/







































































































































































































































































































































































Text
Р. Е. Лейбович,
Е. И. Яковлева,
А. Б. Филатов
ТЕХНОЛОГИЯ
КОКСОХИМИЧЕСКОГО
ПРОИЗВОДСТВА
Издание третье,
переработанное и дополненное
Допущено Министерством
высшего и среднего специального образования СССР
в качестве учебника
для коксохимических и металлургических специальностей
техникумов
М ОСКВА,
«МЕТАЛЛУРГИЯ»,
1982
УДК 662.74(075*8)
Реценз енты
докт. техн, наук проф. Г. Д. ХАРЛАМПОВИЧ и И. С. БУЛГАКОВА
УДК.662.74(075.8)
Технология коксохимического производства. Лейбович Р. Е.,
Я ковлева Е. И., Филатов А. Б. Учебник для техникумов.
Изд. 3-е., дои. и перераб. М., «Металлургия», 1982. 360 с.
В учебнике изложены основы технологии коксохимического
производства. Рассмотрена сырьевая база коксования, свойства
каменных углей и технологические схемы подготовки углей при
коксовании, включая их обогащение; поведение углей при коксова-
нии в промышленных печах, конструкции коксовых печей, особен-
ности кладки, растопки, регулировки температурного и гидравли-
ческого режимов; оборудование коксовых цехов, механизация и
автоматизация трудоемких процессов. Приведены основные данные
о получении угольной шихты и кокса постоянного качества, техно-
логии улавливания и переработки химических продуктов, получае-
мых из угольной шихты при ее коксовании в современных коксо-
вых печах. Рассмотрены вопросы техники безопасности и охраны
окружающей среды.
Учебник предназначен для учащихся техникумов, может быть
полезен студентам вузов и работникам коксохимических заводов.
Ил. 82., Табл. 9. Библиогр. список: 28 назв.
$ 7 5
п 2803020000—070
Л 040(01)—82
© Издательство «Металлургия», 1982 г.
Оглавление
Предисловие к третьему изданию ....................................... 8
Введение ............................................................. 9
Раздел
первый ПОДГОТОВКА УГЛЯ К КОКСОВАНИЮ..........................
Глава 1. Твердое топливо как сырье для химической переработки . .
1. Происхождение каменных углей..............•...............
2. Месторождения каменных углей в СССР.......................
3. Методы термической переработки топлива . . -..............
Глава II. Свойства каменных углей ...........................
1. Свойства и физико-химические характеристики каменных углей . .
2. Спекаемость и коксуемость углей ..........................
3. Классификация каменных углей .... *.......................
4. Составление и расчет угольной шихты для коксования........
12
14
16
16
19
20
22
Глава III. Прием и хранение угля на коксохимическом заводе .... 25
1. Основные схемы приема углей.................................... 25
2. Механизированная разгрузка углей............................... 26
3. Разгрузка углей в зимнее время................................. 29
4. Предварительное дробление углей ................•.............. 29
5. Назначение угольных складов.................................... 30
6. Открытые склады угля........................................... 31
7. Закрытые склады угля........................................... 33
8. Усреднение углей на складах.................................... 35
9. Изменение свойств угля при хранении............................ 36
Глава IV. Обогащение углей........................................ 37
1. Задачи обогащения углей........................................ 37
2. Определение обогатимости углей................................. 38
3. Подготовка углей к обогащению ................................. 39
4. Обогащение углей методом отсадки............................... 40
5. Обогащение углей в тяжелых средах.............................. 42
6. Обогащение углей методом флотации - . •........................ 44
7. Обезвоживание продуктов обогащения ............................ 46
8. Сушка продуктов обогащения..................................... 47
9. Водный цикл углеобогатительных фабрик.......................... 50
Глава V. Дозирование компонентов шихты............................... 51
1. Назначение и компоновка дозировочных отделений.................... 51
2. Конструкция и работа дозаторов.................................... 52
3. Обслуживание оборудования дозировочного отделения................. 52
Глава VI. Окончательное измельчение углей............................ 55
1. Влияние измельчения углей и шихты на качество кокса............... 55
2. Оборудование отделения окончательного измельчения углей .... 56
3. Схемы дробления углей............................................. 59
4. Смешение компонентов шихты...............................• . . . 64
Глава VII. Углеподготовительные цехи................................. 65
1. Схемы угленодготовительных цехов.................................. 65
2. Совершенствование технологии подготовки углей для коксования . . 66
3. Глубокая сушка п термическая подготовка шихты..................... 67
4. Специальные методы подготовки шихты............................... 69
5. Автоматизация работы углеподготовительных цехов........... . . 70
6. Контроль работы угленодготовительных цехов........................ 71
1* 3
7. Предотвращение загрязнений окружающей среды ..................... 72
8. Технико-экономические показатели работы углеподготовительных
цехов.............................................................. 73
9. Основные требования техники безопасности......................... 74
Ра. з д с л
второй ТЕХНОЛОГИЯ ПРОЦЕССА КОКСОВАНИЯ .............................. 75
Глава I. Основные представления о процессе коксообразования ... 75
1. Коксообразование и формирование ситового состава кокса........ 77
2. Жидкие и газообразные продукты коксования........................ 78
3. Тепловой поток в угольной загрузке............................... 79
>4. Тугой ход коксового пирога........................................ 79
5. Определение производительности коксовых печей ................... 80
6. Производительность завода по основным видам продукции............ 81
Глава П. Кладка, разогрев и пуск коксовых печей .................... 83
1. Огнеупорные материалы для кладки коксовых печей.................. 83
2. Материальные и температурные'швы................................. 84
3. Мертели и растворы............................................... 84
4. Кладка коксовых печей............................................ 84
5. Элементы печей, подвергающиеся износу ........................... 85
6. Сушка и разогрев коксовых печей ......................... 85
7. Сушка батареи ................................................... 86
8. Разогрев батареи ................................................ 86
9. Пуск коксовых печей ............................................. 87
Глава III. Конструкции коксовых печей............................... 87
1. Основные требования к конструкциям коксовых печей .*.... 87
2. Классификация коксовых печей.................................... 88
3. Современные схемы производства кокса ............................ 89
4. Обогрев печей с перекидными надсводовыми каналами системы ПК 92
5. Печи с перекидными каналами и двумя корнюрами ПК-2К........... 101
6. Коксовые печи системы ПВР . .................................... 103
7. Печи системы ПВР-46 ............................................ 105
8. Печи системы ПВР-51 . . . *..................................... 105
9. Коксовые печи большой емкости с боковым подводом ............... 109
10. Печи большой емкости с нижним подводом.......................... НО
11. Новые направления развития конструкций коксовых печей........ 113
12. Интенсификация работы коксовых печей.......................... 115
Глава IV. Основное технологическое оборудование и машины коксо-
вых печей.......................................................... 116
1. Анкераж, брони, рамы и двери............................... . 116
2. Газоотводящая арматура коксовых печей...................... . 118
3. Арматура, закладываемая в кладку печей ......................... 119
4. Отопительная арматура коксовых печей............................ 120
5. Оборудование и приборы кантовочного помещения................... 123
6. Машины, обслуживающие коксовые печи........................... 126
7. Коксовые машины.............................................. 135
8. Комплексная механизация и автоматизация в коксовых цехах .... 135
Глава V. Загрузка, выдача и ремонт коксовых печей.................. 136
' 1. Период коксования и оборот коксовых печей..................... 136
> 2. Режим загрузки камер и выдачи кокса............................ 137
3. Бездымная загрузка коксовых печей............................... 139
4. Ремонт кладки коксовых печей ................................... 143
4
Глава VI. Основы теплотехники коксовых печей....................... 145
1. Теплопередача в коксовых печах ........................ . . . 145
2. Коксовый газ ................................................... 146
3. Доменный газ ................................................... 147
4. Другие виды отопительных газов ................................. 148
5. Токсичность отопительных газов ................................. 149
6. Определение коэффициента избытка воздуха........................ 149
7. Тепловой баланс процесса коксования ............................ 150
8. Температурный режим коксовых печей.............................. 152
9. Корректировка температурного режима............................. 153
10. Контроль и оценка температурного режима......................... 154
II. Гидравлический режим коксовых печей . - . ...................... 156
12. Автоматическое регулирование теплового режима коксовых печей . . 159
13. Контроль за температурным и гидравлическим режимом коксовых
печей............................................................ 160
Глава VII. Регулировка обогрева коксовых печей ..................... 162
1. Основные требования, предъявляемые к обогреву коксовых печей 162
2. Постоянные и переменные факторы регулирования обогрева коксовых
печей.......................................................... 162
3. Регулирование обогрева при отоплении печей коксовым газом .... 162
4. Регулирование обогрева при отоплении печей доменным газом .... . 163
5. Прекращение и подача отопительного газа на обогрев батарей .... 164
Глава VIII. Тушение кокса и коксосортировка...................... 165
1. Мокрое тушение кокса............................................. 165
2. Сухое тушение кокса ............................................ 167
3. Сортировка кокса......................... .......... 169
Глава IX. Свойства кокса и его применение . ...................... 173-
1. Химический состав кокса ......................................... 174
2. Физические свойства кокса....................................... 175
3. Физико-химические свойства кокса..........................• . . 177
4. Физико-механические свойства кокса ............................ 177
5. Оценка прочности и ценности кокса .............................. 178
6. Технология получения формованного металлургического кокса ... 181
Раздел УЛАВЛИВАНИЕ И ПЕРЕРАБОТКА ХИМИЧЕСКИХ
третий ПРОДУКТОВ КОКСОВАНИЯ.................................. 183
Глава I. Химические продукты коксования............................. 183
1. Состав и выход летучих химических продуктов коксования........... 183
2. Факторы, обусловливающие выход и качество продуктов коксования 184
3. Основные процессы, применяемые при улавливании и переработке
химических продуктов коксования ................................. 187
4. Структура химического крыла коксохимического завода •............ 188
Глава II. Первичное охлаждение коксового газа....................... 190
1. Стадии охлаждения газа.......................................... 190
2. Охлаждение коксового газа в стояках и газосборннках ... .. . . ... .190
3. Технологические схемы первичного охлаждения коксового газа . . 191
4. Аппаратура отделения первичного охлаждения коксового газа .... 195
5. Транспортировка коксового газа.................................. 198
6. Очистка коксового газа от туманообразной смолы................... 200
Глава III. Переработка аммиачной воды............................... 201
1. Обработка аммиака при коксовании.Улавливание аммиака из коксового
газа.......................................................... 201
2. Аммиачные воды, их состав. Соли аммония......................... 202
Л- Технологические схемы переработки надсмольнбй аммиачной воды . . . 203
4. Аппаратура аммиачного отделения .............................. 207
5
Глава IV. Обесфеноливание сточных вод............................... 208
1. Характеристика сточных вод....................................... 208
2. Схема фенольной канализации. Механическая очистка фенольных вод 210
3. Технология парового метода обесфеноливания сточных вод......... 211
4. Технология экстракционных методов обесфеноливания сточных вод 215
5. Технология биохимического метода обезвреживания сточных вод 217
V Глава V. Производство сульфата аммония .............................. 219
1. Сульфат аммония, его свойства. Использование сульфата аммония 219
2. Характеристика серией кислоты, применяемой для производства суль-
фата аммония................................................. 221
3. Способы получения сульфата аммония......................... 222
4. Технология получения сульфата аммония по сатураторному способу 223
5. Физико-химические основы сатураторного процесса............ 230
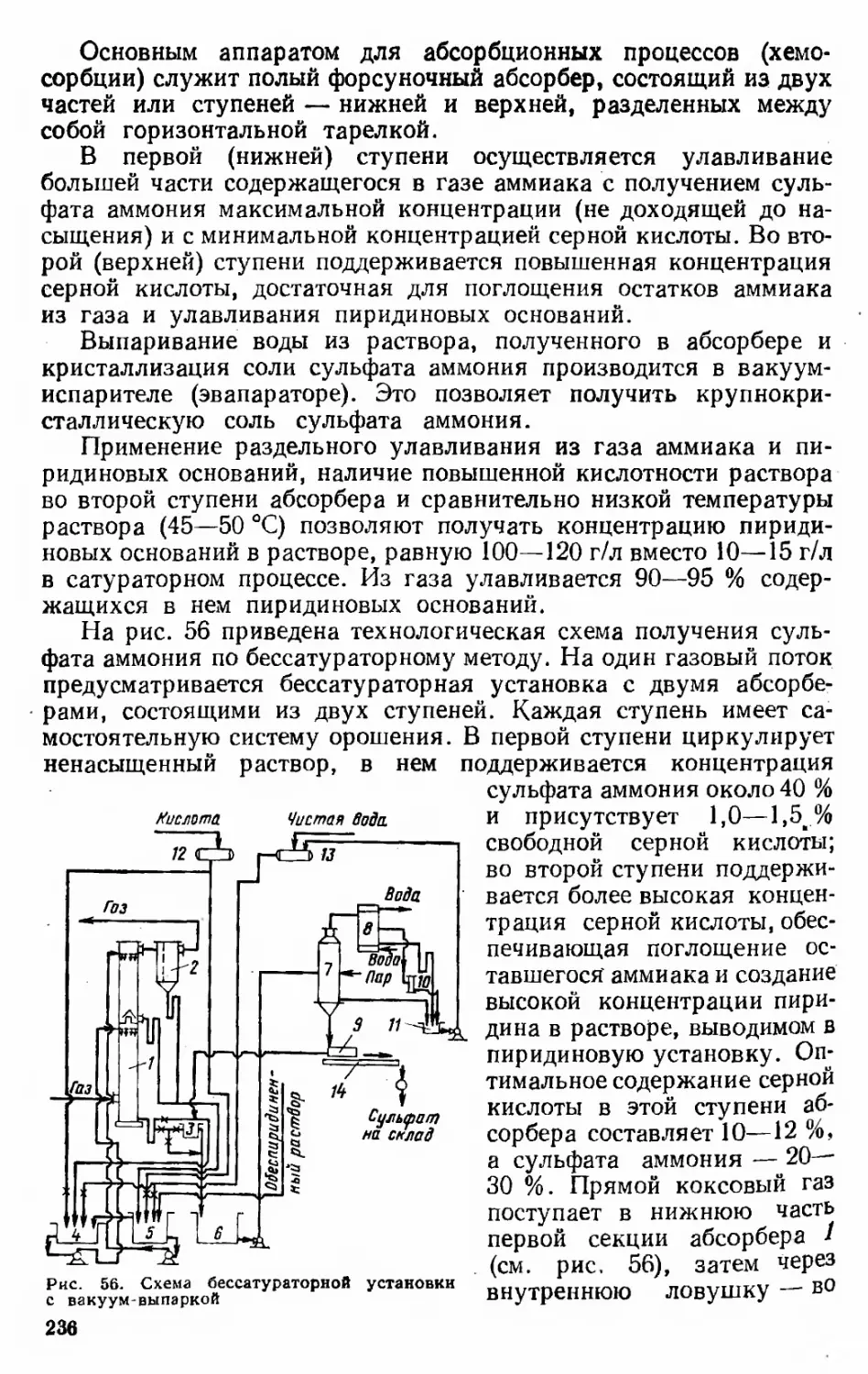
6. Технология получения сульфата аммония по бессатураторному способу 235
7. Защита аппаратуры и оборудования от коррозии..................• 240
Глава VI. Производство пиридиновых оснований........................ 241
1. Образование пиридиновых оснований при коксовании. Свойства осно-
ваний .............................................................. 241
2. Улавливание легких пиридиновых оснований из коксового газа . - . 242
3. Технология выделения легких пиридиновых оснований из маточного
раствора ........................................................... 244
4. Технология получения тяжелых пиридиновых оснований .... • . 247
Глава VII. Улавливание и получение сырого бензола................... 248
1. Состав и свойства сырого бензола ................................ 248
2. Способы улавливания бензольных углеводородов из коксового газа 250
3. Конечное охлаждение коксового газа............................... 250
4. Основы улавливания бензольных углеводородов поглотительным мас-
лом. Регенерация поглотительного масла ............................ 252
5. Улавливание бензольных углеводородов в скрубберах................ 257
6. Улавливание бензольных углеводородов под давлением............... 261
7. Выделение бензольных углеводородов из поглотительного масла . . . 262
8. Технологические схемы выделения бензольных углеводородов из по-
глотительного масла................................................ 263
9. Основные аппараты бензольного отделения....................... 270
Гла ва VIII. Очистка коксового газа от цианистого водорода. ... 271
1. Образование цианистого водорода при коксовании. Свойства циа-
нистого водорода.................................................... 271
2. Технология очистки коксового газа от цианистого водорода........ 272
Глава IX. Очистка коксового газа от сероводорода.................... 276
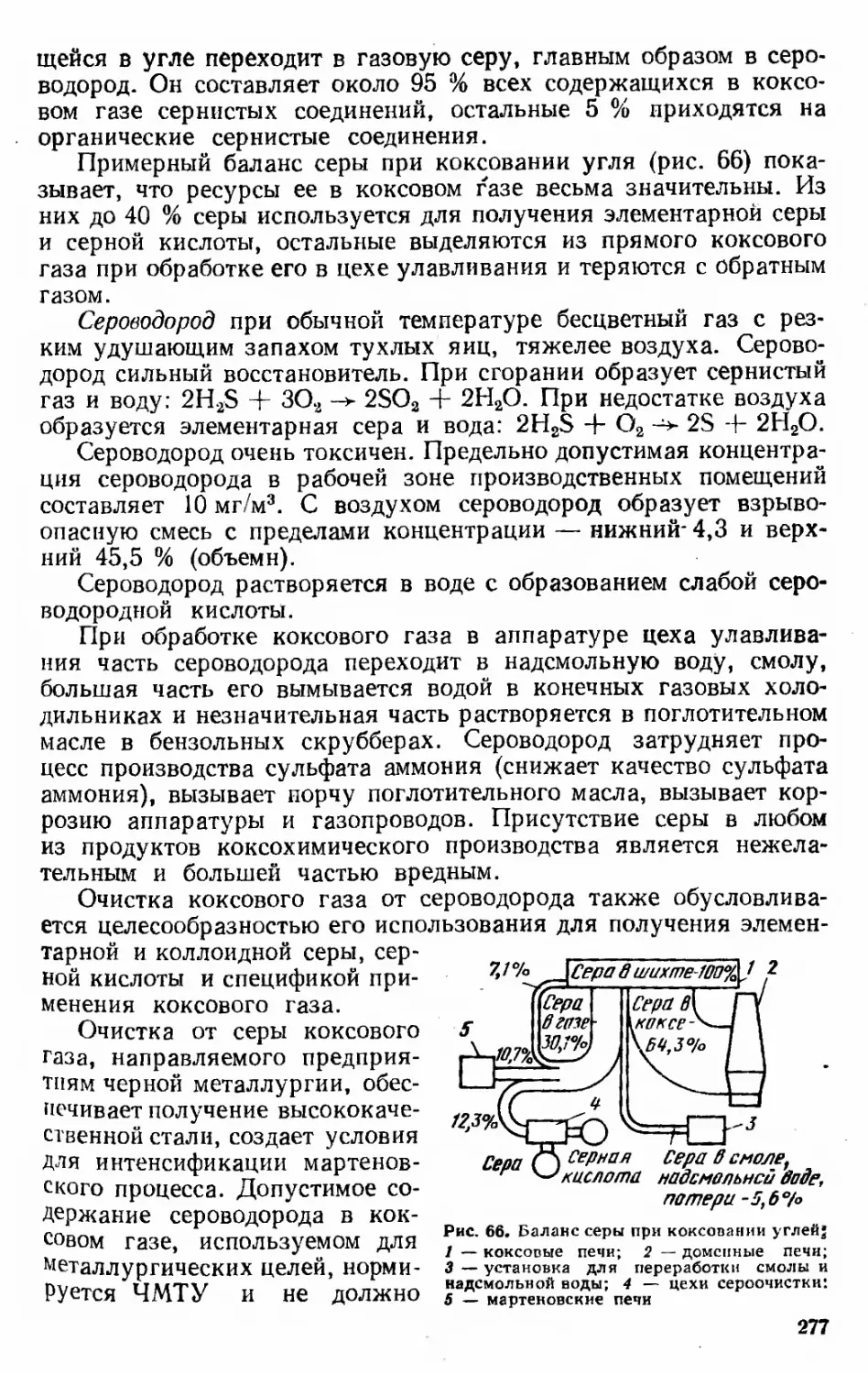
1. Образование сероводорода при коксовании. Свойства сероводорода 276
2. Способы очистки коксового газа от сероводорода................... 278
3. Технология мышьяково-содовой сероочистки....................... 279
4. Технология вакуум-карбонатной сероочистки........................ 286
Глава X. Переработка сырого бензола................................. 290
1. Состав сырого бензола и характеристика основных его компонентов 290
2. Основы переработки сырого бензола.............................. 295
Глава XI. Очистка сырого бензола от непредельных и сернистых
соединений.......................................................... 296
1. Сернокислотная очистка.......................................... 296
2. Каталитическая гидроочистка .................................. 305
6
Глава XII. Ректификация сырого бензола.............................. 310
1. Технология полунепрерывной ректификации сырого бензола .... 310
-2. Технология непрерывной ректификации сырого бензола.............. 319
3. Продукты ректификации сырого бензола, их использование........... 321
Глава XIII. Производство инден-кумароновых смол..................... 324
1. Характеристика сырья и реагентов.............-................... 324
2. Технология получения инден-кумароновых смол...................... 326
Глава XIV. Переработка каменноугольной смолы ....................... 329
1. Образование смолы при коксовании. Состав и свойства смолы .... 329
2. Подготовка смолы к переработке .................................. 331
3. Технология ректификации каменноугольной смолы. Схемы процесса 334
4. Переработка фракций смолы....................•.............. . 339
5. Получение высокотемпературного пека ............................. 341
6. Технология пекококсового производства .......................... 344
7. Переработка антраценовой фракции................................. 345
8. Переработка нафталиновой фракции ................................ 347
Глава XV. Производство чистого нафталина............................ 352
1. Производство кристаллического нафталина.......................... 352
Глава XVI. Производство высокопроцентного антрацена................. 355
1. Характеристика сырья............................................. 355
2. Технология получения 93%-ного антрацена......................... 356
Библиографический список.............. .................. 358
ПРЕДИСЛОВИЕ
К ТРЕТЬЕМУ ИЗДАНИЮ
Второе издание учебника для коксохимических техникумов
«Технология коксохимического производства» вышло в свет
в 1974 г.
Дальнейшее непрерывное развитие и значительное совершенст-
вование технологии коксохимического производства нашло отра-
жение в данной книге.
Заметно изменилась сырьевая база коксования. В производ-
ство внедряются схемы избирательного измельчения углей, коксо-
вания сухих и термически подготовленных шихт, расширяется
строительство высокопроизводительных коксовых печей с объемом
камеры коксования 41,6 м3, совершенствуются схемы механиза-
ции и автоматизации производства, бездымной загрузки коксовых
печей, сухого тушения кокса. Значительные перемены наблю-
даются в цехах улавливания и переработки химических продуктов
коксования.
Все это потребовало переработать материалы учебника, внести
в него некоторые существенные изменения и добавления. *
Введение и первый раздел написаны А. Б. Филатовым и Я.М.
Обуховским, второй раздел — Р. Е. Лейбовичем, третий раздел—
Е. И. Яковлевой, С. Я. Сатановским и П. М. Кутовым.
ВВЕДЕНИЕ
Решения XXVI съезда КПСС предусматривают дальнейшее развитие метал-
лургической промышленности и ее подотрасли — коксохимического производства.
С помощью термической переработки каменного угля получают кокс и ценные
химические продукты, являющиеся основным сырьем для многих химических
производств и особенно для продуктов органического синтеза.
Каменноугольный кокс используется в основном при выплавке чугуна в до-
менных печах. В связи с вводом в строй агрегатов большой мощности (например,
доменная печь объемом 5000 м3 в Кривом Роге и интенсификации процессов)
к качеству кокса предъявляются все более высокие требования, которым может
удовлетворить только совершенное производство.
С 1960 г. советская коксохимия прочно занимает первое место
в мировом производстве кокса и химических продуктов коксова-
ния. Не только по количеству вырабатываемого кокса, но и по
технической оснащенности отечественная коксохимическая про-
мышленность обогнала передовые капиталистические страны.
Большеемкие коксовые батареи в сочетании с бездымной загруз-
кой и установками сухого тушения кокса изменили облик коксо-
химического предприятия: укрупнились угольные и газовые по-
токи, увеличились мощности агрегатов во всех цехах. Эффектив-
ное развитие получило химическое крыло, стимулом чему послу-
жил быстрый рост химической промышленности. Возникли мощ-
ные цехи по централизованной переработке каменноугольной
смолы и сырого бензола, получению серной кислоты, этилбензола,
роданидов, фталевого ангидрида, антрацена.
В одиннадцатой пятилетке дальнейшее развитие получит ком-
плексное использование в шихтах коксохимических предприятий
углей различных бассейнов наряду с осуществлением методов диф-
ференцированного обогащения углей разной спекаемости с макси-
мальным использованием и сокращением потерь ценных дефи-
цитных марок коксующихся углей. Предстоит внедрение термиче-
ской обработки шихты перед коксованием, производство формо-
ванного кокса из газовых и слабоспекающихся углей Востока и
Украины, выработки специальных видов кокса для недоменных
производств; будет осуществлено строительство коксовых печей
из высокотеплопроводных огнеупорных материалов, что позволит
значительно увеличить скорость коксования. Предусматривается
улучшение деятельности научных, проектных и конструкторских
организаций.
Современный коксохимический завод является высокомехани-
зированным промышленным предприятием, имеющим в своем со-
ставе все необходимые службы и участки, обеспечивающие бес-
перебойную работу всего цикла. Все цехи коксохимического за-
вода разделяют на основные производственные и вспомогательные.
К основным производственным относятся следующие:
1) углеподготовительный цех, где осуществляется прием, хра-
нение и подготовка углей к коксованию. Готовая продукция -—
угольная шихта;
9
2) коксовый цех, который служит для переработки угольной
шихты с получением кокса и газообразных химических продуктов
(прямой коксовый газ);
3) цехи улавливания, где происходит охлаждение прямого
коксового газа и выделение из него ценных химических продуктов
(аммиака, сырого бензола, каменноугольной смолы и др.);
4) перерабатывающие цехи (пекококсовый, смолоперегонный,
цех ректификации и др.), которые служат для дальнейшей пере-
работки химических продуктов, полученных в цехе улавливания.
Готовой продукцией являются чистые бензольные углеводороды,
нафталин, пековый кокс, фталевый ангидрид, антрацен и др.
Все цехи состоят из соответствующих отделений и участков.
К вспомогательным относят следующие цехи: железнодорож-
ный, ремонтный, энергетический, автогараж, хозяйственный,
отдел технического контроля (ОТК), центральная заводская лабо-
ратория (ЦЗЛ). Имеются еще вспомогательные службы завода.
Руководство всей производственной и хозяйственной деятель-
ностью завода, направленное на выполнение государственного
плана и обеспечение технического прогресса, осуществляет заво-
доуправление.
Раздел ПОДГОТОВКА УГЛЯ
первый К КОКСОВАНИЮ
Глава I. ТВЕРДОЕ ТОПЛИВО КАК СЫРЬЕ
ДЛЯ ХИМИЧЕСКОЙ ПЕРЕРАБОТКИ
1. Происхождение каменных углей
Каменный уголь образовался в результате сложных процессов
превращения растительных остатков в угольную массу.
Процесс углефикации можно разделить на три этапа:
1. Образование торфа.
2. Образование бурого угля.
3. Образование каменного угля.
Отмерший растительный материал — стволы деревьев, ветви,
листья, семена и т. п. в зависимости от рода растительности и со-
стояния водного покрова образовали в медленно опускающемся
пространстве лесные, тростниковые или болотные трясины. Расти-
тельный материал находился в условиях полного отсутствия воз-
духа и, следовательно, был предохранен от гниения или тления.
Только грибки и бактерии разлагали исходный растительный ма-
териал, превращая его сначала в торф, а затем в бурый уголь с об-
разованием при этом гумусовых кислот.
На процессы разложения, протекающие в результате жизне-
деятельности грибков и бактерий, включающие окисление и вос-
становление, влияли климатические изменения температуры, уро-
вень водного покрова, скорость оседания почвы, давление выше-
расположенных слоев и другие факторы.
Таким образом, свойства органической массы каменного угля
определяются не только особенностями исходного растительного
материала, но и условиями накопления его и превращения в уголь.
Органическая масса каменных углей представляет собой слож-
ную гетерогенную смесь различных высокомолекулярных соеди-
нений, состоящих из структурных единиц, которые можно предста-
вить как макромолекулы, т. е. совокупность элементарных единиц,
состоящих из ядра и боковых цепей. Ядра — малореакционная
часть молекулы, обладающая наибольшей прочностью связей и
термоустойчивостью. Боковые цепи — реакционно способная
часть, обладающая небольшой устойчивостью. Все ядра элементар-
ных единиц связаны между собой в пространственной молекуле
через боковые цепи.
С увеличением степени метаморфизма увеличивается упорядо-
ченность углеродных сеток ядерной части, и это определяет физи-
ко-химические и технологические свойства углей.
Свойства каменных углей в значительной мере зависят от их
петрографического состава.
Основными петрографическими составляющими угля являются
витрен, фюзен, дюрен и кларен.
11
Витрен — блестящая однородная часть ископаемых углей,
в тонком срезе (шлифе) прозрачен. Витрен придает углю хруп-
кость и раковистый излом, он имеет высокую спекаемость.
Фюзен — матовая часть каменных углей волокнистого строе-
ния, рыхлый, легко растирается в порошок; не переходит в пласти-
ческое состояние, дает наименьший выход химических продуктов'
коксования, обладает повышенной зольностью и сернистостью. .
При дроблении концентрируется главным образом в мелочи.
- Дюрен — матовая, бесструктурная, наиболее твердая из всех
составляющих часть угля. В состав дюрена входят споры, кути-
кулы, обрывки фюзена. Дюрен с большим количеством спор обла-
дает спекаемостью.
Кларен является сложным ингредиентом; полублестящий,
неоднородный, состоит из прозрачной основной массы и содержит
небольшое количество оболочек спор, кутикул, включений фюзена
и витрена.
Исследования показали, что для оценки угля необходимо учи-
тывать как содержание в нем тех или иных ингредиентов, так и их
микрокомпонентный состав.
Микрокомпонентами называются видимые только под микро-
скопом частицы, слагающие уголь. Те или иные сочетания их об-
разуют основные ингредиенты. Микрокомпоненты объединяются
в отдельные группы. В настоящее время при изучении петрографи-
ческого состава каменных углей различают шесть групп и 18 ми-
крокомпонентов. Основными признаками, по которым микроком-
поненты объединяются в группы, являются их отражательная спо-
собность и микрорельеф, определяемые путем сравнения отдель-
ных микрокомпонентов между собой.
По петрографическому составу можно установить степень ме-
таморфизма угля. Доказано, что свойства получаемого кокса в зна-
чительной мере определяются количеством и свойствами петро-
графических составляющих углей.
2. Месторождения каменных углей в СССР
Советский Союз по запасам ископаемых углей занимает первое
место в мире. Значительная часть запасов (около 32 %) прихо-
дится на долю газовых углей. Удельный вес запасов спекаю-
щихся углей марок ГЖ, Ж, КЖ, К, КГ и ОС в общесоюзных
запасах не превышает 26 %. Эти угли вместе с газовыми представ-
ляют собой основное сырье для производства кокса.
Распределение ископаемых углей на территории нашей страны
неравномерно — более 90 % из общих геологических запасов
приходится на восточные районы.
В настоящее время 97 % всех углей, пригодных для коксова-
ния, добывают в Донецком , Кузнецком, Карагандинском и Пе-
чорском угольных бассейнах.
12
Донецкий бассейн является основным поставщиком
энергетического и технологического топлива для центральных и
южных промышленных районов Европейской части СССР.
Среднее содержание золы для большинства угольных пластов
составляет 9—18 %, серы 0,9—4,0 %. Угли Донецкого бассейна
относятся к легко- и среднеобогатимым. При обогащении углей
содержание серы в них снижается на 20 %.
Для Донбасса характерна относительно малая мощность уголь-
ных пластов, что обусловливает преобладание здесь шахт неболь-
шой производительности. Шахты, в которых разрабатываются
угли марок Ж, К и ОС, имеют большую глубину (1000 м и более).
Поэтому себестоимость добычи основных марок углей в 1,9—
2,1 раза выше, чем таких же углей в Кузбассе. Для возмещения
дефицита углей, пригодных для коксования, на Украину постав-
ляются угли из других бассейнов.
Кузнецкий бассейн является одной из крупнейших
угольных баз СССР, в нем имеются угли всех степеней метамор-
физма.
Бассейн дает около 18 % всех углей, добываемых в СССР,
а в количестве углей, расходуемых в стране на коксование, доля
Кузнецкого бассейна составляет 29 %. Несмотря на постоянный
рост производства, коксующие свойства шихт из кузнецких углей
в ближайшее время практически не ухудшатся.
Кузнецкие угли отличаются более низкой спекаемостью по
сравнению с донецкими углями аналогичных марок, различной
обогатимостью, меньшей зольностью (до 12 %) и сернистостью
(0,3—0,8%).
Карагандинский бассейн. Угли представлены
в основном марками КЖ, К и К2, они хорошо спекаются, мало-
сернисты (0,6—1,0 %). Большинство угольных пластов бассейна
содержит значительное количество тонко распределенных мине-
ральных примесей. В связи с этим зольность углей достигает 16—
20 % и обогащение их затруднительно.
Печорский бассейн. Значительную часть запасов
бассейна составляют спекаикщеся угли, пригодные для коксова-
ния. Угли бассейна представлены различными марками — от длин-
нопламенных до полуантрацитов. На долю жирных углей прихо-
дится около 40 %. Угли бассейна малосернисты (до 1,5 %), вы-
сокозол ьны (9—40 %).
Помимо перечисленных выше бассейнов, на территории нашей
страны расположены другие мощные месторождения каменных
углей, используемые в основном для энергетических целей. К ним
можно отнести Подмосковный бассейн (бурые угли), Канско-Ачин-
ское месторождение (бурые угли), Кизеловский и Челябинский
бассейны (марки Г и Ж), Иркутский (газовые угли), Экибастузский
бассейны (марки ОС) и др.
13
3. Методы термической переработки топлива
Твердое топливо широко используется как для получения теп-
ловой и электрической энергии, так и в качестве сырья для хими-
ческой переработки и получения большого количества разнооб-
разных и весьма ценных химических продуктов, необходимых для
нормальной деятельности и развития многих отраслей промыш-
ленности.
Химическая переработка топлива дает широкие возможности
для химизации народного хозяйства.
Коксохимическая промышленность в СССР является одним из
основных поставщиков сырья для органического синтеза. Коксо-
химия дает ряд продуктов, которые нигде более не получают:
пиколины, крезолы, мезитилен, карбазол, фенантрен, аценафтен.
Ассортимент химических продуктов, выпускаемых в СССР на
основе летучих продуктов коксования каменных углей, составляет
более 200 наименований.
Основными методами химической переработки твердого топ-
лива являются термические процессы: пиролиз (полукоксование,
коксование), газификация и гидрогенизация.
В процессе полукоксования (нагрев не выше 550 °C) уголь
превращается в ценное химическое сырье. Нелетучий продукт,
который получается при полукоксовании, по составу занимает
промежуточное положение между исходным углем и коксом и на-
зывается полукоксом. Смола и газ при полукоксовании также
значительно отличаются по составу и свойствам от соответствую- *
щих продуктов коксования и называются первичной смолой и
первичным газом.
Гидрогенизация углей представляет собой совокупность реакций
превращения сложных соединений угля в присутствии водорода
в смесь более простых — углеводородов. В зависимости от усло-
вий гидрогенизации (давление, температура, катализатор) орга-
ническую массу углей можно полностью перевести в жидкие угле-
водороды. Полученные продукты используются как искусственное
жидкое топливо.
Под коксованием в общем виде понимают сложный процесс
превращения топлива при нагреве до высоких температур без
доступа воздуха. Уголь, идущий для производства доменного и
литейного кокса, должен содержать ограниченные количества
золы и серы.
Совокупность определенных свойств углей, необходимых для
получения хорошего кокса, служит характеристикой коксующей
способности углей. Все факторы, определяющие коксующую спо-
собность углей, можно разделить на две группы:
1) факторы, зависящие от природы угля;
2) факторы, зависящие от технологического режима подго-
товки углей (шихты) и процесса коксования.
14
Для получения кокса из углей подбирается смесь, которая
должна давать при коксовании прочный кокс с невысоким содер-
жанием золы и серы. При подборе шихт руководствуются техно-
логической классификацией углей, чтобы они давали кокс, кото-
рый легко будет выдаваться из печей и обладать хорошими каче-
ственными показателями.
При нагревании твердых горючих ископаемых без доступа
воздуха их органическая масса претерпевает сложные превраще-
ния, в результате которых в зависимости от конечной температуры
и других условий проведения процесса из одного и того же угля
образуются в разном количестве и разного состава газообразные,
парообразные (жидкие) и твердые продукты. При прочих равных
условиях осуществления процесса нагревания углей без доступа
воздуха характер всех образующихся продуктов определяется
природой, стадией зрелости и особенностями молекулярной струк-
туры органических веществ исходных углей.
Комплекс всех процессов превращений различных твердых
горючих ископаемых, вызываемых действием тепла, принято на-
зывать термической деструкцией. Этим названием подчеркивается,
что при нагревании угля прежде всего происходят изменения мо-
лекулярной структуры органической массы углей.
При термической деструкции протекают различные химические
реакции, сопровождающиеся физико-химическими процессами и
физическими явлениями. Основной особенностью химических
реакций термической деструкции углей является сочетание в них
необратимых процессов разложения и синтеза, т. е. распада и
уплотнения (конденсации) веществ органической массы углей с об-
разованием новых продуктов.
В начальной стадии нагревания углей термическая деструк-
ция проявляется в образовании воды и кислородсодержащих
газов за счет разложения боковых цепей элементарных структур-
ных единиц; следовательно, поликонденсационные прсйлссы в ядер-
ной части структурных единиц, если и протекают в этой стадии,
имеют лишь подчиненное значение. Наоборот, при более высоких
температурах главную роль играют поликонденсационные про-
цессы в ядерной части, но вызываются они также продолжаю-
щейся термической деструкцией.
Глава II. СВОЙСТВА КАМЕННЫХ УГЛЕЙ
1. Свойства и физико-химические характеристики каменных
углей
Зольность угля. Золой топлива называют негорючую часть, состоя-
щую из минеральных веществ, имеющихся в топливе. Ископаемые угли в большей
или меньшей степени содержат минеральные включения, количество которых
не зависит от степени метаморфизма, а только от условий образования и добычи
угля.
Минеральные вещества могут попасть в уголь в процессе его образования
(первичные включения) и бывают представлены тонко диспергированной глиной,
вкраплениями железного шпата и кварца.
После затвердевания угля в результате сжатия и перемещения пластов могли
попадать вторичные минеральные включения — серный колчедан и известковый
шпат.
Первичные включения и уголь имеют прочную связь, поэтому при дроблении
углей они остаются в крупных классах. Вторичные включения при измельчении
угля освобождаются и концентрируются как изолированные минеральные примеси
главным образом в пыли и шламе.
Зола имеет следующий состав, %: 36—44 SiO2; 22—27 А12О3; 22—30 Fe2O3;
3—7 СаО; 1—2 MgO. Масса золы всегда меньше массы минеральных веществ до
сжигания (в основном в результате выделения СО2 из карбонатов). Зола являет-
ся балластом при транспортировке угля.
Угли с высокой зольностью имеют низкую теплоту сгорания. Качество кокса
из них ухудшается — снижается прочность, уменьшается содержание углерода.
При повышении зольности кокса на 1 % расход известняка в доменном процессе
возрастает на 2,5 %, а расход кокса — на 1,5—2,5 %. Все это снижает произво-
дительность доменной печи на 2,0—2,5 %.
Зольность рядовых углей угольных бассейнов СССР колеблется от 3 до 30 %.
Зольность зависит и от способа добычи, при которой угли могут засоряться мине-
ральными примесями из породных прослоек кровли и почвы.
Зольность угля Ау определяют как остаток после сжигания навески сухого
угля при свободном доступе воздуха и рассчитывают в процентах по массе к на-
веске сухого угля:
= Mh) 10°- 0)
где — навеска сухого угля, г; g2 — остаток после сжигания угля, г.
Допустимая зольность шихты для коксования в зависимости от нормируемой
зольности кокса определяется по формуле
^ш = («)/Ю0, (2)
где Ащ — допустимая зольность шихты, %; А£ — требуемая зольность кокса, %;
В* — выход сухого кокса из сухой шихты, %.
Зольность кокса не должна превышать 10%. Тогда при выходе сухого
валового кокса из сухой шихты, равном 73—77 %, допустимая зольность сухой
шихты должна быть не выше
(10-73): 100 = 7,3%.
Рядовые угли с большей зольностью направляются на обогащение для того»
чтобы снизить зольность до необходимой величины.
Сернистость угля. Содержание серы в рядовых углях колеблется
в больших пределах — от 0,4 до 8,0 %. При коксовании значительная часть серы
остается в коксе. В случае перехода в чугун сера образует сернистое железо в виДе
16
разбросанных включений, придающих металлам красноломкость—свойство
разрушаться при обработке в нагретом состоянии. При выплавке чугуна серу
переводят в шлак, увеличивая расход флюсов.
В угле может находиться сера трех разновидностей: колчеданная, сульфатная
и органическая. В процессе подготовки угля к коксованию при его обогащении и
при коксовании часть серы удаляется.
Степень десульфурации угля при обогащении зависит от содержания и
характера включений серного колчедана и глубины обогащения угля.
В настоящее время степень десульфурации угля на обогатительных фабриках
Донбасса составляет 15—20 % (от содержания серы в рядовых угля), т. е. коэффи-
циент остаточной серы в обогащенном угле = 0,804-0,85.
При коксовании углей часть серы переходит в газ. Степень десульфурации
кокса зависит от природы угля, соотношения различных видов серы, выхода лету-
чих веществ, режима коксования. При коксовании степень десульфурации про-
порциональна изменению выхода летучих веществ из угля.
Остаточное содержание серы в коксе можно определить по выражению
SK — (0,80 4-0,85) Sy> (3)
где Sy — содержание серы в угле, %.
Допустимую сернистость рядовых углей, направляемых на коксование,
определяют по формуле
Sy. РЯД ~ ^к/*0*К, (^)
где SK содержание серы в коксе, %; Кк — коэффициент остаточной серы
в коксе.
Экономически выгодно иметь минимальное содержание серы в доменном коксе,
но это не всегда достижимо. Поэтому рекомендуется составлять угольные шихты
с учетом особенностей потребителя кокса. Это позволяет более рационально
использовать дефицитные малосернистые угли.
Влажность угля. Влага в угле является балластом, удорожающим
его транспортировку, затрудняющим подготовку угля к коксованию, его хранение
на складах, выдачу из хранилищ и дозирование. Влажные угли плохо сортиру-
ются и обеспыливаются, что ведет к ухудшению режима обогащения. Увеличение
влажности готовой шихты выше 8 % требует увеличения расхода тепла при коксо-
вании на 30 кДж/кг шихты на каждый процент влаги. При увеличении влажности
шихты нарушается обогрев камеры — перегревается низ и недостаточно прогре-
вается верхняя часть. При высокой влажности ухудшается состояние кладки
коксовых печей. Увеличение (уменьшение) влажности шихты против оптимальной
на 1 % приводит к увеличению (уменьшению) периода коксЯЬния на 20 мин.
Общая влажность угля является суммой внешней и внутренней влажностей:
цроб
дегвнутр .
(5)
Внешняя влага характеризуется наличием пленки или капель воды на по-
верхности угля. На величину внешней влаги влияет орошение угля в забое,
гидротранспортировка, атмосферные осадки, мокрое обогащение.
Внешняя влага определяется по разности массы навески угля до и после
высушивания в сушильном шкафу:
V?* = gl~ga 100
у £1
(6)
где — навеска угля до высушивания, г; g2 — навеска угля после высушива-
ния, г. Г * j*
Внутренняя влага |
коксовании углей. Количество
в прямой зависимости от содержания в у|ле кис»
определяется расчетным путем, величина fе 1,5-4
(пирогенетическая! химцч«нр.$в;?задеая) едд^ляф'ся при
[ичество ее зависи| от степенинаходится
влага
•кссхкййчшжа з.
17
Для устранения нарушения схода угля и шихты из хранилищ, забивания
угля и шихты в желобах и для обеспечения равномерной дозировки углей жела-
тельно, чтобы содержание влаги в угле и шихте не превышало 7 %.
Выход летучих веществ. Летучими веществами называются
химические паро- и газообразные вещества, выделяющиеся из угля при нагрева-
нии его без доступа воздуха.
Выход летучих веществ характеризует свойства угля, его пригодность для
энергетических и технологических целей. Выход летучих веществ зависит от
условий образования, степени метаморфизма, химического состава угля, темпе-
ратуры и скорости нагревания, выдержки при данной температуре.
С увеличением степени метаморфизма уменьшается выход летучих веществ.
Так, выход летучих у торфа составляет около 70 %, бурого угля — 65—45 %,
каменного угля — 45—10 %, антрацита — менее 10 %.
Наличие дюрена увеличивает выход летучих, фюзена уменьшает. Увеличение
температуры и выдержки и уменьшение скорости нагревания ведут к увеличению
выхода летучих веществ из угля.
Выход летучих веществ определяется следующим образом: навеска исследуе-
мого угля помещается в нагретый до 850 °C муфель, где выдерживается 7 мин без
доступа воздуха. После взвешивания остатка производится расчет по формуле
100 — ^у» (7)
где У® — выход летучих веществ из аналитической пробы угля, % ; gi — навеска
угля до нагревания, г; g2—навеска угля после нагревания, г; IFy — влага
аналитической пробы угля, %.
Элементный состав. Растения, а следовательно, все угли состоят
из углерода, водорода, кислорода, азота и серы. Содержание других элементов
незначительно.
Из приведенных в табл. 1 данных следует, что по мере перехода от раститель-
ных остатков к торфу, а от торфа к антрациту заметно возрастает содержание
углерода и понижается содержание водорода и кислорода. Следовательно, процесс
превращения растительных остатков в угли (углефикацию) можно рассматривать
как процесс обуглероживания.
Содержание азота не зависит от степени метаморфизма. Для различных уголь-
ных бассейнов оно различно и составляет 1,3—3,0 %.
Сера в угле находится в органической массе, а в минеральных примесях —
в виде пирита, сульфатов, элементарной серы. Органической серы в углях менее
половины. При сгорании она дает сернистый газ. Сернистый газ образуется также
при сгорании пиритной и элементарной серы. Сульфатная сера не сгорает.
Плотность. Плотность угля может быть истинная — масса в граммах
1 см3 плотного вещества, не содержащего пор, и кажущаяся — масса 1 см3 угля
с присутствующими в нем влагой, минеральными примесями и воздухом, находя-
щимся в его порах. С увеличением степени метаморфизма плотность каменных
Таблица 1. Элементный состав твердого топлива
Топливо Содержание элементов, %
С н О
Древесина 45,0—50,0 6,0—6,5 40,0—44,0
Торф .... ... 50,0—60,0 5,5—6,5 30,0—40,0
Бурый уголь 67,0—78,0 5,0—6,0/ 20,0—30,0
Каменный уголь ..... 78,0—92,0 4,5—5,7 4,0—15,0
Антрацит 93,0—96,0 1,5—2,5 1,5—5,0
Полукокс 84,0—91,0 2,6-4,4 3,0—6,0
Кокс . 94,0—96,0 1,4-1,6 1,5—2,0
18
углей возрастает от 1,20 до 1,35 г/см3. Плотность антрацита 1,50—1,90 г/см3.
Это объясняется уменьшением объема пор угля. Угли с большей зольностью будут
иметь большую плотность, так как плотность минеральных примесей значительно
выше плотности угля.
Насыпная масса. Насыпной массой называется масса угля в кило-
граммах или тоннах, находящаяся в свободно насыпанном состоянии в единице
объема (1 м3). Насыпная масса угля зависит от плотности вещества и объема
свободных промежутков между угольными частицами. Она имеет минимальные
значения, если все зерна угля измельчены до одинакового размера. Средняя
насыпная масса угля составляет 700—800 кг/м3. Наименьшую насыпную массу
имеет уголь с влажностью 6—12 %.
Блеск. Степень блеска угля зависит от степени метаморфизма, характера
и количества примесей, петрографического состава. Витрен блестит, дюрен мато-
вый. По мере повышения степени метаморфизма степень блеска возрастает.
Дробимость. Дробимость характеризуется способностью углей разру-
шаться под действием внешних разрушающих усилий при дроблении. Дробимость
угля зависит от степени метаморфизма, которая характеризуется выходом летучих.
Хорошо дробятся угли, величина выхода летучих веществ которых от 10 до 30 %.
Своеобразно влияет па дробимость петрографический состав. Очень богатые
спорами дюрены и кларены могут быть в 10—20 раз прочнее, чем хрупкие витрены
и легкоистирающийся фюзен. При дроблении прочный дюрен накапливается
в крупных классах, а хрупкий витрен — в мелочи, пыли, флото кон цен трате и
шламе обогатительных фабрик. Оставшиеся после дробилки крупные классы угля
размером 5—8 мм всегда богаче слабоспекающимся дюреном.
Дробимость обусловливается и совокупностью некоторых физических свойств,
включающих твердость, прочность, хрупкость, вязкость трещиноватость и др
2- Спекаемость и коксуемость углей
Каменные угли являются единственным видом углей, из которых получают
кокс, необходимый в металлургической промышленности. Для получения кокса
пригодны не все каменные угли, а только те, которые обладают спекающей спо-
собностью. Спекающая способность — свойство углей при нагревании без доступа
воздуха образовывать из разрозненных зерен угля твердый остаток в виде прочных
кусков.
Этим свойством обладают газовые, жирные, коксовые и отощенные спекаю-
щиеся угли, не спекаются длиннопламенные и тощие угли. Установлено, что
спекающей способностью обладают те угли, которые при нагревании без доступа
воздуха при 350—400 °C переходят в жидкое, текучее (пластическое) состояние.
Однако свойство углей спекаться не является достаточным для получения
металлургического кокса. Из спекающихся углей лишь коксовые дают металлур-
гический кокс, все другие угли при коксовании в отдельности не дают кокса тре-
буемого качества, которое характеризуется прочностью, твердостью, пористостью,
реакционной способностью. Не любой спекающийся уголь может быть пригоден
для производства кокса.
На коксуемость влияют петрографический состав, степень метаморфизма
угля, выход летучих веществ, а также характер изменений при нагреве — пере-
ход в пластическое состояние, степень вязкости и температурный интервал этого
состояния, спекание, динамика газовыделения.
Для оценки спекающих свойств углей предложено несколько методов, осно-
ванных на различных принципах.
П ласто метрический метод (метод Л. М. Сапожникова и Л. П. Базилевич)
принят в СССР в качестве стандартного для определения спекаемости углей.
В специальный аппарат помещается навеска испытываемого угля и нагрева-
ется (снизу) до 720 °C со скоростью 3 °C мин. При этом уголь проходит все пироге-
нетические стадии: сушку, пластическое состояние, образование полукокса и
кокса.
В результате процессов, протекающих в пластической массе угля, происходит
изменение объема пластического слоя, что передается системой рычагов и фикси-
19
руется на вращающемся барабане со шкалой в виде соответствующей кри-
вой.
Размягчившийся уголь заполняет все пустоты и образует пластический слой,
толщина которого замеряется специальной иглой. Ею же определяется перемеще-
ние верхней и нижней границ пластического слоя. Расстояние между этими гра-
ницами характеризует один из параметров угля — толщину пластического
слоя у (мм). Наибольшим пластическим слоем обладают жирные (25—35 мм) и
коксовые (18—24 мм) угли; для газовых и отощенных эта величина меньше —
всего 6—15 мм. По снижению кривой к концу опыта от начального*уровня опре-
деляют второй параметр — усадку х (мм).
Метод Рога. Сущность метода заключается в быстром нагревании до 850 °C
навески угля с отощающей добавкой и определении механической прочности
нелетучего остатка при его разрушении в специальном устройстве. Метод удовлет-
ворительно характеризует спекающую способность углей пониженной и средней
спекаемости (у = 7-ь 15 мм).
Метод свободного вспучивания основан на сопоставлении внешнего вида ти-
гельного коксового остатка, получаемого при нагревании угля в закрытом тигле
при 820 °C, со стандартным нумерованным образцом. Метод принят в системе
Международной классификации для определения спекаемости.
Всестороннее изучение процесса спекания невозможно без определения
вспучивания углей в пластическом состоянии. Под вспучиванием углей понимают
увеличение объема их пластической массы в результате газовыделения при нагреве
и свободном расширении угля в каком-либо направлении.
Метод ИГИ—ВУХИН (Восточный углехимический институт) основан на
способности спекающихся углей при нагревании в условиях свободного вспучи-
вания давать коксовый остаток увеличенного объема. Сущность метода заключа-
ется в нагревании при 580 °C сбрикетированной навески угля и определении
разницы высот брикета до и после нагревания. Полученная разница (мм) служит
показателем способности углей вспучиваться и называется числом вспучивания.
Метод ИГИ—ДМети позволяет получить динамику вспучивания углей
в процессе спекания. Сущность метода заключается в нагреве брикета угля в пред-
варительно разогретой печи и определении периода до начала вспучивания (/71Т),
продолжительности (77в) и величины вспучивания (индекс вспучивания Яв)
угольного брикета в условиях свободного расширения в трубке. Модернизирован-
ный аппарат ИГИ—Дмети-4 с длинной трубкой обеспечивает более правильную
оценку и сопоставимость результатов испытаний для шихты любого качественного
состава независимо от свойств и доли участия в них высокометаморфизованных
компонентов.
3. Классификация каменных углей
Классификация углей — это их систематизация по отдельным отличительным
признакам и свойствам. В СССР имеются технологические классификации для
каждого угольного бассейна (табл. 2,3). Это объясняется тем, что угли разных
бассейнов при одинаковых классификационных параметрах спекаемости при
самостоятельном коксования или коксовании в смесях могут давать различный
кокс. Основными параметрами технологической классификации углей для коксо.
вания являются выход летучих веществ (Ег, %) и толщина пластического слоя
(у, мм).
Часто для обозначения групп углей применяют сочетание групп и марок или
дополнительные индексы, подразделяющие группы на подгруппы. Цифры в услов-
ных обозначениях групп указывают нижний предел спекаемости угля (у). Напри-
мер, условное обозначение Гб можно расшифровать: уголь газовый с нижним
пределом спекаемости (толщиной пластического слоя) 6 мм.
Международная классификация углей
Для Международной классификации была разработана система шифров, по
которой подразделяются каменные угли.
Каждый класс обозначается трехцифровым индексом. Первая цифра шифра
индекса означает класс каменного угля, устанавливаемый по выходу летучих
20
Таблица 2. Технологическая классификация углей
Донецкого бассейна
Марка угля Технологическая группа угля Выход летучих, % Толщина '^пластическо- го слоя, мм
наименование обозначение
Длиннопламенный t Д 37
Газовый г Гб 35 6—15
Г12, Г14, Г17 35. 16—25
Жирный ж Ж6, ЖЮ, Ж13 35—27 13—20
Ж18, Ж21, Ж26 35—27 21
Коксовый к К8, К10 27—18 21
К13, К14, К19 27—18 14—20
Отощенный спека- ющийся ОС ОС6 22—14 6—13
ОС 22—14 6
Тощий т £ । 17—19 мм*
веществ и теплоте сгорания. Всего установлено 10 классов с цифрами от 0
До 9.
Вторая цифра шифра разделяет классы угля на группы по спекающей способ-
ности, определяемой методами Рога или индексом свободного вспучивания. Каж-
дый класс разбивается на четыре группы по возрастающей степени спекаемости
с цифрами от 0 до 3.
Таблица 3. Технологическая классификация углей Кузнецкого
и Карагандинского бассейнов
Марка угля Технологическая группа угля Кузнецкий бассейн Карагандинский бассейн
наименование обо- значе- ние vr. % у, мм vr, % у, мм
Длиннопламен- ный д — >37 — —-
Газовый г Гб >37 6—16 >33. 6—24
Г12, Г14, Г17 >37 17—25
Газовый жир- ный гж — 37—31 6—25 <—
21
Продолжение табл. С
Марки угля Технологическая группа угля Кузнецкий бассейн Карагандинский ба ссейн
наименование обо- значе- ние уГ, % у, мм уг, % у, мм
Жирный ж Ж6, ЖЮ, Ж13 — ' 1 >23 24
Ж18. Ж21, Ж26 >33 26
Коксовый жир- ный кж КЖ6 31—25 6—13 33 19—24
КЖ14 f 14—25
Коксовый к кв, кю, К1з 25—27 10—12 33 12—18
К13, К14, К19 <25 13—25
Коксовый вто- рой К2 — 25—17 6—9 33—32 6—11
Отощенный спекающийся ОС ОС6 17 6—9 <22 6—11
ОС
Слабоспекаю- щийся сс ICC 37—25 ч — —
2СС 25—17
Тощий т —* 7 —•
(у^дая>Ча^ппа разбита на шесть подгрупп йо коксующйъг<цойствам углей.
Третья цифра шйфра может быть от О Д(Г5>^\ \ 'х-_____
/В нашей странк разработан проекр^ди^й^ромышл енибТГкл ассрфи кйки
каменных углей СССР, который значительно’устркц^ет неДостатки^Иёждународ-
но^ классификации й классификации, действУфцих в нашей странёТВ настоящее
Бремя продолжаются большие работы по ра^работ<<е\ра1(йональной, научно
обоснованной и проверенной на практике промышленной классификации камен-
ных углей различных бассейнов CCCF?^
4. Составление и расчет угольнОй^^бст^Для коксования
Шихтой называется смесь углей различныхтаэдхж, взятых в определенной
пропорции, для получения кокса соответствующего качества. В настоящее время
производится коксование многокомпонентных угольных^смесей.
При составлении угольной шихты необходимо заботить^Хо получении кокса 7
с заданной технической характеристикой (определенная зольщють, сернистость, 7
прочность, крупность и т. д.)_ Состав угольной смеси должен бьКф таким, чтобы
обеспечивать необходимую полноту спекания, а в период перехода в^цластическое
состояние — достаточное, но не опасное для кладки коксовых печей'давление
распирания, способствующее образованию хорошей структуры и кускоёуц)сти^
кокса. Вместе с тем необходимо обеспечить надлежащий выход газа и химических
продуктов коксования.
22
При составлении шихты следует учитывать расположение шахт, технологи-
ческую схему угле подготовительного цеха завода, возможности углеприема и
дозировки угля, а также состояние кладки коксовых печей. Содержание углей
в шихте зависит от свойств отдельных технологических марок.
Газовые угли, добываемые в Донбассе, относятся в основном к технологической
группе Гб, для которой характерны сравнительно небольшая толщина пласти-
ческого слоя, высокий выход летучих веществ и повышенная пластометрическая
усадка. Газовые угли группы Г16 отличаются от углей группы Гб лучшей спекае-
мосТью и большей толщиной пластического слоя. Поэтому кокс из шихты с уча-
стием угля Г16 получается более прочный, чем из шихты с примесью угля Гб.
При самостоятельном коксовании слабоспекающиеся газовые угли не дают
кускового кокса, газовые угли средней спекаемости образуют сравнительно
мелкий кокс с невысокой механической прочностью, а газовые угли повышенной
спекаемости — хорошо проплавленный легкодробимый кокс. Кокс из газовых
углей обладает высокой реакционной способностью.
Присутствие газовых углей повышает конечную усадку коксового пирога и
способствует легкой выдаче его из печи, а также увеличивает выход газа и хими-
ческих продуктов и обеспечивает наиболее высокий коэффициент десульфурации
в процессе коксования. При повышенном содержании газовых углей в шихте
выход кокса уменьшается.
Жирные угли технологической группы Ж21 являются главным компонентом
шихты, их участие в шихте обеспечивает хорошую спекаемость ее и придает коксу
прочность. Жирные угли имеют у = 25ч-35 мм и хорошо коксуются. Однако при
повышенном их содержании кокс получается трещиноватый и мелкокусковой.
Угли группы Ж13 по свойствам приближаются к газовым углям. Они снижают
поперечную трещиноватость кокса, но при избытке их в шихте увеличивается
продольная трещиноватость.
При са>.: ^тоятельном коксовании уголь Ж21 образует хорошо проплавлен-
ный, малоистирающийся кокс невысокой прочности, уголь Ж13 — мелкий, тре-
щиноватый и непрочный кокс. Жирные угли дают высокие выходы смолы, бензола,
газа.
Коксовые угли в шихте придают коксу высокую механическую прочность и
однородную кусковатость. Некоторые угли марки К развивают при коксовании
значительное давление распирания, опасное для сохранности коксовых печей.
При самостоятельном коксовании коксовые угли дают довольно крупный
равномерный по кусковатости кокс высокой прочности с незначительным коли-
чеством трещин.
Отощенные спекающиеся угли отощают шихту и делают ее менее усадочной.
В результате уменьшается трещиноватость кокса, а крупность его повышается.
Уголь ОС с малым пластическим слоем увеличивает истираемость кокса — кокс
становится более замусоренным и неравномерным по кусковатости.
Угли марки ОС дают малый выход газа и химических продуктов. Следует
учитывать, что некоторые угли группы ОС6 при коксовании развивают большое
давление распирания.
При составлении шихты следует учитывать следующие положения:
1) угольные смеси при нагревании должны обладать оптимальной спекае-
мостью;
2) при составлении шихты для получения прочного кокса необходимо рас-
сматривать совместимость продуктов термической деструкции как по температур-
ным границам пластичности, так и по химическим свойствам;
3) увеличение доли газовых углей требует дифференциации шихт, исключаю-
щей сочетание в них больших количеств слабоспекающихся газовых и отощенных
спекающихся углей. Шихты с высоким содержанием газовых углей должны вклю-
чать значительное количество коксовых и близких к ним жирных.
Производственные шихты составляются с учетом и других показателей:
зольность, обогатимость, сернистость, выход летучих веществ и химических
продуктов коксования, возможность легкой выдачи кокса из камеры (усадка).
Влияние состава и свойств шихты на качество кокса. Подготовленная к коксо-
ванию шихта должна обладать такими свойствами, которые позволяют получить
из нее кокс, отвечающий требованиям потребителя. Основным потребителем кокса
23
является доменное производство. Требования к качеству кокса весьма разнооб-
разны, так как он в доменном процессе выполняет ряд важных технологических
функций — является топливом, твердым восстановителем и материалом для полу-
чения газообразного восстановителя, разрыхлителем столба шихтовых материа
лов, обеспечивающим его газопроницаемость, дренажным слоем для жидких
продуктов плавки.
Зольность кокса определяется суммой минеральных веществ, входящих
в состав угля. Зола является балластом, она уменьшает содержание углерода и
в доменном процессе должна выводиться в шлак, на что затрачивается определен-
ное количество флюсов и тепла. Поэтому доменщики считают, что зольность кокса
должна быть настолько малой, насколько это в данных условиях экономически
оправдано.
Для получения шихты с определенной и стабильной зольностью применяют
методы обогащения и усреднения, описанные в последующих главах. Для сниже-
ния зольности шихты требуется более глубокое обогащение углей, что приводит
к увеличению потерь ценных коксующихся углей с отходами обогащения, сниже-
нию выхода обогащенной шихты из рядовых углей, усложнению процесса обога-
щения и, в конечном итоге, к значительному удорожанию кокса.
Крупность кокса характеризуется либо гранулометрическим (ситовым)
составом, либо средним размером (dCP) кусков кокса. Государственный стандарт
ограничивает наличие в коксе самых крупных (более 80 мм) и самых мелких
(менее 25 мм) классов. Более правильным и технически обоснованным следует
считать использование в доменном процессе кокса с размерами кусков 20—60 мм.
С увеличением доли газовых углей в шихте, ростом скорости и конечной
температуры коксования содержание крупных классов уменьшается. При тонком
измельчении шихты повышается кусковая равномерность кокса, т. е. уменьшается
содержание кусков >80 мм и увеличивается количество средних кусков (40—
80 мм).
Для получения оптимальных размеров кусков кокса используется формован-
ный или калиброванный кокс, форма и размеры кусков которого одинаковы.
Прочность кокса определяется его способностью противостоять механическим
дробящим усилиям. В связи с интенсификацией доменного процесса существенно
возросли требования к прочности кокса. Прочность кокса зависит от целого ряда
технологических факторов: спекаемости и коксуемости шихты, технологии ее
подготовки, равномерности прогрева всей коксуемой массы по длине и высоте
коксовой камеры, конечной температуры коксования и степени готовности кокса.
Для получения прочного кокса угольная шихта должна иметь оптимальную
спекаемость. При недостаточной спекаемости шихты (отощенная шихта) процесс
коксобразования имеет поверхностный характер, неспекшиеся зерна углей ослаб-
ляют структуру вещества кокса, являются дополнительными очагами трещино-
образования и приводят к повышению дробимости кокса. При повышенной спекае-
мости (ожирненная шихта) структура вещества кокса получится менее прочной и
его разрушение будет сопровождаться образованием большого количества мелких
классов. В этом случае в кусках кокса возникает большое количество поперечных
трещин, что приводит к повышению дробимости. Увеличение доли малометаморфи-
зованных газовых углей дает дополнительные продольные трещины и это также
снижает прочность кокса. Улучшение коксуемости шихты ведет к увеличению
прочности кокса.
Переизмельчение шихты уменьшает ее спекаемость и снижает плотность
насыпной массы, что увеличивает пористость кокса. Прочность кокса при этом
понижается.
Реакционная способность кокса уменьшается при увеличении доли жирных и
коксовых углей в шихте и повышается при добавке в шихту газовых и отощенных
спекающихся углей.
Состав шихты для коксования. С развитием производства кокса в нашей
стране увеличивается расход углей на коксование, в первую очередь газовых
углей, долевое участие которых в угольных шихтах с каждым годом повышается
при одновременном снижении участия углей марок Ж и ОС. В 1975 г. доля газо-
вых углей в донецких шихтах составила 35 %, к 1985 г. она станет еще больше.
Максимальное использование донецких газовых углей для коксования позволит
24
Все показатели технического анализа и толщины
с большей или меньшей точностью рассчитываются по
/7 + Днб -р • • • /7К&
Яш — Тбо ’
где Лттт — рассчитываемый показатель качества шихты,
уменьшить необходимость глубокого шахтного строительства для добычи углей
марок К, Ж и ОС в Донбассе и рационально использовать имеющиеся ресурсы
этих углей. „
В связи с трудностями освоения площадей с углями дефицитных марок
в Кузнецком бассейне четко определена перспектива замены дорогостоящих углей
марки Ж более дешевыми газовыми углями, в частности углями технологической
группы Г17.
Расчет шихты для коксования. Расчет угольной шихты для коксования
производится по показателям технического анализа, спекаемости, обогатимости
(в случае расчета шихт из рядовых углей) с учетом получения кокса требуемого
качества.
пластического слоя у
правилу аддитивности:
(8)
.. „ _ %; Пб ... — пока-
затель качества отдельных компонентов,% ;л, б... —доля компонентов в шихте, % .
Правильно составленная шихта должна обеспечить не только получение
кокса хорошего качества, но и достаточную усадку коксового пирога для легкой
выдачи его из коксовых печей. Для этого подбираются компоненты с необходи-
мыми показателями качества, а также меняется в допустимых пределах доля их
участия в шихте.
Контрольные вопросы
1. Чем объясняется, что при коксовании шихты влаги получается больше, чем
содержится в загруженной шихте?
2. Как зависит выход летучих веществ угля от степени метаморфизма?
3. Какой химический элемент преобладает в каменном угле?
4. Чем отличается насыпная масса угля от его плотности?
5. В чем различие спекающей и коксующей способности угля?
6. Какие характеристики каменных углей положены в основу их классифи-
кации?
7. Как изменится свойство кокса при изменении содержания отдельных
компонентов в шихте (например, увеличение доли газовых углей)?
8. От чего зависит прочность и крупность кокса?
Глава III. ПРИЕМ И ХРАНЕНИЕ УГЛЯ
НА КОКСОХИМИЧЕСКОМ ЗАВОДЕ
1. Основные схемы приема углей
Технология составления угольных шихт включает в себя не-
сколько операций:
1) прием и разгрузка углей;
2) складирование, усреднение и хранение углей;
3) обогащение углей;
4) дозирование компонентов шихты;
5) дробление шихты или отдельно ее компонентов;
6) смешение шихты.
Все эти операции осуществляются в углеподготовительном
цехе, основная задача которого заключается в приготовлении
угольной шихты заданного качества из углей, предназначенных
Для коксования.
25
Для каждого завода технологическая схема углеподготови-
тельного цеха зависит от свойств углей, применяемых для коксо-
вания, и требуемого качества кокса.
Углеподготовительный цех — важнейший цех завода, от его
правильной ритмичной работы зависит нормальная работа всего
завода в целом, количество и качество его продукции.
Углеподготовительный цех располагается параллельно блоку
коксовых печей, преимущественно с коксовой стороны. Все отде-
ления связаны между собой транспортными устройствами, позво-
ляющими передавать угли и шихту из одного отделения в дру-
гое.
Современные коксохимические заводы перерабатывают в сутки
10, 15, 20 тыс. т угля и более. При расположении завода вблизи
шахт или углеобогатительных фабрик угли могут доставляться
конвейерной лентой. Но основное количество углей доставляется
железнодорожным транспортом. На разгрузку железнодорожного
маршрута емкостью 2000—3000 т отводится около 2 ч. За это время
необходимо разгрузить вагоны, очистить их от остатков угля и
передать выгруженный уголь на склад или на переработку. По-
этому все операции по приему и разгрузке углей на современном
коксохимическом заводе, как правило, механизируются, а управ-
ление ими осуществляется автоматически.
В связи с тем, что уголь на завод может быть доставлен в лю-
бое время суток, углеприемные устройства рассчитываются для
работы в три смены, чтобы избежать простоя железнодорожных
вагонов. Учитывается также неравномерность прибытия угля
в течение суток.
2. Механизированная разгрузка углей
В настоящее время прибывающие угли на коксохимическом
заводе разгружают при помощи роторных стационарных вагоно-
опрокидывателей Днепропетровского завода металлургического
оборудования.
Вагоноопрокидыватель типа ВРС-2 (рис. 1) состоит из двух
роторов, опирающихся своими бандажами 2 на три пары балансир-
ных роликоопор 1, платформы с двумя люльками И и двух при-
водов 9 для вращения роторов.
Ротор выполнен в виде жесткой металлической сварной кон-
струкции, состоящей из двух дисков 4, соединенных между собой
продольными и трубчатыми балками 5, которые связаны друг с дру-
гом трубчатыми раскосами 6. Нижняя часть ротора выполнена
в виде рамы 7. С торцовых сторон рама связана с дисками 4. В верх-
ней части ротора к продольным балкам и дискам приварены упоры
10, на которые опирается вагон 8 при опрокидывании. Привод 9
состоит из электродвигателя, редуктора, двух валов и двух откры-
тых зубчатых передач, каждая из которых снабжена шестерней и
зубчатым венцом 3, укрепленным на диске ротора.
26
При повороте роторов на 15° платформы с вагоном под дейст-
вием собственной тяя^сти перемещаются до полного прилегания
вагона к приваленным стенкам роторов, платформа с люльками и
вагон перемещаются до соприкосновения вагона с верхними упо-
рами; при повороте на 170—175° привод отключается конечными
выключателями. При обратном вращении роторов вагон возвра-
щается в исходное положение.
В вагоноопрокидывателе автоматизированы следующие опе-
рации: надвигание вагонов с помощью электротолкателя, расцепка
вагонов, установка вагонов, опрокидывание, очистка вагонов от
угля после опрокидывания и его выталкивание.
Улучшение высыпания угля при разгрузке достигается с по-
мощью двух вибраторов, укрепленных на привалочных брусьях
и включаемых командоап пар атом в момент остановки роторов
в опрокинутом положении вагона.
Улучшение высыпания угля при разгрузке достигается с по-
мощью двух вибраторов, укрепленных на привалочных брусьях
27
и включаемых командоаппаратом в момент остановки роторов
в опрокинутом положении вагона.
Техническая характеристика вагоноопрокидывателя типа ВРС-2
Диаметр по кругу катания, мм ................ 7 300
Длина платформы, мм.......................... 17 000
Максимальная масса груженного вагона, т . . . 150
Скорость вращения ротора, об/мин ............ 1,4
Число опрокидываний в час........................ 30
Мощность электродвигателей, кВт................2X45=90
Масса вагоноопрокидывателя, т................... 135,0
В ДЗМО разработана конструкция кругового вагоноопроки-
дывателя для разгрузки вагонов емкостью 125 т.
Для новых заводов Гипрококсом предусматривается установка
двух вагоноопрокидывателей в одном здании на разных железно-
дорожных путях для обеспечения возможности самостоятельной
работы каждого из них.
Уголь из вагонов попадает в два железобетонных бункера об-
щей емкостью 130 т. Углеприемные ямы рассчитаны на установ-
ку одного вагона и имеют два железобетонных бункера общей
емкостью 300 т. Под бункерами установлены высокопроизво-
дительные (до 2000 т/ч) ленточные конвейеры.
Пропускная способность вагоноопрокидывателя (т/сут) для
конкретных условий может быть подсчитана по формуле
Q = nqt, (9)
Рис. 2. Сдвоенный вагоноонрокидыватель: \
1 — ротор; 2 — бункеры; 3 — дробильно-Фрезерная машина; 4 —
бункеры; 5 — ленточные питатели; 6 — мостовой кран; 7 — желоба;
8 — подъемники; 9 — ленточный конвейер
28
где п__число опрокидываний в час. При наличии механизации
зачистки вагонов, не требующей повторного опрокидывания,
число опрокидываний составляет 20 в час; q — масса угля в одном
вагоне, т; t — время работы вагоноопрокидывателя в сутки, час.
3. Разгрузка углей в зимнее время
В зимний период при перевозках углей с повышенным содержа-
нием влаги (более 8 %) происходит их смерзание, в результате
чего выгрузка угля затрудняется, а в условиях Урала и Сибири
становится невозможной.
Для предотвращения смерзания углей предложены профилак-
тические мероприятия.
Смерзание углей устраняет термическая сушка на ЦОФ до со-
. держания влаги перед погрузкой и отправкой потребителю 5—6 %.
Предупредить или уменьшить смерзание влажных углей можно
смачиванием их каменноугольным маслом в количестве 1,0—
1,5 % от массы угля. Хорошие результаты дало смазывание ме-
таллической поверхности вагонов продуктом переработки нефти
ниогрином, который образует прочную адсорбционную пленку,
препятствующую примерзанию угля.
В восточных районах страны эффективным способом преду-
преждения смерзаемости может быть предварительное промора-
живание угля на открытых площадках перед погрузкой его в вагон
для отправки.
Разгрузка смерзшегося угля существенным образом облег-
чается, если его размораживать в специальных теплогаражах.
Гаражи бывают одно- и двухпутные и рассчитаны на одновремен-
ный разогрев 10 или 20 железнодорожных вагонов со смерзшимся
углем. Здание гаража кирпичное, состоит из одной или двух сек-
ций. По торцам секции имеются ворота, к гаражу примыкает
машинное отделение, в котором находится дымосос, топка, венти-
лятор и газопровод. Продукты горения от сжигания коксового или
доменного газа подаются в распределительные газопроводы, уло-
женные в гараже вдоль железнодорожных путей. Температура
в гараже не должна быть выше 100—ПО °C, так как при более
высокой температуре тормозное оборудование железнодорожных
вагонов быстро выходит из строя. Продолжительность размора-
живания составляет в зависимости от толщины промерзшего
слоя 1,5—3,0 ч.
Подсчеты показывают, что капитальные затраты на сооруже-
ние теплогаража для размораживания обогащенных мерзлых углей
окупаются за одну зиму.
4. Предварительное дробление углей
Цель предварительного дробления — измельчить крупные
куски рядового угля, сделать его транспортабельным и более рав-
номерным по крупности, что способствует улучшению дозирова-
29
ния компонентов шихты и повышению производительности дрог
бильных устройств при окончательном измельчении углей. ?
Предварительное дробление обычно производится барабан^
ными или двухвалковыми зубчатыми дробилками до получения
кусков угля размером менее 50 или 80 мм.
В связи с механизацией добычи углей содержание крупных-
классов в углях, применяемых для коксования, значительно
снизилось. Поэтому на некоторых коксохимических заводах от-
деления предварительного дробления не работают.
Магнитные сепараторы, предназначаемые для извлечения Mt
таллических предметов из угля до предварительного дробление
его, бывают подвесными и барабанными. Широкое распростру
нение получили барабанные сепараторы (БМ) с подвижной ил!
неподвижной магнитной системой. Магнитный барабан служит прь
водным барабаном конвейера, на котором из угля извлекается сл'
чайно попавший металл.
Металлические предметы притягиваются магнитами и, прижа-
тые к ленте, выводятся в лоток, а освобожденный от металлически:
предметов уголь поступает в желоб. Электромагнитные сепараторь
устанавливают у мест перегрузок угля. В зависимости от ширины
ленты конвейера применяют сепараторы БМ 12/10, БМ 14/10 или
БМ 18/10.
5. Назначение угольных складов
Прибывающие на коксохимические заводы угли могут переда-
ваться непосредственно в производство или на склады для хране-
ния. Назначение угольных складов — создание запасов угля, обес-
печивающих нормальную работу завода, а также сглаживание и
компенсация неравномерности поступления углей на склад. На
угольных складах производится также усреднение углей различ-
ных технологических групп.
Емкость угольных складов определяется в зависимости от рас-
стояния до шахт-поставщиков и должна составлять по нормам
Гипрококса:
Расстояние до )
шахты, км . . <150 151—300 301—1000 №00^-2000 >2000
Запас сут . . 4 5 7, —14
На коксохимических заводах разЛич/ют'71ваубсновных типа
угольных складов — открытые и закрытые. /
В составе шихт для коксования/участвуют угли многих шахт,
особенно на заводах, имеющих увдеобогатител4ные фабрики. Не-
редко на завод поступают угли со1стоЛкк'иХ~шахт, что для них не
хватает имеющихся в наличии дозировочных бункеров. В этих
условиях для получения шихты постоянного качества угли отдель-
ных марок приходится делить на несколько групп.
30
Угли отдельных шахт, примерно одинаковые по спекаемости,
техническому анализу и обогатимости, объединяют в шахто-
группы, в которых все угли взаимозаменяемы.
н Основными показателями для правильного объединения углей
в шахтогруппы являются:
1) спекаемость углей; определяется по данным пластометриче-
ского анализа и выходу летучих веществ. В одну шахтогруппу
объединяются угли с одинаковой величиной у и близкими по харак-
теру пластометрическими кривыми;
2) сернистость угля; группировку по сернистости проводят
после группировки по спекаемости, когда каждая из групп в свою
очередь распределяется на группы, близкие по содержанию серы;
3) зольность углей и их обогатимость; после распределения по
спекаемости и сернистости каждую из групп делят на подгруппы,
исходя из примерно одинаковой зольности или обогатимости (для
заводов с углеобогатительными фабриками);
4) влажность; желательно, чтобы в каждой шахтогруппе на-
ходились угли с близкой влажностью.
Рациональное распределение углей на шахтогруппы имеет
большое значение для эффективности обогащения и обеспечения
равномерности качества шихты.
6. Открытые склады угля
Открытые склады угля бывают одногалерейные и двухгалерей-
ные.
Территория будущего склада планируется и уплотняется до-
рожными катками с подсыпкой слоя штыба или котельного шлака
толщиной 150 мм. На грунт укладываются рельсы грейферного
мостового перегружателя. Ширина склада определяется длиной
пролета моста перегружателя, которая обычно составляет не
более 70—80 м. Площадь склада делится на поля. Поле — участок
склада, предназначенный для размещения штабелей угля опреде-
ленной марки или шахтогруппы. Штабелей угля одной марки
или шахтогруппы Должно быть не менее двух: один из них закла-
дывается, другой срабатывается. Высота штабеля определяется
высотой подъема грейфера мостового перегружателя.
Одногалерейный угольный склад. Разгруженный на вагоно-
опрокидывателе уголь поступает на реверсивные конвейеры гале-
реи, с которых штабелером подается в первичные штабеля. Из
первичных штабелей уголь посредством мостового перегружателя
направляется на закладку основных штабелей. Уголь со склада
поступает в приемный бункер погрузчика и конвейером подается
на углеподготовку.
В одногалерейном складе имеется возможность использовать
одни и те же конвейеры для приема и выдачи угля; все участки
склада доступны для забора угля. Затраты на сооружение одной
надземной галереи невелики. Однако на этих складах ограничена
31
возможность одновременного приема угля на склад и выдачи ег<
со склада, поскольку это определяется производительность
углеперегружателя.
Одногалерейные склады применяют для заводов с суточнс
переработкой угля не более 10 000 т.
Двухгалерейный угольный склад (рис. 3) имеет две линии ко>
вейеров: одна (/, 2) служит для приема угля на склад и распол1
жена в галерее вдоль склада на высоте 12—14 м от площади
другая (5, 6) расположена в подземной галерее и служит для щ
дачи угля на углеподготовку. На двухгалерейном складе можн
одновременно вести прием угля на склад и выдачу его со складе
Недостаток складов этого типа — большая стоимость по сравне
нию с одногалерейными и неполный сход угля из первичных штс
белей, вызывающий необходимость применять бульдозер дл
подачи угля в воронки или пользоваться перегружателем.
Имеются двухгалерейные склады с надземными галереями, ос
служиваемые мостовым перегружателем с реверсивным конвейе
ром на его мосту. Их особенностью является отсутствие первич
ного штабеля и минимальное число операций с углем. Они очей*
высокопроизводительны и обеспечивают хорошее усреднение угдя
Наибольшее распространение получили мостовые перегружа
тели с подвижным сочленением пролетного строения с опорами
допускающими возможность его перекоса относительно оси под
кранового пути при забегании одной из опор крана.
Мостовые перегружатели могут быть оборудованы одной ил.
двумя грейферными тележками или ленточным конвейером.
о
Двух г£?герейный
склад с мостовым
Sa
1
Рис. 3
угольный
перегружателем: 1,2 — кон-
вейеры галереи для приема
угля на склад; 3 — желе-
зобетонные наклонные сте-
ны; 4 — первичный штабель;
5, 6 — конвейеры подзем-
ной галереи для подачи уг-
ля на углеподготовку; 7 — .
выпускные воронки; 8 —
железобетонные перегородки
300000
Емкость скла
106000т
шо
32
Штабелеры принимают уголь с ленточных конвейеров, расНО*
ложенных вдоль склада. Уголь штабелером выдается в первичный
штабель склада, откуда забирается грейфером мостового перегру-
жателя в основные штабеля.
Конвейерные погрузчики предназначаются для погрузки угля,
подаваемого грейфером перегружателя со склада на конвейеры
вдоль склада. Погрузчик состоит из приемного бункера, выдвиж-
ного ленточного конвейера, металлоконструкций и механизма
передвижения погрузчика вдоль склада.
7. Закрытые склады угля
Закрытые склады представляют собой железобетонные бункера,
над которыми устанавливается распределительный лент^’ный кон-
вейер, снабженный передвижной разгрузочной тележкой. Из бун-
керов уголь с помощью дозаторов выпускается на сборный кон-
вейер (рис. 4).
Склад закрытого типа, разработанный в Гипрококсе, имеет
кратное число секций по восемь железобетонных бункеров. Диа-
метр бункеров 10—13 м, высота 23—35 м, вместимость 2000—
2500 т. Выпускные воронки заканчиваются отверстиями диаметром
1—1,2 м.
Уголь после вагоноопрокидывателей подается на верх закры-
того склада двумя ленточными конвейерами производительностью
до 1800 т/ч. Для угля каждой марки отводится не менее трех бун-
керов. Форма, размеры, соотношения размеров, углы наклона
Рис. 4. Закрытый склад угля:
1 — проходящие конвейеры; 2, 4 — конвейеры; 3 — разгрузочная тележка; 5 — желоб;
о — сборный конвейер; 7 — автодозатор; 9 — устройство для пневмообрушивания; 9 —
рессивер сжатого воздуха
2 Лейбович Р. Е. и др.
38
и конструкция хранилищ существенно влияют ня полноту схода
угля и размер его зависания.
На коксохимических заводах распространены бункера круглого
сечения с симметричной или асимметричной конической выпускной
воронкой. На бункера круглого сечения расходуется меньше строи-
тельного материала, а главное уголь в них зависает значительно
реже, чем в бункерах прямоугольного сечения. Воронки лучше
делать из нержавеющей стали. Иногда поверхность воронок для
лучшего схода угля футеруется стеклянными или металлическими
плитками.
Преимущества закрытых складов: компактность, механизация
перегрузочных операций, защищенность угля от ветра, атмосфер-
ных осадков и отсутствие потерь угля при перегрузочных опера-
циях, возможность использования склада как дозировочного от-
деления.
Существенными недостатками этих складов являются их огра-
ниченная емкость, сравнительно высокая стоимость и трудность
ликвидации в них очагов самовозгорания угля. Извлечь из храни-
лища часть угля, в котором образовался очаг самовозгорания, не
представляется возможным и приходится опорожнять все храни-
лище. В связи с этим на складах закрытого типа необходим тща-
тельный контроль за состоянием углей в бункерах. По этой же при-
чине уголь из бункеров выдается значительно раньше допустимых
сроков хранения.
При проектировании угольных складов определяется их вме«
стимость, которая зависит от производительности завода, расстоя-
ния его от сырьевой угольной базы, условий доставки угля, коли-
чества намечаемых компонентов, входящих в шихту, количества
угля, подлежащего усреднению на складе, и степени усреднен'-
ности перед поступлением на завод. ,
На заводах с комплексной механизацией и Автоматизацией
работ склады вместимостью 50—60 тыс. т целесообразно делать
закрытыми. Применение более вместимых закрытых складов
(до 100 тыс. т) должно обосновываться в каждом-отдельном случае
технико-экономическими расчетами-ic учетом всего комплекса во-
просов, связанных с проектируемым/заводом, в том числе и проблем
охраны окружающей среды. Для новых-заводов Гипрот^оксом пре-
дусматриваются склады закрытого дипаХ. —
Оборудованиесклада-рассчитываетсд-в-^Й^исимости от произ-
водительности уХеприемн^~^^тпоткт^оежиХ| паботы и произ-
водительности углеподТотовитеЛь^ЙЕО^ц^Хи объема усреднения
углей на складе. Если на склад/открыТйг^дипа подается весь по-
-сдупающцй на завод уголь, пр^зводителЬ^ость^борудования по
приыйЗЕ^тЛя на склад должнУ быть такоц^жеТкак и п^ризводи-
теймокт^у^еприемных устройств. Количестео и производитель-
ность ©борудаЬйтшя по выдаче в производство угля со склада
должны обеспечивать ^лыдачу суточной потребности за 16—
18 ч.
34
Производительность оборудования по приему угля на склад
закрытого типа должна соответствовать производительности угле-
приемных устройств.
8. Усреднение углей на складах
Важнейшей характеристикой качества кокса является по-
стоянство его свойств по всем показателям. Этот фактор имеет
особое значение при использовании кокса в доменных печах. По-
стоянство качества кокса зависит не только от соблюдения задан-
ной дозировки компонентов шихты, но и от постоянства качества
углей, из которых состоит каждый компонент шихты. Процесс
выравнивания качества углей внутри шахтогруппы называется
усреднением. Усредненными можно считать такие угли, у которых
все показатели качества по разовым пробам, отобранным за опре-
деленный отрезок времени (смена, сутки, месяц), соответствуют
среднему показателю за это время. Допустимые отклонения (бра-
ковочные пределы) приведены ниже, %:
Рядовой Обогащенный
Зольность.................... ±0,5 ±0,3
Сернистость............... ±0,08 ±0,05
Л Выход летучих веществ ... — ±0,7
/ Влажность. .................. — ±0,7
Для получения шихты постоянного качества необходимо осу-
ществлять тщательное усреднение поступающих углей. Операции
усреднения необходимо проводить еще на шахте, раздельно выда-
вая угли cj различной качественной характеристикой и в дальней-
шем Ам^шй|вая компоненты в нужном соотношении. Окончательное
усредшшис осуществляется на складах коксохимического завода.
/ Vуглейуботкрытом складе. Угли на открытом меха-
-гннзигоованиом складе усредняют как в первичных, так и в основ-
них штапелях в процессе их укладки в зависимости от типа склада.
\/ Эффективность..усреднения в основных штабелях зависит от
правилнн8йУ»акладки и забора угля из штабеля. Уголь, поднятый
грейферсм дтз первичного штабеля укладывают в основной шта-
бель по^всед его площади. При послойной укладке уголь разгру-
жают в штабель, постепенно раскрывая грейфер во время передви-
жения теликки.
Уголь можно укладывать в основной штабель по всей линии
движения тележки порциями, равными емкости грейфера. Высота
слоев достигает при таком способе закладки 500—700 мм.
В результате такой закладки штабель представляет собой как
как бы «слоеный пирог», который состоит из углей, входящих
в данную шахтогруппу.
Забирать уголь необходимо в вертикальном направлении попе-
рек слоев штабеля с одного из его торцов по всему сечению до
подошвы и продолжать этот процесс до выработки всего штабеля.
При этом достигается хорошее усреднение углей, Эффективность
2* 35
усреднения увеличивается с увеличением емкости склада и числа
перевалок угля. Из-за значительных колебаний качества и боль-
шой крупности рядовые угли усредняются менее эффективно, чем
обогащенные.
Усреднение угля в бункерах. На эффективность усреднения углей
в бункерах влияет способ их заполнения и режим опорожнения,
число бункеров, находящихся в работе.
При загрузке бункера в одну точку поток угля, падая на обра-
зующийся конус, разбивается на множество тонких потоков, ко-
торые движутся по поверхности конуса от центра к периферии
под углом естественного откоса. При опорожнении бункера ма-
териалы движутся от периферии к центру и направляются к вы-
пускному отверстию одновременно большим числом потоков, пере-
секая уложенные в бункер слои угля. Такой характер движения
материала и способствует его усреднению.
Усреднение углей в закрытых складах происходит также путем
одновременной выдачи угля одной и той же шахтогруппы из не-
скольких бункеров на сборный транспортер. В результате на нем
образуется «слоеный пирог», подобно тому, как в основном шта*
беле. Для действующего завода важно планировать состав шихты
возможно от меньшего числа поставщиков угля. Чем меньше число
шахт, угли которых участвуют в шихте, тем лучше будут усред-
нены угли, так как тем больше можно будет выделить бункеров
для каждой группы.
Расчеты показывают также, что для усреднения углей целесооб-
разно строить больше бункеров меньшей вместимости, сохранив
общую вместимость угольного склада.
9. Изменение свойств угля при хранении
На коксохимических заводах часть углей поступает на склад
исключительно для их усреднения и находится здесь короткое
время. Другая часть углей поступает на склад для создания запаса
и, следовательно, длительного хранения.
Свежедобытый уголь, выданный на поверхность земли, начи-
нает окисляться, т. е. вступает в химическое взаимодействие
с кислородом воздуха. Этот процесс начинается с сорбции кисло-
рода углем и получения на поверхности угля неустойчивых соеди-
нений перекисного характера, которые по мере повышения темпе-
ратуры распадаются с образованием воды и оксидов углерода, что
сопровождается выделением тепла. При дальнейшем углублении
процессов окисления угля образуются устойчивые углекислород-
ные комплексы, тепло выделяется более интенсивно.
Если рассеяние тепла невозможно (учитывая низкую теплопро-
водность угля), то с увеличением продолжительности хранения
температура угля поднимается выше. После достижения 50—60 °C
скорость окислительных процессов резко увеличивается и ускоря-
ряется нагревание угля в отдельных зонах до 290—350 °C. При этом
возможно возникновение очагов горения в массе хранимого угля.
36
Наиболее интенсивный подъем температуры наблюдается в шта-
белях малометаморфизованных углей марок Д и Г, наименее интен-
сивный — в штабелях угля марок ОС и Т.
Исследования показывают, что в штабелях углей марок Д и Г
скорость подъема температур составляет 0,5—1 °С/сут и очаги
самовозгорания могут возникнуть на 40—60-е сутки. В штабелях
углей марки К подъем температур составляет 0,1—0,5 °С/сут
и очаги возгорания возникают после 100—120 сут хранения. При-
чем в уплотненных штабелях условия хранения значительно луч-
ше, чем в неуплотненных.
При хранении углей в результате окисления происходит изме-
нение технологических свойств углей. При этом:
а) распадаются крупные куски с образованием мелочи, из-за
чего увеличивается поверхность контакта угля с кислородом, что
способствует развитию окисления угля;
б) снижается спекаемость угля (уменьшается толщина пластиче-
ского слоя у)\
в) уменьшается выход химических продуктов коксования;
г) уменьшается содержание в угле водорода и углерода, увели-
чивается содержание кислорода, что приводит к повышению выхода
пирогенетической влаги при коксовании;
д) разрушаются сопутствующие углю породы, что затрудняет
обогащение угля вследствие повышенной размокаемости породы;
е) уменьшается масса угля.
Уголь, пролежавший определенное время на складе, должен
быть обновлен.
Контрольные вопросы
1. Какие мероприятия предусматриваются для облегчения разгрузки углей
в зимнее время?
2. Всегда ли на КХЗ работает отделение предварительного дробления угля?
3. Что такое шахтогруппа?
4. В чем преимущество угольного склада закрытого типа по сравнению со
складом открытого типа?
5. Какова цель усреднения углей на КХЗ?
6. Как изменяются свойства угля при его длительном хранении?
7. Как правильно заложить штабель на угольном складе открытого типа?
Глава IV. ОБОГАЩЕНИЕ УГЛЕЙ
1. Задачи обогащения углей
На коксохимические заводы поступают рядовые угли из различных шахт,
зольность и содержание серы которых колеблется в широких пределах. Для полу-
чения углей с заданными зольностью и содержанием серы применяют обогащение.
Обогащение угля — это совокупность процессов, в результате которых
в конечном продукте уменьшается содержание минеральных примесей и происхо-
дит более равномерное их распределение. При этом получаются порода, сростки
породы с углем (промпродукт) и обогащенный продукт концентрат.
37
Снижение содержания серы ири обогащении угля достигается более тонким
измельчением и иереобогащением отдельных компонентов шихты.
Обогащение углей является важнейшим этапом подготовки углей для полу-
чения доменного кокса однородной структуры с высокими механическими свой-
ствами.
Операции обработки угля на углеобогатительной фабрике могут быть разде-
лены на три стадии:
1) подготовка углей перед обогащением: раскрытие зерен угля путем измель-
чения в целесообразных пределах (дробление) и разделение угля на классы по
крупности (классификация);
2) собственно обогащение;
3) операции после обогащения: обезвоживание и сушка концентрата, шламо-
улавливание, осветление сточных вод, вторичное дозирование продуктов обога-
щения.
2. Определение обогатимости углей
Обогатимость характеризуется способностью углей к разделению на соответ-
ствующие продукты и зависит от степени срощенности угольного вещества с мине-
ральными примесями, распределения минеральных примесей в угле, их круп-
ности, химического состава и других факторов. Знать обогатимость углей необхо-
димо для определения показателей работы и выбора схемы обогащения и соответ-
ствующего обогатительного оборудования.
При определении обогатимости проводят ситовые и фракционные анализы
углей.
Ситовый анализ — рассев пробы угля на стандартных решетах и ситах
с отверстиями 100, 50, 25, 13, 6, 3, 1 и 0,5 мм с последующим взвешиванием отдель-
ных классов.
Фракционный анализ — расслаивание пробы угля в тяжелой жидкости
(плотностью 1,5—1,8 г/см3) на фракции различной плотности, определение выхо-
дов полученных фракций и определение их зольности и сернистости. Данные
фракционного анализа служат для контроля результатов промышленного обога-
щения, а также являются основой для расчета процесса обогащения при проекти-
ровании углеобогатительных фабрик.
Плотность составных частей рядового угля не одинакова: плотность чистого
угля 1200—1400, сростков угля с отходами углеобогащения 1400—1600, сланца
1600—2200, песчанника 2200—2600, колчедана 4800—5200 кг/м3.
к $В качестве среды для расслоения проб угля по плотности распространены
водные растворы хлористого цинка, а^также органические жидкости — четырех-
хлористый углерод и бромоформ.
Расслоение угля производится путем погружения пробы рядового угля
в бачке с сетчатым дном последовательно в сосуды с жидкостью различной плот-
ности — от наименьшей к наибольшей.
Уголь при обогащении разделяется с различной трудностью, вызываемой
содержанием в нем трудной фракции, т. е. той фракции, плотность которой
колеблется в пределах ± 100 % кг/ма по отношению к разделительной плотности.
Например, если разделительная плотность равна 1500 кг/м3, то количество труд-
ной фракции определяется содержанием продукта плотностью 1400—1600 кг/м3.
Чем больше содержание трудной фракции в угле, тем менее четко происходит
процесс его разделения и тем труднее обогатимость этого угля.
В зависимости от выхода трудной фракции установлены следующие категории
обогатимости рядовых углей, %:
Легкообогатимые................. <4
Среднеобогатимые............ 4—8
Труднообогатимые............ 8—14
Очень труднообогатимые ... >14
Применяются и другие методы определения обогатимости углей. По методу
Топоркова основной характеристикой обогатимости угля служит зольность фрак-
«38
плотность которой меньше 1,5 г/см3. Чем меньше зольность этой фракции,
тем лучше качество получаемого концентрата, больше его выход и меньше отходов
при прочих равных условиях. Показатель обогатимости Т определяется в этом
случае по формуле
Т=р/АВ, (Ю)
где р__выход фракции с плотностью менее 1,5 г/см3, % от рядового угля; А —
зольность фракции плотностью 1,5 г/см3, %; В — выход фракции плотностью
менее 1,8 г/см3, % от рядового угля.
В зависимости от показателя обогатимости Т угли разделяются на 10 групп.
Меньшее значение Т соответствует более легкой обогатимости угля.
3. Подготовка углей к обогащению
Грохочение. Грохочение углей применяется как предварительная, подготови-
тельная, вспомогательная, окончательная, избирательная и обешламливакмцая
операции.
Механическое разделение по крупности смеси частиц угля осуществляется на
решетах и ситах, называется грохочением. Продукты, полученные при грохоче-
нии, имеют определенные размеры и называются классами.
Грохочение осуществляется от крупного к мелкому. Решета располагаются
одно над другим. Верхнее решето имеет отверстия наибольшего размера, ниж-
нее — наименьшего. В качестве просеивающей рабочей поверхности используются
проволочные тканые сита, щелевые сита, стальные перфорированные решета и
колосниковые решетки. Хорошо зарекомендовали себя резиновые сита.
Точность и производительность грохочения зависят от крупности материала,
количества в нем «трудных» зерен (размер зерна близок к размеру отверстия), от
влажности и глинистых примесей, форм и отверстий сита, i го живого сечения и
угла наклона, направления и скорости движения зерен, толщины слоя материала
на сите.
Механическая классификация углей. Для классификации применяют быстро-
ходные качающиеся грохоты, а также грохоты гирационные (полувибрационные),
вибрационные и резонансные.
Грохоты обеспечивают эффективную классификацию при размерах отверстий
сит 6—13 мм и влажности углей 2—4 %. Классификация более влажных продук-
тов на грохотах указанных конструкций малоэффективна, так как частицы на сите
слипаются, затрудняется расслоение материала, происходит закупорка отверстий
сита.
За последние годы были разработаны конструкции грохотов, в которых
удалось достичь улучшения расслоения просеиваемого материала и очистки про-
сеивающей поверхности.
Струнный грохот ГС-50 состоит из рамы, привода, просеивающей поверхности
из струн и вибратора. В процессе работы уголь по желобу поступает на движу-
щуюся просеивающую поверхность и перемещается по ней к месту разгрузки.
Перемещаясь, уголь просеивается под действием вибрации и перемещения струн
относительно друг друга в вертикальной плоскости. Испытания грохота показали
высокую эффективность классификации при влажности угля 7,5%.
Грохоте плоской металлической просеивающей поверхностью, подогреваемой
До определенной температуры электрическим током, типа ГИЛ-52Э позволяет
обеспечить эффективную классификацию и предотвратить забивание отверстий.
Гидраелическая классификация. Непрерывный рост механизации добычи угля
приводит к увеличению образования в нем мелких классов, а орошение угля (для
пылеподавления) в забоях и местах погрузки связано с увеличением содержания
влаги, особенно в мелких классах. Это в свою очередь затрудняет применение
средств механической классификации углей.
При классификации углей на гидрогрохоте устраняется запыленность среды,
Увеличивается производительность участка, происходит более точное выделение
отдельных классов угля.
39
Рис. 5. Неподвижный гидрогрохот
Рядовой уголь перед поступлением
на колосниковые сита гидрогрохота
смешивается с водой. Водно-угольная
смесь поступает на просеивающую по-
верхность /, попадая под струи воды
из сопел 2. Под воздействием струй
воды слой рядового угля на колоснико-
вых ситах интенсивно разрыхляется.
Вода проходит через сито, увлекая за
собой зерна угля размером менее шири-
ны щели в подрешетный продукт, кото-
рый из поддона 3 по желобу идет на
обогащение в отсадочную машину мел-
кого угля.
Крупный уголь перемещается к
разгрузочной части грохота и посту-
пает в отсадочную машину крупного
зерна.
В процессе гидравлической клас-
сификации получают три класса угля:
крупный уголь 13—50 (80) мм, мел*
кий уголь 0,5—13 мм и шлам круп-
ностью <0,5 мм.
Техническая характеристика гидрогрохота
Производительность по рядовому углю, т/ч . До 800
Площадь рабочей поверхности колосниковых сит,
м2..........................................2,9—4,0
Размер щелей колосниковых сит, мм........... 10—13
Угол наклона просеивающей поверхности, град. ..... 14—16
Удельный расход воды, м3/т угля...................... 2
4. Обогащение углей методом отсадки
Отсадкой называется процесс разделения смеси зерен по плотностям в турбу-
лентном водном потоке, колеблющемся в вертикальном направлении с заданными
амплитудой и частотой.
В результате действия переменных по направлению струй воды происходит
разделение обогащаемого материала на тяжелый продукт, концентрирующийся
в нижних слоях постели, и легкий продукт, поднимающийся в верхние слои
постели. Обогащению отсадкой подвергается уголь крупностью от 0,5 до 80 мм.
На долю отсадки приходится около 50 % обогащаемого угля.
В применяемых на обогатительных фабриках беспоршневых отсадочных
машинах восходящая и нисходящая струи воды образуются действием сжатого
воздуха, попеременно впускаемого и выпускаемого через специальную воздушную
камеру. Процесс в отсадочной машине идет непрерывно, и после многократного
действия восходящего и нисходящего потоков воды достигается относительно
полное расслоение обогащаемой смеси за время пути ее от загрузочного порога
машины до разгрузочного. При работе машины в нее непрерывно подают заданное
количество угля и непрерывно выводят продукты обогащения.
Отсадочные машины отличаются различным количеством ступеней. В одно-
ступенчатой машине выделяются только два конечных продукта: концентрат
(чистый уголь) и отходы (смесь промежуточного продукта и породы). В двухступен-
чатых машинах выделяются три продукта обогащения: концентрат, промпродукт и
порода. В трехступенчатой машине выделяются четыре продукта обогащения:
концентрат, промпродукт, порода и серный колчедан (пирит).
* Двухступенчатая отсадочная машина работает следующим образом (рис. 6).
Уголь с водой по желобу / подается в начало решета первой ступени. Поддей-
40
Рис. 6. Схема действия двухступенчатой отса-
дочной машины
6 и поступает на обезвоживание.
ствием пульсаций и горизон-
тального потока воды уголь ров-
ным слоем распределяется по
площади решета, продвигаясь к
среднему порогу 2. Нижний
породный слой, достигнув этого
порога, через щель 3 удаляется
из машины к элеватору 7. Про-
мпродукт и уголь потоком воды
выносятся через порог 2 во вто-
рую ступень машины. Здесь то-
же образуется на решете по-
стель, в нижнем слое которой
располагается промпродукт, а
в верхней чистый уголь. Ниж-
ний слой промпродукта, достиг-
нув порога 4, через щель 5 уда-
ляется из машины к элеватору 8.
Концентрат потоком воды сно-
сится через порог 4 в желоб
Отсадочные машины для мелкого угля конструктивно выполнены так же,
как и для крупного, но они часто работают с искусственной постелью. В этом слу-
чае на решето машины засыпается полевой шпат определенной крупности, который
и образует слой искусственной постели. Породные частицы проникают через эту
постель к ситу и через его отверстия разгружаются в нижнюю часть машины.
Точно таким образом разгружается и промпродукт во второй ступени машины.
При такой работе машины щели у порогов совершенно закрыты шиберами.
Разработаны унифицированные отсадочные машины трех типоразмеров:
ОМ-8, ОМ-12, и ОМ-18, предназначенных для обогащения углей крупностью
0,5—13; 0,5—125 и 13—125 мм различной категории обогатимости.
Трехступенчатая отсадочная машина ОМ-12 состоит из шести однометровых
унифицированных секций, в которых под решетками располагаются воздушные
камеры дуговой формы, обеспечивающие равномерность пульсаций воды и мате-
риала по ширине отсадочного отделения. В конце каждой ступени расположена
разгрузочная камера с разгрузчиком роторного типа.
Режим работы отсадочных машин
Удельный расход воздуха при обогащении мелкого угля 3,0 м3/(м2-мин).
В машинах применяются решета колосникового типа из полиэтилена. Срок службы
решет колеблется от 3 до 5 мес. Размер зерен полевого шпата для постели 25—
35 мм, а высота слоя полевого шпата не более 105 мм. Высота порогов в первой
ступени отсадочной машины для крупного угля принимается равной 500—600 мм,
Для мелкого угля 450—600 мм. Расход воды на отсадку составляет 3,5—5,0 м3/т
угля. Удельная производительность отсадочных машин составляет от 10 до
28 т/(м3-ч).
Схемы отсадки
Несколько отсадочных машин, соединенных в единый комплекс с целью более
эффективного обогащения угля, составляют схему отсадки.
На рис. 7 изображена технологическая схема раздельного обогащения круп-
ных”и мелких классов угля в отсадочных машинах. В схему входят отсадочная
машина 1 для’обогащеиия крупного угля, отсадочные машины 2 для обогащения
мелкого угля и контрольная отсадочная машина 3 для обогащения промежуточ-
ных продуктов. Промежуточный продукт крупной отсадочной машины предвари-
тельно дробится на молотковой дробилке 4. Это наиболее типичная схема при
раздельном обогащении крупного и мелкого угля. В зависимости от качества
исходного угля и требования к качеству конечных продуктов и технико-экономи-
ческих соображений она может быть изменена.
41
Рядовой уголь
Мелкий класс
^Классификация |
Крупный класс । о^есшлампиОа нйё
Рис. 7. Схема раздельного обогащения угля
Концентрат
Концентрат
Рис. 8. Схема раздельного обогащения хорошо
спекающегося и слабоспекающегося угля
На коксохимических зав(-
дах шихта составляется из Х(-
рошо спекающихся углей марок
Ж и К и слабоспекающихся уг-
лей марок Г и ОС. Как правило,
угли марок Ж и К обладают
трудной и частично очень труд-
ной обогатимостью, угли марок
Г и ОС — легкой и средней обо-
гатимостью. Из этого вытекает
необходимость раздельного обо-
гащения этих углей. /
Установлено, что при диф:
ференцированном обогащении
коксующихся углей с различной,
обогатимостью показатели выхо-
да и зольности общего концен-
трата ниже, чем при раздельном
обогащении.
Схема раздельного обога-;
щения хорошоспекающихся и
слабоспекающихся углей заклю-
чается в следующем: хорошо-
спекающиеся угли марок Ж и К
дозируются из одного ряда бун-
керов 1 (рис. 8) и поступают на
гидроклассификатор 4* где про-
исходит разделение на машин-
ные классы. Крупный класс
обогащается на отсадочной ма-
шине 5, мелкий класс — на
отсадочной машине 7.
Слабоспекающиеся угли ма-
рок Г и ОС дозируются из вто-
рого ряда бункеров 2, разделя-
ются на машинные классы на
втором гидроклассификаторе <3. Крупные классы обогащаются на отсадочной
машине крупного зерна 6, мелкие — на отсадочной машине мелкого зерна 8.
Концентраты всех отсадочных машин можно обезвоживать либо раздельно
либо совместно в зависимости от принятой схемы дробления угля.
5. Обогащение углей в тяжелых средах
Обогащение углей в тяжелых средах основано на разделении его компонентов
по плотности. Если среда по плотности занимает промежуточное положение между
легкими и тяжелыми частицами угля, то произойдет его разделение на составляю-
щие компоненты. Более плотные частицы потонут, а более легкие всплывут на
поверхность среды.
Тяжелыми средами могут быть органические жидкости, растворы солей и
суспензии.
В промышленности распространены минеральные суспензии. Суспензией
называется взвесь в воде тонкоизмельченных (<0,1 мм) минеральных частиц.
В качестве утяжелителей применяются пирит, магнетит, барит и другие тяжелые
минералы. Суспензии должны быть устойчивы, т. е. сохранять постоянное содер-
жание утяжелителя в различных по высоте слоях.
Для обогащения углей в минеральных суспензиях применяют специальные
аппараты—сепараторы. Сепараторы могут быть колесные и конусные.
К колесным относятся сепараторы типа СК с наклонным элеваторным колесом
и типа СКВ с вертикальным колесом. Колесный сепаратор состоит из ванны,
42
тяжелых средах:
Рис. 9. Колеси ый^се паратор для обогащения угля в тяжелых средах:
’ ванна, 2, 3 • — стенки нанны; 4 —- ось колеса; 5 — лопастное ко-
лесо; 6 — лопасти; 7, И — подшипники; 9 — сопло для подачи сус-
пензии; 70 — червячный привод у
образуемой двумя наклонными под углом 45° взаимно перпендикулярными
стенками (рис. 9).
На правой стенке на оси вращается лопастное колесо, которое выносит
потонувший продукт. Удаление всплывшего продукта производится потоком
горизонтально движущейся суспензии. Исходное питание подается в ванну сепа-
ратора по всей ее ширине, туда же подается транспортируемый поток суспензии,
восходящий поток ее поступает через нижний патрубок корпуса.
Техническая характеристика сепараторов типа СКВ
СКВ-20
160
До 150
2000
8
16,5
СКВ-32
380
До 200
3200
18
Производительность по питанию,
т/ч ...........................
Производительность по породе,
т/ч .....................
Ширина ванны, мм...............
Объем суспензий, м3............
Масса сепаратора, т. ..........
Сепараторы с центробежным полем
С уменьшением размеров ч.астиц угля и разности плотностей этих частиц и
суспензии резко снижается скорость их перемещения в тяжелых средах. Повыше-
падения зерен Угля в сУспензии возможно путем использования
центробежных сил.
