/


































































Text
r.ru
Ш1НШТЕРСТВ0 СТАНКОСТРОИТЕЛЬНОЙ И ИНСТРУМЕНТАЛЬНОЙ
ПРОМЫШЛЕННОСТИ
СТАНОК УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ
ЗУ1ОА
Chipmaker.ru
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Вильнюсский завод ьлифовальньк станков
Вильнюс
iipmaker.ru
СОДЕРМШЕ
Техническое описание
Chipmaker.ru
Назначение и облооть применения
Состав станка................*..................... °
4
6
Устройство и работа станка и ei'o основных частей..........9
Влектрооборудовянме................................. • ••• 49
Гидросистема...............................................77
Пневмосистемй .«•.«••••*••••......♦........... • ....... 62
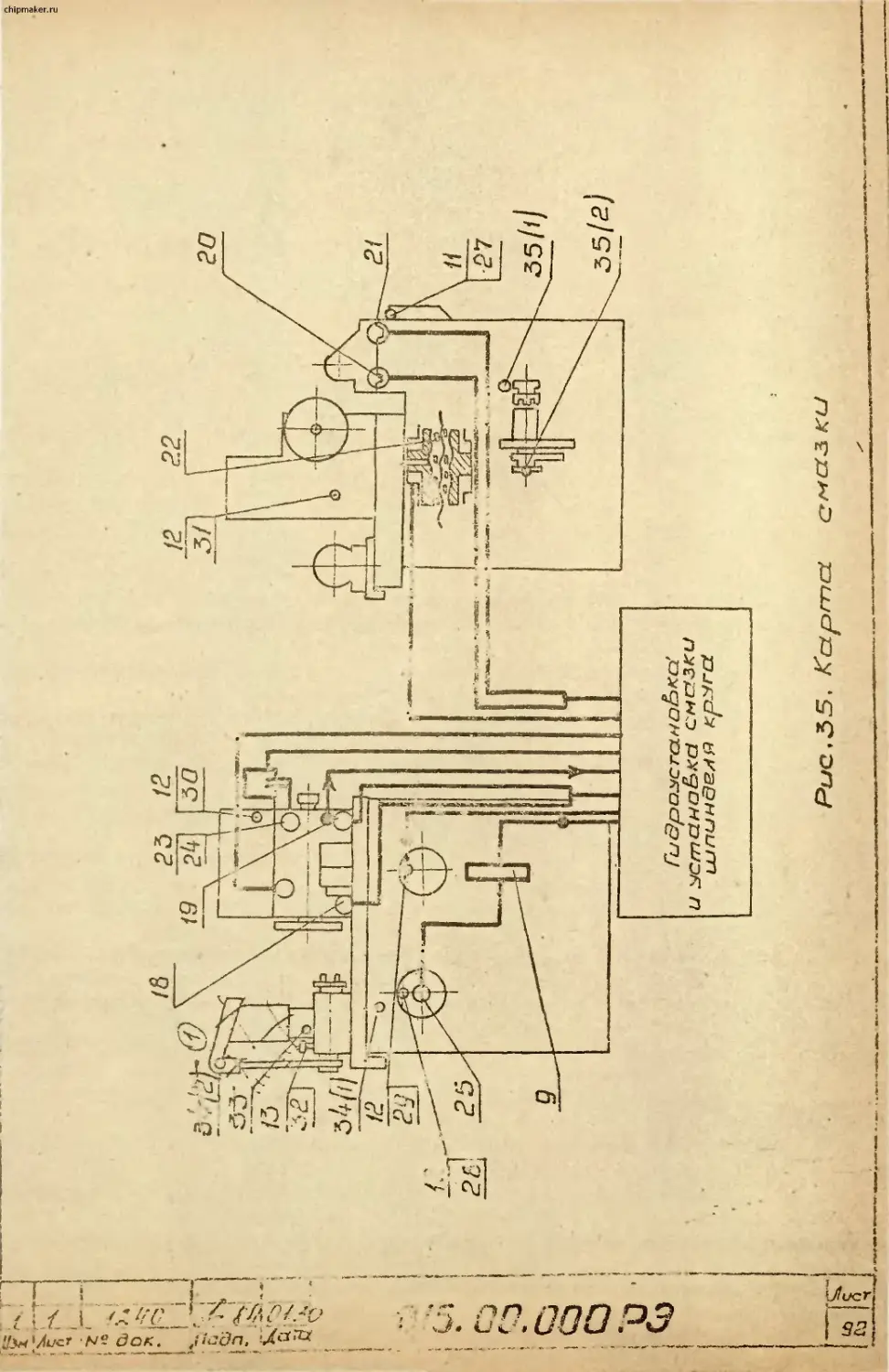
Система смазки.................••<»•.•<.............. $7
Система подачи СОЖ.................................. о* 96
Инструкция по эксплуатации
Указания мер безопасности............................ /05
Порадок установки.................................. 705
Настройка, наладка и режимы работы......................./06
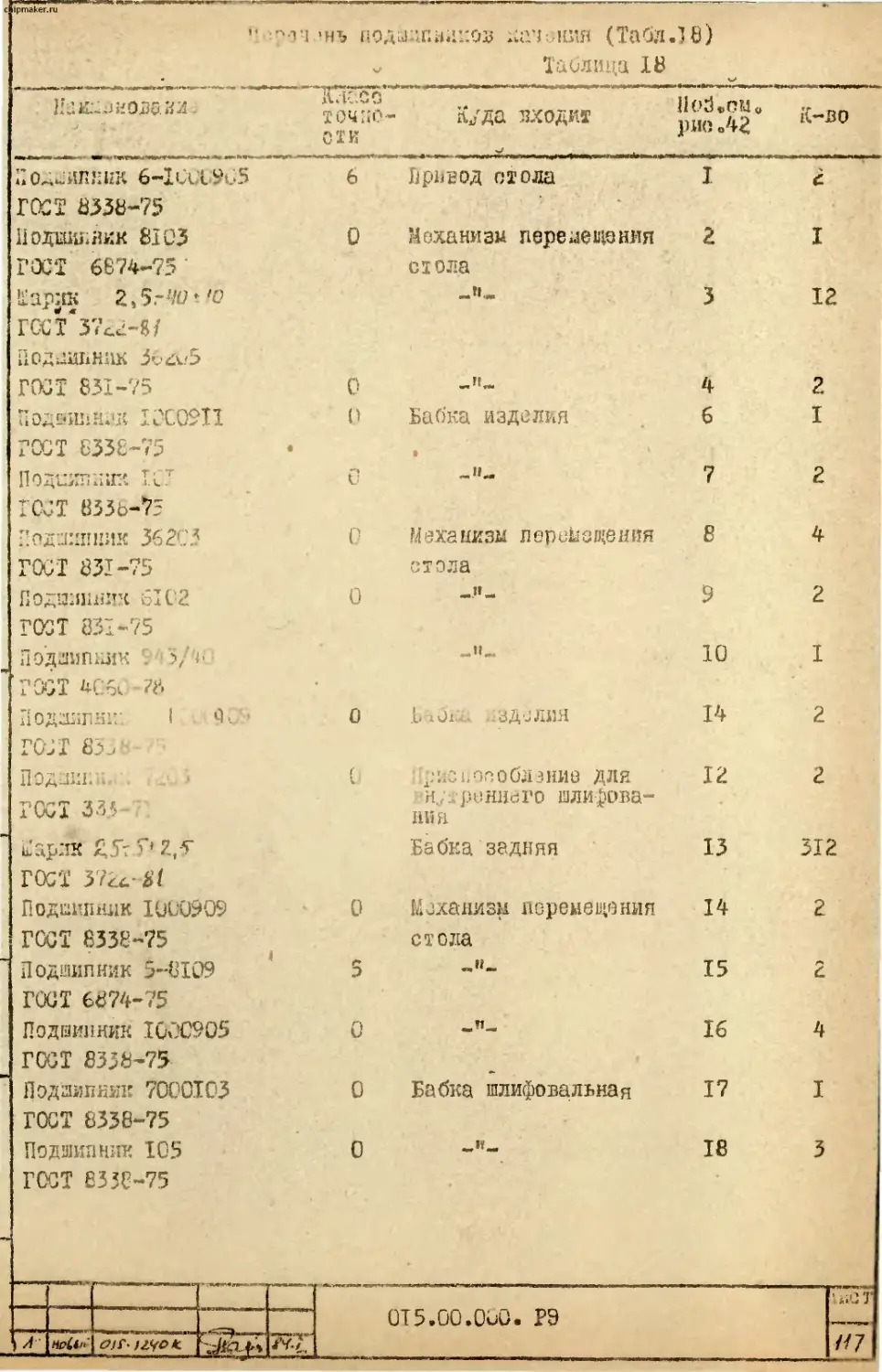
Регулирование ..................................... //4
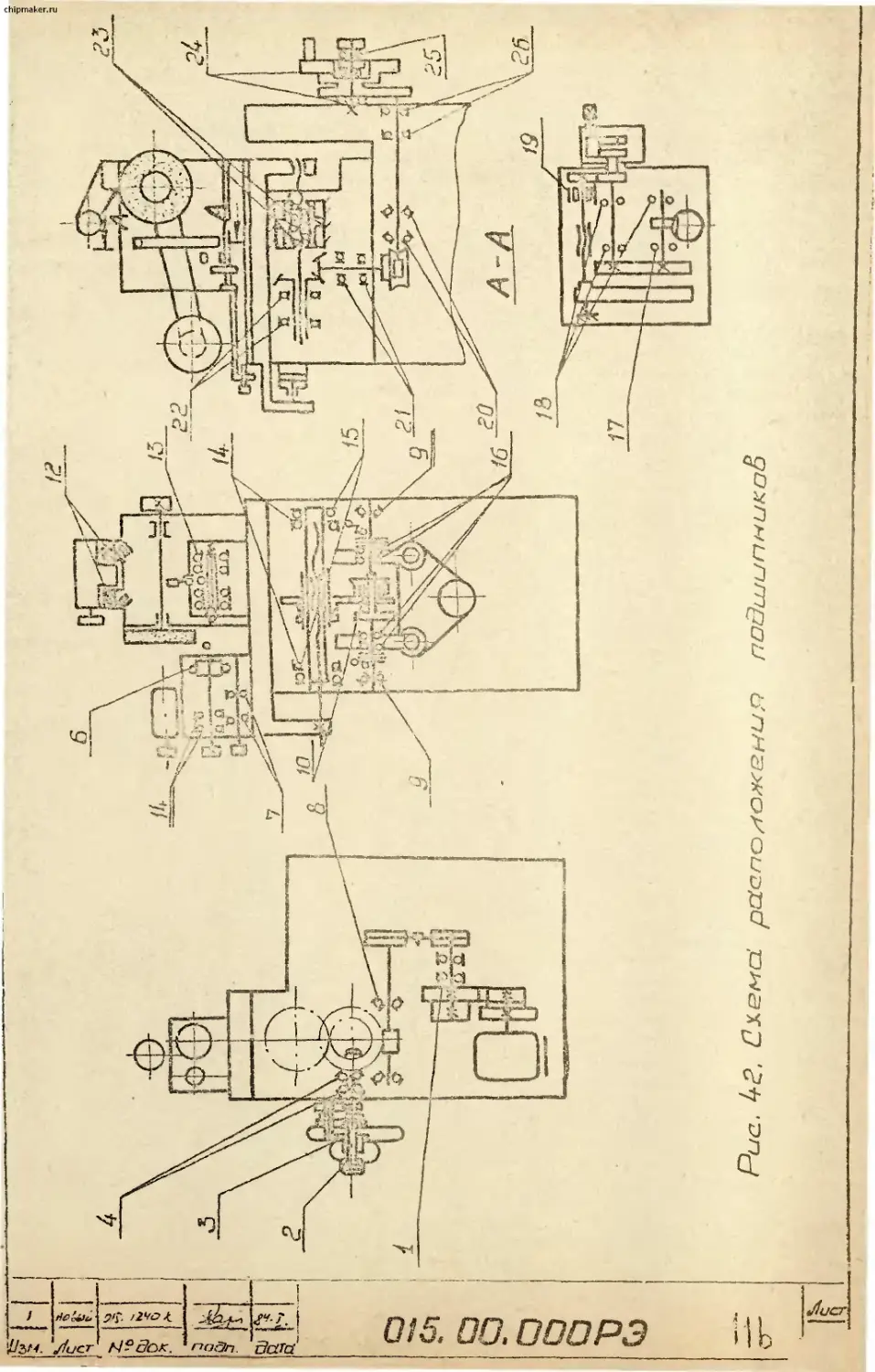
Схема расположения подшипников ...................... ..//6
ПАСПОРТ
Общие сведения........................... ........ нд
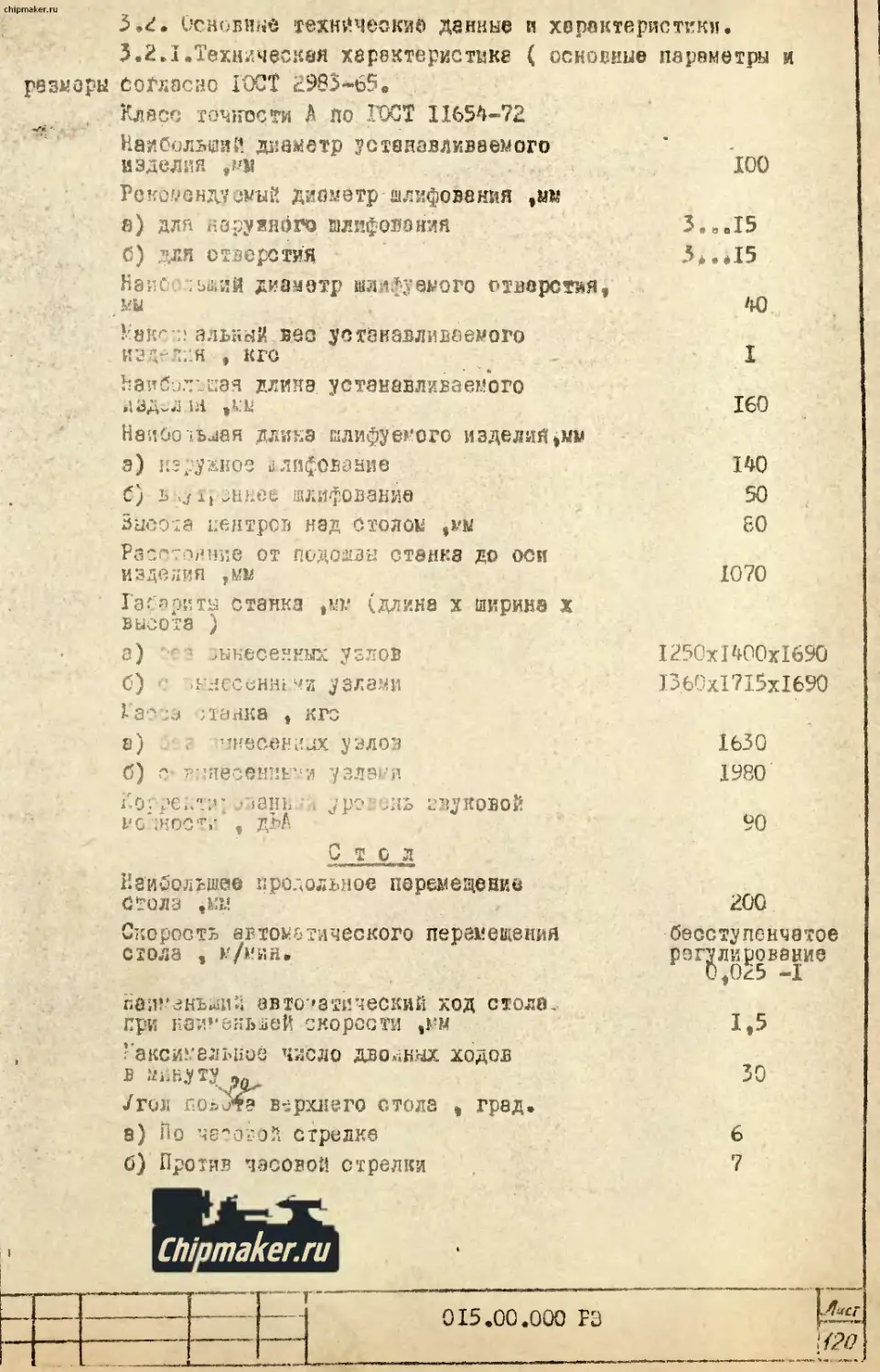
Основные технические данные и характеристики. 12.0
Сведения о ремонте............................./26
Сведения об изменениях в станке,................... /29
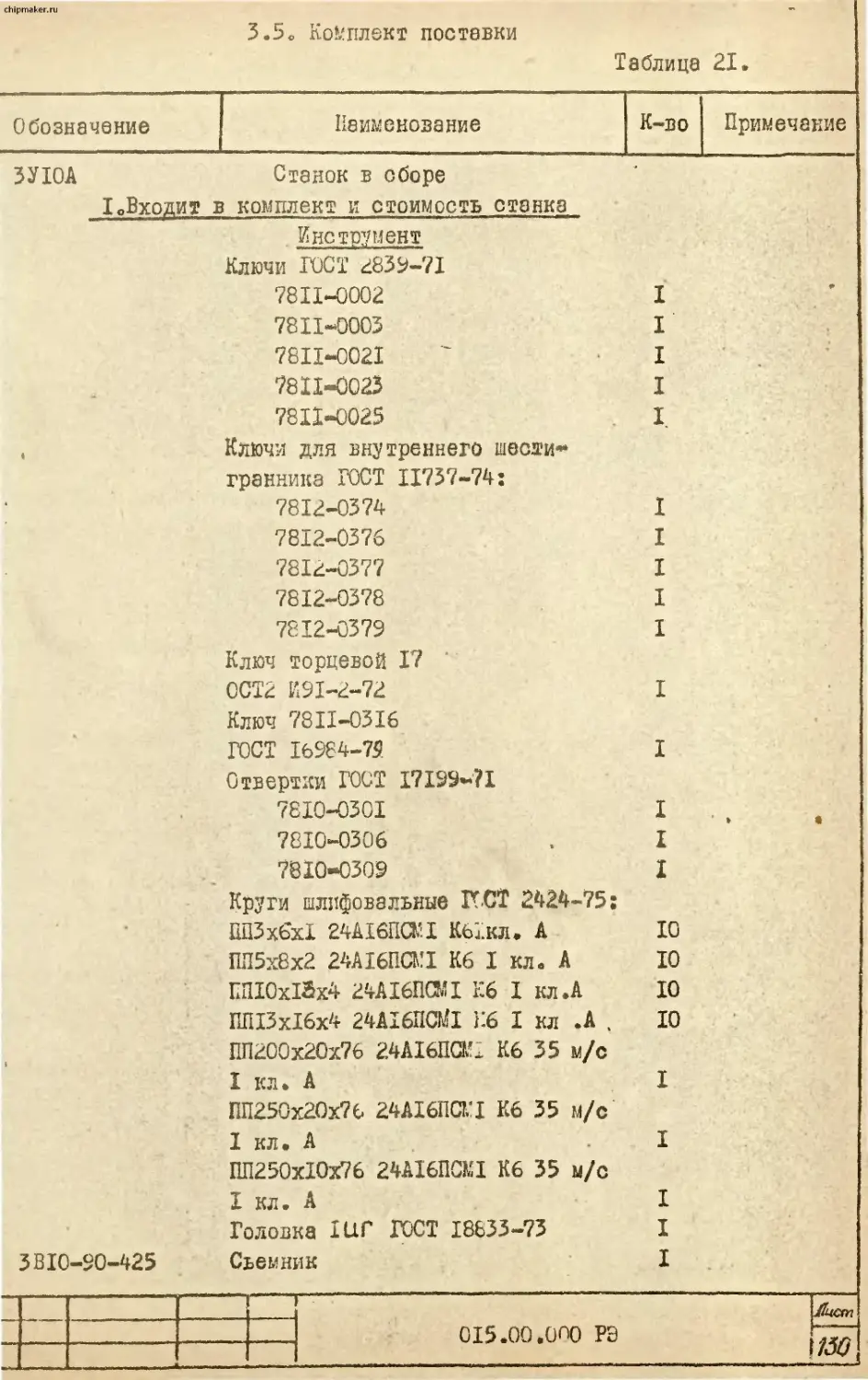
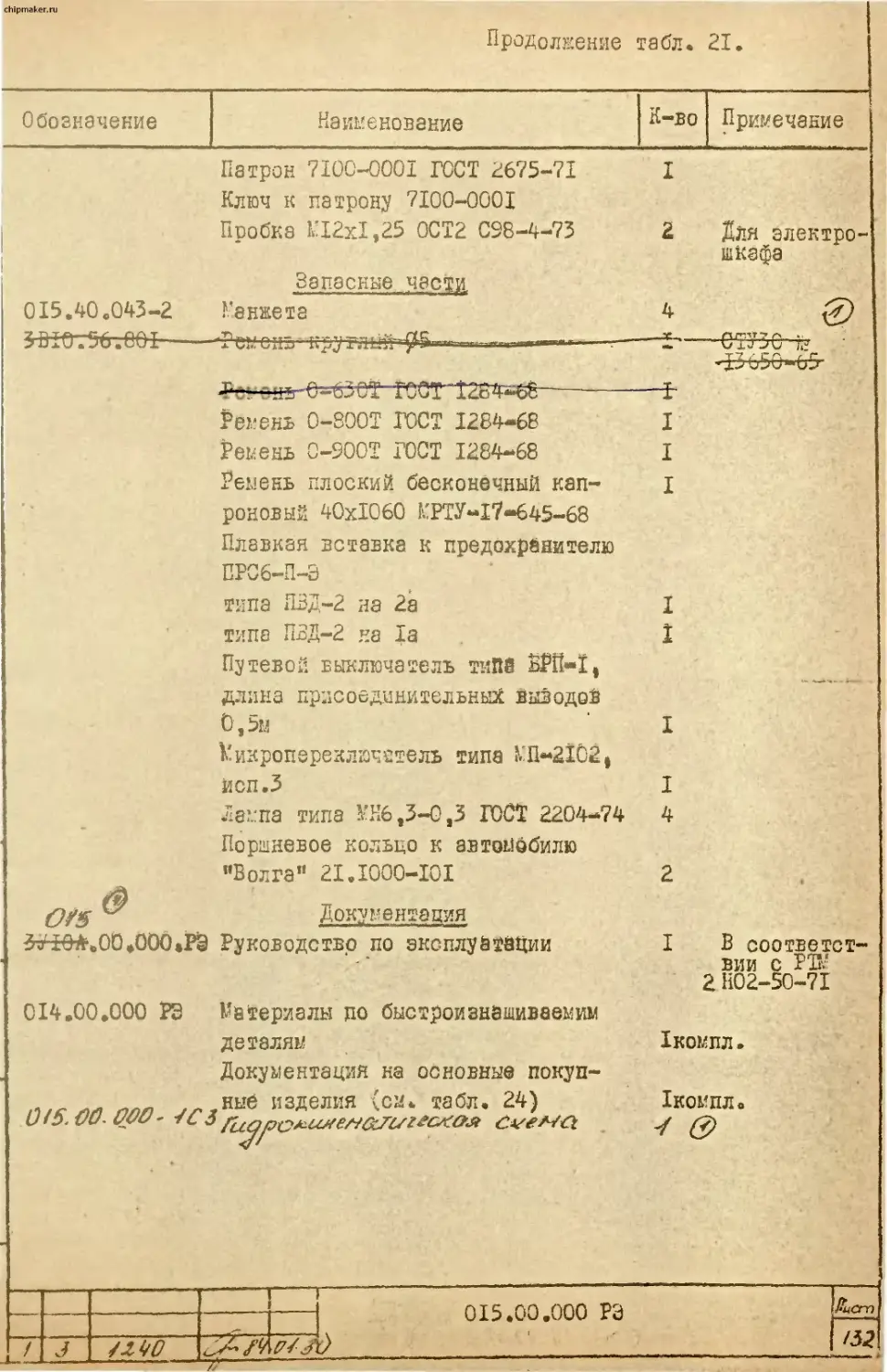
•^/комплект поставки..,..........о.................. 150
Свидетельство о приёмке................................ /34
Свидетельство о консервации.......................... /4о
Свидетельство об упаковке...............................о.. /4/
Г а р а н т и и....................................... /4.2
015 .00 .000 .РЭ
Ст8кок универсальный
круглошлифовальный
Литера у!ист Листа Ь
£~Тг. w.
CL&nitrp^ 'Сз
9т/ероил А сл июнас
Руководство по эксплуа-;. ОКБ ЙО
тацни 4
chipmaker.ru
Приложение: Докумелтация ла основные покупные
издглия
Материалы по бысгронзчащивнющммоя
деталям
Спецификация и чертежи общих видов
ооиовных узлов станка (по заказу)
fkcm
0I5.U0.000 F3
I. ТЕХНИЧЕСКОЕ ОПИСАНИЕ
lol. Назначение и область применения
Chipmaker.ru
I.I d. Универсальный круглошлифовальный станок особо высокой
точности модели ЗУ10А предназначен для шлифования точных деталей
в единичном и мелкосерийном производстве.
I.I.2. На станке можно шлифовать наружные и внутренние ци-
линдрические, конические поверхности и торцевые поверхности про- ,
дольным или врезным шлифованием, установкой шлифовального круга на
правом или левом конце шлифовального шпинделя, разворотом верхнего
стола, бабки изделия или салазок шлифовальной бабки© Обрабатывае-
мое изделие монет быть установлено в неподвижных центрах, трехку-
лачковом патроне или цанговом зажиме, а также с помощью дополни-
тельных приспособлений.
I.I.3. В обычном исполнении станок поставляется с пневмошпин-
делем для внутреннего шлифования. По специальному заказу станок
может быть поставлен в исполнении с электрошпинделем.
I.I.4© Обработка может производиться с ручным управлением или
с механизированной (врезной или периодической) подачей шлифовальной
ба ’ли, до жесткого упора или до команды прибора активного контроля
Ь полуавтоматическом цикле. Возможна обработка с припасовкой(при—
гонкой) шлифуемого валика к обрабатываемому отверстию с заданны?-!
зазором.Возможна обработка с применением тонкой врезной подачи(мик-
роподачи).
I.I.5© Основным материалом изделий, подлежащих обработке на
станке, является закаленная углеродистая сталь, однако с применени-
ем соответствующих абразивных или алмазных кругов и выбором тре-
буемых технологических режимов ( в пределах технической характерис-
тики станка) возможна обработка изделий из твердых сплавов и других
материалов.
I.I.6. Основные технические требования, предъявляемые к заготов-
кам, подлежащим обработке на станке:
а/ шероховатость поверхности - На 1,25
б/ припуск на диаметр - не более 0,3мм
в/ отклонение от геометрической формы - в пределах половины
припуска;
г/ центровые отверстия должны быть доведены, шероховатость
Rs-^0,16 мкм, прилегание не менее 80%.
015.00.000 РЗ
chipmaker.ru
Рис.I. Станок универсальный круглошлифовальный
мод. ЗУЮА
т
Лист
015.00.000 РЭ
chipmaker.ru
1.2 . Состав станка
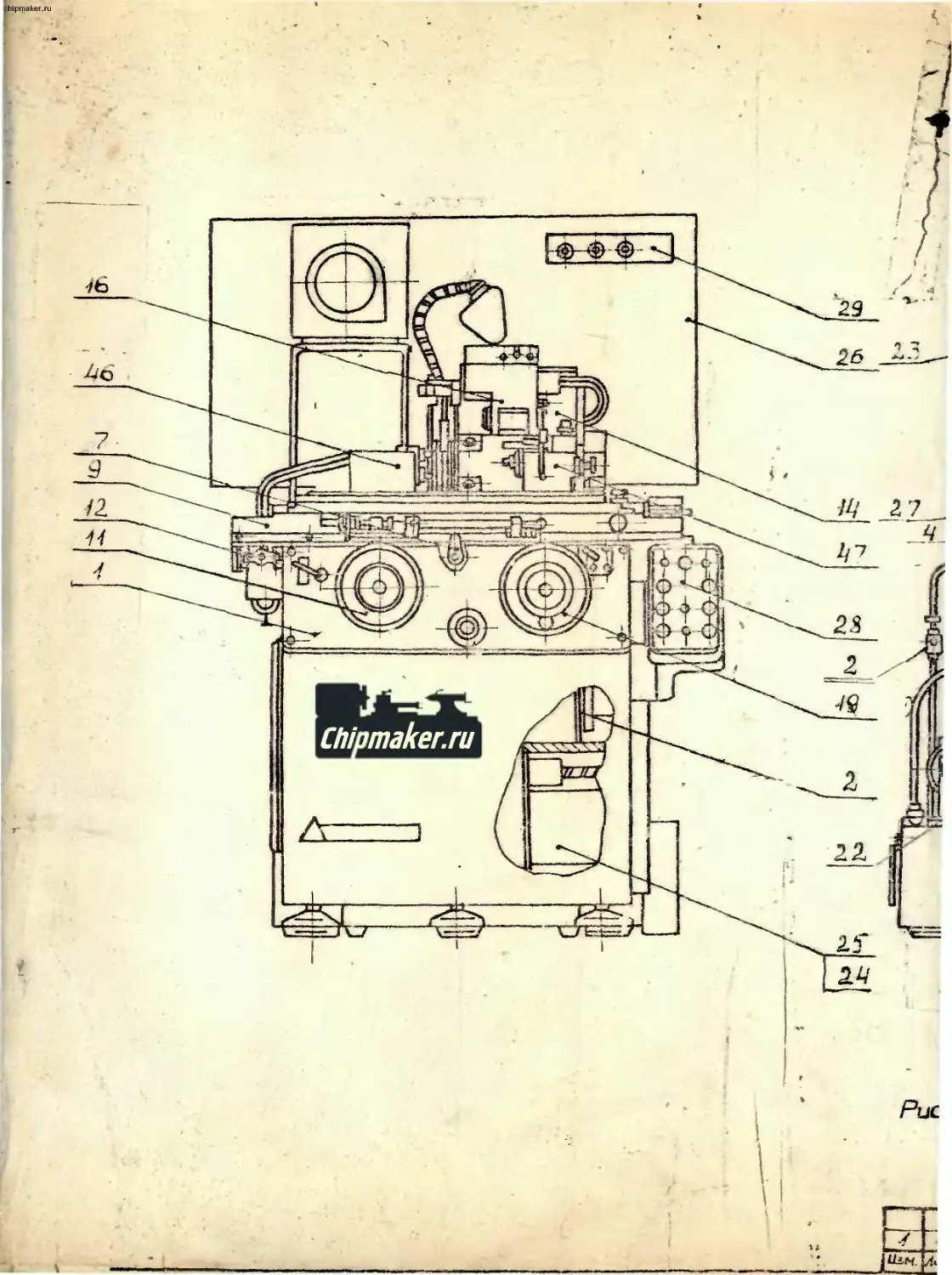
1.2.1. Общий зад с указанием составных частей станка
(рис.2)
1.2.2. Перечень составных частей станка (табл.1).
Таблица I
’ УЗСТОГ7---------------------------------------------------------1--------------
_ Л •> Наименование Обозначение Примечание
Прибор для радиусной правки
IS. круга Механизм подачи
22. Шариковая пара винт-гайка качения Размещение электрооборудо-
23. вания на станке Панель электрошкафа
24. Кронштейн прибора Злектроблок привода изделия
-• 25. Электроблок привода стола
26. Электрошкаф
27. Кронштейн электрошкафа
28. Пульт управления
29. Панель сигнализации
- 35. Ограждение
I. Станина 015.10.0/0-1
2. Монтаж гидроаппаратуры 015.£1.006-0
3. Гидроустановка Л О15Л/.СОО-27/2 /
4. Устройство очистки воздуха 2.015.13.000.00.0
5. Привод стола 015.15.090-2
7. Переключатель реверса стола 015.17.000-1 _____
8. Монтаж гидравлики 0I5.I8.00C-2
9. Стол 015.20.000-1
II. Механизм перемещения стола 015.50.009-2
12. Шарнирный подвес Ox5.5x.vuu-O
14. Ьабка шлифовальная 015.40.000-2
15. Салазки 015.ч4.000-0
16. Приспособление для внутрен-
него шлифования 015.45.900-2
Наладка Л - 0I5.5I.0J0-#2.? ™
-X-^-s---Контрпривод- бабки изделия--’9«± (7)
015.58.900-0
015.60.0'90-1
015 .61.090—0
015.80.900-2
015.81 .C&0-I
015.82.000-')
015.83.^00-0
015.84.000-0
015.85.0-0-3
OI5.86.uOO-!
015.87.000-1
015.88.000-1
015.95 да-i
Chipmaker.ru
015.00.000 РЭ
Ли&п
6
chipmaker.ru
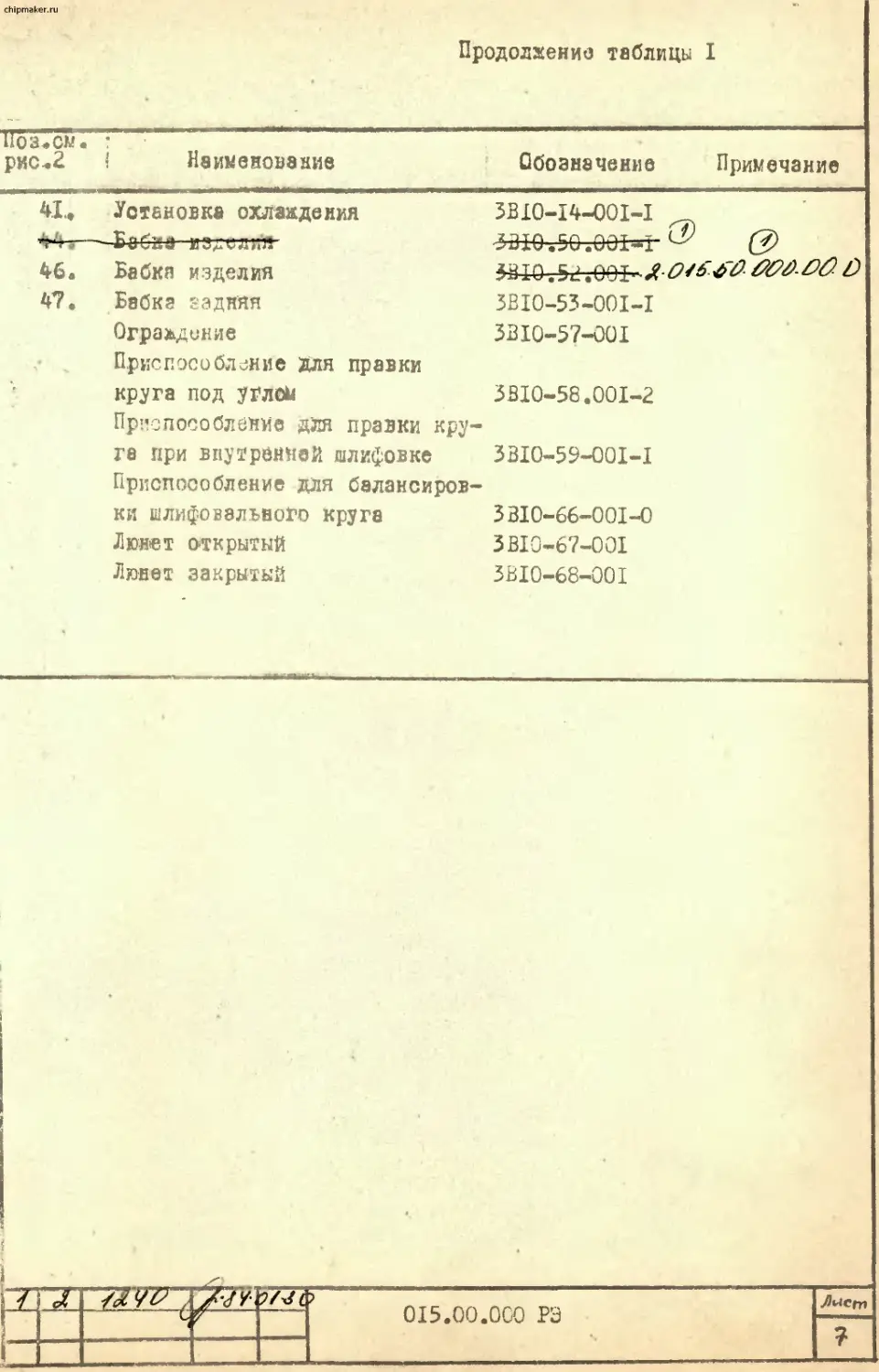
Продолжение таблицы I
Розыск
рис-2
Наименование
Обозначение Примечание
41.»
Т~т-
46.
47»
«Установке охлаждения
Бобаа изделия-
Бабка изделия
Бабка задняя
Ограждение
3B10-I4-00I-I
3BI0.50.00hn-&
ЗВ 10.52.Q9-I z)
3BI0-53-00I-I
3M0-57-00I
Приспособление для правки
круга под у*лОИ 3BI0-58.001-2
Приспособление для правки кру-
ге при внутренней шлифовке 3BI0-59-00I-I
Приспособление лля балансиров-
ки шлифовального круга
Люнет открытый
Люнет закрытый
3BI0-66-001-0
3BIO-67-OOI
3BI0-68-00I
7ТТГ
hipmaker.ru
<
,г
Рис.2. Расположение. составных частей стслнкс!
chipmaker.ru
1.3. Устройство и работа станка и его составных
частей
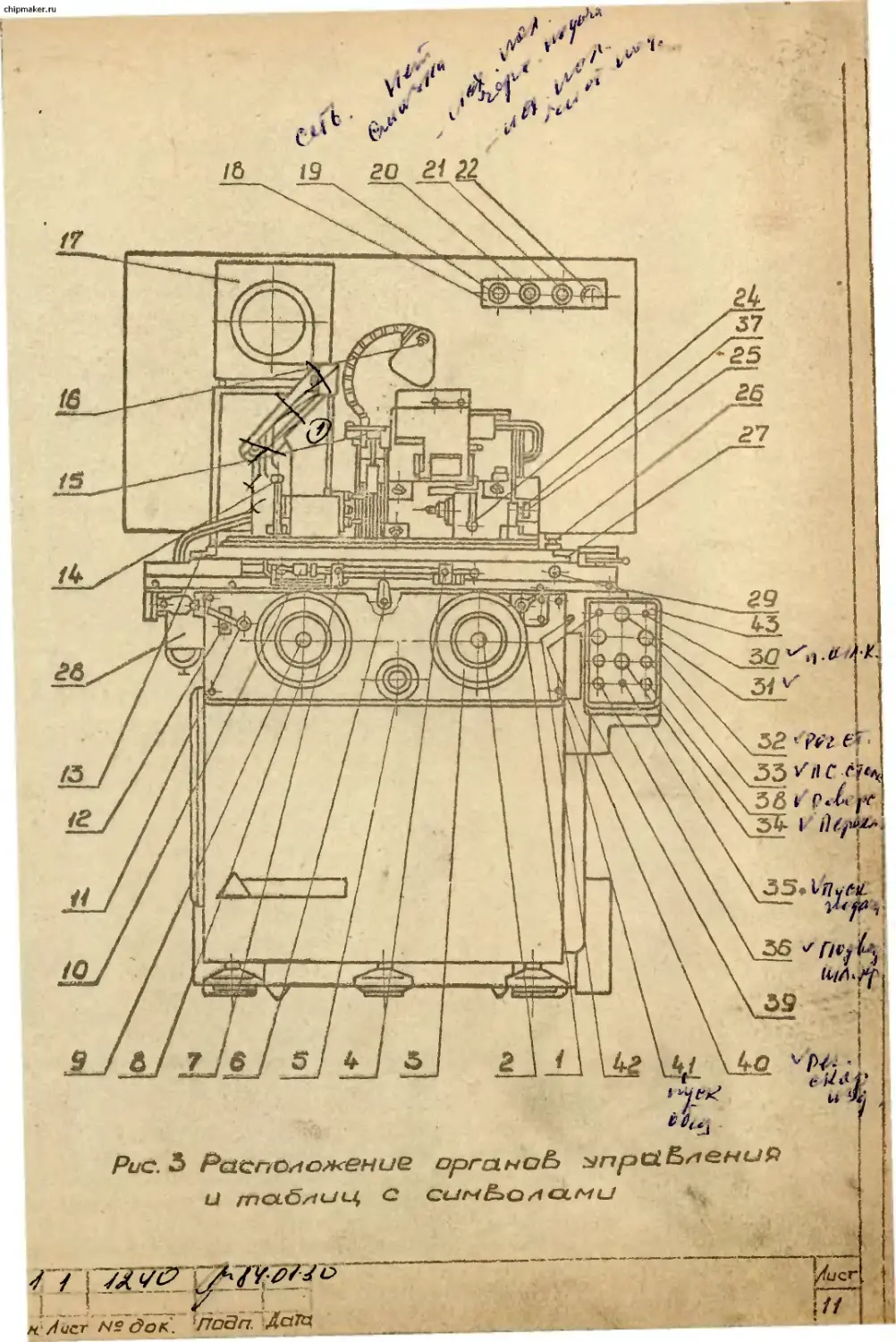
1,3.1. Обой вад с обозначением органов управления
(рис.3)
1.3.2. Перечень органов управления (табл.2)
Iаблица 2
llO^.CkV.
рис.5 Органы управления и их назначение
I.
2.
Зе
4.
5.
6.
и
8.
9.
10.
II.
12.
13.
14.
13.
16.
I?.
18.
13.
20.
21.
22 «
23.
2<
25}
26.
27.
с8.
29,-
Chlpmaker.ru
Указатель периодической подачи.
Рукоятка Переключения с ручной на автоматическую подачу.
Маховик ручной подачи шлифовальной саоки.
Правый реверсивный упор столз. _
Указатель величины припуска на обработку. Jkr?
ГыЧаг реверса сТодэ.
Левый реверсивный упор столэ.
I'axoSMK ручною перемещения стола.
Рукоятке переключения скоростей ручного перемещения стола.
Упор Микрометрической установки стола.
Переключатель ручного и механизированного перемещения стола-.
Таблица с указанием вада перемещения столе.
Левая зажимная планка полота верхнего стола.
Рукоятка зажима бабки издадим.
КраН подачи охлаждения в зону резания.
Тумблер освещения.
Отсчетное устройство прибора активного контроля ( с органами
наладки).
Панель сигнализации.
Сигнальная лампа ’’Сеть".
Сигнальная лампа “Нет смазки".
Сигнальная лампа "исходное положение черновой подачи".
Сигнальная лампа "Исходное положение чистовой подачи",
рукоятка тонкой подачи шлифовального круга.
^коятка отвода пиноли задней баски.
Винт регулировки усилия поджима пиноли задней бабки.
Фиксатор повороте верхнего стола.
кражей выжимная планка поворота верхнего стола.
Пульт ЙИ Танин пневмошпинделя (с органами наладки).
1>аховик Тонкого поворота стола.
015.00.0G0 РЗ
chipmaker.ru
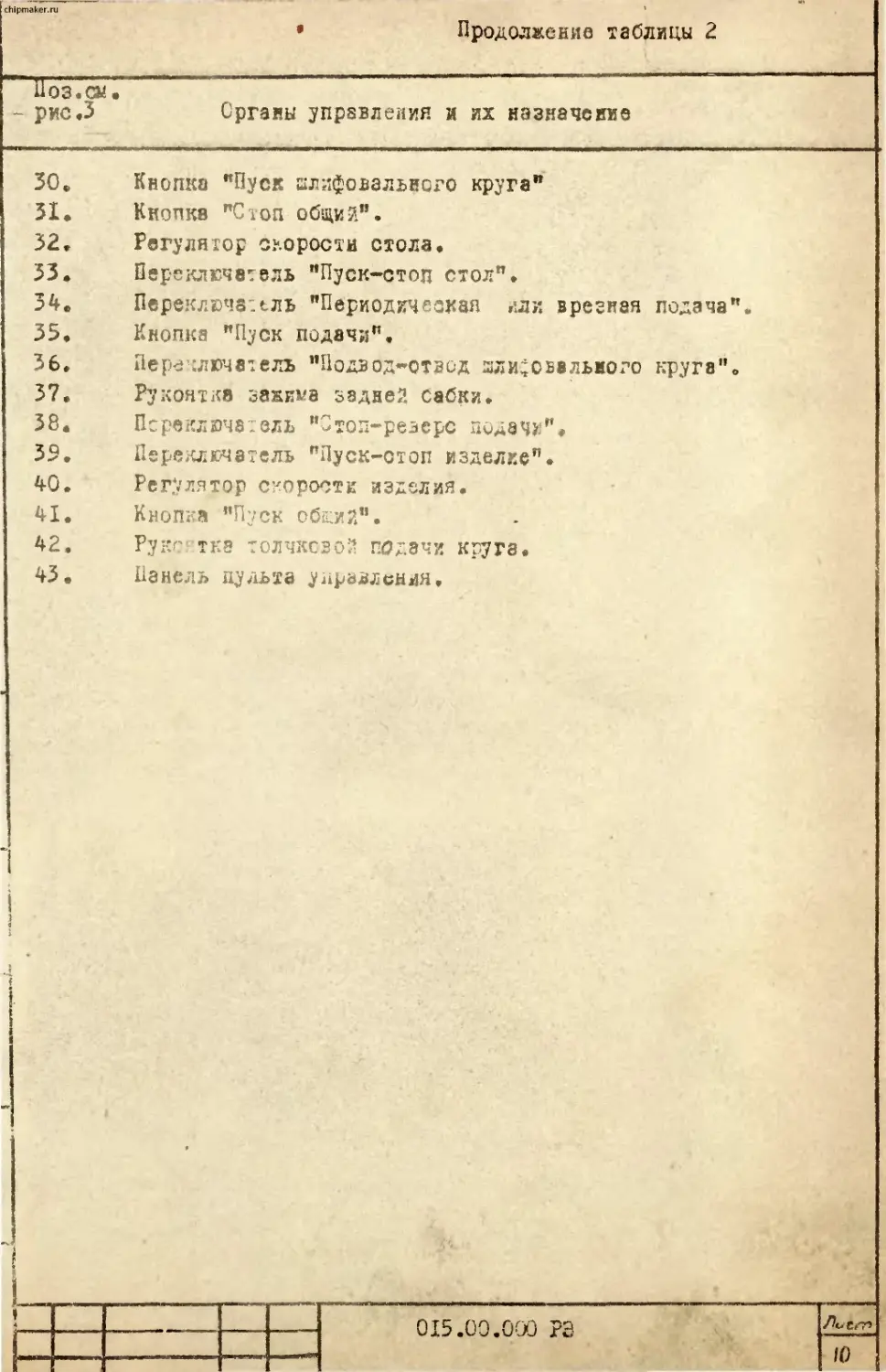
Продолжение таблицы 2
11 оз «га
- рис.З
Органы управления и их назначение
30. Кнопка "Пуск шлифовального круга”
31* Кнопка "Cion общий”.
32, Рогулятор скорости стола.
33. Переключатель ’’Пуск-стоп стол”.
34. Пвреключа:ель ’’Периодическая или врезная подача".
35. Кнопка "Пуск подачи",
36, Пере угючатель "Подвод-отвод шлифовального круга".
37. Рукоятка закииа задней сабчи.
38. Переключатель "Стоп-реверс лежачи".
35. Переключатель "Пуск-стоп изделие"*
40. Регулятор скорости изделия.
41. Кнопка "Пуск обой".
42. Рукс ткэ толчковой подачи круга.
43. Панель пульта управления.
