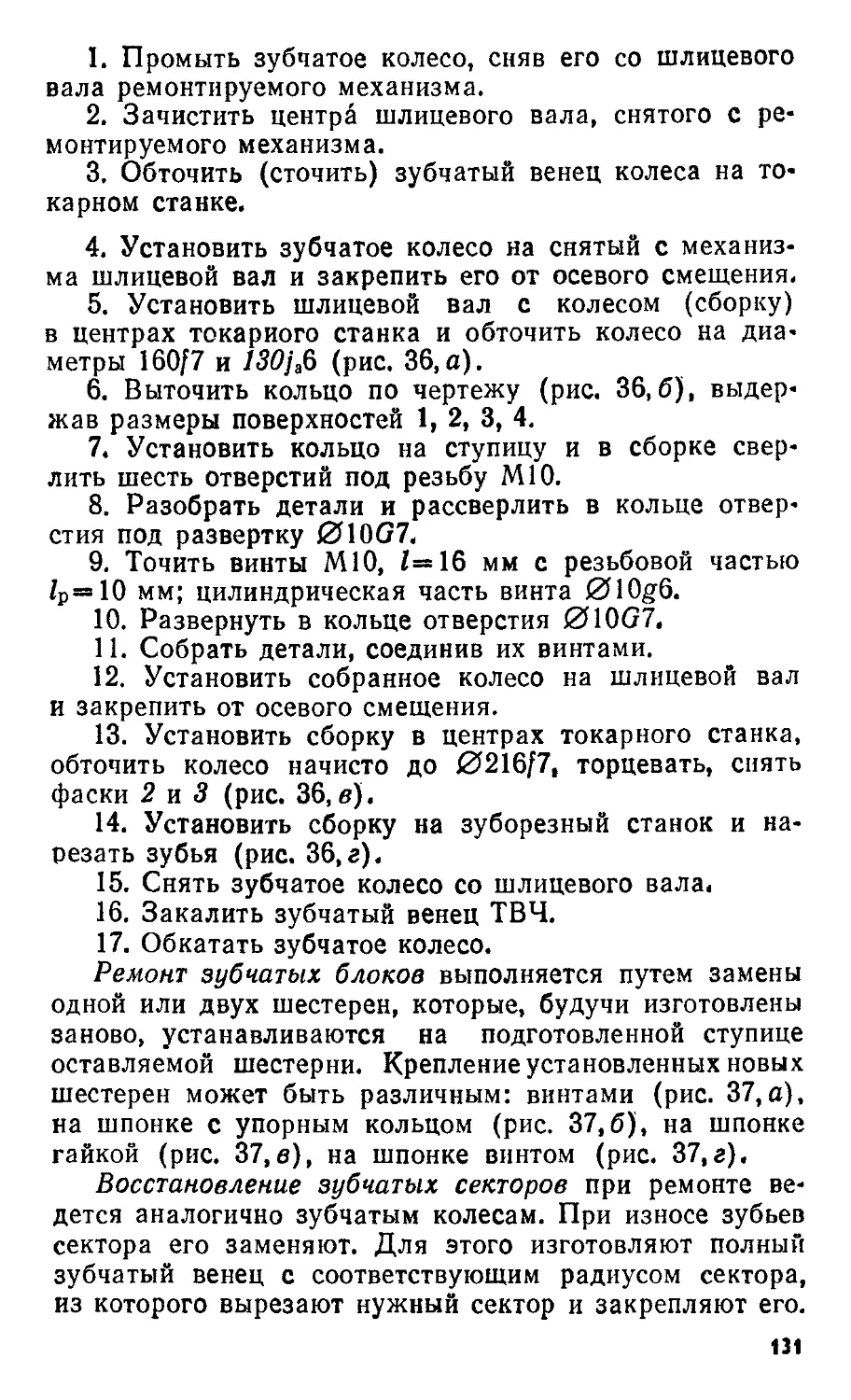
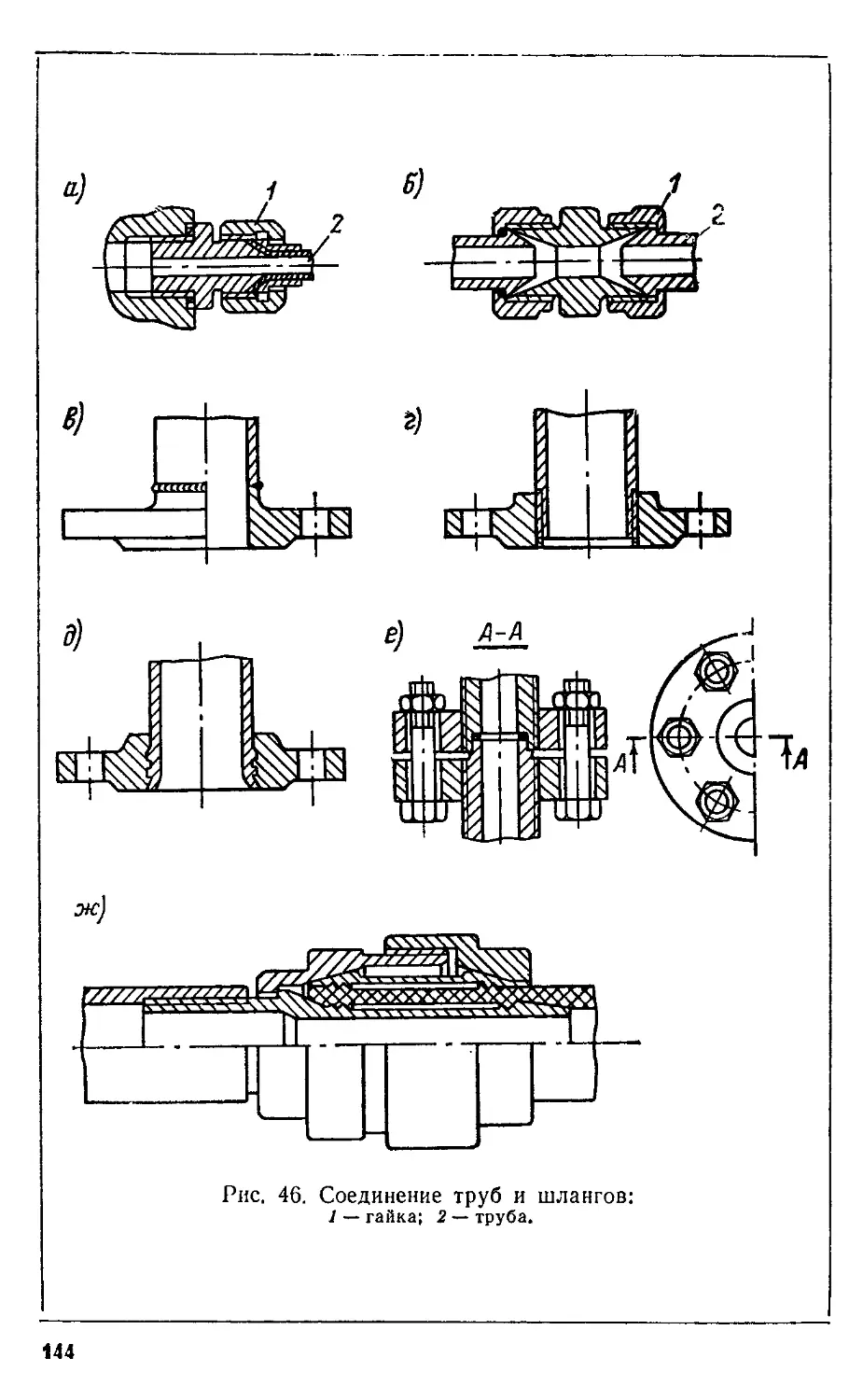
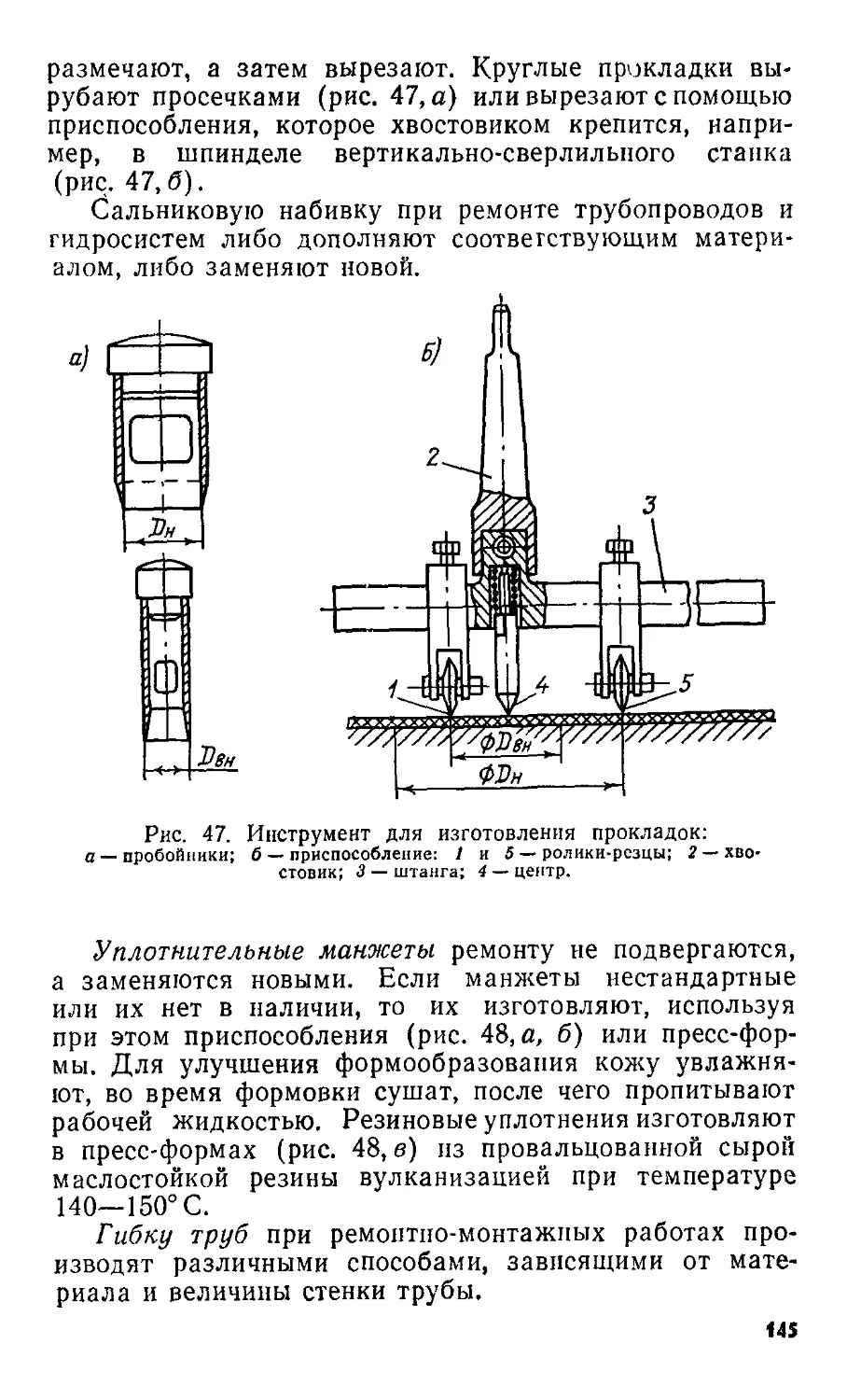
/


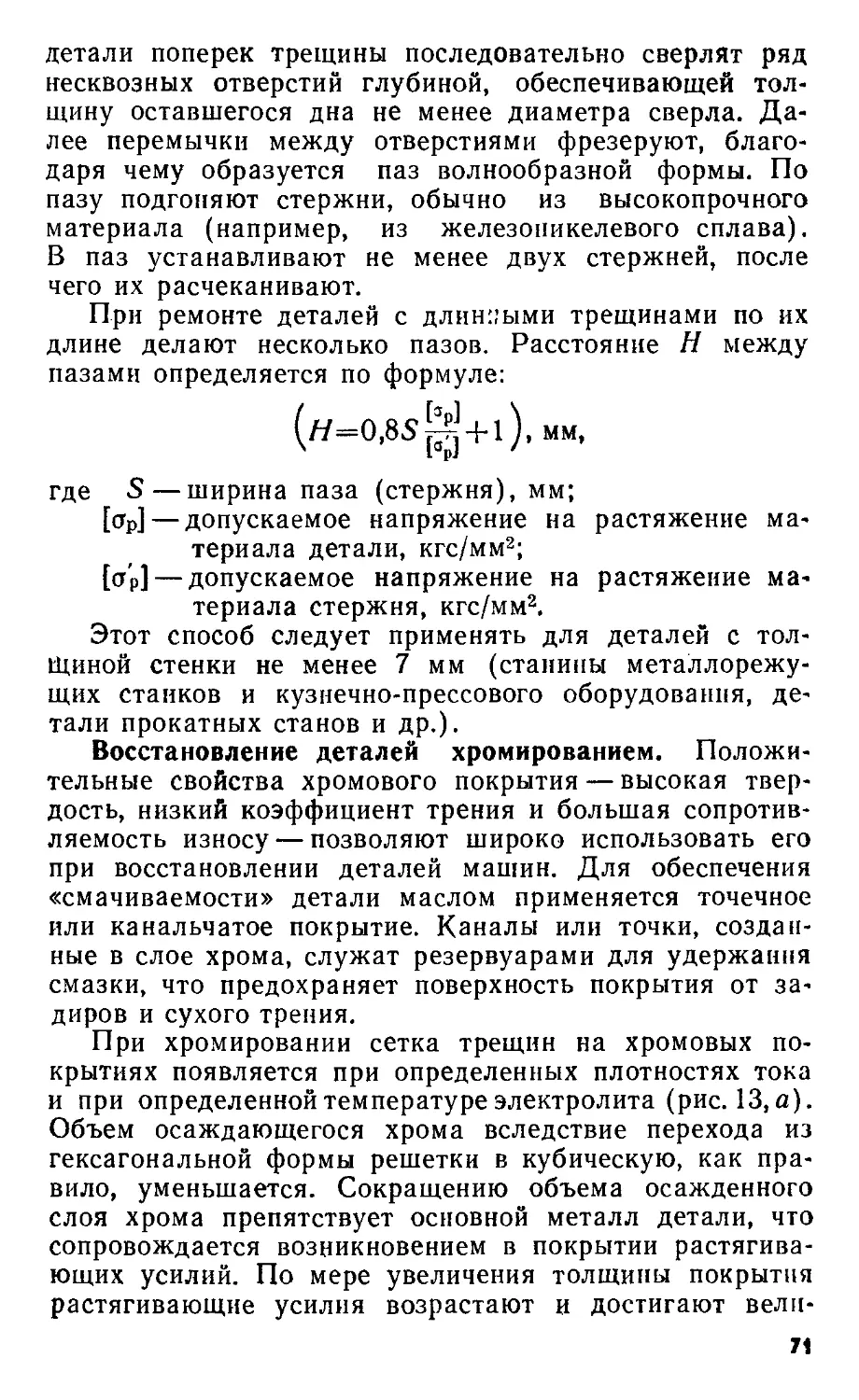
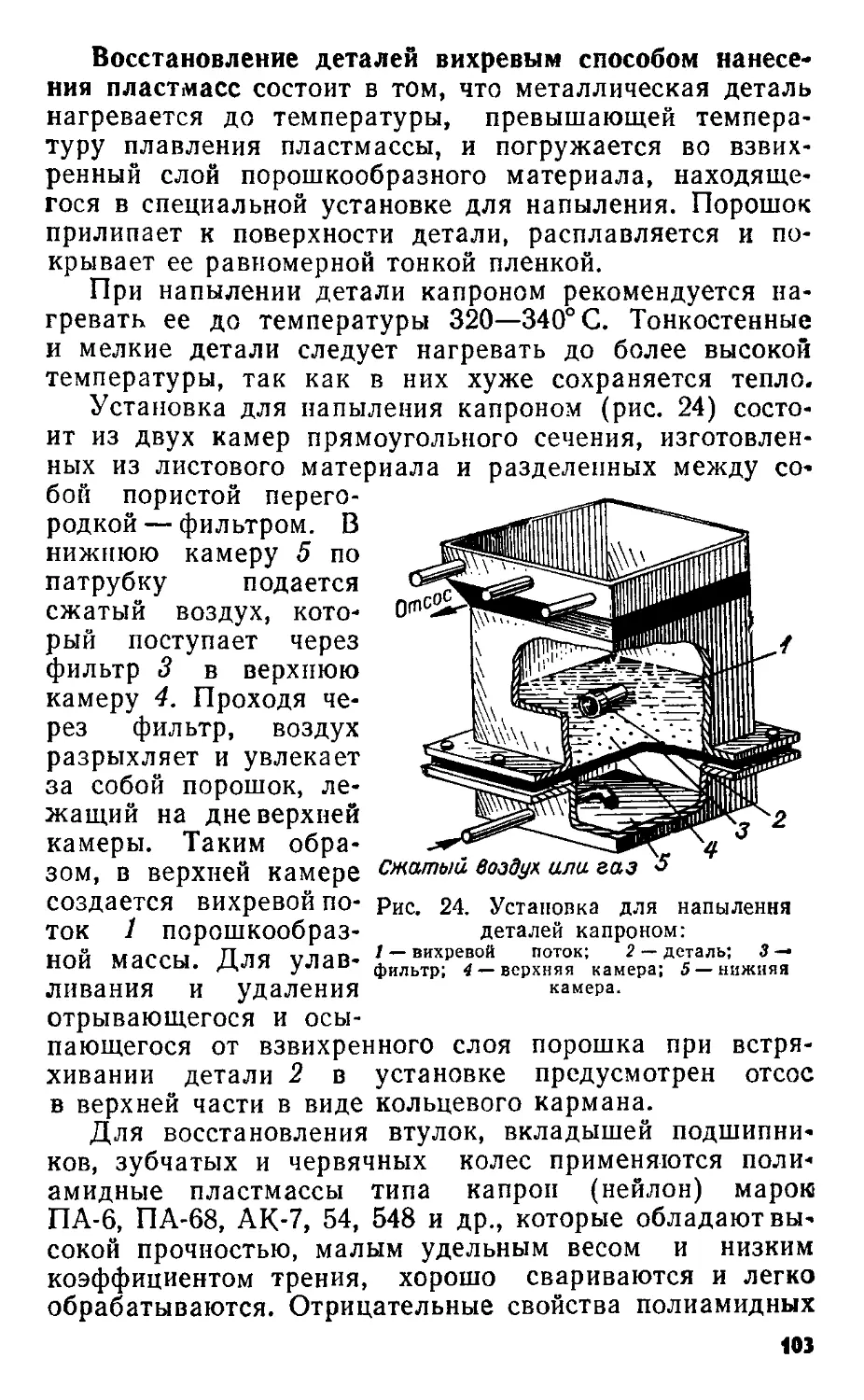
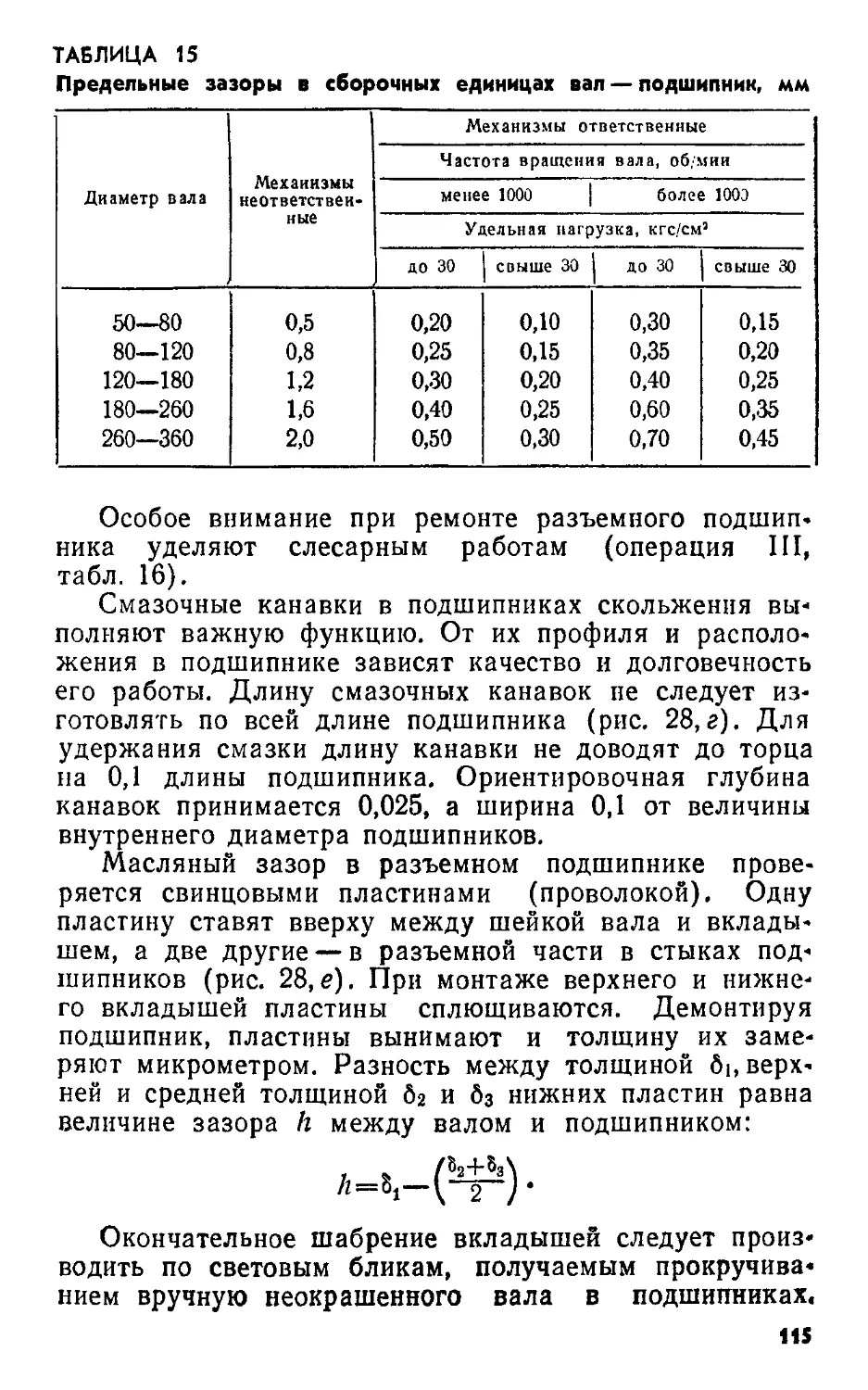
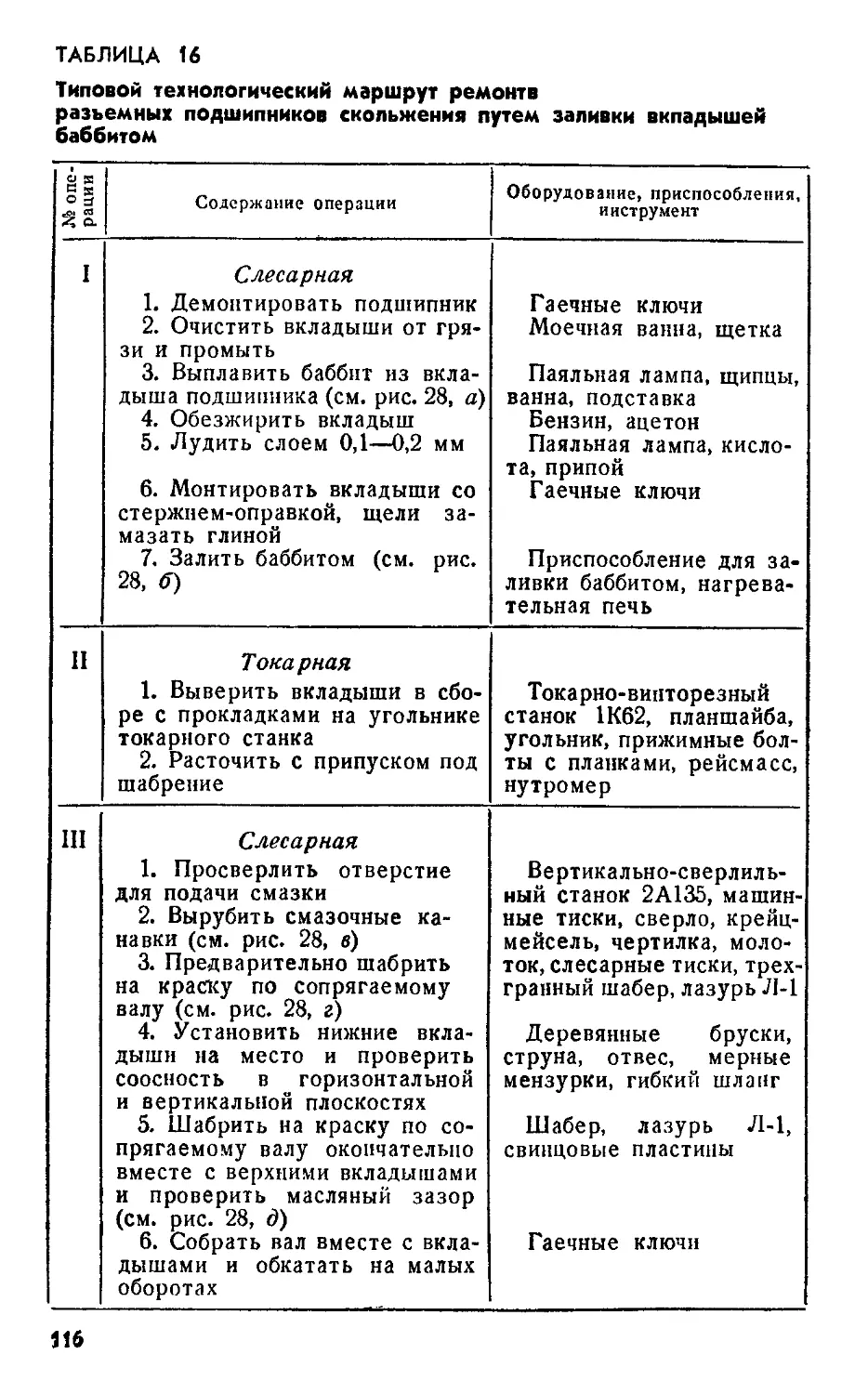
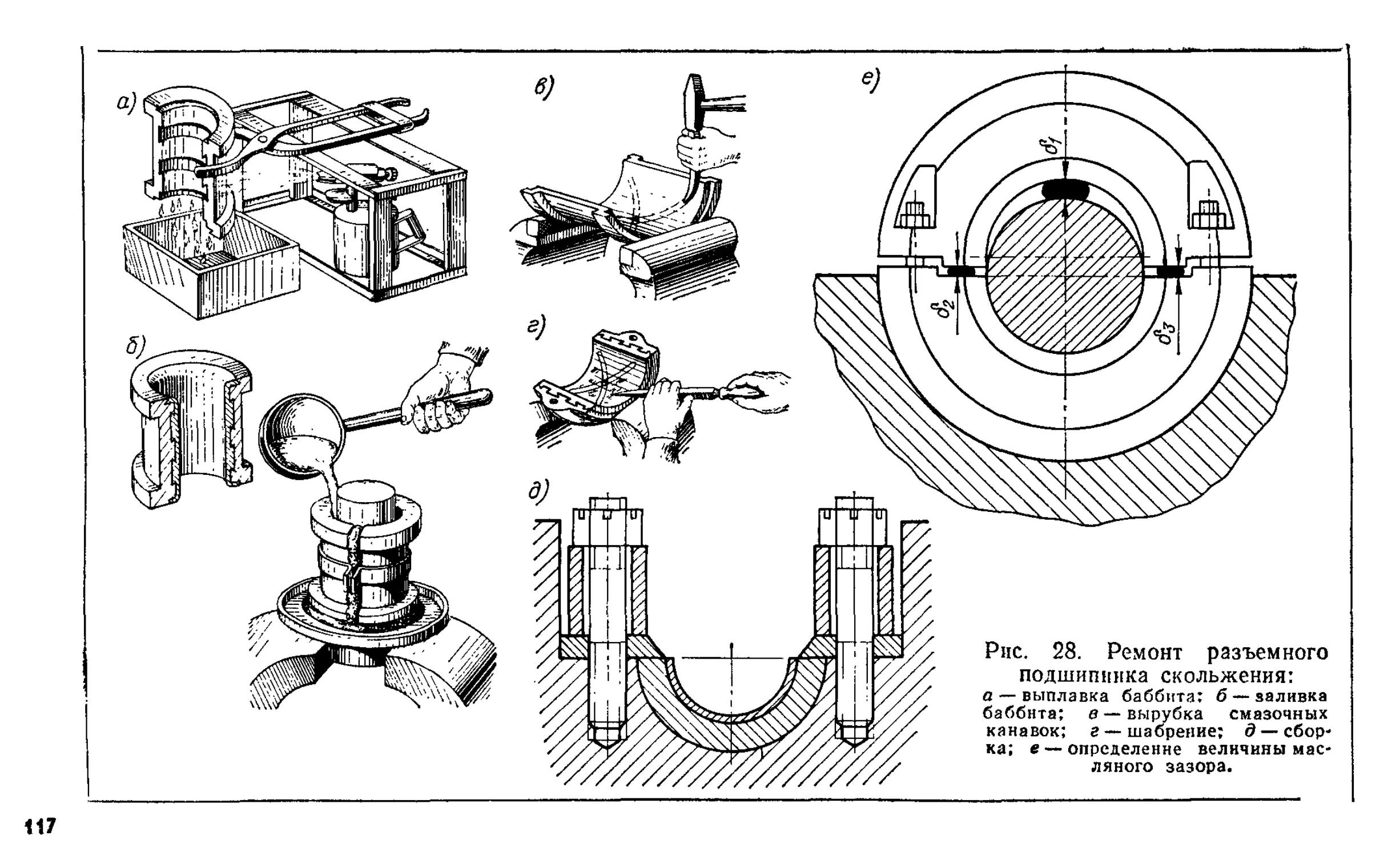
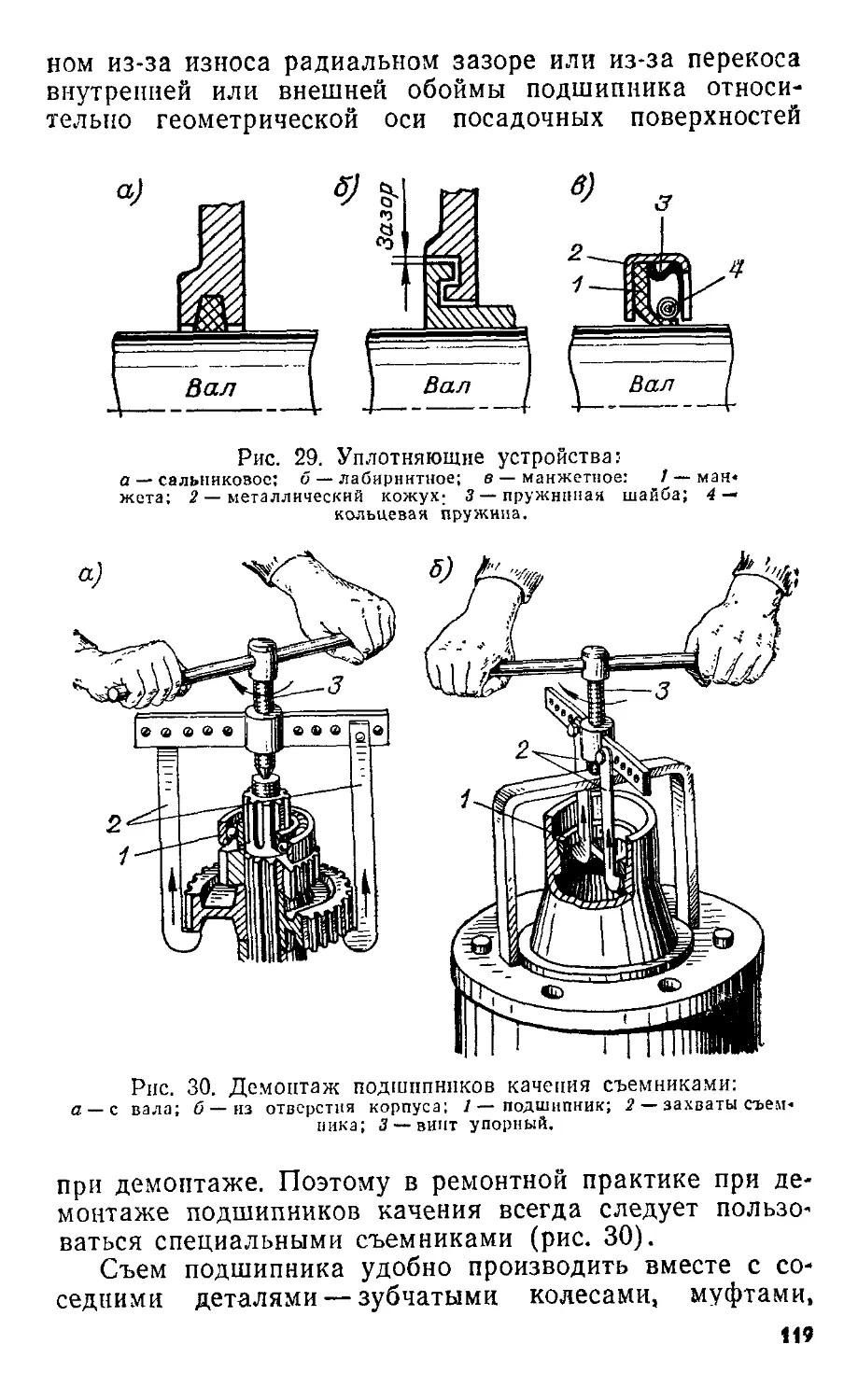
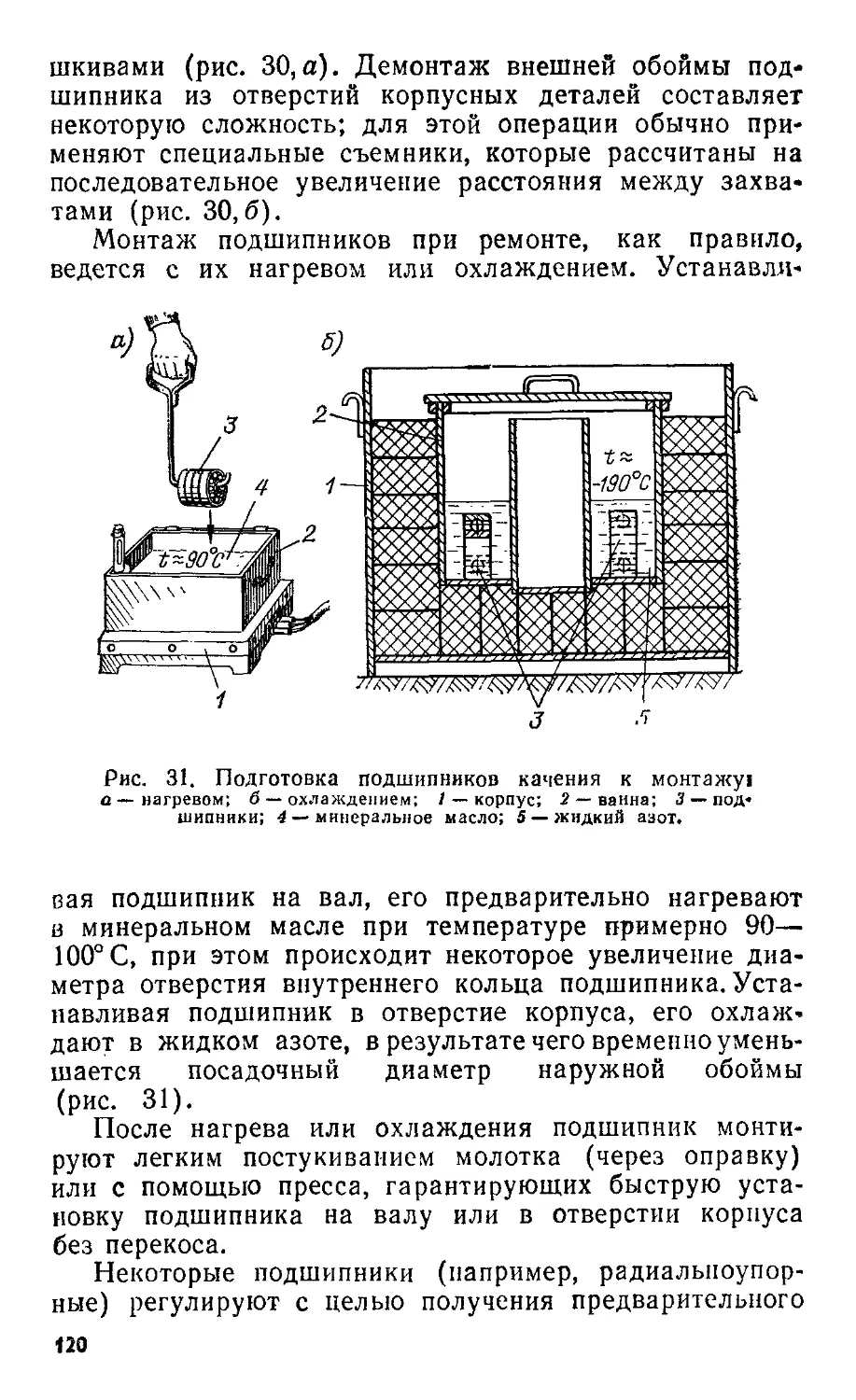
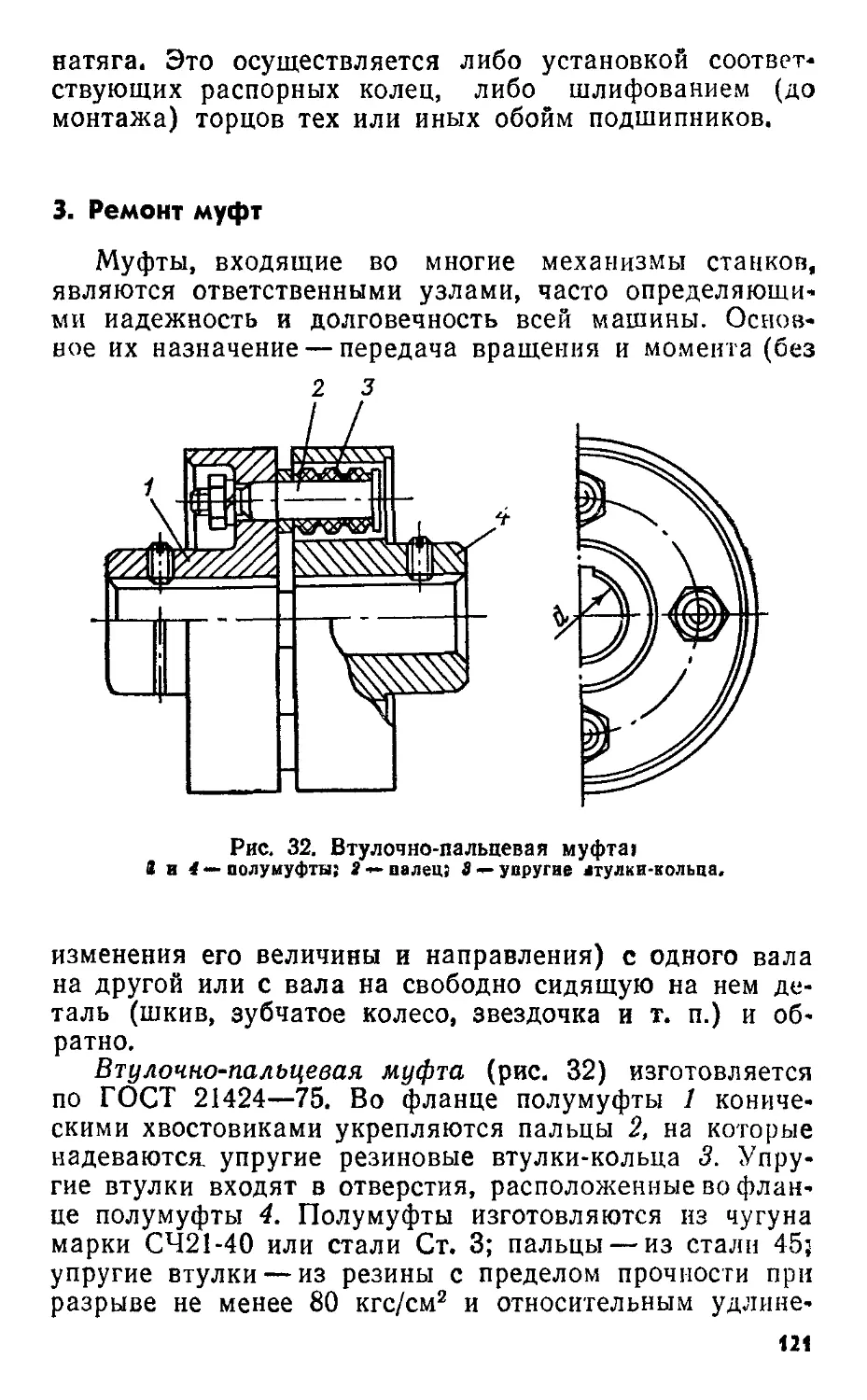
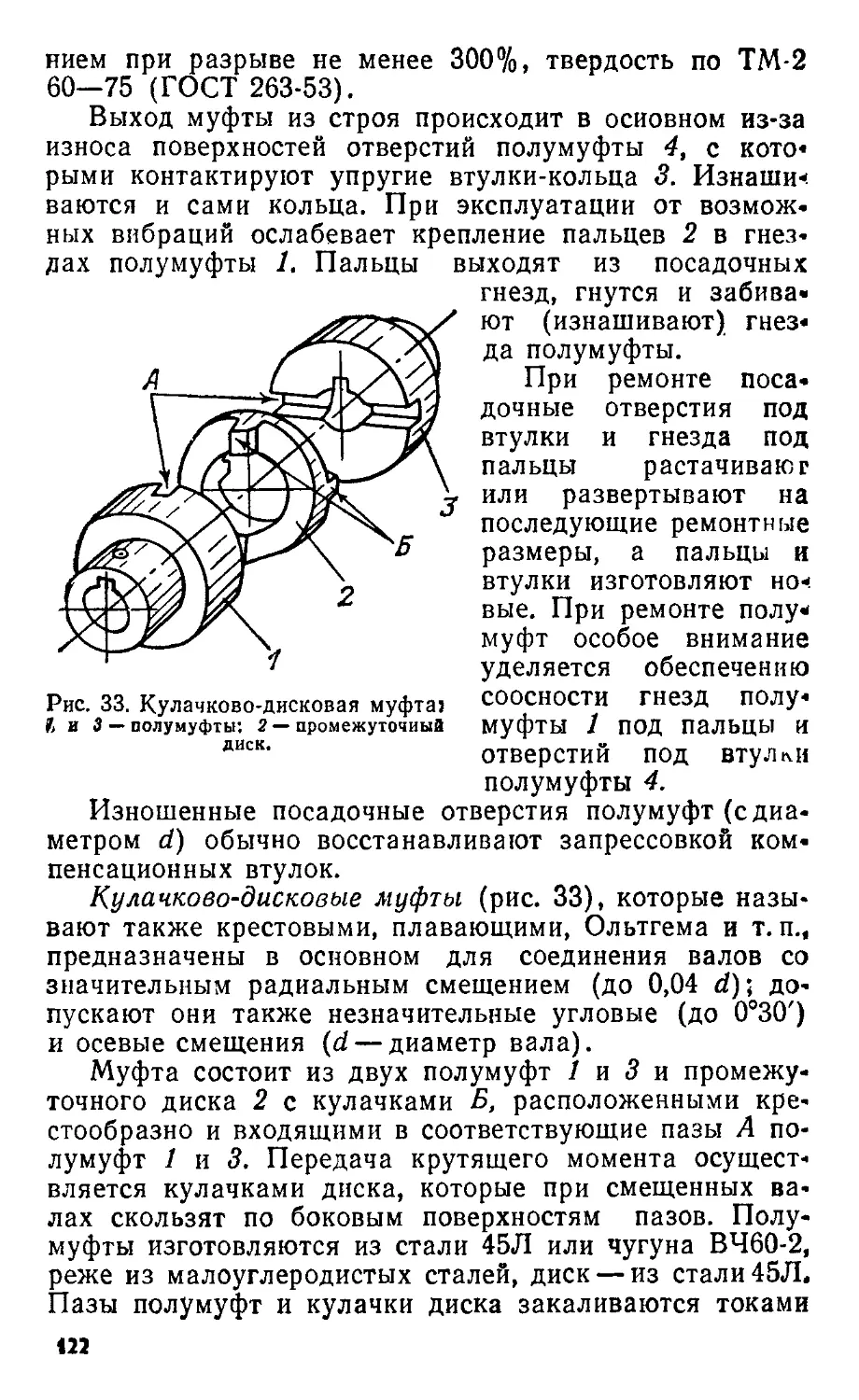
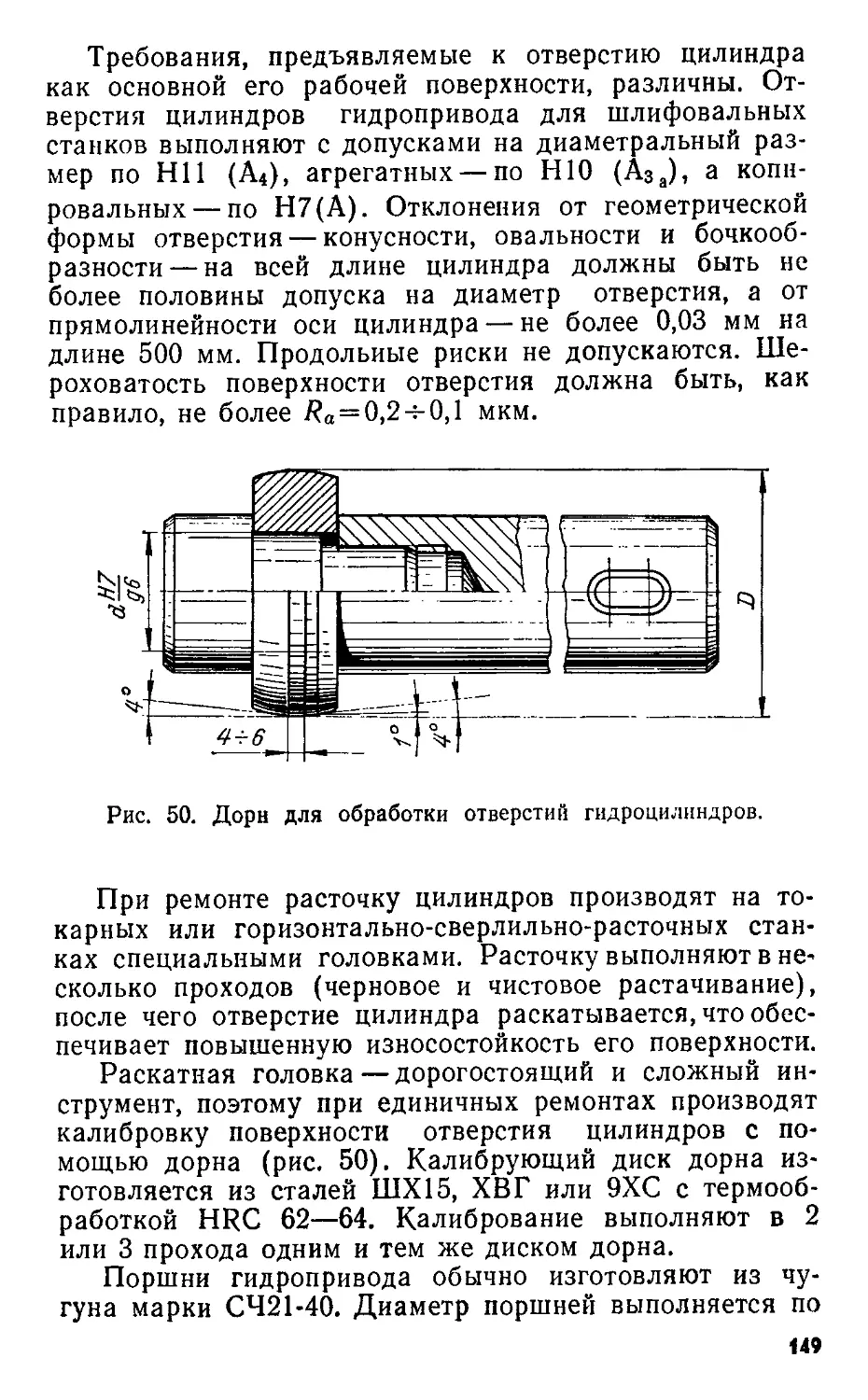
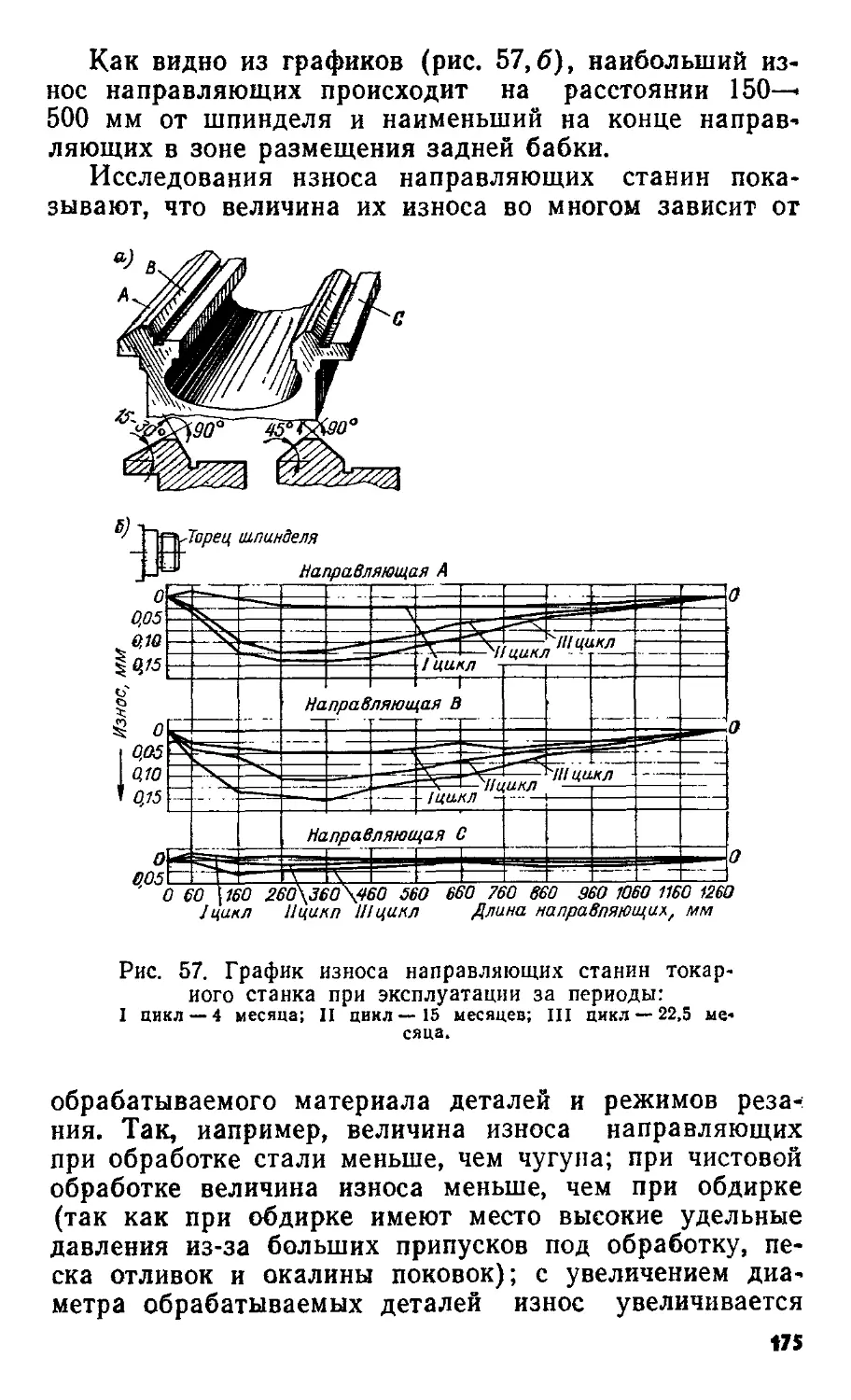

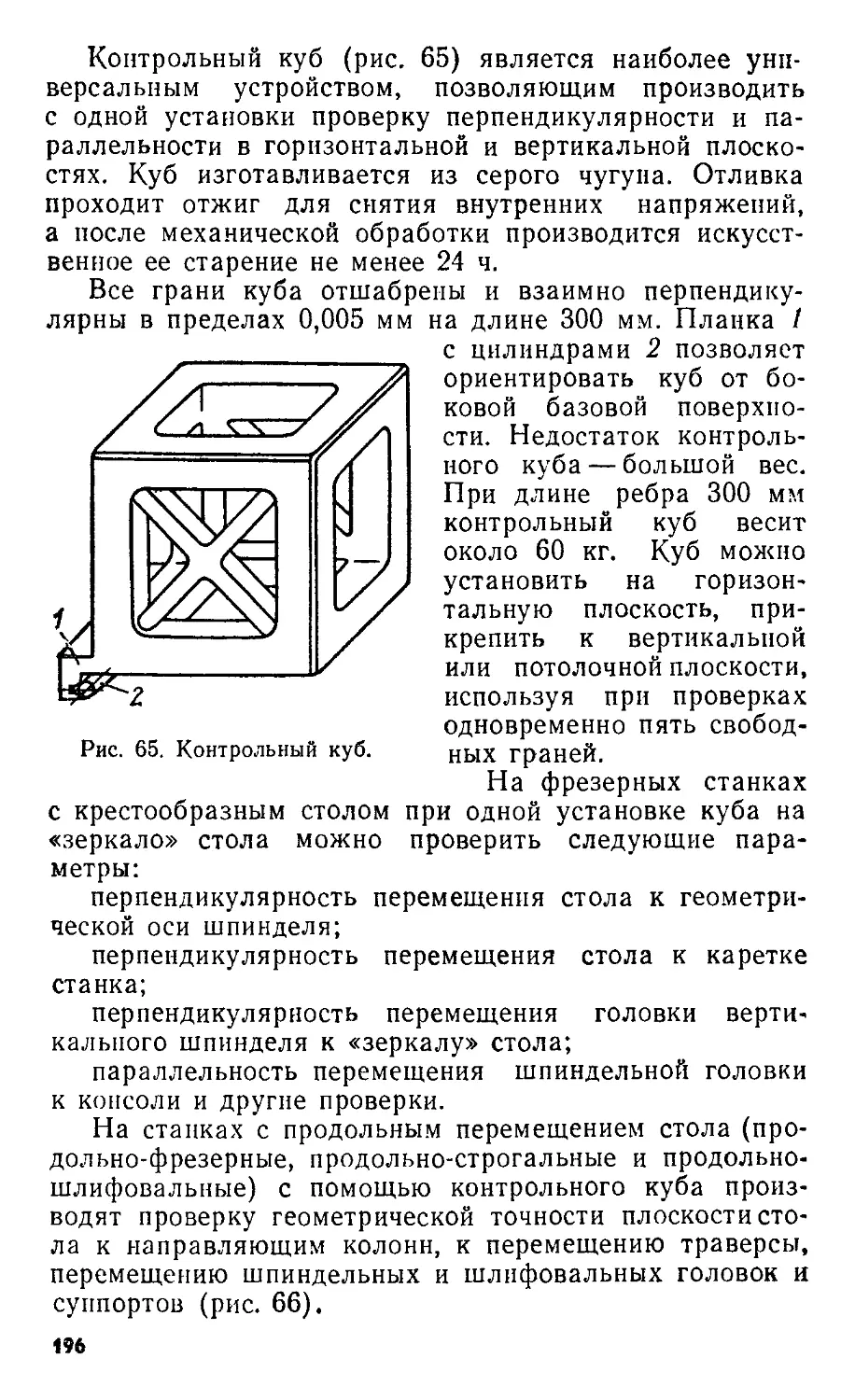

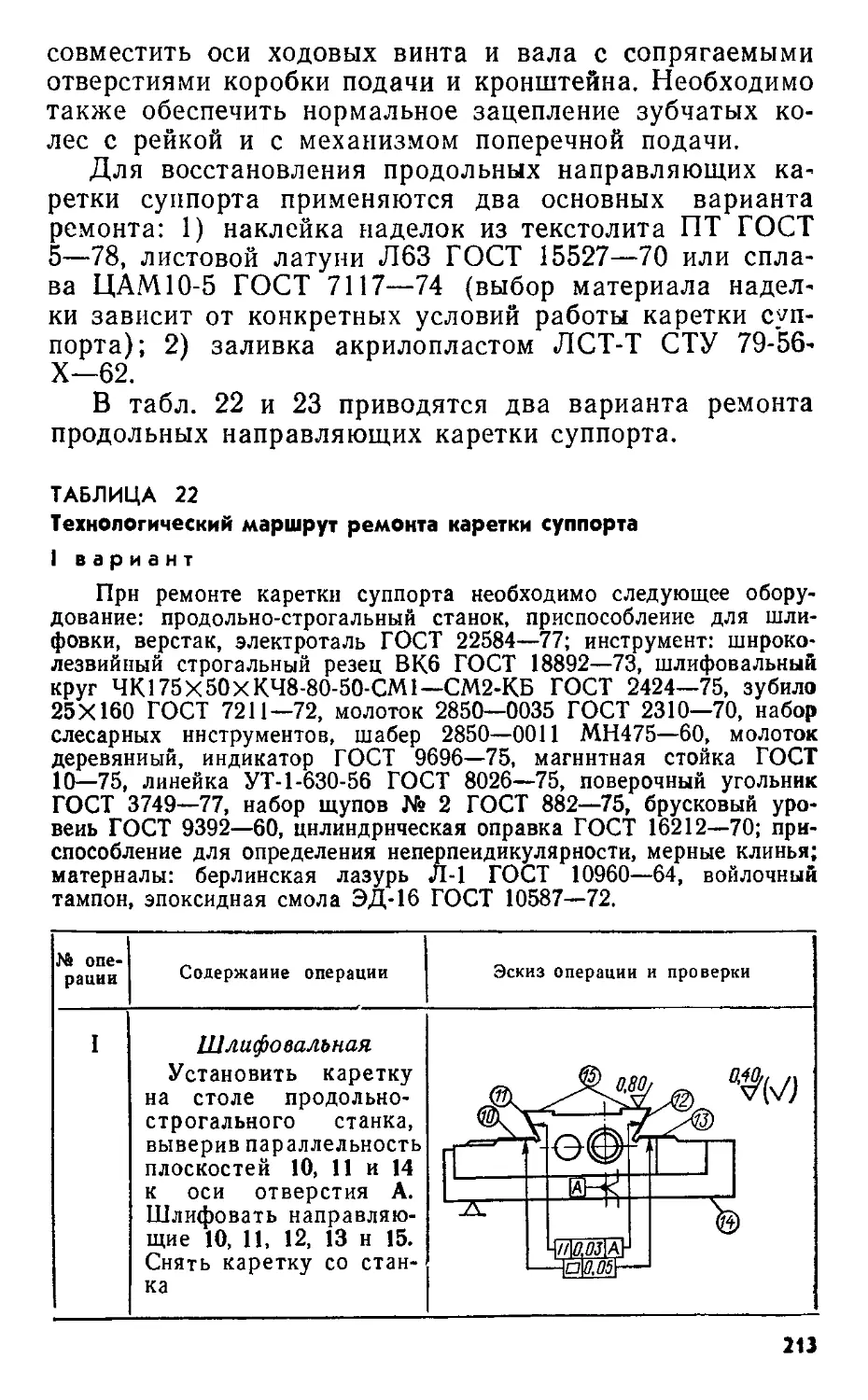
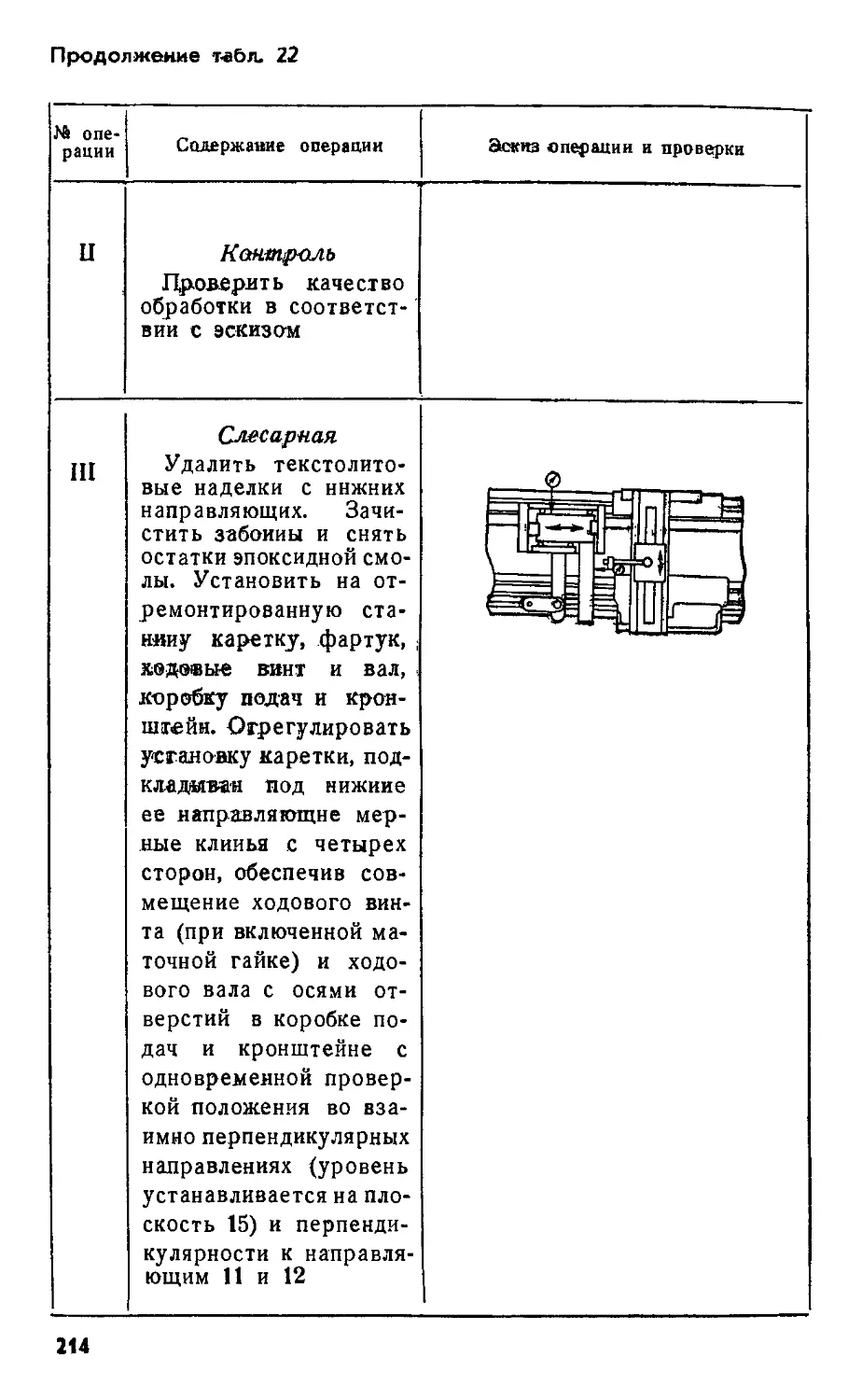
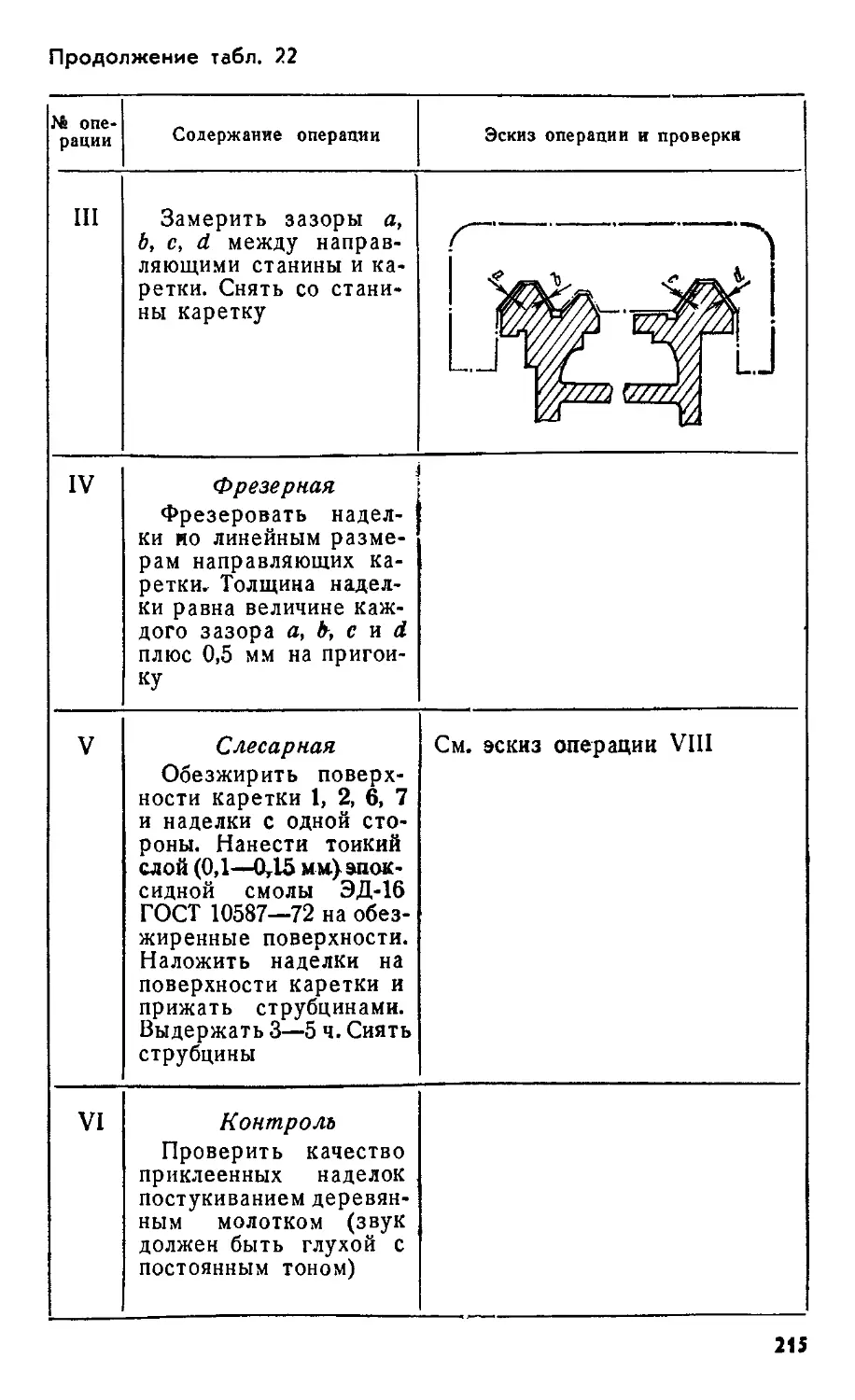
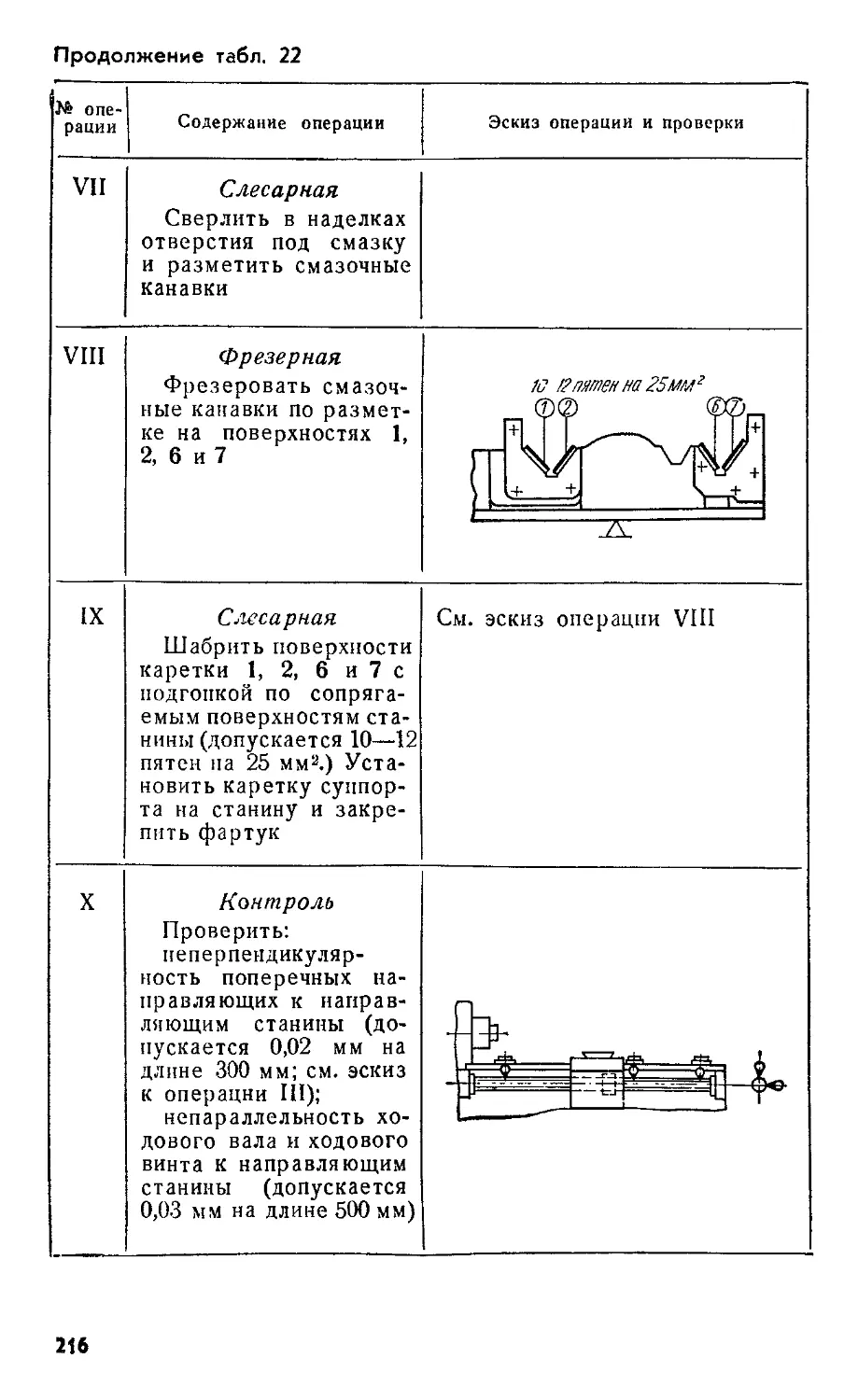
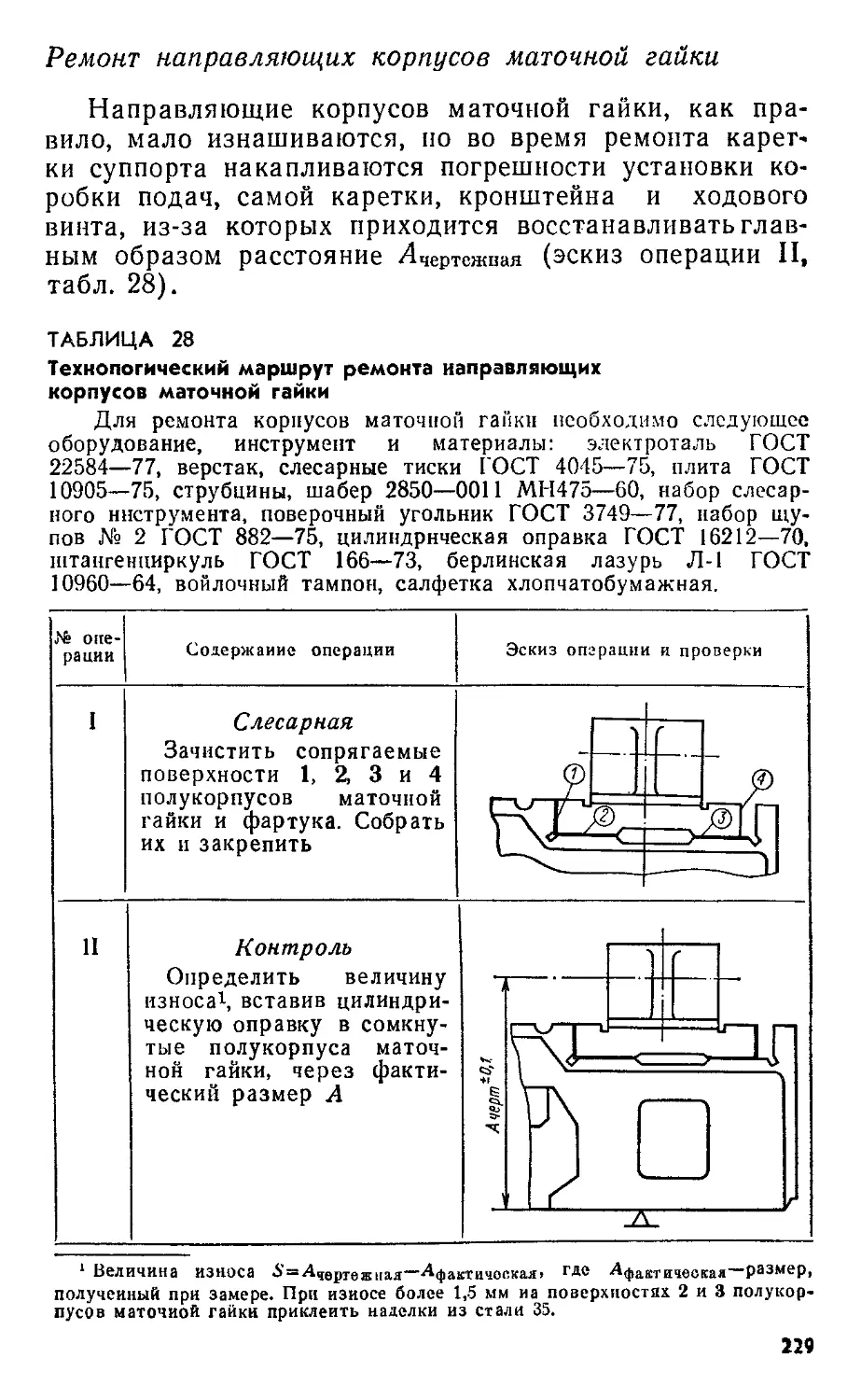
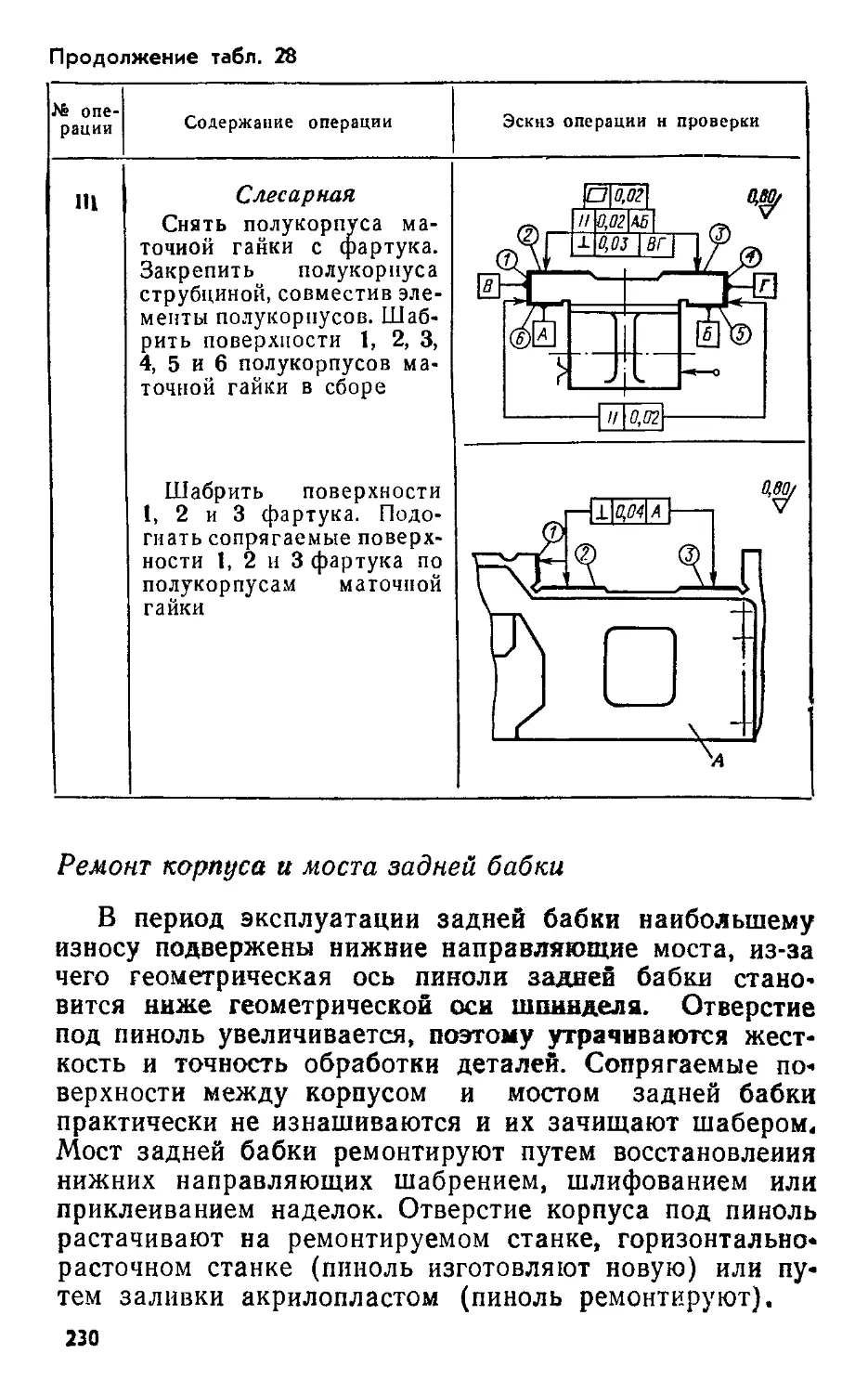
Text
СЛЕСАРЬ-РЕМОНТНИК МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
АЛЯ
ААОЛОАЫК
РАБОЧИЙ
С79
27.4.5
Рецензенты:
инженеры Н. Н. Нелидов и Я. И. Шапиро
В книге рассматриваются основные виды ремонта некоторых металлорежущих станков, содержатся данные об организации ремонтного хозяйства, о причинах возникновения износа и путях повышения износостойкости деталей станков. Приводятся методы восстановления и упрочнения деталей, а также примеры использования технологической оснастки в ремонтной практике, даются краткие сведения о типовых технологических процессах ремонта некоторых деталей и узлов металлорежущих станков и станочных гидро- и пневмо-систем.
Книга предназначена для молодых слесарей-ремовт ников и рабочих станочных специальностей. Она будет полезной учащимся профессионально-технических училищ, студентам средних и высших технических учебных заведений при изучении соответствующих дисциплин, а также работникам ремонтной службы машиностроительных предприятий.
31304:—2704080000—1ST оо с—— 88—80
с Ml 71 (03)—80
© Лениздат, 1980
ПРЕДИСЛОВИЕ
Коммунистическая партия и Советское государство проявляют постоянную заботу о подготовке и воспитании молодой смены рабочего класса, рассматривают пополнение его рядов квалифицированными рабочими как задачу огромной политической и народнохозяйственной важности. XXV съезд КПСС в своих решениях отметил: «Обеспечивать подготовку рабочих высокой квалификации из числа молодежи для всех отраслей народного хозяйства прежде всего в профессионально-технических учебных заведениях, позволяющих получить одновременно специальность и общее среднее образование, а также в технических училищах... Улучшить подготовку и повышение квалификации рабочих и других работников массовых профессий непосредственно иа производстве»1.
Развитое социалистическое общество должно опираться на мощные производительные силы, на передовую индустрию, на крупное сельскохозяйственное производство. Научно-техническая революция (НТР), используя преимущества социалистической организации общества, вызывает глубокие преобразования во всех отраслях народного хозяйства. В ведущей отрасли промышленности— машиностроении совершенствуется техническая база, автоматизируются и механизируются производственные процессы, внедряются системы управления на основе вычислительной техники.
1 Материалы XXV съезда КПСС. М., Политиздат, 1976, с. 221.
На XXV съезде КПСС Генеральный секретарь ЦК КПСС, Председатель Президиума Верховного Совета СССР товарищ Л. И. Брежнев отмечал, что «...только на основе ускоренного развития науки и техники могут быть решены конечные задачи революции социальной— построено коммунистическое общество» *.
Воспитание квалифицированных, всесторонне развитых рабочих в настоящее время имеет первостепенное значение. Профессиональная деятельность такого рабочего характеризуется высококвалифицированным трудом, теснейшим образом связанным с глубокими техническими и специальными знаниями и большой интеллектуальной деятельностью — рационализаторством, изобретательством, новаторством. Такой рабочий образован, хорошо знает основы производства данной отрасли промышленности. Это творец, соединяющий в себе труд рабочего-интеллигента и рабочего, обладающего многообразными трудовыми навыками и умением выполнения любой работы на смежных по технологии участках производства, способного переходить от одного вида деятельности к другому в соответствии с быст-роменяющимися условиями и потребностями производства. Рабочий-творец умеет планировать, программировать, управлять, контролировать, регулировать, налаживать автоматически действующие станки, агрегаты, а также прогнозировать ход предстоящей работы, своевременно и быстро определять причины повреждений, устранять неисправности и восстанавливать ход работы во всех случаях ее нарушения.
Высококвалифицированный рабочий имеет не только запас знаний, но и профессионально мобилен, способен самостоятельно добывать знания путем самообразования и самовоспитания. Такие рабочие отличаются высокими моральными качествами, широким политическим кругозором, ответственным, подлинно коммунистическим отношением к труду и повышенным чувством нового в работе, настойчивостью в достижении поставленных целей.
Главными источниками формирования рабочего класса из подрастающего молодого поколения являются профессионально-технические и технические училища.
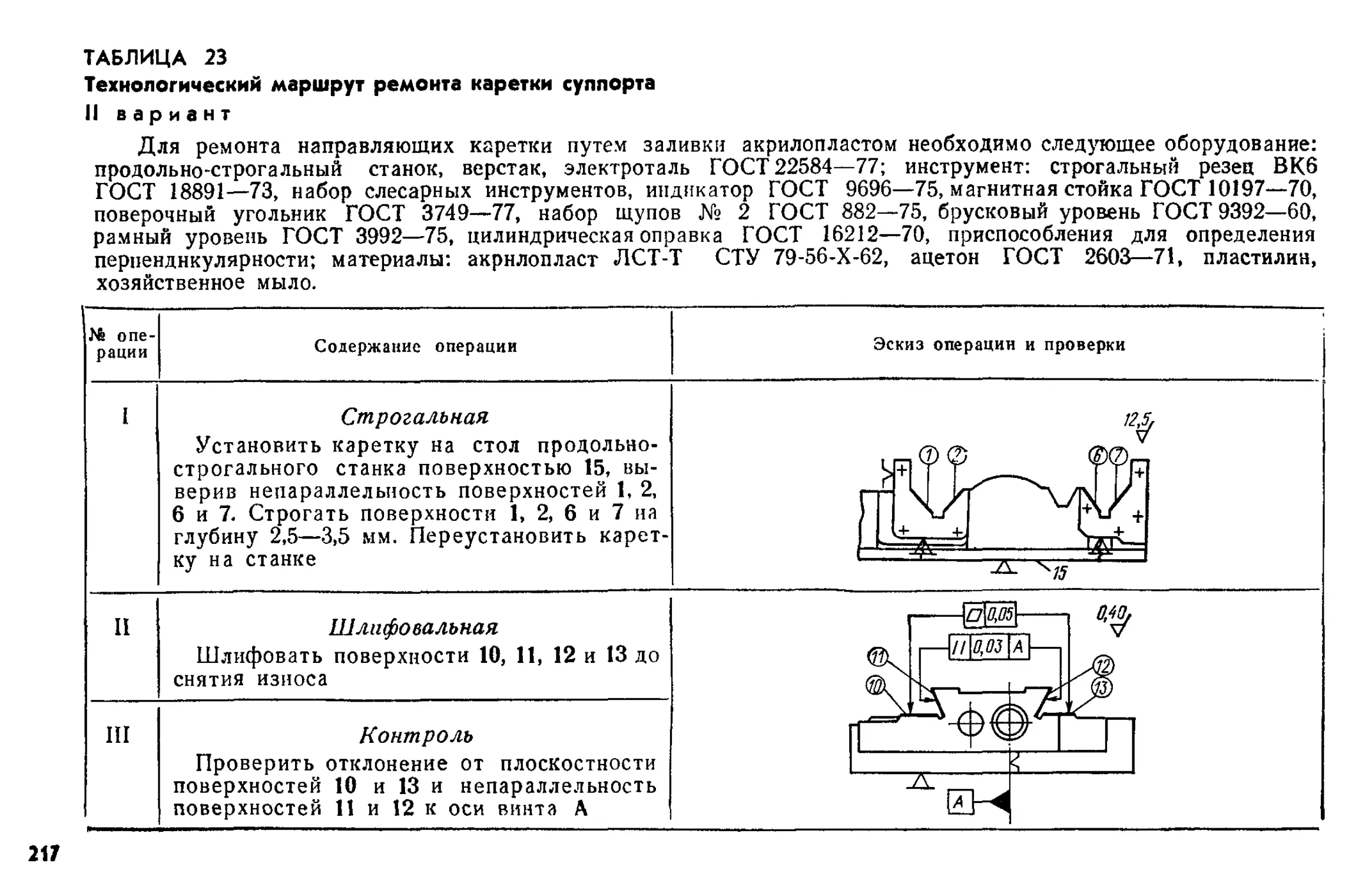
1 Материалы XXV съезда КПСС, с. 47. 4
На XXIV конференции Ленинградской областной партийной организации член Политбюро ЦК КПСС, первый секретарь Ленинградского обкома партии Г. В. Романов в своем отчете отмечал, что в Ленинграде завершен переход профессионально-технических училищ на подготовку молодых рабочих со средним образованием, говорил о широком распространении инициативы Героя Социалистического Труда, депутата Верховного Совета СССР Б. А. Журавлева, который первым из рабочих Ленинграда перешел на работу в ПТУ мастером производственного обучения.
Выступая на этой же конференции, Б. А. Журавлев говорил о значительном повышении качества учебного процесса в технических училищах и о важной роли укрепления связи ПТУ с базовыми предприятиями, проводимой под девизом «Выпускникам ПТУ — опыт передовиков!».
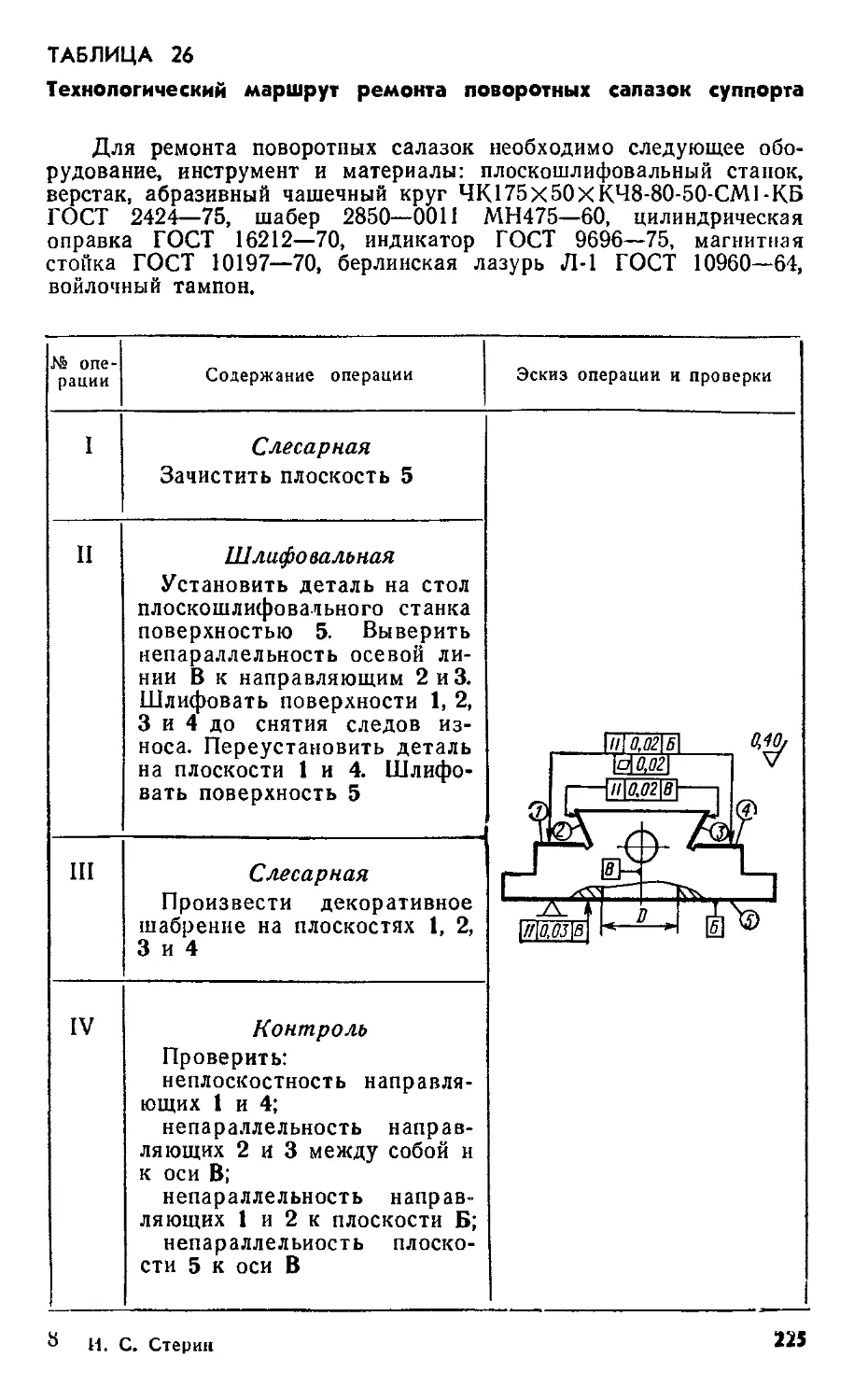
Особенно высокие требования предъявляются к рабочим-ремонтникам, которые по характеру своей деятельности должны обладать многими профессиональными навыками, уметь выполнять разнообразные операции, пользоваться различными видами измерительной техники, технологической оснастки, хорошо знать и понимать технологические процессы смежных специальностей.
