/













Text
ПРИСПОСОБЛЕНИЯ
К СВЕРЛИЛЬНЫМ СТАНКАМ
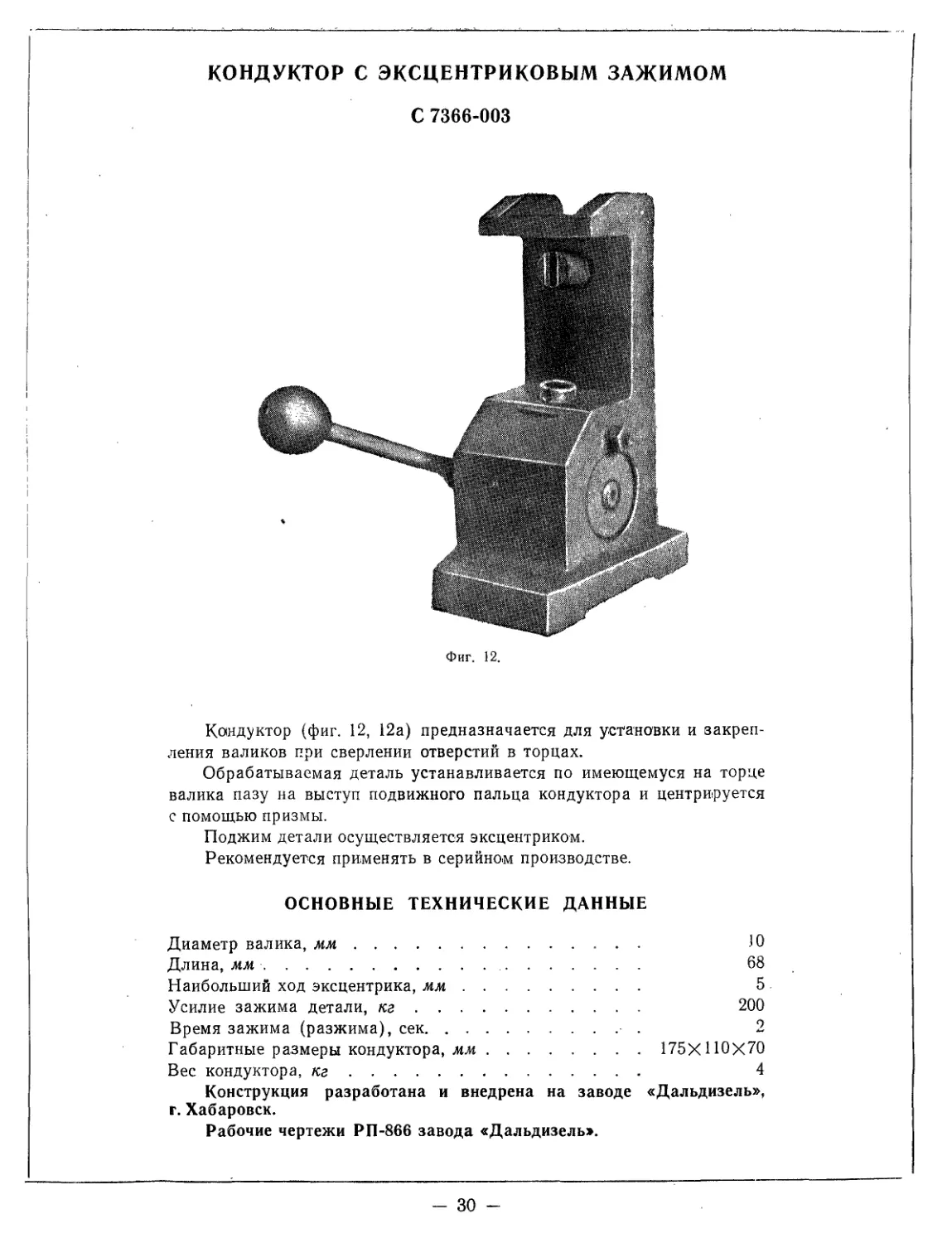
КОНДУКТОР с эксцентриковым ЗАЖИМОМ
С 7366-003
Фиг. 12.
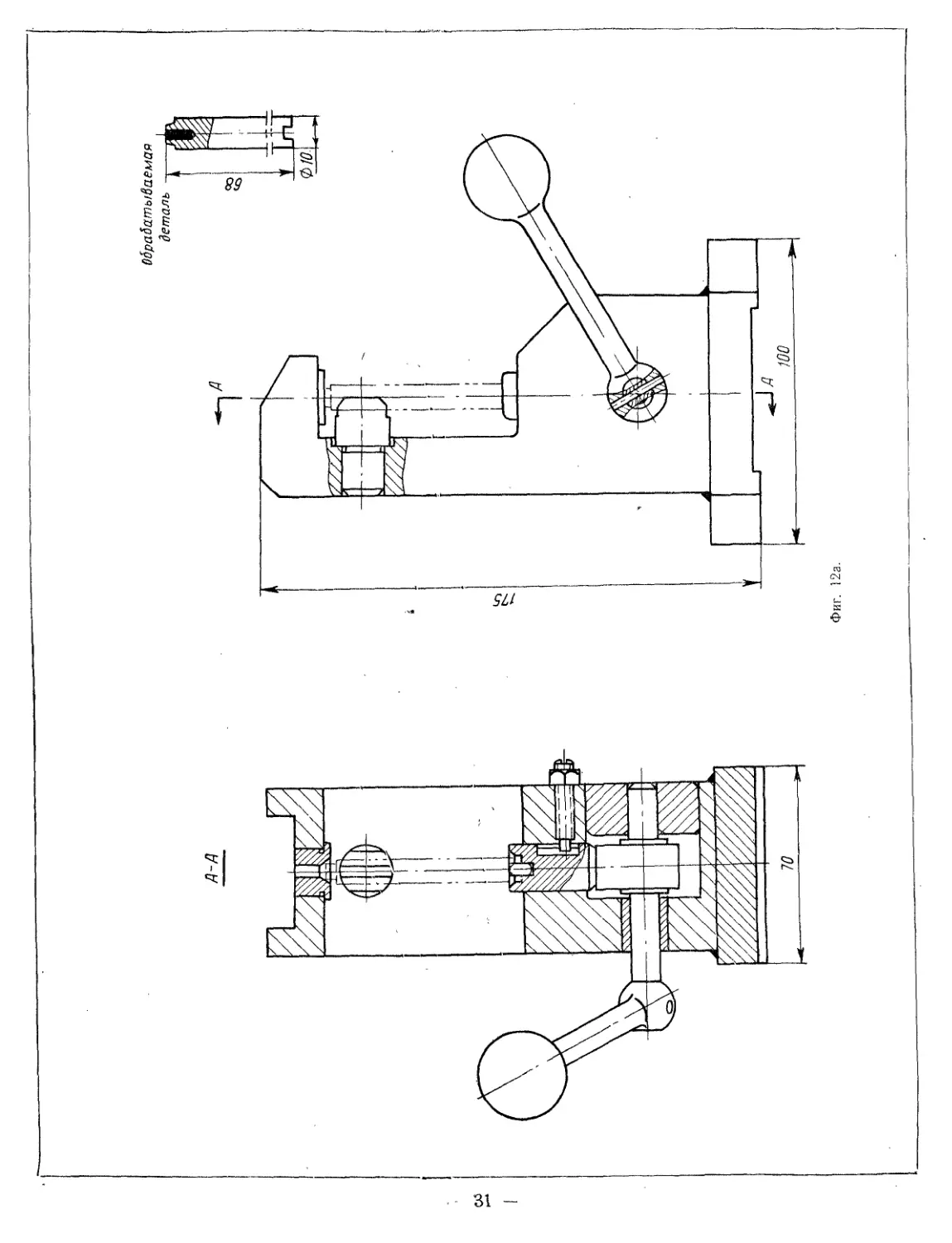
Кондуктор (фиг. 12, 12а) предназначается для установки и закреп-
ления валиков при сверлении отверстий в торцах.
Обрабатываемая деталь устанавливается по имеющемуся на торце
валика пазу на выступ подвижного пальца кондуктора и центрируется
с помощью призмы.
Поджим детали осуществляется эксцентриком.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Диаметр валика, мм.............................................. Ю
Длина, мм..................................................... 68
Наибольший ход эксцентрика, мм.................................. 5
Усилие зажима детали, кг...................................... 200
Время зажима (разжима), сек.................................... 2
Габаритные размеры кондуктора, мм.......................175X110X70
Вес кондуктора, кг.............................................. 4
Конструкция разработана и внедрена на заводе «Дальдизель»,
г. Хабаровск.
Рабочие чертежи РП-866 завода «Дальдизель».
- 30 -
Д-Д
10
Фиг. 12а.
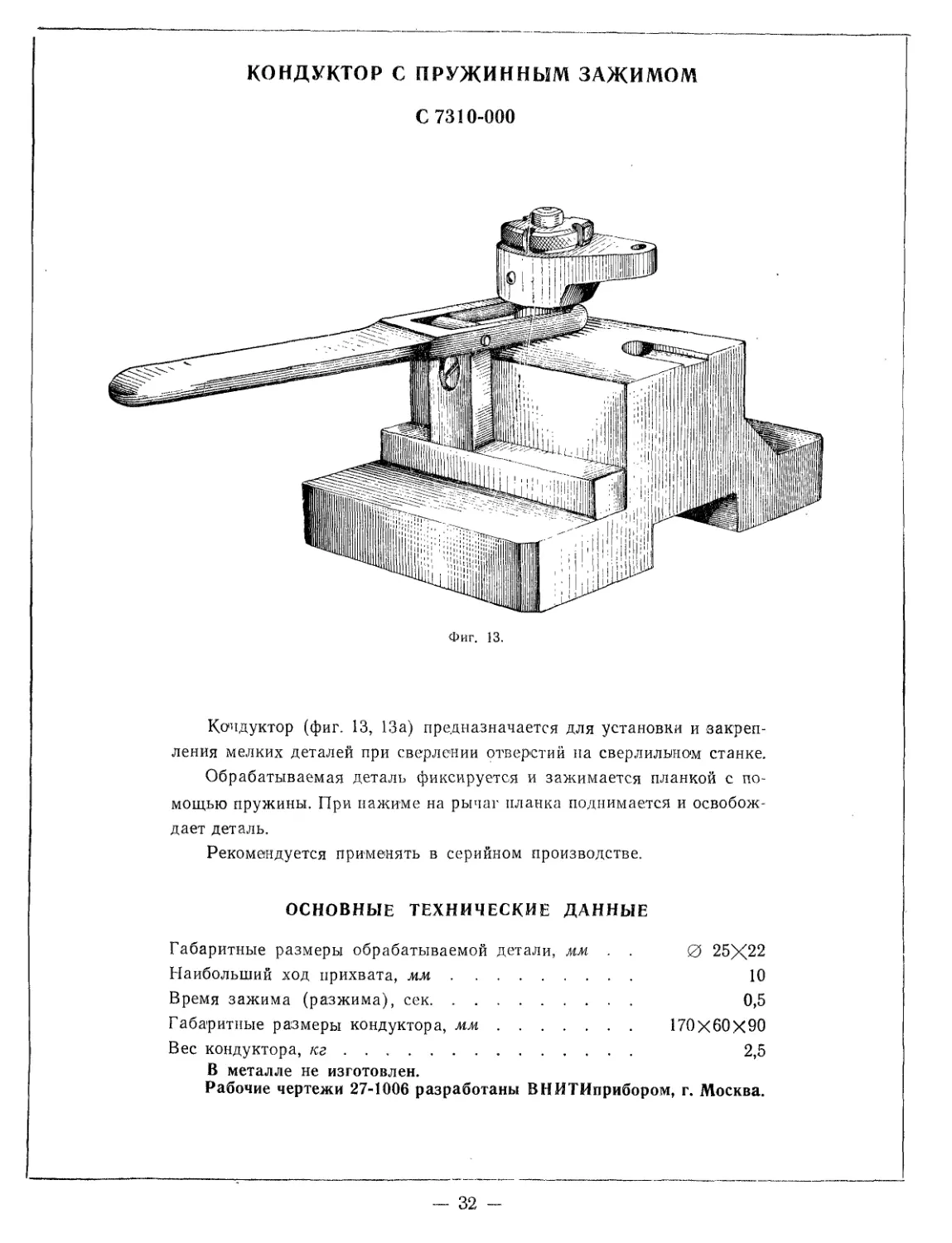
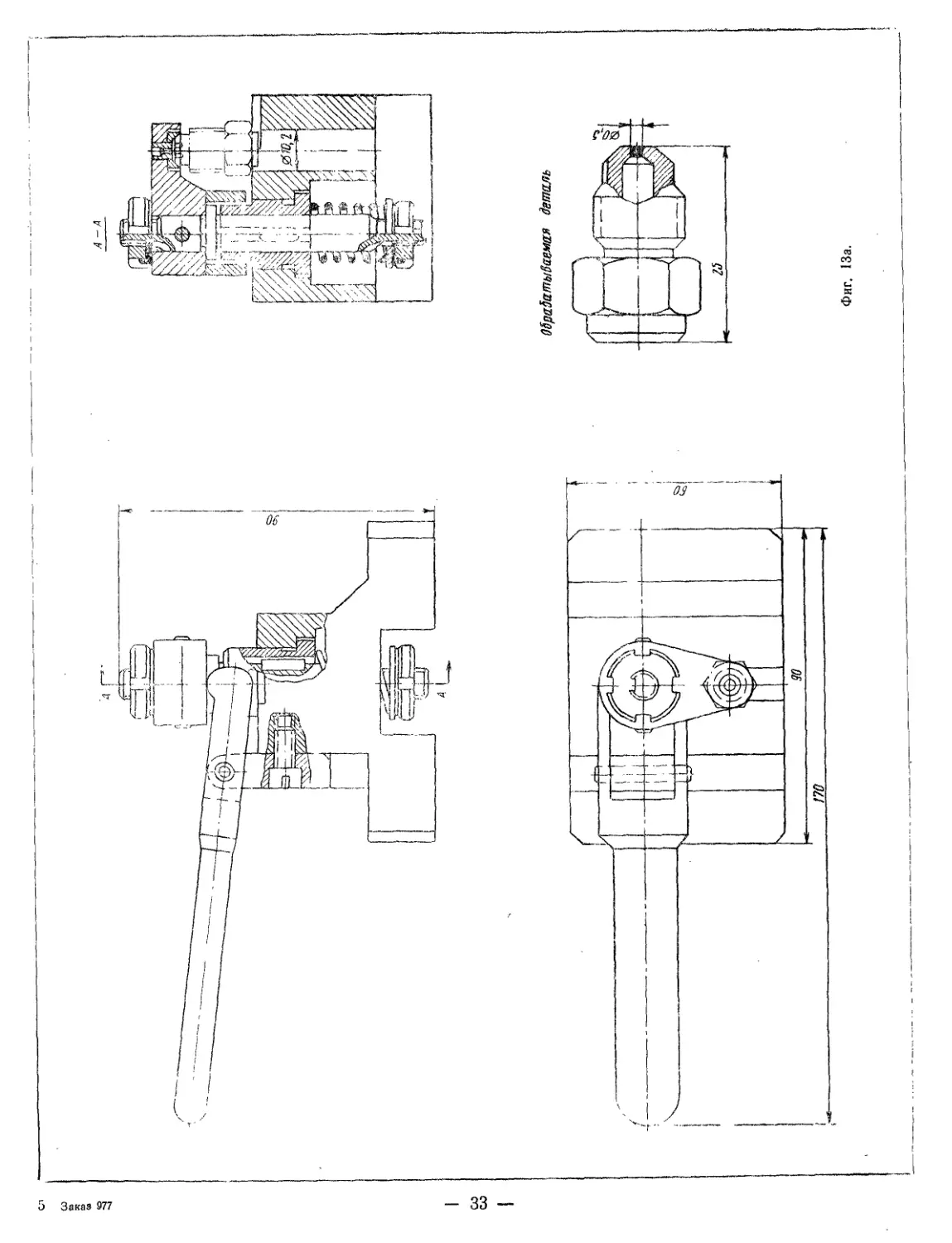
КОНДУКТОР С ПРУЖИННЫМ ЗАЖИМОМ
С 7310-000
Фиг. 13.
Кондуктор (фиг. 13, 13а) предназначается для установки и закреп-
ления мелких деталей при сверлении отверстий на сверлильном станке.
Обрабатываемая деталь фиксируется и зажимается планкой с по-
мощью пружины. При нажиме на рычаг планка поднимается и освобож-
дает деталь.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 25X22
Наибольший ход прихвата, мм................................... 10
Время зажима (разжима), сек................................. 0,5
Габаритные размеры кондуктора, мм...................... 170x60x90
Вес кондуктора, кг........................................... 2,5
В металле не изготовлен.
Рабочие чертежи 27-1006 разработаны ВНИТИприбором, г. Москва.
— 32 -
Фиг. 13а.
5 Заказ 977
- 33 —
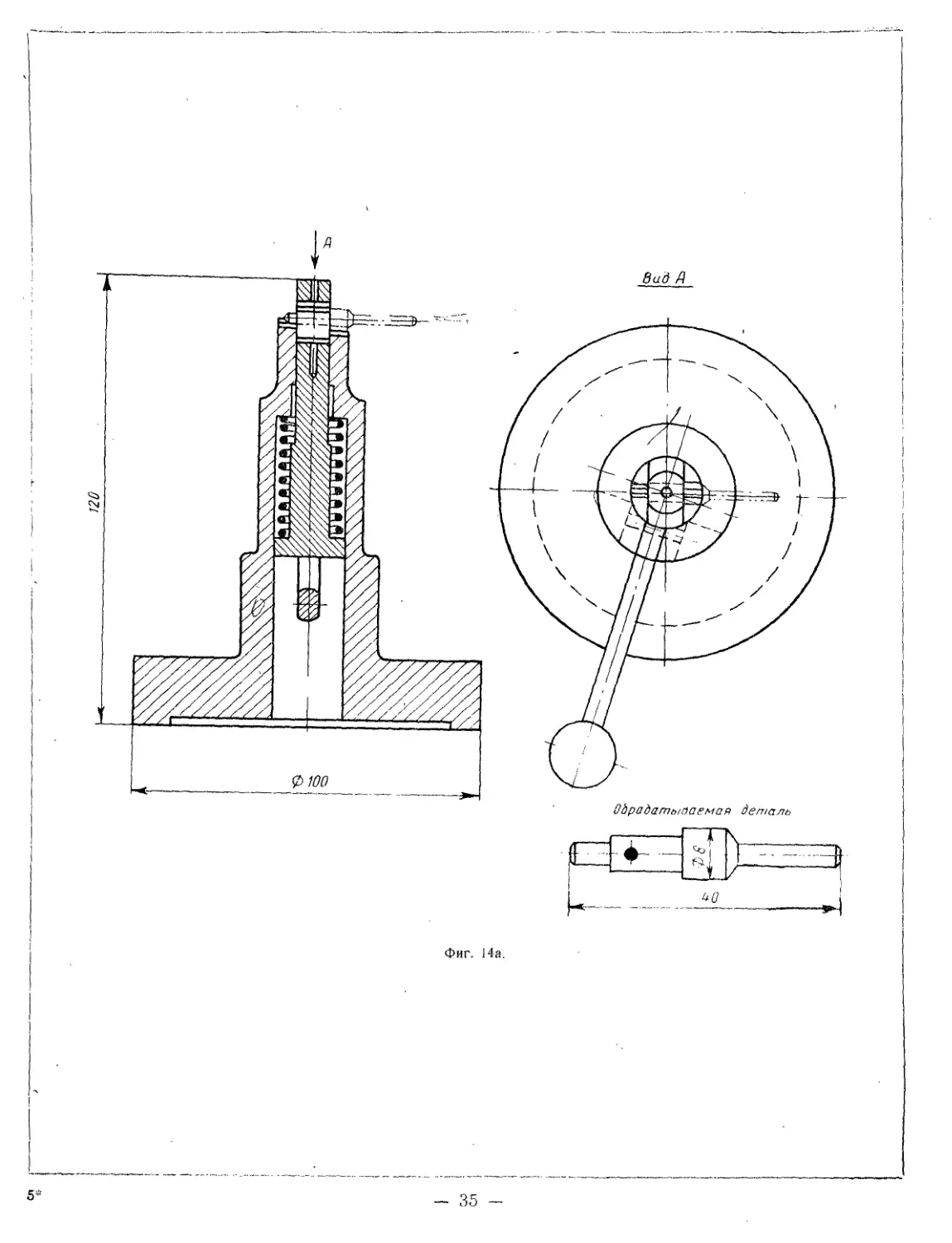
КОНДУКТОР С ПРУЖИННЫМ ЗАЖИМОМ
С 7364-001
Фиг. 14.
Кондуктор (фиг. 14, 14а) предназначается для установки и закреп-
ления деталей при сверлении радиальных отверстий на сверлильном
станке.
Обрабатываемая деталь устанавливается на призму и с помощью
пружины прижимается к призме стержнем, имеющим на конце попереч-
ное окно для прохода детали и отверстие для направления сверла. Осво-
бождается деталь при повороте рукоятки рычага.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм .... 0 8X40
Время зажима (разжима), сек.................................. 0,2
Габаритные размеры кондуктора, мм . . . ... ... . 0 100X120
Вес кондуктора, кг........................................... 1,8
Конструкция разработана и внедрена на Томском манометровом
заводе, г. Томск.
Рабочие чертежи 60-02-20 Томского манометрового завода.
34 -
д
Фиг. 14а.
35 -
КОНДУКТОР ПНЕВМАТИЧЕСКИЙ
С 7366-004
Фиг. 15.
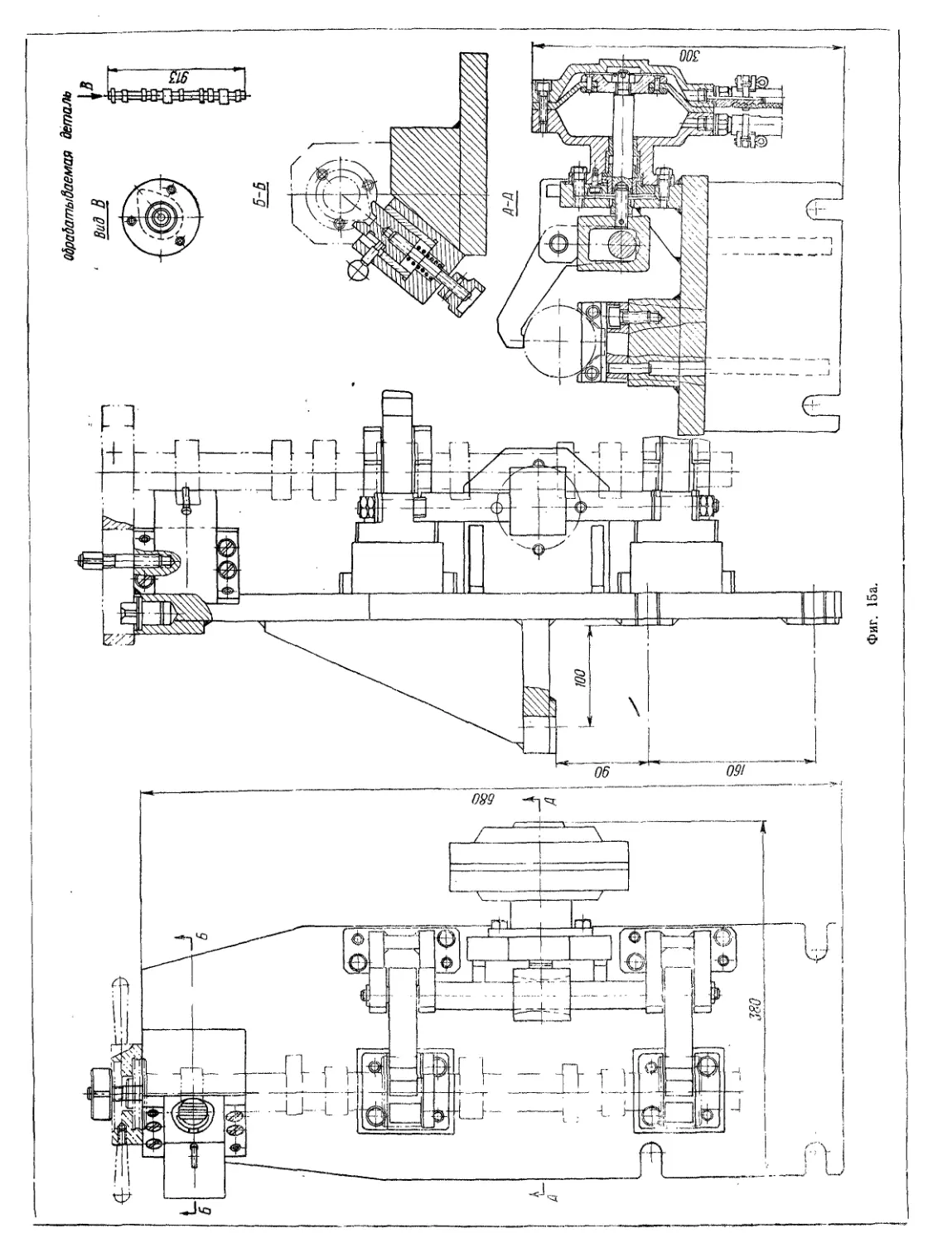
Кондуктор (фиг. 15, 15а) предназначается для установки и закреп-
ления фасонных валиков двух типоразмеров при сверлении в торцах
валиков трех отверстий ла радиально-сверлильном станке.
Обрабатываемая деталь устанавливается на неподвижную призму
и разворачивается до вхождения кулачка в регулируемую призму. Де-
таль центрируется в двух призмах.
Зажим вала осуществляется от пневматического диафрагменного
привода, шток которого через цапфу и вал перемещает два прихвата,
прижимающих деталь к призмам одновременно. Сверление производит-
ся через сменную кондукторную плиту, устанавливаемую на палец и
прижимаемую винтом.
Рекомендуется применять в крупносерийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм........................... 072x913
Усилие зажима детали при давлении воздуха 4 кг) см2, кг.................... 220
Наибольший ход штока, мм ................................................... 40
Диаметр диафрагмы, мм ..................................................... 130
Время зажима (разжима), сек.................................................. 2
Габаритные размеры кондуктора, мм ................................. 680X380X300
Вес кондуктора, кг ......................................................... 78
Конструкция разработана и внедрена на заводе «Дальдизель»,
г. Хабаровск.
Рабочие чертежи ПР-2517 завода «Дальдизель».
— 36 -
Фиг. 15а.
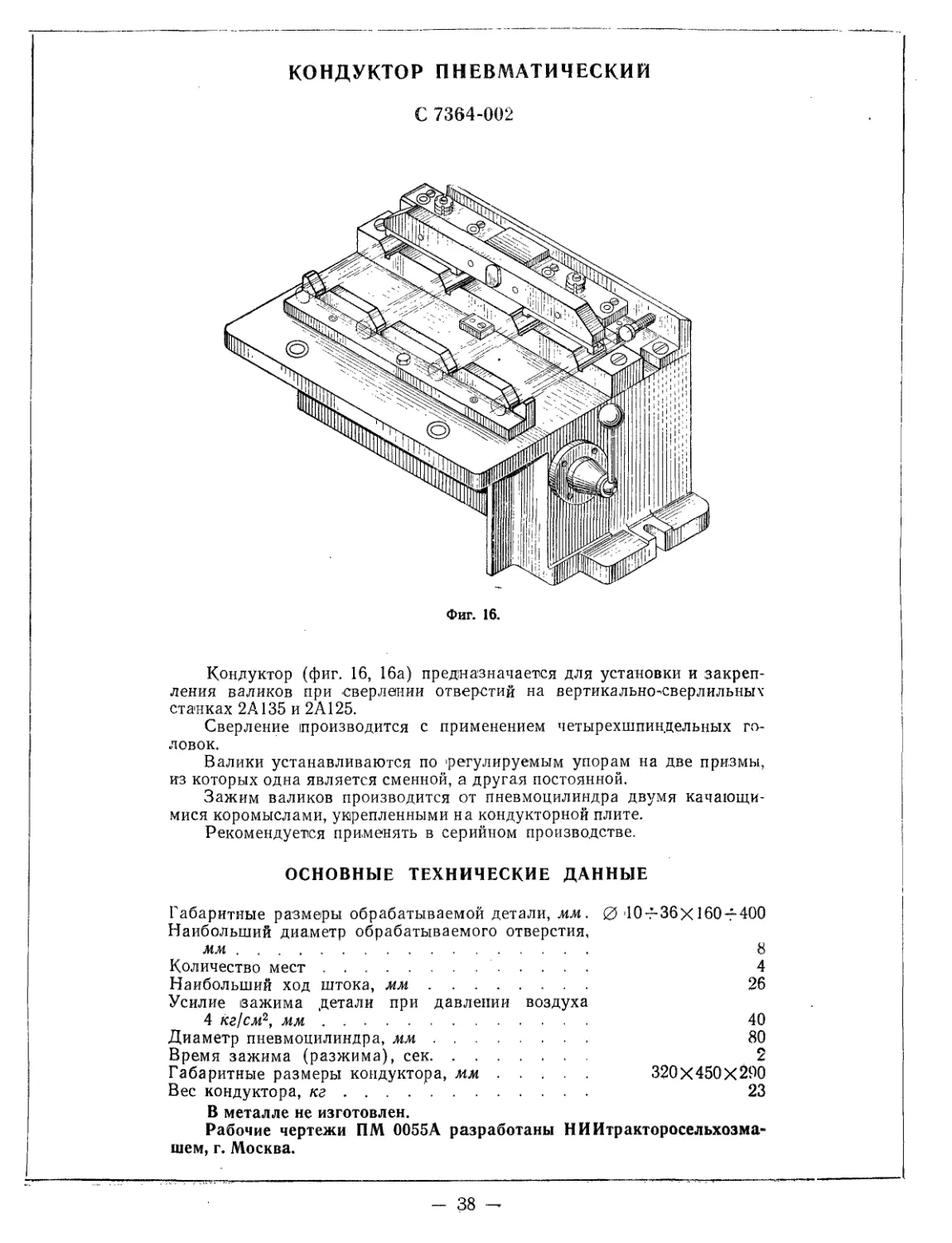
КОНДУКТОР ПНЕВМАТИЧЕСКИЙ
С 7364-002
Фиг. 16.
