.
На графике зависимости флуктуаций
коэффициента эксцесса от времени нара-
ботки видно резкое изменение свойств
этого случайного процесса: изменяется
как среднее значение эксцесса так и дис-
персия из-за увеличения флуктуации ам-
плитуд. Эти изменения заметны даже для
широкополосного вибрационного процес-
са; использование же резонансного мето-
да путем предварительной фильтрации
сигнала в окрестности собственной частоты
сопряжения поршень-втулка (-1200 Гц)
многократно увеличивает чувствитель-
ность признаков.
Удобство использования коэффици-
ента эксцесса в качестве диагностическо-
го признака стабильности функциониро-
вания машины состоит в том, что его не
нужно нормировать, так как при нормаль-
ном функционировании распределение
близко к гауссовому и Ек » 0.
4.6. АЛГОРИТМЫ ВИБРОКОНТРОЛЯ
МАШИННОГО ОБОРУДОВАНИЯ,
ЧУВСТВИТЕЛЬНЫЕ К
ЗАРОЖДАЮЩИМСЯ ДЕФЕКТАМ
В соответствии с ныне действующи-
ми международными и российскими
стандартами [52] в основе большинства
алгоритмов обнаружения неисправностей
машин, задействованных в средствах виб-
роконтроля машинного оборудования ро-
торного типа по данным корпусных изме-
рений вибрации, лежат методы, базирую-
щиеся на оценке отклонения амплитуды
вибросигнала от номинального значения,
соответствующего нормальному техниче-
скому состоянию машины. Наибольшее
распространение получил алгоритм виб-
роконтроля по уровню вибрации (средне-
квадратического значения амплитуды виб-
роскорости) в полосе частот 10... 1000 Гц.
Увеличение уровня вибрации в 2,5 раза
(на 8 дБ) по сравнению с граничным зна-
чением для нормального (хорошего) со-
стояния указывает на переход в зону пре-
дельно допустимого (предаварийного)
состояния. Увеличение же амплитуды в
10 раз (на 20 дБ) означает переход в зону
недопустимого (аварийного) состояния,
несовместимого с дальнейшей эксплуата-
цией машины.
Ориентация на данный алгоритм
оценки технического состояния машины
АЛГОРИТМЫ ВИБРОКОНТРОЛЯ МАШИННОГО ОБОРУДОВАНИЯ
519
негласно предполагает учет значительных
изменений виброактивности машин (при-
чем только роторного типа и только в об-
ласти оборотных частот) и принципиаль-
но не позволяет учесть следующие фак-
торы, сопутствующие зарождению и
развитию деградационных процессов в
машинах'.
• увеличение амплитуд колебаний
узлов машинного оборудования, опреде-
ляющих безопасность его функциониро-
вания за пределами указанного диапазона;
• появление выбросов в сигнале, час-
то связанных с развитием локальных, бы-
стро развивающихся повреждений;
• появление модуляции колебаний в
зонах вынужденных или собственных
частот механической системы при зарож-
дении эксплуатационных повреждений.
В той или иной мере эти факторы ха-
рактеризуют проявление в вибросигнале
неисправностей машины на стадии заро-
ждения и в процессе их развития, что
предполагает наступление разладки, по-
явление возмущений, нарушающих регу-
лярность нормального функционирования
и, следовательно, необходимость оценки
изменения не только спектральных харак-
теристик низкочастотных вибрационных
процессов, но и среднечастотных, и высо-
кочастотных процессов, а также их веро-
ятностных свойств. Необходимость учета
упомянутых факторов особенно актуальна
при организации процедур вибромонито-
ринга высокооборотных машин роторного
типа и машин возвратно-поступательного
принципа действия, на которые не рас-
пространяется действие стандартов.
Зарождение и развитие эксплуатаци-
онных повреждений контактирующих
поверхностей узлов машинного оборудо-
вания типа питтинга, задира или сколов
сопровождается нарушением стабильно-
сти рабочих процессов и, соответственно,
изменением свойств вибрационных про-
цессов. Известно также, что нестабиль-
ность вибрационных характеристик под-
шипников качения, скольжения, зубчатых
механизмов и других узлов машинного
оборудования, вызванная появлением
ударных импульсов при попадании ло-
кальных дефектов в зону контакта, осо-
бенно ярко проявляется в области высо-
кочастотных резонансов механической
системы (за пределами диапазона частот
вынужденных колебаний машины). Это
явление хорошо заметно по увеличению
глубины амплитудной модуляции узкопо-
лосной вибрации в резонансной зоне ме-
ханической системы в зависимости от
времени наработки машины.
В авиации [79, 186] и других облас-
тях техники для раннего обнаружения
эксплуатационных повреждений машин
используют следующие безразмерные
вибрационные параметры, обладающие
высокой чувствительностью к быстрым
изменениям параметров технического
состояния: пик-фактор коэффици-
ент эксцесса Ек = (ц4 /о4) - 3 , куртосис
Стюарта Р = Ц4/(р2)2 и другие безразмер-
ные амплитудные дискриминанты, сфор-
мированные из моментных характеристик
различного порядка. Здесь ц2 - централь-
ный момент второго порядка (дисперсия);
с - стандартное отклонение от среднего
значения сигнала; ц4 - центральный мо-
мент четвертого порядка; Xmax - пиковое
значение сигнала.
Однако наибольшей чувствительно-
стью к нарушению стабильности функ-
ционирования машинного оборудования
обладают, предложенные А.Г. Соколовой,
безразмерные ’’S-дискриминанты" [183] -
индексы превышения амплитудных зна-
чений вибрационного сигнала порога
клиппирования Р, сформированного на
этапе нормального функционирования
оборудования. Ниже приведена формула
наиболее эффективного и простого в реа-
лизации безразмерного амплитудного
дискриминанта - индекса превышения
порога клиппирования Р по "дисперсии":
520 Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
Рис. 4.10. Кривые зависимостей
безразмерных дискриминантов вертикаль-
ной вибрации корпуса редуктора подвижно-
го отражателя в широкой полосе частот
16... 12500 Гц от времени наработки Т(ч):
♦ Id (Р 2СГИ), "Я C5f/C5n, А — -A^nax/C/J
-е- - Ек
Рис. 4.11. Кривые зависимостей
парциальных индексов амплитудной
модуляции m на различных частотах
спектра огибающей вертикальной
вибрации корпуса редуктора подвижного
отражателя в узкой полосе частот
5,0... 6,3 кГц от времени наработки Т(ч):
^1(/с = 9,22 Гц) - глубина модуляции на
сепараторной частоте подшипника № 12;
^2(/н.к14 = 76 Гц) - глубина модуляции на
частоте прокатывания тел качения по наруж-
ному кольцу подшипника № 14;
тЬ- ^з(/с1з = 9,46 Гц) - глубина модуляции на
сепараторной частоте подшипника № 13;
о- = 24 Гц) - глубина модуляции на
частоте вращения выходного вала
где х^ и х^ - отсчеты значений вре-
менных реализаций вибрационных сигна-
лов эталонного (нормального) и текущего
состояний объекта соответственно;
К® - число отсчетов амплитуды сигнала,
превышающих порог клиппирования Р на
длине реализации, равной N отсчетам;
Р = - порог клиппирования амплитуд
вибросигнала; - стандартное отклоне-
ние (СКЗ) опорного вибросигнала от
среднего значения при нормальном со-
стоянии машины; X = 1, ..., 3 - коэффи-
циент пропорциональности, определяю-
щий чувствительность дискриминантов к
отклонениям параметров технического
состояния от нормы. Чем выше порог, тем
выше чувствительность дискриминанта.
Практика показала, что наиболее прием-
лемым значением является X = 2.
Общими свойствами обобщенного S-
дискриминанта Ц являются: близость его
значений к единице Ц « 1 при несущест-
венных отклонениях параметров техниче-
ского состояния от нормы; Ц > 1 при до-
пустимых отклонениях параметров;
Ц » 1 при недопустимых отклонениях
параметров, граничащих с аварийной си-
туацией.
На рис. 4.10 изображены кривые за-
висимостей безразмерных дискриминан-
тов широкополосного вибросигнала (в
полосе частот 16 ... 12 500 Гц) с выхода
акселерометра, вертикально установлен-
ного на корпусе многорядного редуктора
подвижного нейтронного отражателя экс-
периментального ядерного реактора ИБР-2
от времени наработки установки Т (ч)
[18]. Нижние три графика демонстрируют
слабую реакцию стандартных безразмер-
ных дискриминантов: относительного
СКЗ, отнесенного к опорному (а/а„); пик-
фактора Лпах/п и коэффициента эксцесса
Ек = ц4/п4 - 3 на изменение технического
состояния узлов редуктора со временем
наработки. Верхний график отображает
реакцию амплитудного 5-дискриминанта
Id при значении порога клиппирования
Р = 2пп.
АЛГОРИТМЫ ВИБРОКОНТРОЛЯ МАШИННОГО ОБОРУДОВАНИЯ
521
Благодаря высокой чувствительности
дискриминанта Id к нарушениям стацио-
нарности виброакустического сигнала,
вызванным изменениями параметров тех-
нического состояния редуктора, даже при
измерениях в широкой полосе частот
можно заметить уход дискриминанта от
эталонного значения /^ = 1, соответст-
вующего нормальному техническому со-
стоянию элементов редуктора. Уход дис-
криминанта 1^ от номинального значения
на 6... 8 дБ (т.е. в 2,0... 3,5 раза) на интер-
вале времени эксплуатации подвижного
отражателя от начала наблюдения
Т = 7800 ч до Т » 17 500 ч говорит о не-
больших нарушениях стабильности функ-
ционирования механизма. Дальнейший
скачкообразный рост дискриминанта Id до
значений 7,5 при Т > 17 500 ч говорит об
интенсивном развитии деградационных
процессов в узлах контролируемого объ-
екта, требующих отключения оборудова-
ния до выяснения причин отклонения
технического состояния от нормы (мето-
дами виброакустической диагностики
вследствие недоступности контролируе-
мого оборудования из-за радиационной
опасности).
Как было установлено по результа-
там спектрального анализа амплитудной
огибающей вертикальной вибрации редук-
тора в узкой полосе частот 5,0 ... 6,3 кГц в
зоне высокочастотного резонанса механи-
ческой системы, в интервале времени на-
работки 17 500 ... 19 600 ч происходили
процессы последовательного разрушения
подшипниковых узлов редуктора. При
диагностировании методом анализа ам-
плитудной огибающей вибрации редукто-
ра в зоне высокочастотного резонанса
(5,0 ... 6,3 кГц) выявлены повреждения
подшипников качения редуктора, несов-
местимые с дальнейшей эксплуатацией
объекта. На рис. 4.11 изображены кривые
изменения парциальных индексов ампли-
тудной модуляции пг, связанные с после-
довательным разрушением сепаратора и
наружных колец подшипников качения, а
Id (Р=2о„)
600 500 400 300 200 100 0 -100
9000 11000 13000 15000 17000 Т, ч
Рис. 4.12. Зависимость амплитудного
дискриминанта Id (Р = 2оп) виброускорения
в зоне высокочастотного резонанса
А/= 5,0 ... 6,3 кГц многорядного редуктора
установки ИБР-2 от времени наработки Т(ч)
также с развитием неисправности зацеп-
ления выходной ступени редуктора [182].
График изменения S-дискриминанта
Id (Р = 2о„) узкополосного сигнала виб-
роускорения редуктора в зоне высокочас-
тотного резонанса А/= 5,0 ... 6,3 кГц от
времени наработки установки Т представ-
лен на рис. 4.12. Динамический диапазон
изменения дискриминанта увеличился по
сравнению с результатами его оценки в
широкой полосе почти в 100 раз.
Особенностью данного метода виб-
ромониторинга машинного оборудования
является то, что благодаря операции ам-
плитудного клиппирования вибросигнала
достигается эффект подавления помех от
собственной вибрации машины, вследст-
вие чего обеспечивается высокая чувстви-
тельность 5-дискриминанта к зарождаю-
щимся и развивающимся эксплуатацион-
ным повреждениям узлов машинного
оборудования и к другим отклонениям
параметров технического состояния от
номинальных даже при анализе вибрации
в широкой полосе частот. При анализе
узкополосных сигналов чувствительность
5-дискриминанта к нестабильности коле-
бательных процессов, вызванных различ-
ными нарушениями функционирования
оборудования, многократно может быть
повышена путем вариации полосы анали-
за и порога клиппирования.
522
Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
Метод позволяет обеспечить:
• индивидуальный контроль техни-
ческого состояния конкретного объекта
по данным измерения виброперемещения,
виброскорости или виброускорения в дос-
таточно широком диапазоне частот, в том
числе в зоне высокочастотных резонансов
механической системы;
• обнаружение разладки машины и
эксплуатационных повреждений на ран-
ней стадии;
• контроль развития неисправностей
в зависимости от времени наработки дает
возможность прогнозировать остаточный
ресурс, т.е. защищает машины и механиз-
мы от аварийных ситуаций.
4.7. ИЗМЕНЕНИЕ
ДИАГНОСТИЧЕСКОЙ ЦЕННОСТИ
ПРИЗНАКОВ С РАЗВИТИЕМ
ДЕГРАДАЦИОННЫХ ПРОЦЕССОВ
В МАШИНАХ
Изменение параметров технического
состояния машинного оборудования вле-
чет за собой изменение структуры виб-
роакустических сигналов. Так, возникно-
вение локальных повреждений контакти-
рующих поверхностей узлов механизмов
типа ямок выкрашивания или кратковре-
менного прихватывания (задира) сопря-
женных элементов проявляется в виде
выбросов сигнала, незначительно влияю-
щих на изменение энергетических харак-
теристик вибрационных процессов, таких
как спектральная плотность мощности,
корреляционная функция и др. Зато на
появление выбросов в сигнале, дестабили-
зирующих вибрационный процесс, доста-
точно сильно реагируют такие характери-
стики, как пик-фактор, коэффициент экс-
цесса, глубина модуляции колебаний в
зоне вынужденных и собственных частот
механизма. Однако с развитием дефекта, с
превращением локальных повреждений
контактирующих поверхностей в распре-
деленные (т.е. с ростом степени деграда-
ции узлов оборудования) отдельные вы-
бросы малой амплитуды на квазипериод
вибрационного процесса превращаются в
целый поток выбросов с нарастанием их
амплитуды и числа, что приводит к
уменьшению диагностической ценности
указанных признаков. Превращение ло-
кальных повреждений в распределенные с
ростом глубины повреждения естествен-
ным образом влияет на изменение струк-
туры виброакустических сигналов. В этом
случае изменяются уже и энергетические
соотношения, что сказывается на измене-
нии формы спектров, на изменении вкла-
да различных гармоник частот возбужде-
ния в общую энергетику сигнала, на росте
уровня вибрации на резонансных часто-
тах, появлении новых частотных компо-
нентов типа субгармоник основных час-
тот возбуждения, новых комбинационных
частот и др.
Отображение изменений свойств ко-
лебательного процесса в частотной облас-
ти является удобной формой представле-
ния диагностической информации, если
есть возможность регулярно контролиро-
вать параметры вибрационных процессов.
Именно спектральные характеристики
являются базовой основой технологий
непрерывного и периодического контроля
состояния машинного оборудования, ко-
гда возможно построить трендовые харак-
теристики роста амплитуд спектральных
компонентов до предельно допустимых
значений. Если же виброконтроль осуще-
ствляют эпизодически, диагностическая
ценность спектральных компонентов как
диагностических признаков снижается из-
за большого разброса амплитуд даже при
измерениях на однотипных механизмах
при одинаковых условиях. Кроме того,
вместо ожидаемого роста амплитуд спек-
тральных компонентов в зависимости от
времени наработки оборудования при да-
леко зашедшем процессе его деградации,
нередко наблюдается снижение амплитуд
основных частот возбуждения
Для достоверной оценки техническо-
го состояния машинного оборудования
необходимо использовать многомерную
диагностическую информацию, способст-
ПРИВЛЕЧЕНИЕ ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ
523
вующую монотонному отображению из-
менений технического состояния на про-
тяжении всего жизненного цикла объекта
диагностирования.
Последовательное во времени изме-
рение диагностических признаков, харак-
терных для разных стадий жизненного
цикла, и сопоставление градиентов изме-
нений в зависимости от времени различ-
ных признаков позволяет рассчитывать на
достаточно высокую вероятность пра-
вильного диагноза и прогноза изменения
технического состояния. Таким образом, в
случае выборочных проверок состояния
оборудования на любом этапе жизненного
цикла механизма важно помимо спек-
тральных характеристик использовать
дополнительные диагностические призна-
ки, отображающие изменение тонкой
структуры виброакустических сигналов.
Достоинство методов этой группы состо-
ит в том, что они позволяют оценивать
даже незначительные изменения компо-
нентов виброакустических сигналов на
фоне значительных вибрационных помех.
Используя методы анализа тонкой струк-
туры сигналов, удается сформировать
диагностические признаки таких дефек-
тов, которые не представляется возмож-
ным обнаружить спектральным методом.
Ниже приведены некоторые примеры
расширения возможностей виброакусти-
ческой диагностики машинного оборудо-
вания за счет использования тонких мето-
дов анализа сигналов.
4.8. ПРИВЛЕЧЕНИЕ
ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИИ
Диагностика задира контакти-
рующих поверхностей цилиндро-
поршневой группы дизеля. Для вибрации
механизмов циклического возвратно-
поступательного действия, каковым явля-
ется дизельный двигатель, характерным
является импульсное возбуждение коле-
баний со стохастической модуляцией им-
пульсов по фазе и амплитуде. В работах
[22, 37] показано, что при диагностирова-
нии дефектов цилиндро-поршневой груп-
пы (ЦПГ) любого двигателя внутреннего
сгорания (ДВС) параметры виброакусти-
ческих сигналов во временной области,
синхронизованные с оборотами коленча-
того вала, гораздо информативнее, чем в
частотной. Именно поэтому предпочтение
отдается вероятностным характеристикам
временных процессов, а не их спектраль-
ному представлению.
Появление задира зеркала цилиндра
сопряжено с возникновением нерегуляр-
ных выбросов в вибрационном процессе.
Его развитие характеризуется нестацио-
нарным волновым процессом: поверх-
ность, поврежденная в результате локаль-
ных прихватываний металла, то увеличи-
вается по площади, где происходит взаи-
модействие сопряженных деталей, то
уменьшается, причем при определенных
условиях дефект может вообще загла-
диться или может перейти в стадию ката-
строфического развития, что обычно при-
водит к тяжелой аварии.
Например, при диагностике задира
контактирующих поверхностей деталей
ЦПГ судового дизеля возникла необходи-
мость привлечь дополнительную инфор-
мацию об изменении тонкой структуры
виброакустического сигнала при развитии
данного повреждения машины.
Анализ виброграмм, синхронизован-
ных по фазе кинематического цикла рабо-
ты двигателя, показал, что при развитии
задира нарушается симметрия вибрацион-
ного процесса, измеренного на втулке
цилиндра. В период экстенсивного разви-
тия повреждения контактирующих по-
верхностей в вибрационном процессе по-
являются ярко выраженные аномалии -
существенно несимметричные импульсы
в окрестности 50... 60° до верхней "мерт-
вой” точки. Возможной причиной их ге-
нерирования может быть то, что при дви-
жении поршня к внутренней мертвой точ-
ке при его перекладке возникают повы-
шенные силы прилипания его рабочей
поверхности к дефектной поверхности
524
Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
цилиндра, преодолев которые он энергич-
но перекладывается, контактируя непов-
режденными поверхностями и создавая
при этом сильный положительный или
отрицательный импульс вибрации (в за-
висимости от ориентации вибро датчика).
При последующей перекладке в другую
сторону ударный импульс в значительной
мере демпфируется поврежденными ше-
роховатыми и нагретыми поверхностями.
Использовать такую характерную
особенность вибрации неисправного ци-
линдра дизеля для диагностики данного
дефекта можно различными способами,
например, с помощью биполярного ана-
лиза сигнатур [95].
При диагностировании эксплуатаци-
онных повреждений ДВС по вероятност-
ным характеристикам вибросигнала, на-
пример, по величине коэффициента экс-
цесса Ек, следует принимать во внимание
наличие ударных импульсов, сопровож-
дающих нормальное функционирование
двигателя и представляющих существен-
ную помеху при измерении стандартного
коэффициента эксцесса обычного вибра-
ционного сигнала.
Достоверность диагностирования за-
дира определяют величина порогового
значения диагностического признака и
разброс его значений при нормальном
функционировании машины. Для стан-
дартного параметра пороговое значение
лежит в пределах «14 ... 17, разброс зна-
чений «8 ... 10, а усредненное значение
эксцесса при задире «27. Значение без-
размерного дискриминанта при нормаль-
ном функционировании машины характе-
ризуется близостью к единице при флук-
туациях в зоне нормального функциони-
рования двигателя « ± (0,1 ... 0,3). При
задире усредненное значение безразмер-
ного дискриминанта «1,8 при флуктуаци-
ях амплитуды -0,8. Следует отметить, что
появление больших флуктуаций диагно-
стических признаков при развитии задира
само по себе является диагностическим
признаком развития задира, что проявля-
ется в нарушении стационарности рабоче-
го процесса, а следовательно, и вибраци-
онного процесса.
Помимо достаточно высокой чувст-
вительности характерного признака раз-
витого задира - безразмерного дискрими-
нанта, нужно отметить, что тренды со-
ставляющих этого признака не всегда из-
меняются синфазно. Это отражает слож-
ную картину протекающих процессов де-
градации, когда в разной степени сочета-
ются натир и задир контактирующих по-
верхностей. По своей физической природе
натир, вызывая определенные нерегуляр-
ности в движении поршня, изменяет ам-
плитудные значения вероятностных ха-
рактеристик вибрации, например эксцес-
са, но не приводит к столь сильным не-
симметричным динамическим взаимодей-
ствиям, как упомянуто выше, поэтому он
не должен существенно влиять на значе-
ние биполярного признака.
Если получать значения эксцесса Ек
(или другого информативного признака
развития задира) в реальном масштабе
времени, то последовательность этих зна-
чений составит случайный временной
процесс E(t), к которому можно приме-
нить обычные методы обработки случай-
ного сигнала. Среднее значение экс-
цесса - момент первого порядка - m[E(t)]
или безразмерного биполярного дискри-
минанта т[Ек / Ек] - достаточно хорошо
характеризуют разладку в работе маши-
ны, а увеличивающийся разброс вокруг
среднего значения - дисперсия признака -
несет информацию о тонкостях протека-
ния физических процессов деградации на
самой ранней стадии.
Возможности приборов типа много-
канального виброэксцессометра [95], по-
зволяющего помимо оценок коэффициен-
та эксцесса получать также значения би-
полярных сигнатур вибросигнала в реаль-
ном масштабе времени, значительно ши-
ре, чем использование их только для ди-
агностики задира в двигателях, редукто-
рах, опорах скольжения. В работе [186]
ДВОЙНАЯ ДЕМОДУЛЯЦИЯ ВИБРОАКУСТИЧЕСКОГО СИГНАЛА
525
показано, что износ подшипника качения
также сопровождается ростом коэффици-
ента эксцесса (куртосиса), причем если
разбить звуковой диапазон на четыре
поддиапазона, то при развитии износа
подшипника эксцесс увеличивается по
очереди в каждом из поддиапазонов, воз-
вращаясь к нормальному значению во
всех остальных. Эта особенность исполь-
зуется в диагностическом комплексе
фирмы "Stewart&Hewgs" для использова-
ния на борту вертолета в полетных усло-
виях. Использование виброэксцессометра
перспективно при оценке сравнительного
динамического качества одинаковых уз-
лов сложных механизмов для выявления
более ’’слабых”, с точки зрения воздейст-
вия на ресурс, узлов. Можно применять
этот прибор при определении "момента
разладки" вибрационного процесса и, со-
ответственно, перехода генерирующего
его механизма в тот или иной класс неис-
правных. Применение методов определе-
ния момента разладки к широкополосно-
му вибрационному процессу [77] гораздо
сложнее в реализации, чем использование
для этой цели предварительно обработан-
ных, информационно сжатых его компо-
нентов. В частности, можно использовать
эксцесс в одной или нескольких полосах
частот вибропроцесса или его огибающей.
В Институте машиноведения РАН
разработаны универсальные алгоритмы
обнаружения разладки с помощью без-
размерных амплитудных дискриминантов
[см., например, (4.1)] клиппированных
вибросигналов - S-дискриминантов -
[183], которые могут быть использованы
для раннего обнаружения эксплуатацион-
ных повреждений машинного оборудова-
ния с гораздо большим успехом, чем
стандартные безразмерные вибрационные
дискриминанты типа эксцесса, пик-
фактора или нормализованного к опорно-
му значению стандартного отклонения
(СКЗ-вибросигнала), поскольку обладают
высокой чувствительностью к тенденции
роста пикового значения амплитуды виб-
роакустического сигнала независимо от
вызвавшей его причины.
Признаки развитых дефектов пе-
реборных редукторов. Изнашивание кон-
тактирующих поверхностей зубьев редук-
тора приводит к существенному наруше-
нию геометрии зацепления, что связано с
изменением, в первую очередь, формы
импульсов силы взаимодействия зубьев
во временной области. Это изменение
проявляется в спектре отклика (вибрации)
в виде роста амплитуд высших гармоник
частоты пересопряжения зубьев kfz, к > 2 и
уровня колебаний на собственных часто-
тах fiz дефектного узла. С развитием де-
градационных явлений начинает возрас-
тать и уровень первой гармоники fz.
Таким образом, одним из признаков
развитого дефекта зубчатого зацепления
типа абразивного износа является сум-
марный уровень колебаний на зубцовой
частоте fz и ее гармониках, т.е. длина п-
мерного вектора, сформированного из
гармоник зубцовой частоты, который по-
лучен, например, путем синхронной гре-
бенчатой фильтрации вибросигнала. Сле-
дует, однако, учитывать возможность не-
монотонного роста амплитуд гармоник
зубцовой частоты с развитием дефекта.
При сильном износе зубьев со временем
наработки наблюдается уменьшение ам-
плитуд спектральных составляющих kfz.
В случае, когда ни одна отдельно
взятая гармоника зубцовой частоты не
является информативным признаком раз-
витого дефекта зубчатой передачи, необ-
ходимо распознавать неисправность по
совокупности диагностических приз-
наков.
4.9. ДВОЙНАЯ ДЕМОДУЛЯЦИЯ
ВИБРОАКУСТИЧЕСКОГО
СИГНАЛА
Несмотря на то, что при обнаруже-
нии локальных повреждений контакти-
рующих поверхностей спектральный ана-
лиз амплитудной и фазовой огибающих
узкополосной вибрации в окрестности
526
Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
Рис. 4.13. Спектры амплитудной огибающей
вибрации в окрестности зубцовой частоты
для нормального состояния (а), для вариан-
тов с одним (б) и несколькими (в) дефект-
ными зубьями колес редуктора
частот вынужденных колебаний зубчатых
и других роторных механизмов имеет яв-
ные преимущества перед обычным спек-
тральным анализом вибрации, развитие
деградационного процесса одного типа,
когда, например, локальные дефекты
трансформируются в распределенные или
одновременное присутствие двух типов
повреждений (локального и распределен-
ного) приводит к немонотонному измене-
нию амплитуд гармоник УвР поврежденно-
го колеса в демодуляционном спектре.
На рис. 4.13 приведены спектры ам-
плитудных огибающих вибраций в окре-
стности зубцовой частоты fz (частоты вы-
нужденных колебаний) для трех вариан-
тов технического состояния одноступен-
чатого хвостового редуктора с круговой
формой зубьев вертолета МИ-8: нормаль-
ного, с дефектом на одном зубе ведущей
шестерни (локальное повреждение) и с
дефектами на нескольких зубьях ведуще-
го и ведомого зубчатых колес (распреде-
ленные повреждения). По вертикальной
оси отложены значения амплитуд спектра
амплитудной огибающей SA на гармони-
ках частоты вращения Увр ведущего коле-
са, по оси абсцисс отложены номера гар-
моник, п = flfvp, максимально возможное
значение глубины модуляции т = 1 соот-
ветствует на графиках значению напря-
жения 1 В.
Эти характеристики весьма инфор-
мативны на начальном этапе деградации
технического состояния (рис. 4.13, б), ко-
гда глубина амплитудной модуляции дос-
тигает значения «0,3, и практически не-
информативны на этапе развитого дефек-
та (рис. 4.13, в), когда глубина модуляции
не превышает значения 0,1, что наблюда-
ется и в исходном состоянии редуктора
(рис. 4.13, а) за счет параметрического
возбуждения колебаний.
Нелинейные взаимодействия элемен-
тов механизма при наличии развитых де-
фектов, оказывающие сильное влияние на
формирование колебательных процессов,
проявляются как во временной области -
появление в сигнале несимметричных по
амплитуде или по фазе сегментов, - так и
в частотной области - появление в спек-
тре многочисленных комбинационных
частотных составляющих. Поиск инфор-
мативных диагностических признаков в
сигнале огибающей узкополосного вибра-
ционного процесса в зоне одной из выну-
жденных частот механизма в данном слу-
чае наталкивается на необходимость про-
ведения каскадной демодуляции сигнала,
т.е. многократного повторения процедуры
полосовой фильтрации с последующим
детектированием вновь сформированного
сигнала [95].
На практике даже двукратное повто-
рение данной процедуры - ’’двойная де-
модуляция” - позволяет сформировать ин-
формативные диагностические признаки
развитых дефектов, существенно допол-
няющие информацию, полученную при
однократной демодуляции.
Результаты спектрального анализа
дважды демодулированных сигналов вер-
толетного редуктора в нормальном со-
стоянии и при распределенном дефекте
представлены на рис. 4.14, где отчетливо
видна разница между нормальным со-
стоянием (рис. 4.14, а) и при наличии де-
ДВОЙНАЯ ДЕМОДУЛЯЦИЯ ВИБРОАКУСТИЧЕСКОГО СИГНАЛА
527
SA, мВ
б)
Рис. 4.14. Спектры дважды демодулированного вибропроцесса для нормального
технического состояния редуктора (а) и для редуктора с несколькими поврежденными
зубьями ведущей и ведомой шестерен (б) (fa = 50,0 кГц;Уо2 = 4,0 кГц , Д/= 1/3 октавы)
фектов зубьев, распределенных по пери-
метру обоих колес (рис. 4.14, б). Вторич-
ная амплитудная демодуляция произведе-
на в окрестности частоты fui = 3fz =
= 4000 Гц спектра первичной огибающей.
В методе каскадной демодуляции для
первичной полосовой фильтрации с демо-
дуляцией рекомендуется использовать
ультразвуковой диапазон частот за преде-
лами основных частот вынужденных ко-
лебаний механизма. При этом обеспечи-
вается селективность информации по от-
ношению к диагностируемому узлу из-за
большого затухания волн в конструкциях,
что свойственно высокочастотным сиг-
налам.
Результаты диагностических испы-
таний сложного машинного оборудова-
ния, особенно при одновременном разви-
тии нескольких неисправностей в услови-
ях изменения регулировочных характери-
стик, оказываются далеко не всегда легко
интерпретируемыми, поскольку увеличе-
ние степени деградации узлов связано с
искажением геометрии деталей, появле-
нием повышенных зазоров между ними,
проскальзыванием сопряженных элемен-
тов и неравномерностыб их движения, что
приводит к ударному возмущению, росту
амплитуд колебаний, иногда возникнове-
нию автоколебательного режима и другим
проявлениям неисправностей.
Перечисленные факторы в ряде слу-
чаев не позволяют интерпретировать из-
менение характеристик виброакустиче-
ских процессов в машинах в рамках ли-
нейной теории колебаний. В связи с вы-
шеизложенным при диагностике машин-
ного оборудования полезно формировать
диагностические признаки неисправно-
стей, опираясь на нелинейную интерпре-
тацию виброакустических процессов, а
при диагностировании технических со-
стояний по многомерным диагностиче-
528
Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
ским признакам использовать формаль-
ные приемы распознавания на основе ме-
тодов формирования обобщенного ’’аку-
стического портрета" объекта диагности-
рования.
4.10. ПРОЯВЛЕНИЯ В
ВИБРОАКУСТИЧЕСКОМ СИГНАЛЕ
ОСОБЕННОСТЕЙ НЕЛИНЕЙНЫХ
КОЛЕБАНИЙ ПРИ РАЗВИТОМ
ПОВРЕЖДЕНИИ УЗЛОВ
МЕХАНИЗМА. ДИАГНОСТИКА
МАШИНЫ ПРИ НЕЛИНЕЙНОМ
ВЗАИМОДЕЙСТВИИ ЭЛЕМЕНТОВ
Выбор информативных параметров
виброакустических процессов в машинах
для эффективного использования в систе-
мах диагностирования неисправностей
тесно связан с интерпретацией характера
звукообразования, вызванного взаимодей-
ствием элементов функционирующего
объекта диагностирования, и изменения
структуры сигнала при развитии деграда-
ционных процессов. Значительные успехи
в развитии диагностики конструкций в
значительной мере обусловлены упроще-
ниями, используемыми линейной теорией
колебаний. Однако реальные машины и
механизмы, являясь нелинейными объек-
тами, в ряде случаев становятся сущест-
венно нелинейными при развитии дегра-
дационных процессов в зависимости от
времени наработки. В рамках теории не-
линейных колебаний можно получить
большое многообразие эффективных и
чувствительных диагностических призна-
ков. Это обусловлено тем, что нелиней-
ные системы способны более резко реаги-
ровать на изменение технического со-
стояния механизма, нежели линейные.
В механической системе с распреде-
ленными параметрами колебательные
процессы имеют достаточно сложный
стохастический характер, обусловленный
сухим трением в зоне контакта элементов
зубчатой передачи или подшипника каче-
ния, нелинейными свойствами смазочного
слоя в подшипнике скольжения, турбу-
лентностью потока, срывом вихрей с кро-
мок лопастей насоса (турбины, вентиля-
тора), процессом горения или переклад-
кой поршня в двигателях внутреннего
сгорания и рядом других причин, т.е. в
общем случае колебательные системы
машин и механизмов в той или иной сте-
пени обладают нелинейными свойствами.
При этом нелинейность может быть обу-
словлена нелинейными силами упругости
и демпфирования, действие которых при
свободных колебаниях проявляется в виде
взаимосвязанности частоты и амплитуды
колебаний, а при вынужденных колебани-
ях - в виде многорежимности, т.е. суще-
ствования в зависимости от начальных
условий нескольких различных периоди-
ческих режимов при одном и том же
внешнем воздействии. Многорежимность
проявляется также в виде субгармониче-
ских и супергармонических колебаний.
При потере устойчивости линейной сис-
темы за счет изменения знака обратной
связи в ней при определенных условиях
могут возникнуть автоколебания с часто-
той, близкой к собственной. При этом
система становится существенно нели-
нейной.
При определенных соотношениях
параметров в нелинейных системах воз-
можно проявление стохастичности коле-
баний, вызванных взаимодействием мно-
гих форм свободных колебаний и внешне-
го возбуждения, т.е. при почти периоди-
ческих колебаниях в системах со многими
степенями свободы и малой диссипатив-
ности возможно также возникновение
странного аттрактора, при котором пове-
дение динамической системы квазистоха-
стично и непредсказуемо [84, 179].
На этапе существенной деградации
технического состояния узлов машин и
механизмов признаки зарождающихся
дефектов, как уже говорилось выше, пере-
стают быть информативными. Нарастаю-
щий деструктивный процесс неминуемо
влечет за собой такие отклонения в функ-
ционировании механизма, которые при-
РАСПОЗНАВАНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
529
водят к необходимости учета значитель-
ных нелинейных эффектов в его колеба-
ниях. Характерным для этой стадии явля-
ется такое изменение в зависимости от
времени наработки соотношений между
уровнями гармоник основных частот воз-
буждения (оборотных, зубцовых, лопаст-
ных, лопаточных, и т.д.), при котором
сначала возрастают уровни высших гар-
моник, затем уровни основных частот, и,
наконец, происходит значительное пере-
распределение энергии между спектраль-
ными компонентами во всем частотном
диапазоне вибрационного процесса. Но
самое главное, спектральное представле-
ние вибрации неадекватно, и становится
невозможным каждой спектральной со-
ставляющей поставить в соответствие ре-
альный физический источник колебаний.
Если в линейной системе период и
форма колебаний не зависят от амплиту-
ды, то в нелинейной они изменяются при
изменении амплитуды. Даже в случае
возникновения нелинейности только уп-
ругих характеристик возможно проявле-
ние различных вариантов отклика систе-
мы (восстанавливающей силы) на дейст-
вие вынуждающей силы. Наиболее час-
тыми видами нелинейности, которые
встречаются в механических системах,
являются характеристики восстанавли-
вающей силы типа пружины с начальным
натягом, зазора (симметричного и одно-
стороннего), тангенциальной упругой ха-
рактеристики, кубической характеристики
типа Дуффинга.
Нелинейные взаимодействия элемен-
тов машины, оказывающие сильное влия-
ние на формирование колебательных про-
цессов, проявляются как во временной
области в виде наличия несимметричных
по амплитуде или по фазе сегментов, так
и в частотной области - появлением в
спектре вибрации субгармонических со-
ставляющих и многочисленных состав-
ляющих высшей кратности, а также ком-
бинационных частот, в том числе и ком-
бинаций вынужденных и собственных
частот.
4.11. РАСПОЗНАВАНИЕ
ТЕХНИЧЕСКОГО СОСТОЯНИЯ
МАШИННОГО ОБОРУДОВАНИЯ
ПО ОБОБЩЕННОМУ
АКУСТИЧЕСКОМУ ПОРТРЕТУ
Если формирование диагностических
признаков на основе физических предпо-
сылок затруднительно, узнать о состоянии
машинного оборудования можно с помо-
щью обобщенного акустического портре-
та механизма, заданного в векторной или
матричной форме. Применение формаль-
ной процедуры распознавания неисправ-
ностей машин и механизмов по много-
мерному диагностическому признаку воз-
можно даже в случае формирования эта-
лонного спектра как образца обобщенного
акустического портрета распознаваемого
состояния. Хорошие результаты дает так-
же использование таких характеристик
виброакустических сигналов, как двумер-
ный закон распределения вероятностей
Р(х, у) мгновенных значений сигналов,
измеренных в двух точках конструкции
механизма [31], или биспектр B(f/f2) виб-
роакустического сигнала, измеренного в
одной точке конструкции механизма
[30,31].
Влияние изменения технического
состояния механизма на форму двумер-
ного закона распределения, определяемо-
го соотношением детерминированной и
шумовой составляющих сигнала, пред-
ставлено на рис. 4.15, где изображены
совместные вероятностные характеристи-
ки Р(х, у) вибросигналов x(t) и y(fy изме-
ренных на опорах ведущего и ведомого
валов редуктора при двух значениях ве-
личины нагружающего момента: М\ =
= 19,82 Н • м (рис. 4.15, а), М2 = 138,74 Н • м
(рис. 4.15, б).
Очевидно, что сама форма двумерно-
го закона распределения вероятностей
мгновенных значений вибросигнала явля-
ется обобщенным многомерным диагно-
стическим признаком состояния механиз-
ма (’’акустическим портретом”), а матрица
его значений служит количественным
описанием состояния объекта в алгоритме
530
Глава 4. МЕТОДЫ ДИАГНОСТИКИ ЭКСПЛУАТАЦИОННЫХ ДЕФЕКТОВ
Рис. 4.15. Изменение формы двумерного закона распределения
вероятностей Р(х, у) мгновенных значений вибросигнала с изменением параметров
технического состояния механизма
диагностирования, базирующемся на од-
ном из методов распознавания образов,
хотя в некоторых случаях человек-
оператор может использовать акустиче-
ский портрет для визуального распозна-
вания состояний объекта. Этот метод в
теории распознавания называется "образ-
ным анализом", когда распознавание осу-
ществляется по характерным картинкам
без компьютера. Несмотря на субъектив-
ность такого подхода, метод получил дос-
таточно широкое распространение в от-
раслях техники, где оператору по обслу-
живанию сложной технической системы
необходимо принимать ответственное
решение в течение ограниченного проме-
жутка времени.
Использование биспектра для ди-
агностики машинного оборудования
обусловлено дополнительными (по срав-
нению со спектральным представлением)
возможностями анализа связи и фазовых
соотношений между частотными компо-
нентами виброакустического сигнала как
проявления нелинейности либо нестацио-
нарности механической системы. Несмот-
ря на то, что большинство стандартных
методов диагностирования основано на
спектральном анализе вибрации в различ-
ных его модификациях, спектр мощности,
как и любая другая моментная характери-
стика, не дает полного представления о
статистических свойствах сигнала в отли-
чие от многомерного закона распределе-
ния вероятностей амплитуд. Кроме того,
спектр получают в предположении ли-
нейности стационарной модели гауссов-
ского процесса, означающей неизмен-
ность его свойств во времени на длине
реализации, нормальное распределение
амплитуд и некоррелированность частот-
ных компонентов, что не всегда адекватно
отражает свойства анализируемого сигна-
ла. В связи с тем, что изменение техниче-
ского состояния механизма может при-
вести к появлению суб- и супергармоник,
комбинационных частот, перераспределе-
нию энергии и изменению фазовых соот-
ношений между частотными компонента-
ми, ориентация только на результаты
спектрального анализа существенно сужа-
ет диапазон возможностей виброакусти-
ческой диагностики машин. Аргументы,
изложенные выше, объясняют целесооб-
разность использования в диагностиче-
ских целях спектральных моментов более
высокого порядка, в частности, биспектра.
К особенностям биспектра B(j\, fi),
выгодно отличающих его от спектра
мощности и дополняющих его в диагно-
РАСПОЗНАВАНИЕ ТЕХНИЧЕСКОГО СОСТОЯНИЯ
531
стических приложениях, следует отнести
следующие его свойства.
• Если спектр мощности представить
как функцию двух переменных
00
где /1+/2=0> ^(/)= пе-
—00
риодограмма, т.е. преобразование Фурье
временного процесса х(7); X*(f) - фун-
кция, комплексно сопряженная %(/), то
биспектр можно представить как функ-
цию трех переменных
где (Л +/2+/з) = ° и (/1+/2) = -/з-
• Если спектр является реальной
функцией частоты и определяется на час-
тотной полуоси 0 < f < оо, то биспектр яв-
ляется комплексной функцией, которая оп-
ределяется в октанте 0 </< оо, 0 </ь
• Если спектр является распределе-
нием по частоте центрального момента
второго порядка, т.е. дисперсии сигнала,
то биспектр характеризует распределение
по частоте центральных моментов третье-
го порядка, т.е. асимметрии.
Поскольку гауссовский процесс
представляет собой линейную суперпози-
цию статистически независимых Фурье-
компонентов, для которого биспектр ра-
вен нулю, то биспектр, отличный от нуля,
указывает на отклонение закона распре-
деления вероятностей от нормального.
Как спектральное разложение асиммет-
рии, которая обуславливается либо взаи-
модействием различных частотных ком-
понентов (при нелинейности), либо не-
стационарностью процесса, биспектр дает
дополнительную (по сравнению со спек-
тром) информацию о связанности колеба-
ний в различных участках частотного
диапазона с учетом их фазовых соотно-
шений.
Биспектральную функцию B(J\, fy,
как одну из помехоустойчивых много-
мерных характеристик виброакустическо-
го процесса, особенно эффективную при
анализе полигармонических колебаний
роторных механизмов, можно рассматри-
вать как обобщенный акустический порт-
рет механизма, сформировав эталонные
характеристики для нормального и де-
фектных состояний. Такой подход эффек-
тивен в отсутствие априорной информа-
ции о характере связи свойств виброаку-
стического сигнала с параметрами техни-
ческого состояния, особенно в многофак-
торном случае.
Использование биспектра для распо-
знавания технических состояний машин-
ного оборудования особенно эффективно,
когда развитие дефекта приводит к суще-
ственно нелинейным эффектам, характе-
ризующимся взаимодействием между со-
бой составляющих колебательного про-
цесса, находящихся в различных участках
частотного диапазона, что характерно для
развитых эксплуатационных дефектов, и
когда физическая интерпретация поведе-
ния этих составляющих затруднена.
Глава 5
ДИАГНОСТИКА МЕХАНИЗМОВ ПО ОСНОВНЫМ
ВИБРАЦИОННЫМ СОСТАВЛЯЮЩИМ
5.1. ВИБРАЦИЯ ОБОРОТНОЙ
ЧАСТОТЫ
Вибрация на частоте вращения и, со-
ответственно, ее гармоники и субгармо-
ники являются диагностическим парамет-
ром для большинства опасных дефектов,
которые свойственны крупным быстро-
ходным агрегатам с подшипниками
скольжения, каковыми являются, напри-
мер, энергетические турбоагрегаты [34].
Аномальная стационарная (практи-
чески неизменная во времени и мало-
зависимая от режима) вибрация возникает
после ремонта, монтажа, иногда и после
очередного останова нагрузочного агре-
гата.
Причинами стационарной повышен-
ной вибрации оборотной частоты явля-
ются'.
• сосредоточенный либо распреде-
ленный дисбаланс;
• остаточный прогиб одного из рото-
ров;
• дефекты сопряжения роторов в
муфтах;
• пониженная жесткость опорной
системы (резонансные явления, отрывы и
зазоры по корпусам и плитам, поврежде-
ния фундамента);
• расцентровка роторотов по муфтам,
повреждения уплотнений в турбопита-
тельных насосах.
Квазистационарная вибрация - виб-
рация, которая меняется при изменении
режима, но на установившемся режиме
становится стационарной.
Причинами квазистационарной виб-
рации являются'.
• тепловой дисбаланс разного проис-
хождения;
• дефекты подвижных муфт;
• тепловая (режимная) расцентровка
валов;
• электромагнитные возмущения.
Нестационарная вибрация характери-
зуется функцией ее изменения во време-
ни: внезапное изменение, при изменении
режима нагрузки, медленный или быст-
рый монотонный рост (тренд), повышен-
ные переменные по знаку изменения на
неустановившихся режимах.
Причинами нестационарной вибра-
ции являются'.
• поломка деталей ротора;
• специфичный тепловой дисбаланс,
задевания по ротору; развитие трещины в
роторе, нарастание прогиба ротора вслед-
ствие ползучести;
• повышенные радиальные зазоры по
насадным деталям;
• дефекты подвижных муфт, тепло-
вая (режимная) расцентровка валов;
• деградация соединений опорной
системы;
• деградация поверхностей скольже-
ния подвижных корпусов.
Локализация этих дефектов опреде-
ляется теми же алгоритмами, что и для
стационарной вибрации, а характер де-
фектов - характером изменений и сопут-
ствующими признаками, которые опреде-
ляются необоротными составляющими
спектра вибрации.
Если машина состоит из нескольких
роторов, имеющих разные скорости вра-
щения (роторы соединены редукторами,
цепными либо ременными передачами,
гидромуфтами), то соответственные де-
фекты каждого ротора определяются по
гармонической составляющей, имеющей
частоту вращения этого ротора, или по
ВИБРАЦИЯ ОБОРОТНОЙ ЧАСТОТЫ
533
комбинационным составляющим частот
их вращения.
Ниже рассмотрены правила иденти-
фикации перечисленных дефектов по виб-
рации оборотной частоты.
5.1.1. Стационарная вибрация
Рассмотрим диагностирование де-
фектов валопровода: дисбаланса, остаточ-
ного прогиба, дефектов сопряжения рото-
ров (полумуфт).
При этом можно воспользоваться
приводимыми ниже априорными алго-
ритмами, которые имеют условную дос-
товерность. Они предполагают обычное
распределение масс роторов внутри про-
лета, соизмеримые податливости опор,
отсутствие местных повреждений опор-
ной системы, отсутствие местных резо-
нансов опор, корпусов и роторов, отсутст-
вие высокой связности колебаний опор.
Достоверность диагноза тем выше, чем
лучше соблюдаются названные условия.
При резонансных явлениях на опорах, а
также для роторов с массивными кон-
сольными участками можно наблюдать
парадоксальные соотношения дефектов и
вибраций, например при кососимметрич-
ном дисбалансе может наблюдаться син-
фазная вибрация, что в подавляющем
большинстве случаев совершенно исклю-
чено.
Рассмотрим основные априорные ал-
горитмы.
Дефект обычно локализуется на ро-
торе, вибрация опор которого наиболь-
шая. Локализация дисбаланса (как ло-
кального, так и распределенного внутри
пролета ротора) по вибрации на номи-
нальной скорости вращения определяется
следующими правилами.
Для жесткого ротора на относитель-
но жестких опорах (первая группа) место
преобладающего дисбаланса располагает-
ся ближе к опоре с более высокой вибра-
цией. Для остаточного прогиба характер-
но относительное повышение осевых
компонентов вибрации, при этом фазы
осевой вибрации на опорах ротора по от-
ношению к выбранному направлению
отличаются примерно на 180°.
Для системы ротор-опоры, рабо-
тающей относительно близко к первой
критической скорости вращения (вторая
группа), на опорах преобладает синфазная
вибрация независимо от места дисбалан-
са. К машинам этой группы относятся,
например, мощные тихоходные машины
на относительно податливых опорах, в
частности мощные синхронные компенса-
торы. Наличие существенной противо-
фазной вибрации свидетельствует о гру-
бом дефекте, например, о смещении одно-
го из полюсов синхронного компенсатора
в осевом направлении. Уточнение локали-
зации дисбаланса может быть выполнено
по измерениям вибрации на выбеге при
достаточно низких скоростях вращения:
правило при этом аналогично роторам
первой группы.
Для системы ротор-опоры, рабо-
тающей в интервале примерно 1,2... 1,6 от
первой критической скорости (третья
группа), место преобладающего дисба-
ланса располагается ближе к опоре с
меньшей вибрацией.
Характерными машинами третьей
группы являются быстроходные электро-
двигатели средней мощности.
Для системы ротор-опоры, рабо-
тающей в окрестности второй и выше,
кратной к первой критической скорости
вращения (четвертая группа), на опорах
преобладает противофазная вибрация не-
зависимо от места дисбаланса. Характер-
ными машинами этой группы являются
мощные быстроходные машины, прежде
всего крупные энергетические турбоагре-
гаты.
Существенная синфазная вибрация
возникает при этом под действием дисба-
лансов и дефектов на консольных участ-
ках (муфтах), а также при наличии суще-
ственного распределенного дисбаланса по
534
Глава 5. ДИАГНОСТИКА МЕХАНИЗМОВ
первой и (или) третьей формам неуравно-
вешенности, например, при прогибе рото-
ра, а также вследствие попыток компен-
сировать прогиб установкой корректи-
рующих масс. Уточнение локализации
дисбаланса может быть выполнено по
измерениям вибрации на выбеге. Дисба-
ланс преобладает с той стороны ротора,
на которой при некоторой промежуточной
скорости вращения амплитуда вибрации
относительно низкая (иногда проходит
через нуль), а при проходе через этот ми-
нимум амплитуды фаза вибрации изменя-
ется на угол, превосходящий 90°. Высокая
вибрация на первой критической скорости
соответствует неуравновешенности по
первой форме, например остаточному
прогибу ротора. Дефект и дисбаланс на
муфте характеризуются относительно ма-
лой зависимостью вибрации от скорости
вращения.
Дефекты муфт имеют следующие
признаки'.
• вибрация локализуется на соседних
с муфтой подшипниках;
• вибрация меньше, чем при других
дефектах, зависит от скорости вращения;
• противофазная вибрация на этих
подшипниках является признаком колен-
чатости, а синфазная - излома оси.
Для диагностирования можно ис-
пользовать значения боя валов при мед-
ленном вращении валоповоротным уст-
ройством. Остановимся на этом более
подробно.
Как уже сказано выше, при дефектах
муфт вибрация относительно мало зави-
сит от скорости вращения. При этом в
качестве эталона для сравнения может
быть взята АФЧХ вибрации на выбеге от
известного дисбаланса внутри пролета
ротора в одной из штатных плоскостей
коррекции, а в качестве количественных
критериев - соответствующие отношения
амплитуд вибрации на нескольких харак-
терных частотах.
Как уже было отмечено, для колен-
чатости характерно преобладание проти-
вофазной вибрации на смежных с муфтой
опорах. При этом разность фаз вибраций
для одного направления измерения обыч-
но превышает 100°. Сопутствующим при-
знаком является повышение (изменение)
вибрации двойной оборотной частоты, а
иногда и некоторых более высоких крат-
ных частот. Коленчатость на рабочей час-
тоте вращения влияет на вибрацию при-
мерно так же, как прогиб одного из со-
единяемых роторов либо такой дисбаланс
двух роторов, при котором вибрации со-
седних с муфтой подшипников противо-
фазны. Для дифференциальной диагно-
стики можно использовать дополнитель-
ные признаки, отличающие названные
дефекты от коленчатости: для дисбаланса
характерно отсутствие боя вала и вибра-
ции опор на низких скоростях вращения, а
для прогиба относительно высока вибра-
ция на первой критической скорости вра-
щения.
При изломе оси разность фаз вибра-
ций для одного направления измерения на
смежных с муфтой опорах обычно не пре-
вышает 50°. Для жестких роторов на про-
тивоположных от муфты опорах вибрации
также совпадают по фазе, но их фаза про-
тивоположна фазе вибрации на смежных с
муфтой опорах. На роторах, работающих
выше первой критической скорости вра-
щения, излом оси очень мало влияет на
вибрацию противоположных от муфты
опор, но при относительно низких скоро-
стях вращения на выбеге для вибрации
этих опор характерны такие же соотно-
шения, как и названные выше для жестких
роторов. Если соседние с муфтой под-
шипники расположены в разных корпу-
сах, то дополнительным признаком изло-
ма оси может быть противофазная осевая
вибрация этих корпусов.
Из сказанного также ясно, что в про-
цессе снижения скорости вращения рото-
ра при выбеге скорость вращения гибкого
ротора последовательно проходит в зоны
отношений скорости вращения к первой
критической скорости, характерные для
ВИБРАЦИЯ ОБОРОТНОЙ ЧАСТОТЫ
535
разных рассмотренных групп. Это позво-
ляет использовать АФЧХ вибрации на
выбеге для уточнения диагноза, применяя
приведенные выше алгоритмы для разных
групп.
Рассмотрим диагностирование де-
фектов опорной системы: расцентровки,
резонанса опоры, нарушения плотности
сопряжений опорных элементов.
Вибрация обычно локализуется в
районе двух подшипников, соседних с
муфтой, на которой возникает расцен-
тровка полумуфт.
Признаки расцентровки полумуфт
выявляются в основном эксперименталь-
но для конкретного типа агрегатов. Если
имеются подтвержденные эксперимента-
ми данные о влиянии расцентровки на
соотношение вертикальной и поперечной
составляющих вибрации, то последнее
может учитываться при диагностировании
расцентровки. Во многих случаях вибра-
ция при расцентровке повышается на
подшипнике более легкого из соединяе-
мых роторов, если его ось смещена вверх.
Этот признак следует подтвердить экспе-
риментально. Характер воздействия рас-
центровки на вибрацию может быть опре-
делен путем диагностического тестирова-
ния по изменениям динамических коэф-
фициентов влияния (ДКВ) пробных дис-
балансов. Обычно в точках, где наблюда-
ется ненормальное увеличение вибрации
при расцентровке, значения модулей ДКВ
соответственно увеличиваются.
Признаком расцентровки вала может
служить температура баббита: для пере-
груженных подшипников температура
выше. Этот признак неоднозначен: темпе-
ратура баббита зависит не только и даже
не столько от расцентровки, сколько от
других причин. Этот признак можно ис-
пользовать как дополнительный.
Несколько облегчается задача диаг-
ностирования расцентровки при возмож-
ности контроля величины всплытия вала
на масляном клине подшипников сколь-
жения (аппаратурой относительной виб-
рации валов). Обычно величина всплытия
при расчетной нагрузке и заданной тем-
пературе масла известна либо может быть
рассчитана. На разгруженных подшипни-
ках величина всплытия больше и наобо-
рот.
Признаками резонанса опоры явля-
ются'.
• характерный рост вибрации опоры
при скорости вращения вала, близкой к
номинальной. Сопровождается сущест-
венным увеличением фазы вибрации;
• преобладание вибрации в одном
направлении. Оно может не совпадать ни
с одним из трех направлений измерения -
вертикальным, горизонтально-попереч-
ным и осевым. В этих направлениях изме-
рения амплитуды вибрации могут быть и
соизмеримы. Признаком преобладания
вибрации в одном направлении является
примерное совпадение фаз вибрации либо
их отличие на 180° в направлениях, где
отмечается высокая вибрация.
Ненормальным является также сме-
щение резонансного пика в область ско-
ростей вращения ниже номинальной, если
для агрегатов рассматриваемого типа ре-
зонанс, как правило, наблюдается на ско-
ростях вращения, превышающих номи-
нальную.
Если повышенная вибрация локали-
зуется преимущественно на одном под-
шипнике, то ее причиной может быть
снижение жесткости вследствие наруше-
ния плотности опорных соединений: от-
рыва фундаментной плиты от фундамен-
та, ослабления крепления опорных цен-
трирующих колодок, отрыва корпуса под-
шипника от фундаментной плиты, в
частности, вследствие коробления опор-
ных поверхностей, а также повреждения
фундамента.
Этот же признак появляется также
при резонансе опоры и при некоторых
дефектах валопровода. Надежно диффе-
ренцировать дефекты этой группы позво-
ляет снятие контурной характеристики.
Если машина оборудована датчиками от-
536
Глава 5. ДИАГНОСТИКА МЕХАНИЗМОВ
носительной вибрации корпусов подшип-
ников, то признаками отрыва корпуса
подшипника от фундаментной плиты и
(или) коробления опорных поверхностей
являются появление заметной относи-
тельной вибрации и увеличение зазора по
опорным поверхностям.
Дополнительным признаком нару-
шения плотности опорных соединений
может быть появление соответствующих
высокочастотных гармонических состав-
ляющих вибрации.
Непосредственным признаком сни-
жения динамической жесткости опор яв-
ляется существенное увеличение модулей
(амплитуд) ДКВ пробных дисбалансов по
сравнению со средними (эталонными)
значениями.
5.1.2. Квазистационарная вибрация
Назовем наиболее вероятные причи-
ны квазистационарной вибрации:
• тепловой дисбаланс ротора разного
происхождения;
• тепловая (режимная) расцентровка
полумуфт;
• режимное снижение опорной жест-
кости вследствие тепловых деформаций
опорных поверхностей корпусов;
• некоторые дефекты подвижных и
неподвижных полумуфт;
• магнитная асимметрия ротора син-
хронной электрической машины;
• ослабление посадки насадных де-
талей.
При переходе от одного режима к
другому и при отсутствии других дефек-
тов вибрация меняется монотонно, изме-
нения вибрации, как правило, обратимы.
Локализация теплового дисбаланса
определяется так же, как и для механиче-
ского дисбаланса при стационарном ре-
жиме.
Непосредственные неисправности,.
приводящие к тепловому дисбалансу, сле-
дующие:
• витковые замыкания в роторах
электрических машин;
• тепловая нестабильность материала
ротора;
• асимметрия охлаждения ротора,
например, вследствие загромождения ох-
лаждающих каналов (для роторов элек-
трических машин);
• отсутствие необходимых осевых
тепловых зазоров по насадным деталям
(дискам турбины, насосам).
Тепловая расцентровка имеет такие
характерные признаки: изменение темпе-
ратур баббита вкладышей и изменение
положения оси вращения относительно
оси расточки подшипника в соответствии
с изменившимися нагрузками на опоры
(контролируется аппаратурой измерения
относительной вибрации вала). Эти при-
знаки определяют при измерениях соот-
ветствующих невибрационных парамет-
ров в процессе прогрева и изменения ре-
жима работы машины.
Влияние расцентровки полумуфт на
вибрацию определяется теми же правила-
ми, что и на стационарных режимах.
Тепловой дисбаланс и тепловая рас-
центровка обычно возникают одновре-
менно. Надежно дифференцировать воз-
действие на вибрацию этих причин позво-
ляют эксперименты с пробными дисба-
лансами.
Без экспериментов с пробными дис-
балансами дифференциальный диагноз
можно установить по изменению фазы в
процессе изменения вибрации: при рас-
центровке фаза меняется мало, а при теп-
ловом дисбалансе - существенно. Исклю-
чение составляют случаи, когда тепловой
дисбаланс по направлению примерно сов-
падает с исходным, что непосредственно
установить невозможно, и когда скорость
вращения достаточно близка к резонанс-
ной (при этом может измениться фаза
вибрации при расцентровке). Поэтому
рассматриваемый признак для установле-
ния диагноза является недостаточным.
Тепловое коробление опорной по-
верхности имеет такие же признаки, как и
остаточное коробление при стационарном
ВИБРАЦИЯ ОБОРОТНОЙ ЧАСТОТЫ
537
режиме, рост вибрации при этом проис-
ходит по мере прогрева машины.
Магнитная асимметрия ротора син-
хронной электрической машины приводит
к одностороннему магнитному тяжению,
сила которого пропорциональна величине
намагничивания ротора. Дефект обнару-
живается в основном по изменению виб-
рации при подаче тока возбуждения. Маг-
нитная асимметрия является дополни-
тельным признаком витковых замыканий,
которые преимущественно проявляются в
виде теплового дисбаланса. Для двухпо-
люсных машин одностороннее магнитное
тяжение относительно невелико. Гораздо
сильнее оно на явнополюсных (многопо-
люсных) машинах, для них при витковых
замыканиях его влияние на вибрацию мо-
жет превосходить влияние теплового дис-
баланса.
Ослабленная посадка жесткой муфты
и несоосность венцов подвижной муфты
приводят к росту вибрации в начале на-
гружения и при малых нагрузках, при
дальнейшем повышении нагрузки вибра-
ция стационарна и от нагрузки не зависит.
Характер вибрации такой же, как и при
коленчатости жесткой муфты.
При ослабленной посадке рабочих
колес турбины либо якоря электродвига-
теля на валу характер изменения вибра-
ции такой же, как и при ослабленной по-
садке муфты, однако изменения вибрации
при этом соответствуют локализации дис-
баланса на насаженной детали.
Если при ослабленной посадке дета-
ли внутри пролета ротора зазор по поса-
дочному месту неравномерен по длине
либо ось шпонки, на которой посажена
деталь, не совпадает с осью шпоночного
паза, то при росте нагрузки возникает пе-
рекос насаженной детали и соответст-
вующая этому моментная неуравнове-
шенность ротора, что приводит к росту
противофазной вибрации на подшипниках
ротора. Особенно сильно это проявляется
на насадном якоре электродвигателя.
5.1.3. Нестационарная вибрация
Вибрация изменилась внезапно и
необратимо
Внезапным изменением вибрации
("скачком" вибрации) является мгновен-
ное (за доли секунды) необратимое изме-
нение ее вектора. По существующей
практике внезапным изменением счита-
ется изменение вибрации за время не бо-
лее 5 с, если вибрация не возвращается к
прежним значениям в течение 10 с. Име-
ется в виду существенное (на величину не
менее 1 мм/с) изменение вибрации одно-
временно, по крайней мере, в двух точках
контроля.
В принципе могут иметь место виб-
рационные явления, при которых процесс
изменения вибрации развивается плавно,
но настолько быстро, что по стандартным
признакам они воспринимаются как вне-
запное изменение вибрации.
Здесь рассматривается "скачок" виб-
рации оборотной частоты. Общий уровень
вибрации может измениться внезапно и
при появлении низкочастотной вибрации
(НЧВ). При этом для исключения НЧВ
чаще всего требуется изменение режима
нагрузки машины.
"Скачок" вибрации характеризует
одно из следующих событий:
• обрыв детали ротора (поломка тур-
бинной лопатки);
• проскальзывание корпуса подшип-
ника или другого элемента опорной сис-
темы после заедания по продольной
шпонке либо по опорной поверхности
(освобождение корпуса);
• проскальзывание по ротору детали,
посаженной с натягом внутри пролета;
• проскальзывание по ротору насад-
ной полумуфты.
• Если первая причина связана с воз-
никновением опасной неисправности, то
другие непосредственной опасности не
представляют. В связи с этим необходимо
знать дополнительные признаки приве-
денных событий, чтобы не пропустить
опасный дефект и не вызвать ложную
тревогу.
538
Глава 5. ДИАГНОСТИКА МЕХАНИЗМОВ
Дополнительные признаки обрыва
детали ротора:
• локализация дисбаланса в том мес-
те, где возможен такой дефект, наличие
прецедентов с аналогичными поломками;
• масштаб изменения вибрации: при
поломке достаточно массивной детали
изменения вибрации весьма велики и ча-
ще всего приводят к срабатыванию виб-
рационной защиты;
• при поломке детали на роторе воз-
можно повреждение других элементов
машины, которое диагностируется специ-
альными методами. Например, при по-
ломке лопатки последней ступени турби-
ны чаще всего повреждаются трубки кон-
денсатора, вследствие чего заметно (в
несколько раз) возрастает жесткость кон-
денсата;
• существенно меняется вибрация на
первой критической скорости вращения,
что обнаруживается при выбеге ротора в
процессе останова агрегата для выяснения
характера неисправности;
• обычно вибрация изменяется в сто-
рону увеличения амплитуды.
Дополнительные признаки проскаль-
зывания корпуса подшипника или другого
элемента опорной системы после заедания
(освобождение корпуса):
• на первой критической скорости
вращения вибрация не меняется;
• одновременно с изменением вибра-
ции меняется осевое положение корпуса
подшипника и (или) закрывается зазор
между корпусом подшипника и фунда-
ментной рамой. Это может быть непо-
средственно зарегистрировано специаль-
ной аппаратурой.
Проскальзывания по ротору детали,
посаженной с натягом внутри пролета,
происходят в следующих случаях (допол-
нительные признаки):
• на роторах, имеющих массивные
насадные детали (диски турбин, консоль-
ные бандажи турбогенераторов);
• при прогреве и таком изменении
режима, когда сильно повышается темпе-
ратура в среде, где расположены насад-
ные детали, либо при резком повышении
частоты вращения, например, при специ-
альных испытаниях машины;
• когда возникшие изменения вибра-
ции соответствуют прогибу ротора в мес-
те расположения насадной детали и не-
сколько отличаются от влияния локально-
го дисбаланса, вызываемого обрывом де-
тали ротора, однако уловить это отличие
трудно;
• на новых роторах и при первых
пусках после насадки на ротор массивных
деталей, имеющих остаточные осевые
технологические напряжения в месте по-
садки;
• существенно меняется вибрация на
их критических скоростях вращения;
• масштаб изменений вибрации
обычно меньше, чем при обрыве деталей
ротора.
Проскальзывание по ротору насад-
ной полумуфты по вибрационным при-
знакам соответствует излому оси. Следует
учесть, что проскальзывание невозможно
для полумуфт, изготовленных заодно с
валом.
Проскальзывание насадных деталей
внутри пролета очень трудно отличить от
поломки роторной детали, при автомати-
ческом диагнозе во всех случаях, когда
оба события не исключены, они должны
быть указаны вместе.
Обратим внимание на то, что при не-
которых дефектах, сопровождающихся
быстрым лавинообразным нарастанием
вибрации, автоматические средства кон-
троля вибрации могут выдать сигнал о
внезапном изменении вибрации, хотя при
этом достаточное изменение вибрации
может происходить плавно в течение 2 ...
5 с. Такое событие может произойти, на-
пример, при радиальных задеваниях по
уплотнениям на рабочей скорости враще-
ния, схожесть такого события с внезап-
ным изменением вибрации дополняется
тем, что задевания возникают не сразу
при достижении номинальной скорости
ВИБРАЦИЯ ОБОРОТНОЙ ЧАСТОТЫ
539
вращения, а лишь через некоторое время -
в процессе возникновения определенной
режимной расцентровки по уплотнениям.
Рост вибрации при задеваниях вначале
происходит медленно и лишь спустя оп-
ределенное время перерастает в лавино-
образный процесс. При этом на выбеге
ротора вибрация обычно быстро возвра-
щается к прежним значениям, а при по-
вторном достижении рабочей скорости
вращения возникает не сразу. Эти призна-
ки могут быть обнаружены посредством
диагностического тестирования, если не
исключена возможность описанного со-
бытия. Возможность возникновения этих
событий должна учитываться при исполь-
зовании в качестве диагностического при-
знака внезапности изменения вибрации.
Обратим внимание на возможность
последовательного (в течение 1... 5 с) раз-
рыва нескольких стяжных болтов на же-
сткой муфте.
На переходных режимах наблюдается
повышенная изменчивость вибрации
В процессе прогрева и при резком
изменении температурного режима ма-
шин, имеющих перемещающиеся корпуса
подшипников (паровые и газовые турби-
ны, мощные турбокомпрессоры), вибра-
ция неизбежно меняется вследствие зако-
номерного изменения осевых усилий тре-
ния по опорным поверхностям. При этом
интенсивность вибрации меняется с пере-
менным периодом примерно от несколь-
ких минут до получаса вблизи некоторого
среднего значения. Это не является неис-
правностью. Параметры такого процесса
должны быть определены статистически-
ми методами (например, в виде автокор-
реляционной функции) в зависимости от
параметров нагружения и характерных
температур машины. Если параметры из-
менчивости при некотором переходном
процессе существенно превышают пара-
метры, определенные ранее для аналогич-
ного режима, то это свидетельствует о
дефектах (износе, деформации, наруше-
нии чистоты) поверхностей скольжения и
направляющих шпоночных соединений.
Следует отличать описанную измен-
чивость от монотонного изменения виб-
рации при прогреве. Она имеет другие
причины: режимные расцентровки, пер-
воначальное искривление ротора при на-
чале разворота, тепловой дисбаланс рото-
ра и др.
В некоторых случаях корпус под-
шипника застревает, его перемещения
полностью прекращаются. В этом случае
вибрация может монотонно увеличивать-
ся до весьма больших значений.
Вибрация изменяется монотонно
и быстро
Имеется в виду плавное существен-
ное изменение вибрации за время от не-
скольких секунд до одного часа. Обычно
вибрация нарастает.
Изменения вибрации на частоте вра-
щения связаны преимущественно с появ-
лением теплового дисбаланса. Тепловой
дисбаланс диагностируется так же, как
механический.
По ряду причин процесс изменения
вибрации является принципиально неста-
ционарным. Другие причины приводят к
квазистационарному процессу. Для по-
следнего случая рассмотрим переходную
часть квазистационарного процесса. Ос-
новные диагностические признаки для
рассматриваемых причин вибрации опре-
деляются не столько значениями вибра-
ции при установившемся режиме, сколько
характером и масштабом изменений виб-
рации при переходном процессе. Рассмат-
риваемые причины обычно приводят к
повышенной вибрации уже на стадии пе-
540
Глава 5. ДИАГНОСТИКА МЕХАНИЗМОВ
реходного процесса, в частности, вследст-
вие большого масштаба неполадки.
Причинами этих изменений вибра-
ции могут быть следующие дефекты, ко-
торые, как правило, вызывают и появле-
ние теплового дисбаланса:
• радиальные задевания ротора о ста-
тор;
• осевые задевания ротора о статор
вблизи вала;
• заброс воды на горячий ротор;
• недостаточные осевые зазоры в на-
садных деталях;
• попадание масла в центральное от-
верстие горячего ротора;
• неплотность внутренней полости
барабанного ротора;
• прогиб ротора на подшипнике
скольжения из-за недостаточных зазоров
и при сильной перегрузке;
• развитая трещина в роторе.
Дополнительные признаки задеваний
ротора о статор:
• появление характерных гармониче-
ских составляющих вибрации высоких и
низких частот;
• сильная модуляция высокочастот-
ной вибрации;
• зависимость вибрации от темпера-
туры ротора;
• сильный рост противофазной виб-
рации на опорах ротора и нередко не-
обычный для других причин тепловой
прогиб по второй форме, а также и неус-
тановившаяся НЧВ.
Дополнительные причины заброса
воды на горячий ротор паровой турбины:
• быстрый темп роста вибрации, ос-
новные изменения вибрации обычно про-
исходят за время от нескольких секунд до
минуты;
• обычно одновременно возникает
ненормально высокая разность темпера-
тур верха и низа статора машины (цилин-
дра);
• иногда прослушиваются кавитаци-
онные удары в пароподводящих трубах.
Дополнительные признаки отсутст-
вия достаточных осевых зазоров в насад-
ных деталях:
• вибрация возникает на таких режи-
мах, при которых температура насадных
деталей существенно выше, чем темпера-
тура вала: повышение температуры уп-
лотняющего пара при наличии насадных
втулок уплотнений, при быстром повы-
шении температуры среды, в которой
вращаются насадные диски (быстрое по-
вышение нагрузки, ухудшение вакуума
и др.);
• рост вибрации преимущественно
начинается не сразу по достижении не-
благоприятного режима, а через некото-
рое время (после того, как выбран суще-
ствующий зазор).
В некоторых случаях за счет про-
скальзывания насадной детали по ротору
все наблюдаемые вибрационные явления
исчезают.
Дополнительные признаки попада-
ния масла или воды в центральное отвер-
стие горячего ротора:
• плавный и относительно медленный
рост вибрации с некоторого момента
практически линейно от времени;
• дефект наблюдается относительно
редко, относится к экзотическим неис-
правностям, поэтому диагноз всегда име-
ет недостаточную достоверность и прове-
ряется при вскрытии центрального отвер-
стия.
Дополнительные признаки неплот-
ности внутренней полости барабанного
ротора:
• плавный и относительно медлен-
ный рост вибрации;
ВИБРАЦИЯ ОБОРОТНОЙ ЧАСТОТЫ
541
• уровень изменений зависит от раз-
ности давлений и температур между вы-
соко- и низкопотенциальными полостями
цилиндра машины;
• при небольших неплотностях виб-
рация имеет квазистационарный характер;
• дефект обычно возникает в процес-
се работ по проникновению во внутрен-
нюю полость через радиальные отверстия,
например, с целью оснащения ротора дат-
чиками для специальных испытаний и,
соответственно, наблюдается при пуске
машины после этих работ;
• относится к экзотическим неис-
правностям.
Дополнительные признаки перекоса
шейки ротора на подшипнике скольже-
ния:
• в вибрации появляются гармоники
частот вращения;
• при перегрузке подшипника харак-
терна связь начала процесса роста вибра-
ции с возникновением достаточной рас-
центровки. Важное отличие от других
причин роста вибрации при расцентровке
состоит в том, что вибрация достигает
максимальных значений не в момент по-
явления расцентровки, а с задержкой во
времени.
Дополнительные признаки развитой
трещины в роторе:
• рост вибрации возникает при раз-
гружении и происходит достаточно быст-
ро, интенсивность вибрации достигает
больших значений вплоть до предельных
со срабатыванием защиты по вибрации;
• при трещине, достигшей централь-
ного отверстия, во внутренней полости
конденсируется рабочее тело (наличие
воды в центральном отверстии турбины),
что дополнительно приводит к плавному
росту вибрации, характерному для попа-
дания масла в центральное отверстие.
Монотонное медленное нарастание
вибрации во времени
Непрерывное медленное нарастание
вибрации во времени (тренд) обычно свя-
зано с естественным износом машины за
счет деградации ротора и опорной сис-
темы.
Диагностическую ценность для оп-
ределения неполадок, возникающих при
износе, представляют разные составляю-
щие спектра вибрации, что описано в дру-
гих главах справочника.
Однако многие возникающие в про-
цессе износа неполадки приводят в ос-
новном к росту (изменению) оборотной
вибрации, а именно:
• отложение солей и эрозия лопаток
в паровой турбине, эрозия лопастей (ло-
паток) тягодутьевых машин и насосов под
действием абразивных частиц;
• развивающаяся трещина в роторе;
• ослабление жесткости элементов
фундамента;
• остаточный прогиб ротора вследст-
вие ползучести.
Эрозия лопаток и отложение солей
обычно не вызывают тревоги, другие не-
поладки могут приводить к повышенному
тренду вибрации, либо к превышению
предельного значения интенсивности виб-
рации.
Рассмотрим дополнительные (поми-
мо тренда уровня вибрации на частоте
вращения) признаки этих неполадок.
Дополнительные признаки остаточ-
ного прогиба ротора вследствие ползуче-
сти:
• возникает на тяжелых роторах, ра-
ботающих в зоне температур выше 400 °C
и по состоянию металла;
• проявляется в медленном росте
вибрации и обычно обнаруживается по
достижении предельных значений;
542
Глава 5. ДИАГНОСТИКА МЕХАНИЗМОВ
• одновременно существенно растет
вибрация на первой критической ско-
рости;
• проявляется при медленной про-
крутке вала на датчиках относительной
вибрации при ремонте машины индици-
рованием ротора.
Дополнительные признаки разви-
вающейся трещины в роторе:
• нарастающий во времени темп рос-
та вибрации;
• рост преимущественно второй, а
также некоторых других высших гармо-
ник в спектре вибрации;
• вибрация существенно растет (из-
меняется), когда частота вращения дости-
гает значения, близкого к половине вели-
чины любой из критических, т.е. на резо-
нансных скоростях вращения второго ро-
да. При этом в рабочий диапазон скоро-
стей вращения попадают некоторые резо-
нансные скорости вращения второго рода,
для которых соответственные критиче-
ские скорости по оборотной вибрации
находятся выше этого диапазона (для
крупных роторов энергетических машин
вторая и иногда третья);
• в процессе ремонта обнаруживает-
ся по характерному изменению формы
боя вала при индицировании, а также ме-
тодами дефектоскопии и специальными
методами.
Дополнительный признак ослабле-
ния жесткости элементов фундамента:
тренд уровня вибрации развивается во
времени неравномерно.
Сложный вид изменения вибрации
во времени
Вибрация периодически нарастает и
убывает с периодичностью от нескольких
минут до трех часов. Иногда приходится
сталкиваться с более сложными видами
нестационарности вибрации. Причины
следует искать в процессах, связанных с
нестабильным тепловым дисбалансом.
Эти причины относятся к числу экзотиче-
ских.
Вибрация нарастает мелкими ’’скач-
ками”, неравномерно распределенными по
времени. Обычно период между скачками
со временем сокращается, а интенсив-
ность скачков увеличивается. Причина
обычно состоит в разрыве нескольких
стяжных призонных болтов на муфте.
Разрыв первого болта практически неза-
метен, существенное нарастание вибра-
ции отмечается при разрыве нескольких
болтов.
Дополнительными признаками раз-
рыва стяжных призонных болтов на жест-
кой муфте являются:
• имелись прецеденты разрыва бол-
тов на однотипных машинах;
• известно, что по муфте имеется
большая радиальная расцентровка или по
торцу.
Вибрация модулируется по типу бие-
ний. Период модуляции от нескольких
секунд до нескольких минут.
Причина биений состоит в наложе-
нии колебаний двух агрегатов или меха-
низмов, расположенных достаточно близ-
ко и имеющих близкие частоты вращения
или нелинейное взаимодействие гармони-
ческих частот, возбуждаемых разными
дефектами.
5.2. ВИБРАЦИЯ С НЕОБОРОТНЫМИ
ЧАСТОТАМИ
5.2.1. Вибрация двойной оборотной
частоты
Вибрация двойной оборотной
частоты не зависит от тока
возбуждения ротора синхронной
машины и от факта включения в сеть
асинхронного двигателя
Приведем причины существенного
роста вибрации на резонансных скоростях
ВИБРАЦИЯ С НЕОБОРОТНЫМИ ЧАСТОТАМИ
543
второго рода (когда резонансная скорость
совпадает со второй кратностью скорости
вращения) и появляющиеся в большом
уровне второй гармоники частоты враще-
ния, и их дополнительные признаки.
Двоякая жесткость ротора. Допол-
нительный признак - конструктивная осе-
вая асимметрия ротора, характерная пре-
имущественно для роторов двухполюс-
ных синхронных электрических машин.
Дефектом не является. Маскирует другие
причины вибрации.
Эллипсностъ шеек. Наблюдается на
осесимметричных роторах при отсутствии
коленчатости муфт. Определяется непо-
средственными измерениями формы шеек
микрометром или индикатором.
Коленчатостъ муфт. Вибрация
двойной оборотной частоты является до-
полнительным и необязательным призна-
ком этого дефекта, для которого главный
признак - характерное соотношение зна-
чений оборотной вибрации на смежных с
муфтой подшипниках, могут присутство-
вать гармонические составляющие вибра-
ции более высоких частот. Наблюдается
при расположении упомянутых подшип-
ников в одном корпусе на относительно
близком расстоянии. Аналогично влияет
на вибрацию дисбаланс, создающий про-
тивофазную вибрацию смежных с муфтой
опор, что усложняет дифференциальную
диагностику.
Трещина в роторе. Сопровождается
характерными изменениями во времени
(трендом) оборотной вибрации и нередко
появлением второй или третьей гармони-
ки в спектре вибрации.
Резонанс опоры на двойной оборот-
ной частоте. АФЧХ вибрации на двой-
ной частоте вблизи рабочей скорости
вращения имеет характерный для резо-
нанса вид.
Вибрация с полюсной частотой
зависит от тока возбуждения ротора
синхронной электрической машины
и от факта включения в сеть
асинхронного двигателя
Причины вибрации: электромагнит-
ные силы, недостаточная динамическая
жесткость статора и (или) существенная
радиальная расцентровка ротора в маг-
нитном зазоре (преимущественно для
многополюсных машин), резонансные
явления на полюсной частоте.
Признаки: возникает при подаче тока
возбуждения на ротор синхронного гене-
ратора, исчезает в момент отключения
асинхронной машины либо при снятии
тока возбуждения синхронной машины.
5.2.2. Низкочастотная вибрация
Вибрация с половинной частотой
Причины и особенности низкочас-
тотной вибрации (т.е. вибрации на часто-
тах, меньших частоты вращения) описаны
в других главах, поэтому кратко опишем
некоторые из них.
• Вибрация с частотой, близкой к по-
ловинной, возникает при нагрузке паро-
вой турбины, близкой к номинальной.
Начинается в виде вспышек с минималь-
ной амплитудой, затем внезапно достига-
ет максимума. При снижении паровой
нагрузки до определенного уровня может
исчезнуть. Преобладает на одном из рото-
ров.
Причиной является неустойчивость в
потоке смазки или рабочей среды, кото-
рой способствуют несовершенство формы
расточки вкладышей подшипников и не-
совершенство уплотнений.
Дополнительный признак преобла-
дания влияния на возникновение вибра-
ции несовершенства формы расточки (не-
544
Глава 5. ДИАГНОСТИКА МЕХАНИЗМОВ
обязательный): порог возникновения виб-
рации зависит от температуры смазочного
масла.
• Вибрация с половинной частотой
стабильна, от нагрузочного режима не
зависит.
Причиной являются грубые наруше-
ния формы расточки вкладыша подшип-
ника скольжения (износ); субгармониче-
ские колебания, связанные с определен-
ной неуравновешенностью (необязательно
большой) и нелинейностью опоры, на-
пример, вследствие нарушений крепления
фундаментной плиты.
• Вибрация с половинной частотой
сопровождается существенными высоко-
частотными гармониками, имеющими
частоты (2к - 1)4/2, где к = 2, 3,... .
Причиной являются ослабления (раз-
болтанность) опорных элементов.
Вибрация с частотой fJ3
Вибрация с частотой fo/З наблюдает-
ся относительно редко. Имеет природу
субгармонических и параметрических
колебаний. Возникает вследствие трения
при задеваниях ротора о статор, а также
под действием дисбаланса при сущест-
венной нелинейности опорной системы.
Дополнительный признак для заде-
ваний: богатый спектр высокочастотных
вибраций.
Несинхронная вибрация с частотой,
близкой к первой критической
Эта вибрация имеет ту же природу и
вызывается теми же причинами, что и
вибрация с половинной частотой, связан-
ная с потерей устойчивости вращения (см.
гл. 6). Преимущественно возникает на
гибких роторах, с первой собственной
частотой колебаний, существенно боль-
шей половины частоты вращения.
"Сепараторная" частота вибрации,
близкая к 0,44/3 на опорах с
подшипниками качения
Причиной ее возникновения является
повреждение сепаратора (см. гл. 7).
5.2.3. Высокочастотная вибрация
Высокочастотные вибрации, связан-
ные с особенностями насосов, подшипни-
ков качения, зубчатых редукторов, особо
рассматриваются ниже (см. гл. 7, 9, 10).
Высокочастотные составляющие
вибрации обычно сопровождают оборот-
ную, двойную оборотную и низкочастот-
ную вибрации при некоторых дефектах:
коленчатости, ослаблении (разболтанно-
сти) опор, выкрашивании баббита, тре-
щине в роторе, задеваниях и являются
дополнительными признаками этих де-
фектов.
Высокочастотные вибрации могут
свидетельствовать о некоторых дефектах
сборки роторов, например, интенсивная
вибрация третьей кратности от оборотной
может быть связана с недостаточными
зазорами между рабочими колесами
крупного быстроходного водяного насоса.
При чрезмерных возмущающих си-
лах разной природы (дисбалансах и дру-
гих) возникают ударные (и почти удар-
ные) нагрузки на вкладыш подшипника,
вызывающие сложногармоническую виб-
рацию с богатым спектром высоких час-
тот, кратных частоте возмущения.
Для ослабления (разболтанности)
опор характерны существенные гармони-
ки, имеющие частоты (2к - 1)4/2, где к = 1,
2, 3, ... . При этом гармоника с частотой
fJ2 может быть малозаметной, а другие
ВИБРАЦИЯ С НЕОБОРОТНЫМИ ЧАСТОТАМИ
545
гармоники очень отличаются по величи-
нам интенсивности, обычно преобладают
одна-две гармоники. Одновременно в
спектре присутствуют гармоники, крат-
ные частоте вращения. Вибрационный
сигнал обычно содержит и другие состав-
ляющие спектра, большую стохастиче-
скую (случайную) составляющую, не
имеет определенного периода. Важный
признак этого дефекта обнаруживается
при рассмотрении кепстра: на нем обыч-
но выделяется полоса с периодом 2//о-
Может иметь место высокочастотная
вибрация, происходящая от внутренних
динамических деформаций ротора (на-
пример, вибрация лопаток, крутильные
колебания валов). Влияние этих деформа-
ций на поперечную вибрацию опор изу-
чено мало, оно, как правило, не приводит
к превышению критериев исправности
машины, однако имеет несомненную ди-
агностическую ценность.
18 - 701
Глава 6
ДИАГНОСТИКА УЗЛОВ С ПОДШИПНИКАМИ
СКОЛЬЖЕНИЯ И УПЛОТНЕНИЯМИ
Схематичный разрез подшипника
скольжения приведен на рис. 6.1. Часть
вала, называемая цапфой, шейкой и т.п.,
вращается внутри пространства, ограни-
ченного вкладышем подшипника. Жидкая
смазка (иногда газ, магнитное поле) за-
щищает возникновение граничного тре-
ния между металлическими поверхностя-
ми деталей подшипника при нормальной
его работе. Она же, взаимодействуя с
вращающимся валом за счет сил трения,
образует снизу "масляный клин", который
вынуждает его "всплывать" по кривой
динамического равновесия тем выше, чем
больше скорость его вращения.
Методам виброакустической диагно-
стики подшипников скольжения посвя-
щено значительно меньше работ [7, 8, 26,
62, 155, 156], чем подшипникам качения,
хотя они также являются слабыми узлами
во многих машинах и механизмах, напри-
мер, в судовых дизелях, в турбогенерато-
рах, в различного вида насосах, компрес-
сорах, турбинах и др. Такое положение вы-
звано многими причинами. Одна из них -
подшипник скольжения обладает малой
по сравнению с другими узлами машины
виброактивностью, поэтому приходится
иметь дело с незначительными виброаку-
стическими сигналами собственно под-
шипника, которые "тонут" на фоне помех,
если измерения производятся корпусными
датчиками. Другой причиной является
трудность диагностирования лавинооб-
разного процесса деградации легкоплав-
ких покрытий вкладышей подшипников
скольжения.
Конечно, не каждый дефект подшип-
ника скольжения проявляет себя доста-
точно явно в виброакустическом сигнале,
сопровождающем его работу. Зато такие
важные, с точки зрения надежности и
безопасности функционирования машин с
опорами скольжения, дефекты, как нерав-
номерность зазоров, люфт, затирания,
заедания, сколы или выплавления вкла-
дышей имеют выраженные проявления в
вибрационном сигнале, которые исполь-
зуются в качестве диагностических при-
знаков.
Рассмотрим основные дефекты и их
возможные признаки
Рис. 6.1. Поперечный разрез подшипника скольжения
НЕРАВНОМЕРНОСТЬ ЗАЗОРОВ В ПОДШИПНИКЕ (УПЛОТНЕНИИ)
547
6.1. НЕРАВНОМЕРНОСТЬ ЗАЗОРОВ
В ПОДШИПНИКЕ (УПЛОТНЕНИИ)
В идеально спроектированной и из-
готовленной машине роторного типа при
работе на номинальном режиме реализу-
ется одинаковое распределение зазоров в
каждом подшипнике скольжения вдоль
оси вала. Практически проверяют равно-
зазорность при снятой верхней крышке
подшипника прямыми измерениями боко-
вых зазоров между валом и нижней поло-
виной вкладыша подшипника вдоль его
длины, затем проверяют одинаковость
вертикальных зазоров между валом и
верхней половиной вкладыша, а также
оценивают изменения вертикальных зазо-
ров при всплытии цапфы вала на рабочем
режиме. При монтаже проверяют круг-
лость шейки вала и состояние ее рабочей
поверхности.
Каковы же причины появления не-
равномерности зазоров? Основная причи-
на - незапроектированная поперечная наг-
рузка на вал, вероятнее всего, связанная с
перекосом оси подшипника относительно
оси вала или несоосностями, смещениями
осей валов.
Каким образом такая дополнительная
поперечная нагрузка влияет на вибраци-
онный сигнал?
Одним из характерных диагностиче-
ских признаков является отклонение по-
ложения центра вала от расчетного поло-
жения на кривой динамического равнове-
сия при данном оборотно-нагрузочном
режиме (рис. 6.2).
Наилучшее представление об этом
можно получить из графика в декартовых
координатах, на котором приводятся дан-
ные измерений постоянной составляющей
вибросмещения с двух взаимно перпен-
дикулярных датчиков, что, при соответст-
вующей тарировке, дает координаты ди-
намического положения центра вала в
зазоре подшипника. Наличие такой ин-
формации с нескольких подшипниковых
опор вдоль оси агрегата помогает опреде-
Рис. 6.2. Теоретическая и реальные
траектории перемещения центра вала
во вкладыше при d = 120 мм, Ud = 0,8 и
25 = 0,33 мм:
7 - полуокружность; 2 - теоретическая
траектория перемещения центра вала [62];
3,4,5 - экспериментальные траектории для
удельных нагрузок Руд, равных 5, 10 и
20 кгс/см2 соответственно
лить вид отклонения. Например, если
проблема не в подшипнике(-ках), а в со-
единительной муфте (скажем, несоос-
ность валов), то это будет проявляться в
нарушении положения центров цапф в
опорах по обе стороны от муфты. Несов-
падение оси отдельного подшипника с
осью вала проявится только в характери-
стиках вибросмещения конкретной опоры
(рис. 6.3).
При этом можно реально оценить
направления и величины (в мкм) смеще-
ний опор, которые могли бы восстановить
нормальное функционирование машины,
без проведения дополнительных измере-
ний. Отметим, что иногда, например, в
агрегатах с паровыми турбинами, значи-
тельные смещения центра вала в подшип-
никах относительно общепринятых зало-
жены в проекте.
Если обратиться к переменной со-
ставляющей этих сигналов, то она иска-
жается под влиянием данного дефекта,
что приводит к деформации орбиты (она
18*
548
Глава 6. ДИАГНОСТИКА УЗЛОВ С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
Рис. 6.3. Положение центра вала в
зазоре подшипника на одном и том же
режиме работы при разных технических
состояниях
как бы сдавливается в направлении дейст-
вия нагрузки до формы восьмерки при
значительных дефектах) (рис. 6.4).
В частотной области это означает
обогащение спектрального представления
гармониками оборотной частоты. Напри-
мер, на рис. 6.5 приводится спектр скоро-
сти горизонтальной вибрации переднего
подшипника скольжения циркуляционно-
го насоса перекачки нефти. Общий уро-
вень сигнала значительно превышает по-
роговое значение вибрации из-за нерав-
номерности зазоров в подшипнике. При-
знаки других дефектов насоса отсутству-
ют, в частности, лопаточная частота, рав-
ная 350 Гц (число лопаток 7, частота вра-
щения 50 Гц), как видно из рис. 6.5, по
уровню не выделяется на фоне соседних
гармоник частоты вращения.
Рис. 6.4. Влияние увеличения поперечной
нагрузки на изменение формы орбиты
Заметим, что если бы этот спектр
был получен для электрической машины,
то повышенный уровень второй гармони-
ки оборотной частоты относительно пер-
вой мог свидетельствовать еще и о воз-
можном дефекте электромагнитной сис-
темы (см. гл. 12).
Примечание. Обычно принято счи-
тать [26, 34], что при наличии чистого
дисбаланса, т.е. в отсутствие других
дефектов, в том числе несоосностей раз-
личного вида, в спектре вибрации домини-
рует компонент на частоте вращения
вала. Опыт показывает, что даже если в
спектре вибрации роторной машины гар-
моники частоты вращения имеют значи-
мые амплитуды, может оказаться, что
их проявление инициируется именно зна-
чительным дисбалансом, а не какими-то
другими причинами, связанными с со-
стоянием подшипников или валов. По-
этому, как всегда, для уточнения диагно-
за полезно привлекать дополнительную
информацию.
Столкнувшись при анализе вибрации
с картиной, представленной на рис. 6.5,
надо исследовать и другие возможные
причины появления составляющих, крат-
ных частоте вращения. Это, например,
гранность шейки вала, которая может ге-
нерировать вторую, третью или более вы-
сокую гармонику частоты вращения в
зависимости от числа этих граней, а также
биение шейки вала.
Если первый дефект, скорее всего,
’’врожденный” (по-видимому, только в
исключительных случаях можно ожидать
его появления и развития в процессе
функционирования машины) и должен
исключаться при правильном монтаже
оборудования, то второй может быть
следствием развивающейся трещины вала,
которая нередко и возникает вблизи опор
в местах концентрации нагрузок. В спек-
тре вибрации в этом случае существенен
уровень второй гармоники частоты вра-
щения. Это один из признаков. Значи-
тельно информативнее признак, получае-
АНОМАЛИИ ВЕЛИЧИНЫ ЗАЗОРА
549
Рис. 6.5. Спектр скорости горизонтальной вибрации V переднего
подшипника скольжения циркуляционного насоса перекачки нефти:
------------------ - пороговое значение вибрации
мый при медленной прокрутке вала, что
называют slow roll data. Высокий уровень
второй гармоники в этом случае опреде-
ляется только биением цапфы (естествен-
но, при отсутствии у нее овальности), по-
скольку отклик на динамические воздей-
ствия ничтожен из-за их малости на столь
малых оборотах вала.
6.2. АНОМАЛИИ ВЕЛИЧИНЫ
ЗАЗОРА (РАЗБОЛТАННОСТЬ И
ЗАЖАТОСТЬ). ЗАДЕВАНИЯ
Повышенные или уменьшенные за-
зоры в подшипниках и уплотнениях, воз-
никающие и как погрешности монтажа, и
как следствие деградации технического
состояния в процессе эксплуатации, нега-
тивно влияют на поведение машины.
Наиболее важным, вторичным дефектом,
сказывающимся на долговечности и на-
дежности функционирования машин, яв-
ляется задевание вращающихся деталей за
неподвижные. Задевания цапфы за вкла-
дыш подшипника скольжения, вала за
детали лабиринтного уплотнения системы
смазки, рабочего колеса за элементы ста-
тора и т.п. вызывают ударные импульсы в
радиальном и тангенциальном направле-
ниях (импульсы трения), а также времен-
ные изменения жесткости, что отражается
на характеристиках вибрационного про-
цесса. Развитие деградационных явлений
приводит к локальным разогревам, разры-
вам сплошности масляной (газовой) плен-
ки, граничному трению, к натирам, зади-
рам, деформации поверхностей контакти-
рующих деталей и т.п. (рис. 6.6).
Основные типы движений цапфы ва-
ла при наличии повышенного зазора в
подшипнике [8] могут быть нормальные,
когда уравновешенный вал вращается
внутри подшипника без граничного кон-
такта, и дефектные, при условии:
1) постоянного контакте вала с под-
шипником (при недостаточной смазке -
550
Глава 6 ДИАГНОСТИКА УЗЛОВ С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
Рис. 6.6. Фотография вкладыша подшипника со следами задевания и износа
обратная прецессия с непрерывным про-
скальзыванием в сторону вращения, т.е.
"обкатка"; при обильной смазке - прямая
прецессия со скоростью вращения, т.е.
"скольжение");
2) периодических соударений вала со
вкладышем (прецессия при этом может
быть как прямой, так и при обратной);
3) качания торца вала как маятника с
длиной, равной величине зазора, по ниж-
ней дуге зазора подшипника при горизон-
тальном положении тяжелого вала, при-
жатого действием силы тяжести к нижней
части подшипника.
Поскольку в задачу этого справочни-
ка не входит подробное описание всех
возможных динамических явлений, свой-
ственных такому состоянию машины,
рассмотрим только проявления движений
вала, приводящие к задеваниям, а некото-
рые другие дефектные состояния будут
рассмотрены в следующем разделе.
Наличие люфта (свободной посадки)
обоймы подшипника при достаточно зна-
чительных воздействиях со стороны вала
(например, вследствие его неуравнове-
шенности) может привести к соударениям
и, соответственно, задеваниям.
Наличие стесненного зазора по всей
окружности вкладыша или уплотнения
легко определяется при монтаже или по
значительной затрудненности прокрутки
вала, или по быстрому перегреву под-
шипника при осуществленном пуске, по-
этому здесь не будем рассматривать виб-
родиагностические признаки этого дефек-
та (тем более что невероятно его развитие
в процессе эксплуатации). Что касается
частично стесненного зазора, то его про-
явления похожи на те, что описаны выше,
хотя отличия есть.
Наиболее важным общим моментом
проявления этих двух отклонений пара-
метров подшипника является, как сказано
выше, задевание.
Модель влияния этого дефекта на
динамику вала описана в [156].
Итак, если часть периода вращения
вала характеризуется контактом (или ос-
лаблением взаимодействия) вращающейся
и неподвижной деталей машины, то на это
время меняется эффективная жесткость
узла. В первом случае - "норма - каса-
ние" - она на время возрастает, во втором
случае - "норма - люфт" - она на время
уменьшается. Соответственно, несколько
АНОМАЛИИ ВЕЛИЧИНЫ ЗАЗОРА
551
Рис. 6.7. Изменение формы орбиты и положения центра вала в зазоре
подшипника при наборе машиной оборотов и прохождении резонанса на режимах (мин1):
а - 3600; б - 3270; в - 2580; г - 1727
изменяется среднее за период значение
жесткости, что приводит к изменению
собственной частоты узла пропорцио-
нально корню квадратному из значения
жесткости.
Такое изменение параметров систе-
мы на протяжении одного цикла (а иногда
и на большем периоде), сопровождаемое
большими по амплитуде радиальными и
тангенциальными импульсами, приводит
к возникновению нелинейных колебаний,
которые приводят к следующему. Помимо
изменения собственной частоты узла, ес-
ли частота вращения превосходит в 2, 3,
4, ... раза модифицированную собствен-
ную частоту, то самовозбуждаются коле-
бания на соответствующей субгармонике.
При этом, по-видимому, происходит, в
некоторых пределах, самоподстройка же-
сткостных и демпфирующих параметров
узла и, соответственно, собственной час-
тоты, так что диапазон ’’вредных” скоро-
стей вращения, на которых возбуждаются
сильные субгармонические колебания,
становится шире полосы немодифициро-
ванной воздействием дефекта резонанс-
ной кривой. Если увеличивать скорость
вращения вала, то значение частоты само-
возбуждения в какой-то момент ’’пере-
прыгивает” на следующее, наименьшее,
отношение (1/3, например, после 1/2) и т.д.
Что касается колебаний на частоте
вращения, то, вследствие нелинейного
преобразования крутильных колебаний в
радиальные, амплитуда первой гармоники
IX может вырасти при не очень интенсив-
ных задеваниях, а из-за значительного
демпфирования при значительном дефек-
те она падает (хотя при этом может значи-
тельно вырасти вибрация на корпусе).
Максимальный подъем на диаграмме Боде
будет выше (по оборотам) для стесненно-
го зазора (т.е. для варианта "норма-
касание”) и ниже для случая разболтанно-
сти (т.е. для варианта "норма-люфт") из-
за модификации значения собственной
частоты. Как и всегда при нелинейных
колебаниях значительно отличаются диа-
граммы Боде, сделанные при наборе и
спуске по оборотам.
В спектре вибрации могут присутст-
вовать не только частота вращения и ее
субгармоника, но и их кратности, что обу-
словлено импульсным воздействием де-
фекта.
При измерениях относительных виб-
роперемещений узлов с такими дефектами
очень полезно оценивать положение цен-
тра вала в зазоре (поскольку его аномаль-
ное смещение и является одной из основ-
ных причин задевания), форму и размах
орбиты.
На рис. 6.7 [156], четко видны мо-
менты, в которые выбирается зазор между
валом и вкладышем подшипника (рис. 6.7,
в, г).
С развитием дефекта на графиках
орбит появляются характерные заострен-
552
Глава 6. ДИАГНОСТИКА УЗЛОВ С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
Рис. 6.8. График орбиты при задеваниях
ные участки, что указывает на нарушение
плавности прецессии (рис. 6.8). При этом,
с увеличением силы задевания, прямая
прецессия сначала частично (на отдельной
внешней петле орбиты, вершина которой
соответствует моменту задевания), а затем
и полностью переходит в обратную.
Положение центра вала может при
этом дефекте резко меняться как на ста-
ционарных режимах, так и на разгонах и
выбегах.