Лтът
10
015.00.000 РЭ
Pte. 3 Расъсиожение органов
U fnCL&^Ut-i С CUM^O/ICLMU
<7'j
н Act'ns’&ok. rroah Лата . ...
chipmaker, ru
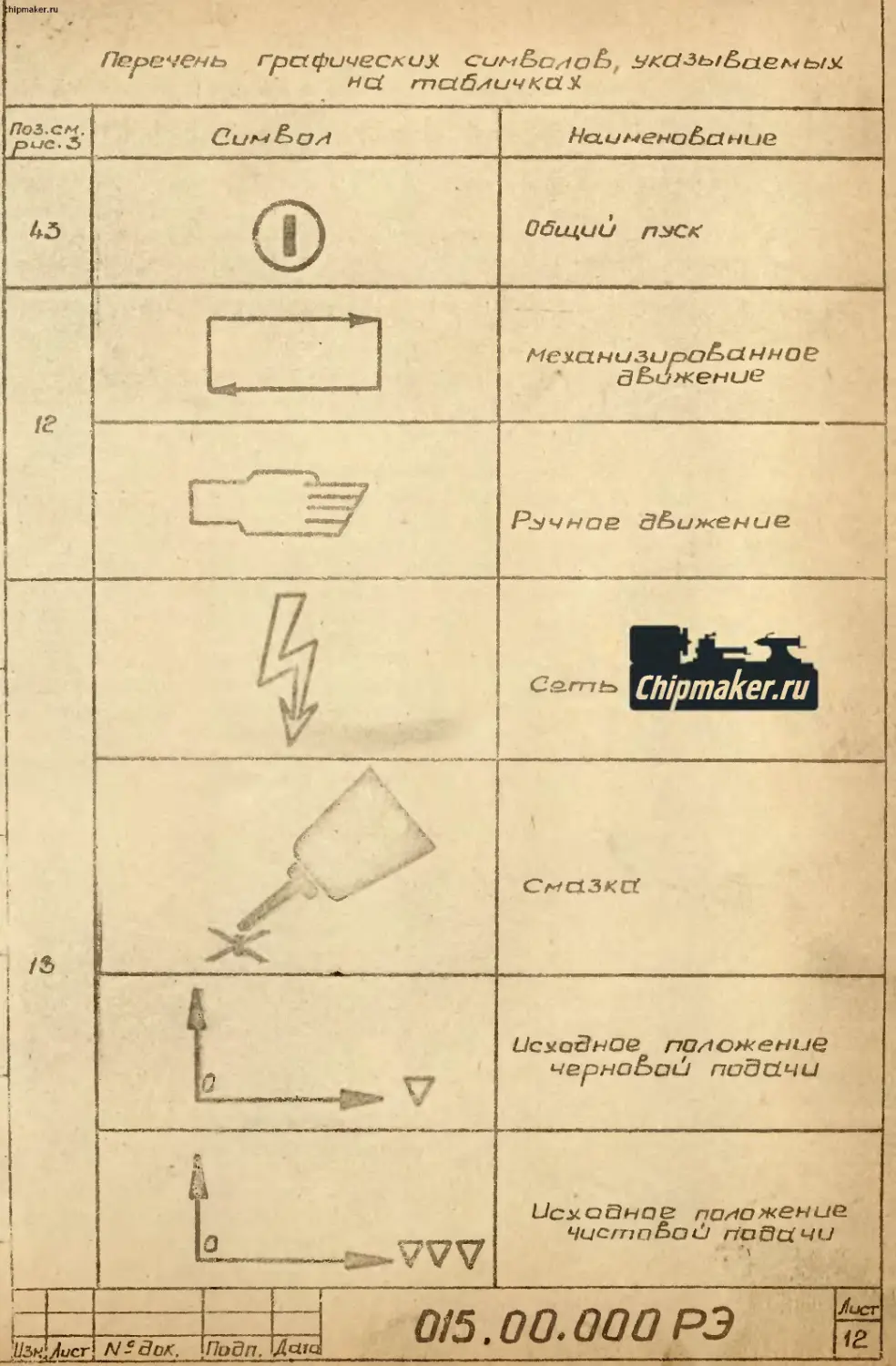
Перечень графических сим^с^оЬ, ук&зы&аем ых.
нс£ табличках
С&ть
смазкк
/3
0/5.00. 000 РЭ
йзлЛ .\сг| N-док, ,'ludii Даю
Chipmaker.ru
исходное па/юн<ение
черноЁзасО подачи
Ucx. сзгЭняе ncstcj >кен ие
Чисгпо&снО rfuGiX4U
<2
chipmaker.ru
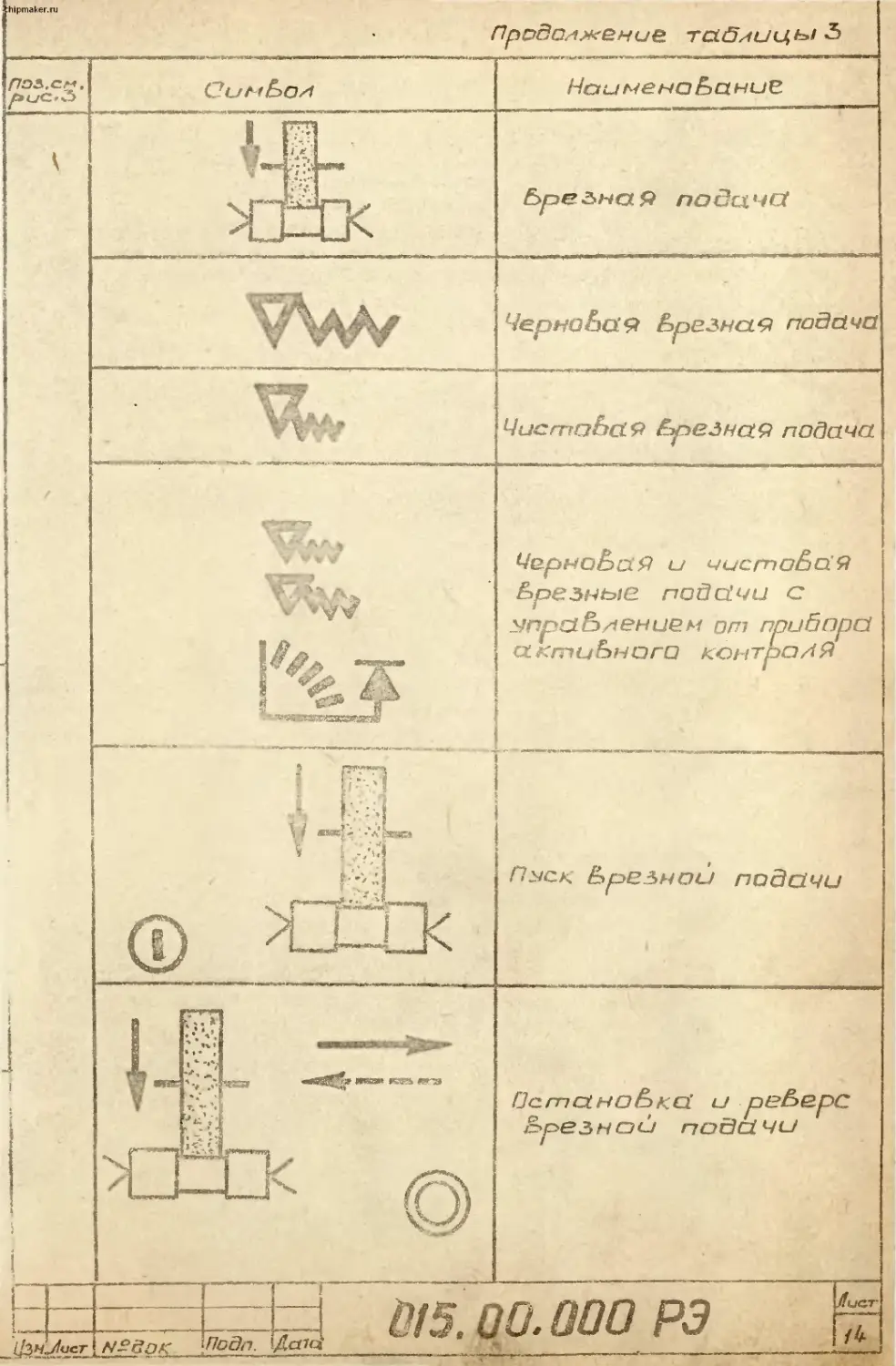
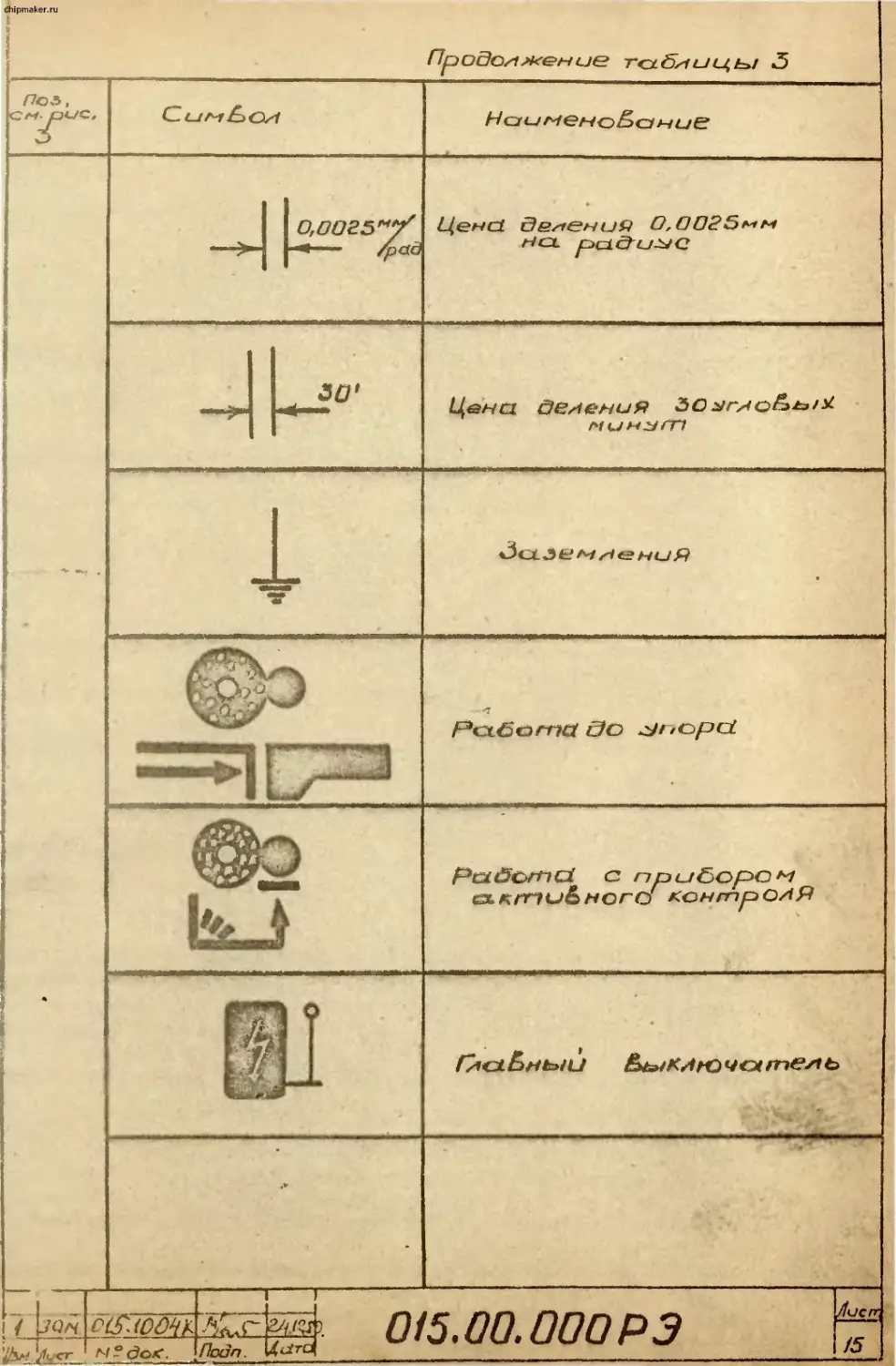
Провождение ma<5/tuu,b, 3,
ПоЗ, •
см- рис. <3 Символ Наиме искание.
ОгпЬод U ПОд&Од
0i5. 00. 000 РЭ
ПОиП*
• Л/cr /V Оо£.
О&т&на&ка с&чжениЯ
cmo/id.
П^ек &pct< цен и Я
MctCrlU#
ГЪ/ск ОЬижсниР
^ma^tcL
OcfnahtciOj^ct Бр(У.С-1,&шоя
изделия ‘
Периодическая подача /э
кр&йни* положением стола
/3
chipmaker.ru Продол мнение ~гсхб^ии,кл! 3
Пол, C.LJ/4 Ь>О^ HctLjf4eHG^>a м ij&
O.OOZS^y -»*-" /^otd Ц&нс! деления О,ОО^5^м /-‘ex pdd'ii^c
w-r>i4 Ц&на де/ьния
PcriSomrt Qc tcpci
Pct&c>rncl с примере м
(зг^ти&ног с/ контроля
fraitiwu &ыклнэчо*гпе.ль
! L ^CL XLrfejt.
о гч?док. Поап __
015.00. ОООРЭ
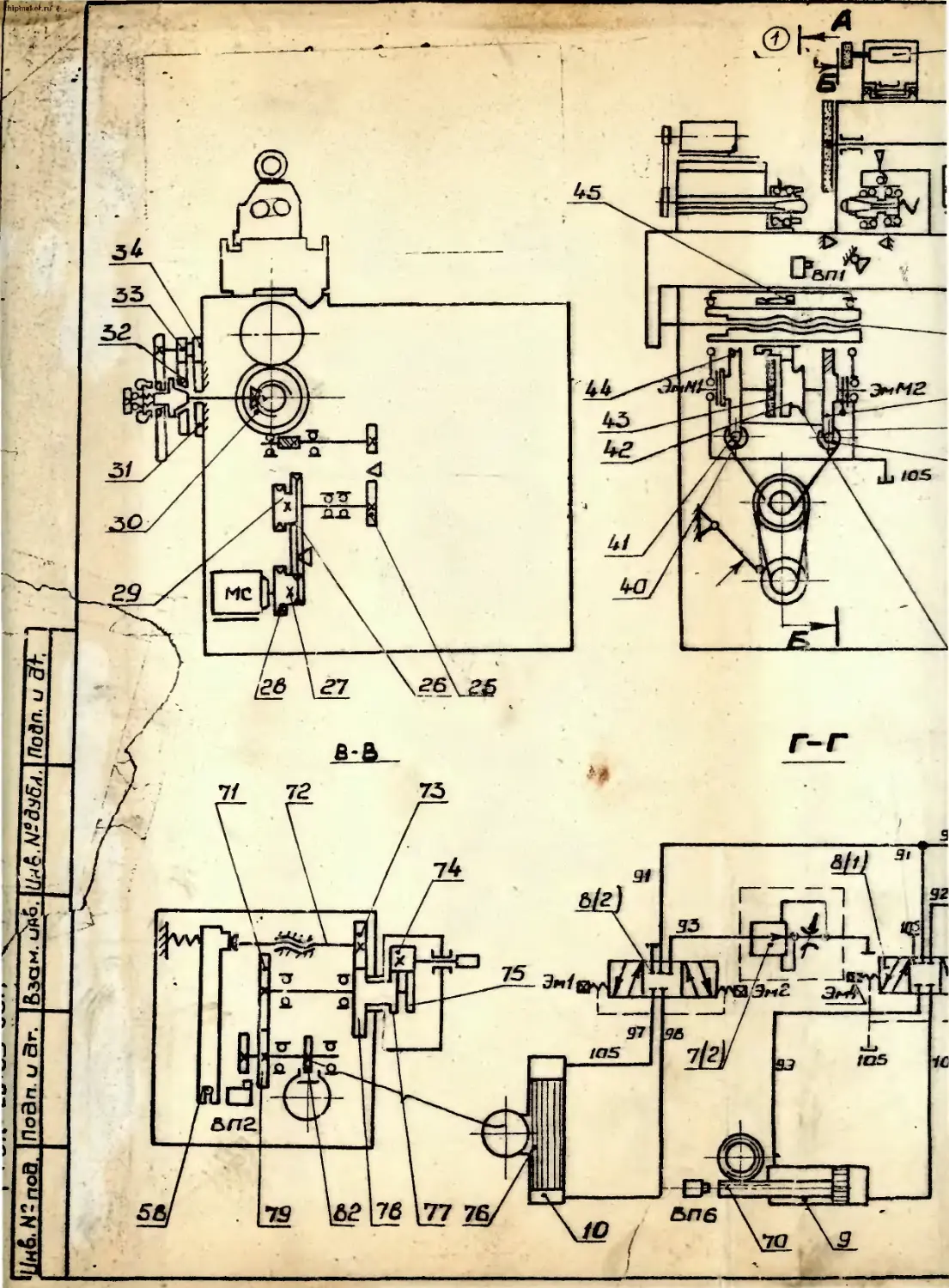
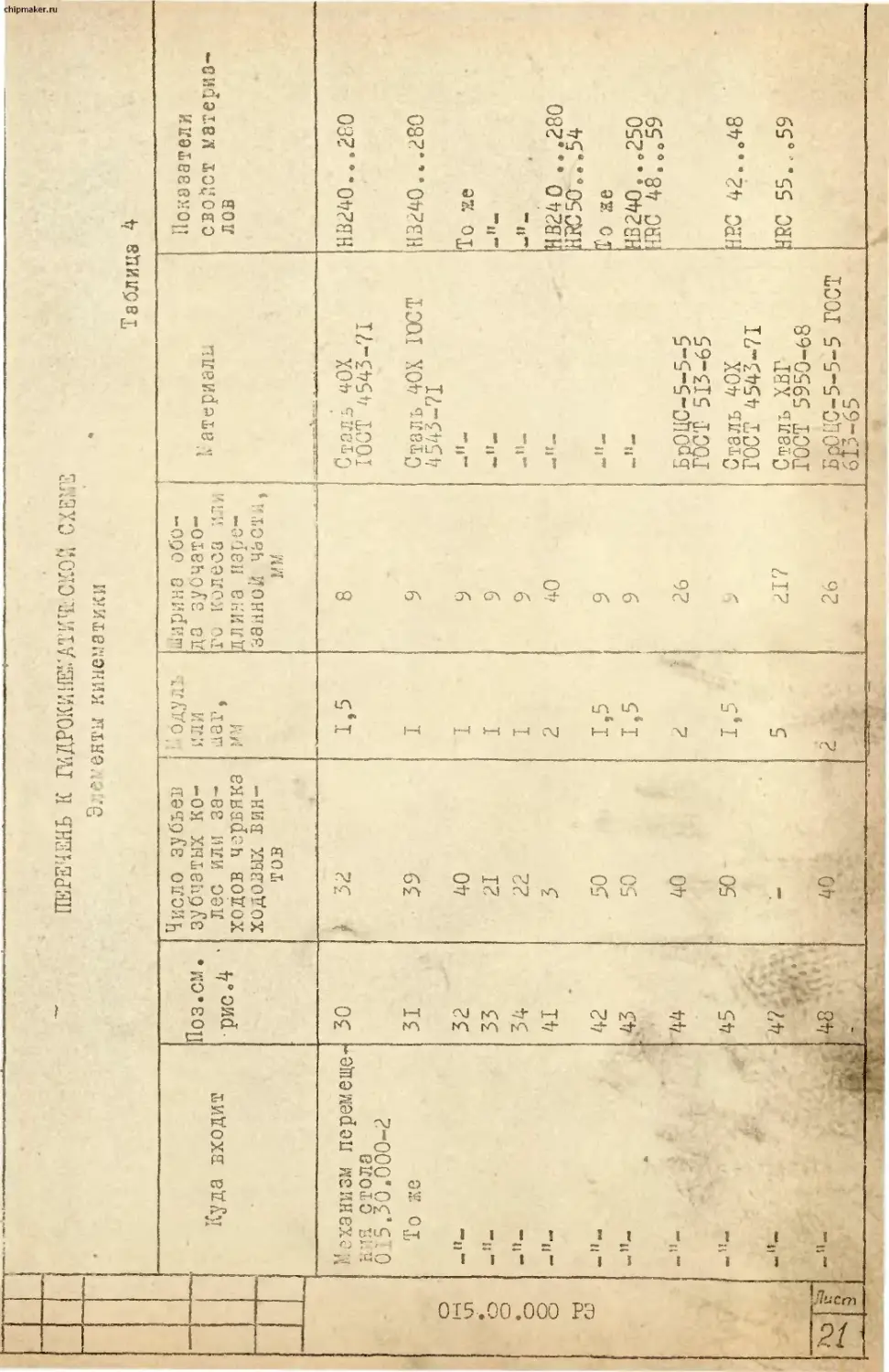
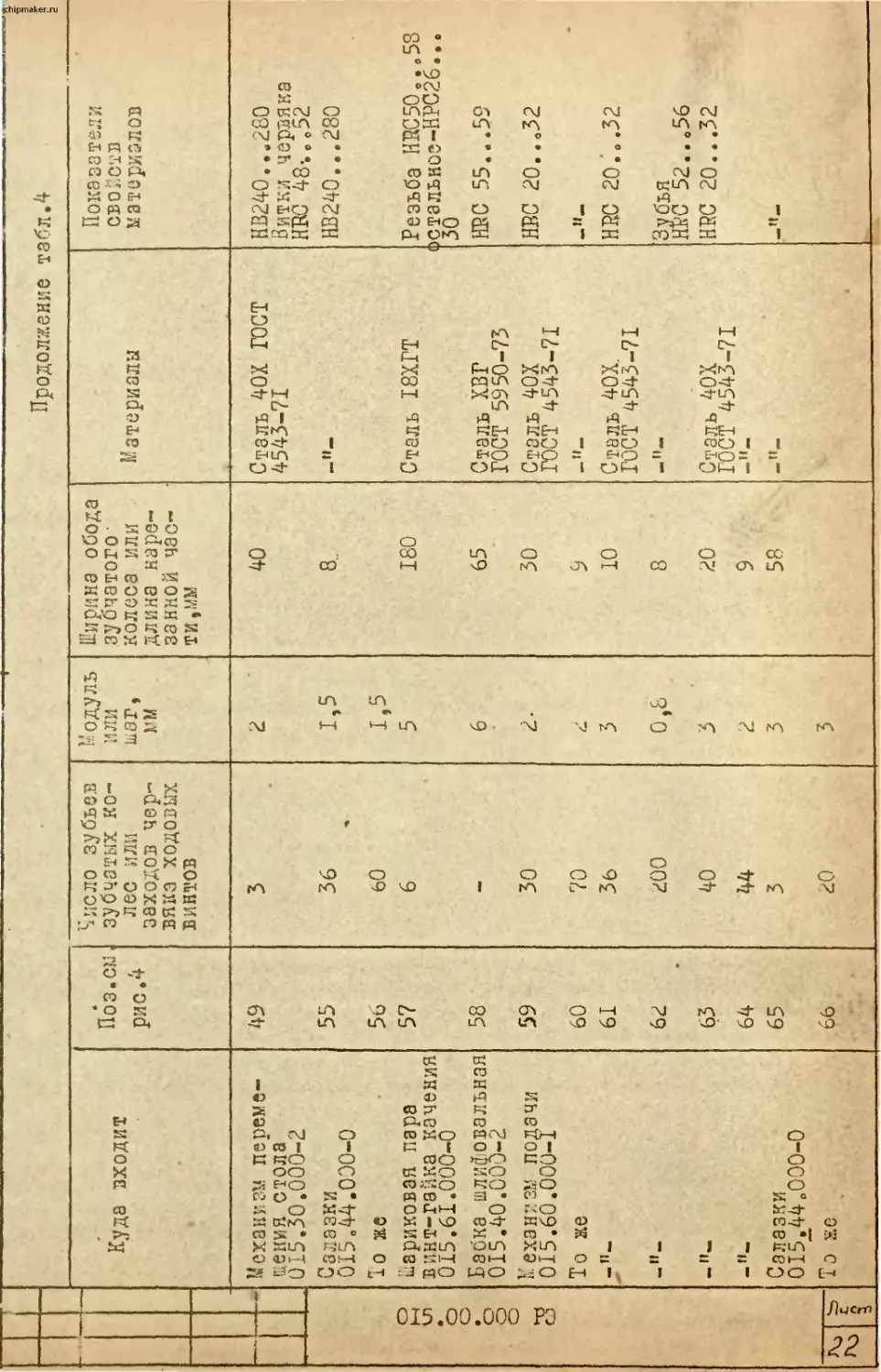
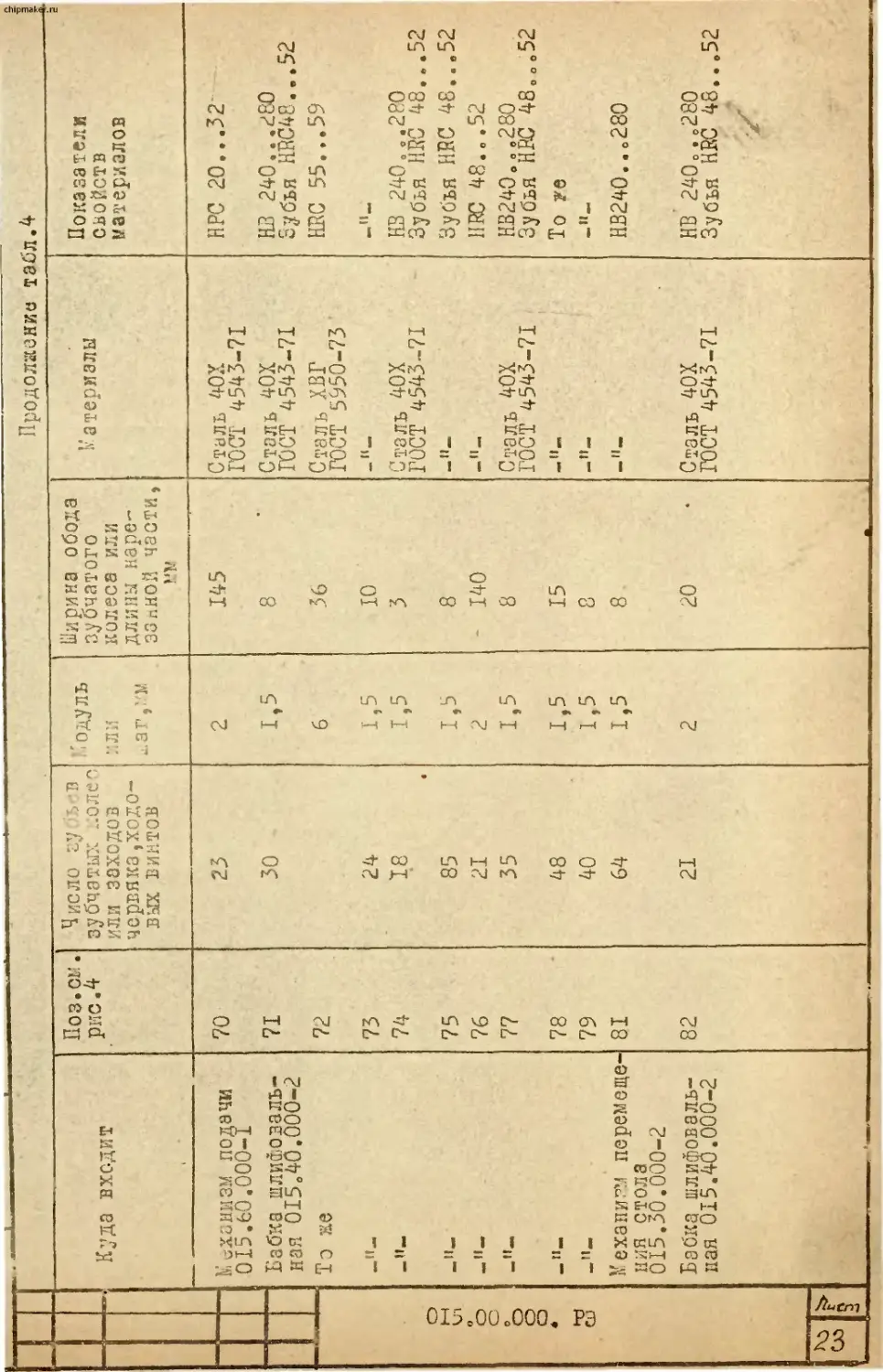
1.3.4. Схема гндрокинематическая (рис.4)
В таблице 4 указан перечень элементов кинематики.
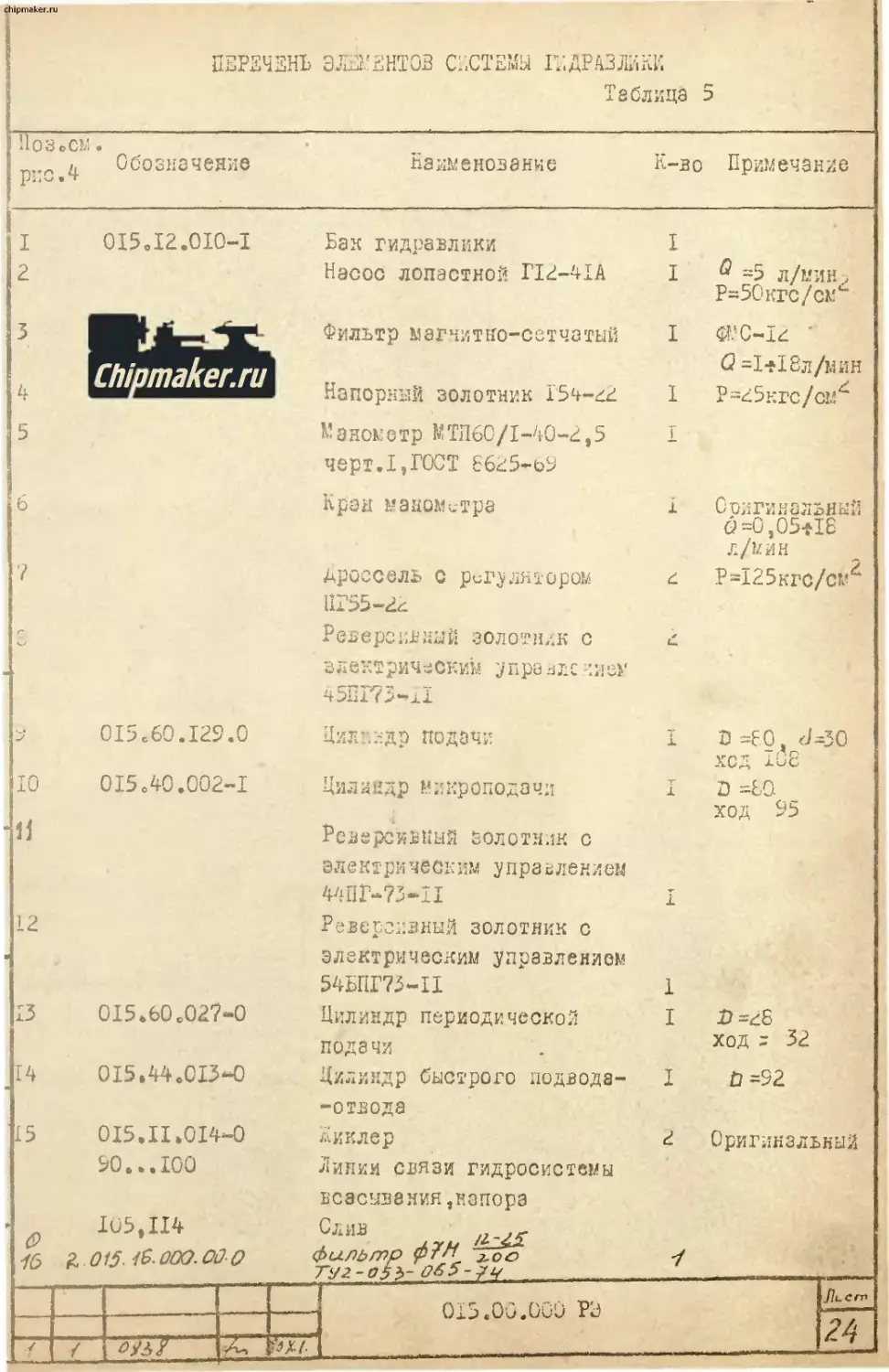
В таблице 5 указан перечень элеместов гидравлики,.
Привод .злифовальзого круга наружного "лифовяния: от элект-
родвигателя » Ш через плоскоременную передачу со шкивами 46-46 на
шпиндель.
При юд внутриЕлифовальчого круга - непосредственно от пневмо
шпинделя A30-I00.
_ Привод изделия: от регулируемого электродвиг телпостоян-
ного той К’Л Спо?.39) чемэ ^^здремвккную передачу 44>-
,#а.п 1ШШНжпЬ i или г „л .iipo/ie * ч мыш
—-И—Нyj UУ I- Л М л г J —*54}—лй 3 1"" * 1 /3 ГТ О.11 г 1 ОТ* Т О ТШ'»
*** „ ду.) гл ЗЧ^реплви^-яа
нлонцопбе-и^циьоретней Сай^гтгзделия гаи на к ине до—
и
----г——
‘ ч Нч.' ;1«»'. UdCui.i Z Ж G.i й li .
Привод стола (см.АА, рис.4). Ручной привод обеспечивает две
скорости перемещения стола на один оборот маховика. Быстрое пе-
ремещение; коническая муфта расцеплена с шестерней 32 и поджата
вращением центральной рукоятки (9,рис.З) к мзховику (8,рис.З).
При вращении маховика движение передается через поджатую
к маходийу муфту» сидящую на шпонке на центральном валу, на кони-
ческое колесо 30» сцепленное с конически?,' колесом 81 и далее че-
рез цилиндрическую пару ч2-45 на гайку,ходового винта 47. При вра-
щении гайки винт, связанный со столом, перемещается без вращения,
передавай движение столу. При быстром ручном перемещении стола
б:; ж шестерен 33-34, обкатидаясь вокруг неподвижной шестерни 31,
вызывает лишь холостою вращение шестерни 32.
При медленном перемещении стола торцевая фрикционная связь
между маховиком и конической муфтой разрывается, вращением руко-
ятки 9 (рис.З) муфта перемещается вправо и коническим фрикционом
сцепляется с шестерней 32. Теперь при вращении маховика работает
планетарный механизм: вокруг неподвижного центрального колеса 31
обкатывается блок сателлитов 33-34 и медленно вращается шестзрня
32, черва кинический фрикциоь передавая вращение центральному ва-
лу с конической шестерней 30 и далее как описано выше.
Chipmaker.ru
015.00.000 РЭ
Гэханизиро^одное перемещение стола: от регулируемого элеит-
родапгателя постоянного тона через клиноременнув передачу со
шкивами 27-26 (или 28-29, в зависимости от выбранного при настрой-
ке диапазона скоростей) на шкив 25 и далее через клиновой ремень
на два ведомых шкива 40. Вращение передается червякам- 41 и 49
имеющим противоположные направления нарезки, вследствие чего сцеп-
ленные о ними червячные колеса 44 и 48 вращаются в разные сторо-
ны. Червячные колеса на валу сидят свободно и сцепляются с ним
поочередно посредством электромагнитных муфт Эь$1ш ЭмК2, Эти
муфты включаются поочередно, в зависимости от того, в какую сто-
рону переброшен реверсирующими упорами стола рычаг реверса, нажи-
мающий или освобождающий наконечник БП1 (ом.также описание рабо-
ты электросхемы в разделе 1.4 "Электрооборудование"). Таким об-
разом вращательное движение с переменным направлением переадегся
на шестерню 43, с которой при механизированном перемещении стола
сцепляется с помощью рукоятки II (рис.З) подвижная шестерня 45,
разрывая с целью блокировки цепь ручного перемещения стола. Да-
лее вращение передается на гайку и ходовой винт 47.
Привод быстрого подвода шлифовальной бабки: давление от на-
сосной установки (см.раздел 1.5 "Гидросистема" через золотник II
с электроуправлением подается по трубопроводам. 94 или 95 в правую
или левую полость гмдроцмлиндра быстрого подвода 18. Перемещаясь
поршень гидроцилиндра через ..ходовой, винт 57, который в данном слу-
чае не вращается, а выполняет роль жесткой тяги, передает движение
верхним салазкам шлифовальной бабки. В среднем положении золотн-ика
II гсдроцилиндр 18 заперт о обеих сторон.
Привод ручной поперечной подачи: от маховика (3,рис.3) при
освобожденной центральной рукоятке (2,рис.З) через зубчатые колеса
63и 61 на червяк 65 и далее через червячное колесо 66 и коническую
пару 55-56 на ходовой винт 57, который вращается в гайке, вмонти-
рованной в поршень цилиндра быстрого подвода, и перемещает салаз-
ки шлифовальной бабки.
015.00.000 РЭ
Привод механизированной периодической подачи: от гидро-
системы через золотник 1'2 при включенном электромагните Змб
давление подается в гидроцилиндр 13. Сток гидроцилиндра пово-
рачивает рычаг с собачкой, зацепляющейся с храповиком 62, жест-
ко связанным с маховиком подачи. Далее вдижсние передается как
описано выше. Величина импульса подачи определяется числом
зубцов храповика, захватываемых^собачкой и регулируется рукоятке
I (рис.З), перемещающий специальный козырек.
По этой зе цепи с помощью рукоятки толчковой подачи 42
(рис.З) можно перемещать салазки шлифовальной бабки на фикси-
рованную величину, соответствующую повороту храповика 62 на
один зуб.
Привод механизированной врезной подачи: от гидросистемы
через золотник 8(1) в зависимости от того, какой из электро-
магнитов (Зм4 или Эм5) в-'лючен, давление подается в одну из
плоскостей цилиндра врезной подачи 9, / его шток с нарезанной
на нем зубчатой рейкой 70 приводит во вращение зубчатое коле-
со 59 и далее колеса 60 и 64. При затянутой рукоятке 2 (рис.З)
вращение фрикционно передастся колесу 63 и далее через колесо
61 как описано выше.
При обоих выключенных электромагнитах Зм4 и Зм5 сбе полос-
ти цилиндра 9 заперты. Конечно ВП6 контролирует исходное по-
ложение механизма, ограничивая, таким образом, величину снимав
емого припуска.
Приводтонкой механизированной подачи (микроподачи): от
гидросистемы в зависимости от того, какой из электромагнитов
(Зм! и Эы2) золотчика 8(2) включен, давление подастся в одну
из полостей цилиндра 10, который рейкой 7ь вращает колесо 82 и
далее через колеса 79-71, 75-74-77-78-73 на винт 72, который
в свою очередь поворачивает винт 58. Последний, отталкиваясь
от упора и деформируя пружинный параллелограмм, на которой
подвешен корпус шлифовальной бабки, осуществляет тонкую пода-
чу.
При обоих выключенных электромагнитах обе полости цилинд-
ра 10 заперты. Конечно BII2 контролирует исходное положение
механизма.
ийгг)
015.00.000 РЭ
chipmaker, ru
Привод тонкой ручной подачи: используется часть кинема-
тической цепи, описанной выше. Поршень цилиндра 10 неподви-
жен, и следовательно, шестерня 75 также неподвижна. Шестерня
74 перемещена вправо (по схеме) так, что зацепляется только
с шестерней 75. Если теперь вращать через рукоятку 23 (рис.З)
шестерню 74, то последняя, обкатываясь вокруг неподвижной
шестерни 75 приведет во вращение корпус механизма, жестко свя-
занный с колесом 78 и далее через колесо 73 и винт 72 движе-
ние передается как описано выше»
Использование тонкой ручной подачи осуществляется отдель-
но от тонкой механизированной подачи. При желании перейти на
механизированную подачу, ручной привод необходимо реверелро -
'ватьо
Работа остальных элементов гидрокянематическоп схемы
ясна из описания конструкции и работы механизмов и дополни -
тельных пояснений не требует.
015.00да Р2
1
Рис Л,015.0Q. ООО. РЭ Схема, гидро кинематическая
э 015. ОС. ООО РЭ го
-
AiH
перечь к гидршнадтйчгс
Э; '•'енты кинематики
chipmaker.ru
АО
г>
3
0I5-.00.000 РЭ
Таблица 4
Куда входит Поз.см. •рис .4 Число зубьев зубчатых ко- лес или за- ходов червяка ходовых вин- тов । , 0Д.УЛ1- или ваг, мм лярина обо- ла зубчато- го колеса или длина наре- занной частя, мм !>’ атериалы 1 Показатели свойст мат лов
Гсхэнизм перем еще* ьия стола 0 5.30.000-2 30 г 32 1.5 8 Сталь 4 ОХ ГОСТ 4543-71 НВ240...280
То же 31 39 I 9 Сталь 40Х ГОСТ 4543-71 Н3240...2С0
32 40 I 9 То ае
_н_ 33 21 I 9
„п_ 34 22 I 9 _ti__
41 3 2 40 .мК— "1В24О ...28( 1Ю50г,54
42 50 1,5 9 -П- Го же
*> • .43 50 1,5 9 13240.. ,250 ЧЭО 48.,,59
44 40 2 26 БрОЦС-5-5-5 ГОСТ 513-65
45 50 1,5 ь Сталь ''-ОХ ГОСТ 4543-71 -I3C 42..,48
— И— 4? •Л4‘ — 5 217 Сталь ХВГ ГОСТ 5950-68 IRC 55...,59
48 40 2 26 БсОЦС-5-5-5 ГОСТ 613-65
ери а
Куда входит
Поз»см
рис.4
Cd ООО’00*510
Механизм переме-
щения стола"
015.30.000-2
Ciлазки
015 ,44.000-0
Io жг
Шариковая пара
винт-гайка качения
015,61.000-0
Бабка шлифовальная
015.40.000-2
Механизм подачи
015.60.000-1
То же
-Я-
49
55
5о
57
58
59
60
61
62
_ п.. _н_ Салазки 015Л44„000-0 То же 63 64 65 66
22 г5 п S
ыисло зубьев зубчатых ко- лес ИЛИ заходов чер- вяка ходовых винтов Модуль или шаг, мм
3 2
36 1,5
*
60 1,5
6 5
—w 6
30 2-
70 а
36 3
200 0,6
40 3
44 г
3 3
20 3
{chipmaker.ru
Продолжение тзбл.4
Ширина обода зубчатого колоса или длина наре- занной час- ти,мм Материалы Показатели СВ 01, ст 3 материалов
40 Сталь 40Х ГОСТ ЯВ240..в2С0
4545-71 Витки червяка НВО 48-.Л52
8.. _п_ Н3240...280
180 Сталь 18ХГТ Резьба HRC50e,o58
< |>стальноз-НРС26..в 30
65 Сталь ХВГ ГОСТ 5950-73 НРС 55...59
30 Столь 40Х ГОСТ 4543-71 ЯВС 20...32
9 _п_
10 Отель 40Х Г0С1 4543-71 НВС 20.о.З2
8 Зубья НЕС 52..О56
го Сталь 4ОХ ПОТ 4543-71 НВС 20...32
9 _ н_
58 «
Куда входит «
Механизм подачи 015.60.000-1 Бабка шлифоваль- ная 015,40.000-2 То ке _lt_ _п_ _ п_ Механизм перемеще- ния стола 015.30.000-2 Бабка шлифоваль- ная 015.40.000-2
OlScOOoOOO^. РЭ
LL 1 flt-tcm I
Поз.см. рис. 4 Число зу Ь-.“В зубчаты?: ..олео или заходов червяка родо- вых винтов одуль ил и шаг,мм
70 23 2
71 30 1.5
72 6
73 24 1,5
74 18 1,5
75 85 1,5
76 21 2
77 35 1.5
78 48 1,5
79 40 1,5
81 64 1,5
82 21 2
Продолжение тэбл.4 {
Ширина обода зубчатого колеса или длины наре- за иной части, Материалы Показатели свойств материалов
145 Сталь 40X ГОСТ 45^3-71 НРС 20...32'
8 Сталь 40Х ГОСТ 4543-71 НВ 240...280 Зубья HRC48...52
36 Сталь ХВГ ГОСТ 5950-73 НТО 55...59
10 „<1_
3 Сталь 40 X ГОСТ 4543-71 НВ 240. ..280 Зубья НРС 48...52
8 _ц_ Зубья НПО 48...52
140 _п_ НРС 48...52
8 Сталь 40Х ГОСТ 4543-71 НВ240...280 Зубья НВС 48.0.52
15 _и„ То ?е
8
8 _п_ НВ240...280
20 * Сталь 40Х ГОСТ 4543-71 НВ'240...280 Зубья ВВС 48...52
... ...
ПЕРЕЧЕНЬ ЭЖ'ЕНТОВ СИСТЕМЫ ГТ.ДРАЗЛйКК
Таблица 5
ИоЗоСЬ! .
рис ,4
Обозначение
Наименование
К-во Примечание
I 015.12.010-1
2
Бак гидравлики
Насос лопастной Г12-41А
3
Chipmaker.ru
5
Филы р магчитко-сстча тый
Напорный золотник 15ч-дд
Манометр ^ТЛ60/1-40-2,5
черт.I,ГОСТ 8625-t>9
I
1 =5 л/мин
Р=50кгс/смг
I $.!C-ld
Q =1*18л/мин
I Р-гЗкгс/см^
Кран манометра
дроссель с регулятором
11Г55-2<
Реверсивный золотили с
w ** С JH ч сник? у и рз В Л С 'IН СУ
ч5ПГ?3-11
> 015.60.129.0
10 015 о40.002-1
11
12
13 015.60.027-0
14 015.44.0130
15 015,П.014-0
90... ЮЭ
/6 i. 015- ^.OOQ. О J о
Пил’С’Др подачи
Цилиидр м лкроподачл
Реверсивный золотник с
электрическим управлением
44ПМЗ-П
Реверсивный золотник с
эл е кт р.и ческим управлением
54БПГ73-11
Цилиндр периодической
подачи
Цилиндр быстрого подвода-
-отвода
Жиклер
Линии связи гидросистемы
всасывания,напора
ОЛИВ /L~ZS
фильтр 'sToo
ТУ2-О5Ъ-
015.00.000 РО
1 Оолгинальный
6=0,05*18
л/мин
н Р=Х25к1‘с/сг.«^
I Й=Е0,Ц=30
ход Ю8
I D =80.