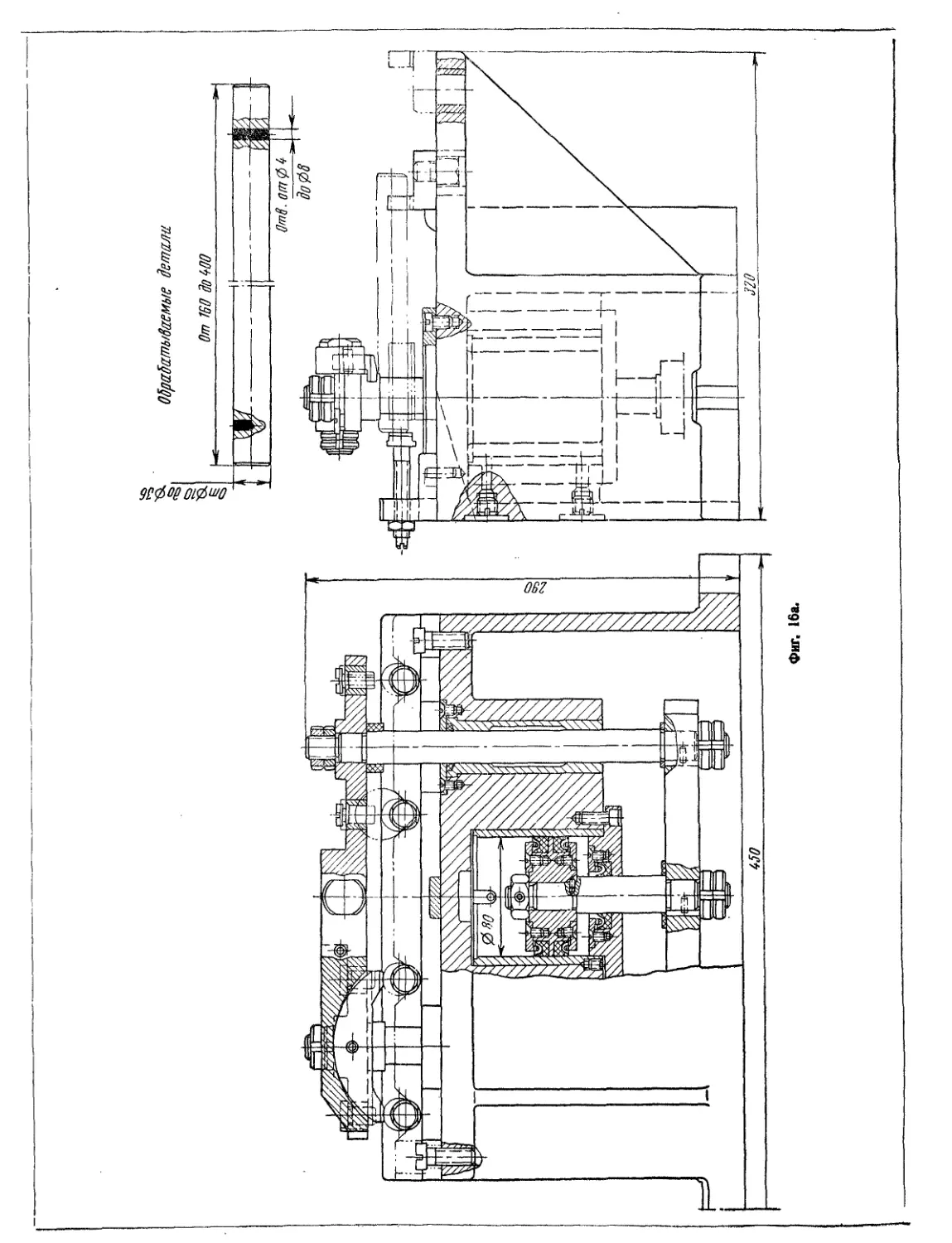
Кондуктор (фиг. 16, 16а) предназначается для установки и закреп-
ления валиков при сверлении отверстий на вертикально-сверлильных
станках 2А135 и 2А125.
Сверление производится с применением четырехшпиндельных го-
ловок.
Валики устанавливаются по 'регулируемым упорам на две призмы,
из которых одна является сменной, а другая постоянной.
Зажим валиков производится от пневмоцилиндра двумя качающи-
мися коромыслами, укрепленными на кондукторной плите.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм. 0 10-.-36Х160 — 400
Наибольший диаметр обрабатываемого отверстия,
мм......................................................... 8
Количество мест............................................... 4
Наибольший ход штока, мм...................................... 26
Усилие зажима детали при давлении воздуха
4 кг!см,2, мм............................................. 40
Диаметр пневмоцилиндра, мм.................................... 80
Время зажима (разжима), сек.................................... 2
Габаритные размеры кондуктора, мм.................... 320X450X290
Вес кондуктора, кг ... ....................................... 23
В металле не изготовлен.
Рабочие чертежи ПМ 0055А разработаны НИИтракторосельхозма-
шем, г. Москва.
- 38 -
450
Фиг. 16а.
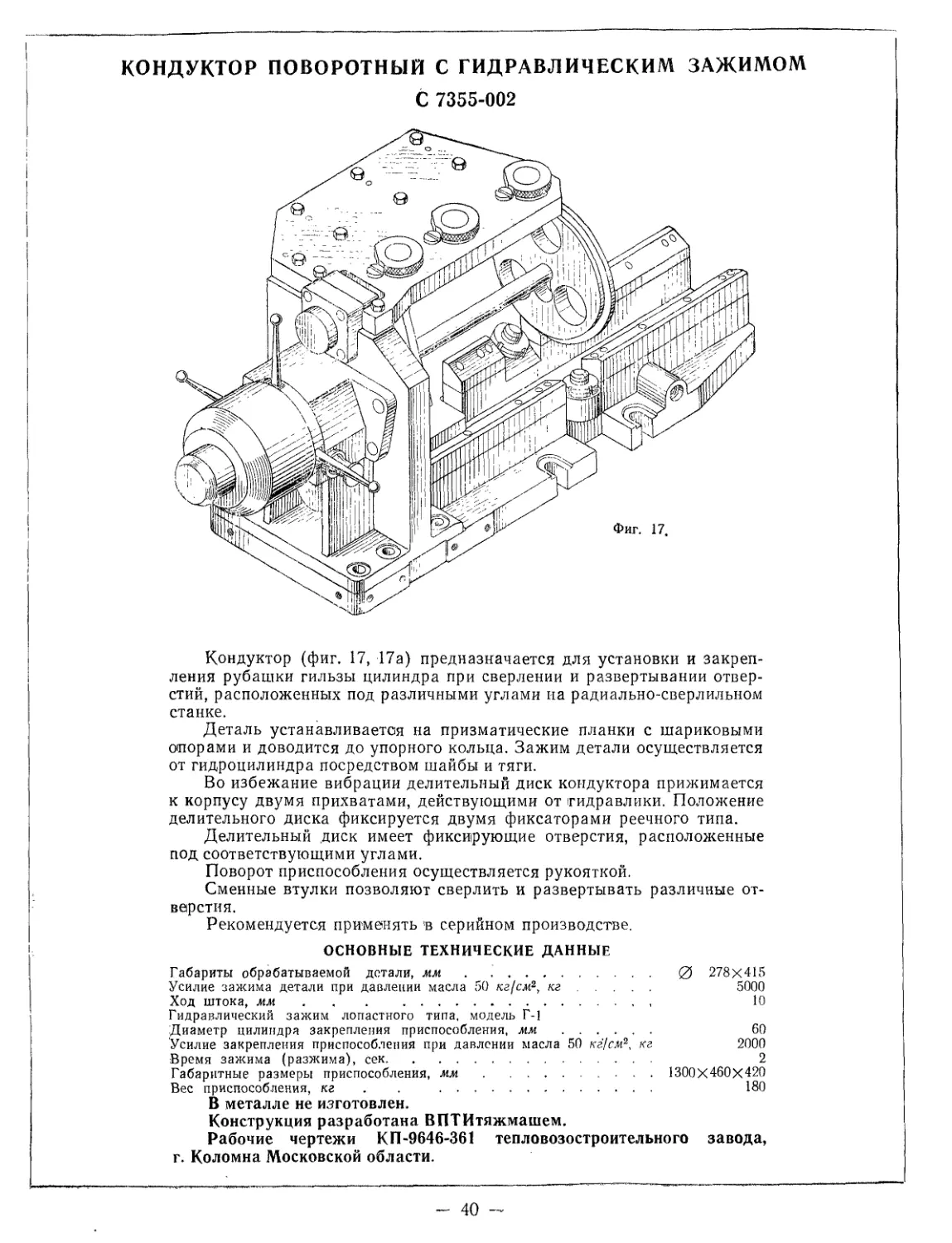
КОНДУКТОР ПОВОРОТНЫЙ С ГИДРАВЛИЧЕСКИМ ЗАЖИМОМ
С 7355-002
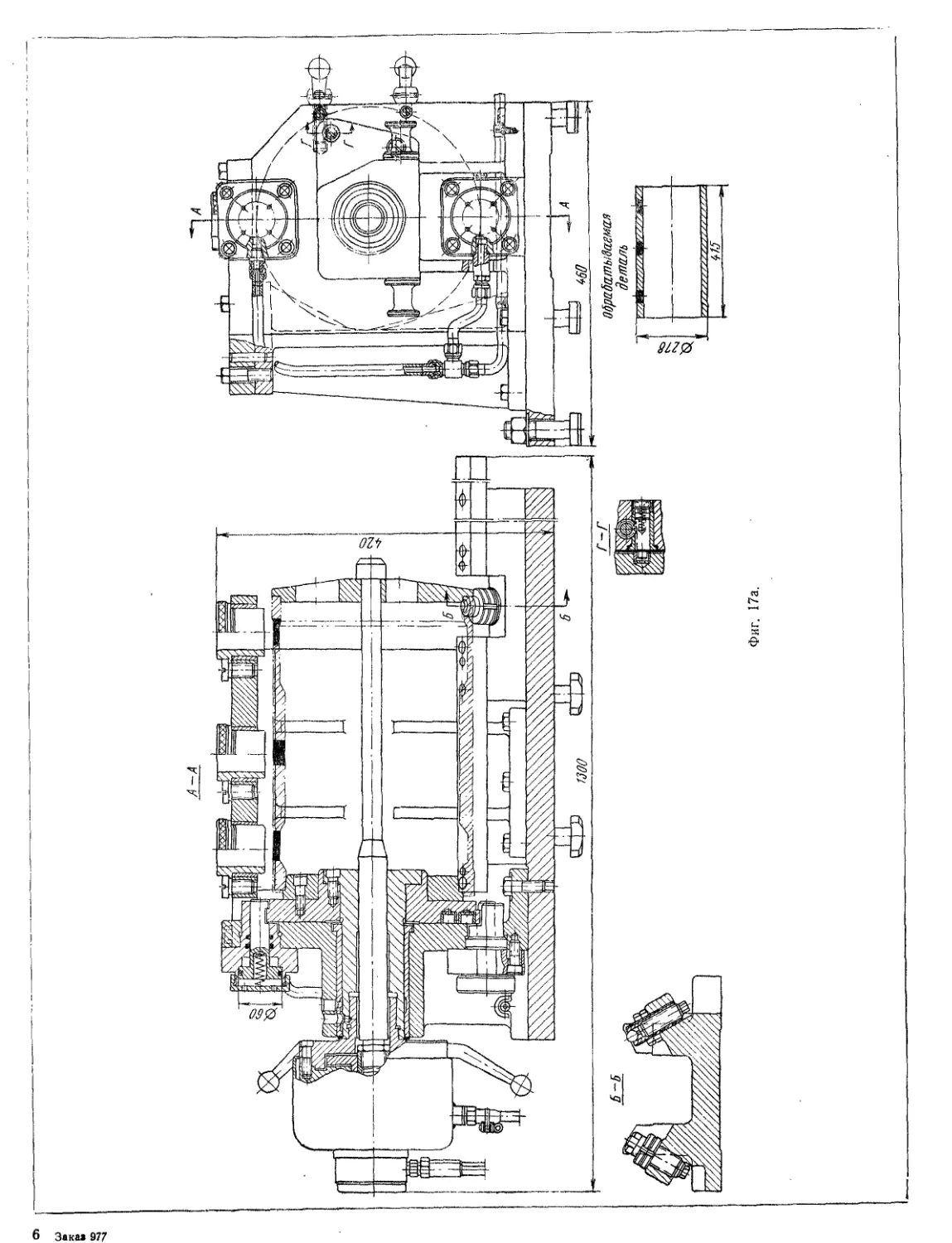
Кондуктор (фиг. 17, 17а) предназначается для установки и закреп-
ления рубашки гильзы цилиндра при сверлении и развертывании отвер-
стий, расположенных под различными углами на радиально-сверлильном
станке.
Деталь устанавливается на призматические планки с шариковыми
опорами и доводится до упорного кольца. Зажим детали осуществляется
от гидроцилиндра посредством шайбы и тяги.
Во избежание вибрации делительный диск кондуктора прижимается
к корпусу двумя прихватами, действующими от гидравлики. Положение
делительного диска фиксируется двумя фиксаторами реечного типа.
Делительный диск имеет фиксирующие отверстия, расположенные
под соответствующими углами.
Поворот приспособления осуществляется рукояткой.
Сменные втулки позволяют сверлить и развертывать различные от-
верстия.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габариты обрабатываемой детали, мм........................... 0 278X415
Усилие зажима детали при давлении масла 50 кг^см2, кг................. 5000
Ход штока, мм . . . .................................. 10
Гидравлический зажим лопастного типа, модель Г-1
Диаметр цилиндра закрепления приспособления, мм ........................ 60
Усилие закрепления приспособления при давлении масла 50 кг/см2, кг 2000
Время зажима (разжима), сек.............................................. 2
Габаритные размеры приспособления, мм ........................ 1300X460X420
Вес приспособления, кг . . ........................... 180
В металле не изготовлен.
Конструкция разработана ВПТИтяжмашем.
Рабочие чертежи КП-9646-361 тепловозостроительного завода,
г. Коломна Московской области.
- 40 -
os
Зека* 977
Л ~А
Фиг. 17а.
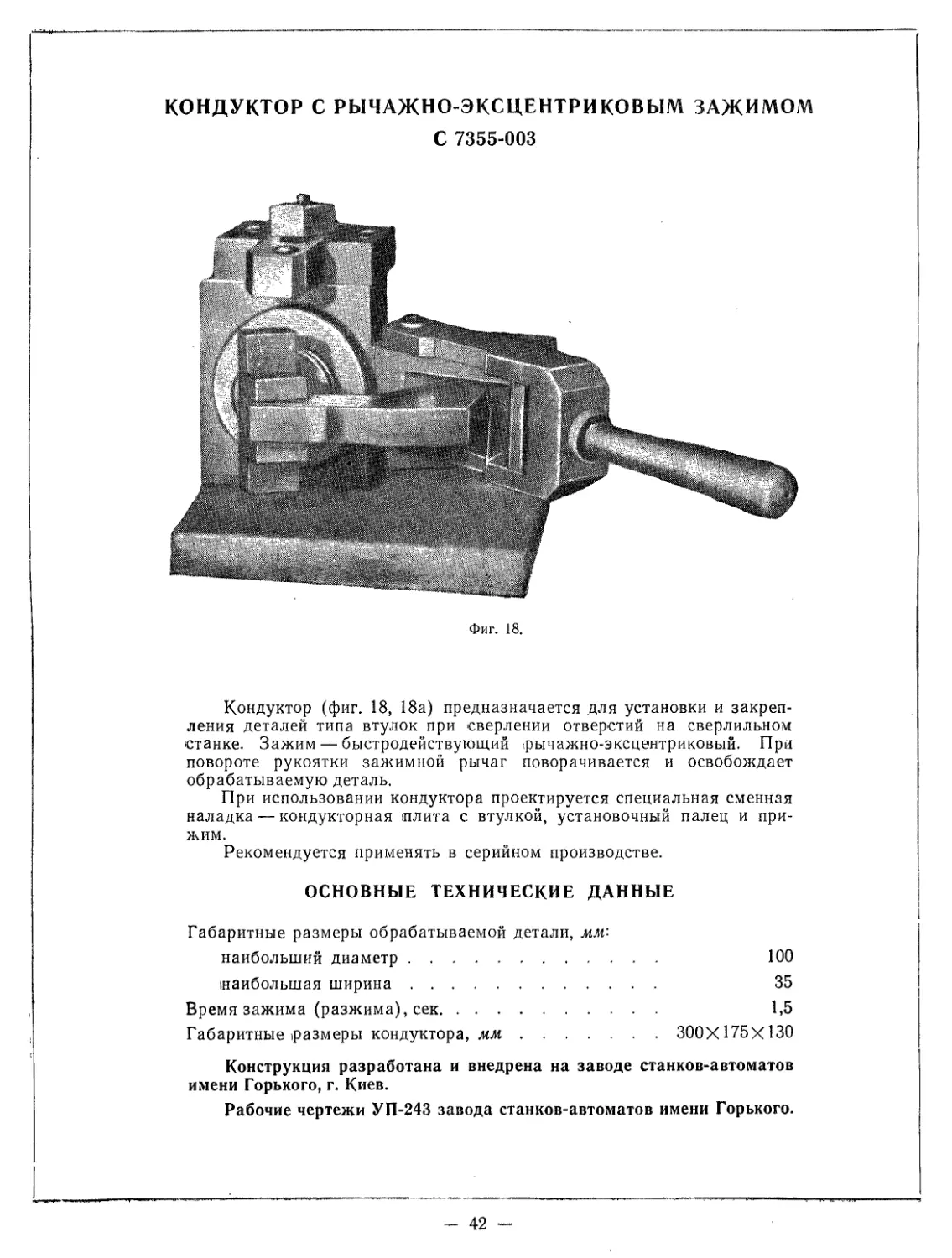
КОНДУКТОР С РЫЧАЖНО-ЭКСЦЕНТРИКОВЫМ ЗАЖИМОМ
С 7355-003
Фиг. 18.
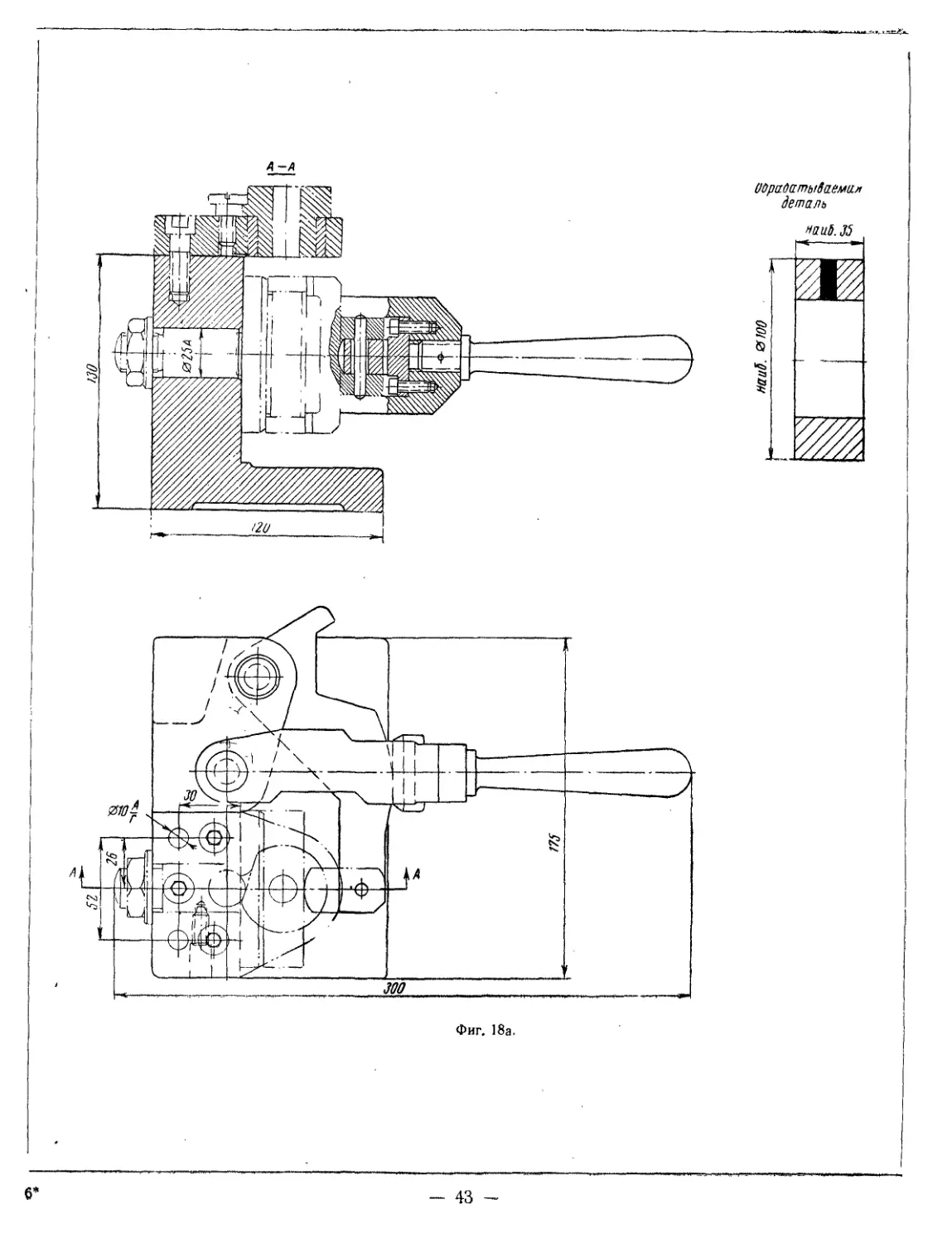
Кондуктор (фиг. 18, 18а) предназначается для установки и закреп-
ления деталей типа втулок при сверлении отверстий на сверлильном
станке. Зажим — быстродействующий рычажно-эксцентриковый. При
повороте рукоятки зажимной рычаг поворачивается и освобождает
обрабатываемую деталь.
При использовании кондуктора проектируется специальная сменная
наладка — кондукторная плита с втулкой, установочный палец и при-
жим.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм:
наибольший диаметр..................................... 100
наибольшая ширина....................................... 35
Время зажима (разжима), сек................................ 1,5
Габаритные размеры кондуктора, мм.................. 300X175X130
Конструкция разработана и внедрена на заводе станков-автоматов
имени Горького, г. Киев.
Рабочие чертежи УП-243 завода станков-автоматов имени Горького.
- 42 -
Обрабатываемая
деталь
наиб. J5
6’
- 43
кондуктор для СВЕРЛЕНИЯ ВТУЛОК
С 7355-004
Фиг. 19.
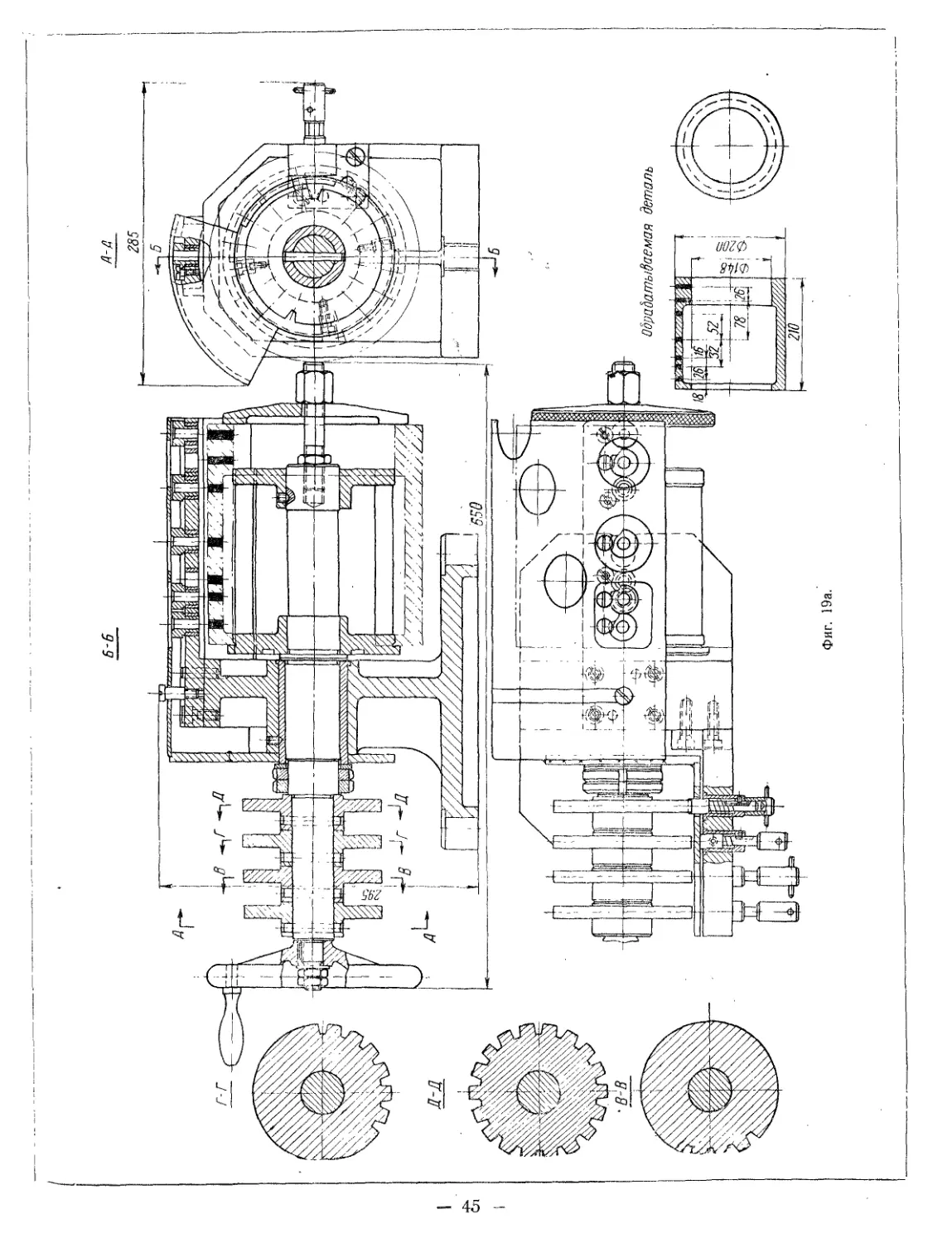
Кондуктор (фиг. 19, 19а) предназначается для установки и закреп-
ления втулок при сверлении отверстий на радиально-сверлильном станке.
Быстросменные кондукторные втулки расположены на неподвижной
плите. Обрабатываемая деталь устанавливается и закрепляется на
шпинделе кондуктора. С задней стороны шпинделя находятся четыре
фиксирующих диска с различно расположенными фиксирующими отвер-
стиями. Против каждого диска расположен фиксатор. Во избежание
ошибок при сверлении отверстий предусмотрена блокировка, имеющая
специальный кожух; с отверстиями под фиксатор и кондукторные втулки.
Кожух поворачивается вместе со шпинделем, открывая отверстия
под фиксатор и кондукторные втулки.
Рекомендуется применять в серийном производстве с применением
быстродействующего зажима.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . 0 200X210
Количество обрабатываемых отверстий.......................... 54
Габаритные размеры кондуктора, мм................... 650X285X295
Вес кондуктора, кг........................................... 55
Конструкция разработана и внедрена на заводе шлифовальных
станков, г. Москва.
Рабочие чертежи 586-23-41П1 завода шлифовальных станков.