Спектральный состав, форму орбиты
и направление прецессии каждого частот-
ного компонента можно оценить по пол-
ным спектрам вибрации. Так, на скорости
вращения 2580 мин1 (см. рис. 6.7, в), пол-
ный спектр имеет вид, приведенный на
рис. 6.9.
Рис. 6.9. Полный спектр при задевании с
самовозбуждением половинной субгармо-
ники (и ее третьей гармоники). Приблизи-
тельно равные амплитудььфбратной и пря-
мой прецессий показывают, что орбита на
этой частоте должна быть в виде прямой
линии (р-р - размах колебания)
В [185] показано, что при задевании
по всему периметру вкладыша или уплот-
нения на модифицированной собственной
частоте орбита является окружностью, а
прецессия - обратная.
При наличии задеваний могут прояв-
ляться в относительной вибрации сле-
дующие признаки [156]:
• изменение вибрации на частоте
вращения IX;
• ненормальная форма орбиты;
• субгармоническая вибрация;
• компоненты с обратной прецес-
сией;
• гармоники в спектре,
• изменения в среднем положении
центра вала и некоторые другие.
Так как явления, происходящие при
наличии таких дефектов в машине, суще-
ственно нелинейны, то малейшие измене-
ния в условиях работы узла приводят к
значительному изменению характеристик
колебаний. Поэтому для принятия реше-
ния рекомендуется рассматривать все
вышеописанные характеристики в ком-
плексе.
При измерениях вибрации на корпу-
се с помощью акселерометров перечис-
ленные характерные признаки задеваний
не проявляются, зато проявляются другие.
В окрестности одной из собственных час-
тот машины и резонансной частоты дат-
чика возникают амплитудные всплески,
соответствующие моменту мелькания
дефекта в зоне контакта. Поскольку они
создают модуляцию этих частотных ком-
понентов большой глубины, то спек-
тральные характеристики амплитудной
огибающей являются чувствительным
признаком дефекта. Дополнительным ха-
рактерным признаком в этом случае явля-
ется появление частотной модуляции час-
тот возбуждения (не резонансных!), так
как импульсные тангенциальные усилия,
возникающие при граничном трении, соз-
дают модуляцию крутящего момента, ко-
торая нарушает плавность вращения вала.
Спектральные компоненты амплитудной и
ДЕФЕКТЫ ПОВЕРХНОСТЕЙ ВКЛАДЫША
553
частотной модуляции используются в ка-
честве диагностических признаков заде-
вания и задира (более подробно они опи-
сываются в гл. 9).
Амплитудная модуляция сказывается
в широком диапазоне частот, ее глубина
наибольшая в окрестности резонансных
частот узла или измерительного устройст-
ва. Частотная модуляция частотой враще-
ния и ее гармониками проявляется в окре-
стности основных частот возбуждения
(лопаточных, лопастных, зубцовых и т.п.).
Заметим, что наиболее чувствителен этот
параметр в том случае, когда измеряются
непосредственно крутильные колебания
вала.
Есть еще один информативный па-
раметр вибрационного процесса, который
чувствителен к процессу задевания и за-
дира на начальной стадии. Это эксцесс
плотности распределения мгновенных
значений вибрации в широкой или в узкой
информативной полосе частот. В качестве
типичного примера можно привести экс-
периментальные данные [185], получен-
ные при диагностических испытаниях
водяного центробежного турбонасоса В
процессе испытаний стимулировался за-
дир вкладыша подшипника скольжения
(на водяной смазке). Задевание вала за
вкладыш подшипника, приведшее к зади-
ру поверхностей вала и, особенно, вкла-
дыша, стимулировалось перекрытием по-
ступающей смазки. Процесс с этого мо-
мента протекал по нарастающей. Размах
изменений эксцесса Aw вибросигнала в
окрестности собственной частоты узла в
начальный момент развития дефекта (см.
рис. 4.9 и 4.10 в гл. 4) особенно велик.
Среднее его значение на ранней стадии
деградации узла также быстро растет, за-
тем, достигнув максимума, даже начинает
уменьшаться. Такое поведение данных
признаков является характерным для де-
фектов, развитие которых сопровождается
появлением и увеличением количества
импульсов в вибросигнале. Они очень
эффективны для ранней диагностики.
Поскольку развитие такого дефекта
непредсказуемо, то и признаки в процессе
функционирования машины могут ме-
няться довольно сильно, что вынуждает
сопоставлять большое количество инфор-
мации для получения исчерпывающего
диагноза.
6.3. ДЕФЕКТЫ ПОВЕРХНОСТЕЙ
ВКЛАДЫША
На практике приходится сталкивать-
ся с дефектами поверхностей вкладышей,
появившимися из-за ошибок монтажа или
неправильной эксплуатации (сколы, под-
плавления боббита и т.п.) (рис. 6.10).
Рис. 6.10. Вкладыш подшипника с дефектом
554
Глава 6. ДИАГНОСТИКА УЗЛОВ С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
б)
Рис. 6.11. Фигуры Лиссажу для сигналов относительной вибрации,
построенные для первой гармоники вертикальной вибрации и третьей
гармоники горизонтальной вибрации:
а - при нормальном состоянии подшипника; 6 - при дефектном состоянии подшипника
Признаки этого дефекта схожи с
признаками неравномерности зазоров в
подшипнике. Некоторое отличие заклю-
чается в наличии большего числа гармо-
ник частоты вращения ротора из-за значи-
тельного искажения формы сигнала. Есть
и характерный признак, полученный в
лаборатории вибродиагностики машин
Института машиноведения РАН Хомяко-
вым Е.И, при этом очень устойчивый к
изменению режима. Основан он на на-
блюдении, что большую диагностическую
ценность приобретает при этом дефекте
информация о фазовых соотношениях
между гармониками частоты вращения,
причем разных вибросигналов. Например,
при исследовании признаков скола вкла-
дыша подшипника фигуры Лиссажу
(весьма чувствительные как раз к фазовой
информации), построенные для первой
гармоники вертикальной вибрации и
третьей гармоники горизонтальной, меня-
ли форму, приобретая характерный вид
только при наличии дефекта (рис. 6.11, б),
и в независимости от нагрузочного, обо-
ротного режима и конструкции подшип-
ника.
6.4. САМОВОЗБУЖДАЮЩИЕСЯ
КОЛЕБАНИЯ НА МАСЛЯНОМ
КЛИНЕ
6.4.1. Механизм возбуждения
колебаний
При определенных условиях в агре-
гатах роторного типа возникают очень
интенсивные низкочастотные вибрации,
САМОВОЗБУЖДАЮЩИЕСЯ КОЛЕБАНИЯ НА МАСЛЯНОМ КЛИНЕ
555
Q, об/мин
ысокии уровень
lX(fa) повышает
врпорог
устойчивости
8000
7000
IX-
5000
4000
3000
2000
1000
0,47
0,5Jf
1000
4000
5000 6000
Q, об/мин
0
2000 3000
Область первой
критической _____j
скорости
Рис. 6.12. Каскадный спектр, демонстрирующий неустойчивые колебания
вала в опорах скольжения (на экспериментальной установке) при
превышении порога скорости вращения
некратные частоте вращения ротора. В
большинстве случаев это связано с поте-
рей динамической устойчивости враще-
ния ротора, возникающей, когда циркуля-
ционные силы масляной пленки и/или
аэродинамические циркуляционные силы
превосходят силы демпфирования. Это
явление характерно для подшипников,
имеющих цилиндрическую или эллипти-
ческую расточку вкладыша, и часто
встречается у быстроходных агрегатов с
легкими роторами, агрегатов с вертикаль-
но расположенной осью вращения рото-
ров, машин с малой нагрузкой нз, под-
шипники или относительно большой дли-
ной (площадью) опорной части подшип-
ника. Потере динамической устойчивости
способствуют снижение нагрузки (т.е.
разгрузка) подшипника, повышение вяз-
кости смазки, проблемы маслоперепуск-
ной канавки, повышение зазоров в под-
шипнике, перекосы оси вкладыша по от-
ношению к оси вращения (шейки) ротора,
разгружающее неуравновешенное паровое
усилие и др. Заметим, что хотя здесь речь
идет о подшипниках скольжения, эти яв-
ления свойственны узлам, состоящим из
двух цилиндров, один внутри другого,
разделенных смазкой и вращающихся
относительно друг друга.
Эти явления неустойчивости колеба-
ния роторов в опорах скольжения наибо-
лее полно исследованы в трудах амери-
канских ученых Д. Бентли, А. Мушинской
и др. [155, 156, 179, 180]. В частности,
показано, что существует определенное
значение скорости вращения, превышение
которого сначала может привести к резо-
нансу типа ’’whirl” (вихрь, вихревая смаз-
ка), а затем, при дальнейшем наборе обо-
ротов, к резонансу типа ’’whip” (хлыст,
взбиваемая смазка) (рис. 6.12). Следует
обратить внимание на то, что повышение
уровня колебаний на частоте вращения
вала (1А) приводит к смещению порога
вверх по шкале скоростей вращения (см.
рис. 6.12).
556
Глава 6. ДИАГНОСТИКА УЗЛОВ С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
Основная причина динамической не-
устойчивости роторов в опорах скольже-
ния кроется в поведении вращающейся в
узком зазоре между вкладышем и ротором
смазки, важной характеристикой которой
является относительная средняя скорость
ее вращения
X = vcp/Q, *
где vcp - средняя угловая скорость движе-
ния смазки в зазоре; Q - угловая скорость
вращения вала.
Порог Бентли-Мушинской можно
оценить по формуле, которая связывает X,
условную массу М ротора (взаимодейст-
вующую с подшипником) и жесткость К
опоры:
а резонансную скорость вращения как
Юр = XQ = .
Поскольку X, как правило, меньше
0,5, такая вибрация субсинхронна, т.е. ее
частота меньше половины частоты вра-
щения вала (см. рис. 6.12).
Каким образом и за счет чего разви-
вается динамическая неустойчивость?
Если вал по каким-либо причинам
недостаточно нагружен, центр вала рас-
полагается вблизи центра сечения под-
шипника. С набором оборотов, когда при
подходе к порогу стабильности, вал, пре-
цессируя по орбите, приближается к стен-
кам подшипника (растет динамический
эксцентриситет, в то время как статиче-
ский остается близким к нулю). Тем са-
мым жесткость подшипника изменяется и
порог стабильности меняется .тоже. Когда
последний сравняется со скоростью вра-
щения, возникают колебания по предель-
ному циклу на этой новой собственной
частоте, соответствующей данной жест-
кости подшипника. В [180] показано, что
возникает обратная связь между колеба-
ниями ротора, его оборотами и порогом.
Так, на любой постоянной скорости выше
порога нарастание размаха орбиты увели-
чивает жесткость подшипника, отодвигает
порог вверх, и это вызывает уменьшение
колебаний, что тут же сказывается на же-
сткости. Порог снижается, колебания на-
чинают нарастать снова, и все повторяет-
ся, поддерживая определенный размах
колебаний. При увеличении скорости соб-
ственная частота и порог постепенно рас-
тут, оставаясь субсинхронными, и коле-
бания, регулируясь тем же самым меха-
низмом, постепенно увеличиваются по
амплитуде, а их частота (меняющаяся
собственная частота) субсинхронно от-
слеживает изменения частоты вращения
ротора.
Это упрощенная модель возбужде-
ния резонансных колебаний на масляном
клине, но она позволяет объяснить явле-
ние. Так, на рис. 6.12 частота резонанса
равна приблизительно 0,47 частоты вра-
щения, в реальных же механизмах она
может несколько отличаться от этого зна-
чения.
Интересен факт исчезновения само-
возбуждающейся вибрации, когда первая
гармоника, возбуждаемая силой дисба-
ланса, попадает в зону собственной часто-
ты системы. Это приводит к увеличению
размаха орбиты, из-за чего увеличивается
жесткость, сдвигая порог стабильности
выше действующей частоты вращения.
Как только резонансная область пройдена,
режим вихревой смазки возникает вновь.
С набором оборотов рост размаха
колебаний достигает максимума, частота
колебаний асимптотически приближается
к собственной частоте колебаний на жест-
кости вала (которая и определяет теперь
жесткость узла), что приводит к режиму
взбиваемой смазки. Хоть колебания в
подшипнике не могут превзойти величи-
ны зазора, зато вал испытывает значи-
тельные изгибающие воздействия, и это
приводит ко вторичным дефектам типа
задевания ротора за статор, что делает
режимы самовозбуждающихся колебаний
на масляном клине весьма деструктивны-
ми и опасными.
САМОВОЗБУЖДАЮЩИЕСЯ КОЛЕБАНИЯ НА МАСЛЯНОМ КЛИНЕ
557
6.4.2. Вихревая смазка (Oil whirl) и
взбиваемая смазка (Oil whip)
Опыт эксплуатации агрегатов,
имеющих гибкие роторы, показывает, что
снижение устойчивости и возникновение
высокоинтенсивных резонансных колеба-
ний на масляной пленке более характерно
для роторов с рабочей частотой вращения,
превышающей первую критическую час-
тоту вращения ротора, но меньше его уд-
военной первой критической частоты
вращения. В большинстве случаев вихре-
вая смазка связана с существенной раз-
грузкой подшипника.
Вихревая смазка вызывает интенсив-
ную вибрацию на частоте 0,3 ... 0,48/^. Эта
вибрация определяется прямой прецесси-
ей вала в подшипнике под действием
смазки, что можно определить и по от-
фильтрованным орбитам, и по полным
спектрам.
Влияние вихревой смазки на форму
траектории движения шейки вала в под-
шипнике скольжения заключается в том,
что в зависимости от соотношения ампли-
туд синхронной и субсинхронной компо-
нентов орбита близка к круговой, или име-
ет еще внутреннюю петлю, вращающуюся
против вращения ротора (рис. 6.13).
За временной интервал, соответст-
вующий одному обороту ротора (от одной
точки до другой, которые являются от-
меткой оборотов), можно увидеть при-
мерно половину одного цикла вращения.
Форма кривой несколько меняется с
течением времени, а главное, отметка
оборотов медленно смещается против
направления вращения вала из-за ирра-
циональности соотношения частот вра-
щения и вихревой смазки, что является
ярким отличием этого дефекта от задева-
ния.
В приведенном ниже примере [139]
показано влияние вихревой смазки на ха-
рактер вибрации. При пуске в эксплуата-
цию турбоагрегата К-200-130 была обна-
ружена низкочастотная вибрация в районе
опор 4... 7 ротора низкого давления и ге-
нератора.
Рис. 6.13. Орбита цапфы при неустойчивости типа "вихрь":
1 - одна из внутренних петель орбиты; -> - направление движения ротора
558
Глава 6. ДИАГНОСТИКА УЗЛОВ С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
Рис. 6.14. Спектры вибрации опоры 4 турбоагрегата К-200-300 в
горизонтально-поперечном направлении при различных режимах усреднения
под влиянием нарушения центровки и вихревой смазки
Причиной низкочастотной вибрации
оказалось нарушение центровки роторов
низкого давления и генератора, привед-
шее к разгрузке четвертой и шестой опор
более, чем на 50 %. Разгрузка указанных
опор сопровождалась и более низкими
температурой и давлением в масляном
клине подшипников 4 и 6. Был поставлен
вопрос о возможности дальнейшей, пусть
даже кратковременной, эксплуатации
турбоагрегата. Известно, что низкочас-
тотная вибрация может и не говорить о
достижении агрегатом предельного со-
стояния, если образующая ее составляю-
щая (0,42 ... 0,48 4£) невелика и имеет ма-
лую флуктуацию по амплитуде. Необхо-
димо постоянно сравнивать величину
низкочастотной составляющей с величи-
ной вибрации на частоте вращения рото-
ра. Опыт показывает, что если низкочас-
тотная вибрация значительно меньше
вибрации на частоте вращения ротора,
агрегат может успешно работать в тече-
ние достаточно длительного времени.
На рис. 6.14 приведены два спектра
виброперемещения опоры 4 в горизон-
тально-поперечном направлении. Верхний
спектр получен при обработке вибросиг-
нала среднеарифметическим спектраль-
ным усреднением по восьми спектрам, т.е.
каждая частотная составляющая итогово-
го спектра является средней арифметиче-
ской величиной из восьми составляющих
той же частоты, полученных в процессе
последовательного измерения и обработ-
ки восьми спектров. Нижний спектр по-
лучен в режиме удержания пика, т.е. каж-
дая частотная составляющая итогового
САМОВОЗБУЖДАЮЩИЕСЯ КОЛЕБАНИЯ НА МАСЛЯНОМ КЛИНЕ
559
Рис. 6.15. Спектр вертикального компонента вибрации опоры 6
турбоагрегата К-300-240-ТВВ-320-2 под влиянием взбиваемой смазки:
Ф - первая (15,54 Гц) и некоторые высшие (31,08; 46,62;... Гц) гармоники низкочастотных
колебаний; —> - частота вращения ротора (50 Гц) и ее гармоники; Ы - суммарные и разностные
частоты низкочастотной вибрации и первой (34,45 и 56,54 Гц), а также второй (84,46 и 116,54 Гц)
гармоник частоты вращения ротора
спектра выбирается максимальной из
восьми составляющих той же частоты,
собранных в процессе последовательного
измерения и обработки восьми спектров.
Переход от режима работы виброа-
нализатора со среднеарифметическим
усреднением к режиму с максимальным
пиком привел к возрастанию низкочас-
тотной составляющей вибрации почти на
50 %, т.е. неустойчивость вибрации на
частоте 21,02 Гц (помеченной на рис. 6.14
наклонными стрелками) очевидна. Следу-
ет обратить внимание на то, что ’’масля-
ная” вибрация и вибрация на частоте вра-
щения ротора соизмеримы по величине.
Вибрация других контрольных точек име-
ет подобный характер. Эти факты говорят
о наличии значительной проблемы.
На графиках спектров стрелками по-
мечены третьи гармоники низкочастотной
вибрации, лежащие между первой и вто-
рой гармониками частоты вращения рото-
ра. Их не следует дутать с дробными гар-
мониками частоты вращения ротора (1,5уг,
2,5/г, ...), которые могут сопровождать
нарушения жесткости, в частности, от
износа подшипников скольжения. Значи-
тельный износ подшипников скольжения
также может приводить к потере устойчи-
вости.
Отметим, что значительное сниже-
ние общего уровня вибрации и полное
устранение низкочастотной вибрации бы-
ло достигнуто путем правильной центров-
ки турбоагрегата с учетом тепловых
деформаций фундамента.
В отличие от вихревой смазки, воз-
никновение таких самовозбуждающихся
колебаний, как взбиваемая смазка, встре-
чается у роторов с рабочими частотами
560
Глава 6. ДИАГНОСТИКА УЗЛОВ С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
Рис. 6.16. Каскадный спектр вертикального компонента вибрации опоры 6
турбоагрегата К-300-240-ТВВ-320-2 при снижении нагрузки с 290 до 200 МВт
под влиянием взбиваемой смазки
вращения, вдвое и больше превышающи-
ми их первую критическую частоту, и
требует подвода внешней энергии, подпи-
тывающей вихрь, связанной, например, с
воздействием вибрации или нагрузки.
Взбиваемая смазка тоже вызывает интен-
сивную вибрацию подшипника скольже-
ния на частоте, близкой к первой критиче-
ской частоте вращения ротора, только, в
отличие от первого случая, она не пере-
страивается, отслеживая изменяющуюся
частоту вращения, а остается практически
независимой от оборотов.
Иллюстрацией может служить такой
случай [139]. Во время пуска турбоагрега-
та К-300-240-ТВВ-320-2 возникли низко-
частотные колебания, наиболее интенсив-
ные в районе шестого подшипника (гене-
ратора со стороны турбины), которые на-
растали по мере увеличения нагрузки.
Размах виброперемещения достиг 140 мкм
при 100 % нагрузке. Вертикальный ком-
понент вибрации в 1,5 ... 2 раза превышал
горизонтальные. Вибрация других опор
была существенно меньше. На рис. 6.15
приведен спектр вертикального компо-
нента вибрации опоры 6.
Частота 15,54 Гц практически совпа-
дает с первой критической частотой рото-
ра генератора. Наличие "масляной вибра-
ции" очевидно.
Далее провели разгружение турбоаг-
регата. На рис. 6.16 приведен каскадный
спектр вибрации при снижении нагрузки с
290 до 200 МВт. Каждый последующий
график спектра записывался при сниже-
нии нагрузки примерно на 8 МВт. По ме-
ре снижения нагрузки низкочастотный
компонент вибрации уменьшался: пико-
вое значение виброперемещения на пер-
САМОВОЗБУЖДАЮЩИЕСЯ КОЛЕБАНИЯ НА МАСЛЯНОМ КЛИНЕ
561
С двумя продольными
канавками
С тремя продольными С лимоновидной
Со смещенными
вкладышами
Рис. 6.17. Некоторые из конструкций вкладышей, применяемых в
промышленности
вой критической частоте ротора (помечен
вертикальной стрелкой) снизилось с 61 до
2,5 мкм, т.е. нагружение агрегата и пре-
вышение нагрузкой некоторой пороговой
величины в районе 80 % от номинальной
приводило к резкому увеличению низко-
частотной вибрации, а разгружение агре-
гата и снижение нагрузки до 65 ... 70 % от
номинальной приводило к снижению виб-
рации на частоте 15,54 Гц примерно на
40 дБ. Характерно также, что при сниже-
нии нагрузки амплитуда и фаза вибрации
на частоте вращения ротора и ее второй
гармонике практически не изменялись.
Орбиты при этой форме колебаний
немного эллипсовидны, размах колебаний
практически выбирает зазор подшипника.
В отличие от вихревой смазки, число то-
чек отметки оборотов больше двух, и они,
как правило, тоже медленно смещаются,
так как собственная частота редко являет-
ся точной субкратностью частоты враще-
ния. Направление прецессии всегда пря-
мое, в полном спектре появляется не-
большая по амплитуде обратная состав-
ляющая на субгармонической частоте.
Что касается среднего положения
центра вала, то начало неустойчивого ре-
жима сопряжено с положением вблизи
центра подшипника, а затем, с ростом
оборотов и нагрузки, оно смещается бли-
же к стенке, если режим самовозбуждения
обусловлен масляным клином в подшип-
нике, а не динамикой в уплотнении. В по-
следнем случае центр вала не дрейфует.
Так как значительные амплитуды ко-
лебаний при таких неустойчивых колеба-
ниях могут привести к задеванияем, то
отметка оборотов на субгармонической
562
Глава 6. ДИАГНОСТИКА УЗЛОВ С ПОДШИПНИКАМИ СКОЛЬЖЕНИЯ
6.1. Проявление дефектов подшипников скольжения
в полных спектрах и орбитах
Вид дефекта Относи- тельная частота Направление прецессии Примечания
Прямое Обратное
Частичное задевание IX + + Компоненты 1X и 2Х ведут себя как в случае однонаправленной радиальной нагрузки: амплитуда обратного компо- нента растет, а прямого - уменьшается с развитием задевания. Можно наблюдать вращение главных осей отфильтрован- ных орбит. Компоненты 1/2У, 1/ЗХ, ... появляются, если частота вращения вы- ше, чем собственная частота соот- ветственно в 2, 3, ... раз. На этих субгар- мониках есть и прямые, и обратные ком- поненты. Соответствующие отфильтро- ванные орбиты могут быть сильно вытя- нутыми эллипсами, а обратные компо- ненты - доминирующими
2Х + +
1/2Х, 1/ЗХ,... + +
Полное по углу пово- рота заде- вание IX + - В зависимости от сухого трения между ротором и уплотнением, его по- датливости, величин затухания и не- уравновешенности, система может про- являть либо вынужденный отклик с до- минированием прямого компонента IX, либо - резонансный, с доминированием обратного компонента
Собственная частота пары ротор-уплот- нение - +
Вихревая смазка АХ Х=0,3...0,49 + - Доминирующая прямая орбита с внутренней петлей (комбинация вихре- вого компонента и IX). В полном спек- тре это проявляется как субгармониче- ский прямой компонент
Взбиваемая смазка Собствен- ная часто- та ротора + + Доминирующая прямая орбита с внутренней петлей (комбинация компо- нентов IX и взбиваемой смазки). В пол- ном спектре это проявляется как субгар- монический прямой компонент. Обычно небольшие обратные компоненты IX и субгармонический присутствуют из-за анизотропии жесткости опоры
Вращаю- щийся срыв АХ А=0,1...0,8 + - Вращающийся срыв можно отли- чить от самовозбуждения на масляном клине по его исчезновению с возраста- нием потока через компрессор. Полный спектр очень похож на спектр при вих- ревой смазке
Условные обозначения: + наличие компонента; - отсутствие компонента.
САМОВОЗБУЖДАЮЩИЕСЯ КОЛЕБАНИЯ НА МАСЛЯНОМ КЛИНЕ 563
орбите может остановиться, и для точ-
ности диагноза надо посмотреть направ-
ление прецессии и положение центра вала
и т.п.
Заметим, что избежать проявления
таких деструктивных дефектов пытаются
за счет применения конструктивных
приемов. Например, ниже представлены
некоторые виды конструкции вкладышей,
применяемые в промышленности с этой
целью (рис. 6.17).
Наиболее эффективным является ва-
риант с гидростатическими подшипника-
ми, так как постоянное поддержание вы-
сокого давления масла позволяет запус-
кать машину без обычных издержек и не
требует из-за более стабильного положе-
ния вала в зазорах машины больших кли-
ренсов, и предотвращает возможность
самовозбуждающихся колебаний.
В табл. 6.1 даны проявления дефек-
тов подшипников скольжения в полных
спектрах и орбитах [160].
Глава 7
ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
7.1. ОБЩИЕ СВЕДЕНИЯ
7.1.1. Применение подшипников и
конструкции подшипниковых узлов
Опорные (упорные) подшипники
воспринимают радиальные (осевые) силы,
действующие на ротор, и фиксируют его
радиальное (осевое) положение относи-
тельно корпуса машины. Подшипниковый
узел обычно состоит из двух подшипни-
ков (рис. 7.1):
• фиксированного и плавающего;
• двух подшипников, фиксирован-
ных только в одном осевом направлении
(двухсторонняя фиксация).
Фиксированный подшипник. Фик-
сированный подшипник воспринимает
радиальную нагрузку и осевую нагрузку
одновременно в двух направлениях. Он
имеет осевую опору и на валу, и в корпу-
се. Применяют радиальные шарикопод-
шипники, сферические роликоподшипни-
ки и двухрядные или спаренные радиаль-
но-упорные шарикоподшипники и кони-
ческие роликоподшипники.
Цилиндрические роликоподшипники
с одним безбортовым кольцом можно ис-
пользовать в фиксированной опоре в паре
с другим, упорным подшипником, вос-
принимающим осевые нагрузки. Упорный
подшипник устанавливают в корпусе с
радиальным зазором
Плавающий подшипник. Плаваю-
щий подшипник воспринимает только
радиальную нагрузку и допускает воз-
можность относительного осевого пере-
мещения вала и корпуса. Осевое переме-
щение осуществляется либо в самом под-
шипнике (цилиндрические роликопод-
шипники), либо в посадке с зазором коль-
ца подшипника и сопряженной детали.
Двухсторонняя фиксация. Для
двухсторонней фиксации применяют ра-
диальные шариковые и роликовые под-
шипники, воспринимающие осевую на-
грузку хотя бы в одном направлении.
Рис. 7.1. Способы фиксации вала в подшипниковом узле:
а - с помощью фиксированного и плавающего подшипников; б - с помощью
двухсторонней фиксации
ОБЩИЕ СВЕДЕНИЯ
565
Внутренний зазор в подшипниках.
Под зазором в подшипнике понимают
величину перемещения одного кольца
подшипника относительно другого в ра-
диальном (радиальный зазор) или осевом
(осевой зазор) направлении (рис. 7.2).
Различают зазоры в подшипниках
качения (ПК):
• до монтажа - начальный зазор;
• после монтажа;
• зазор в условиях эксплуатации -
рабочий зазор.
Посадка с натягом приводит к
уменьшению внутреннего зазора. Началь-
ный зазор в подшипниках обычно больше,
чем рабочий зазор, вследствие влияния
посадки колец с натягом и теплового рас-
ширения деталей подшипника и сопря-
женных деталей.
Рабочий зазор в подшипниках дол-
жен быть несколько больше нуля. Не-
большой предварительный натяг также
практически не влияет на работоспособ-
ность шарикоподшипников. По сообра-
жениям надежности, следует избегать
предварительного натяга для подшипни-
ков, заменяемых в процессе эксплуатации
машины. Величину зазора в подшипнике
выбирают из соображений возможности
достичь надлежащего рабочего зазора при
установке подшипника с рекомендуемы-
ми посадками при нормальных условиях
работы (рис. 7.3).
Радиальный зазор
Рис. 7.2. Внутренние зазоры
в подшипнике
Долговечность подшипников ка-
чения. Под долговечностью подшипника
качения понимают число оборотов (или
число рабочих часов при постоянной час-
тоте вращения), которое совершит под-
шипник до появления признаков устало-
стного разрушения на его деталях.
На практике долговечность одинако-
вых подшипников отличается даже при
полностью совпадающих условиях работы
(рис. 7.4). При выборе подшипника каче-
ния, кроме прочих, используют два пара-
метра: соотношение динамической грузо-
Рабочий зазор берут
немного больше
Рис. 7.3. Условия выбора внутреннего зазора в подшипнике
Деформация
наружного кольца
566
Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
подъемности к эквивалентной динамиче-
ской нагрузке (с/р) и номинальную долго-
вечность (До).
Под номинальной долговечностью
L\q понимают долговечность (в миллионах
оборотов), которую достигнут или превы-
сят 90 % подшипников при равных усло-
виях работы (при этом половина всех
подшипников достигнет пятикратной но-
минальной долговечности).
Под спецификационной долговечно-
стью LiQt (specification life) понимают
долговечность, основанную на гипотети-
ческих нагрузке и частоте вращения,
предписываемых изготовителем машины,
в которой установлены подшипники.
Под сроком службы подшипников
понимают промежуток времени, в течение
которого данный подшипник в опреде-
ленных производственных условиях со-
храняет работоспособность.
Под граничной нагрузкой по устало-
сти Ри понимают значение нагрузки на
подшипник, при которой в идеальных
условиях эксплуатации усталостного раз-
рушения никогда не возникает.
Шарикоподшипники Роликоподшипники
п. c/p\L.a, 4? 10/’ п с/Р|£10’
лб/мии миллионы рабочие лб/мин миллионы рабочие
20- оборотов часы -200 20т оборотов часы "200
1.0- Г1,0 L 4 1.0- F-1.0
50т - i-500 50-т г 500
-
- -
юо: -1000 юоЗ ^5 “1000
FlO - FlO
—
-
Г50 ?50
F100 = 100
50От 5т i-5000 500 4 -5000
5т
юоо: ^500 -10000 1000- keoo -10000
2 10-^ Fl ООО Рюоо
- =- F 20 000 — 10-=
- s- -
25000 - :5000 г
=10000 ^10000
5000-5 -50000 5000т 5-50000
—
L §0 000
10000-= 40- -60000 Д00000 10000-^ Д00000
- Fl00000
— -
20 000-? ^-200000 20000-= 40- ^200000 Ё“200000
30000J =-300000 30000-= L300000
Рис. 7.4. Номограмма расчета номинальной долговечности
ОБЩИЕ СВЕДЕНИЯ
567
Срок службы подшипников опреде-
ляют'.
• условия работы (величина на-
грузки, усталостные процессы, износ, кор-
розия, загрязнения и т. п.);
• правильный монтаж;
• уход.
Значения отношения нагрузок с/р,
номинальную долговечность Lw, специ-
фикационную долговечность L\Qt в часах в
зависимости от отношения с/р и частоты
вращения п можно определить с помощью
номограммы (см. рис. 7.4) или по форму-
лам, приведенным в специальных спра-
вочниках.
7.1.2. Причины повреждений
подшипников
Первая группа причин - неполнота
контроля при применении восстановлен-
ных подшипников и бракованных партий
подшипников недобросовестных изгото-
вителей (дефекты изготовления). Прово-
димый на ряде предприятий качественный
входной контроль подшипников показал,
что в зависимости от партии дефекты мо-
гут содержать до 90 % подшипников,
безупречных на первый взгляд.
Другая группа причин выхода под-
шипников из строя - дефекты сборки и
эксплуатации:
• нарушения смазывания (количе-
ства и качества), нарушения обслужива-
ния (40 %);
• нарушения сборки, установки и
подгонки (30 %);
• неправильное применение (нерас-
четные режимы работы), высокие нагруз-
ки (давление в радиальном и/или осевом
направлении) и вибрация (20 %);
• эксплуатационный износ (абра-
зивный и усталостный) и загрязнения
(Ю%).
Это распределение зависит от облас-
ти применения ПК На транспорте основ-
ная причина выхода из строя - усталость.
В нефтехимии - нарушения сборки, уста-
новки и смазки. В целлюлозно-бумажной
промышленности - плохое смазывание и
загрязнения.
Характер повреждений ПК зависит
от причины повреждений. Исследуя по-
врежденный подшипник, можно устано-
вить причину дефектов, провести меро-
приятия, которые исключают системати-
ческое повторение дефектов такого рода.
Усталость. Причина усталости - пе-
ременные напряжения сдвига в подпо-
верхностных слоях дорожек качения, по-
рождающие трещины, которые распро-
страняются по направлению к поверхно-
сти. При перекатывании по трещинам тел
качения происходит скалывание частиц
материала - выкрашивание Выкрашива-
ние (шелушение) развивается под воздей-
ствием кромочных напряжений и прино-
симых смазочным материалом продуктов
износа. Инкубационный период (до появ-
ления признаков усталостных поврежде-
ний) зависит от частоты вращения под-
шипников, величины нагрузки, эффектив-
ности смазывания и чистоты смазочного
материала.
Усталостное выкрашивание деталей
ПК (при нормальных условиях работы)
развивается сравнительно медленно и со-
провождается увеличением шума и виб-
рации подшипников, что позволяет обна-
ружить повреждения и заменить подшип-
ник до его полного разрушения (рис. 7.5).
Рис. 7.5. Рост усталостного дефекта в процессе эксплуатации
568
Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
Вибрация
Трещины
Температура
Состояние
смазки
(уровень
масла)
Визуальный
контроль деталей
подшипника при
разборках
Потеки
Шум
Рис. 7.6. Параметры и дефекты, контролируемые при осмотре подшипников
При возникновении трещин на по-
верхности качения, они расширяются
вглубь. Происходит поверхностное раз-
рушение материала. Возникают микро-
скопические выступы и впадины. При
взаимодействии микровыступов дорожек
и тел качения возникают значительные
локальные напряжения, приводящие к
пластическим деформациям и возникно-
вению новых трещин. Если слой масла
достаточно велик по отношению к вели-
чине шероховатости поверхности, то
опасность таких повреждений очень мала.
В любом случае при нагрузке на подшип-
ник, превышающей граничную нагрузку
по усталости, рано или поздно возникает
нормальное усталостное разрушение.
7.1.3. Осмотр подшипников
Цель осмотра подшипников - обна-
ружить:
• несоответствие температуры,
уровня масла и других контролируемых
параметров нормам;
• необычные шумы, звуки или виб-
рацию;
• разливы или потеки технических
жидкостей (смазок, масел) вокруг под-
шипников;
• нарушения или трещины корпуса
подшипника.
Контроль температуры (рис. 7.6).
Повышенная (по отношению к нормати-
ву) температура свидетельствует о ненор-
мальной работе подшипникового узла,
приводит к деградации смазки Скачки
температуры необходимо фиксировать и
выяснять их возникновение. Длительная
работа при температурах более 125 °C
приводит к существенному снижению
долговечности ПК.
Температуру контролируют с помо-
щью штатных систем контроля, перенос-
ных термометров и органолептически.
Основные причины повышения темпера-
туры: недостаточное или избыточное сма-
зывание, повышенные нагрузки, загрязне-
ния смазочного материала, малый или
чрезмерный натяг в подшипнике, высокое
трение в уплотнениях.
Контроль шума (органолептиче-
ский). В хорошем состоянии подшипник
генерирует тихий, слегка жужжащий (ше-
ОСНОВНЫЕ МЕТОДЫ ДИАГНОСТИРОВАНИЯ ПОДШИПНИКОВ КАЧЕНИЯ
569
лестящий) равномерный шум. Стуки,
свист, скрипы, металлический звук (и
другие необычные звуки) указывают на
ненормальное состояние ПК. Дефекты,
вызывающие шум подшипников, необра-
тимы и требуют замены подшипника.
Визуальное наблюдение. Уплотне-
ния защищают подшипниковый узел от
загрязнений и удерживают смазку в кор-
пусе подшипникового узла. Недостаток
смазки, изменение цвета или потемнение
при загрязнении, изменение консистенции
и т.п. приводят к скоротечному выходу
подшипника из строя.
Если смазочный материал вытекает
из подшипникового узла, следует прове-
рить: состояние уплотнений и пробок
сливных отверстий, уплотнения стыков
деталей разъемного корпуса подшипнико-
вого узла. Возможна деструкция избытка
пластичной смазки при перемешивании
(избыточное маслоотделение). Хотя в пра-
вильно смазываемых, защищенных от
загрязнений и влаги подшипниках износ
практически отсутствует, при разборках
узлов рекомендуется осматривать под-
шипники и проверять состояние уплотне-
ний. Войлочные и другие контактные уп-
лотнения должны своевременно заменять-
ся. Надежные уплотнения (лабиринтные,
постоянно наполненные пластичной смаз-
кой) требуются для эксплуатации сравни-
тельно ответственных машин и при контак-
те подшипниковой опоры и горячих (корро-
зионно-активных) жидкостей и газов.
Визуальный контроль подшипни-
ков после разборки. Для визуального
контроля используют маленькое зеркало и
зонд с закругленным концом. Целью кон-
троля является обнаружение локальных
дефектов: задиров, вмятин, царапин, ра-
ковин, трещин, зеркально заполирован-
ных участков, изменений цвета металла
(цветов побежалости). Отсутствие каких-
либо повреждений, равномерное враще-
ние, зазоры, соответствующие номиналь-
ным - требования, необходимые для по-
вторного использования подшипников.
Наличие дефектов при малой наработке
подшипников требует тщательного анали-
за и установления причины их возййкно-
вения.
Контроль вибрации. Практически
все дефекты, возникающие при изготов-
лении, монтаже и эксплуатации подшип-
ника качения (в составе машины), оказы-
вают влияние на параметры вибрации. По
мере развития дефектов изменяются мак-
ро- и микрогеометрия подшипников,
свойства сил трения, условия нагружения.
Возникают нелинейность и анизотроп-
ность сигнала вибрации, меняется соот-
ношение между случайной и периодиче-
ской составляющими сигнала вибрации,
возникают ударные импульсы, возбуж-
дающие широкополосную вибрацию
подшипникового узла, низкочастотная
вибрация. Для мониторинга параметров
вибрации подшипников качения исполь-
зуют различные стратегии и подходы.
7.2. ОСНОВНЫЕ МЕТОДЫ
ДИАГНОСТИРОВАНИЯ
ПОДШИПНИКОВ КАЧЕНИЯ
Для обеспечения высокой достовер-
ности диагностирования технического
состояния подшипников и недопущения
их повторного преждевременного выхода
из строя необходимо проводить ком-
плексные исследования, основанные на
входном контроле качества монтируемых
подшипников, проведении работ по виб-
роналадке, выходном (послеремонтном)
контроле качества восстановления маши-
ны, периодическом контроле температу-
ры, вибрации, характера шума, визуаль-
ном наблюдении за состоянием машины в
процессе работы. Особенно важно прово-
дить визуальные исследования каждого
демонтированного подшипника, устанав-
ливая и документируя причину его выхо-
да из строя. Эти мероприятия позволяют
обеспечить обратную связь, значительно
повышающую культуру мероприятий
ТОР, наработку и надежность машин. Ос-
570
Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
новополагающей частью этих работ явля-
ется вибрационный мониторинг.
Для распознавания технического со-
стояния подшипников качения и опреде-
ления дефектов наибольшее распростра-
нение нашли две группы методов.
Первая группа методов базируется
на выделении и анализе дискретных со-
ставляющих на некоторых частотах воз-
буждения колебаний в подшипнике. Ди-
агностическими признаками служат час-
тотные составляющие спектра и характе-
ристики импульсов формы сигнала, свя-
занные с характерными частотами под-
шипников (табл. 7.1): пиковое значение
импульса (амплитуда гармоники), соот-
ношение энергии импульса (гармоники) к
уровню шума, амплитуды спектральных
составляющих на частоте повторения им-
пульсов (гармоник). Для анализа этих па-
раметров используют спектры вибросиг-
налов в диапазоне до (5 ... 10)77, спектры
AM-огибающих узкополосных высоко-
частотных компонентов вибросигналов в
диапазоне 5 ... 20 кГц, формы сигналов
вибрации.
Вторая группа методов основана на
диагностировании технического состоя-
ния подшипника в целом: при потере ра-
ботоспособности агрегата в первую оче-
редь требуется установить необходимость
замены подшипника (определить его тех-
ническое состояние). Причину выхода из
строя, при необходимости, устанавливают
в дальнейшем при визуальном осмотре
подшипника. Состояние подшипника
оценивают по степени развития деграда-
ционных процессов. Диагностическими
параметрами служат характеристики ам-
плитудного распределения, моментные
характеристики (дисперсия, эксцесс), кор-
реляционные и регрессионные зависимо-
сти, амплитудные дискриминанты, раз-
личные параметры с применением пик-
фактора, сопоставление различных пара-
метров вибраций в различных частотных
полосах. При анализе последних исполь-
зуют СКЗ виброускорения в полосе 15 ...
40 кГц, пиковое значение и СКЗ вибро-
ускорения в полосе 1 ... 10 кГц и некото-
рые другие.
Наилучшие результаты получаются
при одновременном использовании раз-
личных методов обеих групп.
Применяют несколько подходов
(стратегий) к диагностике подшипников
качения в зависимости от наработанного
ресурса и конструктивных особенностей
машины.
1. Диагностика в процессе эксплуа-
тации роторной машины с соосными ва-
лами с изначально установленными без-
дефектными подшипниками (практически
все насосы, вентиляторы и др.). Диагно-
стировать состояние таких машин воз-
можно при минимуме диагностических
методов: используют методы первой или
второй групп, в основном частотный ана-
лиз огибающей высокочастотной вибра-
ции, параметры с применением пик-
фактора, сопоставление различных пара-
метров вибраций в различных частотных
полосах. При этом возможно проведение
измерений ’’всего один раз”.
2. Диагностика в процессе эксплуа-
тации роторной машины с механическими
передачами и изначально установленны-
ми бездефектными подшипниками при
отсутствии дефектов монтажа машины. В
силу того, что число различных контакти-
рующих поверхностей трения может быть
достаточно велико (элементы передачи,
элементы подшипника) и кинематика пе-
редач (условия работы подшипников)
существенно отличается от кинематики
многовальной системы с соосными вала-
ми, обычно практикуют мониторинг и
применение дополнительных методов
анализа и параметров (например, кепстр
для передачи).
3. Диагностика в процессе эксплуа-
тации многовальной роторной машины с
механическими передачами по широкому
комплексу дефектов с возможностью по-
лучения краткосрочного прогноза техни-
ческого состояния машины. Наличие раз-
ТОЧКИ КОНТРОЛЯ ВИБРАЦИИ
571
личных контактирующих поверхностей
трения (элементы подшипника, элементы
передачи), совокупная кинематика много-
вальной системы с соосными валами и
передач, влияние перекосов, нарушений
жесткости (деформаций) и ослаблений,
дефекты валов требуют проведения пол-
номасштабного мониторинга с примене-
нием детального частотного анализа
(спектров, спектров огибающей, орбит,
кепстров, фазового анализа и др.).
При установке нового подшипника
вероятность применения брака должна
быть минимизирована. Это достигается
использованием изделий известных изго-
товителей и/или входным контролем
подшипников. При входном контроле на
испытательных установках проверяют
соответствие уровней среднеквадратиче-
ского значения виброскорости и виброу-
скорения в определенных частотных по-
лосах требованиям ТУ на подшипники
качения с целью определения класса под-
шипника по шумности. Уточнение диаг-
ноза обеспечивает частотный анализ.
Для обеспечения длительного срока
службы применяют выходной контроль
узлов машины с подшипниками качения
после изготовления или ремонта. На при-
водных установках проводят испытания
(и при необходимости первичную прира-
ботку пар трения) на различных значени-
ях частоты вращения и/или нагрузки. Эти
процедуры могут совмещаться с проведе-
нием операций по виброналадке: баланси-
ровке в собственных подшипниках, регу-
лировках и др. При проведении испыта-
ний используют всю гамму методов ана-
лиза вибрации.
По мере развития дефекта, проходя-
щего различные фазы в цепочке: причи-
на- развивающийся дефект - развитый
дефект - развитый дефект со вторич-
ными повреждениями, меняются свойства
совокупности сил, возбуждающих вибра-
цию.
Для выявления дефектов монтажа
подшипников (при отсутствии выходного
контроля) применяют частотный анализ
высокочастотной вибрации, возникающей
при модуляции сил трения, снимают кон-
турные характеристики. Одновременно
оценивают затрудненность проворачива-
ния вала в подшипнике, проводят измере-
ния температуры подшипника (опоры),
органолептический анализ акустического
шума подшипника.
Для мониторинга дефектов износа
поверхностей качения и сепаратора по
мере развития дефектов применяют час-
тотный анализ высокочастотной вибрации
неподвижных элементов и корпуса под-
шипникового узла, возникающей при мо-
дуляции сил трения до того момента пока
не будет достигнута фаза развитого де-
фекта. На стадии развитого дефекта (осо-
бенно со вторичными повреждениями),
если эксплуатация машины будет про-
должаться, основой становится частотный
контроль вибрации в диапазоне с верхней
границей (5 ... 10)// (или 5Q4, или в диапа-
зоне 10...2500 Гц) и одновременный визу-
альный анализ формы сигнала.
7.3. ТОЧКИ КОНТРОЛЯ ВИБРАЦИИ
При контроле вибрации (состояния)
машины в целом обычно пользуются об-
щим правилом: измерения следует прово-
дить в точке, наиболее приближенной к
критическому узлу на жестких элементах
конструкции, число сопряженных поверх-
ностей на пути распространения сигнала
должно быть минимально.
Измеряя радиальную вибрацию, дат-
чик (по возможности) следует располо-
жить так, чтобы его измерительная ось
пересекалась с осью вращения в трех
главных ортогональных направлениях
относительно оси. Необходимо учитывать
ряд особенностей подшипников качения,
которые могут внести существенные кор-
рективы в общий подход.
При контроле состояния (вибрации)
самого подшипника качения оптимальная
точка измерений лежит на детали, непо-
572
Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
Нагрузка
Нагруженная
зона
Место для
измерений
Рис. 7.7. Оптимальное место измерений
высокочастотной вибрации
(ультразвуковых колебаний) при
мониторинге
средственно контактирующей с подшип-
ником (обычно на корпусе), в районе на-
груженной зоны подшипника со стороны
входа элементов качения в зону нагрузки
(рис. 7.7).
Способ крепления датчика должен
обеспечить верхнюю границу частотного
диапазона при получении спектра и фор-
Рис. 7.8. Примеры выбора мест
измерений высокочастотной вибрации
(ультразвуковых колебаний)
мы вибрации до (5... 10)/; (обычно до 2500 Гц
для частоты вращения ротора 50 Гц), при
получении спектра огибающей до 25 кГц,
при ультразвуковом анализе до 40 кГц.
При периодическом мониторинге
наибольшее распространение нашли спо-
собы крепления с применением магнитов,
щупов и специальных соединений. Реже
применяют крепление на шпильке, с по-
мощью клея, мастики (воска) или липкой
пластины. При непрерывном мониторинге
применяют только резьбовые соединения.
При проведении измерений магни-
том или щупом поверхность в районе точ-
ки измерений зачищают от краски и грязи.
Поверхность в месте контакта (для магни-
та) должна быть ровной, а площадь со-
ставлять не менее 0,5 см2. Для улучшения
акустического контакта и снижения доб-
ротности резонансов на измеряемую по-
верхность рекомендуется нанести немно-
го консистентной (пластичной) смазки
или маловязкого масла.
При измерениях щупом (измери-
тельным наконечником), последний дол-
жен быть надежно прижат к измеритель-
ной поверхности, ось измерений должна
быть перпендикулярна поверхности маши-
ны, отклонения более 10 градусов
недопустимы. Рекомендуемая сила
прижима 10 ... 15 Н.
Для достоверного применения час-
тотного анализа выполняют несколько
общих требований:
• верхнюю границу частотного
диапазона анализа спектров вибрации
выбирают не менее 5Q4 или (5 ... 10)//;
• в полосе фильтрации для выделе-
ния огибающей высокочастотной вибра-
ции должны отсутствовать высшие гар-
моники частоты вращения ротора (или
другие гармоники зубцовых частот), вы-
сокодобротные резонансные области (свя-
занные со способом крепления или свой-
ствами машины), а средний уровень виб-
рации в полосе должен быть сравним с
уровнем шумов в области низких и сред-
них частот и превышать уровень собст-
ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ КАЧЕНИЯ
573
венных шумов прибора не менее чем на
15 ...20 дБ.
В процессе мониторинга крайне
важно серию измерений проводить строго
в одной и той же измерительной точке.
Учитывая сказанное выше, при вы-
боре места измерений используют два
основных подхода (рис. 7.8), ориентиро-
ванных на распознавание технического
состояния:
• самого подшипника качения и из-
мерение (иногда "однократное”) парамет-
ров высокочастотной вибрации (частот-
ный анализ огибающей);
• самого подшипника качения и ма-
шины в целом и измерение (периодиче-
ское) параметров вибрации во всей полосе
частот (частотный анализ вибрации в по-
лосе до (5 ... 10)// и частотный анализ вы-
сокочастотной огибающей вибрации).
Для каждого из подходов существу-
ют свои особенности (правила) выбора
точек измерений.
Простейшими являются условия вы-
бора точки измерения вибрации подшип-
ника качения (одиночного или сдвоенно-
го) при однократном измерении огибаю-
щей высокочастотной вибрации. Измере-
ние проводят в соответствии с правилом 2
(см. выше по тексту) в одной точке. Если
применяются разнесенные в пространстве
подшипники, то измерения проводят в
соответствующих отдельных точках для
каждого подшипника. Наилучшими явля-
ются точки 7 и 2 (см. рис. 7.8).
При распространении высокочастот-
ного виброакустического сигнала по ме-
таллу происходит его затухание. Однако
на линейных участках длиной менее 0,4 м
затухание мало. Таким образом, при габа-
ритах корпуса подшипника менее 0,8 м,
достаточной жесткости корпуса, частоте
вращения подшипника не менее 5 Гц и
достаточной удаленности соседнего под-
шипника измерения можно проводить
практически в любой из точек 1-8, приве-
денных на рис. 7.8. Измерение в точке 9
нецелесообразно, поскольку на пути рас-
пространения сигнала есть места с изме-
нением направления колебаний и сечения.
При небольших размерах картера
подшипников, расположенных в одном
корпусе (например, большинство кон-
сольных насосов, небольшие редуктора),
влияние вибрации соседних подшипников
в точках 7, 8, а иногда 5 и 6 может быть
достаточно велико, и проводить измере-
ния в этих точках не рекомендуется.
Если между крышкой подшипника и
наружным кольцом подшипника установ-
лены регулировочные (проставочные)
кольца или прокладки, то проведение из-
мерений в точках 7, 3 и 9 нецелесо-
образно.
7.4. ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ
КАЧЕНИЯ И ИХ ОБОБЩЕННЫЕ
ДИАГНОСТИЧЕСКИЕ ПРИЗНАКИ
Возникновение дефектов в подшип-
никах качения приводит к появлению в
виброакустическом сигнале частотных
составляющих, приведенных в табл. 7.1.
Выражения, приведенные в табл. 7.1,
определяют только частоты основных
гармоник (импульсов), возникающих в
виброакустическом сигнале при различ-
ных дефектах в подшипниках качения.
Дополнительно возникает вибрация на
высших гармониках этих частот и вибра-
ция на большом числе составляющих на
комбинационных частотах (суммарных,
разностных) основных частотных состав-
ляющих. Уровни вибраций частотных
составляющих определяются видом и сте-
пенью развития дефекта, свойствами на-
грузки, состоянием смазки, передаточны-
ми характеристиками подшипниковых
узлов и другими причинами. Число воз-
можных сочетаний комбинационных час-
тот бывает настолько велико, что может
затруднить проведение анализа вручную.
Если в подшипнике качения непод-
вижно внутреннее кольцо подшипника и
вращается наружное (например, колесные
пары), то в формулах, приведенных в
табл. 7.1, частоту вращения сепаратора fcg
следует заменить частотой (fr -fc^).
574
Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
7.1. Формулы для расчета частот основных эксплуатационных
повреждений деталей подшипников
Обозначение Формула
Точного расчета Приближенного расчета (95 %) при a = 0°
Частота вращения сепаратора f f Jcg 2 ' d "l 1——cosa Д«0,4/г
Частота перекаты- вания тел качения по наружному коль- цу/о II | — 3 Г d , 1——cosa < dcg /о * №mlfr
Частота перекаты- вания тел качения по внутреннему коль- цу/ . 1 . Ji ~ rZrol ( d г 1 + ——cosa fi » 0,6zroZ/r
Частота вращения тел качения frol frol =^-frol ' ( . f 1- —— (cosa)2 \dcg ) -
Условные обозначения:/ - частота вращения ротора (внутреннего кольца); а - угол
контакта тел и дорожек качения; zroZ - число тел качения в подшипнике; dcg - диаметр сепа-
ратора (делительной окружности, окружности, проходящей через центры тел качения) под-
шипника качения; drQl - диаметр тел качения в подшипнике.
Если в подшипнике качения враща-
ется внутреннее и наружное кольцо под-
шипника (например, межвальный под-
шипник в авиадвигателях), то в формулах,
приведенных в табл. 7.1, частоту враще-
ния ротора fr следует заменить разностной
частотой (/i - /2) (частот вращения рото-
ров /1 и /2)> а сепаратора fcg - частотой
(fri + Следует добавить, что для диаг-
ностики таких машин в основном исполь-
зуют анализ интегральных или пиковых
уровней вибрации в специально подоб-
ранных частотных полосах.
Частотные признаки наиболее рас-
пространенных дефектов ПК, причины их
возникновения приведены в табл. 7.2 и 7.3.
Помимо указанных в табл. 7.2 дефек-
тов ПК, встречаются и другие дефекты
машины, влияющие на вибрацию (они
описаны в соответствующих главах на-
стоящего справочника).
Приведем их краткий перечень:
1. Задевания'.
• о детали закрытого подшипника
при избыточном размере заплечика кор-
пуса или вала:
• лепестков стопорной шайбы за
подшипник;
• при перекосах в уплотнениях, не-
достаточном зазоре в лабиринтном уплот-
нении, нарушении положения маслоотра-
жательного кольца, а также вращающихся
частей уплотнений или маслоотражатель-
ного кольца о сопряженную неподвижную
деталь.
7.2. Частотные признаки наиболее распространенных дефектов ПК и причины их возникновения
Вид дефекта и основные причины его возникновения
Частоты основных
признаков
Частоты дополни-
тельных признаков
Нарушения смазывания (количества, качества) и обслуживания
• Неправильный выбор смазочного материала. • Недостаточное смазывание. • Избыточное смазывание. • Нарушение качества обслуживания: загрязнение абразивными и инородными части- цами (грязь, песок, стружка, посторонние предметы), веществами, приводящими к коррозии (вода, кислота). • Ухудшение качества смазочного материала: разрушение молекул под действием температуры, окисление, деградация присадок, загрязнение продуктами износа (уп- лотнений, деталей подшипника) и др. Рост ВЧ-вибрации Составляющие в облас- ти 800 ... 1800 Гц с ша- гом 60 ... 130 Гц
Диагностические признаки', рост ВЧ-вибрации; иногда в спектре вибрации
появляются 3 ... 8 пиков с интервалом в 60 ... 130 Гц в области 800 ... 1800 Гц;
при отсутствии других дефектов, как правило, в спектре огибающей не наблю-
даются отдельные частотные составляющие, заметно отличающиеся по величи-
не от общего уровня. Обычно дефекты смазки являются следствием ухудшения
качества смазочного материала или нарушения обслуживания, появление при-
знаков' которых требует останова машины. В аварийных ситуациях при боль-
шом износе сепаратора и поверхностей трения резко возрастает число ударных
импульсов, происходит их наложение, нарушается периодичность их следова-
ния, применение спектрального анализа затруднено
Деформация (перекос) наружного кольца подшипника
Некруглое (или недостаточное) отверстие корпуса, деформация корпуса (корпусные
трещины, нарушения прилегания, отставания опоры, неплоскостность сопряженных
опорных поверхностей, дефекты прокладок).
Отклонения формы (конусность) шейки вала или отверстия корпуса.
Недостаточный размер заплечика корпуса, избыточный радиус выточки на корпусе
2/0; kfo, амплитуды
вибраций четных
гармоник обычно
больше, чем нечет-
ных
ВЧ-вибрация невы-
сока
ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ КАЧЕНИЯ 575
Продолжение табл. 7.2
Вид дефекта и основные причины его возникновения Частоты основных признаков Частоты дополни- тельных признаков
V. мм/с А. пБ
Диагностические признаки', вибрация на частотах kfQ, амплитуды вибраций четных гармоник обычно больше чем нечетных, наибольшая
вибрация на частоте 2/,, к-3 ... 5; высокочастотная вибрация, как правило, невысока.
Причина вибрации - высокая нерасчетная статическая нагрузка, действующая на поверхности трения в двух противоположных точках
наружного кольца. Обычно вибрация проявляется непосредственно после монтажа. В процессе эксплуатации в результате ускоренного
износа признаки перекоса могут временно уменьшиться или исчезнуть, однако ускоренный износ наружного кольца продолжится
Износ контактирующих поверхностей колец
• Неравномерный износ внешнего кольца. • Абразивный износ вследствие воздействия абразивных частиц или дефектов смазывания. • Естественный абразивный износ. • Локальные дефекты в виде закатанных (сглаженных) участков с равномерным плавным отклонением формы поверхности относительно номинальной kfa амплитуды виб- рации высших гар- моник быстро убы- вают с ростом к Рост ВЧ
Диагностические признаки: вибрация на частотах kf0, амплитуды вибраций
высших гармоник с ростом к быстро уменьшаются, наибольшая вибрация на
частоте f0, к - 3 ... 4; обычно растет высокочастотная вибрация. При наличии
вращающейся нагрузки может появляться вибрация кД0 ± к^г. Причина вибра-
ции - неравномерный износ отдельных участков поверхности, приводящий к
изменению коэффициента трения и появлению модуляции ВЧ-вибрации часто-
той/;.
В процессе износа появляются локальные дефекты, которые могут "закаты-
ваться" (сглаживаться) в изношенный участок плавной формы
576 Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
Продолжение табл. 7.2
Вид дефекта и основные причины его возникновения Частоты основных признаков Частоты дополни- тельных признаков
• Неравномерный износ внутреннего кольца. • Абразивный износ вследствие воздействия абразивных частиц или дефектов смазыва- ния. • Естественный абразивный износ. • Локальные дефекты, закатанные (сглаженные) в участки с равномерным плавным откло- нением формы поверхности относительно номинальной Рост ВЧ; kfi, ампли- туды вибраций выс- ших гармоник быст- ро убывают с рос- том к
Диагностические признаки', вибрации на частотах ltfr, а также часто возникающие
более низкие по уровню вибрации kfh амплитуды вибраций высших гармоник с рос-
том к быстро уменьшаются, наибольшая вибрация на частоте fr,k - 2 ... 4; обычно
растет высокочастотная вибрация. Причина вибрации - неравномерный износ от-
дельных участков поверхности, превышающий по длине расстояние между смеж-
ными телами качения, приводящий к изменению коэффициента трения и модуля-
ции ВЧ-вибрации частотами kfrn кД
В процессе износа появляются локальные дефекты, которые могут "закатываться"
(сглаживаться) в изношенный участок плавной формы. Следует учитывать, что виб-
рация на частотах kfr возникает и при перекосах, нарушениях жесткости, дефектах
линии вала и муфты (и др.)
Износ и ослабления (люфты, увеличение карманов) сепаратора, износ тел качения
• Износ сепаратора вследствие недостаточного смазывания или воздействия абразивных частиц. • Усталостные дефекты при воздействии значительных сил инерции, динамических на- грузок, нерасчетных вибраций или высокой частоты вращения для существующей на- грузки. • Коррозия, растрескивание сепаратора вследствие проникновения в ПК агрессивных коррозионно-активных веществ и воды. • Абразивный износ тел качения: естественный, вследствие воздействия абразивных частиц или дефектов смазывания, электрическая эрозия ]rfcg; амплитуды виб- рации высших гармо- ник быстро убывают с ростом к k(fr - fcg); kfr, ам- плитуды вибрации высших гармоник быстро убывают с ростом к', рост ВЧ
Продолжение табл. 7.2
Вид дефекта и основные причины его возникновения
Частоты основных
признаков
Частоты дополни-
тельных признаков
Диагностические признаки: вибрации на частотах kfcg, при вращающейся на-
грузке k{fr - fcgy kfr; амплитуды вибраций высших гармоник с ростом к быстро
уменьшаются, наибольшая вибрация на частоте fcg, £ ~ 2 ... 4; обычно растет высо-
кочастотная вибрация. Причина вибрации - люфты и износ отдельных участков
поверхности, приводящие к нелинейности и ударам. Дефекты опасны из-за скоро-
течного развития
Л дБ
4 8 12 16 ш/ш
г
Дефекты {локальные) контактирующих поверхностей колец и элементов качения
{вмятины, задиры, эрозия, выкрашивание,раковины, трещины и сколы)
Воздействие ударов и вибраций на невращающийся подшипник (неправильное хранение и транспортировка, интенсивная длительная
вибрация соседних машин), длительные простои. Нарушение технологии монтажа (удары молотком по подшипнику). Чрезмерно бы-
стрый разгон в условиях высокой нагрузки (образование лысок вследствие проскальзывания). Фреттинг-коррозия. Усталость. Разру-
шение смазочного слоя. Загрязнения. Электрическая эрозия.
Дефекты внешнего кольца
4
kf0 Рост ВЧ
Диагностические признаки: вибрация на частотах kf0, амплитуды вибра- 40
ций высших гармоник с ростом к уменьшаются слабо, наибольшая вибрация
на частоте /0; обычно растет высокочастотная вибрация. При значительном
развитии дефекта и трещинах наблюдается монотонный рост вибрации. 20
Причина вибрации - ударные импульсы, возникающие при контакте тел
качения с локальным дефектом
ДБ
4 8 12 16 со/ш
_______________________________________________г
578 Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
• Дефекты внутреннего кольца
kfa kJ ± kJ,;
рост ВЧ
Продолжение табл. 7.2
Диагностические признаки', вибрация на частотах kfroi, амплитуды вибра- ций четных гармоник обычно больше нечетных и с ростом к уменьшаются, наибольшая вибрация на частоте 2frol\ вибрации на частотах k\froi ± kofcs\ Л, дБ
40 Г Z " frol 2f . 3f rf . yrol-'cg . . . . •
обычно растет высокочастотная вибрация. При развитии дефекта может по- являться вибрация на частотах kf„ а также kfcg. Причина вибрации - ударные импульсы, возникающие при контакте ло- кальных дефектов тел качения с поверхностями колец. Вибрация может за- висеть от угла поворота сепаратора и ротора. Дефект опасен из-за возможности скоротечного развития и воздействия продуктов износа на сепаратор Л 20 г 1 2Л м Л at uK 1 1 !+4
4 8 12 16 со/ш
ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ КАЧЕНИЯ 579
Продолжение табл. 7.2
Вид дефекта и основные причины его возникновения Частоты основных признаков Частоты дополни- тельных признаков
• Сложные (составные) дефекты, включающие одновременно: - локальные дефекты одного или обоих колец, сильный износ колец, вращающуюся и/или сильную осевую нагрузку; - сильный износ колец и автоколебания; - сильный износ и дефекты колец, тел качения и/или сепаратора и др. Обычно kfo моду- лируется либо: kfr; kf'g-.kfi.fjk Рост ВЧ;4£;/Д; k^k-fa k\froi ± к2 fcg
Диагностические признаки’, вибрация на характерных частотах различ-
ных дефектов одновременно; вибрация на различных комбинационных
частотах (k\f0 ± к^г, k\fr ± к^сг, k\fo ± k\froi ± k^f^, k\fo ± k^f, k\f0 ± Уг/^2»
k(f ± k2 fcg ; kifroi ± k2 fcg ; k^fd одновременно; вибрация на частотах /Д;
растет высокочастотная вибрация. Причина вибрации - кинематическое
взаимодействие дефектов, приводящее к взаимозависимой вибрации.
Дефекты опасны, поскольку обычно возникают при сильном усталост-
ном и абразивном износе
Обкатывание наружного (неподвижного) кольца подшипника
• Неуравновешенность ротора. Бой вала (муфты).
• Деформация (изгиб) внутреннего кольца подшипника и вала
Диагностические признаки: вибрация на частоте fr, амплитуды вибраций
высших гармоник (kfr) с ростом к быстро уменьшаются, к - 1 ... 3; высокочас-
тотная вибрация не характерна. Причина вибрации - повышенная вращаю-
щаяся нагрузка. Такой режим работы не является дефектом собственно под-
шипника, но приводит к снижению его ресурса
Нет роста ВЧ
580 Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
kfr, амплитуды виб-
раций высших гар-
моник быстро убы-
вают с ростом к
Продолжение табл. 7.2
Вид дефекта и основные причины его возникновения Частоты основных признаков Частоты дополни- тельных признаков
Неоднородный радиальный натяг подшипника, перекос
• Чрезмерный натяг подшипника: чрезмерная затяжка закрепительной втулки (гай- ки); при двухсторонней фиксации отклонение геометрических размеров от номи- нальных или нерасчетное удлинение вала (крышки и др. деталей фиксации) при ра- боте машины. • Нарушение посадки подшипника: недостаточен внутренний зазор в подшипнике, избыточный размер (диаметр больше допустимого) шейки вала. • Деформация (изгиб) внутреннего кольца подшипника при избыточном радиусе выточки на валу или недостаточном размере заплечика вала, или вследствие локаль- ного нагрева. • Неперпендикулярность (перекос) опорной поверхности заплечиков вала, корпуса или фиксирующей гайки к посадочной поверхности вала 24/ri kfa амплитуды вибраций четных гармоник обычно больше, чем не- четных ВЧ-вибрация обыч- но невысока
Диагностические признаки', вибрация на частотах Jrfr, амплитуды виб-
раций четных гармоник обычно больше, чем нечетных, наибольшая виб-
рация на частоте 2fr, с ростом к вибрация падает, к ~ 6... 8; высокочастот-
ная вибрация не характерна.
Причина вибрации - высокая нерасчетная вращающаяся нагрузка,
действующая в двух противоположных точках внутреннего кольца, при-
водящая к ускоренному износу. Обычно вибрация проявляется непосред-
ственно после монтажа.
В процессе эксплуатации в результате ускоренного износа признаки
перекоса (неоднородного натяга) могут временно уменьшиться или ис-
чезнуть, однако ускоренный износ кольца продолжится
А, дБ
2 4 6 8 (0/(0
ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ КАЧЕНИЯ
Окончание табл. 7.2
Вид дефекта и основные причины его возникновения Частоты основных признаков Частоты допол- нительных при- знаков
Проворот (проскальзывания) наружного кольца подшипника в корпусе
• Увеличенное отверстие корпуса (люфт) вследствие износа посадочной поверхности, "разбивания” отверстия при длительной эксплуатации корпуса, при материале корпуса из легких сплавов, фреттинг-коррозии и др. • Посадка с зазором (в основном при слишком большом диаметре посадочного отверстия корпуса), погрешности формы отверстия и неплотности прилегания в местах посадки. • Заклинивание подшипника, в т.ч. при чрезмерном нагреве вследствие дефектов смазки. • Нагрузка дисбаланса ротора (вала) К» обычно к > 10 Рост ВЧ- вибрации
Диагностические признаки', вибрация на частотах kfr, наибольшая
на частоте fr, с ростом к амплитуда вибрации постепенно падает,
к > 10; рост высокочастотной вибрации. Вибрация проявляется непо-
средственно в момент проворота: т.е. может (случайным образом)
временно появляться и затухать. Обычно сопровождается характер-
ным (грохочущим, гулким) звуком и ростом температуры подшипни-
ка. Характерны флуктуации амплитуд высших гармоник fr. В периоды
частичного или полного восстановления вращения наблюдаются при-
знаки ослаблений.
Причина вибрации - нелинейность, периодические и случайные
ударные импульсы в условиях частичного или полного заклинивания
подшипника во многих случаях при ослабленной посадке.
Дефект опасен из-за скоротечного развития, нагрева и разрушения
смазки, т.е. возможности разрушения подшипника, и требует немед-
ленного останова машины
20 J J 1 1 1 ши
4 8 12 16 «/«г
582 Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
7.3. Неисправности подшипниковых узлов, симптомы, причины и способы их устранения
Симптомы неисправ- ностей Вид дефекта, причина Способ устранения Эскизы
1,2, 3,6 Неправильный выбор смазочного материала Ошибка конструктора, производи- теля, обслуживающего персонала, не- подходящий для данных условий сорт масла или пластичной смазки Провести консультации с производителями смазочного материала. При изменении сорта мас- ла/смазки следует проводить испытание старого и нового материала на смешиваемость -
Недостаточное смазывание Низкий уровень масла. Утечка масла через уплотнения. В корпусе не- достаточно пластичной смазки Привести количество масла (смазки) в соот- ветствие требованиям ТД. Уровень масла в подшипнике должен быть немного ниже середины нижнего тела качения. Корпус должен быть заполнен пластичной смазкой от 1/3 до 1/2 свободного объема | Текущий уровень J
| Правильный у ровень\ |Х\
1,6 Избыточное смазывание Корпус излишне заполнен пла- стичной смазкой / уровень масла вы- сокий. Результат - повышенные поте- ри на трение (из-за барботажа - пере- мешивания) и нагрев ПК Привести количество масла (смазки) в соот- ветствие требованиям ТД. Уровень масла в подшипнике должен быть немного ниже середины нижнего тела качения. Корпус должен быть заполнен пластичной смазкой от 1/3 до 1/2 свободного объема | Текущий уровень | Правильный уровень X \ WIIIti J
1 Утечки смазки. Засорены отверстия для возврата (слива) масла в систему Насосный эффект уплотнений про- водит к утечке масла. На ранней ста- дии развития дефектов шум и вибра- ция невелики Прочистить отверстия. Удалить (тщательно) старое масло. Заполнить корпус свежим маслом в соответ- ствии с требованиями ТД Засоренное отверстие \
7/7/77ы J ж =-
ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ КАЧЕНИЯ 583
Симптомы неисправ- ностей Вид дефекта, причина
1 ...3 Утечки смазки, проникновение загрязнений в подшипник. Дефект работы уплотнения Утечки смазки или попадание за- грязнений в подшипник в результате неправильной установки (работы) и/или значительного износа контакт- ных уплотнений
Утечки смазки. Нарушения плотности прилегания поверхностей в разъеме (стыке) составного корпу- са подшипника
3 Масло вытекает из корпуса. Воз- можна значительная утечка смазки
Неправильная индикация уровня масла: отверстия для вентиляции системы смазывания перекрыты
Недостаток (отсутствие) смазки вследствие неправильной индикации уровня масла
Продолжение табл. 7.3
Способ устранения Эскизы
Промыть (тщательно) подшипник. Заполнить новой смазкой. Установить новое уплотнение в соответстви- ем с требованиями изготовителя или ОТУ. При необходимости, восстановить нормаль- ный контакт уплотняющей кромки манжетного уплотнения и вала
Wl зор
Применение уплотняющих прокладок не ре- комендуется. Проверить состояние поверхностей на соот- ветствие требованиям ОТУ. При небольших утечках нанести на поверхно- сти разъема слой герметика (позволит ликвиди- ровать небольшую утечку). При значительных утечках заменить корпус L Неплоская x поверхность г
Очистить запертое отверстие для выхода воз- духа из указателя уровня масла Забитое 1 ’ > отверстие _> Уровень масла., указателе м , ' f < j корпусе ”
584 Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
Продолжение табл. 7.3
Симптомы неисправ- ностей Вид дефекта, причина Способ устранения Эскизы
1,3 Неправильная установка регулятора уровня масла Регулятор уровня масла установлен слишком высоко или слишком низко. Регулятор уровня масла располо- жен неправильно относительно на- правления вращения подшипника Остановить машину. Обеспечить номиналь- ный уровень масла (уровень масла не должен превышать середины нижнего тела качения). Провести регулировку маслоуказателя в соответ- ствии с ТД. Пустить машину и настроить регуля- тор при работающей машине. Обеспечить пра- вильное положение регулятора относительно на- правления вращения О
Jr Д Уровень масла^
w *^прираооте жЛгХЗ JCnpn остановке г
2 Интенсивный воздушный поток (при перепаде давлений воздуха), обдувающий подшипник Поток воздуха, направленный на подшипниковый узел, вызывает утеч- ки масла (вентиляторы, воздуходувки, у которых забор воздуха происходит рядом с подшипником) Минимизировать перепад давлений между бо- ковыми сторонами подшипника - установить за- щитный кожух от воздушного потока. Изменить конструкцию уплотнений. Применить пластичную смазку '''' / L — —
1,6 Чрезмерный натяг (избыточное напряжение) в уплотнениях Контактные резиновые уплотнения чрезмерно подпружинены и/или рабо- тают баз смазки Заменить на уплотнения с правильным пру- жинным натягом. Смазать уплотнения // // / /
Же
1 -гОП L.
ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ КАЧЕНИЯ 585
Продолжение табл. 7.3
Симптомы неисправ- ностей Вид дефекта, причина Способ устранения Эскизы
2 ... 5 Локальные дефекты (вмятины) на дорожках и телах качения Возникают в результате ударов (молотком) по подшипнику в процессе монтажа (нарушение технологии мон- тажа) Заменить подшипник. Провести инструктаж (обучение) обслуживающего персонала. Для монтажа использовать специальный ин- струмент (втулки, безынерционные молотки, специальные нагреватели). Ударять по деталям подшипника (молотком) при сборке категорически запрещается *7 Безынер! И МОН' > я шонный МОЛОТОК J. гажная втулка
2...6 Загрязнение абразивными частицами. Загрязнения вещества- ми, приводящими к коррозии Попадание в корпус подшипника: - инородных частиц грязи, песка, и др.; - воды, кислоты или других ве- ществ, приводящих к коррозии Промыть корпус и подшипник. Заменить изношенные уплотнения. Обеспечить защиту подшипника (изменить их конструкцию уплотнений, установить масло- отражательные кольца и др)
Загрязнение корпуса подшипника (инородные частицы внутри корпуса) При сборке подшипникового узла из корпуса не удалили стружку, грязь, посторонние предметы и др. Тщательно промыть детали узла. Заменить смазку (масло). Провести обучение (инструктаж) обслуживающего персонала
г - wuXjC “ ”’л* Л
586 Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
Продолжение табл. 7.3
Симптомы
неисправ- Вид дефекта, причина
ностей
Неуравновешенность ротора,
бой вала
245 Вызывают высокие вибрации ма-
’ ’ шины. При значительном развитии
возможно обкатывание ротором не-
подвижного кольца подшипников
1,3 ...6
Нарушения соосности сопрягаемых
валов
Осевой сдвиг или угловой излом
валов валопровода
Нарушения соосности корпусов
подшипников
Перекос оси отверстия относитель-
но опорной поверхности.
Отсутствие плоскостности или
прямолинейности основания
2
Изменение цвета подшипника
(для нагрева подшипника использо-
валось пламя горелки)
Деформация вала и деталей под-
шипникового узла вследствие локаль-
ного нагрева
Способ устранения
Эскизы
Измерить и устранить бой вала
Осмотреть подшипники и при необходимости
заменить.
Провести балансировку ротора
Проверить центровку агрегата. Установить
правильность применения поправочных коэффи-
циентов на тепловые расширения и положение
валов при работе под нагрузкой.
Провести центровку агрегата.
Проверить соосность корпусов (посадочных
мест) подшипников.
Обеспечить равномерную опору корпусов на
основание (плоскостность и прямолинейность).
Обеспечение соосности валов особенно важно,
если один вал опирается на три подшипника или
более
Заменить подшипники с цветами побежалости
на деталях.
Провести подготовку (инструктаж) обслужи-
вающего персонала.
Локальный нагрев деталей (в т.ч. валов) при-
водит к неустранимым деформациям.
Лишь в исключительных случаях при демон-
таже может использоваться нагрев подшипников
открытым пламенем
ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ КАЧЕНИЯ 587
Симптомы неисправ- ностей Вид дефекта, причина
2,5 Воздействие вибраций на невращающийся подшипник, повышенный шум подшипника (ложное бринеллирование) Подшипник подвергается воздейст- вию вибрации (например, при транс- портировке или при интенсивной дли- тельной вибрации соседних машин) в неподвижном положении
2, 4,5 Повышенный шум подшипника вследствие проскальзывания при разгоне Образование лысок на телах каче- ния вследствие проскальзывания в процессе чрезмерно быстрого разгона в условиях высокой нагрузки
1 ...6 Деформация подшипника качения: 1. Посадкой в корпусе; причина - некруглое или недостаточное отвер- стие (в т.ч. из-за нагрева вала или подшипника), деформация корпуса, корпусные трещины. 2. Деформацией корпуса; причина нарушения прилегания, отставания опоры, неплоскостность сопряженных опорных поверхностей, дефекты про- кладок
Продолжение табл. 7.3
Способ устранения
Эскизы
Тщательно исследовать дорожки качения на
предмет обнаружения вмятин с шагом, равным
расстоянию между телами качения.
Заменить подшипник.
Обеспечить демпфирование вибрации.
По возможности применять шарикоподшип-
ники вместо роликовых
При транспортировке и разгрузке обеспечить
предварительный натяг подшипников
Осмотреть тела качения и заменить подшип-
ник, если обнаружены лыски.
Для предотвращения проскальзывания обеспе-
чить минимально необходимую нагрузку на под-
шипник при разгоне.
Минимизировать число пусков
Осмотреть корпус для обнаружения трещин.
Проверить количество подкладных пластин.
Проверить отставания опор (наличие нежесткой,
«мягкой» опоры).
Измерить отверстие в корпусе, при необходи-
мости расточить до номинального размера.
Увеличить отверстие в корпусе, если в качест-
ве плавающей опоры вместо цилиндрического
роликоподшипника устанавливают радиальный
шарикоподшипник.
Проверить плоскостность опорных поверхно-
стей, лап и подкладных пластин
Неровные
поверхности
588 Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
Короткие^
Некруглые
поверхности
Симптомы неисправ- ностей Вид дефекта, причина
1 ... 3,6 Перекосы в уплотнениях, недостаточный зазор в лабиринтном уплотнении (износ в сопряжении уплотнений с неподвижной деталью: трение, задевания). Нарушение положения маслоотражательного кольца (задевания за подшипник) Вращающиеся части уплотнений или маслоотражательные кольца заде- вают сопряженную неподвижную деталь
1 ...3,5,6 Чрезмерный натяг подшипников (нарушение посадки) Чрезмерный натяг ПК при двухсто- ронней фиксации, в т.ч. при отклоне- нии геометрических размеров от но- минальных. Чрезмерный натяг ПК при двухсто- ронней фиксации вследствие удлине- ния вала (в т.ч. при недооценке влияющих на нагрев вала факторов) Чрезмерный натяг подшипника (нарушение посадки) Закрепительная втулка (гайка) чрез- мерно затянута
Продолжение табл. 7.3
Способ устранения
Эскизы
Проверить зазор между вращающимися
элементами уплотнения, маслоотражательными
кольцами, сопряженными деталями
Уменьшить натяг до номинальной величины
посредством установки подкладных пластин под
поверхности сопряжения крышки.
Обеспечить правильный зазор между заплечи-
ком крышки и наружным кольцом подшипника:
ослабить одну из крышек, используя подкладные
пластины, обеспечить зазор.
По возможности, ограничить осевой зазор по-
средством пружинного нагружения наружного
кольца
Отпустить гайку закрепительной втулки.
Затянуть гайку таким образом, чтобы втулка
прочно сидела на валу, а подшипник свободно
вращался. Зафиксировать втулку
ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ КАЧЕНИЯ 589
Симптомы неисправ- ностей Вид дефекта, причина
2,4,5 Недостаточный зазор в подшипнике (нарушение посадки) Слишком мал внутренний зазор в подшипнике для условий работы с дополнительным нагревом вала. Рас- ширение внутреннего кольца умень- шает номинальный зазор
Избыточный зазор в подшипнике (нарушение посадки, люфт) Возникновение вибрации вследст- вие слишком большего зазора в под- шипнике
2 ... 6 Нарушение посадки (люфт, свободная посадка, проскальзыва- ние) подшипника на валу Диаметр шейки вала меньше номи- нального значения. Закрепительная втулка не обеспе- чивает достаточный натяг
3 ...5 Конусность шейки вала (концен- трация напряжений в подшипнике). Конусность отверстия корпуса (концентрация напряжений в ПК) Неравномерная нагрузка на под- шипник и концентрации напряжений из-за отклонения формы шейки вала или отверстия корпуса
Продолжение табл. 7.3
Способ устранения
Эскизы
Проверить соответствие зазора в ПК исходной
спецификации. Если не соответствует - установить
подшипник в соответствии со спецификацией. Если
соответствует - заменить на подшипник с большим
внутренним зазором:
- СЗ вместо нормального;
- С4 вместо СЗ
Проверить соответствие зазора в подшипнике
исходной спецификации.
Если не соответствует - установить подшипник в
соответствии со спецификацией.
Для компенсации осевого и радиального зазоров
плавающего подшипника применять подпружини-
вание наружного кольца в осевом направлении
Восстановить (напыление и др., затем шлифовка
до требуемого размера) шейку вала в соответствии
с требованиями КД.
Правильно затянуть закрепительную втулку
Нарушение
посадки
Обработать шейку вала и/или отверстие корпуса,
обеспечив требуемые посадку и точность формы.
При необходимости заменить вал и/или корпус
590 Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
Продолжение табл. 7.3
Симптомы неисправ- ностей Вид дефекта, причина Способ устранения Эскизы
2 ... 6 Недостаточный размер заплечика вала Изгиб (деформация) вала вследст- вие недостаточного размера заплечика (малой поверхности контакта) Проверить соответствие размеров заплечиков требованиями КД и/или справочников по ПК. Обработать галтели сопряжения. При необходимости установить проставочные кольца 'SS'SA 1
1 ... 3,6 Избыточный размер заплечика вала Задевания заплечика вала о детали (например, уплотнение) подшипника Проверить соответствие размеров заплечиков требованиями КД и/или справочников по ПК. Обработать заплечик так, чтобы он не задевал за уплотнение и соответствовал требованиям КД или справочников по ПК '///////Л । Касание ।
I |а '77'77\ !•] 2:
•
2 ... 6 Недостаточный размер заплечика корпуса Деформация наружного кольца подшипника вследствие недостаточно- го размера заплечика (малой площади поверхности контакта кольца с запле- чиком корпуса) Проверить соответствие размеров заплечиков требованиями КД и/или справочников по ПК. Обработать галтели сопряжения заплечиков корпуса. При необходимости установить проставочные кольца гТ'гТТТТл '77'77А .•-1 1
ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ КАЧЕНИЯ
Симптомы неисправ- ностей Вид дефекта, причина
2,3,6 Избыточный размер заплечика корпуса Задевания заплечика о детали (на- пример, уплотнение) подшипника. Деформация уплотнения подшипника
2 ... 6 Избыточный радиус выточки на валу (недостаточная опора, изгиб вала) Изгиб (деформация) вала и внут- реннего кольца подшипника вследст- вие малой поверхности контакта Избыточный радиус выточки в корпусе (недостаточная опора) Деформации корпуса и наружного кольца
Продолжение табл. 7.3
Способ устранения
Эскизы
Касания 1
Проверить соответствие размеров заплечиков
требованиями КД и/или справочников по ПК.
Обработать заплечик так, чтобы он не задевал за
уплотнение и соответствовал требованиям КД или
справочников по ПК
' — й
Обеспечить правильное прилегание подшипника
и вала.
Провести обработку галтели сопряжения запле-
чика вала в соответствии с требованиями КД или
справочников по ПК (в соответствии с ISO 582—
1979)
zmin
Г* Т~~
r 4mm
Л2тах
7=------------
4тах
Обеспечить правильное прилегание подшипника
и корпуса.
Провести обработку галтели сопряжения запле-
чика корпуса в соответствии с требованиями КД
или справочников по ПК (в соответствии с ISO 582
1979)
592 Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
Симптомы неисправ- ностей Вид дефекта, причина
3 ...6 Неперпендикулярность заплечиков вала или корпуса опорной поверх- ности фиксирующей гайки к поса- дочной поверхности вала. Вращение вала затруднено Опорные поверхности заплечика вала или корпуса не перпендикулярны посадочной поверхности, вероятно это дефект изготовления или последствие деградации
1,..3,5,6 Избыточный размер (диаметр) шейки вала (чрезмерный нагрев подшипника во время работы) Слишком большой диаметр шейки вала приводит, вследствие расширения внутреннего кольца, к слишком мало- му зазору в подшипнике
1,2, 5,6 Задевания в подшипнике Лепестки стопорной шайбы заде- вают за подшипник
Продолжение табл. 7.3
Способ устранения
Эскизы
Проверить перпендикулярность.
Обработать детали подшипникового узла, обес-
печив требуемую перпендикулярность
Проверить соответствие посадочных размеров
вала и подшипника.
Перешлифовать шейку, обеспечить правильную
посадку внутреннего кольца подшипника.
При невозможности механической обработки
использовать подшипник с большим внутренним
зазором
Демонтировать стопорную шайбу и осмотреть.
Заменить шайбу или произвести рихтовку лепе-
стков
ВИДЫ ДЕФЕКТОВ ПОДШИПНИКОВ КАЧЕНИЯ 593
Окончание табл. 7.3
Симптомы
неисправ-
ностей
Вид дефекта, причина
Способ устранения
2
Повышенный шум подшипника
(обусловленный другими деталями -
в основном задевания)
Причина - подвижные детали в
близости от подшипника
Тщательно проверить (по возможности прослу-
шать) все подвижные детали машины на предмет
задеваний, нарушений посадки и др. (например,
близко расположенные к подшипнику детали на ва-
лу задевают о кожух или корпус подшипника)
1 ... 5
Проворот наружного кольца
подшипника в корпусе.
Диаметр отверстия корпуса
слишком большой. Чрезмерный на-
грев подшипника во время работы
Дисбаланс ротора (вала).
Износ посадочной поверхности,
люфт.
Отверстие в корпусе слишком
большое, люфт ___________________
Увеличенное отверстие корпуса,
люфт, деформации ("разбивание"
отверстия при длительной эксплу-
атации корпуса или при материале
корпуса из легких сплавов)
Отверстие корпуса
вследствие недостаточной твердости
металла или длительной эксплуатации:
в результате люфта наружное кольцо
подшипника может проворачиваться
относительно корпуса
Провести балансировку ротора.
Провести измерения размеров отверстий кор-
пуса.
Заменить корпус подшипника
'разбито'
Проверить соответствие посадочных размеров
корпуса и подшипника.
Расточить отверстие корпуса и установить (за-
прессовать) в него стальную втулку.
Расточить втулку на требуемый размер
594 Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
!•!
1*11
Эскизы
Условные обозначения: 1- интенсивный нагрев подшипника (опоры); 2 - повышенный или необычный шум подшипника; 3
малая наработка подшипника (частый выход из строя и замена); 4 вибрация подшипника; 5 - неудовлетворительная работа машины;
6 - затрудненное проворачивание вала в подшипнике.
ПЕРИОДИЧНОСТЬ ПРОВЕДЕНИЯ РАБОТ ПО ИССЛЕДОВАНИЮ ВИБРАЦИИ
595
2. Нарушения жесткости, деформа-
ции опорной системы'.
• деформация корпуса (опорной сис-
темы), нарушения прилегания, нарушения
формы отверстий, отставания опоры, не-
плоскостность сопряженных опорных
поверхностей, дефекты опорных прокла-
док;
• увеличенное отверстие корпуса,
неравномерная посадка;
• деформация вала и деталей под-
шипникового узла вследствие локального
нагрева.
3. Перекосы:
• нарушения соосности сопрягае-
мых валов;
• нарушения соосности корпусов
подшипников;
• перекос оси отверстия относи-
тельно опорной поверхности.
4. Ослабления (люфт, свободная по-
садка, проскальзывание) подшипника на
валу:
• диаметр шейки вала меньше но-
минального значения. Закрепительная
втулка не обеспечивает достаточный на-
тяг;
• избыточный зазор в подшипнике
(нарушение посадки, люфт).
5. Дефекты муфт.
Эти дефекты приводят в появлению
вибрации, связанной с частотой вращения
ротора, ее гармониками, возможно дроб-
ными гармониками, анизотропности и др.
В табл. 7.3 приведены основные не-
исправности подшипниковых узлов, сим-
птомы, причины и способы их устране-
ния.
7.5. ПЕРИОДИЧНОСТЬ
ПРОВЕДЕНИЯ РАБОТ ПО
ИССЛЕДОВАНИЮ ВИБРАЦИИ.
ДОПУСТИМЫЕ ЗНАЧЕНИЯ
7.5.1. Периодичность проведения работ
по исследованию вибрации
Периодичность измерений вибрации
устанавливают исходя из анализа и сопос-
тавления критериев долговечности,
имеющейся НТД и свойств оборудования,
приведенных ниже.
1 . Критерии долговечности: номи-
нальная долговечность (£ю), специфика-
ционная долговечность и срок службы
подшипника (определение критериев см. в
подразд. 7.1.1. Применение подшипников
и конструкции подшипниковых узлов.
Долговечность подшипников качения).
Многолетние исследования показы-
вают, что при отсутствии дефектов изго-
товления и монтажа подшипников, веро-
ятность того, что подшипник проработает
менее 25 % срока службы, крайне мала.
Учитывая, что при возможных простоях
могут происходить изменения свойств
самого подшипника (например, вследст-
вие воздействия вибраций на неподвиж-
ный подшипник), свойств машины (рото-
ра), свойств смазки и др., обычно уста-
навливают максимальный интервал меж-
ду исследованиями вибрации не более
6 месяцев. Интервал может существенно
уменьшаться при эксплуатации подшип-
ников со сроком службы менее двух лет
или при обнаружении по результатам из-
мерений вибрации признаков развитых
дефектов. Исследования вибрации в пер-
вую очередь ориентируют на методы, по-
зволяющие установить дефект на ранней
стадии развития (см. подразд. 7.2).
2 . Рекомендаций изготовителей, ру-
ководящих документов, отраслевых стан-
дартов, государственных и международ-
ных стандартов, документации и опыта
поставщиков программного обеспечения
по мониторингу.
Приоритетными являются требова-
ния (рекомендации) изготовителей, как
правило, базирующиеся на проведении
ресурсных испытаний продукции. Если
таковых не имеется, обычно используют
рекомендации отраслевых методик (на-
пример, ’’Методические рекомендации по
проведению диагностических виброизме-
рений центробежных компрессорных ма-
шин и центробежных насосных агрегатов
596
Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
предприятий МНХП СССР" (РДИ), утв.
28.11.91, рекомендованные ГОСГОРТЕХ-
НАДЗОРОМ РФ письмом 04-35/54 от
20.05.92).
Для ответственных машин обычно
устанавливают несколько этапов измере-
ний с определенной периодичностью:
• после ремонта и монтажа; в
процессе послеремонтных испытаний и
выхода на технологический режим прово-
дят исследования вибрации с целью оцен-
ки качества ремонта; в случае некачест-
венно проведенного ремонта (при оценке
"требует принятия мер") агрегат останав-
ливают для повторного ремонта;
• после завершения процесса при-
работки; исследования вибрации прово-
дятся спустя 72 ч после выхода агрегата
на технологический режим; если значения
вибрации ниже уровня с оценкой "нор-
мально", агрегат принимают в эксплуата-
цию; если значения вибрации выше уров-
ня с оценкой "нормально", составляется
техническое заключение с указанием воз-
можных дефектов и путей их устранения;
• на начальном этапе эксплуата-
ции и выходе агрегата на номинальный
технологический режим; проводят 3 ... 5
исследований вибрации с периодично-
стью 1 ... 2 недели; если значения вибра-
ции ниже уровня с оценкой "нормально",
агрегат оставляют в длительной эксплуа-
тации; если выше уровня с оценкой "нор-
мально", составляется техническое за-
ключение с указанием возможных дефек-
тов и путей их устранения;
• в процессе эксплуатации', иссле-
дования вибрации проводят с периодич-
ностью не реже 1 раза в 3 месяца, а если
вибрация выше уровня с оценкой "нор-
мально", но не превышает значение "тре-
бует принятия мер" - не реже 1 раза в ме-
сяц; если вибрация достигла уровня "тре-
бует принятия мер", исследования вибра-
ции необходимо проводить с периодично-
стью не реже раза в неделю и планировать
ремонт;
• после нарушения технологическо-
го режима или останова', для оценки
влияния последних на состояние агрегата
проводят исследования вибрации;
• перед плановым выводом в ре-
монт; для достоверной оценки ремонта
проводят исследования вибрации.
Под исследованиями вибрации по-
нимают измерения, включающие частот-
ный анализ в диапазоне частот (0,1 ... 50)4
и анализ огибающей ВЧ случайной виб-
рации.
3 . Регламента проведения виброиз-
мерений предприятия, опыта эксплуата-
ции конкретного машинного оборудова-
ния, собственного опыта.
В регламенте предприятия на основе
изложенных выше рекомендаций, опыта
эксплуатации оборудования, возможно-
стей службы ТД предприятия и производ-
ственной необходимости устанавливают
периодичность обслуживания и объем
исследований вибрации.
При проведении мониторинга по
возможности необходимо обеспечить
сходные условия эксплуатации машины:
одинаковую нагрузку, одинаковую ско-
рость и их неизменность (стабильность в
пределах 1 %) в процессе измерения. Если
измерения проводятся на машине с изме-
няемой скоростью, то выбирают номи-
нальный режим, т.е. тот, в котором маши-
на работает наиболее продолжительное
время. Если пользователь не может обес-
печить измерение вибрации в номиналь-
ном режиме работы, выбирают любой из
режимов, в котором условия смазки под-
шипников укладываются в технические
требования, предъявляемые к нормальной
работе подшипника качения. Если частота
вращения нестабильна, необходимо ис-
пользовать специальные режимы или ме-
тоды измерений, позволяющие избежать
или скорректировать влияние нестабиль-
ности.
В процессе измерений к сигналу
вибрации может добавляться вибрация,
создаваемая ударными нагрузками, свя-
ПЕРИОДИЧНОСТЬ ПРОВЕДЕНИЯ РАБОТ ПО ИССЛЕДОВАНИЮ ВИБРАЦИИ
597
занная со спецификой работы машины
(например, удары в дробилках). В момент
измерений следует отключить узлы, соз-
дающие ударные нагрузки, или обеспе-
чить режимы работы без нагрузки (на хо-
лостом ходу).
7.5.2. Рекомендации по выбору
допустимых значений
В большинстве современных про-
грамм по мониторингу вибрации допус-
тимые значения делят на некоторое коли-
чество классов, отличающееся по запасу
работоспособности: эксплуатация недо-
пустима ("неудовлетворительно", аварий-
ное состояние), эксплуатация допустима в
определенном промежутке времени, за
которым должен последовать вывод в ре-
монт ("требует принятия мер"), эксплуа-
тация допустима без ограничения времени
эксплуатации ("нормально") и т.д. Соот-
ветственно дефекты, обнаруживаемые при
обработке данных измерений, делят на три
(или две) группы: слабые, средние, силь-
ные (или средние и сильные).
Количество групп определяется чув-
ствительностью применяемого метода
обработки сигнала: при частотном анали-
зе в полосе (0,1... 50)4 обнаружить слабые
дефекты с высокой достоверностью дос-
таточно сложно и рассматривают только
средние и сильные дефекты, при анализе
огибающей высокочастотной случайной
вибрации рассматривают слабые, средние
и сильные.
На начальном этапе реализации про-
граммы по мониторингу машинного обо-
рудования используют приведенные ниже
рекомендованные значения.
По мере накопления опыта эксплуа-
тации машины при проведении монито-
ринга вибрации и проведения тщательно-
го визуального контроля демонтируемых
подшипников, пороги могут и должны
быть скорректированы.
При анализе состояния подшипника
по спектру вибрации задают два порого-
вых значения для каждого из диагности-
ческих параметров (обычно измеряемых в
децибелах виброускорения). Одно поро-
говое значение определяет появление
среднего дефекта, другое - сильного. По-
роговое значение отсчитывают от средне-
нормального значения параметра (средне-
го уровня вибрации в частотной полосе
или среднего уровня частотной состав-
ляющей спектра, полученные для маши-
ны, заведомо находящейся в "нормаль-
ном" состоянии), рассчитанного по ре-
зультатам предыдущих измерений числом
не менее трех (рекомендуется 6 ... 12). Из
расчетов исключают измерения, не отве-
чающие критерию грубых ошибок (выпа-
дающие за границы естественного разбро-
са случайных величин). Величину порога
сильного дефекта выбирают на 20 дБ вы-
ше средненормального уровня в частот-
ной полосе (или соответствующей состав-
ляющей спектра), величины порога сред-
него дефекта в два раза меньше - на 10 дБ
выше средненормального уровня.
Опыт диагностики различных машин
и оборудования показывает, что такие
пороговые значения при стабильном ре-
жиме работы минимизируют вероятности
ошибочных решений, которые являются
суммой вероятности пропуска дефекта и
ложного срабатывания.
Если машина непрерывно работает
при стабильных внешних условиях, по-
стоянной частоте вращения ротора и на-
грузке, значения порога сильного дефекта
иногда снижают до 12... 16 дБ, а среднего -
до 6 ... 8 дБ. Это даст возможности обна-
ружить дефекты на ранней стадии их раз-
вития, но лребует индивидуального под-
хода к решению о продолжении эксплуа-
тации каждой машины.
При диагностике подшипников мно-
горежимных машин значения порога силь-
ного дефекта увеличивают до 24... 28 дБ, а
среднего - до 12... 14 дБ.
При анализе состояния подшипника
по спектру огибающей задают три поро-
говых значения для каждого из видов де-
фектов, за исключением дефектов смазки.
598
Глава 7. ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
Одно пороговое значение определяет по-
явление слабого дефекта, второе - средне-
го, третье - сильного. Пороговые значе-
ния рассчитывают в процентах глубины
модуляции. Величина сильного дефекта
составляет 20 %. Порог слабого дефекта,
определяемого по глубине модуляции,
обычно выбирается 5...7 % и сильно зави-
сит от чувствительности аппаратуры, ис-
пользуемой для выделения слабых гармо-
нических составляющих на фоне случай-
ных составляющих спектра белого шума.
Для среднего дефекта величина порогово-
го значения определяется как среднее
значение величин порогов сильного и сла-
бого дефектов.
Для дефектов смазки задаются два
пороговых значения среднего и сильного
дефектов. Определяют величину прира-
щения высокочастотной вибрации, изме-
ряемой в децибелах виброускорения. Ре-
комендованное значение порога сильного
дефекта (для дефектов смазки) составляет
20 дБ, а порог среднего дефекта составля-
ет 10 дБ.
Эффект проведения визуальных ис-
следований каждого демонтированного
подшипника трудно переоценить. Только
путем сопоставления и оценки техниче-
ского состояния подшипника, величины
контролируемого параметра вибрации и
запаса работоспособности можно достовер-
но определить уровни порогов дефектов.
При анализе состояния подшипника
по пиковому значению виброускорения в
полосе 1... 10 (20) кГц пороговые значения
выбирают соответственно для слабого,
среднего и сильного дефектов 20 ... 30,
30...40 и 60 ... 70 м/с* 2 соответственно.
7.6. ОСОБЕННОСТИ ДИАГНОСТИКИ
ПОДШИПНИКОВ КАЧЕНИЯ
ПО ФОРМЕ СИГНАЛА.
РЕКОМЕНДАЦИИ ПО УТОЧНЕНИЮ
РЕЗУЛЬТАТОВ ДИАГНОСТИКИ
Форма сигнала сильно меняется по мере
развития дефектов (рис. 7.9) подшипников
качения: меняется соотношение между
периодическими гармоническими и слу-
чайными составляющими сигнала вибра-
ции, появляются ударные импульсы, ко-
торые в ряде случаев могут возникать пе-
риодически, сигнал может становиться
асимметричным, появляется ярко выра-
женная модуляция. Визуальный анализ
формы сигнала может существенно до-
полнить результаты частотного анализа.
Диагностические признаки при этом бы-
вает достаточно сложно формализовать,
но повторяемость бывает достаточно вы-
сока.
Форма сигнала при появлении тре-
щин или разрушении деталей подшипника
качения становится несимметричной.
На рис. 7.10 приведена форма сигна-
ла виброскорости подшипников с трещи-
ной одного из тел качения, а на рис. 7.11
приведена форма сигнала виброускорения
подшипника с разрушением одного из тел
качения. В обоих случаях следует обра-
тить внимание на достаточно большое
значение крест-фактора.
На рис. 7.12 приведены форма и
спектр сигнала подшипника качения при
ослаблении посадки и фреттинг-коррозии.
При ослаблении посадки нелинейность во
многих случаях приводит к несимметрич-
ности формы сигнала и появлению перио-
дических импульсов один раз за оборот
ротора.