43
Для мелкого угля (с верхним пределом 1,0—1,5 мм) применяют гидроци*
лоны — сепараторы без подачи утяжелителя. В них утяжелителем служат зерна
подвергаемые' обогащению.
Пульпа тангенциально и с большой скоростью вводится в цилиндр ическиг
или конический неподвижный сосуд. В результате вращательного движение
тяжелые частицы шлама центробежной силой отбрасываются к стенкам камеры
опускаются по ним вниз и выводятся через разгрузочный патрубок. Для выпуска
и регулировки нижнего продукта устанавливают сменные насадки. Концентра"
или осветленная вода вытекают под напором через сливную трубу в центре осади
тельной камеры. Практика показывает, что при обогащении угля в гидроциклона:
происходит также и снижение сернистости концентрата.
6. Обогащение углей методом флотации
Флотация углей является наиболее эффективным методом обогащения уголь-
ных шламов. Этим способом обогащается около 11 % угля.
Пенная флотация заключается в том, что в аэрированной, насыщенной воз-
душными пузырьками пульпе при непрерывном подъеме их вверх происходит
избирательное прилипание к ним относительно чистых угольных частиц и вынос
их на поверхность, где образуется флотационная пена, снимаемая специальным
устройством. Частицы породы, смоченные водой, к воздушным пузырькам не
прилипают. Они остаются в пульпе и опускаются вниз. Пенная флотация приме-
няется для обогащения шлама с размером частиц менее 0,5—0,75 (1,0) мм.
При соприкосновении поверхности твердого тела с водой (или газом) моле-
кулы воды и твердого тела взаимно притягиваются под действием свободной энер-
гии. Если сила притяжения между молекулами воды и твердого тела больше, чем
сила притяжения между молекулами воды, то поверхность смачивается водой.
Капля воды на такой поверхности растекается.
Степень смачиваемости твердой поверхности водой определяется величиной
краевого угла смачивания, образуемого поверхностью растекающейся капли воды
с поверхностью твердого тела. Величина краевого угла смачивания находится
в пределах от 0 до 180 °C. Чем больше краевой угол, тем хуже смачивается твердое
тело водой, т. е. тем более оно гидрофобно, а следовательно, более флотоактивно.
Частицы, хорошо смачиваемые водой, называются гидрофильными. Сила прили-
пания частицы угля к пузырьку воздуха зависит от степени гидрофобности поверх-
ности частицы, величины пузырька и плотности пульпы. Различные угли смачи-
ваются водой по-разному: блестящие — хуже, матовые — лучше. Поэтому уголь-
ные шламы, которые представляют собой шихты, состоящие из углей различных
марок, флотируются тем лучше, чем больше в них содержится блестящих углей.
Окисленные на складе угли флотируются хуже, чем угли свежего поступления,
так как меняются их поверхностные свойства при взаимодействии с кислородом
воздуха.
Большое значение для успешной флотации углей имеет аэрация пульпы —
насыщение ее воздушными пузырьками. Аэрация пульпы производится непосред-
ственным вводом в нее воздуха. Воздушные пузырьки в современных механиче-
ских флотационных машинах имеют диаметр от 0,05 до 1,5 мм. Преобладают пу-
зырьки диаметром 0,8—1,0 мм. Количество воздуха составляет 0,3—0,5 м3 на 1 м3
пульпы.
Флотационные реагенты
Для обеспечения высокой эффективности процесса флотации углей в пульпу
добавляют реагенты, которые имеют определенное назначение.
Реагенты-собиратели уменьшают естественную смачиваемость угля и улуч-
шают его флотационные свойства. Собиратели способствуют быстрому и прочному
прилипанию флотируемых частиц к пузырькам воздуха. Реагенты-собиратели,
находящиеся в пульпе в капельном или молекулярном состоянии, концентриру-
ются на границе твердое тело — вода. Они являются, как правило, маслообраз-
ными, плохо растворимыми в воде.
44
К реагентам предъявляются следующие требования: высокая эффектив-
ность, недефицитность, низкая стоимость, значительные ресурсы и малая токсич-
ность.
Высокой флотационной активностью обладает керосин. В практике углеобога-
щения применяются осветительный, отсульфированный и тракторный керосин.
Расход керосина 0,8—1,5 кг на 1 т исходного шлама.
Активированный флотореагент АФ-2 является продуктом переработки конден-
сата природного газа. Он имеет высокую флотационную активность и стабильный
состав. Этот реагент малотоксичный, менее огнеопасный и более дешевый, чем
керосин. Расход АФ-2 составляет 0,8—1,5 кг/т шлама.
Реагенты-вспениватели увеличивают прочность пузырьков воздуха, умень-
шают их размеры и способствуют устойчивости пены.
Весьма активными и нетоксичными реагентами-вспенивателями являются
масло X (кубовые остатки ректификации циклогексанола) и Т-66 (кубовые остатки
производства диметил диоксана). При относительно низких стоимости и расходе
(масла X 150—200 г/т и Т-66 50—90 г/т) эти реагенты обеспечивают высокие
качественные показатели флотации.
Одним из наиболее эффективных поверхностно активных реагентов являются
продукты переработки древесины — камфорное и нейтральное масла. При флота-
ции кузнецких и карагандинских углей достигнута высокая эффективность флота-
ции при расходе 0,02—0,03 кг реагента на I т исходного шлама.
/
Флотационные машины
Для обогащения угля методом флотации применяют флотационные машины
разнообразных конструкций. В зависимости от способа аэрации пульпы флота-
ционные машины делятся на механические, пневматические и комбинированные
(пневмомеханические). На углеобогатительных фабриках коксохимических
заводов наибольшее применение нашли механические флотационные ма-
шины.
Принцип действия механической флотационной машины заключается в сле-
дующем. Аэрация и перемешивание подготовленной пульпы осуществляются
импеллером 1 (рис. 10). Импеллер приводится во вращение от электродвигателя.
При вращении импеллера за его лопатками в пульпе образуется разряженное
пространство, куда засасывается по трубе <3 воздух из атмосферы. Пульпа посту-
пает в полость импеллера из трубы 4. Смесь пульпы и воздуха импеллером выбра-
сывается на лопатки статора 2, а затем — в камеру машины. Здесь происходит
прилипание частиц угля к пузырькам воздуха (минерализация пузырьков) и
всплывание их на поверхность камеры, где образуется пенный слой 5, удаляемый
леносборниками 6 в желоба 7. Для накопления и отстаивания пены поверхность
пульпы в камере должна быть относительно спокойной, без бурлений и завихре-
ний, создаваемых вращающимся импеллером. Для успокоения пульпы в камерах
флотамашин устанавливают решетки 8. В некоторых конструкциях машин зоны
аэрации и флотации разделены. Это повышает эффективность процесса флотации,
так как создаются наиболее благопри-
ятные условия для аэрации пульпы,
минерализации и всплывания пузырь-
ков воздуха.
На углеобогатительных фабриках
применяются флотационные машины
конструкции Гипрококса и Гилроугле-
маша ФМ-40, Гипрококс-ХГИ-57,
ФМУ-63-2 и др.
Модернизированная флотационная
машина ФМУ-50 с аэратором АЛТ-630
имеет следующую техническую харак-
теристику: объем камеры 5 м3, произ-
водительность по пульпе до 400 м3/ч,
по твердому 40—48 т/ч, удельная про-
изводительность 1,8 т/(м3-ч).
Рис. 10. Механическая флотационная ма-*
шина
45
Флотационная машина ФМУ-80-ГМ, предназначенная для флотации уголь-
ного шлама и пыли размером <1 мм, состоит из трех камер (ванн), соединенных
между собой последовательно.
Каждая камера имеет два аэратора, установленных горизонтально, воздухо-
заборное устройство и два двухлопастных пеноснимателя. Над аэраторами уста-
новлены направляющая и успокоительная решетки. Аэраторы машины соединя-
ются с электродвигателями и вращаются в противоположном направлении.
Аэратор состоит из трубы, на которой крепятся резиновые импеллеры. Внутрен-
няя полость трубы аэратора через воздухозаборное устройство соединена с атмо-
сферой. Вращающийся аэратор создает вокруг себя поток пульпы, что способст-
вует эжектированию воздуха, смешиванию его с пульпой и тонкому диспергирова-
нию по всему объему камеры. Пенный продукт лопастями пекогона подается ।
в желоба.
Эксплуатация флотационных машин ФМУ-80-ГМ продемонстрировала весьма
хорошие показатели работы, %: зольность концентрата 8,7, зольность хвостов 80,
зольность питания 21,6, выход флотоконцентрата 82. Удельная производитель-
ность по твердому 1,7 т/(м3-ч).
Схемы флотации. Выбор схемы флотации зависит от зольности
исходного шлама, содержания тонких классов и промежуточных фракций, состава
и дисперсности примесей, требований, предъявляемых к качеству концентрата
и др.
При флотации легкообогатимых и малозольных (менее 20 %) углей применя-
ются схемы, предусматривающие одну основную флотацию. По этой схеме пенный
продукт всех камер машины представляет собой концентрат, хвосты выпускаются-
из* последней камеры.
При флотации труднообогатимых и высокозольных (свыше 20 %) углей сле-
дует применять схемы с перечисткой всего концентрата или части его. В первом
случае промпродукт обрабатывается вместе с исходным шламом, во втором —
в отдельной флотационной машине. Применение схемы с перечисткой концентрата
позволяет снизить его зольность на 1,5—2,0 % .Но введение перечистной флотации
первичного концентрата увеличивает фронт машин. Поэтому применять схемы
с перечисткой первичного концентрата рекомендуется только тогда, когда другие
пути снижения зольности концентрата неэффективны.
7. Обезвоживание продуктов обогащения
Все продукты обогащения подвергаются обезвоживанию. Обезвоживанием
называется операция по снижению содержания влаги. Оно производится в элева-
торах, багер-элеваторах, на ситах предварительного обезвоживания (неподвиж-
ных) и механических грохотах (подвижных).
На грохотах различных типов обезвоживают крупный и мелкий концентрат,
шлам, промпродукт и породу. Обезвоживание на грохотах происходит в процессе
подбрасывания и передвижения материалов по решету. Это в значительной сте-
пени интенсифицирует процесс выделения воды. Основная масса воды на обезво-
живающих грохотах удаляется под решето на первых его участках.
Дополнительное снижение влаги при обезвоживании на грохотах происходит
при ополаскивании движущегося материала струей чистой воды под напором. При
ополаскивании мелкого концентрата крупностью 0,5—13 мм влага снижается на
1,1 %, расход воды при этом составляет 0,25—0,35 м3/т. При ополаскивании
шлама содержание влаги снижается на 1,8% и расход воды составляет 0,8—
1,0 м3/т.
Для предварительного обезвоживания материала чаще всего применяют
плоские сита, вмонтированные в питающий желоб. Длина сита около 2 м, а ширина
соответствует* размер/ желоба.
Для обезвоживания крупного угля устанавливаются грохоты типа ГСЛ-72.
а для обезвоживания мелкого — сита ОСО поагрегатно с центрифугами.
Влажность концентрата, обезвоженного на грохотах: крупного 6—12%,
мелкого 10—20 % и шлама 22—28 %.
'На углеобогатительных фабриках для обезвоживания концентрата отсадоч-
ных машин мелкого угля и угольных шламов применяют непрерывно действующие
46
вертикальные центрифуги со шнековой выгрузкой осадка. Наряду с центрифугой
типа ВШП-92 применяют более совершенные центрифуги типа НВШ-1000 (не-
прерывно действующая вертикальная шнековая). Средняя влажность обезвожен-
ного угля после центрифуги НВШ-1000 при производительности 100 т/ч составляет
7—8 % при начальной влажности 20—25 %.
Центрифуга НВВ-1000 (непрерывно действующая, вертикальная, вибрацион-
ная, диаметр ротора 1000 мм) меньше измельчает уголь, при этом получается
более низкий унос твердого с фугатом, чем при работе шнековых центрифуг.
На центрифуге ЦВП-1100 конический ротор установлен большим диаметром
вниз. Такое расположение ротора обеспечивает прямоточное движение обезвожен-
ного материала. Производительность центрифуги до 100 т/ч по твердому, влаж-
ность осадка стабильна и находится в пределах 8—9 %.
В настоящее время испытывается центрифуга В Г-1320 производительностью
250" т/ч.
На обогатительных фабриках СССР работает польская шнековая фильтрую-
щая центрифуга «Наэль». Производительность центрифуги «Наэль-2» составляет
30—40 т/ч, влажность обезвоженного концентрата 8%. Производительность
центрифуги'«Наэль-3» 100 т/ч.
Обезвоживание фильтрованием
Процесс обезвоживания фильтрованием заключается в образовании осадка
твердых частиц на фильтрующей перегородке и удалении жидкой фазы через слой
осадка и перегородку. Максимальный размер частиц шламов, обезвоженных
фильтрованием, не превышает 2 мм, размер преобладающих частиц составляет
менее 1 мм.
На углеобогатительных фабриках применяются многодисковые вакуум-
фильтры ДУ-68-2,5М, ДУ-140-3,5У, ДУ-250-3,75 «Горняк» и «Украина-80».
Основными узлами вакуум-фильтра «Украина-80» являются горизонтальный
вал с продольными каналами, распределительная головка, диски и ванна. Диски
состоят из секторов, обтянутых сеткой с отверстиями 0,2—0,3 мм, и посредством
распределительной головки через каналы могут поочередно подключаться или
к вакууму, или к линии повышенного давления.
В качестве материала для фильтрующей сетки используется нержавеющая
сталь, фосфористая бронза, капроновое и полипропиленовое волокно диаметром
0,3 мм. Число отверстий на 1 см2 составляет 400—1600 штук.
Техническая характеристика дисковых вакуум-фильтров
Фильтрующая поверхность, ма ..................... 80 140
Диаметр дисков, м......................... 2,7 [3,5
Число секторов в диске .......................... 12 18
Частота вращения дисков, об/ч............. 10—60 40—150
Производительность по сухому остатку, т/ч 20—30 36—40
Влажность осадка, % 23,6 23,0
Для повышения производительности фильтров предложены следующие
мероприятия: добавление полиакриламида для укрупнения материала в резуль-
тате объединения наиболее тонких шламовых частиц в хлопья (флокулы); повыше-
ние содержания твердого в пульпе до 400 г/л, сгущение ее перед фильтрами;
подогрев пульпы, позволяющий снизить вязкость фильтрата; применение веществ,
снижающих поверхностное натяжение на границе воздух—вода; присадка зерни-
стого шлама в питание и др.
8. Сушка продуктов обогащения
Механическое обезвоживание мелкого концентрата, крупного шлама и
флотоконцентрата не обеспечивает требуемой влажности готовой шихты. Для
поддержания влажности шихты на уровне 8—9 % эти продукты подвергаются
термической сушке.
47
Процесс термической сушки заключается в удалении влаги из продуктог
обогащения путем ее испарения при нагревании материала горячими дымовым?
газами. Количество испаренной влаги из угля определяется по уравнению мат^
риального баланса, кг/ч:
г
100— W2 1000 ’
(11
где G — количество материала, поступающего на сушку, кг/ч; — содержа
ние влаги в исходном и высушенном материале, %; L — количество сухоп
сушильного агента, кг/ч; d2 — влагосодержание сушильного агента до и поел?
сушки, г/кг.
На коксохимических заводах распространены барабанные сушилки.
Из бункера влажного продукта он дисковыми питателями подается через желоб
в сушильный барабан, где разрыхляется и перемешивается насадкой. Дымовые
газы после топки проходят через барабан, разгрузочную камеру, циклон, дымосос,
центробежные скрубберы, после чего выбрасываются в дымовую трубу.
Топочные газы, тесно соприкасаясь с углем, осушают продукт. В циклоне
улавливаются уносимые из сушильного барабана частицы угля, которые возвра-
щаются в концентрат, выходящий из сушильного барабана. В скрубберах про-
исходит вымывание тонких частиц угля для очистки выхлопных газов. Скруббер-
ная вода направляется в шламовые отстойники. Барабан устанавливается под
углом 3—5 °C к горизонту.
Техническая характеристика сушильных барабанов
Диаметр, мм.............................. 2 800 3 500
Длина, мм................................. 14 000 22 000—28 000
Частота вращения барабана в минуту .... 5 5—7,5
Производительность по сырому флотоконцен-
трату, т/ч............................... 50 200—280
Напряжение объема барабана по влаге
кг/(м3ч)................................. 90 100—140
Температура газов перед барабаном 750—820 °C, после барабана 100—110 °C.
Влажность материала, поступающего на сушку, 24—26 %, после сушки 7—12 %.
Продолжительность сушки 10—40 мин. Коэффициент заполнения объема барабана
от 0,15 до 0,25.
При сушке в барабанных сушилках несколько снижается качество высуши-
ваемого материала. Показатели индекса вспучивания и толщина пластического
слоя уменьшаются на 1—2 мм, выход летучих веществ снижается на 0,4—
0,5 %.
Барабанные сушилки обладают некоторыми преимуществами: гибкость регу-
лировки процесса, простота и надежность в эксплуатации, невысокий расход
электроэнергии, возможность сушки угольных концентратов различной круп-
ности и их смеси.
Недостатками барабанных сушилок являются: залипание насадки, образова-
ние большого количества комков, низкий коэффициент использования рабочего
объема барабана, предопределяющего громоздкость установки в целом и ее
металлоемкость, сложность изготовления, высокие капитальные затраты.
Сушилки с кипящим слоем. Сушка материала в кипящем слое
представляет собой процесс, при котором частицы высушиваемого материала,
поддерживаемые во взвешенном состоянии гидродинамическими силами газообраз-
ного сушильного агента, не выносятся из камеры, а совершают беспорядочные
движения, образуя как бы кипящий слой.
При сушке в кипящем слое достигаются наилучшие показатели тепло- и
массообмена в результате непрерывного перемещения и перемешивания частиц
и высокой активной поверхности соприкосновения зерен материала и газообраз-
ного теплоносителя,
48
Схема сушильной установки, разработанная Гипрококсом для сушки флото-
концентрата в смеси со шламом, показана на рис. 11. Сушка осуществляется
в реакторе прямоугольного сечения 1 ненаправленным глубоким слоем псевдо-
ожиженного материала (высота слоя 600—1000 мм). В качестве газораспредели-
тельной решетки использован колосниковый под 2. Высушенный продукт через
устройства для удаления материала <?, установленные с двух сторон реактора, и
шлюзовый затвор 4 поступает на конвейер. Сырой продукт из бункера 5 с по-
мощью питателя 6, конвейера 7 и цепного забрасывателя 8 поступает в реак-
тор.
Теплоноситель образуется в топке Р, куда подается коксовый газ и воздух
дутьевым вентилятором 10. Для получения необходимой температуры теплоно-
ситель разбавляется рециркулирующими газами, подаваемыми вентилятором 11.
Отработавший теплоноситель поступает на очистку в циклоны 12, а затем на вто-
рую ступень очистки в пылеконцентраторы 13 и подается дымососом 14 частично
в линию рециркуляции, а частично на третью ступень очистки в мокрых прямоточ-
ных пылеуловителях 15. Выделяющаяся угольная пыль из аппаратов 12 и 13
шпеками 16 через герметизирующие затворы 17 подается в общий поток высушен-
ного материала.
Показатели работы сушилок с кипящим слоем
Влажность, %:
исходного угля............................ 12—22
высушенного угля......................... 7,0—8,5
Температура, °C:
под решеткой................................. 420—620
над решеткой............................. 55—95
Давление под решеткой, кН/м2 ................ 3,0—4,5
Удельный расход теплоносителя, м3/(ч ма) . . , 6 500—12 000
Расход тепла на испарение влаги, кДж/кг ... 3 200—4 200
Глубина сушки в сушилках с кипящим слоем может быть доведена до любой
требуемой влажности.
рис. 11. Схема установки с <кнпящим> слоем
49
9. Водный цикл углеобогатительных фабрик
Водно-шламовые схемы современной углеобогатительной фабрики представ
л я ют собой сложный комплекс в общей схеме обогащения угля.
На обогатительных фабриках в качестве среды, в которой осуществляются
технологические процессы, используется вода. Ее расход составляет 3—4 г
на 1 т обогащаемого угля. При производительности современной фабрики 1000 т/с
расход воды составляет 3000—4000 м3/ч.
Для уменьшения расхода технической воды в схемах фабрик иредусматривв
ется многократное ее использование при обороте (циркуляция). Это позволяв’
сократить забор воды из различных источников (водоемов, рек) до 0,1—0,2 м3/’
обогащаемого угля. Однако при обороте вода загрязняется шламом, насыщается
солями, флокулянтами и изменяет свои свойства.
С увеличением содержания в воде твердых частиц возрастает эффективная
вязкость воды, в результате чего снижается эффективность отсадки, осаждения,
обезвоживания, повышается зольность концентратов. Для нормального протека-’
ния технологических процессов содержание твердого (шлама) в оборотной воде
должно быть не более 50—80 г/л.
В последние годы все большее распространение на фабриках получают комби-
нированные схемы, предусматривающие глубокое осветление только части оборот-
ной воды. Часть шламовой воды подвергается неглубокому осветлению или посту-
пает в оборот без какой-либо обработки. Эти схемы позволяют поддерживать
содержание твердого в оборотной воде не более 40—60 г/л при относительно хоро-
ших качественно-количественных показателях обогащения.
Для фабрик, имеющих флотацию, рекомендуются преимущественно комбини-
рованные схемы с предварительным сгущением части шлама перед флотацией. По
этой схеме мелкий концентрат обезвоживается в багер-зумифах. Одна часть слива
зумпфа поступает непосредственно на флотацию, а другая — в радиальный
сгуститель. Нагрузку на сгуститель при выдаче сгущенного продукта с содержа-
нием твердого 220—250 г/л можно принимать равной 4—5 м3/(м2-ч).
Перспективной является схема, изображенная на рис. 12. Отличи-
тельная особенность этой схемы — отделение шлама вначале процесса, что
Рядовой уголь
Классификация
Гидравлическая
классификация
Осадка
Флотация
Фильтрование
Гидравлическая 1 фильтрат
классификация Щ |
Осадок
Слив Обезвоживание
(центрифуги}
Сгуститель с
осадкоуппотнителм
Слив
Отходы
Фугат
Концентрат
Рис. 12. Перспективная водно-шламовая
схема, углеобогатительной фабрики
предотвращает излишнее шламо-
образован ие и циркуляцию шла-
мов.
При такой схеме на обогащение
подается практически чистая вода.
Подрешетный продукт направляется
в гидравлический классификатор,
где выделяется шлам с размерами
частиц <0,5 мм. Расход воды па
мокрую классификацию не превы-
шает 2,5—3,0 м3/т, поэтому слив
классификатора направляется не-
посредственно на флотацию. Мелкий
концентрат отсадочных машин так-
же поступает в гидравлический
классификатор, так как практически
весь исходный шлам выделен внача-
ле. В сливе классификатора
содержится небольшое коли-
чество шлама и он используется
для классификации рядового
угля.
Однако водно-шламовые схемы
углеобогатительных фабрик при
коксохимических заводах являются
наиболее узкими местами и харак-
теризуются следующими недостат-
ками;
£
50
а) большим комплексом осаетительно-сгустительных устройств, требующих
значительных капиталовложений;
б) большим числом отдельных технологических операций по обезвоживанию
различных продуктов и осветлению шламовых вод;
в) несовершенством используемой аппаратуры (унос относительно крупных
угольных частиц с подрешетными водами обезвоживающих и шламовых грохотов);
г) значительными циркуляционными нагрузками, приводящими к увеличению
объемов пульпы и дополнительному шламообразованию.
Контрольные вопросы
1. Какова цель обогащения углей?
2. Какие подготовительные операции необходимо выполнить перед непосред-
ственным обогащением рядовых углей?
3. Как работает отсадочная машина?
4. Что применяется в качестве среды в тяжелосредных установках?
5. Какое свойство угля положено в основу обогащения его методом флотации?
6. Каково назначение реагентов-вспенивателей и реагентов-собирателей?
7. Зачем на углеобогатительной фабрике производится сушка продуктов
обогащения? Какие аппараты применяются для сушки концентрата?
8. Какие мероприятия проводятся на углеобогатительных фабриках для
уменьшения загрязнения водного бассейна?
Глава V. ДОЗИРОВАНИЕ
КОМПОНЕНТОВ ШИХТЫ
1. Назначение и компоновка дозировочных отделений
Дозировочное отделение предназначено для составления шихты
заданного состава из отдельных углей или шихтогрупп. От того,
насколько точно дозируются компоненты шихты в соответствии
с заданием и насколько строго выдерживается заданный марочный
состав шихты, зависит качество и постоянство свойств кокса.
Поэтому составление шихты представляет собой очень ответствен-
ный технологический процесс, осуществляемый в специальных
дозировочных отделениях либо в закрытых угольных складах,
оборудованных дозировочными устройствами.
Современное дозировочное отделение состоит из расположен-
ных в два ряда железобетонных бункеров диаметром Юме метал-
лическими воронками вместимостью более 10 000 т. Подача угля
в дозировочные бункера осуществляется ленточными конвейерами
производительностью 600 г/ч каждый. С них уголь по желобам
подается на конвейер над каждым рядом бункеров. Уголь в бункера
разгружается барабанными разгрузочными тележками или плуж-
ковыми сбрасывателями, а выдача из бункеров на конвейер произ-
водится дозаторами. Полученная шихта передается на углеобога-
тительную фабрику или в отделение окончательного дробления.
Чтобы предотвратить подачу угля в незакрепленный за ним
бункер, применяют автоматическую сигнализацию положения
разгрузочной тележки над бункером.
51
2. Конструкция и работа дозаторов
Важнейшим элементом установки, участвующим в процессе
дозировки компонентов, является дозирующее приспособление.,
от точности работы которого зависит постоянство получаемых
показателей шихты и кокса. На коксохимических заводах приме-
няют следующие дозировочные устройства:
а) качающийся питатель;
б) ленточный питатель;
в) дисковый, или тарельчатый питатель;
г) ленточный автоматический дозатор.
Тарельчатые питатели (дозировочные столы) при-
меняют, как правило, для дозировки предварительно дробленных
до 50—80 мм углей и реже для дозировки окончательно дроблен-
ных до 3 мм углей. Дозатор состоит из вращающейся от привода
с редуктором со скоростью 5—14 об/мин тарелки (стола) диаметром
1500—2500 мм, телескопа и ножа. Нож устанавливается в направ-
лении против вращения стола. Во время работы стола, уголь, на-
ходящийся на плоскости стола, срезается на сборный конвейер,
проходящий вдоль дозировочных столов. Положение ножа и теле-
скопа по мере надобности можно менять, при этом меняется коли-
чество снимаемого угля. Производительность дозировочных сто-
лов в зависимости от диаметра составляет до 150 т/ч.
Автоматические дозаторы на коксохимических
заводах получили наибольшее распространение, чаще применяют
дозаторы ЛДА-100 и ДН-25. Они состоят из электромагнитного
вибрационного питателя, весового ленточного транспортера, авто-
матического устройства, обеспечивающего поддержание заданной
производительности питателя, опорной металлоконструкции и
сборного конвейера.
Техническая характеристика автоматических
дозаторов
ЛДА-100 ДН-25
Максимальная производительность, т/ч 100 200
Частота вибрации питателя, период/с 50 50
Амплитуда колебаний, мм .............. 1,2 1,2
Ширина ленты весового конвейера, мм 1000 1200
Точность регулирования, % ........ ±2 ±2
3. Обслуживание оборудования дозировочного отделения
Для строящихся коксохимических заводов предусматривается
совмещение дозировочных отделений и складов закрытого типа.
Поэтому емкость закрытого склада намного превышает минималь-
ную необходимую емкость дозировочного отделения. В связи
с этим при совмещении функций дозирования и хранения углей
важна не общая емкость бункеров, а правильный выбор количества
бункеров, так как от этого будет зависеть эффект усреднения углей
внутри шихтогруппы.
Б2
Практика показывает, что для достижения достаточной глу-
бины усреднения углей, для каждой шихтогруппы должно быть
не менее четырех бункеров, работающих одновременно.
Бункера в дозировочном отделении закрепляются за углями
определенных шихтогрупп. Не допускается смешения углей раз-
личных шихтогрупп в одном бункере. Угли одноименной шихто-
группы, но усредненные на складе, должны прикрепляться к от-
дельному бункеру, чтобы не смешивать их с углями свежего по-
ступления, что может привести к повышенным колебаниям каче-
ства готовой шихты.
Для повышения степени постоянства качества шихты дозиро-
вочные приспособления блокируют со сборным транспортером; их
также оборудуют блокировкой, обеспечивающей остановку всех
работающих дозаторов при прекращении и подаче угля по одному
из них и подачу звукового сигнала, оповещающего дозировщика
о прекращении выхода угля из какого-либо бункера.
Один раз в три месяца бункеры дозировочного отделения долж-
ны полностью освобождаться и зачищаться от угля.
Зависание угля в бункерах нарушает точность дозирования,
так как при этом прекращается сход угля из отдельных бункеров
на более или менее длительное время. Причиной зависания углей
является их повышенная влажность, длительное хранение в бун-
кере, очень тонкий помол шихты, наличие неровностей и выступов
рамных конструкций и балок в бункерной части, загрузка шихты
в частично заполненную угольную башню из одной точки концен-
трированным потоком, непоследовательная и несистематическая
выдача шихты со всех рядов бункеров.
Поскольку влажность углей, поступающих на коксохимиче-
ский завод, все время повышается, зависания угля в бункерах
учащаются. Поэтому борьба с зависанием становится очень важ-
ной задачей для технологов.
Пневматическое обрушение является более совершенным сред-
ством борьбы с зависанием, чем применение электровибраторов.
Рис. 13. Схема автоматиза-
ции пневмообрушения
53
На некоторых заводах включение пневмообрушения производится
вручную, при этом точность дозирования зависит от оперативности
обслуживающего персонала.
Схема автоматического включения пневмообрушения предста-
влена на рис. 13. Бункер 1 оборудован двумя ярусами пневмообру-
шения. В коллектор нижнего яруса пневмообрушения включен
отсекающий клапан 5, коллектор верхнего яруса пневмообруше-
ния обслуживается отсекающим клапаном 6.
При прекращении выхода угля из бункера датчик 2 включает
в работу схему включения электромагнитов. Через 3 с после вклю-
чения датчика реле времени включает на 2 с электромагнит 10
первого яруса, который открывает клапан 11 исполнительного
механизма первого яруса. Воздух под давлением поступает из
воздуховода 7 через клапан в исполнительный механизм отсекаю-
щего клапана 5, давит на поршень, который через шток открывает
отсекающий клапан 5, сжимая возвратную пружину. В результате
этого сжатый воздух из воздуховода 7 через отсекающий клапан
по воздуховоду 3 поступает в бункер 1 и обрушивает уголь. Если
обрушения не произойдет, т. е. если датчик наличия угля на выходё
из бункера не включит электросхему, то через 2 с реле времени
включит электромагнит 9 второго яруса пневмообрушения. При
этом откроется клапан 11 и отсекающий клапан 12. Воздух из воз-
духовода 7 по воздуховоду 4 поступит в бункер и обрушит
уголь.
Если в этом случае обрушения угля не произойдет и через 2 с
датчик наличия угля не выключит электросхему, через 5 с выше-
указанный цикл работы повторится еще два раза. Если после
этого обрушения угля не произойдет, дозировочное отделение
будет автоматически остановлено через 40 с после первого им-'
пульса.
При обрушении угля происходит выключение электросхемы
датчиком наличия угля 2, выключение электромагнитов 9, 10, за-
крытие клапанов 11, 12, закрытие отсекающих клапанов 5 и 6
возвратными пружинами, в результате чего прекращается подача
сжатого воздуха в бункер.
Для разрушения образующихся сводов можно применить
конусы-рассекатели, что значительно повышает стабильность исте-
чения угля из бункера. Уменьшению зависания способствует об-
масливание углей соляровым маслом (0,15 % от массы угля), керо-
сином и др. и покрытие внутренней поверхности материалами с ма-
лым углом трения. Весьма эффективен способ разрушения моно-
литов зависшего угля в бункерах закрытых складов и угольных
башнях острым паром.
Глава VI. ОКОНЧАТЕЛЬНОЕ
ИЗМЕЛЬЧЕНИЕ УГЛЕЙ
1. Влияние измельчения углей и шихты на качество кокса
Коксуемая угольная масса представляет собой сыпучий мате-
риал, состоящий из отдельных зерен различной крупности (от
нескольких микрометров до нескольких миллиметров). При на-
гревании до 300—350 °C в зависимости от марки частицы угля
начинают размягчаться и покрываются слоем жидких продуктов
в результате выделения смолы и деструкции основных структур-
ных цепей макромолекул, сопровождаемых реакциями синтеза
(конденсации). При подводе тепла извне в первую очередь необхо-
димая температура будет достигнута на поверхности зерна. Сле-
довательно, процессы термической деструкции и образования пла-
стической массы начинаются на поверхности угольных зерен, рас-
пространяясь затем внутрь зерна по мере продвижения туда
теплового потока. Размягчение наступает сначала на поверхности
зерен малометаморфизованных газовых углей (320—330 °C), затем
жирных углей (330—340 °C), коксовых (350—380 °C) и отощенных
спекающихся (около 400 °C). Затвердевание пластической массы
(образование кокса) различных углей происходит также при раз-
ных температурах.
Зерна отдельных углей в объеме коксуемой массы контактируют
между собой по отдельным участкам их поверхности. Поэтому чем
теснее контакт между ними, тем более полным будет взаимодейст-
вие отдельных зерен угля и продуктов их деструкции в процессе
спекания, тем полнее и глубже произойдет процесс спекания и бо-
лее однородным получится твердый остаток кокс.
Особую роль в процессе спекания выполняет жидкая фаза пла-
стического состояния углей.Наибольшее количество жидкой фазы
при термической деструкции образуют жирные и коксовые угли.
Отощенные спекающиеся образуют очень малое количество жид-
кой фазы, которого недостаточно, чтобы вовлечь в процесс спека-
ния смеси зерен этих углей. Поэтому в шихте оптимальной спекае-
мости должно образоваться столько жидкой фазы, чтобы ее было
достаточно для смачивания поверхности всех зерен коксуемой
массы. Если жидкой фазы мало, то говорят о недостаточной спекае-
мости смеси (шихты), т. е. об отощенных шихтах. Если шихта имеет
избыточную спекаемость (ожирненные шихты), наблюдается избы-
ток жидкой фазы, и в такую шихту ’может быть добавлен отощаю-
Щий компонент.
Ни шихту, ни отдельные ее компоненты не следует измельчать
очень тонко, так как при этом получается большое количество
мелких классов, что приводит к резкому повышению удельной
поверхности измельченного материала. Выделяющейся жидкой
фазы может оказаться недостаточно для смачивания поверхности
всех зерен и их последующего спекания. Это особенно важно при
55
коксовании шихт с повышенным участием слабоспекающихся
углей, особенно в последние годы, когда угольные шихты для кок-
сования значительно отощились. В то же время слишком крупные
зерна слабоспекающихся углей в коксуемой массе ухудшают одно-
родность вещества кокса и становятся очагами трещинообразо-
вания.
Измельчение углей и шихт перед коксованием осуществляют
для того, чтобы обеспечить в каждом наименьшем объеме угольной
загрузки, помещающемся в пластическом слое, присутствие зерен
всех компонентов шихты- Если степень измельчения всей шихты
или отдельных ее компонентов позволяет поместиться в объеме
пластической массы (слое) всем компонентам шихты в заданном
количестве, можно считать измельчение достаточным. При этом
не обязательно, чтобы верхний предел крупности зерен всех ком-
понентов был одинаковым.
Помол (тонина помола) показывает, до каких размеров из-
мельчена основная масса угля или шихты.
Степень помола (степень дробления) определяет долю
(%) определенного класса в общей массе шихты- В настоящее
время степень измельчения угля и его гранулометрический состав
характеризуются содержанием классов (мм) 0—0,25, 0—0,5, 0—3
и >6.
Степень измельчения и характеристика измельченного угля
зависят от свойств угля и конструктивных особенностей и пара-
метров дробильных устройств. Прочность и дробимость различных
углей не одинаковы и даже петрографические составляющие од-
ного и того же угля различны и характеризуются различной твер-
достью. Так, прочность углей изменяется пропорционально со-
держанию в них дюрена.
При дроблении разрушение кусков угля происходит по плоско-
стям напластования, а также по границам уголь—минеральные
включения. В последнем случае происходит так называемое «рас-
крытие» минеральных включений и даже их отделение от угля.
Необходимыми условиями для получения однородной по со-
ставу шихты являются высокое усреднение, точное дозирование,
оптимальное измельчение и тщательное смешение всех компоне-
тов угольной шихты перед коксованием. Эффективное смешение
обеспечивает присутствие всех компонентов шихты в любом объеме,
что определяет получение кокса с близкими свойствами во всех
частях печной камеры или батареи.
2. Оборудование отделения окончательного измельчения
углей
Молотковые дробилки. Рабочим органом молотковой дробилки
является вращающийся на горизонтальной оси ротор, на котором
подвешены молотки. Принцип действия молотковых дробилок за-
56
ключается в дроблений угля ударами быстровращающйхся, Шар-
нирно подвешенных молотков.
Типоразмеры молотковых дробилок определяются диаметром
и длиной ротора. Конструкция реверсивной молотковой дробилки
завода «Электросталь» приведена на рис. 14.
Поступающие через отверстие 1 уголь или шихта измельчаются
молотками на дробильных плитах 2 и на колосниковых решетках 3.
Дробильные плиты 2 приближены к краям вращающихся молотков
и выполнены ступенчатыми с малым шагом ступеней. При тонком
измельчении угля или шихты колосниковые решетки 3 также мак-
симально приближены к бойкам молотков.
Измельченный уголь частично продавливается через щели ко-
лосников, но основная часть его выходит через окно 4 после колос-
никовой решетки при вращении ротора против часовой стрелки.
При обратном вращении ротора (по часовой стрелке) окно 4 за-
крывается клапаном-плитой 5, а окно 6 открывается путем пово-
рота клапана-плиты 7. В дробилке применен откидной поворотный
затвор 8 с противовесом (в других конструкциях секторный).
Конструкция затвора обеспечивает хорошее уплотнение стыков
колосниковых решеток и быстрое открывание его при перегрузке
дробилки углем. При нажатии на педаль рычаг 9 освобождается из
зацепления и затвор открывается. Дробилки реверсивные, что
позволяет использовать в работе молотки с двух сторон.
Производительность молотковых дробилок в основном опре-
деляется степенью дробления и влажностью исходного угля. При
дроблении прочных газовых углей производительность снижается.
Рис. 14. Реверсивная молотковая дробилка
57
При увеличении толщины колосников с 10 до 20—30 мм в продукт»,
снижается содержание мелких классов и пыли.
На эффективность работы молотковых дробилок влияют и дру-
гие факторы: способ и равномерность питания, скорость вращения
ротора, расположение выданного окна, тип и конструкция молот-
ков и решеток, число рядов молотков.
Молотковые дробилки не обеспечивают нужный гранулометри-
ческий состав угля. В измельченном на этих дробилках продукте
довольно высоко содержание класса 0—0,5 мм, особенно при дро-
блении мягких углей. Конструкция дробилок громоздка, регули-
рование гранулометрического состава дробленого угля затруд-
нено, дробилки не приспособлены для измельченного угля с влаж-
ностью выше 10 %.
Техническая характеристика реверсивных молотковых
дробилок
Размер ротора, мм:
диаметр .................................. 1000 1450 1500
длина.................................. 1000 1300 1500
Скорость вращения ротора, об/мин............ 750 1000 1500
Крупность дробленого продукта, мм.......... 0—3 0—3 0—3
Содержание класса 0—3 мм в дробленом про-
дукте, % .............................. 90 92 90
Общее число молотков, шт................... 51 115 —
Производительность, т/ч ................... 100 400 650
Мощность электродвигателя, кВт............. 165 500 630
Роторные дробилки ударного действия. В настоящее время
распространение получают дробилки ударно-отражательного дей-
ствия. Особенностью их является измельчение ударом без исти-
рания. Колосниковые решетки в дробилках отсутствуют. Дробле-
ние и измельчение происходят в результате удара об отражатель-
ные плиты кусков угля.
Основными конструктивными отличиями инерционно-ротор-
ных дробилок ударно-отражательного действия по сравнению
с молотковыми являются: жесткое закрепление бил на роторе, на-
личие отражательных плит и зон самоизмельчения. Уголь подают
в дробилку через загрузочное отверстие по наклонной плоскости
к вращающемуся ротору. Удары бил разрушают куски угля и сооб-
щают им кинетическую энергию, за счет которой часть материала
направляется к верхней отражательной плите (при ударе о нее
также происходит разрушение), кроме того, частицы соударяются
между собой и с зернами потока питания. При этом происходит
самоизмельчение материала. Дробилки данной конструкции за-
щищены от поломок при попадании металлических предметов,
так как плиты могут отклоняться на упругих опорах.
Дробилки ударного действия — агрегаты большой производи-
тельности, не требуют особого ухода, имеют меньший удельный
расход электроэнергии.
58
3. Схемы дробления углей
Несмотря на многообразие приемов окончательного измельче-
ния углей для коксования, их можно разделить на три вида или
способа: обычное, дифференцированное и избирательное.
При обычном способе измельчают всю массу шихты в одних
агрегатах. По схеме ДШ (дробление шихты) можно работать как
на обогащенных, так и на рядовых углях и иметь в своем составе
обогатительную фабрику (рис. 15). По этой схеме в бункера дози-
ровочного отделения поступает уголь отдельных шихтогрупп. За-
тем составляется шихта, которая поступает в отделение оконча-
тельного измельчения и дробится до 3 мм.
Схема ДШ технологически очень проста, требуется сравни-
тельно меньше капитальных затрат на дробильные устройства, об-
легчается обслуживание дробилок, так как они настроены на оди-
наковый режим дробления. Однако схеме ДШ свойственны неко-
торые недостатки. Основной из них заключается в том, что в дро-
бильном агрегате измельчаются угли, обладающие различной
прочностью и дробимостью. Режим работы дробилок устанавли-
вается по наиболее прочному компоненту — газовому углю, в ре-
зультате чего другие, более мягкие компоненты (угли Ж и К)
переизмельчаются и в дробленой шихте образуется много мелких
классов (<0,5 мм), что приводит к «самоотощению» шихты, умень-
шению ее насыпной массы. В то же время в крупных классах со-
держатся главным образом газовые угли, что ухудшает процесс
спекаемости шихты. К недостаткам схемы ДШ относятся также
меньшая точность дозирования недробленых углей, высокие удель-
ные затраты электроэнергии на получение готовой шихты.
При дифференцированном измельчении каждый уголь или не-
которые из них преднамеренно
дробятся до разной степени из-
мельчения,'отличного от общего
уровня измельчения. Дробле-
нию подвергается вся масса
угля, причем имеется возмож-
ность регулировать степень
измельчения компонентов
шихты.
В основе дифференцирован-
ного измельчения лежат сле-
дующие положения:
1) рационален только укруп-
ненный дифференцированный
помол углей, обеспечивающий
такое соотношение классов, при
котором достигается максималь-
ная плотность угольной за-
грузки;
Рис. 15. Схема ДШ (дробление шихты):
а — применяемая на заводах, получаю-
щих обогащенные угли; б — на заводах,
получающих рядовые угли; Д — дробле-
ние; ОФ — обогатительная фабрика; УБ —
угольная башня; Гоб, Жоб. Коб и Гр.
Жр> К , ОСр — марки обогащенных и ря-
довых углей
59
2) так как спекание угольных зерен является поверхностным
процессом, то для лучшего спекания слабоспекающихся компонен-
тов они должны измельчаться тоньше, а хорошо спекающиеся
«текучие» компоненты — крупнее, что важно также и для ослабле-
ния внутренних напряжений в коксе;
3) основной предпосылкой осуществления дифференцированного
измельчения углей является их глубокое обогащение, обеспечи-
вающее уменьшение зольности крупных классов конечного про-
дукта измельчения неспекающимися и минеральными примесями.
При правильном выборе гранулометрического состава шихты,
можно существенно повысить ее насыпную массу. Так, при верх-
нем пределе крупности зерен шихты 6 мм максимальная плотность
ее насыпной массы в воздушно-сухом состоянии (847 кг/м3) обеспе-
чивается при следующем гранулометрическом составе:
Класс, мм.......3—6 1—3 <0,5
Содержание, % . . 55 10 35
При верхнем пределе крупности 12 мм максимальный показа-
тель насыпной массы возрастает до 900 кг.'м3. Однако при крупном
помоле угли должны быть петрографически однородны и обладать
высокой спекаемостью. К таким углям можно отнести жирные
и коксовые донецкие и некоторые газовые и жирные кузнецкие
угли. Измельчение указанных углей может быть снижено при-
мерно до 76—80 % содержания классов <3 мм. Исследования по-
казали, что угли повышенной спекаемости с крупными зернами
(6--12 мм) сильно деформируются в пластическом состоянии и,
распределяясь в смеси зерен других углей, способствуют их спе-
канию. В отличие от этого крупные зерна углей пониженной спе-
каемости мало изменяют свои размеры в шихте, являясь в коксе
источником местных внутренних напряжений.
В результате проведенных исследований осуществлен диффе-
ренцированный помол угольных шихт из донецких, кузнецких,
карагандинских и печерских углей в основном при следующих
уровнях .измельчения компонентов, %:
Жирные (и донецкие коксовые) .... 74—78
Газовые повышенной спекаемости . . . 79—80
Коксовые............................82—83
К , ОС, СС .........................86—90
При применении слабоспекающихся донецких газовых углей
их измельчение повышается до уровня углей группы ОС. Общий
уровень измельчения угольных шихт при этом составляет 78 ±
± 3 % по содержанию классов <3 мм.
На рис. 16, а представлена схема ДК (дробление компонентов),
по которой каждый компонент шихты дробится отдельно. В соот-
ветствии с его прочностью устанавливается и режим дробления,
что обеспечивает некоторое уменьшение переизмельчения.
По схеме ГДК (групповое дробление компонентов) на рис. 16, б
подвергаются совместному дроблению однотипные по твердости
во
угли, например Г и ОС или отдельно Г и К, Ж, ОС (рис. 16, в).
Для осуществления такой схемы все угли поступают в закрытый
склад, состоящий из двух рядов бункеров. Один ряд заполняется
углями, требующими тонкого измельчения, а второй — не тре-
бующими тонкого измельчения. Сдозированный уголь из каждого
ряда бункеров подается конвейером на закрепленную за данной
группой углей дробилку.
Такая схема позволяет несколько укрупнить легкодробимые
угли К и Ж, уменьшить содержание класса <0,5 мм и увеличить
насыпную массу.
Характерным для этой схемы является и то, что группировать
компоненты можно не только по дробимости, но и по технологиче-
ским свойствам углей (спекаемости), входящих в одну группу.
А это уже создает предпосылки для дифференцированного дробле-
ния компонентов в зависимости от их технологических свойств
(схема ДДК). Конструктивные схемы ДДК не отличаются от схем
ДК и ГДК; у них лишь различен признак дифференциации степени
измельчения отдельных компонентов или групп компонентов
шихты.
Схема ДК имеет следующие достоинства: уменьшение переиз-
мельчения, большая точность дозирования и уменьшение сегре-
гации угля по крупности в бункерах дозировочного отделения.
К недостаткам схемы ДК следует отнести: невозможность ее
применения на заводах с углеобогатительными фабриками (не-
целесообразность обогащения измельченных углей), дополни-
тельные капитальные затраты на дробильные устройства, недоста-
точно полное использование оборудования (закрепление дробилок
за определенными марками угля) и необходимость круглосуточ-
ной работы (работа связана с углеприемом).
Внедрение дифференцированного укрупненного измельчения
хорошо обогащенных углей сопровождается увеличением произво-
дительности коксовых печей на 3—7 %, снижением расхода элек-
троэнергии на дробление углей на 10—30 % и улучшением усло-
вий труда.
Избирательное измельчение углей. Развитие механизации до-
бычи углей привело к тому, что значительную часть в добываемых
Рис. 16. Схема ДК (дроб-
ление компонентов):
с. 6, ь — варианты схем;
с — смешение
61
углях (до 30 %) составляет класс <1 мм, который не должен под
вергаться дроблению; более половины всего товарного угля пред-
ставляет собой класс <3 мм, который также не следует измель-
чать. Увеличение содержания класса 3—6 мм хорошо спекаю-
щихся углей способствует улучшению физико-механически:
свойств кокса.
Все описанные схемы (ДШ, ДК, ГДК и ДДК) обладают именно
тем недостатком, что не позволяют выделить класс >6 мм и от-
дельно его измельчать.
Это обстоятельство вызвало появление третьей схемы измель-
чения углей — избирательного измельчения, сущность которого
заключается в том, что перед дроблением уголь классифицируется
и на дробление направляются только крупные классы. Мелкие
классы угля не дробят, а смешивают с раздробленным продуктом.
Принципиальная схема избирательного ступенчатого измельчения
приведена на рис. 17, из которого видно, что перед дозировкой из
угля выделяется и дробится класс > 12 мм, а после дозировки вы-
деляются и дробятся последовательно классы >6 и >3 мм. Однако
выделяемый верхний класс неоднороден по составу, и при оконча-
тельном измельчении переизмельчается витринитовый материал,
а при крупном дроблении остаются неизмельченными дюритовые
зерна. Поэтому эти схемы применяют для дробления петрографи-
чески однородных зерен.
По данной схеме избирательного измельчения помол достигает
93—100 % содержания классов <3 мм, в результате чего сни-
жается насыпная масса шихты, ее спекаемость и увеличивается
пористость кокса, что нельзя считать положительным.
При дроблении обогащенных шихт из донецких углей можно ,
применить простую и экономичную избирательную схему, при
которой измельчается крупный концентрат (>12 мм), а также
крупная часть (>6 мм) мелкого концентрата, которые выделяются
в процессе обогащения. При этом достигаются минимальные за-
траты на измельчение углей (до 80 % содержания классов <3 мм)
и обеспечивается повышение плотности насыпной массы шихты
без ухудшения качества кокса.
Избирательное измельчение с пневмомеханической сепарацией
угля. Пневмомеханическая сепарация предназначается для отде-
ления угольной мелочи от крупных и тяжелых частиц, засоренных
на Уб
Рис. 17. Схема избиратель-
ного ступенчатого дробле-
ления
62
дюренбм и минеральной частью угля, с последовательным изби-
рательным измельчением. В качестве разделителя принять сепа-
ратор с кипящим слоем, работающий при замкнутом воздушном
потоке. Аппарат отличается компактностью, высокой производи-
тельностью, непрерывностью псевдоожижения и эффективностью
разделения.
На рис. 18 приведена схема пневматической подготовки углей
для коксования. Угли из бункеров 1 после смешения поступают
на центробежный отделитель влажной мелочи 2, которая посту-
пает в смеситель 7. Крупный класс поступает на дробилку ударно-
отражательного действия 3. После дробилки угли крупностью
<12 мм поступайте сепаратор 4, где воздушным потоком, созда-
ваемым вентилятором 6, происходит сепарация: класс <6 мм на-
правляется в смеситель 7, класс >6 мм возвращается на додрабли-
вание в дробилку, угольная пыль отделяется в циклоне 5 и также
направляется в смеситель.
Особенность этой схемы заключается в сочетании механиче-
ского отделения исходного обогащенного угля (без его дополни-
тельного дробления) от первичной влажной мелочи с воздушной
сепарацией вторичной мелочи, образующейся в процессе ступен-
чатого измельчения при многократной циркуляции более сухой
крупной части угля. При этом воздушной сепарации требуется
подвергать лишь часть угля.
Из шихты, подготовленной с применением пневмосепарации,
получается кокс более высокого качества, чем из шихты, полу-
ченной по схеме ГДК. Прочность кокса повышается на 2—4 %,
истираемость снижается на 3 %.
Исходные уг/ю<50нМ
Рис. 18. Схема пневмомеханической подготовки углей для коксования
63
4. Смешение компонентов ШИХТЫ
Как известно, шихта состоит из многих компонентов, разли-
чающихся как по показателям технического анализа, так и по
спекаемости. Для получения постоянного качества всех кусков
кокса необходимо, чтобы все компоненты шихты были равномерно
распределены в объеме коксуемой массы. Эта задача решается
применением смешения обогащенной шихты.
Независимо от того, по какой схеме (ДК или ДШ) подготовлена
шихта, смешение обязательно. Смешение шихты всегда следует
осуществлять до разделения общего потока на несколько потоков,,
питающих отдельные угольные башни коксовых печей. Разделение
несмещенного, слоистого потока шихты на несколько потоков мо-
жет привести к тому, что тот или иной компонент попадает в один
поток в большем, а в другой — в меньшем количествах. Только
хорошо смешанная шихта может быть разделена на несколько по-
токов без ущерба для их качества. Для тщательного смешений!
угольных шихт применяются специальные смесительные машины^
Известно несколько конструкций смесительных машин: биче1!
вая, валковая, дисковая, тарельчатая, шнековая, дезинтегратор!
ная и др.
Дезинтеграторная смесительная машина. Принцип ее работы
заключается в том, что поток шихты, попадая в центральную часть
корпуса машины, в котором вращается корзина с четырьмя рядами
бичей, расположенных по концентрическим окружностям, много-
кратно пересекается этими бичами. Частицы встречаются с бичами
в разных точках машины, при этом они получают ускорения, раЯ
личные по величине и направлению. В результате образуется беЯ
порядочное движение частиц угля, вызывающее их тщательной
перемешивание.
Хорошие результаты показала дезинтеграторная смесительная
машина производительностью 1000 т/ч, разработанная в УХИНе.
Она состоит из корзины с бичами, жестко прикрепленными к двум
дискам. Шихта подается в машину сверху через желоб с несколько
смещенной от вертикальной оси точкой питания. Число оборотов
корзины в этой смесительной машине 80—160 в минуту и устанав-
ливается экспериментально с учетом шага бичей и числа их рядов.
Машина организованного смешения. Машина состоит из двух
горизонтальных смесительных барабанов, вращающихся встречно
от электродвигателей. На поверхности барабанов расположены
в шахматном порядке короткие невысокие лопатки из нержавею-
щей стали.
Поток шихты до поступления в машину с помощью желоба
делится на два вертикальных потока, подающихся через два загру-
зочных отверстия на верхние четверти барабанов.
Линейная скорость лопаток превышает скорость падения пото
ков. Лопатки изготавливают из нержавеющей стали, и в результате
действия центробежной силы прилипания шихты к лопаткам не
64
происходит, что позволяет смешивать влажную шихту. Произво-
дительность машины 1200 т/ч шихты. Установлены два электро-
двигателя по 55 кВт каждый.
Машина организованного смешения обеспечивает более высо*
кую степень перемешивания угольной шихты перед коксованием
по сравнению с другими конструкциями.
Контрольные вопросы
1. Как изменится качество кокса при увеличении или уменьшении тонины
помола шихты?
2. Какое оборудование применяется для окончательного измельчения углей?
3. Какие схемы дробления углей применяются на КХЗ?
4. Что такое пневматическая сепарация углей?
5. Каково назначение смесительного отделения? Какое оборудование приме-
няется для смешения углей?
Глава VII.‘УГЛЕПОДГОТОВИТЕЛЬНЫЕ ЦЕХИ
1. Схемы углеподготовительных цехов
Выбор схемы углеподготовительного цеха зависит как от ка-
чества поступающих углей, так и от потребителя кокса.
Для заводов без углеобогатительных фабрик, перерабатываю-
щих петрографически однородные обогащенные угли Донецкого
бассейна в металлургический кокс для доменных печей объемом
более 2000 м3, следует применять схемы ГДК и ДДК. Если в ших-
тах содержится большое количество газовых углей, необходимо
предусмотреть возможность уменьшения переизмельчения углей.
При этом верхний предел крупности зерен шихты не должен пре-
вышать 8—10 мм, а содержание мелких классов (<0,5 мм) должно
быть не более 35—40 %. В схемах ГДК при дроблении менее проч-
ных углей марок Ж и К целесообразно вносить элемент избира-
тельного дробления с измельчением крупных классов этих углей
обязательно в отдельных дробилках, не допуская их смешивани.:
с газовыми углями перед дроблением.
Для заводов, вырабатывающих кокс из малокомпонентных
щихт с хорошей спекаемостью, можно применять схему ГДК.
Обогащенные угли Кузнецкого и Карагандинского бассейнов
характеризуются петрографической неоднородностью, в крупных
классах этих углей содержатся высокозольные минерализованные
компоненты. Для подготовки шихты в этом случае необходимо
применять схему избирательного дробления с механической или
пневмомеханической сепарацией.
Если на коксохимический завод поступают необогащенные
угли, углеподготовительные цехи должны работать по схеме изби-
рательного дробления концентратов. В зависимости от состава
угольных шихт и свойств концентратов и классов их крупности
3 Лейбович Р. Е. и др. 65
должна быть предусмотрена более четкая классификация и диффе-
ренциация измельчения того или иного концентрата. Общий помол
шихты при этом должен быть таким, чтобы для заводов, работаю-
щих на углях Донбасса, содержание класса <3 мм, составляло
80 %, а для заводов Востока — 85 %.
Во всех случаях необходимо обеспечить нужное измельчение
угля без значительного его переизмельчения.
Углеподготовительный цех расположен вдоль коксового цеха
с коксовой стороны и состоит из следующих отделений:
а) углеприема с механизмами для разгрузки угля из вагонов и
транспортировки его в другие отделения;
б) угольных складов для хранения и усреднения углей раз-
личных марок;
в) предварительного дробления углей;
г) углеобогатительного с участками классификации, обогаще-
ния, обезвоживания концентрата, осветления оборотной воды,
сушки концентрата, емкостей для усреднения концентратов, на-
копления и погрузки породы и промежуточного продукта;
д) дозировочного, предназначенного для составления шихты
из углей различных марок;
е) окончательного дробления и смешивания шихты перед коксо-
ванием.
2. Совершенствование
технологии подготовки углей для коксования
.На коксование
В последние годы ухудшилась сырьевая база, поэтому в ших-
тах коксохимических заводов увеличивают содержание газовых,
отощенных и тощих углей и соответственно уменьшают количество
коксовых и хорошо спекающихся жирных углей.
Перспективным является избирательное дробление концентра-
тов. Изучение петрографического состава и технологических
свойств концентратов, проведенные опытные коксования как
отдельных концентратов, так
и их смесей при различной
степени измельчения дали
возможность установить,
что оптимальная степень
измельчения концентратов
достигается при содержа-
нии 80 % класса 0—3 мм.
При этом установлено, что
более тонко нужно дробить
концентрат контрольных от-
садочных машин, содержащий
максимальное количество фю-
зенита и сростков угля с ми-
неральными примесями, пи-
ритом и глиной.
Рис. 19. Схема избирательного дробления кон-
центратов с применением дробилок ударно-
отражательного действия:
К. к — крупный концентрат; Vf. к — мелкий
концентрат; U1 — шлам; Фк, — флотоконцен-
трат; Д — дробилка; Г — грохот; С — смеси-
тельная машина
66
Усовершенствованная схема избирательного дробление пред-
ставлена на рис. 19. По классификации перед обогащением на ги-
дрогрохоте выделяются крупный класс (>16 мм) и мелкий кон-
центрат (<16 мм); концентрат контрольной отсадки подается на
грохот для выделения крупного класса (>6 мм), который направ-
ляется на дробление. Для дробления применяются инерционно-
роторные дробилки ударно-отражательного действия. После не-
обходимого дробления концентрат, флотоконцентрат и шлам по-
ступают на смешение, а затем в угольные башни.
Внедрение в производство этой схемы дало возможность при
незначительном ухудшении физико-механических свойств домен-
ного кокса увеличить в шихте для коксования содержание мало-
метаморфизованных газовых углей до 45 %.
Переход на коксование шихты с высоким содержанием газовых
углей позволяет не только решить коренной вопрос сырьевой
базы коксования —* широкое использование малометаморфизо-
ванных газовых углей, но и значительно повысить рентабельность
коксохимического производства.
3. Глубокая сушка и термическая подготовка шихты
В последнее время большое распространение получили работы
по глубокой сушке и подогреву шихты перед загрузкой в коксовые
печи. При этом появляется возможность вывести процесс удале-
ния свободной влаги шихты из коксовых печей в допечную под-
готовку. Одновременно улучшается коксуемость шихт в печах в ре-
зультате значительного повышения насыпной массы и создания
лучших условий коксования на первой его стадии.
Наличие в шихтах'большого количества воды а (7—12 %) при-
водит к значительному повышению расхода тепла на коксование
и замедляет процесс коксования. Увеличение влажности шихты
на 1 % требует удлинения периодаГкоксования на 0,3—0,4 ч.
С уменьшением влажности возрастает насыпная масса шихты.
Так, при 200 °C насыпная масса шихты достигает 862 кг/м3.
При’вглубокой сушке» • уголь нагревается до различных темпе-
ратур, содержание влаги' составляет около 0 %, но подсушен-
ные угли загружаются'в камеру коксования в холодном состоянии.
При «термической подготовке» уголь, нагретый до различных
температур (в основном до 150—250 °C), загружается в камеры
коксовых печей в нагретом состоянии.
Одним из основных принципов термической подготовки угля
к слоевому коксованию является ограничение ее нагревания.
Температура нагрева должна быть ниже температуры химической
термостойкости углей, которая возрастает с увеличением степени
метаморфизма углей. Считается целесообразным нагревать шихту
перед коксованием до 250—300 °C.
Сушку и термоподготовку шихт осуществляют в различных ап-
паратах, различными методами, с применением твердого и газооб-
3* 67
разного теплоносителя. Наиболее эффективным аппаратом для
сушки шихты следует считать аппарат кипящего слоя, широко при-
меняемый для термообработки твердых сыпучих материалов. Для
быстрого и эффективного нагрева угольных шихт в УХИНе и
ВУХИНе разработаны способ и оборудование для скоростного
нагрева в аппаратах, в которых применяется вихревой поток.
Используя принцип вихревого движения, можно нагреть газом-
теплоносителем уголь с обычной степенью измельчения (0—3 мм)
до температуры около 400 °C в течение 1—2 с. Вихревые камеры
имеют большую производительность, так как скорости нагрева
высокие, и это ставит их вне конкуренции с прочими нагрева-
тельными системами.
Вихревая камера (рис. 20) с тангенциальным улиточным под-
водом газа состоит из кожуха для распределения газа — теплоно-
сителя по отдельным соплам, горизонтального цилиндрического
корпуса (диаметр 300, длина 600 мм) с четырьмя подвижными ло-
пастями для тангенциального подвода газа, теплорегулирующих
приспособлений.
Горячий газ-теплоноситель из кожуха через сопла тангенци-
ально вдувается внутрь камеры. Уголь подается шнековым пита-
телем с торцовой стороны в центральную зону камеры, подхваты-
вается вращающимся потоком газа-теплоносителя и транспорти-
руется в сторону выхода из камеры. В циклоне-отделителе нагре-
тый уголь отделяется от газа теплоносителя. Уголь в этом аппа-
рате находится не более 2 с, поэтому не может произойти перегрева
зерен даже мелких классов угля.
Наряду с решением проблемы сушки и нагрева шихты разраба-
тываются и вопросы загрузки сухой и нагретой шихты в коксовые
печи. Обычными загрузочными вагонами с применением паро- и ги-
дроинжекции в газосборник при нагретых шихтах пользоваться
v Нагретый уголь
Рис. 20. Вихревая камера для скоростного нагрева угля:
1 — винтовой питатель; 2 — вихревая камера; 3 — сопла; 4 — циклон
68
нельзя. Здесь можно применять либо загрузочные вагоны с авто-
номным отсосом газов загрузки, либо безвагонную загрузку печей*
сухой нагретой шихтой при помощи трубопроводного транспорта.
4. Специальные методы подготовки шихты
Помимо обычных методов подготовки шихты, существуют еще
и специальные, направленные на изменение физических и техноло-
гических свойств шихты для улучшения качества кокса и расшире-
ния сырьевой базы коксования.
Введение в шихту различных добавсцс. Добавки вводят в шихту
с различными целями:
1) отощение шихты;
2) ожирнение шихты;
3) повышение ее насыпной массы и разовой загрузки коксо-
вых печей; \
4) утилизация отходов коксохимического производства;
5) изменение спекаемости шихты методами введения окисли-.
тельных, восстановительных, хлорирующих и других добавок;
6) получение специальных видов кокса (железококс, сили-
кококс и др.).
В качестве отощающих добавок используются антрацит, то-:
щий уголь, полукокс в измельченном виде, коксовая мелочь. •
Эти добавки при введении в шихту с избыточной спекаемостью,
адсорбируя часть жидкой фазы пластической массы, отощают
всю систему и при коксообразован и и являются «скелетом» буду-
щих кусков кокса.
Для ожирнения шихты используются каменноугольные масла,
пеки, битумы. При добавлении в шихту, имеющую недостаточную
спекаемость, эти продукты увеличивают количество жидких
продуктов в пластическом состоянии угля и повышают спекае-
мость всей шихты. С добавлением этих масел и пеков для коксо-
вания можно использовать малометаморфизованные и слабоспека-
ющиеся угли, а также увеличить количество отощающих добавок.
Насыпная масса шихты и разовая загрузка камеры увеличивав
ются при добавлении в шихту 0,1—0,5 % углеводородных жидко?
стей. Для этой цели можно использовать керосин, мазут, каменно-
угольные масла. Образующиеся вокруг зерен угля пленки спог
собствуют более высокой подвижности зерен относительно друг
Друга, что обеспечивает более плотную их укладку в объеме сво-
бодной засипи.
При ведении 0,1 % керосина или 0,2—0,5 % каменноуголь-
ных масел насыпная масса шихты увеличивается на 2—5 %.
Основным недостатком применения указанных органических доба-
вок является ухудшение условий труда в углеподготовительных
и коксовых цехах из-за испарения самих добавок и увеличения вы-
деления угольной пыли, в особенности при загрузке в коксовые
печи. Специальные виды кокса получают путем введения в шихту
69
специальных добавок. Например, при спекании шихты с кварце-
вым песком и корундовым порошком получается силикококс.
Силикококс является не только носителем кремния, но обладает
и повышенной реакционной способностью, что важно для ферро-
сплавного производства. Для повышения реакционной способ-
ности кокса можно вводить в коксуемую шихту 3—5 % извести.
Гранулирование и брикетирование. Исследования и опыт ра-
боты некоторых коксохимических предприятий показывают, что
если мелкие классы шихты подвергнуть гранулированию или
брикетированию, а затем эти гранулы или брикеты смешать с ос-
тальной шихтой, то насыпная масса всей загрузки значительно
возрастает. Брикеты получают на вальцовых прессах специальной
конструкции, а гранулирование (окомкование) угольной массы-
осуществляют, окатывая ее на тарельчатых грануляторах и агло-
мерируя малые угольные частички вокруг более крупных зерен
с помощью поверхностного натяжения пленок воды или другого
связующего. Для получения прочных брикетов и гранул требуется
тонкий помол шихты (около 100 % класса <3 мм) и уплотнение,
достигающее 1,2 г/см3. При частичном заполнении объема брике
тированной или гранулированной угольной шихтой (на 40—
60 %) плотность ее насыпной массы возрастает на 10—15 %,
производительность коксовых печей увеличивается на 5—8 %.
При этом увеличивается прочность кокса и улучшаются условия
загрузки шихты в камеру.
5. Автоматизация работы углеподготовительных цехов
Современные углеподготовительные цехи полностью механи-
зированы, все технологические процессы устойчиво и надежно
осуществляются машинами непрерывного действия. Это позволяет
эффективно внедрять комплексную автоматизацию производст-
венных операций с дистанционным управлением всеми механиз-
мами.
На коксохимических заводах все шире внедряется диспетчер-
ское централизованное управление электродвигателями поточно-
транспортной системы углеподготовок, предусматривается авто-
блокировка механизмов, автоматизация отдельных узлов и агрега-
тов, производственная сигнализация, контроль хода технологи-
ческого режима и др.
Диспетчерские пункты оборудуются крупномасштабной мнемо-
нической схемой, на которой условными изображениями нане-
сена полная технологическая схема, пультом управления, указы-
вающими и регистрирующими приборами, телефонной и громко-*
говорящей связью.
В диспетчерский пункт выносится вся информация о состояний
оборудования, положении отдельных механизмов, заполнении
отдельных емкостей, наличии и марках угля на конвейерном трата
те, забивании углем.течек, зависании угля в бункерах, сюда же
70
подаются сигналы об аварийном состоянии отдельных машин
и агрегатов и т. д. При проектировании в Гипрококсе схемы авто-
матического дистанционного управления углеподготовительного
цеха предусматривались:
1) электрическая блокировка механизмов с автоматическим
отключением предыдущей цепи механизмов при аварийной оста-
новке какого-либо агрегата (молотковые дробилки и смесительные
машины работают до полного опорожнения и после этого от-
ключаются);
2) дистанционное управление передвижными загрузочными
механизмами на верху закрытого склада и угольных башен, авто-
дозаторами, перекидными клапанами в желобах;
3) автоматическая остановка агрегатов, установленных перед
магнитными сепараторами при отключении их магнитной системы;
4) автоматическое включение и отключение системы пневмо-
обрушения при зависании угля в бункерах.
5) автоматическое взвешивание угля ленточными весами
с подачей сведений о нагрузке в диспетчерский пункт;
6) установка счетных устройств, показывающих количество
угля в каждом бункере закрытого склада;
7) автоматический отбор и разделка проб угля в проборазделоч-
ных машинах;
8) автоматическое регулирование производительности дро-
билок;
9) установка средств очистки и устранения перекосов ленты
конвейеров;
10) автоматическое включение вентиляционных агрегатов и
гидрообеспыливания;
11) гидроуборка производственных помещений, мостов и га-
лерей.
Автоматизация технологических процессов углеподготовитель-
ных цехов обеспечивает стабилизацию качества шихты, позволяет
освободить часть обслуживающего персонала, значительно сни-
зить расход электроэнергии за счет сокращения холостых про-
бегов оборудования, повысить культуру производства, улучшить
условия труда.
6. Контроль работы углеподготовительных цехов
Конечным продуктом углеподготовительных цехов и исход-
ным сырьем для производства кокса является обогащенная уголь-
ная шихта. Поэтому качество кокса в первую очередь зависит от
высокого уровня и постоянства показателей качества шихты-
Качество обогащенной шихты определяется ее контролем, ко-
торый должен быть точным, объективным и оперативным. Основ-
ными показателями качества обогащенной шихты считаются
влажность, зольность, сернистость, выход летучих веществ,
гранулометрический состав, насыпная масса и спекаемость.
71
Для заводов, где шихту составляют из прибывающих обога-
щенных углей, все показатели зависят от качества ее исходных
компонентов, режима работы углеприема и угольного склада (ус-
реднения) и от процесса дозирования компонентов. Гранулометри-
ческий состав шихты (помол) зависит и от режима работы дро-
бильных агрегатов.
Для заводов с углеобогатительными фабриками влияние тех-
нологии подготовки шихты на ее качество более значительное.
Влажность шихты зависит от работы обезвоживающих и сушиль-
ных агрегатов, зольность и сернистость — от работы отсадочных,
флотационных машин и гидроциклонов, гранулометрический со-
став — от работы дробильных агрегатов. Работа же этих агрега-
тов и машин определяется усреднением, дозированием и первичной
классификацией. Следовательно, чтобы обеспечить качество шихты
по всем показателям, необходимо осуществлять технологический
контроль отдельных процессов и аппаратов.
Важное значение имеют шихтовые диаграммы, которые состав-
ляются для установления зависимости между составом, качеством
шихты и качеством кокса, а также для управления процессом
подготовки шихты на коксохимическом заводе. В диаграмме фикси-
руются важнейшие показатели, связанные с составлением шихты.
Диаграмма дает представление об изменениях состава шихты по
сменам.
В этой диаграмме на оси ординат откладывают показатели
состава и качества шихты, технологического режима коксовых
печей, качества кокса, а на оси^абсцисс — число смен или суток.
Иногда вносятся дополнительные данные — показатели динамики
вспучивания, удельного сопротивления кокса, показатели ра-
боты доменной печи (если металлургический завод расположен
вблизи).
При постоянном ведении шихтовочных диаграмм получается
ценный материал для исследований, позволяющий анализировать
работу и разрабатывать мероприятия по улучшению качества
кокса.
7. Предотвращение загрязнений окружающей среды
Охрана окружающей среды от загрязнения выбросами промышленных пред-
приятий в настоящее время является одной из наиболее актуальных проблем во
всем мире и особенно в нашей стране. Постановления ЦК КПСС и Советского пра-
вительства направлены на целесообразное использование природных ресурсов и
защиту окружающей среды от загрязнения. Для решения этих задач развернуто
строительство очистных сооружений, созданы специализированные институты и
лаборатории, сеть контрольных санитарных органов. .
В процессе подготовки углей к коксованию происходит образование значи-
тельного количества угольной пыли. Для снижения выбросов угольной пыли
в атмосферу предусматриваются определенные технические решения. В цехах
сооружаются закрытые угольные склады. Оборудование устанавливается с учетом
минимальных перепадов потоков угля, что резко сокращает пылевыделен ие.;
Герметизируются и окожушиваются конвейерные тракты угля с применением но-
вых надежных конструкций, осуществляется гидрообеспыливание, отсос запылен*
72
кого воздуха с последующей очисткой от пыли вентиляционного воздуха в мокрых
пылеотделителях перед выбросом его в атмосферу и устройством шламовой канали-
зации. Здания и сооружения проектируются без выступающих частей, на которых
возможно скопление угольной пыли. Предусматривается гидроуборка помещения
от пыли с отводом загрязненных вод в специальную шламовую канализацию.
Применение совершенных водно-шламовых схем углеобогатительных фабрик
резко позволит снизить загрязнение водного бассейна продуктами обогаще-
ния.
При обогащении рядовых углей на коксохимических заводах образуется
более 12 млн. т отходов в год, содержащих определенное количество угля. Обычно
эти отходы направляются в отвалы. При этом нерационально используются зна-
чительные земельные площади, загрязняются водные источники, при горении и
выветривании породных отвалов возникает загазованность и запыленность атмо-
сферы. Отсюда вытекает важность комплексного использования и утилизации,
отходов углеобогащения.
В настоящее время разработано несколько вариантов утилизации отходов
углеобогащения:
1) использование отходов углеобогащения в качестве выгорающей добавки
при производстве строительных материалов;
2) газификация отходов обогащения углей с получением генераторного газа,
теплота сгорания которого составляет 3800—4200 кДж/м3;
3) сжигание обводненных отходов обогащения угля по методу ИГИ (Институт
горючих ископаемых).
Значительная часть отходов может быть направлена на строительство дорог
и искусственных земляных сооружений, на закладку выработанных пространств,
а также в сельское хозяйство в качестве удобрений.
Работа по охране окружающей среды от загрязнений продолжается. Научно-
исследовательские организации разрабатывают новые процессы и технологические
схемы, направленные на сокращение объемов образования отходов и реализацию
комплексной программы создания безотходного коксохимического производства.
8. Технике-экономические показатели работы
углеподготовительных цехов
Новая система планирования и экономического стимулирования промышлен-
ного производства способствует повышению научного уровня руководства хозяй-
ством, обеспечению более полного использования экономических законов и пре-
имуществ социалистического строя для ускорения темпов экономического разви-
тия страны, повышению эффективности производства.
В центре новой системы экономического стимулирования находятся конечные
показатели деятельности предприятия — реализация продукции, прибыль, рента-
бельность. Получение с наименьшими затратами наибольшего прироста продукции
с одновременным улучшением ее качества является основной задачей всех отраслей
промышленности, в том числе и коксохимической.
В структуре затрат на производство 1 т кокса затраты на сырье (угольную
шихту) составляют более 80%. Это предопределяет основной резерв снижения
себестоимости кокса — снижение затрат на угольную шихту. Снижение затрат на
угольную шихту может быть достигнуто уменьшением норм расхода угля на
получение шихты для коксования, сокращением заготовительных цен на уголь,
снижением расходов по переделу.
Основным фактором снижения норм расхода углей на 1 т сухой шихты явля-
ется величина выхода шихты для коксования. Из соотношения
Расход угля (т) = —----------------
Выход шихты, %
видно, что с уменьшением выхода шихты увеличивается расход угля на получе-
ние 1 т шихты.
73
Можно повысить выход шихты при переработке рядовых углей, применят
следующие мероприятия: а) уменьшение потерь угля с отходами обогащения гр*
витационным и флотационным методами; б) уменьшение потерь угля с промпродуь
том; в) более полное извлечение угольных шламов; г) увеличение доли участит
в рядовых шихтах легко обогатимых углей, дающих более высокие выходы коь
центрата.
В заводской себестоимости угольной шихты расходы по переделу составляю-
4—6 %. Наибольшие затраты приходятся на электроэнергию, текущие ремонты и
содержание основных средств, основную и дополнительную зарплату произвол
ственных рабочих.
Снижения затрат по переделу можно достичь при улучшении организацик
производства, улучшении использования производственной мощности оборудова
ния, уменьшении простоев, улучшении качества ремонта и т. д. Важной задачек
является повышение производительности труда, что возможно в результате увели
пения объема производства на действующем оборудовании. Это позволяет умен₽
шить затраты по статьям зарплаты на 1 т шихты для коксования.
9. Основные требования техники безопасности
Основными факторами, ухудшающими санитарно-гигиенические
условия труда в углеподготовительном цехе, являются уголь-
ная пыль, шум и вибрация.
Угольная пыль может вызвать пневмокониоз (утомляемость
кашель, боли в груди), заболевания желудочно-кишечного тракта
кожи. Предельно допустимая концентрация в воздухе угольног
пыли составляет 10 мг/м3. Для уменьшения запыленности поме
щений в углеподготовительном цехе проводится комплекс меропрь
ятий, включающий герметизацию пылящего оборудования, аспи-
рацию, увлажнение угля, влажную уборку помещений от пыли
и просыпей, а также некоторые технологические мероприятия.
Угольная пыль взрывоопасна. Содержание 1 г угольной пыли
в 1 м3 воздуха может вызвать взрыв. Поэтому электрооборудо-
вание должно быть установлено во взрывобезопасном исполнении.
Огневые работы на взрывоопасных объектах можно производить
после того, как ремонтируемое оборудование остановлено, пыль
убрана, место производства работ хорошо увлажнено.
Проведенные за последние годы работы по механизации и
автоматизации процессов в углеподготовительном цехе способ-
ствовали значительному облегчению условий труда и снижению
производственного травматизма. Однако комплексная механиза-
ция еще не осуществлена, осталось немало ручных операций.
Например, возможны несчастные случаи при ручной очистке
барабанов, лент и перекрытий конвейеров от угольной пыли, при.
уборке угля под конвейерами, очистке бункеров, угольных баше|
от зависшего угля и т. д.
Для предупреждения несчастных случаев во время ремонтньг
работ на всех вращающихся и движущихся механизмах и обору
довании должна быть введена электрожетонная система. Пр*
производстве ремонтных работ на агрегате ответственный з
его пуск передает жетон лицу, руководящему ремонтом. Поел
окончания ремонтных работ и удаления ремонтного персонал
74
жетон возвращается ответственному за агрегат лицу. При отсут*
ствии жетона агрегат не может быть включен в работу.
Насыщенность углеподготовительного цеха различными меха-
низмами и удаленность пульта управления от действующего обо-
рудования требуют устройства на этих объектах надежной зву-
ковой и световой сигнализации. Работать при неисправной сиг-
нализации запрещается.
Нормальная эксплуатация, своевременный ремонт и выполнение
требований и норм техники бозопасности при установке этого
оборудования — залог работы без аварий и несчастных случаев.
Контрольные вопросы
1. Какие факторы влияют на выбор технологической схемы углеподготови-
тельного цеха?
2« В чем различие глубокой сушки и термической подготовки шихты?
3. Зачем составляются шихтовочные диаграммы?
4. Какой технологический контроль ведется в углеподготовительном цехе?
5. Почему стараются повысить выход шихты при переработке рядовых углей?
6. За счет чего можно повысить выход шихты при переработке рядовых
углей?
Раздел ТЕХНОЛОГИЯ
второй ПРОЦЕССА КОКСОВАНИЯ
Глава I. ОСНОВНЫЕ ПРЕДСТАВЛЕНИЯ
О ПРОЦЕССЕ КОКСООБРАЗОВАНИЯ
В процессе нагрева угля без доступа воздуха происходят сложные химические
и физико-химические превращения органической части материала угля, в резуль-
тате которых выделяются парообразные и газообразные продукты и образуется
твердый остаток — кокс.
Одновременно происходят физические явления, существенно влияющие на
процесс коксообразования.
Первая стадия соответствует нагреву угля (шихты) до 200 °C. В энергетиче-
ском отношении межмолекулярные связи органических веществ углей прочнее
внутримолекулярных. При указанном нагреве угля выделяются низкомолекуляр-
ные газы (СО2, СО, Н2О и др.) и снижается содержание групп ОН и СООН. При
этом заметной деструкции основной структурной цепи макромолекул не происхо-
дит, но все же совершаются некоторые внутримолекулярные перегруппировки,
определяющие дальнейшее направление термохимических превращений.
Вторая стадия соответствует нагреву от 200 до 300—350 °C. В этом интервале
температур еще не происходит значительной потери массы, но усилившиеся тепло-
вые колебания молекул способствуют частичному отщеплению Н2О, СО, СО2,
СН4 и Н2. Совершаются значительные внутримолекулярные перегруппировки.
Третья стадия соответствует нагреву от 350 до 450—470 °C. В этом интервале
температур происходит небольшая потеря массы и изменяется агрегатное состояние
вещества — из сыпучего состояния оно переходит в пластическое (жидкоподвиж-
ное) и наблюдается незначительное смоловыделение. Подводимая извне энергия
расходуется па разрыв химических связей (преимущественно эфирных и кислород-
ных) внутри основной структурной цепи. Этот процесс сопровождается раз у круп-.
75
нением молекул (диссоциацией), в результате чего новые молекулы меньшего раз-
мера способны переходить в пластическое состояние. В зависимости от природы
углей, степени их метаморфизма глубина этих превращений, а также температуры
этой стадии процесса различны. В данной стадии наряду с процессами деструкции
протекают и процессы синтеза (структурирования), однако процессы деструкции
преобладают над процессами поликонденсации.
Четвертая стадия соответствует нагреву от 450 до 500—550 °C и сопровожда-
ется резким уменьшением массы угля в основном за счет выделения смолы. Про-
исходит отверждение пластической массы, резко возрастает отношение С : Н,
продолжается выделение низкомолекулярных газов. На данной стадии протекают
преимущественно процессы поликонденсации, которые определяет деструкция,
вызывающая возникновение активных центров для конденсации.
Пятая стадия соответствует нагреву от 500—550 до 850—900 °C и характери-
зуется постепенным уменьшением массы за счет выделения низкомолекулярных
газов, в основном водорода. В результате дегидрирования образуются активные
центры, происходит ассоциация (уплотнение) в твердой фазе. Резко увеличивается
отношение С : Н, а также истинная плотность твердого остатка — кокса.
В интервале 500—550э С, как указывалось выше, происходит образование
полукокса — пластическая масса затвердевает и начинает приобретать вид и
свойства кокса. По своей структуре полукокс уже не похож на уголь. Он по-
терял сыпучесть, приобрел пористое строение и способность образовывать куски
(кусковатость). Полукокс отличается от кокса значительным выходом летучих
веществ, темным цветом (кокс серебристо-стальной), меньшей прочностью и по-
ристостью.
Отдельные стадии процесса коксообразования зарождаются в последова-
тельном порядке одновременно у обеих стенок коксовой камеры и по мере про-
никновения тепла в глубь загрузки продвигаются к центральной осевой пло-
скости печи, где промежуточные слои (пластический, полукокс), перемещающи-
еся от стенок коксовой камеры, сближаются. При этом одноименные промежу-
точные зоны сходятся (а в пластическом состоянии сливаются), затем исчезают,
переходя в последующее состояние.
При воздействии температуры и времени на угольную загрузку, находящуюся
в камере коксования, вязкая пластическая масса оказывает большее или меньшее
сопротивление эвакуации продуктов разложения, которые стремятся увеличить
объем угольной загрузки (привести к ее вспучиванию); при этом может разви-
ваться определенное давление распирания, которое зависит также от газопрони-
цаемости слоев полукокса-кокса и густоты сети трещин, образующихся в них.
Для типовых шихт из донецких углей максимум давления газа возникает
в конце второго часа коксования у пода камер и составляет 11 кПа (0,12 ат).
В верхней части печи давление уменьшается. Средняя величина давления газа
составляет 4,9 кПа (0,05 ат). Свойство пластической массы оказывать сопро-
тивление удалению газа характеризует ее газопроницаемость. По этому свой-
ству угли могут сильно различаться.
Газопроницаемость и вспучивание пластической массы зависят от вязкости
угля в пластическом состоянии. Крупность и степень трещиноватости кокса,
так же как и структура тела кокса, зависят не только от свойств исходных углей
или состава шихт, но и от основной особенности процесса в современных печах —
его послойности. Линейная скорость коксования колеблется от 27—30 до 40 мм/ч.
Получение из угольной шихты кокса осуществляется в динасовых коксовых
печах, представляющих собой камеры прямоугольной формы, имеющие под,
свод и две стенки. Размеры камеры: длина 14—17 м, высота 4,2—7,0 м, средняя
ширина 0,41—0,45 м. Между стенками двух камер по всей длине их расположен
обогревательный простенок, состоящий из отдельных каналов, в которых проис-
ходит горение отопительного газа, а тепло раскаленных продуктов горения через
стенки передается угольной загрузке, которая через 12—14 ч превращается
в кокс.
Шихта загружается в разогретую до высоких (1100—1200°С) температуй
камеру. В процессе коксования происходит уменьшение высоты загрузки, т. Ч
вертикальная усадка коксового пирога в результате уплотнения угольной за
сыпи и усадки образовавшегося полукокса-кокса. Обычно вертикальная усадк!
76
достигает 200—250 мм, а при коксовании сильно усадочных углей доходит до
400 мм и более. Величина вертикальной усадки в большой степени влияет на вы-
ход химических продуктов коксования. Обогревательные каналы, расположен-
ные между боковыми стенками коксовых камер, не доходят до уровня свода ка-
меры. Делается это для того, чтобы выделяющиеся при коксовании газы, про-
ходя по подсводовому пространству к газоотводящему люку, не перегревались
и не разлагались.
Установлено, что наиболее благоприятной температурой в подсводовом
пространстве следует считать 650—750эС. При таком режиме получают большой
выход газа, аммиака, смолы, бензола и толуола. При 800—900 ° С и выше проис-
ходит разложение наиболее цепных продуктов, особенно толуола и смолы. При
этом выделяется большое количество твердого углерода в виде графита, который
оседает на стенках и сводах камер, затрудняет выдачу кокса из печи и при боль-
ших отложениях способствует появлению тугого хода. Кроме того, графит про-
никает в поры кирпича и постепенно разрушает его.
При большой вертикальной усадке уровень загрузки опускается ниже верх-
ней кромки обогревательных каналов, и тепло от каналов передается не угольной
загрузке, а газам, проходящим над загрузкой, и перегревает их. Поэтому рас-
стояние от свода печи до верхней кромки обогревательных каналов (так называ-
емый уровень обогрева) рассчитывают соответственно усадке тех углей, которые
планируется коксовать в данной установке.
Для углей с нормальной усадкой это расстояние принимается равным 500—
600 мм, а для сильно усадочных углей 700—900 мм.
Для выдачи кокса из печи очень важна монолитность коксового пирога.
Поперечные трещины, образующиеся к концу коксования в результате усадки,
и продольный шов по центральной оси печи разделяют коксовый пирог на отдель-
ные слои и куски.
L Коксообразование и формирование
ситового состава кокса
При температуре выше 500э С возрастает ассоциация молекул твердой и
жидкой фаз, сопровождающаяся упорядочением молекулярной структуры твер-
дых продуктов, а выделяющиеся в газовую фазу продукты становятся более
низкомолекулярными.
Если при температурах до 500° С в газовой фазе находились сравнительно
высокомолекулярные продукты (продукты смоляной деструкции), то при темпе-
ратурах выше 5001 С в газовую фазу переходят более низкомолекулярные угле-
водороды и водород.
При дальнейшем нагреве затвердевшей пластической массы формируется
структура кокса. В процессе нагрева до высоких температур происходят следу-
ющие явления:
1) продолжается газовыделение в результате термической деструкции;
2) изменяется плотность кокса;
3) изменяются геометрические размеры кусков кокса, т. е. происходит его
усадка;
4) образуются, трещины в коксовом пироге, в результате чего формируются
куски кокса;
5) упрочняется пористое тело кусков и материал кокса (стенки пор).
Для процесса коксования характерно последовательное в каждом слое уве-
личение скорости усадки и дальнейшее ее уменьшение. Это значит, что в смежных
слоях, которые находятся на разных стадиях процесса коксования, скорость
усадки будет разной. При этом разность скорости усадки, или градиент скорости
Усадки, постепенно уменьшается в течение коксования. Градиент скорости усадки
является одной из причин возникновения в коксуемом массиве внутренних на-
пряжений и образования трещин, от которых зависит и ситовый состав
кокса.
77
2. Жидкие и газообразные продукты коксования
Образующиеся в процессе термической деструкции углей газо- и парообраз-
ные продукты претерпевают различные превращения, которые связаны как с про-
цессом спекания, так и с процессом разложения при их эвакуации. На процесс
разложения влияют технологический и теплотехнический режимы коксования
Выход и качество химических продуктов коксования зависят от ряда факторов:
степени метаморфизма, петрографического состава углей, выхода летучих ве
ществ, влажности, температурного режима коксования и др.
Важнейшим фактором, определяющим выход и качество химических”'про-
дуктов коксования, является температурный режим коксования.
Температура в подсводовом пространстве печей зависит от времени коксо-
вания, величины загрузки, высоты подсводового пространства и других факто-
ров. Изменение температуры подсводового пространства во времени при разнице
в загрузке на 700 кг и времени коксования 14 ч 30 м представлено ниже (чис
литель — при загрузке 16,85 т, знаменатель — 16,15 т):
Время коксования, ч
Температура, °C . .
2 4 6 8 10 12 14
680 700 705 720 735 750 780
700 725 745 763 790' 810 845
Как видно из приведенных данных, при снижении загрузки температур;
увеличивается на 20—65° С. Температура подсводового пространства изменяется
под действием теплоты, с которой газы проходят в подсводовое пространстве
и количества этих газов.
Количество и состав летучих продуктов коксования и коксового газа изм?
няются во времени. Постепенно повышается содержание водорода в газе, в р^
зультате чего снижается его плотность. Одновременно уменьшается количеств!
тяжелых углеводородов и метана.
На изменение состава коксового газа влияют качество шихты, температур;
подсводового пространства и стен камер коксования, вдоль которых поднимаютсг
газы, а также период коксования, что учитывается при расчете материальной
баланса процесса коксования (табл. 4). Материальный баланс коксования уголь
ной шихты показывает:
Таблица 4. Материальный баланс коксования угольной шихты
*
Статья Масса, кг Состав, %
на рабочую шихту на сухую шихту
^Приход
Сухая шихта 915 91.5 100.0
Влага шихты 85 8,5 ——
Итого. . . 1000 100,0 100,0
Расход
Кокс валовый 716,4 71,64 78,29
Коксовый газ 125,9 , 12,59 13,76
Смола безводная ... 31,4 ' 3,14 3,43
Сырой бензол 10,2 f 1.02 jL 1,12
Аммиак 100%-ный ' к 2,44 0,244 0,27
Сера в пересчете на H2S ...... 4,8 0,48 0,52
Влага шихты 85 8,5 —
Пирогенетическая.вода 22,0 2,2 2,4
Невязка баланса . 1,85 0,185 0,21
Итого. . . 1000 100,0 ioo,o
78
1) выход основных продуктов коксования;
2) ресурсы химических продуктов, которые могут быть извлечены из коксо-
вого газа;
3) количество образующейся пирогенетической воды, которая является
отходом производства, требующей переработки для извлечения фенолов;
4) невязку баланса; для действующего завода невязка баланса является
потерей производства. Чтобы эти потери были минимальными, необходимо вы-
являть причины невязки баланса и устранять их.
3. Тепловой поток в угольной загрузке
Основным фактором, определяющим процесс превращения углей в кокс
в камерах коксовых печей, является тепловой поток. Потоки тепла в камере
направлены с двух сторон навстречу друг другу — от стенок к осевой плоскости.
Переход тепла от стенок к угольной засыпи затруднен тем, что уголь неплотно
прилегает к стенкам печи из-за пустот между отдельными зернами, из-за влаж-
ности угля, протекания пирогенных процессов, связанных с поглощением и вы-
делением тепла на различных стадиях, и’других факторов. Еще более сложен
процесс теплопередачи в самой угольной засыпи.
Сразу после загрузки в шихту поступает большое количество тепла, преиму-
щественно за счет аккумулированного стенками камер. В результате температура
стен Гтадает от 1000—1100 до 700э С, а прилегающий к стенам слой шихты быстро
нагревается. По мере уменьшения разности температур между поверхностью стен
и прилегающими к ним слоям загрузки тепла отнимается меньше, а так как при-
ток тепла от отопительной системы коксовых печей непрерывен, температура
стен и прилегающих к ним слоев шихтьГвозрастает.
Увеличение происходит синхронно вплоть до достижения максимальных
температур.
Температурами'средних слоях загрузки начинает повышаться позже, чем
в пристенном слое. Время отставания тем больше, чем дальше слой от стенки.
Таким образом, распределение температур внутри загрузки неравномерно и не-
равномерность сохраняется в течение всего периода коксования.
4. Тугой ход коксового пирога
В конце коксования между коксующейся массой и стенками камеры из-за
усадки коксового пирога образуется зазор. Если такой зазор мал или его вовсе
нет, то давление пресса коксовыталкивателя от коксового пирога передается на
стены камеры. При'выталкивании коксового пирога в этом случае имеет место
трение не только о под камеры, но и о стены, что требует дополнительных усилий
электродвигателя и повышает потребную мощность, а следовательно, и силу тока,
необходимую для выталкивания кокса. Сила тока при выталкивании кокса не-
постоянная: максимальная сила тока двигателя выталкивающей штанги тре-
буется в момент трогания пирога с места, затем она падает, и дальнейшее движет
ние коксового пирога происходит при значительно меньшей ее величине.
Так как при высоком значении силы тока, очевидно, имеются какие-то со-
противления движению пирога и возможно большое давление коксового пирога
на стены камер, то выталкивание кокса при этом, называемое тугим ходом коксо-
вого пирога, опасно и может вызвать нарушение кладки камеры. Поэтому для
каждой батареи коксовых печей в зависимости от состояния кладки, характе-
ристики привода и рода тока устанавливается допустимая величина силы тока
при выдаче кокса.
Иногда коксовый пирог при выдаче заклинивается и не выходит из камеры.
Это называется бурением печи. При бурении коксовый пирог частично прихо-
дится разгребать вручную, а затем после подчистки выталкивать из камеры.
Так как тяжелый*ход пирога, а"тем более бурение недопустимы, то за вели-
чиной силы тока при выдаче кокса необходимо постоянноеХнаблюдение. Сила
тока при выдаче кокса записывается регистрирующим амперметром.
79
Причинами тугого хода коксового пирога могут быть следующие:
1. Свойства шихты, отсутствие в ней достаточного количества усадочных
углей, неполадки в работе углеподготовки; обычно в этом случае тугой ход
наблюдается во многих камерах.
2. Неправильная загрузка камер, общий перегруз или, что случается чаще,
плохое планирование шихты и забивание загрузочных люков.
3. Плохой обогрев коксовых печей, недостаточная общая готовность кокса
или плохая готовность кокса в данной камере или участке камеры (например,
плохой обогрев головочных вертикалов). В этом случае коксовый пирог в дан-
ной камере или на участке камеры недостаточно прогрет, еще не отошел от стен
камеры и заклинивается при выдаче.
4. Нарушение кладки камеры, изгиб простенка, наличие раковин в кладке.
Тяжелый ход коксового пирога недопустим и может привести к нарушениям
кладки печи и преждевременному выходу печи и батареи из строя. Поэтому каж-
дый случай тяжелого хода пирога должен быть подробно изучен. Камера, из
которой кокс вышел при большой силе тока, должна быть осмотрена. При выдаче
такого пирога надо установить готовность кокса и характер загрузки (наличие
горбов и укосин пирога). Газовый персонал должен проверить обогрев в такой
печи и устранить имеющиеся недочеты. Если из какой-либо камеры пирог систе-
матически выходит при большой силе тока, то следует тщательно изучить состо-
яние камеры, распределение температур по длине простенка, характер готов-
ности коксового пирога, состояние арматуры печи и принять все меры к устра-
нению тяжелого хода.
Если при первом толчке кокс из камеры не вышел, то повторное толкание
разрешается только в присутствии начальника смены, после того как устано-
влены и устранены причины, мешающие выходу кокса из камеры.
5. Определение производительности коксовых печей
Технологический процесс производства кокса начинается с загрузки камер
коксования угольной смесью.
От величины разовой загрузки, т. е. от количества шихты, которое загру-
жается в камеру коксования, зависит производительность каждой печи и, следо-
вательно, батареи, цеха при прочих равных условиях.
Производительность печи в тоннах сухого валового кокса в сутки опреде-
ляется по такой зависимости:
М-РВ-24М, (12)
где Р — разовая загрузка сухой шихты; В — выход кокса из шихты (сухого
от сухой шихты); 24 — число часов в сутках; А — время одного оборота печи.
Чем больше величина разовой загрузки, тем выше производительность печи.
Расчет числа печей в коксовом цехе производится по формуле
JV =----рм. кМ„00----(13)
365-24№в kVkVS,
где N — число печей в батарее; Рм.к —количество металлургического кокса,
т/год; t — время оборота печей, ч; 365 — число рабочих дней в году; — выход
валового кокса из рабочей шихты на сухую массу, % (данные берем из материаль-
ного баланса); ав.к — выход металлургического кокса из сухого (для кокса
класса >25 мм ав.к = 0,94-5-0,96; для кокса класса >40 мм ав,к = 0,87-5-
-4-0,89); Ук — полезный объем камеры, м3:
= (14)
*
где 1п — полезная длина камеры, м; hn — полезная высота камеры, м; b —
средняя ширина камеры, м; — насыпная масса сухой шихты, т/м3; т) — коэф-
фициент запаса числа камер на текущий ремонт (1,03—1,05).
80
Производительность батареи коксовых печей определяется по количеству
сухой шихты, скоксованной в сутки:
_ Л\Р8760К
П~ /-0,94-100 ’
(15)
где П — годовая мощность батареи по производству валового кокса влажностью
6 %, т; Ni — число действующих печей в батарее; Р — разовая загрузка камер
коксования шихтой в пересчете на сухую массу, т; К — выход кокса из шихты,
% (сухого от сухой шихты); i — время оборота печи, ч; 8760 — число рабочих
часов (365*24); 0,94 — переводной коэффициент сухого кокса на кокс, содержа-
щий 6 % влаги.
При заданном значении производства коксохимического завода по метал-
лургическому коксу (Рм.к) подсчет производства валового сухого кокса произ-
водится по формуле
Рк в= (16)
где В^ет — выход металлургического кокса класса >25 мм (—95 %).
Количество необходимой сухой шихты подсчитывается по формуле
^ = Р“.вЮ0/Вкс,
(17)
где В* — выход сухого кокса из сухой шихты, % (из материального баланса).
Количество рабочего угля
Р₽ = Ру-100/(100 - ГР), (18)
* * •
где — содержание влаги в шихте, %.
6. Производительность завода
по основным видам продукции
Рассмотрим подсчет для двухбатарейного коксохимического завода произ-
водительностью^,! млн. т металлургического кокса (>40 мм) в год.
Для производства такого количества кокса необходимо следующее коли-
чество сухой шихты:
2 100000
0.879-0,788
Ш. - дв. каш
м. к
= 304 «ДО4 т/год.
Число непрерывно действующих в течение года печей вычисляется по фор-
муле
/Ук =
_ 3 040 000*12,0-1,01 : ; /,
V Vе .8760 41,6-0,78-8760 13 Р‘
к I ш
Производительность коксохимического завода составляет:
а) по сухому валовому коксу
304* 10**78,0-1/100 = 237-104 т/год,
или при влажности 6 %
237-ю4 : 0,94 = 252* 104 т/год;
б) по сухому металлургическому коксу класса >40 мм
237-104-0,879 = 2086-103 т/год ,
81
или при влажности 4 %
2086-103 : 0,96 = 218-104 т/год;
в) по сухому металлургическому коксу класса >25 мм
237-104- 0,95 = 226-104 т/год,
или при влажности 4 %
226-104 : 0,96 = 235-104 т/год;
г) по коксовым отходам:
класс 10—25 мм влажностью 11 %:
237-104-1,2/100-100/(100 — И) = 319-102 т/год;
класс 0—10 мм влажностью 15%:
237- 104-3,6/100-100/(100 — 15) == 10-102 т/год;
коксовый шлам влажностью 25 %
237-104-0,3/100-100/(100 — 25) = 95 500 т/год;
д) по коксовому газу выход газа принимается равным 324 м3/т шихты, что
на сухую шихту составит л 3
324-100/(100 — 6,5) = 347 м3/т сухой шихты,
откуда производительность завода по сухому коксовому газу (валовые ресурсы)
составит
304-104-347 = 105-107 м*/год;
е) по смоле. Выход смолы из сухой шихты принимаем равным 3,77 %, что
составляет
304-104- 0,0377 = 114 608 т/год;
ж) по сырому бензолу. Выход сырого бензола из сухой шихты равен 1,05 %,
тогда производительность завода по сырому бензолу составит
304-104-0,0105 = 31 920 т/год;
з) по сульфату аммония. Выход аммиака из сухой шихты равен 0,27 %,
что составит по сульфату аммония
304-104- 0,0027-132/34 = 31 800 т/год.
Контрольные вопросы
1. Взаимосвязь между отдельными стадиями образования пластической
массы углей и превращение ее в кокс.
2. Влияние скорости нагрева углей на изменение температурного интервала
пластичности.
3. Влияние состава шихты на выход химических продуктов коксования.
4. Факторы, обусловливающие тугой ход коксового пирога.
82
Глава II. КЛАДКА, РАЗОГРЕВ
И ПУСК КОКСОВЫХ ПЕЧЕЙ
1. Огнеупорные материалы для кладки коксовых печей
Коксовые печи выкладывают из огнеупорных материалов, способных вы-
держивать, не разрушаясь, высокие температуры, при которых протекают про-
цессы коксования углей. Огнеупорность определяется температурой, при кото-
рой материал начинает плавиться. По степени огнеупорности применяемые в печ-
ной технике изделия разделяются следующим образом, °C:
Огнеупорные.............. 1580—1770
Высокоогнеупорные. . . . 1770—2000
Высшей огнеупорности . . Выше 2000
В коксовых печах пока используют только огнеупорные изделия, рассматри-
вается возможность применения высокоогнеупорных.
Основным материалом для кладки современных коксовых печей служит
динасовый кирпич, из которого выкладывают стены камер, корнюрную зону
и стены регенераторов. Динасовые огнеупоры изготавливают из кварцитов, со-
держащих 95—97 % SiO2 и небольшое количество примесей (CaO, А12О3, Fe2O3
и др.). Они характеризуются высокой огнеупорностью, высокой температурой
деформации, но отличаются низкой термической стойкостью в зоне низких тем-
ператур: ниже 600°C и особенно ниже 300°С. Динас при нагревании в опре-
деленных температурных интервалах (100—117ЭС, 140—157°С, 573ЭС) расши-
ряется неравномерно с изменением объема ± 1,77—1,8 %, а в интервале темпе-
ратур 229—252°С изменение объема составляет ±3,7 %, что связано с превра-
щением составляющих его модификаций кремнезема (тридимита, кристобалита,
кварца) из одной кристаллической формы в другую. Поэтому в этих интервалах
температур разогрев коксовых батарей ведут замедленно. Так как низкотемпера-
турные (до 700°C) превращения кремнезема являются обратимыми, нельзя до-
пускать охлаждения и резкого колебания температур кладки головок камер
коксования и стен регенераторов.
Для динасовых изделий характерно сохранение ими механической проч-
ности при нагреве до высоких температур и малая газопроницаемость. Хорошо
обожженный динас должен увеличиваться в объеме в пределах 1,5—1,7 % и иметь
малый остаточный (дополнительный) рост при 145СРС (не более 0,3 %). Увели-
чение срока службы, размеров и производительности коксовых печей зависит
от качества динасовых огнеупоров. Согласно ТУ 14-8-103—74, динасовый кирпич
для зоны вертикалов должен характеризоваться следующими (основными) по-
казателями:
Температура начала деформации под нагрузкой 1,96 кПа
(2 кгс/см2), °C .......................................... >1650
Плотность, г/см3 .......................................... 2,34
Дополнительный рост при 1450 °C, %........................ <0,2
Предел прочности при сжатии, МПа (кгс/см2).............>29,4(>300)
Участки кладки, которые работают при низких температурах и подвер-
гаются заметным колебаниям температур, выполняют из алюмосиликатных огне-
упоров. Шамотные коксовые изделия, отличающиеся достаточно высокой огне-
упорностью (порядка 1740—1680 ° С) и значительно более низкими температурами
начала деформации под нагрузкой (1300—1400эС), согласно ТУ 14-8-189—75,
маркируют в зависимости от содержания в них А12О3 следующим образом: ШК-38,
ШК-37, ШК-35, ШК-28. Эти изделия применяют для различных зон печей. Так,
ШК-38 (содержание А12Оз не ниже 38 %, огнеупорность не ниже 1740°C, допол-
нительная усадка при 1350°С не более 0,3 %) применяют для футеровки дверей;
ШК-37 (огнеупорность 1730°C, дополнительная усадка 0,4 %) используют в
83
Ось простенка
игорной зоны)
конструкциях горелок и для футе-
ровки дверей; IIIК-35 (огнеупорность
1710°C, дополнительная усадка 0,4%)
применяют для кладки стен регенера-
торов, крайних подовых и сводовых
кирпичей; ШК-28 и полу кислые изде-
лия (огнеупорность 1680°С, дополни-
тельная усадка 0,6 %) используют
для решетчатой насадки и колоснико-
вой решетки.
2. Материальные
и температурные швы
Для связи отдельных кирпичей
друг с другом в каждом ряду и в со-
прягаемых рядах и для придания клад-
ке монолитности и прочности кладка выполняется на материальных швах..
Толщина материальных швов, принимаемая в проектах кладки коксовых пе-
чей, составляет 4—5 мм.
При конструировании коксовых печей необходимо предусматривать возмож-
ность расширения кладки при нагревании. В участках кладки, которые раз-
деляются между собой сплошными полостями или проемами, например стены
камер коксования, стены регенераторов, расширение кладки происходит в ре-
зультате их сужения. В кладке, не имеющей сплошных проемов (зона корнюров),
для компенсации температурного расширения оставляют температурные швы
(рис. 21).
3. Мертели и растворы
Огнеупорные изделия укладываются в кладку коксовых печей на растворах,
приготавливаемых из огнеупорных порошков (мертелей).
Каждый вид огнеупора кладется только на соответствующем растворе: ди-
нас на динасовом, шамот на шамотном и т. д.
Мертели должны обладать следующими свойствами:
а) при замешивании на воде образовывать пластичный, не густой и не плы-
вучий раствор, который должен хорошо прилипать к кирпичу, заполнять пол-
ностью промежуток (шов) между кирпичами и не вытекать из него;
б) быть огнеупорным и иметь температуру плавления, близкую (но не выше)
к температуре плавления связываемого огнеупорного кирпича;
в) при высоких температурах хорошо спекаться в плотный черепок, который
должен привариваться к связываемым кирпичам.
Динасовый мертель состоит из смеси природных кварцитов, боя динасового
кирпича и огнеупорной глины. Полученная смесь измельчается на шаровых мель-
ницах до такой степени, чтобы при просеивании через сито с отверстиями 1 мм
проходило не менее 97 %, а через сито с отверстиями 0,2 мм — не менее 65-л
80%.
4. Кладка коксовых печей
Кладка коксовых печей производится в определенном порядке и последо-
вательности. В зависимости от технологического назначения отдельных частей
и узлов кладку коксовых печей по высоте разделяют на пять зон.
Первая зона — регенераторы; в нее входят выстилка основания и степы
подовых каналов и регенераторов с заполнением регенераторных камер на-
садкой.
Вторая зона — зона косых ходов; она состоит из перекрытия регенераторов,
коряюрных и газоподводящих каналов, косых ходов и подов коксовых камер.
84
Третья зона — обогревательные простенки (вертикалы).
Четвертая зона — перекрытие вертикалов, включающая горизонтальные
сборные каналы в печах ПК-2К или перевальные окна в печах ПВР, колодцы
перекидных каналов, смотровые шахточки и основание под сводовое перекрытие
коксовых камер.
Пятая зона — перекрытие печей; в нее входят своды над коксовыми каме-
рами, обогревательные простенки, загрузочные и газоотводящие люки, лючки
в камеры для замеров, забутка, изоляция и выстилка верха.
5. Элементы печей, подвергающиеся износу
Кладка коксовых печей должна беспрерывно служить в течение 25 и более
лет в тяжелых условиях механических, физико-химических и температурных
воздействий.
Условия службы огнеупоров в отдельных зонах и элементах кладки коксовой
печи следующие:
а) в подовых каналах регенераторов огнеупорная кладка подвергается воз-
действию резких температурных колебаний в местах входа и выхода газовых
потоков с температурой от 30 до 450° С;
б) насадочный кирпич регенераторов претерпевает резкие изменения тем-
ператур в нижних, рядах, а в верхних подвергается воздействию высоких тем-
ператур и проникающей минеральной и угольной пыли;
в) крайние корнюрные кирпичи подвергаются воздействию резких колеба-
ний температур и влаги при входе в распределительный канал коксового газа
для обогрева и воздуха для обезграфичивания.
Корнюрные кирпичи на всем остальном протяжении печи подвергаются
с внешней стороны воздействию высокой температуры нагретого воздуха и про-
дуктов горения, а с внутренней стороны — коксового газа. Это вызывает терми-
ческое напряжение в корнюрном и других кирпичах этой зоны. Нарушение гер-
метичности корнюров приводит к прососам газа и местным очагам перегрева.
6, Сушка и разогрев коксовых печей
Сушка и разогрев коксовых печей являются отдельными стадиями единого
технологического процесса.
Сушка заключается в постепенном и возможно более полном удалении влаги
из печного массива; разогрев — в повышении температуры кладки и доведении
ее в обогревательных каналах (вертикалах) до уровня, позволяющего вести
обогрев печей по нормальной схеме и начать загрузку печей углем. Свойство
динасового кирпича при определенных температурах резко увеличиваться в объ-
еме в результате перехода кремнезема из одних кристаллических форм в другие
осложняет задачу разогрева коксовых батарей.
При быстром и резком повышении температуры кладки увеличение объема
динасового массива в соответствующих температурных интервалах становится
опасным для его целостности. Поэтому основным средством, позволяющим пред-
отвратить разрушение кладки, служит замедленный и равномерный по массиву
подъем температур.
Оба процесса (сушка и разогрев) следуют один за другим и имеют одинако-
вую схему движения газов. Топочные газы из временных выносных топок, раз-
бавленные через воздушные отверстия вторичным воздухом до желаемой темпе-
ратуры и объема, поступают в нижнюю часть камеры коксования. Поднимаясь
вверх, эти газы выходят через отверстия, предусмотренные специально для разо-
грева печей, в сборный канал над отопительными вертикалами.
Из сборного канала газы распределяются по отопительным вертикалам,
опускаются в них и через косые ходы поступают в регенераторы, из которых
через подовый канал и борова уходят в дымовую трубу и затем в атмосферу.