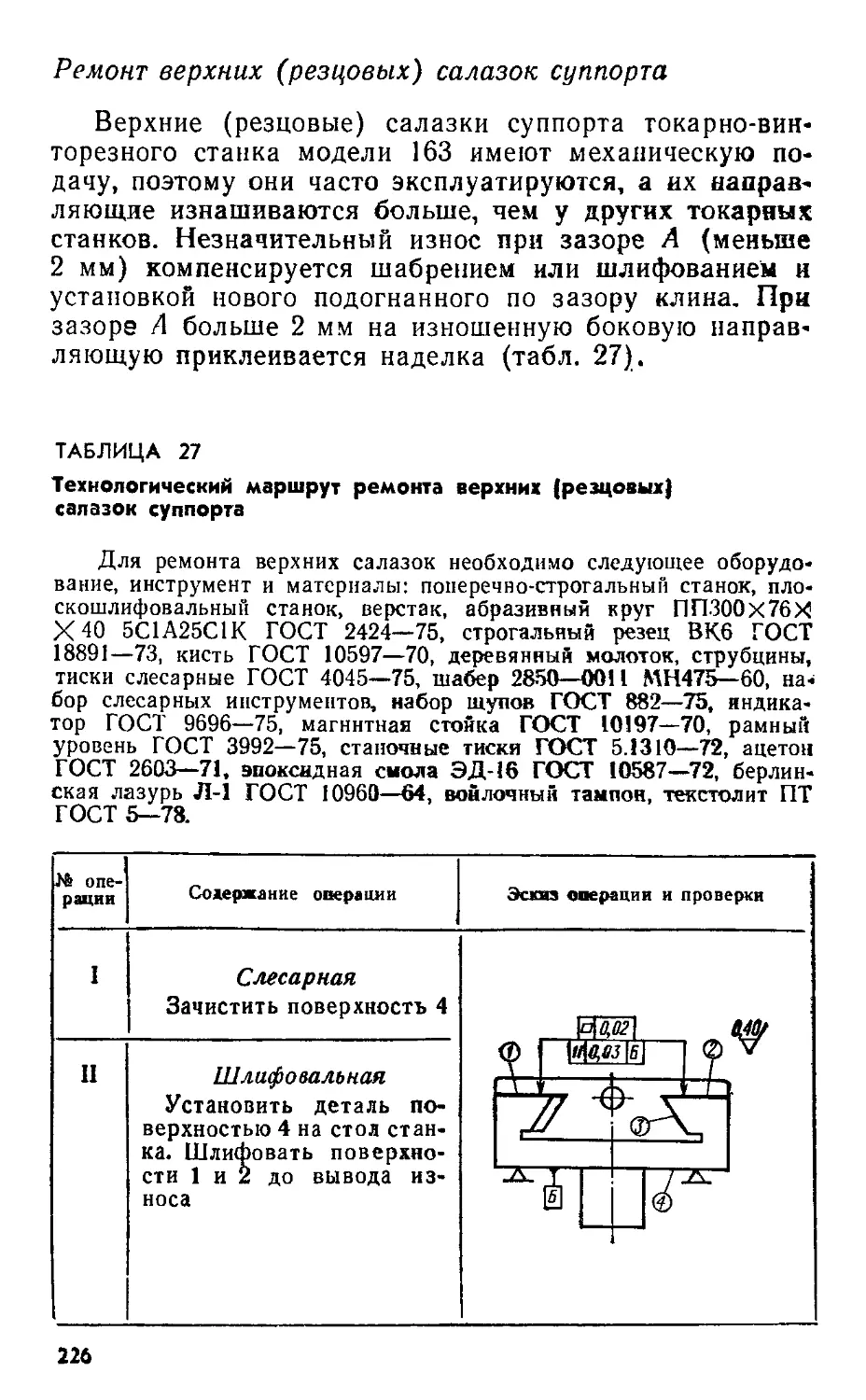
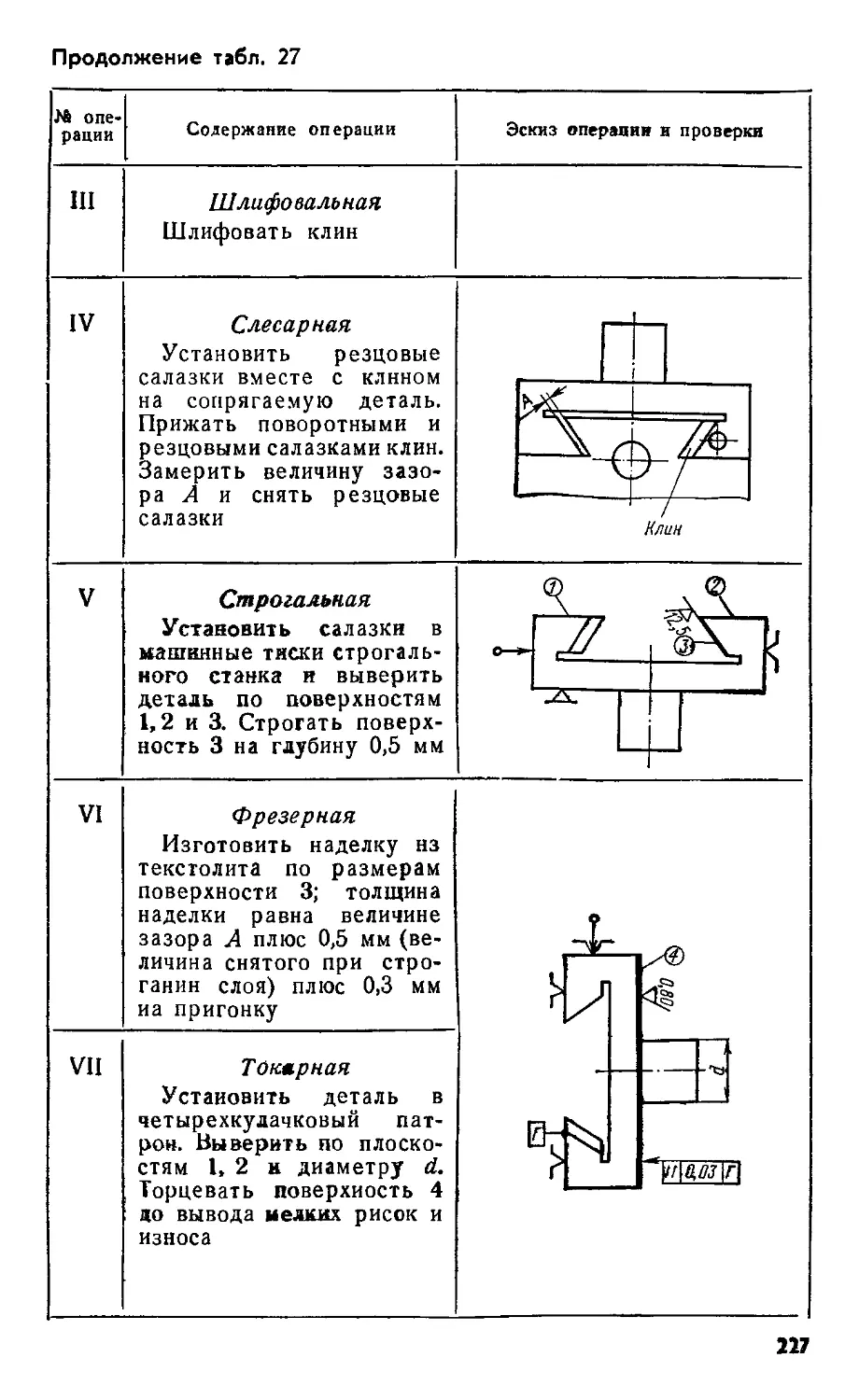
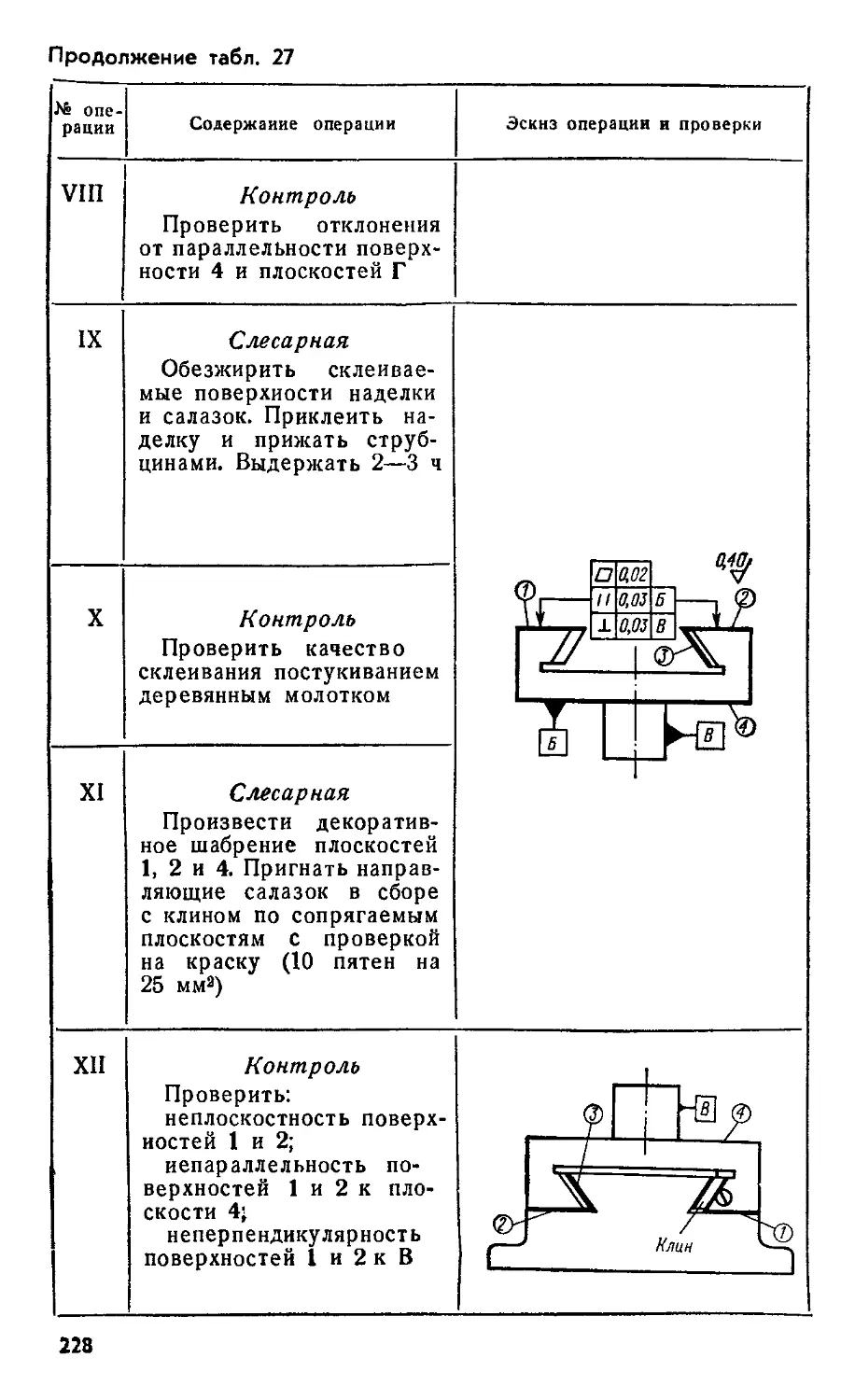
В современном производстве станки не только изнашиваются физически, но происходит также и моральный износ их. Подобные станки не всегда возможно заменить новыми высокопроизводительными, поэтому грамотно поставленная профилактика ремонта позволяет увеличить межремонтный период, сохранить мощность, жесткость и точность станков, а хорошо организованный и подготовленный ремонт совместить с экономически целесообразной модернизацией.
В предлагаемой книге рассмотрены основные виды ремонтных и восстановительных работ некоторых металлорежущих станков. Ряд рассматриваемых вопросов определен на основе программы подготовки слесарей-ремонтников металлорежущего оборудования ПТУ и программы подготовки по ремонтному делу мастеров производственного обучения для соответствующих технических училищ.
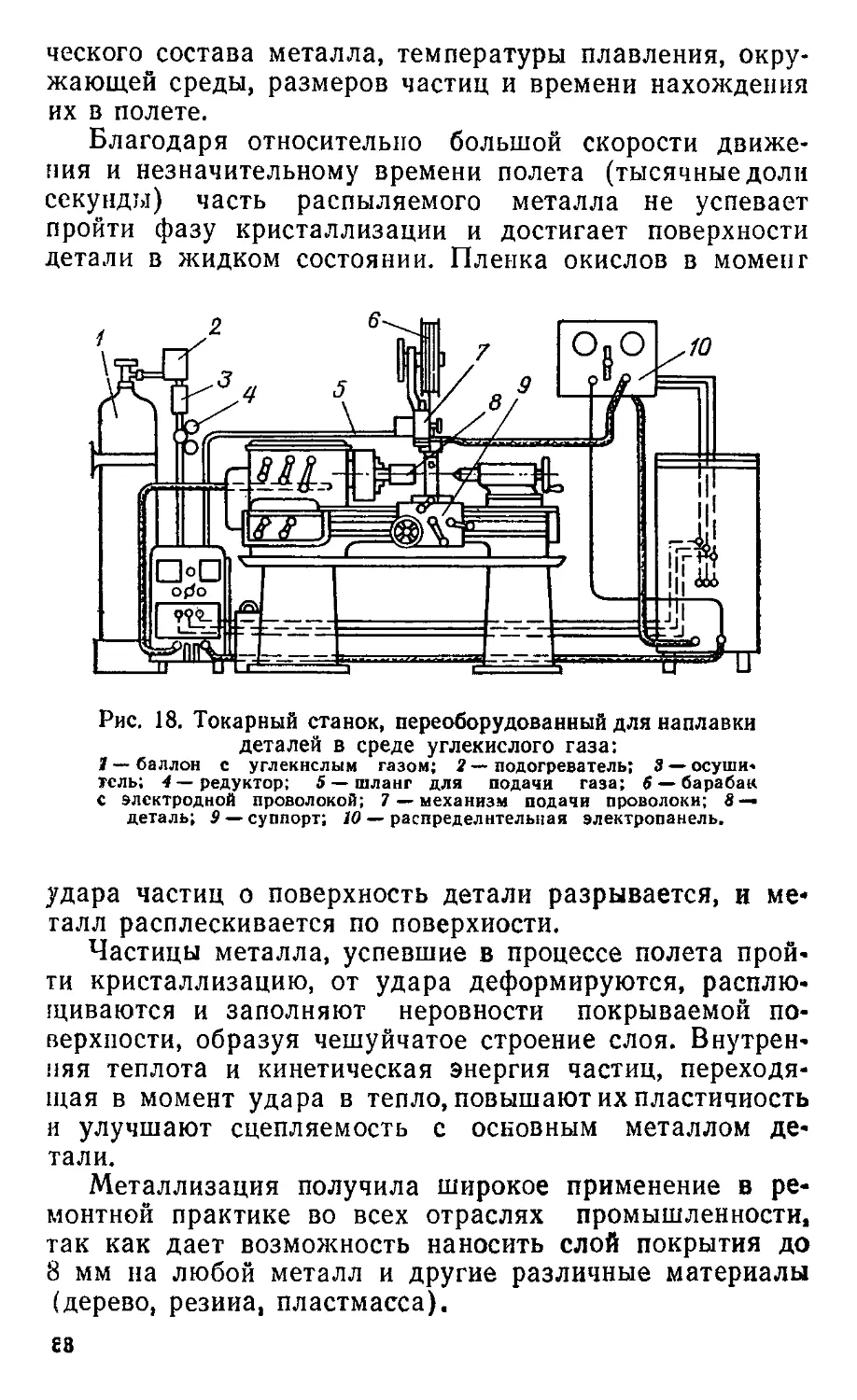
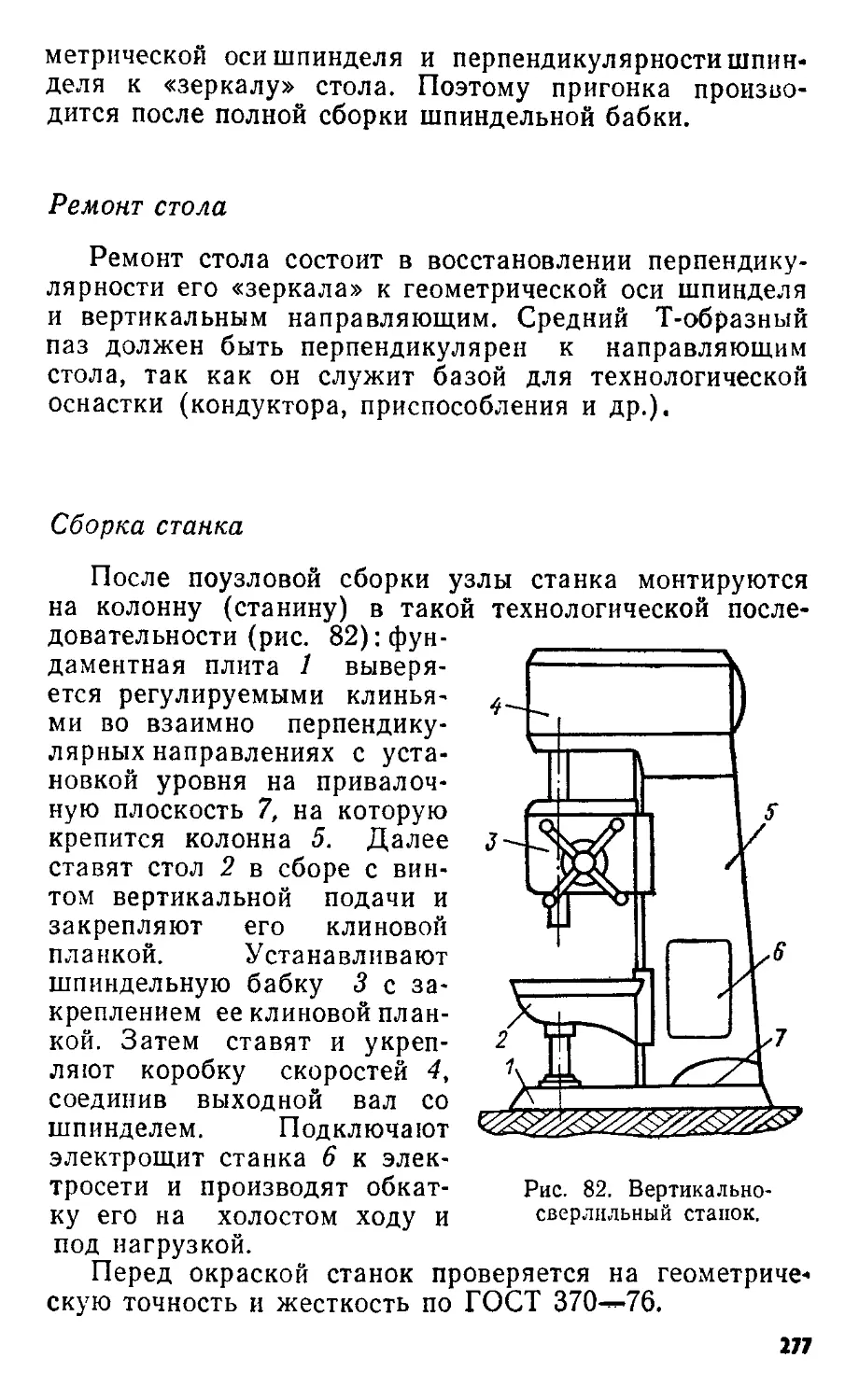
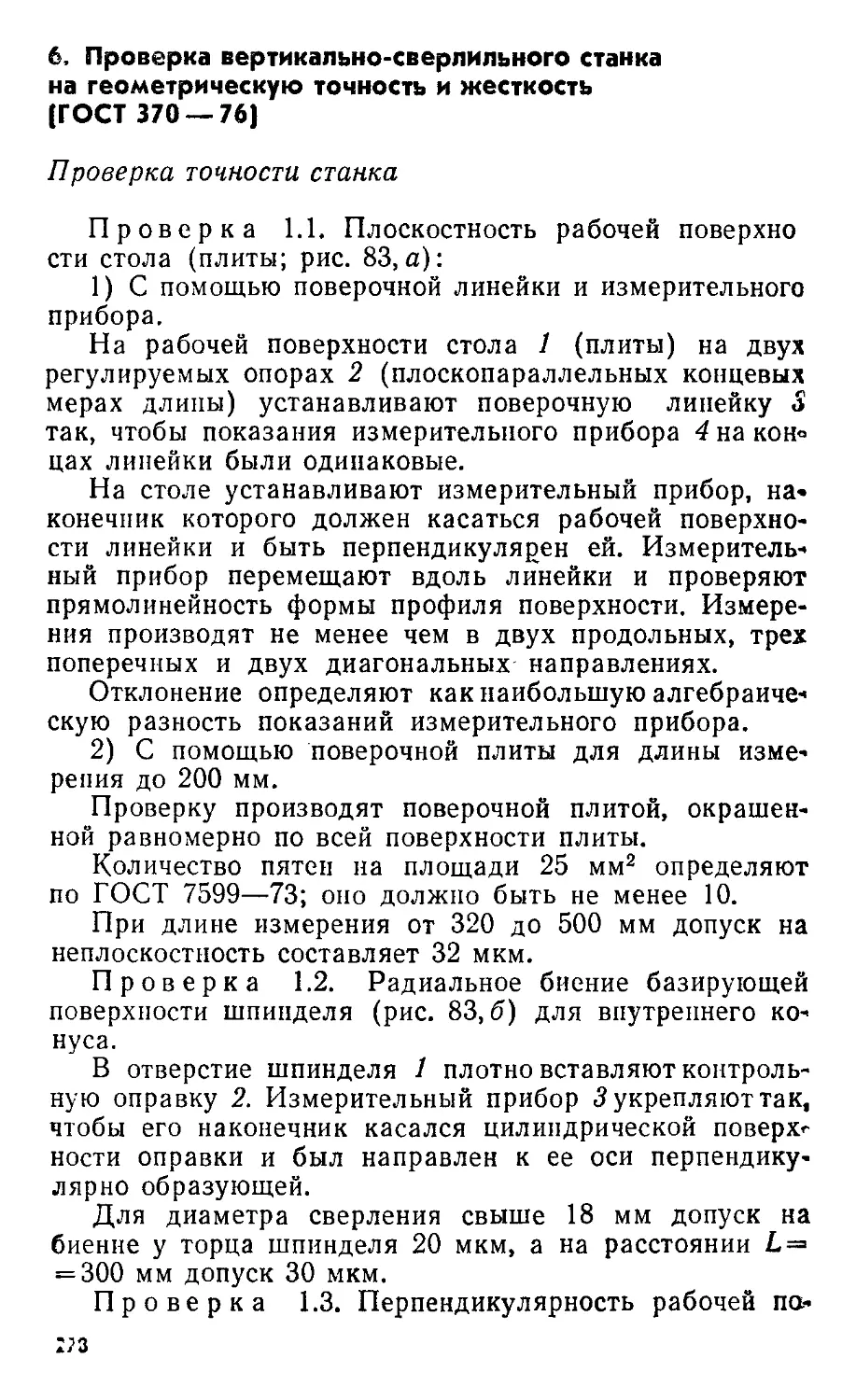
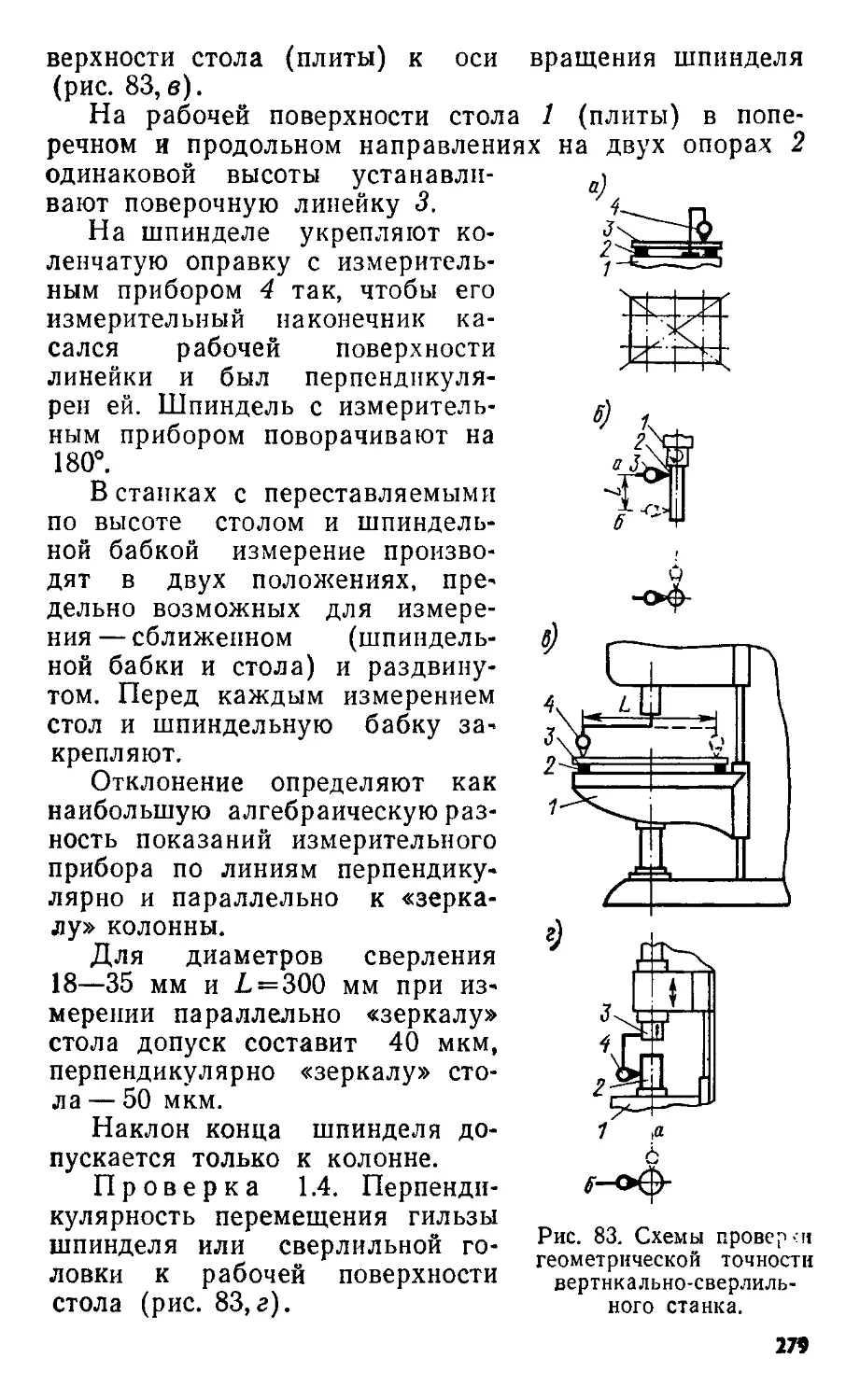
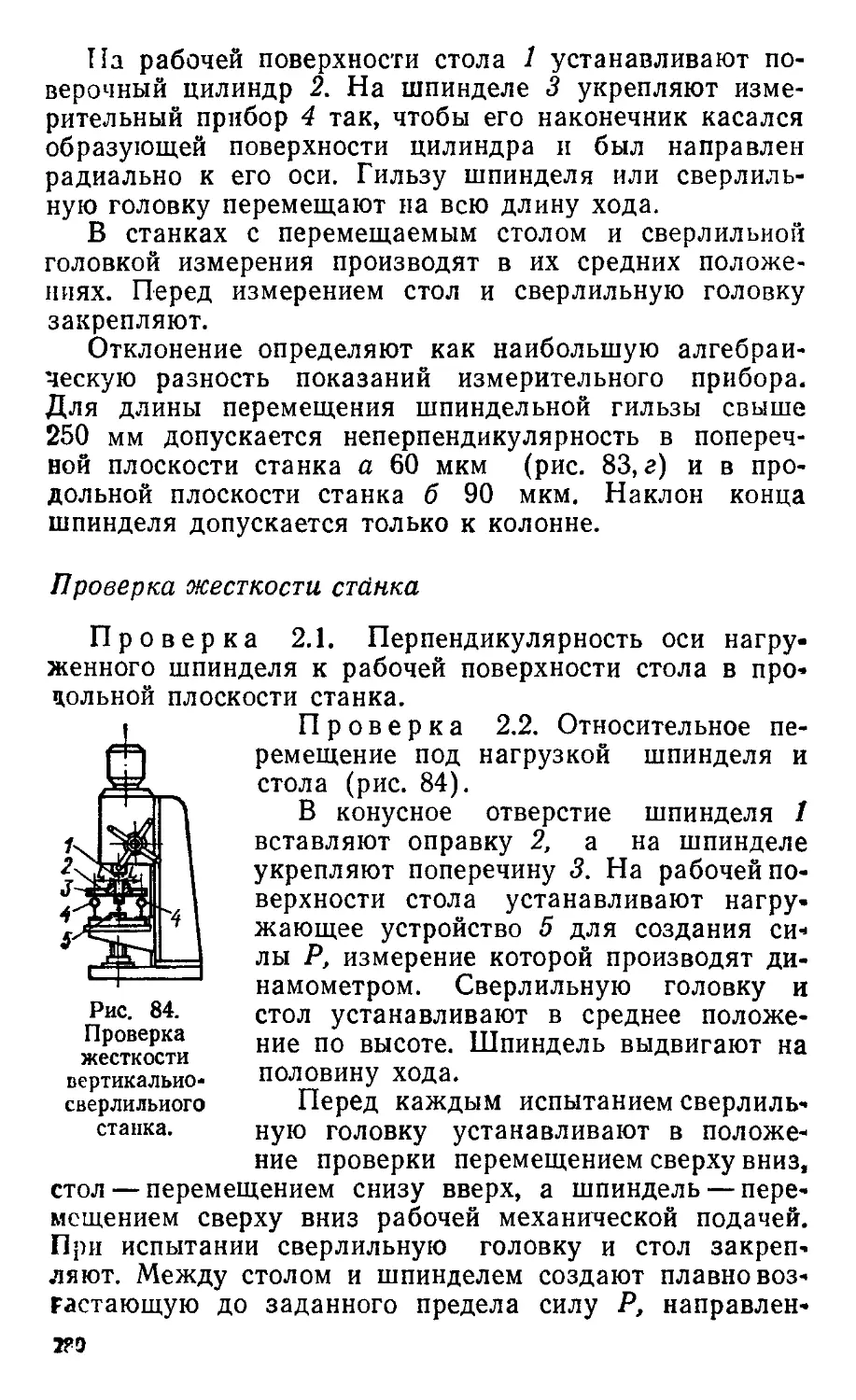
Приводимые типовые технологические процессы ремонта и монтажа некоторых металлорежущих станков
составлены на основе типовых технологических процессов, разработанных Центральным проектно-конструкторским бюро автоматизации и модернизации действующего металлообрабатывающего оборудования (ЦПКБАМ) и отраслевой лабораторией ремонта оборудования при Ленинградском оптико-механическом объединении им. В. И. Ленина и рекомендуемых к применению на машиностроительных заводах.
Впервые в книге делается попытка приобщить рабочих к творческому подходу при выполнении ремонтных работ, к нахождению оптимального, экономически целесообразного способа ремонта, к использованию опыта передовиков и новаторов ремонтных служб и рекомендованных типовых технологических процессов. Для этой цели ремонт отдельных деталей и узлов предлагается производить различными способами, а рабочий-ремонтник сам должен выбрать оптимальный вариант, обусловленный конкретными условиями ремонтной базы.
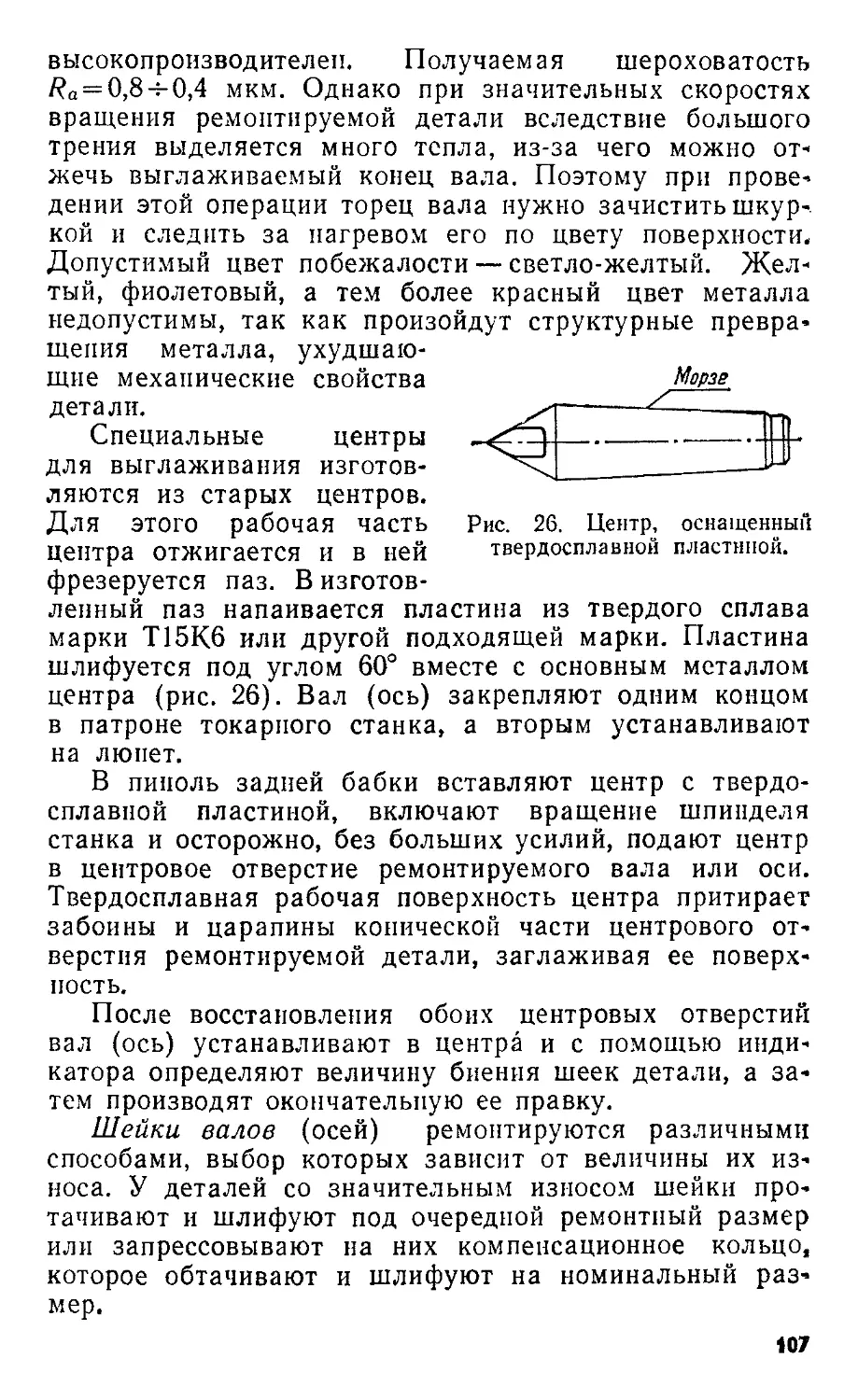
СИСТЕМА ПЛАНОВОПРЕДУПРЕДИТЕЛЬНОГО РЕМОНТА
ГЛАВА
Планово-предупредительный ремонт (ППР)—восстановление работоспособности станков (точности, мощности и производительности) путем рационального технического ухода, замены и ремонта изношенных деталей и узлов, проводимых по заранее составленному плану. Этот вид ремонта проводится по определенной системе, состоящей из совокупности различного вида работ.
Система ППР предусматривает, что после отработки каждым станком заданного количества часов необходимо проведение профилактических осмотров и плановых ремонтов (капитальных, средних, малых). Чередование и периодичность осмотров и плановых ремонтов оборудования определяются его особенностями, назначением и условиями эксплуатации.
1. Работы по техническому уходу за оборудованием
Межремонтное обслуживание включает наблюдения за выполнением правил эксплуатации оборудования, которые указаны в технических руководствах заводов-изготовителей и касаются в первую очередь механизмов управления станков, их ограждений и смазочных устройств, а также своевременное устранение мелких неисправностей и регулирование механизмов. Это ремонтное обслуживание производится во время перерывов в
работе станков без нарушения процесса производства, то есть в обеденный перерыв, между сменами, во время переналадки станков, в выходные и праздничные дни.
Технический уход за оборудованием выполняют рабочие-станочники, а также и дежурный персонал ремонтной службы цехов (слесари, электрики, смазчики, шорники и др.).
Межремонтное обслуживание станков-автоматов и автоматических линий производится ежесуточно, в зависимости от длительности эксплуатации станка-автомата или автоматической линии: при работе в две смены— в нерабочую смену, а при трехсменной работе — между сменами или в обеденные перерывы. Выполняется оно силами наладчиков и операторов с привлечением по необходимости работников отдела цехового механика.
Межремонтное обслуживание грузоподъемных машин, управляемых из кабины, осуществляется каждую смену крановщиками (машинистами), дежурными слесарями и электромонтерами. Грузоподъемные машины, управляемые с пола или дистанционно, осматриваются работниками, допущенными к их эксплуатации. Результаты осмотров при сдаче смен фиксируются в журнале, который просматривается дежурными работниками ремонтной службы; отмеченные неисправности устраняются ими. Работник, устранивший неисправность, указывает об этом в журнале, что является разрешением для дальнейшей эксплуатации. Эти мероприятия обусловлены повышенной опасностью эксплуатации грузоподъемного оборудования.
Межремонтное обслуживание станков включает в себя выполнение целого ряда работ: промывку станков или их отдельных узлов, смену или пополнение масла в системах смазки или приводах, проверку геометрической точности и жесткости, профилактические осмотры и др.
Промывку станков выполняют согласно инструкции завода-изготовителя с учетом условий эксплуатации. Перечень станков и отдельных узлов, подвергающихся промывке, а также ее периодичность устанавливаются отделом главного механика предприятия. Промывка осуществляется работниками ремонтной службы без на
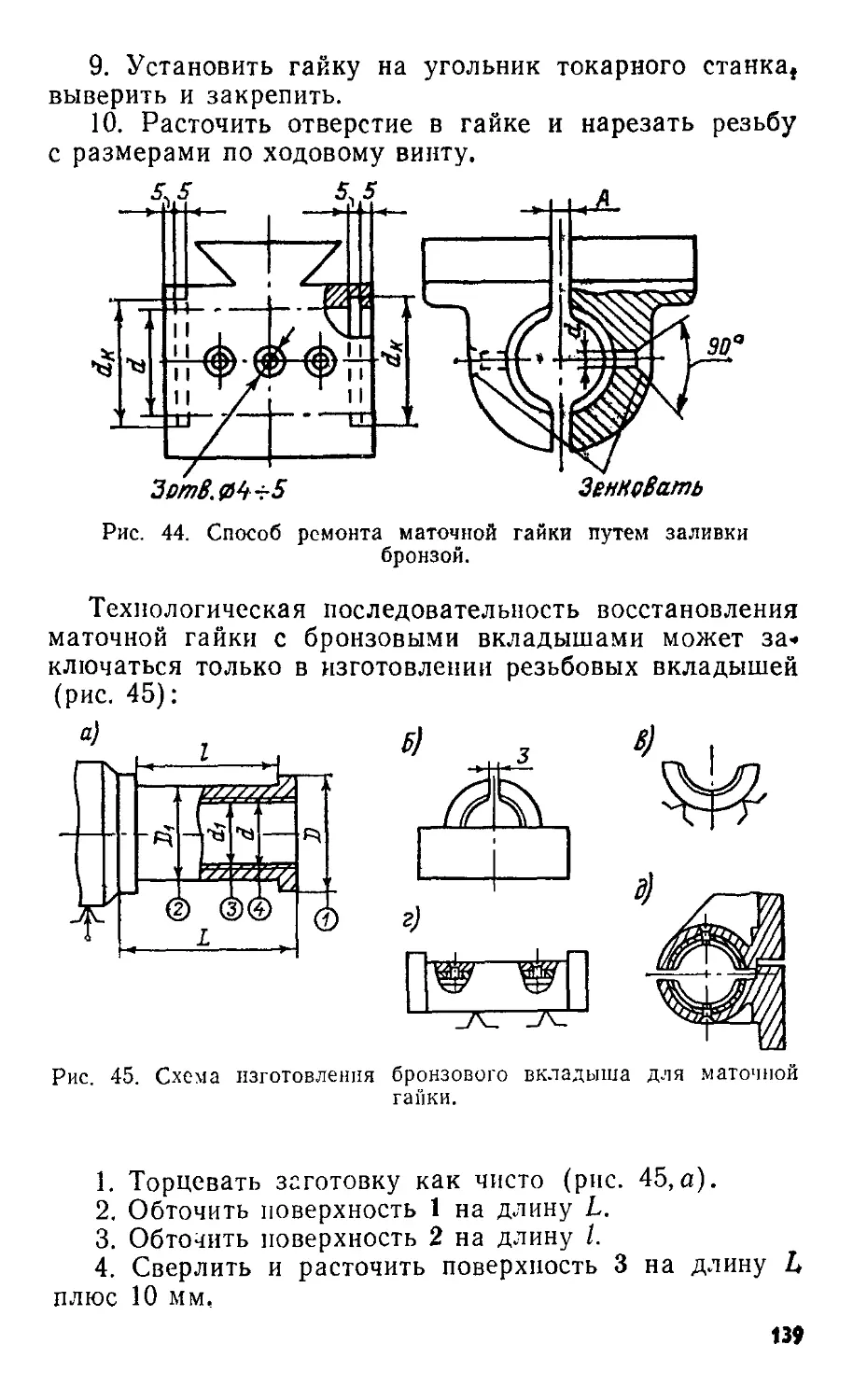
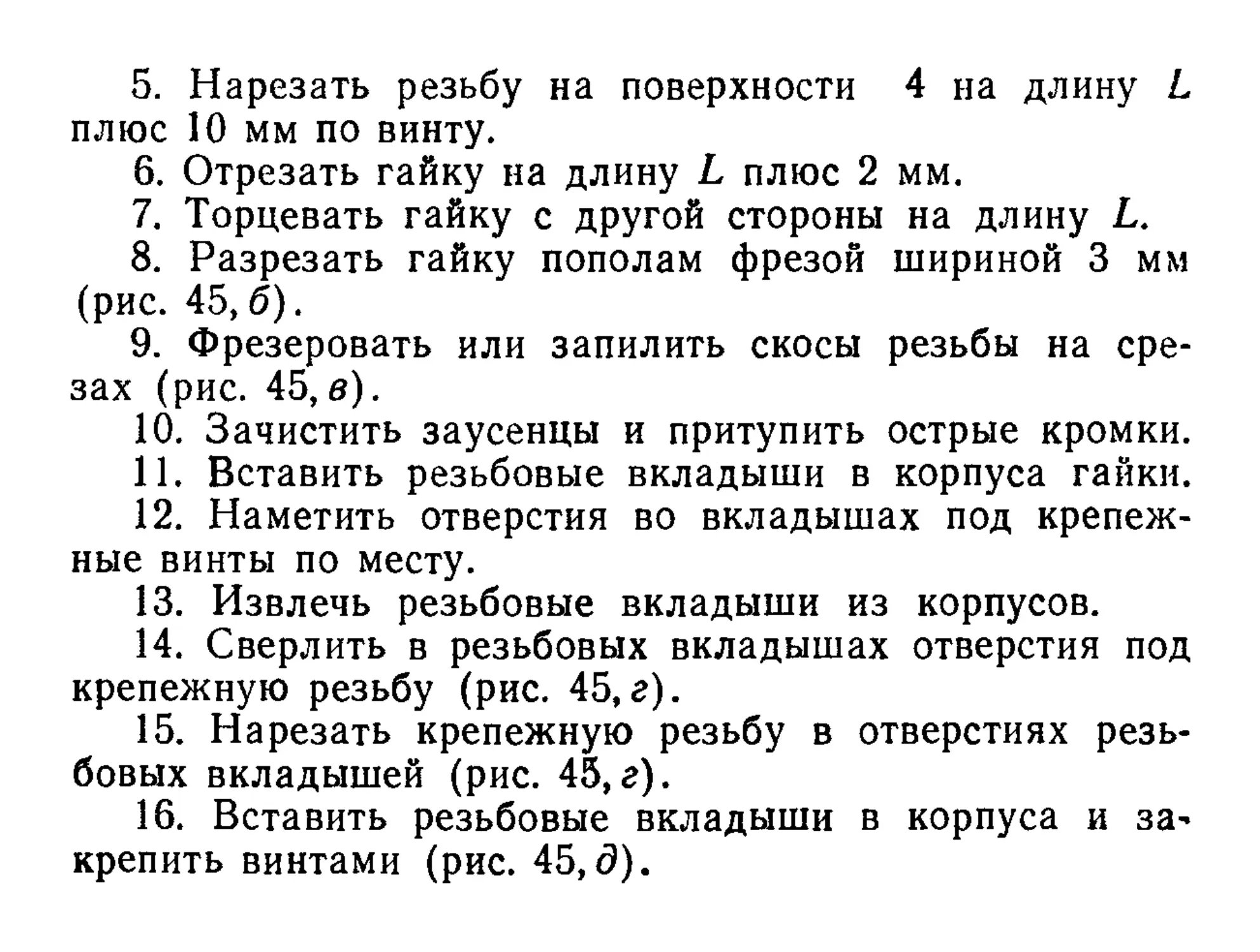
рушения процесса производства в перерывах в работе станков.
Смена или пополнение масла у станков с централизованной и картерной системами смазки производится по специальному графику работниками ремонтной службы. В ряде станков это выполняется рабочими-станочниками по мере надобности.
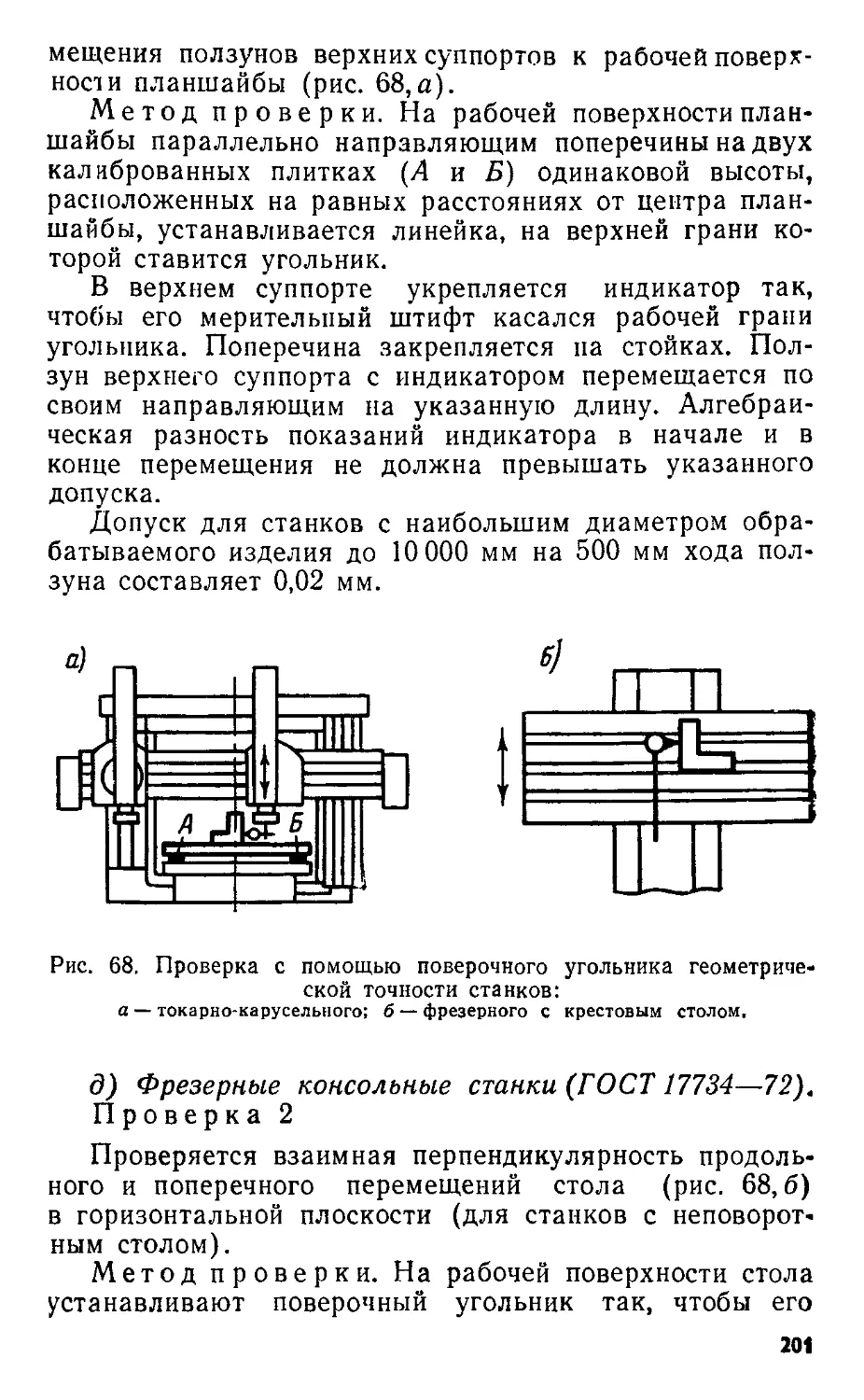
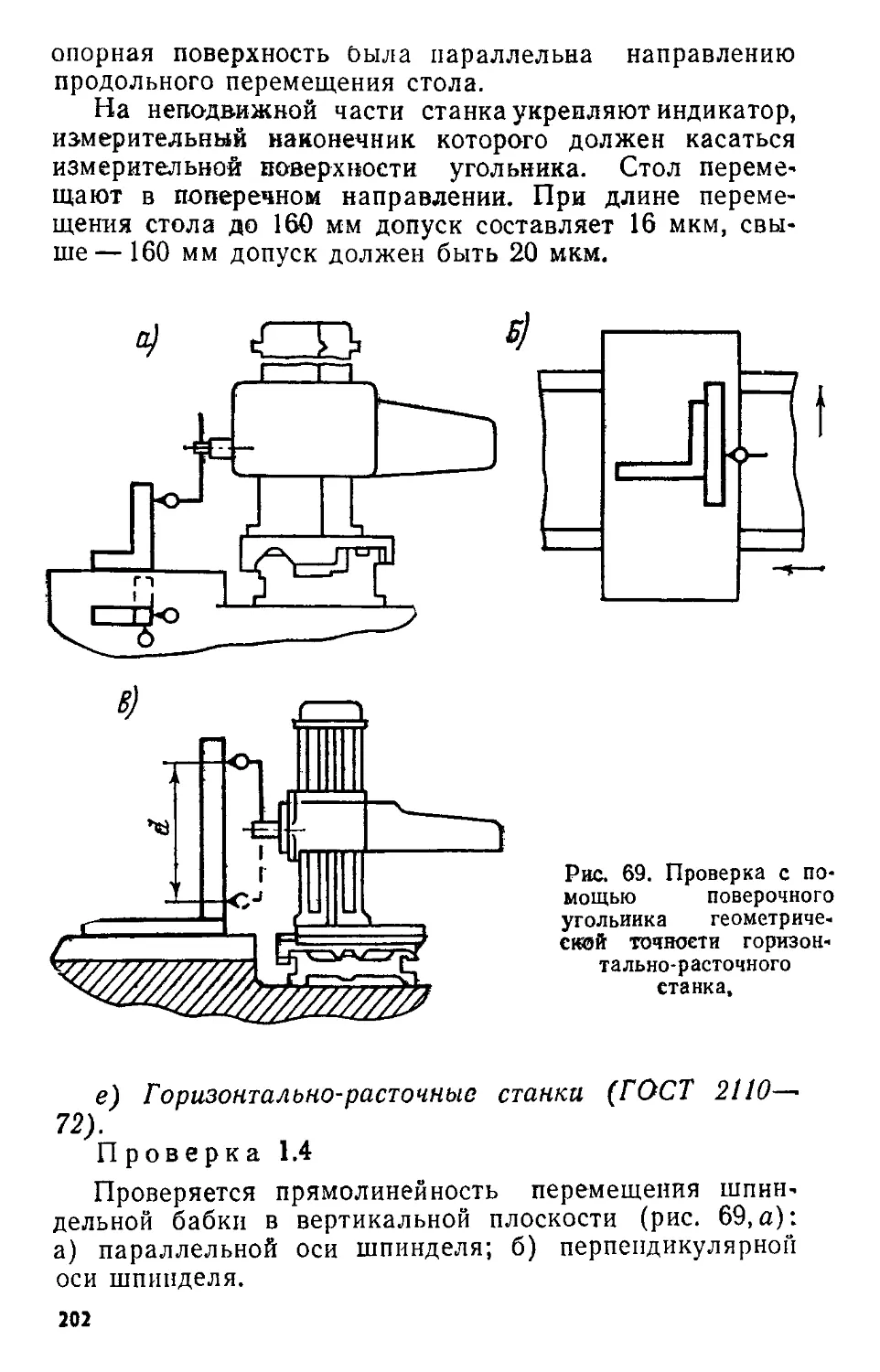
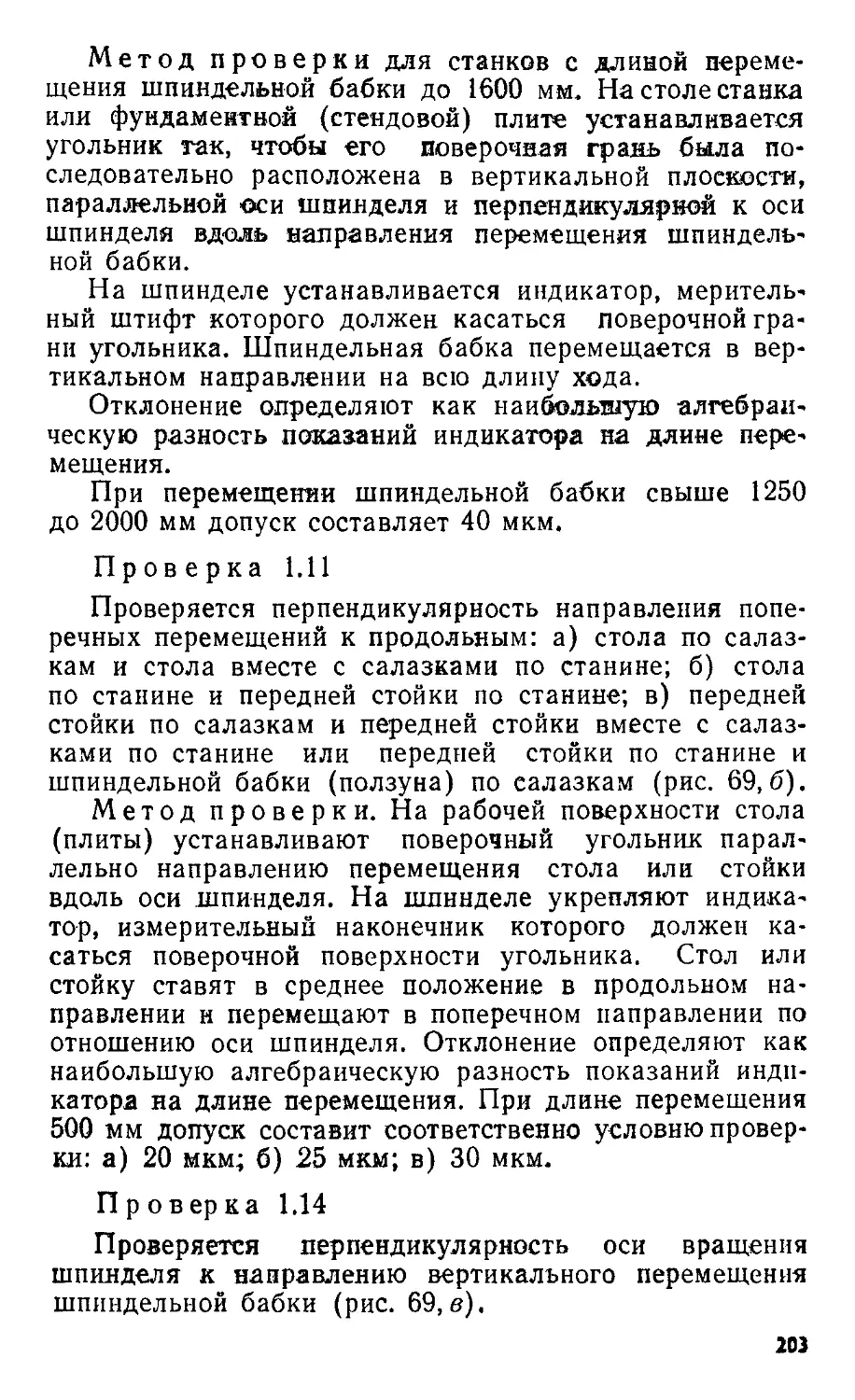
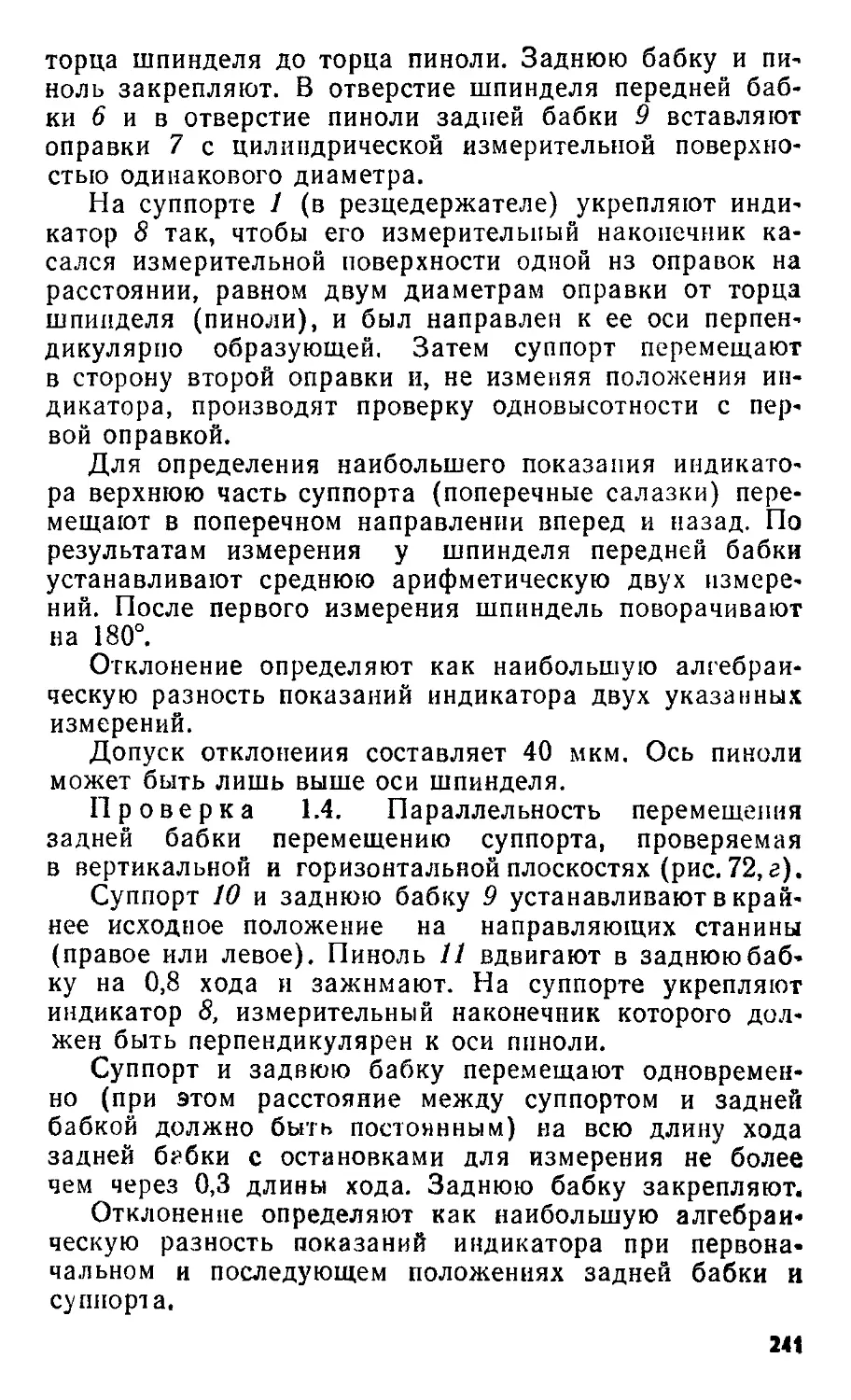
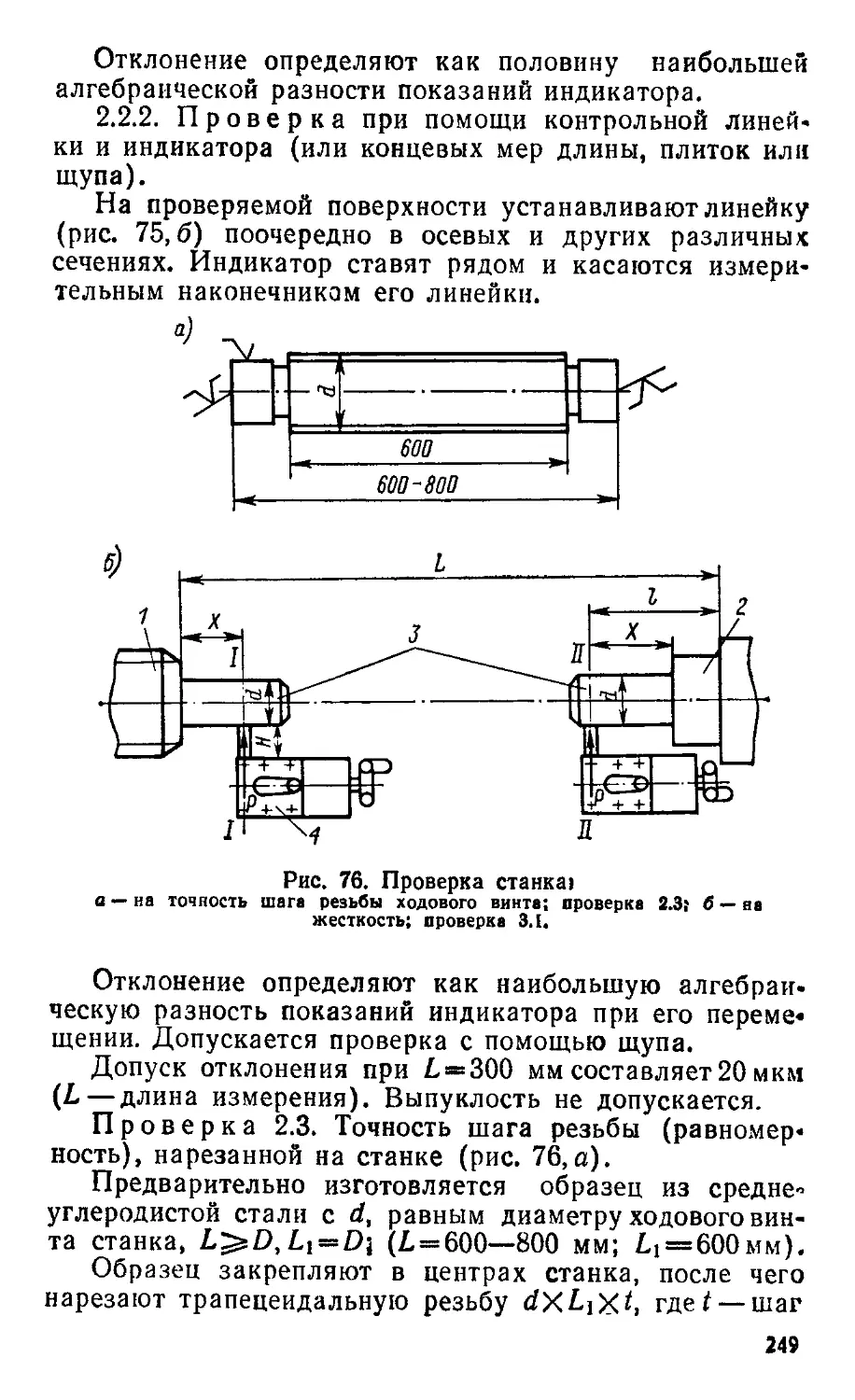
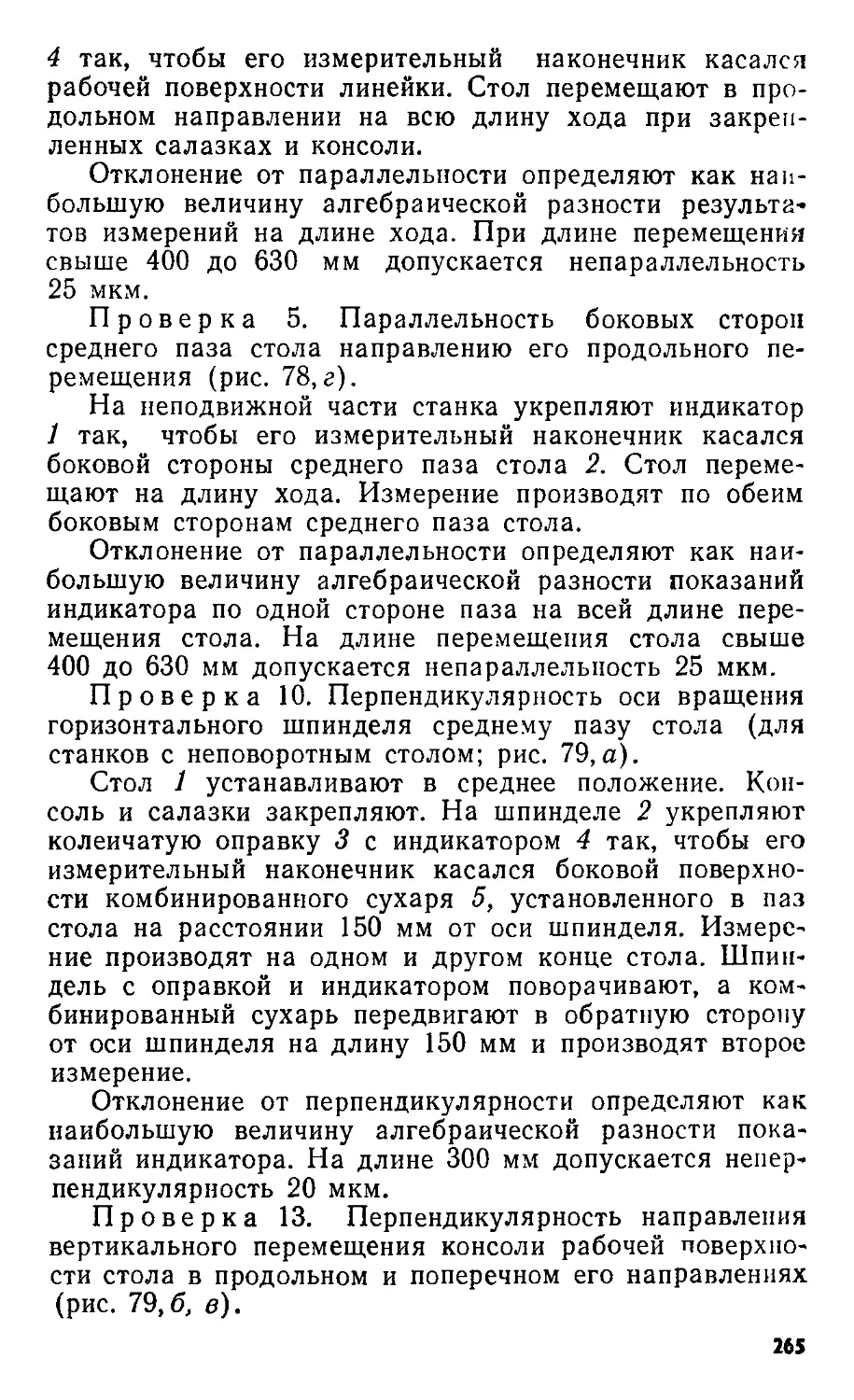
Проверка геометрической точности станка производится после плановых ремонтов, а также профилактически по особому плану-графику для прецизионного и финишного оборудования и для некоторых станков, являющихся составной частью автоматических линий. Проверку геометрической точности станков проводят в соответствии с нормами, предусмотренными ГОСТ или техническими условиями. Перечень станков, подлежащих проверке на геометрическую точность, устанавливает главный технолог предприятия; периодичность этой проверки определяет главный механик предприятия. Проверка геометрической точности станков выполняется работниками отдела технического контроля при участии слесарей-ремонтников.
Проверка жесткости станка производится после капитального или среднего планового ремонта его. Проверка жесткости осуществляется в соответствии с нормами ГОСТ для конкретных металлорежущих станков: токарных, револьверных, вертикально-сверлильных, радиально-сверлильных, консольно-фрезерных и др.
Профилактический осмотр1 проводят с целью проверки состояния станка, устранения мелких неисправностей и выявления объема подготовительных работ, подлежащих выполнению при очередном плановом ремонте. Осмотры станков производят слесари ремонтных служб в соответствии с имеющимся в каждом цехе месячным планом. При необходимости для осмотра привлекаются станочники, работающие на осматриваемом станке.
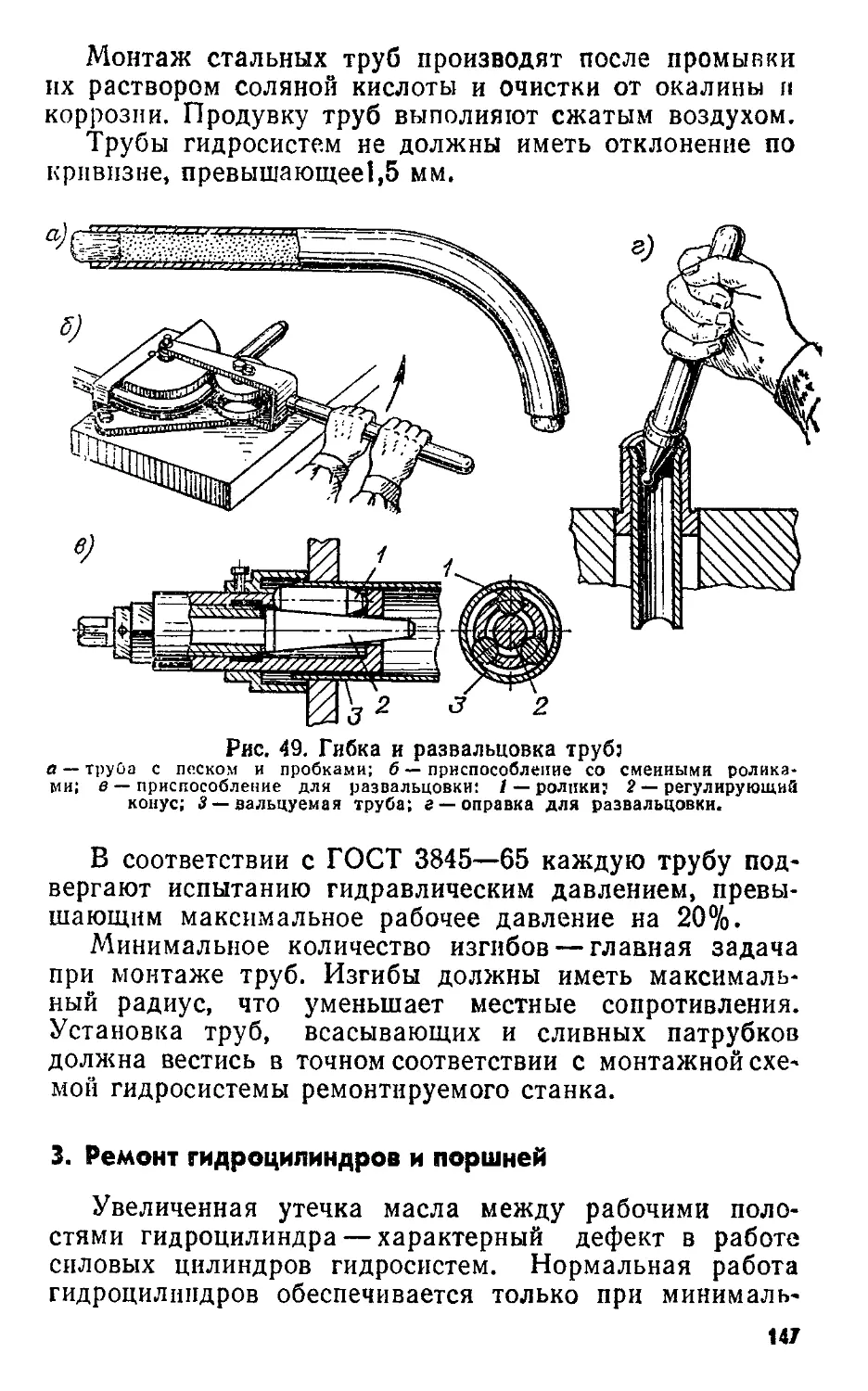
Осмотр, как правило, осуществляется без разборки отдельных узлов или агрегатов для выявления видимых дефектов, для проверки состояния и работы станка в целом и по узлам: проверка прочности и плотности непо-
1 Профилактический осмотр, если в процессе его осуществления производят какие-либо ремонтные работы, часто называют осмотро-вым ремонтом.
движпых жестких соединений, таких как станин с фундаментом, столов, кронштейнов, стоек со станиной, блоков станины между собой, крепления на валах шкивов, маховиков, звездочек, зубчатых колес, фрикционных дисков и др. Вскрытие крышек узлов при наружных осмотрах и визуальная проверка состояния механизмов обычно не делаются. В ходе осмотра при необходимости выполняют регулирование зазоров винтов и гаек суппортов, кареток, траверс, ходовых винтов, подшипников шпинделя, фрикционов, проверяют плавность перемещения столов, ползунов. Выполняется также подтяжка клиньев и прижимных планок, тормозов, осуществляется подтягивание расслабленного крепежа или его замена.
При осмотрах проверяются плавность переключения рукояток скоростей и подач, состояние направляющих станин, кареток, траверс и других трущихся поверхностей, осуществляются проверка и регулировка натяжения пружин, определяется исправность действия ограничителей, переключателей, упоров, состояние систем охлаждения, смазки и гидравлики, оградительных устройств. Если при осмотре обнаружена мелкая неисправность, то производится необходимый ремонт тут же, во время осмотра. Во время осмотра некоторых станков выполняются также разборка и промывка узлов, требующих по условиям эксплуатации станка операции «промывка».
Выявленные при осмотре изношенные детали, требующие замены при ближайшем плановом ремонте, записываются в предварительную дефектную ведомость. В случае обнаружения крупной неисправности при осмотре составляется дефектная ведомость, и станок (узел станка) подлежит ремонту. После устранения обнаруженных дефектов станок сдается производственному мастеру участка (цеха) для проверки качества выполненных работ.
Следует отметить, что при осмотрах профилактические испытания электрооборудования и электрической части станков осуществляются работниками службы главного энергетика предприятия, а профилактические осмотры грузоподъемных машин, которые обслуживаются прикрепленными к ним дежурными слесарями, производятся в сроки, определенные графиком, составленным цеховым механиком.
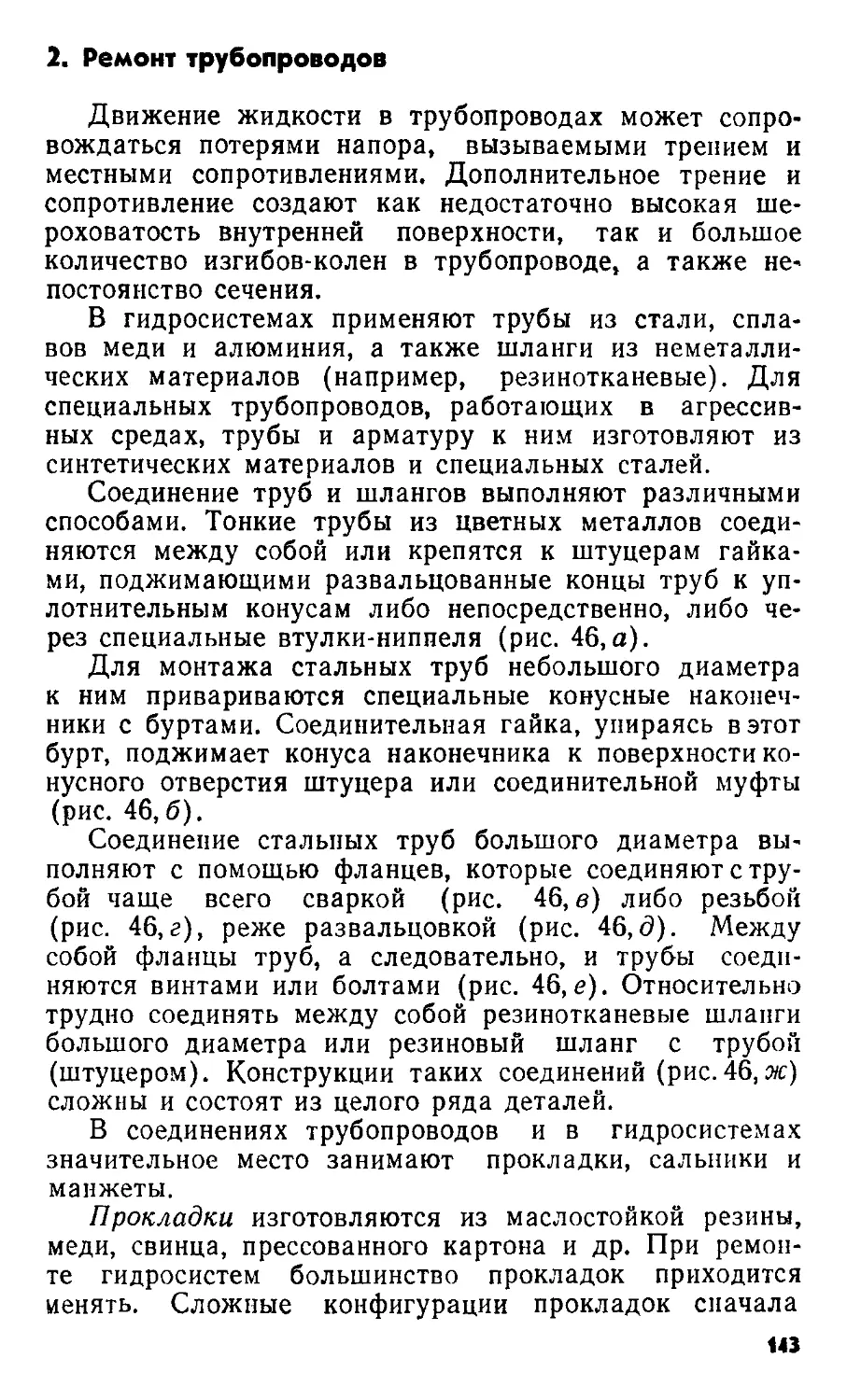
2. Плановые ремонтные работы
Малый ремонт—вид планового ремонта, при котором заменой или восстановлением изношенных деталей и регулированием механизмов обеспечивается нормальная эксплуатация оборудования до очередного планового ремонта. В малый ремонт входит ряд операций. При этом виде ремонта осуществляются частичная разборка станка или агрегата; подетальная разборка двух-трех его узлов, подверженных наибольшему износу и загрязнению; вскрытие крышек для внутреннего осмотра и промывка остальных узлов; протирка всего станка или агрегата, промывка деталей разобранных узлов. При малом ремонте станков производятся также разборка шпиндельного узла, зачистка шеек шпинделя, поверхностей под инструмент и приспособления; зачистка или пришабривание подшипников, сборка шпинделя и регулировка подшипников.
Следует отметить, что шпиндельные узлы прецизионных, крупных, тяжелых, особо тяжелых и уникальных станков при малом ремонте, как правило, не разбираются. При таком ремонте проверяются зазоры между валиками и втулками, заменяются изношенные втулки, регулируются и устанавливаются новые подшипники качения, в муфты добавляются фрикционные диски, пришабриваются конуса фрикционов, регулируется работа муфт и тормозов.
При малом ремонте обязательно проверяется работа механизмов станка, передающих движение. Производятся зачистка заусенцев на зубья-х колес, замена колес с выкрошенными зубьями, а изношенные и сломанные наружные крепежные детали у резцедержателей, клиньев, планок и др. заменяются. При этом ремонте пришабриваются или зачищаются регулировочные клинья и планки, винты суппортов, кареток, траверс, ходовые винты и др.; заменяются изношенные гайки. Проверяются работа и регулирование рычагов и рукояток включения прямого и обратного ходов, переключения скоростей и подач, блокирующих, фиксирующих, предохранительных механизмов и ограничителей. Зачищаются задиры, царапины, забоииы, заусенцы на трущихся поверхностях направляющих станин, кареток, суппортов траверс-колоин и т. д. Производится ремонт оградитель ных устройств: кожухов, футляров, щитков, экранов
а также устройств для защиты поверхностей станка от стружки и абразивной ныли.
Во время малого ремонта выполняются также работы, связанные с проверкой и отладкой системы смазки, проверяются пневмо- и гидросистемы, в которых заменяется масло. Регулируется плавность перемещения столов, суппортов, кареток, ползунов; подтягиваются клинья, прижимные планки, натяжные пружины у падающих червяков и других подобных механизмов. Проверяется исправность ограничителей, переключателей и упоров. Производятся проверка и ремонт системы охлаждения, устраняется утечка жидкости через сочленения трубопроводов и кранов; выполняется ремонт насосов и арматуры.
При малом ремонте у станка выявляются детали, требующие замены при ближайшем более сложном плановом ремонте (среднем, капитальном); это записывается в предварительную ведомость дефектов. У станков, которые включены в список профилактической проверки точности, при малом ремонте эту точность проверяют по существующим методикам.
Завершается малый ремонт испытанием станка на холостом ходу на всех скоростях и подачах, проверкой на шум, нагрев, на точность и класс шероховатости обрабатываемой поверхности по изготовляемому образцу.
Средний ремонт — вид планового ремонта, при котором производятся частичная разборка оборудования, капитальный ремонт отдельных узлов, замена и восстановление основных изношенных деталей, сборка, регулирование и испытание под нагрузкой. Средний ремонт предусматривает выполнение следующих операций.
Вначале перед разборкой станок проверяется на точность, при этом измеряется износ трущихся поверхностей, особенно у базовых деталей. Далее производятся частичная разборка станка, промывка, протирка деталей разобранных узлов, промывка и очистка от грязи неразобранных узлов, осмотр деталей разобранных узлов, уточнение предварительно составленной дефектно-сметной ведомости. Средний ремонт предусматривает шлифовку шеек шпинделя, замену или шабровку его подшипников. Восстанавливаются или заменяются изношенные валики, втулки и подшипники качения. Заменяются или добавляются диски фрикционов, растачи-12
ваются конуса фрикционов, переклепываются накладки «феррадо» у фрикционных дисков и тормозов.
При среднем ремонте подлежат замене изношенные зубчатые колеса и червячные пары; восстанавливаются или заменяются изношенные винты и гайки поперечных и продольных винтовых подач; заменяются изношенные крепежные детали; заменяются или восстанавливаются' и пришабриваются регулировочные клинья и прижимные планки. У станков производится восстановление точности ходового винта, выполняются проверка и зачистка деталей, оставляемых в механизмах станка, проводится ремонт насоса охлаждения и его арматуры, ремонт масляного насоса, системы смазки, осуществляется требуемый ремонт гидро- и нневмосистсм. При среднем ремонте восстанавливаются направляющие поверхностей станин, суппортов, кареток, столов, консолей, хобота, траверсы, колонны, ползуна, которые подвергаются контрольному шабрению или шлифованию.
У станков производится ремонт или замена оградительных устройств, установленных в соответствии с правилами техники безопасности, а также устройств для защиты поверхностей станков от стружки и абразивной ныли. Отремонтированные узлы станка собираются и проверяется правильность взаимодействия узлов и всех механизмов станка. Окрашиваются наружные нерабочие поверхности станка с подшпаклевкой.
После среднего ремонта станок обкатывается на холостом ходу на всех скоростях и подачах, проверяется на шум и нагрев. Далее станок проверяется на геометрическую точность и жесткость в соответствии с ГОСТ для универсального оборудования или по техническим условиям для станков, постоянно работающих с кондукторами или с приспособлениями, определяющими технологическую точность обработки.
Универсальные станки, закрепленные па предприятии для выполнения определенной операции, можно после среднего ремонта проверять на геометрическую точность и жесткость при условии обеспечения необходимого качества выполнения только данной операции.
Капитальный ремонт — вид планового ремонта, обеспечивающий полное восстановление оборудования, замену или восстановление всех изношенных деталей и узлов, ремонт базовых и других деталей и узлов, сборку, регулирование и испытание оборудования под на
грузкой. Операции капитального ремонта, кроме перечисленных в среднем ремонте, предусматривают полную разборку станка и всех его узлов, шпаклевку и окраску всех деталей по техническим условиям на отделку нового оборудования, проверку состояния и ремонт фундамента. Снятие станка с фундамента при капитальном ремонте рекомендуется производить при централизованной системе организации ремонта; обычно это осуществляется для станков весом до 2—2,5 т, направляющие станин которых подвергаются шлифованию на специальных станках.
При ремонте крупных, тяжелых, особо тяжелых и уникальных станков снятие их с фундамента не рекомендуется. Работы должны выполняться или на месте установки станка, или в ремонтном цехе, куда должны быть доставлены узлы. Испытание на жесткость производится в соответствии с требованиями ГОСТ для конкретного типа станка.
При среднем и капитальном ремонтах восстанавливают предусмотренные ГОСТ или техническими условиями геометрическую точность, мощность и производительность оборудования на срок до очередного планового ремонта — среднего или капитального.
3. Внеплановый ремонт.
Аварии оборудования и их предупреждение
Внеплановый ремонт — вид ремонта, вызванного аварией оборудования или какими-либо другими обстоятельствами. Подобные ремонты не предусматриваются годовым планом ремонтных работ. При хорошей организации системы ППР на предприятии внеплановые ремонты, как правило, не имеют места.
Авария — временный выход из строя оборудования из-за повреждения или поломки ответственных узлов или деталей. При авариях возможны и травмы рабочих. Аварии возникают из-за скрытых дефектов оборудования или недоброкачественности материала деталей, из-за нарушения правил технической эксплуатации оборудования, неправильной сборки узла или машины, вследствие нарушения правил смазки, из-за несвоевременного или некачественного ремонта и др.
При аварии оборудования составляются акты, в ко
торых указываются причины ее возникновения, меры устранения и предупреждения. Виновники аварии наказываются в порядке, установленном действующим законодательством.
На предприятиях СССР авария станка — редчайшее явление. Для предотвращения аварий необходимо не допускать производства работ на неисправном станке, строго выполнять правила технической эксплуатации его, допускать к работе на станках только тех рабочих, которые имеют иа это право, устанавливать предохранительные устройства, предупреждающие поломку станка при его перегрузках. При сменной работе производить приемку и сдачу станка.
Предохранительные устройства отключают станок или его отдельные механизмы при возникновении перегрузки, тем самым предотвращая поломку деталей и узлов. На металлорежущих станках применяются предохранительные устройства механического, гидравлического и электрического типов. Некоторые конструкции устройств восстанавливают работоспособность оборудования после прекращения перегрузки автоматически, другие — повторным ручным включением или после замены предохранителя новым. По способу предупреждения предохранительные устройства подразделяются на устройства, прекращающие подачу энергии, поглощающие, аккумулирующие или отводящие энергию.
К устройствам, прекращающим подачу энергии, относятся электрические плавкие предохранители и реле, тепловые реле, гидроэлектрические реле расхода давления и поддержания уровня жидкости; устройства с разрушающимся элементом — срезной шпонкой или штифтом, продавливающейся шайбой или мембраной, разрывающимся стержнем. К устройствам, прекращающим подачу энергии, относятся также выключающие механизмы, такие как падающие червяки, кулачковые и шариковые муфты, червяки в сочетании с муфтами или конечными выключателями.
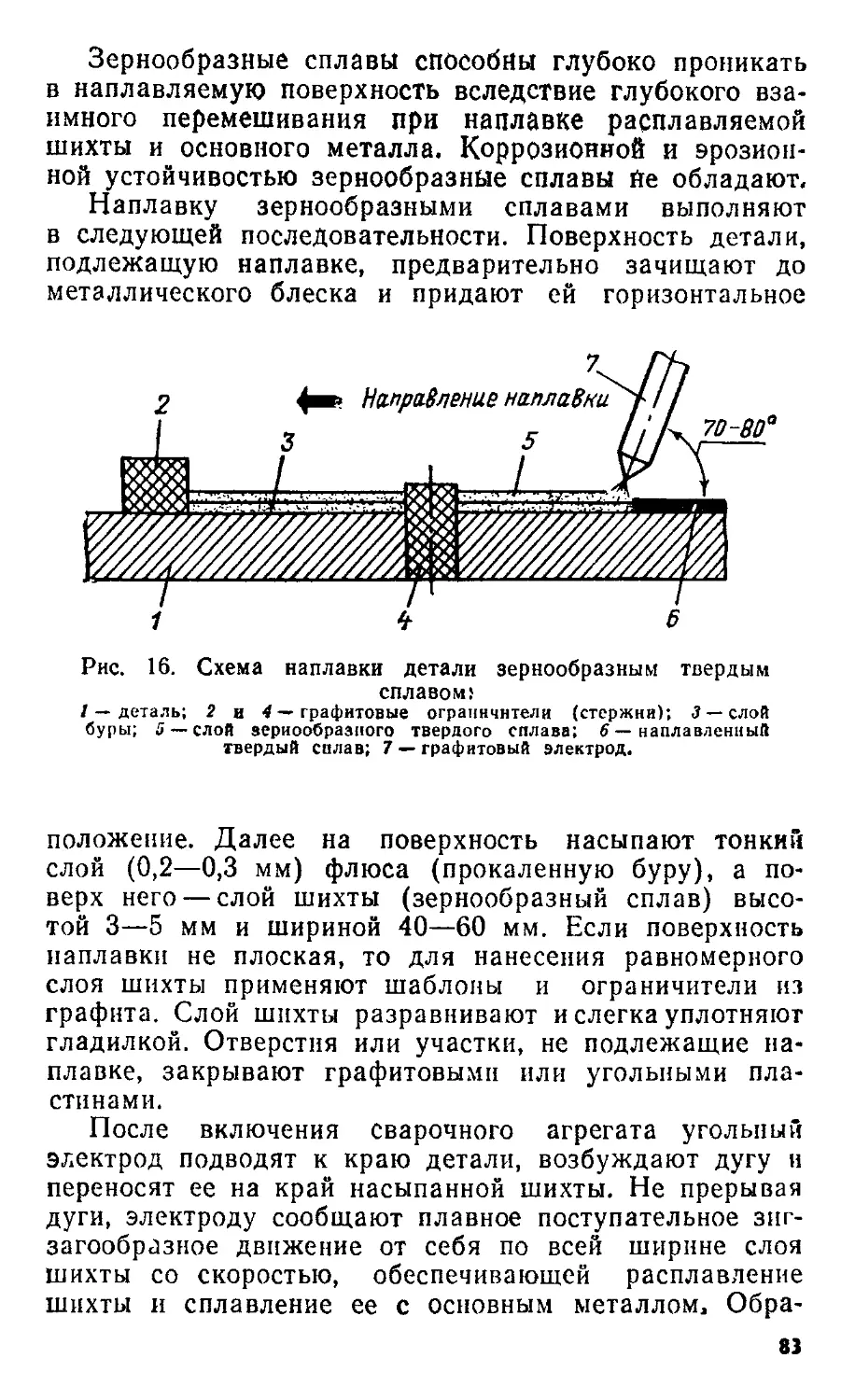
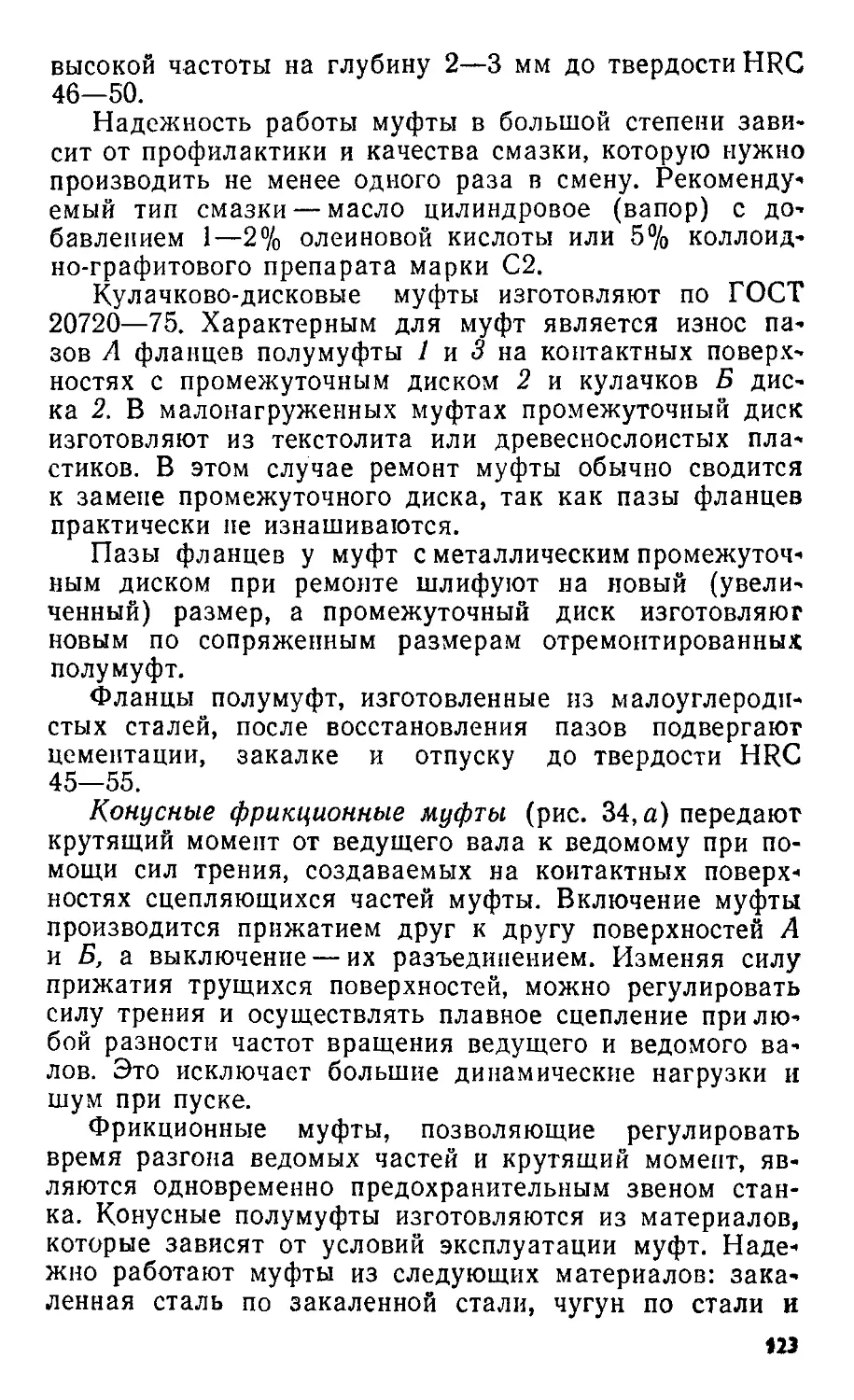
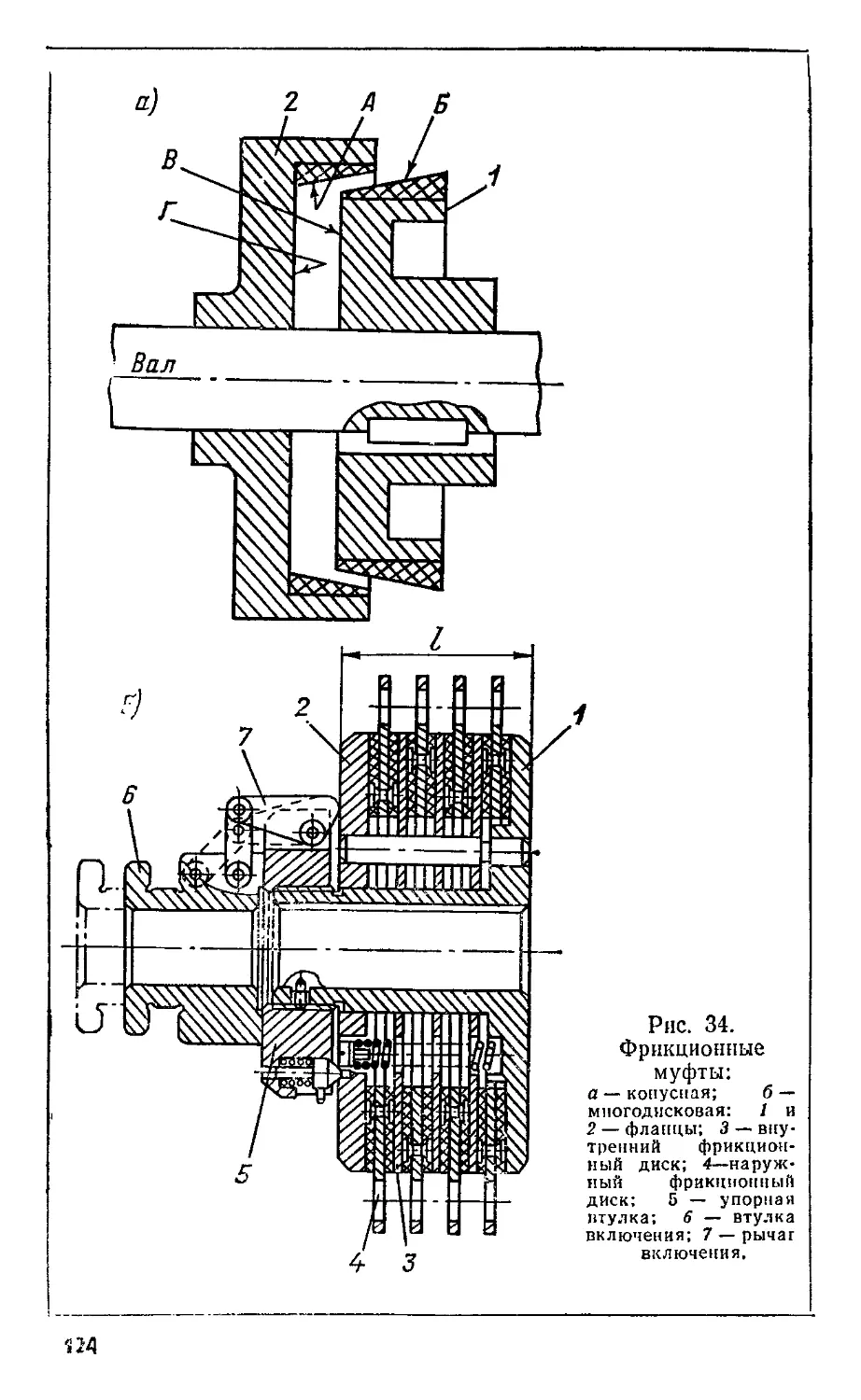
К предохранительным устройствам, поглощающим энергию, относят фрикционные конусные, дисковые и кольцевые муфты.
Устройства, аккумулирующие энергию, — это кулачковые и шариковые муфты, роликовые и пружинные механизмы для защиты тяг и шатунов, отгибающиеся упругие элементы.
К устройствам, отводящим энергию, относятся гидравлические предохранительные клапаны (дифференциальные и простые) с обычным и дистанционным управлением.
Во время профилактических осмотров и при всех видах ремонта предохранительные устройства и их детали следует особо тщательно проверять, так как они надежно работают только тогда, когда исправны, правильно отрегулированы, а их чувствительные элементы изготовлены из соответствующих материалов.
4. Межремонтные циклы
Структура межремонтного цикла определяет перечень и последовательность выполнения работ по техническому уходу и ремонту за станком в период между капитальными ремонтами или между вводом станка в эксплуатацию и первым капитальным ремонтом.