При появлении ярко выраженного
локального дефекта одного из колец на
х, м/с2-10
3
2
1
0
-1
-2
1
0
1 100 200 300 400 500 600
t, мс
Рис. 7.9. Изменение формы сигнала х
подшипника качения по мере развития
дефектов в зависимости от времени
наработки t
ОСОБЕННОСТИ ДИАГНОСТИКИ ПОДШИПНИКОВ КАЧЕНИЯ
599
у м/г2.10
-6J---------1-------------I--------1-------------L----------
0 80 160 240 320 t, мс
а)
6J
Рис. 7.10. Формы сигнала х (а) подшипника
качения при трещине (б) одного
из тел качения (при СКЗ = 1,93)
б)
Рис. 7.11. Форма сигнала х (а) виброускоре-
ния подшипника при разрушении (б) одного
из тел качения (при Ар+ = 2,8; Ар_ = 4,8)
форме сигнала возможно появление удар-
ных импульсов с периодом перекатыва-
ния тел качения по локальному дефекту
(рис. 7.13). При сильном износе подшип-
ника хорошо наблюдается модуляция
сигнала вибрации (рис. 7.14).
Одной из важнейших особенностей,
облегчающих диагностирование подшип-
ников качения, является возникновение
вибраций на частотах, не кратных частоте
вращения ротора. Однако при возникно-
вении ряда дефектов подшипников, свя-
занных с износом внутреннего кольца,
неоднородным радиальным натягом, про-
скальзыванием, нарушениями жесткости,
деформациями опорной системы, переко-
сами, люфтами, дефектами муфт, возни-
кают вибрации на частоте вращения рото-
ра и ее гармониках.
Для локализации и идентификации
этих дефектов необходимо иметь сводную
информацию о состоянии всех узлов ма-
шины. Необходимо провести совместный
анализ результатов мониторинга по всем
точкам измерений с учетом режимов ра-
боты машины, исследовать пространст-
венное распределение вибрации, провести
фазовый анализ и др.
Если обнаруживают изменения виб-
рационного состояния и дефекты в не-
скольких подшипниковых узлах машины,
находящихся на одной линии вала, то час-
то причиной являются не дефекты нес-
скольких подшипников, а сильные дефек-
ты одного подшипника. Такие дефекты
появляются в результате возникновения
дополнительных динамических нагрузок
на подшипники, смежных с соединитель-
ными муфтами, например, при перекосах
и проблемах с муфтой.
Достаточно часто измерения вибра-
ции свидетельствуют об изменении тех-
600
Глава? ВИБРОДИАГНОСТИКА ПОДШИПНИКОВ КАЧЕНИЯ
S', мм/с
0 400 800 1200 1600 /Гц
х, м/с2-10
0 40 80 120 160 t, с
а)
б)
Рис. 7.12. Форма и спектр сигнала (а)
подшипника качения при ослаблении
посадки и фреттинг-коррозии (б)
б)
Рис. 7.13. Форма сигнала подшипника
качения (а) при локальном дефекте
наружного кольца (d)
х, м/с2-10
Рис. 7.14. Форма сигнала при сильном износе подшипника качения:
локальных дефектах колец, износе колец и шариков
нического состояния, а результаты осмотра
не позволяют идентифицировать дефект.
Причиной изменения вибрации может
быть изменение режима работы машины,
изменение условий работы и влияние со-
седних машин, установленных в одном
помещении с диагностируемой машиной.
При анализе вибраций машины сле-
дует наблюдать за несколькими парамет-
рами. Например, изменения могут про-
исходить только в спектре сигнала или в
спектре огибающей, или импульсы могут
наблюдаться только на временных реали-
зациях длительностью 4 ... 8 с и т.д. Это
свидетельствует о начальной стадии раз-
вития дефекта подшипника, дефектах
смазки или о появлении гидравлических
ударов. Следует провести повторные из-
мерения, при совпадении результатов из-
мерений контролировать развитие дефек-
та в течение нескольких дней, пока дан-
ные мониторинга (изменение вибрацион-
ного состояния машины) не позволят
идентифицировать дефект.
Кроме рекомендаций, указанных
в гл. 7, пользователь может учитывать и
общие рекомендации, изложенные в дру-
гих главах.
Глава 8
ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
8.1. МЕХАНИЧЕСКИЙ ДИСБАЛАНС
8.1.1. Происхождение дисбаланса
Наиболее распространенным источ-
ником повышенной вибрации является
механический дисбаланс роторов. Дисба-
ланс возникает при изготовлении, ремонте
и эксплуатации роторов. Деталь, обла-
дающая конструктивной симметрией, мо-
жет иметь дисбаланс из-за технологиче-
ских отклонений от осевой симметрии и
неоднородности материала. Пазы на рото-
рах генераторов и других электрических
машин могут иметь некоторые отклоне-
ния по глубине и ширине. Элементы об-
мотки роторов электрических машин, ра-
бочие лопатки и лопасти рабочих колес и
другие насадные детали роторов машин и
механизмов несколько отличаются друг
от друга по массе и форме. Профилакти-
ческий учет этих отличий не вполне ком-
пенсирует их влияние на дисбаланс рото-
ров. При насадке на ротор деталей с натя-
гом, в особенности имеющих большие
размеры, появляется дисбаланс, вызван-
ный искривлением оси вала. При наличии
посадочных зазоров дисбаланс возникает
вследствие неопределенности положения
насадной детали в пределах зазора.
В процессе эксплуатации дисбаланс
появляется из-за поломок рабочих лопа-
ток и бандажных связей, отложений солей
и эрозийного износа турбинных роторов,
возникновения уплотнений неметалличе-
ских элементов обмотки ротора электри-
ческой машины в первый период эксплуа-
тации и релаксации внутренних техноло-
гических напряжений, вызывающих про-
гиб роторов. Возможно появление дисба-
ланса при авариях.
8.1.2. Влияние дисбаланса на вибрацию
Влияние дисбаланса на вибрацию
определяют возникающие при вращении
центробежные силы, создающие вынуж-
денные колебания роторов с частотой
вращения. Проявление механического
дисбаланса состоит в том, что вибрация
имеет преимущественно оборотную час-
тоту и является функцией частоты враще-
ния вала. При отсутствии других причин
вибрация не зависит от режима работы
агрегата под нагрузкой. Это и является
диагностическими признаками механиче-
ского дисбаланса.
Распределение дисбаланса по длине
роторов определяет соотношение ампли-
туд и фаз вибрации в разных точках ма-
шины, а также вид АФЧХ вибрации, в
частности вибрации на резонансных час-
тотах вращения.
Существенную вибрацию при нали-
чии некоторых дефектов, например, при
пониженной динамической жесткости
опорной системы, расцентровках, резо-
нансе вблизи номинальной частоты вра-
щения возбуждает механический дисба-
ланс, имеющий умеренную и приемлемую
для нормальных случаев величину.
Дисбаланс дополнительно создает
высокочастотную вибрацию с кратными
частотами, что связано прежде всего с
нелинейностью опор (см. разд. 8.6), это
более всего проявляется при чрезмерных
величинах дисбаланса в основном вслед-
ствие ударных динамических возмуще-
ний.
8.2. ОСТАТОЧНЫЙ ПРОГИБ
РОТОРА
Остаточный прогиб ротора пред-
ставляет собой искривление его геомет-
рической оси, которое обнаруживается,
Глава 8
ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
8.1. МЕХАНИЧЕСКИЙ ДИСБАЛАНС
8.1.1. Происхождение дисбаланса
Наиболее распространенным источ-
ником повышенной вибрации является
механический дисбаланс роторов. Дисба-
ланс возникает при изготовлении, ремонте
и эксплуатации роторов. Деталь, обла-
дающая конструктивной симметрией, мо-
жет иметь дисбаланс из-за технологиче-
ских отклонений от осевой симметрии и
неоднородности материала. Пазы на рото-
рах генераторов и других электрических
машин могут иметь некоторые отклоне-
ния по глубине и ширине. Элементы об-
мотки роторов электрических машин, ра-
бочие лопатки и лопасти рабочих колес и
другие насадные детали роторов машин и
механизмов несколько отличаются друг
от друга по массе и форме. Профилакти-
ческий учет этих отличий не вполне ком-
пенсирует их влияние на дисбаланс рото-
ров. При насадке на ротор деталей с натя-
гом, в особенности имеющих большие
размеры, появляется дисбаланс, вызван-
ный искривлением оси вала. При наличии
посадочных зазоров дисбаланс возникает
вследствие неопределенности положения
насадной детали в пределах зазора.
В процессе эксплуатации дисбаланс
появляется из-за поломок рабочих лопа-
ток и бандажных связей, отложений солей
и эрозийного износа турбинных роторов,
возникновения уплотнений неметалличе-
ских элементов обмотки ротора электри-
ческой машины в первый период эксплуа-
тации и релаксации внутренних техноло-
гических напряжений, вызывающих про-
гиб роторов. Возможно появление дисба-
ланса при авариях.
8.1.2. Влияние дисбаланса на вибрацию
Влияние дисбаланса на вибрацию
определяют возникающие при вращении
центробежные силы, создающие вынуж-
денные колебания роторов с частотой
вращения. Проявление механического
дисбаланса состоит в том, что вибрация
имеет преимущественно оборотную час-
тоту и является функцией частоты враще-
ния вала. При отсутствии других причин
вибрация не зависит от режима работы
агрегата под нагрузкой. Это и является
диагностическими признаками механиче-
ского дисбаланса.
Распределение дисбаланса по длине
роторов определяет соотношение ампли-
туд и фаз вибрации в разных точках ма-
шины, а также вид АФЧХ вибрации, в
частности вибрации на резонансных час-
тотах вращения.
Существенную вибрацию при нали-
чии некоторых дефектов, например, при
пониженной динамической жесткости
опорной системы, расцентровках, резо-
нансе вблизи номинальной частоты вра-
щения возбуждает механический дисба-
ланс, имеющий умеренную и приемлемую
для нормальных случаев величину.
Дисбаланс дополнительно создает
высокочастотную вибрацию с кратными
частотами, что связано прежде всего с
нелинейностью опор (см. разд. 8.6), это
более всего проявляется при чрезмерных
величинах дисбаланса в основном вслед-
ствие ударных динамических возмуще-
ний.
8.2. ОСТАТОЧНЫЙ ПРОГИБ
РОТОРА
Остаточный прогиб ротора пред-
ставляет собой искривление его геомет-
рической оси, которое обнаруживается,
602
Глава 8. ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
у(х) - смещение масс; pi, 02 - наклоны шеек; рм - торцевой бой муфты;
ум - радиальный бой муфты
например, путем индицирования ротора
(определения боя ротора в разных сечени-
ях посредством индикатора) при разо-
бранной машине. Остаточный прогиб ро-
тора не зависит от нагрузки и теплового
состояния машины в отличие от теплово-
го прогиба (см. разд. 8.10). Остаточный
прогиб ротора вызывает (рис. 8.1):
• возникновение механического дис-
баланса, соответствующего смещению
масс ротора относительно оси вращения;
• возникновение наклонов осей шеек
ротора к оси вращения, вызывающих ки-
нематическое возбуждение опор;
• смещение муфт в радиальном и
торцевом направлениях, что вызывает
возмущающие силы с частотой вращения
на прогнутом роторе и соседних роторах.
Наибольшее влияние на вибрацию
оказывает связанный с прогибом дисба-
ланс. Он проявляется в основном как ме-
ханический дисбаланс с той особенно-
стью, что для гибких роторов его воздей-
ствие на вибрацию при первой критиче-
ской скорости вращения заметно более
сильное, чем на вибрацию при рабочей
скорости.
Как и механический дисбаланс, дис-
баланс от прогиба может быть скомпен-
сирован балансировкой ротора. Во многих
случаях этого мероприятия бывает доста-
точно для компенсации влияния прогиба
на вибрацию.
Характерным при прогибе ротора яв-
ляется появление осевой вибрации, вы-
званной наклонами осей шеек ротора к
оси вращения (разд. 8.8), сильнее это про-
является на подшипниках жестких рото-
ров. Осевая вибрация может сохраняться
и после балансировки прогнутого ротора.
Смещение консольных участков про-
гнутого ротора вызывает одновременно
коленчатость и излом оси в плоскостях
соответствующих жестких муфт, а в под-
вижных муфтах возникает несоосность
рабочих венцов полумуфт и шеек рото-
ров. Влияние этих отклонений на вибра-
цию рассмотрено в разд. 8.4. Дополни-
тельно отметим, что при прогибе гибких
роторов характерны весьма высокие виб-
рации на первой критической скорости
вращения.
Наиболее надежно прогиб ротора оп-
ределяется его индицированием на останов-
ленной машине либо непосредственно по-
казаниями прибора, определяющего про-
гиб ротора при его медленном вращении.
8.3. ПОГРЕШНОСТИ ГЕОМЕТРИИ
ШЕЕК РОТОРОВ
Микронеровности поверхности шеек
роторов в подшипниках скольжения на
вибрацию непосредственно не влияют. Их
косвенное влияние на вибрацию состоит в
том, что они вызывают повышенный из-
нос подшипников и соответствующую
ДЕФЕКТЫ МУФТ
603
деградацию формы, которая влияет на
вибрацию непосредственно. Макронеров-
ности шейки, влияющие на вибрацию, для
каждого сечения могут быть представле-
ны в виде ряда, первым членом которого
является эллипсность, а остальные - ве-
личины гранности с числом граней три,
четыре и т.д.
Конусность шеек на вибрацию не
влияет, однако она предполагает соответ-
ствующую конусную форму расточки
вкладыша. Из кинематических соображе-
ний ясно, что гармонические составляю-
щие вибрации, связанные с макронеров-
ностями шейки, имеют кратность, равную
числу граней.
Технология изготовления роторов
обеспечивает достаточно низкую величи-
ну гранности, которая на вибрацию прак-
тически не влияет. Существенные неров-
ности могут возникнуть лишь при приме-
нении особых способов обработки по-
верхности шеек, например, при ручном
опиливании поврежденной шейки, при
этом в разных сечениях по длине шейки
могут иметь место разные нарушения
геометрии.
Наибольший вклад в вибрацию вно-
сит эллипсность шеек, которая представ-
ляет собой разность между максимальным
диаметром шейки и диаметром в перпен-
дикулярном направлении. При наличии
других существенных неровностей эл-
липсность определяется, как вторая гар-
моническая составляющая боя поверхно-
сти шейки относительно ее геометриче-
ской оси. Эллипсность возбуждает вибра-
цию с двойной оборотной частотой, что
непосредственно объясняется кинемати-
ческими соображениями. Заметное влия-
ние на вибрацию возникает обычно при
эллипсности более 20 мкм.
8.4. ДЕФЕКТЫ МУФТ
8.4.1. Жесткие и полужесткие муфты
В крупном энергомашиностроении
наиболее распространены жесткие и по-
лужесткие муфты. Весьма существенно
влияют на вибрацию дефекты сопряжения
жестких муфт — коленчатость и излом
оси (рис. 8.2).
При этих дефектах, с одной стороны,
возникает дисбаланс за счет смещения
осей центров масс, с другой стороны, оси
поверхностей шеек роторов оказываются
смещенными относительно оси вращения.
Последнее обстоятельство предполагает
круговое движение шеек внутри вклады-
шей или кинематическое возбуждение,
независимо от устанавливаемых баланси-
ровочных грузов, в особенности при на-
личии коленчатости. Допускаемые вели-
чины коленчатости и излома оси приведе-
ны в гл. 13.
По характеру вызываемой вибрации
дефекты сопряжения весьма близки к дис-
балансу. При опирании двух роторов на
три подшипника коленчатость эквива-
лентна дисбалансу ротора, не имеющего
второй опоры: дисбаланс соответствует
смещению оси этого ротора на величину
коленчатости. Для этого случая коленча-
тость в обычном понимании не существует.
При наличии у двух соединяемых
роторов четырех опор коленчатость чаще
Рис. 8.2. Дефекты сопряжения жестких (полужестких) муфт:
а - коленчатость; б - излом оси; в - общий случай
604
Глава 8. ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
8.1. Влияние коленчатости на вибрацию в некоторой точке
на подшипнике, соседнем с муфтой
Коленчатость, мкм Интенсивность кратных гармоник, мм/с
1 2 3 4 5 6
Первый возможный вариант
130 1,9 о,1 1,4 0,6 0,9 0,9
90 3,8 0,6 0,8 1,3 2,7 1,0
Второй возможный вариант
10 0,2 0,6 0,1 0,1 0 0
20 4,1 0,3 0 0 0 0
всего приводит к противофазной вибра-
ции соседних с муфтой подшипников.
Дефекты сопряжения четырехопорной
системы двух роторов обычно не приво-
дят к такому существенному росту вибра-
ции на первой критической частоте вра-
щения, как прогиб ротора.
Еще одним следствием коленчатости
является повышение (изменение) вибра-
ции двойной оборотной частоты, которое
особенно заметно, если соседние с муф-
той подшипники расположены в одном
корпусе относительно близко друг к дру-
гу. Механизм этого ясен из кинематиче-
ских соображений: при медленном вра-
щении ротора его ось дважды за один
оборот вынуждена подняться и опустить-
ся, следуя за двумя ’’горбами” колена. Из-
менение вибрации двойной оборотной
частоты обычно невелико, но оно имеет
важное значение при диагностировании
коленчатости.
Однако этот признак не является
безусловным: его проявление зависит от
конкретных свойств агрегата и наличия
других дефектов. В то же время при ко-
ленчатости возникают достаточно харак-
терные гармоники с трехкратной оборот-
ной частотой и более высокой кратности.
Неоднозначность конкретных проявлений
коленчатости иллюстрирует табл. 8.1, со-
ставленная по данным измерений [87].
Дополнительным признаком колен-
чатости может служить невозможность
компенсировать оборотную вибрацию
средствами балансировки.
Излом оси создает возмущение с
оборотной частотой на обоих соединяе-
мых роторах, при этом возмущающие си-
лы на соседних с муфтой подшипниках
обычно соизмеримы с возмущающими
силами на удаленных.
Для гибких роторов излом оси влия-
ет на вибрацию аналогично распределен-
ному дисбалансу, устойчивых соотноше-
ний между влияниями его на вибрации
разных точек при этом не наблюдается:
они сильно зависят от конкретных дина-
мических свойств агрегата.
Для жестких роторов излом оси
можно достаточно достоверно диагности-
ровать по фазовым соотношениям воздей-
ствий его на вибрацию: фазы вибраций
ближних с муфтой подшипников близки
между собой и отличаются от фаз удален-
ных подшипников примерно на 180°. Это
же соотношение наблюдается и на гибких
роторах на выбеге или развороте при ско-
ростях вращения существенно ниже резо-
нансных.
Полужесткие муфты ведут себя ана-
логично жестким. Наличие упругих эле-
ментов несколько уменьшает влияние
дефектов сопряжения. Не следует преуве-
ДЕФЕКТЫ МУФТ
605
личивать компенсирующие способности
волновых компенсаторов, так как они
обычно обладают высокой жесткостью.
Компенсаторы позволяют снизить влия-
ние излома оси, гораздо хуже компенси-
руется коленчатость; при наличии одной
’’волны” компенсатора влияние коленча-
тости практически не снижается.
Дефекты сопряжения роторов появ-
ляются в процессе ремонта - при насадке
муфт и при их сборке, а также в результа-
те прогиба одного из соединяемых ро-
торов.
На вибрацию также влияет ослабле-
ние посадки муфт, при этом под действи-
ем центробежной силы и крутящего мо-
мента происходит смещение оси, эквива-
лентное коленчатости. Посадочный натяг
в зависимости от мощности и конструк-
ции агрегата выбирается в пределах
3 • 10-4 ... 6- 10'4мм.
8.4.2. Подвижные муфты
В подвижных муфтах повышение
вибрации вызывают дефекты:
• несоосность рабочих венцов полу-
муфт и шеек роторов;
• отсутствие контакта рабочих по-
верхностей по всем зубьям, пружинам,
кулачкам и т.п.;
• недостаточная чистота рабочих по-
верхностей;
• износ, нарушающий правильную
форму рабочих поверхностей;
• плохая смазка;
• заклинивание подвижных элемен-
тов в исходном состоянии и при некото-
рых относительных перемещениях ро-
торов.
При смещении венцов полумуфт и
при малых крутящих моментах муфта
работает одним зубом (кулачком). Возни-
кает неуравновешенное усилие Q, про-
порциональное крутящему моменту М:
g = ^< °^о,. , (8.1)
г г
где г - радиус муфты; Л/ном - номиналь-
ный момент.
Сила действует на оба соседних с
муфтой подшипника в противоположных
направлениях с оборотной частотой. По
мере роста крутящего момента валы вза-
имно смещаются в соответствии с сум-
марным эксцентриситетом венцов, к си-
лам [см. (8.1)] добавляются центробежные
силы, вызванные этим смещением. После
того как в работу вступает один из проти-
воположных зубьев (кулачков, пальцев,
пружин и т.п.), роторы фиксируются с
некоторой коленчатостью; дальнейший
рост возмущающей силы прекращается.
Обычно этот момент наступает при на-
грузке 0,1 ... 0,3 номинальной.
При большом трении при дефектах
смазки муфта может заклиниться в слу-
чайном положении с некоторой коленча-
тостью и изломом. До этого момента из-за
действия сил трения муфта может быть
источником неопределенных возмущений,
вызывающих вибрацию разного уровня и
частоты. В частности, дефекты муфты
могут способствовать возбуждению низ-
кочастотных колебаний.
Если большое трение сопровождает-
ся существенной расцентровкой соеди-
няемых валов, то заклиниванию препятст-
вуют силы, вынуждающие подвижные
элементы перемещаться, преодолевая
трение. Силы этого трения в осевом на-
правлении при некотором угловом поло-
жении ротора ф для некоторой неподвиж-
ной осевой плоскости расчитывают по
формуле
F (ф)=Мф), (8.2)
F г
- коэффициент трения.
Из-за асимметрии износа трущихся
поверхностей коэффициент трения /(ф)
меняется по окружности муфты и для ка-
ждого диаметра муфты имеет свое значе-
ние, достигая максимума для того диа-
метра, на котором располагается место
наибольшего износа. В связи с этим пере-
менная в неподвижной системе коорди-
нат, составляющая силы ^(ф), имеет
двойную оборотную частоту, поскольку
606
Глава 8. ВИБРО ДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
Рис. 8.3. Зависимость вибрации опоры
от дефектов подвижных муфт:
1 - вибрация оборотной частоты;
2 - вибрация двойной оборотной частоты
каждый диаметр появляется в некоторой
рассматриваемой неподвижной осевой
плоскости дважды. Эта переменная со-
ставляющая силы вызывает возмущения
опор и вибрацию двойной оборотной час-
тоты.
По мере роста момента, передавае-
мого муфтой, рассматриваемые силы воз-
растают практически пропорционально
ему [см. (8.2)], адекватно меняется вибра-
ция двойной оборотной частоты.
Характерная зависимость вибрации
от крутящего момента для подвижных
муфт представлена на рис. 8.3.
8.4.3. Расцентровка по муфтам
Взаимное положение осей соседних
роторов при разобранных муфтах харак-
теризует их центровку. Расцентровка -
нарушение центровки - отклонение осей
подшипников от положения, при котором
совпадают оси опирающихся на них рото-
ров с разъединенными муфтами. Цен-
тровку контролируют путем измерений
соответствующих зазоров по торцам и по
окружности фланцев разобранной муфты
в процессе проворачивания роторов, а
исправляют посредством перемещений
опорных вкладышей. Способы измерения
центровки и исправления расцентровки
описаны в [1].
Различают два вида расцентровок по
муфтам: радиальную и торцевую (рис.
8.4). Радиальная расцентровка - расстоя-
ние между осями соседних роторов в
плоскости муфты, торцевая - угол между
этими осями.
Расцентровка не имеет ничего обще-
го с такими дефектами сопряжения рото-
ров, как коленчатость и излом. Эти дефек-
ты могут быть и при идеальной центров-
ке, точно так же, как расцентровка может
быть при идеальном сопряжении роторов.
Не надо путать радиальную расцентровку
с коленчатостью, а торцевую - с изломом
оси.
После сборки жестких муфт взаим-
ное положение осей роторов определяют
не расцентровкой, а качеством сопряже-
ния: при отсутствии дефектов оси роторов
совпадут. Расцентровка при этом вызыва-
ет изменение реакций опор. При радиаль-
ной расцентровке горизонтальных валов
разгружаются опоры, расположенные ни-
же, соседние опоры при этом нагружают-
ся. При раскрытии муфты внизу разгру-
жаются соседние с муфтой подшипники и
нагружаются удаленные, при раскрытии
вверху - наоборот. Соответствующие го-
ризонтальные реакции возникают при
расцентровках в горизонтальной плоско-
сти. Для оптимального распределения
нагрузок на опоры обычно задается рас-
крытие по торцу муфты внизу.
Расцентровка при жестких муфтах не
создает возмущающих сил, ее влияние на
вибрацию определяется изменением же-
сткости смазочного слоя опорных под-
шипников за счет изменения опорных
реакций: при увеличении нагрузки на
опору жесткость обычно увеличивается и
наоборот. Влияние этого фактора на виб-
рацию особенно велико вблизи резонанса,
так как при этом небольшое изменение
жесткости может вывести систему из ре-
зонанса или, напротив, существенно при-
близить его. Масштаб изменений вибра-
ции при расцентровке зависит от величи-
ны и места приложения возмущающих
сил, вызванных, например, дисбалан-
сами [63].
ДЕФЕКТЫ МУФТ
607
Рис. 8.4. Расцентровка, состояние роторов при разъединенных муфтах:
а - радиальная расцентровка; б - торцевая расцентровка; в - общий случай; г - расцентровка
трехопорной системы роторов; г - величина радиальной расцентровки; t - величина торцевой
расцентровки
Следствием изменения опорных ре-
акций при расцентровках может быть
низкочастотная вибрация.
Предельным случаем является пол-
ная разгрузка одного из подшипников, а
иногда даже изменение в нем направления
реакции на противоположное. Воздейст-
вие на вибрацию таких чрезмерных рас-
центровок непредсказуемо. Оно зависит
от многих факторов. Вибрация при этом
может возрасти до недопустимых значе-
ний, а может вовсе не измениться и даже
снизиться. Известен случай, когда на тур-
боагрегате мощностью 300 МВт один из
ригелей фундамента переломился и стоя-
щий на нем подшипник провалился и по-
вис на роторе; при этом вибрация сохра-
нилась на весьма низком уровне.
Иначе ведут себя при расцентровке
роторы с подвижными муфтами. Оси ро-
торов таких муфт при сборке остаются
взаимно смещенными. При вращении со-
седние точки полумуфт находятся в отно-
сительном движении, сопровождающемся
трением и износом подвижных элементов.
Вследствие трения при расцентровках в
подвижных муфтах возникают возму-
щающие силы тем большие, чем больше
расцентровка и крутящий момент, при
этом преобладает вибрация с двойной
оборотной частотой (см. рис. 8.3). При
достаточной чистоте и хорошей смазке
трущихся поверхностей муфт расцентров-
ки до 0,3 мм не приводят к ощутимому
повышению вибрации.
Расцентровка машины может воз-
никнуть в процессе эксплуатации. На
энергетических турбоагрегатах расцен-
тровка возникает из-за тепловых дефор-
маций фундамента и опор, а также под
действием вакуума в конденсаторе. При
прогреве агрегата опоры меняют свое вы-
сотное положение: в зоне высоких темпе-
ратур перемещения колонн фундамента и
опор преобладают, возникает тепловая
расцентровка (рис. 8.5) [62, 63]. Расцен-
тровка машины может быть следствием
неравномерных осадок фундамента [100],
а также износа опорных подшипников.
608
Глава 8. ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
Рис. 8.5. Расцентровка турбоагрегата К-300-240:
а - тепловые перемещения верхнего строения фундамента: 1-7 - опоры; б - просадка опор
3-5 под действием вакуума; РВД - ротор турбины высокого давления; РСД - ротор турбины
среднего давления; РНД - ротор турбины низкого давления; РГ - ротор генератора
Центровка роторов при ремонте
должна по возможности учитывать пере-
мещение опор в процессе нагружения и
прогрева агрегата. В настоящее время от-
сутствуют систематизированные реко-
мендации для разных типов машин по
расцентровке в холодном состоянии. При
центровке следует руководствоваться ре-
комендациями заводов-изготовителей и
результатами измерений расцентровок
при специальных исследованиях. При
создании предварительной расцентровки
в холодном состоянии следует обеспечить
приемлемый уровень напряжений в эле-
ментах муфты при всех режимах работы
машины.
При отсутствии конкретных норм на
центровку можно использовать сущест-
вующие рекомендации [1]. Для жестких
муфт разность замеров в диаметральных
точках не должна превышать 0,04 мм, для
полужестких - 0,05 ... 0,06 мм, для пру-
жинной муфты по торцу - 0,06 мм, по
окружности - 0,08 мм.
Опасность расцентровки состоит не
столько в ее воздействии на вибрацию,
сколько в чрезмерных напряжениях в ро-
торе и, прежде всего, в соединительных
болтах жестких муфт. Случаи разрушения
болтов вследствие расцентровок не еди-
ничны, а их возможные последствия чрез-
вычайно опасны. Это определяет необхо-
димость диагностирования расцентровок.
Другим опасным следствием расцентров-
ки является появление чрезмерной на-
грузки на подшипники, сопровождающее-
ся недопустимым ростом их температуры
и повышенным износом.
К сожалению, нет надежных универ-
сальных алгоритмов определения расцен-
тровки по вибрационным параметрам: в
каждом случае ее вибрационное проявле-
ние имеет свой неповторимый характер.
Необходимость диагностировать расцен-
тровку заставляет прибегать к ее непо-
средственному измерению по смещениям
опор. При установленной на роторе аппа-
ратуре, измеряющий относительную виб-
рацию валов, о расцентровке можно су-
дить по невибрационному (квазипостоян-
ному) перемещению осей роторов относи-
тельно вкладышей. Характер воздействия
расцентровки на вибрацию в каждом слу-
чае может быть определен специальными
испытаниями, что позволяет в ряде случа-
ев судить о расцентровке по изменениям
вибрации.
8.5. ПОНИЖЕННАЯ ЖЕСТКОСТЬ
ОПОРНОЙ СИСТЕМЫ
Причиной повышенной вибрации
может быть недостаточная жесткость
ПОНИЖЕННАЯ ЖЕСТКОСТЬ ОПОРНОЙ СИСТЕМЫ
609
опорной системы. Влияние жесткости
опор на вибрацию очевидно. Амплитуда
вибрации А обратно пропорциональна
динамической жесткости сд. Зависимость
сд = Де) для некоторой круговой частоты
со представлена на рис. 8.6.
Из рис. 8.6 видно, что в дорезонанс-
ной зоне (см. рис. 8.6, кривая 1-2) дина-
мическая жесткость примерно пропор-
циональна жесткости опоры с. К сущест-
венному снижению сд приводит снижение
жесткости с вблизи резонанса (см. рис.
8.6, кривая 2-3). Напротив, в зарезонанс-
ной зоне вблизи резонанса снижение же-
сткости с повышает динамическую жест-
кость сд (кривая 4-5), при удалении от
резонанса са практически не зависит от с.
Минимальное значение сд соответствует
кривой 3-4 и наблюдается при совпаде-
нии круговой частоты вращения со с соб-
ственной частотой колебаний опоры.
При резонансе даже небольшие воз-
мущающие силы приводят к чрезмерной
вибрации опоры. Для устранения этого
явления необходима отстройка опорной
системы от резонанса изменением ее жест-
кости (обычно в сторону увеличения) или
массы. Чтобы увеличить динамическую
жесткость системы, состояние которой
соответствует кривой 4-5, требуется суще-
ственное повышение жесткости с. В прак-
тике имели место случаи, когда недоста-
точное ужесточение опор для снижения
вибрации оказывалось безрезультатным,
хуже того, иногда при этом система попа-
дала в резонанс и вибрация резко увеличи-
валась. С другой стороны, если опора на-
ходится в резонансе, то ослабление стати-
ческой жесткости, например установка
под опору податливой прокладки, суще-
ственно повышает динамическую жест-
кость сд и способствует снижению вибра-
ции.
Большинство роторов мощных быст-
роходных машин работает в дорезонанс-
ной области по отношению ко второй
критической частоте. Соответственно
снижение жесткости опор с приводит к
существенному снижению динамической
Рис. 8.6. Зависимость динамической
жесткости сд от статической с
(W = 1 • 107 Н/см; 2 tow = 0,1 • 107 Н/см):
1-2-3 - дорезонансная зона; 3-4 - резонансная
зона; 4-5 - зарезонансная зона
жесткости сд и заметному повышению
вибрации.
Наличие резонансных явлений на
частоте вращения, двойной оборотной
частоте и на других кратных частотах и
связанная с этим пониженная динамиче-
ская жесткость чаще всего определяются
конструкцией машины. Борьба с этими
явлениями нередко требует реконструк-
ции опорной системы и лишь в немногих
случаях сводится к простейшим меро-
приятиям по ужесточению опор либо под-
гружению их (увеличению массы).
Ослабление жесткости опор в про-
цессе эксплуатации может быть резуль-
татом одного из следующих факторов'.
• отрыва фундаментной плиты от
фундамента;
• "опрокидывания" корпуса под-
шипника при движении его по фунда-
ментной плите, например, вследствие за-
едания;
• местного отрыва опорной по-
верхности корпуса подшипника под дей-
ствием разгружающего реактивного мо-
мента статора;
• ослабления резьбовых соедине-
ний крепления вкладыша, корпуса под-
шипника, фундаментной плиты (фунда-
ментных болтов);
• появления трещин в фундаменте;
20 - 701
610
Глава 8. ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
Рис. 8.7. Снижение жесткости опор:
а - при "опрокидывании" корпуса подшипника; б - вследствие отрыва опорной поверхности
под действием реактивного момента статора; в - при деформации опорной поверхности
• коробления опорной поверхно-
сти;
• деформации фундамента под дей-
ствием осевых сил, возникающих при те-
пловых перемещениях.
На рис. 8.7 представлены некоторые
случаи снижения жесткости опор.
8.6. ВЛИЯНИЕ АНИЗОТРОПНОСТИ
И НЕЛИНЕЙНОСТИ ОПОР НА
ХАРАКТЕР ВИБРАЦИИ
Реальные опоры в вертикальном и
поперечном направлениях обладают раз-
личной жесткостью, это свойство опор
называется анизотропностью. Анизо-
тропность и нелинейность могут быть не
связаны с какими-либо дефектами, тем не
менее их влияние на характер вибрации
оказывается существенным. Для двух ор-
тогональных направлений вследствие
анизотропности рабочая частота враще-
ния располагается в разных областях по
отношению к ближайшей резонансной
(например, в докритической и закритиче-
ской), соответственно, для этих направле-
ний имеют место разные коэффициенты
динамичности и разные сдвиги по фазам.
В общем случае для этих направлений
характерны не только разные по амплиту-
де вибрации, но и отличающиеся разности
фаз вибрации на подшипниках одного
ротора. При определенных условиях в
предельном случае на опорах ротора в
вертикальном направлении может преоб-
ладать противофазная вибрация, а в по-
перечном - синфазная и наоборот. Траек-
тория движения оси вращающегося рото-
ра, или прецессия, при наличии только
оборотных составляющих перемещений
вследствие анизотропности является эл-
липтической, при этом ось эллипса обыч-
но наклонена к горизонтали. Эллиптиче-
ская траектория может быть представлена
в виде суммы прямой и обратной круго-
вых прецессий (рис. 8.8).
В практике можно встретиться с та-
ким парадоксом, когда преобладающей
является обратная круговая прецессия, это
в общем случае не является признаком
какого-либо дефекта, а соответствует оп-
ределенной анизотропности опор и харак-
теру действующих динамических на-
грузок.
Соответствующие колебания совер-
шают точки поверхности подшипника.
При этом на симметричном относительно
вертикальной осевой плоскости подшип-
нике возникает асимметричная вибрация
(рис. 8.9). Не следует, таким образом, свя-
зывать асимметричную вибрацию исклю-
чительно с односторонним нарушением
жесткости опоры, например с отрывом
фундаментной плиты с одной стороны.
Нелинейная жесткость опор характе-
ризуется нарушением пропорционально-
сти между возмущающими силами и де-
формациями. Вследствие этой нелинейно-
ВЛИЯНИЕ АНИЗОТРОПНОСТИ И НЕЛИНЕЙНОСТИ ОПОР
611
сти при гармонических или близких к
гармоническим перемещениям вала опор-
ная реакция может иметь сложный спектр,
содержащий гармоники разных частот.
Высшие гармонические составляющие
опорных реакций возбуждают колебания
опор с соответствующими частотами.
Обычно высшие гармоники по амплитуде
невелики, но при резонансных явлениях
могут наблюдаться высокие вибрации с
кратными частотами. Известны случаи
колебаний опоры мощной турбины с
тройной оборотной частотой интенсивно-
стью более 15 мм/с.
Существенную нелинейность и ани-
зотропность имеет масляный слой: попе-
речная жесткость масляной пленки при-
мерно в 10 раз ниже, чем вертикальная.
Анизотропность и, в меньшей мере, нели-
нейность могут возникать и в других эле-
ментах опоры при отсутствии в них ка-
ких-либо дефектов. Нелинейность возни-
кает в опорных элементах также и при
всевозможных повреждениях и дефектах,
например при отрыве фундаментных плит
от фундамента.
Важно отметить, что при расцен-
тровке роторов вследствие нелинейности
и анизотропности масляного слоя меняется
анизотропность опоры, при этом изменяет-
ся соотношение между вертикальной и
поперечной вибрациями на опоре. Это мо-
жет служить диагностическим признаком
расцентровки. К сожалению, устойчивых
априорных соотношений между верти-
кальными и поперечными вибрациями при
расцентровке нет: они зависят от конкрет-
ных динамических свойств агрегата, од-
нако для конкретного агрегата эти соот-
ношения могут быть определены соответ-
ствующими исследованиями. Можно
лишь отметить, что при разгружении
подшипника анизотропность масляного
слоя несколько снижается, соответствен-
но, отношение амплитуд вертикальной и
поперечной вибраций чаще имеет тенден-
цию приближения к единице.
Рис. 8.8. Траектория центра сечения вала:
1 - эллиптическая прецессия;
2 - составляющая прямой круговой прецессии;
3 - составляющая обратной круговой
прецессии; а, б, в, г, д - положения векторов
круговой и эллиптической прецессий в
определенные моменты времени
На нелинейных опорах могут наблю-
даться субгармонические колебания, или
субгармонический резонанс. Субгармони-
ческие колебания возбуждаются возму-
щающими силами с оборотной частотой,
чаще всего действием дисбаланса, и име-
ют частоту, в целое число раз меньшую
частоты вращения, при этом преобладают
колебания с половинной частотой.
Рис. 8.9. Возможная кинематика
поперечной вибрации точек симметричного
анизотропного корпуса подшипника:
А, В, С, D- точки измерения вибрации
20*
612
Глава 8. ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
8.7. ОСЛАБЛЕНИЯ В ОПОРНОЙ
СИСТЕМЕ
При нормальном состоянии опор все
их элементы имеют плотный контакт друг
с другом, который обеспечивается за счет
посадочных натягов, резьбовых соедине-
ний и другими способами. Можно гово-
рить о плотности соединений вкладыша
подшипника с посадочным местом, кор-
пуса с фундаментной плитой, фундамент-
ной плиты с фундаментом и т. д.
При нарушении плотности соедине-
ний элементов опоры, которые иначе на-
зывают ’’ослаблением”, ’’разболтанно-
стью” или люфтом, возникают своеобраз-
ные вибрационные явления. К этой же
категории дефектов можно отнести раз-
рушение баббита в подшипниках сколь-
жения. Преимущественно при этом появ-
ляются удары, сопровождающиеся воз-
никновением высокочастотных колебаний
с частотами, кратными оборотной час-
тоте:
fk = kfo, (8.3)
где к = 1,2,...;Уо~ оборотная частота.
В спектре вибрации также возникают
составляющие, кратные половине оборот-
ной частоте:
fk = (2k-l)fo/2. (8.4)
Вследствие ударов в роторе возни-
кают свободные колебания с первой соб-
ственной частотой fC9 они могут модули-
ровать колебания с частотами fk, вследст-
вие чего в спектре возникают боковые
частотыХ±^.
Интенсивность высокочастотной виб-
рации зависит от величины возмущений с
оборотной и другими частотами, соответ-
ствующими их происхождению. Вибрация
может меняться во времени случайным
образом: содержит существенную стохас-
тическую составляющую.
Отметим некоторые физические яв-
ления, сопровождающие ослабления.
При ослаблении возникает механизм
колебаний между жесткими упорами.
Строго говоря, при этом одновременно с
нелинейностью возникают явления, ха-
рактерные для циклического изменения
параметров системы: параметрические
колебания. Как было сказано, при опреде-
ленных условиях возникает широкий диа-
пазон резонансных частот колебаний с
упругими ударами об упоры. Интенсив-
ные ударные нагрузки приводят к даль-
нейшему развитию ослаблений и быстро-
му вибрационному износу опорной сис-
темы. Появление в спектре вибрации вы-
сокочастотных гармоник с частотами,
кратными половине оборотной, связано с
упомянутыми нелинейностью и парамет-
рическими явлениями.
Характерные повреждения опорной
системы при ослаблениях', наклеп устано-
вочных колодок вкладышей и посадочных
мест, разрушение резьбовых соединений,
разрушение центровочных прокладок из
фольги, разрушение баббитовой заливки.
При отрыве фундаментной плиты от
фундамента помимо снижения жесткости
возникает нелинейность опорной систе-
мы. Этот дефект может приводить к воз-
никновению субгармонических колеба-
ний, которые на исправном агрегате не
наблюдаются.
8.8. ОСЕВАЯ ВИБРАЦИЯ
ПОДШИПНИКОВ
В роторной машине обычно отсутст-
вуют достаточно интенсивные возбужде-
ния в осевом направлении. Возможные
осевые возмущения в упорных гребнях
обычно невелики и характерны только для
тех подшипников, внутри которых име-
ются осевые упоры. Осевая вибрация ха-
рактерна для всех подшипников, она по
интенсивности обычно сопоставима с по-
перечными компонентами, а нередко су-
щественно превосходит их. Осевые пере-
мещения в подшипниках возникают пре-
имущественно под действием поперечных
возмущений. >
Осевая вибрация вызывается сле-
дующими причинами: знакопеременными
ТРЕЩИНА В РОТОРЕ
613
Рис. 8.10. Схема возбуждения осевой вибрации подшипников:
а - при прогибе ротора; б - при асимметричной конструкции опоры; в - при противофазных
колебаниях соседних опор
угловыми перемещениями шеек при по-
перечных колебаниях ротора или его ос-
таточном прогибе, конструктивной асим-
метрией опор, противофазными колеба-
ниями двух опор, расположенных в одном
корпусе. Чаще всего осевая вибрация
взаимосвязана с вертикальной и попереч-
ной и зависит от интенсивности послед-
них.
При угловых перемещениях шейки
вал поочередно воздействует на перед-
нюю и заднюю стороны подшипника, что
приводит к осевой вибрации (рис. 8.10, а).
Из сказанного ясно, что осевая вибрация
сопровождает прогибы роторов: для же-
стких роторов - остаточный прогиб, для
гибких - сумму остаточного и динамиче-
ского прогибов, последний может быть
вызван дисбалансом.
Осевая конструктивная асимметрия
опоры предполагает внецентренное сжа-
тие-растяжение опоры под действием
возмущающей силы и возникновение из-
гибающего момента в осевом направле-
нии. Деформация несимметричной конст-
рукции в вертикальном направлении со-
провождается осевыми перемещениями ее
элементов (рис. 8.10, б).
При противофазной вибрации двух
опор, располагающихся в одном корпусе,
в осевой плоскости возникает момент,
изгибающий корпус в осевом направле-
нии (рис. 8.10, в).
С разными конструкциями опор свя-
заны особенности появления осевой виб-
рации. На мощных энергетических паро-
вых турбинах замечено, например, что в
конструкциях выхлопного патрубка ци-
линдра низкого давления, в котором раз-
мещаются вкладыши подшипников тур-
бины и генератора, осевая вибрация кор-
пуса линейно связана с вертикальной виб-
рацией подшипника турбины и практиче-
ски не зависит от вертикальной вибрации
подшипника генератора, расположенного
над поперечным ригелем фундамента.
8.9. ТРЕЩИНА В РОТОРЕ
Динамические явления, сопровож-
дающие трещину, были предметом мно-
гих теоретических исследований [21, 75].
Особые вибрационные явления, со-
провождающие появление и развитие по-
перечной трещины в роторе, связаны с
некоторыми вполне очевидными ее свой-
ствами, которые назовем прежде всего.
Трещина обычно возникает на по-
верхности и развивается внутрь: вначале
весьма медленно, затем в нарастающем
темпе.
Наличие трещины определяет асим-
метрию сечения в месте трещины и поро-
ждает механизм меняющихся характери-
стик сечения при "схлопывании" и рас-
крытии трещины. При медленном враще-
F
614
Глава 8. ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
нии горизонтального вала с трещиной его
ось описывает сложную траекторию, по-
скольку при верхнем положении трещины
характеристики сечения соответствуют
целому валу (трещина схлопнута), а при
нижнем - ослабленному (трещина рас-
крыта), в промежуточных положениях
характеристики меняются от угла поворо-
та по сложному закону. При вращении на
высоких скоростях закон изменения ха-
рактеристик сечения зависит от случай-
ным образом ориентированных внутрен-
них динамических изгибающих моментов,
например, под действием дисбалансов:
если момент в сечении трещины стремит-
ся ее раскрыть, то влияние трещины ска-
зывается больше, чем в случае, когда этот
момент стремится закрыть ее.
При раскрытой трещине сечение вала
имеет двоякую жесткость. Ротор с двоя-
кой жесткостью имеет интенсивную виб-
рацию на скорости вращения, равной по-
ловине от первой критической, и эта ско-
рость вращения называется первой крити-
ческой скоростью вращения второго рода.
На поведение трещины влияют осевые
силы. При растягивающих усилиях в се-
чении вала возникает внецентренное рас-
тяжение и ось вала изгибается в сторону
трещины. При нагреве и охлаждении вала
с трещиной и возникновении в связи с
этим радиального градиента температур
происходит либо закрытие трещины, если
наружная температура выше внутренней,
либо ее раскрытие с одновременным про-
гибом вала в сторону трещины, если тем-
пература в середине сечения выше. Это
объясняется тем, что средняя часть вала
либо стягивает наружные волокна, будучи
холоднойхи укороченной, либо растягива-
ет их, расширяясь при нагревании.
Упомянутые выше последствия тре-
щины определяют вибрационные свойст-
ва машины:
• плавный рост оборотной состав-
ляющей вибрации во времени по мере
развития трещины вследствие прогиба
вала в сторону трещины;
• появление составляющих вибра-
ции, кратных оборотной, прежде всего
двойной и тройной, вследствие двоякой
жесткости и эффекта схлопывания-
раскрытия; рост двойной оборотной со-
ставляющей вибрации на критических
скоростях вращения второго рода вслед-
ствие двоякой жесткости;
• при развитой трещине возникает
зависимость вибрации от нагрузки и рез-
кий рост вибрации при снижении темпе-
ратуры рабочего тела (например, при раз-
гружении турбины), что более всего ха-
рактерно для мест трещины, не защищен-
ных насадными деталями; это связано с
действием осевых сил и температурного
градиента в сечении трещины.
Если трещина достигает центрально-
го отверстия или внутренней полости, то
внутри вала может накапливаться конден-
сат, что способствует возникновению до-
полнительного теплового прогиба.
Хотя вибрационные признаки тре-
щины достаточно характерны, нередко
трещина остается не обнаруженной до
того момента, когда вибрация превосхо-
дит предельные значения и срабатывает
защита по повышению вибрации.
8.10. ТЕПЛОВОЙ ДИСБАЛАНС
РОТОРА
8.10.1. Общие сведения
Тепловым дисбалансом называют
дисбаланс, который является следствием
прогиба ротора машины под действием
тепловых явлений.
Причины появления теплового дис-
баланса:
• асимметрия температурного поля в
роторе (возникающая по разным причи-
нам);
• изгибающие моменты, вызванные
осевыми силами при тепловых расшире-
ниях насадных деталей;
• неоднородность свойств материала
ротора или его тепловая нестабильность.
ТЕПЛОВОЙ ДИСБАЛАНС РОТОРА
615
90°
Рис. 8.11. Характер изменения вибрации
опор при тепловом дисбалансе:
Ао - вибрация на холостом ходу;
А1, Л2 - вибрация при промежуточных
нагрузках; А3 - вибрация при номинальной
нагрузке; АЛ - тепловой вектор
При асимметрии температурного по-
ля ротор прогибается в сторону большей
температуры. Для свободно опертого
стального ротора при линейном распреде-
лении температур в радиальном направ-
лении стрела прогиба может быть опреде-
лена по приближенной формуле
у= 1,5 • 10^/2 Mid, (8.5)
где I - длина ротора; d - диаметр; Az -
разность температур между ’’горячей” и
"холодной” образующими ротора, °C. На-
пример, при длине ротора 8 м и диаметре
1 м на каждый градус разницы температур
стрела прогиба составит 0,1 мм, что при-
мерно в 20 раз превышает допуск на от-
клонение центров масс при балансировке
на станке.
Характерной для теплового дисба-
ланса является зависимость вибрации от
нагрузки агрегата, при этом каждому ус-
тановившемуся тепловому режиму соот-
ветствует определенная вибрация. Изме-
нение вибрации при тепловом дисбалансе
может быть обозначено вектором вибра-
ции АЛ (рис. 8.11), а вектор суммарной
вибрации проходит промежуточные со-
стояния До, Л1, Л 2, А3.
Рост вибрации происходит не одно-
временно с изменением нагрузки агрегата,
а постепенно, по мере изменения теплово-
го состояния металла. Важнейшим диаг-
ностическим признаком теплового дисба-
ланса является существенный рост вибра-
ции на первой критической частоте при
выбеге прогретого ротора.
Тепловой дисбаланс по своему про-
явлению очень схож с режимной расцен-
тровкой, дифференциальная диагностика
в особых случаях затруднена, тем более
что расцентровка может вызвать тепловой
дисбаланс, связанный с прогибом ротора в
плоскости шейки. Достаточно точно теп-
ловой дисбаланс определяется и диагно-
стируется балансировочными методами.
8.10.2. Тепловой дисбаланс
электрических машин
Чаще тепловой дисбаланс возникает
на роторах генераторов и других электри-
ческих машин, имеющих в роторах об-
мотку возбуждения. Причинами этого
могут быть витковые замыкания в обмот-
ке ротора, асимметрия охлаждения, отсут-
ствие тепловых зазоров между пазовыми
клиньями.
Диагностическим признаком асим-
метрии охлаждения является зависимость
вибрации от интенсивности процессов
теплообмена или от разности температур
между ротором и охлаждающим газом.
При этом вибрация меняется как при по-
вышении нагрузки, так и в случае резкого
изменения температуры охлаждающего
газа. От температуры ротора вибрация
при этом не зависит.
Диагностическим признаком недос-
таточных осевых зазоров в пазовых
клиньях является зависимость вибрации
от температуры ротора, при этом не имеет
значения, при какой нагрузке достигнута
рассматриваемая температура. Таким же
образом изменяется вибрация при неод-
нородности материала ротора на протя-
жении всего периода эксплуатации с
момента монтажа.
616
Глава 8. ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
На асинхронных электродвигателях
тепловой дисбаланс может быть следст-
вием обрыва короткозамкнутых стержней
(’’беличьей клетки”), а также загроможде-
ния охлаждающих каналов ротора уста-
новленными балансировочными грузами
либо из-за засорения.
Меры профилактики отмеченных
причин теплового дисбаланса у роторов
электрических машин следующие: тща-
тельно выполнять охлаждающие каналы и
контролировать их продуваемость; обяза-
тельно заглушить резьбовые отверстия,
противоположные балансировочным проб-
кам, дюралюминиевыми заглушками, при
использовании более двух полных пазов
для установки балансировочных пробок;
контролировать тепловые зазоры в пазо-
вых клиньях.
8.10.3. Тепловой дисбаланс роторов
паровых и газовых турбин
Наиболее распространенной причи-
ной является отсутствие осевых зазоров
между насадными деталями ротора - ра-
бочими дисками, уплотнительными втул-
ками. Из-за небольших отклонений тор-
цов насадных деталей от перпендикуляр-
ности оси при их расширении вместе со
значительными осевыми силами возника-
ют изгибающие моменты, приводящие к
тепловому прогибу ротора.
Известны случаи, когда эта причина
исчезала после разгона ротора до скоро-
сти срабатывания автомата безопасности
за счет ослабления посадочных натягов и
перемещения насадных деталей в осевом
направлении. Эта же причина теплового
прогиба ротора может иметь место на ро-
торах насосов, имеющих насадные диски
и работающих в горячей среде.
Тепловой дисбаланс у барабанных
роторов может возникать из-за протечек
пара или газа внутри ротора через не-
плотности в технологических заглушках и
сварном шве. При этом горячий газ нагре-
вает ротор несимметрично в соответствии
с расположением мест его входа и выхода,
что приводит к тепловому прогибу
ротора.
На роторах, работающих в горячей
среде, тепловые деформации возникают
при попадании масла в центральное от-
верстие ротора через неплотности за-
глушки. Масло засасывается за счет по-
нижения давления внутри ротора при его
охлаждении во время остановок и накап-
ливается. Наконец, его количество стано-
вится достаточным для конвективного
теплообмена внутри ротора, при котором
тепло переносится в осевом направлении
от горячих поверхностей к холодным.
Этот процесс, как правило, протекает не-
симметрично относительно оси и приво-
дит к тепловому дисбалансу. Во многих
случаях процесс становится неустойчи-
вым, и тепловой дисбаланс нарастает ла-
винообразно, при этом машину приходит-
ся останавливать из-за чрезмерной вибра-
ции. В связи с этим при обнаружении теп-
лового дисбаланса на роторе, если неясны
его причины, целесообразно проверить
плотность центрального отверстия.
Для роторов, работающих в условиях
высоких температур, тепловой дисбаланс
может быть следствием неоднородности
материала ротора (термическая неста-
бильность). Равномерно нагретый ротор
при этом имеет тепловой прогиб. Эта
причина в эксплуатационной практике
наблюдается крайне редко, поскольку в
процессе изготовления заготовка ротора
проходит тепловую пробу, и при обнару-
жении термической нестабильности ротор
бракуется.
Профилактика теплового дисбаланса
у турбинных роторов состоит в контроле
осевых зазоров при насадке деталей на
вал при сборке и в обеспечении герметич-
ности внутренних полостей ротора.
8.10.4. Особые случаи тепловых
деформаций роторов
Как показали исследования [35], в
шейках подшипников скольжения гибких
ТЕПЛОВОЙ ДИСБАЛАНС РОТОРА
617
роторов, как правило, возникает тепловой
прогиб. Причина этого прогиба состоит в
том, что под действием существующего
дисбаланса возникает некоторое смеще-
ние оси шейки по отношению к оси вра-
щения, при этом "бьющая точка" поверх-
ности шейки движется ближе к поверхно-
сти баббита, чем любые другие точки на
поверхности вала, с меньшим зазором по
смазке и в связи с этим находится в зоне
более высоких температур. Обычно рас-
сматриваемый тепловой прогиб шейки
невелик, неизменен во времени и практи-
чески независим от режима работы, по-
этому он проявляется как часть дисбалан-
са и обычными виброизмерениями не об-
наруживается. Эксперименты с использо-
ванием балансировочных ампул [6] пока-
зали, что влияние этого дополнительного
теплового прогиба на вибрацию в самых
обычных случаях может быть соизмерим
с исходными значениями вибрации от
дисбаланса. Не зная об этом явлении, спе-
циалист интерпретирует суммарное дей-
ствие дисбаланса и связанного с ним теп-
лового прогиба как исключительно меха-
ническое действие дисбаланса. Такая не-
точность не приводит к принципиальным
ошибкам при постановке диагноза и при
виброналадке. Тем не менее, учет рас-
сматриваемого обстоятельства может
объяснить некоторые вибрационные яв-
ления в машинах.
Рассматриваемый тепловой прогиб
увеличивается с ростом температурных
градиентов в масляном слое соответст-
венно при увеличении нагрузки на шейку
и при уменьшении зазоров по баббиту.
Таким образом, при расцентровках более
нагруженная шейка получает дополни-
тельный тепловой прогиб. Понимание
этого вносит дополнительную ясность в
интерпретацию изменений вибрации при
расцентровках.
При внезапном изменении дисбалан-
са вследствие повреждений ротора (обрыв
лопатки) вибрация меняется скачком, но
после этого первоначального изменения
возможно дополнительное заметное изме-
нение вибрации в течение последующих
10 ... 20 мин вследствие тепловых дефор-
маций шеек. Обрыв лопатки встречается
достаточно редко.
Вследствие недостаточных зазоров
по баббиту на подшипниках одного из
роторов низкого давления на головном
агрегате мощностью 800 МВт наблюдался
непрерывный рост вибрации до весьма
высоких значений. Повышение вибрации
прекратилось после соответствующего
изменения расточки вкладышей подшип-
ников.
Для роторов на подшипниках сколь-
жения с развитыми и гибкими консоль-
ными участками при частотах вращения,
следующих непосредственно за резонан-
сом консольного участка, возможен не-
прерывный неустойчивый рост прогиба с
увеличением вибрации.
Рассмотрим механизм появления те-
плового дисбаланса в газовых турбинах
вследствие неравномерного нагрева вала
горячим газом. На турбинных роторах
газотурбинных установок температура
рабочего тела обычно больше температу-
ры вала. Если в турбине возникли усло-
вия, при которых газ от лопаток течет по
направлению к оси ротора, то вследствие
асимметрии этого процесса может воз-
никнуть существенный тепловой дисба-
ланс. В связи с тем, что асимметрия пото-
ка газа относительно ротора в основном
определяется его эксцентриситетом, а
эксцентриситет дисбалансом, возникает
механизм развития теплового прогиба с
положительной обратной связью, который
сопровождается непрерывным ростом
вибрации.
Основные диагностические признаки
наиболее распространенных причин по-
вышенной вибрации, связанных с дефек-
тами валов, приведены в табл. 8.2.
618
Глава 8. ВИБРО ДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
8.2. Частотные признаки наиболее распространенных причин
повышенной вибрации
Частота признаков
Вид дефекта и основные причины его возникновения основных дополни- тельных
Механический дисбаланс
• Технологические отклонения от осевой симметрии, от- kfr, амплитуды Нет роста
клонения по форме и массе противоположных элементов, высших гармо- ВЧ.
отклонение по форме противоположных пазов, проточек ник вибраций Вибрации
и др. быстро убыва- на высших
• Неоднородности материала. ют с ростом к. гармониках
• Искривления вала при посадках с натягом. При большом определя-
• Неопределенности положения насадной детали при на- дисбалансе мо- ются нели-
личии посадочных зазоров. гут быть заде- нейностью
• Поломки деталей ротора, бандажных связей, неравно- вания (см. гл. 6)
мерный износ, неравномерные отложения, загрязнения
Диагностические признаки', вибрация на частотах fy kfr\ амплитуды вибраций высших гар-
моник с ростом к быстро уменьшаются, наибольшая вибрация на частоте fr, к ~ 2 ... 3; высоко-
частотная вибрация отсутствует.
Причина вибрации - центробежная сила, возникающая при вращении ротора с дисбалансом
Графики характерных дефектов, вызванных механическим дисбалансом
ТЕПЛОВОЙ ДИСБАЛАНС РОТОРА
619
Продолжение табл. 8.2
Частота признаков
Вид дефекта и основные причины его возникновения
основных
дополни-
тельных
Спектр огибающей высокочастотной вибрации
Остаточный прогиб (бой) вала
• Искривление геометрической оси вала. См. "Механиче- ский дисбаланс"
Диагностические признаки практически совпадают с признаками дисбаланса. Кроме того,
характерны весьма высокие вибрации на первой критической скорости вращения.
Причина вибрации - возникновение механического дисбаланса, возникновение наклонов
осей шеек ротора к оси вращения и смещение муфт как в радиальном, так и в торцевом направ-
лениях
А, дБ
4 8 12 16 <0/®
Спектр огибающей высокочастотной вибрации
Тепловой дисбаланс
Неравномерное охлаждение ротора вследствие насадки деталей с
перекосом и недостаточными осевыми зазорами, нарушения равно-
мерности теплообмена, отсутствие осевых зазоров между насадными
деталями ротора.
Изменения остаточных напряжений от термомеханической обработ-
ки или многократных перегревов при нагреве ротора.
Разъединение (ослабление) посадки деталей на валу при темпера-
турных расширениях.
Неравномерный нагрев или охлаждение ротора электромашин.
Касания (задевания) статора ротором
См. "Механиче-
ский дисбаланс"
620
Глава 8. ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
Продолжение табл. 8.2
Вид дефекта и основные причины его возникновения
Частота признаков
основных дополни- тельных
Диагностические признаки - см. "Механический дисбаланс", кроме того:
• зависимость вибрации от нагрузки агрегата, каждому установившемуся тепловому режи-
му соответствует определенная вибрация (см. график справа);
• изменение вибрации по мере изменения теплового состояния металла;
• существенный рост вибрации на первой критической частоте 1 при выбеге прогретого
ротора по сравнению с холодным 2.
Причина вибрации - центробежная сила, возникающая при вращении ротора с тепловым
дисбалансом_____________________________________________________________________
Графики характерных дефектов, вызванных тепловым дисбалансом
Влияния теплового дисбаланса на
уровень вибрации при изменении частоты
вращения прогретого (7) и холодного (2)
роторов
Векторные диаграммы вибрации на частоте
вращения ротора и изменения амплитуды (2) и
фазы (7) вибрации при изменении нагрузки
Дефекты муфт. Жесткие и полужесткие муфты
• Коленчатость и осевой сдвиг. • Неплотное прилегание насадных полумуфт по посадочным по- верхностям. • Недостаточный посадочный натяг. • Неплоскостность и загрязнения поверхности торцов полумуфт. • Отсутствие радиальных зазоров по стяжным призонным болтам и различающиеся массы противоположных болтов. • Дефекты шпоночных соединений Л; 2/; kfa вибрация на 1-й и/или 2-й гармо- нике, обыч- но k = 1 ... 4 Нет роста ВЧ. Невозможно компенсиро- вать оборот- ную вибрацию средствами ба- лансировки
ТЕПЛОВОЙ ДИСБАЛАНС РОТОРА
621
Продолжение тпабл. 8.2
Вид дефекта и основные причины его возникновения
Частота признаков
основных дополни- тельных
Диагностические признаки: вибрация на частоте 2fr вибрация на частотах kf„ амплитуды
вибраций высших гармоник с ростом к быстро уменьшаются, к ~ 2 ... 4; высокочастотная вибра-
ция отсутствует. Характерна противофазная вибрация смежных с муфтой подшипников.
Причина вибрации - смещение осей центров масс (дисбаланс) и смещение оси поверхностей
шеек роторов относительно оси вращения
Дефекты муфт. Подвижные муфты
• Несоосность рабочих венцов полумуфт и шеек роторов. • Окружная нессиметрия нагрузок по контактным поверхно- стям. • Отсутствие или ослабления контакта рабочих поверхностей по элементам. • Износ, нарушения формы рабочих поверхностей. • Плохая смазка, недостаточная чистота рабочих поверхностей. • Заклинивание подвижных элементов в исходном состоянии и при некоторых относительных перемещениях роторов 2/r>./r> вибрация на 1-й и/или 2-й гар- монике, обычно к= 1 ...4. Может возник- нуть НЧВ с собственной частотой Нет роста ВЧ. Невозможно компенсиро- вать оборот- ную вибра- цию средст- вами балан- сировки
Диагностические признаки: вибрация на частоте 2fr,fr, вибрация на частотах kfr, амплитуды
вибраций высших гармоник с ростом к быстро уменьшаются, к ~ 2 ... 4; высокочастотная вибра-
ция отсутствует. Линейная зависимость вибрации 2fr от крутящего момента. Характерна проти-
вофазная вибрация соседних с муфтой подшипников.
Причина вибрации - асимметрия износа трущихся поверхностей (коэффициента трения), т.е.
переменная составляющая силы трения с двойной оборотной частотой
Нарушения соосности. Расцентровка роторов по полумуфтам
• Нарушения соосности сопрягаемых валов (осевой сдвиг
и/или угловой излом линии валов).
• Нарушение соосности корпусов подшипников.
• Тепловая расцентровка при переходе от холодного к горяче-
му состоянию.
• Деформация конструкции от момента скручивания при из-
менении мощности агрегата.
• Деформация и перераспределение нагрузок от влияния натя-
га, прогрева и нарушения подвески трубопроводов подвода и
отвода рабочего тела.
• Разное всплытие на масляной пленке подшипников.
• Значительный износ опорной поверхности скольжения
2/;
вибрация
на 1-й
и/или 2-й
и/или 3-й
гармонике,
обычно
к= 1 ...4
Нет роста
ВЧ. Вибра-
ции на гар-
мониках с
номерами
£ = 4...8
определя-
ются нели-
нейностью
Диагностические признаки: вибрация на частотах 2/., kfr, наибольшая вибрация на частоте
2fr (если нет заклинивания), к ~ 2 ... 3; высокочастотная вибрация отсутствует. На смежных
подшипниках возникает синфазная или противофазная вибрация. Повышенное трение элемен-
тов вызывает разогрев муфты.
Причины вибрации. Для жестких муфт - изменение опорных реакций (изменение жесткости
смазочного слоя опорных подшипников за счет изменения опорных реакций), вибрация зависит
от величины и места приложения возмущающих сил. Для подвижных муфт - трение вызывают
возмущающие силы, определяемые величиной расцентровки и крутящим моментом.
Универсальные алгоритмы определения расцентровки по вибрации отсутствуют. В каждом
случае вибрационное проявление имеет свой неповторимый характер. Аппаратура измерения
относительной вибрации позволяет ее оценивать по невибрационному перемещению осей рото-
ров относительно вкладышей
622
Глава 8. ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
Продолжение табл. 8.2
Вид дефекта и основные причины его возникновения
Частота признаков
основных дополни- тельных
Графики характерных дефектов муфт, вызванных нарушением соосности
V, мм/с
А, дБ
Орбиты вибрации
40
20
4
8
12
16 со/со.
0
Спектр огибающей высокочастотной
вибрации
ТЕПЛОВОЙ ДИСБАЛАНС РОТОРА
623
Продолжение тпабл. 8.2
Вид дефекта и основные причины его возникновения Частота л основных [ризнаков дополни- тельных
Структурные нарушения жесткости
• Отрыв фундаментной плиты от фундамента, трещины в фун- Возможен
даменте. наиболь- рост ВЧ.
• "Опрокидывание" корпуса подшипника при движении его по шая виб- Вибрации на
фундаментной раме, например, вследствие заедания. рация на высших гар-
• Местный отрыв опорной поверхности корпуса подшипника частоте мониках час-
под действием разгружающего реактивного момента статора. возбуж- тоты возбу-
• Ослабление резьбовых соединений крепления вкладыша, кор- дения, ждения оп-
пуса подшипника, фундаментной рамы (фундаментных болтов). • Неплотности прилегания, деформации, коробление опорной поверхности. • "Мягкая опора". • Трещина в корпусе подшипника k = 1 ... 8 ределяются нелинейно- стью
Диагностические признаки:
• вибрация на частотах kfr, обычно k = 1 ... 12 и более; гармонический состав определяется
возбуждением, уровень вибрации на высших гармониках зависит от удаленности нарушения
жесткости от ротора - при ослаблениях связанных с фундаментом к = 1 ... 2; при ослаблениях
резьбовых соединений вкладыша к = 8 ... 12;
• преобладание вибрации в одном из главных направлений более чем в 3 ... 4 раза над виб-
рацией в других ортогональных направлениях;
• изменение характера вибрации при переходе через границу дефектного сопряжения;
• анизотропность и нелинейность;
• "мягкая опора" локализуется с помощью оборудования для выверки валов или на рабо-
тающей машине в процессе последовательного ослабления и затяжки крепежных соединений.
Причины вибрации: уменьшение жесткости (увеличение податливости) опорной системы,
вибрация обратно пропорциональна динамической жесткости (если происходит уход от резо-
нанса при плохой отстройке или воздействии расцентровки, то может и уменьшаться)
Графики характерных дефектов, вызванных структурными нарушениями жесткости
О 4 8 12 16 К, мм/с
б)
Точки измерения (а) и контурная
характеристика (б) опоры агрегата
(Н- высота опоры агрегата)
624
Глава 8. ВИБРОДИАГНОСТИКА ДЕФЕКТОВ ЛИНИИ ВАЛА
Продолжение табл. 8.2
Вид дефекта и основные причины его возникновения Частота признаков
основных дополни- тельных
Ослабления, разболтанность
• Нарушение плотности резьбовых соединений. • Повышенные зазоры, люфты (разрушения материала подшипников). • Ослабления посадки деталей на роторе. • Ослабления в редукторах, в муфтах ^r;(2A:-iyr/2; наибольшая виб- рация на частоте возбуждения, обычно А:=4... 12. Часто кфс моду- лируется (2k— \)frl2 Случайная вибра- ция, удары, Воз- можен рост ВЧ. Вибрации на выс- ших гармониках частоты возбуж- дения определя- ются нелинейно- стью
Диагностические признаки'.
• вибрация на частотах kfr, обычно k = 1 ... 12 и более; наибольшая вибрация на частоте воз-
буждения; вибрация на дробных частотах (2к - 1)4/2 и субгармониках; удары могут возбуждать
колебания на собственных частотах, часто модулируемых дробными гармониками роторной
частоты; kfc модулируется (2к- 1)^2',
• флуктуации вибрации по амплитуде и фазе на гармониках частот возбуждения (см. рис.
"Спектры вибрации, замеренные с малым интервалом 1 ... 2 с");
• сильно отличающаяся от эллиптической орбита при ослаблениях, расположенных "близ-
ко" от ротора: анизотропность, флуктуации величины и фазы вибрации при "входе" в оборот, на
кривой вибрации петли;
• высокая доля стохастической составляющей;
• интенсивность высокочастотной вибрации зависит от сил возбуждения.
Причины вибрации: колебания между жесткими упорами, сопровождающиеся ударами -
нелинейность и параметрические колебания.
Опасность в том, что происходит быстрый вибрационный износ, наклеп, разрушение кре-
пежных деталей, центровочных прокладок
Графики характерных дефектов, вызванных ослаблением и разболтанностью
V, мм/с
е9
20 15 10 5 0 5 10 15 20/Гц
Орбиты вибрации за один оборот вала
ТЕПЛОВОЙ ДИСБАЛАНС РОТОРА
625
Окончание табл. 8.2
Вид дефекта и основные причины его возникновения
Частота признаков
основных дополни- тельных
К, мм/с
О
5
О
5
50 100 150 200 /,ГЦ
Спектры вибрации, замеренные с малым интервалом 1 ... 2
V, мм/с
0 2 4 6 8 10 12 14
Спектр вибрации (стрелки указывают на диагностические признаки)
Л ДБ
4 8 12 16 (О/со
Спектр огибающей высокочастотной вибрации
Глава 9
ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
9.1. КИНЕМАТИКА ЗУБЧАТЫХ
ПЕРЕДАЧ
Одним из наиболее распространен-
ных механизмов в машинных агрегатах
является редуктор, назначение которого -
согласование частот вращения вала высо-
кооборотного двигателя и низкооборотно-
го выходного вала установки (и, соответ-
ственно, повышения передаваемой мощ-
ности). Зубчатая передача, работающая в
режиме повышения оборотов выходного
вала, называется мультипликатором. Ре-
дукторные механизмы бывают переборно-
го, планетарного и смешанного типов,
одноступенчатые и многоступенчатые,
прямозубые и косозубые с различным
профилем зуба, видом зацепления, моду-
лем зуба и качеством изготовления и мон-
тажа зубчатых колес.
На рис. 9.1 представлены примеры
зубчатых передач переборного типа, де-
монстрирующие разнообразие конструк-
ций зубчатых механизмов, с помощью
которых осуществляется передача непре-
рывного вращения от одного вала к дру-
гому с заданным передаточным отноше-
нием [126]. В зубчатых передачах разли-
чают внешнее (рис. 9.1, а), внутреннее
(рис. 9.1, б) и реечное зацепление (рис.
9.1, в): звено 1 - шестерня, 2 - колесо (или
частный случай колесо - рейка).
В зависимости от расположения осей
колес зубчатые передачи могут быть с
параллельными осями (цилиндрические)
(см. рис. 9.1, а, б), с пересекающимися ося-
ми (конические) (рис. 9.1, г) и со скрещи-
вающимися осями или гиперболоидные
передачи, вариантами которых являются
винтовые (рис. 9.1, Э), червячные (рис.
9.1, е) и гипоидные (рис. 9.1, ж) передачи.
В винтовой передаче звенья 7, 2 - косозу-
бые цилиндрические колеса; в червячной
передаче звено 1 - червяк, 2 - червячное
колесо; в гипоидной передаче звенья 7,
2 - конические колеса.
Если оси вращения валов параллель-
ны, то передача движения от одного вала
к другому осуществляется с помощью
цилиндрической зубчатой передачи. Пе-
редача вращательного движения между
параллельными валами при помощи зуб-
чатых колес осуществляется непосредст-
венным касанием поверхностей зубьев.
Боковые поверхности зубьев касаются
друг друга по линиям контакта и имеют в
любой точке линии контакта общее на-
правление нормалей. Главной боковой
поверхностью зуба зубчатого колеса явля-
ется эвольвентная поверхность, так как
среди цилиндрических передач особое
распространение получили эвольвентные
передачи, имеющие значительные пре-
имущества перед другими. Так, эволь-
вентные передачи допускают изменение
межосевого расстояния, сохраняя при
этом постоянство передаточного отноше-
ния и обладают хорошими эксплуатаци-
онными качествами.
Во многих машинах применяются
зубчатые передачи, в которых оси валов
либо пересекаются (конические переда-
чи), либо скрещиваются (гиперболоидные
передачи). Оба типа передач относятся к
категории пространственных механизмов.
Частным случаем гиперболоидной пере-
дачи является червячная зубчатая переда-
ча. Как правило, в червячной передаче
ведущим является червяк - косозубое
зубчатое колесо, линия зубьев которого
делает один или более оборотов вокруг
его оси. Число зубьев червяка z называют
числом его заходов.
К качественным показателям зубча-
той передачи, позволяющим оценить не-
прерывность и плавность зацепления, от-
КИНЕМАТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
627
Рис. 9.1. Примеры зубчатых механизмов
носится коэффициент перекрытия. Для
обеспечения этих показателей каждая по-
следующая пара зубьев должна войти в
зацепление еще до того, как предшест-
вующая пара выйдет из зацепления [126].
Показателем качества работы передачи
является также коэффициент скольжения,
учитывающий степень проскальзывания
профилей зубьев в процессе зацепления,
что приводит к износу профилей. Коэф-
фициент удельного давления учитывает
влияние геометрии зубьев на величину
контактных напряжений, чрезмерное уве-
личение которых приводит к выкрашива-
нию материала на рабочей поверхности
зубьев.
Разнообразие конструкций, габарит-
ных размеров, скоростных режимов и,
628
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.2. Взаимодействие сил, возникающих в зубчатом зацеплении:
а - окружная сила; б - сила трения; в - сила, вызванная ударом при зацеплении
(U- тангенциальная сила; R - радиальная сила; N- нормальная сила; PR - сила трения);
1 - линия зацепления; 2 - окружность, проходящая по впадинам цилиндрического колеса;
3 - основная окружность; 4 - начальная окружность; 5 - окружность головок
соответственно, динамических нагрузок,
значения которых определяются в том
числе погрешностями изготовления и
монтажа зубчатых колес, обусловливает
разнообразие характеристик возбуждения
колебаний в зубчатых механизмах и раз-
нообразие проявления неисправностей в
акустическом сигнале. Тем не менее су-
ществуют некоторые общие закономерно-
сти характера изменения акустического
сигнала при нарушениях в работе зубча-
тых механизмов, вызванных дефектами
изготовления, сборки и эксплуатации,
являющиеся источниками информации
при оценке технического состояния ре-
дукторов. При этом изменения виброаку-
стических процессов развиваются на фоне
действия возмущающих сил, сопровож-
дающих нормальное функционирование
зубчатой передачи и определяющих уро-
вень помех при диагностировании. Ниже
на примере простейших звеньев зубчатых
передач будут рассмотрены особенности
вибровозбуждения и диагностики техно-
логических и эксплуатационных дефектов
редукторов.
Шум и вибрация зубчатой передачи
возникают в результате воздействия пе-
ременных сил, обусловленных изменени-
ем во времени параметров зацепления
зубьев. Это означает, что даже идеальная
зубчатая передача не может работать
бесшумно. На рис. 9.2 изображены векто-
ры сил, возникающих в зубчатом зацеп-
лении [122].
В соответствии с принципом зацеп-
ления в полюсе зацепления зубчатой пары
(на перпендикуляре к касательной к боко-
вой поверхности зубьев в точке их каса-
ния) действует окружная сила по линии
зацепления, обозначенная на рис. 9.2, а
буквой N, радиальная составляющая R
которой передается через подшипник на
корпус редуктора. Также в радиальном
направлении действует сила трения (рис.
9.2, б) при скольжении поверхностей. Бо-
ЧАСТОТЫ ВЫНУЖДЕННЫХ КОЛЕБАНИЙ В ЗУБЧАТЫХ МЕХАНИЗМАХ
629
К, %л
Рис. 9.3. Изменение нагрузки на зуб
зубчатого колеса в процессе его работы при
различных условиях смазки:
т - общее время пребывания одного зуба в
зацеплении; iq - интервал времени
однопарного зацепления
лее важным фактором является деформа-
ция зубьев под действием переменной
динамической нагрузки по линии зацеп-
ления, обусловленной влиянием перемен-
ной жесткости, которая определяется ко-
эффициентом перекрытия зацепления.
Влияние этого фактора нарушает равно-
мерность вращения зубчатых колес, осо-
бенно сильно проявляющееся в случае
прямозубой передачи. Увеличение коли-
чества зубьев и коэффициента перекрытия
благоприятно сказывается на плавности
хода. Использование косозубых передач
способствует снижению виброактивности
редуктора, однако, при этом возникают
дополнительные действующие силы в
осевом направлении.
Как известно, переменная сила, дей-
ствующая на упругую систему, вызывает
в ней колебания. На рис. 9.3 изображен
график изменения во времени нагрузки на
зуб прямозубой передачи в относитель-
ных единицах [101].
Время зацепления одного зуба т
складывается из интервала времени Т] од-
нопарного зацепления зубьев и времени Т2
двупарного зацепления. Нагрузка на зуб
носит импульсный характер с периодом
повторения Tz = 60/hz, где п - обороты
вала (мин-1), az- число зубьев. Периоди-
ческое изменение жесткости по фазе за-
цепления вызывает параметрическое воз-
буждение колебаний и порождает спектр
вынужденных амплитудно-модулирован-
ных колебаний с частотами, кратными
частоте пересопряжения зубьев fz = zf^
окруженных комбинационными компо-
нентами, отстоящими от основных частот
на расстояние, равное ± т =1, 2, ...,
f^=\/T- частота вращения колеса.
Существенным фактором, опреде-
ляющим моторесурс, КПД и уровень из-
лучаемого шума зубчатого механизма,
является интенсивность импульсного
взаимодействий зубьев, усиливающаяся
при наличии ошибок в зацеплении.
9.2. ЧАСТОТЫ ВЫНУЖДЕННЫХ
КОЛЕБАНИЙ В ЗУБЧАТЫХ
МЕХАНИЗМАХ
Основными узлами редуктора, испы-
тывающими динамические нагрузки и
подверженными износу, являются шес-
терни, подшипники и соединительные
муфты, связывающие редуктор с другими
машинами. Дефекты зубчатых колес и
зацеплений приводят к появлению выну-
ждающих сил различной природы. Это
могут быть и кинематические силы, вы-
званные отклонением формы зубьев от
расчетной в зоне механического контакта,
и ударные воздействия, определяемые
изменением зазоров в зоне зацепления, и
параметрические силы из-за периодиче-
ского изменения жесткости зацепления, и,
наконец, силы трения между контакти-
рующими поверхностями. Природа появ-
ления вынуждающих сил в подшипниках
и соединительных муфтах может быть
такой же, как и в зубчатых зацеплениях.
Многочисленные исследования ко-
лебаний в нормально функционирующих
зубчатых передачах показали, что возбу-
ждение колебаний обусловлено проявле-
нием двух основных факторов - периоди-
ческим изменением жесткости зубьев по
фазе зацепления и погрешностями изго-
товления и монтажа зубчатых колес. По-
грешности изготовления складываются из
постоянных и переменных шаговых по-
630
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.4. Узкополосный спектр механических колебаний редуктора дробилки,
содержащий серию гармоник частоты зубозацепления ведущей шестерни и
зубчатого венца дробилки
грешностей зубьев. Погрешности монтажа
проявляются в виде перекоса осей, откло-
нения от соосности валов, неправильно
установленного бокового зазора и т. д.
Вибрацию зубчатой пары можно описать
наличием характерных дискретных со-
ставляющих спектра и их соотношений,
изменяющихся с развитием деградацион-
ных процессов в редукторе.
Гармоники частот вращения шестер-
ни и колеса УвР1 и /вр2 возбуждаются в ре-
дукторе в результате биения и неуравно-
вешенности валов, подшипников и зубча-
тых колес вследствие неоднородности
материала, геометрических погрешностей,
дефектов конструкции и монтажа, нерав-
номерности износа деталей и ослабления
их сопряжений в процессе эксплуатации.
Периодическое изменение жесткости
зубьев по фазе зацепления, постоянная
ошибка шага, импульсное возбуждение от
соударения зубьев при входе и выходе их
из зацепления определяют наличие в
спектре колебаний зубчатого зацепления
составляющих на зубцовой частоте
fz = -Zl/вр! = -Z2/bp2 (9.1)
и ее гармониках mfZi т = 1, 2, 3,..., где z1}
z2 - числа зубьев шестерни и колеса соот-
вественно.
Переменная ошибка шага зацепле-
ния, перекос осей, отклонение от соосно-
сти валов проявляются как на частотах
вращения обоих колес и lf^2 (к,1 = 1,
2, 3,...), так и на модуляционных частотах
mfzipApi nmfz± qfBX>2, (р, q = 1, 2, 3, ...) в
окрестности гармоник частоты пересо-
пряжения зубьев. С появлением локаль-
ных повреждений контактирующих по-
верхностей зубьев с наработкой редуктора
происходит рост глубины модуляции.
К частотам, обусловленным кинема-
тическими погрешностями зацепления,
относятся также низкочастотные состав-
ляющие спектра вибрации, кратные час-
тоте совпадения зубьев (f^\/z2
Помимо упомянутых составляющих
в спектре вибрации зубчатой пары иногда
присутствуют составляющие, обуслов-
ленные ошибкой зубонарезания колес:
Уи1 — ^д1УврьУц2 — zjQ.fbX)29 где z4i, za2 — числа
зубьев делительных колес зуборезного
станка. Данные частоты и их гармоники,
иногда наблюдающиеся в спектрах вибра-
ций редуктора как проявление геометри-
ческой погрешности зацепления, - в зару-
бежной технической литературе называ-
ются ’’ghost” - components, что означает -
компоненты-”призраки”. Как правило, ам-
ЧАСТОТЫ ВЫНУЖДЕННЫХ КОЛЕБАНИЙ В ЗУБЧАТЫХ МЕХАНИЗМАХ
631
5, дБ
100
90
80
70
60
50
40
30
20
50,1 56,3 62,5 68,8 75 81,3 87,5 93,8 /Гц
Рис. 9.5. Расширенный узкополосный спектр в области частоты
зубозацепления ведущей шестерни и зубчатого венца дробилки.
Этот спектр содержит набор боковых полос
плитуды этих составляющих незначи-
тельно уменьшаются с приработкой меха-
низма. Фактически ’’фантомные” состав-
ляющие вибрации редуктора в какой-то
мере определяют класс точности изготов-
ления зубчатых колес, формируя эталон-
ный уровень шумности зацепления, но не
дают дополнительной диагностической
информации о состоянии зубчатого меха-
низма, поскольку влияние дефектов изго-
товления несущественно изменяется в
процессе эксплуатации.
Кроме дискретных компонентов в
спектре колебаний нормально функцио-
нирующей зубчатой передачи непременно
присутствует шумовая составляющая,
обусловленная неидеальностью контакти-
рующих поверхностей, отрывными виб-
роударными режимами и другими причи-
нами, вызывающими колебания на собст-
венных частотах механической системы.
В качестве примера на рис. 9.4 и 9.5
изображены узкополосные спектры виб-
рации редуктора дробилки обогатитель-
ной установки [94].
На рис. 9.4 четко видны гармоники
частоты зацепления редуктора/ = 75 Гц,
на рис. 9.5 показан ’’zoom’’-спектр (с
большим разрешением по частоте) в окре-
стности зубцовой частоты, на котором
отчетливо видны комбинационные часто-
ты/±р/вр = (75 ± Зр) Гц, р = 1, 2, 3, ... ,
где частота 3 Гц соответствует частоте
вращения ведущей шестерни, имеющей
небольшой эксцентриситет.
Все вынужденные частоты зубчатой
передачи (kfep, mfz, к, т = 1, 2, 3...) изме-
няются с изменением скорости вращения
вала (п, мин-1) в соответствии с лучевой
диаграммой (рис. 9.6), в то время как по-
ложение собственных частот системы в
спектре колебаний не зависит от скорост-
ного режима. Естественно, что совпаде-
ние вынужденных и собственных частот
вызывает увеличение амплитуд соответ-
ствующих спектральных компонентов. По
оси абсцисс лучевой диаграммы отклады-
вается скорость вращения, например, ве-
дущего вала передачи, а по оси ординат -
частоты того или иного возмущающего
фактора.
Для прямозубых передач с парамет-
рическим возбуждением колебаний из-за
периодического изменения жесткости
(однопарного и двупарного) зацепления
632
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.6. Лучевая диаграмма зубчатой передачи:
/1 =./вР1 - частота вращения входного вала зубчатой передачи;^ - зубцовая частота;
7сь7с2>7сз - собственные частоты механической системы
возможно возникновение параметриче-
ских резонансных колебаний при совпа-
дении дробных и целых гармоник зубцо-
вой частоты ltfz,k = 0,5; 1; 1,5, 2;..., с соб-
ственной частотой зацепления fz и, как
следствие, возникновение отрывных виб-
роударных режимов, что приводит к иьь
тенсивному износу профилей зубьев, по-
вышенному шуму передачи и появлению
новых составляющих в спектре вибрации
редуктора.
Таким образом, нормально функцио-
нирующая зубчатая передача обладает
определенной виброактивностью, спектр
которой занимает широкую полосу частот
и имеет сложный характер. Характери-
стики виброакустических процессов нор-
мально функционирующего зубчатого
механизма, с одной стороны, являются
эталонными для оценки степени отклоне-
ния аналогичных характеристик в процес-
се его функционирования, с другой сто-
роны, - виброактивность механизма в
режиме нормального функционирования
определяет уровень помех при диагности-
ровании неисправностей, что особенно
актуально при ориентации на использова-
ние в качестве диагностических призна-
ков спектральных характеристик.
Эксплуатационные дефекты контак-
тирующих поверхностей зубьев (износ,
выкрашивание, заедание, трещины, ско-
лы, поломка и т.д.) являются дополни-
тельными возмущающими факторами,
которые приводят к изменению свойств
виброакустического сигнала зубчатой
передачи. При этом информацию о техни-
ческом состоянии зубчатого зацепления
несет не одна отдельно взятая состав-
ляющая спектра вибрации [9, 27, 31], а
совокупность компонентов гармониче-
ских рядов частот, кратных основным
частотам возбуждения, совокупность
компонентов спектра огибающей в окре-
стности вынужденных и собственных час-
тот, совокупность вероятностных харак-
теристик виброакустических процессов.
Анализ конструктивных особенно-
стей редукторов, используемых в различ-
ных отраслях техники (машиностроении,
судостроении, авиации и др.) и связанных
с ними особенностей расчета частот вы-
нужденных и собственных колебаний, -
является предметом специальной литера-
туры. Поэтому ниже будут рассмотрены
лишь принципиальные различия между
колебательными процессами в редукторах
переборного и планетарного типов, имею-
щими отношение к диагностике.
Редукторы переборного типа. В
одноступенчатом редукторе переборного
типа угловые скорости шестерни (элемент
ЧАСТОТЫ ВЫНУЖДЕННЫХ КОЛЕБАНИЙ В ЗУБЧАТЫХ МЕХАНИЗМАХ
633
зубчатой передачи с меньшим числом
зубьев zi) и колеса с числом зубьев z2 свя-
заны передаточным отношением fi2 =
= ®1/со2 = ± z2/zb где знак минус выбирается
для пары зубчатых колес внешнего зацеп-
ления, а знак плюс - для пары колес внут-
реннего зацепления. В инженерных расче-
тах часто пользуются абсолютной ве-
личиной передаточного отношения |zi2| = Р-
Поскольку в состав редуктора входят, по
меньшей мере, два зубчатых колеса, экс-
плуатационные повреждения могут воз-
никать на любом из них и возбуждать
вибрацию на разных частотах. Однако в
переборном редукторе скорости вращения
(со = 2тг/вр) входного и выходного валов
пропорциональны друг другу, что создает
определенные удобства при использова-
нии режима синхронного выделения ин-
формации при диагностировании неис-
правностей.
На рис. 9.7 приведена схема пере-
борного двухступенчатого редуктора с
цилиндрическими зубчатыми колесами, в
которой оси зубчатых колес неподвижны,
и на каждой оси установлены либо одно,
либо два колеса.
Частоты вращения осей двухступен-
чатого редуктора определяются следую-
щими выражениями:
fap! ”"^pl(^1^21)>
(9.2)
УврЗ =Лр2(^23^з) =Лр1(21г2з/^21^з)5
где Лр1,7вр2,7врз - частоты вращения пер-
вой, второй и третьей осей редуктора со-
ответственно; zi, z3 - число зубьев на зуб-
чатых колесах первой и третьей осях ре-
дуктора; z2i - число зубьев на шестерне
второй оси редуктора, находящейся в за-
цеплении с колесом первой оси; z23 - чис-
ло зубьев на шестерне второй оси редук-
тора, находящейся в зацеплении с коле-
сом третьей оси.
Для определения частот вынуждаю-
щих сил и вибрации зубчатого колеса не-
обходимо определить еще зубцовые час-
тоты. В приведенном на рис. 9.7 редукто-
Рис. 9.7. Схема переборного
двухступенчатого редуктора
ре их две, по числу ступеней:
fz\ ~ fbvXZ ~^р2^2Ь
(93)
fzl =/вр2^23 =/врЗ^З =/вр1 (z1z23^21J,
где Tzi - зубцовая частота первой ступени
редуктора; - зубцовая частота второй
ступени редуктора. По аналогии со схе-
мой, приведенной на рис. 9.7, составляет-
ся схема для редуктора с любым числом
ступеней. Если любая из промежуточных
ступеней редуктора изменяет только на-
правление вращения и на ее z-й оси уста-
новлено только одно зубчатое колесо, в
выражениях (9.2) и (9.3) для этой оси zf_i и
z/+i считаются одинаковыми и равными
числу его зубьев.
Основные частоты возбуждаемой
вибрации зависят и от того, неподвижна
ли ось вращения шестерни относительно
корпуса редуктора, или она перемещается
в пространстве, как это имеет место в
планетарном редукторе [9].
Редукторы планетарного типа.
Планетарными называются передачи,
включающие в себя зубчатые колеса с
перемещающимися осями [66]. Передача,
изображенная на рис. 9.8, состоит из цен-
трального колеса а (солнца) с наружным
зацеплением, центрального колеса b (эпи-
цикла) с внутренним зацеплением и води-
ла Н, на котором укреплены оси сателли-
тов g. Сателлиты вращаются вокруг своих
осей и вместе с осью - вокруг централь-
ного колеса, т.е. совершают движение,
подобное движению планет.
634
Глава 9. ВИБРО ДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.8. Схема простейшей
планетарной передачи:
а - центральное колесо (солнце);
g - сателлит; Н - водило; b - эпицикл (корона),
закрепленный на корпусе
b - эпицикла, Н - водила, g - сателлита)
связаны между собой следующим уравне-
нием кинематики:
®а~®Н -н
~ lab ’
^ь~^н
(9.4)
где iab=~~ ~ передаточное отношение
Za
от звена а к звену b в движении относи-
тельно Н.
Если использовать абсолютную ве-
личину передаточного отношения
|/"| = р , то соотношения угловых скоро-
стей звеньев редуктора можно предста-
вить в виде
=-рюг,+(! + р)а)я ; (9.5)
При неподвижном эпицикле (колесе
Ь) движение может передаваться от солн-
ца а к водилу Н или от Н к а; при непод-
вижном водиле - от солнца а к эпициклу b
или от b к а. При всех свободных звеньях
одно движение можно раскладывать на
два или соединять в одно. В этом случае
передачу называют дифференциалом.
Формулы для определения переда-
точных чисел одноступенчатых планетар-
ных редукторов зависят от их конструк-
тивных особенностей [66, 110]. На
рис. 9.9 изображены обобщенная и кине-
матическая схемы одноступенчатого пла-
нетарного редуктора, угловые скорости со
основных звеньев которого (а-солнца,
Рис. 9.9. Обобщенная (а) и кинематическая
(б) схемы планетарного механизма
С iab <0
угловые скорости сателлитов g относи-
тельно собственных осей
<0 =-^-(<о0-<он) = -^-(со6-<вя)
Z Z
g g
(9.6)
или при условии равенства za+ zb= 2zg в
передаче без угловой коррекции зубьев
-----7(®а-®н) =
& р-1
р (9.7)
2р < \
=----7(“*-®н).
р-1
В планетарных передачах одно из
основных звеньев а9 b или Н должно быть
остановлено путем соединения с корпу-
сом.
На рис. 9.10 изображены кинемати-
ческие схемы одноступенчатого плане-
тарного редуктора:
• с неподвижным водилом Н (когда в
формуле (9.4) соя = 0) и передаточным от-
ношением от центрального ’’солнечного”
колеса к эпициклу i^b = -р = -—9 при
Za
&н= 0 механизм становится непланетар-
ным и должен более строго классифици-
роваться как многопоточная соосная пе-
редача (рис. 9.10, а);
ЧАСТОТЫ ВЫНУЖДЕННЫХ КОЛЕБАНИЙ В ЗУБЧАТЫХ МЕХАНИЗМАХ
635
а)
«)
Рис. 9.10. Кинематические схемы планетарных редукторов, получаемых
на основе одной ступени планетарного редуктора
• с закрепленным эпициклом (когда в
формуле (9.4) со* = 0) и передаточным
отношением от центрального колеса к
водилу ibaH = = 1 + р = 1 + — (рис.
Za
9.10, б);
• с неподвижным солнечным коле-
сом а (когда в формуле (9.4) соа = 0) и пе-
редаточным отношением от эпицикла к
,а аь 1 + р 1 za
водилу 1ЬИ = —— =-----— = 1 + —- (рис.
соя р zb
9.10, в).
Благодаря широким кинематическим
возможностям, экономичности, надежно-
сти, малогабаритности, низкому уровню
шума планетарные передачи нашли ши-
рокое применение в машиностроении. К
этому следует добавить возможность пе-
редачи большой мощности при малых
габаритах и малой нагрузке на зуб и на
опоры. При этом в редукторах использу-
ются как одноступенчатые, так и различ-
ного типа многоступенчатые планетарные
передачи или комбинации передач пере-
борного и планетарного типов. В про-
стейших механизмах общее передаточное
число редуктора определяется как произ-
ведение передаточных чисел всех ступе-
ней [110], однако в замкнутых передачах с
последовательно-параллельным соедине-
нием звеньев формулы передаточных от-
ношений значительно более сложные,
требующие для оценки параметров таких
редукторов специальных знаний [5]. К
недостаткам планетарных передач отно-
сятся повышенные требования к правиль-
ности выбора кинематической схемы ре-
дуктора при проектировании, а также к
точности изготовления и монтажа колес.
Ниже приведены формулы расчета
зубцовых частот для некоторых из рас-
смотренных выше кинематических схем
одноступенчатого планетарного редук-
тора.
Для схемы редуктора с неподвижным
водилом Я, изображенной на рис. 9.10, а,
частота вращения выходного вала (коро-
ны) и зубцовая частота редуктора равны:
fwp2 ~ fb ~ Увр1-^2/^1 ?
(9.8)
fz —Увр1^1 —Увр2^3*
Для схемы редуктора с неподвижным
эпициклом б, изображенной на рис. 9.8 и
9.10, б, частота вращения выходного вала
(водила) такого редуктора, по аналогии с
частотой вращения сепаратора подшип-
ника качения, равна
/вр2=|/вр1-4!—’ <9’9)
2 Р zx+z2
trq - частота вращения входного вала
(солнца а) редуктора; - частота вра-
щения выходного вала; z\ = za - число
зубьев ведущей шестерни; z2 = zg - число
зубьев сателлита.
Частота вращения сателлита вокруг
своей оси /вр.с = f по аналогии с часто-
той вращения тел качения в подшипнике
определяется выражением
. (9.10)
z Z2 Zj I Z2
636
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Зубцовая частота равна
Л = /вр.А = ^4^ • (9Л
2 Zi + z2
Рассмотренные выше составляющие
спектра возбуждения колебаний зубчатых
передач сопутствуют их функционирова-
нию при нормальном техническом со-
стоянии. Наличие кинематических по-
грешностей зубчатого зацепления из-за
влияния погрешностей изготовления,
монтажа и эксплуатации редуктора, а
также воздействия в эксплуатационный
период развивающихся деградационных
процессов в сопряженных элементах ре-
дуктора (зубчатом зацеплении, подшип-
никах, муфтах и т.п.) приводит к измене-
нию характеристик и спектрального со-
става колебательных процессов в редук-
торе.
При появлении дефектов зубчатого
зацепления изменяется форма либо всех,
либо части ударных импульсов, возни-
кающих при входе и выходе зубьев из
зацепления и при попадании дефектов
контактирующих поверхностей зубьев в
зону контакта. Если динамическая нагруз-
ка сравнима по величине со статической
нагрузкой, она влияет и на силы трения в
подшипнике рассматриваемой шестерни.
Следовательно, кроме изменений в спек-
тре вибрации редуктора, при появлении
дефектов зубчатого зацепления возможны
изменения и в спектрах амплитудной и
фазовой огибающих вибрации редуктора,
причем эти изменения сказываются прак-
тически на всех узлах [9, 27, 31].
Особенностью функционирования
зубчатого зацепления любого типа явля-
ется действие на него постоянной нагруз-
ки, передаваемой через редуктор, и дина-
мической нагрузки при входе и выходе из
зацепления каждого зуба шестерни. Ди-
намическая нагрузка имеет периодиче-
ский Характер, вызывая полигармониче-
ские колебания зубчатого механизма с
частотами, кратными частоте пересопря-
жения зубьев. Однако колебательные
процессы, происходящие в параметриче-
ской системе зубчатой передачи вследст-
вие периодического изменения функции
жесткости по фазе зацепления, особенно
при наличии технологических и эксплуа-
тационных дефектов, имеют значительно
более сложный спектральный состав. При
развитии эксплуатационных повреждений
зубьев полигармонические колебания ис-
кажаются периодической последователь-
ностью ударных импульсов при попада-
нии дефектов в зону контакта, а амплиту-
да и форма каждого импульса зависят от
степени повреждения контактирующих
поверхностей зубьев.
По мере износа зубьев (появления
трещин, раковин, наклепов, сколов зубь-
ев) вследствие нарушения геометрических
параметров зубьев происходит сущест-
венное отклонение жесткостных парамет-
ров зацепления от исходных и, соответст-
венно, изменение временных и спек-
тральных характеристик колебательных
процессов. В результате в спектре вибра-
ции зубчатой передачи, кроме ряда гар-
моник зубцовой частоты pfz, появляется
ряд гармоник на частотах, кратных часто-
те вращения дефектного колеса qf^, по-
являются комбинационные частоты в ок-
рестности частот вынужденных колеба-
ний (pfz ± qf^), комбинационные частоты
(4 ± ) в окрестности собственной час-
тоты зацепления fc или другого узла зуб-
чатого механизма и увеличивается уро-
вень шумового фона, обусловленного ис-
кажением микро- и макрогеометрии заце-
пления.
9.3. ДИАГНОСТИКА ДЕФЕКТОВ
КИНЕМАТИЧЕСКОЙ СХЕМЫ
РЕДУКТОРА С ЦИЛИНДРИЧЕСКИМИ
КОЛЕСАМИ
9.3.1. Перечень дефектов
кинематической схемы зубчатой
передачи
К дефектам кинематической схемы
редуктора можно отнести как дефекты
ДИАГНОСТИКА ДЕФЕКТОВ КИНЕМАТИЧЕСКОЙ СХЕМЫ РЕДУКТОРА
637
изготовления и сборки, так и дефекты,
появляющиеся в процессе эксплуатации и
нарушающие кинематику зацепления или
условия его функционирования.
К дефектам изготовления зубчатых
колес относятся постоянные и перемен-
ные ошибки шага и профиля зубьев,
ошибки в направлении зубьев относи-
тельно образующей делительного цилин-
дра зуборезного инструмента. С дефекта-
ми зубонарезания связаны дополнитель-
ные динамические нагрузки, удары и шум
в зацеплении, неравномерное распределе-
ние нагрузки по длине зуба. Фактически
они определяют класс точности зубчатых
колес и исходную виброактивность заце-
пления, проявляющуюся, в том числе, в
модуляционной окраске вибрации в зоне
вынужденных частот.