При таком движении обогревающих газов (теплоносителя):
а) достигается необходимое распределение температур по высоте печного
массива, позволяющее без резких колебаний вести нагрев отдельных зон кладки;
85
б) самые ответственные части кладки печей нагреваются в более благоприят-
ных условиях: стены камеры — изнутри и со стороны отопительных вертикалов,
корнюрная зона — со стороны пода камер, косых ходов и регенераторов;
в) достигается относительно легкий и простой контроль за процессом сушки
и разогрева.
При разогреве коксовых печей газообразным топливом, когда температура
в верху отопительных вертикалов достигает 750—800° С, в верхней зоне реге-
нераторов она составляет 650—700°С, а в подовых каналах около 300°С.
Растопка может быть произведена твердым топливом или газом. Обычно печи
разогревают коксовым или доменным газом.
7. Сушка батареи
Если принять содержание влаги в кирпиче готовой кладки равным 1,5%
и в материальных швах 25—30 %, то общее количество содержащейся в кладке
влаги составит примерно 9—10 т для одной печи и около 700—800 т для батареи,
состоящей из 77 печей объемом 30 м3.
Окончание процесса сушки и переход к новому режиму обогрева возможны
при достижении температуры вверху вертикалов 125—1353С. Общая продолжи-
тельность сушки должна составлять 9—10 дней. При этом скорость подъема
температуры кладки вверху вертикалов до 1003 С составляет в среднем 9 —
10°С/сут, дальнейший подъем температуры определяется качеством динасового
кирпича и соблюдением безопасной нормы его суточного расширения.
8. Разогрев батареи
Разогрев коксовых батарей производится по графику, который разрабаты-
вается на основе данных:
а) о качестве огнеупоров, из~которых выложена^батарея;]
б) об объеме кладки, подлежащей разогреву; j
в) практики разогрева других батарей.
График предусматривает повышение температур в трех контролируемых
точках по высоте печей — верх вертикалов, верх регенераторов и подовые каналы
регенераторов, а также допустимое предельное расширение кладки в этих зонах.
При составлении графика исходят из условий поддержания определенных соотно-
шений температур в указанных точках.
В то время как в простенке достигается одна из температурных точек поли-
морфных превращений кристаллических модификаций динасового кирписа: 117,
163 и 180—270°С, из-за чего требуется медленный и осторожный подъем темпе-
ратуры в этой части массива, корнюрная зона и тем более подовые каналы еще
не нагреты до таких температур.
Однако наряду с замедлением подъема температуры простенка замедляется
подъем температуры и в корнюрной зоне. И наоборот: когда в корнюрной зоне
двумя-тремя сутками позднее достигается, наконец, температураг кристалличе-
ских превращений и тоже возникает необходимость в медленном и осторожном
подъеме температуры, в простенках этот температурный интервал либо оказы-
вается уже пройденным, либо заканчивается. То же наблюдается и в подовых
каналах. Поэтому дальнейший подъем температуры в простенке приходится за-
держивать, сообразуясь с подъемом температур в корнюрной зоне и подовых
каналах.
Лучшие результаты достигаются в том случае, когда температура вверху
регенераторов составляет 95 % от температуры отопительных каналов в начале
и 85 % в конце разогрева, а температура подовых каналов по отношению к темпе-
ратуре вверху отопительных каналов 70 % в начале разогрева и 40 % к концу его.
На основании практических данных в зависимости от объема кладки разогре-
ваемой батареи среднее расчетное линейное расширение принимается равным
0,030—0,036 %, а в отдельных случаях 0,040 %.
Для составления графика необходимо располагать данными о максимальном
расширении достаточного числа образцов динасового кирпича из различных
зон кладки через каждые 20—50° С. Продолжительность разогрева составляет
86
61—65 дней, кроме этого, необходимо предусматривать еще 7—10 дней на
послерастопочные предпусковые работы.
Основными параметрами, которые подлежат контролю в процессе сушки
и разогрева коксовых печей, являются:
1) расход топлива;
2) коэффициент избытка воздуха;
3) температуры в отдельных точках печного массива;
4) давления в отдельных точках отопительной системы.
9. Пуск коксовых печей
Для создания нормальных условий ввода в эксплуатацию коксовых печей
должно быть предусмотрено:
а) полное окончание строительно-монтажных работ по всем объектам пу-
скового комплекса, особенно на участках, имеющих технологическое значение;
б) обеспечение коксовых печей шихтой для первой загрузки с содержанием
влаги не более 6—8 % и выходом летучих не менее 25—27 %, что особенно важно
при пуске печей после разогрева твердым топливом;
в) достижение температур нагрева кладки в камерах коксования (по изме-
рениям в отопительных вертикалах не ниже 900—950°С и вверху регенераторов
700—750 ° С);
г) создание комплектного марочного запаса углей на 7—10 дней.
При разогреве печей газообразным топливом печи переводят на обогрев
по нормальной схеме с включением кантовочного устройства по достижении
в отопительных каналах 750—800 °C. После этого выполняют все предпусковые
работы, подвергают испытанию коксовые машины и удаляют временные топки.
Заблаговременный перевод батареи на нормальный обогрев позволяет поднять
температуру в отопительных вертикалах до 1100—1150°С^и тем самым обеспе-
чить начальное]коксование примерно за 24 ч.
Пусковая операция на последнем этапе сводится к включению газа в газо-
сборники и продувке газом небольшого участка прямого газопровода до под-
ключения его к действующим газопроводам прямого газа других батарей. После
продувки газопровода газом батарею включают в общую сеть, постепенно откры-
вая задвижку прямого газа. После этого ведут дальнейшую загрузку печей с та-
ким расчетом, чтобы успеть загрузить все печи батареи в течение суток — ко вре-
мени выдачи первого кокса с данной батареи.
Контрольные вопросы
1. Взаимосвязь между сырьем, применяемым для изготовления огнеупоров,
и их качеством.
2. Факторы, влияющие на износ отдельных элементов кладки коксовых
печей.
3. Влияние сушки и разогрева коксовых печей на продолжительность срока
службы кладки камер коксования.
4. Отличие схемы движения газов в отопительной ^системе коксовых печей
в период их разогрева и эксплуатации.
5. Чем обусловлен срок разогрева коксовой батареи?
Глава III. КОНСТРУКЦИИ КОКСОВЫХ ПЕЧЕЙ
1. Основные требования
к конструкциям коксовых печей
Коксовая печь должна быть высокопроизводительным агрега-
том, обеспечивающим повышение производительности труда и сни-
жение капитальных и эксплуатационных затрат на единицу про-
87
дукции (увеличение емкости камер коксования, применение комп-
лекса механизации и автоматизации трудоемких процессов, дистан-
ционного управления работой машин, обслуживающих коксовые
печи и др.).
Необходимо, чтобы к концу периода коксования обеспечивалась
полная готовность кокса, чтобы он был однороден по крупности
и обладал высокой механической прочностью, которая может быть
достигнута при равномерном обогреве угольной загрузки по
длине и высоте камеры.
Качество химических продуктов коксования в значительной
степени зависит от температуры нагрева стен камер коксования и
подсводового пространства.
Температура в крайних вертикалах должна быть достаточно
высокой при небольшой продолжительности процесса коксования,
что необходимо для: а) защиты головок простенков и стен регене-
раторов от охлаждения до критической температуры, при которой
происходит разрушение кирпича (117, 226, 525, 875 °C) и б) дости-
жения одинаковой степени готовности кокса в головках одновре-
менно со всем массивом, учитывая большие тепловые потери.
В коксовых печах новых конструкций должна быть преду-
смотрена возможность работы при сниженных периодах коксо-
вания по сравнению с действующими.
Для регулирования движения газа, воздуха, продуктов горе-
ния в отопительной системе необходимы специальные приспособ-
ления, причем схема регулирования обогрева должна быть про-
стой и удобной.
Расход тепла на коксование должен быть минимальным, при
этом возможен более высокий термический к. п. д. обогрева печей.
В коксовых печах применяются высокотеплопроводные, проч-
ные огнеупорные материалы, позволяющие интенсифицировать
процесс коксования, обеспечить плотность кладки и прочность
конструкции, чтобы срок службы составлял 25—30 лет.
Механизация и автоматизация обслуживания печей осуществляв
ются в сочетании с обеспечением чистоты воздушного бассейн!
в районе коксового цеха.
2. Классификация коксовых печей
Коксование угольной шихты осуществляется в коксовых печах,
представляющих собой сложные теплотехнические сооружения.
. Коксовая печь состоит из: а) камеры, куда загружается уголь-
ная шихта; б) обогревательного простенка, включающего в себя
систему отопительных каналов, в которых происходит горение
газа для обогрева стен камеры; в) системы газораспределитель-
ных и воздухоподводящих каналов, подающих газ и воздух для отоп-
ления печей; г) регенераторов для нагрева воздуха (и бедного газа)
и для отвода продуктов горения; д) соответствующей арматуры и
механизмов.
88
Коксовые печи классифицируются по следующим признакам.
1. По режиму производства:
а) периодического действия;
б) непрерывного действия.
2. По способу отопления:
а) комбинированные (отапливаются коксовым и бедным до-
менным газом);
б) только коксовым газом;
в) только доменным газом.
3. По схеме отопления:
а) печи системы ПК (с перекидными каналами); газы из одного
простенка через перекидной канал идут в соседний простенок;
б) печи с парными каналами и рециркуляцией (ПВР); один —
восходящий канал — на горении, другой — нисходящий — в дан-
ный момент отводит продукты горения.
4. По способу использования тепла отходящих продуктов горе-
ния — регенеративные, т. е. тепло используется в регенераторах
(ныне работающие печи).
5. По способу подвода отопительного газа и воздуха:
а) с боковым подводом газа и воздуха (коксовый газ подается
сбоку по газораспределительному каналу — корнюру), а домен-
ный газ и воздух — через газовоздушные клапаны в подовые
каналы регенераторов;
б) с нижним подводом газа и воздуха и нижним регулирова-
нием. Эти печи строят на фундаментной плите, опирающейся на
колонны. Под плитой располагается газо- и воздухораспредели-
тельная сеть, откуда производят раздачу газа и воздуха.
Во всех новых конструкциях печей для улучшения равномер-
ности обогрева их по длине и высоте камеры в вертикалах обогре-
вательных простенков осуществляется рециркуляция продуктов
горения путем добавки их из нисходящего потока у основания
вертикала через окно в пламя восходящего потока, что замедляет
сгорание свежего газа и воздуха и удлиняет факел пламени.
3. Современные схемы производства кокса
Кокс в основном можно получать двумя методами:
а) слоевым (его называют также «классическим» методом коксо-
вания), который осуществляется в горизонтальных камерах;
б) непрерывным (прогрессивный метод коксования), схема
которого рассмотрена ниже.
Для удобства эксплуатации и повышения производительности
труда камеры сводятся в батареи, состоящие из п камер и п + 1
простенков. Число камер в батйрее выбирается, исходя из кон-
кретных условий производства.
В верхнем перекрытии камеры имеют загрузочные отверстия
(обычно три) и отверстия для отвода летучих продуктов коксова-
ния, которые через газоотвод (стояк и примыкающую к нему газо-
89
отводную арматуру) попадают в газосборник; откуда эвакуиру-
ются в цехи улавливания. С торцов камера плотно закрывается
специальными дверями, которые снимаются только по окончании
коксования для выталкивания готового кокса с помощью штанги
коксовыталкивателя. Чтобы облегчить выталкивание, камера
печи делается с коксовой стороны шире (сторона, куда выталки-
вается кокс), чем с машинной (сторона, откуда выталкивается
кокс), на 40—50 мм.
Коксовая камера должна быть герметичной (непроницаемой
как для наружного воздуха, так и для отопительных га-
зов).
Обогревательный простенок, находящийся между двумя ка-
мерами, состоит из большого числа (28—32) вертикальных ото-
пительных каналов (вертикалов), разделенных между собой глу-
хими перегородками. Каждый вертикал имеет смотровой канал,
проходящий через верхнее строение печи и закрывающийся чу-
гунной крышкой (лючек), который служит для наблюдения за
горением газа в вертикале, замера температур, замены регулиру-
ющих устройств ит. п.
У каждой печи есть индивидуальный регенератор (или два),
расположенный под камерой, на одной оси с ней.
Разделение отопительного простенка на большое число верти-
калов необходимо для равномерного обогрева угольной загрузки,
что в свою очередь является условием получения кокса хорошего
качества и снижения удельного расхода тепла на коксование.
Чтобы обеспечить надлежащее распределение температур по длине
и высоте камеры, каждый из вертикалов простенка снабжен уст-
ройствами для регулирования количеств поступающих в него газа
и воздуха. Это — калиброванные горелки с конфузорными или
диффузорными отверстиями для регулирования количества коксо-
вого газа, поступающего в каждый вертикал при боковом подводе
коксового газа (когда коксовый газ поступает в простенок через
горизонтальный канал «корнюр» в огнеупорной кладке печи вдоль
простенка), или регулировочные шайбы для дозировки поступаю-
щего в вертикал газа при нижнем подводе коксового газа, когда
коксовый газ поступает в каждый вертикал по вертикальному кор-
нюру (дюзовому каналу), а к простенку подводится по металли-
ческой распределительной трубе, расположенной в тоннели под
регенераторами коксовых печей.
Для регулирования количеств поступающего газа служат также
регистры и рассекатели — различной формы огнеупорные кир-
пичи, устанавливаемые на пути движения низкокалорийного
газа и воздуха для изменения их количества или направления дви-
жения в целях регулирования горения в каждом вертикале про-
стенка. Рассекатели устанавливаются на поду вертикала между
двумя «косыми ходами» (каналы, соединяющие подсводовое про-
странство регенераторов с основанием вертикалов и служащие
для поступления на горение, при отоплении печей коксовым
90
газом — воздуха из двух воздушных регенераторов по двум
косым ходам и при отоплении доменным газом — по одному
косому ходу доменного газа из газового регенератора и по второму
косому ходу — воздуха из воздушного регенератора). Регистры
в печах различных конструкций располагаются в устье вертикала,
перекрывая боковые сечения косых ходов, для регулирования
поступающих на обогрев доменного газа или воздуха. Регистры
бывают разной толщины, их можно менять через смотровые верти-
кальные каналы; они служат для распределения воздуха или
бедного газа по длине обогревательного простенка с учетом конус-
ности камеры коксования.
Сама конструкция печи предусматривает некоторые различия,
в элементах печи по длине простенка, облегчающие создание;
необходимых условий обогрева в тех или иных местах обогрева-
тельной системы (калибровка отверстий, по которым воздух или.
доменный газ поступает в регенератор, изменение сечений косых
ходов в крайних вертикалах простенка, в так называемых «го-
ловочных» вертикалах и т. п.). Все это дает возможность добиться
нужного распределения температур вдоль простенка. Кроме обес-
печения нужного распределения температур в простенке, необ-
ходимо обеспечить одинаковые температурные условия во всех
простенках батареи (кроме крайних).
Газ (как коксовый, так и доменный) подается в каждый просте-
нок через распределительный газопровод, снабженный устрой-
ствами для регулирования и отключения подачи газа в каждый
простенок (газоподводящая арматура). Воздух всасывается в обо-
гревательные простенки через газовоздушные клапаны, также име-
ющие устройства для регулирования его поступления. Регенера-
торы, заполненные фасонной насадкой, обусловливают периоди-
ческое изменение направления движения газов в обогревательной
системе на противоположное. Это изменение направления (кан-
товка) обеспечивается специальным устройством (кантовочное
устройство). Регенераторы, работающие на нагреве воздуха (бед-
ного газа), и вертикалы, в которых сгорали газы (восходящий
поток), переключаются соответственно на нагрев насадки и прием
продуктов горения (нисходящий поток). Газовоздушные клапаны,-
через которые в регенераторы поступал воздух, переключаются
на прием продуктов горения из регенератора и передачу их в боров
и далее в дымовую трубу. При обогреве доменным газом та часть
газовоздушных клапанов, через которые в регенераторы поступал
газ, переходит на прием продуктов горения, а остальные клапаны
переключаются на подачу доменного газа в регенераторы. Таким
образом, вся отопительная система половину времени работает на
восходящем потоке, а половину — на нисходящем.
Кантовка происходит каждые 20 мин.
Рассмотренная схема обогрева печей обеспечивает окончание
процесса коксования в каждой камере через одинаковое время
после ее загрузки.
91
Каждая система современных коксовых печей отличается от
других своей схемой обогрева, в зависимости от которой и решены
отдельные конструктивные элементы (зоны) печи.
4. Обогрев печей
с перекидными надсводовыми каналами системы ПК
Обогрев печей с перекидными каналами происходит следующим
образом.
Коксовый газ после извлечения из него на химическом заводе
смолы, аммиака, бензола и других химических продуктов воз-
вращается по подводящему и распределительному газопроводам
к коксовым печам.
Одновременно с машинной и коксовой сторон батареи газ
поступает в корнюры обогревательных простенков и через го-
релочные корнюрные отверстия попадает в каждый обогреватель-
ный канал (вертикал) данного простенка. Воздух, необходимый
для горения газа, подается через подовые каналы (на каждый обо-
гревательный простенок имеется по два подовых канала), про-
ходит насадку регенераторов, где нагревается до 950—1000 °C
и по косым ходам попадает в вертикалы, в которых смешивается
с газом, поступившим через корнюрные горелки. Здесь смесь газа
с воздухом вспыхивает, образуя факел горения.
При обогреве печей предварительно нагретым доменным газом
он поступает не в корнюры, а в один из подовых каналов (во вто-
рой канал поступает воздух). Затем газ при прохождении насадки
регенераторов нагревается так же, как и воздух, и через косой
ход попадает в вертикал, где, встречаясь с воздухом из соседнего
косого хода, смешивается с ним и загорается, образуя факел го-
рения (рис. 22).
Тепло от горения смеси газа и воздуха через кладку обогрева-
тельного простенка нагревает шихту, загруженную в камеру
печи. Продукты сгорания газа (коксового или доменного) подни-
маются вверх по всем обогревательным вертикалам, собираются
в горизонтальном канале, а затем по перекидным каналам над
сводами камер направляются в соседний простенок на другую сто-
рону печи и опускаются вниз по вертикалам, косым ходам и регене-
раторам. На этом нисходящем пути топочные газы, отдав свое теп-
ло шихте (через стены камер) и насадке в регенераторах, отводятся
через подовые каналы, дымовые ходы и борова в дымовую трубу.
Таким образом, в каждый момент один из двух парных обогре-
вательных простенков, образующих замкнутый цикл горения,
работает на восходящем, а другой на нисходящем потоке. Каждый
цикл продолжается 20 мин, после чего направление газов меня-
ется. При этом простенок, ранее работавший на горении (восхо-
дящий поток), переводится на отвод продуктов горения (нисходя-
щий поток), а простенок, ранее работавший на отвод продуктов
горения, переводится на отопление.
№
Печи ПК, ПК-2К (с перекидными каналами и двумя корню-
рами) и ПВР (с парными вертикалами и рециркуляцией продук-
тов горения) состоят из пяти конструктивных элементов, зон:
1) регенераторы;
2) газораспределительная, или корнюрная;
3) вертикалы (обогревательные простенки);
4) перекрытие вертикалов, или горизонтальные каналы;
5) верх печей.
Регенераторы печей ПК представляют собой узкие
камеры прямоугольной формы, разделенные центральной (по-
перечной) перегородкой по продольной оси батареи и заполненные
насадкой.
В нижней части регенераторов расположены подовые каналы,
с фасадных сторон батареи регенераторы закрываются лобовыми
стенками (зеркалами). Каждый обогревательный простенок имеет
по два регенератора, расположенных под печной камерой.
Регенераторы служат для аккумуляции тепла отходящих
продуктов горения и подогрева воздуха или отопительного бедного
газа. Стены регенераторов и подовых каналов выкладываются из
динасового нормального и фасонного кирпича. Центральная пе-
регородка выкладывается из фасонного динасового кирпича.
Для компенсации расширения кладки в центральной перегородке
оставляется вертикальный температурный шов.
Подовый канал футеруется фасонными шамотными плитами,
на которые сверху укладывается колосниковая решетка, пред-
назначенная для равномерного распределения нагреваемых по-
токов воздуха и газов по всей длине регенератора. В поперечнике
подовый канал имеет размеры 546x179 мм.
При кладке колосниковой решетки необходимо строго выдеь
живать заданные размеры отверстий колосников по длине и шь
рине (рис. 23).
Корнюрная, или газор аспределительн а к
зона представляет собой самый сложный и ответственный узе/
кладки коксовых печей.
Собственно корнюр — газовый канал круглого сечения, служа-
щий для подвода коксового газа в вертикалы. Газ из корнюрг
поступает в обогревательный вертикал через вертикальные щ
линдрические отверстия корнюра, в которых устанавливаются
калиброванные горелки. Эти отверстия (27 штук) расположень
по всей длине корнюра. Корнюр, так же как и регенератор, нс
оси батареи разделен центральной перегородкой на две части
Косые ходы — наклонные каналы прямоугольного сечения —
соединяют камеры регенераторов с вертикалами. В верхней частя
косых ходов, при выходе в вертикалы горения, находятся под-
вижные (регистровые) кирпичи, так называемые бананы, преднг
значенные для регулирования подачи воздуха и газа.
Газораспределительная зона выполняется из семи рядов дина
сового кирпича сложных фасонов общей высотой кладки 1041 м\.
Вертикалы, или обогревательные про-
стенки (рис. 24), представляют собой вертикальные каналы,
в которых происходит сгорание отопительных газов.
План
Продольный разрез
Рис. 23. Подовые каналы:
/ — волнистый картон; 2 — асбестовый шнур; 3 — отверстия колосников;
4 — зеркало регенераторов
94
Лицевые стороны обогревательных простенков одновременно
являются стенками камер. Высота зоны вертикалов 3,1 м, ширина
простенка на коксовой стороне 711 мм, на машинной 761 мм.
Расстояние между осями обогревательных простенков равно
1143 мм. В каждом обогревательном простенке имеются 27 колод-
цев—вертикалов, в которых происходит горение. В основании
каждого вертикала расположены горелка и два косых хода. Кладка
обогревательных простенков производится только из фасонного
динасового кирпича первого класса. Ввиду сложной конфигура-
ции все стыки кирпича, заполненные раствором, образуют как бы
шпунт для обеспечения герметичности.
Горизонтальные каналы расположены над вер-
тикалами в обогревательном простенке (рис. 25), основное назна-
чение которых заключается в собирании продуктов горения из
всех вертикалов простенка и направлении их через колодцы
и перекидные каналы (расположенные над сводами,,камер) в со-
седний обогревательный простенок. Горизонтальный канал сече-
нием 456x252 мм по оси батареи разделяется глухой перегородкой
на две части. Из этого канала выводятся шесть колодцев (по
три на каждую сторону) сечением 214x454 мм, которые направ-
ляют топочные газы из горизонтального канала в перекидные,
эти колодцы одновременно служат основанием для перекидных
каналов.
Общая высота горизонтального канала и колодцев перекидных
каналов составляет 1300 мм. Лицевая сторона обогревательного
простенка этой зоны также служит продолжением камеры коксо-
вания. Горизонтальный канал и колодцы выкладываются из слож-
ного фасонного кирпича первого класса.
Верх печей с общей высотой кладки 1174 мм состоит
из свода камеры, перекидных каналов, загрузочных и газовых
люков, смотровых шахточек, разбутки и изоляционного слоя.
£**с- 24. Обогревательный простенок
(вид с коксовой стороны)
Рис. 25. Горизонтальный канал:
1 — устье шахточек; 2 колодец перекидного
канала
95
Свод печи опирается по два рядом стоящих обогревательных про-
стенка и’ служит перекрытием камеры коксования.
Над сводами нечетных камер выкладываются шесть перекид-
ных каналов сечением 214 x 340 мм, которые служат для перехода
продуктов сгорания из одного обогревательного простенка в дру-
гой. В кладке перекидных каналов оставляются вертикальные
температурные швы и отверстие для отбора проб отопительных
газов, проходящих через канал. Перекидные каналы выклады-
ваются из сложного фасонного кирпича.
В верхнем ряду наблюдальных шахточек заделывается чугун-
ная арматура — смотровые лючки, а в основании их по оси за-
грузочных и газовых люков выкладываются растопочные отвер-
стия, соединяющие колодцы вертикалов с камерой печи.
Загрузочные и газовые люки выкладываются уступами; верх-
ний ряд из сложного фасонного кирпича образует круглое отвер-
стие диаметром 432 мм, покрываемое чугунной рамой с крыш-
кой.
Пространство между обогревательными простенками, пере-
кидными каналами и люками заполняется бракованным шамотным
или красным кирпичом на шамотном растворе (забутка).
По верху забутки укладывается слой изоляционного (диато-
мового) кирпича в 3—4 ряда. По изоляционному слою укладыва-
ется на ребро последний верхний ряд кладки печей из клинкер-
ного или первоклассного шамотного кирпича.
К печам ПК относятся ПК-42, ПК-45 и ПК-47. На рис. 26
представлен схематический разрез печи ПК-42 (ПК-45). В печах
этого типа воздух через воздушные отверстия клапанов поступает
в воздушные регенераторы 1, а доменный газ через регулиро-
вочные и кантовочные клапаны — в газовые регенераторы. Прой-
дя регенераторы, где газ и воздух нагреваются теплом продуктов
сгорания, они поступают в косые ходы 2. Косые ходы из газо-
вого и воздушного регенераторов соединяются в основании
вертикалов. Продукты сгорания, образовавшиеся в вертикалей,
через регистровое отверстие 4 поступают в горизонтальный сбор-
ный канал 5 и перекидной канал 6. Из перекидного канала про-
дукты сгорания поступают в простенок, работающий на ни-
сходящем потоке, затем через горизонтальный канал, реги-
стровые отверстия, вертикалы и косые ходы — в регенераторы,
где отдают свое тепло насадке.
Пройдя регенераторы, продукты сгорания через дымовые кла-
паны и дымовые патрубки направляются в борова, по которым от-
водятся в дымовую трубу. После кантовки направление движения
газов меняется на обратное.
Каждая пара регенераторов — газовый и воздушный — пред-
назначена только для одного простенка. Два смежных простенка,
не соединенные перекидным каналом, работают на одном потоке.
Воздушные регенераторы размещены под печами, над которыми
проходят перекидные каналы, т. е. под нечетными печами.
-« V - -л
96
Лейбович Р. Е. и др.
ТО *
I
1»:1ЯйвНШШШ11!|й1й1й111вИ1й1411Й1Ш1к1«1йШ1тМЯ1й£11£Ы«!»1К1Мй1Мф.1й1Р1й1Ш»«^^
Рис. 26. Печи ПК-42 (ПК-45)
8 9
КИ4
Газовые регенераторы размещены под четными печами. При
такой компоновке регенераторов на одинаковом потоке всегда
работает группа из четырех смежных регенераторов: воздушного,
двух газовых и воздушного. Таким образом, с разноименными
потоками граничат только воздушные регенераторы. Так как
косые ходы из каждого регенератора идут только в один простенок,
два простенка, соединенные перекидными клапанами, и четыре
регенератора, связанные с этими простенками, образуют само-
стоятельный элемент, который может работать независимо от
остальной батареи.
Схема движения газовых потоков при отоплении коксовым
газом отличается от описанной схемы при отоплении доменным
газом тем, что воздух проходит через воздушные и газовые реге-
нераторы. Отопительный коксовый газ проходит через газораспре-
делительный канал (корнюр) 7, горелочный канал 9 и из горелки 9
поступает в вертикалы. Корнюр размещен в массиве кладки ме-
жду косыми ходами.
Отверстие для выхода воздуха и доменного газа в вертикал —
газовоздушное сопло — расположено параллельно продольной
оси батареи.
Каждый простенок имеет два регенератора, расположенные по
обе стороны от оси этого простенка. В простенке все газовые ко-
сые ходы размещаются в сторону четной печи, все воздушные ко-
сые ходы — в сторону нечетной печи.
Недостатки печей ПК, заключающиеся в неравномерности обо-
грева, большом сопротивлении и недостаточной герметичности ото-
пительной системы, неустойчивости гидравлического режима
и чувствительности печей к нарушениям режима обогрева, обу-
словили поиск новых конструктивных решений.
Известным шагом вперед явились печи с перекидными каналами
конструкции 1947 г. — ПК-47 (рис. 27).
Схема движения газов в печах ПК-47 такая же, как в печах
ПК-42 и ПК-45. Основные отличия заключаются в введении фа-
сонной решетчатой насадки (рис. 28), выносе горелки на уровень
пода вертикала и расширении косых ходов крайних вертикалов.
Фасонная решетчатая насадка обладает широко развитой поверх-
ностью нагрева и малым сопротивлением. Так как газ в решетчатой
насадке движется по сквозным вертикальным щелям, она несрав-
ненно меньше забивается колошниковой пылью.
Вынос горелки на уровень пода вертикала позволил улучшить
равномерность обогрева по высоте при отоплении коксовым га-
зом.
Расширение крайних косых ходов привело к улучшению про-
грева головочных вертикалов, особенно при отоплении доменным
газом. Кроме того, в конструкцию печей ПК-47 внесены некоторые
другие изменения: перекидные каналы, ранее размещавшиеся
между смотровыми шахточками в вертикалах, перенесены на оси
шахточек, что позволило расширить их сечение.
98
Рис. 27. Конструкция печей ПК-47:
МС — машинная сторона; КС— коксовая сторона
Машинная сторона
I
Подача коксового газа ре-
гулируется по длине простенка
горелками; по длине батареи,
т. е. на каждую печь, — диа-
фрагмами, установленными в
газоотводном патрубке; на ба-
тарею — шибером на газопро-
воде, подающем газ на сторону
батареи.
распределяется с помощью реги-
Рис. 28. Фасонный кирпич для насадки ре-
генераторов
Воздух по длине простенка
стров в устьях косых ходов и шиберов в устьях вертикалов. Подачу
воздуха на печь, т. е. в регенератор, регулируют пластиной, рас-
положенной на воздушных отверстиях газовоздушного клапана.
Подачу доменного газа на батарею и по ее сторонам регулируют
с помощью шиберов, расположенных на подводящих газопроводах;
на одну печь — с помощью регулировочного клапана конструкции
Гречаниченко; по отдельным вертикалам — с помощью регистров
и шиберов, как и воздух.
Тяга (разрежение) в печах регулируется в каждой печи дрос-
селем — клапаном типа бабочка. Регулирование тяги по сторонам
и на батарею производится шиберами.
На печах всех конструкций системы ПК улучшились условия
обогрева в результате внедрения следующих мероприятий, разра-
ботанных сотрудниками Гипрококса, Коксохимстанции и УХИНа;
1) вынос горелок на уровень пода вертикалов по типу ПК-47
с помощью составных удлинителей и расширения косых ходов
крайних вертикалов (рис. 29);
2) установка высоких горелок на печах ПК всех типов;
3) регулирование обогрева с помощью открытых верхних
регистров;
Рис. 29 Узел корнюрной зоны:
к — печи ПК-47; б — лечи ПК-45; / — корнюр; 2 — горелка; 3 — шах-
точка; 4 — дюзовый канал
100
4) улучшение обогрева головок камер коксования за счет
применения различного диафрагмирования нижними регистрами
газовых и воздушных косых ходов — увеличения иодачи газа
в головочные вертикалы.
Технологические преимущества печей ПК-47 следующие:
а) лучшая равномерность обогрева коксового пирога по вы-
соте;
б) меньшее сопротивление отопительной системы;
в) более высокие теплотехнические показатели;
г) улучшенные условия труда обслуживающего персонала.
Однако все улучшения, внесенные в конструкцию печей ПК-47,
не смогли устранить коренных дефектов печей ПК, поэтому были
разработаны новые, более совершенные конструкции печей си-
стемы Гипрококса ПВР и ПК-2К.
5. Печи с перекидными каналами
и двумя корнюрами ПК-2 К
Печи с перекидными каналами и двумя корнюрами ПК-2К
значительно совершенней печей ПК старых конструкций и не
имеют многих недостатков, свойственных им. Схема движения га-
зов по простенкам и регенераторам в печах ПК-2К (рис. 30)
• Первая кантовка
₽нс. 30. Конструкция печей ПК-2К
101
аналогична схеме движения газов в печах ПК. Однако печи ПК-2К *
имеют весьма существенные принципиальные отличия. !
В печах ПК-2К отсутствуют перегородки между двумя смеж-
ными газовыми регенераторами; объединение последних позво-
лило увеличить полезный объем регенераторов, занимаемый на-
садкой, и уменьшить их высоту, не уменьшая поверхности нагрева
насадки; насадка регенераторов — фасонная, решетчатая, как и
в печах всех современных конструкций.
Коксовый газ в печах ПК-2К подается по двум корнюрам,
расположенным в массиве кладки корнюрной зоны. Это позволило
уплотнить корнюры и предотвратить прососы из корнюров в ре-
генераторы.
Верхняя часть косых ходов располагается вертикально между
корнюрами, что дает параллельное истечение струй воздуха и
бедного газа в вертикалы. Такое движение воздуха и газа предо-
твращает удар струй и удлиняет высоту факела. Газовоздушное
сопло в основании вертикала размещено параллельно оси про-
стенка, но несколько смещено (на 30 мм) по отношению к ней.
В основании вертикалов расположены регистры для регулирова-
ния количества воздуха, поступающего в вертикал, и сменяемые
рассекатели для направления струй воздуха и бедного газа.
Верхние регистры в печах ПК-2К отсутствуют, в результате
чего стены камер имеют одинаковую толщину до верхней кромки
горизонтального канала. Горизонтальный канал — не сквозной
и объединяет группы из 4—5 вертикалов, обслуживаемые од-
ним перекидным каналом. Простенок разбит на шесть таких сек-
ций, по три на каждую сторону. Секции полностью отделены
одна от другой. Для регулирования количества газа и воздуха,
поступающего в данную секцию, в перекидных каналах установ-
лены специальные кирпичные шиберы, расположенные в верхней
части кладки и доступные для пользования. Степень закрытия
шиберов в перекидном канале, как и степень закрытия верхних
регистровых отверстий в печах ПК, влияет на поступление воз-
духа и в меньшей мере — на поступление коксового газа. Поэтому
при отоплении коксовым газом регулирование шиберами следует
сочетать с регулированием горелками. Горелки, через которые
коксовый газ из корнюров поступает в вертикалы, размещены в ос-
новании последних.
Печи ПК-2К строятся преимущественно с рециркуляцией
по методу, предложенному Н. К. Кулаковым, хотя имеются и
батареи печей ПК-2К без рециркуляции. Печи ПК-2К с рецирку-
ляцией показаны на рис. 30. Рециркуляция в этих печах осущест-
вляется за счет засасывания продуктов горения из верхней части
вертикалов в рециркуляционный канал, устроенный в распороч-
ных кирпичах, отделяющих один вертикал от другого.
Продукты горения опускаются по рециркуляционному каналу
и снова поступают в основание вертикалов, в результате чего полу-
чается многократное кольцевое движение продуктов горения по
102
йертикалам. Продукты горения, поступающие в основания вер1
тикалов, снижают содержание кислорода в воздухе, идущем на
сжигание газа, и тем самым замедляют процесс горения, в резуль-
тате чего улучшается равномерность обогрева по высоте печей.
Для печей ПК-2К характерны высокая производительность,
большая равномерность обогрева и малое сопротивление отопи-
тельной системы.
Объединенные газовые регенераторы создают связь всех про-
стенков батареи через косые ходы и вертикали, что облегчает регу-
лирование гидравлического режима по длине батареи.
Регенераторы, работающие на восходящем и нисходящем пото-
ках, чередуются через три — воздушный, газовый и воздушный.
С нисходящим потоком граничат только воздушные регенераторы,
как и в печах ПК. Так как сопротивление отопительной системы
невелико, прососы в печах ПК-2К значительно меньше. На горе-
нии находятся одновременно все вертикалы простенка. Простенки,
работающие на восходящем и нисходящем потоках, чередуются
попарно. Таким образом, на подаче коксового газа или декарбо-
низационного воздуха одновременно работают четыре корнюра,
питающих два смежных простенка, расположенных между двумя
нечетными печами. Направление потоков в корнюрах совпадает
с направлением потоков в расположенных под ними регенераторах.
Несколько сложнее расположение косых ходов в основании
вертикала, так как газовоздушное сопло параллельно оси про-
стенка. В четных простенках печей ПК-2К газовые косые ходы
направлены на машинную сторону, в нечетных — на коксовую
сторону.
По равномерности обогрева печи ПК-2К значительно превосхо-
дят печи ПК, но обогрев верха печей сильно зависит от коэффи-
циента избытка воздуха.
6. Коксовые печи системы ПВР
В печах ПВР простенок разбит на пары вертикалов, соединен-
ных вверху перевальными окнами. Горение происходит в одном
из вертикалов пары, по второму сопряженному вертикалу в это
время отводятся продукты сгорания.
В нижней части вертикалы, работающие на восходящем и
нисходящем потоках, соединены окнами для рециркуляции. Через
эти окна часть продуктов сгорания из вертикала, работающего
на нисходящем потоке, засасывается в вертикал, работающий на
восходящем потоке, т. е. происходит рециркуляция продуктов
сгорания.
Силы, создающие рециркуляцию, и ее влияние на равномер-
ность обогрева те же, что и в печах ПК-2 К.
Степень рециркуляции, т. е. отношение объема рециркулиру-
ющих продуктов сгорания к объему продуктов сгорания, уходя-
щих в косые ходы, в печах ПВР составляет 30—40 %.
103
Рис. 31. Печи ПВР-46. Разрез по простенку и поперечный
.7. Печи системы ПВР-46
В этих печах (рис. 31) вертикалы соединяются с регенераторами
короткими и длинными косыми ходами. Короткие косые ходы
соединяют половину вертикалов с регенераторами, расположенны-
ми под данным простенком, остальные вертикалы длинными ко-
сыми ходами соединены с регенераторами, расположенными под
обоими простенками, смежными с данным.
Так как в каждую кантовку коксовый газ надо подавать только
в половину вертикалов простенка, то в печах ПВР для каждого
простенка предусмотрены два корнюра. Косые ходы проходят
в массиве кладки между корнюрами, обслуживающими данный
простенок. Поэтому оба косых хода, ведущих в один вертикал,
смещены один относительно другого и газовоздушное сопло
в основании вартикала размещается на продольной оси простенка.
В верхней части косые ходы, подающие воздух и бедный газ,
идут параллельно, и истечение газа и воздуха в вертикал проис-
ходит параллельными струями без ударов и завихрений. Для
обеспечения параллельности входящих в вертикал струй преду-
смотрены направляющие кирпичи — сменяемые рассекатели. Па-
раллельность выхода газовой и воздушной струй является важ-
ным фактором, влияющим на равномерность обогрева. В печах
ПВР-46 рециркуляция продуктов сгорания осуществляется в зам-
кнутой паре.
8. Печи системы ПВР-51
Дальнейшим совершенствованием в развитии коксовых печей
являются печи типа ПВР-51, разработанные в Гиирококсе. В них
рециркуляция осуществляется по «змейке». Эти печи имели следу-
ющие размеры, мм: длина 14080, высота 4300, ширина 407, по-
лезный объем 21,6 м3, оборот печей 14 ч.
Рассмотрим, как движутся газы по регенераторам и косым
ходам (рис. 32). В первую кантовку воздух поступает в регенера-
торы /, 5, 9 и т. д. По коротким косым ходам воздух идет в про-
стенки, расположенные над данным регенератором, т. е. из реге-
нератора 5 в простенок 2, из регенератора 9 в простенок 4 и т. д.
Одновременно по длинным косым ходам воздух поступает в смеж-
ные простенки, т. е. из регенератора 1 в простенок 1, из регене-
ратора 5 в простенок 3, из регенератора 9 в простенок 5 и т. д.
Аналогично этому доменный газ по коротким косым ходам
поступает из регенератора 4 в простенок 2, из регенератора 8
в простенок 4 и т. д., а по длинным косым ходам из регенератора 4
в простенок 7, из регенератора 8 в простенок 3 и т. д.
Продукты сгорания из простенков, снабжающихся газом и
воздухом по коротким ходам, отводятся по длинным, и наоборот.
Так, из простенка 2 продукты сгорания отводятся по длинным ко-
сым ходам в регенераторы 3 и 6, из простенка 4 в регенераторы 7
105
• 4
В ПГ ПГ Г В ПГ ПГ Г В ПГ второе кантование
Рис. 32: Схема обогрева печей ПВР-51 (разрез по простенку и по батарее):
/ — короткий косой ход; 3 — длинный косой ход; 3 — газораспределительный канал; 4 — перевальное окно; 5 — рециркуляционное окно
h 10 и т. д. Из простенка 1 продукты сгорания по коротким косым
ходам отводятся в регенераторы 2 и 3, из простенка 3 в регене-
раторы 6 и 7 и т. д.
Во вторую кантовку направление движения газов изменяется
и по регенераторам 2, 6, 10 и т. д. поступает воздух, по регене-
раторам 3, 7 и т. д.—доменный газ, а по регенераторам 1, 4, 5,
8, 9 и т. д, отводятся продукты сгорания.
Из схемы движения газов видно, что каждый простенок
соединяется косыми ходами с четырьмя регенераторами, а каж-
дый регенератор (кроме двух крайних) — с двумя простен-
ками.
Таким образом, все регенераторы батареи соединяются между
собой через косые ходы и вертикалы. Это обеспечивает устой-
чивость гидравлического режима и значительно облегчает регу-
лирование тяги. Газовые и воздушные регенераторы чередуются
попарно, т. е. два воздушных, два газовых, два воздушных
и т. д.
Газовые регенераторы размещаются под нечетными печами,
воздушные регенераторы под четными. Каждый регенератор
связан короткими косыми ходами с находящимся над ним
простенком и длинными косыми ходами со смежным простен-
ком, обогревающим ту камеру, под которой он располо-
жен.
В простенке печей ПВР-46 (см. рис. 31) рециркуляционное
окно размещается, как правило, в тех же стенках, что и переваль-
ные окна.
В печах ПВР-51 рециркуляционные окна размещаются между
парами вертикалов и в крайних парах каждой стороны простен-
ка — внутри пар.
В настоящее время горение в печах ПВР происходит через один
вертикал и с рециркуляцией внутри замкнутых пар. Окна рецир-
куляции размещаются в тех же разделительных стенках, что
и перевальные окна.
В печах ПВР-51 в четных простенках газовые косые ходы чет-
ных вертикалов направлены к машинной стороне. В нечетных вер-
тикалах четных простенков газовые косые ходы располагаются
по направлению к коксовой стороне. В нечетных простенках га-
зовые косые ходы четных вертикалов расположены с коксовой
стороны, а газовые косые ходы нечетных вертикалов — с машинной
стороны (рис. 33).
В четных простенках нечетные вертикалы снабжаются газом
и воздухом по длинным косым ходам, в нечетных простен-
ках — по коротким. Четные вертикалы снабжаются в четных
простенках по коротким косым ходам, а в нечетных — по длин-
ным.
Для печей ПВР характерен вытянутый факел горения и вы-
сокая равномерность прогрева загрузки.
107
t
Контрфорс М.С.
При. обогреве
доменным газом
И кант 1кант
Клапаны Клапаны
в + ПГ- пг- В +
пг- ПГ-
в+ ПГ-
пг- в +
пг- пг-
в+ пг-
пг- в+
При обогреве
коксовым газом
П кант I кант
Кла- паны кра- ны Кла- паны кра- ны
в+ ПГ-
пг- 8 +
пг- В +
в+ ПГ-
—
—
в+ ПГ-
ПГ- 8 +
—
——
пг- 8+
в+ ПГ-
—
в+ ПГ-
пг- 8+ 1
Рис. 33. Схема обогрева печей ПВР-51 (план):
1 — крайний воздушный регенератор; 2 — воздушный регенератор четного простенка; 3 —газовый регенератор четного простенка; 4—газо-
вый регенератор нечетного простенка; 5 — воздушный регенератор нечетного простенка; б — воздушный регенератор четного простенка;
7 — газовый регенератор четного простенка; <$ — газовый регенератор нечетного простенка; 9 — воздушный регенератор нечетного прос-
тенка; 10 — воздушный регенератор четного простенка
9. Коксовые печи большой емкости
с боковым подводом
Увеличение производительности коксовых батарей является
в настоящее время актуальной задачей. Реальным средством для
повышения эффективности производства кокса может быть зна-
чительное увеличение полезного объема камеры и увеличение ра-
зовой выдачи кокса из нее.
Коксовые печи типовых конструкций ПК, ПК-2К и ПВР
строились в основном одинаковых размеров: высота 4300 мм и
ширина камер 407 мм (конусность 50 мм), объем камер коксова-
Рис. 34. Печь большой емкости с боковым подводом (поперечный разрез)
109
ния 20 и 21,6 м3 в зависимости от общей длины камер, колеблю-
щейся от 13120 до 14080 мм; число вертикалов соответственно 26,
27 и 28.
В 1958—1959 гг. первые в мире в СССР на Ясиновском коксо-
химическом заводе были введены в действие построенные по про-
ектам Гипрококса коксовые батареи увеличенной мощности
с печными камерами объемом 30 м3. При этом производительность
труда повысилась в 1,3 раза, удельные капиталовложения и экс-
плуатационные расходы снизились на 12 %. Полная длина ка-
меры 15,04 м, высота 5,0 м и ширина 450 мм. Позже были соору-
жены и успешно эксплуатируются коксовые печи высотой 5 и 6 м
с шириной камеры 410 мм.
По конструкции отопительной системы, т. е. по сопряжению
регенераторов с простенками, печи большой емкости являются
печами типа ПВР (рис. 34).
Принципиальная схема обогревательного простенка та же,
что и в печах ПВР. Основное отличие их от описанных выше пе-
чей ПВР заключается в конструкции пода вертикала. Косые ходы
размещены параллельно оси батареи, и ось горелки совмещена
с осью косых ходов. Такое размещение косых ходов и горелки уве-
личивает степень рециркуляции и ухудшает смешение газа и
воздуха. Смешение газа и воздуха ухудшается еще и потому, что
горелка удалена от косых ходов на 235 мм против 180 мм в типо-
вых печах. Размеры вертикалов больше, чем в типовых печах, так
как ширина простенка, по соображениям статической прочности,
увеличена с 736 до 850 мм.
При увеличенном размере вертикала возрастает средняя длина
пробега частиц, необходимая для смешения газа и воздуха. Это
в свою очередь приводит к замедлению процесса горения и вытя-
гиванию факела.
В основании обогревательного простенка имеются рециркуля-
ционные окна. Специально запроектированные регистровые кир-
пичи позволяют полностью или частично перекрывать рецирку-
ляционные окна и таким образом регулировать степень рецирку-
ляции.
Во вновь сооружаемых коксовых печах высота камеры равна
5,5; 6 и даже 7 м, длина 16,04 м, ширина 410 мм. Объем ка-
меры при высоте 7 м составляет 41,6 м3.
10. Печи большой емкости с нижним подводом
В печах с нижним подводом регулировочные средства выне-
сены за пределы печной кладки, легко доступны для замены и на-
ходятся в зоне низких температур, в результате чего может быть
достигнута большая точность и стабильность регулирования
обогревом.
Для обеспечения эффективности нижнего подвода или нижнего
регулирования (подачи эквивалентных количеств газа и воздуха
110
в отопительные каналы) необходимо секционирование регенера-
торов. Это также улучшает омываемость насадки и повышает
степень утилизации тепла. Нижний подвод коксового газа поз-
воляет дополнительно утилизировать тепло продуктов сгорания
в регенераторах, используя его на подогрев-таза, и далее снизить
расход тепла на коксование.
Секционирование регенераторов в печах с нижним подводом
исключает перетоки воздуха и доменного газа между секциями.
Каждая секция регенератора соединяется косым ходом с отопи-
тельным каналом. При указанном секционировании группа из
двух сопряженных отопительных каналов и четырех связанных
с ними секций является самостоятельным топочным элементом.
Печи с нижним подводом считают наиболее перспективными.
В настоящее время сооружены и эксплуатируются коксовые
печи с нижним подводом коксового газа и нижним регулированием
подачи воздуха и доменного газа, с некомбинированным и комби-
нированным обогревом.
В печах для отопления только коксовым газом под печными
камерами расположены широкие регенераторы. В широкой раз-
делительной стенке между регенераторами, расположенной по
оси простенка, проходят вертикальные дюзовые каналы для под-
вода коксового газа в основание вертикалов. Кладка подовых ка-
налов выполнена из более термостойкого многошамотного мате-
риала и отделена от верхней, динасовой части стен регенераторов
швом скольжения. Дюзовые каналы в зоне шва скольжения
уплотнены специальными металлическими вкладышами. Реге-
нератор разделен поперечными перегородками на секции — по
одной секции на каждый вертикал. В верхней части каждая сек-
ция регенератора косым ходом соединена с одним вертикалом.
Таким образом, группа из двух сопряженных вертикалов и двух
секций широких регенераторов является независимым элементом
отопительной системы. Подвод воздуха в каждую секцию регене-
ратора регулируется при помощи специальных кирпичей, закла-
дываемых в отверстия, соединяющие подовый канал с камерой
регенератора. Для замены регулирующих кирпичей предусмо-
трены специальные отверстия в выстилке подовых каналов и верх-
ней фундаментной плите.
Стена регенератора, в которой проходят дюзовые каналы,
является «опасной». Все косые ходы, подводящие воздух к верти-
калу, лежат в одной плоскости и направлены в одну сторону.
Такое сопряжение регенераторов с простенками приводит к шах-
матному горению: если в одном простенке на горении находятся
четные вертикалы, то в другом — нечетные.
Рециркуляционное окно разделено на две половины перегород-
кой, расположенной против выхода коксового газа в вертикал.
Такая конструкция рециркуляционного окна предотвращает воз-
можность короткого замыкания газовой струи. Короткие замы-
кания коксового газа с восходящего на нисходящий поток возни-
111
кали при недостаточной мощности газовой струи и переохлажде-
нии вертикала, работающего на восходящем потоке.
В остальном конструкция верхнего строения печей аналогична
конструкции соответствующих печей с парными вертикалами.
При комбинированном обогреве подвод коксового газа и нижнее
регулирование подачи воздуха и бедного газа осуществляются
такими же устройствами, что и в печах с некомбинированным обог-
ревом. На одно печное расстояние приходятся два узких регене-
ратора, по которым воздух и бедный газ подводятся в обогрева-
тельные простенки.
Широкая разделительная стенка, в которой проходят дюзовые
каналы для подвода коксового газа, расположена по оси отопи-
тельного простенка и разделяет два регенератора с противополож-
ными потоками. Регенераторы разбиты на секции, каждая из ко-
торых связана косым ходом только с одним вертикалом. Таким
образом, группа из двух сопряженных вертикалов и четырех
связанных с ними секций регенераторов является независимым
элементом отопительной системы, не связанным с другими анало-
гичными элементами. Конструкция коксовых печей с нижним под-
водом изображена на рис. 35.
Весьма существенным преимуществом некомбинированных
коксовых печей с нижним подводом является меньший расход
тепла на коксование [80—104 кДж/кг (20—25 ккал) на 1 кг су-
хой шихты]. Это обусловлено лучшим подогревом коксового газа
в вертикальном дюзовом канале (по сравнению с подогревом его
Рис. 36. Печь большой емкости с нижним подводом (разрез поперечный и по простенку)
112
в корнюре на печах с боковым подводом) и точностью регулирова-
ния распределения газа и воздуха по длине регенератора и обо-
гревательного простенка.
11. Новые направления
развития конструкций коксовых печей
В СССР успешно эксплуатируются большеемкие коксовые ба-
тареи с шириной камеры коксования 450 и 410 мм, длиной 15
и 16 м, высотой 5, 5,5 и 6 м. Производительность батарей с пе-
чами емкостью камер 30 м8 по сравнению с печами емкостью
21,2 м3 увеличилась с 460 до 700—830 тыс. т в год валового кокса
6 % -ной влажности.
Средние максимальные температуры в отопительных каналах
большеемких печей на южных заводах составляют 1325 °C, на
восточных 1360 °C, скорость коксования 27,5 мм/ч. При увеличе-
нии скорости коксования до 30—32 мм/ч температуры должны
быть повышены на 50—80 °C, что возможно лишь для динасового
кирпича.
При переходе к более высоким печным камерам Гипрококс
исходил из следующих положений:
1. Опыт работы для действующих коксовых печей с высотой
камер 5,5 м показал, что главный вопрос, лимитирующий во
всех странах повышение высоты камер, это обеспечение равномер-
ности обогрева. В СССР этот вопрос надежно решен. Равномер-
ность готовности кокса по высоте камеры достаточная и даже име-
ется неиспользуемый резерв регулировочных средств для дальней-
шего увеличения высоты камер.
2. Головка коксового пирога перед выдачей достаточно устой-
чива, что подтверждается опытом работы печей с высотой камеры
5,5 м.
3. Увеличение высоты печных камер не приводит к смятию
коксового пирога при выдаче кокса и не может вызвать увеличе-
ния нагрузки на кладку.
В настоящее время запроектированы печи с высотой камер 7
и длиной 16 м. В процессе разработки находятся печи объемом
Камеры 45—50 м8, высотой 7—8 м и длинойД17 м.
Увеличение длины камеры будет связано с переходом на за-
грузку через четыре^люка вместо трех. Для получения кокса
с меньшим содержанием класса >80 мм сохранена ширина камеры
410 мм. Такая ширина камеры удобна при строительстве и эк-
сплуатации.
Объем новых печных камер 41,6 м8, что в 2 раза больше объема
чо»°^1Х коксовых печей. Производительность батарей таких пе-
тые. т
о-
ветственно
ей при нормальной скорости коксования составит
год валового кокса 6 %-ной влажности, а при скорости ко
1060Я 30 мм/ч (период коксования 13,5 ч) со
ТЬ|С •
113
В СССР для коксовых печей с объемом камер 41,6 м3 двери
будут уплотнять тремя ригельными зажимами. Вместо винтовых
затворов можно установить пружинные зажимы.
На некоторых заводах изучаются различные типы футеровк
дверей, конструкции кирпичедержателей для создания необхс
димых оптимальных условий работы механизмов чистки двере?
Будут разработаны мероприятия по переходу на более легко
покрытие головок бронью.
Клапаны для бедного газа, воздуха и продуктов горения пред
полагается выполнять сдвоенными. Забор воздуха на горени
будут вести не из-под верхней плиты, а из боковых туннелей
Туннели печей будут герметизированы и содержаться под неболь
шим давлением. Воздух на горение и проветривание низа печи
будет забираться в стороне от печей, очищаться и нагнетаться по.
печи, в результате чего можно будет устранить ручной труд в пс
мещениях по уборке и снизить загрязнения арматуры и насади'
регенераторов.
Газопроводы коксового и бедного газа будут размещаться ниж.
пола туннелей, под печами, чтобы не мешали обслуживанию ар»
матуры. Для уменьшения прососов бедного газа тарельчатые
клапаны заменяют кранами. Предуматривается хромированЕ
регулирующих дюз.
Анкерные колонны делаются сварными, большей жесткости
увеличенной пропорционально возросшей общей высоте пече-
Для интенсификации технологического процесса за счет увел»
чения скорости коксования, улучшения условий эксплуатащ
и удлинения срока службы печей кладка обогревательных пр<-
стенков будет выполняться из динасового кирпича пониженно»
плотности и повышенной теплопроводности, дающего небольшок
дополнительный рост в процессе эксплуатации печей.
Углезагрузочный вагон будет снабжен механизмами, позволя-
ющими производить операции обслуживания по программе с поуз-
ловой автоматизацией.
На других коксовых машинах предусматриваются соответст-
вующие изменения габаритных и силовых характеристик в связ»
с изменением размеров печей. Особое внимание будет уделен»
сокращению времени обслуживания, а также полному устранения
ручного труда в первую очередь на чистке рам и дверей, уборк»
«концов», обслуживающих площадок и путей тушильного вагона
Предусматривается применение устройств для устранения
газопылевыделений при выдаче кокса и при загрузке коксовы:
печей.
Принята четырехбатарейная компоновка коксового цеха
65 печами в одной батарее.
Первая батарея с объемом печной камеры 41,6 м3 была введен?
в действие в 1975 г. на Западно-Сибирском металлургическом за»
воде (батарея № 7). В 1976—1977 гг. такие же батареи введень
в эксплуатацию на Авдеевском коксохимическом заводе (№ '
114
и 8) и Карагандинском металлургическом комбинате (№ 7),
а в 1978 г. — на Кемеровском коксохимическом заводе (№ 5).
Аналогичные батареи запроектированы для строящегося Алтай-
ского коксохимического завода и находящихся в стадии рекон-
струкции коксохимического производства Нижнетагильского ме-
таллургического комбината и Запорожского коксохимического
завода.
Переход к строительству коксовых батарей с печными камерами
объемом 41,6 м3 вместо 21,6 м3 обеспечил повышение производи-
тельности труда в 1,9 раза, снижение удельных капиталовложений
на 22,5 % и эксплуатационных расходов на 19 %. В результате
строительства коксовых батарей большой мощности, а также зна-
чительного расширения и реконструкции действующих предприя-
тий достигнута высокая концентрация производства. Средняя
производительность одного коксохимического предприятия в СССР
значительно превышает аналогичные показатели некоторых за-
рубежных стран с высокоразвитой коксохимической промышлен-
ностью.
12. Интенсификация работы коксовых печей
Большая часть всех усовершенствований в коксохимическом
производстве в основном направлена на сокращение продолжи-
тельности процесса коксования и повышение производительности
печей. Возможно это при следующих условиях.
1. Снижение влажности шихты в результате:
а) коксования шихты с влажностью 4—5 % вместо 10—12 %,
при этом производительность печей увеличивается на 11 %;
б) загрузки коксовых печей высушенной до влажности 2 %
шихтой, в этом случае производительность увеличивается на 20—
25 %, а при загрузке нагретой до 250 °C шихтой — на 40—43 %.
Помимо этого, термическая подготовка позволяет ввести в уголь-
ную шихту без ухудшения качества кокса на 15—20 % больше
газовых и слабоспекающих углей, чем при работе на влажном угле.
2. Большие скорости коксования (30—32 мм/ч), что возможно
При применении динаса, содержащего 2 % оксида меди, имеющего
высокую теплопроводность и плотность 1,94 т/м3 (вместо 1,87 т/м3
для плотного и 1,68 т/м3 для обычного динаса); это позволит на
15 % увеличить производительность печей при той же температуре
в отопительных каналах, поскольку теплопроводность такого
Динаса на 25 % выше.
3. Увеличение полезной емкости камер и разовой загрузки
Печей в результате увеличения их высоты (до 7—8 м) и длины
(до 16—17 м) (объем 45,0—50,0 м3).
4. Применение узкокамерных печей для переработки углей
с пониженной коксуемостью.
5. При реконструкции изношенных коксовых батарей необ-
ходимо предусматривать строительство новых с наращиванием
115
мощности, с УСТК (установками сухого тушения кокса) и комплекс
мероприятий по механизации и автоматизации производства.
6. Улучшение культуры производства и условий труда на
коксохимических заводах путем разработки мероприятий по за-
щите воздушного бассейна, очистке сточных вод и применение
комплекса по механизации и автоматизации трудоемких процессов.
7. Автоматизация процесса коксования с применением ЭВМ.
Контрольные вопросы
1. Отличие печей ПК от ПК-2К и ПВР.
2. Как движутся газы в печах ПК-2К и ПВР при отоплении их коксовым
и доменным газом?
3. Различие в организации рециркуляции в печах ПК-2К и ПВР.
4. Как осуществляется единая взаимосвязанная схема движения газов
в коксовых печах?
5. Сравнить схему движения газов в печах с боковым и нижним подводом
Г лава IV. ОСНОВНОЕ
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ
И МАШИНЫ КОКСОВЫХ ПЕЧЕЙ
1. Анкераж, брони, рамы и двери
Для сохранения монолитности кладки коксовой батареи при
ее разогреве и от колебаний температур в процессе эксплуатации
применяют продольное и поперечное армирование.
Кладку по длине батареи армируют с помощью контрфорсов,
чаще всего составляющих одно целое с железобетонной фундамент-
ной плитой. Верхняя часть контрфорсов скрепляется шестью
продольными стяжками из полосовой стали, уложенными по верху
батареи над дистанционными полосами, предназначенными для
закрепления рельсов пути загрузочного вагона. Крайние звенья
анкерных стяжек имеют круглое сечение и пропущены через спе-
циальные отверстия в контрфорсах. На коксовых батареях но-
вых конструкций продольные анкерные стяжки имеют на своих
концах по три комплекта сдвоенных пружин (одна в другой), ко-
торые располагаются в специальных нишах на контрфорсах и
должны обеспечивать усилия на каждой стяжке в пределах 350—
400 кН (35—40 тс). Нагрузка на них регулируется стяжными
винтами. Расширение кладки в длину при разогреве батарей вос-
принимается температурными швами, предусмотренными в мас-
сиве кладки.
Армирование кладки по длине отопительных простенков
осуществляется с помощью больших и малых анкерных колонн,
верхних и нижних поперечных анкерных болтов, армирующих
брокерам, балок и комплекта спиральных пружин. Большие
116
анкерные колонны устанавливаются по оси простенков с коксовой
и машинной сторон батареи и стягиваются анкерными болтами, на
обоих концах которых наворачиваются гайки. Для армирования
простенков двухкорнюрных печей типа ПВР, анкерные колонны
изготавливаются прямыми.
На печах современных конструкций осуществлено дифферен-
циальное армирование кладки по всей высоте, при которой на-
грузки снижены до 50—75 кН (5,0—7,5 тс) (рис. 36). При этой
системе армирования пружины устанавливают с обеих сторон
каждой анкерной стяжки. На батареях с подовыми каналами из
многошамотного кирпича динасовая и многошамотная кладки
армируются с помощью отдельных^'колонн малого анкеража.
Колонны малого анкеража прижимаются к динасовой кладке пру-
жинами,^. а к многошамотной — нажимными болтами.
Перегрев анкерных колонн из-за горения просачивающегося
газа или больших масс кокса, выпавшего из камеры в результате
обвала головок, недопустим, так как это приводит к изгибу колонн,
нарушению армирования и разрывам кладки. При этом сокраща-
ется срок службы батареи.
Нижнее строение батареи армируется с помощью малых ан-
керных колонн, подкладных броневых листов и пружин. Малые
анкерные колонны представляют собой двутавровые балки, уста-
навливаемые между большими анкерными колоннами.
Верхнее строение батареи армируется с помощью броневых
плит, которые анкерными колоннами прижимаются к кладке пе-
нс
КС
Рис. 36. Схема поперечного армирования
современных печей:
1 — пружины анкерных колонн; 2 — пру-
жины малого анкеража; 3 — пружины ар-
мирующей брони; 4 — пружины армирова-
ния регенераторов; 5 — армирующая броня
отопительных простенков; 6 — армирую-
щая балка регенераторов; 7 — армирующая
балка подовых каналов
117
чей. Промежуток между броней и головкой простенка заполняется
изоляционным материалом.
К броне с помощью болтов притягивается дверная рама
с ригельными крючьями, на которые навешиваются двери. Двери
крепятся в дверных рамах двумя ригелями, заходящими в крю-
чья дверной рамы. Двери прижимаются к привалочной поверх-
ности рамы ригельными болтами и гайками, укрепленными на
фасадной стороне корпуса двери. Верхний и нижний ригели двери
соединяются штангой для одновременного поворота ригелей при
снятии и установке двери.
Футеровочный кирпич закладывают в кирпичедержатели с пере-
вязкой швов и связывают огнеупорным «раствором». Наибольшую
нагрузку имеет нижний кирпичедержатель, который, как и осталь-
ные кирпичедержатели, крепят к корпусу двери с помощью бол-
тов. Пространство между кромкой футеровочного кирпича и кор-
пусом двери заполняют огнеупорными изоляционным материалом.
Необходимое условие нормальной эксплуатации коксовых
печей — герметичность дверей. Уплотняющий нож двери и при-
валенную поверхность дверей рамы перед первой установкой под-
вергают тщательной механической обработке. После установки
двери регулируют положение уплотняющего ножа. Тщательная
очистка футеровки двери, кирпичедержателей, уплотняющего
ножа и мембраны от смолы и нагара, а также правильная установка
двери, предельное прижатие ее к дверной раме и очистка последней
являются необходимыми условиями герметичности двери.
При снятии дверей следует проверять состояние ее футеровки.
При разрушении футеровки значительная часть кокса обрушива-
ется на рабочую площадку и требуются дополнительные затраты
труда на уборку выпавших «концов». На футеровку воздействуют
значительные термические напряжения, возникающие во время
снятия и установки дверей.
Футеровка, установленная на двери при разогреве батареи,
служит до двух лет. Когда новая дверь устанавливается на печь
эксплуатируемой батареи, срок службы ее футеровки значи-
тельно сокращается. При установке дверей с футеровкой, нагретой
при определенном режиме, срок ее службы увеличивается.
2. Газоотводящая арматура коксовых печей
Сырой коксовый газ из камер коксования отводится через сто-
янки в газосборники, расположенные с одной или двух сторон
камер коксования. Второй газосборник устанавливают для улуч-
шения отвода газов при бездымной загрузке коксовых печей.
Стояки имеют следующие основные узлы: стальная вертикаль-
ная труба, футерованная огнеупорным кирпичом; чугунное пере-
кидное колено с крышкой; чугунная клапанная коробка, обору-
дованная тарельчатым поворотным клапаном. В верхней части
стояка располагаются форсунки орошения сырого коксового газа
118
аммиачной водой и паровое сопло для инжекции газов при без-
дымной загрузке коксовых печей.
Форсунку орошения сырого коксового газа устанавливают
таким образом, чтобы конус распыления аммиачной водой пере-
крывал все сечения потока газа и ири этом вода не могла бы по-
пасть в коксовую камеру. Аммиачная вода орошения газа в стояке
служит гидрозатвором при закрытии клапанной коробки, с по-
мощью которой колено стояка соединяется с газосборником.
На стояках новых типов колена изнутри футеруются шамотным
кирпичом. Это позволяет поднять температуру в колене стояка,
уменьшить конденсацию высококипящих компонентов сырого
коксового газа на внутренней поверхности колена и свести до
минимума необходимость его очистки от нагара.
Клапанная коробка оборудована поворотным тарельчатым
клапаном, при горизонтальном положении которого образуется
гидрозатвор и печь отключается от газосборника. Высота гидро-
затвора 40 мм.
В верхней части колена стояка имеется гнездо для крышки
стояка. Рычаги подъема крышки стояка и гидрозатворов клапанной
коробки связаны так, чтобы при открывании клапана гидроза-
твора крышка стояка закрывалась, а при закрывании клапана от-
крывалась.
Газоотводящий люк может заграфичиваться из-за чрезмерно
высоких температур в подсводовом пространстве коксовой камеры,
которые бывают при недогрузе печей, наличии больших скосов
загрузки у дверей и при повышенной усадке шихты.
Температура наружной поверхности стояков может составлять
130—150 °C, поэтому для защиты людей от теплового излучения
стояков на них навешивают металлические щиты, обшитые ли-
стовым асбестом.
3. Арматура, закладываемая в кладку печей
В перекрытие печей закладывают рамы загрузочных люков
и смотровых лючков. Рамы загрузочных люков, выполненные из
жароупорного чугуна, испытывают значительные температурные
напряжения. В перекрытии печи они закрепляются таким обра-
зом, чтобы верхний обрез рамы был вровень с поверхностью печи;
они должны находиться на одной оси по длине камеры и по длине
батареи. Неравномерность положений рам компенсируется при
наличии самоустанавливающихся телескопов загрузочного вагона.
При больших смещениях в горизонтальной плоскости оси телеско-
пов загрузочного вагона не совпадают с осью люков, в резуль-
тате чего замедляется сход шихты и ухудшается загрузка кок-
совой камеры. В этом случае рамы загрузочных люков должны быть
переложены.
При закладке рам загрузочных люков в перекрытии печей дол-
жны соблюдаться условия, обеспечивающие высокую плотность
119
между рамой и кладкой. При неплотности в щелях начинает откла-
дываться графит, который накапливается в процессе эксплуатации,
и выдавливает раму люка. Это затрудняет механизированное об-
служивание люков и ухудшает условия загрузки камер шихтой.
На крышках люков для механизированного съема их есть
центрирующий штырь и лекало для захвата и поворота крышки
при съеме и установке. Для уменьшения теплового излучения на
верху печей применяется футерование крышек армируемым жаро-
упорным бетоном.
При закладке рам смотровых лючков в перекрытии печей сле-
дует соблюдать те же условия, что и при закладке рам загрузоч-
ных люков. Для замера температур, давлений и наблюдения за
состоянием верхней части регенераторов в них имеются наблюда-
тельные глазки. В эти отверстия вставляются чугунные трубки
с крышками, которые уплотняются асбестовым шнуром и шамот-
ным «раствором».
4. Отопительная арматура коксовых печей
На батареях различных конструкций отопительная арматура
и распределительные газопроводы выполнены по-разному в за-
висимости от способа подвода отопительного газа и конструкции
отопительной системы. На батареях с комбинированным обогре-
вом предусмотрен подвод богатого и бедного газа, а на батареях
с некомбинированным обогревом имеются газопроводы только
коксового или доменного газов. Если на обогрев подается смесь
газов, то используется устройство для их смешения. Смесь газов
можно подавать через смесительную станцию, расположенную вне
коксового цеха.
Отопительный газ подводится в районе кантовочных помеще-
ний. Соответственно изменяется и разводка’газопроводов в тун-
нелях под кантовочными помещениями.
Коксовый газ на обогрев батареи поступает после очистки
в химических цехах завода. Из подводящего газопровода в рас-
Рис. 37. Схема подвода коксового и доменного
газов для обогрева блока коксовых батарей:
1,2— задвижки; 3 — дроссельные клапаны;
4 — диафрагмы; 5 — газоподогреватели; 6 —
соединительные трубопроводы; --------домен-
ный газ;—т — — — отопительный коксо-
вый газ
пределительные газопроводы
коксовый газ проходит че-
рез газоподогреватель или
по обводному газопроводу
(рис. 37.)
Коксовый газ подогрева-
ется для предотвращения
выпадения нафталина и кон-
денсата в распределительных
газопроводах и газоподводя-
щей арматуре. Температура
газа после газоподогревателя
составляет 50—70 °C. Подо,
грев газа осуществляется глу-
хим паром с избыточны^
12Q
давлением 2,94—4,90 кПа (3—5 ат). Пар на газоподогреватель
подводится от парораспределительного коллектора в туннеле.
Автоматическое регулирование подачи пара на газоподогреватели
позволяет держать температуру газа в узком интервале.
Доменный газ на обогрев батареи подается после его обеспы-
ливания на металлургическом заводе. Подводящий газопровод
доменного газа в туннеле разветвляется на два распределитель-
ных газопровода по сторонам батареи. При необходимости до-
бавки коксового газа к доменному на распределительных газо-
проводах доменного газа имеются смесители с подводами коксо-
вого газа и предусмотрен подвод пара. Коксовый газ подается по
смесительному газопроводу.
Подводящие и распределительные газопроводы отопительного
газа имеют задвижки, дроссельные устройства для автоматического
регулирования подачи газа на обогрев и измерительные
диафрагмы.
Для отвода конденсата на подводящих и распределительных
газопроводах ^имеются конденсационные горшки, куда могут
подаваться техническая вода и пар. Конденсат из газопроводов
отводится в фекальную канализацию или в отстойники тушиль-
ных башен.
На батареях с боковым подводом газа распределительные
газопроводы коксового газа располагают в боковых туннелях
на уровне туннельных площадок. Распределительные газопро-
воды доменного газа помещают в специальных туннелях по сто-
ронам батареи ниже уровня подовых каналов регенераторов.
На батареях с нижним подводом газа распределительные га-
зопроводы отопительного газа находятся под верхней фундамент-
ной плитой в нижнем туннеле. На батареях большой емкости
с нижним подводом имеются два распределительных газопровода
коксового газа, которые располагаются под полупростен-
ками.
По концам газопроводов коксового газа устанавливают про-
дувные свечи диаметром 75—100 мм и конденсационные горшки.
В верхней части конденсационного горшка имеется штуцер, соеди-
няющий его с продувной свечой выше крана, отключающего про-
дувную свечу.
На концах распределительных газопроводов доменного газа
есть продувные свечи, выведенные на 5 м от верха батареи. Свечи
эти имеют автоматически действующие затворы с противовесами,
которые регулируются . на рабочее давление доменного газа.
Арматура отопления печей коксовым газом крепится с помощью
фланцевых соединений на штуцерах, приваренных к распредели-
тельному газопроводу.
На печах с боковым подводом коксовый газ подается в корнюры
через стопорный и реверсивный краны, гибкий стальной шланг,
газовую «пушку» и чугунный вкладыш, который заделывается в
кладку и служит началом корнюра.
121
Газовые пушки снабжены крышками, подсоединенными К спе-
циальному кантовочному устройству. При открывании этих кры-
шек в неработающий корнюр засасывается воздух и происходит
обезграфичивание корнюра и горелок вертикалов нисходящего
потока. С помощью декарбонизационной лебедки крышки подни-
мают через 2—5 мин после кантовки и выключают за 2—5 мин
до нее. Количество воздуха на обезграфичивание регулирую!
подъемом крышки, изменяя длину цепочки, соединяющей крышки
с рычагом кантовочного механизма, или диафрагмированием от!
верстия.
На современных печах ПК-2К и ПВР применяют сдвоеннук»
газовую арматуру. Два смежных корнюра при этом обслужива-
ются одним стопорным и одним кантовочным краном. При сдвоен-
ной арматуре изменение диафрагмирования одного подводящего
патрубка влияет на количество газа, поступающего в другой па-
трубок. Для устранения этого недостатка и уменьшения размеров
кантовочного и стопорного кранов для печей ПВР разработана
конструкция четырехходового крана. По этой конструкции объе-
диняется арматура, подводящая газ к обоим корнюрам одного
простенка.
Па печах с нижним подводом коксовый газ подается в верти-
кальные дюзы через стопорный и реверсивный краны, а затем
через распределительные патрубки, коллекторы и вертикальные
патрубки, которые вделаны в кладку. Реверсивный кран — че-
тырехходовый, в нем имеется диафрагмированное окно для обез-
графичивания дюз и горелок вертикалов нисходящего потока.
Количество газа на полупростенок дозируется с помощью калиб-
рованных диафрагм, вставленных во фланцевые соединения.
Под каждым полупростенком имеются два коллектора, которые
соединяются с вертикальными патрубками резиновыми пере-
ходными трубками, крепящимися хомутами. Количество газа на
каждый вертикал регулируется калиброванными шайбами и
диафрагмами.
Доменный газ и воздух в подовые каналы регенераторов пода-
ются через газовоздушные клапаны.
В газовые регенераторы бедный газ поступает через регулиро-
вочный и реверсивный клапаны. При работе батареи на богатом
газе реверсивный клапан может принимать воздух через воздуш-
ную крышку, расположенную в верхней его части. При работе на
бедном газе эта крышка закрепляется в закрытом положении.
При работе газового регенератора на нисходящем потоке про-;
дукты горения уходят через дымовые патрубки и каналы в боров.
Клапаны воздушных регенераторов могут принимать воздух
и отводить продукты горения. Реверсивные клапаны могут иметь
четыре сборки: № 1,4 — для воздуха, газа и продуктов горения;
№ 2 и 3 — для воздуха и продуктов горения. Сборки № 1 и 4
различаются, как и сборки № 2 и 3, положением вала ведущего
рычага: в сборках № 1 и 3 он находится справа, в сборках № 3
122
и 4 — слева. Сборки № 1 и 4 имеют тарельчатые клапаны для
впуска доменного газа и патрубки для присоединения регулиро-
вочных клапанов. Регулировочный клапан крепится на фланцевом
соединении к патрубку, приваренному к распределительному га-
зопроводу бедного газа. Реверсивный клапан с помощью флан-
цев соединяется с регулировочным клапаном и переходным па?
трубком, который заделывается в кладку подового канала.
Дозировка подачи бедного газа в регулировочном клапане
осуществляется с помощью штурвала, приводящего в движение
конический клапан, который перекрывает сечение подводящего
патрубка. Положение приводного вала фиксируется прижимным
болтом. На фасадной стороне регулировочного клапана имеется
крышка для его ревизии.
Из регулировочного клапана доменный газ поступает в ре-
версивный клапан через газовый патрубок, перекрываемый та-
релкой. Во время работы газового регенератора на восходящем
потоке дымовой патрубок перекрывается также тарелкой. Обе
тарелки крепятся на штоках, соединенных цепями с рычажной
системой клапана, приводимой в действие от ведущего рычага.
Рычажная система реверсивного клапана регулируется таким об-
разом, чтобы при кантовке обогрева газовый и дымовой клапаны
открывались и закрывались в строго определенной последо-
вательности. Это необходимо для предотвращения «хлопков»
во время кантовок обогрева.
5. Оборудование и приборы кантовочного помещения
Кантовочное помещение служит для управления обогревом
батареи и для установки контрольных и регулирующих приборов.
В него выведены штурвалы задвижек подводящих и распредели-
тельных газопроводов отопительного газа, установлены щит ре-
гистрирующих и указывающих приборов, стенд струйных регу-
ляторов, кантовочная и декарбонизационная лебедки.
На щите КИП расположены приборы, которые указывают
или регистрируют следующие основные технологические пара-
метры:
1) расход и давление отопительных газов в общем и распредели-
тельном газопроводах;
2) температуру коксового газа до и после газоподогревателя;
3) температуру доменного газа;
4) разрежение и температуру в общем борове и в боровах
по сторонам батареи;
5) температуру и давление в газосборниках (параллельно
с приборами, установленными в будке КИП газосборника);
6) разрежение в верхней части регенераторов восходящего
потока по сторонам батареи;
7) содержание кислорода и диоксида углерода в дымовых га-
зах боровов по сторонам батареи;
123
8) теплоту сгорания отопительного газа в общем газопроводе.
Помимо перечисленных приборов, на щитах некоторых новых
батарей имеются сельсинные указатели положения шиберов в бо-
ровах по сторонам батареи.
Представлены также приборы, указывающие число выданных
печей путем регистрации количества включений насосов тушиль-
ной башни, а также амперметры, регистрирующие ампераж при
выдаче кокса из печей.
На стенде для струйных регуляторов устанавливают регуля
торы расхода или давления отопительного газа и разрежения
в боровах по сторонам батареи. Если коксовая батарея отапли-
вается смесью газов, то устанавливается регулятор соотношени*
расходов смешиваемых газов.
Когда стенд регуляторов установлен за щитом контрольно^
измерительных приборов, то на щит выносят органы настройки
регуляторов.
Под каждым прибором на щите КИП и на стенде регуляторов
должны быть установлены таблички с названием контролируемого
или регулируемого параметра.
Датчиками для регуляторов расхода и приборов контроля слу-
жат расходомерные диафрагмы, установленные во фланцевых
соединениях газопроводов в туннели. По сторонам фланцевых со-
единений имеются подводы пара для очистки кромки диафрагмы
от загрязнений. Давление в газопроводе, боровах и верхней части
регенераторов передается на контрольно-измерительные приборы
с помощью импульсных трубок, плотность которых должна систе-
матически проверяться. Датчиками температуры газа в газопро!
водах и газосборниках служат термометры сопротивления, работ!
их основана на свойстве металла изменять сопротивление про>
хождению электрического тока при изменениях температуры
Медные термометры сопротивления применяют для замера темпе'
ратур до 100 °C, платиновые — до 500 °C. Датчиками температурь,
продуктов горения в боровах батареи служат термопары.
Для определения содержания в продуктах горения кислорода г
диоксида углерода применяются автоматические газоанализаторы
Теплота сгорания газа определяется с помощью автомать
ческого калориметра при непрерывном замере изменения темпе
ратуры потока воды, нагреваемой при сгорании отопителг
ного газа.
Контрольно-измерительные приборы, регуляторы с маслоня
порными установками, импульсные линии и датчики обслуживав
персонал цеха КИП.
Кантовочная лебедка состоит из редуктора, на главном вал1
которого насажены эксцентриковые шайбы с двух сторон. Одна и:
них служит для перемещения рычага газовоздушных клапаноь
другая — для перемещения рычага кантовочных кранов. На эти:
рычагах закреплены тросы, соединенные через систему блоки
с рычагами газовоздушных клапанов и кантовочных кранов. Пр*
124
вращении эксцентриковых шайб по их периметру скользят ролики
рычагов, которые удерживаются в прежнем положении тягами.
На тягах имеются стяжные гайки для регулирования степени
прилегания роликов к шайбам.
Рычаги имеют два отверстия по высоте для крепления троса.
При повороте эксцентриковой шайбы на 180° ход троса при закреп-
лении на верхних отверстиях составляет 610 мм, на нижних 650 мм.
Кантовочный трос в процессе эксплуатации растягивается,
поэтому шаг штанги кантовочного механизма может изменяться,
что приводит к нарушению полноты закрывания и открывания
реверсивных кранов и клапанов. Для контроля за шагом штанг на
них укрепляют стрелки, которые должны совпадать со стрелками,
укрепленными на контрфорсах в туннели.
Для обеспечения паузы во время кантовки часть дуги шайбы
кранов коксового газа выполнена в виде окружности. Рычаг ле-
бедки, который переводит реверсивные краны при поворотах
эксцентриковой шайбы в пределах 45—135°, должен быть строго
вертикален, чтобы избежать неполного перекрытия реверсивных
кранов.
Кантовочная лебедка имеет электропривод, который автомати-
чески (от реле времени) включается через каждые 20 мин. На
случай прекращения подачи электроэнергии или выхода из строя
пусковых устройств предусмотрен ручной привод. В последнее
время в качестве аварийного устанавливается пневматический
привод, который питается сжатым воздухом от ресивера компрес-
сорной станции, расположенной под угольной башней. Рабочее
давление сжатого воздуха 2,14 кПа (3 ат), скорость вращения
пневмопривода 10 об/с, продолжительность кантования 65 с.
Ручным приводом кантование производится за 5 мин, усилие
на рукоятке ручного привода 280 Н (28 кгс).
При включении ручного привода предусмотрено автоматиче-
ское выключение электрического тока, что исключает возможность
неожиданного включения электродвигателя при появлении элект-
роэнергии.
Декарбонизационная обезграфичивающая лебедка служит для
открывания и закрывания воздушных крышек на газовых пушках.
Она состоит из червячного редуктора, на вал которого насажен
кривошип, связанный с переводным рычагом. Лебедку приводит
в движение электродвигатель, включающийся от реле времени.
Продолжительность подъема крышек декарбонизации около 2 с.
При отсутствии электрического тока вал редуктора может вра-
щаться вручную.
Декарбонизационная лебедка работает только при отоплении
батареи богатым газом, причем при форсированных маршах печей,
а также при отоплении печей обезводороженным газом воздушные
крышки должны открываться несколько больше. Работа декарбо-
низационного устройства контролируется по совпадению стрелок,
Укрепленных на штанге и контрфорсе в туннеле.
126
6. Машины, обслуживающие коксовые печи
Современные коксовые печи обслуживают следующие коксовьи
машины:
1) углезагрузочный вагон;
2) коксовыталкиватель;
3) двересъемная машина;
4) тушильный, или коксовозный, вагон с электровозом,
С помощью этих машин и их механизмов производят все основя
ные и вспомогательные операции по загрузке печных камер шихте!
и выдаче из них готового кокса (рис. 38).
Взаимосвязь между машинами осуществляется следующим
образом. Углезагрузочный вагон, набрав очередную порцию
шихты под угольной башней, транспортирует ее к камере, подле-
жащей загрузке. Во время схода шихты из среднего бункера маши-
нист углезагрузочного вагона дает сигнал машинисту коксовытал^
кивателя на подачу в печь планирной штанги для разравнивания
шихты.
Выдача кокса из камеры производится коксовыталкивателем!
сигнал на выталкивание коксового пирога дает машинист электрод
воза тушильного вагона, когда направляющая ванна двересъемноя
машины вдвинута в печь с коксовой стороны и тушильный вагоя
готов к приему кокса. Работа обслуживающих машин строг!
взаимосвязана по времени.
Механизмы коксовых машин приводятся в действие от электрод
двигателей переменного тока напряжением 380 В или постоянном
тока напряжением 220 В. Питание машин осуществляется черед
троллеи, проложенные по длине коксовой батареи. Троллеи угля
загрузочного вагона могут располагаться с коксовой стороны ня
уровне около 5 м от верха печей либо проходить на той же высоте
по центру батареи. Троллеи коксовыталкивателя находятся либо
с наружной стороны стенки туннеля батареи, либо на кронштейнах
под газосборником. Троллеи двересъемной машины расположены
на кронштейнах, крепящихся к верхней части анкерных колонн.
Троллеи электровоза тушильного вагона располагаются, как
правило, с наружной стороны стенки туннеля.
Для предупреждения аварий, безопасности работы и облегче-
ния условий труда на коксовых машинах устанавливают конечные
и путевые выключатели, ограничивающие ход рабочих органов
механизмов, а также предусматривают блокировку механизмов
на машинах, при которой невозможна работа каждого механизма
при переездах машины или несовместимой работе другого меха-
низма.
Для ритмичной безаварийной работы машин необходимо четкое
взаимодействие их в процессе обработки печи. Наличие блокировки
позволяет устранить аварии, вызванные несогласованностью дей-
ствий машин. На некоторых заводах применяют электрическую
блокировку через специальную вспомогательную секционирован-
ие
Рис. 38. Поперечный разрез коксовой батареи:
1 — подовые каналы; 2 — регенераторы; 3 — корнюрная зона; 4 — камеры коксования и вертикалы; 5 — верх батареи; 6 — борова; 7 —
дымовые патрубки; 8 — газовоздушные клапаны; Р — газопровод доменного газа; 10 — газопровод коксового газа; 11 — газораспредели-
тельная арматура; 12 — кантовочные приспособления; 13 — анкерная стойка; 14 — дверь, 15 — углезагрузочный вагон; 16 — двересъем-
ная машина; 17 — коксовыталкиватель; 18 — тушильный вагон; 19 — коксовая рампа; 20 — обслуживающие площадки коксовой стороны;
21 — обслуживающие площадки машинной стороны; 22 — гаэосборник; 23 — стоянки для отвода газа; 24 — мост под газопровод
ную троллею, которая соединяет коксовую и машинную сторонь
На машинах устанавливают дополнительные токосъемники.
В последнее время применяют бесконтактную блокировк*
между машинами, основанную на применении трансформаторно!
связи между катушками с разомкнутым магнитопроводом. Дл1
осуществления такой связи на коксовыталкивателе и двересъемно
машине устанавливают по одной задающей и одной приемна
катушке. Кроме того, на двересъемной машине и электровог
ставят по одной катушке связи.
Широкое распространение получает радиотелефонная двусп
ронняя связь между машинистами коксовых машин, котора.
особенно необходима при плохой видимости.
Комплексная автоматизация работы коксовых машин прово-
дится в направлении создания программного управления меха-
низмами. Каждая группа операций, выполняемая машиной, про-
изводится в определенной технологической последовательности,
причем для выполнения последующей операции подается сигнал
о выполнении операции предыдущей. Эти сигналы подаются от
датчиков контроля положения рабочих органов машины, дверей и
люков обрабатываемой печи.
Углезагрузочный вагон
Углезагрузочный вагон современной конструкции может пр Л
изводить следующие технологические операции: а
1) открывание и закрывание затворов угольной башни для
набора шихты в бункера;
2) взвешивание шихты;
3) доставку шихты к загружаемой печи;
4) открывание и закрывание загрузочных люков;
5) опорожнение бункеров в заданном порядке;
6) чистку стояков и горловин стояков от графита;
7) управление крышками стояков, гидрозатворами клапанны;
коробок и кранами пароинжекции;
8) уборку рассыпавшейся шихты в печь.
Набор шихты в бункера загрузочного вагона является одной и:
важнейших технологических операций, от которой зависят полнота
загрузки коксовой камеры и величина планирного выгреба. О"
распределения шихты по бункерам вагона зависит также бездым
ность загрузки при применении паро- или гидроинжекции и сокра
щение количества шихты, высыпающейся на верх печей пор
загрузке.
Шихту в бункера загрузочного вагона набирают из бункероь
угольной башни, куда она подается из углеподготовительного цех;
по ленточному конвейеру. Периодически в крайний (с машинног
стороны) бункер загрузочного вагона выгружается шихта плание
ного выгреба из бункера скипового подъемника.
Контроль за набором шихты в бункера загрузочного вагон;
можно осуществлять по объему или по массе шихты.
128
Для предотвращения перегруза бункеров загрузочного вагона
в верхней части каждого бункера предусмотрены телескопические
воронки для регулирования высоты загрузки бункеров.
Все загрузочные вагоны сейчас имеют механизмы для открыва-
ния затворов угольной башни. Для управления затворами уголь-
ной башни применяют червячно-винтовые механизмы с индиви-
дуальными электроприводами.
На новых загрузочных вагонах для батарей печей большой
емкости предусмотрен автоматический контроль заполнения бунке-
ров, автоматическая регистрация массы набранной шихты и
автоматическое включение средств обрушения шихты при ее
зависании в угольной башне.
Задача автоматического контроля заполнения бункеров загру-
зочного вагона — подача сигнала на закрывание затворов уголь-
ной башни. Для этого на каждом бункере загрузочного вагона
устанавливают датчик заполнения бункера, представляющий собой
конечный выключатель, который при заполнении бункера шихтой
срабатывает и включает привод механизма закрывания соответ-
ствующего затвора угольной башни.
В качестве датчика заполнения применяется унифицированный
датчик конструкции КБ Коксохиммаша Гипрококса.
Набор шихты из отсеков угольной башни производят в опреде-
ленном порядке, чтобы обеспечить равномерный сход угля из всех
отсеков.
Для обеспечения непрерывного схода шихты из отсеков уголь-
ной башни применяют комплекс устройств пневмообрушения,
состоящий из компрессорной станции, воздухосборников с возду-
хопроводами и коммуникациями в угольной башне. Минимальное
давление воздуха в коллекторе 2,45—2,94 кПа (2,5—3,0 ат),
расход воздуха на одно пневмообрушение 5,0—5,5 м3.
Углезагрузочный вагон должен устанавливаться соосно загру-
зочным люкам коксовой камеры с точностью ±10 мм.
Перед выдачей кокса обычно очищают стояки и горловины
стояков от отложившегося за время коксования графита и нагара.
Чистку стояков производят специальным механизмом, состоящим
из каретки с блоком, который передвигается по наклонным направ-
ляющим рельсам с помощью цепи, навитой на барабан редуктора.
На цепи подвешена болванка с рифленой поверхностью («ерш»).
При работе электромотора цепь сматывается с барабана и каретка,
с «ершом» под действием собственной тяжести опускается по
направляющим рельсам. Когда каретка достигает крайнего перед-
него положения, «ерш» находится над отверстием стояка и может
быть опущен в стояк нужное число раз.
Очистку колен стояков от нагара производят механизирован-
ным путем.
Перед загрузкой камеры коксования шихтой снимают крышки
загрузочных люков, наиболее распространен для этих целей
механизм конструкции КБ Коксохиммаша Гипрококса. Основное
5 Лейбович Р. Е. и др. 129
преимущество этой конструкции — возможность снимать крышк
люков при их несоосном расположении. Этот механизм, помимо
снятия и установки крышек загрузочных люков, служит для убор ‘
ки рассыпавшейся вокруг люков шихты и очистки люковых гнезд.
Все операции по обслуживанию загрузочных люков производятся
с одной установки загрузочного вагона.
После снятия крышки загрузочного люка опускают телескопы,
бункеров загрузочного вагона, выдвигают шиберы и выпускают
шихту в коксовую камеру. '
Для улучшения схода шихты при загрузке камеры коксования
на бункерах углезагрузочного вагона устанавливают электровиб-
раторы. В настоящее время разрабатывается конструкция загру-
зочного вагона с принудительным сходом шихты из бункеров при
помощи вибрационных питателей. ;
Последовательность выпуска шихты из бункеров загрузочного
вагона определяется принятым методом организации бездымно?
загрузки коксовых печей.
В процессе планирования производят уборку рассыпавшейся
шихты в загрузочные люки. Затем устанавливают крышки люков,
закрывают планирную дверцу и выключают паро-(гидро)-инжек-
цию в стояках печей.
На современных углезагрузочных вагонах предусматривается-
механическое управление пароинжекцией, а также крышками;
стояков и гидрозатворами клапанных коробок для включения?
загруженной печи в газосборники. Для этого у крайних бункеров
загрузочного вагона на кронштейнах под рабочей площадкой
установлен механизм, представляющий собой червячный редуктор
с электроприводом и рычагами. При включении мотора рычаги
поворачиваются, приводя в действие рычажную систему стоякЯ
соответствующей печи и поворачивая кран пароинжекции.
После окончания загрузки печи загрузочный вагон отъезжавц
под угольную башню.
В настоящее время на отдельных коксохимических заводах
работают полностью механизированные и автоматизированные
углезагрузочные вагоны, управление которыми осуществляется
с пульта управления.
Коксовыталкиватель
Коксовыталкиватель современной конструкции производи^
следующие технологические операции:
1) передвижение по фронту коксовой батареи;
2) снятие и установку дверей машинной стороны батареи;
3) выдачу готового коксового пирога из печи с одновременным
обесграфичиванием свода коксовой камеры;
4) чистку дверей машинной стороны батареи;
5) чистку броней и рам с машинной стороны батареи;
6) чистку планирного лючка;
130
7) планирование угольной загрузки коксовой камеры с механи-
ческим открыванием и закрыванием планирного лючка.
Ведутся работы по созданию механизмов для уборки «концов»,
выпавших из камеры при отводе двери и выдаче кокса, а также по
заброске шихты планирного выгреба через планирный лючок
в печь.
Расстояние между осями двересъемной и планирной штанг
обычно равно пяти расстояниям между осями коксовых печей, что
при серийности 5—2 позволяет совмещать операции.
Расстояние между осями планирной и выталкивающей штанг
обычно равно двум расстояниям между осями печей, что позволяет
совместить операции планирования шихты и выдачи кокса при '
серийности 2—1, применяемой на многих заводах.
Каркас коксовыталкивателя состоит из двух частей: верхней и
нижней (постамента). На нижней площадке типового коксовытал-
кивателя расположены привод механизма, кабина контакторных
панелей, воздухосборник, компрессор, змеевик воздухопровода.
На верхней площадке расположены двересъемное устройство,
выталкивающая штанга, привод выталкивающей штанги, планир-
ное устройство, механизм открывания и закрывания планирной
дверцы, бункер для подпланирной шихты, кабина машиниста.
Проектная скорость коксовыталкивателя 100 м/мин. При
подходе коксовыталкивателя к очередной готовой печи машины
устанавливают так, чтобы достичь соосности камеры и двересъем-
ного устройства.
Двересъемное устройство состоит из следующих основных
узлов:
1) механизма отвинчивания и завинчивания ригельных винтов;
2) механизма срыва двери;
3) механизма передвижения двересъемной штанги.
Рабочий цикл двересъемного устройства состоит из следующих
операций: подвод двересъемной штанги к двери, захват двери
за карманы, отвинчивание ригельных винтов, вывод ригелей из
крючков рамы, срыв двери (т. е. подъем ее на 10—15 мм на
захватах), отвод двересъемной штанги от печи с дверью, подъем
двери на 300—400 мм для удобства чистки, подвод двересъемной
штанги к печи для установки двери, установка ригелей на крючья
рамы, опускание двери на порог рамы, завинчивание ригельных
винтов, отвод двересъемной штанги в исходное положение.
На новых коксовыталкивателях двересъемное устройство ском-
бинировано с механизмами чистки дверей и чистки броней и рам.
В этом случае имеется механизм поворота дверей на 180°. Кроме
того, на двересъемном устройстве может находиться и механизм
Для открывания и чистки планирного лючка.
На коксовыталкивателе конструкции КБ Коксохиммаша
Гипрококса предусмотрено устройство для чистки планирных
Дверей и лючков. Подъем дверцы осуществляют двуплечим рыча-
гом, приводимым в действие в момент срыва двери тягой, соединен-
5* 131
ной с верхним захватом. Двуплечий рычаг выполнен односторон-
ним шарнирным захватом. Опорной точкой рычага является крон-
штейн. Чистку планирной дверцы и лючка осуществляют съемной
стальной щеткой, укрепленной на консоли, которая при помощи
отжимных болтов и поворотной оси соединена с кронштейном,
приваренным к верхней части двересъемной штанги. Щетку уста
навливают таким образом, что при повороте двересъемного устрой^
ства с дверью зеркало планирного лючка и ножи планирно!
дверцы пройдут по стальной щетке. При установке двери в печи
и опускании захватов дверца планирного лючка опускается.
После отвода снятой двери коксовыталкиватель устанавлива-,
ется таким образом, чтобы выталкивающая штанга была соосна
с камерой. Выдача кокса из печи производится с помощью меха-
низма выталкивания кокса. Одновременно производится обезгра-
фичивание свода камеры.
Давление воздуха на обезграфичивание составляет 4,90—
6,86 кПа (5—7 ат). Сопла обезграфичивания располагаются на
расстоянии 100 мм от свода камеры. Сжатый воздух к соплам
обезграфичивания подается от компрессорной, установки автомати-
чески одновременно с началом хода выталкивающей штанги вперед
по гибкому шлангу, который наматывается на барабан с натяжным
устройством. Вращение барабана автоматически управляется
ходом штанги с помощью прикрепленного к ней троса, а также
грузовым натяжным устройством. При выходе выталкивающей
штанги из печи воздух выключается также автоматически.
После установки двери и возвращения двересъемного меха-
низма в исходное положение производят планирование (разравни-
вание) угольной загрузки. При этом совершают ряд вспомогатель-
ных операций: устанавливают желоб под планирный лючок,
открывают и закрывают дверцы планирного лючка, вводят планир-
ную штангу в печь, желоб — в исходное положение.
Планирование угольной загрузки является одной из наиболее
ответственных операций процесса загрузки, от которой зависят:
1) распределение шихты по длине коксовой камеры и полнота
загрузки;
2) величина подсводового пространства коксовой камеры,
температура подсводового пространства и качество коксового газа;
3) степень уплотнения верхней части угольной загрузки,
температура верхней части коксового пирога и качество кокса;
4) производительность батареи коксовых печей;
5) время загрузки, общее количество машинного времени на
обработку печи, количество выбросов газа и пыли в атмосферу.
После получения команды на планирование открывают пла-
нирный лючок, а затем включают планирное устройство.
Планирное устройство коксовыталкивателя представляет собой
планирную штангу прямоугольного сечения, приводимую в дви-
жение двумя раздельными тросами, намотанными на общий бара-
бан. Барабан приводится во вращение электромотором через
132
редуктор и открытую зубчатую пару. Предусмотрен также ручной
привод от штурвала, надеваемого на второй конец быстроходного
вала редуктора.
Скорость передвижения планирной штанги колеблется от 51
до 92 м/мин. Ход штанги регулируется так, чтобы головка ее не
доходила на 150—200 мм до двери с коксовой стороны.
При оптимальной норме набора шихты по бункерам загрузоч-
ного вагона и правильной последовательности их опорожнения
величина планирного выгреба с одной печи может не превышать
100—150 кг.
В процессе планирования угольной загрузки планирная штанга
должна «всплывать», опираясь на загруженную шихту. К концу
планирования расстояние от свода камеры до планира при пра-
вильной регулировке балансирных и опорных роликов должно
составлять в люках с машинной стороны 100—ПО мм, в средних
люках 80—90 мм в люках с коксовой стороны 60—70 мм. Расстоя-
ние от свода камеры до планира может изменяться в зависимости
от принятого уровня заполнения камеры, заданной нормы загрузки
и насыпной массы шихт. Положение планира в печи нужно про-
верять не менее одного раза в месяц.
Шихта планирного выгреба из желоба ссыпается в бункер.
Емкость бункера 3,5—4,5 м3. При его заполнении коксовыталки-
ватель подъезжает к угольной башне, где шихта выдается в бункер
скипа, а оттуда в скип.
Двересъемная машина
Двересъемная машина современной конструкции может про-
изводить следующие технологические операции:
1) передвижение по фронту коксовой батареи;
2) снятие и установку дверей коксовой стороны батареи;
3) передвижение коксонаправляющей ванны;
4) чистку дверей с коксовой стороны батареи;
5) чистку броней и рам с коксовой стороны батареи.
Ведутся работы и внедряются опытные образцы механизмов
для уборки «концов», выпавших при отводе дверей и при выдаче
коксового пирога.
Коксонаправляющая ванна устанавливается на отдельной
прицепной тележке. Эта тележка может располагаться справа или
слева от двересъемной части машины.
Необходимость изготовления двересъемных машин левого и
правого исполнения вызывается тем, что выдачу кокса из печей
ведут в направлении расположения тушильной башни с тем, чтобы
тушильный вагон с раскаленным коксом не проезжал мимо кабины
машиниста двересъемной машины. Это создает лучшие условия
работы для машиниста двересъемной машины и способствует
сохранности самой машины.
На двересъемной части машины имеются следующие механизмы:
1) передвижения машины;
133
2) отвинчивания и завинчивания ригельных болтов;
3) срыва дверей;
4) отвода и подвода дверей;
5) поворота двересъемного устройства;
6) чистки дверей.
Коксонаправляющая ванна состоит из двух боковых стенок, '
горизонтальных стальных полос и дна облицованного броневыми
плитами. На верху коксонаправляющей ванны, равно как и на -
самой двересъемной машине, укреплены два упорных ролика,
создающих упор в рельс, прикрепленный на кронштейнах к анкер-
ным колоннам батареи для предотвращения опрокидывания ванны •
во время выдачи кокса из печи и двересъемной машины во время -
передвижения ее вдоль фронта батарей.
На верхней части ванны со стороны тушильного вагона подве-.
шивают стальной лист, который способствует обрушению верхней
части коксового пирога в тушильный вагон.
Коксотушильный вагон
Коксотушильный вагон служит для выполнения следующих
технологических операций:
1) прием раскаленного кокса из печи;
2) транспортировка кокса к тушильной установке;
3) транспортировка потушенного кокса к рампе для выгрузки
(при мокром тушении кокса).
Передвижение тушильного вагона производятся обычно элект-
ровозом, который прицепляют со стороны, противоположной
тушильной башне. Тушильный вагон состоит из платформы (рамы)
с ходовыми тележками, кузова с разгрузочными затворами и
механизмов управления вагоном. Кузов вагона состоит из метал-
лического каркаса с днищем, наклоненным под углом 28°, облицо-
ванным внутри жароупорными плитами. Между плитами оставля-
ются температурные зазоры размером 5—8 мм. Стенки кузова обли-
цованы жароупорными плитами, его дно обшивается металличе-
скими листами для предохранения расположенных под ним меха-
низмов от воды. Емкость кузова для батарей с печами большой
(30 м8) емкости 17 т. На кузове имеются два боковых разгрузочных
затвора с механизмами воздушного и ручного управления.
Коксотушильный электровоз имеет два самостоятельных
электропривода, по одному на каждой паре ходовых колес. Ско-
рость передвижения электровоза до 4 м/с.
На пульте управления электровоза установлена световая сигна-
лизация положения затворов тушильного вагона. Оконные стекла
оборудованы стеклоочистителями, имеются сигнал и автоматически
действующий гонг.
На современных электровозах устанавливают приборы для
световой сигнализации наличия кокса на рампе и оборудование
для автоматического приема кокса в тушильный вагон синхронно
с движением выталкивающей штанги коксовыталкивателя,
134
7. Коксовые машины
Каждая батарея из 65—77 печей обслуживается полным
комплектом машин, за исключением электровоза и тушильного
вагона, которые обслуживают две батареи.
Для коксового блока из четырех батарей принимается следую-
щее число коксовых машин:
Рабочие Резервные
Коксовыталкиватели........................ 4 1
Загрузочные вагоны........................ 4 1
Двересъемные машины с коксонаправляю-
щими ..................................... 4 1
Тушильные вагоны.......................... 2 1
Электровозы .............................. 2 1
8. Комплексная механизация
и автоматизация в коксовых цехах
Механизация и автоматизация всех операций, связанных
с технологией коксования, обеспечивают точность заданных усло-
вий процесса и позволяют получить наилучшие технико-экономи-
ческие показатели.
В настоящее время механизированы и автоматизированы почти
все операции по загрузке коксовых печей:
1) пневмообрушение шихты в бункерах угольной башни;
2) автоматическое открывание и закрывание затворов угольной
башни;
3) автоматизация наполнения и схода шихты из бункеров угле-
загрузочного вагона;
4) механизация обезграфичивания стояков и загрузочных люков
коксовых печей;
5) применение машины консольно-поворотного типа для снятия
и установки крышек загрузочных люков и уборки шихты;
6) автоматизация работы планирного устройства коксовыталки-
вателя;
7) устройство для механизированной чистки рам и дверей коксо-
вых печей;
8) применение систем автоматизированного дистанционного
управления коксовыми машинами.
Контрольные вопросы
1. Взаимосвязь между продольным и поперечным анкеражем коксовых
печей.
2. Как влияет состояние футеровки дверей коксовых печей на величину
обвалов коксового пирога?
3. Отличительные особенности подачи на обогрев коксового и доменного
газов.
4. Имеется ли связь между кантовочной и обезграфичивающей лебедками
при отоплении печей коксовым газом?
5. Взаимосвязь между массой выгреба планирной штанги и работой скипо-
вого приемника.
6. Какова схема взаимосвязи между машинами, обслуживающими коксо-
вые печи?
135
Глава V. ЗАГРУЗКА, ВЫДАЧА
И РЕМОНТ КОКСОВЫХ ПЕЧЕЙ
1. Период коксования и оборот коксовых печей
Периодом коксования называется промежуток времени от загрузки
печи, т. е. от подачи планирной штанги, до выдачи кокса, т. е. до подачи
штанги на выталкивание.
Для каждой коксовой батареи устанавливается на каждый год минимально
допустимый период коксования.
Постоянство физико-механических свойств кокса, высокая производитель-
ность и длительность службы коксовых печей могут быть достигнуты только
тогда, когда период коксования во всех камерах батареи наряду с другими фак-
торами (состав шихты, влажность, равномерность обогрева и пр.) будут строго
постоянными и одинаковыми.
Выдача кокса из печей, полученного при периоде коксования ниже мини-
мально допустимого, категорически запрещается.
Период коксования зависит от ширины камеры, толщины стенового кирпича,
природы огнеупора, свойств шихты и температуры в вертикалах. Чем шире ка-
мера при прочих равных условиях, тем больше времени потребуется для подо-
грева коксового пирога до нужной температуры и тем длиннее будет период
коксования. Чем выше температура в вертикалах, тем быстрее прогревается
коксовый пирог и тем короче период коксования.
Регулируя обогрев, для каждой батареи устанавливают оптимальный период
коксования, при котором можно добиться высоких производственных показате-
лей по качеству кокса, расходу тепла и др. При этом учитывают все факторы,
определяющие период коксования.
Если кокс выдерживают в камере меньше необходимого времени (периода
коксования), то он получается (на отдельных участках камеры или весь) недо-
статочно прогретым и содержит большие глыбы так называемого недопала, отли-
чающегося низкой прочностью и не пригодного для доменных печей. Кокс низкой
температуры с большим количеством недопала плохо отходит от стен камеры.
Для выдачи такого кокса требуются большие усилия, в результате чего соответ-
ственно возрастает ток, потребляемый электродвигателем выталкивающей штанги.
Большой ампераж при выдаче кокса является показателем тугого хода коксового
пирога. Тугой ход вредно отражается на кладке печей и на механизме выталки-
вающего устройства.
Если кокс выдерживают в камере дольше необходимого времени, то он пере-
гревается и получается мелким. Кокс, выдержанный в печах больше периода
коксования, называют перекаленным. При большом перестое пирог теряет свою
монолитность, сминается при нажиме выталкивающей штанги и не выходит из
камеры. Это явление, называемое бурением коксового пирога, недопустимо, так
как приводит к ускоренному разрушению кладки печей.
Итак, фактический период коксования должен быть строго постоянным и
соответствовать установленному режиму работы батареи.
Период коксования плюс время, требуемое на проведение операций по вы-
даче кокса и загрузке камеры шихтой (9—10 мин), называется временем
оборота печей или оборотом печей.
Для уменьшения времени оборота печей на 1 ч (в пределах 1350—1400 °C)
требуется повысить температуру в вертикалах примерно на 25—30 °C.
При увеличении толщины стенового кирпича на каждые 10 мм (от 80 до
140 мм) оборот печи удлиняется в зависимости от ее ширины на 0,6—1,0 ч.
Влажность шихты вызывает удлинение оборота печи примерно на 15—20 мии
на каждый лишний процент влаги сверх 7 %.
2. Режим загрузки камер и выдачи кокса
Из углеподготовительного отделения шихта поступает в угольную башню,
которая вмещает примерно суточный запас шихты. Чтобы шихта не слеживалась
и лучше перемешивалась, ее следует равномерно (по графику) забирать из всех
секций угольной башни.
Во все печи должно загружаться одинаковое количество шихты. Для этого
шихту в загрузочный вагон набирают строго по объему. Набранная в загрузоч-
ный вагон шихта должна быть полностью выгружена в печь, при этом не должно
оставаться скосов, не заполненных шихтой.
Постоянство количества загружаемой шихты оценивается специальным
показателем, называемым коэффициентом загрузки который определяют сле-
дующим образом: из общего числа печей, загруженных в данную смену, вычи-
тают число печей, в которых масса шихты отклоняется от заданной нормы более
чем на ± 100 кг; эту разность делят на общее число печей, загруженных в дан-
ную смену. Величина /С3 должна быть равна единице и отклонения допускаться
не должны. Загрузку шихты в камеры и выгрузку кокса из камер следует произ-
водить в строгой и определенной последовательности, называемой серийностью
выдачи. Серийность выдачи кокса должна обеспечить сохранность кладки печей
и сравнительно одинаковые температурные условия в простенках по длине ба-
тареи. Во избежание нарушения кладки при выдаче кокса необходимо, чтобы
в обеих печах, смежных с камерой, из которой выдается кокс, коксующаяся масса
оказывала некоторое (небольшое) давление на простенок.
Чтобы удовлетворить этим требованиям, обе печи, смежные с камерой, из
которой выдается кокс, должны находиться примерно в середине периода коксо-
вания. После загрузки печи первое время происходит усиленный отъем тепла
от кладки, и температура в обогревательных простенках несколько понижается.
Желательно, чтобы свежезагруженные печи размещались равномерно по всей
батарее. В наибольшей мере этим условиям удовлетворяет серийность 9—2.
Выдача кокса по серийности 9—2 происходит следующим образом. Кокс выдается
через каждую девятую печь. Для удобства подсчетов при нумерации печей про-
пускают числа, оканчивающиеся на нуль (т. е. за печью 9 следует печь 11, а за
печью 19 — печь 21 и т. д.). Кокс в таких случаях выдается последовательно
из камер, номера которых оканчиваются на одну и ту же цифру в порядке воз-
растания. Эта группа камер называется серией печей.
Например, первую серию составляют печи 1, 11, 21, 31, 41, 51, 61, 71.
После того как выдан кокс из всех камер серии, начинают выдачу кокса из камер
следующей серии, последние цифры которой больше предыдущей на 2. Таким
образом, за первой серией следует третья (т. е. камеры 3, 13, 23 и т. д_), за
третьей серией следует пятая (т. е. камеры 5, 15, 25 и т. д.). Когда кокс выдан
из всех камер нечетных серий, начинают выдачу из камер четных серий, т. е.
после девятой серии выдают вторую, после восьмой — первую. Кокс из печей
четных серий выдается в той же последовательности через две (серии 2, 4, 6
и 8). Существуют и другие серийности. Из них следует отметить серийности
2—1 и 5—2. В этих случаях печи всей батареи нумеруют подряд. При серийности
2—1 сначала выдается кокс из всех нечетных, а затем из всех четных камер ба-
тареи. Преимуществом этой серийности является уменьшение затрат машинного
времени на обслуживание печей, так как минимально сокращаются переезды
машин и появляется возможность одновременно выполнять две операции —
планирование шихты и выдачу кокса.
Успешная работа при серийности 2—1 возможна только при высокой степени
механизации и автоматизации трудоемких процессов в коксовых цехах с при-
менением бездымной загрузки коксовых печей х.