Сл
1
Фиг. 19а.
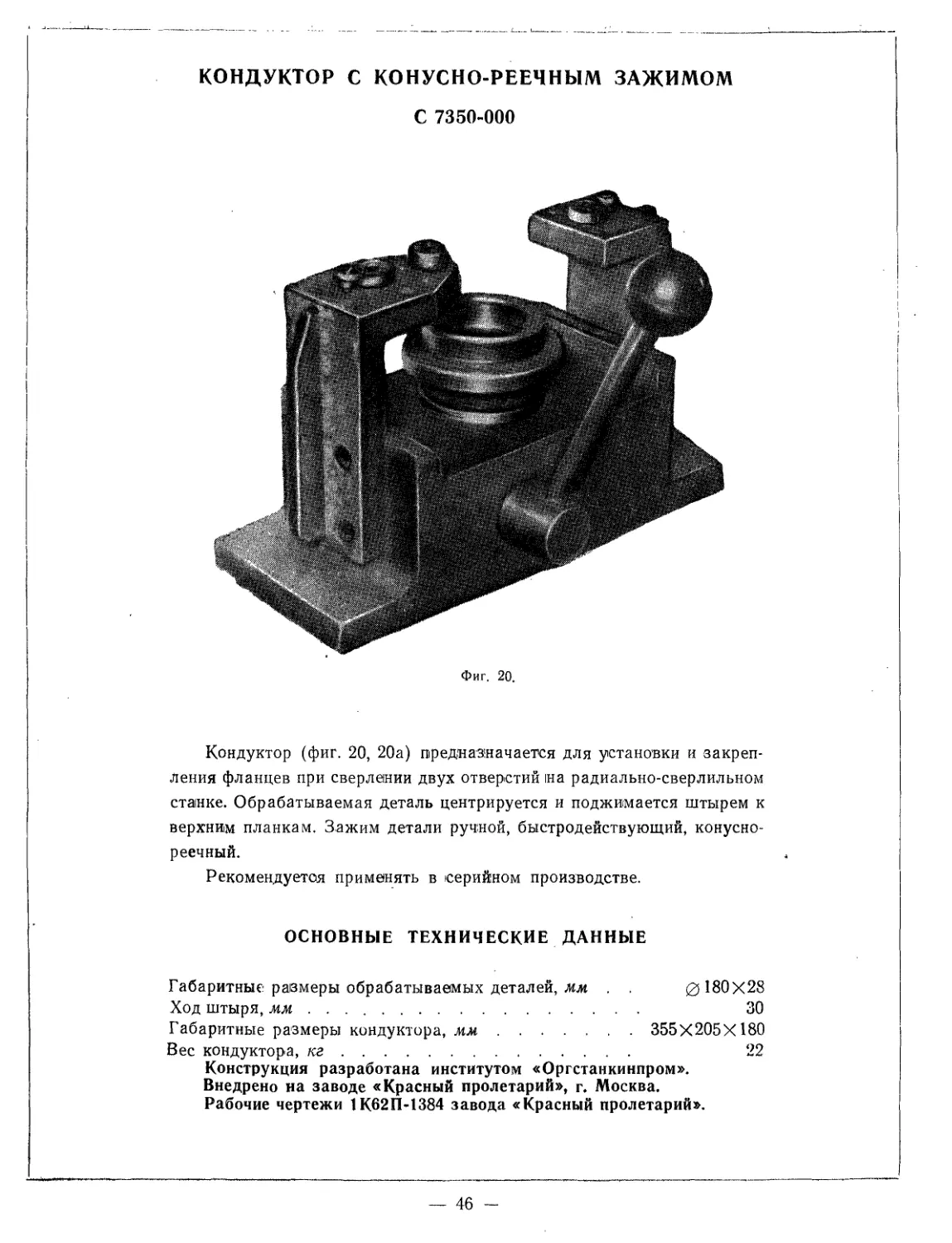
КОНДУКТОР С КОНУСНО-РЕЕЧНЫМ ЗАЖИМОМ
С 7350-000
Фиг, 20.
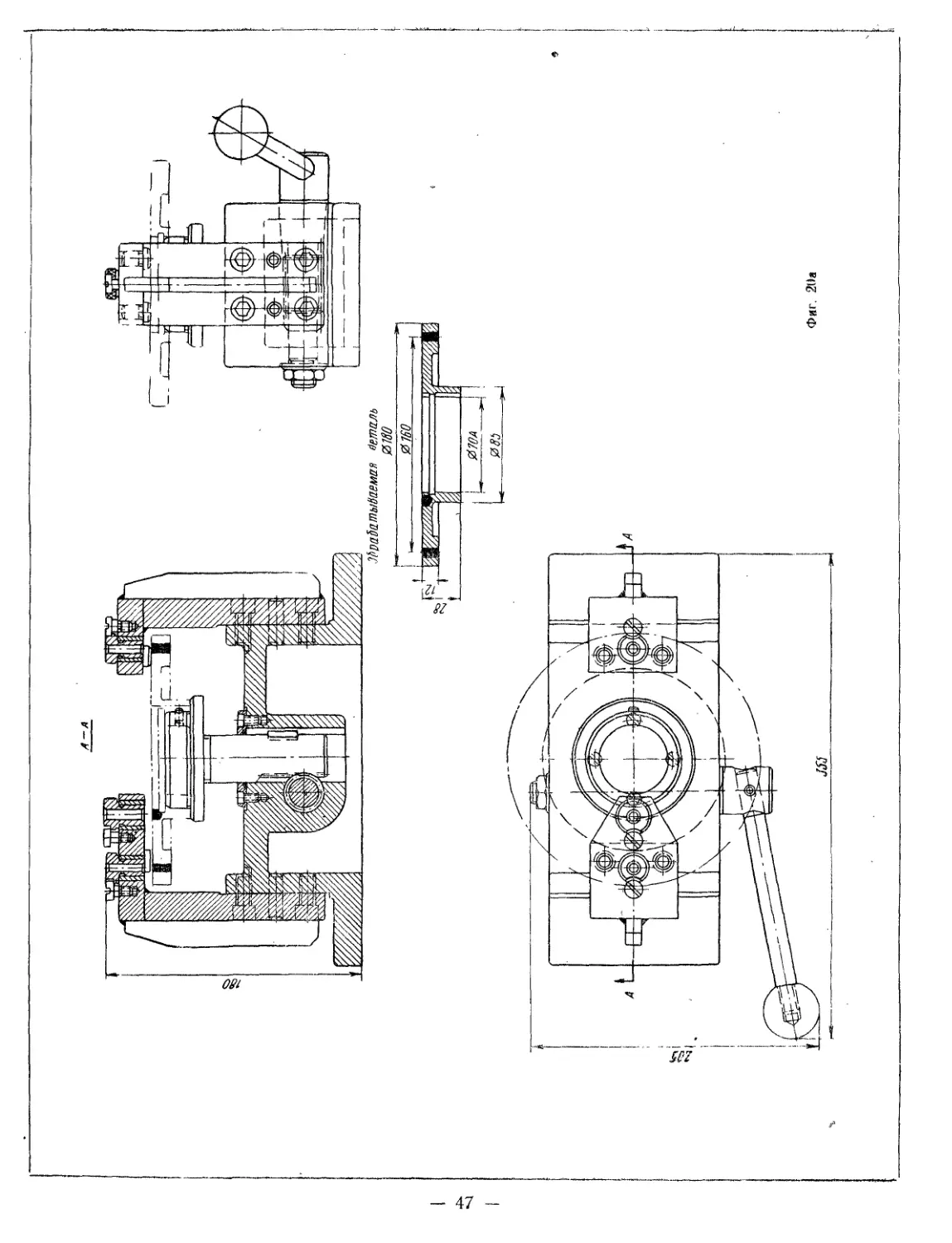
Кондуктор (фиг. 20, 20а) предназначается для установки и закреп-
ления фланцев при сверлении двух отверстий на радиально-сверлильном
станке. Обрабатываемая деталь центрируется и поджимается штырем к
верхним планкам. Зажим детали ручной, быстродействующий, конусно-
реечный.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемых деталей, мм . . 0180X28
Ход штыря, мм................................................ 30
Габаритные размеры кондуктора, мм................... 355X205X180
Вес кондуктора, кг........................................... 22
Конструкция разработана институтом «Оргстанкинпром».
Внедрено на заводе «Красный пролетарий», г. Москва.
Рабочие чертежи 1К62П-1384 завода «Красный пролетарий».
A-A
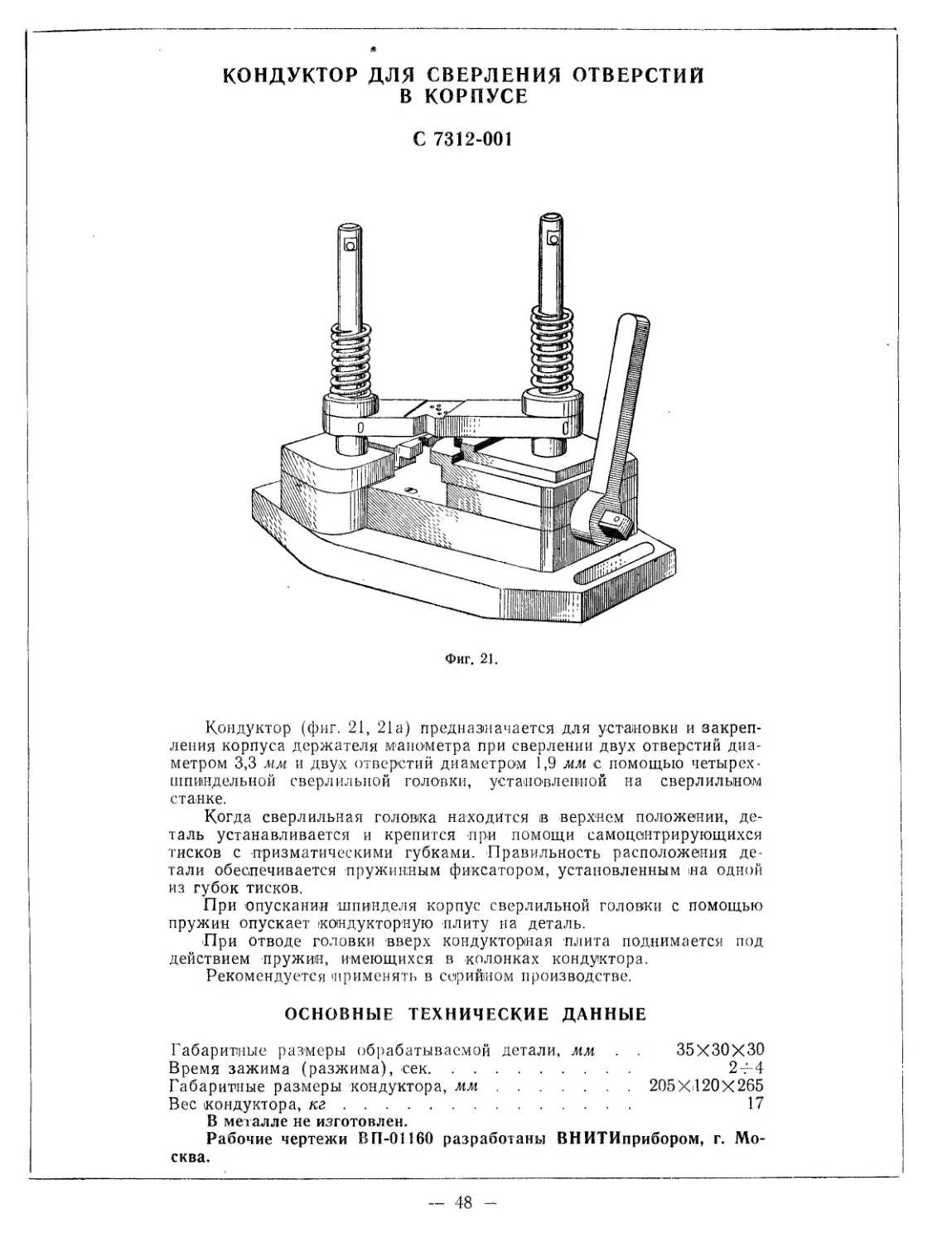
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ
В КОРПУСЕ
С 7312-001
Фиг. 21.
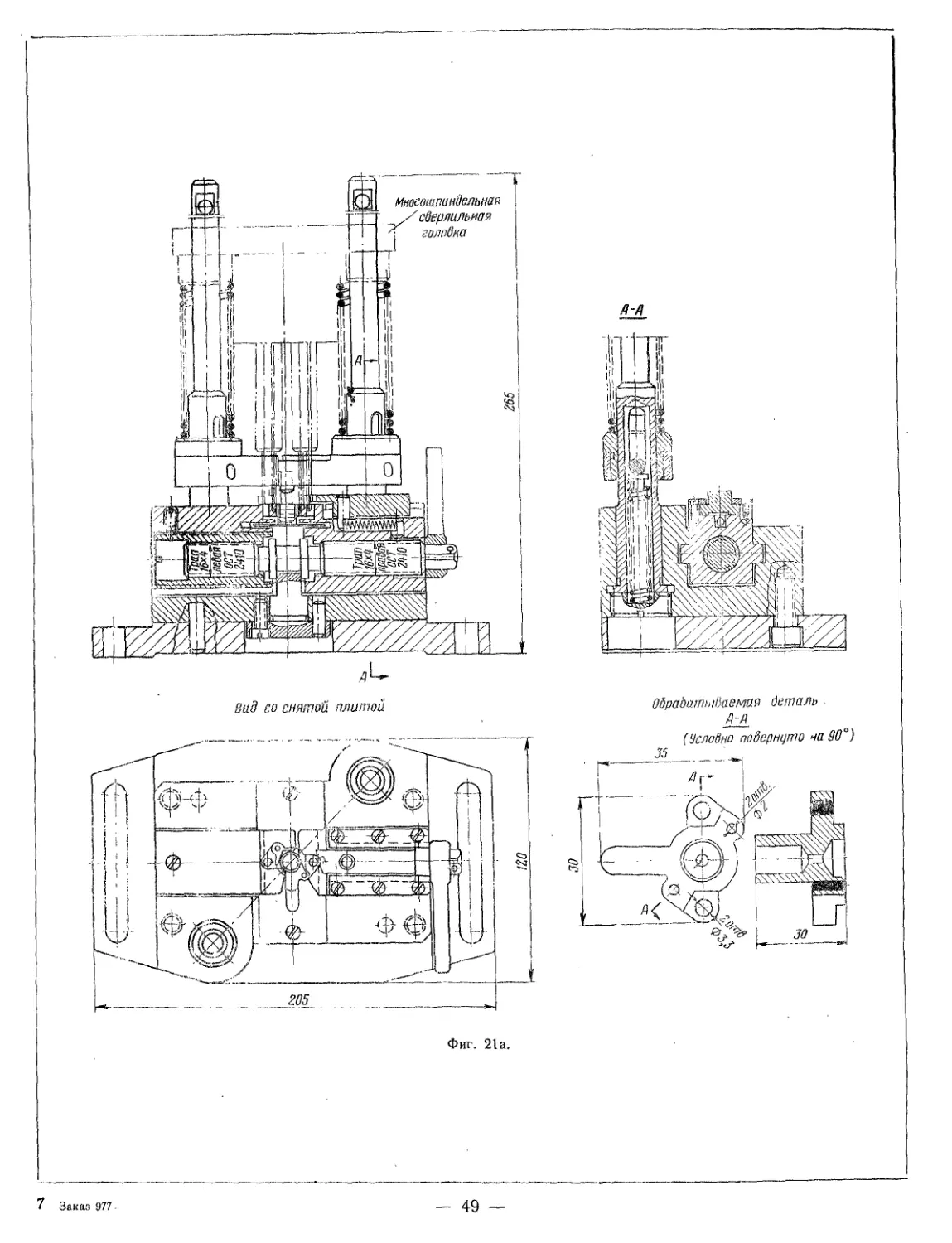
Кондуктор (фиг. 21, 21а) предназначается для установки и закреп-
ления корпуса держателя манометра при сверлении двух отверстий диа-
метром 3,3 мм и двух отверстий диаметром 1,9 мм с помощью четырех-
шпиндельной сверлильной головки, установленной на сверлильном
станке.
Когда сверлильная головка находится в верхнем положении, де-
таль устанавливается и крепится при помощи самоцантрирующихся
тисков с призматическими губками. Правильность расположения де-
тали обеспечивается пружинным фиксатором, установленным на одной
из губок тисков.
При опускании шпинделя корпус сверлильной головки с помощью
пружин опускает кондукторную плиту на деталь.
При отводе головки вверх кондукторная плита поднимается под
действием пружин, имеющихся в колонках кондуктора.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 35X30X30
Время зажима (разжима), сек................................... 2 т-4
Габаритные размеры кондуктора, мм..................... 205X120X265
Вес кондуктора, кг............................................. 17
В металле не изготовлен.
Рабочие чертежи ВП-01160 разработаны ВНИТИприбором, г. Мо-
сква.
- 48
Фиг. 21 а.
7 Заказ 977
- 49 —
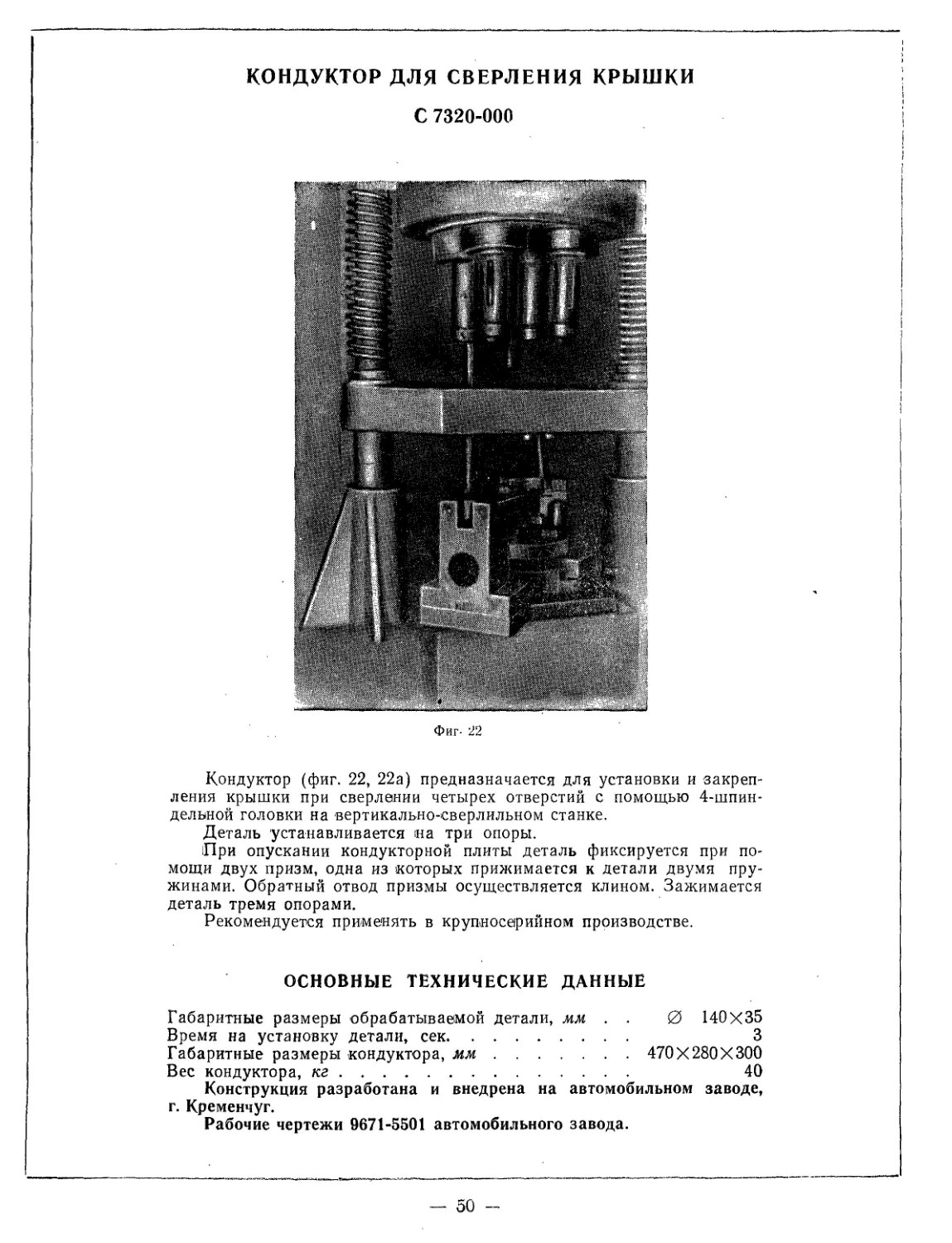
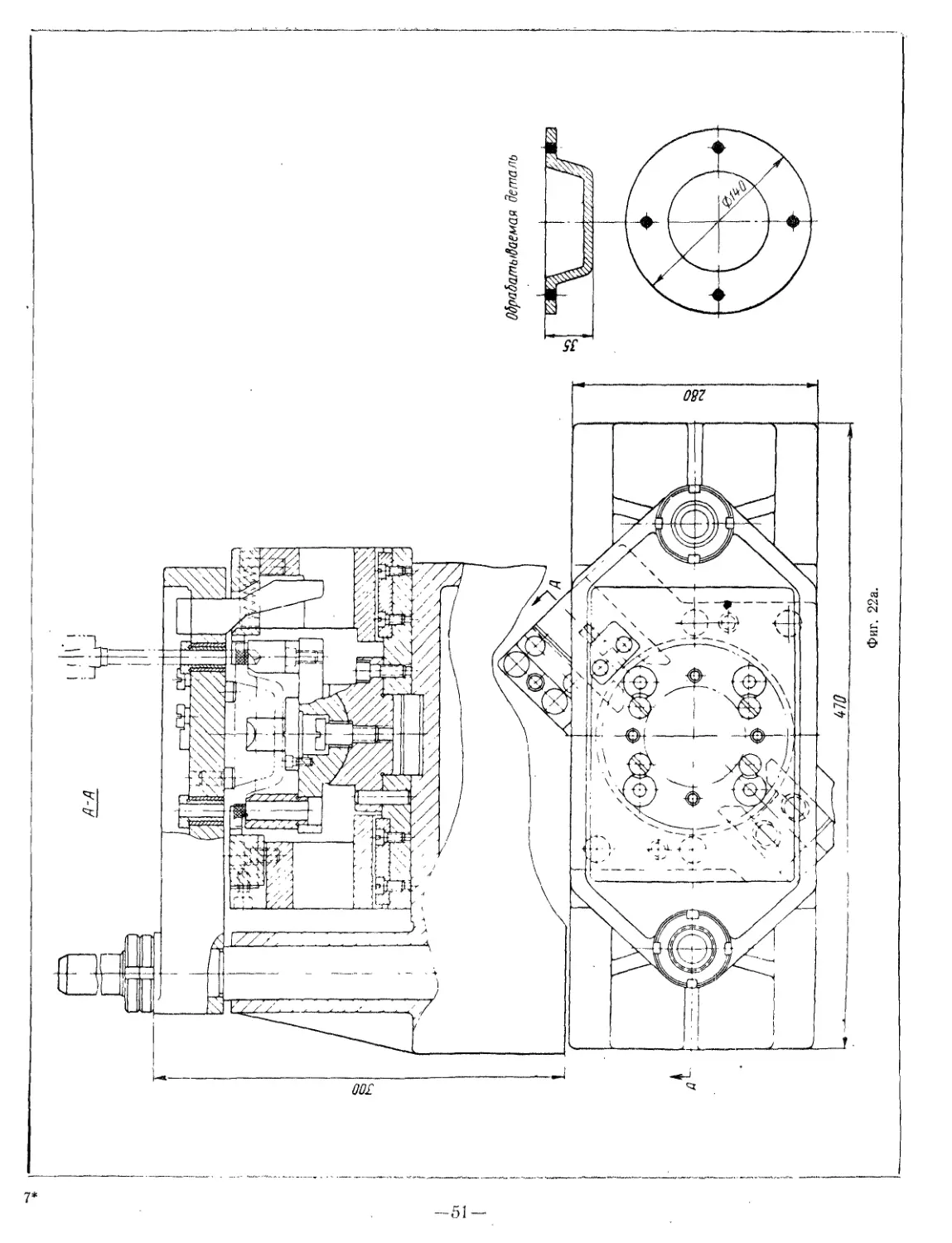
КОНДУКТОР для СВЕРЛЕНИЯ крышки
С 7320-000
Фиг- 22
Кондуктор (фиг. 22, 22а) предназначается для установки и закреп-
ления крышки при сверлении четырех отверстий с помощью 4-шпин-
дельной головки на вертикально-сверлильном станке.
Деталь устанавливается на три опоры.
При опускании кондукторной плиты деталь фиксируется при по-
мощи двух призм, одна из которых прижимается к детали двумя пру-
жинами. Обратный отвод призмы осуществляется клином. Зажимается
деталь тремя опорами.
Рекомендуется применять в крупносерийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 140X35
Время на установку детали, сек................................. 3
Габаритные размеры кондуктора, мм.................... 470X280X300
Вес кондуктора, кг............................................ 40
Конструкция разработана и внедрена на автомобильном заводе,
г. Кременчуг.
Рабочие чертежи 9671-5501 автомобильного завода.
— 50
Фиг. 22а.