ход 95
1
I D=dS
ход z 32
I й=92
2 Оригинальный
I
,р.1.сгп
2Т
chipmaker.ru
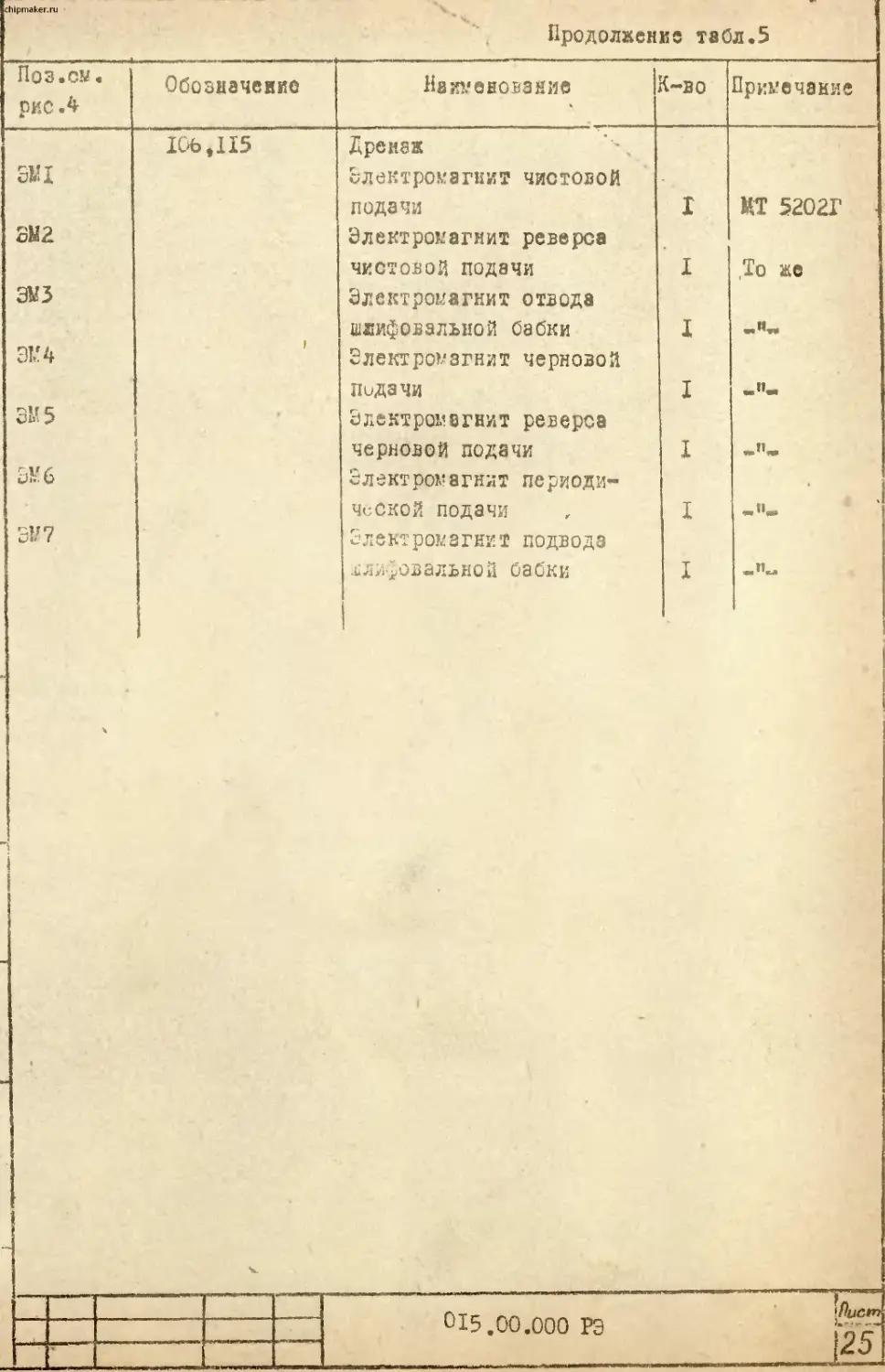
Продолжение табл.5
Поз.см. рис .4 Обозначение Наименование К-во Примечание
ЭМ1 SM2 ЗМЗ 3L4 ЭМ-5 ЭМ 6 ЭМ 7 1ОЬ,115 1 Дренаж Электромагнит чистовой подачи Электромагнит реверса чистовой подачи Электромагнит отводе шлифовальной бабки Электромагнит черновой Пидачи Электромагнит реверса черновой подачи Электромагнит периоди- ческой подачи Электромагнит подвода I I I I I I МТ 5202Г То же -'U. „и.
ч i i 1 шлифовальной бабки I -«и
015.00.000 РЭ .. ... . fhjem 25
chipmaker.ru
1.3.5. Общая компоновка станка (рис.2)
ка станине I,имеющей ь плане почти квадратную фирму,разме-
щается на продольных направляющих скольжения стол 9,на верхней
(поворотной) части которого устанавливаются поводковая 46 или
патронная 44 оаоки изделия и задняя бабка 47. На столе также
могут быть установлены различные приспособления для правки круга
люнеты и т.д.
Сзади стола в правой части станины установлены салазки 15,
состоящие из нижней (поворотной) части и верхней части,переме-
щающейся по нижней на V -образной и плоской направляющих сколь-
жения.На верхних салазках на пружинном параллелограмме установ-
лена шлифовальная бабка 14.На верхней плоскости корпуса шлифовав
ной бабки Кропится приспособлении для внутреннего шлифования 16,
в откидном кронштейне которого устанавливается пневмошпиндель с
питанием от специального агрегата-пульта питания.Нормальное по-
ложение пульта Питаяия-спрзва от станка,однако по усмотрению пот
ребитоля он ыожьт быть переставлен,если это не вызывает удлине-
нна шьакгой-воздаопроводоз•
Сзади Стола в левой части станины установлен контрпривод 18
бауки изделия.Сам привод бабки изделия расположен в отсеке левой
части станины»
Спереди отзйина имеет фартук,на котором расположены органы
управлений Движениями стола и шлифовальной бабки.
В: девой чзсти расположен механизм II перемещения стола.
Двигатель механизированного привода 5 стола вместе с валом
контрпривода и двухступенчатой ременной передачей расположен в
Тим же отсеке станины,что и привод бабки изделия. В правом отсе-
ке станины размещается гидроланель 2 с гидроаппаратурой.
Под фартуком станины расположен переключатель 7 реверса ото
ла» на который воздействуют уйорьцзакрепляемые в пазу лицевой по
верхности стола.В правой части станины под фартуком смонтирован
механизм подачи 19.Часть кинематической цепи подачи относится к
мехази^ам^входяом в состав нижних и верхних оалаьок.Сзади
кв в виде агрегатов размещается гадроустачовна Зи установка
дачи смазочло-ох^авдаа^й «адкости (СО1) 41.
Электрсыквф 26 приподнят над станиной и кренится к ней
мощью двух кронштейнов 27 сзади.Пульт управления 28 крепится к
станина на отдельном’ кронштейне справа от оператора.Также на от-
дельном кронштейне,но в дезой части станины устанавливается от-
стен
по-
с по
Диет
2$
015.00.000 ГО
счетное устройство прибора активного контроля 37«
1.3.6 «Станина (рис.5)-
Станина представляет сооой основной несущий элемент,опреде-
ляющий взаимное расположение узлов станка«Поэтому отливка стани-
ны изготавливаетея-из специального мелкозернистого цугуна,про-
ходит двухкратное старение и тщательно обрабатывается^по воем
основным базовым и присоединительным поверхностям.Конструкция
станины обладает высокой жесткостью и виброустоичивостью.
Сверху -«станина имеет V-образную и плоскую чугунные направ-
ляющие с системой каналов для подачи и сбора утечек смазки.
Конструкция перегородок станины предусматривает отвод утечек из
систем смазки и гидравлики самотеком в бак«
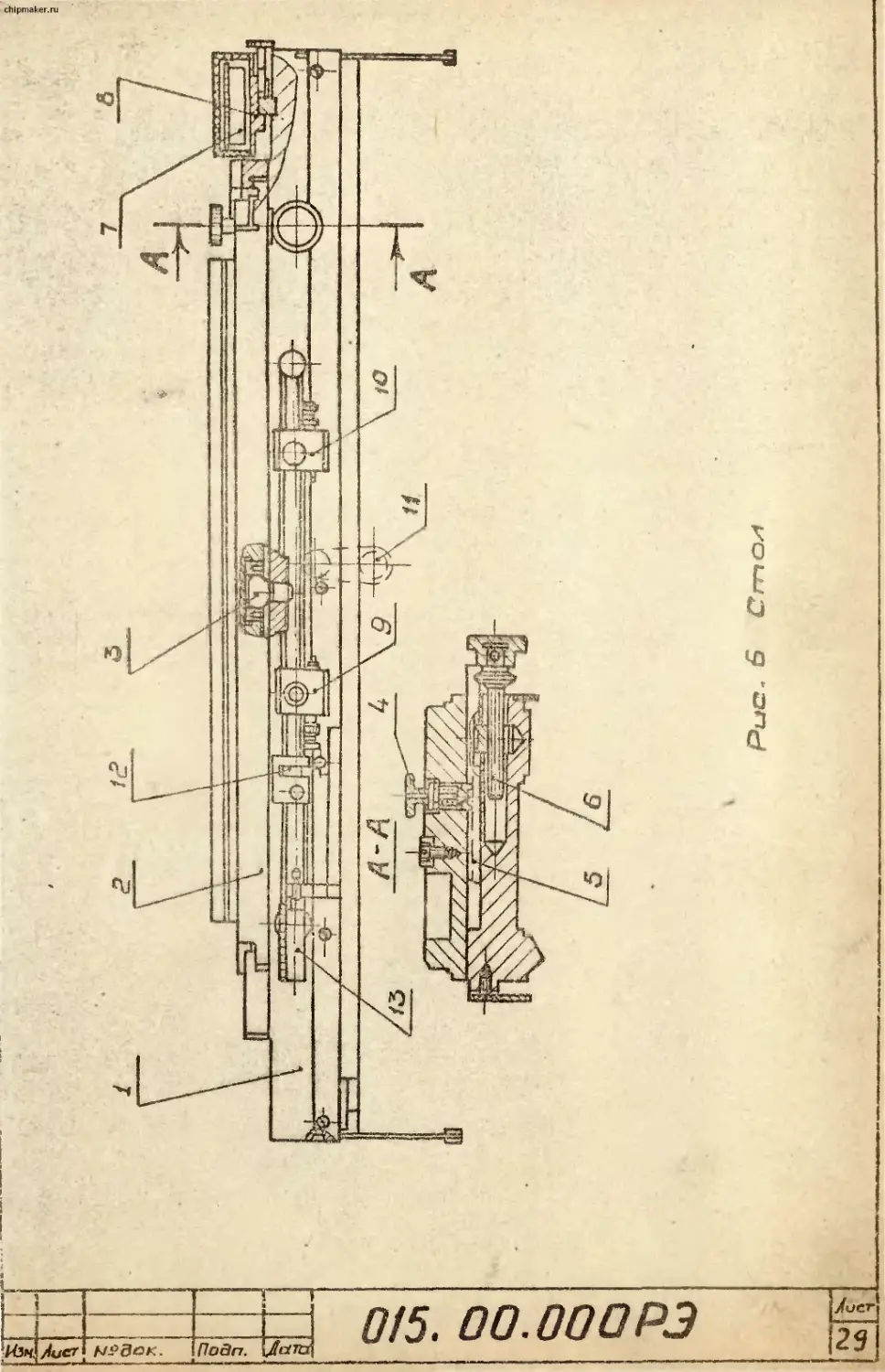
. 1.3.7. Стол (рио.б). v
Основными.,элементами стола являются две жесткие чугунные
плиты: нижний стол I с V-образной и плоской направляющими и
верхний стол ^поворачивающийся на нижнем вокруг^оси 3 в гори-
зонтальной плоскости.Для грубой установки стола с правой сторо-
ны имеется подпружиненный фиксатор 4 и рейка 5.Угол поворота
устанавливается по шкале,на которой уш заны величина угла поворо-
та в градусах и соответствующая ей конусность обрабатываемого
изделия.Для точной установки стола-на угол имеется винт 6,соеди-
ненный с рейкой 5оОтсчет поворота стола при точной установке
производится по индикатору 7,укрепленному на подвижной-планке 8.
Стол несет на себе упоры 9 и 10,поочередно воздействующие
на рычаг реверса II,и флажок 12,в который при точном контроле
перемещения стола упирается измерительный штифт индикатора 13,
установленного на станине. -
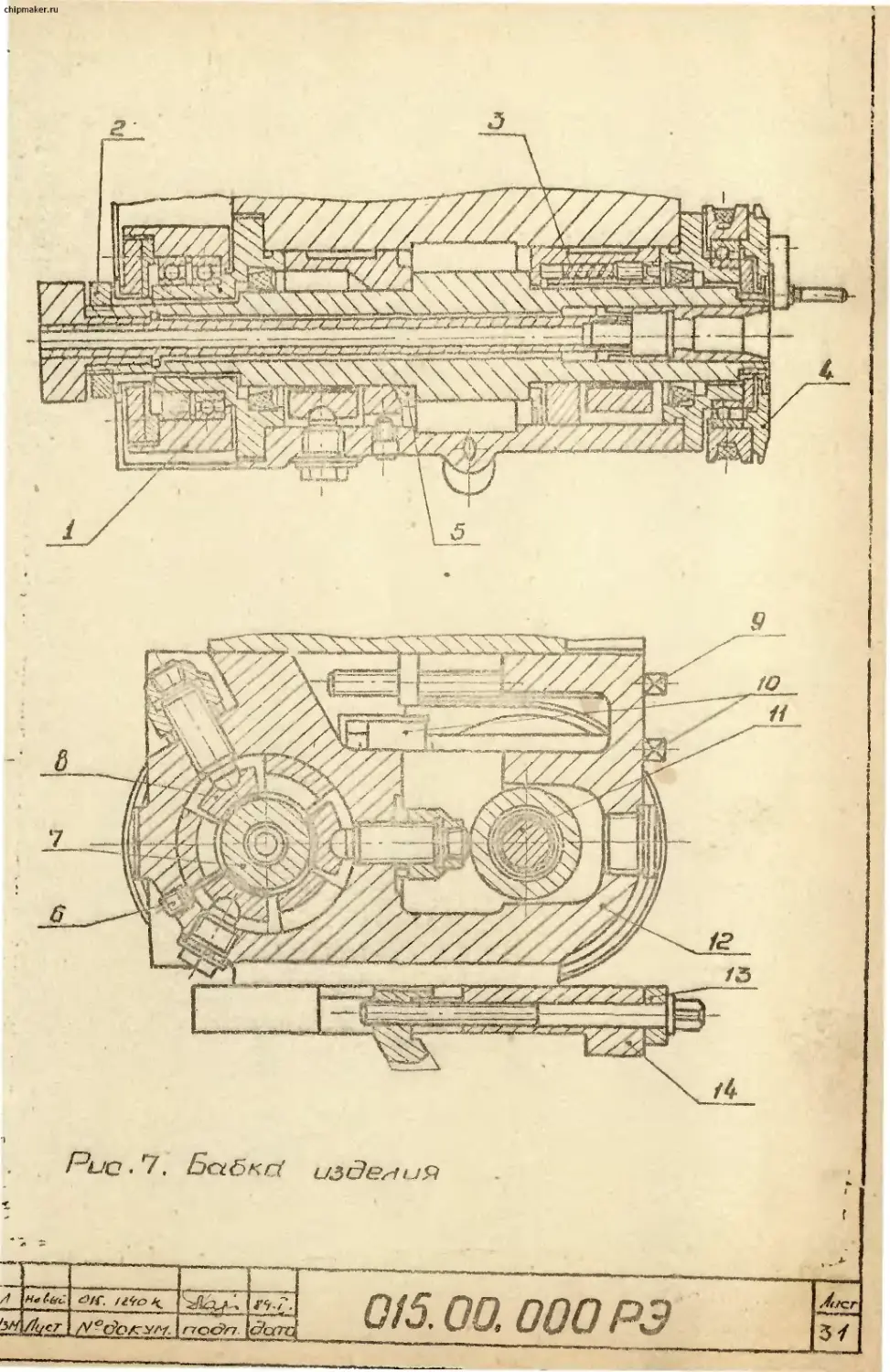
1.3.8.Бабка изделия (рис.7)
Бабка изделия состоит.из плиты Т4,„ креплязмой на столе
станка,и поворотного корпуса 12,в требуемом положении >и.ксируе-
ыого на плите J4 эксцентриковым прижимом 10.
В корпусе 12 на трнхвкладышнмх саыоустанавливающихся гидро-
динамических подшипниках-скольжения 8 монтируется шпиндель 7*
вращаемый от шкйва I.B осевом направлении шпиндель фиксируется
торцевым подшипником скольжения 5,к которому его прижимают пру-
жины 3. .
На переднем фланце корпуса 12 установлена поводковая план-
шайба 4,приводимая во вращение-от шкива через промежуточную пере-
дачу II.Натяг ремня регулируется перемещением электродвигателя
винтом 9.
cFiipmaker.ru
о
г J
'О
п
5
Т
к
/f^cr Ы^док. Поди. LfaM
Of5. 00. ОН ОРЗ
2S
—j
chipmaker.ru - —
При перенастройке станка дал работы с вращающимся шпинделем
или з «задвижных центрах необходимо перебросить рамень на другой
ведомый шкив.При работе в неподвижных центрах роком ^одетоа фик-
сировать шпиндель 7 затяжной гайкой 2«В работе с вращающимся шпин-
делем гайка 2 должна быть освобождена на оборота и законт-
рена. -
При необходимости ось поворота бабки может быть скощена устано
кой планки 13 ме лу базовой кройкой стола и плиты 14« v
Для-*б©ра возможных утечек через уплоэйэниа предусмотрены сбор
ные емкости,откуда масло периодически вмпусичзтся через пробки 6«
Л.3.9Лабка задняя (рис.9)
Корпус бабка I кропится на-столе с помощью эксцентрикового
'зажима 2.8 корпус запрессована стальная втулка^3,в которой на шари-
ках 4Лпомещенных в сепаратор-трубку,вер я/-ца ?тся галимая закален-
ная пиноль 5 с центром 6 в коничюко. гнезде .Раз:, еры «спрягаемых
детолей шарикового соединения обесп ечивают ноли ю в. ^орку зазоров
в сопряжении и небольшой (3...Б-мки) t. тяг,ни г.репятптвующи: лег-
кому перемещению пиноли под действием pjrja:;pv я..о;: пружины 7.
Пиноль может быть отведена с цомоцль 8«
Для смазки центра служит маслюка .
На корпусе задней бабки мо.ад’бить иот_.яо_>лзно ..рисi.orсоление
10 для правки шлифовального круга при .г_х.ч хо: ,к> озалии без сня-
тия детвлис
Т^З.ТО«Бабка ели "овальная (рие.ТТу
Основными элемзйТахи шлифовальное х.их j-йЛл airs. лито.. чуг^н-
н-л корпус I и хшндель 2, кот орк.. r.Or.Tnpj ,тся ь корпусе I нй тр$х-
з|лад1; шах самоустанавливаю^икся гидролина:..::ч.-сх^г иод_ип:1иках сьо-
ь..цяия 3*Осевые опоры шпинделя - та^сие под_1Ншы}£и ^ко.^ьжения 4,с
натягом от пружины 5«Смазка подшипников - Д1»рк, ляционная.
шпиндель имеет, конические концы одного размера «шли _;овальный
кДуг 6 может быть установлен-на правом или левом кои..,ах(приводной
шкив 7 размеща«=тй7*ся-ооотввготвенно на противополодноы конце),□
Пяиводной двигатель с-двумя концами вала ^;-эм цен лзади корпуса,не-
сущего шпиндель.Корпус укрепляется из верхних (г.одвимнмх)салазках
8 посредством двух^упругих параллельных ^т?.-;ыал пластин 9,при де-
формации которых осуществляется дзишекиз тоико.4 подачи.Привод тон-
кой подачи (см.описание гидрокинеыат~1:и,раздел 1,3,4) размещен
в корпусе шлифовальной бабки сзади шдлндмля.
chipmaker.ru
015. ОС. ООО РЗ
/ист N°dOK. ifladn. U«ral _________________J_
chipmaker.ru
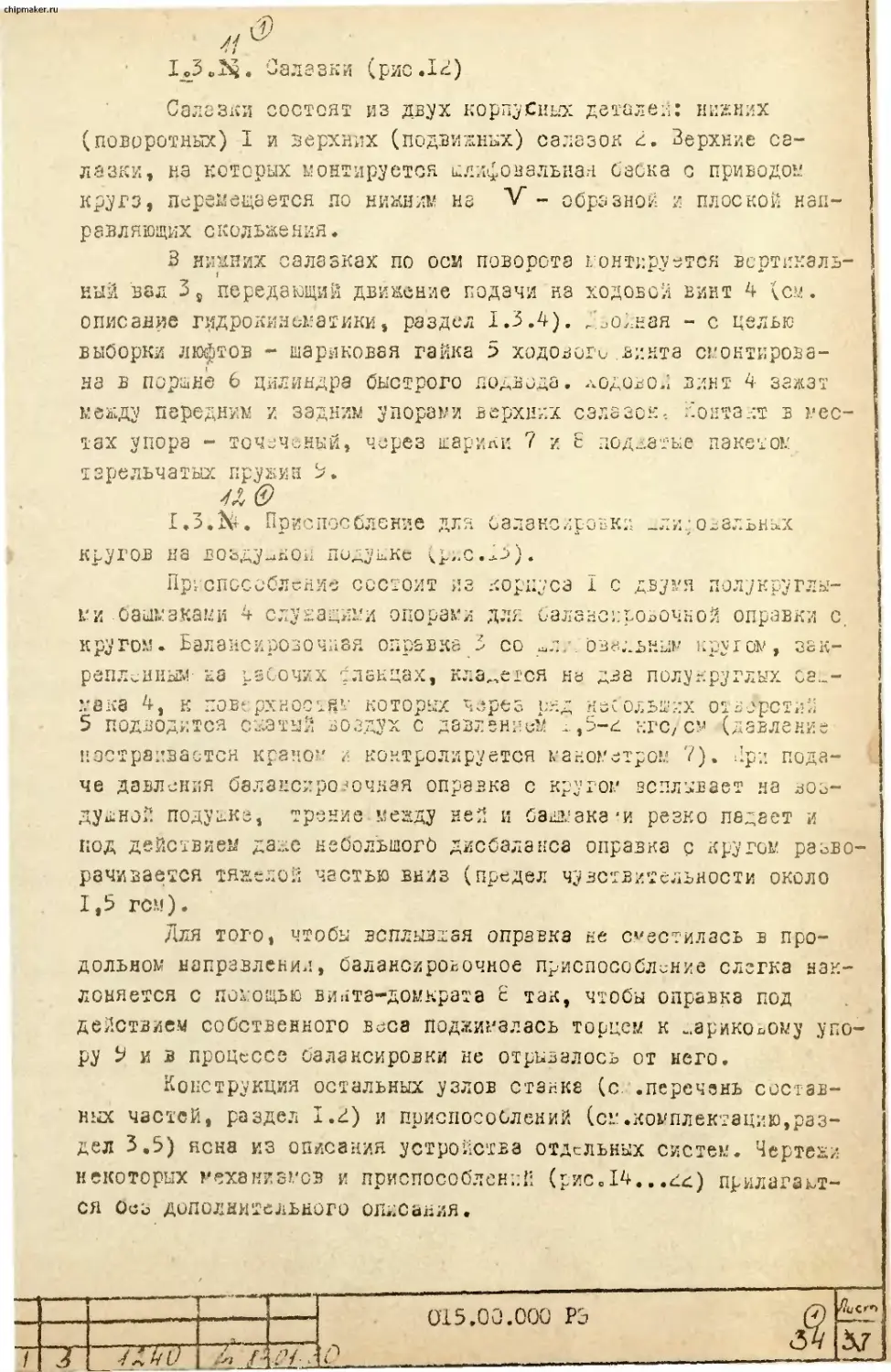
IJ . Салазки (рис .1ш)
Салазки состоят из двух корпусных детален: нижних
(поворотных) I и верхних (подвижных) салазок 4. Верхние са-
лазки, на которых монтируется ^линовальная баска с приводом
круга, перемещается по нижним из V- образной и плоской нап-
равляющих скольжения.
В нижних салазках по оси поворота юонтиру^тея вертикаль-
ный вал 3S передающий движение подачи на ходовой винт 4 (см.
описание гидро кия ем а тики, раздел 1.3.4).. „'ао .кая - с целью
выборки люйтов - шариковая гайка 5 ходового винта смонтирова-
на в поршне 6 цилиндра быстрого подвода. лодоьой винт 4 зажат
между передним и задним упорами верхних салазокконтакт в мес-
тах упора - точечоный, через шарики 7 z Е поджатые пакетом
тарельчатых пружин 5.
/Л (9
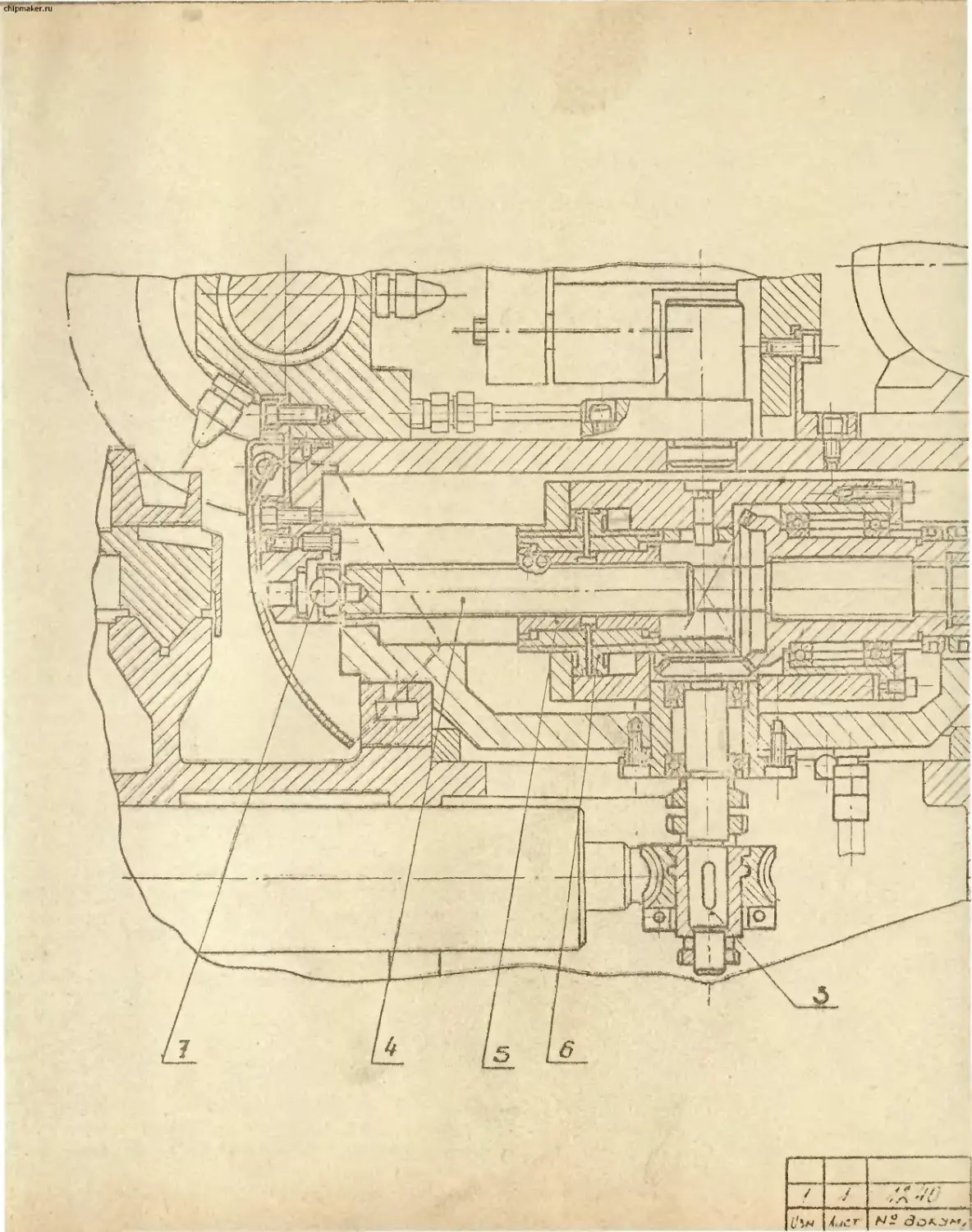
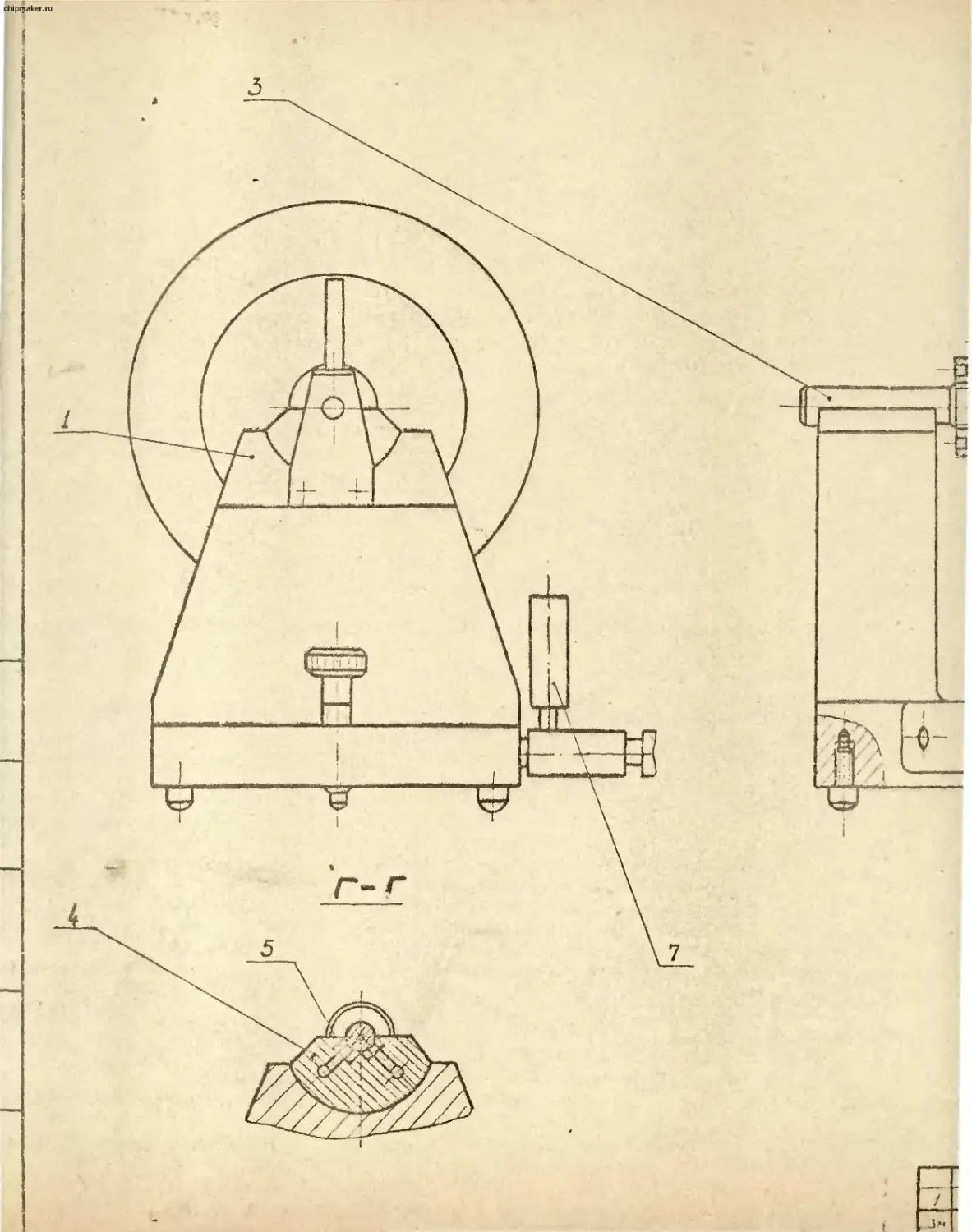
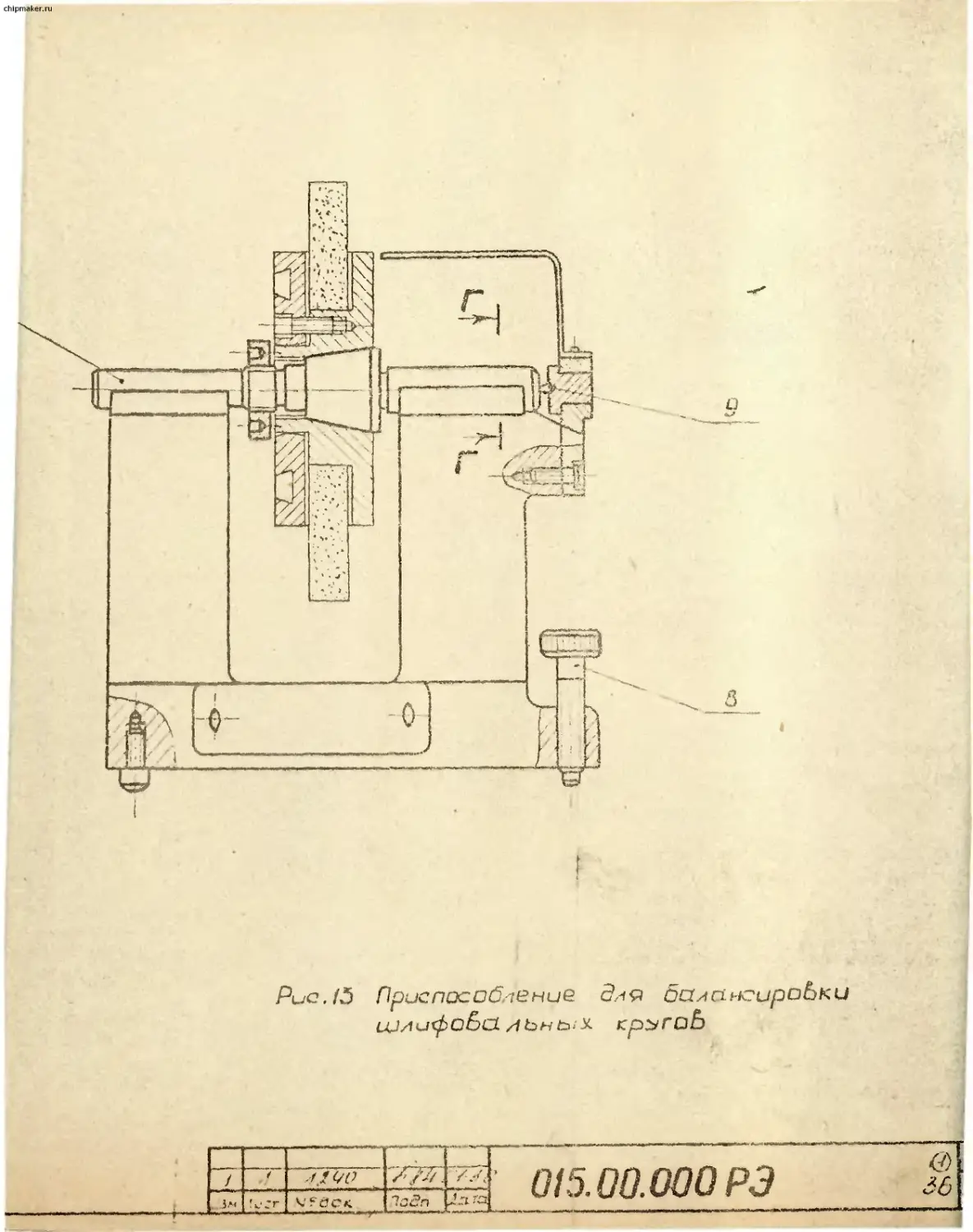
I.5.&. Приспосбление для балансировки .линовальных
кругов на воьду-шоь подушке чр;.с.1Д).
Приспособление состоит из корпуса I с двумя полукруглы-
ми башмаками 4 служащими опорами для оалаасяроьочной оправки с.
кругом. Балансировочная оправка 5 со «.Л,. овальным кругом, зак-
репленным &а рабочих сланцах, кладется на два полукруглых са.-
мака 4, к по в рхносок которых через ряд небольших отверстий
5 подводится сжатый воедгх с давлением .. ,5-ж см (давление
настраивается краном и контролируется к анометром 7). ёр? пода-
че давления балансире-очная оправка с кругом всплывает на дф'з-
ду. ной подушке, трение между ней и бэыуакз'и резко падает и
код действием даже небольшого дисбаланса оправка с кругом разво-
рачивается тяжелой частью вниз (предел чувствительности около
1,5 гем).
Для того, чтобы всплывшая оправка не сместилась в про-
дольном направления, балансировочное приспособление слегка нак-
лоняется с помощью винта-домкрата с так, чтобы оправка под
действием собственного веса поджималась торцем к .арикоэому упо-
ру 5 и в процессе балансировки не отрывалось от него.
Конструкция остальных узлов станка (с. .перечень состав-
ное частей, раздел 1.4) и приспособлений (см.комплектацию,раз-
дел 3.5) ясна из описания устройства отдельных систем. Чертежи
некоторых механизмов и приспособлений (рис.14.,.жж) прилагают-
ся осо дополнительного рлмсания.
WyCp J?'>
nj‘ja>|eujdii|3
chipmaker.ru
j
r.ru
chipmaker.ru
бал п. мсир о 6 к и
Р^е.15 Приспосоё тёние для
(дм^фобсх лъных крзгаЬ
/ f!Qf> Р/Л. /' .
'е'Г 'IsSn J.riT'3
015.00.000 РЭ
hipmaker.ru
*4 *'"*'*’* AM ar* ЧМ| *т*ч"~* i*r\<*X- т ‘|BI M T i *-‘ ? Tr‘ “ ' ; " ’ ' t_ml -ll - TH. "» W VIIM'.n MM>M« l,l| III > Л.-*Н|.—.*». . [MW»» M-.M* .1 II » I — I s r _ (
Oi5.00. ОООРЭ Jfc
M/uc- [N^OK. /Подо. Acad Ot
chipmaker.ru
of5. о о. ооо рэ Jfej
Илм ^uC£j */7ос?л Uar^i__________________________________ I *** |
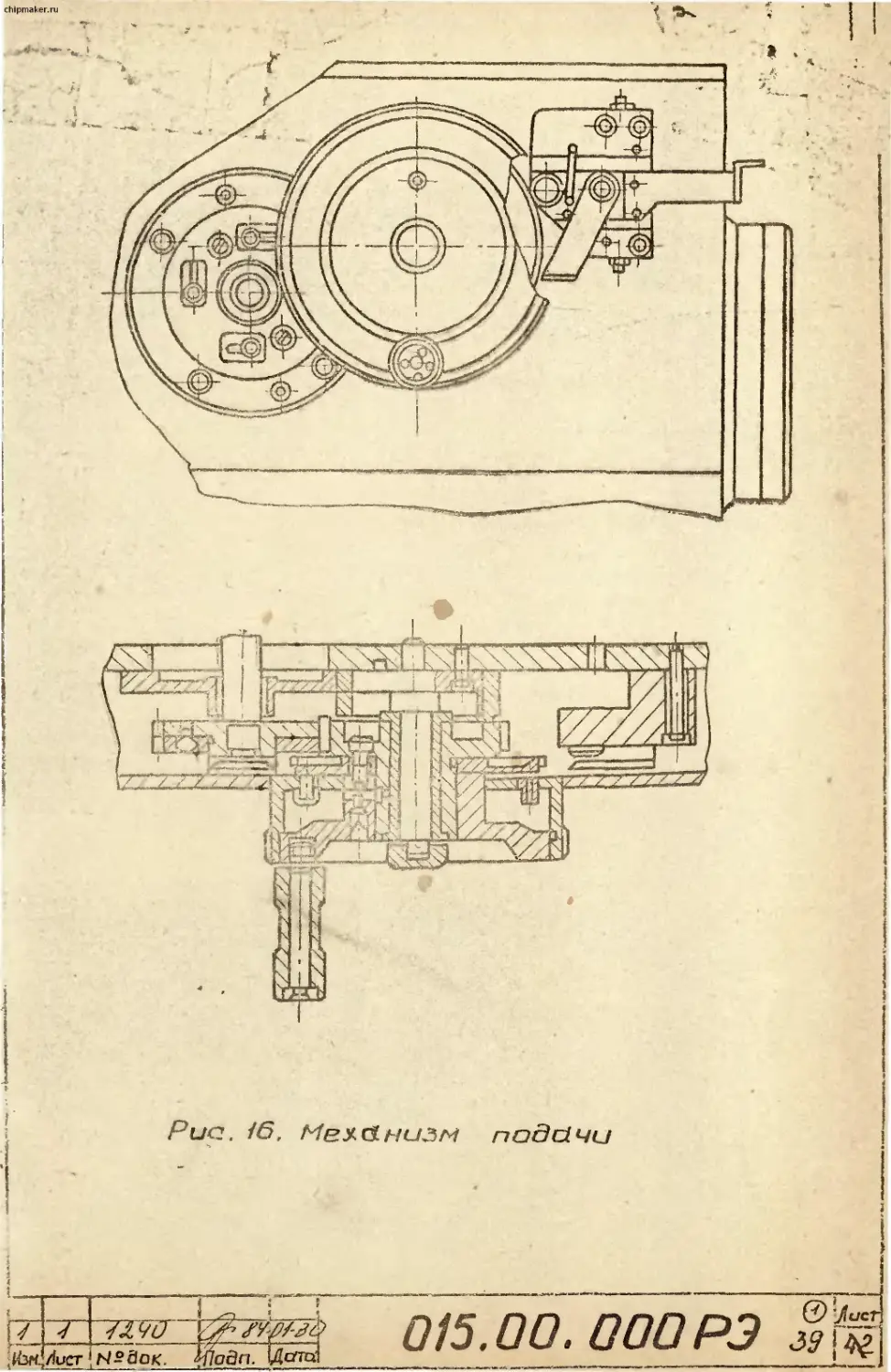
Риа. 16, Механизм подачи
<
_— —г
Т\~Т\7% ТО
t’jMyiucr №док. ^jodrLwo^oi
015.00. 000 РЭ
ch ma ker.ru
chipmaker.ru
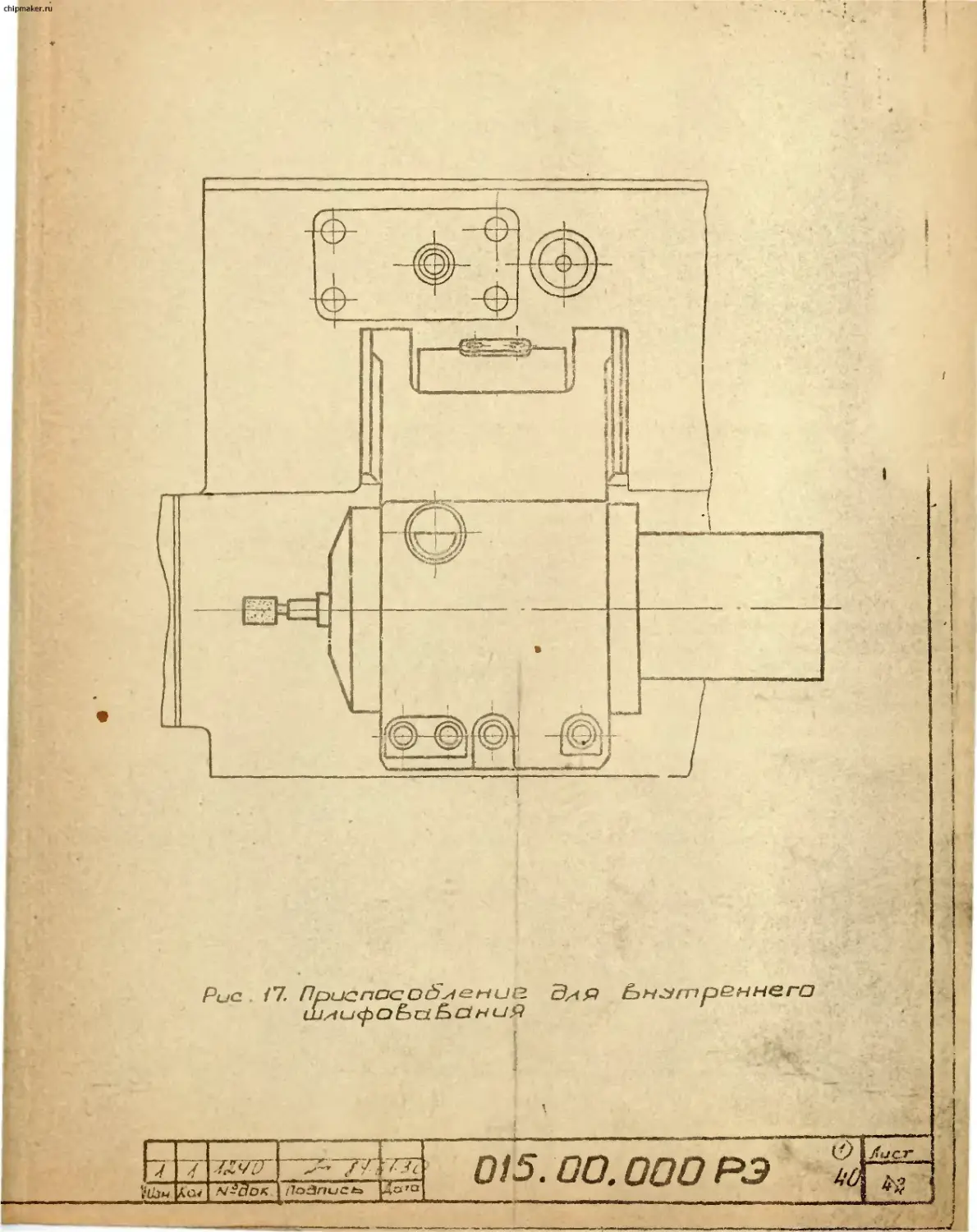
Рис 17. Ьн^тр^ннега
UjTiu<poP>ciEiCiHuP
I
015.00. 000 Р.Э Я?