При серийности 5—2 кокс выдается в следующем порядке: первая серия
(камеры 1,6, 11 ит. д.), третья серия (3, 8, 13 и т. д.), пятая серия (5, 10,
15 и т. д.), вторая серия (2, 7, 42 и т. д.) и четвертая серия (4, 9, 14 и т. д.).
При этой серийности коксующаяся масса в камерах, смежных с камерами, из
1 Серийности 9—2 и 2—1 предложены Р. 3. Лернером.
137
которых выдается кокс (по левую и правую сторону), находится на разных ста-
диях коксования. При периоде коксования 15 ч, с одной стороны, коксующаяся
масса находится на шестом часу коксования, с другой — на девятом. Переезды
коксовыталкивателя происходят реже, чем при серийности 9—2. Кроме того,
можно коксовыталкивателем в одном положении снимать дверь одной камеры
и планировать шихту в другой камере. Серийность выдачи 5—2 применяют на
современных больших батареях.
Серийность выдачи определяет порядок выдачи кокса и загрузки печи. Время
загрузки и выгрузки печей определяется графиком выдачи, в котором должны
быть предусмотрены одинаковый для всех период коксования и одинаковое время
оборота печей.
Время оборота печей определяет производительность коксового цеха и число
камер, из которых выдается кокс за смену, сутки, час. Если, например, блок пе-
чей двух батарей содержит 122 камеры, а время оборота равно 14 ч, то за это
время кокс будет выдан из 122 камер, а за смену (8 ч) из 122 : 14-8 70 камер.
При постоянной температуре в отопительной системе и постоянных свойствах
шихты конечная температура коксования, резко влияющая на качество кокса,
зависит только от периода коксования. Поэтому, чтобы обеспечить постоянство
свойств кокса, периоды коксования для каждой выдачи должны быть строго
одинаковыми. Изменение периода коксования на 5—10 мин приводит к измене-
нию свойств кокса.
График выдачи можно строить, исходя либо из непрерывной выдачи кокса,
либо из выдачи кокса с цикличными остановками. В первом случае норму вы-
дачи, т. е. число камер, из которых выдается кокс за смену, устанавливают исходя
из времени оборота печей. Выдача должна быть равномерной в каждый час, за
исключением последнего часа смены, когда выдачу уменьшают, так как для
уборки машин и передачи смены требуется примерно 20 мин.
При составлении графика для каждой печи стремятся к тому, чтобы период
коксования не отличался от установленного для данной батареи более чем на
5 мин.
При значительных отложениях графита, а также низких температурах в го-
ловочной части печи целесообразно работать периодически с одной пустой каме-
рой. Этот период заключается в том, что после выдачи кокса камеру закрывают
и загружают ее только после выдачи кокса из следующей. При работе с одной
пустой камерой разрыв между временем оборота печей и периодом коксования
составляет 12—15 мин. Работать более чем с одной пустой камерой запрещается»
так как это может привести к значительному разграфичиванию кладки и нару-
шению гидравлического режима. При непрерывной выдаче кокса в графике не
предусматривается время на ремонт, требующий остановки выдачи кокса и за-
грузки шихты. Простой при таком режиме (аварийный или планово-предупреди-
тельный) вызывает задержку готового кокса в камерах, так называемый пере-
стой кокса. После ремонта обычно необходимо уменьшать норму выдачи. При
этом период коксования в различных камерах будет неодинаковым и, следова-
тельно, качество кокса не будет постоянным.
В последние годы на коксохимических заводах широко применяют так на-
зываемый циклический график выдачи1. По этому графику цикл оборота раз-
бивают на рабочее и ремонтное время. В рабочее время кокс выдается из всех
камер батареи, в ремонтное осуществляются уборка рабочих мест и путей, ремонт
и ревизия механизмов и т. д. При времени оборота печей 14—15 ч ремонтное
время цикла составляет 1,0—1,5 ч. Этого времени достаточно для тщательных
ревизий и осмотров машин и текущего ремонта без нарушения периода коксо-
вания.
При работе по цикличному графику сдача — приемка смены производится
на ходу. Рабочая часть цикла всегда начинается и заканчивается на одной и той
же печи, что обеспечивает постоянство периода коксования во всех камерах.
Цикличный график строят следующим образом. Вначале составляют месяч-
ный цикличный график, исходя из заданного оборота печей и продолжитель-
1 График предложен Р. 3. Лернером.
138
ности ремонтной части цикла. В месячном графике указывают начало и конец
ремонтной части цикла. На основании месячного цикличного графика составляют
сменный график выдачи. Число печей в батарее, деленное на число часов рабочей
части цикла, составляет число выдач за каждый час. В зависимости от того, вхо-
дила ли в данную смену ремонтная часть цикла (полностью или частично), смен-
ная норма выдачи при циклическом графике может изменяться.
Период коксования при цикличном графике выдерживается более точно, чем
при графике с непрерывной выдачей.
На некоторых заводах для лучшего использования ремонтного времени
цикла принята система работы с двумя цикличными остановками в течение пе-
риода коксования или, как обычно их называют, с двумя иолуциклами. При та-
кой системе в каждой смене предусматривают остановку продолжительностью
30—50 мин для уборки и текущего ремонта.
Так как продолжительность полуциклов определяется месячным графиком,
который нельзя произвольно изменять, и выдача после каждого полуцикла на-
чинается с одних и тех же камер, эта система позволяет более четко организовать
эксплуатацию печей.
Для контроля правильности выдачи и учета ведется журнал, в который за-
носят норму выдачи кокса, заданное и фактическое время выдачи из каждой
камеры, массу загрузки каждой камеры и показатели сдвига коксового пирога
при выдаче. Для оценки равномерности выдачи кокса рассчитывают коэффи-
циенты равномерности, которые также заносят в журнал выдачи. По графику
выдачи определяют расчетный коэффициент равномерности выдачи печей Кр.
Для этого из общего числа камер, из которых нужно выдать кокс за смену, вы-
читают число камер, для которых предусмотрен период коксования, более чем
на 5 мин отличающийся от установленного цикличным графиком для данной
батареи. Эту разность делят на число камер, из которых выдается кокс за смену.
Таким образом, расчетный коэффициент равномерности выдачи показывает
какие отклонения от установленного периода коксования предусмотрены гра-
фиком выдачи для ликвидации последствий простоев или каких-либо иных на-
рушений.
Чтобы оценить, как выданная бригада выполнила заданный график выдачи,
вводится исполнительный коэффициент равномерности выдачи /Си. Для опре-
деления этого коэффициена из общего числа камер, из которых должен быть
выдан кокс за смену, вычитают число камер, из которых выдан кокс с откло-
нением от графика больше чем на 5 мин. и эту разность делят на общее число
камер. Общий коэффициент равномерности выдачи /Собщ« представляющий собой
произведение коэффициентов и Ки, позволяет оценить, с какими отклоне-
ниями от заданного периода коксования эксплуатируется батарея.
Все коэффициенты рассчитывает мастер и вносит их значения в журнал
выдачи.
3. Бездымная загрузка коксовых печей
При загрузке угольной шихты влажностью 8—10 % в среднем
образуется 3—5 м3/т шихты газов, содержащих 10—60 г/м3 взве-
шенных частиц, которые частично попадают в окружающую среду.
На коксохимических предприятиях около 70 % выбросов в атмо-
сферу происходит в процессе загрузки шихты в печные камеры,
в связи с чем разрабатываются, внедряются и совершенствуются
методы и технология бездымной загрузки коксовых печей.
Метод бездымной загрузки шихты с инжекцией газов в газосбор-
ники имеет ряд существенных недостатков, связанных с уносом
пыли и повышением зольности каменноугольной смолы, увеличе-
нием содержания оксидов азота в коксовом газе, отложениями
в стояках и др. Применение инжекционного метода загрузки при
влажности шихты <8 % затруднено, а для термически подготов-
139
ленной шихты совершенно невозможно из-за увеличивающегося
уноса пыли с газами в газосборники.
Инжекционные методы загрузки требуют последовательного
выпуска шихты из бункеров углезагрузочного вагона, при этом
интенсификация процесса коксования зависит от машинного вре-
мени обслуживающих агрегатов и в первую очередь углезагрузоч-
ного вагона, машинное время которого наиболее загружено.
Применяемые в настоящее время методы загрузки могут быть
классифицированы по следующим признакам:
1) по средствам, с помощью которых осуществляется загрузка
шихты в печные камеры: а) вагонные, б) безвагонные; * ,
2) по способу обеспечения бездымности при загрузке: а) с при-
менением инжекции (посредством пара, газа, аммиачной воды); ;
б) с применением систем для отсоса, сжигания и очистки газов;
3) по направлению газов загрузки: а) с поступлением газов
загрузки в общий поток газообразных продуктов коксования;
б) с частичным поступлением газов загрузки в общий поток газо-
образных продуктов коксования; в) с полным отделением газов
загрузки от общего потока газообразных продуктов коксования.
Основные условия реализации бездымной загрузки коксовых
печей предусматривают:
1) постоянное давление пара для инжекции газов загрузки
в пределах 686—882 кПа (7—9 ат);
2) достаточное разрежение после дроссельного клапана;
3) определенный порядок выпуска шихты из бункеров угле-
загрузочного вагона;
4) герметизацию печной камеры в момент ее загрузки, исклю-
чающую подсос воздуха;
5) свободный проход газов загрузки в стояки в течение всей
загрузки.
В настоящее время коксовые батареи строятся с двумя газо-
сборниками и паровая инжекция осуществляется с двух сторон
камеры коксования, при этом вначале производят одновременный
выпуск шихты из двух крайних бункеров углезагрузочного вагона
(средний загрузочный люк при этом закрыт), а после закрытия
люков — выпуск шихты из среднего бункера с одновременным
планированием шихты в печной камере.
Для улучшения условий бездымной загрузки объем крайних
бункеров увеличен до 40 % (средний 20 %).
Устойчиво и достаточно эффективно работает паровая инжек-
ция на многих коксохимических заводах. На коксохимическом
производстве Череповецкого металлургического завода принят
следующий режим загрузки. Пароинжекцию включают одновре-
менно на машинную и коксовую сторону с начала загрузки. Шихт'
из бункеров выпускают поочередно по системе 3—1—2. Давление
пара поддерживается регулятором в пределах 833—882 кП;
(8,5—9,0 ат). Разрежение в подсводовом пространстве на втором
часу коксования составляет 294—392 Па (30—40 мм вод. ст.
140
(точка замера на 50 мм ниже свода камеры). Расход пара на инжек-
цию 220 кг на одну загрузку, бездымность загрузки 80—90 %.
Способ бездымной загрузки ВУХИН т- ММК
состоит в том, что во время загрузки шихты в печную камеру отсос
газов загрузки производится одновременно в два газосборника.
Инжекцию газа в газосборник коксовой стороны осуществляют при
давлении пара 784—980 кПа (8—10 ат), а в газосборник машинной
стороны — при 382—490 кПа (4—5 ат). При этом шихту из бункера
с машинной стороны выпускают на 20 с позже, чем из бункера
с коксовой стороны; из среднего бункера шихту выпускают после
опорожнения крайних бункеров.
В период загрузки в газосборник с коксовой стороны направ-
ляется большая часть газов, а в газосборник с машинной стороны —
меньшая их часть и с более низким содержанием пыли. После
окончания загрузки шихты печную камеру отключали от газо-
сборника коксовой стороны и оставляли подключенной к газосбор-
нику машинной стороны. В газосборник коксовой стороны отво-
дили только газы загрузки. Была разработана и осуществлена
система очистки газов и смолы, поступающей из газосборников
машинной и коксовой сторон. Применение этой системы обеспе-
чивает удовлетворительную бездымность загрузки угольной шихты.
Для коксохимических заводов, поставляющих коксовый газ на
азотнотуковые предприятия, в ВУХИНе совместно с работниками
Кемеровского коксохимического завода был разработан способ
бездымной загрузки, при котором газы загрузки отделяют от
общего потока и используют для обогрева коксовых печей.
В последнее время для инжекции газов загрузки вместо пара и
компримированного коксового газа начали применять аммиачную
воду.
Этот способ нашел применение как в СССР (на Донецком коксо-
химическом заводе), так и за рубежом (в Японии, во Франции).
Способ инжекции аммиачной водой обладает некоторыми преиму-
ществами по сравнению с инжекцией паром; не требуется пар
высокого давления и теплоизоляция трубопроводов, исключается
форсунка для подачи пара (при гидроинжекции используется одна
и та же форсунка для охлаждения газа и для инжекции). Кроме
того, клапанные коробки стояков не забиваются фусами, не увели-
чивается количество аммиачной воды в цикле и не повышается
температура коксового газа.
Эффективность отсоса газов загрузки при помощи гидроинжек-
Ции в течение всего периода загрузки выше, чем при паровой
инжекции. Схема гидроинжекции проста и может быть внедрена
на любом коксохимическом заводе, она требует меньших эксплуа-
тационных и капитальных затрат, чем схема паровой инжекции.
Находит применение и бездымная загрузка шихты вагонами
с устройством для отсоса и очистки газов (ФРГ, Франция, США,
Япония и др.). Преимущество этого метода заключается в том, что
он пригоден для загрузки шихты различной влажности, включая
141
и термически подготовленную. Особенностью его является воз-
можность полного отделения газов загрузки от газообразных
продуктов коксования.
При этом методе под каждым бункером вагона установлен
тарельчатый питатель диаметром 1670 мм, вращающийся со
скоростью 20 об/мин. Питатели оснащены индивидуальными
приводами и управляются из кабины машиниста.
Шихта с питателя сбрасывается в направляющий желоб, соеди-
ненный с загрузочной трубой, которая опускается в люк печной
камеры на глубину 300 мм, предотвращая просыпание шихты.
Диаметр трубы на 100 мм меньше диаметра загрузочного люка,
в результате чего между стенками люка и трубой образуется
кольцевой зазор, через который отсасываются газы загрузки..
Загрузочные трубы изготавливают из жаропрочной стали. Каждая
труба соединена с подвижным телескопическим колпаком, который
при загрузке печной камеры опускается и плотно прижимается
к верху печи.
Неподвижная часть телескопа имеет патрубок, к котором]!
присоединена труба для отсасывания газов загрузки. Трубы о|
четырех телескопов объединены в коллектор, соединенный с мок!
рым пылеуловителем — дымососом.
Пылеуловитель состоит из трех сетчатых фильтров и ротора
дымососа, смонтированных на одном валу в общем корпусе.
Газы загрузки при входе в камеру пылеуловителя встречаются
с вращающимися сетками, орошаемыми водой. При этом частицы
пыли, смоченные высокодиспергированными каплями воды, под
действием центробежных сил, развиваемых вращающимися дис-
ками, выбрасываются с газами тангенциально в сепаратор, где
отделяются шламовые воды. Очищенные газы вместе с парами
воды сбрасываются в атмосферу. Шлам из сепаратора и камеры
пылеуловителя стекает в сборник, расположенный под рабочей
площадкой углезагрузочного вагона.
Воду для орошения дисков мокрого пылеуловителя подают
насосом под давлением 539 кПа (5,5 ат) из бака, установленного на
углезагрузочном вагоне. Бак заполняют свежей водой после
каждой загрузки. Расход воды составляет 100—110 л на одну
загрузку, из которых около 15 % испаряется; остальная часть
уходит со шламом. Насос и пылеуловитель работают непрерывно.
Когда загрузка не происходит, вода циркулирует и, таким обра-
зом, дополнительно очищает сетки дисков пылеуловителя. Коли-
чество отсасываемых газов загрузки регулируют заслонкой,
установленной в коллекторе. Новые углезагрузочные вагоны
оборудуют не только системой очистки и отсоса газов загрузки, но
и их сжигания. Имеются также вагоны с автономными системами
отсоса, очистки и сжигания газов загрузки.
Внедрение, освоение и совершенствование методов бездымной
загрузки коксовых печей способствуют снижению выбросов,
загрязняющих окружающую среду.
142
4. Ремонт кладки коксовых печей
По объему работ, условиям и времени выполнения ремонты
кладки печей разделяются на: а) профилактические и текущие;
б) средние и в) капитальные.
Своевременное проведение профилактических и текущих ремон-
тов кладки имеет большое значение для удлинения срока службы
батареи и получения качественных показателей ее работы.
Когда повреждение (трещина, раковина, пустошовка) только
намечается или имеет малые размеры, его можно легко и каче-
ственно заделать и исправить. На малых участках ремонта замазки
держатся лучше и дольше, чем на больших. Если своевременно не
заделать малое повреждение, то оно постепенно увеличивается
(раковина — в прогар, трещина — в отход головки и т. д.), чго
нарушает режим работы печей и во много раз затрудняет его
исправление.
Профилактические и текущие ремонты выполняют на ходу
в горячих условиях и без остановки отдельных печей. К ним
относятся: заделка пустых швов, раковин, прогаров, уплотнение
зазоров в местах примыкания оборудования к кладке, перекладке
расшатавшейся арматуры, закладываемой в кладку, замена регу-
лировочных средств, пробивка забитых косых ходов и горелок
и др.
К текущим ремонтам относятся также замена подовых кирпичей
у головок и ремонт футеровки дверей и стояков.
Для замазки повреждений в камерах печей применяют спе-
циальные огнеупорные растворы, которые должны хорошо при-
ставать к кладке и не отпадать, быстро спекаться, приобретать
механическую прочность и не стираться при загрузке шихты и
выдаче кокса.
Замазку на поврежденные места наносят способом торкретиро-
вания.
Процесс торкретирования заключается в том, что на поврежден-
ное место горячей кладки под давлением 343 кПа (3,5 ат) в распы-
ленном состоянии наносится огнеупорный раствор. Попадая
тонким слоем в трещины, раковины и неровности, он хорошо схва-
тывается и припекается к массиву огнеупорной кладки.
К средним ремонтам относят частичную перекладку головок
стен регенераторов, а также простенков коксовых камер и замену
оплавившейся насадки. Средние ремонты производят в горячем
состоянии кладки, но при частично выключенном обогреве и
краткосрочном прекращении (на несколько часов) выдачи или
загрузки ремонтируемых печей.
Ремонт на машинной и коксовой сторонах камеры производят
в разное время, нельзя одновременно производить ремонт и на
смежных печах.
Капитальный ремонт заключается в частичной перекладке
группы печей в холодном состоянии. К нему прибегают в том
143
случае, когда состояние кладки печей не обеспечивает нормальных’
условий эксплуатации, из-за чего приходится уменьшать загрузку
шихты на 20—30 %, увеличивать оборот печей и выдачу произ
водить не по графику.
К холодной групповой перекладке приступают при болыни
деформациях печей (по совокупности):
а) нарушение профиля коксовых камер, наличие больши.,
выпуклостей, вогнутостей и местных изменений ширины камерГ
на разных уровнях (на 60—70 мм и больше);
б) отрыве головок простенков от массива кладки; ;
в) образовании на стенах камер сплошных трещин 1пирино
до 15—20 мм;
г) наличии большого количества забитых косых ходов и газе
подводящих каналов, из-за чего часть вертикалов не работает
д) наличии ошлакований и прогаров на поду и на стенах печей
доходящих до 0,1 ма и больше;
е) значительном оплавлении насадки регенераторов;
ж) большой деформации анкерных колонн и броней.
Холодная групповая частичная перекладка печей осуществля
ется с постепенным охлаждением и прогреванием и требует полно
или частичной остановки производства в камерах, примыкающи
к ремонтируемым (буферные и полубуферные печи).
Профилактические ремонты проводятся -в коксовых цеха
в планово-предупредительном порядке. Для установления мес"
подлежащих ремонту, раз в месяц осматривают все камеры кока
вания и регенераторы.
Замеченные при осмотре повреждения кладки записываю
в книгу паспортов с указанием места их расположения.
По данным осмотров составляют планы и графики ремонтов^
Осмотр узлов печей со значительными нарушениями кладки
проводят в неплановом порядке и за ними устанавливают сие?
циальный надзор. /
Контрольные вопросы
1. Взаимосвязь между загрузкой угольной шихтой и выдачей кокса из ка-
мер коксования.
2. Влияние графика серийности выдачи кокса из камер коксования на ег<
готовность.
3. В связи с чем в период работы коксового цеха по цикличному график’
в отдельные периоды не производится выдача кокса из печей?
4. Какая взаимосвязь между бездымной загрузкой коксовых печей и обеспе
чением чистоты воздушного бассейна на верху коксовых печей?
5. Способы ремонта кладки коксовых печей.
Глава VI. ОСНОВЫ ТЕПЛОТЕХНИКИ
КОКСОВЫХ ПЕЧЕЙ
1. Теплопередача в коксовых печах
Коксовая печь является одной из наиболее сложных конструк-
ций промышленных печей. В коксовых печах передача тепла
происходит одновременно посредством теплопроводности, конвек-
ции и теплоизлучения. Все виды передачи тепла возможны только
при наличии разности температур, причем тепло всегда передается
от нагретого тела к холодному.
Передача тепла от одной части тела к другой посредством тепло-
проводности происходит при наличии тесного контакта между
ними и при условии, что существует разность температур в одном
и том же теле или соприкасаются два тела, имеющие различную
температуру.
Теплопередача конвекцией происходит путем переноса тепла
частицами газа или жидкости при перемещении этих частиц из
одной части объема в другую.
Конвекцией передается тем больше тепла, чем быстрее движется
жидкость или газ, так как в этом случае частицы жидкости или
газа скорее достигают поверхности нагреваемого тела. Передача
тепла конвекцией зависит также от размера канала, в котором
движется газ или жидкость.
Теплоизлучением нагретого тела — твердого и газообразного —
называют распространение в пространстве потока лучистой энер-
гии, в которую обращается заключенная в теле тепловая энергия.
Поток лучистой энергии, попав на другое тело, частично погло-
щается им и вновь переходит в тепловую энергию.
В продуктах горения отопительных газов (коксового, домен-
ного) содержатся углекислота и водяные пары, хорошо излучаю-
щие тепло. Двухатомные газы (О2, N2) практически не обладают
ни лучеиспускательной, ни поглощательной способностью.
В коксовых печах передача тепла осуществляется следующим
образом. В каналах обогревательного простенка сгорает отопи-
тельный газ. Тепло продуктов горения лучеиспусканием и конвек-
цией передается поверхности стенки, обращенной к пламени.
Затем тепло, воспринятое этой поверхностью, благодаря теплопро-
водности передается через стенку камеры. При этом создается
тепловой поток между стороной стены, обращенной к обогрева-
тельному каналу, и стороной стены, обращенной в коксовую
камеру.
От стены камеры к угольной загрузке передача тепла происхо-
дит сначала в результате теплопроводности, пока коксуемая
загрузка прижата к стене, а после усадки — лучеиспусканием.
Наружные поверхности печей передают тепло в окружающее
пространство также лучеиспусканием и конвекцией.
145
В регенераторах на нисходящем потоке происходит отдача
тепла нагретыми продуктами горения насадке регенератора, а на
восходящем потоке тепло отдается насадкой воздуху или бедному
(доменному) газу. Этот обмен тоже происходит путем лучеиспуска-
ния и конвекции.
Для обогрева коксовых печей применяют газы: коксовый,
доменный, обезводороженный коксовый, а также природный
в смеси с доменным.
2. Коксовый газ
9
Состав и теплота сгорания коксового газа по отдельным коксо-
химическим заводам представлены в табл. 5.
Колебания в составе коксового газа определяются: 1) разли-
чием в качестве шихты; 2) температурным режимом коксования;
3) состоянием кладки печей (плотностью швов) и гидравлическим
режимом (распределением давлений в отопительной системе и
в камере коксования); 4) полнотой загрузки камер коксования
шихтой.
Коксовый газ перед поступлением из общего газопровода в рас-
пределительные по сторонам батареи предварительно нагревается
до 40—50 °C для предотвращения выпадения нафталина в газо-
проводах и газовой арматуре.
В настоящее время для лучшей очистки коксового газа от
нафталина, паров смолы и других веществ перед коксовым цехом
устанавливаются электрофильтры.
При обогреве печей коксовым газом факел горения получается
коротким, так как водород сгорает быстро.
Теплоту сгорания коксового газа экспериментально определяют
в ручных и автоматических калориметрах. Наиболее распростра-
нены калориметры, основанные на поглощении тепла, выделяю-
щегося при полном сгорании струи газа, непрерывно протекающим
Таблица 5. Состав и теплота сгорания коксового газа
Завод Плот- ность газа, кг/м1 . Теплота сгорания Qh Состав газа, % (объемн.)
МДж/м3 ккал/м1 । н, О. СН4 Nt стн„ т п 4 СО со2
1 0,427 18,22 4335 61,00 0,60 25,60 2,80 2,30 5,70 2,00
2 0,415 17,94 4289 60,00 0,45 25,20 3,10 2,35 6,30 2,60
3 0,463 18,59 4430 59,20 0,70 24,50 2,90 2,90 6,80 3,00
4 0,440 17,69 4202 55,82 0,51 26,87 2,82 2,49 5,84 1,65
5 0,471 18,92 4502 57,28 0,73 25,73 4,89 3,02 6,44 1,91
6 0,408 18,14 4329 60,36 0,32 25,37 2,63 2,39 6,55 2,38
7 0,467 18,11 4234 56,93 0,62 26,42 3,70 2,03 8,00 2,40
146
потоком воды. Замеряя количество сжигаемого газа, количество
проходящей воды и температуру поступающей и выходящей воды,
рассчитывают теплоту сгорания газа. В автоматическом калори-
метре температура подогрева воды контролируется термопарами;
вторичный прибор — показывающий или регистрирующий милли-
вольтметр — градуируется непосредственно в калориях.
Различают высшую и низшую теплоту сгорания. Под высшей
теплотой сгорания (QB) понимается количество тепла,
выделяющегося при полном сгорании 1 м3 газа при условии, что
образовавшиеся при горении водяные пары сконденсированы.
Под низшей теплотой сгорания (QH) понимается
количество тепла, выделяющегося при полном сгорании 1 м3 газа
при условии, что образующиеся при горении водяные пары не
конденсируются, а остаются в парообразном состоянии.
В отходящих из различных топок продуктах сгорания вода
находится в парообразном состоянии, поэтому тепловые свойства
газов следует оценивать по низшей теплоте сгорания.
Соотношение между QB и может быть записано в следующем
виде:
Qh = QB - 600 Г, (19)
где W — количество воды, кг.
Выход коксового газа (м3/т сухой шихты) зависит от качества
шихты, теплового режима и других показателей и колеблется
в пределах 300—350 м3/т.
Коксовый газ — хорошее газообразное топливо, так как имеет
высокую теплоту сгорания, небольшое количество балласта (СО2,
О2, N2), относительно высокое содержание СО2, Н2О в продуктах
сгорания и пр., что обусловливает его широкое применение
в различных топливопотребляющих агрегатах.
При обогреве коксовых печей коксовым газом факел горения
при самых благоприятных условиях остается недостаточно вытя-
нутым. Применение для обогрева коксовых печей доменного газа
позволяет удлинить факел горения* т. е. обеспечить более равно-
мерный обогрев огневых каналов и, следовательно, камер коксова-
ния по высоте.
Перевод обогрева печей с коксового на бедный газ позволяет
сэкономить значительные количества высококалорийного газа и
улучшить равномерность обогрева камер коксовых печей по высоте.
Объем продуктов сгорания, получающийся при сжигании
коксового газа, значительно меньше, чем при сжигании доменного
газа.
3. Доменный газ
Доменный газ получается в результате сгорания кокса и восста-
новительных процессов, протекающих в различных зонах домен-
ной печи. Состав доменного газа, поступающего на обогрев коксо-
вых печей, приведен в табл. 6.
147
Таблица 6. Состав доменного газа, поступающего на обогрев
коксовых печей
За- вод Плот- ность га- за, кг/м* Теплота сгорания, Состав газа, % (объемн.)
МДж/м3 ккал/м’ н, Од сн4 СО СО,
1 1,290 3,61 861 5,71 0,09 - 56,09 23,48 14,63
2 1,288 3,82 912 5,20 0,40 0,20 55,60 25,00 13,60
3 1,292 3,86 921 5,15 0,11 0,30 55,28 25,00 14,16
4 1,230 3,61 861 5,81 0,08 0,35 53,49 23,96 16,31,
5 1,322 3,75 894 2,10 0,20 0,50 56,20 27,30 13,70
При выходе из доменной печи в газе содержится до 40—50 г/м8
пыли. Перед использованием доменного газа в качестве топлива он
должен быть очищен от пыли.
Чтобы предупредить засорение колошниковой пылью регенера-
торов коксовых печей, обогреваемых доменным газом, предельное
содержание пыли в доменном газе, поступающем на обогрев коксо-
вых печей, установлено равным 5 мг/м3. Для нормальной работы
коксовых печей температура доменного газа не должна быть выше
30—35 °C. При обогреве коксовых печей доменным газом его
необходимо предварительно нагревать.
Большинство коксовых печей отапливается коксовым или
доменным газом.
При отоплении коксовых печей доменным газом увеличивается
сопротивление отопительной системы, что обусловлено:
а) более высокой плотностью продуктов сгорания доменного
газа;
б) большим объемом воздуха и продуктов сгорания, проходя-
щих отопительную систему.
4* Другие виды отопительных газов
Обезводороженный коксовый газ получается после удаления из
него водорода, применяемого для получения синтетического ам-
миака, и может быть использован для отопления коксовых печей.;
Низшая теплота сгорания такого газа 23,9—25,6 МДж/м3
(5700—6111 ккал/м8). Средний состав его, %: 52—59,5 СН4;
2,68—3,5 СгаН„; 12—14 СО; 0,9—1,07 О2; 18—23 N2; 4,5—6,0 Н2.
Для обеспечения нормальной работы коксовых печей в корнюры
следует подавать достаточное количество воздуха для прожигания
графита.
Природный газ в смеси с доменным
На Запорожском коксохимическом заводе впервые было осу-
ществлено отопление коксовых печей смесью природного и домен-
ного газов.
148
Доменный газ имеет следующий состав, % (объемн.): 1,1 СН4;
1,3 Н2; 27,7 СО; 0,5 О2; 11,0 СО2; 58,4 N2; QH 3,54—3,82 МДж/м8
(845—910 ккал/м8). Состав природного газа был следующим, %
(объемн.): 92,58 СН4; 4,21 С2Н8; 0,90 С3Н8; 0,30 С4Н10; 0,46 С6Н12;
0,13 О2; 0,14 СО2; 1,28 N2; Qlt = 35,6 МДж/м3 (8500 ккал/м3).
Для обогрева коксовых печей использовали смесь, состоящую
из 97,5 % доменного и 2,5 % природного газов следующего
состава, % (объемн.): 2,23 СН4; 3,1 Н2; 2,67 СО; 0,5 О2; 11,4 СО2;
56,07 N2; Q„ = 4,61 МДж/м3 (1100 ккал/м3).
В продуктах сгорания данной смеси содержалось 22,0 СО2
и 1,4 О2 % (объемн.).
На всех коксовых батареях предусматриваются устройства,
позволяющие подмешивать коксовый или природный газ к домен-
ному в строгой пропорции.
При таком повышении теплоты сгорания можно достигнуть
высоких температур в обогревательных каналах печей и получить
хорошую тягу в дымовой трубе.
5. Токсичность отопительных газов
Плохое состояние газопроводов и аппаратов, находящихся под
давлением газа, может привести к выделению газа, образованию
гремучей смеси, взрывам и пожарам. О степени загрязненности
воздуха на коксовых печах судят по содержанию оксида углерода
(СО). В коксовом газе содержится около 6 %, а в доменном газе —
до 28 % СО, поэтому при обогреве коксовых печей доменным газом
нужна особая осторожность, тем более, что очищенный доменный
газ не имеет ни цвета, ни запаха и обнаружить его присутствие
почти невозможно.
Содержание 0,06 % оксида углерода в воздухе вызывает голо-
вокружение, 0,2 % — потерю сознания. Предельно допустимая
концентрация СО в воздухе 0,03 мг/л.
6. Определение коэффициента избытка воздуха
Для определения коэффициента избытка воз-
духа необходимо знать состав отопительного газа и реакции
горения его компонентов: СО + 1/2Оа = СО2;
Н2 + 1/2Оа = Н2О; СН4 + 2Оа = СО2 + 2НаО;
С2Н4 + ЗО2 =* 2СО2 + 2Н2О; С8Нв + 4,5О2 = ЗСО2 + ЗН2О.
Различают расход воздуха теоретический (без избытка) и
практический (с избытком) 1т и La (м8 воздуха/м8 газа):
= ОтЮО/21, (20)
где От — теоретическое количество кислорода, необходимое для
сжигания, м3 Оа/м3 газа, равное
От = [0,5 (СО 4- Н2) + 2СН4 + ЗСтН„ — О21/100,
149
где СО, С02, СН4 — содержание компонентов в газе, % (объемн.)я
£п = аТ,, (211
где а — коэффициент избытка воздуха.
Избыток воздуха необходим для: 1) обеспечения полноте
сжигания газа в данном объеме; 2) изменения высоты факела горе!
ния; 3) регулирования температуры нагрева кладки в разным
зонах при разогреве батареи. I
Коэффициент избытка воздуха изменяется в зависимости о|
применяемого газа. Чем больше горючих компонентов в газе, тем
больше величина а. В процессе обогрева стремятся к поддержанию
величины а минимальной, но достаточной для полного сжигания
отопительного газа на восходящем потоке. При недостаточном
избытке воздуха отопительный газ сгорает не полностью, расход
тепла на коксование увеличивается. При чрезмерно большом
избытке воздуха повышается унос тепла с продуктами сгорания,
уходящими в дымовую трубу, и в результате этого также увеличи-
вается расход тепла на коксование. Коэффициент избытка воздуха
а определяется по данным о составе продуктов горения. Расчет
производят по упрощенным формулам, предложенным В. В. Юши-
ным. При сжигании коксового газа
а = Ц-0,43 (О2П г
4- 0,5СОП Г)/(СО£ Г
4- СОП-г).
(22)
Величина а зависит от газа, применяемого для обогрева печей.
Коксовый. .................... 1,2—1,25
Доменный....................... 1,15—1,20
Богатый (обезводороженный). . . 1,30—1,35
7. Тепловой баланс процесса коксования
Тепловой баланс коксовых печей составляется при проектиро-
вании печей новых конструкций, при снятии показаний введенных
в эксплуатацию батарей после их регулирования и для работаю-
щих установок с целью разработки мероприятий по снижению
расхода тепла на коксование.
Основное назначение теплового баланса коксовых печей —
определить удельный расход тепла на коксование, а затем по ана-
лизу отдельных статей разработать конкретные мероприятия по
снижению этого показателя и повышению экономичности эксплуа-
тации установки. Составление и анализ теплового баланса дают
возможность определить теплотехнический и термический к. п. д.
установки, сравнивать теплотехнику различных систем коксовых
печей.
В основе составления теплового баланса печи лежит закон
сохранения энергии, согласно которому количество тепла, полу-
чаемого в отопительной системе печи, равно количеству тепла,
расходуемого на процесс коксования и тепловые потери. При
150
Таблица 7. Тепловой баланс коксовых печей,
отапливаемых доменным газом
Приход тепла Расход тепла
статьи на 1 кг влажной шихты % статьи на 1 кг влажной шихты %
кДж ккал кДж ккал
• 1. Тепло горения газа .... 2. Энтальпия газа 3. Энтальпия воз- духа .... 4. Энтальпия' влажной ших- ты 5. Неучтенный приход тепла от сгорания кокса и газа, теплоты реак- ции 1 2405 19 18 26 211 575 5 4 6 50 89,72 0,72 0,71 0,99 7,86 1. Тепло на на- грев кокса . . 2. Тепло на на- грев газа . . . 3. Тепло на на- грев химиче- ских продук- тов 4. Тепло, уноси- мое продукта- ми сгорания 5. Тепло, уноси- мое влагой . . 6. Потери тепла от химической неполноты сго- рания газа . . 7. Потери тепла в окружающее пространство 1092 362 94 462 430 0 239 260 86 22 НО 102 0 60 40,62 13,51 3,53 17,40 16,01 8,93
Итого. . . 2679 1 640,0 | 100 Итого. . . 2679 1640,0 | 100
1 В процессе исследований, проводившихся в УХИНе, получена средняя вели-
чина для некоторых батарей печей ПВР.
составлении теплового баланса необходимо точно учитывать все
статьи прихода и расхода тепла.
Примерная величина отдельных статей прихода и расхода тепла
при обогреве коксовых печей доменным газом приведена в табл. 7.
Степень использования тепла в коксовых печах характеризу-
ется коэффициентом полезного действия — теплотехническим и
термическим, %:
Птеплот - Qo6u< 100; %ePMH4=Qo-61^~^rl00, . (23)
Чобгц Чобщ
где Фобщ — общее количество тепла, подведенного к печи, кДж;
Qn.r — потери тепла с отходящими продуктами горения, кДж;
QnoT — потери тепла лучеиспусканием и конвекцией в окружаю-
щую среду, кДж.
Для современных коксовых печей Лтеплог составляет 72—76 %,
Ямрмич 79—85 %.
161
Анализ отдельных статей расхода тепла показывает следующее:,
1. С раскаленным коксом уходит около 40 % тепла, расходуе-
мого на процесс коксования, в связи с чем применение метода
сухого тушения кокса является прогрессивным направлением пс
использованию и утилизации этого тепла в котлах-утилизаторах.
2. Продукты горения уносят с собой около 17 % тепла, на
некоторых коксохимических заводах (например, Ново-Краматор-
ском) это тепло используется для уменьшения содержания влап
в шихте.
Снижение расхода тепла на обогрев даже на несколько про-
центов — важная народнохозяйственная задача. Поэтому 3acjjy
живает внимания проведение работ по уменьшению потерь тепл
в окружающее пространство отдельными поверхностями печны
камер.
При составлении теплового баланса определяется расход тепл
на коксование — это важный показатель для теплотехническс
оценки конструкций коксовых печей; он зависит от следующи
факторов:
1) свойств углей, входящих в состав шихты;
2) влажности шихты;
3) скорости коксования;
4) рода применяемого газа на обогрев (коксовый или доменный);
5) величины коэффициента избытка воздуха а;
6) степени равномерности распределения газов вдоль обогрева-!
тельных простенков;
7) состояния кладки батареи.
Расход тепла на коксование рассчитывается по формуле
V0QH4,12- 10s
«вл 'ООО ’
(24|
где Vo — расход газа на обогрев батареи, м3/ч; — низшая
теплота сгорания газа, кДж; бвл — количество скоксованноя
влажной шихты, кг/ч.
8. Температурный режим коксовых печей
Эксплуатация коксовых печей требует равномерного распре-
деления температур в обогревательной системе по длине батареи.
Температура в обогревательных простенках зависит от периода
коксования и состава коксуемой шихты. В качестве основного
показателя температурного режима приняты температуры в конт-
рольных вертикалах — пятых с коксовой стороны (так как они
расположены вблизи вертикалов с наивысшей температурой) и
седьмых с машинной стороны. Температура в седьмом вертикале
с машинной стороны характеризует средние по стороне темпера-
туры.
По правилам технической эксплуатации коксовых печей
максимальная температура в обогревательной системе не должна
152
превышать 1450 ЙС. Максимальные температуры по длине простен-
ков обычно приходятся на третий-четвертый вертикал и могут быть
выше, чем в контрольных вертикалах, примерно на 20 °C. Кроме
того, по длине батареи возможны колебания температур на ±20 °C.
Поэтому предельная температура, которую можно устанавливать
в контрольных вертикалах коксовой стороны, составляет (1450 —
— 20 —20) = 1410 °C.
В контрольных вертикалах машинной стороны устанавливается
более низкая температура, так как камера с машинной стороны
уже, чем с коксовой. Разность температур между контрольными
вертикалами машинной и коксовой сторон устанавливают обычно
в 30—60 °C. При такой разности обеспечивается одновременное
поспевание кокса с обеих сторон печи.
Коксовые печи часто работают не на предельных, а на не-
сколько более низких температурах, определяемых периодом
коксования, обеспечивающим получение кокса наилучшего каче-
ства. Средняя температура в осевой плоскости коксового пирога
должна быть в пределах 950—1050 °C.
Давление коксового газа в газопроводах по сторонам батареи
поддерживают в пределах 784—1176 Па (80—120 мм вод. ст.).
При выборе диаметра горелок для печей ПВР в условиях юга
СССР рекомендуются средние диаметры горелок 28—30 мм; для
печей ПК-2К — несколько больше (30—32 мм).
Для регулирования высоты факела горения в последние годы
широкое применение находят сменяемые рассекатели и высокие
горелки.
Поддержание заданного температурного режима обогрева и
стабильного распределения температур (кривой) по длине обогре-
- вательных простенков весьма важно не только для получения
хорошего качества кокса, но и для сохранения кладки печей.
9. Корректировка температурного режима
Температурный режим для заданных периодов коксования и
данного состава шихты должен обеспечить:
1) одновременное поспевание кокса по всей длине и высоте
камер коксования;
2) поспевание кокса во всех печах батарей за одно и то же время
(период коксования);
3) полную готовность коксового пирога.
Каждому периоду коксования соответствуют определенные
температуры в контрольных вертикалах, зависящие от ширины
камер, условий обогрева, влажности шихты, тонкости помола и др.
На каждом заводе есть таблица технологического режима. Если
условия коксования (например, крупность помола, влажность
шихты) отличаются от заданных, то температуры в контрольных
вертикалах могут быть несколько изменены. Для их корректиро-
вания можно руководствоваться следующими приближенными
зависимостями:
153
1) при увеличении влажности шйхты на 1 % (выше 6 %) или
крупности помола шихты на 1,5—2,0 % нужно повысить темпе-
ратуру на 5—7 °C;
2) для повышения температуры в осевой плоскости коксового
пирога на 25—30 °C требуется температуру в контрольных верти-
калах повысить на 10 °C.
10. Контроль и оценка температурного режима
Температуры в контрольных вертикалах измеряют на нисходя-;
щем потоке, т. е. когда продукты сгорания в вертикале двигаются1
вниз. Местом измерения является под вертикала, точнее — поверх-
ность кирпича, расположенного между горелкой и косыми ходами.
В этой точке удобнее измерять температуру с помощью оптиче-
ского пирометра. Измерение начинают через 5 мин после кантовки.
В печах с парными вертикалами во всех простенках горение
происходит одновременно (в четных или нечетных вертикалах) и
соответственно по смежным вертикалам опускаются продукты
сгорания. Поэтому в таких печах между кантовками измеряют
температуры во всех контрольных вертикалах с одной стороны
камер — коксовой или машинной. Измерение выполняют в одном
направлении начиная от кантовочного помещения, производит его
газовщик, а записывает результаты газовый мастер (или туннель-
щик).
Равномерность нагрева по длине простенков определяют изме-
рением температур на нисходящем потоке во всех вертикалах
отопительных простенков (оптическим пирометром) также через
5 мин после кантовки.
Продолжительность измерения температур вдоль простенков
на каждой батарее не должна превышать двух суток.
Для контроля степени прогрева головок коксовых камер си-
стематически измеряют температуру в крайних вертикалах.
Температуру в регенераторах измеряют, направляя оптиче-
ский пирометр через глазки на центральную разделительную
перегородку. Температуру в них измеряют при отоплении коксо-
вым газом на восходящем, при отоплении доменным газом на
нисходящем потоке. Измерения начинают от кантовочного поме-
щения через 5 мин после кантовки.
Температуру стен камеры при необходимости измеряют опти-
ческим пирометром с обеих сторон после выдачи кокса и установки
дверей. Измерения ведут через каждый загрузочный люк в трех
точках по высоте: 1) на уровне второго-третьего ряда от пода
камеры; 2) на уровне первого ряда горизонтального канала;
3) в середине между указанными двумя точками.
Сначала температуру измеряют через первый загрузочный люк
с коксовой стороны, причем все остальные люки должны быть
закрыты, а стояк открыт; затем через второй люк и т. д. В такой
последовательности температуру стен камер измеряют по сериям
(не менее двух-трех серий).
154
При высокой температуре подсводового пространства на свод и
стены нарастает слой графита, снижается выход и качество хими-
ческих продуктов коксования. Поэтому температуру подсводового
пространства также периодически контролируют термопарами.
Измерения проводят в первом люке с машинной стороны. При
измерениях пользуются переносными крышками загрузочных
люков с отверстиями.
Для контроля правильности выбранного температурного ре-
жима, т. е. соответствия температур в контрольных вертикалах
периоду коксования, периодически, а также при изменении состава
шихты и условий отопления измеряют температуру в осевой пло-
скости коксового пирога. Конечная температура (за 15 мин до
выдачи) характеризует готовность кокса. Измерения ведут через
загрузочные люки коксовой камеры хромель-алюмелевыми термо-
парами.
Измерение температуры в контрольных вертикалах позволяет
определить среднюю температуру по сторонам батареи, а также
выявить простенки, в которых температура отличается от средней
более чем на ±20 °C. Поданным измерения температур в контроль-
ных вертикалах оценивают равномерность обогрева коксовых
печей. Для этого вычисляют коэффициент равномерности распре-
деления температур в контрольных вертикалах по длине батареи
/Со и коэффициент постоянства среднесменных температур бата-
реи Кс- При подсчете К& учитывают среднесуточные отклонения
температур в контрольных вертикалах отдельных простенков от
среднесуточных температур по батарее. Коэффициент Кб находят
по формуле
Кб = ~ ам) + ~ дк)
2m
I
где т — число простенков батареи (за исключением двух крайних,
а также простенков ремонтных и буферных печей); ам — число
простенков с машинной стороны, в которых среднесуточная
температура контрольных вертикалов более чем на ±20 °C отли-
чается от среднесуточной температуры по машинной стороне; ак —
то же, по коксовой стороне батареи.
Коэффициент постоянства среднесменных температур контроль-
ных вертикалов батареи Кс вычисляют по формуле
Кс = *~~ (а°- м ао- к) (25)
2«
где п — число измерений температур по длине батареи за анали-
зируемый период времени; а0. м — число отклонений средних
температур по машинной стороне батареи от заданной темпера-
туры по таблице технологического режима для данного оборота
печей (более чем ±7 °C); ар, и —то же, по коксовой стороне бата-
реи,
155
При высокой равномерности обогрева коэффициенты и /Сс
равны единице.
Для анализа распределения температур по длине простенка
составляют кривые температур для каждого простенка и средних
температур для групп из 10 простенков по всей батарее.
11, Гидравлический режим коксовых печей
Основные положения гидравлического режима
В коксовых печах коксуемая масса с выделяющимися газами и
парами отделена от топочных газов стенкой небольшой толщины
(105 мм). Давления в камере коксования и отопительной системе
различны, поэтому при недостаточной плотности кладки газы могут
поступать из камеры в отопительную систему и обратно.
Перетоки газов из камеры коксования в отопительную систему
при высокой температуре кладки в первые часы коксования сопро-
вождаются разложением углеводородов газа с образованием гра-
фита. Графит отлагается в трещинах, швах, порах кирпичей и
таким образом уплотняет кладку.
При проникновении в камеру наружного воздуха или при пере-
токе продуктов сгорания, содержащих избыточный воздух, из
отопительной системы в камеру графит выгорает и уплотнение стен
камер нарушается. Происходит так называемое разграфичивание
кладки печей. Кислород воздуха, проникающий в камеру, вызы-
вает горение кокса, в результате чего происходит преждевремен-
ный износ кладки.
Значительные перетоки газов из камеры в отопительную си-
стему вызывают потери газа и химических продуктов коксования,
нарушают правильный обогрев печей, могут привести к оплавле-
нию отдельных участков кладки.
Поддержание заданных технологическим регламентом величин
давления газов на поду в камере коксования и разрежения в раз-
личных участках отопительной системы, при которых в процессе
коксования не допускается проникновение в камеру наружного
воздуха и из отопительной системы газов, носит название гид-
равлического режима печей.
Чтобы оценить правильность выбранного гидравлического
режима и рациональность расстановки регулировочных устройств
одновременно измеряют давление в различных точках отопитель-
ной системы. Характерными точками отопительной системы явля-
ются клапан, глазок регенератора и верх вертикала. Для измере-
ний в клапане пользуются трубкой, которую вводят через отвер-
стие в переходном патрубке, трубку погружают на глубину 30 мм
от верха печи.
Результаты измерений изображают в виде гидравлической кри-
вой (рис. 39), на которой наносят замеренные -величины разреже-
ния в клапане, глазке и в верхней части смотровой шахточки.
15$
Гидравлическая кривая наглядно показывает отличительные
особенности печей каждой системы. Расстояние между восходящей
и нисходящей ветвями гидравлической кривой характеризует
сопротивление отопительной системы и отдельных ее элементов.
Основные положения гидравлического режима коксовых печей
основаны на следующих принципах:
1) давление газов в камере коксования при всех условиях на
протяжении всего времени коксования должно оставаться поло-
жительным, т. е. быть больше атмосферного;
2) давление газов в камере коксования в любой точке и при
всех условиях должно быть выше давления газов в сопряженной
с ней точке отопительной системы коксовых печей. Давление
в нижней части камеры к концу коксования должно быть больше
давления в верхней зоне регенераторов с восходящим потоком при
всех условиях;
3) распределение давления в отопительной системе должно
быть постоянным при одном и том же периоде коксования (марше
выдачи кокса).
Применение такого гидравлического режима и особенно его
первых двух положений на всех коксохимических заводах Совет-
ского Союза и в ряде зарубежных стран позволило значительно
увеличить срок службы коксовых печей. Поддержание давления
в камере коксования выше атмосферного обеспечивается опреде-
ленным давлением газа в газосборнике, которое зависит главным
Рис. 39. Гидравлическая кривая печей ПВР;
/ — газовый регенератор: 2 — воздушный^ регенератор
1В7
образом от высоты печей и составляет 107,8—156,8 Па (11—16 мм
вод. ст.). Давление у пода камеры перед выдачей кокса должно
быть не ниже +4,9 Па (0,5 мм вод. ст.) и не должно быть чрезмерно
большим, чтобы не допускать возможных потерь газа через неплот-
ности дверей или кладки.
При регулировании обогрева различных конструкций коксовых
печей специалистами Всесоюзной коксохимической станции было
установлено, что распределение давлений по высоте отопительной
системы регламентируется постоянной величиной давления газа
вверху вертикалов (по замеру через смотровые лючки в контроль-
ных вертикалах). Этой величиной является нулевое или небольшое»
избыточное давление в смотровых отверстиях шахточек вертика-
лов. Установка и поддержание такой заданной величины давления
достигаются подбором величины разрежения в боровах и степени
открытия воздушных сечений в газовоздушных клапанах; при этом
должно быть обеспечено получение оптимального коэффициента
избытка воздуха в продуктах сгорания, зависящего от характера
отопительных газов (смесей) и особенностей конструкции печей.
При этом обеспечивается (в любом случае) превышение давления
газа в камере над давлением в отопительной системе.
' Параметрами, характеризующими правильный гидравлический
режим коксовых печей, являются:
1) давление газа у стен камеры на уровне пода перед выдачей
кокса должно быть не ниже 4,9—9,8 Па (0,5—1,0 мм вод. ст.) и
не больше +29,4 Па (+3 мм вод. ст.);
2) давление газов под лючком контрольных вертикалов должно
составлять 0 ± 2,94 Па (0 ± 0,3 мм вод. ст.).
Эти параметры должны соблюдаться для всех систем и всех
размеров коксовых печей независимо от времени года, периода
коксования и вида отопительного газа.
Чтобы обеспечить положительное давление в камере коксова-
ния, устанавливают соответствующее давление в газосборниках.
Положительное давление под крышкой смотрового лючка позво-
ляет предотвратить загрязнение вертикалов шихтой. Постоянство
режима давлений вверху отопительной системы обеспечивает
сохранность верхних стяжных болтов.
Увеличение или уменьшение разрежения в отдельных участках
отопительной системы коксовых печей приводит к изменению коли-
честв поступающих газа и воздуха. Так, увеличение тяги в боровах
и разрежения в глазках регенераторов на нисходящем потоке без
изменения размеров сечений для прохода газов обусловливает
поступление большего количества воздуха и частично газа. При
обогреве доменным газом уменьшение разрежения в глазке регене-
ратора на восходящем потоке, без изменения разрежения в глазке
сопряженного воздушного регенератора, приводит к увеличению
поступающего в простенок газа и уменьшению коэффициента
избытка воздуха. Поэтому обогрев печей, особенно равномерность
поступления в каждый простенок газа и воздуха, регулируют уста-
158
новлением определенного разрежения в соответствующих участках
отопительной системы печей. Контроль поступления газа и воз-
духа сводится к контролю величины разрежений в глазках реге-
нераторов.
Сопротивление какого-либо канала, по которому протекает газ,
зависит от его количества. В каналах одинаковых размеров и
формы сопротивление одинаково, если по ним протекает одинаковое
количество газа. При разном количестве газа сопротивление канала
пропорционально квадрату его количества. Поскольку соответ-
ственные элементы отопительной системы во всех простенках
одинаковы, то по сопротивлению какого-либо элемента отопитель-
ной системы можно судить о количестве газа, протекающего через
него. Давление в основных точках отопительной системы должно
поддерживаться постоянным в соответствии с требованиями гид-
равлического режима.
12. Автоматическое регулирование
теплового режима коксовых печей
Сотрудниками УХИНа, Центральной лаборатории автоматики
черной металлургии, Гипрококса и коксохимических заводов
разработаны и внедрены методы автоматического регулирования
теплового режима.
Для достижения постоянного теплового режима требуется
сохранить неизменными во времени:
1) среднюю температуру в контрольных вертикалах по сторонам
батареи;
2) разрежение в верхней части регенераторов на восходящем
потоке;
3) величину коэффициента избытка воздуха, а.
. В схему автоматизации регулирования теплового режима,
разработанную в ЦЛА и УХИНе, входит узел автоматического
поддержания постоянства количества тепла, подаваемого в течение
часа, и узел регулирования поступления воздуха.
Для регулирования постоянства количества тепла использу-
ются три импульса: теплота сгорания газа, температура газа и
перепад давления при прохождении газа через шайбу. Проба на
теплоту сгорания газа отбирается в общем газопроводе для обеих
сторон батареи. Изменение температуры и перепада давления при
прохождении газа через шайбу производится раздельно для коксо-
вой и машинной сторон батареи.
£3 Калориметром непрерывно определяется теплота сгорания
отопительного газа, а термометром сопротивления измеряется
температура газа; перепад давления при прохождении газа через
Шайбу измеряется расходомером и передается в электрический
Датчик. Таким образом, электрический датчик получает три
импульса: от вторичного прибора калориметра, от шайбы и термо-
метра сопротивления. Счетно-решающее устройство суммирует
159
эти три импульса в Одну величину часового расхода тепла. Есл1
величина расхода соответствует заданию, то задатчик находится
в равновесии. Если расход тепла превышает или меньше задания,
то задатчик соответственно изменяет задание регулятору, который
посредством кривошипного сервомотора и дросселя изменяет рас
ход газа на обогрев.
Поступление воздуха может регулироваться двумя методами
по постоянству разрежения в глазках регенератора на восходящем
потоке и содержанию кислорода в продуктах горения из борова.
Регулирование производится раздельно по коксовой и машинной
сторонам батареи. Колебание величины расхода тепла при приме-
нении этой схемы находится в пределах ±1 %.
При постоянном расходе тепла температура контрольных верти-
калов также является постоянной; колебания ее не превышают
2 °C.
Коэффициент избытка воздуха колеблется в пределах 1,12 —
1,16. Разрежение в глазках газовых регенераторов изменяется
в пределах ±1,96 Па (±0,2 мм вод. ст.).
По проектам, разработанным в КБА Гипрококса, на отдель-
ных заводах были смонтированы системы автоматического регули-j
рования процесса смешения газов с различной теплотой сгорания.;
Смешение газов достигается установкой газосмесительной
станции (Днепродзержинский, Баглейский КХЗ и др.), позволяю-
щей осуществить добавку богатого газа к основному бедному.
Установка включает следующие основные элементы:
1) узел регулирования качества смеси, в котором командный
пневматический импульс от датчика теплового эквивалента управ-
ляет исполнительным механизмом клапана, регулирующего до-
бавку богатого газа к основному бедному;
2) узел регулирования перепада давления между смешиваемыми
газами перед газосмесительной станцией;
3) приборы контроля и регистрации расхода температуры и
давления газов, подаваемых на смешение.
При внедрении этой схемы на коксохимических заводах удель-
ный расход тепла снизился на 6,8 % при стабилизации темпе-
ратур в контрольных отопительных каналах.
Автоматическое регулирование теплового режима коксовых
печей обеспечивает его постоянство, что способствует стабильности
выхода и качества всех продуктов коксования, облегчает работу
персонала, содействует снижению расхода тепла на коксование,
в результате чего этот метод получает широкое распространение.
13. Контроль за температурным
и гидравлическим режимом коксовых печей
Основные технологические параметры контролируются с по-
мощью контрольно-измерительных приборов, вынесенных на щит
кантовочного помещения.
160
Температурный и гидравлический режимы батареи после пуска
устанавливает бригада коксохимической станции совместно с ра-
ботниками газового хозяйства коксового цеха.
После регулировки батарею сдают заводу и работники коксо-
вого цеха эксплуатируют ее. Поддержание установленного темпе-
ратурного и гидравлического режимов, контроль и корректировку
его осуществляют работники газового хозяйства обычно в дневное
время.
Дневная бригада работает строго по графику. Изменение темпе-
ратурного и гидравлического режимов производят в соответствии
с таблицей технологического режима батареи, составленной по
результатам регулировочных работ коксохимической станции,
а также с учетом известных технологических зависимостей,
связанных с изменением качества сырья, условий коксования и
качества кокса.
Таблица технологического режима должна корректироваться
ежегодно.
Показания КИП и средняя температура контрольных вертика-
лов батареи регулярно заносятся в книгу режима обогрева батареи
газовщиком. Приведенные температуры по всем контрольным
вертикалам батареи заносят в ту же книгу или в отдельную книгу
температур в контрольных вертикалах.
Сменный персонал газового хозяйства обязан участвовать
в работах по контролю температур по оси коксового пирога,
в подсводовом пространстве камер и т. д., проводимых в соответ-
ствии с графиком контроля температурного режима батареи.
Сменный газовый персонал обязан знать производственные
инструкции и инструкции по технике безопасности, знать располо-
жение коммуникаций и запорных устройств для пара, воды и газа,
а также уметь пользоваться газозащитными средствами.
О всех неполадках, отклонениях температурного режима и
мерах, принятых для их устранения, мастер производства должен
записать в книге рапортов по режиму обогрева батареи.
Контрольные вопросы 7
1. Какова взаимосвязь между качеством шихты, температурным режимом
коксования, составом и теплотой сгорания коксового газа?
2. Как осуществляется анализ данных, полученных при составлении тепло-
вого баланса коксовых печей?
3. Взаимосвязь между способами передачи тепла от раскаленных продуктов:
Торения к стенке камеры и от нее в угольную загрузку.
4. Взаимосвязь между температурным и гидравлическим режимом коксовых
печей.
6 Лейбович Р. Е. и др.
гЛata VII. РЕГУЛИРОВКА ОБОГРЕВА
КОКСОВЫХ ПЕЧЕЙ
1* Основные требования,
предъявляемые к обогреву коксовых печей
Пр4 установлении режима обогрева печей требуется обеспечить:
О наибольший выход крупного металлургического кокса, что при прочих
равных условиях предопределяется одновременным поспеванием коксового
пирога в вертикальной осевой плоскости камеры коксования;
2) высокий выход химических продуктов и газа с высокой теплотой его*
рания;
3) высокий теплотехнический коэффициент полезного действия печей.
2. Постоянные и переменные факторы
регулирования обогрева коксовых печей
Для обеспечения заданного режима обогрева коксовых печей при их кон-
струировании предусматривается ряд постоянных и переменных регулировочных
средств к числу постоянных регулировочных средств относятся:
О равные размеры одинаковых по своему назначению конструктивных эле-
ментов отопительной системы (подовые каналы, колосниковые решетки камеры
регенератОрОВ> тип насадки и схема ее укладки, косые ходы, корнюры, вер-
тикаль^ каналы для рециркуляции, уровни перевала и т. д.);
2) применение одинаковой по типу и размерам газоподводящей и газоотво-
дящей арматуры, армирования и обслуживающих механизмов коксовых печей;
3) равное гидравлическое сопротивление отопительных элементов и арматуры
у всех печей, входящих в батарею.
Все
эти средства способствуют достижению необходимой равномерности
нагреву угольной загрузки и получению кокса и химических продуктов коксова-
ния равномерного и высокого качества.
Кроме постоянных регулировочных средств, на батареях имеются перемен-
ные реГуЛир0В0ЧНЬ1е средства.
А. Для регулирования распределения тепла по длине батареи:
О регулировочные диафрагмы или диски и цилиндры, калиброванные па-
трубки f устанавливаемые в газоподводящей арматуре коксового или доменного
газа;
2) регулировочные пластины на воздушных отверстиях в газовоздушных
клапанах;
3) регулировочные дроссели в дымовых патрубках газовоздушных клапанов;
крышки обезграфичивающего устройства и калиброванные диафрагмы
Для п()дачи воздуха в корнюры.
Б. Для регулирования распределения тепла по длине и высоте обогреватель-
ных ПрОСТенков:
D калиброванные газовые горелки, калиброванные сопла или диски на пе-
чах с нижним подводом тепла;
2) регистры и рассекатели, устанавливаемые в устьях косых ходов вер-
тикал<ЭВ;
3) регистры для изменения величины рециркуляции.
3.. Регулирование обогрева
п|ри отоплении печей коксовым газом
Перед регулированием обогрева все регулировочные средства приводятся
в исходное состояние (осуществляется подбор и установка калиброванных горе-
лок и.ли сопел, установка нижних регистров, установка в газоподводящей арма-
162
туре диафрагм с одинаковыми отверстиями и др.), а также выполняются работы
по уплотнению кладки печей, мест подключений арматуры и клапанов, а также
обеспечению армирования кладки.
Общий расход тепла на обогрев батареи коксовых печей зависит от количе-
ства и качества загружаемого в печи угля, содержания в нем влаги, периода
коксования, рода отопительного газа, гидравлического режима, системы печей,
состояния кладки и степени отрегулированности обогрева.
При обогреве печей доменным газом при прочих равных условиях расход
тепла на 10—20 % выше, чем при обогреве коксовым газом.
Нарушение гидравлического режима в камерах коксования приводит к сго-
ранию сырого газа и кокса и может снижать учитываемый расход тепла в широ-
ких пределах: от 125 до 418 кДж/кг (от 30 до 100 ккал/кг). Увеличение коэф-
фициента избытка воздуха на каждую 0,1 увеличивает расход тепла на 1,5%.
Распределение газа по сторонам батареи показывает, что на печах, имеющих
конусность 40—50 мм, удельный расход тепла на коксование с коксовой стороны
примерно на 8 % больше, чем с машинной.
Количество воздуха, подаваемого на обогрев, должно обеспечивать полное
сжигание отопительного газа с оптимальным коэффициентом избытка.
При подаче воздуха для выжигания графита в корнюрах и горелках необхо-
димо обеспечить равное открытие крышек обезграфичивающего устройства и
устанавливать калиброванные диафрагмы на отверстиях в газовых коробках для
подачи равного количества воздуха на обезграфичивание корнюров и горелок.
4. Регулирование обогрева
при отоплении печей доменным газом
Методы регулирования обогрева печей коксовым газом в основном приме-
нимы и при регулировании обогрева печей доменным газом.
Основная отличительная особенность — увеличение объема продуктов
сгорания на единицу тепла по сравнению с коксовым газом примерно в 1,3 раза
и, следовательно, изменение распределения газов по длине регенераторов и ото-
пительных простенков, что нарушает равномерность, достигнутую при обогреве
печей коксовым газом. При переводе печей на обогрев доменным газом увеличен-
ные объемы газа резко повышают сопротивление всей системы, в связи с чем в ней
происходят соответствующие изменения перепадов давлений на восходящих
и нисходящих потоках.
Чтобы перевести батарею коксовых печей с коксового на доменный газ без
потери производительности, необходимо иметь резерв тяги дымовой трубы.
Доменный газ должен подаваться только в регенераторы, заполненные про-
дуктами сгорания. Для уточнения исходных величин подачи доменного газа,
воздуха и разрежений, полученных расчетами, в первую очередь на обогрев
переводят 6—10 простенков с машинной и коксовой сторон одновременно. На
обогрев доменным газом рекомендуется переводить сначала простенки, располо-
женные у кантовочного помещения.
После перевода всех простенков батареи на обогрев доменным газом работа
кантовочного устройства переводится на автоматическое управление с периодами
между кантовками 20 мин.
Необходимое количество газа подается сначала для отопительных простен-
ков, обслуживающих контрольную печь. После определения необходимых раз-
режений в верхней зоне газовых и воздушных контрольных регенераторов на
восходящем и нисходящем потоках методом перепада устанавливают такие же
разрежения по всем регенераторам каждой стороны батареи.
Потребное количество воздуха на обогрев печей для газа с данной теплотой
сгорания определяется по расчету горения и уточняется отбором проб продуктов
сгорания из огневых каналов с помощью кварцевых трубок.
Подачу газа и воздуха вдоль обогревательных простенков регулируют ка-
либрованными регистрами, устанавливаемыми в косых ходах. Регистры в обоих
косых ходах каждого вертикала, кроме крайних, должны быть всегда одинако-
вого размера.
6* 163
Для улучшения нагрева печей по высоте камер коксования теплоту сгорания
отопительного газа повышают до 4807—5225 кДж/м8 (1150—1250 ккал/м3),
добавляя коксовый газ.
5. Прекращение и подача отопительного газа
на обогрев батарей
Обогрев печи прекращается:
1) при остановке газодувки;
2) при снижении давления газа в общем газопроводе ниже 490 Па
(50 мм вод. ст.);
3) при обрыве троса или повреждении кантовочного устройства, наруша-
ющем правильное ведение обогрева;
4) при обрыве шибера;
5) при повреждениях газопроводов или газовой арматуры, нарушающих
безопасность эксплуатации;
6) при выхлопах или взрывах газа.
При остановке обогрева печей необходимо:
1) прекратить подачу газа на обогрев. Для этого необходимо кантовочную
лебедку поставить в положение, при котором кантовочные краны коксового газа
или кантовочные клапаны доменного газа закрыты, а клапаны продуктов сго-
рания и крышки воздушных отверстий находятся в рабочем положении, обеспе-
чивающем нормальное движение воздуха и продуктов сгорания. Это положение
кантовочной лебедки должно быть отмечено красной линией — меткой на шайбе
и показано на графической схеме работы лебедки;
2) закрыть стопорные краны в газоподводящей арматуре при обогреве коксо-
вым газом или запорно-регулировочные клапаны либо краны при обогреве до-
менным газом. Прикрыть пластинами воздушные отверстия в клапанах, оставив
открытым зазор в 5—10 мм. Снизить тягу в боровах до получения разрежения
в глазках регенераторов на 9,8—19,6 Па (1—2 мм вод. ст. выше нормального).
Крышки обезграфичивающего устройства во время остановки должны быть за-
крыты.
Если прекращение обогрева не связано с работой газодувки, то газопроводы
должны оставаться под давлением, а избыток газа во избежание повышения да-
вления должен выпускаться через продувные свечи.
При прекращении обогрева выдача кокса не производится.
Если остановлена газодувка, то одновременно с прекращением обогрева
открывают свечи на газосборниках, а если требуется, то и стояки свежезагружен-
ных печей, чтобы обеспечить давление в газосборниках не более чем на 19,6—
32,0 Па (2—4 мм вод. ст.) больше обычного. Подача аммиачной воды в газо-
сборник не прекращается.
Пуск печей после прекращения обогрева производится в следующей после-
довательности:
1) пуск газодувки, закрывание продувных свечей на газосборниках и стояках;
2) продувка газопроводов;
3) подача газа в простенки;
4) установление нормального режима отопления печей и отсоса газа.
Пуск газодувки производят только после того, как заместитель начальника
коксового цеха по обогреву или сменный мастер производства просигнализируют
о готовности печей к приему газа.
По мере пуска газодувки и увеличения отсоса газа из печей закрывают сто-
яки и свечи на газосборниках.
Давление газа в газосборниках во время пуска газодувки следует поддержи-
вать не ниже нормального для данной батареи.
Если во время остановки обогрева была прекращена подача аммиачной воды
в газосборники, то ее возобновляют до пуска газодувки.
Продувка газопроводов производится в следующем порядке. Перед про-
дувкой проверяют полноту закрытия стопорных кранов, гидрозатворы запол-
няют водой и открывают продувные свечи.
164
Перед пуском газа газопроводы продувают паром для удаления из них
воздуха, чтобы предупредить образование взрывчатой смеси. Продувку газом
начинают при давлении, созданном паром. После пуска газа в газопровод по-
дачу пара прекращают.
Задвижки на газопроводах открывают с таким расчетом, чтобы в общем
газопроводе поддерживалось обычное давление, а в газопроводах, расположен-
ных по сторонам, оно составляло 490—980 Па (50—100 мм вод. ст.).
Основной участок обратного газопровода продувается через газосборные
клапаны и продувные свечи на подводе к батарее. Через концевые продувные
свечи продуваются лишь подводящие и распределительные газопроводы батареи.
Продувка продолжается до тех пор, пока проба газа, отобранная из продувной
свечи, не покажет, что он не содержит воздуха.
Для проверки качества газ либо подвергают анализу, либо зажигают
в трубке, открытой с двух сторон. Чистый газ должен загораться без хлопков.
Пробу зажигают на открытом воздухе и ни в коем случае не в туннеле или канто-
вочном помещении.
В простенки газ подается после проверки его качества. Для этого восстана-
вливается рабочее положение пластинок на клапанах и рабочая тяга на боровах.
После этого кантовочной лебедкой открывают кантовочные краны, устанавли^
вают их в рабочее положение, открывают стопорные краны и включают про-
стенки в обогрев. По мере включения простенков постепенно закрывают продув-
ные свечи, следя за тем, чтобы давление газа не падало ниже 490 Па
(50 мм вод. ст.). Когда на стороне включены все простенки, продувные свечи
закрывают полностью.
При переводе печей на обогрев запрещается: а) одновременное
включение нескольких батарей; 2) кантовка обогрева других батарей; в) выдача
кокса на данной батарее во время продувки газопроводов, а также во время
включения простенков печей на обогрев; г) производство ремонтных работ в тун-
неле и под концевыми площадками печей.
В туннелях и поблизости от них не должно быть огня, автогенных препаратов
и баллонов с кислородом.
После включения в обогрев всей батареи замеряют температуру в контроль-
ных вертикалах, затем устанавливают соответствующий режим обогрева печей
и включают регуляторы давления газа и тяги дымовой трубы. Через час после
пуска включают обезграфичивающее устройство.
Контрольные вопросы
1. Какие факторы влияют на получение кокса равномерного качества?
2. Основные принципы регулирования обогрева коксовых печей.
3. Факторы, влияющие на расход тепла для обогрева батарей коксовых
печей,
Глава VIII. ТУШЕНИЕ КОКСА
И КОКСОСОРТИРОВНА
1. Мокрое тушение кокса
Технологический процесс производства кокса заканчивается
выдачей его из иечей с температурой 950—1100 °C. Чтобы предо-
твратить горение раскаленного кокса после выгрузки из иечи,
а также сделать кокс пригодным для транспортировки и хране-
ния, необходимо снизить его температуру до 250—100 °C, ири
которой исключается самовозгорание и тление, т. е. кокс необ-
ходимо «потушить».
165
Коксотушильная установка состоит из тушильной башни
и отстойников для осветления вод тушения. Под куполом или
навесом тушильной башни находится оросительное устройство;
над ним расположена вытяжная труба, которая служит для от-
вода образующихся при тушении водяных паров. До последнего
времени применялось оросительное устройство с центральным
подводом воды. В настоящее время на заводах распространяются
оросительные устройства с применением специальных брызгал,
состоящих из плоских шайб с наклонными радиально располо-
женными отверстиями. Такие устройства имеют облегченную кон-
струкцию, дают хорошее разбрызгивание воды и не засоряются
шламом. Внедряется также импульсное тушение кокса, когда
цикл тушения разбивают на импульсы и паузы, число пауз от
3 до 5. Пауза — это время, когда вода в течение 10—15 с не по-
ступает в оросительную систему, затем снова поступает на 10—
15 с. Вода на тушение кокса подается в оросительную систему
насосами большой производительности из сборника осветленной
воды. Расход свежей воды, поступающей на тушение, зависит
от свойств кокса; в среднем он составляет 4—5 м3/т кокса. Часть
(10—15 %) воды, идущей на тушение, испаряется, часть остается
в коксе; при этом его влажность возрастает в среднем до 3—5 %,
а все тепло кокса, поглощенное водой, теряется полностью. Боль-
шая же часть воды входит в оборотный цикл; вода оборотного
цикла загрязняется коксовой мелочью и поступает для осветления
в специальные отстойники. После отстоя вода снова используется
для тушения кокса. К осветленной воде добавляют свежую воду
для восполнения потерь. Коксовый шлам грейфером периодически
удаляют из отстойников.
Прием кокса в тушильный вагон из направляющей двере-
съемной машины должен быть организован так, чтобы не про-
исходило просыпания кокса на пути тушильного вагона. Во время
приема кокса из печи тушильный вагон необходимо передвигать
со скоростью, обеспечивающей равномерное распределение кокса
по всей длине вагона.
Тушение кокса и отстой вагона с коксом должны быть авто-
матизированы. Тушение кокса должно производиться таким обра-
зом, чтобы обеспечивать содержание влаги в коксе не ниже 2 %
и не выше 5 % с допустимыми колебаниями от средней нормы на
данном заводе +1 %. Пути тушильного вагона очищаются только
во время цикличной остановки.
Загрузка и разгрузка рампы должна производиться в опре-
деленной последовательности. Продолжительность лежания кокса
на рампе независимо от длины ее должна составлять не менее
15—20 мин. Открывание затворов коксовой рампы должно быть
автоматизировано. Загрузка конвейера, направляющего кокс,
с рампы на коксосортировку должна производиться равномерно.
Основным недостатком мокрого тушения является значитель-
ная потеря тепла. Расход тепла для получения 1 т кокса состав-
166
ляет около 3344 МДж (800 Мкал); с 1 т раскаленного кокса, вы-
данного в тушильный вагон, уносится около 1463—1672 МДж
«50—400 Мкал) тепла. Таким образом, почти половина тепла,
затраченного на коксование, теряется с парами воды.
При мокром тушении в кусках возникают тепловые напряже-
ния, приводящие к образованию трещин и разрушению кокса.
Эти явления усугубляются быстрым испарением воды, проника-
ющей в трещины. При последующем использовании в доменной
печи этот кокс подвергается еще большему дроблению. В резуль-
тате кокс поступает в зону фурм печи с большим содержанием
мелочи, что приводит к ухудшению работы доменной печи.
2. Сухое тушение кокса
Одним из методов, повышающих качество кокса, используе-
мого черной металлургией, и улучшающих технико-экономиче-
ские показатели его производства, является внедрение нового
прогрессивного метода — сухого тушения кокса. Метод основан
на охлаждении раскаленного кокса циркулирующими газами
с последующим использованием тепла газов в котельной установке.
Сухое тушение имеет некоторые технико-экономические пре-.,
имущества:
1) отсутствие выбросов паров воды в атмосферу и сточных вод
тушильной башни;
2) возможность покрытия потребности коксохимического за-
вода в паре за счет отбросного тепла кокса;
3) получение потребителем сухого кокса минимальной влаж-
ности;
4) получение более однородного кокса по крупности;
5) улучшение качества кокса, так как в этом случае он не
испытывает разрушения из-за резкого охлаждения;
6) устранение коррозии металлоконструкций от паров мокрого
тушения и др.
На рис. 40 представлен разрез камеры сухого тушения кокса
системы Гипрококса в блоке с котлом-утилизатором и вспомога-
тельным оборудованием. Раскаленный кокс поднимается к раз-
грузочному устройству камеры в съемном кузове тушильного
(коксовозного) вагона специальным подъемником и через загру-
зочное устройство попадает в форкамеру установки, расположен-
ную непосредственно над камерой тушения. Между камерой и
форкамерой есть окна вывода из камеры тушения горячих газов.
Форкамера предназначена для приема и постепенного спуска
горячего кокса в камеру тушения. Между нижней конусообраз-
ной частью камеры и ее цилиндрической частью (цилиндрическая
часть имеет высоту примерно 9 м и диаметр 6 м) вмонтированы
устройства для ввода охлажденных газов. В нижней части конуса
находится герметическое устройство для выпуска охлажденного
кокса на конвейеры. В цилиндрической части камеры кокс охлаж-
167
дается движущимися снизу газами и постепенно опускается за
счет непрерывной выгрузки его на конвейер, ведущий на коксо-
сортировку. Охлаждающие газы подаются в камеру по всему
периметру конусообразной части и в центре через распредели-
тель. Этим достигается равномерное распределение газов по всей
массе кокса и его одинаковое охлаждение по горизонтальному
сечению камеры тушения.
В верхней части камеры нагретые инертные газы отводятся
по всему периметру горизонтального сечения камеры через окна
в кольцевой газоход, затем в камеру обеспыливания, проходят
Рис. 40. Установка сухого тушения кокса:
/ — коксоприемный вагон со съемным кузовом; 2 — передвижной подъемник; 3 —
ррузочное устройство; 4 — камера тушения; 5 — разгрузочное устройство; 6 — котел-
утилизатор; 7 — дымосос
168
поверхности нагрева котла-утилизатора, а затем охлажденными
поступают в дымососы через специальные циклоны для допол-
нительного отделения пыли, чтобы снизить эрозию рабочих по-
верхностей дымососа. Дымосос снова подает охлажденные инерт-
ные газы в камеру тушения.
Производительность каждой такой камеры >50 т кокса в час.
Она работает в блоке с котлом-утилизатором, который выраба-
тывает пар под давлением 3822 кПа (39 кгс/см2) и при темпера-
туре 450 °C. Температура охлажденного кокса около 250 °C.
Из 1 т потушенного кокса можно получить около 0,42 т пара
указанных параметров.
В качестве циркулирующего газа используется смесь газов,
образующаяся с первого момента загрузки раскаленного кокса
в камеру УСТК. Находящийся в замкнутом контуре УСТК воздух
в результате циркуляции через слой раскаленного кокса посте-
пенно превращается в газ, инертный по отношению к коксу.
Циркулирующий газ представляет собой смесь горючих и
негорючих составляющих. Горючие компоненты в газе обуслов-
лены реакциями первично образовавшихся продуктов сгорания
с раскаленным коксом, а также выделением летучих веществ кокса
в камере УСТК. Примерный состав циркулирующего газа сле-
дующий, %: СО25, СО18, Н210, N2 66,6, О2 0,4. Количество СО
в газе может увеличиваться до 23—24 %.
Ниже приводится качество кокса сухого (А) и мокрого (В)
тушения:
А В
Содержание влаги, % 0,3 3,2
Показатели малого барабана, %:
М25 ................................... 91,7 86,2
М10..................................6,9 7,2
Ситовый состав, %, по классам, мм:
>80......................,.............. 8,5 11,8
60—80 . . ......................... 34,9 36,0
40—60 ............................ 44,8 41,1
25—40 ............................... 9,5 8,7
<25 ................................. 2,3 2,4
В доменном производстве удельный расход кокса сухого ту-
шения на 2,3 % ниже, чем мокрого тушения.
3. Сортировка кокса
Выданный из камеры коксования раскаленный кокс после ту
шения мокрым или сухим способом подается на коксосортировку
Для разделения его на заданные классы крупности и дальнейшего
использования в доменном, литейном или других производствах.
Основное оборудование коксосортировки включает: валковые гро-
хоты, односитные и двухситные вибрационные грохоты, конвейеры,
бункера для крупного и мелкого кокса, механизированные про-
боотборники и др. Важную роль играет производительность сор-
169
тировки и способ отгрузки крупных классов кокса. К металлур-
гическому заводу крупный кокс может поступать по конвейерам
и в железнодорожных вагонах. В первом случае на коксосорти-
ровке предусматриваются бункеры только для мелких, а во вто-
ром — для мелких и для крупных классов.
Существует несколько схем сортировки кокса, рассмотрим ия
них две основные:
1) выделение классов >40 мм, 25—40, 10—25 и <10 мм;,
2) выделение классов >25, 10—25 и <10 мм.
Примерный выход отдельных классов от валового кокса, по-
лучаемой на сортировке, в среднем составляет: ,
Класс, мм ... >40 25—40 10—25 <10
Выход, % ... 85—87 6—8 1,0—1,5 4—6
В последние годы некоторое количество кокса выпускается
в виде рассортированного на классы >60 мм и 40—60 мм.
Рассмотрим схему работы коксовой сортировки с бункерами
для кокса (рис. 41). Кокс с двух рамп подается конвейерами К-1
и К-2 и наклонными конвейерами К-3, К-4 на десятивалковые
грохоты с зазорами между дисками, равными 40 мм. Одна из
рамп имеет обратный бункер. Кокс крупностью >40 мм с валко-
вых грохотов по конвейерам К-5 и К-6 поступает через желоб
непосредственно в железнодорожные вагоны или по конвейеру
К-10 и сооруженным отдельно от коксосортировки бункерам
крупного кокса.
Выгружают крупный кокс из бункеров в железнодорожные
вагоны конвейером К-13 (рис. 41), проходящим под выпускными
воронками бункеров и имеющим опускающуюся консольную
часть. Эта часть опускается в вагон в начальный момент его за-
полнения, а затем поднимается по мере заполнения вагона коксом
до горизонтального уровня, с которого ведется последующая
загрузка.
В результате изменения размеров дисков валковых грохотов
и столбчатой структуры кокса сквозь отверстия, образуемые
дисками, вместе с мелким коксом в подгризелевый провал про-
ходит часть кусков с размерами >40 мм. Чтобы уловить крупный
кокс, подгризлевый провал с обоих валковых грохотов подают
конвейерами К-7 и К-8 на контрольный грохот ВГО (вибрацион-
ный грохот, односитный) с отверстиями сита 40x40 мм. Надре-
шетный продукт этого грохота по конвейеру К-8 поступает в об-
щий поток кокса >40 мм, а провал передается конвейером К-9
на дальнейшую сортировку. При остановке грохота ВГО весь про-
вал валковых грохотов можно подавать на конвейер К-9. С кон-
вейера К-9 кокс поступает на двухситный грохот ВГО, где разде-
ляется на классы: >25,10 — 25 и <10 мм. Последние два класса
поступают каждый в предназначенный для него бункер, откуда
могут отгружаться в железнодорожные вагоны, а класс >25 мм
передается конвейером К-П на грохот ВГО для разделения на
170
классы >40 и 25—40 мм. Кокс класса 25—40 мм собирается в два
предназначенных для него бункера, а кокс класса >40 мм посту-
пает в один из бункеров крупного кокса. Кокс класса >25 мм
можно без разделения на грохоте подавать в бункер класса 25—
40 мм.
Такая схема достаточно гибка и удобна в эксплуатации.
В связи со значительным повышением роли равномерности
ситового состава кокса создан проект типовой коксосортировки,
предусматривающий разделение доменного кокса как мокрого,
так и сухого тушения на два класса крупности.
Сортировки такого типа построены на некоторых коксохимиче-
ских предприятиях.
Типовая схема Гипрококса предусматривает разделение до-
менного кокса на узкие классы: 40—60 или 25—60 и >60 мм.
Сортировка предназначена для приема кокса с двух установок
сухого тушения, каждая из которых обслуживает две коксовые
батареи. Кокс с установок сухого тушения подается на сорти-
ровку симметрично с двух противоположных сторон.
Технологическая схема такой сортировки показана на рис. 42.
Кокс с установки сухого тушения двумя конвейерами поступает
параллельно на две клети сдвоенного стационарного валкового
грохота. Один конвейер постоянно находится в работе, второй —
в резерве, что обеспечивает непрерывную круглосуточную по-
дачу охлажденного кокса с установки сухого тушения. На сорти-
"нс‘ 41. Схема коксосортировки с бункерами для кокса:
портерыКе₽ B0SBpaTa; — десятивалковый грохот; К-0, К-1, К-2, К-3........— транс-
171
ровке установлены валковые грохоты усиленного типа, имеющие
14 валков и ширину 1850 мм вместо обычных 10 валков при ши-
рине грохота 1650 мм. Грохот имеет зазоры между дисками, рав-
ные 60 мм. Надрешетный продукт валковых грохотов (класс
>60 мм) передается конвейерами на один из конвейеров доменногс
Ц5 са.
Провал грохота (класс <25 мм) поступает на конвейер г
передается в бункера коксовой мелочи, где при помощи вибра
ционного грохота разделяется на класс 25—40 мм, отгружаемы?
в железнодорожные вагоны, и на класс <25 мм, который преду.
смотрено передавать конвейером на аглофабрику или рассевать
на классы 10—25 и <10 мм.
При наличии перекидных клапанов оба узких класса доменногс
кокса могут передаваться на любой из конвейеров, идущих в до
менный цех. Предусмотрена также возможность раздельной по
грузки обоих узких классов кокса в железнодорожные ва-
гоны.
Если мелкий кокс (<40 мм) нельзя передавать из-под грохота
в бункера мелочи, то поток при помощи перекидного клапана
можно переключить на погрузку в железнодорожные вагоны
непосредственно через желоб. Тогда один из классов доменного
кокса должен подаваться в доменный цех конвейером, так как
для погрузки крупного кокса в вагоны есть только два железно-
Маневровое
• ° устройство
Рис. 42. Типовая схема коксосортировки, оборудованной УСТ К. с разделением коЛ
на узкие классы по крупности
172
дорожных пути. Схемой предусматривается удаление пыли из-под
очистных устройств лент конвейеров при помощи вибрационных
желобов, а также механизированные пробоотборники для отбора
проб крупных классов кокса.
Управление работой сортировки централизовано. Полная
автоматизация процесса предусматривает наличие пульта управ-
ления, с которого производится запуск и остановка всего обо-
рудования, а также фиксация наличия на отдельных участках
рампы потушенного кокса.
Для охраны воздушного и водяного бассейнов в районе коксо-
вого цеха от вредных примесей предусматривается:
1) осуществление тушения кокса сухим способом с тем, чтобы
фенолсодержащие воды не направлять на мокрое тушение кокса
с последующим загрязнением атмосферы;
2) направление фенолсодержащих вод на биохимическую
очистку;
3) тщательное окожушивание всех конвейеров — трактов
транспортировки кокса на сортировку и в доменный цех;
4) при сухом тушении кокса отдувка его от пыли перед на-
правлением на сортировку;
5) внедрение бездымной загрузки коксовых печей и беспыль-
ной выдачи кокса с использованием накидного зонта, соединя-
ющего в один агрегат тушильный вагон и двересъемную машину;
6) при мокром тушении организация замкнутого цикла ис-
пользования фенолсодержащих вод;
7) организованная подача очищенного от пыли воздуха в по-
мещения под батареи;
8) уменьшение высоты падения кокса в перегрузочных узлах
и сокращение пути его транспортировки;
9) механизация трудоемких работ.
Контрольные вопросы
1. Взаимосвязь между методами тушения кокса и равномерностью приема
его в вагон при выдаче кокса из камеры коксования.
2. Как обеспечивается чистота воздушного бессейна при тушении кокса?
3. Отличие способа мокрого тушения кокса от сухого.
4. Влияние способа тушения кокса на его качество.
5. Взаимосвязь между схемой работы коксосортировки и ситовым составом
кокса.
Глава IX. СВОЙСТВА КОНСА
И ЕГО ПРИМЕНЕНИЕ
Основными потребителями кокса являются черная и цветная
металлургия, литейное производство и химическая промышлен-
ность.
Кокс в доменном процессе является источником тепла, восста-
новителем железных руд и разрыхлителем шихтовых материалов.
173
В СССР около 80 % всего получаемого крупного кокса исполь-
зуется в доменном производстве, в связи с чем технология коксова-
ния угля приспосабливается к требованиям, предъявляемым
к коксу доменщиками.
Технология доменного процесса в последнее время значи-
тельно изменилась, что определило несколько иные требования
к доменному топливу — коксу. В настоящее время доменные печи
работают с применением природного газа и кислорода, повышен-
ного давления газа под колошником, высоких температур дутья
и других эффективных новых технологических факторов, которые
приводят к значительному снижению расхода кокса на 1 т полу-
чаемого чугуна, но при этом повышаются требования к его проч-
ности, и равномерности по размеру кусков.
В литейном производстве кокс является в основном источни-
ком тепла, потребного для переплавки чугуна и скрапа; удель-
ный расход кокса на этот процесс составляет от 8 до 14 %. Чтобы
обеспечить высокую температуру переплавленного чугуна, что
необходимо для хорошего заполнения литейных форм, требуются
высокие температуры в фурменной зоне вагранок.
Литейный кокс должен быть возможно более чистым от при-
месей сернистых соединений, так как они в процессе переплавки
чугуна в значительной степени поглощаются. Производство ли-
тейного кокса составляет в СССР около 6 % общего производства
крупного кокса.
Кокс применяют также для восстановления свинцовых, оло-
вянных и медных руд, в производстве цинка, для обжига извест-
няка и цемента. Кокс класса 10—25 мм широко используют в про-
изводстве ферросплавов (ферросилиция, феррохрома, ферромар-
ганца и т. п.). Кокс класса 40—25 мм применяют для производ-
ства карбида кальция. Коксовая мелочь широко применяется для
агломерации железных руд.
1. Химический состав кокса
Химический состав кокса определяется техническим анализом
(влажность, зольность, сернистость, фосфористость, выход ле-
тучих веществ), а также элементным анализом (содержание угле-
рода, водорода, кислорода, азота и др.).
Влага в коксе понижает теплоту его сгорания, так как
при этом уменьшается содержание горючих компонентов, а также
увеличивается расход теплоты на ее- испарение; обычно влаж-
ность товарного крупного кокса размером >25 мм составляет
2—3 % с колебаниями в отдельных партиях не более ±1 %•
Влажность кокса повышается с уменьшением размера кусков,
что связано с более развитой удельной поверхностью мелки:
классов.
Зола кокса (зольность) характеризуется суммой минераль-
ных веществ, входящих в состав углей и не претерпевших сколько
174
нибудь существенных изменений в процессе коксования. Зола
в коксе является балластом, так как, во-первых, она уменьшает
содержание углерода и, во-вторых, в доменном процессе должна
выводиться в шлак, на что затрачивается определенное количе-
ство флюсов и тепла. Зольность крупного металлургического
кокса в зависимости от условий его производства и сырьевой базы
составляет 9—12 %.
Сернистость кокса характеризуется содержанием
в нем суммы всех сернистых соединений в пересчете на серу.
Сера в доменном коксе является вредной примесью, так как ча-
стичный переход ее в металл значительно ухудшает его свойства
(красноломкость), а удаление серы в доменном процессе требует
значительного увеличения расхода флюсов и тепла. Повышенная
сернистость кокса обычно приводит к резкому увеличению удель-
ного расхода кокса на выплавку чугуна.
В коксах, полученных из углей восточных и северных место-
рождений СССР, содержание серы составляет 0,45—0,75 %, из
донецких углей 1,6—2,0 %.
Выход летучих веществ кокса определяет сте-
пень завершенности процесса коксования или степень готовности
кокса. В крупном коксе выход летучих веществ составляет от
0,6 до 1,0%.
Фосфористые соединения углей при коксова-
нии полностью переходят в кокс в виде фосфатов. Фосфористость
кокса определяется фосфористостью исходных углей и может быть
изменена только при изменении сырьевой базы коксования.
Рассмотренные выше химические анализы предусмотрены схе-
мой контроля качества кокса и выполняются из среднесменных
проб кокса.
Элементный состав промышленного кокса, отне-
сенный к горючей массе, колеблется примерно в следующих пре-
делах, %: 96—98 углерода, 0,5—2,0 азота, 0,5—1,0 водорода
и 0,2—1,5 кислорода.
Содержание углерода в коксе увеличивается с повышением
конечной температуры коксования, так как летучие вещества
кокса образуются за счет выделения водорода и кислорода с частью
углерода. Элементный анализ кокса вследствие сложности ме-
тодики и длительности определения делают сравнительно редко.
2. Физические свойства кокса
К физическим свойствам кокса относятся такие свойства, ко-
торые не зависят от величины, формы и текстуры его кусков,.
Это — микроструктура, истинная и кажущаяся плотности, по-
ристость, электропроводность (или электросопротивление), струк-
турная прочность, прочность на раздавливание, а также тепловые
свойства кокса (теплоемкость, теплота сгорания, температура вос-
пламенения, теплопроводность, температуропроводность).
175
Молекулярное строение органической массы
кокса во многом определяется конечной температурой процесса*
Основная термоустойчивая часть вещества представлена цикли-
ческим полимеризованным углеродом, образующим структурно
упорядоченные элементарные единицы. Рентгенографические ис-
следования показывают, что такими единицами являются плоские
сетки, аналогичные монослою графита, но удаленные друг от
друга на расстояние, большее, чем у графита (0,35 нм против
0,336 нм).
С повышением температуры конца коксования упорядочен-
ность структуры возрастает, а расстояние между плоскими сет-
ками уменьшается. При вторичном нагреве до 1700 °C расстояние
между ними доходит до 0,345 нм. Взаимная ориентация плоских
сеток, т. е. трехмерное упорядочение структуры, характерное для
структуры графита начинается при еще более высоких темпера-
турах.
Истинная плотность (масса одного кубиче-
ского сантиметра тонкоизмельченного кокса) определяется по
ГОСТ 10220—62 в пикнометре. Плотность кокса всегда выше
плотности коксуемого угля. При истинной плотности сухой массы
коксуемого угля 1,3—1,4 г/см3 (зольность 7—8 %) истинная
плотность кокса составляет примерно 1,87 г/см3.
Общую пористость кокса рассчитывают на
основании данных об истинной и кажущейся плотности по фор-
муле, %:
/7 = 100,
аи
где dK и dK — истинная и кажущаяся плотности кокса.
Общая пористость доменного кокса, полученного при обычных
условиях коксования, колеблется в пределах 45—55 %.
Удельное электросопротивление или об-
ратную величину — удельную электропроводность часто исполь-
зуют в практической работе при оценке качества кокса и харак-
теристике температурного режима коксования.
По классам крупности наибольшее электросопротивление по-
казывают классы <10 мм и 10—25 мм, а наименьшее — класс
25—40 мм, что объясняется спецификой условий их образования.
Структурная прочность кокса обусловлена
твердостью и толщиной стенок пор. Она определяется испытанием
кусочков кокса размером 3—6 мм, полученных при дроблении.
Структурная прочность кокса зависит от природы коксуемых
углей и режима коксования (она выше при больших конечных
температурх процесса). Структурная прочность доменных коксов
изменяется в пределах 65—85 %.
Теплота сгорания кокса всегда ниже теплотг
сгорания исходных углей из-за большей зольности кокса
скольку органическая масса кокса состоит в основном из угле
176
рода, теплота сгорания коксов различается незначительно. Са-
мая низкая теплота сгорания составляет 28 050—31 400 кДж/кг
(6700—7500 ккал/кг). Определяют ее в калориметрической бомбе
или вычисляют по данным элементного состава.
Средняя теплоемкость кокса колеблется от 1,4 до
1,5 кДж/(кг-°С) [0,33—0,36 ккал/(кг<°С) ].
Коэффициент теплопроводности монолитного куска кокса при
нормальной температуре составляет 0,46—0,93 Вт/(м-°С) [0,4—
0,8 ккал/(м-ч-°С) ], а при температуре 1000 °C 1,7—2,0 Вт/(м-°С)
[1,5—1,7 ккал/(м-ч-°С) ]. При повышении температуры конца
коксования теплопроводность кокса увеличивается.
3. Физико-химические свойства кокса
К физико-химическим свойствам кокса относят его горючесть,
реакционную способность, смачиваемость.
Г орю честью называется химическая активность кокса,
определяемая пропусканием воздуха или кислорода через раска-
ленный кокс. Она характеризуется скоростью сгорания кокса.
Реакционная способность кокса — это
способность кокса реагировать в определенных температурных
условиях с газообразными продуктами восстановления и разло-
жения (с СО2 и Н2О).
В доменном производстве долгое время значение реакционной
способности не было уточнено. При современных условиях плавки
(наличие комбинированного дутья) количество газифицируемого
кокса в результате воздействия СО2 и Н2О возрастает по сравне-
нию с количеством кокса при обычных условиях плавки. Следова-
тельно, в новых условиях изменяются и требования к реакцион-
ной способности кокса.
В шахте доменной печи, когда при определенных температурах
начинает развиваться прямое восстановление оксидов железа,
чем меньше реакционная способность кокса, тем ниже его расход
на прямое восстановление и тем большее его количество сжи-
гается у фурм.
При общей тенденции в отношении требований к доменному
коксу по снижению реакционной способности кокс все же должен
обладать такой оптимальной реакционной способностью при вы-
соких температурах, при которой диоксид углерода и пары воды
в горне полностью регенерируются. По литературным данным,
меньший удельный расход кокса при выплавке предельного чу-
гуна и ферромарганца был достигнут при использовании кокса
с меньшей реакционной способностью.
4. Физико-механические свойства кокса
Под физико-механическими свойствами кокса подразумевают
крупность кусков, равномерность гранулометрического состава
и прочность по отношению к дробящим и истирающим усилиям,
т> е. свойства, связанные с величиной и формой кусков кокса.
177
Ситовый, или гранулометрический, со-
став определяется рассевом пробы кокса на нескольких ситах
с определенными размерами отверстий.
Для осуществления ситового анализа пользуются набором сит
с квадратными отверстиями со стороной квадрата 10, 25, 40,
60 и 80 мм или круглыми диаметром 10, 20, 30, 40, 60 и
80 мм.
В СССР с 1955 г. внедрен механизированный рассев товарного
кокса на грохоте, конструкция которого разработана в УХИНе
(ГОСТ 5954—69). Масса пробы для ситового анализа составляется
из 12—15 порций по 20—35 кг каждая. Общая масса всей пробы
равна 300—350 кг (ГОСТ 2669—65).
Равномерная и небольшая нагрузка на грохот обеспечивается
питателем. На грохоте в два яруса установлены сита с квадрат-
ными отверстиями: верхний ярус — сита с отверстиями 25x25
(первое по ходу кокса) и 80X80 мм (второе). На нижнем ярусе
расположены сита с отверстиями 40X40 и 60X60 мм.
Таким образом, кокс делится на куски размерами >80, 60—
80, 40—60, 25—40 и <25 мм. Куски, прошедшие через сито с боль^
шими отверстиями и оставшиеся на следующем по размерам сите
с меньшими отверстиями, образуют класс кокса. Распределение
кусков по размерам характеризуется процентным содержанием
в коксе кусков определенных классов крупности. Четкость отде-
ления отдельных классов составляет от 94 до 98 %.
1г* При использовании сит с круглыми отверстиями сходимость
результатов ситового анализа выше.
Максимальный размер кусков товарного кокса может рав-
няться половине ширины камеры коксования, а минимальный
зависит от условий подготовки кокса к использованию.
Ситовый состав кокса по классам может колебаться в следу-
ющих пределах:
Класс, мм . . >80 60—80 40—60 25—40 <25
Состав, % . . 4,1—7,5 20,4—36,1 47,1—56,2 7,3—16,0 1,9—3,3
Ситовый состав кокса зависит как от технологических факто-
ров его производства, так и от свойств исходного сырья.
5. Оценка прочности и ценности кокса
Под прочностью кокса обычно подразумевают его способность
противостоять дробящим усилиям и истиранию. Сопротивление
кокса дробящим усилиям (дробимость) зависит в основном от
текстуры кусков: макро- и микротрещиноватости, наличия в ку-
сках ослабленных мест, формы куска (его столбчатости, характера
острых граней и углов). Дробимость кокса — свойство его к’-
сков. Сопротивление истиранию (истираемость) зависит от свойстf
вещества кокса (его структуры), т. е. его твердости, пористость
характера и размера пор.
178
Для испытания кокса в мировой практике применяют различ-
ные конструкции барабанов. Различие их заключается в преоб-
ладании дробящих либо истирающих усилий и глубине разруше-
ния на конечной стадии испытания.
Дробимость и истираемость проявляются в изменении сито-
вого состава кокса после наложения разрушающих усилий:
дробимость — в снижении крупности кусков, истираемость —
в образовании мелочи. Оценку истираемости кокса производят
по количеству класса <10 мм, образующегося при его испытании.
По ГОСТ 5953—72 испытывают пробу массой 50 кг, состав-
ленную пропорционально содержанию в товарной массе всех
классов >25 мм. Кокс испытывают в стальном барабане длиной
1000 мм и диаметром 1000 мм, на внутренней поверхности которого
по всей длине приварены через каждые 90° четыре угловых про-
филя размером 1000x50X10 мм. Барабан вращают 4 мин со
скоростью 25 об/мин. Показателями прочности приняты количе-
ство кокса (%) >25 мм и <10 мм после 100 оборотов барабана
(М25 и М10). Стандартом предусмотрен полный рассев кокса после
испытания на грохоте с квадратными отверстиями сит.
Показатель М25 для кокса заводов Юга СССР находится в пре-
делах 83—90 %, а для кокса заводов Востока и Центра СССР
он равен 82—88 %. Показатель М10 изменяется в пределах
6—10 %.
В СССР действуют девять ГОСТов и 14 технических условий
на поставку кокса. Стандартизировано более 40 видов кокса.
Одни стандарты приспособлены к исходному угольному сырью,
другие — к условиям производства и потребления кокса.
Схема гостированного нормирования качества кокса из углей
Донецкого бассейна представлена ниже (ГОСТ 18686—73):
Зольность Ас (ГОСТ 5889—67), %..............................9,5/10,5
Сернистость 5£бщ(ГОСТ 8606—68 или 4339—65), %............... 1,8/2,0
Содержание влаги 1Г₽ (ГОСТ 5807—70), %, для классов >40, >25 и
25—60 мм ................................................... 3,0/5,0
для классов 25—40 мм ...................................10,0/0—
Показатель прочности М10, %................................. 7,0/—
Предельный для классов (ГОСТ 5953—72):
40 и 25 мм.............................................. 9,0
25—60 и 25—40 мм......................................... 8,0
Показатель, М25, %:
предельный для класса 25—40 мм.............................. 78
для других классов....................................... 86/82
Коэффициенты равномерности, %:
по зольности (ЛГд) ....................................... 97
по сернистости (Ks)..................................... 97
.................................................... 93
^Мгъ..................................................... 96
По содержанию влаги (Kw)'
для класса 25—40 мм •........................•.......... 93
Для других классов.................................... 97
_ Примечание. Числитель — средняя величина, знаменатель — пре-
179
Кокс на пути его транспортировки от коксовых печей до до-
менных и в самих доменных печах претерпевает большие изме-
нения под действием различных нагрузок. Для характеристики
изменения физических свойств кокса на всем этом пути нужен
комплекс показателей его свойств, полученных различными
методами испытаний.
Существует метод комплексной оценки физико-механических
свойств доменного кокса. Характерной особенностью этого метода
является последовательное наложение на представительную пробу
товарного кокса разрушающих усилий, имитирующих разрушение1
кокса на всем пути его транспортировки от коксовых до доменных
печей и в них. На рис. 43 представлена технологическая схема
автоматизированной установки комплексной оценки физико-меха-
нических свойств доменного кокса. Принцип ее работы следу-
ющий. Из потока товарного кокса, поступающего в доменный цех,
пробоотборником 1 отбирается первичная представительная проба
кокса массой около 300 кг. Сократителем 2 в дозатор 3 отбирается
проба для испытания массой до 60 кг.
Сдозированная проба поступает в аппарат 4 для испытания
кокса на сбрасывание, после испытания проба поступает для
рассева на грохот 5 с набором сит. После рассева отдельные классы
взвешиваются на регистрирующих автоматических весах 6, и
при этом получаются данные, характеризующие степень дробле-
ния кокса в аппарате 4. Самый мелкий класс удаляется в сбор-
ник отработанных проб, а все остальные классы — в аппарат 7
для определения аэродинамических характеристик истираемости
кокса. Вентилятором <8 через кало-
рифер 9 кокс, находящийся в аппара-
те/, продувается горячим воздухом,
высушивается, после чего фиксиру-
ется аэродинамическое сопротивле-
ние слоя кокса в аппарате 7. Аппа-
рат 7 поворачивается в горизонталь-
ное положение и начинает вращаться
вокруг продольной оси. Кокс при
этом перемещается в уширенную
часть аппарата 7, представляющую
собой закрытый барабан с рифленой
внутренней образующей поверх-
ностью. Степень заполнения бараба-
на составляет 45—60 %, что опреде-
ляет преобладание истирающих уси-
лий при испытании в нем сухого
кокса.
После окончания испытания аг
парат 7 поворачивается в вертикале
ное положение, кокс снова персе-
пается в аэродинамическую труб'
Поток
кокса
----fe.
*0--5-
Рис. 43. Автоматизированная схема
испытания физико-механических
свойств кокса
180
аппарата (суженная часть) и фиксируется аэродинамическое со-
противление разрушенного кокса. Приращение аэродинамиче-
ского сопротивления (Др) характеризует степень разрушения
кокса в аппарате. Затем кокс поступает на грохот 10 с набо-
ром сит. Каждый класс крупности отдельно взвешивается на
автоматических весах 11 с регистрацией массы. По этим ре-
зультатам рассева кокса на весах 6 подсчитывается коэффициент
газопроницаемости и коэффициент разрушения кокса в аппарате 7.
Все классы кокса после весов 11 поступают в бункер отработан-
ных проб и элеватором передаются в общий поток товарного кокса.
Все операции на описанной установке осуществляются автомати-
чески. Этот метод, помимо объективной и более полной оценки
свойств кокса, позволяет ликвидировать трудоемкие операции
по его испытаниям.
6. Технология получения
формованного металлургического кокса
Технологию получения формованного металлургического кокса
предложил в 1949 г. чл.-корр. АН СССР Л. М. Сапожников.
Метод предусматривает применение слабоспекающих углей с тол-
щиной пластического слоя 6—9 мм с максимальным использова-
нием их спекаемости. При нагреве и принудительном формовании
пластической массы путем наложения небольшого внешнего
давления получают формовки заданных размеров и подвергают
коксованию. Процесс можно полностью автоматизировать.
Кокс, полученный этим способом, удовлетворяет высоким тре-
бованиям современного доменного процесса.
Технологическая схема получения формованного кокса на
опытно-промышленной установке представлена на рис. 44. Уголь,
предназначенный для переработки, подается на установку из
бункеров углеподготовительного цеха элеваторами 1 и 2. Здесь
уголь измельчается в молотковой дробилке 3 до крупности <3 мм
(90—95 %). В цикл нагрева уголь поступает через автодозатор 4
и шнековый питатель 5. Нагревается уголь в трехступенчатом
каскаде циклонов газом-теплоносителем, получаемым в отдель-
ной печи 6 сжиганием коксового газа. Газ-теплоноситель вначале
подается в третий по ходу угля циклон 7 и последовательно про-
ходит через остальные два циклона 8 и 9. Уголь движется от пер-
вого к третьему циклону. Отработанный газ-теплоноситель про-
ходит через доочистной циклон 10 для отделения пыли и нагнета-
телем И подается в цикл для разбавления горячего газа-тепло-
носителя, получаемого в печи при сжигании коксового газа,
и для снижения температуры теплоносителя до 580—600 °C.
В цикле уголь нагревается до 435—460 °C и через шлюзовые
затворы 12 поступает на прессформовочную машину 13, где фор-
муются брикеты (формовки). Формовки с температурой 350—
400 °C пластинчатым конвейером 14 подаются в вертикальные не-
прерывно действующие печи 15, где нагреваются до 850—900 °C.
181
В нижней части печи формовки охлаждаются и через шиберные
разгрузочные устройства выдаются на сборный конвейер. Паро-
газовые продукции разложения угля отсасываются. Получаемые
при температуре 850—900 °C, они по составу не отличаются от
обычных летучих продуктов коксования.
Кокс, получаемый по такой технологической схеме, имеет
достаточно хорошие физико-механические свойства. Так, исполь-
зованный для первых опытных доменных плавок формованный
кокс имел следующие показатели качества (на шихтовом дворе
металлургического завода): М40 = 89,9 %; М10 — 6 %, содер-
жание кусков крупностью 40—80 мм составляет 86 %. При про-
калке до 1400 °C в инертной атмосфере этот кокс не отделяет ме-
лочи, не распадается на части, а, наоборот, становится плотнее
и механически более прочным. Пористость этого кокса в зависи-
мости от требований потребителя может регулироваться измене-
нием процесса от 35 до 60 % при коксовании одного и того же
угля. Выход летучих веществ из товарного формованного кокса
составляет 1,6—2,5 %.
Высокая равномерность гранулометрического состава улуч-
шает газопроницаемость насыпных масс формованного кокса
по сравнению с коксом слоевого процесса. Удельная насыпная
масса формованного кокса выше, чем кокса слоевого процесса,
что объясняется более правильной формой его кусков.
Опытные доменные плавки на формованном коксе и его смеси
с коксом слоевого процесса дали вполне удовлетворительные ре-
зультаты. Формованный кокс мало разрушается на пути от ко-
лошника доменной печи к ее горну. Испытания подтвердили
возможность использования формованного кокса, полученного
по методу ИГИ, в доменной плавке.
Рис. 44. Технологическая схема опытно-промышленной установки непрерывного коксо-
вания углей (нагрев угля в каскаде трех циклонов)
182
На основании технологии, предложенной Л. М. Сапожниковым,
получены, помимо кокса, образцы топливно-плавильных мате-
риалов, т. е. кусковых изделий различной формы, сочетающих
в различных пропорциях топливо, рудную составляющую и флюсы.
Рудной части в таких материалах до 60 %. Они имеют высокие
механические свойства.
Контрольные вопросы
1. Основные параметры различия между качеством и составом доменного
и литейного коксов.
2. Взаимосвязь между качеством кокса и свойствами угольной шихты.
3. Связь между ситовым составом и качеством кокса.
4. Различиев технологии получения кокса слоевым методом и непрерывным.
Раздел УЛАВЛИВАНИЕ И ПЕРЕРАБОТКА
третий ХИМИЧЕСКИХ ПРОДУКТОВ
КОКСОВАНИЯ
Глава I. ХИМИЧЕСКИЕ
ПРОДУКТЫ КОКСОВАНИЯ
1. Состав и выход
летучих химических продуктов коксования
В процессе высокотемпературного коксования угольных шихт
в коксовой камере наряду с коксом образуются летучие
химические продук ты, представляющие собой слож-
ную неоднородную систему, состоящую из газообразных и паро-
образных веществ, являющихся продуктом термического разло-
жения каменных углей.
Основными летучими продуктами высокотемпературного коксо-
вания являются: коксовый газ, пирогенетическая вода, нафталин,
аммиак, сероводород (и др. сернистые соединения), цианистые
соединения, бензольные углеводороды (сырой бензол), высоко-
температурная каменноугольная смола и др.
Смесь паро- и газообразных продуктов коксования, выходя-
щих из коксовых камер в газосборники, образует так называемый
прямой коксовый газ. Он содержит следующие количества хими-
ческих продуктов, г/м3:
Пары воды (пирогенетическойи влаги шихты) , . . 250—450
Пары смолы............................... . .80—150
Бензольные углеводороды................... 30—40
Аммиак.................... . ........... 8—13
Нафталин.................................. «до 10
Сероводород............................ . *6—4б
Цианистый водород......................... 0,5—2,5
183
Кроме того, в состав прямого коксового газа входят серо-
углерод (CS2) сероксид углерода (COS), тиофен (C4H4S) и его гомо-
логи, легкие пиридиновые основания (0,4—0,6 г/м3), фенолы и др.
При обработке прямого коксового газа в аппаратуре цеха
улавливания из него выделяются основные химические продукты
коксования и образуется очищенный коксовый газ. Он называется
обратным, потому что часть его подается на обогрев коксовых
печей, как бы возвращается обратно. Обратный коксовый газ
состоит в основном из неконденсирующих ся в обычных условиях
компонентов (Н2, СН4, СО, СО2, N2, О2 и ДР-)» а также остатков
сероводорода, бензольных углеводородов, углеводородов и не-
предельного ряда, незначительных количеств оксидов азота др.