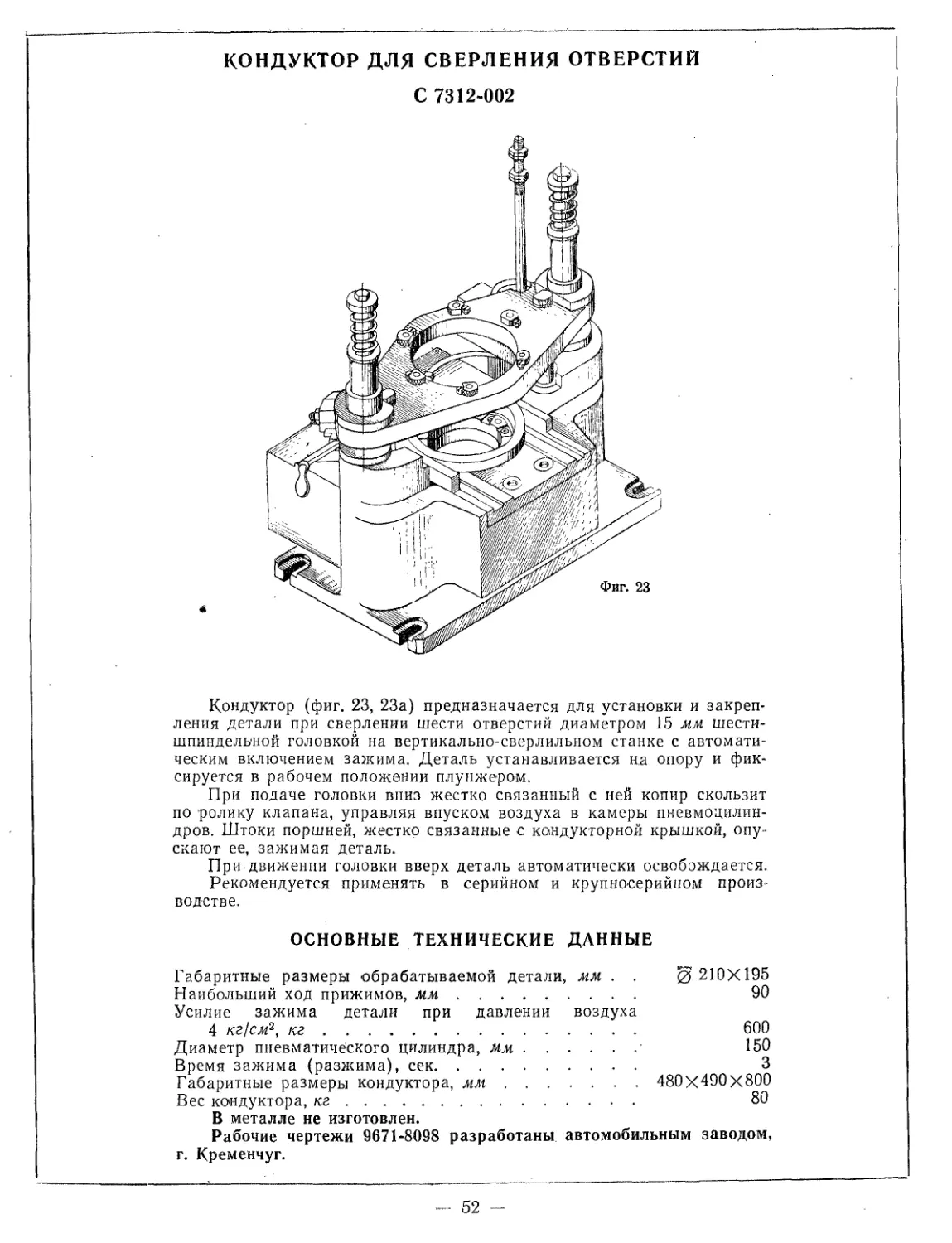
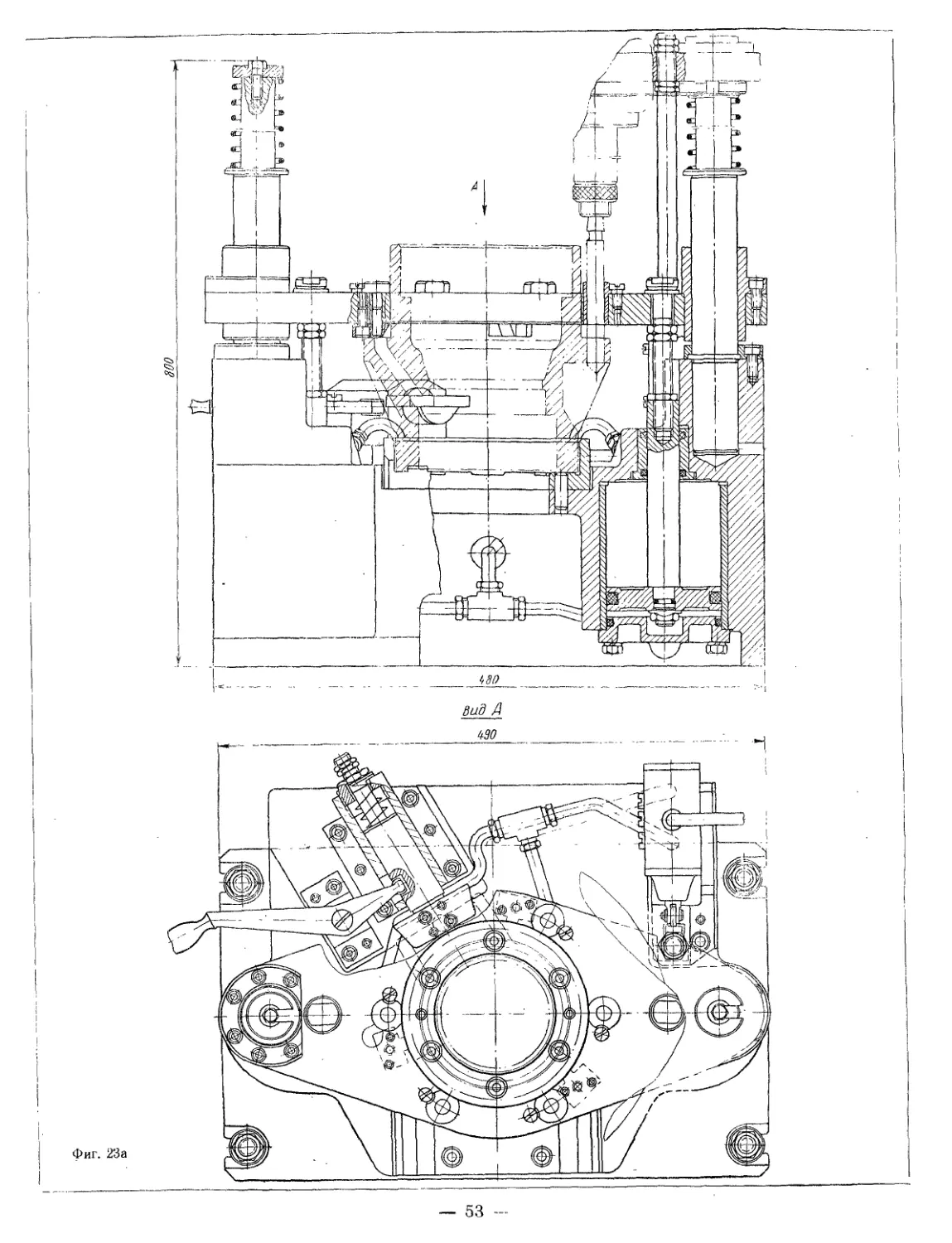
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ
С 7312-002
Кондуктор (фиг. 23, 23а) предназначается для установки и закреп-
ления детали при сверлении шести отверстий диаметром 15 мм шести-
шпиндель'ной головкой на вертикально-сверлильном станке с автомати-
ческим включением зажима. Деталь устанавливается на опору и фик-
сируется в рабочем положении плунжером.
При подаче головки вниз жестко связанный с ней копир скользит
по ролику клапана, управляя впуском воздуха в камеры пневмоцилин-
дров. Штоки поршней, жестко связанные с кондукторной крышкой, опу-
скают ее, зажимая деталь.
При движеиии головки вверх деталь автоматически освобождается.
Рекомендуется применять в серийном и крупносерийном произ-
водстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 210X195
Наибольший ход прижимов, мм .................................. 90
Усилие зажима детали при давлении воздуха
4 кг/см2, кг.............................................. 600
Диаметр пневматического цилиндра, мм......................... 150
Время зажима (разжима), сек.................................... 3
Габаритные размеры кондуктора, мм.................... 480x490x800
Вес кондуктора, кг............................................ 80
В металле не изготовлен.
Рабочие чертежи 9671-8098 разработаны автомобильным заводом,
г. Кременчуг.
- 52 -
— 53 -
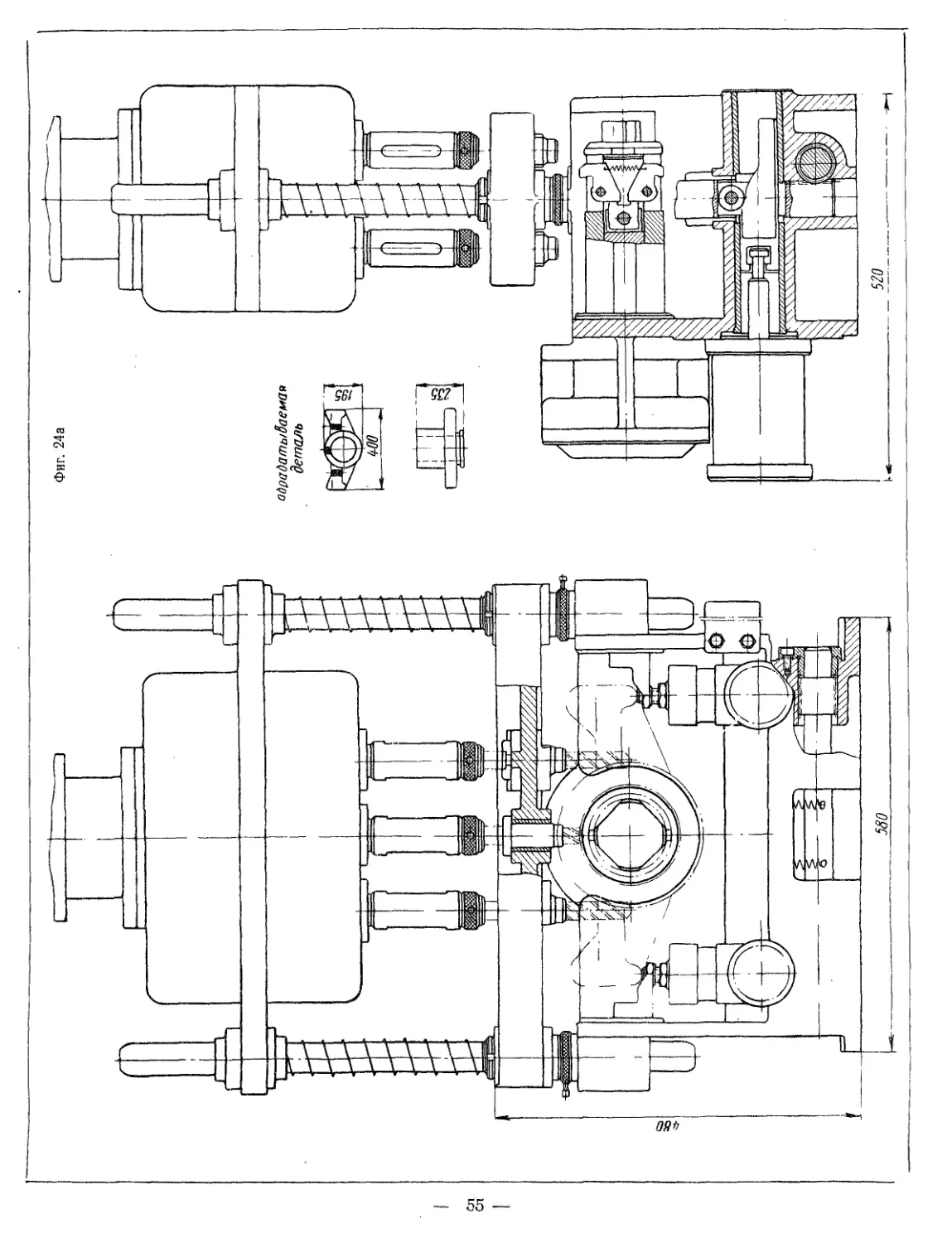
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ
С 7325-002
Фиг. 24.
Кондуктор (фиг. 24, 24а) предназначается для установки и закреп-
ления детали при сверлении пяти отверстий пятишпиндельной головкой
па вертикально-сверлильном станке.
Деталь устанавливается на ромбический палец.
При повороте рукоятки крана давлением сжатого воздуха кулачки
разжимаются и поджимают деталь к опорам.
Затем воздух поступает в рабочие камеры двух цилиндров и с по-
мощью клина и ролика выдвигаются опоры, зажимающие деталь окон-
чательно.
Валик-шестерня обеспечивает плавный и одновременный ход опор.
Рекомендуется применять в серийном и крупносерийном произ-
водстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 400X235X195
Наибольший ход прижимов, мм................................... 35
Усилие зажима детали при давлении воздуха
4 кг!см2, кг............................................ 1200
Диаметры цилиндров, мм................................... 180; 100
Время зажима (разжима), сек.................................... 3
Габаритные размеры кондуктора, мм............................. НО
Вес кондуктора, кг ................................ . 1110
В металле не изготовлен.
Рабочие чертежи 9671-8015 разработаны автомобильным заводом,
г. Кременчуг.
54 -
ояъ
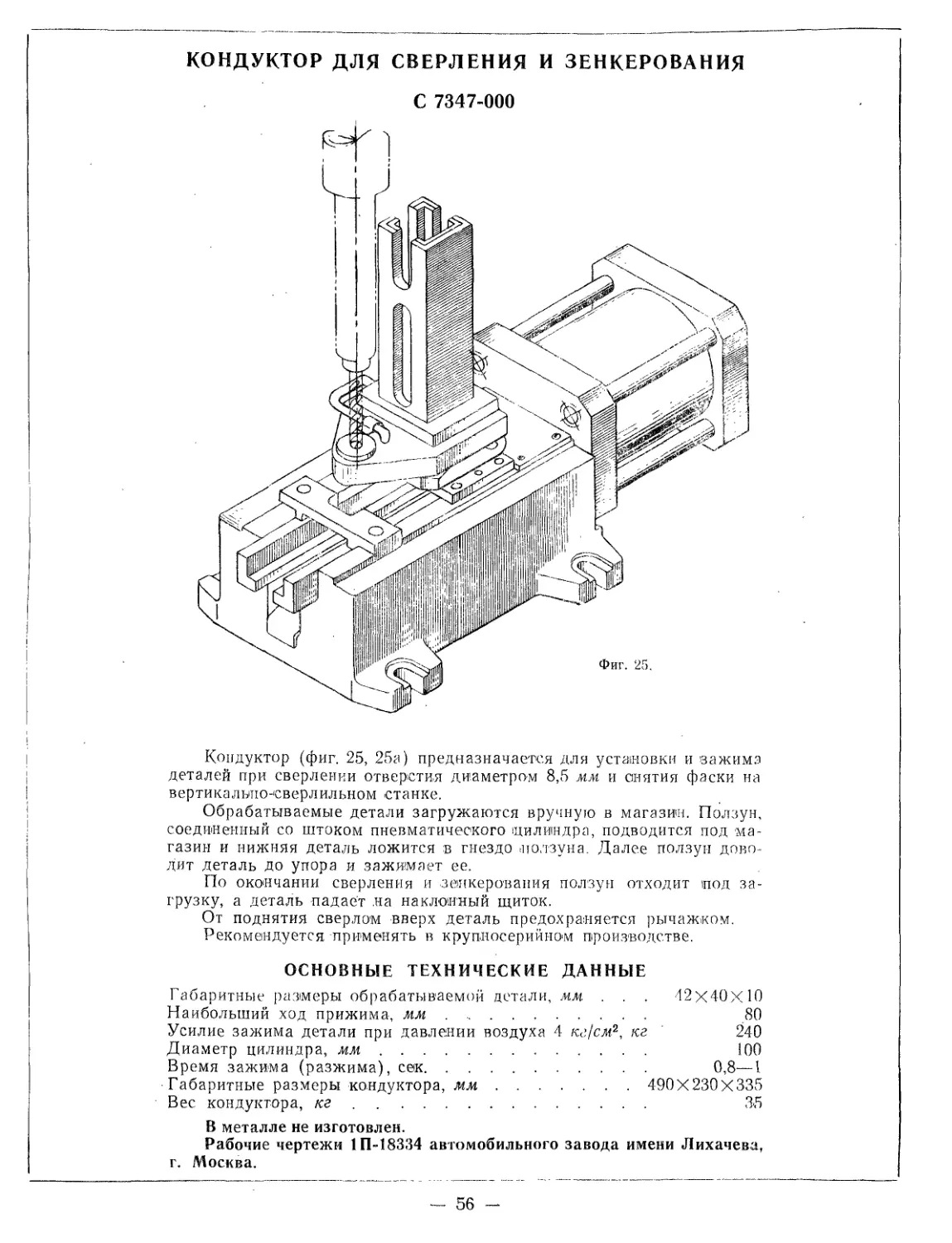
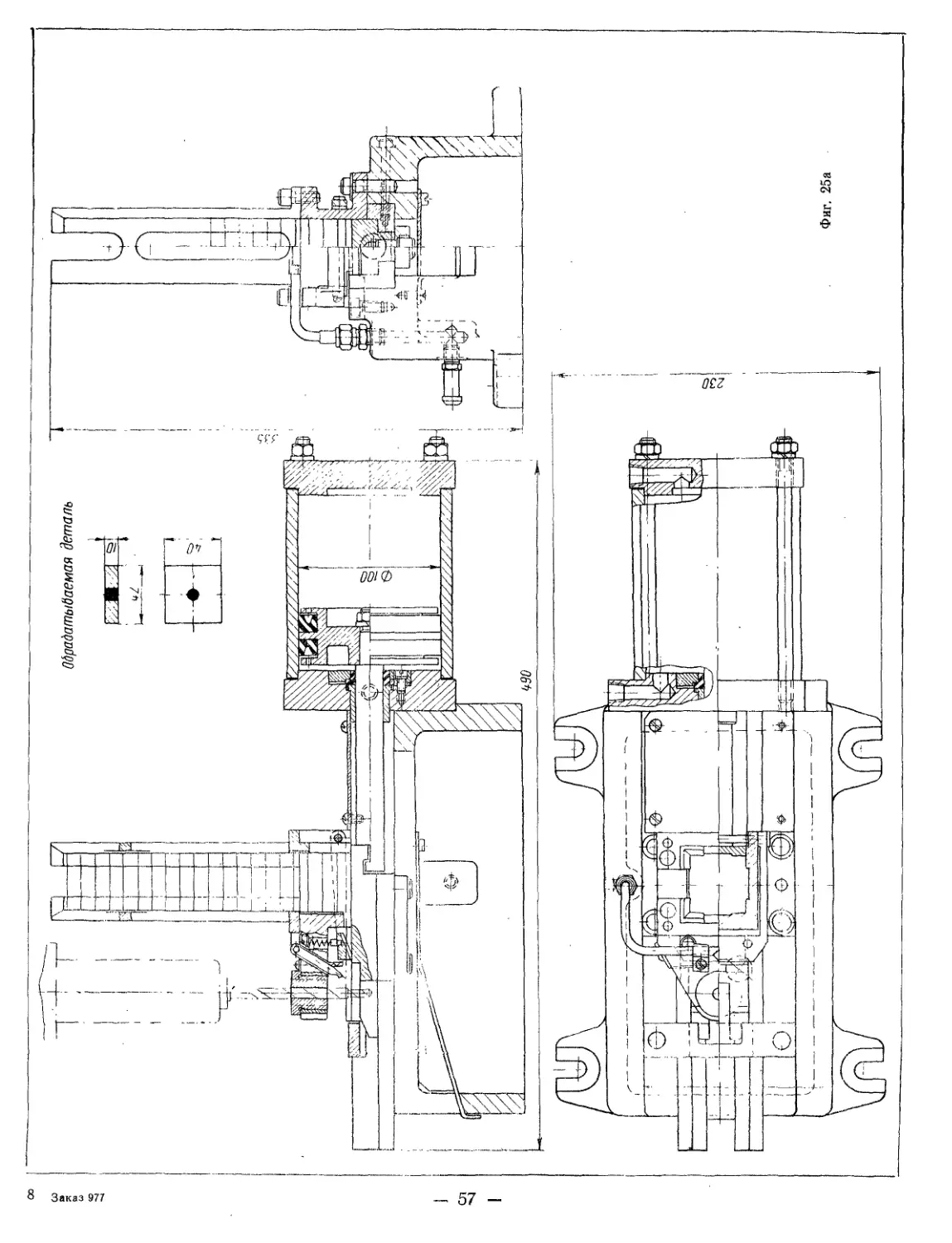
КОНДУКТОР для СВЕРЛЕНИЯ И ЗЕНКЕРОВАНИЯ
С 7347-000
Кондуктор (фиг. 25, 25а) предназначается для установки и зажима
детале,й при сверлении отверстия диаметром 8,5 мм и снятия фаски на
вертикально-сверлильном станке.
Обрабатываемые детали загружаются вручную в магазин. Ползун,
соединенный со штоком пневматического щилиндра, подводится под ма-
газин и нижняя деталь ложится в гнездо ползуна. Далее ползун дово-
дит деталь до упора и зажимает ее.
По окончании сверления и зенкерования ползун отходит под за-
грузку, а деталь падает .на наклонный щиток.
От поднятия сверлом вверх деталь предохраняется рычажком.
Рекомендуется, применять в крупносерийном производстве.
. 42X40X10
80
• ‘ 240
100
0,8—1
490X230X335
35
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . .
Наибольший ход прижима, мм .......................
Усилие зажима детали при давлении воздуха 4 кг/см2, кг
Диаметр цилиндра, мм..............................
Время зажима (разжима), сек.......................
Габаритные размеры кондуктора, мм...............
Вес кондуктора, кг ...............................
В металле не изготовлен.
Рабочие чертежи 1 П-18334 автомобильного завода имени Лихачева,
г. Москва.
- 56 -
00
Заказ 977
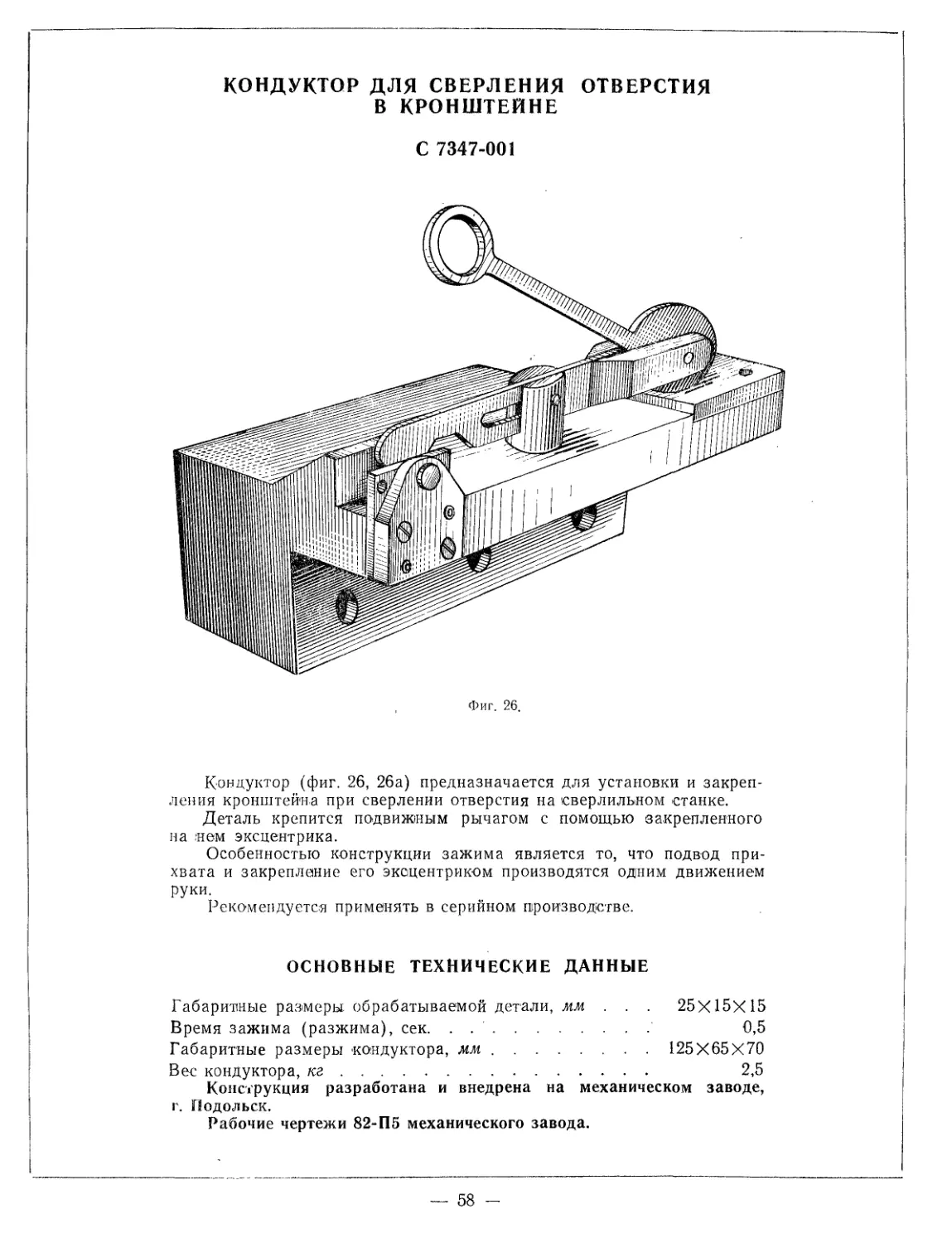
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЯ
В КРОНШТЕЙНЕ
С 7347-001
Фиг. 26.
Кондуктор (фиг. 26, 26а) предназначается для установки и закреп-
ления кронштейна при сверлении отверстия на сверлильном станке.
Деталь крепится подвижным рычагом с помощью закрепленного
на нем эксцентрика.
Особенностью конструкции зажима является то, что подвод при-
хвата и закрепление его эксцентриком производятся одним движением
руки.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . . 25X15X15
Время зажима (разжима), сек. . .............................. 0,5
Габаритные размеры кондуктора, мм...................... 125X65X70
Вес кондуктора, кг........................................... 2,5
Конструкция разработана и внедрена на механическом заводе,
г. Подольск.
Рабочие чертежи 82-П5 механического завода.
- 58 -
Обрабатываемая деталь,
з*
-59 —
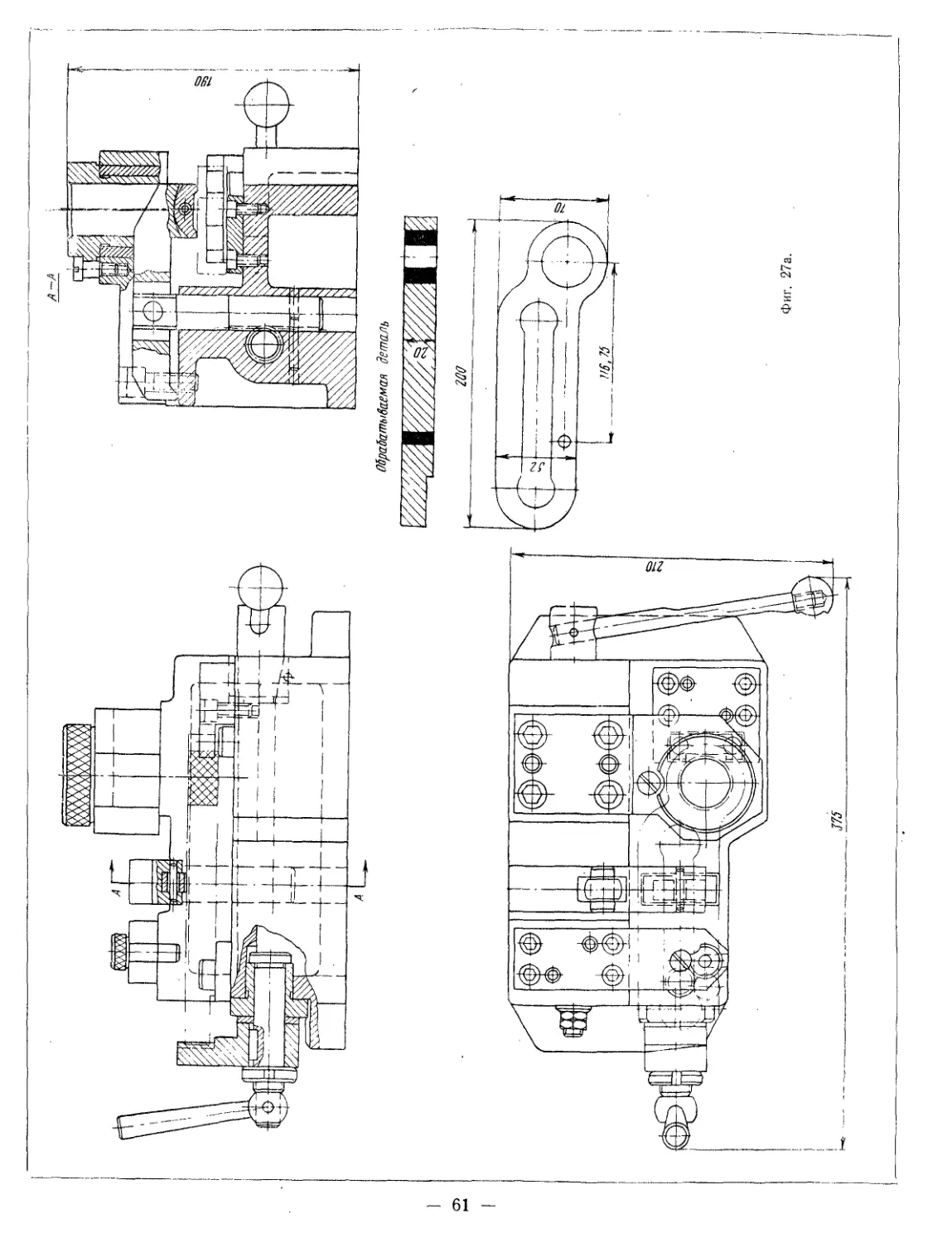
КОНДУКТОР С БЫСТРОДЕЙСТВУЮЩИМ ЗАЖИМОМ
С 7342-001
Фиг. 27.
Кондуктор (фиг. 27, 27а) предназначается для установки и закреп-
ления рычага при сверлении отверстий на вертикально-сверлильном
станке.
Обрабатываемая деталь сверху зажимается прихватом через ка-
чалку. Усилие зажима передается прихвату посредством быстродейст-
вующего ручного конусно-реечного зажима.
Поджим к призме осуществляется торцовым эксцентриком.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 200X70X20
Габаритные размеры кондуктора, мм.................... 375X210X190
Вес кондуктора, кг............................................ 32
Конструкция разработана и внедрена на заводе «Красный пролета-
рий», г. Москва.
Рабочие чертежи 1К62П-414 завода «Красный пролетарий».