Дэ7 floa/wc/а pa'qf *
Рис, 19. ПридЪр для радиусном прсхЁ>ки Kp^rct
1 ,-. ! ’
Г7Т7- gi/o Yfrrvmp
l/si^/fifert N-Ъок, ^fiodn. Лпрх
"•*-"***^«"'*’ !> !«*vi|i«.l lltm I ——---—.- - --~J. .«. 1_ т L-y j|
015. 00. 000 P9 4®g|
chipmaker.ru
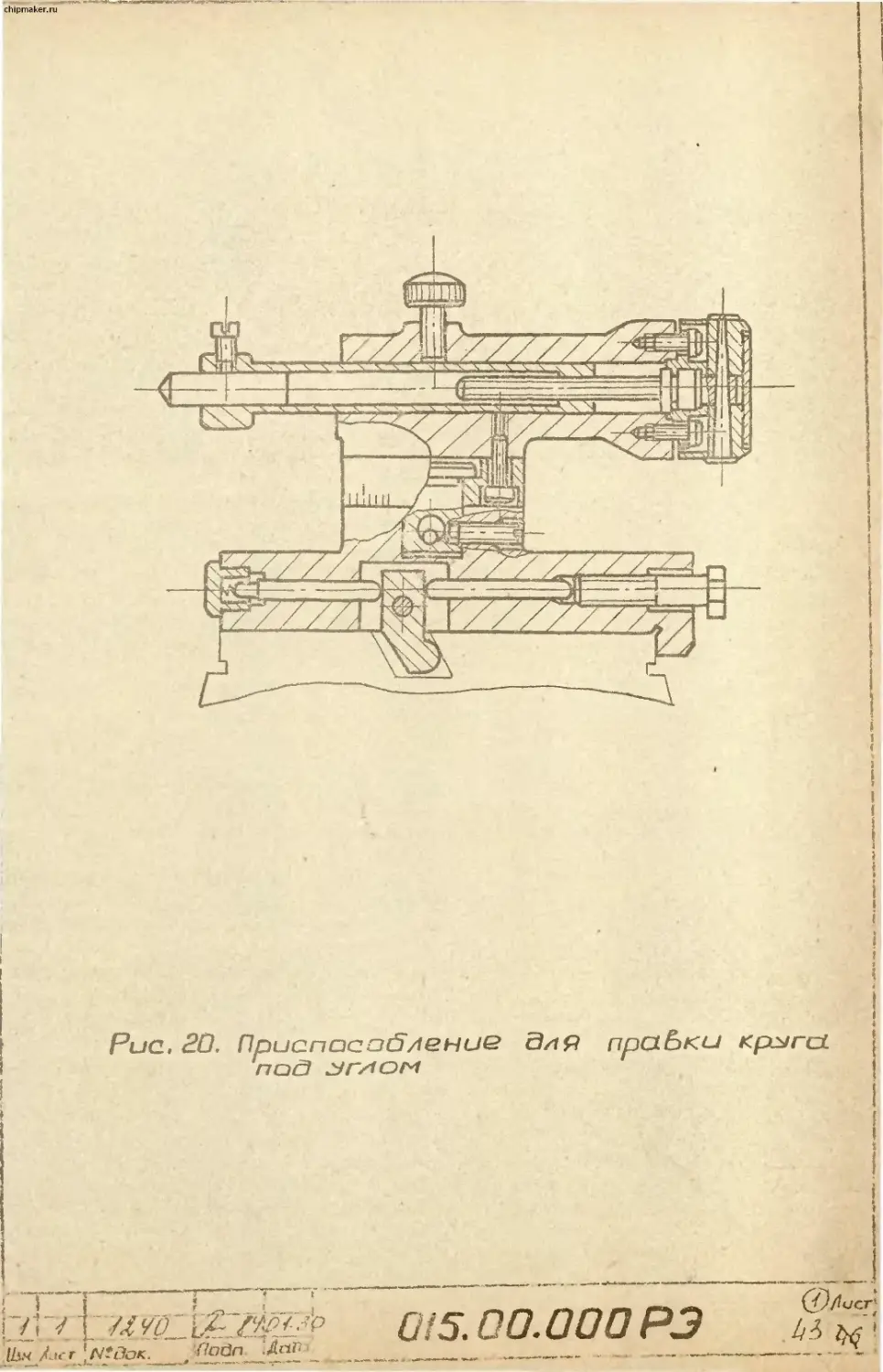
Рис. 20. Приапоссзб/teHue d/ip праЬки Kp^rcL
ПОСЗ СУГ/ЮМ
. ,------—----------------
2.1Г ISHOfezfe’’'5 Qi5.00.000 РЭ
lhn. Au:r '/vrz3t?K. . Oc.dfi ’.Ann
(jP /ucri
chipmaker.ru
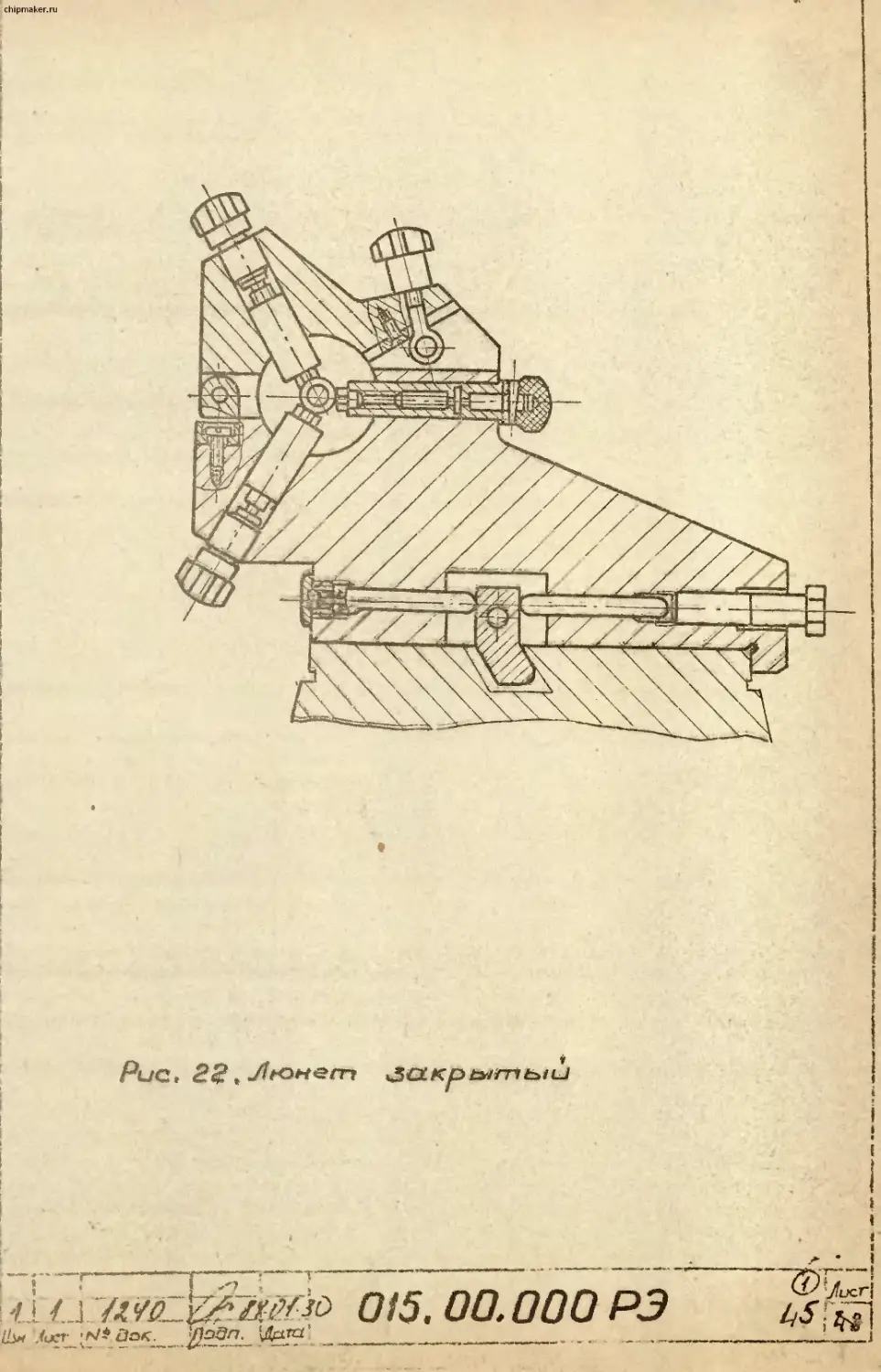
Рис, 2$ , Люнет
d /. j0'5.00. 000 РЭ
_._ , __ __
:h ipmaker.ru
1.4. ЭЕ^ЛРООБОРУДОВАН/Е
X
1.4.I. Общие сведения
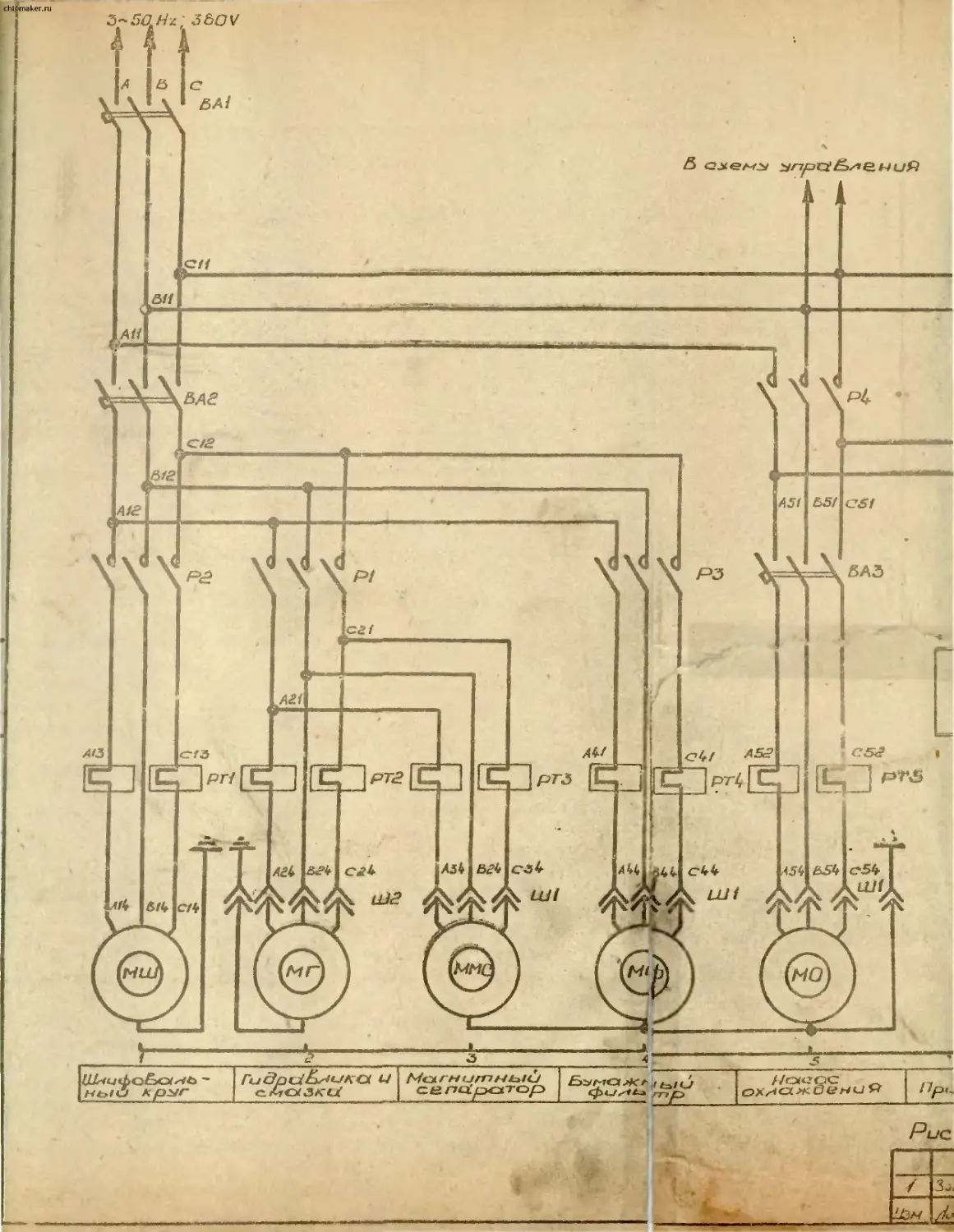
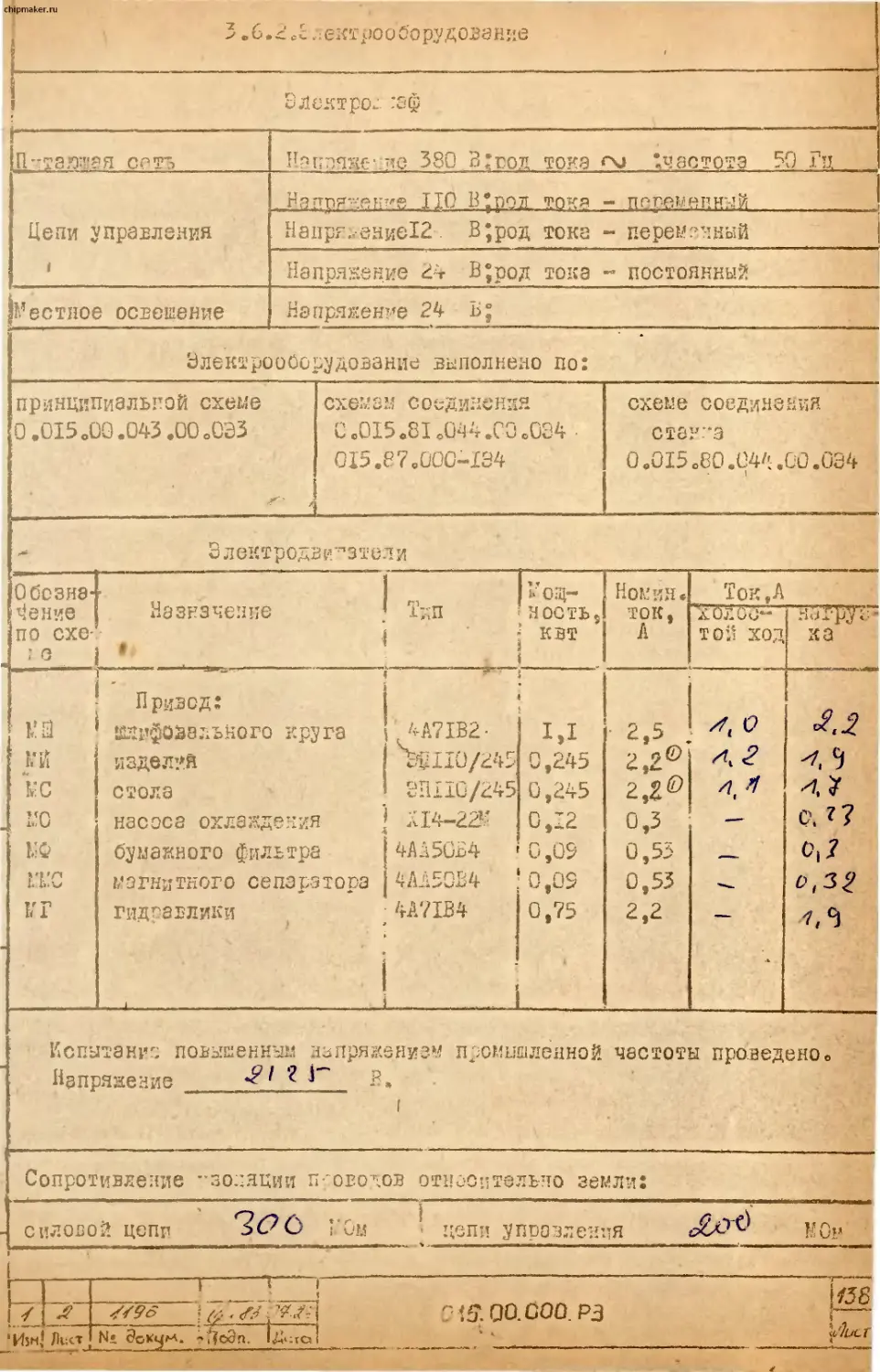
Электрооборудование станка выполнено для питания от тресфаз-
ной сети 380 V ; 50 Hz.
Примечание'Напряжение и частота питающей сети может быть из-
менено согласно заказ-наряда.
На станке установлены электродвигатели:
МШ * электродвигатель переменного тока для привода
шлифовального круга 4A7IB2
МИ - электродвигатель постоянного тока для привода изделия
ЭП 110/245
МС - электродвигатель постоянного тока для привода стола
ЭП IIC/245
Рядом со ст чипом находится насосно-фильтрующея установка, на
которой расположены три электродвигателя переменного тока.
МО - электродвигатель насосе.охлаждения ХЙ-22М
Ш * электродвигатель переменного тока для привода бумажного
фильтра
ММС - электродвигатель переменного тока для привода магнит-
ного сепаратора
Также рядом расположена гидроустановка с установленным на ней
электрод»-. "’гелем переменного тока ЕЕ для привода гидравлики и
смазки ’ ’
Общая мощность всех итодгмгателей - около 3kV/t.
Напряжение писания э. ектричеспях цепей станка:
а/ цепь управления переменного тока II0V.
б/ цепь упрйвЛеыля переменного тока для питания бесконтактных
путевых выключателей 12 V,
в/ цепь управления постоянного тока для питания электромаг-
нитных муфт.
г/ цепи освещения - 247.
д/ Цепи сигнализации - 5 у.
р.... - у--1--Г"
015. СО. ООО. Р-3
;r.ru
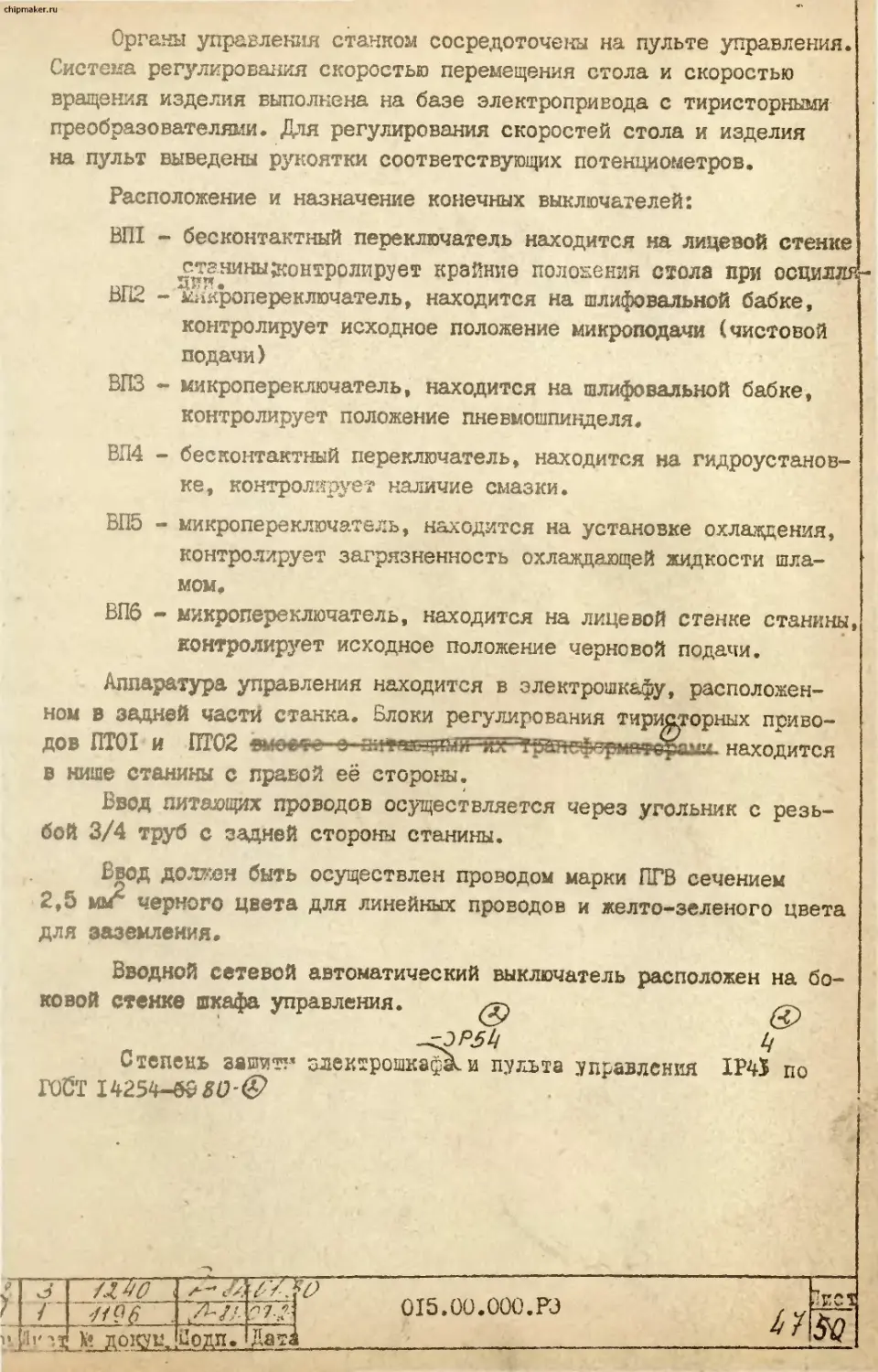
Органы управления станком сосредоточены на пульте управления.
Система регулирования скоростью перемещения стола и скоростью
вращения изделия выполнена на базе электропривода с тиристорными
преобразователями. Для регулирования скоростей стола и изделия
на пульт выведены рукоятки соответствующих потенциометров.
Расположение и назначение конечных выключателей:
ВП1 - бесконтактный переключатель находится на лицевой стенке
^танины&онтролирует крайние положения стола при осцилля
ВП2 - Микропереключатель, находится на шлифовальной бабке,
контролирует исходное положение микроподачи (чистовой
подачи)
ВПЗ - микропереключатель, находится на шлифовальной бабке,
контролирует положение пневмошпинделя,
ВП4 - бесконтактный переключатель, находится на гидроустанов-
ке, контролирует наличие смазки.
ВП5 - микропереключатель, находится на установке охлаждения,
контролирует загрязненность охлаждающей жидкости шла-
мом,
ВПб - микропереключатель, находится на лицевой стенке станины,
контролирует исходное положение черновой подачи.
Аппаратура управления находится в электрошкафу, расположен-
ном в задней части станка, блоки регулирования тиристорных приво-
дов ПТО1 и ПГ02 змовте о питна находится
в нише станины с правой её стороны.
Ввод питающих проводов осуществляется через угольник с резь-
бой 3/4 труб с задней стороны станины.
Ввод додан быть осуществлен проводом марки НТВ сечением
2,5 мьг черного цвета для линейных проводов и желто-зеленого цвета
для заземления.
Вводной сетевой автоматический выключатель расположен на бо-
ковой стенке шкафа управления.
Степень зашита электрошкафа.и пульта управления IP4J по
ГОСТ 14254-в05(7-<Р
Ж
I?
015.00.000.РЭ
Г 'Й96
1.4.2. Первоначальный пуск
При первоначальном пуске необходимо:
- освободить подвесные сердечники аппаратов,
- очистить аппаратуру от пыли и загрязнений;
- очистить сердечники электромагнитных апалратов от техни-
ческого вазелина;
- проверить свободно ли перемещаются подвижные части аппара-
туры, кнопки в своих гнездах;
- проверить надежность заземления (сопротивление между вин-
тами заземления и металлическими частями станка должно быть не
более 0,1 ома) и качество монтажа электрооборудования (внешним
осмотром);
- подключить станок к цеховой, сети;
- включить вводной автомат и опробовать работу электродвига-
телей на холостом ходу.
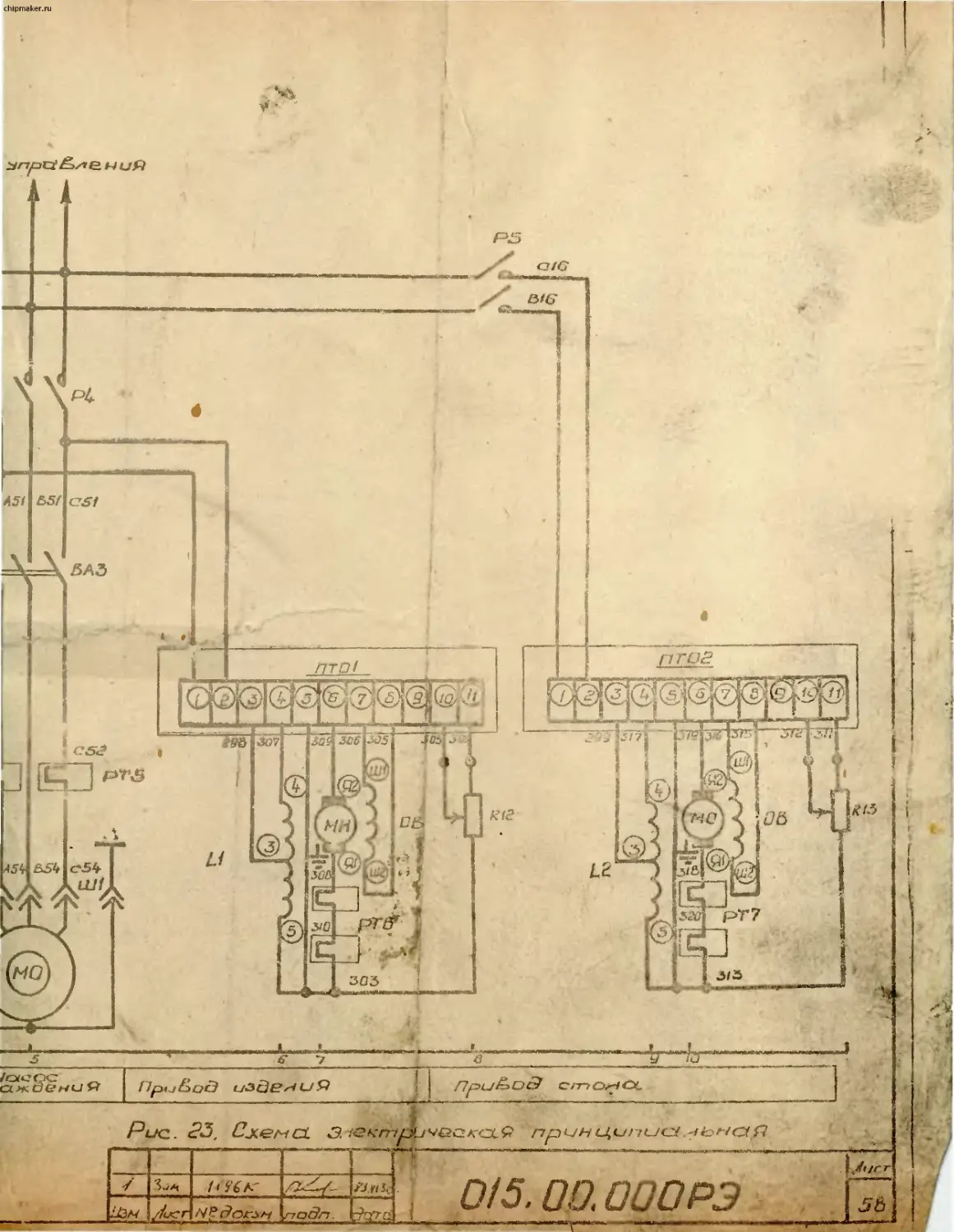
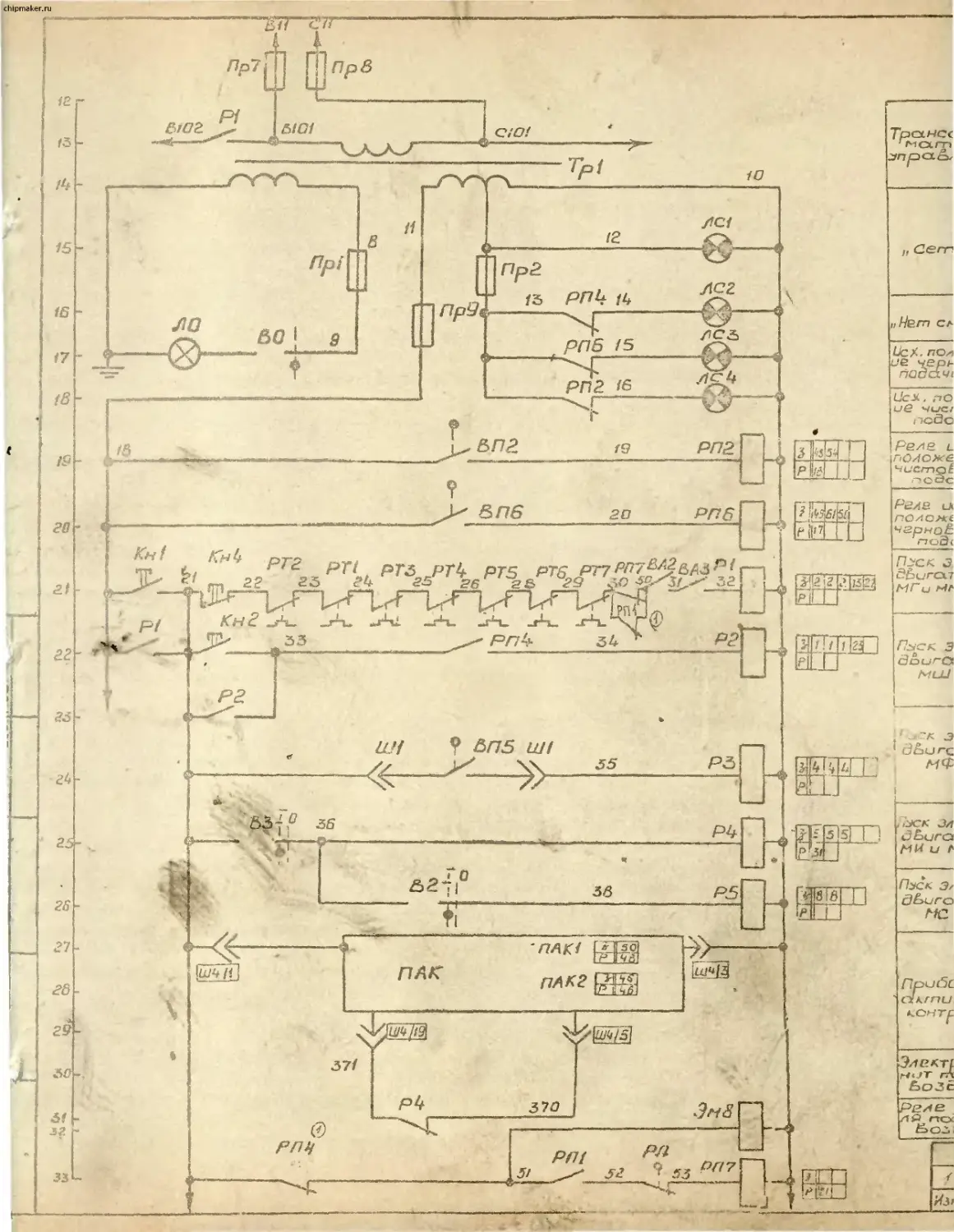
1.4.3, Си юание работы электросхемы станка
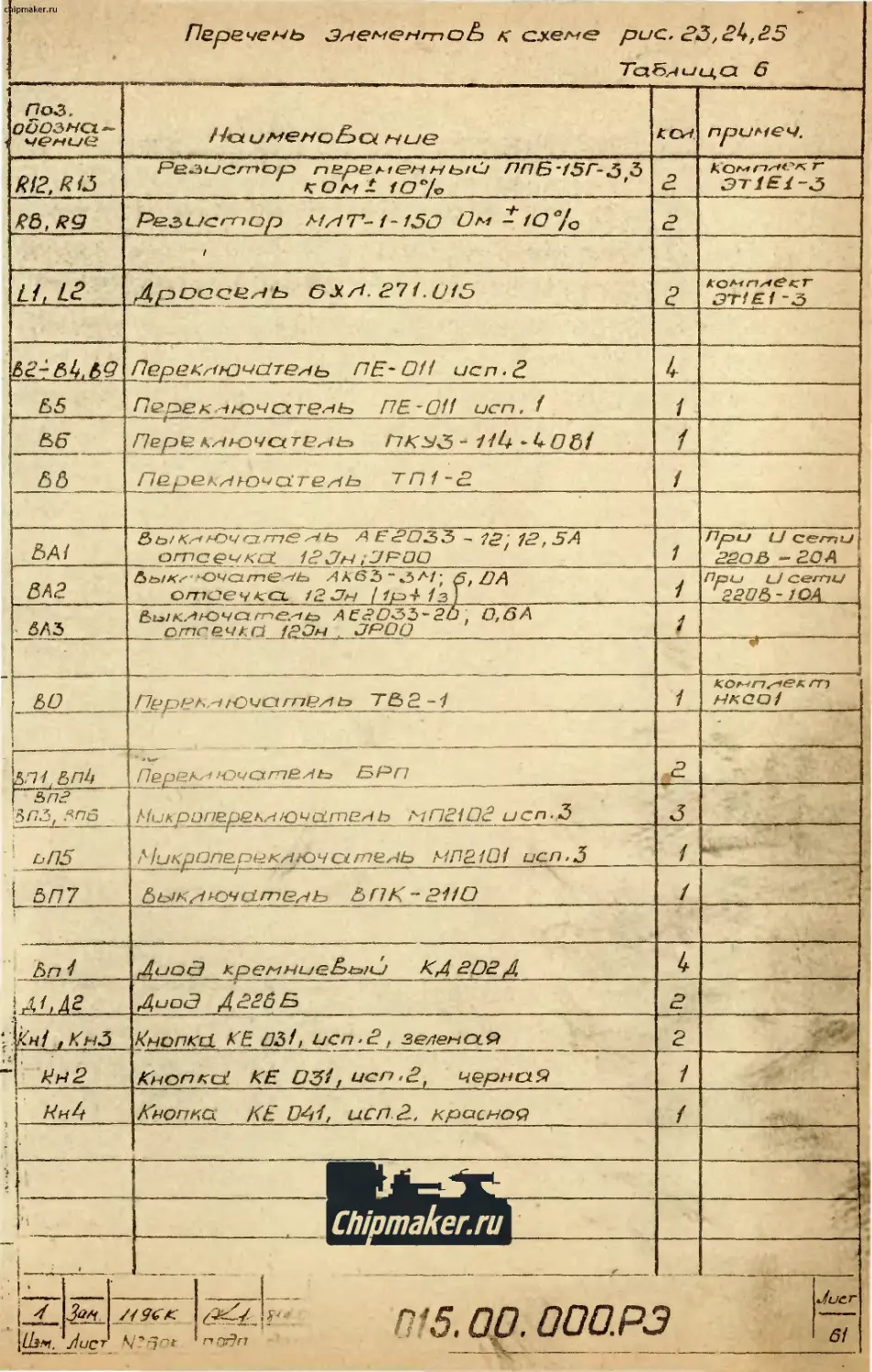
Схема электрическая принфшиальная показана на рис. 23,24,25
в табл. 6 указан перечень элементов к схема.
Электросхема предусматривает работу станка в четырех режи-
мах:
А. Черновая подача + чистовая подача. Этот режим возможен
только пр; работе станка в полуавтоматическом режиме с прибором
активного контроля, поскольку пеоеход от черновой подачи к чис-
товой осуществляется по кок'зде прибора.
Б. Чистовая подача. Режим возможен при работе станка с при-
бором, так и без него.
В. Черновая подача. Режим возможен при работе станка как с .
прибором, так и без него.
Г. Периодическая подача.
Переключение одного режима на другой осуществляется четырех-
позйциоеным переключателем подяч Е6. ’
/j \ 4
015.00.000.РЭ
© С
chipmaker.ru
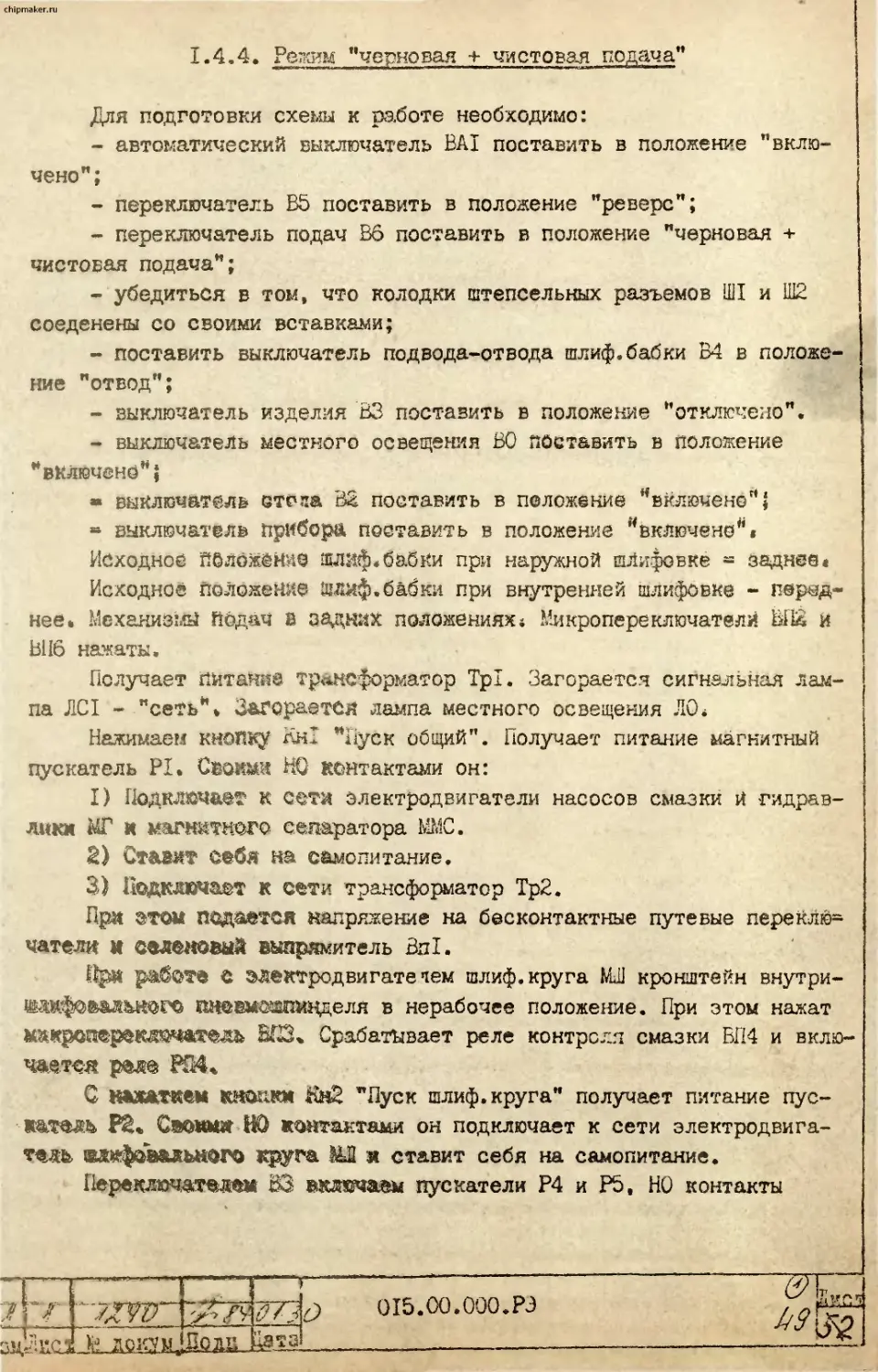
1.4Л. Режим "черновая чистовая подача”
Для подготовки схемы к работе необходимо:
- автоматический выключатель BAI поставить в положение "вклю-
чено”;
- переключатель В5 поставить в положение "реверс";
- переключатель подач В6 поставить в положение "черновая +
чистовая подача";
- убедиться в том, что колодки штепсельных разъемов Ш1 и UI2
соединены со обоими вставками;
- поставить выключатель подвода-отвода шлиф.бабки В4 в положе-
ние "отвод";
- выключатель изделия ЬЗ поставить в положение "отключено".
- выключатель местного освещения ВО поставить в положение
"включено”;
» выключатель отгла поставить в положение ’’включено"!
» выключатель Прибора поставить в положение ’’включено”«
Исходное ПбложёНие шлиф.бабки при наружной пДифовке « заднее«
Исходное положение Шлиф.бабки при внутренней шлифовке - перед-
нее. Механизмы Подач s саднах положениях» Микропереключателя ВШ и
B1I6 нажаты.
Получает питание Трансформатор Тр1. Загорается сигнальная лам-
па ЛС1 - "сеть"» Загорается лампа местного освещения JI.Q*
Нажимаем кнопку дн! "пуск общий". Получает питание магнитный
пускатель PI. Сжктн НО контактами он:
I) Подкличист к сети электродвигатели насосов смазки и гидрав-
лики &Г и магнитного сепаратора ММС.
2) Ставит себя на самопитание.
3) Подключает к сети трансформатор Тр2.
При этом издаетея напряжение на бесконтактные путевые переклю=
чатели и выпрямитель Вп1.
йр* работе с электродвигателем шлиф, круга МЛ кронштейн внутри-
идафСВВЛЬНОГе пиевкздпмццеля в нерабочее положение. При этом нажат
жкрсперекушчжтель ВПЗ» Срабатывает реле контроля смазки ЕП4 и вклю-
чается НЖ
Z нмаглткем кнопки "Пуск шлиф, круга" получает питание пус-
катель. F«L Своим» -НО чэдтажгаьи он подключает к сети электродвига-
тель ого круга МД ж ставит себя на самопитание.
Нере^лчатеж** ВЗ ьхл’счаем пускатели Р4 и Рэ, НО контакты
015.00.000.РЭ
chipmaker.ru
которых:
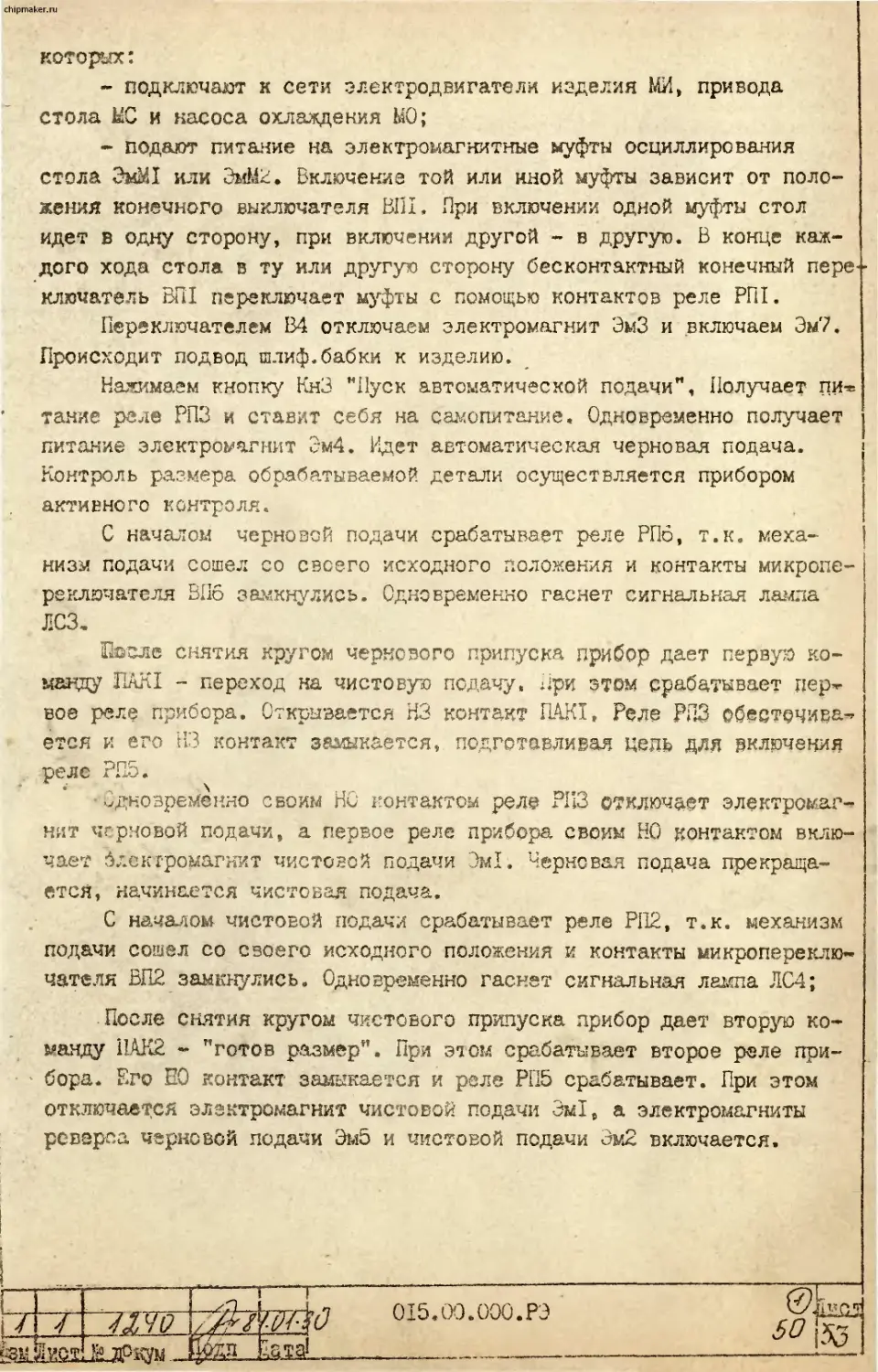
- подключают к сети электродвигатели изделия МИ, привода
стола МС и насоса охлаждения МО;
- подают питание на электромагнитные муфты осциллирсвания
стола ЭмМ1 или ЭыМ2. Включение той или иной муфты зависит от поло-
жения конечного выключателя ВП1. При включении одной муфты стол
идет в одну сторону, при включении другой - в другую. В конце каж-
дого хода стола в ту или другую сторону бесконтактный конечный пере
ключатель ВП1 переключает муфты с помощью контактов реле РП1.
Переключателем В4 отключаем электромагнит ЭмЗ и включаем Эн7.
Происходит подвод шлиф.бабки к изделию.
Нанимаем кнопку КнЗ "Пуск автоматической подачи", Получает пи«
тание реле РПЗ и ставит себя на самопитание. Одновременно получает
питание электромагнит Эм4. Идет автоматическая черновая подача.
Контроль размера обрабатываемой детали осуществляется прибором
активного контроля.
С началом черновой подачи срабатывает реле РГ16, т.к. меха-
низм подачи сошел со своего исходного положения и контакты микропе-
реключателя ВП6 замкнулись. Одновременно гаснет сигнальная лампа
ЛСЗ.
Шоле снятия кругом чернового припуска прибор дает первую ко-
манду JIAXI - переход на чистовую подачу, При этом срабатывает пер-
вое реле прибора. Открывается НЗ контакт ПАКТ, Реле РПЗ обесточивав
ется и его НЗ контакт замыкается, подготавливая цепь для включения
реле РП5.
С днозременно своим НС контактом ред$ РПЗ отключает электромаг-
нит черновой подачи, а первое реле прибора своим НО контактом вклю-
чает блскгромагнит чистовой подачи Эм1. Черневая подача прекраща-
ется, начинается чистовая подача.
С началом чистовой подачи срабатывает реле РП2, т.к. механизм
подачи сошел со своего исходного положения и контакты микропереклю-
чателя ВП2 замкнулись. Одновременно гаснет сигнальная лампа ЛС4;
После Снятия кругом чистового припуска прибор дает вторую ко-
манду 1LAK2' - "готов размер". При за ом срабатывает второе реле при-
бора. Его НО контакт замыкается и реле РГ15 срабатывает. При этом
отключается электромагнит чистовой подачи Зм1, а электромагниты
реверса черновой подачи Эм5 и чистовой подачи Эм2 включается.
015.00.000.РЭ
г?
chipmaker.ru
Идет реверс обоих подач до нажима на микропереключатели БП2
к ВП6. В результате отключаются реле РП2 и РП6 и своими НО контак-
тами отключают реле РП5, сбрасывают запоминание команд прибора,
отключают электромагниты Эм2 и Эм5, зажигают сигнальные лампы ЛСЗ
и ЛС4 исходного положения задач. Включая электромагнит ЭМЗ с по-
мощью переключателя В4, производим отвод шлиф.бабки.
Переключателем ВЗ отключаем пускатель Р4. Двигатели изделия,
стола, охлаждения останавливаются. Цикл окончен.
1.4.5. Режим "чистовая подача'1
В этом режиме возможна работа с прибором активного контроля
и без него.
Подготавливаем схему к работе аналогично тому, как это дела-
лось в описанном выше режиме, за исключением того, чтс переключа-
тель подач В5 ставим в положение "чистовая подача".
Производим подвод шлифоф. бабки переключателем В'Т.
При работе с прибором активного контроля нажимаем кнопку КнЗ.
Выключается рэле РПЗ и своим НО контактом включаер’ электромагнит
чистовой подачи Эм1. Идет чистовая подача. Освобождается микропе-
реключатель ЗП2, включается реле РП2, 'гаснет сигнальная лампа
ЛС4. Прибор задает первую команду-- ПАКТ - "выхаживание". При этом
включается первое реле прибора,’которое своим ИЗ контактом отклю-
чает цепь питания реле РПЗ. Электромагнит Эм! отключается. Идет вы-
хаживание. Прибор выдает вторую командуй- ПАп2 - "готов размер".
Включается второе реле прибора и своим НО контактом включает цепь
питания реле РП5.
НО контакт РП5 включает электромагнит Эм2. Идет реверс чисто-
ьой подачи до нажима на микропереключатель БП2. При этом загора-
ется сигнальная лампа "исходное положение чистовой додачи" ЛС4,
реверс подачи прекращается, т.к. отключается реле РП5.
-При работе без прибора сигнал на окончание чистовой подачи
подается переключателем-35, который при этом ставится в положение
"стоп". При этом отключается реле РПЗ и электромагнит Эм1. Проис-
ходит выхаживание.-Сигнал на окончание выхаживания подается пере-
' ключателем В5, который при этом ставится в положение ’’реверс”.
При этом включается реле РП5 и электромагнит Эм2 реверса подачи.