Выход отдельных химических продуктов высокотемператур-
ного коксования из 1 т сухой шихты колеблется в пределах, %:
Коксовый газ (обратный, сухой) . . . 14—16
Каменноугольная смола .............. 3—4,0
Пирогенетическая влага ............. 1,8—3,0 *'
Сырой бензол ....................... 0,8—1,20
Сероводород......................... 0,5—2,5
Аммиак ............................. 0,26—0,4
2. Факторы, обусловливающие выход и качество
продуктов коксования
Выход и качество химических продуктов коксования зависят
от многих факторов: степени метаморфизма углей, выхода лету-
чих веществ, влажности, технологического режима коксования
и др. .
Выход химических продуктов коксования из донецких углей
различной степени метаморфизма приведен ниже, % к сухому
углю:
Марка угля................... Г Ж К ОС
Пирогенетическая влага .... 5,27 5,10 2,87 1,70
Смола........................... 4,83 4,41 3,07 1,85
Сырой бензол . . ................. 1,37 1,05 0,80 0,38
Газ . ....................... 14,74 13,00 10,85 9,90
NHS........................... 0,22 0,22 0,26 0,20
COjs+HjS....................... 1,00 1,19 0,74 0,11
Выход смолы и сырого бензола при коксовании шихт с раз-
личным выходом летучих веществ меняется следующим образом,
% к сухому углю:
Выход летучих ве-
ществ из шихты . . 20—22 23—25 26—28 30—32
Смола............. 2,5—2,7 2,9—3,2 3,5—4,0 4,2—4,6
Сырой бензол .... 0,75—0,85 0,90—1,00 1,00—1,05 1,05—1,20
С повышением выхода летучих веществ увеличивается выход
коксового газа и заметно возрастает его теплота сгорания, что
184
объясняется повышенным содержанием в нем метана и тяжелых
углеводородов. Увеличение доли газовых углей в современных
шихтах приводит к возрастанию выхода коксового газа и содержа-
ния в нем оксидов углерода (СО, СО2), увеличению выхода смолы
и сырого бензола.
Выход пирогенетической влаги зависит от содержания кисло-
рода в углях, которое снижается с увеличением степени их ме-
таморфизма. Выход аммиака не зависит от выхода летучих ве-
ществ углей, а непосредственно связан с превращениями азота
углей в результате их термической деструкции.
Выход сернистых соединений также зависит от содержания
и видов серы в угле. Основным сернистым соединением коксового
газа является сероводород. На заводах Юга в газе его содержится
16—26 г/м3 при сернистости угля 1,9—2,12 % на Губахинском
коксохимическом заводе, работающем на высокосернистых ки-
зеловских углях, в коксовом газе его содержится до 30—45 г/м3,
а на заводах Западной Сибири 2—5 г/м3.
Состав и выход химических продуктов коксования в значи-
тельной степени зависят от теплотехнического режима работы
коксовых печей и, в частности, от температуры процесса коксо-
вания, особенно температуры в подсводовом пространстве коксо-
вых камер: чем она выше, тем глубже идет пиролиз летучих про-
дуктов коксования.
При повышении температуры коксования происходят следу-
ющие изменения выхода и состава химических продуктов:
а) выход газа увеличивается, содержание в нем водорода
возрастает, значительно уменьшается содержание метана, в свя-
зи с этим уменьшаются плотность газа и теплота его сгора-
ния;
б) выход смолы уменьшается, ее плотность повышается;
в составе смолы снижается содержание фенолов, увеличивается
содержание нафталина и нерастворимых в толуоле веществ («сво-
бодного углерода»), уменьшается выход масел, возрастает выход
пека;
в) выход сырого бензола, отогнанного до 180 °C, и чистого
бензола увеличивается при одновременном снижении содержания
толуола, ксилолов, сольвентов и непредельных соединений;
г) выход аммиака с повышением температуры увеличивается
и, достигнув определенного максимума при температуре порядка
700 °C, стабилизируется, а затем при дальнейшем повышении
температуры резко снижается, так как протекают реакции пиро-
лиза (на водород и азот). Содержание влаги в шихте замедляет
протекание этих реакций. Поэтому чем выше влажность шихты,
тем больше выход аммиака;
д) выход цианистого водорода увеличивается в результате
вторичных реакций аммиака с углеродом кокса и углеродсодер-
жащими газами (СО, СН4 и др.), протекающих при высоких тем-
пературах;
185
е) чем больше выход летучих веществ шихты и чем выше тем-
пература коксования, тем больше серы переходит в газ, в смолу
и в сырой бензол.
На выход и качество химических продуктов существенно влияет
объем подсводового пространства камеры коксования. При недо-
грузке камеры шихтой или при большой вертикальной усадке
шихты увеличивается объем подсводового пространства и его
температура и соответственно пиролиз летучих продуктов коксо-
вания при прохождении ими подсводового пространства. При
достаточно полной загрузке камеры и высокой температуре ее
стен преимущественное значение получает пиролиз у стен ка-
меры.
Полная загрузка печей, т. е. небольшой объем подсводового •
пространства, является обязательным условием для сохранности
состава летучих продуктов коксования. Температура подсводо-
вого пространства должна поддерживаться в пределах 750—
780 °C.
На состав смолы и сырого бензола существенно влияет насып-
ная масса шихты. Если она мала, усадка коксового пирога больше,
в результате чего увеличиваются объем подсводового простран-
ства и зазор между стенкой камеры и коксовым пирогом. Это
увеличивает продолжительность воздействия высоких температур
на выделяющиеся химические продукты коксования и, следова-
тельно, на углубление, степени пиролиза.
Выход химических продуктов в некоторой степени зависит
и от давления в коксовой камере.
При недостаточном отсасывании газа в камере развивается
повышенное давление, в результате чего газообразные продукты
просасываются в отопительную систему и сгорают. При разреже-
нии в коксовую камеру просасываются газы из отопительной си-
стемы и воздух через неплотности в загрузочных люках и дверях.
Это приводит к сгоранию части химических продуктов в камере,
разбавлению коксового газа продуктами сгорания. При этом
в газе увеличивается содержание оксидов азота.
На выход и состав химических продуктов влияют конструк-
тивные особенности коксовых печей (полезный объем камеры,
ее ширина и высота), конструкция отопительного простенка,
определяющего равномерность обогрева камер по высоте. Увели-
чение высоты коксовой камеры, а следовательно, и продолжи-
тельности воздействия высоких температур на химические про-
дукты, двигающиеся вдоль стенки камеры, вызывает углубление
их термического разложения. При этом увеличивается выход газа.
Снижается выход каменноугольной смолы и изменяется ее ка-
чество, в частности увеличивается содержание нафталина и сни-
жается содержание фенолов.
Химические продукты коксования получили широкое приме-
нение во многих отраслях народного хозяйства страны. На коксо-
химических заводах СССР производится более 30 млрд, м3 коксо-
186
вого г аза и около 6 млн. т в год химических продуктов коксова-
ния, потребление которых распределяется следующим образом, %:
Химическая промышленность.............. . 35
Цветная металлургия...................... 30
Сельское хозяйство ....................... 23
Строительная индустрия, дорожное строитель-
ство, железнодорожный транспорт и др.. . . 12
Ассортимент химических продуктов, выпускаемых в СССР на
основе летучих продуктов коксования каменных углей, состав-
ляет более 200 наименований.
Все большее применение получают коксохимические продукты
в производстве пластмасс, химических волокон и других поли-
мерных материалов.
Из химических продуктов коксования, необходимых для хи-
мической промышленности, особо важное значение имеют бензол,
нафталин, фенольные продукты, инденкумароновые смолы, ка-
менноугольный пек, каменноугольные масла и др. За последние
годы возросло значение химических продуктов для цветной ме-
таллургии и сажевой промышленности.
Коксовый газ является вторым после кокса основным продук-
том в материальном балансе процесса высокотемпературного кок-
сования угля. Высокая температура сгорания газа позволяет при-
менять его как высококачественное технологическое и энергети-
ческое топливо (до 85 % от ресурсов). Лишь 15 % от всего количе-
ства коксового газа используется в качестве химического сырья
для производства азотных удобрений, а затем в обогащенном виде
для технологических и энергетических нужд.
Коксохимическая промышленность поставляет сельскому хо-
зяйству азотные удобрения (сульфат аммония, аммиачную воду,
безводный аммиак), химические средства защиты растений (кол-
лоидная сера, смачивающийся порошок серы, чешуированная
сера); антисептиккреолин, используемый в животноводстве для
уничтожения насекомых — паразитов; сырье для получения ядо-
химикатов (дициклопентадиен) и др.
3. Основные процессы, применяемые при улавливании
и переработке химических продуктов коксования
Химические продукты коксования обладают различными физи-
ческими и химическими свойствами, поэтому для их извлечения
из коксового газа и последующей переработки используются раз-
личные способы. В основу каждого из способов положены физиче-
ческие, химические или физико-химические процессы.
В технологии улавливания химических продуктов коксования
широко используются:
а) процессы теплообмена — первичное и конечное охлаждение
коксового газа и конденсация содержащихся в его составе паров
смолы, воды и других компонентов;
187
б) транспортировка газа газовыми насосами-нагнетателями по
газовой трассе цеха улавливания;
в) разделение фаз', отстаивание и осветление надсмольной ам-
миачной воды, подготовка смолы фильтрованием, вакуум-филь-
трование серной пены в цехе сероочистки мышьяково-содовым
способом;
г) процессы массопередачи; хемосорбционные, протекающие при
улавливании из газа аммиака, пиридиновых оснований, сероводо-
рода и цианистого водорода; сорбционные, протекающие при улав-
ливании бензольных углеводородов и нафталина из коксового газа
поглотительным маслом; процессы десорбции (дистилляции), про-
текающие при выделении бензольных углеводородов из поглоти-
тельных масел, фенолов и аммиака из надсмольной аммиачной
воды; процессы кристаллизации сульфата аммония в сульфатном
отделении, элементарной серы в цехе мышьяковой сероочистки;
сушка сульфата аммония и др.;
д) электростатическая очистка газа от туманообразной смолы
в электрофильтрах.
В цехе ректификации сырого бензола его очищают от непре-
дельных и сернистых соединений серной кислотой или каталитиче-
ским гидрированием, далее осуществляется ректификация с полу-
чением товарных продуктов. В смолоперегонном цехе, помимо
основных процессов дистилляции и ректификации, важное место
в технологии переработки каменноугольной смолы занимают про-
цессы кристаллизации, фильтрования или фугования, прессова-
ния, а также химическая очистка отдельных фракций смолы от
фенолов и пиридиновых оснований.
Большинство этих процессов протекает непрерывно, что позво-
ляет значительно повысить производительность аппаратуры,
улучшить качество получаемых продуктов и осуществить авто-
матизацию и механизацию производства.
4. Структура химического крыла
коксохимического завода
Химический завод современного коксохимического предприя-
тия состоит из цеха улавливания химических продуктов коксования
и цехов по переработке химических продуктов.
Назначение цеха улавливания — обеспечить охлаждение кок-
сового газа и выделение из него смолы, нафталина, водяных паров,
очистку газа от смоляного тумана, а также улавливание химиче-
ских продуктов: аммиака, пиридиновых оснований, фенолов,
бензольных углеводородов. Извлечение сероводорода и циани-
стого водорода с получением на их основе товарных продуктов,
как правило, производится в отдельных самостоятельных цехах-
В отдельных случаях эти цехи могут также входить в состав
цехов улавливания.
Структура цехов очистки коксового газа от цианистого водО'
рода и сероводорода определяется принятыми методами очистки-
188
По разнообразию и сложности технологических процессов и
решаемых задач, по аппаратурному оформлению и условиям обя-
зательной непрерывности процессов цех улавливания среди дру-
гих химических производств коксохимической промышленности
является самым сложным.
Цех улавливания состоит из отделений: первичного охлаждения
коксового газа и конденсации смолы; машинного с электрофиль-
трами сульфатного с пиридиновой и обесфеноливающей установ-
ками или аммиачного с обесфеноливающей установкой; бензольного
(в составе конечного охлаждения газа, скрубберного и дистил-
ляции сырого бензола).
Коксовый газ из печей поступает в цех улавливания по двум
или нескольким газовым потокам, каждый из которых имеет свою
охладительную и улавливающую аппаратуру и нагнетатель газа.
Для удобства обслуживания газопроводов и бесперебойной ра-
боты аппаратуры цеха улавливания газовые потоки взаимосвя-
заны.
Конечными продуктами цеха являются каменноугольная смола,
сульфат аммония, сырой бензол, сырые пиридиновые основания
и фенолята натрия.
Сырой бензол и каменноугольная смола не являются однород-
ными химическими веществами, а представляют собой много-
компонентные системы, нуждающиеся в переработке для выделе-
ния из них индивидуальных продуктов, свободных от примесей.
Поэтому в состав химического завода входят и перерабатывающие
цехи: цех ректификации сырого бензола и переработки каменно-
угольной смолы. Структура перерабатывающих цехов опреде-
ляется принятой схемой.
Дальнейшее развитие цехов улавливания предполагает уве-
личение их единичной мощности по коксовому газу, применение
усовершенствованных процессов и аппаратуры для охлаждения
коксового газа, улавливания химических продуктов коксования,
получения крупнокристаллического и гранулированного сульфата
аммония; защиты окружающей среды; превращение цеха в без-
отходное производство; внедрение автоматизированных систем
управления технологическими процессами. Предусматривается
дальнейшая централизация перерабатывающих цехов, внедрение
более эффективных технологических процессов, расширение ассо-
ртимента продуктов производства и улучшения их качества, вне-
дрение систем автоматизации управления производством.
Контрольные вопросы
1- Какие химические продукты образуются в процессе коксования? Каков
ИХ выход (в % от сухой шихты)?
.. 2. Как влияет температура процесса коксования на выход и качество хими-
ческих продуктов?
Дайте характеристику прямого коксового, газа, поступающего в цех
Улавливания.
180
4. Какие процессы применяются при улавливании химических продуктов
коксования? В чем их сущность?
5. Какие отделения входят в состав цеха улавливания?
5. В каких областях народного хозяйства страны используются химические
продукты коксования?
Глава II. ПЕРВИЧНОЕ ОХЛАЖДЕНИЕ
КОКСОВОГО ГАЗА
1. Стадии охлаждения газа
Коксовый газ, выходящий из подсводового пространства коксовых камер
имеет температуру 650—750 ° С и содержит значительное количество паров смолы
и воды. Для осуществления технологических процессов в цехе улавливания ко-
ксовый газ должен быть охлажден и освобожден от паров смолы и воды.
Поэтому первой и обязательной технологической операцией, которой подвер-
гается газ по выходе из печей, является процесс охлаждения, обусловливающий
конденсацию водяных паров и смолы.
Охлаждение газа осуществляется в две стадии: а) в коленах стояков и в газо-
сборниках коксовых печей до 85—90° С при орошении газа аммиачной водой;
б) в первичных газовых холодильниках до 25—35° С. Эта температура является
оптимальной, при которой происходит улавливание из газа бензольных угле-
водородов, сероводорода и аммиака.
В результате такого охлаждения газа резко уменьшается его объем, что
снижает энергетические затраты на его транспортировку по газовой трассе хими-
ческого завода и создает условия для нормальной работы цеха улавливания.
2. Охлаждение коксового газа в стояках и газосборниках
Коксовый газ из коксовых камер, находящихся на различной стадии коксо-
вания, пройдя стойки и соединительные колена, поступает в газосборники коксо-
вой батареи (по машинной и коксовой сторонам). В газосборниках происходит
усреднение газа по составу, охлаждение и выделение смолы и фусов (угольной и
коксовой пыли, смешанной со смолой). На рис. 45 показаны стояк, колено и
газосборник.
Охлаждение газа в газосборниках достигается непрерывным орошением его
надсмольной аммиачной водой, которая под напором 100—150 кПа (1,0—1,5 ат)
интенсивно распиливается специальными форсунками, установленными в коле-
нах стояков и в газосборниках.
Из общего количества тепла, которое вносится в газосборники горячим га-
зом, преобладающая часть, а именно 85—90 %, расходуется на испарение охла-
ждающей воды и лишь 10—15 % на ее подогрев, 3—5 % тепла теряется излуче-
нием наружной поверхностью газосборников в окружающую среду. В результате
испарения воды происходит резкое охлаждение газа, температура воды при этом
повышается незначительно, что приводит к повышению точки росы газа, т. е.
к повышению его влагосодержания. Однако газ по выходе из газосборников
не полностью насыщен водяными парами, так как температура газа продолжает
оставаться несколько выше его точки росы. Точка росы газа 78—82 °C. Воду,
применяемую для орошения, называют аммиачной или надсмольной водой, так
как она содержит поглощенный из газа аммиак. Второе название связано с тем,
что плотность смолы больше единицы и вода при разделении всегда находится над
смолой. Расход надсмольной воды составляет 5—6 м2 3 на 1 т шихты, 2—3 k
этой воды испаряется. Для орошения газосборников применяют горячую воду
с температурой 70—75°С. В газосборниках она нагревается на 2—3°С. Так как
охлаждение газа достигается главным образом за счет испарения воды, подача
190
более холодной воды повлечет за со-
бой худшее охлаждение газа из-за
меньшего испарения. Надсмольная во-
да, уходящая из газосборника, имеет
температуру 73—78° С.
В газосборнике конденсируется от
50 до 60 % содержащейся в газе смолы,
при этом в первую очередь конденси-
руются ее высококипящие погоны.
Кроме смолы, в газосборнике в резуль»
тате его интенсивного орошения водой
вымываются фусы. Исследование
охлаждения газа в газосборниках по-
казало, что температура газа после
газосборников зависит в основном от
влажности шихты, температуры газа
перед газосборниками и количества
охлаждающей воды.
При орошении газа в стояках и
газосборниках надсмольная аммиачная
вода частично абсорбирует из него ам-
миак, сероводород, углекислоту, циа-
нистый водород и другие кислые газы
с образованием солей аммиака. Состав
солей и содержание их в надсмольной
воде зависят от температуры газа,
Рис. 45. Стояк, колено и газосборник:
/ — газосборник; 2 — стояк; 3 — футе*
ровка стояка; 4 — колено; 5 — форсунка;
6 — ввод пара для бездымной загрузки;
7 — клаиан для отключения камеры от
газосборника; 8 — рычаг для управления
клапаном; 9 — клаиан для выпуска газа
в атмосферу во время выдачи кокса
покидающего газосборники.
Образовавшийся в газосборниках
смольной воды и фусов, отводится по прямому газопроводу (с машинной стороны)
в отстойную аппаратуру отделения конденсации. Из газосборника коксовой сто-
роны батареи конденсат отводится по специальному трубопроводу. После отстоя
конденсат, состоящий из смолы, над-
и осветления надсмольная аммиачная вода снова подается на орошение газо-
сборников.
3. Технологические схемы
первичного охлаждения коксового газа
Вторая ступень охлаждения коксового газа осуществляется в первичных
базовых холодильниках, расположенных в начале газовой трассы цеха улавлива-
ния. Так как охлаждение газа сопровождается конденсацией из него паров воды
и смолы, это отделение получило название отделения охлаждения газа и кон?
денсации смолы.
Оно должно обеспечить охлаждение коксового газа, выделение из него
смолы, нафталина, водяных паров; отстаивание надсмольной^воды от смолы и
Фусов, а также отстаивание, обезвоживание и обеззоливание смолы до устано-
вленных техническими условиями норм; отстаивание конденсата первичных
газовых холодильников.
Дальнейшее охлаждение газа в первичных холодильниках проводится для
того, чтобы уменьшить его объем и снизить расход энергии на последующее его
сжатие в нагнетателях и для конденсации содержащегося в нем водяного пара,
который образуется из влаги угольной шихты, загружаемой в печи, пирогенети-
ческой воды, а также водяных паров, получающихся^от испарения надсмольной
"°ДЫ при орошении газосборников.
Выделение подавляющей части парообразной смолы в холодильниках важно
“ потому, что это исключает возможность загрязнения аппаратуры для улавли-
ания химических продуктов коксования и отложения смолы и нафталина в газо-
роводах. Вместе с тем более полное выделение смолы необходимо^ потому, что
присутствие в газе загрязняет сульфат аммония, снижая его качество, и ухуд-
ных Качество поглотительного масла, используемого для улавливания бензоль-
191
Температура газа после первичных газовых холодильников должна нахо-
диться в пределах 25—35° С. Повышение температуры газа неизбежно отражается
на работе всей аппаратуры цеха улавливания. Для первичного охлаждения ко-
ксового газа и конденсации смоляных и водяных паров в коксохимической про-
мышленности применяются трубчатые газовые холодильники с теплопередачей
через стенку и холодильники непосредственного действия. В зависимости от типа
применяемых холодильников различают несколько схем первичного охлаждения
коксового газа: схема с холодильниками непосредственного действия; с исполь-
зованием трубчатых газовых холодильников (с вертикальным расположением
труб или холодильников с горизонтальным расположением труб); схема охла-
ждения газа в конденсаторах и трубчатых газовых холодильниках и др. При]
менение холодильников того или иного типа вносит характерные особенности
в технологические схемы охлаждения газа и изменения в режим работы уста!
новок.
На рис. 46 приведена технологическая схема первичного охлаждения коксо]
вого газа в трубчатых газовых холодильниках с горизонтальным расположение!!
труб.
По этой схеме коксовый газ, надсмольная вода, смола и фусы из газосбори
ника / отводятся по прямому газопроводу в сепаратор 2, где газ отделяется о!
жидкой фазы. Чтобы надсмольная вода и смола свободно стекали по газопроводу
и уносили с собой фусы, газопровод от печей до сепаратора имеет уклон 10—15 мм
на каждый погонный метр. Конденсат из сепаратора 2 стекает по трубопроводу
в механизированный отстойник-осветлитель 3 для отстаивания и осветления
.надсмольной воды.
Коксовый газ после сепаратора 2 по прямому газопроводу поступает в верх-
нюю часть межтрубного пространства трубчатых холодильников 9, где охла-
ждается технической водой. Охлаждающая вода поступает в холодильники по
трубам снизу и выходит сверху. Так как трубы расположены горизонтально,
осуществляется перекрестное движение газа и воды. Вода поступает с темпера-
турой 20—28°С и нагревается в холодильнике до температуры не выше 45°С.
Горячая техническая вода охлаждается в градирнях принудительного дутья
и снова возвращается в цикл. Убыль технической воды систематически попол- •
няется.
В первичных холодильниках одновременно протекают следующие процессы: ,
охлаждение газа, конденсация и выделение остатков паров смолы в количестве
40—50 % от их ресурсов в газе, выделение нафталина, который растворяется
Ряс. 46. Технологическая схема первичного охлаждения коксового газа с применений
трубчатых холодильников
192
& Смолб; Конденсация воДйнЫх паров До состояния насыщения ими газа при дан-
ной температуре (25—30° С); частичное растворение в образующемся водяном
конденсате аммиака, сероводорода, диоксида углерода, цианистого водорода и
других компонентов коксового газа с образованием химических соединений,
частично растворяются фенолы, пиридиновые основания и другие при-
меси.
Из холодильников 9 коксовый газ направляется в электрофильтры 10 для
очистки от туманообразной смолы, затем газ поступает в нагнетатели 11, из кото-
рых под давлением идет в аппаратуру для улавливания химических продуктов
коксования.
Проследим путь движения образовавшихся при охлаждении газа конденсата
газосборников и газового конденсата первичных газовых холодильников.
Образовавшийся при охлаждении газа в холодильниках газовый конденсат
по трубам меж трубного пространства холодильников стекает сверху вниз, смы-
вая при этом отложения фусов и нафталина в нижнюю часть холодильника. Из
нижней части конденсат, состоящий из смолы, надсмольной воды и незначитель-
ного количества фусов, стекает самотеком в гидрозатвор (конденсатоотводчик) 12t
затем поступает в загубленный промежуточный сборник 13. В этот сборник через
гидрозатворы 14 поступает также конденсат газа из машинного отделения и
электрофильтров. Уровень конденсата в сборнике 13 поддерживается автомати-
чески. Из сборника 13 конденсат газа насосом 15 подается в отстойник 16, где
осуществляется его разделение по плотности на два слоя: верхний — надсмоль-
ная аммиачная вода и нижний — смола.
Осветленная надсмольная вода из верхней части отстойника 16 через пере-
лив самотеком поступает в хранилище избытка надсмольной воды 17, откуда на-
сосом 18 откачивается на переработку в аммиачное отделение.
Отстоявшаяся в отстойнике смола через смолоотводчик поступает в механи-
зированное хранилище для смолы 6, а оттуда в резервуары склада смолы.
В механизированных отстойниках-осветлителях 3 из-за резкого уменьшения
скорости жидкой фазы, компоненты которой имеют различные плотности, она
расслаивается на три слоя: верхний — надсмольная аммиачная вода плотностью
1010—1020 кг/м3, средний — каменноугольная смола плотностью 1170—1180 кг/мэ
и нижний — фусы плотностью около 1250 кг/м3. Фусы из осветлителя непрерывно
удаляются скребковым транспортером в бункер, откуда направляются в угле-
подготовительный цех, где используются как добавка к шихте, идущей на коксо-
вание.
Смола из осветлителя самотеком через регулятор уровня смолы (смолоот-
водчик) поступает в заглубленный сборник 4, откуда насосом 5 откачивается
в механизированное хранилище для смолы 6. В хранилище при температуре 70—
80 °C смола дополнительно отстаивается от воды и фусов, которые удаляются из
хранилища скребковым транспортером. Из хранилища 6 отстоявшаяся смола на-
сосом 19 подается в конечный газовый холодильник для вымывания нафталина
из воды, охлаждающей коксовый газ.
Отстоявшаяся от смолы и фусов надсмольная аммиачная вода из верхней
части осветлителя 3 поступает в промежуточный сборник 7, откуда насосом 8
Подается на охлаждение коксового газа в газосборниках коксовых печей. В освет-
лителе вода охлаждается на 3—5 °C.
Таким образом, недсмольная вода, подаваемая на орошение газосборников,
находится в цикле газосборники—осветлитель—промежуточный сборник—газо-
соорники. В результате испарения части надсмольной воды при охлаждении газа
• газосборниках количество ее в обороте уменьшается.
Эта убыль воды цикла газосборников пополняется надсмольной водой цикла
первичных газовых холодильников, которая поступает в сборник 7 из отстой-
вика конденсата газа первичных холодильников 16.
ие- При разделении воды цикла холодильников и цикла газосборников в послед-
и могут накапливаться нелетучие соли аммония — хлориды и роданиды, кото-
ь*е ВЬтзывают коррозию газосборников, трубопроводов и аппаратуры отделения.
корН 3наЧительном содержании этих солей в воде цикла газосборников повышается
бопЦенТРация их и в смоле> способствуя усилению коррозии аппаратуры и тру-
Р°водов в цехе по переработке смолы.
7 г»
Лейбович Р. Е. и др.
193
Для уменьшения накопления в воде цикла газосборников хлористых и рб*
Данистых солей аммония часть ее из промежуточного сборника 7 отводится в от-
стойник конденсата газа, т. е. производится смешение двух водяных потоков,
что обеспечивает содержание этих солей в смеси не более 2—6 г/л.
Применение для охлаждения газа холодильников с горизонтальным или
вертикальным расположением труб вносит различие в качественный состав над-
смольной воды цикла холодильников.
В газовых холодильниках с горизонтальными трубами конденсат находится
в соприкосновении с коксовым газом более продолжительное время и поэтому
в надсмольной воде растворяется больше компонентов газа, о чем свидетельствует
тот факт, что в надсмольной воде холодильников с горизонтальным расположе-
нием труб содержится, г/л: общего аммиака 8,0—12, сероводорода 2—4, диоксида
углерода 3—4, а в надсмольной воде холодильников с вертикальными трубами
соответственно 4,5—5; 1,5—2 и до 2.
Состав надсмольной аммиачной воды, поступающей на переработку в ам-
миачно-обесфеноливающее отделение, характеризуется следующими данными, %:
Аммиак............ Летучий Связанный
Заводы Юга .... 0,14—4,36 0,3—5,6
Заводы Востока . . 1,7—6,4 0,06—2,15
Количество аммиачной воды, подлежащей переработке, зависит от влажности
шихты и выхода пирогенетической воды.
После первичных газовых холодильников коксовый газ содержит, г/м8:
Пары:
воды (25—30 °C) .... 25—35
смолы............ 2,0—5,0
Бензольные углеводороды 32—36
Аммиак.................... 7—11
Сероводород ....... 16—26
Нафталин................ до 2—3
Пиридиновые основания 0,4—0,6
Применение газовых холодильников конструкции Гипрококса с горизон-
тальными трубами обеспечивает более эффективное охлаждение газа, что вызы-
вает значительное уменьшение его объема и, следовательно, улучшает режим
работы нагнетателей газа и последующей аппаратуры цеха улавливания. Охлаж-
дение газа в этих холодильниках может осуществляться пе только водой, но
и другими жидкостями, в частности поглотительным раствором сероочистки.
Отличительной особенностью технологической схемы охлаждения коксового
газа с применением холодильников непосредственного действия является то, что
охлаждение газа осуществляется непосредственным орошением надсмольной
водой, при этом тепло газа передается соприкасающейся с ним охлаждающей
воде, которая нагревается до 70 °C. Так как вода при этом насыщается аммиа-
ком, то выпуск ее из холодильников приводил к потере аммиака и к загрязнению
водоемов, что запрещается санитарными правилами. Поэтому нагретая газом к
насыщенная аммиаком вода находится в замкнутом цикле, охлаждаясь в чугун-
ных или железных оросительных холодильниках, откуда снова подается на охлаж-
дение газа. В остальном путь движения газа и жидкости (газового конденсата)
такой же, как и в схеме с трубчатыми холодильниками.
Высокоэффективными аппаратами для непосредственного охлаждения газа
являются колонны с провальными тарелками. Объем такого аппарата значи-
тельно меньше. Для охлаждения надсмольной воды, подаваемой на охлаждение
газа, может быть применен пластинчатый теплообменник.
Для интенсификации охлаждения газа в промышленности существует не-
сколько способов: охлаждение в две стадии, что позволяет значительно уменьшить
тепловую нагрузку на холодильники и снизить отложение солей в трубах при
ограниченном расходе оборотной технической воды; применение высокоинтенсив-
ных турбулентных промывателей; двухступенчатое охлаждение газа с приме-
нением на I ступени охлаждения аппаратов воздушного охлаждения, такая схема
194
обеспечивает снижение расхода воды и пара, раздельный выход конденсата
газа I и II ступеней охлаждения и раздельную их переработку, получение кок-
сового газа не насыщенного нафталином.
В отделении конденсации каменноугольная смола проходит предварительную
подготовку, которая заключается в удалении фусов, обезвоживании и одно-
временно обеззоливании и обессоливании. Смола из газосборников, газовых
холодильников и электрофильтров смешивается.
Известно, что зольность смолы, поступающей из газосборников в механи-
зированные отстойники-осветлители, составляет 0,3—1,0% и зависит от техно-
логии загрузки печей, величины подсводового пространства, влажности и золь-
ности загружаемой шихты, степени ее помола и т. д. Большая часть грубодис-
персных частиц осаждается в отстойниках-осветлителях. Однако имеющиеся
скоксованные пористые частицы угля с плотностью, меньшей, чем плотность
смолы, отделять весьма сложно.
Проблема удаления воды, золы и агрессивных солей из смолы приобрела
большое значение в связи с внедрением на коксохимических заводах бездымной
загрузки коксовых печей, а также процессов сушки и подогрева шихты.
Для очистки смолы используются процессы отстаивания, виброфильтрова-
ния, центрифугирования и др. На некоторых коксохимических заводах СССР
применяются смолоэкстракционные установки, характерной особенностью ко-
торых является дополнительный отстой газосборниковой смолы после механи-
зированных отстойников-осветлителей и наличие нескольких ступеней промывки
ее надсмольной водой холодильникового цикла.
Технологические схемы отстоя и промывки смолы заводов Юга и Центра
страны предусматривают установку механизированного осветлителя для допол-
нительного отстаивания смолы от воды и примесей при 80—90° С;*смешивание
воды и смолы холодильникового цикла в соотношении 1 : I в шестилопастном сме-
сителе с образованием эмульсии, которая в механизированном отстойнике раз-
рушается при 85—95°C и разделяется на экстракт и смолу. Экстракт (вода)
используется для орошения газосборников, а смола поступает на вторую ступень
для вторичной промывки, смешения и отстаивания. На некоторых заводах пре-
дусматриваются три ступени промывки и отстоя смолы.
Обезвоженная смола из отстойника поступает в конечный газовый холодиль-
ник, в котором из воды вымывается нафталин, а затем направляется в хранилища
смолы ,г г де смешивается со смолой газосборников. Смесь смолы последовательно
проходит хранилища тсклада смолы, где подогревается глухим паром до 70—
80 ° С, и поступает на переработку.
При такой обработке одновременно с удалением воды происходит обеззоли-
вание, обессоливание и дешламация смолы. Агрессивные соли (хлорид аммония,
роданиды, цианиды и др.) наиболее интенсивно вымываются из смолы на I сту-
пени смолоэкстракционной установки, где степень обессоливания достигает
78—82'%.
Обеззоливание смолы начинается в механизированных отстойниках-освет-
лителях, однако зольность здесь снижается незначительно. Существенно она
снижается в аппарате смолоэкстракционной установки (на 46—50 %).
При применении бездымной загрузки камер коксовых печей схема отстоя
с промывкой смолы надсмольной водой цикла холодильников не сможет обес-
печить требуемого качества смолы.
Наиболее перспективными способами подготовки смолы являются центри-
фугирование, вибросепарация, ультразвуковое обезвоживание, промывка
поверхностно активными веществами (ПАВ) с последующим отстаиванием.
4. Аппаратура отделения
первичного охлаждения коксового газа
На газопроводе перед газовыми холодильниками устанавливается сепара-
(рис. 47) для отделения газа от конденсата цикла газосборника и отвода его
в механизированный отстойник-осветлитель.
Для отстаивания конденсата газосборникового цикла применяют^осве/иля-
^ли емкостью 120—210 м®, откуда отстоявшиеся фусы удаляются скребковым
195
транспортером. Отстаивание и хранение смолы осуществляются в цилиндр иче-
ских механизированных отстойниках емкостью 650 м3.
Для первичного охлаждения газа широкое применение получили шестихо-
довые вертикальные трубчатые холодильники конструкции Гипрококса с поверх-
ностью охлаждения 2100 м2, производительностью 10—11 тыс. м*/ч газа, при-
веденного к нормальным условиям.
Весьма важным фактором, в значительной мере определяющим эффектив-
ность работы трубчатых холодильников, является скорость газового потока.
Она будет тем выше, чем больше нагрузка холодильника по газу. Поэтому луч-
шее охлаждение газа при меньшем расходе охлаждающей воды получается
при последовательном прохождении газа через несколько соединенных
холодильников. Однако при этом резко возрастает сопротивление газовому
потоку, т. е. разность разрежения газа до и после холодильников уве-
личивается.
При параллельном включении, наоборот, весь газовый поток разветвляется
на части по числу холодильников. При этом, естественно, снижается скорость
газа, уменьшается сопротивление, но ухудшается охлаждение.
На практике чаще всего применяют смешанное, последовательно-параллель-
ное, прохождение газа.
На работу трубчатых холодильников существенно влияют также следующие
факторы: температура поступающего газа, величина охлаждающей поверхности
и ее чистота, количество охлаждающей воды и ее температура. Из приведенных
факторов наибольшее значение имеют начальная температура поступающего на
охлаждение газа и чистота внутренней и внешней поверхностей труб. При по-
стоянстве количества охлаждающей воды и ее температуры эффект охлаждения
газа будет тем ниже, чем выше температура поступающего в холодильники газа
и чем больше загрязнение внешней и внутренней поверхности труб.
Отложения смолы и нафталина на наружной поверхности труб холодильника
удаляются пропаркой их острым паром или путем прогрева холодильников го-
рячим газом. Большим недостатком холодильников является затруднение очистки
внутренней поверхности труб от накипи.
Шестиходовой газовый холодильник системы Гипрококса с вертикальным
расположением труб и с площадью поверхности 2100 м2 переделывают на семихо-
довой, установив специальную перегородку. При этом отвод горячей воды через
штуцер диаметром 250 мм перемещается из нижней части холодильника в верх*
нюю (рис. 48).
Это позволяет снизить температуру газа на 2—Зэ С, увеличить пропускную
способность по газу на 20 %, снизить энергию на транспортировку газа улуч-
шить условия труда. Такой холодильник внедрен на Коммунарском коксохими-
ческом заводе.
На рис. 49 представлен трубчатый холодильник Гипрококса с горизонталь-
ными трубами с поверхностью охлаждения 2950 м2.
Более интенсивное охлаждение газа в холодильнике с горизонтальным
расположением труб обусловлено перпендикулярным движением газа и воды,
исключающими возможность выпадения взвесей и обеспечивающими турбулент-
ный характер движения жидкости, значительно меньшим обволакиванием по-
верхности труб пленкой конденсата, непрерывно смываемого при его стекании
сверху вниз.
Вместе с тем конструкция имеет некоторые недостатки:
1) большее, чем у холодильника с вертикальными трубами, сопротивление
движению газа и жидкости, обусловленное большим числом рядов труб и труд-
ных пучков;
2) более низкая температура конденсата газа после холодильников, что вр
зывает дополнительный расход пара на его нагрев;
3) необходимость обязательной подготовки технической воды, т. е. удале-
ния из нее взвесей и временной жесткости;
4) повышенное содержание аммиака в надсмольной аммиачной воде, чтг
снижает его ресурсы в газе перед сульфатным отделением.
Газопровод коксового газа представляет собой большое и весьма ответственна
сооружение, по которому коксовый газ транспортируется от коксовых печ»
196
через аппаратуру химических цехов для выделения из него химических продук-
тов и далее к его потребителям.
Не все заводские участки газопровода коксового газа работают в одинаковых
условиях. В наиболее сложных условиях работает участок газопровода от газо-
сборников до первичных газовых холодильников. По этому участку из газосбор-
ников отводятся не только горячий коксовый газ, насыщенный большим объемом
водяных паров и парообразными химическими продуктами коксования, но и над-
смольная аммиачная вода, смола и фусы. На участке между газосборником и се-
паратором в газопроводе через каждые 15—20 м сделаны лючки с плотно при-
гнанными чугунными коническими пробками. Через лючки фусы и вязкая смола
скребками подгоняются к сепаратору для стока в отстойник-осветлитель. Для
облегчения стока воды, смолы и фусов этот участок газопровода делается с не-
большим уклоном в сторону цеха улавливания.
Этот участок газопровода выполняет две функции: является воздушным
холодильником для коксового газа и отводит конденсат из газосборников в от-
стойник-осветлитель.
В несколько лучших условиях работает участок газопровода после первич-
ных газовых холодильников и до бензольных скрубберов. В результате охлаж-
дения газа в первичных газовых хо-
лодильниках и конденсации значитель-
ного количества водяных паров и
паров смолы объем газа резко умень-
шается. Однако в коксовом газе все
еще содержится значительное коли-
чество нафталина, некоторое количест-
во смоляного тумана, большая часть
которого удаляется^из коксового газа
в газовых нагнетателях и электро-
фильтрах. Кроме того, в газе содер-
жатся водяные пары. В зимнее время
года из-за понижения температуры
?Ис- 48. Семиходовой холодильник:
кОрпусУЦеР % ” перегородка; 3 —
Рис. 49. Трубчатый газовый холодильник
с горизонтальным расположением труб
197
конденсат воды и смолы и на стенках газопровода отлагается нафталин. Для
отвода этого конденсата через каждые 30—50 м газопровода предусматриваются
отводчики конденсата с гидравлическими затворами, глубина которых в любой
точке газопровода должна быть больше максимального давления, которое мо-
жет быть создано нагнетателем в газопроводе. Этим исключается возможность
засоса воздуха в газопровод или утечки из него газа. В зимнее время гид-
равлические затворы обогреваются паром для разжижения вязкой смолы и
расплавления отлагающегося нафталина.
Участок газопровода после бензольных или серных скрубберов работает
в лучших технологических условиях, чем первые два участка, по которым про-
ходит прямой газ. Температура обратного газа, освобожденного от химических
продуктов коксования, колеблется на этом участке в очень незначительных пре-
делах.
Для борьбы с отложениями нафталина предусматривается ввод пара в раз-
личные места газопровода, особенно у поворотов. Места для ввода пара распо-
ложены на расстоянии 80—120 м одно от другого.
Температура газа, его давление и влагосодержание в отдельных участках
газопровода неодинаковы. Поэтому объем газа по пути его движения по газопро-
воду неодинаков.
Так как скорость газа в газопроводе на всем его протяжении поддерживается
постоянной и в среднем составляет 12—15 м/с, диаметр газопровода определяется
в основном его объемом в рабочих условиях.
Для предупреждения возникновения термических напряжений и нару-;
шения герметичности фланцевых соединений на отдельных участках газопровода'
устанавливаются компенсаторы.
При ремонте какого-либо участка газопровода или аппарата, к которому
подключен газопровод, его отключают закрытием задвижки и заглушками,
которые вставляют во фланцевые соединения между закрытой задвижкой и тру-
бой со стороны ремонтируемого участка.
Газопроводы укладываются на специальных колоннах таким образом, чтобы
доступ к ним был возможен со всех сторон.
На газопроводе обратного коксового газа после улавливающей аппаратурь
устанавливается автоматически действующий клапан, обеспечивающий сброс
и сжигание избытка коксового газа. В настоящее время разработано и внедреш
факельное автоматическое газосбросное устройство (ГСУФ), исключающее взрыь
и опасное воздействие тепловой радиации факела, а также рассеивание продук-
тов горения до концентраций, соответствующих санитарным нормам.
5. Транспортировка коксового газа
Путь, совершаемый коксовым газом от камеры коксования коксовых печей
по прямому газопроводу цеха улавливания до конца газового тракта завода,
может достигать нескольких сотен метров. На этом пути газу нужно йреодолеть
сопротивление газопровода и всей конденсационной и улавливающей£аппара-
туры, расположенной по пути его движения. Для преодоления этого сопро-
тивления, а также для того, чтобы поступающий к потребителям коксовый газ
имел некоторое избыточное давление, на газовой трассе устанавливают специаль
ные газовые насосы или нагнетатели. Назначение нагнетателей — отсасывание
коксового газа из коксовых печей, транспортирование его через аппаратуру цехе
улавливания и подача после этого потребителям.
Нагнетатели газа располагаются в машинном отделении цеха улавливание
Чаще всего они устанавливаются после первичных газовых холодильникоь
реже — после электрофильтров. Установка нагнетателей после первичноп
охлаждения коксового газа обусловлена резким уменьшением объема газа *
содержанием в нем паров воды, что делает возможным применение нагнетателе*1
меньшей мощности.
Газопровод и аппаратура, расположенные до нагнетателя, находятся пщ
разрежением, а после нагнетателя — под давлением.
Нагнетатели являются наиболее ответственными агрегатами химического
завода, от их работы зависит работа коксовых печей, цеха улавливания и
198
женив коксовым гадом потребителей. Поэтому машинное отделение называют
сердцем коксохимического завода. Число нагнетателей, устанавливаемых в ма-
шин ном отделении завода, определяется их производительностью по газу. На
типовом заводе, имеющем четыре батареи коксовых печей, устанавливают три
нагнетателя, из которых два рабочих и один резервный.
Газ из коксовых батарей, соединенных попарно, через первичные холодиль-
ники поступает в общий коллектор, расположенный перед машинным отделе-
нием. Из коллектора двумя нагнетателями газ подается в газопровод, идущий
к отделениям цеха улавливания.
По пути следования коксовый газ испытывает сопротивление участков
газопроводов и аппаратуры, которое вызывает изменение давления газа на от-
дельных участках газовой трассы.
Сопротивление аппаратуры и газопровода на стороне всасывания обусловли-
вает необходимое разрежение, которое должен создавать нагнетатель. Макси-
мальное разрежение перед нагнетателем 4—5 кПа (400—500 мм вод. ст.). При
таком разрежении обеспечивается положительное давление как в газосборнике,
так и в камерах коксовых печей, в результате чего исключается возможность
засоса воздуха в камеры в конце коксования, когда газовыделение заканчи-
вается.
Сопротивление аппаратуры и газопровода а стороне нагнетания опре-
деляет требуемую величину давления газа, которое равно примерно 20—30 кПа
(2000—3000 мм вод. ст.). При этом давление газа в конечных точках газопровода
должно составлять 4—6 кПа (400—600 мм вод. ст.). Такое давление обеспечи-
вает подачу газа металлургическому заводу и другим потребителям. При зна-
чительном отдалении потребителей коксового газа от коксохимического
завода устанавливают дополнительные нагнетатели, повышающие давление
газа.
Сумма величин разрежения до нагнетателя и давления после него пред-
ставляет суммарный или полный напор нагнетателя.
Нагнетатели по производительности и суммарному напору должны обес-
печить отсасывание максимального количества газа, которое может быть полу-
чено в печах. Поэтому расчет нагнетателя производится для минимального пе-
риода коксования, максимального выхода газа на 1 т коксуемой угольной шихты
с учетом коэффициента неравномерности загрузки коксовых печей, равно-
го 1,1.
Нормальный отсос газа из коксовых печей и нормальный режим движения
газа через аппаратуру улавливающих цехов возможны при нормальном сопро-
тивлении всего газового тракта и при принятии своевременных мер, исключа-
ющих возможность повышения этого сопротивления.
На современных коксохимических заводах применяют нагнетатели центро-
бежного типа, приводимые в движение паровой турбиной (3000—5000 об/мин)
или от тихоходного высоковольтного электродвигателя (1450 об/мин) через
зубчатый редуктор, увеличивающий скорость вращения до 3000—
5000 об/мин.
На случай возможных перебоев в подаче электроэнергии один или два нагне-
тателя (из трех) должны иметь привод от паровой турбины. Как правило, в ра-
боте находится один нагнетатель с электроприводом и один с турбопри-
водом.
В настоящее время применяют нагнетатели типа 0-1200-41 и 0-120-21 про-
изводительностью 72 000 м3/ч при фактических условиях всасывания с общим
суммарным напором 33—36 кПа (3300—3600 мм вод. ст.) и высокопроизводи-
тельные нагнетатели типа Э-1800-23-1 производительностью по газу 108—
114 тыс. м3/ч и суммарным напором 30 кПа (3000 мм вод. ст.).
В новых машинах улучшены устройства по автоматическому регулирова-
нию режима их работы. Они оснащены аппаратурой контроля, сигнализации
и аварийной защиты.
Нагрев газа в нагнетателях в зависимости от степени сжатия колеблется
в пределах 10—15 °C. Поэтому коксовый газ после нагнетателей имеет темпе-
ратуру 35—45°С.
199
6. Очистка коксового газа от туманообразнои смолы
После первичных газовых холодильников содержание смолы в газе состав-
ляет 2—5 г/м3. При этом она находится в виде пузырьков, заполненных газом,
т. е. в виде тумана. Значительное количество смоляного тумана оседает в нагне-
тателях газа.
Содержание смолы в газе после нагнеталей составляет 0,3—0,5 г/м3. Однако
и это количество отрицательно влияет на работу последующей аппаратуры.
В связи с этим очистка коксового газа от содержащегося в нем смоляного
тумана необходима, она осуществляется в электрофильтрах, которые благодаря
эффективной очистке и простоте эксплуатации получили наибольшее распростра-
нение. Достоинство электрофильтров — малое потребление тока и ничтожное
гидравлическое сопротивление газовому потоку [порядка (200—300 Па (20—
30 мм вод. ст.)]. Степень очистки газа составляет 98—99%. Остаточное содер-
жание смолы в газе после электрофильтров при температуре 25—30 °C обычно
не превышает 40—50 мг/м3. На коксохимических заводах широкое применение
получили трубчатые электрофильтры типа С-140, С-180 и С-72. В настоящее
•время широко применяют электрофильтр типа С-72, отличающийся от других
конструкций большой пропускной способностью по газу, большой скоростью
газа в трубах (до 1,75 м/с), пониженным расходом электроэнергии на 1000 м3
газа, высокой степенью очистки газа от смоляного тумана.
На коксохимических заводах электрофильтры устанавливают на всасыва-
ющей стороне нагнетателя, т. е. после первичных холодильников, и на стороне
нагнетания. Каждый из этих вариантов имеет свои достоинства и недостатки.
При установке электрофильтров до нагнетателя газ поступает в него свободным
от смолы, кроме того, исключается возможность прохода газа наружу и его заго-
рания в изоляторных коробках, что делает работу электрофильтра более на-
дежной.
При установке электрофильтра на стороне нагнетания газ находится в аппа-
рате под давлением, что исключает возможность засоса воздуха. В этом случае
неплотности в кожухе аппарата не представляют опасности и легко могут быть
обнаружены. Кроме того, при установке электрофильтров дальше от места кон-
денсации смолы происходит лучшая очистка газа, так как мельчайшие капль
смолы, остающиеся в газе по выходе его из первичных холодильников, по мер-
движения газа укрупняются, а это создает благоприятные условия для их заря
жения и оседания на осадительном электроде. В последних проектах электро-
фильтры устанавливают перед нагнетателями (на стороне разрежения), так ка;
в этом случае в значительно меньшей степени выходят из строя изоляторные
коробки.
Электрофильтры устанавливают обычно вне зданий, повысительную и вы
прямляющую аппаратуру — в помещении. В процессе эксплуатации электро-
фильтров особое внимание следует обращать на состояние проходных изоля
торов и сток смолы.
Сток смолы должен быть постоянным. При накоплении на стенках оса-
дительных электродов значительного слоя ухудшается работа электрофильтров
Поэтому его необходимо периодически выключать для пропарки газовой частг
аппарата и ревизии всего электрического оборудования.
Обычно на одном газовом потоке устанавливают несколько параллельнс
включенных электрофильтров. Резервные электрофильтры не устанавливаются
Контрольные вопросы
1. Чем вызывается необходимость охлаждения коксового газа, o6pa3VK-
щегося при коксовании?
2. Объясните сущность процесса охлаждения газа в стояках и газосбон
никах. Приведите основные параметры процесса.
3. Какие процессы протекают в первичных газовых холодильниках пр*
охлаждении газа? Объясните значение этих процессов для работы цеха улавлг
вания.
200
4. Объясните особенности технологической схемы охлаждения коксового
газа с применением трубчатых холодильников с горизонтальными трубами.
5. В какой аппаратуре осуществляется осветление надсмольной воды газо-
сборникового цикла?
6. В чем состоит назначение нагнетателей газа? Почему нагнетатели уста-
навливаются после газовых холодильников?
7. Почему образуется недостаток надсмольной аммиачной воды газосбор-
никового цикла? Чем пополняется недостаток этой воды?
8. Чем вызывается необходимость очистки газа от туманообразной смолы?
Глава III. ПЕРЕРАБОТКА АММИАЧНОЙ ВОДЫ
1. Обработка аммиака при коксовании.
Улавливание аммиака из коксового газа
Основное количество аммиака при коксовании углей обра-
зуется за счет прямого выделения NH3 при пиролизе азотсодер-
жащихся соединений угля. Количество связываемого в аммиак
азота достигает 11—15 % от общего его содержания в угле. Вы-
ход аммиака при коксовании углей донецкого бассейна составляет
0,25—0,30 %, а кузнецких углей до 0,45 % на 1 т сухого угля.
Аммиак представляет собой газообразное вещество, его плот-
ность 0,7714 кг/м8. С воздухом аммиак образует взрывоопасную
смесь с пределами взрываемости: нижний 14 %, верхний 33 %
(объема); температура воспламенения аммиака 780 °C. Аммиак
очень токсичен, имеет резкий запах, ощущаемый при концентра-
ции его в воздухе 0,04 г/м3. Предельно допустимая концентрация
аммиака в рабочей зоне производственных помещений 20 мг/м8.
Аммиак хорошо растворяется в воде при низких температурах.
Ниже приводится растворимость аммиака в 100 мл воды, частей
(по массе):
Температура, °C . . 20 30 40 70 80 90 4
Растворимость ... 53,1 44,0 30,4 10,4 6,1 2,6
Способность газообразного аммиака растворяться в воде
даже при 70—80 °C обусловливает частичное выделение его над-
смольной водой в стояках и газосборниках. При охлаждении газа
в первичных холодильниках в образовавшемся водяном конден-
сате — надсмольной воде — поглощается 10—20 % аммиака в лет-
ний период и 20—50 % в зимнее время (от его ресурсов в газе).
Остальная часть аммиака (50—70 %) поступает с газом в цех
улавливания.
Аммиак является ценным компонентом коксового газа и улав-
ливать его из газа экономически выгодно. Он является источником
Для получения азотного удобрения (сульфата аммония) и основ-
ным реагентом для выделения пиридиновых оснований в суль-
фатно-пиридиновом отделении цеха улавливания. Очистка коксо-
вого газа от аммиака необходима и по следующим причинам:
201
в присутствии кислорода, водяных паров, сероводорода и циани-
стого водорода в коксовом газе аммиак оказывает сильное корро-
дирующее действие на аппаратуру и газопроводы; затрудняет
улавливание бензольных углеводородов из коксового газа, так
как вызывает быструю порчу поглотительного масла, нарушение
технологического режима; при использовании коксового газа для
бытовых целей он образует в топках ядовитые оксиды азота.
Выделение аммиака из газа является непременным условием нор-
мальной работы коксохимического производства и обязательно
при использовании газа для бытовых целей.
Выделение аммиака из коксового газа может осуществляться
двумя способами: 1) поглощением холодной водой в аппаратах,
получивших название скрубберов, основанном на высокой раство-
римости аммиака в воде; 2) поглощением серной кислотой в аппа-
ратах барботажного типа — сатураторах (или абсорберах), осно-
ванном на реакции нейтрализации аммиака серной кислотой.
В промышленности широкое применение получил второй способ.
2. Аммиачные воды, их состав. Соли аммония
В надсмольной аммиачной воде, образующейся при охлажде-
нии коксового газа в стояках, газосборниках и в первичных хо-
лодильниках, большая часть аммиака находится в виде различ-
ных солей. Наличие их в надсмольной воде объясняется тем, что
одновременно с аммиаком из газа поглощаются сероводород,
углекислота, хлористый водород, цианистый водород и другие
кислые газы, с которыми аммиак вступает в химическое взаимо-
действие с образованием соответствующих солей.
Некоторые из этих солей (углекислый аммоний (NH4)2CO3,
сернистый аммоний (NH4)2S и цианистый аммоний (NH4CN) ]
настолько непрочны, что при нагревании их водяных растворов
до температуры, близкой к температуре кипения, они разлагаются,
выделяя аммиак и соответствующие газы: H2S, СО2 и HCN. Свя-
занный в виде таких солей аммиак называется летучим.
Хлористый аммоний (NH4C1), роданистый аммоний (NH4CNS),
сернокислый аммоний (NH4)2SO4 принадлежат к группе стойких
соединений, которые при нагревании не разрушаются. Для
выделения из них аммиака необходимо применять химические
способы обработки. Содержащийся в надсмольной воде в виде
этих солей аммиак называется связанным. Его можно выделить
из солей, воздействуя на них более сильной щелочью, чем аммиак,
например раствором гашеной извести (известкового молока).
Помимо аммиака и аммонийных солей, надсмольная вода со-
держит небольшое количество фенолов, пиридиновых оснований,
легких масел и нафталина.
Аммиак, содержащийся в надсмольной воде в виде летучего
и связанного, принято называть общим аммиаком. Химический
состав надсмольной аммиачной воды характеризуют содержанием
202
в ней общего аммиака, отдельно летучего, кислот, оснований
и нейтральных примесей.
Содержание аммиака и аммонийных солей в надсмольной воде
в значительной мере определяется температурой охлаждения
газа. Чем ниже эта температура, тем выше содержание общего
аммиака в воде. Кроме того, содержание общего аммиака в воде
зависит от принятой схемы охлаждения газа: оно меньше при
охлаждении газа в трубчатых холодильниках и больше при
охлаждении в холодильниках непосредственного действия. В над-
смольной воде цикла газосборников преобладают соли, в которых
аммиак находится в связанном виде.
Аммиак является основным и наиболее ценным компонентом
надсмольной воды. В ней содержится до 0,1 % аммиака от его
ресурсов на 1 т сухой шихты. Количество подлежащей переработке
избыточной надсмольной воды обычно составляет 10—12 % от
коксуемой шихты. Использование этих значительных ресурсов
аммиака при больших масштабах коксохимического производства
представляет весьма важную задачу, так как получаемый при
этом аммиак может быть использован для получения сульфата
аммония и выделения пиридиновых оснований. Примерный со-
став надсмольной аммиачной воды, поступающей на переработку
(при смешивании вод газосборников и первичных холодильни-
ков), г/л:
NH3:
общий ....................... 7,0
летучий...................... 3,0
H2S ........................... 1,3
СО2 . . 1.......... . . . . 1,3
Фенолы......................1,5—-2,0
Пиридиновые основания . . . 0,4—0,5
3. Технологические схемы переработки
надсмольной аммиачной воды
Современные технологические схемы переработки надсмольной
воды тесно связаны с работой сульфатного, пиридинового отделе-
ний и обесфеноливающей установки.
Для переработки надсмольной воды применяется процесс де-
сорбции (отгонка), т. е. выделение растворенного аммиака из
надсмольной воды острым ларом в дистилляционных колоннах
с тарелками колпачкового типа при 100—102 °C.
Переработка надсмольной воды включает следующие техно-
логические операции: отгонка из надсмольной воды летучего
аммиака в испарительной колонне; обесфеноливание воды паровым
методом; разложение солей связанного аммиака в реакторе рас-
твором гашеной извести; отгонка связанного аммиака в при-
колонке тарельчатого типа.
Процесс выделения летучего аммиака из надсмольной воды
основан на резком уменьшении растворимости в воде аммиака,
203
углекислоты, сероводорода, цианистого водорода, при подогреве
воды до 98—100 °C. При этом происходит разложение углекислых,
сернистых и цианистых солей аммония и выделение аммиака
и других газов по реакциям:
(NH4)2CO3 -» 2NH3 + СО2 + Н2О, (NH4)2S ->
-» 2NH3 + HaS, NH4CN -> NH3 + HCN.
Отгонка образовавшихся паров и газов из надсмольной воды
производится в испарительной колонне острым паром.
Для выделения связанного аммиака воду, из которой предва-
рительно удален летучий аммиак и фенолы, обрабатывают раство-
ром гашеной извести (известковым молоком). При этом происходят
следующие реакции:
- 2NH4C1 + Са(ОН)2 — 2NH3 + СаС12 + 2Н2О;
2NH4C1 + Са(ОН)2 -> 2NH3 + СаС12 + 2Н2О;
2NH4CNS + Са(ОН)2 -> 2NH3 + Ca(CNS)2 + 2Н2О;
(NH4)2SO4 + Са(ОН)8 -> 2NH3 + CaSO4 + 2НаО;
(NH4)2SO3 4- Са(ОН)2 -> 2NH3 + CaSO3 + 2H2O;
NH4)2S2O3 + Ca(OH)2
2NH3 4- CaS2O3 4- 2H2O.
Эти реакции протекают при интенсивном перемешивании над-
смольной воды, имеющей температуры 102—105 °C, с известко-
вым молоком.
Обработанная известковым молоком надсмольная вода под-
вергается дистилляции с применением острого пара. При этом
из воды удаляется аммиак.
Надсмольная вода заводов Юга и Центра страны, работающих
на шихте из донецких углей, имеет повышенное содержание свя-
занных солей аммиака (от 4 до 7 г/л), которые можно разложить
известковым молоком. На заводах Востока, использующих уголь-
ные шихты из углей Кузнецкого и Карагандинского бассейнов,
надсмольная вода содержит незначительное количество связанных
солей аммиака и не нуждается в переработке с известковым мо-
локом. Поэтому технологические схемы предусматривают только
отгонку летучего аммиака в дистилляционной колонне.
На рис. 50 приведена технологическая схема переработки
надсмольных вод. По схеме газовый конденсат из отделения пер-
вичного охлаждения газа подается на пятую сверху тарелку испа-
рительной части колонны 1, в которой из него острым паром отго-
няется летучий аммиак. Пройдя трубчатый дефлегматор (на
схеме не указан), пары аммиака направляются в пиридиновое
отделение. Газовый конденсат после колонны 1 поступает в про-
межуточный сборник 2, из которого насосом 3 подается на обесфе-
ноливание в скруббер 4,
204
Вода цикла газосборников поступает в испарительную часть
колонны 5 для отгонки из нее летучего аммиака. Из нижней части
колонны 5 эта вода подается на подкисление в химическую уста-
новку. Подкисленная вода, пройдя подогреватель (на схеме не
указан), поступает в промежуточный сборник 2 и, смешиваясь
с газовым конденсатом, насосом 3 подается на обесфеноливание
в скруббер 4.
Обесфеноленная вода из скруббера 4 самотеком поступает
в реактор 6, куда по отдельным трубопроводам подаются известко-
вые молоко и острый пар. Пары аммиака из верхней части реак-
тора отводятся в испарительные колонны 1 и 5. Прореагировавшая
смесь воды и известкового молока по сливному трубопроводу
поступает в отстойник 7, где отстоявшийся шлам собирается в ниж-
ней конической части и время от времени через штуцер выпу-
скается в наружный отстойник. Осветленная жидкая фаза выжи-
мается в приколонки 8, в нижнюю часть которых подается острый
пар для для отгонки аммиака. Пары аммиака из приколонков
отводятся в сатуратор и в нейтрализатор пиридинового отделения.
Сточная вода после отстаивания от шлама используется для туше-
ния кокса. Отличительной особенностью этой схемы является
то, что из воды цикла газосборников до ее подкисления выделяется
летучий аммиак. Тем самым в подкисленной воде этого цикла
содержание связанных солей аммиака будет меньше и для ее
переработки потребуется меньше извести.
Другой особенностью этой схемы является наличие в цепи
аппаратов аммиачно-известкового отделения выносного реактора 6
и отстойника 7 системы Гипрококса.
Для предотвращения выпадения гипса на тарелках прико-
лонка необходимо строгое соблюдение темпертурного режима
работы реактора и отстойника. Практика эксплуатации реакторов
Через
дефлегматор
9 сатуратор
ВоВа. ни Р
подкисление
3 пиридиновое
отделение
Известковое
молоко
Газовый
:__конденсат
вода после
подкисле-
\ния |
В известковый
отстойник
Рис. 50. Технологическая схема переработки надсмольной аммиачной
воды
Вода, циклив
газосдорникйву^
1
205
и отстойников показала, что благоприятными с точки зрения
меньшего забивания приколонков гипсом являются условия, при
которых температура воды после отстойника была бы на 2—3 °C
выше температуры воды после приколонков. При этом оказалось
целесообразным поддерживать температуру в реакторе и отстой'
нике на уровне 105—107 °C, а где возможно, и ПО—112 °C. Под-
держание такой высокой температуры воды в реакторе и отстой-
нике обусловлено тем, что с повышением температуры воды рас-
творимость в ней гипса уменьшается и работа отстойника стано-
вится более эффективной: количество выпадающего в отстойнике
гипса возрастает, а содержание его в воде после отстойника сни-
жается .
Для повышения температуры воды после отстойника необхо-
димо увеличить давление в реакторе и отстойнике, что дости-
гается увеличением количества пара, подаваемого в реактор,
а также частичным прикрыванием задвижки на линии паров из
реактора в аммиачную колонну. Максимальное давление, которое
может быть создано в реакторе, определяется высотой столба
жидкости между уровнем ее в этом аппарате и штуцером для
выхода ее из обесфеноливающего скруббера. Повышение дав-
ления выше этой величины может вызвать переброс воды
через «грибок» обесфеноливающего скруббера в его щелочную
часть.
Повышение давления в реакторе и отстойнике, обеспечивающее
температуру воды после отстойника на 2—3 °C выше ее темпера-
туры после приколонка, позволило нормализовать работу аммиач-
но-известкового отделения и значительно удлинить промежутки
между двумя чистками приколонков.
Известковое молоко готовится из негашеной извести. Гашение
извести осуществляется в медленно вращающемся горизонталь-
ном слегка наклонном барабане, приводимом во вращательное
движение специальной шестеренчатой передачей, связанной с элек-
тродвигателем мощностью 2—3 кВт. Внутри барабана концен-
трически расположен дырчатый барабан, вращающийся одпо-
' временно с первым.
Подогретая до 70—80 °C вода и негашеная известь непре-
рывно подаются во внутренний барабан. В результате тщательного
перемешивания воды и негашеной извести протекает реакция
СаО Н2О - Са(ОН)2.
Образующийся раствор известкового молока через отверстия
в дырчатом барабане поступает во внешний барабан и, пройдя
пескоуловитель, направляется в мешалку, где непрерывно пере-
мешивается для поддержания извести во взвешенном состоя-
нии.
Содержащиеся в растворе крупные механические примеси
(камни, недопал) непрерывно передвигаются по дну внутреннего
барабана к выходу и выбрасываются по желобу в тележку для
вывоза в отвал.
206
Основные параметры технологического процесса характери-
зуются следующими данными:
Температура паров, °C:
после колонны............................. 101—102
после дефлегматора.................... 95—96
в реакторе..................................... 107—112
в приколонке ............................. 109
Содержание аммиака в сточной воде, общего г/л
не более..................................... 0,05
летучего...................................... 0,03
Концентрация аммиака в парах после дефлегма-
тора, %................................... 14—15
Расход пара на 1 м8 надсмольной воды 200—300 кг; расход
гашеной извести 200—250 л/м8 надсмольной воды; содержание СаО
в известковом молоке 60—70 г/л.
Давление внизу колонны является важным показателем ее
работы. Повышение давления внизу колонны свидетельствует
о том, что тарелки забиты отложениями шлама. Накопившийся
шлам необходимо периодически (ежечасно) спускать, в против-
ном случае он уплотняется и в смеси с находящимися в над-
смольной воде смолистыми веществами образует цементоподобные
отложения, которые с трудом удаляются при разборке колонны
на чистку. Оправдала себя периодическая промывка приколон-
ков горячей надсмольной водой цикла первичных холодильников,
в которой гипс растворяется в большей мере, чем в воде цикла
газосборников или в смеси этих вод.
4. Аппаратура аммиачного отделения
Основными аппаратами отделения являются дистилляционные
аммиачные колонны, которые могут быть двух типов: для отгонки
из воды только летучего аммиака диаметром 2200 мм с 29 та-
релками колпачкового типа; аммиачно-известковая колонна с двумя
приколонками, диаметр колонны и приколонков 2200 мм, число
тарелок в испарительной части 18 и в приколонке 22 шт. Обычно
производительность колонны по воде составляет 40 м8/ч. Первый
тип колонн устанавливается в отделениях, работающих без раз-
ложения связанных солей аммония, либо в установках, имеющих
реакторы для разложения связанных солей аммония.
Аммиачные колонны работают на местном парс после турбин
газовых нагнетателей. К колонне также подведен свежий пар
как резерв. __
Реактор' предназначен для разложения"' связанных солей
аммиака известковым молоком. Он представляет собой цилиндр
с коническим днищем и сферической крышкой, емкость 16,5 м8,
снабжен мешалкой пропеллерного типа.
Для интенсификации десорбции аммиака из надсмольной воды
предполагается внедрение высокопроизводительных колонн с ре-
шетчатыми тарелками и колонн с тарелками провального типа,
207
Попадание фенолов и других вредных примесей в водоемы приводит к мас-
совой гибели животных организмов и, в частности, рыб. Кроме того, подверг-
нутая хлорированию питьевая вода, в которой на сто миллионов весовых частей
ее приходится одна весовая часть хлорфенола, приобретает крайне неприятный
и трудноудалимый вкус.
По санитарным нормам концентрация отдельных загрязняющих компонен-
тов в воде бассейнов после спуска в них сточных вод не должна превышать сле-
дующих величин, мг/л:
Фенолы..........0,001
Цианиды..........0,05
Аммиак ...... 0,1
Пиридин.......... 0,2
Бензол .......... 0,5
Сероуглерод .... 1
Содержание других загрязняющих примесей нормируется величиной БПК
(биохимическая потребность в кислороде).
Огромный вред, причиняемый населению и народному хозяйству сточными
водами, загрязненными фенолами и другими вредными примесями, делает обезвре-
живание этих вод важной народнохозяйственной задачей.
Обезвреживание сточных вод коксохимических заводов важно не только
с точки зрения улучшения их состава, но и одновременного получения при этом
весьма ценных продуктов, представляющих большой интерес для народного хо-
зяйства. К их числу в первую очередь относятся фенолы. Наиболее концентри-
рованными по содержанию фенолов являются сеператорные воды смолоперераба-
тывающих цехов (до 8 г/л) и надсмольные воды отделения конденсации (1,5—
2,0 г/л). Из смеси этих вод извлечение фенолов наиболее экономично.. Содержа-
ние фенолов в остальных водах обычно не превышает 0,4—0,5 г/л и извлечение
их экономически нецелесообразно.
' Средний выход феполов из сточных вод на 1 т сухой шихты на заводах Юга
достигает 0,018%, а на заводах РСФСР около 0,010%.
Все фенолсодержащие воды химического завода коксохимического производ-
ства передаются по специальной канализации, называемой фенольной, для очистки.
2. Схема фенольной канализации.
Механическая очистка фенольных вод
На рис. 51 приведена принципиальная схема производственной канали-
зации фенольных сточных вод, разработанная в Гипрококсе для современного
шестибатарейного завода с печами большой емкости и мокрым тушением кокса.
По схеме сточные воды, содержащие не более 0,6 г/л фенолов, по отдельной
сети производственной фенольной канализации ^поступают на механическую
очистку (VI) от взвешенных частиц смолы, масел и направляются в сборник
осветленной воды (VII). Надсмольная вода отделения конденсации и сепаратор-
ная вода смол о перегонного цеха после фильтрации и обессмоливания, выделения
аммиака и обесфеноливания паровым методом подвергается отстаиванию от
шлама и также направляется в сборник осветленной воды (VII). В сборнике про-
исходит смешивание вод двух потоков; осветленная вода подается на тушение
кокса. По нормам Госсанинспекции содержание фенолов в воде, которая идет
на тушение кокса, не должно превышать 0,20 г/л, смолы и масел 0,1 г/л.
Строительство установок сухого тушения кокса (УСТК) вносит изменения
в структуру использования сточных вод. Фенольные воды при исключении мо-
крого тушения должны быть очищены до норм, позволяющих сбрасывать эти
воды в водоемы’ил и'использовать их на заводе для технического водоснабжения.
Механическая очистка сточных вод отдельной сети производственной канали-
зации осуществляется для выделения взвешенных частиц, смолы и масел. Круп-
ные плавающие частицы удаляют из воды подъемными решетками'’в сборнике
фенольных вод. Очистка от мелких взвешенных частиц, смолы и масел пропзво-
210
И7
Избыток подсмольной Воды и сепараторная
Вода смолоперегонного цеха
Рис. 51. Принципиальная схема производственной канализации фенольных сточных вод
(арабскими цифрами указано количество сточных вод, ма/ч);
1 — конденсат газопровода; II — конечный газовый холодильник (освежение оборота);
III — сепараторная вода бензольного отделения; IV — сепараторная вода из цеха ректи-
фикации; V — первичный холодильник пекококсовой установки (освоение оборота);
VI — сооружения механической очистки; VII — сборник осветленной воды; VIII —
насосная; IX — хранилище; X — фильтры для обессмоливания; XI — испарительная
часть аммиачной колонны; XII — обесфеноливающая установка; XIII — известковая
часть аммиачной колонны; XIV — известковый отстойник
дится отстаиванием, фильтрованием и флотацией сточных вод. Без механической
очистки сточных вод дальнейшее обезвреживание их невозможно.
Для очистки сточных вод от фенолов применяют несколько методов, которые
по конечному результату обработки фенольных вод можно разделить на две
группы: регенеративные (с получением фенолов) и деструктивные (с уничто-
жением фенолов).
. Регенеративные методы основаны на применении физико-химических про-
цессов/для^выделения^фенолов и получения фенолов или фенолятов. Их целе-
сообразно использовать для обесфеноливания сточных вод с достаточной кон-
центрацией фенолов.^ К этим методам относятся паровой и экстракционный.
Деструктивные методы базируются на биологических и физико-химиче-
ских процессах, в результате которых фенолы превращаются в другие безвредные
вещества, т. е. уничтожаются. К ним относятся биологические методы, они ис-
пользуются для^доочистки^фенольных £вод от фенолов. Целесообразность приме-
нения того ил другого метода ^определяется технико-экономическими сообра-
жениями и местными условиями.
3. Технология парового метода обесфеноливания сточных вод
Паровой метод обесфеноливания сточных вод в сочетании с мокрым тушением
кокса и замкнутым циклом фенольных вод или с биологической ^доочисткой по-
лучил па отечественных коксохимических*заводах широкое распространение.
Обесфеноливающая установка предназначена для удаления основной части фе-
нолов из надсмольной воды и сепараторной воды смолоперегонного цеха (при
наличии этого цеха на заводе), прошедшей обработку в аммиачной колонне,
с получением фенолятов установленного качества в соответствии с требованиями
технических условий. Степень обесфеноливания сточных вод на установке
Должна быть не менее 85 %, остаточное содержание фенолов в обработанной воде
Должно составлять не более 0,2 г/л.
Сущность этого метода заключается в том, что из сточной воды, нагретой
до 100—102 °C, фенолы выдуваются большим количеством острого водяного пара,
а затем смесь пара и фенолов пропускают через нагретый до 102—103 °C погло-
тительный раствор щелочи, который взаимодействует с фенолами с образова-
нием фенолятов.
211
обеспечивающих высокую степень отгона аммиака. Предусма-
тривается разложение солей аммиака содовым раствором непо-
средственно в аммиачной колонне. Аммиачные пары после колонны
направляют в газопровод перед трубчатыми газовыми холодиль-
никами и на пиридиновую установку.
На Коммунарском коксохимическом заводе проведены про-
мышленные испытания новой технологической схемы аммиачно-
пиридиновой установки, по которой аммиачные пары из испари-
тельных колонн после выделения летучего аммиака из надсмольной
воды первичных холодильников и газосборниковой воды отводятся
в газопровод коксового газа перед первичными холодильниками.
Пары связанного аммиака после приколонка направляются в пи-
ридиновое отделение. Это позволило значительно улучшить ра-
боту сульфатного и пиридинового отделений и качество получае-
мых продуктов.
Контрольные вопросы
1. Как образуется аммиак при коксовании углей? Назовите его выход от
сухой шихты.
2. В чем состоит необходимость и целесообразность выделения аммиака из
коксового газа?
3. В виде каких аммонийных солей находится аммиак в надсмольной воде?
Каковы их свойства?
4. В чем состоит сущность переработки надсмольной аммиачной воды?
5. Как производится подготовка известкового молока? Какие аппараты
применяются для этой цели?
Глава IV. ОБЕСФЕНОЛИВАНИЕ СТОЧНЫХ ВОД
1. Характеристика сточных вод
В процессе коксования угольных шихт наряду с другими летучими продук-
тами образуются фенолы. Простейшим из фенолов, гидроксильное производное
бензола, является фенол СбНбО. Ближайшими гомологами фенола являются
другие гидроксильные производные толуола — крезолы С7НЯО (орто-, мета-
и пара), гидроксильные производные ксилола — ксиленолы С8Н10О и много-
атомные фенолы.
Наиболее важным представителем является фенол СбН5ОН. Это кристалли-
ческое бесцветное вещество, плавится при 40,9 СС, кипит при 181,75 °C. Плот-
ность его d%1 = 1,0576. Фенол обладает характерным запахом, токсичен. Гра-
ница восприятия запаха фенола в воздухе равна 0,004 мг/л, Предельно до-
пустимая концентрация в воздухе рабочих помещений 5 мг/м3. Фенол хорошо
растворяется в воде. Неограниченная растворимость фенола в воде начинается
при 65,3°С, для крезолов эта температура выше (для пара-крезолов 142,6°C,
мета-крезолов 148,8 °C и орто-крезолов 168, 9 СС). Фенолы малодиссоциированы
в водном растворе, поэтому их кислотные свойства выражены слабо, но при взаи-
модействии со щелочами они образуют соли феноляты.
Содержащиеся в прямом коксовом газе фенолы не извлекаются из него
специальными методами.
Извлечение фенолов из газа происходит на всем пути обработки коксового
газа начиная от газосборников коксовых печей и заканчивается в аппаратуре
208
J
Таблица 8. Содержание примесей в сточных водах
Наименование Содержание примесей, мг/л
фенолы аммиак цианиды сероводо- род роданиды
Сточная вода аммиачной
колонны . 1000—2000
Сепараторная вода бен- зольного отделения . . 200—300
Сепараторная вода цеха ректификации сырого бензола * 200—300
Сепараторная вода смо- лоперегонного цеха . . 1000—3000
200—500 30—50 40—80 До 20 50—150 300—700
—— —
100—300 До 30 До 50 в—
улавливания бензольных углеводородов. Выделение фенолов из газа- основано
на их способности растворяться в воде, смоле и в поглотительном масле. При
охлаждении коксового газа в газосборниках и первичных холодильниках до
30 % фенолов, содержащихся в нем, растворяется в надсмольной воде, главным
образом фенол и крезолы, основная часть фенолов абсорбируется сконденси-
ровавшейся смолой. В небольшом количестве фенолы выделяются из газа погло-
тительным маслом в бензольных скрубберах и при дистилляции масла с сырым
бензолом. Следовательно, фенолы распределяются между надсмольной водой,
смолой, сырым бензолом, газом и другими продуктами коксования. Фенолы, как
продукт коксования углей извлекаются из надсмольной воды, из каменноуголь-
ной смолы при ее ректификации, из сепараторных вод смолоперегонного цеха,
цеха ректификации сырого бензола и отделения дистилляции сырого бензола.
Фенолы, содержащиеся в сыром бензоле, не выделяются и являются потерями
производства.
Сточные воды коксохимических заводов складываются из влаги шихты,
пирогенетической влаги, технической воды и водяного пара, соприкасающегося
в технологических процессах с химическими продуктами коксования при пере-
работке каменноугольной смолы, сырого бензола и др. Количество сточных вод
и концентрация в них загрязнений зависят от качества коксуемых углей, условий
эксплуатации и состояния химической аппаратуры. Количество сточных вод на
1 т коксуемой шихты составляет 0,25—0,3 м3/ч, так что для современного шести-
батарейного завода с печами большой емкости абсолютное количество сточных
вод составляет 150—170 м3/ч.
Основными источниками сточных вод химического завода являются: сточные
воды; сепараторные и отстойные воды бензольных отделений и цехов по перера-
ботке смолы и сырого бензола. Содержание основных примесей в этих водах
характеризуется данными, приведенными в табл. 8.
Кроме того, сточные воды содержат различные масла, взвешенные вещества
и прочие примеси органического и неорганического происхождения. Большинство
из этих примесей являются вредными, затрудняющими использование сточных вод
в производстве. Наиболее вредными примесями являются фенолы. Поэтому все
воды получили наименование «фенольные».
Фенолы и его гомологи, сероводород, цианистые и роданистые соединения
и содержащиеся в маслах соединения непредельного характера легко окисляются,
°ни поглощают в процессе своего разрушения значительное количество раство-
ренного в воде кислорода, необходимого для нормального развития раститель-
ного и животного мира водоема. Реакции взаимодействия различных примесей
ст°чных вод с кислородом приводятся ниже:
СбН5ОН + 7О2 - 6СО2 + ЗН2О; 2NaCNS + ЗО2 - 2SO3 + 2NaCN;
2SO, + O2 = 2SO3.
209
Основным аппаратом паровой установки является обесфеноливающий скруб-
бер , состоящий из верхней испарительной части с деревянной хордовой насадкой,
в которой из воды выдуваются фенолы, и нижней поглотительной части, имеющей
металлическую спиральную насадку, в которой из пара раствором едкого натра
фенолы и крезолы связываются в феноляты и крезоляты натрия по уравнениям
CeH6OH + NaOH CeH6ONa +Н2О; CeH4(CH3)OH + NaOH
C6H4(CH3)ONa + Н2О
(в малом количестве образуются крезолиты и другие соли натрия). Эта смесь
фенолят и крезолят называется фенолятами.
Очищенный водяной Парфеновахиспользуется для обесфеноливания воды’
в верхней части скруббера, т. е. находится^ замкнутом цикле.
Следовательно, в обесфеноливающей скруббере сочетаются два процесса:
десорбция фенолов из воды в пар и абсорбция (хемосорбция) фенолов из пара ще-
лочно-фенолятным раствором. Сочетание двух процессов в одном аппарате поз-
воляет многократно использовать регенерированный (обесфеноленный) водяной
пар для десорбции (отгонки) фенолов из сточной воды, а щелочной раствор для
получения продукта заданного качества. Водяной пар циркулирует по схеме:
десорбция фенолов из воды — абсорбция фенолов из пара щелочью — десорбция
фенолов из воды. Процесс десорбции фенолов из сточной воды циркулирующим
водяным паром и адсорбция фенолов из циркулирующего пара раствором щелочи
влияют один на другой и каждый из них в свою очередь^зависит от многих фак-
торов.
На степень десорбции фенолов из воды влияют количество циркулирующего
водяного пара и концентрация в нем фенолов. В зависимости от содержания фе-
нолов в 1 м3 сточной воды расход циркулирующего пара принимается равным
1500—2000 м3/м3 воды. Расход циркулирующего пара должен быть согласован
со степенью обесфеноливания его конденсата в нижней части скруббера. Должно
быть обеспечено остаточное содержание фенолов в обесфеноленной воде, уходя-
щей из верхней части скруббера, равное не более 0,2 г/м3.
На процесс десорбции фенолов из воды влияет величина поверхности на-
садки, на которой протекает процесс десорбции. Чем больше расход циркули-
рующего пара, тем меньше может быть поверхность насадки. Поверхность дере-
вянной ^хордовой насадки обесфеноливающего скруббера .составляет около
400 м2/м воды. Процесс десорбции фенолов из воды протекает при температуре
101—102 °C.
На степень абсорбции фенолов из циркулирующего2пара щелочно-фенолят-
ным раствором в нижней части скруббера существенно влияют состав поглоти-
теля и его количество. Для обесфеноливания циркулирующего пара применяют
8—12 %-ный водный раствор щелочи (едкого натра). Повышение концентрации
щелочи приводит к уменьшению количества поглотителя, повышению вязкости
раствора и затруднению контакта между циркулирующим паром и раствором.
Снижение концентрации щелочи ниже 5 % приводит к разбавлению готового
продукта (фенолятов) и повышению расхода пара на их упарку.
Для успешного протекания реакций взаимодействия щелочи и фенолоз,
содержащихся в циркулирующем паре, необходим хороший контакт фаз и стро-
гий противоток циркулирующего пара и поглотительного раствора (орошения).
Очень малый удельный расход поглотителя затрудняет создание необходи-
мых условий для противотока пара и поглотителя. Небольшое количество щелочи,
поступающей на орошение насадки, не может равномерно распределиться на ее
поверхности. Поэтому извлечение фенолов из пара проводят многоступенчато
(в две, три ступени).
Максимальное использование щелочи потребовало применить периодическую
подачу ее в скруббер. Так как количество щелочи невелико, а размеры скруб-
бера и, следовательно, насадки велики, непрерывная подача щелочи приведет
к тому, что часть насадки окажется совершенно не смоченной и потери фенолов
с циркулирующим паром будут увеличиваться.
Периодическая подача свежей щелочи рассчитана таким образом, чтобы ин-
тервал между двумя подачами и длительность каждой из них обеспечивали мй'
212
нимальный унос фенолов в десорбционную часть скруббера. Наилучшнй эффект
достигается укладкой в нижней части скруббера металлической спиральной
насадки. Образовавшийся раствор фенолят подвергают циркуляции.
В абсорбционной части скруббера, имеющего металлическую спиральную
насадку, при трехступенчатом орошении общая норма поверхности орошения
должна составлять 0,33—0,39 м2/м3 в час, которая распределяется следующим
образом: 0,10—0,12 для нижней ступени, 0,10—0,12 для промежуточной ступени
и 0,13—0,15 м2/м3 в час для ступени, орошаемой свежей щелочью. Такие вели-
чины поверхности орошения обеспечивают почти постоянную, необходимую
степень обесфеноливания циркулирующего пара.
Полнота извлечения фенолов из циркулирующего пара может быть достиг-
нута достаточной циркуляцией фенолятного раствора из расчета плотности оро-
шения не менее 5 ма на 1 м2 поперечного сечения скруббера. Многоступенчатое
орошение скруббера в поглотительной части при повышенной плотности орошения
обеспечивает степень обесфеноливания воды не ниже 85—90%.
Абсорбция фенолов из пара раствором щелочи в значительной степени за-
труднена гидролизом фенолятов натрия. Гидролиз протекает так сильно, что при
определенных условиях в паре над кипящим щелочно-фенолятным раствором
равновесная концентрация фенолов может в несколько раз превышать соответ-
ствующую концентрацию фенолов в паре, поступающем в поглотительную сек-
цию скруббера.
Для щелочно-фенолятных растворов промышленных установок, в составе
которых имеются крезоляты, более подверженные гидролизу, равновесная кон-
центрация фенолов в паре над раствором будет еще больше.
Для того чтобы реакции образования фенолятов и крезолятов натрия (см.
выше) были сдвинуты вправо, необходимо щелочь подавать в избытке против
стехиометрического соотношения, т. е. увеличить содержание свободной щелочи
в щелочно-фенолятном растворе, так как избыток щелочи подавляет гидролиз
и уменьшает упругость фенолов над щелочным раствором, увеличивает степень
извлечения фенолов из пара. С разбавлением раствора степень гпдролиза уве-
личивается.
Присутствие в воде, а следовательно, и в циркулируемом паре летучего
аммиака отрицательно сказывается на течении десорбции фенолов из воды и на
их абсорбции из пара. Наличие аммиака, растворенного в фенолятах, приводит
к повышению равновесной концентрации фенолов в циркулирующем паре и
снижает степень его обесфеноливания. Поэтому содержание летучего аммиака
в воде, поступающей на обесфеноливание, не должно превышать 0,05%.
Отрицательно влияют на процесс обесфеноливания сопутствующие фенолам
кислые примеси в воде, к которым относятся углекислота, сероводород и синиль-
ная кислота. Эти кислые примеси, попадая с водяным паром в поглотительную
часть скруббера, связывают едкий натр в балластные соли: бикарбонат натрия
(NaHCO3), сульфид натрия (Na2S) и цианид натрия (NaCN). Углекислота (COg),
содержащаяся в паре, разрушает феноляты по реакции CeH6ONa 4- СО2 +
+ Н2О —> С6Н6ОН 4- NaHCO3 с переходом фенолов в парообразное состояние.
Выделившийся бикарбонат натрия под действием высокой температуры пере-
ходит в карбонат натрия: 2NaHCO3
Диоксид углерода вновь взаимодействует со щелочью или фенолятами.
Таким образом, наличие в подаваемой на скруббер воде кислых соединений
вызывает повышенный расход щелочи, ухудшает качество фенолятов из-за на-
копления в них балластных солей, часть которых отлагается на насадке, змееви-
ках и забивает форсунки орошающего устройства.
Схемы обесфеноливания сточных вод паровым методом предусматривают двух-
или трехступенчатое орошение поглотительной (абсорбционной) части скруббера.
г*а рис. 52 приведена схема, предусматривающая трехступенчатое орошение
с Двумя ступенями циркуляции и периодическим орошением верхней ступени
Рзствором свежей щелочи.
Сточная вода после выделения из нее летучего аммиака в аммиачной ко-
лонне, нагретая до температуры кипения, поступает в верхнюю десорбционную
асть и°бесфеполивающего скруббера 1, заполненного деревянной хордовой на-
С6Н6ОН + NaHCO3 с переходом фенолов в парообразное состояние.
Na2CO3 J- СО2 4- Н2О, а выделяющийся
Таким образом, наличие в подаваемой на скруббер воде кислых соединений
вызывает повышенный расход щелочи, ухудшает качество фенолятов из-за на-
копления в них балластных солей, часть которых отлагается на насадке, змееви-
ках и забивает форсунки орошающего устройства.
Схемы обесфеноливания сточных вод паровым методом предусматривают двух-
или трехступенчатое орошение поглотительной (абсорбционной) части скруббера.
**а рис. 52 приведена схема, предусматривающая трехступенчатое орошение
с Двумя ступенями циркуляции и периодическим орошением верхней ступени
Раствором свежей щелочи.
Сточная вода после выделения из нее летучего аммиака в аммиачной ко-
нагретая до температуры кипения, поступает в верхнюю десорбционную
СаДкой, Навстречу воде из нижней поглотительной (абсорбционной) части скруб-
213
бера 1 движется циркулирующий водяной пар, который подается вентилятором.
Верхняя и нижняя части скруббера соединены патрубком для паров.
При соприкосновении стекающей по деревянной хордовой насадке воды
с водяным паром происходит выдувание (десорбция) фенолов из воды. При этом
значительная часть фенолов переходит в пар.
Обесфеноленная вода после скруббера, пройдя гидрозатвор, поступает на
дальнейшую переработку в аммиачное отделение для выделения из нее связан-
ного аммиака.
Фенолсодержащий пар вентилятором подается в нижнюю поглотительную
часть скруббера, заполненную тремя ярусами металлической спиральной насадки,
где происходит абсорбция фенолов из циркулирующего пара раствором щелочи.
Верхний ярус насадки периодически через каждые 15 мин при помощи насоса 5
и реле времени 4 орошается горячим раствором щелочи. Щелочь, соприкасаясь»
с движущимся противотоком циркулирующим паром, взаимодействует с парооб-
разными фенолами с образованием фенолятов натрия, нижний ярус насадки оро-
шается циркулирующим раствором фенолятов, содержащих 50 % связанной
щелочи, а средний — менее концентрированным раствором фенолятов, содер-
жащих 70—80 % свободной щелочи. Обесфеноленный пар снова поступает в верх-
нюю часть скруббера. Для устранения уноса брызг щелочи пар проходит через
небольшой слой осушающей насадки из металлических спиралей.
Для подогрева циркулирующего щелочно-фенолятного раствора в нижней
части скруббера установлен паровой подогреватель. Средний и нижний ярусы
насадки разделяются днищем. Циркуляция наиболее концентрированных фено-
лятов осуществляется насосом 5, менее концентрированных — насосом 6. Полу-
ченные феноляты непрерывно самотеком стекают из нижней части скруббера
в сборник, откуда периодически поступают на склад.
Многоступенчатое орошение поглотительной части скруббера при обычном
расходе щелочи приводит к увеличению эффективности обесфеноливания при
переработке вод, содержащих не менее 1,5 г/л фенолов.
Щелочь на орошение подается в избытке, она расходуется на связывание
сероводорода и других кислых примесей, для снижения упругости фенолов над
раствором щелочных фенолят и для подавления гидролиза фенолят. Количество
щелочи равно двукратному по отношению к стехиометрическому.
Свежую щелочь готовят из концентрированного раствора каустической соды
или из твердого едкого натра. Может использоваться регенерированная щелочь,
полученная при переработке фенолятов.
Аммиачная вада
Рис. 52. Схема обссфсяоли-
вания сточных вод по паро-
вому методу (три ступаю
орошения)
214
Основные показатели режима работы установки
ющими данными:
характеризуются следу-
Температура, °C:
воды, подаваемой в скруббер . . . 100—102
циркулирующего пара........... . 102—103
щелочи, подаваемой в скруббер . . 102—103
циркулирующих фенолятов .... 105—115
Содержание фенолов, г/л:
в поступающей воде...............1,8—2,0
в сточной воде................. 0,2
Расход щелочи составляет 0,9 кг на 1 кг извлекаемых фенолов. Обесфено-
ленная вода либо доочищается биохимическими способами, либо используется
для мокрого тушения кокса.
Достоинства парового метода состоят в компактности установки, простоте
аппаратурного оформления, возможности автоматизации процесса; в процессе
обесфеноливания вода не соприкасается с реагентами, при повышенном расходе
щелочи наличие многоступенчатого орошения позволяет применить паровой метод
для обесфеноливания сточных вод с содержанием фенолов менее 1,5 г/л; обра-
зующиеся фенолята не содержат механических примесей, по необходимости
установка может работать с перегрузкой.
Однако паровой метод имеет и существенные недостатки: невозможно достиг-
нуть полного обесфеноливания сточной воды; часть фенолов теряется в дистил-
ляционной аммиачной колонне перед обесфеноливанием воды, потери фенолов
могут достигать 15—25 % от их ресурсов в воде. Наличие остатков аммиака перед
обесфеноливанием снижает степень обесфеноливания воды.
Основным аппаратом установки является обесфеноливающий скруббер диа-
метром 3300—5000 мм, высотой 34 790—39 120 мм, выполненный из углеродистой
стали. Рабочая поверхность насадки: деревянной 4824—11 100 м2, металличе-
ской 12675—29 400 м2, число ступеней абсорбционной части 2—3. Нижняя часть
скруббера изготовлена из плакированной стали, насадка — из стальной ленты.
Интенсификация обесфеноливания сточных вод паровым способом предполагает
применение колонн с тарельчатыми контактными устройствами, имеющими малые
габариты, высокую производительность. В качестве контактных устройств пре-
дусматриваются решетчатые или ситчатые тарелки. Установка таких аппаратов
позволяет улучшить условия труда и значительно сократить энергетические за-
траты, так как уменьшается количество циркулирующего раствора фенолятов
натрия при обеспечении требуемой плотности орошения.
Полученные паровым методом обесфеноливания сточных вод фенолята на-
трия перерабатываются для получения чистых продуктов путем ректификации.
4. Технология экстракционных методов
обесфеноливания сточных вод
Экстракционные методы обесфеноливания сточных вод пригодны для извле-
чения фенолов из довольно концентрированных вод, содержащих более 2 г/л
фенолов. Суть методов состоит в том, что фенолсодержащая вода смешивается
с каким-нибудь жидким растворителем, в котором фенолы растворяются легче,
чем в воде, сам же растворитель в воде не растворяется, в результате чего после
обработки жидкости распадаются на два слоя, легко разделяющихся деканта-
цией. Один слой состоит из обесфеноленной воды, второй представляет собой
Растворитель с поглощенными из воды фенолами, откуда они извлекаются либо
отгонкой растворителя, либо переводом фенолов в феноляты путем обработки
Раствора едкой щелочью. В обоих случаях освобожденный от фенолов раство-
ритель снова идет на промывку — экстракцию воды от фенолов.
Процесс экстрагирования сточных вод состоит из трех стадий: приведение
меси, подлежащей экстрагированию, в тесный контакт с растворителем; разде-
лив образовавшихся фаз; удаление и регенерация растворителя.
215
Выбор растворителя (экстрагента) для обесфеноливания сточных вод опре-
деляется следующими требованиями: он должен обладать высокой растворяюще |
способностью по отношению к фенолам; быть дешевым; не образовывать эмуль-
сии; при взаимодействии с водой хорошо расслаиваться; не быть токсичным;
не разлагаться при регенерации; достаточно полно выделять поглощенные фе-
нолы.
До сих пор не найдено растворителя, который удовлетворял бы всем тре-
бованиям: высокой экстракционной способностью и практически полно извле-
кают из воды фенолы хинолин и анилин, но и сами растворяются в воде и загряз-
няют воду; три крезилфосфат и феносольван являются эффективными экстраген-
тами, но мало доступны, так как дороги. В промышленности получили приме-
нение такие растворители, как бутилацетат, каменноугольные масла, высоко-
кипящие спирты (выкипают в пределах 170—200 °C). Наибольшее применение
получил бензол. Этот растворитель обладает достаточной экстракционной спо-
собностью, хорошо отделяется от сточной воды, легко освобождается от фенолов
при промывке щелочью или при перегонке, химически устойчив, является про-
дуктом коксохимического производства, имеет небольшую стоимость. В про-
цессе экстракции сточных вод используют большие количества бензола, поэтому
концентрация фенола в полученном экстракте невелика.
Выделение фенолятов из полученного экстракта (регенерация бензола)
может осуществляться методом дистилляции или бензол-фенолятным методом.
В промышленности получил предпочтение бензол-фенолятный метод. Он обеспе-
чивает большую степень извлечения фенолов из сточных вод, достигающую
90—92 %.
Бензол-фенолятный экстракционный метод включает следующие стадии про-
цесса: обессмоливание воды путем ее отстаивания, фильтрования, промывки
циркулирующим бензолом, который затем регенерируют дистилляцией; извле-
чение фенолов из сточной воды бензолом в экстракционном аппарате;
предварительная промывка бензоло-щелочно-фенолятным раствором для удале-
ния растворимых в ней кислых газов; извлечение фенолов из бензола ще-
лочью.
Достоинствами экстракционных, методов являются: высокая степень обес-
феноливания воды; более высокая выработка фенолов, поскольку извлечение
их из воды осуществляется до аммиачной колонны, чем исключаются потери фе-
нолов, имеющиеся при паровом методе; более высокая степень извлечения крезо-
лов; практически полное извлечение из вод масел и смол.
К недостаткам экстракционных методов относят сложность технологической
схемы, а также то, что большинство применяемых экстрагентов в той или иной
степени растворяется в обрабатываемой воде.
Для извлечения фенолов из сточных вод в промышленности экономически
выгодно применять каменноугольные масла, полученные при фракционировании
каменноугольной смолы. Эти масла являются продуктами коксохимического про-
изводства, поэтому легко доступны. Каменноугольные масла могут использо-
ваться для экстракции фенолов из аммиачной воды и из сепараторных вод смоло-
перегонного цеха.
Сепараторные воды смолоперегонных цехов обесфеноливают камен-
ноугольным маслом в аппаратах периодического или непрерывного дейст-
вия.
Конечное содержание фенолов в воде составляет 0,8—1,5 г/л при начальном
содержании их 8—10 г/л. Степень обесфеноливания воды достигает 88—96 %-
Недостатком каменноугольного масла является склонность его к эмульгированию
с водой, что затрудняет процесс экстракции. Интенсивность образования эмульсин
зависит от pH воды, содержания в ней смол, скорости перемешивания фаз и тем-
пературы процесса. Поэтому сепараторную воду подкисляют до pH = 7,24-7,6,
а затем подвергают фильтрованию в кварцевых фильтрах, что способствует раз-
рушению водносмоляной эмульсии.
Для обесфеноливания сточной воды и извлечения фенолов из растворителя
применяют высокоэффективные экстракционные аппараты. Широкое применение
получил дисковый экстрактор — колонна с перегородками и тарелками (До-
сками), которые вращаются с большой скоростью на общем валу и др.
216
5. Технология
биохимического метода обезвреживания сточных вод
Сточные воды после обесфеноливания их паровым или экстракционным
методом подвергают доочистке от фенолов или обезвреживанию. Доочистка,
обезвреживание и использование сточных вод коксохимических предприятий
является одними из главных направлений в защите окружающей среды от загряз-
нений.
Существует много методов обезвреживания сточных вод: адсорбционные,
основанные на физико-химических свойствах поверхности твердых поглотите-
лей — активированного угля, ионитов (природных и искусственных); окисление
вод озоном; испарение фенольных вод; очистка вод от сероводорода и синильной
кислоты; биохимическая очистка и др.
На коксохимических заводах страны широкое применение получили методы
биохимической очистки сточных вод от фенолов и других примесей.
Биохимические методы основаны на способности микроорганизмов окислять
фенолы. Конечными продуктами биохимического разложения примесей, содер-
жащихся в сточных водах, являются соединения высшей степени окисления —
диоксид углерода (СО2) и вода. Эти методы обеспечивают глубокую очистку сточ-
ных вод в результате разложения фенолов.
Для биохимической очистки фенольных вод используют микроорганизмы
двух видов: активный ил (или биологическую пленку) и культуры специальных
бактерий, предназначенных для разрушения определенных компонентов, загряз-
няющих сточные воды. Активный ил представляет собой скопление бактерий —
зооглей, нитчатых, жгутиковых, корненожек, инфузорий, коловраток и др.
На установках с активным илом лучшие результаты обесфеноливания полу-
чаются после предварительного разбавления фенольных сточных вод техниче-
ской водой или хозяйственно-бытовыми водами.
Весьма важным фактором, влияющим на эффективность обесфеноливания
сточной воды биохимическими методами, является концентрация в ней, помимо
фенолов, других химических веществ: цианидов, роданидов, сероводорода и др.
Так как фенолы разрушаются быстрее этих соединений, то для их окисления ко-
личество кислорода, подаваемого с воздухом при аэрации биологического бас-
сейна, оказывается недостаточным. Это приводит к накоплению в единице объема
жидкости указанных примесей и достижению ядовитой для микробов концен-
трации, в результате чего разрушение фенолов замедляется или вовсе прекра-
щается. Поэтому разбавление сточных вод свежей технической водой (1:1)
снижает концентрацию примесей в единице объема жидкости и предупреждает
повышение концентрации их до ядовитой для микробов. Особенно нежелательной
примесью является аммиак, который окисляется значительно быстрее фенолов
и при этом затрачивается большое количество кислорода. Содержание аммиака
в сточной воде тормозит процесс обесфеноливания. Опыт работы биохимических
установок показал, что при содержании аммиака (общего) в исходной воде в пре-
делах 0,5—1,0 г/л конечное содержание фенолов в воде не превышает 2 мг/л.
Повышение содержания аммиака в воде до 1,5 г/л приводит к увеличению фено-
лов до 4—5 мг/л. Следовательно, снижение содержания аммиака в сточной воде,
идущей на биохимическую доочистку, повышает эффективность обесфеноливания.
На коксохимических заводах широкое распространение получил биохимиче-
ский метод очистки сточных вод с использованием специфических культур бак-
терий, он получил название микробного. Этот метод может использоваться для
обесфеноливания сточных вод с большой концентрацией фенолов и других соеди-
нений.
Основным сооружением биохимической установки является биологический
Оссейн, в котором протекает процесс разрушения фенолов микробами. В основу
микробного метода очистки сточных вод положены следующие требования:
1) основным началом, разрушающим фенолы и тиоцианаты, являются мик-
робы’ специально приспособленные к разрушению этих веществ в лаборатории;
2) не допускается применение для переработки бытовых вод;
й 3) сточные воды с концентрацией фенолов 500—300 мг могут перерабаты-
ться без разбавления.
217
Необходимыми условиями жизнедеятельности этих Микробов и, следова-
тельно, эффективности обесфеноливания сточных вод являются: тщательна: j
предварительная очистка сточных вод от механических примесей, смолы и масел;
постоянный состав сточных вод, характеризующийся величиной pH в пределах
7—8,5 и температурой 25—30 °C; наличие в сточной воде солей фосфора; интен-
сивная аэрация сточных вод для обогащения их кислородом; содержание общего
аммиака не^более>2 г/л; равномерное поступление сточной воды в биологический
бассейн.
Технологическая схема установки для обесфеноливания сточных вод коксо-
химических заводов биохимическим методом, спроектированной в Гипрококсе,
приведена на рис. 53.
Сточные воды подают на биохимическую установку по двум коллекторам
(отдельно для общего стока и для сточной воды аммиачного отделения). Феноль-
ные воды общего стока первоначально подвергают механической очистке от взве-
шенных частиц, смолы и масел. Поэтому их последовательно пропускают через
песколовку, отстойник и маслоотделитель. Периодически сбрасываемые сточные
воды направляют в уравнительный резервуар, из которого равномерно подают
на очистку.
Выделенные в маслоотделителе смолы и масла откачивают в сборники для
обезвоживания, а затем погружают в цистерну.
Надсмольная вода в дополнительной механической очистке не нуждается,
так как ее обессмоливают в кварцевых фильтрах перед подачей в аммиачную
колонну и подвергают осветлению в известковом отстойнике. Поскольку темпе-
ратура воды высокая (90—95 °C), ее вначале охлаждают, а затем вместе с освет-
ленной водой общего стока направляют в усреднитель. Из усреднителя сточную
воду подают в биологический бассейн, в котором фенолы разрушаются микро-
организмами. По пути в бассейн к сточной воде добавляют фосфор в виде раствора
суперфосфата. Доза суперфосфата, содержащего 10—12 % фосфора, составляет-
0,2 кг на 1 м3 сточной воды. Воздух в бассейн нагнетают воздуходувками, рас-
положенными в здании машинно-насосного отделения, в котором установлены
также насосы для перекачки сточных вод и оборудование для приготовления
суперфосфата.
Ступень 1
Ступень 1
Ступень 2
Ступень 2
Рис. 53. Технологическая схема установки для обесфеноливания сточных вод биохими-
ческим методом:
/ — уравнительный резервуар; 2 — песколовка; 3 — распределительная камера; 4 —
первичны» отстойник; 5 — маслоотделитель; 6 — холодильники для охлаждения надсмодь-
ной воды; 7 — склад суперфосфата; 8 — баки для приготовления раствора суперфосфата;
9 — воздуходувки; 10 — насос для откачки смолы и масла; 11 — сборник» смолы п масел;
12 — сборник фенольных вод; 15 — насосы для перекачки фенольных вод; 16 — сборник
надсмольной воды; 17 — сборник очищенной воды; 18 — вторичные отстойники;
биологический бассейн (из двух отделений); 20 — пропеллерные насосы; 21 — запасные
емкости для фенолразрушающих и роданразрушающих микробов; 22 — усреднитель,
23 — эрлифт; 24 — дренажные площадки
218
После очистки в биологических бассейнах сточные воды направляют во вто-
ричный отстойник для освобождения от образующегося осадка (биомассы), а за-
тем — на совместную очистку с бытовыми водами. Для создания запаса микро-
организмов, необходимого в случае выхода биологического бассейна из строя,
предусмотрены специальные резервуары с фенол- и роданразрушающими микро-
бами. Обезвоживание осадка осуществляется на дренажных площадках.
В технологической схеме трехступенчатой биохимической установки Гипро-
кокса предусматривается на первой ступени обесфеноливание воды; на второй —
удаление тиоцианидов; на третьей — доочистка сточной воды совместно с быто-
выми водами.
В перспективе основным остается биохимический метод очистки сточных
вод. Для глубокой очистки фенольных вод предусматривается дальнейшее со-
вершенствование конструкции биологических установок, улучшение подготовки
сточных вод, использование технологического кислорода для интенсификации
биологических процессов, применение для обезмасливания сточных вод электро-
флотации и для биохимического процесса озона; внедрение для очистки феноль-
ных вод других более эффективных физико-химических способов, которые могут
быть применены как в сочетании с биохимическим, так и самостоятельно.
Контрольные вопросы
1. Как осуществляется выделение фенолов из коксового газа?
2. Какие вы знаете источники сточных фенольных вод коксохимических
заводов? Какие примеси входят в состав сточных вод?
3. В чем состоит необходимость и целесообразность обесфеноливания сточ-
ных вод?
4. В чем состоят коренные отличия парового и экстракционного методов
обесфеноливания сточных фод? Какова область их использования?
5. Какими факторами обуславливается степень десорбции фенолов из сточ-
ных вод при обесфеноливании их паровым методом?
6. Почему для обесфеноливания циркулирующего фенол содержащего пара
в установке парового метода целесообразно применять двух- или трехступенчатое
орошение?
7. Какие методы используются для доочистки сточных вод от фенолов?
В чем сущность биохимического микробного метода?
Глава V. ПРОИЗВОДСТВО СУЛЬФАТА АММОНИЯ
1. Сульфат аммония, его свойства.
Использование сульфата аммония
Сульфат аммония I(NH4)2SO4] получают на коксохимиче-
ских заводах в сульфатном отделении цеха улавливания. Исход-
ным сырьем для получения сульфата аммония служит аммиак,
содержащийся в коксовом газе.
Получение сульфата аммония основано на реакции нейтра-
лизации аммиака серной кислотой в сатураторах или абсорберах:
2NH3 + H2SO4 (NH4)2SO4 + q.
Сульфат аммония представляет собой белые, прозрачные кри-
сталлы формы удлиненного ромба величиной от сотых и десятых
Долей миллиметра до 6—8 мм и больше. Плотность кристалличе-
ского сульфата аммония при 20 °C составляет 1,768 г/см3. Насып-
ная масса в зависимости от крупности кристаллов и содержания
219
влаги колеблется в пределах 780—830 кг/м3. Сульфат аммони'.
хорошо растворяется в воде. С повышением температуры раство-
римость его в воде увеличивается. Химически чистый сульфат
аммония содержит 21,237 % N2 или 25,76 % NHS.
По государственному стандарту (ГОСТ-9097—74) сульфат
аммония должен характеризоваться следующими показателями:
Сорт......................... Высший
Содержание азота в пересчете
на сухое вещество, % ... . 21,0
Содержание влаги, %, не бо-
лее .......................... 0,2
Содержание свободной H2SO4,
%, не более.................. 0,025
Цвет.......................... Белый
Гр анулометрический состав:
содержание фракции
>0,25 мм, %, не менее 95
остаток на сите 6 мм Отсутствует
I
20,8
0,3
0,050
Белый или слабо
окрашенный
70
II
20,8
0,3
0,050
Не норми-
руется
Не норми-
руется
Не норми-
руется
Важным показателем качества сульфата аммония является
размер кристаллов. Мелкокристаллическая структура соли
с сильно развитой поверхностью является причиной повышенного
содержания в ней влаги и серной кислоты, что приводит к слежи-
ванию при хранении и срастанию ее в агломераты. Крупнокри-
сталлическая соль менее подвержена слеживанию и равномерно
распределяется в почве при использовании ее в качестве удоб-
рения.
Сульфат аммония содержит около 24 % серы, которая в виде
сульфат-иона поступает в почву вместе с удобрением. Сульфат
аммония является ценным удобрением для сельскохозяйственных
полей и поэтому занимает одно из ведущих мест среди продуктов
коксохимического производства. Среди азотных удобрений, при-
меняемых в сельском хозяйстве СССР и за рубежом, большое
место занимает сульфат аммония. В мировом производстве азот-
ных удобрений на долю сульфата аммония приходится более
20 % от всего производства связанного азота, в нашей стране
6—7 % от всего количества выпускаемых азотных удобрений.
Ценность этого удобрения обусловлена высоким содержанием
азота, по сравнению с другими азотными удобрениями (чилийской
селитрой, содержащей 15—16 %, норвежской селитрой, содер-
жащей 13—14 % и естественным удобрением, содержащим 6—
7 % азота); азот хорошо усваивается из почвы корнями растений.
Содержащаяся в сульфате аммония сера является необходимым
элементом питания для многих сельскохозяйственных культур
(свеклы, хлопчатника, табака и др.), поэтому сульфат аммония
можно считать удобрением, содержащим питательных веществ
более 45 % и обладающим высокими агротехническими свой-
ствами.
220
р Сульфат аммония производится на коксохимических заводах
в больших количествах. На 1 т сухой шихты производство суль-
фата аммония (сухого) составляет 11,0—11,5 кг.
2. Характеристика серной кислоты,
/ применяемой для производства сульфата аммония
В химически чистом сульфате аммония аммиак составляет
25,76 %, остальные 74,24 % приходятся на долю серной кислоты.
На отечественных коксохимических заводах для производства
сульфата аммония используется серная кислота следующих
видов: башенная, контактная техническая (привозная и собствен-
ных цехов мокрого катализа); отработанная с предприятий орга-
нического синтеза; регенерированная после мойки фракций сырого
бензола и других коксохимических продуктов. Качество серной
кислоты нормируется ГОСТом.
Для производства сульфата аммония высшего и первого сор-
тов используется контактная серная кислота улучшенной марки Б
концентрации 92,5—94,0 % с содержанием железа не более 0,015%,
оксидов азота и мышьяка 0,0001 %; для производства сульфата
аммония второго сорта используются контактная техническая
кислота концентрации ^92,5 %, содержащая 0,02 % железа;
башенная кислота марки А концентрацией js75 % и содержанием
0,02 % железа.