— 60 -
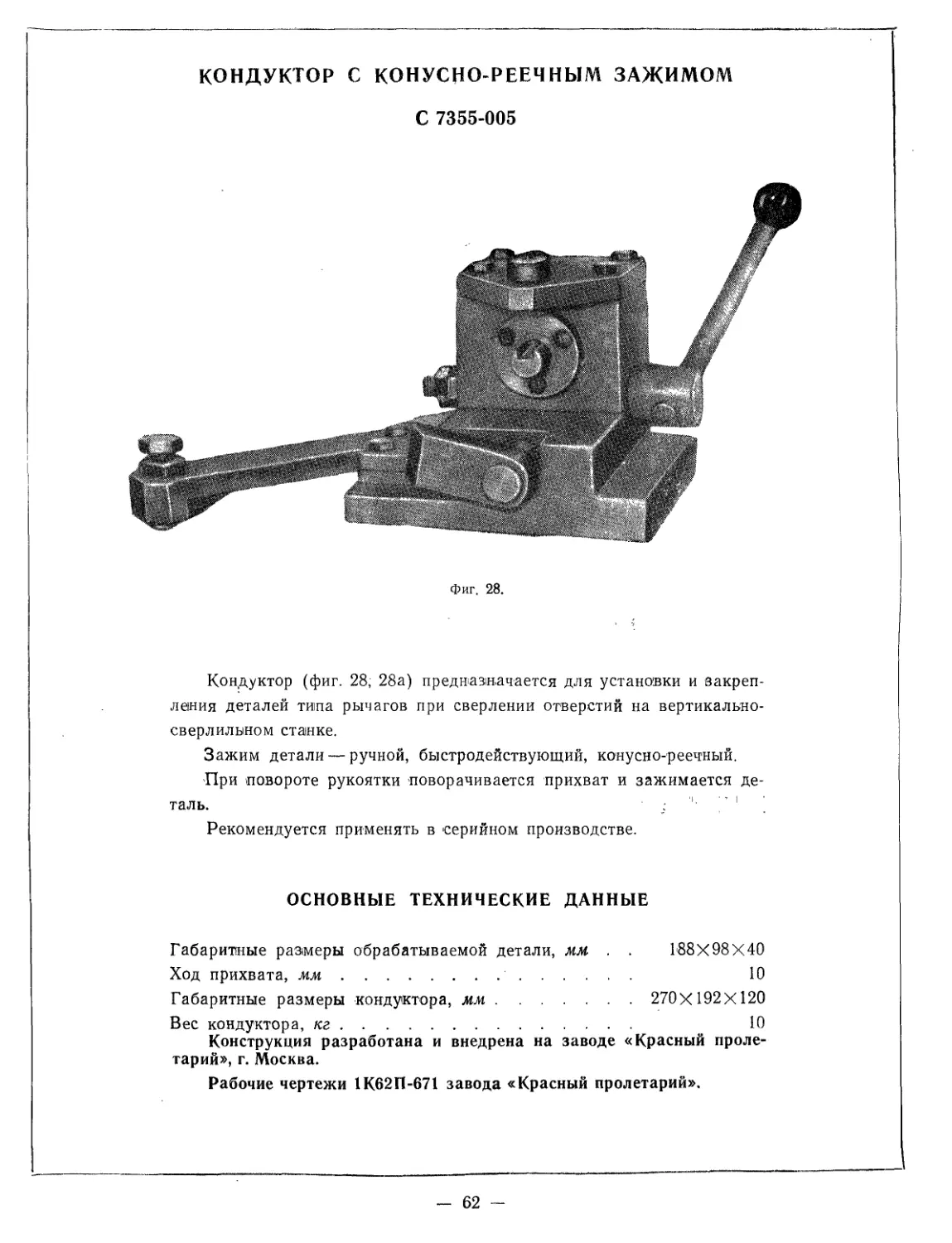
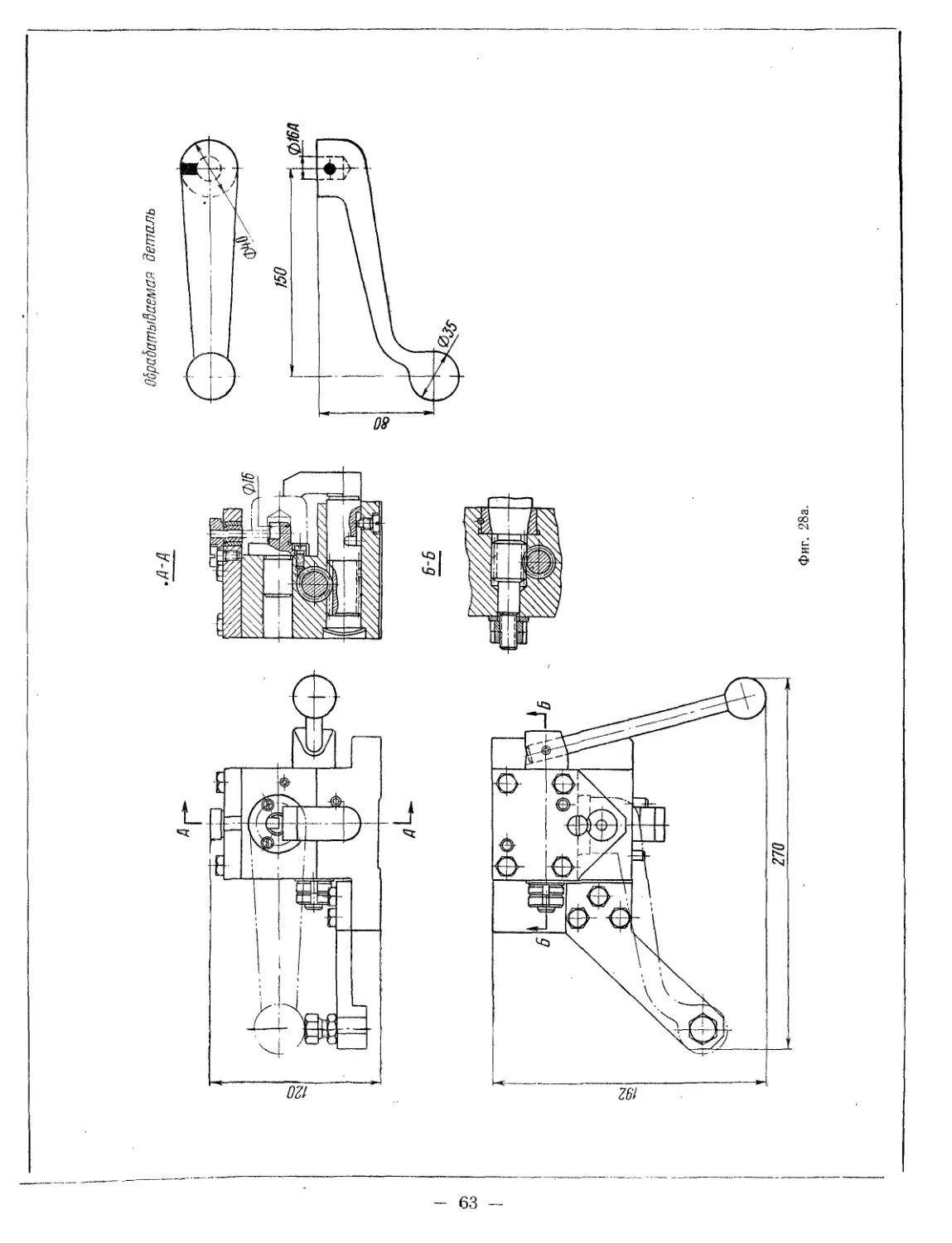
КОНДУКТОР С КОНУСНО-РЕЕЧНЫМ ЗАЖИМОМ
С 7355-005
Фиг. 28.
Кондуктор (фиг. 28, 28а) предназначается для установки и закреп-
ления деталей типа рычагов при сверлении отверстий на вертикально-
сверлильном станке.
Зажим детали — ручной, быстродействующий, конусно-реечный.
При повороте рукоятки поворачивается прихват и зажимается де-
таль. j ’
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 188X98X40
Ход прихвата, мм.............................................. 10
Габаритные размеры кондуктора, мм.................. 270X192X120
Вес кондуктора, кг............................................. 10
Конструкция разработана и внедрена на заводе «Красный проле'
тарий», г. Москва.
Рабочие чертежи 1К62П-671 завода «Красный пролетарий».
- 62 -
.А-Д
Обрабатываемая деталь
Фиг. 28а.
ПРИСПОСОБЛЕНИЕ С ЭКСЦЕНТРИКОВЫМ ЗАЖИМОМ
С 7340-000
Фиг. 29.
Приспособление (фиг. 29, 29а) предназначается для установки и
закрепления рычагов при растачивании секторов на вертикально-свер-
лильном станке.
Установка детали осуществляется ручным самоцентрирующим ти-
сочным зажимом посредством маховика и шестерен. Зажим детали —
ручной, быстродействующий, эксцентриковый.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 100X65X35
Количество мест............................................... 2
Диаметр обрабатываемого сектора, мм.......................... 45
Время зажима (разжима), сек................................... 3
Габаритные размеры приспособления, мм............... 475X315X305
Вес приспособления, кг....................................... 50
Конструкция разработана институтом «Оргстанкинпром», г. Москва.
Внедрено на заводе фрезерных станков, г. Горький.
Рабочие чертежи 612-291 завода фрезерных станков.
- 64 —
СО
Заказ 977
А -А
Обрабатываемая бетам
Фиг. 29а.
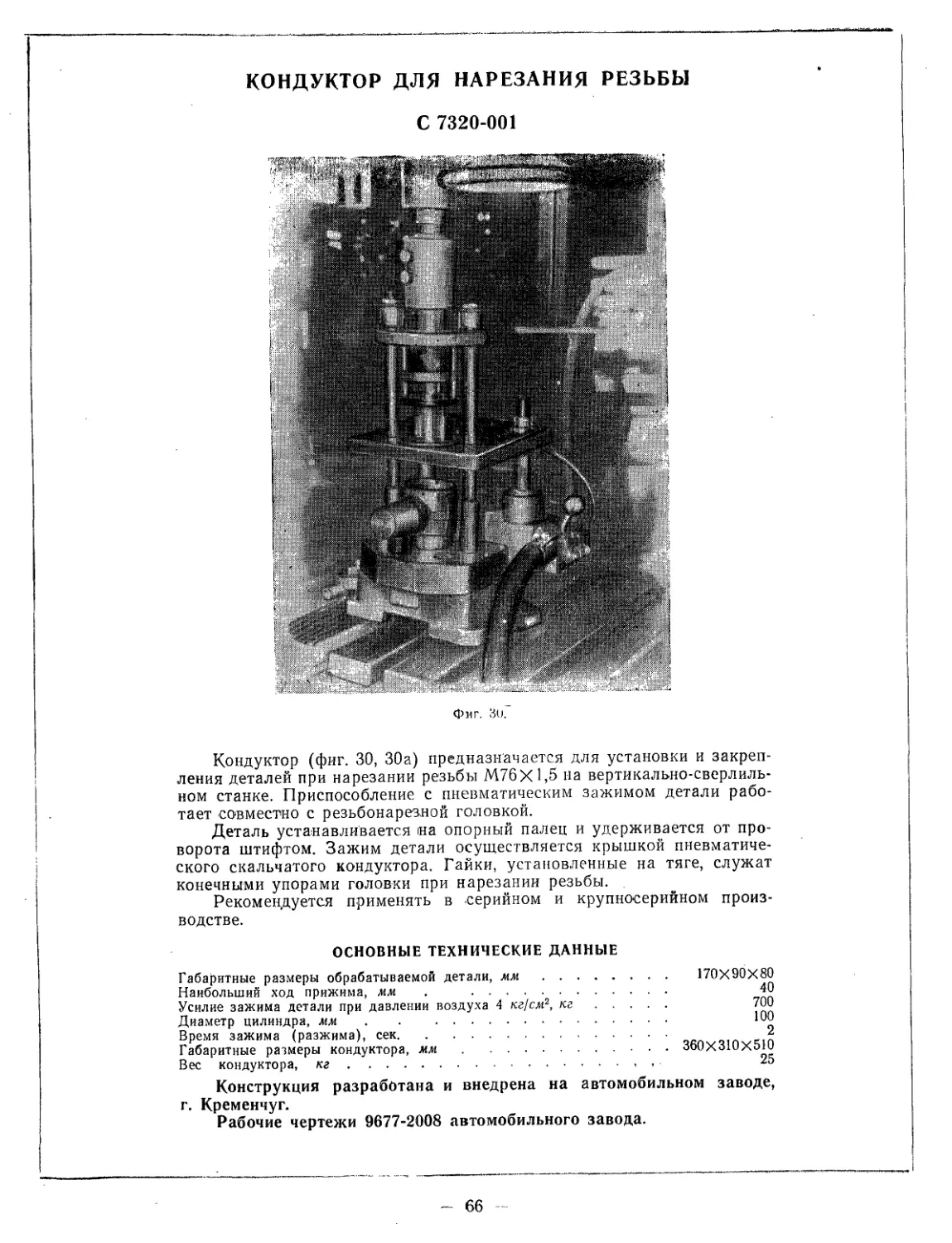
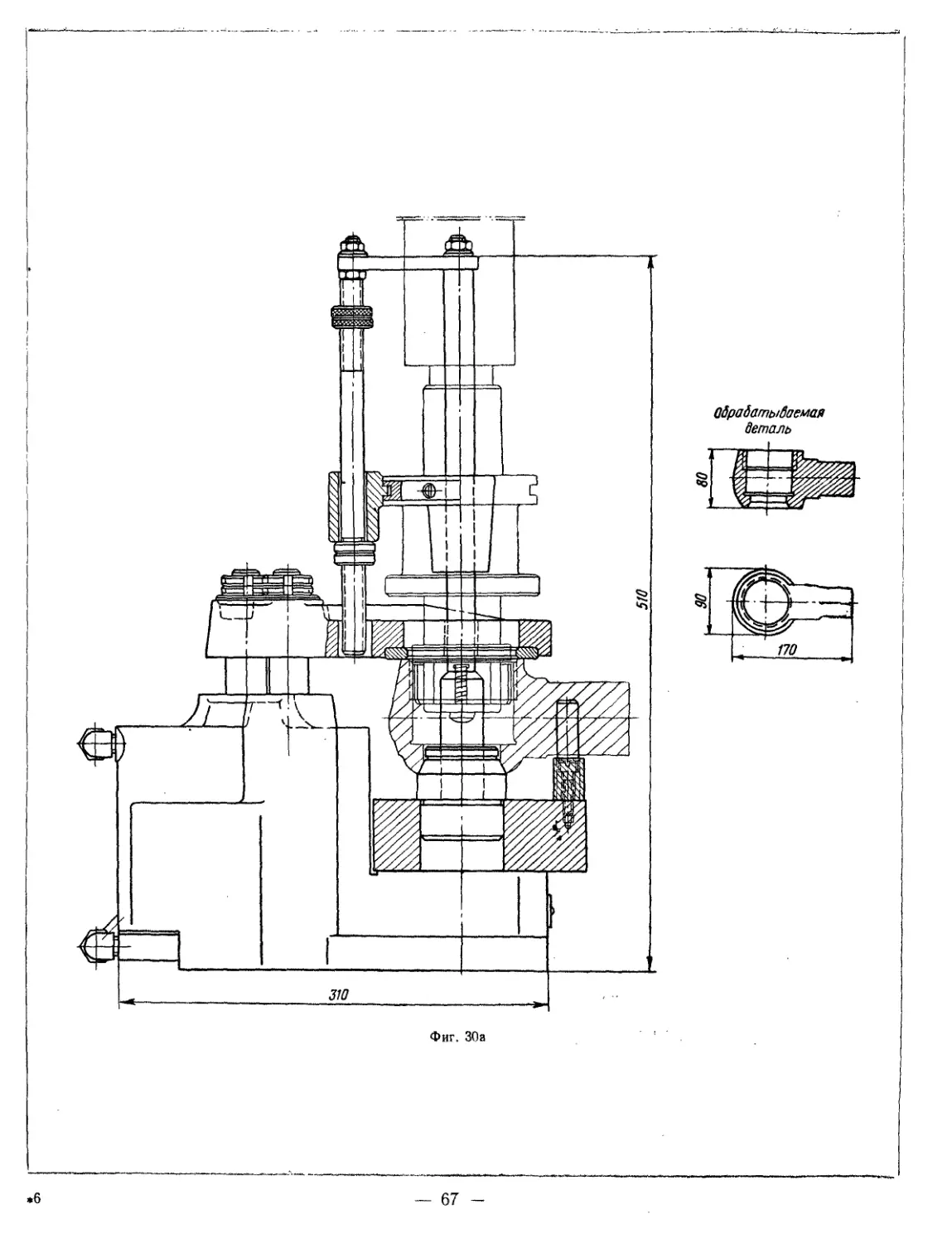
КОНДУКТОР ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ
С 7320-001
Фиг. 31).
Кондуктор (фиг. 30, 30а) предназначается для установки и закреп-
ления деталей при нарезании резьбы М76Х1,5 на вертикально-сверлиль-
ном станке. Приспособление с пневматическим зажимом детали рабо-
тает совместно с резьбонарезной головкой.
Деталь устанавливается на опорный палец и удерживается от про-
ворота штифтом. Зажим детали осуществляется крышкой пневматиче-
ского скальчатого кондуктора. Гайки, установленные на тяге, служат
конечными упорами головки при нарезании резьбы.
Рекомендуется применять в серийном и крупносерийном произ-
водстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм ......................... 170X90X80
Наибольший ход прижима, мм . .......................... 40
Усилие зажима детали при давлении воздуха 4 кг/см2, кг...................... 700
Диаметр цилиндра, мм . . ................................ 100
Время зажима (разжима), сек................................................... 2
Габаритные размеры кондуктора, мм ............................... 360X310X510
Вес кондуктора, кг........................................................... 25
Конструкция разработана и внедрена на автомобильном заводе,
г. Кременчуг.
Рабочие чертежи 9677-2008 автомобильного завода.
Фиг. 30а
•6
— 67
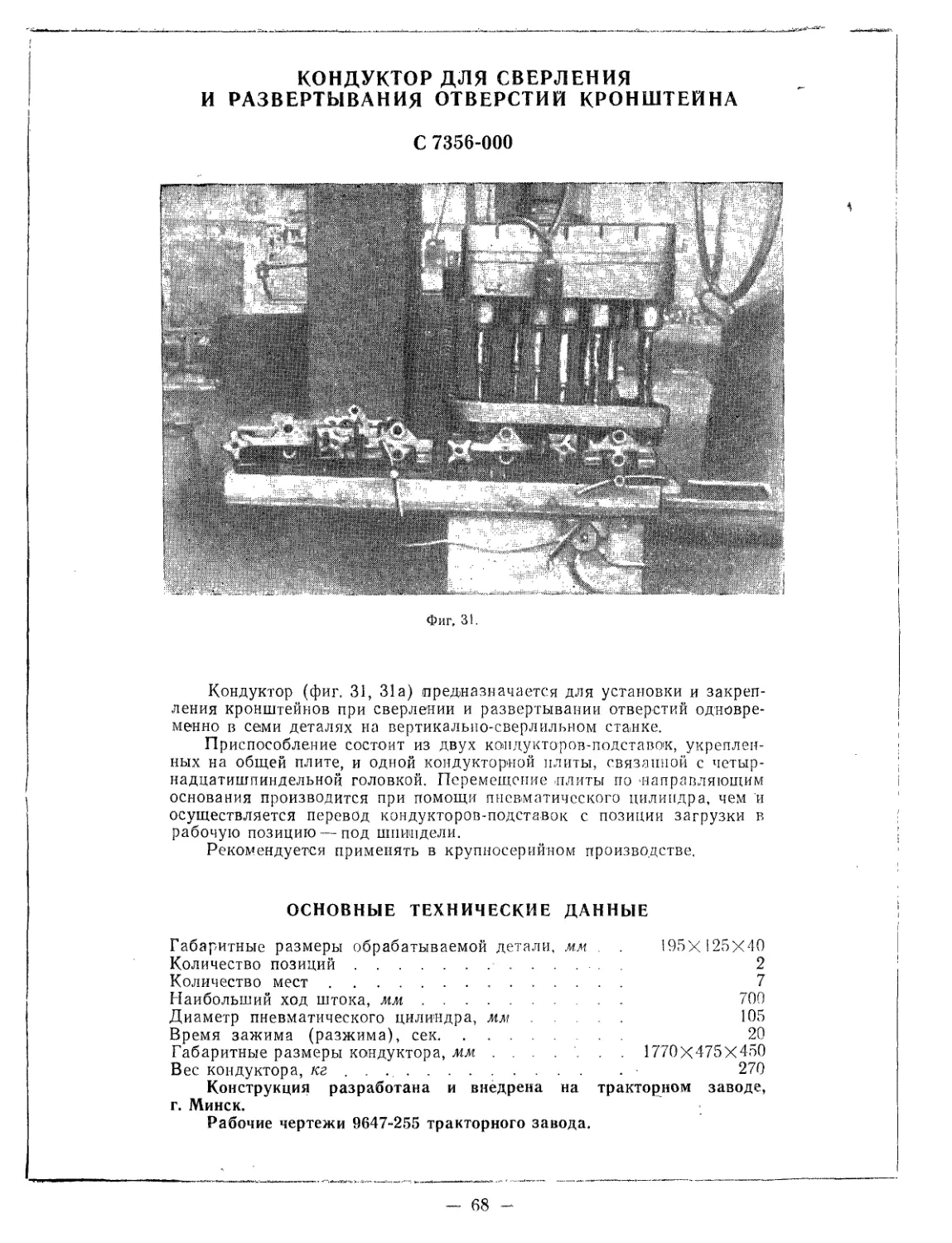
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ
И РАЗВЕРТЫВАНИЯ ОТВЕРСТИИ КРОНШТЕЙНА
С 7356-000
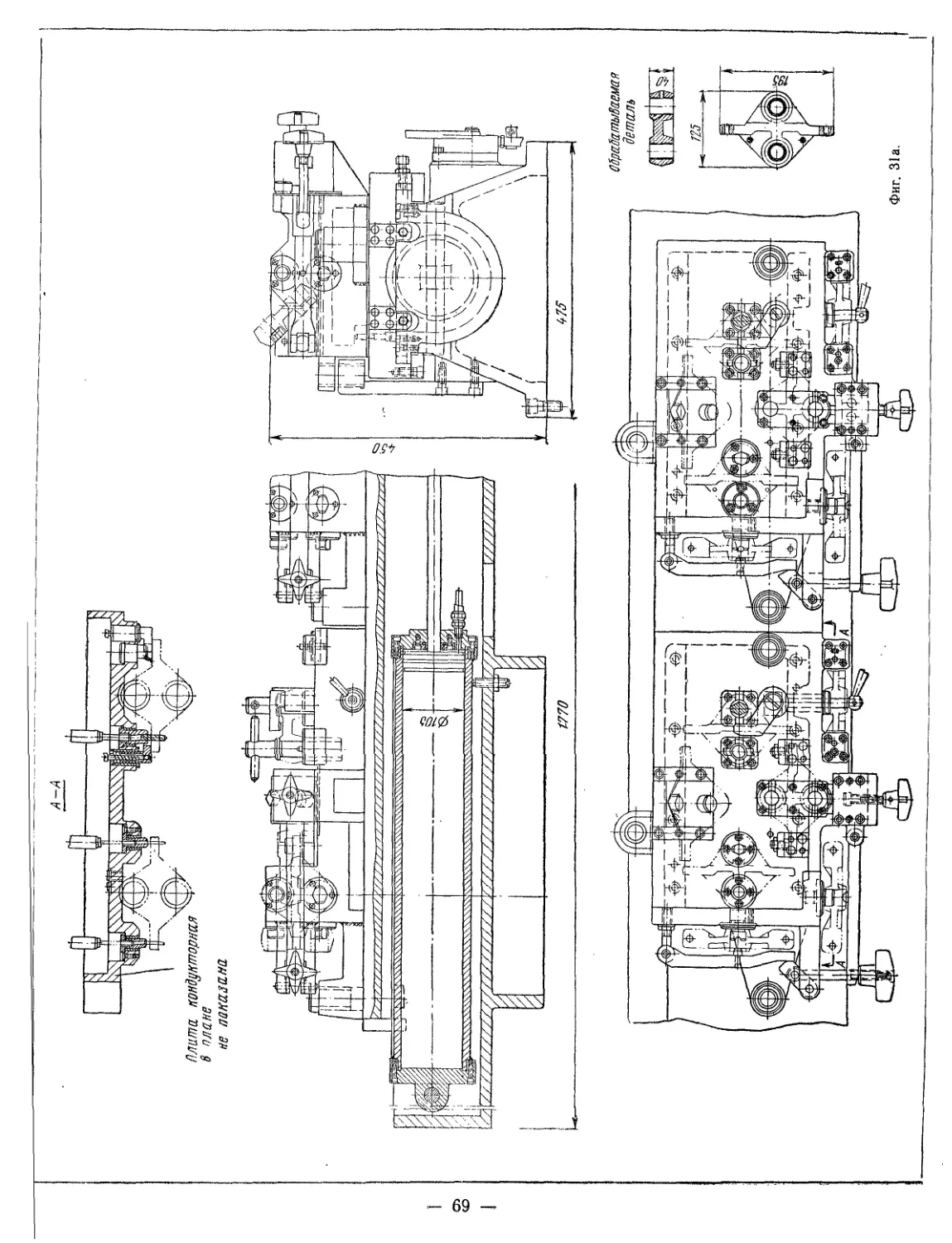
Кондуктор (фиг. 31, 31а) предназначается для установки и закреп-
ления кронштейнов при сверлении и развертывании отверстий одновре-
менно в семи деталях на вертикально-сверлильном станке.
Приспособление состоит из двух кондукторов-подставок, укреплен-
ных на общей плите, и одной кондукторной плиты, связанной с четыр-
надцатишпиндельной головкой. Перемещение плиты по 'Направляющим
основания производится при помощи пневматического цилиндра, чем и
осуществляется перевод кондукторов-подставок с позиции загрузки в
рабочую позицию — под шпиндели.
Рекомендуется применять в крупносерийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 195X125X40
Количество позиций ......................................... 2
Количество мест.................................. 7
Наибольший ход штока, мм........................ 700
Диаметр пневматического цилиндра, мм............ 105
Время зажима (разжима), сек..................... 20
Габаритные размеры кондуктора, мм ....... 1770X475X450
Вес кондуктора, кг . . .,........................ 270
Конструкция разработана и внедрена на тракторном заводе,
г. Минск.
Рабочие чертежи 9647-255 тракторного завода.
- 68
A—A
в плане
не показана.
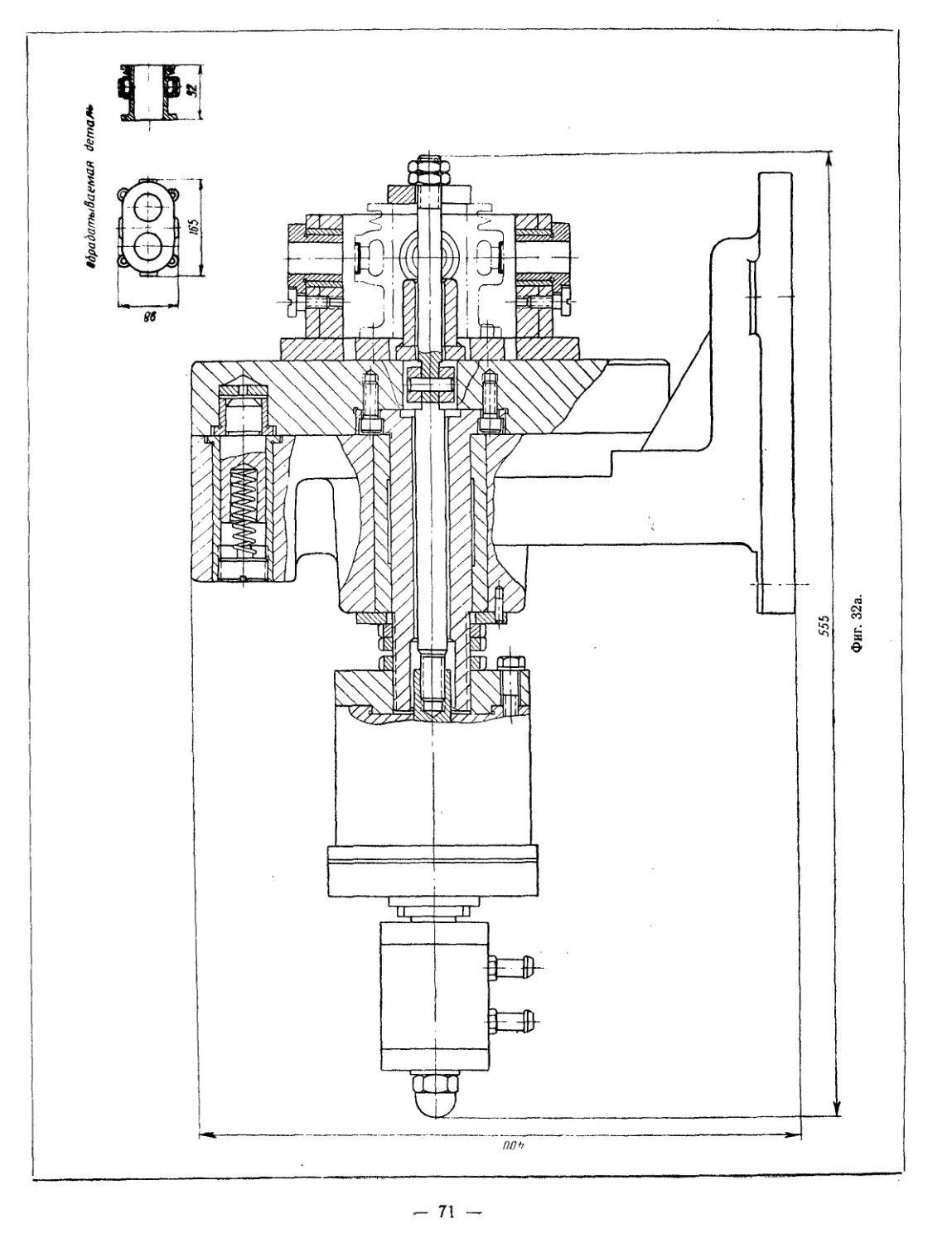
КОНДУКТОР ДЛЯ ЦЕКОВАНИЯ ОТВЕРСТИЙ
С 7356-001
Фиг. 32.