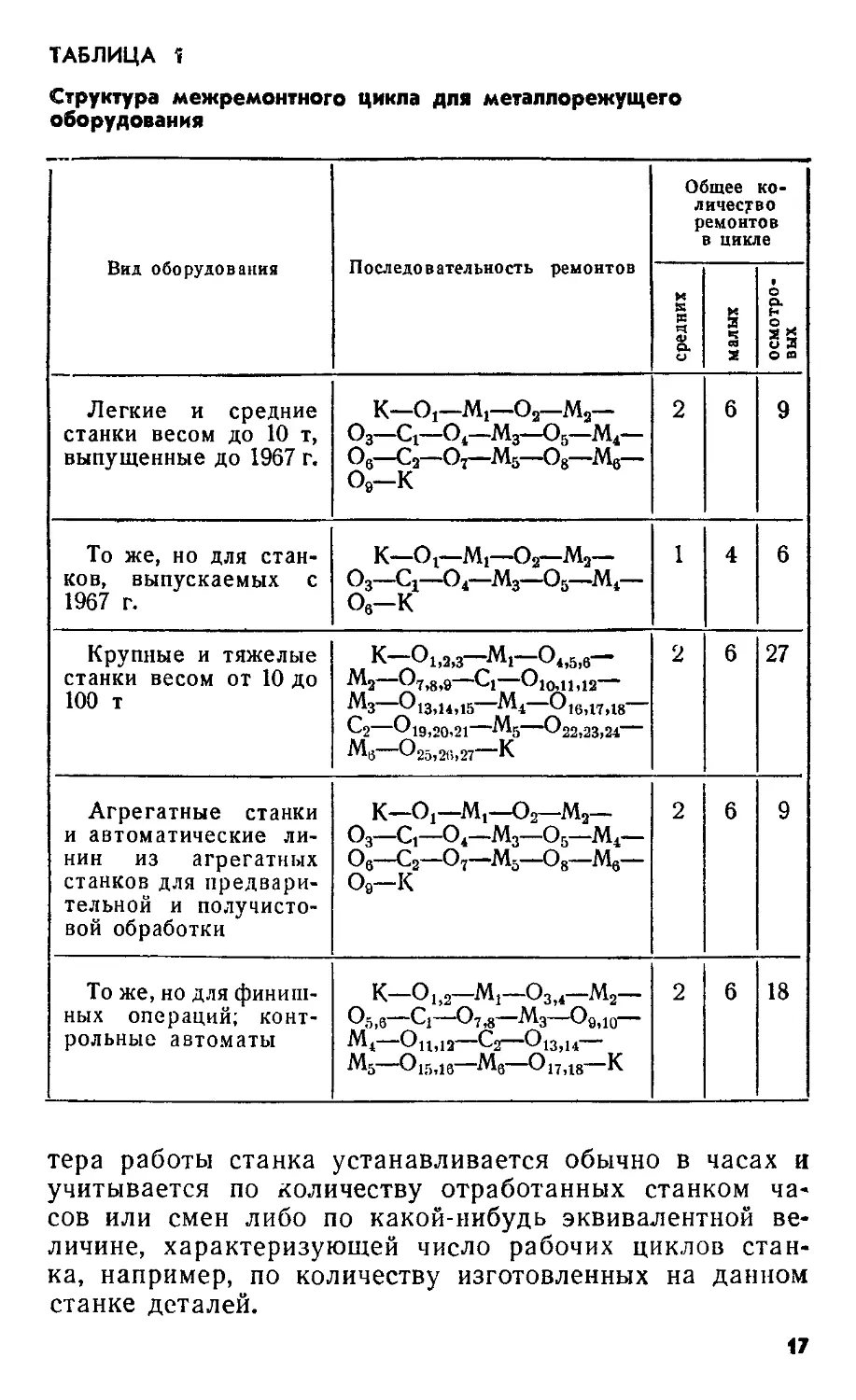
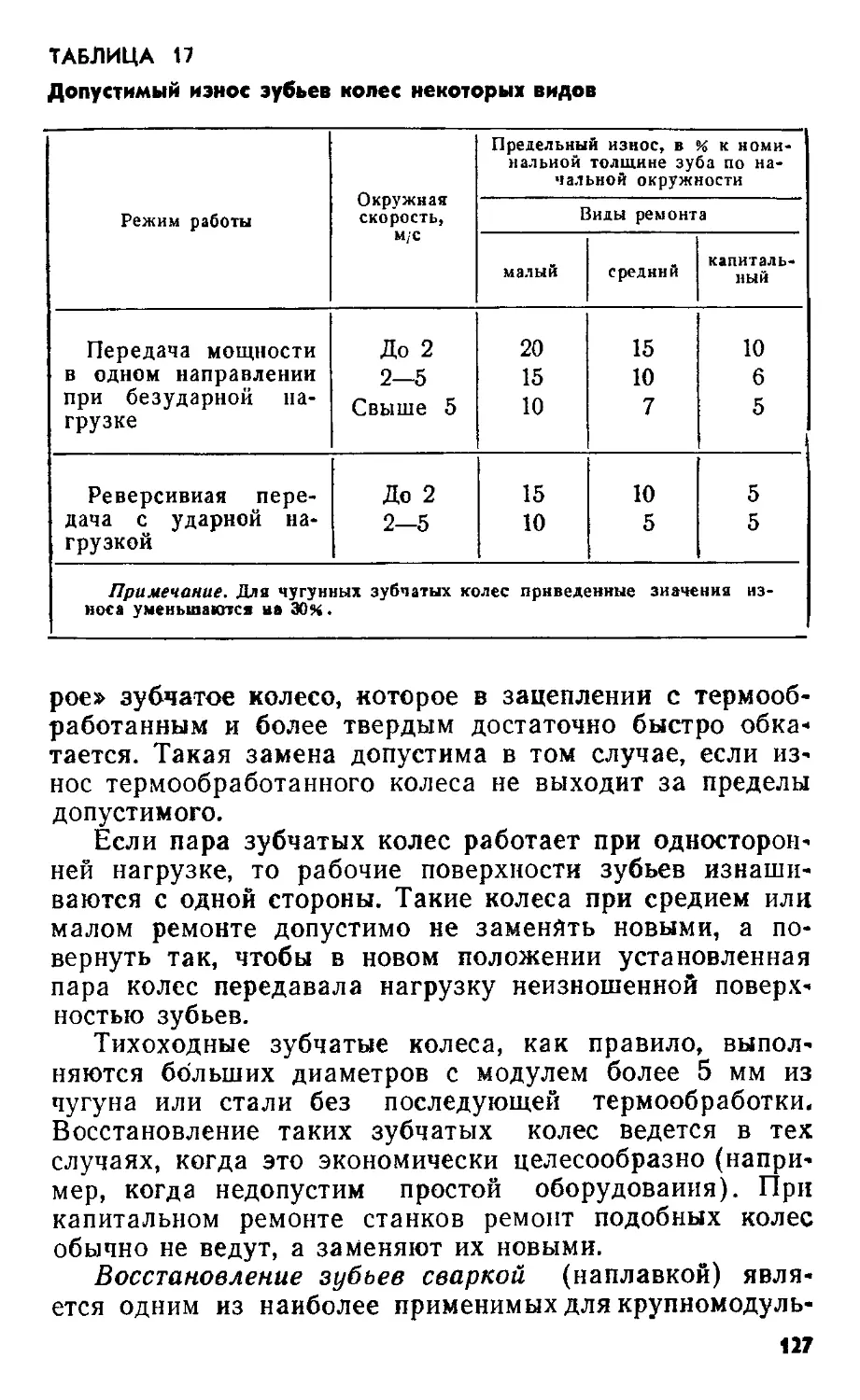
Рекомендуемые структуры межремонтного цикла для различных металлорежущих станков и оборудования приведены в табл. 1. В принятых обозначениях буквы указывают вид ремонта: К — капитальный, С — средний, М — малый, О — осмотровый, а числовой индекс возле букв показывает на последовательность соответствующего вида ремонта (его порядковый номер).
Система ППР в зависимости от вида оборудования и условий его эксплуатации предусматривает разную продолжительность межремонтных циклов, а внутри цикла — межремонтных и межосмотровых периодов.
Межремонтным циклом Т называется период работы станка (агрегата) между двумя капитальными ремонтами или от начала ввода его в эксплуатацию до первого капитального ремонта.
Межремонтным периодом t называется период работы станка (агрегата) между двумя очередными плановыми ремонтами.
Межосмотровым периодом tQ называется период работы станка между двумя очередными плановыми осмотрами или между очередными плановыми ремонтом и осмотром.
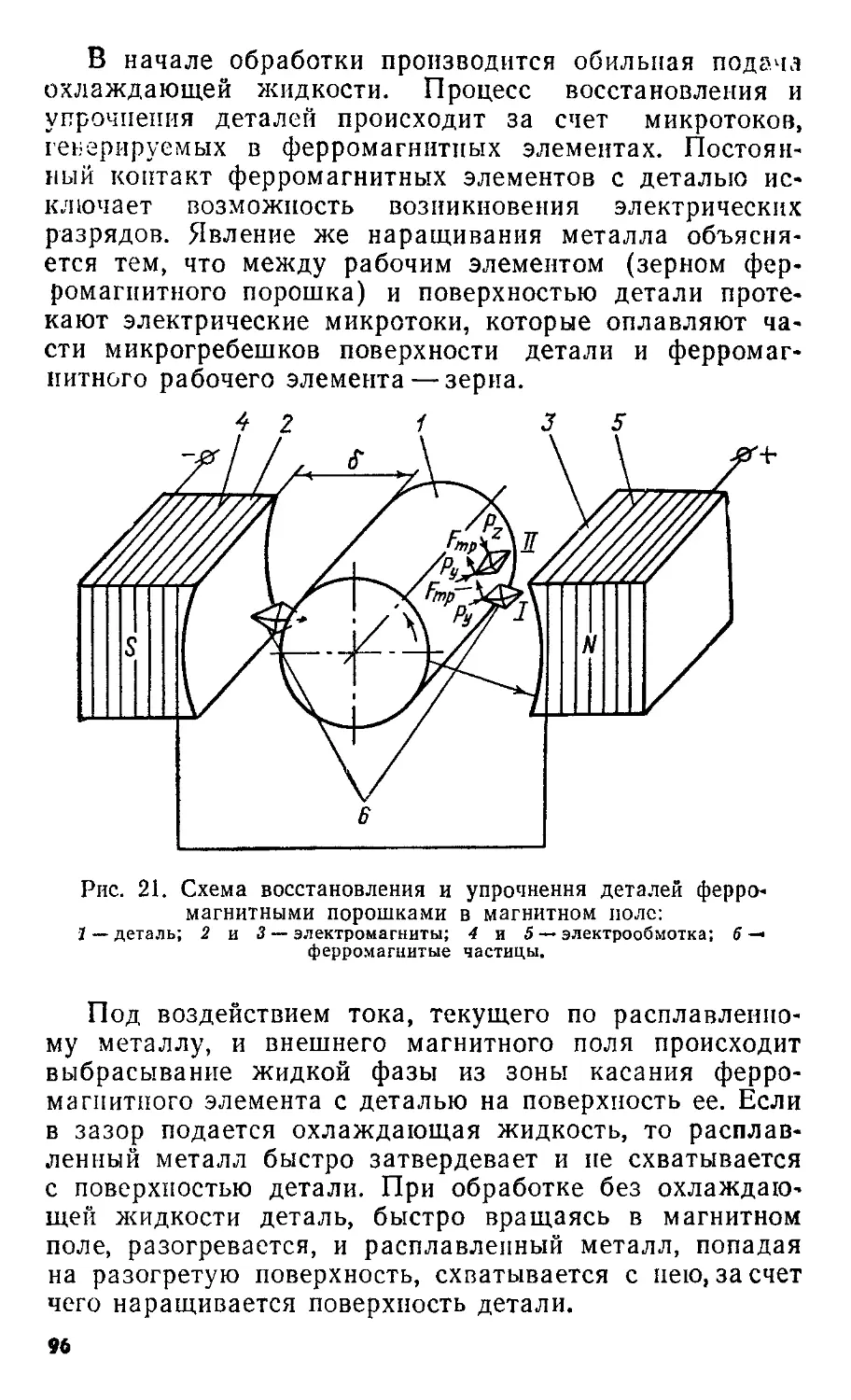
Продолжительность межремонтного цикла, межремонтного и межосмотрового периодов для каждой группы стапков в зависимости от типа, условий и харак-16
ТАБЛИЦА 1
Структура межремонтного цикла для металлорежущего оборудования
Вид оборудования Последовательность ремонтов Общее количество ремонтов в цикле
средних малых осмотровых
Легкие и средние станки весом до 10 т, выпущенные до 1967 г. к—Oj—м,—О2—м2— О3—Ct—О 4—М3—О5—М4— О6—С,—Oj—М3—О3—Mg— о9-к 2 6 9
То же, но для станков, выпускаемых с 1967 г. к—Ot—М]—о2—м2— О3—Cj—О4—М3—О5—М4— о6-к 1 4 6
Крупные и тяжелые станки весом от 10 до 100 т К—О1,2>3—М]—-О4,516— М3—О7,8,9—С]—О10,ц,12— м3—О13>14,15—М4—О16,17)18— Сз—019,20,21—М6 О22,23)24 Mg—6) 25,29,27—К 2 6 27
Агрегатные станки и автоматические линии из агрегатных станков для предварительной и получисто-вой обработки ООО ШТ ЯОО 1 и? оо 1 1 *1 Ж 1 if 1 03 >Ц- 1 1 2 6 9
То же, но для финитных операций; контрольные автоматы К-О1>2-М1-О3,4-М2-О.ъз—Q—О7,8—М3—оа,10— М(—Оц,I,—С2—О1з,и— Mg Oigug—Mg—Op,i8—К 2 6 18
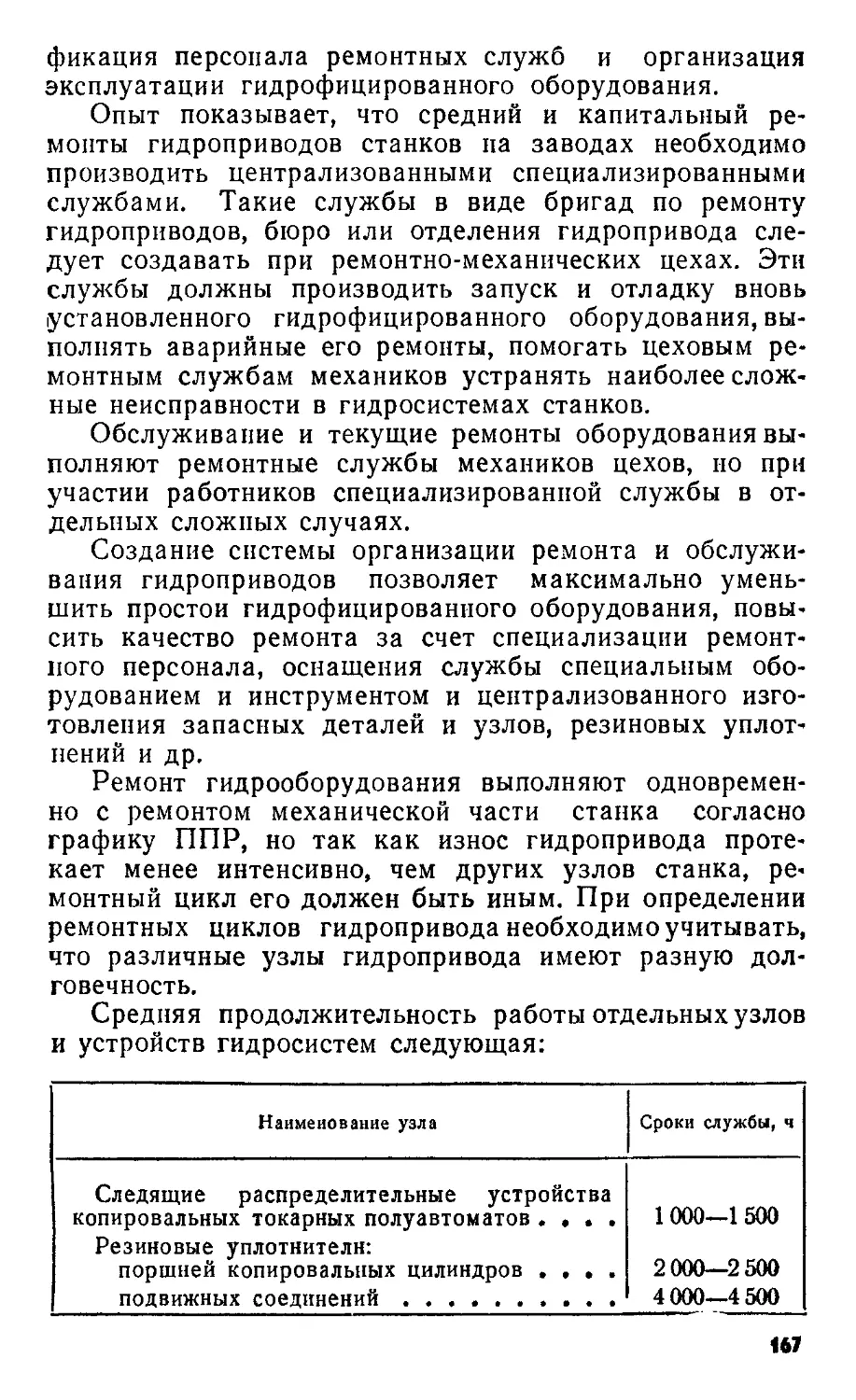
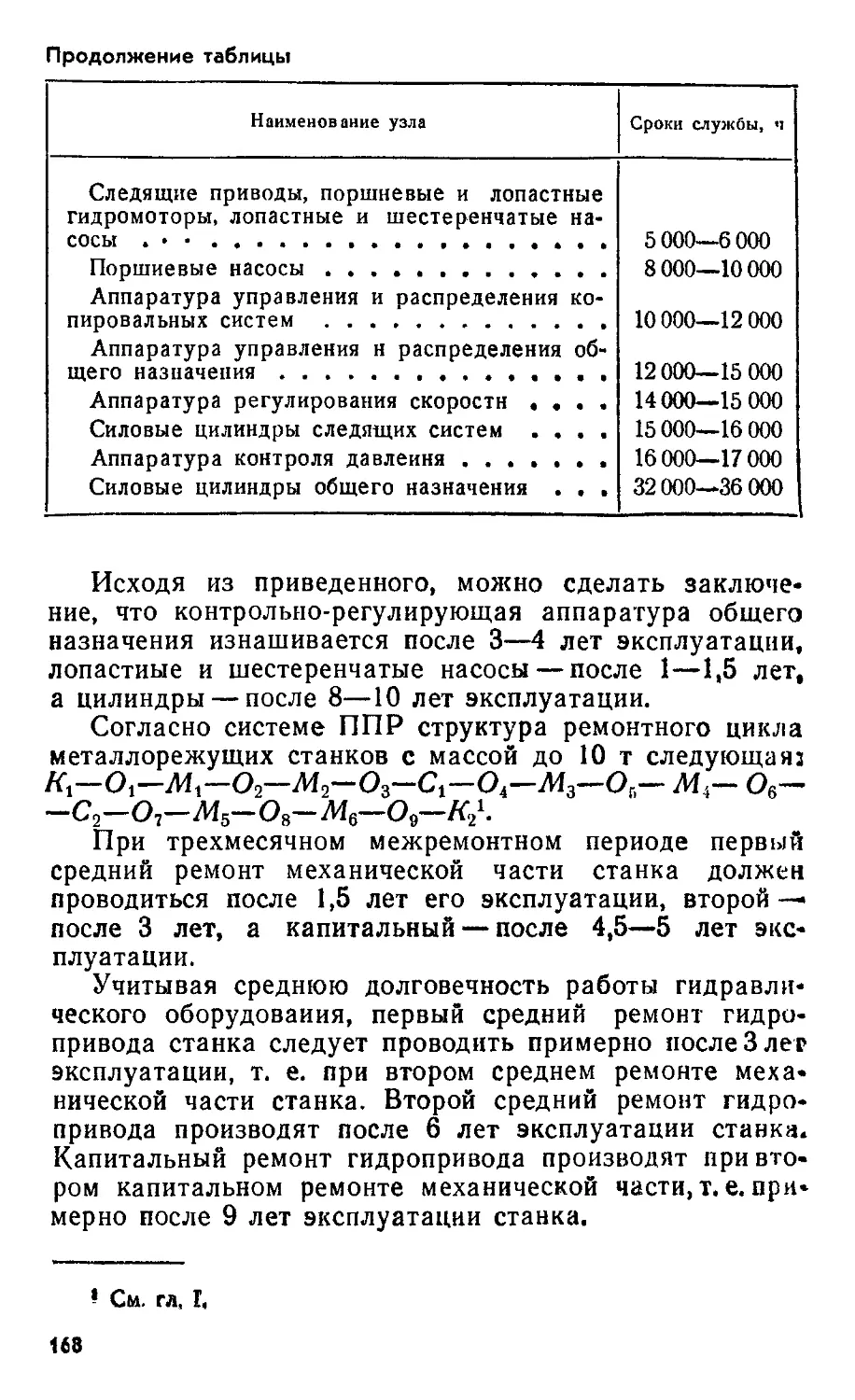
тера работы станка устанавливается обычно в часах и учитывается по количеству отработанных станком часов или смен либо по какой-нибудь эквивалентной величине, характеризующей число рабочих циклов станка, например, по количеству изготовленных на данном станке деталей.
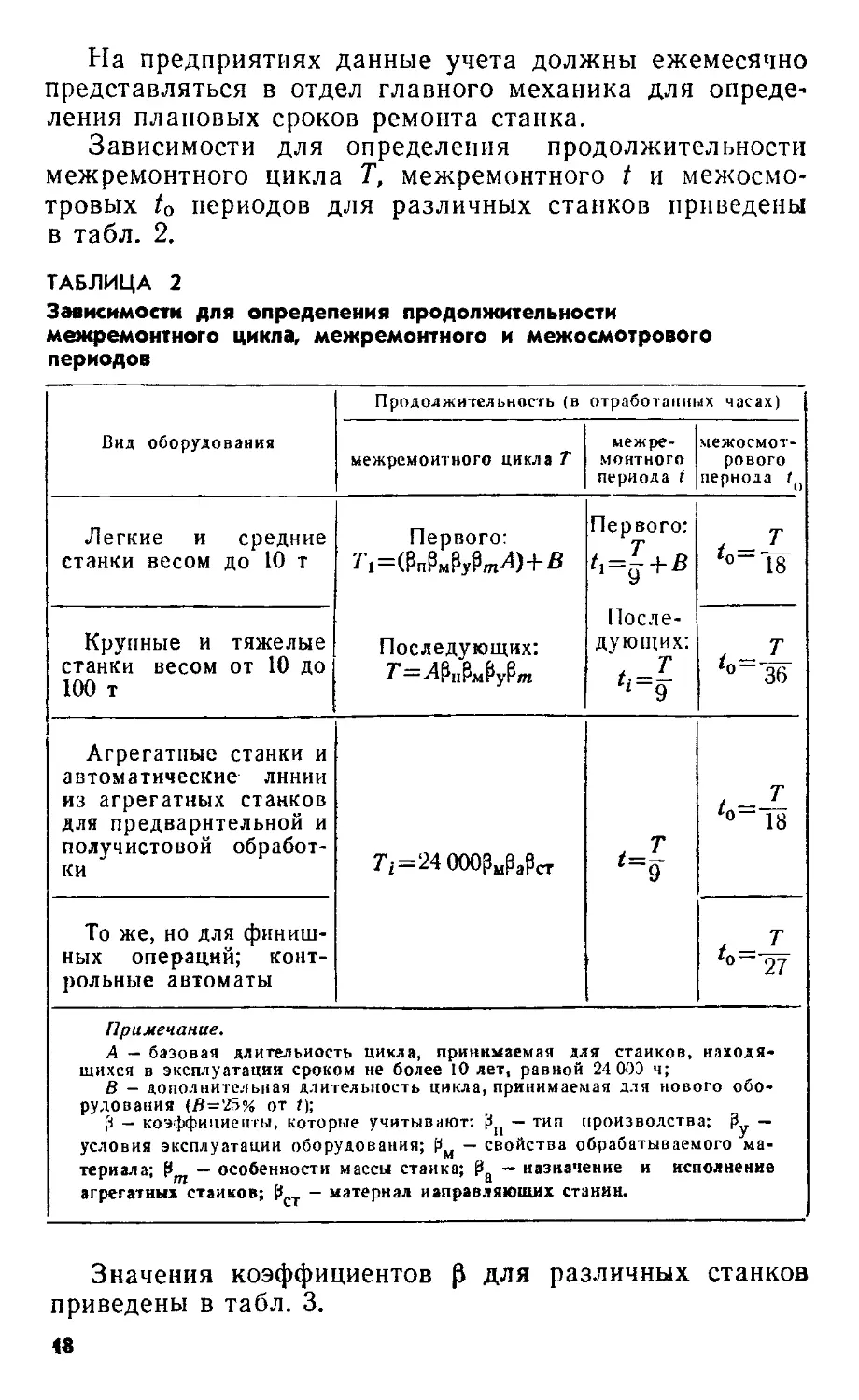
На предприятиях данные учета должны ежемесячно представляться в отдел главного механика для опреде-ления плановых сроков ремонта станка.
Зависимости для определения продолжительности межремонтного цикла Т, межремонтного t и межосмотровых t0 периодов для различных станков приведены в табл. 2.
ТАБЛИЦА 2
Зависимости для определения продолжительности межремонтного цикла, межремонтного и межосмотрового периодов
Вид оборудования Продолжительность (в отработанных часах)
межремонтного цикла Т межремонтного периода t межосмотрового периода /
Легкие и средние станки весом до 10 т Первого: Л=(МмММ)+в Последующих: Первого: Т (>=д + в Последующих: t-Т tl~9 t-_L 1о“ 18
Крупные и тяжелые станки весом от 10 до 100 т t 36
Агрегатные станки и автоматические линии из агрегатных станков для предварительной и получистовой обработки 7>24 000рм₽а₽ст II <о|ч to~ 18
То же, но для финишных операций; контрольные автоматы 27
Примечание.
А — базовая длительность цикла, принимаемая для станков, находящихся в эксплуатации сроком не более 10 лет, равной 24 ООО ч;
В - дополнительная длительность цикла, принимаемая для нового оборудования (В-25% от /);
3 — коэффициенты, которые учитывают: Рп — тип производства; ₽ — условия эксплуатации оборудования; Рм — свойства обрабатываемого материала; — особенности массы стайка; Ра — назначение и исполнение агрегатных станков; Рст — материал направляющих станин.
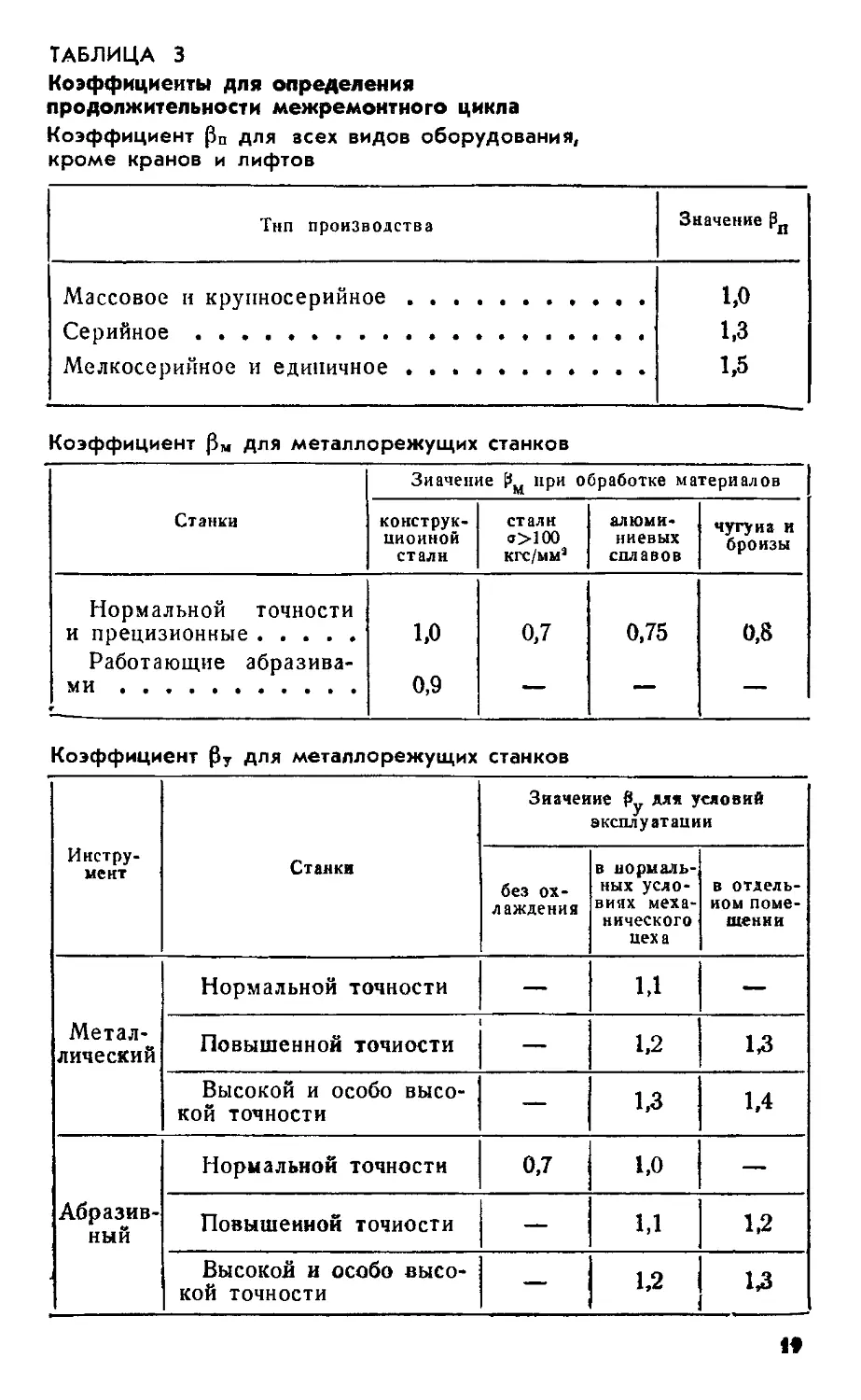
Значения коэффициентов £ для различных станков приведены в табл. 3.
ТАБЛИЦА 3
Коэффициенты для определения продолжительности межремонтного цикла Коэффициент рп для зсех видов оборудования, кроме кранов и лифтов
Тнп производства Значение ₽п
Массовое и крупносерийное 1,о
Серийное 1,3
Мелкосерийное и единичное 1,5
Коэффициент (Зм для металлорежущих станков
Станки Значение Рм при обработке материалов
конструкционной стали стали а>100 кгс/мм3 алюминиевых сплавов чугуна и бронзы
Нормальной точности и прецизионные Работающие абразивами 1,0 0,9 0,7 0,75 0,8
Коэффициент для металлорежущих станков
Инструмент Станки Значение Ру для условий эксплуатации
без охлаждения в нормальных условиях механического цеха в отдельном помещении
Металлический Нормальной точности — 1,1 —
Повышенной точности — 1,2 13
Высокой и особо высокой точности — 1,3 1,4
Абразивный Нормальной точности 0,7 1,0 —
Повышенной точности 1.1 12
Высокой и особо высокой точности — 1,2 13
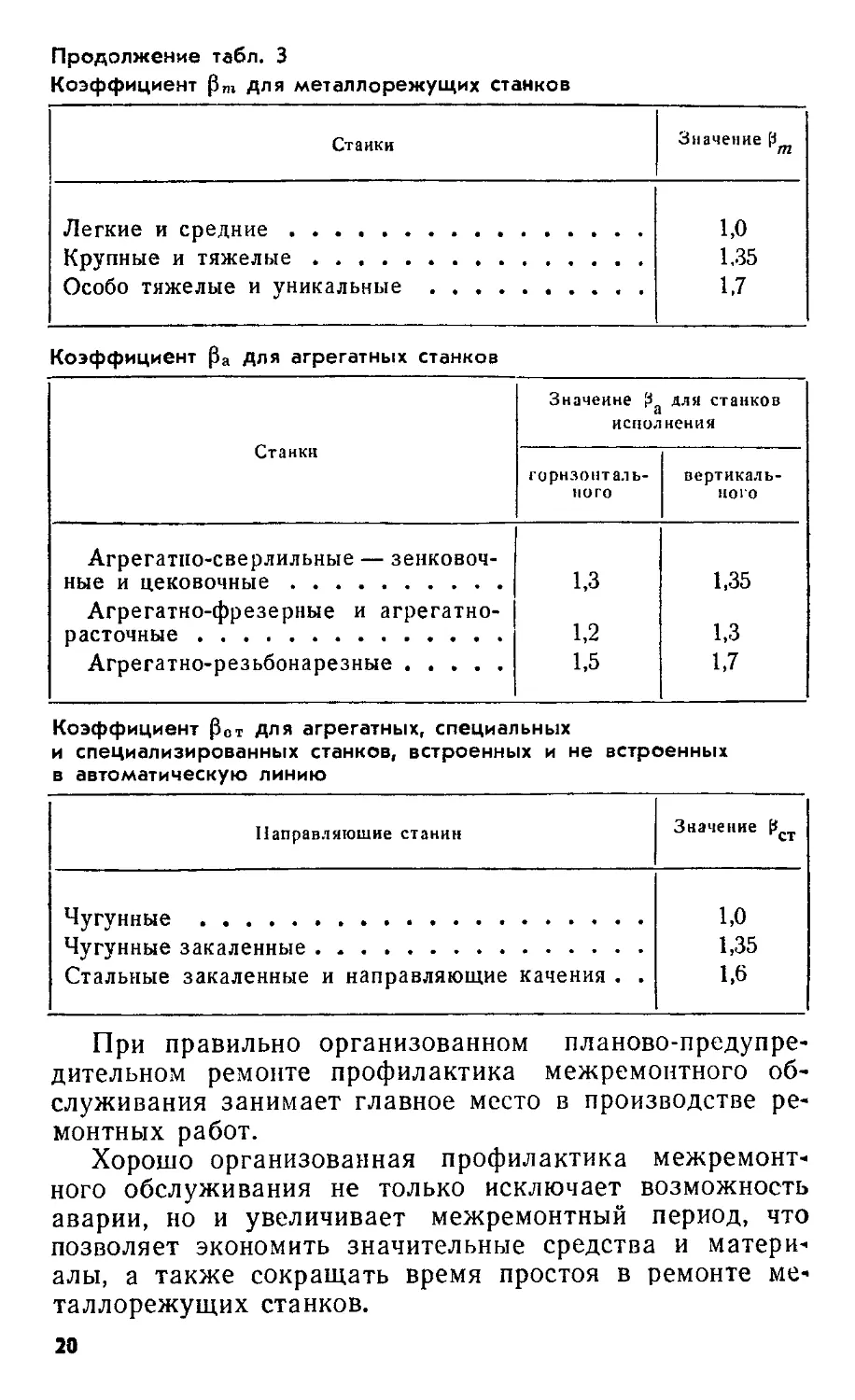
Продолжение табл. 3
Коэффициент pm для металлорежущих станков
Станки Значение В т
Легкие и средние 1,0
Крупные и тяжелые 1.35
Особо тяжелые и уникальные 1,7
Коэффициент ра для агрегатных станков
Станки Значение За Для станков исполнения
горизонтального вертикального
Агрегатно-сверлильные — зенковоч- 1,3 1,35
ные и цековочные
Агрегатно-фрезерные и агрегатно- 1,2 1,3
расточные
Агрегатно-резьбонарезные 1,5 1,7
Коэффициент рст для агрегатных, специальных и специализированных станков, встроенных и не встроенных в автоматическую линию
Направляющие станин Значение В г ст
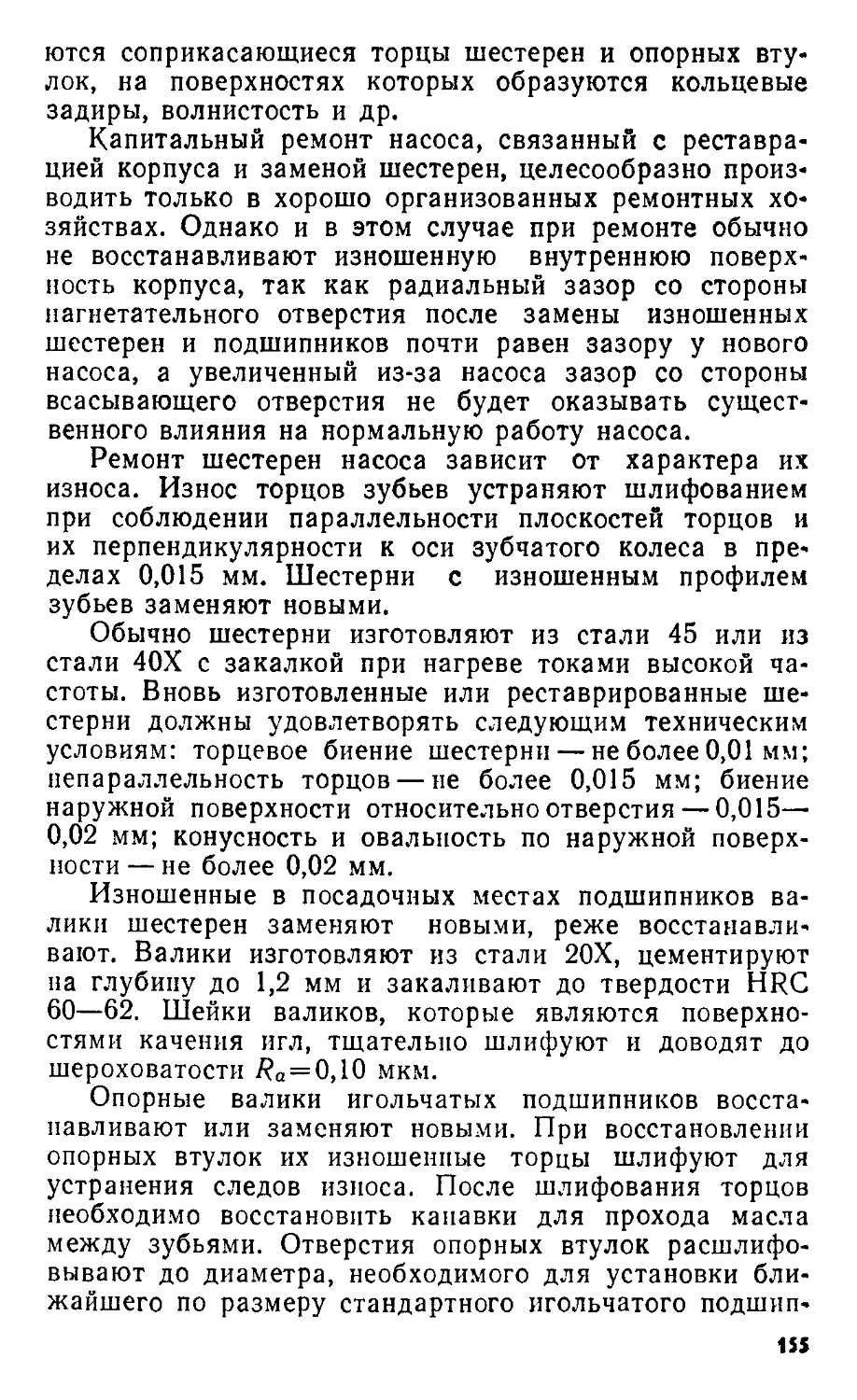
Чугунные 1,0
Чугунные закаленные 1,35
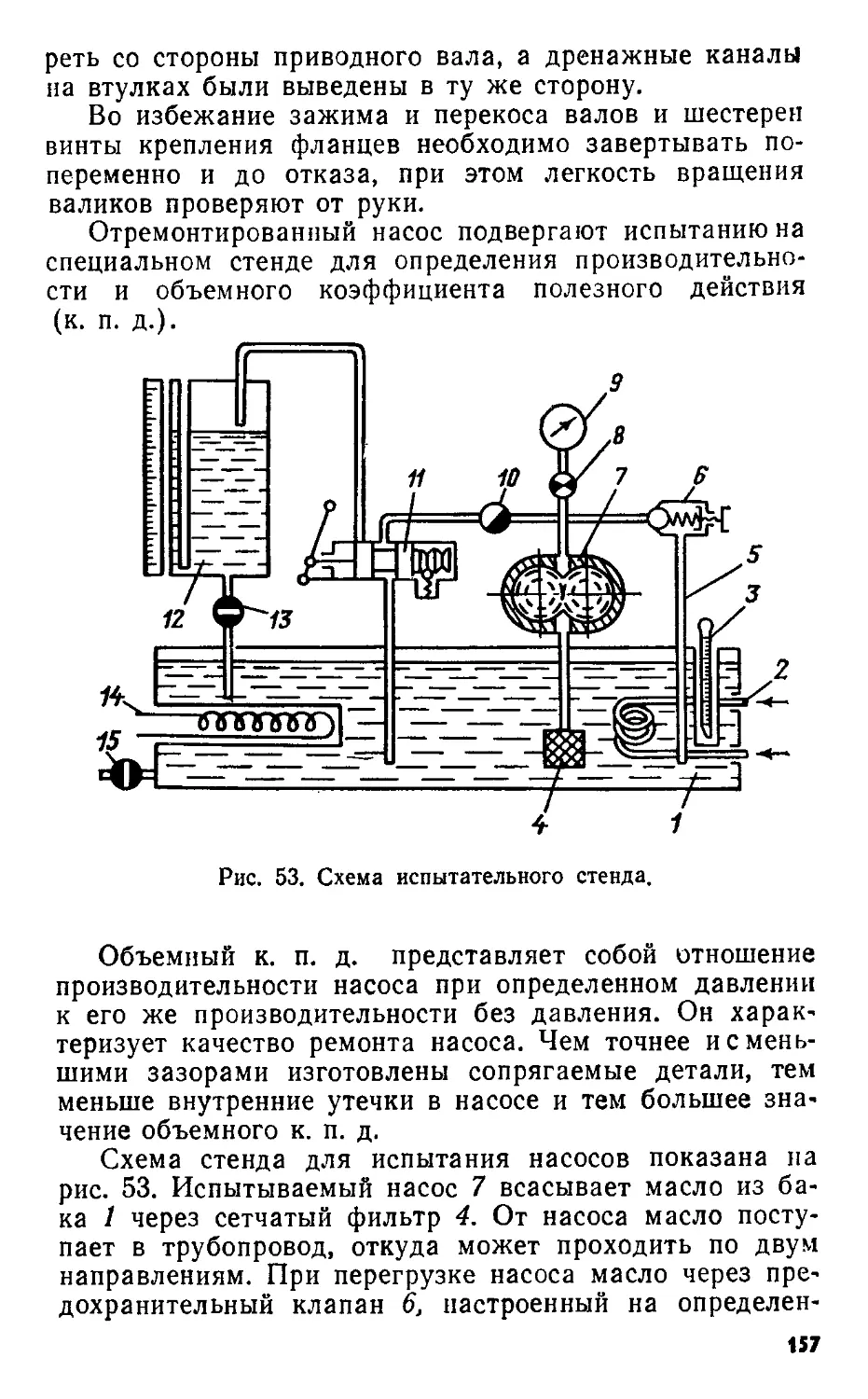
Стальные закаленные и направляющие качения . . 1,6
При правильно организованном планово-предупредительном ремонте профилактика межремонтного обслуживания занимает главное место в производстве ремонтных работ.
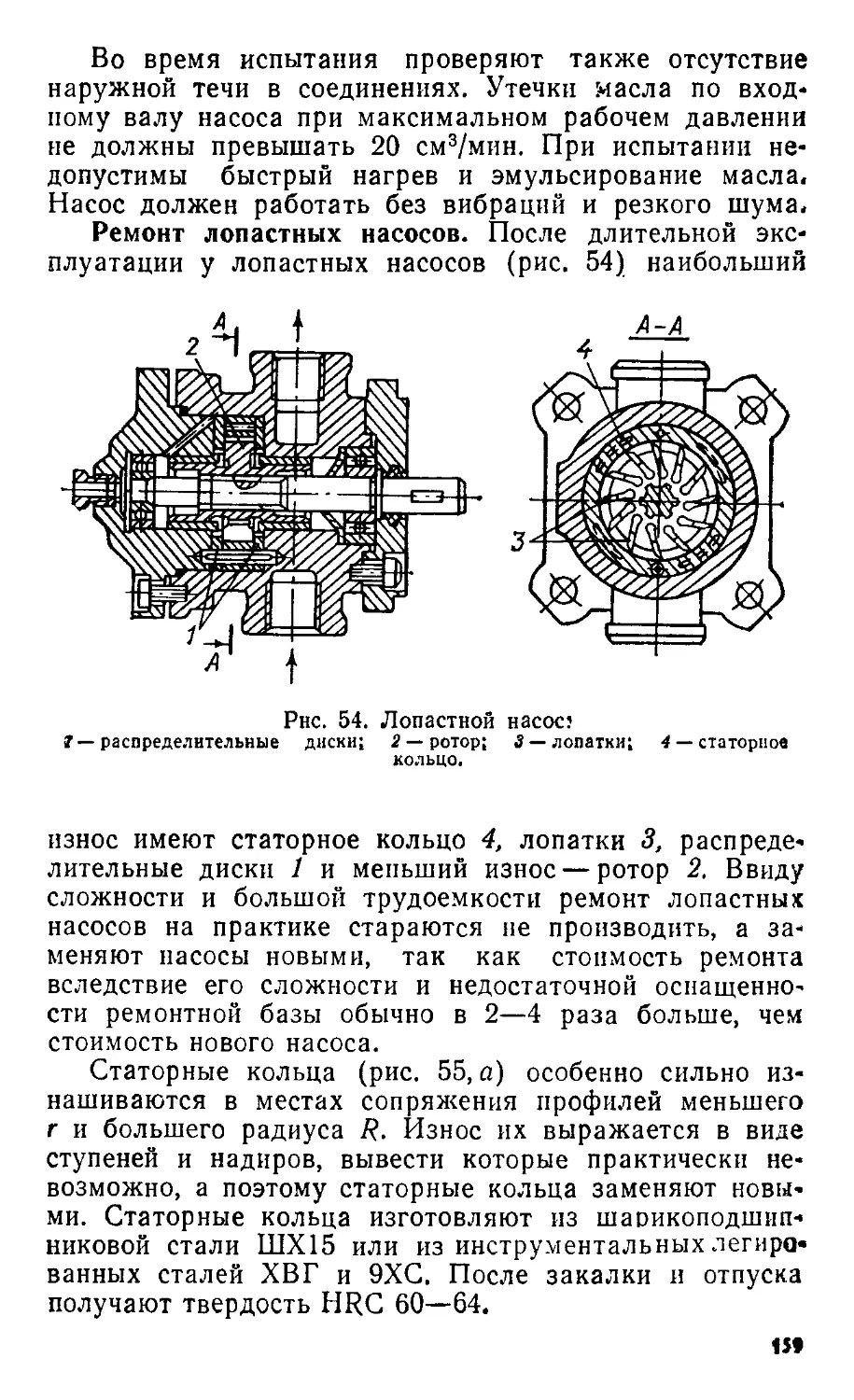
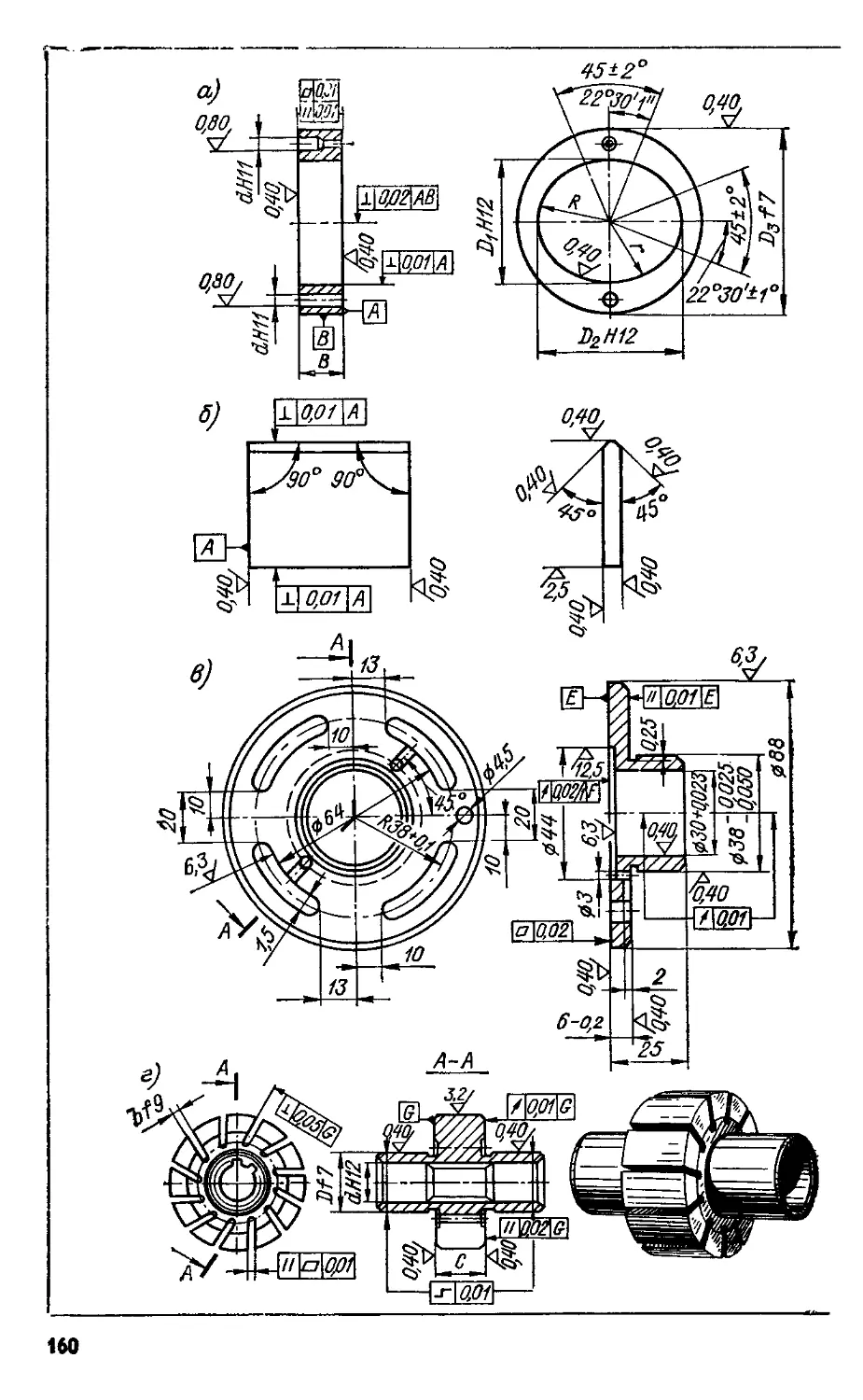
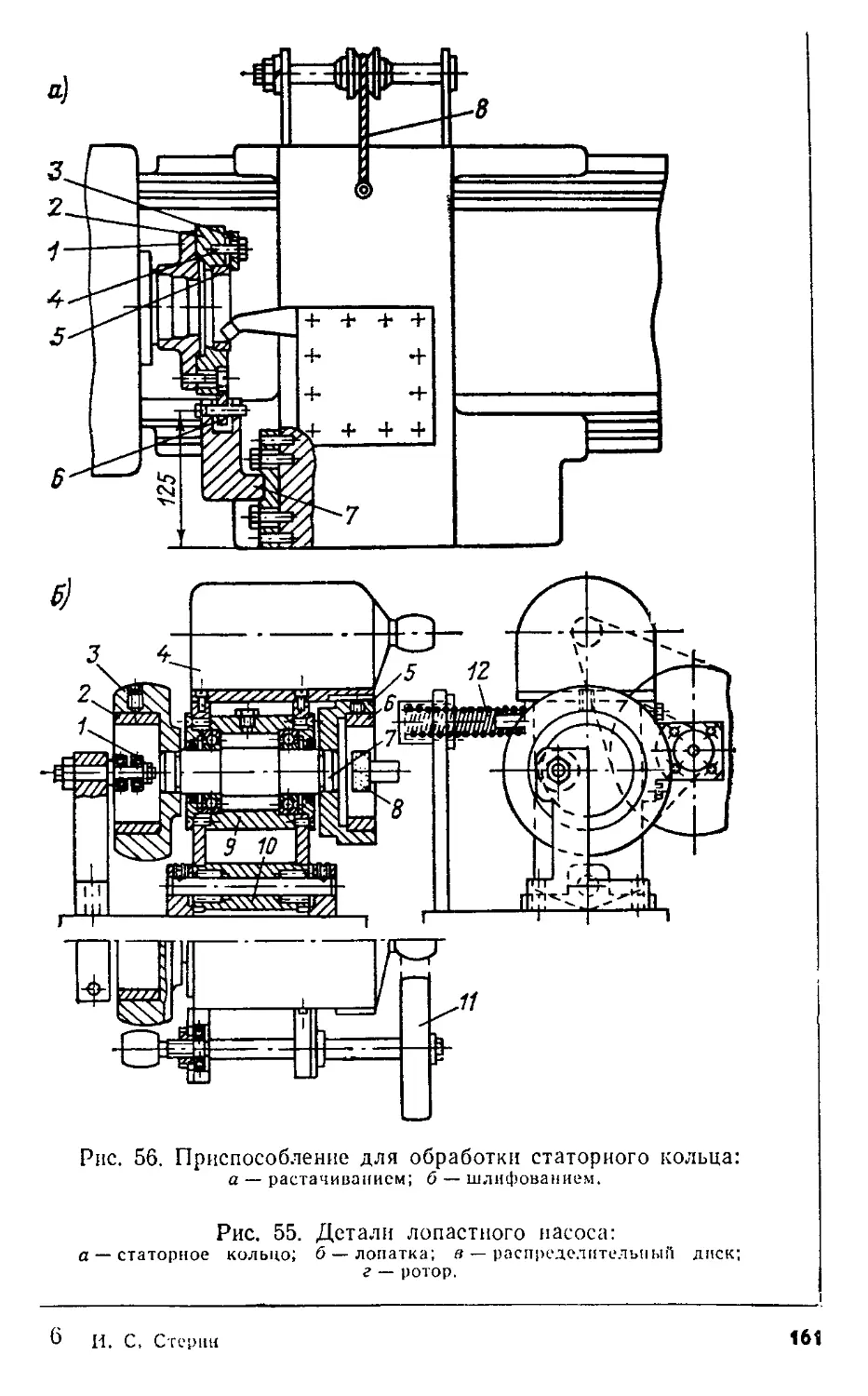
Хорошо организованная профилактика межремонтного обслуживания не только исключает возможность аварии, но и увеличивает межремонтный период, что позволяет экономить значительные средства и материалы, а также сокращать время простоя в ремонте металлорежущих станков.
5. Категория сложности ремонта1
Трудоемкость ремонтных операций зависит от сложности оборудования и вида ремонта. Сложность оборудования определяется его конструктивными и технологическими возможностями, а также размерами.
Степень сложности ремонтируемого оборудования и особенности его ремонта оцениваются категорией сложности ремонта.
Объем и характер всех ремонтных работ указываются в ведомости дефектов. Чем сложнее оборудование, чем больше его основные размеры и чем выше достигаемая на нем точность обработки, тем выше категория сложности его ремонта.
Для оценки ремонтосложпости оборудования в существующем типовом положении в качестве измерителя (критерия) степени сложности ремонта принят ремонт токарно-винторезного станка модели 1К62. Категория сложности ремонта этого станка определена как одиннадцатая. Установлена трудоемкость капитального ремонта станка модели 1К62, равная 385 нормо-ч применительно к работам 3-го разряда. Из 385 нормо-ч 253 ч отведено па слесарные работы, ПО ч — на станочные и 22 ч па прочие работы (кузнечные, сварочные, малярные и др.).
Настольно-сверлильный станок с наибольшим диаметром сверления 5 мм имеет первую категорию сложности ремонта.
Следовательно, единица ремонтосложности (первая категория) составляет !/п часть от трудоемкости капитального ремонта токарно-винторезного станка модели 1К62, т. е.
1/?=^ = 35 нормо-ч,
1 Для работников ремонтной службы' и связанных с ними профессий категории сложности ремонта металлорежущих станков сведены в таблицы и напечатаны в справочнике «Единая система планово-предупредительного ремонта н рациональной эксплуатации технологического оборудования машиностроительных предприятий» под ред. проф. М. О. Якобсона. В этих таблицах указана категория ремонтной сложности механической н электрической части всех металлорежущих станков и других типов оборудования промышленных предприятий.
из которых на слесарные работы приходится
23 нормо-ч;
на станочные работы
1/<=-ц-= 10 нормо-ч;
на прочие работы
22
1/? = -ц-=2 нормо-ч.
В практике расчет категории сложности ремонта станков с односкоростным двигателем может производиться по эмпирическим формулам. Так, например, для токарных станков категория сложности ремонта определится по следующей зависимости:
/? = а (0,03,..., 0,18/5+0,001,..., 0,002/. + 0,1,..., 0,2я) + + С| +/?г,
где D — наибольший диаметр обрабатываемой детали, мм (для станков массой до 10 т коэффициент составляет 0,018, от 10 до 30 т — 0,016, свыше 30 т — 0,03);
L — расстояние между центрами, мм (при ^5000 мм принимается коэффициент 0,001; при /.>5000 мм —0,002);
п—количество ступеней скоростей шпинделя (для станков с коробкой скоростей принимается коэффициент 0,2; для станков со ступенчатым шкивом — 0,1);
Ci — коэффициент, учитывающий сложность станка, определяется по формуле:
С] =0,5х+С2+С3,
где х — количество дополнительных суппортов;
С2 — категория сложности ремонта механизма бесступенчатого регулирования скоростей шпинделя; принимается (при наличии) для станков с h до 200 мм Сг=2; при А>200 мм С2=4;
Сз — категория сложности ремонта гидравлического копировального суппорта, принимаемая (при наличии) С3=2;
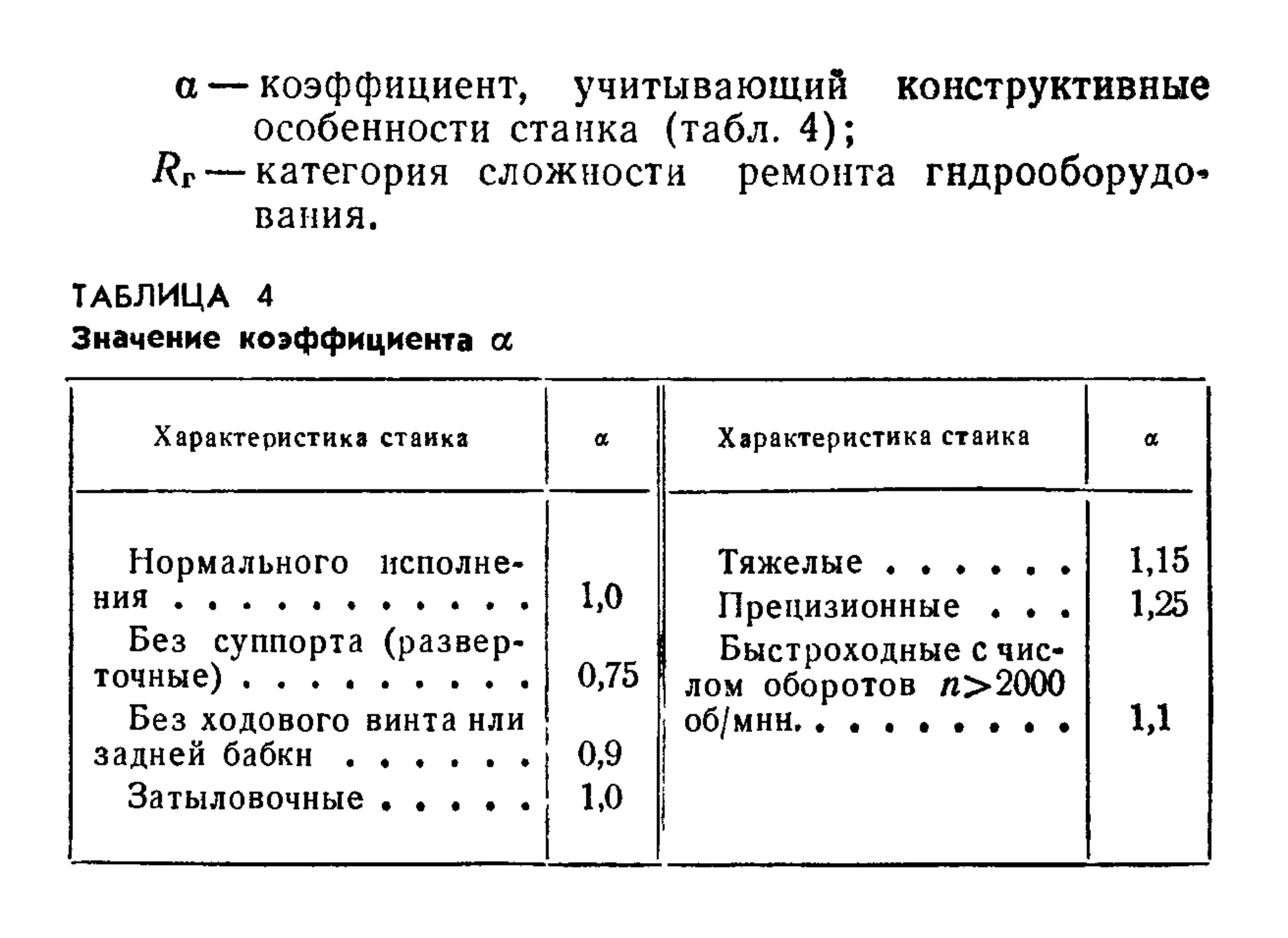
a — коэффициент, учитывающий конструктивные особенности станка (табл. 4);
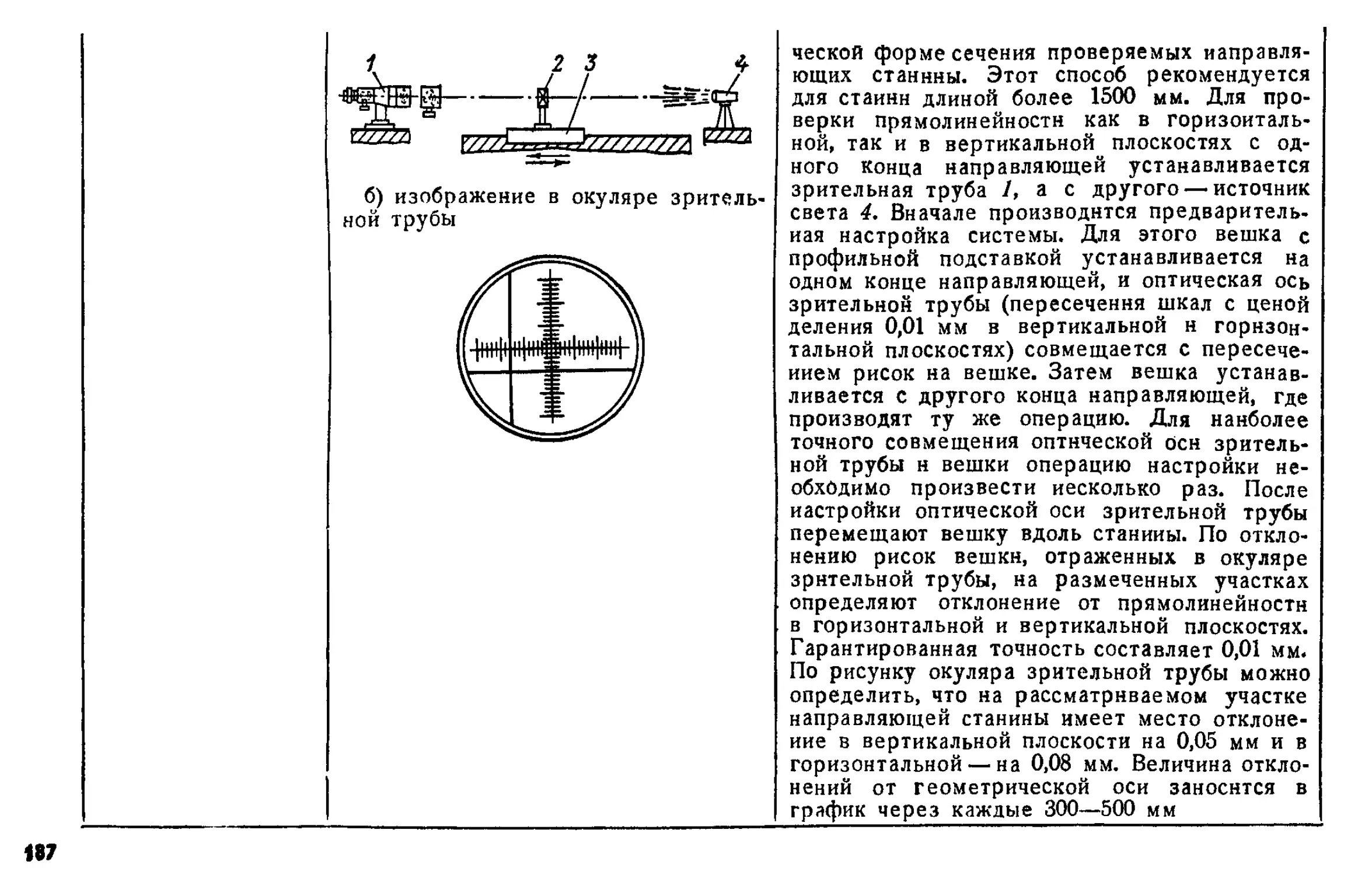
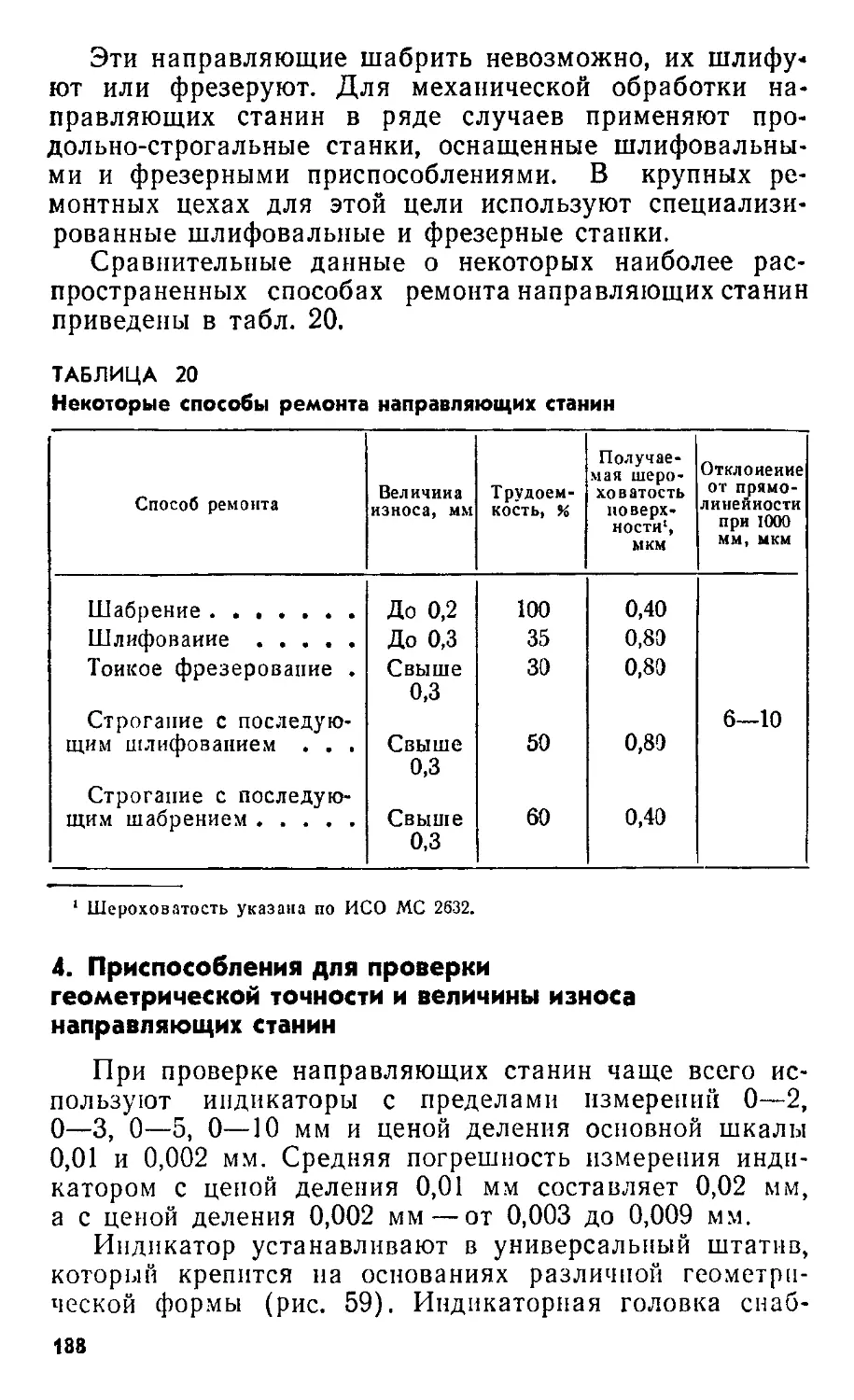
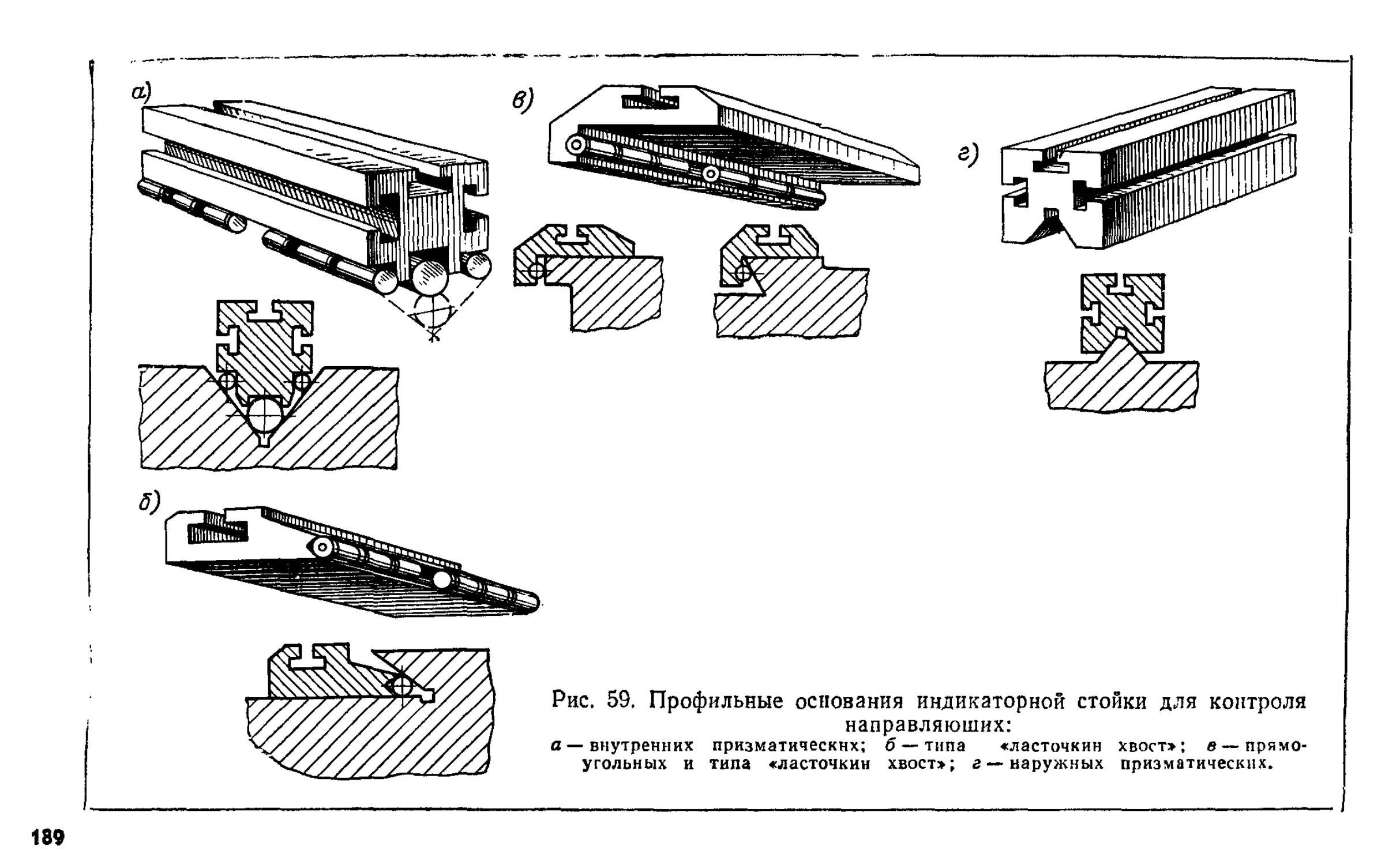
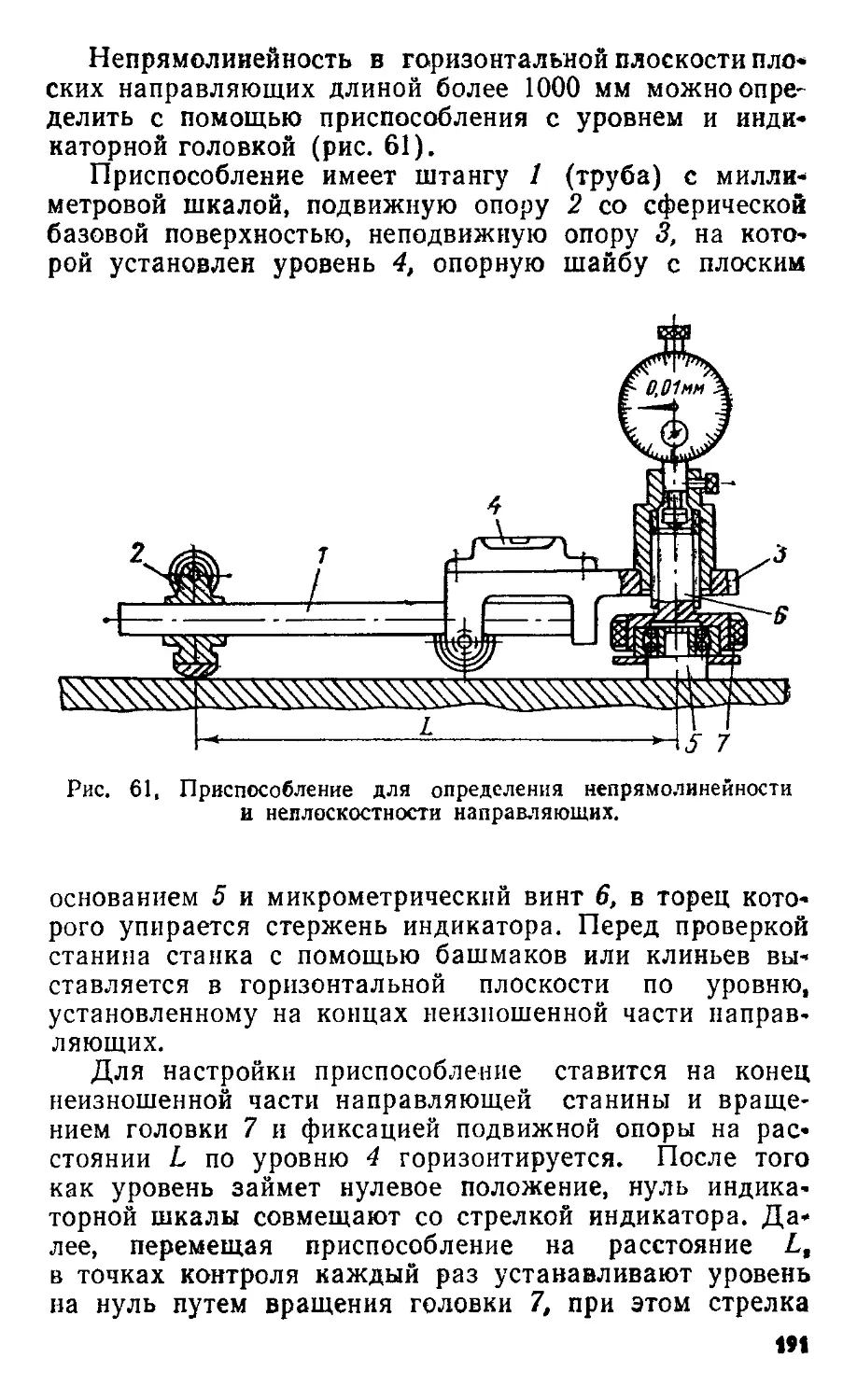
Rr — категория сложности ремонта гндрооборудо’ вания.
ТАБЛИЦА 4
Значение коэффициента а
Характеристика станка а Характеристика стайка а
Нормального исполнения 1,0 Тяжелые Прецизионные . . . 1,15 1,25
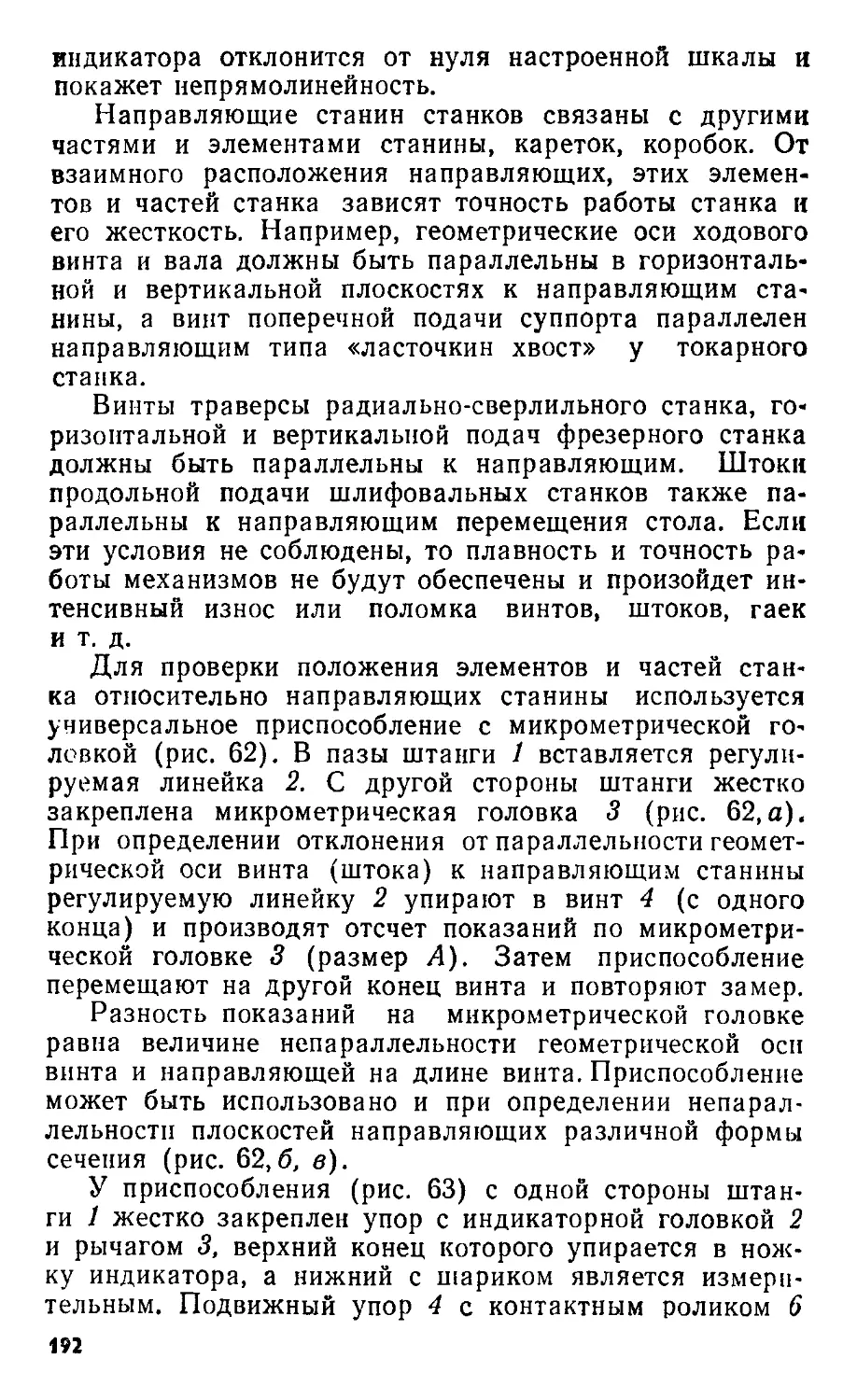
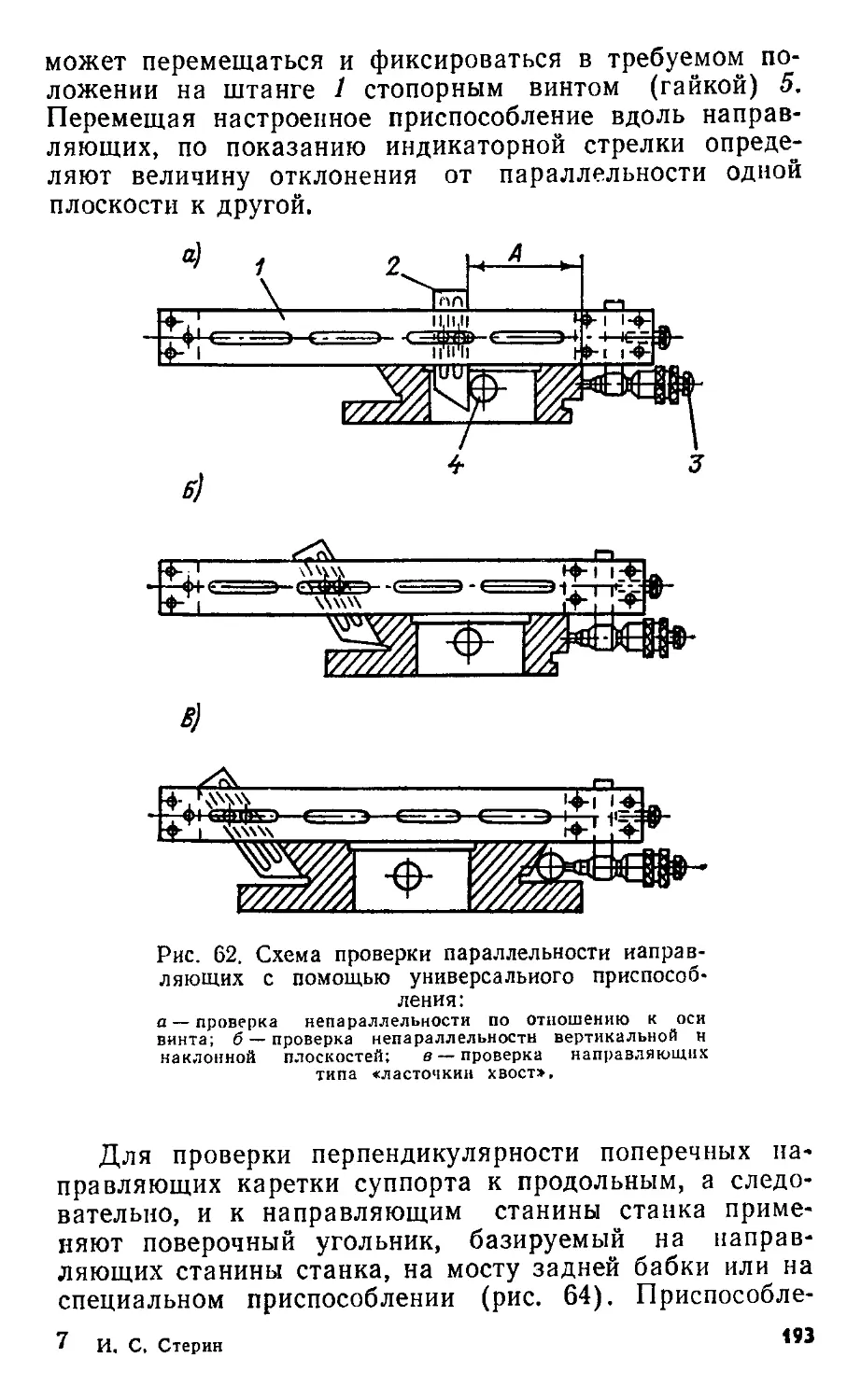
Без суппорта (разверточные) Без ходового винта нли задней бабкн Затыловочные 0,75 0,9 1,0 Быстроходные с числом оборотов п>2000 об/мнн 1,1
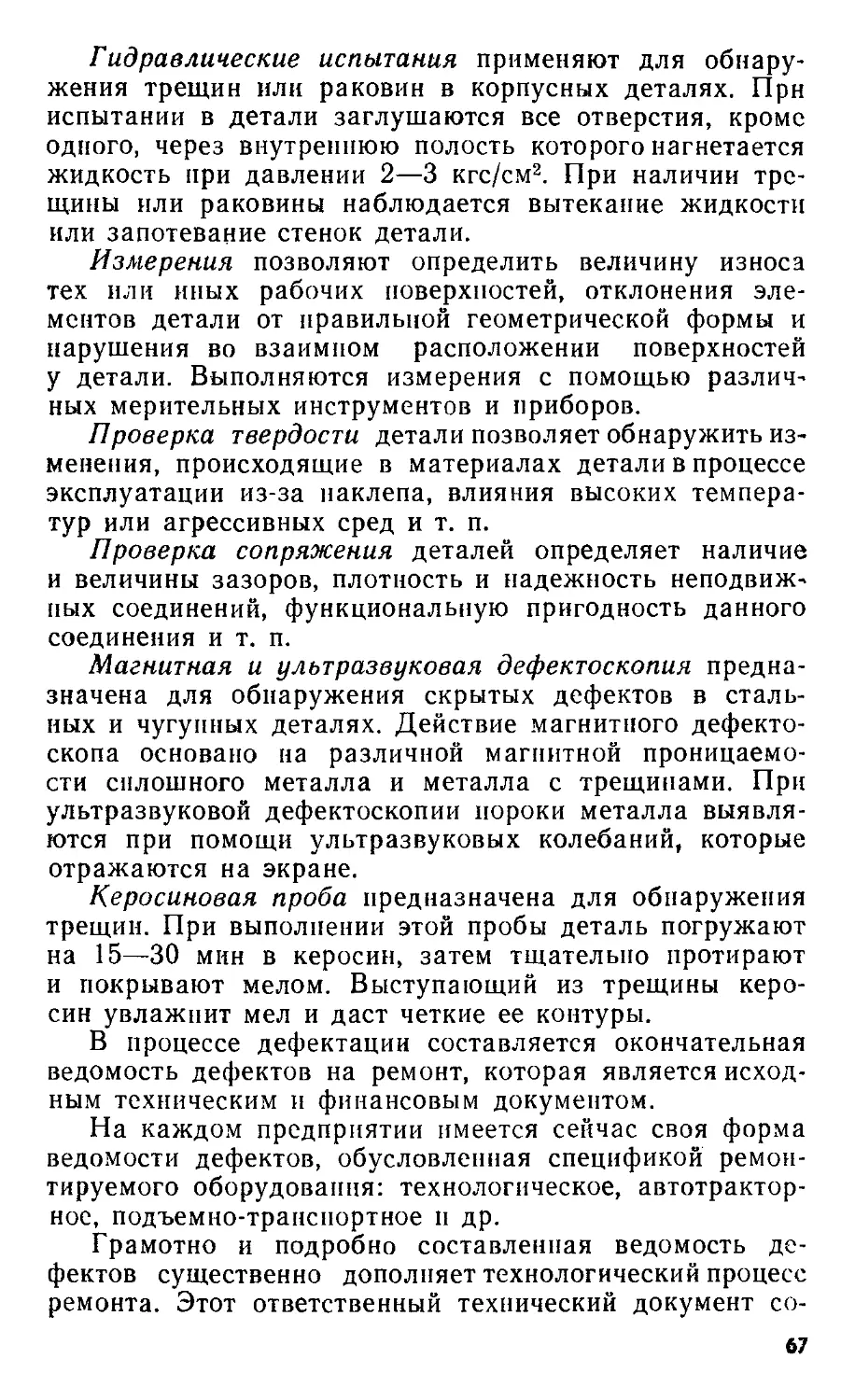
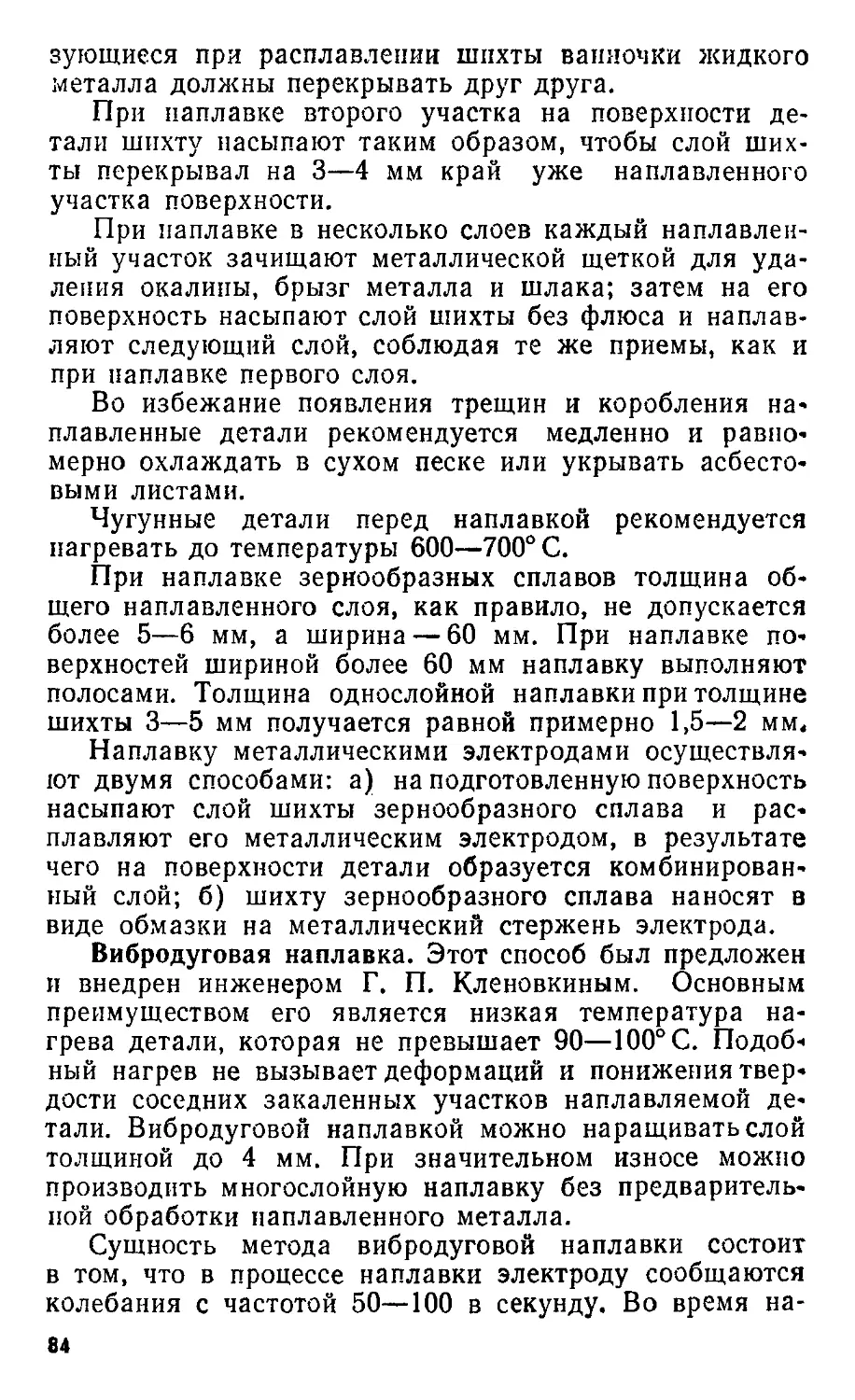
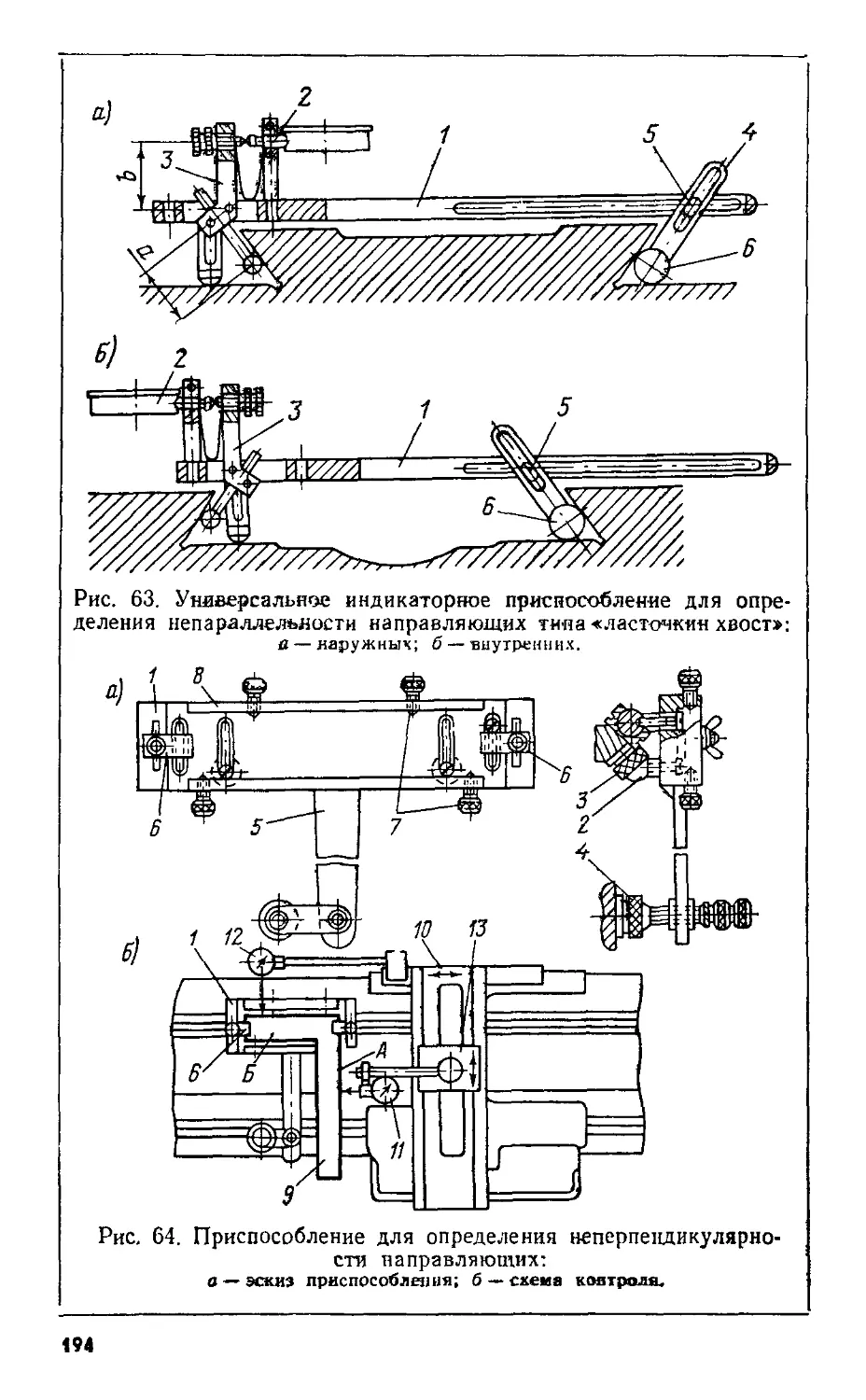
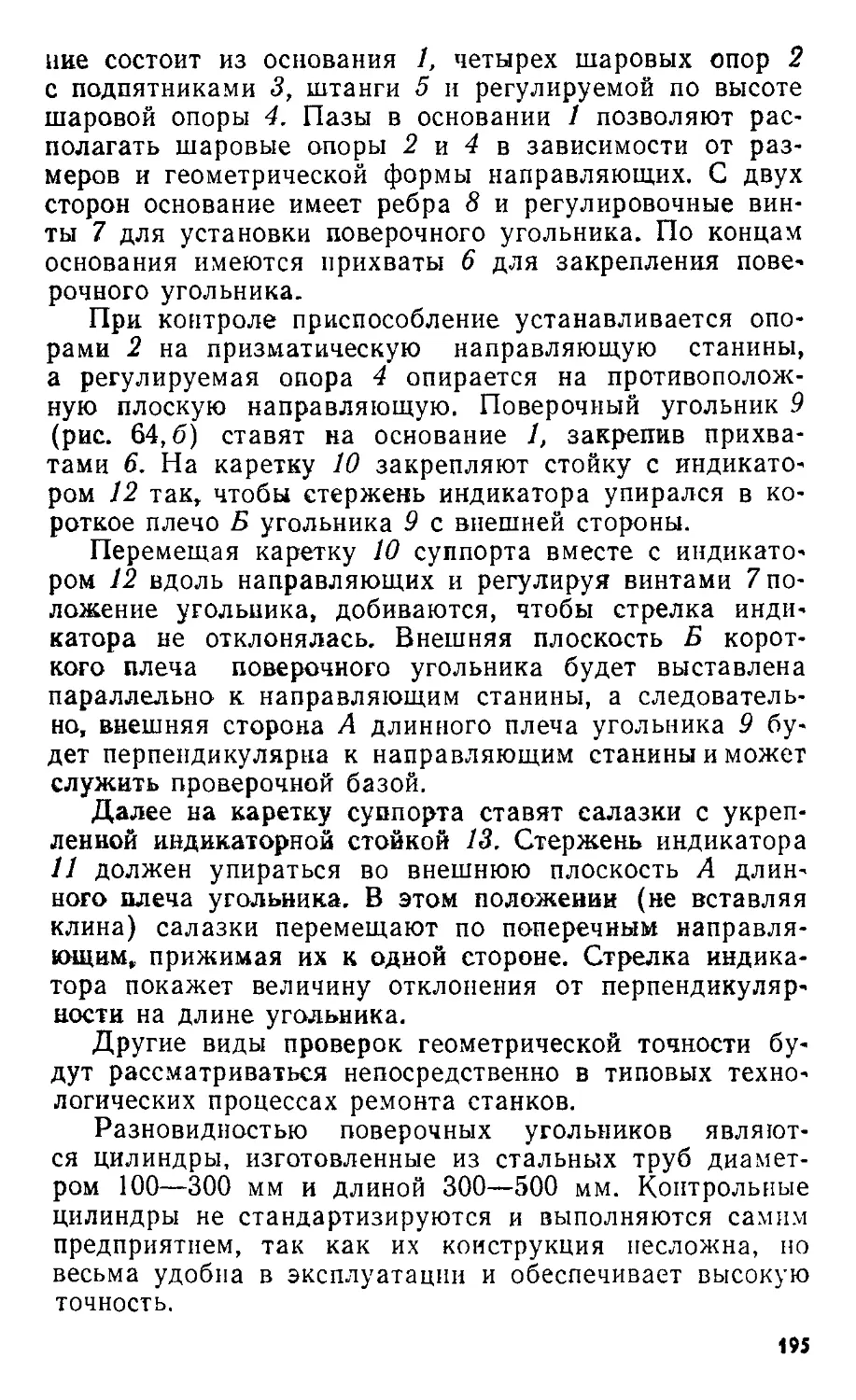
ЭКСПЛУАТАЦИОННАЯ И ТЕХНОЛОГИЧЕСКАЯ ДОКУМЕНТАЦИЯ РЕМОНТНЫХ РАБОТ
ГЛАВЛ
1. Техническая документация
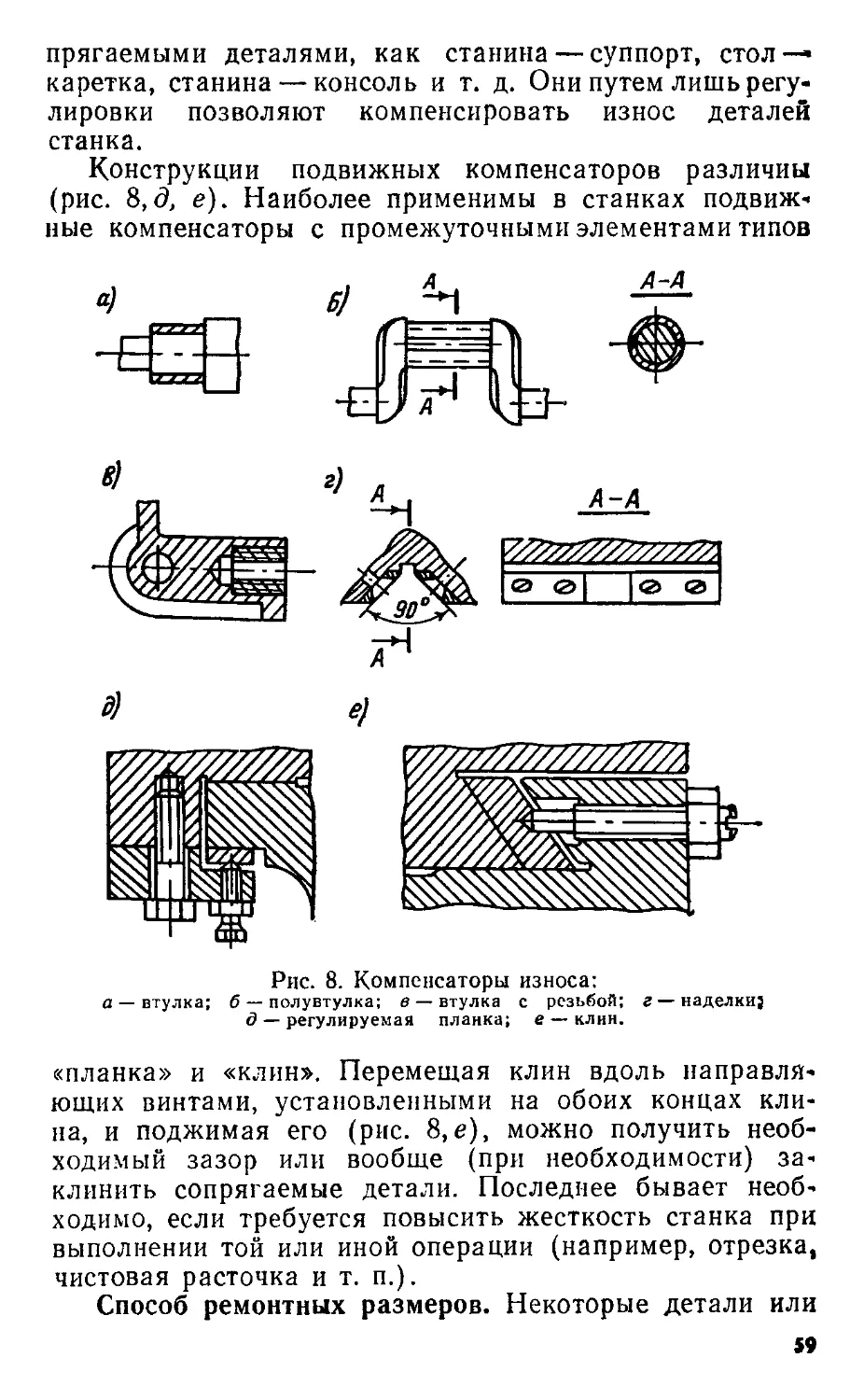
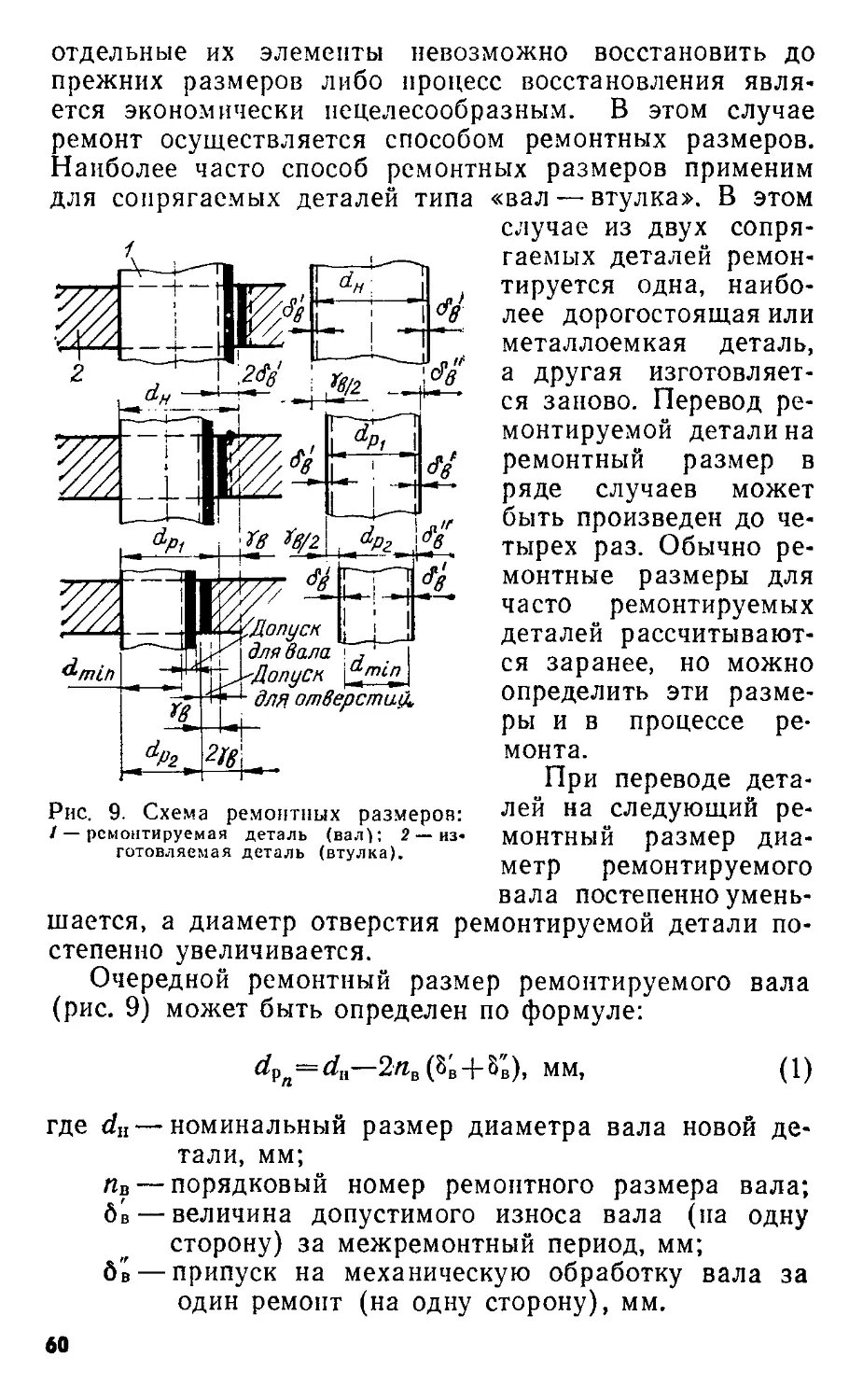
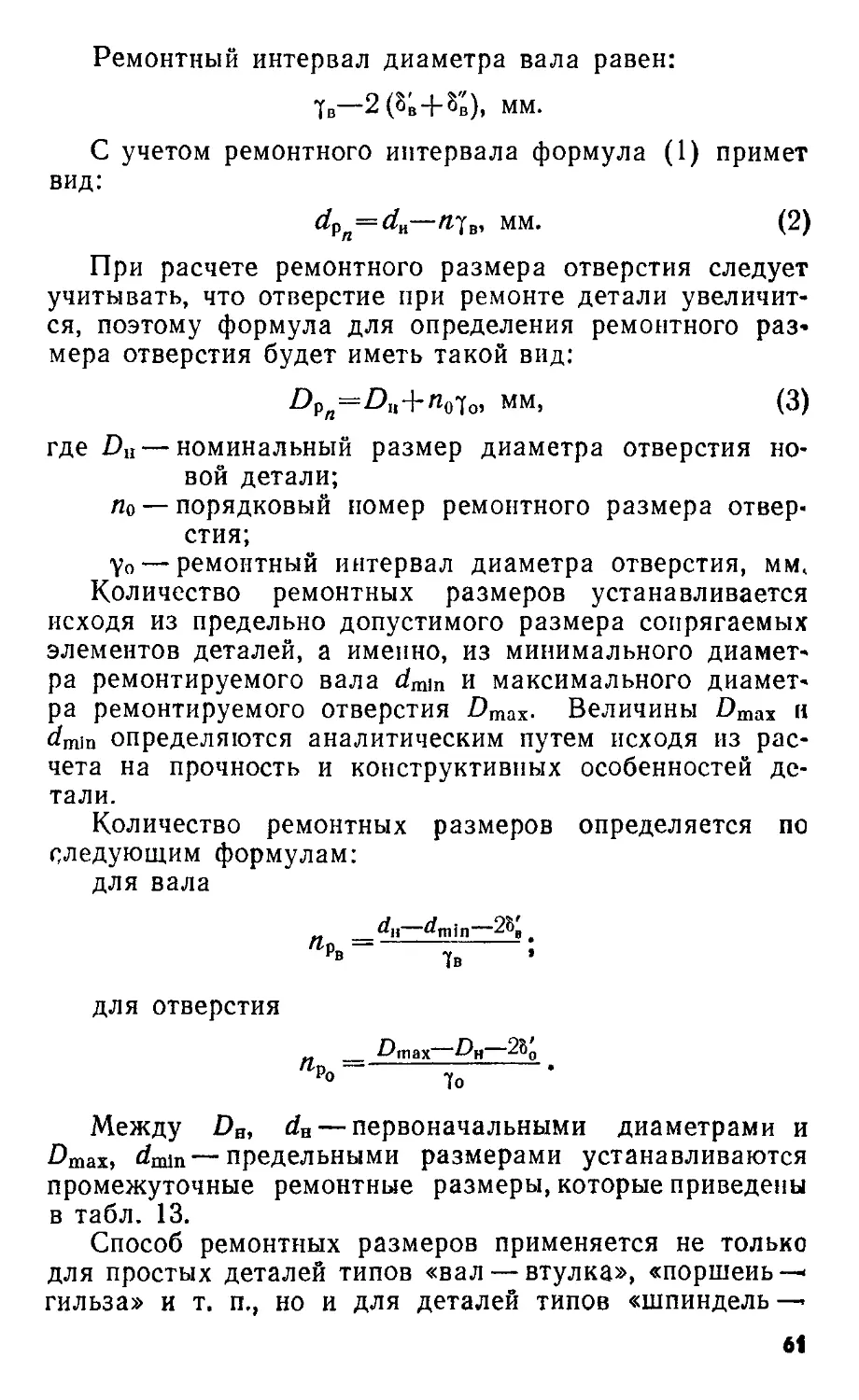
К технической документации, используемой при выполнении ремонтных работ, относится следующее: чертежи общих видов, узлов и деталей; кинематические, гидравлические и электрические схемы; схемы смазки; технические условия; расчеты и описания; спецификации; инструкции по эксплуатации, паспорта оборудования, монтажные чертежи. Вся эта документация должна комплектоваться в альбоме, который составляется для каждой модели имеющегося на предприятии станка и находится в отделе главного механика. Альбомы оказывают существенную помощь при выполнении ремонтных работ, позволяя вести плановую подготовку к предстоящему ремонту, изготовлять необходимые детали заблаговременно, чтобы сократить до минимума простои станка и исключить возможные ошибки при разборке, сборке и выполнении слесарно-ремонтных работ.