Регенерированная серная кислота цехов ректификации сырого
бензола с содержанием моногидрата до 50 % загрязнена органи-
ческими примесями (сульфокислотами и продуктами полимери-
зации). Эти примеси отрицательно влияют на ход сатураторного
процесса и снижают качество сульфата аммония. Однако экономи-
чески необходимо использовать эту кислоту, как наиболее де-
шевую.
Кроме того, в серной кислоте содержатся и другие примеси—
оксиды азота, мышьяк, хлористые соединения, свинец, кадмий,
алюминий и другие, которые также влияют на работу сатуратора
и качество сульфата аммония. Содержание этих примесей норми-
руется ГОСТом.
Большое значение для работы сульфатного отделения имеет
организация приема и хранения серной кислоты. Хранение серной
кислоты (^75 %) осуществляется в вертикальных хранилищах
из углеродистой стали емкостью не более 400 м3. Хранилища
снабжаются воздушками с влагоуловителями. Для регенериро-
ванной кислоты применяют хранилища с внутренней кислото-
упорной футеровкой. Емкость склада серной кислоты зависит от
размеров производства сульфата аммония и от того, на какой
кислоте работает сульфатное отделение (на привозной или соб-
ственной). Емкость склада составляет от 15 до 20 доз суточной
потребности.
221
\у<3. Способы получения сульфата аммония
Существует три классических способа получения сульфата
аммония: непрямой, прямой и полупрямой.
Сущность непрямого или косвенного способа заключается в том,
что аммиак из коксового газа улавливается в аммиачных скруб-
берах с получением слабой скрубберной аммиачной воды. От-
гонку (десорбцию) аммиака из слабой аммиачной воды проводят
в дистилляционных колоннах с получением газообразного аммиака.
Пары аммиака из колонн поступают в сатуратор, где он связы-
вается серной кислотой в сульфат аммония, т. е. сульфат аммоний
получается не непосредственно из газа, а путем некоторых про-
межуточных операций. Этот метод характеризуется значительным
расходом холодной воды для улавливания аммиака в скрубберах
большими потерями аммиака с обратным газом. Он не нашел
промышленного применения в отечественной коксохимической
промышленности. За рубежом этот метод применяется при комби-
нированном улавливании из газа аммиака и сероводорода.
Отличительной особенностью прямого метода является то, что
перед улавливанием аммиака в сатураторе газ охлаждается до
68 °C. Выделившийся из газа водяной конденсат (надсмольная
вода) полностью используется для пополнения воды цикла газо-
сборника и, таким образом, избытка надсмольной воды не полу-
чается. Весь аммиак газа улавливается в сатураторе с получе-
нием сульфата аммония. Достоинство метода состоит в уменьше-
нии эксплуатационных расходов за счет снижения расхода пара
и электроэнергии на переработку аммиачной воды. Широкое рас-
пространение этот метод не получил по следующим причинам:
наличие большого количества аппаратов, работающих под раз-
режением, что увеличивает расход мощности нагнетателя газа;
интенсивное протекание коррозионных процессов в сатураторе,
что обусловливается присутствием хлористого аммония и обра-
зованием летучей соляной кислоты; недостаточная очистка газа
от туманнообразной смолы, что приводит к образованию большого
количества кислой смолки и загрязнению сульфата аммония;
получение мелкокристаллической соли, что вызвано высокой
температурой процесса; громоздкость аппаратурного оформления
из-за высокой температуры газа и большого его влагосодержания.
Полупрямой метод получил широкое распространение как па
отечественных коксохимических заводах, так и за рубежом. Этот
метод является как бы комбинацией непрямого и полупрямого
методов. Особенностью полупрямого метода получения сульфата
аммония является то, что не весь аммиак, образующийся при коксо-
вании, поступает с газом в сатуратор, а только 70—75 % от его
-ресурсов в газе. Часть аммиака, до 25—30 % от его ресурсов
в газе, растворяется в надсмольной воде, образующейся при
охлаждении газа в первичных холодильниках. Эта вода перера-
батывается в аммиачном отделении с получением пароаммиачнои
222
смеси, которая направляется в сатуратор, где вместе с аммиаком
из газа связывается серной кислотой. Аммиачные пары из колонны
аммиачного отделения могут быть направлены в пиридиновую
установку, где наряду с пиридиновыми основаниями образуется
сульфат аммония — целевой продукт сульфатного отделения.
Необходимость дополнительной переработки больших количеств
надсмольной воды является недостатком метода, так как требует
установки соответствующей аппаратуры и оборудования, боль-
ших энергетических затрат.
Несмотря на указанный выше недостаток, полупрямой метод
наиболее распространен, так как надежен, удобен в управлении,
сравнительно прост по технологической схеме и экономичен:
часть аммиачных паров может применяться для получения пи-
ридиновых оснований. Этот способ непрерывно совершенствуется.
4. Технология получения сульфата аммония
пр сатураторному способу
В коксохимической промышленности наибольшее распростра-
нение получил полупрямой способ получения сульфата аммония
с использованием сатураторов барботажного типа. Сущность
процесса состоит в том, что дополнительно подогретый после нагне-
тателя коксовый газ, содержащий газообразный аммиак и пары
из аммиачной колонны поступают в сатуратор по трубе, заканчи-
вающейся барботажным зонтом. Зонт погружен в маточный рас-
твор, содержащий серную кислоту. При прохождении (барботи-
ровании) газа через маточный раствор аммиак вступает в реакцию
взаимодействия с серной кислотой и образует с ней конечный
продукт — сульфат аммония. Процесс нейтрализации аммиака
серной кислотой протекает в две ступени: сначала образуется
кислая соль бисульфат аммония по уравнению NH3 -f- H2SO4 ->
*♦ NH4HSO4. По мере насыщения раствора аммиаком кислая
соль переходит в среднюю, т. е. сульфат аммония: NH3 +
+ NH4HSO4 -► (NH4)2SO4.
Эти реакции протекают с выделением тепла, количество кото-
рого зависит от условий ведения процесса.
Соотношение между сульфатом и бисульфатом, находящимися
в растворе обусловливается его кислотностью. При очень низкой
кислотности (1—2 %) в растворе преобладает сульфат, который
выпадает из пересыщенного раствора в виде кристаллов. При
повышении кислотности раствора (выще 12—15 %) средняя соль
(сульфат) переходит в кислую (бисульфат), которая обладает
лучшей растворимостью в воде и слабом растворе серной кислоты,
чем сульфат и остается в растворенном виде, т. е. при вы-
сокой кислотности в растворе находится главным образом би-
сульфат аммония. По достижении пределов растворимости^из
Раствора в первую очередь выпадают кристаллы сульфата ам-
мония.
223
Так как процесс нейтрализации при производстве сульфата
аммония осуществляется при непрерывном поступлении реагентов
с непрерывным отбором готовой соли, то в растворе, заполняющем
сатуратор, одновременно находятся бисульфат и сульфат аммо-
ния, вода и серная кислота. Этот раствор принято называть
маточным раствором. Кислотность маточного раствора в сатура-
торе поддерживается автоматически.
Одновременно с основным процессом — улавливанием аммиака,
в сатураторе протекают реакции связывания серной кислотой
пиридиновых оснований, содержащихся в коксовом газе, с обра-
зованием средней соли сульфата пиридина и кислой — бисульфата
пиридина.
Таким образом, в сатураторе одновременно протекает абсорб-
ция (хемосорбция) аммиака и пиридиновых оснований и кри-
сталлизация соли сульфата аммония. Каждый из этих процессов
требует создания определенных условий, обеспечивающих высо-
кую степень улавливания аммиака и пиридиновых оснований и
получение крупнокристаллической соли сульфата аммония.
Эффективность всех этих процессов обусловливается поддер-
жанием в сатураторе оптимальных температуры и кислотности
маточного раствора, наличием центров кристаллизации соли
сульфата аммония и интенсивным перемешиванием раствора
в ванне сатуратора.
Технологическая схема получения сульфата аммония по полу-
прямому сатураторному способу приведена на рис. 54.
Горячая вода
Серная кислота
из склада
Коксовый газ
Коксовый газ
Подкисленный [ t f
Шлам
j в конечные
А холодильники
Ойеспиридинен-
ный раствор
18 нейтрализатор
пиридиновой уста-
новки
Сульфат аммония на
сушку, и на склад
Рис. 54. Технологическая схема получения сульфата аммония
по полупрямому методу
224
Коксовый газ, охлажденный в первичных газовых холодиль-
никах и очищенный от туманообразной смолы в электрофильтрах
подается нагнетателем в паровой подогреватель 1 сульфатного
отделения. В подогревателе газ нагревается до 50—60 °C и посту-
пает в сатуратор 2 по центральной газоподводящей трубе, за-
канчивающейся газораспределительным зонтом, погруженным в ма-
точный раствор ванны сатуратора на 250—280 мм.
Подогрев газа перед сатуратором особенно необходим в мо-
мент спуска сульфатного отделения, а также для предупреждения
обводнения ванны сатуратора (для повышения прихода тепла
в сатуратор). Одновременно с газом в сатуратор поступает часть
пароаммиачной смеси из дефлегматора аммиачного отделения.
В сатураторе аммиак, содержащийся в газе и в пароаммиач-
ной смеси и пиридиновые основания взаимодействуют с серной
кислотой с образованием соответствующих солей.
Серная кислота с концентрацией 76—75 % непрерывно посту-
пает в сатуратор из напорного бака 11 по специальной трубе и
распределяется по кольцевой трубе, укрепленной на газоподво-
дящей трубе над барботажным зонтом. Таким образом, кислота
подается непосредственно в зону поступления газа в маточный
раствор.
Прошедший сквозь слой, маточного раствора и освободившийся
от аммиака и пиридиновых оснований коксовый газ через газо-
вый патрубок направляется в кислотную ловушку 3, в которой из
газа улавливаются увлеченные брызги маточного раствора. Потери
аммиака в газе, уходящем из сатуратора, должны составлять не
более 0,02—0,03 г/м3 и пиридиновых оснований не более 0,04—
0,06 г/м8. Это достигается хорошим контактом газа и маточного
раствора в ванне сатуратора.
После кислотной ловушки коксовый газ направляется в ко-
нечные газовые холодильники для охлаждения его до 25—30 °C
перед улавливанием бензольных углеводородов в скрубберах.
Оседающие в конической части сатуратора кристаллы сульфата
аммония вместе с некоторым количеством маточного раствора
кислфтоупорным насосом 4 подаются в кристаллоприемник 5
для отстаивания кристаллов сульфата аммония. Через штуцер,
расположенный в верхней части кристаллоприемника, маточный
раствор отстоявшегося от кристаллов сульфата аммония непре-
рывно стекает в кастрюлю обратных токов 6 и из нее самотеком
в сатуратор. Кристаллоприемник располагают выше кастрюли
обратных токов, чтобы обеспечить самотек раствора.
Из нижней части кристаллоприемника 5 сгустившаяся смесь
кристаллов сульфата аммония с маточным раствором самотеком
поступает в центрифугу непрерывного действия 7, где кристаллы
отделяются от маточного раствора и промываются горячей водой
(60—70 °C). Отфугованный сульфат аммония из центрифуги транс-
портируется на сушку, а затем на склад. Раствор после центрифуги
через кастрюлю обратных токов возвращается в сатуратор.
® Лейбович Р. Е. и др. 22Б
Уровень маточного раствора в сатураторе поддерживается
постоянным с помощью специального бокового штуцера (перелива),
через который избыток маточного раствора отводится в циркуля-
ционную кастрюлю 8, служащую одновременно гидравлическим
затвором, исключающим возможность выхода газа из сатуратора
вместе с раствором.
Вместе с маточным раствором в циркуляционную кастрюлю
отводится кислая смолка, плавающая на поверхности маточного
раствора в ванне сатуратора. Всплывшая на поверхность маточ-
ного раствора кислая смолка через сливной карман выводится
из циркуляционной кастрюли в специальную емкость.
Для создания в ванне сатуратора равномерной концентрации
кислоты и благоприятных условий для роста кристаллов соли
производится непрерывная циркуляция маточного раствора цир-
куляционным насосом производительностью 150—200 м3/ч по
схеме сатуратор—насос—сатуратор. При этом маточный раствор
забирается насосом из средней зоны сатуратора и подается в его
нижнюю коническую часть через специальное сопло ажитатор.
Таким образом, в этой зоне сатуратора создаются интенсивные
восходящие потоки маточного раствора, которые поддерживают
кристаллы во взвешенном состоянии, удлиняя время их
роста.
При образовании в ванне сатуратора избытка маточного рас-
твора последний из циркуляционной кастрюли самотеком перете-
кает в сборник 9, откуда по мере надобности насосом 10 возвра-
щается в сатуратор.
Перелив из сатуратора в циркуляционную кастрюлю не должен
превышать 10—12 м3/ч, что обеспечивается насосом соответству-
ющей производительности. Циркуляция раствора производится
по схеме циркуляционная кастрюля—сборник—насос—кастрюля
обратных токов—сатуратор—циркуляционная кастрюля или са-
туратор—насос 12—сатуратор. Часть маточного раствора, от-
стоявшегося от кристаллов сульфата аммония, из верхней части
кристаллоприемника 5 непрерывно отводится в нейтрализатор
пиридиновой установки. Маточный раствор в пиридиновую уста-
новку может также отбираться из нагнетательной линии циркуля-
ционного насоса. Количество этого раствора зависит от содержа-
ния в нем пиридиновых оснований, которое составляет 10—15 г/л
и в свою очередь определяется содержанием пиридиновых основа-
ний в коксовом газе, температурой и кислотностью маточного
раствора в сатураторе. Чем выше концентрация пиридиновых
оснований в маточном растворе, тем меньшее количество раствора
необходимо выводить для переработки в пиридиновое отделение.
Обеспиридиненный маточный раствор из пиридинового отделения
поступает в реактор-подкислитель, где подкисляется серной кисло-
той до концентрации 10—12 % и затем поступает в сборник или
в циркуляционную кастрюлю 8, откуда насосом 10 подается
в сатуратор.
226
Сушка сульфата аммония осуществляется в сушильной уста-
новке с «кипящим» слоем, для чего подается воздух, подогретый
в калорифере. За последние годы на некоторых заводах внедрены
сушилки с «кипящим» слоем с огневым обогревом. В этих сушилках
подогрев воздуха осуществляется непосредственным смешением
с продуктами сгорания коксового газа. Преимуществом этого
метода является низкая стоимость топлива, возможность более
тонкой регулировки и автоматизации процесса, получение суль-
фата аммония с влажностью, не превышающей требования ГОСТа
к высшему сорту.
Высушенный сульфат аммония поступает на расфасовку и хра-
нение. Показатели технологического режима работы установки
характеризуются следующими данными:
Температура газа, °C:
перед газовым подогревателем........................... 35—40
после газового подогревателя....................... 53—60
пос:е сатуратора................................... 55—65
. Температура маточного раствора, °C ................... 53—55
Сопротивление сатуратора, кПа (мм вод. ст.) ...... 5—6
(500—600)
Кислотность маточного раствора, %...................... 4—5
Циркуляция маточного раствора ......................... Непрерыв-
ная
Заданная кислотность маточного раствора поддерживается
путем непрерывной подачи в,сатуратор 76 %-ной серной кислоты.
Состав маточного раствора характеризуется следующими пока-
зателями:
Плотность, кг/м® . , 1300—1400
Содержание, %:
свободной H2SO4 4—5
NH3, г/л ... . 150—180
(NH4)aSO4 . . . ' 40—48
NH4HSO4 . . . 10—15
Выполнение заданного технологического режима работы са-
туратора обеспечивает высокую степень улавливания из газа
аммиака и пиридиновых оснований.
Для улавливания из коксового газа аммиака и пиридиновых
оснований в отечественной коксохимической промышленности
наибольшее распространение получил сатуратор диаметром
6250 мм с выносной ловушкой, центральным барботажным зонтом
и перемешиванием с помощью циркуляционного насоса, пода-
ющего раствор в струйное устройство — ажитатор. Для направ-
ленной циркуляции маточного раствора и сепарации кристаллов
сульфата аммония по крупности применяются сатураторы, обору-
дованные простым (по конструкции и эксплуатации) и достаточно
эффективным устройством для укрупнения соли — газлифтом.
Газлифтный сепаратор представляет собой стакан диаметром 880—
900 мм и высотой 1700 мм, внутри которого в нижней части рас-
положен барботер, представляющий собой кольцо из трубы диа-
метром 76 мм с отверстиями. В кольцо подается сжатый коксовый
8* 227
газ в количестве 1 % от нагрузки сатуратора по газу. Стакан
устанавливается вертикально в конусной части сатуратора.
Газлифтный сепаратор обеспечивает круговое движение рас-
твора в ванне сатуратора: вверх внутри направляющего стакана
и вниз вне стакана. Потоком раствора уносятся мелкие кристаллы
соли, а крупные оседают из потока на дно ванны, откуда заби-
раются солевым насосом. При этом обеспечиваются увеличение
времени пребывания мелких кристаллов в растворе и условия для
их роста.
На Горловском коксохимическом заводе разработан и внедрен
в производство разбрызгивающий ажшпатор (рис. 55), который
представляет собой циркуляционную трубу 1, установленную по
оси сатуратора в его ванне и оборудованную тангенциальным
патрубком 2 для принудительной подачи насосом циркулирующего
раствора. Внутри циркуляционной трубы против нагнетательного
патрубка установлен усеченный конус 3 с углом при мнимой вер-
шине, равным 150—180°. Наличие встроенного в трубу конуса
обеспечивает движение закрученного потока вверх и выбрасыва-
ние его из объема трубы в надванное пространство с последующим
диспергированием в потоке газа. Образование вихревой воронки
в верхней части циркуляционной трубы способствует тому, что
. маточный раствор из донной части аппарата под давлением столба
наружной жидкости по трубе 1 непрерывно поступает в зону
действия вихревого потока и вместе с ним разбрызгивается в ниж-
ней части газоподводящей трубы.
Применение устройства обеспечило стабильный технологиче-
ский режим сульфатного отделения и выработку соли, соответ-
ствующей по гранулометрическому составу первому и высшему
сортам.
Существуют сатураторы с другими конструкциями перемеши-
вающих устройств: газовые ажитаторы с коническим стаканом,
газ
Рис. 55. Сатуратор с разбрызгиваю-
щим ажи'татором
механические перемешивающие
устройства, перемешивание с по-
мощью насосов различных типов.
Ц иркуляц ионная каст рюля
представляет собой стальной вер-
тикальный цилиндр, внутри ко-
торого почти до дна опускается
переливная труба. По этой трубе
из сатуратора переливается избы-
ток маточного раствора. В кастрю-
ле поддерживается постоянный
уровень раствора, благодаря чему
создается гидравлический затвор,
исключающий попадание в нее кок-
сового газа. Высота затвора долж-
на быть не меньше общего расчет-
ного напора газового насоса. Из
228
верхней части кастрюли через специальный карман выводится кис-
лая смолка. Через нижний штуцер отводится маточный раствор
для циркуляции. Таким образом, циркуляционная кастрюля
выполняет три функции: служит гидрозатвором, отводит кислую
смолку из ванны сатуратора и осуществляет циркуляцию ма-
точного раствора.
Кристаллоприемник предназначен для непрерывного приема
смеси кристаллов сульфата аммония и маточного раствора из
сатуратора, отстаивания и накопления кристаллов и загрузки их
в центрифугу.
Применяются кристаллоприемники двух типов: в виде верти-
кального цилиндрического сосуда с коническим днищем емкостью
4,7 м3 или в виде кристаллоприемника-сепаратора (конструкция
Е. Я. Стеценко).
Для отделения сульфата аммония от маточного раствора при-
меняют центрифуги непрерывного действия двух типов: НГП-800
и НГП-2-к-800к производительностью 2—3 и 4—6 т/ч сульфата
аммония. После центрифуги содержание влаги в сульфате аммония
составляет 1—2 %, причем содержание влаги тем выше, чем
мельче кристаллы соли. Для снижения содержания влаги в
сульфате аммония производится его сушка, после которой со-,
держание (влаги не должно превышать норм, установленных
ГОСТом.
В коксохимической промышленности для сушки сульфата ам-
мония наибольшее распространение получили следующие су-
шилки'. вибрационный сушильный транспортер, сушилка с на-
правленным кипящим слоем конструкции ДПИ (Донецкого поли-
технического института); сушилка с кипящим слоем конструкции
Гипрококса и барабанные сушилки.
Для улавливания брызг кислого маточного раствора из коксо-
вого газа, покидающего сатуратор, получили применение ловушки
двух конструкций: ловушка с перегородками и ловушка с танген-
цильным вводом газа. Ловушка периодически промывается водой
или серной кислотой. Из нижней части ловушки раствор отво-
дится в циркуляционную кастрюлю.
Сатураторный способ получения сульфата аммония имеет не-
которые достоинства, но и существенные недостатки: высокое
сопротивление газовому потоку при прохождении его через сату-
ратор в ловушку; недостаточная управляемость процессом кри-
сталлизации, в результате чего получаемый сульфат аммония
обладает недостаточно выраженной кристаллической структурой;
невозможность вести улавливание аммиака при низких темпера-
турах и при минимальной и постоянной кислотности маточного
раствора; одновременное улавливание из газа аммиака и пириди-
новых оснований затрудняет ведение процесса кристаллизации
в нужном направлении; периодическое искусственное изменение
кислотности ванны сатуратора затрудняет осуществление авто-
матизации процесса и др.
229
Сатураторные установки постоянно совершенствуются: при-
меняют сатураторы с разветвленной линией барботажа и эффектив-
ными ажитаторами для перемешивания маточного раствора в ванне
сатуратора. Для получения крупнокристаллического и одинако-
вого по размеру сульфата аммония устанавливают кристалло-
приемники с классификаторами.
5. Физико-химические основы сатураторного процесса
Особенностью сатураторного процесса является одновременное
улавливание из газа аммиака и пиридиновых оснований и кри-
сталлизация соли сульфата аммония.
Максимальный эффект каждого из этих процессов может быть
достигнут при различных физико-химических условиях, которые
создать одновременно в одном аппарате трудно.
Важнейшими факторами, влияющими на ход сатураторного
процесса являются: температура и кислотность маточного рас-
твора, интенсификация массообмена в ванне сатуратора и чистота
маточного раствора.
Химизм процесса, лежащий в основе получения сульфата ам-
мония в сатураторе, сводится к реакции нейтрализации аммиака
серной кислотой. Реакция эта протекает с огромной скоростью и
как всякая реакция нейтрализации, сопровождается выделением
тепла. Теплота образования сульфата аммония из газообразного
аммиака и 100 %-ной серной кислоты равна 274 кДж/моль
(65,3 ккал/моль) сульфата аммония. При использовании 76 %-ной
кислоты количество выделяющегося тепла уменьшается до
220 кДж/моль (54,6 ккал/моль), т. е. на величину, соответству-
ющую теплоте разбавления кислоты от 100 % до 76 %-ной кон-
центрации. На 1 кг сульфата аммония выделяется 1173,20 кДж
(280 ккал), что является основным источником тепла в сатураторе
и играет огромную роль для достижения теплового равновесия
в ванне сатуратора, определяет его водный баланс, влияет на тем-
пературу ванны, степень улавливания аммиака и пиридиновых
оснований из газа и кристаллизацию соли сульфата аммония.
При правильном режиме работы сатуратора этого тепла должно
быть достаточно для выпаривания всей избыточной влаги, которая
поступает в сатуратор: с коксовым газом, с пароаммиачной смесью
после колонны, с раствором после пиридиновой установки, с сер-
ной кислотой, от промывки трубопроводов, солевых насосов и
ловушки, соли в центрифугах и сатуратора; это же тепло служит
для поднятия температуры маточного раствора до оптимальной
величины (50—55 °C), восполнения потерь тепла поверхностью
сатуратора, потерь тепла с циркулирующим маточным раствором
и выдаваемым сульфатом аммония.
Практически не всегда удается выдерживать оптимальный
тепловой режим работы сатуратора только за счет тепла реакции
нейтрализации. Это объясняется недостаточным охлаждением
230
газа в первичных холодильниках и, следовательно, повышением
содержания в газе паров воды, неудовлетворительной работой
дефлегматора аммиачной колонны, влекущей увеличение коли-
чество водяных паров в пароаммиачной смеси и подачей в сатура-
тор более слабой серной кислоты.
В этих случаях не достигается испарение всей добавочной
влаги, т. е. нарушается тепловое равновесие в сатураторе.
Вода из сатуратора выводится почти полностью в парообраз-
ном состоянии с коксовым газом (около 99 % от ее ресурсов).
Очень незначительное количество воды (около 1 %) удаляется
с сульфатом аммония.
При недостатке тепла в маточном растворе сатуратора про-
исходит накапливание воды, что приводит к обводнению раствора
и расстройству технологического процесса, так как из разбавлен-
ного раствора перестает выкристаллизовываться сульфат аммония.
Образующийся избыток маточного раствора выводится из сату-
ратора в сборник. Выпаривание избыточной воды при возвраще-
нии раствора в сатуратор требует повышения температуры газа
и маточного раствора, что связано с увеличением объема газа,
сопротивления сатуратора, ухудшением качества сульфата аммо-
ния и затруднением в работе конечного газового холодильника.
Поэтому обводнение маточного раствора сатуратора рассматри-
вается как авария.
Для восстановления необходимого количества тепла газ перед
входом в сатуратор подогревается в подогревателе или может
подогреваться маточный раствор.
Нормальный (оптимальный) технологический режим при ра-
боте пиридиновой установки характеризуется следующим рас-
пределением температуры: температура газа после первичных
холодильников 25—30 °C, после нагнетателя 35—45 °C, после
подогревателя газа 53—58 °C, температура маточного раствора
в сатураторе 53—55 °C.
Кристаллизация сульфата аммония из маточного раствора
является таким же важным элементом сатураторного процесса,
как и тепловое равновесие. Процесс кристаллизации состоит из
двух стадий — образование центров кристаллизации (зародышей)
и дальнейшего роста кристаллов. Количество образующихся
центров кристаллизации зависит от различных причин: темпера-
туры маточного раствора, его кислотности и чистоты, интенсив-
ности перемешивания у граней кристаллов.
Повышение температуры способствует образованию большого
числа центров кристаллизации, т. е. получению мелких кристал-
лов. Поэтому необходимо поддерживать предельно низкую тем-
пературу ванны сатуратора, не выше той, при которой уже не
нарушается тепловое равновесие сатуратора и не обводняется
ванна. Не следует допускать местного переохлаждения маточного
раствора при его циркуляции, так как это вызывает образование
Дополнительных центров кристаллизации. Росту кристаллов спо-
231
собствует более низкая температура маточного раствора. При тем-
пературе выше 55—60 °C рост кристаллов сульфата аммония пре-
кращается.
При высокой температуре ванны (выше оптимальной) обра-
зуется мелкая соль, кристаллы агрегируются в сростки с развитой
поверхностью, на которой удерживается влага и кислота, что
ухудшает качество сульфата аммония.
Образованию большого количества центров кристаллизации
способствует повышенная концентрация кислоты, быстрое дости-
жение состояния насыщения (при быстром охлаждении), а также
наличие так называемой затравки, т. е. кристаллов, пыли и дру-
гих примесей.
Кислотность маточного раствора влияет на рост и форму
кристаллов, степень улавливания аммиака и пиридиновых осно-
ваний из коксового газа.
Повышенная кислотность раствора приводит к прекращению
роста и растворению кристаллов, возрастанию вязкости и плот-
ности раствора, в результате чего замедляется оседание кристал-
лов сульфата аммония в конусе сатуратора, а выводимый в кри-
сталлоприемник раствор не содержит крупных кристаллов. Мел-
кие кристаллы очень плохо фугуются, забивают сита в центри-
фуге, плохо отмываются от кислоты, а при хранении быстро
слеживаются, образуя глыбы и комья.
При кислотности раствора 1—2 % получаются крупные и хо-
рошие по форме кристаллы соли. Однако при этом происходит
обильное выделение кристаллов, что затрудняет работу солевых
насосов, вызывает наращивание кристаллов на стенках сатура-
тора, в щелях барботажного зонта, приводит к увеличению со-
противления сатуратора газовому потоку, к уносу брызг маточ-
ного раствора в ловушку. Низкая кислотность маточного раствора
приводит к потерям аммиака и пиридиновых оснований с обрат-
ным газом. Таким образом, кислотность ванны сатуратора должна
быть по возможности ниже, но достаточной для полноты улавли-
вания аммиака и пиридиновых оснований из газа. В свою очередь
кислотность раствора должна быть постоянной и не превышать
4—5 %. При наличии эффективного перемешивающего устройства
в ванне сатуратора кислотность раствора поддерживают на уровне
3—4 %. С повышением кислотности до 6 % и выше резко ухуд-
шается форма кристаллов, уменьшаются их размеры, образуются
сростки кристаллов, что приводит к отложению соли на стенках
сатуратора. С повышением кислотности раствора затрудняется
поддержание допустимой нормы содержания свободной серной
кислоты в товарном сульфате аммония, увеличивается расход
воды на его промывку в центрифуге,. увеличивается время
сушки.
Возникновение местных пересыщений маточного раствора
предупреждается интенсивной циркуляцией раствора, подачей
коксового газа и серной кислоты в строго эквивалентных коли-
232
чествах и по возможности равномерно во все точки ванны сату-
ратора.
Интенсификация роста кристаллов соли достигается пере-
мешиванием и циркуляцией маточного раствора и объемной на-
грузкой сатуратора по газу. Перемешивание раствора увеличи-
вает время пребывания кристаллов во взвешенном состоянии,
что обусловливает большую продолжительность их роста.
Интенсивное перемешивание верхних слоев маточного раствора
в ванне сатуратора возможно благодаря особой конструкции
барботажного зонта.
К нижней поверхности барботажного зонта по всей его окруж-
ности прикрепляются 50 направляющих лопаток, расположенных
под углом к поверхности зонта, в результате коксовый газ, кроме
перемешивания раствора при барботаже, приводит его также
во вращательное движение. Интенсивное перемешивание в ниж-
ней части сатуратора достигается работой циркуляционного
насоса.
Существуют различные устройства, обеспечивающие интен-
сивное перемешивание маточного раствора. Любая конструкция
должна обеспечить: достаточное время пребывания кристаллов
в пересыщенном растворе; непрерывный обмен абсорбционного
слоя у граней кристаллов, т. е. приток к граням кристаллов но-
вых порций пересыщенного раствора; сепарацию кристаллов,
т. е. отделение крупных от мелких.
На процесс кристаллизации и качество сульфата аммония
сильно влияют примеси, имеющиеся в маточном растворе ванны
сатуратора. Эти примеси попадают в маточный раствор с коксовым
газом, серной кислотой, с парами из аммиачной колонны и в ре-
зультате коррозии аппаратуры и материальной коммуникации.
Содержание этих примесей в маточном растворе может колебаться
в широких пределах.
Органические примеси — масла, смола, непредельные соедине-
ния, поступают в сатуратор с коксовым газом и с отработанной
или регенерированной серной кислотой. Эти примеси образуют
в сатураторе кислую смолку, покрывающую в виде пленки по-
верхность маточного раствора ванны, что увеличивает сопротив-
ление проходу газа. В кислой смолке содержится 74,8 % веществ,
растворимых в бензоле, в остатке, нерастворимом в бензоле содер-
жится, %: золы 16,0, железа 5,8, циана 7,0 и серы 8,35. Повышен-
ный расход регенерированной и отработанной кислоты может
привести к вспениванию раствора и уносу пены с обратным газом.
Обычно эти кислоты вводят через сборник маточного раствора
для дополнительной их регенерации. С серной кислотой в ванну
сатуратора могут поступать неорганические примеси в виде соеди-
нений мышьяка, кадмия, свинца, хлора, хрома, железа, меди,
алюминия и азотной кислоты, которые проявляются по разному.
Содержащиеся в маточном растворе ионы трехвалентного
железа, алюминия и анионы хлора препятствуют росту кристаллов
233
соли. Неблагоприятно влияют на крупность соли сульфата аммо-
ния цианистые соединения, комплексные цианиды и пиридин-
сульфат. Ионы алюминия, кадмия и хрома способствуют образо-
ванию кристаллов, которые легко ломаются и образуют мелкие
осколки, склонные к слеживанию.
В маточном растворе нейтрализатора, имеющем щелочную
среду, ионы железа образуют нерастворимую комплексную соль —
железистосинеродистый аммоний, представляющую собой шлам
с размерами частиц от 6 до 40 мкм. Попадая с обеспиридиненным
раствором в сатуратор шлам обволакивается смолой, поступающей
с коксовым газом и увеличивает плотность кислой смолки. Часть
смолки тонет вместе с кристаллами сульфата аммония, парализует
их рост и загрязняет соль.
Таким образом, наличие в маточном растворе органических
и неорганических примесей затрудняет кристаллизацию соли,
ухудшает качество сульфата аммония, затрудняет фугование
соли в центрифугах, увеличивает влажность сульфата, его кислот-
ность и требует усиленной промывки и длительной сушки товар-
ного продукта.
Кроме того, многие примеси придают сульфату аммония спе-
цифическую окраску, которая может служить косвенным показа-
телем чистоты товарного продукта. Серый цвет сульфату аммония
придают смолистые вещества, черный — сернистые соединения
железа, свинца и меди; роданистые соединения в присутствии же-
леза придают красную или розовую окраску; цианистые соедине-
ния железа придают сульфату аммония цвет от зеленого до фиоле-
тового; соединения мышьяка окрашивают соль в желтый цвет;
смоляной туман в коричневый.
Часть органических и неорганических примесей выводится
из сатуратора с кислой смолкой. Выделение шлама из обеспириди-
ненного раствора, возвращаемого в сатуратор из пиридинового
отделения, может осуществляться коагуляцией 0,04 %-ным вод-
ным раствором поликриламида с последующим подкислением
до 10—12 % и отстаиванием. Добавка в сатуратор каменноуголь-
ной смолы улучшает удаление неорганических примесей с кислой
смолкой; добавка раствора щавелевой кислоты способствует свя-
зыванию ионов железа и алюминия в комплексные ионы, которые
удаляются с кислой смолкой. Простым и эффективным методок
является подкисление обеспиридиненного раствора в закрытое
сосуде до концентрации 10 %-ной свободной кислоты с после-
дующим отстоем и осветлением. Осветленный раствор возвращается
в цикл. Выделяющиеся при подкислении газы (H2S, HCN, СОЯ
отводятся в газопровод коксового газа.
Большое значение для нормальной работы сатуратора имев"
своевременное удаление солевых отложений на стенках сатуратора
и на барботажном зонте. Эффективным способом удаления соле
вых отложений признана ежесуточная промывка сатуратора кис
денсатом пара (80—90 °C) с подачей его в места наибольшего
234
скопления соли. На промывку одного сатуратора расходуется от
25 до 35 м3 конденсата. Испарение вводимой в сатуратор воды
достигается поддержанием температуры коксового газа на 20—
25 °C выше его температуры после первичных холодильников.
В процессе водных промывок сохраняют рабочую^ кислотность
на уровне 4,5—5,0 %. Такой способ промывки сатураторов позво-
ляет улучшить качество соли по кислотности и крупности кри-
сталлов.
Таким образом, качество сульфата аммония зависит от работы
первичных газовых холодильников, электрофильтров, аммиач-
ного и пиридинового отделений; от качества поступающей серной
кислоты; эффективности работы перемешивающих устройств, на-
грузки- сатуратора по газу и аммиаку.
К Технология получения сульфата аммония
по бессатураторному способу
Дальнейшее совершенствование методов получения сульфата
аммония на коксохимических заводах привело к появлению бес-
сатураторного процесса улавливания аммиака из коксового газа
в насадочных или безнасадочных (форсуночных) абсорберах.
Бессатуроторный процесс получения сульфата аммония может
осуществляться по двум принципиально различным схемам:
улавливание аммиака пересыщенным, содержащим кристаллы
раствором и ненасыщенным раствором с последующим получением
в отдельном аппарате кристаллов соли сульфата аммония путем
упарки части раствора.
На отечественных коксохимических заводах чаще применяется
вторая схема, в которой предусматривается установка двухсту-
пенчатого абсорбера для осуществления раздельного улавливания
из газа аммиака и пиридиновых оснований и кристаллизация
образовавшегося сульфата аммония в отдельном аппарате — испа-
рителе (под вакуумом).
Эта схема имеет ряд преимуществ: абсорберы орошаются не-
насыщенным раствором, что устраняет их засоление; при кри-
сталлизации соли в отдельном аппарате можно получить кристаллы
практически любой крупности, процесс легко управляем; процесс
кристаллизации можно осуществлять периодически и насыщенный
раствор может складироваться. При этом не нарушается работа
улавливающей установки.
Осуществление процесса улавливания аммиака, пиридиновых
оснований и кристаллизация соли сульфата аммония в отдельных
аппаратах, позволяют поддерживать для каждого из них наи-
более целесообразный режим. Это обеспечивает достаточную
полноту улавливания аммиака, пиридиновых оснований из газа
и получение крупнокристаллической соли.
Таким образом, получение сульфата аммония по бессатуро-
торному методу осуществляется в двух установках — абсорбцион-
ной и испарительно-кристаллизационной.
235
Основным аппаратом для абсорбционных процессов (хемо-
сорбции) служит полый форсуночный абсорбер, состоящий из двух
частей или ступеней — нижней и верхней, разделенных между
собой горизонтальной тарелкой.
В первой (нижней) ступени осуществляется улавливание
большей части содержащегося в газе аммиака с получением суль-
фата аммония максимальной концентрации (не доходящей до на-
сыщения) и с минимальной концентрацией серной кислоты. Во вто-
рой (верхней) ступени поддерживается повышенная концентрация
серной кислоты, достаточная для поглощения остатков аммиака
из газа и улавливания пиридиновых оснований.
Выпаривание воды из раствора, полученного в абсорбере и
кристаллизация соли сульфата аммония производится в вакуум-
испарителе (эв а параторе). Это позволяет получить крупнокри-
сталлическую соль сульфата аммония.
Применение раздельного улавливания из газа аммиака и пи-
ридиновых оснований, наличие повышенной кислотности раствора
во второй ступени абсорбера и сравнительно низкой температуры
раствора (45—50 °C) позволяют получать концентрацию пириди-
новых оснований в растворе, равную 100—120 г/л вместо 10—15 г/л
в сатураторном процессе. Из газа улавливается 90—95 % содер-
жащихся в нем пиридиновых оснований.
На рис. 56 приведена технологическая схема получения суль-
фата аммония по бессатураторному методу. На один газовый поток
предусматривается бессатураторная установка с двумя абсорбе-
- рами, состоящими из двух ступеней. Каждая ступень имеет са-
мостоятельную систему орошения. В первой ступени циркулирует
ненасыщенный раствор, в нем поддерживается концентрация
сульфата аммония около 40 %
и присутствует 1,0—1,5,.%
свободной серной кислоты;
во второй ступени поддержи-
вается более высокая концен-
трация серной кислоты, обес-
печивающая поглощение ос-
тавшегося аммиака и создание
высокой концентрации пири-
дина в растворе, выводимом в
пиридиновую установку. Оп-
тимальное содержание серной
кислоты в этой ступени аб-
сорбера составляет 10—12 %,
а сульфата аммония — 20—
30 %. Прямой коксовый газ
поступает в нижнюю часть
первой секции абсорбера /
(см. рис. 56), затем через
внутреннюю ловушку — в0
Кисмта. Чистая води
Рис. 56. Схема бессатураторной установки
с вакуум-выпаркой
236
вторую секцию. После абсорбера коксовый газ проходит кислотную
ловушку 2 для улавливания брызг маточного раствора. К форсун-
кам нижней секции циркуляционными насосами подается маточ-
ный раствор, содержащий 1,0—1,5 % свободной серной кислоты,
а к форсункам верхней секции — маточный раствор с содержа-
нием до 12 % свободной серной кислоты.
На каждую ступень абсорбера предусматривается два цирку-
ляционных насоса. Циркулирующая жидкость каждой секции
абсорбера поступает в свой сборник (из нижней секции в сборник
слабой циркуляции 4, из верхней — в сборник крепкой циркуля-
ции 5), откуда насосами снова подается на орошение.
Серная кислота и вода на пополнение циркулирующей жид-
кости подаются в циркуляционные сборники 12 и 13, причем ко-
личество воды автоматически регулируется специальным плот-
номером.
Часть маточного раствора через смолоотделитель 3 непрерывно
выводится после первой ступени абсорбера в сборник 6, откуда
насосом подается в коническое днище трубчатого эвапоратора 7,
в котором испарение воды и кристаллизация соли осуществляются
под вакуумом 9,13 кПа (685 мм рт. ст.). Вакуум создается с по-
мощью эжектора 10 в сочетании с поверхностным конденсатором 8.
Возможность регулирования степени испарения раствора в этом
аппарате в зависимости от глубины применяемого в нем вакуума
создает благоприятные условия для поддержания желаемой пере-
сыщенности раствора. Это позволяет получать соль с кристаллами
любой размерности.
Из нижней части эвапоратора кристаллическая пульпа, со-
держащая 50—60 % кристаллов сульфата аммония, откачивается
центробежным насосом в центрифугу непрерывного действия 9.
В центрифуге кристаллы сульфата аммония промываются горячим
конденсатом пара (70—80 °C) до требуемого содержания кис-
лоты.
Маточный раствор после центрифуги поступает в циркуля-
ционный сборник первой ступени 4, а сульфат аммония — на
сушку и расфасовку по транспортеру 14. Сушка сульфата аммония
производится в сушилке с кипящим слоем. Влажность последнего
После сушки 0,1 %.
Конденсат из поверхностного конденсатора и трубчатого эвапо-
ратора поступает в промежуточный сборник 11, откуда насосом
рткачивается в напорный сборник горячей воды 13 и исполь-
зуется в качестве добавочной воды на пополнение цикла, для
промывки трубопровода, эвапораторов и сульфата аммония в цен-
трифугах.
Из верхней ступени абсорбера раствор, содержащий 20—30 %
Сульфата аммония и до 120 г/л пиридиновых оснований, поступает
в сборник крепкой циркуляции 5. Часть маточного раствора от-
водится в пиридиновую установку. После обеспиридинивания
раствор из нейтрализатора пиридиновой установки поступает
237
в раскислитель, куда подается также серная кислота, ее содер-
жание доводится до 4—5 %, в результате чего осаждается шлам,
который удаляется в шламовом отстойнике. После шламового
отстойника раствор поступает в сборник крепкого раство-
ра 5.
Аммиачные пары из дефлегматора аммиачного отделения, как
и при сатураторном методе получения сульфата аммония, посту-
пают в абсорбер и в пиридиновую установку.
Основные показатели работы установки следующие:
Температура газа, ‘С
перед абсорбером............................ 50
после I ступени.......................... 58
после II ступени ........................ 52
Температура, °C:
пароаммиачной смеси......................... 95
раствора крепкой циркуляции ............. 58
раствора слабой циркуляции ............... 57
Сопротивление абсорбера с ловушкой, Па (мм
вод. ст).................................... 22,5 (225)
Бессатураторный метод получения сульфата аммония устра-
няет некоторые принципиальные недостатки сатураторного про-
цесса. Применение насадочных или форсуночных абсорберов
позволяет резко понизить гидравлическое сопротивление системы
до 500—1000 Па (50—100 мм вод. ст.); раздельное улавливание
из газа аммиака и пиридиновых оснований обеспечивает низкие
их потери с обратным газом, повышается концентрация пириди-
новых оснований в маточном растворе, идущем в пиридиновое
отделение; орошение абсорберов ведется ненасыщенным маточным
раствором, имеющим по сравнению с насыщенным большую упру-
гость водяных паров, что повышает интенсивность испарения из
него воды; соль сульфата аммония получается лучшего грануло-
метрического состава.
Основным аппаратом установки является двухсекционный полый
абсорбер с восемью форсунками для подачи орошения. Диаметр
первой (нижней) секции 2,7 м, высота 8,4 м, диаметр второй
(верхней) секции 2,7 м и высота 8,8 м. Все форсунки, за исклю-
чением верхней, обеспечивают разбрызгивание раствора мелкими
каплями, верхняя дает крупные капли для уменьшения уноса
жидкости в кислотную ловушку. Абсорбер изготавливается из
листовой стали сварной конструкции. Первая и вторая секции
абсорбера разделены между собой горизонтальной тарелкой с кол-
пачками и системой отбойников, расположенных под тарелкой для
задержки увлеченных капель раствора из первой во вторую
секцию.
Испаритель предназначен для выпаривания воды из маточного
раствора, поступающего из первой ступени абсорбции и кри-
сталлизации сульфата аммония. Он состоит из цилиндрического
корпуса с коническим днищем. Корпус аппарата выполнен из
238
меди. Внутри корпуса расположена вертикальная трубчатка,
обогреваемая паром низкого давления. По оси аппарата располо-
жена внутренняя циркуляционная труба большого диаметра,
из-за чего создается термическая циркуляция маточного раствора
внутри аппарата, способствующая росту кристаллов.
В корпусе имеется сепаратор для отделения брызг, являющийся
частью колпака аппарата.
Процесс выпаривания осуществляется под вакуумом около
91,3 кПа (685 мм рт. ст.), который создается двухступенчатым
паровым эжектором, работающим в сочетании с поверхностным
конденсатором.
Недостатком метода с вакуумной выпаркой является наличие
большого количества аппаратуры и оборудования, что увеличи-
вает капиталовложения.
Интенсификация работы бессатураторных установок предпо-
лагает увеличение их единичной мощности, усовершенствование
абсорберов, в которых между первой и второй ступенью преду-
сматривается установка барботажно-распределительной тарелки,
повышающей надежность работы аппарата. Для получения круп-
нокристаллической соли в ВУХИНе разработан кристаллизатор
с псевдоожженным слоем, а в УХИНЕ — гидроклассификатор
к обычным испарителям. Ведутся работы по созданию абсорбера-
кристаллизатора для улавливания аммиака и пиридиновых осно-
ваний и получения крупнокристаллической соли сульфата ам-
мония без применения вакуум-выпарки.
Для предупреждения слеживаемости сульфата аммония, полу-
чаемого сатураторным и бессатураторным способами, перед его
подачей в сушилку предусматривается обработка соли антислежи-
вающими добавками сульфоната.
В отечественной коксохимической промышленности разра-
батываются несколько способов гранулирования сульфата аммо-
ния: в аппаратах с псевдоожиженным слоем; в прессформующих
одноступенчатых машинах шнекового типа; выращивание гранул
при напылении насыщенного раствора в токе горячего газа.
В Советском Союзе и за рубежом проведены научно-исследователь-
ские работы по производству гранулированного сульфата аммония
прессованием на валковых прессах с последующим дроблением
полученной плитки и рассевом на грохотах с отбором целевой
фракции. Ведутся исследования по брикетированию сульфата
аммония на гидравлических таблеточных машинах, представля-
ющих собой автоматизированные гидравлические прессы. Для
получения гранулированного сульфата аммония полученные бри-
кеты дробятся в дробилках и подвергаются грохочению.
[На складах сульфата аммония предусматривается установка
барабанных сушилок с подогревом воздуха в топках; мокрое
улавливание пыли сульфата аммония; установка высокопроизво-
дительных машин для механизации погрузочно-разгрузочных
работ.
239
7. Защита аппаратуры и оборудования от коррозии
Вся аппаратура, оборудование и материальная коммуникация
сульфатного отделения работает в агрессивной среде и нуждается
в надежной защите от коррозии.
Аппаратура отделения изготавливается из стали; изоляция
битумно-рубероидная (б = 10 мм); шпаклевка из кислотоупорной
силикатной замазки. Для футеровки корпуса сатуратора и кислот-
ной ловушки используют диабазовую плитку на силикатной
замазке, кирпич кислотоупорный на силикатной замазке. Для са-
туратора также применяют кислотоупорную керамиковую плитку
на силикатной замазке. Отдельные узлы футеруют листовым свин-
цом и кислотоупорным бетоном. Крышку сатуратора футеруют
листовым свинцом (б ~ 3 мм). Для уплотнения используют
шнуровой асбест, пропитанный силикатной замазкой; поверх
футеровки корпуса наносят слой силикатной замазки.
Для футеровки кастрюли обратных токов применяют листовой
свинец, диабазовую плитку на силикатной замазке; крышка
имеет перхлорированное покрытие в 15 слоев. Для футеровки
кристаллоприемника используют диабазовую и метлахскую
плитку на силикатной замазке.
Абсорберы изготавливают из стали, футеруют кислотоупорным
кирпичом на силикатной замазке и кислотоупорным бетоном.
Барботажный зонт сатуратора либо подвергается тщательной
гомогенной освинцовке, либо изготавливается из фаолита, пред-
ставляющего собой пластмассу, полученную из смеси коротково-
локнистого асбеста и бакелитовой смолы. Фаолит обладает до-
статочно высокими механическими свойствами и стойкостью ко
многим агрессивнььм химическим соединениям, в том числе и к раз-
бавленной серной кислоте. Фаолитовые зонты оказались весьма
надежными в работе. Разработано новое антикоррозионное за-
щитное покрытие, состоящее из эпоксидной смолы (ЭС-6), фторо-
пластового порошка (32-ЛН), растворителя (№ 646) и полиэти-
ленполиамина, которое наносится на поверхность кистью в 4—
5 слоев без предварительной грунтовки. Оно может использоваться
для покрытия барботажного зонта.
Контрольные вопросы
1. Какими свойствами обладает сульфат аммония? Почему он применяется
как удобрение в сельском хозяйстве?
2. Какая серная кислота применяется для производства сульфата ам-
мония?
3. Какими способами можно получать сульфат аммония из аммиака, содер-
жащегося в коксовом газе? В чем состоит их сущность?
4. Какие факторы влияют на ход технологического процесса получения
сульфата аммония сатураторным способом?
5. Какие устройства служат для улучшения массообмена в ванне сатура-
тора?
240
6/ В чем состоят особенности технологической схемы получения сульфата
аммония в сатураторах?
7. В чем состоят сущность и" принципиальные отличия бессатураторного
процесса от сатураторного?
Глава VI. ПРОИЗВОДСТВО
ПИРИДИНОВЫХ ОСНОВАНИЙ
1. Образование пиридиновых оснований при коксовании.
‘ Свойства оснований
Пиридиновые основания, образующиеся при коксовании ка-
менных углей, представляют собой смесь гетероциклических
соединений ароматического ряда с общей формулой C„H2„_6N.
Выход пиридиновых оснований зависит от содержания азота
в угле и температуры коксования. На их образование расхо-
дуется в среднем 1,2—1,5 % содержащегося в угольной шихте
азота. На заводах Востока, угли которых содержат 1,8—3,0 %
азота, содержание пиридиновых оснований в прямом газе состав-,
ляет 0,5—0,7 г/м3 против 0,25—0,4 г/м3 на заводах Юга, коксу-
ющих угли, содержащие 1,2—1,8 % азота. Образовавшиеся при
коксовании пиридиновые основания содержат пиридин C6H5N
и его гомологи, а также другие азотсодержащие соединения основ-
ного характера и более сложного состава (хинолин, изохинолин,
хинальдин и др.).
• Пиридиновые основания это бесцветная с резким запахом
жидкость. Пиридиновые основания с плотностью при 20 °C равной
923—982 кг/м3 и кипящие в пределах 115—160 °C, называют
легкими; пиридиновые основания с плотностью 1055—1100 кг/м3
и кипящие в пределах 160—300 °C называют тяжелыми.
Пиридиновые основания хорошо растворяются в воде, смоле
и в сыром бензоле. При охлаждении коксового газа они раство-
ряются в надсмольной воде и в смоле, но большая часть их остается
в коксовом газе. Распределение пиридиновых оснований между
газом, надсмольной водой и смолой зависит от температуры
газа после первичных холодильников и их конструкции. Чем
лучше первичное охлаждение газа, тем выше содержание пириди-
новых оснований в конденсате холодильников и меньше в газе.
В надсмольной аммиачной воде растворяется до 15—25 % легких
пиридиновых оснований от их ресурсов в газе. Тяжелые пириди-
новые основания растворяются в каменноугольной смоле, а затем
выделяются серной кислотой из каменноугольных фракций и ма-
сел. Пиридиновые основания можно обнаружить на всех техноло-
гических участках цеха улавливания, в том числе и в воде конеч-
ных холодильников, в поглотительном масле, в сыром бензоле,
в сепараторной воде бензольного отделения, так как обладают
повышенной летучестью и хорошей растворимостью в воде и дру-
гих жидкостях.
241
Легкие пиридиновые основания представляют собой наиболее
ценную часть оснований, содержащую пиридин CSH8N и его
гомологи: пиколины, лутидины, коллоидины (рис. 57). Основным
Рис. 57. Пиридин н его гомологи:
1 — пиридин; 2 —пиколины; 3 — лутидины; 4 коллидины
источником получения легких пиридиновых оснований является
коксовый газ и частично надсмольная аммиачная вода, содержащая
0,3—0,4 г/л пиридиновых оснований.
Пиридин и его гомологи легко растворяют многие органиче-
ские и минеральные вещества и поэтому используются как раство-
ритель на заводах резиновой и лакокрасочной промышленности
и заводах пластмасс. ^Пиридиновые основания используются при
производстве красок и некоторых химикатов; при производстве
веществ, придающих водонепроницаемость тканям и коже; для
денатурации спирта; в производстве ядохимикатов для борьбы
с вредителями сельского хозяйства; для производства ценных
синтетических продуктов, используемых в медицине; для получе-
ния фунгицидов, т. е. веществ, которые применяются для борьбы
с паразитным грибом и бактериями, вызывающими заболевание
культурных растений.
'Пиридин является исходным веществом для производства ле-
карственных и фармацевтических препаратов и витаминов. Источ-
ником получения противотуберкулезных препаратов — фтева-
зида, салюзида и др. служит у-пиколин. Комплексные соединения
пиридина могут применяться в качестве ингибиторов.
2. Улавливание легких пиридиновых оснований
из коксового газа
Улавливание легких пиридиновых оснований из коксовогс
газа и паров, выделяющихся в аммиачной колонне при дистилл:-
ции надсмольной воды, осуществляется в сатураторе одновре
242
менно с основным процессом нейтрализации аммиака коксового
газа серной кислотой с образованием сульфата аммония или
в абсорбере.
Содержащиеся в коксовом газе легкие пиридиновые основания
связываются с серной кислотой, образуя в зависимости от кислот-
ности раствора кислую или среднюю соль сульфата пиридина:
C6H6N + HaSO4 -► C6H6NH-HSO4 (кислая соль);
2CbH6N + H2SO4 -► (C6H6NH)2SO4 (средняя соль).
Обе эти соли находятся в рабочем растворе в растворенном
виде. Они являются нестойкими соединениями, склонными при
определенных условиях диссоциировать с выделением пиридина
в свободном виде. В маточном растворе сатуратора в основном
содержится кислый сульфат пиридина. Являясь термически стой-
ким соединением в водных растворах даже при высокой концен-
трации (200—260 г/л) и высоких температурах (75—80 °C), кислый
сульфат пиридина, однако, легко диссоциирует под действием
сульфата аммония с образованием свободного пиридина, который
при определенных условиях выдувается газом из маточного рас-
твора сатуратора и теряется.
Наиболее существенными факторами, влияющими на степень
улавливания пиридиновых оснований из газа, являются тем-
пература раствора в ванне сатуратора, его кислотность и кон-
центрация в нем пиридиновых, оснований. При этом решающим
фактором является температура. Она определяет степень диссо-
циации пиридина и, следовательно, упругость паров пиридина над
маточным раствором. Высокая температура маточного раствора
нарушает условия одновременного улавливания в ванне сатура-
тора аммиака и пиридиновых оснований. В результате повышения
кислотности раствора нарушается процесс образования крупно-
кристаллической соли сульфата аммония.
Оптимальный технологический режим сатуратора, обеспечи-
вающий нормальное протекание процесса одновременного улавли-
вания в нем аммиака и пиридиновых оснований, характеризуется
следующими параметрами: температура ванны сатуратора 50—
55 °C, кислотность маточного раствора 4,5—5,0 %, концентрация
пиридиновых оснований в растворе 12—15 г/л. Это позволяет
довести степень улавливания пиридиновых оснований до 90 %.
Требуемая концентрация пиридиновых оснований в маточном
растворе поддерживается путем непрерывного вывода из сатура-
тора постоянного количества раствора на переработку в пириди-
новое отделение.
Низкая концентрация пиридиновых оснований в маточном
Растворе обусловлена необходимостью переработки большого ко-
личества его, что требует более емкой аппаратуры и, следовательно,
Увеличения капитальных затрат..
243
В установках получения сульфата аммония бессатураторным
способом в результате раздельного улавливания аммиака и пири-
диновых оснований концентрация пиридиновых оснований в ма-
точном растворе достигает 100—120 г/л, что благоприятно сказы-
вается на технико-экономических показателях работы пиридино-
вой установки.
3. Технология выделения легких пиридиновых оснований
из маточного раствора
Выделение пиридиновых оснований из маточного раствора
осуществляется в пиридиновой установке, технологическая схема
которой показана на рис. 58.
Часть маточного раствора из кристаллоприемника 1 через
отстойник 2 и расходомер маточного раствора 5 непрерывно по-
ступает в нейтрализатор 4, в который постоянно подается кон-
центрированная пароаммиачная смесь после дефлегматора амми-
ачной колонны. Барботируя через слой маточного раствора в ней-
трализаторе, большая часть аммиака расходуется на нейтрализа-
цию свободной серной кислоты, остальной аммиак реагирует
с сульфатами пиридина и его гомологами. При этом пиридиновые
основания выделяются в свободном виде по реакции
CEH5NH-HSO4 + 2NH3 (NH4)2SO4 + C6H5N.
Выделившиеся в нейтрализаторе свободные пиридиновые осно-
вания испаряются за счет теплоты нейтрализации раствора и
частичной конденсации паров. Температура растворов в нейтра-
лизаторе удерживается на уровне 100—101 °C. Испарившиеся при;
этой температуре пиридиновые основания в смеси с водяными па-
рами, частью непрореагировавшего аммиака, углекислотой, се-
роводородом, частью фенолов и парами нейтральных масел, а также
с неконденсирующимися газами направляются в межтрубное
пространство конденсатора-холодильника 5, где пары конден-
на аммиачную
нолонну
Рис. 68. Технологическая схема пиридиновой установки
244
сируются и конденсат охлаждается до 30—35 “^протекающей
по трубам технической водой.
Несконденсировавшиеся пары и газы через воздушники от-
водятся в газопровод перед первичными газовыми холодиль-
никами. Этим уменьшаются потери легких пиридиновых осно-
ваний.
Сконденсированная и охлажденная жидкость из конденса-
; тора-холодильника поступает в сепаратор 6, в котором пири-
диновые основания отделяются от воды вследствие разности их
плотностей. Верхний слой, представляющий собой сырые пириди-
новые основания, отводится в один из мерников 7, а оттуда в хра-
нилище 8.
Обеспиридиненный раствор из нейтрализатора 4 через гидро-
затвор поступает в промежуточный сборник реактор-подкисл и-
1 тель, где отстаивается от шлама, а затем подкисляется серной
кислотой до кислотности 10—12 % и возвращается в сатуратор.
Щелочность маточного раствора после нейтрализатора должна
находиться в пределах 0,3—0,5 г/л летучего аммиака.
Качество сырых пиридиновых оснований оценивается по их
содержанию в сыром продукте, которое определяется количеством
и составом органических веществ, снижающих содержание
100 %-ных пиридиновых оснований в пересчете на безводный
продукт.
Так как органические вещества, состоящие в основном из
легких погонов смолы, нафталина и фенолов, попадают в нейтра-
лизатор пиридиновой установки с маточным раствором сатуратора
и с аммиачными парами, то качество сырых пиридиновых основа-
ний находится в прямой зависимости от режима работы этих
отделений, от работы отделения конденсации, очистки газа от
туманообразной смолы в электрофильтрах. Качество сырых пири-
диновых оснований определяется также температурой аммиачных
паров, поступающих в нейтрализатор. Высокая температура ам-
миачных паров связана с повышенным содержанием в их составе
водяных паров, которые пройдя нейтрализатор, целиком конден-
сируются в конденсаторе и попадают в сепаратор. При этом умень-
шается концентрация растворимых солей в сепараторной воде,
понижается ее плотность, увеличивается растворимость в ней
пиридиновых оснований, в результате чего они плохо отстаиваются
в сепараторе и ухудшается их качество.
Наличие в сепараторной воде большого количества раство-
ренных аммонийных солей (NH4)2CO3 и (NH4)2S весьма положи-
тельный фактор, так как это увеличивает ее плотность, способ-
ствуя быстрому и четкому отстаиванию более легких пиридино-
вых оснований. Если плотность сепараторной воды более высокая,
Уменьшается количество растворяющихся пиридиновых основа-
ний. Для увеличения содержания аммонийных солей в сепаратор-
в°й воде ее обычно замыкают в цикле сепаратор—нейтрализатор—
сепаратор.
245
На некоторых заводах сепараторная вода используется в кг.
честве орошения, подаваемого на аммиачную колонну. В резуль-
тате пары, уходящие в нейтрализатор, обогащаются важными ком-
понентами (аммиак, пиридиновые основания, углекислота и серо-
водород). Кфоме того, на 3—5 °C снижается температура паров
после колонны, резко уменьшая содержание в них воды.
Вывод сепараторной воды в виде орошения на аммиачную
колонну благоприятно сказывается на водном балансе нейтрализа-
тора и сатуратора, уменьшая количество воды, которое попадает
в эти аппараты.
Важный результат вывода сепараторной воды в качестве оро-
шения состоит в том, что становится возможным удалить со сточ-
ными водами после аммиачной колонны значительную часть агрес-
сивных цианистых соединений, которые при замкнутом цикле
сепараторной воды постепенно накапливались в нейтрализаторе
и сепараторе, разрушая аппаратуру и коммуникацию сульфатно-
пиридинового отделения. Попадая в сатуратор, комплексные
соединения цианистого водорода и железа (ферроцианиды), не-
растворимые в кислой среде, отрицательно влияют на грануло-
метрический состав сульфата аммония.
Качество легких сырых пиридиновых оснований регламенти-
руется следующими техническими условиями:
Плотность (при t — 20 СС), кг/м3, не более ..................1015
Общее содержание воды, % не более (отсутствие отстойной воды) 13
Содержание 100%-ных пиридиновых оснований, % (по массе), не
менее........................................................63,0
Содержание фенолов, % (по массе), не более ................. !0
Основные показатели технологического режима пиридиновой
установки приведены ниже:
Температура, °C:
маточного раствора, поступающего в нейтрализатор . . , 50—55
аммиачных паров перед нейтрализатором................94—95
паров после нейтрализатора...........................94—98
продукта после конденсатора .........................30—40
Кислотность маточного раствора перед нейтрализатором, % 4,5—5
Щелочность обеспиридиненного раствора при выходе из нейтра-
лизатора, г/л, не более................................ 6,3—0,5
Содержание пиридиновых оснований в стоке из нейтрализатора,
г/л .....................................................0,4-0,5
Основным аппаратом пиридиновой установки является ней-
трализатор. Он представляет собой вертикальный цилиндр с ко-
ническим днищем, изготовленный из чугуна или углеродистой
стали, диаметром 1800 мм, общей высотой 2600 мм. Внутренняя
поверхность нейтрализатора для защиты от коррозии гомогенно
освинцовывается, наружная поверхность теплоизолирована. Ам-
миачные пары поступают по центральной трубе и распределитель-
ному устройству (барботеру), изготовленному из чугуна или не-
ржавеющей стали. Маточный раствор поступает по трубопроводу,
246
погруженному в раствор, образуя гидрозатвор. Пары отводятся
в конденсатор-холодильник через верхний штуцер.
Для конденсации паров пиридиновых оснований применяют
конденсаторы трубчатого типа с поверхностью теплообмена 20 м3,
изготовленные из стали. Применяются конденсаторы погружного
типа, изготовленные из нержавеющей стали, они громоздки, но
надежны в работе.
4. Технология получения
тяжелых пиридиновых оснований'
Тяжелые пиридиновые основания получают из сульфата пири-
дина, образующегося при обеспиридинивании фракций или масел
каменноугольной смолы серной кислотой в смолоперерабатыва-
ющем цехе. Установка получения тяжелых пиридиновых основа-
л ний монтируется в комплексе с аммиачно-пиридиновым отделением
получения легких пиридиновых оснований.
Технологическая схема получения тяжелых пиридиновых ос-
нований приведена на рис. 59. Из сборника 1 раствор сульфата
пиридина через мерник 2 поступает в нейтрализатор <3, в который
поступают пары аммиака из дефлегматора аммиачной колонны.
Нейтрализацию раствора можно вести и концентрированной (20 %)
аммиачной водой. Процесс нейтрализации заканчивается, когда
среда в нейтрализаторе делается слабощелочной. Высокая щелоч-
ность, т. е. большой избыток аммиака в нейтрализованном рас-
творе, приводит к выделению хлопьевидных осадков, что мешает
отделению сульфата аммония от пиридиновых оснований. Недо-
статок аммиака влечет за собой неполное разложение сульфата
пиридинов. В нейтрализаторе при взаимодействии сульфата пири-
дина с аммиаком образуются тяжелые пиридиновые основания.
Нейтрализованный раствор отстаивается в нейтрализаторе,
при этом образуется два слоя: верхний — тяжелые пиридиновые
основания и нижний — раствор сульфата^аммония. Тяжелые
пиридиновые основания из нейтрализатора 3 поступают в кон-
трольный сепаратор 4, откуда самотеком перетекают в сборник 5.
Раствор сульфата аммо-
ния из нейтрализатора 3 и
из нижней части сепарато-
ра 4 отводится в сатуратор
сульфатного отделения для
получения сульфата аммо-
ния.
Выделяющиеся из нейтра-
лизатора пары легких пири-
диновых оснований, воды,
Газа, полученные в период
нейтрализации раствора уста-
новки ^тяжелых оснований,
присоединяются к парам пи-
В конденсатор
аммиака
4
Сжатый воздух I
£
Сульфат
пиридины
Рис. 59. Схема получения тяжелых пириди-
новых оснований
247
ридиновых оснований, направляющихся из нейтрализатора
в конденсатор легких пиридиновых оснований. ]
Особенностью производства тяжелых пиридиновых оснований
является периодичность процесса. Во избежание перегрева ней-
трализуемого сульфата пиридина и выброса из нейтрализатора
последний снабжен змеевиком, по которому пропускают холодную
техническую воду. Тяжелые пиридиновые основания представляют
собой смесь органических оснований и нейтральных масел, ка-
чество оснований должно удовлетворять требованиям ГОСТа.
Содержание пиридиновых оснований в зависимости от сорта не
менее 72—80 %, воды 7—10 %. '
Тяжелые пиридиновые основания применяются для флотации
руд цветных металлов, для производства различных препаратов,
для снижения скорости растворения металла при травлении
железа и т. п..
Контрольные вопросы
1. Какие свойства пиридиновых оснований обуславливают их выделение из
коксового газа?
2. В чем состоит сущность процесса улавливания легких пиридиновых осно-
ваний в сатураторах и в абсорберах?
3. Какие факторы влияют на степень улавливания легких пиридиновых
оснований в ванне сатуратора?
4. В чем сущность процесса выделения легких пиридиновых оснований
в нейтрализаторе?
5. В чем сущность и особенность получения тяжелых пиридиновых осно-
ваний?
Глава VII. УЛАВЛИВАНИЕ
И ПОЛУЧЕНИЕ СЫРОГО БЕНЗОЛА
1. Состав и свойства сырого бензола
Сырой бензол извлекается из прямого коксового газа абсорб-
цией органическими поглотителями. Сырой бензол представляет
собой сложную смесь химических (ароматических) соединений,
главными из которых являются бензольные углеводороды (бензол
и его гомологи), их содержание составляет 80—90 %. В качестве
примесей в сыром бензоле содержатся непредельные и сернистые
соединения, фенолы, пиридиновые основания и др. При улавли-
вании бензольных углеводородов из коксового газа поглотитель-
ными маслами в сыром бензоле содержатся легкие погоны погло-
тительного масла и нафталин.
Сырой бензол получают в бензольном отделении цеха улавли-
вания методом дистилляции обензоленных поглотительных масел.
Выход сырого бензола составляет 0,8—1,2_% от массы сухой
248
шихты. Содержание паров бензольных углеводородов в прямом
коксовом газе колеблется в пределах 30—40 г/м3.
Сырой бензол представляет собой прозрачную легкоподвиж-
ную жидкость слабо-желтого цвета, быстро темнеющую при хра-
нении в результате окисления и полимеризации непредельных
соединений в смолистые вещества. Плотность сырого бензола
колеблется в пределах 845—920 кг/м3. Следовательно, он значи-
тельно легче воды. В воде сырой бензол практически не раство-
ряется и легко от нее отстаивается. Средняя молекулярная масса .
сырого бензола 83. Сырой бензол легко воспламеняющаяся жид-
кость, горит коптящим пламенем. Пары сырого бензола с возду-
хом образуют взрывоопасную смесь при следующих пределах
концентрации, % (объемн.): нижний 1,4 и верхний 7,5.
Качественная характеристика сырого бензола определяется
величиной отгона до 180 °C. Чем больше количество отгона до
180 °C, определяемое лабораторной разгонкой, тем выше ка-
чество сырого бензола. Хороший сырой бензол должен иметь ве-
личину отгона до 180 °C не менее 92—95 %. Остаток сырого бен-ч
зола, кипящий выше 180 °C, представляет собой поглотительное
масло и нафталин (сольвент-нафту). При улавливании бензольных
углеводородов из коксового газа каменноугольным маслом сырой
бензол получается более тяжелым, т. е. с меньшим содержанием
отгона до 180 °C по сравнению с сырым бензолом, полученным
при применении солярового масла (соответственно 89—91 и 90—
92 %). Следовательно, качество сырого бензола в значительной
мере определяется качеством применяемого поглотительного
масла.
На отечественных коксохимических заводах получают сырой
бензол трех марок: сырой бензол (БС), отгон до 180 °C составляет
91—95 % (объемн.); первый бензол (Б-1), отгон до 150 °C состав-
ляет 95—97 % (объемн.) и второй бензол (Б-2), кипящий в пре-
делах 150—200 °C. Качество сырого бензола нормируется техни-
ческими условиями.
Примерная характеристика трех марок сырого бензола при-
ведена ниже:
БС Б-1 Б-2
Плотность при 20 °C, кг/м* 870—920 873
Начало кипения, °C........... 73 74,5
Отгон, %, до температуры, °C
100. ... ....................... . 62 81,0
120 ........................... 82 92,0
150. .. ....................... 89 98,0
180............................ 94 —
200............................. — —
927
139,0
9,5
54,0
63,0
Сырой бензол сам по себе не находит практического примене-
Вия и подвергается дальнейшей переработке в цехе ректифика-
ции для получения чистых продуктов.
249
2. Способы улавливания бензольных углеводородов
из коксового газа I
Бензольные углеводороды, образующиеся при коксовании
углей, находятся в коксовом газе в виде паров и улавливаются
из газа различными способами.
1. Абсорбция бензольных углеводородов специальными погло-
тительными маслами при атмосферном или повышенном давле-
нии коксового газа. В качестве поглотителей применяют каменно-
угольное масло, получаемое на коксохимических заводах при
ректификации смолы, и соляровое масло, являющееся продуктом
перегонки нефти. Улавливание бензольных углеводородов может
осуществляться в скрубберах или в абсорберах тарельчатого
типа. j
Улавливание бензольных углеводородов из коксового газа
поглотительными маслами при атмосферном давлении получило
повсеместное применение в отечественной коксохимической про-
мышленности.
2. Адсорбция бензольных углеводородов твердыми поглотите-
лями (активированным углем, кизельгуром или силикагелем),
обладающими большой внутренней поверхностью пор. Например,
1 г активированного угля имеет от 200 до 1000 м2 активной по-
верхности, поверхность 1 г силикагеля достигает 450 м2.
Извлечение бензольных углеводородов из газа активирован-
ным углем практически полное, что позволило применить этот
метод для лабораторного контроля, т. е. количественного опреде-
ления бензола в газе.
Промышленное применение этого способа пока очень ограни-
чено, главным образом из-за необходимости тщательной очистки
газа от смолы, масел, сероводорода и других примесей и частично
из-за высокой стоимости поглотителя.
3. ^Вымораживание» бензольных углеводородов. Коксовый газ
под давлением охлаждается в несколько ступеней до —45 °C,
при этом бензольные углеводороды конденсируются и удаляются
из газа. Сырой бензол, получаемый этим методом, по своему ка-
честву значительно чище и не содержит сольвет-нафты. Однако
этот метод из-за сложности процесса и необходимости применять
дорогую аппаратуру для охлаждения газа не получил распростра-
нения.
3. Конечное охлаждение коксового газа
Бензольные углеводороды улавливают из коксового газа,
прошедшего сульфатное отделение. Температура газа после
сульфатного отделения не бывает ниже 52—55 °C, а иногда до-
стигает 60—70 °C. Газ содержит значительное количество нафта-
лина (1,0—1,2 г/м3) и водяных паров. Для успешного выделения
бензольных углеводородов коксовый газ должен быть охлажде”
до 25—30 °C, очищен от нафталина и освобожден от некоторой
250
части содержащихся в нем водяных паров. Это охлаждение газа
называют конечным, так как после этого газ больше не охлажда-
ется. Холодильники, в которых происходит охлаждение газа,
называются конечными. Эти холодильники располагаются по
газовой трассе цеха улавливания перед бензольными скрубберами.
На коксохимических заводах страны существует два способа
конечного охлаждения газа: с нафталиновым отстойником и с экс-
трагированием нафталина из воды смолой. В настоящее время
широкое применение получил второй способ как более эффек-
тивный.
На рис. 60 приведена схема конечного охлаждения коксового
газа с применением горячей смолы для вымывания нафталина из
воды. Верхняя газовая часть конечного холодильника оборудована
полками и служит для охлаждения газа. В полках имеется зна-
чительное количество отверстий диаметром 10 мм. Нижняя часть
холодильника служит промывателем и поэтому оборудована
восемью полками с отверстиями 3 мм.
Коксовый газ с температурой 52—60 °C поступает в газовую
часть холодильника /, поднимаясь вверх, охлаждается техниче-
ской водой до 25—30 °C и направляется в бензольные скрубберы.
Охлаждение газа производится оборотной технической водой,
находящейся в замкнутом цикле холодильник—отстойник—гра-
конденсациеи со-
дирня—насос—холодильник.
Охлажденная в градирне 7 техническая вода с температурой
20—25 °C насосом 6 подается на верхнюю газовую часть холо-
дильника 1 и охлаждает идущий противотоком коксовый газ.
При охлаждении газа из него одновременно с
держащихся в нем водяных паров вымываются
кристаллы нафталина. Выделяемый из газа наф-
талин вместе с водой стекает по центральной
трубе (или боковой) в нижнюю часть холодиль-
ника 2, служащую промывателем.
В промыватель на одну из верхних полок
(или на каждую) непрерывно подается смола
Газ
Смола
Вода
Смола
*’Вс- 60. Схема конечного охлаждения газа с экстрагированием нафталина из воды смолой
251
Смола
ар
с температурой 70—80 °C. Смола, соприкасаясь с водой, растворяет
содержащийся в ней нафталин.
Промыватель снабжен паровым подогревателем для подогрева
стекающей смолы. Объем этой части промывателя позволяет про-
изводить отстой смолы от воды за 5—8 ч. Отстоявшаяся смола из
промывателя при температуре 50—60 °C выводится через смоло-
отводчик в сборник 3, а затем в хранилище отделения конденсации.
Вода из верхней части промывателя перетекает в отстойник 5,
где окончательно освобождается от незначительного количества
уносимой ею смолы и поступает на охлаждение в градирню 7.
Охлажденная вода снова поступает в холодильник для охлажде-
ния газа.
Извлечение нафталина в промывателе достигает 95—100 %.
Для извлечения нафталина в промыватель подается товарная
смола отделения конденсации, которая дополнительно обога-
щается нафталином и фенолами, и облагораживается в результате
уменьшения содержания солей хлора, которые вымываются водой.
Расход смолы на извлечение нафталина из воды составляет 2,0—
2,5 % от количества подаваемой в холодильник охлаждающей
воды. Опыт эксплуатации нафталиновых промывателей показал
высокую их эффективность.
Для конечного охлаждения коксового газа применяют газовые
холодильники непосредственного действия с нафталиновым, про-
мывателем (либо без промывателя) диаметром 4,5—6,0 м, высотой
37,4—46,0 м. Изготавливаются холодильники из стали. В газовой
части предусматривается 18 полок, в промывателе 8 полок. Даль-
нейшая интенсификация процесса конечного охлаждения коксо-
вого газа, с учетом больших потоков коксового газа, предпола-
гает использование колонных аппаратов с регулярными пластин-
чатыми насадками из которых наиболее простой является плоско-
параллельная. В таких аппаратах при скорости газового потока
3—5 м/с коэффициент теплопередачи увеличивается в 2 и более
раз. Аппараты имеют малые габариты, что значительно сокращает
капитальные затраты на их сооружение и улучшает технико-
экономические показатели работы установок.
4. Основы улавливания бензольных углеводородов
поглотительным маслом. Регенерация
поглотительного масла
На большинстве отечественных коксохимических заводов в ка-
честве поглотителя для улавливания бензольных углеводородов
из коксового газа применяют каменноугольное масло и только на
некоторых заводах соляровое масло. Хорошее поглотительное
масло должно обладать следующими свойствами:
1) достаточная поглотительная способность по отношению
ко всем компонентам сырого бензола при низких температурах
и малая концентрация их в газе, а также хорошая способность
легко выделять их при нагреве;
252
2) температура начала кипения поглотительного масла должна
быть значительно выше температуры кипения компонентов сырого
бензола, чтобы при отгонке сырого бензола в него попадало
минимальное количество поглотителя;
3) достаточная физико-химическая стойкость, обеспечивающая
стабильность поглотительных свойств масла при длительной
работе;
4) оптимальная вязкость, при которой может быть достигнуто
равномерное и свободное стекание масла по насадке скруббера;
5) минимальная теплоемкость, при которой расход тепла на
нагрев масла при бт гонке сырого бензола был бы невысоким;
6) масло должно не образовывать с водой эмульсий и легко
отстаиваться от воды.
В качестве каменноугольного поглотительного масла приме-
няют фракцию каменноугольной смолы, выкипающую в пределах
230—300 °C. Для использования указанной фракции в качестве
поглотителя сырого бензола она предварительно подвергается
химической очистке для удаления фенолов и пиридиновых осно-
ваний.
Приведенным выше требованиям, предъявляемым к жидким
поглотителям сырого бензола, полностью не отвечают ни каменно-
угольное, ни соляровое масло. Каждое из этих масел обладает
достоинствами и недостатками.
Свежее каменноугольное масло * должно отвечать следующим
техническим условиям:
Плотность, кг/м3 ............................ 1040
Содержание воды, %, не более ............... 0,5
Отгон до 230 °C, %, не более................ I
Отгон в интервале 230—300 °C, %, не менее . . 95
Содержание фенолов, %, не более.............0,7—0,8
Содержание нафталина, %, не более ...... 8—13
Вязкость при 25 СС, °Э, не более ........... 2
Молекулярная масса .........................170—180
Содержание фенолов в масле ограничивается потому, что
они образуют с водой трудно разделяемые эмульсии и повышают
вязкости масла.
Повышенное содержание низкокипящих погонов приводит
к возрастанию в сыром бензоле балластных компонентов, так как
при дистилляции насыщенного бензольными углеводородами масла
они переходят в сырой бензол, увеличивая выход сольвент-нафты,
кипящей, как правило, выше 180 °C. Установление минимального
отгона до 300 °C обеспечивает малое содержание в масле высоко-
кипящих компонентов, обладающих повышенной вязкостью и
склонных к образованию осадков. Выпадение кристаллических
осадков на насадке скрубберов и в оросительных устройствах
является одной из серьезных причин, приводящих к ухудшению
Масло не должно давать осадка при охлаждении до температуры 0 °C
253
работы абсорбционной аппаратуры и к значительному повышению
расхода масла.
Потеря поглотительным маслом значительной части легких
погонов с сырым бензолом повышает температуру кристаллизации
масла, что вызывает необходимость повышения температуры улав-
ливания даже в холодное время года. На практике это приводит
к уменьшению степени улавливания бензольных углеводородов.
Достоинством каменноугольного поглотительного масла яв-
ляется его большая по сравнению с соляровым поглотительная
способность. Поэтому энергетические затраты, связанные с пере-
качкой оборотного масла, будут меньше, чем при работе на соля*
ровом масле, каменноугольное масло хорошо отделяется от воды,
не образуя стойких эмульсий.
Недостатком каменноугольного поглотительного масла яв-
ляется его Недостаточная химическая стойкость. В процессе
длительной работы увеличиваются плотность масла и его вяз-
кость, а также повышается температура его кипения, снижается
количество отгона до 300 °C, увеличивается молекулярная масса
(с 170-180 до 200-220).
Эти изменения качества масла связаны с отгонкой его легко-
кипящей составляющей при многократном нагревании, с уплот-
нением (полимеризацией) масла от воздействия на него компонен-
тов коксового газа (кислорода, сероводорода и непредельных
соединении). Образующиеся полимеры растворяются в каменно-
угольном маслщ, снижая его поглотительную способность. При на-
коплении в Поглотительном масле значительного количества по-
лимеров они могут выпадать из него в виде осадков, которые за-
бивают насадку скрубберов и ухудшают процесс улавливания
бензольных углеводородов.
Свежее соляровое масло должно иметь следующую характери-
стику: плотность не более 890 кг/м3; содержание воды не более
0,2 %; отгон до 350 °C не менее 95 %, молекулярная масса 230—
240, начало кипения не ниже 265 °C.
Так как температура кипения солярового масла более высо-
кая, его потери при улавливании и отгонке сырого бензола меньше,
чем «потери каменноугольного масла. Отгон сырого бензола до
180 С больще> чем ПрИ улавливании каменноугольным маслом.
Соляровое масло обладает меньшей поглотительной способ-
ностью по сравнению с каменноугольным. Так как поглотитель-
ная способность масел обратно пропорциональна их молекуляр-
ным массам, то поглотительная способность солярового масла
составляет Igo : 240 = 0,75 поглотительной способности камен-
ноугольного масла. Значит для обеспечения одинаковой степени
улавливания сырого бензола при работе с соляровым маслом его
необходимо иметь в обороте в 1,32 раза больше, чем каменно-
угольного. Учитывая, однако, большую стойкость солярового
поглотительного масла по сравнению с каменноугольным, а также
то, что в процессе работы оно почти не изменяет своей поглоти-
254
тельной способности, указанная выше разница количества масла
в обороте практически несколько ниже.
Соляровое масло в противоположность каменноугольному не
изменяет в процессе работы вязкости и молекулярной массы.
Следовательно, поглотительная способность его почти не изме-
няется и отличается высокой стабильностью. Однако и при ра-
боте на соляровом масле ^гакже образуются полимеры, которые
в нем не растворяются, а выпадают, образуя так называемый
шлам. Последний оседает на скрубберной насадке, увеличивая
сопротивление газовому потоку, и в теплообменной и дистилля-
ционной аппаратуре, приводит к серьезному нарушению техноло-
гического режима и понижению ее эффективности.
Наличие шлама в масле способствует образованию с водой
весьма стойкой эмульсии, для разрушения которой требуются
специальные аппараты деэмульсаторы, где происходит нагрев
эмульсии до 70—80 °C и отстаивание.
Основными причинами, вызывающими образование шлама4
в соляровом масле и загустевания каменноугольного масла,
являются:
1) наличие в коксовом газе смоляного тумана, т. е. нескон-
денсировавшихся легкокипящих частей смолы, которые раство-
ряются в масле;
2) содержание в газе сероводорода и кислорода, что способ-
ствует полимеризации непредельных соединений, находящихся
в масле в результате поглощения их из газа;
3) наличие в газе аммиака, который, растворяясь в масле,
способствует поглощению сероводорода и образованию сульфидов
и элементарной серы, ускоряющих процесс полимеризации;
4) повторяемое многократное подогревание масла до темпера-
тур, при которых происходит полимеризация непредельных соеди-
нений, находящихся в самом масле и поглощенных из газа.
Для стабилизации качества поглотительного масла, обеспе-
чения чистоты аппаратуры и полного улавливания бензольных
углеводородов из коксового газа применяют два метода регене-
рации (восстановления) поглотительного масла: паровой и в труб-
чатой печи. На регенерацию непрерывно отводится около 1 %
масла, находящегося в обороте.
Паровой метод осуществляется в паровом регенераторе путем
подогрева масла до 170—175 °C с последующей отгонкой масла от
полимеров большим количеством острого пара. Подогрев масла
в регенераторе производится глухим паром. При паровой регене-
рации не удается резко улучшить качество оборотного поглоти-
тельного масла, особенно каменноугольного.
Более эффективным методом является регенерация масла
путем его подогрева в трубчатой печи до 300—310 °C. Подогрев,
масла до столь высокой температуры производится для ускоре-
ния полимеризации ненасыщенных соединений и перевода потен-
циальных смол в фактические. При этом температура нагрева
255
масла должна быть выше максимальной температуры подогрева
масла при дистилляции бензола, что позволяет предупредить
забивание аппаратуры.
Для четкого разделения компонентов масла и полимеров уста-
новлена ректификационная 'тарельчатая колонна, орошаемая по-
догретым маслом. На рис. 61 приведена технологическая схема
установки регенерации каменноугольного поглотительного масла.
Регенерируемое масло после выделения сырого бензола насо-
сом 1 прокачивается через конвекционную и радиантную секции
трубчатой печи 2 и с температурой 300—310 °C направляется
в ректификационную колонну 3, куда вводится также перегретый
водяной пар. Под действием острого пара большая часть масла
переходит в парообразное состояние. На верхнюю тарелку по-
дается орошение и происходит ректификация паров с выделением
полимеров. Последние стекают в нижнюю часть колонны и через
гидрозатвор 8 выводятся в сборник полимеров 9. Пары масла и
воды из верхней части ректификационной колонны отводятся
в конденсатор 4 и холодильник 5, охлаждаемые в противоточном
направлении технической водой. В сепараторе 6 масло отстаивается
от воды и возвращается в цикл улавливания. Часть масла рефлюкс-
ным насосом 7 прокачивается через расположенный в трубчатой
печи нагревательный экран и в подогретом виде подается в ка-
честве орошения на верхнюю тарелку ректификационной колонны.
Через воздушники конденсатора 5 и сепаратора 6 непрерывно
выводятся из оборотного масла соединения, вызывающие корро-
зию аппаратуры (H2S, HCN и др.).
Выход регенерированного масла зависит от качества оборот-
ного масла и колеблется в пределах 80—90 % от исходного масла.
2S6
Пары
Нагретая
Macao
Горячее
масло-
1 Пар
Газ
&
Рис. 61. Схема регенерации камен-
ноугольного поглотительного масла
с применением трубчатой печи
Рефлюкс
5. Улавливание бензольных углеводородов в скрубберах
Процесс абсорбции бензольных углеводородов из коксового
газа, как и любой абсорбционной процесс, характеризуется
следующим основным уравнением
G = KO6F ДРср кг/г, (26)
где G — количество абсорбированного вещества, кг/ч; Коб — об-
щий коэффициент скорости абсорбции; F — поверхность контакта
фаз, м2; АР — среднелогарифмическая движущая сила абсорбции,
Па (мм рт. ст.).
Это уравнение не отражает, однако, влияния всех факторов,
определяющих течение процесса абсорбции. Количество этих
факторов значительно больше и влияние их на степень абсорбцци
определяются весьма сложной математической зависимостью.
Увеличение движущей силы процесса абсорбции, а также пол-
нота улавливания бензольных углеводородов связаны с рядом
факторов.
1. Содержание бензольных углеводородов в коксовом газе. С по-
вышением концентрации бензольных углеводородов в газе воз-
растает их парциальное давление и движущая сила процесса
абсорбции. При этом увеличивается содержание бензольных
углеводородов в поглотительном масле в состоянии равновесия.
При обычной концентрации бензольных углеводородов 35—36 г/м3
(~1 % объемн.) равновесная концентрация их в масле не более
2,5—3 % (объемн.) (при обычных условиях).
При сжатии газа содержание в нем бензольных углеводородов
возрастает пропорционально давлению. Это способствует увели-
чению скорости абсорбции и росту концентрации бензола в масле.
Следовательно, повышение давления, т. е. сжатие газа, является
одним из методов интенсификации процесса улавливания.
2. Температура улавливания. С повышением температуры
улавливания давление паров бензола над маслом увеличивается,
движущая сила абсорбции уменьшается, а равновесная концен-
трация бензольных углеводородов в газе после скрубберов уве-
личивается. Насыщение поглотительного масла бензолом сни-
жается, а потери их с газом увеличиваются.
В промышленности оптимальной температурой улавливания
считается 25—30 °C. При температуре ниже 10 °C вязкость погло-
тительного масла резко возрастает, что затрудняет его подачу
на скруббер и равномерное распределение по насадке скруббера,
что резко ухудшает процесс улавливания. При этой температуре
из масла могут выпадать осадки, которые загрязнят насадку и
увеличат сопротивление скруббера.
В скрубберах происходит уравнивание температур: темпера-
тура газа повышается, а масла понижается.
Для предупреждения конденсации водяных паров из газа и
обводнения поглотительного масла температура масла поддержи-
9 Лейбович Р. Е. и др. 257
вается несколько выше температуры поступающего газа, в скруб-
беры, примерно на 3—8 °C.
3. Концентрация бензольных углеводородов в поглотительном
масле. Чем выше концентрация бензола в поглотительном масле,
поступающем на улавливание, тем больше упругость его паров
над маслом и, следовательно, равновесная концентрация в газе.
Поэтому скорость абсорбции уменьшается, а потери с обратным
газом увеличиваются.
Содержание бензольных углеводородов в масле, поступающем
на улавливание, должно быть не выше 0,2 % для солярового и
0,3—0,4 % (объемн.) для каменноугольного. Уменьшение этого'
количества связано с увеличением расхода пара на десорбцию
бензольных углеводородов из масла, с уменьшением в сыром бен-
золе отгона до 180 °C, увеличением выхода сольвент-нафты и
потерь масла.
4. Молекулярная масса поглотителя. Возрастание молекуляр-
ной массы жидкого поглотителя связано с уменьшением степени
абсорбции. Увеличение молекулярной массы масла приводит
к ухудшению его поглотительной способности.
Молекулярная масса солярового масла выше, чем каменно-
угольного. Поэтому солярового масла требуется на 30 % больше,
чем каменноугольного.
В производственных условиях расход масла на улавливание
бензола в 1,5 раза больше теоретического минимума и составляет
1,5—1,6 л/м3 газа для каменноугольного и 2,0—2,1 л/м3 газа для
солярового масла. По нормам Гипрококса расход каменноуголь-
ного масла на 1 т шихты составляет 0,5 м3, солярового 0,65 м3.
5. Поверхность орошения. Для перехода бензола из газа,
в масло, необходимы определенная поверхность орошения и про-
должительность контакта между газом и маслом.
Оптимальной величиной, обеспечивающей удовлетворительное
улавливание бензольных углеводородов, является норма поверх-
ности 1,1—1,3 м2/м3 газа в час. При этом величина потерь бен-
зольных углеводородов с обратным газом не должна превышать
2 г/м3 газа. Поверхность насадки должна быть чистой, чтобы газ
и масло равномерно распределялись по сечению скруббера.
Между газом и маслом должен соблюдаться строгий противоток,
в результате чего газ с большим содержанием бензола встре-
чается с маслом, имеющим также повышенную концентрацию
бензола. В верхней части скруббера газ содержит мало бензола,
он орошается свежим маслом, также содержащим мало бензола
и соответственно имеет большую поглотительную способность.
Таким образом, для улавливания бензола из газа требуется
соблюдение следующих условий: минимальное содержание бензола
в масле, поступающем на улавливание', низкая температур11
улавливания', достаточное количество масла-, противоток газа
и масла', достаточная поверхность насадки для создания необхо-
димого контакта между газом и маслом.
258
Улавливание бензольных углеводородов из коксового газа погло-
тительными маслами осуществляется в скрубберах, устанавли-
ваемых по газовой трассе после конечных холодильников. Основ-
ной задачей скрубберного отделения является обеспечение высо-
кой степени выделения бензольных углеводородов из газа. Потери
бензольных углеводородов в газе после скрубберов не должны
превышать 1,8—2,0 г/м3 газа в зимний период и летом до 3,0 г/м3.
Типовая технологическая схема скрубберного отделения си-
стемы Гипрококса предусматривает установку на линии газового
потока одной очереди трех скрубберов, в которых полностью соб-
люден принцип противотока газа и поглотителя, причем размеры
скрубберов, а следовательно, и поверхность расположенной в них
насадки определяются количеством газа.
Скрубберы имеют штуцеры для ввода и вывода газа и масла.
Для пропарки скрубберов с целью очистки насадки от всяких
отложений предусмотрен подвод пара из скруббера через продув-
ную свечу, вмонтированную в верхнюю крышку. Скрубберы по
высоте оборудованы люками для контрольного осмотра.
Очищенный от аммиака и смолы и охлажденный в конечном
холодильнике до 25—30 °C коксовый газ поступает в три насадоч-
ных бензольных скруббера и последовательно проходит из одного
в другой (рис. 62).
Освобожденное от бензольных углеводородов и охлажденное
до 25—30 °C поглотительное масло из промежуточного сборника
обезбензоленного масла /, насосом 2 подается наверх последнего
по ходу газа скруббера III. Стекающее с него масло собирается
в нижней части скруббера, откуда насосом 3 подается наверх
скруббера II. Масло, стекающее со скруббера II, насосом 4
подается на скруббер I.
Соприкасаясь с поглотительным маслом, газ освобождается
от бензольных углеводородов и по газопроводу направляется
9*
Рис. 62. Схема улавливания бензольных углеводородов из коксо-
вого газа в скрубберах
259
в цех сероочистки. Пройдя последовательно все скрубберы, по-
глотительное масло насыщается бензольными углеводородами и из
нижней части первого по ходу газа скруббера I поступает в сбор-
ник обензоленного масла 5, откуда насосом 6 подается в бензольно-
дистилляционное отделение для десорбции из него бензольных
углеводородов. Таким образом, в скрубберах достигается строгий
противоток между газом и маслом, при котором газ с наименьшим
содержанием бензола орошается маслом также с наименьшим
содержанием бензольных углеводородов.
Газовая и масляная коммуникации оборудованы соответ-
ствующим числом задвижек, перекрытие которых позволяет вы-'
ключить по газу и маслу любой из работающих скрубберов, не
нарушая нормальной работы всей установки в целом.
Для предотвращения уноса мелких капель масла газовым по-
током верхняя секция насадки скруббера III не орошается маслом.
Таким образом, эта насадка осушает газ от увлеченных им
брызг и капель масла. Как осушающая насадка может применяться
лишь деревянная. Металлическую осушающую насадку приме-
нять не следует, так как не защищенная масляной пленкой
металлическая насадка корродирует под действием содержащего-
ся в коксовом газе сероводорода и цианистоводородной _кис-
лоты.
Чтобы избежать обводнения масла в скрубберах за счет кон-
денсации водяных паров из коксового газа (особенно в зимнее
время), необходимо поддерживать температуру масла выше тем-
пературы газа на 2—3 °C в летнее время и на 5—8 °C в зимний
период.
Для обеспечения хороших условий поглощения бензольных
углеводородов скорость газа через живое сечение насадки скруб-
бера должна быть ниже критической (1,5—1,8 м/с), или в пере-
счете на общее сечение скруббера около 0,8 м/с.
Постоянство уровня масла в скрубберах и равномерная подача
на них орошения обеспечиваются автоматически с помощью регу-
ляторов уровня, сблокированных с насосами, подающими масло
на скруббер.
Орошение скрубберов поглотительным маслом должно произ-
водиться таким образом, чтобы насадка оказалась полностью
смоченной маслом, что обеспечивает полноту улавливания бен-
зольных углеводородов из газа. Необходимое условие нормальной
работы скрубберной установки — строгое соблюдение принципа
противотока газа и масла и исключение возможности смешения
масла, стекающего из разных скрубберов.
Показатели работы скрубберного отделения характеризуются
следующими данными:
Температура, °C:
коксового газа, поступающего в скрубберы .... 20—28
поглотительного масла, подводимого в первый по
ходу масла скруббер ...............................25—30
260
Содержание бензольных углеводородов, г/м® газа:
до скрубберов.......................................30—40
после скрубберов, не более:
летом........................................... 1,8—2,0
зимой....................................... 3,0
Содержание бензольных углеводородов в обезбензолен-
ном масле, % (объемн.):
каменноугольном ....................................0,3—0,4
соляровом ......................................0,2—0,3
Насыщение бензолом поглотительного масла, % (объемн.):
каменноугольного.................................... 2—3
солярового....................................... 1,5—-2,0
Для улавливания бензольных углеводородов из коксового
газа при атмосферном давлении широкое применение получили
скрубберы с деревянной хордовой насадкой, диаметром 4,0—6,0 м,
высотой 33,4—40,05 м, с поверхностью орошения от 13550 до
35070 м2 с центральным или форсуночным орошением; скруб-
беры с металлической спиральной насадкой диаметром 5,0—5,5 м,
высотой 25,4—23,066 м, поверхностью орошения 30600—
36600 м2 с центральным или форсуночным устройством для оро-
шения. Скрубберы изготавливаются из стали.
Для интенсификации процесса улавливания бензольных угле-
водородов из коксового газа, с учетом значительного увеличе-
ния мощности газовых потоков, в промышленности получают
применение аппарата с высокой интенсивностью процесса и с ма-
лыми габаритами: скрубберы с плоскопараллельной насадкой,
абсорберы с регулярными листовыми насадками — решетчатой
или волокнистой, абсорберы с пластинчатыми тарелками и с кла-
панными переливами масла и др. Эти аппараты позволяют значи-
тельно улучшить технико-экономические показатели работы уста-
новок.
6. Улавливание бензольных углеводородов под давлением
Одним из факторов интенсификации процесса улавливания бен-
зольных углеводородов является использование повышенных
давлений. Пропорционально повышению давления возрастает
содержание бензольных углеводородов в газе, и согласно закону
Генри, равновесная концентрациях этих продуктов в поглоти-
тельном масле также возрастает. Так при обычных условиях со-
держание бензольных углеводородов в поглотительном масле со-
ставляет 2,5 % при давлении 0,8 МПа (8 ат) и 1,2 МПа (12 ат)
соответственно 16 и 20 %. С увеличением давления увеличива-
ется также скорость абсорбции.
Таким образом, при улавливании бензольных углеводородов
под давлением процесс абсорбции значительно интесифицируется,
в результате чего резко снижается норма расхода поглотительного
масла и необходимая поверхность насадки скрубберов.
Для улавливания бензольных углеводородов под давлением при-1
Меняют тарельчатые абсорберы барботажного типа диаметром
261
2,8— 3 м, высотой 13—16 м. На тарелках такого абсорбера обес-
печивается хороший контакт газа с маслом, расход которого очень
невелик.
Применение улавливания бензольных углеводородов под дав-
нием позволяет на 15—20 % снизить себестоимость сырого бен-
зола, повысить степень его извлечения из газа до остаточного
содержания 0,3—0,5 г/м3.
С повышением давления резко возрастает полнота извлечения
из газа нафталина. Улавливание под давлением может быть рен-
табельным, если коксовый газ используется при повышенном дав-
лении (передача газа в сеть дальнего газоснабжения, фрак-'
ционная конденсация газа с выделением водорода, использова-
ние коксового газа для вдувания в доменные печи). Оптимальное
давление составляет 0,8 МПа (8 ат).
7. Выделение бензольных углеводородов
из поглотительного масла
Бензольные углеводороды из насыщенного поглотительного ма-
сла с получением сырого бензола выделяются дистилляцией с
острым паром в дистилляционных колоннах тарельчатого типа.
Обензоленное масло, поступающее на дистилляцию, представ-
ляет собой раствор бензольных углеводородов в поглотительном
масле. Выделение бензольных углеводородов из такой смеси ос-
новано на различных температурах кипения компонентов. Бен-
зольные углеводороды, входящие в состав сырого бензола при
нормальном давлении выкипают до 180 °C, а каменноугольное
поглотительное масло начинает кипеть при 230 °C, соляровое при
265 °C. Содержание бензольных углеводородов в насыщенном мас-
ле очень мало и составляет всего 2—3 % (объемн.). Следовате-
тельно, каменноугольное масло является основным компонентом
в смеси. Согласно закону Генри—Дальтона температура кипения
бензольных углеводородов при этих условиях значительно возра-
стает. Поэтому полное их выделение из масла возможно только
при 250—300 °C.
Для предупреждения нагрева масла до слишком высокой тем-
пературы, достаточно полного отгона растворенных в нем бензоль-
ных углеводородов дистилляцию ведут с острым паром. При-
менение последнего дает возможность снизить температуру кипе-
ния бензольных углеводородов и проводить процесс дистилляции
при подогреве каменноугольного масла до 130—145 °C и соляро-
вого до 125—135 °C.
Важным фактором, существенно влияющим на процесс десоро-
ции бензольных углеводородов из насыщенного поглотительного
масла, является давление внизу колонны. Повышение давления
в колонне отрицательно влияет на переход бензольных углеводо-
родов из жидкой фазы в паровую. Рабочее давление в колонне
должно поддерживаться в пределах 30—50 кПа (0,3—0,5 ат).
262
Выделение бензольных углеводородов из поглотительного масла
требует значительного расхода тепла (пара), который складывается
из тепла, необходимого на подогрев насыщенного поглотительного
масла до температуры выделения бензола и дистилляции с ост-
рым паром. Экономия тепла достигается путем утилизации тепла
выходящих из колонны паров бензольных углеводородов и обез-
бензоленного масла для предварительного подогрева насыщенного
масла.
Практически расход пара на 1 т сырого бензола составляет
4,5—5,0 м3 при паровом нагреве масла перед дистилляцией и
1,6 м3 при огневом подогреве масла.
8. Технологические схемы выделения
бензольных углеводородов из поглотительного масла
Выделение бензольных углеводородов из насыщенного пог-
лотительного масла осуществляется в настоящее время на отечест-
венных коксохимических заводах по двум схемам: получение
сырого бензола, выкипающего до 180 °C (марки БС) и получение
двух бензолов.
Получение при дистилляции насыщенного масла двух продук-
тов может осуществляться по схеме с паровым нагревом масла перед
дистилляцией и с огневым нагревом.
На рис. 63. приведена технологическая схема получения сы-
рого бензола при работе на каменноугольном масле с паровым
нагревом насыщенного масла перед дистилляцией.
Насыщенное бензольными углеводородами поглотительное ма-
сло из последнего по ходу масла бензольного скруббера центро-
бежным насосом передается на десорбцию. Масло проходит через
паромасляный теплообменник (дефлегматор) 1, в- котором на-
гревается отходящими из колонны 2 парами сырого бензола. На-
сыщенное масло поступает в трубное пространство нижних труб-
чаток, а пары из колонны проходят в межтрубном пространстве
снизу вверх. Верхняя трубчатка дефлегматора охлаждается тех-
нической водой. Из дефлегматора насыщенное масло проходит
масляный теплообменник 3, где нагревается стекающим из ко-
лонны обезбензоленным маслом и поступает в паровой подогре-
ватель 4. Подогретое глухим паром насыщенное масло из подо-
гревателя поступает на питательную тарелку бензольной дистил-
ляционной колонны 2. В колонне с помощью острого пара из ма-
сла отгоняются бензольные углеводороды, а также часть погло-
тительного масла и воды.
Из нижней части колонны 2 обезбензоленное масло откачива-
ется насосом 5 в трубчатый теплообменник 3, где отдает тепло
поступающему на дистилляцию насыщенному маслу. Окончатель-
ное охлаждение обезбензоленного масла происходит технической
водой в оросительных холодильниках 6, после чего оно поступает
в сборник, а затем насосом 8 подается в скрубберы для улавлива-
ния бензольных углеводородов из коксового газа.
263
(№ез&ензоленное
Полимеры
Рис. 63. Схема получения сырого бензола при паровом нагреве поглотительного «масла
Пары бензольных углеводородов, легких погонов поглотитель-
ного масла и воды с верхней тарелки дистилляционной колонны 2
поступают в межтрубное пространство паромасляного теплообмен-
ника (дефлегматора) 1.
В нижней секции дефлегматора пары охлаждаются насыщенным
маслом, а в верхней секции — холодной технической водой.
Тяжелая и легкая флегмы из паромасляного теплообменника 1
поступают в соответствующие сепараторы 12 и 13. Тяжелую
и легкую флегмы из обоих сепараторов объединяют и добавляют
в цикл насыщенного масла, идущего на дистилляцию, а воду после
дополнительного отстоя из масла отводят в фенольную канализацию.
Необходимость установки двух сепараторов объясняется тем,
что образующаяся в паромасляных теплообменниках флегма по
плотности приближается к воде и плохо от нее отстаивается. По-
этому из нижней части паромасляного теплообменника отводится
флегма с большей, а из верхней части с меньшей плотностью.
Это приводит к лучшему и более быстрому отделению флегмы от
воды в обоих сепараторах. При работе на соляровом масле устана-
вливается один сепаратор, так как флегма хорошо отстаивается от
воды.
Пары сырого бензола и несконденсировавшиеся пары воды
из верхней части паромасляного теплообменника 1 поступают
в низ верхней ректификационной части разделительной колонны 14,
в которой смесь бензольных углеводородов разделяется на две
составляющие: легкую — первый сырой бензол (Б-1) и тяжелую —
второй сырой бензол (Б-2).
Разделительная колонна состоит из двух частей: нижней,
испарительной и верхней, ректификационной. Бензольные угле-
водороды и вода с нижней тарелки верхней части колонны стекают
.в сепаратор 24, откуда, после отделения от воды возвращаются
; на верхнюю тарелку нижней испарительной части разделительной
(.колонны. В нижней части колонны глухим и острым паром из тя-
желого бензола отгоняются более легкие фракции и поступают
в ректификационную часть колонны. Из нижней части колонны
через холодильник 15 выводится на склад второй-бензол.
Пары первого бензола и несконденсировавшаяся часть паров
воды из верхней части разделительной колонны 14 отводится в
конденсатор-холодильник 16, из которого конденсат стекает в се-
паратор 17. В сепараторе после отделения от воды первый сырой
бензол поступает в рефлюксный бачок 21, из которого избыток
продукта стекает в сборник 18 и насосом 19 подается на склад.
Часть первого сырого бензола из бачка 21 насосом 20 подается на
верх ректификационной части разделительной колонны 14 в виде
рефлюкса. Соотношение между количествами отводимого на склад
продукта и возвращаемого в колонну рефлюкса составляет
примерно 1:3.
Сепараторная вода из сепаратора 17 направляется в канали-
зацию фенольных вод. Для вывода конденсата воды, образующе-
го
гося вверху разделительной колонны, с верхних ее тарелок
отводится первый бензол и вода в верхнюю часть сепаратора 24
и после отделения от воды первый бензол возвращается в колонну
на третью сверху тарелку.
Для восстановления поглотительных свойств масло, находя-
щееся в обороте, непрерывно подвергают регенерации. С этой
целью небольшая часть масла (около 1,0 %) с одной из верхних
тарелок дистилляционной колонны 2 или из трубопровода для
насыщенного бензолом масла (перед подачей его на дистилляцию)
отводится в регенератор 22, где оно нагревается глухим паром
до 160—170 °C и продувается большим количеством острого пара.
Масло при этом испаряется и вместе с водяным паром поступает
в нижнюю часть колонны 2, а неиспарившиеся полимеры и вы-
сококипящие погоны масла выпускаются в сборник 23 для поли-
меров.
Количество выводимых из регенератора полимеров составляет
от 10 до 40 % от масла, взятого на регенерацию.
По мере надобности в цикл оборотного масла добавляется
свежее из сборника свежего масла.
Для улучшения работы охлаждающей аппаратуры техническая
вода умягчается и отстаивается от механических взвесей. Темпе-
ратура воды, поступающей на охлаждение, не должна превышать
25 °C.
Показатели режима работы установки характеризуются сле-
дующими данными:
Температура насыщенного масла, °C, после:
скрубберов..................................... 25—30
паромасляных теплообменников............... 75—85
масляных теплообменников................... 105—115
паровых подогревателей .................... 135—145
Температура обезбензоленного масла, °C, после:
колонны..................................... . 130—135
масляных теплообменников................... 90—100
холодильников масла............ 30—35
Температура бензольных углеводородов, °C, после:
паромасляных теплообменников................... 90—92
разделительной колонны. . ................. 73—75
Температура продуктов после конденсатора холо-
дильника. °C, не выше........................... - 30
Расход пара на 1т сырого бензола составляет 4,5—5,0 т,
воды 120—130 м3. Количество сточных вод находится в пределах
2,5—3,0 м3.
При улавливании бензольных углеводородов соляровым мас-
лом технологическая схема дистилляции сырого бензола имеет
некоторые особенности. Для выделения из солярового масла
шлама, образующегося в процессе работы, в технологической схеме
предусматривается специальная аппаратура.
Обезбензоленное масло после охлаждения в оросительных
холодильниках сначала поступает в отстойник, на входе которого
266
промывается технической водой, а затем отстаивается от шлама,
воды и эмульсии. Освобожденное от шлама масло перетекает
в сборник, откуда насосом подается в скрубберы. Вода из отстой-
ника отводится в фенольную канализацию, шлам и эмульсия
в деэмульсатор, где при нагреве глухим паром эмульсия разруша-
ется с разделением на масло, воду и шлам. Масло из деэмульса-
тора возвращается в цикл, вода отводится в фенольную канализа-
цию, а шлам является отходом производства.
Остальные технологические операции дистилляции сырого
бензола те же, что и в схеме при работе на каменноугольном масле.
В настоящее время получила применение схема дистилляции
сырого бензола с использованием огневого подогрева насыщенного
поглотительного масла в трубчатых печах.
На рис. 64 приведена технологическая схема получения сы-
рого бензола при работе на каменноугольном масле с огневым на-
гревом.
Отличительной особенностью схемы является: нагрев насы-
щенного масла в трубчатой печи и охлаждение обезбензоленного
масла в кожухотрубных холодильниках: для лучшего выделения
из оборотного масла нафталина и, следовательно, понижения его
содержания в газе после бензольных скрубберов, принята нафта-
линовая колонна. Работа бензольного отделеления по этой схеме
отличается температурным режимом дистилляционной и тепло-
обменной аппаратуры, что сказывается на габаритах последней.
Насыщенное бензольными углеводородами масло после скруб-
беров насосом подается в дефлегматор 8, где нагревается до
50—60 °C парами, поступающими из дистилляционной колонны 4.
После дефлегматора масло направляется в масляные теплообмен-
ники 24, где нагревается обезбензоленным маслом до 130—145 °C
и поступает в трубчатую печь 1. В трубчатой печи масло нагре-
вается до 180 °C, при этом образуется двухфазная система из
жидких продуктов и парообразных, поступающих на питательную
тарелку дистилляционной колонны 4. Пары бензольных углеводо-
родов, воды и масла из дистилляционной колонны поступают
в дефлегматор 8 и далее в разделительную колонну 14, где сырой
бензол делится на два продукта — первый бензол и второй (тя-
желый). Пары первого бензола поступают в конденсационно-
охладительную аппаратуру, в сепаратор и сборник. Часть про-
дукта используется на орошение колонны 14 в виде рефлюкса.
Второй бензол после охлаждения подается на склад.
В дефлегматоре также образуется две флегмы (легкая и тяже-
лая), которые после отстаивания в сепараторах 9 и 10 объеди-
няются и направляются в сборник 11, откуда насосом 12 флегма
подается на верхнюю тарелку дистилляционной колонны 4 и
частично на питательную тарелку нефталиновой колонны 3.
Обезбензоленное масло из нижней части дистилляционной ко-
лонны 4 забирается насосом 6 и подается для охлаждения в тепло-
обменники 24, а затем в кожухотрубные холодильники 20, охла-
267
Обезбензоленное масло в скрубберы
Рис. 64. Схема получения сырого бензола с огневым нагревом поглотительного масла
ждаемые технической водой, и направляется в скрубберы для улав-
ливания бензольных углеводородов.