Кондуктор (фиг. 32, 32а) предназначается для установки и закреп-
ления блока цилиндров компрессора при цековании четырех отверстий
на вертикально-сверлильном станке. Обрабатываемая деталь устанавли-
вается в приспособлении, смонтированном в поворотной стойке.
Зажим обрабатываемой детали осуществляется от вращающегося
пневматического цилиндра.
Под давлением сжатого воздуха шток поршня цилиндра переме-
щает тягу, прижимая обрабатываемую деталь к опорной поверхности
откидной планкой.
Центрируется деталь по двум установочным пальцам.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . . 165X98X92
Наибольший ход штока, мм..................................... 35
Усилие зажима детали при давлении воздуха 4 кг/см2, кг 180
Диаметр цилиндра, мм........................................ 105
Время зажима (разжима), сек......................... 0.5—0,8
Габаритные размеры кондуктора, мм....................... 555X400
Вес кондуктора, кг........................................... 48
Конструкция разработана и внедрена на автомобильном заводе,
г. Минск.
Чертежи 9673-336 автомобильного завода.
- 70 -
ИраЬатываемок деталь
555
Фиг. 32а.
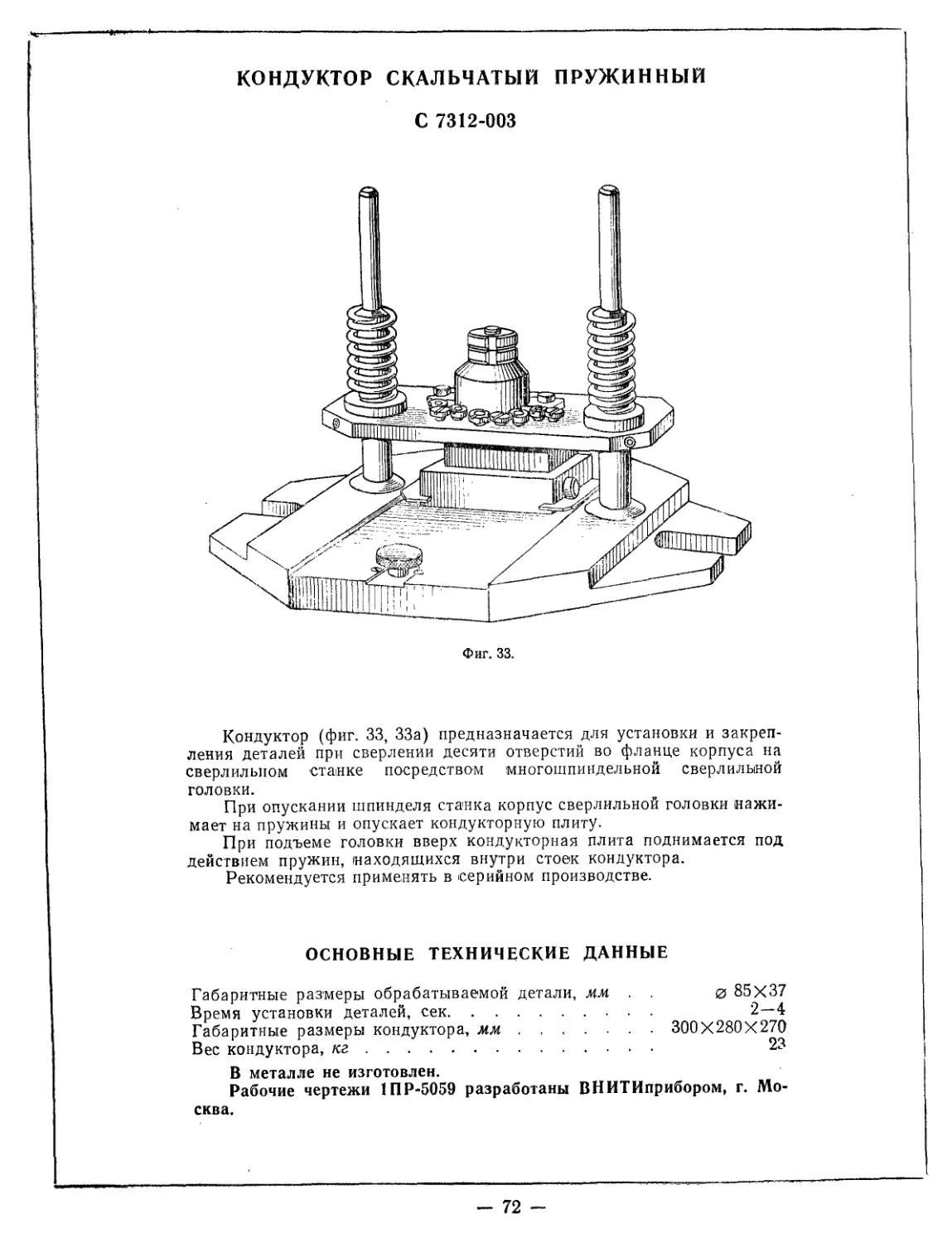
КОНДУКТОР СКАЛЬЧАТЫЙ ПРУЖИННЫЙ
С 7312-003
Фиг. 33.
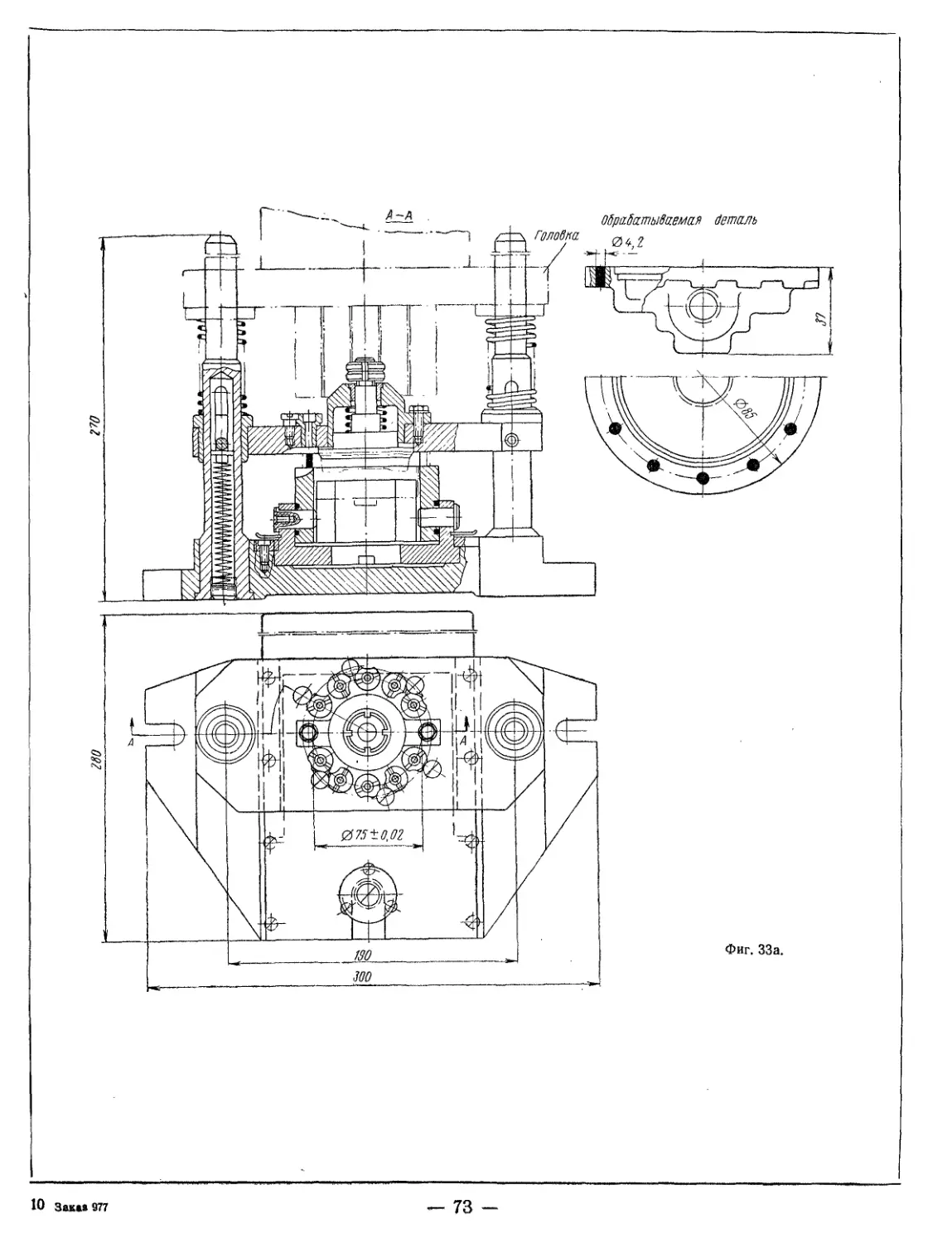
Кондуктор (фиг. 33, 33а) предназначается для установки и закреп-
ления деталей при сверлении десяти отверстий во фланце корпуса на
сверлильном станке посредством многошпиндельной сверлильной
головки.
При опускании шпинделя станка корпус сверлильной головки нажи-
мает на пружины и опускает кондукторную плиту.
При подъеме головки вверх кондукторная плита поднимается под
действием пружин, находящихся внутри стоек кондуктора.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 85x37
Время установки деталей, сек.................................. 2—4
Габаритные размеры кондуктора, мм ....... 300X280X270
Вес кондуктора, кг............................................. 23
В металле не изготовлен.
Рабочие чертежи 1 ПР-5059 разработаны ВНИТИприбором, г. Мо-
сква.
- 72 -
10 Закав 977
— 73 -
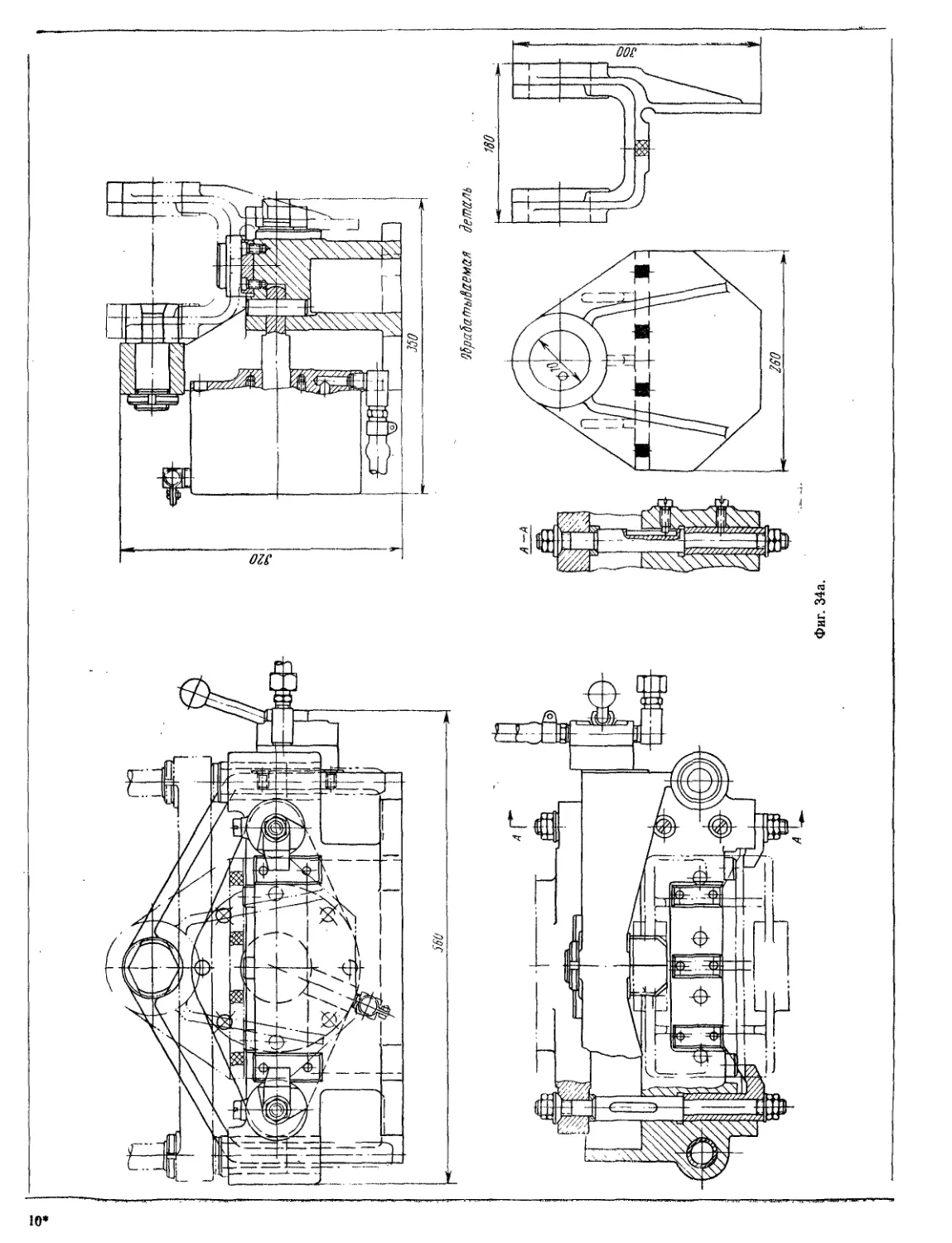
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ КРОНШТЕЙНА
С 7346-000
Фиг. 31.
Кондуктор (фиг. 34, 34а) предназначается для установки и закреп-
ления деталей при сверлении четырех отверстий с помощью 4-шпин-
дельной головки на вертикально-сверлильном станке.
Деталь устанавливается на опоры и палец и поджимается к опорам
прихватами. Корпус пневматического цилиндра оформлен в виде качалки
для тяг прихватов, что делает приспособление очень компактным. На
прихватах имеются байонетные канавки, благодаря которым три осво-
бождении детали прихваты поворачиваются, обеспечивая установку и
съем детали.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 300X260X180
Наибольший ход прижимов, мм . ............................... 40
Усилие зажима детали при давлении воздуха
4 кг/см2, кг.......................................... 700
Диаметр цилиндра, мм....................................... 150
Время зажима (разжима), сек................................... 3
Габаритные размеры кондуктора, мм................... 350X320X560
Вес кондуктора, кг........................................... 35
В металле не изготовлен.
Рабочие чертежи 9671-5058 разработаны автомобильным заводом,
г. Кременчуг.
74 -
о
Фиг. 34а.
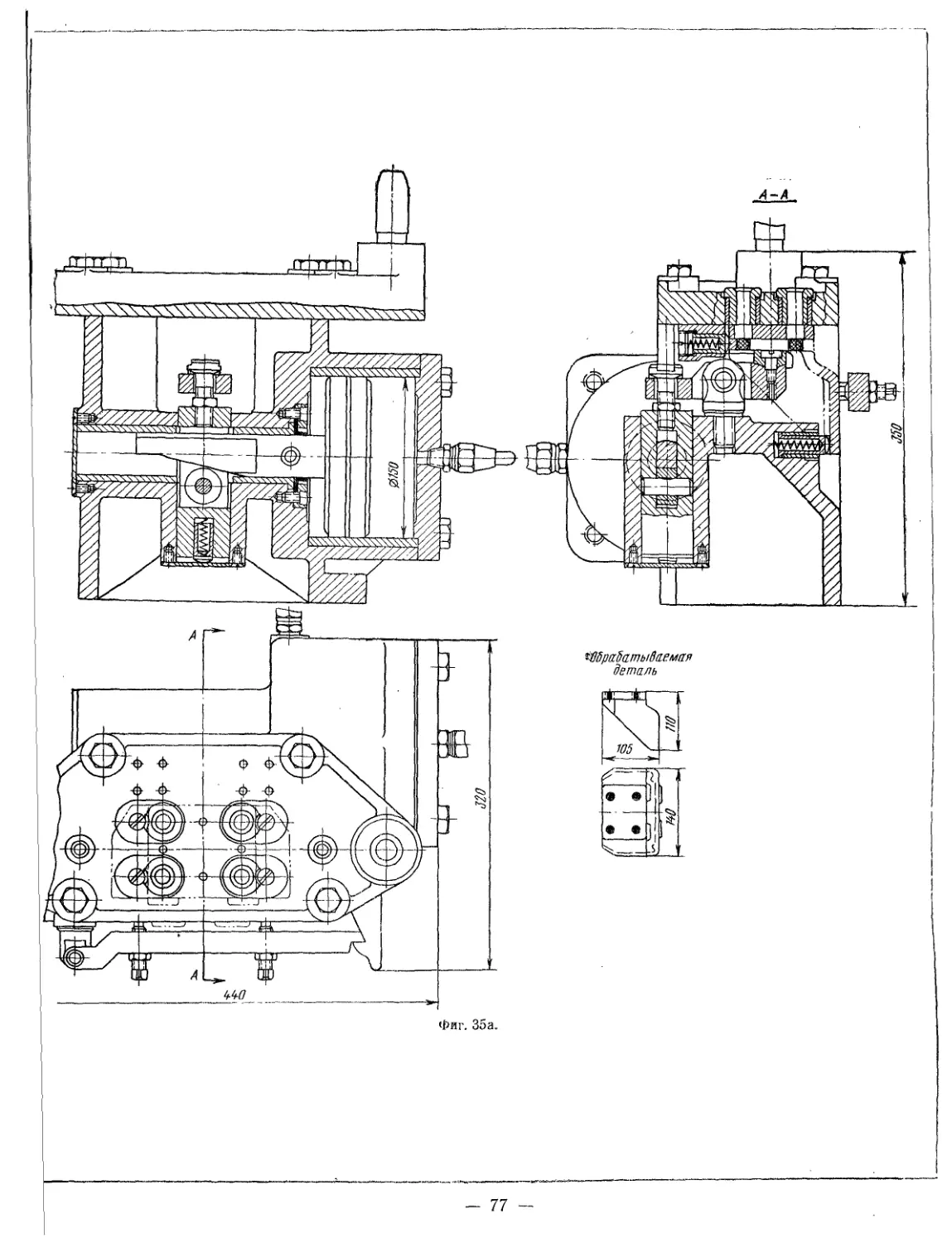
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ КРОНШТЕЙНА
С 7352-000
Кондуктор (фиг. 35, 35а) предназначается для установки и закрепле-
ния кронштейна при сверлении четырех отверстий многошпинделыюй го-
ловкой на вертикально-сверлильном станке-
Обрабатываемая деталь устанавливается на два пружинных плун-
жера и опирается на откидную планку.
Зажим детали осуществляется от ппевмоцилипдра, передающего
усилие через клип и шток па рычаг, который сферической пятой поджи-
мает деталь к верхней установочной поверхности.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 140X110X105
Наибольший ход прижима, мм.................................... 8
Усилие зажима детали при давлении воздуха
4 кг!см2, кг................................ . 1180
Диаметр цилиндра, мм........................................ 150
Время зажима (разжима), сек................................ 1 —1,5
Габаритные размеры кондуктора, мм................... 440X350X320
Вес кондуктора, кг....................................... 60
В металле не изготовлен.
Рабочие чертежи 9671-8025 разработаны НИИТавтопромом,
г. Москва.
76 -
Фиг. 35а.
_ 77 __
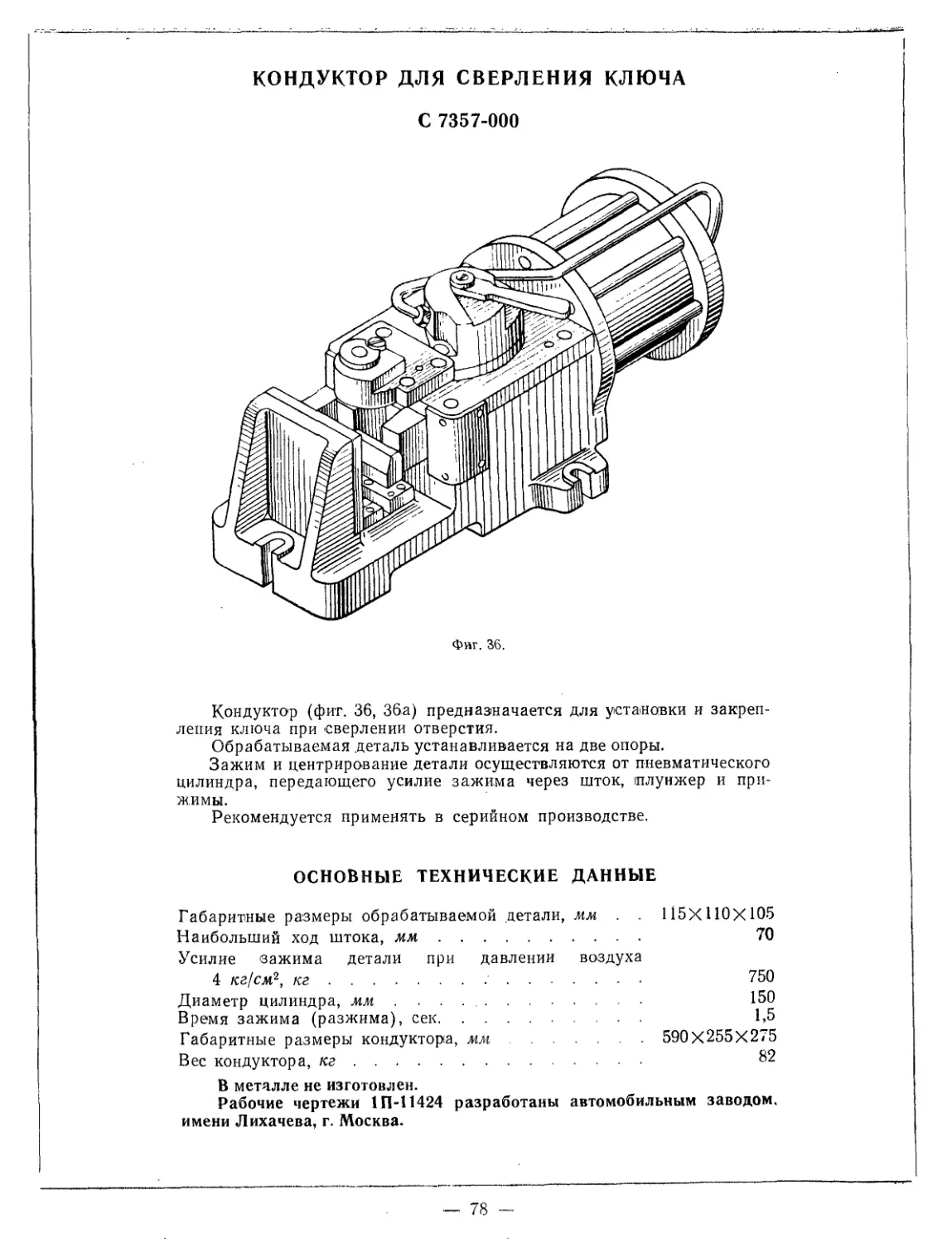
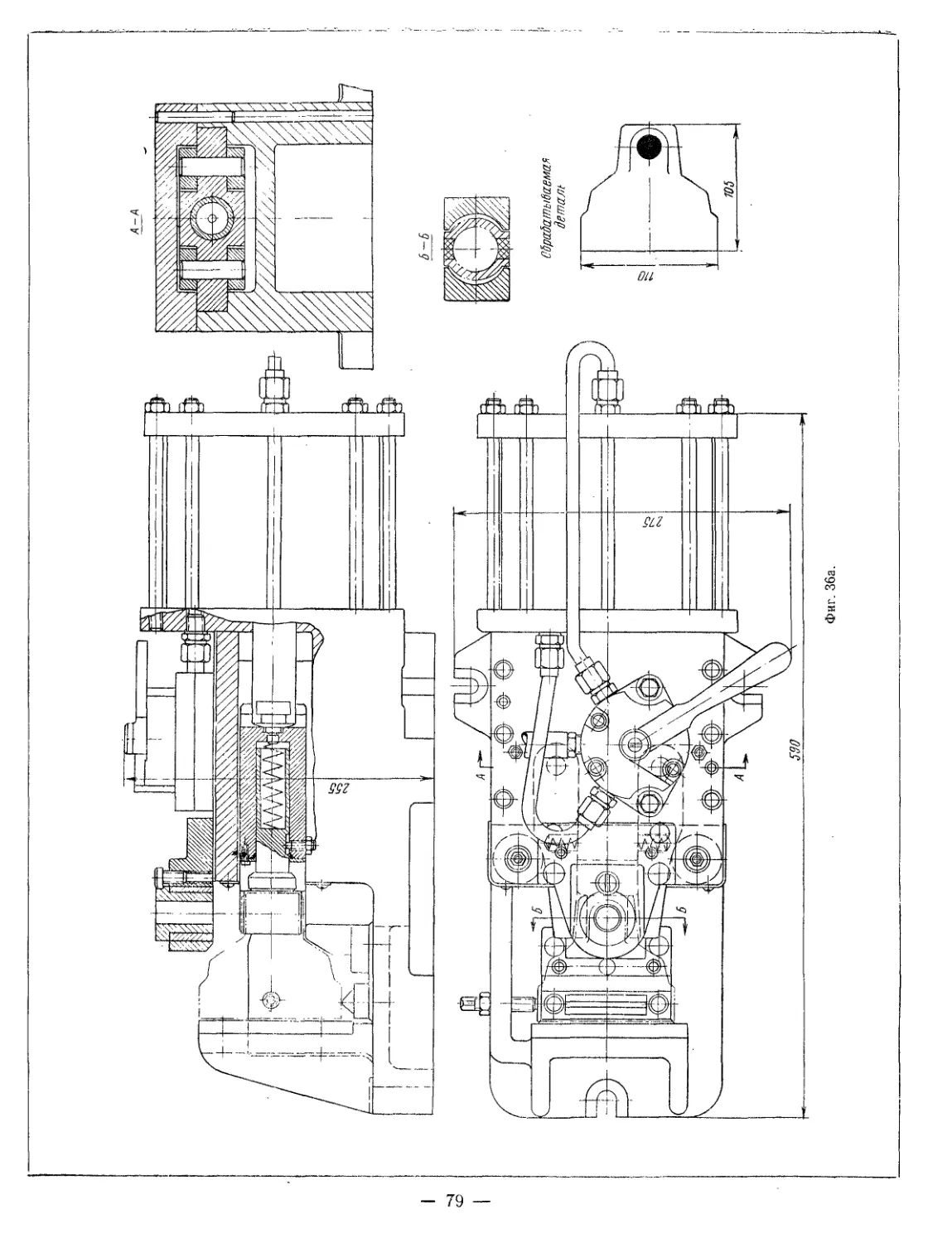
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ КЛЮЧА
С 7357-000
Кондуктор (фит. 36, 36а) предназначается для установки и закреп-
ления ключа при сверлении отверстия.
Обрабатываемая деталь устанавливается на две опоры.
Зажим и центрирование детали осуществляются от пневматического
цилиндра, передающего усилие зажима через шток, плунжер и при-
жимы.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 115X110X105
Наибольший ход штока, мм....................................... 70
Усилие зажима детали при давлении воздуха
4 кг/см2, кг............................................. 750
Диаметр цилиндра, мм 150
Время зажима (разжима), сек................................... 1,5
Габаритные размеры кондуктора, мм..................... 590X255X275
Вес кондуктора, кг............................................. 82
В металле не изготовлен.
Рабочие чертежи 1 П-11424 разработаны автомобильным заводом,
имени Лихачева, г. Москва.
— 78 -
Фиг. 36а.