Особое внимание должно быть уделено нестандартному или уникальному оборудованию, перед ремонтом которого должны быть тщательно изучены специфика кинематики и особенности работы основных узлов и механизмов.
Порядок размещения технической документации в альбоме, на титульном листе которого указаны наименование и модель станка, может быть следующий:; общий вид оборудования (фотоснимок); оглавление (содержание альбома); лист замечаний и рекомендаций; кинематическая, гидравлическая, пневматическая 24
и электрическая схемы; схема смазки; спецификация узлов и сменных деталей; спецификация подшипников качения, цепей, ремней и других покупных изделий;чертежи общих видов узлов станка; монтажные чертежи; рабочие чертежи сменных деталей; ремонтные чертежи деталей.
Вся эксплуатационная и ремонтная документация должна отвечать требованиям ГОСТ 2.601—68...ГОСТ 2.605—68.
Кроме перечисленной документации при обучении молодых рабочих ремонтным специальностям широко используются учебно-технические плакаты и диафильмы; они особенно важны при освоении ремонта новых видов станков.
2. Ремонтные чертежи
Ремонтные чертежи являются основным видом документации при ремонте деталей и сборочных единиц, при сборке и контроле отремонтированного изделия, при изготовлении дополнительных деталей и деталей с ремонтными размерами.
Ремонтные размеры — это размеры, установленные для ремонтируемой детали или для изготовления новой детали взамен изношенной, отличающиеся от аналогичных размеров по основному (конструкторскому) чертежу.
Ремонтные размеры делятся на категорийные и пригоночные. Категорийные — это окончательные размеры детали, установленные для определенной категории ремонта, а пригоночные — ремонтные размеры, установленные с учетом припуска на пригонку детали «по месту».
В комплект ремонтных чертежей входят габаритные и монтажные чертежи, если в результате ремонта изменяются габаритные размеры станка или условия его монтажа по сравнению с условиями, которые входили в комплект конструкторской рабочей документации. В ремонтные чертежи входят и схемы — кинематические, электрические и гидравлические, если в процессе ремонта были или будут произведены изменения в этих схемах. Кроме того, в комплект ремонтных чертежей входят спецификации, ведомость спецификаций, ведо
мость ссылочных документов, чертежи для изготовления специального инструмента, расчеты кинематических цепей, прочностные расчеты отремонтированных деталей и инструкции по ремонту и др.
При выполнении ремонтных чертежей придерживаются определенных правил. На ремонтных чертежах указывают только те размеры, предельные отклонения, зазоры и другие данные, которые должны быть выполнены и проверены в процессе ремонта и сборки изделия.
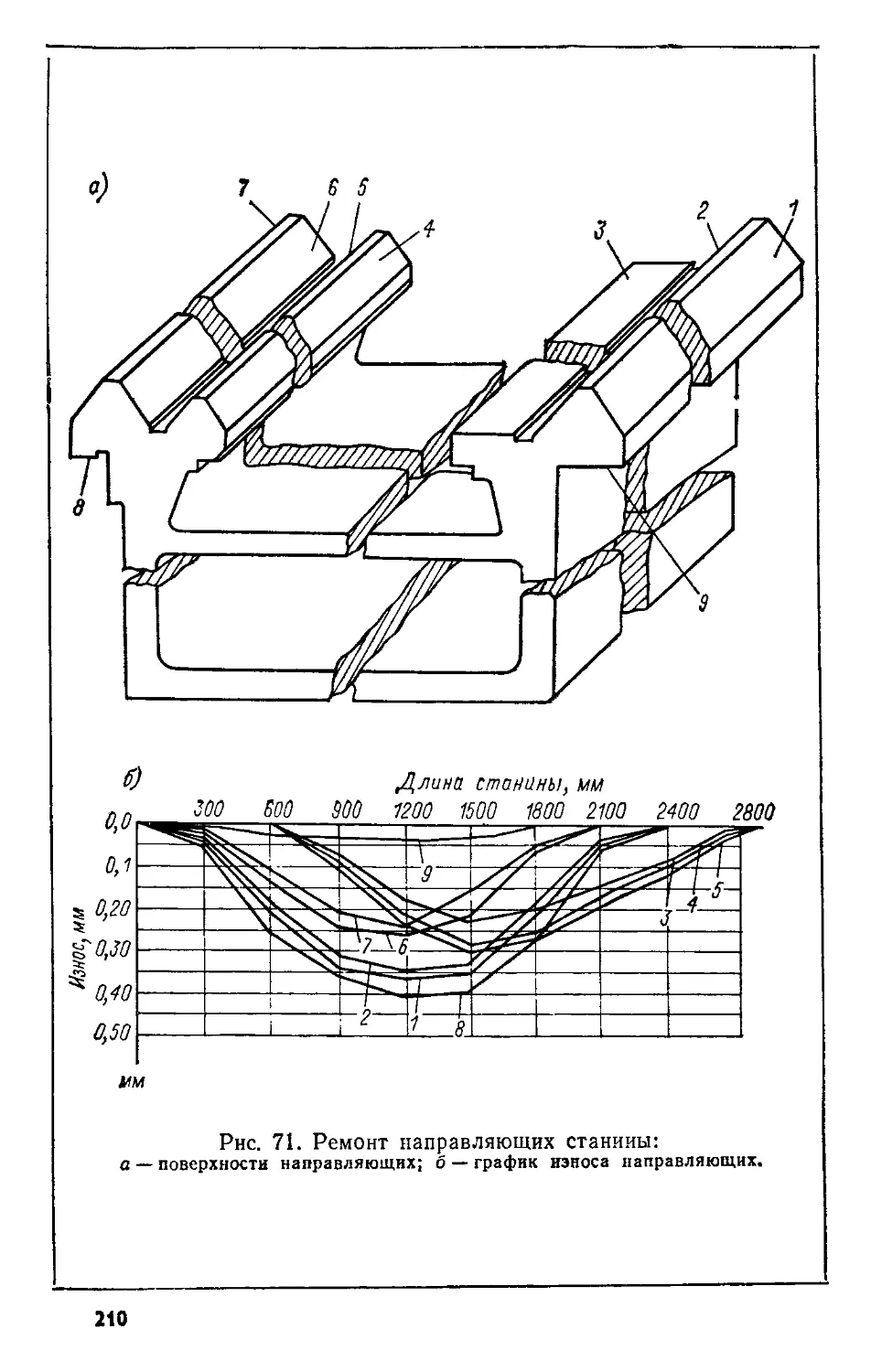
На детали, которые при ремонте не могут быть разъединены (например, неразъемные соединения, выполненные клепкой, сваркой, пайкой и т. п.), отдельные чертежи не выпускают. Указания по ремонту таких деталей приводят на ремонтном чертеже соответствующей сборочной единицы с добавлением отдельных изображений, поясняющих сущность ремонта.
На ремонтных чертежах, как правило, изображают только те виды, разрезы и сечения, которые необходимы для проведения ремонта детали или сборочной единицы. Исключением являются чертежи на вновь изготовляемые детали и сборочные единицы, которые выполняются как обычно.
На ремонтных чертежах обычно проставляют цифровые предельные отклонения размеров. При указании предельных отклонений размеров условными обозначениями [например, Н7 (А), Н9 (А3), Кб (Н) и т. д.], их числовые значения помещают в скобках рядом с условными обозначениями.
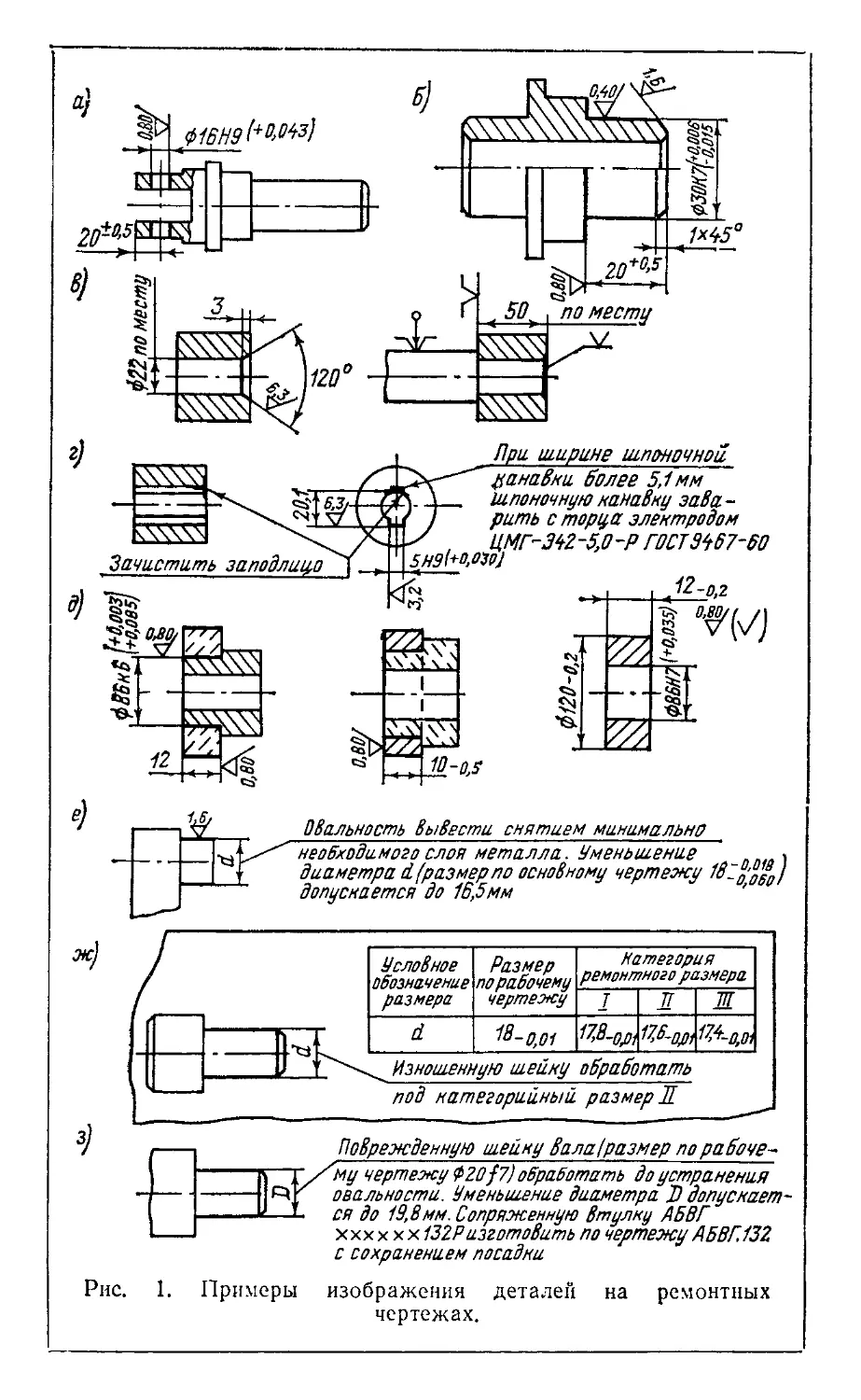
На чертеже детали поверхности, подлежащие ремонту, следует обводить сплошной линией толщиной от 2S до 3S по ГОСТ 2.303—68 (где S — толщина основных линий на эскизе), а остальные части эскиза— сплошной тонкой линией (рис. 1,а, б).
Если у отдельных элементов ремонтируемой детали меняется конфигурация, то измененную часть детали показывают на чертеже также утолщенной сплошной основной линией, а неизмененную часть — сплошной тонкой линией (рис. 1,6).
На чертеже детали, ремонтируемой с использованием сварки, наплавки, нанесения металлопокрытия и т. п., рекомендуется приводить эскиз, показывающий этап подготовки соответствующего участка детали к ремонту (рис. 1,в).
Если при ремонте применяется сварка, пайка и т. п., то па ремонтном чертеже указывают наименование, марку, размеры используемого материала, а также номер стандарта на этот материал (рис. 1,г).
Если при ремонте детали удаляют изношенную часть и заменяют ее новой, то на эскизе подготовки детали к ремонту удаляемую часть изображают штрихпунк-тириой тонкой линией. Заготовку для новой части детали вычерчивают на отдельном ремонтном чертеже (рис. 1,д),
На ремонтном чертеже детали, для которой установлены пригоночные размеры, при необходимости указывают установочные базы для пригонки детали «по месту» (рис. 1,в).
На ремонтных чертежах категорийные и пригоночные размеры, а также размеры детали, определяемые при ремонте снятием минимально необходимого слоя материала детали, проставляют буквенными обозначениями, а их числовые величины и другие данные указывают на линиях-выносках (рис. 1,е) или в таблице (рис. 1, ж), которую помещают в правом верхнем углу чертежа.
В сопряженных деталях с категорийными размерами сохраняются класс точности и посадка, предусмотренные в основных (конструкторских) чертежах.
На ремонтных чертежах деталей и сборочных единиц для определения способа ремонта в ряде случаев помещают технологические требования и указания, которые являются основными для восстановления эксплуатационных характеристик изделия.
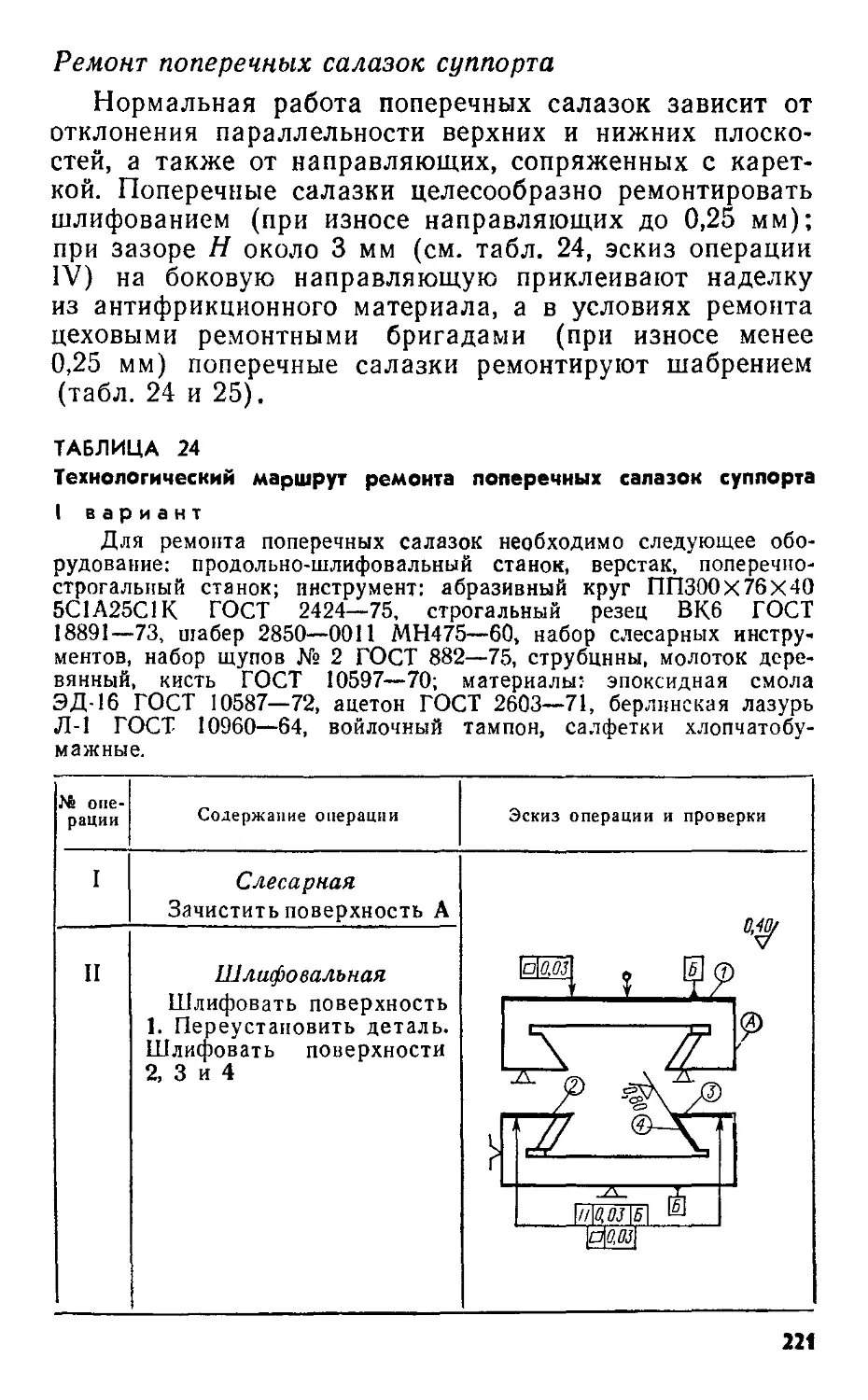
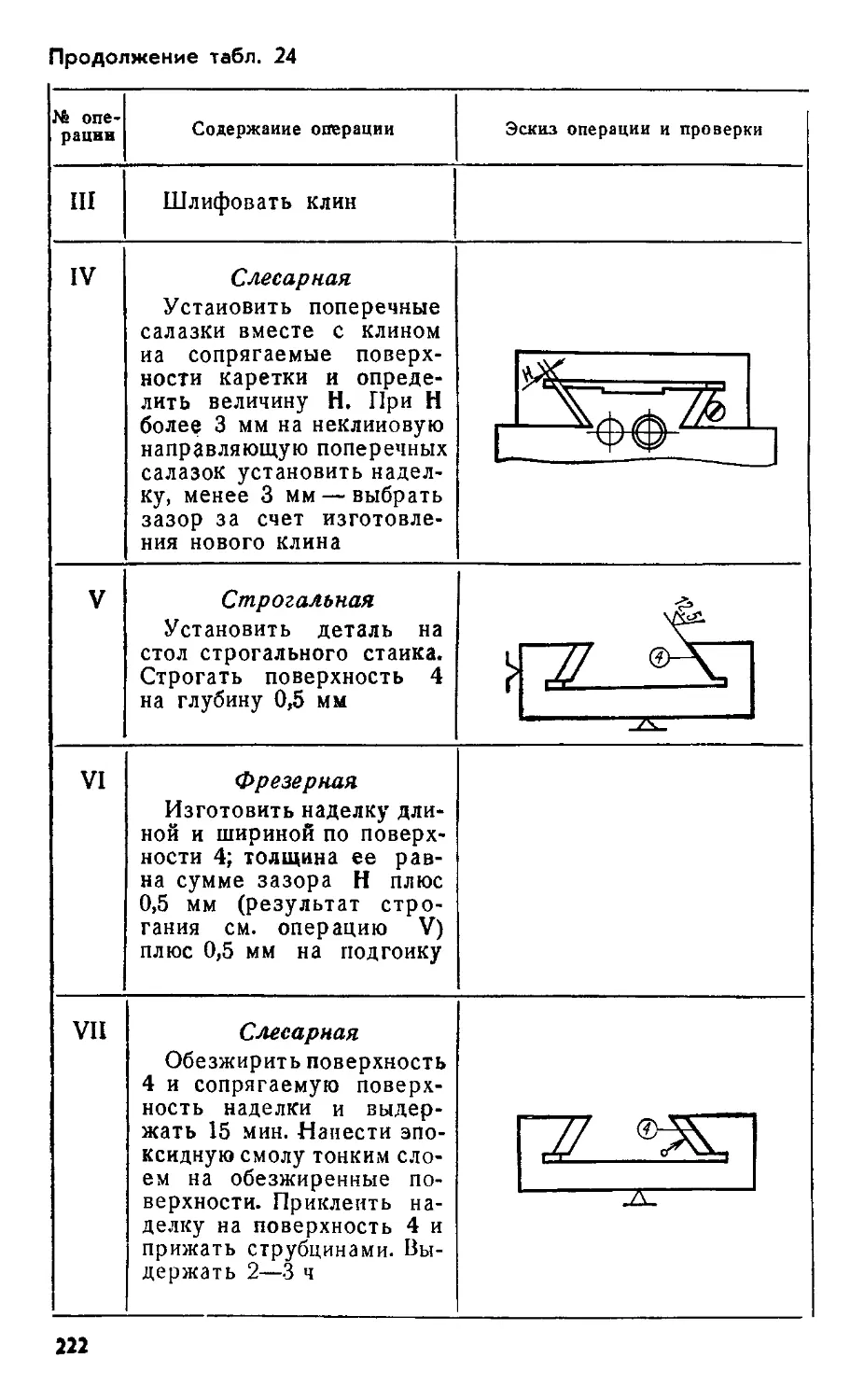
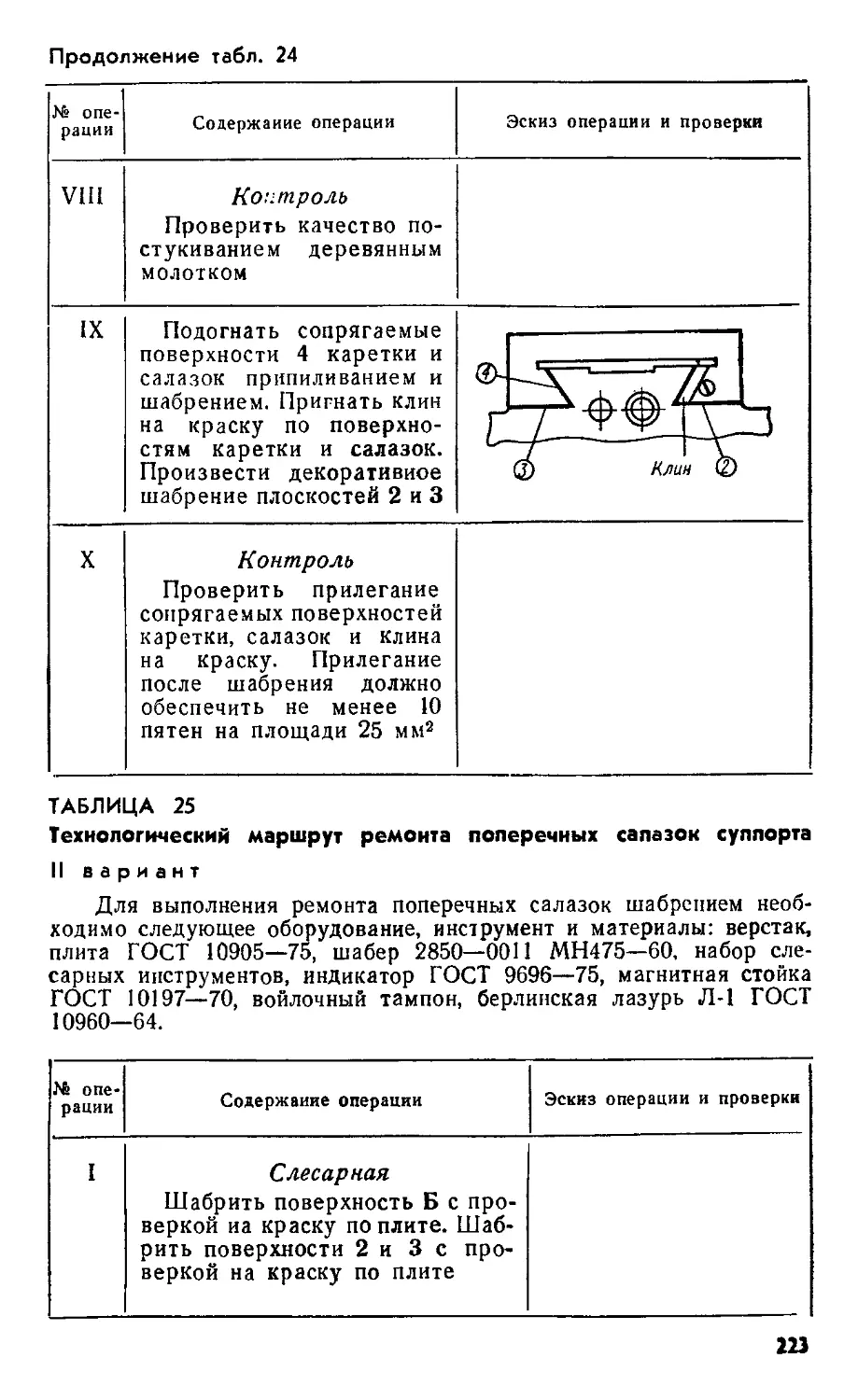
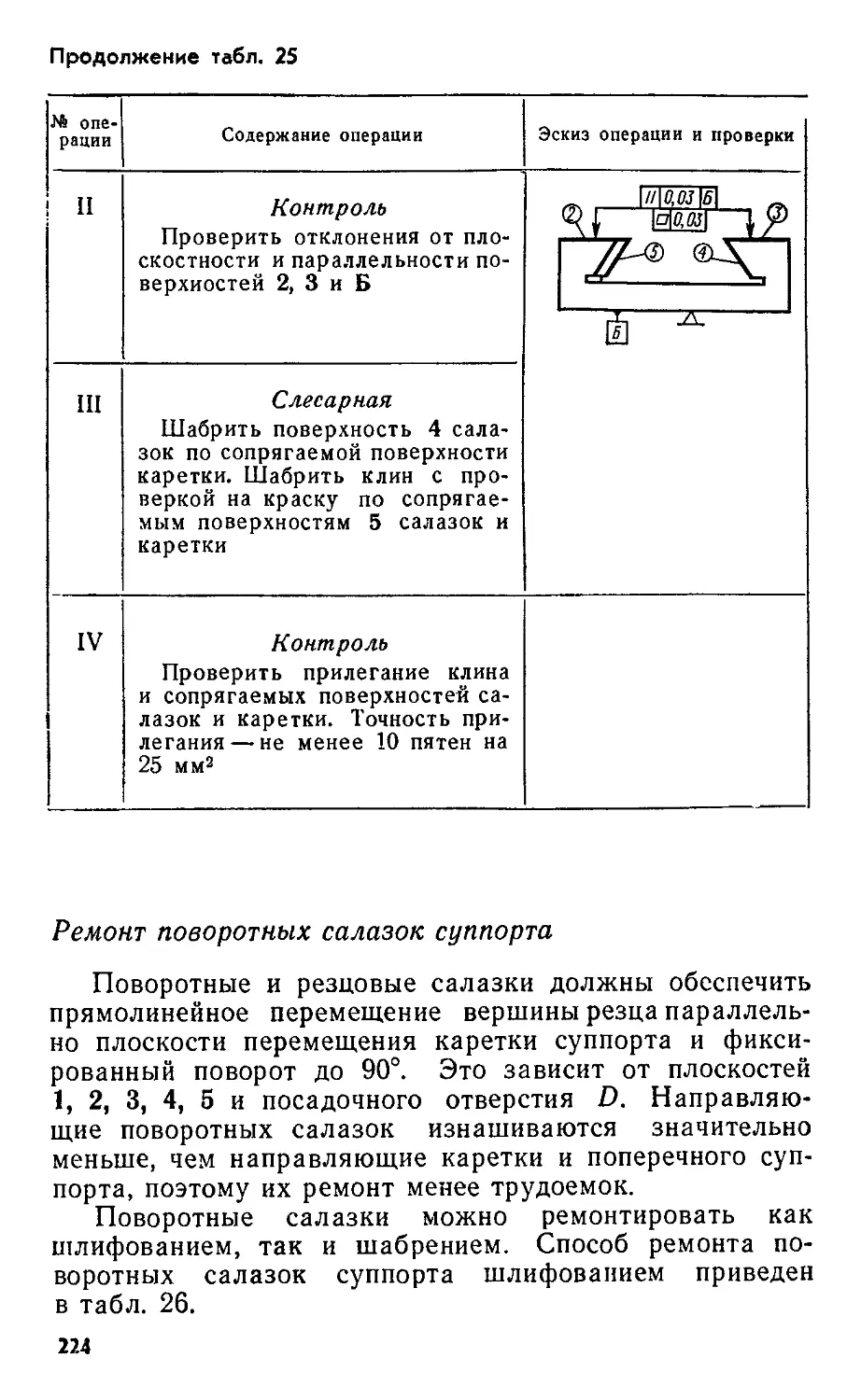
Технологические требования, относящиеся к отдельному элементу детали или сборочной единицы, помещают на ремонтном чертеже, как правило, рядом с соответствующим элементом пли участко.м детали или сборочной единицы.
Надписи, таблицы, а также технические требования на ремонтных чертежах деталей и сборочных единиц ремонтируемых изделий выполняют в соответствии с требованиями ГОСТ 2.316—68.
На ремонтном чертеже одновременно допускается указывать несколько вариантов ремонта одних и тех же элементов детали; это поясняется соответствующим текстом на чертеже. Однако на каждый принципиально отличный вариант ремонта детали или сборочной единицы выполняют отдельный чертеж.
ЕСТ
Зачистить заподлицо
При ширине шпоночной ранавни более 5,1 мм Шпоночную канавку эаВа-рить с тору а электродом , ЦМГ-М2-5,0-Р ГОСТЭЮ-бО
5H9l+O,O30j
12-0,2
*gh
ОВальность Вывести снятием минимально необходимого слоя металла. Уменьшение диаметра б. (размер по основному чертежу iBdy^, допускается до 1В,5мм
Поврежденную шейну вала(размер по рабоче-му чертежу Ф20f 7) обработать до устранения ' овальности. Уменьшение диаметра D допуснает-- СЯ до 19,8 мм. Сопряженную Втулку АБВГ хххххх132Р изготовить по чертежу АБВГ.132 с сохранением посадки
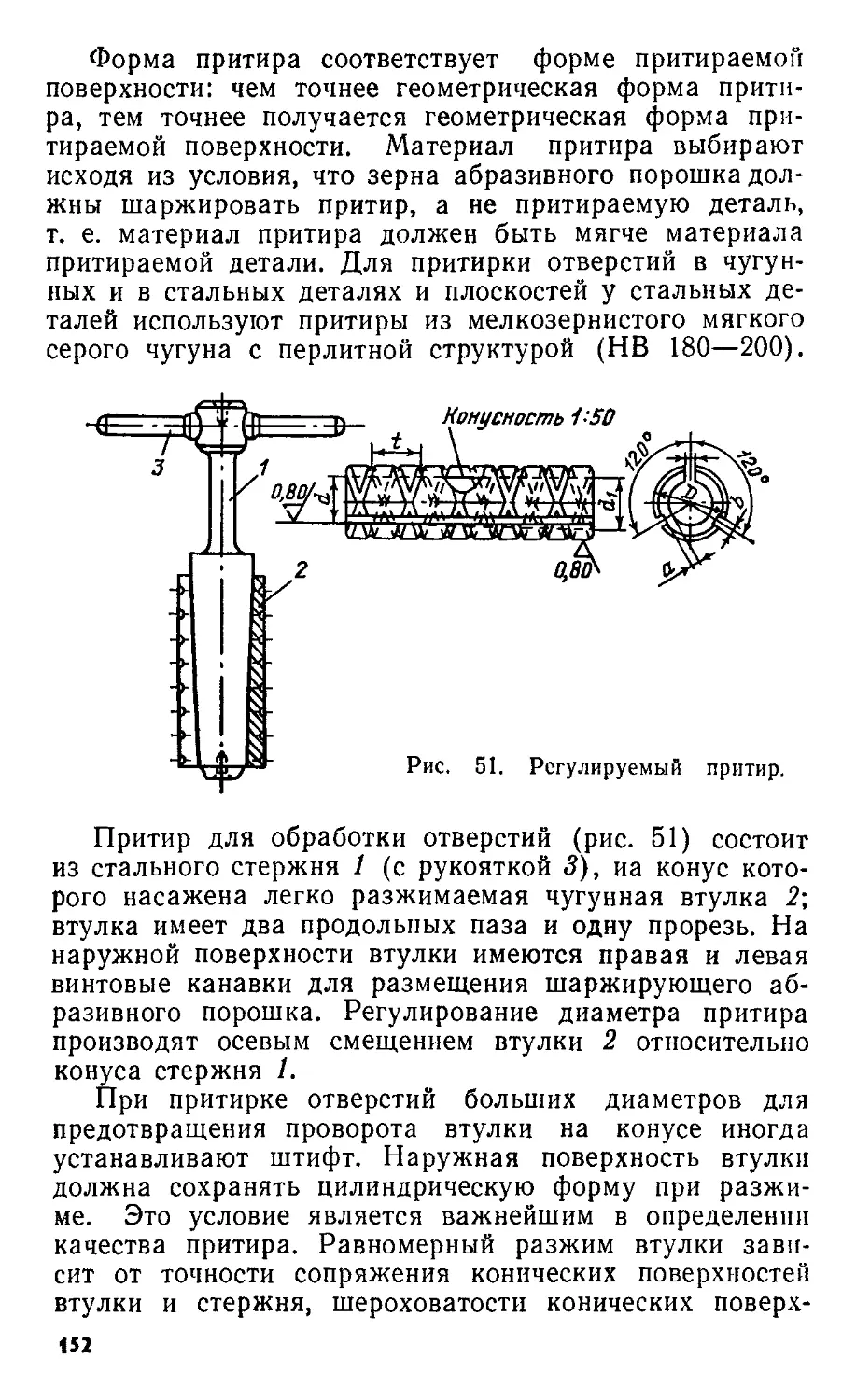
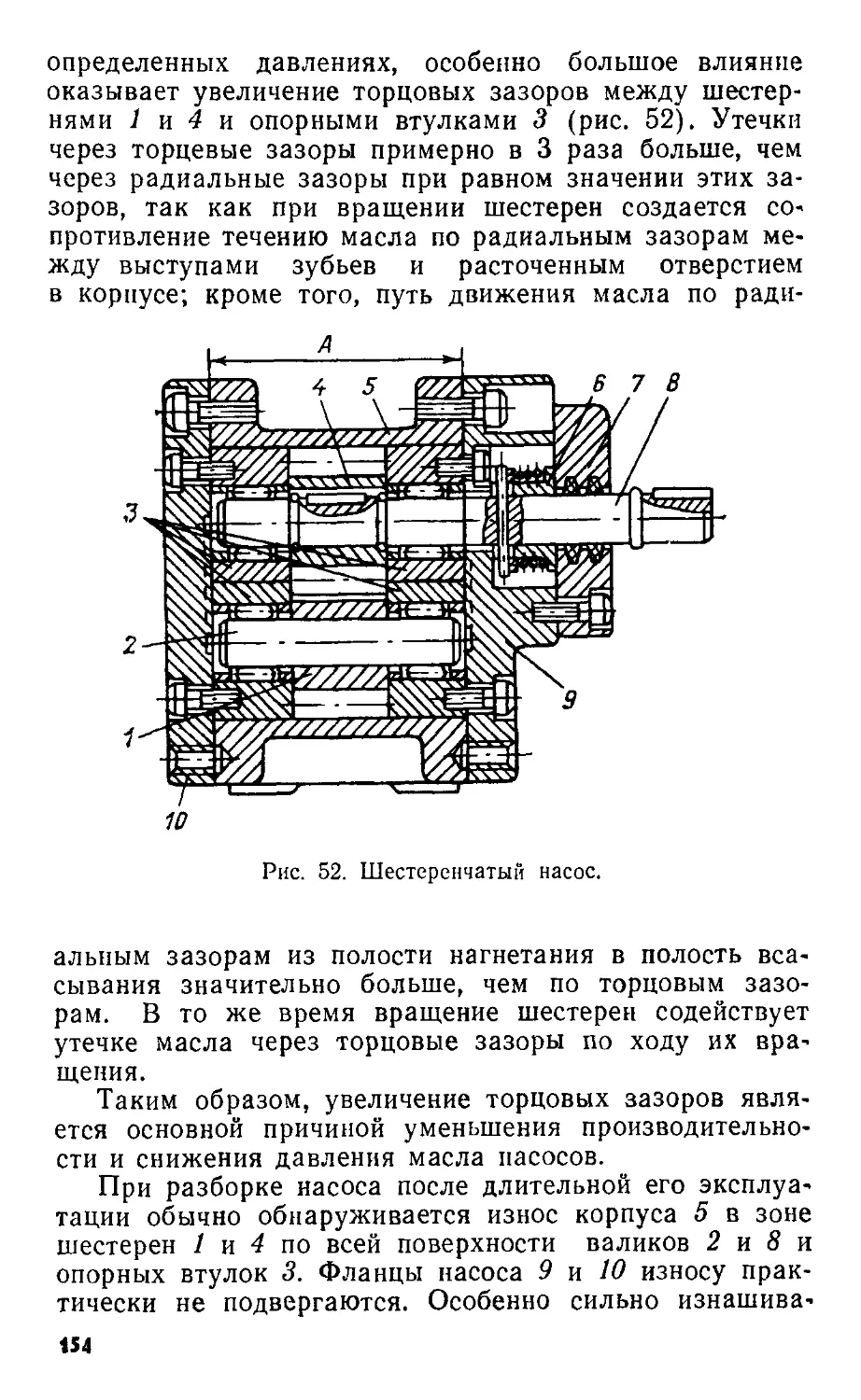
Рис. 1. Примеры изображения деталей на ремонтных чертежах.
Если при ремонте детали в нее необходимо ввести дополнительные детали (втулку, стопорный винтит, п.), то ремонтный чертеж детали выполняют как сборочный.
На ремонтных чертежах в графе «Материал» основной надписи должен быть указан материал детали в соответствии с основным (конструкторским) ее чертежом. Номера отмененных стандартов на материалы не указывают.
Допуски на свободные размеры, цифровые значения отклонений, соответствующие квалитетам 14, 15, 16 ЕСДП СЭВ (7, 8 и 9-й классы точности ОСТ), проставляют на ремонтных чертежах с округлением до десятых долей миллиметра.
Если на ремонтном чертеже одной детали дано исчерпывающее указание об изготовлении другой (сопряженной) детали в соответствии с основной конструкторской документацией (рис. 1,з) и эта документация включена в комплект документов для ремонта изделия, то отдельный ремонтный чертеж на сопряженную деталь не выпускают.
При разработке ремонтных чертежей составляют так называемую спецификацию Р (ремонтная), которая определяет полный перечень деталей и узлов ремонтируемого станка. Она выполняется в соответствии с требованиями ГОСТ 2.108—68. Допускается спецификацию Р составлять на поле чертежа на каждую сборочную единицу, комплекс или комплект, на которые разработаны ремонтные чертежи.
Спецификация Р определяет возможные изменения в результате ремонта установленного основной (конструкторской) спецификацией состава сборочной единицы, комплекса или комплекта. Она используется также для организации ремонта изделий и комплектования конструкторских документов па них. В нее вносят составные части ремонтируемого изделия, на которые разработаны ремонтные чертежи, а также ремонтные документы, относящиеся к этому изделию.
В спецификацию Р ремонтируемой сборочной единицы вносят из других сборочных единиц отдельные составные части (независимо от наличия на них ремонтных чертежей), которые после ремонта будут входить в ремонтируемую сборочную единицу. В раздел «Документация» спецификации Р вносят ремонтные докумен
ты, относящиеся к ремонту изделия в целом (например, ремонтные сборочные чертежи, схемы, ремонтные монтажные чертежи, ремонтные ведомости спецификации, технические условия на ремонт изделия и т. д.), т. е. аналогичные соответствующим документам из состава комплекта основной конструкторской документации.
В разделы «Комплексы», «Сборочные единицы», «Детали», «Стандартные изделия», «Комплекты» спецификации Р вносят сведения о составных частях изделия, на которые разработаны ремонтные чертежи, о ремонтных документах, на составные части из других сборочных единиц, которые после ремонта войдут в ремонтируемую сборочную единицу (изделие). В раздел «Материалы» спецификации Р вносят основные материалы, необходимые для ремонта изделия и его комплектов.
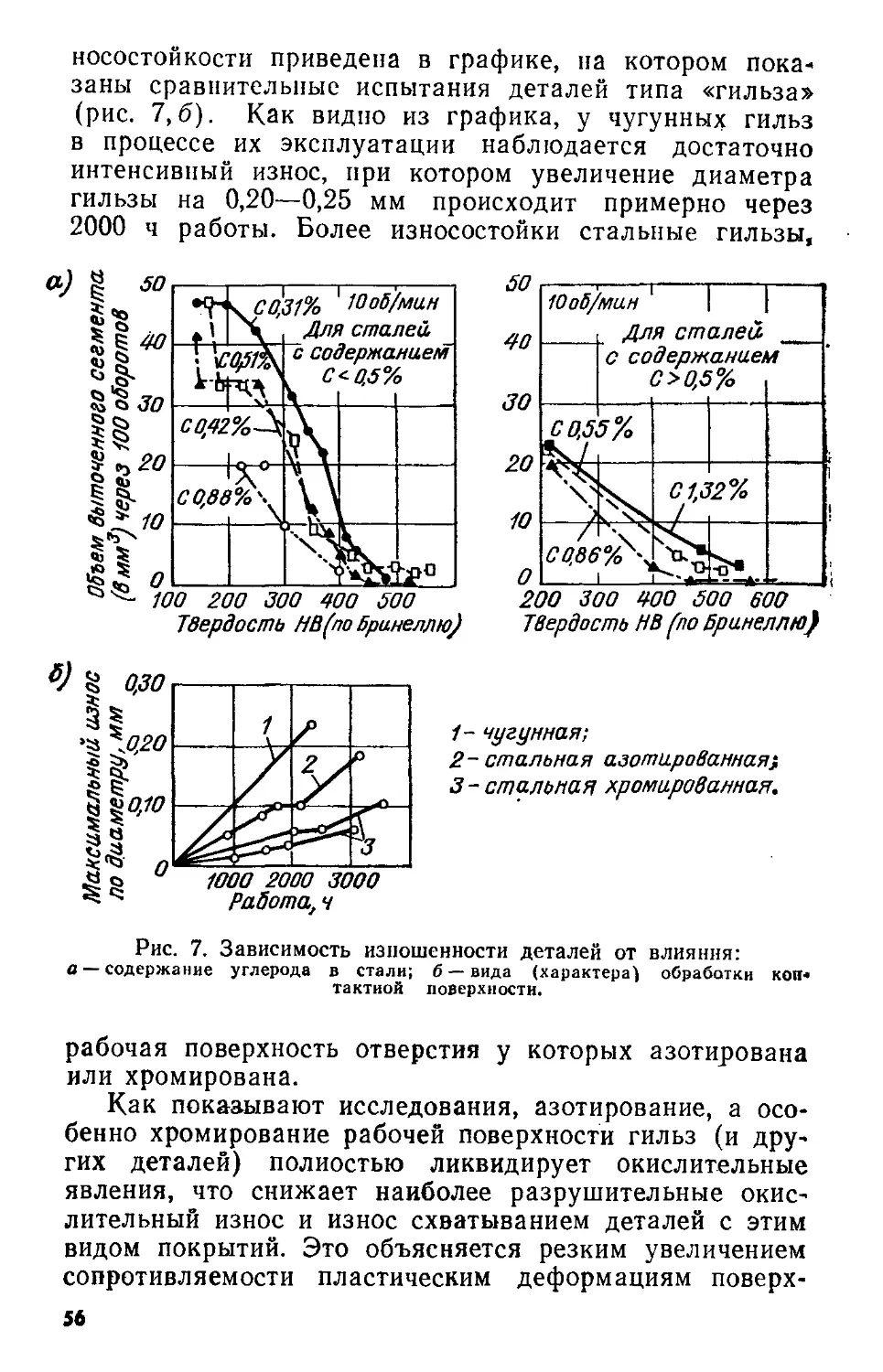
3. Обозначение шероховатости поверхности на чертежах
Поверхности деталей, изготовленные любым способом, не бывают абсолютно гладкими, а имеют шероховатость, состоящую из чередующихся впадин и выступов, которые могут быть видимы или невидимы невооруженным глазом. Шероховатость поверхности есть совокупность ее неровностей с относительно малым шагом на базовой длине /.
Базовая длина есть длина участка поверхности, используемая для определения неровностей, характеризующих шероховатость поверхности, и для количественного определения ее параметров. Значения базовой длины принимаются от 25 до 0,08 мм.
На эксплуатационные свойства (износостойкость) детали оказывают влияние не только высота, но и форма шероховатости, так как при одной и той же высоте может быть разная опорная площадь при взаимодействии двух деталей. Действующий ныне ГОСТ 2789—73 предусматривает шесть параметров шероховатости поверхности.
Высотными параметрами являются: Ra— среднее арифметическое отклонение профиля, в мкм (среднее арифметическое абсолютных значений отклонения профиля в пределах базовой длины); Rz— высота неровностей профиля по десяти точкам, в мкм (сумма средних
арифметических абсолютных отклонений точек пяти наибольших минимумов и пяти наибольших максиму-мов профиля в пределах базовой длины); /?тах — наибольшая высота неровностей профиля, в мкм (расстояние между линией выступов профиля н линией впадин профиля в пределах базовой длины).
Шаговыми параметрами являются: Sm— средний шаг неровностей профиля, в мм (среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины); S — средний шаг неровностей профиля по вершинам, в мм (среднее арифметическое значение шага неровностей профиля по вершинам в пределах базовой длины); ip — относительная опорная длина профиля, в % (отношение опорной длины профиля к базовой длине).
Из перечисленных параметров шероховатости предпочтительным является использование параметра /?я« Однако ГОСТ 2789—73 с целью перевода классов шероховатости по отмененному ГОСТ 2789—59 в параметры шероховатости принимает: для классов 1...5 и 13...14 параметр Rz, а для классов 6...12 — параметр Ra. При необходимости перевода одного параметра в другой можно использовать данные табл. 5.
Наиболее предпочтительным является применение числовых значений параметра Ra, взятых из графы ИСО МС 2632 (см. табл. 5), поскольку в ней приведены значения параметра Ra, соответствующие числовым значениям международного стандарта.
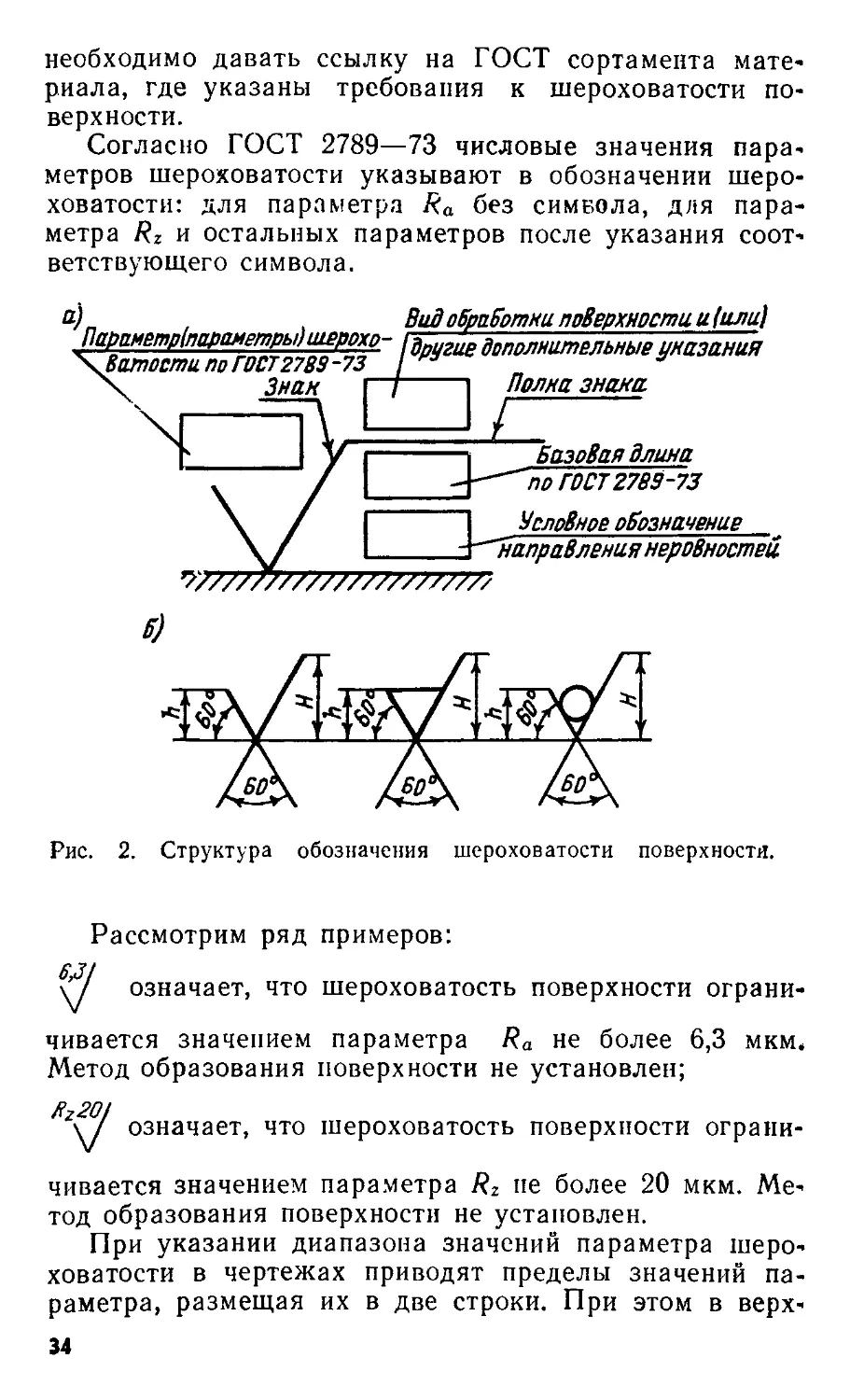
В ремонтных чертежах шероховатость поверхности обозначают на всех выполняемых по данному чертежу поверхностях изделия независимо от методов их образования. Шероховатость обозначается определенным знаком (рис. 2,а). При наличии в обозначении шероховатости значения только одного параметра или нескольких параметров применяют знак без полки. Предусматриваются (ГОСТ 2.309—73) три знака для обозначения требований к шероховатости поверхности (рис. 2,6):
применяют в тех случаях, когда не оговаривается вид обработки (получения) шероховатости поверхности;
применяют для обозначения шероховатости по-
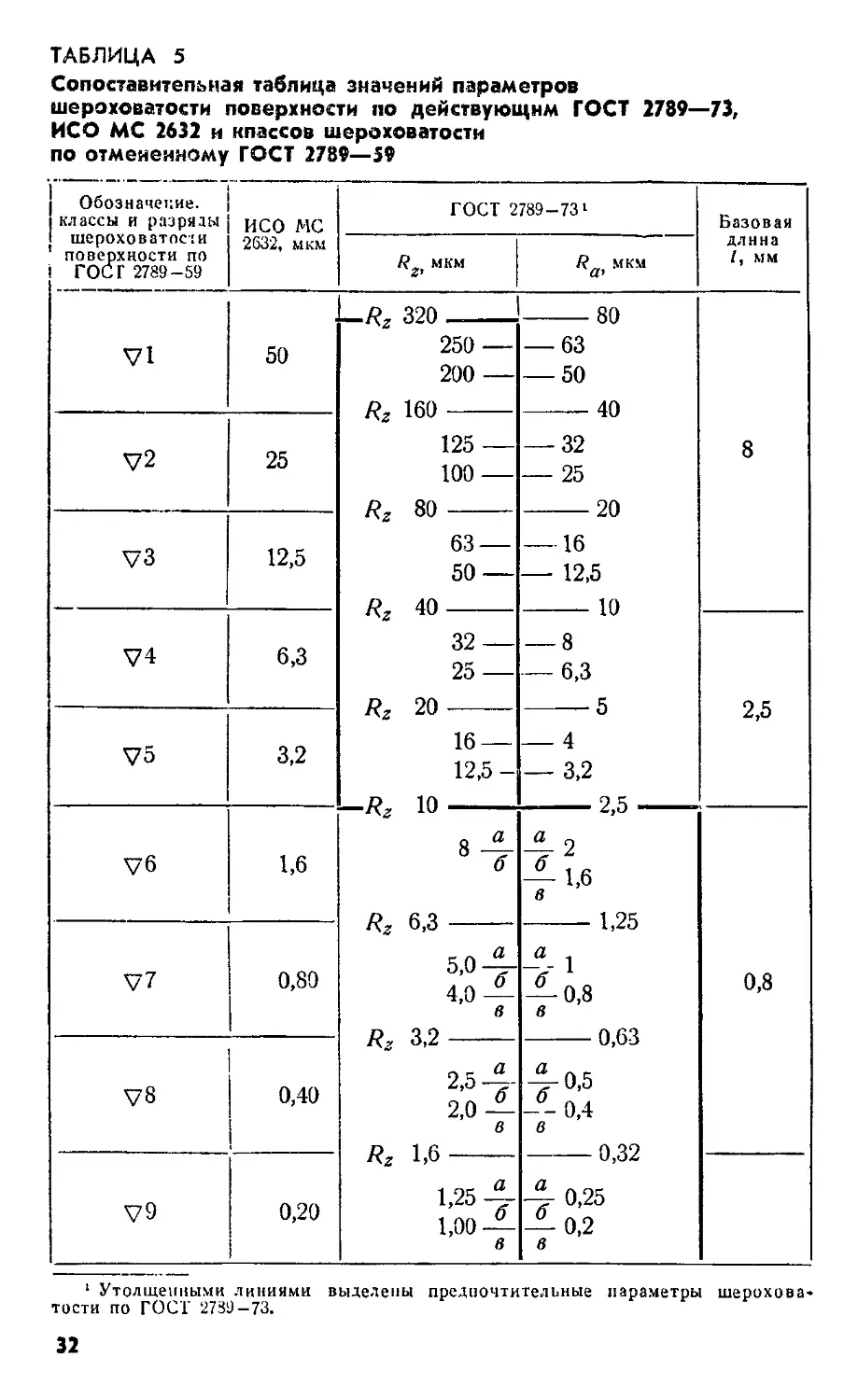
ТАБЛИЦА 5
Сопоставительная таблица значений параметров шероховатости поверхности по действующим ГОСТ 2789—73, ИСО МС 2632 и классов шероховатости по отмененному ГОСТ 2789—59
। Обозначение, классы и разряды шероховатости поверхности по ! ГОСГ 2789-59 ИСО МС 2632, мкм ГОСТ 2789 - 73' Базовая длина Z, мм
R мкм Ra~ мкм
VI 50 -Rz 320 250 — 200 — £> 160 80 — 63 — 50 40 8
V2 25 125 — 100 — /? яо — 32 — 25 90
V3 12,5 63 — 50 — /? 40 16 — 12,5 10
V4 6,3 32 — 25 — — 8 — 6,3 к 2,5
V5 3,2 /\2 16 — 12,5 — D 1П — 4 — 3,2 9 Ч
V6 1,6 1 5 й a н о с оо О\|» 42 —1,6 в 0,8
V7 0,80 r\2 v,o 5,0-^- 4,0 — в Rz 3,2 — 2,5 4- 2,0 — в 1 — 0,8 в 0,63 4-0,5 -- 0,4 в
V8 0,40
V9 0,20 1,25 4- 1,00 — в 4 0,25 4 о,2 в
1 Утолщенными линиями выделены предпочтительные параметры шерохова* тости по ГОСТ 2789-73.
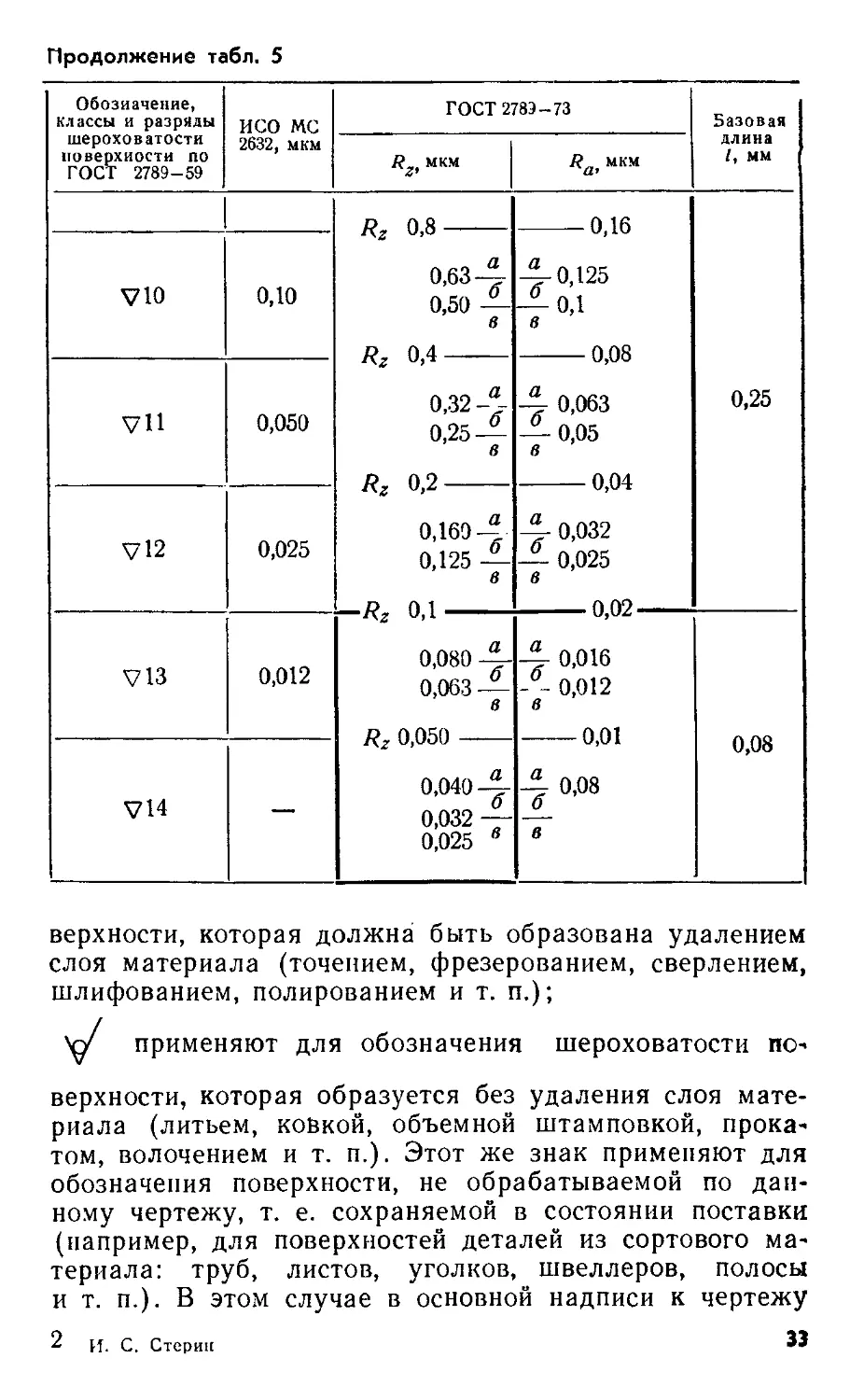
Продолжение табл. 5
Обозначение, классы и разряды шероховатости поверхности по ГОСТ 2789-59 исо мс 2632, мкм ГОСТ 2783-73 Базовая длина Z, мм
Rzt мкм 7?а, мкм
Rz 0,8 0,63-4 0,50 — в D П4 0,16 4-0,125 — 0,1 в 0 08 0,25
V10 0,10
V11 0,050 «3 [*© | « (N Ю СО (N « о О о Г с J Q 4 0,063 — 0,05 в 004
V12 0,025 0,160 4 0,125 — в D П 1 4 0,032 — 0,025 в 0 02
V13 0,012 0,080 4-0,063 — в D Л ПЧП 4 0,016 - - 0,012 в 0 01 0,08
V14 — 0,040 4 0,032 — 0,025 в 4 0,08 О в
верхности, которая должна быть образована удалением слоя материала (точением, фрезерованием, сверлением, шлифованием, полированием и т. п.);
применяют для обозначения шероховатости поверхности, которая образуется без удаления слоя материала (литьем, ковкой, объемной штамповкой, прокатом, волочением и т. п.). Этот же знак применяют для обозначения поверхности, не обрабатываемой по данному чертежу, т. е. сохраняемой в состоянии поставки (например, для поверхностей деталей из сортового материала: труб, листов, уголков, швеллеров, полосы и т. п.). В этом случае в основной надписи к чертежу
2 И. С. Стерип
необходимо давать ссылку на ГОСТ сортамента материала, где указаны требования к шероховатости поверхности.
Согласно ГОСТ 2789—73 числовые значения параметров шероховатости указывают в обозначении шероховатости: для параметра Ra без символа, для параметра Rz и остальных параметров после указания соответствующего символа.
а) Вид обработки поверхности и(или]
Параметр1паранетры)шерохр- l^gue доп^шельные иназ"анйя \Bamocmu по ГОСТ2783-73 ™ 9
\ Знак Г“7--------- Полна знана
БазоВая длина
УслоВное обозначение "направления неровностей.
*>7777777777777777777777
Рис. 2. Структура обозначения шероховатости поверхности.
Рассмотрим ряд примеров:
означает, что шероховатость поверхности ограни-
чивается значением параметра /?а не более 6,3 мкм. Метод образования поверхности не установлен;
бг20/
\1 означает, что
шероховатость поверхности ограни
чивается значением параметра /?2 не более 20 мкм. Метод образования поверхности не установлен.
При указании диапазона значений параметра шероховатости в чертежах приводят пределы значений параметра, размещая их в две строки. При этом в верх
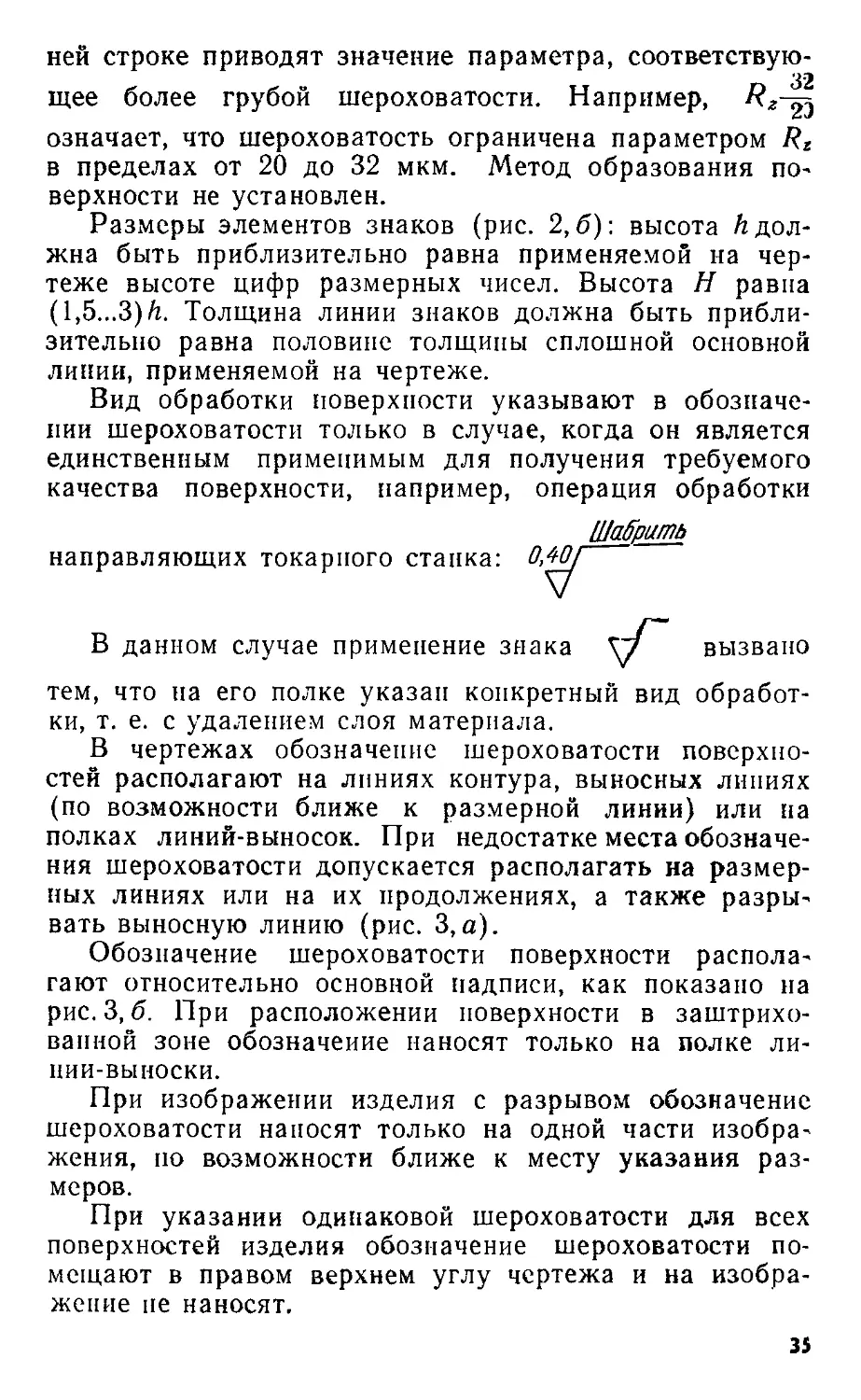
ней строке приводят значение параметра, соответствующее более грубой шероховатости. Например, означает, что шероховатость ограничена параметром Rt в пределах от 20 до 32 мкм. Метод образования поверхности не установлен.
Размеры элементов знаков (рис. 2,6): высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота Н равна (1,5...3)й. Толщина линии знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Вид обработки поверхности указывают в обозначении шероховатости только в случае, когда он является единственным применимым для получения требуемого качества поверхности, например, операция обработки
Шабрить направляющих токарного станка: 0,40}
В данном случае применение знака вызвано
тем, что на его полке указан конкретный вид обработки, т. е. с удалением слоя материала.
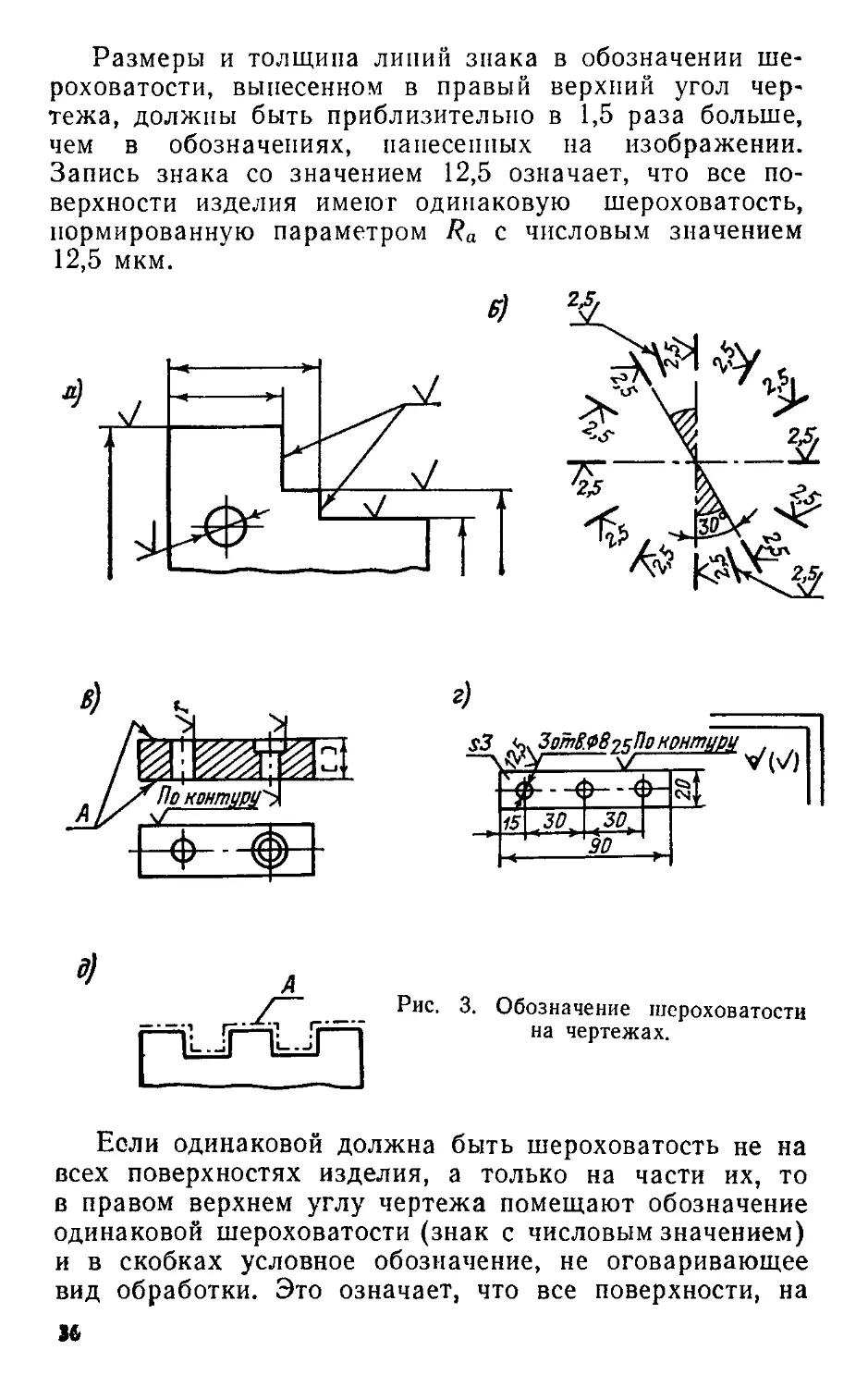
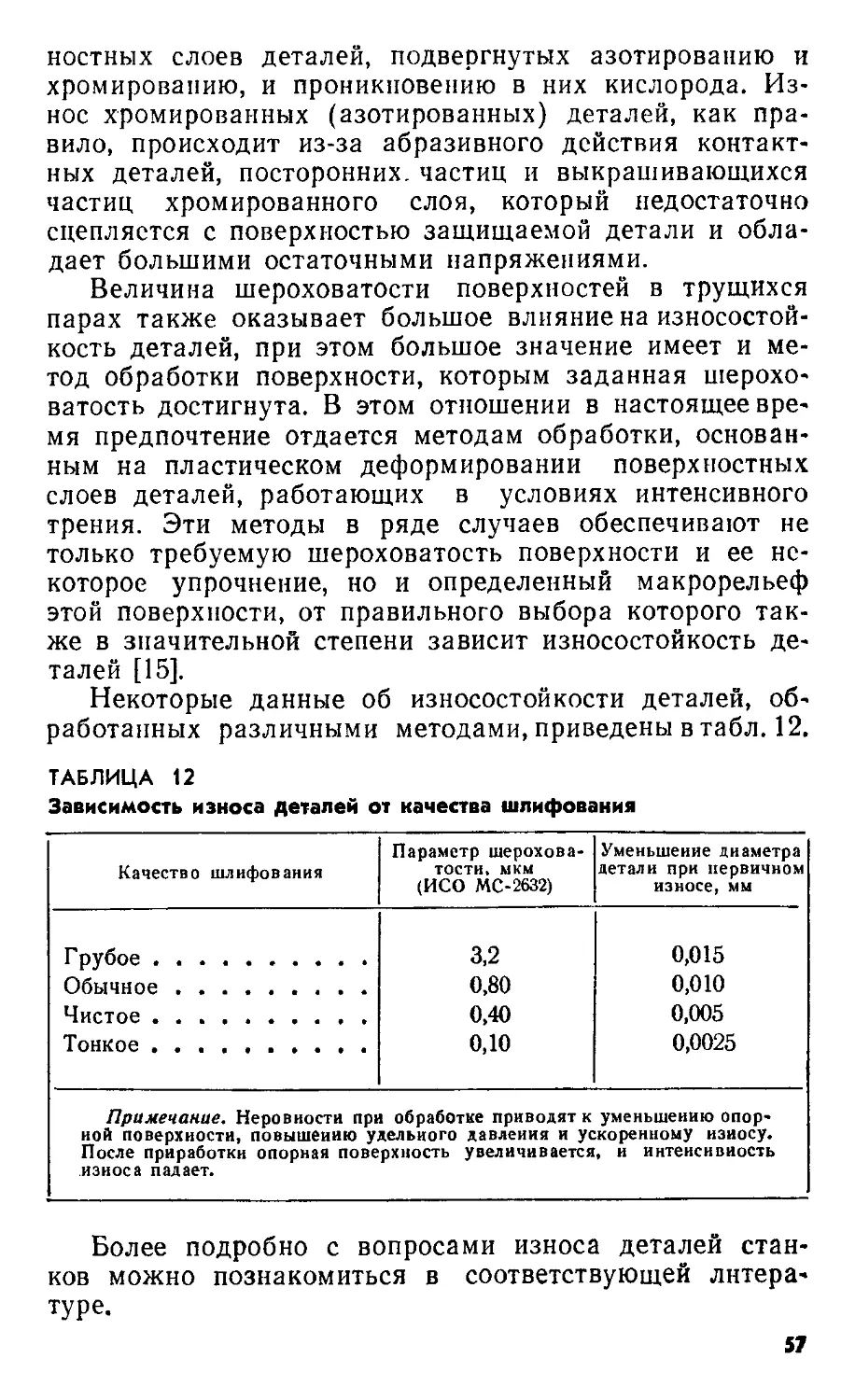
В чертежах обозначение шероховатости поверхностей располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках линий-выносок. При недостатке места обозначения шероховатости допускается располагать на размерных линиях или на их продолжениях, а также разрывать выносную линию (рис. 3,а).
Обозначение шероховатости поверхности располагают относительно основной надписи, как показано на рис. 3, б. При расположении поверхности в заштрихованной зоне обозначение наносят только на полке линии-выноски.
При изображении изделия с разрывом обозначение шероховатости наносят только на одной части изображения, по возможности ближе к месту указания размеров.
При указании одинаковой шероховатости для всех поверхностей изделия обозначение шероховатости помещают в правом верхнем углу чертежа и на изображение не наносят.
Размеры и толщина линий знака в обозначении шероховатости, вынесенном в правый верхний угол чертежа, должны быть приблизительно в 1,5 раза больше, чем в обозначениях, нанесенных на изображении. Запись знака со значением 12,5 означает, что все поверхности изделия имеют одинаковую шероховатость, нормированную параметром Ra с числовым значением 12,5 мкм.
s3
15 .30.
t3Ds
10
Ж
Рис. 3. Обозначение шероховатости на чертежах.
Если одинаковой должна быть шероховатость не на всех поверхностях изделия, а только на части их, то в правом верхнем углу чертежа помещают обозначение одинаковой шероховатости (знак с числовым значением) и в скобках условное обозначение, не оговаривающее вид обработки. Это означает, что все поверхности, на 36
изображении которых обозначения шероховатости или специальный знак не нанесены, должны иметь шероховатость, указанную перед скобкой. Размеры знака,взятого в скобки, должны быть одинаковы с размерами знаков, нанесенных на изображении.
Когда часть поверхностей не обрабатывается поданному чертежу, то в правом верхнем углу чертежа помещают знаки, как показано на рис. 3, г. Размеры и толщина линий знака перед скобкой должны быть приблизительно в 1,5 раза больше, чем знаков, нанесенных иа изображении.
Если иа поверхностях изделия шероховатость не указывают, то обозначение шероховатости или специального знака в правый верхний угол чертежа ие выносят (например, если изделие изготовлено из сортового проката—листа). На чертеже (рис. 3, в) указан размер толщины изделия в скобках, т. е. окончательный размер, который будет получен в процессе дальнейшей обработки, это значит, что шероховатость поверхностей А не может быть пронормирована но данному чертежу.
Шероховатость поверхностей повторяющихся элементов изделия (отверстий, пазов, зубьев и т. п.), количество которых указано на чертеже, а также обозначение шероховатости одной и той же поверхности наносят один раз, независимо от числа изображений.
Если шероховатость поверхностей должна быть одинаковой по всему контуру изделия, то на полке соответствующего знака делают запись: «По контуру» (рис. 3,а). Если же контур поверхностей плавный, то надпись «По контуру» не наносят.
При сложной конфигурации контура поверхности его ограничивают утолщенной штрихпунктирной линией на расстоянии 0,8—1 мм, обозначают буквой А (см. иа рис. 3, д') и в технических требованиях записывают обозначение одинаковой шероховатости.
4. Понятие о единой системе допусков и посадок Совета Экономической Взаимопомощи (ЕСДП СЭВ)
Постановлением Государственного комитета стандартов Совета Министров СССР от 16 марта 1976 г. введены в действие в качестве государственных стандартов СССР два стандарта Совета Экономической
Взаимопомощи — СТ СЭВ 145—75 «Единая система допусков и посадок СЭВ. Общие положения, ряды допусков и основных отклонений» и СТ СЭВ 144—75 «Единая система допусков и посадок СЭВ. Поля допусков и рекомендуемые посадки».
Это мероприятие международного значения проведено в целях дальнейшего углубления и совершенствования сотрудничества и развития социалистической экономической интеграции стран —членов СЭВ.
Новые стандарты внедряются постепенно с 1 января 1977 г. по 1 января 1980 г. Старые стандарты (система ОСТ) сохраняют силу закона для изделий, спроектированных до перехода на ЕСДП СЭВ.
Новый стандарт ЕСДП СЭВ отличается от системы ОСТ принципами построения, числовыми значениями предельных отклонений и условными обозначениями допусков и посадок. Система допусков и посадок этой системы для всех размеров до 3150 мм содержит 19 рядов точностей (вместо классов), которые называются квалитетами и обозначаются JT с добавлением номера: JT01; JTO; JT1; JT2; JT3 и т. д. до JT17. Первые ква-литеты с JT01 по JT5 самые точные (нулевые), они соответствуют нулевым классам (02—03 и т. д.) системы ОСТ.
По стандарту ЕСДП СЭВ поля допусков для отверстий и валов обозначаются буквами латинского алфавита: для отверстий прописными буквами (А, В, С, D, ] и т. д.) и для валов строчными буквами (a, b, с, d, j и т. д.). Ряд полей допусков обозначаются двумя буквами, а буквы О, W, Q, L не используются.
Все возможные размеры до 3150 мм разбиты па интервалы, которые образуют три группы размеров: до 1 мм, от 1 до 500 мм и свыше 500 до 3150 мм. В каждой группе размеров предусмотрены различные ряды полей допусков и рекомендуемые посадки, из которых предпочтительными являются посадки в системе отверстия.
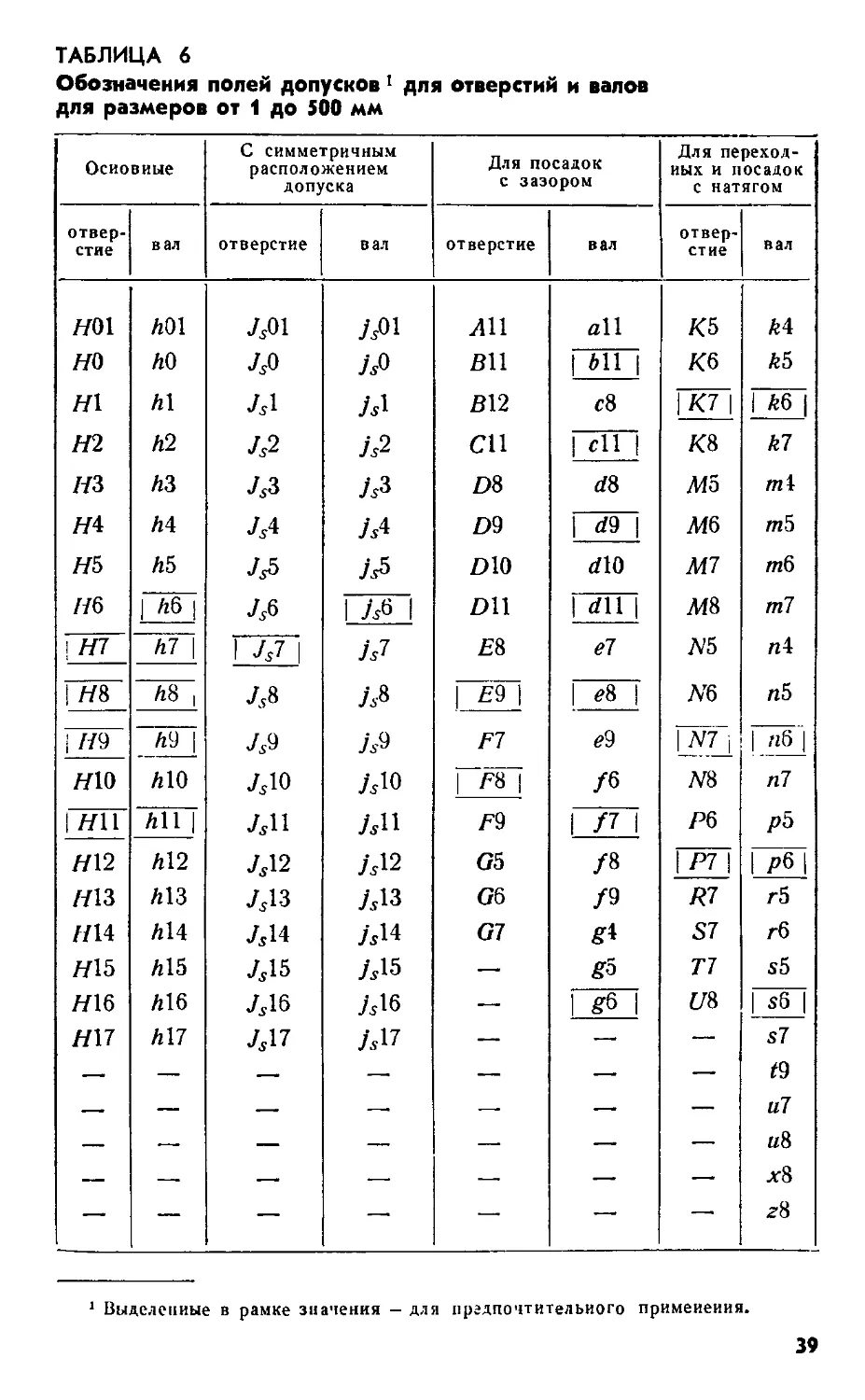
Для уменьшения количества типоразмеров технологической оснастки, используемой на производстве, стандартами установлены поля допусков для предпочтительного применения, которые будут служить основой для организации специализированных заводов по массовому выпуску различных видов инструментов, калибров, оправок и др. Для размеров от 1 до 500 мм, как 38
Обозначения полей допусков 1 для отверстий и валов для размеров от 1 до 500 мм
Основные С симметричным расположением допуска Для посадок с зазором Для переходных и посадок с натягом
отверстие вал отверстие вал отверстие вал отверстие вал
//01 но т Н2 но //4 //5 но I Н1 I но | но то 1 //11 //12 //13 //14 //15 //16 //17 А01 Л0 Л1 Л2 ЛЗ Л4 Л5 1 /г6 1 hl I hO । hO | ЛЮ Л11 1 Л12 Л13 Л14 Л15 Л16 Л17 Л01 Jso Jso Js4 Js5 Js0 1 47 | 48 49 410 411 412 413 414 415 416 417 401 40 41 42 43 44 Js5 1 JsO 1 47 48 49 4Ю 411 412 413 414 415 416 417 ли £11 £12 СИ D0 D9 D10 Dll £8 I £9 I £7 1 C8 | £9 G5 G6 G7 all 1 Ml | c8 1 сП 1 dO 1 dO 1 dlO 1 dll 1 el 1 eO | eO /6 1 fl 1 /8 f0 £4 _g5 1 g6 | К5 ко |КГ| ко МО МО Ml МО NO N0 \_Ni_i NO Р0 \Р1\ R7 S7 Т1 ио Л4 Л5 1 Л6 | Л7 ml тО тО ml nl пО 1 «6 | п! £5 1 £б| г5 г0 s5 1 зб | S1 to и! иО х8 гО
1 Выделенные в рамке значения — для предпочтительного применения.