Реверс идет до нажима на БП2, отчего РП5 отключается. Загорается
сигнальная л^хпа ЛС4.
chipmaker.ru
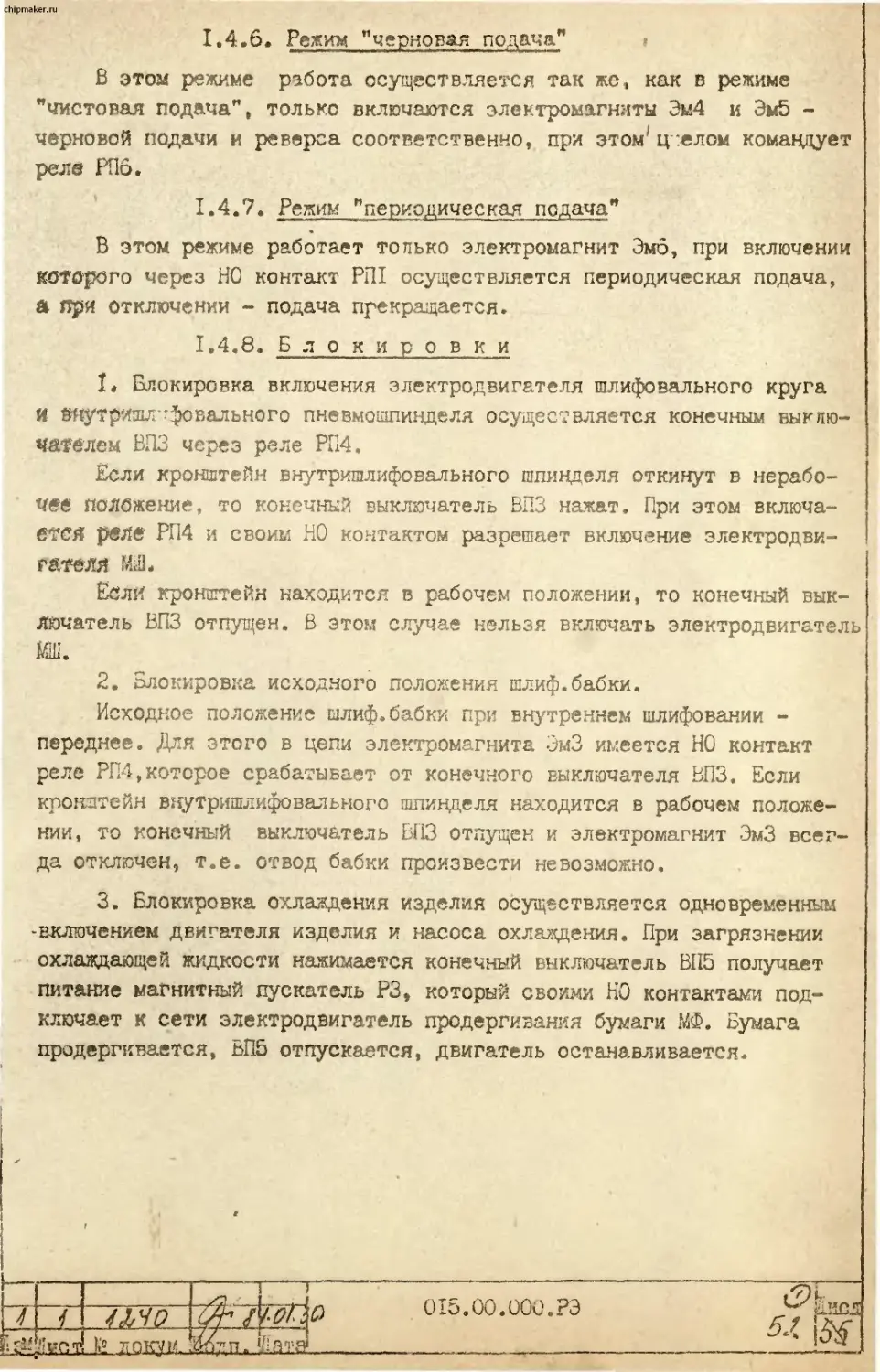
1.4.6. Режим "черновая подача" »
В этом режиме работа осуществляется так же. как в режиме
"чистовая подача", только включаются электромагниты Эм4 и Эмб -
черновой подечи и реверса соответственно, при этом1ц:елом командует
релз РП6.
1.4.7. Режим "периодическая подача"
В этом режиме работает только электромагнит Эмб, при включении
которого через НО контакт РП1 осуществляется периодическая подача,
a при отключении - подача прекращается.
1.4,.8 . Блокировки
1* Блокировка включения электродвигателя шлифовального круга
й вяутришл’гфовального пневмошпинделя осуществляется конечным выклю-
чателеп ВИЗ через реле РП4.
Если кронштейн внутришлифовального шпинделя откинут в нерабо-
чее положение, то конечный выключатель ВПЗ нажат. При этом включа-
емся реле PI14 и своим НО контактом разрешает включение электродви-
гателя ИШ.
Если кронштейн находится ь рабочем положении, то конечный вык-
лючатель ВПЗ отпущен. В этой? случае нельзя включать электродвигатель
2. Блокировка исходного положения шлиф.бабки.
Исходное положение шлиф.бабки при внутреннем шлифовании -
переднее. Для этогс в цепи электромагнита ЭмЗ имеется НО контакт
реле РП4,которое срабатывает от конечного выключателя ВПЗ. Если
кронштейн внутришлифовального шпинделя находится в рабочем положе-
нии, то конечный выключатель ВПЗ отпущен и электромагнит ЭмЗ всег-
да отключен, т,е. отвод бабки произвести невозможно.
3. Блокировка охлаждения изделия осуществляется одновременным
-включением двигателя изделия и насоса охлаждения. При загрязнении
охлаждающей жидкости нажимается конечный выключатель BII5 получает
питание магнитный пускатель РЗ, который своими НО контактами под-
ключает к сети электродвигатель продергивания бумаги .МФ. Бумага
продергивается, ВП5 отпускается, двигатель останавливается.
1 i 1МЛ
It ^окуи.
015.00.000.РЭ
Дне.
chipmaker.ru
1.4.9. Защита электрисхемы
Защита электродвигателей от перегрузок осуществляется тепловы-
ми реле PTI ... РТ7, от токов короткого замыкания - автоматическими
выключателями ВН ... ВАЗ.
Схема управления защищена от токов короткого замыкания - пре-
дохранителями Пр1, Пр2, Пр7 ... Пр II.
Нулевая защита обеспечивается НО контактом пускателя PI. При
исчезновении напряжения станок снова можно включить только посред-
ством начатия кнопки Кн1 "пуск общий".
Аварийная защита стенка обеспечивается кнопкой управления
Кн4 с красным грибовидным' толкателем и автоматическим выключателем
BAI. /г»
Chipmaker.ru
fit €
1.4.10. Сигнализация и осн^щеник
На шкафу имеется 4 сигнальные лампы:
ЛС1 - сигнализирует о наличии напряжения
JIC2 - сигнал говорит об отсутствии смазки
ЛСЗ - сигнализация исходного положения механизма черновой
подачи.
ЛС4 - сигнализация исходного положения механизма чистовой
подачи.
Кроме этого 3 сигнальных лампочки на приборе активного контро-
ля.
Они означают:
а) в режиме "черновая чистовая подача"
1ЛС - идет черновая подача
2ЛС - и^ет чистовая подача
ЗЛС - "готов размер"
б) В режиме "черновая подача"
1ЛС - идет черновая подача
2ЛС - идет выхаживание
efyodbnw odieni кронилтес ном местисга
в) Б режиме ’'чистовая подача " с ги&ой стям jq
1ЛС - идет чистовая подача
Л {Л Ч0_
Г
015.00. 000. РЭ
ж il цушд<.яТ;одпаА1д.
chipmaker.ru
I.4.II. Указания по эксплуатации электр^оборудования.
При уходе за атектрооборудованием необходимо периодически
проверять состояние гусковой и релейной аппаратуры. При этом
особое внимание следует ооратить на надежное заьщкание и размы-
кание контактов.
Вс время эксглуатации электродвигателей систематически
производить их техническйе осмотр* и профилактические ремонты.
Периодичность техосмотров устанавливается в зависимости от
производственных условий, но не реже одного раза в два месяца.
При профилактических ремонтах должна производиться разборка
электродвигателя, внутренняя и нарушая чистка, замена смазки
подшипников. Смену смазки подлинников при нормальных условиях
следует производить через 4000 часов работы. При работе электро-
двигателей в пыльной и влажной среде ее следует производить
чаще, по мере необходимости. Перед набивкой свежей смазки,
подшипник ч дбЛжкы быть тщательно про.’.зпы.
При осмотре блока питания регулируемого электропривода
тщательно проверить надежность электрических контактов и лаек,
проверить состояние выделителей и проводов. Во время эксплуата-
ции машин постоянного тока особое внимание обратить на то, чтобы
щетки и коллектор всегда были чистыми, царапины, нагар и другие
мелкие дефекты не допускается. Изношенные щётки должны заменяться
только той хе марки, конструкции и размеров.
1.4.12. Указания мер безопасности
Персонал, занятый обслуживанием олектрообопудования сташса,
в также его наладкой и ремонтом обязан:
а) иметь допуск к обслуживание электроустановок напрякени-
—
/ У ^40 'СИ
015.00. 000. РЭ
chipmaker.ru
ем до 1000В;
б) знать действующие правила технической эксплуатации и
безопасности обслуживания электроустановок промышленных пред-
приятии и правила испытания и измерения параметров электро-•
оборудоваыия;
в) руководствоваться указаниями мер безопасности, которые
содержатся в настоящем руководстве, руководстве по механиче-
ской части станка и в эксплуатации, прилагаемой к устройст-
вам и комплектны.! изделиям, входящим в состав станка;
г) зна^ь принципы работы электрооборудования станка и ра-
боту его схемы автоматического управления.
Для обеспечения безаварийной работы станка напряжение
питающей сети на его вводе должно быть в предела;: от 0,9
до 1,1 номинального значения, а отклонение частоты от номи-
нального значения в пределах + 0,1 Гц.
Станок и устройства, которые входят в его состав и могут
оказаться под опасны,! напряжением должны быть наданио зазем-
лены.
К заземляющему зажиму, установленному в шкафу с электро-
оборудованием, должен быть подведен от сети медный заземляю-
щий провод сечением не менее 6 мм2.
Качество заземления должно быть проверено внешним осмотром
и измерением сопротивления меяду металлическими частят®: станка,
каждого выносного устройства и зажимом для заземления, находя-
щимся в электрошкафу. Сопротивление заземления не должно пре-
вышать 0,1 Ом.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ ПРОИЗВОДИТЬ РАБОТЕ ПОД НАПРЯ-
ЖЕНИЕМ.
Во время перерыва в работе и при ремонте вводной выклю-
чатель должен быть обязательно отключен и заперт специальным
L у ж /—6^
015.00.000. РЭ
chipmaker.ru j
устройством, вреду смотренным конструкцией злектрошкафа.
На пульте управления установлена кнопка "Аварийный стоп”
с грибовидным толкателем красного цвета, которая обеспечивает ;
отключение всех маппттных пускателей в силовых цепях, незави- I
симо от режима работы, действие кнопки "Аварийный, стоп" должно
проверяться при первоначальном пуске станка,
КАТЕГОРИЧЕСКИ РАЗВЕ; ДН.ТГБ И СОЕДИНЯТЬ СОСТАВ-
НУЮ ЧАСТИ ИТПСгСЯЖх РАЗБЕЛОВ, HAWi-ЖСЯ ПОД НАШ’ЯЖЬИУЖ
Для обеспечения безопасности работы, предупреждения поло-
мок механизмов и брака на станке предусмотрено ряд электриче-
ских блокировок, описание которых приведено в разделе 1.4.8 нас-
тоящего руководства.
Блокировка включения вводного автоматического выключателя
при открытых дверях злектрошкафа осуществляется конечным выклю-
чателем ВП4.
КА1ОТЖЕСКИ ЗАПРЕЩАЕТСЯ ОТЫМАТЬ ЭлЕКТРОйКАФ ПОСТОРОгПЙЬД
ДИЦАЛ,НЕ0БЯЗАНПШ ОБСЛУЖИВАТЬ ЖчТРООБОРУДОВАНПЕ СТАНКА.
।
Действие всех электрических блокировок должно проверяться
на холостом ходу и под нагрузкой при первоначальном пуске станка,
а также при профилактических осмотрах и ремонтах.
ЬХ-щ ОТЧЕСКИ ЗАЕРШЕТСЯ РАБОТАТЬ НА СТАНКЕ ПРИ ОБНАРУЖЕНИИ
еж (Радостей в работе электвяеских блокировок безопасности.
С целью Обеспечения безопасности при первоначальном пуске,
Во время эксплуатации станка и при егс ремонте следует также
руководствоваться ^тсазаншыи, которые содержатся в разделе
"Инструкция по эксплуатации".
015.00. COO.FC
। chipmaker.ru
I.1.13. Указания no упаковке электрооборудования
При отправке станка необходимо подготовить аппаратуру
для транспортирования:
а) подвижные части электромагнитных аппаратов (реле,
пускатели и т.п.) закрепить во включенном состоянии при помощи i
шпагата,
б) все стыки на сердечниках смазать техническим безкис-
лотным вазелином.
’’
015.00. 000. РЭ б? л ?ст
-/ '„У,-, :,А/ч
maker.ru
У
UL-tutbiс Е>сулЪ ~ Гм&рсХЁ' ^'КСХ U сЛгОО.С*/ Mt-лгн jrnHt^iu с.а пирате >р //<хсс.с _ ох/с(жсЗемии пР<
chipmaker.ru
1* •
I
»
I
к
“•м — т
fJn\
0/5.00. ОООРЭ
—-------------
/
.J
i, Сет
„Нет сл
UcX. пол
ие черь
riadd.41
Цех. по
с2 чис/
iiodci
Реле l
похоже
чиетрЁ
PfZ/te lx
полом
чзрно£:
ricBi
Пуск, 3
8£>игол
МГи rtf'
rtepK. 3
двигО
MLJJ
‘ -УК J
'JeiUrc
мФ
I
;Ъск j/t
о&ига
ПИ и Л
Пуск Э'
д£>ига
'1С
Пробе
ехкгпи
контр
Э/tHKTL
ritjT гп
£>оЗЕ
Ргле
л Р noi
Ьол<
Яз>
chipmaker.ru
CfOf
Трансфер
35
J
J
р
Ж □
!l
Hem смазки
Ucx. поиояеи,-
ие чернп&аи
ив чисто,
посЗсх-чи
Реле uc>.
положен и Q
36
37
4/
'Я2 itO
3fi
39
bO
2 2
£1
?| /!/
Л 1 j’H 1
Реле исх,
поломке нОР
чзрно&оО
поЭач и
Пуск Электро-
ЗЬигсктё’ле'о
>)
! ’ Пр t О
J
tar?/ ’
PHi
£/7.3
Оариллиро~
&CKHUP
Конечч e.nj
aKlk'/h'j^Cl -
шг
Конечный
СзЫКЛЮЧССГеАк
ПОЛТЖСНиЯ
пнз&мГ'шпиН-
Пжск Электре
а^игСкгелчр
MUJ
to
l&
Ё>П7
47
£9
j nrKi.JQkp 3>
I ?
ZAt
Бл.окороЬксХ
зле«грои?ка~
37
A.
4
'фМ'1' ]
>НОГО
1
Рис Ш Схема
!жк электро -
и Ёж/га г е л Q
МИ и МО
Нхк элек г DC'
д1ж1гскте.-1р
МС
£>оз£?2з<хсх
Реле конгро
:^с':тричесхсуя
' 1 'к элек г pry
\ в Ehj г-чусте г р
МФ
Еы га
/ А
Изм Аикг
rtadn
45
46 -
4?“
46-
45-
50-
51 -
52-
53-
54-
55-
55-
57-
56-
59-
6P~
61 ~
62 -
6b -
3 47 5/ 6a
p 46|
3 54 6i
p 50
i
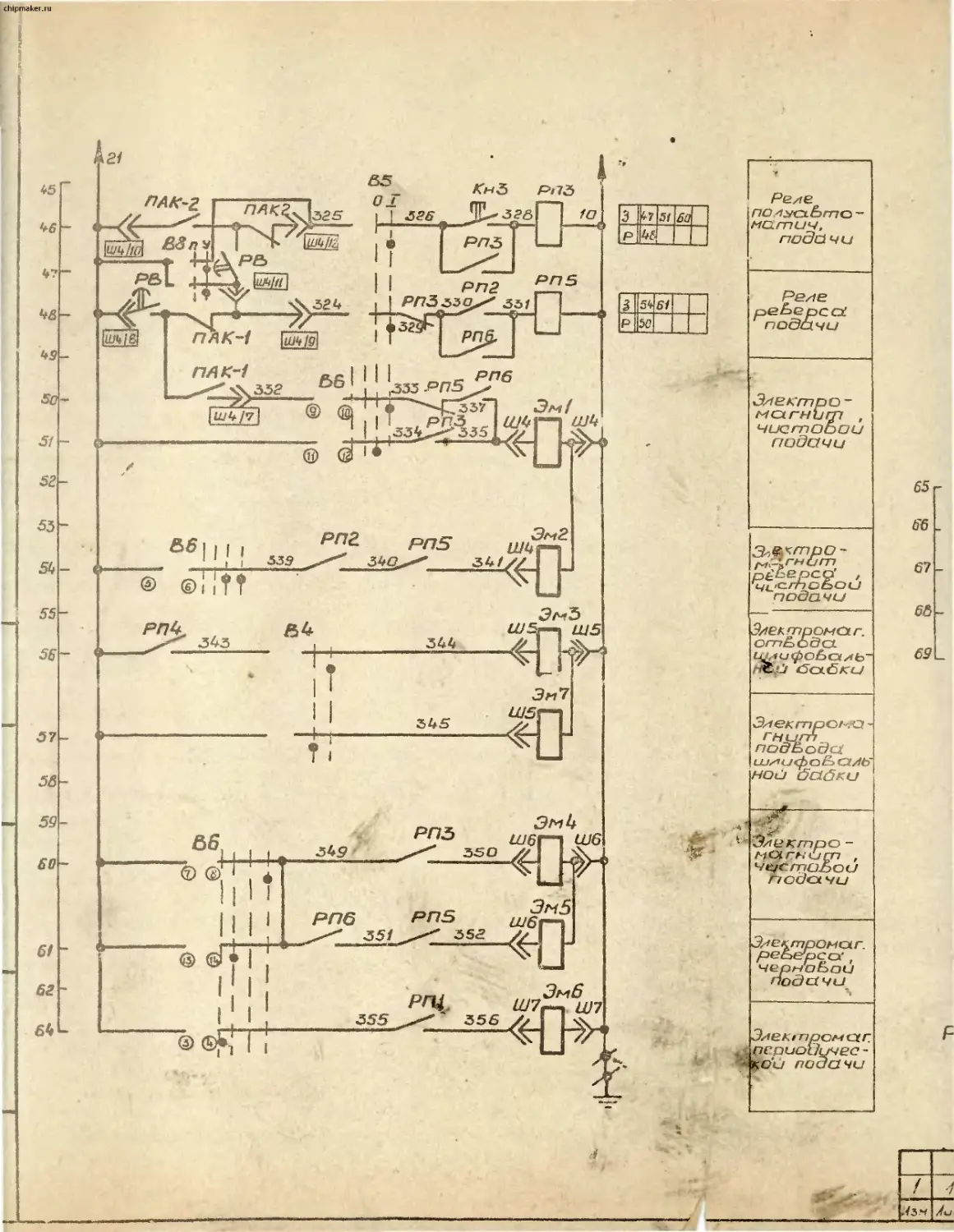
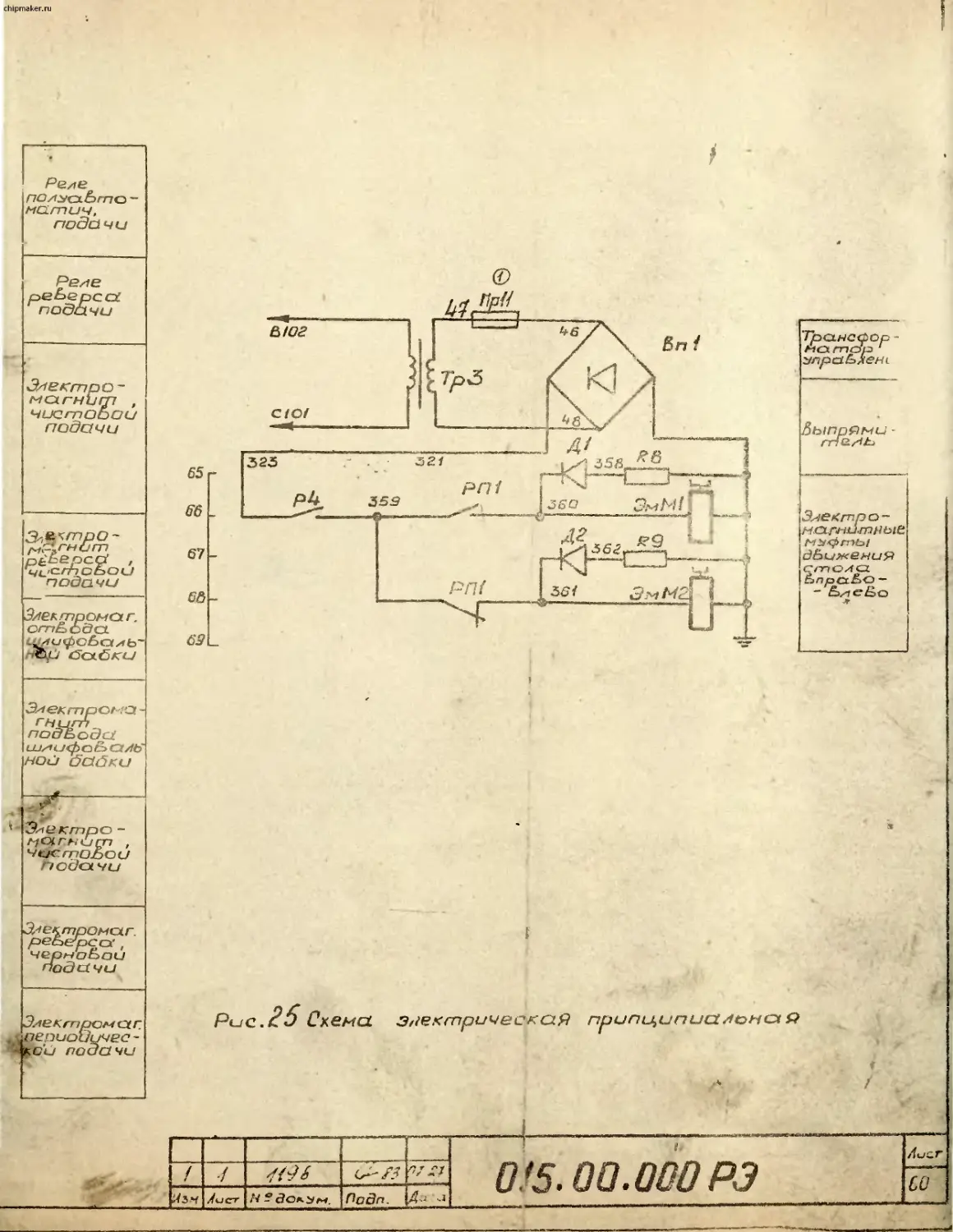
Рале пол&аЁзглс — нс тич, подачи
Реле pebepca подачи
З^ектоо- магнит , чистоЬои подачи
З^ектро- м -лгнит р^Ьерса , ч^^стоЬои подачи
Э/ten трона г. ст^дда L^fO<fio£>Ciy1b~ ч&Р (Задки
Зчектрс/ . и - i нит под!=>с>дс1 ujHtjtfi о & a/fb~ нои дадки
4 * 4 • З.ектро - магнат , чисп юьси h сдачи
Электрона г. реиерса', чернотой подачи X
Элеи пран аг nc-juul/uuec - фои подачи
Рис. 2 5 Схема электрическая прип^ипиа^она я
0!5.00.000РЭ Лие.г си
! i -/ 4^6
Изч ducr И - дсг.Цм Падп. U
с 1 ipmaker.ru Перечень 3/1ементо8 к схеме рис. 2р, 2k, 25 ТсхЕ>лии,а 6 i
ПоЗ. DOO3HCL- ченче Hot и менора. ние ПСИ при**еч.
RI2.R& Релистор переменный лпБт5Г-5 3 кОм! fO^ 2 Ксчм г ЭТ1Е£~5
R&.R9 резистор AtHT- 1 - 150 Ом - 1О°/о 2
/
LI. LS ДрОССЧЛЬ 6ХН. 271.013 2 кампн&кт ЗТ1Е1 -3
Mr 8^.69 Переключатель ПЕ- DH исп. 2 4
85 Песзек нючсхтель ПЕ-Oft исп, / 1
&6 Пере, ключатель ПК лЗ - 11 8 ДОб.1 1
88 Пере* л копатель ТП1-2. /
8А! &ыин.>Т'Чатень A E2DS3 - -pp, 12,5а amceuxct 12 Ом ,ОР2О 1 При U сети 22ОЬ - 20 А
ВА2 Пыхн-Рлате^ь АКбб ~ЗМ, б, ОА отсечет. 12 Он 1ю^1зУ 1 При и] сети 2208- 10Д
SA3 &1ЫКЛхОча.п-’Сл& АЕЗОЗЪ~20 . О,бА етгечка 12Оч JPOO 1
- - - •
60 Пеоекн ю ча тел ь ТЕ 2-1 1 компие* т HKQO1
-
Е>П1,8П1* Перекл >очател ь ЕзНп а
&пг ?>гз, кпа Пикооперекл.онсстель мПёЮЗ исп.6 3
оП5 — -* —Г— А1икропеоеключатель МПё.101 исп,3 / Mt
8П7 -4^ — --J ЬыкИ.ючртель & ПК - 2110 /
6n 4 ДиоАЗ кремниеЗыи КД 2D2 Д 4
i г * \ALA2 ДиоЗ Д 226 5 2
Кн1 , К нб Кнопка К£ 238 исп ,2, зеленaQ 2
Ен 2 Кнопка'. КЕ 031, исп.2, черная 1
Нн/t Кнопка KE DAj1, исп. 2. красная 1 . J,
[г J—! I
1» Chipmaker.ru\ :
1
» • 2исг Т5. OD. ООО.РЗ
tyltol. Лист / Pn'-t r-aErt
я '
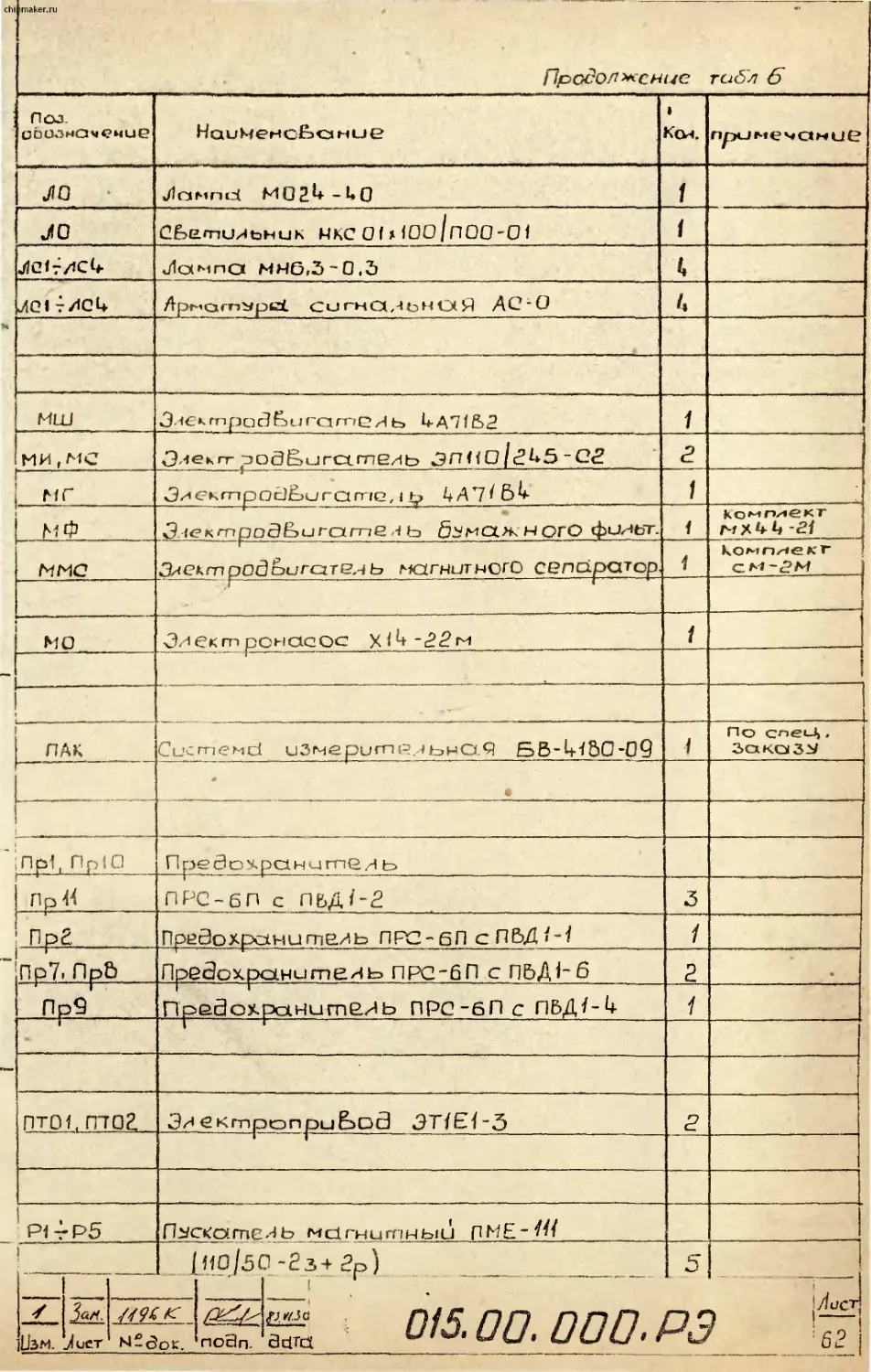
chi >ma ker.ru •» ПрОСОЛ >*CHUC ТСиб'л 6
Поз. опозночемие НаиМемсБсние 1 Коч, промемание
JIO jlctt^nd MOjU-UQ 1
JO С&Етииьник МКС 0 f x !□□ |ПОО-01 f
Лампа mho,3-0,3
4Git/CU Apr-’am^pci сигназьнСХЙ AC-О
MLU З.Л*гпро8&игс1гг1(2И b U-A7I62 1
МИ,МС Эиекп- poaSurame./tb .ЭП<<о/<2^5-Сс? 2
МГ 3/ct.mpodDurarricjb 4 A 7^ В 4- 1
мФ G «ектроЗ&игате J t> ЙЗНРХНОГО фиЛЬТ. 1 комп/чекг Г-t X 4- Ъ -21
NMC г ——“ ” З^ектоод питатель магнит него сепРратор 1 комплект с м ~ем
.Г - - 1 •
MO Электронасос
р . -—
ПАК Системе! иЗнеригпл.льнО.З Б5~^1д0-09 1 По слеиД , 3QKO33/
•
ПЫ, Пр IO Пре So храни те л ь
Пр 44 ПРС-6П с П&Д/-2 3
Пр8 ПреЗохраните/ь ПРС-6П с ПВД /-i 1
Пр7> Пр& Пресохэанигпель ПРС-6Г1 с П&ДЬб 2 •
пр/ ПреЗох ранитеиъ ПРС-бПс ПВД/-и 1
ПТ01, П702, Эл е «троп ри feed ЭТ/Е1-3 2
Pi rP5 Пускатель магнитный ПМЕ-^/
111015С-2з^2р)
1 1
У 3«/<. ГУ %. Г)П г пп хч Z ’СТ '62 j
Пэм. jfuer H-<3ok. поЗп. азга UhJt UU* UUU• i
chipmaker.ru 1 Лоосои ж с н ue tcxcS/h.5
1 ПО5 , (обознссче- h je. Наименование КОИ. Лримечан.
РП1 .Реле POJ-2-36^203;^ 2^B ; 50 Пи, 7
pnM- Реле РПЫ-2-562203, /
_Pn2, РП5 Ре^е
Pns., pne рп»-Р565', ~н0;5оги, 1>
__ РП 7_ Реме РПЗ-2-562205 f - НРБ, 50Ги, / •
l
t -pt4- pre Реие ТРИ-Ю; 2,5 э При U temu * У. А
Ipt3 ; pt5 Реле трн-Ю; о, 5 2 При и Сегг->и ёгсю-.С- бз А ;
PTlf Рене трр-ю; Q.35 1
1 pts ; tp7 Реле ТРР-Ю’ 5 2 . 2
1
TP1 Трансформатор QCM-O.U , oQQ*/5'22-H0l2k /
i, Tpg Трансформатор QCM-OtOE^ 360* 15-12 У
_I Транс форматор ОСМ'О. 363, 3SO*/5-£9 1
1 ' 1 1 '
|
I
| м i
| 3м м2 №<£.т>а ЗТм-052-.f г
F - --
►
рМт Зм V Зл2кгпромагиит М'“.*5202Г’ НОВ п
J£m8 Злектрс^огнигп' МТ§ЗОЗК \ ~ НОВ /
k.;
1 i IJ __
1 -J-4 it&_ к .[ Юзм Iuct Ме3ик jickln. OI5.QD.ODDP3 Г- dcnd _ ££_
chipmake
Л| / IUUU
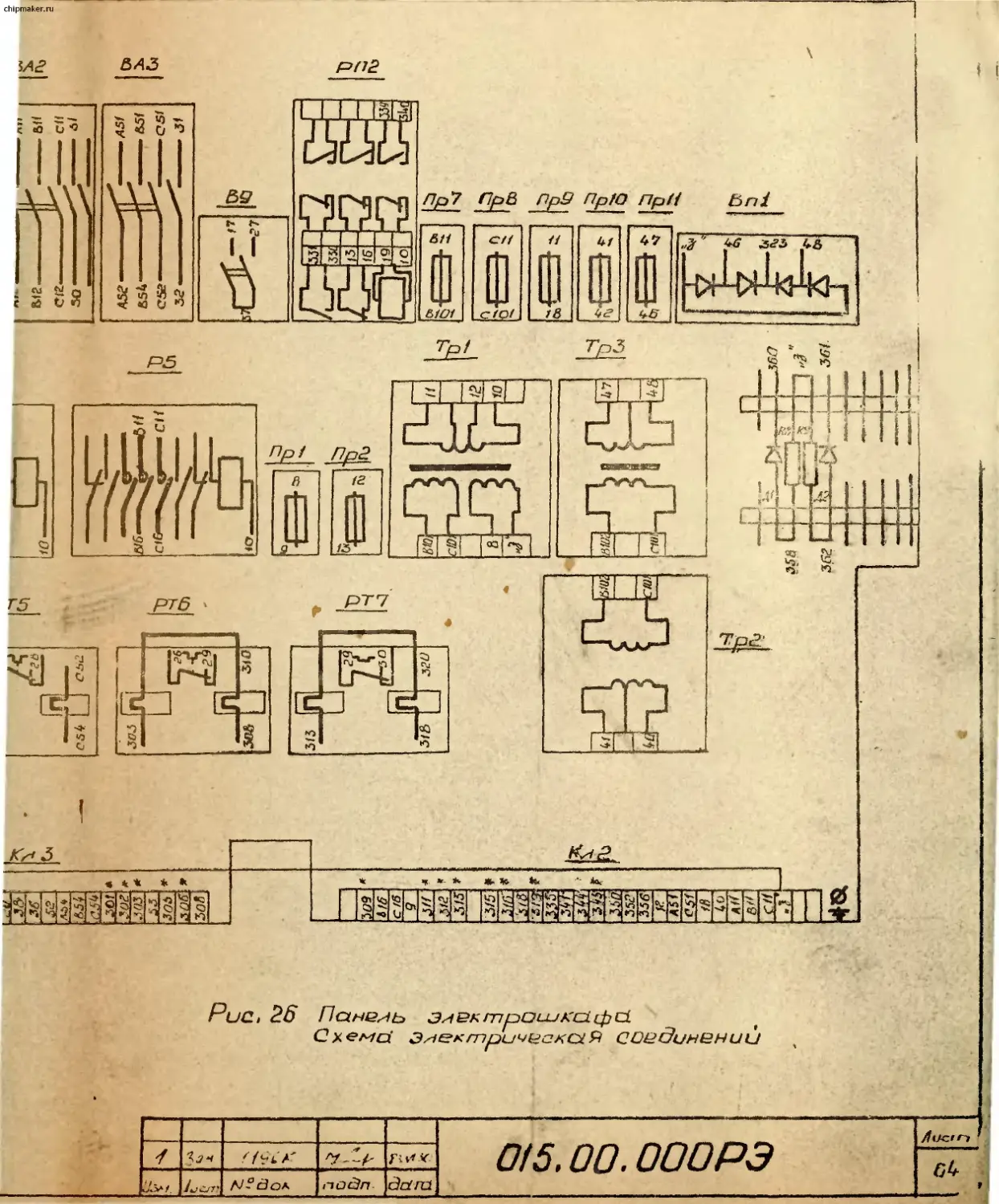
Рис, 26 Панель злек троила ф ci
С х end Электрическое Р соединен и и
Of5.00. ОООРЭ А,к.,г, ? Gb 9
7 'f'id гиис.
ZZ>/. JtjZrr N-dot. Пйдл- Ootra
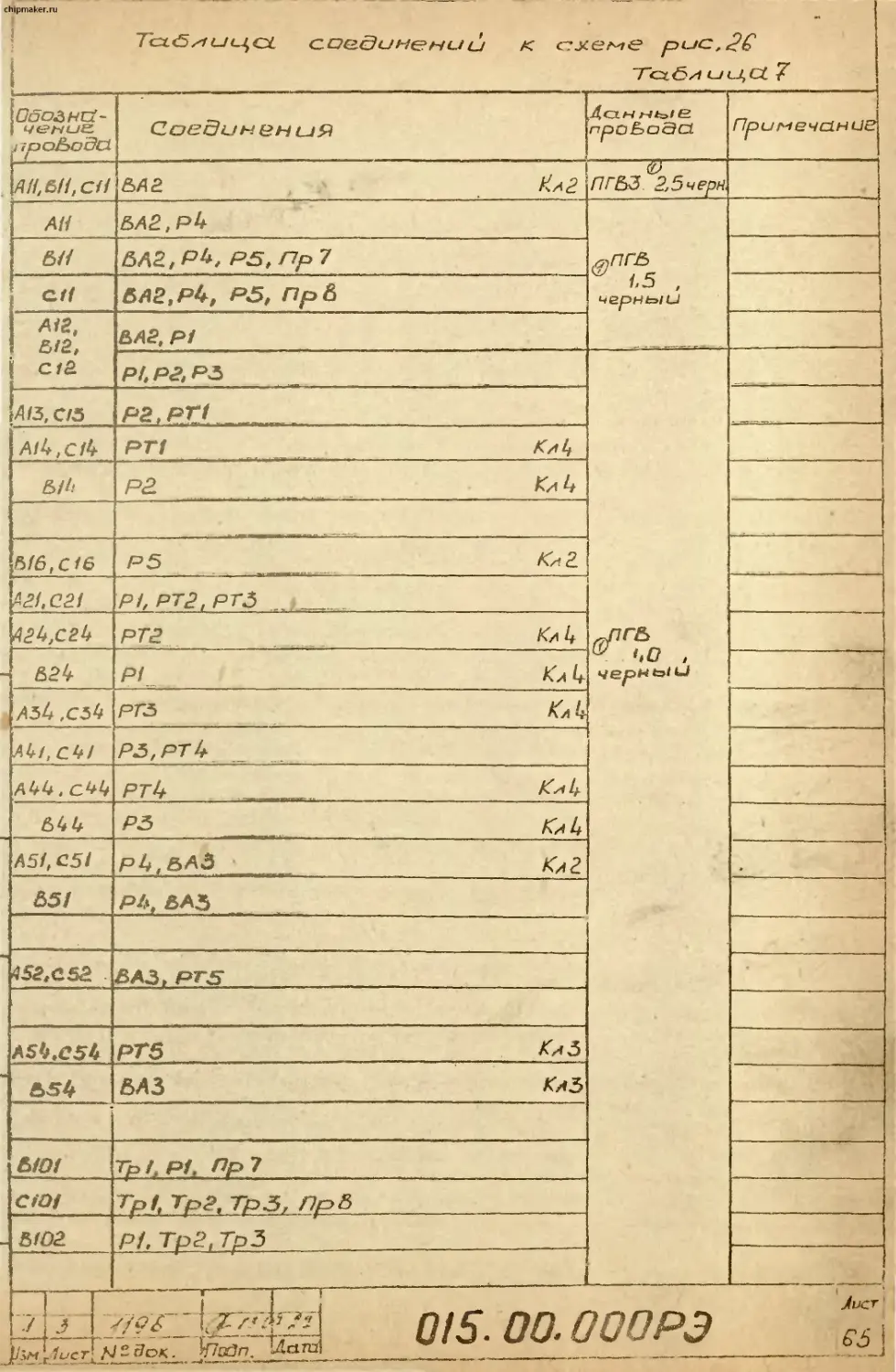
Tct<5г1 исоединении к схеме ри/с,20
Tcz&st LJUljCt'?
Oooaniu- чение. ipo&odd Соединен ljP Дел./-/w/a/e проЕзаэа Примечан Uc
&A2 Ka2 ПГ&З 2,5черн
AH 6A2.,Ph /7)ПГ& 1>5 , черны и
60 E>A2tPb, PS, Пр 7
att 6A2,Pb, PS, Пр 8
А<г, &12, eta &A5, Pi
Pl, PS, PS ^ГЁ> 07 40 , чернн>1 Cj
A15, C/3 P2,Prj _
a/4,c/4 PTt К/ilt
S/li
Ы6,С16 p 5 2
A2f,C2i Р1,РТ2,РГЗ
A2U,C2l> Pr-: Кл 4
62 b P/._ Кл I*
A5& ,C34 РГ-5 Кл U
Ahi, Chi PS, pt 4
A^h. PTk
644 PS
A5f, C5I рц.&лз к^г *
65/ Ph, AA3
«2X52 ЗАЗ, РГ5
ASb.CSh PT5
A54 6АЗ ^3
6/J/ тр/.pf. Пр 7
CtOf Tp f, Трр, 7РЗ, Пр 8
Ы02. -у, Тр2, ТрЗ _
"J J - И9£~' . - Йсхга Лис 015. 00.000РЭ _ei_
JiM L lucr A " док. Wigdn.
hipmaker.ru
Обозна- чений. проходе Сседоненир Лан i-t *=>!& пра£»с>сза При ме чанив
& тр1> Пр! ПГВ крас нь>1<-1 *
9 Пр1 Ка2
/С Тр 1, Р1гР5, РП2, РПЗ, РП5 7-РП1 КаЗ; К а 4
. 11 Гр/, Пр9
12 Тр1, Пр2 Кл2
15 Пр 2, РП2,РП1+, РПв
/4 РПЦ Ка^-
15 РП6 КаЪ
16,(9 РП2 ' я 4 г
17,27^7 69 1
16 Pltnp9 Ка2;Ка1+
2.0 РН6 _ —1
1_ 21 _ к/ ” -- - P1tPS,Pn^ Клч
22 ртг к a if. .
25 РП, РТ2
PTf, РТ5
25 РГЗ, ргЦ.
26 РГк, РТ5
1 23 РГ5, РГ6
29 РТ6, РТ7
; >50 РТЧ, РГТ7,РП1
3/ 6А2, 6А5
32 ЗАЗ, Р/
j 33 Р2, РП!+ ХаЬ
34 Р2,РП1*
35 РЗ К A U
| 36 рЬ Ка5
зз Р5 Кл 3
1 42$
1 jluw
1 / 4 +'9£ •' pw 015.00.000РЭ «
*Цзм] jlcjejr N_~ _<gox- O.-j Доггиг
Chipmaker. ru
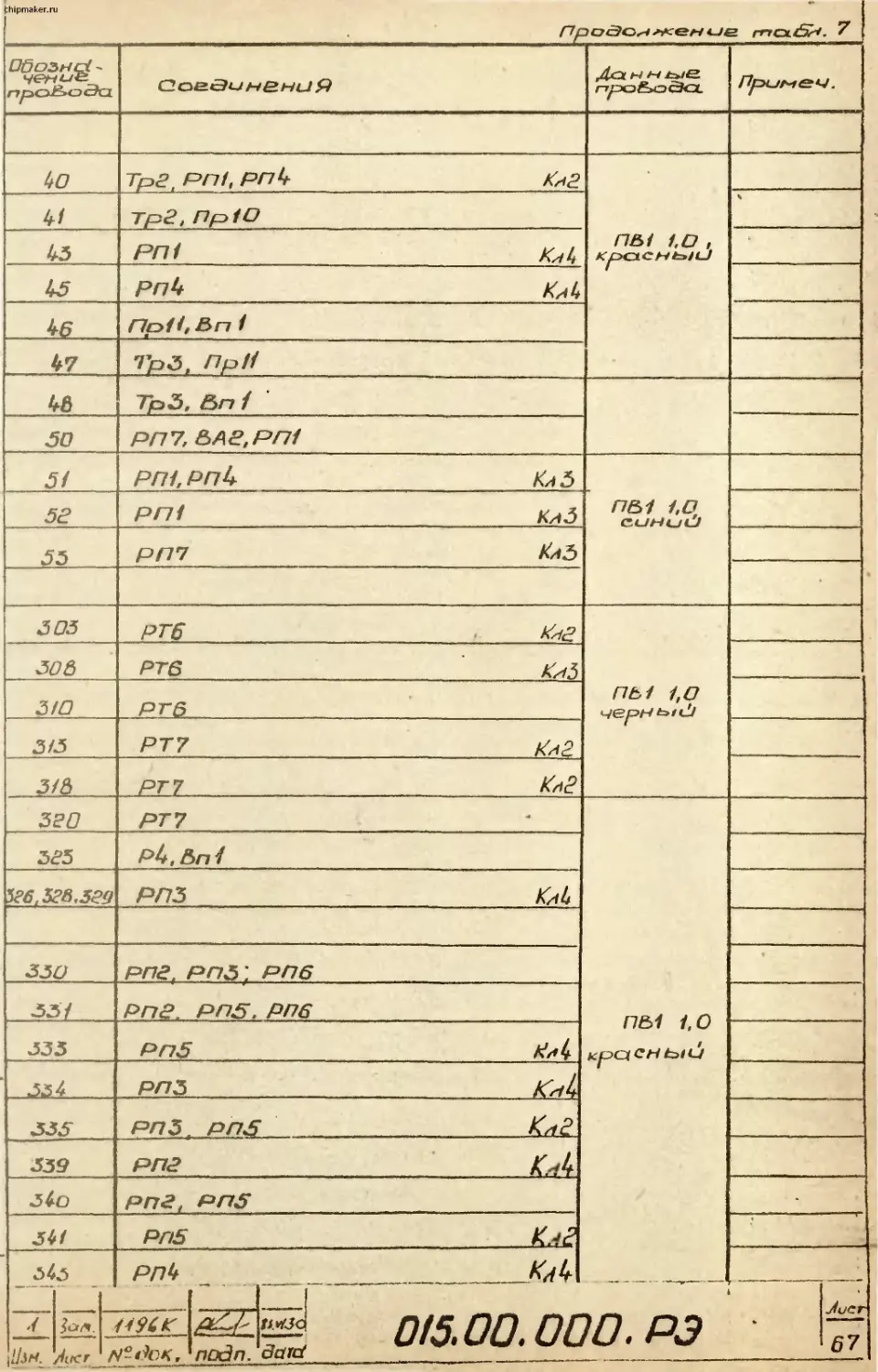
ПроЭс^^енае. rrrcxiSP. 7
Dp оз нН - ve jue npo&oda. С.огЗиненр9 Да. н»-(ые. Примеч.
4o Tp2. P>nt, Pnb Ки2 П&/ 1,0 ! ИрС>.~: Нк=>11_)
4/ тр2, Пр io ч
43 РП1 Ки4
45 pnk КЛ
45 ПоИ, £>m / --*- ------
47 ТрЗ, ПрН
46 ТрЗ, Кг, /
50 P/77, &А2,РП1
51 РП1, POik Кл5 П&1 1,0 синий
52 РП1 КлЗ
55 pm Кл5
505 pre ПЫ 1,0 черн hhIj
503 pre КиЪ
5/0 РГ6
5/3 рту
3/3 рту
300 РТУ пе>1 1,0 крс( ан ыи
535 Ph, У5п1
526,526.529 РПЗ
350 рпг. рпз '. рпе
531 рпе. рп5. рпе
355 Рп5
55 4 РПЗ
335 РПЗ P/7S .. к^г
55У РП2 Ut
з4о pn2t РП5 -
54/ Рп5 Клг
545 РП4 кл
— i и/5.00. 000 . РЭ Уист J.7.