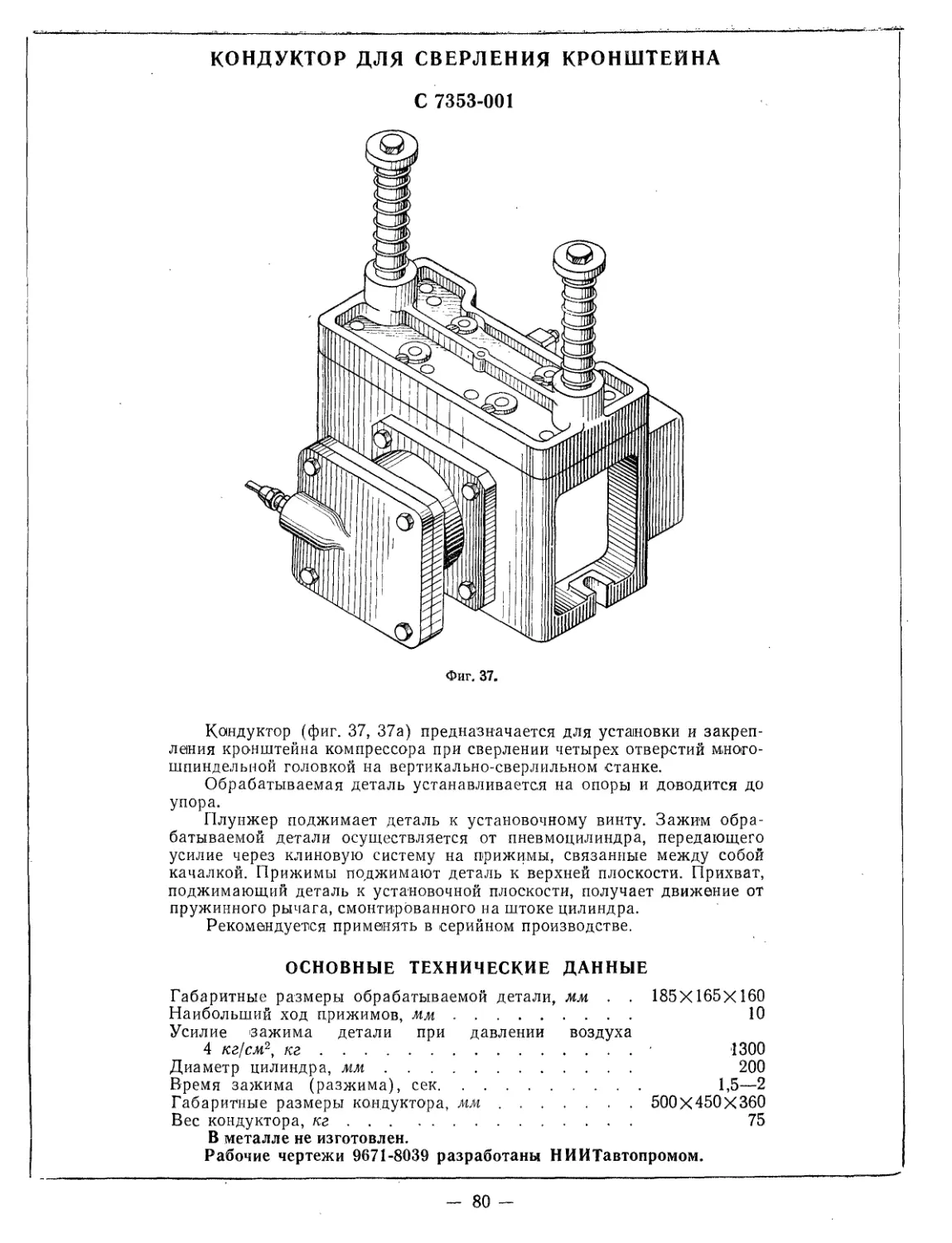
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ
КРОНШТЕЙНА
С 7353-001
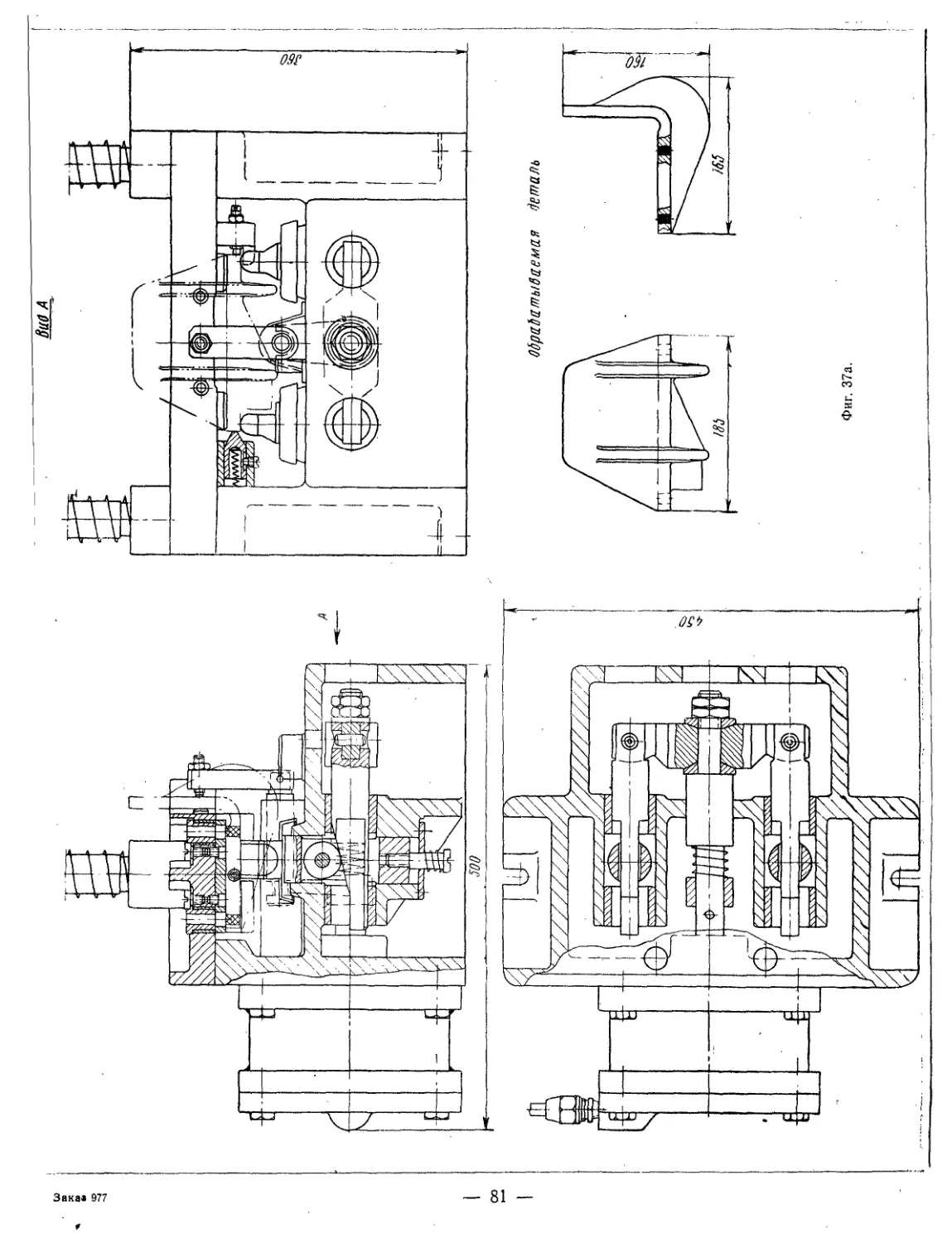
Фиг. 37.
Кондуктор (фиг. 37, 37а) предназначается для установки и закреп-
ления кронштейна компрессора при сверлении четырех отверстий много-
шпиндельной головкой на вертикально-сверлильном станке.
Обрабатываемая деталь устанавливается на опоры и доводится до
упора.
Плунжер поджимает деталь к установочному винту. Зажим обра-
батываемой детали осуществляется от пневмоцилиндра, передающего
усилие через клиновую систему на прижимы, связанные между собой
качалкой. Прижимы поджимают деталь к верхней плоскости. Прихват,
поджимающий деталь к установочной плоскости, получает движение от
пружинного рычага, смонтированного на штоке цилиндра.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 185X165X160
Наибольший ход прижимов, мм................................... 10
Усилие зажима детали при давлении воздуха
4 кг!см2, кг........................................• 1300
Диаметр цилиндра, мм......................................... 200
Время зажима (разжима), сек......................... 1,5—2
Габаритные размеры кондуктора, мм.................... 500X450X360
Вес кондуктора, кг............................................ 75
В металле не изготовлен.
Рабочие чертежи 9671-8039 разработаны НИИТавтопромом.
- 80 -
Зака* 977
Обрабатываемая деталь
о
_186 , ;
Фиг. 37а.
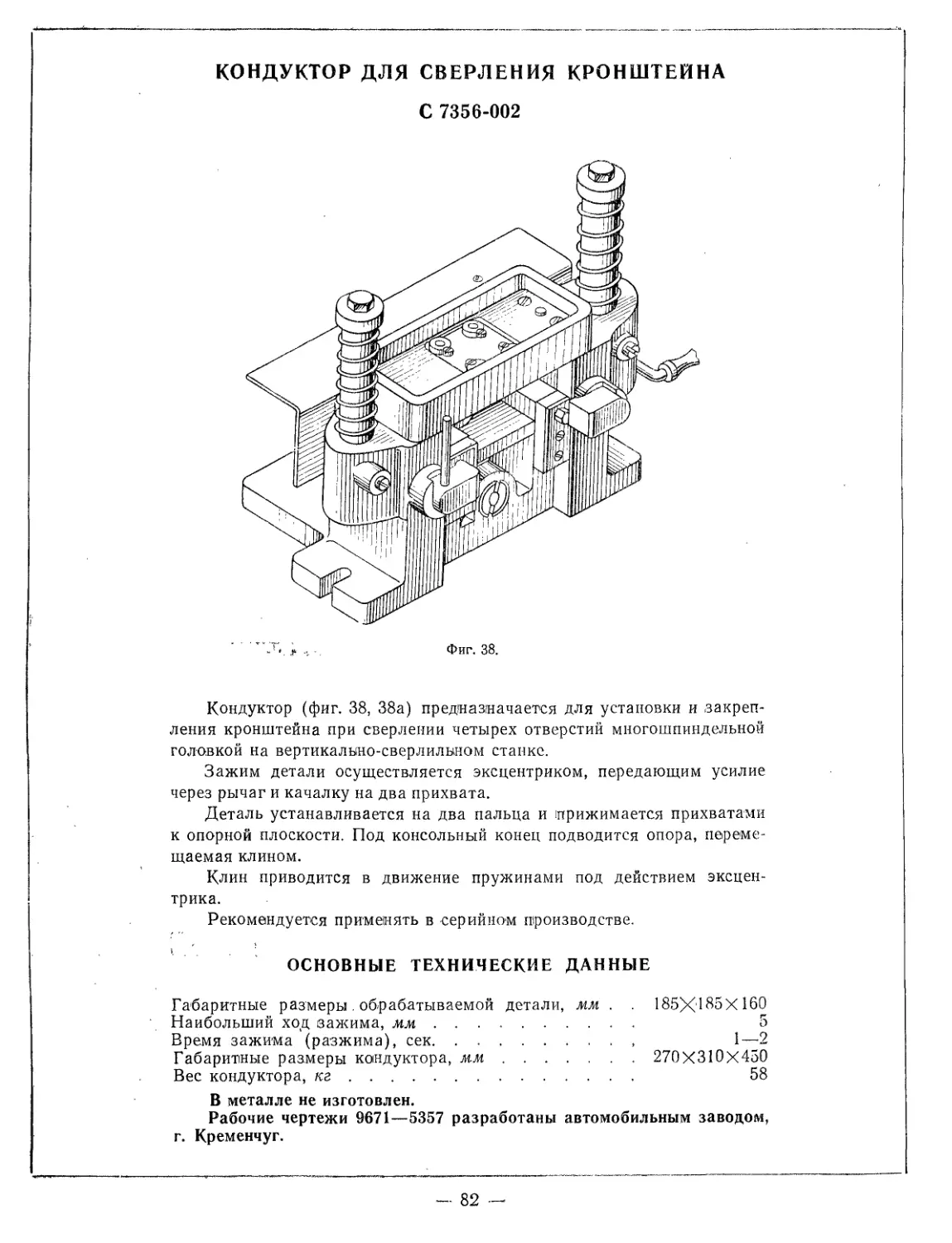
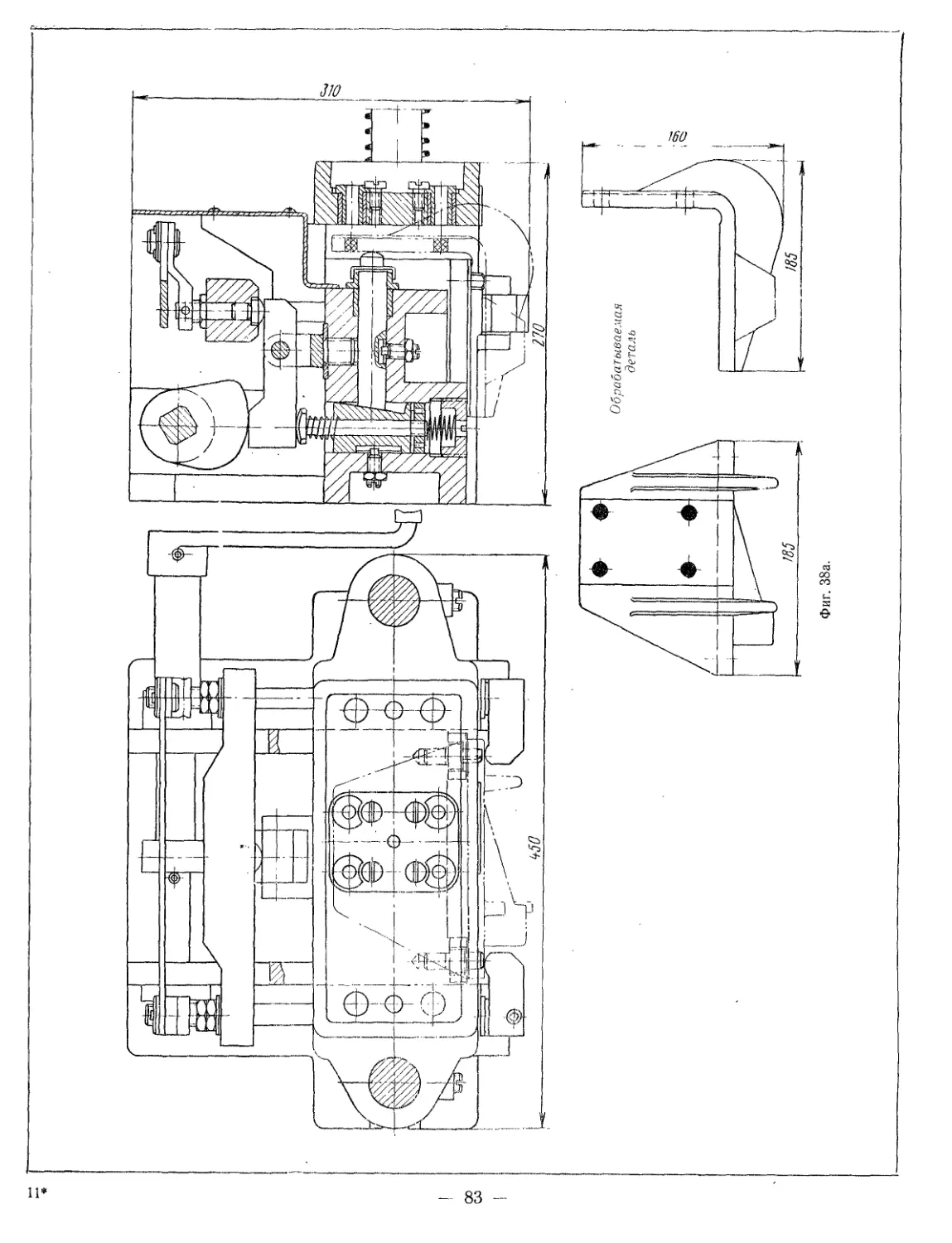
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ КРОНШТЕЙНА
С 7356-002
Кондуктор (фиг. 38, 38а) предназначается для установки и закреп-
ления кронштейна при сверлении четырех отверстий многошпиндельной
головкой на вертикалыно-сверлилнном станке.
Зажим детали осуществляется эксцентриком, передающим усилие
через рычаг и качалку на два прихвата.
Деталь устанавливается на два пальца и прижимается прихватами
к опорной плоскости. Под консольный конец подводится опора, переме-
щаемая клином.
Клин приводится в движение пружинами под действием эксцен-
трика.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры. обрабатываемой детали, мм . . 185X185X160
Наибольший ход зажима, мм...................................... 5
Время зажима (разжима), сек........................ 1—-2
Габаритные размеры кондуктора, мм.................... 270X310X450
Вес кондуктора, кг............................................ 58
В металле не изготовлен.
Рабочие чертежи 9671—5357 разработаны автомобильным заводом,
г. Кременчуг.
- 82 —
03
Фиг. 38а.
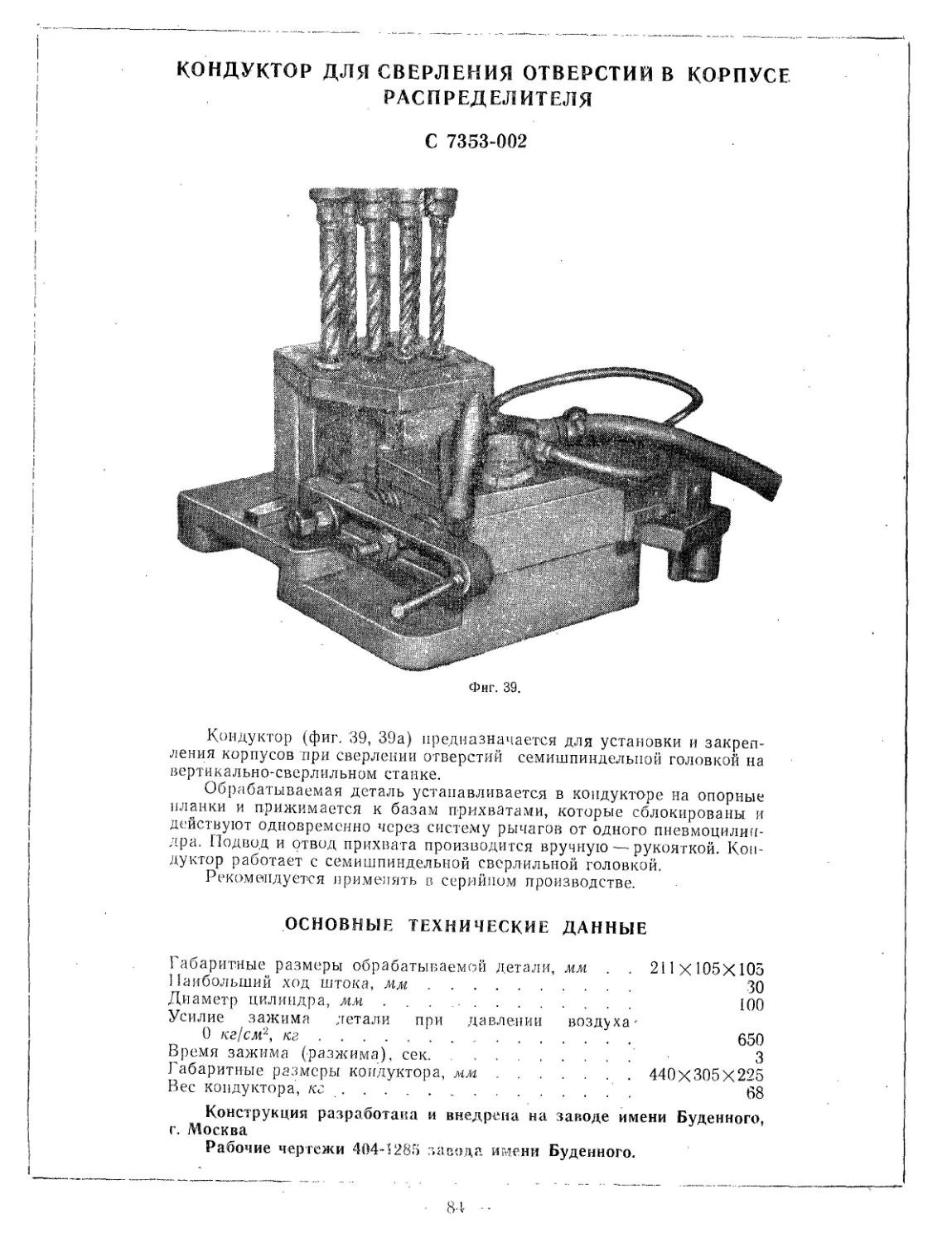
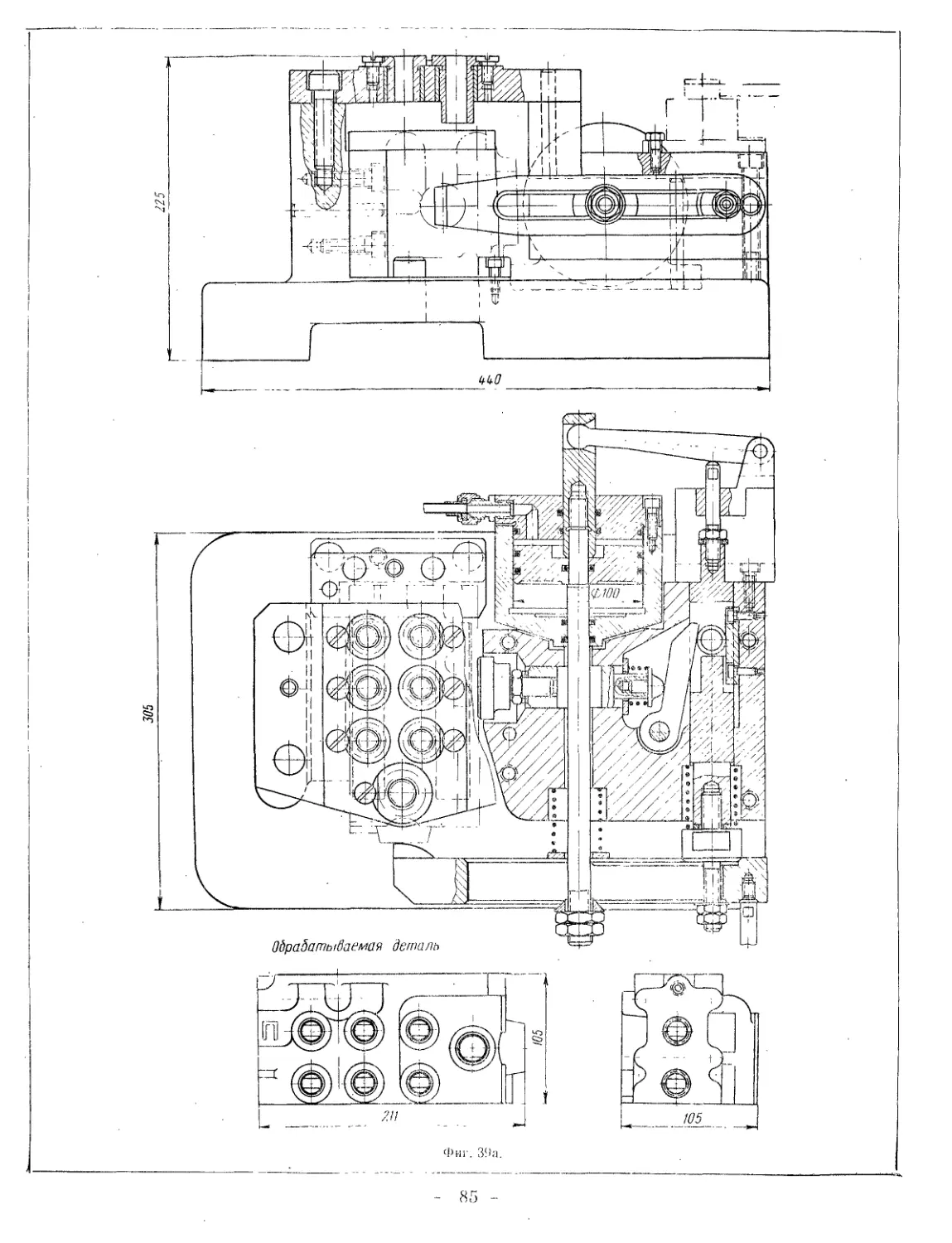
КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В КОРПУСЕ
РАСПРЕДЕЛИТЕЛЯ
С 7353-002
Фиг. 39.
Кондуктор (фиг. 39, 39а) предназначается для установки и закреп-
ления корпусов при сверлении отверстий семишпиндельпой головкой на
вертикально-сверлильном станке.
Обрабатываемая деталь устанавливается в кондукторе на опорные
планки и прижимается к базам прихватами, которые сблокированы и
действуют одновременно через систему рычагов от одного пневмоцилин-
дра. Подвод и отвод прихвата производится вручную — рукояткой. Кон-
дуктор работает с семишпиндельной сверлильной головкой.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 211X105X105
Наибольший ход штока, мм..................................... 30
Диаметр цилиндра, мм ....................................... 100
Усилие зажима летали при давлении воздуха -
0 кг)см'1, кг........................................... 650
Время зажима (разжима), сек................................... 3
Габаритные размеры кондуктора, мм................... 440X305X225
Вес кондуктора, кг........................................... 68
Конструкция разработана и внедрена на заводе имени Буденного,
г. Москва
Рабочие чертежи 404-1285 завода, имени Буденного.
85
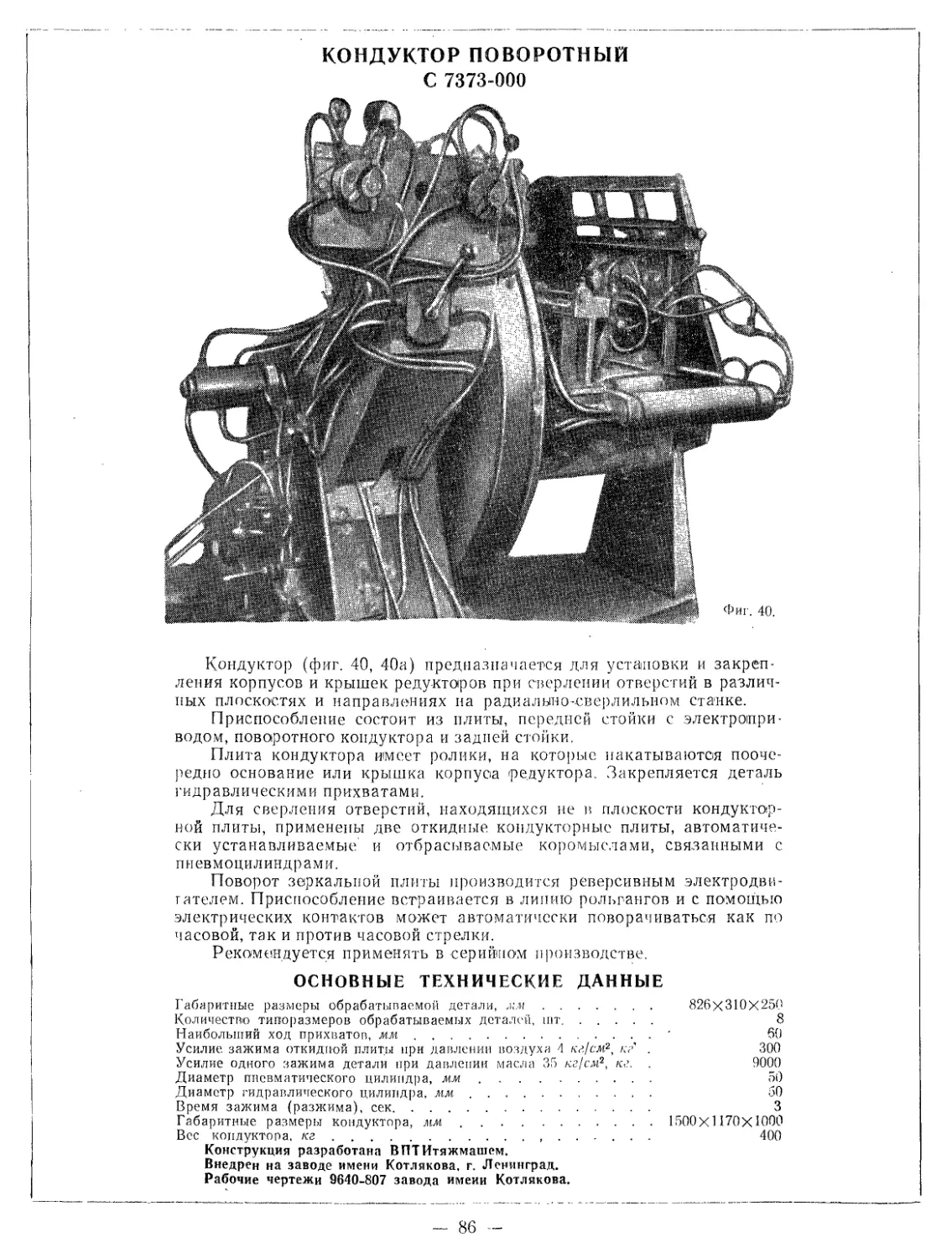
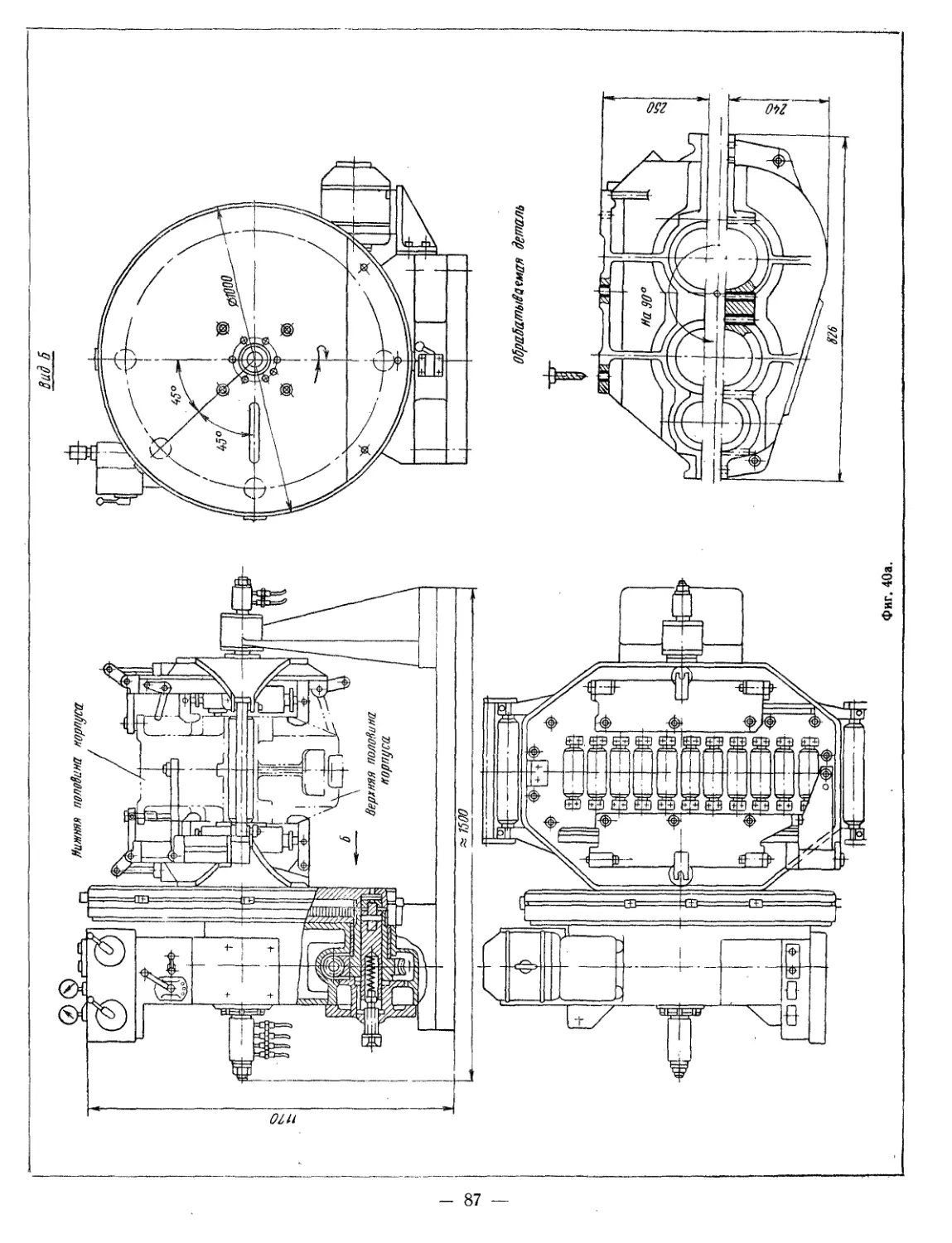
КОНДУКТОР ПОВОРОТНЫЙ
С 7373-000
Кондуктор (фиг. 40, 40а) предназначается для установки и закреп-
ления корпусов и крышек редукторов при сверлении отверстий в различ-
ных плоскостях и направлениях на радиально-сверлильном станке.