К дефектам монтажа относятся не-
уравновешенность, биение вала, биение
зубчатого колеса, отклонение от соосно-
сти валов, повышенный или пониженный
боковой зазор в зацеплении в переборном
редукторе и разнозазорность в планетар-
ном редукторе, непараллельность осей,
смещение пятна контакта в зацеплении
(неправильное положение или уменьше-
ние), нарушение условий смазки.
Дефекты изготовления и сборки ко-
лес определяют исходные характеристики
виброакустических процессов в редукторе
для последующего сравнения их с теку-
щими характеристиками в эксплуатаци-
онный период, изменяющимися с дегра-
дацией узлов редуктора.
9.3.2. Биение вала (шестерни)
Биение вала (шестерни) - один из
наиболее часто встречающихся дефектов
сборки зубчатых механизмов. Под этим
дефектом понимается неправильная по-
садка шестерни на вал или непараллель-
ность шестерен, входящих в зацепление,
из-за которой площадь контакта зубьев
зависит от угла поворота шестерни с рас-
сматриваемым дефектом. Среди основных
причин появления этого дефекта при мон-
таже можно отметить несоответствие
диаметров посадочного отверстия шес-
терни и диаметра вала, приводящее либо к
смещению осей шестерни и вала, либо к
перекосу шестерни. Кроме того, в процес-
се эксплуатации при появлении перегру-
зок редуктора может произойти деформа-
ция вала. Действие биения вала на вибра-
цию заключается в плавном изменении
величины динамической нагрузки при
входе зубьев в зацепление с частотой
вращения дефектной шестерни. В резуль-
тате спектр вибрации на зубцовой частоте
приобретает амплитудную модуляцию, и
в ее спектре у составляющей зубцовой
частоты появляются (или увеличиваются)
боковые составляющие, отстоящие на
частоту вращения шестерни. Боковые со-
ставляющие, отстоящие на двойную час-
тоту вращения, оказываются значительно
меньше, как это показано на рис. 9.11 [9].
Если имеет место сильная деформа-
ция вала, и при определенном угле пово-
рота шестерни зубья, входя в зацепление,
резко увеличивают радиальную нагрузку
на оси обоих колес, тогда растут силы
трения в подшипниках, и в спектре оги-
бающей высокочастотной вибрации двух
шестерен появляются составляющие с
частотой вращения дефектной шестерни.
9.3.3. Боковой зазор в зацеплении
Данный дефект не является критич-
ным дефектом сборки колес переборного
редуктора, потому что его достаточно
просто контролировать. Тем не менее по-
вышенная деформация корпусных и фун-
даментных конструкций в процессе экс-
плуатации может вызвать недопустимое
изменение зазора как в сторону его уве-
личения, так и в сторону уменьшения, что
приводит к повышенному износу колес и
к сокращению срока безаварийной экс-
плуатации. В планетарном редукторе де-
формационные изменения конструкций
могут привести к разнозазорности зацеп-
ления планетарного ряда. И в том и в дру-
638
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
40-
400
Рис. 9.11. Спектры вибрации редуктора и ее огибающей SA
при биении вала (шестерни):
а - бездефектный редуктор; б - редуктор с биением ведущей шестерни
гом случае этот дефект проявляется в из-
менении функции возбуждения, связан-
ной с ударным входом зубьев в зацепле-
ние. Диагностическим признаком повы-
шенного зазора в зацеплении поэтому
является увеличение дисперсии сигнала
как в широкой полосе частот, так и октав-
ных полосах.
ДИАГНОСТИКА ДЕФЕКТОВ КИНЕМАТИЧЕСКОЙ СХЕМЫ РЕДУКТОРА
639
На рис. 9.12 приведены значения
дисперсии, нормированные по макси-
мальному значению в полосе частот,
включающей первую и вторую гармоники
зубцовой частоты.
При нарушении (превышении) боко-
вого зазора в зацеплении в спектре вибра-
ции должны присутствовать частотные
составляющие, характерные для ударного
входа зубьев в зацепление - составляю-
щие на роторных частотах и их гармони-
ках обоих колес mfr\ и nfr2, и гармоники
зубцовой частоты fz. В качестве примера
[139] на рис. 9.13 приведен спектр вибра-
ции мультипликатора с прямозубой зуб-
чатой передачей, монтаж которого был
проведен с нарушением установки боко-
вого зазора (превышено номинальное зна-
чение бокового зазора).
В приведенном спектре наклонными
стрелками помечены гармоники частоты
вращения тихоходного колеса » 24,6 Гц,
обозначенной на рис. 9.13 как /-1, верти-
кальными стрелками — гармоники часто-
ты вращения быстроходного колеса
У^Р2» 195,5 Гц, обозначенной как fr2. Виб-
роактивность мультипликатора достаточ-
но велика: например, интенсивность гар-
монических составляющих частоты вра-
Рис. 9.12. Графики зависимости
нормированной дисперсии о2 вибраций
планетарного редуктора от разнозазорности
в зацеплении £ при различных
нагружающих моментах:
1 - М= 0; 2 - М= 0,36А; 3 - М= 0,54А;
4-M=0,74N
щения ротора тихоходного колеса в об-
ласти 50 ... 80-й гармоник не ниже, чем в
области 2 ... 20-й, что говорит об ударном
возбуждении вибрации, проявляющемся в
высокочастотной области в зоне резонан-
сов механической системы. Можно отме-
тить также сравнительно высокий уровень
шумов практически во всем диапазоне
частот, характерный для ударного
возмущения.
Рис. 9.13. Спектр виброскорости мультипликатора со стороны тихоходного
вала в вертикальном направлении при увеличенном боковом зазоре между
зубчатыми колесами
640
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
9.3.4. Непараллельность осей в
цилиндрических зубчатых передачах
Непараллельность осей в цилиндри-
ческих передачах может быть обусловле-
на как нарушениями технологии изготов-
ления и сборки редукторов, так и наруше-
нием условий эксплуатации. Непарал-
лельность проявляется в виде перекоса
осей валов, находящихся в одной плоско-
сти, а может быть результатом простран-
ственного углового смещения валов. И в
том и другом случае нарушается геомет-
рия зацепления, в результате чего проис-
ходит повышенная концентрация нагруз-
ки на зуб в местах, не предусмотренных
конструкторской документацией, замена
трения качения трением скольжения, мо-
жет также возникнуть неравномерность
распределения нагрузки на зуб по пери-
метру колеса.
Перечисленные выше факторы
влияют на виброактивность зубчатой пе-
редачи и приводят в конечном итоге к
ускоренному износу зубьв. Идентифици-
ровать вид непараллельное™ осей в заце-
плении функционирующего редуктора
чрезвычайно сложно, поэтому в техниче-
ской литературе для обозначения упомя-
нутых дефектов используется один тер-
мин - перекос осей в зацеплении.
Перекос осей в зацеплении может
явиться результатом нескольких причин:
неправильной расточки посадочного мес-
та при изготовлении деталей, неправиль-
ного монтажа редуктора, влияния темпе-
ратурных и нагрузочных деформаций
корпуса редуктора, появления недопусти-
мых зазоров в подшипниках и соедини-
тельных муфтах, а также при заклинива-
нии муфты.
Рис. 9.14. Сравнительные характеристики вибраций зубчатой передачи
при нормальной площади контакта и уменьшенной (772) из-за перекоса осей:
а - обычные спектры вибраций при площади пятна контакта П\ = 85 % (слева) и П2=40 % (справа);
6 - спектры амплитудной огибающей в зоне зубцовой частоты для тех же значений П\ и П2
ДИАГНОСТИКА ДЕФЕКТОВ КИНЕМАТИЧЕСКОЙ СХЕМЫ РЕДУКТОРА
641
Анализ спектральных характеристик
вибраций переборного редуктора с прямо-
зубыми колесами (с передаточным отно-
шением, равным единице) при различных
значениях величины перекоса осей [31]
показывает отсутствие значительных из-
менений амплитуд гармоник зубцовой
частоты (рис. 9.14, а).
В то же время в спектрах амплитуд-
ной огибающей вибрации на зубцовой
частоте (рис. 9.14, б) появляется ряд гар-
моник частоты вращения причем
к < 5 при малом перекосе (большой пло-
щади пятна контакта в зацеплении
771 = 85 % от номинала N ) и к > 10 при
большом перекосе (П2 = 40 %).
Для формирования диагностического
признака перекоса осей в виде длины п-
мерного вектора достаточно взять пять
гармоник 7/вР:
где сц - амплитуда z-ой гармоники частоты
вращения вала спектра демодулированно-
го в зоне зубцовой частоты вибросигнала,
достаточно хорошо реагирует на измене-
ние угла перекоса осей при малой нагру-
женное™ зацепления и почти не реагиру-
ет на него при большом нагружающем
моменте.
9.3.5. Осевое смещение колес
При работе косозубого зацепления
из-за больших нагрузок в осевом направ-
лении возникает осевое смещение колес,
ухудшающее расчетные динамические
характеристики передачи вследствие из-
менения суммарной длины контактной
Рис. 9.15. Спектры вибраций косозубого зацепления для трех значений коэффициента
осевого перекрытия ф, имитирующего относительное осевое смещение колес:
а - ф! = 0,10; б - ф2 = 0,13; в - ф3 = 0,15
21 - 701
642
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.16. Изменение кепстра С(т) вибраций
при изменении относительного осевого
смещения колес ф в косозубом зацеплении:
а-ф = 0,1; б-ф = 0,13; в-ф = 0,15
линии. В качестве примера на рис. 9.15
приведены результаты эксперимента по
вариации коэффициента осевого перекры-
тия ф косозубого зацепления, имитирую-
щего осевое смещение вследствие дефек-
та сборки редуктора.
Как известно, отличным инструмен-
том компактного представления диагно-
стических признаков технического со-
стояния механизмов в тех случаях, когда
спектр имеет вид периодически модули-
рованной функции, является кепстр. Це-
лесообразность использования кепстра
С(т) в качестве диагностического призна-
ка изменения коэффициента осевого пе-
рекрытия (осевого смещения ф) зубчатых
колес проиллюстрирована рис. 9.16, на
котором изображены дискретные рахмо-
ники кепстра, нормированные к макси-
мальному значению при т = 0.
9.3.6. Нарушение соосности валов
элементов машинного агрегата
При нарушениях соосности или рас-
центровки валов элементов машинного
агрегата возникают радиальная и осевая
вибрации на частотах вращения вала с
доминирующей второй гармоникой часто-
ты вращения ротора. На рис. 9.17 приве-
дены спектры вибрации установленного
между электродвигателем (ЭД) и ком-
прессором мультипликатора с косозубой
шевронной зубчатой передачей, состоя-
щей из двух колес с частотами вращения:
«24,6 Гц и «197,5 Гц [139], с нарушением
соосности валов.
Измерения проводились со стороны
тихоходного (индекс 0) и быстроходного
(индекс 1) колес в вертикальном (индекс
V) и горизонтально-осевом (индекс А)
направлениях (см. рис. 9.17).
В приведенном примере практически
во всех спектрах вибрации наблюдаются
частотные составляющие, характерные
для радиального смещения осей, - состав-
ляющие на оборотной частоте и гармони-
ках обоих колес 441 и kfr2, причем в боль-
шинстве случаев существенно преобла-
дают первая и/или вторая гармоники. В
качестве диагностических параметров
можно использовать уровни амплитуд
вибрации на первой и второй гармониках
частоты вращения обоих колес.
При нарушениях соосности количе-
ственные характеристики спектральных
составляющих (для различных точек из-
мерения и пространственных компонен-
тов вибрации) могут отличаться в значи-
тельных пределах в зависимости от вза-
имного положения осей валов, как и при
нарушении центровки узлов агрегата.
Кроме того, они зависят от множества
других параметров, связанных с нагруз-
кой, характеристикой смазки и т.д.
9.3.7. Нарушения режима смазки
зубчатой передачи
Одним из распространенных экс-
плуатационных дефектов узлов трения
является нарушение режима смазки кон-
ДИАГНОСТИКА ДЕФЕКТОВ КИНЕМАТИЧЕСКОЙ СХЕМЫ РЕДУКТОРА
643
Рис. 9.17. Спектры вибрации мультипликатора (индекс G) со стороны
тихоходного (индекс 0) и быстроходного (индекс 1) валов в вертикальном (индекс V)
и горизонтально-осевом (индекс А) направлениях при нарушении соосности валов
электродвигателя, редуктора и компрессора:
а - GlA-спектр виброскорости опоры быстроходного вала редуктора в осевом направлении;
б - GlV-спектр виброскорости этого же вала в вертикальном направлении; в - GOA-спектр
виброскорости опоры тихоходного вала в осевом направлении; г - GOV-спектр виброскорости
той же опоры в вертикальном направлении
тактирующих поверхностей, что может
привести к катастрофическим последст-
виям. Обычно расход масла контролиру-
ется механическими приборами, но их
инерционность или невнимательность
оператора, в поле зрения которого нахо-
дится много приборов визуального кон-
троля, могут привести к грубому наруше-
нию условий эксплуатации зубчатых ме-
ханизмов. Поэтому к числу параметров
технического состояния редуктора, кото-
рые необходимо контролировать виброа-
кустическими методами, следует отнести
также качество смазки.
21*
644
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.18. Приращение амплитуд спектра
виброускорения радиальной вибрации
корпуса редуктора на частотах kf# к = 1/2,1,
2,3 при нарушении режима смазки зубчатой
передачи
При ориентации на использование
спектральных характеристик, так же как
при диагностировании других дефектов
зубчатой передачи, целесообразно выде-
лить гармонический ряд частот, кратных
зубцовой частоте fz. Действительно, при
нарушении режима смазки энергия поли-
гармонических колебаний растет
(рис. 9.18).
Особо обращает на себя внимание
рост амплитуд субгармонических колеба-
ний. Наибольшее приращение амплитуды
(18 дБ) наблюдается на частоте 0,5/z. На
слух нарушение смазки воспринимается
как появление повышенного шума и
скрежета, характеризующего нелинейные
колебания зубчатой передачи. Количество
смазочного материала в зацеплении явля-
ется довольно критичным параметром, так
как даже незначительное уменьшение
подачи масла при большой нагрузке в
зацеплении приводит к резкому ухудше-
нию колебательного режима и быстрому
износу колес. Диагностическим призна-
ком нарушения режима смазки может
служить существенное увеличение ампли-
туды колебаний на половинной субгармо-
нике зубцовой частоты.
Изменение модуляционной картины
колебаний на зубцовых частотах при
ухудшении смазки характерно тем, что
резко увеличивается шумовое наполнение
спектра амплитудной огибающей при од-
новременном росте амплитуд дискретных
составляющих, кратных частоте враще-
ния. Диагностическим признаком нару-
шения режима смазки зубчатого механиз-
ма, таким образом, может также служить
увеличение дисперсии амплитуды оги-
бающей сигнала в зоне гармоник зубцо-
вой частоты.
9.4. ДЕФЕКТЫ МОНТАЖА
КОНИЧЕСКИХ ПЕРЕДАЧ С
КРУГОВОЙ ФОРМОЙ ЗУБЬЕВ
Основными параметрами, опреде-
ляющими качество сборки конической
передачи с круговой формой зубьев, яв-
ляются положение пятна контакта на
зубе и боковой зазор в зацеплении. Обыч-
ный, применяемый на практике по на-
стоящее время визуальный метод контро-
ля формы и положения пятна контакта,
требует разборки передачи после опера-
ций нанесения специальной краски на
контактирующие поверхности зубьев с
последующей обкаткой. Зазор в зацепле-
нии обычно контролируется механиче-
ским индикатором.
Необходимость устранения разборок
редукторов при контроле качества монта-
жа вертолетных, автомобильных, трак-
торных и других трансмиссий настоя-
тельно требует применения виброакусти-
ческих методов диагностики.
Для успешного решения этой задачи
необходимо оценить характер возму-
щающих сил, влияющих на виброактив-
ность передачи. Известно, что для умень-
шения чувствительности конических пе-
редач с круговой формой зубьев к по-
грешностям взаимного расположения
звеньев преднамеренно вводят локализа-
цию пятна контакта по длине и высоте
зубьев. Отсутствие локализации приводит
к кромочному контакту даже при малых
погрешностях монтажа, что является не-
допустимым для нормальной работы вы-
соконагруженных конических передач.
Однако локализация контакта в зацепле-
ДЕФЕКТЫ МОНТАЖА КОНИЧЕСКИХ ПЕРЕДАЧ С КРУГОВОЙ ФОРМОЙ ЗУБЬЕВ 645
нии ведет к увеличению роли кинемати-
ческих погрешностей зубчатых колес и,
следовательно, к росту виброактивности
конической передачи. Качественный ана-
лиз изменения кинематической ошибки
конической передачи в условиях смеще-
ния пятна контакта относительно нор-
мального положения позволяет сделать
вывод о том, что при смещении пятна
контакта к большому модулю следует
ожидать роста виброактивности, а при
смещении к малому модулю - снижения
виброактивности.
Другим важным фактором, влияю-
щим на виброактивность передачи, явля-
ется периодическое изменение суммарной
жесткости передачи по фазе зацепления,
зависящей от суммарного коэффициента
перекрытия косозубого зацепления:
£ = 7^+4 ,
где £/ - продольный коэффициент пере-
крытия; - торцовый коэффициент пе-
рекрытия.
Локализация пятна контакта приво-
дит к уменьшению коэффициента пере-
крытия и, следовательно, к увеличению
амплитуды колебаний с частотой пересо-
пряжения зубьев и ее гармониками. Ре-
зультаты экспериментальной оценки свя-
зи параметров колебательных процессов в
редукторе хвостовой трансмиссии верто-
лета с погрешностями монтажа, допусти-
мыми в заводских условиях ремонтного
завода [31], приведены ниже.
Разброс качества монтажа в пределах
заводских технологических допусков вы-
зывает большой разброс спектральных
характеристик даже в пределах одного
варианта сборки редуктора, что делает
различия между спектрами нормальных и
дефектных сборок трудно интерпрети-
руемыми. Анализ спектров вибраций хво-
стового редуктора вертолета МИ-8 в осе-
вом и двух взаимно-перпендикулярных
радиальных направлениях показал, что
наиболее информативны вибрации в осе-
вом направлении, однако ни общий уро-
вень вибраций и ни одна из гармоник зуб-
цовой частоты, взятая в отдельности, не
могут являться достаточной характери-
стикой качества сборки передачи. Тем не
менее информацию о техническом со-
стоянии конической передачи можно по-
черпнуть из данных спектрального анали-
за вибраций, если рассматривать совокуп-
ное поведение гармонического ряда час-
тот, кратных зубцовой частоте fz передачи
с использованием методов распознавания
образов [31].
Повысить достоверность распозна-
вания можно путем выделения информа-
тивной части сигнала. В результате выбо-
ра режима диагностирования и парамет-
ров полосового фильтра можно упростить
процедуру диагностирования благодаря
формированию диагностического призна-
ка в виде реализации временного процес-
са (формы волны) таким образом, чтобы
по виду реализации можно было бы легко
отличить нормальную сборку от дефект-
ных. Временные реализации x(t) сформи-
рованных таким образом сигналов при
нормальной (рис. 9.19, а) и двух вариан-
тах дефектной сборки (смещения пятна
контакта к большому и малому модулю
зуба) изображены на рис. 9.19 в верхнем
ряду. В результате сформированные во
временной области наглядные диагности-
ческие признаки удобны для операторов,
работающих в заводских условиях.
Большего эффекта можно достигнуть
путем формирования диагностических
признаков в частотной области путем
предварительного нелинейного преобра-
зования вибросигнала, раздельного одно-
полупериодного линейного детектирова-
ния вибросигнала с последующим срав-
нением спектров и положительных
и отрицательных полу периодов. На
рис. 9.19 в нижнем ряду представлены
разностные спектры (5<+) - S^) четырех
гармоник зубцовой частоты - ” биполяр-
ные сигнатуры", наглядно демонстри-
рующие возможности диагностирования
монтажных дефектов типа смещения пят-
на контакта в зацеплении.
646
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.19. Временные реализации лг(1) - в верхнем ряду и
разностные спектры - биполярные сигнатуры вибраций редуктора:
а - при нормальной сборке конической передачи; б - при смещении пятна контакта
к большому модулю; в - при смещении к малому модулю
При нормальной сборке передачи эти
спектры практически одинаковы, и ком-
поненты разностного спектра (aS^-aS^)
близки к нулю. Отклонение пятна контак-
та к верхней или нижней кромке зуба вы-
зывает одностороннее ограничение на
амплитуду перемещения зубьев, что ведет
к искажению формы сигнала на разных
фазах колебаний относительно момента
входа зубьев в зацепление. Отличные от
нуля значения спектральных амплитуд
(сигнатур) разностного спектра (с учетом
знака) являются информативными показа-
телями качества сборки конической пере-
дачи с круговой формой зубьев.
9.5. ДИАГНОСТИКА
ЭКСПЛУАТАЦИОННЫХ
ПОВРЕЖДЕНИЙ ЗУБЧАТЫХ
КОЛЕС
9.5.1. Типовые повреждения рабочих
поверхностей зубьев
При передаче крутящего момента М
в зубчатом зацеплении действует сила Q,
направленная по линии зацепления 7V17V2
(рис. 9.2, 9.20), являющейся общей нор-
малью к эвольвентным поверхностям
зубьев. Одновременно на зубья действует
сила трения F - Qf ортогональная линии
зацепления. Причиной усталостного раз-
рушения зубьев с наработкой редуктора
является действие переменных контакт-
ных напряжений пк, вызывающих абра-
зивный износ, выкрашивание и заедание
зубьев, и напряжений изгиба <зи, вызы-
вающих образование трещин, сколы и
поломки зубьев вследствие концентрации
нагрузки (см. рис. 9.20).
Основные виды разрушения поверх-
ности зуба изображены на рис. 9.21.
Рис. 9.20. Условия нагружения зуба в
зацеплении (а) и время действия
изгибных ои и контактных ок
напряжений (б)
ДИАГНОСТИКА ЭКСПЛУАТАЦИОННЫХ ПОВРЕЖДЕНИЙ ЗУБЧАТЫХ КОЛЕС 647
Рис. 9.21. Типовые разрушения контактирующих поверхностей зубьев:
а - выкрашивание; б - абразивный износ; в - заедание
Одним из наиболее распространен-
ных эксплуатационных дефектов является
выкрашивание контактирующих поверх-
ностей (питтипг) зубьев. В зубчатых пе-
редачах, работающих при высоких кон-
тактных напряжениях, на рабочих по-
верхностях зубьев, главным образом, на
ножках у полюсной линии, появляются
веерообразные микротрещины. Послед-
ние, развиваясь вглубь и по кругу в сто-
рону, замыкаются. Кусочек металла, ох-
ваченный такой трещиной, выкрашивает-
ся, образуя на поверхности зуба кратеро-
образную ямку. Размер отдельных ямок
достигает размеров булавочной головки, а
иногда и превышает их. В дальнейшем
число и размеры ямок увеличиваются,
поражая все большую и большую поверх-
ность зуба, оставшиеся здоровые участки
рабочей поверхности зуба при этом силь-
но перегружаются, что приводит, в свою
очередь, к сильному выкрашиванию. Та-
кой процесс носит название прогресси-
рующего выкрашивания. Прогрессирую-
щее выкрашивание, поражая большие
участки рабочих поверхностей зубьев,
вызывает искажение их профилей, увели-
чение боковых зазоров в зацеплении. В
силу этого растут динамические нагрузки,
особенно при больших окружных скоро-
стях, появляются удары и размыкание
зубьев, в результате чего происходит ин-
тенсивное разрушение. Приблизительно
такая же картина наблюдается при разви-
тии дефектов контактирующих поверхно-
стей зубьев - коррозионного износа - при
работе зубчатой передачи в агрессивной
среде.
Выработка контактирующих по-
верхностей зубьев при абразивном изна-
шивании проявляется в нарушении микро-
геометрии контактирующих деталей, вы-
зывающем повышение уровня шумовой
компоненты. При неоднородном износе
возникают зоны зубчатого колеса с по-
вышенным износом. Наибольший износ
рабочих поверхностей наблюдается на
ножках зубьев, где имеет место макси-
мальное удельное скольжение. В началь-
ный период работы зубчатой передачи из-
за неточностей изготовления, монтажа и
неровностей поверхностей зубьев нерав-
номерно распределяется нагрузка на их
отдельных участках. Это приводит к ме-
стному разрушению масляной пленки,
смятию и истиранию неровностей на наи-
более нагруженных участках. Происходит
приработка зубьев. В результате послед-
ней поверхность зубьев сглаживается и
отполировывается, нагрузка при этом
распределяется более равномерно, и исти-
рание поверхностей, как правило, резко
уменьшается. Наступает режим нормаль-
ного функционирования, который плавно
переходит в режим необратимого разру-
шения, происходящего, как правило, по
экспоненциальному закону со временем
наработки. Абразивный износ является
основным видом разрушения зубчатых
передач при плохой смазке.
Заедание и наволакивание металла
зубьев возникают, когда в силу тех или
иных причин нарушается сплошность
масляной пленки, появляется металличе-
ский контакт между зубьями (граничное
трение), сопровождающийся нагреванием
металла вплоть до сваривания между со-
бой микрообъемов металла. Эти явления
648
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
б)
Рис. 9.22. Трещина в основании зуба (а) и поломка зуба (б)
ведут к появлению борозд, расположен-
ных главным образом на головках зубьев
перпендикулярно оси шестерни (задир
поверхностей).
При заедании под действием высоко-
го давления при разрыве масляной пленки
происходит молекулярное соединение
контактирующих поверхностей зубьев. В
результате возникает адгезионный износ,
происходящий в несколько этапов: на-
чальной фазы и натира (характеризую-
щихся схватыванием и разрушением ло-
кальных участков контактирующих по-
верхностей зубьев) и этапа прогресси-
рующего разрушения (часто имеющего
экспоненциальный характер зависимости
от времени наработки), завершающегося
заеданием контактирующих поверхностей
с пластическими деформациями. При
сильных разрушениях с прихватыванием
зубьев возможно заклинивание зубчатой
передачи, приводящее к аварии с непред-
сказуемыми последствиями.
Во многих случаях заедание является
одной из основных причин выхода из
строя тяжелонагруженных, быстроходных
зубчатых передач с повышенным темпе-
ратурным режимом (судовые, авиацион-
ные и другого назначения зубчатые пере-
дачи).
Самым быстроразвивающимся и по-
этому опасным видом повреждения зубь-
ев является их разрушение, начинающееся
с образования трещины и заканчиваю-
щееся сколом или поломкой зубьев
(рис. 9.22).
Трещины обычно начинают появ-
ляться в основании зубьев на стороне рас-
тянутых волокон, где действуют наи-
большие напряжения, и обычно распола-
гаются перпендикулярно к рабочим по-
верхностям зубьев. Возникновение тре-
щин приводит с течением времени к раз-
рушению зубьев и часто к повреждению
других деталей механизма (валов, под-
шипников) из-за попадания в них выло-
мившихся кусков зубьев. Тем не менее,
следует отметить, что прямозубые с высо-
ким коэффициентом перекрытия (е > 2),
косозубые и шевронные зубчатые переда-
чи могут в течение некоторго времени не
терять своей работоспособности при по-
ломке или сколе одного или нескольких
зубьев.
Сложность обнаружения эксплуата-
ционных дефектов зубчатых механизмов
на ранней стадии их развития обусловле-
на малой энергоемкостью акустических
процессов, сопутствующих развитию этих
дефектов, вследствие чего применение
обычных спектральных методов без спе-
циальной обработки сигнала, повышаю-
щей его информативность, малоэффек-
тивно, поэтому выявление незначитель-
ных изменений виброакустического сиг-
нала на фоне больших помех от работаю-
щего машинного оборудования, требует
привлечения тонких методов анализа из-
менения структуры виброакустического
сигнала.
9.5.2. Диагностика абразивного износа
Изменение геометрии рабочих по-
верхностей зубьев в результате абразив-
ного изнашивания, относящееся к катего-
рии распределенного эксплуатационного
ДИАГНОСТИКА ЭКСПЛУАТАЦИОННЫХ ПОВРЕЖДЕНИЙ ЗУБЧАТЫХ КОЛЕС 649
дефекта зубчатого зацепления, приводит
со временем наработки механизма к уве-
личению бокового зазора, к отрыву про-
филей зубьев в зацеплении и ударному
режиму возбуждения колебаний. Такой
режим интенсивного изнашивания ведет к
увеличению энергии гармонического ряда
частот, кратных частоте зацепления, и
перераспределению энергии между ком-
понентами этого ряда в пользу высоко-
частотных компонент.
Следует отметить, что увеличение
амплитуды первой гармоники зубцовой
частоты при увеличении степени изнаши-
вания зубьев - незначительное, и только
при существенных нарушениях геометрии
зубьев наблюдается рост составляющей
зубцовой частоты. Поэтому ориентация на
изменение только амплитуды fz при диаг-
ностировании распределенных дефектов
контактирующих поверхностей неэффек-
тивна [31], необходимо учитывать изме-
нение всех значимых компонентов ря-
да kfz, особенно при к > 2.
На рис. 9.23 слева представлены
спектры редуктора привода измельчителя
цемента до ремонта и после ремонта, со-
ответственно [163], иллюстрирующие ха-
рактер изменения спектра с износом зуб-
чатых колес. Наблюдается рост амплитуд
гармоник частоты пересопряжения зубьев
(333 Гц) и рост глубины модуляции этих
компонентов гармониками частоты вра-
щения входного вала редуктора (8,3 Гц).
а)
С, дБ
2,5^-
0 200 400 600 800 10001200140016001800/Гц 0
б)
Рис. 9.23. Спектры SJf) и кепстры С(т) вибрации
редуктора с изношенными зубьями до ремонта (а) и после ремонта (б):
1 ...4- гармоники зубцовой частоты ^ = ЗЗЗГц;б - вторая значимая составляющая спектра
вибрации после ремонта редуктора - частота погрешности зубонарезания fg = 92 Гц
,25
100 200 t,MC
650
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.24. Клиппированный спектр
гармоник зубцовой частоты одной из
ступеней редуктора
Если в спектре вибрации редуктора
рост колебательной энергии зацепления
вследствие износа зубьев наиболее ярко
проявляется в окрестности высших гар-
моник частоты пересопряжения зубьев kfz
(к > 2), то в кепстре эти изменения прояв-
ляются в окрестности сачтоты Т] = 120 мс,
соответствующей периоду вращения ко-
леса (/вР = 8,3 Гц), и сачтоты т2 = 40 мс,
соответствующей третьей гармонике час-
тоты вращения (25 Гц). Таким образом, в
отличие от спектра, реагирующего на из-
менения энергии основных частот возбу-
ждения, кепстр реагирует на изменение
энергии комбинационных частот, т.е. бо-
ковых составляющих основных частот
возбуждения.
В работах [27, 31] в качестве диагно-
стического признака абразивного износа
зубчатого зацепления предлагается ис-
пользовать и-мерный вектор, компонен-
тами которого являются спектральные
амплитуды гармонического ряда частот
где к= 1, ..., т (рис. 9.24).
Вектор можно сформировать с при-
менением синхронной гребенчатой
фильтрации или клиппированием спектра
путем умножения его на функцию, рав-
ную единице в окрестности А/* гармоник
зубцовой частоты kfz, и равную нулю в
остальном диапазоне. Такой вектор (или
его приращение) аккумулирует информа-
цию о поведении диагностируемой пары
колес с учетом перераспределения коле-
бательной энергии между компонентами
гармонического ряда и достаточно крас-
норечиво говорит об аномалии зубчатого
механизма, отнесенной к определенной
ступени редуктора.
Существенное увеличение амплитуд
kfz спектра вибраций со временем нара-
ботки редуктора (> 6 дБ) характеризует
крайнюю степень развития распределен-
ного дефекта. При предельном износе
спектр может иметь вид белого шума, на
фоне которого тонут дискретные состав-
ляющие основных частот возбуждения.
Следует отметить, что неравномер-
ный износ зубьев по периметру колеса
или по длине зуба приводит к росту глу-
бины амплитудной модуляции вибрации в
зоне вынужденных частот зубчатой пере-
дачи, т.е. к появлению в спектре вибрации
в окрестности гармоник зубцовой частоты
группы боковых составляющих, отстоя-
щих от центральной частоты на 4/вР. Осо-
бенно ярко эти изменения в вибросигнале
проявляются при локальном дефекте типа
поломки зуба (см. раздел 9.5.5). На
рис. 9.25 изображены спектры вибрации и
амплитудной огибающей высокочастоной
вибрации зубчатой передачи [9] в нор-
мальном состоянии и сильном неравно-
мерном износе зубьев.
По спектру огибающей вибросигнала
в высокочастотном диапазоне поврежде-
ние зубьев редуктора обнаруживается
задолго до того, как вибрация вырастет до
порога опасного уровня.
9.5.3. Диагностика выкрашивания
зубьев
Своевременное обнаружение одного
из наиболее распространенных эксплуа-
тационных дефектов зубчатых передач -
выкрашивания рабочих поверхностей
(питтинга зубьев) является гарантией
ДИАГНОСТИКА ЭКСПЛУАТАЦИОННЫХ ПОВРЕЖДЕНИЙ ЗУБЧАТЫХ КОЛЕС 651
Порог опасного роста уровня вибрации
Sx, дБ р____, _________s___________________
120- ' 1-----
5л,дБ ^Гц
40-
20
б)
400
/Гц
Рис. 9.25. Спектры вибрации и ее огибающей SA зубчатой передачи
без дефектов (а) и при неравномерном износе зубьев шестерни (б)
предотвращения вторичных разрушений и
обеспечения безаварийной работы редук-
тора.
Развитие локального повреждения
типа ямок выкрашивания сопровождается
изменением виброакустического сигнала
как в диапазоне рабочих частот, так и за
его пределами - в зоне высокочастотных
резонансов механической системы, вы-
званным амплитудной модуляцией коле-
бательного процесса в зубчатой передаче
периодической последовательностью удар-
ных импульсов, возникающих при попада-
нии дефекта в зону контакта. В силу вы-
шеизложенного существует несколько
методов обнаружения и диагностики пит-
тинга зубьев [9, 27, 31].
Один из методов диагностирования
выкрашивания основан на анализе пове-
дения амплитудной огибающей узкопо-
652
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.26. Изменение спектра амплитудной огибающей в зоне вынужденной
частоты зубчатого механизма со временем наработки t при выкрашивании
контактирующих поверхностей
лосного виброакустического сигнала в
окрестности одной из гармоник зубцовой
частоты дефектной пары. Из рис. 9.26
видно, что появление ямок выкрашивания
вызывает рост амплитуд спектральных
составляющих амплитудной огибающей,
кратных частоте вращения дефектного
колеса. Отсюда непосредственно следует,
что в качестве информативного диагно-
стического признака выкрашивания зубь-
ев можно использовать длину «-мерного
вектора отсчетов 4/вр спектра амплитуд-
ной модуляции на вынужденных частотах.
При автоматическом распознавании про-
водится сравнение этого вектора с эта-
лонным.
К недостаткам метода следует отне-
сти изначальное присутствие в сигнале
амплитудной огибающей зубцовой часто-
ты (или ее гармоник) когерентной состав-
ляющей, обусловленной кинематически-
ми погрешностями зацепления. Для уст-
ранения влияния этой помехи в качестве
диагностического признака питтингооб-
разования целесообразно использовать
длину разностного (относительно исход-
ного состояния) «-мерного вектора
d = | Sj - Уо|, сформированного из компо-
нентов kf3p, к = 1, ... , п спектров демоду-
лированных узкополосных сигналов те-
кущего и исходного состояния редуктора.
Периодическая амплитудная моду-
ляция вибраций частотой вращения де-
фектного колеса при выкрашивании кон-
тактирующих поверхностей очень хорошо
выделяется с помощью кепстральной
функции С(т).
Наиболее эффективным методом об-
наружения локальных дефектов является
резонансный метод, основанный на ана-
лизе сигнала амплитудно-импульсной
модуляции на резонансной частоте де-
фектного узла. На рис. 9.27 изображены
спектры амплитудной огибающей узкопо-
лосной вибрации (в зоне собственной час-
тоты зацепления Ус = 4000 Гц; Д/= 1/3 ок-
тавы) переборного одноступенчатого ре-
дуктора с прямозубыми колесами.
Амплитуда спектра SA представлена
в безразмерном масштабе, соответствую-
щем глубине амплитудной модуляции.
Следует обратить внимание на немо-
нотонность изменения глубины модуля-
ции вибросигнала при развитии питтинга
контактирующих поверхностей со време-
нем наработки механизма (рис. 9.28).
Глубина амплитудной модуляции с часто-
той вращения дефектного колеса резко
возрастает в начальной стадии развития
ДИАГНОСТИКА ЭКСПЛУАТАЦИОННЫХ ПОВРЕЖДЕНИЙ ЗУБЧАТЫХ КОЛЕС 653
Рис. 9.27. Спектры АИМ-огибающей вибрации редуктора на
собственной частоте дефектного узла/i = 4,0 кГц в полосе Д/ = 1/3 октавы:
а - норма; б - при питтинге зубьев
О 10 20
Тгц
дефекта, когда повреждены только один-
два зуба (локальный дефект). При повре-
ждении нескольких зубьев индекс моду-
ляции продолжает нарастать только за
счет роста степени повреждения зубьев
(глубины ямок выкращивания и их коли-
чества). Далее с деградацией состояния
зацепления значение индекса модуляции
стабилизируется и даже уменьшается,
когда локальный дефект преобразуется в
распределенный по периметру зубчатого
колеса.
Рис. 9.28. Спектры амплитудной огибающей вибрации редуктора в
окрестности зубцовой частоты при нормальном состоянии зацепления (а), при одном
поврежденном зубе (б) и при повреждении нескольких зубьев (в)
654
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
9.5.4. Диагностика заедания зубчатых
колес
Наиболее распространенным видом
разрушения при высоких температурах
является заедание рабочих поверхностей
зубчатых колес, которое со временем на-
работки может принимать (в отличие от
постепенно развивающегося во времени
выкрашивания) лавинный характер, в ре-
зультате чего передача выходит из строя;
поэтому ранняя диагностика локального
дефекта типа заедания рабочих поверхно-
стей зубьев особенно актуальна.
Заедание зубчатых колес обычно со-
провождается нерегулярными выбросами
во временном сигнале, флуктуациями ам-
плитуд гармоник зубцовой частоты kfz,
ростом амплитуд комбинационных частот
mfz ± nf„ ростом виброактивности редук-
тора в окрестности собственных частот fci
механизма с расширением полосы за счет
появления комбинационных частот вида
fci±(mfz± nfBV). Важно, что перечисленные
выше признаки могут сопровождать появ-
ление и других повреждений зубчатых
колес (питтинга, сколов, поломки зубьев)
и не являются характерными признаками
заедания, что не позволяет однозначно
установить заедание по изменению одних
только спектральных характеристик вибра-
ции редуктора и даже по изменению спек-
тров амплитудной модуляции вибрации.
Характерными признаками заедания
являются: появление составляющих с час-
тотами вращения дефектных колес 4/вр в
спектре частотной модуляции вибрации в
зоне вынужденных (зубцовых) частот и
немонотонный рост (с флуктуациями)
уровней этих составляющих с наработкой
механизма. По этим признакам можно
распознать заедание на ранней стадии.
На рис. 9.29 приведены характери-
стики вибрации мультипликатора центро-
бежного компрессора при развитии заеда-
ния зубчатой пары с косозубыми колеса-
ми «вр1« 50 Гц,/вр2 « 73,2 Гц,/z «2050 Гц).
На верхней картинке (а) представлен
спектр Sx вибрации мультипликатора с
развитым задиром зубьев, под ним (б) -
соответствующая ему временная реализа-
ция x(t) (форма сигнала) вибрации перед
остановом агрегата на ревизию. На
рис. 9.29, в представлены спектры частот-
ной модуляции S4,м вибрации мультипли-
катора в зоне частоты пересопряжения
зубьев fz вверху - перед остановом маши-
ны на ревизию и внизу - за неделю до
него (при заедании в начальной стадии)
[139].
В спектре вибрации зубчатой пере-
дачи на верхнем рисунке отчетливо видны
комбинационные частоты mfz ± nfr& окре-
стности зубцовой частоты fz, в спектрах
частотной модуляции (два нижних рисун-
ка) отчетливо виден рост амплитуд гар-
моник частоты вращения ведущего (kfr\) и
ведомого (Ifri) колес редуктора при разви-
тии процесса заедания зубьев мультипли-
катора.
Основное отличие алгоритма диагно-
стирования заедания от алгоритма диаг-
ностирования выкрашивания зубьев по
спектрам амплитудной и фазовой (частот-
ной) огибающих узкополосного процесса
в зоне частоты пересопряжения зубьев fz
заключается в том, что спектр дискретных
составляющих амплитудной огибающей
отличен от нуля как при питтинге, так и
при заедании зубьев, в то время как
спектр дискретных составляющих фазо-
вой огибающей отличен от нуля только
при заедании зубьев.
Действительно эффективным мето-
дом диагностирования данного поврежде-
ния зубчатых колес является анализ изме-
нения индекса частотной модуляции ос-
новных частот возбуждения. Для исследо-
вания этой характеристики применяется
преобразование Гильберта. Из спектров
частотной модуляции вибросигнала в зоне
зубцовой частоты редуктора видно, что
при появлении заедания уровни спек-
тральных составляющих на частоте вра-
щения fr и ее гармониках увеличиваются,
откуда следует, что в качестве информа-
тивного диагностического признака за-
едания может быть использована длина
ДИАГНОСТИКА ЭКСПЛУАТАЦИОННЫХ ПОВРЕЖДЕНИЙ ЗУБЧАТЫХ КОЛЕС 655
О 50 100 150 200 250 300 350 400
в)
Рис. 9.29. Спектр Sx (а) и временная реализация сигнала вибрации x(t) (0
мультипликатора центробежного компрессора и спектры частотной модуляции S4.M (в)
первой гармоники зубцовой частоты для преддефектного (внизу) и дефектного (вверху)
состояний зубчатой передачи при заедании зубчатых колес
«-мерного вектора отсчетов амплитуд nfr
спектра частотной модуляции.
Так же как и обнаружение локально-
го дефекта типа выкрашивания, заедание
контактирующих поверхностей можно
обнаруживать по изменению спектра оги-
бающей АИМ в зоне собственной частоты
дефектного узла. Характер локального
дефекта можно определить по виду моду-
ляции в зоне вынужденной частоты: из-
менение спектра амплитудной модуляции
(AM) характеризует выкрашивание, изме-
нение спектра частотной модуляции
(ЧМ) - заедание.
656
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
9.5.5. Диагностика трещин и поломки
зубьев
Как уже отмечалось, наиболее опас-
ным видом повреждения зубчатых колес
является разрушение зубьев (скол, полом-
ка). Это может привести к отказу всего
зубчатого механизма при попадании про-
дуктов разрушения в зацепление, под-
шипники или другие рабочие органы ме-
ханизма. Ясно, что методы диагностиро-
вания выкрашивания вполне пригодны
для диагностирования скола или поломки
зубьев (в этом случае глубина модуляции
еще более увеличивается).
При появлении трещины в основании
зуба (или в другом месте) жесткость заце-
пления в момент контактирования с этим
зубом резко падает. Это приводит к преж-
девременному входу в зацепление сле-
дующей пары зубьев. Причем вход этой
пары в зацепление сопровождается уда-
ром. В виброакустическом сигнале появ-
ляются импульсы, амплитуда которых
будет тем больше, чем более развита тре-
Рис. 9.30. Синхронизированные с
частотой вращения колеса временные
реализации вибросигнала в зоне
собственной частоты зацепления:
а - при поломке одного зуба; 6 - двух зубьев;
в - трех зубьев; г - синхросигнал с датчика
оборотов
щина. Частота заполнения импульсов есть
собственная частота зацепления пары
колес.
Путем синхронизации временных
сигналов с оборотами вала можно опреде-
лить число поврежденных зубьев. На рис.
9.30, а показана временная реализация
вибросигнала в районе собственной час-
тоты при поломке одного зуба - один им-
пульс за оборот поврежденного колеса;
б - при поломке двух зубьев - два им-
пульса за оборот; в - при поломке трех
зубьев - три импульса за оборот. На
рис. 9.30, г для наглядности приведена ос-
циллограмма с отметчика оборотов вала.
Таким образом, синхронное с оборотами
вала выделение и регистрация временных
реализаций виброакустического сигнала в
районе собственной частоты пары колес
является простым и надежным методом
обнаружения трещин, сколов и поломки
зубьев.
Информативным диагностическим
признаком, характеризующим степень
деградации контактирующих поверхно-
стей, приводящей к поломке зубьев, явля-
ется также рост амплитуд рахмоник кеп-
стра, образованных рядом гармоник час-
тоты вращения поврежденного колеса (в
кепстре, соответственно, сачтоты т =
= 1/Лр).
В качестве примера проявления в ха-
рактеристиках вибросигнала диагностиче-
ских признаков поломки зуба на фоне
признаков наличия дефектов в других
узлах редуктора на рис. 9.31 приведена
пара характеристик вибрации редуктора
клети прокатного стана (во временной и
частотной областях) при поломке зуба
одного из колес зубчатой пары с прямозу-
бым зацеплением и сопутствующими по-
вреждениями подшипников скольжения и
нарушением соосности валов сопряжен-
ных с редуктором механизмов [139].
Стрелками на кривой сигнала вибра-
ции помечены следующие один раз за
оборот зубчатого колеса ударные импуль-
сы, с амплитудой виброскорости, превы-
ДИАГНОСТИКА ЭКСПЛУАТАЦИОННЫХ ПОВРЕЖДЕНИЙ ЗУБЧАТЫХ КОЛЕС 657
Рис. 9.31. Временная реализация виброскорости (л) и спектр сигнала вибрации (б)
редуктора при поломке зуба одного из зубчатых колес
шающей 13 мм/с. Пик-фактор сигнала
достигает значения 4,7.
Спектр вибрации имеет все диагно-
стические признаки, присущие эксплуата-
ционному повреждению зубьев: гармо-
ические составляющие частоты вращения
колес kfri гармоники зубцовой частоты
(mfz), комбинационные частоты mfz ± nfr и
заметный уровень шумов. Помимо коле-
баний на вынужденных частотах в спек-
тре вибрации присутствует ярко выра-
женная реакция механической системы на
собственных частотах на воздействие пе-
риодической последовательности ударных
импульсов при попадании локального
дефекта в зону контакта. При сильных
локальных повреждениях зацепления типа
поломки зуба (зубьев) возникает нели-
нейное взаимодействие колебаний на вы-
нужденных частотах и собственной часто-
те зацепления fz с существенным подъе-
мом виброактивности в зонах комбинаци-
онных частот: fc±fz (рис. 9.32). Эти резо-
нансные зоны механизма, особенно при
анализе огибающих высокочастотной
вибрации, являются надежными постав-
щиками информации о зарождении и раз-
витии эксплуатационных повреждений
элементов зубчатых передач.
658
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.32. Спектры вибрации зубчатой передачи в нормальном состоянии
(нижняя кривая) и при наличии поломки зуба (верхняя кривая)
В связи с изложенным выше необхо-
димо отметить парадоксальность поведе-
ния спектральных характеристик вибро-
акустических сигналов при деградацион-
ных процессах контактирующих поверх-
ностей. Рост амплитуд гармонического
ряда зубцовых частот, как и рост общего
уровня вибраций при развитии деграда-
ционных процессов, наблюдается с нара-
боткой механизма лишь до определенного
времени, после чего уровни вибраций на
зубцовых и комбинационных частотах
начинают падать (рис. 9.33), а глубина
модуляции процесса в зоне гармоник зуб-
цовой частоты продолжает нарастать.
Немонотонность поведения спектров
вибрации со временем наработки и осо-
бенно уменьшение уровней вибрации на
Рис. 9.33. Спектры вибраций корпуса редуктора:
а - при нормальном состоянии; б - при поломке зубьев
ДИАГНОСТИКА ЭКСПЛУАТАЦИОННЫХ ПОВРЕЖДЕНИЙ ЗУБЧАТЫХ КОЛЕС 659
60
500,/, Гц
Рис. 9.34. Спектры вибрации подшипника редуктора и ее огибающей SA
в высокочастной области для редуктора в нормальном состоянии (а, £), редуктора
с дефектом ведущей шестерни (в, г), редуктора с дефектом зубчатой муфты
ведущего вала (д, е)
660
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
SA, дБ
Рис. 9.35. Изменение спектров амплитудной модуляции высокочастотной
вибрации (в окрестности f\ = 50 кГц) хвостового редуктора вертолета при
повреждении нескольких зубьев ведущего и ведомого колес:
а - норма; б - распределенный дефект
вынужденных частотах также должны
настораживать обслуживающий персонал,
как и резкий подъем уровней, поскольку
эти признаки говорят о подходе к аварий-
ному состоянию зубчатых механизмов.
Очевидно, что любые значительные изме-
нения уровней вибрации редуктора ука-
зывают на необходимость привлечения
дополнительных методов анализа сигна-
лов для установления физических причин
изменения виброактивности, т.е. неис-
правностей.
При одновременном развитии экс-
плуатационных повреждений в различных
узлах сложных механизмов методы диаг-
ностики должны быть комплексными с
использованием информации, содержа-
щейся в спектрах прямого вибросигнала и
в спектрах огибающих, однако предпоч-
тение следует отдавать информации, со-
держащейся в спектрах демодулирован-
ных высокочастотных колебаний за пре-
делами возбуждения основных вынуж-
денных частот и до 4-5 их кратных гар-
моник (рис. 9.34).
На рис. 9.34 приведены спектры виб-
рации и огибающей ее высокочастотной
составляющей, измеренной на опоре под-
шипника скольжения редуктора, для трех
вариантов технического состояния: (а) -
нормального; (б) - при повреждении шес-
терни редуктора; (в) - при повреждении
зубчатой соединительной муфты [9]. Раз-
витые дефекты зацепления диагностиру-
ются по росту амплитуд зубцовых состав-
ляющих с кратностью I = 1, 2, 3, ... спек-
тра вибрации. Дефекты зубчатого колеса
и зубчатой муфты диагностируются по
боковым составляющим lfz ± kfBV спектра
вибрации и по наличию в спектре оги-
бающей составляющих 4/вр поврежденно-
го колеса (и муфты, установленной на той
же оси). По виду спектральных картинок,
существенно различающихся для дефек-
тов шестерни и дефектов муфты, можно
предположить наличие фазовой модуля-
ции вибрации при дефекте муфты и нали-
чие амплитудной модуляции (ограничен-
ное число гармоник частот вращения) при
повреждении зубьев шестерни.
ОСОБЕННОСТИ ДИАГНОСТИРОВАНИЯ ПЛАНЕТАРНЫХ ЗУБЧАТЫХ ПЕРЕДАЧ 661
Рис. 9.36. Изменение спектров дважды демодулированного вибросигнала
(/i = 50 кГц,/2 = 4 кГц, А/ = 1/3 октавы) при переходе от нормального состояния
зацепления (а) к поврежденному состоянию зубьев ведущего и ведомого колес хвостового
редуктора вертолета (б)
Проблема идентификации различно-
го типа повреждений даже одной пары
зубчатых колес - непростая. Для ее реше-
ния необходимо привлекать различные
характеристики вироакустического сигна-
ла, с разных сторон описывающих изме-
нения в сигнале при появлении того или
иного дефекта. Так, при распознавании
локального и распределенного поврежде-
ний зубчатого зацепления сложного ре-
дукторного механизма хороший результат
дает использование метода каскадной
(двойной) демодуляции вибросигнала
[37].
На рис. 9.35 приведены спектры AM -
обычной амплитудной огибающей высо-
кочастотной (/] = 50 кГц, Д/'= 1/3 октавы)
вибрации хвостового редуктора вертолета
МИ-8 для нормального (а) состояния и
при повреждении нескольких зубьев шес-
терни и колеса редуктора (б).
На рис 9.36 приведены спектры АМ-
АМ дважды демодулированного вибро-
сигнала (/] = 50 кГц, f2 = 4 кГц, Д/= 1/3
октавы) с центральной частотой вторич-
ной каскадной демодуляции f2, совпа-
дающей с третьей гармоникой зубцовой
частоты зацепления, выбранной из сооб-
ражений удобства операций детектирова-
ния вибросигналов. Сравнение спектров
AM и АМ-АМ, приведенных на этих ри-
сунках, позволяет сделать заключение о
том, что спектры двойной демодуляции
гораздо информативнее спектров стан-
дартных амплитудных огибающих. Со-
вместное использование этих характери-
стик позволяет различить локальный и
распределенный дефекты зубчатых колес
при их одновременном развитии.
9.6. ОСОБЕННОСТИ
ДИАГНОСТИРОВАНИЯ
ПЛАНЕТАРНЫХ ЗУБЧАТЫХ
ПЕРЕДАЧ
Следует отметить, что опыт диагно-
стирования планетарных редукторов
крайне ограничен в связи с тем, что их
диагностика существенно сложнее, чем
диагностика переборных редукторов.
Конструктивные особенности планетар-
ной передачи в редукторе накладывают
определенный отпечаток не только на вид
662
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
движения зубчатых колес и, соответст-
венно, характер возбуждения колебаний в
редукторе, но и на характер распростра-
нения этих колебаний от источника воз-
никновения до точки корпусной конст-
рукции, где установлен датчик. Все это
определяет способы представления и ди-
агностического анализа колебаний плане-
тарного редуктора.
Каковы же особенности возбуждения
и анализа колебаний планетарного редук-
тора? Основной особенностью планетар-
ной передачи является циклическое про-
странственное перемещение точек прило-
жения сил в зацеплении относительно
неподвижного датчика вибрации, уста-
новленного на корпусе редуктора, что
создает дополнительную помеху в виде
балансной амплитудной модуляции [31],
проявляющейся в сложении двух ампли-
тудно-модулированных колебаний в про-
тивофазе с полной или частичной компен-
сацией несущей частоты. Таким образом,
фактические частоты возбуждения коле-
баний в планетарных передачах не совпа-
дают с частотами, воспринимаемыми виб-
родатчиками, связанными с неподвижной
системой координат.
При возникновении неисправности
контактирующих поверхностей типа ло-
кального износа возникает амплитудная
модуляция крутильных и поперечных ко-
лебаний с частотой вращения дефектного
колеса СО]. Суммарный сигнал, восприни-
маемый вибродатчиком, установленным
на корпусе переборного редуктора, в про-
стейшем случае состоит из трех компо-
нентов:
Цгер = Л C0S(®2Z + ф0 ) [1 + Л, COS(<0]Z + ф,)] =
= Д)СО8(С02/ + (р0) +
+ —!pcos[(«)2 - <Х>! )t + (Фо - Ф1)]+
+ r2yJ-cos[(a>2 +а>!У + (ф0 + ф])} (9.12)
Графически это изображено на рис.
9.37, а в виде спектра, представленного в
условных единицах.
Результирующий сигнал, восприни-
маемый вибродатчиком, установленным
на корпусе планетарного редуктора, для
того же локального дефекта контакти-
рующих поверхностей в простейшем слу-
чае состоит из девяти компонентов (рис.
9.37, 6) с частотами (со2 ± «ц) - для кру-
тильных колебаний и (со2 ± (щ ± со2) - для
поперечных колебаний.
Следует также иметь в виду, что раз-
личные формы колебаний: например, кру-
тильные и поперечные колебания колес в
планетарном редукторе имеют различные
частотные характеристики путей распро-
странения и подвержены различным ма-
тематическим преобразованиям. Если для
крутильных колебаний форма преобразо-
вания сигнала в основном определяется
выражением (9.12), как в переборном ре-
дукторе, то для поперечных колебаний
форма преобразования исходной инфор-
мации имеет вид балансной модуляции с
частотой со2 перемещения источника воз-
мущения в пространстве относительно
датчика, установленного на неподвижном
корпусе (рис. 9.37, в):
^пл - {^0 COS(C02/ + (p0)[l + А} СО8(ф1/4-ф1)]}Л2 COS((B2/ + ф2 ) =
= {eOs[(C02 - О>2 V + (Фо -92)]+COSk + °°2 У + (Фо + Ф2)]}+
А\А (9ЛЗ)
+ °4 2 -®1 )' + (фо -Ч>2 ~Ф1У + (фо +ф2 -Ф1)] +
+ C0S[((B2 + (В2 + ©! )/ + (ф0 +Ф2 +Ф0]}.
ОСОБЕННОСТИ ДИАГНОСТИРОВАНИЯ ПЛАНЕТАРНЫХ ЗУБЧАТЫХ ПЕРЕДАЧ 663
Рис. 9.37. Спектры вибраций корпуса переборного и планетарного
редукторов в окрестности зубцовой частоты при наличии локальных дефектов
контактирующих поверхностей:
а - для суммарных (крутильных и поперечных) колебаний переборной зубчатой передачи;
б - для суммарных (крутильных и поперечных) колебаний планетарной зубчатой передачи;
в - для поперечных колебаний планетарной передачи
Глубина паразитной балансной мо-
дуляции определяется взаимным про-
странственным расположением датчика и
источника колебаний; глубина модуляции
тем больше, чем ближе к источнику рас-
положен вибродатчик.
С учетом полигармонического харак-
тера модулирующего воздействия локаль-
ных дефектов с частотами Axoi и сложно-
сти кинематической схемы планетарного
ряда, содержащего т параллельных пото-
ков мощности, сигнал, воспринимаемый
вибродатчиком, установленным на корпу-
се планетарного редуктора, может содер-
жать следующие частотные компоненты:
coz, (coz ± Ах^) и (coz± Ахен ± 7<х>2), где k,l = 1,
2, 3, ... . При этом в спектре вибраций
подчеркиваются составляющие (coz± к<$\ ±
± 7ИСО2)-
Таким образом, в планетарном ре-
дукторе фактические частоты возбужде-
ния поперечных колебаний в подвижной
системе координат не совпадают с часто-
тами, воспринимаемыми датчиком, свя-
занным с неподвижной системой коорди-
нат. Это обстоятельство существенным
образом осложняет диагностирование
технического состояния элементов плане-
тарного редуктора по спектральным ха-
рактеристикам виброакустических про-
цессов. Спектры вибраций планетарного
редуктора специализированного транс-
портного средства, изображенного на
рис. 9.38, являются иллюстрацией зави-
симости глубины паразитной балансной
модуляции от расстояния до источника.
На спектре (рис. 9.38, 6) зубцовая
частота вообще отсутствует, зато четко
видны комбинационные частоты (4±Ував),
появляющиеся вследствие перемещения в
пространстве точек приложения сил с
частотой вращения водила /ъъл » 20 Гц.
Спектры (рис. 9.38, б, в) иллюстрируют
характер изменения структуры вынуж-
денных колебаний в зоне fz при замене
нормального узла редуктора на дефект-
ный, отработавший ресурс. При степени
износа зубьев, превышающей допустимый
предел, уровень составляющей fz сущест-
венно возрастает.
Анализ поведения спектра вибраций
планетарного редуктора позволяет сде-
лать вывод о том, что, варьируя полосу
анализа, можно получать различную ин-
формацию о техническом состоянии зуб-
чатой передачи.
Распределенные дефекты контакти-
рующих поверхностей типа износа всего
узла в целом, приводящие к ударному
664
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
Рис. 9.38. Фрагменты спектров вибрации нормально
работающего планетарного редуктора в зоне зубцовой частоты:
а - в удаленной от источника точке корпуса; б, в - в непосредственной близости от источника
при нормальном (б) и дефектном (в) состояниях одного из узлов соответственно
возмущению на зубцовых частотах с ши-
рокополосным модуляционным спектром,
можно диагностировать, формируя п-
мернь!й вектор диагностических призна-
ков из отсчетов клиппированного спектра
в окрестности (kfz ± Д/72), где - ширина
окна при клиппировании, в которую по-
падают основные модуляционные компо-
ненты.
Дефекты геометрии, нарушающие
равномерность вращения колес и приво-
дящие к росту уровня крутильной состав-
ляющей вибраций, диагностируют путем
формирования «-мерного вектора из ам-
плитуд гармоник fz с четкой настройкой
на эти частоты узкополосным фильтром
анализатора, не захватывающим боковых
модуляционных составляющих.
Локальные дефекты контактирую-
щих поверхностей диагностируют по рос-
ту модуляционных компонент попереч-
ных колебаний в окрестности "квазигар-
моник" зубцовой частоты Qtfz ± У^р.в), от-
стоящих от kfz на частоту вращения точек
приложения сил. Как указывалось выше,
этот метод не очень надежный, поэтому
при диагностировании локальных дефек-
тов контактирующих поверхностей следу-
ет обратиться к анализу поведения оги-
бающей амплитудно-импульсной моду-
ляции (АИМ) в окрестности собственной
частоты дефектного узла.
На рис. 9.39 изображены спектры
амплитудной огибающей вибрации IV
передачи планетарного редуктора специа-
лизированного транспортного средства на
собственной частоте системы fc = 8,0 кГц
в полосе А/= 1/3 октавы для двух состоя-
ний редуктора: 1 - нормальном; 2 - при
значительном износе зубьев бортовой пе-
редачи с зубцовой частотой fz = 52,5 Гц
[37].
При одновременном развитии ло-
кального и распределенного дефектов
зацепления планетарного редуктора в
спектре амплитудной огибающей высоко-
частотной вибрации в зоне резонанса
можно видеть наличие признаков обоих
дефектов: на частотах kfz - для распреде-
ленного дефекта и на частотах kfz ± nf^ -
для локального дефекта.
По спектрам двойной демодуляции
удается дифференцировать дефекты заце-
пления и дефекты подшипниковых узлов,
несмотря на нелинейное взаимодействие
их колебаний [37].
ВЫБОР ТОЧЕК КОНТРОЛЯ
665
Рис. 9.39. Спектры AM-огибающих узкополосной вибрации планетарного редуктора
транспортного средства в зоне высокочастотного резонанса (fc = 8,0 кГц; Д/= 1/3 октавы):
1 - норма; 2 - дефект бортовой передачи (износ зубьев); по оси ординат отложены
значения SA в вольтах; 1 В соответствует глубине модуляции, равной 1
Из материалов, приведенных в дан-
ной главе, следует, что разнообразие де-
фектов зубчатых механизмов и способов
их проявления в виброакустическом сиг-
нале породило разнообразие методов ди-
агностирования, базирующихся на фор-
мировании инвариантных диагностиче-
ских признаков. Тем не менее все методы
условно можно разделить на две группы:
методы диагностирования дефектов изго-
товления и монтажа и методы диагности-
рования эксплуатационных дефектов. Ос-
новное различие между ними можно
сформулировать следующим образом.
Если дефекты изготовления и монтажа
можно диагностировать по изменению
спектров вынужденных колебаний в низ-
кочастотном и среднечастотном диапазо-
нах, то дефекты эксплуатации с большим
успехом удается диагностировать по из-
менению модуляционных характеристик
вынужденных и собственных колебаний,
т.е. по спектрам огибающих: амплитудной
модуляции (AM), частотной (ЧМ) и ам-
плитудно-импульсной модуляции (АИМ)
вибрационных процессов.
9.7. ВЫБОР ТОЧЕК КОНТРОЛЯ,
ПЕРИОДИЧНОСТИ ИЗМЕРЕНИЙ,
РЕЖИМОВ РАБОТЫ ОБОРУДОВА-
НИЯ И ПОРОГОВЫХ ЗНАЧЕНИЙ
ДИАГНОСТИЧЕСКИХ ПРИЗНАКОВ
Колебательные процессы, возни-
кающие в зубчатом зацеплении при нор-
мальном функционированиии редуктора и
при наличии дефектов, передаются на
корпус, где установлены вибродатчики,
через подшипниковые опоры. Поэтому
точки контроля виброактивности редук-
тора рекомендуется выбирать на корпус-
ных конструкциях подшипниковых узлов.
При использовании одного вибродатчика
предпочтительным направлением измере-
ния вибрации одноступенчатого редукто-
ра с прямозубыми колесами является на-
правление, совпадающее с направлением
линии зацепления N\N2 (см. рис. 9.2, 9.20).
Однако, даже в этом случае для учета раз-
личных факторов, влияющих на работо-
способность редуктора в составе сложно-
го машинного агрегата (перекос или боко-
вое смещение осей, изгиб вала, дефекты
муфты и др.), желательна установка трех-
666
Глава 9. ВИБРОДИАГНОСТИКА ЗУБЧАТЫХ ПЕРЕДАЧ
компонентного датчика для измерения
радиальной вибрации в двух взаимно-
перпендикулярных направлениях (верти-
кальном и горизонтальном) и в осевом
направлении. Это тем более необходимо
при проведении диагностических испыта-
ний сложных переборных или планетар-
ных редукторов с косозубым зацеплени-
ем, конических, червячных и других пе-
редач, где действует несколько векто-
ров сил.
Проблемы, связанные с выбором ти-
па и ориентации вибродатчиков при ми-
нимизации их количества, возникают в
многоступенчатых редукторах, в которых
оси зубчатых колес не только разнесены в
пространстве, но и находятся в разных
плоскостях. В этом случае рекомендуется
устанавливать датчики с учетом требова-
ний отраслевых стандартов и методиче-
ских указаний, т.е. на каждой опоре в
двух радиальных направлениях (верти-
кальном и горизонтальном) и осевом. Ес-
ли по каким-либо причинам это требова-
ние невыполнимо, то датчики нужно ус-
танавливать в точках, наиболее прибли-
женных к источникам возбуждения виб-
рации в ’’слабых” узлах, таким образом,
чтобы высокочастотная вибрация доходи-
ла до них с минимальными потерями. Это
необходимо для диагностики редуктора
по спектру огибающей.
Для минимизации ошибок диагно-
стирования локальных повреждений ре-
дуктора по спектру огибающей полосу
частот для детектирования рекомендуется
выбирать за пределами зубцовых частот.
В [66] рекомендуется ориентироваться на
диапазон частот выше пятой гармоники,
максимальной из зубцовых частот редук-
тора.
Периодичность диагностических из-
мерений обычно определяется пользова-
телем, исходя из имеющейся у него ин-
формации о скоростях развития дефектов
от момента обнаружения (слабый дефект)
до предаварийного состояния.
Опыт диагностирования редуктора
показывает, что скорость развития дефек-
тов зависит от конструктивных факторов,
наличия в нем дефектов изготовления и
сборки, условий эксплуатации, особенно
от количества пусков и скачков нагрузки в
межремонтный период. Однако в боль-
шинстве случаев скорость развития экс-
плуатационных повреждений подшипни-
ковых узлов выше скорости развития де-
фектов зубчатых колес, поэтому перио-
дичность измерений должна определяться
состоянием и скоростью развития дефек-
тов подшипников. Рекомендуемым интер-
валом между измерениями можно считать
интервал от одного до трех месяцев [9].
Основной рекомендацией по выбору
режима работы редуктора при диагности-
ровании является обеспечение одной и
той же скорости вращения входного вала
во время каждого из периодических изме-
рений вибраций с точностью до 10 % и
одной и той же величины нагрузки с точ-
ностью не хуже 20 %. При этом стабиль-
ность частоты вращения должна быть не
хуже 1 %.
Нагрузка должна быть номинальной,
соответствующей эксплуатационному ре-
жиму. Дефекты целесообразно разделить
на три категории: слабые - ’’Incipient” (У),
средние - ’’Medium” (М) и сильные -
’’Strong” (5).
Все пороговые значения диагности-
румых параметров задаются пользовате-
лем, а соответствующие им пороги диаг-
ностических признаков - диагностом по-
сле проведения предварительных обу-
чающих диагностических экспериментов.
Однако предыдущий опыт диагностиро-
вания редукторов позволяет рекомендо-
вать величину порога для обнаружения
сильного дефекта по узкополосному спек-
тру вибрации - 20 дБ над средним уров-
нем соответствующей составляющей
ВЫБОР ТОЧЕК КОНТРОЛЯ
667
спектра вибрации редуктора, находящего-
ся в нормальном состоянии. Рекомендуе-
мое значение порога среднего дефекта в
два раза меньше и составляет 10 дБ.
При диагностике редукторов по
спектру огибающей вибрации также за-
даются три пороговых значения для каж-
дого дефекта, за исключением дефектов
смазки подшипников, для которых зада-
ются пороги сильного и среднего дефек-
тов. Пороги определяются в величинах
(процентах) глубины модуляции: 20 % -
для сильного дефекта, 10 % - для средне-
го. Для дефектов смазки пороги опреде-
ляются в дБ: для сильного и среднего
значений соответственно 20 и 10 дБ.
Для установления величин порогов
других типов диагностических признаков
необходимо проведение обучающих экс-
периментов с моделированием диагности-
руемых неисправностей на математиче-
ских или натурных объектах.
Глава 10
ВИБРОДИАГНОСТИКА НАСОСОВ
В промышленности используются
различные виды насосов, в том числе ло-
пастные (центробежные, осевые, вихре-
вые), объемные (поршневые, винтовые,
шестеренчатые и т.п.) и струйные. В их
вибрацию свой вклад вносят колебатель-
ные силы механического и гидродинами-
ческого происхождения, особенности фор-
мирования которых в значительной мере
определяют техническое состояние как
отдельных узлов, так и насосов в целом.
На вибрацию лопастных насосов в
равной мере влияют источники колеба-
тельных сил механического и гидродина-
мического происхождения. Существен-
ную информацию о состоянии рабочих
колес и проточной части насоса можно
получить, измеряя пульсации давления в
перекачиваемой жидкости или вибрацию
стенок насоса и трубопроводов, возбуж-
даемую этими пульсациями. В виброаку-
стической диагностике насосов чаще ис-
пользуются методы, основанные на ана-
лизе вибрации, а не гидродинамического
шума, из-за простоты ее измерения.
Вибрация объемных насосов в наи-
большей степени определяется механиче-
скими причинами, поэтому в этих насосах
в первую очередь контролируется состоя-
ние механических узлов. Методы вибра-
ционной диагностики последних, в том
числе и узлов возвратно-поступательного
действия, изложены в других разделах
настоящей публикации.
Вибрация струйных насосов, в ос-
новном, определяется колебательными
силами гидродинамического происхожде-
ния, однако эти силы в существенной сте-
пени зависят от конструктивных особен-
ностей насоса. Именно из-за такой зави-
симости единых подходов к вибрацион-
ной диагностике струйных насосов пока
не существует.
I Основными _ гидродинамическими
источниками вибрации в лопастных насо-
| сах являются вихреобразование при обте-
кании потоком различных элементов насо-
\ са, неоднородность потока, турбулентные
I пульсации давления в потоке, а также газо-
! вая и паровая кавитация жидкости [25].
Причиной вихреобразования являет-
ся срыв вихрей за обтекаемым жидкостью
телом, в частности за лопастями рабочего
колеса. Срыв вихрей может быть регуляр-
ным, и тогда пульсации давления в жид-
кости шиёют узкий частотный диапазон,
т.е. вибрацйТнасоса из-за вихреобразова-
ния сосредоточена в узкой полосе частот
и по форме напоминает резонансные ко-
лебания, возбуждаемые широкополосны-
ми колебательными силами.. На практике
условия обтекания потоком лопастей ра-
бочего колеса существенно различаются
как у разных лопастей, так и при различ-
ных пространственных координатах мест
отрыва вихрей, поэтому вибрация насоса
при вихреобразовании в большинстве
случаев является широкополосным слу-
чайным процессом.
Причиной неоднородности потока
могут быть либо кромочные следы при
обтекании неподвижных частей насоса, в
том числе направляющего аппарата, либо
отсутствие угловой симметрии градиента
скорости потока в плоскости рабочего
колеса, например, вследствие изгиба тру-
бопровода на его входе. Лопасти рабочего
колеса, взаимодействуя с неоднородным
потоком, испытывают импульсные на-
грузки, что приводит к появлению или
росту вибрации насоса на лопастной час-
тоте /я = хл/вр , где /вр - частота враще-
ния рабочего колеса; - число лопастей
рабочего колеса, и ее высших гармониках.
Уровень гидродинамического шума и виб-
ВИБРОДИАГНОСТИКА НАСОСОВ
669
рации корпуса насоса на лопастных час-
тотах из-за неоднородности потока про-
порционален 2-3 степени окружной ско-
рости внешних кромок лопастей рабочего
колеса.
Турбулентные пульсации давления
возникают в пристеночном слое потока
из-за высокого градиента скорости жид-
кости в радиальном направлении к пото-
ку. Результирующий гидродинамический
шум и возбуждаемая им высокочастотная
вибрация стенок насоса или трубопровода
являются случайными стационарными
процессами. Большого вклада в гидроди-
намический шум насоса турбулентные
пульсации давления в пристеночном слое
не дают, однако, их вклад в высокочас-
тотную вибрацию стенок весьма значите-
лен. При этом большая часть возбуждае-
мых высокочастотных компонент шума и
вибрации является соответственно псев-
дошумом и псевдовибрацией, т.е. они не
дают вклада в энергию звуковой волны,
распространяющейся соответственно по
потоку и по стенкам насоса или трубопро-
вода [9, 16]. Амплитуды и фазы локаль-
ных пульсаций давления или вибросме-
щений в близлежащих точках (на рас-
стояниях много меньше длины волны)
являются случайными, поэтому такие ко-
лебания, интегрируясь по пространствен-
ным координатам, дают нулевую резуль-
тирующую компоненту. Измерить псев-
дошум или псевдовибрацию можно толь-
ко измерительными преобразователями
малых габаритов, причем результаты этих
измерений могут быть весьма информа-
тивны в диагностическом аспекте.
Кавитация жидкости возникает в зо-
нах повышенной скорости потока при
снижении давления до порогового значе-
ния, определяемого давлением насыщен-
ного пара. Кавитация имеет две основные
составляющие - газовую, когда процесс
схлопывания пузырька с газовым ядром
носит резонансный характер, и паровую,
когда схлопывание происходит мгновенно
в виде гидравлического удара. В первом
случае возникают широкополосные пуль-
сации давления в частотном диапазоне
~1 ... 10 кГц, во втором ~5 ... 50 кГц. На-
чальные формы кавитации в лопастных
насосах имеют три основные формы, а
именно: пузырьковую, профильную и
вихревую. Пузырьковая форма обычно
развивается около тел с плавными обво-
дами, профильная - на обтекаемых по-
верхностях лопастей, а вихревая - в ядрах
вихрей, образующихся, в первую очередь,
на свободных концах лопастей осевых
насосов. Ранние стадии кавитации обычно
проявляются в виде пульсаций давления
на более высоких частотах и имеют более
сильную зависимость от окружной скоро-
сти рабочего колеса, чем развитая кавита-
ция. Уровень высокочастотной вибрации,
возбуждаемой ранними стадиями кавита-
ции, в центробежных насосах пропорцио-
нален 6-7 степени, а в осевых насосах
10-15 степени окружной скорости рабоче-
го колеса. При развитой кавитации эта
зависимость снижается до 3 степени в
центробежных и до 4-5 степени в осевых
насосах [121].
Кроме указанных причин возникно-
вения гидродинамического шума и воз-
буждаемой им вибрации, в лопастных
насосах могут быть и другие их источни-
ки. Так, например, лопасти насосов, осо-
бенно осевых, могут возбуждаться в пото-
ке на резонансных частотах, лежащих
обычно в диапазоне 500 ... 2000 Гц. При
таком возбуждении отдельные лопасти
начинают "петь” на определенной часто-
те, которая определяется их конструктив-
ными особенностями и техническим
состоянием [25]. Достаточно часто насосы
имеют гидродинамическую неуравнове-
шенность, которая определяется радиаль-
ной несимметрией нагрузок, действую-
щих на обтекаемую поверхность каждой
лопасти. Гидродинамическая неуравно-
вешенность может возникать и из-за де-
фектов отдельных лопастей, и из-за изно-
са подшипников, приводящего к бою ра-
бочего колеса. В результате растет вибра-
670
Глава 10. ВИБРОДИАГНОСТИКА НАСОСОВ
ция насоса на частоте вращения рабочего
колеса, борьба с которой резко усложня-
ется. Несимметрия нагрузок на разные
лопасти приводит и к другому эффекту -
пульсациям давления жидкости с часто-
той рабочего колеса в направлении дви-
жения потока, а во многих случаях, и к
пульсациям скорости потока. Наконец,
нагрузка на рабочее колесо насоса со сто-
роны приводного двигателя включает в
себя не только постоянный, но и пульси-
рующие моменты. Последние также яв-
ляются источником пульсации давления и
скорости потока на выходе насоса. Ос-
новной причиной появления пульсирую-
щих моментов на выходе приводных элек-
тродвигателей является снижение качества
питающей электрической сети [3].
Основная особенность гидродинами-
ческого шума объемных насосов опреде-
ляется импульсной подачей жидкости в
выходной трубопровод, которая сопрово-
ждается периодическими гидравлически-
ми ударами. Спектр пульсаций давления в
направлении потока имеет много гармо-
ник, кратных основной частоте ударов,
поэтому возможно появление резонанс-
ных колебаний объема (столба) жидкости
в выходном трубопроводе. Резонансная
частота колебаний столба жидкости мо-
жет быть определена как^р = с/2й, где с -
скорость распространения звука в жидко-
сти; h - высота столба жидкости. Эти ко-
лебания возбуждают вибрацию насоса и
трубопроводов, которая в некоторых си-
туациях может быть больше составляю-
щих вибрации другой природы.
На результативность вибрационного
мониторинга и диагностики насосов су-
щественное влияние оказывает выбор то-
чек и направлений измерения вибрации. В
соответствии с действующими стандарта-
ми вибрационного мониторинга измере-
ния вибрации рекомендуется проводить
на подшипниковых узлах в двух радиаль-
ных к оси вращения направлениях (верти-
кальном и горизонтальном). Для диагно-
стики может использоваться лишь одно из
них, преимущественно вертикальное.
Кроме измерения вибрации на опорах
вращения, для раннего обнаружения де-
фектов рабочих колес и проточной части
насоса рекомендуется проводить измере-
ния еще в одной точке на корпусе насоса,
в радиальном к потоку жидкости направ-
лении, в том месте, где скорость потока
максимальна. А для глубоких диагности-
ческих исследований рекомендуется до-
полнительно измерять вибрацию на кор-
пусе входного и выходного трубопрово-
дов также в радиальном направлении [9].
На рис. 10.1 показаны основные точ-
ки контроля вибрации центробежного
насоса, а на рис. 10.2 - осевого насоса.
Следует также отметить, что диагностика
насосов с подшипниковыми узлами,
встроенными в корпус насоса, резко ус-
ложняется, так как высокочастотная виб-
рация подшипникового узла может опре-
деляться не силами трения в подшипни-
ках, а гидродинамическими пульсациями
давления в потоке перекачиваемой жид-
кости.
Особенностью осевых насосов явля-
ется то, что диагностика подшипниковых
узлов, встроенных в направляющий (вы-
прямляющий) аппарат или в трубопровод,
по высокочастотной вибрации возможна
только при стационарной установке изме-
рительного преобразователя на подшип-
никовый узел с выводом линии связи в
доступные для снятия информации точки.
Основной диагностической задачей
вибрационного мониторинга насосов яв-
ляется идентификация причин роста низ-
кочастотной вибрации (до 1000 Гц) в слу-
чае его обнаружения в процессе проведе-
ния периодических измерений вибрации.
Из эксплуатационных дефектов рабочего
колеса и проточной части насоса к росту
низкочастотной вибрации могут привести
гидродинамическая неуравновешенность
рабочего колеса, неоднородность потока и
появление кавитации. Кроме этого, из-за
износа подшипников могут возникнуть
автоколебания ротора с рабочим колесом
в потоке перекачиваемой жидкости или
бой вала с рабочим колесом.
ВИБРОДИАГНОСТИКА НАСОСОВ
671
Рис. 10.1. Точки и направления контроля
вибрации на подшипниковых узлах и корпусе центробежного насоса
Наиболее сложно обнаруживается
гидродинамическая неуравновешенность
ротора, увеличивающая вибрацию насоса
на частоте его вращения. Из признаков ее
появления можно выделить следующие:
• рост вибрации насоса на частоте
вращения с ростом давления жидкости на
выходе;
• появление признаков дефекта од-
ной из лопастей рабочего колеса;
• появление в выходном трубопрово-
де пульсаций давления жидкости и скоро-
сти потока с частотой вращения рабочего
колеса.
Рост вибрации насоса на частоте
вращения одновременно с ростом давле-
ния (нагрузки) наблюдается не только при
гидродинамической неуравновешенности
рабочего колеса, но и при некоторых де-
фектах соединительной муфты (кардана)
Рис. 10.2. Точки и направления контроля вибрации на корпусе осевого насоса
672
Глава 10. ВИБРОДИАГНОСТИКА НАСОСОВ
5, дБ
Sx9 ДБ 5л,дБ
Рис. 10.3. Спектры вибрации (а, в) и огибающей ее высокочастотных
компонентов (б9 г), измеренные на корпусе и выходном трубопроводе центробежного насоса
с гидродинамической неуравновешенностью рабочего колеса
или приводного электродвигателя. До-
полнительным признаком гидродинами-
ческой неуравновешенности может быть
преимущественный рост вибрации на час-
тоте вращения рабочего колеса, а не на ее
гармониках.
Появление признаков дефектов от-
дельных лопастей, заключающихся, во
первых, в амплитудной модуляции лопа-
стной составляющей вибрации частотой
вращения рабочего колеса / , а во-вто-
рых, в росте гармонических составляю-
щих с частотами kfBp в спектре огибаю-
щей высокочастотной вибрации корпуса
насоса, может свидетельствовать не толь-
ко о наличии гидродинамической неурав-
новешенности ротора. Таким же образом
проявляют себя и начальные формы про-
фильной кавитации в центробежных насо-
сах и вихревой кавитации в осевых насо-
сах. Поэтому для уточнения вида дефекта
можно рекомендовать повторить измере-
ния при повышенном давлении жидкости
на выходе насоса, для чего частично пере-
крыть выходную заслонку насоса или ог-
раничить количество потребителей пере-
качиваемой жидкости.
При отсутствии кавитации перекачи-
ваемой жидкости оценивать появление и
величину гидродинамической неуравно-
вешенности рабочего колеса лучше всего
по величине пульсации давления или ско-
рости потока на выходе насоса. Простей-
шим способом измерения скорости пуль-
саций можно считать анализ спектров
огибающей высокочастотной вибрации
линейного участка выходного трубопро-
вода, амплитудная модуляция которой
пропорциональна относительной величи-
не пульсаций скорости потока [154].
На рис. 10.3 приведен пример спек-
тров вибрации Sx и ее огибающей SA, из-
меренных на корпусе и выходном трубо-
проводе центробежного насоса, имеюще-
го гидродинамическую неуравновешен-
ность рабочего колеса.
Рост вибрации насоса на лопастных
частотах чаще всего является следствием
ВИБРОДИАГНОСТИКА НАСОСОВ
673
Рис. 10.4. Спектры вибрации (а) и огибающей ее высокочастотных
компонентов (б), измеренные на насосах без дефектов (7), с боем рабочего колеса (II) и
с локальной зоной кавитации из-за статического эксцентриситета зазора между колесом и
корпусом (III)
а)
неоднородности потока на входе рабочего
колеса. Причиной неоднородности потока
может являться наличие неподвижных
обтекаемых потоком элементов на входе
насоса, в частности элементов направ-
ляющего аппарата. Но неоднородность
потока может определяться и наличием
локальной зоны кавитации в плоскости
рабочего колеса. Одной из причин появ-
ления такой зоны может быть малая вели-
чина зазора между внутренней стенкой
корпуса и торцевыми поверхностями ло-
пастей из-за несовпадения оси вращения
рабочего колеса с центральной осью кор-
пуса насоса (статистический эксцентриси-
тет зазора). Другой причиной может быть
износ (каверна) на внутренней стенке
корпуса насоса в плоскости вращения ра-
бочего колеса или перед ней.
Как правило, зона локальной кавита-
ции меняет свои размеры при входе и вы-
22 - 701
ходе из нее лопасти рабочего колеса, и эти
изменения индивидуальны для каждой
лопасти, имеющей свои особенности об-
текаемой поверхности, определяемые
технологическими допусками на изготов-
ление или разной степенью износа. По-
этому скачки сил давления на лопасти
зависят от того, какая лопасть попадает в
зону локальной кавитации. В результате
лопастная вибрация насоса приобретает
амплитудную модуляцию, т.е. в спектре
вибрации насоса у лопастной вибрации
появляются боковые составляющие с час-
тотами кг/л ± к2/ър, где /л - лопастная
частота; f3p - частота вращения. Естест-
венно, что и при бое рабочего колеса на-
соса возникает модуляция лопастной виб-
рации той же частотой fBp, но боковых
составляющих у лопастной вибрации при
бое колеса всего две, а их величина суще-
ственно меньше. Дополнительно в спек-
674
Глава 10. ВИБРО ДИАГНОСТИКА НАСОСОВ
S, дБ SA, дБ
500 1000 f, Гц 0 100 200 300 400 500 600 700/, Гц
а) б)
Рис. 10.5. Автоспектр (а) и спектр
огибающей (0) вибрации насоса в режиме автоколебаний
тре огибающей высокочастотной вибра-
ции насоса при появлении неподвижной
локальной зоны кавитации кроме модули-
рованных лопастных составляющих с час-
тотами кх/л±к2/^ появляются и состав-
ляющие с частотами kf^ . В автоспектре
вибрации насоса этот ряд составляющих
присутствует практически всегда и его
причиной обычно является статическая
или динамическая расцентровка насоса и
двигателя.
В качестве примера на рис. 10.4 при-
ведены спектры вибрации и огибающей ее
высокочастотных компонентов, измерен-
ные на насосах без дефектов, с боем рабо-
чего колеса и с локальной зоной кавита-
ции.
Низкочастотная вибрация насоса
может вырасти и из-за появления автоко-
лебаний вала с рабочим колесом. Величи-
на автоколебаний растет по мере роста
зазора в подшипниках и несимметрии
гидродинамических свойств рабочего ко-
леса из-за их износа. Частота обнаружи-
ваемых автоколебаний обычно падает по
мере увеличения зазора в подшипниках и
роста несимметрии рабочего колеса от
значений порядка 0,8/вр до значений по-
рядка 0,34р. Достаточно часто автоколе-
бания синхронизируются по частоте коле-
бательными силами, действующими на
ротор с рабочим колесом. Поэтому по
мере развития дефектов в насосах с под-
шипниками качения частота автоколеба-
ний ротора может совпадать с частотами
2/с или/вр/2, или Ус, где Ус - частота враще-
ния сепаратора, а в насосах с подшипни-
ками скольжения - с частотами 4р/2 или
Увр/3. Для устранения автоколебаний необ-
ходимо уменьшить зазор в ближайшем к
рабочему колесу подшипнике и улучшить
симметрию гидродинамического сопро-
тивления лопастей рабочего колеса. В
некоторых случаях, регулируя подачу
смазки в подшипники скольжения насоса,
автоколебания можно свести к минимуму.
На рис. 10.5 приведен типовой авто-
спектр и спектр огибающей высокочас-
тотных компонентов вибрации, измерен-
ной на корпусе центробежного насоса со
скоростью вращения 3000 мин-1, рабо-
тающего в режиме автоколебаний рабоче-
го колеса.
Кроме диагностики насосов в про-
цессе эксплуатации диагностические из-
мерения и анализ вибрации насосов часто
выполняются в рамках выходного кон-
троля качества их монтажа на месте экс-
плуатации. Естественно, что основной
целью такого контроля является обнару-
жение случаев перегрузки подшипников в
результате статической или динамической
несоосности валов двигателя и насоса,
смещения валов в осевом направлении
(осевые перегрузки) или перекосов под-
шипников. Но не менее важной задачей
может быть обнаружение очагов кавита-
ции в насосе. Для решения последней за-
дачи измеряются спектры огибающей вы-
сокочастотной вибрации в трех точках -
на входном трубопроводе, корпусе насоса
и выходном трубопроводе. На рис. 10.6
ВИБРОДИАГНОСТИКА НАСОСОВ
675
SA, дБ SA, дБ
SA, дБ SA, дБ
SA, дБ SA, дБ
100 200 300 f, Гц 100 200 300 f, Гц
а) б)
Рис. 10.6. Спектры огибающей высокочастотной вибрации насоса
с локальной кавитацией в зоне рабочего колеса, насоса с начальной формой кавитации
во входном трубопроводе и насоса с развитой кавитацией жидкости в трубопроводах и
корпусе, измеренные на входном трубопроводе (а) и корпусе (б)
приведены спектры огибающей вибрации
насосов с локальной кавитацией, началь-
ной формой кавитации и с развитой кави-
тацией жидкости.
Контроль за появлением очагов ка-
витации в насосе и трубопроводах позво-
ляет наиболее эффективно управлять ре-
жимами работы насоса.
В режиме превентивной диагностики
в лопастных насосах чаще всего ведется
наблюдение за появлением и развитием
основных дефектов подшипников, соеди-
нительных муфт, вала с рабочим колесом
и уплотнений. Выбор технологии диагно-
стики в основном зависит от доступности
точек контроля высокочастотной вибра-
ции подшипников. Если подшипниковые
узлы вынесены из корпуса насоса и высо-
кочастотная вибрация гидродинамическо-
го происхождения в точках контроля на
подшипниковых узлах не превосходит
высокочастотную вибрацию, возбуждае-
мую силами трения в подшипниках, ран-
нее обнаружение дефектов основных уз-
лов насоса производится по высокочас-
тотной вибрации, а периодичность диаг-
ностирования насосов без сильных и
средних дефектов составляет 3-6 месяцев.
Если подшипниковые узлы встроены в
корпус насоса, их диагностика по высоко-
частотной вибрации оказывается малоэф-
фективной. Тогда технология превентив-
ной диагностики строится на обнаруже-
нии и отслеживании роста развитых де-
фектов по низкочастотной и среднечас-
тотной вибрации, а периодичность диаг-
ностирования насосов до момента обна-
ружения развитых дефектов снижается до
1-2 месяцев. Обе технологии превентив-
ной вибрационной диагностики состояния
насосов по вибрации (кроме состояния
уплотнений, которое обычно контролиру-
22*
676
Глава 10. ВИБРОДИАГНОСТИКА НАСОСОВ
ется визуально, по утечкам жидкости)
ориентированы на обнаружение и кон-
троль за развитием дефектов следующих
узлов:
- подшипников качения (перегрузка,
износ, раковины, трещины и состояние
смазки);
- подшипников скольжения (пере-
грузка, износ, состояние смазки);
- вала с рабочим колесом и соедини-
тельной муфтой (статистическая и дина-
мическая несоосность, автоколебания, ме-
ханическая и гидродинамическая неурав-
новешенность);
- рабочего колеса (дефекты отдель-
ных лопастей, бой);
- потока жидкости (повышенная не-
однородность потока, кавитация).
Основные вибродиагностические приз-
наки дефектов вала с рабочим колесом и
соединительной муфтой, дефектов рабо-
чего колеса и его отдельных лопастей, а
также нарушений режимов протекания
потока жидкости сведены в табл. 10.1.
10.1. Диагностические признаки дефектов лопастных насосов
Название Автоспектр Спектр огибающей Примечание
Неуравновешенность рабочего колеса /вр - рост амплиту- ды; А4Р - нет роста амплитуд Механическая неурав- новешенность - нет модуляции; гидроди- намическая неуравно- вешенность - модуля- Ция/Вр На выходном трубопроводе без кавитации
Несоосность валов (бой вала) kfw - рост амплитуд Модуляция 44р На опорах вра- щения
Автоколебания kfA - рост амплитуд Модуляция kfA На корпусе
Бой рабочего коле- са klf,, ±/вр - модуляция Модуляция к^л ± На корпусе
Дефекты лопастей к^ ± /вр - модуля- ция Модуляция £/вр или 4/вр и k(fi ± &з/^р На корпусе
Повышенная неод- нородность потока kfn - рост амплитуд Случайная НЧ моду- ляция На корпусе
ВИБРОДИАГНОСТИКА НАСОСОВ
677
Продолжение табл. 10.1
Название Автоспектр Спектр огибающей Примечание
Начальные формы кавитации - k\fn - модуляция Только на кор- пусе, на тру- бопроводе - нет
Развитая кавитация k\fn, kxfn ± kzfBp; ВЧ - рост амплитуд - модуляция Корпус, тру- бопровод
Условные обозначения: ВЧ - высокочастотная вибрация; НЧ - низкочастотная вибра-
ция (модуляция); - частота вращения насоса; fn = £л - лопастная частота; /д - частота
автоколебаний рабочего колеса; зл — число лопастей рабочего колеса.
Дефект в виде статической несо-
осности валов двигателя и насоса
возникает из-за ошибок при установке
насосного агрегата на фундамент и
приводит к росту нагрузки на опоры
вращения, а также росту вибрации опор на
частотах 44р- Но этот дефект практически
не изменяет колебательные силы и
вибрацию гидродинамического происхож-
дения. Динамическая несоосность обычно
является следствием дефектов изготов-
ления, монтажа или износа соедини-
тельных муфт и может влиять на коле-
бательные силы гидродинамического про-
исхождения в основном при увеличенных
зазорах в подшипниках. Это влияние чаще
всего проявляется как бой рабочего колеса
(см. рис. 10.4).
Дефекты отдельных лопастей приво-
дят, во-первых, к росту гидродинамиче-
ской неуравновешенности рабочего колеса,
а во-вторых, к повышенной турбулентно-
сти потока в зоне дефектной лопасти,
вплоть до появления локальной кавитации
жидкости вокруг лопасти. Поскольку лопа-
сти вращаются с частотой зона повы-
шенной турбулентности или локальной
кавитации также вращается, а пульсации
давления жидкости у стенки насоса моду-
лируются по амплитуде частотами 44Р-
Турбулентный поток вокруг дефектной
лопасти может образовать затухающий
след, а все последующие лопасти, взаимо-
действуя со следом, испытывают импульс-
ную нагрузку, которая снижается по вели-
чине для каждой последующей лопасти. В
результате может расти низкочастотная
вибрация насоса на лопастной частоте и ее
гармониках, причем эта вибрация будет
модулирована по амплитуде частотами
44р- Амплитудную модуляцию будет
иметь и высокочастотная вибрация насо-
са, и прежде всего частотой вращения
лопасти (рабочего колеса) и ее гармони-
ками 44р- Кроме того, возможна дополни-
тельная модуляция высокочастотной вибра-
ции частотами 44- Пример спектра вибра-
ции насоса с дефектом лопасти и спектра
678
Глава 10. ВИБРО ДИАГНОСТИКА НАСОСОВ
5,дБ
100 ~
90
80-
70-
60-1
^,ДЕ
200 400 600 / Гц
100 200 300 /Гц
Рис 10.7. Автоспектр и спектр огибающей высокочастотной вибрации
насоса с дефектом лопасти рабочего колеса
огибающей ее высокочастотных компо-
нентов приведен на рис. 10.7.
Повышенная неоднородность потока
приводит не только к росту вибрации на-
соса на лопастной частоте и ее гармони-
ках, но во многих случаях и к модуляции
высокочастотной вибрации низкочастот-
ным случайным процессом. Пример такой
модуляции приведен на рис. 10.8, где по-
казан спектр огибающей высокочастотной
вибрации насоса с повышенной неодно-
родностью турбулентного потока.
Диагностические признаки дефектов
подшипников качения и скольжения рас-
сматриваются в соответствующих разде-
лах настоящей публикации. Следует, од-
нако, отметить, что из-за особенностей
вращения рабочего колеса в потоке жидко-
сти, в некоторых видах насосов могут по-
являться вращающиеся и изменяющиеся по
величине нагрузки на подЩипники качения,
которые существенным образом изменяют
подшипниковую вибрацию и диагности-
ческие признаки отдельных дефектов.
При разработке технологии диагно-
стирования насосов, как и любых других
объектов, решаются задачи оптимизации
используемых диагностических призна-
ков, выбора диагностических параметров
и средств их измерения, минимизации
точек контроля и определения алгоритмов
построения пороговых значений. В виб-
рационной диагностике насосов наиболь-
шего результата достигают технологии,
$а> дБ
500
1000
Рис. 10.8. Спектр огибающей высокочастотной вибрации корпуса насоса
при повышенной неоднородности потока
ВИБРОДИАГНОСТИКА НАСОСОВ 679
использующие групповые алгоритмы по-
строения порогов для каждого из диагно-
стических параметров. Для решения прак-
тических задач в первом приближении
при построении групповых порогов мож-
но ограничиться результатом однократ-
ных измерений каждого диагностического
параметра у 10-15 одинаковых насосов,
работающих в близких режимах. При
меньшем количестве одинаковых насосов,
но не менее 4-5, можно использовать ре-
зультаты периодических измерений диаг-
ностических параметров, выполненных
при разных внешних условиях с интерва-
лами между измерениями не менее 2-3
месяцев. Алгоритмы определения порого-
вых значений, если они не регламентиро-
ваны руководящими документами, можно
строить в соответствии с правилами, опи-
санными в разделах по анализу вибрации.
Глава 11
ВИБРОДИАГНОСТИКА
ТУРБИН И КОМПРЕССОРОВ
Колебательные силы аэродинамиче-
ского происхождения в машинах с воз-
душной, газовой или паровой средой, как
правило, являются следствием либо тур-
булентности потока, либо взаимодействия
движущихся элементов машины с неод-
нородным потоком. Неоднородность по-
тока в свою очередь может быть следст-
вием его турбулентности. Турбулентный
поток является интенсивным источником
пульсаций давления в газовой среде и по-
рождаемого этими пульсациями шумово-
го излучения. Шум ограниченного в про-
странстве потока, например потока внут-
ри турбины (компрессора) или паропро-
вода (воздуховода), возбуждает вибрацию
стенок, интенсивность которой на низких
и средних частотах невелика и не опреде-
ляет вибрацию машины в целом. Исклю-
чение может составлять высокочастотная
вибрация машины и вибрация на резо-
нансных частотах, возбуждаемая широко-
полосными колебательными силами, дей-
ствующими на внутренние поверхности
стенок корпуса и паропровода (воздухо-
вода).
Следует отметить, что и в тех случа-
ях, когда составляющие вибрации аэроди-
намического происхождения в машинах с
газовой (паровой) средой не определяют
вибрацию машины в целом, они могут
нести в себе важную диагностическую
информацию как об особенностях потока,
так и о состоянии взаимодействующих с
ним элементов.
В промышленности используют сис-
темы подачи (отбора) газа с разной степе-
нью сжатия. При степени сжатия более
трех применяют компрессоры. Чаще дру-
гих используют лопаточные (центробеж-
ные и осевые), объемные (поршневые,
ротационные и т.п.), а также струйные
компрессоры. При степени сжатия менее
трех используют воздуходувки, а при ма-
лых степенях сжатия (разрежения), обыч-
но не превышающих 10 %, - вентиляторы,
дымососы и т.п. Чем больше степень сжа-
тия газа, тем больший вклад в вибрацию
машины дают колебательные силы аэро-
динамического происхождения.
Паровые и газовые турбины, преоб-
разующие поступательную энергию пото-
ка во вращательную энергию рабочего
колеса (ротора), имеют отличительные
особенности формирования колебатель-
ных сил аэродинамического происхожде-
ния, главные из которых определяются
высоким диапазоном изменения темпера-
туры рабочих колес, а во многих случаях
и условием работы ротора турбины на
закритических частотах вращения [3].
Наиболее сильное влияние на низко-
частотную вибрацию силы аэродинамиче-
ского происхождения могут оказывать в
турбинах и осевых компрессорах, а также
в воздуходувках или вентиляторах.
В турбинах это осевые силы давле-
ния потока на рабочее колесо и силы ре-
акции лопаток рабочих колес. Если сила
реакции имеет угловую несимметрию в
плоскости рабочего колеса из-за неравно-
мерности зазора между колесом и корпу-
сом (направляющим аппаратом) или из-за
дефектов отдельных лопаток, возникает
вращающийся с частотой вращения рабо-
чего колеса момент сил и меньшая по ве-
личине вращающая радиальная сила. В
результате изменяется вибрация ротора и
опор на частоте его вращения. Разделить
эту вибрацию на компоненты, определяе-
мые остаточной неуравновешенностью
ротора с рабочим колесом, его тепловым
ВИБРОДИАГНОСТИКА ТУРБИН И КОМПРЕССОРОВ
681
дисбалансом и аэродинамическими сила-
ми можно путем сравнения вибрации тур-
бины (компрессора) перед и после скач-
кообразного сброса нагрузки. При таком
скачке давления потока составляющая
вибрации аэродинамического происхож-
дения скачкообразно уменьшится, а со-
ставляющая вибрации из-за теплового
дисбаланса ротора с рабочим колесом
будет изменяться медленно, по мере уста-
новления теплового равновесия во вра-
щающейся машине. Количественно оце-
нивать скачок вибрации аэродинамиче-
ского происхождения следует не по сни-
жению ее амплитуды в точках контроля, а
по данным измерения амплитуд и фаз ко-
лебаний машины в контрольных точках,
используемых для балансировки ротора.
Существенное влияние на низкочас-
тотную и среднечастотную вибрации тур-
бин и компрессоров может оказывать и
взаимодействие лопаток с участками по-
тока с повышенной (пониженной) плотно-
стью газа. Такое взаимодействие порож-
дает вибрацию ротора на лопаточных час-
тотах /л = /вр£л , где - частота враще-
ния ротора; zn - число лопаток рабочего
колеса. Причиной повышенной вибрации
машины на лопастной частоте и ее гармо-
никах может быть рост неоднородности
потока на входе в рабочее колесо или
уменьшение до критических величин ста-
тического зазора между рабочим колесом
и корпусом (направляющим аппаратом). В
последнем случае при достижении мини-
мально допустимых величин зазора взаи-
модействие между рабочим колесом и
неподвижными элементами машины пе-
рестает быть упругим, растут высшие
гармоники лопаточной вибрации, а на
конечном этапе развития дефектов воз-
можно и механическое задевание рабоче-
го колеса за неподвижные элементы.