Масло для регенерации (около 1 %) в паровом регенераторе
отбирается из трубопровода, по которому оно из трубчатой печи
подается в дистилляционную колонну. Образовавшиеся полимеры
из регенератора направляются в сборник, а затем их добавляют
к смоле.
Для выделения нафталина из поглотительного масла, находя-
щегося в обороте, в нафталиновую колонну 3 отводится часть
флегмы, подаваемой насосом 12, либо масло с верхних тарелок
дистилляционной колонны 4. В нафталиновой колонне с помощью
острого пара отгоняются легкокипящие погоны, пары которых от-
водятся в дистилляционную колонну, а остаток — нафталиновая
фракция стекает из нижней части этой колонны в резервуар для
смолы.
Убыль поглотительного масла, находящегося в обороте, не-
прерывно пополняется свежим маслом, которое из сборника 21
подается в дистилляционную колонну.
В качестве резерва на случай ремонта трубчатой печи по
схеме предусматривается паровой подогреватель 25 для подогрева
насыщенного масла перед дистилляционной колонной.
Технологический режим установки характеризуется следую
щими показателями:
Температура масла, насыщенного бензолом, "С.-
до дефлегматоров................................... 30
после дефлегматоров.................................. 50
после теплообменников................................138
после трубчатой печи.................................180
Температура обезбензоленного масла, °C, после:
дистилляционной колонны ........................... 175
теплообменников...................................... '83
холодильников ....................................... 30
Температура паров, СС, после:
дистилляционной колонны ........................... 110
дефлегматоров .............................. 80—82
разделительной колонны............................... 75
Применение трубчатой печи для подогрева насыщенного масла
перед дистилляцией позволяет:
1) резко сократить расход пара на подогрев 1 кг сырого бен-
зола до 180 °C;
2) увеличить степень отгонки сырого бензола из масла, что
при применении парового подогрева сопряжено с резким воз-
растанием расхода пара;
3) уменьшить объемы десорбционной и конденсационной аппа-
ратуры в связи с сокращением объема паров и этим снизить расход
металла на ее изготовление;
4) уменьшить расход воды, потребляемой для конденсации
в основном водяных паров и охлаждения водного конденсата.
Для интенсификации десорбции бензольных углеводородов
на некоторых заводах применяется колонна с провальными тарел-
269
ками. В трубчатых печах предусматривается нагрев поглотитель-
ного масла для дистилляции и для регенерации.
Обезбензоленное масло и пары сырого бензола охлаждают
в аппаратах воздушного охлаждения.
9. Основные аппараты бензольного отделения
Современные бензольные отделения оснащаются дистилляци-
онной и ректификационной колоннами, теплообменной аппарату-
рой для утилизации тепла паров бензольных углеводородов и обез-
бензоленного масла, трубчатой печью или паровым подогревателем
для окончательного подогрева насыщенного масла перед дистиля-,
цией, конденсационно-охладительной аппаратурой для продуктов
дистилляции и др.
Размеры и конструкция аппаратуры зависят от производи-
тельности установки и технологической схемы отделения.
В дистилляционной колонне бензольные углеводороды отго-
няются острым паром из предварительно нагретого масла.
В установках с паровым подогревом масла применяются ко-
лонны диаметром 2,6—3,2 м с 12—14 тарелками, имеющими кол-
пачки туннельного типа, производительностью от 80 до 180 м3/ч
поглотительного масла. В установках с огневым подогревом мас-
ла получили применение колонны, имеющие 23 тарелки с колпач-
ками капсульного типа. Диаметр колонны 2,6—2,8 м. Корпус
колонны изготавливается из двухслойной стали, тарелки и колпач-
ки из стали специальных марок.
Разделительная колонна применяется для получения двух
фракций сырого бензола и состоит из двух частей: нижней — ис-
парительной и верхней — ректификационной. В зависимости of
принятой схемы колонны имеют диаметр 1,6—2,2 м с 14—^тарел-
ками. Колонны изготавливаются из стали.
Для окончательного подогрева масла глухим паром применяют
паровые подогреватели цилиндрической формы с горизонтальной
трубчаткой, заключенной в стальной кожух. Масло движется
по трубам, пар подают в межтрубное пространство, поверхность
теплопередачи 140 м2. Корпус подогревателя и трубы изготавли-
вается из стали. Для нагрева насыщенного масла перед дистилля-
цией получили применение трубчатые печи конструкции Гипро-
нефтемаша с панельными беспламенными горелками. Печи имеют
высокий коэффициент полезного действия: 0,80—0,85 против
0,60—0,78 у печей с пламенным горением. Конвекционную часть
этих печей можно использовать для нагрева масла перед регенера-
тором, а также для нагрева пара, необходимого для технических
нужд завода.
Регенератор поглотительного масла представляет собой вер-
тикальный цилиндрический аппарат диаметром 2,8 м, оборудо-
ванный в нижней части выдвижными трубчатками для нагрева
масла глухим паром. Под ними расположено устройство для подачи
270
в регенератор острого пара. Неотогнанное масло и нелетучие по-
лимеры отводятся снизу регенератора.
Паромасляные теплообменники (дефлегматоры) служат для вы-
деления из смеси паров, поступающих из бензольной колонны,
высоко кипящих частей и конденсации возможно большего коли-
чества водяных паров. Наиболее совершенными являются че-
тырёх- и трех секционные трубчатые дефлегматоры системы Гипро-
кокса.
Контрольные вопросы
1. Какие методы применяются для улавливания бензольных углеводородов
из коксового газа, в чем их сущность?
:2 . В чем состоит необходимость окончательного охлаждения коксового газа?
Какие аппараты применяются для этой цели?
3. Какие поглотители применяются для улавливания бензольных угле-
водородов из коксового газа? Какие требования предъявляются к жидким
поглотителям?
4. По каким причинам снижаются поглотительные свойства каменноуголь-
ного масла? Как можно восстановить эти свойства?
5. Какие факторы влияют на полноту улавливания бензольных углеводо-
родов в скрубберах?
6. В чем состоит сущность улавливания бензольных углеводородов при
обычном и повышенном давлении?
7. В чем состоит принципиальное отличие дистилляции сырого бензола
в установках с огневым нагревом масла от установок с паровым нагревом масла?
1
Глава VIII. ОЧИСТКА КОКСОВОГО ГАЗА
ОТ ЦИАНИСТОГО ВОДОРОДА
Н* Образование цианистого водорода при коксовании.
Свойства цианистого водорода
При коксовании каменных углей образуются цианистые соеди-
нения: дициан (СМ)2 и цианистый водород HCN или цианистово-
дородная кислота (синильная кислота). Содержание дициана в кок-
совом газе невелико, поэтому содержащиеся цианистые соединения
в газе относят главным образом к цианистому водороду. Выход
его зависит от содержания азота в угле и технологических условий
коксования. При коксовании донецкий углей содержание ци-
анистого водорода в прямом коксовом газе составляет 1,5—
1,7 м3, а при коксовании углей Кузнецкого бассейна достигает
2,5—3,0 г/м3. В цианистый водород переходит до 2 % азота, со-
держащегося в угле.
Цианистый водород — продукт вторичных реакций, протека-
ющих между аммиаком, углеродом и углеводородами. Одной из
таких реакций является взаимодействие аммиака с углеродом
кокса: NH3 + С HCN + Н2.
С повышением температуры коксования, снижением влаж-
ности шихты и увеличением высоты коксовой камеры выход циа-
нистого водорода повышается.
271
Цианистый водород это слабая кислота, она представляет со-
бой жидкость с плотностью при 18 °C, равной 0,6969 г/см3, тем-
пература кипения 25,65 °C. Цианистый водород в любых соот-
ношениях смешивается с водой, растворяется во многих органи-
ческих растворителях. Цианистый водород и его соли очень ток-
сичны. В присутствии цианистого водорода значительно ускоря-
ется коррозия аппаратуры, оборудования и трубопроводов.
При охлаждении коксового газа в первичных газовых холо-
дильниках некоторое количество цианистого водорода растворяется
в надсмольной воде с образованием аммонийных солей цианистой
и роданистоводородной кислот. Остальная часть цианистого водо-
рода проходит с газом через сатураторы в конечные газовые
холодильники и достигает бензольных и серных скрубберов.
При этом в конечных газовых холодильниках часть цианистого
водорода (от 35 до 50 %) вымывается из газа мощным потоком воды.
Экономическая целесообразность извлечения цианистого во-
дорода из коксового газа определяется возможностью получения
ценных для народного хозяйства продуктов (роданистого аммония,
роданистого натрия, тиомочевины, берлинской лазури, желтой
кровяной соли), необходимостью обеспечения большой долговеч-
ности аппаратуры и газопроводов газового тракта.
Очистка газа от цианистого водорода необходима при приме-
нении газа для коммунально-бытовых нужд, так как при сгорании
HCN образуются ядовитые оксиды азота (его содержание в газе
не должно превышать 5 г на 1000 м3 газа). При передаче газа
в сеть дальнего газоснабжения очистка его от HCN также необ-
ходима, так как в присутствии влаги цианистый водород вызывает
коррозию газопроводов, газгольдеров, компрессоров и т. д.
2. Технология очистки коксового газа
от цианистого водорода
По характеру применяемого поглотителя различают методы
сухой и мокрой очистки коксового газа от цианистого водорода.
Сухая очистка газа от цианистого водорода болотной рудой —
наиболее простой метод и осуществляется попутно с поглощением
сероводорода. Степень извлечения цианистого водорода болотной
рудой достаточно высока (85—95 %).
В результате некоторых реакций цианистый водород оказы-
вается связанным в болотной руде в виде Fe(CN)2 и главным обра-
зом в виде Fe7(CH)18, однако эти соединения не выделяются из
поглотительной массы и полностью теряются.
Из мокрых способов очистки получили применение: а) поли-
сульфидная очистка (полусильфидом натрия) с получением двух-
водной соли роданистого натрия высокой степени чистоты для
производства химического волокна нитрон; б) полисульфидная
очистка с получением роданистого аммония (поглотитель поли-
сульфид аммония). Степень очистки коксового газа от цианистого
272
водорода полисульфидом натрия достигает 95 %, а полисульфи-
дом аммония 80—85 %.
Эти методы характеризуются высокой экономической эффектив-
ностью и выгодностью, они дают большую прибыль, так как стои-
мость товарного продукта довольно высока.
Установки очистки коксового газа от цианистого водорода
полисульфидом натрия располагают после бензольных скрубберов
перед сероочисткой.
Роданистый натрий получают извлечением, цианистого водо-
рода из коксового газа раствором полисульфидов натрия с после-
дующим выделением из рабочего раствора роданистого натрия в
виде чистой соли.
Этот метод позволяет:
а) наиболее полно (на 85—90 %) использовать ресурсы HCN
в газе;
б) получать рабочий раствор роданистого натрия высокой кон-
центрации, что значительно облегчает и упрощает дальнейшую
его переработку с получением продукта высокой чистоты;
в) получать в одной и той же аппаратуре любую соль (рода-
нистый натрий, роданистый калий и др.), в зависимоти от потреб-
ности промышленности;
г) снизить коррозию последующей аппаратуры и значительно
уменьшить расход средств производства, в частности поташа или
соды в вакуум-карбонатных и мышьяково-содовых сероочистных
цехах;
д) получать серную кислоту с минимальным содержанием
оскида азота, что весьма существенно при последующей транспор-
тировке коксового газа на азотнотуковые заводы.
Получение роданистого натрия (NaCNS) непосредственно из
цианистого водорода коксового газа состоит из двух стадий:
1) извлечение цианистого водорода из газа поглотительным
раствором полисульфидов натрия с получением технического ро-
данистого натрия;
2) выделение роданистого натрия из технического раствора
в виде чистой соли.
Взаимодействие цианистого водорода с полисульфидным раство-
ром протекает по следующим реакциям:
HCN 4- Na2CO3 = NaCN + NaHCO3; NaCN + Na2S„ =
- NaCNS + Na^ _
Раствор полисульфидов натрия готовится путем насыщения
серой рабочего раствора, содержащегося в начальный период ра-
боты сульфид натрия:
H2S + Na2CO3 = Na2S + СО2 + Н2О;
Na2S 4- (п — 1) S -> Na2S„.
273
В результате поглощения цианистого водорода активность
рабочего раствора снижается. Восстановление поглотительной
способности раствора осуществлятся путем взаимодействия его
с серой: NaS„_t + S = Na2S„.
Основному процессу образования NaCNS сопутствуют побоч-
ные реакции, в результате которых образуются балластные
соли — Na2S2O3, Na2SO4 и др., так как в коксовом газе содержится
кислород.
На рис. 65 приведена технологическая схема получения рода-
нистого натрия из цианистого водорода коксового газа.
Поглощение HCN из газа происходит в скруббере 1, располо-
женном до сероочистки и орошаемом полисульфидным раствором
натрия при температуре 20—40 °C.
Раствор после скруббера 1 и гидрозатвора 2 разветвляется
на два потока, из которых один (20—40 %) направляется в реак-
тор 3, в котором при температуре 60—80 °C и постоянном пере-
мешивании насыщается серой; другой поток направляется в сбор-
ник 4. Из реактора рабочий раствор, обогащенный полисульфи-
дами, пройдя через отстойник-осветлитель 5, поступает в сборник 4,
где смешивается с остальной частью раствора. Из сборника 4
раствор насосом 6 через подогреватель 7 снова подается на верх
скруббера.
При многократной циркуляции в рабочем растворе накаплива-
ется роданистый натрий. Когда концентрация достигает 400 г/л,
часть рабочего раствора выводится из системы для дальнейшей
переработки.
Рис. 65. Технологическая схема получения роданистого натрия из цианистого водород
коксового газа
274
Основные показатели и параметры процесса извлечения HCN
из коксового газа: степень извлечения HCN до 90 %; удельный
расход раствора полисульфидов натрия 2,5—3,0 л/м3 газа; ли-
нейная скорость газа 0,9—1,0 м/с; температура поглотительного
раствора 35—40 °C; норма поверхности контакта фаз 0,4 м2/м3;
общая щелочность раствора (Na2CO3) 15—20 г/л; содержание
NaCNS 350—400 г/л.
Раствор технического NaC^JS из отделения улавливания по-
дается в реактор 8, где обрабатывается серной кислотой для ней-
трализации раствора и- разрушения тиосульфата и других сопут-
ствующих солей и превращения тем самым раствора в солевую
систему, состоящую в основном из двух легко отделяемых ком-
понентов — роданида и сульфата натрия с незначительным ко-
личеством примесей.
Для более глубокого разрушения тиосульфата натрия эта
операция ведется при кипячении. Выделяющиеся при этом кислые
газы поступают в абсорбер 21, орошаемый раствором щелочи.
Этот раствор поступает из отделения улавливания HCN. После
абсорбера 21 раствор возвращается в сборник рабочего раствора 4
и используется для улавливания HNC из газа.
В реактор 8 по достижении в нем необходимой степени раз-
рушения тиосульфата подается щелочь для нейтрализации раст-
вора до pH = 7н-8. В этом же аппарате осуществляется упарива-
ние раствора для более полного выделения сульфата натрия, по-
сле чего раствор поступает на вакуум-фильтр 10, где отделяются
сульфат натрия и сода. Фильтрат из вакуум-фильтра 10 поступает
в сборник 11, откуда насосом 12 подается в кипятильник-осади-
тель 13, в котором при t = 904-110 °C из фильтрата действием
едкого бария и сернистого натрия удаляются примеси сульфата,
железа и тяжелых металлов; органические примеси из фильтрата
удаляют активированным углем. Из кипятильника-осадителя 13
раствор передается на вакуум-фильтр 14, где очищается и фильт-
руется, затем раствор поступает в сборник 15 и из него насосом
16 подается в выпарной аппарат 17, где упаривается. Упаренный
раствор поступает в барабанный кристаллизатор 18, где кристал-
лизуется при температуре 5—10 °C. Отделение кристаллов
NaCNS от маточного раствора производится в центрифуге 19.
Маточный раствор возвращается на повторную переработку.
Выход продукта при многократном использовании маточного
раствора составляет 70—80 %.
Показатели качества продукта, получаемого по этой схеме
в виде дигидрата роданистого натрия (NaCNS-Н2О), вполне
отвечают техническим требованиям, предъявляемым к сырью
Для производства волокна нитрон.
Роданистый натрий используется в производстве полиакрило-
нитрильных волокон, получаемых полимеризацией акрилонитри-
ланитрон, который используется для производства трикотажа,
тканей, мехов, ковров и т. д.
275
Получающийся в процессе производства роданистого натрия
сульфат натрия, является побочным продуктом и может быть ис-
пользован в стекольной и сульфат-целлюлозной промышлен-
ности.
Установка для получения роданистого аммония освоена на
одном из коксохимических заводов Юга. Улавливание цианистого
водорода полисильфидом аммония осуществляется в скруббере
с хордовой насадкой, установленном перед сульфатным отделением.
В основу процесса положена реакция:
(NH4)2Sn + NH3 + HCN = NH4CNS + (NH^S^
Восстановление активности поглотительного раствора осуще-
ствляют взаимодействием его с серой: + S = (NH4)2S,(.
Роданистый аммоний используется в производстве цветной
кинопленки, в текстильной промышленности в качестве протрав
при крашении тканей, в ситценабивном производстве и др.
В дальнейшем установки по очистке коксового газа от циа-
нистого водорода раствором полисульфида натрия будут преду-
сматриваться до конечных газовых холодильников для предупре-
ждения выбросов цианистого водорода из градирни в атмосферу.
На заводах Востока очистки коксового газа от цианистого
водорода может осуществляться одновременно с очисткой от серо-
водорода, где содержание последнего в газе невелико и самостоя-
тельное его улавливание экономически неэффективно. В ВУХИНе
ведутся исследования по использованию аммиачно-кругового и
аммиачно-окислительного методов, позволяющих обеспечить сте-
пень извлечения цианистого водорода, равную соответственно
85 % и 95 %, при этом получить ценные продукты.
Контрольные вопросы
1. Как образуется цианистый водород при коксовании угля? Его ресурсы
в прямом коксовом газе.
2. Чем вызывается необходимость очистки коксового газа от цианистого
водорода?
3. В чем состоит особенность технологии получения роданистого натрия?
4. В чем состоит сущность процесса очистки газа от цианистого водорода
полисульфидом аммония?
5. Где используются продукты, полученные при очистке газа от цианидов?
Глава IX. ОЧИСТКА КОКСОВОГО ГАЗА
ОТ СЕРОВОДОРОДА
1. Образование сероводорода при коксовании.
Свойства сероводорода
При коксовании угольных шихт сероводород (H2S) образуется
в результате высокотемпературных превращений сернистых соеди-
нений и их взаимодействия с другими продуктами пирогенети-
ческого разложения угля. Примерно до 30—40 % серы, содержа-
276
щейся в угле переходит в газовую серу, главным образом в серо-
водород. Он составляет около 95 % всех содержащихся в коксо-
вом газе сернистых соединений, остальные 5 % приходятся на
органические сернистые соединения.
Примерный баланс серы при коксовании угля (рис. 66) пока-
зывает, что ресурсы ее в коксовом газе весьма значительны. Из
них до 40 % серы используется для получения элементарной серы
и серной кислоты, остальные выделяются из прямого коксового
газа при обработке его в цехе улавливания и теряются с обратным
газом.
Сероводород при обычной температуре бесцветный газ с рез-
ким удушающим запахом тухлых яиц, тяжелее воздуха. Серово-
дород сильный восстановитель. При сгорании образует сернистый
газ и воду: 2H2S 4- ЗО3 2SO2 + 2Н2О. При недостатке воздуха
образуется элементарная сера и вода: 2H2S -4- О2 -э- 2S + 2Н2О.
Сероводород очень токсичен. Предельно допустимая концентра-
ция сероводорода в рабочей зоне производственных помещений
составляет 10 мг/м3. С воздухом сероводород образует взрыво-
опасную смесь с пределами концентрации — нижний* 4,3 и верх-
ний 45,5 % (объемн).
Сероводород растворяется в воде с образованием слабой серо-
водородной кислоты.
При обработке коксового газа в аппаратуре цеха улавлива-
ния часть сероводорода переходит в надсмольную воду, смолу,
большая часть его вымывается водой в конечных газовых холо-
дильниках и незначительная часть растворяется в поглотительном
масле в бензольных скрубберах. Сероводород затрудняет про-
цесс производства сульфата аммония (снижает качество сульфата
аммония), вызывает порчу поглотительного масла, вызывает кор-
розию аппаратуры и газопроводов. Присутствие серы в любом
из продуктов коксохимического производства является нежела-
тельным и большей частью вредным.
Очистка коксового газа от сероводорода также обусловлива-
ется целесообразностью его использования для получения элемен-
тарной и коллоидной серы, сер-
ной кислоты и спецификой при-
менения коксового газа.
Очистка от серы коксового
газа, направляемого предприя-
тиям черной металлургии, обес-
печивает получение высококаче-
ственной стали, создает условия
для интенсификации мартенов-
ского процесса. Допустимое со-
держание сероводорода в кок-
совом газе, используемом для
Металлургических целей, норми-
руется ЧМТУ и не должно
патера -5,Ь°/о
Рис. 66. Баланс серы при коксовании углен^
1 — коксовые печи; 2 — доменные печи;
3 — установка для переработки смолы и
надсмольной воды; 4 — цехи сероочистки:
5 — мартеновские печи
277
превышать 2,5—3 г/м8. Необходимость очистки коксового газа
от сероводорода при химической переработке газа вызывается
отравляющим действием сернистых соединений на катализаторы,
коррозией аппаратуры установок синтеза.
Выделение сероводорода из коксового газа необходимо для
защиты воздушного бассейна от производственных выбросов.
Очистка коксового газа от сероводорода осуществляется в цехе
сероочистки, основная задача которого — очистка коксового газа
от сероводорода до норм, установленных техническими условиями
и получение попутных продуктов — газовой серы или серной
кислоты.
2. Способы очистки коксового газа от сероводорода
В зависимости от агрегатного состояния применяемых погло-
тителей современные методы очистки горючих газов делят на су-
хие и мокрые.
Сухая очистка коксового газа от сероводорода основана на
применении твердых поглотителей — гидроксида железа (III)
Fe(OH)3 (болотной руды) и активированного угля. Этот метод
обеспечивает глубокую (тонкую) очистку и служит вспомогатель-
ным при мокрой очистке. Он может использоваться для доочистки
газа, который передается на дальнее расстояние.
В коксохимической промышленности СССР широкое примене-
ние получили мокрые методы очистки. В зависимости от химиче-
ских процессов, лежащих в основе мокрых способов очистки кок-
сового газа от сероводорода их делят на три группы.
I. Методы, основанные на получении концентрированного га-
зообразного сероводорода с последующим окислением его в серу или
серную кислоту. В основе этих методов лежат обратимые круго-
вые сорбционные процессы поглощения сероводорода из газа цир-
кулирующим в круговом потоке поглотителем и выделения этого
сероводорода из поглотителя при изменении условий. Освобожден-
. ный от сероводорода поглотитель вновь идет на промывку газа.
В этих методах сероводород рассматривается, как кислота
и химические процессы сводятся к реакциям нейтрализации
H2S + ОН-1 HS"1 + Н2О; H2S + 2О1Г1 S"2 + 2Н2О.
Поглотителями сероводорода являются растворы слабых ос-
нований или солей сильных оснований и слабых кислот. К этим
методам относятся: аммиачный, вакуум-карбонатный (содовый
или поташный); метод органических оснований — этаноламино-
вый, фенолятный, фосфатный, аминокислотный и др.
2. Методы основаны на непосредственном окислении сероводо-
рода, содержащегося в коксовом газе, в элементарную серу-
Поглотителями сероводорода являются щелочные растворы, со-
держащие вещества, вступающие с сероводородом в необратимые
реакции.
278
В основе процесса лежит реакция окисления сероводорода:
2H,S + О, = 2S + 2Н2О.
Переносчиками кислорода служат оксисульфомышьяковые соли
натрия или аммония (мышьяково-содовый или мышьяково-амми-
ачный метод) и оксидные соединения железа (железо-содовый и
железо-аммиачный метод). '
3. Методы, основанные на одновременном улавливании аммиака
и сероводорода. В этих методах используются реакции между амми-
аком и сероводородом, присутствующими в газе, и политионатами
металлов или аммония, сульфатно-бисульфатными растворами и др.
Большая экономичность мокрых методов очистки газа от се-
роводорода обусловлена непрерывностью этих процессов, компакт-
ностью установок, малым сопротивлением улавливающей аппара-
туры проходу газа, легкостью утилизации регенерированной серы
и одновременной очисткой газа от цианистого водорода.
В отечественной коксохимической промышленности наиболь-
шее применение получили мышьяково-содовый и вакуум-карбо-
натный методы очистки газа от сероводорода.
3. Технология мышьяково-содовой сероочистки
Цех мышьяково-содовой сероочистки состоит из следующих от-
делений: улавливания сероводорода и регенерации поглотитель-
ного раствора; плавки и кристаллизации серы; приготовления
содового и мышьякового раствора; нейтрализации отработанного
раствора. На некоторых заводах имеются установки получения
коллоидной серы и роданистых солей.
Основными реагентами для приготовления поглотительного
раствора являются белый мышьяк (As2O3) и кальцинированная
сода (Na2CO3) для содового варианта и белый мышьяк и концентри-
рованная аммиачная вода для аммиачного варианта.
Приготовление рабочего поглотительного раствора осущест-
вляется в несколько стадий.
1. Растворение белого мышьяка в водном растворе кальцини-
рованной соды, осуществляемое в мешалке в течение 2—3 ч
при 90—95 °C. При этом происходит реакция образования мышья-
ковистокислого натрия:
4Na2CO3 + A.s2O3 2Н2О = Na4As2O8 4NaHCO3.
Раствор этот непригоден еще для извлечения сероводорода
из коксового газа. Для того чтобы стать рабочим раствором, он
должен пройти процесс созревания, т. е. подвергнуться много-
кратной обработке сероводородом с последующим окислением
кислородом воздуха.
2. Обработка раствора коксовым газом, содержащим сероводо-
род, в скруббере, до тех пор пока сульфирование не закончится и
не будет соблюдаться соотношение в растворе As : S = 1 : 3.
279
При этом протекает реакция образования сульфомышьяковистого
натрия'.
Na4As2O6 + 5H2S = Na4As2S5 + 5Н2О.
3. Продувка раствора сульфомышьяковистого натрия воздухом
в регенераторе, который окисляет мышьяк из трехвалентного в
пятивалентный. При этом сульфомышьяковистый натрий переходит
в оксисульфомышьяковый по реакции Na4As2S3 -Ь 0.2 = Na4As2O2S5.
Этот раствор является рабочим и подается в скруббер на улав-
ливание сероводорода. Вызревание раствора осуществляется вне
рабочего цикла. Подобная операция подготовки свежего раствора
производится для пополнения рабочего цикла дополнительным
количеством раствора. Раствор можно считать вызревшим, когда
содержание кислородных соединений мышьяка достигнет 1,0—
1,5 г/л.
Очистка коксового газа от сероводорода рабочим раствором со-
стоит из двух операций.
1. Улавливание сероводорода в скрубберах при температуре
30—35 СС. При этом кислород оксисульфомышьякового натрия за-
мещается серой с образованием сульфомышьяковонатриевой соли
по реакции
Na4As2O2S6 + H2S = Na4As2S6S + Н2О.
При очистке коксового газа отношение As2O8: H2S необ-
ходимо держать на уровне 15—18, что соответствует концентрации
As2O3 в растворе 15—16 г/л.
Чем выше отношение As2O3 : H2S, тем быстрее протекает ре-
акция и меньше концентрация «свободного» сероводорода, не
вступившего в реакцию с мышьяковым раствором. В результате
взаимодействия с сероводородом раствор теряет поглотительные
свойства и его надо восстанавливать (регенерировать).
2. Регенерация раствора осуществляется в регенераторах про-
дувкой его распыленным сжатым воздухом при температуре 40—
42 СС. При этом происходит окисление сульфомышьякового натрия
в оксисульфомышьяковую соль с выделением элементарной серы:
2Na4As2S6O + О2 = 2Na4As2S5Oa + 2S.
Регенерированный раствор снова поступает в скруббер на
улавливание сероводорода из коксового газа. Образовавшаяся
сера флотируется с образованием серной пены, содержащей до
100 г/л серы. Процесс регенерации очень чувствителен к различ-
ным примесям, которые попадают в поглотительный раствор из
газа: остатки смолы, масел, снижают скорость регенерации, ухуд-
шают флотацию серы, способствуют ее агломерации и оседанию на
насадке, в аппаратуре и трубопроводах. Это снижает степень
использования воздуха. Тщательная очистка газа от примесей
осуществляется в электрофильтре, установленном перед серным
скруббером. Для ускорения процесса регенерации рабочего Рас‘
280
твора и увеличения производительности регенератора воздух обо-
гащается кислородом до 30—35 % (объемн).
Одновременно с основными реакциями процесса протекают по-
бочные реакции, обусловленные наличием в поглотительном раст-
воре избыточной щелочности. При улавливании протекают реак-
ции
Na2CO3 + Н2О = NaOH + NaHCO3; NagCOg + H2S -> NaHS +
4- NaHCO3;
NaHCO3+H2S = NaHS+CO2+H2O; NaOH+H2S -> NaHS+H2O.
При регенерации часть сульфогидрата натрия (NaHS) окисля-
ется кислородом воздуха с образованием гипосульфита:
2NaHS + 2О2 = ЫаДО. + Н2О.
При наличии в газе синильной кислоты образуется роданистый
натрий:
2HCN + Na2CO8 = 2NaCN + Н2О + СО2;
NaCN + S = NaCNS.
Важным фактором, определяющим нормальное течение тех-
нологического процесса, является оптимальная щелочность пог-
лотительного раствора, характеризуемая водородным показате-
лем pH. Нормальное значение pH для раствора после регенерации
составляет 7,75—7,95. Низкая щелочность раствора может выз-
вать выпадение сернистого мышьяка As2S3, что приводит к умень-
шению поглотительной способности раствора. Незначительная
избыточная щелочность раствора обусловливает протекание при-
веденных выше побочных реакций, которые при регенерации рас-
твора обусловливает протекание приведенных выше побочных
реакций, которые при регенерации раствора приводят к накопле-
нию в нем гипосульфита, а при наличии в газе синильной кислоты
и роданистых соединений в тем большем количестве, чем выше ще-
лочность раствора. Оба эти соединения не регенерируются. На-
копление их уменьшает поглотительную способность раствора
и вызывает дополнительный расход воды, мышьяка и серы.
Предельно допустимое содержание нерегенерируемых солей
в рабочем растворе должно быть не выше 300 г/л. Для предот-
вращения дальнейшего повышения содержания нерегенерируемых
соединений в растворе часть его систематически выводится из
Цикла. Перед спуском в канализацию раствор нейтрализуют
серной кислотой для удаления мышьяка в виде As2S5 и As2S3.
Выпавшие соли мышьяка растворяют в щелочи и возвращают
в Цикл, а раствор после дополнительной нейтрализации железным
купоросом Fe2(SO4)3 спускают в канализацию.
При мышьяково-аммиачном варианте процесса реакции про-
текают точно так же, как и при мышьяково-содовом. И в этом
случае происходят побочные реакции, в результате которых об-
281
разуются гипосульфит аммония (NH4)2S2O3 и роданистый аммо-
ний NH4CNS.
Для работы мышьяково-щелочных сероочистных установок
приняты следующие нормы содержания реагентов в рабочем пог-
лотительном растворе: до 16 г/л As2O8 и 12—14 г/л Na.CO3.
Технологическая схема мышьяково-содовой сероочистки при-
ведена на рис. 67. Очищаемый коксовый газ после бензольных
скрубберов поступает параллельными потоками в электрофильтры
1 для удаления содержащихся в газе смолистых и масляных ве-
ществ, а затем в нижнюю часть серных скрубберов 2 (с хордовой
насадкой), орошаемых поглотительным рабочим раствором, посту-
пающим самотеком из верхней части регенераторов 3 через регу-
ляторы уровня или из напорных баков, с температурой 35—40 °C.
Очищенный коксовый газ выходит из верхней части скруббера,
проходит каплеуловители 41, где из газа улавливаются капельки
раствора, унесенного из скрубберов, и направляется потребителю.
Содержание сероводорода в обратном газе 2—3 г/м3.
Насыщенный раствор из нижней части скруббера через гид-
розатвор 5 насосом 7 через подогреватель 6 подается в распредели-
тельный бак 4. В подогревателях раствор нагревается паром
до 46—50 °C. Основная часть раствора (75—80 %) подаемся из
распределительного бака в равных количествах вниз регенера-
торов, а часть (20—25 %) раствора подается в смеси с регенери-
рованным раствором на орошение скруббера.
Регенерированный раствор через регуляторы уровня регенера-
торов самотеком поступает на орошение хордовой насадки скруб-
беров, смешиваясь с 20—25 % нерегенерированного раствора.
В нижнюю часть регенератора по трубам, образующим затвор,
подается сжатый воздух.
Воздух, поступающий в регенератор, качается компрессорами
37, марки МП-50/8. Сжатый воздух после компрессора проходит
маслоотделитель 38, воздухосборник 39, затем фильтр-маслоотде-
литель, в котором окончательно освобождается от масла и посту-
пает в нижнюю часть регенераторов. Всасываемый компрессорами
воздух предварительно очищается от пыли.
В регенераторе воздух барботирует через слой раствора и
выходит через выпускной штуцер в атмосферу. Выделяющаяся
в регенераторах сера флотируется воздухом на поверхность раст-
вора в виде серной пены, которая перетекает в расширенную
часть регенератора. Из расширенной части регенераторов через
переливные карманы серная пена поступает по пенопроводам
в пеносборник 9, откуда самотеком поступает на вакуум*
фильтр 15.
Под действием вакуума, создаваемого вакуум-насосом 36,
происходит отделение раствора от пены. Отфильтрованный раст-
вор поступает в вакуум-сборник 24, откуда снова поступает в си-
стему. Паста снимается ножом и по желобу, который омывается
технической водой, поступает в разбавитель серной пасты 16-
282
Рис. 67. Технологическая схема мышьяковосодовой сероочистки
Туда же из напорного мерника 43 подается содовый раствор для
лучшей плавки серы.
Разбавленная паста (пульпа) шнеком 17 подается в плавиль-
ник непрерывного действия 18. Плавильник обогревается глухим
паром через рубашку. Во внутрь плавильника подается острый
пар для плавки пульпы. Пульпа плавится при температуре 135—
145 °C и давлении 350—450 кПа (3,5—4,5 ат).
После окончания плавки подачу острого пара прекращают и
дают сере отстояться от автоклавной жидкости. Образующаяся
в результате плавления пульпы автоклавная жидкость из верхней
части плавильника поступает в первичные отстойники автоклав-
ной жидкости 11 и дальше в аварийное хранилище 13.
Расплавленная сера из плавильника через лейку поступает
в монжус плавленой серы 19.
Чтобы сера не застывала, в монжус вмонтирован змеевик,
в который подается пар. Плавленая сера из монжуса выжимается
сжатым воздухом, подаваемым из компрессора, в бак плавленой
серы 20, который имеет внутри ванны барабан 21, непрерывно
охлаждающийся технической водой, подаваемой внутрь через
полый вал.
Плавленая сера кристаллизуется на холодной поверхности
барабана слоем 2—3 мм, затем снимается механически и поступает
в бункер 22 в виде ломаных пластинок неправильной формы.
Из бункера сера как готовый продукт отгружается в железнодо-
рожные вагоны и отправляется потребителю.
В связи с накоплением в рабочем растворе гипосульфита
натрия, образующегося в результате побочных реакций, плотность
и вязкость поглотительного раствора возрастают и очистка газа
начинает ухудшаться. Поэтому часть раствора, после того, как
концентрация гипосульфита в нем достигает 230—260 г/л, выво-
дят из цикла и нейтрализуют серной кислотой, чтобы извлечь
мышьяк, выпадающий в осадок в виде As2S5 и As2S3.
Поглотительный раствор после циркуляционных насосов 7
поступает в нейтрализаторы 25. При заполнении нейтрализаторов
на 1/3 объема из напорного мерника 42 подается серная кислота.
Количество кислоты задается по шкале мерного стекла из
расчета кислотности раствора после нейтрализации в пределах
0,25—0,30 г/л.
Из нейтрализатора раствор поступает на вакуум-фильтры 28.
Под действием вакуума раствор отделяется от осадка серного
мышьяка.
Раствор из вакуум-фильтра поступает для переработки на
установку разложения гипосульфита натрия. Сернистый мышьяк
с вакуум-фильтра снимается ножом и поступает в растворитель
серного мышьяка, где он растворяется в содовом растворе при по-
догреве паром.
Мышьяково-содовый раствор с выделившейся серой из раство-
рителя центробежным насосом 29 подается в пеносборник, где
284
смешивается с рабочим раствором, затем поступает на вакуум-
фильтр, в отделение плавки и далее в систему.
Для пополнения мышьяка в системе его растворяют в раство-
рителях 30, куда закачивается содовый раствор и подается пар.
После нагревания мышьяково-содовый раствор выжимается сжа-
тым воздухом на установку созревания мышьяка, затем цирку-
ляционным насосом направляется в систему.
Для поддержания pH раствора, который должен быть равен
7,754-7,95, подается раствор кальцинированной соды, который
приготовляется в растворителях 31. В растворители набирается
конденсат (вода), который нагревается паром до 60—70 °C, за-
гружается необходимое количество соды при интенсивном пере-
мешивании воздухом. Затем из растворителей содовый раствор
центробежным насосом 32 подается в сборник содового раствора.
Из сборника центробежным насосом 34 раствор подается в регуля-
торы уровня регенераторов. На некоторых заводах в цехах мышья-
ково-содовый сероочистки получают коллоидную серу.
Расход соды на 1 т плавленой серы составляет 300—350 кг,
мышьяка 3—6 кг, H2SO4 (моногидрат) 3—10 кг и FeSO4 3—10 кг-
Одним из существенных недостатков мышьяково-содового спо-
соба очистки коксового газа от сероводорода является наличие
значительного количества сточных вод, сброс которых в водоемы
исключается из-за содержания в них роданистого натрия и солей
мышьяка.
На Запорожском коксохимическом заводе разработана техно-
логия, по которой полностью уничтожаются сточные воды и полу-
чается смешанная соль следующего состава, %: тиосульфат натрия
58,4; сульфат натрия 16,45; роданистый натрий 29,03; нераство-
римый остаток 1,12. Эта соль используется в сельском хозяйстве.
По более усложненной технологии получают смешанную соль,
состоящую в основном из тиосульфата и сульфата натрия, а также
дигидрата роданистого натрия (NaCN-2H2O), полностью удовлет-
воряющую техническим условиям производства синтетического
волокна нитрон.
Несмотря на значительные усовершенствования, которые мы-
шьяково-содовый метод сероочистки претерпел в последние годы,
он все же продолжает оставаться весьма громоздким. Боль-
шое количество поглотительного раствора (15—20 л/м3 газа в
час), подаваемого на улавливание сероводорода из коксового газа,
усложняет процесс регенерации раствора, так как требуются
большие объемы регенераторов и большое количество воздуха,
продавливание которого через раствор связано с большими энерге-
тическими затратами.
Преимущества процесса — глубокая очистка газа от сероводо-
рода и полное извлечение цианистого водорода. При двухступен-
чатой очистке остаточное содержание сероводорода в очищенном
тазе может не превышать 0,01—0,03 г/м3. По аммиачному методу
Упрощается эксплуатация и улучшаются условия труда, так как
285
приходится иметь., дело не с твердой содой, а с транспортабельными
аммиачной водой[ или газообразным аммиаком. Вместе с тем
применение аммиака вызывает усложнение схемы, связанное с ле-
тучестью аммиака и необходимостью его улавливания как после
скрубберов, так и после регенераторов.
Для улавливания сероводорода из коксового газа применяются
скрубберы с деревянной хордовой насадкой диаметром 4,5—6,0 м,
высотой^ 25,94—-31,20 м, рабочей поверхностью 15 000 —
36750 м . Скрубберы изготавливаются из листовой углеродистой
стали. Для подащи орошения скрубберы оборудованы форсуноч-
ным устройство^!. Нижняя часть скруббера служит переточным
сборником.
Для регенерации, поглотительного раствора применяют реге-
нератор, представляющий собой полый цилиндр диаметром 2,5 м,
высотой 42,0 м. Верхняя часть регенератора расширена и служит
для сбора серной пены. Раствор подается в нижнюю часть регене-
ратора и выводится сверху, пена отводится через специальный
карман в пеноссборник. Воздух в регенератор подается через
барботер в нижнцою часть, а отработанный воздух отводится через
штуцер, расположенный на его крышке. Время пребывания раст-
вора в регенераторе 45—50 мин при концентрации в нем As2O3
10 кг/м3 и 70—-во мин при концентрации, равной 15—16 кг/м8.
Для интенсификации очистки коксового газа от сероводорода
мышьяково-содовым методом применяют более эффективные скруб-
беры с плоскопараллельной и решетчатой насадкой, что позво-
ляет значительно улучшить технико-экономические показатели
установки.
4. Технология вакуум-карбонатной сероочистки
I
Цех очистки ^коксового газа от сероводорода вакуум-карбонатным методом
включает отделен^ улавливания и регенерации насыщенного поглотительного
раствора и отделееНие получения серной кислоты методом мокрого катализа.
Для улавливания Ссероводорода из коксового газа используются водные растворы
соды (Na2CO3) ил ид поташа (К2СО3).
На рис. 68 прэиведена технологическая схема установки очистки коксового
газа от сероводороода по вакуум-карбонапгному методу.
Коксовый газ I после бензольных скрубберов поступает в серные*скрубберы 4
где орошается 5%-_ным поглотительным раствором соды (или 15—20%-ным рас-
твором поташа). Bq скруббере протекает основная реакция
Ме2СО3 + H2Ss МеНСО3 + MeHS
и побочные реакции
М^2СО3 + СО^ + н2О 2МеНСО3;
МеСО3 + HCbN MeCN + AteHCO3;
M^HS + СО2 + н2О МеНСО3 + H2S.
Коксовый газ а, очищенный от сероводорода, цианистого водорода, углекис-
лоты, направляется потребителю. Содержание сероводорода в обратном газе
составляет 2—3 г/|/мз. На степень улавливания сероводорода существенно влияет
температура. Практически температура газа перед скруббером поддерживается
не выше 30 °C, посыле скруббера 32—35 °C, температура раствора, поступающего
286
Регенерированный поглотительный раствор
газ
2^ровод^одный
Очищенный коксовый газ
Насыщенный раствор
ерировон-1----т А
раствор ф
ь Регенерирован
ный----------Л~~
Насыщенный поглотительный
раствор
Сероводородныв
Qi--
[—о|
/мхлажда-
у^ющая
~"_вода
/одного
й? Регенерированный
8 f раствору
Насыщенный
раствор
Охлаждающая
вода
Jlap
Конденсат
Ю
впечь
Охлаждающая
вода
Сероводород-
ный газ
сероводородный газ
5
Регенерированный раствор
Выхлопные газы
в атмосферу
77
16
15
13
74
Пиелита
20
25
18 15 26
2^ 21 Вода *
Кислота
___________воздух
Умягченная вода
Воздух
Рис. 68. Технологическая схема вакуум-карбонат-
ного метода очистки коксового газа от сероводо-
рода и получения серной кислоты методом мок-
рого катализа:
12 — холодильник для сероводородного газа;
13 — печь для сжигания сероводорода; 14 — ко-
тел-утилизатор; 15 — контактный аппарат для
окисления; 16— абсорбционная башня; /7—элек-
трофильтр; 18 — воздуходувка; 19 — сборник для
умягченной воды; 20—хранилище серной кислоты;
2/—циркуляционный сборник для серной кислоты;
22 —сборник для кислоты из электрофильтров;
23 — оросительный холодильник; 24—25 — цент-
робежные насосы; 26 — насос для питания кот-
ла-утилизатора
на улавливание, 37—40 °C. С повышением температуры улавливания уменьч
шается растворимость сероводорода и увеличиваются его потери с обратным
газом.
Насыщенный сероводородом поглотительный раствор из нижней части скруб-
бера 1 насосом 2 подается на верх регенератора 6, пройдя до этого верхнюю сек-
цию конденсатора-холодильника 5, теплообменника 4 и паровой подогреватель 5
в котором подогревается до 65—70 °C и поступает в нижнюю часть регенератора
В паровых циркуляционных подогревателях 7 раствор подогревается греющим
паром.
Насыщенный раствор, поступающий на одну из верхних тарелок регенера-
тора 6 стекает по тарелкам сверху вниз. При этом он продувается парами, обра-
зовавшимися в результате испарения раствора, нагреваемого в циркуляционном
подогревателе.
Процесс регенерации насыщенного сероводородом раствора соды (или по-
таша) заключается в смещении равновесия обратимой реакции протекающей
в скруббере в сторону выделения сероводорода с одновременным снижением
его давления в системе. Основной реакцией регенерации является реакция между
гидрокарбонатом натрия (или калия) с гидросульфидом натрия (или калия):
Л4еНСО3 4- MeHS Ме2СО3 + H2S.
Образовавшийся сероводород отсасывается одновременно с водяными парами
вакуум-насосом 11, при этом равновесная реакция нарушается и идет в правую
сторону до конца. Разложение гидросульфида и выделение сероводорода проис-
ходит до тех пор, пока в растворе присутствует бикарбонат натрия (калия).
Скорость десорбции сероводорода зависит от температуры кипения раствора,
т. е. величины вакуума и концентрации в растворе бикарбоната. Оптимальной
температурой регенерации поглотительного раствора является 55—60 °C. При
этой температуре скорость десорбции сероводорода имеет максимальную величину.
При повышении температуры может происходить разложение бикарбоната на-
трия (калия) по реакции:
2Л4еНСО3 -► М<?2СО3 + СО2 + Н2О.
В отсутствии бикарбоната гидросульфид (NaHS) разлагается с образованием
сульфида натрия (Na2S). В растворе остается около 50 % серы, что значительно
ухудшает процесс улавливания. Чтобы предупредить бикарбонат от разложе-
ния и сохранить его для реакции с гидросульфидом с целью выделения серо-
водорода, температура процесса регенерации не должна превышать 75 °C. Сов-
мещение низкой температуры процесса и кипения раствора достигается ведением
его под вакуумом порядка 79,9—82,6 кПа (600—620 мм рт. ст.), который соз-
дается вакуум-насосом.
Образовавшиеся в регенераторе пары воды вместе с выделившимися серово-
дородом, углекислотой и цианистым водородом отсасываются в конденсатор-
холодильник 5, верхняя секция которого охлаждается насыщенным поглотитель-
ным раствором, а нижняя — водой.
Образующийся в конденсаторе-холодильнике конденсат по барометрической
трубе стекает в сборник регенерированного раствора 8, куда поступает также
регенерированный раствор из регенератора, а концентрированный сероводород-
ный газ засасывается вакуум-насосом //, который подает его на установку для
получения серной кислоты.
Горячий регенерированный раствор из сборника 8 насосом 9 прокачивается
через теплообменники 4 и оросительные холодильники 10, Охлажденный до
35—42 °C раствор снова возвращается в скрубберы для улавливания сероводо-
рода. Общая щелочность поташного и содово-поташного раствора ПО—150 г/л,
а содового — 45—55 г/л; содержание сероводорода не должно превышать 3,5 г/л
для поташного, 2,5 г/л для содового и 3,5 г/л для содовопоташного раствора»
суммарное содержание нерегенерированных солей не должно превышать летом
200 г/л, зимой 150 г/л.
Для экономии тепла, расходуемого на подогрев поглотительного раствор
перед регенераторами предусматривается использование отбросного тепла над-
смольной воды или коксового газа.
288
Удельный расход поглотителя составляет: при вакуум-содовом методе
3,5 r/м3 газа, а при вакуум-поташном 2,5—2,7 г/м3 газа, т. е. при улавливании
поташным раствором удельный расход поглотителя значительно меньше.
Вакуум-поташному методу свойственны серьезные недостатки, которые
усложняют условия эксплуатации и ухудшают технико-экономические показа-
тели сероочистной установки.
В связи с тем, что до передачи газа на сероочистную установку извлечение
из него цианистого водорода и роданистых соединений не происходит, в погло-
тительном поташном растворе накапливаются значительные количества нереге-
нерируемых соединений, что при содовом процессе хотя и происходит, но в "Мень-
ших размерах.
Расход поташа за счет образования нерегенерируемых солей резко возра-
стает. Увеличилось количество загрязненных сточных вод из-за необходимости
систематического вывода значительных количеств раствора.
В связи с этим на некоторых заводах был осуществлен содово-поташный
метод очистки коксового газа от сероводорода. В качестве реактива применя-
лась смесь поташа и содово-поташной смеси в соотношении 1:1. Содово-поташ-
ная смесь содержит 92—93 % соды и 7—8 % поташа.
С переходом на этот поглотитель полностью прекратилось выпадение солей,
улучшились показатели по извлечению и регенерации сероводорода, снизились
расход реактивов и энергозатраты, увеличилась выработка серной кислоты,улуч-
шились условия эксплуатации.
Достоинства способа — компактность и простота аппаратурного оформле-
ния; надежность в работе; возможность получения концентрированной серной
кислоты для нужд коксохимического производства.
Основными аппаратами отделения улавливания сероводорода из коксового
газа является скруббер с деревянной хордовой насадкой диаметром 3,0—6Л0 м, вы-
сотой не более 40.0 м (число скрубберов определяется [производительностью
газового потока). Регенератор представляет собой теплоизолированную цельно-
сварную колонну, оборудованную 22 тарелками, имеющими туннельные барбо-
тажные колпачки. Расстояние между тарелками 150 мм. Диаметр регенератора
определяется исходя из скорости паров в свободном его сечении, равной 2—
2,5 м/с, н не должен превышать 3,0—3,2 м. Регенератор работает под вакуумом,
который в верхней части аппарата составляет 79,9—82,6 кПа (600—
620 мм рт. ст.). Регенераторы, число которых определяется производительностью
цеха, включаются параллельно. При каждом регенераторе имеется по два цир-
куляционных паровых подогревателя для нагрева поглотительного раствора.
Поверхность нагрева каждого подогревателя 150 м2.
Для отсасывания сероводородного газа из регенераторов и подачи его в отде-
ление мокрого катализа применяют поршневые, горизонтальные, одноцилиндро-
вые, вакуум-насосы двойного действия, производительность которых составляет
от 75 до 120 м3/мин газа при вакууме 85 %. Абсолютное давление на линии всаса
7,98 кПа (60 мм рт. ст.), а на линии нагнетания 111 кПа (835 мм рт. ст ). Число
вакуум-насосов определяется объемом влажного газа при фактических условиях
(температура и давление).
Продуктами цехов очистки коксового газа от сероводорода являются: очи-
щенный коксовый газ (обратный), который используется в металлургической
промышленности, для синтеза и для обогрева коксовых печей; газовая или эле-
ментарная сера (99,00—99,98%), концентрированная серная кислота (93—
94 %).
5. Технология переработки сероводородного газа
в серную кислоту методом мокрого катализа
Переработка сероводородного газа, получаемого при очистке коксового газа
от H2S и HCN, в серную кислоту осуществляется методом мокрого катализа,
нашедшим широкое применение как в СССР, так и за рубежом. Сущность метода,
впервые предложенного в СССР, заключается в том, что окисление SO2 в!$Оз
осуществляется на специальном ванадиевом катализаторе в присутствии значи-
тельного количества водяных паров. Процесс протекает в несколько стадий.
"/гЮ Лейбович Р Е. и др. 289
Первой стадией процесса является сжигание сероводорода с получением SO2.
Во второй стадии на ванадиевом катализаторе SO2 окисляется в SO3. Третьей
и конечной стадией процесса является охлаждение и конденсация серной кислоты.
Весь процесс в целом получил название метода мокрого катализа, так как контакт-
ное окисление производится в присутствии водяных паров.
Сероводородный газ, поступающий в отделение мокрого катализа из реге-
нераторов поглотительного раствора, имеет следующий состав, % (объем.):
85—93 Н2; 1,0—3,2 HCN; 5,5 N2; 4,5—13 СО2; 1,0—5 воздуха.
' Сероводородный газ подается вакуум-насосом в холодильник и затем в печь
с насадкой для сжигания. Содержащийся в сероводородном газе цианистый водо-
род при горении окисляется: 2HCN + 31/2О2 = Н2О + 2СО2 + 2NO.
* Оксид азота при пониженных температурах и избытке кислорода окисляется
до диоксида, поглощаемого концентрированной серной кислотой. Наличие окси-
дов азота в кислоте снижает ее качество.
При использовании серной кислоты для сатураторного процесса оксиды
азота выдуваются в коксовый газ и при известных концентрациях делают его
непригодным для передачи заводам синтеза аммиака. В разделительной аппа-
ратуре эти оксиды образуют легковзрывающиеся нитросмолы и представляют
поэтому, большую опасность.
Поэтому для уменьшения образования оксидов азота сжигание сероводо-
родного газа осуществляется в две ступени: в первой ступени с недостатком
кислорода при более низких температурах, во второй ступени — кратковре-
менное дожигание с избытком кислорода при более высоких температурах. Воз-
дух для сжигания подается вентилятором. Для разогрева печи при пуске пре-
дусмотрен подвод к ней коксового газа.
Из печи газовая смесь, состоящая из сернистого газа, водяных паров, кис-
лорода и инертных газов, с температурой 1100 °C поступает в котел-утияи-
лизатор, где охлаждается до 450—470 °C, и поступает в контактный аппарат,
в котором происходит окисление сернистого ангидрида в серный на трех слоях
ванадиевой контактной массы. Примерный режим контактирования по слоям-
следующий: •
Первый.............. 450—470/75
Второй ................. 470—480/90
Третий . . , . . . . . . 424—430/97
Примечание. Числитель —
температура, °C, газа на входе, знамена-
тель— степень контактирования, %.
Для охлаждения газов первого и второго слоев контактной массы, в кон-
тактный аппарат от вентиляторов вдувается холодный воздух, который сме-
шивается с газами и снижает их температуру до заданного режима.
После контактных аппаратов газы с температурой около 400 °C поступают
9 абсорбционную башню, где охлаждаются серной кислотой, совершающей кру-
гооборот, по циклу циркуляционный сборник—кислотный насос—оросительный
холодильник из чугунных труб—абсорбционная башня. В абсорбционной башне
газы охлаждаются с 400 до 80 °C, происходит конденсация паров серного анги-
дрида и паров воды в виде кислотного тумана. До 70 % этого тумана увлекается
оборотной кислотой, остальные 30 % полностью улавливаются з электро-
фильтрах.
Газы выбрасываются в атмосферу. Накапливающаяся кислота отводится
из цикла кислотооборота в хранилище, а затем грузцтся в цистерны. Конденсат,
образующийся в электрофильтре, отводится в хранилище.
Получаемая на отечественных установках мокрого катализа серная кислота
jno содержанию в ней моногидрата соответствует купоросному маслу контактных
систем. Содержание моногидрата в серной ки’слоте колеблется в пределах 92—
94 %.
МГ В дальнейшем в цехах очистки коксового газа от сероводорода будут уста-
навливаться абсорберы сероводородного газа с увеличенной одиночной мош-
цостькг’по газу с насадкой интенсивного действия конструкции УкрНИИхим-
маша; регенерация насыщенного раствора в регенераторах повышенной про-
290
мзводительности с тарелками колпачкового и решетчатого типа будет произ-
водиться с использованием отбросного тепла коксового газа для нагрева рас-
твора перед регенерацией. В сернокислотных отделениях охлаждение серной
кислоты предусматривается в аппаратах воздушнопГохлаждения.
Контрольные вопросы
1. Как образуется сероводород при коксовании угля? Его ресурсы в коксо-
вом газе?
2. Чем объясняется необходимость и целесообразность очистки коксового
газа от сероводорода?
3. Какие методы применяются для очистки газа от сероводорода, их сущ-
ность?
4. В чем состоят особенности технологической схемы мышьяково-содового
метода? Каково назначение регенератора?
5, В чем состоит химизм улавливания сероводорода мышьяково-содовым
раствором?
6. В чем состоит сущность вакуум-карбонатных методов? Объясните химизм
процесса.
7. Какие условия должны быть созданы для эффективного протекания де-
сорбции сероводорода из поглотительного раствора в регенераторе вакуум-
карбонатной установки?
Глав’а X. ПЕРЕРАБОТКА СЫРОГО БЕНЗОЛА
1. Состав сырого бензола
и характеристика основных его компонентов
Сырой бензол представляет ссбой многокомпонентную систему,
основными составляющими которой являются одноядерные аро-
матические соединения—бензольные углеводороды и различные
примеси. Основная масса сырого бензола выкипает до 180 °C.
Выше этой температуры кипят содержащиеся в сыром бензоле
легкокипящие погоны поглотительного масла, а также непредель-
ные соединения.
Все входящие в сырой бензол (отгон до 180 °C) соединения
условно делят на пять групп, содержание и состав которых при-
ведены в табл. 9.
Число различных химических соединений, содержащихся в сы-
ром бензоле, весьма велико. Большинство из них содержатся
. в крайне незначительных количествах, в чистом виде практиче-
. ского значения не имеют.
j Свойства сырого бензола определяются в основном содержани-
ем бензольных углеводородов, а также непредельных и сернистых
соединений, количество которых зависит от свойств коксуемой
Дшхты и условий коксования. Основыми компонентами сырого
бензола являются бензол и его гомологи.
Бензол (С6Н6) — первый член гомологического ряда бензоль-
UX углеводородов (СяН2я_в), является основным компонентом
х’рого бензола, содержание которого достигает 55—80 %. Тем-
*/210* 291
Т аб л и на 9. Состав сырого бензола
Группа Основные соединения, входящие в труппу Содержание.
— л
Бензольные углеводоро- Бензол, толуол, диметилбензолы (кси- 80—95
ды лолы), этилбензол, триметнлбензолы, этилтолуолы • -
Непредельные соедине- Циклопен та диен, стирол, кумарон, 5—15
НИЯ инден с гомологами, циклогексен, ме- . - •
тилциклогексен
Сернистые соединения Сероводород, сероуглерод, тиофен» ме- 0,2—2,0
тилтиофен, диметил тиофены, триметил- тиофены (считая на серу)
Насыщенные углеводо- Циклопентан, метилциклопентаны, 0,3—2,0
роды жирного и гидро- циклогексан, метилциклогексаны, геп- . . ’
ароматического ряда тан, гексан Фенол, азотистые соединения, нафта- .. .4 •
Прочие Менее 1,0
« • > ЛИН 7 - ‘ • * • *
пература кипения бензола 80,1 °C. Ценность бензола определяется
тем, что он является основным исходным материалом для органи-
ческого синтеза пластических масс и других высококачественных
продуктов.
Толуол (С6Н5СН3) — следующий за бензолом по своему содер-
жанию компонент сырого бензола. Температура кипения толуола
110,6 °C. Содержание толуола в сыром бензоле зависит от усло-
вий коксования и составляет 10—15 %.
Ксилол, производимый в ректификационных цехах, является
смесью трех изомеров орто-, мета- и пара-ксилола (С6Н4(СН3)2)
и этилбензола (С6Н5С2Н5). Температура кипения о-ксйлола
144,4 °C; jw-ксилола 139,1 °C и л-ксилола 138,4 °C. Содержание
ксилолов в сыром бензоле составляет 4—7 %.
Т риметилбензолы (СвН3(СН3)3) кипят в интервале темпе-
ратур 164—180 °C и обычно выходят из ректификационных цехов
в смеси с ксилолами, этилтолуолами, пропилбензолом под наз-
ванием сольвентов. Триметил бензолы в сыром бензоле представле-
ны ;— псевдокумолом, с температурой Кипения 169,35°, мезити-
леном с температурой кипения 164,7 °C и гемимелитолом с темпе-
ратурой кипения 176,08 °C. Содержание триметилбензолов в* сы-
ром бензоле незначительно (0,3—0,7 %).
Все бензольные углеводороды в чистом виде представляют со-
бой легкокипящие, бесцветные, прозрачные жидкости, легче воды
(плотность при 20 °C равна 0,86—0,880 г/см3), не смешиваются
с водой и хорошо от нее отстаиваются.
Все бензольные углеводороды чрезвычайно горючи, легко
воспламеняются, а их пары с воздхом образуют взрывоопасные,
смеси. Это требует большой осторожности и определённых мер
безопасности при работе с ними.
292
На переработку сырого бензола больше всего влияет темпера-
тура кипения. Благодаря значительному различию температуры
кипения бензола, толуола, ксилолов и триметилбензолов, разделе-
ние их процессом ректификации не представляет особой сложности.
Разность температур кипения соседних пар при давлении
101,3 кПа (760 мм рт. ст) составляет, °C:
Сероуглерод — бензол ...........33,6
Бензол — толуол.................30,5
Толуол — ксилол.................27,0
Ксилол — сольвент...............25,0
Разность температур кипения изомеров ксилола очень невелика
и разделение их посредством ректификации сложно. Поэтому
изомеры ксилола выпускаются только в виде смеси.
Непредельные соединения, содержащиеся в сыром бензоле,
являются в основном циклическими углеводородами с боковой
цепью и без нее, с одной или двумя двойными связями. Для них
характерны процессы полимеризации и осмоления, в противополо-
жность весьма устойчивым бензольным углеводородам. Полимери-
зуясь, непредельные углеводороды образуют смолистые вещества,
растворяющиеся в бензольных углеводородах и придающие им
желтую окраску различной интенсивности и снижают качество
чистых продуктов. Содержание непредельных соединений в сы-
ром бензоле зависит, главным образом, от температуры коксова-
ния. С повышением температуры коксования содержание непре-
дельных углеводородов снижается, их состав изменяется в сторону
увеличения выхода низкокипящих соединений.
Непредельные соединения распределены между фракциями
сырого бензола неравномерно. Наиболее богаты непредельными
углеводородами низкокипящие компоненты (до 79 °C), называе-
мые головной или сероуглеродной фракцией. Высококипящая
фракция (выше 145 °C) называется тяжелым бензолом.
В головной фракции содержится около 50 % (до 25 % от ре-
сурсов в сыром бензоле) низкокипящих непредельных соединений.
Основными компонентами являются весьма реакционный угле-
водород циклопентадиен (температура кипения 42,5 °C), а также
амилены — непредельные углеводороды жирного ряда с пятью
углеродными атомами, кипящие в пределах 25—42 °C и др. В тя-
желый (второй) бензол переходят высококипящие непредельные
соединения (до 35 % от ресурсов) — стирол, кумарон и инден,
кипящие соответственно при 145,3, 173,5 и 181,5 °C. Во фракции
ВТК (бензол, толуол, ксилол) содержатся циклогексан и метил-
циклогексан, кипящие при температурах 83 и 120,3 °C, а также
Другие непредельные соединения, но в крайне незначительных
количествах. При переработке двух бензолов во фракцию БТК
почти полностью переходит стирол.
Наибольшую ценность представляют высококипящие непре-
дельные соединения, содержащиеся в тяжелом бензоле. Эти
Ю Лейбович Р. Е. и др. 293
соединения служат сырьем для получения ценных полимерных
смол. Для производства полимерных смол непредельные соедине-
ния головной фракции непригодны.
Температуры кипения некоторых непредельных соединений
очень мало отличаются от температур кипения отдельных бензоль-
ных углеводородов, например, в непосредственной близости кипят:
бензол (80,1 °C) и циклогексан (80,4 °C); толуол (110,6 °C) и ме-
тилциклогексан (108—ПО °C) и т. д.
Отделение бензольных продуктов от этих примесей ректифика-
цией очень затруднительно.
Основными представителями сернистых соединений в сыром
бензоле являются сероуглерод (CS2), тиофен (C4H4S) и его го-
мологи. В зависимости от сернистости шихты, идущей для коксо-
вания, содержание этих примесей в сыром бензоле колеблется
от 0,2 до 2 %. С повышением температуры коксования их содержа-
ние в сыром бензоле увеличивается.
В сыром бензоле заводов Юга содержится до 1 % сероуглерода
и около 1 % тиофена с гомологами. Остальные серусодержащие
соединения в сумме около 0,3 % состоят из сероводорода (около
0,15 %), элементарной серы (0,03 %) и незначительных количеств
меркаптанов, сульфидов и дисульфидов (в сумме менее 0,12 %).
Сероводород чаще всего можно обнаружить в свежем сыром бен-
золе. В процессе ректификации он выделяется с неконденсирую- :
щими газами через воздушник.
В сыром бензоле, получаемом при коксовании низкосернистых
углей Кузнецкого бассейна, содержится меньше сероуглерода
(до 0,3 %), тиофена и его гомологов.
При тщательной ректификации сероуглерод почти полностью
сосредоточивается в головной фракции. Что касается тиофенов&й
серы, то она распределяется довольно равномерно по фракциям
сырого бензола. При этом в бензольной фракции сосредоточен
тиофен, в толуольной фракции — а- и Р-метилтиофены, в ксилоль-
ной — диметилтиофены. Такое распределение объясняется бли-
зостью температур кипения соединений тиофенового ряда и угле-
водородов бензольного ряда.
Тиофен образует с бензолом твердый раствор, не вызывающий
понижения температуры кристаллизации бензола.
Из всех сернистых соединений, содержащихся в сыром бен-
золе, применяется лишь сероуглерод. К температуре кипения бен-
зола, толуола и ксилолов очень близки температуры кипения сле-
дующих сернистых соединений: тиофена (84,1), метилтиофена
(112—114), диметилтиофена (134—144 °C), что затрудняет выде-
ление этих веществ из сырого бензола путем ректифика-
ции.
Из насыщенных углеводородов в сыром бензоле содержатся
пентан (0,4—0,1 %), гексан (0,2—0,4 %), гептан (0,2—0,4 %)>
метилциклопентадиен (0,75 %) и др. Эти соединения также распре-
делены по фракциям сырого бензола неравномерно.
294
Близость температур кипения насыщенных углеводородов
к температурам кипения бензольных продуктов, свойство образо-
вывать азеотропные смеси с последними, инертность к действию
различных химических реактивов затрудняет их выделение из
сырого бензола. Насыщенные углеводороды снижают плотность
и показатель преломления чистых продуктов, снижают темпера-
туру их кристаллизации. Это особенно нежалательно при произ-
водстве бензола для синтеза, так как температура кристаллизации
является одним из показателей качества продукта.
Содержание прочих примесей в сыром бензоле невелико и со-
ставляет: пиридина и его гомологов до 0,1 %, фенолов 0,1—0,3 %.
Эти соединения удаляются из сырого бензола при его очистке и
не используются. Присутствие пиридиновых оснований в сыром
бензоле отрицательно влияет при его очистке от тиофена, увели-
чивает потери чистого продукта. Содержащийся в сыром бензоле
нафталин (0,5—2 %) в процессе его переработки переходит в соль-
вент-нафту.
Наличие в сыром бензоле непредельных и сернистых соеди-
нений исключает возможность непосредственного получения из
пего чистых продуктов без предварительной очистки его от этих
нежелательных примесей. Объясняется это тем, что даже незна-
чительные примеси серы в бензоле и толуоле, применяемых для
некоторых органических синтезов, вызывают быстрое отравление
катализатора, а смолистые вещества, образующиеся в результате
полимеризации непредельных соединений, обволакивают поверх-
ность катализатора, дезактивируют ее. В связи с этим переработка
сырого бензола должна осуществляться таким образом, чтобы по-
лучающиеся бензольные продукты не содержали непредельных
и сернистых соединений или же содержали их в очень незначитель-
ных количествах, при которых исключено их вредное влияние в
процессе производства синтетических продуктов.
В промышленности для переработки сырого бензола используют
два процесса:
1) ректификации — разделение смеси вследствие разности
температур кипения ее компонентов;
2) очистки — выделение непредельных и сернистых соедине-
ний.
Поэтому в любую технологическую схему переработки сырого
бензола обязательно включается предварительная стадия, назна-
чение которой — удалить примеси непредельных и сернистых
соединений, а затем переходить к ректификации очищенного
сырья и получению товарных продуктов.
На коксохимических заводах СССР наибольшее распростра-
нение получила технологическая схема переработки сырого бен-
зола с получением чистых продуктов, которая включает следующие
технологические операции: 1) получение фракции БТК (бензоль-
но-толуольно-ксилольной) путем выделения сероуголеродной фрак-
ции из первого бензола или предварительной ректификации сы-
10* 295
рого бензола (с отгоном до 180 °C); 2) сернокислотную очистку
фракции БТК; 3) ректификацию очищенной фракции БТК.
На первой стадии происходит выделение сероуглерода и неко-
торой части непредельных соединений и насыщенных углеводоро-
дов, на второй — очистка от непредельных соединений и тиофена
и на третьей — выделение бензола и иных продуктов из очищенной
фракции БТК.
В некоторые технологические схемы включают ректификацию
сероуглеродной фракции, 'редистилляцию второго бензола и
получение бензола для синтеза.
2. Основы переработки сырого бензола
Основная цель переработки сырого бензола — выделение важ-
нейших ароматических компонентов (бензола, толуола, изомеров
ксилола и др.) в возможно более чистом виде с наименьшими по-
терями и получение наряду с этим полезных для народного хо-
зяйства продуктов и ароматических примесей. Выделение чистых
продуктов из сырого бензола осуществляется методом ректифи-
кации, являющимся одним из наиболее эффективных для разделе-
ния жидких смесей на отдельные компоненты. Для переработки
сырого бензола и его фракций получили применение непрерывная
и периодическая ректификация под атмосферным давлением и
ректификация в вакууме для редистилляции второго бензола.
Процесс ректификации сырого бензола осуществляется в ко-
лоннах барботажного типа, имеющих внутри колпачковые или
ситчатые ректификационные тарелки, на которых достигается про-
тивоточное взаимодействие потоков пара и жидкости. В результате
многократно чередующихся процессов частичного испарения
остатка и частичной конденсации паров в колонне достигается
практически полное выделение легкокипящего компонента в па-
ровую фазу и отделение от него высококипящих компонентов —
остатка, который выводится снизу колонны.
Основным условием достижения требуемой степени разделения
компонентов в колонне является подвод тепла вниз колонны и
подача холодного орошения на верх колонны.
Орошение ректификационных колонн может осуществляться
двумя способами: флегмой — подуктом частичной конденсации
паров, выходящих из колонны в аппарате, называемом дефлегма-
тором, и рефлюксом — продуктом полной конденсации паров в кон-
денсаторе-холодильнике. Интенсивность орошения колонны ха-
рактеризуется отношением количества рефлюкса (флегмы) к ко-
личеству дистиллята, которое называется рефлюксным числом
(или флегмовым). В практических условиях изменение рефлюкс-
ного (флегмового) числа достигается изменением количества от-
бираемого дистиллята.
При орошении колонны рефлюксом дозатором можно быстро
и точно установить количество подаваемого на орошение рефлюкса,
автоматизировать работу колонны.
296
Для нагрева сырья и испарения легкокипящего компонента,
нагрева и испарения рефлюкса, в нижнюю часть колонны пода-
ется глухой пар в выносные подогреватели термосифонного типа.
Предусмотрена подача острого пара. Степень разделения компо-
нентов в колонне зависит от режима работы ректификационного
агрегата и определяется температурами внизу и вверху колонны.
Температура внизу колонны характеризует полноту выделе-
ния легкокипящего компонента и должна соответствовать тем-
пературе кипения остатка, она регулируется количеством пода-
ваемого в колонну глухого и острого пара. Чистота дистиллята
регулируется изменением подачи рефлюкса на орошение и контро-
лируется температурой верха колонны, которая должна соответ-
ствовать температуре кипения дистиллята.
В практике ректификации сырого бензола и его фракций для
понижения температуры кипения получил распространение метод
ректификации с острым паром.
Отбор головной (сероуглеродной) фракции и бензола произ-
водится без острого пара, так как необходимая температура мо-
жет быть достигнута при обогреве колонн глухим паром. Толуол
и все последующие продукты отбирают с применением острого
пара. Для редистилляции второго бензола используют острый пар
и вакуум.
Контрольные вопросы
I. Какие группы соединений входят в состав сырого бензола? Объясните
значение этих соединений для переработки сырого бензола.
2. Чем вызвана необходимость очистки сырого бензола и его фракций?
3. Как влияют температуры кипения спутников бензола, толуола и ксилола
на процесс ректификации сырого бензола?
4. В каких аппаратах осуществляется ректификация сырого бензола?
Объясните сущность процесса ректификации.
5. Какие способы орошения ректификационных колонн получили приме-
нение при переработке сырого бензола? В чем состоит преимущество орошения
колонн рефлюксом?
6. С какой целью используется острый и глухой пар в процессе ректифика-
ции сырого бензола?
Глава XI. ОЧИСТКА СЫРОГО БЕНЗОЛА
ОТ НЕПРЕДЕЛЬНЫХ И СЕРНИСТЫХ СОЕДИНЕНИЙ
1. Сернокислотная очистка
Для очистки сырого бензола и его фракций от непредельных
и сернистых соединений в промышленности получили применение:
сернокислотная очистка и каталитическая гидроочистка.
Для глубокой очистки бензола от примесей насыщенных сое-
динений большое значение приобретает процесс экстрактивной рек-
тификации, который сочетается как с методом среднетемператур-
297
ной гидроочистки, так и с методом сернокислотной очистки. Для
глубокой очистки бензола также могут использоваться: очистка
хлористым алюминием, хлором, гипохлоритом и фтористым водо-
родом; электролитическая и парофазная очистка с различными
активированными контактами; очистка солями ртути и др. Однако
эти методы пока не получили промышленного применения.
В СССР для очистки коксохимического сырого бензола широко
используется метод сернокислотной очистки, обеспечивающий по-
лучение продукции высокого качества, отвечающей современным
требованиям.
В настоящее время сернокислотный метод очистки применяется 5
в двух вариантах — для очистки фракции ВТК и при получении
бензола для синтеза.
Очистка фракции ВТК. Состав фракции ВТК определяется
главным образом условиями разделения сырого бензола, выки-
пающего до 180 °C (на первый и второй), производимого в бен-
зольных отделениях цеха улавливания.
В цехах ректификации, работающих по схеме полунепрерыв-
ной или непрерывной ректификации фракцию ВТК получают
в результате ректификации первого сырого бензола после отбора
сероуглеродной фракции. К ней примешивают отгон до 145—150 °C,
полученный при редистилляции второго бензола, содержащего
толуол, ксилол и высококипящие непредельные соединения —
стирол, инден и др. Средний состав фракции ВТК для заводов
Юга (1) и Востока (2) примерно следующий, %:
1 2
Тиофен ...................1,18—1,35 0,20—0,25
Бензол ................... 77,50—79,14 82,65—83,30
Толуол .....................13,10—14,12 10,9—11,20
Ксилол ................... 4,12—4,90 3,75—3,90
Стирол ...................1,10—1,28 0,88—0,95
Инден..................... 0,55—0,70 0,25—0,35
Прочие примеси ..... 0,44—0,50 0,69—0,70
В незначительных количествах во фракции ВТК содержатся
насыщенные углеводороды, фенолы, пиридиновые основания и
сероуглерод (не более 0,0002 %). Насыщенные углеводороды про-
являют инертность к действию химических реагентов, в част-
ности к серной кислоте, поэтому их выделение затруднено.
Технология очистки фракции ВТК серной кислотой предусмат-
ривает следующие операции: кислотная промывка фракции ВТК
и обработка фракции непредельными углеводородами («присад-
кой»); регенерация серной кислоты; выделение регенерированной
кислоты и кислой смолки; нейтрализация мытого продукта ще-
лочью и отделение от нее фракции.
Сернокислотный метод очистки фракции ВТК состоит в обра-
ботке фракции концентрированной серной кислотой (93,0—
93,5 %) с последующей нейтрализацией мытого продукта раство-
ром щелочи (12—15 %). Серная кислота в этом процессе является
катализатором. Процесс очистки осуществляется в аппаратах
298
периодического или непрерывного действия. При этом удаляются
также содержащиеся в сыром бензоле пиридиновые основания,
которые связываются с серной кислотой в сульфат пиридина.
При последующей нейтрализации мытого продукта щелочью
из него удаляются также и фенолы в виде фенолятов нат-
рия.
При взаимодействии фракций БТК. с концентрированной серной
кислотой протекают несколько параллельных процессов.
1. Катализируемая кислотой реакция полимеризации непре-
дельных соединений. Под влиянием концентрированной серной
кислоты многие непредельные углеводороды фракции БТК легко
полимеризуются с образованием полимеров различной степени
сложности (димеров, тримеров и т. п.). При этом серная кислота
выделяется в свободном виде.
Продукты менее глубокой полимеризации (димеры, тримеры),
растворяются в очищаемом продукте и выделяются при ректифика-
ции в виде кубовых остатков, а продукты более глубокой полиме-
ризации образуют полимеры, которые выпадают в виде кислой
смолки, состоящей из полимеров, серной кислоты и чистых про-
дуктов.
Различные непредельные соединения полимеризуются по разно-
му. Легкокииящие непредельные соединения (циклопентадиен
и др.) полимеризуются очень глубоко с большим выделением те-
пла. Продуктом их полимеризации являются густые и вязкие
смолы очень сложного строения.
Высококипящие непредельные соединения (стирол, кумарон
и инден) в процессе полимеризации не образуют кислой смолки.
Образующиеся полимеры растворяются в чистых продуктах и
выделяются в виде кубовых остатков в процессе ректификации;
Эти полимеры достаточно устойчивы, и поэтому процесс ректифи-
кации обычно не сопровождается их разложением. Сополимериза-
зия непредельных соединений с бензольными углеводородами про-
текает с образованием высококипящих соединий, большей частью
растворимых в очищенном продукте и при повторной ректифика-
ции выделяющихся в виде кубовых остатков.
Эти реакции нежелательны и приводят к потерям чистых про-
дуктов, что снижает их выход.
2. Реакции сульфирования тиофена и его гомологов с образова-
нием сульфокислоты тиофена, растворимой в воде и кислоте.
Реакция сульфирования тиофена протекает очень медленно и
для ее ускорения требуется применение серной кислоты высокой
концентрации. Метилтиофены сульфируются 93,5 %-ной серной
кислотой легче тиофена и удаляются из фракции БТК без затруд-
нений.
Реакциям сульфирования подвергаются все бензольные угле-
водороды. Толуол и ксилол сульфируются легче бензола. С по-
вышением температуры эти процессы усиливаются. За исключением
реакции сульфирования тиофена, эти реакции являются неже-
299
дательными. Они приводят к образованию кислой смолки, сни-
жают качество, уменьшают выход регенерированной серной ки-
слоты, увеличивают потери чистых продуктов.
3. Катализируемое серной кислотой алкилирование тиофена
непредельными соединениями. В присутствии 93-% ной серной
кислоты тиофен с высокой скоростью может алкилироваться не-
предельными углеводородами разных классов, содержащихся
во фракции БТК или добавленных в последнюю при очистке.
Механизм алкилирования тиофена протекает в две стадии:
сначала непредельные углеводороды реагируют с серной кисло-
той с образованием чрезвычайно реакционно способного промежу-
точного продукта — иона карбония (—СН—СН3), который реа-
гирует с тиофеном с образованием сополимера, а кислота остается
в неизменном виде. Алкилирование тиофена, а еще в большей
степени метилтиофенов с непредельными соединениями, особенно
высококипящими (стиролом, инденом и др.) под влиянием незна-
чительного количества серной кислоты протекает быстро и полно,
с незначительным образованием кислой смолки.
Таким образом, удаление тиофена является определяющим
процессом сернокислотной очистки фракции БТК. Удаление тио-
фена алкилированием непредельными соединениями более выгод-
но, чем сульфированием.
В процессе очистки фракции БТК основная часть тиофена
(60—70 %) переходит в кубовые остатки в виде полимеров и со-
полимеров, часть распределяется в серной кислоте и кислой
смолке. В незначительном количестве тиофен остается в чистом
продукте.
Все эти реакции в процессе сернокислотной очистки протекают
одновременно, но преимущественное развитие в начале процесса
очистки получают реакции полимеризации непредельных соеди-
нений, а в конце реакции алкилирования тиофена непредельными
соединениями.
Серная кислота с непредельными соединениями может образо-
вывать кислые и средние эфиры. Кислые эфиры легко растворяются
в серной кислоте и воде, в результате чего они выводятся из очи-,
щаемого продукта. Средние эфиры очень плохо растворимы в воде
и в кислоте, но хорошо растворимы в бензольных продуктах/
они термически неустойчивы и под влиянием температуры раз-
лагаются с выделением сернистого газа, сероводорода, углекис-
лого газа, меркаптанов, элементарной серы, углистого остатка
и ненасыщенных углеводородов. Выделяющийся сернистый газ
вызывает коррозию аппаратуры. Сероводород, меркаптаны и
ненасыщенные углеводороды ухудшают качество чистых про-
дуктов. Углистый остаток откладывается на поверхности труб па-
ровых подогревателей и ухудшает процесс теплопередачи.
Из непредельных соединений, содержащихся в сыром бензоле,
очень склонны к образованию термически неустойчивых полимеров
и средних эфиров циклопентадиен и другие, сосредоточенные ире-
300
имущественно в сероуглеродной фракции. Еще более склонен
к этим процессам дициклопентадиен.
При переработке сырого бензола предварительно отделяют
фракции, кипящие ниже 70 и выше 145 °C, так как в них концент-
рируется большая часть непредельных и сернистых соединений.
Химической очистке подвергают фракции, выкипающие в пределах
79—145 °C. Это позволяет сократить расходна химическую очистку
сырого бензола и квалифицированно использовать циклопента-
диен и сероуглерод, выделенные в головную фракцию, и высоко-
кипящие непредельные соединения (инден, кумарон и стирол).
В результате сернокислотной очистки фракции ВТК основным
продуктом является очищенная фракция, содержащая высококи-
пящие соединения, которые выделяются при последующей ректи-
фикации в виде кубовых остатков.
Степень очистки бензольных продуктов от непредельных и
сернистых соединений характеризуется пробой с серной кислотой
и определением бромного числа. Сернокислотная проба характерна
для непредельных соединений и должна быть в пределах 0,15—
0,30, бромное число (количество брома в граммах на 100 г пробы)
характеризует содержание тиофеновой серы и составляет 0,20—
0,30.
Для достижения достаточно полного выделения тиофена в про-
цессе сернокислотной очистки фракции ВТК в промышленности
используют способ добавки непредельных соединений (присадки).
В качестве присадки используют отходы производства бутадиена,
пипериленовую фракцию (побочный продукт при производстве
изопрена), дивинильную фракцию (отходы производства дивинила)
и др. Некоторые из них характеризуются показателями:
Отходы
производства бутадиена
Плотность при 20 °C, кг/м?........... 750
Температура. °C начала перегонки отго-
на 95% (объемн.) .................... 170—190
Бромное число, г/100 г............ . 140—180
Сумма непредельных углеводородов, % 75—80
Пипери-
леновая фракция
695
65—75
195
95
Использование присадок при сернокислотной очистке фрак-
ции ВТК позволяет использовать их для алкилирования тиофена,
снизить интенсивность протекания процессов сульфирования и
сополимеризации бензольных углеводородов и уменьшить их
потери. Непредельные соединения присадок реагируют с тиофе-
ном с большей избирательностью и интенсивностью.
Очистка фракции ВТК производится двухстадийным методом,
по которому подача кислоты на промывку фракции осуществля-
ется в две стадии, а присадки добавляются после того, как проре-
агировали непредельные соединения, содержащиеся во фракции
ВТК. Сущность стадийной подачи присадки заключается в том,
чтобы исключить полимеризацию непредельных соединений в про-
цессе очистки, подавить малоизбирательную реакцию сульфиро-
301
вания тиофена и продлить во времени реакцию алкилирования
тиофена, т, е. провести процесс в желаемом направлении и рацио-
нально использовать непредельные соединения фракции БТК
и присадки.
Этот метод позволяет снизить потери чистых продуктов, осо-
бенно метилированных, в результате снижения интенсивности ре-
акций их сульфирования и сополимеризации, улучшить качество
целевых продуктов, снизить расход серной кислоты. Введение
присадки в две и несколько ступеней значительно улучшит пока-
затели очистки, так как удаление тиофена достигается исключи-
тельно за счет его алкилирования, это также позволяет снизить
расход присадки.
Для получения глубокоочищенных бензолов рекомендуется
подвергать переработке не широкую фракцию БТК ,а более узкую
БТ (бензол—толуол). При этом из процесса очистки исключается
содержащийся во фракции БТК стирол, склонный к взаимодей-
ствию с гомологами бензола.
Нейтрализация мытой фракции осуществляется 12—15 %-ным
раствором щелочи. Расход щелочи составляет: 3,5—4,5 кг 100 %-
ного едкого натра на 1 т фракции БТК или 3—4 кг на 1 т сырого
бензола, отогнанного до 180 °C.
Основными технологическими факторами, влияющими на эф-
фективность сернокислотной очистки являются: качество исход-
ной фракции БТК по содержанию тиофена; концентрация серной
кислоты и ее качество; температура процесса; продолжительность
процесса и эффективность массообмена, количество и качество
присадки.
Подвергаемая очистке фракция БТК должна содержать все ре-
сурсы бензола, толуола, большую часть ксилола и не содержать
тяжелого бензола, минимальное количество сероуглерода и низ-
кокипящих непредельных соединений.
Процесс сернокислотной очистки фракции БТК следует вести
с минимально возможным количеством кислоты. В заводской прак-
тике расход серной кислоты 93,0—93,5 %-ной концентрации со-
ставляет 4—7 %. Использование метода стадийной подачи при-
садки позволило значительно снизить расход серной кислоты t
довести ее на 1 т готового продукта до 54—75 кг, и ниже. Расхо;
серной кислоты при очистке фракции БТК заводов Юга и Востока
обусловливается содержанием в них сернистых соединений.
Расход присадки по данным заводов Юга составляет: пипери-
леновой фракции (содержащей 95 % непредельных соединений)
1,5—1,8 %; дивинильной около 1,6 % (по массе). Оптимальная
температура процесса очистки зависит от состава промываемой
фракции и не должна быть выше 35—45 °C. Температура загружа-
емой в аппарат фракции должна составлять -20—25 °C.
Реакции, которым сопровождается процесс химической очистки,
экзотермичны. Количество выделяющегося при этом тепла обус-
ловлено составом фракции и в первую очередь содержанием не-
302
предельных соединений и их свойствами. При промывке фракции
БТК оптимального состава подъем температуры при очистке со-
ставляет 15—20 °C.
Достоинством очистки с присадками непредельных соединений
является также малая чувствительность к температурным усло-
виям, поэтому при ее проведении не требуется тщательного регу-
лирования температуры.
На процесс сернокислотной очистки влияют условия контакти-
рования кислоты и продукта. Протекающие при сернокислотной
очистке реакции проходят в основном на поверхности кислоты;
чем эта поверхность больше, тем полнее и быстрее они заканчива-
ются.
Усиленная турбулизация среды, помимо большой поверхности
для протекания реакций, обеспечивает также непрерывный при-
ток реагирующих веществ к этой поверхности и отвод от нее про-
дуктов реакции. При достижении более высокой эффективности
перемешивания уменьшается количество образующейся кислой
смолки и расход кислоты, а при постоянном расходе кислоты улуч-
шается степень очистки.
Оптимальная продолжительность перемешивания очищаемой
фракции БТК с концентрированной кислотой в насосе-смесителе
2,5 с, в гидрошарах 30—40 сив реакторе 4,5—5,0 мин.
Увеличение продолжительности перемешивания, существенно
не влияет на степень очистки, приводит к увеличению количества
кислой смолки, ухудшению ее консистенции (увеличивается вяз-
кость) и связанному с этим росту потерь кислоты и продукта, а
также нарастанию сульфирования ароматических углеводородов.
Весьма важной технологической операцией процесса сернокис-
лотной очистки является регенерация серной кислоты. Если не
считать некоторых незначительных потерь серной кислоты, меха-
нически увлекаемой кислой смолкой, основная часть ее можел
быть выделена путем регенерации в смесителях, куда подается вода,
которая уменьшает концентрацию серной кислоты и прерывает
процессе полимеризации. Вода расходуется в количестве 1,8—
2,0 объема на 1 объем кислоты. При недостатке воды снижается
выход регенерированной кислоты и увеличивается выход кислой
смолки. Регенерированная кислота плохо отделяется от смолки.
Обычно концентрация регенерированной кислоты составляет
40—50 %, а ее выход не менее 70—80 %.
Образующаяся в процессе сернокислотной очистки кислая
смолка, выход которой колеблется от 0,2—0,3 до 1—2 %, ис-
пользуется для производства дорожного дегтя. Состав ее в зави-
симости от условий процесса и состава очищаемой фракции может
заметно колебаться, что подтверждается следующими данными:
Плотность, г/ем3............... 1,08—1,20
Содержание, %
кислоты......................... 10—30
бензольных углеводородов 25—45
полимеров.................. 40—60
303
Общие потери при очистке обычно составляют 3—5 %. В прак-
тических условиях выход чистых продуктов составляет 91—93 %
от количества бензола, отогнанного до 180 °C, что объясняется
значительными потерями при переработке головной фракции.
Недостатками сернокислотной очистки являются несколько
завышенные потери чистых продуктов, образование отходов про-
изводства в виде кислой смолки и получение отработанной (реге-
нерируемой) кислоты, применение которой для производства суль-
фата аммония затруднительно. Однако такие достоинства серно-
кислотной очистки, как доступность и дешевизна реактива, гиб-
кость процесса и простота управления им, небольшие удельные
затраты и простота аппаратурного оформления, обеспечивают
этому методу широкое применение и будущность.
На рис. 69 приведена принципиальная схема непрерывной
сернокислотной очистки фракции БТК- Преимуществами непре-
рывной сернокислотной очистки являются: постоянство техноло-
гического режима, удобство обслуживания и возможность весьма
интенсивного перемешивания, которое недостижимо в аппаратуре
периодического действия большой емкости.
Фракция БТК поступает в смеситель 2, а затем в центробеж-
ный насос 1, являющийся также смесителем, сюда же подается
концентрированная серная кислота. Здесь происходит процесс
алкилирования тиофена с непредельными соединениями фракции.
Перед второй группой смесителей 2 подается присадка для про-
должения реакции выделения тиофена. Затем смесь поступает
в следующую группу смесителей 2, куда подается вода для реге-
нерации серной кислоты, отсюда смесь поступает в реактор 3.
Во всех предыдущих аппаратах суммарная продолжительность
контакта не превышает обычно 1 мин, в реакторе 4—6 мин. Вся
последующая цепь "аппаратов предназначена для отстоя кислоты
и кислой смолки, нейтрализации фракции и отстоя отработанной
щелочи.
Кислая
смолка
Рис. 69. Принципиальная схема сернокислотной очистки:
1 — насос-смеситель; 2 — смесители гидравлические; 3 — отстойник кислоты и кислой
смолки; 4 — отстойник щелочи: 5 — насос для циркуляции щелочи; б — сборник щелочи
304
БТК
Сбежал щелочь
Отработанная
щелочь
Если для удаления тиофена необходимо добавить непредельные
соединения, присадку последних подают непосредственно во
фракцию перед поступлением ее в насос. Показатели очистки
фракции БТК с использованием присадки примерно следующие:
окраска с серной кислотой 0,15—0,4; бромное число 0,12—0,20,
содержание тиофена не более 0,10%.
При очистке фракции БТК или БТ (бензол — толуол) не
удается получить бензол для синтеза, в котором содержание
тиофена не должно превышать 0,0002—0,0004 %, а в некоторых
случаях он должен быть свободным от тиофена. Поэтому бензол
обычного качества, например, бензол для нитрации, перемывают
серной кислотой вторично. При этом благодаря отсутствию в нем
реакционноспособных гомологов бензола процесс удаления тио-
фена удается провести с незначительными потерями продукта.
Повторная очистка бензола возможна в двух вариантах —
с применением олеума или моногидрата, или с применением обыч-
ной 92—94 %-ной серной кислоты и добавкой непредельных соеди-
нений.
Промышленное применение получил метод перемывки бензола
92—94 %-ной серной кислотой с добавкой непредельных соеди-
нений. Подаваемые на очистку непредельные соединения пол-
ностью используются на алкилирование тиофена и сополимериза-
цию друг с другом. Ступенчатая подача присадки позволяет на-
править непредельные соединения в основном на целевую реак-
цию — взаимодействие с тиофеном.
Перемытый бензол подвергают ректификации для отделения
головных погонов и кубовых остатков с получением бензола для
синтеза и нитрации.
Опыт промышленного производства бензола с применением
различных алкилирующих присадок подтверждает его высокое
качество, отвечающее требованиям стандартов.
При очистке бензольных продуктов серной кислотой невысокой
концентрации (93,0—94,5 %) в присутствии непредельных соеди-
нений почти не развиваются процессы сульфирования, поэтому
в отработанной кислоте содержится мало органических примесей
(не более 2,5—5,0 %). Такая кислота направляется на очистку
фракции БТК совместно со свежей кислотой, а затем после регене-
рации передается в производство сульфата аммония. Таким обра-
зом, общий расход кислоты на очистку сокращается. При ступен-
чатой подаче присадки схема усложняется, но расход реагентов
может быть сокращен и степень очистки повышена.
Так, например, при одноступенчатой очистке бензола с исход-
ным содержанием тиофена 0,02—0,03 % до остаточного его со-
держания 0,00005 % расходуется 1 % пипериленовой фракции,
а при двухступенчатой очистке ее расход можно снизить до 0,5—
0,6 %.
Основным аппаратом для осуществления сернокислотной очи-
стки фракции БТК в установках периодического действия, яв-
305
ляется меланжер с механическими перемешивающими устрой-
ствами — пропеллерным или турбулентными мешалками.
В установках непрерывного действия широкое применение полу-
чили аппараты с механическими устройствами (трехлопастных
пропеллеров), гидравлические смесители — шаровые, змеевико-
вые, ребристые радиаторы, а также центробежные насосы-
смесители.
2. Каталитическая гидроочистка
Наиболее перспективным методом очистки бензола является
каталитическая гидрогенизация, позволяющая наряду с глубокой
очисткой от сернистых и непредельных соединений достичь глу-
бокого удаления насыщенных углеводородов.
Сущность процесса каталитической гидроочистки заклю-
чается в обработке паров очищаемого сырья (фракции сырого
бензола) водородом или водородсодержащим газом над катализа-
тором при соответствующих температуре, давлении и объемной
скорости сырья с получением бензола и его гомологов и полного
гидрирования содержащихся примесей.
Схема процесса каталитической гидроочистки состоит из четы-
рех стадий: 1) подогрев и испарение сырья (фракции ВТК); 2) ка-
талитическая гидроочистка; 3) отделение газа и подготовка полу-
ченного рафината; 4) ректификация рафината с получением конеч-
ных продуктов.
В отличие от жидкофазной очистки фракций сырого бензола
(БТЮ концентрированной серной кислотой, при гидрировании
под давлением процесс осуществляется в газовой фазе над катали-
затором, поэтому необходимо полностью перевести очищаемые
продукты в парообразное состояние и отделить их от неиспаря-
емого остатка. Полученные пары фракции смешиваются с чистым
водородом или с коксовым газом (около 57—60 % водорода)
и подвергаются каталитической гидроочистке.
При прохождении смеси паров и водородсодержащего газа
над катализатором под влиянием температуры и давления про-
текают различные реакции, к числу которых относят: реакции
гидрообессеривания, гидрирование ненасыщенных соединений,
гидрирование ароматических углеводородов, гидрокрекинг насы4
щенных углеводородов, деметилирование гомологов бензола.
Целевыми реакциями очистки являются гидрообессеривания
и гидрирование ненасыщенных углеводородов. При получении бен3
зола высокой степени чистоты определяющими являются реакции
гидрообессеривания, особенно гидрогенолиз (разрушение) наи-
более термически стабильного соединения — тиофена. Катализа-
торами гидрообессеривания могут быть сульфиды или оксиды
молибдена, кобальта, вольфрама, никеля, ванадия. В промышлен-
ности широко распространен алюмокобальтмолибденовый катали-
затор .
306
Основными факторами, определяющими процесс, являются
тип катализатора, температура, давление водорода и объемная
скорость сырья. В зависимости от этих факторов методы гидро-
генизации условно делят на: 1) низкотемпературное гидрирова-
ние — гидроочистка (350—380 °C); 2) среднетемпературный ги-
дрокрекинг (450—530 °C); 3) высокотемпературный гидрокрекинг
(530—650 °C); 4) каталитическое и термическое гидродеалкили-
рование. Важной особенностью каталитических методов, в ча-
стности, гидрогенизационных, является исключение образова-
ния неутилизируемых отходов производства и, следовательно,
повышение выходов и чистоты товарных продуктов.
Химизм процесса гидроочистки заключается в том, что серу-
содержащие примеси гидрируются с образованием соответству-
ющих углеводородов и сероводорода:
Сероуглерод .... CS2 -Т 4Н2 2H2S + СН4
Этилмеркаптан . . . C2HBSH + Н2-> H2S + С2Нв
Метилтиофен .... C4H3SCH3 + 4Н2 -+ H2S -р СВН12
Тиофен ............ C4H4S + 4Н2 -» H2S + С4Н10
Из всех сернистых соединений, содержащихся в сыром бензоле,
наиболее устойчивым при гидрировании, а также при термической
обработке является тиофен, который не разлагается даже при
800 °C. Однако в присутствии водорода и соответствующих ката-
лизаторов, при наличии необходимого давления разложение тио-
фена происходит сравнительно полно.
Азотсодержащие вещества при гидрировании дают аммиак
и углеводороды, кислородсодержащие соединения — воду и угле-
водороды:
CH3CN + ЗН2 — CaHe + NH3, C5H6N + 5На -> С5Н12 + NH3,
л-гептан
6СеН8ОН + ЗН2 — 5СвНв 4- 6Н2О
Гидродеалкилирование гомологов бензола протекает по реак-
циям:
С6Н6СН3 +
н2 = СвНв + сн4,
СвН4 (СН3)2 + на
= свнвсн3 +
+ сн4.
Непредельные соединения насыщаются по реакции
С6Н5СН = сн2 + Но = СвН6СН2СН3.
Также осуществляются реакций гидрокрекинга насыщенных угле-
водородов (циклогексана, метилциклогексана) .• с образованием
парафиновых углеводородов.
Процесс каталитической гидроочистки может осуществляться
по среднетемпературной схеме и по схеме высокотемпературной
очистки.
На рис. 70 приведена принципиальная схема среднетемпера-
турной каталитической гидроочистки. Исходным сырьем чаще всего
307
бывает БТКС, которая насосом высокого давления 14 по-
дается на испарительную установку 1, представляющую собой
систему каскадов, в которых последовательно происходит повы-
шение температуры и испарение фракции. Испарение фракции
производится непосредственно в поток циркуляционного газа при
большой скорости последнего, чтобы предупредить отложение
полимеров на поверхности греющей аппаратуры.
После последней секции каскада производится выпуск поли-
меров в виде 12—15 %-ного раствора неиспарившейся фракции
БТКС. Раствор полимеров перегоняется для получения дистил-
лята, который передается в исходную фракцию. Побочным про-
дуктом является полимерная смола.
Температура парогазовой смеси после испарения 170—190 °C
и давление 4,0—4,5 МПа (40—45 ат). После каскада парогазовая
смесь направляется в теплообменник 2, где нагревается циркуля-
ционным газом до 200—230 °C и поступает в форконтактный аппа-
рат 3. В последнем в присутствии алюмомолибденокобальтового
катализатора осуществляется гидростабилизация (форконтактная
очистка), при которой протекают процессы насыщения нестабиль-
ных непредельных соединений (стирола, индена и др.) в устойчи-
вые насыщенные соединения, гидрогенолиз сероуглерода с обра-
зованием метана и сероводорода. В форконтактном аппарате 3
происходит повышение температуры на 15—20 °C за счет экзо-
термичных реакций гидрирования непредельных соединений..
Гидрогенолиз тиофена, а также гидрирование ароматических
углеводородов при температурах форгидрирования не проис-
ходит.
Из фор контактного аппарата 3 парогазовая смесь поступает
в трубчатую печь 4, где нагревается до 340—360 °C. Обогрев печи
производят коксовым газом. Из печи парогазовая смесь поступает
Циркуюцимный газ .
в газопровод
В газопровод
- Patputw на
ргкашдштию
Рис. 70. Схема среднетемпературной каталитической гидроочистки:
1 — исходная фракция; II — циркуляционный газ; III — свежий очищенный газ; ./У
в газопровод; V — раствор щелочи; VI — рафинат на ректификацию
308
в реакторный блок 5, состоящий из двух реакторов (контактных
аппаратов), имеющих алюмомолибденокобальтовый катализатор.
В первом происходит гидрогенолиз (разрушение) основной массы
тиофена и в незначительной степени гидрируются ароматические
углеводороды. Температура повышается на 15 °C. После первого
реактора в систему вводится свежий коксовый газ с температурой
200—220 °C, что позволяет на 15—20 °C повысить температуру
перед вторым реактором. Коксовый газ предварительно очищается
от сероводорода, оксидов азота и осушается. Газ также освобо-
ждается от бензольных углеводородов и легких компонентов го-
ловной фракции.
Во втором реакторе 5 происходит гидрогенолиз оставшегося
тиофена, в незначительной степени гидрирование бензольных угле-
водородов, а также гидрирование компонентов введенного коксо-
вого газа. Благодаря экзотермичности реакций температура
поднимается на 15—20 °C. Повышение температуры в пределах
340—400 °C приводит к более глубокому гидрогенолизу тиофена
и одновременному росту содержания насыщенных соединений
(циклогексана и метилциклогексана), в результате развития про-
цессов гидрирования.
О снижении активности катализатора судят по содержанию
тиофена в рафинате. При содержании водорода в коксовом газе
58—60 % содержание его в циркулирующем газе обычно поддер-
живают на уровне 48—50 %.
В первом реакторе гидрогенолизу обычно подвергается 97—
98 % исходного тиофена, во втором достигается необходимая сте-
пень очистки.
При содержании тиофена в исходном сырье 1,0—1,4 % после
второго реактора оно составляет до 0,0004—0,0006 %, содержа-
ние п-гептана сохраняется на том же уровне, что и в сырье, а со-
держание циклогексана и метилциклогексана возрастает.
После второго реактора парогазовая смесь с температурой
360—370 °C поступает в теплообменник 2, отдает тепло циркули-
рующему газу и охлаждается до 240—250 °C. С этой температурой
она поступает в теплообменники каскадов испарителя 1, где
охлаждается до 120—130 °C, отдавая тепло фракции БТКС.
После теплообменников каскада испарения 1 парогазовая
смесь поступает в холодильник 7, охлаждается до 25—35 °C и
поступает в сепаратор высокого давления 8. В последнем при
давлении 3,3—3,6 МПа (33—83 ат) происходит выделение цир-
куляционного газа, а конденсат с растворенными газами поступает
в сепаратор низкого давления [0,2—0,3 МПа (2—3 ат) I 10. Рафи-
нат поступает в подогреватель 6 и стабилизационную колонну 11,
в которой происходит выделение остаточного количества газов,
а также сероводорода и аммиака.
Рафинат после стабилизационной (отпарной) колонны 11,
холодильника 7 попадает в промыватели щелочи 12, а затем в хра-
нилище 13, откуда направляется на ректификацию. Циркуля-
309
ционный газ после сепаратора высокого давления 8 при помощи
компрессора 15 подается в систему.
Энергетические затраты процесса гидроочистки на 1 т сырья
(фракции БТКС) составляют: 90—120 кВт-ч электроэнергии;
1,89—2,52 МДж (0,45—0,60 Мкал) — пара; 1,5 м3 воды. Выход
рафината составляет 98 % от исходного сырья.
Процесс гидроочистки отличается большим выходом и сравни-
тельно высоким качеством продуктов, что позволяет компенсиро-
вать увеличенные капитальные затраты и расходы по пере-
делу.
В результате среднетемпературного процесса достигается пол-,
ное удаление непредельных соединений, глубокая очистка от тио-
фена, но не достигается очистка бензола от насыщенных угле-
водородов.
В установке высокотемпературной гидроочистки процесс про-
водят на алюмокобальтмолибденовом катализаторе под давлением
4 МПа (40 ат) и температуре выше 550 °C, что дает возможность
подвергнуть гидрокрекингу насыщенные углеводороды и этий
улучшить качество бензола, увеличить его выход до 98 %.
Схема гидроочистки сырого бензола, разработанная сотрудни-
ками УНИХа, Гипрококса и Гипрогазтоппрома, предусматривает
очистку лишь фракции БТК, что сохраняет ресурсы смолообра-
зующих для производства полимерных смол и дает возможность
использовать сероуглеродную фракцию для получения серо-
углерода и циклопентадиена. Поэтому из первого бензола раньше
всего выделяется сероуглеродная фракция. Полученная фракция
БТК поступает на гидроочистку.
Продукт после очистки под давлением и отмывки от сероводо-
рода и аммиака содержит значительное количество неаромати-
ческих (насыщенных) углеводородов, образовавшихся в результате
гидрирования непредельных углеводородов. Наличие неарома-
тических примесей, многие из которых образуют с бензолом
и другими ароматическими углеводородами азеотропные смеси,
усложняет ректификацию рафината.
Для получения бензольных продуктов, не содержащих насы-
щенных углеводородов, предусматривается сочетание каталитя
ческой гидроочистки с экстрактивной ректификацией.
Контрольные вопросы
1. Какие цели преследует очистка сырого бензола и его фракций?
2. В чем состоит сущность сернокислотной очистки фракций БТК?
3. Назовите процессы, протекающие при сернокислотной очистке и объяс-
ните их значение.
4. Какие факторы обусловливают процесс сернокислотной очистки фракции
БТК? Объясните значение состава фракции, концентрации серной кислоты
и температуры.
5. В чем сущность процесса стадийной очистки фракции БТК с исполь-
зованием присадки?
6. В чем сущность очистки бензола и его фракции методом каталитичесвв
гидрирования?
310
Глава XII. РЕКТИФИКАЦИЯ СЫРОГО БЕНЗОЛА
1. Технология
полунепрерывной ректификации сырого бензола
В современной практике переработки сырого бензола широкое
распространение получила полунепрерывная технологическая
схема Гипрококса раздельной переработки двух бензолов —
первого и второго. По этой схеме предусматривается непрерывный
отбор сероуглеродной (головной) фракции, чистых бензола и то-
луола, периодическая ректификация остатка, второго бензола
и сероуглеродной фракции.
Для осуществления этих задач цех ректификации располагает
агрегатами непрерывного и периодического действия, состоящими
из ректификационных колонн и конденсационно-охладительной
аппаратуры, мерников и сборников продуктов процесса.
На рис. 71 приведена технологическая схема агрегата для
отбора сероуглеродной фракции из первого бензола по схеме
Гипрококса.
Выделение головной фракции из первого сырого бензола яв-
ляется очень важной технологической операцией во всех схемах
переработки сырого бензола, в том числе, и в установках гидро-
очистки.
Предварительное выделение сероуглеродной фракции позво-
ляет отделить от фракции БТК неудаляемый в процессе серно-
кислотной очистки сероуглерод, значительное количество при-
месей насыщенного характера, а также основную массу цикло-
пентадиена, вызываемого смолообразование при сернокислотной
очистке.
Первый сырой бензол после тщательного отстоя от воды (со-
держание воды не более 0,1 %) из хранилища 1 насосом 2 непре-
рывно подается через фильтр 4 на тарелку питания сероуглерод-
ной колонны 5. Фильтр устанавливается для очистки бензола от
взвешенных смолистых частиц, которые могут отлагаться в тарел-
ках колонны и загрязнять их.
Для нагрева сырья в колонне, испарения сероуглеродной фрак-
ции, нагрева и испарения рефлюкса подается глухой пар в выноса
ные подогреватели 5 термосифонного типа. Колонна снабжается
двумя подогревателями.
Пары сероуглеродной фракции отделяются от остатка и вы-
ходят из верхней части колонны в конденсатор-холодильник 7.
В укрепляющей части колонны должно быть обеспечено полное
отделение бензола от головной фракции, поскольку оставшийся
в головной фракции бензол практически как таковой не исполь-
зуется и теряется.
Количество отбираемой сероуглеродной (головной) фракции
настолько мало (2—3 % от первого бензола), что не может быть
замерено расходомером и замеряется в мернике или в хранилище.
311
В исчерпывающей части головной колонны должно быть достиг*
нуто такое отделение сероуглерода, чтобы содержание его
в остатке БТК не превышало 0,0002 %.
Образовавшийся конденсат сероуглеродной фракции из
конденсатора-холодильника 7 поступает в сепаратор 8 для отде-
ления от воды и затем в рефлюксный бачок 9. Из последнего часть
обезвоженной сероуглеродной фракции выводится в мерники и на
склад, а основная часть в виде рефлюкса насосом 10 подается на
верхнюю тарелку колонны в качестве орошающей жидкости (ре-
флюкса).
Несконденсировавшиеся пары и газы из нижней части конден-
сатора-холодильника 7 поступают в ловушку. Остаток БТК после
отбора сероуглеродной фракции из нижней части колонны 3
через холодильник 6 типа «труба в трубе» направляется к насосу
для передачи в аппаратуру сернокислотной очистки или на склад.
Выход остатка после сероуглеродной колонны составляет 97 %..
312
К фракции БТК добавляют толуольноксилольную фракцию (от-
гон до 145—150 °C), полученную при редистилляции второго бен-
зола. Работа агрегата характеризуется следующими данными:
Температура, 9С:
внизу колонны................................... 90—92
рефлюкса, не более ......................... 30
наверху колонны, не более . . . 50—66
Рефлюксное число к сырью, не менее.............. 0,8—1
Давление в колонне, кПа (ат) ................... 20—30
(0,2-0,3)
Полученная сероуглеродная фракция подвергается переработке
в агрегате периодического действия. Очистка фракции БТК от
непредельных и сернистых соединений концентрированной серной
кислотой производится по схеме, показанной на рис. 69.
После сернокислотной очистки фракция БТК содержит значи-
тельное количество растворенных полимеров и средних эфиров,
которые при высоких температурах могут подвергаться терми-
ческому разложению и затруднять процесс ректификации.
Для предотвращения этих явлений мытая фракция перед
ректификацией подвергается разделению на дистиллят и кубовые
остатки в специальном агрегате непрерывного действия. Этот
процесс получил название отпарка с водяным паром, при относи-
тельно невысоких температурах, что приводит к значительному
сокращению процесса разложения полимеров. Агрегат снабжается
нейтрализатором паров.
Наличие процесса отпарки предохраняет всю последующую
аппаратуру от коррозии, загрязнения смолистыми веществами
и, следовательно, необходимости в чистке. Отпарка облегчает
протекание процессов ректификации, так как отпадает необходи-
мость в установке нейтрализаторов после отпарной колонны для
всех агрегатов. Производительность куба чистых продуктов,
отбираемых из остатка после отгонки чистых бензола и толуола,
возрастает на 20—25 %, а выход этих продуктов увеличивается
на 10 %. Расход средств производства, в частности пара, не воз-
растает, а, наоборот, сокращается в связи с тем, что фракция
БТК ректифицируется после освобождения ее от кубовых остат-
ков. Это вполне компенсирует затраты на установку отпарного
агрегата.
Технологическая схема отпарки фракции БТК приведена на
рис. 72. Мытая фракция БТК насосом 1 подается через подогрева-
тель 2, обогреваемый глухим паром, на двенадцатую (считая
снизу) тарелку отпарной колонны 3. В подогревателе фракция
нагревается до 100—105 °C. В колонне из жидкости при ее стека-
нии с тарелки на тарелку под действием пара, поступающего
из куба-подогревателя 4, удаляются бензольные углеводороды.
Накапливающиеся кубовые остатки периодически выкачиваются
из куба насосом. В нижней части колонны поддерживается тем-
пература 130—135 °C.