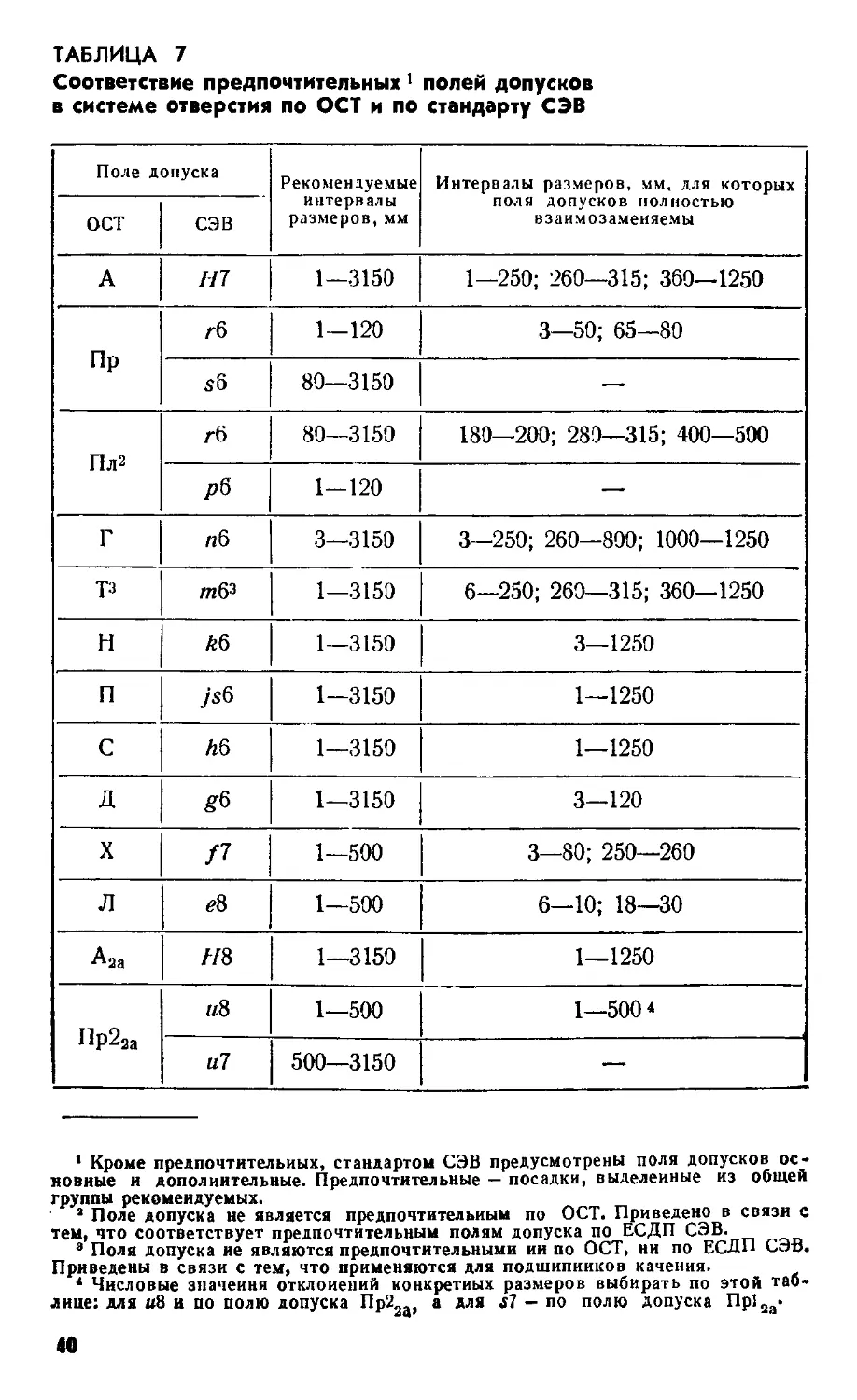
Соответствие предпочтительных 1 полей допусков в системе отверстия по ОСТ и по стандарту СЭВ
Поле допуска Рекомендуемые интервалы размеров, мм Интервалы размеров, мм, для которых поля допусков полностью взаимозаменяемы
ост СЭВ
А III 1—3150 1—250; 260—315; 360—1250
Пр гб 1-120 3—50; 65—80
s6 80—3150 —
Пл1 2 гб 80—3150 180—200; 280—315; 400—500
рб 1—120 —
Г пб 3—3150 3—250; 260—800; 1000—1250
р /пб3 1—3150 6—250; 260—315; 360—1250
н Л6 1—3150 3—1250
п ys6 1—3150 1—1250
с Л6 1—3150 1—1250
д 1—3150 3—120
X /7 1—500 3—80; 250—260
л е8 1—500 6—10; 18—30
А аа из 1—3150 1—1250
Пр22а и8 1—500 1—5004
и! 500—3150 —
1 Кроме предпочтительных, стандартом СЭВ предусмотрены поля допусков основные и дополнительные. Предпочтительные — посадки, выделенные из общей группы рекомендуемых.
2 Поле допуска не является предпочтительным по ОСТ. Приведено в связи с тем, что соответствует предпочтительным полям допуска по ЕСДП СЭВ.
8 Поля допуска не являются предпочтительными ни по ОСТ, ни по ЕСДП СЭВ. Приведены в связи с тем, что применяются для подшипников качения.
4 Числовые значения отклонений конкретных размеров выбирать по этой таблице: для «8 и по полю допуска Пр22а> а для s7 - по полю допуска Пр12а»
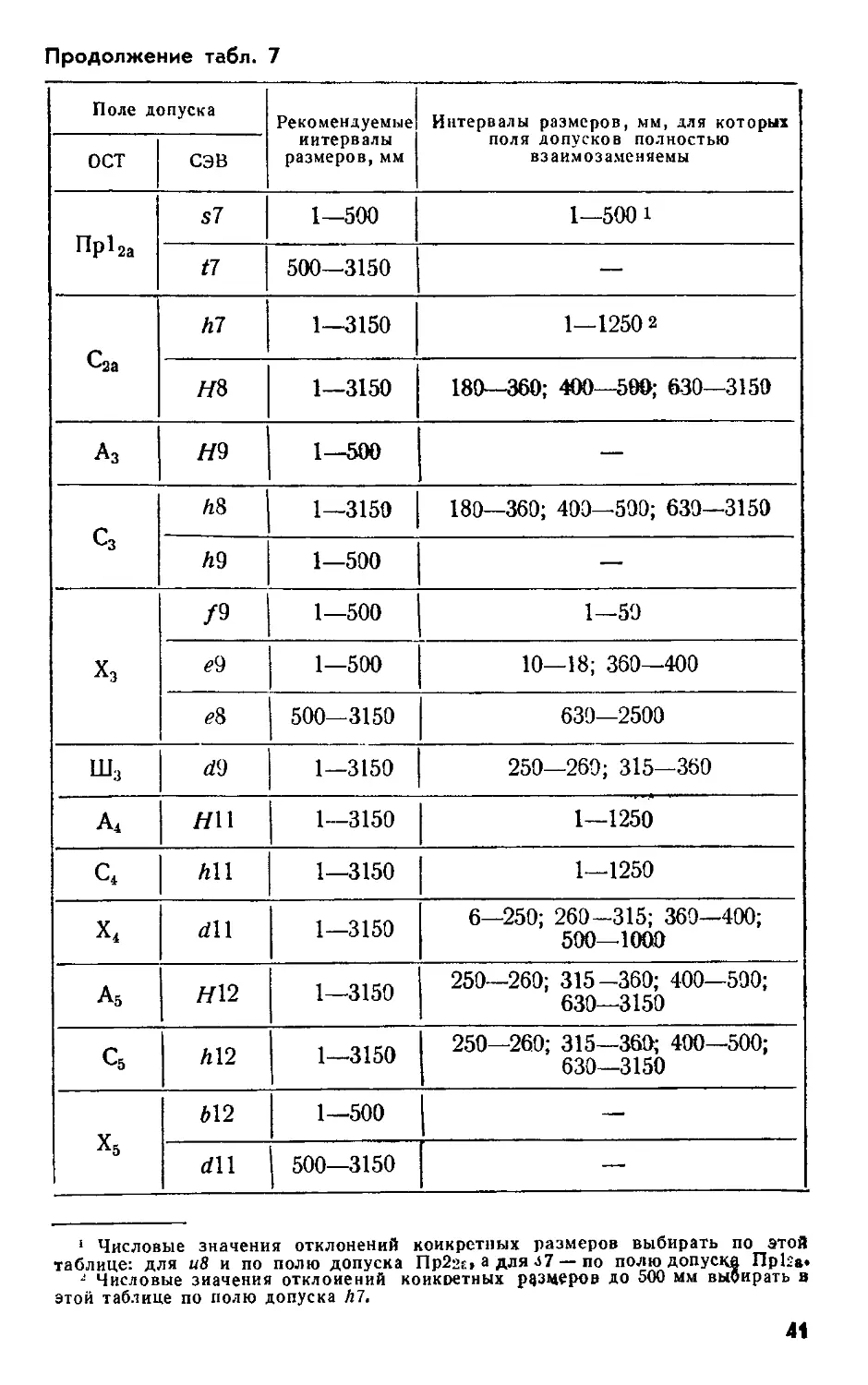
Продолжение табл. 7
Поле допуска Рекомендуемые интервалы размеров, мм Интервалы размеров, мм, для которых поля допусков полностью взаимозаменяемы
ост СЭВ
Пр12а S1 1—500 1—5001
tl 500—3150 —
сза Л7 1—3150 1—1250 2
/78 1—3150 180—360; 400—500; 630—3150
Аз //9 1—500 —
С3 Л8 1—3150 180—360; 400—500; 630—3150
Л9 1—500 —
Х3 /9 1—500 1—59
е9 1—500 10—18; 360—400
е8 500—3150 639—2500
Ш3 Л9 1—3150 250—269; 315—360
а4 //11 1—3150 1—1250
с4 ЛИ 1—3150 1—1250
х4 ЛИ 1—3150 6—250; 260-315; 360—400; 500—1000
Аз //12 1—3150 250—260; 315-360; 400—590; 630—3150
с5 Л12 1—3150 250—260; 315—360; 400—500; 630—3150
Х5 Л12 1—500 —
ЛИ 500—3150 —
1 Числовые значения отклонений конкретных размеров выбирать по этой таблице: для и8 и по полю допуска Пр22е» а для ь7 — по полю допуска Пр12а*
“ Числовые значения отклонений конкретных размеров до 500 мм выбирать в этой таблице по полю допуска Л7.
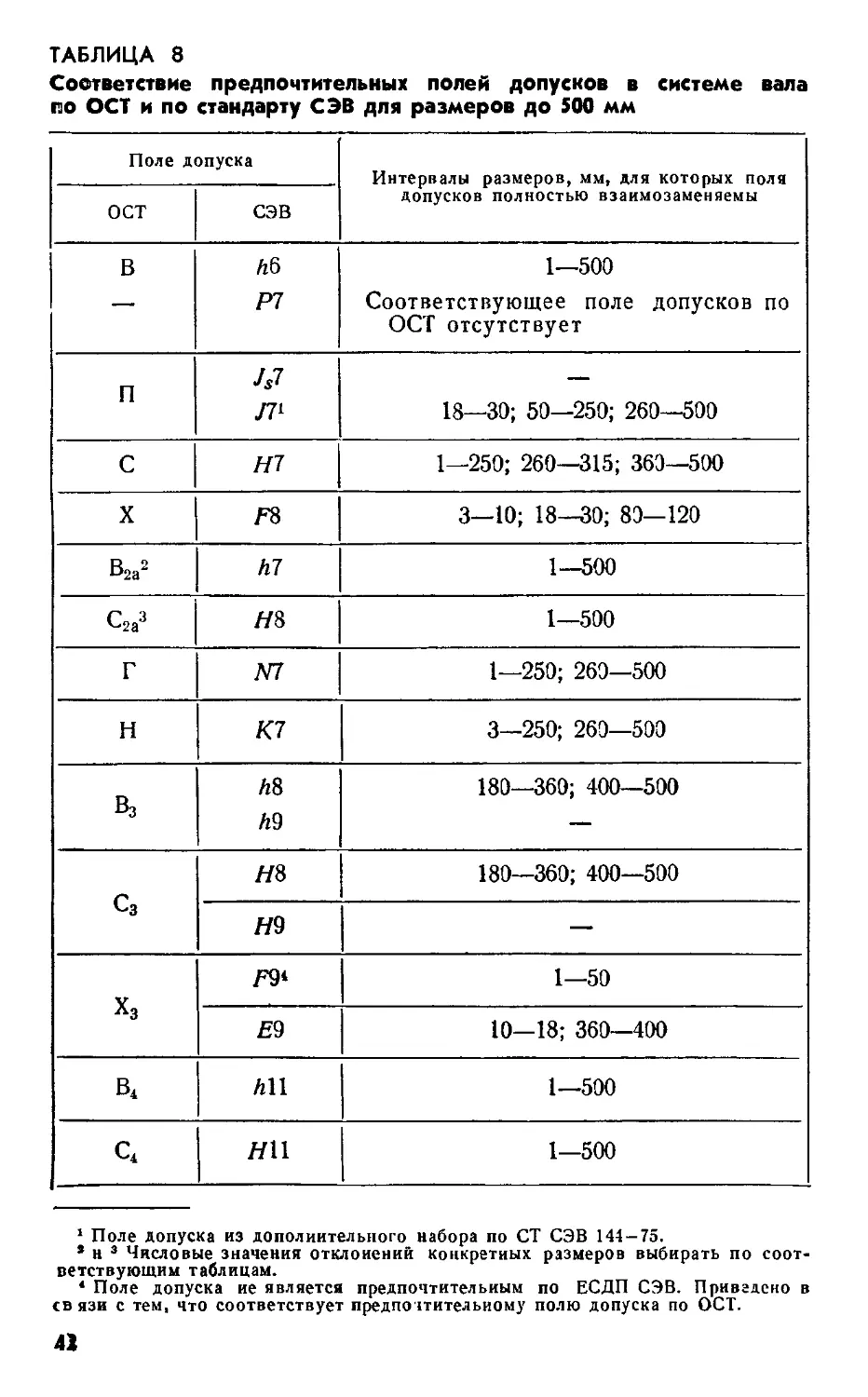
Соответствие предпочтительных полей допусков в системе вала по ОСТ и по стандарту СЭВ для размеров до 500 мм
Поле допуска Интервалы размеров, мм, для которых поля допусков полностью взаимозаменяемы
ост СЭВ
в Лб Р7 1—500 Соответствующее поле допусков по ОСТ отсутствует
п JS1 Л1 18—30; 50—250; 260—500
С Н1 1—250; 260—315; 360—500
X F® З—Ю; 18—30; 80—120
В2а1 2 hl 1—500
С2а3 4 1—500
Г N7 1—250; 260—500
н К1 3—250; 260—500
В3 h8 Ю 180—360; 400—500
Сз Н8 180—360; 400—500
Н9 —
Хз 1—50
£9 10—18; 360—400
в4 ЛИ 1—500
с4 ЯП 1—500
1 Поле допуска из дополнительного набора по СТ СЭВ 144-75.
9 н 3 Числовые значения отклонений конкретных размеров выбирать по соот-
ветствующим таблицам.
4 Поле допуска ие является предпочтительным по ЕСДП СЭВ. Приведено в связи с тем, что соответствует предпочтительному полю допуска по ОСТ.
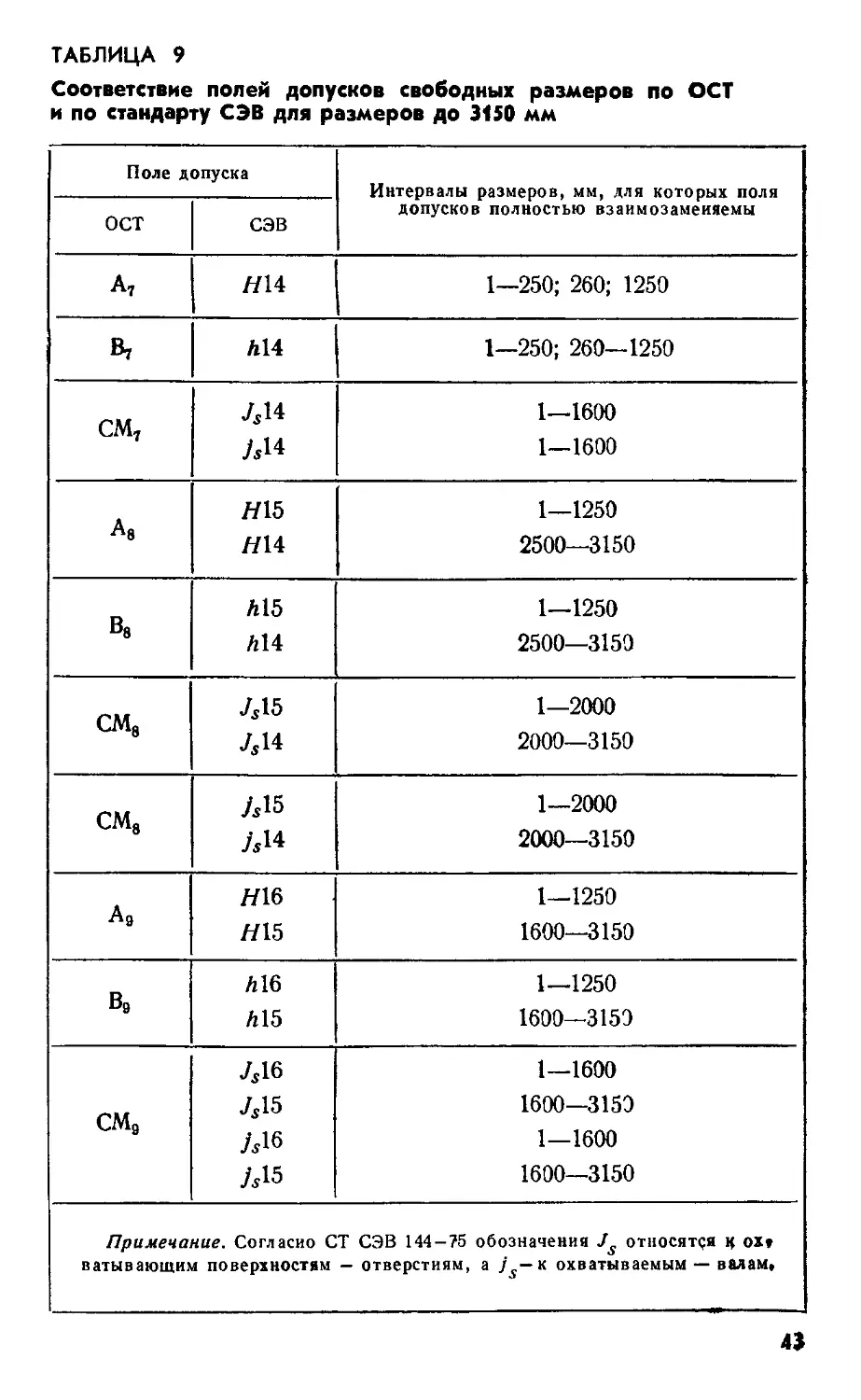
Соответствие полей допусков свободных размеров по ОСТ и по стандарту СЭВ для размеров до 3150 мм
Поле допуска Интервалы размеров, мм, для которых поля допусков полностью взаимозаменяемы
ост СЭВ
А7 //14 1—250; 260; 1250
в, Л14 1—250; 260—1250
см7 414 АН 1—1600 1—1600
а8 //15 //14 1—1250 2500—3150
в8 Л15 Л14 1—1250 2500—3150
см8 415 414 1—2000 2000—3150
см8 415 414 1—2000 2000—3150
Ад //16 //15 1—1250 1600—3150
Вд Л16 Л15 1—1250 1600—3150
СМд 416 415 416 415 1—1600 1600—3150 1—1600 1600—3150
Примечание. Согласно СТ СЭВ 144-75 обозначения Js относятся к ох» ватывающим поверхностям — отверстиям, a JS~K охватываемым — валам»
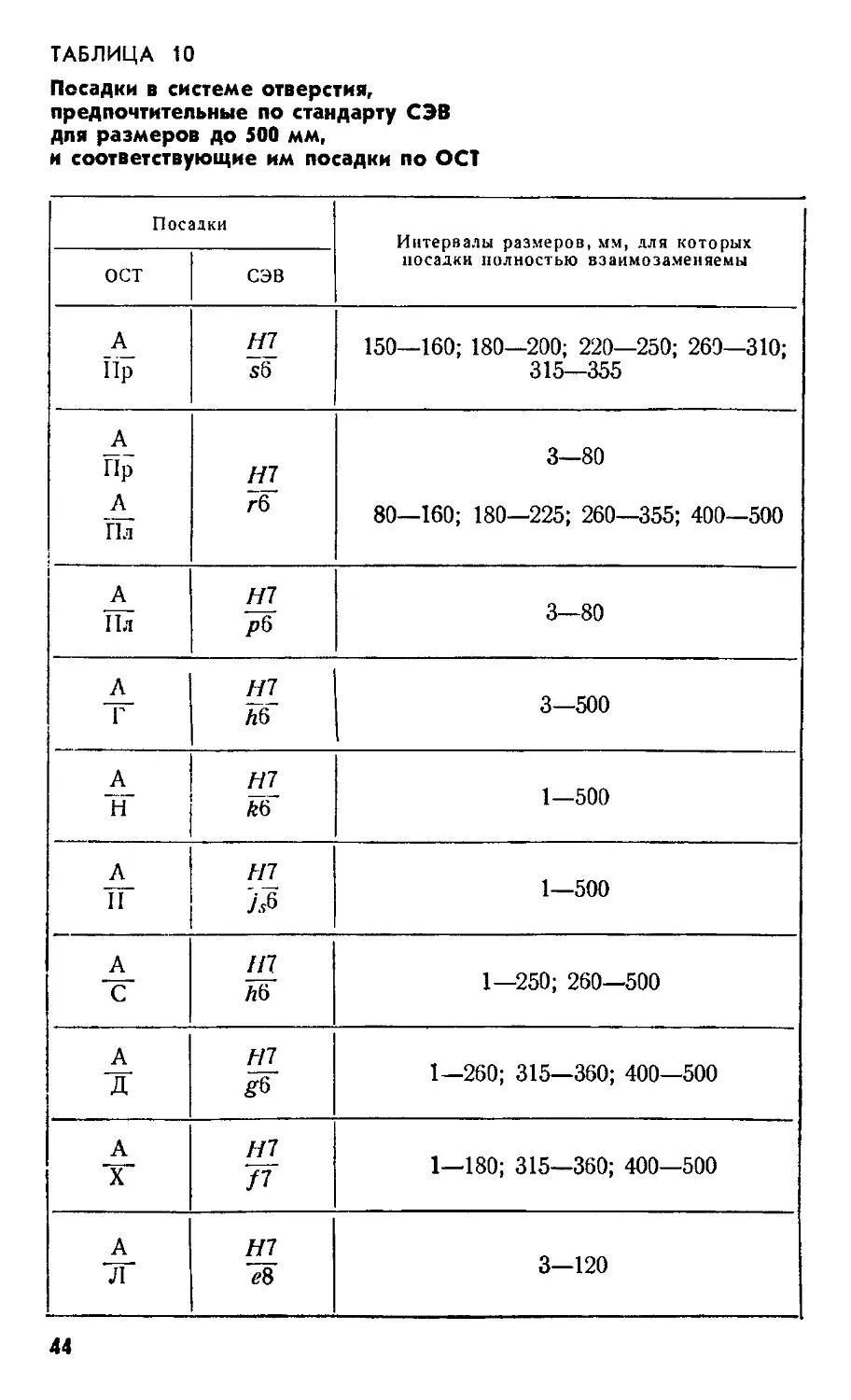
Посадки в системе отверстия, предпочтительные по стандарту СЭВ для размеров до 500 мм, и соответствующие им посадки по ОСТ
Посадки Интервалы размеров, мм, для которых посадки полностью взаимозаменяемы
ОСТ СЭВ
А Пр Н1 s6 150—160; 180—200; 220—250; 260—310; 315—355
А Пр А Пл Н7 г& 3—80 80—160; 180—225; 260—355; 400—500
А Пл Н7 Рб 3—80
А Г Н7 Л6 3—500
А Н й/7 *6 1—500
А II Н1 АД 1—500
А С 117 йб 1—250; 260—500
А Д Н7 1—260; 315—360; 400—500
А X Н7 /7 1—180; 315—360; 400—500
А Л Н7 е8 3—120
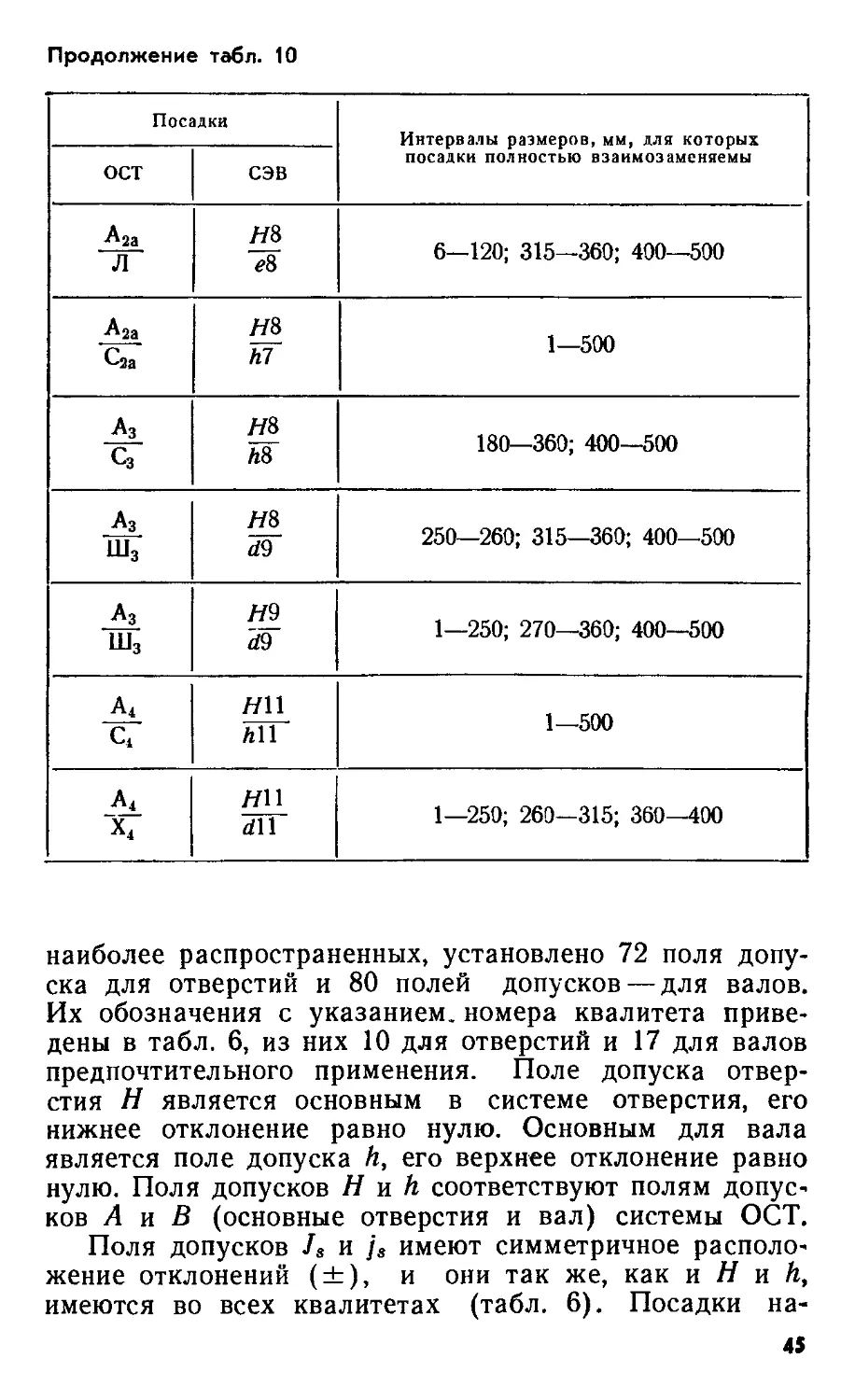
Продолжение табл. 10
Посадки Интервалы размеров, мм, для которых посадки полностью взаимозаменяемы
ост СЭВ
Аза Л /78 е8 6—120; 315—360; 400—500
•Аза Сад Н8 Л7 1—500
Аз Сз /78 Л8 180—360; 400—500
Аз Ш3 /78 d9 250—260; 315—360; 400—500
Аз Ш3 Н9 d9 1—250; 270—360; 400—500
а4 С4 /711 ЛИ 1—500
* 1- /711 dll 1—250; 260—315; 360—400
наиболее распространенных, установлено 72 поля допуска для отверстий и 80 полей допусков — для валов. Их обозначения с указанием, номера квалитета приведены в табл. 6, из них 10 для отверстий и 17 для валов предпочтительного применения. Поле допуска отверстия Н является основным в системе отверстия, его нижнее отклонение равно нулю. Основным для вала является поле допуска h, его верхнее отклонение равно нулю. Поля допусков И uh соответствуют полям допусков А и В (основные отверстия и вал) системы ОСТ.
Поля допусков Л и js имеют симметричное расположение отклонений (±), и они так же, как и Н и h, имеются во всех квалитетах (табл. 6). Посадки на
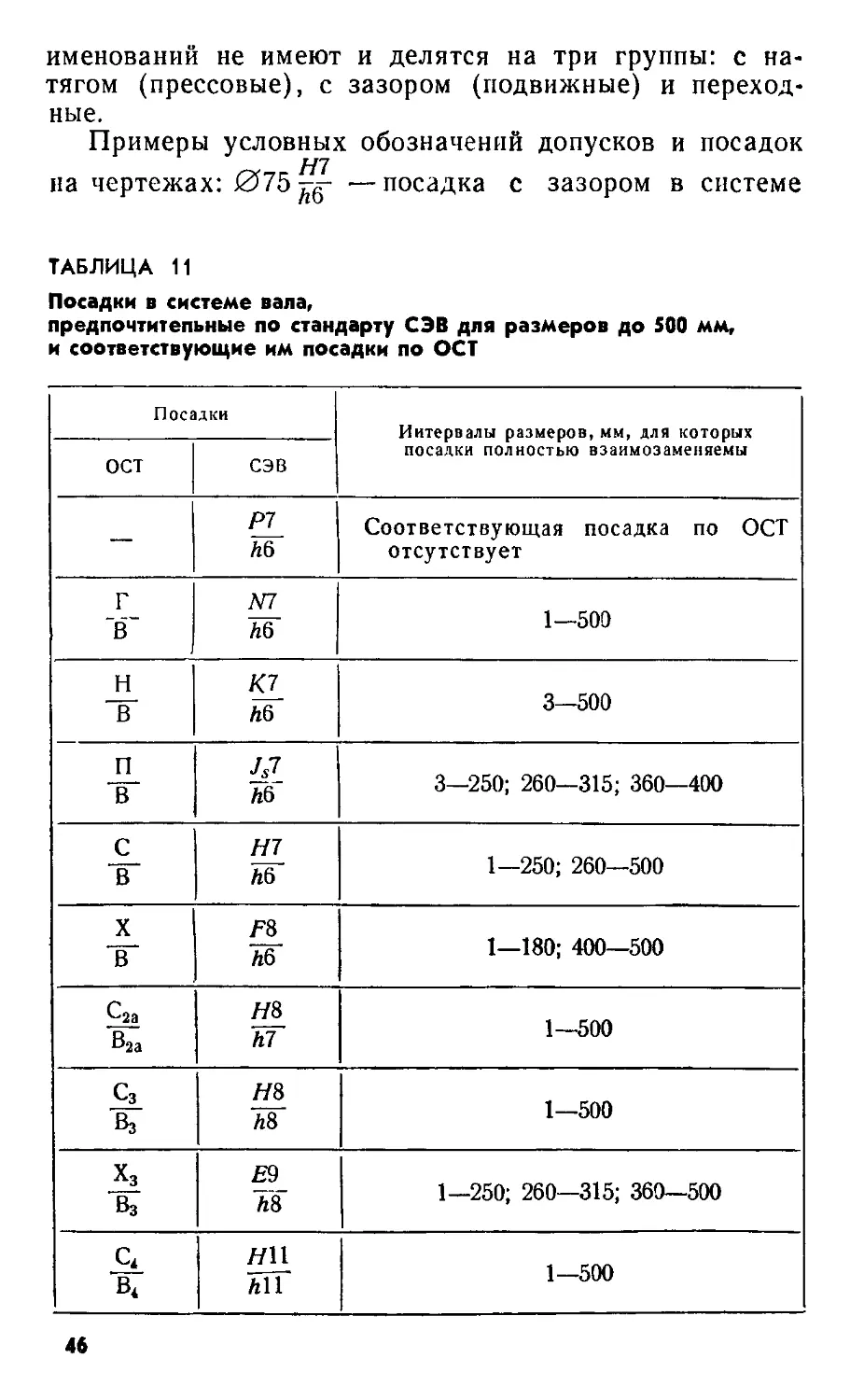
именовании не имеют и делятся на три группы: с натягом (прессовые), с зазором (подвижные) и переходные.
Примеры условных обозначений допусков и посадок
на чертежах: —посадка с зазором в системе
ТАБЛИЦА 11
Посадки в системе вала, предпочтительные по стандарту СЭВ для размеров до 500 мм, и соответствующие им посадки по ОСТ
Посадки Интервалы размеров, мм, для которых посадки полностью взаимозаменяемы
ост СЭВ
— Р7 Л6 Соответствующая посадка по ОСТ отсутствует
г в" N7 Л6 1—500
н в К7 Л6 3—500
п в Л7 Л6 3—250; 260—315; 360—400
с в Н7 Л6 1—250; 260—500
X в Г8 Лб 1—180; 400—500
Саа Ваа Н8 h7 1—500
С3 Вз Н& h8 1—500
Х3 Вз Е9 h8 1—250; 260—315; 360—500
с4 в4 mi ЛИ 1—500
отверстия: отверстие 075 Н7—7-го квалитета, а вал 075/гб—6-го квалитета; 0 75 —посадка с зазором в системе вала: вал 075А8 и отверстие 075£9. Эти по-садки соответствуют посадке скольжения по ОСТ. 090^—посадка с натягом: отверстие 0 90/77, вал 09Ог6. Эта посадка соответствует посадке по ОСТ-^-.
Н9
028jg—посадка с зазором: отверстие 0 28/79, вал 028/8; эта посадка соответствует посадке уг по ОСТ.
При выборе допусков и назначении посадок рекомендуется для отверстий брать па 1 квалитет больше, так как отверстие труднее обработать и измерить.
Характер посадки четко определяется при графическом изображении полей допусков. Соотношения некоторых полей допусков и посадок системы СЭВ и ОСТ приведены в табл. 7—11.
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ СТАНКОВ И ПОВЫШЕНИЯ
ИХ ИЗНОСОСТОЙКОСТИ
ГЛАВА
На ремонт металлорежущего оборудования государство ежегодно затрачивает средства, составляющие 10— 12% от балансовой стоимости этого оборудования, при этом четвертая часть затрат приходится на изготовление сменных и запасных деталей. Стоимость капитального ремонта металлорежущего станка общего назначения средних размеров составляет 40—60% стоимости его изготовления.
Интенсивное развитие отечественной промышленности, повышение требований к качеству и надежности выпускаемой продукции до уровня лучших мировых стандартов повышает значимость ремонтных работ. Особенно большое внимание следует уделять технологическим процессам упрочнения поверхности ремонтируемых деталей, так как изнашивание и разрушение деталей машин в большинстве случаев определяются качеством поверхностного слоя деталей.
1. Износ деталей станков
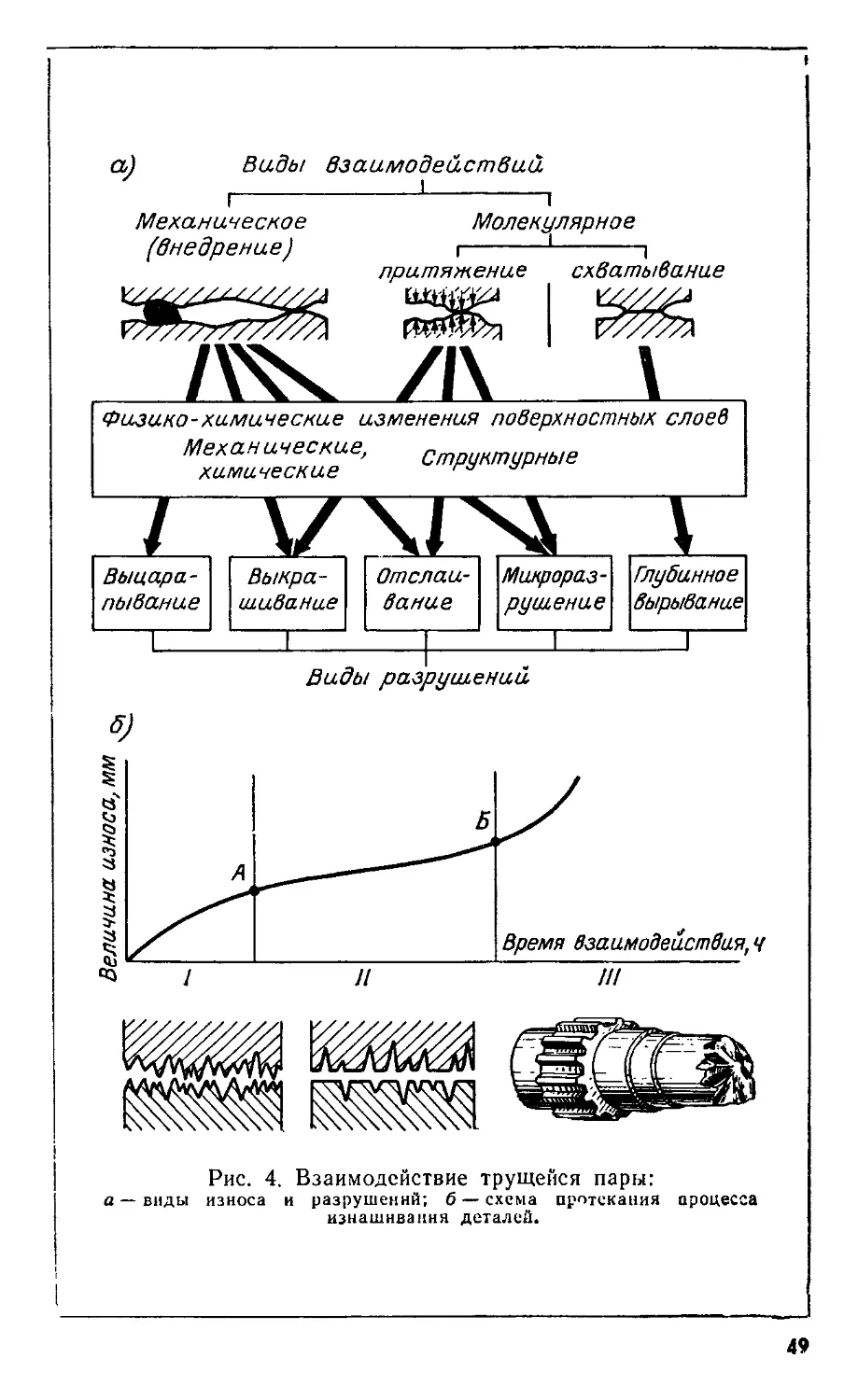
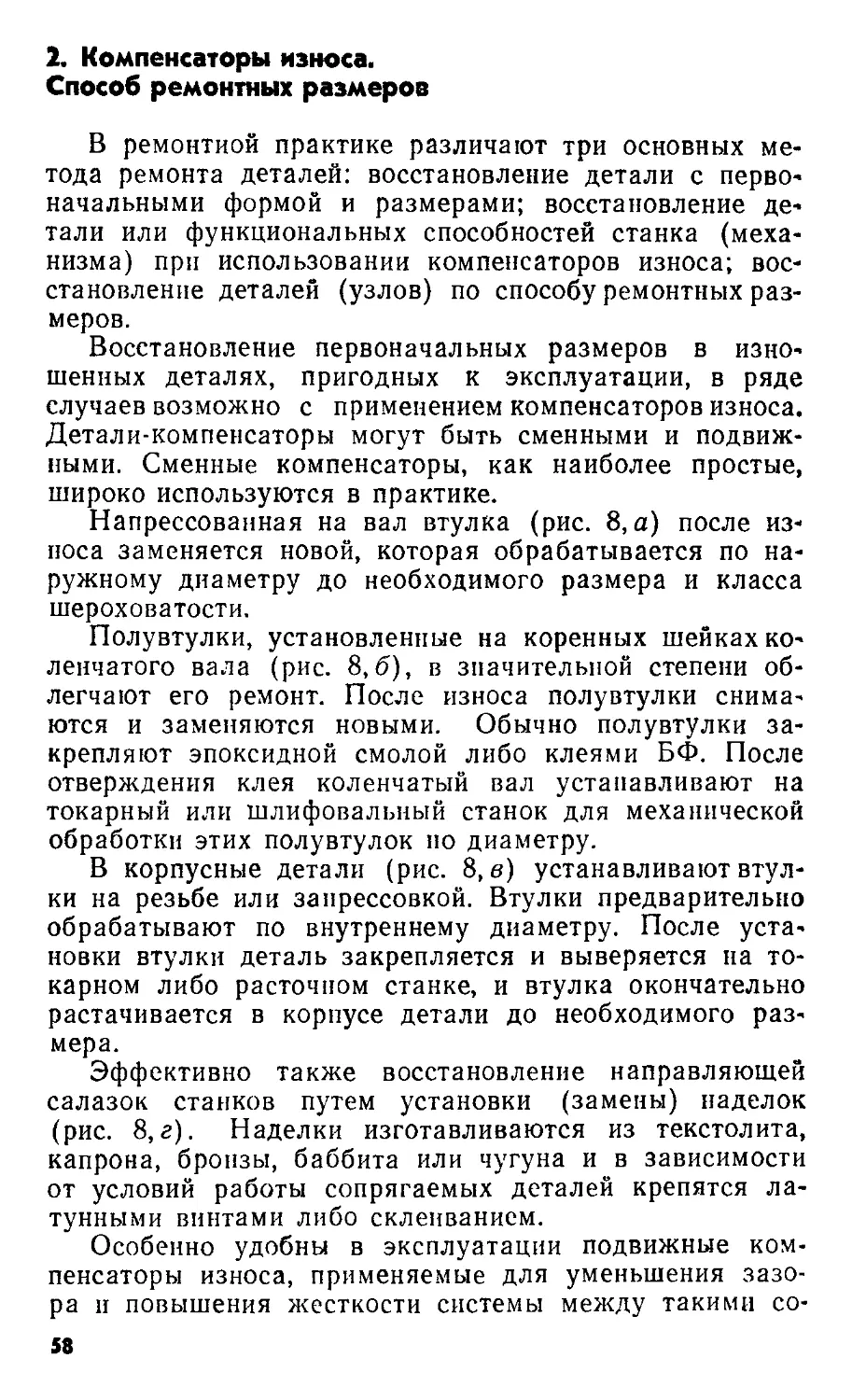
В настоящее время распространено понятие об изнашивании деталей машин, предложенное профессорами Б. И. Костецким, М. М. Хрущевым, И. В. Крагель-ским и др. Определено, что у деталей станков в зонах контакта их поверхностей можно выделить два основных вида взаимодействий: механическое и молекулярное. Эти взаимодействия вызывают физико-химические
а)
Вады взаимодействий.
Механическое (внедрение)
Молекулярное ।-----3—-----1
притяжение схватывание
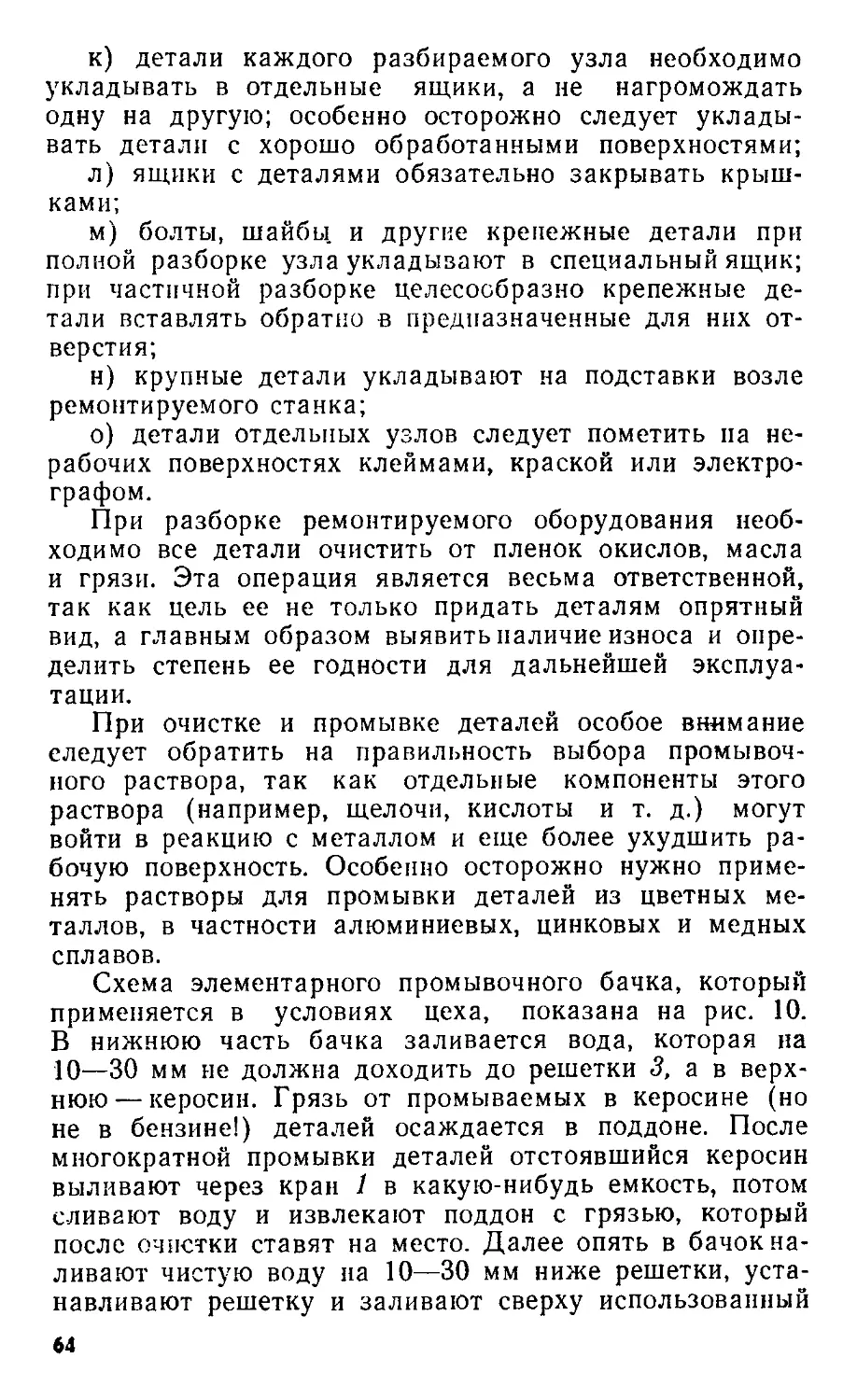
Рис. 4. Взаимодействие трущейся пары: а — виды износа и разрушений; б — схема протекания процесса изнашивания деталей.
изменения поверхностных слоев, что в свою очередь определяет различные виды поверхностных разрушений деталей станков и механизмов (рис. 4,а). Эти разрушения определяют износ деталей, в конечном счете приводящий к полному выходу их из строя (рис. 4,6).
Исходя из видов взаимодействий сопряженных поверхностей взаимосвязанных деталей и соответствующих им видов разрушений, в практике различают несколько видов изнашивания.
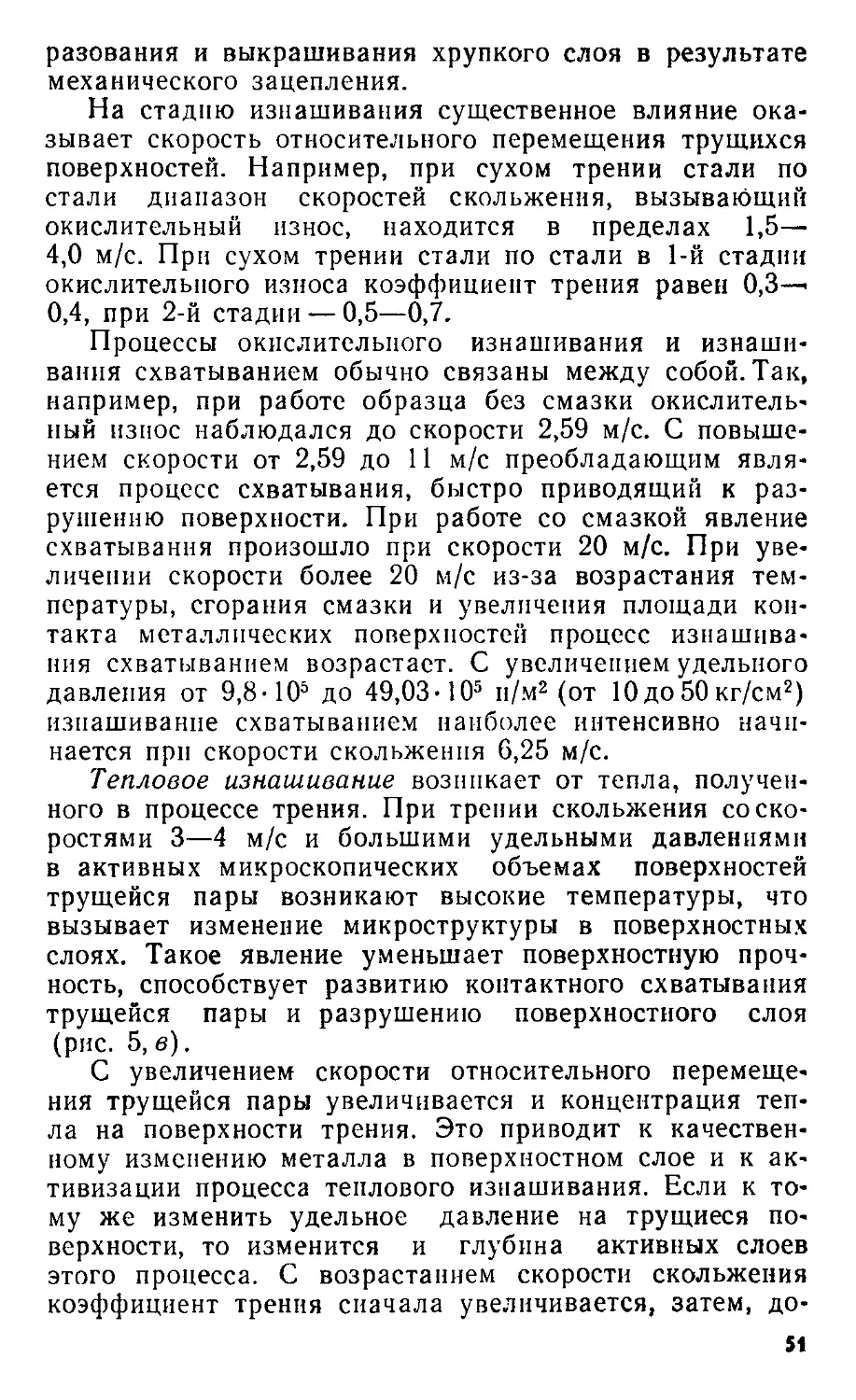
Изнашивание схватыванием возникает при трении скольжения с относительно малыми скоростями перемещения трущихся поверхностей (меньше 1,0 м/с для стали) и удельными давлениями, превышающими предел текучести материала на участках фактического контакта, при отсутствии смазки и защитной пленки окис-лов. Коэффициент трения при схватывании достигает 1,0—4,0. Данному виду изнашивания соответствует определенный вид поверхности детали (рис. 5,а). Вид деталей с признаками так называемого окислительного изнашивания показан на рис. 5,6.
Подобный процесс происходит при трении, когда с поверхностными слоями деформируемого металла кислород, диффундируя, образует твердый раствор кислорода и его химических соединений в металле. В этом случае одновременно протекают два процесса: микро-пластическая деформация поверхностных слоев и диффузия кислорода в пластически деформируемые объемы металла. Проникновению (диффузии) кислорода в металл способствует пластическая деформация, которая при этом резко увеличивается. Интенсивность диффузии происходит из-за возникновения большого количества плоскостей скольжения при пластической деформации поверхностных слоев, которые способствуют проникновению кислорода в металл.
Увеличение пластической деформации возникает из-за громадного количества движущихся атомов кислорода, скопившегося на плоскостях скольжения и выполняющих при внутреннем трении как бы роль смазки. В начале окислительного изнашивания (1-я стадия — образование твердых растворов) трущиеся поверхности изнашиваются из-за постоянного образования и износа окисленных слоев металла. В продолжении процесса окислительного изнашивания (2-я стадия — образование химических соединений) происходит износ из-за об-so
разования и выкрашивания хрупкого слоя в результате механического зацепления.
На стадию изнашивания существенное влияние оказывает скорость относительного перемещения трущихся поверхностей. Например, при сухом трении стали по стали диапазон скоростей скольжения, вызывающий окислительный износ, находится в пределах 1,5— 4,0 м/с. При сухом трении стали по стали в 1-й стадии окислительного износа коэффициент трения равен 0,3— 0,4, при 2-й стадии — 0,5—0,7.
Процессы окислительного изнашивания и изнашивания схватыванием обычно связаны между собой. Так, например, при работе образца без смазки окислительный износ наблюдался до скорости 2,59 м/с. С повышением скорости от 2,59 до 11 м/с преобладающим является процесс схватывания, быстро приводящий к разрушению поверхности. При работе со смазкой явление схватывания произошло при скорости 20 м/с. При увеличении скорости более 20 м/с из-за возрастания температуры, сгорания смазки и увеличения площади контакта металлических поверхностей процесс изнашивания схватыванием возрастает. С увеличением удельного давления от 9,8-Ю5 до 49,03-Ю5 п/.м2 (от 10 до 50 кг/см2) изнашивание схватыванием наиболее интенсивно начинается при скорости скольжения 6,25 м/с.
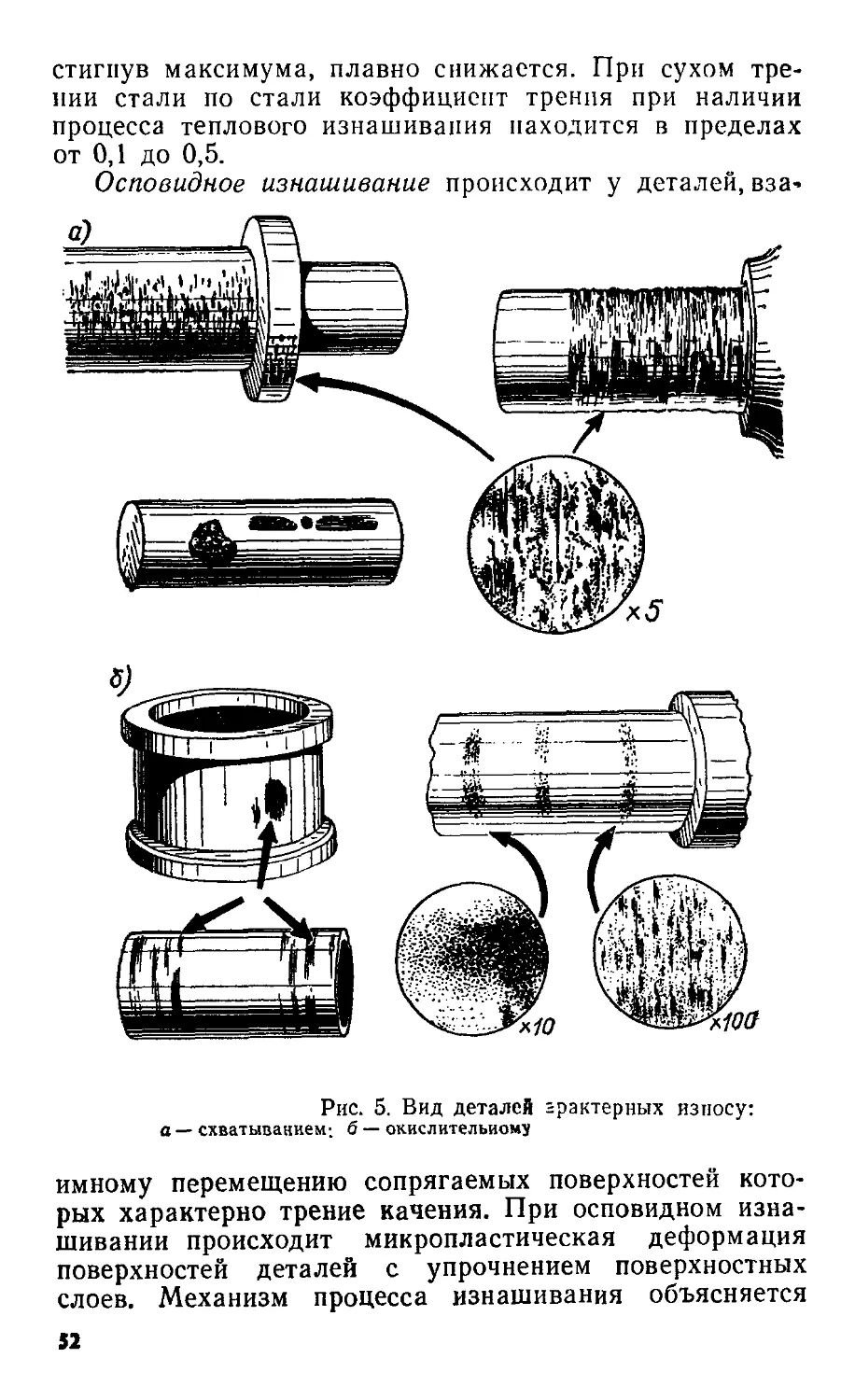
Тепловое изнашивание возникает от тепла, полученного в процессе трения. При трении скольжения со скоростями 3—4 м/с и большими удельными давлениями в активных микроскопических объемах поверхностей трущейся пары возникают высокие температуры, что вызывает изменение микроструктуры в поверхностных слоях. Такое явление уменьшает поверхностную прочность, способствует развитию контактного схватывания трущейся пары и разрушению поверхностного слоя (рис. 5, в).
С увеличением скорости относительного перемещения трущейся пары увеличивается и концентрация тепла на поверхности трения. Это приводит к качественному изменению металла в поверхностном слое и к активизации процесса теплового изнашивания. Если к тому же изменить удельное давление на трущиеся поверхности, то изменится и глубина активных слоев этого процесса. С возрастанием скорости скольжения коэффициент трения сначала увеличивается, затем, ДО-
стигпув максимума, плавно снижается. При сухом трении стали по стали коэффициент трения при наличии процесса теплового изнашивания находится в пределах от 0,1 до 0,5.
Осповидное изнашивание происходит у деталей, вза-
Рис. 5. Вид деталей арактерных износу: а — схватыванием; 5 — окислительному
имному перемещению сопрягаемых поверхностей которых характерно трение качения. При осповидном изнашивании происходит микропластическая деформация поверхностей деталей с упрочнением поверхностных слоев. Механизм процесса изнашивания объясняется 52
возникновением сложного напряженного состояния активных объемов металла у поверхности трения с появлением усталости при повторно-переменных нагрузках, которые вызывают течение металла в поверхностных слоях.
Рис. 5. Вид деталей зрактерных износу:
в) — тепловому; г — осповидпому.
Такое явление вызывает появление микротрещин и впадин на поверхностях контакта, что зависит от величины удельных давлений, количества и частоты циклов нагружения, размеров и формы деталей и от механических свойств металла работающих в паре деталей. По-
степенное разрастание трещин при осповидном изнашивании обусловлено концентрацией напряжений, коррозией металла и расклинивающим действием смазки. В дальнейшем образовавшиеся более крупные трещины и впадины являются очагами быстрого разрушения металла (рис. 5,г). Осповидному износу на одних и тех же участках поверхности часто сопутствует окислительный износ.
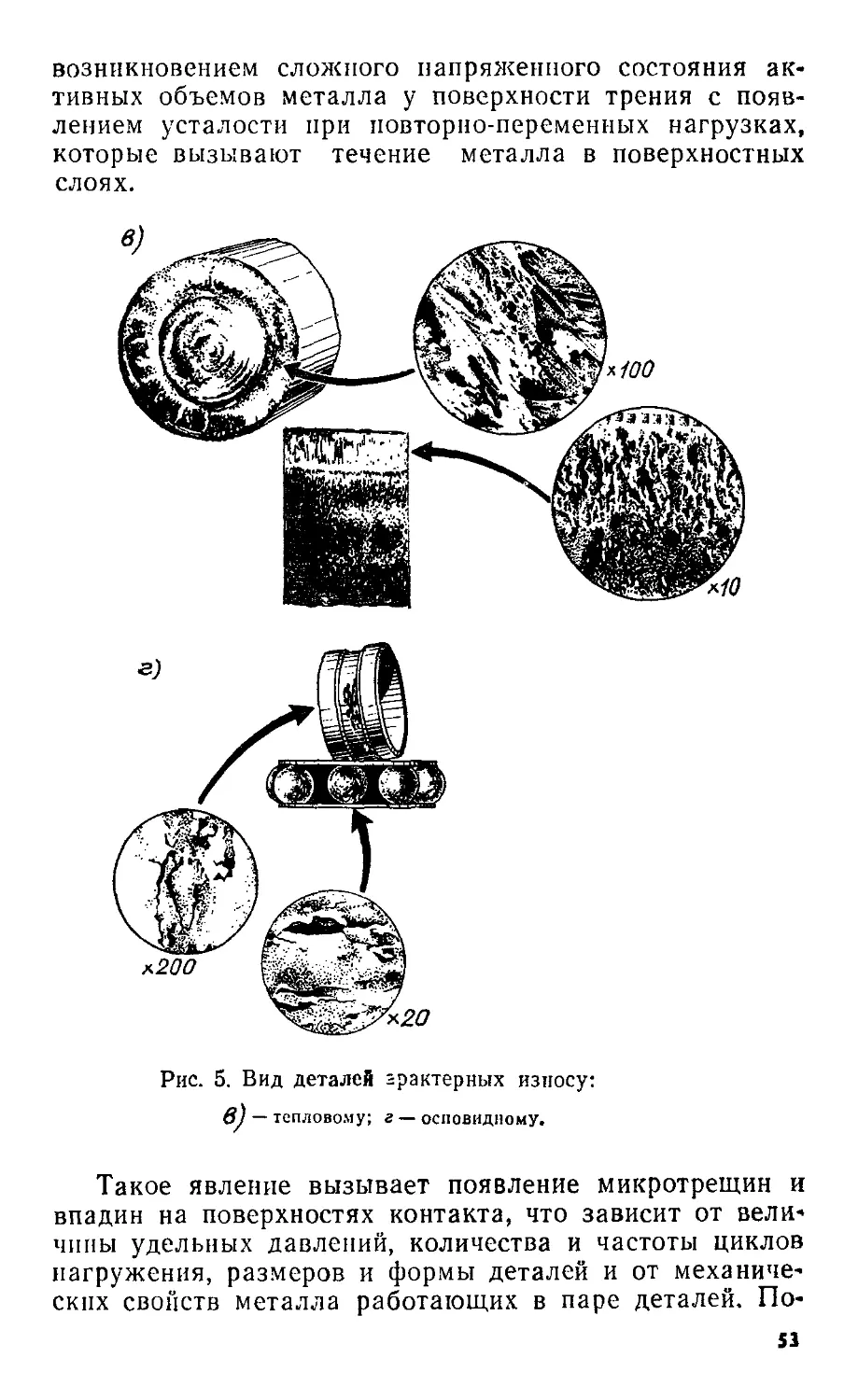
Рис. 6. Абразивное изнашивание:
а — пластическая деформация в поверхностных слоях; б —внедрение абразивных частиц; в — срезание абразивными частицами мнкрообъ* емов металла; г — вид изношенных деталей.
Абразивное изнашивание происходит в результате царапающего действия твердых частиц, попадающих между трущимися поверхностями. Эти частицы, хаотически ориентированные острыми ребрами относительно изнашиваемой поверхности, режут металл, деформируют его, оставляя следы в виде царапин (рис. 6).
Процессу абразивного изнашивания характерны три вида воздействия твердых частиц на сопряженные поверхности:
а) воздействие па сопряженные поверхности твердыми частицами, принадлежащими одной из работающих деталей;
б) воздействие посторонних частиц на одну из работающих деталей;
в) воздействие посторонних частиц на обе работающие детали в зоне их контакта.
В практике износ деталей станков и механизмов происходит, как правило, при протекании различных процессов изнашивания. Изменение условий работы той или иной детали или постоянство этих условий приводит лишь к тому, что какой-то из процессов изнашивания становится преобладающим и определяющим потерю работоспособности детали.
Способность детали противостоять износу определяется как ее износостойкость. Это качество деталей станков зависит от множества факторов, среди которых следует в первую очередь назвать материал детали и его свойства, микро- и макрорельеф поверхностей контакта, физико-химические свойства поверхностного слоя детали, методы обработки деталей, условия эксплуатации и т. д. Естественно, что на износостойкость и работоспособность восстановленных (отремонтированных) деталей в значительной степени оказывают влияние качество и правильность выполнения ремонтных работ.
Влияние материала детали, его свойств и особенно свойств поверхностного контактного слоя на износостойкость деталей особенно велико.
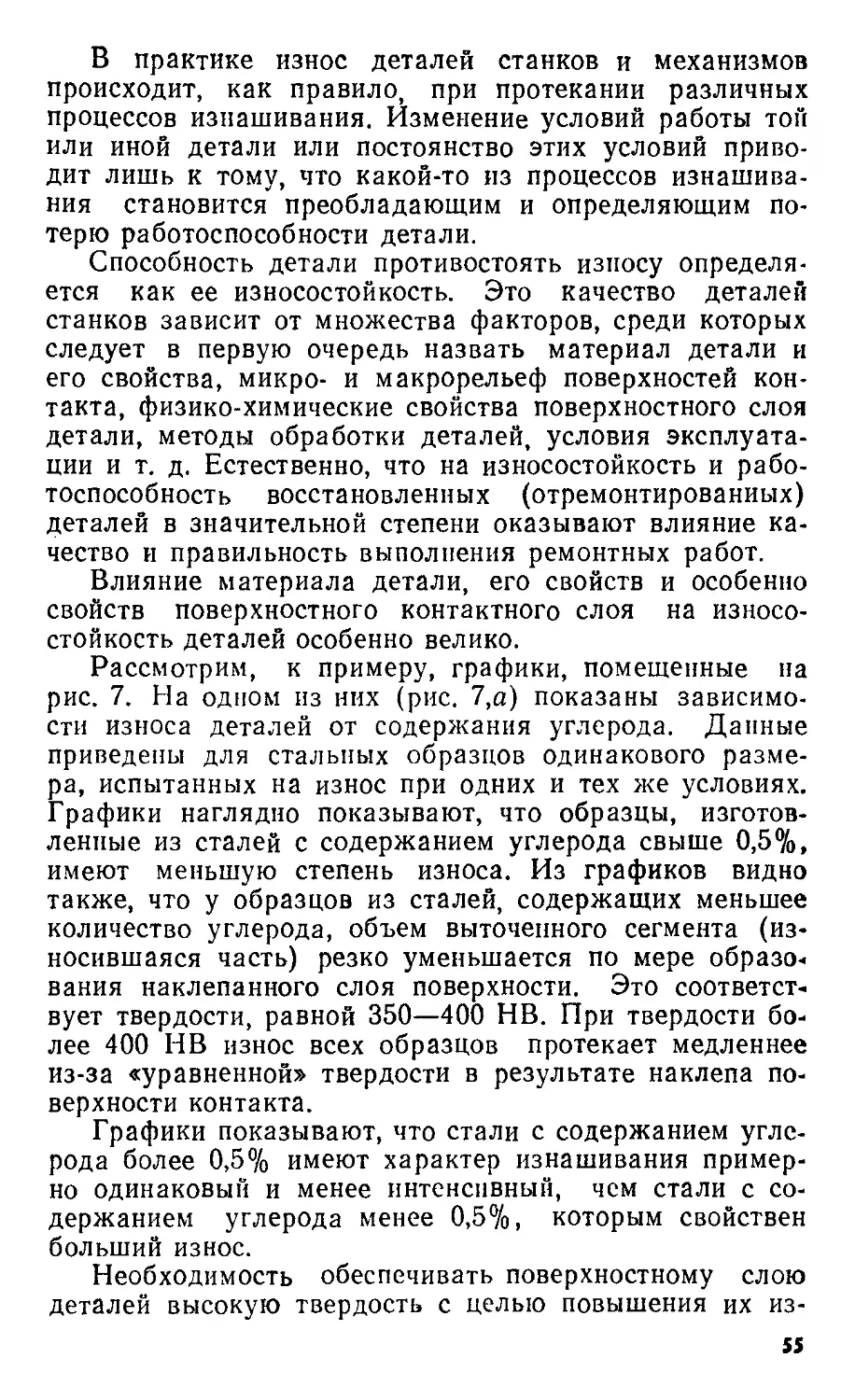
Рассмотрим, к примеру, графики, помещенные на рис. 7. На одном из них (рис. 7,а) показаны зависимости износа деталей от содержания углерода. Данные приведены для стальных образцов одинакового размера, испытанных на износ при одних и тех же условиях. Графики наглядно показывают, что образцы, изготовленные из сталей с содержанием углерода свыше 0,5%, имеют меньшую степень износа. Из графиков видно также, что у образцов из сталей, содержащих меньшее количество углерода, объем выточенного сегмента (износившаяся часть) резко уменьшается по мере образования наклепанного слоя поверхности. Это соответствует твердости, равной 350—400 НВ. При твердости более 400 НВ износ всех образцов протекает медленнее из-за «уравненной» твердости в результате наклепа поверхности контакта.
Графики показывают, что стали с содержанием углерода более 0,5% имеют характер изнашивания примерно одинаковый и менее интенсивный, чем стали с содержанием углерода менее 0,5%, которым свойствен больший износ.
Необходимость обеспечивать поверхностному слою деталей высокую твердость с целью повышения их из-
носостойкости приведена в графике, на котором показаны сравнительные испытания деталей типа «гильза» (рис. 7,6). Как видно из графика, у чугунных гильз в процессе их эксплуатации наблюдается достаточно интенсивный износ, при котором увеличение диаметра гильзы на 0,20—0,25 мм происходит примерно через 2000 ч работы. Более износостойки стальные гильзы,
о) | so
go 30
h" н « X ю
Твердость НВ (по Бринеллю)
—fv С 0,88%\
С 0,31% ' Юоб/мин Для сталей.
~с содержанием С <0,5°%
о
1OO 200 300 400 500
Твердость НВ (по Бринеллю)
Рис. 7. Зависимость изношенности деталей от влияния: а — содержание углерода в стали; б — вида (характера) обработки коп* тактиой поверхности.
1- чугунная;
2- стальная азотированная}
3- стальная хромированная.
рабочая поверхность отверстия у которых азотирована или хромирована.
Как показывают исследования, азотирование, а особенно хромирование рабочей поверхности гильз (и других деталей) полностью ликвидирует окислительные явления, что снижает наиболее разрушительные окислительный износ и износ схватыванием деталей с этим видом покрытий. Это объясняется резким увеличением сопротивляемости пластическим деформациям поверх
ностных слоев деталей, подвергнутых азотированию и хромированию, и проникновению в них кислорода. Износ хромированных (азотированных) деталей, как правило, происходит из-за абразивного действия контактных деталей, посторонних, частиц и выкрашивающихся частиц хромированного слоя, который недостаточно сцепляется с поверхностью защищаемой детали и обладает большими остаточными напряжениями.
Величина шероховатости поверхностей в трущихся парах также оказывает большое влияние на износостойкость деталей, при этом большое значение имеет и метод обработки поверхности, которым заданная шероховатость достигнута. В этом отношении в настоящее время предпочтение отдается методам обработки, основанным на пластическом деформировании поверхностных слоев деталей, работающих в условиях интенсивного трения. Эти методы в ряде случаев обеспечивают не только требуемую шероховатость поверхности и ее некоторое упрочнение, но и определенный макрорельеф этой поверхности, от правильного выбора которого также в значительной степени зависит износостойкость деталей [15].
Некоторые данные об износостойкости деталей, обработанных различными методами, приведены в табл. 12.
ТАБЛИЦА 12
Зависимость износа деталей от качества шлифования
Качество шлифования Параметр шероховатости, мкм (ИСО МС-2632) Уменьшение диаметра детали при первичном износе, мм
Грубое 3,2 0,015
Обычное 0,80 0,010
Чистое 0,40 0,005
Тонкое 0,10 0,0025
Примечание. Неровности при обработке приводят к уменьшению опор-
ной поверхности, повышению удельного давления и ускоренному износу*
После приработки опорная поверхность увеличивается износа падает. , и интенсивность
Более подробно с вопросами износа деталей станков можно познакомиться в соответствующей литературе.
2. Компенсаторы износа.
Способ ремонтных размеров
В ремонтной практике различают три основных метода ремонта деталей: восстановление детали с первоначальными формой и размерами; восстановление детали или функциональных способностей станка (механизма) при использовании компенсаторов износа; восстановление деталей (узлов) по способу ремонтных размеров.
Восстановление первоначальных размеров в изношенных деталях, пригодных к эксплуатации, в ряде случаев возможно с применением компенсаторов износа. Детали-компенсаторы могут быть сменными и подвижными. Сменные компенсаторы, как наиболее простые, широко используются в практике.
Напрессованная на вал втулка (рис. 8, а) после износа заменяется новой, которая обрабатывается по наружному диаметру до необходимого размера и класса шероховатости.
Полувтулки, установленные на коренных шейках коленчатого вала (рис. 8,6), в значительной степени облегчают его ремонт. После износа полувтулки снимаются и заменяются новыми. Обычно полувтулки закрепляют эпоксидной смолой либо клеями БФ. После отверждения клея коленчатый вал устанавливают на токарный или шлифовальный станок для механической обработки этих полувтулок по диаметру.
В корпусные детали (рис. 8, в) устанавливают втулки на резьбе или запрессовкой. Втулки предварительно обрабатывают по внутреннему диаметру. После установки втулки деталь закрепляется и выверяется на токарном либо расточном станке, и втулка окончательно растачивается в корпусе детали до необходимого размера.
Эффективно также восстановление направляющей салазок станков путем установки (замены) наделок (рис. 8,г). Наделки изготавливаются из текстолита, капрона, бронзы, баббита или чугуна и в зависимости от условий работы сопрягаемых деталей крепятся латунными винтами либо склеиванием.
Особенно удобны в эксплуатации подвижные компенсаторы износа, применяемые для уменьшения зазора п повышения жесткости системы между такими со
прягаемыми деталями, как станина — суппорт, стол — каретка, станина — консоль и т. д. Они путем лишь регулировки позволяют компенсировать износ деталей станка.
Конструкции подвижных компенсаторов различны (рис. 8, д, е). Наиболее применимы в станках подвижные компенсаторы с промежуточными элементами типов
Рис. 8. Компенсаторы износа:
а _ВТулка; б — полувтулка; в — втулка с резьбой; г — наделки] д — регулируемая планка; е — клин.
«планка» и «клин». Перемещая клин вдоль направляющих винтами, установленными на обоих концах клина, и поджимая его (рис. 8, е), можно получить необходимый зазор или вообще (при необходимости) заклинить сопрягаемые детали. Последнее бывает необходимо, если требуется повысить жесткость станка при выполнении той или иной операции (например, отрезка, чистовая расточка и т. п.).
Способ ремонтных размеров. Некоторые детали или
для сопрягаемых деталей типа
Рис. 9. Схема ремонтных размеров: / — ремонтируемая деталь (вал); 2 — из* готовляемая деталь (втулка).
отдельные их элементы невозможно восстановить до прежних размеров либо процесс восстановления является экономически нецелесообразным. В этом случае ремонт осуществляется способом ремонтных размеров. Наиболее часто способ ремонтных размеров применим «вал — втулка». В этом случае из двух сопрягаемых деталей ремонтируется одна, наиболее дорогостоящая или металлоемкая деталь, а другая изготовляется заново. Перевод ремонтируемой деталина ремонтный размер в ряде случаев может быть произведен до четырех раз. Обычно ремонтные размеры для часто ремонтируемых деталей рассчитываются заранее, но можно определить эти размеры и в процессе ремонта.
При переводе деталей на следующий ремонтный размер диаметр ремонтируемого вала постепенно уменьшается, а диаметр отверстия ремонтируемой детали постепенно увеличивается.
Очередной ремонтный размер ремонтируемого вала (рис. 9) может быть определен по формуле:
dVn=da—2лв(8в+5'в), мм, (1)
где da — номинальный размер диаметра вала новой детали, мм;
Пв — порядковый номер ремонтного размера вала;
6в — величина допустимого износа вала (па одну сторону) за межремонтный период, мм;
бв — припуск на механическую обработку вала за один ремонт (на одну сторону), мм.
Ремонтный интервал диаметра вала равен:
7В—2(8в+8'в), мм.
С учетом ремонтного интервала формула (1) примет вид:
dfn=da—пув, мм. (2)
При расчете ремонтного размера отверстия следует учитывать, что отверстие при ремонте детали увеличится, поэтому формула для определения ремонтного размера отверстия будет иметь такой вид:
DPn=Dlt+n0io, мм, (3)
где Du — номинальный размер диаметра отверстия новой детали;
по — порядковый номер ремонтного размера отверстия;
Уо — ремонтный интервал диаметра отверстия, мм. Количество ремонтных размеров устанавливается исходя из предельно допустимого размера сопрягаемых элементов деталей, а именно, из минимального диаметра ремонтируемого вала dmin и максимального диаметра ремонтируемого отверстия DmBx. Величины Dmax и dmin определяются аналитическим путем исходя из расчета на прочность и конструктивных особенностей детали.
Количество ремонтных размеров определяется по следующим формулам:
для вала
____—dm i n—2Вв гЪп -“ .
Рв 7в ’
для отверстия
Dmax 2В0 rtpo То '
Между DB, dB — первоначальными диаметрами и Z)max, dmm — предельными размерами устанавливаются промежуточные ремонтные размеры, которые приведены в табл. 13.
Способ ремонтных размеров применяется не только для простых деталей типов «вал — втулка», «поршень — гильза» и т. п., но и для деталей типов «шпиндель —
Зависимости для определения промежуточных ремонтных размеров
Промежуточные ремонтные размеры
для вала для отверстия
DPl=DK+i
dp2=d„-2T Dp^D„+2y
rfpa=rf>.—3-f DpJ=Du+3f
£>ри=£>н+/11
подшипники», корпусные детали с валами и т. д. Например, при ремонте шестеренчатого насоса вместо установки компенсационных втулок можно расточить корпус под ремонтный размер, изготовив новые шестерни.
Ремонтные размеры могут быть применены и для резьбовых соединений, где при износе увеличивают внутренний размер резьбы (гайки), а винты заменяют новыми. В частности, подобным методом ремонтируют корпусные детали с резьбовыми отверстиями.
3. Подготовка оборудования к ремонту
До передачи станка в ремонт производят предварительный тщательный осмотр его и выявляют дефекты путем опроса рабочих, работающих на данном станке, проверкой геометрической точности и жесткости взаимодействующих узлов, анализом записей в журнале работников ремонтной службы.
Перед разборкой станка для ремонта из резервуаров сливаются масло и охлаждающая жидкость. Станок должен быть очищен от стружки, грязи, пыли и смазки. Площадку около ремонтируемого станка основа
бождают от загромождающих изделий и оснащают подъемно-транспортными средствами, необходимыми для разборки или ремонта, если ремонт ведется без съема станка с фундамента. Подготовив площадку и очистив станок, электромонтер отключает его от электросети, изолирует концы оставшихся проводов и кабельных выводов, снимает предохранители с электрощитка. Далее со станка снимаются приводные ремни, полумуфты вала двигателя и на месте ремонта вывешивается табличка «Не включать — ремонт!».
Первоначальная разборка станка производится не-расчленепными узлами, каждый из которых в дальнейшем разбирается на детали. Необходимость разборки узлов определяется видом и задачами ремонта.
Разборка металлорежущего станка или другого вида оборудования должна производиться с соблюдением следующих правил:
а) перед разборкой ознакомиться с техническим паспортом, кинематической и гидравлической схемами, чертежами основных частей; составить схему-график разборки-сборки; последнее обязательно к выполнению при ремонте сложного оборудования;
б) если кинематическая или гидравлическая схема в техдокументации на станок отсутствует, ее нужно составить в процессе разборки ремонтируемого станка;
в) произвести дефектацию деталей и составить дефектную ведомость;
г) разборку станка и его узлов следует начинать со снятия предохранительных щитков, кожухов и крышек, чтобы обеспечить доступ к разбираемым узлам;
д) разборку нужно вести инструментами и приспособлениями, применение которых исключает возможность порчи годных деталей;
е) ударять молотками по деталям при разборке следует через подставки или выколотки из дерева либо мягкого металла;
ж) разбираемые детали надо снимать аккуратно, не допуская их перекосов, заклинивания и повреждений;
з) к трудно снимающимся деталям нельзя прилагать большие усилия; необходимо выяснить причину заедания и устранить ее;
и) разборка длинных валов должна производиться с применением нескольких опор;
к) детали каждого разбираемого узла необходимо укладывать в отдельные ящики, а не нагромождать одну на другую; особенно осторожно следует укладывать детали с хорошо обработанными поверхностями;
л) ящики с деталями обязательно закрывать крышками;
м) болты, шайбы, и другие крепежные детали при полной разборке узла укладывают в специальный ящик; при частичной разборке целесообразно крепежные детали вставлять обратно в предназначенные для них отверстия;
н) крупные детали укладывают на подставки возле ремонтируемого станка;
о) детали отдельных узлов следует пометить па нерабочих поверхностях клеймами, краской или электрографом.
При разборке ремонтируемого оборудования необходимо все детали очистить от пленок окислов, масла и грязи. Эта операция является весьма ответственной, так как цель ее не только придать деталям опрятный вид, а главным образом выявитьпаличие износа и определить степень ее годности для дальнейшей эксплуатации.
При очистке и промывке деталей особое внимание следует обратить на правильность выбора промывочного раствора, так как отдельные компоненты этого раствора (например, щелочи, кислоты и т. д.) могут войти в реакцию с металлом и еще более ухудшить рабочую поверхность. Особенно осторожно нужно применять растворы для промывки деталей из цветных металлов, в частности алюминиевых, цинковых и медных сплавов.
Схема элементарного промывочного бачка, который применяется в условиях цеха, показана на рис. 10. В нижнюю часть бачка заливается вода, которая на 10—30 мм не должна доходить до решетки <3, а в верхнюю— керосин. Грязь от промываемых в керосине (но не в бензине!) деталей осаждается в поддоне. После многократной промывки деталей отстоявшийся керосин выливают через кран 1 в какую-нибудь емкость, потом сливают воду и извлекают поддон с грязью, который после очистки ставят на место. Далее опять в бачок наливают чистую воду на 10—30 мм ниже решетки, устанавливают решетку и заливают сверху использованный
ранее керосин. Рассмотренная конструкция позволяет использовать керосин многократно, что дает большую экономию его при проведении ремонтных работ.
В процессе разборки станка промывку деталей ре-
комендуется производить непосредственно у места разборки станка, пользуясь также передвижным промывочным устройством, обычно состоящим из ванн пред-
варительной и окончательной промывки.
В качестве моющих растворов для черных металлов применяются следующие:
а) водный 3—5-процентный раствор кальцинированной соды, подогретый до температуры 60—80° С; к раствору для лучшего обезжиривания добавляют эмульгатор (мыло, асидол) из расчета 3—10 г на 1 л раствора;
б) полупроцентный водный раствор мыла;
в) трихлорэтилен, подогретый до 60—80°С (для мелких деталей);
г) раствор, состоящий из
Рис. 10. Промывочный бачок) / — кран для слива керосина; 2 — кран для слнва воды; 3 — решетка; 4 — керосин: 5 — поддон; 6 — вода.
каустической соды (10 г/л),
кальцинированной соды
(75 г/л), фосфорнокислого натрия (13 г/л) и хозяйственного мыла (2 г/л).
Для цветных металлов рекомендуется применять
моющий водный раствор тринатрийфосфата и кальцинированной соды (по 30 г/л каждого компонента).
В условиях ремонтно-механических цехов и ремонтных заводов для мойки и очистки деталей и узлов станков применяются стационарные моющие машины. Круп-
ные корпусные детали устанавливаются непосредственно на транспортер, а мелкие детали складываются в сетчатые ящики и подаются в моющую камеру. Транс-
портерная лента перемещает грязные детали сначала в моющую камеру, где горячие струи раствора смывают грязь и масло, а затем в промывочную камеру под горячие струи воды, смывающие раствор: далее детали (узлы) перемещаются в сушильную камеру под струн
3 И. С. Стсрин
65
горячего воздуха. Пройдя весь процесс мойки, детали выходят из машины и чистыми и сухими.
Дефектация деталей. Дефектацию промытых и просушенных деталей производят после комплектования их по узлам. Эта операция требует большого внимания. Каждая деталь тщательно осматривается (при необходимости через лупу), размеры отдельных элементов детали измеряются соответствующими инструментами. В отдельных случаях проверяется взаимодействие сопрягаемых деталей.
При дефектации деталей важно уметь определять имеющие место величины износа отдельных поверхностей.
Цель дефектации — выявить дефекты деталей, установить возможность ремонта или определить необходимость замены детали.
В процессе дефектации детали сортируют на три группы: годные, ремонтнопригодные и негодные. К годным относят детали, износ рабочих поверхностей у которых не вышел за пределы допуска на те или иные размеры, определяющие эти рабочие поверхности. У ре-монтнопригодиых деталей износ может быть выше предельных допусков, но ремонт таких деталей экономически целесообразен.
Макро- и микротрещины, поломка отдельных частей, чрезмерный износ тех или иных рабочих поверхностей и другие серьезные дефекты у деталей, которые экономически нецелесообразно ремонтировать, являются основанием считать их негодными. При ремонте такие детали заменяются новыми.
При сортировке деталей по группам рекомендуется их помечать краской: годные — белой, ремонтнопригодные—зеленой, негодные — красной.
В зависимости от назначения детали или от предполагаемого дефекта процесс дефектации производят различными способами.
Наружный осмотр используется для определения поверхностных дефектов: трещин, забоин, раковин, изгиба, значительных износов, поломок и т. п., т. е. дефектов, обнаружение которых возможно визуально.
Остукивание детали молотком или рукояткой молотка позволяет обнаружить внутренние трещины, о чем свидетельствует дребезжащий звук. Этот процесс следует выполнять осторожно, чтобы не оставлять следов (вмятин) на поверхности проверяемой детали.
ее
Гидравлические испытания применяют для обнаружения трещин или раковин в корпусных деталях. Прн испытании в детали заглушаются все отверстия, кроме одного, через внутреннюю полость которого нагнетается жидкость при давлении 2—3 кгс/см2. При наличии трещины или раковины наблюдается вытекание жидкости или запотевание стенок детали.
Измерения позволяют определить величину износа тех или иных рабочих поверхностей, отклонения элементов детали от правильной геометрической формы и нарушения во взаимном расположении поверхностей у детали. Выполняются измерения с помощью различных мерительных инструментов и приборов.
Проверка твердости детали позволяет обнаружить изменения, происходящие в материалах детали в процессе эксплуатации из-за наклепа, влияния высоких температур или агрессивных сред и т. п.
Проверка сопряжения деталей определяет наличие и величины зазоров, плотность и надежность неподвижных соединений, функциональную пригодность данного соединения и т. п.
Магнитная и ультразвуковая дефектоскопия предназначена для обнаружения скрытых дефектов в стальных и чугунных деталях. Действие магнитного дефектоскопа основано на различной магнитной проницаемости сплошного металла и металла с трещинами. При ультразвуковой дефектоскопии пороки металла выявляются при помощи ультразвуковых колебаний, которые отражаются на экране.
Керосиновая проба предназначена для обнаружения трещин. При выполнении этой пробы деталь погружают на 15—30 мин в керосин, затем тщательно протирают и покрывают мелом. Выступающий из трещины керосин увлажнит мел и даст четкие ее контуры.
В процессе дефектации составляется окончательная ведомость дефектов на ремонт, которая является исходным техническим и финансовым документом.
На каждом предприятии имеется сейчас своя форма ведомости дефектов, обусловленная спецификой ремонтируемого оборудования: технологическое, автотракторное, подъемно-транспортное и др.
Грамотно и подробно составленная ведомость дефектов существенно дополняет технологический процесс ремонта. Этот ответственный технический документ со-
ставляется технологом отдела главного механика (ОГМ) с участием мастера и бригадира ремонтной бригады, представителей отдела технического контроля (ОТК) и цеха-заказчика.
При проведении дефектации рационально использовать заранее заготовленные типовые ведомости дефектов. Эти ведомости отличаются от обычных тем, что в них внесены все изнашиваемые детали станка, определены различные возможные виды дефектов деталей и узлов и перечислены операции или даны краткие описания конкретных работ, подлежащих выполнению при ремонте. Такая ведомость представляет собой документ, синтезирующий опыт наиболее знающих работников ремонтной службы.
Типовая ведомость на ремонт резко упрощает процесс дефектации, сокращает время на ее оформление, при этом сохраняются порядковые номера пунктов ведомостей и деталей, что позволяет производить маркировку последних до их разбраковки и уменьшает число ошибок при решении метода ремонта.
При использовании типовой ведомости процесс дефектации в основном сводится к сверке обнаруженных дефектов ремонтируемых деталей с перечнем дефектов в типовой ведомости. Найдя в ведомости обнаруженный у детали дефект, подчеркивают соответствующий порядковый номер, операцию, группу операций и ремонтных работ. Если в типовой ведомости отсутствует нужная деталь или не предусмотрен возможный дефект у какой-либо детали, тогда в ведомости делают соответствующую дополнительную запись.
После оформления ведомости на ремонт осуществляется конструкторская проработка чертежей для проведения ремонта и изготовления деталей, а также оформляется технологическая документация. Эта ведомость является документом, по которому контролируют ход изготовления деталей, ремонта, сборки и сдачи станка после ремонта [24].
4. Заделка трещин штифтами.
Восстановление деталей хромированием и осталиванием
Выбор способа восстановления и упрочнения деталей при ремонте прежде всего зависит от условий, при которых производится ремонт; ремонтно-механический 68
завод, ремонтно-механический цех, условия цеховой ре' монтной бригады, условия срочного ремонта при значительном отдалении от ремонтных баз и многих других
факторов. Следовательно, в каждом конкретном случае можно выбирать такой способ ремонта, который будет наиболее прост, надежен и экономически целесообразен.
Заделка трещин штифтами. Этот метод особенно применим при ремонте деталей из чугуна. Чугунные детали плохо свариваются, кроме того, в отдельных случаях ремонтных работ сварку произвести затруднительно, например, из-за отсутствия специальных сварочных электродов, близкого расположения огнеопасных веществ, отдаленности от промышленных предприятий, срочности ремонта и др.Заделка трещин штифтами обеспечивает
Рис. 11. Заделка трещин штифтами.
достаточно хорошую герметичность, но не прочность.
Технологическая последовательность заделки трещины штифтами может быть предложена следующая (рис. 11):
1. Зачистить поверхность вокруг трещины и определить ее длину.
2. Сверлить отверстия на концах трещины (1 и 9) в «здоровом» металле.
3. Разметить и сверлить отверстия диаметром 5— 6 мм вдоль трещины с шагом равным 1,5 d, где d — 0 сверла (отверстия 2, 4, 6), и т. д.
4. Нарезать резьбу в отверстиях 1, 2, 4, 6, 9.
5. Нарезать резьбу на пластичной проволоке из медного сплава.
6. Ввернуть проволоку в отверстия /, 2, 4, 6 и 9, от-резав или откусив верхнюю часть ее, оставить 1,5—2мм выступающими над металлом детали (рис. 11,а).
7. Разметить и просверлить отверстия 3, 5, 7 и 8 между ввернутыми проволочными штифтами, задев на 0,25 диаметра соседние штифты (рис. 11,6),
8. Нарезать резьбу в просверленных отверстиях, ввернуть в них проволочные штифты.
9. Расчеканить выступающую часть штифтов и зачистить напильником.
10. Испытатьотремон-тированную деталь керосином на герметичность и закрасить поверхность.
Установка заплат.
Этот метод ремонта применяется для заделки пробоин и больших трещин. При заделке трещины на концах ее следует просверлить сквозные Отверстия для предотвращения ее роста, а на месте трещины установить заплату. На чу-
Рис. 12. Заделка трещин металл* ками:
/ — стержень (металлка^ 2 —вставленный стержень; 3 — отверстие под стержень.
гунных, дюралюминиевых и силуминовых деталях заплаты крепят винтами, а на деталях из других материалов— заклепками либо винтами.
Для обеспечения герметичности заплату ставят на краску, эпоксидную смолу либо под заплату устанавливают прокладку. Для расчеканки кромки заплаты скашивают под углом 70—80°. Толщина односторонней заплаты берется равной толщине стенки детали, двусторонней— половине толщины стенки.