В некоторых случаях, например, при
дефекте одной из лопаток, вокруг нее об-
разуется зона повышенной турбулентно-
сти, которая, вращаясь вместе с рабочим
колесом, взаимодействует с лопатками
направляющего аппарата. Такое взаимо-
действие приводит к появлению периоди-
ческой вибрации с лопаточными частота-
ми направляющего аппарата. Однако го-
раздо чаще за лопаткой образуется вихре-
вой след, который, проходя направляю-
щий аппарат и взаимодействуя с рабочим
колесом следующей ступени турбины
(компрессора), возбуждает вибрацию по-
следнего на субгармониках лопаточных
частот /л1 / к; /л2 / к и (или) на комбина-
ционных частотах /л1 / к ± /л2 / к , где /л1,
/л2 - лопаточные частоты ближайших
друг к другу рабочих колес.
В объемных компрессорах и нагнета-
телях также имеют место колебательные
силы на той частоте, с которой происхо-
дят забор и подача газа. Поскольку и за-
бор и подача газа происходят импульсно,
вибрация машины возбуждается на боль-
шом числе кратных гармоник этой часто-
ты, причем возможен резкий рост вибра-
ции на тех гармониках, частота которых
близка к резонансным частотам объемных
колебаний газа в машине, а также во
входном и выходном воздуховодах.
Диагностическую информацию несут
в себе не только перечисленные периоди-
ческие составляющие вибрации аэроди-
намического или механического проис-
хождения, но и случайные составляющие,
возбуждаемые турбулентным потоком
газа (пара) и силами трения в опорах вра-
щения. Разная информация содержится и
в случайной вибрации, возбуждаемой
приграничным турбулентным слоем пото-
ка и вихреобразованием внутри потока. В
первом случае возбуждается более высо-
кочастотная вибрация корпуса, чем во
втором, причем ее значительная часть
является псевдовибрацией и не распро-
страняется на расстояние более четверти
длины звуковой волны в металле. Псевдо-
вибрация измеряется на корпусе турбины
(компрессора), и в первую очередь несет в
себе информацию о состоянии зазоров
682
Глава 11. ВИБРОДИАГНОСТИКА ТУРБИН И КОМПРЕССОРОВ
между ближайшим к точке контроля ра-
бочим колесом и корпусом машины, а
также о состоянии торцевых поверхно-
стей лопаток. Вибрация, возбуждаемая
пульсациями давления в удаленной от
граничных поверхностей турбулентной
части потока, проявляется в первую оче-
редь на подшипниках вала рабочего коле-
са и несет в себе интегральную информа-
цию об особенностях формирования по-
тока и его взаимодействия с рабочими
колесами и направляющим аппаратом. Но
на практике возникают проблемы разде-
ления составляющих вибрации, возбуж-
даемой подшипниками вала и взаимодей-
ствием потока с рабочими колесами. И
если гармонические составляющие меха-
нического и аэродинамического происхо-
ждения обычно имеют разную частоту, то
разделить случайные составляющие виб-
рации различного происхождения можно
только при их измерении в разных точках
машины. Для изучения вибрации, возбуж-
даемой вихреобразованием в потоке,
можно рекомендовать проводить измере-
ния на корпусе машины, на удалении как
от подшипников, так и от рабочих колес.
Выбор оптимальных точек контроля
вибрации турбин и компрессоров для ре-
шения задач мониторинга и диагностики
зависит не только от поставленной задачи,
но и от конструктивных особенностей
машины.
В задачах вибрационного монито-
ринга точки контроля вибрации в соответ-
ствии с действующими стандартами вы-
бираются на подшипниковых узлах или,
если они недоступны для измерения, в
местах крепления машины к фундаменту.
В задачах вибрационной диагностики при
выборе точек контроля необходимо учи-
тывать необходимую глубину диагноста-
ВИБРОДИАГНОСТИКА ТУРБИН И КОМПРЕССОРОВ
683
рования и желаемую длительность про-
гноза состояния машины.
Наибольшей глубины диагноза мож-
но добиться, если подшипниковые узлы
ротора с рабочими колесами установлены
в подшипниковых щитах или вынесены из
корпуса турбины (компрессора), а корпус
доступен для измерений вибрации в плос-
костях каждого из рабочих колес. В этом
случае основные мониторинговые и диаг-
ностические измерения вибрации прово-
дят на подшипниковых узлах, а дополни-
тельные диагностические измерения - на
краях корпуса турбины (компрессора) со
стороны входной и выходной ступеней.
Кроме того, после обнаружения дефектов
рабочих колес или эксцентриситетов зазо-
ра, для уточнения вида дефекта проводит-
ся измерение псевдовибрации на корпусе
турбины (компрессора) в точках, показан-
ных на рис. 11.1.
К сожалению, большинство паровых
и газовых турбин имеет теплоизоляцион-
ные покрытия, не позволяющие произво-
дить измерения вибрации на корпусе. В
этом случае приходится ограничиваться
измерениями вибрации только на под-
шипниковых узлах [34, 134]. Следующее
ограничение связано со сложностью про-
ведения анализа спектров огибающей
случайной вибрации для получения диаг-
ностической информации о состоянии
машин с несколькими рабочими колеса-
ми, имеющими разное количество лопа-
ток. В таких машинах вибрация содержит
большое количество разных по частоте
интенсивных лопаточных гармоник, оп-
ределяющих мощность высокочастотной
вибрации в любой точке контроля и в лю-
бой широкой полосе частот. Поэтому по-
строение огибающей высокочастотной
вибрации и ее спектральный анализ не
позволяют выделить диагностическую
информацию из функции модуляции слу-
чайных составляющих вибрации, если
предварительно в сигнале не подавлены
интенсивные гармонические составляю-
щие [143]. А для подавления высоко-
частотных гармонических составляющих
вибрации, например, с помощью узкопо-
лосных фильтров-пробок необходимо ис-
пользовать специальные технические
средства, не получившие в настоящее
время широкого распространения. Поэто-
му в большинстве практических случаев
указанная диагностическая информация
оказывается недоступной. Это негативно
сказывается на глубине диагноза подшип-
ников по вибрации, возбуждаемой силами
трения, и рабочих колес по пульсациям
давления в потоке около торцевых по-
верхностей лопаток.
Еще более сильные ограничения на
выбор точек контроля вибрации и объем
получаемой диагностической информации
появляются в тех случаях, когда подшип-
никовые узлы турбины (компрессора) не-
доступны для контроля вибрации. В пер-
вую очередь это касается авиационных
газотурбинных двигателей, подшипнико-
вые узлы которых находятся внутри кор-
пуса и устанавливаются без монолитного
подшипникового щита, по которому в
других типах машин хорошо передается
высокочастотная вибрация подшипника в
точки, доступные для ее измерения [71,
72]. В авиационных двигателях приходит-
ся измерять вибрацию даже не на корпусе
двигателя, а в точках его подвески к кор-
пусу самолета (стенда) (рис. 11.2).
Естественно, что при этом теряется
существенная часть информации, содер-
жащейся не только в спектре огибающей
высокочастотной вибрации, но и в высо-
кочастотной части автоспектра вибрации
подшипниковых узлов и корпуса ком-
прессора (турбины). Возможность доста-
точно глубокой диагностики авиационных
двигателей сохраняется лишь потому, что
из-за относительно небольших массы и
жесткости узлов двигателя даже средние
дефекты влияют на вибрацию двигателя в
удаленных точках контроля заметным
образом, что позволяет обнаруживать их с
точностью, достаточной для среднесроч-
ного прогноза состояния двигателя. Но
для обнаружения дефектов по сигналу
684
Глава 11. ВИБРОДИАГНОСТИКА ТУРБИН И КОМПРЕССОРОВ
Рис. 11.2. Размещение точек измерения вибрации на корпусе
газотурбинного двигателя НК-12СТ
вибрации столь сложной структуры, какой
является вибрация авиационного двигате-
ля, необходимы специальные алгоритмы
обработки результатов подобных измере-
ний [143].
Основной диагностической задачей
вибрационного мониторинга турбин и
компрессоров является идентификация
причин роста низкочастотной (до 1000 ...
2000 Гц) вибрации в случае его обнару-
SA, дБ
10 20 30 40 50 60 70 80 90 /Гц
Рис. 11.3. Спектр огибающей сигнала высокочастотной вибрации,
измеренного на подшипниковой опоре вентилятора ВОМД-24
ВИБРОДИАГНОСТИКА ТУРБИН И КОМПРЕССОРОВ
685
жения в процессе периодических измере-
ний вибрации. Из аэродинамических ис-
точников колебательных сил к подобному
росту вибрации могут привести аэроди-
намическая неуравновешенность рабочих
колес, взаимодействие рабочих колес с
неоднородным потоком и автоколебания
ротора с рабочими колесами в подшип-
никах.
Аэродинамическая неуравновешен-
ность, приводящая к росту вибрации тур-
бин и компрессоров на частоте вращения
рабочих колес, как уже отмечалось, обна-
руживается путем сравнения вибрации до
и после сброса нагрузки. Поскольку такая
неуравновешенность вместе с механиче-
ской чаще всего появляется при дефектах
лопаток или бое рабочего колеса, обнару-
жение признаков последних косвенно
подтверждает возможность появления
аэродинамической неуравновешенности
рабочих колес.
Рост лопаточных составляющих виб-
рации может быть следствием неоднород-
ности потока или опасного сближения
лопаток рабочего колеса с неподвижны-
ми элементами машины. В свою очередь
неоднородность потока может быть вы-
звана как внешними причинами, так и
дефектами направляющего аппарата. В
первом случае наибольший рост лопаточ-
ных составляющих наблюдается на вход-
ном (выходном) рабочем колесе, а во вто-
ром - на следующем по потоку рабочем
колесе после дефектного участка направ-
ляющего аппарата. При взаимодействии
рабочего колеса с неоднородным потоком
пара (газа) индивидуальные особенности
лопаток не так сильно влияют на свойства
колебательных сил, как при уменьшении
зазора между рабочим колесом и непод-
вижными элементами машины. Поэтому
во втором случае кроме роста вибрации на
лопаточных гармониках высокой кратно-
сти, обычно наблюдается и ее амплитуд-
ная модуляция частотами £/вр. Практиче-
ски к такому же результату приводит и
износ (дефекты) отдельных лопаток, но в
последнем случае растет и механическая,
и аэродинамическая неуравновешенности
рабочего колеса.
Автоколебания ротора с рабочими
колесами в турбинах и компрессорах, как
правило, являются следствием значитель-
ного роста зазора в подшипниках. В тур-
бинах с подшипниками скольжения авто-
колебания могут возникать и при незна-
чительном росте зазора в тех случаях, ко-
гда не сбалансированы гидродинамиче-
ские сопротивления входного и выходно-
го каналов подачи смазки в подшипник, и
масляный клин в подшипнике оказывает-
ся неустойчивым [134, 156]. Обнаружить
автоколебания ротора в подшипниках
можно по появлению соответствующих
составляющих в автоспектре вибрации
машины или в спектрах огибающей высо-
кочастотной вибрации ее подшипниковых
узлов. Как и в насосах, автоколебания
ротора с рабочими колесами могут син-
хронизоваться по частоте колебательными
силами, действующими на ротор. Типич-
ной частотой автоколебаний ротора в по-
следнем случае в подшипниках качения
является либо вторая гармоника сепара-
торной частоты 2Ус, либо частота^ - fc,
либо частота^р/2 (рис. 11.3).
При выходном контроле турбин,
компрессоров и различного рода вентиля-
ционных систем, кроме поиска причин
роста указанных составляющих вибрации
аэродинамического происхождения, обыч-
но контролируются уровни вибрации па-
ропроводов (воздуховодов), в которых
может возникать сильная вибрация на
резонансных частотах, возбуждаемая
пульсациями давления в потоке пара (воз-
духа). Такого рода контроль обычно осу-
ществляется в тех случаях, когда обнару-
живается повышенный уровень воздуш-
ных шумов в помещении, где работает
турбина (компрессор, вентилятор и т.п.).
В режиме превентивной диагностики
турбин, а также компрессорного и венти-
ляционного оборудования чаще всего ве-
дется наблюдение за появлением и разви-
тием основных дефектов подшипников,
соединительных муфт, ротора с рабочими
686
Глава 11. ВИБРО ДИАГНОСТИКА ТУРБИН И КОМПРЕССОРОВ
1.1. Диагностические признаки дефектов лопастных вентиляторов (дымососов)
Дефект Автоспектр Спектр огибающей Примечание
Неуравновешен- ность ротора fBp - рост вибрации; 44р - нет роста Возможна модуляция частотой^, Подшипни- ковые узлы
Несоосность валов (бой вала) kfBp - рост вибрации Модуляция частотами 4/вр Подшипнико- вые узлы
Автоколебания 4/а - рост вибрации Модуляция частотами /вр/3</а</вр
Бой рабочего ко- леса *1/л±А;2/вр -РОСТВИ6- рации; к\ = 1, 2, 3; &2 равно 1 или 2 Модуляция частотами 4/вр? ^1/л — ^2/вр > ^2 = 1 ИЛИ ^2 = 2 Корпус (подшипник)
Дефект рабочего колеса *1/л ±*г/вр - рост виб- рации кък2= 1,2,3... Модуляция частотами 4/вр? ± ^2/вр ’ ^,^2= 1,2,3... Корпус (подшипник)
Неоднородность потока kfn - рост вибрации, рост ВЧ Модуляция частотами kf^ случайная НЧ-мо- дуляция Корпус (подшипник)
Условные обозначения: ВЧ - высокочастотная случайная вибрация; НЧ - низкочас-
тотная вибрация (модуляция);УвР ~ частота вращения вала с рабочим колесом; =fBp гл - лопа-
точная частота; fa - частота автоколебаний; гл _ число лопастей (лопаток) рабочего колеса
вентилятора.
колесами и направляющего аппарата. Вы-
бор технологии диагностики зависит, в
основном, от типа оборудования и дос-
тупности точек контроля высокочастот-
ной вибрации различных узлов, и прежде
всего подшипников.
Наиболее успешно методы превен-
тивной диагностики используют для кон-
троля и долгосрочного прогноза вентиля-
ционных систем, в которых, как правило,
удается измерять и низкочастотную, и
высокочастотную вибрацию подшипни-
ковых узлов, а если это необходимо, и
вибрацию корпуса вентилятора и возду-
ховодов. Малое количество рабочих колес
на роторах вентиляторов, дымососов и
близкого к ним по назначению оборудо-
вания дает возможность простыми техни-
ческими средствами выделять случайные
компоненты высокочастотной вибрации
подшипников и корпуса для дальнейшего
анализа спектров их огибающей. Все это
позволяет получить максимальный объем
диагностической информации, необходи-
мый для превентивной диагностики ро-
торного оборудования [9].
Основные вибродиагностические при-
знаки дефектов вентиляционного оборудо-
вания сведены в табл. 11.1. В нее не
включены признаки дефектов подшипни-
ков качения и скольжения, так как они
приводятся в других разделах настоящего
справочника.
ВИБРОДИАГНОСТИКА ТУРБИН И КОМПРЕССОРОВ
687
Рис. 11.4. Автоспектры и спектры огибающей
сигналов вибрации, измеренных на подшипниках вентиляторов:
а - осевой вентилятор ВОМД-24 с дефектом лопаточного аппарата;
б - вертикальный вентилятор ХК-302 с неоднородностью потока
В качестве примера возможности
глубокой диагностики рабочих колес вен-
тиляторов на рис. 11.4 приведены спектры
вибрации и огибающей ее высокочастот-
ных составляющих, измеренные на под-
шипниках вентилятора с дефектами рабо-
чего колеса.
Значительно сложнее выполнять пре-
вентивную диагностику осевых и центро-
бежных компрессоров с большим количе-
ством ступеней сжатия, если количество
рабочих лопаток на разных ступенях раз-
ное. В этом случае, несмотря на то, что и
подшипники, и корпус компрессора
обычно доступны для измерения вибра-
ции, в высокочастотной части сигнала
вибрации присутствует большое количе-
ство гармоник лопаточной вибрации, а в
некоторых компрессорах - и большое
число комбинационных гармоник. В ре-
зультате анализ спектров огибающей виб-
рации, если не приняты меры по подавле-
нию гармонических составляющих в ши-
роком диапазоне частот, перестает давать
диагностическую информацию. В то же
время признаки слабых дефектов практи-
чески невозможно выявить и в автоспек-
трах вибрации компрессоров, имеющих
большое количество разных периодиче-
ских составляющих, возбуждаемых элек-
тродвигателем, зубчатыми передачами и
рабочими колесами.
В результате диагностику компрес-
соров приходится проводить достаточно
часто, так как достоверно обнаружить
удается лишь средние и сильные дефекты,
и преимущественно путем сравнительного
анализа автоспектров вибрации группы
одинаковых машин. При этом приходится
учитывать вклады в измеряемую вибра-
цию колебательных сил, возбуждаемых во
всех узлах конкретного агрегата, что рез-
ко усложняет алгоритмы поиска дефектов
и неисправностей. Основным направлени-
ем развития технологии вибрационной
диагностики компрессоров можно считать
688
Глава 11. ВИБРО ДИАГНОСТИКА ТУРБИН И КОМПРЕССОРОВ
переход на использование сложных тех-
нических средств анализа вибрации, по-
зволяющих разделять периодические,
ударные и случайные компоненты сигна-
ла и затем анализировать свойства каждо-
го из этих компонентов. Вторым направ-
лением можно считать использование и
развитие стационарных систем вибраци-
онного мониторинга, проводящих перио-
дическую диагностику через короткие
интервалы времени и рассчитанных на
обнаружение и идентификацию только
сильных и аварийноопасных дефектов.
Технология превентивной вибраци-
онной диагностики газотурбинных двига-
телей, особенно авиационных и судовых,
существенным образом отличается от ди-
агностики как вентиляционного, так и
компрессорного оборудования. Эти отли-
чия связаны, во-первых, с большим коли-
чеством лопаточных составляющих в
вибрации оборудования, затрудняющих
поиск диагностических признаков дефек-
тов в автоспектре вибрации и не позво-
ляющих получить диагностическую ин-
формацию из спектра огибающей вибра-
ции без применения сложных техниче-
ских средств анализа, разделяющих пе-
риодические и случайные компоненты
сигнала. Во-вторых, большинство под-
шипниковых узлов таких двигателей не-
доступно для измерения вибрации, что
исключает возможность контролировать
псевдовибрацию и анализировать содер-
жащуюся в ней диагностическую инфор-
мацию. В-третьих, количество гармониче-
ских составляющих вибрации, возбуж-
даемых разными узлами основного и
вспомогательного оборудования, в любой
точке газотурбинного двигателя, доступ-
ной для ее измерения, настольно велико,
что идентифицировать их часто не пред-
ставляется возможным. Положительной
стороной при выборе вибрационной тех-
нологии диагностики таких двигателей
является то, что они имеют высокую час-
тоту вращения и относительно небольшие
массогабаритные показатели. В таких
случаях даже средние дефекты, не пред-
ставляющие опасности для краткосрочной
(1-2 месяца) эксплуатации двигателя, воз-
буждают вибрацию, достаточную для вы-
деления диагностической информации из
сигнала, измеряемого в удаленных от де-
фектных узлов точках контроля вибрации.
Такая технология основывается на
узкополосном спектральном анализе виб-
рации двигателя в точках его крепления к
фундаментным конструкциям, и ее обяза-
тельным компонентом является комплекс
алгоритмов для автоматической иденти-
фикации спектральных составляющих
вибрации двигателя вместе со вспомога-
тельным оборудованием [143]. Как прави-
ло, пороговые значения в используемых
технологией диагностических моделях
также строятся автоматически по группе
одинаковых двигателей [9].
Основные вибродиагностические
признаки дефектов газотурбинных двига-
телей, использующих опоры вращения с
подшипниками качения, сведены в
табл. 11.2. Дефекты подшипников каче-
ния, определяемые равномерным износом
поверхностей качения, обнаруживаются
по признакам появления автоколебаний
вала с рабочим колесом. Признаки дефек-
тов, определяемых неоднородным изно-
сом поверхностей трения в подшипнике, с
учетом особенностей их проявления в
сигнале вибрации высокооборотных тур-
бин, компрессоров и насосов, сведены в
одну группу.
Следует отметить, что в большинстве
практических случаев диагностика газо-
турбинных двигателей по гармоническим
составляющим спектра вибрации в уда-
ленных контрольных точках дополняется
операциями мониторинга, т.е сравнения с
порогами значений мощности вибрации
или ее среднеквадратичных значений,
измеряемых в нескольких широких поло-
сах частот. В тех случаях, когда отдель-
ные дефекты узлов двигателя, преимуще-
ственно подшипников качения, недоста-
точно эффективно обнаруживаются по
гармоническим составляющим вибрации,
операции мониторинга помогают выявить
неидентифицированный рост вибрации
двигателя.
ВИБРОДИАГНОСТИКА ТУРБИН И КОМПРЕССОРОВ
689
11.2. Вибродиагностические признаки дефектов газотурбинных двигателей
Дефект Автоспектр
Неуравновешенность ротора с рабочим колесом /ф - рост вибрации; kfBp - нет роста
Несоосность валов (бой вала) - рост вибрации
Автоколебания вала с рабочим колесом kfa - рост вибрации; ^/вр ±£2/а - мо- дуляция, к2 = 1,2
Бой рабочего колеса kjn ± k2fBp ,к2 = 1, 2 модуляция
Дефекты лопаток рабочего колеса кг | /л / «| ± k2fBp - рост вибрации
Дефекты направляющего (соплового) аппарата 4/^ - рост вибрации
Неоднородность потока Рост ВЧ-вибрации
Дефекты подшипников kfc, k(fBp -fc); kfH - рост вибрации
Условные обозначения:^ - частота автоколебаний;^ - лопаточная частота; ВЧ - вы-
сокочастотная случайная вибрация; \fjn | - целое число для п = 2, - частота вращения
сепаратора в подшипнике качения; fH - частота перекатывания тел качения по наружному
кольцу.
В газовой промышленности доста-
точно часто применяют двухвальные
авиационные или судовые газотурбинные
двигатели, в которых компрессор (турби-
на) низкого давления вращается асин-
хронно с компрессором (турбиной) высо-
кого давления. В таких двигателях резко
усложняется задача автоматизации про-
цесса идентификации составляющих в
спектре измеряемой вибрации. Несмотря
на это, существуют программы автомати-
ческого определения источников возник-
новения по крайней мере наиболее силь-
ных составляющих спектра вибрации да-
же двухвальных двигателей вместе с
асинхронно вращающейся нагрузкой в
виде нагнетателя и т.п.
При выборе технологии превентив-
ной диагностики крупных паровых и га-
зовых турбин, используемых в энергети-
ке, необходимо учитывать не только их
индивидуальные конструктивные особен-
ности, но и особенности крепления к фун-
даментным конструкциям, а также инди-
видуальные особенности самих фунда-
ментов. В результате для таких турбин
невозможно применять методы и алго-
ритмы групповой вибрационной диагно-
стики. В то же время неэффективной ока-
зывается и диагностика турбин по росту
вибрации на высоких и средних частотах,
так как сравнивать можно результаты из-
мерений спектров вибрации только внут-
ри временного отрезка от пуска турбины
до ее останова. После технического об-
служивания и нового пуска турбины ее
высокочастотная и среднечастотная виб-
рации могут изменяться в более широких
пределах, чем при появлении развитого
дефекта.
Указанные обстоятельства приводят
к тому, что для контроля состояния тур-
бин стали широко применять стационар-
ные системы вибрационного мониторинга
в ограниченном (до 2000 Гц) диапазоне
частот. Такие системы задолго до возник-
новения аварийной ситуации могут обна-
ружить лишь часть из возможных дефек-
тов, и достаточно часто сигнализируют об
опасности за очень короткое время до
690
Глава 11. ВИБРОДИАГНОСТИКА ТУРБИН И КОМПРЕССОРОВ
Рис. 11.5. Автоспектр сигнала вибрации, измеренной на подшипнике
второй опоры турбогенератора Т-180/210
аварии, в момент формирования цепочки
дефектов, в которую, как правило, входят
и те виды дефектов, которые эффективно
обнаруживаются по низкочастотной виб-
рации.
Но, как показывают многочисленные
исследования, анализ высокочастотной
вибрации подшипниковых узлов турбин, а
при возможности, и анализ псевдовибра-
ции корпуса турбин, дают большой объем
информации о состоянии рабочих колес и
направляющего аппарата, которая суще-
ственным образом расширяет возможно-
сти существующих систем вибрационного
мониторинга, используемых в энергетике.
Диагностические признаки дефектов ра-
бочих колес и направляющего аппарата,
как правило, близки к тем, которые при-
ведены в табл. 11.2.
В качестве примера на рис. 11.5 при-
веден спектр вибрации подшипника тур-
бины высокого давления турбогенератора,
в который наибольший вклад дает лопа-
точная вибрация одной из ступеней. Она
модулирована частотой вращения турби-
ны, что с большой степенью вероятности
указывает на снижение величины зазора
между лопатками соответствующего ра-
бочего колеса и неподвижными элемен-
тами направляющего аппарата.
Глава 12
ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
12.1. КОЛЕБАТЕЛЬНЫЕ СИЛЫ
ЭЛЕКТРОМАГНИТНОГО
ПРОИСХОЖДЕНИЯ
Вибрация электромагнитного проис-
хождения в электрических машинах мо-
жет иметь несколько составляющих раз-
ной природы. Основное внимание при ее
описании уделяется электродинамиче-
ским, электромагнитным и магнитострик-
ционным колебательным силам.
Электродинамической является сила
взаимодействия проводника, в котором
протекает ток, с магнитным полем, пере-
секающим этот проводник (рис. 12.1):
Fj = ВП = \\,qHII, (12.1)
где I - ток в проводнике; I - длина про-
водника; В = ЦоН - магнитная индукция в
зазоре электромагнита; Н- напряженность
магнитного поля, ц0 = 4jtg • 10“7 Гн/м -
магнитная проницаемость воздуха.
Магнитное поле в зазоре электро-
магнита определяется магнитодвижущей
силой (МДС) его обмотки
Е = wIB, (12.2)
где м>; /в - количество витков и ток в об-
мотке соответствешГо.
Поскольку магнитное сопротивле-
ние воздуха на несколько порядков выше
сопротивления магнитопровода, вся элек-
тромагнитная энергия W сосредоточена в
зазоре электромагнита и равна
W = ^[i0H2S8, (12.3)
где S - площадь сечения магнитопровода;
5 - высота (толщина) зазора.
Кроме пары встречных электродина-
мических сил Fj, действующих на про-
водник с током и магнитопровод в на-
правлении, перпендикулярном направле-
ниям тока и магнитного потока, в зазоре
возникает пара встречных электромагнит-
ных сил FB, стремящихся уменьшить маг-
нитную энергию, т.е. высоту зазора. Каж-
дая из этой пары сил равна
Fb= — = -h0H2S = —B2S. (12.4)
в db 2° 2ц0
И наконец, под действием магнитно-
го поля в активной стали происходит ори-
ентация доменов, сопровождающаяся по-
явлением внутренних магнитострикцион-
ных напряжений, изменяющих геометри-
ческие размеры магнитопровода:
AZx=X/B2, (12.5)
где X - коэффициент магнитострикции.
Как правило, X зависит от химиче-
ского состава электротехнической стали,
способа ее механической обработки и ве-
личины индукции магнитного поля. Ти-
повые величины X для электротехниче-
ской стали лежат в области 3 ... 30 • 10"6.
Сталь удлиняется в направлении действия
магнитного поля и сокращается в попе-
речном направлении.
Если магнитное поле и (или) ток в
проводнике, помещенном в магнитное
поле, имеют переменные составляющие,
возникают колебательные силы, имеющие
электромагнитную, электродинамическую
и магнитострикционную природу и раз-
ные частоты.
Так, при перемейном с угловой час-
тотой со магнитном поле индукцией
b(t) = В cos(co/ - ср) в зазоре электромаг-
нита, электромагнитная сила имеет посто-
янную и переменную составляющие:
/(/) = —— B2S cos2 (со/ - ср) =
2ц0
(12.6)
=----[1 + cos 2(со/ - ср)],
4Цо
692
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
Рис. 12.1. Электродинамические силы Fh
действующие на помещенные в зазор
электромагнита проводник и магнитопровод,
электромагнитные FB и магнитострикцион-
ные силы Fx, действующие на
магнитопровод
где B25/4p0=F - амплитуда колеба-
тельной силы; 2со - частота колебательной
силы.
Удвоение частоты при переходе от
переменного магнитного поля к колеба-
тельным силам является основным свой-
ством электромагнитных сил.
В том случае, если в зазор постоянного
электромагнита помещается проводник с
переменным током z(/) = I cos(<o/ - ф), то
частота электродинамических колебатель-
ных сил совпадает с частотой тока.
И наконец, при изменяющейся по
гармоническому закону магнитной ин-
дукции в электротехнической стали, маг-
нитострикционная деформация магнито-
провода также будет иметь удвоенную
частоту 2со, но из-за зависимости X от ве-
личины индукции, появляются незначи-
тельные по величине колебательные пе-
ремещения поверхности магнитопровода
с частотами 2Ато, где к = 1, 2.
В электрических машинах как маг-
нитное поле в зазоре, так и ток в силовых
обмотках имеют одну или несколько гар-
монических составляющих разной часто-
ты. Так, если в зазоре машины магнитное
поле изменяется с частотой сщ, а ток в
силовой обмотке (проводнике) имеет час-
тоту а>2, то электромагнитная сила (без
учета переменного магнитного поля, соз-
даваемого проводником), кроме постоян-
ной составляющей, имеет гармоническую
составляющую с частотой 2coi [см. (12.6)],
а электродинамическая сила - две состав-
ляющие с комбинационными частотами:
Fj =b (t)i = В cos - ф] )х
х/со8(со2/-ф2)/ =
2
BZ/cos{[(co1 -со2)^-(ф1 - Ф2)]+
+ COS[(CO! +©2)/-(ф1 + ф2)]}.
(12.7)
Магнитострикционные силы имеют
основную составляющую с частотой 2<х>1,
совпадающую с частотой электромагнит-
ных сил, но кроме нее имеют ряд слабых
гармоник с частотами 2Axoi. Таким обра-
зом, в сигнале возбуждаемой вибрации
будут присутствовать, по крайней мере,
четыре составляющих с частотами 2a>i,
4coi, coi + со2, <х>1 - (02-
Величина составляющих вибрации
будет зависеть от величин как колеба-
тельных сил, так и механических сопро-
тивлений (податливостей) магнитопрово-
да и обмоток. Так, например, электроди-
намическая сила, действующая на провод-
ник длиной / = 1 м и сечением 5=1 мм2, с
номинальным током /= 10 А, помещенный
в магнитное поле с индукцией В = 2 Тс, т.е.
близкой к индукции насыщения электро-
технической стали, составит Fj = 20 Н.
Электромагнитная сила, действующая на
элемент поверхности магнитопровода,
равный по площади проводнику
(5и=2/7^7 л), составит около 1800 Н,
т.е. почти в 100 раз больше. Соответст-
венно магнитострикционная сила будет
еще больше, но поскольку она действует
внутри пакета активной стали, принято
оценивать не силу, а колебательное сме-
щение поверхности магнитопровода отно-
сительно его центра. Оно составит около
2 мкм на 1 м длины сердечника при нап-
КОЛЕБАТЕЛЬНЫЕ СИЛЫ ЭЛЕКТРОМАГНИТНОГО ПРОИСХОЖДЕНИЯ
693
Рис. 12.2. Формы колебаний статора под действием радиальных
электромагнитных сил (г - пространственный порядок колебаний)
равлении магнитного поля вдоль направ-
ления прокатки листов электротехниче-
ской стали, и около 10 мкм при направле-
нии поля поперек направления прокатки.
При переходе к колебательной скорости
ее амплитуда составит, соответственно,
около 1,2 и 6 мм/с.
Амплитуда колебаний проводника с
током, возбуждаемых электродинамиче-
ской силой, если он не закреплен на одной
из частей магнитопровода, составит более
5 м/с. Именно такие скорости низкочас-
тотных колебаний подвижных катушек с
силовой обмоткой достигаются в специ-
альных источниках колебательных сил,
называемых электродинамическими виб-
раторами. В электрических машинах об-
мотки уложены в пазах на статоре или
роторе (якоре), а сумма сил, действующих
на все проводники, дает преимущественно
постоянный момент. Лишь вторичные
поля, имеющие на два порядка меньшую
величину, создают колебательные силы.
Учитывая то, что масса статора, по край-
ней мере, на порядок больше массы обмо-
ток, а, кроме того, статор обычно закреп-
лен в корпусе электрической машины,
жестко установленном на фундаменте,
амплитуда вибрации корпуса машины,
вызываемая электродинамическими сила-
ми, оказывается на уровне 1... 5 мм/с.
Электромагнитные силы, действую-
щие в бездефектной электрической маши-
не, имеют радиальное направление и уг-
ловую симметрию. Поэтому в бездефект-
ной машине сумма электромагнитных
сил, действующих на ротор, равна нулю.
На статор действуют деформирующие его
электромагнитные силы, пространствен-
ная форма которых представляет собой
круговую волну, характеризуемую коли-
чеством волн г, укладывающихся на ок-
ружности статора (рис. 12.2). Величина г
называется порядком колебаний статора.
Механическая жесткость статора быстро
растет с ростом порядка колебаний, по-
этому при анализе вибрации рассматри-
ваются лишь деформации низких поряд-
ков [140].
Наибольшие колебания статора без-
дефектной машины переменного тока,
возбуждаемые электромагнитными сила-
ми от основной волны магнитного поля,
имеют место в электрических машинах
переменного тока с одной парой полюсов
р = 1. В таких машинах деформация ста-
тора имеет второй порядок г = 2, и ампли-
туда колебаний корпуса на удвоенной
частоте питающего напряжения может
составить около 10 мм/с. При несиммет-
ричном зазоре возникают колебательные
силы первого порядка, и вибрация маши-
ны может резко вырасти.
К сказанному следует добавить, что
электродинамические силы в электриче-
ской машине можно назвать электроди-
намическими лишь условно, так как об-
мотки находятся в пазах, и магнитное по-
ле не пересекает проводники с током.
Фактически обмотки статора и ротора
создают свои электромагнитные поля в
зазоре машины, вращающиеся с одной
скоростью и сдвинутые по кругу друг от-
носительно друга на определенный угол
рассогласования 0. Эти поля, стремясь
компенсировать друг друга, и создают
694
Глава 12. ВИБРО ДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
рабочий момент машины. Естественно,
что в бездефектной машине механические
силы действуют не на проводники, а на
зубцы ротора (статора). Но в случае маг-
нитного насыщения зубцовой зоны коле-
бательные силы начинают действовать
непосредственно на обмотки, резко сни-
жая их надежность и ресурс.
В реальных электрических машинах
как ток в обмотках ротора (якоря) или
статора, так и создаваемое ими электро-
магнитное поле содержат не одну, а много
разных по частоте и величине гармониче-
ских составляющих. Многие из этих со-
ставляющих появляются или существен-
ным образом изменяются при возникнове-
нии дефектов в электромагнитной системе
электрической машины.
В бездефектной электрической ма-
шине, питающейся от идеального по фор-
ме напряжения, дополнительные пере-
менные составляющие магнитного поля и
тока появляются из-за:
• дискретности распределенных по
нескольким пазам обмоток, приводящей к
негладкой форме создаваемой обмотками
магнитодвижущей силы (МДС);
• неравномерности воздушного зазо-
ра из-за наличия в активном сердечнике
зубцов или явных полюсов, приводящей к
появлению переменных (по круговой ко-
ординате v) составляющих магнитной
проводимости А.
При появлении дефектов в электро-
магйитной системе электрической маши-
ны количество составляющих колебатель-
ных сил электромагнитной природы мо-
жет вырасти из-за:
• несимметрии воздушного зазора, в
частности статического эксцентриситета
зазора, вызванного смещением оси стато-
ра относительно оси вращения ротора,
или динамического эксцентриситета зазо-
ра, вызванного смещением геометриче-
ской оси ротора относительно оси его
вращения;
• магнитного насыщения отдельных
зубцовых зон ротора (якоря) или статора;
• дефектов либо обмоток ротора или
статора, либо их активных сердечников,
приводящих к несимметрии магнитных
полей;
• появления пульсаций тока якоря в
машине постоянного тока из-за дефектов
щеточно-коллекторного узла или обмоток
якоря, а также пульсаций тока возбужде-
ния в машине постоянного тока или в
синхронной машине переменного тока.
Причинами изменения параметров
электромагнитного поля в воздушном
зазоре и других частях электрических
машин, кроме отмеченных дефектов, мо-
гут являться распушение пакетов актив-
ного сердечника, дефекты лобовых частей
обмоток, несимметрия или нелинейные
искажения питающего электрическую
машину напряжения [24].
Анализ возникающих в электромаг-
нитной системе электрической машины
колебательных сил и вибрации электро-
магнитного происхождения, как правило,
позволяет выявить возможные дефекты в
машине или нарушения в работе питаю-
щей электрической сети. В вибрационной
диагностике основное внимание уделяет-
ся не радиальным электромагнитным си-
лам, рассчитываемым в процессе разра-
ботки машины и контролируемым в рам-
ках ее выходного контроля после изготов-
ления, а пульсирующим моментам, наи-
более сильно изменяющимся при появле-
нии дефектов. Именно это направление в
вибрационной диагностике электрических
машин дает определенные преимущества
по сравнению с диагностикой машины по
спектральным составляющим потребляе-
мого тока [9, 24].
12.2. ВИБРОДИАГНОСТИКА
АСИНХРОННЫХ ДВИГАТЕЛЕЙ
В асинхронных электродвигателях
(АД) количество разных по частоте со-
ставляющих вибрации электромагнитного
происхождения гораздо больше, чем в
синхронных электрических машинах
(СМ) или машинах постоянного тока
ВИБРОДИАГНОСТИКА АСИНХРОННЫХ ДВИГАТЕЛЕЙ
695
(МПТ). Объясняется это малой величиной
воздушного зазора 8 и скольжением рото-
ра относительно вращающегося магнит-
ного поля статора. Магнитное поле АД
характеризуется двумя основными часто-
тами, а именно угловой частотой питаю-
щего напряжения coi и частотой вращения
основной пространственной волны маг-
нитного поля Qi, определяемой круговой
скоростью движения этой волны: Qi =
= где р - число пар полюсов.
Вращение ротора происходит с не-
сколько меньшей частотой сог/ =Ц(1-5)=
= -(1-5), где S - скольжение ротора,
Р
находящееся обычно в пределах
0,01 < S < 0,05 . С ростом нагрузки в АД
изменяется частота скольжения ротора и
наведенный в нем ток, а амплитуда ос-
новного магнитного поля практически
сохраняется. Величина зазора в АД зави-
сит от его габаритов и количества пар по-
люсов, уменьшаясь со значения 8 ~ 2 мм у
двухполюсных машин мощностью выше
500 кВт до 8 « 0,2 мм у многополюсных
машин малой мощности [141].
Обмотки статора АД распределяются
по группам, число которых составляет
2pmst, где mst - количество фаз питающего
напряжения, обычно mst = 3, а каждая
группа распределяется по q пазам. В
большинстве случаев q - целое число и
лежит в пределах 3 ... 10, уменьшаясь по
мере роста количества р пар полюсов в
АД. Число пазов статора при отсутствии
скоса пазов составляет zst = 2pms1q. Об-
мотка ротора АД, как правило, выполня-
ется в виде короткозамкнутых проводя-
щих стержней, уложенных между зубца-
ми ротора и по торцу соединенных прово-
дящими кольцами (беличья клетка). Число
стержней беличьей клетки zrt обычно выби-
рается в диапазоне 0,85z5/ < zrt < l,15zsf.
Число фаз ротора считается равным zrt/2p
и обычно выбирается целым.
Зубчатость статора приводит к тому,
что магнитодвижущаяся сила (МДС) ста-
тора кроме основной гармоники с часто-
той питающей сети содержит ряд высших
гармоник, а наведенная МДС в роторе,
кроме основной гармоники, также имеет
ряд высших гармоник, определяемых зуб-
чатостью ротора. Гармоники МДС ротора
и статора создают соответствующие со-
ставляющие магнитного поля в зазоре,
которые, в свою очередь, являются источ-
ником электромагнитных радиальных
колебательных сил. Эти же составляющие
магнитного поля, взаимодействуя с тока-
ми в обмотке статора и ротора, создают
тангенциальные электродинамические
постоянные и колебательные силы (мо-
менты сил). Особенностью действия ко-
лебательных сил является их пространст-
венный волновой характер. В бездефект-
ных АД, интегрируясь по поверхности
ротора, колебательные силы (и радиаль-
ные, и тангенциальные) сокращаются, и
суммарные колебательные силы, дейст-
вующие на ротор, равны нулю. То же са-
мое происходит и с тангенциальными
электродинамическими силами, дейст-
вующими на статор. А электромагнитные
радиальные колебательные силы низких
порядков изгибают статор, который мож-
но представить толстостенной цилиндри-
ческой оболочкой, создавая волну ради-
альных колебаний удвоенной частоты и
удвоенного пространственного порядка.
Количество составляющих вибрации
АД, возбуждаемой радиальными электро-
магнитными силами, достаточно велико
даже при отсутствии в машине дефектов и
при условии питания его от электриче-
ской сети с идеальным напряжением. В то
же время основной вклад в вибрацию без-
дефектных АД дают лишь несколько со-
ставляющих электромагнитного происхо-
ждения с двойной частотой питающего
напряжения и с зубцовыми частотами.
Эти составляющие вибрации обычно кон-
тролируются на этапе разработки и при
выходном (после изготовления или ре-
монта) вибрационном контроле машины
[140].
696
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
Эти же составляющие вибрации кон-
тролируются и в машинах, имеющих де-
фекты в электромагнитной системе, и,
прежде всего, в машинах с несимметрией
воздушного зазора, а именно его непод-
вижной (статический эксцентриситет) и
вращающейся (динамический эксцентри-
ситет) несимметрией. И лишь в последние
годы стали учитывать возможные измене-
ния вибрации АД из-за пульсирующих
колебательных сил и моментов, возни-
кающих при питании АД несимметрич-
ным или несинусоидальным напряжением
[2]. Связано это прежде всего с использо-
ванием статических преобразователей
частоты питающего асинхронные двига-
тели напряжения в приводах с регулируе-
мой частотой напряжения вращения.
Многие из таких преобразователей не
обеспечивают на выходе высокого каче-
ства напряжения, существенно увеличи-
вая вибрацию АД.
Спектр вибрации электромагнитной
системы АД при появлении в нем различ-
ных дефектов на самом деле гораздо бо-
гаче и насыщен большим количеством
слабых составляющих, возбуждаемых,
прежде всего, тангенциальными электро-
динамическими силами. Спектральный
анализ этих составляющих вибрации АД
позволяет обнаружить и идентифициро-
вать большую группу дефектов электро-
магнитной системы. Что касается ради-
альных составляющих вибрации статора
АД, то они также могут существенно из-
меняться при появлении дефектов, и осо-
бенно эксцентриситетов воздушного зазо-
ра. Эти изменения происходят, прежде
всего, из-за снижения пространственного
порядка колебаний на частоте 2a>i и зуб-
цовых частотах, а также из-за появления
электромагнитных сил с частотой враще-
ния ротора, действующих между ротором
и статором и препятствующих сущест-
венному снижению вибрации АД - путем
балансировки ротора в собственных опо-
рах [24, 140].
В АД, часто работающих в пусковых
режимах, самой сильной зубцовой состав-
ляющей вибрации обычно бывает состав-
ляющая с частотой coz2 = coz + 2^ , а для
стабильной работы в одном режиме вы-
бираются АД с доминирующей зубцовой
вибрацией на частоте coz - 2^ .
С учетом того, что механическое со-
противление статора и корпуса АД, пред-
ставляемого толстостенной цилиндриче-
ской оболочкой, на высоких частотах зна-
чительно меньше, зубцовые составляю-
щие вибрации могут оказаться весьма
существенными и во многом определять
вибрацию и, особенно, воздушный шум
АД.
Для того, чтобы снизить зубцовые
составляющие вибрации АД, в нем дела-
ют скос пазов. Обычно скос пазов делает-
ся на роторе на одно пазовое деление, что
снижает магнитные составляющие вибра-
ции двигателя в 3-5 раз [140].
Следующая задача описания состав-
ляющих вибрации электромагнитной при-
роды в АД связана с оценкой влияния де-
фектов, прежде всего асимметрии воз-
душного зазора, на радиальную вибрацию
машины.
В технических условиях на некото-
рые виды АД предельные значения допус-
тимых эксцентриситетов обоих видов
первого пространственного порядка
обычно ограничиваются на уровне 10 %,
однако на практике любой из видов экс-
центриситета может доходить до значе-
ний порядка 50 % и даже выше, в основ-
ном, из-за износа подшипников или де-
формации статора вследствие ошибок при
жестком креплении АД к фундаменту.
Из-за статического эксцентриситета
в зазоре появляются дополнительные со-
ставляющие магнитного поля с частотой
coi, в том числе имеющие более низкий
пространственный порядок, из-за динами-
ческого эксцентриситета - составляющие
поля с частотами coj ± k^rt.
При статическом эксцентриситете
наибольший вклад в радиальную вибра-
цию вносят электромагнитные силы пер-
вого порядка с частотой 2а>!, амплитуда
ВИБРОДИАГНОСТИКА АСИНХРОННЫХ ДВИГАТЕЛЕЙ
697
которых в первом приближении равна
FAst«^-B2QlrtRrt, (12.8)
где - относительный эксцентриситет
зазора; Bq - амплитуда магнитной индук-
ции в бездефектном АД; lrt - длина актив-
ной части ротора; Rrt - радиус ротора.
Амплитуда возбуждаемой с частотой
2cdi вибрации в точках ее контроля на
подшипниковых щитах или корпусе АД
определяется жесткостью ротора и под-
шипников (первой критической частотой
ротора), а также жесткостью подшипни-
кового щита и узлов крепления машины к
фундаменту. При больших эксцентриси-
тетах зазора (s > 0,1) эта составляющая
вибрации может определять низкочастот-
ную вибрацию АД.
При динамическом эксцентриситете
зазора частота одной из составляющих
радиальных электромагнитных сил, опре-
деляемой взаимодействием основной и
дополнительной волн магнитного поля,
совпадает с частотой вращения ротора.
Амплитуда этих сил определяется выра-
жением (12.8) с заменой 8i5? на 8ir?. Вибра-
ция, возбуждаемая этими силами, может
быть меньше вибрации АД на частоте 2ан,
так как механическое сопротивление ко-
лебательной системы ротор-статор на
частоте 2<x>i может быть много меньше,
чем на частоте (ог?. Однако именно эта
составляющая электромагнитных сил оп-
ределяет предел снижения вибрации АД
на частоте вращения в процессе баланси-
ровки ротора в собственных опорах.
Кроме радиальных колебательных
сил на частоте (orZ динамический эксцен-
триситет зазора является причиной появ-
ления радиальных составляющих колеба-
тельных сил и вибрации на частотах
2о>1 ± ^rt и значительно более слабых со-
ставляющих с частотами 2(0i ± ka)rh к > 1.
Статический эксцентриситет зазора
может привести к росту зубцовых состав-
ляющих радиальной вибрации АД, отли-
чающихся от основной зубцовой состав-
ляющей на частоту ±2coz, а динамический
эксцентриситет - к росту зубцовых со-
ставляющих вибрации, отличающихся на
частоту ± jrt($rt. Следует отметить, что к
еще большим изменениям вибрации на
зубцовых частотах при эксцентриситете
зазора могут привести пульсирующие
моменты, создаваемые электродинамиче-
скими силами.
Следующей задачей описания вибра-
ции можно считать определение танген-
циальных колебательных сил и пульси-
рующих моментов в бездефектных АД,
работающих в сети с несимметрией и не-
линейными искажениями питающего на-
пряжения.
Пульсирующий с частотой 2<х>1 мо-
мент зависит не только от амплитуды со-
ставляющих поля и тока прямой и обрат-
ной последовательности, но и от разности
соответствующих начальных фаз поля и
тока.
Отметим, что в номинальном режиме
работы АД значение момента сопределя-
ется соотношением пускового и номи-
нального токов статора АД . Пульсирую-
щий с частотой 2(01 момент при несим-
метрии питающего напряжения может
быть весьма значительным, доходя до
значений порядка 10 % от момента на-
грузки АД.
Пульсирующие электромагнитные
моменты, действующие в АД на частотах
2(01 и 6^r(0i из-за, соответственно, несим-
метрии и нелинейных искажений питаю-
щего напряжения, создают тангенциаль-
ную вибрацию ротора и статора в проти-
воположных направлениях. Амплитуда
вибрации ротора определяется не только
величиной и частотой пульсирующего
момента, но и моментами инерции собст-
венно ротора АД и ротора присоединен-
ной к АД установки. Амплитуда вибрации
статора АД определяется моментом инер-
ции статора и угловой жесткостью узлов
крепления статора к фундаментным кон-
струкциям. В случае крепления статора
(рамы электромеханизма) к фундаменту
698
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
Sx, м/с2
Рис. 12.3. Спектры низкочастотной вибрации асинхронных электродвигателей
с бездефектной беличьей клеткой (а), при обрыве одного стержня беличьей клетки (б)
и при динамическом эксцентриситете зазора с насыщением зубцовой зоны (в)
ВИБРОДИАГНОСТИКА АСИНХРОННЫХ ДВИГАТЕЛЕЙ
699
на виброизоляторах рассмотренные пуль-
сирующие моменты, действующие в АД,
могут стать основными источниками низ-
кочастотной вибрации электромеханизма.
Значительно более насыщенным
гармоническими составляющими может
быть спектр вибрации АД при питании от
статического преобразователя, не имею-
щего специальных средств снижения ве-
личины нелинейных искажений выходно-
го напряжения. В такой ситуации анализ
вибрации АД может быть настолько
сложным, что для диагностики двигателя
приходится включать его непосредствен-
но в силовую сеть без преобразователя.
Выше был рассмотрен далеко не
полный перечень пульсирующих момен-
тов, действующих в АД на низких часто-
тах, а лишь те из них, которые могут вно-
сить значительный вклад в вибрацию ма-
шины. В диагностическом аспекте необ-
ходимо рассмотреть еще ряд низкочас-
тотных пульсирующих моментов, связан-
ных с изменениями состояния АД. При
этом возможные состояния АД целесооб-
разно разбить на две группы, связанные с
дефектами ротора, включая динамический
эксцентриситет воздушного зазора, и де-
фектами статора, в том числе и статиче-
ским эксцентриситетом зазора.
Так, при электрической несимметрии
обмотки ротора (беличьей клетки) в ней
дополнительно появляется ток с частотой
5CD1, имеющий обратное относительно
ротора направление вращения.
Рассчитывать пульсирующий с час-
тотой 25CD1 момент достаточно сложно, и в
случае обрыва стержней беличьей клетки
его можно оценить только приближенно.
Как правило, частота 2з,сс>1 является
достаточно низкой, т.е. может вызвать
угловую модуляцию частоты вращения
АД с достаточной для практической диаг-
ностики девиацией частоты вращения.
Соответственно в спектре вибрации АД
все гармонические составляющие в этом
случае имеют боковые гармоники, отли-
чающиеся от центральной частоты coz на
значения 2so>i.
В качестве примера на рис. 12.3 при-
ведены спектры вибрации электродвига-
телей без дефектов беличьей клетки
(рис. 12.3, а) и с обрывом одного из 38
стержней (рис. 12.3, б).
Динамический эксцентриситет воз-
душного зазора приводит к появлению
переменной составляющей проводимости
зазора с основной частотой со^ и значи-
тельно меньших по величине составляю-
щих проводимости с частотами k&rt.
Взаимодействие дополнительных со-
ставляющих магнитной индукции статора
с основной волной линейной токовой на-
грузки ротора и дополнительных состав-
ляющих тока ротора с основной волной
индукции в зазоре, приводит к появлению
тангенциальных сил, однако, интегриру-
ясь по поверхности ротора, они не дают
реального вклада в пульсирующий мо-
мент АД на частоте согГ.
В то же время все составляющие то-
ка ротора участвуют в создании магнит-
ного поля ротора, в котором есть и со-
ставляющие поля, определяемые пере-
менной проводимостью воздушного зазо-
ра с динамическим эксцентриситетом.
Новые составляющие имеют частоту
<х>1 ± (drt ± однако их амплитуда суще-
ственно меньше. Они наводят токи в об-
мотке статора, которые, взаимодействуя с
основной линейной токовой нагрузкой
ротора, создают тангенциальные
электродинамические силы на частотах coi
и 2сог/. Среди этих сил есть составляющие
с частотой 2согГ.
Действующих на частоте 2согГ пуль-
сирующих моментов в АД с динамиче-
ским эксцентриситетом зазора обычно
недостаточно, чтобы существенно изме-
нить низкочастотную вибрацию АД, од-
нако они оказывают существенное влия-
ние на выбор диагностических парамет-
ров.
Если эксцентриситет зазора превы-
шает критическую величину Екр, происхо-
дит насыщение зубцовой зоны ротора и
(или) статора на участке с минимальным
700
Глава 12. ВИБРО ДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
зазором, которое ограничивает амплитуды
волн магнитного поля ротора и статора.
Обычно АД проектируется с запасом по
магнитному насыщению зубцовой зоны
таким образом, что 8кр составляет величи-
ну порядка 0,1... 0,15.
Ограничение по амплитуде основной
волны электромагнитного поля можно в
простейшем случае рассматривать как ее
амплитудную модуляцию частотами 2^cow,
где к = 1, 2, 3 ..., a cow равно разности кру-
говой скорости вращения волны электро-
магнитного поля coi/p и частоты вращения
ротора сог?, т.е. cow - / р.
В результате модуляции электромаг-
нитного поля и, как следствие, токов ста-
тора и ротора, в АД появляются пульси-
рующие моменты с частотами 2&cow =
= 2kSu\/ р.
В первом приближении величину
пульсирующего момента на частоте 2кыт
можно оценить в соответствии с выраже-
нием
М2кШт =(е-екрН/4^. (12.9)
В двухполюсных АД частота моду-
ляции волн магнитного поля при динами-
ческом эксцентриситете зазора совпадает
с частотой пульсирующего момента, воз-
никающего при электрической несиммет-
рии ротора, однако, в многополюсных АД
(р > 1) эти частоты различаются, что по-
зволяет различать два вида дефектов,
приводящих к появлению угловой моду-
ляции частоты вращения ротора разными
частотами 2503) и 2s^/p. Так, на рис.
12.3 приведен спектр низкочастотной
вибрации многополюсного АД при обры-
ве стержня беличьей клетки АД (см. рис.
12.3, б) и при динамическом эксцентриси-
тете воздушного зазора с насыщением
зубцовой зоны (см. рис. 12.3, в).
При более подробном анализе нели-
нейных процессов формирования магнит-
ного поля и тока, определяемых насыще-
нием зубцовой зоны ротора и статора при
динамическом эксцентриситете зазора,
необходимо учесть появление кратных
гармоник тока статора с частотами
(2к +1)©! -<drt, где Л = ±1, ±2, ±3, ... .
Их взаимодействие с основной волной
линейной токовой нагрузки ротора при-
водит к появлению пульсирующих мо-
ментов с частотами 2кы} ± , где к} =
= 1, 2, 3, .... В диагностическом аспекте
наибольший интерес представляют со-
ставляющие вибрации с частотами
4со! ± сог/, которые совместно с состав-
ляющими, возбуждаемыми радиальными
силами на частотах 2со! ± corZ, могут яв-
ляться диагностическими признаками ди-
намического эксцентриситета зазора, по-
зволяющими разделить в двухполюсных
АД два вида дефектов: обрыв беличьей
клетки и динамический эксцентриситет
зазора с насыщением зубцовой зоны.
Кроме рассмотренных особенностей
влияния динамического эксцентриситета
на низкочастотную вибрацию, можно
учесть его влияние на зубцовые состав-
ляющие вибрации. Во-первых, при экс-
центриситете появляются пульсирующие
моменты, и вибрация на зубцовых часто-
тах coz = k&rtzst , у которых при магнит-
ном насыщении зубцовой зоны ротора
растут боковые составляющие с частота-
ми k(£)rtzst ± kxmrt. Во-вторых, у зубцовых
составляющих вибрации с частотами
k&rtzst при насыщении зубцовой зоны
ротора и статора появляются боковые со-
ставляющие с частотами k&rtzst ±
+2кх Swxzrt! р.
Статический эксцентриситет зазора в
АД приводит к тому, что в одной из сек-
ций обмотки статора, ближайшей к точке
с минимальным зазором, изменяется ток,
что эквивалентно появлению ’’дополни-
тельной” однофазной обмотки статора. К
аналогичному эффекту приводит и появ-
ление короткозамкнутых витков в обмот-
ке или в активном сердечнике статора, а
также неправильное включение секций
обмотки.
ВИБРОДИАГНОСТИКА АСИНХРОННЫХ ДВИГАТЕЛЕЙ
701
Поскольку ось симметрии (в ради-
альном направлении) статического экс-
центриситета зазора может не совпадать с
осью одной из обмоток статора, ’’допол-
нительная" обмотка статора частично вы-
полняет и функции дополнительного по-
люса в АД, что может привести к появле-
нию новых составляющих вибрации, ха-
рактерных для АД с числом пар полюсов
р ± 1. Параметры этих составляющих виб-
рации также могут использоваться в каче-
стве признаков появления статического
эксцентриситета зазора, не имеющих, од-
нако, однозначной связи с величиной де-
фекта.
При статическом эксцентриситете за-
зора также возможно насыщение зубцо-
вой зоны статора и (или) ротора. Эта зона
неподвижна относительно статора и имеет
обратную относительно ротора круговую
скорость вращения сог/. Нелинейное ог-
раничение основной волны магнитного
поля приводит к тому, что "дополнитель-
ная" обмотка в статоре, кроме поля с час-
тотой СО1, создает и составляющие поля с
частотами (2к + l)coi, к = 1, 2, 3, ..., вра-
щающиеся в разных направлениях. Как и
в случае статического эксцентриситета
без насыщения зубцовой зоны, в роторе
возникает ток обратной последовательно-
сти, но с частотами (2к + 1)<х>1, который,
взаимодействуя с основным полем стато-
ра, дает пульсирующие моменты с часто-
тами 2(£+ 1)(01.
В диагностическом аспекте наи-
больший интерес представляют состав-
ляющие вибрации электромагнитного
происхождения с частотами 4coi и 8<x>i,
которые в бездефектных АД практически
отсутствуют.
Насыщение зубцовой зоны ротора
при статическом эксцентриситете зазора
приводит к ограничению основной волны
поля ротора, т.е. к появлению в роторе
дополнительных составляющих тока с
круговыми частотами (относительно ро-
тора) ((DjS ±2£j<»1)/ р. Круговые частоты
вращения этих составляющих относи-
тельно статора равны (2^ + 1)»! I р , по-
этому дополнительные составляющие
тока ротора, взаимодействуя с основной
волной поля ротора, возбуждают вибра-
цию АД на тех же частотах 2 (к + 1)со1.
Однако амплитуда этой вибрации, возбу-
ждаемой дополнительными составляю-
щими тока ротора, в Мп / Мо раз меньше
амплитуды соответствующей вибрации,
возбуждаемой дополнительными состав-
ляющими поля статора, поэтому в первом
приближении этой вибрацией можно пре-
небречь.
Насыщение зубцовой зоны при ста-
тическом эксцентриситете зазора влияет и
на пульсирующие моменты с зубцовыми
частотами. В первую очередь это отно-
сится к росту большого количества со-
ставляющих, отличающихся по частоте от
со2 = &rtzrt на величины ±2ка>1. Однако
возможно появление и составляющих
вибрации с частотами ccl = k^z^ и боко-
выми составляющими с частотами
kG\Zst ± кхCOj / р .
В результате анализа особенностей
формирования вибрации электромагнит-
ного происхождения в асинхронных дви-
гателях при наличии дефектов, диагно-
стические признаки дефектов можно раз-
делить на две основные группы. К первой
относятся признаки, связанные с измене-
нием низкочастотной вибрации АД, начи-
ная с частоты порядка сог/ / 2 и кончая
частотами порядка 12<х>1. Отличительной
особенностью этой группы признаков
является их независимость от количества
зубцов ротора и статора. Вторая группа
признаков связана с изменениями в зуб-
цовых составляющих вибрации АД и она
более чувствительна к появлению и росту
дефектов, однако, требует наличия ин-
формации о числе зубцов ротора zrt и ста-
тора zst.
Некоторые виды дефектов, диагно-
стические признаки которых связаны с
702
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
12.1. Частоты составляющих вибрации (Гц), как диагностических
признаков дефектов АД и напряжения питания
Название дефекта Рост НЧ-вибрации Рост ВЧ-вибрации Примеча- ние
Дефекты обмоток статора 2/ (R, Т) kf2n ±2fx -
Дефекты обмоток ротора (беличьей клетки) *Д ±2fxSfx (R, Т) kfzrt -
Статический эксцентриси- тет зазора 2fx (R, T) -
Статический эксцентриси- тет с насыщением зубцов 2fx (R, T) 2{k + \)fx(R, T) kx к 2 -
Динамический эксцентри- ситет зазора fr, (R~) 2frt (7) 2/i ±frt (R) 4Д ±kxfrl, *4, -
Динамический эксцентри- ситет с насыщением зуб- цов kfrt +2kxfxS / p (R,T) 2fx±kxfrt (R) 2kfx±kxfrl (7) Wzr, ±klfrt’ kfzs, ±kxfrl, kx >3 -
Несимметрия напряжения питания 2/(7) — У всех АД одной сети
Нелинейные искажения напряжения 6kfx (R, T) kfzM ±*kxfx п
Условные обозначения: f\- частота питающего напряжения; frt - частота вращения
ротора; Д, = /rtzrt или Д = frtzrt ± 2fx - зубцовые частоты ротора; Д = frlzst - зуб-,
цовая частота статора; zrt - число зубцов ротора; zst - число зубцов статора; НЧ -
низкочастотная вибрация; ВЧ - высокочастотная вибрация; S - скольжение ротора; к, кь к2-
целые числа; R,T- радиальное и тангенциальное направления возбуждения вибрации.
появлением амплитудной или частотной
модуляции составляющих вибрации элек-
тромагнитного происхождения в АД, мо-
гут быть обнаружены и идентифицирова-
ны по однократному измерению вибра-
ции. При этом следует учесть, что многие
составляющие вибрации на частотах,
кратных частоте вращения ротора, могут
иметь компоненты и механического, и
электромагнитного происхождения, и их
модуляция может относиться лишь к од-
ному из компонентов. Результаты оценки
индекса 0 угловой модуляции вибрации
на частотах и, особенно, 2сог/ по спек-
тру вибрации могут существенно отли-
чаться от его реальной величины.
Все диагностические признаки ос-
новных дефектов АД и нарушений нор-
мальных условий их питания сведены в
табл. 12.1. В табл. 12.1 приведены значе-
ния частот низкочастотных компонентов
вибрации, амплитуда которых изменяется
(растет) при появлении (росте) дефектов,
и частоты зубцовых составляющих виб-
рации, структура которых изменяется как
при появлении ранее рассмотренных де-
702
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
12.1. Частоты составляющих вибрации (Гц), как диагностических
признаков дефектов АД и напряжения питания
Название дефекта Рост НЧ-вибрации Рост ВЧ-вибрации Примеча- ние
Дефекты обмоток статора 2/i (R, Т) ¥z„±2/, -
Дефекты обмоток ротора (беличьей клетки) kfZri±2fxSfx (R,T) kfZri ±2fxSfxzrl -
Статический эксцентриси- тет зазора 2fx (R, T) kfzr, ±2fx -
Статический эксцентриси- тет с насыщением зубцов 2fx (R, T) 2(^ + 1)/! (R, T) *fZr±2kxfx, kx>2 -
Динамический эксцентри- ситет зазора frt (R) 2frt (T) 2fx+frt (R) kfz„ ±kxfrt, -
Динамический эксцентри- ситет с насыщением зуб- цов kfrl ±2kxfxS / p (R,T) 2fx ±kxfrl (R) 21rfx±kxfrt (Г) Wz„ Kfz„ ±kxfrt’ kx>3 -
Несимметрия напряжения питания 2fi(T) — У всех АД одной сети
Нелинейные искажения напряжения 6kft (Я, T) kfzrt -4kxfx а
Условные обозначения: f\- частота питающего напряжения; frt - частота вращения
ротора; /гл = или Д, = frtzrt ± 2fx - зубцовые частоты ротора; Д, = frtzst - зуб-,
цовая частота статора; zrt - число зубцов ротора; zst - число зубцов статора; НЧ -
низкочастотная вибрация; ВЧ - высокочастотная вибрация; S - скольжение ротора; к, кь к2-
целые числа; R,T- радиальное и тангенциальное направления возбуждения вибрации.
появлением амплитудной или частотной
модуляции составляющих вибрации элек-
тромагнитного происхождения в АД, мо-
гут быть обнаружены и идентифицирова-
ны по однократному измерению вибра-
ции. При этом следует учесть, что многие
составляющие вибрации на частотах,
кратных частоте вращения ротора, могут
иметь компоненты и механического, и
электромагнитного происхождения, и их
модуляция может относиться лишь к од-
ному из компонентов. Результаты оценки
индекса 0 угловой модуляции вибрации
на частотах и, особенно, 2оэгГ по спек-
тру вибрации могут существенно отли-
чаться от его реальной величины.
Все диагностические признаки ос-
новных дефектов АД и нарушений нор-
мальных условий их питания сведены в
табл. 12.1. В табл. 12.1 приведены значе-
ния частот низкочастотных компонентов
вибрации, амплитуда которых изменяется
(растет) при появлении (росте) дефектов,
и частоты зубцовых составляющих виб-
рации, структура которых изменяется как
при появлении ранее рассмотренных де-
ВИБРОДИАГНОСТИКА СИНХРОННЫХ МАШИН
703
фектов, так и при отклонении формы по-
верхности ротора и статора от правильной
(овальность, гранность и т.п.). Для едино-
образия представления таблиц с диагно-
стическими признаками дефектов разных
типов машин и оборудования, частоты
приводятся в линейных единицах/(Гц).
При диагностических измерениях
низкочастотной вибрации АД особое
внимание следует уделять выбору места и
направления измерения вибрации, так как
одна часть составляющих вибрации возбу-
ждается радиальными силами, а другая -
пульсирующими моментами. Оптималь-
ными можно считать измерения, выпол-
ненные в двух плоскостях, в которых на-
ходятся опоры вращения АД, и в двух
направлениях (радиальном и по касатель-
ной). Точки измерения выбираются, как
правило, на корпусе АД, на максимально
возможном удалении от мест его крепле-
ния к фундаменту. Для практической ди-
агностики часто оказывается достаточным
провести одно измерение вибрации в од-
ном направлении для АД малых габаритов
и два - для АД больших габаритов. Для
совмещения диагностических и монито-
ринговых измерений их лучше всего про-
водить на корпусе (подшипниковых щи-
тах) АД в горизонтальном направлении со
смещением относительно оси вращения
ротора.
Чтобы эффективно обнаруживать
дефекты, необходимо измерять спектры
вибрации АД с высоким разрешением по
частоте. Так, в частотном диапазоне до
утроенной частоты вращения ротора ши-
рина полосы спектра должна быть не бо-
лее f / 400/2, где /1 - частота питающего
напряжения (Гц). В частотном диапазоне
2/1... 13/ ширина полосы спектра не дол-
жна быть более //100 Гц, а в зоне зубцо-
вых частот вибрации не более fl 5р.
При выборе диагностической модели
предпочтение отдается групповым моде-
лям, в которых рост вибрации на указан-
ных в табл. 12.1 частотах и пороговые
значения определяются по группе одина-
ковых АД, не имеющих соответст-
вующих дефектов.
В заключение настоящего раздела
следует отметить еще одну особенность
формирования низкочастотной вибрации
АД при наличии дефектов. Она не опре-
деляет эффективность решения диагно-
стических задач, но может ограничить
эффективность мер, принимаемых по
снижению вибрации асинхронных приво-
дов и, в частности, эффективность меро-
приятий по балансировке агрегатов. Свя-
зана эта особенность с возможностью по-
явления пульсирующих моментов на час-
тоте вращения АД при наличии одновре-
менно двух видов эксцентриситетов зазо-
ров, а именно статического и динамиче-
ского.
На практике величина пульсирующе-
го момента может доходить до 10 ... 20 %
от его номинальной величины и опреде-
лять вибрацию всего агрегата на частоте
его вращения.
12.3. ВИБРОДИАГНОСТИКА
СИНХРОННЫХ МАШИН
Синхронные машины (СМ) могут
использоваться в качестве генераторов
переменного напряжения или в качестве
двигателей, особенно в приводах большой
мощности. Возможности диагностики
технического состояния СМ по сигналу
вибрации несколько уже возможностей
вибрационной диагностики асинхронных
двигателей, однако они шире возможно-
стей диагностики состояния СМ по току
или электромагнитному полю.
В СМ магнитное поле ротора (поле
возбуждения) создается электромагнитом
постоянного тока, а ток возбуждения, как
правило, подается от выпрямителя через
щеточно-контактный узел. В машинах
большой мощности ток возбуждения мо-
жет создаваться специальным генерато-
ром постоянного или переменного тока
малой мощности (возбудителем), ротор
которого механически соединен с рото-
ром основной машины. В качестве приво-
704
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
да генератора переменного напряжения,
как правило, используется дизель или
турбина. Для создания поля возбуждения
с помощью электромагнита не требуются
большие затраты энергии, поэтому вели-
чина воздушного зазора в СМ может быть
большой, превышая 20 мм в СМ большой
мощности [141].
Поле статора СМ, как и в асинхрон-
ном двигателе, создается силовой обмот-
кой, распределенной по пазам активного
сердечника статора. Особенностью как
статора, так и ротора крупных СМ являет-
ся использование систем непосредствен-
ного газового или водяного охлаждения.
Применяемые для этого конструктивные
решения могут оказывать существенное
влияние на работу и вибрацию этих ма-
шин.
Ротор синхронной машины может
быть либо явнополюсным, в частности в
низкооборотных машинах или гидрогене-
раторах, либо иметь распределенную по
пазам обмотку возбуждения. В первом
случае синусоидальная форма поля воз-
буждения обеспечивается формой полю-
сов (неравномерным воздушным зазором
между полюсом и статором), а во втором -
распределением обмотки возбуждения по
пазам ротора. Активные сердечники рото-
ра и статора изготавливаются из шихто-
ванной стали, но в сердечнике ротора лис-
ты стали не имеют изоляционных покры-
тий, как в сердечнике статора. В роторе
явнополюсных СМ мощностью более
100 кВт устанавливается короткозамкну-
тая обмотка, являющаяся аналогом бе-
личьей клетки в АД. Стержни беличьей
клетки укладываются в пазы на полюсах
СМ и по торцевой поверхности ротора
соединяются между собой проводящими
пластинами. При работе СМ в режиме
двигателя беличья клетка используется в
качестве пусковой обмотки. При работе в
режиме генератора она выполняет функ-
ции демпфера, снижающего высокочас-
тотные составляющие поля и выходного
напряжения. В неявнополюсных машинах
эта обмотка может отсутствовать, а ее
функции выполнять активный сердечник
ротора, который чаще всего изготавлива-
ется из единой поковки специальной
стали.
Пусковая (демпферная) обмотка СМ
существенным образом влияет на процесс
формирования колебательных сил элек-
тромагнитного происхождения. Все гар-
моники магнитного поля в зазоре, имею-
щие круговую частоту вращения Qz, от-
личную от частоты вращения ротора
(&rt = (Oj / р, возбуждают в демпферной
обмотке и (или) сердечнике ротора ток.
Этот ток в существенной степени компен-
сирует соответствующие гармоники маг-
нитного поля в зазоре и уменьшает воз-
буждаемые ими радиальные колебатель-
ные силы. В то же время ток в демпфер-
ной обмотке (сердечнике), взаимодейст-
вуя с основной волной магнитного поля
статора, возбуждает значительные тан-
генциальные колебательные силы, кото-
рые могут приводить к появлению боль-
ших по величине пульсирующих момен-
тов, действующих на статор и ротор СМ.
Из дефектов электромагнитного про-
исхождения, оказывающих влияние на
вибрацию двигателей и генераторов,
можно выделить дефекты обмоток ротора
(возбуждения и демпферной), статический
эксцентриситет воздушного зазора, де-
фекты обмотки статора и дефекты источ-
ника тока возбуждения. Кроме указанных
дефектов на вибрацию синхронных двига-
телей оказывают влияние несимметрия и
нелинейные искажения питающего на-
пряжения.
Радиальные колебательные силы
электромагнитного происхождения и воз-
буждаемая ими вибрация в бездефектных
СМ определяются таким же образом, как
и в асинхронных двигателях.
При определении частот высокочас-
тотных составляющих вибрации и оценке
их величин в явнополюсных и неявнопо-
люсных машинах необходимо учитывать
ряд особенностей этих машин.
ВИБРОДИАГНОСТИКА СИНХРОННЫХ МАШИН
705
Так, в явнополюсных СМ, кроме
зубцовых составляющих вибрации, при-
сутствуют и высокочастотные состав-
ляющие, определяемые высшими гармо-
никами МДС статора, возникающими из-
за дискретности его обмоток, и высшими
гармониками проводимости зазора из-за
его неравномерности, определяемой фор-
мой полюсов.
Амплитуды высших гармоник МДС
статора, по крайней мере, в kstpq раз
меньше амплитуды основной гармоники
МДС, где q - число пазов статора на по-
люс и фазу; kst - номер гармоники. Час-
тота этих гармоник МДС равна соь а про-
странственный порядок г = (6q’ + 1)р , где
q' = ±1;±2;±3,... [140].
Амплитуды высших гармоник про-
водимости зазора, определяемых формой
полюсов, по крайней мере, в 3jrt раз
меньше средней величины проводимости
зазора, их частоты равны 2jrtCDj, а про-
странственные порядки - r = 2jrtp. Та-
ким образом, магнитное поле в зазоре яв-
нополюсной СМ имеет гармонический
ряд составляющих магнитной индукции с
частотами (2 jrt ± l)^ и пространствен-
ными порядками 2pjrt ± (6q' + 1)р . Взаи-
модействие этих составляющих с основ-
ной волной магнитной индукции приво-
дит к появлению радиальных колебатель-
ных сил между ротором и статором.
Естественно, что высшие гармоники
МДС статора порядка его зубчатости
q' = +kzst/6p, тдр к = 1,2,3,..., будут вы-
деляться по величине на фоне других гар-
моник. Соответственно и вибрация СМ
при jrt=kzst/2p, т.е. на частотах
k®>rtZst = / Р И k(S>rtzSt + 2®1 =
= 2со}
-^-+1
, будет больше вибрации
на других частотах. В то же время состав-
ляющие, отличающиеся от зубцовой виб-
рации на частоты ±к2^ , из-за низкого
пространственного порядка колебатель-
ных сил также могут давать заметный
вклад в вибрацию электромагнитного
происхождения явнополюсных СМ [140].
Особенности зубцовых составляю-
щих вибрации бездефектных СМ, возбуж-
даемых радиальными силами из-за зубча-
тости полюсов, определяются тем, что
расстояние между зубцами и внутренней
поверхностью статора, а также угловые
расстояния между зубцами одного и со-
седних полюсов, не являются строго оди-
наковыми. Поэтому составляющие вибра-
ции, определяемые зубчатостью ротора
явнополюсной СМ, имеют амплитудную и
угловую модуляцию, т.е. имеют большое
количество боковых составляющих с час-
тотами k&rtzrt ± , где кх = 1,2,3,...,
к2 =1,2,3,... [24]. Кроме того, при опре-
делении частот зубцовой вибрации, опре-
деляемой зубчатостью полюсов, сущест-
вует вероятность ошибки, так как расчет-
ное число зубцов может отличаться от
2pzn, где zn - число зубцов на полюсе
СМ.
Как правило, полное число пазов
(зубцов) на полюсах СМ близко к числу
пазов статора, поэтому частоты некото-
рых составляющих вибрации из-за зубча-
тости статора и ротора могут совпадать.
При этом следует учесть, что гармоники
проводимости зазора из-за зубчатости
ротора, меньше аналогичных гармоник
из-за неравномерности зазора между по-
люсами и статором, поэтому составляю-
щие вибрации СМ, определяемые зубча-
тостью ротора, существенно меньше. Как
следствие, при расчетах вибрации СМ эти
составляющие обычно не учитываются. В
то же время они могут нести в себе суще-
ственную диагностическую информацию.
На рис. 12.4 в качестве примера при-
ведены спектры вибрации двух типов СМ,
в которых присутствуют зубцовые со-
ставляющие вибрации, определяемые
зубчатостью ротора и статора. Все часто-
ты составляющих вибрации СМ на экспе-
23 - 701
706
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
5Х, м/с2
б)
Рис. 12.4. Спектры вибрации явнополюсных низкооборотных СМ в случае совпадения
частот зубцовых составляющих вибрации, определяемых зубчатостью статора и ротора (а),
и при разных значениях частоты этих составляющих (#)
риментально измеренных спектрах указы-
ваются не в угловых, а в линейных вели-
чинах /= со/2ти.
В неявнополюсных бездефектных
СМ количество высокочастотных состав-
ляющих вибрации электромагнитного
происхождения меньше, чем в явнопо-
люсных СМ и асинхронных двигателях.
Чаще всего наиболее сильные высокочас-
тотные составляющие вибрации неявно-
полюсных СМ определяются взаимодей-
ствием высших гармоник МДС статора с
зубцовыми гармониками проводимости
ротора. Причиной является тот факт, что
высшие гармоники МДС статора имеют
пространственный порядок г = (6q' + 1)р ,
где q' = ±1, ±2, ±3,..., а число пазов ро-
тора обычно составляет величину
zrt = 6qnp , где q” = 2, 3, 4, ..., причем об-
мотка возбуждения заполняет две трети
возможных пазов ротора, что позволяет
свести к нулю высшие пространственные
гармоники поля возбуждения с порядком,
кратным трем. Остальные гармоники поля
возбуждения, кроме пятой, составляют
ВИБРОДИАГНОСТИКА СИНХРОННЫХ МАШИН
707
величину менее 1 % от основной гармо-
ники. Достаточно часто в роторе неявно-
полюсных СМ свободные от обмотки воз-
буждения пазы не вытачиваются, т.е. ро-
тор имеет 2р ’’больших” зубцов, а ради-
альные колебательные силы порядка зуб-
чатости ротора из-за этих зубцов приоб-
ретают амплитудную модуляцию. Для
таких роторов при расчете частоты зубцо-
вой вибрации необходимо использовать
приведенное значение zrt = 3z'rt 12 , где
z'rt - реальное число пазов ротора, указы-
ваемое в технической документации.
Как следует из сказанного, взаимо-
действие гармоник МДС статора и прово-
димости зазора, определяемой зубчато-
стью ротора, дает волны магнитной ин-
дукции с зубцовыми частотами ротора и
низким пространственным порядком.
Этих сил, однако, не хватает для
возбуждения существенной вибрации ста-
тора с пространственными порядками
г = 0 и г = 2р, по крайней мере, в много-
полюсных СМ. Следует, однако, отме-
тить, что волны магнитной индукции с
частотой, отличной от cdi, наводят в
сердечнике ротора и демпферной обмотке
токи того же пространственного порядка.
Эти токи, взаимодействуя с основной
волной индукции, создают тангенциаль-
ные силы, действующие на ротор и ста-
тор. В том случае, когда пространствен-
ный порядок сил равен г = 0, интегриру-
ясь по поверхности ротора (статора), эти
силы создают значительный по величине
пульсирующий момент. Таким образом, в
явнополюсных машинах на зубцовых час-
тотах cdf =jrt&rtzrt возбуждается за-
Jrt
метная вибрация, однако, из-за своего
тангенциального направления, она не ста-
новится существенным источником воз-
душного шума СМ на зубцовых частотах,
который принято называть магнитным
шумом электрической машины [140].
Следует также отметить, что в боль-
шинстве неявнополюсных машин количе-
ство пазов статора в несколько раз пре-
вышает количество зубцов ротора. По-
этому зубцовые составляющие радиаль-
ной вибрации СМ, определяемые основ-
ной волной магнитного поля и перемен-
ной гфоводимостью зазора из-за его двух-
сторонней зубчатости, не дают заметного
вклада в вибрацию и магнитный шум СМ,
как это имеет место в асинхронных двига-
телях.
В качестве примера на рис. 12.5 при-
ведены спектры вибрации корпуса круп-
ной неявнополюсной СМ, работающей в
режиме генератора, в случаях, когда в
электромагнитной системе дефекты от-
сутствуют и когда имеют место отдель-
ные дефекты СМ. Из зубцовых состав-
ляющих вибрации СМ выделяются лишь
составляющие с частотами, определяе-
мыми зубчатостью ротора.
Следующей задачей описания вибра-
ции бездефектных СМ является опреде-
ление пульсирующих моментов и танген-
циальной вибрации машины при ее пита-
нии от сети с несимметричным напряже-
нием и напряжением искаженной формы.
При несимметрии напряжения пита-
ния явнополюсных и неявнополюсных
СМ ток в статоре и магнитное поле в за-
зоре, как и в асинхронных двигателях,
представляет собой сумму составляющих
прямой и обратной последовательности,
имеющих частоту o>i.
Составляющая тока обратной после-
довательности в статоре взаимодействует
с основной волной поля возбуждения,
создавая тангенциальные электродинами-
ческие силы. Аналогичным образом взаи-
модействует и составляющая магнитного
поля статора обратной последовательно-
сти с током возбуждения ротора. По-
скольку пространственные порядки волн
поля и тока одинаковы, тангенциальные
силы, интегрируясь по поверхности рото-
ра и статора СМ, создают пульсирующий
с частотой 2<х>1 момент сил. Этот момент
возбуждает тангенциальную вибрацию
ротора и сердечника статора СМ. В круп-
ных СМ сердечник статора обычно упруго
23*
708
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
м/с2
0,0001 _________________________________________________________I
0 500 1000 1500 2000 2500 / Гц
У» м/с2 а)
0 500 1000 1500 2000 2500 3000 3500 /Гц
б)
Рис. 12.5. Спектры вибрации бездефектного неявнополюсного генератора большой
мощности (а) и генератора с дефектами источника напряжения возбуждения (б)
(в тангенциальном направлении) подве-
шивается к корпусу машины, поэтому в
таких машинах вибрация корпуса на час-
тоте 2(01 при несимметрии напряжения
питания может изменяться в весьма не-
больших пределах.
Величина пульсирующего момента в
СМ на частоте 2coi при несимметрии на-
пряжения рассчитывается достаточно
сложным образом [24, 33]. Причина за-
ключается в сложности расчетов электри-
ческих схем замещения СМ, в которых
электрические характеристики различны
по двум осям - продольной d, проходящей
через центры полюсов ротора, и попереч-
ной q, проходящей перпендикулярно оси
d. Следует отметить, что для СМ и асин-
хронных двигателей с одинаковым номи-
нальным моментом при одинаковой не-
симметрии напряжения питания величины
пульсирующих с частотой 2cc>i моментов
будут близки.
ВИБРОДИАГНОСТИКА СИНХРОННЫХ МАШИН
709
При нелинейных искажениях напря-
жения питания, как и в асинхронных дви-
гателях, в сердечнике ротора и в демп-
ферных обмотках СМ наводятся токи с
частотами, определяемыми частотой и
направлением вращения высших гармо-
ник МДС статора. Соответственно наве-
денные токи, взаимодействуя с перемен-
ной составляющей магнитного поля, воз-
буждают тангенциальные электродинами-
ческие силы и пульсирующие моменты с
частотами 6g'®i.
В неявнополюсных СМ пульсирую-
щие моменты из-за нелинейных искаже-
ний напряжения можно рассчитывать та-
ким же образом, как и в асинхронных
двигателях. При этом следует учесть, что
величины токов и /6^+1 при одина-
ковых искажениях в СМ могут быть
меньше, и для оценки пульсирующих мо-
ментов их лучше определять эксперимен-
тально.
В явнополюсных СМ при одинако-
вых начальных фазах высших гармоник
напряжения питания величины сущест-
вуют пульсирующие моменты с частота-
ми 6#'а>! [24].
В крупных СМ с упругой подвеской
сердечника статора в корпусе машины
вибрация корпуса на частотах 6^'cdj при
предельно допустимых нелинейных иска-
жениях питающего напряжения может
оказаться значительно ниже вибрации,
возбуждаемой электромагнитными сила-
ми на других частотах.
Вибрация СМ существенным обра-
зом зависит и от качества напряжения
возбуждения, в котором кроме постоян-
ной составляющей могут присутствовать
гармонические составляющие разной час-
тоты. Многообразие средств формирова-
ния напряжения возбуждения не позволя-
ет достаточно полно определить спек-
тральный состав тока возбуждения, по-
этому на практике его приходится опре-
делять экспериментально, измеряя его
спектр. Для этого лучше всего использо-
вать токовые клещи и те средства анализа
электрических сигналов, которые исполь-
зуются и для анализа сигналов вибрации.
Достаточно часто для питания об-
мотки возбуждения СМ используются
выпрямители, на выходе которых при от-
сутствии дефектов в выпрямителе, кроме
постоянной составляющей, могут появ-
ляться дополнительные гармонические
составляющие с частотами 6Axoj, где к =
= 1, 2, 3, ..., Ю1 - частота питающего на-
пряжения. В зависимости от электриче-
ской схемы выпрямителя, допусков на его
характеристики и возможных дефектов, в
выходном напряжений могут присутство-
вать гармонические составляющие с час-
тотами 2£a)j, Зкы} и другими [28]. Пере-
менные составляющие напряжения на
выходе выпрямителя могут также возни-
кать при несимметрии или нелинейных
искажениях напряжения питающей вы-
прямитель электрической сети.
Для снижения величины переменных
составляющих в токе возбуждения СМ на
выходе источника питания часто ставится
сглаживающий фильтр, который снижает
величину высокочастотных пульсаций
напряжения возбуждения. Кроме того, в
активном сердечнике ротора происходит
существенное поглощение высокочастот-
ных (выше 1000 Гц) составляющих маг-
нитного поля возбуждения. Поэтому
влияние качества напряжения возбужде-
ния на вибрацию СМ изучается, как пра-
вило, на частотах от (3 ... 20)a>i.
Переменные составляющие тока воз-
буждения СМ создают составляющие
магнитного поля возбуждения той же час-
тоты. В свою очередь эти составляющие
поля возбуждения наводят в демпферной
обмотке и в активной стали ротора токи с
теми же частотами. Переменные состав-
ляющие поля возбуждения, взаимодейст-
вуя с основной волной тока статора, и
переменные составляющие тока демпфер-
ных обмоток (стали) ротора, взаимодейст-
вуя с основной волной магнитного поля,
создают тангенциальные электродинами-
ческие силы нулевого пространственного
710
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
порядка и, как следствие, пульсирующие
моменты, действующие на ротор и статор
в противоположных направлениях. Часто-
ты пульсирующих моментов совпадают с
частотами соответствующих переменных
составляющих тока возбуждения.
Величина пульсирующего момента,
действующего в СМ с частотой, соответ-
ствующей составляющей тока возбужде-
ния, в первом приближении пропорцио-
нальна моменту нагрузки СМ и отноше-
нию величин переменной и постоянной
составляющих тока возбуждения. Как
правило, переменные составляющие тока
возбуждения не превышают по величине
1... 2 % от постоянной составляющей и не
определяют вибрацию электромагнитного
происхождения в СМ. В то же время в
диагностических задачах необходимо
учитывать составляющие вибрации СМ,
появление которых связано с нелинейны-
ми искажениями напряжения возбужде-
ния.
При определении технического со-
стояния СМ необходимо оценивать со-
стояние щеточно-контактного узла
(ЩКУ). Его дефекты, как правило, приво-
дят к пульсациям сопротивления электри-
ческой цепи возбуждения и, как следст-
вие, к пульсациям тока возбуждения. Но,
в отличие от пульсаций тока из-за дефек-
тов выпрямителя, эти пульсации пред-
ставляют собой сумму гармонических
составляющих с частотами k&rt, что по-
зволяет разделить признаки дефектов
ЩКУ и выпрямителя по результатам ана-
лиза спектра тока возбуждения СМ. Об-
наружить дефекты ЩКУ по вибрации СМ
гораздо сложнее, так как их признаки
трудно разделить с признаками механиче-
ских дефектов ротора или соединитель-
ных муфт.
Для иллюстрации влияния нелиней-
ных искажений напряжения возбуждения
на вибрацию СМ, на рис. 12.5, б приведен
спектр вибрации неявнополюсного гене-
ратора с электрическим дефектом систе-
мы возбуждения, сопровождающимся
появлением спектральных составляющих
тока возбуждения с частотами Зкы} . Рост
составляющих вибрации генератора на-
блюдается на частотах 150, 300 и 450 Гц.
Из дефектов собственно электромаг-
нитной системы СМ наиболее часто
встречаются дефекты обмоток возбужде-
ния и статический эксцентриситет зазора.
Дефекты обмоток возбуждения проявля-
ются в виде изменения формы поля воз-
буждения. Эти изменения максимальны в
многополюсных СМ, в которых при де-
фектах обмоток (или изменении формы
полюсов в явнополюсных СМ) поле воз-
буждения становится несимметричным в
радиальной к оси вращения плоскости. В
результате появляется дополнительная
вращающаяся с частотой радиальная
электромагнитная сила, а также пульси-
рующий с частотой 2юг/ момент.
Следующие по величине радиальные
колебательные силы, как и в асинхронных
двигателях при динамическом эксцентри-
ситете зазора, имеют частоты 2cdj ± кыг[.
Они являются следствием амплитудной
модуляции радиальных сил, возбуждае-
мых основной волной магнитного поля, в
точке контроля вибрации на корпусе ма-
шины.
Кроме перечисленных особенностей
влияния несимметричного поля возбуж-
дения на вибрацию СМ, можно дополни-
тельно отметить рост пульсирующих мо-
ментов, действующих в машине с часто-
тами k&i, и амплитудную модуляцию
зубцовых составляющих, определяемых
зубчатостью статора, частотами kwrt.
Обнаружить сильные дефекты об-
мотки возбуждения СМ можно по росту
радиальной вибрации машины с частотой
вращения ротора . Влияние слабого
дефекта на вибрацию СМ с частотой
может быть существенно меньше влияния
других дефектов механического происхо-
ждения, например неуравновешенности
ротора, дефектов соединительных муфт,
ВИБРОДИАГНОСТИКА СИНХРОННЫХ МАШИН
711
расцентровки валов и т.п. Поэтому на
ранней стадии развития дефект лучше
всего обнаруживать по появлению боко-
вых составляющих у гармоник вибрации
электромагнитного происхождения с час-
тотами 2^®! ± k2(&rt у где к\9 = 1, 2, 3, ...,
в частности с частотой 2coi ± k2^rt. При
этом не следует использовать низкочас-
тотные гармоники вибрации с частотами
6Ахд!, так как у них боковые составляю-
щие могут появляться из-за совместных
дефектов источника напряжения возбуж-
дения и щеточно-контактного узла. В не-
явнополюсных СМ лучше всего использо-
вать гармоники вибрации, определяемые
зубчатостью ротора. В явнополюсных
СМ, наоборот, следует использовать гар-
моники вибрации, определяемые зубчато-
стью статора, предварительно убедившись
в их несовпадении с гармониками, опре-
деляемыми зубчатостью ротора, так как
последние практически всегда имеют
большое число боковых составляющих,
отличающихся от основной на частоты
±£cort.
Физические процессы, протекающие
в электромагнитной системе при статиче-
ском эксцентриситете воздушного зазора,
аналогичны у всех машин переменного
тока и рассчитываются исходя из появле-
ния ’’дополнительной” однофазной обмот-
ки в статоре. Во-первых, в машине появ-
ляется радиальная электромагнитная ко-
лебательная сила первого пространствен-
ного порядка частотой 2cc>i. Во-вторых, из-
за ’’дополнительной” обмотки появляются
тангенциальная составляющая электроди-
намических сил и тангенциальная вибра-
ция той же частоты 2<х>1, а при насыщении
зубцовой зоны статора и (или) ротора тан-
генциальная вибрация с частотами
2(& + 1)со1, где к = 1, 2, 3, ... (см. рис.
12.4). В-третьих, изменяются пространст-
венные порядки зубцовых составляющих
радиальных электромагнитных и танген-
циальных электродинамических сил, оп-
ределяемых зубчатостью ротора в неяв-
нополюсных СМ, а также зубчатостью
статора и двойной зубчатостью (ротора и
статора) в явнополюсных СМ. Эксцентри-
ситет зазора приводит к росту зубцовых
составляющих вибрации СМ, и особенно,
к росту боковых составляющих с часто-
тами ktoZrt ±2£2o>i и ±2&2o>i , где &i,
^2= 1,2,3, ... .
Аналогичные процессы протекают в
электромагнитной системе СМ и при де-
фектах (короткозамкнутых витках) в об-
мотке статора, однако при этом эффекта
насыщения зубцовой зоны статора (рото-
ра) не наблюдается.
Для обнаружения большого по вели-
чине статического эксцентриситета зазо-
ра, который встречается прежде всего в
крупных СМ с вынесенными опорами
вращения ротора и сопровождается на-
сыщением зубцовой зоны статора (рото-
ра), лучше всего использовать диагности-
ческий признак в виде преимущественно-
го роста вибрации СМ на частоте 4coi.
На ранней стадии развития дефектов
в виде статического эксцентриситета за-
зора и дефектов обмотки статора для раз-
ных типов СМ могут использоваться раз-
ные признаки. Так, в крупных СМ с упру-
гоподвешенным сердечником статора эти
дефекты лучше всего обнаруживать по
росту тангенциальной вибрации статора
на частоте 2cc>i, для чего рекомендуется
устанавливать вибропреобразователь не-
посредственно на сердечник статора. Эти
же дефекты в неявнополюсных СМ мож-
но обнаруживать по росту зубцовых со-
ставляющих вибрации и боковых состав-
ляющих с частотами ± к2(^х.
Наибольшие проблемы связаны с об-
наружением эксцентриситета зазора в яв-
нополюсных СМ, в которых даже при от-
сутствии дефектов есть заметные
составляющие вибрации с частотами
kx($z t ±&2CDi, а зубцовые составляющие,
определяемые зубчатостью ротора, плохо
идентифицируются и плохо разделяются с
зубцовыми составляющими, определяе-
712
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
Sx, м/с2
0,1
0,01
0,001
0,0001-
0
Sx, м/с2
1:
0,0001
0 500 1000 1500 2000 2500 3000 /,Гц
б)
Рис. 12.6. Спектры вибрации корпуса бездефектного неявнополюсного
синхронного генератора (а) и генератора со статическим эксцентриситетом зазора (б)
мыми зубчатостью статора. Поэтому о
появлении дефектов можно косвенно су-
дить по росту боковых составляющих
вибрации с частотами Л^со ±к2^\ при
к2 > 2, а если удается выделить группы
зубцовых составляющих, определяемых
зубчатостью ротора с частотами
к^г ±2к2^ +k3&rt, к\, к3 = 1, 2, 3, ... ;
&2 = 0; 1, то по росту боковых составляю-
щих при к2 = 1.
В качестве примера на рис. 12.6 при-
ведены спектры вибрации неявнополюс-
ных СМ со статическим эксцентрисите-
том зазора, а на рис. 12.7 - спектры виб-
рации явнополюсных СМ с тем же дефек-
том.
Диагностические признаки основных
дефектов явнополюсных СМ сведены в
табл. 12.2, а неявнополюсных СМ - в
табл. 12.3. В табл. 12.2 приведены частоты
(в линейных единицах) тех составляющих
вибрации в СМ, амплитуда которых рас-
тет при появлении и росте указанных де-
фектов.
При диагностических измерениях
низкочастотной вибрации СМ особое
внимание следует уделять выбору места и
направления измерения вибрации, так как
при появлении многих дефектов преиму-
щественно растет тангенциальная вибра-
ция, возбуждаемая пульсирующими мо-
ментами. Оптимальными точками изме-
рения в крупных СМ с упругой подвеской
ВИБРОДИАГНОСТИКА СИНХРОННЫХ МАШИН
713
12.2. Частоты составляющих вибрации (Гц), как диагностических признаков
дефектов явнополюсных СМ и напряжения питания
Название дефекта Рост НЧ-вибрации Рост ВЧ-вибрации Примечание
Дефекты обмоток статора 2/ (R, Т) — —
Дефекты обмоток ротора 2kfx±frt(R) k\fzs, ±klfrt к *3,6,9...
Статический эксцентриси- тет зазора 2/1; 2kf\ (Л, Т) k\fzst - 2^2/1 к *3,6,9...
Статический эксцентриси- тет зазора с насыщением зубцов преимущественно 4/1 (R, Т) ±2*2/, k\fz„ - 2^2/1 Л2>3
Дефекты источника на- пряжения возбуждения 3kfi(T) - Измерить спектр тока возбуждения
Несимметрия напряжения питания 2fx(T) - У всех СМ одной сети
Нелинейные искажения напряжения Wx (R, Т) - То же
Дефекты пусковой КЗ об- мотки kfrl+2Sf} (R,T) - В режиме асинхронного двигателя
Условные обозначения: f\ - частота питающего напряжения;/, - частота вращения
ротора; fZrt — frtzrt или fZt = frtzrt±2fx - зубцовые частоты ротора; fZt = frtzst - зубцо-
вая частота статора; zrt - число зубцов ротора; zst - число зубцов статора; S - скольжение
ротора в асинхронном режиме; НЧ - низкочастотная вибрация; ВЧ - высокочастотная вибра-
ция; к, к\, к2 - целые числа; R, Т - радиальное и тангенциальное направления возбуждения
вибрации.
12.3. Частоты составляющих вибрации (Гц), как диагностических признаков
дефектов неявнополюсных СМ и напряжения питания
Название дефекта Рост НЧ-вибрации Рост ВЧ-вибрации Примечание
Дефекты обмоток статора 2/ (R, Т) - -
Дефекты обмоток ротора frt-, 2kfx±frt (Л) к *3,6,9...
Статический эксцентриситет зазора 2/ (R, Т) k\fzrt 1;2
Статический эксцентриситет зазора с насыщением зубцов преимущественно 4/i (R, Т) kxfZn + 2k2fx кг>2
Дефекты источника напряже- ния возбуждения 3kf\ (Т) - Измерить спектр тока возбуждения
Несимметрия напряжения питания 2/(7) - У всех СМ одной сети
Нелинейные искажения напря- жения бЛ/i (Л, 7) - То же
Дефекты пусковой КЗ обмотки ^±25/ (R, 7) - В режиме асинх- ронного двигателя
Условные обозначения: см. табл. 12.2.
714
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
Sx, м/с2
SX9 м/с2
О 500 1000 1500 2000 2500 3000 /, Гц
б)
Рис 12.7. Спектры вибрации явнополюсных СМ без дефектов (а) и со
статическим эксцентриситетом зазора (0
статора можно считать точки на сердеч-
нике статора с направлением измерения
по касательной к сердечнику, и в этом
случае измерительные преобразователи
ставятся, как правило, стационарно. В
остальных СМ измерения рекомендуется
проводить на корпусе машины, так же,
как и у асинхронных двигателей.
При наличии группы одинаковых
электромеханизмов с СМ в количестве не
менее 4-5 можно рекомендовать исполь-
зовать групповые диагностические моде-
ли, в то время как у каждого из крупных
синхронных генераторов могут быть та-
кие индивидуальные особенности конст-
рукции собственно генератора или фун-
дамента, которые исключают возмож-
ность использования групповых моделей.
В этом случае рекомендуется использо-
вать диагностические модели по истории
(ретроспективным данным измерений),
для построения которых необходимо на-
бирать данные измерений по крайней ме-
ре в течение года и вносить в них поправ-
ки после каждой остановки и обслужива-
ния генератора.
ВИБРОДИАГНОСТИКА МАШИН ПОСТОЯННОГО ТОКА
715
В заключение следует указать на
возможность обнаружения еще одного
дефекта, встречающегося в СМ, а именно
распушения пакетов активной стали ста-
тора. Этот дефект чаще всего возникает во
внешних (ближайших к опорам вращения)
пакетах и может, как и в трансформато-
рах, обнаруживаться по росту вибрации
пакета в осевом направлении на частотах
2kf}, где к > 1. Основной проблемой об-
наружения является недоступность точек
контроля вибрации непосредственно на
каждом из пакетов. Но, поскольку вибра-
ция распушенного пакета носит объемный
характер, сопровождающийся излучением
звука, можно пытаться обнаружить этот
дефект по спектру шума в охлаждающей
среде.
12.4. ВИБРОДИАГНОСТИКА
МАШИН ПОСТОЯННОГО ТОКА
Машины постоянного тока (МПТ)
могут использоваться как в качестве гене-
раторов, так и в качестве двигателей, осо-
бенно в приводах с регулируемой часто-
той вращения. Большой пусковой момент
МПТ является основной причиной их ис-
пользования на транспорте в качестве тя-
говых двигателей.
Основной конструктивной особенно-
стью, определяющей вибрацию электро-
магнитного происхождения в МПТ, явля-
ется большая величина воздушного зазора
между якорем и полюсными наконечни-
ками, доходящая до 10... 15 мм у мощных
МПТ. Ресурс и межремонтный период
эксплуатации МПТ меньше, чем у асин-
хронных двигателей или синхронных ма-
шин, в первую очередь, из-за больших
токов якоря и ускоренного износа щеточ-
но-коллекторного узла (ЩКУ). Как след-
ствие, актуальность задач контроля тех-
нического состояния и диагностики МПТ
максимальна среди всех видов электриче-
ских машин.