.4 la*. /494* &SL мзс
'Jah /ktcr 6 !~с/ск. пслЗп. даго
chipmaker.ru Пр1^сг1Же.чие mct6/f.7
Обоз net- ~ „ Соединения npof^aaa Примем
3^9 РПЗ'РПб КаЦ
350 РПЗ Ха 2
351 РП5,РП6
352. РП5 Ха г
3kUt3U5 к а 2 ПГЬ 1.0
лрасмый
355 рп! ХаЦ. !
356 РП! Ка2 |
3S& Х5,Д1 1
359 Р4, РП1
•
360 РП1,Д1 KaU т в
i.O
361 РП<,Д2 Ка 4
362 R9, Д2 1 CL/MUU
370 рк КаЗ
5 71 Р/р КаЗ
i
Tp1,&n1, Rd,R9 Ха 2 ПК f.O^e/itHbii
*
I
J
-i
: ...... . . .
^ЗМ.,/1ит. Л/-80КУМ. ПаЗп. Cffcpir 015.00.000 РЭ g
chipmaker.ru
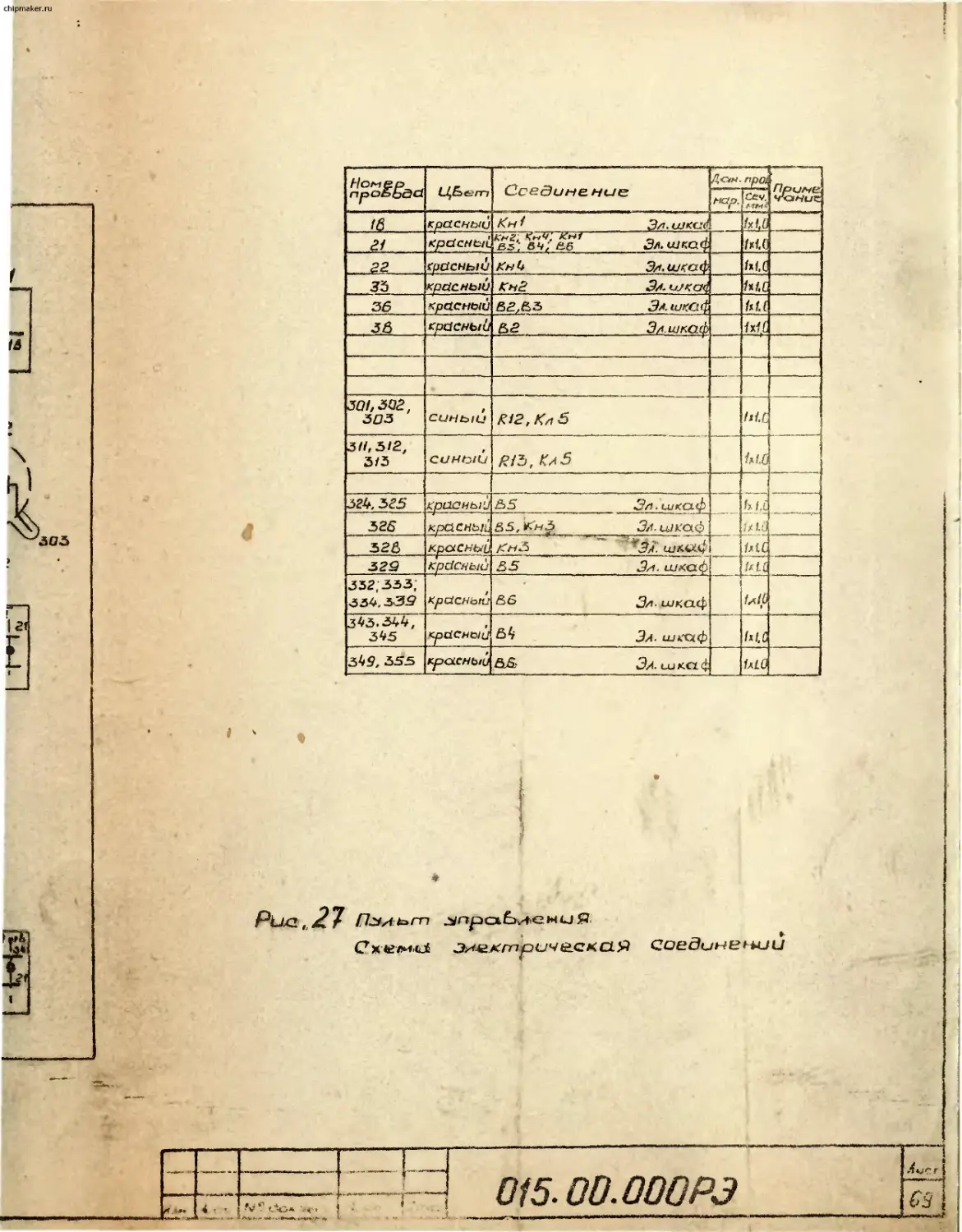
Номер npOb/jdd и,Е>ат Сседине. ние ДОМ. ПрО! п Прима Ч*ОйНиС
мар с%ч. f-ltH ?
(в красный Кн 1 За. ujKai /х/,0
21 красный кнг, кн? Jl bs-; вн; &е Эл. шкод МА.
22 (росный Кн1> Эн. шкаф МА
35 красный Кн2 3d- KiJKa^ МА
36 красный вг,&з Э^.шкай МЛ
Зв красный 62 Э/^.и/каф мс
301,302, 303 синый f!i2,K*6 МА
311,512, 5)5 синый ,215, К а 5 М.0
32k. 525 красный &5 Зс LUKCJ.<$ Ь.(,С /х 1и
526 красный S3, г^нв За. ы)ксхй>
52в красный /СнЗ За. мс
329 красный 55 Зл. шкаф /хЦ
зз2,ззз; зз4 з39 красный &О 3„ шкаф ЫС
343.344, 345 •.росный За. шкаф 1ч, С
349, 555 красный В.& За. кака ci МО
PLZC! ,X?7 ПзАьт
* -» *
л^ежт^ин&ская соединении
chipmaker.ru
ПАК
io
к,<з
Панель -
*г1.
R
Е
ьгц
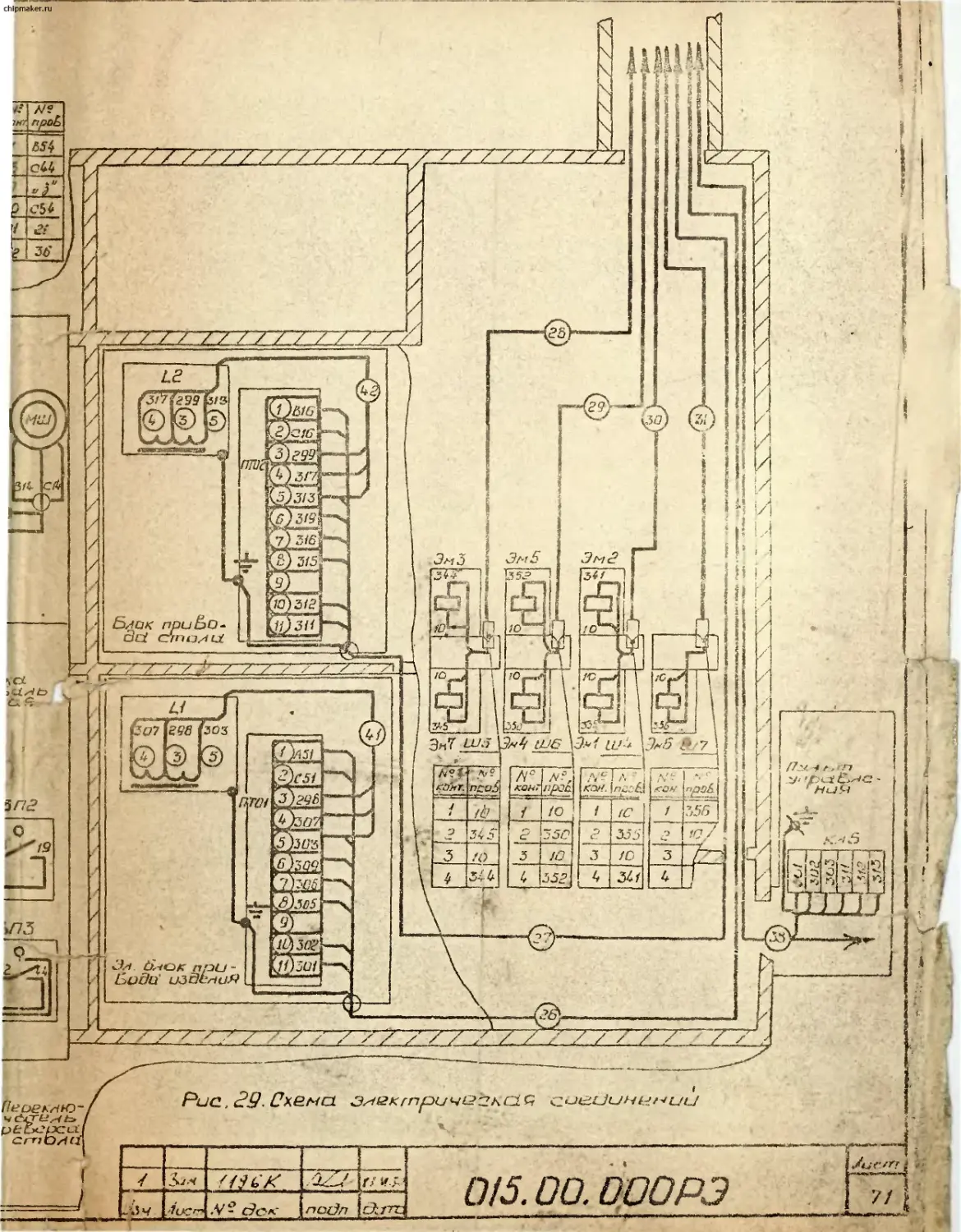
Рис. 2. Q Схема электрическая соединении
*<
015.00. 000 Рг
>5,
1'Л/СГ
Пода, 4 аги
ю
.L£a&j*q
Эм 6
~77^~
Л/-? <5Ь<-^л//
Гидрс^ст
анс^ка
EXS1
WS | Конг.! № КОНГ
/ st
г
3 ю
ч
5 370
Б
7 532
6 21
9 32Ц
10 21
11 324
?г 325
15
15
16
Г}
I 18 I .
19 371
К* 9
8ГК
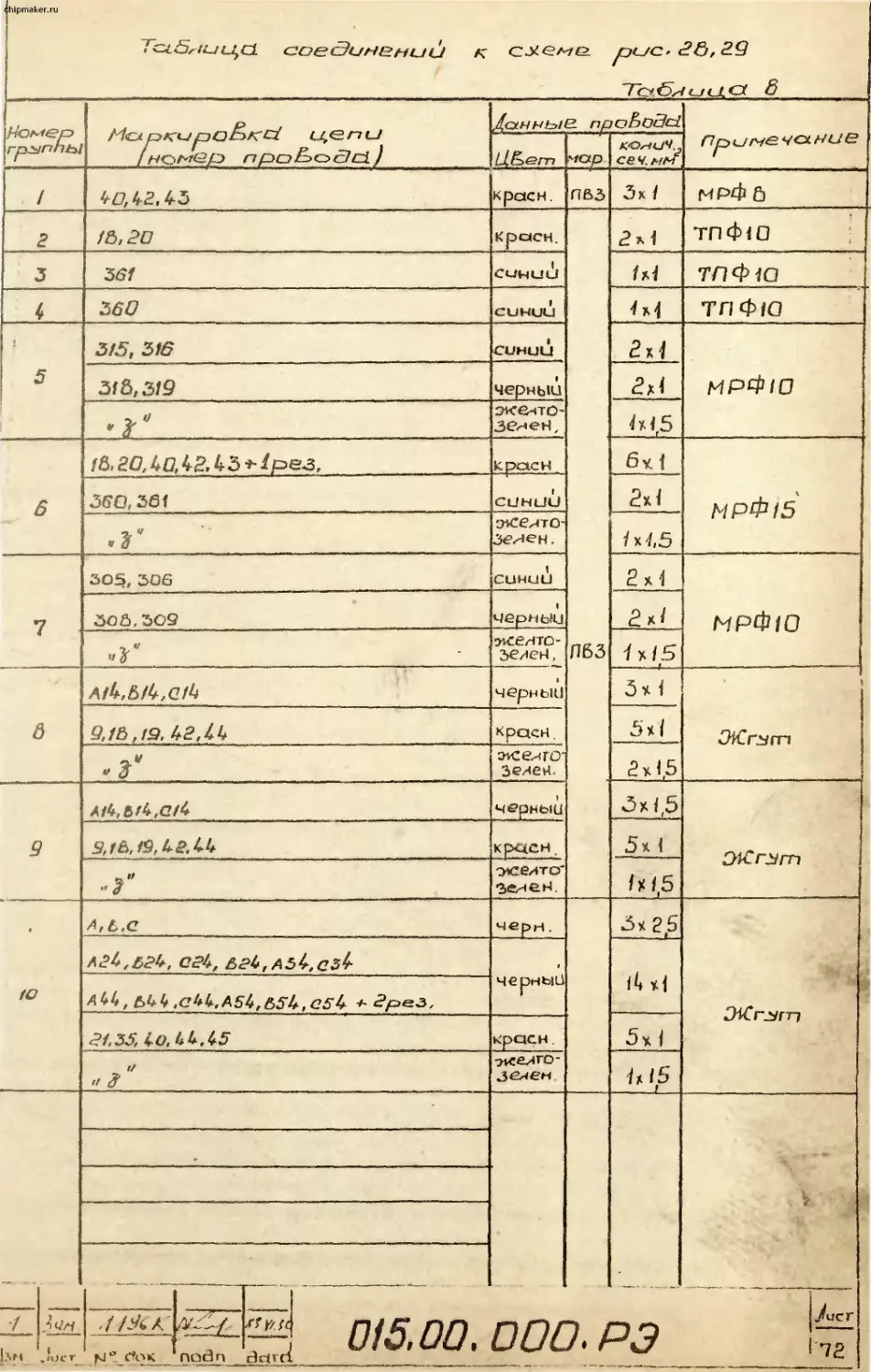
< hipmaker.ru T^lS^icjUjCL соединении л pcjc-28,2.9 ~Tcj8h и a.ct 6
Номер группы МссрКирО&кд U,enU /HCjl-lQO n poJCcJu ) Данные npobodd При /не на. ние
Uj^em чар канич.. се ч. мм
/ 40,42,43 красн. П65 Зх / mp4» &
г 1&,2D красн. ЛбЗ 2x1 тпФю
3 361 CUHUul 1x1 тлФю
I 360 синий 1x4 ТПФЮ
5 3/5, 3/6 синий 2x4 Мрф/О
2i&,3/9 чернью 2x4
-l" экечто- зеиен. 4x1,5
6 /S. 20, kO, №Л2*-1 рез, kpctcH. бу. 1 МРФ15
36 Q, 36 1 синий 2x1
.г гмселто- Зенен. 1x1,5
7 305, 306 синий 2x1 мрФю
6О&.ЗО9 1 черный 2х/
>1' жентс- зеяей, 1 х 15
в Alk.blb.Q/li черный Зх 1 1 OiCr^m
9,13,/9, lt-2,kk красн. 5х/
г' м:енто- Зеяен. гъ "(л
9 Mb,t>ti>,att> черный йх!,5 Ortrxm
9,t6,/9,liS.Lb красн 5х 1
-t" эселто* Зелен. 1x1,5
to A,L,C черн. Зх 2 5 Жгргп
A2b,62b, Q2k, £>гЬ,А5С,сз4- черный ik xi
Л44, £44 ,044,^54,£54, C54 + 2рвз,
31.35. lo,U,tf красн. 5x1
If -пселго- зечен 1 х 15
7 Iqh 7J — — Л1 Уис г
-
J/9. A' Л//Г nn
1лм Jys’r„ kJ" c7o< пойл Bf/’d IJUJidUi LJLSC. У '72
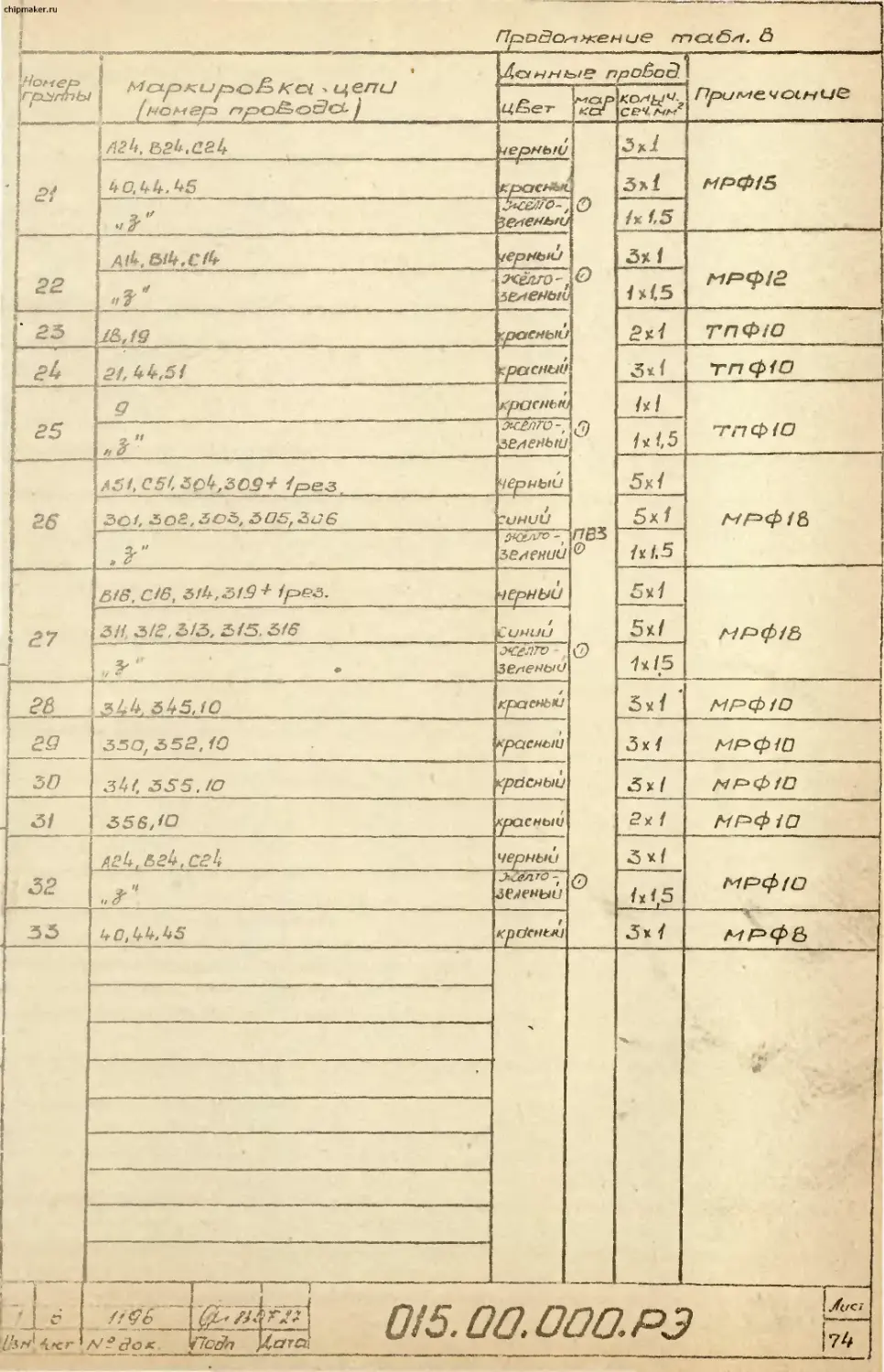
chipmaker.ru m fl,2 О-и паб/. Ь
I / ji> 'rpyvih I I Hap*, upu b>,ct <4 end x /исл<ср npa f~>cic3ci / srex.-wewf? z/oc.'&O<3 L- V-O ы 0/12
Uj-ztCV-ri CT^V.
if a,c>,c t ЧСрныи пьз 5^2 5 ЭГСгыгП
22к/
ЬЗк.АЗЬ.СЗЬ. АЬЬ.ВЬЬ.СЬЬ
A5U. 858,05^, 308,309.31&, 319 * Зрез
9.18.18,19,20,21.35, 4o,4o. 4г, 4г красный /7* 1
43.44,44,45’, *• £pG3
505,306.315.31G, 360, 36 1 ,'U"<JI.J 6x1
„У' ^се^то- 5 И,5
i X? j AideHt.cfif д,?ь, вгь.сгь £>?£, АЗО golf-, A !*<^_£>4 4 .C^tf- лзо,03i, C5C , 308, 309,3/6,3/9 *Зрг, черный 22* 1 yiCrym
9, /0,18,18,19,20,21, 33, СрЛО./О, ЬО 95,1Л.И>. (d. 5/, 52, £3 + 2рез. кроен. 21*1
600, ЗОй, 3/5,3'5.300,36! синии 6x1
•J №/rO- зезгн. 6x1.5
/5 /4 A.&.a A. 8,0 чернсии жеято зеяен. черный Зхг,5 4x1,5 3x2,5 DiCreJm Жгут
& AH, £11,0611 черный 3 X 1 JICrj/n
J !G A5l>-,85k,C5lt черный 3x1 мрф/2
'Г жеято- зеяеч. h!5
17 аз1/, дг4, co4 o" черный э^ееято- - зеяен. 5x1 1x15 НРЗмг
/5 z44, 644 ,a44 черный 5x1 МРф/2
u '•J жеято- -Зеяен 1х 1,5
~ 19 21,35 краем. 2х 1 МРфЮ
га R24,fi^,c5i/,A^,3iit ,c^ черный /1x1 МРФ1&
Л 54,654, CSi- + 2рез.
21,55 ’;dcic4. 2*1
жен го - - зеяей. 1x1,5
J 1 IJsM. 3c /и '£L I f) 1 zt N?dcK. по<Эп- Загсе * 00. 0L 10.1 Ajcr ЧЪ
chipmaker.ru
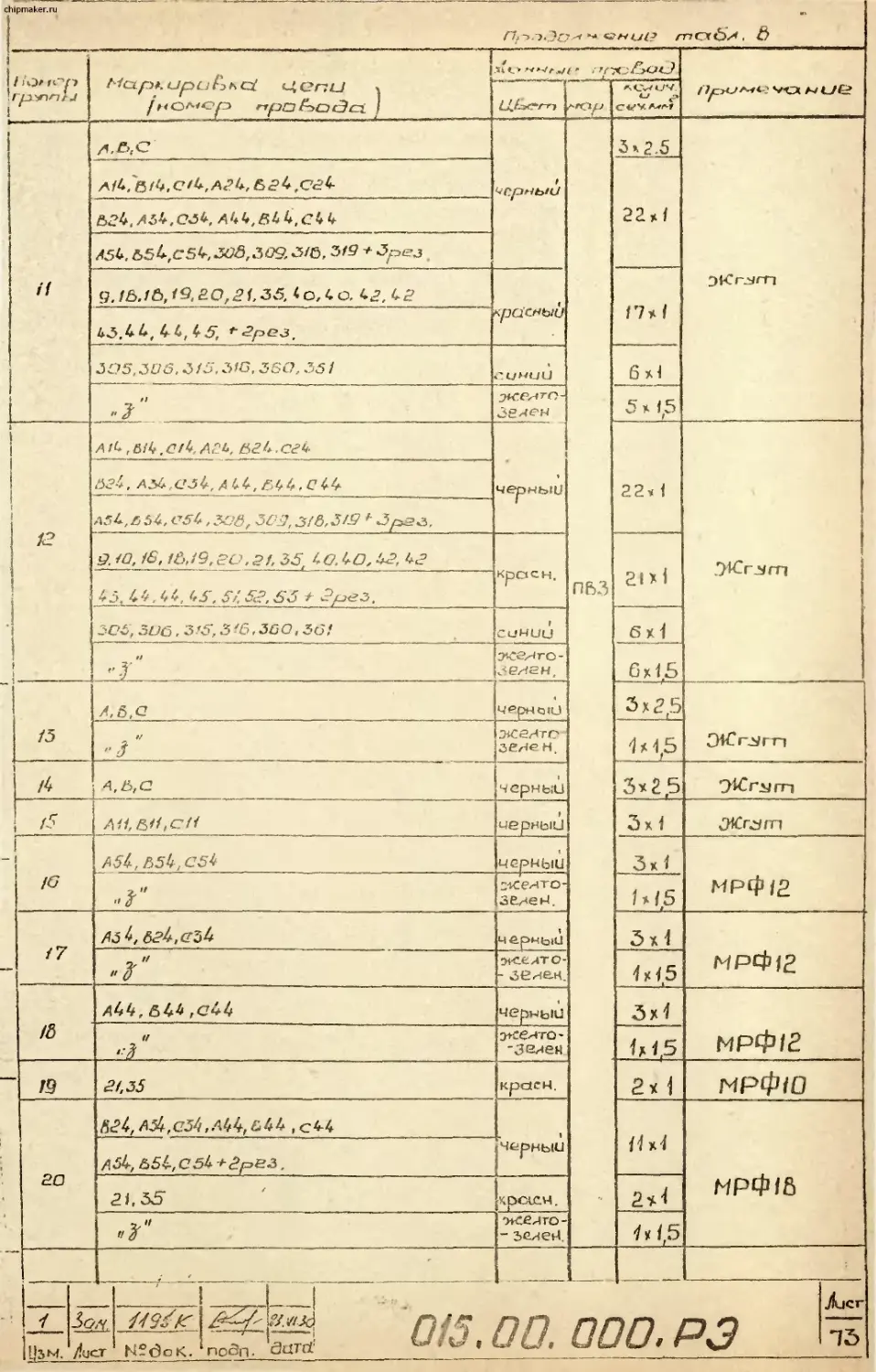
Псадо^^ение rnaSsf. &
i
Нонер грс/гпчЫ r/lcxpО> К 51 Ц 2ПО /померз прохода, j npoOad Приме.чо(.ни(3
Ц £,^-r г^тар юсг КОНЦЧ сеч /чм
' <?/ 62 к 82^.62^ черныи 0 0 0) пвз о О О ЗлУ MPQ15
Ч 0,4 4.45 3x1
Зе^ен/,г<. /х<5
। 22 А&.фЬ.МЬ верный 5х f Mf=>5>12
J«rF* з^ёлгО', 5&tenbtii 1Л.5
1 23 Ls,/s? yJOf ‘ 2^ гпФ/о
<?4 21, ^,51 красней 3i-i то Ф Ю
25 9 KpCtCHfM /х / тп ср ю
Ж51! О -, ^esieribtu /х/,5
26 AS 1, С5150^302-1 /рел черный 5х/ М/=>СР1&
004 Зо£,305, 505, ЗОБ ?иний 5xf
Л" Жллго - f зеленой h /.5
J г7 3fS. С16, 3fli-,3lS + 1рез. черный НР>ф1&
3113/2.313,315.316 / Симии 5х/
„ У " vcehrv зепень/ и 1ч. 15
28 з!Л 5^5.10 краеньи 5ч1 МР>Ф1О
29 350, 352,10 храсныи 3x1 МРСр/О
30 ЗЫ. 355.10 еррсныи Зх/ Р1/=>Ф1О
. Si 356,10 красный 2* 1 Mp<ho
52 Аз1+,&гн,сгк черный 3x1 Мриф to
,,Л j./лто- леленыи 1x1,5
35 hD, If-k.ltS t краспиц 5x1 “Ч' " МР>Ср&
>
1'яч и •ъ V //<£ -' yy——— —I- - ..— —- _ 01500.ООО.РЭ jfciCi 7li
V J r^o 5 liac/h jZo'Tii
it; Cd 7700 'DO WO та. ’>V// > * 1 1
t f t ‘ * : г J? 7?/ * 1 К?
1*2 W3L- нуоОч
1*2 J,. , LI? '£/£• '600 гь к* tJ
LJL'^^Q i*e. п^нбэ* * К " J ' 1 1 1 '» ' -U. YtA -4 СП9 ‘ёП? $5? /7 |
фг-09 ;Г^'? 1 М,Э» '9F л, : •гэ'Э^' € ‘
М9 HpVk> if’; ь * '< '9f 6 ' оь
/МС 5 5 *97'A/V 1
OfpLLL 97 ( Со/ г н^я: Qj-ИЗ 5*C '1 6? «
г*$ €. tJ L-f П.°Нг?ЭЬ r Ь >/& 7/t< 1
4 &*!' нан&ь С.и?>М €• • Я * *
/ >ч /'67 "T / ; caoCj^" ^-0?? &T? *4 *
S'c'i/ с V юоа> г^г’-яг '^e. 9?
т -WQ £ 5Г5Й '77? Ю 7
• ' у7 яч ryr»wr>3 J7C >f 7? ГОт
/•/ ? Mt ОСУ ’ яс// 9£ 9£’£~ '
••#-.50’0-/ zr 4
• k' i ’i:'o> > » ♦
г Л>О* ' Ьй»4--2» - - _ . . Л€ 1
fr^ b?Q ia ‘t~ r ' O '
<Х1 '-^Ю * *9 fc'7i/ НЛхЬ ец gt z,(‘
<^ < У г* t нА/ эе -<JJ.f'9MC i
Л . ' J/о «FC? >?!? №(. ’ /г • aw
' 1 ' ' +/? а о) '< ’ ?; 7v ^.сГД * TC ‘nsr *'6jV • 41
-< >‘9О нэрЗч
U>ATJ?^ WJU ‘3W 'бЗЯ'ЯЗС'ЯЗ^ Т *
l*Qf A1 . • -* P £ 'Г/t
i ;• FlDHOJ 4 ^/£7/r <%?£ W7k PO? iO? j
отд V// ‘ьче H? SO? 30? ‘JO? »|
/*// Г?/7 7S'9? ?G '33 7г'9/ ‘9f 9i‘- V ‘3> ‘o> v _ . ._* л iC «л .
47? х 9 v4_ (НзтгзсЬ OQS'OC ^3? f3 3 9' _><• - .. />- 1^ * л V •
/*<?/ *’ CSZ T П '/нЛл carat» •P/C'W *.. ' ‘ ' м
‘ №. OGS J- Я -
, .fcA 1—1
«- " — * Л/ 1/. SWOt I •-•?л л/*^с».'г (J < 7 _ , - 5 . ул, ОГ?ОГ» УсУй(М/ :
«мм^мошХ—» у о-/и тчцнюу ’ * ' a 1 "V*4 • Jr "” 4 f * ~
к 4/ 'К'ЭГЛ-и ?Г)НЗЖ) £)Г > 4 " . Ч^иф'Г
:hipmaker.ru
ГТроВаин: ение m с>.Б. £>
}-кэм&р группы Маркировка цепи /но^Р npc&cdaj Данные праЁ»од примечание
ЦДг&ГП ксмич. сеч!^м
44 52, 53 ,spdcH, пе>з 2^1 Р5-Ц-Х-6
10.51,52,55 кроен Р&З 4 х/ ^З-Ц-Х-12
э*сеитс Зелен. Ул А 5
46 /д <?/, зез, зг4 краем. пвз 1ц4 OiCrejm
f 5 См 14^ К Hvso
Hsu /fuCHt M?ricK, под ft.
О IS. О О. OU О. PS
УЧ » Г*,-..-».,-. - ~
75
:h ipmaker.ru
1.5. Гидросистема.
1.5.1» Схема гидравлическая принципиальная входит в общую гидро-
кинематическую схему (рис.4).
1.5.2» Описание работы гидросистемы
На
I)
2)
Chipinaker.ru
«
станка гидрофицированы следующие функции
быстрый подвод и отвод шлифовальной бабки - цилиндр 18
периодическая подечч - цилиндр 13
врезная подача - цилиндр 9
ч) тонкая врезная плдечэ (члкрсподача) - цилиндр 10.
Источником давления слугит лопастной нзсос 2, который из бйкс I
подаёт масло через фильтр 3 з магистраль 91 и далее к золотникам 8(1),
8(2), II и 12.Давление в системе настраивается регулировкой напорного
золотнике 4; излишки масла вливается в бад по тр.105«Часть обьема маслй
слипающегося через напорный золотник масла итбирэется по тр.ПО для |
смазки (см.раздел 1.7.система смазки), направляющих стола и шлифоваль-'
ной бабки, а также механизма перемещения стола.
Для контроля давления служит манометр 5 нормально отключенный от
напорного трубопровода 91 и подсоединяемый к нему при контроле с по-
мощью трехходового крана 6.
С целью повышения надежности работы, упрощения наладки и обслужи-
вания станка схема построена до принципу независимого управления гид-
?роцилнндрахи (см.также раздел 1,3,|.Схема гидрокинематичеекяя):
t золотник II (электромагниты ЭмЗ и Эм7) управляет быстрым подводом
j(цилиндр 18);
еолотккк 12 (электромагнит Змб) управляет периодической подачей
’(цилиндр 13);
золотник 8(1) (электромагниты Эм4 и Эм5) управляет гразной подачей j
। золотник 8(2) (электромагниты Зм! и Эм2) управляет тонкой врезной
подачей (цилиндр 10).
Нормэльнос положение всех электромагнитов выключенное-.
Управление электромагнитами ем«раздел IЛ.Электрооборудование
ГмлвлeYftkia К ГОЮвОЯКИИ П STfftK’PnnftYWMnft п^аЛттапм-пяаф мп-.rrmteTrvo'
Гидросхема в сочетании с электросхемой обеспечивает индивидуальное
управление каждым гидроцилиндром. Кроме того4 цилиндры врезной и тон-
-кой врезной подачи могут реботзть по полуавтоматическому циклу .управ-
ляемо?^ прибором активного контроля;
врезная подача;
тонкая врезная подача;
015.00.000 РЭ
.ru и
выхаживагле;
быстрый реверс.
Для регулирования подачи служат дросели;7(1) для врезной подачи
и 7(2) для тонкой врезной подачи.Т.К.,в качестве золотников 8(1) и
8(2) применены пятиходовые (с двумя раздельными сливами) аппараты,
то быстрый реверс осуществляется направлением сливного потока непо-
средственно в бок через канал, на котором нет дросселя.
1.5.3,» Состав гидросистемы.
Помимо расположенных в механических узлах отдельных гидравли-
ческих элементов (рабочие цилиндры,внутриузловзя разводка), гидро-
система станка состоит из следующих специальных узлов(см.раздел 1.2.
Состав станка). j 4 ‘
I) гпдроустанозк!
2) ментах гидроаппаратура
3) монтаж гидравлики.
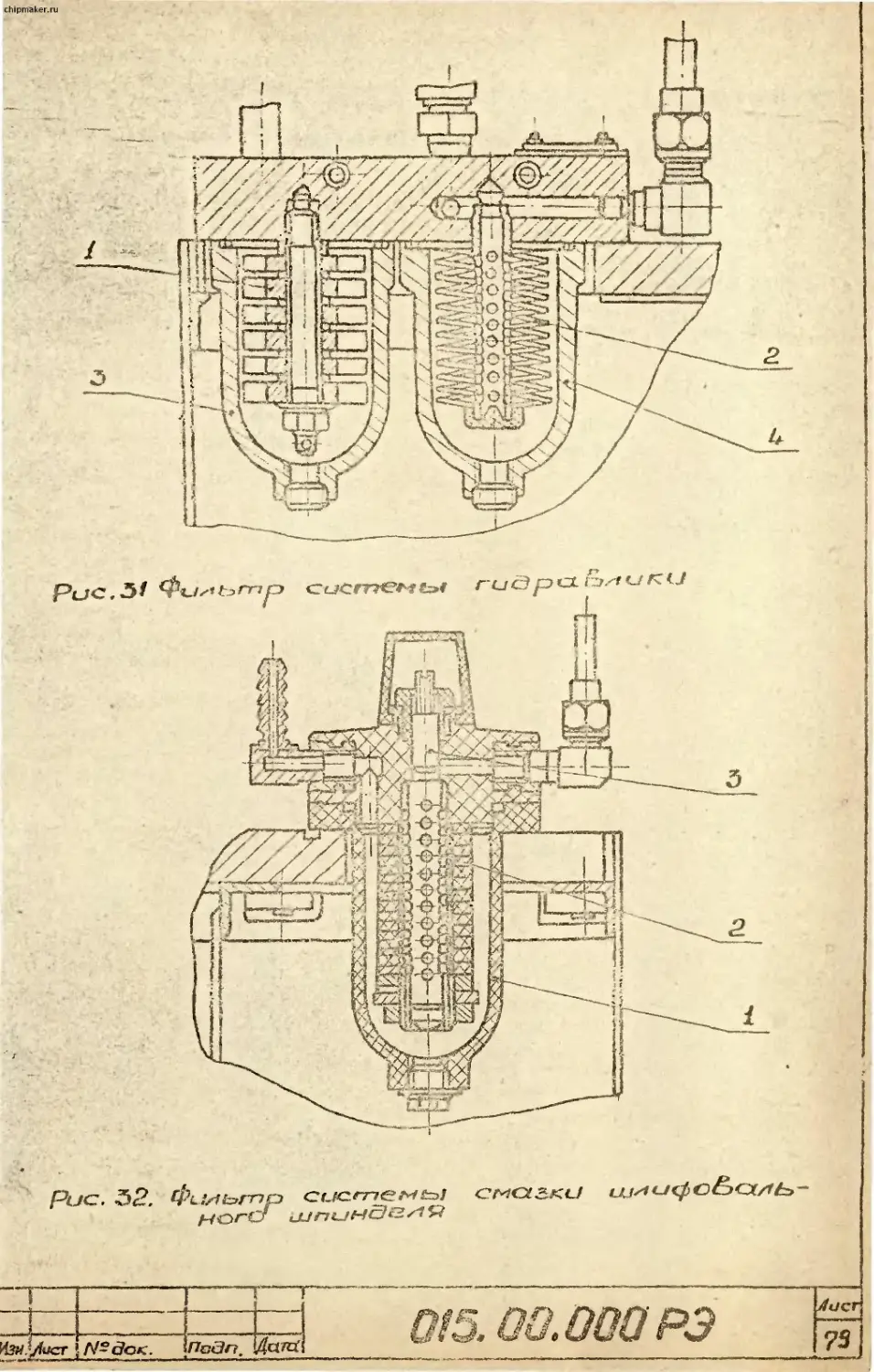
Гилроустанозкэ состоит из бака .с двумя изолированными отсекамп-
- резервуарами масла лля._с ист ем ы гидравлики и системы смазки щд По-
вального тткгпеля.На верхней плите бака монтируется двигатель приво-
ди насосов гидравлики и смазки, насосы, фильтры,аппаратура регули-
ровки и контроля давления.
хидропанель (монтаж гидроаппаратуры) представляет .собой автоном
ный блок из ряда аппаратов, собранных на общей плите.В состав гидро-
панели входят 4 реверсивных золотника с электромагнитами и 2 дроссе-
лями.
Гидроразводка (монтаж гидравлики) станка- система коммуникации,
связдведжих отдельные элементы гидрооборудования.<«езду неподвижными
элементами разводка выполняется медными трубами и сверлениямл.Эле-
менты, имеющие относительное перемещение между собой,соединяются
опомощг^ гибких шлангов .В качестве, соединительных элементов, как пра
вило, используется нормализованная арматуре.
oi5.ai.ooo.P3
chipmaker.ru
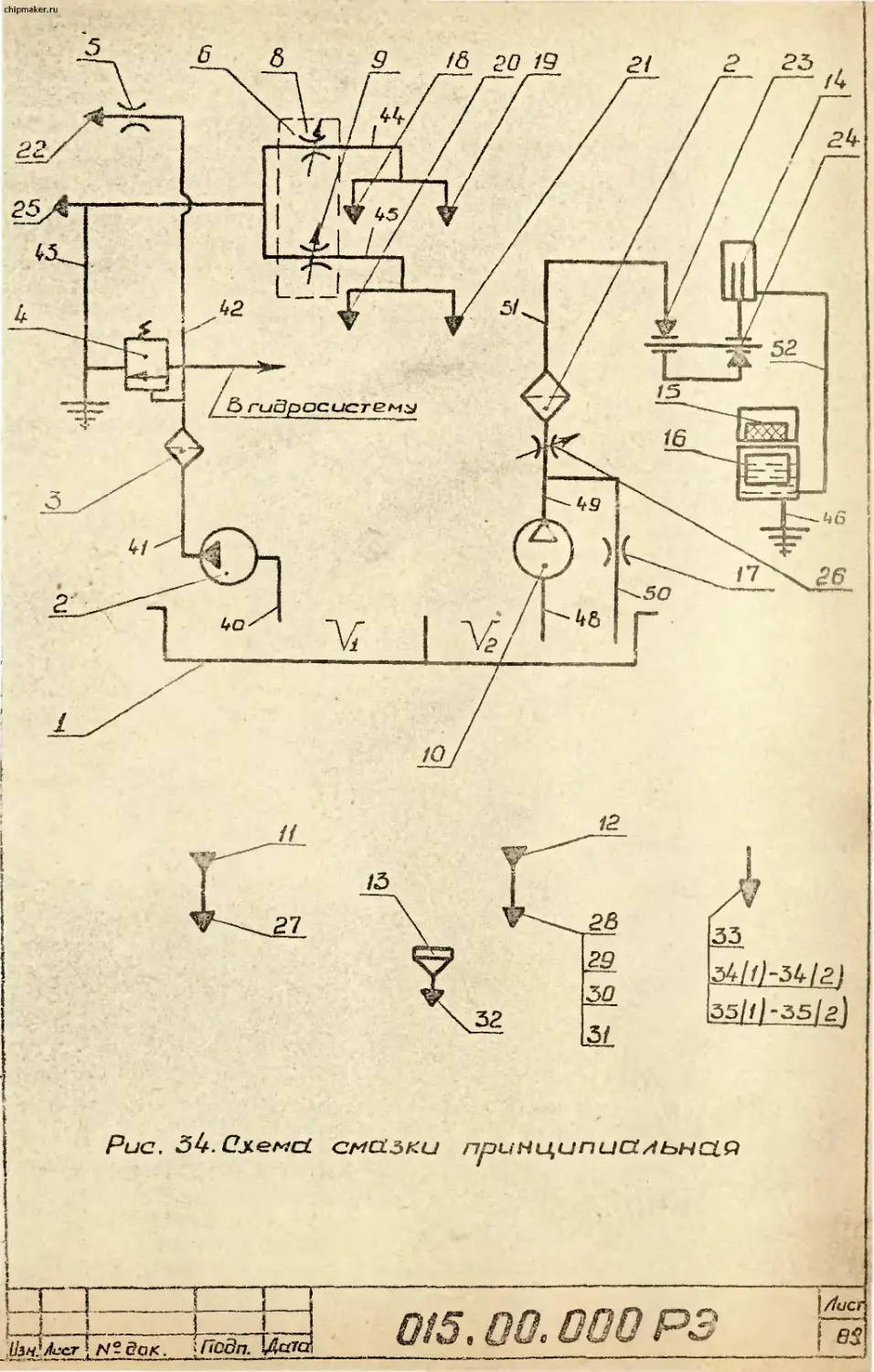
рис:. tpUsl&rnp Система! CMCtZKU
LUni-Jf-ldG
N~ док.\подп. ИапХ
chipmaker.ru
1.5 ЛгУквзания па обслуживанию гидросистемы.
При нормальной эксплуатации станка гидропривод не нуждается в
особом угоде, за исключением содержания его з чистоте я поддержания
требуемого уровня масла в саке (.контроль по риске маолоуказателя).^
Следует соблюдать указанные ниже правила:
(7) I) Бек гидросистемы заполнять маслом марка -ВПкИННЛ-4Ш—ГОСТ-
.Допускается также применять масло "Турбинное 22п.Уасло дол-
жен быть свежим (не бывшим в употреблении).Использование восстанов-
ленного после употребления масла также не допус:^ется.
До первоначальной заливки полость бака должна быть прйыга бен-
зином или осветительным керосином.
Смену масла рекомендуется производить первый раз после десяти ।
дней работы; второй раз - после двадцати дней, а затем - через каж-
дые 3 месяца.Если в масле заметно расслоение с выпадением темного
смолистого осадка - заменить масло немедленно и промыть бяк бензи-
ном или керосином.
2) Не допускать попадания охлаждающей жидкости в масло.
3) При ремонтах для протирки резервуара пользоваться чистой
тряпкой.'/спользоваиие для протирки рваной ветоши или концов недопус-
кается во избежания засорения.
4) Следить за.тем, чтобы не замялись медные трубы.
5) При отказе напорных золотников разобрать их, промыть кара-
сином, прочистить демпферные отверстия и вновь собрать, обратив
внимание на правильное положение крышки.
6) После контроля давления отключать манометр краном от напор-
ной магистрали.
7) При появлении течи подтянуть подтекающие присоединение или
заменить его на новое.
8) При появлении на гибких шлангах местного вздутия заменить
шланг и опробовать гидросистему давлением 12-15 кгс/см^.