После установки заплат прочность отремонтированной детали выше, чем после аналогичного ремонта с использованием штифтов.
Ремонт чугунных деталей холодной клепкой (установка металлок). Этот способ (рис. 12) используется при ремонте массивных чугунных деталей. Он ие требует больших денежных затрат и обеспечивает высокую прочность отремонтированных деталей. При ремонте
детали поперек трещины последовательно сверлят ряд несквозных отверстий глубиной, обеспечивающей толщину оставшегося дна не менее диаметра сверла. Далее перемычки между отверстиями фрезеруют, благодаря чему образуется паз волнообразной формы. По пазу подгоняют стержни, обычно из высокопрочного материала (например, из железоникелевого сплава). В паз устанавливают не менее двух стержней, после чего их расчеканивают.
При ремонте деталей с длинными трещинами по их длине делают несколько пазов. Расстояние Н между пазами определяется по формуле:
/ (Зо) \
(A/=0,8SН- + 1), мм,
' LapJ '
где S — ширина паза (стержня), мм;
[сгр] — допускаемое напряжение на растяжение материала детали, кгс/мм2;
[о'р] — допускаемое напряжение на растяжение материала стержня, кгс/мм2.
Этот способ следует применять для деталей с толщиной стенки не менее 7 мм (станины металлорежущих станков и кузнечно-прессового оборудования, детали прокатных станов и др.).
Восстановление деталей хромированием. Положительные свойства хромового покрытия — высокая твердость, низкий коэффициент трения и большая сопротивляемость износу — позволяют широко использовать его при восстановлении деталей машин. Для обеспечения «смачиваемости» детали маслом применяется точечное или канальчатое покрытие. Каналы или точки, созданные в слое хрома, служат резервуарами для удержания смазки, что предохраняет поверхность покрытия от задиров и сухого трения.
При хромировании сетка трещин на хромовых покрытиях появляется при определенных плотностях тока и при определенной температуре электролита (рис. 13, а). Объем осаждающегося хрома вследствие перехода из гексагональной формы решетки в кубическую, как правило, уменьшается. Сокращению объема осажденного слоя хрома препятствует основной металл детали, что сопровождается возникновением в покрытии растягивающих усилий. По мере увеличения толщины покрытия растягивающие усилия возрастают и достигают вели-
чины, превышающей предел прочности хрома на разрыв. Эти напряжения в слое хрома и являются причиной образования трещин в покрытии.
Для увеличения густоты и глубины сетки трещин в слое хрома применяется химическое и электролитическое травление покрытия, а иногда пористость получают механическим путем.
Температурите
Рис. 13. Хромирование: а — график зависимости характера процесса хромирования от плот« ногти тока и температуры электролита; б—вид поверхности хроми* рованного покрытия с канальчатой пористостью; а —то же, с точечной пористостью.
При анодном травлении молочных и молочно-бль-стящих осадков хрома пористость покрытия имеет ка-нальчатый вид, который характеризуется тем, что после анодного травления на поверхности хромового покрытия получается сетка, состоящая из небольших площадок, окаймленных мелкими каналами (рис. 13,6).
Точечный вид пористости получается при анодной обработке матовых и матово-блестящих осадков хрома. В результате обработки этих осадков на поверхности покрытия возникают небольшие углубления в виде отдельных точек (рис. 13,в). Механическую обработку такого покрытия следует производить до анодного травления. Это делается для того, чтобы при шлифовании детали частицы хрома и зёрна абразива не забивали пор и каналов покрытия.
тг
Технологическая последовательность хромирования поверхностей деталей может быть предложена следую-щей:
1. Промывка, очистка и сушка деталей.
2. Определение шероховатости поверхности деталей, которые должны соответствовать Ra = 0,44-0,1 мкм.
3. Монтаж деталей на подвеске.
4. Обезжиривание деталей в ванне при температуре раствора 80° С или обезжиривание деталей электролитическим путем.
5. Промывка деталей в горячей воде.
6. Изоляция нехромируемых участков деталей целлулоидом.
7. Зачистка хромируемой поверхности тонкой шкуркой или. обезжиривание венской известью.
8. Промывка деталей в холодной воде.
9. Декапирование — удаление окислов для обеспечения плотности сцепления хрома с поверхностью деталей.
10. Хромирование.
11. Промывка деталей в дистиллированной воде (для сбора раствора хромового ангидрида).
12. Промывка деталей в проточной воде.
13. Демонтаж деталей и снятие изоляции.
14. Промывка деталей в горячей воде и сушка.
15. Контроль качества покрытия.
16. Контроль размеров хромированных поверхностей деталей с целью определения припуска на механическую обработку.
При восстановлении крупных деталей хромированием возникает ряд затруднений из-за отсутствия ванн необходимых размеров, сложностей изоляции нехромируемых поверхностей, недостаточной мощности существующего питания и др. Хромирование изношенных поверхностей крупных деталей возможно либо вне ванны в струе электролита, либо с помощью переносных ванн.
При хромировании внутренних поверхностей гальванической ванной и катодом может служить сама деталь.
Процесс хромирования поверхностей деталей ведется при высокой плотности тока в пределах 50—100 А/м2, обеспечивающей повышенную производительность наращивания слоя хромового покрытия. Увеличение скорости протекания подогретого до 45° С электролита спо-
собствует росту микротвердости покрытия с 700—800 до 900—1000 кгс/мм2. Износостойкость покрытия в проточном электролите возрастает в 1,5—2 раза по сравнению с покрытиями, полученными в электролитической ванне. Во избежание отслаивания общая толщина хромового покрытия не должна превышать 0,15 мм. Припуск на шлифование, зависящий от размеров детали и ее формы, допускается в пределах 0,03—0,1 мм.
Осталиванне (железнение) — гальваническое наращивание слоя железа — один из эффективных методов восстановления деталей при ремонте. Производительность этого процесса в 15—20 раз выше, чем при хромировании. Большая скорость осаждения железа и низкая стоимость исходного материала определяют экономическую целесообразность этого процесса. Осталива-нием на поверхности деталей можно нанести слой толщиной до 3 мм, что необходимо при большом их износе. С увеличением толщины покрытия прочность слоя железа уменьшается не в такой степени, как при хромировании. В ремонтной практике для осталиванпя наибольшее применение получили хлористые электролиты, так как они позволяют получить покрытия более высокого качества и с большей производительностью, чем сернокислые.
Электролиз при осталивании с хлористым электролитом производится при температуре 95—100°С и плотности тока 10—20 А/м2. Скорость осаждения железа при этих режимах составляет 0,4—0,5 мм/ч на 1 дм2.
При так называемом твердом осталивании, процесс которого ведется при температуре электролита 60— 80° С и плотности тока 40—60 А/м2, получают износостойкие покрытия толщиной до 1,2 мм при твердости HRC 50—52. При большом износе деталей процесс осталивания производят в несколько приемов.
Прочность сцепления покрытия после осталивания с основным металлом составляет 45—50 кгс/мм2, что не создает отслаивания покрытия даже при разрушении детали. Износостойкость покрытия приближается к износостойкости закаленной стали, что позволяет применять рассмотренный способ для восстановления широкой номенклатуры деталей, включая и самые ответственные.
Недостаток осталивания заключается в возникновении трещин на поверхности покрытия, если оно выпол-74
нено с твердостью свыше HRC 38—40 (НВ 350—360), Поэтому детали, работающие со знакопеременными на' грузками, следует восстанавливать до твердости покрытия не более НВ 200, затем производить их цементацию и закалку до требуемой твердости.
Износостойкость осталенных деталей после ремонта на 25—30% ниже по сравнению с новыми или с хромированными.
При определенных режимах гальванического процесса (хромирование, осталивание) можно получить пористое покрытие путем анодного травления образовавшихся иа покрытии микротрещин.
Электролитическое осталивание более универсально по сравнению с хромированием, металлизацией и наплавкой. Оно позволяет получить по твердости широкий диапазон покрытий — от мягкого до твердого. Свойства покрытий находятся в прямой зависимости от режима электролиза, который легко регулируется и контролируется. Низкотемпературность процесса не оказывает термического влияния на основной металл остали-ваемых деталей.
Технологическая последовательность осталивания деталей может быть предложена следующей:
1. Очистка поверхностей деталей от грязи и масла.
2. Механическая обработка перед осталиваниемз устранение овальности, конусности, рисок, задиров и т. д.
3. Промывка деталей моющим препаратом типа МЛ-51 (ТУ 3-249—69).
4. Установка деталей на подвесные приспособления.
5. Изоляция поверхностей, не подлежащих остали-ванию.
6. Обезжиривание деталей.
7. Промывка деталей в холодной проточной воде.
8. Прогрев деталей и анодное травление их в хлористом электролите.
9. Промывка деталей в холодной проточной воде.
10. Анодная обработка деталей в 30%-ном растворе серной кислоты.
11. Промывка деталей в холодной проточной воде, затем в горячей воде.
12. Перенос деталей в ванну осталивания и выдержка их без тока.
13. Осталивание.
14. Контроль качества покрытия деталей.
15. Контроль размеров восстановленных поверхностей деталей с целью определения припуска на механическую обработку.
В качестве изоляционного материала для поверхностей, не подлежащих осталиванию, рекомендуются следующие составы: смесь цапон-лака с нитроэмалью в соотношении 3:1, цапон-лак, нитроэмаль, защитные футляры из текстолита, эбонита и винипласта.
Рекомендуемая механическая обработка после оста-ливаиия — шлифование.
В настоящее время разработаны три технологические схемы восстановления изношенных деталей с применением способа осталивания.
Первая схема используется для восстановления деталей с неподвижными посадками или с невысокой поверхностной твердостью. Осталивание в этом случае производится без дополнительной термообработки или хромирования.
Вторая схема рекомендуется для восстановления деталей, работающих на трение, при величине износа более 0,5 мм. При данной схеме после осталивания и соответствующей механической обработки восстановленных поверхностей производят их хромирование.
Третья схема применяется для восстановления деталей, работающих одновременно на удар и истирание. Согласно ей после осталивания для повышения твердости и износостойкости деталей следует произвести их термическую обработку. Кроме того, в процессе осталивания во избежание потери вязкости наращиваемый металл должен содержать ие более 0,25% углерода. Как известно, по третьей схеме восстанавливаются детали несложной конфигурации, так как из-за нагрева при термообработке возможны деформации детали.
Разорванные, плоские и фигурные поверхности не рекомендуется осталивать. Это объясняется тем, что при наращивании металлом плоской поверхности прочность сцепления покрытия с основным металлом резко снижается, а на выступающих частях фигурной поверхности слой покрытия получается неравномерным.
Борирование. Электролизное борирование как способ восстановления деталей является химико-термическим процессом, способствующим повышению износостойкости поверхностных слоев деталей. Для выполне
ния этого процесса в тигель электропечи закладывают соль тетраборной кислоты (буру). В тигле бура, нагреваясь, образует расплавленную жидкость с температурой около 1000° С. В эту ванну на подвеске или в металлической корзине опускают деталь. Поверхность стальной детали насыщается расплавленным бором, и происходит химико-термическая реакция, при которой образуется борид железа. В результате этого процесса повышается твердость детали, увеличивается стойкость против окисления и коррозии, кислотоупорность, жаростойкость.
Технологическая последовательность электролизного борирования может быть следующей:
1. Обезжиривание деталей.
2. Сушка.
3. Загрузка деталей в ванну при температуре расплавленной буры 1000° С.
4. Борирование при 950° С. Выдержка 1—2 ч.
5. Охлаждение иа воздухе до 100° С.
6. Промывка в воде при температуре 100° С.
7. Контроль качества покрытия.
8. Контроль размеров обработанных поверхностей е целью определения припуска иа механическую обработку.
5. Восстановление деталей сваркой и наплавкой. Металлизация
В ремонтной практике сварка применяется как способ неразъемного соединения деталей, а также для восстановления изношенных и повышения износостойкости сменных деталей, изготовленных из углеродистых сталей.
Небольшие затраты времени при выполнении сварочных операций, несложность технологического процесса и высокая экономическая эффективность обусловливают широкое распространение данного технологического способа восстановления деталей в ремонтной практике. Этот способ позволяет получить слой металла любого химического состава с различными физикомеханическими свойствами, что осуществляется за счет легирования его с помощью электродов, флюса и электродного покрытия.
В ремонтной практике для улучшения механических свойств наплавленного металла при сварке используют электроды с толстой обмазкой (рис. 14,а). Такая обмазка наряду со стабилизацией дуги горения создает эффективную газовую или шлаковую защиту расплавленного металла и предохраняет его от быстрого охлаждения. В качестве газообразующих веществ в обмазке применяются крахмал, пищевая мука, древесная мука, а для шлакообразования — полевой шпат, кварцевый песок, мрамор и другие вещества минерального происхождения. В состав электродного покрытия для увеличения прочности и износостойкости сварного соединения
Рис. 14. Сверка и наплавка!
а — электрод с обмазкой; б — комбинированные электроды; в —наплавка с частичным охлаждением детали Водой: / — электрод; 2 — жидкий металл; 3 — наплавленный металл: 4 — шлак: 5 — обмазка; 6— мягкая проволока; 7-—Латунная лента; в —медный пруток; 9 — присадочный пруток; 10 — де< таль.
вводят также специальные легирующие вещества: феррохром, ферросилиций, ферротитан и др.
Сварка чугуна. Большое количество свободного углерода в составе серого чугуна затрудняет сварку чугунных деталей. В процессе сварки углерод частично выгорает и образует углекислый газ, растворяющийся в наплавленном металле. Часть газа из-за низкой температуры плавления и быстрого перехода чугуна из жидкого состояния в твердое не успевает выделиться и остается в металле. По этой причине сварной шов получается пористым и нестойким к воздействию нагрузки.
Неравномерный нагрев и быстрое охлаждение чугуна вызывают в деталях большие внутренние напряжения, из-за чего в них часто появляются трещины. Кроме того, образующиеся в зоне сварки участки отбеливания имеют повышенную твердость и хрупкость, 78
трудно поддаются механической обработке и легко разрушаются.
Все это осложняет процесс сварки чугуна обычными методами и требует применения особых мер для получения сварного соединения высокого качества. Поэтому при сварке чугунных деталей выполняется предварительный нагрев деталей до сварки, медленное охлаждение наплавленного металла, используются электроды с низкой температурой плавления и т. д.
При сварке чугунных деталей без предварительного нагрева применяют электроды из монель-металла (Cu~33%, Ni~65%, Fe~3%, Mn«2,5%, Si«0,5%), медно-железные и никелевые электроды. Для этих электродов применяется и специальная обмазка.
При заварке трещин в чугунных деталях стальными электродами в ряде случаев прибегают к установке шпилек, которые ввертываются в резьбовые отверстия, выполненные по длине трещины. Этим достигается увеличение площади сцепления наплавляемого металла с деталью, что создает дополнительное сопротивление сдвигающей силе при действии на деталь различных нагрузок в процессе эксплуатации. Наличие шпилек в зоне сварки понижает также внутренние напряжения в наплавленном металле и препятствует его отслаиванию, которое может произойти при остывании шва из-под стального электрода из-за различных коэффициентов усадки стали (наплавленный металл) и чугуна (деталь).
При подготовке детали к заварке трещины края ее до установки шпилек скашивают под углом 90—120°.
Диаметр шпилек, которые крепят в детали, принимают равным 0,3—0,4 от толщины стенки детали, глубину ввертывания шпильки—1,5 ее диаметра, выступающую часть шпильки — 4—6 мм. Заварку трещины начинают с обварки шпилек кольцевыми валиками с перерывами для охлаждения, после чего производят наплавку металла обычным путем по обеим сторонам кромок.
При наплавке большого количества металла на небольшой участок наблюдается нагрев всей детали. Для предотвращения этого явления применяют ряд мер, одна из которых — интенсивное охлаждение детали путем погружения ее в водяную ванну (рис. 14,в).
Сварка под слоем флюса. Такой вид сварки обеспечивает высокую производительность и хорошее каче
ство сварного шва. Сущность процесса автоматической сварки под слоем флюса заключается в следующем. Электрическая дуга между металлической проволокой 6 и свариваемым металлом 7 возникает под слоем гранулированного флюса 5 (рис. 15,а). Проволока непре-
Рис. 15. Сварка и наплавка под слоем флюса:
а — схема сварки под слоем флюса; б — схема сварочного полуавтомата; / — твердый шлак; 2 — затвердевший наплавленный металл; 3 — жидкий шлак; 4 — жидкий металл; 5 — флюс; 6 — электрод (проволока); 7 — основной металл (деталь); 8 —-подающие ролики; 9 — держатель; 10 — воронка для флюса; 11— гибкий шланг; 12 — катушка с электродной проволокой; 13 — распределительная панель; 14 — трансформаторы.
рывно подается автоматической головкой в осевом на* правлении, и вместе с головкой вдоль свариваемого металла двигается и сварочная дуга, расплавляя новые слои флюса и свариваемого металла. Флюс насыпается на свариваемую поверхность непосредственно перед сваркой. Газы и пары, образуемые в процессе сварки, вытесняют жидкий металл в сторону, противоположную движению электрода, и образуют плотный сварной шов толщиной 11.
Плавление металла электрода под слоем флюса обеспечивает более совершенную защиту его от воздуха, благодаря чему наплавленный металл содержит не
большое количество азота и кислорода и ооладает высокой пластичностью. Кроме того, защита шва от окисления дает возможность получить более однородный наплавленный слой металла и улучшить его качество за счет устранения выгорания легирующих элементов. Расплавленный металл под слоем флюса остается длительное время в жидком состоянии и застывает медленнее, чем при ручной сварке. Это способствует выделению из него газов, удалению шлака и других загрязняющих веществ.
Схема шлангового полуавтомата для сварки под слоем флюса показана на рис. 15,6. Электродная проволока 6 диаметром 1,2—2 мм с помощью роликов подающего механизма 8 направляется в гибкий шланг 11 и держатель 9 с воронкой 10 для подачи флюса в зону сварочной дуги. В держателе кроме воронки смонтирована пусковая кнопка. После включения и возбуждения дуги сварщик вручную перемещает держатель вдоль свариваемого шва.
Наплавка стеллитом и сормайтом. Стеллиты — твердые сплавы на кобальтовой (иногда никелевой) основе— используются для наплавки деталей машин, станков и инструментов с целью повышения износостойкости. Важными свойствами стеллитов являются красностойкость и устойчивость против коррозии при высоком давлении газов и паров.
Для тех же целей, что и стеллиты, при ремонте деталей используется сормайт. Сормайтом называют группу литых высокоуглеродистых и высокохромистых железистых сплавов, содержащих также никель и кремний и отличающихся большой твердостью. Последнее позволяет отнести сормайт по свойствам к группе стеллитоподобных сплавов. Сормайт имеет низкую коррозионную устойчивость, так как содержит большое количество железа.
Стеллиты и сормайт используют для наплавки в виде круглых электродов диаметром 3—7 мм и длиной 300— 400 мм. Общая толщина наплавленного слоя в зависимости от условий работы деталей может колебаться в пределах 0,5—5 мм.
Если после наплавки сормайтом требуется механическая обработка, то деталь подвергают отжигу. После наплавки стеллитом термообработка деталей не производится. Закалка и последующий отпуск детали, на
плавленной сормайтом после механической ее обработки, заметно повышают твердость наплавленного слоя.
Процесс наплавки стеллита или сормайта во избежание окисления наплавленного слоя и выгорания углерода, вольфрама и хрома выполняют ацетилено-кислородным пламенем с избытком ацетилена. При наплавке горелку держат под углом к наплавляемой поверхности на расстоянии 15—20 мм. Поверхность нагревают до образования тонкой пленки расплавленного металла, затем быстро подводят стержень наплавляемого материала. Стержень в процессе наплавки необходимо держать в пламени горелки, чтобы капли сплава попадали только на расплавленную поверхность основного металла.
Детали крупных размеров при ремонте во избежание появления внутренних напряжений при наплавке рекомендуется предварительно подогревать до температуры 600—700° С, а затем после наплавки медленно охлаждать.
Поверхность, подлежащую наплавке, тщательно очищают от грязи, ржавчины и окалины металлической щеткой, напильником, шлифовальным кругом или с помощью пескоструйного аппарата. При сложной конфигурации детали очистку поверхности можно производить химическим способом: промывкой 10—15%-ным горячим раствором каустической соды, а затем теплым 15—20%-ным раствором серной кислоты.
При наплавке сормайта электрической дугой стержень электрода покрывают обмазкой, предохраняющей его от окисления и стабилизирующей дугу.
Наплавленную сормайтом поверхность можно обрабатывать резцами, оснащенными пластинками из металлокерамических сплавов марок ВКЗ и ВК6 или шлифованием.
Наплавка зернообразными сплавами. Зернообразные наплавочные сплавы (вокар, сталинит) являются смесью различных металлов (марганец, вольфрам, хром, железо и др.) с углеродсодержащими веществами (нефтяной кокс, сахар, патока). Их применяют в виде шихты, которую расплавляют и наплавляют иа поверхность детали электрической дугой, возбуждаемой между угольным электродом и основным металлом детали (рис. 16).
Зернообразные сплавы способны глубоко проникать в наплавляемую поверхность вследствие глубокого взаимного перемешивания при наплавке расплавляемой шихты и основного металла. Коррозионной и эрозионной устойчивостью зернообразные сплавы Не обладают.
Наплавку зернообразными сплавами выполняют в следующей последовательности. Поверхность детали, подлежащую наплавке, предварительно зачищают до металлического блеска и придают ей горизонтальное
Рис. 16. Схема наплавки детали зернообразным твердым сплавом;
/ — деталь; 2 и 4 — графитовые ограничители (стержни); 3 — слой буры; 5 — слой зернообразного твердого сплава; 6 — наплавленный твердый сплав; 7 — графитовый электрод.
положение. Далее на поверхность насыпают тонкий слой (0,2—0,3 мм) флюса (прокаленную буру), а поверх него — слой шихты (зернообразный сплав) высотой 3—5 мм и шириной 40—60 мм. Если поверхность наплавки не плоская, то для нанесения равномерного слоя шихты применяют шаблоны и ограничители из графита. Слой шихты разравнивают и слегка уплотняют гладилкой. Отверстия или участки, не подлежащие наплавке, закрывают графитовыми или угольными пластинами.
После включения сварочного агрегата угольный электрод подводят к краю детали, возбуждают дугу и переносят ее на край насыпанной шихты. Не прерывая дуги, электроду сообщают плавное поступательное зигзагообразное движение от себя по всей ширине слоя шихты со скоростью, обеспечивающей расплавление шихты и сплавление ее с основным металлом, Обра
зующиеся при расплавлении шихты ванночки жидкого металла должны перекрывать друг друга.
При наплавке второго участка на поверхности детали шихту насыпают таким образом, чтобы слой шихты перекрывал на 3—4 мм край уже наплавленного участка поверхности.
При наплавке в несколько слоев каждый наплавленный участок зачищают металлической щеткой для удаления окалины, брызг металла и шлака; затем на его поверхность насыпают слой шихты без флюса и наплавляют следующий слой, соблюдая те же приемы, как и при наплавке первого слоя.
Во избежание появления трещин и коробления наплавленные детали рекомендуется медленно и равномерно охлаждать в сухом песке или укрывать асбестовыми листами.
Чугунные детали перед наплавкой рекомендуется нагревать до температуры 600—700° С.
При наплавке зернообразных сплавов толщина общего наплавленного слоя, как правило, не допускается более 5—6 мм, а ширина — 60 мм. При наплавке поверхностей шириной более 60 мм наплавку выполняют полосами. Толщина однослойной наплавки при толщине шихты 3—5 мм получается равной примерно 1,5—2 мм, Наплавку металлическими электродами осуществляют двумя способами: а) на подготовленную поверхность насыпают слой шихты зернообразного сплава и расплавляют его металлическим электродом, в результате чего на поверхности детали образуется комбинированный слой; б) шихту зернообразного сплава наносят в виде обмазки на металлический стержень электрода.
Вибродуговая наплавка. Этот способ был предложен и внедрен инженером Г. П. Кленовкиным. Основным преимуществом его является низкая температура нагрева детали, которая не превышает 90—100° С. Подобный нагрев не вызывает деформаций и понижения твердости соседних закаленных участков наплавляемой детали. Вибродуговой наплавкой можно наращивать слой толщиной до 4 мм. При значительном износе можно производить многослойную наплавку без предварительной обработки наплавленного металла.
Сущность метода вибродуговой наплавки состоит в том, что в процессе наплавки электроду сообщаются колебания с частотой 50—100 в секунду. Во время на
плавки в зону дуги подается охлаждающая жидкость — 5%-ный раствор кальцинированной соды. Охлаждающая жидкость уменьшает тепловое воздействие дуги на деталь и повышает скорость охлаждения наплавленного и основного металла, благодаря чему уменьшаются деформация и самоотпуск соседних участков детали. Кроме того, жидкость служит защитой расплавленного металла от вредного действия кислорода и азота.
Рис. 17. Схема вибродуговой наплавки:
/ — барабан с электродной проволокой*. 2 — подающие ро-лики; 3 —пружина; 4 —насос; 3 — направляющий наконечник; 5 —деталь; 7 — электромагнит; 3—генератор; 9 — двигатель; 10 — редуктор.
Вибродуговая наплавка используется преимущественно для восстановления деталей, имеющих форму тел вращения диаметром 15—40 мм из среднеуглеродистых и низколегированных цементируемых сталей. Вибродуговая наплавка также применима для термически обработанных деталей сложной конфигурации, где недопустимы глубокий прогрев, отпуск закаленной поверхности и коробление деталей.
Восстановление валов, осей, фланцев и других подобных деталей типа тел вращения вибродуговой наплавкой возможно на токарном станке, на суппорт которого устанавливается внброголовка, получающая продольную или поперечную подачи, а в центрах или патроне закрепляется деталь (рис. 17).
Электрический ток подведен к детали и к электроду, который подается роликами 2 с барабана 1. В результате вибрации электрода с помощью пружинноэлектромагнитного устройства происходят замыкание и разрыв электрической цепи в зоне контакта электрода с поверхностью детали. Вследствие большой плотности тока (до 400 А/мм2) при касании электрода детали зона контакта оплавляется, и электрод оставляет на поверхности детали часть расплавленного металла. Процесс повторяется с заданной частотой вибрации.
При вибродуговой наплавке вибрация электрода уменьшает глубину плавления основного металла и повышает коэффициент расплавления электрода, вследствие чего снижаются потери металла и расход электроэнергии.
Благодаря интенсивному охлаждению зоны дуги струей жидкости вибродуговая наплавка позволяет наращивать слой металла на тонкостенные втулки и детали, армированные резиной и пластмассой, восстановление которых другими методами затруднительно. В процессе вибродуговой наплавки детали намагничиваются, поэтому после восстановления их размагничивают.
Технологическая последовательность вибродуговой наплавки может быть следующей:
1. Подготовка деталей к наплавке: очистка, промывка, обезжиривание.
2. Вибродуговая наплавка; при необходимости — в несколько проходов.
3. Размагничивание.
4. Контроль детали с целью определения припусков для механической обработки.
Следует отметить, что биение свыше 0,3 мм поверхностей детали, глубокие риски и задиры, вызванные износом, устраняются механической обработкой до наплавки. Шпоночные пазы и отверстия, не подлежащие восстановлению, заделываются медными или графитовыми вставками. Поверхности, ие подлежащие наплавке, закрываются мокрым асбестом.
Сварка и наплавка деталей в среде углекислого газа. Этот способ используется в тех случаях, когда сварка или наплавка под слоем флюса неприменима или затруднительна. Процесс, происходящий в среде
углекислого газа, универсален, производителен и обеспечивает хорошее сварное соединение.
Защитный газ (углекислый), предохраняющий расплавленный металл от вредного воздействия азота и кислорода воздуха при сварке (наплавке) по этому способу, получается из сжиженной пищевой или твердой углекислоты. Пищевая углекислота содержит некоторое количество влаги, что ухудшает процесс сварки, так как влага увеличивает разбрызгивание металла при сварке, снижает пластические свойства наплавленного металла и вызывает в нем образование пор и трещин. Для удаления влаги из углекислого газа применяют осушители, наполненные порошкообразным медным купоросом или селикагелем.
Углекислый газ подается к зоне сварки (наплавки) по шлангу из баллона, наполненного жидкой углекислотой, через редуктор. Чтобы избежать возможного замерзания углекислоты в редукторе и газовой магистрали, установка снабжается электрическим подогревателем. Электроды для работы в среде углекислого газа используются с большим содержанием марганца и кремния (углерода — 0,06—0,15%; кремния — 0,6—1,0%, марганца — 1,4—2,49%) при диаметре электродной проволоки от 0,8 до 2,0 мм. Наплавку при ведении процесса производят на постоянном токе при обратной полярности. Отрицательная клемма источника тока соединяется с деталью, а положительная — с токопроводящим держателем.
Сварка в углекислом газе проводится со скоростью 18—30 м/ч. Она более качественна, чем обычная ручная дуговая и газовая сварка.
Для наплавки в среде углекислого газа деталей, имеющих форму тел вращения, может быть использован переоборудованный токарный станок (рис. 18).
Металлизация. Нанесение расплавленного металла на поверхность детали путем напыления называется металлизацией. Процесс металлизации заключается в том, что расплавленный в специальном приборе-ме-таллизаторе металл подхватывается струей воздуха или газа и мельчайшими частицами переносится на предварительно подготовленную поверхность детали. Расплавленные частицы металла в процессе распыления приобретают шарообразную форму и покрываются тонкой пленкой окислов. Степень окисления зависит от хими
ческого состава металла, температуры плавления, окружающей среды, размеров частиц и времени нахождения их в полете.
Благодаря относительно большой скорости движения и незначительному времени полета (тысячные доли секунды) часть распыляемого металла не успевает пройти фазу кристаллизации и достигает поверхности детали в жидком состоянии. Пленка окислов в момент
Рис. 18. Токарный станок, переоборудованный для наплавки деталей в среде углекислого газа:
7 — баллон с углекислым газом; 2 — подогреватель; 3 —осуши* тель; 4 — редуктор; 5 — шланг для подачи газа; 6 — барабаа с электродной проволокой; 7 — механизм подачи проволоки; 3—• деталь; $ —суппорт; 10 — распределительная электропанель.
удара частиц о поверхность детали разрывается, и ме* галл расплескивается по поверхности.
Частицы металла, успевшие в процессе полета пройти кристаллизацию, от удара деформируются, расплющиваются и заполняют неровности покрываемой поверхности, образуя чешуйчатое строение слоя. Внутренняя теплота и кинетическая энергия частиц, переходящая в момент удара в тепло, повышают их пластичность и улучшают сцепляемость с основным металлом детали.
Металлизация получила широкое применение в ремонтной практике во всех отраслях промышленности, так как дает возможность наносить слой покрытия до 8 мм на любой металл и другие различные материалы (дерево, резина, пластмасса).
Особое внимание уделяется подготовке детали к металлизации, так как от подготовительных операций во многом зависит прочность сцепления металлизованного слоя с основной деталью.
На плохо сцепляющиеся металлы и на детали, где нежелательна механическая обработка, наносится молибден, который хорошо соединяется со всеми металлами и полированными поверхностями.
Подготовка деталей к металлизации заключается в предварительной механической обработке металлизуе-мых поверхностей с целью исправления геометрической формы и обеспечения максимально допустимой толщины покрытия, а также для предотвращения разрушения (скола, отслаивания) металлизованного слоя при ударе в торец.
На края деталей наплавляют сваркой или оставляют иа них при механической обработке буртики (рис. 19,а). На поверхности детали прорезают канавки, кромки которых перед металлизацией слегка закатывают.
В этом случае происходит дополнительное механическое крепление металлизованного слоя.
Основной же подготовительной операцией перед металлизацией является нанесение «рваной» резьбы (для круглых деталей) или грубой обработки с крупным профилем шероховатости — для плоских деталей. Проникая во впадины грубой поверхности, металлизуемый металл обеспечивает большую сцепляемость с ремонтируемой деталью.
Работа металлизационного аппарата происходит так (рис. 19,6). Проволока-электрод с катушек 1 подается тяговыми роликами 2 через направляющие трубки 7 в приемные трубки 6, к которым подведен электрический ток. Через сопло 3 подается сжатый воздух с давлением 5—6 кгс/см2 от компрессора 9. Металл электродов, расплавленный электродугой, возникающей в зоне контакта электродов, воздух посылает на поверхность ремонтируемой детали 5. Процесс горения дуги и подачи проволоки в установке поддерживается автоматически. При необходимости через металлизационную головку можно одновременно подавать 2—3 проволоки из разных металлов и получать таким образом напыленный слой различного состава.
Режим работы рассмотренной металлизационной установки следующий: напряжение 25—35 В; давление
воздуха 5—6 кгс/смг; расстояние от сопла до напыляемой поверхности 75—100 мм; диаметр электродной проволоки 1—2 мм; величина подачи — до 10 мм/об.
Для металлизации тяжелых деталей в металлизаци-онных установках применяется высокочастотный метал-лизатор. Плавление в нем электрода 3, подаваемого
73
Рис, 19. Металлизация:
а — подготовка поверхностей; б — схема металлизационной установки: 1 — барабаны с электродной проволокой; 2 — тянущие ролики; 3— сопло; 4~* струя распыленного металла; 5— деталь; 6 — приемные трубки; 7 —направо ляющие; 8 — электродная проволока; 9 — компрессор; /0 —воздушный ре« дуктор; // — маслоотделитель; /2 — электрощит; /3 — трансформатор; 14 —• редуктор с манометром.
роликами 2, производится не за счет дуги, а при помощи индуктора 5 (рис. 20,а). Такой аппарат снижает потери металла почти в 2 раза. Сцепляемость напыленного металла увеличивается в 1,5 раза. Производительность аппарата — до 6 кг напыленного металла в час.
При восстановлении деталей металлизацией-наплав
кой можно использовать плазменные металлизаторы. Плазма обладает электромагнитными свойствами—1 магнитное поле действует на плазму так же, как и иа электрическую дугу. Она может быть ускорена и замедлена, направлена или отклонена, прервана или вновь возбуждена. Высокая температура плазмы позволяет испарять все известные элементы и выполнять разнообразные технологические операции, неосуществимые
Рис. 20. Металлизаторы:
а — высокочастотный; б — плазменный; / —направляющая втул* ка; 2 — подающие ролики; 3 — электрод; 4 — воздушная каме* ра; 5 — индуктор; 6 — корпус; 7 — источник питания: в-~ка« тод; 9 — сопло; 10 — анод.
другими способами. Покрытия, наносимые плазменным металлизатором, имеют хорошее сцепление с любым металлом и неметаллом.
Принцип работы плазменного металлизатора (иногда его называют плазменной горелкой) прост рис. 20,6).
Разряд электрического тока между электродом 3 ( + ) и соплом горелки 9 (—) проходит в газовой среде закрытой камеры 4. Газ (обычно инертный), подаваемый в камеру, продувается через зону дугового разряда и выходит через сопло с частицами расплавленного электрода. Температура плазмы составляет 6500— 16 500° С. Толщина наплавляемого слоя — до 0,7 мм. Качество плазменного покрытия значительно выше качества покрытия, полученного обычной металлизацией или гальваническим способом.
Технологическая последовательность процесса металлизации деталей может быть предложена следующей:
1. Очистка деталей от грязи и масла керосином, щелочными растворами или ультразвуком; для чугунных деталей — нагрев до 250—300° С.
2. Механическая обработка деталей с целью подготовки поверхностей для металлизации.
3. Пескоструйная или дробеструйная обработка поверхностей детали для снятия окисной пленки.
4. Изоляция неметаллизуемых участков картоном, листовым железом, асбестом, изоляционной лентой, деревянными пробками и т. п.
5. Металлизация.
6. Контроль деталей с целью определения качества напыленного слоя и припусков на последующую механическую обработку.
6. Восстановление и упрочнение деталей электромеханическим способом и в магнитном поле порошками
Электромеханическое восстановление и упрочнение деталей. Для этого способа характерно сочетание термического и силового воздействия на поверхностный слой детали. При обработке в зоне контакта инструмента с деталью пропускается ток большой силы (400—• 800 А) и низкого напряжения (1—6 В), в результате чего происходит местный высокотемпературный нагрев обрабатываемой поверхности, которая тут же под воз
действием инструмента сглаживается или высаживается. Совместное воздействие деформации и быстрого охлаждения на участки поверхности местного нагрева за счет отвода тепла внутрь детали приводит к закалке деформированного слоя и сглаживанию остаточных (после механической обработки) гребешков шероховатости.
В ремонтной практике этот способ особенно широко применяется при восстановлении деталей типа тел вращения с элементами, сопрягающимися по неподвижным посадкам при износе поверхностей до 0,4 мм па диаметр.
Процесс электромеханического восстановления и упрочнения деталей обычно состоит из двух операций: 1) высадка поверхностного слоя изношенной детали пластиной твердого сплава; 2) сглаживание высаженных гребешков до определенного размера радиусной пластиной из твердого сплава.
Учитывая благоприятное воздействие полученного при высадке поверхностного наклепанного слоя на эксплуатационные характеристики детали (повышение износостойкости), шлифование как механическая операция для получения требуемого размера не рекомендуется.
В результате высадки на обработанной поверхности детали получается винтообразный выступ с диаметром большим, чем диаметр изношенной поверхности, па величину 0,2—0,4 мм и увеличивается твердость поверхностного слоя примерно на глубину до 0,2 мм.
Увеличение диаметра у нетермообработанных деталей можно производить до 0,4 мм, у термически обработанных— до 0,2 мм. Это достигается последовательной двух-трехкратной высадкой и одной-двумя операциями сглаживания; последние обеспечивают требуемый диаметр по выступам поверхности, образованным, высадкой.
Следует помнить, что опорная поверхность в восстановленных этим методом деталях уменьшается, поэтому в сопряжениях следует предусматривать натяг в 1,3— 1,5 раза больший, чем рекомендуется таблицами допусков для соответствующей посадки.
Электромеханическое восстановление и упрочнение деталей выполняются обычно на токарном станке, который оснащается соответствующими инструментами и приспособлениями [7].
Электромеханическое восстановление деталей с накладкой дополнительного металла. Этот способ используется тогда, когда после восстановления требуется гладкая (без спиральных канавок) поверхность детали.
Процесс восстановления состоит из следующих операций:
электромеханическая высадка изношенной поверхности;
накладка (приваривание) дополнительного металла в образованную высадкой спиральную канавку;
механическая обработка восстановленной поверхности до необходимого размера.
Накладку дополнительного металла в спиральную канавку удобно вести на том же токарном станке, на котором велась высадка. Поэтому обычно во впадину высаженной спиральной канавки накладывают (приваривают) стальную проволоку (марок Св.08Г2СА, сталь 45 или сталь 65Г), которую предварительно очищают от окислов наждачной шкуркой.
При накладке проволоку прокатывают твердосплавным роликом с усилием 40—50 кгс и пропускают через нее электрический ток 1300—1500 А и напряжением 4— 6 В. Под действием электрического тока проволока нагревается, а под воздействием ролика деформируется и заполняет спиральную канавку. Окружная скорость навивки-приварки проволоки в среднем составляет 0,8— 1,9 м/мин.
Электромеханическое восстановление деталей с накладкой дополнительного металла (проволоки) позволяет получить поверхность с небольшой шероховатостью, значительно меньшей, чем после наплавки электросваркой. Отсюда и меньший припуск под механическую обработку, которая производится на токарном или шлифовальном станке.
Технологическая последовательность электромеханического восстановления деталей типа «вал — ось» с накладкой металла, производимая на токарном станке, может быть предложена следующая:
1. Подвести высадочный инструмент к детали (усилие 60—70 кгс).
2. Включить станок и трансформатор (ток 450— 500 А, напряжение 2—4 В).
3. Произвести высадку (шаг 1,5—1,75 мм, окружная скорость 2,5—4,0 м/мип, число проходов 2—3).
4. После высадки выключить трансформатор, отве-сти инструмент от детали, выключить станок (нормаль-ный процесс высадки заключается в наличии красного пятна в зоне контакта инструмента с деталью, отсутствие стружки и получение поверхности, напоминающей резьбу).
5. Сменить пластинчатый инструмент на роликовый.
6. Конец очищенной проволоки вставить в высаженную канавку и прижать роликом с усилием 40—50 кгс.
7. Включить охлаждение и трансформатор (ток 1200—1400 А, напряжение 4—6 В).
8. Включить станок (шаг 1,5—1,75 мм, окружная скорость 0,8—1,9 м/мин, проход 1).
9. Произведя накладку металла по всей подготовленной поверхности, выключить станок, отрезать проволоку, выключить трансформатор и отвести инструмент.
10. Снять роликовый инструмент и, установив резец, обточить деталь начисто или с припуском под шлифовку.
Инструмент и приспособления для электромеханического восстановления деталей с последующей накладкой дополнительного металла описаны в литературе по прогрессивным способам восстановления деталей [7].
Восстановление и упрочиеиие деталей ферромагнитными порошками в магнитном поле. Обработка поверхностей деталей этим способом резко повышает их физико-механические свойства: износостойкость, твердость, жаростойкость и коррозионную стойкость. Для восстановления и упрочнения ремонтируемую деталь t помещают между двумя электромагнитами 2 и 3 с зазором 6 (рис. 21).
Обмотка электромагнитов включена так, что наводимый магнитный поток пронизывает деталь в диаметральном направлении. Электромагниты питаются пульсирующим (выпрямленным) током от выпрямителя. Обрабатываемая деталь и электромагниты подключаются к генератору импульсов электрического тока. В зазор между деталью и электромагнитами подается твердый ферромагнитный порошок — ферробор, бори-стый чугун, ферровольфрам, белый чугун или др. Зерна порошка удерживаются в зазоре между деталью и магнитами и прижимаются к поверхности вращающейся детали силами магнитного поля.
В начале обработки производится обильная подача охлаждающей жидкости. Процесс восстановления и упрочнения деталей происходит за счет микротоков, генерируемых в ферромагнитных элементах. Постоянный контакт ферромагнитных элементов с деталью исключает возможность возникновения электрических разрядов. Явление же наращивания металла объясняется тем, что между рабочим элементом (зерном ферромагнитного порошка) и поверхностью детали протекают электрические микротоки, которые оплавляют части микрогребешков поверхности детали и ферромагнитного рабочего элемента — зерна.
Рис. 21. Схема восстановления и упрочнения деталей ферромагнитными порошками в магнитном поле:
7 —деталь; 2 и 3 — электромагниты; 4 и 5 — электрообмотка; 5—* ферромагнитые частицы.
Под воздействием тока, текущего по расплавленному металлу, и внешнего магнитного поля происходит выбрасывание жидкой фазы из зоны касания ферромагнитного элемента с деталью на поверхность ее. Если в зазор подается охлаждающая жидкость, то расплавленный металл быстро затвердевает и не схватывается с поверхностью детали. При обработке без охлаждающей жидкости деталь, быстро вращаясь в магнитном поле, разогревается, и расплавленный металл, попадая на разогретую поверхность, схватывается с нею, за счет чего наращивается поверхность детали.
В начале обработки жидкая фаза состоит из ферромагнитного элемента и металла детали и образует промежуточный слой. При дальнейшей обработке без охлаждения нарощенный слой будет состоять только из материала используемого ферромагнитного порошка. В рассматриваемом способе никаких дополнительных источников возникновения электрического тока пет, и каждый ферромагнитный рабочий элемент является самостоятельным генератором электрического тока.
Токи наводятся в результате многократного пересечения зерен порошка магнитными силовыми линиями. При каждом соприкосновении зерна порошка с неровностями детали проскакивают искры. Поток искр, расплавляя поверхность детали, способствует застреванию зерен ферропорошка в остывших кратерах, наращивая размер детали (охлаждающая жидкость не подается). Энергия микротоков составляет всего около 10-8 Дж, но из-за большого количества ферропорошка и искр металла расплавляется значительно меньше, чем срезается. Следовательно, если порошок мягче материала детали, то деталь все равно будет обрабатываться, а толщина наращиваемого слоя не зависит от твердости порошка.
Этим способом можно обрабатывать круглые, плоские и сложные поверхности деталей, получать шероховатость поверхности до /?а = 0,05 мкм, легировать поверхностный слой металла различными материалами, восстанавливать поверхности слоем до 0,3 мм.
Способ восстановления и упрочнения деталей ферромагнитными порошками в магнитном поле имеет ряд преимуществ перед другими способами. Для него характерна высокая производительность — от 50 до 160 см2/мин. Резко повышается износостойкость обработанных деталей. Так, например, стойкость модульных фрез, упрочненных в электромагнитном поле, увеличивается в несколько раз. Способ позволяет наращивать на поверхности деталей тонкие слои (до 0,3 мм) с твердостью до HRC 65 при малой шероховатости поверхности и с точными диаметральными размерами. В процессе обработки деталей можно получать поверхности с канальчатой структурой, хорошо задерживающей смазку. Незначительная температура нагрева деталей при обработке, не превышающая 150° С, исключает температурные деформации их.
7. Упрочнение деталей
Закалка деталей токами высокой частоты и газовыми горелками. Способ применяется в ремонтной практике для повышения твердости и износостойкости поверхностного слоя деталей. При обработке детали поверхность ее становится твердой, а сердцевина детали остается мягкой (сырой). Деталь можно закаливать по всей поверхности или отдельными участками. Детали, которые имеют форму тел вращения, закаливают токами высокой частоты на токарных станках. Для охлаждения деталей в индукторе делают отверстия, через которые подается вода. Закалке токами высокой частоты можно подвергать почти все детали станков.
Поверхностная закалка деталей ацетилено-кисло-родиым пламенем осуществляется газовыми горелками, сжигающими смесь кислорода с ацетиленом или светильным газом. При обработке детали вслед за нагревом производится охлаждение ее струями воды. Этим способом можно производить закалку направляющих станин, шеек валов, шпинделей и т. д.
По производительности ацетилено-кислородный способ уступает высокочастотной закалке.
Упрочнение деталей поверхностным деформированием. При этом способе обработки поверхность детали накатывается (деформируется) роликами или шариками для увеличения износостойкости и поверхностной твердости, что характерно для образованного обработкой деформированного (наклепанного) слоя. Ролики и шарики инструмента изготовляются из высокохроми-стых сталей (HRC 62—64) при шероховатости рабочей поверхности до /?а = 0,04 мкм.
Обкаткой и раскаткой можно получить 2—3-й классы точности при шероховатости, не превышающей по параметру /?2=0,80—0,40 мкм.
После обработки поверхностным деформированием механическая обработка деталей не рекомендуется.
Упрочнению деформированием можно подвергать направляющие станков, валы, оси, шпиндели, колеса и барабаны мостовых кранов и другие детали.
Перед упрочнением поверхностей деталей следует проверить твердость исходной поверхности на разных участках, ее шероховатость, размеры, припуски и т. п. Если твердость не равномерная, то такое упрочнение 99
производить нельзя, так как при этом возможно искажение геометрической формы детали, а неправильно установленные припуски также ведут к отклонениям размеров и шероховатости поверхности и т. п.
Инструмент, приспособления, оборудование и режимы обработки при поверхностном деформировании деталей приведены в соответствующей литературе.
8. Восстановление деталей полимерными материалами
В ремонтной практике широко используются полимерные материалы, которые позволяют сократить трудоемкость ремонтных операций, повысить качество и надежность ремонта и экономить дефицитные материалы.
К пластмассовым композициям относятся акрило-пласты: акрилат АСТ-1, стиракрил ТШ, бутакрил, эпоксидно-акриловая пластмасса СХЭ-2 и др.
Лкрилопласты — пластмассовые композиции, в которых связующим элементом являются акриловые смолы— продукт полимеризации метилметакрилата и сополимеризации метилметакрилата со стиролом (стиракрил ТШ, акрилат ACT, акриловые композиции ПП, ПМ, АКР-7). Эта термопластическая пластмасса получается из порошка (сополимер стирола с метилметакрилатом, катализатор и пигмент) и жидкости (мономер с отвердителем). На 100 весовых частей порошка берут 75— 100 весовых частей жидкости. Перемешивание производят в одну сторону (так в массу попадает меньше воздуха, образующего пузыри) в течение 1—2 мин. Заливка акрилопласта при ремонте производится небольшими порциями во избежание пористости. Затвердевшая и жидкая масса хорошо соединяются. Полное затвердевание происходит через 2—5 ч при комнатной температуре.
Операцию приготовления и заливки акрилопласта необходимо производить при хорошей вентиляции (лучше в вытяжном шкафу), ее нельзя выполнять вблизи открытого огня.
Акрилопласты обладают хорошими антифрикционными свойствами: коэффициент трения их 0,18, а при введении порошка графита — 0,14. Акрилопласты износостойки, нерастворимы- в минеральных маслах, кисло
тах и щелочах, хорошо обрабатываются резанием и по-лируются. Акрилопластами восстанавливают круговые направляющие карусельных станков и направляющие кареток металлообрабатывающих станков. Они используются при восстановлении гаек, подшипниковых гнезд, револьверных головок, гидроцилиндров, задних бабок и др.
Восстановление деталей с помощью клеев БФ и эпоксидной смолы осуществляется тогда, когда нельзя производить местный нагрев, образуемый сваркой. Сварка сопряжена с высокими температурами, поэтому недопустима в случаях близкого расположения огнеопасных и взрывоопасных веществ. В этом случае целесообразно применять заклеивание, которое при соблюдении правильной технологии почти не уступает по прочности сварке. Кроме того, склеивание не требует громоздкого и дорогостоящего оборудования.
В качестве арматуры при склеивании для увеличения жесткости и надежности применяются мелкие металлические сетки и стеклоткань. Наполнителем служат отходы асбестового шпура, тонкая проволока и мелкая стружка.
При производстве работ с клеями БФ и эпоксидными смолами обязательным условием является тщательное обезжиривание ремонтируемого участка, арматуры и наполнителей. Поверхность склеивания должна быть грубо обработанной. Не следует наносить большое количество клея. Застывший клей и эпоксидная смола хрупки, поэтому с увеличением слоя клея возрастает хрупкость отремонтированного участка. Детали, подвергаемые в период эксплуатации температурному нагреву свыше 300° С, склеивать не рекомендуется даже е наполнителями.
Технологическая последовательность заклеивания сквозных пробоин может быть предложена следующая (рис. 22):
1. Высверлить отверстия вокруг пробоины и раззенковать их с двух сторон.
2. Зачистить и произвести надиры (грубым напильником или абразивной шкуркой) на склеиваемом участке.
3. Обезжирить ремонтируемый участок.
4. Изготовить металлическую накладку. Зачистить и обезжирить ее.
5. Смазать тонким слоем клея ремонтируемый участок и накладку. Залить высверленные отверстия клеем, предварительно закрыв их снизу пластилином, замазкой или глиной.
6. Наложить накладку на ремонтируемый участок и прижать ее. Дать выдержку 2—4 ч.
7. Заклеить отремонтированный участок стеклотканью в несколько слоев и выдержать 6—8 ч.
8. Зачистить, прошпаклевать и окрасить отремонтированный участок детали.
То же отверстие можно заклеить и другим способом (рис. 23):
1. Разделать пробоину и нанести в ней грубые риски.
Рис. 22. Заклеивание сквозных пробоин стеклотканью.
Рис. 23. Заклеивание сквозных пробоин наполнителем,
2. Приготовить эпоксидную смолу с наполнителем, 3. Обезжирить разделанную поверхность.
4. Прижать снизу пленку по профилю поверхности (плоскость, круг, сфера).
5. Заполнить отверстие приготовленным составом,
6. Выдержать 6—8 ч.
7. Зачистить, прошпаклевать, окрасить отремонтированный участок.
Восстановление отверстий корпусных деталей апок-сидной смолой с наполнителями. Таким способом восстанавливают отверстия корпусных деталей под подшипники качения. До внедрения этого метода отверстия под подшипники растачивали на горизонтально-расточ
ном станке под больший помер подшипника или под запрессовку втулки, затем запрессовывали втулку, после чего производили вторичную расточку под необходимый размер. Все это требовало специального оборудования, кроме того, сам процесс восстановления трудоемок и дорогостоящ.
На одном из ленинградских заводов был внедрен способ восстановления корпусных деталей путем заливки изношенного отверстия эпоксидной смолой с наполнителем (мелкая прокаленная чугунная стружка или графитовый порошок). Этот простой, надежный и дешевый способ, не требующий дополнительных затратна специальное оборудование, приспособления и инструмент, выполняемый с высокой производительностью труда, стал широко использоваться и на других предприятиях.
Технологическая последовательность восстановления отверстий корпусных деталей под подшипник качения предлагается следующая:
1. Разобрать узел, оставив один корпус.
2. Очистить корпус от смазки, грязи и промыть.
3. Увеличить шероховатость поверхности ремонтируемого отверстия (произвести надиры грубым напильником, шабером и др.).
4. Приготовить эпоксидную смолу (на 100 весовых частей смолы 150 частей графитового порошка или измельченной прокаленной мелкой чугунной стружки).
5. Тщательно обезжирить поверхность отверстия и просушить.
6. Нанести на поверхность восстанавливаемого отверстия слой смеси, выдержать до неполного загустения (состояния «крутого теста»).
7. Собрать вал с подшипниками и другими деталями.
8. Произвести сборку всего узла.
9. Выдержать 8—12 ч.
10. Очистить собранный узел от наплывов.
Если нежелательно приклеивать корпус подшипника, то на него перед сборкой наносят тончайшую мыльную пленку. Не следует искусственно увеличивать зазор между корпусом и подшипником, так как увеличивается и толщина наносимого слоя смолы, которая находится в прямой зависимости от хрупкости и точности собранной конструкции.
Рис. 24. Установка для напыления деталей капроном:
/ — вихревой поток; 2 — деталь; 3 —• фильтр; 4 —верхняя камера; 5 — нижняя камера.
Восстановление деталей вихревым способом нанесения пластмасс состоит в том, что металлическая деталь нагревается до температуры, превышающей температуру плавления пластмассы, и погружается во взвихренный слой порошкообразного материала, находящегося в специальной установке для напыления. Порошок прилипает к поверхности детали, расплавляется и покрывает ее равномерной тонкой пленкой.
При напылении детали капроном рекомендуется нагревать ее до температуры 320—340° С. Тонкостенные и мелкие детали следует нагревать до более высокой температуры, так как в них хуже сохраняется тепло.
Установка для напыления капроном (рис. 24) состоит из двух камер прямоугольного сечения, изготовленных из листового материала и разделенных между собой пористой перегородкой — фильтром. В нижнюю камеру 5 по патрубку подается сжатый воздух, который поступает через фильтр 3 в верхнюю камеру 4. Проходя через фильтр, воздух разрыхляет и увлекает за собой порошок, лежащий на дне верхней камеры. Таким образом, в верхней камере создается вихревой поток 1 порошкообразной массы. Для улавливания и удаления отрывающегося и осы
пающегося от взвихренного слоя порошка при встряхивании детали 2 в установке предусмотрен отсос в верхней части в виде кольцевого кармана.
Для восстановления втулок, вкладышей подшипников, зубчатых и червячных колес применяются полиамидные пластмассы типа капрон (нейлон) марок ПА-6, ПА-68, АК-7, 54, 548 и др., которые обладают высокой прочностью, малым удельным весом и низким коэффициентом трения, хорошо свариваются и легко обрабатываются. Отрицательные свойства полиамидных
пластмасс заключаются в низкой теплопроводности и высокой влагоемкости, что вызывает тепловые деформации деталей.
Основные преимущества этого метода в ремонтных условиях заключаются в том, что для наращивания изношенных деталей пластиками отпадает необходимость в использовании дорогостоящих пресс-форм и специального оборудования.
Кроме того, покрытия применяются для защиты химической аппаратуры и других деталей от коррозии. Отдельные пластмассы по химической стойкости превосходят золото и платину.
РЕМОНТ
ДЕТАЛЕЙ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ГЛАВА
IV
1. Ремонт валов, осей и шпинделей 1
Ремонт валов, осей и шпинделей производят почти по одинаковой технологии, поскольку такие детали от-носятся к телам вращения, у которых длина больше диаметра. Однако требования, предъявляемые к ним, различны, и это определяет некоторые особенности тех-нологических процессов ремонта.
В период эксплуатации у валов, осей и шпинделей изнашиваются посадочные шейки, шпоночные и шлицевые пазы, резьбовые поверхности, центровые отверстия и, кроме того, валы и оси могут быть изогнуты или скручены. Выбор способа ремонта этих деталей зависит от величины износа и имеющейся ремонтной базы.
Очищенный от грязи и смазки вал (ось) сначала выправляют от изгиба. Скрученные валы, как правило, ремонту не подвергаются, а изготовляются заново. Механические свойства таких валов резко ухудшены. Правку валов (осей) производят винтовыми скобами или на прессах (рис. 25). Валы и оси диаметром более 60 мм правят с местным нагревом.
После предварительной правки деталей у них зачищают центровые отверстия. Эту операцию осуществляют на токарном станке выглаживанием с помощью специального центра. Рассмотренный способ восстановления центровых отверстий выглаживанием эффективен и
1 Вал — деталь, передающая вращающий момент; большинство валов воспринимает и поперечные нагрузки. Ось — деталь, не передающая вращающего момента, а воспринимающая только поперечные нагрузки. Шпиндель — разновидность валов.
жжШжшжжиж
Рис. 25. Приспособления для правки валов и осей: а — винтовая скоба; б — винтовой пресс; / — основание; 2 — винт; 3 — деталь; 4 — опоры; 5 —станина; 6 — индикатор.
высокопроизводителен. Получаемая шероховатость /?а = 0,8 4-0,4 мкм. Однако при значительных скоростях вращения ремонтируемой детали вследствие большого трения выделяется много тепла, из-за чего можно от* жечь выглаживаемый конец вала. Поэтому при прове-дении этой операции торец вала нужно зачистить шкуркой и следить за нагревом его по цвету поверхности. Допустимый цвет побежалости — светло-желтый. Желтый, фиолетовый, а тем более красный цвет металла недопустимы, так как произойдут структурные превращения металла, ухудшаю-
щие механические свойства Морзе
дет а л и.
Специальные центры --------------пг
для выглаживания изготов- ляются из старых центров.
Для ЭТОГО рабочая часть Рис. 26. Центр, оснащенный центра отжигается и в ней твердосплавной пластиной, фрезеруется паз. В изготов-
ленный паз напаивается пластина из твердого сплава марки Т15К6 или другой подходящей марки. Пластина шлифуется под углом 60° вместе с основным металлом центра (рис. 26). Вал (ось) закрепляют одним концом в патроне токарного станка, а вторым устанавливают на люнет.
В пиноль задней бабки вставляют центр с твердосплавной пластиной, включают вращение шпинделя станка и осторожно, без больших усилий, подают центр в центровое отверстие ремонтируемого вала или оси. Твердосплавная рабочая поверхность центра притирает забоины и царапины конической части центрового отверстия ремонтируемой детали, заглаживая ее поверхность.
После восстановления обоих центровых отверстий вал (ось) устанавливают в центра и с помощью индикатора определяют величину биения шеек детали, а затем производят окончательную ее правку.
Шейки валов (осей) ремонтируются различными способами, выбор которых зависит от величины их износа. У деталей со значительным износом шейки протачивают и шлифуют под очередной ремонтный размер или запрессовывают на них компенсационное кольцо, которое обтачивают и шлифуют на номинальный размер.
При износе шейки детали до 0,15 мм на диаметр исходный размер восстанавливают хромированием, предварительно выполнив операцию шлифования для вывода рисок и нецилиидричности шейки. Шейки валов (осей) с износом более 0,2 мм на сторону восстанавливают вибродуговой наплавкой, осталиванием, электромеханическим способом, ферромагнитными порошками. При износе шеек валов (осей) более 0,3 мм на сторону применяют наплавку, металлизацию или ссталивание. Выбор способа наращивания поверхностей зависит и от посадки — зазора или натяга. Механическая обработка деталей после их восстановления ведется по обычной технологии, в зависимости от требований к точности и шероховатости обрабатываемых поверхностей.
Шпоночные пазы у валов и осей восстанавливаются различными способами. Их можно фрезеровать на следующий ремонтный размер или под нестандартную ступенчатую шпонку. Шпоночный паз можно заварить, затем надо повернуть деталь вокруг оси на 90° и фрезеровать новый паз с номинальными размерами.
Шлицы восстанавливают такими же способами. При малом износе шлицы хромируют.
Резьбы при ремонте валов и осей обычно выполняют заново с изготовлением к ним новых нестандартных гаек и болтов «по месту».
Ремонт шпинделей. Шпиндель — одна из ответственных деталей станка, от точности и жесткости которого зависит качество выполняемых иа станке операций. Отклонения от формы и размеров поверхностей шпинделя до/гускаются в очень узком диапазоне, поэтому к ремонту шпинделей предъявляются повышенные требования. Определена специфика ремонта концов шпинделей, которые имеют коническое отверстие и резьбу, посадочную шейку или конус для базирования технологической оснастки. Если во время ремонта изменить размеры поверхностей конца шпинделя, то нужно будет менять или переделывать прилагаемую к станку технологическую оснастку. Поэтому при ремонте стремятся восстановить его в начальных размерах, особенно это касается поверхностей концов шпинделя.
Выбор способа восстановления основных поверхностей шпинделя производят в зависимости от величины их износа.
При износе поверхностей шпинделя до 0,05 мм на сторону вначале выполняют предварительное шлифова-ние для восстановления геометрической формы поверхностей и хромирование, после чего окончательно шлифуют, снимая слой до 0,03 мм на сторону.
Поверхности шпинделей, имеющие износ более 0,05 мм на сторону, подвергают наращиванию металлом одним из известных способов, затехМ — механической обработке.
Коническое отверстие па конце шпинделя при восстановлении обычно шлифуют, затем торец шпинделя подрезают по конусному калибру. Торец фланца шпинделя также подрезают после восстановления шлифованием конусной посадочной шейки на конце шпинделя.
Резьбы у шпинделей при ремонте обычно прорезают до полного профиля, а нестандартные гайки к ним изготовляют заново.
При восстановлении шпинделей нужно выбирать такие способы ремонта, которые параллельно с восстановлением начальных размеров обеспечивали бы повышение износостойкости поверхностей.
Ремонтный чертеж шпинделя токарного станка показан на рис. 27. В табл. 14 приведен технологический маршрут ремонта шпинделя.
Технологический маршрут ремонта шпинделя
При проверке шпинделя (рис. 27) установлено, что биение поверхности 2 [05О&6]1 составляет 0,04 мм; поверхности 6 [070/гб]— 0,06 мм и буртика этой поверхности— 0,06 мм. Износ поверхности 1 [М48]Х1,5 составляет 0,4 мм на сторону; поверхности 2 — 049,96 мм [050/гб]; поверхности 3 — 059,95 мм [06О&6]; поверхности 4 [М64]Х6— резьба замята по 0,3 мм на сторону; поверхности 5 — 074,97 мм [075А6]; поверхности 6 — 069,87 мм [07ОЙ6]; поверхности 7 [М68]Х2 — резьба замята по 0,35 мм на сторону; поверхности 8 — надиры и забоины до 0,8 мм; поверхностей 10 и 11—• 6,07 мм [6/86].
Для выполнения ремонта шпинделя необходимо иметь следующее оборудование: токарно-винторезный
1 В квадратных скобках указаны номинальные размеры шпинделя (до износа),
110
ТАБЛИЦА 14
Технологический маршрут ремонта шпинделя
№ опе-| рации Содержание операции Эскиз операции
I Токарная. Зачистить внутренние фаски в отверстиях с двух сторон поверхности 12 и 13 л©
II Слесарная Установить шпиндель на оправку и закрепить
III Токарная 1. Прорезать резьбу до полного профиля [М48]Х1,5, поверхность 1 2. То же [М64]Хб, поверхность 4 3. То же [М68]Х2, поверхность 7 л, г 1— — — — ы
IV Фрезерная 1. Фрезеровать шпоночные пазы 6=6,5Д6, поверхность 10, Z=40 2. То же, поверхность 11, Z=60 — у. б ф S/1 ф ЛТ^ Г
Шлифовальная
1. Шлифовать поверхность 2 049,92 (50k6J; Z=95
2. То же, поверхность 3 059,92 [60к6]; Z=60
3. То же, поверхность 5 074,94 [75кб]; Z=50
4. То же, поверхность 6 069,80 [70кб]; Z=25
Гальваническая
1. Хромировать поверхность 2 050,06 [50k6];Z=95
2. То же, поверхность 3 060,06 [60к6]; 7=60
3. То же, поверхность 5 075,06 [75кб]; 7=50
4. То же, поверхность 6 069,84; 7=25
VII
Шлифовальная
1. Шлифовать поверхность 2 050кб; 7=95
2. То же, поверхность 3 060кб; 7=60
3. То же, поверхность 5 075кб; Z=50
4. То же, поверхность 6 069,82; 7=25 и торец
буртика
См. эскиз операции V
in
Продолжение табл. 14
Содержание операции
Шлифовальная1 Шлифовать конус Морзе 5, поверхность 8; крупные риски и задиры не выводить
Слесарная
Произвести полную сборку станка
Токарная
Торцевать шпиндель по конусному калибру Морзе 5, поверхность 13
1 Шлифование конического отверстия шпинделя можно производить шлифовальной машинкой, установленной вместо резцедержателя, после сборки всего станка. Проточка торцевой части шпинделя (по конусному калибру) является обязательной операцией. Это позволит использовать старую овиастку, базирующуюся в конусе шпииделя.
Обточить Хромировать до 1 ' "
Фрезеровать Фрезеровать Хромировать Шлифовать Обточить Торцевать шлифовать ’ Ьо_полного [по калибру
во
56+™
\Шли,фр8ать
45'^
прогриля
Хромировать шлифовать
330
T
Рис. 27. Ремонтный чертеж шпинделя.
станок, вертикально-фрезерный станок, круглошлифовальный станок, отремонтированный станок с установленным на нем шпинделем, верстак со слесарными тисками, гальваническую ванну.
Технологическая оснастка: четырехкулачковый патрон 7103—0049 (ГОСТ 3890—72), поводковый патрон 7108—0055 (ГОСТ 2572—72), люнет неподвижный, станочные винтовые самоцентрирующие рычажные тиски 7200—0154 (МН 5790—65), внутришлифовальное приспособление, оправка для установки шпинделя; проходной отогнутый резец 2102—0055—Т15К6—IV (МН 575—64), расточный резец 2140—0010—Т15К6—1, резьбовой резец 6 = 60° 2131—0506—Т15К6, центра (ГОСТ 13214—67), гаечный двусторонний ключ (ГОСТ 2839—62), медные подкладки, хомутик (ГОСТ 2578— 74), фреза концевая2220—0007—Р18 (ГОСТ 17025—71), шлифовальный круг ПП400Х40Х127-Э5-К ГОСТ 2424—75, пробка шпоночная 6,5/s6 МН2978—61, штангенциркуль ШЦ-П (ГОСТ 166—73), микрометр рычажный МР 50—75 (ГОСТ 4381—68); индикатор ГОСТ 9695—75, конусный калибр Морзе 5.
2. Ремонт подшипников
Ремонт подшипников скольжения. Подшипники скольжения изнашиваются на трущихся поверхностях по отверстию втулки, что приводит к увеличению зазора в соединении с валом, искажению геометрической формы отверстия, появлению задиров, отслаиванию поверхности и т. д. Когда в сопрягаемой паре, составляющей вал и втулку подшипника, величина износа выходит за пределы допустимого (табл. 15), то обязателен ремонт. Часто изношенную шейку вала нецелесообразно восстанавливать до прежнего (номинального) размера, поэтому вал шлифуют, а втулку изготовляют новой по диаметру шейки отшлифованного вала.
Регулируемые подшипники скольжения в период эксплуатации вначале подвергаются регулировке и ремонтируются в том случае, если уже выбран весь регулировочный диапазон.
Примерный технологический маршрут ремонта разъемного подшипника скольжения приведен в табл. 16 и па рис. 28.
ТАБЛИЦА 15
Предельные зазоры в сборочных единицах вал — подшипник, мм
Диаметр вала Механизмы неответственные Механизмы ответственные
Частота вращения вала, об/мин
менее 1000 | более 1003
Удельная нагрузка, кгс/сма
до 30 свыше 30 до 30 свыше 30
50—80 80—120 120—180 180—260 260—360 0,5 0,8 1,2 1,6 2,0 0,20 0,25 0,30 0,40 0,50 0,10 0,15 0,20 0,25 0,30 0,30 0,35 0,40 0,60 0,70 0,15 0,20 0,25 0,35 0,45
Особое внимание при ремонте разъемного подшип* ника уделяют слесарным работам (операция III, табл. 16).
Смазочные канавки в подшипниках скольжения выполняют важную функцию. От их профиля и расположения в подшипнике зависят качество и долговечность его работы. Длину смазочных канавок не следует изготовлять по всей длине подшипника (рис. 28,г). Для удержания смазки длину канавки не доводят до торца на 0,1 длины подшипника. Ориентировочная глубина канавок принимается 0,025, а ширина 0,1 от величины внутреннего диаметра подшипников.
Масляный зазор в разъемном подшипнике проверяется свинцовыми пластинами (проволокой). Одну пластину ставят вверху между шейкой вала и вкладышем, а две другие — в разъемной части в стыках подшипников (рис. 28, е). При монтаже верхнего и нижнего вкладышей пластины сплющиваются. Демонтируя подшипник, пластины вынимают и толщину их замеряют микрометром. Разность между толщиной верхней и средней толщиной 62 и 63 нижних пластин равна величине зазора h между валом и подшипником:
Окончательное шабрение вкладышей следует производить по световым бликам, получаемым прокручиванием вручную неокрашенного вала в подшипниках.
ТАБЛИЦА 16
Типовой технологический маршрут ремонте разъемных подшипников скольжения путем запивки вкладышей баббитом
№ операции Содержание операции Оборудование, приспособления, инструмент
I Слесарная 1. Демонтировать подшипник 2. Очистить вкладыши от грязи и промыть 3. Выплавить баббит из вкладыша подшипника (см. рис. 28, а) 4. Обезжирить вкладыш 5. Лудить слоем 0,1—0,2 мм 6. Монтировать вкладыши со стержнем-оправкой, щели замазать глиной 7. Залить баббитом (см. рис. 28, б) Гаечные ключи Моечная ванна, щетка Паяльная лампа, щипцы, ванна, подставка Бензин, ацетон Паяльная лампа, кислота, припой Гаечные ключи Приспособление для заливки баббитом, нагревательная печь
11 Токарная 1. Выверить вкладыши в сборе с прокладками на угольнике токарного станка 2. Расточить с припуском под шабрение Токарно-винторезный станок 1К62, планшайба, угольник, прижимные болты с планками, рейсмасе, нутромер
III Слесарная 1. Просверлить отверстие для подачи смазки 2. Вырубить смазочные канавки (см. рис. 28, в) 3. Предварительно шабрить на краску по сопрягаемому валу (см. рис. 28, г) 4. Установить нижние вкладыши на место и проверить соосность в горизонтальной и вертикальной плоскостях 5. Шабрить на краску по сопрягаемому валу окончательно вместе с верхними вкладышами и проверить масляный зазор (см. рис. 28, д) 6. Собрать вал вместе с вкладышами и обкатать на малых оборотах Вертикально-сверлильный станок 2А135, машинные тиски, сверло, крейцмейсель, чертилка, молоток, слесарные тиски, трехгранный шабер, лазурь Л-1 Деревянные бруски, струна, отвес, мерные мензурки, гибкий шланг Шабер, лазурь Л-1, свинцовые пластины Гаечные ключи
Хорошо пришабренными подшипниками считают такие, которые при проверке окрашиваются равномерно по всей окружности на 70—75% ее поверхности.
Более подробно о ремонте подшипников скольжения см. в соответствующей литературе.
Ремонт подшипников качения. Ремонт узлов с подшипниками качения предусматривает тщательный осмотр беговых дорожек подшипников, осмотр шариков, роликов и игл для обнаружения царапин, сколов или отслаивания металла — результат усталостного явления металла из-за чрезмерного натяга или недостаточной смазки. Осматриваются также обоймы подшипников, у которых могут быть сколы бортов. Сепараторы подшипников могут быть сломаны, деформированы или покрыты коррозией. При наличии дефектов подшипники качения не ремонтируются, а заменяются новыми. Ремонту подлежат шейки валов под подшипники, системы смазки и защиты.
Смазывающие и уплотняющие устройства подшипников необходимо ремонтировать, если при работе подшипник нагревается свыше 60° С или в подшипник попадает грязь, влага, из подшипника вытекает смазка и т. п.
Уплотнения сальниковые, выполняемые в виде фетровых или войлочных колец (рис. 29,а), служащие защитой подшипника от пыли, стружки, влаги, следует при ремонте заменить или промыть в керосине или бензине. Плотность прилегания фетрового или войлочного кольца к валу проверяется щупом 0,1 мм, который при легком усилии не должен проходить. Чрезмерная плотность установленного уплотнения способствует нагреву шейки вала и подшипников.
Элементы лабиринтных уплотнений (рис. 29,6) не должны иметь вмятин и выбоин. Зазоры в уплотнениях выполняются в пределах, определяемых конструкцией уплотнения. Обычно при ремонте изношенные элементы лабиринтных уплотнений изготовляют заново.
Уплотнения манжетные (рис. 29,в), изготовляемые из кожи, масло- и беизостойкой резины или синтетических материалов, наиболее надежно защищают подшипники от попадания внешних частиц и препятствуют вытеканию из них смазки. Большинство элементов манжетных уплотнений при ремонте заменяют новыми.
Демонтаж подшипников качения часто затруднен из-за защемления шариков или роликов при увеличение
ном из-за износа радиальном зазоре или из-за перекоса внутренней или внешней обоймы подшипника относительно геометрической оси посадочных поверхностей
Рис. 29. Уплотняющие устройства:
а — сальниковое: б — лабиринтное; в — манжетное: / — мая« жета; 2 — металлический кожух; 3 — пружинная шайба; 4 — кольцевая пружина.
Рис. 30. Демонтаж подшипников качения съемниками:
а —с вала; б — из отверстия корпуса; 1—подшипник; 2 — захваты съемника; 3 — винт упорный.
при демонтаже. Поэтому в ремонтной практике при демонтаже подшипников качения всегда следует пользоваться специальными съемниками (рис. 30).
Съем подшипника удобно производить вместе с соседними деталями — зубчатыми колесами, муфтами,
шкивами (рис. 30,а). Демонтаж внешней обоймы подшипника из отверстий корпусных деталей составляет некоторую сложность; для этой операции обычно применяют специальные съемники, которые рассчитаны на последовательное увеличение расстояния между захватами (рис. 30,6).
Монтаж подшипников при ремонте, как правило, ведется с их нагревом или охлаждением. Устанавли-
Рис. 31. Подготовка подшипников качения к монтажу! а—нагревом; б — охлаждением; / — корпус; 2 —ванна; 3 — под* шипники; 4 — минеральное масло; 5 — жидкий азот.
вая подшипник на вал, его предварительно нагревают в минеральном масле при температуре примерно 90— 100° С, при этом происходит некоторое увеличение диаметра отверстия внутреннего кольца подшипника. Устанавливая подшипник в отверстие корпуса, его охлаждают в жидком азоте, в результате чего временно уменьшается посадочный диаметр наружной обоймы (рис. 31).
После нагрева или охлаждения подшипник монтируют легким постукиванием молотка (через оправку) или с помощью пресса, гарантирующих быструю установку подшипника на валу или в отверстии корпуса без перекоса.
Некоторые подшипники (например, радиалыюупор-ные) регулируют с целью получения предварительного
натяга. Это осуществляется либо установкой соответствующих распорных колец, либо шлифованием (до монтажа) торцов тех или иных обойм подшипников.
3. Ремонт муфт
Муфты, входящие во многие механизмы станков, являются ответственными узлами, часто определяющими надежность и долговечность всей машины. Основное их назначение — передача вращения и момента (без
Рис. 32. Втулочно-пальцевая муфта>
Л и 4 — полумуфты: i — палец! 3 — упругие етулки-кольца.
изменения его величины и направления) с одного вала на другой или с вала на свободно сидящую на нем деталь (шкив, зубчатое колесо, звездочка и т. п.) и обратно.
Втулочно-пальцевая муфта (рис. 32) изготовляется по ГОСТ 21424—75. Во фланце полумуфты 1 коническими хвостовиками укрепляются пальцы 2, на которые надеваются упругие резиновые втулки-кольца 3. Упругие втулки входят в отверстия, расположенные во фланце полумуфты 4. Полумуфты изготовляются из чугуна марки СЧ21-40 или стали Ст. 3; пальцы — из стали 45; упругие втулки — из резины с пределом прочности при разрыве не менее 80 кгс/см2 и относительным удлине-
Рис. 33. Кулачково-дисковая муфта? Л и 3 — полумуфты: 2—промежуточный диск.
нием при разрыве не менее 300%, твердость по ТМ-2 60—75 (ГОСТ 263-53).
Выход муфты из строя происходит в основном из-за износа поверхностей отверстий полумуфты 4, с кото* рыми контактируют упругие втулки-кольца 3. Изнаши-ваются и сами кольца. При эксплуатации от возможных вибраций ослабевает крепление пальцев 2 в гнездах полумуфты 1. Пальцы выходят из посадочных гнезд, гнутся и забивают (изнашивают) гнезда полумуфты.
При ремонте посадочные отверстия под втулки и гнезда под пальцы растачивают или развертывают на последующие ремонтные размеры, а пальцы и втулки изготовляют новые. При ремонте полумуфт особое внимание уделяется обеспечению соосности гнезд полу* муфты 1 под пальцы и отверстий под втулки полумуфты 4.
Изношенные посадочные отверстия полумуфт (с диаметром d) обычно восстанавливают запрессовкой компенсационных втулок.
Кулачково-дисковые муфты (рис. 33), которые называют также крестовыми, плавающими, Ольтгема и т.п., предназначены в основном для соединения валов со значительным радиальным смещением (до 0,04 d); допускают они также незначительные угловые (до 0°30') и осевые смещения (d — диаметр вала).
Муфта состоит из двух полумуфт 1 и 3 и промежуточного диска 2 с кулачками Б, расположенными крестообразно и входящими в соответствующие пазы А полумуфт 1 и 3. Передача крутящего момента осуществляется кулачками диска, которые при смещенных валах скользят по боковым поверхностям пазов. Полумуфты изготовляются из стали 45Л или чугуна ВЧ60-2, реже из малоуглеродистых сталей, диск — из стали 45Л, Пазы полумуфт и кулачки диска закаливаются токами
высокой частоты на глубину 2—3 мм до твердости HRG 46—50.
Надежность работы муфты в большой степени зависит от профилактики и качества смазки, которую нужно производить не менее одного раза в смену. Рекомендуемый тип смазки — масло цилиндровое (вапор) с добавлением 1—2% олеиновой кислоты или 5% коллоидно-графитового препарата марки С2.
Кулачково-дисковые муфты изготовляют по ГОСТ 20720—75. Характерным для муфт является износ пазов А фланцев полумуфты 1 и 3 на контактных поверхностях с промежуточным диском 2 и кулачков Б диска 2. В малонагруженных муфтах промежуточный диск изготовляют из текстолита или древеснослоистых пластиков. В этом случае ремонт муфты обычно сводится к замене промежуточного диска, так как пазы фланцев практически не изнашиваются.
Пазы фланцев у муфт с металлическим промежуточным диском при ремонте шлифуют на новый (увеличенный) размер, а промежуточный диск изготовляют новым по сопряженным размерам отремонтированных полумуфт.
Фланцы полумуфт, изготовленные из малоуглеродистых сталей, после восстановления пазов подвергают цементации, закалке и отпуску до твердости HRC 45—55.
Конусные фрикционные муфты (рис. 34, а) передают крутящий момент от ведущего вала к ведомому при помощи сил трения, создаваемых на контактных поверхностях сцепляющихся частей муфты. Включение муфты производится прижатием друг к другу поверхностей А и Б, а выключение — их разъединением. Изменяя силу прижатия трущихся поверхностей, можно регулировать силу трения и осуществлять плавное сцепление при любой разности частот вращения ведущего и ведомого валов. Это исключает большие динамические нагрузки и шум при пуске.
Фрикционные муфты, позволяющие регулировать время разгона ведомых частей и крутящий момент, являются одновременно предохранительным звеном станка. Конусные полумуфты изготовляются из материалов, которые зависят от условий эксплуатации муфт. Надежно работают муфты из следующих материалов: закаленная сталь по закаленной стали, чугун по стали и
1
Рис. 34.
Фрикционные муфты: а —конусная; б — многодисковая: 1 и 2 — фланцы; 3 — внутренний фрикционный диск; 4—наружный фрикционный диск; 5 — упорная втулка; 6 — втулка включения; 7 — рычаг включения.
чугун по чугуну (НВ не менее 210), текстолит по стали и для сухих муфт — материалы на асбестовой основе.
Конусные фрикционные муфты изнашиваются по со-прягаемым коническим поверхностям А и Б, в результате чего торцы В и Г фланцев 1 и 2 полумуфт соприкасаются, а их сцепляемость прекращается.
При незначительном износе конических поверхностей торцы полумуфт подрезают, а конические поверхности их зачищают абразивной шкуркой. Если же износ велик, то на полумуфты приклеивают фрикционные (конусные) кольца, после чего производят окончательную обработку сопрягаемых конусов — сначала обточкой, затем доводкой абразивным порошком. После притирки полумуфты тщательно промывают керосином.
Многодисковые фрикционные муфты (рис. 34,6) периодически приходится регулировать для плотного сопряжения фрикционных дисков 3 и 4 при включении и для обеспечения свободного вращения их после выключения муфты.
Чрезмерный или недостаточный поджим дисков способствует повышенному нагреву и преждевременному их износу. При значительном износе дисков регулировка муфты невозможна. Поэтому муфту разбирают и, если возможно, диски шлифуют. Для компенсации общего размера I в пакет дисков добавляют необходимое количество новых. Если диски в муфте не могут быть восстановлены, то их полностью заменяют новыми.
Фрикционные диски изготовляют из малоуглеродистой стали с последующей цементацией на глубину 0,8 мм и закалкой с отпуском. Толщину цементированного слоя следует учитывать при шлифовании торцов дисков. Рекомендуемая шероховатость поверхностей дисков /?а = 0,4 мкм. Остальные детали дисковой муфты при их износе восстанавливают наплавкой с последующей механической обработкой либо при сильном износе изготовляют заново.
4. Ремонт зубчатых колес
Зубчатые колеса, поступившие в ремонт, могут имет следующие дефекты:
а) износ рабочего профиля всех зубьев колеса;
б) скол части зуба или нескольких зубьев полно стью;
в) трещина на зубчатом венце, спице или ступице колеса;
г) износ отверстия, шпоночного паза или шлицев в ступице колеса;
д) вмятины на торцах зубьев.
Те же дефекты могут быть и у червячных колес.
Для выбора способа ремонта зубчатые колеса можно условно разделить па быстроходные и тихоходные, термически обработанные и «сырые», мелкие и крупные.
К быстроходным относятся зубчатые колеса, работающие при окружных скоростях 6—10 м/с, к тихоходным — 2 м/е и менее.
К «сырым» относятся зубчатые колеса, изготовленные из стали без термообработки; к крупным — зубчатые колеса с модулем более 5 мм. Кроме того, зубчатые колеса могут быть изготовлены из различных материалов: стали, чугуна, цветных металлов, из неметаллических материалов. Все указанные отличия зубчатых колес и условия их работы во многом определяют способы их ремонта.
Износ рабочего профиля зубьев — наиболее частый дефект зубчатых колес всех видов и типов.
Как правило, зубчатые колеса с изношенными зубьями не восстанавливают, а заменяют при ремонте станков новыми, за исключением тех, у которых износ толщины зуба не выходит за пределы допустимого (табл. 17). Если такие зубчатые колеса существенна не ухудшают работу механизма, то их можно не менять.
Если при ремонте заменяется одно изношенное зубчатое колесо, то следует заменять и второе, работавшее с ним в паре, даже если износ этого колеса не превысил допустимого. Если этого не сделать, то новое колесо в контакте с приработанными зубьями старого будет вызывать повышенный шум при работе механизма. Однако, если разность диаметров зубчатых колес отличается более чем в 2 раза, то в такой паре значительному износу подвергается прежде всего малое колесо. В этом случае целесообразно своевременно заменить новым малое колесо, а большое не менять. Заменять только одно зубчатое колесо также целесообразно в зубчатых парах, где одно колесо термически обработанное, а второе «сырое». Заменяют обычно новым «сы-
не
ТАБЛИЦА 17
Допустимый износ зубьев колес некоторых видов
Режим работы Окружная скорость» м/с Предельный износ» в % к номинальной толщине зуба по начальной окружности
Виды ремонта
малый средний капитальный
Передача мощности До 2 20 15 10
в одном направлении 2—5 15 10 6
при безударной нагрузке Свыше 5 10 7 5
Реверсивная пере- До 2 15 10 5
дача с ударной нагрузкой 2—5 10 5 5
Примечание. Для чугунных зубчатых колес приведенные значения из-
носа уменьшаются на 30ч
рое» зубчатое колесо, которое в зацеплении с термообработанным и более твердым достаточно быстро обкатается. Такая замена допустима в том случае, если износ термообработанного колеса не выходит за пределы допустимого.
Если пара зубчатых колес работает при односторонней нагрузке, то рабочие поверхности зубьев изнашиваются с одной стороны. Такие колеса при среднем или малом ремонте допустимо не заменять новыми, а повернуть так, чтобы в новом положении установленная пара колес передавала нагрузку неизношенной поверхностью зубьев.
Тихоходные зубчатые колеса, как правило, выполняются больших диаметров с модулем более 5 мм из чугуна или стали без последующей термообработки. Восстановление таких зубчатых колес ведется в тех случаях, когда это экономически целесообразно (например, когда недопустим простой оборудования). При капитальном ремонте станков ремонт подобных колес обычно не ведут, а заменяют их новыми.
Восстановление зубьев сваркой (наплавкой) является одним из наиболее применимых для крупномодуль-127
ных зубчатых колес. При этом способе изношенную часть зуба или зубьев наплавляют металлом, например сормайтом (рис. 35,а). Частично или полностью ело-манные зубья восстанавливают путем наплавки ремон-тируемого участка с помощью опоки (рис. 35,6). На-гретый песок в опоке способствует медленному остыванию наплавленного участка. Наплавку одного или нескольких зубьев можно производить с помощью медных шаблонов (рис. 35,в). Медь хорошо проводит тепло. В отдельных случаях изготовляют вставку, которую приваривают к ободу колеса (рис. 35,г). После наплавки (приварки) зуб или зубья обрабатывают па нужный размер.
Зубья широких колес целесообразно восстанавливать «солдатиками» (рис. 35, д), которые устанавливаются на резьбе в предварительно подготовленный обод колеса, а потом наплавляются. Иногда вместо сломанного зуба целесообразно установить «башмак» (рис. 35, е) или вставку (рис. 35,ж). Это делается в том случае, если ремонт наплавкой невозможен. Трещины на венце, спице или ступице у стальных колес обычно заваривают. Крупные чугунные зубчатые колеса с трещинами ремонтируют накладками с винтами (рис. 35, з). При наличии на ступице колеса трещин выполняют проточку ступицы с двух сторон и запрессовку колец-бандажей (рис. 35,и).
Материал наплавляемых зубьев, накладок и бандажей выбирают в соответствии с условиями ремонта и работы механизма.
Ремонт быстроходных зубчатых колес осложнен тем, что, как правило, поверхность зубьев этих колес, подвергнутых термической и химико-термической обработке, имеет высокую твердость. Это не позволяет использовать способы ремонта с применением высоких температур (сварка, наплавка), так как местный нагрев при ремонте вызовет структурные изменения в металле и резко ухудшит механические свойства ремонтируемых участков колес. Поэтому изношенные или сколотые зубья быстроходных зубчатых колес обычно не ремонтируют, а если необходимо, то заменяют у колеса весь зубчатый венец.
Примерная технологическая последовательность ремонта зубчатого колеса со шлицевым отверстием может быть предложена следующей (рис. 36);
5 И. С. Стерин
129
Рис. 36, Схема ремонта зубчатого колеса.
1. Промыть зубчатое колесо, сняв его со шлицевого вала ремонтируемого механизма.
2. Зачистить центра шлицевого вала, снятого с ремонтируемого механизма.
3, Обточить (сточить) зубчатый венец колеса на токарном станке.
4. Установить зубчатое колесо на снятый с механизма шлицевой вал и закрепить его от осевого смещения.
5. Установить шлицевой вал с колесом (сборку) в центрах токарного станка и обточить колесо на диаметры 160/7 и 130ja& (рис. 36,а).
6. Выточить кольцо по чертежу (рис. 36,6), выдержав размеры поверхностей 1, 2, 3, 4.
7. Установить кольцо на ступицу и в сборке сверлить шесть отверстий под резьбу М10.
8. Разобрать детали и рассверлить в кольце отверстия под развертку 01OG7.
9. Точить винты MIO, Z=16 мм с резьбовой частью Zp= 10 мм; цилиндрическая часть винта 01Og6.
10. Развернуть в кольце отверстия 01OG7.
И. Собрать детали, соединив их винтами.
12. Установить собранное колесо на шлицевой вал и закрепить от осевого смещения.
13. Установить сборку в центрах токарного станка, обточить колесо начисто до 0216/7, торцевать, сиять фаски 2 и 3 (рис. 36,в).
14. Установить сборку на зуборезный станок и нарезать зубья (рис. 36,г).
15. Снять зубчатое колесо со шлицевого вала.
16. Закалить зубчатый венец ТВЧ.
17. Обкатать зубчатое колесо.
Ремонт зубчатых блоков выполняется путем замены одной или двух шестерен, которые, будучи изготовлены заново, устанавливаются на подготовленной ступице оставляемой шестерни. Крепление установленных новых шестерен может быть различным: винтами (рис. 37,а), на шпонке с упорным кольцом (рис. 37,6), на шпонке гайкой (рис. 37,в), на шпонке винтом (рис. 37,г).
Восстановление зубчатых секторов при ремонте ведется аналогично зубчатым колесам. При износе зубьев сектора его заменяют. Для этого изготовляют полный зубчатый венец с соответствующим радиусом сектора, из которого вырезают нужный сектор и закрепляют его.
Рнс. 37. Способы ремонта зубчатых блоков.
Рис. 38. Способы крепления зубчатых секторов при ремонте:
о — винтами; б — сваркой; в — винтами а шпонкой.
Рис. 39. Изготовление зубчатых колес из полиамидных материалов:
а — цилиндрического монолитного; б — цилиндрического со стальной ступицей; / — крышка; 2— стержень: 3 — кольцевая полость под гипс; 4 — обойма: 5 — мастер-модель; 6 — основание; 7 — стальная ступица; в — схемы армирования зубчатых колес из полиамидных материалов.
134
Рис. 40. Схема временного ремонта наборного текстолитового зубчатого колеса} а — колесо со сломанным зубом; б — поел? ремонта.
Рис. 41. Червячные колеса: а —с бронзовым (чугунным) венцом; б —с капроновым венцом; / — ступица; 2 — венец; 3 — винт; / — шайба.
Восстановление отдельных зубьев сектора производят так же, как и у зубчатых колес (рис. 38).
Текстолитовые зубчатые колеса, составленные из набора текстолитовых дисков, сжатых с двух сторон латунными или стальными фланцами, временно восстанавливают путем поворота текстолитовых пластин на один-два зубца (рис. 40).
Зубчатые колеса из полиамидных материалов обычно не ремонтируют, а изготовляют заново литьем под давлением по предварительно изготовленной пресс-форме. Мастер-моделью здесь может служить аналогичное зубчатое колесо, которое центрируется в пресс-форме (рис. 39,а, б). Свободное пространство вокруг модели заполняется гипсом или стеариновой смесью. Мастер-модель выпрессовывается и полученную форму заполняют амидопластом. Корпус пресс-формы может быть постоянным, а вкладыши меняются в зависимости от размеров зубчатых колес.
Для увеличения жесткости зубчатые колеса из полиамидных материалов армируют металлом (рис.39,в). Червячные колеса после износа зубчатого венца восстанавливают путем замены этого венца. Ремонт легко выполним, если колеса сборные (рис. 41).
5. Ремонт винтов и гаек механизмов станков
Крепежные детали при ремонте промышленного оборудования (болты, винты, гайки) восстановлению не подлежат — они заменяются новыми. Винты механизмов станков, преобразующие вращательное движение в поступательное перемещение частей станков, и работающие с ними в паре гайки иногда целесообразно восстанавливать. К группе подобных деталей относятся ходовые винты и гайки механизмов токарных станков для подачи суппорта и поворотной каретки, винты механизмов перемещения столов и др.
Восстановлению подлежат винты только с трапецеидальной или треугольной резьбами.
Ремонт ходовых винтов начинают с зачистки или расточки центровых отверстий. Далее винт устанавливают в центрах токарного станка и производят проверку его на биение. Искривленные винты рихтуют с помощью стяжек, рычагов или на прессах. Далее резьбо
вая часть винта протачивается или шлифуется по наружному диаметру, прорезается канавка резьбы и протачиваются боковые поверхности трапеции или резьбы треугольного профиля, при этом сохраняются все параметры резьбы, кроме наружного и внутреннего диаметров. К винту по восстановленной резьбе изготовляют новую нестандартную гайку.
Посадочные шейки винта шлифуются, а сопряженные с ними втулки изготовляются новые либо на проточенные шейки можно установить тонкие компенсационные втулки, которые напрессовываются или устанавливаются на клею, а потом обрабатываются по наружному диаметру под размер, соответствующий имеющимся втулкам.
Особо следует помнить о том, что многозаходные винты прессов восстановлению не подлежат, так как они в процессе эксплуатации теряют механическую прочность.
Ходовые винты специального оборудования, постоянно эксплуатируемые на небольшой длине, при ремонте переворачивают так, чтобы в работе находилась неизношенная часть винта; шейки винтов протачивают или устанавливают на них новые переходные втулки.
Ремонтная практика показала, что винты, работающие с интенсивной нагрузкой, целесообразно хромировать с точечным или канальчатым видом покрытия. Это в значительной мере повышает их износостойкость.
Ремонт гаек, сопряженных с ходовыми винтами, производят в том случае, если винтовая пара работает с небольшими нагрузками. В остальных же случаях гайки изготовляют новыми по отремонтированным винтам.
Технологическая последовательность изготовления нерегулируемой гайки может быть следующей:
1. Вырезать заготовку по размерам старой гайки.
2. Фрезеровать базовые установочные поверхности по месту (рис. 42,а).
3. Установить заготовку на место, разметить резьбовые отверстия по сопряженным деталям, снять заготовку, сверлить отверстия и нарезать резьбу (рис. 42, б).
4. Установить заготовку на место вновь и закрепить ее винтами, вставить в отверстие винта поперечных салазок оправку (без диаметрального зазора) и начертить на торце гайки окружность под резьбу (рис. 42, в).
5. Установить заготовку на угольнике планшайбы токарно-винторезного станка, выверить по базовым плоскостям А и Б и центровому отверстию, нарезать резьбу по отремонтированному винту (рис. 42,6, г).
Технологическая последовательность ремонта резьбовой части нерегулируемой гайки путем заливки акри-лопластом предложена следующей (рис. 43):
1. Установить и выверить изношенную гайку в патроне токарного станка.
2. Расточить гайку в размер d и d\ поверхностей 2 и 1 с полным снятием старой резьбы плюс 3 мм иа сторону с /?а=12,5 мкм. Расточить кольцевые канавки di поверхности 4 для предотвращения осевого смещения затвердевшего акрилопласта (рис. 43,а).
3. Выточить две шайбы (рис. 43,6) с размерами a, b, d и dB поверхностей 5, 6, 7, 8.
4. Приготовить акрилопласт.
5. Обезжирить расточенное отверстие гайки.
6. Поверхность винта и торцы шайб покрыть тонким слоем парафина или мыла.