В последние годы для питания и ре-
гулирования частоты вращения МПТ все
чаще используются регулируемые стати-
ческие выпрямители, затрудняющие ре-
шение задач контроля технического со-
стояния машины как по параметрам тока
якоря и возбуждения, так и по вибрации,
из-за пульсаций питающего напряжения.
Возможности вибрационной диагно-
стики МПТ из-за ограниченности спек-
трального состава вибрации электромаг-
нитного происхождения невелики, поэто-
му вибрационную диагностику МПТ ре-
комендуется дополнять диагностикой по
спектру тока якоря, и, при независимом
возбуждении, по спектру тока возбужде-
ния. Эффективность вибрационной диаг-
ностики МПТ повышается в тех случаях,
когда имеется возможность сравнить виб-
рацию машины в двух сильно различаю-
щихся по величине нагрузки режимах ее
работы.
Низкочастотная вибрация электро-
магнитного происхождения в МПТ опре-
деляется, как и в машинах переменного
тока, тремя основными причинами, а
именно: особенностями конструкции, де-
фектами и наличием пульсаций напряже-
ния питающей сети постоянного тока
[ИО].
Поскольку электромагнитное поле
МПТ не вращается, в ее вибрации нет, в
отличие от синхронных машин, наиболее
интенсивной составляющей с частотой
2, определяемой вращением поля
возбуждения. Как следствие, у бездефект-
ных МПТ основной вклад в вибрацию
электромагнитного происхождения вносят
зубцовые составляющие, определяемые
зубчатостью якоря coz = kz^rt, где гя -
число зубцов якоря, к = 1, 2, 3, ... .
Из сил электромагнитного происхо-
ждения на корпус бездефектной МПТ
действуют преимущественно радиальные
колебательные силы зубцовой частоты и
ее высшие гармоники, которые могут
быть представлены составляющими, при-
ложенными к краям полюсных наконеч-
ников. Силы реакции действуют на якорь,
причем в бездефектных МПТ сумма всех
составляющих сил реакции, приложенных
к якорю, равна нулю.
716
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
Величина каждой из этих состав-
ляющих на частоте со2 равна [140]:
Fr^ = *о(*с - 1>/2лц0а, (12.10)
где Bq - среднее значение индукции в за-
зоре; кс - коэффициент Картера; /, b -
длина и ширина полюсной дуги соответ-
ственно; а - число пазов на длине полюс-
ной дуги; Цо - магнитная проницаемость
воздуха.
При полуцелом числе а = q’ +1 / 2,
где q' - целое число, силы, действующие
на противоположные концы полюсного
наконечника, синфазны и складываются, а
при целом числе а = q' на полюс дейст-
вует изгибающий момент. Порядок коле-
баний станины под действием указанных
сил и моментов определяется фазовыми
состояниями между силами, действую-
щими на соседние полюсы, т.е. расстоя-
ниями между краями полюсных наконеч-
ников, выраженными в числе пазов. Если
это расстояние равно целому числу пазов,
силы оказываются противофазными и
порядок колебаний равен г = 0 при
ия /2р = q' + \/2 или г = 2р при zJ2p = q'.
Как правило, точность изготовления
и монтажа МПТ такова, что, в зависимо-
сти от величины момента нагрузки, оси
симметрии магнитного поля под полюса-
ми сдвигаются, а ширины полюсной дуги
по магнитному полю изменяются в не-
больших, но достаточных для изменения
пространственного порядка колебатель-
ных сил и вибрации пределах. Для того,
чтобы снизить величину этих сил и "сгла-
дить" границы перехода от одних к дру-
гим формам колебаний, выполняется скос
пазов якоря на одно пазовое деление и
(или) скос краев полюсов. Вибрацию без-
дефектной МПТ со скосом пазов на зуб-
цовых частотах можно оценить исходя из
действия двух встречных радиальных сил
величиной Fr &z /кр , где к= 1, 2, 3, ..., на
станину в противоположных точках, воз-
буждающих колебания кольца второго
порядка р = 2.
При работе МПТ под нагрузкой маг-
нитное поле в зазоре изменяет свою фор-
му, увеличиваясь к одному краю полюс-
ного наконечника [28]. Соответственно
колебательная сила действует преимуще-
ственно на один край наконечника и воз-
растет в два раза при полной нагрузке
МПТ. При этом пространственная форма
колебательных сил имеет нулевой поря-
док, а возбуждаемая ими вибрация безде-
фектной МПТ меняется лишь в неболь-
ших пределах. Однако даже при неболь-
шом статическом эксцентриситете зазора
зубцовая вибрация машины может суще-
ственно вырасти, так как дополнительно
появляются колебательные силы первого
пространственного порядка, для которых
механическая податливость станины с
полюсами во много раз больше, чем для
сил нулевого и высокого по-рядков.
Кроме радиальных сил зубцовой час-
тоты, на полюсы и якорь МПТ действуют
и тангенциальные силы. Так, на край каж-
дого полюса (и якорь) действует танген-
циальная сила, определяемая выра-
жением:
Fr^ = 2502(£с-1)/5/тщ0, (12.11)
где 5 - величина зазора.
На холостом ходу тангенциальные
силы, действующие на два края одного
полюса, противофазны, и суммарный
пульсирующий момент в МПТ на зубцо-
вой частоте близок к нулю. Однако под
нагрузкой сила, действующая на один
край полюса, растет, а действующая на
другой край того же полюса - падает, что
может привести к росту пульсирующего
момента и вибрации МПТ.
Вибрация бездефектных МПТ суще-
ственным образом изменяется при пита-
нии от статического выпрямителя с пуль-
сациями выходного напряжения. Спек-
тральный состав этих пульсаций сущест-
венно зависит от характеристик статиче-
ского выпрямителя. Многие современные
статические выпрямители содержат в себе
низкочастотные фильтры, сглаживающие
ВИБРОДИАГНОСТИКА МАШИН ПОСТОЯННОГО ТОКА
717
Рис. 12.8. Спектры вибрации тягового электродвигателя колесно-моторного блока
локомотива (без нагрузки) при отсутствии дефектов (а) и при обрыве одной из пластин
коллектора (#). Большинство составляющих вибрации на частотах kfrt и ktfz ± к^
определяется не электромагнитными, а механическими причинами, т.е. работой
редуктора, ведущая шестерня которого посажена на вал МПТ
выпрямленное напряжение сети перемен-
ного тока, а регулирование выходного
напряжения в них осуществляется широт-
но-импульсными регуляторами с высокой
(обычно несколько килогерц) частотой
коммутации и последующей фильтрацией
выходного напряжения. Но, поскольку во
многих отраслях промышленности про-
должают использоваться простейшие ти-
ристорные регуляторы со значительными
пульсациями выходного напряжения, не-
обходимо, во-первых, контролировать
спектральный состав тока якоря (возбуж-
дения), а во-вторых, оценивать его влия-
ние на вибрацию МПТ.
Величину пульсирующего момента с
частотой одной из гармонических состав-
ляющих пульсирующего напряжения пи-
тания Ю/ можно оценить в соответствии с
выражением
~ /Ло = > (12.12)
где Mq - момент нагрузки МПТ; /яю -
ток якоря с частотой coz; /я0 - постоянная
составляющая тока якоря; см = pN /2ла -
магнитная постоянная машины; Фо - маг-
нитный поток главных полюсов; N - чис-
ло активных проводников обмотки якоря;
а - число параллельных ветвей обмотки.
В большинстве регулируемых вы-
прямителей частота пульсаций выходного
напряжения кратна частоте со i переменно-
го напряжения в питающей сети, а основ-
718
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
Рис. 12.9. Спектры вибрации тягового электродвигателя без дефектов (а) и с
перекосом одного из главных полюсов (б). Ряд составляющих вибрации, в том числе с
частотами/^, 2fz и ktfz и ktfz ± к^ имеет механические причины, т.е. возбуждается
присоединенным редуктором
ные гармоники тока якоря принадлежат
гармоническому ряду где к = 1, 2,
3, причем максимальные по амплитуде
гармоники могут иметь частоты 2&соь
3Axoi, 6ZccD] или другие. В связи с этим,
вибрационная диагностика МПТ должна
выполняться при таких частотах враще-
ния, при которых гармонические ряды
составляющих вибрации с частотами
и хорошо разделяются в час-
тотной области. Оптимальными частота-
ми вращения можно считать такие, при
которых частоты k&rt и coi, где к - целое
от сО1/согь отличаются на 5... 10 % .
Из дефектов, влияющих на вибрацию
МПТ, следует выделить дефекты ЩКУ,
обмоток якоря (добавочных полюсов),
статический эксцентриситет зазора (пере-
косы полюсов), ослабление креплений
полюсов и дефекты обмоток возбуждения.
Наиболее часто встречаются дефекты
ЩКУ, проявляющиеся в виде неравно-
мерного износа щеток и коллектора, вы-
ступания отдельных изоляционных про-
ВИБРОДИАГНОСТИКА МАШИН ПОСТОЯННОГО ТОКА
719
Рис. 12.10. Спектры вибрации тяговых электродвигателей без дефектов (а),
с износом щеток (б) и с дефектами обмоток добавочных полюсов (в). Ряд составляющих
вибрации, в том числе с частотами/^, 2fz и 3fz имеет механические причины, т.е.
возбуждается присоединенным редуктором
720
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
кладок между пластинами или обрыва
пластин (петушков). Неравномерный из-
нос щеток и (или) бой коллектора чаще
всего приводит к нарушениям в процессе
коммутации тока якоря преимущественно
у одной из щеток в одной из ограничен-
ных по числу пластин зон коллектора.
Отсутствие контакта щетки с одной из
коллекторных пластин, обрыв пластины
или секции обмотки ведет к перераспре-
делению тока в обмотке якоря, который
замыкается через уравнительные соеди-
нения на оставшиеся неповрежденными
пары щеток. При этом явного ухудшения
процесса коммутации при неполной на-
грузке МПТ может и не быть, но в маши-
не начинает действовать пульсирующий
момент с частотой 2pcorZ. Этот момент
приведет к росту тангенциальной вибра-
ции машины на частотах 2kp^rt. В качест-
ве примера на рис. 12.8 приведены спек-
тры низкочастотной вибрации тягового
электродвигателя колесно-моторного бло-
ка локомотива (без нагрузки) при отсутст-
вии дефектов и при обрыве одной из пла-
стин коллектора.
Наибольшие изменения зубцовой
вибрации МПТ происходят при появле-
нии статического эксцентриситета из-за
неправильно выставленного зазора под
одним (несколькими) из основных полю-
сов или ослабления узлов крепления по-
люса к станине. При этом большого роста
вибрации МПТ в конкретном (одном) ре-
жиме работы машины может и не быть, но
в то же время величина скачка зубцовой
вибрации при переходе от одного режима
работы к другому будет резко увеличи-
ваться. В том случае, если причиной роста
(скачка) вибрации является ослабление
креплений полюса, возрастает радиальная
вибрация, измеряемая непосредственно на
ослабленном креплении (болте). Опреде-
лить, какой из полюсов имеет перекос
(ослабление креплений), можно путем
сравнения уровней зубцовой вибрации
МПТ, измеряемой на разных болтах креп-
ления разных полюсов. Наиболее харак-
терный пример изменения зубцовой виб-
рации МПТ при перекосе одного из глав-
ных полюсов приведен на рис. 12.9.
При перекосах добавочных полюсов,
а также при появлении короткозамкнутых
витков в обмотках добавочных полюсов
или в обмотках возбуждения могут ухуд-
шаться условия коммутации тока в зоне
щеток дефектной пары полюсов. При этом
растут переменные составляющие тока
якоря с коллекторными частотами
faov = kzN(tirt, где zv - число пластин кол-
лектора и, как следствие, вибрация МПТ
на коллекторных частотах. В большинстве
МПТ с повышенным напряжением пита-
ния число пластин коллектора в несколь-
ко раз больше числа зубцов якоря, что
позволяет разделить высшие гармоники
тока якоря и вибрации МПТ на зубцовые
и коллекторные составляющие.
Рост коллекторных составляющих
вибрации МПТ, особенно под нагрузкой,
является одним из основных диагностиче-
ских признаков дефектов ЩКУ и допол-
нительных полюсов, однако по ним за-
труднена идентификация дефекта. Для
предварительной идентификации дефекта
можно использовать свойства боковых
составляющих вибрации на коллекторных
частотах. Так, если боковых составляю-
щих нет, причиной нарушения коммута-
ции с наибольшей вероятностью являются
дефекты полюсов и их обмоток. Если есть
боковые составляющие вибрации, отли-
чающиеся от коллекторной на частоты
то наиболее вероятными являются
механические дефекты, например, бой
коллектора или износ щеток (коллектора),
а если есть боковые составляющие, отли-
чающиеся на частоты 2kpcnrh то наиболее
вероятны дефекты пластин коллектора
или обмотки якоря. Примеры спектров
вибрации МПТ без дефектов и с некото-
рыми из перечисленных дефектов приве-
дены на рис. 12.10.
Возможности идентификации дефек-
тов МПТ, а в ряде случаев, и повышения
чувствительности диагностических при-
ВИБРОДИАГНОСТИКА МАШИН ПОСТОЯННОГО ТОКА
721
О
2000
4000
в)
8000 f, Гц
Рис. 12.11. Спектры тока якоря тяговых электродвигателей без дефекта (а),
с боем коллектора (б) и с обрывом пластины коллектора (в)
знаков к появлению дефектов, могут быть
расширены при проведении параллельных
измерения и анализа спектров тока якоря.
В наиболее общем случае в токе якоря
могут присутствовать ряды гармониче-
ских составляющих с частотами
kfrt, 2kpfrt, kfz*, kfz^ и, в зависимости от
наличия разных дефектов электромагнит-
ной системы МПТ, с боковыми состав-
ляющими, отличающимися на частоты
+kfrt, + 2kpfrt, ±kfz* . На рис. 12.11 в ка-
честве примера приведены спектры тока
якоря нескольких тяговых двигателей,
находящихся в разном техническом со-
стоянии. Спектры токов якоря измерялись
при работе двигателей на стендах, имею-
щих специальные нагрузочные устройства
в виде МПТ, работающих в генераторном
722
Глава 12. ВИБРОДИАГНОСТИКА ЭЛЕКТРИЧЕСКИХ МАШИН
режиме на реостат. Наличие в спектрах
значительных составляющих тока с часто-
тами kfrt связано в первую очередь с осо-
бенностью работы спаренных МПТ, цен-
трированных с ограниченной точностью,
из-за чего момент нагрузки может приоб-
рести зависимость от угла поворота якоря.
В реальных условиях в спектре тока
якоря из-за появления переменных нагру-
зок в электроприводе постоянного тока и
присоединенном механизме может быть
гораздо больше гармонических состав-
ляющих разной частоты. Это позволяет
получать дополнительную диагностиче-
скую информацию о функционировании и
состоянии присоединенного механизма.
В некоторых случаях имеется воз-
можность измерить и сравнить спектры
токов в токосборных шинах разных пар
полюсов МПТ. Это дает возможность оп-
ределить, в какой из пар полюсов машины
появились дефекты, обнаруживаемые по
вибрации или току якоря, а в ряде случа-
ев, уточнить величину дефекта.
Диагностические признаки основных
дефектов МПТ при их диагностике по
спектрам вибрации и (или) тока якоря
сведены в табл. 12.4. В табл. 12.4 приве-
дены частоты тех составляющих вибра-
ции и тока якоря, которые растут при по-
явлении и росте указанных дефектов.
12.4. Частоты составляющих вибрации (Гц) и тока якоря, как диагностических
признаков дефектов МПТ и пульсаций напряжения питания
Название дефекта Рост гармоник вибрации Рост гармоник тока Примечание
Статический экс- центриситет зазора, перекос полюсов fz,-,fz,(R,T) Рост вибра- ции при сме- не нагрузки
Дефекты обмоток якоря, обрыв пла- стины коллектора 2pfz, (D kf^lpfrt' (R,T) ¥Zy +2pfrl (R, T) 2Р/»Я kfz,±2Pfrt, kfz, ± 2Pfrt -
Дефекты обмоток возбуждения kfz, (R, T) kf^ -
Дефекты коммута- ции kfz, (R, T) kfz. Рост при сме- не нагрузки
Износ щеток кол- лектора, бой кол- лектора kjz, ±k2frt (R, T) k\fz, ±k2frt -
Пульсации напря- жения питания kfi (R, T) kf\ -
Условные обозначения:/] - частота в сети питания выпрямителя; frt - частота враще-
ния якоря; fz* = frtz* - зубцовая частота; гя - число пазов якоря; fz = frtzN - коллектор-
ная частота; zv - число пластин коллектора; к\ - 1, 2, 3, ...; к2 = 1, 2, 3, ... - целые числа; на
рисунках частоты составляющих вибрации и тока приведены не в угловых, а в линейных
единицах.
ВИБРОДИАГНОСТИКА МАШИН ПОСТОЯННОГО ТОКА
723
Точки контроля вибрации при диаг-
ностике МПТ лучше всего выбирать на ее
корпусе в плоскости крепления подшип-
никовых щитов. Как и в задачах диагно-
стики асинхронных двигателей, в маши-
нах большой мощности рекомендуется
проводить вибрационную диагностику по
измерениям вибрации в двух точках около
обоих подшипниковых щитов. В машинах
малой мощности (менее 50 ... 100 кВт)
можно измерять вибрацию в одной точке,
преимущественно со стороны коллектора,
где может проявиться высокочастотная
вибрация коллектора не только электро-
магнитного, но и механического проис-
хождения. Направление измерения вибра-
ции не должно быть радиальным к оси
вращения якоря, так как в таком случае
результаты измерений могут мало изме-
няться при появлении в машине пульси-
рующих моментов на низких и средних
частотах. Лучше всего готовить место для
крепления измерительного преобразова-
теля таким образом, чтобы он имел оди-
наковую чувствительность к радиальной и
тангенциальной вибрации и гораздо
меньшую (в 2-3 раза) к осевой вибрации
корпуса машины.
При выборе диагностической модели
наибольшее предпочтение следует отда-
вать групповым моделям, в которых сле-
дует использовать измерения спектров
вибрации корпуса и тока якоря МПТ, по
возможности в двух режимах работы с
сильно различающейся величиной нагруз-
ки. Для диагностики машин, работающих
постоянно в одном режиме, можно ис-
пользовать диагностические модели "по
истории", накапливая данные периодиче-
ских измерений (статистику) в течение
первого года работы с интервалами не
более месяца, и внося коррективы в мо-
дель после каждого технического обслу-
живания машины.
Глава 13
ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ
ПОВЫШЕННОЙ ВИБРАЦИИ
13.1. ОБЩИЕ СВЕДЕНИЯ
На стадии проектирования машин
стремятся создать пространственно сим-
метричные конструкции, в процессе изго-
товления и работы которых возникнове-
ние и проявление динамических сил, а
также их влияние на вибрацию было бы
минимизировано. Одновременно пред-
принимаются меры по обеспечению их
вибрационной надежности. Однако при
изготовлении и сборке некоторое откло-
нение формы деталей от идеальной неиз-
бежно. При этом размеры могут нахо-
диться в допускаемых пределах. При дли-
тельной эксплуатации помимо износа,
приводящего к изменению микро- и мак-
рогеометрии деталей, присутствуют раз-
личные виды деформации и меняются
свойства материалов машины. Все это в
процессе работы может приводить к су-
щественному отклонению геометрических
размеров и взаимных положений деталей
машин от номинальных.
Основные ремонтные технологиче-
ские операции, предупреждающие и сни-
жающие вибрацию'.
• восстановление и замена дефект-
ных деталей машин (в основном роторов
и опорной системы);
• правка и/или балансировка вала
при наличии остаточного прогиба;
• балансировка вращающихся дета-
лей в процессе изготовления и сборки,
развесовка лопаток;
• центровка роторов по полумуфтам
с учетом ее изменений в процессе работы
машины;
• обеспечение нормальных зазоров
между ротором и статором (в том числе
по уплотнениям) с целью исключения
задеваний, возникновения асимметрий
потока (лабиринтных, бандажных сил),
автоколебательных процессов, электро-
магнитных асимметрий и др.;
• контроль и восстановление формы
расточки вкладышей подшипников
скольжения, контроль качества материала
вкладышей;
• контроль и замена изношенных и
разрушенных подшипников качения;
• компенсация балансировкой дисба-
лансов, привносимых в процессе ремонта
роторов;
• компенсация балансировкой дисба-
лансов, возникших в процессе эксплуата-
ции, износа или прогиба роторов;
• обеспечение чистоты и плотности
внутренней полости (центрального отвер-
стия) ротора;
• исключение дефектов сопряжения
жестких муфт (коленчатости и излома
оси, отклонений торцов полумуфт от
плоскости);
• восстановление или замена изно-
шенных деталей полужестких и гибких
(подвижных) муфт;
• обеспечение нормальных натягов и
зазоров по всем насадным деталям рото-
ров в радиальном и осевом направлениях;
• обеспечение нормальных натягов и
зазоров по подшипникам и другим дета-
лям опорной системы;
• контроль плотности прилегания
опорных поверхностей (рамы), отсутствия
"мягкой опоры";
• обеспечение соосности соедини-
тельных трубопроводов машины и трубо-
проводной обвязки;
• выполнение мероприятий по нор-
мализации тепловых перемещений под-
вижных корпусов машин.
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
725
Эти операции обеспечивают профи-
лактику, номинальную работоспособность
и долговечность машин, снижают вибра-
цию. Они являются технологической ча-
стью ремонтов и проводятся в соответст-
вии с существующей на предприятии пла-
новой системой технического обслужива-
ния. Однако, если в процессе эксплуата-
ции с помощью неразрушающего контро-
ля выявляются дефекты, могут выпол-
няться вне плана лишь некоторые из при-
веденных выше операций. Например,
практически при каждом ремонте произ-
водят центровку роторов, в то же время
без необходимости не разбирают ротор
машины с целью контроля посадочных
натягов рабочих колес.
Необнаруженные дефекты до опре-
деленного времени на вибрацию влияния
не оказывают, но создают трудности при
виброналадке и приводят к преждевре-
менному выводу машин из эксплуатации,
а иногда и к их разрушению.
Особые работы по снижению повы-
шенной вибрации проводят в случаях,
когда при обеспечении нормального со-
стояния узлов и деталей машины и после
выполнения возможных работ по балан-
сировке не удается достичь нормальной
вибрации. Речь идет, прежде всего, об
отстройке системы ротор - опоры от ре-
зонансов и о применении разнообразных
способов демпфирования и гашения коле-
баний.
13.2. ПРЕДУПРЕЖДЕНИЕ
ВИБРАЦИИ В ПРОЦЕССЕ
РЕМОНТА
Любой дефект машины изменяет ее
вибрацию. Добросовестное соблюдение
технологии ремонта в полном объеме (от-
сутствие дефектов) является основным
средством предупреждения (снижения)
вибрации. Поскольку технология ремонта
детально описана в ТУ и другой специ-
альной документации, далее будут рас-
смотрены только наиболее распростра-
ненные технологические погрешности
(ошибки), допустимые при ремонтных
работах, и некоторые новые технологии
предупреждения повышенной вибрации.
13.2.1. Ревизия и ремонт муфт
Жесткие муфты. Ошибки при
контроле осевого сдвига. Компенсация
прогиба изменением спаривания
муфты
Для нормальной работы жесткой
муфты должны быть обеспечены сле-
дующие условия:
• отсутствие коленчатости и осевого
сдвига;
• плотное прилегание насадных по-
лумуфт по посадочным поверхностям;
• достаточный посадочный натяг;
• плоские и чистые поверхности тор-
цов полумуфт;
• отсутствие радиальных зазоров по
стяжным призонным болтам и одинако-
вый вес противоположных болтов;
• нормальное состояние шпоночных
соединений.
Проверку сопряжения полумуфт
производят при их сборке в соответствии
с ТУ на машины.
В табл. 13.1 приведены допустимые
погрешности сопряжения полумуфт при
сборке, которые следует использовать при
отсутствии рекомендаций завода-изго-
товителя машины. Эти нормы достигают-
ся безукоризненным выполнением техно-
логических операций по ремонту. Однако
на практике встречаются любые наруше-
ния технологии ремонта (нарушения ус-
ловий центровки). Наиболее распростране-
ны ошибки при контроле осевого сдвига.
Обычно для контроля коленчатости
индикаторами измеряют параметры по-
ложений поверхностей фланцев полумуфт
при незатянутых и затянутых болтах муф-
ты. Коленчатость рассчитывают с учетом
четырех соответствующих значений ради-
ального боя поверхностей фланцев. Этот
способ требует высокой точности инди-
цирования и аккуратности при выполне-
нии измерений, поскольку погрешность
726
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
13.1. Допустимые погрешности сопряжения полумуфт при сборке
Тип муфты Коленчатость Излом оси
Жесткая Не более 0,01 мм (бой по- верхности шейки при враще- нии вала вокруг соседней оси - не более 0,02 мм) Не более 0,01 мм на 1 м длины
Полужесткая с одной "волной" компенсатора Не более 0,01 мм (бой по- верхности шейки при враще- нии вала вокруг соседней оси - не более 0,02 мм) Не более 0,05 мм на диа- метр муфты (суммарный бой торцов полумуфт)
Полужесткая с двумя "волнами" компенса- тора Не более 0,025 мм (радиаль- ный бой не более 0,05 мм) Не более 0,05 мм на диа- метр муфты (суммарный бой торцов полумуфт)
измерения коленчатости складывается из
погрешностей четырех измерений и вдвое
превышает их уровень. Часто эти расчеты
не выполняют или выполняют по упро-
щенной технологии.
Измерение коленчатости производят
путем индицирования одной из шеек, со-
седних с муфтой, при выкаченном вкла-
дыше подшипника (рис. 13.1). Коленча-
тость при этом трактуется как половина
боя шейки. Фактически при этом измеря-
ют величину В, характеризующую неточ-
ность сопряжения муфты, которая скла-
дывается из коленчатости и излома оси
(см. рис. 13.1):
В = К+®1. (13.1)
Такой подход приемлем в двух слу-
чаях:
• если перед измерениями устранен
излом оси 0;
• если величина В трактуется как са-
мостоятельное понятие с учетом соотно-
шения (13.1).
Неточности измерений могут приво-
дить к необнаруженному нарушению цен-
тровки.
При ремонте на муфтах между узла-
ми машины устраняют величину В, кото-
рую ошибочно принимают за "истинную"
величину коленчатости. Для этого обра-
батывают отверстия муфты и заменяют
призонные болты. При очередном ремон-
те устраняют торцевое биение фланцев
муфты, которое и является причиной из-
лома осей. Заключительных измерений
коленчатости часто не проводят, посколь-
ку она устранялась ранее. Обычно после
а)
Рис. 13.1. Проверка коленчатости измерением боя шейки:
а - механизм измерения; б - величины погрешности сопряжения
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
727
пуска обнаруживается повышенная виб-
рация. При этом ошибочные измерения,
даже если бы коленчатость была провере-
на, не привели бы к положительному ре-
зультату.
Неполный (низкочастотный) кон-
троль плотности стяжных призонных бол-
тов может привести к серьезным пробле-
мам. Обычно при разборке муфты на
плотных призонных болтах и отверстиях
появляются задиры. Болты и отверстия
восстанавливают, задиры устраняют
шлифовкой. Также шлифуют другие бол-
ты. Со временем нарушения макро- и
микрогеометрии призонных болтов могут
достичь такой величины, при которой
возможное изменение взаимного положе-
ния осей сопрягаемых роторов много-
кратно превысит допустимую величину.
Следствием неплотности прилеганий
при монтаже призонных болтов является
неповторяемость сборки муфты. Это при-
водит к изменению вибрации после вы-
полнения каждого цикла операций по раз-
борке и сборке муфты.
Обычно влияние упомянутых выше
неплотностей в процессе затяжки болтов
муфты компенсируют двумя способами:
• измеряют и корректируют коленча-
тость (точнее величину В, см. рис. 13.1,6);
• точно центруют роторы и произ-
водят затяжку болтов.
Поскольку неплотности не устране-
ны, при определенных условиях под дей-
ствием крутящих моментов торцы полу-
муфт проскальзывают, изменяют взаим-
ное положение, и вновь возникает колен-
чатость, приводящая к увеличению (изме-
нению) вибрации.
Для предотвращения возможного
проскальзывания торцов полумуфт при-
меняют технологию, обеспечивающую
многократное увеличение сил трения по
торцам [2, 67]. Для этого на торцы полу-
муфт перед установкой призонных болтов
наносится композитный состав, содержа-
щий абразивы.
Неплотности прилеганий устраняют
проведением обработки отверстий и заме-
ной призонных болтов при каждой раз-
борке муфты, пренебрегая тем, что муфты
следует разбирать только при необходи-
мости, избегая профилактических прове-
рок центровки и визуальных осмотров.
Существует ряд методик [62], позво-
ляющих определить без разборки жестких
муфт наличие расцентровки роторов по
полумуфтам посредством измерения
опорных реакций. Именно значения полу-
ченных опорных реакций определяют
влияние расцентровки на состояние ма-
шины.
Измерения величин коленчатости и
излома оси проводят только на остывшей
машине, поскольку градиенты температур
приводят к существенному изменению
теплового прогиба роторов, т.е. к случай-
ным ошибкам измерений.
В силу производственной необходи-
мости нередко при проведении ремонтов
компенсируют:
• остаточный прогиб одного из рото-
ров в трехопорной системе введением
соответствующей коленчатости и устра-
нением торцевого боя (рис. 13.2); при
этом могут быть получены ненормально
высокие значения коленчатости и излома
оси в жесткой муфте;
• дефекты сопряжения муфты, остав-
ленные при ремонте балансировкой вало-
провода при пуске машины.
Подобные ситуации часто встреча-
ются после устранения в процессе ремон-
та коленчатости, компенсирующей прогиб
валов и/или другие причины, приводящие
к появлению неуравновешенных сил, и
вследствие этого высокой вибрации при
пуске. Такая ситуация характерна при
проведении капитальных ремонтов круп-
ных машин и требует особой добросове-
стности при выверке машины.
Крайне важно при благополучном
вибрационном состоянии машины до ре-
монта, в процессе ремонта сохранять зна-
чения коленчатости и излома оси в жест-
ких муфтах, и не следует их менять и в
728
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.2. Компенсация прогиба изменением спаривания муфты:
а - исходное состояние, болты муфты отпущены; б - болты затянуты; в - прогиб
скомпенсирован, болты затянуты
том случае, если они превышают допус-
тимые. Если производится работа по уст-
ранению дефектов сопряжения, следует
учесть, что вибрация после этого может
существенно повысится. В этом случае
необходимы дополнительные работы по
наладке при выводе машины из ремонта.
При этом нужно фиксировать параметры
сопряжения валов перед разборкой - до
демонтажа болтовых соединений муфты,
и после нее.
Подвижные муфты
Для нормальной работы подвижных
муфт необходимо:
• отсутствие нарушений микро- и
макрогеометрии деталей, передающих
крутящий момент;
• чистота (отсутствие загрязнений)
поверхностей, передающих крутящий мо-
мент;
• соосность всех венцов (втулок, паль-
цев) муфты;
• правильная и качественная смазка
поверхностей, передающих крутящий мо-
мент;
• плотное прилегание полумуфт по
посадочным поверхностям и достаточный
посадочный натяг;
• нормальное состояние шпоночных
соединений;
• уравновешенность муфты, номиналь-
ные зазоры по стяжным болтам и одинако-
вый вес противоположных болтов.
Конструкции подвижных муфт, при-
меняемых в промышленности, разнооб-
разны. Существуют различные техноло-
гические приемы их контроля и ремонта,
которые устанавливаются конструктор-
ской и технологической документацией
изготовителя, общими ТУ на ремонт, а
также описаны в специальной литературе.
При ремонте подвижных муфт необ-
ходимо заменить либо восстановить все
детали, имеющие изнашиваемые рабочие
поверхности. Однако проводят только
частичную замену изношенных деталей,
что допустимо далеко не всегда.
Износ трущихся поверхностей про-
исходит неравномерно, детали имеют вы-
работку. Замена одной детали или части
деталей приводит к тому, что крутящий
момент будет передаваться только через
эти новые детали или по части контакти-
рующей поверхности, а возникающая при
этом асимметрия сил трения приведет к
вибрации.
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
729
Рис. 13.3. Проверка несоосности венцов подвижной муфты:
1 - муфта; 2 - скоба; 3 - корпус подшипников; 4 - вкладыш подшипника; 5 - индикатор
Замена всего комплекта подвижных
элементов муфты без замены изношенных
полумуфт недопустима, поскольку приво-
дит к сокращению срока службы подвиж-
ных элементов и к повышению вибрации.
Исключения возможны только в случае
незначительного равномерного износа
полумуфт, либо когда рабочие поверхно-
сти восстановлены в ходе ремонта.
В отличие от жесткой муфты, в силу
возможных некоторых взаимных переме-
щений полумуфт, бои наружных поверх-
ностей полумуфт подвижной муфты (при
небольших значениях коленчатости и уг-
лового излома) в собранном и разобран-
ном состояниях совпадают. Контроль со-
осности венцов муфты способом, приме-
няемым при измерении коленчатости же-
сткой муфты, неприемлем. Предполагают,
что ось венца полумуфты совпадает с
геометрической осью ротора, т.е. не учи-
тывают погрешности установки полумуфт
на станок в процессе их изготовления для
фрезеровки венца и при расточке поса-
дочного места перед установкой на ротор.
Для измерения несоосности венцов
вал подвешивают на скобу за шейку одно-
го из подшипников, смежных с муфтой
(рис. 13.3), вкладыш этого подшипника
выкатывают. В горизонтальном направле-
нии устанавливают индикатор. При вра-
щении вала определяют бой шейки по
индикатору, половина которого и равна
несоосности венцов. Несоосностъ по ана-
логии с жесткими муфтами называют
"коленчатостъю" или "осевым сдвигом".
Вал следует вращать в таком направле-
нии, чтобы возникающий в муфте момент
замыкал рабочие поверхности подвижных
элементов.
Для новой муфты компенсацию ко-
ленчатости производят за счет оптималь-
ного изменения взаимного положения
роторов, так чтобы эксцентриситеты вен-
цов обеих полумуфт друг друга компен-
сировали (совпали по направлению).
Компенсация возможна, если имеется не-
соосность венцов обеих полумуфт. Для
этого:
• измеряют коленчатость;
• производят разборку, изменяют вза-
имное положение роторов (условно при-
няли обозначение: ротор 7, ротор 2) на
180°, производят сборку муфты (напри-
мер, ротор 2 разворачивают на 180° по
отношению к ротору 7);
• измеряют коленчатость;
• выполняют расчет, который и оп-
ределяет наилучшее взаимное положение
роторов.
Для отсчета углового положения
места максимального боя на одном из ро-
торов, связанных муфтой, наносят раз-
метку против направления вращения, как
при отсчете углов при балансировке.
730
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.4. Расчет наилучшего взаимного
положения полумуфт
Пример. Графическое построение при-
ведено на рис. 13.4.
Градусная разметка на роторе 1. Первое
измерение. Величина максимального боя шей-
ки 0,50 мм на 40°
Бх = 0,50 Z 40°.
Проведен взаимный разворот роторов на
180°. Величина максимального боя равна соот-
ветственно 0,40 мм на 110°
Б2 =0,40 Z 110°.
Бой венца полумуфты ротора 1
Мх =0,372 Z 71°.
Бой венца полумуфты ротора 2
М2 = 0,262 Z 356°.
При взаимном развороте роторов бой
венца полумуфты ротора 2 поменял знак, что и
привело к изменению боя шейки.
Можно установить роторы в такое вза-
имное положение, при котором бои венцов
полумуфт друг друга компенсируют. Для этого
ротор 2 следует повернуть относительно рото-
ра 1 на угол а = 75° от положения, соответст-
вующего второму измерению, в направлении
увеличения углов (против вращения). При
оптимальном взаимном положении роторов
максимальная величина боя, равная разности
эксцентриситетов, будет уменьшена до вели-
чины 0,37 - 0,26 = 0,11 мм.
После сборки муфты в расчетном поло-
жении необходимо вновь проверить несоос-
ность венцов.
Виброналадка поворотом
роторов в муфте
Технологию взаимного поворота ро-
торов в муфте применяют как для сниже-
ния вибрации, так для вибродиагностики
двухроторных агрегатов с подвижными
муфтами практически всех видов насосов
с пальцевой или кулачковой муфтой.
Виброналадка занимает мало времени при
минимальных затратах.
Чтобы найти наилучшее взаимное
положение роторов, при котором вибра-
ция на подшипниках минимальна, необ-
ходимо:
- при исходном пуске измерять ам-
плитуду и фазу вибрации опор на частоте
вращения ротора;
- производить разборку, изменять
взаимное положение роторов на 180°,
производить сборку муфты (например,
ротор 2 разворачивают на 180° по отно-
шению к ротору /);
- выполнять пуск агрегата и вновь
измерять вибрацию опор;
- по измерениям вибрации выбирать
точку с максимальной вибрацией;
- выполнять расчет, который и опре-
деляет наилучшее взаимное положение
роторов.
Пример (см. рис. 13.4). Нулевая метка
для отсчета фазы на роторе 1. Первый пуск
агрегата. Величина вибрации 50 мкм на 40°
4 = 50 Z 40°.
Проведены взаимные развороты роторов
на 180°. Величина вибрации в этой же точке
равна 40 мкм на 110°
А2 =40 Z 110°.
Строится векторная диаграмма (см. рис.
13.4). Для снижения вибрации до минимума,
ротор 2 следует повернуть относительно рото-
ра 1 по возможности примерно на угол а = 75°
от положения, соответствующего второму
пуску. Направление поворота - в сторону уве-
личения углов (против вращения). При опти-
мальном взаимном положении роторов рас-
четная величина вибрации в выбранной точке
будет уменьшена до 11 мкм.
При нечетном числе болтов, когда на
180° роторы развернуть невозможно, их разво-
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
731
рачивают на угол, близкий к 180°. Соответст-
венно меняют векторную диаграмму.
Используя взаимный поворот рото-
ров в муфте можно значительно снижать
вибрацию в основном на частоте враще-
ния ротора, возникающую не только
вследствие дефектов муфты, но и других
дефектов роторов:
• при неблагоприятном взаимном
расположении дисбалансов на роторах;
• если источники вибрации неиз-
вестны;
• если дефекты имеют оба ротора.
Взаимный поворот роторов в муфте
не дает эффекта:
• для изношенных и приработанных
муфт;
• для муфт, не имеющих круговой
симметрии (например, с существенными
технологическими отклонениями от кру-
говой симметрии);
• когда вибрация на частоте враще-
ния одного из роторов мала.
13.2.2. Выверка. Центровка роторов.
Устранение мягкой опоры
Способы измерений
Способы и методы выверки плоско-
стности, прямолинейности, перпендику-
лярности, параллельности, углового по-
ложения (шпинделей), оси (центра круга и
полукруга), соосности фланцев и величи-
ны расцентровки роторов были отработа-
ны в начале XX в. и до середины 60-х г.
оставались без изменений. Измерения
проводились с помощью различных видов
линеек, уровней, стрелочных (часовых)
индикаторов, струн и других приспособ-
лений. Позднее для выверки, например
для центровки статорных деталей, стали
применять оптические трубы-телескопы, в
частности изготовленные английской
фирмой "Тейлор и Хопсон". В 1985 г.
фирма "Прюфтехник" (Германия) впервые
выпустила лазерно-оптическую систему
для центровки. Были разработаны совре-
менные методики измерений и выверки
(рис. 13.5).
Начиная с середины 60-х г., про-
изошли существенные усовершенствова-
ния в области определения и учета экс-
плуатационных расцентровок [62]. Стали
применять новые методики и средства
центровки, включающие измерение поло-
жения осей роторов и центровку статор-
ных деталей (уплотнений, обойм, диа-
фрагм) лазерно-оптическими системами,
определение опорных реакций и тензо-
метрирование напряжений в валу.
Рис. 13.5. Способы измерений и установки оптических блоков для выверки:
а - плоскостности, б - параллельности, в - цилиндричности; г - перпендикулярности;
д - углового положения (шпинделей); е - прямолинейности; 1-12 - точки измерения;
+ - точки установки датчиков
732
Глава 13 ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.6. Оптический блок фирмы "Pruftechnik"
Так для проведения центровки фир-
мы ’’Pruftechnik” (Германия), "Damalini"
(Швеция) и другие выпускают аппарату-
ру, содержащую лазеры и измерительные
системы, выполняющие измерения, ви-
зуализацию и расчеты.
Основу лазерно-оптических систем
составляют полупроводниковые лазеры,
координатные фотоприемники и рефлек-
торные оптические призмы и микроэлек-
тронные устройства, вмонтированные в
оптические блоки (рис. 13.6).
Оптические блоки с помощью при-
способлений (рис. 13.7) различных видов
устанавливают на вал и проводят измере-
ния. Измеренная информация по кабелю
или ИК-связи передается в микропроцес-
сорное устройство.
Рис. 13.7. Крепление цепями и магнитами оптических блоков на валу
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
733
Например, при центровке с помощью
детекторов и оптических приспособлений
измеряют параллельное и угловое смеще-
ния валов. При повороте валов реализует-
ся коррекция по всем четырем состав-
ляющим несоосности. Обычно для этого
достаточно поворота на 180°, однако со-
временные системы требуют поворот на
75° и менее.
Использование лазерно-оптических
устройств имеет следующие преиму-
щества:
- высокую точность измерений у ча-
совых индикаторов;
- исключение физического контакта
между точками измерения, устранение
деформаций элементов механических
устройств под действием силы тяжести;
- возможность наблюдать за пара-
метрами центровки в режиме ’’on-line”;
- возможность установки лазерных
головок на большом удалении друг от
друга;
- возможность проводить центровку
машин, разделенных перегородкой во
взрывоопасных зонах, используя техноло-
гические отверстия;
- снижение трудоемкости и затрат
времени;
- автоматизация расчетов.
Современные методы
центровки
• Метод измерения опорных нагру-
зок с помощью подъемников с гидропри-
водом и тензометрических измерителей
напряжений валопровода на участках,
соседних с муфтами, позволяет достигать
оптимальных опорных нагрузок и мини-
мальных напряжений в валопроводе.
• Метод определения расцентровок -
измерения опорных реакций посредством
домкрата с ручным гидроприводом [62].
• Методы, позволяющие наблюдать
за изменением центровки в процессе ра-
боты машины: стационарные телеметри-
ческие системы мониторинга, исполь-
зующие измерения положения оси маши-
ны и нагрузок на опоры; используются
параллельно гидроуровни с электриче-
ским выходом, вихретоковые датчики,
тензометры, бесконтактный токосъем
электрических сигналов с датчиков, вра-
щающихся вместе с валом, и др.
• Программы для расчета центровки
и экспертные системы. Используются ба-
зы данных машин, измерительная аппара-
тура, определяющая расцентровку рото-
ров по муфтам и по расточкам уплотне-
ний, ЭВМ. На основе технико-
экономических критериев с учетом всех
обстоятельств и технологической ситуа-
ции находят оптимальное решение задачи
центровки: наименьших остаточных рас-
центровок при минимальных перемеще-
ниях подшипников и уплотнений либо
минимальных затратах на работы по цен-
тровке. Наиболее известные: экспертная
система, разработанная Ростовским-на-
Дону институтом механики и математики
(руководитель разработки А.Я. Сапотниц-
кий); программа, разработанная Харьков-
ским ЦКБ УНПО ’’Энергопрогресс” (ру-
ководитель разработки В.Л. Шибер).
Типичные технологические
неточности при проведении центровки
1. Сокращение объема контроля цен-
тровки. Нарушения прилегания вклады-
шей по опорным колодкам при центровке
и ошибки при определении толщины про-
кладок для изменения центровки требуют
проверки центровки (и возможно, повтор-
ной центровки) после перекладки прокла-
док. Проверка центровки после переклад-
ки прокладок необходима потому, что в
процессе ремонтных работ не исключено
появление погрешностей из-за возможных
дефектов прокладок, попадания грязи,
ошибок вследствие небрежности.
2. После останова, в процессе осты-
вания машины происходят осевые пере-
мещения подвижных корпусов по фунда-
734
Глава 13 ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.8. Проверка жесткости опоры
ментным плитам, опор консольных насо-
сов, и за счет сил трения возникают на-
пряжения, деформирующие опорную сис-
тему (фундаментные ригеля, корпуса).
Вследствие этого меняются положения
осей подшипников и расточек. Для ис-
ключения ошибок при центровке в сомни-
тельных случаях перед центровкой при-
поднимают краном (подрывают) корпуса
подшипников, ослабляют крепление стоек
насосов. После подрыва корпусов могут
происходить заметные перемещения
опорных элементов и исключаться допол-
нительные погрешности центровки.
3. Заводы-изготовители машин обыч-
но задают необходимую величину пред-
варительной ’’холодной” расцентровки по
муфтам с учетом разогрева и эксплуата-
ционных расцентровок. Отклонения от
этих рекомендаций с учетом имеющихся
измерений эксплуатационных расцентро-
вок возможны только, когда при этом не
возникают чрезмерные напряжения в бол-
тах и/или шейках и перегрузки подшип-
ников. Если это обстоятельство недооце-
нивается, из-за чрезмерной "холодной"
расцентровки возможны разрывы болтов
на муфтах, а также повреждения баббита
опорных подшипников.
4. Корпуса машин, имеющие высо-
кую температуру, могут вызвать нагрев
подшипников, фундамента и эксплуата-
ционные расцентровки. Применение ох-
лаждающих и теплоизоляционных экра-
нов (где это допускает конструкция ма-
шины) может существенно уменьшить
такие расцентровки. Такие устройства
используют не только при наладке, но и
предусматривают при изготовлении ма-
шины.
5. Все чаще используют предва-
рительный нагрев фундамента перед пус-
ком машины, чтобы исключить повышен-
ную вибрацию, усталостный износ болтов
муфты, шеек вала и подшипников из-за
большой предварительной "холодной"
расцентровки.
6. Нежесткая ("мягкая") опора возни-
кает, если имеется неравномерность уста-
новки одной или нескольких опор.
Для проверки жесткости опоры
(рис. 13.8) необходимо установить изме-
рительный наконечник индикатора на
опору, отпускать болт и следить за пока-
заниями индикатора. Если смещение
опоры превышает 0,05 мм, то под опору
необходимо подкладывать пластины или
проводить механическую обработку
опорной поверхности. Более серьезная
ситуация возникает, когда опорная по-
верхность непараллельна базовой плоско-
сти, что может приводить при работе ма-
шины к непредсказуемым перекосам и
возрастанию вибрации. В этом случае
проверяют базовую поверхность.
Наличие нежесткой опоры в боль-
шинстве случаев проверяют (поочередно
отпуская болты) в процессе центровки с
помощью лазерно-оптических систем.
13.2.3. Предупреждение задеваний
ротора о статор
Важнейшей операцией по предупре-
ждению задеваний ротора о статор явля-
ется тщательная выверка опор подшипни-
ков, проточных частей, уплотнений, диа-
фрагм машин (турбин), измерение и обес-
печение номинальных радиальных и осе-
вых зазоров. Лучшие результаты дости-
гаются применением лазерно-оптических
систем (рис. 13.9).
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
735
Наиболее распространенные ошибки
выверки, следствием которых является
высокая вибрация'.
1. Не учитывается деформация уп-
лотнительных колец, обойм и базовых
расточек корпусов, имеющие разъем в
процессе эксплуатации. Технология цен-
тровки работавших уплотнительных ко-
лец и обойм в процессе ремонта должна
существенно отличаться от центровки
новых деталей при монтаже машины. В
последнем случае достаточно центровать
по валу нижнюю половину кольца (обой-
мы), что гарантирует соосное положение
верхней половины, однако для деформи-
рованных колец при такой технологии
возникнут неравномерные зазоры и, как
следствие, задевания. Уточнение техноло-
гии позволяет равномерно распределить
отклонения колец от круглой формы и
обеспечить нормальные зазоры по уплот-
нениям.
2. Не учитывают при ремонте про-
гнозируемые и рассчитываемые измене-
ния взаимного положения осей ротора и
уплотнений.
На рис. 13.10 приведено изменение
взаимного положения осей ротора и ци-
линдра для паровой турбины, склады-
вающееся из следующих компонентов:
искривления оси цилиндра под действием
технологической разности температур
цилиндра по окружности, подъема оси
цилиндра за счет повышения температуры
опор, ’’всплытия" ротора на масляном
клине. На крупных турбинах суммарное
изменение взаимного положения осей
ротора и цилиндра при нагреве в зоне вы-
соких температур при установившемся
режиме доходит до 0,3 мм, а при прогреве
может быть значительно больше.
Соосное расположение уплотнений
на холодной турбине может привести к
задеваниям по уплотнениям в нижней
части цилиндра. Это наблюдается часто,
поскольку в большинстве случаев учиты-
вают только "всплытие" ротора на масля-
Рис. 13.9. Выверка соосности и
цилиндричности с применением
лазерно-оптической системы
ном клине, которое имеет знак, противо-
положный суммарному изменению поло-
жения осей расточек. Предварительная
расцентровка уплотнений на холодной
Рис. 13.10. Взаимные перемещения осей
ротора и цилиндра Ау:
1 - цилиндр; 2 - корпус подшипника; 3 - по-
перечная шпонка; а - тепловой прогиб цилин-
дра А Ц = кх (/в - /н )Z2 / D \б- тепловое пе-
ремещение оси цилиндра на лапах ДУ2 = k2&th,
ДУ = + ДУ2 ДУ3; в - "всплытие” ротора на
масляном клине ДУ3; /вЬ /н1 - температуры; къ
к2 - коэффициенты пропорциональности
736
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
машине с учетом упомянутых изменений
положения осей предупреждает задевания
по уплотнениям, а также способствует
уменьшению вероятности недопустимых
автоколебательных процессов, связанных
с протечками в уплотнениях.
3. При контроле не учитывается не-
равномерность осевых зазоров. Обычно
зазоры контролируются в одной-двух точ-
ках по окружности (вблизи разъема). При
неперпендикулярности статорного торца
оси ротора (например, необработанное
литье, незамеченный брак при механиче-
ской обработке и др.) минимальный зазор
может существенно отличаться от изме-
ренного и могут возникнуть осевые заде-
вания ротора о статор, приводящие к вы-
сокой вибрации. Необходимо обеспечить
достаточность именно минимального за-
зора и, по возможности, контролировать
наклон торцов в тех местах, где не исклю-
чены задевания.
13.2.4. Контроль формы расточки
подшипников скольжения
Нарушение формы расточки под-
шипников скольжения вследствие их из-
носа является наиболее распространенной
причиной низкочастотной вибрации.
В процессе износа баббита на ниж-
нем вкладыше подшипника возникает
углубление, диаметр которого примерно
равен диаметру вала, соответственно,
меньше диаметра остальной поверхности
(рис. 13.11).
Деградация формы расточки вкла-
дышей подшипников происходит в ос-
новном вследствие износа несущей по-
верхности баббита при вращении вала
валоповоротным устройством, при частых
пусках машины, в насосах горячего резер-
ва при медленном вращении роторов и
при проворотах вала в процессе ремонта.
Цилиндр выработки имеет меньший диа-
метр, чем диаметр баббитовой заливки.
Величина износа зависит от чистоты мас-
ла, чистоты поверхности шейки и про-
должительности вращения вала в отсутст-
вие масляной пленки. При грязном масле
износ продолжается и при работе на более
высоких скоростях вращения, вплоть до
номинальной. При этом недопустимый
износ может возникать скоротечно.
Часто номинальная форма расточки
вкладышей не контролируется и не вос-
станавливается, а износ баббита компен-
сируют уменьшением верхнего зазора во
вкладыше. Если при этом:
- вал длительное время вращается
перед остановом в ремонт и при пуске
после ремонта на валоповоротном устрой-
стве или в насосах горячего резерва под
действием перекачиваемой среды,
- при шабровках и подгонках "осве-
жают” поверхность вкладыша, то внезап-
ное возникновение низкочастотной виб-
рации вероятно.
В процессе эксплуатации машин не-
обходимо предпринимать меры по преду-
преждению износа вкладышей, а в ходе
ремонтов контролировать и восстанавли-
вать форму расточки вкладышей. Решение
о необходимости восстановления формы
расточки вкладышей должно приниматься
с учетом их износа в межремонтный ин-
тервал.
Для контроля формы расточки вкла-
дышей подшипников используют цилин-
дрический калибр и индикатор на кару-
сельном (токарном) станке.
К цилиндрическому калибру предъ-
являются специальные требования. Ка-
либр изготавливают в виде цилиндриче-
ской бобышки диаметром, равным
£>к = £>ш + 2А - 0,05 мм, (13.2)
где Dw - диаметр шейки; А - боковой за-
зор (средний).
Бобышку выполняют из заготовки,
прошедшей соответствующую термооб-
работку и ’’старение”. Конусность, эл-
липсность и местные неровности, в сумме
превышающие 5 мкм, недопустимы. По-
верхность бобышки тщательно шлифуют.
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
737
Критерии оценки совершенства фор-
мы расточки'.
- при контроле по калибру и шабло-
ну щуп 0,05 мм не должен проходить ме-
жду калибром (шаблоном) и вкладышем
вблизи разъема и внизу. При контроле по
калибру замеры производят с обоих тор-
цов вкладыша. При контроле шаблоном
выполняют замеры по всей длине в не-
скольких местах, обеспечивая перпенди-
кулярность шаблона оси вкладыша. Шаб-
рить поверхность баббита в процессе кон-
троля не допускается;
- при контроле на станке вкладыш
выставляют так, чтобы вблизи обоих тор-
цов одинаковые показания индикатора
были в трех точках: у разъема с двух сто-
рон и внизу на нижнем вкладыше.
Форма считается приемлемой, если
на всей поверхности расточки соответст-
вующей половины вкладыша изменения
показаний индикатора в нескольких рав-
номерно распределенных по длине сече-
ниях не превышают 0,05 мм.
Приведенные критерии относят к
вкладышам большого диаметра (200 ...
500 мм) и уточняют для конкретных ти-
пов вкладышей.
Восстановление формы рабочей по-
верхности баббита должно производиться
путем расточки на станке чистовым рез-
цом без увеличения боковых зазоров по
вкладышу. Среднеквадратическая высота
микронеровностей должна превышать
5 мкм.
Исправление расточки путем шаб-
ровки баббита по калибру запрещают по
двум причинам:
- в большинстве случаев используют
бобышки, имеющие недопустимые откло-
нения размеров и формы;
- при шабровке легко исказить фор-
му расточки и ’’сбить" ось вкладыша.
Запрещается расшабривание вкла-
дышей без калибра с целью увеличения
боковых зазоров: резко нарушается форма
расточки и равномерность зазоров.
Для повышения динамической ус-
тойчивости роторов на масляном слое
изменяют формы расточки вкладышей.
Рис. 13.11. Деградация формы расточки
нижней половины вкладыша подшипника
скольжения вследствие износа:
£>i - первоначальный диаметр расточки;
D2- диаметр изношенной части; D2 < D\,
& - глубина износа баббита; АВ - дуга износа
Изменения производят либо силами заво-
дов-изготовителей подшипников, либо по
согласованию с ними.
Изменение формы расточки за счет
изменения зазоров по баббиту нередко
предпринимается без какого-либо согла-
сования с заводами, при этом боковые и
верхний зазоры по баббиту обычно варьи-
руют в пределах от 0,001 ... 0,002D (D -
диаметр шейки вала). Такие решения мо-
гут привести к тяжелым последствиям,
поскольку при этом могут быть упущены
из внимания такие важнейшие обстоя-
тельства:
- в подшипнике с канавкой вверху не
принято верхний зазор делать меньше
бокового, поскольку при некоторых усло-
виях это приведет к задеваниям шейки по
баббиту верхней половины;
- при увеличении боковых зазоров и
при уменьшении верхнего зазора по вкла-
дышу снижается грузоподъемность вкла-
дыша, что приводит к повышенному из-
носу и опасности разрушения баббитовой
заливки;
- манипуляции с зазорами по вкла-
дышам влияют на потери энергии во
24 - 701
738
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
вкладыше, а также могут привести к
чрезмерному повышению температуры
баббита.
Очевидно, что изменение зазоров
(уменьшение верхнего и увеличение бо-
ковых зазоров) в пределах заводских до-
пусков происходит практически без сни-
жения надежности подшипника. Установ-
ленные ОТУ и заводами-изготовителями
зазоры можно изменить на такие, которые
установлены для подшипника того же
диаметра, надежно работающего в тех же
условиях. Например, передний и задний
подшипники ротора генератора турбоаг-
регата мощностью 250 МВт спроектиро-
ваны разными заводами, имеют разные
конструктивные (чертежные) зазоры по
баббиту, а работают в идентичных усло-
виях при одинаковых вертикальных на-
грузках и диаметрах шеек. Передний
вкладыш имеет эллиптическую расточку,
задний - круглую. При этом по опыту
эксплуатации известно, что передний
подшипник обладает большей динамиче-
ской устойчивостью. Не вызывает сомне-
ния возможность установить на заднем
подшипнике такие же зазоры по баббиту,
как и на переднем.
13.2.5. Обеспечение плотности
крепления вкладышей
Работы по обеспечению плотности
крепления вкладышей проводятся в соот-
ветствии с ОТУ и рассматриваются в спе-
циальной литературе.
Для вкладышей, имеющих опорные
центровочные колодки, необходимо плот-
ное прилегание колодок к расточке кор-
пуса подшипника или бугеля. Плотность
обеспечивают шабровкой по краске. Рас-
пространенная ошибка состоит в том, что
после пригонки колодок осуществляют
центровку роторов путем перестановки
прокладок под колодками без последую-
щей повторной их пригонки. В процессе
центровки прилегание колодок нарушает-
ся, возникающие на опорной поверхности
зазоры соизмеримы с толщиной перекла-
дываемых прокладок.
Например, для типового вкладыша с
наружным диаметром 840 мм, плотно
пригнанного по расточке, при переста-
новке прокладки толщиной 0,5 мм с одной
боковой колодки на другую по нижней
колодке возникает зазор по опорной по-
верхности, расчетное значение которого
равно 0,14 мм.
На рис. 13.12 представлена схема
крепления вкладыша в расточке корпуса и
возникновение зазоров при перестановке
прокладок. Для недопущения зазоров под-
гонку колодок следует осуществлять
только после предварительной центровки
роторов, когда возможные последующие
изменения положения осей роторов не
превышают 0,1 мм.
Рис. 13.12. Возникновение зазоров по центровочным колодкам в процессе
изменения положения оси подшипника:
а - исходное состояние; б - ось подшипника смешена вверх; в - ось подшипника
смешена влево; А - величина смешения; зазоры по колодкам
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
739
При наличии достаточного натяга
нарушение плотности прилегания по ко-
лодкам не приводит к заметному измене-
нию вибрационного состояния машины.
Однако вследствие высоких контактных
напряжений в местах касания происходит
износ, возникает ослабление вкладыша
(люфт) и увеличивается вибрация маши-
ны. Такое нарушение плоскостности
опорной поверхности корпуса (бугеля)
вследствие деградации трудноустранимо.
13.2.6. Предупреждение дисбаланса
роторов
При проведении ремонтных работ
наиболее распространены следующие
способы и методы балансировки:
• статическая балансировка насажи-
ваемых деталей; развеска рабочих лопаток
при перелопачивании рабочих колес и
пальцев при замене муфт или их деталей;
• балансировка гибких роторов при
изготовлении на разгонно-балансировоч-
ном стенде;
• измерение и устранение боя ротора
при насадке крупных деталей;
• балансировка роторов после ремон-
та на балансировочном станке;
• балансировка валопровода агрегата
в собственных подшипниках после капи-
тального ремонта, при котором появляет-
ся дисбаланс роторов.
Цель развешивания рабочих лопаток -
выполнение равенства значений тг (вели-
чины произведения массы детали на ра-
диус центра масс) противоположных па-
кетов или лопаток.
С учетом реальных отклонений лопа-
ток по массе и форме при перелопачива-
нии рабочих колес развеске подлежат:
• лопатки массой более 200 г для
машин с частотой вращения 3000 об/мин
и массой более 350 г - для 1500 об/мин;
• лопатки массой выше 2 кг или дли-
ной рабочей части свыше 500 мм должны
развешиваться на моментных весах.
При частичной замене лопаток сту-
пени производят взвешивание и заменяе-
мых, и заменяющих лопаток. Суммарный
дисбаланс компенсируют установкой гру-
за, иначе замена даже одной крупной ло-
патки может увеличить вибрацию агрега-
та и потребует балансировки.
Измерение величины прогиба ротора
производится при каждом капитальном
ремонте в установленных контрольных
местах ротора.
Изменение боя ротора свыше 0,03 мм
является ненормальным и приводит к по-
вышению вибрации.
13.2.7. Нормализация тепловых
перемещений
Отметим наиболее существенные
особенности конструкций элементов ма-
шины, обеспечивающих ее тепловые пе-
ремещения.
Лапы цилиндра опираются на попе-
речные шпонки, закрепленные на корпусе
подшипника. Вертикальная шпонка удер-
живает цилиндр от перемещений в попе-
речном направлении. Корпус подшипника
опирается на фундаментную плиту и пере-
мещается по ней, направляемый осевым
шпоночным соединением. Корпуса и ци-
линдры имеют ограничители вертикальных
перемещений в виде дистанционных бол-
тов либо Г-образных шпонок ("диванчи-
ков”), по которым устанавливается зазор
0,05 ... 0,1 мм. Нагрузки на поверхности
скольжения определяются весовыми на-
грузками, а также нагрузками, возникаю-
щими при тепловых деформациях присое-
диненных к цилиндру крупных паропрово-
дов. Последние действуют не только в вер-
тикальном, но и в поперечном и осевом
направлениях. В некоторой точке на оси
выбирается сечение, в котором турбина
фиксируется относительно фундамента в
осевом направлении, неподвижная точка
(так называемый фикс-пункт) находится
на пересечении осей продольной и попе-
речных шпонок, располагающихся на опор-
ной поверхности фундаментной плиты.
24*
740
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Изменения вибрации при ненор-
мальных перемещениях подвижных кор-
пусов подшипников турбин являются
следствием снижения жесткости опор из-
за возможного появления неплотностей
по опорной поверхности, а также следст-
вием расцентровок, возникающих под
действием деформаций фундамента и
корпусов из-за чрезмерных сил трения.
Ненормальности при тепловых расшире-
ниях турбин влияют не только на вибра-
цию: при остановке подвижного корпуса
ненормально увеличиваются относитель-
ные перемещения роторов, что препятст-
вует необходимому изменению режима
нагружения.
Препятствия для тепловых переме-
щений машин возникают в процессе изно-
са шпоночных соединений и опорных по-
верхностей трения, а также вследствие
возможных деформаций фундамента по
мере просадок его основания. Эти факто-
ры усугубляются недостатками конструк-
ции и монтажа машины, следствиями ко-
торых могут быть ненормальные верти-
кальные нагрузки на опорные элементы, а
также несимметричные относительно оси
деформации цилиндров, вызывающие
перекосы в шпоночных соединениях.
Краткое содержание мероприятий по
нормализации тепловых перемещений
турбин:
• исключение перекосов в шпоноч-
ных соединениях за счет обеспечения со-
осности шпонок и шпоночных пазов, уст-
ранение изломов оси машины в горизон-
тальном направлении, возникающих при
деформациях фундаментов;
• обеспечение нормальных верти-
кальных нагрузок на лапы цилиндров;
последние определяют с помощью специ-
альных динамометрических болтов, вво-
рачиваемых в лапы, и регулируют изме-
нением нагрузки да подвески крупных
соединительных трубопроводов;
• обеспечение нормального состоя-
ния поверхностей скольжения путем со-
ответствующей обработки;
• снижение сил трения на поверхно-
стях скольжения с помощью специальных
смазок и покрытий: применение специ-
альной смазки на основе дисульфитмо-
либдена, серебряный сплав на поверхно-
стях шпонок, фторлоновое покрытие на
поверхностях фундаментных плит, повы-
шение твердости поверхности шпонок
и др.;
• применение специальных состав-
ных поперечных шпонок конструкций
ЦКТИ и ТМЗ, обеспечивающих поворот
шпонки вокруг вертикальной оси, а также
и вокруг горизонтальной; это обеспечива-
ет соосность шпонок и шпоночных пазов
при деформациях цилиндров и лап;
• снижение опрокидывающего мо-
мента от сил трения за счет переноса пе-
редачи осевых усилий с поперечных шпо-
нок, находящихся на уровне оси ротора,
на специальные устройства (так называе-
мые "тяни-толкай"), располагающиеся
ниже; в некоторых конструкциях преду-
сматривается передача осевого усилия от
цилиндра к цилиндру, помимо корпуса
подшипника.
Детально мероприятия по нормали-
зации тепловых перемещений машин рас-
сматриваются в специальных норматив-
ных документах.
В ряде случаев следствием ненор-
мальностей при тепловых расширениях
турбин является отрыв корпусов от фун-
даментных плит. Между корпусом и пли-
той появляется небольшой зазор, величи-
на которого ограничена дистанционными
болтами и другими элементами (см. вы-
ше). Этого зазора достаточно, чтобы резко
снизилась опорная жесткость и суще-
ственно выросла (в 3 раза и более) вибра-
ция.
Простейшим способом предотвра-
щения отрыва корпусов от фундаментных
плит является установка специального
устройства, прижимающего корпус к пли-
те с заданным усилием.
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
741
13.2.8. Гашение колебаний
Общие положения
Задача снижения интенсивности
вибрации машин является основной ча-
стью общей задачи защиты объектов от
вибрации и ударов, которая представляет
важнейшую область вибрационной тех-
ники.
Для снижения интенсивности вибра-
ции машин и связанных с ними объектов
применяют следующие способы:
• уменьшение механических воздей-
ствий со стороны источника вибрации на
объект (способ называют снижением виб-
роактивности источника); основным ис-
точником виброактивности в роторных
машинах является ротор;
• установку между источником и
объектом дополнительной механической
системы, называемой виброизолятором
(способ называют виброизоляцией);
• изменение конструкции объекта,
при котором действующие динамические
силы будут вызывать менее интенсивные
колебания машины (способ называют
внутренней виброзащитой); внутренняя
виброзащита осуществляется применени-
ем дополнительных связей и изменением
жесткости существующих, присоединени-
ем дополнительных масс, установкой
демпферов (специальных устройств, по-
глощающих энергию колебаний в основ-
ном за счет трения) и др.; изменения кон-
струкции направлены на отстройку объек-
та от резонансов и демпфирования коле-
баний в области частот механических
воздействий, имеющих существенную
интенсивность;
• присоединение к объекту дополни-
тельной механической системы, изме-
няющей характер его вибрации (называе-
мой динамическим гасителем вибрации -
ДГВ).
Демпферы, виброизоляторы, дина-
мические гасители вибрации и другие
устройства, способствующие снижению
вибрации, в совокупности называются
виброзащитными устройствами. Пассив-
ными называют виброзащитные устройст-
ва, использующие энергию колебаний
источника и силы инерции. Активными
называют виброзащитные устройства,
имеющие автономный источник энергии.
Наиболее распространены пассивные
виброзащитные устройства.
Виброизоляция
В основе виброизоляции лежит ос-
лабление связи между источником и объ-
ектом, т.е. уменьшение динамических
воздействий, передаваемых объекту.
Установка виброизоляторов сопро-
вождается повышенными относительны-
ми статическими перемещениями источ-
ника и объекта и большими амплитудами
виброперемещений при ударах и низко-
частотных воздействиях. Применение
виброизоляции связано с нахождением
компромисса, удовлетворяющего проти-
воречивые требования к состоянию ис-
точника и объекта.
Обычно виброизоляция предусмат-
ривается конструкцией объекта. Исполь-
зование виброизоляции при виброналадке
в период эксплуатации машин требуется
редко. Ниже приведены лишь краткие
общие сведения о ней.
В роторных машинах виброизоляция
обычно применяется для защиты основа-
ния (фундамента) и осуществляется путем
установки виброизоляторов между корпу-
сом машины и основанием.
Серийно выпускаются резинометал-
лические, пружинные и цельнометалли-
ческие виброизоляторы. Номинальная
весовая нагрузка на один виброизолятор
достигает 300... 500 кг. Для демпфирова-
ния используют:
• сухое трение;
• воздушное дросселирование;
• внутреннее демпфирование мате-
риала.
На рис. 13.13 представлен серийно
выпускаемый резинометаллический виб-
роизолятор типа АКСС. Его основным эле-
742
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.13. Виброизолятор типа АКСС
ментом является фасонный резиновый
массив, спрессованный с металлической
втулкой и корпусом. Лапы машины кре-
пятся к втулке, а корпус устанавливается
на защищаемое основание.
Типичная амлитудно-частотная ха-
рактеристика виброизолятора представле-
на на рис. 13.14. В соответствии с приве-
денной АЧХ, такой тип виброизолято-
Рис. 13.14. АЧХ виброизолятора при
номинальных весовых нагрузках
ров эффективно работает в области высо-
ких частот, где динамическое воздействие
снижается в десятки раз. На резонансной
частоте (зависящей от жесткости виброи-
золятора и массы машины) динамическое
воздействие многократно усиливается.
Главное условие применения изолятора:
отсутствие существенных возмущающих
силы на резонансной частоте.
Для эффективной виброизоляции ро-
торной машины обычно одновременно с
установкой виброизоляторов под лапы
устанавливают податливые элементы на
все подведенные к машине коммуникации
(жесткие трубопроводы).
Отстройка от резонанса и
демпфирование
Отстройка от резонанса и демпфиро-
вание являются средствами внутренней
виброзащиты машины.
Цель отстройки от резонанса - уве-
личение коэффициента запаса от резо-
нанса, который определяется отношени-
ем частоты вибрации к собственной
частоте колебаний объекта. Цель демп-
фирования — снижение интенсивности
вибрации на резонансной частоте и вбли-
зи нее.
На стадии проектирования расчет-
ными методами так подбирают собствен-
ные частоты системы машина - фунда-
мент, чтобы ни одна из них не попадала в
диапазон рабочих частот, при которых
машина функционирует длительное вре-
мя. Для большинства машин с номиналь-
ной частотой вращения ротора 750, 1500
или 3000 об/мин эти частоты не должны
быть вблизи 17, 25, 50 и 100 Гц соответст-
венно.
Из-за недостаточной точности расче-
тов возможно сближение собственной и
рабочей частот (иногда ее высших гармо-
ник), и на эксплуатируемых машинах мо-
гут наблюдаться резонансы. Отстройка от
резонанса и демпфирование резонансных
колебаний должны производиться либо на
стадии доводки головного образца маши-
ны, либо в процессе виброналадки маши-
ны, уже находящейся в эксплуатации.
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
743
а)
Рис. 13.15. Установка связей на резонирующем фундаменте:
а - конструкция узла фундамента; б - форма колебаний фундамента; в - установка связей
малоэффективна; г - установка связей эффективна
Наличие и причина резонанса обна-
руживаются при снятии частотной харак-
теристики вибрации и ’’ударного” теста.
Отстройку от резонанса производят
двумя способами:
• изменением жесткости опорной
системы;
• установкой дополнительной массы
на резонирующий объект.
Увеличение жесткости опорной сис-
темы приводит к повышению собственной
частоты объекта и смещению резонанса в
область более высоких частот. Снижение
жесткости и увеличение массы объекта
смещают резонансную частоту в область
более низких частот. Демпфирование ко-
лебаний снижает интенсивность вибрации
при резонансе.
Повышение резонансной частоты
применяют, если резонанс несколько вы-
ше частоты возбуждения и наоборот. Из-
менение резонансной частоты эффектив-
но, если оно достаточно велико.
Жесткость опорных конструкций
увеличивают установкой:
• связей, работающих на растяжение-
сжатие;
• специальных конструкций, повы-
шающих изгибную или крутильную жест-
кость.
Выбор принимается на основе рас-
смотрения формы колебаний объекта.
Для каждой формы характерно инди-
видуальное распределение амплитуд ко-
лебаний и изгибающих (крутящих) мо-
ментов. Связи устанавливают между точ-
ками, имеющими наибольшие относи-
тельные перемещения.
Изгибную (крутильную) жесткость
увеличивают в местах действия наиболь-
ших изгибающих (крутящих) моментов.
Пример. Установленный на ригеле под-
шипник совершает интенсивные колебания в
вертикальном направлении. Рассмотрим сече-
ние резонирующего фундамента в плоскости
ригеля и колонн (рис. 13.15).
Связи, работающие на растяжение, эф-
фективны между точками С и D, имеющими
наибольшие относительные перемещения, и
малоэффективны между точками А и F, В и Е.
Поскольку устанавливаемые связи и уве-
личивающие жесткость элементы имеют зна-
чительную массу, эффект от повышения жест-
кости может частично или полностью взаимно
компенсироваться. Устанавливаемые связи
должны располагаться преимущественно в мес-
тах наименьших абсолютных виброперемеще-
ний либо иметь возможно меньшую массу.
Увеличение жесткости ригеля не-
сколько повышает жесткость фундамент-
ного узла. Однако связанное с этим уве-
личение массы компенсирует (ослабляет)
получаемый эффект. Хороший эффект
произведет увеличение жесткости колонн,
преимущественно в нижней части (рис.
13.16, бив).
Пример. Фундаментный узел, имеет кон-
струкцию, представленную на рис. 13.15, а.
При этом собственная форма резонансных
колебаний отличается от рассмотренной выше
744
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.16. Повышение изгибной
жесткости элементов фундамента:
а - форма колебаний; б - увеличение
жесткости ригеля; в - увеличение жесткости
колонн
и связана с интенсивными колебаниями под-
шипника в поперечном направлении (рис.
13.16, а).
В машинах с гибкими роторами па-
раметрами, определяющими величину
колебаний, являются упругомассовые ха-
рактеристики ротора, а не опор. Поэтому
для гибкого ротора на жестких опорах,
имеющего резонансную частоту, близкую
к номинальной, изменения жесткости и
массы опорной системы обычно малоэф-
фективны.
Повышение жесткости приводит к
снижению интенсивности вибрации вслед-
ствие уменьшения прогибов от действия
Рис. 13.17. Установка дополнительной мас-
сы для отстройки от резонанса (а), демпфер
с дробью на корпусе подшипника {б)
динамических нагрузок, даже когда запас
от резонанса не меняется. Динамические
реакции опор и действующие динамиче-
ские напряжения в опорных конструкциях
при этом не уменьшаются, следовательно
долговечность и надежность машины не
увеличиваются. Важно при увеличении
жесткости опор достичь увеличения запа-
са от резонанса.
Присоединяемые массы устанавли-
вают в местах наибольших амплитуд ко-
лебаний на резонансной частоте, при этом
нельзя допускать существенного повыше-
ния жесткости объекта.
Конструкции устанавливаемых масс
не испытывают значительных динамиче-
ских напряжений. Их изготавливают из
дешевых материалов (бетона, чугуна).
Схема типичной конструкции из бетон-
ных плит, устанавливаемых на крышке
подшипника, представлена на рис. 13.17, а.
Демпферное устройство (поглоти-
тель вибрации) обычно представляет со-
бой:
• сейсмическую массу, колебания
которой относительно объекта демпфи-
руются за счет трения (сухого или вяз-
кого);
• емкость с насыпным содержимым,
внутри которого энергия колебаний рас-
сеивается при взаимном перемещении
элементов этого содержимого. Демпферы
с сейсмической массой чаще используют
для поглощения крутильных колебаний
роторов.
В качестве демпферов используют
емкости с дробью, иногда песком (рис.
13.17, б). При этом одновременно увели-
чивается масса и снижается частота резо-
нанса.
Динамические гасители
вибрации
Инерционный динамический гаси-
тель вибрации (далее по тексту ДГВ)
представляет собой упругомассовую сис-
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
745
тему, присоединяемую к защищаемому
объекту. Между объектом и динамиче-
ским гасителем возникают силовые взаи-
модействия инерционной природы, ме-
няющие настройку объекта по отношению
к преобладающей частоте возбуждения
либо иным образом компенсирующие
действующее динамическое возбуждение.
Разработано много различных видов
инерционных ДГВ, отличающихся по
принципу действия. В практике виброна-
ладки роторных машин применяют пру-
жинные одномассовые ДГВ, вследствие
простоты и надежности.
На рис. 13.18 представлена схема,
являющаяся моделью объекта с ДГВ.
Характерные амплитудно-частотные
характеристики объекта с установленным
ДГВ представлены на рис. 13.19. Из рис.
13.19 видно, что на некоторой частоте
амплитуда колебаний массы тщ (объекта)
близка к нулю. Для рассматриваемой схе-
мы при частоте возбуждения СО] состояние
неподвижности массы тх возникает при
соотношении
^ = со2. (13.3.)
^2
Динамический прогиб у2 (амплитуда
колебаний) массы w2 при этом зависит от
возмущающей силы Fsincof, действующей
на массу тх, и определяется простой фор-
мулой
у2=— • (13.4)
С2
Из формулы (13.4) следует главное
свойство ДГВ: его применяют также для
определения действующей на объект ди-
намической нагрузки F, поскольку жест-
кость его обычно известна, а амплитуда
колебаний может быть измерена:
F = у2с2.
Из формул (13.3) и (13.4) следует:
• собственную частоту ДГВ, закреп-
ленного на жестком основании, подбира-
ют равной частоте возмущений объекта;
Рис. 13.18. Схема объекта с ДГВ:
гп\ - эквивалентная масса объекта;
с\ - эквивалентная жесткость объекта;
ти2-масса ДГВ; с2 - жесткость ДГВ
• динамический прогиб ДГВ в режи-
ме полного гашения вибрации объекта
равен статической деформации ДГВ под
действием силы F;
• если рассматриваемый динамиче-
ский прогиб ДГВ создает в его упругом
элементе напряжения, превосходящие
предел усталостной прочности, то ДГВ в
процессе работы разрушается, а процесс
гашения вибрации прекращается.
Колебания массы ДГВ компенсиру-
ют действующую на объект силу. Ком-
пенсирующая способность ДГВ пропор-
циональна его прочности. Упругий эле-
мент, как наиболее напряженная деталь
ДГВ, должен изготавливаться из материа-
ла, обладающего высокой усталостной
прочностью. Размеры ДГВ выбирают ис-
ходя из условия (13.4) и конструкции объ-
екта.
Основное свойство пружинного од-
номассового ДГВ: гашение вибрации дос-
тигается на единственной частоте и вбли-
зи нее. Оно диктует применение таких
ДГВ на роторных машинах одной рабочей
частотой вращения.
На машинах с изменяемой рабочей
частотой вращения ротора применяют
ДГВ на основе трения. Их назначение -
гашение вибрации вблизи резонансной
частоты. Для пружинного одномассового
746
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.19. Амплитудно-частотная характеристика объекта (а) и гасителя (б):
у2 - динамический прогиб гасителя при неподвижном объекте
ДГВ трение опасно, так как остаточная
вибрация при оптимальной настройке
ДГВ пропорциональна трению.
Простые конструкции ДГВ
Стержневой ДГВ. Простейшая кон-
струкция в виде стержня, жестко закреп-
ленного на объекте, и массы, установлен-
ной на конце стержня (рис. 13.20).
Масса совершает колебания в попе-
речном относительно оси стержня направ-
Рис. 13.20. Стержневой ДГВ:
1 - стержень; 2 - масса; 3 - защищаемый
объект: d- диаметр стержня; L - длина
активной части стержня
лении. В этом направлении происходит
гашение колебаний объекта.
При расчете ДГВ при заданных до-
пустимых напряжениях определяют:
• конструктивные размеры и величи-
ну устанавливаемой массы;
• максимальную компенсирующую
силу;
• предельно допустимую амплитуду
вибрации.
Для упрощения расчетов конструк-
цию представляют в виде невесомой кон-
сольной балки с точечной массой на кон-
це. Для такой расчетной схемы необходи-
мо точно выполнять расчеты по форму-
лам.
Диаметр стержня d обычно выбира-
ют равным диаметру резьбы в отверстии,
используемом для установки ДГВ. Массу
груза (в первом приближении) определя-
ют эмпирической формуле
m = 2(d/k)2, (13.5)
где т - масса груза, кг; d - диаметр
стержня, см; к - коэффициент частоты,
к =fl5fyf- частота колебаний, Гц.
Остальные параметры ДГВ находят
по формулам исходя из расчетной схемы
для известной частоты колебаний с уче-
том (13.3).
Активная часть длины стержня L
[см] (расстояние от основания стержня до
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
747
центра тяжести груза)
Л = 14,33а4-- <13-6>
V к т
Максимальная восстанавливающая
сила
F = J , (13 7)
где [п ,] - допустимое напряжение при
знакопеременном цикле нагружения.
Максимальный допустимый размах
виброперемещения массы 5, см:
s=4[CT ik2 , (138)
Рис. 13.21. Балочный ДГВ:
1 - наружная балка; 2 - внутренняя балка;
3 - регулируемые массы; 4 -защищаемый
объект
где Е - модуль упругости при растяжении.
Пример. На корпус подшипника в отвер-
стие под рым с резьбой М20 требуется стерж-
невой ДГВ. Частота возбуждения 50 Гц.
Стержень выполнен из стали, диаметр
стержня в рабочем сечении примем равным
2 см. Из (13.6) масса должна быть около 8 кг,
такой ее и примем.
Из (13.7) длина L = 18 см. Примем [o.J =
= 1000 кг/см2, тогда из (13.8) максимальная
восстанавливающая сила ДГВ F = 44 кг.
Максимальный допустимый размах виб-
роперемещения массы 5 находим из (13.8):
5= 0,11 см = 1,1 мм.
Возможности стержневых ДГВ для
компенсации силовых возмущений неве-
лики. Увеличивая сечение стержня и ис-
пользуя высокопрочные материалы мож-
но довести компенсирующую способ-
ность стержневого ДГВ до 500... 1000 кг.
Стержневые ДГВ применяют на сравни-
тельно небольших объектах, например на
подшипниках машин средней мощности и
на узлах механизмов вспомогательного
оборудования. Установленные на круп-
ных объектах стержневые ДГВ достаточ-
но быстро разрушаются вследствие уста-
лости.
Большими возможностями обладают
балочные ДГВ (рис. 13.21). Размеры ДГВ
для крупного агрегата (длина, ширина,
высота) составляют 1000 х 200 х 200 мм,
при общей массе около 200 кг. Расчеты и
оптимизация геометрических размеров
ДГВ производятся по компьютерным про-
граммам, учитывающим, распределенные
параметры масс, жесткости сечений, уп-
ругомассовые свойства конструкции, мест
крепления на объекте, условия закрепле-
ния ДГВ. Компенсирующая сила таких
ДГВ доходить до 10000 кгс, что позволяет
решать любую проблему.
В промышленной эксплуатации, из-
готовленные из стали 45 с уровнем дина-
мических напряжений [о_]] = 1000 кг/см2,
правильно рассчитанные ДГВ, работают
длительно, без повреждений и изменений
настройки.
Разрушения ДГВ возникают при:
• неправильном расчете;
• недостаточном контроле качества
материала (дефекты ликвации, нарушения
структуры, неправильная термообработка);
• недостаточной компенсирующей
силе из-за чрезмерных динамических на-
пряжений.
Настройка ДГВ
Из-за применения упрощенных мо-
делей при расчетах в ДГВ после изготов-
ления редко встречается точное совпаде-
ния собственной частоты ДГВ с частотой
возбуждения fr. После монтажа произво-
дят настройку ДГВ непосредственно на
вибрирующем объекте.
В стержневых ДГВ настройку произ-
водят перемещением массы вдоль стерж-
ня по резьбе. В балочных ДГВ настройку
748
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
производят изменением величины при-
соединяемых масс. При этом добиваются
минимальной вибрации объекта.
При настройке постепенно изменяют
регулируемую величину в диапазоне от
минимального до максимального значе-
ний. Например, для масс: от нуля до мак-
симума. При изменении регулируемой
величины каждый цикл должен безуслов-
но сопровождаться тщательной затяжкой
всех резьбовых соединений, включая
контргайки. Нарушение этого требова-
ния - распространенная причиной неудач
при настройке. Уменьшить количество
циклов позволяет одновременный кон-
троль и фаз вибрации объекта и ДГВ: при
переходе через оптимальную точку фаза
относительной вибрации ДГВ и объекта
меняется на 180°, при этом, если присое-
диняемые массы малы, объект и ДГВ виб-
рируют синфазно, а если велики - про-
тивофазно.
После настройки оценивают ампли-
туду вибрации масс ДГВ. Если эта ампли-
туда превышает предельно допустимую,
то необходимо принять меры по сниже-
нию динамических нагрузок либо по по-
вышению компенсирующей силы ДГВ
путем изменения его конструктивных па-
раметров.
Динамические свойства объекта с ДГВ
Воздействие установленного ДГВ на
объект меняет его динамические свойства,
при этом помимо снижения вибрации
происходят изменения действующих ди-
намических нагрузок на опорные элемен-
ты объекта, обычно в сторону их сниже-
ния. В особых случаях эти динамические
нагрузки могут возрасти, что приведет к
снижению надежности машины, в таких
случаях применение ДГВ является некор-
ректным. В зависимости от соотношения
масс объекта и ДГВ меняется диапазон
частот возбуждения, внутри которого дос-
тигается необходимое снижение вибрации
объекта.
При рассмотрении динамических
свойств объекта с ДГВ исследуют изме-
нения динамических опорных реакций и
Рис. 13.22. Динамическая схема гибкого
ротора на упругомассивном статоре с ДГВ:
1 - ротор; 2 - статор; 3 - ДГВ
достаточность диапазона частот, внутри
которого достигается необходимое сни-
жение вибрации.
Для исследования динамики рас-
сматриваемой системы обычно использу-
ют простейшую математическую модель:
гибкий одномассовый ротор, опирающий-
ся на упругомассивный корпус, к которо-
му присоединен ДГВ (рис. 13.22). Все
массы движутся поступательно в одном
направлении, демпфирование не учитыва-
ется. Несмотря на большие упрощения
реальной системы, такая математическая
модель позволяет определить закономер-
ности динамики объекта с ДГВ.
Расчеты на рассматриваемой матема-
тической модели производились для ши-
рокого диапазона частот возбуждения и
соотношений масс и жесткостей ее эле-
ментов. Наибольший практический инте-
рес представляют приведенные ниже рас-
четы.
Рассматриваемая расчетная схема без
ДГВ имеет две массы и две жесткости -
корпуса и ротора - и соответственно две
степени свободы, каждой из которых со-
ответствуют своя собственная частота и
форма колебаний. Для более низкой час-
тоты массы корпуса и ротора колеблются
синфазно, для более высокой - противо-
ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ В ПРОЦЕССЕ РЕМОНТА
749
фазно. Очень важно, что для более низкой
собственной частоты системы ротор -
корпус установка ДГВ повышает собст-
венную частоту системы, а для более вы-
сокой - снижает. В связи с этим качест-
венно по-разному система откликается на
присоединение ДГВ, в зависимости от
того, вблизи какой из двух упомянутых
собственных частот находится частота
компенсируемого возбуждения.
Оценки показывают, что в системах с
реальным соотношением масс и жестко-
стей ротора и корпуса ротор и корпус ко-
леблются синфазно по крайней мере в
области частот до двойной оборотной.
Для узкой области частот вблизи частоты
возбуждения можно рассматривать лишь
одну собственную частоту и одну степень
свободы, что распространяется не только
на расчетную схему, но и на реальную
многомассовую систему. Например, ре-
альный гибкий ротор турбогенератора в
области частот до двойной оборотной
может иметь до трех собственных частот,
из которых рассматривается только та,
которая наиболее близка к частоте возбу-
ждения.
Рассмотрим два основных варианта
соотношений упругомассивных свойств
ротора и корпуса:
1) тяжелый гибкий ротор на легких
относительно жестких опорах с опреде-
ленной податливостью;
2) относительно легкий и жесткий
ротор на массивных податливых опорах.
На графиках (рис. 13.23) представле-
на зависимость динамических опорных
реакций от частоты возбуждения, на ко-
торую настроен ДГВ. Динамические
опорные реакции на графиках представ-
лены в относительных единицах:
Я = у, (13.9)
где R - динамическая опорная реакция;
F - сила возбуждения.
Снижение динамических опорных
реакций при применении ДГВ достигается
во всех случаях при частотах, находящих-
Рис. 13.23. Динамические реакции опор
ротора:
7 - без ДГВ; 2 - ДГВ; соi - собственная частота
системы без ДГВ, ближайшая к частоте возбу-
ждения; сор — собственная частота ротора на
жестких опорах; - область частот, где
применение ДГВ некорректно
ся ниже ближайшей собственной частоты
системы и в непосредственной близости
от нее (см. рис. 13.23). Для жестких рото-
ров с ДГВ динамические опорные реак-
ции никогда существенно не превышают
уровня возмущающих сил, при этом при-
менение ДГВ особенно эффективно вбли-
зи резонанса системы без ДГВ. Крайне
опасно применять ДГВ для гибких рото-
ров, если их собственная частота на жест-
ких опорах находится вблизи частоты
возбуждения, а на реальных опорах - не-
сколько ниже ее.
Область частот, при которых приме-
нение ДГВ может снизить надежность
машины, на графиках заштрихована. Это
та область, в которой динамические реак-
ции увеличиваются и превышают величи-
ну сил возбуждения.
Можно не заботиться о соблюдении
контроля за корректностью установки
ДГВ в том случае, если компенсирующая
сила ДГВ при наблюдаемых амплитудах
колебаний его массы заведомо ниже силы,
которая может быть опасна для опоры.
Например, можно уверенно говорить о
безопасности ДГВ, если его компенси-
рующая сила не превышает 20 % статиче-
ской опорной реакции.
750
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.24. Влияние отношения ц масс
гасителя и объекта на собственные частоты
(диапазон гашения):
1 - сог = со0; 2 - сог = 0,5со0; сог - частота
настройки гасителя; <о0 - собственная частота
объекта
Установка ДГВ во всех случаях сни-
жает величину вибрации и динамические
нагрузки на фундамент, поэтому в неко-
торых случаях можно пойти на безопас-
ное увеличение динамических опорных
реакций для достижения этого эффекта.
Для оценки диапазона частот возбу-
ждения, внутри которого достигается не-
обходимое снижение вибрации объекта
при установке ДГВ, рассмотрим АЧХ
объекта с ДГВ (см. рис. 13.19). Практиче-
ский интерес представляет случай, когда
возникали резонансные колебания объек-
та до установки ДГВ на частоте со и уста-
новленный ДГВ настроен на эту частоту.
Рядом с частотой со, при которой
объект неподвижен, слева и справа име-
ются две резонансные частоты со,, на ко-
торых объект интенсивно колеблется. Чем
дальше от со располагаются значения со7,
тем в большем диапазоне частот вблизи со
следует ожидать снижение вибрации
вследствие установки ДГВ: реально дос-
таточное снижение вибрации можно ожи-
дать в половине диапазона частот между
двумя резонансными частотами со7 при-
мерно симметрично относительно часто-
ты со. Ширина рассматриваемого диапазо-
на частот тем больше, чем больше отно-
шение р массы ДГВ к массе объекта ц =
= т^/гпу.
Зависимость этого диапазона от р
удобнее представить в виде графиков
(рис. 13.24).
Для синхронных машин частота виб-
рации, кратная частоте вращения, меняет-
ся незначительно, в связи с чем могут
быть использованы ДГВ с малыми масса-
ми. Для весьма малых р (для р < 0,05)
диапазон частот между двумя резонанс-
ными частотами в относительных едини-
цах может быть определен по простейшей
формуле
( CO . А I—
Др- =Л. (13.10)
Из (13.10) получим для
р = 0,01 Др/о) =0,01, а половина диапазо-
на, внутри которого ожидаются приемле-
мые вибрации, составит 0,05. Например,
для частоты 50 Гц при массе ДГВ в 100
раз меньшей массы объекта, снижения
вибрации можно ожидать в диапазоне
частот от 48,7 до 51,2 Гц.
Таким образом, даже ДГВ весьма
малой массы обеспечивают снижение
вибрации в диапазоне возможных частот
вращения синхронной машины, если до
установки ДГВ возникали ее резонансные
колебания. Легкие ДГВ также эффектив-
ны и в диапазоне собственных частот объ-
екта, отличающихся от частоты возбуж-
дения в пределах 10 %.
Гораздо уже диапазон частот, внутри
которого можно ожидать снижения виб-
рации, если до установки ДГВ резонанс
объекта находился далеко от частоты воз-
буждения. При этом для собственных час-
тот объекта, существенно более высоких,
чем частота возбуждения (co/coi > 0,5),
относительный диапазон, внутри которого
происходит снижение вибрации, пример-
но равен ц. Для собственных частот объ-
екта, существенно более низких, чем час-
тота возбуждения co/coi < 0,5, применение
относительно легких ДГВ вообще невоз-
можно из-за чрезвычайно узкого относи-
БАЛАНСИРОВКА РОТОРОВ
751
тельного диапазона частот, внутри кото-
рого существенно снижается вибрация.
13.3. БАЛАНСИРОВКА РОТОРОВ
1 3.3.1. Общие сведения
Балансировка роторов, деталей рото-
ров, систем связанных роторов (валопро-
водов) — технологический процесс ком-
пенсации их дисбалансов путем установки
корректирующих масс (балансировочных
грузов) в доступные плоскости коррекции
(балансировочные плоскости).
1 3.3.2. Общие положения технологии
балансировки
Жесткие и гибкие роторы
Технология балансировки определя-
ется типом балансируемого ротора: ’’же-
сткого" или "гибкого".
Жестким называют ротор, критиче-
ская частота вращения которого намного
выше его эксплуатационной частоты вра-
щения, или ротор для которого дейст-
вующие динамические изгибающие мо-
менты от центробежных сил дисбалансов
не вызывают его существенных упругих
прогибов.
Фундаментальные свойства жесткого
ротора:
- сбалансированный на любой часто-
те вращения вплоть до максимальной экс-
плуатационной, ротор сохраняет состоя-
ние уравновешенности на всех частотах
вращения;
- для двух произвольно выбранных
плоскостей коррекции всегда можно най-
ти такие корректирующие массы, которые
компенсируют главный вектор и главный
момент всех центробежных сил, возни-
кающих при любых эксцентрично распо-
ложенных массах ротора, т.е. для жестко-
го ротора безразлично, как расположены
две плоскости коррекции и на какой ско-
рости вращения выполнена балансировка.
Гибким называют ротор, для которо-
го действующие динамические изгибаю-
щие моменты от центробежных сил дис-
балансов вызывают существенный упру-
гий прогиб (изменение его геометрии).
Если все жесткие роторы одинаково жест-
кие, то все гибкие роторы гибкие по-
разному: их "гибкость" определяется ко-
личеством критических скоростей враще-
ния, находящихся в диапазоне примерно
до двойной от номинальной. Для балан-
сировки важно такое свойство гибкого
ротора: будучи сбалансированным на од-
ной скорости вращения в двух плоскостях
коррекции, ротор оказывается неуравно-
вешенным на других, а для достижения
состояния уравновешенности во всем за-
данном диапазоне скоростей корректи-
рующие массы должны быть расположе-
ны оптимальным образом в трех и более
плоскостях коррекции.
По степени гибкости и применяемым
методикам балансировки стандарт "Мето-
ды и критерии балансировки гибких рото-
ров" разделяет роторы на классы и под-
классы. Классы точности при балансиров-
ке определяются МС 1940.
Из представлений об изгибных коле-
баниях гибких роторов ясно, что коррек-
тирующие массы следует располагать в
тех плоскостях, где располагается дисба-
ланс. Поскольку плоскости дисбалансов
практически не известны, то эта рекомен-
дация имеет такой смысл:
- все насадные детали и узлы ротора
должны быть сбалансированы до сборки;
- вносимый при ремонте дисбаланс
должен быть определен и устранен в
плоскости, вблизи которой производились
ремонтные работы.
Для определения типа ротора, если
отсутствует информация изготовителя
(заказчика) о типе ротора и рекомендуе-
мом методе балансировки, пользуются
следующими рекомендациями:
- сравнивают первую критическую и
максимальную эксплуатационную часто-
ты вращения ротора: если первая крити-
752
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.25. Примеры квазижестких роторов:
а - массивная жесткая средняя часть, легкие
гибкие концы; б, в, г- один или два массивных
диска на легком гибком валу; д - гибкий ротор
с равномерным распределением дисбалансов
ческая частота превышает максимальную
эксплуатационную частоту вращения ро-
тора более чем на 30 %, ротор считают
жестким;
- выполняют специальные испыта-
ния: проводят балансировку ротора на
низкой скорости в двух плоскостях кор-
рекции, затем приводят ротор во враще-
ние с эксплуатационной скоростью, если
не обнаруживается существенной вибра-
ции на эксплуатационной скорости, это
означает, что ротор этого типа либо жест-
кий, либо может считаться жестким.
В ряде случаев дисбаланс гибкого
ротора может быть компенсирован низко-
частотной балансировкой либо непосред-
ственно, либо путем соответствующего
распределения по длине корректирующих
масс. Это свойство роторов определяется
их конструкцией и технологией производ-
ства и ремонта, а такие роторы называют
квазижесткими.
На рис. 13.25 представлены некото-
рые примеры квазижестких роторов:
• ротор, имеющий гибкие и легкие
концы и массивную жесткую среднюю
часть, на торцах которой располагаются
две плоскости коррекции;
• ротор с легким гибким валом и од-
ной-двумя короткими насадными деталя-
ми (дисками или колесами), в каждой из
которых имеется плоскость коррекции;
• ротор, имеющий дисбаланс, рас-
пределенный по длине по известному за-
кону, например, равномерно или линейно.
Работы по балансировке
(балансировочный цикл)
Работы по балансировке следует
предусмотреть в двух случаях:
- при повышенной вибрации на час-
тоте вращения ротора, вызванной дисба-
лансом или дефектами роторов, приводя-
щими к повышенной вибрации, которые
могут быть скомпенсированы баланси-
ровкой;
- при работах по ремонту ротора, ко-
торые не исключают внесения дисбаланса
или приводят к неопределенному состоя-
нию неуравновешенности ротора (после
правки ротора, при замене ротора).
Статической балансировке перед
посадкой на ротор следует подвергать все
насадные детали (кроме легких точеных
вкруговую колец и деталей, сбалансиро-
ванных ранее). Как правило, статической
балансировке подвергаются рабочие коле-
са насосов и вентиляторов, рабочие диски
турбин перед насадкой на ротор. Для от-
носительно коротких деталей (если длина
детали менее половины диаметра) стати-
ческая балансировка вполне компенсиру-
ет статический дисбаланс.
Динамическая балансировка ротора
осуществляется на низкочастотном балан-
сировочном станке. Такая балансировка
уравновешивает ротор как жесткое тело
БАЛАНСИРОВКА РОТОРОВ
753
без учета его возможного динамического
прогиба под действием изгибающих мо-
ментов при повышении скорости враще-
ния.
На балансировочном станке преду-
сматриваются две технологии баланси-
ровки:
1) балансировка ротора с установкой
корректирующих масс в двух выбранных
плоскостях либо (по возможности) рас-
пределением их по длине (первая техно-
логия);
2) определение и компенсация вне-
сенного дисбаланса путем двукратной
балансировки ротора соответственно до и
после выполнения ремонтных работ (вто-
рая технология).
Первую технологию непосредствен-
но применяют для жестких либо квазиже-
стких роторов. Для гибких роторов эта
технология применяется как предвари-
тельная с целью исключения чрезмерных
дисбалансов. Используется после полной
перемотки ротора генератора, полного
перелопачивания ротора турбины и т.п.
Она также необходима после правки ро-
тора (устранения остаточного прогиба по
специальной технологии) либо для ком-
пенсации остаточного прогиба ротора
установкой компенсирующих грузов, если
последняя не может быть выполнена без
балансировки по результатам индициро-
вания. При полной перемотке ротора ге-
нератора полезно предварительно отба-
лансировать ’’голый” ротор до начала ук-
ладки новой обмотки, с тем чтобы дисба-
ланс ротора учесть при развеске катушек
новой обмотки.
Для гибких роторов применение пер-
вой технологии требует последующей
балансировки на месте при номинальной
скорости вращения, поскольку для гибко-
го ротора низкочастотная балансировка не
компенсирует действия дисбаланса. Сле-
дует избегать по возможности такой ба-
лансировки и применять ее только в слу-
чаях, упомянутых выше: как правило, в
других случаях балансировка по первой
технологии нарушает состояние уравно-
вешенности и затрудняет последующие
работы по виброналадке.
Вторая технология используется
при локальном внесении дисбаланса (пе-
релопачивание одного-двух дисков, сня-
тие и насадка бандажных колец с ремон-
том бандажной изоляции). Она предпола-
гает использование надежного балансиро-
вочного оборудования и соответствующей
технологии уравновешивания, поскольку
вероятность ошибки при двухкратной
балансировке возрастает.
Если имеется возможность без чрез-
мерных затрат производить балансировку
гибкого ротора на станке в процессе его
сборки многократно, то после насадки
каждой массивной детали целесообразно
выполнить очередную балансировку с
установкой корректирующей массы на
насаженную деталь. При такой техноло-
гии должны быть исключены дополни-
тельные прогибы ротора под действием
напряжений натяга насаживаемой детали.
Такую балансировку иногда называют
ступенчатой. По технологическим и эко-
номическим соображениям ею пользуют-
ся крайне редко.
Балансировка на месте при номи-
нальной скорости вращения выполняется:
• при повышенной вибрации оборот-
ной частоты, вызванной дисбалансом или
некоторыми дефектами роторов;
• после ремонта гибких роторов с
возможным внесением дисбалансов, если
мероприятия по предупреждению дисба-
ланса и предшествующие работы по ба-
лансировке не обеспечили достаточной
уравновешенности роторов.
В последнем случае балансировку на
месте после ремонта следует планировать,
если работы по балансировке на станке не
выполнялись либо при балансировке на
станке использовалась первая технология.