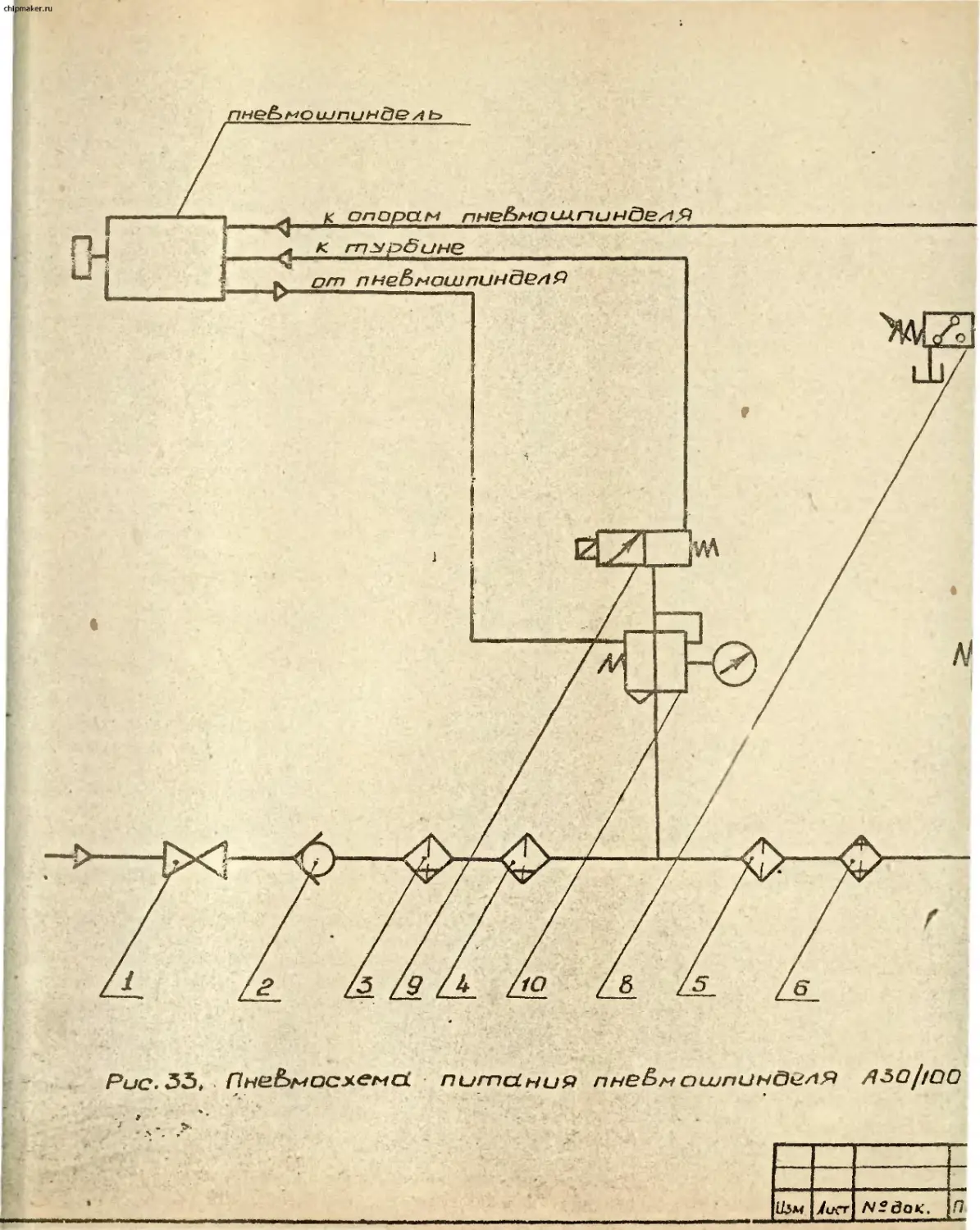
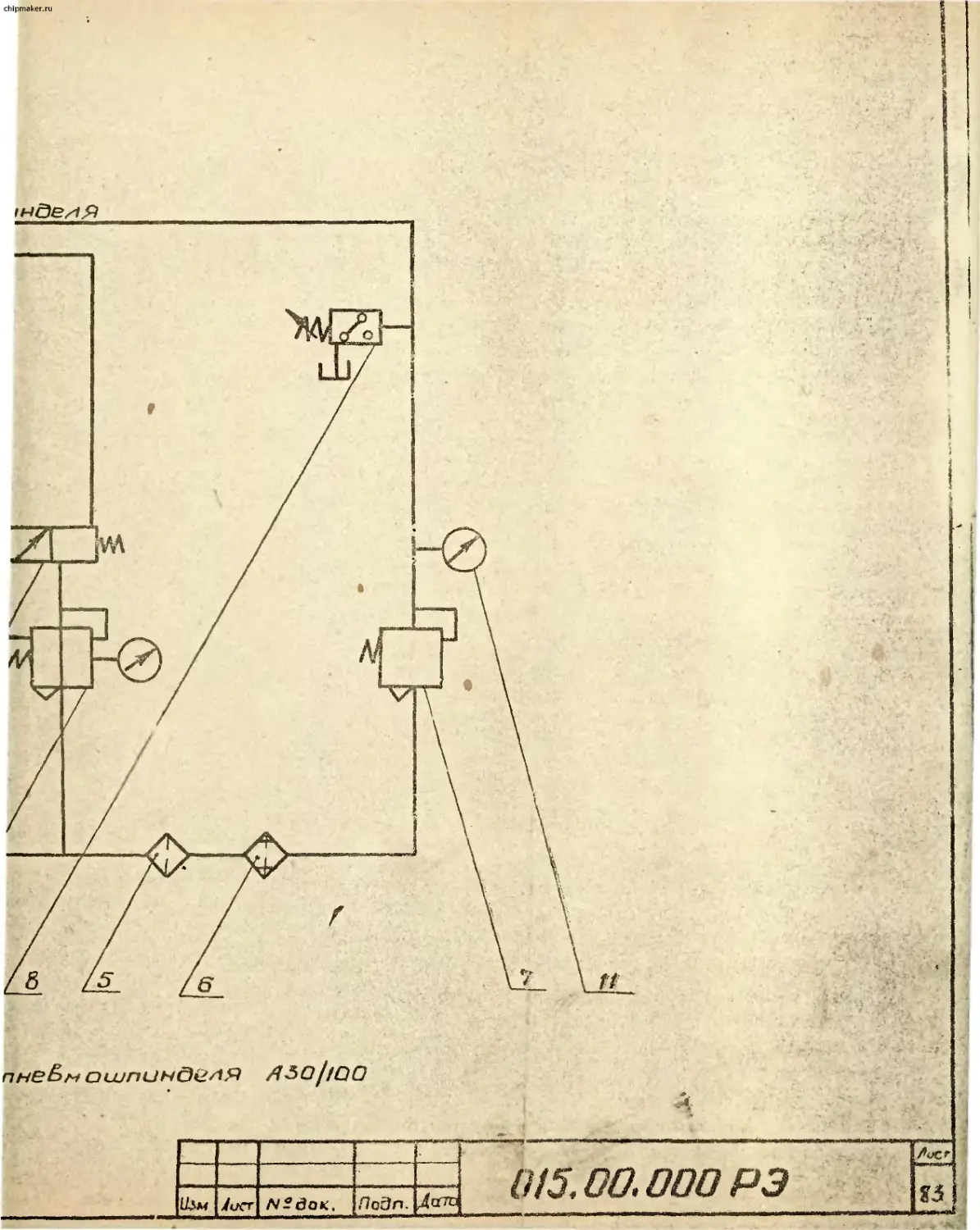
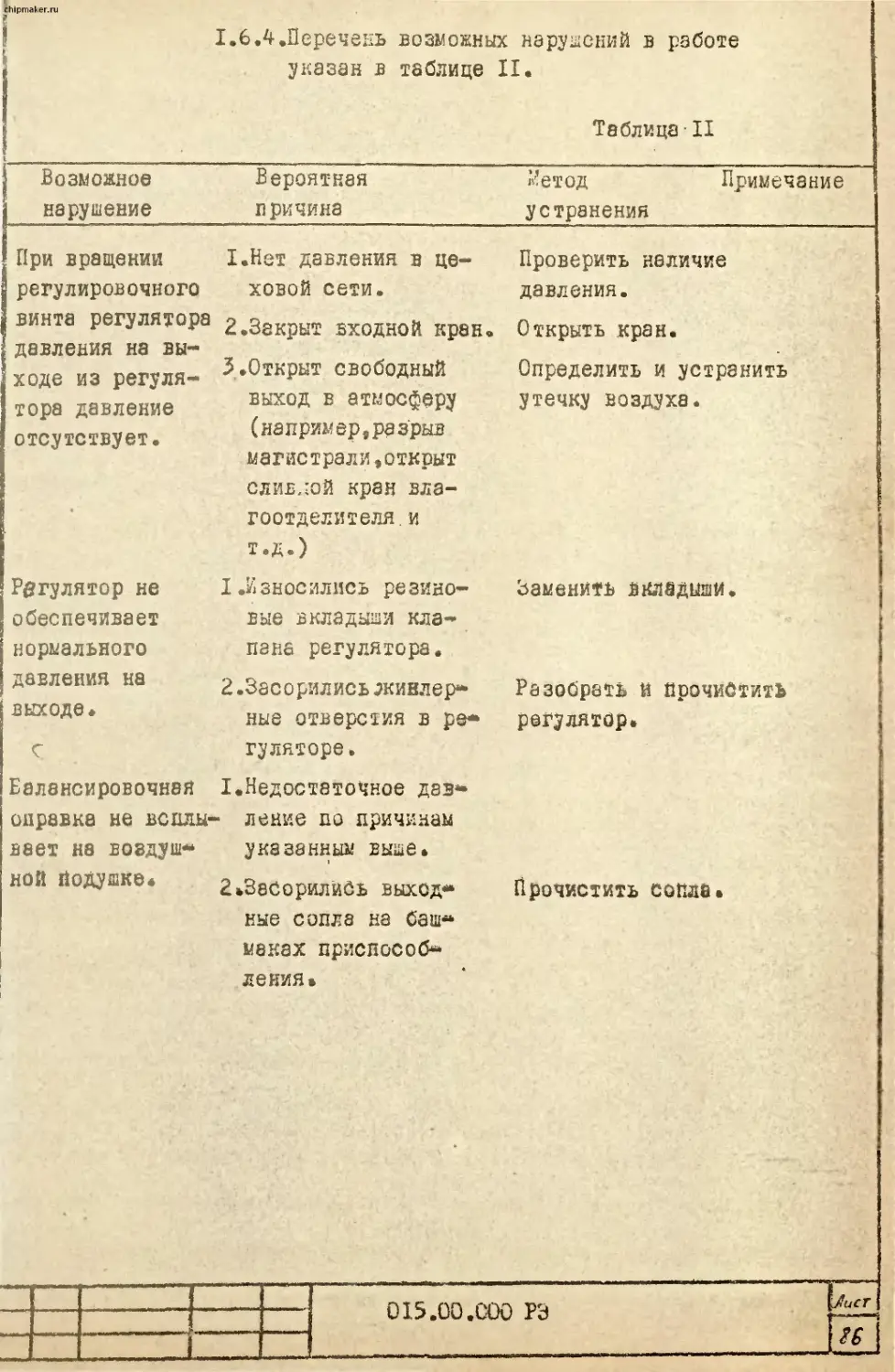
9) Периодически (ориентировочно раз в 2 - 3 месяца) прочищать
двойной (магнито-сетчатый) фильтр гидросистемы, для чего демонтиро-
вать фильтр с гидроустановки, разобрать его и промыть фильтрующие
злеыенты I и 2 (рис.31) и стаканы 3 и 4.
7 ГЛ
i хО - <
015.00„000 РЭ
Лист
SO
chipmaker.ru I.5.5.Перечень возможных hurv гидросистемы указан в таблице Таблица 9
Мэможное Вероятная 1»етод нарушение причина устранения Примечание
Насос сильно шу- I Ласло в баке Долить до верхней нит и не подает мало. риски маслоуказателя. масло 2.Засорилась Разобрать насосную ; всасывающая труса установку и прочистить. 3.Разрушения в Заменить насос, роторе насоса. Насис работает I.He отрогули- Отрегулировать или Здесь и далее нормально,не дав- ровен или неис- исправить;при непри- номера уке- ление не рэзвивае- правей напорный годности заменить. заны по гид- | тся. золотник 4. росхеме рис4. 2.Сильная течь Устранить течь, в напорном трубопроводе 91. Двигатель привода I.Неисправен или См. выше, насоса работает с неотрегулирован натугой.перегре- напорный золот- ваетсн. ник 4. 2.Сильно засорил- Раяоорать и про«ис- << ея фильтр 3. тить. Нет движения како- I.Заело соответс- Проверить положение го либо гидрф- твующий золотник, золотника, при нсоб- цилиндра. ходимости разобрать и прочистить. 2.Перегорел упраз-Проверить целость Проверяется ляющий магнит. обмотпи электромаг- специалистом нита. электриком. 'Сильное колебание I.Наличие возду- Удалить воздух из [Стрелки манометра ха в гидросисте- системы. 1 ме 2.Заело напорный Прочистить напорный золотник 4. золотник. 3.Заело лопатки Проверить гидронасос, гидронасоса.
—*• — 1— oi5.oo.ouo.ra
. . - 1 □ _ 1бЛ-1
chipmaker.ru
1*6 .йяевмосистсм а •
1.6Л*.Схема пвевматическая принципиальная приведена не рис.33
Перечень элементов схемы указан в табл. 10
1.6.2.-Описание пневмосиотемы.
Пневмосистема стгнка обеспечивают следующие функции:
а/силовой привод и газовая смазка подшипников внутришлифоваль-
ниго пневмошпинделя;
б/питание пзевмосхемы прибора активного контроля;
в/питание приспособления для балансировки круга на воздушной
подушке,
Источником сжатого воздуха для пнезмосистемы станке является
цеховая пневмосеть давлением 5-6 кгс/см^.
Сжатый? воздух поступает к пулыу питания 2 пневмошпинделя 8.
Пульт питания представляет с собой агрегат, состоящий из запорного
вентиля I, обратного клапана 2,фильтров-влагсотделителей 3 и 4,фильт-
ра гонкой очистки 5 и осушителя 6, пневмоклапана 7, реле давления 8,
электромагнитного золотника 9 и регулятора скорости вращения шпин-
деля Ю.Превмоклапан редукционный обеспечивает поддержание постоян-
ного давления воздуха в системе потребителя.В случае падения давле-
ния ниже допустимого срабатывает реле давления, обеспечивая электри-
ческий сггнал на отключение подачи воздуха для вращения турбины г
пневмошиивделя.Давление на выходе из устройства очистки контролирует-
ся манометром II.'
При отключении питания воздухом срабатывает обратный клапан 2
и предотвращает утечку воздуха из системы потребителя.
В регуляторе скорости вращения шпинделя 10 имеется манометр,
шкала которого градуирована непосредственно в оборотах в минуту
пкевмошпинделя.
%
По тр.51 сжатый воздух подеется к турбинке,насаженной на вал
пневмошпинделя.По тр.ЗО давление подается к цилиндрическим втулкам
-подшипникам.Отработанный воздух выбрасывается в атмосферу.
Подробнее об устройстве пульта питания и пневмошпинделя см. в
документации на указанные изделия.Через входной кран 16 воздух по-
дается к систоые питания прибора активного контроля, состоящей из
фильтре-влагяотделителя 18,стабилизатора давления 19,отсчетноге
устройства 20 и измерительной скобы 21 с пневмосоплом.Изменение со-
противления истечению воздуха через пнеэмосопло измерительной скобы
по мере изменения размера шлифуемой детали служит сигналом на дефор-
мацию сильфонного датчика в отсчетном устройстве,перемещающего, стрел-
ку и електроконтакты.Кран 17.служит для сливе конденсата из цеховой
Лисг
1
Puc.35t . ПнеЬмос*ем& гитс^ния пне&мошпинд^Я foo/too
1Ьм Лист NSdoK. л
Chlpmaker.ru
naker.ru
саги перед началом работы.Подробнее спасание устройство и работы
пиевмосхсмн прибора активного контроля см.в докуагитации на при-
бор.
Автономное устройство питания приспособления для балансиров-
ка круга нэ воздушной подуаке подключается к цеховой пневмосети
по w.pe надобности.
Он© состоят из собственного входного крана 10 и системы под-
водящих каналов 39 я 40 с жиклерами-соплами 14 на концах.Давление
контролируется манометром 13.Работа приспособления для баланси-
ровки описана в разделе 1.3.14.
1.6.3.Указания по обслуживанию пневмосистемы.
Основными причинами отказов и сбоев в работе пневмосистемы яв-
ляются попадание в пневмосистему влага и грязи, а также образование
утечек воздуха и, как следствие - потеря давления.Поэтому необхо-
димо соблюдать с.ледую’зие правила?
а/1!зред началом работы выпустить накопившуюся воду из сети с
помощью крана.
б/Периодически (по мере надобности) сливать накопившуюся воду
из влагоотделителей 3,4 отэарачйзая спускную пробку.Рез в 2-3 меся-
ца снимать и прочищать влагоотделителя.
в/Следкть за тем, чтобы магистрали пневмосистемы не пережима-
лись.
г/Прй появлении характерного свиста устранить возникшую неплот-
ность в соединениях и магистралях пневмосистемы.
д/При снятии й повторном монтаже аппаратов следить за тем,
чтобы направление движения сжатого воздуха совпадало со стрелками
на крышках аппаратов.
е/Рекомсядустоя на выходе из цеховой пневмосети устанавливать
дополнительный фильтр-отстойник (возможно один на группу станков).
Указания по обслуживанию отдельных пневмоаппаратов см.также в
документации на зтй аппараты.
и
chipmaker.ru Перечень элементе» пксгносистемн станка
Таблица 10
Поз. СМ«£«5С. Обозначение - Наименование К -во Примечание
I /О ® Т-5—6 Кран муфтовой % I е ZZ^' 7? IWT 6г£3-Ч?7
г. HK-I6/I0 Обратный клапан 1 Установлен на пультетПЕтания<£
Зт4 EB4I—J.4 Фильтры-влагоотделителя г То ке
5 ГТ -:12*Ч)аИ П-л Ri ’ Фильтр ТОНКОЙ очистки I _п_
6 п-о хг/ю Осушитель I -п_
7. пкрхб-гх Пневноклапан редукцион- ный I
8. РД-Х2П Реле давления I
9. 364-23Н Тнезчораспределители I ~и_
10 Регулятор скорости
зращения 1
chipmaker.ru
1.6.4.Перечень возможных нарушений в работе
указан в таблице II.
Таблица II
I Возможное Вероятная Иетод Примечание
нарушение причина устранения
Проверить наличие
давления.
Открыть кран.
Определить и устранить
утечку воздуха.
При вращении
регулировочного
винта регулятора
давления на вы-
ходе из регуля-
тора давление
отсутствует.
Регулятор не
обесхтечивает
нормального
давления на
выходе.
с
Балансировочная
оправка не всплы-
вает на воздуш-
ной Подушке.
1 .Нет давления в це-
ховой сети.
2„Закрыт входной кран
КОткрыт свободный
выход в атмосферу
(налример,разрыв
магистрали,открыт
слиблой кран вла-
гоотделителя.и
т.-д. )
I .Износились резино-
вые вкладыши кла-
пана регулятора.
2 .Засорились лсивлер-
ные отверстия в ре-
гуляторе.
I.Недостаточное дав-
ление па причинам
указанным выше.
2.Засорились выход-
ные сопл8 на баш-
маках приспособ-
Заменить вкладыши.
Разобрать и прочистить
регулятор.
Прочистить сопла.
линия.
О3 5.ОО.СОО РЭ ЛиСТ
1
; I и? .Система смазки |
1.7.1.Схема смазки принципиальна;' показана на рис .34.Карта
см?«~кл-на ргоЛЗ.
Зугэолицах 12 и 14 указан перечень элементов системы и точек
сказки.
1,7.2.0писаяие работы. .
Смазка craHita обеспечивается следующими системами:
8)циркуляцион.чой смазкой подшипников шпинделя круге для наруж-
ного шлифования от индивидуальной установки.смонтированной вместе
с силовой установкой гидросистемы. {
б)централизованной смазкой направляющих стола и салазок шлифо- j
валькой бзбки,механизма перемещения стола и шариковой пары винт-
гайка привода подзчи.
^системой индивидуальных точек смазки.
Система смазки шпинделя круга включает в себя бак 1(рис.34),насос
шестеренный т0,фильтр ? на напорной магистрали.яроэр^пый
г
J. заьу'йяыюур fta- Сйяааой мсгиоурот и реле контроля
смазки б лолдав<ом 16 на сливной магистрали.
Масло от насоса.составляющего один общий агрегат с электродвига-
телем, поступает через дроссель 26 и фильтр 7 к переднему подшипнику
23 ллифозального шпинделя .затем перетекает к заднему 24, и через
глазок 14 и реле контроля смазки возвращается в бак.Реле контроля
смазки представляет собой рычажный механизм.который под действием
потока масла воздействует на бесконтактный переключатель,который
включая уточное реле подготавливает цепь для включения электро-
двигателя шлифовального круга.
Централизованная смазка механизмов станка обеспечивается отводом
части протока масла.елквающигося через напорный золотник гидросисте-
мы 4(см.раздел 1.5.Гидросистема)по трубопроводу 43(рис.34),Подоча
гасла к точкам смазки регулируется дросселями 8 и 9.Далее месло соби-
раются в картере станины и самотоком возвращается в бак□Подшипники
качения(см,рис.42,Схема установки подшипников)смазываются при сбор-
ке станка консистентной смазкой и в процессе нормальной эксплуатации
замены смазки не требуют.
Лис
873
chipmaker.ru
1.7.3 .Указания по обслуживанию системы смазки.
Перед пуском станка необходимо:
-заполнить бак смазки шпинделя шлифовального круга
до уровня маслоуказателя:
-заполнить бак гидросистемы до уровня маслоуказателя
(смо раздел 1.5.Гидросистема):
-обеспечить смазку индивидуальных точек в соответствии
с табл. 14.
1’арки смазочных масел, а также требуемое количество и
периодичность смазки указаны в табл. 14.
При заливке обращать внимание на чистоту заливаемого
масла (ГОСТ I72I6-7I).
Категорически запрещается:
-использовать ст^абЬтанк^е масло:
-использовать неизвестные сорта масел без лабораторной •
проверки и паспортизации основных характеристик.
Не реже.. I раза в 6 месяцев следует заменять фильтрующие
фетровые кольца 2 (рис. 32).Стакан фильтра I (рис .32) прочищать
не реже раза в месяц. Следить за исправностью и отсутствием
засорения дросселя 3 (рис.Зс). На рис. 35а показана схема под-
соединения шлангов.
4
С15.00.0Э0.РЗ
п---
Лиа
iW
chipmaker.ru Перечень эле! геятовь системы смазки * в Таблица 12
1103. см рис. 94 • Обозначение Наименование К-во Примечание
X о 2. 015«12.010-0 Г1ы-41А Бак гидроустановки Насос лопастной I I Ч- бак гидро- системы .VI- бак’ систе- мы смазки шпин- деля круга „ Входит в & Л-О15.Я/.ООО-б>г7/
3. SMCI2 Фильтр магнито - сетчатый Р т 0=5л/мин* о Р=50 кго/cir Входит в $1)
4. 5. Г54^22 015.П.014-0 Золотник напорный Жиклер I 2 То же Входит в 015.II.000-0
Ь о C32-4I К аслогаспределитель I Входит в 015’. 18.000-4
7. Фильтр войлочный I Входит в ЛЙзЖоОО-F/?/ на базе 65-112
8. Регулятор подачи смазки на направ- ляющие салазок I Входит в 032-41
9. 10. 11*14* 13. Ш-ПА 0 ЗУ),, Т Регулятор подачи смазки на направ- ляющие стола Насос шестеренный Пресс масленки сгоняв и eft Z?po6t:a“ ' I . То же в Входит, В /0x5.&Z.000-5#/ Р~5 кгс/см2 0=5 л/мин 6 I1-5 Входит в «f-^^m-50-ООО-йЙ О
14. 3310.40*801 Колпачен I Входит в 915.40.000-2
15. БР0.-3 Конечный выключатель бесконтактный - I Входит в Л 015^.000^-/
Io. /13-161-77-801 Поплавок реле контро- ля смаяки 2 То же
17. ЛЗ-161-77-403 Жиклер 2 Входит, в ^-О15Х<ооо-да/
Тонкая трубка
ol5.ou.u00 г
chipmaker.ru
имцеяование
сг
r ‘i
К-во Примечание
Точки сгазки 17 Си. тзбя.1^ рис. 35 4Ь >Л*.в,П-1'э-1о ?е1^л.;<юр подачи I (^/Еходх^ в е адуи к •юдд:.нникзг X-^Ij.SZ.OOGQ^ »«’” овально*о лин— дс.хл ij/iii*) <;нни с.’.!8зкн: 4G , 4{; всасывания, 41 , 42 >1,110,102 напора, ** , • Л, ‘tc. TL>,j.x4 _3 L .c,ijl5 , 4 ..Ла . 1 7
Перечень прпьенненых смаэокных натеряалов и их аналогов j-nacbp а тяилиде Таблица 13
* - . --* . арка смазочйаго • «этлрн.зл?
о С. ; с : ! - 1 1 i_; о ZZ'^UГ/'СпЛи^ 'ОНО «-5А Консистентная слаака УС-2 ( Л) ГОСТ Х033-73
1 i «, - ~ "' >”/30, /г7//ЪУ У ГО£1 • Г ТО за »-?5- „ 75
[То е 1 1 i i । i i i j '-: j > .< 1 i s; • 'J Э f.H C> •". С.Э Л <-> ^3 . Ci i~4 Солидол ”СП ГОСТ 43бь-7б
< ч гГО . ‘T’„ "
А>Гх-Г ГЪ2 Зн 7747-63
ГДР ' 20 I TG -ZII87I M5£ 15301
Со. аднне гоппо ail 21 \jurec сП 15 . ст злы Vtjcuo/ine /4£J5 TzlLut) qlL H incao grease t r r febti; И Ь5 Vocuoliiie £ £ 2*3 < -.y2 V Sner^ai HPtOC Uelccite k { Telura 55 Livona grease * Spin^ssc 52 Mt -z 5 ! -’’rji EnercpZ EM 55 *
015*03.000 РЭ У _ . Лист
<% u\
chipmaker.ru
Cd ООО '00 9Ю
но
!'Л
Рис. 35 — ПоЗсоРЗинение шлангоВ
от -танка к гийроscree-.
ноВке,
chipmaker.ru
. панели
Qo^ гюбВоЗ масла к шлисрс-
Бальном^ шнинсЭелм?
ycrnCLh‘OE>K(J
ДренСССФС MCtd/fO.
поЗача Mctc/tcx Эйр
смазки направляющих
ОгпёсЗ масла ст шли-
льного шпинЗелР
аэх масла
i //1 /1 — • - • . 1 j Перечень всех точек смазки Таблица 14 CO lit 1 ! X> riJl. t—»,. — *'"»** 1 «-iB'WMtlfQ'j
Поз» ом,рис >5 18 Расход смазочногс № st ареала -1 ** Периодич- ность сказ- ки непрерыв- ная Су аз т.чка . зз/з лразляющзя сзл’ :<зк Куда входит ' гзнкна Смазочный мате- _ ' ^рз.’а^ xfrs. -тт« £ .Нт’.Щ—14 Д-';Д ( /?
£ 19 то :хе •1 :•;! направляющая салазок То хе 7 </ df~7(77 7 /У То же
I ° ООО’C J* 510 20 v 7 A v „и„ У-и,г."акая направляющая стола — !»—
21 «Н— Плиск.я кап эзл-яющая Слола
22 S' :<т подачи Салазки
Н & * t Погдатют передний Бабка шлифовальная 1'аоло й-5А ГОСТ 20 799-75
24 Подшипник задний То -хе То же
25 г1 - •4j Ходовой ьпнт механизма перемещения стола Механизм переме- щения с тола Масло .rfiu.ii'"u"-Vw*T т т г-. —nzr. -“7 г- у
C0 • 1 Vo i i и ->> — r-j '• ^n<'7 QP- m
1 О (f) I
27 .?30г I раз в неделю Валик переключателя Переключатель оевепса стола To на
28 v 150 г При ремон- те и OOlVOTc ILia не т а рнкй р еду кт ^р Механизм переме- •1£К’ЛЯ ПФПЛЯ Tn -.7Й
29 #30га I раз в >,лг»57ТТ Редуктор I-'ехэнизм подачи «П-
ltd ? i 4 ' >0 << о н то ясе Винт Бабка шлифовальная
v*”V
Л • 1 * —
chipmaker.ru
I
Продолжение табл. 14
и>
С'
Поз. CV_s рис * Зэ Расход смазочного магериала Периодич- ность сгаз- ки ! Сгвзываемая точка Куда входит Смазочный материал
31 ?;30г 1 раз в месяц пинт Бабка шлифовальная Консистентная сА-а УС-2 ГОр^1 1033-73
32 % 4-50 г По кере надобности Подшипники joa бка изделия Масло/^эА ГОСТ 2Ю7У9-75
-=^Б£'т » Il Cs Ш OTGflh Г Л "ЙР/ч*-'••]; - з" с\ -(г (\wtf м ftoi-i I рп р.иьод-;ба fci-ь -ййДОЛ'ИЯ (7) Консистентная смаз^. УС-2 ГОСТ 1033-73
и—eej-tKi ре
1гОД41У.П!1ГйЦ1 ре-ликов Го- Жт» •Фо-лг"
35ilk3V) /?? То же _11_ 110Д4ИПНИКИ Привод стола То же
<
-
!
chipmaker.ru
Риа.36. Реле контроля смазки
шлифовального шпинделя
i
1
UzM.Qucr *№док. ЧТадп. 'ДстА
0(5.00. 000 РЭ
'Лист j
L 961
chipmaker.ru
1.7.4. Перечень возможных нарушений в работе
системы смазки указан в табл. 15
Таблица J5.
•Возможное
нарушение
Вероятная
причина
Нетод
устранения
Примечание
Отсутствует
потик масла '
ь колпачке 14
1. Выход ив стиоя I. Заменить нассс. Номера указа-
нессса 10. ’ ны по рис .34
Схема смазки.
2. Засорение фильт-2. Поочистить
ра 7. фильтр или’запе-
нить фильтрующие
фетровые кольца.
ра 7
3. Слишком велико
проходное сече-
ние трубы-жик-
лера 17.
3
Поставить жиклер
с меньшим сече-
нием. '.
4. Нет масла в ба-4
ке.
Делить масло до
требуемого уров-
ня.
5
Перекрыт дрос- 5
с е Лл 2о.
Отрегулировать
дроссель.
Отсутствует
подача сказки
к направляю-
щим. стола, са-
лазкам шлифо-
вальной бабки
и шариковой
паре.
I
2
Пеыеирыть
дроссель 8 и- 5.1
Слишком мало
сопротивление
общей сливной
магистоали и
на смазку поток
не ответвля-
2
Отрегулировать
дроссели.
Увеличить сопро-
тивление сливной
? агистоалй (нап-
ри»-ер , слегка
сплюшить сливную
трубу).
Течёт масло по
наружным стен-
ка!' у«лов.
I
2
Повреждение у п-1
лотнений или
присоединений.
Избыточная по- 2
дача смазки»
Заменить уплот-
динения)
Отрегулировать
подачу смазки.
015.00.ОСО КЗ
chipmaker.ru
1.8. Сцстема’ пода чи СОЛ.
I.S.i. Схема принципиальная подечиСЩ показана на рис. 37*
Перечень эдемектоз системы приводен в табл. 16.
1.8.2. Описание работы систекы подази СОл.
Стенок оснащен индивидуальной нооосно-филыруюцеИ установкой8
состоящей из бака I , центробежного насоса 2 , магнитного сепарато-
ра 4 и бумажного фильра -‘транспортера 5. На нагнетательном трубопрово-
де имеется оййпй кран 3 > Охлагщ-зющ-зя жидкость по тр*21 подается к
крану 3 , которы?д регулируется величина потока , изливающегося через
сопло в зону шлифования.
Кроке того , по тр.23 петой охлаждения может быть подан через
полый шпиндель патронной бас.с изделия к _чфуемой втулке при внут-
реннее илицованни. Величина этого потока регулируется краном 6О
Охлзадающая жидкость собирается в корыто станины и самотеком направ-
ляется по сливному лотку 4.0 в приемный лоток магнитного сепаратора.
'Далее жидкость ом :рзает в рожающихся барабан магнитного сепаратора,
в котором установлены постояннее магниты. Под их воздействие}.: из
нкдкостк выделяются ферромагнитное крнгеси ( в основном , металличес-
кий дл8м , образующийся при лн'-овзнии) вместе со значительным коли-
чеством немагньтного swSa < г. <.в”ым образом , продуктов ’износа абра-
зивного инструмента), шлаг от&пгается резиновым валиком магнитного
сепаратора скапливается в спеихал ном бачке.
COY. всте с неудов;:?'чоодицаир шлема из магнитного сепара- 1
тора поладэгг в. корытообразную подсеть ./.ильтра- транспортера, выстлан-
ную специальной Фильтровально; а.-, сн. Просач:н-аясь через нее , СОЙ
очищается от эхан,*чесг.::х пр’м-се? чьбой природы , размером частиц
ориентировочно более 5 м.к: .
Если бумага загрязнится , то просачивание воды затрудняете#,
уровень её в корытообразной полости повышается и всплывает поплавок,
смонтированный на рычаге . Другим концом рычаг нажимает на
конечный выключатель , который включает привод транспортера и пере-
мещает бумажную ленту так, что в корытообразную полость вместо
загрязненного приходит чистый участок 'бумаги . Уровень воды понижает-
ся , поплавок опускается и освобождает конечник . Привод отключается₽
Просочившись через бумажный фильтр , COS’ попадает в бат с отстойнико-
выми перегородками , откуда снова забирается насосом.
015*00.000 РЭ
ШСГ
|_________i
chipmaker.ru
chipmaker.ru
Перечень Э4еменгпа& слемы поскачи С о Ж,
ТЬбпиап 16
rto3. бболнсх veuue Ht i r( н ue Кол. ip.. _. nput- te4dtHUU
f. 0/5. iZ.OfO-O FtCIK Q.K^r/ wdpH’jP /
2. ПА-22-623 Э -teK f Hprttv 1 ff D<2 / ГОСТ26UO ‘it
5,6 /Об ГОСТ№25-67 Kpd H t n о t:i *>tt / ! /
b. См2/1А -з Нашиiпныи uena’pciTOf / TS2-055-5k&-7(3
5. //X f/ b -2! ^u.fb vp^ транспоргер /
- Линии а&язи;
20__ ^cucbi^ant-iQ
k.2c Рапира . . T- -.ШТ1 ‘ •
'21...2L C^tuF>cL ЙР
Нм'/fucr
Пади. lAdrj
015.00. 000 РЭ
/1чСТ
w
chipmaker.ru
1J .5. оказания по обслужиланис.
о) Следить за уровнем жидкости л баке , не допускать чрез-
мерного понижения , доливая 002.
б ) Периодически ( по мере надобности) освобождать ёмкости
для алана и отработанно4 бумаги.
в) Полностью заменять СОх не pose чем через 15-20 дней .При
атом промывать водой или свежей СОл бак системы.
<г) Не допускать попадания в бак обтирочных концов , грубого
мусора и т.д.
д) Применять рецептуру СО* в соответствии с выполняемыми
f. на станке работами. При переходе на другой вид СОд промыть бак.
е) Но допускать течи СОХ из стыков и присоединений , особенно
вне контура корыта станины.
ж) После окончания работы ( не ре.г.е одного раза в смену)
следует обтереть станок от грязи и подтеков СОд и смазки мягкими
чистих-и концами,
з) При значительных перерывах в раооте станок следует тщатель-
но промыть ( используя Сид) , насухо протереть и все обработанные
части , в особенности верхний стол , с’’азать консистентной смазкой
для предохранения от коррозии. Обдув стайка сжатым воздухом не
допускается.
При иляиизании изделий из углеродистой стали , а также в ряде
других случаев рекомендуется следующий состав СОЖ;
эмульсол - 1,2 %
сода кальцинированная - 0,5 ,0,0 %
вода остальное
После смешения компонентов жидкость должна быть.тщательно
перемещена до равномерного молочно- белого цвета.
Для фильтрации СОл рекомендуется применять специальную
длинноволокнистую щелочностойкую фильровальную бумагу , пропи-
танную поливиниловым спиртом ( изготовитель - Красногародская
бумажная фабрика , г.Красное село , Ленинградской области).
Допускается также применение других фильтровальных материалов,
используемы:: в аналогичных по назначению устройствах.
В
Лист
101
015.00.000 РЭ
chipmaker.ru
1.8.4. Перечень возможных нарушений в работе
системы подачи С0.& в работе указан в табло 17.
Таблица 17 о
Возможное Вероятная Кетод Примеча-
нарушение причина устранения ние
Насос сильно шу- I. Низок уровень Долить СОа.
мит и^подаёт СОК СОЖ в баке.
- 2. Неправильное Изменить направ- Произво-
направление вра- ление вращения, дится
щения насоса. поменяв местами специа-
силовые провода листом-
питания электро- электри-
насоса. коми
• 3. Засорение всасы- Снять насос и
вающего отверс- прочистить.
тия.
Насос сильно I» Засорилась нагие- Прочистить .
греется и не тетельная магист-
подаёт Сил. раль.
2. Двигатель электро- Открыть кран
насоса долгое вре- или выключать
мя работает при электронасос,
полностью закры - кс^да надолго
том кране. закрывают кран.
О £5 «Си .0 . РЗ
2.ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ .
2.1- УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ.
Безопасность труда на станке обеспечивается его изготовлением
в соответствии с требованиями ГОСТ 72.2.009-80 и ГОСТ 12.2.049-80.
Требование безопасности труда при эксплуатации станка уста-
навливаются соответствующими разделами руководства,руководством по
эксплуатации эле* ^оборудования,специальными правилами и нормами
безопасной работы на станках,работающих абразивным инструментом в
соответствии с ГОСТ 12.2.001 -74,трабовакиями СТ СЭВ 499-77,СТ СЭВ
538-77, GT СЭВ 539-77 и настоящим подразделом.
2.1 г I .ДЛЯ ОБС ЛУ дймА) ДСГО П мРСОНАЛА.
Персонал,допуценный в установленном на предприятии порядке к
работе на станке,а также к его наладке и ремонту обязан:
а)пол-'"ить инструктаж по технике безопасности в соответствии
с заводскими инструкциями,разработанными на основании руководства
ко эксплуатации и типовых инструкций по охране труда;
б)ознакомиться с обеими правилами эксплуатации и ремонта стан-
ка и указаниями безопасности труда,которые содержатся в настоящем
руководстве,руководстве по эксплуатации электрооборудования и эксп-
луатационной документации,прилагаемой к устройствам и Комплоктую-
шгд изделиям,входящим в состав станка;
выработать на станке необходимо в спецодежде,обшлага рукавов
а
должны плотно с-Аг-атывать руки у частей.
а.т.гда транспорт:;?^' ншг установке ставка.
2.1.2. Т.Пря монтаже,д из же и ремонте для надежного замали-
вания и безопасного перемещения станка необходимо использовать
отверстия,предусмотренные конструкцией станка.Грузоподъемные уст-
ройства следует выбирать согласно раздела руководства 2.2.2’.’Транс-
портировка станка" с учетом кассы станка.
2.1.2.2. При расконсервации станка следует руководствоваться
требованиями безопасности по ГОСТ 5.014-78.
2.1.3. ПРИ ПОдГСТОВКЭ СТАНКА К РАБОТЕ.
2.1.3.1. Проверить наличие и исправность кожуха привода шлифо-
вальной бабки.Особое внимание обратить на надежность крепления
шлифовального круга во фланцах и кожуха круга к шлифовальной бабке.
РАБОТАТЬ НА СТАНКЕ БЕЙ КЭЛУА ШЛИФОВАЛЬНОГО КРУГА (ЧАСТИЧНО
РАЗОБРАННЫЕ) ИЛИ ПРИ ОТКРЫТОЕ КРЬШКЗ ЗАПРЕЩАЕТСЯ!
2.1.З.З. Правила и нормы безопасности работы со шлифовальными
кругами согласно ГОСТ 12.2.001-74.Рабочая окружная скорость круга
должна соответствовать руководству по эксплуатации.
Г" '
4 On'. >2^DK
015 «СО.ООО .РЭ
105
chipmaker.ru
Круг должен иметь ярлык или отметку краской с указанием об испы-
тании на максимальную прочность.
Разрешается ставить на станок шлифовальные круги,только испытан-
ные на скорость,превышающую рабочую на 50% (наибольшая допустимая
рабочая скорость - 35 м/с при неизношенном круге).
Испытанный шлифовальный круг должен быть отбалансирован.Баланси-
ровка производится с помощью сухарей,рас положенных в кольцевом пазу
фланца круга и специальной оправке,поставляемой со станком.После ус-
тановки на станок перед правкой круг должен быть подвергнут вращению
вхолостую при рабочей скорости в течение 7 мин.При этом запрещается
стоять перед шлифовальным кругом.При обнаружении дисбаланса после
правки круга повторить балансировку и правку.Следует иметь в виду,что
по мере износа круга балансировка его может нарушаться вследствии
неравномерной плотности абразивного материала.
HS ДОПУСКАЕТСЯ СНИМАТЬ ФЛаНгД С КРУГОВ Г.УТ НАНЕС над УДАРОЗ
ПО ФЛАНЦУ.
Для снятия фланца с кругом применять специальный съэмник<Зазор
между кругом и предохранительным козырьком дол~,н бг.ть не более 6мм,
что достигается перемещением козырька только после остановки круга.
Правка круга может производиться только с помощью специальных
присное о Олений, надежно закр&ййемдых.на станке инструментом, указанным
в руководстве станка.
2.1.3.3. При пуске станка рукоятка по®.II(рис 3.) долина находить
с я в положении ручного перемещения стола,а шли,овальная бабка отведе-
на.
2.1.3.4. Проверить правильность работы блокировочных устройств
при работа станка на холостом ходу.
Периодически проверять правильность срабатывания блокировок,опи-
санных в разделе I.4.8."Блокировки”
а)Отсутствие смазки шпинделя шли Повального круга(зсть сигнал -
горит лампа на пульте сигнализации (поз.20 рис.З).
Если путевой выключатель реле контроля смазки на замкнут,нельзя
запустить привод шлифовального круга;
б)Отвод шлифовальной бабки невозможен при опущенном в рабочее
положение внутришлифовальном шпинделе (конечны?, выключатель ВПЗ опу-
щен и электромагнит ЭмЗ отключен,т.а.произвести отвод бабки невозмож-
но^
в)Вращоние шпинделя шлифовального круга возможно только при под-
нятом внутришлифовальном- приспособлении (нажима ;тся iu глючат ель ВПЗ,'
включается реле РП4 и своим НО контактом разрешает включение электро-
ды. гит и л я шлиф.кру ге)$
oi5.co.eeo го
•» г с
К За.,
chipmaker.ru
г)Р?"нов проем-’п-тше стола возможно только при отключенном
а ат ома" и ч с кон л .‘рэмещ?нии.(при переходе с одного на другой вид
пером :я стола меняются механически шестерни в цепи перемощения);
д) ,-д тщания пнзвмошпиндзля вй$?ришлифовального приспособления
возможно только при подаче воздуха в его подшипники;
е)3ключ<-ние электродвигателя фильтра-транспортера после загряз-
нения фильтрующего элемента (при загрязнении нажимается выключатель
ВП5,получал пйтание магнитный пускатель РЗ,который своими НО кон-
тактами подключает к сети электродвигатель продергивания бумаги
Бумага продергивается, ВП5 от пускаете я, двигатель останавливается^
2d.3.5.Проверить наличие ограждения защищающего обслуживающий
персонал от брызг С Од.
2.1.3.6. Проверить надежность закрепления на столе станка перед-
не? и задней бабок и съемных ирис пособлений(люнетов,устройств для
правки и г.д.)
2d .3.7.Проверить надежность закрепления детали.
2d.4.ПРИ РАБОТЕ СТАНКА
2d .4 «I. КАТЕ ГОР ИЧЕСКИ ЗАПРЕЩАЕТСЯ снимать какие-либо ограждения
нарушить или каким-либо другим способом деблокировать предусмотрен-
ные конструкцией станка блокировки.
2d.4.2 .Осторожно подводить круг к изделию и работать только
при режжэх,предусмотренных для данного станка.
2d.4.3.КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ при включенном приводе шлифо-
вального zayra производить регулировку подшипников шлифовального
шпинделя.
2d.' .4.Чистить и обтирать станок можно только после полной
остановки всех .механизмов станка при выключенной вводном выключате-
ле.
2.1.4.5. Следить за исправностью световой сигнализации "Сеть".
2.1.4.6. По окончании шлифования выключить подачу охлаждающей
жидкости и не включать вращение шпинделя шлифовальной бабки в тече-
нии 2-3 мин. для подсушки круга.
2.1.4.7< По окончании работы станок обязательно должен быть
отключен от сети.
4 Р'Г. jZhDK О../
Лист
№5
015.00.000 РЭ
chipmaker.ru
chipmaker, ru
2отЬ. И8 - 7Н
Рис. О 3 } ЛиСГГ7 2
—гыемк-е} z 2 - Скоба; 3 - скоба ( Р- -бо^т М8 / 20
б - LUCflj6cf 2-6 ‘ -6-<&Ch1 т-~М
со/ /у -* док^м, .Подп. li
0I5. 00.000.
_ 'Ш
Chlpmaker.ru
chipmaker.ru
'2 "о 1 • IО . ~е- Г ЗНК .::хг—0 " и ±ДС Л .иН и С 1~ДЛ!Ю Б da СО й Л. Ь С
.а-гре-гатт1 дол-иН—'-^ы-ть -тг^:‘х?~то' с-^ггт-'лаиыъ- (7)
(7) -2.'I>,i7"0"~~5y?o)?>!gc.Liiift дедлпа ебоенечядв?» отюнвчекиз стаяуа
о-т-е-оти -и*1! рое-^-'з-г,;^-;.. двь-рен—эл-октролкофог
(j) -2Н .18^-3^!Д;.Г7 Э-3 ИСПраЬНОСТЬГО "СВЮТОЪО!; С1ГТ?!ОЛЛОСЦИ<ь.
'bJert”.
(/? Т5тгс1тенн::п работы”станок о ^язательно должен _о»ф|
о-тшю^еп- »у ZtoiKnr
2о 2о Порядок установки.
2.2.1. Распаковка станка.
Для устранения опасности повреждения деталей станка распа-
ковочным инструментом, вскрытие ящика рекомендуется производить
в «следующем порядке: вначале снимается верхний щит упаковочного
ящика, а затем боковые.
После вскрытия упаковки следует проверить наружною состоя-
ние узлов и деталей станка , наличие всех принадлежностей и дру-
гих материалов , согласно упаковочной ведомости.
2.2.2. Транспортировка станка ( рис. ЗГ)Л .
Внутризаводскую транспортировку распакованного станка кра-
ном следует производить согласно схеме транспортировке , при
этом следить за тем , чтобы не были повреждены выступающие части
его. Натянутые канаты не должны касаться легкодеформируемых дета-
лей, обработанных частей , острых углов деталей, консольно укреп-
ленных узлов и т.д. для этого в соответствующих местах под канат!
подкладываются деревянные бруски. Перекосы более 10° при транспор-
тировке станка не допускаются.
При транспортировке к месту установки и при опускании на
фундамент станок не должен подвергаться сильным толчкам. g)
При транспортировке шлифовальная бабка , с-гол , геюро^неао
и внутржылифоззльяое приспособление должны быть за-
креплены» Крепежные планки , подкладки и распорки следует снимать
только после доставки стенка на место.
для транспортировки рекомендуется использовать пеньковые
кеяаты, по прочности обеспечивающие поднятие веса, указанного
на схеме транспортировки.
Транспортировочное корошысло в комплект станка не входит.
chipmaker.ru
Paa. 39. Фундаменты и пиан
015.00. 000 РЭ
&
ЮГ 18S
•naker.ru _ a
t о к т а ж . "
Схема установки станка приведена в разделе 3 "Паспорт"(рис.4ч) J
с.к.4. Станок устанавливается на фундаменте или бетонной
подушке (рис. 39).
Песто для фундамента следует выбирать так , чтобы станок не
подвергался непосредственному действию солнечных лучей кг.к нагре-
ванию близко расположенных отопительных устройств, так как нерав-
номерное нагревание станка приводит к местным деформациям, снижаю-
щим точность станка .С та но?: де следует устанавливать вблизи обору-
дования, вызывающего вибрации. При выборе места для станка необ-
ходимо предусмотреть возможность его обслуживания и ремонта.
^.2.5. Глубина заложения фундамента принимается в зависимости
от грунта , но не менее чОЗмг. Для установки станка по уровню на-
до пользоваться нивелировочными клиньями иди домкратами.
Точность установки:
в продольном направления ,J
1000
в поперечна» направлении С,С2
I0G:J
косле выверт: смаяна основание заливается це.мтнтны?.' раствооо?/
( соотношение цемента и песка 1:5).
hv2.6. *1ри установке станка на пе~скрытии рекомендл,ется ис-
пользовать ви.броизолпрукппе опоры 23-31 И 2005 т-па ”э" .которые
дэс.аьл.хЫсл заводом-изготовителем до с«йД.:аДждау заказу.
2.2. /. идоле установки станка нз фундамент или на зг-’броопорзх
необходимо смыть антикоррозийное покрытие ~л проныть все механизмы.
ирзмытяэ поверхности протирзы-тоя чист гы: тряпка»’? и для пг-едох-
рзнсяия от ржавления покрываются тонким слоем масла. Ни в коем слу-
чае не рэореызетзл употреблять для очистки станка металлические
предметы.
Hc2.t. х^одготоь4:а к первоначальному пуску и первоначальный пуск
яосле снятия антикоррозийного покрытия и промывки станка необ-
Xv ди: о:
а) Произвести чистку и удаление смазки для консервации с
к :• н т а кт ов з л е к г розпп а ра ту ры.
б) Произвести смазку станка (с?’, раздел 1.7."Система смазки").