7. Собрать гайку и винт, центрируя их шайбами. Герметизировать канавки винта по торцам шайб пластилином. Приподнять верхнюю шайбу и залить акрилопласт (рис. 43,в). Выдержать 2—3 ч. Снять шайбы, вывинтить винт, удалить наплывы акрилопласта.
Для маточных гаек, резьба которых нарезана непосредственно в корпусах разъема, предлагается ремонт путем заливки бронзой (рис. 44) в такой технологической последовательности.
1. В полукорпусах гайки сверлить и раззенковать три отверстия поверхности 1 04—5 мм.
2. Скрепить полугайки хомутиком.
3. Установить, выверить и закрепить гайку наугольнике токарного станка.
4. Расточить гайку под заливку бронзой в размер d с полным снятием резьбы плюс 2—3 мм на сторону и прорезать канавки dK.
5. Лудить оловом расточенную поверхность.
6. Обернуть гайку асбестом, нагреть до 250—300°С и уложить в ящик с сухим песком.
7. Расплавить старые бронзовые втулки и залить отверстие гайки.
8. Разрезать гайку, установить прокладки толщиной А (равной зазору) и закрепить хомутиком.
9. Установить гайку на угольник токарного станка, выверить и закрепить.
10. Расточить отверстие в гайке и нарезать резьбу с размерами по ходовому винту.
5.5 5,5 _ л
Рис. 44. Способ ремонта маточной гайки путем заливки бронзой.
Технологическая последовательность восстановления маточной гайки с бронзовыми вкладышами может за-» ключаться только в изготовлении резьбовых вкладышей (рис. 45):
Рис. 45. Схема изготовления бронзового вкладыша для маточной гайки.
1. Торцевать заготовку как чисто (рис. 45,«).
2. Обточить поверхность 1 на длину L.
3. Обточить поверхность 2 на длину /.
4. Сверлить и расточить поверхность 3 на длину Д плюс 10 мм.
5. Нарезать резьбу на поверхности 4 на длину L плюс 10 мм по винту.
6. Отрезать гайку на длину L плюс 2 мм.
7. Торцевать гайку с другой стороны на длину L.
8. Разрезать гайку пополам фрезой шириной 3 мм (рис. 45,6).
9. Фрезеровать или запилить скосы резьбы на срезах (рис. 45, в).
10. Зачистить заусенцы и притупить острые кромки.
11. Вставить резьбовые вкладыши в корпуса гайки.
12. Наметить отверстия во вкладышах под крепежные винты по месту.
13. Извлечь резьбовые вкладыши из корпусов.
14. Сверлить в резьбовых вкладышах отверстия под крепежную резьбу (рис. 45,г).
15. Нарезать крепежную резьбу в отверстиях резьбовых вкладышей (рис. 45, г).
16. Вставить резьбовые вкладыши в корпуса и закрепить винтами (рис. 45,6).
РЕМОНТ УЗЛОВ И ДЕТАЛЕЙ ГИДРАВЛИЧЕСКИХ СИСТЕМ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ГЛАВА
V
Гидравлические системы могут преобразовывать механическую энергию в гидравлическую — насосы и гидравлическую энергию в механическую — гидротурбины.
Гидравлические системы обладают многими достоинствами: бесступенчатое регулирование скоростей движения в большом диапазоне, плавное реверсирование, возможности передачи больших усилий и автоматизации работы механизмов с высокой точностью, стандартизация узлов и механизмов, долговечность и надежность эксплуатации и, наконец, простота и удобство управления.
1. Неисправности гидроприводов металлорежущих станков
Помимо неисправностей, характерных для каждого типа станка или группы станков, рассмотрим неисправности, которые могут возникнуть при эксплуатации любого гидравлического привода у металлорежущих станков.
1. Отсутствие требуемого давления в напорной магистрали вследствие неисправности предохранительных клапанов, насосов или гидропривода, негерметичности маслопровода.
Отклонения в работе предохранительных клапанов встречаются чаще, поэтому отыскание причин этой неисправности надо начинать с предохранительных клапанов.
Появление слива масла в бак через клапан в момент работы насоса показывает, что давления в системе нет вследствие того, что клапан открыт. Последнее может быть результатом возникших дефектов узлов или деталей клапана или его засорения по следующим причинам: а) под шарик попал посторонний предмету б) износ шарика; в) поломка фибрового уплотнительного кольца (у клапанов, встроенных в гидропанель); г) утечка масла из маслопровода разгрузки насоса.
Неисправности насоса, гидропривода или маслопровода обычно вызывают только частичное снижение давления масла в системе, при этом давление масла в системе при работе насоса, регулируемое предохранительными клапанами, повышается лишь до определенного значения, гораздо меньшего, чем возможное для данной системы.
2. Колебания давления в системе могут быть из-за: а) наличия воздуха в системе; б) недостаточного уровня масла в баке; в) неравномерной подачи масла в систему поршневыми или лопастными насосами вследствие заедания поршней или лопаток.
3. Шум при работе гидропривода возникает вследствие: а) засорения всасывающего трубопровода или фильтра; б) подсоса воздуха во всасывающем трубопроводе; в) засорения вентиляционного отверстия в баке (сапун); г) несоосности в установке насоса и электродвигателя; д) нежесткого закрепления трубопровода.
4. Неравномерное (с рывками) движение механизмов станка может быть вследствие: а) наличия воздуха в гидравлической системе станка; б) излишней затяжки клиньев или планок направляющих; в) отсутствия, или недостаточной смазки направляющих; г) недостаточного давления в сливной полости цилиндра; д) неравномерной подачи масла насосом; е) неправильной регулировки предохранительного клапана, при котором он отрегулирован на давление, близкое к давлению при рабочей подаче; в этом случае при незначительном повышении давления клапан может периодически открываться и пропускать масло в бак.
5. Чрезмерное нагревание масла в гидравлической системе обусловлено: а) повышенным давлением в системе; б) большей производительностью насоса гидросистемы, чем требуется ее конструктивными характеристиками.
2. Ремонт трубопроводов
Движение жидкости в трубопроводах может сопровождаться потерями напора, вызываемыми трением и местными сопротивлениями. Дополнительное трение и сопротивление создают как недостаточно высокая шероховатость внутренней поверхности, так и большое количество изгибов-колен в трубопроводе, а также непостоянство сечения.
В гидросистемах применяют трубы из стали, сплавов меди и алюминия, а также шланги из неметаллических материалов (например, резинотканевые). Для специальных трубопроводов, работающих в агрессивных средах, трубы и арматуру к ним изготовляют из синтетических материалов и специальных сталей.
Соединение труб и шлангов выполняют различными способами. Тонкие трубы из цветных металлов соединяются между собой или крепятся к штуцерам гайками, поджимающими развальцованные концы труб к уплотнительным конусам либо непосредственно, либо через специальные втулки-ниппеля (рис. 46,а).
Для монтажа стальных труб небольшого диаметра к ним привариваются специальные конусные наконечники с буртами. Соединительная гайка, упираясь в этот бурт, поджимает конуса наконечника к поверхности конусного отверстия штуцера или соединительной муфты (рис. 46,6).
Соединение стальных труб большого диаметра выполняют с помощью фланцев, которые соединяют с трубой чаще всего сваркой (рис. 46, в) либо резьбой (рис. 46,г), реже развальцовкой (рис. 46,6). Между собой фланцы труб, а следовательно, и трубы соединяются винтами или болтами (рис. 46, е). Относительно трудно соединять между собой резинотканевые шланги большого диаметра или резиновый шланг с трубой (штуцером). Конструкции таких соединений (рис.46,ж) сложны и состоят из целого ряда деталей.
В соединениях трубопроводов и в гидросистемах значительное место занимают прокладки, сальники и манжеты.
Прокладки изготовляются из маслостойкой резины, меди, свинца, прессованного картона и др. При ремонте гидросистем большинство прокладок приходится менять. Сложные конфигурации прокладок сначала
Рис. 46. Соединение труб и шлангов: 1 — гайка; 2 — труба.
размечают, а затем вырезают. Круглые прокладки вырубают просечками (рис. 47, а) или вырезают с помощью приспособления, которое хвостовиком крепится, например, в шпинделе вертикально-сверлильного станка (рис. 47,б).
Сальниковую набивку при ремонте трубопроводов и гидросистем либо дополняют соответствующим материалом, либо заменяют новой.
Рис. 47. Инструмент для изготовления прокладок:
а _ пробойники; б — приспособление: 1 и 5 — ролики-резцы; 2 —хвостовик; 3 — штанга; 4 — центр.
У плотнительные манжеты ремонту не подвергаются, а заменяются новыми. Если манжеты нестандартные или их нет в наличии, то их изготовляют, используя при этом приспособления (рис. 48, а, б) или пресс-формы. Для улучшения формообразования кожу увлажняют, во время формовки сушат, после чего пропитывают рабочей жидкостью. Резиновые уплотнения изготовляют в пресс-формах (рис. 48, в) из провальцованной сырой маслостойкой резины вулканизацией при температуре 140—150° С.
Гибку труб при ремонтно-монтажных работах производят различными способами, зависящими от материала и величины стенки трубы.
Трубы из медных и алюминиевых сплавов перед гибкой подвергают рекристаллизационной термической обработке — нагреву до определенной температуры и быстрому охлаждению в воде. Сразу после термообработки следует производить гибку труб по шаблону, ис-
Рис, 48. Схема изготовления wain жет:
а и б — из кожи; в — из сырой рези* ны; / — форма; 2 — манжета; 3 — гайка; 4 — корпус; 5 — круглый нож.
пользуя увеличенную пластичность материала трубы, так как трубы из некоторых материалов через незначительный период времени после термообработки опять приобретают упругость — явление возврата.
Тонкостенные трубы перед гибкой набивают сухим песком, забив их отверстия с двух сторон деревянными пробками (рис. 49,а). Трубы из пластичных материалов можно гнуть без предварительного нагрева с помощью приспособления со сменными роликами (рис. 49,6). Развальцовка труб производится либо с помощью приспособления (рис. 49,в), либо с помощью конусной оправки (рис. 49, г).
Монтаж стальных труб производят после промывки их раствором соляной кислоты и очистки от окалины и коррозии. Продувку труб выполняют сжатым воздухом.
Трубы гидросистем не должны иметь отклонение по кривизне, превышающее!,5 мм.
Рис. 49. Гибка и развальцовка труб/
о — труба с песком и пробками; б — приспособление со сменными роликами; в — приспособление для развальцовки; / — ролики’ 2 — регулирующий конус; 3 — вальцуемая труба; г —оправка для развальцовки.
В соответствии с ГОСТ 3845—65 каждую трубу под* вергают испытанию гидравлическим давлением, превышающим максимальное рабочее давление на 20%.
Минимальное количество изгибов — главная задача при монтаже труб. Изгибы должны иметь максимальный радиус, что уменьшает местные сопротивления. Установка труб, всасывающих и сливных патрубков должна вестись в точном соответствии с монтажной схемой гидросистемы ремонтируемого станка.
3. Ремонт гидроцилиндров и поршней
Увеличенная утечка масла между рабочими полостями гидроцилиндра — характерный дефект в работе силовых цилиндров гидросистем. Нормальная работа гидроцилипдров обеспечивается только при минималь
ной величине внутренних утечек. Чем больше внутренние утечки, тем неравномернее ход рабочих органов при изменении нагрузки.
Внутренние утечки допускаются, например, в станках с малыми подачами (токарные, расточные) при перепаде давления в полости цилиндра 60 кгс/см2 и температуре масла «Индустриальное 20» около 50° С. При диаметре поршня до 120 мм допускается утечка 12 см3/мин, а при диаметре до 160 мм—16 см3/мин. Для станков, работающих с большими скоростями при меньших давлениях (агрегатные, копировально-фрезерные и др.), величина внутренней утечки допускается для цилиндров с диаметром до 125 мм 40 см3/мин и для цилиндров с диаметром 125—180 мм — до 80 см3/мин. В шлифовальных станках, скорость движения у которых обеспечивается приводом, величина внутренних утечек допускается значительная — до 200—300см3/мин.
Для определения величины утечки масла подвижную часть гидроцилиндра (поршень или цилиндр) останавливают в положении (жестким упором), характерном наибольшему износу. Давление в гидросистеме доводится до 60 кгс/см2 при температуре масла 50° С. Отсоединив трубопровод слива от бака, собирают утечки масла в какую-нибудь емкость в течение нескольких минут. Полученный объем масла за время истечения в минутах позволит определить величину его утечки (в см3/мин). Если у гидропривода станка утечки масла превышают допустимые, то система подлежит ремонту.
Характерным износом цилиндров гидроприводов являются появление овальности, конусности, увеличение диаметра отверстия, образование задиров и рисок на поверхности отверстия. Это приводит не только к увеличению утечки масла, но при большом износе и к заклиниванию поршня.
Во время ремонтных работ после разборки гидропривода необходимо промыть, тщательно осмотреть и промерить поверхность отверстия цилиндра. Обмеры диаметральных размеров ведутся обычно индикаторным нутромером по длине отверстия цилиндра в нескольких диаметрально противоположных точках. Если цилиндр экономически нецелесообразно ремонтировать, что в основном определяется условиями производства, то его заменяют новым.
Требования, предъявляемые к отверстию цилиндра как основной его рабочей поверхности, различны. Отверстия цилиндров гидропривода для шлифовальных станков выполняют с допусками на диаметральный размер по НН (А4), агрегатных — по НЮ (Аза), а копировальных— по Н7(А). Отклонения от геометрической формы отверстия — конусности, овальности и бочкообразное™— на всей длине цилиндра должны быть не более половины допуска на диаметр отверстия, а от прямолинейности оси цилиндра — не более 0,03 мм на длине 500 мм. Продольные риски не допускаются. Шероховатость поверхности отверстия должна быть, как правило, не более /?а = 0,2ч-0,1 мкм.
Рис. 50. Дорн для обработки отверстий гидроцилиндров.
При ремонте расточку цилиндров производят на токарных или горизонтально-сверлильно-расточных станках специальными головками. Расточку выполняют в несколько проходов (черновое и чистовое растачивание), после чего отверстие цилиндра раскатывается, что обеспечивает повышенную износостойкость его поверхности.
Раскатная головка—дорогостоящий и сложный инструмент, поэтому при единичных ремонтах производят калибровку поверхности отверстия цилиндров с помощью дорна (рис. 50). Калибрующий диск дорна изготовляется из сталей ШХ15, ХВГ или 9ХС с термообработкой HRC 62—64. Калибрование выполняют в 2 или 3 прохода одним и тем же диском дорна.
Поршни гидропривода обычно изготовляют из чугуна марки СЧ21-40. Диаметр поршней выполняется по
посадке f7(X). Нецилипдричность и некруглость поршней не должны выходить за пределы половины допуска. Основное внимание при ремонте поршней уделяется уплотняющим устройствам.
Штоки гидроприводов изготовляют из конструкционных углеродистых и легированных сталей. Характерным износом штоков являются риски и падиры вдоль геометрической оси его поверхности. Штоки подвергаются термической обработке до твердости HRC 45—60. Технология ремонта штоков примерно такая же, как и валов. Специфика ремонта штоков заключается в получении наименьшей шероховатости его поверхности (Ra=0,0504-0,012 мкм), что достигается обычно тонким шлифованием или суперфинишированием.
В связи с повышенными требованиями, предъявляемыми к геометрической точности и шероховатости поверхностей сопрягаемых деталей при минимальных зазорах между ними, доводочной операцией при ремонте гидроприводов в большинстве случаев является операция притирки.
Притираются, как правило, внутренние цилиндрические или плоские поверхности сопрягаемых деталей гидропривода, так как требуемая точность и шероховатость наружных цилиндрических поверхностей сравнительно легко могут быть достигнуты шлифованием. Притиркой называется механическая доводка рабочих поверхностей деталей, выполняемая с помощью специальных абразивных порошков и паст, смешанных разбавителем и нанесенных па поверхность детали пли инструмента-притира. Шероховатость поверхности после притирки обычно находится в пределах 7?а = 0,10-4-0,025 мкм.
В качестве притирочных матераилов применяют порошки (алмазная пыль, карбид бора, карбид кремния, электрокорунд, наждак, толченое стекло и др.) и пасты (из окиси хрома, окиси алюминия, крокуса, венской извести) с жидкими разбавителями (бензин, керосин, нефтяные и растительные масла). Материал выбирают в зависимости от твердости металла притираемых изделий. Для притирки стальных деталей в ремонтной практике наиболее часто применяют карборундовые и корундовые порошки, для притирки чугунных и бронзовых деталей — корундовый порошок и толченое стекло.
Зернистость порошка выбирается в зависимости от 150
назначения операции: для грубой притирки — крупнозернистые, для окончательной — мелкозернистые. По ГОСТ 3647—71 шлифпорошки обозначаются номерами 12, 10, 8, 6, 5, 4, 3; микропорошки — М63, М50, М49, М28, М20, М14; тонкие микропорошки — М10, М7, М5. Номера порошков определяют среднюю зернистость (в мкм); например, № 5 — размер основной фракции 63—50 мкм; № 28 — размер основной фракции 28— 20 мкм.
Примерная последовательность притирки может быть следующей:
1. Протирают поверхности чистой ветошью, смоченной в керосине, или всю деталь промывают в керосине.
2. Смешивают абразивный порошок с керосином (для притирки чугуна) или с машинным маслом (для стали и бронзы) и смазывают этим составом притир или поверхности, подлежащие притирке.
3. При притирке отверстий притир вводят в отверстие и сообщают ему возвратно-поступательные движения без перекосов при небольшом усилии с поворотом на 30—45° то в одну, то в другую сторону; при притирке плоскостей деталь кладут притираемой поверхностью на притир и сообщают ей круговые движения.
Притирку начинают с более грубых порошков (паст), переходя постепенно к более тонким. В процессе притирки абразивный порошок следует менять каждые 1—2 мин, удаляя отработанный слой порошка ветошью, смоченной в керосине. Пасту ГОИ следует снимать, как только она примет темно-бурый цвет. Пасту ГОИ, выпускаемую в виде твердых палочек, перед употреблением растворяют в керосине до густоты сметаны. Детали после притирки следует тщательно промыть керосином для удаления остатков абразивных частиц порошка или пасты.
Максимальный слой, снимаемый притиркой, не должен превышать 0,02—0,06 мм, так как основная задача притирочной операции — снижение шероховатости поверхности до Ra = 0,104-0,025 мкм. При большой величине снимаемого слоя может быть искажение геометрической формы, поэтому в этих случаях необходимо перед притиркой предварительно обработать деталь и добиться исправления геометрической формы поверхности. Поверхность после притирки должна иметь зеркальный блеск.
Форма притира соответствует форме притираемой поверхности: чем точнее геометрическая форма притира, тем точнее получается геометрическая форма притираемой поверхности. Материал притира выбирают исходя из условия, что зерна абразивного порошка должны шаржировать притир, а не притираемую деталь, т. е. материал притира должен быть мягче материала притираемой детали. Для притирки отверстий в чугунных и в стальных деталях и плоскостей у стальных деталей используют притиры из мелкозернистого мягкого серого чугуна с перлитной структурой (НВ 180—200).
Притир для обработки отверстий (рис. 51) состоит из стального стержня 1 (с рукояткой 3), иа конус которого насажена легко разжимаемая чугунная втулка 2; втулка имеет два продольных паза и одну прорезь. На наружной поверхности втулки имеются правая и левая винтовые канавки для размещения шаржирующего абразивного порошка. Регулирование диаметра притира производят осевым смещением втулки 2 относительно конуса стержня 1.
При притирке отверстий больших диаметров для предотвращения проворота втулки на конусе иногда устанавливают штифт. Наружная поверхность втулки должна сохранять цилиндрическую форму при разжиме. Это условие является важнейшим в определении качества притира. Равномерный разжим втулки зависит от точности сопряжения конических поверхностей втулки и стержня, шероховатости конических поверх-152
ностей, параллельности пазов конической поверхности во втулке, размера а и др. Наружный диаметр втулки должен быть на 0,03—0,05 мм меньше диаметра притираемого отверстия, а длина втулки — не менее 2/з длины притираемого отверстия.
Отверстия детали необходимо притирать при сравнительно свободном перемещении притира в нем, без приложения значительных усилий для введения притира в отверстие, так как при плотно загнанном притире трудно осуществлять притирку и это может вызвать искажение формы цилиндрической поверхности отверстия; кроме того, трудно будет обеспечить движение притира без перекосов.
При притирке небольших корпусов процесс притирки можно механизировать. Например, если притир закрепить в патроне токарного станка и сообщить ему вращательное движение, а корпус перемещать вручную взад-вперед вдоль оси притира, периодически его поворачивая. Для вращения притира можно использовать любой станок или приспособление с горизонтальной или вертикальной осью вращения.
Притирка плоских поверхностей относительно проще, необходимо только, чтобы поверхность притира была плоской. Чрезмерных усилий применять при притирке не следует, так как это только ускоряет износ притира (утрачивается плоскостность), а производительность притирки повышается незначительно.
4. Ремонт насосов
Гидропривод может длительное время работать без ремонта. Основной причиной преждевременного выхода его из строя является работа на загрязненном или некачественном масле. Масло, содержащее грязь, вызывает повышенный износ трущихся поверхностей.
Самыми быстроизнашиваемыми узлами гидроприводов являются насосы и гидромоторы. Ремонт этих устройств в основном сводится к устранению получившихся вследствие износа повышенных зазоров между сопрягаемыми подвижными деталями, царапин и задиров на них.
Ремонт шестеренчатых насосов. На потерю производительности, развиваемой шестеренчатым насосом при
определенных давлениях, особенно большое влияние оказывает увеличение торцовых зазоров между шестернями 1 и 4 и опорными втулками 3 (рис. 52). Утечки через торцевые зазоры примерно в 3 раза больше, чем через радиальные зазоры при равном значении этих зазоров, так как при вращении шестерен создается сопротивление течению масла по радиальным зазорам между выступами зубьев и расточенным отверстием в корпусе; кроме того, путь движения масла по ради-
Рис. 52. Шестеренчатый насос.
альным зазорам из полости нагнетания в полость всасывания значительно больше, чем по торцовым зазорам. В то же время вращение шестерен содействует утечке масла через торцовые зазоры по ходу их вращения.
Таким образом, увеличение торцовых зазоров является основной причиной уменьшения производительности и снижения давления масла пасосов.
При разборке насоса после длительной его эксплуатации обычно обнаруживается износ корпуса 5 в зоне шестерен 1 и 4 по всей поверхности валиков 2 и 8 и опорных втулок 3. Фланцы насоса 9 и 10 износу практически не подвергаются. Особенно сильно изнашива
ются соприкасающиеся торцы шестерен и опорных втулок, на поверхностях которых образуются кольцевые задиры, волнистость и др.
Капитальный ремонт насоса, связанный с реставрацией корпуса и заменой шестерен, целесообразно производить только в хорошо организованных ремонтных хозяйствах. Однако и в этом случае при ремонте обычно не восстанавливают изношенную внутреннюю поверхность корпуса, так как радиальный зазор со стороны нагнетательного отверстия после замены изношенных шестерен и подшипников почти равен зазору у нового насоса, а увеличенный из-за насоса зазор со стороны всасывающего отверстия не будет оказывать существенного влияния на нормальную работу насоса.
Ремонт шестерен насоса зависит от характера их износа. Износ торцов зубьев устраняют шлифованием при соблюдении параллельности плоскостей торцов и их перпендикулярности к оси зубчатого колеса в пределах 0,015 мм. Шестерни с изношенным профилем зубьев заменяют новыми.
Обычно шестерни изготовляют из стали 45 или из стали 40Х с закалкой при нагреве токами высокой частоты. Вновь изготовленные или реставрированные шестерни должны удовлетворять следующим техническим условиям: торцевое биение шестерни — не более 0,01 мм; непараллельность торцов — не более 0,015 мм; биение наружной поверхности относительно отверстия — 0,015— 0,02 мм; конусность и овальность по наружной поверхности — не более 0,02 мм.
Изношенные в посадочных местах подшипников валики шестерен заменяют новыми, реже восстанавливают. Валики изготовляют из стали 20Х, цементируют па глубину до 1,2 мм и закаливают до твердости HRC 60—62. Шейки валиков, которые являются поверхностями качения игл, тщательно шлифуют и доводят до шероховатости /?а = 0,10 мкм.
Опорные валики игольчатых подшипников восстанавливают или заменяют новыми. При восстановлении опорных втулок их изношенные торцы шлифуют для устранения следов износа. После шлифования торцов необходимо восстановить канавки для прохода масла между зубьями. Отверстия опорных втулок расшлифо-вывают до диаметра, необходимого для установки ближайшего по размеру стандартного игольчатого подшип
ника, учитывая при этом диаметр шейки восстановленного или замененного валика.
Для обеспечения нормальной работы шестерен насоса опорные втулки шлифуются попарно в один размер, при этом параллельность торцов должна быть в пределах 0,01 мм. Биение наружной цилиндрической поверхности втулки относительно оси ее отверстия допускается до 0,01 мм, а биение торцов относительно оси отверстия на наибольшем диаметре должно быть не более 0,01 мм. Соблюдение этих условий гарантирует отсутствие защемления шестерен при малых торцевых зазорах.
После восстановления или замены шестерен и опорных втулок определяется их общая ширина. С учетом этого размера шлифуют один из торцов корпуса, чтобы длина посадочного отверстия в корпусе (размер А, рис. 52) была на 0,06—0,08 мм больше общего размера по ширине шестерни и двух опорных втулок. При шлифовке корпуса непараллельность его торцов должна быть обеспечена в пределах 0,01—0,02 мм. Равномерность и величина обеспеченного торцевого зазора между шестернями и торцами втулок является основным критерием качества ремонта насоса. В отдельных случаях требуемый торцевой зазор может быть обеспечен с помощью прокладок из фольги, которые устанавливаются между торцами корпуса и фланцами. Однако этот метод регулировки недостаточно надежен и рекомендуется только в отдельных случаях до очередного планового ремонта.
Для нормальной работы насоса необходимо, чтобы торец бурта втулки 6 (см. рис 52) по всей поверхности прилегал к грундбуксе 7. При ремонте грундбуксу шлифуют по плоскости до устранения следов износа. Торец бурта втулки тоже шлифуют, выдерживая перпендикулярность торца к оси отверстия втулки; биение торца не должно превышать 0,01 мм.
Перед сборкой все детали ремонтируемого насоса необходимо промыть в керосине и смазать тонким слоем минерального масла, а игольчатые подшипники промыть в бензине и смазать солидолом. Плоскости корпуса, крышек и втулок не должны иметь забоин и царапин. Сборку насоса необходимо вести так, чтобы изношенная внутренняя поверхность корпуса была со стороны всасывающего отверстия, т. е. слева, если смот
реть со стороны приводного вала, а дренажные каналы на втулках были выведены в ту же сторону.
Во избежание зажима и перекоса валов и шестерен винты крепления фланцев необходимо завертывать попеременно и до отказа, при этом легкость вращения валиков проверяют от руки.
Отремонтированный насос подвергают испытанию на специальном стенде для определения производительности и объемного коэффициента полезного действия (к. п. д.).
Рис. 53. Схема испытательного стенда.
Объемный к. п. д. представляет собой отношение производительности насоса при определенном давлении к его же производительности без давления. Он характеризует качество ремонта насоса. Чем точнее и с меньшими зазорами изготовлены сопрягаемые детали, тем меньше внутренние утечки в насосе и тем большее значение объемного к. п. д.
Схема стенда для испытания насосов показана па рис. 53. Испытываемый насос 7 всасывает масло из бака 1 через сетчатый фильтр 4. От насоса масло поступает в трубопровод, откуда может проходить по двум направлениям. При перегрузке насоса масло через предохранительный клапан 6, настроенный на определен
ное давление, поступает по трубопроводу 5 обратно в бак 1. Нагрузка насосу при испытании устанавливается дросселем 10, а контролируется манометром 9, имеющим демпфер 8.
Пройдя через дроссель 10, масло поступает в распределитель 11 с ручным управлением, откуда в зависимости от положения плунжера распределителя поступает в измерительный бак 12 или в бак 1. Производительность насоса определяют наполнением измерительного бака 12 маслом, причем начало и конец поступления масла фиксируют по секундомеру.
Для испытания насосов желательно иметь два стенда: малый—-для испытания насосов производительностью до 35 л/мин и большой — для испытания различных типов спаренных насосов и насосов большой производительности.
Емкость масляного бака должна обеспечивать двухтрехминутную работу насоса с наибольшей производительностью.
В баке стенда (для создания различных условий испытания насосов) размещены электронагреватели 14 для подогрева масла, а для охлаждения — змеевик 2, подключенный к водопроводу. Температура масла контролируется термометром 3. Для контроля уровня масла в баке имеется маслоуказатель.
Слив масла из измерительного бака в основной бак производят через кран 13, а из основного бака (например, для очистки) —через кран 15.
При испытании насос монтируют на стенде, соединяя входной вал насоса с электродвигателем и подсоединяя патрубки, проверяют легкость вращения входного вала, затем обкатывают насос вхолостую в течение 30 мин. Всасывающий трубопровод должен быть герметичным для предотвращения подсоса воздуха.
Когда масло в баке прогреется до 40—50°С, устанавливают дроссель таким образом, чтобы масло под давлением, указанным в паспорте на насос, поступило в измерительный бак. Измерив время наполнения измерительного бака, определяют производительность насоса в литрах в минуту. Вторично заполняют измерительный бак при полностью открытом дросселе. Определив производительность насоса при открытом дросселе, вычисляют объемный к. п. д., который для шестеренчатых насосов должен быть в пределах 0,76—0,90.
Во время испытания проверяют также отсутствие наружной течи в соединениях. Утечки масла по входному валу насоса при максимальном рабочем давлении не должны превышать 20 см3/мин. При испытании недопустимы быстрый нагрев и эмульсирование масла. Насос должен работать без вибраций и резкого шума.
Ремонт лопастных насосов. После длительной эксплуатации у лопастных насосов (рис. 54) наибольший
Рнс. 54. Лопастной насос; /—распределительные диски; 2 —ротор; 5 —лопатки; 4 —статорное кольцо.
износ имеют статорное кольцо 4, лопатки 3, распределительные диски 1 и меньший износ — ротор 2. Ввиду сложности и большой трудоемкости ремонт лопастных насосов на практике стараются не производить, а заменяют насосы новыми, так как стоимость ремонта вследствие его сложности и недостаточной оснащенности ремонтной базы обычно в 2—4 раза больше, чем стоимость нового насоса.
Статорные кольца (рис. 55, а) особенно сильно изнашиваются в местах сопряжения профилей меньшего г и большего радиуса R. Износ их выражается в виде ступеней и надиров, вывести которые практически невозможно, а поэтому статорные кольца заменяют новыми. Статорные кольца изготовляют из шарикоподшипниковой стали ШХ15 или из инструментальных легированных сталей ХВГ и 9ХС. После закалки и отпуска получают твердость HRC 60—64.
s
Рис. 56. Приспособление для обработки статорного кольца: а — растачиванием; б — шлифованием.
Рис. 55. Детали лопастного насоса:
а — статорное кольцо; б — лопатка; в — распределительный диск; г — ротор.
6
И. С, Стерпи
161
Статорное кольцо необходимо выполнять так, чтобы ширина В статора была больше ширины ротора С на 0,02—0,03 мм для насосов малой производительности и на 0,04—0,06 мм — для насосов большой производительности. При невыполнении этого условия возможно заедание торцовых поверхностей ротора в дисках, закрывающих с двух сторон отверстие статора.
Профильное отверстие статорного кольца обычно растачивается по копиру на токарном станке (рис. 56, а). На шпиндель станка устанавливают планшайбу 1, которая имеет посадочный поясок для установки копира 2. В выточку копира 2 вставляют заготовку 5, закрепляемую планками 3 и винтами 4. К копиру 2 постоянно прижат ролик 6. Кронштейн 7 ролика крепят к поперечному суппорту станка, с обратной стороны которого укреплен трос 8 с грузом. Винт поперечного суппорта вынимают, так что суппорт может свободно перемещаться. При вращении шпинделя копир 2 толкает ролик 6, и поперечный суппорт с резцом под действием копира и груза воспроизводит внутренний профиль статорного кольца. Продольная подача передается через ходовой винт и маточную гайку (как при нарезании резьбы с шагом 0,1—0,05 мм).
Установка резца на глубину резания производится подачей верхнего суппорта. Растачивание профильной поверхности кольца выполняют с припуском на шлифование 0,25—0,3 мм на сторону. После сверления и термической обработки статорное кольцо шлифуют.
Профильную поверхность кольца можно шлифовать на том же приспособлении, только вместо резца необходимо ставить шлифовальную машинку. Однако лучше шлифовать в специальном приспособлении, показанном на рис. 56, б. Приспособление укрепляют перед передней бабкой на станину внутришлифовального станка. Вал 7 установлен в шариковых подшипниках. На переднем конце его имеется втулка 5, в которую вставляют заготовку 6. На заднем конце вала расположен шкив 3, во внутреннее отверстие которого вставляют копир 2. Сверху корпуса 9 крепят электродвигатель 4, который через понижающую ременную передачу передает вращение на шкив 11, а от него на шкив 3 и вал 7 с копиром и заготовкой. Корпус 9 с валом 7 и электродвигателем 4 опирается на втулку 10, которая может поворачиваться в игольчатых подшипниках. Пру-
жипой 12 приспособление постоянно прижимается к ко-пирному ролику 1.
Таким образом, при вращении копира 2 приспособление с заготовкой 6 совершает вокруг своей опоры колебательные движения соответственно профилю копира. При включенном шлифовальном шпинделе происходит шлифование заготовки по внутреннему профилю. Диаметр шлифовального камня 8 должен быть равен диаметру копирного ролика 1. Наружную поверхность и один торец статорного кольца шлифуют одновременно на оправке, изготовленной по максимальному диаметру профиля (2/?).
Второй торец кольца и окончательное шлифование первого выполняют на плоскошлифовальном станке с соблюдением требуемой шероховатости поверхности, параллельности сторон и допуска на толщину кольца. После шлифования кольцо необходимо размагнитить при помощи димагнитизатора.
На заводах, имеющих большое количество гидрофи-цированного оборудования, применяется специализированное оборудование.
Лопатки насоса (рис. 55,6) вследствие трения по статорному кольцу и в пазах ротора при больших скоростях и давлениях сравнительно быстро изнашиваются, особенно по грани, трущейся по статорному кольцу. Это вызывает уменьшение длины лопаток в пазах ротора, что может привести к перекосу их и быстрому износу пазов ротора.
Материал лопаток — быстрорежущая сталь марок Р18, Р12, Р9, Р18К5Ф2 и др. (ГОСТ 19265—73).
При изготовлении лопаток необходимо учитывать следующее: толщина лопатки должна быть на 0,01— 0,03 мм меньше ширины паза ротора; ширина лопатки— меньше ширины ротора на 0,01 мм; боковые стороны лопатки — перпендикулярны к кромке, трущейся о статорное кольцо; отклонения должны быть в пределах 0,01 мм на ширине лопатки.
Лопатки изготовляют таким образом. После отжига заготовки и механической обработки по контуру предварительно шлифуют плоскости и боковые стороны лопатки; производят ступенчатую закалку их до твердости HRC 62—64 и предварительное шлифование лопаток по всем размерам с припуском под пригонку по пазам ротора. Шлифование лопаток выполняют на плос
кошлифовальном станке по нескольку штук в специаль* пых струбцинах.
Распределительные диски насоса (рис. 55, в) изнашиваются по сторонам Е, прилегающим к ротору с лопатками, и в отверстии (030 + 0,023) посадки цапф ротора. Диски изготовляют из алюминиевой бронзы марок Бр. АЖ9-4 или Бр. АЖМц-10-3-1,5 (ГОСТ 493—74) твердостью НВ 160—180.
В результате износа на торцах фланцев дисков появляются кольцевые выемки и риски, а в отверстиях под цапфы ротора — волнистая поверхность. Если суммарный износ отверстия диска и цапфы ротора превышает 0,06—0,08 мм, то диски или восстанавливают, или заменяют. До изготовления новых дисков шлифуют цапфы ротора, хромируют их с последующим окончательным шлифованием, а потом растачивают диски по диаметру цапф.
Изношенные диски восстанавливают путем растачивания их отверстий на 4—6 мм больше, чем диаметр исправленных (прошлифованных) цапф ротора. Затем запрессовывают в расточенное отверстие втулку и вновь растачивают отверстие на диаметр, определяющий посадку цапфы и ротора с зазором 0,01—0,02 мм. После растачивания отверстия диска подрезают торец его фланца, если он имеет глубокие риски и надиры. Непараллельность плоскостей фланца диска должна составлять 0,01 мм.
После подрезки торцов дисков плоскость фланца пришабривают по плите, стараясь при этом получить их немного вогнутыми для обеспечения уплотнения со статорным кольцом и нормального зазора с ротором.
В роторе (рис. 55, г) изнашиваются в основном цапфы, пазы для лопаток и торцы. Роторы изготовляют из стали 20Х с цементацией на глубину 0,8—1,0 мм и закалкой до твердости HRC 58—62. Поверхность шлицевого отверстия, а также отверстия в цапфах ротора цементируют. Можно изготовлять роторы из сталей 40Х и 45Х с последующей закалкой до твердости HRC 48— 52. При ремонте в связи с большими затруднениями доводки пазов ротора после закалки ротор изготовляют из стали 38ХМЮА, улучшают до твердости HRC 28—32, обрабатывают пазы, а затем азотируют до твердости HRC 70—80. Ротор является наиболее ответственной деталью насоса. Пазы ротора изготовляют с допуском
по ширине 0,02 мм, но необходимо следить за тем, чтобы посадка лопаток в пазы не привела бы к их заклиниванию. Цапфы ротора сопрягаются с отверстиями Н7 в дисках по посадке уу .
При восстановлении или изготовлении пазов ротора допускаются развалы их на 0,02—0,03 мм на глубину 2—3 мм со стороны торцов и на 1—2 мм со стороны наружной цилиндрической поверхности; дефекты на плоскостях пазов должны быть не более ’А всей поверхности паза; риски вдоль оси допускаются длиной не более половины глубины паза.
Новый ротор изготовить сложно, поэтому целесообразно восстановление изношенного. Риски на торцах и цапфах ротора ликвидируют шлифованием. Цапфы ротора можно восстановить до требуемого диаметра ка-нальчатым хромированием с последующим шлифованием.
Непараллельность пазов ротора — результат износа. Устраняют его притиркой с помощью абразивного порошка и пасты. Если износ притиркой устранить невозможно, то ротор подлежит замене на новый.
Последовательность изготовления ротора может быть следующей. Сначала обтачивают заготовку ротора с припуском на чистовую обработку и начисто растачивают отверстие; протягивают или долбят шлицы и подгоняют их по валу насоса; устанавливают заготовку ротора на вал насоса; закрепляют от осевого смещения и обтачивают с припуском под шлифовку; размечают и сверлят по торцовой окружности (G) ротора отверстия под пазы (рис. 55,г); фрезеруют пазы с припуском на доводку (хорошую точность пазов ротора обеспечивает протяжка, перед которой необходимо увеличить твердость заготовки ротора до HRC 20—32 для получения шероховатости пазов /?а = 0,80 мкм); производят закалку ротора. (Если нет печей с безокисли-тельной средой, то заготовку ротора нагревают в металлическом ящике с древесным углем или в соляной ванне.) Ротор, изготовленный из стали 38ХМЮА, сначала закаливают в заготовке до твердости HRC 28—33, а после предварительного шлифования и притирки пазов азотируют до твердости HRC 80. Далее окончательно доводят пазы, а затем производят тонкое шлифование торцов (G) и цапф ротора.
После восстановления или замены деталей насос собирают. Порядок его сборки следующий. Промывают корпус насоса, собирают ротор с лопатками, статорным кольцом и распределительными дисками и вставляют в корпус, устанавливают вал и крепят крышки. При сборке ротора проверяют легкость перемещения лопаток, которые должны скользить без заедания и качки. При подборе лопаток по пазам возможна подгонка их (притиркой) до необходимой толщины с зазором 0,03 мм. Одновременно необходимо проверить ширину лопатки. Она должна быть меньше ширины ротора на 0,01 мм, а ширина ротора — на 0,02—0,03 мм меньше ширины статорного кольца. Распределительные диски допускают вогнутость рабочей стороны не более 0,02 мм. Наружные плоскости дисков должны хорошо прилегать к корпусу насоса и к задней крышке, в случае необходимости их следует пришабрить.
Собранный ротор устанавливают в корпусе насоса так, чтобы наклон лопаток был в сторону вращения. При установке собранного ротора в корпус угловые канавки на тыльной стороне дисков должны быть расположены в полости нагнетания. Большее отверстие в корпусе предназначено для всасывания, а меньшее — для нагнетания. Положение собранного ротора фиксируется штифтом. Легкость вращения ротора регулируется винтами, крепящими заднюю крышку. Отремонтированный лопастной насос подвергают испытаниям на стенде, так же как и шестеренчатый. Объемный к. п. д. отремонтированных насосов обычно на 0,10—0,15 меньше объемных к. п. д. новых насосов.
5. Организация планово-предупредительного ремонта (ППР) и эксплуатации гидрофицированного оборудования
Практика эксплуатации гидрофицированного оборудования показала, что гидравлический привод требует иной системы организации ремонта и эксплуатации, чем механический привод. Эксплуатация гидроприводов должна быть основана на профилактических мерах, так как надежность и долговечность их работы в большой степени зависит от содержания и ухода. На эффективность профилактических мер во многом влияет квали
фикация персонала ремонтных служб и организация эксплуатации гидрофицированного оборудования.
Опыт показывает, что средний и капитальный ремонты гидроприводов станков па заводах необходимо производить централизованными специализированными службами. Такие службы в виде бригад по ремонту гидроприводов, бюро или отделения гидропривода следует создавать при ремонтно-механических цехах. Эти службы должны производить запуск и отладку вновь установленного гидрофицированного оборудования, выполнять аварийные его ремонты, помогать цеховым ремонтным службам механиков устранять наиболее сложные неисправности в гидросистемах станков.
Обслуживание и текущие ремонты оборудования выполняют ремонтные службы механиков цехов, но при участии работников специализированной службы в отдельных сложных случаях.
Создание системы организации ремонта и обслуживания гидроприводов позволяет максимально уменьшить простои гидрофицированного оборудования, повысить качество ремонта за счет специализации ремонтного персонала, оснащения службы специальным оборудованием и инструментом и централизованного изготовления запасных деталей и узлов, резиновых уплотнений и др.
Ремонт гидрооборудования выполняют одновременно с ремонтом механической части станка согласно графику ППР, но так как износ гидропривода протекает менее интенсивно, чем других узлов станка, ремонтный цикл его должен быть иным. При определении ремонтных циклов гидропривода необходимо учитывать, что различные узлы гидропривода имеют разную долговечность.
Средняя продолжительность работы отдельных узлов и устройств гидросистем следующая:
Наименование узла Сроки службы, ч
Следящие распределительные устройства копировальных токарных полуавтоматов .... Резиновые уплотнители: поршней копировальных цилиндров .... подвижных соединений 1000—1500 2 000—2 500 4 000—4 500
Продолжение таблицы
Наименование узла Сроки службы, ч
Следящие приводы, поршневые и лопастные гидромоторы, лопастные и шестеренчатые на- Поршневые насосы Аппаратура управления и распределения копировальных систем Аппаратура управления н распределения общего назначения «... Аппаратура регулирования скорости .... Силовые цилиндры следящих систем .... Аппаратура контроля давления Силовые цилиндры общего назначения . . . 5 000—6 000 8 000—10 000 10 000—12 000 12 000—15 000 14 000—15 000 15 000—16 000 16000—17 000 32000—36 000
Исходя из приведенного, можно сделать заключение, что контрольно-регулирующая аппаратура общего назначения изнашивается после 3—4 лет эксплуатации, лопастные и шестеренчатые насосы — после 1—1,5 лет, а цилиндры — после 8—10 лет эксплуатации.
Согласно системе ППР структура ремонтного цикла металлорежущих станков с массой до 10 т следующая! А‘1-О1-Л11-О2-Ж2-Оз-С1-О4-Л1з-О5- О6-
-С,-О1-М5-О3-М.-О9-К^.
При трехмесячном межремонтном периоде первый средний ремонт механической части станка должен проводиться после 1,5 лет его эксплуатации, второй — после 3 лет, а капитальный — после 4,5—5 лет эксплуатации.
Учитывая среднюю долговечность работы гидравлического оборудования, первый средний ремонт гидропривода станка следует проводить примерно после 3 лет эксплуатации, т. е. при втором среднем ремонте механической части станка. Второй средний ремонт гидропривода производят после 6 лет эксплуатации станка. Капитальный ремонт гидропривода производят при втором капитальном ремонте механической части, т.е. примерно после 9 лет эксплуатации станка.
! См. гл, I,
Таким образом, продолжительность ремонтного цикла гидроприводов в 2 раза больше, чем механической части станка. Структуру ремонтного цикла гидроприводов станков с массой до 10 т можно записать так: /<1-О1-М1-О2-М2-Оз-Мз-О4-М4--О5-М5-О6--Ct-O7-M6-O8-At7-O9-M8-Ot0-M9-O„-Mt0^ O12 С2 O13 Л4(1 О14 Л412—О15 ЛГ|з о16 м14 • Oi? Л1|5 О18 А-2.
В зависимости от долговечности гидропривода и структуры ремонтного цикла содержание работ по видам ремонта будет следующее:
Осмотр. При осмотре гидравлического оборудования необходимо:
1. Проверить правильность работы станка по заданному циклу и осуществление рабочими органами станка перемещений установленных паспортом величин. При необходимости следует произвести настройку и регулировку.
2. Проверить и устранить течь по соединениям трубопроводов.
3. Проверить исправность и очистить фильтры, при необходимости произвести ремонт или заменить неисправные фильтры новыми.
4. Проверить давление масла в системе и в случае необходимости отрегулировать согласно паспорту станка.
Малый ремонт является основным видом плановых ремонтов. При малом ремонте необходимо:
1. Сменить загрязненное масло и очистить баки.
2. Разобрать и проверить лопастные и шестеренчатые насосы и гидромоторы, при необходимости произвести ремонт.
3. Проверить надежность уплотнения подвижных соединений резиновыми уплотнителями, при износе их заменить.
4. Проверить трубопровод, при наличии вмятин и перегибов заменить новым.
5. Выполнить операции осмотра.
Средний ремонт. При среднем ремонте включаются все операции малого ремонта; кроме того, производится ремонт всех узлов гидропривода за исключением гильз цилиндров. Все узлы гидропривода разбирают, промывают и тщательно измеряют. При износе деталей
гидропривода и увеличении посадочных зазоров в деталях корпусные детали исправляют, а плунжеры распределителей дросселей и кранов заменяют новыми. После ремонта насосы и гидропанели испытывают на стендах.
Капитальный ремонт. В объем капитального ремонта входят все операции среднего ремонта и, кроме того, полный ремонт цилиндров, пасосов и гидромоторов с испытанием их на стендах.
При капитальном ремонте в случае невозможности исправления корпусные детали заменяют новыми.
ОПРЕДЕЛЕНИЕ
ВЕЛИЧИНЫ ИЗНОСА, СПОСОБЫ РЕМОНТА И ПРОВЕРКИ ГЕОМЕТРИЧЕСКОЙ ТОЧНОСТИ НАПРАВЛЯЮЩИХ СТАНИН СТАНКОВ
ГЛАВА
1. Ремонтная классификация станин
Станины являются основным» базовыми деталями любых металлорежущих станков. От их конструкции, жесткости, точности изготовления илн ремонта, от фор-мы и размеров направляющих, от свойств материалов, из которых они выполнены, и от ряда других факторов зависят эксплуатационные характеристики всего станка. Станины на протяжении всего гарантированного срока службы должны обеспечивать правильность взаимного расположения деталей и узлов станка в целом.
Как правило, станины станков изготовляются из серого чугуна марок СЧ15-32, СЧ18-36, СЧ21-40, СЧ24-44, СЧ28-48, СЧ32-52, СЧ35-56 (ГОСТ 1412—70) и высокопрочного чугуна марки ВЧ45-5 (ГОСТ 7293—70).
Профиль сечения и расположение направляющих станин в зависимости от назначения и несущих нагрузок могут быть различными (табл. 18).
В процессе эксплуатации станка направляющие станин изнашиваются неравномерно. Так, например, у отечественных токарных станков типов 1Д62, 1Д63, 1А62, 1К62, имеющих переднюю направляющую треугольной несимметричной формы, а заднюю прямоугольную плоскую (рис. 57,а), основному износу подвергается плоскость А как наиболее загруженная при эксплуатации станка. Этот износ в среднем составляет в наиболее изнашиваемом участке до 0,12 мм за год при условии работы в серийном производстве. По сравнению с износом плоскости А плоскость В изнашивается на 25% меньше, а плоскость С — в 5 раз меньше.
ТАБЛИЦА 18
Профиль направляющих станин металлорежущих станков
Профиль Краткая характеристика Примечание
Призматические и плоские S0a Сечение в виде обратной призмы или трапеции. Как правило, комбинируются с плоскими направляющими, между которыми для технологичности ремонта изготавливается канавка. Обеспечивают точность прямолинейного перемещения и хорошее удаление стружки. При эксплуатации износ регулируется компенсаторами (прижимные планки) н приработкой верхней сопрягаемой деталью (каретка продольного суппорта) Горизонтальное перемещение при небольших скоростях. Токарно-винторезные и револьверные станки, токарные полуавтоматы
Призматические и симметричные (V-образные) Гл^гпИ^/1 J (35-70° r^eo-izoy-t rk 7/7\777,симметричныез>7\ (7%) образные) 775т/7/7 Сечение в виде призмы или латинской буквы V. Сложны при изготовлении н ремонте. Большая точность прямолинейного перемещения, хорошие условия смазки, но требуются надежные защитные устройства от попадания стружки и пыли Горизонтальное перемещение при разных скоростях и повышенных требованиях к точности. Плоскошлифовальные продольнофрезерные, продольно-строгальные станки
Типа «ласточкин хвост"
Клиновидное сечение. Обеспечивают простоту регулировки зазора от износа (клинья, планки). Относительно просты в изготовлении и при ремонте. Неблагоприятные условия смазки вызывают большие потери на трение и увеличивают износ. В машиностроении применяют направляющие с внутренним и наружным «ласточкиным хвостом"
Горизонтальное, вертикальное и наклонное перемещения при небольших скоростях. Применяют на фрезерных, агрегатных, токарных, револьверных и других станках
Плоские и прямоугольные
Прямоугольное сечение. Просты в изготовлении и ремонте, но регулировка зазоров и компенсация износа сложные. Хорошо удерживают смазку, но требуют дополнительных устройств для защиты от попадания стружки в сопряженные детали
Горизонтальное и вертикальное перемещения при малых скоростях. Фрезерные, поперечно-строгальные, расточные, сверлильные, хонинговальные и долбежные станки
173
Продолжение табл. 18
Профиль Краткая характеристика Примечание
Комбинированные 1 :,иЛ/к Одна направляющая имеет призматическое сечение, другая — плоское. Изготовление и ремонт упрощает плоская направляющая, компенсирующая погрешность призматической. Призматическая направляющая обеспечивает прямолинейность перемещения сопрягаемой детали, плоская — устойчивость Только горизонтальное перемещение при малых скоростях. Продольно-строгальные, продольно-фрезерные и шлифовальные станки
Круглые JUUL АЛ ' -ф- -ф- Сечение правильной окружности. Наиболее просты в изготовлении и при ремонте. С них хорошо удаляются стружка и окалина. Износостойки Чаще всего применяются для вертикального перемещения. Гидравлические и ручные прессы, одностоечные молоты, протяжные станки
Как видно из графиков (рис. 57,6), наибольший износ направляющих происходит на расстоянии 150—— 500 мм от шпинделя и наименьший на конце направляющих в зоне размещения задней бабки.
Исследования износа направляющих станин показывают, что величина их износа во многом зависит от
Рис. 57. График износа направляющих станин токарного станка при эксплуатации за периоды:
I цикл — 4 месяца; II цикл—15 месяцев; Ш цикл — 22,5 месяца.
обрабатываемого материала деталей и режимов резания. Так, например, величина износа направляющих при обработке стали меньше, чем чугуна; при чистовой обработке величина износа меньше, чем при обдирке (так как при обдирке имеют место высокие удельные давления из-за больших припусков под обработку, песка отливок и окалины поковок); с увеличением диаметра обрабатываемых деталей износ увеличивается
из-за возрастания удельных давлений, обусловленных большими припусками под обработку и ростом сечения стружки.
Точность деталей, изготовляемых на отремонтированных металлорежущих станках, в основном зависит от качества восстановленных направляющих станин.
Качественно отремонтированными направляющими считаются такие, которые после восстановления имеют геометрические параметры, соответствующие параметрам нового станка и выполненные в пределах допуска, а именно:
а) обеспечена взаимная параллельность направляющих в горизонтальной и вертикальной плоскостях;
б) достигнуто соответствие геометрической формы и размеров;
в) выдержан прямой угол у станин со взаимно перпендикулярными направляющими как в горизонтальной, так и вертикальной плоскостях (круглошлифовальные, зубофрезерные станки и др.);
г) восстановлена параллельность геометрической оси шпинделя к направляющим (горизонтально- и вертикально-фрезерные, револьверные станки, многорезцовые токарные полуавтоматы и др.);
д) обеспечена точная окружность круговым направляющим с любой геометрической формой сечения (карусельные станки, круглые столы и др.).
Эти требования можно обеспечить только в том случае, если в процессе проверки геометрической точности станин и выверке их при механической обработке будет правильно выбрана технологическая, проверочная и установочная базы.
Станины металлорежущих станков в зависимости от геометрической формы направляющих, степени их износа, конструкции и технологического процесса изготовления можно разделить на четыре группы:
I группа — в качестве проверочной базы используются малоизнашиваемые в период эксплуатации направляющие.
К этой группе относятся станины токарных станков с раздельной от станины передней бабкой (рис.58,а,б), где за базовые поверхности Б принимаются направляющие задней бабки, износ которых за трехлетний период эксплуатации в среднем составляет около 0,03 мм,
\п
или плоскости под зубчатую рейку. К первой же группе относятся станины некоторых моделей револьверных станков.
При восстановлении станин таких станков сначала исправляют малоизнашиваемые направляющие, которые уже в процессе последующего ремонта служат базой для проверки на геометрическую точность остальных направляющих.
II группа — станины, составляющие единый корпус направляющих и коробки для монтажа шпиндельного узла (рис. 58,в, г). Проверочной базой Б для станин II группы является геометрическая ось шпинделя, относительно которой производится проверка параллельности восстанавливаемых станин в горизонтальной и вертикальной плоскостях. Проверка производится после монтажа отремонтированного шпиндельного узла оправкой, зафиксированной в отверстие под шпиндель.
К этой группе относятся станины горизонтально-фрезерных и вертикально-фрезерных станков, а также станины некоторых многорезцовых токарных полуавтоматов и револьверных станков.
III группа — станины, у которых нерабочие поверхности Б обработаны при изготовлении ее с одной установки с изнашиваемыми поверхностями (рис. 58,5, е).
К этой группе относятся станины продольно-строгальных, продольно-фрезерных, круглошлифовальных, плоскошлифовальных, внутришлифовальных и других станков.
Относительно нерабочих поверхностей производится проверка износа и геометрической точности рабочих поверхностей направляющих станины при контроле.
IV группа — станины, у которых нет нерабочих поверхностей, выполненных при изготовлении с одной установки совместно с рабочими, и имеющие одну или часть неизношенной поверхности, относительно которой можно произвести неполную проверку направляющих станин.
К этой группе (рис. 58, ж, з) относятся станины зубофрезерных, резьбофрезерных, шлицефрезерных, карусельных, долбежных и других станков.
2. Определение величины износа и проверка геометрической точности направляющих станин
Контроль направляющих станин металлорежущего станка проводится перед ремонтом. В зависимости от моделей станков и определяемых погрешностей, а также от условий, в которых ведется ремонт, используют те или иные способы определения величины износа и геометрической точности направляющих станин, включая погрешности взаимного расположения ее элементов (табл. 19).
3. Способы ремонта направляющих станин
В зависимости от степени износа направляющих, а также местных условий ремонта (оснащенность предприятия специальным оборудованием и приспособлениями) принимается решение о способе ремонта направляющих станин. В ремонтной практике направляющие станин восстанавливают шабрением, шлифованием, тонким фрезерованием, строганием с последующим шлифованием, строганием с последующим шабрением и притиркой. Задача ремонта состоит в том, чтобы выбрать способ восстановления направляющих, при котором будет обеспечена необходимая точность с наименьшими затратами времени и средств, т. е. найти экономически эффективное решение.
В цеховых ремонтных бригадах (ЦРБ) нецелесообразно использовать специальные станки для механической обработки станин, так как загрузка такого оборудования будет чрезмерно низкой. Следовательно, для восстановления направляющих станин с износом до 0,12 мм в условиях ЦРБ удобен способ шабрения, который несмотря на большую трудоемкость н низкую производительность обеспечивает высокую точность контакта сопрягаемых поверхностей (до 30 пятен на площади 25 мм2).
В последние годы изготовляют станины станков со стальными или чугунными направляющими, закаленными токами высокой частоты или наклепанными (вибрационным обкатыванием и др.).
ТАБЛИЦА 19
Некоторые способы определения величины износа и геометрической точности направляющих станин
Дефект Эскиз проверки Содержание
Отклонение от прямолинейности и плоскостности Лекальной линейкой К проверяемой поверхности прикладывается рабочим ребром лекальная линейка. Износ или погрешность определяется наибольшей величиной просвета, измеренного щупом. Способ применим для проверки коротких поверхностей, длина которых не более 9/10 длины линейки
На краску На проверяемую поверхность ставится мост (я) или поджимается проверочная линейка (ff), на которую предварительно наносится краска. Мост (линейку) перемещают в продольном и поперечном направлениях. Краска остается на наименее изношенных частях поверхности. Способ показывает наличие износа (погрешности), но не ее величину
С помощью индикатора и плиты деталь (стол или каретка суппорта) устанавливается на плите и проверяется индикатором со стойкой, перемещаемой по плите
Определение величины износа и отклонения от прямолинейности, параллельности, ци-линдричности, круглости и радиального биения
С помощью линейки, мерных плиток
С помощью индикатора и плоской линейки или плиты
На поверхность устанавливают поверочную линейку, под концы которой подкладывают две одинаковой высоты мерные плитки, расположенные на 2/10 от конца линейки (я). Величина износа (погрешности) определяется мерной плиткой или щупом, вставленным между линейкой и проверяемой поверхностью на участки по 100—300 мм. Можно построить график величины износа по всей длине (б). Длина линейки должна составлять не менее 4/5 проверяемой поверхности
На мерные плитки 3 устанавливают линейку 2, по которой перемещается стойка с индикатором 1. Измерительный стержень индикатора постоянно касается проверяемой поверхности. Отклонение индикаторной стрелки показывает величину износа или погрешность. Таким способом можно проверять горизонтальные (я), потолочные (б) и вертикальные (в) поверхности. Для удобства работы при проверке (б) и (в) следует применять рычажные индикаторные насадки. Мерные плитки нужно устанавливать на зачищенные, наименее изношенные места поверхности
Дефект Эскиз проверки Содержание
С ПОМОЩЬЮ индн призм катера, плиты и Применим для проверки круглых направляющих. На плите ставят две одинаковые призмы, на которые кладут круглую направляющую (деталь) неизнощенными поверхностями. Индикатор иа стойке настраивается по неизношенным концам, затем, перемещая стойку индикатора, производят замеры детали, поворачивая ее в призмах
Перед проверкой в центрах производят зачистку от грязи и забоин конусов центров детали, затем ее устанавливают в предварительно проверенные центра (нензношенных токарного, круглошлифовального станка нли специального приспособления). Индикаторную головку укрепляют иа суппорте или шлифовальной бабке. Не включая станка, путем перемещения суппорта (на токарном станке) или стола с деталью (на шлифовальном станке), поворачивая рукой круглую направляющую, на различных участках ее длины производят замеры. Для направляющих длиной бо-лёё 500 мм следует строить график
Величина отклонения от параллельности
Величина спиральной извернутости
Плитой (мостиком задней бабки) и индикатором
Мерными роликами (цилиндрами), штангенциркулем, или микрометрической скобой, или индикаторным приспособлением
Уровнем и плитой (мостиком задней бабки) или универсальным приспособлением
Относительно неизнашиваемых плоскостей А и В проверяются н зачищаются малоизна-шиваемые направляющие Б и Г (для токарных станков эона перемещения задней бабки). На мостик задней бабки устанавливается магнитная стойка с индикатором, позволяющая проверить все направляющие поверхности станины. Для обеспечения жесткости на мостик ставится дополнительный груз
Применим для проверки направляющих типа „ласточкин хвост” или комбинированных. В углы плоскостей устанавливаются два мерных ролика (цилиндра). Перемещая цилиндры вдоль станины, иа отдельных участках (через 100— 300 мм) производят замеры (размер Z.) штангенциркулем или микрометрической скобой. Разность в показаниях позволяет судить о величине погрешности. Индикаторное приспособление упрощает проверку и дает бблыцую точность при минимальной затрате вспомога-тельного времени___________________________
Проверка ведется уровнем 2, установленным на мостнк / перпендикулярно к направляющим. Перед началом проверки станина выверяется уровнем, установленным на ее наименее изношеиых концах. Далее, перемещая мостик по направляющим, через определенные промежутки (100—300 мм) записывают показания уровня. Отклонения от нулевой риски то в одну, то в другую сторону подтверждают наличие и показывают величину спиральной извернутости. Способ применим для станин различной длины
Дефект
Эскиз проверки
Содержание
Отклонение от прямолинейности в горизонтальной плоскости
Струной, измерительной лупой, мостиком задней оабки
На концах станины устанавливают кронштейны 4, на которые натягивается струна 1 с помощью грузов 5. На ползун (мостик) 3 с помощью кронштейна 2 закрепляется измерительная лупа 6 (цена деления лупы 0,05 мм). Сначала ползун 3 ставится на один конец станины, и лупа регулируется так, чтобы обеспечить резкую видимость струны, изображение которой должно проходить через центральное деление в окуляре лупы. Затем ползун 3 перемещают на другой конец станины, и кронштейн 4 регулируют, чтобы струна прошла также через центральное деление окуляра лупы. Как правило, концы направляющих станины не изнашиваются, поэтому струна установлена параллельно вертикальной плоскости направляющей. Перемещая ползун 3 вдоль направляющей, нужно следить за .отклонением струны" в окуляре лупы, по которому определяется величина непрямолннейности а в горизонтальной плоскости
Отклонение от плоскостности и разновысокости
По уровню жидкости горизонтальной плоскости:
а) мерными мензурками
Две градуированные мензурки 1 и 2 на основании 7 и 3 соединяются шлангом 4 и заполняются жидкостью. Перед проверкой мензурки устанавливаются рядом на горизонтально выверенную плиту. По шкалам записываются
показания уровня жидкости мензурок / и 2 Aj и й2. При проверке направляющих одна мензурка устанавливается на направляющую (фундамент) 5, а другая на направляющую 6. Разность показаний по шкале мензурки и записи настройки показывают величину разио-высокости
Стакан 1 имеет плоское основание, резьбовое отверстие 2 под штуцер, прозрачное окно 3 н микрометрический барабан 4 с острым наконечником, укрепленным на крышке 5. Все стаканы 1 соединяются как сообщающиеся сосуды шлангами через штуцера. На плиту, предварительно выверенную в горизонтальной плоскости, все стаканы ставятся вместе. В одни из них заливают жидкость, которая растекается по шлангам во все стаканы (для удобства работы количество жидкости не должно превышать приблизительно половины высоты стакана). Микрометрические винты опускаются до соприкосновения острого наконечника с жидкостью. Барабаны винтов настраиваются иа показание 10,00 мм. После отладки стаканы устанавливают на плоскости направляющих станины непосредственно или через одинаковые по высоте основания. Уровень жидкости во всех стаканах будет в одной плоскости. Прикасаясь острым наконечником к «зеркалу* жидкости, записывают показания по микрометрическому барабану, разность которых определит величину отклонения от прямолинейности и плоскостности
Дефект Эскиз проверки Содержание
Отклонение от прямолинейности в горизонтальной плоскости в) с помощью швеллера и микрометрического винта 1 “Mr1 Станина 4 с помощью башмаков или клиньев устанавливается по уровню. Вдоль направляющих станины закрепляют швеллер 3 (уголок), в который заливается жидкость. Швеллер (уголок) с торцев прикрыт крышками (пластилином). На универсальный мостик 1 (каретку суппорта или мостик задней бабки) ставят кронштейн с микрометрическим винтом 2. Перед проверкой следует настроить показания барабана микрометрического винта на 10,00 мм, чтобы при этом показании острый! наконечник касался „зеркала* жидкости на концах станины. Перемещая мостик 1 с микрометрическим винтом 2 вдоль направляющих, производят замеры через 100—300 мм, записывая показания барабана микрометрического винта в положении, когда конус наконечника касается „зеркала* жидкости. Величину отклонений можно свести в таблицу или график, наглядно показывающий отклонения от прямолинейности в горизонтальной плоскости
Отклонение от прямолинейности в горизонтальной и вертикальной плоскостях Зрительной трубой и вешкой; а) процесс проверки Измерительной базой является оптическая ось зрительной трубы 1, которая должна пройти через центр пересечения рисок иа вешке 2. Профиль базовой поверхности подставки 3 вешки 2 должен соответствовать геометри-
ческой форме сечения проверяемых направляющих станины. Этот способ рекомендуется для стаинн длиной более 1500 мм. Для проверки прямолинейности как в горизонтальной, так и в вертикальной плоскостях с одного конца направляющей устанавливается зрительная труба 1, а с другого — источник света 4. Вначале производится предварительная настройка системы. Для этого вешка с профильной подставкой устанавливается на одном конце направляющей, и оптическая ось зрительной трубы (пересечения шкал с ценой деления 0,01 мм в вертикальной и горизонтальной плоскостях) совмещается с пересечением рисок на вешке. Затем вешка устанавливается с другого конца направляющей, где производят ту же операцию. Для наиболее точного совмещения оптической осн зрительной трубы н вешки операцию настройки необходимо произвести несколько раз. После настройки оптической оси зрительной трубы перемещают вешку вдоль станины. По отклонению рисок вешкн, отраженных в окуляре зрительной трубы, на размеченных участках определяют отклонение от прямолинейности в горизонтальной и вертикальной плоскостях. Гарантированная точность составляет 0,01 мм. По рисунку окуляра зрительной трубы можно определить, что на рассматриваемом участке направляющей станины имеет место отклонение в вертикальной плоскости на 0,05 мм и в горизонтальной — на 0,08 мм. Величина отклонений от геометрической оси заносится в график через каждые 300—500 мм
Эти направляющие шабрить невозможно, их шлифуют или фрезеруют. Для механической обработки направляющих станин в ряде случаев применяют продольно-строгальные станки, оснащенные шлифовальными и фрезерными приспособлениями. В крупных ремонтных цехах для этой цели используют специализированные шлифовальные и фрезерные станки.
Сравнительные данные о некоторых наиболее распространенных способах ремонта направляющих станин приведены в табл. 20.
ТАБЛИЦА 20
Некоторые способы ремонта направляющих станин
Способ ремонта Величина износа, мм Трудоемкость, % Получаемая шероховатость поверхности1, мкм Отклонение от прямолинейности при 1000 мм, мкм
Шабрение До 0,2 100 0,40
Шлифование До 0,3 35 0,80
Тонкое фрезерование . Свыше 0,3 30 0,80
Строгание с последующим шлифованием . . . Свыше 0,3 50 0,80 6—10
Строгание с последующим шабрением Свыше 0,3 60 0,40
1 Шероховатость указана по ИСО МС 2632.
4. Приспособления для проверки геометрической точности и величины износа направляющих станин
При проверке направляющих станин чаще всего используют индикаторы с пределами измерений 0—2, 0—3, 0—5, 0—10 мм и ценой деления основной шкалы 0,01 и 0,002 мм. Средняя погрешность измерения индикатором с ценой деления 0,01 мм составляет 0,02 мм, а с ценой деления 0,002 мм—от 0,003 до 0,009 мм.
Индикатор устанавливают в универсальный штатив, который крепится на основаниях различной геометрической формы (рис. 59). Индикаторная головка сиаб-188
в)
Рис. 59. Профильные основания индикаторной стойки для контроля направляющих:
а —внутренних призматических; б — типа «ласточкин хвост»; в—прямоугольных и типа «ласточкин хвост»; а —наружных призматических.
кается дополнительными насадками, которые, создавая удобство проверки, увеличивают универсальность использования индикаторов. Кроме подставок с различной геометрической формой базовых поверхностей, в ремонтной практике применяются специальные и универсальные приспособления с индикаторной головкой.
Приспособление для определения величины отклонения от параллельности направляющих (рис. 60) по-
Рис. 60. Приспособление для определения непарал-лельностн направляющих.
зволяет произвести замеры прямоугольных направляющих и типа «ласточкин хвост» в пределах длины штанги 1. Перпендикулярно этой штанге наглухо закреплена поперечина 2, на которую укрепляют цилиндры-упоры 3 определенного диаметра и длины. Вдоль штанги J перемещается индикаторная стойка 4 с равноплечим рычагом 5. Стойка фиксируется в положении, определяемом размером измеряемых направляющих. Имеющаяся пружина постоянно прижимает нижнюю часть рычага 5 к проверяемой направляющей А. Перемещая штангу 1 вдоль направляющей и прижимая поперечину 2 к одной из них (Б), наблюдают за показаниями стрелки, показывающей непараллельность или непрямоли-нейность. На направляющей Б, по которой перемещается поперечина 2, должна быть заранее восстановлена при ремонте прямолинейность, так как при данном способе контроля эта направляющая принимается за базу.
Непрямолинейность в горизонтальной плоскости пло-ских направляющих длиной более 1000 мм можно определить с помощью приспособления с уровнем и индикаторной головкой (рис. 61).
Приспособление имеет штангу 1 (труба) с миллиметровой шкалой, подвижную опору 2 со сферической базовой поверхностью, неподвижную опору 3, на которой установлен уровень 4, опорную шайбу с плоским
Рис. 61, Приспособление для определения непрямолинейности и неплоскостности направляющих.
основанием 5 и микрометрический винт 6, в торец которого упирается стержень индикатора. Перед проверкой станина станка с помощью башмаков или клиньев выставляется в горизонтальной плоскости по уровню, установленному на концах неизношенной части направляющих.
Для настройки приспособление ставится на конец неизношенной части направляющей станины и вращением головки 7 и фиксацией подвижной опоры на расстоянии L по уровню 4 горизоитируется. После того как уровень займет нулевое положение, нуль индикаторной шкалы совмещают со стрелкой индикатора. Далее, перемещая приспособление на расстояние А, в точках контроля каждый раз устанавливают уровень на нуль путем вращения головки 7, при этом стрелка
индикатора отклонится от нуля настроенной шкалы и покажет непрямолинейность.
Направляющие станин станков связаны с другими частями и элементами станины, кареток, коробок. От взаимного расположения направляющих, этих элементов и частей станка зависят точность работы станка и его жесткость. Например, геометрические оси ходового винта и вала должны быть параллельны в горизонтальной и вертикальной плоскостях к направляющим станины, а винт поперечной подачи суппорта параллелен направляющим типа «ласточкин хвост» у токарного станка.
Винты траверсы радиально-сверлильного станка, горизонтальной и вертикальной подач фрезерного станка должны быть параллельны к направляющим. Штоки продольной подачи шлифовальных станков также параллельны к направляющим перемещения стола. Если эти условия не соблюдены, то плавность и точность работы механизмов не будут обеспечены и произойдет интенсивный износ или поломка винтов, штоков, гаек и т. д.
Для проверки положения элементов и частей станка относительно направляющих станины используется универсальное приспособление с микрометрической головкой (рис. 62). В пазы штанги 1 вставляется регулируемая линейка 2. С другой стороны штанги жестко закреплена микрометрическая головка 3 (рис. 62,а). При определении отклонения от параллельности геометрической оси винта (штока) к направляющим станины регулируемую линейку 2 упирают в винт 4 (с одного конца) и производят отсчет показаний по микрометрической головке 3 (размер Л). Затем приспособление перемещают на другой конец винта и повторяют замер.
Разность показаний на микрометрической головке равна величине непараллельности геометрической оси винта и направляющей на длине винта. Приспособление может быть использовано и при определении непарал-лельностп плоскостей направляющих различной формы сечения (рис. 62,6, в).
У приспособления (рис. 63) с одной стороны штанги 1 жестко закреплен упор с индикаторной головкой 2 и рычагом 3, верхний конец которого упирается в ножку индикатора, а нижний с шариком является измерительным. Подвижный упор 4 с контактным роликом 6
может перемещаться и фиксироваться в требуемом положении на штанге 1 стопорным винтом (гайкой) 5. Перемещая настроенное приспособление вдоль направляющих, по показанию индикаторной стрелки определяют величину отклонения от параллельности одной плоскости к другой.
Рис. 62. Схема проверки параллельности направляющих с помощью универсального приспособления:
а — проверка непараллельное™ по отношению к оси винта; б — проверка непараллельностн вертикальной н наклонной плоскостей; в —проверка направляющих типа «ласточкин хвост».
Для проверки перпендикулярности поперечных направляющих каретки суппорта к продольным, а следовательно, и к направляющим станины станка применяют поверочный угольник, базируемый на направляющих станины станка, на мосту задней бабки или на специальном приспособлении (рис. 64). Приспособле-
7 И. С. Стерин
Рис. 63. Универсальное индикаторное приспособление для определения непараллельности направляющих типа «ласточкин хвост»: а — наружных; б — внутренних.
Рис. 64. Приспособление для определения неперпендикулярно-сти направляющих:
а — эскиз приспособления; б — схема коя трала.
пие состоит из основания 1, четырех шаровых опор 2 с подпятниками 3, штанги 5 и регулируемой по высоте шаровой опоры 4. Пазы в основании 1 позволяют располагать шаровые опоры 2 и 4 в зависимости от размеров и геометрической формы направляющих. С двух сторон основание имеет ребра 8 и регулировочные винты 7 для установки поверочного угольника. По концам основания имеются прихваты 6 для закрепления поверочного угольника.
При контроле приспособление устанавливается опорами 2 на призматическую направляющую станины, а регулируемая опора 4 опирается на противоположную плоскую направляющую. Поверочный угольник 9 (рис. 64,6) ставят на основание 1, закрепив прихватами 6. На каретку 10 закрепляют стойку с индикатором 12 так, чтобы стержень индикатора упирался в короткое плечо Б угольника 9 с внешней стороны.
Перемещая каретку 10 суппорта вместе с индикатором 12 вдоль направляющих и регулируя винтами 7 положение угольника, добиваются, чтобы стрелка индикатора не отклонялась. Внешняя плоскость Б короткого плеча поверочного угольника будет выставлена параллельно к направляющим станины, а следовательно, внешняя сторона А длинного плеча угольника 9 будет перпендикулярна к направляющим станины и может служить проверочной базой.
Далее на каретку суппорта ставят салазки с укрепленной индикаторной стойкой 13. Стержень индикатора 11 должен упираться во внешнюю плоскость А длинного плеча угольника. В этом положении (не вставляя клина) салазки перемещают по поперечным направляющим, прижимая их к одной стороне. Стрелка индикатора покажет величину отклонения от перпендикулярности на длине угольника.
Другие виды проверок геометрической точности будут рассматриваться непосредственно в типовых технологических процессах ремонта станков.
Разновидностью поверочных угольников являются цилиндры, изготовленные из стальных труб диаметром 100—300 мм и длиной 300—500 мм. Контрольные цилиндры не стандартизируются и выполняются самим предприятием, так как их конструкция несложна, но весьма удобна в эксплуатации и обеспечивает высокую точность.
Контрольный куб (рис. 65) является наиболее универсальным устройством, позволяющим производить с одной установки проверку перпендикулярности и параллельности в горизонтальной и вертикальной плоскостях. Куб изготавливается из серого чугуна. Отливка проходит отжиг для снятия внутренних напряжений, а после механической обработки производится искусственное ее старение не менее 24 ч.
Все грани куба отшабрены и взаимно перпендикулярны в пределах 0,005 мм на длине 300 мм. Планка /
с цилиндрами 2 позволяет ориентировать куб от боковой базовой поверхности. Недостаток контрольного куба — большой вес. При длине ребра 300 мм контрольный куб весит
Рис. 65. Контрольный куб.
весит
около 60 кг. Куб можно установить на горизонтальную плоскость, прикрепить к вертикальной или потолочной плоскости, используя при проверках одновременно пять свободных граней.
На фрезерных станках
с крестообразным столом при одной установке куба на «зеркало» стола можно проверить следующие параметры:
перпендикулярность перемещения стола к геометрической оси шпинделя;
перпендикулярность перемещения стола к каретке станка;
перпендикулярность перемещения головки вертикального шпинделя к «зеркалу» стола;
параллельность перемещения шпиндельной головки к консоли и другие проверки.
На станках с продольным перемещением стола (продольно-фрезерные, продольно-строгальные и продольношлифовальные) с помощью контрольного куба производят проверку геометрической точности плоскости стола к направляющим колонн, к перемещению траверсы, перемещению шпиндельных и шлифовальных головок и суппортов (рис. 66).
На долбежном станке с помощью контрольного куба проверяют перпендикулярность направления движения каретки к перемещению ползуна. На зубофрезерном станке проверяют перпендикулярность движения суппорта к «зеркалу» стола.
Рис. 66. Схема проверки геометрической точности станков с помощью контрольного куба:
а — неперпендикуляриости направляющих салазок и станины у дол» бежного станка; б — неперпендикуляриости направляющих салазок стола к станине у расточного станка; в — неперпендикуляриости направляющих каретки и станины у шлифовального станка.
На токарно-карусельном станке контрольным кубом, установленным на плоскость стола, проверяют почти все геометрические параметры колонн, траверсы и суппор’ тов.
5. Проверка геометрической точности станков с пом щью поверочного угольника, цилиндра и куба (примеры использования)
Псчерочные угольники, цилиндры и куб наиболее часто используются при проверке геометрической точности металлорежущих станков. Согласно ГОСТ 22267—76 каждый металлорежущий станок проверяется
по ряду параметров в соответствии со строго определенной методикой. Методы проверки и средства измерения, указанные в стандартах на нормы точности станков, являются арбитражными..
Для каждой группы станков стандарт предусматривает конкретные проверки: Проверка 1, Проверка 2... Проверка 2.3 и т. д.
Ниже приводятся примеры некоторых проверок для различных металлорежущих станков.
а) Радиально-сверлильные станки (ГОСТ 98—59) Проверка 4.
Проверяется перпендикулярность перемещения гильзы шпинделя к поверхности фундаментной плиты (рис. 67,а): в продольной плоскости; в поперечной плоскости.
Метод проверки. Рукав устанавливается в продольной плоскости станка в среднем положении по высоте. Колонна (поворотная гильза), рукав и сверлильная головка закрепляются. На шпинделе укрепляется индикатор так, чтобы его мерительный штифт касался вертикальной грани угольника, горизонтальная грань которого опирается на линейку, установленную на рабочей поверхности фундаментной плиты. Гильза шпинделя перемещается на всю длину хода. Измерения производятся в продольной и поперечной плоскостях станка при расположении сверлильной головки в начале и на 2/з перемещения по рукаву.
В продольной плоскости для станков с длиной ходя гильзы до 300 мм допуск составляет 0,10 мм, свыше 300 мм — 0,15 мм (на расстоянии 2/з перемещения от колонны отклонение конца шпинделя допускается только к колонне).
В поперечной плоскости для станков с длиной хода гильзы до 300 мм допуск составляет 0,05 мм, свыше 300 мм — 0,07 мм.
Для станков с несколькими фундаментными плитами проверка производится для каждой плиты.
б) Поперечно-строгальные станки (ГОСТ 16—71).
Проверка 4
Проверяется перпендикулярность боковой рабочей поверхности стола к направлению его горизонтального перемещения (рис. 67,6).
Метод проверки. На боковой рабочей поверхности стола укрепляют угольник так, чтобы одна его рабочая грань была параллельна боковой поверхности
Рис. 67. Проверка с помощью поверочного
угольника геометриче-
ской точности станков: а — радиально-сверлильного; о. в — поперечно-строгаль* ного; г—продольно-стро« гального (цилиндром).
стола, а другая направлена вдоль горизонтального перемещения стола.
Индикатор устанавливают на ползуне так, чтобы его мерительный штифт касался горизонтальной грани угольника.
Измерение производится при перемещении стола в горизонтальном направлении.
Допуск для станков с наибольшей длиной хода ползуна до 250 мм составляет 0,02 мм на длине 150 мм; свыше 250 до 500 мм — 0,03 мм на длине 300 мм; свыше 500 до 1000 мм — 0,05 мм на длине 500 мм.
Проверка 7
Проверяется перпендикулярность перемещения стола перемещению ползуна (рис. 67,в).
Метод проверки. На верхней рабочей поверхности стола укрепляется угольник, одна сторона которого выверяется параллельно перемещению стола по поперечине.
Индикатор закрепляют на ползуне так, чтобы его мерительный штифт касался другой стороны угольника, расположенной под углом 90°. Ползун перемещается по направляющим.
Допуск для станков с наибольшей длиной хода ползуна до 250 мм составляет 0,04 мм на длине 150 мм; свыше 250 до 500 мм — 0,07 мм на длине 300 мм; свыше 500 до 1000 мм — 0,10 мм на длине 500 мм.
в) Продольно-строгальные станки (ГОСТ 35—54).
Проверка 9
Проверяется перпендикулярность перемещения бокового суппорта к рабочей поверхности стола в плоскости, перпендикулярной направлению перемещения стола (рис. 67,г).
IAqtojt. проверки. На рабочей поверхности стола устанавливается угольник так, чтобы его проверочная грань была расположена вертикально и параллельно направлению перемещения стола.
На боковом суппорте укрепляют индикатор, мерительный штифт которого должен касаться проверочной грани угольника. Суппорт перемещается в вертикальном направлении.
Допуск на отклонение от перпендикулярности составляет 0,02 мм на длине 500 мм (в одностоечных станках допускается наклон стойки только к столу).
г) Токарно-карусельные станки (ГОСТ 44—56).
Проверка 6
Проверяется перпендикулярность направления пере-200
мещения ползунов верхних суппортов к рабочей поверх-ности планшайбы (рис. 68,а).
Метод проверки. На рабочей поверхности планшайбы параллельно направляющим поперечины на двух калиброванных плитках (Л и Б) одинаковой высоты, расположенных на равных расстояниях от центра планшайбы, устанавливается линейка, на верхней грани которой ставится угольник.
В верхнем суппорте укрепляется индикатор так, чтобы его мерительный штифт касался рабочей грани угольника. Поперечина закрепляется па стойках. Ползун верхнего суппорта с индикатором перемещается по своим направляющим на указанную длину. Алгебраическая разность показаний индикатора в начале и в конце перемещения не должна превышать указанного допуска.
Допуск для станков с наибольшим диаметром обрабатываемого изделия до 10 000 мм на 500 мм хода ползуна составляет 0,02 мм.
Рис. 68. Проверка с помощью поверочного угольника геометрической точности станков:
а — токарно-карусельного; б — фрезерного с крестовым столом.
д) Фрезерные консольные станки (ГОСТ 17734—72).
Проверка 2
Проверяется взаимная перпендикулярность продольного и поперечного перемещений стола (рис. 68,6) в горизонтальной плоскости (для станков с неповоротным столом).
Метод проверки. На рабочей поверхности стола устанавливают поверочный угольник так, чтобы его
опорная поверхность была параллельна направлению продольного перемещения стола.
На неподвижной части станка укрепляют индикатор, измерительный наконечник которого должен касаться измерительной поверхности угольника. Стол переме-щают в поперечном направлении. При длине перемещения стола до 160 мм допуск составляет 16 мкм, свыше—160 мм допуск должен быть 20 мкм.
Рис. 69. Проверка с помощью поверочного
угольника геометриче-
ский точности горизонтально-расточного станка.
е) Горизонтально-расточные станки (ГОСТ 2110— 72).
Проверка 1.4
Проверяется прямолинейность перемещения шпиндельной бабки в вертикальной плоскости (рис. 69,а): а) параллельной оси шпинделя; б) перпендикулярной оси шпинделя.
Метод проверки для станков с длиной перемещения шпиндельной бабки до 1600 мм. На столе станка или фундаментной (стендовой) плите устанавливается угольник так, чтобы его поверочная грань была последовательно расположена в вертикальной плоскости, параллельной оси шпинделя и перпендикулярной к оси шпинделя вдоль направления перемещения шпиндельной бабки.
На шпинделе устанавливается индикатор, мерительный штифт которого должен касаться поверочной грани угольника. Шпиндельная бабка перемещается в вертикальном направлении на всю длину хода.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора на длине перемещения.
При перемещении шпиндельной бабки свыше 1250 до 2000 мм допуск составляет 40 мкм.
Проверка 1.11
Проверяется перпендикулярность направления поперечных перемещений к продольным: а) стола по салазкам и стола вместе с салазками по станине; б) стола по станине и передней стойки по станине; в) передней стойки по салазкам и передней стойки вместе с салазками по станине или передней стойки по станине и шпиндельной бабки (ползуна) по салазкам (рис. 69,6).
Метод проверки. На рабочей поверхности стола (плиты) устанавливают поверочный угольник параллельно направлению перемещения стола или стойки вдоль оси шпинделя. На шпинделе укрепляют индикатор, измерительный наконечник которого должен касаться поверочной поверхности угольника. Стол или стойку ставят в среднее положение в продольном направлении н перемещают в поперечном направлении по отношению оси шпинделя. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора на длине перемещения. При длине перемещения 500 мм допуск составит соответственно условию проверки: а) 20 мкм; б) 25 мкм; в) 30 мкм.
Проверка 1.14
Проверяется перпендикулярность оси вращения шпинделя к направлению вертикального перемещения шпиндельной бабки (рис. 69,в).
Метод проверки. Шпиндель выдвигается на длину L — 3D. На рабочей поверхности стола (плиты) на двух опорах устанавливают угольник параллельно направлению вертикального перемещения шпиндельной бабки.
Шпиндельную бабку ставят на 'Л высоты подъема и закрепляют в этом положении. На шпинделе укреп-
Рис. 70. Проверка с помощью поверочного
угольника геометриче-
ской точности станков> а, б — универсалъно-заточ* иого; в — продольно-шлифо’ вального.
ляют коленчатую оправку с индикатором так, чтобы его измерительный наконечник касался поверочной грани угольника. Шпиндель с индикатором поворачивают на 180°. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
При величине вертикального хода шпиндельной бабки до 2000 мм и величине d=1000 мм допуск составит 20 мкм.
ж) универсально-заточные станки (ГОСТ 1584—65). Проверка 8
Проверяется перпендикулярность направления вертикального перемещения шлифовальной головки к рабочей поверхности стола (рис. 70).
Метод проверки. На рабочей поверхности стола в плоскостях перпендикулярной (рис. 70, а) и параллельной (рис. 70,6) продольному перемещению стола устанавливают угольник. На шлифовальной головке укрепляют индикатор так, чтобы его мерительный штифт касался контрольной грани угольника. Шлифовальную головку или стол перемещают в вертикальной плоскости на длину хода.
Погрешность определяют как наибольшую величину результатов замеров.
Для класса точности станка П при длине перемещения до 200 мм допуск составляет 12 мкм, свыше 200 до 320 мм — 16 мкм, свыше 320 мм — 20 мкм.
з) Продольно-шлифовальные станки (ГОСТ 13135— 67).
Проверка 10
Для станков с горизонтальным шпинделем, на которых абразивные инструменты работают торцом и периферией профилированного круга.
Проверяется параллельность оси вращения шпинделя к рабочей поверхности стола (рис. 70,в).
Метод проверки. На шпинделе 1 укрепляют коленчатую оправку 2 с индикатором 3 так, чтобы его измерительный наконечник касался рабочей поверхности угольника 4 (рамы), установленного в плоскости, перпендикулярной рабочей поверхности стола 5, вдоль его продольной оси. Шпиндель поворачивают на 180°.
Измерение производят при среднем и крайних положениях шпиндельной бабки по высоте и при среднем ее положении в поперечном направлении после фиксации.
Отклонение определяют как величину алгебраической разности показаний индикатора в точках А и Б.
Из результатов замеров следует исключить влияние осевого биения шпинделя. Для этого необходимо измерение производить 2 раза: после первого замера индикатор вместе с оправкой поворачивают на 180° относительно оси вращения шпинделя.
Отклонение определяют как полусумму результатов обоих замеров. Возможна проверка с помощью двух индикаторов, равноотстоящих от оси вращения шпинделя и смещенных по отношению друг к другу на 180°. Отклонение в этом случае определяют как полуразность показаний обоих индикаторов.
При наибольшей величине обрабатываемого изделия свыше 200 до 320 мм на длине проверки 150 мм при классе точности станка П допуск составляет 10 мкм, А — 4 мкм.
Если наибольшая величина обрабатываемого изделия свыше 320 до 500 мм на длине проверки 200 мм, а класс точности станка П, то допуск равен 15 мкм, Л — 6 мкм. Если наибольшая величина обрабатываемого изделия свыше 500 до 800 мм на длине проверки 300 мм, а класс точности станка П, то допуск равен 20 мкм, А — 8 мкм. Если наибольшая величина обрабатываемого изделия свыше 1250 мм на длине проверки 300 мм для класса точности станка П, то допуск равен 30 мкм.
ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
РЕМОНТА И МОНТАЖА МЕТАЛЛОРЕЖУЩИХ СТАНКОВ
ГЛАВА
VII
Организация капитального и среднего ремонта оборудования по типовым технологическим процессам1 включает комплекс организационно-технических мероприятий, способствующих их внедрению, и превращает эти процессы в директивные, т. е. обязательные для применения в ремонтных работах.
Такая система позволяет в короткий срок заменить малопроизводительные приемы и несовершенную технологию ремонта прогрессивной технологией, предусматривающей механизацию ручных работ, использование специально разработанной оснастки и инструмента, исключающие пригоночные и доводочные работы, характерные в практике ремонта. Ремонт превращается в индустриальный процесс, позволяющий получить стабильные результаты его качества, не зависящие от квалификации и опыта исполнителей.
Основными мероприятиями по внедрению типовых технологических процессов являются следующие:
1. Создание комплекта ремонтной оснастки, т. е. технологических и контрольно-поверочных приспособлений, инструмента и подъемно-транспортных средств.
2. Обеспечение ремонтных бригад этой оснасткой и организация обязательной периодической проверки и аттестации контрольно-поверочных приспособлений.
1 Применена на Ленинградском оптнко-механическом объединении нм. В. И. Ленина и на Харьковском заводе транспортного машиностроения им. В. А. Малышева.
3. Передача функций технического контроля ремонтных работ в ОТК завода.
4. Внедрение системы обучения и инструктажа ремонтных бригад и контролеров ОТК по вновь вводимым типовым технологическим процессам ремонта.
5. Директивное введение каждого разработанного типового технологического процесса ремонта оборудования, обязывающее работников ремонтной службы завода и работников ОТК строго им руководствоваться.
6. Пооперационная приемка контролерами ОТК предприятия работ, выполняемых при капитальном и среднем ремонте оборудования, строго по технологическому процессу, исключающая какие-либо отступления от него в последовательности и приемах выполнения ремонтных операций и в применении технологических и контрольно-поверочных приспособлений.
7. Организация постоянного контроля применения технологических процессов ремонта в практике со стороны технологической службы отдела главного механика предприятия.
8. Введение системы периодического пересмотра и уточнения технологических процессов с целью их совершенствования, предусматривающей внесение любых изменений в них только через технологическое бюро отдела главного механика.
На Всесоюзной научно-технической конференции по ремонту оборудования были приняты рекомендации по осуществлению индустриализации ремонта оборудования путем создания необходимой сети специализированных ремонтных заводов и перехода ремонтных баз машиностроительных предприятий на выполнение капитального и среднего ремонта по директивным типовым технологическим процессам, что обеспечит наибольший народнохозяйственный эффект и позволит в короткий срок решить задачи улучшения качества капитального и среднего ремонта оборудования, а также повышения производительности труда на ремонтных работах.
Директивные типовые технологические процессы могут применяться в условиях централизованной, децентрализованной и смешанной организации выполнения капитального и среднего ремонта, что позволяет использовать эту форму индустриализации ремонта практически на любых заводах.
В табл. 21—39 приведены типовые технологические
процессы капитального ремонта основных типов метал, лорежущих станков, составленные на основе процессов, разработанных Ленинградским оптико-механическим объединением им. В. И. Ленина и Всесоюзным объединением «Союзстапкоремонт» ЦПКБАМ.
1. Типовой технологический процесс капитального ремонта токарно-винторезного станка модели 163
Капитальный ремонт токарного станка производится на основании технологической документации (см. гл. II) и заключается прежде всего в восстановлении геометрических параметров направляющих станины (базовая деталь). Далее выполняется ремонт суппорта, фартука, задней бабки, передней бабки (коробки скоростей), коробки подач. Отремонтированные узлы собираются на станине станка. Во время сборки осуществляется проверка геометрической точности и жесткости станка по ГОСТ 18097—72.
После сборки станка и подключения его в электросеть производятся его обкатка и окончательная проверка геометрической точности и жесткости, в том числе и по обработанным на нем образцам (ГОСТ 18097—72; проверки 2.1; 2.2; 2.3 — см. с. 239—251).
Ремонт направляющих станины
Для составления окончательной дефектной ведомости производят контроль направляющих станины (рис. 71, а) и выполняют график износа па каждую из направляющих (рис. 71,6). Направляющие 1, 2, 6, 7, 8 и 9 проверяют по максимальной длине перемещения каретки суппорта от 300 до 2400 мм, а направляющие 3, 4 и 5 — по максимальной длине перемещения задней бабки от 600 до 2800 мм.
В изложенном технологическом процессе ремонта (табл. 21) рассматривается конкретный станок, поэтому для наглядности принимаем, что во время проверки направляющих станины установлена следующая наибольшая величина износа (рис. 71,6): у направляющей 1 износ составляет 0,37 мм; 2 — 0,35 мм; 6—0,27 мм;
Рнс. 71. Ремонт направляющих станины:
а — поверхности направляющих; б — график износа направляющих.
ТАБЛИЦА 21
Технологический маршрут ремонта станины станка
Для ремонта станины необходимо следующее оборудование: продольно-строгальный станок модели 7212 и приспособление для шлифовки станины; инструмент: индикатор ГОСТ 9696—75, штатив ШМ-ПН ГОСТ 10197—70, широколезвийный стрргальиый резец ВК6 ГОСТ 18892—73, шлифовальный круг ЧК175Х50ХКЧ8-80-50-СМ1— СМ2-КБ ГОСТ 2424—75, уровень ГОСТ 3992—75; материалы: берлинская лазурь Л-1 ГОСТ 10960—64, войлочный тампон.
№ операции Содержание операции Эскиз оперший и проверки
I Строгальная Установить станину на стол продольно-строгального станка, выверить ее по плоскостям а, б, в и закрепить. Строгать поверхности 1, 2, 3, 4, 5, 6 и 7 до вывода износа (вмятины и царапины глубиной 0,5 мм и более не выводить) © ® ® ф \ffl 1 \ / \ ТгЦ й 0
II Шлифовальная Шлифовать поверхности 1, 2, 3, 4, 5, 6, 7, 8 и 9. Снять станину со станка
III Слесарная Шабрнть поверхности моста задней бабки 3, 4 и 5 по отремонтированной станине с подгонкой на краску ф 18 пятен Л ®
IV 1 Контроль Проверить количество пятен на площади 25 мм2 А
№ операции
Содержание операции
Эскиз операции и прогерии
V
Контроль
Установить станину по уровню во взаимно перпендикулярных направлениях. Поставить мост с индикатором на сопрягаемые поверхности станины 3, 4 и 5
Проверить: непрямолинейность поверхностей 1, 2, 6 и7 в вертикальной плоскости (допускается 0,02 мм на длине 1000 мм);
спиральную изверну-тость (допускается 0,02 мм на длине 1000 мм);
непараллельность поверхностей 3, 4 и 5 относительно поверхностей 1, 2, 6 и 7 (допускается 0,02 мм на длине 1000 мм)
Примечание. В табл. 21—39 в графе «Содержание операции11 номера обрабатываемых поверхностей должны быть иаписаны в круге, как и в операционных эскизах.