Распределение грузов по длине рото-
ра выполняется после балансировки на
754
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
станке по первой технологии (по возмож-
ности) и в процессе балансировки на мес-
те, если штатных плоскостей коррекции
недостаточно для компенсации дисбалан-
са либо устанавливаемые массы грузов
чрезмерно велики.
В условиях заводов-изготовителей
гибких роторов балансировка произво-
дится в разгонно-балансировочных со-
оружениях (РБС) во всем диапазоне воз-
можных частот вращения. Технология
такой балансировки нами не рассматрива-
ется, однако по содержанию она очень
близка к рассматриваемой ниже баланси-
ровке на месте. В некоторых случаях име-
ется возможность выполнить балансиров-
ку ротора в процессе ремонта турбоагре-
гата на РБС завода, хотя это связано с
очень большими затратами не только на
балансировку, но и на транспортировку
ротора к месту его балансировки и обрат-
но. В некоторых странах (Германия) РБС
имеются в ремонтных предприятиях, и
такая балансировка производится при
первой необходимости. В России, как
правило, ею пользуются лишь в редчай-
ших случаях.
Существует еще одна особенность
балансировки роторов: как показывает
практика, нельзя утверждать, что вало-
провод не имеет дисбаланасов, если каж-
дый из его роторов подвергался соответ-
ствующей балансировке в РБС. Это связа-
но с одним из следующих обстоятельств:
• гибкие роторы, в особенности
имеющие консольные участки с полумуф-
тами, после балансировки в РБС сущест-
венно меняют свои свойства при соедине-
нии с соседними роторами; при этом дис-
баланс консольного участка, компенсиро-
ванный каким-либо образом корректи-
рующими массами внутри пролета, ока-
зывается в большой мере перенесенным
на соседний ротор;
• дефекты сопряжения муфт влияют
на вибрацию аналогично дисбалансу, это
влияние может быть в большой мере ком-
пенсировано балансировкой на месте;
• при балансировке, к сожалению, не
исключены ошибки.
Последствия непонимания этой
особенности возникают в случаях, когда
предпринятая чрезвычайно дорогая
процедура балансировки ротора в РБС в
процессе ремонта турбоагрегата приводит
к существенному ухудшению состояния
неуравновешенности валопровода. Эти
случаи не единичны и хорошо известны.
Из последних утверждений следует
сделать такие практические выводы:
• при выполнении балансировки
отдельных роторов не исключена балан-
сировка валопровода в сборе на месте;
• балансировка в РБС при ремонте
роторов должна производиться в исклю-
чительных случаях и при полном согла-
сии всех специалистов; нецелесообразно
проведение такой балансировки с профи-
лактическими целями и при невыяснен-
ном происхождении вибрации;
• жесткий ротор с развитым гибким
консольным участком, имеющим полу-
муфту, обычно более эффективно балан-
сировать на низкочастотном станке, чем в
РБС;
• для исключения ошибок следует
проявить особую тщательность при ба-
лансировке роторов на станках, в частно-
сти рекомендуется проверку балансиров-
ки выполнить после замены временных
грузов постоянными, хотя при аккуратном
выполнении эта замена на состояние
уравновешенности и не влияет.
Алгебра комплексных чисел
Расчеты, связанные с балансировкой,
предполагают операции с величинами,
которые характеризуются модулем и уг-
лом и являются комплексными числами:
вибрации оборотной частоты (амплитуда -
модуль, фаза - угол), балансировочные
грузы (масса - модуль, угол относительно
нулевой метки) и т.д.
БАЛАНСИРОВКА РОТОРОВ
755
Правила умножения и деления:
A Z аВ Z b = (А В) Z (а + Ь),
А (13.11)
A Za.B Zb= — Z(a-b).
Модуль произведения равен произве-
дению модулей сомножителей, а угол
произведения равен сумме углов сомно-
жителей.
Модуль частного равен частному
модулей, а угол частного равен разности
между углами делимого и делителя.
Отрицательные углы приводятся к
положительным путем прибавления угла
360°, который совпадает с нулем.
Углы, превышающие 360°, приводят-
ся в нормальный вид вычитанием 360°.
Знак минус изменяется на плюс прибавле-
нием (вычитанием) к углу 180°.
Этих правил достаточно, чтобы вы-
полнять необходимые действия при ба-
лансировочных расчетах.
Пример. (100 Z 30 + 50 Z 120)(1,3 Z 60 -
- 0,5 Z 170):1,5 Z 130 = 112 Z 57 Z 1,54 Z
Z 42:1,5 Z 130=115 Z 329.
Машинные вычисления, как правило,
производятся с комплексными числами, пред-
ставленными в алгебраической форме: в виде
проекций на оси X и У. Формулы вычисления
сумм, разностей, произведений и частных при-
ведены в справочниках по математике.
13.3.3. Статическая балансировка
деталей
Требования к используемому
балансировочному устройству
Устройство для статической балан-
сировки должно обеспечивать достижение
нужной точности: остаточный эксцентри-
ситет не более 10 мкм.
Наиболее доступным и распростра-
ненным в условиях эксплуатации машин
является устройство в виде двух парал-
лельных призм (иногда цилиндрических
стержней), установленных горизонтально,
по которым катается цилиндрическая оп-
равка с насаженной на нее балансируемой
деталью (рис. 3.26).
Рис. 13.26. Статическая балансировка на
призмах:
а - диск на оправке; б - разметка диска
Твердость контактирующих поверх-
ностей не менее 240 НВ. Ширина рабочих
поверхностей призм примерно 0,01674/, см
(где G - масса детали, кг; d - диаметр оп-
равки, см).
Диаметр параллельных стержней
примерно Q,3G/d, см. Шероховатость кон-
тактирующих поверхностей R < 2 мкм. Ук-
лон и разность уклонов призм (стержней)
<0,1 мм/м. Посадка детали на оправку -
скользящая по 2-му классу. Оправка - то-
ченая (шлифованная) с одной установки,
после изготовления оправку тщательно
отбалансировать.
Длина рабочей части призм должна
быть по крайней мере в 5 раз больше диа-
метра оправки.
Порядок балансировки
Путем установки временных коррек-
тирующих масс (свинец, пластилин) обес-
печить состояние покоя во всех угловых
положениях (не менее 8 точек по окруж-
ности) детали.
Устранить предварительно найден-
ный дисбаланс способом, предусмотрен-
ным в конструкции детали (шлифовка,
сверление, установка масс в паз и т.д.).
При необходимости для повышения
точности следует выявить и устранить
"скрытый дисбаланс" путем определения
и выравнивания "масс трогания" во всех
точках по окружности. Масса трогания -
минимальная масса, установленная на
горизонтальном радиусе с одной (приня-
756
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
той) стороны, при которой оправка начи-
нает вращаться. Скрытый дисбаланс равен
половине максимальной разности ’’масс
трогания" в противоположных точках и
расположен в точке, где "масса трогания"
минимальна.
Точность балансировки равна разно-
сти максимальной и минимальной "масс
трогания" после завершения балансиров-
ки. При балансировке группы одинаковых
деталей точность достаточно определить
один раз при балансировке первой детали.
13.3.4. Балансировка на
низкочастотном станке
Балансировочные станки
Низкочастотные балансировочные
станки принципиально подразделяют на
дорезонансные, зарезонансные и резо-
нансные.
Наиболее функциональны дорезо-
нансные станки. Как правило, это станки
заводского изготовления с весьма совер-
шенными измерительными средствами. За
один пуск без какой-либо тарировки мож-
но определить массы в двух заданных
плоскотях. Станки выпускают передовые
фирмы, например "Карл Шенк" (Герма-
ния).
Зарезонансные станки требуют тари-
ровки и настройки на каждый новый тип
ротора. Тем не менее они, как правило,
обладают достаточно высокими техниче-
скими данными и вполне обеспечивают
технологические нужды балансировки.
Важным преимуществом зарезонансных
станков является низкая динамическая
нагрузка на опоры и соответственно лег-
кий и дешевый фундамент, во многих
случаях станок можно устанавливать не-
посредственно на пол. В эксплуатации
преобладают станки Минского завода
(МЗОР) и станки серии ВМ фирмы "Диа-
мех" (г. Москва).
Технология балансировки на станке
Балансировка производится для ком-
пенсации произвольного распределенного
дисбаланса (первая технология) либо для
определения и компенсации локального
дисбаланса, внесенного в ходе ремонта
(вторая технология, см. разд. 13.3.2 этой
главы). В последнем случае до ремонта
ротора производится его балансировка с
установкой корректирующих масс в двух
штатных плоскостях коррекции. После
завершения ремонтных работ производит-
ся повторная балансировка с установкой
корректирующих масс в одну или две
плоскости коррекции по возможности
вблизи мест возможного внесения дисба-
ланса. Корректирующие массы, установ-
ленные при повторной балансировке, сле-
дует оставить на роторе, а корректирую-
щие массы, установленные при первой
балансировке, - снять.
Очевидно, что первая балансировка
не понадобится, если в архиве имеются
данные о балансировках ремонтируемого
ротора и изменениях корректирующих
масс в балансировочных плоскостях после
последней балансировки на станке. Эти
данные позволяют определить корректи-
рующие массы до ремонта без баланси-
ровки на станке.
Необходимость двух циклов балан-
сировки связана с тем, что гибкий ротор
балансируют в РБС завода на месте при
частотах вращения существенно выше
частоты вращения ротора на станке. В
процессе такой балансировки условие
равновесия ротора как жесткого тела на-
рушается, поэтому балансировка на стан-
ке перечеркивает результаты выполнен-
ной высокочастотной балансировки и
вследствие этого непосредственно непри-
менима. Однако при достаточном числе
плоскостей коррекции ротор можно сба-
лансировать в РБС так, чтобы были со-
блюдены условия его равновесия также и
на низкой частоте вращения. В таком слу-
чае можно было бы отказаться от второй
технологии и избежать многих проблем
при балансировке. Обычно такое условие
при балансировке роторов в РБС не ста-
вится. Проблему может решить принятие
соответствующего нормативного доку-
мента или включение соответствующего
БАЛАНСИРОВКА РОТОРОВ
757
требования в условия на поставляемое
оборудование.
При компенсации произвольного
распределенного дисбаланса (первая тех-
нология) корректирующие массы уста-
навливают в двух штатных плоскостях
коррекции, а при возможности распреде-
ляют их по длине. Способы распределе-
ния корректирующих масс по длине рас-
сматриваются ниже.
Процесс определения корректирую-
щих масс в двух штатных плоскостях ав-
томатизирован и описывается в инструк-
ции по эксплуатации балансировочного
станка.
Перенос грузов после
балансировки на станке
Перенос грузов имеет смысл для для
гибких роторов и предназначается для
того, чтобы уменьшить динамические
прогибы отбалансированного ротора под
действием совокупности дисбалансов и
корректирующих масс. Перенос грузов
должен быть выполнен так, чтобы коррек-
тирующие массы были максимально при-
ближены к местам (плоскостям) дисба-
лансов. Распределение грузов по длине
ротора может быть выполнено по произ-
вольному заданному закону, а именно:
• равномерно по длине (по линей-
ному закону);
• по закону двух плавных кривых,
имеющих нулевые значения по центрам
шеек и смещенные по длине максимумы;
• по закону, определяемому техноло-
гическими источниками дисбаланса (мак-
симально приближены к местам возмож-
ного технологического дисбаланса) и т.д.
Обычно истинное расположение
дисбалансов практически никогда не из-
вестно, а плоскости коррекции определе-
ны конструкцией машины, т.е. любой
принятый закон распределения масс явля-
ется приближением. Из множества вари-
антов переноса грузов целесообразно вы-
брать тот, который более всего соответст-
вует природе обнаруженного дисбаланса.
При переносе должны быть равномерно
удовлетворены два условия:
• равновесия, определенного устано-
вившимися в процессе балансировки кор-
ректирующими массами;
• соответствия заданному распреде-
лению по длине.
Эти условия можно сформулировать
так (рис. 13.27):
• закон распределения по длине
Ру. =Т^\(Ь,) + Т2 = 1,2,...); (13.12)
• условие сохранения суммы сил
^Pir = Qxsl+Q1s2-, (13.12а)
Рис. 13.27. Перенос грузов после балансировки на станке
758
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
в)
Рис. 13.28. Функции распределения
дисбалансов по длине ротора:
а - линейное; б - криволинейное;
в - равномерное для симметричных грузов и
сосредоточенное в торцах для
кососимметричных
• суммы моментов
= QxsxBx + Q2s2B2, (13.126)
где Fi(Zz) и F2(Zz) - выбранные функции
осевых координат; Т\ и Т2 - промежу-
точные комплексные неизвестные;
Р19Р2,...,/- - заменяющие грузы; г19г2,...,
rz - радиусы установки заменяющих гру-
зов; L19L2,..., Lt - осевые координаты
заменяющих грузов; Qx и Q2 - грузы в
плоскостях коррекции по торцам; и
S2 — радиусы торцевых плоскостей кор-
рекции; В\ и В2 - осевые координаты
плоскостей коррекции по торцам.
Выражения (13.12) ... (13.126) пред-
ставляют собой замкнутую систему ли-
нейных уравнений, из которых можно
определить грузы Рг.
Условия равновесия соответствуют
законам механики и записаны в традици-
онном виде. Функции распределения по
длине Д(£у) и F2(Zz) могут быть заданы
произвольно и характеризуют выбор ха-
рактера распределения грузов по длине.
На рис. 13.28 представлены возмож-
ные формы таких функций.
Пример. Пусть сбалансирован некий
симметричный ротор синхронной электрома-
шины. По длине ротора в средней (зубцовой)
части равномерно располагаются отверстия
для размещения балансировочных грузов в
виде резьбовых пробок. В штатных плоскостях
коррекции 7 и 2 при балансировке установле-
ны грузы (кг) соответственно
а = 1,2 Z 120° и Q2 = 2,0 Z 10°.
Разложим предварительно эти грузы на
симметричную и кососимметричную состав-
ляющие: симметричная составляющая пред-
ставляет собой полусумму масс этих грузов, а
кососимметричные - полуразность. Получим
две пары грузов:
ёс =0,97Z45°h Qkc =1,33Z 165°.
Примем следующий закон распределе-
ния: симметричные грузы распределить рав-
номерно по длине зубцовой части, а кососим-
метричные оставить в штатных плоскостях
коррекции (рис. 13.28, в).
Этот закон предполагает, что причиной
симметричных дисбалансов может быть раз-
ница по массе стержней обмотки (или разница
размеров сечений пазов ротора для укладки
обмотки), а причиной кососимметричных дис-
балансов могут быть технологический дисба-
ланс по краям (под бандажными кольцами в
лобовой части обмотки ротора).
Пусть радиусы балансировочных пазов в
плоскостях коррекции гп = 400 мм, а радиус, на
котором располагаются центры тяжести уста-
навливаемых равномерно по длине пробок
гб = 500 мм. Тогда в зубцовой части при пере-
носе двух симметричных масс Qc из условия
сохранения уравновешенности придется раз-
местить на 45° грузы общей массой Р, кг:
p^2gcrn 2 0,97-400
гб 500
В плоскостях коррекции 1 и 2 следует ус-
тановить грузы соответственно 1,33 Z 165° и
1,33 Z 345°.
БАЛАНСИРОВКА НА МЕСТЕ
759
Для сложных случаев можно, задав-
шись некоторым законом распределения,
решить систему уравнений (13.12) ...
(13.126), однако проще воспользоваться
специальной программой переноса масс,
которая позволяет рассчитать грузы для
всех доступных плоскостей коррекции в
предположении линейного закона распре-
деления дисбалансов по длине ротора.
После переноса масс рекомендуется
проверить сохранение условия уравнове-
шенности контрольной балансировкой
(балансировкой с контрольными грузами).
13.4. БАЛАНСИРОВКА НА МЕСТЕ
13.4.1. Общие сведения
Измерения вибрации и отсчет углов
Для отсчета фазовых углов и углов
установки корректирующих масс (балан-
сировочных грузов) на валопроводе вы-
бирается радиальная нулевая полуплос-
кость (далее плоскость), проходящая
вдоль всей оси. В доступном месте на по-
верхности вала в этой плоскости наносит-
ся нулевая метка, которая материализует
плоскость отсчета углов. Углы установки
масс в плоскостях коррекции отсчитыва-
ются от упомянутой плоскости, связанной
с нулевой меткой, против направления
вращения. Для отсчета фазовых углов
рядом с нулевой меткой ротора на непод-
вижной детали устанавливается лимб с
градуировкой (в градусах) по направле-
нию вращения валопровода с нулевой
меткой в верхней точке. Фазы отсчиты-
ваются по положению нулевой метки от-
носительно градуировки лимба при осве-
щении ротора стробоскопом в процессе
измерения оборотной составляющей виб-
рации.
При измерении фаз фазометром к
измерительному прибору подключается
выход генератора опорного напряжения
(ГОН). Обычно ГОН представляет собой
импульсный датчик (ИД): фото, индукци-
онный, вихретоковый - в зависимости от
используемого принципа генерирования
сигнала. ИД реагирует на роторную мет-
ку. Метка представляет собой либо кон-
трастное пятно, либо выступ (шпонка),
либо впадину (шлиц). Метка в виде пятна
недолговечна, поэтому предпочтение от-
дают шпонке или шлицу. Обычно метка
для ИД совпадает с упомянутой выше
нулевой меткой для отсчета углов на ро-
торе.
Фазы, отсчитываемые по фазометру,
имеют тот же физический смысл, что и
фазы по стробоскопу: они либо численно
совпадают, либо отличаются на величину
согласующей поправки, которая постоян-
на для всех измерений фазы.
Фаза вибрации при отсутствии фазо-
вых погрешностей - угловое положение
"бьющей точки" на роторе, отсчитанное
от нулевой метки против вращения.
Вследствие фазовых погрешностей
(ФП) показания прибора по фазе могут
отличаться от фазы вибрации. Идеальный
прибор имеет нулевую ФП, реальный -
некоторую ФП, зависящую от частоты.
При балансировке в качестве модуля
для комплексного значения вибрации
обычно используется значение двойной
амплитуды виброперемещения. Это не
исключает возможности использования в
качестве модуля СКЗ оборотной вибро-
скорости либо другого параметра, однако
при этом весь архив используемых дан-
ных должен быть однозначно перестроен
(конвертирован) под используемый пара-
метр.
В качестве значащей информации
при балансировке используются ком-
плексные значения вибрации (модули и
фазы) в контролируемых точках и ком-
плексные значения устанавливаемых гру-
зов (массы и углы) в заданных плоскостях
коррекции.
Идентификатор (индекс, обозначе-
ние) точки измерения вибрации содержит
информацию о номере подшипника, на-
правлении измерения и частоте вращения
(рабочая, 1-я критическая, 2-я критиче-
ская). Идентификатор (номер) плоскости
760
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
коррекции содержит информацию о рас-
положении плоскости, а для систем грузов
(корректирующих масс) - также соотно-
шение их (симметричные, кососиммет-
ричные). В связи с этим должна быть
принята однозначная система индексов
(обозначений) точек контроля вибрации и
плоскостей коррекции.
Пример. 7 в, Зп, 4к - индексы для обо-
значения значений вибрации соответственно
на подшипнике 1 в вертикальном направлении
и на подшипнике 3 в горизонтально-по-
перечном направлении при номинальной ско-
рости вращения, на подшипнике 4 на первой
критической скорости вращения в вертикаль-
ном направлении; 5, 6с, 7к - индексы для кор-
ректирующих масс в плоскостях 5, 6 (симмет-
ричные грузы в плоскости 6 и противополож-
ной относительно середины ротора), 7 (соот-
ветственно кососимметричные грузы). Систе-
матизация обозначений и однозначность пред-
ставляемой информации является одной из
задач специализированных баз данных, реали-
зуемых на ПЭВМ, она достигается специаль-
ными средствами, в числе которых наиболее
важен продуманный пользовательский интер-
фейс.
Порядок балансировки
Для того, чтобы сбалансировать ро-
тор, следует определить его дисбаланс и
установить противоположно ему коррек-
тирующую массу, создающую равный
дисбаланс. Дисбаланс определяют по его
влиянию на параметры вибрации.
Пусть имеется полностью сбаланси-
рованный ротор, на который дополни-
тельно установлена видимая неуравнове-
шенная масса (далее груз), плоскость из-
мерения проходит через подшипник, ро-
тор освещается стробоскопом и виден
неподвижным, как показано на рис. 13.29
(сечение ротора с грузом D). Груз распо-
ложен против определенной метки на
лимбе статора, по которому отсчитывает-
ся фаза по стробоскопу. Сместим груз по
направлению вращения на некоторый
угол, например на 30°, и вновь пустим
ротор с прежней частотой вращения. Груз
будет расположен точно в той же точке
относительно статорного лимба, а нулевая
метка, по которой отсчитывается фаза,
сместилась соответственно против враще-
ния на тот же угол (30°), на эту величину
уменьшилась фаза вибрации, отсчитывае-
мая по статорному лимбу.
Обнаруженный эффект легко объяс-
ним: вспышка стробоскопа всегда проис-
ходит строго через определенное время,
отсчитываемое в градусах, после прохода
груза под датчиком потому, что именно
груз создает ту вибрацию, которая запус-
кает стробоскоп посредством прибора.
Очевидно, что углы на роторе отсчи-
тываются против вращения, тогда как фа-
за отсчитывается по лимбу, размеченному
по вращению: при такой разметке изме-
нение фазы вибрации точно показывает,
как изменился дисбаланс. Изменение по-
ложения груза в направлении, соответст-
вующем уменьшению величин углов на
роторе (по вращению), привело к умень-
шению фазы вибрации на тот же угол (ну-
левая метка сместилась против вращения).
Пусть масса установленного груза
увеличится вдвое. При одинаковой часто-
те вращения амплитуда вибрации возрас-
тет в 2 раза. Величина вибрации пропор-
циональна величине дисбаланса.
Обозначим комплексную амплитуду
вибрации (на оборотной частоте) в кон-
трольной точке как А().
Для определения величины дисба-
ланса установим некоторый произволь-
ный груз, называемый пробным грузом, в
произвольную точку на роторе в дополне-
ние к исходному грузу. Вибрация изменит-
ся, поскольку она будет определяться не-
уравновешенностью, возникающей вслед-
ствие наличия двух грузов. Обозначим ее
как .
БАЛАНСИРОВКА НА МЕСТЕ
761
Рис. 13.29. Изменение фазы при смещении видимого груза:
D - неуравновешенная масса (груз), приводящая к появлению дисбаланса;
а - угол дисбаланса; ф - фаза вибрации
На рис. 13.30 графически изображе-
ны изменения дисбалансов на роторе и
вибраций при двух пусках, первый из ко-
торых с вибрацией назовем нулевым, а
второй с вибрацией - пробным.
На рис. 13.30, а изображен треуголь-
ник дисбалансов: к исходному дисбалансу
нулевого пуска добавился дисбаланс
пробного груза Рпр и получился дисба-
ланс Р}. Из анализа треугольника очевид-
но, что для компенсации исходного дис-
баланса на ротор вместо Рпр следует ус-
тановить груз Рур, изменив положение
пробного груза на угол а и массу пропор-
ционально отношению Рд / Рпр. Треуголь-
ник дисбалансов построить нельзя, по-
скольку известна только одна сторона
^пр •
Однако известны вибрации и А}.
На рис. 13.30, б изображен треугольник
вибраций: А(} соответствует дисбалансу
нулевого пуска, Д - суммарному дисба-
лансу пробного пуска, а изменение вибра-
1800
а)
Рис. 13.30. Определение дисбаланса при пробном пуске:
а - дисбалансы; б - вибрации
180°
б)
762
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
ции АЛ = Ах - 4) - пробному грузу, кото-
рый как раз и вызвал это изменение. По-
скольку дисбаланс и вибрация пропор-
циональны, треугольники дисбалансов и
вибраций подобны. Следовательно можно
определить угол а и отношение Рд/ 7^р,
которое равно отношению А$/ АА .
Выводы. Уравновешивающий груз
определяется из пробного по треугольни-
ку вибрации: он отличается от пробного
на угол а и равен Рпр Л^/АА . Угол а от-
считывается от пробного в направлении
увеличения угла, если фаза при первом
пуске по сравнению с нулевым увеличи-
лась, и в направлении уменьшения угла,
если фаза уменьшилась, т.е. пробный груз
следует сместить против направления
вращения, если нулевая метка при изме-
рении фазы ушла по направлению враще-
ния, и сместить его по вращению, если
нулевая метка при измерении фазы ушла
против направления вращения.
В отличие от рассмотренной про-
стейшей схемы реальный ротор имеет
осевую протяженность и несколько плос-
костей измерения на подшипниках. Это
усложняет задачу балансировки. Но в
большинстве случаев можно использовать
описанную процедуру, выбрав на роторе
одну плоскость коррекции и на подшип-
никах одну контрольную точку (обычно
точку с максимальной вибрацией).
Динамические коэффициенты
влияния
Коэффициент пропорциональности,
связывающий дисбаланс и вибрацию, на-
зывают динамическим коэффициентом
влияния (ДКВ). На валопроводе сущест-
вует несколько плоскостей коррекции и
контрольных точек. Дисбаланс в какой-
либо плоскости влияет на вибрацию во
всех точках, поэтому для каждого ротора
существует множество ДКВ, образующих
матрицу ДКВ a k .
Динамические коэффициенты влия-
ния aik - суть изменения вибрации в точ-
ках i (/ = 1, 2,...) под действием массы 1 кг
на 0°, установленной в плоскости к.
Из приведенного определения ясно,
что любое изменение вибрации при из-
вестных ДКВ под действием груза Рк
можно вычислить так:
^Л ~ Лк ~ Ло ~~ ^k^ik
или _ (13.13)
АЛ = Лк ~ Лк-i = ^kaik ’
где Л/0 и Alk - вибрация в точке (соот-
ветственно при нулевом и к-м пуске) с
пробным грузом в плоскости к. Первая
формула (13.13) относится к случаю, ко-
гда груз Рк устанавливается по отноше-
нию к нулевому пуску после снятия всех
грузов предшествующих пусков, а вторая -
к случаю, когда груз Рк устанавливается
по отношению к предшествующему пуску
с сохранением установленных ранее гру-
зов.
Из (13.13) ясно, что, установив на
ротор некоторый произвольный груз и
выполнив пуск агрегата, по значениям
вибрации до и после установки груза,
можно экспериментально определить
ДКВ:
aik=^. (13.14)
*к
Для получения достоверного значе-
ния ДКВ aik масса пробного груза Рк
должна быть достаточно большой и вы-
бираться так, чтобы изменение вибрации
А} существенно превышало погрешности
измерений: для рассматриваемых условий
это изменение должно быть соизмеримо с
Лк •
Используем понятие ДКВ для расче-
та уравновешивающего груза в одной
плоскости при учете вибрации в одной
точке.
БАЛАНСИРОВКА НА МЕСТЕ
763
Рис. 13.31. Графическая интерпретация
выражения (13.16)
Для этого получим формулу с дисбалан-
сом и пробным грузом:
p=--3iA-=—(13.15)
4-4 ДА/Рк а
где Р - уравновешивающий груз; а -
ДКВ.
Пример. Исходная вибрация А$ =
= 100 мкм Z 30°. Установлен пробный груз
= 1 кг Z 100°.
При пуске с пробным грузом вибрация
составила =75 мкм Z 120°. Из графического
построения имеем: Аг - Ао = 125 мкм Z 173°;
а = 37°. По формулам (13.14) и (13.15) вычис-
лим значения а и Р :
125Z 173
_ = = 125 мкм/кг z 73о.
1 Z 100
100Z 30
125Z73
= 0,8 кг Z 137°.
р =
Для балансировки важно, что при из-
вестных значениях ДКВ можно прогнози-
ровать результат любых расстановок гру-
зов в нескольких плоскостях:
41 = 4'0 + ^AAj = 4’0 + ^^kaik ’
Ё{=А^±Рка1к, (13.16)
где 8Z - остаточная вибрация при уста-
новке корректирующих масс Рк, при этом
/=1,2,£=1,2, ...ДЕ.
Выражение (13.16) можно интерпре-
тировать так: вибрация Ап в некоторой
точке i после установки грузов равна ис-
ходной Л/о , сложенной с суммой влия-
ний установленных грузов Рк. На выра-
жении (13.16) базируются все основные
расчеты: если можно вычислить вибра-
цию для любой заданной расстановки гру-
зов, то можно найти такие грузы, которые
обеспечат минимум вибрации, что и явля-
ется задачей балансировки.
Графическая интерпретация этого
представлена на рис. 13.31.
Большая практическая ценность ин-
формации о ДКВ заключается в возмож-
ности расчета уравновешивающих грузов
без проведения пробных пусков - эконо-
мии времени и затрат.
Значения ДКВ могут быть определе-
ны расчетами математической модели
агрегата. Расчетные значения менее дос-
товерны, но для недоступных и плохо
доступных плоскостей они являются
единственным источником сведений о
ДКВ.
ДКВ являются фундаментальными
динамическими . параметрами агрегата.
Для двух одинаковых агрегатов должны
быть равны и ДКВ, на этом основывается
использование ДКВ, полученных при экс-
периментах с пробными грузами на одном
агрегате, для балансировки агрегаты того
же типа. Существующие малозаметные
отклонения в параметрах и свойствах од-
нотипных агрегатов существенно влияют
на их динамические характеристики. Фак-
тические значения ДКВ для однотипных
агрегатов могут существенно отличаться,
даже на одном агрегате ДКВ могут ме-
няться во времени и в зависимости от ре-
жима, что не отвергает высокой ценности
информации о значениях ДКВ, скрупу-
лезно накапливаемой и обрабатываемой
специалистами. Эти значения хранят в
банке ДКВ для разных типов агрегатов и
для конкретных агрегатов.
ДКВ всегда известны лишь прибли-
зительно с разной степенью приближения
в зависимости от обстоятельств их опре-
деления и использования. Непосредствен-
764
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
но для расчетов грузов можно использо-
вать ДКВ, экспериментально определен-
ные на балансируемом агрегате и имею-
щие разумные отклонения от средних
значений по типу. Использование других
ДКВ для этих целей связано с риском не
получить расчетного снижения вибрации.
Оценка достоверности тех или иных
значений ДКВ возникает из опыта их ис-
пользования при балансировке.
Использование амплитудно-
фазочастотных характеристик
вибрации при балансировке
Амплитудно-фазочастотная характе-
ристика (АФЧХ) вибрации - зависимость
вибрации от частоты вращения ротора,
при этом в качестве источника возбужде-
ния выступает сам неуравновешенный
ротор. Важнейшими являются значения
параметров вибрации вблизи критических
скоростей вращения и при резонансах
машины. Значения оборотной вибрации
на критических скоростях учитываются в
балансировочных расчетах наряду со зна-
чениями вибрации при номинальной час-
тоте вращения. АФЧХ позволяет опреде-
лить характер распределения дисбалансов
по длине валопровода и наметить плоско-
сти коррекции, оптимальные для установ-
ки корректирующих масс.
Современные измерительные средст-
ва позволяют при одном цикле изменения
скоростей вращения машины (например,
на выбеге) измерить АФЧХ в нескольких
контрольных точках. Во всех случаях при
балансировке необходимо снимать АФЧХ
по крайней мере в одной из плоскостей
измерения.
Причины переноса грузов
по длине ротора
Перенос грузов по длине ротора
осуществляют по следующим причинам
(целям):
• для компенсации распределенного
дисбаланса, когда установка корректи-
рующих масс в штатные плоскости кор-
рекции на торцах не приводит к необхо-
димому снижению вибрации на эксплуа-
тационной и критических скоростях вра-
щения;
• доя освобождения балансировочных
пазов от чрезмерных корректирующих
масс (переносу масс предшествуют рабо-
ты по балансировке с использованием
штатных плоскостей);
• для освобождения балансировочных
пазов после окончания балансировки или
при удовлетворительном состоянии урав-
новешенности;
• после балансировки на станке;
• для компенсации действия дисбалан-
са на эксплуатационной и критической
скоростях одновременно одной системой
масс при известных значениях двух раз-
ных систем масс в штатных плоскостях
коррекции, первая из которых компенси-
рует вибрацию на эксплуатационной, а
вторая - на первой критической скоростях
вращения;
• для снижения вибрации и улучше-
ния перспектив балансировки на эксплуа-
тационной частоте вращения при извест-
ных значениях системы корректирующих
масс в штатных плоскостях, компенси-
рующей вибрацию на первой критической
скорости вращения;
• для снижения вибрации на первой
критической частоте вращения при из-
вестных значениях системы корректи-
рующих масс в штатных плоскостях, ком-
пенсирующей вибрацию на эксплуатаци-
онной частоте.
Оценка (нормирование)
вибрации при балансировке
При равной возмущающей силе виб-
рация на податливых опорах (подшипни-
ках) больше по значению, чем на жестких
опорах. Чтобы упомянутые значения виб-
рации стали соразмерными, вводят соот-
ветствующие коэффициенты.
Для каждой измерительной точки
вводится некоторый коэффициент норми-
БАЛАНСИРОВКА НА МЕСТЕ
765
рования таким образом, чтобы все значе-
ния вибрации были равноценны. Для
большинства точек, где имеет место нор-
мальная податливость опор, коэффициент
нормирования принимают равным едини-
це. Для точек с высокой жесткостью (низ-
кой податливостью) коэффициенты боль-
ше единицы (обычно 2-3), для точек с
чрезмерно высокой податливостью соот-
ветственно меньше единицы (0,2-0,5).
Понижающий коэффициент по той же
причине вводят и для вибрации на крити-
ческих частотах.
Используя коэффициенты нормиро-
вания, можно в одном расчете оптималь-
ных корректирующих масс учитывать
вибрации на подшипниках (абсолютная
вибрация) и на валу (относительная виб-
рация), хотя их значения несоизмеримы.
Обычно для вибрации валов вводится по-
нижающий величину колебаний коэффи-
циент (например, 0,2).
Для коэффициентов нормирования
не требуется точность: их можно назна-
чать достаточно произвольно с учетом
упомянутых соображений, а во многих
случаях можно и отказаться от нормиро-
вания. Например, если в расчете исполь-
зуются вибрации только для опор и толь-
ко для одной скорости вращения, то отказ
от нормирования не вносит больших
ухудшений в результаты расчетов при
всей справедливости соображений о целе-
сообразности нормирования амплитуд.
13.4.2. Балансировка симметричных
роторов
Симметричными называют роторы,
имеющие конструктивную симметрию
относительно средней поперечной плос-
кости. Особенность балансировки сим-
метричных роторов в том, что при любой
скорости вращения симметричная система
грузов влияет на синфазную вибрацию
опор, а кососимметричная - только на
противофазную, т. е. симметричная и ко-
сосимметричная системы грузов ортого-
нальны.
При балансировке на некоторой час-
тоте вращения синфазную составляющую
вибраций опор (полусумму) компенсиру-
ют симметричной системой корректи-
рующих масс, а противофазную состав-
ляющую (полуразность) - кососиммет-
ричной системой.
Реальные роторы всегда имеют неко-
торые конструктивные или технологиче-
ские отклонения от симметрии, что не
препятствует использованию свойств
симметричных роторов при балансировке
реальных, почти симметричных роторов.
Симметричными принято считать роторы
многих электрических машин, насосов и
некоторые роторы паровых турбин. По-
скольку существующая асимметрия при-
водит к небольшому влиянию симметрич-
ных масс на противофазную вибрацию и
наоборот, нежелательно при пробных
пусках устанавливать на ротор одновре-
менно две системы пробных масс: сим-
метричную и кососимметричную.
Порядок балансировки симметрич-
ного ротора на фиксированной скорости
вращения.
1. Проводят измерение вибрации двух
опор в вертикальном и поперечном на-
правлениях, выбирают одно из направле-
ний для расчетов. Как правило, это на-
правление с большими значениями виб-
рации.
2. Проводят пуск машины с пробной
системой симметричных масс и опреде-
ляют ее влияние на синфазную состав-
ляющую вибрации опор.
3. Проводят пуск машины с пробной
системой кососимметричных грузов и
определяют ее влияние на противофазную
вибрацию опор.
4. Компенсируют синфазную и про-
тивофазную вибрации системами симмет-
ричных и кососимметричных корректи-
рующих масс в соответствии с разд.
13.4.1.
Пример. На подшипниках машины с
симметричным ротором в вертикальном на-
правлении произведены замеры вибрации.
Значения вибрации со стороны 1 составляют
Лю = 70 мкм Z 100°, а со стороны 2 - Л2о =
= 80 мкм Z 220°.
166
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.32. Графические построения при
балансировке симметричного ротора
Находим синфазную и противофазную
составляющие вибрации (графические по-
строения приведены на рис. 13.32):
- _Л10+Л20 _ 70Z 100+80Z 220 _
с0" 2 " 2
= 38Z167;
- _ 7)0 -I20 _ 70Z 100-80Z 220 _
п0" 2 2
= 65Z69.
Для уравновешиваемого ротора известны
приближенные значения динамических коэффи-
циентов влияния (ДКВ): симметричных грузов
на синфазную вибрацию ас с = 20 мкм/кг Z 50°
и кососимметричных масс на противофазную
вибрацию яп к = 80 мкм/кг Z 150°.
Определим пробные системы симмет-
ричных и кососимметричных РПрС масс:
Рпр = ^ = = 19 z 297 «
пр ас с 20 Z 50
® 2 кг Z 300°;
я 0,8 кг Z 100°.
Устанавливаем пробную систему
РПр = 2 кг Z 300° и производим первый проб-
ный пуск. При пуске обнаружены вибрации
соответственно =50 мкм Z 60° и Л2] =
= 80 мкм Z 260°.
Определим значения Лс1 и Лп1
- _ Ли+Л21 _ 50 Z 60 + 80 Z 260
^1- 2 2
= 17 Z 290;
- _ -121 _ 50 Z 60 - 80 Z 260 _
П1 ’ 2 ” 2
= 64 Z 74.
Устанавливаем пробную систему косо-
симметричных масс РПр = 0,8 кг Z 100°, т.е. со
стороны 1 - массу 0,8 кг Z 100°, а со стороны
2 - массу 0,8 кг Z 280°.
Производим второй пробный пуск. При
пуске обнаружены вибрации Л12 = 50 мкм Z 0°
и А22 = 40 мкм Z 240°.
Определяем значение
— _ Л12 -А22 _ 50 Z 0-40 Z 240 _
А п2 — — —
2 2
= 40 Z 26.
Находим влияние симметричных масс на
синфазную вибрацию А4С и кососимметрич-
ных масс на противофазную А4П :
А4С =Лс1-Лс0 =17 Z 290 - 38 Z 167 =
= 51 Z 328;
А4П = 4г "41 =40 Z 26 - 64 Z 74 =
= 47 Z 293.
Определяем уточненные значения ДКВ
симметричных ас с и кососимметричных ап к
масс:
БАЛАНСИРОВКА НА МЕСТЕ
767
- _ ллс _ 51Z 328
*С С “ АРпср “ 2 Z 300
= 25,5 Z28;
А4К
ап.к —
7кс
пр
47 Z 297
0,8 Z 100
= 59 Z 197.
Находим уравновешивающие системы
грузов:
ур
Л^- = - 38 z 167 =15^ 319°;
ас с 25,5 Z 28
ркс = _ Лю = _ 65 z 69 = ц z 52°.
ап к 59 Z 197
Устанавливаем уравновешивающие мас-
сы: со стороны 7 - 1,5 кг Z 319° и 1,1 кг Z 52°,
а со стороны 2 - 1,5 кг Z 319° и 1,1 кг Z 232°.
Производим контрольный пуск. При пуске
обнаружены вибрации Ах =15 мкм, А2 =
= 20 мкм. Балансировку считаем законченной.
При малых значениях синфазной со-
ставляющей вибрации можно ограничить-
ся балансировкой только кососимметрич-
ными массами, а при малых значениях
противофазной - соответственно систе-
мой симметричных масс.
Для большинства крупных роторов
при 3000 об/мин влияние симметричных
масс несоизмеримо ниже, чем кососим-
метричных. Небольшое отличие в уста-
новке двух массивных симметричных гру-
зов может привести к внесению сущест-
венного кососимметричного дисбаланса и
изменению противофазной вибрации, не
связанному с какой-либо асимметрией
ротора. Чтобы избежать этого, следует с
особой тщательностью соблюсти иден-
тичность по массе, радиусу и углу уста-
новки двух симметричных грузов. Иногда
целесообразно полностью закончить ба-
лансировку симметричными массами и
лишь потом продолжить балансировку
кососимметричными.
Балансировка гибкого ротора должна
проводиться не только на номинальной
частоте вращения, но и на критической.
На вибрацию опор при первой критиче-
ской частоте существенно влияют лишь
симметричные массы, так как при этом
преобладает синфазная вибрация опор.
Балансировка ротора на первой критиче-
ской частоте производится только сим-
метричной системой масс.
Часто при балансировке симметрич-
ными массами не достигается урав-
новешенность ротора (и приемлемый уро-
вень вибрации) одновременно на эксплуа-
тационной и критической частотах вра-
щения. Используя две штатные плоскости
коррекции, имеется возможность опери-
ровать лишь одной системой симметрич-
ных масс, в то время как для достижения
цели балансировки необходимо иметь их
по крайней мере две. В таких случаях не-
обходимо перенести корректирующие
массы в другие плоскости коррекции по
длине ротора и распределить их таким
образом, чтобы одновременно удовлетво-
рялись условия уравновешенности на экс-
плуатационной и критической частотах
вращения.
Переносу масс должна предшество-
вать балансировка ротора симметричны-
ми грузами отдельно на эксплуатацион-
ной и критической частотах, при которой
должны быть определены соответственно
две уравновешивающие системы масс Рр
(на эксплуатационной частоте) и Рк (на
критической частоте).
Для переноса масс могут быть ис-
пользованы кривые зависимости баланси-
ровочных ДКВ от места расположения
масс по длине ротора (рис. 13.33).
Представленные графики построены
по результатам специальных расчетов для
гибких роторов. Пользуясь графиками,
можно определить ДКВ для систем грузов
в любых плоскостях, если известны ДКВ
для любой пары симметрично располо-
женных плоскостей (например, для штат-
ных плоскостей коррекции). Для этого
768
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Рис. 13.33. Распределение относительных
значений ДКВ по длине ротора для частоты вращения 3000 об/мин:
И1К - первая критическая частота; а/ао — относительные ДКВ; UL - относительная координата
плоскости коррекции
Рис. 13.34. Перенос масс
по длине ротора
БАЛАНСИРОВКА НА МЕСТЕ
769
достаточно принять к сведению, что при
равном радиусе установки масс значения
ДКВ пропорциональны ординатам пред-
ставленных кривых.
Приводимые ниже расчеты доста-
точно трудоемки, для их выполнения
пользуются ЭВМ.
Рассмотрим перенос масс на роторах
генераторов.
Пазовая часть ротора генератора раз-
бивается по длине на три части или на ней
выделяются зоны: одна - посередине,
две - симметрично по краям (рис. 13.34).
Крайние зоны используются для установ-
ки системы симметричных масс Рг, а се-
редина-для Р2.
Используя графики, представленные
на рис. 13.33, определяем относительные
ДКВ систем масс Р{ и Р2 на эксплуата-
ционной и критической частотах, системы
Рр на эксплуатационной и системы Рк на
критической частотах. Для распределен-
ных по длине масс эти ДКВ находятся как
среднеарифметическое из нескольких,
взятых равномерно по длине масс.
Для первой критической частоты
обозначим их «и, «i2, «iK (для систем масс
Рх, Р2 и Рк), а для эксплуатационной
частоты - «21, «22, «2Р (для систем масс Рх,
Р2 и Рр). Грузы Рх и Р2 находят из вы-
ражений
Р _ Гп ~ ^р«2р«12
Гб а\\а22 ~ а\2а2\
Р — 2-?Ь_ ^Pg2pan ~ ^«1к«21
Гб «Ц«22 ~«12«21 )
Отметим, что для переноса масс мо-
гут быть использованы две любые сим-
метрично расположенные пары плоско-
стей коррекции или участков ротора, в
том числе и штатные.
Пример. Имеем ротор со следующими па-
раметрами: л?1кр= 1100 об/мин; ир = 3000 об/мин;
L = 9000 мм; /п = 900 мм; гп = 300 мм; гб =
= 500 мм.
При балансировке на критической часто-
те уравновешивающая система симметричных
масс Рк = 5 кг Z 30°, при балансировке на
эксплуатационной частоте Рр = 2 кг Z 220°.
Выделим на бочке ротора зоны для перено-
са масс с размерами: Ц = 3000 мм; Ь\ = 1000 мм;
/2 = 4500 мм; Z>2 = 1000 мм (Ь\ и Ь2- длины вы-
бранных зон). По графикам (см. рис. 13.33)
находим относительные ДКВ:
a\k -0,52; «и -
0,87 + 0,91 + 0,94
3
1,00 +2 0,99
«12 ~---------------
«2р - 0,58; «21 =
«22 -
= 0,91;
= 0,99;
-0,16-0,27-0,36
= — U,Zo,
3
где гб - радиус бочки ротора; гп - радиус
балансировочных пазов ротора.
-0,51-20,50
3
= -0,50.
Находим уравновешивающие грузы:
л =
300 5Z30-0,52(-0,50)-2 Z 220 0,58-0,99
~ 500 0,91(- 0,50) - 0,99(- 0,2б)
-1,30 Z 30-1,15 Z 220
= 0,6-----------------------
-0,197
0,26 Z 340
-0,197
Р2=2-^
2 500
х
= 0,79 Z 340;
2 Z 220 • 0,58 • 0,91 - 5 Z 30 • 0,52(-0,26)
-0,197
1,055 Z 220+0,675 Z 30
’ ’ -0,197
0,42 Z235
-0,197
= 2,56 Z55.
25 - 701
770
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Таким образом, в крайние зоны необхо-
димо установить грузы по 0,79 кг на 340°, а в
среднюю - груз 2,56 кг на 55°.
Как видно из графиков (см. рис.
13.33), на роторах имеются плоскости, в
которых установка симметричных масс на
эксплуатационной частоте вращения не
вызывает вибрации (относительные ДКВ
равны нулю).
Плоскости, в которых установка
грузов мало влияет на вибрацию, называ-
ют нечувствительными.
В ряде случаев нечувствительные
плоскости совпадают со штатными плос-
костями коррекции, и если имеет место
синфазная вибрация опор, сбалансировать
такой ротор на эксплуатационной частоте
не удается.
Для таких роторов рекомендуется
произвести балансировку на критической
частоте симметричными грузами Д в
штатных плоскостях коррекции, а затем
распределить уравновешивающие грузы
равномерно по длине, используя формулу
Р = 2РК——, (13.17)
гб «
где Р - распределенные грузы; а - их
средний ДКВ на критической частоте по
графикам относительных ДКВ (см. рис.
13.33); ак - то же для заменяемых масс
К-
Иногда роторы с нечувствительными
плоскостями коррекции удается сбалан-
сировать установкой дополнительной
корректирующей массы на полумуфту.
Способы балансировки с использованием
плоскостей муфт и других произвольно
расположенных плоскостей коррекции
рассматриваются далее.
13.4.3. Балансировка многоопорных
валопроводов
В разд. 13.4.1 описаны основные
представления о компенсации дисбаланса
в нескольких точках установкой коррек-
тирующих масс в нескольких плоскостях
коррекции. Эти представления лежат в
основе определения оптимальной системы
корректирующих масс для многоопорных
валопроводов методом коэффициентов
влияния. Суть метода состоит в миними-
зации остаточной вибрации путем уста-
новки корректирующих масс в плоско-
стей коррекции, которые определяются по
формуле (13.16). Существующие способы
расчета уравновешивающих масс ставят
целью снижение расчетных значений ez до
достижимого минимума.
Простейший способ определения
корректирующих масс состоит в следую-
щем: компенсируют наибольшие из зна-
чений вибраций Д балансировочным
грузом Рк, для которого ДКВ aiK наи-
больший, затем определяют остаточные
вибрации 8Z для других точек i. После это-
го процедуру повторяют для остаточных
значений 8„ как для исходных вибраций.
После нескольких повторений, когда рас-
четные остаточные значения вибрации по
амплитуде станут достаточно низки, все
используемые в расчете грузы образуют
совокупность корректирующих масс. Этот
способ нагляден, но при кажущейся про-
стоте связан с длительными расчетами и
не гарантирует наилучших результатов
балансировки.
Для расчетов при балансировках с
использованием одновременно трех и бо-
лее масс необходимо применение ЭВМ.
Во многих случаях повышенная виб-
рация на турбоагрегате наблюдается в
двух-трех точках, при этом ее значения не
более чем вдвое превышают допустимую
норму. Тогда удается сбалансировать аг-
регат установкой корректирующих масс в
одну-две плоскости коррекции.
При балансировке консольных уча-
стков роторов синхронных машин, уста-
навливая один груз в плоскость на конце
ротора, одновременно компенсируют ко-
лебания контактных колец как в верти-
кальном, так и в поперечном направлени-
БАЛАНСИРОВКА НА МЕСТЕ
771
ях. Аналогичная задача решается при ба-
лансировке валопровода с повышенной
вибрацией на двух соседних подшипни-
ках, когда уравновешивающий груз при-
ходится устанавливать между ними в
плоскость соединительной муфты. Суть
расчета состоит в том, чтобы наилучшим
образом удовлетворить условия миниму-
ма вибрации в двух точках. Расчетный
груз обеспечивает равные и минимальные
значения остаточных амплитуд вибраций.
Последовательность компенсации
вибрации в двух точках установкой одно-
го балансировочного груза проиллюстри-
рована примером.
Пример. Рассмотрим балансировку кон-
сольного участка вала турбоагрегата мощно-
стью 300 МВт.
До балансировки вибрация конца вала в
вертикальном и поперечном направлениях
составляла соответственно А10 = Ai0 Z ф10 =
= 880 мкм Z 200°; Л20 = Z20 Z ф20 = 300 мкм Z
Z 180°. Установлен пробный груз Рпр = 1,8 кг Z
Z 70°. При этом вибрация приняла значения:
Ап = 890 мкм Z 133° и Л21 = 250 мкм Z 75°.
Определяем значения ДКВ:
- _п /а _ Аи ~Aio _
ai - ai ZP1 - —=-----
rnp
_ 890 Z 133°-880 Z 200° _ ?o
1,8 Z 70°
a2 - a2 02 -
^21J ^20
P
1 np
250 Z 75°-300 Z 180°
1,8 Z 70°
= 243 Z 324°.
Находим оптимальный груз
p - А™ ~0i)+ ^20 ^(<P20 ~0г)
^opt
а1 + а2
880z(200° -7°)+300 Z (180°-324°)
543 + 243
= 1,48 Z 19°.
Определим расчетную остаточную виб-
рацию
81 = 82 = | Zjq + ci\J = 880 Z 200 +
+ 1,48Z 19 • 543 Z 7 = 115 мкм.
Дальнейшее снижение вибрации уста-
новкой груза только на консольном участке
невозможно.
Много приложений имеет решение
задачи компенсации вибрации в двух точ-
ках Аг и А2 установкой двух корректи-
рующих масс Pj и Р2, балансировки ро-
тора кососимметричными грузами и гру-
зом на муфте, балансировки валопровода
установкой двух масс и др.
Уравновешивающие грузы находят
из системы уравнений, которая для наше-
го случая может быть записана в виде
а\\^\ + а12^2 ~ ~А\>
(13.18)
а21^1 + а22^2 = ~А2-
Решая эту систему, определяем
и Р2
Р _ ^2а12 — А\а22 . р _ А\а2\ ~ ^2а11 .
1 D ’ 2 D ’
__ (13.19)
D = яия22 — Я12я21 •
Пример. Рассмотрим, как выполнить ба-
лансировку ротора при номинальной частоте
вращения вала, имеющего нечувствительные
плоскости, кососимметричной системой масс
Рх с грузом на муфте Р2.
Исходные вибрации опор: Ах = 80 мкм Z
Z 50°. А2 =50 мкм Z 150°; ДКВ кососиммет-
ричных масс =70 мкм/кг Z 140°, а21 =
= 80 мкм/кг Z 315°, груза на муфте а12 =
= 50 мкм/кг Z 90°, а22 = 30 мкм/кг Z 0°.
25*
772
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Производим расчет корректирующих
масс:
D = 70Z140-30 Z 0-50 Z 90-80 Z 315 =
= 4700 Z 200;
- 50 Z 150-50 Z 90-80 Z 150-30 Z 0 _
1 " 4700 Z 200
- 80 Z 50-80 Z 315-50 Z 150-70 Z140
2 ” 4700 Z 200
= 1,36 Z 197.
Производим проверку расчета:
= А1 +а11Р1 +а12Р2 =
= 80 Z50 + 70Z140-l,04Z35 +
+ 50 Z 90 • 1,36 Z197 = 80 Z 50 + 73 Z175 +
+ 68Z287«0;
£2 = + ^21^1 + а22^2 =
= 50Z150 + 80Z315-l,04Z35 +
+ 30Z0-l,36Z197 = 50Z150 + 83Z350 +
+ 31Z197»0.
Таким образом, на ротор следует устано-
вить кососимметрично со стороны 1 груз
1,04 кг Z 35° и со стороны 2 груз 1,04 кг Z
Z 215°, а также груз на муфту 1,36 кг Z 197°.
Чтобы избежать ошибок при ручных
вычислениях, следует использовать толь-
ко такие решения, в которых найденные
значения корректирующих масс соизме-
римы по массе с пробными грузами, ис-
пользовавшимися для определения ДКВ.
Можно считать приемлемыми массы кор-
ректирующих масс, не превосходящие
двойной массы соответствующих проб-
ных масс.
Наилучшие результаты расчетов по-
лучают с применением ЭВМ. Рассмотрим
особенности наиболее распространенных
балансировочных алгоритмов.
Расчеты ДКВ производятся по тем
же формулам, что и при ручных вычисле-
ниях (13.14).
Для определения корректирующих
масс используется минимизация соответ-
ствующим образом сформулированной
функции остаточных значений вибрации
Ф(£/). Наиболее простое решение получа-
ется в случае, когда минимизируют сумму
квадратов ez:
<13-20)
i
Необходимость защиты решения при
плохой обусловленности матрицы ДКВ
требует учета погрешностей, при этом в
функцию Ф(с/) необходимо добавить по-
грешности Asz, определения sz:
Ф2(е,) = Х^ +Ае‘)’ (13’21>
i
Используя (13.16) и (13.21), с помо-
щью метода наименьших квадратов полу-
чаем систему линейных уравнений в мат-
ричном виде, из которых непосредственно
вычисляются оптимальные корректирую-
щие массы:
(aTa + D> = -«4 j (П 22)
Р = -\а a + D) а А,
где а - матрица значений ДКВ aik , запи-
санная в алгебраической форме и состоя-
щая из значений проекций aikx и aiky на
оси х и у\ ат - транспонированная матрица
a; D - диагональная матрица погрешно-
стей ДКВ; А - матрица исходной вибра-
ции 4, состоящая из значений А1х и Aiy ;
Р - искомая матрица корректирующих
масс Рк, состоящая из значений Р^ и
Рку ; z=l,2,...- номера точек контроля
вибрации; к = 1, 2, ..., к - номера плоско-
стей коррекции, i < к.
Важнейшее достоинство этого алго-
ритма состоит в том, что матрица по-
грешностей обеспечивает устойчивость
решения и приемлемые погрешности ре-
БАЛАНСИРОВКА НА МЕСТЕ
773
зультатов расчета при недостаточно обу-
словленной и даже при вырожденной
матрице ДКВ.
Иногда минимум суммы квадратов 8,
не является оптимальным, поскольку не
исключает наряду с весьма малыми рас-
четными 8/ несоразмерно больших. Даль-
нейшее улучшение решения при необхо-
димости производится итерационным
способом путем выравнивания 8/, при
этом может быть достигнуто условие ми-
нимакса, когда максимальное из расчет-
ных 8/ равно возможному минимуму. Это
последнее условие не исключает такой
недопустимой ситуации, когда в процессе
итераций при весьма незначительном
снижении максимального значения суще-
ственно вырастут остальные. Чтобы этого
не произошло, предложено остановить
итерационный процесс, если будет нару-
шено условие минимума функции Ф3(8,),
представляющей сумму среднеквадрати-
ческого и максимального значений рас-
четных остаточных вибраций:
фз (е,)=Сер + £max = min. (13.22)
Описанный алгоритм составляет ос-
нову балансировочных программ, в кото-
рых реализуются и другие многообразные
функции, необходимые при балансировке:
выбор оптимальных сочетаний плоско-
стей коррекции, ограничение масс кор-
ректирующих масс, нормирование ампли-
туд, корректировка ДКВ, определение
скрытых нечувствительных пар плоско-
стей и целый ряд специальных сервисных
функций. В состав пакета программ,
обеспечивающих балансировку, обычно
входит также банк данных по ДКВ, обес-
печивающий, в частности, осреднение
однотипных значений.
Необходимо учитывать, что ни одна
программа не в состоянии разобраться с
технологическими проблемами, о которых
речь пойдет в следующих пунктах этой
главы.
13.4.4. Тактика балансировки
Тактика балансировки - это выбор
оптимального решения при следующих
альтернативах:
• проводить процедуру пробных пус-
ков или рассчитать уравновешивающие
грузы в нескольких плоскостях по извест-
ным ДКВ?
• какую из доступных плоскостей
коррекции выбрать для установки проб-
ного груза?
• какие из доступных плоскостей
коррекции выбрать для установки коррек-
тирующих масс?
• можно ли обойтись доступными
плоскостями коррекции или необходимо
переносить грузы в другие плоскости?
• перенос масс предрешен; какие пе-
ред этим выполнить работы по баланси-
ровке: на критической скорости враще-
ния, на эксплуатационной или на обеих
выбранных скоростях, и делать ли при
этом балансировочные пуски или доста-
точно рассчитать корректирующие мас-
сы?
• при балансировочных пусках полу-
чаются непонятные, неожиданные или
нерасчетные изменения вибрации, что
делать?
Выбор решения определяется техно-
логической ситуацией (доступностью
плоскостей коррекции, возможным коли-
чеством пусков и др.), величиной неурав-
новешенности валопровода, особыми ди-
намическими свойствами агрегата и нали-
чием данных по ДКВ.
Пробные пуски или пуск с
корректирующими массами
После измерений вибрации (при ну-
левом пуске) и принятии решения о необ-
ходимости балансировки следует выбрать
один из двух вариантов: либо выполнить
774
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
процедуру пробных пусков с последую-
щим расчетом корректирующих масс, ли-
бо уравновесить ротор сразу, рассчитав
корректирующие массы по известным
значениям ДКВ.
Процедура пробных пусков связана с
существенными затратами, расчет масс по
известным значениям ДКВ связан с рис-
ком не получить нужного результата и
после одного или нескольких бесполез-
ных пусков вернуться к процедуре проб-
ных пусков.
Решающее правило: если известны
надежные значения ДКВ, то процедура
пробных пусков не нужна и можно уве-
ренно определить уравновешивающие
грузы. Если при первом пуске с уравнове-
шивающими грузами вибрация снизится
недостаточно, то специальный расчет
позволит скорректировать установлен-
ные грузы. Если надежных ДКВ нет, то
потребуется процедура пробных пусков.
Абсолютно надежных значений ДКВ
не существует, степень их надежности
оценивает специалист, полагаясь на свой
опыт и некоторые несложные соображе-
ния, приведенные ниже.
ДКВ вполне надежны в следующих
случаях:
• на агрегатах данного типа разброс
значений ДКВ невелик, значения ДКВ
получены осреднением представительно-
го количества экспериментов с пробными
грузами на разных однотипных агрегатах
и имеется достаточный положительный
опыт использования типовых значений
ДКВ;
• для балансируемого агрегата име-
ется представительная выборка значений
ДКВ, причем усредненные значения ДКВ
успешно использовались в предшествую-
щих балансировках без пробных пусков;
• изменение вибрации от установки
очередного пробного груза должно быть
существенным.
Выберите оптимальную тактику ба-
лансировки.
Значения пробных масс. Если ДКВ
неизвестны, для их определения выпол-
нить процедуру пробных пусков в дос-
тупных плоскостях по крайней мере на
том участке валопровода, где локализует-
ся повышенная вибрация.
Первую плоскость для установки
груза выбирают возможно ближе к месту
максимальной вибрации с учетом техно-
логических соображений по организации
доступа к месту установки.
Массу и угол установки груза опре-
деляют по формуле
где А - комплексное значение макси-
мальной вибрации, а - комплексное
значение соответствующего ДКВ.
Комплексное значение ДКВ исполь-
зуют из числа известных для агрегата,
который ближе всего к балансируемому
по мощности и резонансным характери-
стикам ротора. Если есть несколько раз-
ных аналогов, используют наибольшее по
модулю из значений ДКВ, что предотвра-
тит установку чрезмерно больших проб-
ных масс.
Например, А =50 мкм Z 120°, а =
= 80 мкм Z 90° соответственно.
502120°
80 2 90°
= 0,625 кг 2 210°.
р
а
Если невозможно подобрать аналога
с известными ДКВ, то массу пробного
груза определяют по формуле
БАЛАНСИРОВКА НА МЕСТЕ
775
, _ 0,2 А М
HP" R
(13.23)
где А - максимальная двойная амплитуда
оборотной составляющей вибропереме-
щения в вертикальном или поперечном
направлении на подшипнике, ближайшем
к плоскости установки пробного груза,
мкм; М- масса ротора, на котором распо-
ложена плоскость, кг; R - радиус установ-
ки груза, мм.
Угол установки пробного груза а оп-
ределяют по формуле
а = F _ ф + од0, (13.24)
где F - фаза исходной вибрации с учетом
фазовой поправки прибора; Ф - угол ус-
тановки датчика по лимбу.
Снятие АФЧХ. Снятие АФЧХ необ-
ходимо преимущественно для исключе-
ния чрезмерной вибрации при пуске не-
сбалансированного агрегата либо при ус-
тановке пробного груза в условиях воз-
можности чрезмерной вибрации.
При достижении предельного значе-
ния вибрации дальнейшее повышение
частоты вращения следует прекратить.
Если вибрация вызвана исходным дисба-
лансом, то следует начать балансировку
на достигнутой частоте и лишь после
снижения вибрации продолжить повыше-
ние частоты вращения. Если повышение
вибрации связано с неудачной установкой
пробного груза, то этот груз следует соот-
ветственно изменить, а пуск повторить.
Для расчетов используют измерен-
ную при выбеге ротора АФЧХ. АФЧХ
следует измерять:
• в вертикальном или поперечном
направлении на максимально возможном
числе подшипников агрегата;
• на одном из подшипников ротора
(если внутри пролета этого ротора уста-
навливается пробный груз) при двух пус-
ках: при предшествующем пуске и при
пуске с установленным пробным грузом.
Обеспечение качества пусков. Важ-
но обеспечить стабильность вибрации и
повторяемость замеров при пробных пус-
ках, для чего:
• на балансировочной частоте вра-
щения при каждом пуске измеряют виб-
рацию дважды с интервалом времени
10 ... 20 мин, если разница значений виб-
рации существенна, продолжают измере-
ния до стабилизации уровня вибрации;
• если вибрация меняется непрерыв-
но, определяют и устраняют причину это-
го;
• если при балансировке на холостом
ходу невозможно обеспечить стабильную
вибрацию, следует использовать рекомен-
дации для особых случаев.
Особые случаи:
а) невозможно делать выдержку по
эксплуатационным причинам (например,
вследствие быстрого перегрева ротора
вентиляционными потерями в режиме
балансировки);
б) невозможно стабилизировать ре-
жим (например, вследствие перегрева вы-
хлопа турбины на холостом ходу);
в) нагрев и нестабильность ротора
вентилятора либо другого тягодутьевого
механизма вследствие вращения в замк-
нутом объеме воздуха.
В случаях а) и б) следует обеспечить
идентичные условия всех пусков, дубли-
ровать пуски (либо делать по два пуска с
разными пробными грузами в одной
плоскости коррекции) или перейти к ба-
лансировке на стабильном режиме (под
нагрузкой);
776
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
В случае в) следует обеспечить ми-
нимальный расход воздуха для охлажде-
ния и/или сделать выдержку до стабили-
зации режима вибрации.
Изменение вибрации от установки
очередного пробного груза должно быть
существенным* Если при пуске с проб-
ным грузом вибрация по отношению к
исходной изменилась несущественно (из-
менение составило менее половины ис-
ходного значения), то пробный пуск сле-
дует повторить с более массивным проб-
ным грузом. Новый пробный груз рассчи-
тывается по результатам пробного пуска
(13.15), однако его масса не должна более
чем в 2-3 раза превышать массу первого
пробного груза.
Оптимальная тактика пробных
пусков. Пробные пуски начинают на уча-
стке, где наблюдается наибольшая вибра-
ция. При существенном повышении виб-
рации (при установке очередного пробно-
го груза) перед продолжением пробных
пусков с установкой масс в других плос-
костях корректируют по расчету установ-
ку масс в одной или нескольких плоско-
стях, в которых ДКВ уже определены.
После двух-трех пробных пусков
выполняют расчет корректирующих масс,
если по расчету достижимо существенное
снижение вибрации, устанавливают рас-
четные грузы, затем при необходимости
продолжают пробные пуски.
Если возможно выполнение расчета
после каждого пробного пуска, то этим
пользуются. При этом процедуру пробных
пусков следует прекратить и расчетные
грузы установить на ротор, если расчет-
ные значения остаточной вибрации впол-
не приемлемы.
По окончании процедуры пробных
пусков с установкой масс в доступные
плоскости выполняют расчет, устанавли-
вают расчетные грузы, после проверочно-
го пуска при необходимости выполняют
корректировку масс с одновременной
корректировкой ДКВ.
Дополнительные плоскости,
перенос масс
Если прогнозируемая расчетная виб-
рация близка к допустимой (балансировка
с использованием привлеченных плоско-
стей коррекции не может дать желатель-
ного результата), то следует продолжить
балансировку с привлечением дополни-
тельных плоскостей.
При отсутствии результата возмож-
ны два случая:
• валопровод имеет дефекты, исклю-
чающие возможность их компенсации
методами балансировки (коленчатость,
излом оси, прогиб), которые необходимо
устранить;
• дисбаланс неблагоприятно распре-
делен по длине ротора, что не позволяет
компенсировать его с использованием
штатных плоскостей; в этом случае сле-
дует рассмотреть возможность установки
масс в малодоступные плоскости внутри
пролета, в частности осуществить перенос
масс вдоль ротора.
Перенос масс связан с большими за-
тратами и длительным простоем агрегата.
Наиболее распространен перенос
масс при балансировке ротора синхрон-
ных машин. Перенос может оказаться не-
обходимым в двух случаях:
• на опорах ротора при эксплуата-
ционой частоте вращения определяющей
является синфазная вибрация, а штатные
плоскости коррекции нечувствительны к
симметричным грузам, не помогает ис-
пользование плоскостей на консольных
участках ротора; в этом случае ротор еле-
БАЛАНСИРОВКА НА МЕСТЕ
777
дует сбалансировать на первой критиче-
ской частоте симметричными грузами, а
затем перенести их внутрь пролета в со-
ответствии с расчетом;
• при установке симметричных масс,
компенсирующих вибрацию на эксплуа-
тационной частоте вращения, недопусти-
мо возрастает вибрация на первой крити-
ческой; в этом случае следует определить
две системы масс, одна из которых ком-
пенсирует вибрацию на эксплуатационной
частоте, а другая - на первой критиче-
ской, после чего расчетным путем опре-
делить систему масс внутри пролета, ко-
торая одновременно компенсирует вибра-
цию как на эксплуатационной, так и на
критической частотах.
Расчеты при переносах масс выпол-
няются на ЭВМ либо в соответствии с
разд. 13.4.2.
В связи с тем, что расчеты при пере-
носе не могут обеспечить точные значе-
ния расчетных масс, после переноса сле-
дует запланировать балансировку с уста-
новкой масс в доступные плоскости.
Причины неудачной балансировки
Возможные причины неудачной ба-
лансировки:
• ошибки при выполнении пробных
пусков;
• ненадежные балансировочные пус-
ки;
• дефекты балансируемого агрегата;
• ошибки при измерениях и установ-
ках масс;
• недостаточно используемых плос-
костей.
Ошибки при выполнении
пробных пусков
Не соблюдены рекомендации по
проведению пробных пусков, приведен-
ные в разд. 13.4.4: не дублировали замеры
вибрации, измерения вибрации выполне-
ны при неустановившемся режиме, малы
пробные грузы и др. Следует внимательно
ознакомиться с содержанием этих реко-
мендаций и повторить процедуру балан-
сировки.
Ненадежные балансировочные пуски
В процессе пусков состояние агрега-
та меняется, от пуска к пуску накаплива-
ются изменения вибрации, исключающие
возможность предсказывать результаты
установки масс.
Убедиться в этом можно, повторив
один-два характерных предыдущих пуска:
если повторения значений вибрации не
получено, то балансировочные пуски не-
надежны. Если получите совпадение, по-
вторите другие пуски: один неблагопо-
лучный пуск полностью исключает воз-
можность нужного снижения вибрации.
Если не удается выявить ’’плохие” пуски,
необходимо изменить режим балансиров-
ки (перейти на режим со стабильной на-
грузкой) и повторить пуски.
Если Вы используете для баланси-
ровки одну плоскость, а расчетный груз,
определенный по пробному пуску, не дал
ожидаемого снижения вибрации, то для
следующего пуска груз следует рассчи-
тать, считая последний пуск пробным по
отношению к предшествующему, а не к
более раннему нулевому. При этом вели-
чина пробного груза определяется как
разность масс, установленных соответст-
венно при последнем пуске и предшест-
вующем. Это же правило следует соблю-
дать для всех последующих пусков. При
такой тактике один ’’плохой” пуск в конце
концов будет исключен.
778
Глава 13. ВИБРОНАЛАДКА И ПРЕДУПРЕЖДЕНИЕ ВИБРАЦИИ
Ненадежны пуски, при которых воз-
никает низкочастотная вибрация, которая
должна быть по возможности устранена.
Дефекты балансируемого агрегата
Балансировка невозможна при сле-
дующих дефектах:
- некоторые дефекты муфты;
- грубая расцентровка;
- дефекты опор;
- остаточный прогиб ротора;
- трещина в роторе;
- ослабление посадки узлов (ротора с
плоскостями коррекции.
Дефекты муфты. Если в процессе
ремонта производилась замена или пере-
насадка муфты, то возможны дефекты:
недостаточный натяг какой-либо полу-
муфты, не в норме зазоры и натяги по
шпонкам, неплоские сопрягаемые торцы.
При этих дефектах вибрация от пуска
к пуску может изменяться в связи с воз-
можными изменениями положения полу-
муфт из-за появления коленчатости и из-
лома оси.
Балансировка невозможна при боль-
шой коленчатости муфты, при этом ис-
пользование всех плоскостей коррекции
не позволяет даже в расчете получить су-
щественное снижение вибрации.
Грубая расцентровка. Грубая рас-
центровка (в несколько раз больше допус-
тимой) может существенно изменить ДКВ
из-за изменения нагрузок на опоры и со-
ответственно жесткости последних. Су-
щественны два обстоятельства:
• при чрезмерной перегрузке одной
из опор может происходить тепловой про-
гиб ротора в плоскости перегруженной
шейки из-за асимметричного нагрева ее
энергией трения и непрогнозируемые из-
менения оборотной вибрации, перечерки-
вающие все расчеты корректирующих
масс;
• возможно сильное снижение дина-
мической жесткости одной из опор, при
котором малейший дисбаланс вызывает
существенную вибрацию.
Дефекты опор. Балансировке пре-
пятствуют грубые дефекты в опорах:
чрезмерно малые зазоры по баббиту,
чрезмерный натяг по вкладышу (приво-
дящий к его существенной деформации),
существенные зазоры по боковым опор-
ным колодкам и неустойчивое положение
вкладыша, заклинивание корпуса под-
шипника при расширениях в процессе
балансировочных пусков.
Все эти дефекты создают непрогно-
зируемые вибрационные изменения, пре-
пятствующие использованию описанной
технологии балансировки.
Остаточный прогиб ротора. Влияет
при большой величине прогиба (более
0,15 мм), в случае, если ротор прогнут при
одном из балансировочных пусков. Шей-
ки искривленного ротора наклонены к оси
вращения, угол наклона создает кинема-
тическое возбуждение дополнительно к
действию дисбалансов.
Умеренный прогиб при доступности
необходимых плоскостей коррекции про-
ще всего компенсировать именно балан-
сировкой.
Трещина в роторе. Трещина в рото-
ре вызывает повышение вибрации на час-
тоте вращения ротора и провоцирует про-
ведение балансировки на месте. В процес-
БАЛАНСИРОВКА НА МЕСТЕ
779
се балансировки трещина развивается,
меняет свое положение по отношению к
дисбалансу (при различных, положениях
дисбаланса она может закрываться или
раскрываться), вибрация меняется не по
расчету. В некоторых случаях трещину
замечают лишь при чрезмерном увеличе-
нии вибрации непосредственно перед
разрушением вала.
Ослабление посадки узлов ротора с
плоскостями коррекции. Например,
случаи смещения консольных бандажей
генераторов при ослаблении их посадки
под действием балансировочных масс.
При этом возникают существенные не-
расчетные изменения дисбаланса.
Ошибки при измерениях вибрации и
установках масс
Распространены следующие ошибки:
• неправильное направление отсчета
фаз вибрации или неправильное направ-
ление отсчета углов установки масс;
• неправильное включение фильтров
аппаратуры для выделения оборотной
составляющей вибрации;
• неправильный учет делителя при
считывании показаний аппаратуры;
• неисправности аппаратуры и сбои
вычислительных средств;
• ошибки в расчетах и при установке
корректирующих масс.
Глава 14
НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И
МЕХАНИЗМОВ
Настоящая глава подготовлена на
основе популярного справочного пособия
"Оценка вибросостояния энергомеханиче-
ского оборудования" В.А. Якубовича.
Материалы настоящей главы излага-
ются в следующей последовательности:
материалы, нормирующие колебания кор-
пуса подшипников в самом общем виде; с
учетом установки оборудования на раз-
личных фундаментах; с учетом мощности,
масс корпусов, технологического назна-
чения, и, наконец, типов машин.
Такое изложение отражает не только
историческую последовательность разви-
тия технологии нормирования вибрации
агрегатов, но и совершенствование точно-
сти постановки диагноза технического
состояния.
В гл. 14 представлены некоторые со-
ображения по вопросам расстановки то-
чек контроля абсолютной вибрации агре-
гатов с вращающимися массами, дана
оценка колебаний машин по параметрам
относительной вибрации и приведены
материалы по новым стандартам.
Необходимо напомнить, что все
стандарты носят рекомендательный ха-
рактер, допустимые уровни являются ори-
ентировочными, а не точными, так как все
они получены на основании статистиче-
ских данных. Поэтому в каждом-конкрет-
ном случае окончательное решение о тех-
ническом состоянии машины необходимо
согласовывать с конкретными условиями,
опытом эксплуатации и особенностями
обследуемой машины.
Прежде чем переходить к рассмотре-
нию конкретных норм и разработок при-
ведем основные параметры нормирования
вибрации машин '.
1. Для контроля оборудования с ме-
ханизмами с возвратно-поступательным
движением (поршневые насосы и ком-
прессоры, дизельные двигатели привода,
фундаменты, трубопроводы, аппараты), а
также центробежных машин с низкой (до
600 об/мин) скоростью вращения вала
используют контроль размаха абсолютно-
го перемещения Sr или его пиковых зна-
чений Sp.
2. Для контроля агрегатов с вращаю-
щимися со скоростью 600 ... 3000 об/мин
массами, установленных на подшипниках
скольжения, и относительно небольшими
массами корпуса (центробежные ком-
прессоры и насосы невысокого давления,
электродвигатели и паровые турбины-
приводы, редукторы и т.п.) используют
среднеквадратическое значение абсолют-
ной виброскорости ve. Для контроля таких
же агрегатов с подшипниками качения
используют еще и пиковое значение абсо-
лютной виброскорости.
3. Для контроля элементов оборудо-
вания, характеризующегося рабочими
скоростями вращения более 3000 об/мин
(например, некоторые типы редукторов),
используют среднеквадратическое значе-
ние абсолютного виброускорения Ае.
4. Для контроля роторных машин с
подшипниками скольжения, характери-
зующихся малыми относительно корпуса
массами роторов (центробежные насосы и
компрессоры высокого давления, паровые
турбины и газотурбоагрегаты и т.п.), ис-
пользуют размах или пиковое значение
виброперемещения ротора относительно
корпуса.
ОБЩИЕ НОРМЫ ВИБРАЦИИ КОРПУСОВ ПОДШИПНИКОВ
781
14.1. ОБЩИЕ НОРМЫ ВИБРАЦИИ
КОРПУСОВ ПОДШИПНИКОВ
Проблеме классификации уровней
вибрации машин с вращающимися масса-
ми уже 60 лет. Одной из первых серьез-
ных разработок в этой области считается
работа Ратбоуна (США) (Rathbone Т.С.
Power Plant Engineering, 1939, Vol. S721/
24). Все последующие разработки в этой
области в той или иной степени опира-
лись на результаты этой работы. В каче-
стве критерия опасности вибрации он
предлагал размах абсолютных вибропе-
ремещений корпусов подшипников в за-
висимости от частоты вращения вала.
Диаграмма оценки вибросостояний
машин, предложенная Ратбоуном (рис.
14.1):
• выше кривой 1 - очень опасно -
ремонт немедленно;
• между кривыми 1 и 2 - опасно -
требуется ремонт;
• между кривыми 2 и 3 - мало-
опасно;
• между кривыми 3 и 4 - благо-
приятно;
• между кривыми 4 и 5 - хорошее;
• между кривыми 5 и 6 - очень
спокойное.
Для сравнения на рис 14.1 дана кри-
вая 7, отражающая пороговый уровень
чувствительности человека к вибрации.
Быстрое развитие техники потребова-
ло усовершенст вования предложенных Рат-
боуном рекомендаций. С начала 1960-х гг. и
до настоящего времени ’’Интернациональ-
ная корпорация исследований и развития -
Рис. 14.1. Оценка абсолютных виброперемещений корпусов
подшипников Sn предложенная Ратбоуном (США)
782
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
п, об/мин
Рис.14.2. Оценка вибрации корпуса машины Sr в области средних частот
по рекомендации "IRD-Mechanalysis"
механализ” (IRD-Mechanalysis) [167]
предлагает рекомендации допустимых
уровней вибрации (рис. 14.2.) Контроли-
руемым параметром рекомендован размах
абсолютного вибросмещения или средне-
квадратическое значение абсолютной
виброскорости \е на стойке подшипника.
Как видно из рис. 14.2, каждому уровню
вибросостояния исследуемого объекта со-
ответствует постоянное значение вибро-
скорости. Уровни вибросостояний имеют
восемь ступеней, каждый последующий
уровень увеличивается по виброскорости
в два раза (в линейной области диаграммы
Ратбоуна присутствует примерно такая же
дифференциация ступеней).
Характеристика вибросостояния кор-
пуса подшипника в зависимости от уров-
ней вибрации (см. рис. 14.2):
• выше кривой 1 (уе > 11,4 мм/с) -
очень опасное;
• выше кривой 2 (5,7 мм/с < ve <
< 11,4 мм/с) - опасное;
• выше кривой 3 (2,9 мм/с < ve <
< 5,7 мм/с) - малоопасное;
ОБЩИЕ НОРМЫ ВИБРАЦИИ КОРПУСОВ ПОДШИПНИКОВ
783
Рис. 14.3. Оценка вибрации корпуса машины в области средних частот
по рекомендации "IRD-Mechanalysis" при среднеквадратических значениях абсолютной
виброскорости ve (мм/с):
1-np= 16; 2-vp = 8; 3-vp = 4; 4-vp = 2; 5-vp= l;6-vp = 0,5; 7-np = 0,25; 8-np = 0,125
• выше кривой 4 (1,4 мм/с < ve <
< 2,9 мм/с) - благоприятное;
• выше кривой 5 (0,7 мм/с < ve <
< 1,4 мм/с) - хорошее;
• выше кривой 6 (0,4 мм/с < ve <
< 0,7 мм/с) - очень хорошее;
• выше кривой 7 (0,2 мм/с < ve <
< 0,4 мм/с) - спокойное;
• выше кривой 8 (0,1 мм/с < ve <
< 0,2 мм/с) - очень спокойное.
На рис. 14.3 представлена диаграмма
оценки вибросостояния машин и меха-
низмов с вращающимися массами в об-
ласти высоких частот. Из рис. 14.3 видно,
что вместо фиксированной частоты разде-
ла предлагается область перехода вибро-
скорость - виброускорение. Эта область
1000 ... 3000 Гц. Правее лежит область с
постоянным допустимым уровнем виб-
роускорения, а левее - с постоянным
уровнем виброскорости.
Следует особо отметить способы из-
мерения вибрации в этом диапазоне час-
тот. При вибрации 1000... 3000 Гц корпус
784
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
Рис. 14.4. Схема замеров вибрации на нагнетателе НЦ-16/76 (см):
IN, INI, OUT, OUT1, KIN, KOUT - точки измерения, измерены на дуге длиной 28 см
подшипника нельзя рассматривать как
сосредоточенную массу (длина волны
вибрации на корпусе на частоте 3000 Гц
составляет единицы сантиметров) и, сле-
довательно, здесь при определении мак-
симальной величины вибрации нельзя
использовать результаты измерений в
стандартных ортогональных направлени-
ях относительно вала.
Например, при измерениях вибрации
нагнетателя НЦ-16/76 на "лопаточных час-
тотах” 1300 ... 2700 Гц на 17-и однотип-
ных агрегатах, только в четырех случаях
максимумы вибрации были отмечены в
ортогональном направлении. Поэтому при
контроле вибрации в этом диапазоне час-
тот необходимо проводить серию кон-
трольных измерений по периметру корпуса
с шагом 5 ... 7 см (рис. 14.4, поз. 1 ... 7).
По сравнению с работой Ратбоуна,
материалы ”IRD-Mechanalysis" содержат
рекомендации в значительно более широ-
ком частотном диапазоне, что значитель-
но расширяет область их применения. Но
в них отсутствуют дифференцированный
подход к обследуемому оборудованию и
деление на приемо-сдаточные и эксплуа-
тационные уровни вибрации.
14.2. ОБОБЩЕННЫЕ
НОРМАТИВНЫЕ МАТЕРИАЛЫ
С ДИФФЕРЕНЦИАЦИЕЙ
ОБОРУДОВАНИЯ ПО МОЩНОСТИ
И ТИПУ ФУНДАМЕНТА
Одна из крупных разработок в облас-
ти классификации уровней абсолютной
вибрации машин с вращающимися масса-
ми в Западной Европе принадлежит "Сою-
зу немецких инженеров” (Германия) - VDI
2056 [187]. Эти рекомендации получили
широкое признание и впоследствии (1976
г.) практически полностью вошли в ISO
2372 [172], принятые Международной ор-
ганизацией по стандартизации. В этих ма-
териалах предлагается регламентировать
максимальное значение среднеквадрати-
ОБОБЩЕННЫЕ НОРМАТИВНЫЕ МАТЕРИАЛЫ С ДИФФЕРЕНЦИАЦИЕЙ
785
О О О О О ООО о о о о о о
О О о О ООО о о о о о о
СП г- о 0^0 о о о о о
V-н г-н СЧСЧСП г- о о о
г-н т-H СЧ СП
и, об/мин
Рис. 14.5. Оценка вибрации корпуса машины по VDI2056
ческой виброскорости ve, измеренное на
функционально важнейших участках уз-
лов или машин. У машин с вращающейся
массой такими узлами будут прежде всего
корпуса подшипников, лапы опор и флан-
цы. Измерения на этих узлах проводят в
трех ортогональных направлениях X, Y, Z.
Для унификации результатов измерений
при контроле силовых машин (электро-
машины, турбины) направление Z должно
совпадать с направлением оси ротора, Y -
перпендикулярно ей в вертикальной плос-
кости. Контролируется максимальное из
измеренных значений. В VDI 2056 также
предъявляются некоторые требования к
вибропреобразователям и точности изме-
рений.
В VDI 2056 предусмотрено деление
оборудования на шесть типов в зависимо-
сти от мощности и типа фундамента. В
786
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
рекомендациях ISO 2372 они обозначены
как классы: I, II, III, IV, V, VI, а в VDI 2056
как группы: К, М, G, Т9 D, S. Типы обору-
дования, относящиеся к этим классам
(группам), в обоих материалах совпадают
полностью.
Классификация оборудования (в
скобках указаны группы по VDI 2056).
Класс I (Л): отдельные узлы привод-
ного механизма силовых и технологиче-
ских агрегатов мощностью до 15 кВт. Ти-
пичный пример для этой группы - элек-
тродвигатель привода до 15 кВт.
Класс II (7И): машины среднего раз-
мера, в частности электродвигатели мощ-
ностью 15...75 кВт, без специального
фундамента; неподвижно установленные
детали приводного механизма или маши-
ны мощностью до 300 кВт с только вра-
щающимися массами и установленные на
специальном фундаменте.
Класс III (СТ): большие машины с
вращающимися массами, установленные
на жестких и массивных фундаментах,
которые относительно жестки в направле-
нии измерения вибрации. В материалах
VDI 2056 данная группа относится к ма-
шинам с так называемой высокой рас-
стройкой, т.е. здесь жесткость крепления
обследуемого объекта на фундаменте
должна обеспечивать собственную частоту
системы объект - крепление к фундаменту
по оси измерения вибрации, в несколько
раз выше максимальной оборотной часто-
ты агрегата (так называемая жесткая уста-
новка).
Класс IV (7): большие машины с
вращающимися массами, установленные
на фундаменты, которые относительно
’’мягки” в направлении измерения вибра-
ции. В материалах VDI 2056, относящихся
к данной группе, говорится о машинах с
низкой расстройкой, т.е. жесткость креп-
ления обследуемого объекта на фунда-
менте по оси измерения вибрации должна
обеспечивать собственную частоту систе-
мы объект - крепление к фундаменту ни-
же 0,25 минимальной оборотной частоты
агрегата. Примером "мягкой” установки
машины является установка на пружин-
ные амортизаторы при стендовых испы-
таниях.
Класс V (D): машины и приводные
механизмы с несбалансированными мас-
сами (включая возвратно-поступательные
узлы), установленные на фундаментах,
которые относительно жестки в направле-
нии измерения вибрации.
Класс VI (5): машины и приводные
механизмы с несбалансированными мас-
сами (включая возвратно-поступательные
узлы), установленные на фундаментах,
которые относительно ’’мягки” в направ-
лении измерения вибрации.
Диаграммы количественных оценок
вибросостояний по ISO 2372 (VDI 2056)
представлены в табл. 14.1 и на рис. 14.5
соответственно.
Шкала нормируемых условий вибра-
ции представляет собой ряд стандартизо-
ванных СКЗ виброскорости с шагом 1,6.
Значения ve, определяющие различные
уровни состояния обследуемой машины
конкретного класса, отличаются в 1,6 ... 2
раза.
Каждому состоянию соответствуют
нижняя и верхняя границы уровней виб-
роскорости. Частотный диапазон с посто-
янной величиной виброперемещения со-
ставляет 2,5... 10 Гц. Частотный диапазон
с постоянным уровнем виброскорости,
характеризующим техническое состояние
машины, 10... 1000 Гц. Рекомендации для
приемосдаточных испытаний по кон-
тролю уровней абсолютной вибрации да-
ны в ISO 2372 для машин классов I и II, а
в VDI 2056 - групп КиМ.
Для контроля технического состоя-
ния машины по уровням вибрации в экс-
плуатационных условиях в марте 1977 г.
были разработаны на основе ISO 2372
(для классов III, IV) и VDI 2056 (для групп
G, Т) рекомендации ISO 3945 [175]. Эта
разработка охватывает машины, рабо-
тающие с частотой вращения вала в
диапазоне 10...200 Гц. Оценки вибросо-
стояний указанных классов машин по ре-
комендациям ISO 3945 приведены в
табл. 14.2.
14.1. Рекомендации ISO 2372 (VDI 2056)
Обозна- чение ступени Среднеквад- ратическая скорость на границах ступеней, мм/с Эквивалент- ная ампли- туда вибро- скорости по VDI 2056, мм/с Оценки вибросостояния групп машин по VDI 2056 (классы машин и оценки по ISO 2372)
Группа А* (класс I) Группа М (класс II) Группа С (класс III) Группа Т (класс IV) Группа D (S) (класс V(IV))
0,28 0,28 0,4 хорошо (А) хорошо (А) хорошо (А) хорошо (А) хорошо (А)
0,45 0,45 0,63 хорошо (А) хорошо (А) хорошо (А) хорошо (А) хорошо (А)
0,71 0,71 1,0 хорошо (А) хорошо (А) хорошо (А) хорошо (А) хорошо (А)
1,12 1,12 1,6 пригодно (В) хорошо (А) хорошо (А) хорошо (А) хорошо (А)
1,8 1,8 2,5 пригодно (В) пригодно (В) хорошо (А) хорошо (А) хорошо (А)
2,8 2,8 4,0 еще допустимо (Q пригодно (В) пригодно (В) хорошо (А) хорошо (А)
4,5 4,5 6,3 еще допустимо (Q еще допустимо (Q пригодно (В) пригодно (В) пригодно (В)
7,1 7,1 10 недопустимо (D) еще допустимо (Q еще допустимо (Q пригодно (В) пригодно (В)
11,2 11,2 16 недопустимо (D) недопустимо (D) еще допустимо (Q еще допустимо (Q пригодно (В)
18 18 25 недопустимо (D) недопустимо (D) недопустимо (D) еще допустимо (Q еще допустимо (О
28 28 40 недопустимо (D) недопустимо (D) недопустимо (D) недопустимо (D) еще допустимо (О
45 45 63 недопустимо (D) недопустимо (D) недопустимо (D) недопустимо (D) недопустимо (D)
71 71 недопустимо (D) недопустимо (D) недопустимо (D) недопустимо (D) недопустимо (D)
ОБОБЩЕННЫЕ НОРМАТИВНЫЕ МАТЕРИАЛЫ С ДИФФЕРЕНЦИАЦИЕЙ 787
788
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
14.2. Рекомендации ISO 3945
Уровни технического состоя- ния обследуемой машины Крепление, мм/с Граница
Жесткое Мягкое
А (хороший) 1,8 2,8 Хороший - пригодный
В (приемлемый) 4,6 7,1 Пригодный - еще допустимо
С (еще приемлемый) 11,2 18 Еще допустимо - не допус- тимо
При превышении уровня В рекомен-
дуется включение предупредительной
сигнализации. Уровень С характеризует
вибрацию, которая свойственна агрегату в
аварийном состоянии. Однако автомати-
ческое отключение машины при превы-
шении уровня С однозначно не предлага-
ется.
При условии, что в процессе экс-
плуатации ведется постоянный контроль
уровней вибрации в штатных точках,
представляет большой интерес фиксация
величин скачкообразного изменения
уровня вибрации (изменение должно
иметь крутой фронт). Информация о та-
ких скачках позволяет обнаружить целый
Рис. 14.6. Рекомендуемые уровни допустимых значений абсолютной вибрации по ISO 2372:
а - класс III: С - недопустимо, ve = 11,2 мм/с; В' - усиление контроля, ve = 7 мм/с (не по ISO);
В - еще допустимо, ve = 4,6 мм/с; А - при приемосдаточных испытаниях, ve = 1,8 мм/с; б - класс
IV: С - недопустимо, ve =18,0 мм/с; В' - усиление контроля, ve = 11,2 мм/с (не по ISO); В - еще
допустимо, ve = 7,1 мм/с; А - уровень при приемосдаточных испытаниях, ve = 2,8 мм/с
ОСОБЕННОСТИ ОЦЕНКИ ВИБРАЦИИ ПОРШНЕВЫХ МАШИН
789
ряд неисправностей на ранней стадии их
развития. X. Клумп (Германия) [176]
предложил с этой целью ввести в оценки
эксплуатационного состояния машин по
ISO 3945 допустимые уровни относитель-
ных скачков - уровнями относительной
тревоги (R). Для жесткого крепления до-
пустимый уровень относительных скачков
ограничивается ve = 0,5 мм/с, а для мягко-
го Ne = 0,7 мм/с.
Оценки типовых значений абсолют-
ных виброперемещений стоек подшипни-
ков по ISO 3945 с учетом вышесказанного
представлены на рис. 14.6, а и б. В приве-
денных на рис. 14.6 графиках отражен
также уровень В' (не по ISO 3945), необ-
ходимый для усиления контроля за агре-
гатом.
14.3. ОСОБЕННОСТИ ОЦЕНКИ
ВИБРАЦИИ ПОРШНЕВЫХ МАШИН
Особенно следует выделить в рас-
сматриваемых материалах VDI 2056 клас-
сы V и VI, а в ISO 2372 - группы D и S. В
первую очередь к ним отнесены поршне-
вые машины [компрессоры, насосы, дви-
гатели внутреннего сгорания (ДВС)], а
также вибрационные технологические
машины, центрифуги, виброгрохоты и т.п.
Нормирование колебаний поршне-
вых машин, в первую очередь поршне-
вых компрессоров и насосов, вызывает
более значительные затруднения по срав-
нению с машинами только с вращающи-
мися деталями. Эти затруднения вызваны
тем, что силы, вызывающие вибрацию
этих машин, существенно разнородны. Их
определяют четыре основных источника:
1) дисбаланс вращающихся частей;
2) инерционные силы движущихся частей
кривошипно-шатунного механизма; 3) пор-
шневые силы; 4) силы, возникающие от
пульсирующего потока перекачиваемой
среды в присоединенной трубопроводной
системе и передаваемые через жесткие
соединения на машину.
В материалах VDI 2056 указывается,
что из-за сложности учета и суммирова-
ния сил, вызывающих вибрации поршне-
вых машин, машины этих групп трудно
включить в предложенную схему. Заме-
чено, что цо статистическим данным в
этих группах даже при виброскоростях
20 ... 30 мм/с не отмечалось случаев, сви-
детельствующих о снижении надежности
узлов машины.
Для поршневых машин с высокой
скоростью вращения вала, в удаленных от
мест крепления узлах может быть зареги-
стрирована среднеквадратическая вибро-
скорость до 50 мм/с, и при этом поломки
не происходит.
В последнее время эта часть между-
народного стандарта была развита в стан-
дарте ISO CD 10816, часть 6 [168].
Этот стандарт дает рекомендации по
оценке вибросостояния семи классов аг-
регатов мощностью свыше 100 кВт с
возвратно-поступательным движением их
узлов.
Класс I - сбалансированные оппо-
зитные газовые компрессоры на жестком
фундаменте.
Класс II - многоцилиндровые порш-
невые газовые компрессоры на жестком
основании и локомотивные воздушные
компрессоры.
Класс III - одноцилиндровые порш-
невые газовые компрессоры на жестком
основании.
Класс IV - нет аналогов.
Классы V, VI - промышленные и
морские дизельные двигатели со скоро-
стью вращения вала менее 2000 об/мин.
Классы VI, VII - промышленные и
морские дизельные двигатели со скоро-
стью вращения вала более 2000 об/мин.
Численные среднеквадратические
значения абсолютной вибрации, приве-
денные в табл. 14.3, разграничивают зоны
сцепки состояния агрегатов.
Для оценки вибросостояния стандарт
ISO CD 10816 устанавливает среднеквад-
ратические значения либо вибропереме-
щения, либо виброскорости, либо виброу-
790
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
14.3. Рекомендуемые оценки вибросостояния поршневых машин по ISO CD 10816
Максимальный уровень вибрации Класс агрегатов
мкм ve, мм/с Ле, м/с2 I II III IV V VI VII
70,9 4,46 2,80 А/В
112 7,07 4,44 С А/В
178 11,2 7,04 D С А/В
282 17,8 11,2 D С А/В
448 28,2 17,7 D С А/В
709 44,6 28 D С А/В
1120 70,7 44,4 D С А/В
1780 112 70,4 D С
> 1780 > 112 >70,4 D
Условные обозначения. Зоны оценки состояния агрегатов'. А - вибрация новых, отре-
монтированных машин (приемосдаточные нормы); В - машины с вибрацией в этой зоне мо-
гут работать долгое время; С - машины с вибрацией в этой зоне могут работать ограниченное
время, не приемлемы для долгой работы; D - вибрации в этой зоне могут разрушить агрегат.
скорения в диапазоне частот 2... 100 Гц.
При этом допускаемая погрешность изме-
рения в диапазоне 10... 100 Гц не более
± 10 %, а в диапазоне 2... 10 Гц - до ± 20 %.
Стандарт ISO CD 10816 рекомендует
точки размещения датчиков на корпусах
агрегатов в зависимости от их конструк-
ции и дает стандартную индексацию то-
чек контроля:
1. Буква L или R - левая или правая
сторона агрегата соответственно, глядя от
фланца подсоединения вала.
2. Цифра, характеризующая верти-
кальный уровень контрольной точки: 1 -
уровень крепления к фундаменту; 2 - уро-
вень вала; 3 - верхняя точка корпуса.
3. - точка.
4. Цифра, характеризующая положе-
ние контрольной точки по длине агрегата:
1 - корпус со стороны фланца подсоеди-
нения вала; 2 - середина агрегата; 3 - сво-
бодный конец агрегата.
5. Буква, означающая направление
измерения вибрации: X- по оси вала агре-
гата; У - поперек оси вала в горизонталь-
ной плоскости; Z - поперек оси вала в
вертикальной плоскости.
В литературе [74] на основании опы-
та эксплуатации по практике нормирова-
ния вибрации поршневых компрессоров
отечественных марок в качестве первого
приближения даны ограничения безопас-
ной вибрации амплитудой вибропереме-
щения 100 мкм вне зависимости от мощ-
ности агрегата и скорости вращения вала.
При более строгом подходе в отечествен-
ной литературе вибрация поршневых
компрессоров и насосов нормируется по
допускаемой вибрации фундаментов.
Другими критериями, по которым
определяют вибрационное состояние
поршневого газоперекачивающего агрега-
та, являются допустимые колебания газо-
вого потока в присоединенной трубопро-
водной системе, а также вибрации аппара-
КОМПЛЕКСНЫЕ НОРМАТИВНЫЕ МАТЕРИАЛЫ С КЛАССИФИКАЦИЕЙ
791
тов и трубопроводов газовых коммуника-
ций, подсоединенных непосредственно к
компрессору. Учет последних в наиболь-
шей степени важен, так как они создают
значительные нагрузки на цилиндры
поршневых машин и нагнетательные пат-
рубки. Они могут вызывать как изгибные
(при совпадении фаз колебаний давления
в глухих сечениях агрегатных коллекто-
ров всасывания и нагнетания), так и кру-
тильные (при противофазных колебаниях
давления) вибрации цилиндров.
14.4. КОМПЛЕКСНЫЕ
НОРМАТИВНЫЕ МАТЕРИАЛЫ С
КЛАССИФИКАЦИЕЙ АГРЕГАТОВ
ПО ТЕХНОЛОГИЧЕСКОМУ
НАЗНАЧЕНИЮ
Комплексным нормативным мате-
риалом, включающим в себя оценку виб-
рации подшипниковых опор при приемо-
сдаточных испытаниях, является Стан-
дарт "Невского машиностроительного
завода - НЗЛ". Стандарт НЗЛ охватывает
гамму машин, выпускаемых заводом, с
частотами вращения вала 10 ... 170 Гц.
Нормируемый и контролируемый пара-
метр - среднеквадратическая виброско-
рость. Оценку приемосдаточных испыта-
ний предлагают производить по следую-
щим граничным значениям виброскорости:
отлично - не более 1,8 мм/с; хорошо-
не более 2,8 мм/с; удовлетворительно -
не более 4,5 мм/с. Последнее ограничение
является предельно допустимым при пус-
ке машин как во время заводских испыта-
ний, так и при приемке в эксплуатацию
после монтажа или капитального ремонта.
Оценки сравнивают с максимальной из
измеренных в трех ортогональных на-
правлениях величиной виброскорости.
Контрольными точками являются точки
на верхних крышках всех подшипников
над серединой длины вкладыша (ср. с
ГОСТ 25 364-97).
Для газотурбинных установок стан-
дарт НЗЛ устанавливает предельный уро-
вень эквивалентных размахов вибропере-
мещений 2Sp , равный при частотах вра-
щения 3000, 5000 и 6000 об/мин соответ-
ственно 40, 35 и 30 мкм. Контроль прово-
дят по результатам измерения вертикаль-
ной и поперечной составляющих вибра-
ции верхней части крышки подшипника
(над серединой длины вкладыша).
Для паровых турбин и безредуктор-
ных компрессоров с частотами вращения
2000 ... 3500 об/мин стандарт устанавли-
вает при испытаниях на стенде завода
уровень виброскорости до ve = 2,8 мм/с.
Для редукторов при приемочных испыта-
ниях уровень виброскорости ve не должен
превышать 4,5 мм/с при частотах враще-
ния до 200 Гц и 2,8 мм/с (но не более
Sp = 6 мкм) ПРИ частотах свыше 200 Гц.
Контрольными точками для редукто-
ров являются:
- для вертикальной составляющей -
на крышке редуктора над вкладышами;
- для поперечной и осевой - на гори-
зонтальном разъеме в районе вкладышей.
Характерным для современной оцен-
ки опасности вибрации является ограни-
чение уровней вибрации как в широком
диапазоне частот, так и в узких частотных
полосах, в которых появляются конкрет-
ные дефекты. Одной из современных раз-
работок по оценке опасности вибрации
агрегатов, учитывающей развитие наибо-
лее типичных дефектов узлов, являются
рекомендации компании CSI (США)
[181]. Широкомасштабное использование
этих критериев подразумевает примене-
ние компьютерных средств обработки
вибрационных сигналов и аппаратных
средств слежения за рабочей частотой
вала агрегата или его узла. Величинами,
по которым контролируется техническое
состояние агрегатов, является как вибро-
скорость (как основной параметр), так и
виброускорение, относительное вибропе-
ремещение вала и фазовый сдвиг на обо-
ротной частоте. В табл. 14.4 приведены
предельно допустимые значения уровней
вибрации в диапазонах частот, определяе-
мых скоростью вращения вала (об/мин)
для ряда распространенных типов агрега-
тов и/или узлов.