в) Проверить состояние электроаппаратуры, состояние прочности
изоляции проводов, обметок электрических :-а._ин и аппаратов (см. раз-
дел 1.4. "слектрозборудование").
г) 2а: ерить сопротивление заземленияs подведенного к станку ст
цехового контура заземления (в том числе и заземления отдельно стоя-
щих узлов).
(7) Jlucr
JO? №
chipmaker.ru
д) Проверить состояние гидроаппзрату р* и >' а гл с проводов.
е) ездить "згло в баки гидропривода и с-зеки до уровня риски
1 а'ЗЯОр КЯЗ ЭТелЯ , ЗОЛИТЬ Э-'ульСИх В СаК ОХЛЗЫДсНИЯ о
г) Подключиеь станок к глектрисети , проверив соответствие
напряжения сети ;: г.те-дтрообэрудсъ-кия станка.
з) м u.-.ерить правильное ть чз правде ни я вращения всех электро-
двлгателсп (сняв приводяте ремни)©
После iHiix-HS’H/.H вддеперсчиоленных условии но-но произвести
ПpOvhb.Z iiу С a Cicl'-Xa.
З.-.ЛАН. 1 ! йзред запуском станка во избежание возможной ава-
рии иесСходиго:
- внимательно изучить рссположенпс и назначение
органов размен:: я (рис .г) и указания но технике
ь~зQsacHoc ти [раздел а.I)
- опробозад; Еручнуа движение всех механизмов
- усыновить приьодкые ремни и отрегулировать их
натяжение
- выпустить во дух из гидрооиотс» н , пользуясь
кросна’:.: в ’дялг.ндре черневой подачи и при необхо-
д.-п'сстп слегка ссвобо^дая прус седи не кин к другим
цг.л.'.ндра' . Прогнать неснольно раз поран. всех
дхл7н;,роз ст крышки дЙ кочдни , установив в гидро-
оистеге дзв..еннс Ю~12 кго/с?/.
- перед работой прог, -ль станок на холостой ходу
в течение ^С-30 мг-н.
- ьра^сяио глис. круга включать только после появле-
ния ьзела в прозрзчном контрольном колпачке©
2.Z.S. УСе.длвдись в нормальной работе всех механизмов,можно
приступать к наст ройке стэикэ для шлиг;ованияв
.д»:ас. ь-о ,иа и наладка станка
2, 3.1. На ун/версалы о’ круглс-л""овальном станке можно
обрзбзтхвзгь рсзно“00рзз;1иб по-ерхноотн у деталей различной Формы
(см. т.аз.дел .1 осэзг.а^ение и ослестъ прим:.ьения” и рис» М?) исполь-
зуя наличие двух длифовальянх дпинделеи , возмо?тность установки
ксуга на обоих концах ишиндоля для наружного шлифования , различ-
ную везигнуа установку длифсвалънсп бабки и Сэиок изделия и бази-
рование изделия о помощью различных приспособлении .
y!Z40
chipmaker.ru
Дать описание наладки станка на все разнообразие выполняемых
работ невозможно и не требуется , т. к. станок выполнен в традицион-
но : для станков данного класса компоновке и квалифицированный ра-
бочий , ознакомившись с помощью настоящего "Руководства" с назна-
чением и конструкцией узлов станка и органов управления , без зат-
руднений сможет настроить станок на выполн ние конкретной операции.
Поэтому ниже даются только некоторые общие указания , касаю-
щиеся настройки и наладки станка.
Примечание: В нормальном исполнении станок магнитным патроном
и башмачной стойкой не комплектуется.
2. 3.2. Пуск станка-.
Включение станка в сеть производится вводным выключателем
( сетевым автоматом), расположенным на электрошкафу. Сигнализация
включения станка в сеть осуществляется загоранием лампочки белого
цвета на панеле сигнализации Пуск стенка производится нажатием
кнопки " пуск общий" о При этом включается электродвигатель привода
насосов смазки и гидравлики . В случае , если станок длительное вре-
мя не работал , при пуске необходимо прогреть станок в течение
15-20 минут. Рекомендуется при этом включить автоматический ход сто-
ла. После того , как станок прогрет , можно приступить к его неладнее
2. 3.3о Порядок наладки стенка.
Наладку станка рекомендуется производить в следующем порядке:
I. В зависимости от длины обрабатываемого изделия и места об-
работки необходимо установить переднюю и заднюю баски на верхнем
столе в требуемое положение, а затем проверить правильность положе-
ния стола относительно круга. После этого рекомендуется произвести
пробное сл'мфованхе гладкого цилиндрического валика диаметром $ 15мм
и длиной £= 150 мм для проверки конусности. В случае, если по-
лученная конусность выходит ’ пределы допускаемой , необходимо по-
воротом верхнего стола добиться требуемой величины.
2. В зависимости от диаметра обрабатываемого изделия устанав-
ливается требуемое число оборотов бабки изделия.
3. При внутреннем шлифовании в зависимости от диаметра шлифо-
вального круга устанавливается числооооротов внутришлифовального
тпинделя.
УиСГ |
\//о\
chipmaker.ru
4. При работе с прибором активного или визуального
контроля производится настройка последнего (см. руководство к
прибору).
5. В случае обработки изделия методам врезания произвести
настройку механизма подачи:
а) установить по лимбу величину снимаемого припуска
( в случае ручной подачи):
б) установить скорость подачи ( в случае автоматической пода
чи).
6. Произвести несколько холостых циклов с тем, чтобы прове-
рить правильность настройки механизмов станка.
ha отлаженном станке работа производится в следующем порядке
I) Установка изделия в центрах, патроне или ином приспособ-
2) В случае внутреннего шлифования установить шпиндель в
рабочее положение.
5) Включить автоматический ход стола. При работе с врезной
подачей автоматический ход стола из включается.
4) Вручную подвести шлифовальную бабку до касания круга
к .изделию.
5) Включить автоматическую подачу.
2.3,4. Установка изделия в центрах-,
Прежде , чек установить изделие , необходимо обильно сма-
зать центровые отверстия консистентной смазкой , после чего на-
девается поводковое приспособление. Для обеспечения высокой чис-
тоты поверхности и точности обработки следует обратить особое
внимание на качество центровых отверстий, которые должны быть
тщательно доведены ( шероховатость поверхности Ва£ 0,16 мкм» ,
прилегание по калибру не менее 80%). Далее необходимо установить
заднюю бабку в требуемое положение и закрепить её на столе.
Усилие нажима пиноли задней бабки регулируется винтом. После
установки изделия в центрах проверить отсутствие чрезмерного
п одним а вращением изделия вручную.
Лист
‘tn
015.00.000 .РЗ
2,3.5. > екз круга и его бзлзнекровна.
Козий круг геред установкой на станке должен быть испытан на
стенде врецеккег со скоростью в 1,3 t 1,5 раза больше той, с ко-
торой он будет использован на станке. Свинтив винт ( на лево?.! кон-
це шл::нде.-я резьоа л'ёвэМ) а к_нцз ип/нделя , снять изношенный
круг высоте с планшайбой. Разобрать планшайбу и снять использован-
ный круг, установить- новый круг, обратив внимание , чтобы зазор
между внутренним отверстием и посадочной шейкой фланца был равно-
гернт-р по все?. окружности. 1 ежду обояти торцами шлифовального круга
я флекцами обязательно подлость картонные прокладки (толщина 1-2мг)
после чего собрать планшайбу, туго затянув винты. Отбалансировать
статически кр,г < рекомендуется использовать приспособление для
балансировки на воздушно;; подушке) за счет балансировочных сухари-
ков л установить на станок. Произвести правку и проверить на-
личие д,.сзз.’3еса. допускаемое колебание стрелки индикатора,уста-
новленного на столе станка и уциреюцегсся мер.. тельник штпфтоь' в кор-
пус-s -абин - не солее . tGCO5. ' ри превышении - отбалансировать
непосредственно на „и:пделе станка , перемещая балансировочные СУ-
ХаГЛКИ.
2.3.С. Основные технологические параметры и режимы
работы.
Акала;. в з^ра^тЕи , возмокный на станке , определяется
технической характеристикой л .анка (см. раздел 3.2.1.) и хягозой
способностью приводов. При заводских яспштаниях тяговая способность
гриводе? провернется з •кратковременной перегрузкой на 25%, Учитывая
широкий технологический диапазон станка , в том числе возможность
работы с алмазным , эльборовыа и другим пнетрументок , следует насна
чать в к?г.до! конкретно?’ случае оптимальные технологические режимыs
пользуясь практическим опытом или устзиозлеяньа’и нормативами,
Ниже указываются некоторые обци^ рекомендации в основном для
обработки изделий из закаленной углеродистой стали.
£ля наружного шлифования следует применять шлифовальные круги
формы ПЛ по Г 31 ячЛ'4-?5; наружный диаметр 250 мы ( для установки
с правого конца шпинделя 200 мм , высотой 10. ..20 м.м с посадочным
отверстием 76 ?/?/)« ддифования изделий из закаленной стали реко-
мепдуются круги марки 24А16ПОНК6 50 м/с I кл. А
лроме того могут быть использованы шлифовзльные круги (зернис-
тостью 10 ;* 12 (для особо точных работ) .
chlyrnaker.ru
- При шлифовано лысокоточлых деталей диаметром 5.. Л5мм следует
использовать шлифовальные круги шириной 10 им.«
Шлифовальные круга шириной сбка следует использовать при врез-
ном шлифоваши длилныхи шеек (дана хзйкп не должна превышать 15мм)
при этом допускается о-оцилкрозанно стола па длине хода 2...3Ш1.
При шлифования высокоточных деталей диаметром 1,..3км шлифоваль-
ный круг с деду оз заправлять на тирану-3 ши
Скорость стола при шлифованш высокоточных деталей должно
находиться в пределах 500.*.20Q - -
При празвсе оифовального круга скорость стола должна соответст-
вовать 2о*«« 30 ми/ылн*
Подача последних проходов как яри шлифовано,так я при правке
не должна превышать 0,0005.*<.0»001 ми* « -
w Для внутреннего шлифования рекомендуется следущЕй абразивный
инструмент:
24А10ПСИ1К6 I кл.А ПЛ3X8x1
24А10ПСМ1К6 I кЛеА ПП13х16х4
2Ш2ШЯК6 I кл.А ПП13Х16Х4
Скорость стола при внутреннем шлифования должка ’-^ходиться в
пределах ТОО.»«250 1ш/аин.
рру-лг правка аналогичен наружному шлифованию. v
Нормальное направление наружного шлифования - встречное «
(вращэнце-азделжд в ту-se сторону,что^и шлифовальный круг,то есть
против расовой стрелки,если смотреть .со стороны задней бабки)»
ВЯЗАНИЕ!
Во избежание аварии запрещается использовать
бабку изделия с дражщиыся шпинделем для попут-
ного наружного-шлйфован2я*Направлоние вращения
бабки изделия с-вращающимся шлкздежм только
против часовой стрелки со стороны задней бабки.
С15.0G.ООО РЭ
//5
chipmaker.ru
vu w 2.<.? лидирование станг.с .
В процессе этоплудтяцки станка иозсет зозиикн^ть необлс.^и’-г^ть
В регулировании ОТДХЕЪЙЙХ узЛбВ И Э-Л-ЗЫенТОх С ДеЛЬЮ ЬОССЙНОЕЛЗННЯ
их нормальной работы.
2.4.1.Регулировалиj натягаиия ремня правота зимовального пру к
латя&анио ремня шлиф,круга осущест?я, -то я переме-цениек под .о-
TO.EOil ПЛИТЫ ППЗЦЬаЛЬЗЫЫ ВИНТОМ.ПрИ ЭТОМ Ь..лравл,.ицие КОДХОТОрНОi
платы на вреыя регулировки освободить.
2 .4.2 .Регулировка подиялн^хов шпинделя шли резального круга „
ПОДШИПНИКИ шлифовального ШПИлДЗЛЯ регрИфуйТСЯ ЗиЬОДО. -НЗГС’хО-
»цтзле».Для ьовыыения гасткоотимопор зазоры н начальные упругие
контактные деформации устраняются с поыодью зри&ажх г гитов и
ыо.мргазке
Правильность регулировки подш-тялкоь* иди овального шг .ядЬля
определяется с л еду-хат образом:
при снеток шли^овальном круге и шкмье следует к ыо<у шпинделя
..рынэыить усилие 5.Я. 8 ег.Стрелка индикатора,я ::оп лн:.к которого
угхгц ;тся в лодку гшиндзл?^ должна по кг. а... нить отк^рн je:?3 r'j ;iepi-,o-
нячзкьного яоиокйния и |С03«.. OjOO5 ыи.Лроз .р.:а г.рс-.ю. .тся на
облик гонцах ипкнд-зля.брн проззрке‘усклин ок;д^ >.т ярило., itb по
т-р- ро;дизаЪныи .направл-..12.41; (нс^раллельио ярлык:.и.- винта:.:).
2.4.3.Подшипники йая нкп.
Схлыа распопе, зная псу клип ни .-сов качпНкя првАотал i.,na ко рис .;.2О
3 табл.18 птизеден пзр ч-нь кодкля 1.„ыов .ми.кия.
- Латяг подл г'пккзв ntnJ мм: регулируется л: азодэ-лзгетозпгал.
о псыодза) пригонки J43:n:Kii-x ирьмзк н<к прo:.m:..v.точных втулоквВ)сйгч&
заиины иодидг.кнков при р^.одте станка н„осыоди;.:о проверить обеспе-
ч :н.;е достаточного натяга .х при необходимости доработать ккоьз.меоя
или изготовить нозыз иа..:х. ;п з элеыингыо
2.4.4•Регулировка подгипниког ешиндэле бабкд изделия* v
Станок выпускается сочрег^лировоиными подшипниками,но поело
ремонта бабкз пзделкя проильнестх регулировки подшжшпков лшнндадя
определяю! следуж-хм образок О ’ W
В шшцуедь эстаиляетсп спрак:а,в которую на расстоянкз IQms от
корпуса с одной ссорены упирае^гс наконечник кндпкатораэа с другой
стороны прилагается ус-лха величиной 2..» 3 кто.Стрелпа индикатора
долзла показывать отклонение 0¥002...0,003 им от периэначальпого
пололонняЛгя п--озерке усилия следует лрилошь по трои радиальным
направлениям параллельно прюкиыкй! гантаи.
I с?/Г — Г }
Рис., С^£?мс1 распечаткой ин подшипников
cfiipmaker.ru 11 ''•г] >мъ под.гт.илков кал ишя (Табл.18) Таилица 18
зиоваии точно- К/да входит bhp’S“ к**£0 отк РИСо7?
Подишкик 6-1й v9«J5 6 Привод стола I с ГОС2 8338-75 Нодешейкк 8103 0 Механизм перемещения 2 I ГОСТ 6874-75 ’ мола Lap:® 3 12 гост'зтеа-а/ И ОД МмПН IK ГОСТ, 831-75 0 4 2 Подяицник 10С02П Q Бабка изделия 6 I РОСТ 8330-75 Подшипии:: IC7 0 7 2 ГОСТ 8530-75 Подшипник 362C3 0 Механизм перемещения В 4 ГОСТ 831-75 мола Подшипник 6102 0 9 2 ГОСТ 831.-75 ПОДИЛПННК > '!• 10 1 ’['ХТМ^ ?£ Лодлилшг 1 ‘Г. 0 1.чО1. _$делпя 14 2 ГОЛ 8301 Поданк ( рися^облзние для 12 2 „ н.д 'реннсго илифова - хОСа 3u5 hlJH ' L'ap.’iK £5r 9 Z,v Бабка задняя 13 312 ГОСТ П0Д12Р.П1ШК IU00909 0 Махани-зн поремещ'Зния 14 2 ГОСТ 8338-75 стола Подшипник 5~8l£fe 5 15 2 ГОСТ 6874-75 Подшипник 1СЭ0905 0 16 4 _ ГОСТ 8358-75 Пэдзигняк 7000103 0 Бабка шлифовальная 17 I ГОСТ 8338-75 Подшипник 105 0 18 3 ГОСТ 8338-75
1 ОТ5.00.000. РЭ • я;.с т /77
Л’ HpCin +’7-1
chipmaker.ru Продолжение табяЛВ
Яннизпованиэ ’Класс'-' 1 точности Куда входи® 11 ой .с а о рис о42 К-во
кздшшник 94^/32К -0 Бабка шлифовальная 19 I
ГОСТ 4С60-78
По р;шнаД 5->--206 5 Мзханпзи подачи 20 2
ГОСТ 831-75
Пэдипипе 105 0 Сала эки 21 2
ГОСТ 1550-75
Подькпзш: I0009I2 0 -, if 22 2
ГОСТ. 8338-75
4ари::ов$я пара винт- Салазки 23 1
га..на кяч'чшя
Сарик 2J-J/0W Механизм подачи 24 24
-ALT 1
ПодЭЛИНИК 8103 0 „п_ 25 I
ГОЛ 6874-75
11ОДО-110 6 „п_ 26 2
ГОЛ 8338-75 f ** »
L
* ' л.
f
* X
0I5.Cu.ikU. Ри
/
chipmaker.ru
3. ПАСПОРТ
3.1 в Об.чи0 сведения
Инвентарный номер.......................... ....
Завод, г * ................................
4 ®
Дате пуска станка г эксплуатацию....................
1 о;5.00.б-и рэ Лчсг —
3.2 . Основные теХнйчёЬкиб данные и характеристики.
3.2.1. Техническая характеристике ( основные параметры и
размеры согласно ХОСТ с983-65.
Класс гочиосгл А по ГОСТ 11654-72
Наибольший диаметр устанавливаемого
изделий 100
Рекомендуемый диаметр шлицевания ,мм а) для каруяного. шлифования З..Л5
б) для отверстия •Ч.Д5
Наиб ьайй диаметр шл фуеного отверстия, мы 40
Гаке алынй вес устанавливаемого из;-т;.н , кго X
Ъэиб:;?г: кзя длина, устанавливаемого • 1)1 160
На и со ib ван длина шлифуемого изделия»мм э) нелепое jликование 140
б) в ут;знй'е шлифований 50
Высота ьентров над столом 4>*ы 80
Расстп^ние от подошвы станка др оси изделий тмм 1070
Габяриты станка (длина х ширина х высота ) а) .ынесенЕых узлов 1250x1400x1690
б) -к.юсенш''и узлами 13.60x1715x1690
1зл л ; танка , к го а) чнесенвнх узлов 1630
б) с РплесенпЕ’.'и узлами 1980
Ко; ре»".?' 10Н.. уровень lчуковоЙ но ihocv , д&а 90
С т с ji Наибольшее Продольное перемещение стола «мН 20G
Скорость агтомьтнческого Перемещения бесступенчатое
стола , м/|Л1Н. регулирование
паш'З^ъший автоматический ход столе., при наигоньлей скорости ,гм 1,5
’акси^ельное число двойных ходов в минуту 30
Угол <'ОлЛа верхнего стола , град, а) По часовой стрелке 6
б) Против часовой стрелки 7
г 015.00.000 F3 L4vcr
{{20
chipmaker.ru
Ручное перемещение стола за I оборот
маховика ,нм
а) быстрое 2,5
б) медленное 0,176
Шлифовальная бабка
Основные размерь7 защитного котэдха шлифоваль-
ного круга ,мм 230x240x68
Наибольшее перелэщение шлифовальной баски по '
винту подачи«ми 130
Угол поворота салазок шлифовальной бабки,град,
а) по часевой стрелке 30°
б) против часовой стрелки 30°
Величина быстрого йодводй й Отвода шлифоваль-
ной бабки«мм 15
Время быстрого подвода шлифовальной бабки,с 3
Размеры шлйфОВЗльного коуга по ГОСТ 2424-67,мм ЙП250х2б^6
Наибольший Месос круга в мй нб ди^ме^р ЙЭ
Частота вращения шпинделя шлифовального круге»
об/мин 2800
Скорость шлифовального -круга« м/ 6.
а) наибольшая 35
б) Наименьшая 24.5
Диаметр конца шлифовального шпинделя нс
ГОСТ 2&3«6? » мм 32
Материал защитного кожуха шиифозельвого круга Листован
сталь ст.З
йо ГОСТ
14637-69
_Механизм..Шчкод?б йер.ецЬжшид шлифовальной, бабки
Перемещение шлифовальной'бебки на один
оборот маховика «мм/рад*. 0,5
Перемещение шлифовальной оабкз но одно
деление лимбе ,мм/рад. 0,0025
Ручная толчковая додача ,мм/ред. О *00125
-Л?/' Т • '
015.00.ОЬО.РЭ г У^-гг /2/
•
chipmaker, ru
? ‘ exa ни зк уи кронедачк
Веибслвкее перемещение шлифов бльнои. Сабкя
по пели ыикроподачи, гм/ред
Лреде/я скоростей врезной штроподачидо/кдо
Автоматическая псдсча_
Врезная подача, ым/мин
Автоматическая периодическая подаче
(в мокент реверса стсла)на радиус,гг/ход
Наибольший ход автоматической додачи по
винту ,ми/рад.
Бабке изделие
V ЧУ I
Частота вращения изделия регулируется
^есступзнчато), об/мия
Шестого
Конус шпинделя по С С Ссо Хч7^/5
•o) ""'crrpottE ел еа ок и
Угол поворота патронной бабки, град
а) по часовой стрелке
б) против часовой стрелки
Задняя бабка
Ход пиноли от руки,мы
Конус пиноли по СТ СЗВ 147-75
Вн?/тришлифо альный шпиндель
Частота вращения пневмощлинделя для внутрен-
него шлифования ( тип A30/I00), об/мин
0,05
Бесступенчатое
регулч0,0Х-0Д
Бесступенчатое
регулв0,05...0£
0,00^5-0,01
0,25
30
90
15
Уорзе 2
(Бесступенчатое
регулирование)
40000-80003
0I5.00o000.P3
chipmaker.ru
«л
О
‘О
<\1
иг
»<
'«I
5 ГГН-.П 2 ЮгЧН
&mctx = 2Dt4t-i
ле.Ё>а.я
Г-5
U4
«ао
ч)
О
j£
ч:|и
«и
П
О
0
«
си
ю
Конец шпинделя cJctfiKU
W/IUCpUbCt/IbHDLi
гост2525-67
Фланцы кр^га и кр^г
шлифоЬсмьны'й
max. ф iDO
ценгроЁг
Пробил ь cm о л сх
chipmaker, ru
40
<Рв-
Ьнутришли^альныи шпин- Конец бн^ш
дель и бабка шнырсЬссльнО-Я щпинсЗе
Конец шпинделя бабки
LU/IUCpCJbCl /tbHDLl
гост2525 -67
.ф
5мм
'.5 мм
cmO/tCL
UiH
Гис-
№с?о<
ПоОп.
0/5.00.
chipmaker.ru
KU £>HSrnpUUJ/1Uf^oF)a льный ипин-
дель и байка имифо&сьАьна-Я
Ф в -Q.OL 5
Коней, Ьнхп1ришли<ро£>слминоге
шпинс№/1Я cinpal:j<CL
Рис. k5. Бсхзо&ые
chipmaker, ru
Puc.U, УстаноЬка станка
/1ч MUcr
NtdoxxM
Подл. 1Дап
015.00. 000 РЭ
'.Auc
Mr
chipmaker.ru
3.2.ж. Техническая характеристика
электрооборудования•
Род тока питающей сети
Частота тока ,гц
Напряжением
Род тока электроприводов станка
Напряжение , в
а) силовых цепей станка
б) цепе2 управления
в) цепей местного освещения
г) сигнализация
Количество электродвигателе?, на
станке (с электронас-осом)
Тип электродвигателя привода
щдвфовалиного круга
’'о’дяость электродвигателя привода
ели'оззлвного круга, кэт
Частота вращения электродвигателя
привода «ли.овального круга , об/мин.
Тип электродвигателя привода бабки
и зделия
одность электродвигателя привода
бабки изделия , квт.
Частота вращения электролпинделя
привода баски изделия ,об/мин.
Тип электродвигателя привода стола
Х'оцлссть электродвигателя привода
стола, квт
Частота вращения электродвигателя
привода стола, об/мин.
Тип электродвигателя насоса смазки
и гидравлики
Мощность электродвигателя насоса
смазки и гидравлики , квт
Частота вращенья электродвигателя смазки
насоса и гидравлики , об/мин.
Тип электродвигателя магнитного
с епаратора
Мощность электродвигателя магнитного
сепаратора, квт
Частота вращения электродвигателя
щагкитного сепаратора , об/мин.
трехфазный
переменный
50
380
трехфазный
переменный
постоянный ОТ
собственных
преобразователей
переменный - 380
постоянный - НО •
переменный - НО
24
5
i
7
4AX7IB2
f
3000
ЭП-1С0/245
0,245
180., .3600
SH-IIG/445
0,245
I80..o3b00
4AX7 1B4
0,75
1500
А0лШ-4
0,0с
1500
—. 015.00.000 РЭ A.4L z?5
chipmaker.ru
Тип электоодвигателя привода продергивания
бумаги ‘ A0JI-I2-4
Мощность электродвигателя привода
продергивания бумаги , квт 0,18
Частота вращения электродвигателя привода
продергивания бумаги, об/мин. 1500
Тип электронасоса ПА-22
Производительность электронасоса,л/мин. 22
Мощность двигателя электронасоса , квт 0,х2
Частота вращения двигателя электронасоса,
об/ мин 3000
Суммарная мощность всех элэктродвигатедей,
квт 2,?3
3.2.3, Техническая характеристика переоборудования
и системы смазки.
Тип насоса гидросистемы лопастной XT2-4IA
Производительность , л/мин. 5
Наибольшее давление , .кус/ см^ 50
Тип фильтра гидросистемы магкитосет «-12
Наибольший расход , л/мин 6
Наибольшее давление, кге/рм^ 18
Тип золотника напорного Г54-22
Наибольший расход ,л/мин. 18
Наибольшее давление, кге/ см^ 25
Тип регулятора скорости ПГ55-22
Наименьший расход, л/мив. 0,06
Наибольший расход, л/мин. 18
Тип золотника реверсивного о электрическим управлением 44ШЗ-11
Наибольший расход , л/мин. 8
Наибольшее давление , кгс/см2 200
Тип золотника реверсивного с электрическим управлением 45ПГ73-П
Наибольший расход, л Див 8
Наибольшее давление , кгс/с? 200
Тип золотника реверсивного с электрическим управлением 54БПГ73-И
Наибольший расход, л/мин. 8
0i5.00.000 РЭ
chipmaker.ru
• Тип ra:?o:. етрз
Chipmaker.ru
Нз’лболыиее давление, кгс/с:/
! ?
Наибольшее измеряемо© давление* кгс/см
Тип насоса смазки
Нроиаводителмюсть , л/мня.
? *
Наибольшее довязано, кгс/сгГ _____...
МТП60Д-25х£.5
ГОСТ 8625-69
да
25
ГП-Ш
5
5
К. арка масла для гидросистемы
и системы централизованной смазки
Количество заливаемого масла для
гидросистемы и централизованной
омазюц л
К*арка масла доя смазки подшипников
шлифовального шпинделя и шпинделя
бабки изддойн иповбротпой)
Количество заливаемого масла для
смазки подшипников шлиф» шпинделя* л
вм-хч .
"П)СТ 11058^75
35
•415Л ГОСТ 20799-75
(Велосит)
-20
Лист
<27
0I5.00XW.P3
ел ооо’со
chipmaker.ru
3.3 „Сведения о ремонте
Таблица 19 .
г а выхода из ремонта Категория сложности ремонта Ремочтн'Ш цикл рабо- ты станка в часах Зид ремонта Должность, фамилия и подпись ответственного лица
Производив шего ре- монт Принявшего ремонт
Наименование и
обозначение состав-
ных частей станка
Основание
(наименование
документа)
ЗЛо Сведения об изменениях в станке
Таблица Ц'Э
..'ЫХ
ИЙ
Характо ристлна ра-
бота станка после
проведения изменений
Должность, фамилия и
подпись ответственного
лица
chipmaker.ru " 3.5О Комплект поставки Таблице 21.
Обозначение Наименование К-во Примечание
ЗУЮА Станок в оборе I„Входит в комплект и стоимость станка Инструмент Ключи ГОСТ ^839-71 7811-0002 I 7811-0003 I 78II-002I - I 7811-0023 I 7811-0025 I , Ключи для внутреннего шести- гранника ГОСТ 11737-74; 7812-0374 I 7812-0376 I 78Id-0377 I 7812-0378 I 7812-0379 I Ключ торцевой 17 0С12 И91-2-72 I Ключ 7811-0316 ГОСТ 16984-75 I Отвертки ГОСТ 17199-?! 7810-0301 I 7810-0306 . I 7810-0309 I Круги шлифовальные ИСТ 2424-75: йЙЗкбх! 24А16ИСХ1 КоТкл. А 10 ПП5х8х2 24А16ПСМ1 Кб I кл. А 10 ППЮх1Йх4 24А16ПСЫ1 Кб I кл.А 10 ПП13х16х4 24A16MI Кб I кл .А , 10 ПП200х20х?6 24А16ШН Кб 35 м/с I кл. А I ПП250х20х7б 24А16ПС1Ц Кб 35 м/с I кл. А I 1Ш250х10х76 24А16ПСМ1 Кб 35 м/с I кл. А I Головка ШГ ГОСТ 18833-73 I 3BI0-90-425 Сьемник I * •
015.00*000 РЭ Лист 15Q
chipmaker.ru Продол хранив табл, 21
Обозначение Наименование К-во Примечание
3^0-50^,00 ТГОТ Алмаз в оправке ГОСТ 22908-78 3908-0116 3908-0156 Принадлежности 2 I •
ЗВ10-58-001-2 3BI0-59-00I-I 3BI0-67-00I 0 £ 015.51.000-ЗЖ 015.45.003-1 3BI0-50-403 Приспособление для правки круга под углом Приспособление для правки круга при внутреннем шлифовании Люнет открытый , Наладка Оправка для внутреннего шлифова- ния Втулке I I I I I I 1 «
3BI0-66-40I ЗВ10-52-402 3BI0-53-424 3В10-50-408 3BI0-90-409 ЗВ10-90-410 3BI0-9C-4II 3BID—90—426—X 015.40 .014-1 015ЛО.042-0 015.40.015-2 ЗВ10-40.411-1 Оправка Центр Полуцентр Центр твердосплавный Полуцентр твердосплавный обратный центр Обратный полуцентр Хомутик с винтом 3I10C40.I2/2 ?ланец Фланец Кольцо Сухарь 'Иприц 2 ГОСТ 3643-75 с головкой 4 ГОСТ 3027-75 1 0 I I I I I d 1 г 8 I
Хомутик 7107-0061 ГОСТ 16488-70 Сомутик 7107-0062 ГОСТ 16468-70 1
ter
/3/
chipmaker.ru
Продолжение табл. 21.
Обозначение Наименование К-во Примечание
| 015.40.043-2 Х-ПТП—<~<йRA4- Патрон 7100-0001 ГОСТ 2675-71 Ключ к патрону 7100-0001 Пробка 1'12x1 ,25 0СТ2 С98-4-73 Запасные часод. Генаета I 2 4 Для электро- шкафа _ гсттт? г\..
ж С’.! CIIjJ Пр,У'1‘Л*ВТт,уЭттг—1Г IГГГИ * V XJ -ZV *65"
/7/5 ? „г тл > nh ЛАЛ тн) -ГС! "ЦВгЪ—t»bl Ibui 12о4-о^ - Ремень 0-800Т ГОСТ 1284-68 Ремень 0-900Т ГОСТ 1284-68 Ремень плоский бесконечный кап- роновый 40x1060 МЕГУ«17 -*645-68 Плавкая вставка к предохранителю ПР06-П-3 типа НВ.ц-2 на 2а типа ПВД-2 на 1а Путевой выключатель тийй SPit-X, длина присоединительный выводов 0,5м Микропереключатель типа NП-2102, исп.З Лампа типа №,3-0,3 ГОСТ 2204-74 Поршневое кольцо к автомобилю ’•Волга” 21.1000-101 Документация Руководство по эксплуатации Материалы по быстройзнашиваемим деталям Документация на основные покуп- ные изделия (см. табл. 24) - т I I I I I I I 4 2 I В СОО5 ВИИ с а Н02-5С Ткомпл. Хкомпл. - —
WlTfcUU4UUU>x\ 014 .00 .COO РЭ 0/6. OO. ООО' OCt ?ветст— РТМ )-71
015.00.000 РЭ
/Л У/7
finer?)
/32
thipmaker.ru
Продолжение тебя. 21
Гбозкэчение
К-во
20 Поставляются' по отдельную
плату.
Наименование
Примечание
Прибор активного контроля БВ-4009К
или БВ-41Е0
OXStSS.OOO.O Прибор для радиусной правки круга
3BI0.66.0 3I-. Л|испоообленге для балансировки
длгфовального круга
3310-90-402-^07 Дан. л
Вибрэлар
тип га”
I
I
I
6
опоры 03-31 И2605
4
X.
_.Li>.4и.1г0.0еи Дбжух шлифовального круга (правый)
•Л 5.^0.028-2 Кожух
3.015.40.150.000 Кожух
2.015.40.07^.00-3 рыыка правая
....015.40.138-.000 Козырек
I
I*
тродвп
I
I
I
ЙХОДИТ 5
комплек®
деталей для
установки
шлифовально-
го круга о
-права
'5 УЮ .026-1
L1K- В
о Г<Ь
юктродвигэтсль М =1,1 кЗт
=2Еи-3 обД/н, с концами
Йп 4А71ВДУЗ
' -=—: 1е^т4—
зала , i'jui i>>.
слэктрэлпиядель
I
I
Взамен пнев-
мошпинделя
A30/I00
(смвстр<>4)
<?
>310.68.001
1ехн::ческ?ч документация (чертежи
отдельных узлов и деталей)
ft,.„Як
7
денет закрытый
I
5.00.300 Ра
Л'.-ст
да
chipmaker.ru
Номер
3.6-.Свидетельство о приемке
Стенок ут-гзереальный круглошлифовальнн» ЗУ10А, класс
точности А, заводской номер
3.6.1. Испытание станка на соответствие нормам точности
по ГОСТ 11654-72 (табл. 22)
Chipmaker.ru
Таблица 22
проверки
по ГОСТ
Что проверяется
11654-72
Допуск по
ГОСТ 11654-72,
ыкм
Фактичес
коеооаь-
клонение
шш
I
2
3
4
6
8
9
I. Проверка точности станка
Прямоли нейность перем ещения стола, проверяемая в вертикаль ной плоскости На всей длине хода (Вогнутость т оаект о рпи перем ещёнйй стола не допуск кается;.
Прям олике йность nsWещенкя стола, проверяемая'в гори- зонтальной плоскости На всей длине (Вогнутость Траектории перемещения стола не до •= Пускается)а хода . /7, 0
Прямолинейность й Параллель- кость базовых поверхностей верхнего стола(для бабок) направлению продольного перемещения стола. На всей длина 2,5 хода ?.0 *
Радиальное биение оси стйер» стия шплчделя передней бабки а) у торца шпинделя б) на длине Ю0м м от торца 1,5 2,5 1.о с
Осевое биение шпинделя передней бабки 1,2 4. О
Одновыоотность расположения оси шпинделя передней бобки при повороте ее вокруг вер- тикальной оси 10 Г
Параллель: ость оси шпинделя передней бабки направлению перемещенья стола проверяе- мая ь вертикальной плоскости f 5 (свободный коьец оппавки может откло- няться только вверх и шлиф, кругу). и
г
t
у
015.00.000 РЭ
finer
154
zhipmaker.ru
Продолжение табл. 22
Ноу ер
проверки
11654-72
Что проверяется
Допуск по 1ОСТ
11654-72
кки
Фактическое
отклонение,
WKM
10,
II.
12.
13 с
14 о
15.
Параллельность оси отвер-
стия пиноли задней бабки
на пре вле ни ю перемеще ния
стола
а) в вертикальной плос-
кости
б) в горизонтальной
плоскости
Однэвысотность осей
отверстйй ипл нделя
передней бабки и пи-
ноли задней бабки о
Параллельность оси
алпфовальног о шпи нделя
нап~ звлению переме-
щен я стола прове-
рке. ан в вертикаль-
ной плоскости.
Радиальное биение ба-
зирующего конца шли-
фовального шпинделя
под круг.
Осевое биение шлифо-
вального шпинделя
под круг.
Параллельность оси
гнезда кронштейна для
вау тришлифовального
шпинделя направлению
перемещения стола про-
веряется в вертикальной
плоскости о
5 1
2,5
( свободный конец
оправки может от-
клоняться только
ввеох к шлифоваль-
ному кругу)
10
(ось отверстия
пиноли задней
бабки должка
быть не ниже
оси отверстия
шпинделя перед-
ней бабки).
10
( свободный конец
оправки может от-
клоняться только
вверх).
2
1,5
10
4.
4,0
X
(отклонение' сво-
бодного конца
оправки допус-
кается только
вверх).
Продолжение табл. 22
>гер
11654-72
Что проверяется
До’ с по
ГОСТ 11654-72
МКМ
Фактическое
отклонение,
мкм
16. Одновысотность раСКСЛОЖе!|ИЯ
осей шпинделя передней бабки
и гнезда ь кронштейне для
гну тришдифовалбного шпинделя
над столом.
6
4
17. Прямолинейность’и перпенди-
кулярность перемещен,-:я шли-
фовальной бабки направлению
перемещения стола.
i
18. а)Точность мз-ыу перемеще-
ний ручными и импульсам
механизмами подач шлифоваль-
ной бабки,
(ось шпинделя
передней бабки
должна быть не
ниже оси гнез-
да в кронштейне
для внутришлифо-’
вального шпинде-
ля).
' г г
(при перемещении
шлифовальной баб-
ки к грнии цент-
ров отклонение её
допускается только
в сторону передней
бабки).
+0,25
йровеока_станкг в работе.
19, Точность цилиндрических
поверхностей образца:
а) постоядстяо диаметра
в‘продольном сечении
б)круглость
20. Плоскость торцевой
поверхности образца
1,2
о л
(выпуклость не
допускается).
Gi5.GU.G00.P3
chipmaker.ru Продолжение тзбл.22
Hovep проверки по ГОСТ 11654-72 Что проверяется Допуск по ГОСТ! 11654-72, мкм Фактическое отклонение, и км
21 Шероховатость ooiаботанных на станке поверхностей об- разцов (по ГОСТ 2789-75) ха мкн а) цилиндрической наружной б) цилиндрической внутренней в) плоской торцевой не более о,ос 0,16 о;зг не более 0/0^7 < С
III.Проверка жесткости станка п зила 5 кгс) '
22 Относительное перемещение под нагрузкой оправок, закрепленных .на шпинделе п'лмйсвадьной бабки и в конусе шпинделя передней и пиноли задней бабок 20 (нагружающая
Г\Проверка колебаний станка на холосто?/ ходу
23 Колесадне шлифовальной бабки относительно оправки, зажатой в центрах, при одновременном вращении м о шхЯовзльного апянделя и * планшайбы передней бабки на холосто?/ ходу о У. Пгювсока станка на. стабильность взаимного С, 0
расположения рабочих органов под тепловой
нагрузкой
24 Линейное в горизонтальной плоскости и угловое сме- щение оси шпинделя шлифо- вального круга относитель- но центров передней и зад- ней бабок в результате ра- зогрева станка на холостой ходу а) линейное б) угловое а) 13 б) 1,6 /? -/.С
ТОО им
г Г | -""j
.J
1 с
015«00.000 РЭ
chipmaker.ru . 3.6.2 CS ,;ект рооборудозание
» оЛектрои :аф
П-таящая сеть Нз’пвяжс не, 380 В-год тога oj ^частота 50 Гц
Цепи управления Напряжение НО В^рол. тока - переменный
Напрг. еяие!2 В;род тока - переменный
Напряжение 24 В^род тока - постоянный
(Местное освещение Напряжение 24 В;
Улектрооборудованис выполнено по:
принципиальной схеме 0.015 .00 .043.00 «033 схемам соединения С «015.81 «0ч*т. 0 «034 0I5.87.00C-XS4 схеме соединения стан.-э 0.015 «80.044 .ОЙ .034 1
Электродвигатели
Обозна- чение по схе- ; в Назначение • Тип |Го.д- ность, К ВТ Иония, ток, /1 Ток .А хол^е той ход к а
k’S 1 КЙ ГС ГС ГФ ггс цг 2ж-- Привод: Хлуфозальногб круга изделия стола насоса охлаждения бумажного фильтра Ма гни тног о села рэтора гидравлики ! " "" 1 и- 4A7IB2- 3^110/245 ЗГЦ1С/Х45 X14-235 4AA5GB4 4АА50В4 4A7IB4 0,245 0,245 0,12 0,09 0,02 0,75 2,5 . 2,2° 2,20 0,3 0,53 0,53 2,2 ’ 1 1 | А А А го <3 Л У с\7? 0.7 Г Л
Испытания повышенным напряжением промышленной частоты проведено. Напряжение 1 ? В. 1
Сопротивление •золяции п-’овотов относительно земли:
силовой цепи Зб?О ГОм цепи управления с&Х) К Он
C IS. СЮ. COG РЗ
/38
chipmaker.ru
Сопротивление изоляции между проводами цепей управления и сило-
выми ПрОЕОДОУИ КОм
Электрическое сопротивление межд| винтом заземления и металличес-
кими частями,которые могут оказаться под напряжением 50В и выше не
превыеает 0,1 Ом.
Выгоды: Электрооборудование выполнено в соответствии с установ-
ленными требованиями и выдержало испытание.
>
3.6.5.Испытание станка на холостом ходу и под нагрузкой в соответ-
ствии с требованиями технических условий.
3.6 Л.Принадлежности и приспособления к станку.
Станок укомплектован согласно комплекту поставки.
* *>.
3.6.5 .Дополнительные замечания__________________ ________________________
«%. Hill Vi I Wil’IlHilHHl—It.ll—Wllii ! НИМ——R—11 I Hl
З.б.б.Об^ее заклю<'зняе по иогытснл- станка.
На ос но- :пи осмотра и пропсденных испытаний станок признан год-
ным к эксплуатации.Станок соответствует требованиям ГОСТ 7529-73,
ГОСТ 12.2о009-80 и технических условий на станок*.
Дата выпус.э Л Of. )
045.GO. ооа -рэ
!KitJ Л сГ Ns Закуп Цодп. 'Дс -л
<59
Лист
chipmaker.ru
У нигерсалъ
класс точности А, заводской номер
консервации согласно установленным
|углошлифовальный станок модели ЗУЮЛ,
Л] Л 9 подвергнут
требованиям.
19 г
Дата консервации
Срок консервации
015.00.000.РО
chipmaker.ru
видетельство об упаковке
Универсальный круглодлифозельный станок модели ЗУ1ОА,
класс точности А» заводской номер Л^^ЛЬ'гакован согласно
установленным требованиям.
Дата упаковки
Упаковку произвел
подпись
подпись [
I
ГЛ
С15о00.С00вРЗ
chipmaker.ru
>.9. Г а р а н т и и .
Предприятие-изготовитель гарантирует соответствие
универсального круглошлифовального станка модели ЗУЮА,
установленным требованиям и обязуется безвозмездно за-
менять или ремонтировать * ьышедачй из строя станок при
соблюдении потребителем условий эксплуатации станка,
транспортирования и упаковки.
Срок гарантии 18 месяцев. Начало гарантийного срока
исчисляется со дня пуске станка в эксплуатацию, но не
позднее 6 месяцев для действующих и 9 месяцев для вновь
строящихся предприятий с ксмена прибытия стянка на стан-
цию назначения или с момента получения его на складе
предпоият«я-мэтотовителя.
015.00.000 РЭ
chipmaker.ru К £ * - •’ * яа ] п/п X с 2. Зэ 4. г 5. 6о к ь ——— Пег Обозначение •& / 1 Прил ючень документов на основные покупные изделия Табл Наименование _ — — Пневмошпиндель с аэродинами- ческими опорами A30/I00 ( комплект) Руководство по эксплуатации» Насосы лопастные типа Г12~4 инструкция по эксплуатации и обслуживанию. • Прибор активного контроля для сопряженного илифования тип БЬ—4009К (комплект). Электропривод серии ЭТОТ , Паспорт. Техническое опи- сание и инструкция по обслуживанию. Фильтры- транспортеры для охлаждающей жидкости типа ЮС44-21. Паспорт. Пульт очистки воздуха ПУ-1. Техническое описание и инст- рукция по обслуживанию f □жениее кца 23 Примечание С запасными частями по "Ведомости комплектации”. То же (Поставлять при поставке прибора) . С запасными частями и до- кументацией на составные части пс ’•Комплекту поставки” С запасными частями по •"’Комплекту поставки”. С запасными частями по "Комплекту поставки".
015 ЛЮ .ООО.РЭ
П рЬЧйНЬ к бистроизнзыиьииуь1»' аС-ТЭЛЯМ
Таблица 2М
Обозначение лэигеньвзние К—ВО Куда вводит Материал Прт 'СЧОН
втп-4О-4гз ’ Винт 4 Бабка шлифовальная Сталь 40Х ГОСТ 4543-71 Рис .1
3B10-4C-46Z-I Сдгмент 6 ю .е Бр.ОС-8-14 ОСТ г?Т 3I-I-75 Ряс
015-40-045-0 • Манжета 6 Резина гр.Б ст.тв.м ТУ38-1053 76-72 Рис оЗ
3310-50-105 Втулка. I Бабка изделия Сталь 20Х ГОСТ 4543-71 Рис .4
s .< 7Л.Л1Й Т 2 Ви и v 2 „И. Сталь 40Х ГОСТ 4543-71 Р’ с .5
ЪВТр-50-4 29 Шпиндель |дЯ' j 1 Сталь 38X210А ГОСТ 4543-71 Рис © о
xclO-51-40ь Втулка I Наладка Сталь 40Х IDCT 454.3-71 Рис .7
ЗВ16-52-401 Оправка I Бабка изделия Сталь 40Х ГОСТ 4543-71 Рио Р8
3 816-53—401 Пи р.о ль I Бабка задняя Сталь ВД5 ГОСТ 801-60 Рио .9
3BIU-53-406 Стакан И1 I То же Сталь ХВГ ГОСТ 5950-63 Рис .10
ЗВ16-53-416 Втулка Ijlf* I Сталь 45 ГОСТ I05C-74 Рис .11
3BI0-56-80I Ремень KJLJ 1 Контрпривод бабки Кожа Рис .12
RM изделия
015.30 oGOu-O •Винт ВьЖ г I . Hex.пер.стола Сталь ХВГ ГОСТ 5950-63 Рис .13
015.30.009-0 Га яка I Ьр.0Ф1Л-0.50СТД’Т- 5I-I Рис .14
015.50.012-0 Втулка .1 Бр .ОФ Г0-0 50CT2L’Т-31-1 Рис .15
.,015.40.065-0 Шпиндель 1 Бабка шлифовальная Сталь 38ХпХЮА ГОСТ 4543-71 Pl'1 с о 16
(115.44.On?-0 Колесо червячное I Сала аки Бр.ОЦС 5-5-5 ГОСТ 613-65 Рис .17
015.44.063-0 т То же Бр.ОЦС 5-5-5 10СТ 613-65 Рис .18
015.60.006-1 Червяк 1 Механизм подачи Сталь 40Х ГОСТ 4543-71 Рис .19
615.60.054-1 Колесо хпэповое I То же Сталь 40Х ГОСТ 450.-71 Рис .20
015-об.D9-0 Планка I Сталь 20х 1'бСТ 4543- 71 Гис .21
3B1P-30-5Q0 Колесо червячное I 1 ез.парен.стола Ьр.ОЦС 5-5-5 IOCT 61д-о5 Рис * 2
3510-30-701 канжета 2 Резина гр .В ст.тв.»* Рис
'1У38-1053 76-72
ЗВЮ-оС-501 Колесо червячное 2 _.н Бр.ОЦС 5-5-5 ГОСТ 615-65 Рис .24