7 — 0,24 мм; 8 — 0,40 мм; 9 — 0,04 мм; 3 — 0,22 мм; 4— 0,28 мм; 5 — 0,30 мм.
Ремонт направляющих каретки суппорта
Из всех деталей суппорта ремонт направляющих каретки является наиболее трудоемким процессом. При ее ремонте необходимо обеспечить параллельность нижних направляющих, верхних направляющих между собой и с осью винта поперечной подачи, а также к приваленной плоскости под фартук. Далее следует восстановить перпендикулярность верхних (поперечных) и нижних (продольных) направляющих. Затем требуется 212
совместить оси ходовых винта и вала с сопрягаемыми отверстиями коробки подачи и кронштейна. Необходимо также обеспечить нормальное зацепление зубчатых колес с рейкой и с механизмом поперечной подачи.
Для восстановления продольных направляющих каретки суппорта применяются два основных варианта ремонта: 1) наклейка наделок из текстолита ПТ ГОСТ 5—78, листовой латуни Л63 ГОСТ 15527—70 или сплава ЦАМ10-5 ГОСТ 7117—74 (выбор материала наделки зависит от конкретных условий работы каретки суппорта); 2) заливка акрилопластом ЛСТ-Т СТУ 79-56-X—62.
В табл. 22 и 23 приводятся два варианта ремонта продольных направляющих каретки суппорта.
ТАБЛИЦА 22
Технологический маршрут ремонта каретки суппорта
I вариант
Прн ремонте каретки суппорта необходимо следующее оборудование: продольно-строгальный станок, приспособление для шлифовки, верстак, электроталь ГОСТ 22584—77; инструмент: шнроко-лезвийный строгальный резец ВК6 ГОСТ 18892—73, шлифовальный круг ЧК175х50хКЧ8-80-50-СМ1— СМ2-КБ ГОСТ 2424—75, зубило 25X160 ГОСТ 7211—72, молоток 2850—0035 ГОСТ 2310—70, набор слесарных инструментов, шабер 2850—ООП МН475—60, молоток деревянный, индикатор ГОСТ 9696—75, магнитная стойка ГОСТ 10—75, линейка УТ-1-630-56 ГОСТ 8026—75, поверочный угольник ГОСТ 3749—77, набор щупов N» 2 ГОСТ 882—75, брусковый уровень ГОСТ 9392—60, цилиндрическая оправка ГОСТ 16212—70; приспособление для определения неперпеидикулярности, мерные клинья; материалы: берлинская лазурь Л-1 ГОСТ 10960—64, войлочный тампон, эпоксидная смола ЭД-16 ГОСТ 10587—72.
Содержание операции
Эскиз операции и проверки
I Шлифовальная
Установить каретку на столе продольнострогального станка, выверив параллельность плоскостей 10, 11 и 14 к оси отверстия А. Шлифовать направляющие 10, И, 12, 13 н 15. Снять каретку со станка
№ операции Содержание операции Эскиз операции и проверки
ц Контроль Проверить качество обработки в соответствии с эскизом
III Слесарная Удалить текстолитовые наделки с нижних направляющих. Зачистить забоииы и снять остатки эпоксидной смолы. Установить на отремонтированную станину каретку, фартук, ходовые винт и вал, коробку подач и кронштейн. Отрегулировать установку каретки, подкладывай под нижиие ее направляющие мерные клинья с четырех сторон, обеспечив совмещение ходового винта (при включенной маточной гайке) и ходового вала с осями отверстий в коробке подач и кронштейне с одновременной проверкой положения во взаимно перпендикулярных направлениях (уровень устанавливается на плоскость 15) и перпендикулярности к направляющим 11 и 12 тет Г' g
№ операции Содержание операции Эскиз операции и проверки
III Замерить зазоры а, Ь, с, d между направляющими станины и каретки. Снять со станины каретку
г ’"S L.
IV Фрезерная Фрезеровать наделки ио линейным размерам направляющих каретки. Толщина наделки равна величине каждого зазора а, Ь, с и d плюс 0,5 мм на пригои-ку
V Слесарная Обезжирить поверхности каретки 1, 2, 6, 7 и наделки с одной стороны. Нанести тонкий слой (0,1—0,15 мм) эпоксидной смолы ЭД-16 ГОСТ 10587—72 на обезжиренные поверхности. Наложить наделки на поверхности каретки и прижать струбцинами. Выдержать 3—5 ч. Сиять струбцины См. эскиз операции VIII
VI Контроль Проверить качество приклеенных наделок постукиванием деревянным молотком (звук должен быть глухой с постоянным тоном)
№ операции
Содержание операции
Эскиз операции и проверки
VII
Слесарная
Сверлить в наделках отверстия под смазку и разметить смазочные канавки
VIII
Фрезерная
Фрезеровать смазочные канавки по разметке на поверхностях 1,
2, 6 и 7
к /2пятен на 25ммг
IX
С леса рная
Шабрить поверхности каретки 1, 2, 6 и 7 с подгонкой по сопрягаемым поверхностям станины (допускается 10—12 пятен па 25 мм* 2.) Установить каретку суппорта на станину и закрепить фартук
См. эскиз операции VIII
X
Контроль
Проверить: пеперпендикуляр-ность поперечных направляющих к направляющим станины (допускается 0,02 мм на длине 300 мм; см. эскиз к операции III);
непараллельность ходового вала и ходового винта к направляющим станины (допускается 0,03 мм на длине 500 мм)
ТАБЛИЦА 23
Технологический маршрут ремонта каретки суппорта
II вариант
Для ремонта направляющих каретки путем заливки акрилопластом необходимо след}тощее оборудование: продольно-строгальный станок, верстак, электроталь ГОСТ 22584—77; инструмент: строгальный резец ВК6 ГОСТ 18891—73, набор слесарных инструментов, индикатор ГОСТ 9696—75, магнитная стойка ГОСТ 10197—70, поверочный угольник ГОСТ 3749—77, набор щупов К° 2 ГОСТ 882—75, брусковый уровень ГОСТ 9392—60, рамный уровень ГОСТ 3992—75, цилиндрическая оправка ГОСТ 16212—70, приспособления для определения перпендикулярности; материалы: акрнлопласт ЛСТ-Т СТУ 79-56-Х-62, ацетон ГОСТ 2603—71, пластилин, хозяйственное мыло.
№ операции Содержание операции Эскиз операции и проверки
1 Строгальная
Установить каретку на стол продольно- V . (7) (&)(7)
строгального станка поверхностью 15, вы-
верив непараллельпость поверхностей 1, 2,
6 и 7. Строгать поверхности 1, 2, 6 и 7 на и _zj +
глубину 2,5—3,5 мм. Переустановить карет-
ку на станке ^15
II Шлифовальная Intel W
Шлифовать поверхности 10, И, 12 и 13 до
снятия износа k-—-p-zr J®
III Контроль
Проверить отклонение от плоскостности H
поверхностей 10 и 13 и непараллельность
поверхностей 11 и 12 к оси винта А
№ операции Содержание операции Эскиз операции и проверки
IV Слесарная Установить каретку на верстак. Разметить и закернить поверхности под болты а, б, в, г и воронки м, к. Сверлить сквозные отверстия а. б, в, г, и, к 0 6,7 мм. Нарезать резьбу М8. Ввернуть винты с гайками в отверстия а, б, в, г. Перевернуть каретку. Обезжирить поверхности 1, 2, 6 и 7 и просушить в течение 15 мин
V Контроль Проверить горизонтальность установки станины и поправить ее Лб) 1©
VI Слесарная Нанести тонкий сдой мыла на сопрягаемые с кареткой направляющие станины 1, 2, 6 и 7 и поверхности 16 и 17. Установить на станине каретку См. эскиз операции X
VII
Контроль
Установить на станине приспособление для проверки отклонения от перпендикулярности поверхностей 11 и 12 каретки к направляющим станины (см. эскиз в табл. 22, операция III)
Проверить:
неперпендикулярность; отклонение от горизонтальности, расположив вдоль и поперек плоскости 15 Два брусковых уровня;
неперпендикулярность плоскости 14 к привалочной плоскости на станине под коробку подач рамным уровнем
VIII Слесарная
Установить иа стаиииу и каретку фартук с ходовыми винтом и валом, коробку подач и кронштейн. Произвести их подгонку
Контроль
Проверить несоосность ходовых винта и вала с отверстиями в коробке подач и кронштейна (см. эскиз в табл. 22, операция X) при включенной маточной гайке. Повторить проверку неперпендикулярно-сти поверхностей 11 и 12 Каретки к направляющим станины
№ операции
Содержание операции
Эскиз операции и проверки
X
Слесарная
Законтрить гайки установочных винтов а, б, в, г. Снять ходовой винт, ходовой вал и фартук. Герметизировать пластилином направляющие каретки и станины. Установить из пластилина воронки и, к и выпоры д, е, ж, з. Приготовить раствор акрилопласта и залить его в воронки до заполнения выпоров. Выдержать 2—3 ч. Сиять каретку со станины и очистить от пластилина и приливов. Прорезать смазочные каиавки
Ремонт поперечных салазок суппорта
Нормальная работа поперечных салазок зависит от отклонения параллельности верхних и нижних плоскостей, а также от направляющих, сопряженных с кареткой. Поперечные салазки целесообразно ремонтировать шлифованием (при износе направляющих до 0,25 мм); при зазоре Н около 3 мм (см. табл. 24, эскиз операции IV) на боковую направляющую приклеивают наделку из антифрикционного материала, а в условиях ремонта цеховыми ремонтными бригадами (при износе менее 0,25 мм) поперечные салазки ремонтируют шабрением (табл. 24 и 25).
ТАБЛИЦА 24
Технологический маршрут ремонта поперечных салазок суппорта
I вариант
Для ремонта поперечных салазок необходимо следующее оборудование: продольно-шлифовальный станок, верстак, поперечно-строгальный станок; инструмент: абразивный круг ПП300Х76Х40 5C1A25CIK ГОСТ 2424—75, строгальный резец ВК6 ГОСТ 18891—73, шабер 2850—ООП МН475—60, набор слесарных инструментов, набор щупов № 2 ГОСТ 882—75, струбцины, молоток деревянный, кисть ГОСТ 10597—70; материалы: эпоксидная смола ЭД-16 ГОСТ 10587—72, ацетон ГОСТ 2603—71, берлинская лазурь Л-1 ГОСТ 10960—64, войлочный тампон, салфетки хлопчатобумажные.
№ one* рации
Содержание операции
Эскиз операции и проверки
Слесарная
Зачистить поверхность А
II
Шлифовальная
Шлифовать поверхность 1. Переустановить деталь. Шлифовать поверхности 2, 3 и 4
№ операции Содержание операции Эскиз операции и проверки
III Шлифовать клин
IV Слесарная Установить поперечные салазки вместе с клином иа сопрягаемые поверхности каретки и определить величину Н. При Н более 3 мм на неклииовую направляющую поперечных салазок установить наделку, менее 3 мм — выбрать зазор за счет изготовления нового клина
| W
V Строгальная Установить деталь на стол строгального стайка. Строгать поверхность 4 на глубину Оф мм 7
VI Фрезерная Изготовить наделку длиной и шириной по поверхности 4; толщина ее равна сумме зазора Н плюс 0,5 мм (результат строгания см. операцию V) плюс 0,5 мм на подгонку
VII Слесарная Обезжирить поверхность 4 и сопрягаемую поверхность наделки и выдержать 15 мин. Нанести эпоксидную смолу тонким слоем на обезжиренные поверхности. Приклеить наделку на поверхность 4 и прижать струбцинами. Выдержать 2—3 ч
№ операции Содержание операции Эскиз операции и проверки
VIII Контроль Проверить качество постукиванием деревянным молотком
IX Подогнать сопрягаемые поверхности 4 каретки и салазок припиливанием и шабрением. Пригнать клин на краску по поверхностям каретки и салазок. Произвести декоративное шабрение плоскостей 2 и 3 © Клип ©
X Контроль Проверить прилегание сопрягаемых поверхностей каретки, салазок и клина на краску. Прилегание после шабрения должно обеспечить не менее 10 пятен на площади 25 мм2
ТАБЛИЦА 25
Технологический маршрут ремонта поперечных салазок суппорта
II вариант
Для выполнения ремонта поперечных салазок шабрением необходимо следующее оборудование, инструмент и материалы: верстак, плита ГОСТ 10905—75, шабер 2850—0011 МН475—60, набор слесарных инструментов, индикатор ГОСТ 9696—75, магнитная стойка ГОСТ 10197—70, войлочный тампон, берлинская лазурь Л-1 ГОСТ 10960—64.
№ операции Содержание операции Эскиз операции и проверки
I Слесарная Шабрить поверхность Б с проверкой иа краску по плите. Шабрить поверхности 2 и 3 с проверкой на краску по плите
№ операции
Содержание операции
Эскиз операции и проверки
II
Контроль
Проверить отклонения от плоскостности и параллельности поверхностей 2, 3 и Б
III
Слесарная
Шабрить поверхность 4 салазок по сопрягаемой поверхности каретки. Шабрить клин с проверкой на краску по сопрягаемым поверхностям 5 салазок и каретки
IV
Контроль
Проверить прилегание клина и сопрягаемых поверхностей салазок и каретки. Точность прилегания— не менее 10 пятен на 25 мм2
Ремонт поворотных салазок суппорта
Поворотные и резцовые салазки должны обеспечить прямолинейное перемещение вершины резца параллельно плоскости перемещения каретки суппорта и фиксированный поворот до 90°. Это зависит от плоскостей 1, 2, 3, 4, 5 и посадочного отверстия D. Направляющие поворотных салазок изнашиваются значительно меньше, чем направляющие каретки и поперечного суппорта, поэтому их ремонт менее трудоемок.
Поворотные салазки можно ремонтировать как шлифованием, так и шабрением. Способ ремонта поворотных салазок суппорта шлифованием приведен в табл. 26.
ТАБЛИЦА 26
Технологический маршрут ремонта поворотных салазок суппорта
Для ремонта поворотных салазок необходимо следующее оборудование, инструмент и материалы: плоскошлифовальный станок, верстак, абразивный чашечный круг ЧК175Х50ХКЧ8-80-50-СМ1-КБ ГОСТ 2424—75, шабер 2850—ООН МН475—60, цилиндрическая оправка ГОСТ 16212—70, индикатор ГОСТ 9696—75, магнитная стойка ГОСТ 10197—70, берлинская лазурь Л-1 ГОСТ 10960—64, войлочный тампон.
№ операции Содержание операции
I Слесарная Зачистить плоскость 5
II Шлифовальная Установить деталь на стол плоскошлифовального станка поверхностью 5. Выверить непараллельность осевой линии В к направляющим 2иЗ. Шлифовать поверхности 1, 2, 3 и 4 до снятия следов износа. Переустановить деталь на плоскости 1 и 4. Шлифовать поверхность 5
III Слесарная Произвести декоративное шабрение на плоскостях 1, 2, 3 и 4
IV Контроль Проверить: неплоскостность направляющих 1 и 4; непараллельность направляющих 2 и 3 между собой и к оси В; непараллельность направляющих 1 и 2 к плоскости Б; непараллельность плоскости 5 к оси В
|//|ggj|a
Эскиз операции и проверки
|//| о,а?|д|
Ч\0,02\В
6 И. С. Стер ин
22S
Ремонт верхних (резцовых) салазок суппорта
Верхние (резцовые) салазки суппорта токарно-винторезного станка модели 163 имеют механическую подачу, поэтому они часто эксплуатируются, а их направляющие изнашиваются больше, чем у других токарных станков. Незначительный износ при зазоре А (меньше 2 мм) компенсируется шабрением или шлифованием и установкой нового подогнанного по зазору клина. При зазоре А больше 2 мм на изношенную боковую направляющую приклеивается наделка (табл. 27).
ТАБЛИЦА 27
Технологический маршрут ремонта верхних (резцовых) салазок суппорта
Для ремонта верхних салазок необходимо следующее оборудование, инструмент и материалы: поперечно-строгальный станок, плоскошлифовальный станок, верстак, абразивный круг ПП300Х76Х X 40 5С1А25С1К ГОСТ 2424—75, строгальный резец ВК.6 ГОСТ 18891—73, кисть ГОСТ 10597—70, деревянный молоток, струбцины, тиски слесарные ГОСТ 4045—75, шабер 2850—ООН МН475—60, набор слесарных инструментов, набор щупов ГОСТ 882—75, индикатор ГОСТ 9696—75, магнитная стойка ГОСТ 10197—70, рамный уровень ГОСТ 3992—75, станочные тиски ГОСТ 5.1310—72, ацетон ГОСТ 2603—71, эпоксидная смола ЭД-16 ГОСТ 10587—72, берлинская лазурь Л-1 ГОСТ 10960—64, войлочный тампон, текстолит ПТ ГОСТ 5—78.
№ операции
Содержание операции
Эскиз операции и проверки
Слесарная
Зачистить поверхность 4
Шлифовальная
Установить деталь поверхностью 4 на стол станка. Шлифовать поверхности 1 и 2 до вывода износа
№ операции Содержание операции
III Шлифовальная Шлифовать клин
Эскиз операции и проверки
IV
VI
VII
Слесарная
Установить резцовые салазки вместе с клином на сопрягаемую деталь. Прижать поворотными и резцовыми салазками клин. Замерить величину зазора Л и снять резцовые салазки
V
Строгальная
Установить салазки в машинные тиски строгального станка и выверить деталь по поверхностям 1,2 и 3. Строгать поверхность 3 на глубину 0,5 мм
Фрезерная
Изготовить наделку нз текстолита по размерам поверхности 3; толщина наделки равна величине зазора А плюс 0,5 мм (величина снятого при строганин слоя) плюс 0,3 мм иа пригонку
Токарная
Установить деталь в четырехкулачковый патрон. Выверить по плоскостям 1, 2 и диаметру d. Торцевать поверхность 4 до вывода мелких рисок и износа
№ операции Содержание операции Эскиз операции и проверки
VIII Контроль Проверить отклонения от параллельности поверхности 4 и плоскостей Г
IX Слесарная Обезжирить склеиваемые поверхности наделки и салазок. Приклеить наделку и прижать струбцинами. Выдержать 2—3 ч
X Контроль Проверить качество склеивания постукиванием деревянным молотком <рг— о 0,02
// 0,03 Б —3 Ф
0,03 В
мл®
XI Слесарная Произвести декоративное шабрение плоскостей 1, 2 и 4. Пригнать направляющие салазок в сборе с клином по сопрягаемым плоскостям с проверкой на краску (10 пятен на 25 мма)
XII Контроль Проверить: неплоскостность поверх-иостей 1 и 2; иепараллельность поверхностей 1 и 2 к плоскости 4; неперпендикулярность —!— -0^
У?
поверхностей 1 и 2 к В
Ремонт направляющих корпусов маточной гайки
Направляющие корпусов маточной гайки, как правило, мало изнашиваются, по во время ремонта каретки суппорта накапливаются погрешности установки коробки подач, самой каретки, кронштейна и ходового винта, из-за которых приходится восстанавливать главным образом расстояние Лчертежпая (эскиз операции II, табл. 28).
ТАБЛИЦА 28
Технологический маршрут ремонта направляющих корпусов маточной гайки
Для ремонта корпусов маточной гайки необходимо следующее оборудование, инструмент и материалы: электроталь ГОСТ 22584—77, верстак, слесарные тиски ГОСТ 4045—75, плита ГОСТ 10905—75, струбцины, шабер 2850—ООП МН475—60, набор слесарного инструмента, поверочный угольник ГОСТ 3749—77, набор щупов № 2 ГОСТ 882—75, цилиндрическая оправка ГОСТ 16212—70, штангенциркуль ГОСТ 166—73, берлинская лазурь Л-1 ГОСТ 10960—64, войлочный тампон, салфетка хлопчатобумажная.
№ операции
Содержание операции
Эскиз операции и проверки
Слесарная
Зачистить сопрягаемые поверхности 1, 2, 3 и 4 полукорпусов маточной гайки и фартука. Собрать их и закрепить
II
Контроль
Определить величину износа1, вставив цилиндрическую оправку в сомкнутые полукорпуса маточной гайки, через фактический размер А
1 Величина износа -*=^Ачертежная—^фактическая, тле ^фактическая размер, полученный при замере. При износе более 1,5 мм иа поверхностях 2 и 3 полукор-пусов маточной гайки приклеить наделки из стали 35.
№ операции
Содержание операции
Эскиз операции н проверки
1П
Слесарная
Снять полукорпуса маточной гайки с фартука. Закрепить полукорпуса струбциной, совместив элементы полукорпусов. Шабрить поверхности 1, 2, 3, 4, 5 и 6 полукорпусов маточной гайки в сборе
Шабрить поверхности 1, 2 и 3 фартука. Подогнать сопрягаемые поверхности I, 2 и 3 фартука по полукорпусам маточной гайки
Ремонт корпуса и моста задней бабки
В период эксплуатации задней бабки наибольшему износу подвержены нижние направляющие моста, из-за чего геометрическая ось пиноли задней бабки стано-вится ниже геометрической оси шпинделя. Отверстие под пиноль увеличивается, поэтому утрачиваются жесткость и точность обработки деталей. Сопрягаемые поверхности между корпусом и мостом задней бабки практически не изнашиваются и их зачищают шабером. Мост задней бабки ремонтируют путем восстановления нижних направляющих шабрением, шлифованием или приклеиванием наделок. Отверстие корпуса под пиноль растачивают на ремонтируемом станке, горизонтальнорасточном станке (пиноль изготовляют новую) или путем заливки акрилопластом (пиноль ремонтируют).
В табл. 29—31 приведены три варианта ремонта задней бабки.
Технология ремонта моста и сопряженных с ним поверхностей корпуса задней бабки идентична, поэтому во II и III вариантах (табл. 30 и 31) рассматривается только технология расточки отверстия под пиноль задней бабки.
Расточка отверстия под пиноль задней бабки во II варианте производится после сборки н подключения отремонтированного станка.
Ремонт корпуса задней бабки только в III варианте позволяет использовать отремонтированную пиноль, а отверстие задней бабки получают в соответствии с ее диаметром. Диаметр растачиваемого отверстия под заливку акрилопласта принимается равным £>=</шшоли+ + (6—8) мм. Точность выверки корпуса задней бабки на расточном станке допускается весьма небольшой (±0,3 мм), так как последующие операции обеспечат ее (табл. 31).
ТАБЛИЦА 29
Технологический маршрут ремонта корпуса и моста задней бабки
I вариант
Для ремонта корпуса и моста задней бабки необходимо следующее оборудование, инструмент и материалы: плоскошлифовальнып станок, поперечно-строгальный станок, горизонтально-расточной станок, вертикально-сверлильный станок, верстак, наладка для шлифования, абразивный круг ЧК175Х50ХКЧ8-80-50-СМ1-КБ ГОСТ 2424—75, шабер 2850—ООН МН475—60, строгальный резец ВК6 ГОСТ 18891—73, расточной резец ВК8, борштанга, люнет, притир, сверло 0 10 мм ВК6 ГОСТ 6647—64, набор слесарного инструмента, оправка цилиндрическая Морзе 6 ГОСТ 19887—74, штангенциркуль ГОСТ 166—73, призмы ГОСТ 12195—66, штангенрейсмасс ГОСТ 164—73, нутромер НИ ГОСТ 868—72, набор щупов ГОСТ 882—75, индикатор ГОСТ 9696—75, оправка, магнитная стойка ГОСТ 10197—70, плита ГОСТ 10905—75, измерительная линейка ГОСТ 427—75, прихваты ГОСТ 12774—67, струбцины, кисть ГОСТ 10597—70, войлочный тампон, салфетки хлопчатобумажные, пластилин, уайтспирит, мыло, берлинская лазурь Л-1 ГОСТ 10960—64, акрилопласт ЛСТ-Т СТУ 79-56-Х—62, эпоксидная смола ЭД-16 ГОСТ 10387—72, текстолит ПТ ГОСТ 5-78.
« операции
Содержание операции
Эскиз операции и проверки
II
IV
V
Слесарная
Зачистить поверхности 1, 2 и 3 корпуса задней бабки
Контроль
Проверить отклонения формы и расположения поверхностей 1 и 2 на краску и 3 по угольнику
Слесарная
Зачистить поверхности 1, 2 и 3 моста и подогнать по сопрягаемым поверхностям с корпусом задней бабки с проверкой на краску
Слесарная
Собрать корпус и мост задней бабки. Установить собранный узел на отремонтированные направляющие станины станка. Определить разницу между высотой Л геометрической оси шпинделя и задней бабки
Строгальная1
Строгать поверхности 4, 5 и 6 моста задней бабки на глубину 2 мм
* Строгальная операция выполняется при разности Лчертежа и ^фактического более 3 мм. Толщина иаделок 5=(ЛЧертежнаа—^фактическая) +/+&> где /—глубина состроганного слоя, мм; б—припуск на пригонку 0,3—0,5 мм.
№ one- „
рации Содержание операции
Эскиз операции и проверки
VI Фрезерная Изготовить иаделки
VII Слесарная Приклеить наделки 4, 5 и 6
VIII Контроль Проверить качество приклеивания наделок 4, 5 и 6
IX
Слесарная
Пришабрить направляющие моста 4, 5 и 6 по отремонтированным направляющим станины Проверить прилегание сопрягаемых направляющих моста задней бабки и станины (допускается 10 пятен на 25 мм2). Собрать корпус и мост задней бабки
Расточная
Установить заднюю бабку на стол станка, выверить и закрепить. Расточить отверстие 7 до вывода рисок и надиров, выдержав высоту h. Развернуть отверстие 7
№ операции Содержание операции Эскиз операции и проверки
XI Контроль Произвести проверку отклонений от параллельности оси отверстия 7 относительно плоскостей 4, 5 и 6 от цнлиндричности отверстия 7 и размера h
ТАБЛИЦА 30
Технологический маршрут расточки отверстия под пиноль задней бабки
II вариант
№ операции Содержание операции Эскиз операции и проверки
I Слесарная Собрать корпус и мост задней бабки
II Токарная Установить собранную заднюю бабку на станину токарного станка перед суппортом. Установить борштангу коническим концом в шпиндель станка, а ци-
№ операции
Содержание операции
Эскиз операции и проверки
линдрическим — в неподвижный люнет. Закрепить резец и установить его на диаметр отверстия d минус припуск под развертывание. Установить на тросах груз на корпус задней бабки. Расточить отверстие d задней бабки. Развернуть отверстие d задней бабки
Примечание. Шероховатость расточки /?а = 1,6 мкм, а развертывания /?а = 0,40 мкм.
ТАБЛИЦА 31
Технологическая последовательность ремонта отверстия под пиноль задней бабки
III вариант
№ операции
Содержание операции
Эскиз операции и проверки
Расточная
Установить, выверять и закрепить корпус задней бабки иа столе станка. Расточить отверстие 7. Расточить канавки 8
II
Слесарная
Разметить и сверлить три отверстия 9 0 10 мм. Обезжирить отверстие 7 корпуса задней бабки. Установить в шпиндель ремонтируемого станка оправку 12 и выверить ее. Установить иа оправку 12 кольцо 10. Нанести на оправку 12 тонкий слой
№ операции
Содержание операции
Эскиз операции и проверки
мыла *. Установить корпус задней бабки в сборе с мостом. Установить кольцо 13 на оправку 12. Герметизировать корпус задней бабки с торцов пластилином. Изготовить из пластилина три воронки 14 и установить их вокруг отверстий 9. Приготовить жидкий акрилопласт. Залить в среднюю воронку акрилопласт до заполнения крайних воронок. Выдержать 3—4 ч. Снять пластилин, кольца, оправку и наплывы акрилопласта. Сверлить смазочные каналы
’ Тонкий слой мыла обеспэчивае! не только отсутствие прилипания акрило» пласта с оправкой, но н гарантированный зазор для пиноли задней бабки.
Сборка станка
Сначала производится поузловая сборка станка, причем каждый узел следует предварительно проверить на жесткость, точность и обкатать (табл. 32). Затем узлы монтируются на станине, и станок подключается к электросети. После этого проверяются взаимодействие работы узлов и геометрическая точность и жесткость станка. Далее станок обкатывается на холостом ходу и под нагрузкой, после чего он проверяется по образцам в работе.
Отремонтированный станок сдается в эксплуатацию по акту.
ТАБЛИЦА 32
Технологический мг^шрут сборки станка
Для сборки уз~ов и ставка в целом необходимо следующее оборудование, иист[ /мент и приспособления: верстак, испытатель, ный стенд, кантовзтельное приспособление, электроталь ГОСТ 22584—77, слесарные тиски ГОСТ 4045—75, машина ручного сверления ГОСТ 8524—73, набор слесарного инструмента, штангенцир-23$
куль ГОСТ 166—73, рычажный микрометр ГОСТ 4381—68, индика» тор ГОСТ 9696—75, магнитная стойка ГОСТ 10197—70, приспособление для проверки отклонения от параллельности ходовых винта и вала, измерительная линейка ГОСТ 427—75, стальные заготовки.
Содержание операции
Эскиз операции и проверки
Слесарно-сборочная
1. Собрать переднюю бабку и проверить на шум и нагрев деталей.
2. Собрать коробку подач и проверить узел на шум и нагрев деталей.
3. Собрать фартук и проверить работу механизма маточной гайки на шум и нагрев деталей.
4. Собрать суппорт и проверить узел иа плавность и равномерность движения.
5. Собрать заднюю бабку и проверить равномерность перемещения и фиксацию пиноли.
Тщательно направляю-
6. Подготовить станину к общей сборке, установить на тумбы и закрепить. ~ протереть щие и привалочные пло-скости салфеткой._____
7. Установить на станину коробку подач и предварительно закрепить ее.
8. Установить на станину зубчатую рейку и закрепить ее.
Содержанке операции
Эскиз операции а проверки
9. Установить суппорт в средней части станины и закрепить заднюю прижимную планку.
10. Установить на суппорт фартук и предварительно закрепить его.
11. Установить ходовые винт и вал, а также кронштейн, закрепить их окончательно.
12. Установить приспособление для проверки отклонения от параллельности ходовых винта и вала к направляющим станины. Проверку произвести в трех точках: 1 — возле коробки подач; 2 — возле кронштейна, 3—в средней части ходового впита при включенной и выключенной маточной гайке. Перемещать приспособление вдоль направляющих станины; проверить отклонение от параллельности ходовых винта и вала относительно направляющих.
13. Окончательно закрепить коробку подач, фартук и кронштейн.
14. Залить масло в картеры коробки скоростей и подач, в фартук и смазать заднюю бабку и станину.
Содержание операции Эскиз операции и проверки
15. Подключить станок к электросети. 16. Проверить поступление масла на трущиеся поверхности.
2. Проверка геометрической точности и жесткости токарно-винторезного станка модели 163
[ГОСТ 18097 — 72)
После обкатки станка производится проверка его соответствия нормам точности и жесткости. В процессе проверки не допускается разборка или регулировка станка. Результаты проверки заносятся в акт сдачи станка из ремонта.
Проверяемый станок имеет длину станины 2800 мм.
Проверка 1.1. Прямолинейность продольного перемещения суппорта в горизонтальной плоскости (рис. 72,а).
Проверка производится при помощи струны и микроскопа.
Микроскоп 3 укрепляют на суппорте 1 около резцедержателя. Резцедержатель должен быть расположен возможно ближе к оси центров станка. Струну 2 натягивают вдоль направляющих станины так, чтобы штриховая пластина окуляра микроскопа совмещалась с одной из боковых образующих струны.
При перемещении суппорта показания отсчетного устройства микроскопа на концах струны должны быть одинаковыми. Суппорт размещают в продольном направлении на всю длину хода. Измерения производят не более чем через 0,1 длины хода суппорта.
Отклонения определяют как наибольшую алгебраическую разность горизонтальных смещений микроскопа относительно струны; учитывается кратность увеличения микроскопа.
Допуск на всю длину направляющих составляет 30 мкм.
Проверка 1.2. Прямолинейность продольного перемещения суппорта в вертикальной плоскости (рис. 72, б).
Проверка производится при помощи уровня.
На суппорте 4 около резцедержателя параллельно направлению перемещения суппорта устанавливают уровень 5. Резцедержатель должен быть расположен возможно ближе к оси центров станка. Суппорт перемещают в продольном направлении на всю длину хода. Измерения производят не более чем через 0,1 длины хода суппорта.
Рис. 72. Проверка геометрической точности токарио-винторезкого стайка:
а — проверка 1.1; б — проверка 1.2; в — проверка 1.3; е — проверка 1.4.
По полученным показаниям уровня на каждом из участков строят график формы траектории движения, по которому определяют величину отклонения относительно прямой, соединяющей крайние точки графика, как наибольшую алгебраическую разность ординат.
Допуск на всю длину направляющих составляет 50 мкм.
Проверка 1.3. Одновысокость оси вращения шпинделя передней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в вертикальной плоскости (рис. 72,в).
Проверка производится при помощи оправок и индикатора.
Заднюю бабку 9 с полностью вдвинутой пинолью устанавливают на расстоянии примерно равном D1 от
1 D — наибольший диаметр обрабатываемого изделия.
торца шпинделя до торца пиноли. Заднюю бабку и пи-ноль закрепляют. В отверстие шпинделя передней бабки 6 и в отверстие пиноли задней бабки 9 вставляют оправки 7 с цилиндрической измерительной поверхностью одинакового диаметра.
На суппорте 1 (в резцедержателе) укрепляют индикатор 8 так, чтобы его измерительный наконечник касался измерительной поверхности одной из оправок на расстоянии, равном двум диаметрам оправки от торца шпинделя (пиноли), и был направлен к ее оси перпендикулярно образующей. Затем суппорт перемещают в сторону второй оправки и, не изменяя положения индикатора, производят проверку одновысотности с первой оправкой.
Для определения наибольшего показания индикатора верхнюю часть суппорта (поперечные салазки) перемещают в поперечном направлении вперед и назад. По результатам измерения у шпинделя передней бабки устанавливают среднюю арифметическую двух измерений. После первого измерения шпиндель поворачивают на 180°.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора двух указанных измерений.
Допуск отклонения составляет 40 мкм. Ось пиноли может быть лишь выше оси шпинделя.
Проверка 1.4. Параллельность перемещения задней бабки перемещению суппорта, проверяемая в вертикальной и горизонтальной плоскостях (рис. 72, а).
Суппорт 10 и заднюю бабку 9 устанавливают в крайнее исходное положение на направляющих станины (правое или левое). Пиноль 11 вдвигают в заднюю бабку на 0,8 хода и зажимают. На суппорте укрепляют индикатор 8, измерительный наконечник которого должен быть перпендикулярен к оси пиноли.
Суппорт и задвюю бабку перемещают одновременно (при этом расстояние между суппортом и задней бабкой должно быть постоянным) на всю длину хода задней бабки с остановками для измерения не более чем через 0,3 длины хода. Заднюю бабку закрепляют.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора при первоначальном и последующем положениях задней бабки и суппорта.
Допуск отклонения составляет 50 мкм.
Проверка 1.5. Радиальное биение центрирующей поверхности шпинделя передней бабки под патрон (рис. 73,а).
Рис. 73. Проверка геометрической точности токарно-вияторез-ного станка:
проверке 1Л; б—проверка I.S; » —проверка Ы; г — проверке 4.3.
На неподвижной части станка укрепляют индикатор / так, чтобы его измерительный наконечник касался проверяемой поверхности шпинделя 2 и был направлен к ее оси перпендикулярно образующей. Шпиндель при-водят во вращение (в рабочем направлении).
Шпиндель при измерении должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
Допуск отклонения составляет 10 мкм.
Проверка 1.6. Осевое биение шпинделя передней бабки (рис. 73,6).
В отверстие шпинделя 2 передней бабки вставляют контрольную оправку 3 с центровым отверстием под шарик 4.
На неподвижной части станка укрепляют индикатор 1 так, чтобы его плоский измерительный наконечник касался шарика, вставленного в центровое отверстие оправки. Шпиндель приводят во вращение (в рабочем направлении).
Шпиндель при измерении должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность результатов измерений.
Допуск отклонения составляет 10 мкм.
Проверка 1.7. Торцевое биение опорного буртика шпинделя передней бабки (рис. 73,в).
На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник касался опорного буртика шпинделя 2 на возможно большем расстоянии от центра и был перпендикулярен ему. Шпиндель приводят во вращение (в рабочем направлении). Измерения его производят так, как показано на рис. 73, в.
При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в каждом его положении.
Допуск отклонения составляет 20 мкм.
Проверка 1.8. Радиальное биение конического отверстия шпинделя передней бабки, проверяемое: а — у торца; б — на длине L (рис. 73,г).
В отверстие шпинделя 2 вставляют контрольную оправку 5 с цилиндрической измерительной поверхностью. На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей. Шпиндель приводят во вращение (в рабочем направлении).
При каждом измерении шпиндель должен сделать не менее двух оборотов. Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в каждом его положении.
Допуск отклонения при L = 300 мм по схеме а составляет 12 мкм, б — 20 мкм.
Проверка 1.9. Параллельность оси вращения нпинделя передней бабки продольному перемещению
суппорта: а — в вертикальной плоскости; б — в горизонтальной плоскости (рис. 74,а).
В отверстие шпинделя 1 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью.
На суппорте 4 (в резцедержателе) укрепляют индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на всю длину хода L. Измерения производят по двум диаметрально противоположным образующим оправки (при повороте шпинделя на 180°).
Рис. 74. Проверка геометрической точности токарно-винторезного станка: а—проверка 1.9; б—проверка 1.11; в — проверка 1.12; г —проверка 1.13; д — проверка 1.15.
Отклонение определяют как среднюю арифметическую результатов не менее чем двух измерений в каждой плоскости, а каждый из результатов определяют как наибольшую алгебраическую разность показаний индикатора при перемещении суппорта.
В случае опор скольжения проверку можно производить при медленном вращении шпинделя. Результат определяется при каждом положении суппорта наибольшей алгебраической разностью показаний индикатора.
Допуск отклонения при L = 300 мм по схеме а составляет 20 мкм, б— 12 мкм.
Проверка 1.10 производится по методу проверки
1.9, которая определяет параллельность продольного перемещения верхних салазок суппорта к оси вращения шпинделя передней бабки в вертикальной плоскости. В этой проверке индикаторная стойка перемещается верхними салазками.
Допуск отклонения составляет 25 мкм.
Проверка 1.11. Перпендикулярность поперечного перемещения верхней части суппорта (поперечных салазок) к оси вращения шпинделя (рис. 74,6).
Проверка производится при помощи оправки и индикатора.
В отверстие шпинделя 1 вставляют специальную оправку 5 с фланцем, торцовая поверхность которого перпендикулярна к ее оси (или оправку с поверочной линейкой выставляют при проверке перпендикулярно к оси вращения шпинделя).
На верхнюю часть суппорта 4 устанавливают индикатор 2 так, чтобы его измерительный наконечник касался торца оправки (или рабочей поверхности линейки) и был перпендикулярен ей. Верхнюю часть суппорта (поперечные салазки) перемещают в поперечном направлении на всю длину хода, но не более чем на 500 мм.
Отклонение определяют как среднюю арифметическую результатов двух измерений — в первоначальном положении шпинделя и после поворота его на 180°; каждый из результатов определяется как наибольшая алгебраическая разность показаний индикатора.
Допуск на L = 300 мм составляет 20 мкм.
Проверка 1.12. Параллельность перемещения пиноли направлению продольного перемещения суппорта: а — в вертикальной плоскости; б — в горизонтальной плоскости (рис. 74,в).
Заднюю бабку устанавливают в положение, предусмотренное для проверки 1.3, с учетом обеспечения хода каретки на величину L; бабку закрепляют. Пиноль 6 вдвигают в заднюю бабку 7 и зажимают.
На суппорте 4, установленном рядом с задней бабкой, укрепляют индикатор 2 так, чтобы его измерительный наконечник касался поверхности пиноли и был направлен к ее оси перпендикулярно образующей. Пиноль освобождают, выдвигают на длину, большую L, и снова зажимают.
Суппорт перемещают в продольном направлении в сторону передней бабки так, чтобы измерительный на-
копечник индикатора снова коснулся образующей пиноли в той же точке, что и при первоначальной установке.
Отклонение в каждой из плоскостей определяют как наибольшую величину алгебраической разности пока' заний индикатора в двух указанных положениях пино-ли и суппорта.
Допуск отклонения при £=100 мм по схеме а составляет 20 мкм, б — 12 мкм.
Проверка 1.13. Параллельность оси конического отверстия пиноли задней бабки перемещению суппорта: а — в вертикальной плоскости; б — в горизонтальной плоскости (рис. 74,г).
Заднюю бабку устанавливают в положение, предусмотренное в проверке 1.3, и закрепляют.
В отверстие пиноли 6 вставляют контрольную оправку 3 с цилиндрической измерительной поверхностью. На суппорте 4 устанавливают индикатор 2 так, чтобы его измерительный наконечник касался измерительной поверхности оправки и был направлен к ее оси перпендикулярно образующей. Суппорт перемещают в продольном направлении на длину L.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора в указанных положениях суппорта.
В случае пиноли с «вращающимся центром» измерения производят по двум диаметрально противоположным образующим оправки (при повороте оправки с «вращающимся центром» на 180° после первого измерения). Отклонение при этом определяют как среднюю арифметическую результатов двух указанных измерений.
Допуск отклонения при £=300 мм ио схеме а составляет 30 мкм, б — 30 мкм.
Проверка 1.14. Точность кинематической цепи от шпинделя передней бабки до суппорта (ходовоговинта).
Цепь передач настраивают таким образом, чтобы за каждый оборот шпинделя производилось перемещение суппорта на длину, близкую шагу ходового винта (как для проверки 2.3, см. с. 249).
Проверку производят с помощью приборов и средств, обеспечивающих непрерывную запись результатов измерения (или дискретную запись с количеством точек измерений не менее 4—6 на одном обороте ходового винта). Накопленная погрешность определяется как разность между фактической и заданной длиной отно
сительно перемещения суппорта в пределах заданной длины измерения на любом участке перемещения сун-порта.
При невозможности проведения проверки 1.14 проводятся проверки 2.3 и 1.15.
Допуск отклонений составляет 16 мкм при£ = 50мм и 40 мкм — при £ = 300 мм (L — длина перемещения суппорта). При участии в проверке коробки подач допуски увеличиваются на 25%.
Проверка 1.15. Осевое биение ходового винга (рис. 74, д).
На неподвижной части станка укрепляют индикатор 2 так, чтобы его измерительный наконечник касался торца ходового винта 8 у его центра (или поверхности шарика 9, вставленного в центровое отверстие ходового винта). Ходовой винт приводят во вращение.
Измерения производят поочередно при обоих направлениях вращения ходового винта (при соответствующих направлениях осевой нагрузки, создаваемой рабочим давлением между винтом и маточной гайкой при продольном перемещении суппорта).
При измерении ходовой винт должен сделать не менее трех оборотов.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора.
Допуск отклонения составляет 10 мкм.
Проверка станка в работе
Проверка 2.1 Точность геометрической формы цилиндрической поверхности образца 1, обработанного на станке при закреплении его в патроне или в отверстии шпинделя (рис. 75,а): а — постоянство диаметра в поперечном сечении; б — постоянство диаметра в любом сечении.
На ставке (в патроне или в отверстии шпинделя) закрепляют образец 1 и производят обработку его наружной цилиндрической поверхности (поясков шириной 20 мм).
Проверку постоянства диаметра обработанной поверхности производят прибором для измерения диаметров валов.
Отклонение определяют по разности диаметров обработанных поверхностей: для проверки а — в любом
поперечном сечении; для проверки б—в любых двух и более поперечных сечениях.
Допуск отклонения при £=300 мм по схеме а со-ставляет 10 мкм, б — 30 мкм.
Проверка 2.2. Плоскостность торцовой поверхности образца, обработанной на станке (рис. 75,6, в).
Образец изготовляется из любого металла и может иметь кольцевые пояски (у периферии, в середине и в центре).
Образец 3 (рис. 75,6) закрепляют на станке в патроне или шпинделе и производят обработку торцовой поверхности.
Проверку плоскостности обработанной поверхности выполняют одним из приведенных ниже методов (2.2.1 или 2.2.2):
2.2.1. Проверка при помощи индикатора на станке.
Проверку производят, не снимая образец со станка. Индикатор 2 укрепляют на суппорте 5 так, чтобы его измерительный наконечник касался проверяемой поверхности 4 и был ей перпендикулярен. Верхнюю часть суппорта перемещают в поперечном направлении на длину, равную или несколько большую D (диаметр образца).
Отклонение определяют как половину наибольшей алгебраической разности показаний индикатора.
2.2.2. Проверка при помощи контрольной линейки и индикатора (или концевых мер длины, плиток или щупа).
На проверяемой поверхности устанавливают линейку (рис. 75,6) поочередно в осевых и других различных сечениях. Индикатор ставят рядом и касаются измерительным наконечником его линейки.
Рис. 76. Проверка станка)
а — на точность шага резьбы ходового винта; проверка 2.3; б — ва жесткость; проверка 3.1.
Отклонение определяют как наибольшую алгебраическую разность показаний индикатора при его перемещении. Допускается проверка с помощью щупа.
Допуск отклонения при £ = 300 мм составляет 20 мкм (£— длина измерения). Выпуклость не допускается.
Проверка 2.3. Точность шага резьбы (равномерность), нарезанной на станке (рис. 76,а).
Предварительно изготовляется образец из средне-углеродистой стали с d, равным диаметру ходового винта станка, L^D, Li — D} (£ = 600—800 мм; £j = 600mm).
Образец закрепляют в центрах станка, после чего нарезают трапецеидальную резьбу dX£jX£ где t — шаг
резьбы, примерно равный шагу ходового винта станка. После чистовой обработки проверяют равномерность резьбы с помощью соответствующих приборов и методов проверки.
По результатам измерений определяют накопленную погрешность шага резьбы — разность между фактическим и заданным расстоянием между любыми одноименными не соседними профилями витка резьбы в осевом сечении по линии, параллельной оси винта.
Проверку 2.3 допускается не проводить в случае проведения проверки 1.14.
Допуск отклонений при L = 300 мм составляет 40 мкм.
Проверка станка на жесткость
Проверка 3.1. Относительное перемещение под нагрузкой резцедержателя и оправки, установленной! а — в шпинделе передней бабки; б — в пиноли задней бабки.
Для данного станка Н — расстояние от точки приложения силы Р до резцедержателя (рис. 76,6) — равно 67 мм; I — расстояние от точки приложения силы Р до торца корпуса задней бабки, равное 200 мм; d — диаметр оправки в точке измерения перемещения, равный 45 мм; L — наибольшее расстояние от торца шпинделя до торца корпуса задней бабки, равное 0,75—0,85 наибольшего межцентрового расстояния; X — расстояние от точки приложения силы Р до торца шпинделя (переходной втулки) или пиноли, равное для шпинделя 90 мм и для пиноли — 70 мм. Прилагаемая сила равна 1120 кгс, а допуск для шпинделя передней бабки составляет 0,35 мм, для пиноли задней бабки — 0,47 мм, В отверстия шпинделя 1 и пиноли 2 вставляют оправки 3. В конусное отверстие шпинделя с конусом Морзе больше чем 6 оправку вставляют через переходную втулку, если она предусмотрена конструкцией станка.
Устройство для нагружающей силы закрепляют в левом пазу резцедержателя 4. Для измерения величины нагружающей силы используют рабочие динамометры.
Все подвижные части суппорта, пиноль и корпус задней бабки вместе с ее плитой перед каждым испытанием перемещают и устанавливают в заданные положения, а шпиндель поворачивают. При этом салазки суппорта подводят в положение проверки, перемещая их 250
к линии центров станка. Допускается продольное (вдоль линии центров) смещение верхней части суппорта впре-делах 0,2 длины хода.
Закрепление задней бабки и пиноли в бабке, а так-же резцедержателя производят без применения удлинителей к ключам и рукояткам, если это не предусмотрено руководством по эксплуатации станка.
Между шпинделем (пинолью) и резцедержателем по направлению поперечной подачи создают плавно возрастающую до заданного предела силу Р.
Одновременно при помощи индикатора измеряют (в плоскости действия силы) относительное перемещение резцедержателя и оправки в радиальном направлении, параллельном направлению подачи.
За величину относительных перемещений принимают среднюю арифметическую результатов двух испытаний.
3. Типовой технологический процесс капитального ремонта консольно-фрезерного станка
Предлагаемый технологический процесс ремонта консольно-фрезерного станка гарантирует необходимое качество ремонта, точность и жесткость станка в соответствии с ГОСТ 17734—72 с наименьшей затратой материальных средств и времени.
Точность и жесткость работы консольно-фрезерных станков в основном зависит от качества ремонта станины, шпиндельного узла, консоли, каретки и стола.
Перед разборкой станка целесообразно произвести проверку геометрической точности его узлов. Величина отклонений будет являться исходной для выбора способа ремонта узлов и корпусных деталей.
Ремонт направляющих станины
Ремонт станины фрезерного станка производится такими же способами, как и токарного. При ремонте ее необходимо обеспечить перпендикулярность направляющих станины к оси шпинделя и к направляющим хобота (при ремонте горизонтально-фрезерного станка) и параллельность направляющих станины к оси шпинделя (при ремонте вертикально-фрезерного станка). Наибольшему износу подвержены поверхности 1, 2, 3 и 4. Технология ремонта станины приведена в табл, 33.
Технологический маршрут ремонта направляющих станины
Для производства ремонта станины необходимо следующее оборудование, инструмент, приспособления и материалы: продольношлифовальный станок, электроталь ГОСТ 22584 — 77, продольно-строгальный станок, широколезвийный строгальный резец ВК.6 ГОСТ 18892—73, абразивный круг ЧК175Х50ХКЧ8-80-50-СМ1-КБ ГОСТ 2424—75, шабер 2850—ООН МН475—60, рамный уровень ГОСТ 3992—75, поверочная линейка ГОСТ 8026—75, угловая линейка УТ-1—1000X55°, индикатор ГОСТ 9696—75, шпиндельная поверочная оправка ГОСТ 19887—74, магнитная стойка ГОСТ 10197—70, набор щупов ГОСТ 882—75, рамка 25x25, домкраты, чалочное приспособление, прихваты, набор слесарного инструмента, берлинская лазурь Л-1 ГОСТ 10960—64, войлочный тампон, тележка для обслуживания станков1 НК-461.
Содержание операции
I вариант
I Шлифовальная
Установить, выверить и закрепить станину. Шлифовать направляющие станниы 1, 2, 3 и 4, проверить отклонения. Переустановить станину и выверить перпендикулярность поверхностей 1, 2, 3 и 4 к геометрической оси шпинделя. Шлифовать поверхности 5, 6, 7 и 8
1 Ремонтная оснастка и оборудование. Всесоюзное объединение по ремонту металлорежущего оборудования .Союзстанкоремонт*. ЦПКБАМ. Гул», 1970.
№ операции Содержание операции Эскиз операции и проверки
II Проверить отклонение формы и расположения поверхностей с 1 по 8
I II вариант Строгальная Установить, выверить и закрепить станину. Строгать направляющие 1, 2, 3 и 4
II Слесарная Шабрить поверхности 5, 6, 7 и 8 с подгонкой по сопрягаемым поверхностям хобота и проверкой параллельности к геометрической оси шпинделя. Произвести декоративное шабрение поверхностей 1, 2, 3 и 4 См. эскизы варианта I
I III вариант Слесарная Установить станину и выверить по уровню направляющие 2 и 3. Шабрить направляющие 2 и 3 с проверкой по плите на краску и перпендикулярности их к геометрической оси шпинделя. Шабрить направляющие 1 и 4 с проверкой на краску по линейке и отклонений формы и расположения поверхностей. Шабрить поверхности 5 и 8 с проверкой непараллель-ности к геометрической оси шпинделя. Шабрить поверхности 6 и 7 с подгонкой по сопрягаемым поверхностям хобота См. эскизы варианта I
ТАБЛИЦА 34
Технологический маршрут ремонта направляющих корпуса консоли
Для ремонта направляюших корпуса консоли в дополнение к перечисленному при ремонте станины необходимо следующее оборудование, инструмент н приспособления: поверочный угольник ГОСТ 3749—77, поверочная цилиндрическая оправка с диаметром по отверстию под вннт (база Б) ГОСТ 16212—70, приспособление для проверки перпендикулярности, микрометр ГОСТ 4381—68.
Содержание операции
Эскиз операции и проверки
I Шлифовальная
Установить корпус консоли на стол станка. Выверить поверхности 1, 2 н 4 к геометрической оси Б (отверстие под вннт). Закрепить деталь. Шлифовать поверхности 1, 2, 3, 4, 5 и 6. Переустановить деталь, выверить и закрепить. Шлифовать поверхности 7 и 8
II
Слесарная
Установить консоль на стенде. Шабрить углы а и б поверхностен 1 и 4, недоступные абразивному кругу. Установить корпус кон-
соли на горизонтально уложенную станину. Пригнать направляющие 7 и 8 корпуса кон-
соли по сопрягаемым поверхностям станины шабрением с проверкой на краску и неперпен-днкулярности к направляющим 1, 2, 3 и 4
№ операции
Содержание операции
III
Контроль
Произвести проверку отклонений формы и расположения поверхностей
Ремонт направляющих корпуса консоли
Ремонт корпуса консоли фрезерного станка — одна из трудоемких операций. Основная сложность этого ремонта заключается в обеспечении параллельности направляющих 1, 2, 3 и 4 к базовой геометрической оси Б винта и в обеспечении перпендикулярности этих направляющих к базовой плоскости 9 и направляющим 7 и 8 (см. эскизы технологического маршрута ремонта направляющих корпуса консоли в табл. 34),
Ремонт стола
Выбор способа ремонта стола зависит от износа его направляющих, величины деформации и характера повреждений поверхности стола и Т-образных пазов. Если участок Т-образного паза вырван, то ремонт производят по I варианту (табл. 35); в остальных случаях поверхности и направляющие стола ремонтируют финишным строганием, шлифованием и шабрением.
Финишное строгание — самый производительный способ, особенно при значительных величинах износа.
Технологический маршрут ремонта стола
При ремонте стола необходимо следующее оборудование, инструмент, приспособления н материалы: вертикально-фрезерный станок, продольно-строгалвный станок, электроталь ГОСТ 22584—77, концевая фреза ВК6, широколезвийный строгальный резец ВК6 ГОСТ 18892—73, шабер 2850—ООН МН475—60, сверло 0 10 мм ГОСТ 5756—64, сверло 0 8,7 йм, метчики М10Х1.25, набор слесарного инструмента, чалочное приспособление, прихваты, индикатор ГОСТ 9696—75, рамный уровень ГОСТ 3992—75, магнитная стойка ГОСТ 10197—70, угловая линейка УТ-1—1000—56 ГОСТ 8026—75, приспособление для проверки неперпендикулярности, эпоксидная смола ЭД-16 ГОСТ 10587—72, кисть ГОСТ 10597—70, берлинская лазурь Л-1 ГОСТ 10960—64, войлочный тампон.
№ операции
Содержание операции
Эскиз операции и проверки
I
I вариант Фрезерная Установить, выверить и закрепить деталь на столе станка. Фрезеровать участки а и б стола под наделки. Изготовить наделки нз стали 45 по выфрезерованным участкам а и б толщиной h плюс 0,5 мм под обработку
№ операции
Содержание операции
Эскиз операции и проверки
II
Слесарная
Разметить наделки под вннты и сверлить 0 10 мм напроход. Зенковать фаскн с углом 30° под головкн винтов. Разметить поверхности а и б стола. Сверлить 0 8,7 мм и нарезать резьбу М10Х X 1,25. Обезжирить сопрягаемые поверхности стола и наделок. Приклеить наделкн и закрепить наглухо винтами. Выдержать 3—4 ч
Наделка
Стол Клеевой слой
III
Строгальная
Установить деталь на столе станка, выверить относительно Б и закрепить. Строгать поверхности 2, 3, 4 и 5. Переустановить деталь и строгать поверхность 1 и средний Т-образный паз 6
IV
Слесарная
Произвести декоративное шабрение поверхностен 1, 2, 3, 4 и 5
Контроль
Произвести проверку отклонений формы и расположения поверхностей
9 И. С. Стерпи
257
№ операции Содержание операции Эскиз операции и проверки
I II вариант Слесарная Установить деталь на верстак. Шабрить направляющие 2, 3, 4 и 5 по отремонтированным сопрягаемым направляющим поперечных салазок с проверкой непараллельное™ по поверхности 6. Шабрить поверхность 1 с проверкой непараллельностн с направляющими 2 и 4 См. эскизы варианта I
Для дополнительного крепления наделок из средне' углеродистой стали изготовляют специальные винты с потайной головкой и углом 30°. II вариант исполь' зуется после ремонта поперечных салазок.
Ремонт поперечных салазок
Поперечные салазки консольно-фрезерного станка являются промежуточной деталью между консолью и столом. Нижними направляющими они позволяют столу станка перемещаться поперечно, а по верхним направляющим — продольно. Сложность ремонта салазок заключается в обеспечении перпендикулярности верхних и нижних направляющих. Ремонт направляющих салазок сопровождается снятием слоя металла для устранения износа, из-за чего происходит нарушение соосности отверстий для ходовых винтов, валов и других механизмов кинематической цепи консоли, салазок и стола. Для устранения несоосности винта продольной подачи производят подгопку кронштейнов, крепящих винт. Ось винта поперечной подачи совмещают путем установки новой гайки, заготовку которой размечают «по месту», а резьбу нарезают по винту.
Кроме перечисленных работ, в ряде случаев приходится устанавливать компенсационные втулки и корри-2ГЗ
гировать зубчатые колеса. Все это ухудшает качество и увеличивает трудоемкость ремонта. Поэтому для со-храпения первоначального взаимного расположения деталей и узлов оптимальным вариантом будет способ установления наделок, компенсирующих износ. Ремонт поперечных салазок следует начинать с верхних сопрягаемых со столом направляющих, что значительно снижает трудоемкость работы (табл. 36),
ТАБЛИЦА 36
Технологический маршрут ремонта поперечных салазок
Для ремонта направляющих поперечных салазок необходим» следующее оборудование, инструмент, приспособления и материалы; продольно-строгальный станок, продольно-шлифовальный станок, электроталь ГОСТ 22584—77, верстак, набор слесарных инструментов, строгальный резец ВК6 ГОСТ 18891—73, шабер 2850—ООН МН475—60, абразивный круг ЧК175Х50ХКЧ8-80-50-СМ1-КБ ГОСТ 2424—75, набор щупов ГОСТ 882—75, поверочный угольник ГОСТ 3749—77, штангенциркуль ГОСТ 166—73, индикатор ГОСТ 9696—75, магнитная стойка ГОСТ 10197—70, поверочная плита ГОСТ 10905—75, угловая линейка УТ-1—630—56 ГОСТ 8026—75, кисть, деревянный молоток, струбцины, прихваты, домкраты, эпоксидный клей ЭД-16 ГОСТ 10587—72, уантспирит, лазурь Л-1 ГОСТ 10960—64, войлочный тампон.
№ операции
Содержание операции
Эскиз операции и проверки
I вариант
Строгальная
Установить, выверить и закрепить салазки. Строгать поверхность 1 неклинового скоса глубиной 2 мм
II Слесарная Установить на салазки стол, прижать его к отремонтированному клину 3 и определить величину зазора а. Снять стол. Изготовить наделку по поверхности 1 толщиной, равной а плюс 0,3 мм под под-
№ операции
Содержание операции
Эскиз операции и проверки
гонку. Обезжирить сопрягаемые поверхности салазок и наделки. Приготовить эпоксидный клей. Покрыть тонким слоем эпоксидного клея сопрягаемые поверхности салазок н наделки. Поставить наделку 5 на поверхность 1 и прижать струбцинами. Выдержать 3—4 ч
III
Шлифовальная
Установить, выверить и закрепить салазки на столе станка. Шлифовать поверхности 1 и 2. Переустановить и выверить салазки. Шлифовать поверхность 4
IV Слесарная Произвести декоративное шабрение поверхностей 1 и 2
V Контроль Проверить отклонения формы, расположения поверхностен и качество приклеивания наделки См. эскиз операции 1
Строгальная
Установить, выверить и закрепить салазки. Строгать неклиновую поверхность 7 на глубину 2 мм
О 0,02
и 0,02
п\0,02\Л |
№ операции Содержание операции Эскиз операции в проверки
VII Слесарная Установить салазки иа корпус отремонтированной консоли, вставить клин, прижать салазки к клиновой поверхности и определить величину зазора между сопрягаемыми поверхностями салазок 7 и консоли 2 (см. табл. 34, операцию I). Изготовить наделку по размерам поверхности 7 толщиной, равной зазору плюс 0,3 мм на подгонку. Обезжирить сопрягаемые поверхности салазок н наделки. Нанести тонкий слой эпоксидного клея иа сопрягаемые поверхности салазок и наделки. Приклеить наделку и прижать струбцинами. Выдержать 3—4 ч
VIII Шлифовальная Установить, выверить и закрепить салазки. Шлифовать поверхности 6 и 8
IX Слесарная Произвести декоративное шабрение поверхностей 6 и 8
X Контроль Проверить отклонения формы, расположения поверхностей н качество приклеивания наделки
I, II II вариант Произвести операции I и II варианта I
Продолжение табл. 36
№ операции Содержание операции Эскиз операции и проверки
ш Слесарная Шабрить поверхности 1 и 2 с проверкой на краску по сопрягаемым направляющим отремонтированного стола. Шабрить поверхности 4. Произвести операцию VII варианта I. Шабрить поверхности 6 и 8 с проверкой на краску по сопрягаемым направляющим консоли См. эскизы варианта I
IV Произвести операцию X варианта I
Ремонт хобота и подвески
Направляющие хобота и подвески изнашиваются не-значительно, поэтому во время ремонта станка они зачищаются, а направляющие хобота подгоняются на краску шабрением по сопрягаемым направляющим станины 5, 6, 7 и 8 (см. табл. 33) и по линейке. В серьге изнашивается отверстие втулки. После ремонта и сборки станка в серьгу запрессовывают новую втулку, которую растачивают специальной оправкой, вставленной в шпиндель горизонтально-фрезерного станка, что обеспечивает соосность отверстия серьги и геометрической оси шпинделя.
Сборка горизонтально-фрезерного станка
Последовательность сборки этого станка (рис. 77) производится в обратном порядке разборки по следующей технологической схеме: собрать коробку переключения скоростей, коробку подач, консоль, стол и салазки; установить по рамному уровню и закрепить станину /; в станину вставить шпиндельный узел и коробку скоростей 2, маслоуказатели и маслопровод; залить в картеры коробок скоростей и подач масло «Индуст-риальное-20»; установить и закрепить на станине узлы 262
консоли 3, салазок 4 и стола 5; поставить и закрепить на станине хобот 6 и серьги 7, планки и ограничители, защитный кожух S; подключить электрощит 9 к элек-
Рис. 77. Горизонтально-фрезерный станок.
тросети; произвести испытание на холостом ходу, под нагрузкой и в работе; проверить геометрическую точность станка; прошпаклевать и окрасить станок.
4. Проверка геометрической точности и жесткости горизонтально-фрезерного станка (ГОСТ 17734—72]
Рассмотрим некоторые виды проверок.
Проверка 1. Плоскостность рабочей поверхности стола (рис. 78,а).
На рабочей поверхности стола 1 (с размерами L и В) в продольных, поперечных и диагональных направлениях на двух регулируемых опорах 2 устанавливают поверочную линейку 3 таким образом, чтобы получить одинаковые показания индикатора 4 на концах линейки. Индикатор устанавливают на столе так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был ей перпендикулярен.
Индикатор перемещают вдоль линейки и определяют прямолинейность формы профиля поверхности в точках измерения, отстоящих друг от друга на расстоянии а«0,1£^100 мм или 100 мм,
Отклонение определяют как наибольшую величину алгебраической разности показаний индикатора.
При длине измерения свыше 400 до 600 мм допускается отклонение от плоскостности 25 мкм. Выпук-
лость не допускается.
Рис. 78. Схема проверки геометрической точности горизонтально-фрезерного станка.
Проверка 2. Перпендикулярность продольного перемещения стола его поперечному перемещению в горизонтальной плоскости (для станков с неповоротным столом; рис. 78,6).
На рабочей поверхности стола 1 устанавливают поверочный угольник 2 так, чтобы его опорная поверхность была параллельна направлению продольного перемещения стола. На неподвижной части станка укрепляют индикатор 3; его измерительный наконечник должен касаться контрольной поверхности угольника.
При измерении стол перемещают в поперечном направлении на длину хода, но не более, чем на 300 мм при закрепленной консоли.
Отклонение от перпендикулярности определяют как наибольшую величину алгебраической разности показаний индикатора. При длине перемещения свыше 160 мм неперпендикулярность допускается 20 мкм.
Проверка 3. Параллельность рабочей поверхности стола направлению его продольного перемещения (рис. 78,в).
На рабочей поверхности стола 1 на двух опорах 2 (плоскопараллельных концевых мерах длины) одинаковой высоты устанавливают поверочную линейку 3.
На неподвижной части станка укрепляют индикатор
4 так, чтобы его измерительный наконечник касался рабочей поверхности линейки. Стол перемещают в продольном направлении на всю длину хода при закрепленных салазках и консоли.
Отклонение от параллельности определяют как наибольшую величину алгебраической разности результатов измерений на длине хода. При длине перемещения свыше 400 до 630 мм допускается непараллельность 25 мкм.
Проверка 5. Параллельность боковых сторон среднего паза стола направлению его продольного перемещения (рис. 78,г).
На неподвижной части станка укрепляют индикатор 1 так, чтобы его измерительный наконечник касался боковой стороны среднего паза стола 2. Стол перемещают на длину хода. Измерение производят по обеим боковым сторонам среднего паза стола.
Отклонение от параллельности определяют как наибольшую величину алгебраической разности показаний индикатора по одной стороне паза на всей длине перемещения стола. На длине перемещения стола свыше 400 до 630 мм допускается непараллельность 25 мкм.
Проверка 10. Перпендикулярность оси вращения горизонтального шпинделя среднему пазу стола (для станков с неповоротным столом; рис. 79,а).
Стол 1 устанавливают в среднее положение. Консоль и салазки закрепляют. На шпинделе 2 укрепляют коленчатую оправку 3 с индикатором 4 так, чтобы его измерительный наконечник касался боковой поверхности комбинированного сухаря 5, установленного в паз стола на расстоянии 150 мм от оси шпинделя. Измерение производят на одном и другом конце стола. Шпиндель с оправкой и индикатором поворачивают, а комбинированный сухарь передвигают в обратную сторону от оси шпинделя на длину 150 мм и производят второе измерение.
Отклонение от перпендикулярности определяют как наибольшую величину алгебраической разности показаний индикатора. На длине 300 мм допускается неперпендикулярность 20 мкм.
Проверка 13. Перпендикулярность направления вертикального перемещения консоли рабочей поверхности стола в продольном и поперечном его направлениях (рис. 79,6, в).
Стол 1 устанавливают в среднее положение. Салазки закрепляют. На рабочую поверхность стола ставят поверочный угольник 2. На неподвижной части станка укрепляют индикатор 3 так, чтобы его измерительный
наконечник касался измерительной поверхности уголь-
Рис. 79. Схемы проверки геометрической точности.
пика. Консоль перемещают по направляющим станины на длину хода и перед измерением закрепляют.
Отклонение от перпендикулярности определяют как величину алгебраической разности показаний индикатора в нижнем и верхнем положениях консоли. Наклон стола в сторону от станины не допускается. При длине перемещения свыше 160 до 250 мм допускается неперпепдикуляр-ность 20 мкм.
Проверка 16. Соосность отверстия серьги и шпинделя (рис. 79,г).
Хобот выдвигают и укрепляют на станине, а серьгу закрепляют на хоботе. В отверстие шпинделя 1 плотно вставляют оправку 2 с цилиндрической рабочей поверхностью. В отверстие серьги 3 ставят контрольную оправку 4, диаметр d которой равен диаметру отверстия серьги, а длина выступающей из серьги части оправки равна 2d.
На оправке 2 укрепляют индикатор 5 так, чтобы его из
мерительный наконечник касался цилиндрической поверхности оправки 4 на расстоянии L от направляющих станины. Шпиндель вме-
сте с индикатором поворачивают вокруг оправки.
Отклонение определяют как половину алгебраической разности. При ширине стола свыше 160 и L = = 300 мм допускается несоосность 30 мкм.
Проверка станка в работе
Для проверки станка в работе используют чугунный образец прямоугольной формы, обрабатываемые поверхности которого могут быть не сплошными, а прерванными, и должны обеспечивать свободный вход и выход фрезы (рис. 80).
Основание образца должно быть обработано окон
чательно, а поверхности, подлежащие обработке,— предварительно. Образец закрепляют в середине стола. Обработку всех поверхностей производят за одну уста-
новку образца на чистовых режимах не менее чем за 2 прохода. Каждый поясок обрабатывают за отдельные проходы при одном и том же направлении подачи.
Поверхность К для станков с горизонтальным шпинделем обрабатывают с перекрытием.
Обработку всех поверхностей образца производят одной или несколькими фре-
Рис. 80. Образец для проверки горизонтально-фрезерного станка в работе.
зами с рекомендуемыми диаметрами до 85 мм.
Рекомендуемые размеры образца: /-2^0,5/.], но не менее 160 мм и не более 500 мм|
Bi>0,5B, но не более 160 мм;
/г^0,3/7, но не более 120 мм;
Д1^/г+50 мм;
Н, В и Li — соответственно наибольшее расстояние от оси (торца) шпинделя до стола, ширина стола и наибольший ход стола в продольном направлении.
Проверка 20.
Проверка 20.1. Плоскостность поверхности К, об* работапной на станке с горизонтальным шпинделем (рис. 80).
При длине измерения свыше 250 до 400 мм неплос* костность допускается 25 мкм.
Проверку обработанных поверхностей образца производят при помощи поверочной линейки, плоскопарал
лельных концевых мер длины и индикатора.
Проверка 20.3. Перпендикулярность поверхностей: К к И; Л к И;МкЯ;/(кЛиКкМ (рис. 80).
При длине измерения свыше 250 мм неперпендикулярность допускается 30 мкм.
Проверку обработанных поверхностей образца производят при помощи поверочного угольника, плоскопараллельных концевых мер длины или индикатора.
Проверка жесткости станка
Проверка 22. Относительное перемещение под нагрузкой стола и оправки, закрепленной в шпинделе (рис. 81).
При ширине стола 250 мм рекомендуется прилагаемая сила Р = 800 кгс, тогда допуск на перемещение под
нагрузкой составит 0,48 мм.
Рис. 81. Схема расположения узлов и деталей, точек приложения и направления действующих сил.
Проверку на жесткость производят без поддержек.
В отверстие шпинделя 1 плотно вставляют оправку 2 (конусная часть образующей диска оправки наклонена к ее оси под углом у) и жестко
закрепляют с помощью шомпола.
В станках с горизон-
тальным шпинделем на свободный конец оправки надевают серьгу 4 и закрепляют на хоботе в заданном положении. Хобот устанавливают заподлицо с задней стенкой станины.
На столе жестко закрепляют устройство для создания нагружающей силы Р, для измерения которой используют рабочие динамометры.
Перед каждым испытанием хоботу с серьгой, консоли, салазкам, столу сообщают перемещения с последующей установкой их в заданное положение, при этом
консоль подводят в положение проверки перемещением
снизу вверх, салазки — перемещением к зеркалу станины, хобот с серьгой — перемещением от зеркала станины, а стол устанавливают в среднее положение пере
мещением справа налево.
При испытании хобот закрепляют. Консоль крепят на станине, а при наличии стоек — дополнительно на стойках.
Индикатор 3 укрепляют на устройстве для нагружения или непосредственно на столе так, чтобы его измерительный наконечник касался торца диска оправки в точке, расположенной у его периферии в горизонтальной плоскости, проходящей через ось оправки (на станках с горизонтальным шпинделем).
Между столом и оправкой создают плавно возрастающую до заданного предела силу Р, направление которой определяют углами а, 0 и ц. Нагружающую силу прилагают к конусной части диска оправки и направляют через ось оправки.
Одновременно с помощью индикатора измеряют перемещение оправки относительно стола в направлении поперечной подачи. Наибольшее допускаемое перемещение определяют как среднюю арифметическую результатов двух испытаний.
При ширине стола 250 мм нормы параметров, входящих в процесс проверки жесткости, составят:
/ — расстояние от оси шпинделя до рабочей поверхности стола 140 мм;
/1 — расстояние от вертикальных направляющих станины до точки приложения силы 280 мм;
/2— расстояние от точки приложения силы до торца подшипника серьги 140 мм;
/з — расстояние от вертикальных направляющих станины до первого паза стола 315 мм;
D — диаметр конусной части испытательной оправки в точке приложения силы 100 мм;
d — диаметры цилиндрической части испытательной оправки 50 мм;
а—угол между проекцией силы Р на горизонтальную плоскость и направлением продольной подачи стола 40°;
0 — угол между направлением силы Р и ее проекцией на горизонтальную плоскость стола 30°;
у — угол наклона конусной части образующей диска оправки к ее оси 34°;
т) — угол между проекцией силы Р на вертикальную плоскость и направлением продольной подачи стола 37°.
5. Типовой технологический процесс капитального ремонта вертикально-сверлильного станка
При ремонте вертикально-сверлильного станка восстанавливают параллельность направляющих колонны и перпендикулярность поверхности стола (плиты) к геометрической оси шпинделя, жесткость и надежность регулирующих и блокирующих узлов.
В табл. 37—39 приведены технологические маршруты ремонта корпусных деталей вертикально-сверлильного станка.
ТАБЛИЦА 37
Технологический маршрут ремонта направляющих колонны
Для ремонта направляющих колонны необходимо следующее оборудование, инструмент, приспособления и материалы: продольно-шлифовальный станок, шлифовальное приспособление, электро-таль ГОСТ 22584—77, абразивный круг ЧК175Х50ХКЧ8-80-50-СМ1-КБ ГОСТ 2424—75, шабер 2850—ООН МН475—60, набор слесарных инструментов, палочное приспособление, регулируемые подкладки, домкраты, прихваты, набор щупов ГОСТ 882—75, линейка УТ-1-630—56 ГОСТ 8026—75, плита ГОСТ 10905—75, рамный уровень ГОСТ 3992—75, поверочный угольник ГОСТ 3749—77, шаблон 55°, индикатор ГОСТ 9696—75, магнитная стойка ГОСТ 10197—70, лазурь Л-1 ГОСТ 10960—64, керосин, салфетки хлопчатобумажные, войлочный тампон.
№ операции
Содержание операции
Эскиз операции и проверки
I
I вариант Слесарная Установить и выверить колонну по рамному уровню плоскостями 2 вверх. Шабрить поверхность 2 иа краску по плите, поверхности 1 н 3 по линейке и шаблону с проверкой перпендикулярности к плоскостям А и Б
№ операции
Содержание операции
Эскиз операции и проверки
В-В
Н\0,05/Ю00 - 003/1000
Спиральная избернутость я
1_\0,03/1000 ЁГ
П\0,02 | -l|gg5/lggg|6
I
II
Контроль
Проверить отклонения формы и расположения поверхностей 1, 2, 3, А и Б
I
II вариант
Шлифовальная
Установить, выверить и закрепить колонну на столе продольношлифовального станка. Шлифовать поверхности 1, 2 и 3 до вывода износа
См. эскизы варианта I
11 Слесарная Произвести декоративное шабрение по- верхностей 1, 2 и 3
III Контроль Проверить отклонения формы и расположения поверхностей 1, 2, 3, А и Б
ТАБЛИЦА 38
Технологический маршрут ремонта направляющих шпиндельной бабки
Для ремонта направляющих шпиндельной бабки необходимо следующее оборудование, инструмент, приспособления и материалы: вертикально-фрезерный станок, электроталь ГОСТ 22584—77, шабер 2850—ООП МН475—60, набор слесарного инструмента, набор щупов ГОСТ 882—75, индикатор ГОСТ 9696—75, магнитная стойка ГОСТ 10197—70, линейка ГОСТ 8026—75, рамный уровень ГОСТ 3992—75, цилиндрическая оправка ГОСТ 16212—70, универсальный мостнк, лазурь Л-1 ГОСТ 10960—64, керосин, салфетки хлопчатобумажные, войлочный тампон.
№ операции
Содержание операции
I Слесарно-сборочная
Установить в корпусе шпиндельной бабки шпиндельный узел Б
II
Слесарная
Поставить шпиндельную бабку с клиновой планкой Г на горизонтально установленную колонну и определить величину зазора а (если данная поверхность клиновой планки Г прилегает к шпиндельной бабке, то определяют боковой зазор сопрягаемых поверхностей 4 и при величине его более 0,5 мм изготовляют новую клиновую планку). Шабрить поверхности 2 и 3 шпиндельной бабки по сопрягаемым направляющим
№ операции Содержание операции Эскиз операции и проверки
колонны с проверкой на краску и непараллельное™ геометрической оси шпинделя к взаимно параллельным поверхностям колонны 1, 2 и 3
III Фрезерная Фрезеровать поверхность 5 клиновой планки, обеспечив зазор а не менее 2 мм Г71 0,0} J_ -]
// J
IV Слесарная Шабрить поверхности 4 и 6 клиновой планки по сопрягаемым поверхностям шпиндельной бабки 4 и колонны 1 с проверкой иа краску и параллельности поверхностей 4 и 6 клиновой планки. Калибровать резьбовые отверстия клина метчиком 1
1 Т| i 1 1!^
т
V Контроль Проверить непараллельность зеркала колонны к геометрической оси шпинделя и прилегание сопрягаемых направляющих шпиндельной бабки и колонны (допускаемая точ- ность—10 пятен на 25 мм2) 1
ТАБЛИЦА 39
Технологический маршрут ремонта стола
Для ремонта стола необходимо следующее оборудование, инструмент, приспособления и материалы: продольно-шлифовальный нли продольно-строгальный станок, электроталь ГОСТ 22584—77, шлифовальное приспособление, абразивный круг ЧК175Х50ХКЧ8-80-50-СМ1-КБ ГОСТ 2424 — 75, шабер 2850 — 0011 МН475—60, на-бор слесарного инструмента, технологический угольник, чалочное приспособление, поверочный угольник ГОСТ 3749—77, набор щупов ГОСТ 882—75, цилиндрическая оправка с хвостовиком конус Морзе по шпинделю станка ГОСТ 19887—74, линейка ГОСТ 8026—75, индикатор ГОСТ 9696—75, магнитная стойка ГОСТ 10197—70, призма ГОСТ 12195—66, лазурь Л-1 ГОСТ 10960—64, керосин, салфетки хлопчатобумажные, войлочный тампон.
№ операции
Содержание операции
Эскиз операции и проверки
I вариант Слесарная Установить стол на горизонтально расположенную колонну и закрепить клиновой планкой. Определить величину отклонения от перпендикулярности поверхности 1 к.зеркалу" колонны. Снять стол и укрепить на верстаке. Шабрить поверхность 1 стола с проверкой непло-скостности на краску по плите (допускается 10 пятен на 25 мм* 2). Шабрить поверхности стола
2, 3 и 4 с проверкой на краску по сопрягаемым поверхностям колонны и клиновой планки и с проверкой неперпен-дикулярности поверхностей 1, 2 и 3 стола, а также не-перпендикулярности поверхности 2 к
№ операции Содержание операции Эскиз операции и проверки
среднему Т-образному пазу. Обработать клиновую планку (см. табл. 38, операции III и IV)
II Контроль Произвести проверку неплоскост-ности поверхности 1, неперпендикуляр-ности поверхности 1 к направляющим 2 и 3, непараллель-ности среднего Т-образного паза к поверхности 2
II вариант
Шлифовальная
Установить, выверить и закрепить на столе 5 продольно-шлифовального или продольно-строгального станка технологический угольник 6. Установить, выверить и закрепить ремонтируемый стол со шлифованным цилиндром 7, поверхностями 2 и 3 к вертикальной плоскости технологического угольника 6 (поверхность 1 ремонтируемого стола должна быть сверху). Шлифовать плоскость 1. Переустановить, выверить и закрепить ремонтируемый стол поверхностью 1 к
q ng — I
рации Содержание операции
Эскиз операции и проверки I
i
вертикальной плоскости технологического угольника 6, базируя его на средний Т-образный продольный паз. Шлифовать поверхности 2, 3 и 4
Контроль
Проверить непер-пендикулярность поверхности 1 к поверхностям 2 и 3 и непараллельность поверхности 2 к продольному среднему Т-образному пазу
III
Шлифовать клиновую планку (см. табл. 38, операции III и IV)
Ремонт направляющих шпиндельной бабки
Ремонт шпиндельной бабки сводится к пригонке ее направляющих по сопрягаемым поверхностям отремон-тированных направляющих колонны.
Основная задача ремонта состоит в обеспечении параллельности направляющих шпиндельной бабки к гео-276
метрической оси шпинделя и перпендикулярности шпинделя к «зеркалу» стола. Поэтому пригонка производится после полной сборки шпиндельной бабки.
Ремонт стола
Ремонт стола состоит в восстановлении перпендикулярности его «зеркала» к геометрической оси шпинделя и вертикальным направляющим. Средний Т-образный паз должен быть перпендикулярен к направляющим стола, так как он служит базой для технологической оснастки (кондуктора, приспособления и др.).
Сборка станка
После поузловой сборки узлы станка монтируются на колонну (станину) в такой технологической после
довательности (рис. 82) фундаментная плита 1 выверяется регулируемыми клиньями во взаимно перпендикулярных направлениях с установкой уровня на приваленную плоскость 7, на которую крепится колонна 5. Далее ставят стол 2 в сборе с винтом вертикальной подачи и закрепляют его клиновой планкой. Устанавливают шпиндельную бабку 3 с закреплением ее клиновой планкой. Затем ставят и укрепляют коробку скоростей 4, соединив выходной вал со шпинделем. Подключают
электрощит станка 6 к элек-
тросети И производят обкат- Рис. 82. Вертикально-ку его на холостом ходу и сверлильный станок, под нагрузкой.
Перед окраской станок проверяется на геометрическую точность и жесткость по ГОСТ 370—76.
6, Проверка вертикально-сверлильного станка на геометрическую точность и жесткость (ГОСТ 370 —76J
Проверка точности станка
Проверка 1.1. Плоскостность рабочей поверхно сти стола (плиты; рис. 83,а):
1) С помощью поверочной линейки и измерительного прибора.
На рабочей поверхности стола 1 (плиты) на двух регулируемых опорах 2 (плоскопараллельных концевых мерах длины) устанавливают поверочную линейку 5 так, чтобы показания измерительного прибора 4 на кон» цах линейки были одинаковые.
На столе устанавливают измерительный прибор, на-конечпик которого должен касаться рабочей поверхности линейки и быть перпендикулярен ей. Измерительный прибор перемещают вдоль линейки и проверяют прямолинейность формы профиля поверхности. Измерения производят не менее чем в двух продольных, трех поперечных и двух диагональных направлениях.
Отклонение определяют как наибольшую алгебраическую разность показаний измерительного прибора.
2) С помощью поверочной плиты для длины измерения до 200 мм.
Проверку производят поверочной плитой, окрашенной равномерно по всей поверхности плиты.
Количество пятен на площади 25 мм2 определяют по ГОСТ 7599—73; оно должно быть не менее 10.
При длине измерения от 320 до 500 мм допуск на неплоскостность составляет 32 мкм.
Проверка 1.2. Радиальное биение базирующей поверхности шпинделя (рис. 83,6) для внутреннего конуса.
В отверстие шпинделя 1 плотно вставляют контрольную оправку 2. Измерительный прибор 3 укрепляют так, чтобы его наконечник касался цилиндрической поверх»-ности оправки и был направлен к ее оси перпендикулярно образующей.
Для диаметра сверления свыше 18 мм допуск на биение у торца шпинделя 20 мкм, а на расстоянии L = = 300 мм допуск 30 мкм.
Проверка 1.3. Перпендикулярность рабочей па-273
верхности стола (плиты) к оси вращения шпинделя (рис. 83,в).
На рабочей поверхности стола 1 (плиты) в поперечном и продольном направлениях на двух опорах 2
одинаковой высоты устанавливают поверочную линейку 3.
На шпинделе укрепляют коленчатую оправку с измерительным прибором 4 так, чтобы его измерительный наконечник касался рабочей поверхности линейки и был перпендикулярен ей. Шпиндель с измерительным прибором поворачивают на 180°.
В станках с переставляемыми по высоте столом и шпиндель-
ной бабкой измерение производят в двух положениях, предельно возможных для измерения— сближенном (шпиндельной бабки и стола) и раздвинутом. Перед каждым измерением стол и шпиндельную бабку закрепляют.
Отклонение определяют как наибольшую алгебраическую разность показаний измерительного прибора по линиям перпендикулярно и параллельно к «зеркалу» колонны.
Для диаметров сверления 18—35 мм и L = 300 мм при измерении параллельно «зеркалу» стола допуск составит 40 мкм, перпендикулярно «зеркалу» стола — 50 мкм.
Наклон конца шпинделя допускается только к колонне.
Проверка 1.4. Перпенди
Рис. 83. Схемы провер<и геометрической точности вертикально-сверлильного станка.
кулярность перемещения гильзы шпинделя или сверлильной головки к рабочей поверхности стола (рис. 83,г).
На рабочей поверхности стола 1 устанавливают поверочный цилиндр 2. На шпинделе 3 укрепляют измерительный прибор 4 так, чтобы его наконечник касался образующей поверхности цилиндра и был направлен радиально к его оси. Гильзу шпинделя или сверлильную головку перемещают на всю длину хода.
В станках с перемещаемым столом и сверлильной головкой измерения производят в их средних положениях. Перед измерением стол и сверлильную головку закрепляют.
Отклонение определяют как наибольшую алгебраическую разность показаний измерительного прибора. Для длины перемещения шпиндельной гильзы свыше 250 мм допускается неперпендикулярность в поперечной плоскости станка а 60 мкм (рис. 83, г) и в продольной плоскости станка б 90 мкм. Наклон конца шпинделя допускается только к колонне.
Проверка жесткости станка
Рис. 84. Проверка жесткости вертикально-сверлильного станка.
Проверка 2.1. Перпендикулярность оси нагруженного шпинделя к рабочей поверхности стола в продольной плоскости станка.
Проверка 2.2. Относительное перемещение под нагрузкой шпинделя и стола (рис. 84).
В конусное отверстие шпинделя 1 вставляют оправку 2, а на шпинделе укрепляют поперечину 3. На рабочей поверхности стола устанавливают нагружающее устройство 5 для создания силы Р, измерение которой производят динамометром. Сверлильную головку и стол устанавливают в среднее положение по высоте. Шпиндель выдвигают на половину хода.
Перед каждым испытанием сверлильную головку устанавливают в положение проверки перемещением сверху вниз,
стол — перемещением снизу вверх, а шпиндель — перемещением сверху вниз рабочей механической подачей. При испытании сверлильную головку и стол закрепляют. Между столом и шпинделем создают плавно возрастающую до заданного предела силу Р, направлен
ную по оси шпинделя. Одновременно при помощи двух измерительных приборов 4, расположенных симметрично от оси шпинделя на расстоянии L, измеряют перемещения шпинделя относительно стола.
Отклонение от перпендикулярности оси нагруженного шпинделя к рабочей поверхности стола определяют как разность показаний измерительных приборов (проверка 2.1).
Относительное перемещение под нагрузкой шпинделя и стола определяют как алгебраическую полусумму показаний измерительных приборов (проверка 2.2). За относительные перемещения принимают среднее арифметическое результатов двух испытаний.
Для станков с максимальным диаметром сверления 35 мм нагружающая сила составляет 1250 кгс при расстоянии /.= 150 мм. Проверкой 2.1 допускается неперпендикулярность 0,30 мм, а допуск на относительное перемещение шпинделя (проверка 2.2) —1,3 мм.
ЛИТЕРАТУРА
1. Материалы XXV съезда КПСС. М„ Политиздат, 1976.
2. Батышев С. Я. Проблемы обучения и воспитания работающей молодежи. М., «Высшая школа», 1978.
3. Блинов И. С. Справочник технолога механосборочного цеха судоремонтного завода. М., «Транспорт», 1979.
4. Борисов Ю. С. Организация ремонта и технического обслуживания. М., «Машиностроение», 1978.
5. Борисов Ю. С., Носкин Р. А. Справочник механика машиностроительного завода. М., «Машиностроение», 1971.
6. Булгаков А. А. Профессионально-техническое образование в СССР на современном этапе. М., «Высшая школа», 1977.
7. Всесоюзное объединение «Союзстаикоремоит» ЦПКБАМ. Прогрессивные способы восстановления изношенных деталей металлообрабатывающего оборудования. Изд. 2. Тула, 1975.
8. Гельберг Б. Т„ Пекелис Г. Д. Ремонт промышленного оборудования. М., «Высшая школа», 1977.
9. Журавлев А. Н. Допуски и технические измерения. М., «Высшая школа», 1978.
10. Костин А. И., Поляков Д. И. Специализированный ремонт металлорежущих станков. М., «Машиностроение», 1978.
11. Крупицкий Э. И. Справочник молодого слесаря по ремонту промышленного оборудования. М., «Высшая школа», 1977.
12. Матвеев А. А., Борисов Д. М„ Богомолов П. И. Черчение. Л., «Машиностроение», 1978.
13. Малов А. Н. Справочник технолога-машиностроителя. М., «Машиностроение», 1973.
14. Монахов Г. А. Обработка металлов резанием. М., «Машиностроение», 1974.
15. Пекелис Г. Д., Гельберг Б. Т. Технология ремонта металлорежущих станков. Л., «Машиностроение», 1976.
16. Поляков В. С., Барбаш И. Д„ Ряховский О. А. Справочник по муфтам. Л., «Машиностроение», 1979.
17. Пузанов М. Ф. Развитие форм и методов подготовки рабочих М., «Высшая школа», 1978.
18. Серебреницкий П. П. Пособие для станочников, Леииздат, 1978.
19. Стерин И. С. Методические рекомендации по проведению производственной практики для ИПТ. М., «Высшая школа», 1977.
20. Стерин И. С. Применение диафильмов на уроках спецтехно-логии при подготовке слесарей-ремонтников. М., «Высшая школа», 1976.
21. Страусов С. Ф„ Усов В. А. Эксплуатация и ремонт гидравлических станков. М., «Машиностроение», 1968.
22. Шатин В. П., Шатин Ю. В. Справочник конструктора-инструментальщика. М., «Машиностроение», 1975.
23. Шейнгольд Е. М., Нечаев Л. Н. Технология ремонта и монтажа промышленного оборудования. Л., «Машиностроение», 1973.
24. Эксплуатационная и ремонтная документация. ГОСТ 2.601—68; ГОСТ 2.605—68.
25. Яковлев В. Н. Ремонт оборудования машиностроительных заводов. М., «Машиностроение», 1969.
Ремонт металлорежущих станков рассмотрен также в следующих диафильмах автора, выпущенных Ленинградской фабрикой экранных учебно-наглядных пособий ПТО:
1. Ремонт ходовых винтов и зубчатых передач. 1973.
2. Ремонт направляющих станин, столов и суппортов. 1973.
3. Ремонт осей, валов, шпинделей и подшипников. 1974.
4. Смазка рабочих поверхностей деталей машин и механизмов. 1974.
5. Основы технологии монтажа промышленного оборудования. 1975.
6. Износ и способы восстановления деталей при ремонте промышленного оборудования. 1976.
7. Ремонт деталей и узлов гидравлических и пневматических систем промышленного оборудования, 1977,
ОГЛАВЛЕНИЕ
Предисловие.,,,...........................................3
Глава I. Система планово-предупредительного ремонта . . 7
1. Работы по техническому уходу за оборудованием . . 7
2. Плановые ремонтные работы......................... 11
3. Внеплановый ремонт. Аварии оборудования и их предупреждение .......................................... 14
4. Межремонтные циклы..........................16
5. Категория сложности ремонта.................21
Глава II. Эксплуатационная и технологическая документация ремонтных работ .................................... 24
1. Техническая документация.......................... 24
2. Ремонтные чертежи...........................25
3. Обозначение шероховатости поверхности на чертежах 30
4. Понятие о единой системе допусков и посадок Совета Экономической Взаимопомощи (ЕСДП СЭВ) .... 37
Глава III. Способы восстановления деталей станков и повышения их износостойкости ..................... ...... 48
1. Износ деталей станков.............................48
2. Компенсаторы износа. Способ ремонтных размеров . . 58
3. Подготовка оборудования к ремонту.................62
4. Заделка трещин штифтами. Восстановление деталей хромированием и осталиванием ....................... 68
5. Восстановление деталей сваркой и наплавкой. Металлизация ...............................................77
6. Восстановление и упрочнение деталей электромеханическим способом и в магнитном поле порошками ... 92
7. Упрочнение деталей.............................. 98
8. Восстановление деталей полимерными материалами , . 99
Глава IV. Ремонт деталей металлорежущих станкоа . . 105
1. Ремонт валов, осей и шпвнделей.....................105
2. Ремонт подшипников.................................114
3. Ремонт муфт........................................121
4. Ремонт зубчатых колес..............................125
5. Ремонт винтов и гаек механизмов станков............135
Глава V. Ремонт узлов и деталей гидравлических систем металлорежущих станков . .................................141
1. Неисправности гидроприводов металлорежущих станков 141
2. Ремонт трубопроводов............................. 143
3. Ремонт гидроцилиндров и поршней....................147
4. Ремонт насосов . ..................................153
5. Организация планово-предупредительвого ремонта (ППР) и эксплуатации гидрофицированного оборудования . . 166
Глава VI. Определение величины износа, способы ремонта и проверки геометрической точности направляющих станин станков ................................................ 171
1. Ремонтная классификация станин.....................171
2. Определение величины взноса и проверка геометрической точности направляющих станин ....... 179
3. Способы ремонта направляющих станин ...... 179
4. Приспособления для проверки геометрической точности и величины износа направляющих станин..................188
5. Проверка геометрической точности станков с помощью поверочного угольника, цилиндра и куба (примеры использования) .......................................197
Глава VII. Типовые технологические процессы ремонта и монтажа металлорежущих станков ...........................207
1. Типовой технологический процесс капитального ремонта токарно-винторезного станка модели 163 ............... 209
2. Проверка геометрической точности и жесткости токарно-винторезного станка модели 163 (ГОСТ 18097—72) 239
3. Типовой технологический процесс капитального ремонта коисольно-фрезерного станка............................251
4. Проверка геометрической точноств и жесткости горизонтально-фрезерного станка (ГОСТ 17734—72) .... 263
5. Типовой технологический процесс капитального ремонта вертикальио-сверлильиого станка........................270
6. Проверка вертикально-сверлильного станка на геометрическую точность и жесткость (ГОСТ 370—76) . . . 278
Литература..................... . . . . .............. 282
Птерин И. С.
С 79 Слесарь-ремонтник металлорежущих станков. — Л.: Лениздат, 1980. — 288 с., ил.
В книге рассматриваются основные виды ремонта некоторых металлорежущих станков, содержатся данные об организации ремонт* кого хозяйства, о причинах возникновения износа и путях повыше* ння износостойкости деталей станков. Приводятся методы восстановления и упрочнения деталей, а также примеры использования тех* дологической оснастки в ремонтной практике, даются краткие све* дения о типовых технологических процессах ремонта некоторых де* талей и узлов металлорежущих станков н станочных гидро* н пнев-
Книга предназначена для молодых слесарей-ремонтников и рабочих станочных специальностей. Оиа будет полезной учащимся профессионально-технических училищ, студентам средних и высших технических учебных заведений при изучении соответствующих дисциплин, а также работникам ремонтной службы машиностроитель* ных предприятий.
31304—2704080000— 151 27.4.5
° М17Ц03)-80 88-80