792
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
14.4. Предельно допустимые значения уровней вибрации в диапазонах частот,
определяемых скоростью вращения вала (об/мин)
Полоса контроля Диапазон частот измерения («-час- тота вращения) Уровень тревоги, мм/с
Пиковые значения СКЗ
Машины общего назначения с подшипниками качения
Общая вибрация (0...40)хп 8,9 6,2
Субгармоническая (0... 1,2) хп 7,6 5,3
Низкочастотная (1,5 ... 3,5) х и 6,4 4,4
Первая среднечастотная (3,0... 15,0) хи 3,3 2,3
Вторая среднечастотная (15 ...40) хи 3,3 2,3
Первая высокочастотная 3 или 4 х (число лопаток) х п 2,5 1,8
Вторая высокочастотная 40 х «... 20 кГц 29,4 (м/с2) 21,0 (м/с2)
Машины общего назначения с подшипниками скольжения
Общая вибрация (0 ... 10) хи 8,9 6,2
Субгармоническая (0 ... 0,8) хи 2,5 1,8
1-я гармоника (дебаланс) (0,8 ... 1,2) хи 5,1 5,3
2-я и 3-я гармоники (1,5 ... 3,5) хи 6,4 4,4
Высшие гармоники (3,5 ... 10) хи 5,1 3,5
Лопаточная полоса 3 или 4 х (чис- ло лопаток) х п 2,5 1,8
Фаза первой гармоники 1,0 х п 30° -
Турбины с рабочей скоростью вала до 3600 об/мин
Общая вибрация 2,0 Гц ... 10 х п 1,о 17,7
Субгармоники (0... 0,8) х п 0,15 2,26
1-я гармоника (0,8 .. . 1,5) хи 0,80 14,18
2-я гармоника (1,8- . 2,2) х п 0,35 6,20
3-я гармоника (2,8 .. . 3,2) х и 0,30 5,32
Высшие гармоники (4- . 8) х п 0,20 3,54
Фаза 1-й гармоники 1,0 х п 30° -
Многоступенчатые центробежные компрессоры
Общий уровень 10 ... 1000 Гц 7,6 5,32
1-й поддиапазон 60 ... 80 Гц 1,5 1,06
2-й поддиапазон 300 ... 400 Гц 5,1 3,54
3-й поддиапазон 400 ... 500 Гц 5,1 3,54
4-й поддиапазон 600 ...750 Гц 5,1 3,54
5-й поддиапазон 800 ... 1000Гц 5Д 3,54
Масляный насос 750... 800Гц 3,8 2,66
ОЦЕНКА ВИБРАЦИИ ЭЛЕКТРОДВИГАТЕЛЕЙ
793
Продолжение табл. 14.4
Полоса контроля Диапазон частот измерения («-час- тота вращения) Уровень тревоги, мм/с
Пиковые значения СКЗ
Винтовые компрессоры
Общий уровень 10 Гц ... 40 х п П,5 8,1
1-я гармоника (0,8 ... 1,2) хи 7,6 5,3
2-я гармоника (1,8 ... 2,0) хи 3,8 2,7
3-я и 4-я гармоники (2,5 ... 4,5) хи 3,8 2,7
5-я - 10-я гармоники (4,5 ... 10,5) хи 2,5 1,8
Высшие гармоники (10,5 ...40,5) хи 2,5 1,8
Высокочастотная полоса 1000 ... 20000 Гц 2,5 1,8
14.5. ОЦЕНКА ВИБРАЦИИ
ЭЛЕКТРОДВИГАТЕЛЕЙ
Действующие в настоящее время
стандарты по ограничению максимальной
вибрации электромашин привода базиру-
ются на разработке VDI 2056. В хроноло-
гическом порядке из наиболее ранних
действующих стандартов по приемо-
сдаточным испытаниям электрических
машин следует назвать "Нормаль немец-
кой промышленности" - DIN 45665 [81]
(ноябрь 1967 г., ФРГ).
Эта нормаль, принятая впоследствии
как рекомендации Международного ко-
митета по стандартизации ISO 2373, уста-
навливает три ступени оценки качества
электрических машин (в возрастающем
порядке N, R и 5). Ступени качества оце-
ниваются по максимальному из измерен-
ных значений среднеквадратической виб-
роскорости в точках, указанных на рис.
14.7. Оценки максимумов дифференциро-
ваны для параметров, характеризующих
скорость вращения ротора и размеры (вы-
соту до оси ротора) в соответствии с
табл. 14.5.
Нормирование вибрации электрома-
шин в России определялось государст-
венными стандартами ГОСТ 16921-71 и
ГОСТ 20815-75. При этом первый из них,
охватывающий машины с массой до
2000 кг, устанавливал классификацию по
допустимым величинам собственной виб-
рации при приемосдаточных испытаниях,
и второй, для машин с массами выше
2000 кг, устанавливал эти величины
как при приемосдаточных, так и при
периодических испытаниях. Эти стан-
дарты объединены в заменивший их
ГОСТ 20815-93 (Международный стан-
дарт МЭК 34-14-88) [45].
ГОСТ 16921-71 распространялся на
электрические машины общего и специаль-
Рис. 14.7. Точки контроля вибрации
на электродвигателях
794
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
14.5. Оценка вибрации электрических машин при приемосдаточных
испытаниях по DIN 45665 и ISO 2373
Ступень оценки каче- ства Диапазон скоростей, об/мин Границы максимума ve (мм/с) для высоты до оси ротора (мм)
80... 132 160 ... 225 250 ...315
N 600... 1800 1800... 3600 1,8 1,8 2,8 2,8 4,5 4,5
R 600... 1800 1800 ... 3600 0,71 1,12 1,12 1,8 1,8 2,8
S 600 ... 1800 1800 ... 3600 0,45 0,71 0,71 1,12 1,12 1,8
ного применения с массой 0,25...2000 кг и ра-
бочей скоростью ротора 600 ... 12000 об/мин.
Оцениваемая машина не должна быть
соединена механически с другими узлами
агрегата. Нормируемый параметр - сред-
неквадратическая скорость в диапазоне
частот: от частоты, соответствующей ра-
бочей скорости вала, до 2000 Гц. Оценку
качества электрической машины по виб-
ропараметрам производили по восьми
классам, индексы которых соответствова-
ли максимально допустимой для этого
класса среднеквадратической виброскоро-
сти (мм/с): 0,28; 0,45; 0,7; 1,1; 1,8; 2,8; 4,5;
7,0. В приложении к ГОСТ 16921-71 ре-
комендовался выбор класса вибрации в
зависимости от назначения и размеров
машин.
Для оценки допустимой вибрации
электрических машин общепромышлен-
ного назначения вида 10 ГОСТ 2479-65
рекомендуют следующие параметры:
Высота оси вращения, мм.......... менее 80 80- 132 132 - 225 225
Класс вибрации, ve, мм/с......... 1,1 1,8 2,8 4,5
Примечание: Для электрических машин с повышенными требованиями по вибрации (на-
пример, малошумного исполнения) рекомендуется принимать нормы на класс меньше указан-
ных выше в соответствии с принятым в ГОСТ 2479-65 рядом, а для прецизионных с особо же-
сткими требованиями - на два класса меньше. Указанные величины соответствуют измерениям
при упругой установке машин.
Нормируемые ГОСТом 16921-71 клас-
сы электрических машин по вибрации со-
ответствуют ступеням, рекомендуемым
ISO 2373.
ГОСТ 20815-93 распространяется на
вращающиеся электрические машины с
массой выше 2000 кг и частотой вращения
не более 3000 об/мин. Измеряемой вели-
чиной при виброконтроле является абсо-
лютная виброскорость или вибропереме-
щение (для машин с синхронной частотой
вращения менее 600 об/мин) подшипни-
ковых опор и пакетов статора машин пе-
ременного тока. Контролируемыми пара-
метрами являются:
• СКЗ виброскорости voe в диапазо-
не частот 10 ... 1000 Гц;
• СКЗ виброскорости Ne в октавной
полосе частот, включающей частоту вра-
щения ротора, якоря или пиковое значе-
ние виброперемещения Sp.
ОЦЕНКА ВИБРАЦИИ ЭЛЕКТРОДВИГАТЕЛЕЙ
795
СКЗ виброскорости подшипнико-
вых опор в диапазоне 10 ... 1000 Гц по
ГОСТ 20815-75 не должно превышать
Ne < 4,5 мм/с. Для синхронной частоты
вращения для машин переменного тока и
максимальной частоты вращения п для
машин постоянного тока, допустимые
значения СКЗ виброскорости в октавной
полосе не должны превышать следующих
величин:
Частота вращения, п, об/мин.....
Виброскорость, voe, мм/с.......
600 750 1000 1500 3000
1,8 2,0 2,4 2,8 3,3
Эти величины являются ограничи-
вающими для всего диапазона рабочих
скоростей машин с регулируемой часто-
той вращения.
Допускается использование в качестве
контролируемого параметра пикового зна-
чения виброперемещения Sp (мкм) в ок-
тавной полосе частот с последующим пе-
ресчетом в СКЗ виброскорости voe (мм/с)
по формуле
1 _ 2пп 1А-зо
v°e ~ /7aSp ~ /Гбо10 Sp ~
у/Z yJZ-OU
= 0,074 1(Г3 nSp.
Для электрических машин перемен-
ного тока с синхронной частотой враще-
ния менее 600 об/мин, а также для машин
постоянного тока с максимальной частотой
вращения не более 600 об/мин рекомен-
дуется ограничение пикового значения
виброперемещения уровнем Sp < 50 мкм.
Допускается косвенное определение
контролируемого параметра Sp по резуль-
татам измерения СКЗ виброскорости и
скорости вращения с последующим пере-
счетом.
Для электрических машин с частотой
вращения менее 60 об/мин вибрация не
нормируется. СКЗ виброскорости на эле-
ментах крепления электрической машины
к фундаменту не должно превышать 2 мм/с.
Устанавливаемые этим стандартом
ограничения вибрации являются несколько
менее жесткими, чем ограничения для боль-
ших машин ступени R по DIN 45665, од-
нако требования стандарта ISO 2372 учтены.
ГОСТ 20815-93 устанавливает также
требования к установке машины, точкам
измерения, установке вибропреобразова-
телей.
Измерительная аппаратура должна
обеспечивать измерение СКЗ виброскоро-
сти в пределах 0,1... 100 мм/с в диапазоне
частот 10... 1000 Гц, то же в октавных по-
лосах со среднегеометрическими частота-
ми: 8; 16; 31,5; 63; 125; 250; 500; 1000 Гц,
а также пикового значения вибропереме-
щения в пределах 3...300 мкм в диапазоне
частот 1...200 Гц. Класс точности прибо-
ров - 20 по ГОСТ 16286-84. Допускается
использование приборов со шкалой, гра-
дуированной в децибелах относительно
нулевого уровня 5 • 10~5 мм. Класс точности
таких приборов - 2 по ГОСТ 16826-71.
Паспортные условия’, температурный диа-
пазон вибропреобразователей 0...+120 °C,
виброметра 0...+40 °C, воздействие маг-
нитных полей на вибропреобразователь
до 0,1 Т, на виброметр до 0,01 Т.
Уровень внешних помех не должен
приводить к абсолютной погрешности,
превышающей 10 % от установленных
выше нормируемых значений допускае-
мой вибрации.
Точки контроля вибрации устанавли-
ваются следующим образом: для пакетов
статора - на внешней поверхности средне-
го пакета в радиальном направлении в
зоне наибольшей вибрации (для горизон-
тально установленных машин - выше уров-
ня опорной поверхности); для подшипни-
ковых опор - в горизонтальной плоскости,
проходящей через ось вращения в ортого-
796
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
нальных направлениях возможно ближе к
оси вращения и в вертикальном направле-
нии, перпендикулярном оси вращения
(см. рис. 14.7). Крепление вибропреобразо-
вателей производится по ГОСТ 13731-68.
Предпочтение отдается резьбовым соеди-
нениям.
Измерение вибраций производится
после определения максимальной частоты
вращения.
14.6. ОЦЕНКА ВИБРАЦИИ ПАРОВЫХ
ТУРБИН
Оценка колебаний паровых турбин
по ГОСТ 25364-97[52] устанавливается
для агрегатов мощностью более 0,5 мВт и
с рабочей частотой вращения в диапазоне
25 и 50 Гц, состоящих из паровой турби-
ны, синхронного генератора и возбудите-
ля. Эту же оценку можно рекомендовать
для паровых турбин, используемых в ка-
честве силового привода центробежных
компрессоров. Указанные в ГОСТе нормы
вибрации являются как эксплуатацион-
ными, так и приемо-испытательными.
Контролируемый параметр вибрации -
СКЗ виброскорости для рабочего диапа-
зона частот 10... 1000 Гц. Оценка состоя-
ния производится по максимальному из
измеряемых в указанных ниже контроль-
ных точках значений контролируемого
параметра. Длительная эксплуатация па-
ротурбоагрегатов мощностью 1... 200 мВт
допускается при вибрации подшипнико-
вых опор не более 4,5 мм/с. При превы-
шении этого уровня должны быть приня-
ты меры по ее снижению в течение
30 дней. Эксплуатация паротурбоагрега-
тов с уровнем вибрации, превышающим
7,1 мм/с, допускается не более 7 суток.
ГОСТ 25364-97 ограничивает также скач-
кообразное изменение вибрации в сторону
ее уменьшения или увеличения при лю-
бом начальном уровне среднеквадратиче-
ской абсолютной виброскорости подшип-
никовых опор.
Кроме того, контролируется низко-
частотная составляющая вибрации в диа-
пазоне 10 Гц ...Уо/2, где/о - рабочая часто-
та вращения турбины.
Контрольные точки измерений, уста-
навливаемые ГОСТ 25364-97: у всех
подшипниковых опор в трех взаимно пер-
пендикулярных направлениях по отноше-
нию к оси вала агрегата.
Вибрацию в ортогональных осях го-
ризонтальной плоскости измеряют на
фланце верхней крышки подшипника на
уровне оси вала агрегата против середины
длины опорного вкладыша с левой сторо-
ны (глядя на передний подшипник). Вер-
тикальную составляющую измеряют в
том же сечении подшипника на верхней
части крышки. Контроль вибрации осу-
ществляют непрерывно стационарной
аппаратурой. Допускается использование
приборов оперативного контроля.
Требования к приборам: стационар-
ная аппаратура должна соответствовать
ГОСТ 4.304-85 и ГОСТ 25275-82 и
включать сигнализацию с последующей
остановкой агрегата в случае достижения
вибрацией указанных выше уровней.
Рабочие диапазоны аппаратуры дол-
жны обеспечивать измерение СКЗ абсо-
лютной виброскорости, по крайней мере,
от 0,1 до 11,2 мм/с в частотном диапазоне
10... 1000 Гц. Нормальные (паспортные)
условия работы вибропреобразователей:
температура - до +100 °C, влажность до
98 %, магнитные поля до 400 А/м. Вибро-
преобразователи должны быть защищены
от пара, турбинного масла. Коэффициент
поперечной чувствительности вибропре-
образователя не должен превышать 0,1 в
рабочей полосе частот.
Условия эксплуатации усилителей и
других блоков аппаратуры должны соот-
ветствовать ГОСТ 15150-69 для исполне-
ния 0 категории 4. Аппаратура должна
быть оснащена фильтрами нижних и
верхних частот, отфильтровывающими
все паразитные сигналы вне рабочей по-
лосы частот. Оценка состояния паровых
турбин производится также по относитель-
ным колебаниям вала турбины. Этот вид
оценки будет приведен ниже в разд. 14.8.
ОЦЕНКА ВИБРАЦИИ ГАЗОВЫХ ТУРБИН
797
14.7. ОЦЕНКА ВИБРАЦИИ ГАЗОВЫХ
ТУРБИН
Более общим материалом (кроме
упоминавшихся выше норм в газовой
промышленности), регламентирующим
вибросостояние газовых турбин, является
ГОСТ 21199-75 [47] (’’Установки газотур-
бинные. Общие технические требования”).
Этому стандарту полностью соответствует
заводской стандарт НЗЛ (см. разд. 14.4).
Пункт этого стандарта определяет макси-
мальный допускаемый уровень вибрации
на корпусах подшипников всех газотур-
бинных установок, кроме конвертирован-
ных судовых и авиационных двигателей.
Контролируемым параметром является
’’размах колебаний” (двойная амплитуда
виброперемещения) как функция от рабо-
чей частоты вращения вала. Предельные
значения этого параметра приведены в
табл. 14.6. Последний столбец таблицы
показывает среднеквадратические значе-
ния виброскорости, соответствующие
этим параметрам (в ГОСТе не даны).
ГОСТом 21199-75 допускается для про-
межуточных значений частот вращения
определять предельные значения вибра-
ции линейной интерполяцией. Обычно в
диапазоне скоростей вращения ротора до
600 об/мин предельная вибрация ограни-
чивается постоянным значением средне-
квадратичной виброскорости на уровне
» 6,7 мм/с, а выше 6000 об/мин линейно
связана со скоростью вращения вала.
14.6. Допустимая вибрация газовых турбин по ГОСТ 21199-75
N, об/мин Sr, мкм ve, мм/с
по ГОСТу не по ГОСТу
1000 180 6,68
1500 120 6,68
1800 100 6,68
2400 75 6,68
4000 - 6,49
5000 35 6,49
6000 и выше 30 6,68
7000 30 7,79
8000 30 8,90
9000 30 10,02
10 000 30 11,13
11 000 30 12,24
12 000 30 13,36
13 000 30 14,47
798
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
14.8. НОРМЫ ВИБРАЦИИ
НАСОСНЫХ АГРЕГАТОВ
В общем случае оценка состояния
насосных агрегатов по параметрам вибра-
ции может приводиться по рекомендаци-
ям ISO 2372. Более точные оценки со-
стояния насосов по параметрам вибрации
приводятся в отраслевых нормативных
документах, в частности в отраслях наи-
более широко использующих мощные
насосные агрегаты - нефтяной, нефтехи-
мической и нефтеперерабатывающей
промышленностях. Основным из крите-
риев дифференцирующих допустимые
уровни вибрации для этого типа агрегатов
является применение либо подшипников
качения, либо подшипников скольжения.
Некоторые из рекомендаций по нормиро-
ванию вибрации корпусов подшипников
качения приведены выше в специальных
разделах.
Стандарт API 610 [144] производит
следующую оценку состояния корпусов
подшипников по абсолютной виброскоро-
сти при приемосдаточных испытаниях.
Для всех насосов с подшипниками
качения или насосов с зубчатыми мульти-
пликаторами при рабочих скоростях вала
нагнетателя выше 6000 об/мин нормиру-
ются два параметра вибрации.
• Неотфильтрованной вибрации (в
диапазоне 10... 1000 Гц): пиковое значение
виброскорости не более \р = 7,6 мм/с,
размах виброперемещения - не более
Sr = 63,5 мкм. Эти условия распространя-
ются на любой режим испытаний, вклю-
чая запуск агрегата и выбег его при оста-
новке.
• Отфильтрованное на рабочей час-
тоте вала агрегата или лопаточной час-
тоте нагнетателя амплитудное значение
виброскорости не должно превышать
Na = 5,1 мм/с.
Для насосов с подшипниками сколь-
жения вибрация корпусов подшипников
не должна превышать:
• в диапазоне частот 10 ... 1000Гц
пикового значения виброскорости np =
= 10,2 мм/с и размаха виброперемещения
Sr = 63,5 мкм;
• отфильтрованное на рабочей час-
тоте вала или лопаточной частоте ампли-
тудное значение виброскорости не долж-
но превышать va = 7,6 мм/с.
Техническое состояние насоса со-
гласно этим нормам считается удовлетво-
рительным, если только все из трех пере-
численных параметров вибрации (vp, va и
Sr) меньше указанных выше величин.
В рекомендациях ГАНГ им. И.М. Губ-
кина [83] по нормированию вибрации
центробежных электроприводных насосов
на предприятиях нефтехимической и неф-
теперерабатывающей промышленности
определяются эксплуатационные оценки
состояния для агрегатов двух групп мощ-
ности: от 50 до 200 кВт и выше 200 кВт с
подшипниками качения. Отличие этих
рекомендаций от вышеизложенных в том,
что здесь учтена зависимость вибрации от
вида дефекта. В качестве нормируемого
параметра принято отношение средне-
квадратического значения виброскорости
к среднеквадратическому значению виб-
роперемещения Ne/Se в диапазоне 10 ...
1000 Гц. Этим параметром определяется
только состояние нагнетателя насоса
(привод определяется по ISO 2372). Клас-
сификация зон состояния дана также в
соответствии с рекомендациями ISO 2372.
14.9. ОПРЕДЕЛЕНИЕ СОСТОЯНИЯ
КОМПРЕССОРОВ ПО ПАРАМЕТРАМ
ОТНОСИТЕЛЬНОЙ ВИБРАЦИИ
ВАЛА
Наиболее подробный материал по
нормированию относительных колебаний
валов центробежных нагнетателей (а так-
же относящийся к паровым турбинам,
электромоторам и генераторам) разрабо-
тан "Союзом немецких инженеров" в июле
1979 г. [189] в составе директив по изме-
рению и нормированию относительных
колебаний вала - VDI 2059. Эта директива
распространяется на упомянутые типы
машин при их работе в диапазоне рабочих
ОПРЕДЕЛЕНИЕ СОСТОЯНИЯ КОМПРЕССОРОВ ПО ПАРАМЕТРАМ
799
скоростей 3000...30000 об/мин. Колеба-
ния валов оцениваются по двум крите-
риям:
• максимальное радиальное вибропе-
ремещение вала от положения статиче-
ского равновесия должно оставаться в
определенных границах;
• изменение максимального вибро-
перемещения относительно исходного
уровня не должно пересекать определен-
ных границ.
Контролируемым параметром явля-
ется измеренное по директиве VDI 2059/1
максимальное виброотклонение. Числен-
ные значения для первого критерия отра-
жают следующие характерные состояния
контролируемого агрегата (рис. 14.8):
граница хорошего состояния А (мкм):
= 2400 .
^тахЛ / ’
\]п
граница уровня тревоги В
_ 4500
^тахВ — ’
у!п
граница уровня тревоги С
_ 6600
^тахС — /— ’
\]п
где п - скорость вращения вала, об/мин.
Оценка А включает в себя не только
величины динамического вибропереме-
щения вала, но также и допустимые зна-
чения технологических погрешностей (на-
пример, овальность) и ошибки монтажа.
Эти отклонения не должны превышать
35 % уровня Л, что отражено на рис. 14.8.
линией St, характеризующей упоминаемое
выше несовершенство исполнения пары
вал-подшипник ("биения”). При этом
уровень А может использоваться в качест-
ве оценки уровня допустимой вибрации
при приемосдаточных испытаниях.
При достижении границы В реко-
мендуется включение сигнала тревоги.
При приближении к этой границе необхо-
димо начать поиски причины повышения
Рис. 14.8. Оценка колебаний валов
центробежных компрессоров по VDI2059/3
(R и St не по VDI)
уровня вибрации. При превышении этой
границы и нахождении в зоне между
оценками В и С установка должна нахо-
диться под постоянным интенсивным
контролем. При достижении границы
оценки С необходимо решать вопрос об
остановке агрегата.
При оценке вибрации по второму
критерию - по допустимому уровню скач-
кообразного изменения относительной
вибрации - используется диаграмма
рис. 14.9.
Она показывает абсолютные уровни
включения так называемой "сигнализации
изменения” при наличии скачкообразного
изменения уровня относительного вибро-
перемещения в сторону его уменьшения
или увеличения. Определение допустимо-
го скачка относительной вибрации по
этой диаграмме производится следующим
образом: из точки, соответствующей час-
тоте вращения вала, проводится верти-
кальная линия до пересечения с кривой
текущего уровня относительной вибрации
(Smaxw)- Точке пересечения будет соответ-
800
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
Рис. 14.9. Оценка допустимого скачкообразного изменения относительной
вибрации вала компрессора по VDI2059/3
ствовать на оси ординат уровень мак-
симального допустимого абсолютного
значения относительной вибрации по
VDI 2069/1, достигнутый в результате
скачкообразного изменения. Величина это-
го изменения не должна превышать 25 %
уровня, соответствующего оценке В на
этой частоте. Введя на рис. 14.8 линию R,
соответствующую такому уровню, можно
получить универсальную диаграмму
оценки уровней относительных вибропе-
ремещений вала.
Директива VDI 2059/3 включает в
себя также требования к измерительным
приборам. Используемые измерительные
преобразователи (ИП) должны быть ин-
ОПРЕДЕЛЕНИЕ СОСТОЯНИЯ КОМПРЕССОРОВ ПО ПАРАМЕТРАМ
801
Рис. 14.10. Нормирование относительных колебаний вала центробежных
компрессоров при приемосдаточных испытаниях по API 617, для турбин
по API 612 (измерения по API 670)
дуктивного или токовихревого типа. При
измерении вибрации валов, изготовлен-
ных из немагнитных электропроводных
материалов, используются только токо-
вихревые ИП. Коэффициент преобразова-
ния средств измерений должен быть ли-
неен в области от 10 до 300 % рабочей
частоты вращения контролируемого вала.
Должна обеспечиваться погрешность из-
мерений не выше 10 %. Измеряемая вели-
чина - расстояние от поверхности кон-
тролируемого вала до ИП, установленного
по VDI 2059/1. Разрешающая способность
прибора - 1 мкм.
В ряде стран для определения техни-
ческого состояния компрессоров по уров-
ням относительной вибрации при приемо-
сдаточных испытаниях используется
стандарт Американского нефтяного ин-
ститута API 617. Этот стандарт не учиты-
вает условий монтажа и эксплуатации
машин и поэтому не может использовать-
ся для эксплуатационного контроля. Кон-
тролируемой величиной является макси-
мальный из размахов относительного
виброперемещения вала, измеренный
по API 670. Стандарт распространяется
на испытания на заводе - изготовителе
26 - 701
802
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
ихЮОО, об/мин
Рис. 14.11. Оценка относительной вибрации валов при приемосдаточных
испытаниях по API 612 и API 617 по результатам измерения 5тах (измерения по VDI2059/1)
компрессоров с рабочей скоростью враще-
ния вала от 3000 об/мин до 30 000 об/мин.
Он включает в себя оценку допустимого
уровня виброперемещений А (рис. 14.10)
и оценку допустимого уровня ’’биений”
(несовершенство геометрии вала и сбор-
ки) St, при превышении которых компрес-
сор не допускается в эксплуатацию. В
диапазоне частот 4500...30 000 об/мин эти
оценки частотно зависимы, а в диапазоне
3000 ... 4500 об/мин ограничиваются по-
стоянными величинами ЛАр1 = 50 мкм и
S/Api = Ю мкм.
При использовании при контроле по
API 670 методики и приборного оснаще-
ния, выполненных по рекомендациям VDI
2059/1, кривые допустимых уровней А и St
превращаются в зоны А и S (рис. 14.11).
В отличие от упомянутого стандарта
API, американский стандарт CAGY [159]
дает оценку состояния центробежных
компрессоров в эксплуатационных усло-
виях. Этот стандарт, распространяемый
на центробежные насосы (ЦБН), рабо-
тающие в области рабочих частот
2000... 15 000 об/мин, содержит две гра-
ОПРЕДЕЛЕНИЕ СОСТОЯНИЯ КОМПРЕССОРОВ ПО ПАРАМЕТРАМ
803
14.7. Оценка вибрации шейки ротора относительно вкладыша
по СТП 806-76 (НЗЛ)
Рабочая скорость ротора, об/мин Частота, ГЦ Наибольшее значение размаха относительно виброперемещения, мкм
Отлично Хорошо Удовлетворительно
10 200... 15 000 170 ...250 40 50 60
15 000... 18 000 250... 300 30 40 50
ницы оценок - В и С (рис. 4.12), качест-
венно соответствующие аналогичным
оценкам по VDI2059/3.
Однако здесь, также как и в стандар-
тах API, контролируемым параметром
является максимальный из размахов виб-
роперемещений вала по одной из осей
ИП, установленных под 45° к вертикаль-
ной оси. Стандарт CAGY включает в себя
также кривую оценки допустимых изме-
нений уровня вибрации ("change warning")
в процессе эксплуатации, качественно
соответствующую оценке R, описанной
выше.
В отечественной практике нормиро-
вания допустимой относительной вибра-
ции роторов существуют несколько стан-
дартов предприятий для приемо-
сдаточных испытаний ротативных машин.
В их числе можно назвать стандарт ПО
"Невский завод" [124], распространяемый
на выпускаемые заводом ротативные ма-
шины (в диапазоне рабочих скоростей
10200... 18000 об/мин) при их испытаниях
на стендах завода. Оценка вибрации про-
изводится по наибольшему значению из-
меренного с погрешностью 10 % размаха
относительных виброперемещений шейки
ротора в соответствии с табл. 14.7.
Контролируемым параметром явля-
ется наибольший размах виброперемеще-
ний по одной из радиальных осей в гори-
зонтальном и вертикальном направлени-
ях. Таким образом, в этом стандарте мы
видим комбинацию из расстановки изме-
рительных преобразователей по VDI
2059/1, а контролируемых параметров -
по API 670.
Ряд отечественных машинострои-
тельных предприятий, оснащающих свои
газоперекачивающие агрегаты штатной
виброконтрольной аппаратурой, устанав-
ливают допустимые эксплуатационные
уровни относительных виброперемеще-
ний. Например, для ГПА-Ц-16, выпускае-
мого Сумским машиностроительным за-
водом им. Фрунзе, установлено допусти-
мое виброперемещение ротора нагнетате-
ля - 80 мкм.
п, об/мин
Рис. 4.12. Рекомендуемые уровни допусти-
мых значений относительной вибрации
("GAGY", США):
С - недопустимо; В - тревоги; А - при приемо-
сдаточных испытаниях (по API 612/617);
R - допустимого скачкообразного изменения
вибрации
26*
804
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
Оценка состояния машин привода и
редукторов при приемосдаточных испы-
таниях отражается стандартами API: для
паровых турбин привода нагнетательных
установок - API 611, 612 [145, 146], для
редукторов - API 613 [147], для газовых
турбин - API 616 [148]. Количественная
оценка допускаемой относительной виб-
рации валов этих машин полностью сов-
падает с оценками, приведенными на
рис. 14.10. Оценка состояния турбоприво-
да в эксплуатационных условиях может
производиться по директиве VDI 2059/3.
В частности, для газовых турбин, исполь-
зуемых для привода центробежных нагне-
тателей, директива VDI 2059/4 количест-
венно и качественно повторяет кривые
оценок В и С на рис. 14.8.
14.10. НОРМИРОВАНИЕ ВИБРАЦИИ
ФУНДАМЕНТОВ МАШИН
При нормировании колебаний фун-
даментов и в отечественной и в зарубеж-
ной практике в качестве нормируемого
параметра принята амплитуда или двой-
ная амплитуда, или (размах) вибропере-
мещения. Рассмотрим существующие
нормативные материалы по колебаниям
фундаментов, применимые к фундамен-
там компрессорных машин, начиная с
наиболее общих.
На фундаменты некоторых машин
нормы допустимых колебаний установле-
ны ГОСТом 5616-63:
• Для фундаментов машин с вра-
щающимися частями при скорости вра-
щения вала:
• менее 500 об/мин........ 200 мкм;
• 500... 750 об/мин.......150 мкм;
• более 750 об/мин........ 100 мкм.
Для паровых турбин при скорости
вращения вала:
• до 1500 об/мин.......60 мкм;
• 1500 ... 3000 об/мин.40 мкм;
• 3000 ... 5000 об/мин.30 мкм.
Для оценки вибросостояния фунда-
ментов как быстроходных, так и тихоход-
ных машин зачастую используется про-
стая аналитическая зависимость [125]
Рис. 4.13. Оценки вибрации фундамента
по Ратбоуну:
выше 1 - чрезвычайно сильные вибрации;
между 1 и 2 - сильные вибрации; между 2 и 3 -
умеренные вибрации; между 3 и 4 - слабые
вибрации; ниже 4 - весьма слабые вибрации
1 С
2
5
а
где Sa - амплитуда колебаний, мм; п -
число оборотов вала, мин; с - коэффици-
ент, характеризующий вибросостояние
(с = 1 - отлично; с = 2 - хорошо; с = 3 -
удовлетворительно).
Использование этой зависимости
для определения состояния фундаментов
поршневых газоперекачивающих агрега-
тов, распространенных на компрессорных
станциях газовой промышленности и
имеющих номинальную скорость враще-
ния вала 300 об/мин, позволяет дать
следующую оценку при амплитуде виб-
роперемещения :
• до 50 мкм - отлично;
• до 75 мкм - хорошо;
• до 100 мкм - удовлетворительно.
НОРМИРОВАНИЕ ВИБРАЦИИ ФУНДАМЕНТОВ МАШИН
805
14.8. Допустимая вибрация фундаментов по СНиП П-Б.7-70
Скорость враще- ния вала, об/мин Допустимая амплитуда виброперемещений, мкм
1-й гармонической составляющей 2-й гармонической составляющей
Менее 200 250 (300)* 150
200 ... 400 150 ... 250 100
400 ... 600 100 ... 150 70
Более 600 100 50
Примечание: (300)* - для фундаментов высотой более 5 м.
Другим примером применения этой
зависимости может послужить оценка
колебаний фундаментов газотурбинных
установок, имеющих номинальную ско-
рость вращения 6000 об/мин. В этом слу-
чае оценки ’’отлично”, ’’хорошо", "удовле-
творительно" соответствуют амплитудам
виброперемещений 6, 12, 18 мкм. Заме-
тим, что с этими оценками совпадают ста-
тистически обоснованные в разработан-
ных ранее нормах вибрации газоперека-
чивающих агрегатов [29] оценки в части
нормирования вибраций вертикальных
колонн фундамента.
Рассмотрим другие нормативные ма-
териалы, охватывающие весь спектр ско-
ростей вращения вала и применимые к
фундаментам как центробежных, так и
поршневых компрессоров.
Оценка вибрации фундаментов машин
по Ратбоуну производится по амплитуде
виброперемещений и рабочей скорости
вращения вала машины, устанавливаемой
на оцениваемом фундаменте (рис. 14.13).
Аналогичные диаграммам Ратбоуна
зависимости предложил Н.В. Колесник
[125]. Введенные им границы колебаний
фундаментов (рис. 14.14.), оцениваемые
как "опасно" и "удовлетворительно" (со-
ответственно кривые с индексами 1 и 2)
определяются по результатам измерений
размаха виброперемещений (на рис. 14.14
эта шкала пересчитана для удобства
сравнения и унификации на пиковое зна-
чение, т.е. половину размаха вибропере-
мещения) или пикового значения виброу-
скорения.
Для машин с кривошипно-шатун-
ными механизмами, к которым относятся
поршневые компрессоры, строительными
нормами и правилами [132] регламенти-
руются допустимые амплитуды вибропе-
ремещений по первой и второй гармони-
ческим составляющим от скорости вра-
щения вала (табл. 14.8). Таким образом,
при проведении контроля фундаментов
поршневых компрессоров необходимо
использование приборов, позволяющих
вести спектральный анализ. ]/
Рис. 4.14. Оценка вибрации фундамента
по Н.В. Колеснику
806
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
14.9. Допустимая вибрация фундаментов оппозитных компрессоров
Скорость вращения вала, об/мин Допустимая амплитуда виброперемещений, мкм
Горизонтальная Вертикальная
До 500 150 200
500 ... 750 120 160
750 ... 1000 90 130
При установке в одном здании не-
скольких поршневых компрессоров с
одинаковой скоростью вращения вала на
общей фундаментной плите значения до-
пустимых виброперемещений, приведен-
ные в табл. 14.9, увеличиваются на
30 %. При установке в одном здании ком-
прессоров с несколькими различными
скоростями вращения валов вибрация
фундаментов может иметь характер бие-
ний. В этом случае контролируемая вели-
чина виброперемещений фундаментов
определяется как средняя за период бие-
ний.
Вибрации фундаментов многоцилин-
дровых оппозитных компрессоров могут
определяться частотами, соответствую-
щими высшим гармоническим состав-
ляющим от частоты вращения вала. По-
этому разработчиками компрессоров [74]
рекомендуется нормирование в частотных
диапазонах (см. табл. 14.9) вертикальной
и горизонтальной составляющих вибро-
перемещений фундамента, являющихся
реакцией на силы инерции первого поряд-
ка и их моментов. Силами инерции второ-
го порядка и их моментами, как правило,
пренебрегают.
Все приведенные выше допустимые
величины рассчитаны относительно верх-
него обреза фундамента, где и рекоменду-
ется производить контрольные измерения.
В заключение следует отметить вы-
сокую степень сходимости допустимых
величин вибрации во всех приведенных
здесь нормативных материалах, что по-
зволяет с равной степенью уверенности
пользоваться любым из них.
14.11. СОВРЕМЕННЫЕ
ТЕНДЕНЦИИ В НОРМИРОВАНИИ
ВИБРАЦИИ МАШИН
Новыми стандартами в нормировании
вибрации считаются стандарты ISO 7919
и ISO 10816 и соответствующие им рос-
сийские ГОСТы. Последние редакции этих
стандартов являются попыткой ввести
большую унификацию в нормирование и
базируются на стандартах, описанных в
предыдущих разделах настоящей главы.
Стандарт ISO 7919-3 использует в
качестве нормируемого параметра размах
относительных колебаний валопровода
и распространяется на промышленные
комплексы с подшипниками с масля-
ной смазкой и максимальной номиналь-
ной скоростью вращения в диапазоне
1000...3000 об/мин без ограничения на
размер и мощность.
Примерами машин, для которых
нормирование вибрации может произво-
диться по этому стандарту, являются: па-
ровые турбины, турбокомпрессоры, тур-
бонасосы, турбогенераторы, турбовенти-
ляторы и электрические приводы.
Стандарт не распространяется на
крупные стационарные паротурбинные
агрегаты электростанций с выходной
мощностью более 100 МВт и гидравличе-
ские энергетические установки и насос-
ные станции мощностью свыше 1 МВт.
Стандарт выделяет 4 зоны вибрацион-
ного состояния машин по уровню вибрации:
А - новые машины;
В - машины, пригодные к эксплуа-
тации без ограничений по времени;
СОВРЕМЕННЫЕ ТЕНДЕНЦИИ В НОРМИРОВАНИИ ВИБРАЦИИ МАШИН
807
14.10. Нормы вибрации валопроводов паротурбинных стационарных агрегатов
Частота вращения, об/мин Sp-p, мкм
А В С (не более 30 суток) D
1500 < 100 100 ... 200 200., .. 320 >320
1800 <90 90 ... 185 185 .. .. 290 >290
3000 <80 80 ... 165 165 . .. 260 >260
3600 <75 75 ... 150 150 .. .. 240 >240
С - машины могут функционировать
ограниченное время;
D - возможно поврежденные машины.
Границы зон определяются следую-
щими формулами:
А/В ...Sp.p = 4800/Тй;
В/ С... Sp.p = 9000/ 4п;
C/D...Sp.p = 13200/V» ;
где Sp.p - размах относительного переме-
щения вала машины, мкм; п - скорость
вращения, об/мин.
Уставка предупреждения рекоменду-
ется величиной 1,25 от верхней границы
зоны В.
Для паротурбинных стационарных
агрегатов нормы вибрации нормируются
стандартом ISO 7919-2 (табл. 14.10).
Стандарт ISO 10816 использует в ка-
честве нормируемого параметра абсолют-
ные колебания невращающихся частей
машин. Часть 3 указанного стандарта рас-
пространяется на промышленные машины
номинальной мощностью более 15 кВт
и номинальной скоростью вращения
120 ... 15 000 об/мин.
Примерами машин, для которых
нормирование вибрации может произво-
диться по этому стандарту, являются:
компрессоры с вертикальным движением;
промышленные газовые турбины с мощ-
ностью до 3 МВт; непоршневые насосы;
генераторы, кроме используемых на гид-
ро- и насосных станциях; электромоторы;
вентиляторы и воздуходувки.
Стандарт подразделяет все оборудо-
вание на четыре группы.
1. Машины мощностью более 300 кВт
(обычно менее 50 МВт) и электрические
машины с высотой оси вращения более
315 мм. Как правило, такие машины имеют
подшипники скольжения и частоту враще-
ния в диапазоне 120... 15 000 об/мин.
2. Машины мощностью 15 ... 300 кВт
и электрические машины с высотой оси
вращения 160 ... 315 мм. Обычно такие
машины имеют подшипники качения и
частоту вращения более 600 об/мин.
3. Насосы центробежного типа со
смешанными или осевыми потоками с
раздельным приводом мощностью более
15 кВт. Такие машины имеют подшипни-
ки качения или скольжения.
4. Насосы центробежного типа со
встроенным приводом и мощностью бо-
лее 15 кВт.
Хотя стандарт использует в качестве
основного нормируемого параметра СКЗ
виброскорости, отмечается, что в идеале,
нормируемые параметры должны быть
представлены в виде постоянных значе-
ний виброперемещения, виброскорости
или виброускорения в зависимости от
диапазона частоты вращения и типа ма-
шины.
В настоящее время стандарт предла-
гает ограничиться измерением СКЗ виб-
роскорости и/или СКЗ виброперемещения
согласно ISO 2954 в диапазоне частот
10 ... 1000 Гц (или для машин со скоро-
стью вращения менее 600 об/мин в диапа-
зоне частот 2... 1000 Гц).
808
Глава 14. НОРМИРОВАНИЕ ВИБРАЦИИ МАШИН И МЕХАНИЗМОВ
14.11. Границы зон вибрации состояния машин
Класс опоры Гра- ница зоны СКЗ виброперемещения, мкм СКЗ виброскорости, мм/с
Группа Группа
1 2 3 4 1 2 3 4
Жесткие А/В 29 22 18 11 2,3 1,4 2,3 1,4
В/С 57 45 36 22 4,5 2,8 4,5 2,8
ст 90 71 56 36 7,1 4,5 7,1 4,5
Податли- вые А/В 45 37 28 18 3,5 2,3 3,5 2,3
В/С 90 71 56 36 7,1 4,5 7,1 4,5
ст 140 ИЗ 90 56 11,0 7,1 11 7,1
Предлагаемые стандартом нормы на
вибрацию машин в зависимости от класса
опоры (жесткие или податливые) и груп-
пы приведены в табл. 14.11.
Указанный стандарт не распростра-
няется на ряд машин, таких, как установ-
ки на базе авиационных турбин, стацио-
нарные паротурбинные агрегаты мощно-
стью более 0,5 МВт и скоростью враще-
ния 1500, 1800, 3000 и 3600 об/мин, газо-
турбинные установки мощностью более
3 МВт и некоторые другие.
Для газотурбинных установок со
скоростью вращения 3000... 20 000 об/мин
нормирование вибрации может осуществ-
ляться в соответствии с ISO 10816-4:
границы зон А/В = 4,5 мм/с, В/С = 9,3 мм/с
и D/С = 14,7 мм/с. При этом уровень
предупреждения рекомендуется устанав-
ливать выше типичного значения
вибрации на 0,25 от верхней границы зо-
ны В.
Глава 15
ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
В ОБЛАСТИ ВИБРОДИАГНОСТИКИ
Современная деятельность человека
уже невозможна без применения методов
(и средств) неразрушающего контроля
(НК) в самых разных областях жизни. Ес-
тественно, что обучение специалистов
сначала основам, а потом и все более пол-
ному пониманию возможностей и спосо-
бов их полезного использования, является
важной и насущной задачей. Ее решают
сертифицированные центры по обучению
и аттестации специалистов НК.
Принятые классификация подразде-
ляет специалистов по НК на три уровня
подготовки и программа их обучения,
приводимая ниже, содержат как общие
места для всех трех уровней, так и отли-
чительные черты, расширяющие зна-
ния специалистов каждого следующего
уровня.
Специалист первого уровня может
устанавливать датчики, готовить аппара-
туру и проводить измерения под контро-
лем специалиста второго уровня, кото-
рый, помимо перечисленного, имеет пра-
во давать диагностическое заключение на
основе проведенных измерений.
Специалист третьего уровня обла-
дает правом определять необходимость
использования определенных методов
НК, составлять рабочие методики и осу-
ществлять руководство работой по кон-
тролю состояния оборудования.
Данная программа является пример-
ной. Для каждой специфической области
деятельности она может быть несколько
модифицирована, но основное содержа-
ние сохраняется.
Уровни подготовки специалистов
I уровень II уровень III уровень
1. ОБЩИЕ ВОПРОСЫ ВИБРОДИАГНОСТИЧЕСКОГО МЕТОДА
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
1.1. Цели контроля и диаг- ностического анализа виб- рации работающего обору- дования. Этапы ’’жизнен- ного" цикла машинного оборудования. Вопросы жизнеобеспечения 1.1. Цели контроля и диаг- ностического анализа виб- рации работающего обо- рудования. Этапы "жиз- ненного" цикла машинного оборудования. Вопросы жизнеобеспечения 1.1. Цели контроля и ди- агностического анализа вибрации работающего оборудования. Этапы "жизненного" цикла ма- шинного оборудования. Вопросы жизнеобеспече- ния. Продление срока службы оборудования и сокращение эксплуатаци- онных расходов
1.2. Физические основы виб- рационного метода контроля. Зависимость вибрации от тех- нического состояния и каче- ства смазки узлов оборудова- ния 1.2. Физические основы виб- рационного метода контро- ля. Зависимость вибрации от технического состояния и качества смазки узлов обо- рудования 1.2. Физические основы виб- рационного метода контро- ля. Зависимость вибрации от технического состояния и качества смазки узлов обо- рудования. Возможность оценки остаточного ресурса по параметрам колебаний
810
Глава 15. ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
Продолжение программы
Уровни подготовки специалистов
I уровень II уровень III уровень
1.3. Основные понятия те- ории колебаний (гармони- ческие, периодические ко- лебания, период, частота, фаза колебаний, случайные, стохастические колебания) 1.3. Локализация источни- ков вибрации. Предупреж- дение аварий 1.3. Локализация источни- ков вибрации. Предупре- ждение аварий
1.4. Собственные, вынуж- денные и автоколебания. Явление резонанса. Сло- жение колебаний, биения, модуляция 1.4. Основные понятия тео- рии колебаний (гармониче- ские, периодические коле- бания, период, частота, фаза колебаний, случайные, сто- хастические колебания) 1.4. Основные понятия тео- рии колебаний (гармониче- ские, периодические коле- бания, период, частота, фа- за колебаний, случайные, стохастические колебания)
1.5. Понятие об измерении абсолютной и относитель- ной вибрации. Перемеще- ние, скорость, ускорение вибрации 1.5. Собственные, вынуж- денные и автоколебания. Явление резонанса. Сло- жение колебаний, биения, модуляция 1.5. Собственные, вынуж- денные и автоколебания. Явление резонанса. Сло- жение колебаний, биения, модуляция
1.6. Единицы измерения па- раметров вибрации. Оценки уровней вибрации 1.6. Абсолютная и относи- тельная вибрация. Переме- щение, скорость, ускорение вибрации. Единицы измере- ния параметров вибрации. Оценки уровней вибрации 1.6. Абсолютная и относи- тельная вибрация. Переме- щение, скорость, ускорение вибрации. Единицы изме- рения параметров вибра- ции. Оценки уровней виб- рации
1.7. Силы, вызывающие виб- рацию. Критические скорости роторных машин 1.7. Силы, вызывающие виб- рацию. Критические скоро- сти роторных машин 1.7. Силы, вызывающие виб- рацию. Динамическая жест- кость и податливость. Кри- тические скорости роторных машин
1.8. Формы колебаний. 1.8. Формы колебаний. Уз- лы и пучности. Демпфиро- вание и добротность
ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
811
Продолжение программы
Уровни подготовки специалистов
I уровень II уровень III уровень
2. АНАЛИЗ ВИБРАЦИИ
2.1. Анализ формы волны 2.1. Анализ формы волны 2.1. Анализ формы волны
2.2. Спектральный анализ 2.2. Спектральный анализ 2.2. Спектральный анализ (одномерный и многомер- ный)
2.3. Понятие об огибающей колебаний 2.1. Понятие об огибающей колебаний 2.3. Корреляционный ана- лиз, кепстры. Анализ оги- бающей колебаний. Пре- образование Гильберта
2.4. Статистический анализ данных 2.4. Статистический анализ данных 2.4. Статистический ана- лиз данных. Регрессион- ный анализ
2.5. Анализ трендов 2.5. Синхронное усредне- ние. Фазовый анализ 2.5. Синхронное усредне- ние. Фазовый анализ
2.6. Анализ диаграмм "Во- допад", "Каскад", "Боде", полярных координат и т.д. 2.6. Анализ диаграмм "Во- допад", "Каскад", "Боде", полярных координат и т.д.
2.7. Анализ трендов 2.7. Анализ трендов
2.8. Безразмерные дискри- минанты 2.8. Безразмерные дискри- минанты
2.9. Переходные характе- ристики 2.9. Переходные характе- ристики 2.10. Модальный анализ 2.11. Основы метода ко- нечных элементов
3. СБОР ВИБРАЦИОННЫХ ДАННЫХ
3.1. Выбор точек измере- ния 3.1. Выбор точек измере- ния 3.1. Выбор точек измере- ния
3.2. Выбор частотного ди- апазона измерений 3.2. Выбор частотного диа- пазона измерений 3.2. Выбор частотного ди- апазона измерений
3.3 Использование датчика оборотов и многоканаль- ных измерений 3.3. Использование датчи- ка оборотов и многока- нальных измерений
812
Глава 15. ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
Продолжение программы
Уровни подготовки специалистов
I уровень II уровень III уровень
4. АППАРАТУРА, ПРИМЕНЯЕМАЯ ДЛЯ ВИБРАЦИОННОГО КОНТРОЛЯ
4.1. Виды датчиков, их раз- мещение и крепление 4.1. Виды датчиков, их раз- мещение и крепление 4.1. Виды датчиков, их раз- мещение и крепление
4.2. Виды вторичной аппа- ратуры и регистрирующих приборов 4.2. Виды вторичной аппа- ратуры и регистрирующих приборов 4.2. Виды вторичной аппа- ратуры и регистрирующих приборов
4.3. Аппаратура для перио- дического контроля 4.3. Аппаратура для перио- дического контроля 4.3. Аппаратура для перио- дического контроля
4.4. Аппаратура для непре- рывного контроля 4.4. Аппаратура для непре- рывного контроля 4.4. Аппаратура для непре- рывного контроля
5. ОСНОВНЫЕ ХАРАКТЕРИСТИКИ ДАТЧИКОВ И АППАРАТУРЫ
ВИБРАЦИОННОГО КОНТРОЛЯ
5.1. Диапазон рабочих час- тот 5.1. Принципы действия ак- селлерометров. Диапазоны рабочих частот 5.1. Принципы действия ак- селлерометров. Диапазоны рабочих частот
5.2. Коэффициент преобра- зования, емкость, сопротив- ление изоляции, рабочая температура, поперечная чувствительность 5.2. Коэффициент преобра- зования, емкость, сопротив- ление изоляции, рабочая температура, поперечная чувствительность 5.2. Коэффициент преобра- зования, емкость, сопро- тивление изоляции, рабочая температура, поперечная чувствительность
5.3. Установочный резо- нанс 5.3. Установочный резо- нанс 5.3. Установочный резо- нанс
5.4. Динамический диапа- зон, частотный диапазон, число линий разрешения 5.4. Другие типы датчиков (велометры, вибросмеще- ния, пульсаций давления). Динамический диапазон, частотный диапазон, число линий разрешения 5.4. Другие типы датчиков (велометры, вибросмеще- ния). Динамический диа- пазон, частотный диапа- зон, число линий разре- шения
5.5. Усреднение 5.5. Усреднение 5.5. Усреднение
5.6. Запуск измерения от триггера 5.6. Запуск измерения от триггера 5.6. Запуск измерения от триггера
5.7. Синхронные измерения 5.7. Синхронные измерения
ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
813
Продолжение программы
Уровни подготовки специалистов
I уровень II уровень III уровень
6. ОБЩИЕ СВЕДЕНИЯ О ПРОГРАММНОМ ОБЕСПЕЧЕНИИ
ДЛЯ ПЕРИОДИЧЕСКОГО И НЕПРЕРЫВНОГО ВИБРОМОНИТОРИНГА
6.1. Конфигурирование сис- темы измерений 6.1. Конфигурирование сис- темы измерений 6.1. Конфигурирование сис- темы измерений
6.2. Организация обмена дан- ными между системой сбора и компьютером 6.2. Организация обмена дан- ными между системой сбора и компьютером 6.2. Организация обмена дан- ными между системой сбора и компьютером
6.3. Сигнализация об откло- нении от уставки 6.3. Сигнализация об откло- нении от уставки 6.3. Сигнализация об откло- нении от уставки
6.4. Использование трендов 6.4. Использование трендов
7. МЕТОДОЛОГИЯ ДИАГНОСТИЧЕСКОЙ ОЦЕНКИ ТЕХНИЧЕСКОГО
СОСТОЯНИЯ МАШИННОГО ОБОРУДОВАНИЯ
7.1. Типы дефектов (врож- денные, зарождающиеся, развитые) 7.1. Типы дефектов (врож- денные, зарождающиеся, развитые) 7.1. Типы дефектов (вро- жденные, зарождающиеся, развитые)
7.2. Виды дефектов (не- уравновешенность ротора, нарушение соосности ва- лов, нарушения жесткости опорной системы, разбол- танность узлов, наруше- ния динамики потока, де- фекты: подшипников каче- ния, подшипников сколь- жения, электрических ма- шин, зубчатых передач и т.д.) 7.2. Виды дефектов (не- уравновешенность ротора, нарушение соосности ва- лов, нарушения жесткости опорной системы, разбол- танность узлов, нарушения динамики потока, дефекты: подшипников качения, под- шипников скольжения, элек- трических машин, зубчатых передач и т.д.) 7.2. Виды дефектов (не- уравновешенность ротора, нарушение соосности ва- лов, нарушения жесткости опорной системы, короб- ление корпуса, разболтан- ность узлов, нарушения динамики потока, автоко- лебательные режимы, де- фекты: подшипников каче- ния, подшипников сколь- жения, электрических ма- шин, зубчатых передач и т.д.)
7.3. Проявления основных дефектов роторного ма- шинного оборудования в разных частотных диапа- зонах вибрации 7.3. Проявления основных дефектов роторного ма- шинного оборудования в разных частотных диапа- зонах вибрации. Признаки основные и дополнитель- ные. Признаки дефектов на разных этапах жизненного цикла. Остаточный ресурс 7.3. Проявления основных дефектов роторного ма- шинного оборудования в разных частотных диапа- зонах вибрации. Признаки основные и дополнитель- ные. Признаки дефектов на разных этапах жизнен- ного цикла. Остаточный ресурс
814
Глава 15. ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
Продолжение программы
Уровни подготовки специалистов
I уровень II уровень III уровень
7.4. Модели дефектов. Вза- имовлияние дефектов. Воз- можные ошибки в локали- зации дефектов 7.4. Модели дефектов. Вза- имовлияние дефектов. Воз- можные ошибки в локали- зации дефектов
8. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
8.1. Плановое ТО 8.1. Плановое ТО 8.1. Плановое ТО
8.2. ТО по фактическому техническому состоянию 8.2. ТО по фактическому техническому состоянию 8.2. ТО по фактическому техническому состоянию
8.3. Предупредительное об- служивание 8.3. Предупредительное об- служивание
8.4. Реактивное обслужи- вание
9. МЕТОДОЛОГИЯ НОРМИРОВАНИЯ ВИБРАЦИИ И РАСПОЗНАВАНИЯ
ТС ПРОМЫШЛЕННОГО ОБОРУДОВАНИЯ
9.1. Задачи систем монито- ринга и вибродиагностики промышленного оборудова- ния 9.1. Задачи систем монито- ринга и вибродиагностики промышленного оборудо- вания 9.1. Задачи систем монито- ринга и вибродиагностики промышленного оборудова- ния
9.2. Состояние промышлен- ного оборудования в про- цессе эксплуатации 9.2. Состояния промыш- ленного оборудования в процессе эксплуатации 9.2. Состояние промышлен- ного оборудования в про- цессе эксплуатации
9.3. Нормирование вибра- ции по общему уровню 9.3. Нормирование вибра- ции по общему уровню 9.3. Нормирование вибра- ции по общему уровню
9.4. Нормирование вибра- ции по уровню в частотных полосах 9.4. Нормирование вибра- ции по уровню в частот- ных полосах 9.4. Нормирование вибра- ции по уровню в частотных полосах
9.5. Оценка состояния по огибающей в узких полосах 9.5. Оценка состояния по огибающей в узких полосах
9.6. Оценка состояния по виброперемещению 9.6. Оценка состояния по виброперемещению
9.7. Выявление необходи- мости проведения диагно- стических исследований 9.7. Выявление необходи- мости проведения диагно- стических исследований
9.8. Методы прогнозирова- ния остаточного ресурса и возможности управления им 9.9. Принципы формирова- ния системы технико-эко- номического планирования ремонтно-эксплуатацион- ных мероприятий предпри- ятия
ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
815
Продолжение программы
Уровни подготовки специалистов
I уровень II уровень III уровень
10. ОРГАНИЗАЦИЯ И ПРОВЕДЕНИЕ ИССЛЕДОВАНИЙ И ИСПЫТАНИЙ ОБОРУДОВАНИЯ
10.1. Текущие контроль- ные измерения 10.1. Тестовая и функцио- нальная системы исследо- вания вибрации. Категории оборудования. Выбор и подготовка точек контроля вибрации 10.1. Виды испытаний оборудования: квалифи- кационные, приемочные, при пуске в эксплуатацию, после ремонта, в процессе эксплуатации и при пуске и останове
10.2. Полные контрольные измерения 10.2. Текущие контроль- ные измерения 10.2. Тестовая и функцио- нальная системы исследо- вания вибрации
10.3. Периодичность об- следований 10.3. Полные контрольные измерения 10.3. Периодичность обсле- дований 10.3. Категории оборудо- вания. Выбор и подготов- ка точек контроля вибра- ции
10.4. Техническая доку- ментация по мониторингу 10.4. Специальные диагно- стические обследования 10.4. Текущие контроль- ные измерения. Полные контрольные измерения
10.5. Техническая докумен- тация по мониторингу 10.5. Специальные диаг- ностические обследования 10.6. Обследования оста- новленного агрегата 10.7. Периодичность об- следований 10.8. Техническая доку- ментация по мониторингу
11. ВИБРОНАЛАДКА ОБОРУДОВАНИЯ
11.1. Понятие о виброна- ладке 11.1. Центрирование осей валов агрегата 11.1. Центрирование осей валов агрегата
11.2. Балансировка 11.2. Балансировка
11.3. Устранение резонанс- ных явлений 11.3. Устранение резонан- сных явлений
12. АППАРАТУРА И ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ, ОЦЕНКА ИХ КАЧЕСТВА
12.1. Настройка и управ-
ление измерительной ап-
паратурой для вибраци-
онного метода НК
12.1. Настройка и управле-
ние измерительной аппа-
ратурой. Принципы выбо-
ра типа аппаратуры для
контроля оборудования
12.1. Настройка и управ-
ление измерительной ап-
паратурой. Принципы вы-
бора типа аппаратуры для
контроля оборудования
816
Глава 15. ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
Продолжение программы
Уровни подготовки специалистов
I уровень
II уровень
III уровень
12. АППАРАТУРА И ПРОВЕДЕНИЕ ИЗМЕРЕНИЙ, ОЦЕНКА ИХ КАЧЕСТВА
12.2. Основные параметры аппаратуры, определяющие достоверность вибрационно- го метода НК 12.2. Основные параметры аппаратуры, определяющие достоверность. Калибровоч- ное оборудование. Обору- дование для поверки СИ 12.2. Основные параметры аппаратуры, определяющие достоверность. Калибровоч- ное оборудование. Оборудо- вание для поверки СИ
12.3. Измеряемые вибраци- онным методом НК призна- ки дефектов 12.3. Измеряемые вибраци- онным методом НК призна- ки дефектов. Модели дефек- тов. Эталонные изображе- ния дефектов. Принципы формирования обратной связи для наработки эталон- ных изображений 12.3. Измеряемые вибраци- онным методом НК признаки дефектов. Модели дефектов. Эталонные изображения де- фектов. Принципы формиро- вания обратной связи для наработки эталонных изо- бражений
12.4. Основные операции вибрационного метода НК 12.4. Основные операции виб- рационного метода НК: по- рядок выполнения, опреде- ление категории оборудова- ния, формирование системы параметров измерений и допустимых значений виб- рации, определение кон- трольных точек, частотного диапазона измерений, раз- решения по частоте спектра и количества усреднений, параметров записываемых данных, формирование мар- шрута, загрузка и выгрузка данных. Опрос эксплуата- ционного персонала и озна- комление с документацией на оборудование. Осмотр агрегата, подготовка вибро- аппаратуры и точек контро- ля, проведение измерения вибрации. Описание диагно- стических признаков. Сос- тавление отчетной документа- ции (составление заключе- ния, оценка состояния). Раз- работка инструкций прове- дения измерений 12.4. Основные операции виб- рационного метода НК: поря- док выполнения, определе- ние категории оборудования, формирование системы па- раметров измерений и до- пустимых значений вибра- ции, определение контроль- ных точек, частотного диапа- зона измерений, разрешения по частоте спектра и количе- ства усреднений, параметров записываемых данных, фор- мирование маршрута, за- грузка и выгрузка данных. Опрос эксплуатационного персонала и ознакомление с документацией на оборудо- вание. Осмотр агрегата, под- готовка виброаппаратуры и точек контроля, проведение измерения вибрации. Описа- ние диагностических призна- ков. Составление отчетной документации (составление заключения, оценка состоя- ния). Разработка инструкций проведения измерений
12.5. Оценка качества и оформление результатов контроля 12.5. Оценка качества и оформление результатов контроля 12.5. Оценка качества и оформление результатов контроля
ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
817
Продолжение программы
Уровни подготовки специалистов
I уровень II уровень III уровень
13. ПРАКТИЧЕСКИЕ ЗАНЯТИЯ
13.1. Знакомство с прибо- ром-сборщиком данных. Основное меню. Клавиши управления. Режим сбора данных. Параметры изме- рения. Проведение изме- рений 13.1. Знакомство с различ- ными приборами-сборщи- ками данных. Основное меню. Клавиши управления. Режим сбора данных. Пара- метры измерения. Проведе- ние измерений 13.1. Знакомство с различ- ными приборами-сборщи- ками данных. Основное меню. Клавиши управле- ния. Режим сбора данных. Параметры измерения. Про- ведение измерений
13.2. Режим анализатора. Конфигурация парамет- ров анализа 13.2. Режим анализатора. Конфигурация параметров анализа 13.2. Режим анализатора. Конфигурация параметров анализа
13.3. Практические заня- тия. Регистрация резуль- татов измерений 13.3. Практические заня- тия. Регистрация результа- тов измерений 13.3. Практические заня- тия. Регистрация резуль- татов измерений
13.4. Обмен информацией между прибором-сборщи- ком данных и ПК 13.4. Обмен информацией между прибором-сборщи- ком данных и ПК 13.4. Обмен информацией между прибором-сборщи- ком данных и ПК
13.5. Балансировочная про- грамма. Измерение фазо- вого угла. Балансировка на стенде 13.5. Балансировочная про- грамма. Измерение фазово- го угла. Балансировка на стенде 13.5. Знакомство с систе- мой непрерывного мони- торинга. Измерения, ана- лиз, диагностика. Баланси- ровочная программа. Из- мерение фазового угла. Ба- лансировка на стенде
14. ПРАВИЛА БЕЗОПАСНОСТИ НА ОПАСНЫХ ПРОИЗВОДСТВЕННЫХ
ОБЪЕКТАХ. ОХРАНА ТРУДА
14.1. Конструкция техни- ческих устройств, экс- плуатируемых на опас- ных производственных объектах 14.1. Конструкция техни- ческих устройств, эксплуа- тируемых на опасных про- изводственных объектах 14.1. Конструкция техни- ческих устройств, экс- плуатируемых на опасных производственных объек- тах
14.2. Правила безопасно- сти при эксплуатации опас- ных производственных объектов 14.2. Правила безопасности при эксплуатации опасных производственных объектов 14.2. Правила безопасности при эксплуатации опасных производственных объек- тов
14.3. Требования к качест- ву технических устройств, зданий, сооружений (объ- ектов контроля) на опас- ных производственных объектах 14.3. Требования к качеству технических устройств, зда- ний, сооружений (объектов контроля) на опасных про- изводственных объектах 14.3. Требования к качеству технических устройств, зданий, сооружений (объ- ектов контроля) на опасных производственных объек- тах
818
Глава 15. ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
Продолжение программы
Уровни подготовки специалистов
I уровень II уровень III уровень
14.4. Техническая осна- щенность и организация работ по вибродиагности- ческому контролю в ла- боратории НК 14.4. Техническая осна- щенность и организация работ по вибродиагности- ческому контролю в лабо- ратории НК 14.4. Техническая осна- щенность и организация работ по вибродиагности- ческому контролю в лабо- ратории НК
14.5. Требования безопас- ности при проведении НК 14.5. Требования безопас- ности при проведении НК 14.5. Требования безопас- ности при проведении НК
14.6. Организация участка для проведения НК 14.6. Организация участка для проведения НК 14.6. Организация участка для проведения НК
14.7. Требования техники безопасности на произ- водстве. Общие положе- ния 14.7. Требования техники безопасности на производ- стве. Общие положения 14.7. Требования техники безопасности на произ- водстве. Общие положе- ния
14.8. Требования пожар- ной безопасности 14.8. Требования пожар- ной безопасности 14.8. Требования пожар- ной безопасности
15. МЕТРОЛОГИЯ И СТАНДАРТЫ
15.1. Основные норматив- ные документы в области вибрационного контроля 15.1. Основные норматив- ные документы в области вибрационного контроля: стандарты по терминоло- гии, по средствам контро- ля и диагностике вибра- ционного состояния обо- рудования, по нормам вибрации промышленного оборудования, по технике безопасности. Правила аттестации специалистов НК 15.1. Основные норматив- ные документы в области вибрационного контроля: стандарты по терминоло- гии, по средствам контро- ля и диагностике вибра- ционного состояния обо- рудования, по нормам вибрации промышленного оборудования, по технике безопасности. Правила аттестации специалистов НК
ТИПОВАЯ ПРОГРАММА АТТЕСТАЦИИ СПЕЦИАЛИСТОВ
819
Продолжение программы
Уровни подготовки специалистов
I уровень II уровень III уровень
15.2. Метрологическое обеспечение средств кон- троля вибрации и способы оценки погрешности пока- зания аппаратуры 15.2. Метрологическое обес- печение средств контроля вибрации и способы оценки погрешности показания ап- паратуры: калибровочные вибростенды, определение погрешностей при исполь- зовании приборов 15.2. Метрологическое обес- печение средств контроля вибрации и способы оценки погрешности показания ап- паратуры: калибровочные вибростенды, определение погрешностей при исполь- зовании приборов
15.3. Источники погреш- ностей (влияние условий эксплуатации и измерений на основные технические характеристики датчиков вибрации) 15.3. Источники погреш- ностей при сборе данных: источники погрешностей для датчиков абсолютной вибрации, влияние креп- ления пьезоэлектрическо- го датчика вибрации на его метрологические ха- рактеристики, погрешно- сти от влияния внешних факторов, погрешности от воздействия на электро- динамический датчик виб- рации больших ускоре- ний, источники погрешно- стей для датчиков относи- тельной вибрации 15.3. Источники погреш- ностей при сборе данных: источники погрешностей для датчиков абсолютной вибрации, влияние креп- ления пьезоэлектрическо- го датчика вибрации на его метрологические ха- рактеристики, погрешно- сти от влияния внешних факторов, погрешности от воздействия на электро- динамический датчик виб- рации больших ускоре- ний, источники погрешно- стей для датчиков относи- тельной вибрации
16. СОВРЕМЕННОЕ СОСТОЯНИЕ И НАПРАВЛЕНИЯ РАЗВИТИЯ
НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ
16.1. Значимость неразру-
шающего контроля для
обеспечения качества и
надежности выпускаемой
предприятием продукции.
Понятие о других мето-
дах НК
16.1. Значимость неразру-
шающего контроля для
обеспечения качества и
надежности выпускаемой
предприятием продукции.
Понятие о других методах
НК
16.1. Значимость неразру-
шающего контроля для
обеспечения качества и
надежности выпускаемой
предприятием продукции.
Понятие о других методах
НК
СПИСОК ЛИТЕРАТУРЫ
1. Абалков Б.В., Банник В.П., Рез-
ников Б.И. Монтаж паровых турбин и
вспомогательного оборудования М.:
Энергия, 1966.
2. Авруцкий Г.Д. Повышение на-
дежности работы жесткой муфты РВД-
РСД турбины К-300-240 ХТГЗ за счет
увеличения коэффициентов трения торце-
вых поверхностей роторов. "Электриче-
ские станции". 1991. № 10.
3. Александров А.А., Барков А.В.,
Баркова Н.А., Шафранский В.А. Вибра-
ция и вибродиагностика судового элек-
трооборудования. Л. Судостроение, 1986.
4. Ананьев И.В. Справочник по рас-
чету собственных колебаний упругих сис-
тем. ОГИЗ, Гостехиздат, 1946.
5. Артоболевский И.И. Теория ме-
ханизмов. М.: Наука, 1967. 720 с.
6. А.с. № 540183 (СССР). Способ
динамической балансировки роторов /
Гольдин А.С., приоритет от 11.11.73,
опубл. 25.12.76, бюл. № 46.
7. Банах Л.Я., Диментберг Ф.М.,
Звиногродский Н.В. О возникновении
параметрического резонанса горизонталь-
но расположенного вала с грузом, имею-
щего подшипник с радиальным зазором.
Изв. АН СССР, ОТН, Механика и маши-
ностроение, 1961, № 6.
8. Банах Л.Я. Некоторые явления,
возникающие при движении вала в под-
шипнике с зазором. Машиноведение, № 1,
1965, с.70-77.
9. Барков А.В., Баркова Н.А., Азов-
цев Ю.А. Мониторинг и диагностика
роторных машин по вибрации. Учебное
пособие. СПбГМТУ, 2000 г.
10. Барков А.В., Баркова Н.А., Фе-
дорищев В.В. Вибрационная диагно-
стика колесно-редукторных блоков на
железнодорожном транспорте. СПб.: Изд.
центр СПБГМТУ, 2002.
11. Барков А.В. Диагностика и про-
гнозирование технического состояния
подшипников качения по сигналу вибра-
ции. Л.: Судостроение, 1985, № 3, с. 21-23.
12. Баркова Н.А. Введение в виб-
роакустическую диагностику роторных
машин и оборудования. СПб.: Изд. центр
СПБГМТУ, 2003.
13. Бауман Н.Я., Яковлев М.И.,
Сверчков И.Н. Технология производства
паровых и газовых турбин. М.: Машино-
строение, 1973.
14. Бенд ат Дж., Пирсол Л. Измере-
ние и анализ случайных процессов. М.:
Мир, 1974.
15. Биргер И.А. Техническая диаг-
ностика. М.: Машиностроение, 1978.
240 с.
16. Блохинцев Д.И. Акустика неод-
нородной движущейся среды. 2 изд. М.:
Наука, 1981,208 с.
17. Болотин В.В. Определение ам-
плитуд поперечных колебаний, вызывае-
мых продольными силами / Сб. ст. № 1
"Поперечные колебания и критические
скорости". М.: Изд-во АН СССР, 1951.
18. Васильева Р.В. Влияние фазовой
характеристики прибора на погрешности
измерения пиковых значений сложногар-
монических колебаний / Труды ЦНИИТ-
МАШ№ 16. М., 1961.
19. Васильева Р.В. О погрешности
измерения пиковых значений вибрации /
Труды ЦНИИТМАШ № 16. М., 1961.
СПИСОК ЛИТЕРАТУРЫ
821
20. Васильева Р.В., Цеханский К.Р.
Требования к датчикам для стационарного
контроля вибрации машин роторного ти-
па / Труды ЦНИИТМАШ N204. М., 1988.
21. Вибрация в технике. Справочник
в 6 томах. М.: Машиностроение, 1981.
22. Вибрация в технике. Справоч-
ник. Т. 5. (Измерения и испытания.) /Под
ред. М.Д.Генкина. М.: Машиностроение,
1981.
23. Вибрационный контроль техни-
ческого состояния газотурбинных газопе-
рекачивающих агрегатов / Ю.Н. Васильев,
М.Е. Бесклетный, Е.А. Игуменцев и др.
М.: Недра, 1987.
24. Вибрация и вибродиагностика су-
дового электрооборудования / А. А. Алексан-
дров, А.В. Барков, Н.А. Баркова, В.А. Шаф-
ранский / Л.: Судостроение, 1986, 286 с.
25. Вибрация энергетических ма-
шин. Справочное пособие / Под ред.
Н.В. Григорьева. Л.: Машиностроение,
1974. 464 с.
26. Вибрация паровых турбоагрега-
тов. Сборник статей / Под редакцией
Б.Т. Рунова М.: Энергоиздат, 1981.
27. Виброакустическая диагностика
зарождающихся дефектов / Ф.Я.Балицкий,
М.А. Иванова, А.Г. Соколова, Е.И. Хомя-
ков. М.: Наука, 1984. 120 с.
28. Вольдек А.И. Электрические
машины. Учебник для ВУЗов, 3 издание,
Л.: Энергия, 1976.
29. Временные нормы вибрации ос-
новного оборудования компрессорных
станций газопроводов Министерства га-
зовой промышленности СССР. Союзгаз-
машремонт. Оргэнергогаз, М., 1974.
30. Генкин М.Д., Балицкий Ф.Я.,
Бобровницкий Ю.И. и др. Вопросы аку-
стической диагностики. В кн.: Методы
виброизоляции машин и присоединенных
конструкций М.: Наука, 1975. С. 67-91.
31. Генкин М.Д., Соколова А.Г.
Виброакустическая диагностика машин и
механизмов. М.: Машиностроение, 1987.
288 с.
32. Глазунов Л.П., Смирнов А.Н.
Проектирование технических систем
диагностирования. Л.: Энергоатомиздат,
1982. 168 с.
33. Гольберг О.Д., Гурин Я.С.,
Свириденко И.С. Проектирование элек-
трических машин. Учебник для ВУЗов.
М.: Высшая школа. 1984.
34. Гольдин А.С. Вибрация ротор-
ных машин. М.: Машиностроение, 1999.
35. Гольдин А.С., Львов М.И., Урь-
ев А.В. Тепловые деформации гибких
роторов в подшипниках скольжения. М.:
Энергомашиностроение. 1983. № 5.
36. Гоноровский И.С. Радиотехни-
ческие цепи и сигналы. М.: Сов. радио,
1866.
37. Горелик А.Л., Балицкий Ф.Я.,
Требунский А.Н. Методы технической
диагностики машин и механизмов. М.:
НТЦ «Информатика», 1990. 204 с.
38. Горелик А.Л., Скрипкин В.А.
Методы распознавания. М.: Высшая шко-
ла, 1986.
39. ГОСТ ИСО 7919-1-99. Вибра-
ция. Контроль состояния машин по ре-
зультатам измерений вибрации на вра-
щающихся валах. Общие требования.
40. ГОСТ Р ИСО 10816-1-97. Виб-
рация. Контроль состояния машин по ре-
зультатам измерений вибрации на невра-
щающихся частях. Часть 1. Общие требо-
вания.
41. ГОСТ Р ИСО 10816-3-99. Виб-
рация. Контроль состояния машин по ре-
зультатам измерений вибрации на невра-
щающихся частях. Часть 3. Промышлен-
822
СПИСОК ЛИТЕРАТУРЫ
ные машины номинальной мощностью
более 15 кВт и номинальной скоростью от
120 до 15000 мин1.
42. ГОСТ Р ИСО 7919-3-99. Вибра-
ция. Контроль состояния машин по ре-
зультатам измерений вибрации на вра-
щающихся валах. Промышленные ма-
шинные комплексы.
43. ГОСТ 12.1.012-78. Вибрация.
Общие требования безопасности.
44. ГОСТ 12327-79. Машины элек-
трические вращающиеся. Остаточные
дисбалансы роторов. Нормы и методы
измерений. ГКСт. М., 1979.
45. ГОСТ 20815-93 (МЭК 34-14-88).
Машины электрические вращающиеся.
Механическая вибрация некоторых видов
машин с высотой оси вращения 56 мм и
более. Измерение, оценка и допустимые
значения. Взамен ГОСТ 12379-75, 16921—
83,20815-88.
46. ГОСТ 20911-75. Техническая
диагностика. Основные термины и опре-
деления.
47. ГОСТ 21199-75. Установки газо-
турбинные. Общие технические требова-
ния. ГКСт СМ СССР. М., 1975.
48. ГОСТ 22261-82. Средства изме-
рений электрических и магнитных вели-
чин. Общие технические условия. ГКСт
СМ СССР, М., 1982.
49. ГОСТ 24346-80 (Ст. СЭВ 1926-
79). Вибрация. Термины и определения.
ГКСт СМ СССР, М., 1980.
50. ГОСТ 24347-80 (Ст. СЭВ 1927-
79). Вибрация. Обозначения и единицы
величин. ГКСт СМ СССР, М., 1980.
51. ГОСТ 25275-82 (СТ СЭВ 3173-
81). Система стандартов по вибрации.
Приборы для измерения вибрации вра-
щающихся машин. Общие технические
требования.
52. ГОСТ 25364-97. Агрегаты паро-
турбинные стационарные. Нормы вибра-
ции опор валопроводов и общие требова-
ния к проведению измерений. М., 1997.
53. ГОСТ 26656-85. Техническая
диагностика. Контролепригодность. Об-
щие требования. Взамен ГОСТ 23563-79,
ГОСТ 24029-80, РД 50-498-84. М., 1986.
15 с.
54. ГОСТ 27.002-89. Надежность в
технике. Термины и определения. М.,
1989.
55. ГОСТ 27164-86. Аппаратура спе-
циального назначения для эксплуатаци-
онного контроля вибрации подшипников
крупных стационарных агрегатов. Техни-
ческие требования. М., 1986.
56. ГОСТ 27165-97. Агрегаты паро-
турбинные стационарные. Нормы вибра-
ции валопроводов и общие требования к
проведению измерений. М., 1997.
57. ГОСТ 27518-87. Диагностирова-
ние изделий. Общие требования. М., 1987.
58. ГОСТ 4.304-85 СПКП. Аппара-
тура и приборы для измерения вибрации.
Номенклатура показателей. М., 1985.
59. Гук Ю.Б. Анализ надежности
электроэнергетических установок. Л.:
Энергоатомиздат, 1988. 224 с.
60. Ден-Гартог Дж.П. Механические
колебания. М.: Физматгиз, 1960. 580 с.
61. Дессинг О. Испытание конструк-
ций. Нэрум: «Брюль и Кьер», 1989.
62. Дон Э.А., Осоловский В.П. Рас-
центровка подшипников турбоагрегатов.
М.: Энергоатомиздат, 1994.
63. Дон Э.А., Солонец Б.П. Расцен-
тровка и вибрация валов мощных турбо-
агрегатов. Теплоэнергетика. 1973. № 5.
64. Ермолин Н.П., Жерихин И.П.
Надежность электрических машин. Л.:
Энергия, 1976.
65. Закон Российской Федерации об
обеспечении единства измерений, 1993.
СПИСОК ЛИТЕРАТУРЫ
823
66. Иванов М.Н. Детали машин. М.:
Высшая школа, 1967. 432 с.
67. Инструкция по нанесению пасты
ОСМ-Ф на торцы полумуфт РВД-РСД
турбины К-300-240 ХТГЗ РТМ ВТИ
43.008-91 М.: ВТИ, 1991.
68. Иориш Ю.И. Виброметрия. М.:
Машгиз, 1963; М.: ’’Наука”, 1967.
69. Исакович М.А. Общая акустика.
М., 1973. 496 с.
70. Исакович М.А. и др. Устранение
вибрации электрических машин. М.:
Энергия, 1967.
71. Карасев В.А., Максимов В.П.,
Сидоренко М.К. Вибрационная диагно-
стика газотурбинных двигателей. М.:
Машиностроение, 1978.
72. Карасев В.А., Ройтман А.Б. До-
водка эксплуатируемых машин. Виброди-
агностические методы. М.: Машиностро-
ение, 1986, 192с.
73. Коллакот Р.А. Диагностика по-
вреждений. М.: Мир, 1989.
74. Кондратьева Т.Ф. и др. Оппо-
зитные компрессоры. М.: Машинострое-
ние, 1968.
75. Костюк А.Г., Петрунин С.В.
Влияние поперечной трещины на вибра-
цию двухопорного ротора. Труды МЭИ.
Вып.663, 1993.
76. Левин Б.Р. Теоретические осно-
вы статистической радиотехники. Кн. 1,
М.: Сов. радио, 1969.
77. Ляпунов В.Т., Никифоров А.С.
Виброизоляция в судовых конструкциях.
Л., 1975. 232 с
78. Макеев В.П. Новая конструктив-
ная схема построения пьезоэлектрических
виброизмерительных преобразователей /
Труды ЦНИИТМАШ N148. М., 1978.
79. Максимов В.П., Егоров И.В.,
Карасев В.А. Измерение, обработка и
анализ быстропеременных процессов в
машинах. М.: Машиностроение, 1987,
208 с.
80. Марпл С.Л. Цифровой спек-
тральный анализ и его приложения. М.:
Мир, 1990.
81. Материалы семинара фирмы
’’Ройтлингер” (ФРГ). М., 20 марта 1982.
82. Методические указания по нор-
мализации тепловых расширений паровых
турбин. РД 34.30.506-90. М., 1991.
83. Методические рекомендации по
проведению диагностических виброизме-
рений центробежных компрессорных ма-
шин и центробежных насосных агрегатов
предприятий МХНП СССР, (РДИ),
МХНП СССР, 1991 г.
84. Методы автоматизированного
исследования вибраций машин. Справоч-
ник / С.А. Добрынин, М.С. Фельдман,
Г.И. Фирсов. М.: Машиностроение, 1971.
224 с.
85. Методы контроля состояния под-
шипников качения механизмов привода в
процессе работы // Экспресс-информация
ВИНИТИ. Детали машин. № 30. 1979.
86. Метрологическое обеспечение
измерений. Обзорная информация № 2,
1991. Состояние и перспективы развития
метрологического обеспечения измерений
параметров вибрации. Госстандарт. М.,
1991.
87. Микунис С.И., Кравец А.И.
Частотный спектр крупных теплофи-
кационных турбин как средство техниче-
ской диагностики. Энергетик. 1987. № 10.
88. МИ1873. Методические указания
по поверке виброизмерительной аппара-
туры. М.: Стандарты, 1988.
89. Метрология № 11, 1991. Ежеме-
сячное приложение к научно-техничес-кому
журналу ’’Измерительная техника”. Комитет
стандартизации и метрологии СССР.
90. Мозгалевский А.В., Гаскаров Д.В.
Техническая диагностика. М.: Высшая
школа, 1975. 207 с.
824
СПИСОК ЛИТЕРАТУРЫ
91. Мозгалевский А.В., Койда А.Н.
Вопросы проектирования систем диагно-
стирования. Л.: Энергоатомиздат, 1985.
112 с.
92. Молочек Е.А. Ремонт паровых
турбин. М.: Энергия, 1968.
93. Мониторизация состояния ма-
шинного оборудования: Брошюра фирмы
«Брюль и Къер», Нэрум, 1991.
94. Мониторизация состояния ма-
шинного оборудования путем анализа
механических колебаний. Опыт примене-
ния мониторизации на железном рудни-
ке// Примеры применения. № ВО 0228-
11. Брюль и Къер, Нэрум, Дания.
95. Научно-технический прогресс в
машиностроении. Вып. 25 / Современные
методы и средства вибрационной диагно-
стики машин и конструкций / Ф.Я. Балиц-
кий, М.Д. Генкин, МА. Иванова, А.Г. Соколо-
ва, Е.И. Хомяков // Под ред. КВ. Фролова.
М..МЦНТИ, 1990. 114 с.
96. Никифоров И.В. Последователь-
ное обнаружение изменения свойств вре-
менных рядов. М.: Наука, 1983.
97. Новиков А.К. Корреляционные
измерения в корабельной акустике. Л.:
Судостроение, 1971.
98. Неразрушающий контроль и ди-
агностика: Справочник / В.В. Клюев,
Ф.Р Соснин, В.Н. Филинов и др. / Под
ред. В.В. Клюева. М: Машиностроение,
1995. 448 с.
99. Обнаружение дефектов гидроге-
нераторов. Под ред. Мамиконянца Л.Г. и
Элькина Ю.М. М.: Энергоатомиздат, 1985.
100. Осадки фундаментов сооруже-
ний и деформации строительных конст-
рукций электростанций. Информ, сооб-
щение № Э-28/67. М.: БТИ ОРГРЭС.
101. Павлов Б.В. Акустическая ди-
агностика механизмов. М.: Машинострое-
ние, 1971.224 с.
102. Пархоменко П.П., Согомо-
нян Е.С. Основы технической диагности-
ки (Оптимизация алгоритмов диагности-
рования, аппаратурные средства) / Под
ред. П.П. Пархоменко. М.: Энергия, 1981.
320 с.
103. Патент № 3482663 (США). Ме-
тод и аппаратура для определения меха-
нического состояния машин / Е.О. Сехоль.
Заявл. 29.02.68, № 703451. Опубл.
12.01.71. Официальный бюллетень
(США), т. 927 № 4.
104. Патент № 3554012 (США). Сис-
тема демодуляционного резонансного
анализа / Д.Р. Хартинг, Дж.В. Тэйлор. -
Заявл. 01.12.72, № 311284. Опубл.
22.10.74. Официальный бюллетень
(США), т. 927, № 4.
105. Положение о Российской сис-
теме калибровки. Госстандарт России, М.,
1995.
106. Попков В.И., Мышинский Э.Л.,
Попков О.И. Виброакустическая диагно-
стика в судостроении. Л.: Судостроение,
1983.
107. Правила аттестации персонала
в области неразрушающего контроля ПБ
03-440-02, М., НПО ОБТ, 2002 г.
108. Приборы и системы для изме-
рения вибрации, шума, удара: Справоч-
ник. Ч. 1 / Под ред. В.В. Клюева. М.:
"Машиностроение", 1978.
109. Рандалл Р.Б. Частотный анализ.
Дания, К. Ларсен и сын А/О, 1989.
110. Редукторы судовых турбоагрега-
тов / О.А. Пыж, Л.М. Гаркави, Ю.А. Держа-
вец, Р.Р. Гальпер. Л.: Судостроение, 1975.
272 с.
111. Рекомендации по устранению
низкочастотной вибрации роторов энерге-
тических турбин. Л.: ЦКТИ, 1976.
СПИСОК ЛИТЕРАТУРЫ
825
112. Рунов Б.Т. Исследование и уст-
ранение вибрации паровых турбоагрега-
тов. М.: Энергоиздат, 1982.
113. Рунов Б.Т. Приложение № 1
Эксплуатационного циркуляра № Ц-04-84
(Т). М.: Энергоиздат, 1982.
114. Северов Н.Н. Ремонт роторов
паровых турбин. М. Л.: Госэнергоиздат,
1959.
115. Серридж Марк. Справочник по
пьезоэлектрическим акселерометрам и
предусилителям. Дания, фирма “Брюль и
Къер", март 1987.
116. Системы и приборы для изме-
рения шума, вибрации и удара. Справоч-
ник в двух томах / Под ред. В.В. Клюева.
М.: Машиностроение, 1978.
117. Сиротин Н.Н., Коровкин Ю.М.
Техническая диагностика авиационных
газотурбинных двигателей. М.: Машино-
строение, 1979. 272 с.
118. Скучик Е. Основы акустики.
М.: Мир, 1976.
119. Соколинский Л.И., Тихвин-
ский А.Н. Якубович В.А. Применение
методов вибродиагностики - перспектив-
ное направление эксплуатационного кон-
троля нагнетательных установок. Темати-
ческий обзор. ЦНИИТЭ - НЕФТЕХИМ,
М., 1982.
120. Соколова А.Г. Методы акусти-
ческой диагностики зарождающихся де-
фектов механизмов // Точность и надеж-
ность механических систем. Задачи и ме-
тоды технической диагностики. Рига:
Риж. политехи, ин-т, 1984.
121. Справочник по судовой аку-
стике / Под ред. А.Е. Колесникова. Л.:
Судостроение, 1978.
122. Справочник по технической
акустике: Пер. с нем. / Под ред. М. Хекла
и Мюллера. Л.: Судостроение, 1980. 440 с.
123. СТП 805-76. Стандарт предпри-
ятия. Нормы вибрации подшипниковых
опор ротативных машин. НЗЛ, Л., 1976.
124. СТП 806-76. Стандарт предпри-
ятия. Нормы вибрации шеек ротора высо-
кооборотных ротативных машин. НЗЛ, Л.,
1976.
125. Телков Ю.А., Миркин А.З.,
Максимов О.П. Нормирование допусти-
мых уровней вибрации и шума машин,
аппаратов и трубопроводов в нефтепере-
рабатывающей и нефтехимической про-
мышленности. Тематический обзор.
ЦНИИТЭнефтехим, М., 1974.
126. Теория машин и механизмов:
Учеб, для втузов / К.В. Фролов, С.А. По-
пов, А.К. Мусатов и др. Под ред.
К.В. Фролова. М.: Высш, шк., 1987. 496 с.
127. Технические средства диагно-
стирования: Справочник / Под общ. ред.
чл.- корр. АН СССР В.В. Клюева. 1989.
672 с.
128. Требования к выполнению ка-
либровочных работ. Госстандарт России.
М., 1995.
129. Тимошенко С.П. Колебания в
инженерном деле.
130. Ту Дж., Гонсалес Р. Принципы
распознавания образов. М.: Мир, 1978.
411с.
131. Фролов К.В. Проблемы надеж-
ности и ресурса изделий машиностроения /
Проблемы надежности и ресурса в маши-
ностроении. Сб. под ред. К.В. Фролова
М.: Наука, 1986. С. 5-35.
132. Фундаменты машин с динами-
ческими нагрузками. Нормы проектиро-
вания СНиП Б-Б. 7-70. М.: Стройиздат,
1971.
133. Харкевич А.А. Борьба с поме-
хами. М.: Наука, 1965. 265 с.
134. Хоменок Л.А., Ремезов А.Н.,
Ковалев И.А. и др. Повышение эффек-
тивности эксплуатации паротурбинных
установок ТЭС и АЭС. Т. 2. Диагностика
паровых турбин. СПб.: ПЭИПК, 2002.
826
СПИСОК ЛИТЕРАТУРЫ
135. Худсон Д. Статистика для физи-
ков. М.: Мир, 1970.
136. Цеханский К.Р. Исследование
влияния качества крепления пьезодатчи-
ков на их технические характеристики. /
Вибрационная техника. Вып. 1. М.:
МДНТП, 1969, стр. 123-128.
137. Чуи К. Введение в вейвлеты.
М.: Мир, 2001.
138. Шаблинский А.Г., Баркова М.А.
Диагностика роторных машин перед ба-
лансировкой. СПб.гТруды ПЭИПК. 1999,
вып. 9, с. 33^4-4.
139. Ширман А.Р., Соловьев А.Б.
Практическая вибродиагностика и мони-
торинг состояния механического обору-
дования. М.: Спектр-инженеринг. 1996.
276 с.
140. Шубов И.Г. Шум и вибрация
электрических машин: Л.: Энергия, 1974.
141. Электротехника. Учебник для
ВУЗов / Х.Э. Зайдель, В.В. Коген-Далин,
В.В. Крымов и др. 3 издание, М.: Высшая
школа, 1985.
142. Явленский К.Н., Явленский А.К.
Вибродиагностика и прогнозирование ка-
чества механических систем. Л.: Машино-
строение, 1983. 239 с.
143. Якобсон П.П. Особенности
вибрационной диагностики газотурбин-
ных установок. В сб.: Методы и средства
оценки состояния энергетического обору-
дования. Выпуск 23. СПб.: ПЭИПК, 2003.
144. API STANDARD 610.
145. API STANDARD 611. General-
purpose steam turbines for refinery services.
146. API STANDARD 612. Special-
purpose steam turbines for refinery services.
147. API STANDARD 613. Special -
purpose gear units for refinery service.
148. API STANDARD 616. Gas tur-
bines for refinery service.
149. API STANDARD 617. Centrifu-
gal compressors gear units for general refin-
ery service.
150. API STANDARD 618. Recipro-
cating compressors for general refinery ser-
vice.
151. API STANDARD 670. Noncon-
tacting vibration and Axial position monitor-
ing system.
152. Azovtsev A.Y., Barkov A.V.,
Carter D.L. Improving the Accuracy of
Rolling Element Bearing Condition Assess-
ment, presented at the 20th annual meeting of
the Vibration Institute, published in proceed-
ings, St. Louis, Missouri, June 25-27, 1996.
P. 27-34.
153. Barkov A., Barkova N., Mitchell J.
Condition Assessment and Life Prediction of
Rolling Element Bearing, Part 1 - Part 2,
Part 1 - June 1995, Part 2 - September 1995.
154. Barkova N.A., Barkova M.A. A
Method of Detection Low Frequency Fluc-
tuations of Liquid Flow. Journal of Low Fre-
quency Noise and Vibration, Vol. 15. № 3,
1996. P. 125-129.
155. Bently D.E., Muszynska A. 1988,
“Role of Circumferential in Stability of
Fluid-Handling Machine Rotors,” Proceed-
ings of the Fifth Workshop on Rotordynam-
ics Instability Problems in High Performance
Turbomachinery, Texas A&M University,
College Station, Texas, NASA CP 3026,
P. 415^30.
156. Bently D.E. with Hatch C.T. Ed-
ited by Bob Grissom. “Fundamentals of ro-
tating Machinery Diagnostics”, Bently Pres-
surized Bearing Press, 2002, P. 726.
157. Bloch H.P., Geitner F.K. Ma-
chinery Failure Analysis and Troubleshoot-
ing (Practical Machinery Management for
Process Plants. Vol. 2), 3rd Edition. Houston,
Texas: Gulf Publishing Company, 1997.
668 p.
СПИСОК ЛИТЕРАТУРЫ
827
158. Board D.B. Incipient Failure De-
tection for Helicopter Drive Trains // AIAA
Pap.(American Institute of Aeronautics and
Astronavtics), N 30. 1977.
159. CAGI.
160. Goldman P., Muszynska A. “Ap-
plication of Full Spectrum to Rotating Ma-
chinery Diagnostics”, Orbit, Vol.20, No.l,
First Quarter, 1999. P. 17-21.
161. DIN 45 665. Schwingstarke von
rotierenden elektrischn Mashinen der
Baugrobe 80 bis 315. Mebverfahren und
Grenzwerte. Beuth-Verlag GmbH. Berlin
und Koln. 1968.
162. DIN 45 668: Ankorpplungen fur
Schwingungsaufhehmer zur Uberwachung
von Grobmaschinen. Beuth-Verlag GmbH.
Berlin und Koln. Mai 1972.
163. Efficient Machine Monitoring us-
ing an FFT Analyzer and Calculator.
E.B. Randall / Bruel&Kjaer. Application No-
tes. P. 18-220.
164. Foiles W.C. “Mathematical Foun-
dations for Orbit Analysis”, Bently Nevada
Corporation, Nevada, 1988.
165. Harting D.R. Demodulated Reso-
nance Analysis - A Powerful Incipient Fail-
ure Detection Technique. ISA Transactions,
(Instrument Society of America). 1977.
Vol. 17, Nl.P. 35—40.
166. Hlavaty V.: MOPAR - A Soft-
ware for Processing Modal Parameters from
Experimental Data - VZLU ED Documenta-
tion № 66/2230/98.
167. IRD Mechanalysis. Predictive
Maintnance Program for Industry. One Day
Seminar. Moscow, 27-th Sept. 1979.
168. ISO CD 10816-6. Measurement
and evaluation of mechanical vibrations of
reciprocating machines with power ratings
above 100 kW.
169. ISO 17359:2003. Condition moni-
toring and diagnostics of machines. General
guidelines.
170. ISO 13379:2003. Condition moni-
toring and diagnostics of machines. General
guidelines interpretation and diagnostics
techniques.
171. ISO 13380:2002. Condition moni-
toring and diagnostics of machines. General
guidelines performance parameters.
172. ISO 2372-1974. Mechanical vibra-
tion of machines with operating speeds from
10 to 200 rev/s. Basis for specifying evalua-
tion standardts.
173. ISO 2373-1974. Mechanical vibra-
tion of certain rotating electrical machinery
with shaft heights between 80 and 400 mm.
Measurement and evaluation of the vibration
severely.
174. ISO 2631-1974. Guide for the
evaluation of human exposure to wholebody
vibration.
175. ISO 3945-1977. Mechanical vibra-
tion of large rotating machines with speed
range from 10 to 200 rev/s. Measurement and
evaluation of vibration severity in situ.
176. Klump H. Problematik der Mes-
sung, Beurteilung und Uberwachung mecha-
nischer Schwingungen von maschinen und
Problem losunger nach dem Stand der Na-
tionalen und Intemationalen Normung.
R+S170181-1000. Darmstadt, 1981.
177. Laws W. “When You Use Spec-
trum, don’t Use It Halfway”, Orbit, Volume
19, No.2, June, 1998. P. 23-26.
178. Mitchell J.C. Introduction to Ma-
chinery Analysis and Monitoring. Second
Edition. Tulsa, Oklahoma.: PennWell Books,
1993.
179. Muszynska A., Grant J.W. Stabil-
ity and Instability of a Two-Mode Rotor Sup-
ported by Two Fluid-Lubricated Bearings /
Transactions of the ASME. Vol. 113, July
1991. P. 316-324.
828
СПИСОК ЛИТЕРАТУРЫ
180. Muszynska А., 1988, “Stability of
Whirl and Whip in Rotor / Bearing Systems,”
Journal of Sound and Vibration, Vol. 127,
No.l,17-21. P. 129-136.
181. Skeinik R., Petersen D. Auto-
mated fault detection via selective frequency
band alarming in PC-based predictive main-
tenance systems. CSI, Knaxville, TN 37923,
USA.
182. Sokolova A.G., Balitsky F.Ja.,
Sizarev V.D. Detection Technique for Faults
Perturbing Rotor Stability, frustrated by
Means of an Example of the Movable Re-
flector-Modulator of the Pulsed Research
Reactor / Proceedings of the 2nd International
Symposium on Stability Control of Rotating
Machinery - “ISCORMA-2”, 4-8 August
2003, Gdansk, Poland.
183. Sokolova A.G. New noise-
immune incipient failure detection methods
for machinery monitoring and protection
systems / The Fifth International Conference
on Vibration Problems ICOVP-2001, 8-10
October 2001, Moscow, Russia.
184. Southwick D. “Using Full Spec-
trum Plots”, Orbit, Volume 14, No. 4, De-
cember, 1993. P. 19-21, Part 1.
185. Southwick D. “Using Full Spec-
trum Plots”, Orbit, Volume 15, No.2, June,
1994. P. 11-15, Part 2.
186. Stewart R.M. Detection of Roll-
ing Element Bearing Damage by Statistical
Vibration Analysis // Journal of Mechanical
Design. Transaction of the ASME. 1978.
Vol. 100, N 2.
187. VDI - Richtlinie 2056: Beurteu-
lungs mabstabe fur mechanische Schwingun-
den von Maschinen VDI - Verlag GmbH,
Dusseldorf, 1964.
188. VDI - Richtlinie 2059/1: Wel-
lenschwingungen von Turbosatzen. Grundla-
gen zur Messung und Beurteilung. VDI -
Verlag GmbH. Dusseldorf.
189. VDI - Richtlinie 2059/3: Wel-
lenschwingungen von Industrieturbosatren.
Messung und Beurteilung. VDI - Verlag
GmbH. Dusseldorf. API - 670. Noncon-
tacting vibration and axial position system.
СПРАВОЧНОЕ ИЗДАНИЕ
Неразрушающий контроль
Справочник в 7 томах под редакцией чл.-корр. РАН
В.В. КЛЮЕВА
Том 7
В.И. Иванов, И.Э. Власов
МЕТОД АКУСТИЧЕСКОЙ ЭМИССИИ
Книга 1
Ф.Я. Балицкий, А.В. Барков, Н.А. Баркова, Р.В. Васильева, А.С. Гольдин,
Г.В. Зусман, А.Г. Соколова, А.Р. Ширман, В.А. Якубович
ВИБРОДИАГНОСТИКА
Книга 2
Лицензия ИД № 05672 от 22.08.2001
Редакторы: С.В. Сидоренко, Н.М. Кущ-Жарко
Переплет художника Т.Н. Погореловой
Корректоры: М.Я. Барская, Т.Н. Масальская
Инженер по компьютерному
моделированию: Г.Ю. Корабельникова
Сдано в набор 12.05.04. Подписано в печать 11.04.05. Формат 70x100/16
Бумага офсетная. Гарнитура Times. Печать офсетная
Усл. печ. л. 67,6. Уч.-изд. л. 67.
Тираж 1030 экз. Заказ № 701
Ордена Трудового Красного Знамени ОАО ’’Издательство ’’Машиностроение”,
107076, Москва, Стромынский пер., 4
Оригинал-макет изготовлен в ООО ’’Издательство "Машиностроение-1”
Отпечатано в ГУП ППП "Типография "Наука" РАН,
121099, Москва, Шубинский пер., 6
ДЛЯ ЗАМЕТОК