313
Пары бензольных углеводородов и воды из верхней частг
колонны поступают в нейтрализатор 5, обе тарелки которой
непрерывно орошаются 12—15 %-ным раствором щелочи, подавё
емой насосом 10. В верхней части нейтрализатора уложена метал-
лическая стружка для предотвращения уноса капель щелоч!
в последующую аппаратуру. При барботаже через щелочно!
раствор кислые соединения, содержащиеся в парах, нейтрали-
зуются. Из нейтрализатора 5 пары поступают в конденсатов
холодильник 6, откуда конденсат стекает в сепаратор 7 и затеь
направляется в хранилище. Для улавливания несконденсироваь
шихся паров и газов предусматривается ловушка (на схеме н^
показана). Раствор щелочи через холодильник 8 поступает в се-
паратор 9, в котором отделяется от сконденсировавшихся беь
314
зольных углеводородов. Периодически часть щелочного раствора
выводится из цикла и заменяется свежей порцией раствора.
Для предупреждения уноса парами бензольных углеводородов
полимеров и загрязнение ими отпаренного продукта на верх
колонны может подаваться орошение в виде рефлюкса. Эта опера-
ция предусмотрена в новых проектах Гипрококса.
Показатели технологического процесса следующие: темпера-
тура питания после подогревателя 105—125 °C, наверху колонны
80—90 °C, в кубе подогревателя 130—135 °C; щелочи после ней-
трализатора 75—78 °C; количество рефлюкса к питанию 0,1 —
0,2; допускаемое давление 15—30 кПа (0,15—0,30 ат). После
отпарки мытая фракция БТКС тщательно отстаивается от воды
и поступает в агрегаты непрерывного действия для отбора чистого
бензола и толуола.
Схема непрерывного отбора чистых бензола и толуола может
быть осуществлена по двум вариантам: с отбором и без отбора
промежуточной фракции бензол — толуол (БТ).
Установка агрегата для отбора фракции БТ целесообразна,
так как она обеспечивает получение бензола и толуола высокого
качества. Установка (рис. 73) оборудована тремя ректификацион-
ными колоннами. Бензольная и толуольная колонны имеют по
35 тарелок, а промежуточная колонна 30 тарелок. Все агрегаты
оборудованы сепараторами для отделения рефлюкса от воды, что
весьма важно для нормальной работы колонн. Установка холо-
дильников и промежуточных хранилищ между колоннами поз-
воляет регулировать производительность агрегатов в желаемых
пределах.
Отбор чистого бен'юла и промежуточной фракции БТ осу-
ществляется исключительно с помощью глухого пара, подава-
емого в подогреватели. Отбор чистого толуола осуществляется
с добавкой незначительного количества острого пара. Отбор про-
межуточной фракции (БТ) бензол — толуол стабилизирует про-
цесс и обеспечивает необходимое и постоянное качество чистых
продуктов. Несконденсировавшиеся пары и газы после конденса-
торов выводятся в ловушки.
Остаток после толуольной колонны — фракция ксилол —
сольвенты (КС) подвергается дальнейшей переработке в агрегате
периодического или полунепрерывного действия. Агрегат полу-
непрерывного действия состоит из головной колонны, приколонка
и куба. Продуктами ректификации являются ксилол и соль-
венты.
Редистилляция второго сырого бензола осуществляется в агре-
гате периодического действия (рис. 74). При разгонке второго
бензола применяется вакуум в сочетании с острым паром или
только острый пар. Применение вакуума позволяет снизить .тем-
пературу разгонки, что имеет значение для сохранения смоло-
образующих, так как уменьшается их термическая полимериза-
ция и снижается расход пара. Вакуум в системе создается паро-
315 •
Рис. 73. Непрерывный отбор бензола и толуола:
I — отбор чистого бензола: II — отбор фракции БТ; HI — отбор чистого толуола; I — сборник отпаренной мытой фракции БТК; 2. Р,
Ю, 18, 19 и 28 — насосы; 3 — колонна для отбора чистого бензола; 4, 14 и 23 — подогреватели к колоннам; 5, 15 и 24 — конденсаторы
паров после колонны; 6, 16 и 26 — сборник для остатка после отбора чистого бензола; 13 — колонна для отбора промежуточной фракции
бензол-толуол; 21 — сборник для остатка после отбора промежуточной фракции; 22 — колонна для отбора чистого толуола: 27 — меоники
эжекторным вакуум-насосом. Продуктами процесса являют-
ся, %:
Фракция:
до 150 °C (толуол—ксилол) .... 10—15
150—190 °C (тяжелый бензол) . . . 30—50
Сольвент-нафта . ..................40—60
Отгон до 150 °C передается либо во фракцию БТК, либо в пер-
вый бензол. Вторая фракция используется для получения инден-
кумароновых смол.
Переработка сероуглеродной (основной) фракции осущест-
вляется в агрегате периодического действия. Состав и выход
сероуглеродной фракции зависит от условий ректификации и
состава исходного сырого бензола. При оптимальных условиях
Рис. 74. Технологическая схема реднетилляции второго бензола в агрегате периодиче-
ского действия:
1 — флегма; 77 — конденсат; 111 — загрузка куба; IV — в сборник опорожнения; V —
в фенольную V/ — рефлюкс; VII — сепараторная вода; VIII — фракции или чистые
продукты на склад; /, 5 — кубы периодического действия; 2 — ректификационная ко-
лонна; 3 — конденсатор — холодильник;^ — сепаратор; 6, 8, 13 — фонари; 9 — мерники;
Ю — ротаметр; 12 — насосы; // — ловушка; 14 — воздушник
зц
переработки первого сырого бензола состав сероуглеродной фрак-
ции характеризуется следующими данными:
Плотность при 20 Г'С, кг/м3.............. 930—980
Разгонка, °C:
начало кипения ......................... 30—38
температура при отгонке:
90%.................................. 60—65
95%................................. 66—75
Состав, п,г.
сероводород............................... 0,4—0,6
сероуглерод........................... 35—45
циклопентадиен ....................... 20—28
амилены и др. непредельные соединения 10—28
насыщенные углеводороды .............. До 4,0
бензол................................5—15 (35)
Близость температур кипения сероуглерода и циклопента-
диена (42,5 и 46,5 °C) при примерно одинаковом их содержании
весьма затрудняет выделение концентрированной сероуглеродной
фракции только ректификацией. Поэтому при переработке голов-
ной фракции используется важнейшее свойство циклопента-
диена легко полимеризоваться с образованием димера — дицик-
лопентадиена — углеводорода, кипящего при 166,6 °C. В процессе
выделения головной фракции из первого сырого бензола в ре-
зультате нагрева в процессе ректификации часть циклопентадиена
полимеризуется, образуя димер, и в головную фракцию не по-
падает.
Циклопентадиен является чрезвычайно реакционноспособ-
ным соединением, легко полимеризуется в дициклопентадиен
(произвольно), что приводит к тому, что с течением времени состав
головной фракции и характеристика ее разгонки значительно
меняются.
В настоящее время переработку сероуглеродной фракции ве-
дут методом термической полимеризации, основанной на свойстве
циклопентадиена образовывать под действием нагрева дицикло-
пентадиен, с резко отличной от всех остальных компонентов фрак-
ции температурой кипения. Образовавшийся дициклопентадиен
выделяется путем последующей ректификации.
Процесс термической полимеризации производится в агрегате
периодического действия в течение 15—24 ч при температуре
не выше 120 °C.
В куб агрегата периодического действия загружают сероугле-
родную фракцию и подвергают полимеризации путем подогрева
глухим паром в течение 18—24 ч при полном возврате конденсата
образующихся паров.
При этом происходит полимеризация циклопентадиена в димер
и одновременно «отгазовывание» загрузки, т. е. выделение рас-
творенных газов и наиболее легкокипящих компонентов через
воздушник конденсатора-холодильника. Это приводит к изме-
нению состава загрузки. Окончание процесса полимеризации
определяют по прекращению изменения состава загрузки куба.
318
После окончания процесса сополимеризованную фракцию
направляют на ректификацию. Продуктами ректификации
являются, %:
Легкая фракция (до 40 °C).............................. 7,4
' Технический сероуглерод (до 48 °Q .......................19,0
Промежуточная фракция (до 60 °C)....................... 5,0
Легкий бензол (до 78 °C)...............................10,0
Кубовый остаток, содержащий 70—75% дициклопентадиена. . . 31,5
Потери ................................................27,1
Легкая фракция отводится в газопровод коксового газа. Про-
межуточная фракция и легкий бензол передаются в первый бен-
зол, а из кубовых остатков путем ректификации получают техни-
ческий дициклопентадиен.
Из технического дициклопентадиена путем ректификации при
температуре не более 115 °C можно получить технически чистый
дициклопентадиен. При более высоком нагреве происходит де-
полимеризация димера, т. е. превращение его в циклопентадиен.
Технический дициклопентадиен может безопасно транспортиро-
ваться и храниться без изменений.
Технический сероуглерод содержит значительное количество
непредельных соединений, которые легко осмоляются и ухудшают
его качество.
Для предотвращения осмоления в свежий технический серо-
углерод вводят добавки (ингибиторы), вещества, препятствующие
осмолению непредельных соединений. В качестве ингибиторов
используют пирокатехин, пирогаллол, а-нафтол и несколько
менее эффективные — крезолы, фенилендиамин и ксиленолы.
Путем повторной ректификации получают высококачественный
технический сероуглерод, содержащий 88—93 % сероуглерода
и менее 0,5 % циклопентадиена.
Если в сероуглеродной фракции мало сероуглерода (менее
10—15 %), то ее перерабатывают только для выделения дицикло-
пентадиена и бензольной фракции.
В цехах ректификации сырого бензола, работающих по полу-
непрерывной схеме и располагающих сернокислотной очисткой
фракции БТК, как правило, получается чистый бензол для ни-
трации. Повторная сернокислотная очистка нитрационного бен-
зола позволяет путем последующей его ректификации получить
бензол для синтеза, удовлетворяющий требованиям ГОСТа.
Очищенный от тиофена, нейтрализованный и отстоявшийся
от вэды, нитрационный бензол подвергают ректификации в агре-
гате периодического или непрерывного действия с получением
бензола для синтеза.
Основными аппаратами для ректификации сырого бензола
и его фракций являются ректификационные колонны непрерыв-
ного и периодического действен, изготовленные из углеродистой
стали. Колонны оснащены ректификационными колпачковыми та-
релками типа ТСТ (с туннельными колпачками), типа ТСК-Р
319
(с капсульными колпачками) и с ситчатыми тарелками. Число та-
релок в ректификационных колоннах составляет 30—35, в отпар-
ной колонне 18—15. Диаметр колонны определяется ее произво-
дительностью и колеблется в пределах 1,0—2,0 м. Высота колонны
может быть 15,5 м, 30,0 м и выше.
Для нагрева продукта в нижней части колонны применяют
подогреватели: кожухотрубные выносные и V-образными трубами.
Для конденсации и охлаждения паров продуктов ректификации
используются конденсаторы коробчатого типа. Для охлаждения
жидкого остатка ректификационных колонн применяются холо-
дильники «труба в трубе», обеспечивающие требуемое охлаждение
и имеющие малые габариты.
Для нейтрализации паров фракции БТК. в отпарном агрегате
используется колонна, изготовленная из стали, сварной конструк-
ции, снабженная двумя колпачковыми тарелками типа ТСК-Р
и отбойником.
В настоящее время предусматривается применение ректифика-
ционных колонн с тарелками, имеющими кольцевые балластные
клапаны, которые повышают эффективность их работы.
2. Технология
непрерывной ректификации сырого бензола
Возросшие масштабы производства сырого бензола, централи-
зация его переработки позволили на некоторых коксохимических
заводах повысить производительность цехов ректификации и при-
менить непрерывную технологическую схему, разработанную
Гипрококсом. Работа по такой схеме не только дает лучшие тех-
нико-экономические показатели по расходам средств производства
и выходам чистых продуктов, но и удобнее, даже если это связано
с большими капитальными затратами и установкой дополнитель-
ных ректификационных агрегатов.
Технология переработки сырого бензола по непрерывной
схеме предусматривает следующие операции: отбор головной
фракции из первого сырого бензола и получение фракции БТК;
сернокислотная очистка фракции ВТК; отпарка очищенной фрак-
ции БТКС; отбор бензола для нитрации; отбор чистого толуола;
отбор ксилола и сольвента; повторная сернокислотная очистка
бензола для нитрации; ректификация мытого бензола с получе-
нием бензола для синтеза; редистилляция второго бензола с не-
прерывным отбором тяжелого бензола и сольвент-нафты.
Все эти операции осуществляются в агрегатах непрерывного
действия, что позволяет повысить выход продуктов и улучшить
их качество, осуществить автоматизацию процессов, снизить до
минимума лабораторные экспресс-анализы продуктов ректи-
фикации.
Получаемый после каталитической гидроочистки рафинат
фракции БТКС (или какой-либо иной фракции чистого бензола)
320
характеризуется несколько повышенным содержанием насыщен-
ных углеводородов. Это вызывает определенные особенности
в осуществлении процесса ректификации.
Общее количество насыщенных углеводородов в гидрорафинате
в шесть раз превышает его содержание после сернокислотной
очистки. Однако большая часть насыщенных углеводородов со-
средотачивается в головных и концевых погонах. Содержание
этих соединений препятствует получению чистого бензола и то-
луола. Это объясняется способностью насыщенных углеводородов
образовывать с бензолом азеотропные смеси, температура кипения
которых незначительно отличается от температуры кипения бен-
зола.
Углеводороды жирного и гидроароматического ряда образуют
азеотропные смеси не только с бензолом, но и с толуолом и кси-
лолом.
Повышенное содержание насыщенных углеводородов в гидро-
рафинате и их свойств образовывать азеотропные смеси с арома-
тическими углеводородами, кипящие при более низкой темпера-
туре, определяют необходимость отбора головной фракции перед
отбором чистого бензола и промежуточных фракций между бен-
золом и толуолом и между толуолом и ксилолом. Таким образом,
при ректификации гидрорафината в качестве конечных продуктов
выделяют семь фракций: головную, чистый бензол, бензол — то-
луол, чистый толуол, ксилол и сольвент, толуол — ксилол.
Для ректификации гидрорафината фракции БТКС в Гипро-
коксе разработана схема (рис. 75), по которой головная фракция
и бензол отбираются в паровой фазе при помощи двух последова-
тельно работающих ректификационных агрегатов, а толуол и кси-
лол — в приколонках сложных колонн.
Для достаточно четкого разделения рафината предусмотрены
колонны с большим количеством ректификационных тарелок (60—
70 штук), а также возможность подачи большого орошения.
ГолоВная
Рис. 75 Схема ректификации гидрорафината фракции ВТК после ка-
талитической гидроочистки: *
1—3, 5, 7 — ректификационные колонны; 4, 6 — приколонки
321
Применение эффективной ректификационной аппаратуры и по-
вышенный расход пара все равно не обеспечивают получение бен-
зола с температурой кристаллизации более 5,35 °C, так как в нем
присутствуют насыщенные углеводороды (циклогексан, метил-
циклогексан и др.).
Получение глубокоочищенного бензола из рафината гидро-
очистки может быть достигнуто в установке экстрактивной рек-
тификации, которая позволит получить продукт, содержащий
до 97—98 % бензола с температурой кристаллизации не ниже
5,5 °C, содержащий не больше 0,01 % н-гептана. Комбинирование
этих двух методов очистки .позволит получать бензол высокого
качества.
Дальнейшее развитие процессов переработки сырого бензола
будет осуществляться на основе высокоэффективных технологи-
ческих схем с внедрением аппаратуры интенсивного действия.
Предусматривается дальнейшая централизация цехов ректи-
фикации сырого бензола и увеличение их мощности до 200—
300 тыс. т сырого бензола в год с повышением уровня эксплуата|
ции, производительности труда и получения товарных продукте!
высокого качества.
Глубокая очистка бензола от непредельных, сернистых соедй!
нений и насыщенных углеводородов предусматривается в уста-
новках высокотемпературной гидрогенизации фракций БТК, экс-
трактивная ректификация применяется в установках средне-
температурной гидроочистки. Предусматривается также внедре-
ние рациональной схемы подготовки сырого бензола к перера-
ботке, предполагающей разделение сырого бензола (до 180 °C)
на узкие фракции, и создание наиболее выгодной технологии очи-
стки бензола для синтеза, рациональное использование смоло-
образующих соединений сырого бензола. Ведутся исследования
по интенсификации сернокислотного метода очистки путем соче-
тания парофазной сернокислотной очистки с экстрактивной рек-
тификацией, позволяющей выделить тиофеновую фракцию и на-
сыщенные соединения, имеющие ценность для органического
синтеза.
Внедрение новой технологии будет осуществляться с одно-
временным решением проблем по защите окружающей среды,
автоматизации технологических процессов и управления техно-
логическими процессами.
3. Продукты ректификации сырого бензола,
их использование
Среди продуктов переработки сырого бензола первое место
по количеству занимает бензол. Отечественный стандарт на чи-
стый каменноугольный бензол (ГОСТ 8448—78) предусмат-
ривает производство трех видов бензола глубокой степени
очистки.
322
Содержание тиофена в бегзоле марки «высшей очистки» не
должно превышать для высшего сорта 0,00005 и первого сорта
0,00008 %; в бензоле для сигтеза соответственно для высшего
сорта 0,0002 и первого 0,0004 %, в бензоле для нитрации для
высшего сорта 0,04 и первого — 0,06 %.
Бензол находит самое широкое применение в различных отрас-
лях народного хозяйства, особенно в органическом синтезе, для
получения важнейших полупродуктов при производстве пласт-
масс.
На долю бензола приходится более 50 % общего количества
ароматических углеводородов, используемых химической про-
мышленностью. Более 80 % бензола расходуется на изготовление
всего трех продуктов — этилбеизола, изопренилбензола и цикло-
гексана. Бензол используется для синтеза фенола, получения
нитробензола, в производстве сульфонола, гексахлорана и других
продуктов.
На' коксохимических заводах толуол каменноугольный вы-
пускается двух марок — А и Б (то два сорта — высший и первого,
качество которых нормируется ГОСТ 9880—76. Требования к со-
держанию сернистых соединений в толуоле значительно менее
жесткие, чем для бензола.
Это объясняется более ограниченным использованием толуола
в химической промышленности. В стандартах некоторых стран
содержание серы в толуоле не нормируется.
В химической промышленности около 55 % толуола подвер-
гается гидрогенизационному деалкилированию, 30 % применяется
в качестве растворителей, а 15 % используется для изготовления
толуолендиизоцианатов (сырье для производства полиурета-
новых смол), фенола, тринитротолуола, хлортолуолов и других
продуктов.
При окислении толуола получают бензойную кислоту. Неболь-
шие количества бензойной кислоты расходуются в парфюмерии,
в производстве красителей и ядсхимикатов для сельского хозяй-
ства, малотоннажных пластификаторов и стабилизаторов. Соли
бензойной кислоты, например, бензонат натрия, используют для
консервирования в пищевой промышленности, бензонаты лития,
кальция и магния используют в качестве лекарственных препара-
тов (противоревматических и противоподагрических).
Большая часть толуола используется как высокооктановый
компонент бензинов каталитического реформинга.
Выпускаемый ректификационными цехами коксохимических
заводов так называемый технический ксилол представляет собой
смесь трех изомеров ксилола (орто-, пара- и мета-) и этилбензола.
Отечественный стандарт на чистый каменноугольный ксилол
(ГОСТ 9949—76) предусматривает производство трех сортов (выс-
ший, первый и второй).
В химической промышленности ксилолы используют в основ-
ном как индивидуальные вещества. Из изомеров ксилола наиболь-
323
шее применение получил n-ксилол, в основном для синтеза ди-
метил терефталата и тетрафталевой кислоты, используемых для
производства полиэфирных волокон, пленок ц термопластиков;
о-ксилол используется для производства фталевого ангидрида;
ле-ксилол применяется для получения изофталевой кислоты, на
основе которой получают ненасыщенные полиэфиры, алкидные
смолы, пластификаторы и др.
Содержащиеся в сыром бензоле триметилбензолы СвН3 (СН3)3
выпускаются ректификационными цехами в виде смеси с ксило-
лами и этилтолуолами под названием сольвент. Наличие в составе
сольвента от 20 до 30 % ксилолов и от 3 до 10 % насыщенных
углеводородов обусловливает выкипание его в пределах 145—
180 °C.
Сольвенты используются в качестве растворителей в лако-
красочной, в химико-фармацевтической и резиновой промышлен-
ности. Новым продуктом, получаемым при переработке сольвен-
тов, является мезителен (1,3,5-триметилбензол), применяемый
в производстве мезидина — полупродукта для высококачествен-
ных красителей шерсти и шелка. В небольших количествах мези-
дин может применяться для производства нового анестезирующего
препарата — мезокаина.
Из всех сернистых соединений сырого бензола промышленную
ценность имеет только сероуглерод. Сероуглерод применяется для
производства ксантогената — флотореагента при обогащении
медных руд и для борьбы с вредителями сельского хозяйства.
Получаемый из сероуглеродной фракции технический ди-
циклопентадиен служит сырьем для получения маномера —
циклопентадиена. Циклопентадиен применяется в ряде синтезов
полимерных веществ, ядохимикатов, так как имеет высокую реак-
ционную способность.
Получаемые при ректификации сырого бензола кубовые
остатки используются для получения стирольно-инденовых поли-
мерных смол.
Контрольные вопросы
1. Для чего производится переработка сырого бензола?
2. Чем объясняется необходимость установки агрегата для отпарки мытой
фракции БТКС?
3. В чем состоят особенности агрегатов для отбора чистого бензола, ТК и
чистого толуола?
4. Как осуществляется редистилляция второго сырого бензола?
5. В чем состоит сущность переработки сероуглеродной фракции? Вычер-
тите схему процесса.
6. В чем состоят особенности переработки рафината БТКС, полученного
в установке каталитической гидроочистки?
Глава XIII. ПРОИЗВОДСТВО
ИНДЕН-КУМАРОВЫХ СМОЛ
1. Характеристика сырья и реагентов
Сырьем для производства инден-кумароновых смол служат Не-
которые ненасыщенные компоненты сырого бензола и каменно-
угольной смолы, получившие общее название смолообразующих
соединений. К этим компонентам относят высококипящие непре-
дельные углеводороды: кумарон С8Н6О, инден QHg, стирол
СвН6СН=СН2 и их гомологи.
Смолы, полученные из сырья со значительной концентрацией
кумарона й индена получили название инден-кумароновые, а из
сырья со значительной концентрацией стирола — стирольно-
инденовые. До настоящего времени производство инден-кумароно-
вых смол осуществляется, главным образом, на базе сырого бен?
зола. '
Не все содержащиеся в сыром бензоле смолообразующие
вещества исиользуются для получения инден-кумаровых смол.
Значительная часть этих веществ (до 30 % от их ресурсов в сыром
бензоле) остается во фракции БТК, что составляет 2,60—2,67 %
от их ресурсов в сыром бензоле и при сернокислотной очистке
фракции БТК осмоляются и переходят в кубовый остаток окон-
чательной ректификации.
Во втором бензоле сосредотачивается до 15—20 % смолообр.а-
зующих соединений, т. е. до 50 % от их ресурсов в сыром бензоле.
До 20 % ресурсов смолообразующих остается в сольвент-нафте.
Таким образом, для получения инден-кумароновых смол может
быть использовано лишь немногим более 50 % от их ресурсов
в сыром бензоле. Среднее содержание смолообразующих веществ
в пересчете на сырой бензол (до 180 °C) колеблется в пределах
3,8—4,8 %.
Для получения инден-кумароновых смол используется фракция.
тяжелого бензола, полученная при редистилляции второго сырого
бензола и выкипающая при температурах 160—190 °C. Так как
ресурсы тяжелого бензола, в котором в основном концентрируются
смолообразующие вещества, колеблются в пределах 3,2—4,0 %
(в расчете на сырой бензол до 180 °C), то содержание смолообразу-
ющих в тяжелом бензоле находится на уровне 60 %—70 %.
Состав тяжелого бензола по данным УХИНа характеризуется
следующими данными, %: i
Бензол ...... 2,6 Кумарон ...... 16,5
Толуол . . . 3,2 Инден ...... •. 31,2
Ксилолы . 11,2 ' Высококипящие (по-
Триметилбензолы , » -27,6 тери) .-. ... . . 3,6
Стирол 3,5 Нафталин . . . 0,5
Для повышения выхода ценных смол при переработке сырого
бензола целесообразно все ресурсы стирола перевести во второй
325
бензол. В этом случае основное количество смолообразующих
компонентов сырого бензола может быть сосредоточено в широкой
ксилольно-тяжелой фракции, содержащей до 35—40 % смоло-
образующих компонентов. Это позволяет непосредственно исполь-
зовать данную фракцию в качестве сырья для производства
смол.
Дополнительным источником смолообразующих соединений
может служить фракция сырого бензола, выкипающая выше
180 °C — сольвент-нафта. При выходе сольвент-нафты 5—7%
от сырого бензола ресурсы смолообразующих соединений во фрак-
ции, выкипающей до 200 °C, составляют примерно 0,5—0,6 %
от сырого бензола.
Для получения инден-кумароновых смол фракция тяжелого
бензола или другие источники сырья, подвергаются переработке,
в которой очень важными стадиями технологического процесса
являются подготовка сырья и полимеризация смолообразующих
соединений.
Стирольно-инденовые смолы представляют собой смолистый
остаток, получаемый при дистилляции кубовых остатков оконча-
тельной ректификации фракции БТКС и полимеров, выделяемых
при регенерации поглотительного масла в бензольных отделениях.
Кубовые остатки окончательной ректификации представляют
собой сложную смесь низкомолекулярных продуктов уплотнения,
образующихся в результате сернокислотной очистки сырого бен-
зола. Свойства кубовых остатков примерно следующие: плотность
при 20 °C 1,05—1,15 г/см3; температура начала кипения 200—
220 °C; отгон до 300 °C 50—60 %; зольность 0,2—6,0 %; моле-
кулярная масса 180—230. Выход смол с температурой размягче-
ния 90—100 °C составляет 15—20 % (по отношению к сырому бен-
золу 0,8 %).
Для получения стирольно-инденовых смол из кубовых остат-
ков, последние подвергаются очистке от минеральных примесей,
а затем дистилляции с применением трубчатых печей.
Стирольно-инденовые смолы, полученные из кубовых остатков,
имеют темный цвет. Они применяются в производстве резиновых
смесей в шинной и резинотехнической промышленности.
Полимеры бензольных отделений представляют собой смесь
.высококипящих компонентов поглотительного масла и смол. Источ-
ником образования последних являются различные непре:
дельные и сернистые соединения, попадающие в масло из газа—сти-
рол, инден, кумарон и их гомологи, циклопентадиен, тиофен и пр.
При нагреве масла протекают процессы полимеризации непредель-
ных соединений, их алкилирование с тиофеном, сополимеризация
с бензольными углеводородами.
Состав и свойства полимеров характеризуются следующими
данными: плотность при 20 °C 1,09—1,152 г/см3; начало кипения
230—270 °C; отгон до 280—295 °C 50 %; отгон до 310—335 °C
70 % ; выход смол с температурой размягчения 77—108 °C соста-
32в
вляет 25—55 %. Возможная выработка смол, отнесенная к сы-
рому бензолу, достигает более I %.
Для полимеризации смолообразующих веществ могут исполь-
зоваться концентрированная серная кислота, A1CI3, SnCl4, SbCl8,
TiCl4, BF3, HF и др., которые служат катализаторами процесса.
2. Технология получения инден-кумароновых смол
Процесс полимеризации и качество получаемых полимероё
очень сильно зависит от чистоты исходного сырья. Поэтому под-
готовка сырья, удаление примесей, является важной стадией
процесса. Подготовка сырья включает его Обесфеноливание, раз-
бавление растворителем, осушку, удаление азотистых оснований,
отделение легко осмоляющихся примесей.
- В промышленности полимеризация смолообразующих компо-
нентов осуществляется в присутствии кислых катализаторов.
Наличие в сырье воды увеличивает расход катализатора, а по-
этому обязательна его сушка. Пиридиновые основания, содержа-
щиеся в сырье, вызывают увеличение расхода катализатора, отри-
цательно влияют на окраску получаемой смолы и снижают ее
выход.
Содержащиеся в сырье фенолы, приводят к снижению молеку-
лярной массы получаемых смол. Так же влияют посторонние непре-
дельные соединения, например циклопентадиен, дициклопентадиен.
Технологический процесс получения светлых инден-кумаро-
новых смол из смолообразующих веществ тяжелого бензола вклю-
чает следующие операции: подготовка сырья (разбавление тяже-
лого бензола сольвентом и осушка серной кислотой); полимериза-
ция смолообразующих веществ в присутствии катализатора (хло-
ристого. алюминия) при охлаждении; удаление отработанного
комплекса отстаиванием, водной и щелочной промывкой; разделе-
ние смол и сырого сольвента дистилляцией под вакуумом и с водя-
ным паром; охлаждение смол водой; дистилляция промежуточных
слоев.
На рис. 76 приведена технологическая схема получения инден-
кумароновых смол периодического действия. Схема включает
ректификационный агрегат периодического действия, в котором
под действием глухого и острого пара, а также применением
вакуума из тяжелой ксилольной фракции или второго бензола
получают следующие узкие фракции: 1) толуольно-ксилольную
(выкипающую до 150°); ‘2) тяжелый бензол (выкипающий в пре-
делах 150—200°); 3) сольвент-нафту.
Полимеризации подвергается тяжелый бензол, разбавляемый
сольвентом с таким расчетом, чтобы общее содержание смолообра-
зующих веществ в полимеризуемом сырье не превышало 30—
40 %. Разбавление тяжелого бензола сольвентом предохраняет
загрузку от сильного разогрева, и способствует получению смолы
высокого качества.
327
В полимеризаторе предварительно проводится тщательная
сушка полимеризуемого сырья 75 %-ной серной кислотой. После
интенсивного перемешивания отстоявшуюся кислоту спускают
и в тот же аппарат подают полимеризующий агент — хлористый
алюминий (А1С1а) в количестве 0,6—1-.0 % от массы полимеризу-
емого сырья. Процесс полимеризации сопровождается значитель-
ным выделением тепла. Для предотвращения сильного разогрева
загрузки и возможного в связи с этим ухудшения качества полу-
чаемой смолы необходимо загрузку все время прокачивать через
выносной холодильник. Охлаждение загрузки должно прово-
диться с таким расчетом, чтобы темперетура процесса полимериза-
ции не превышала 50—60 °C.
Полимеризация осуществляется в течение 20—30 мин при
интенсивном перемешивании загрузки в полимеризаторе и одно-
временной циркуляции жидкости через холодильник. Затем пере-
мешивание прекращают и жидкость отстаивается. Хлористый
алюминий отстаивается в виде сложного соединения с сольвентом,
называемого хлоралюмнниевым комплексом.
После спуска хлоралюминиевого комплекса полимеризат тща-j
тельно промывают водой, нейтрализуют щелочью и снова про-j
Рис. 76. Технологическая схема производства инден-кумароновых смол:
1 — ректификационный куб; 2 — ректификационная колонна; 3 — дефлегматор; 4 —
сепаратор флегмы; 5 — конденсатор-холодильник; 6 — сепаратор отбираемых фракций;
7 — контрольный сепаратор; 8 — мерник для толуольно-ксилольной фракции; 9 — мер-
ник для инден-кумароковой фракции; 10 — сборник для инден-кумароновой фракции;
//, 13< 19 — насосы; 12 — аппарат для полимеризации; 14 — трубчатый холодильник;
15 — хранилище для полимеризата; 16—18 — мерники для кислоты, щелочи и воды;
20 — куб; 21 — ректификационная колонна; 22 — дефлегматор; 23 — конденсатор-
холодильник; 24 — сепаратор; 25 — мерники; 26 — бумажный мешок; 27 — конденсатор
328
,мывают водой (желательно конденсатом пара для предотвращения
образования эмульсии и загрязнения полимеризата).
Промытый и нейтрализованный полимеризат спускают в сбор-
ник, из которого перекачивают в отпарной куб, где глухим и
острым паром с применением вакуума порядка 66,55—79,98 кПа
(500—600 мм рт. ст.) из полимеризата отгоняют воду и раствори-
тель (сольвент), пары которых через конденсатор попадают в се-
паратор. Оставшаяся в кубе смола через дозатор выпускается
в многослойные бумажные мешки, в которых она и засты-
вает.
Одним из важнейших показателей качества инден-кумароно-
вых смол является температура плавления, зависящая в основном
от двух факторов: условий полимеризации (главным образом от
состава фракции и температуры процесса) и полноты отгона рас-
творителя.
Из указанных выше двух факторов наиболее трудно реализу-
емым при периодическом процессе является полнота отгона рас-
творителя. Высокие температуры отгона растворителя при этом
нежелательны, чтобы избежать процессы разложения и окисле-
ния, ухудшающих цвет и снижающих температуру плавления
смол. Поэтому верхний предел температуры отгона обычно огра-
ничивается 50—60 °C, что на практике удлиняет процесс отгона
и вызывает ухудшение цвета смол. Эти затруднения, неизбежные
при периодическом процессе, могут быть устранены при непрерыв-
ном процессе полимеризации и дистилляции, при котором можно
также более полно удалить хлоралюминиевый комплекс.
Технические инден-кумароновые смолы представляют собой
смесь полимеров и сополимеров индена, кумарона и их гомологов.
Средняя молекулярная масса инден-кумароновых смол изме-
няется в пределах от 700 до 1500. Качество инден-кумароновых
смол регламентируется стандартами или техническими услови-
ями. Основными показателями качества являются температура
размягчения, окраска (цветность), зольность, реакция водной
вытяжки, содержание серы и влаги. Одной из важных характе-
ристик твердых инден-кумароновых смол является температура
размягчения, которая положена в основу разделения смол на сорта
или марки. Окраска смол измеряется путем сравнения со стандарт-
ными шкалами (иодной или бихроматной).
В СССР вырабатывается шесть марок смол с температурой
размягчения от 60 до 140 °C.
Инден-кумароновые смолы обладают весьма ценными свой-
ствами: водостойкостью и устойчивостью к кислотам и щелочам,
высокой связующей и клеящей способностью, способностью обра-
зовывать прочную пленку, малой электро- и теплопроводностью,
хорошей растворимостью во многих растворителях, неплохой
термостойкостью, способностью образовывать эмульсии, в ряде
случаев — также способностью совмещаться с высыхающими и
полувысыхающими маслами.
11 Лейбович Р. Е. и др, 329
Инден-кумароновые смолы находят широкое применение в раз-
личных отраслях промышленности. В лакокрасочной промышлен-
ности используется для приготовления масляно-смоляных лаков,
твердых лаков, при приготовлении красок и защитных покрытий,
электроизоляционных лаков и диэлектрических замазок, смешан-
ных олиф и других продуктов. В производстве резины инден-
кумароновые смолы играют роль мягчителя как синтетического,
так и натурального каучука. Жидкие смолы служат для пропитки
корда в производстве шин.
Одним из наиболее крупных потребителей инден-кумароновых
смол является промышленность строительных материалов для
изготовления плиток для полов, линолеума и других отделочных
материалов.
Кроме того инден-кумароновые смолы используются при
производстве синтетической кожи и кожзаменителей, для пропитки
ткани, бумаги, при производстве пестицидов, ионообменных смол
и т. д.
Контрольные вопросы <
1. Что может служить сырьем для получения инден-кумароновых и инден-
стирольных смол?
2. Какие реактивы используются для получения полимерных смол?
3. В чем состоит сущность процесса получения инден-кумароновых смол?
4. В каких областях народного хозяйства используются полимерные смолы?
Глава XIV. ПЕРЕРАБОТКА
КАМЕННОУГОЛЬНОЙ СМОЛЫ
1. Образование смолы при коксовании.
Состав и свойства смолы
Смола высокотемпературного коксования представляет собой
черную, маслянистую вязкую жидкость, обладающую запахом
нафталина. Плотность смолы колеблется в пределах 1120—
1220 кг/м3. Образуется она в основном при пирогенетическом раз-
ложении первичной смолы в процессе коксования. Это сложная
смесь органических соединений. Главными компонентами камен-
ноугольной смолы являются углеводороды ароматического ряда
и гетероциклические, серу-, кислород- и азотсодержащие соеди-
нения. По химическим свойствам все соединения смолы делят на
три группы: нейтральные, кислые и основные.
Нейтральные соединения в смоле представлены в основном
производными одноядерных углеводородов, двухядерными и мно-
гоядерными углеводородами и их производными. Главными пред-
ставителями являются нафталин С10Н8, антрацен С14Н10, хризен
С18Н12. Заметными спутниками ароматических углеводородов яв-
330
ляются также многоядерные гетероциклические соединения —
индол, карбазол, бензокарбазол и др.
Из непредельных соединений в смоле содержатся стирол,
инден, кумарол и их производные.
Серусодержащие соединения в смоле представлены тиофеном
C4H4S, тионафтеном C8H6S (с температурой кипения 219,5 °C)
и их метилированными производными, дифенилсульфидом, ан-
бензтионафтеном и др. Основная масса этих соединений сосредо-
точена в поглотительной, нафталиновой и антраценовой фракциях.
Выделение сернистых соединений из смолы при ее фракциониро-
вании не представляется возможным из-за близости температур
кипения углеводородов и серусодержащих соединений. Большин-
ство из них является нежелательной примесью в продуктах пере-
работки смолы и поэтому выделяются из фракций или технических
продуктов химической очисткой или другими методами. Наиболее
трудноудаляемым соединением является тионафтен.
Общее содержание нейтральных соединений в смоле дости-
гает 42—43 %. Наиболее ценными из них являются нафталин
и антрацен, которые выделяются из смолы в виде фракций — наф-
талиновой и антраценовых.
Кислая часть смолы представлена соединениями, содержащими
кислород в боковой цепи: фенол С6Н5ОН, крезолы С6Н4СН3ОН,
ксиленолы СвН3(СН3)2ОН и многоядерные фенолы, общее содер-
жание которых достигает 1,2—2,0 %. Наибольшую ценность
представляют фенол и о-, п-, ^-крезолы. Основная часть этих
соединений выделяется из смолы в виде фенольной фракции,
остальная часть распределяется по другим фракциям. Фенолы из
фракций выделяются обработкой их раствором щелочи с получе-
нием фенолят.
Основными свойствами обладают азотсодержащие соединения
смолы — пиридин (C5H6N), хинолин (C5H7N) и их производные,
а также высококипящие основания. Общее содержание оснований
в смоле достигает 0,8—1,2 %. При фракционировании смолы они
распределяются по фракциям в зависимости от температуры ки-
пения.
Выделение оснований из фракций и масел осуществляется при
обработке их серной кислотой.
Качество смолы характеризуется плотностью, выходом фрак-
ций, содержанием фенолов, нафталина, а также содержанием ве-
ществ, нерастворимых в толуоле, влажностью.
Плотность при 20 °C, кг/м3...................... 1150—1177
(не > 1200—1220)
Содержание воды, % ............................ 3—4
Содержание (% от безводной смолы):
веществ, не растворимых в толуоле............. 8—7,1
фенолов..................................... 1,84—2,10
нафталина................................... 7,25—10,50
антрацена (сырого).......................... 4,5—5,6
пиридиновых оснований ...................... 1,11—1,20
331
11*
Плотность — один из важнейших показателей, характеризу-
ющих качество смолы и ее фракций. Повышение или понижение
плотности смолы в значительной мере определяется содержанием
в ней веществ, нерастворимых в толуоле или ксилоле. Чем больше
в смоле этих веществ, тем выше ее плотность и тем меньше выход
масел и фенолов при ее переработке. Молекулярная масса смолы,
характеризующая только часть, растворимую в толуоле, находится
в пределах 210—235.
Каменноугольная смола является источником большого числа
ценных продуктов, используемых во многих отраслях народного
хозяйства, поэтому ее переработка необходима и экономически
выгодна.
Процесс переработки каменноугольной смолы осуществляется
в смолоперерабатывающих цехах и включает следующие основные
стадии: подготовка смолы к переработке; окончательное обез-
воживание; ректификация (или дистилляция) с получением фрак-
ций; переработка фракций; химическая очистка фракций и масел
от фенолов и пиридиновых оснований; обработка среднетемпера-
турного пека; получение высокотемпературного пека и его коксо-
вание; получение очищенного нафталина, антрацена и др.
продуктов.
2. Подготовка смолы к переработке
В смолоперерабатывающие цехи смола поступает с содержа-
нием влаги до 4 % и золы до 0,1 %. Такая смола не может не-
посредственно поступать на ректификацию и требует дополни-
тельной обработки (очистки от воды, золы и растворенных в ней
солей). Подготовка смолы к ректификации включает следующие
технологические операции: прием и хранение смолы, усреднение
ее состава, обезвоживание, обессоливание и обеззоливание.
Для приема и хранения каменноугольной смолы в смолопере-
. рабатывающих цехах создаются склады, которые служат не
только местом хранения, но и важным технологическим объектом,
позволяющим обеспечить постоянство состава смолы и частичное
ее обезвоживание, обессоливание и обеззоливание. Для разгрузки
смолы из цистерн и погрузки продуктов дистилляции, склады
оборудуются погрузочно-разгрузочными площадками.
Пребывающие смола и сольвент-нафта разгружаются в спе-
циальные подземные хранилища, а затем перекачиваются в на-
земные хранилища смолы. В зимнее время смолу в цистернах
разогревают паром (острым или глухим).
Смола из цеха улавливания своего завода поступает на склад
по трубопроводу в одно из первых по ходу потока наземных
хранилищ. Нафталинсодержащие масла, подлежащие возврату
в смолу из отделения кристаллизации или со склада масел по-
даются в отдельные хранилища, а затем также перекачиваются
в хранилища смолы.
332
На рис. 77 приведена технологическая схема склада смолы
смолоперерабатывающего цеха. На складе предусматриваются
наземные и подземные хранилища, сборники воды и масел. На-
земные хранилища представляют собой отдельные резервуары
емкостью до 3000 м3, оборудованные нижними (выдвижными)
подогревателями для подогрева смолы до 70—80 °C. В верхней
части каждого резервуара предусмотрен коллектор для периоди-
ческого спуска самотеком отстоявшейся надсмольной воды. Уро-
вень жидкости в резервуарах контролируется специальными уров-
немерами. Наружные стенки резервуаров теплоизолированны.
Для ведения правильного процесса подготовки смолы на
складе устанавливают не менее четырех резервуаров, расположен-
ных в каскадном порядке.
Одним из очень важных условий работы отделения ректифи-
кации смолы является постоянство состава смолы, ее физическая
и химическая однородность. Показателем однородности смолы
выбрано содержание в ней нафталина, так как оно наиболее полно
характеризует качество смолы. Колебания содержания нафталина
в смоле больше 1 % влекут за собой колебания в качестве фракций.
Постоянство качества смолы достигается ее усреднением в хра-
нилищах. Особенно это важно для централизованных цехов,
перерабатывающих смолу разных заводов. Усреднение смолы
также вызывается возвратом в нее нафталинсодержащих масел
(солвент-нафты, прессовых оттеков). Необходимым условием
усреднения смолы является наличие на складе запаса смолы не
менее 10-суточной производительности при переработке смолы
своего завода и 15-суточной при переработке смолы других за-
водов .
Обезвоживание смолы перед ее ректификацией — исключи-
тельно важное и обязательное мероприятие. Наличие воды в смоле
нарушает нормальную работу ректификационной установки и сни-
жает ее производительность. Объясняется это, во-первых, тем, что
в непрерывно действующих трубчатых агрегатах наличие воды
в смоле, подаваемой на вторую ступень, резко повышает сопроти-
Рис. 77. Технологическая схема склада смолы коксохимического завода:
/ — сливной резервуар; 2 — подземные хранилища; 3, 11 — насосы; 4 -8 — наземные
хранилища; 10— хранилище нафталинсодержащих масел; 12 — сборник надсмольной
воды; 7 — приводная смола; 11 — смола из цеха улавливания; 77/ — в отделение дистил-
ляции
333
вление проходу смолы через змеевик. Из-за повышенного давления
смола не нагревается до требуемой температуры. Во-вторых, уда-
ление воды из смолы важно потому, что в надсмольной воде и
смоле содержится значительное количество агрессивных солей,
главным образом солей аммиака [NH4C1, (NH4)2SO3, (NH4)2SO4
и др. ], разложение которых при высокой температуре приводит
к образованию кислот, разрушающих при наличии конденсиру-
ющей воды коммуникации и аппаратуру. Очень широкое при-
менение в практике получил способ отделения воды от смолы
путем отстаивания ее в хранилищах. При этом смолу подогревают
до 70—80 °C, но не до температуры, при которой происходит ин-
тенсивное испарение воды. Необходимость подогрева смолы для
лучшего отстаивания от воды объясняется тем, что при этом
происходит более эффективное разрушение эмульсии воды, обра-
зовавшейся как в процессе конденсации смолы в газосборнике под
действием орошающей воды, так и при одновременной конденса-
ции смолы и воды в первичных газовых холодильниках.
Эмульсия воды в смоле более стабильна при повышенной
концентрации солей в надсмольной воде, так как это повышает ее»
плотность, приближая к плотности смолы.
Увеличение температуры нагрева выше 70—80 °C при атмосфер-
ном давлении нежелательно, так как при этом усиливается испа-
рение воды.
Выводимая из смоляных хранилищ вода собирается в спе-
циальном сборнике, откуда передается в хранилище надсмольной
воды для совместной переработки.
Таким образом, в процессе отстаивания сырой смолы при по-
догреве происходит как обезвоживание, так и обессоливание смольи
Окончательное обезвоживание смолы перед ее дистилляцией
производится методом испарения. В зависимости от принятой
схемы дистилляции (периодической или непрерывной) смола обез-
воживается либо в трубчатых обезвоживателях непрерывного дей-
ствия, либо в конвекционной секции трубчатых печей при 125—
135 °C. Нагретая до этой температуры смола поступает в испари-
тель, где из-за резкого падения давления из смолы однократно,
т. е. сразу, выделяются пары воды и часть легкой фракции. При-
менение подобного метода окончательного обезвоживания смолы
показывает, что и в этом случае не удается добиться полного обез-
воживания смолы. Небольшое количество воды (не более 0,3—
0,5 %) все же остается в смоле, и эта вода удаляется из смолы
в процессе ее дистилляции. Соли, содержащиеся в воде, вызывают
коррозию аппаратуры.
Для предотвращения корродирующего действия некоторых
солей, остающихся в смоле после ее отстаивания в хранилищах,
широко применяют добавление к смоле, направляемой на оконча-
тельное обезвоживание, раствора кальцинированной соды, кото-
рая является эффективным средством противокоррозийной за-
щиты. Действие соды (NaaCO3) основано на переводе солей аммо-
334
ния в термически стойкие соли натрия и выделении свободного
аммиака. Реакции взаимодействия соды с солями аммония могут
быть представлены следующими уравнениями:
2NH4C1 + Na2CO3 = 2NH3 + 2NaCI + CO2 + H2O,
2NH4CN + Na2CO3 = 2NH3 + 2NaCN + CO2 + H2O.
Сода вводится в смолу в виде 5—6 %-ного раствора перед
подачей смолы в обезвоживатель или первую ступень трубчатой
печи. Обычно соду вводят в количестве 0,04—0,1 % от количества
перерабатываемой смолы (в расчете на сухую смолу).
Вся зола смолы сосредотачивается в ее твердой дисперсной
фазе. Обеззоливание смолы заключается в удалении из нее грубо-
дисперсной фазы, в которой сосредоточивается до 70 % всей золы.
Этот процесс осуществляется главным образом в отделении кон-
денсации при отстаивании и промывке смолы. При недостаточном
отделении грубодисперсной фазы часть ее может попадать в хра-
нилища смолы, что вызывает отложение фусов и значительные
затруднения в эксплуатации трубчатых установок. Повышенная
зольность смолы вызывает ухудшение качества пека. На складе
смолы одновременно с процессами обезвоживания и обессоливания
осуществляется и ее обеззоливание.
3. Технология ректификации каменноугольной смолы.
Схемы процесса
В настоящее время разделение смолы на фракции осущест-
вляется главным образом методом ректификации в трубчатых
установках непрерывного действия. В зависимости от совершен-
ства применяемой ректификационной аппаратуры и установлен-
ного технологического режима получают определенный количе-
ственный выход фракций и различное их качество.
В отличие от ректификации сырого бензола, которое осуще-
ствляется по принципу последовательного испарения его отдель-
ных компонентов, при ректификации каменноугольной смолы
используется принцип однократного испарения и фракционной
конденсации.
На первой ступени переработки смолы в трубчатых агрегатах
осуществляется однократное испарение смолы, которое определяет
выход и состав паровой и жидкой фаз, получаемых в процессе
однократного испарения, работу ректификационных колонн, сте-
пень и качество перевода во фракции важнейших индивидуальных
компонентов смолы. На второй ступени осуществляется ректифи-
кация полученного дистиллята для разделения его на узкие
фракции.
Суть принципа однократного испарения заключается в том,
что смолу быстро нагревают в змеевиках трубчатой печи до за-
данной температуры. При этом на протяжении всего времени
подогрева смолы пары от жидкости не отделяются. По окончании
335
подогрева смола из змеевика поступает в испаритель, в котором
в результате резкого снижения давления пары сразу отделяются
от жидкости.
Температурой однократного испарения считается та темпе-
ратура жидкости и пара, которая устанавливается в испарителе
после того, как испарение закончилось и между жидкостью и
паром существует состояние равновесия. Температура однократ-
ного испарения всегда ниже температуры нагрева смолы в труб-
чатой печи. Чем выше температура однократного испарения, тем
больше выход дистиллята и меньше выход пека. Оптимальная
температура однократного испарения находится в пределах 370—
380 °C. При более высокой температуре однократного испарения
утяжеляется дистиллят, а пек получается с температурой размяг-
чения более 65—70 °C. В трубчатой печи смола нагревается до
380—400 °C.
Пары образовавшегося дистиллята из испарителя поступают
в ректификационную колонну, где конденсируются в зависимости
от их температуры кипения с получением узких фракций. Таким
образом в ректификационной колонне протекает фракционная
конденсация. Сначала, снизу колонны, конденсируются высоко-
кипящие фракции — антраценовая, затем поглотительная, нафта-
линовая, феноловая, которые в жидком виде боковым отбором
выводятся из колонны. В парообразном состоянии из верхней
части колонны выводится легкая фракция.
Находящиеся в эксплуатации на коксохимических заводах
смолоперерабатывающие цехи имеют одну принципиальную схему
фракционирования каменноугольной смолы при ее однократном
испарении в трубчатом агрегате непрерывного действия, снабжен-
ном одной или двумя ректификационными колоннами. Эти уста-
новки позволяют получить нафталиновую фракцию, содержащую
70—80 % (и более) нафталина от его ресурсов в смоле.
Установки с трубчатой печью характеризуются высокой произ-
водительностью и компактностью; малыми площадями установки;
постоянством режима, сокращением периода термического воздей-
ствия на смолу, приводящего к повышению выхода фракций;
возможностью регулирования и управления процессом; меньшей
пожароопасностью, так как в зоне нагрева одновременно нахо-
дится во много раз меньше смолы, чем при установках периоди-
ческого действия (при той же производительности).
В трубчатых агрегатах с двумя ректификационными колоннад
подогрев смолы до температуры однократного испарения осуще-
ствляется в радиантно-конвекционных трубчатых печах камер-
ного типа производительностью 100—200 тыс. т смолы в год.
Образование дистиллята паров фракций и его ректификация про-
изводится в пековой (антраценовой) и фракционной колон-
нах.
В настоящее время большое распространение получила схема,
в которой ректификация испаряемой части смолы осуществляется
336
в одноколонном агрегате. Технологическая схема установки при-
ведена на рис. 78.
Установка снабжена трубчатой печью производительностью
200 тыс. т смолы в год с излучающими стенками из беспламенных
панельных горелок системы Гипронефтемаш и экраном двухсто-
роннего освещения. Ректификационная колонна имеет по сравне-
нию с фракционной (в агрегатах с двумя колоннами) большее
число тарелок для разделения паров дистиллята на пять жидких
фракций и пары легкого масла. По такой схеме получают три
антраценовые фракции. Переход к одноколонным агрегатам упро-
стил аппаратурное оформление установок, улучшил ректификацию
испаряемой части смолы.
Схема работы установки следующая: сырая смола из расход-
ного хранилища 1 насосом 17 подается в нижнюю секцию ра-
диантной части трубчатой печи 18, где нагревается до 125—
135 °C, при котором достигается глубокое обезвоживание смолы.
Для предотвращения агрессивного действия солей, содержащихся
в воде, в смолу добавляют 6 %-ный раствор кальцинированной
соды в количестве 0,05—0,06 % от перерабатываемой смолы.
Раствор соды из сборника 15 насосом подается в смеситель 7,
откуда забирается насосом 17 и подается в смолу, идущую на
окончательное обезвоживание. Из трубчатой печи подогретая
смола поступает в испаритель первой ступени 3. Пары легкого
масла и воды с температурой 100—ПО °C из испарителя посту-
пают в конденсатор паров 6, где конденсируются и охлаждаются.
Рис. 78 Схема ректификации каменноугольной смолы в трубчатом агрегате с одной ко-
лонной*
/, //, III — антраценовые фракции; IV — поглотительная фракция; V — нафталиновая
фракция. VI —фенольная фракция; VII — легкое масло; VIII — раствор соды; IX —
аммиачная вода; X — пек; а — вода на охлаждение; б — перегретый пар
22 337
Конденсат, состоящий из легкого масла и воды, разделяется по
плотности в сепараторе 5. Обезвоженная смола из нижней части
испарителя насосом 17 подается сначала в конвекционную, а за-
тем в радиантную секцию трубчатой печи, где нагревается до 395—
405 °C и поступает на вторую тарелку испарителя второй сту-
пени 4. Здесь смола разделяется на жидкий остаток пек и пары
всех фракций. В нижнюю часть испарителя подается перегретый
пар, который подогревается в пароперегревателе трубчатой печи
18 до 380—400 °C.
Из нижней части испарителя через гидрозатвор или регулятор
уровня жидкий пек направляется в пековый парк. Из третьей
(сверху) тарелки испарителя в жидком виде отбирается III антра-
ценовая фракция, которая самотеком поступает в холодильник 9,
где охлаждается и затем перетекает в сборник 14.
Из верхней части испарителя второй ступени пары остальных
фракций с температурой 330—350 °C поступают на питательную
тарелку ректификационной колонны 10. Испаритель орошается
рефлюксом — II антраценовой фракцией.
В нижнюю часть ректификационной колонны 10 подается пере-
гретый водяной пар. В ректификационной колонне в жидком виде
(боковым отбором) отбираются фракции: I антраценовая, погло-
тительная, нафталиновая и фенольная, которые стекают в наруж-
ные холодильники, охлаждаются и отводятся в соответствующие
сборники фракций 14.
Из нижней части колонны через гидрозатвор или регулятор
уровня выводится II антраценовая фракция. Она поступает в по-
гружной холодильник 9, где охлаждается, а затем направляется
в рефлюксный бачок 12. Из рефлюксного бачка часть фракции
насосом 11 подается на орошение испарителя второй ступени 4,
остальная часть фракции перетекает в сборник 14.
Пары воды и легкого масла из верхней части колонны с темпе-
ратурой 120—125 °C поступают в конденсатор-холодильник 6,
охлаждаются, а затем в сепараторе 8 разделяются на воду и лег-
кое масло. Легкое масло поступает в рефлюксный бачок 12, из
которого часть масла насосом 11 направляется на верхнюю та-
релку колонны для орошения, а избыток масла поступает в сбор-
ник 14. Из сборников 14 насосом 13 фракции подаются на даль-
нейшую переработку. Легкое масло передается в цех ректифи^-
ции сырого бензола. Выход фракции, % (1) и температура отбора,
°C, характеризуется следующими данными:
Фенольная..........
Нафталиновая . . .
Поглотительная . .
Антраценовая:
I ............
II ...........
III ...........
Пек................
1 2
1,08 175—180
9,80 205—210
10,76 250—260
9,10 280—290
8,42 350—360
4,86 360
54,6—55,0 —
338
В колонне поддерживается давление 20—30 кПа (0,2—0,3 ат).
Совершенствование существующих схем ректификации камен-
ноугольной смолы предусматривает: использование тепла фрак-
ций и пека для предварительного подогрева смолы; осуществление
подвода дополнительного тепла в колонны (подачей горячего
орошения и рециркуляцией теплоносителя), что позволит сосре-
доточить в нафталиновой фракции до 90 % нафталина, улучшить
качество поглотительной и антраценовой фракций; применение
усовершенствованных тарелок; снижение расхода острого пара;
применение двухкратного испарения смолы (на первой и на второй
ступенях нагрева смолы под атмосферным или повышенным
давлением).
Новая технология переработки смолы позволит получить пек
со стабильной характеристикой, увеличить его выход и повысить
качество, повысить качество основных фракций, шпалопропиточ-
ного масла и сырья для производства сажи.
Для подогрева смолы до температуры однократного испарения
в установках ректификации смолы применяются трубчатые
печи двух типов’, камерные и печи беспламенного горения.
В трубчатых печах камерного типа (производительность
100 000 т безводной смолы в год) змеевик первой ступени нагрева
смолы и пароперегреватель устанавливаются в конвекционной
части печи поверхностью 207 м2. Вторая ступень нагрева смолы
осуществляется в однорядном боковом и потолочном экранах,
расположенных в радиантной камере, и имеет поверхность, рав-
ную 122 м2. Коэффициент полезного действия печи составляет
0,73—0,75.
Более совершенными являются печи беспламенного горения,
в которых теплоотдача в радиантной части печи осуществляется
не от факела и qt газового слоя, а главным образом от раскален-
ных стен. При этом количество тепла, передаваемое трубному
экрану, в 1,5—2,0 раза выше, чем от горячих продуктов горения.
Это позволяет повысить теплонапряженность поверхности нагрева
труб, по которым движется смола, а следовательно, сократить их
поверхность.
Печи беспламенного горения отличаются более высоким к. п. д.
(0,85), равномерностью нагрева сырья и плавностью регулирова-
ния процесса горения.
Для фракционирования каменноугольной смолы получили при-
менение ректификационные колонны с тарелками колпачкового
и туннельного типа. В двухколонных трубчатых агрегатах одна
колонна служит для отбора двух антраценовых фракций, кон-
структивно она совмещена с испарителем второй ступени и назы-
вается пековой (антраценовой), вторая — фракционная колонна
для получения остальных (четырех) фракций. Обе колонны имеют
тарелки с кольцевыми переливами флегмы и туннельными кол-
пачками, диаметр колонн 1400—1800 мм.
339
В агрегате с одной колонной применяется ректификационная
колонна диаметром 2,4 м с 59 тарелками, имеющими по 86 звезт
чатых колпачков.
Испарители имеют диаметр 1800—24 000 мм; испаритель пег-
вой ступени снабжен четырьмя колпачковыми тарелками, а в испа-
рителе второй ступени шесть тарелок. Для охлаждения фракции
применяют погружные холодильники змеевикового типа, выпол
ненные из нержавеющей стали. Для конденсации паров легкой
фракции используют конденсаторы коробчатого типа, обеспечи
вающие лучшее охлаждение конденсата.
4. Переработка фракций смолы
Полученные при ректификации смолы фракции подвергаются
переработке для выделения содержащихся в них индивидуальны;
продуктов. Нафталиновая и I антраценовая фракции содержа-
значительное количество веществ, выделяющихся при охлаждения
в твердом виде и поэтому перерабатываются методом кристаллиза-
ции. Легкое масло, фенольная, поглотительная фракции пере
рабатываются с целью выделения из них содержащихся фенолов
пиридиновых оснований и получения масел. Необходимость очя-
стки фракций от фенолов и пиридиновых оснований диктуется
с одной стороны, их ценностью и, с другой, теми требованиями
которые предъявляются к техническим и чистым продуктам и ма>
лам, полученным из фракций.
Наиболее ценными являются фенолы, выкипающие до 230 °C
(фенол, крезолы и ксиленолы), которые сосредоточены в феноль
ной и нафталиновой фракциях. Фенолы, выкипающие выше 230 °C
(высшие), сосредоточены в антраценовой фракции и в незначя-
тельном количестве в поглотительной. До настоящего временя
они не используются.
Выделение из фракций фенолов и пиридиновых оснований прои.'
водится химическим методом, заключающимся в обработке фрая*
ций водными растворами щелочи и серной кислоты. Эти процессь
получили название обесфеноливание и обеспиридинивание. Очистк^
также подвергают оттеки от кристаллизации и прессования нап-
талиновой фракции, а на заводах, производящих дистиллировая-
ный (ректифицированный) нафталин, очищается от фенолов и пи
ридиновых оснований нафталиновая фракция. Ниже приводится
содержание фенолов (/) и пиридиновых оснований (2) во фрак-
циях, %:
1 2
Легкая .........До 3,5 0,6—0,8
Фенольная.......Не >30 До 2,4
Поглотительная . . 2—4 До 4,5
Содержание в прессовых отеках фенолов составляет 5—7 %,,
оснований 3—5 %.
340
Обесфеноливание фракций и масел производят 10—15 %-ным
раствором едкого натра, при этом образуются феноляты натрия.
Получение фенолятов высокого качества при высокой степени их
извлечения зависит от целого ряда факторов. Основными из них
являются: концентрация фенолов в очищаемой фракции или масле,
концентрация и расход щелочи, гидролиз фенолятов, раствори-
мость фенолов и масел в фенолятах, присутствие пиридиновых
оснований. Для успешного проведения процесса обесфеноливания
должны быть выбраны оптимальные условия.
Обесгшридинивание фракций и масел производится раствором
серной кислоты с концентрацией 20—40 % с образованием суль-
фата пиридинов.
Полнота извлечения пиридиновых оснований из масел зависит
от содержания фенолов в масле (пиридиновые основания образуют
' с фенолами комплексные соединения, затрудняющие выделение
оснований); концентрации серной кислоты, влияющей на гидролиз
сульфата пиридина; избытка серной кислоты, необходимой для
подавления гидролиза сульфата пиридинов.
Обесфеноливание и обеспиридинивание фракций и масел осуще-
ствляется в промывных аппаратах периодического или непрерыв-
ного действия. Более совершенными аппаратами непрерывного
действия являются: форсуночные и ситчатые колонны, диафрагмо-
вые и ротационные, а также шаровые смесители, центробежные
насосы и др.
Технологические схемы для обесфеноливания и обеспиридини-
вания просты и не требуют комбинирования большого числа аппа-
ратов.
Для обеспечения высокой степени очистки фракций и масел
принято чередовать в определенной последовательности щелочные
и кислотные промывки. Общее правило заключается в следующем:
если отношение концентрации фенолов к концентрации оснований,
содержащихся во фракции, больше единицы, то вначале приме-
няют щелочную промывку, на первом этапе которой необходимо
значительно снизить содержание фенолов. Если отношение
концентрации фенолов, содержащихся во фракции, к кон-
центрации пиридиновых оснований меньше единицы, целесо-
образнее промывку масла (фракции) начинать с обеспиридини-
вания.
В зависимости от числа видов промываемых фракций и коли-
чества получаемых продуктов применяют различное число аппа-
ратов. Для двухступенчатой промывки одного масла щелочью
требуется два аппарата, для двухступенчатой промывки кислотой
и щелочью — четыре и для промывки двух фракций (или масел) —
восемь.
При промывке поглотительной фракции и нафталинового
масла продуктами процесса являются очищенные масла: поглоти-
тельное с содержанием не более 0,2—0,5 % фенолов; нафталиновое
с содержанием не более 0,3 % фенолов; феноляты натрия, содер-
жи
жащие до 21,25 % фенолов и сульфат пиридина, содержащий до
24 % пиридина.
Феноляты натрия, полученные при очистке фракций и масел
подвергаются дальнейшей переработке с получением фенольных
продуктов (технического фенола, дикрезола, трех сортов трикре-
зола, технического ксиленола и др.). Фенольные продукты приме-
няют для производства пластических масс, искусственных смол,
антисептических средств, фармацевтических препаратов, для
очистки нефтяных масел, в производстве инсектицидов, герби-
цидов, душистых веществ, флотореагентов для руд цветных ме-
таллов и т. д.
Сульфат тяжелого пиридина передается в пиридиновые отде-
ления цеха улавливания для получения сырых тяжелых пириди-
новых оснований или подвергается нейтрализации газообразным
аммиаком в отделении цеха. Вторая и третья антраценовые фрак-
ции используются для приготовления отопительного масла и до-
рожной смолы.
5. Получение высокотемпературного пека
Каменноугольным пеком называется остаток, получаемый при
фракционировании каменноугольной смолы. Это продукт черного
цвета, однородный по внешнему виду. Пек застывает в определен-
ном температурном интервале в твердую хрупкую массу, имеет
раковистый излом. Определенной температуры плавления и за-
стывания он не имеет: плавится в температурном интервале.
Плавление и затвердевание пека не сопровождается тепловым
эффектом — он не имеет скрытой теплоты плавления. По своей
химической природе каменноугольный пек представляет много-
компонентную смесь многоядерных углеводородов и гетероциклов,
образующихся не только в процессе получения каменноугольной
смолы при коксовании углей, но и при ее переработке в результате
термической поликонденсации.
Соединения, входящие в состав пека могут быть разбиты на
три группы:
1) мальтены, или у-вещества, растворимые в нейтральном
эфире (смешанный раствор кристаллизующихся веществ, обра-
зующих вязкую маслообразную фазу);
2) асфальтены, или p-вещества, растворимые в толуоле, но
нерастворимые в петралейном эфире (плавкое вещество черного
цвета), эта часть может вытягиваться в нити;
3) нерастворимый остаток, или a-вещества, нерастворимые
в толуоле (неплавкий и непластичный порошок черного цвета).
При температуре размягчения пека 63—70 °C выход «-со-
ставляющей части около 25 %; Р-составляющей 41 % и -у-состав-
ляющей 34 %.
По физической природе каменноугольный пек представляет
собой переохлажденную систему истинных и коллоидных раство-
342
ров, в результате чего по своим свойствам он резко отличается от
обычных твердых кристаллических веществ. Для пека характерен
температурный интервал пластичности. Он определяется раз-
• ностью двух условных температурных точек: температуры раз-
мягчения и температуры появления хрупкости. Этот интервал
является важным техническим показателем, характеризующим
пригодность пека для тех или иных процессов.
В зависимости от температуры размягчения пеки разделяются
на мягкие, средние и твердые. Мягкие пеки имеют температуру
размягчения 40—55 °C (плотность 1286 кг/м3), средние 65—90 °C
(плотность 1290 кг/м3) и твердые 135—150 °C (плотность 1320 кг/м3).
Отечественная коксохимическая промышленность выпускает пеки
двух видов: среднетемпературные марки А и Б и высокотемпера-
турный пек.
Пек является самым многотоннажным продуктом смолы. Пек,
выходящий из нижней части испарителя второй ступени или от-
парной колонны, имеет температуру выше 300 °C. Выдача такого
пека в открытую емкость недопустима, так как выделяющиеся
при этом токсичные пары отравляют окружающую атмосферу
и легко воспламеняются. Поэтому пек предварительно выдержи-
вается несколько часов в закрытых емкостях-пекотушителях,
где он охлаждается до 145—160 °C. Охлажденный пек поступает
на гранулирование.
Широкое распространение получил способ охлаждения расплав-
ленного пека и его последующая грануляция под слоем воды на
пластинчатом транспортере. Разливка пека осуществляется с по-
мощью струйного питателя, представляющего собой емкость пря-
моугольного сечения с плоским днищем, в котором просверлено
от 175 до 176 отверстий диаметром 8—10 мм.
Разливка, охлаждение, хранение и погрузка пека в железно-
дорожные вагоны осуществляется в пековом парке смолоперегон-
ного цеха. Установка для охлаждения и грануляции среднетем-
пературного пека состоит из железобетонного бассейна с проточ-
ной водой, металлического пластинчатого транспортера, погру-
женного в воду, и питателя, через который горячий пек (с темпе-
ратурой 145—160 С) поступает на грануляцию при температуре,
не выше 31—32 °C. Время пребывания пека в проточной воде
около 4 мин. Охлажденный гранулированный среднетемператур-
ный пек должен иметь влажность не более 2—3 %.
Для совершенствования технологии разливки и охлаждения
пека может применяться усовершенствованный струйный питатель,
позволяющий регулировать расход разливаемого пека в зави-
симости от температуры его нагрева, в результате чего дости-
гается тщательное охлаждение струй пека и получаемые гранулы
полностью затвердевают. Длительная эксплуатация такого пита-
теля на Донецком коксохимическом заводе показала достаточную
эффективность охлаждения пека, значительное улучшение усло-
вий труда обслуживающего персонала. Большой интерес пред-
343
ставляет использование грануляторов пленочного типа и спе-
циальных грануляционных аппаратов.
Для охлаждения пека могут использоваться холодильники
испарительного охлаждения, напорные баки и горизонтальные
цилиндрические пекотуиштели.
Среднетемпературный пек характеризуется содержанием ве-
ществ, нерастворимых в толуоле (16—20 %) и выходом летучих
веществ (68—71 %). Среднетемпературный пек находит широкое
применение в цветной металлургии в качестве связующего в про-
изводстве электродных изделий и для производства пекового
кокса (до 73 % от общего его производства), для производства
мягкой кровли, угольных брикетов, в черной металлургии,
в производстве дорожного дегтя и в дорожном строительстве,
в производстве лаков и т. д.
Среднетемпературный пек используется для производства вы-
сокотемпературного пека, производство которого осуществляется
в пекоксовом цехе коксохимического завода. Этот цех состоит из
отделения пекоподготовки, пекококсовых печей и отделения кон-
денсации.
На заводах, располагающих установками для коксования
высокотемпературного пека отсутствует грануляция среднетем-
пературного пека, так как горячий среднетемпературный пек из
отделения ректификации смолы непосредственно передается в пе-
кококсовый цех.
Для получения пека с температурой размягчения 140—150 °C
в коксохимической промышленности получил применение метод
обработки среднетемпературного пека воздухом. Сущность метода
заключается в накоплении продуктов уплотнения и в повышении
температуры размягчения пека в результате дегидрирования и по-
следующих процессов конденсации — полимеризации многоколь-
чатых ароматических соединений, находящихся в пеке. На долю
процессов конденсации — полимеризации приходится около 80 %.
Частично количество продуктов уплотнения увеличивается,
так как они концентрируются в высокоплавком пеке в рёзультате
дистилляции (удаление пековых дистиллятов). Воздух выполняет
роль химического агента и служит средством для перемешива-
ния.
Процесс окисления среднетемпературного пека протекает с ВЦ-
делением тепла, однако скорость его очень мала в начале окисле-
ния, особенно когда температура исходного пека ниже 300 °C.
Оптимальная температура, при которой начинают интенсивно
протекать процессы конденсации и полимеризации пека, 340 °C.
Основными факторами процесса являются расход воздуха (нЙ
1 кг пека), температура и продолжительность процесса.
Высокотемпературный пек получают по непрерывной схек!
окисления сырья в специальных аппаратах реакторах, объедЛ
ненных в технологическую цепь (последовательно соединенны!
по два или три).
344
Исходным сырьем для получения высокотемпературного пека
служат среднетемпературный пек и коксовая смола, образующаяся
при коксовании высокотемпературного пека (и пековые дистил-
ляты).
Выход высокотемпературного пека достигает 87—89 %. Ка-
чество продукта характеризуется следующими данными: темпе-
ратура размягчения 140—150 °C, выход веществ, нерастворимых
в толуоле 45—50 %; выход летучих веществ 49—52 %. Выход
пековых дистиллятов 10—13 %. Высокотемпературный пек яв-
ляется исходным сырьем для получения пекового кокса.
Для получения высокотемпературного пека воздушным спосо-
бом применяются кубы-реакторы диаметром 3000 мм и рабочей
емкостью 27 м3. Обогрев куба ведется доменным или коксовым
газом. Для улавливания капель фракций пека, уносимых из
куба-реактора отработанным воздухом, используется отбойник
диаметром 800 мм, изготовленный из стали и теплоизолированный.
6. Технология пекококсового производства
Для получения пекового кокса применяются пекококсовые печи
конструкции Гипрококса, приспособленные для обогрева коксо-
вым и доменным газом. Отопительный простенок состоит из
27 вертикалов, соединенных между собой горизонтальным кана-
лом. Горение в отопительных каналах происходит на одной поло-
вине простенка, продукты горения отводятся через горизонталь-
ный сборный канал на другую половину простенка. Камера
коксования имеет полезный объем 12 м3, разовая загрузка камеры
18—18,5 т пека с температурой 320—340 °C.
Коксовая батарея компануется из печей, которые группи-
руются на блоки по 5—7 камер. Выдача печей осуществляется
по серийности 2—1, которая обеспечивает оптимальные условия
эксплуатации. На некоторых заводах для создания оптимальных
условий труда для рабочих, обслуживающих выдачу печей, обес-
печения равномерной разовой загрузки газосборников принята
серийность 5—2 и 7—2. Контроль теплотехнического режима
пекококсовых печей аналогичен контролю, применяемому на
обычных коксовых печах.
Готовность пекового кокса определяется температурой по оси
коксового пирога, которая к концу периода коксования дости-
гает 950—1050 °C.
Для загрузки камер пеком служат дозаторы. Каждый блок
печей (5—7 камер) обслуживает один сдвоенный дозатор, имеющий
два независимых устройства для переключения расхода пека.
Оно выполнено в виде семиходового (или пятиходового) крана,
позволяющего переключить загрузку с одной печи на другую,
в соответствии с серийностью выдачи печей 7—2 или 5—2. Одно-
временно от одного дозатора грузятся две печи. Процесс загрузки
камер автоматизирован.
345
Охлаждение летучих продуктов коксования пека осуществля-
ется в стояках и газосборниках надсмольной аммиачной водой
(до 80—90 °C), расход которой составляет 10—12 м3 на 1 т коксуе-
мого пека.
Дальнейшее охлаждение и конденсация из газа химических
продуктов производится либо совместно с летучими коксового
цеха в цехе улавливания, либо самостоятельно в отделении кон-
денсации пекококсового цеха.
Выдаваемый из печей пековый кокс тушится мокрым или
сухим способом и разделяется по крупности на два класса:
> 10 мм — электродный кокс и <10 мм — коксовая мелочь.
Качество пекового кокса оценивается его зольностью, выходом
летучих веществ и содержанием серы. Кокс пековый электрод-
ный первого сорта (КПЭ-1) должен содержать: золы менее 0,3 %,
летучих веществ менее 0,8 и серы менее 0,3 %. Он используется
в цветной металлургии для изготовления пековых электродов.
Проводятся исследования по разработке технологии получе-
ния сверхтвердого пека (с температурой размягчения выше 250 °C)
как спекающего компонента для электроэразионного графита,
методом растворения и обработкой воздухом.
В последние годы в связи с развитием конвертерного произ-
водства стали, возникла необходимость в изготовлении на основе
пека и масел связующего для безобжиговых смолодоломитовых
и смоломагнезитовых огнеупоров.
7. Переработка антраценовой фракции
Методом кристаллизации перерабатывают первую антраце-
новую фракцию, состоящую главным образом из ароматических
соединений с числом бензольных колец от трех до пяти и незна-
чительного количества соединений с меньшим (два) и большим
(свыше пяти) числом колец. Основными компонентами фракции
являются трехъядерные ароматические соединения — антрацен,
фенантрен, карбазол, пирен и их метилированные производные.
Первая антраценовая фракция заводов Юга характеризуется
такими данными:
Плотность, кг/см3 ..........................1125—1140
Отгон до 300 °C, % ...... 15—38
Температура, °C: ’
95% отгона ............... 360—336
появление кристаллов . . . 92—86 •
Содержание, %:
антрацена.................... 9,1—7,9
фенантрена................... 37,4—28,4
карбазола....................12,5—10,3
Переработка антраценовой фракции осуществляется в две
стадии: кристаллизация и разделение полученной в результате
кристаллизации гетерогенной системы. Для охлаждения и кри-
сталлизации фракции применяют кристаллизаторы периодиче-
ского действия с внутренней мешалкой (механические).
346
Цель кристаллизации антраценовой фракции — выделение ос-
новных компонентов в кристаллическом виде с получением сырого
антрацена.
Кристаллизация антраценовой фракции протекает при высокой
вязкости среды и низком содержании кристаллизующихся ком-
понентов, в частности антрацена и карбазола. Это обусловливает
структуру твердой фазы, которая выделяется в виде мелких
кристаллов. Наличие во фракции нерастворимых веществ, нахо-
дящихся во взвешенном состоянии, ухудшает ее фильтруемость.
Эффективность кристаллизации антраценовой фракции повышается
в присутствии растворителей.
Переработка антраценовой фракции осуществляется в основном
по двум схемам: механический кристаллизатор—вакуум-фильтр—
центрифуга или механический кристаллизатор—центрифуга. Вто-
рая схема является более совершенной и применяется на совре-
менных заводах.
В схеме кристаллизатор—центрифуга (рис. 79) применена высо-
копроизводительная автоматическая центрифуга типа АГ-120-4ц.
Рис. 79. Технологическая схема переработки / антраценовой фракции:
/ — барабанный кристаллизатор; 2 — мешалка; 3 — автоматическая горизонтальная цен»
трифуга; 4 — напорный бак мытого поглотительного масла; 5 — транспортер; 6 — сбор-
ник антраценового масла; 7 — сборник отработанного поглотительного масла; 3 — сбор-
ник мытого поглотительного масла; ч — насос; 10 — бункер; 11 — весы; 12 — зашивоч-
ная машина
347
Антраценовая фракция перерабатывается в смеси с 20 % по-
глотительного масла, полученного после регенерации сетки цен-
трифуги. Это ускоряет процесс кристаллизации фракции, улучшает
качество сырого антрацена и в первую очередь его гранулометри-
ческий состав.
Откристаллизованная фракция с температурой 30—35 °C по-
ступает в центрифугу АГ, в которой наполнение барабана, филь-
трование, выгрузка и регенерация сит автоматизированы.
В результате переработки I антраценовой фракции получают
два продукта: антраценовое масло и сырой антрацен.
Показатели процесса характеризуются следующими данными:
температура загружаемой фракции 35—40 °C, поглотительного
масла, поступающего на регенерацию, 95—98 °C; расход масла на
регенерацию 15—20 % от исходной фракции; температура воды,
поступающей на охлаждение, 25—30 °C. При кристаллизации
фракции в сырой антрацен переходит до 80 % антрацена, 50 %
карбазола и 30 % фенандрена от их ресурсов во фракциях.
Сырой антрацен под названием «Антрацен технический ка-
менноугольный» является товарным продуктом. Он применяется
в производстве синтетических дубителей, красителей, сажи (вместе
с антраценовой фракцией) и для энергетических целей.
Выход сырого антрацена от каменноугольной смолы составляет
2—2,2 %.
Для кристаллизации антраценовой фракции применяются ме-
ханические кристаллизаторы периодического действия диаметром
1,6 м с полезной длиной 6,56 м, общей емкостью 12 м3, поверх-
ностью орошения 25 м2. Для разделения фаз применяют центри-
фуги АГ-1200-4ц завода им. Фрунзе; вакуум-фильтры непрерыв-
ного действия завода «Уралхиммаш» с поверхностью фильтрова-
ния 5 м2, производительностью по твердому остатку 144 кг/(м2-ч).
8. Переработка нафталиновой фракции
Нафталин — один из важнейших продуктов переработки ка-
менноугольной смолы. Он является ценным сырьем для химической
промышленности. Потребность народного хозяйства в нем обес-
печивается только за счет коксохимического нафталина. Поэтому
максимальное извлечение нафталина из каменноугольной смолы
и рациональное его использование являются исключительно
актуальной задачей.
Основным исходным сырьем для получения нафталина яв-
ляется нафталиновая фракция, полученная при фракционирова-
нии смолы и содержащая до 80—85 % нафталина, т. е. 92—93 %
его ресурсов в смоле.
В процессе ректификации смолы в нафталиновую фракцию
переходят вещества, выкипающие в пределах 210—230 °C, т. е.
при температуре кипения нафталиновой фракции. Поэтому нафта-
линовая фракция представляет собой сложную смесь соединений
348
ароматического ряда, кислого, основного и нейтрального харак-
тера. Наиболее ценным компонентом является нафталин (С10Н8).
Нафталин кристаллизуется в виде белых тонких лепестков (звез-
дочек), хорошо сублимируется, сгорает светящимся пламенем
с образованием большого количества копоти. Нафталин раство-
ряется во многих растворителях и сам является хорошим раство-
рителем.
В нафталиновой фракции содержатся, %: метилнафталинов
до 6, тионафтена до 3,8, фенолов до 2,3, оснований около 1,9,
непредельных соединений до 0,4, индола 0,3 и др. Основными
примесями, затрудняющими получение технического и чистого
нафталина, являются: из серусодержащих примесей тионафтен,
из непредельных соединений кумарон, инден и др., фенолы, осно-
вания и насыщенные соединения.
Способы выделения нафталина из фракции определяются
требованиями потребителей к качеству продукта и экономичности
процесса.
На коксохимических заводах применяют два способа перера-
ботки нафталиновой фракции: кристаллизации фракции с после-
дующим механическим разделением твердой и жидкой фаз прес-
сованием с получением технического прессованного нафталина
и получение дистиллированного нафталина с использованием
химической очистки нафталиновой фракции и последующей ее
ректификации.
Содержание примесей в техническом или дистиллированном
Нафталине обусловливается свойствами и поведением примесей
в процессе кристаллизации фракции, химической очистке и ректи-
фикации очищенной фракции при получении дистиллированного
нафталина.
При переработке нафталиновой фракции кристаллизацией
и прессованием такие примеси как тионафтен, инден, индол,
хинолин, изохинолин и др. образуют с нафталином смешанные
кристаллы, т. е. вместе с нафталином переходят в твердую фазу
и при прессовании не отделяются и загрязняют окончательный
продукт (прессованный нафталин).
Другие примеси образуют с нафталином эвтектические смеси
при температуре 25—60 °C и в виде пленки удерживаются на по-
верхности кристаллов нафталина. Эти примеси выделяются из
нафталина прессованием.
В производстве дистиллированного нафталина используются
два процесса: химическая очистка нафталиновой фракции кон-
центрированной серной кислотой с последующей промывкой
щелочью и ректификация очищенной фракции. При сернокислот-
ной очистке нафталиновой фракции протекают реакции сульфи-
рования тионафтена и других примесей, реакции поликонденса-
ции, в результате которых хорошо удаляется большинство при-
месей, в том числе фенолы, основания, непредельные соединения
и др. за исключением тионафтена, метилнафталинов и индола.
349
При этом содержание тионафтена в конечном продукте умень-
шается на 30—40 %, но глубокая очистка дистиллированного
нафталина от этой примеси не обеспечивается.
При ректификации очищенной нафталиновой фракции остав-
шиеся примеси также ведут себя по-разному. Тионафтен, образу-
ющий с нафталином азеотропную смесь, практически не выде-
ляется. Температура кипения нафталина 217,96 °C, а тионафтена
219,9 °C, т. е. А/ = 1,9°. Поэтому при ректификации снова един-
ственно трудноудаляемой примесью остается тионафтен.
При переработке нафталиновой фракции методом кристалли-
зации и горячего прессования откристаллизованной массы —
первым и основным процессом является кристаллизация.
Нафталиновая фракция представляет собой насыщенный рас-
твор нафталина в каменноугольных маслах с незначительной
примесью других веществ. При охлаждении фракции раствори-
мость нафталина и других кристаллизующихся веществ в масле
уменьшается, что вызывает переход раствора в неустойчивое со-
стояние — пересыщенное с последующим выделением кристаллов.
При переработке нафталиновой фракции с содержанием нафта-
лина до 70 % механическое удаление масел (жидкой фазы) после
кристаллизации осуществляется последовательно центрифугиро-
ванием и прессованием. При концентрации нафталина выше
80 % откристаллизовавшаяся масса сразу может поступать на
прессование.
На отечественных заводах широкое применение получили
две схемы переработки нафталиновой фракции:
1) кристаллизатор — пресс для нафталиновой фракции с кон-
центрацией нафталина 80—85 %. Выход товарного нафталина —
84 % от ресурсов во фракции. Оттеки горячего прессования воз-
вращаются в смолу, что увеличивает выход нафталина до 95,0 %;
2) кристаллизатор — пресс с обогащением прессовых оттеков
по схеме механический кристаллизатор—центрифуга—пресс.
Вторая схема за последние годы получила широкое примене-
ние. Одним из первых на такую схему переработки нафталиновой
фракции перешел Днепродзержинский коксохимический завод,
применив для кристаллизации нафталина высокоэффективный
барабанный кристаллизатор собственной конструкции и автоматик
ческий с увеличенной производительностью пресс ДО-140А, раз-
работанный Новосибирским заводом «Тяжстанкогидропресс». Это
позволило значительно увеличить коэффициент извлечения нафта-
лина и улучшить его качество.
Для более полного извлечения нафталина от ресурсов его
в нафталиновой фракции прессовые оттеки подвергают обогаще-
нию по схеме механический кристаллизатор—центрифуга—пресс.
Полученный при этом фугованный продукт, содержащий 85—
90 % нафталина, затем перерабатывают в прессованный нафталин
совместно с нафталиновой фракцией, а оттеки фугования исполь-
зуют в производстве товарных масел. Таким образом переработка
350
нафталиновых оттеков является составной частью в технологии
производства прессованного нафталина.
Технологическая схема процесса приведена на рис. 80. Нафта-
линовая фракция при температуре 85—95 °C из сборников отде-
ления дистилляции перекачивается насосом в напорные баки /,
а при избытке часть ее передается в хранилище, откуда по мере
необходимости также перекачивается в эти напорные баки.
Из напорных баков после частичного охлаждения до 70—
75 °C фракция поступает в ванны барабанных охладителей 2,
где происходит интенсивная кристаллизация нафталина в виде
корки по наружной поверхности вращающегося барабана, охла-
ждаемого водой, так как при кристаллизации происходит выделе-
ние тепла. Необходимая температура фракции в ванне поддержи-
вается подачей горячей воды.
С поверхности барабанов корка нафталина снимается специаль-
ными ножами и подается на скребковый конвейер 3, питающий
, мешалки 5.
Для нагрева шихты до нужной температуры (54—55 °C) в ме-
шалки прессов подается горячая нафталиновая фракция из на-
порных баков 1. Затем эта масса перемешивается и подается на
горячее прессование в пресс 4.
Прессование нафталина осуществляется под давлением 40—
60 МПа (400—600 ат) с помощью автоматических гидропрессов
типа ДО-140 и ДО-140А.
Спрессованные брикеты нафталина выталкиваются в течку 10
и конвейером 11 подаются в плавильник, откуда плавленый нафта-
лин загружается в специальные железнодорожные цистерны и
направляются к потребителю.
Оттеки прессования из фильтрпрессов, содержащие 50—60 %
нафталина, поступают в сборник от-
теков 6, откуда насосом 7 перека-
чиваются в механические кристал-
лизаторы периодического действия 8.
Откристаллизовавшаяся масса из
кристаллизаторов направляется в
центрифуги 9 периодического дейст-
вия.
После центрифуг кристаллическая
масса через элеватор поступает на
скребковый конвейер, где шихтуется
с нафталином после барабанных кри-
сталлизаторов, а затем подается в
мешалки прессов 5. Оттеки после фу-
гования также могут возвращаться
Рис. 80. Технологическая схема
переработки нафталиновой фракции.
/ — нафталиновая фракция; II —
масло; а — прессованный или тех-
нический нафталин; 6 — конден-
сат: в — пар
в цикл до определенного накопления
нафталина в нафталиновой фрак-
ции, после чего эти оттеки на не-
которое время выводятся из цикла
351
переработки. В этом случае они поступают в сборник, а затем на
химическую очистку от фенолов и пиридиновых оснований.
Так как вторичные оттеки после фугования выводятся из
цикла переработки, это дает возможность получать прессованный
(технический) нафталин, вполне пригодный для производства
фталевого ангидрида.
Основным продуктом процесса является технический плавле-
ный нафталин с температурой кристаллизации 78, 85 °C, содер-
жанием чистого нафталина 97,5 %, тионафтена до 2,0 %, золы не
более 0,15 % и влаги не выше 2,0 %. Выход нафталина от фракции
составляет 90—92 %.
Переработка нафталиновой фракции, полученной из смол
восточных коксохимических заводов с низким содержанием серы
в ней, может перерабатываться лишь по схеме кристаллизатор—
пресс с постоянным возвратом прессовых оттеков в смолу. При
этом вполне обеспечивается получение технического нафталина
всех сортов (температура кристаллизации 78,5—79,3 °C).
Так как основным потребителем нафталина является произ-
водство фталевого ангидрида, для которого не требуется нафталин
с высокой температурой кристаллизации, то переработка нафта-
линовой фракции на большинстве заводов осуществляется по
схеме кристаллизатор—пресс.
Технический плавленный нафталин выпускается двух марок
А и Б, дистиллированный марки В, качество которых нормируется
ГОСТ.
Основными направлениями усовершенствования технологии
получения технического нафталина из нафталиновой фракции
являются: применение барабанных кристаллизаторов с ребристой
поверхностью конструкции УкрНИИхиммаша; освоение и даль-
нейшее совершенствование получения дистиллированного нафта-
лина с целью снижения потерь нафталина с кислыми отходами;
освоение способа, сочетающего окислительную очистку сырья
озонированным воздухом с последующей дистилляцией; освоение
технологии кристаллизации — плавления для переработки нафта-
линовых оттеков в технический нафталин.
Контрольные вопросы
1. Приведите состав каменноугольной смолы. Объясните, как влияют ком*1
поненты смолы на технологию ее переработки.
2. Как осуществляется хранение смолы? Как и для чего производится усредн
нение смолы?
3. Как влияет влажность смолы на процесс ее переработки?
4. В чем состоит сущность принципа однократного испарения и фракционной
конденсации при фракционировании смолы? В каких аппаратах осуществляются
эти процессы?
5. В чем состоят особенности технологических схем ректификации смолы
в агрегатах с одной и двумя колоннами?
6. Как осуществляется переработка легкого масла, фенольной фракции и
поглотительной фракции? Какие продукты при этом получаются?
352
7. Объясните сущность процессов получения технического и дистиллирован-
ного нафталина.
8. В чем состоит сущность процесса получения высокотемпературного пека?
Назовите область его использования.
9. Объясните сущность процесса получения пекового кокса. Как исполь-
зуется пековый кокс?
Глава XV. ПРОИЗВОДСТВО
ЧИСТОГО НАФТАЛИНА
1. Производство кристаллического нафталина
Чистый нафталин является продуктом дальнейшей перера-
ботки технического пресованного нафталина или концентриро-
ванной нафталиновой фракции. На отечественных коксохимиче-
ских заводах получение очищенного нафталина осуществляется
методом ректификации и сублимации.
Наличие в техническом нафталине и нафталиновой фракции
различных примесей: сернистых и непредельных соединений,
фенолов, оснований, насыщенных углеводородов и др., способных
образовывать с нафталином смешанные кристаллы, азеотропные
смеси, комплексные соединения не позволяют получить глубоко-
очищенный нафталин только путем ректификации.
Поэтому технология очистки нафталина от примесей сочетает
химические процессы и ректификацию. Цель такой очистки заклю-
чается в получении продукта, содержащего не менее 99 % основ-
ного вещества нафталина.
В качестве реагентов для химической очистки нафталина при-
меняют серную кислоту, формалин, хлористый алюминий, метал-
лический натрий, хлор, водород и др.
Так как наиболее трудноудаляемой примесью является тио-
нафтен, поэтому для его выделения выбирается реагент, отли-
чающийся достаточной избирательностью к последнему.
В промышленности наибольшее применение получили серно-
кислотный и формальдегидный методы.
Очистка технического нафталина (или нафталиновой фракции)
сернокислотным методом основана на различии в скорости суль-
фирования нафталина и тионафтена с помощью 93—94 %-ной
серной кислоты с образованием тионафтен- и нафталинсульфо-
кислот. При очистке протекают следующие процессы: а) основ-
ной — сульфирование тионафтена; б) побочные — сульфирование
нафталина, конденсация непредельных и других соединений с об-
разованием сложных веществ; окисление органических соединений
при восстановлении серной кислоты до SO2; растворение продуктов
реакции в углеводородном или в кислотном слое.
Из продуктов реакций в углеводородном слое (нафталине)
растворяются сульфокислоты. Продукты конденсации раство-
ряются в серной кислоте.
353
Процесс сернокислотной очистки технического нафталина (или
фракции) включает такие операции: обработка нафталина кон-
центрированной кислотой; промывка продукта водой и обработка
13—14 %-ным раствором щелочи. В процессе сернокислотной
очистки из нафталина выделяются пиридиновые основания и
фенолы.
Промывка мытого нафталина раствором щелочи (13—14 %-ным)
необходима для нейтрализации и удаления примесей, кипящих
выше 245 °C. При промывке нафталина водой и щелочным раство-
ром растворяются сульфокислоты, оставшиеся в мытом нафталине.
Содержание их в промытой воде может составлять 10—15 %.
Очистка нафталинсодержащего сырья может осуществляться
в установках периодического и непрерывного действия. В уста-
новках непрерывного действия обеспечивается достаточный мас-
сообмен, что снижает потери продуктов и улучшает его качество.
Очистка нафталина концентрированной серной кислотой пред-
ставляет сложный процесс, протекание которого зависит от
многих факторов и в первую очередь от количества и концентрации
кислоты и времени контакта. Основными показателями процесса
являются: глубина очистки, расход серной кислоты и потери
нафталина. На новых заводах при сернокислотной очистке прес-
сованного нафталина расход серной кислоты составляет 12—15 %
(по массе). Отходы производства — кислая смолка — подвер-
гаются утилизации. Потери нафталина на стадии очистки дости-
гают 7—10 % (от ресурсов). Показателем степени очистки служит
температура кристаллизации нафталина.
После сернокислотной очистки нафталин подвергают ректифи-
кации, при которой получают сорта чистого нафталина (первый,
второй и третий) и кубовые остатки. Последние используют для
получения сублимированного нафталина или возвращают в нафта-
линовую фракцию перед ее кристаллизацией и прессованием.
Более эффективным реагентом для очистки нафталина является
формальдегид (СН2О). Формальдегидный метод очистки нафталина
в кислой среде был разработан сотрудниками УХИНа и феноль-
ного завода и с некоторыми видоизменениями успешно приме-
няется в производстве.
Применение формальдегида основано на различии в скоростях
реакции конденсации формалина с нафталином и тионафтеном.
Процесс формальдегидной очистки ведется в присутствии 90—
94 %-ной серной кислоты, которая необходима для конденсации
непредельных соединений, содержащихся в техническом нафта-
лине. Образующиеся смолы хорошо растворяются в серной кис-
лоте и поэтому легко разделяются с отработанной серной кислотой.
В процессе очистки происходит частичное сульфирование нафта-
лина и тионафтена. Но в связи с тем, что расход кислоты неболь-
шой, эта реакция существенно не влияет на выход нафталина.
Серная кислота каталитически воздействует на реакцию кон-
денсации тионафтена.
354
Продукты реакции конденсации тионафтена растворяются
в нафталине и выделяются при ректификации в виде кубовых остат-
ков. Этим формальдегидный способ отличается от сернокислот-
ного, при котором тионафтен выводится в виде сульфокислот
с промывными водами. Такое действие реагентов обусловливает
раздельный порядок ввода серной кислоты и формальдегида в рас-
плавленный нафталин.
Как и при использовании сернокислотного метода очистки,
очищенный нафталин подвергают ректификации для получения
чистого нафталина (первого, второго или третьего сорта) и кубо-
вых остатков.
Достоинства способа: более глубокая степень очистки нафта-
лина; большой выход кристаллического нафталина; возможность
применения технических сортов нафталина с низкой температурой
кр,!сталлизации, что повышает степень извлечения нафталина из
смолы; возможность использования технического нафталина с по-
вышенным содержанием серы (0,6—0,8 %); снижаются потери
нафталина.
Применение формальдегида для очистки нафталина не исклю-
чило стадию сульфирования, хотя расход серной кислоты снижен
до 5—6 %; температура кристаллизации очищенного нафталина
80,2 °C.
Таким образом, этим методам присущи общие недостатки:
сложность аппаратурного оформления, трудоемкость, наличие
токсичных отходов, загрязняющих окружающую среду, большие
потери нафталина (до 7—11 %), процесс трудно поддается авто-
матизации.
Перспективным методом, позволяющим получить глубокоочи-
щенный нафталин, является каталитическая гидроочистка.
Сырьем для процесса является непосредственно нафталиновая
фракция, прошедшая предварительное обесфеноливание и обес-
пиридинивание. Технологический процесс протекает в две стадии:
гидрокрекинг и ректификация, минуя производство технического
нафталина. Гидроочистка обеспечивает переработку сырья с по-
вышенным содержанием тионафтена и получение высоких выходов
нафталина от ресурсов, исключает образование неутилизирован-
ных отходов, уменьшает количество вредных выбросов в окру-
жающую среду и создает основы для централизации производства.
Глубокоочищенный нафталин можно получить методом про-
тивоточной жидкостной экстракции нафталиновой фракции, кото-
рый позволяет получить нафталин, температура кристаллизации
которого 80,2 °C, с содержанием тионафтена (бензотиофена) до
0,3 % из высокосернистого сырья с выходом продукта до 97,7 %
от ресурсов. Вторым продуктом процесса является концентрат
бензотиофена с содержанием его И %.
Для очистки технического нафталина с высоким содержанием
сернистых соединений целесообразно использовать безводный
А1С13. Небольшие количества этого реагента позволят эффективно
355
очистить технический нафталин от индола, хинолина и регулиро-
вать остаточное содержание в нем тионафтена до норм, предъяв-
ляемых при использовании нафталина в производстве фталевого
ангидрида и для синтеза.
Контрольные вопросы
1. Какие примеси технического нафталина и нафталиновой фракции затруд-
няют получение глубокоочищенных продуктов? Охарактеризуйте поведение
тионафтена.
2. В чем сущность сернокислотной очистки?
3. В чем сущность формальдегидной очистки нафталинсодержащего сырья
от примесей.
Глава XVI. ПРОИЗВОДСТВО
ВЫСОКОПРОЦЕНТНОГО АНТРАЦЕНА
1. Характеристика сырья
Сырьем для получения антрацена, карбазола и фенантрена
служит сырой антрацен, полученный при кристаллизации I ан-
траценовой фракции. Он представляет собой смесь антрацена,
карбазола, фенатрена, их гомологов и других высококипящих
ароматических соединений. Такая смесь не может быть исполь-
зована как сырье для органического синтеза. Главные компоненты
сырого антрацена имеют вполне определенную ценность для про-
мышленности органического синтеза.
Сырой антрацен — это твердый маслянистый продукт, содер-
жащий, % (по массе): антрацена 18—26, карбазола до 30, фенан-
трена около 30, каменноугольных масел и высококипящих про-
дуктов 25—50.
Содержащиеся в сыром антрацене примеси — многоядерные
соединения (выкипающие выше 360 °C) — затрудняют процессы
получения антрацена и других компонентов особо глубокой сте-
пени очистки.
Антрацен представляет собой моноклинические бесцветные
листочки. Он хорошо растворяется при температуре 50—100 °C
в сольвенте, тяжелом бензоле, в легких и тяжелых пиридиновых
основаниях. Очищенный антрацен используется в основном для
производства антрахинона, который применяют для синтеза
особо прочных протравных, кислотных и кубовых красителей для
крашения синтетических волокон. Алкилированием антрацена
получают масла специального назначения.
Карбазол (дибензопиррол) представляет собой бесцветные ли-
сточки, хорошо растворимые в тяжелых пиридиновых основаниях
при температуре 80—100 °C, в ацетоне и других растворителях.
Карбазол в отличие от антрацена и фенантрена проявляет
кислые и основные свойства и при определенных условиях всту-
пает в реакцию с кислотами и щелочами, склонен к реакциям
356
сополимеризации с ненасыщенными соединениями и реагирует
с альдегидами.
На этих свойствах карбозола основываются те методы раз-
деления сырого антрацена, по которым либо сначала удаляют
фенантрен (растворителями), а затем разделяют антрацен и корба-
зол, либо сначала удаляют корбазол (химическим способом),
а затем разделяют антрацен и фенантрен.
Карбазол используется для производства красителей, некото-
рых инсектицидов (пирозан) и пластасс, карбазол-формальдегид-
ных смол и сополимерных карбазол-инден-кумароновых смол.
Фенантрен представляет собой бесцветные моноклинические
лепесточки. Он значительно лучше антрацена и карбазола раство-
рим в бензоле, толуоле, сольвентах I и II, в тяжелом бензоле,
легких и тяжелых пиридиновых основаниях. Фенантрен является
исходным сырьем для получения дифеновой кислоты, фенантрен-
формальдегидных смол, фенантрахинона и других веществ.
Выделение из сырого антрацена индивидуальных компонентов
основано на их различии в растворимости или отношении к реаген-
там и к процессу ректификации.
Известен ряд методов разделения сырого антрацена, которые
предусматривают либо комплексное использование компонентов
(антрацена, карбазола, фенантрена), либо выделение только
антрацена и использование остатка в производстве сажи, дорож-
ных дегтей и т. д.
Последние методы можно разделить на группы: 1) обработка
антрацена селективными растворителями; 2) разделение антра-
цена химическим путем; 3) выделение компонентов из сырого
антрацена с помощью ректификации при нормальном и понижен-
ном давлении.
Практическое применение получили методы, основанные на
выделении компонентов путем кристаллизации из растворителей
и калиплавление.
Из других методов получения технического антрацена известны
очистка жидкой сернистой кислотой, жидким аммиаком, оксидами
азота, каталитическим окислением.
2. Технология получения 93%-ного антрацена
Технология выделения антрацена из сырого антрацена, раз-
работанная УХИНом и запроектированная Гипрококсом, основана
на различии растворимости основных компонентов сырого антра-
цена в ацетоне.
Ацетон как растворитель имеет ряд преимуществ: обладает
достаточно высокой селективностью, имеет низкую температуру
кипения и малую теплоту испарения, легко доступен, дешев и
относительно малотоксичен, легче подвергается регенерации.
Сырьем для процесса служит сырой антрацен, содержащий
антрацена 21—26 %. Процесс получения концентрированного
357
антрацена проводят в три стадии: первое и второе обогащение ан-
трацена осуществляется из маточного раствора, третье — ацето-
ном. На каждой стадии процесса обогащения антрацена осуще-
ствляются растворение антрацена при 30 и 50 °C; кристаллизация
при охлаждении до 30 °C с декантацией части раствора; интенсив-
ное перемешивание кристаллизованной массы и фугование.
На рис. 81 приведена принципиальная технологическая схема
производства 93 %-ного антрацена.
Сырой антрацен, содержащий не менее 26 % антрацена, со
склада (после взвешивания) поступает в нижние аппараты для
растворения сырого антрацена 1. В этих аппаратах сырой антрацен
растворяется вторым маточным раствором, который подается из
сборников 14 насосом 23. В аппаратах поддерживается темпера-
тура 30 °C. Из нижних аппаратов 1 образовавшаяся суспензия
насосами 23 подается в верхние аппараты для растворения сырого
антрацена 2, где поддерживается температура 50 °C. Из аппара-
тов 2 суспензия поступает в кристаллизаторы первой ступени
обогащения 3, где охлаждается до 30 °C с последующей деканта-
цией части раствора. Декантированный раствор из кристаллиза-
торов перетекает в сборники третьего маточного раствора 6,
а сгущенная суспензия поступает в мешалки центрифуг 4, а затем
в центрифуги первой стадии обогащения 5. Маточный раствор В
из центрифуг перетекает в сборники 6. Отфугованный первично
обогащенный антрацен из центрифуг смывается первым маточным
раствором по желобу в нижние аппараты 9 для растворения
второй стадии обогащения.
Из аппаратов 9 насосами 23 антрацен первой стадии обогаще-
ния подается в верхние аппараты 10 для растворения второй ста-
дии обогащения при температуре 50 °C. Затем, как и в первой
стадии обогащения суспензия поступает в кристаллизаторы 11,
Сухой J 71* J
обогащенный,
антрацен но склад
Рис. 81. Принципиальная технологическая схема производства 93 %®ного аитрацеин
358
мешалки 12 и центрифуги 13. Раствор из кристаллизаторов 12
и второй маточный раствор Б из центрифуг 13 перетекают в сбор-
ники 14.
Отфугованный антрацен второй стадии обогащения поступает
в нижние аппараты для растворения третьей ступени обогаще-
ния 16. Схема третьей стадии обогащения аналогична первой и
второй, т. е. суспензия второго обогащения после ее растворения
ацетоном, который поступает из напорных баков 15, насосами 23
подается в верхние аппараты для растворения третьей стадии
обогащения 17. Ацетон в напорные баки 15 подается насосами 23
из сборников 22.
Суспензия антрацена третьей стадии обогащения из верхних
аппаратов 17 поступает в кристаллизаторы 18, мешалки 19 и
центрифуги 20. Слив из кристаллизаторов 18 и первый маточный
раствор А после центрифуг 20 самотеком перетекают в сборники 7.
Отфугованный чистый антрацен третьей стадии обогащения
направляется на сушилку, откуда конвеером передается в бункер
для расфасовки, где установлены весы ДСА-50. Погрузку мешков
в вагоны и складирование их производят автопогрузчиком.
Все оборудование цеха находится под «азотным дыханием»,
в систему которого азот подают через работающие центрифуги,
что обеспечивает безопасность их эксплуатации. Для возврата
ацетона в систему и уменьшения его потерь предусмотрена на
кристаллизаторах и других аппаратах с ацетоном установка обрат-
ных холодильников, охлаждаемых рассолом. Регенерация сеток
центрифуг осуществляется поглотительным маслом. Маточный
раствор после первого обогащения для регенерации ацетона под-
вергается дистилляции в колонне.
Продуктом процесса является 93—94 %-ный антрацен. Сте-
пень извлечения составляет 52—54 % от ресурсов.
Контрольные вопросы
1. Что служит сырьем для производства высокопроцентного антрацена?
2. Как влияют свойства компонентов сырого антрацена на его переработку?
3. Какие методы используются для выделения индивидуальных компонентов
из сырого антрацена?
4. В каких областях народного хозяйства используются продукты пере-
работки сырого антрацена?
5. В чем состоит сущность процесса производства 93—94 %-ного антрацена?
Рувим Евсеевич Лейбович
Елена Ивановна Яковлева
Александр Борисович Филатов
ТЕХНОЛОГИЯ
КОКСОХИМИ ЧЕСКОГО
ПРОИЗВОДСТВА
Издание третье,
переработанное и дополненное
Редактор издательства Н. А. Ряднова
Художественный редактор А. И. Гофштейн
Технический редактор В. В. Михайлова
Корректоры: И. Д. Король, Н. П. Собко
Переплет художника Е. Н. Волкова
ИБ № 1974
Сдано в набор 30.09.81. Подписано в печать 17*02.82. Т 02560.
Формат бумаги 60x90‘/ie- Бумага типографская Кв 2.
Гарнитура литературная. Печать высокая. Печ. л. 22,5. Кр отт. 22,51
Уч.-изд. л. 27,45. Тираж 5600 эка. Заказ 721.
Цена 1р. 10 к. Изд. № 0320.
Издательство «Металлургия», 119034, Москва, Г-34,
2-й Обыденский пер., д. 14
Ленинградская типография № 6 ордена Трудового Красного Знамени
Ленинградского производственного объединения «Техническая книга»
им. Евгении Соколовой Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии и книжной торговли
193144, г. Ленинград, ул. Моисеенко, 10.
Библиографический список
Автоматизация переработки каменноугольной смолы. М., «Металлургия*,
1973. 320 с. с ил. Авт/. Б. Я. Лившиц, А. К Алексеев, М. Д. Бутузов и др.
Брон Я- А. Переработка каменноугольной смолы. М., Металлургиздат, 1963.
271 с. с ил.
Брон Я. А. Трубчатые агрегаты для перегонки каменноугольной смолы.
М., Металлургиздат, 1961. 230 с. с ил.
Бездымная загрузка коксовых печей. М., «Металлургия», 1978. 183 с. с ил.
Авт.: А. В. Хаджиогло, В. Г. Зашквара, В. И. Бутко и др.
Вирозуб И. В., Лейбович Р. Е. Расчеты коксовых печей и процессов коксова-
ния. Киев, «Вища школа», 1970. 247 с. с ил.
Грязнов И. С. Основы теории коксования. М., «Металлургия», 1976. 311 с. с ил.
Гринберг А. М. Обесфеноливание сточных вод коксохимических заводов.
М., «Металлургия», 1968. 210 с. с ил.
Духан В. Н. Мастер коксового производства. М., «Металлургия», 1970. •
367 с. с ил.
Елишевич А. Т. Работнику обогатительной фабрики. Справочное пособие.
Донецк, «Донбасс», 1978. 165 с. с ил.
Еленский Ф. 3., Беличенко А. Г., Чернышев Ю. А, Мастер подготовки угля
к коксованию. М., «Металлургия», 1975. 312 с. с ил.
Зашквара В. Г. Подготовка углей для коксования. М., «Металлургия*,
1967. 339 с. с ил.
Зыков Д. Д*1 Пац Д. М. Нафталин коксохимический. М., «Металлургия»,
1981. 224 с.
Иванов Е. Б., Мучник Д. А. Технология производства кокса. Киев, «Вища
школа», 1976. 232 с. с ил.
Камнева А. И. Химия горючих ископаемых. М., «Химиях, 1974. 272 с. с ил.
Коляндр Л. Д. Улавливание и переработка химических продуктов коксова-
ния. М., Металлургиздат, 1962. 468 с. с ил.
Коляндр Л. Я. Новые способы переработки сырого бензола. М., «Металлур-
гия», 1976. 192 с. с ил.
Коляндр Л. Я- Получение чистого бензола для синтеза. М., «Металлургия».
1966. 171 с. с ил.
Коробчанский И. Е. и Кузнецов М. Д, Расчеты аппаратуры для улавливания
химических продуктов коксования. М., «Металлургия», 1972. 294 с. с ил.
Лазорин С, И., Сшеценко Е. Я- Сульфат аммония. М., «Металлургия», 1973.
158 с. с ил.
Литвиненко М. С, Химические продукты коксования. Киев, «Техн1ка»»
1974. 218 с. с ил.
Пономарев И. В. Дробление и грохочение углей. М., «Недра», 1970. 217 с..
Смойловский И. И., Израэлит 3. Л4. Теплотехника и гидравлика коксовых
печей. М., «Металлургия», 1977. 270 с. с ил.
Справочник коксохимика. М., «Металлургия», т. II, 1965; т. т. Ill, IV, 1966.
Справочник механика коксохимического производства. М., «Металлургия»,
1967. 342 с. с ил. Авт.: Б. В. Березин, С. Д. Зуев, Ц. Д. Лев, Т. А. Рогаткина.
Сухое тушение кокса. М., «Металлургия», 1971. 264 ис. с ил. Авт.:
М. Г. Теплитский, И. 3. Гордон, Н. А. Кудрявая и др.
Соколов В. 3., Харлампович Г. Д. Производство и использование ароматиче-
ских углеводородов. М., «Химия», 1980. 334 с. с ил.
Соколов В. 3. Инден-кумароновые смолы. М., «Металлургия», 1978.214 с..
Фоменко Т. Г., Бутовецкий В. С.t Погарцева Е. М. Технология обогащения
углей. Справочное пособие. М., «Недра», 1976. 304 с. с ил.
Технология коксохимического производства. М., «Металлургия», 1974.
422 с. с ил. Авт.: Р. Е. Лейбович, Я. М. Обуховский, С. Я. Сатановский,П. М. Ку-
товой.
Научная и техническая информация по коксохимии публикуется в следую-
щих периодических изданиях; в журналах «Кокс и химия»» «Химия твердого
топлива», в сборниках статей «Подготовка и коксование углей» (труды УХИН)>
«Металлургия и коксохимия» (труды ВУХИН).