Приспособление состоит из плиты, передней стойки с электропри-
водом, поворотного кондуктора и задней стойки.
Плита кондуктора имеет ролики, на которые накатываются пооче-
редно основание или крышка корпуса редуктора. Закрепляется деталь
гидравлическими прихватами.
Для сверления отверстий, находящихся не в плоскости кондуктор-
ной плиты, применены две откидные кондукторные плиты, автоматиче-
ски устанавливаемые и отбрасываемые коромыслами, связанными с
пневмоцилиндрами.
Поворот зеркальной плиты производится реверсивным электродви-
гателем. Приспособление встраивается в линию рольгангов и с помощью
электрических контактов может автоматически поворачиваться как по
часовой, так и против часовой стрелки.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, л:м............. 826x310x250
Количество типоразмеров обрабатываемых деталей, шт.................. 8
Наибольший ход прихватов, мм.............................' 60
Усилие, зажима откидной плиты при давлении воздуха 4 кг/см2, кг' . 300
Усилие одного зажима детали при давлении масла 35 кг/см2, кг. . 9000
Диаметр пневматического цилиндра, мм............................... 50
Диаметр гидравлического цилиндра, мм............................... 50
Время зажима (разжима), сек......................................... 3
Габаритные размеры кондуктора, мм.......................1500X1170X1000
Вес кондуктора, кг . ... ............. . 400
Конструкция разработана ВПТИтяжмашем.
Внедрен на заводе имени Котлякова, г. Ленинград.
Рабочие чертежи 9640-807 завода имени Котлякова.
- 86
Вид 5
*1500
Фиг. 40а.
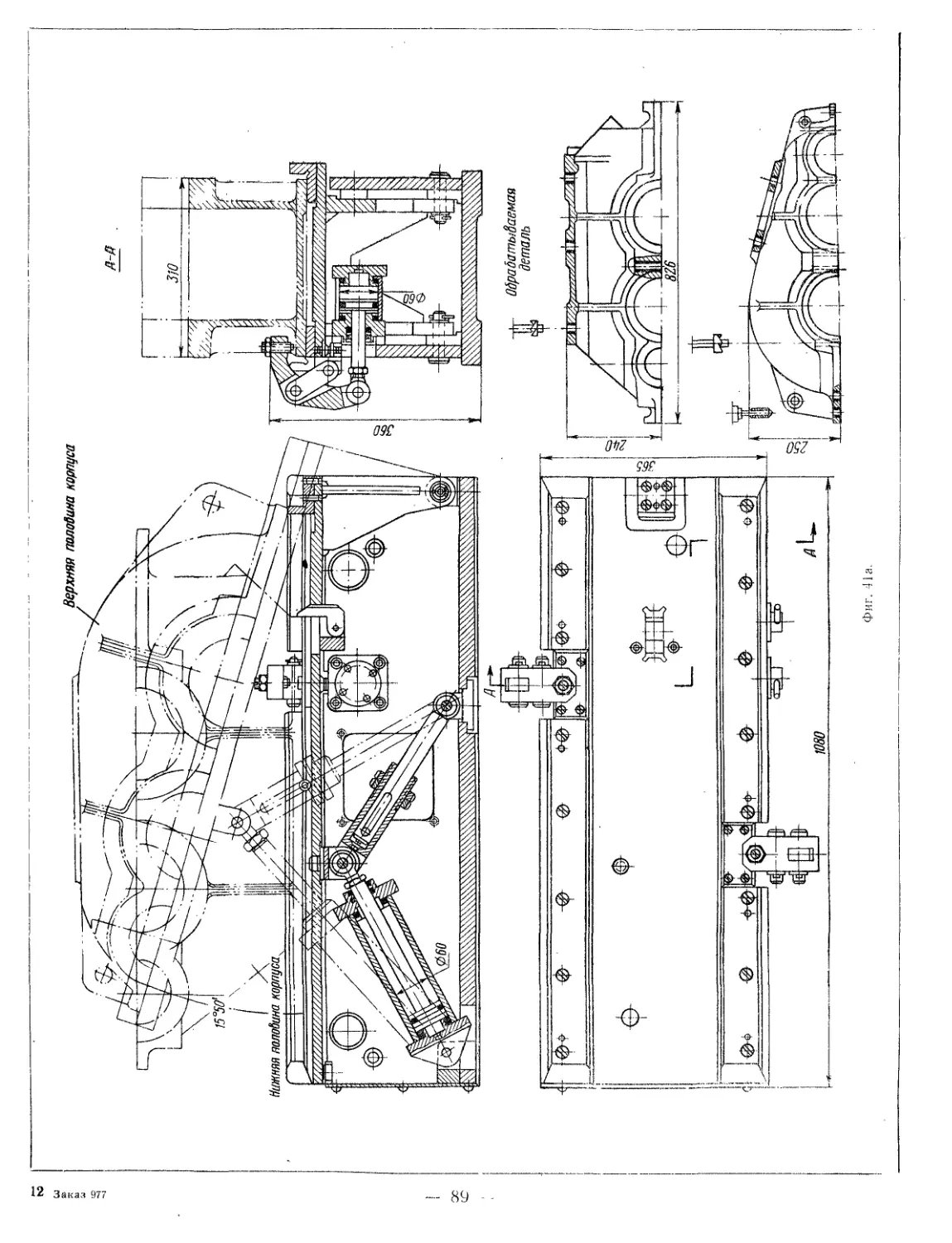
ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
В ОСНОВАНИИ И КРЫШКЕ КОРПУСА РЕДУКТОРА
С 7373-001
Фиг, 41,
Приспособление (фиг. 41, 41а) предназначается для установки и
закрепления основания и крышки редуктора при сверлении, цековании и
нарезании резьбы.
Основание редуктора вводится в салазки до упора и крепится двумя
прихватами, работающими от гидроцилиндров. После обработки отвер-
стий в верхней части основания корпуса редуктора оно освобождается
и выкатывается на другое поворотное приспособление, откуда после кан-
товки возвращается для обработки отверстий с другой стороны.
Крышка редуктора вводится в салазки до упора и крепится анало-
гичным образом.
В плоскости разъема цекуются отверстия. После этого деталь осво-
бождается от зажимов и при помощи качающегося гидроцилиндра и
ограничителя подъема наклоняется на 15°50' для резьбонарезных работ.
При резьбонарезных работах деталь не закрепляется.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . 826X310X250
Количество позиций........................................... 2
Наибольший ход прихватов, мм................................. 30
Усилие зажима детали при давлении масла
35 кг!см\ кг......................................... 3000
Диаметр цилиндра, мм......................................... 60
Время зажима (разжима), сек. ................................. 4
Габаритные размеры приспособления, мм...............1080X365X360
Вес приспособления, кг..................................... 400
Конструкция разработана ВПТИтяжмашем.
Внедрено на заводе имени Котлякова, г. Ленинград.
Рабочие чертежи 9640-999 завода имени Котлякова.
- 88
12 Заказ 977
Фиг. 41а.
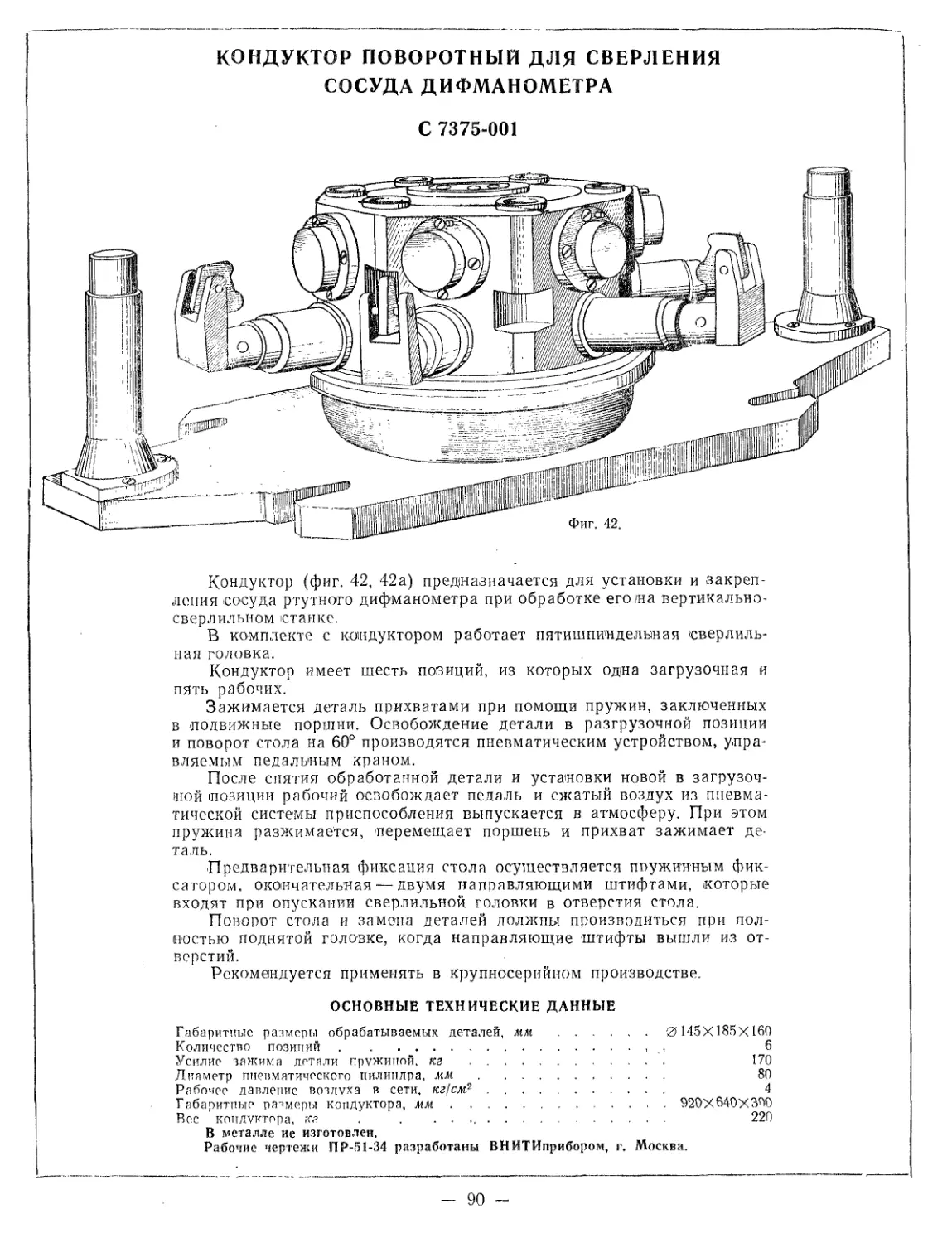
КОНДУКТОР ПОВОРОТНЫЙ для СВЕРЛЕНИЯ
СОСУДА ДИФМАНОМЕТРА
С 7375-001
Кондуктор (фиг. 42, 42а) предназначается для установки и закреп-
ления сосуда ртутного дифманометра при обработке его на вертикально-
сверлильном станке.
В комплекте с кондуктором работает пятишпиндельная сверлиль-
ная головка.
Кондуктор имеет шесть позиций, из которых одна загрузочная и
пять рабочих.
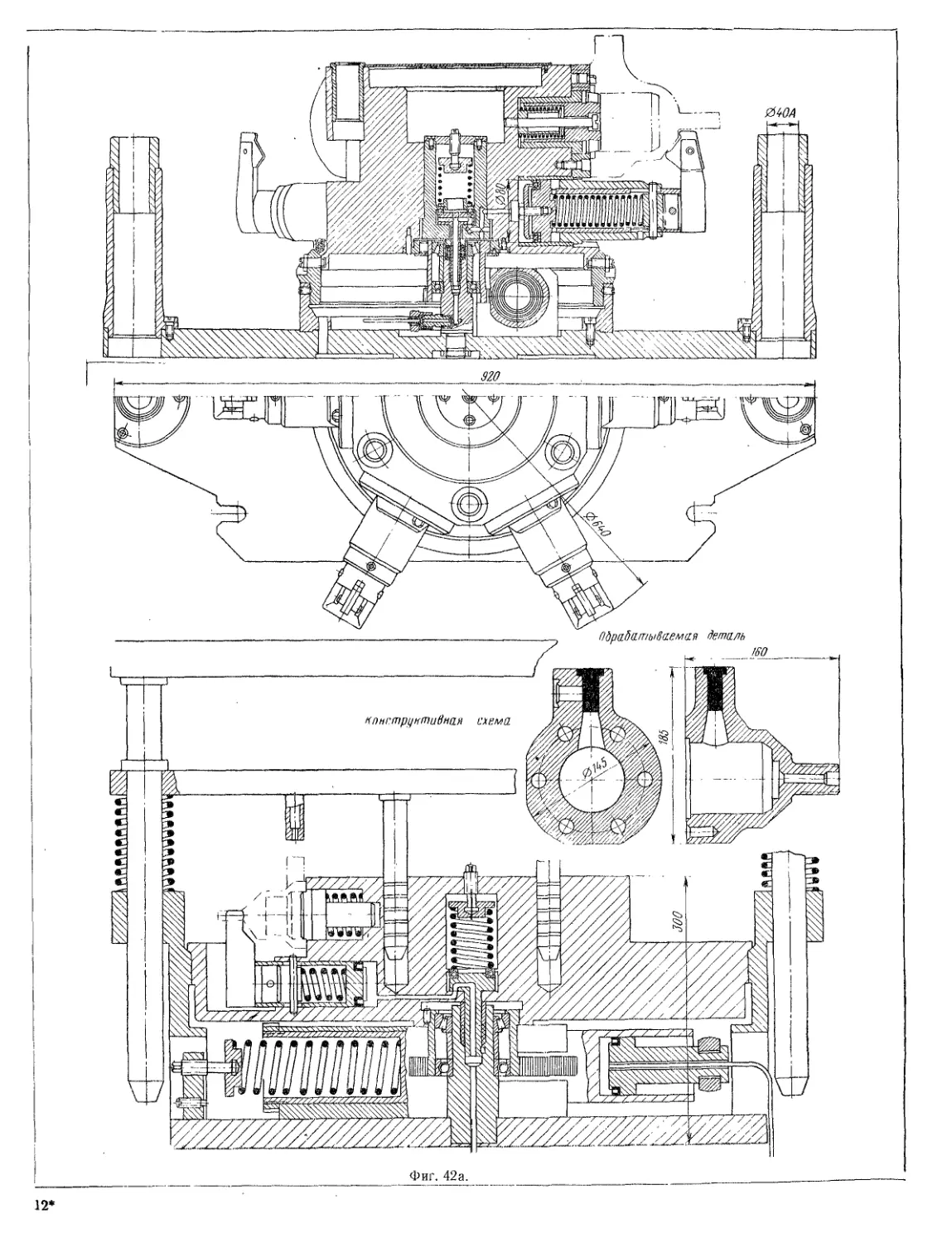
Зажимается деталь прихватами при помощи пружин, заключенных
в -подвижные поршни. Освобождение детали в разгрузочной позиции
и поворот стола на 60° производятся пневматическим устройством, упра-
вляемым педальным краном.
После снятия обработанной детали и установки новой в загрузоч-
ной позиции рабочий освобождает педаль и сжатый воздух из пневма-
тической системы приспособления выпускается в атмосферу. При этом
пружина разжимается, перемещает поршень и прихват зажимает де-
таль.
Предварительная фиксация стола осуществляется пружинным фик-
сатором, окончательная— двумя направляющими штифтами, которые
входят при опускании сверлильной головки в отверстия стола.
Поворот стола и замена деталей должны производиться при пол-
ностью поднятой головке, когда направляющие штифты вышли из от-
верстий.
Рекомендуется применять в крупносерийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемых деталей, мм ................... 0 145X185X160
Количество позиций................................................. , 6
Усилие зажима детали пружиной, кг ........................................... 170
Диаметр пневматического пилинлра, мм ......................................... 80
Рабочее давление воздуха в сети, кг)см?-....................................... 4
Габаритные размеры кондуктора, мм.....................................920X 640X 300
Rec кондуктора, гсг . . . . ..................................... 220
В металле ие изготовлен.
Рабочие чертежи ПР-51-34 разработаны ВНИТИприбором, г. Москва.
- 90 -
Фиг. 42а.
12*
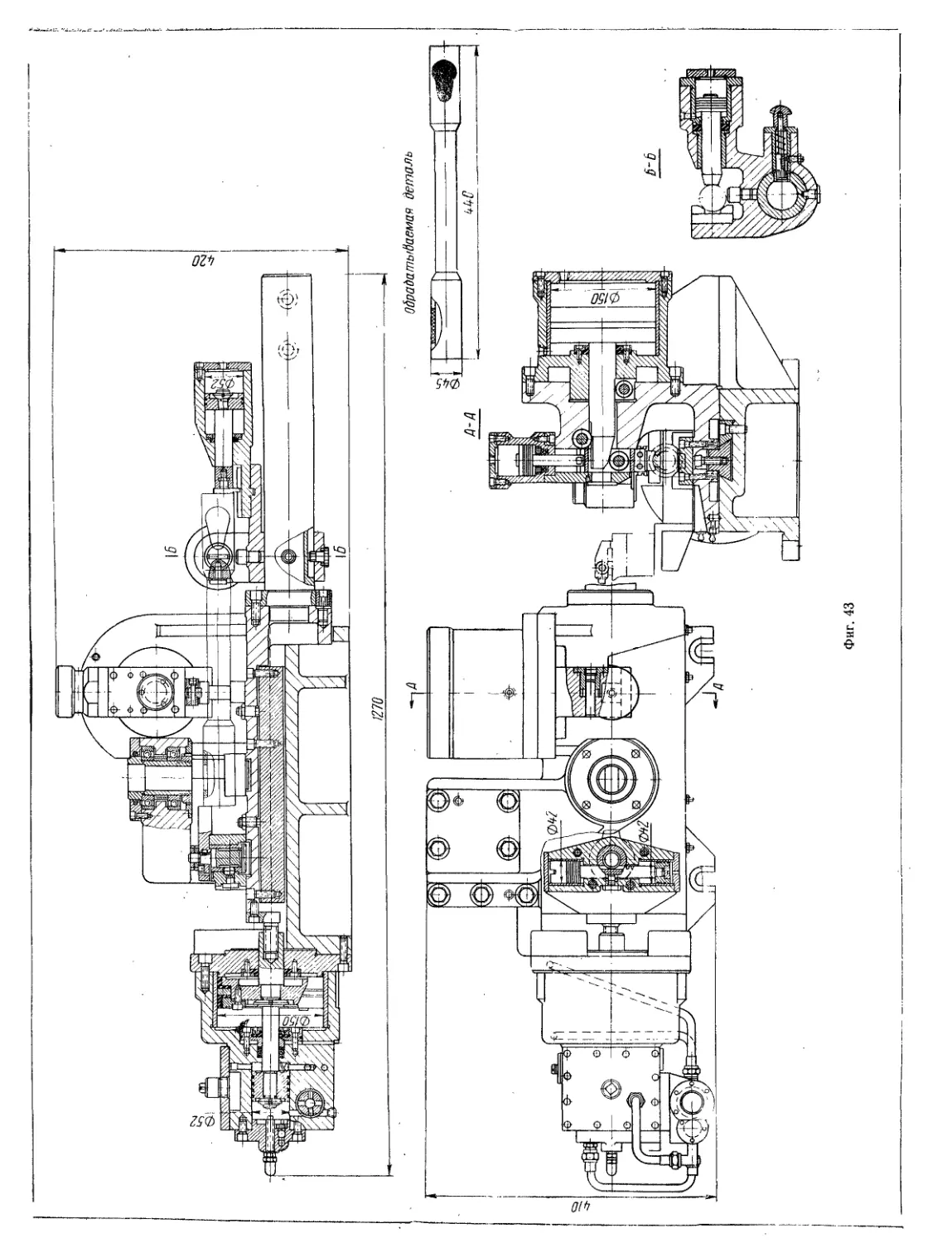
КОНДУКТОР для ОБРАБОТКИ
ГРУШЕВИДНОГО ОТВЕРСТИЯ
С 7364-003
Кондуктор (фиг. 43) предназначается для установки и закрепления
детали при обработке двух грушевидных отверстий, расположенных под
углом 90°, на сверлилыном станке.
Деталь устанавливается на опору и призмы и поджимается к упору
штоком правого пневмоцилиндра. Одновременно деталь прижимается
к опоре кулачком, подвод которого осуществляется штоком вертикаль-
ного цилиндра, а зажим — штоком заднего цилиндра. Инструмент на-
правляется по вращающейся втулке.
По окончании сверления сверло меняют на зенкер и обрабатывают
им отверстие.
Подача изделия на инструмент осуществляется с помощью пневмо-
гидропривода, расположенного с левой стороны.
По окончании обработки отверстия деталь перевертывается дру-
гим концом.
Клиновой шток цилиндра (см. разрез по Б-Б) устанавливает де-
таль по обработанному отверстию в новое положение под углом 90°.
Для обработки деталей другой длины каретка передвигается.
Рекомендуется применять в серийном производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . 0 45X440
Наибольший ход прижимов, мм.................................. 30
Усилие зажима детали при давлении воздуха
4 кг!см2, кг............................................ 900
Диаметры цилиндров, мм............................... 150; 52; 42
Время зажима (разжима), сек........................... 1.5—2
Габаритные размеры кондуктора, мм.................. 1270X410X420
Вес кондуктора, кг......................................... 160
Конструкция разработана и внедрена на автомобильном заводе име-
ни Лихачева, г. Москва.
Рабочие чертежи П1-1221 автомобильного завода имени Лихачева.
92
Фиг. 43
ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЯ
И снятия ФАСКИ
С 7375-002
Фиг. 44.
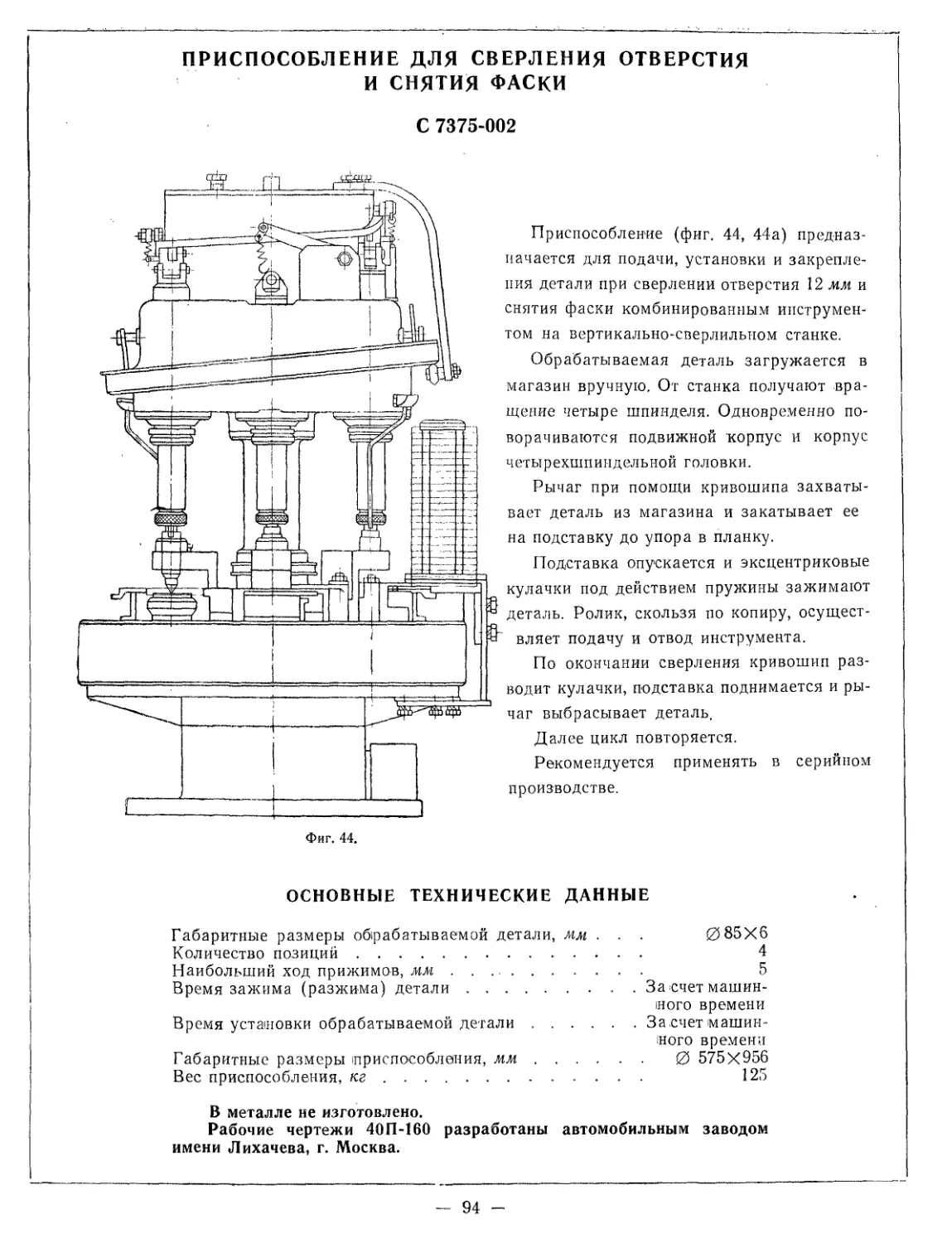
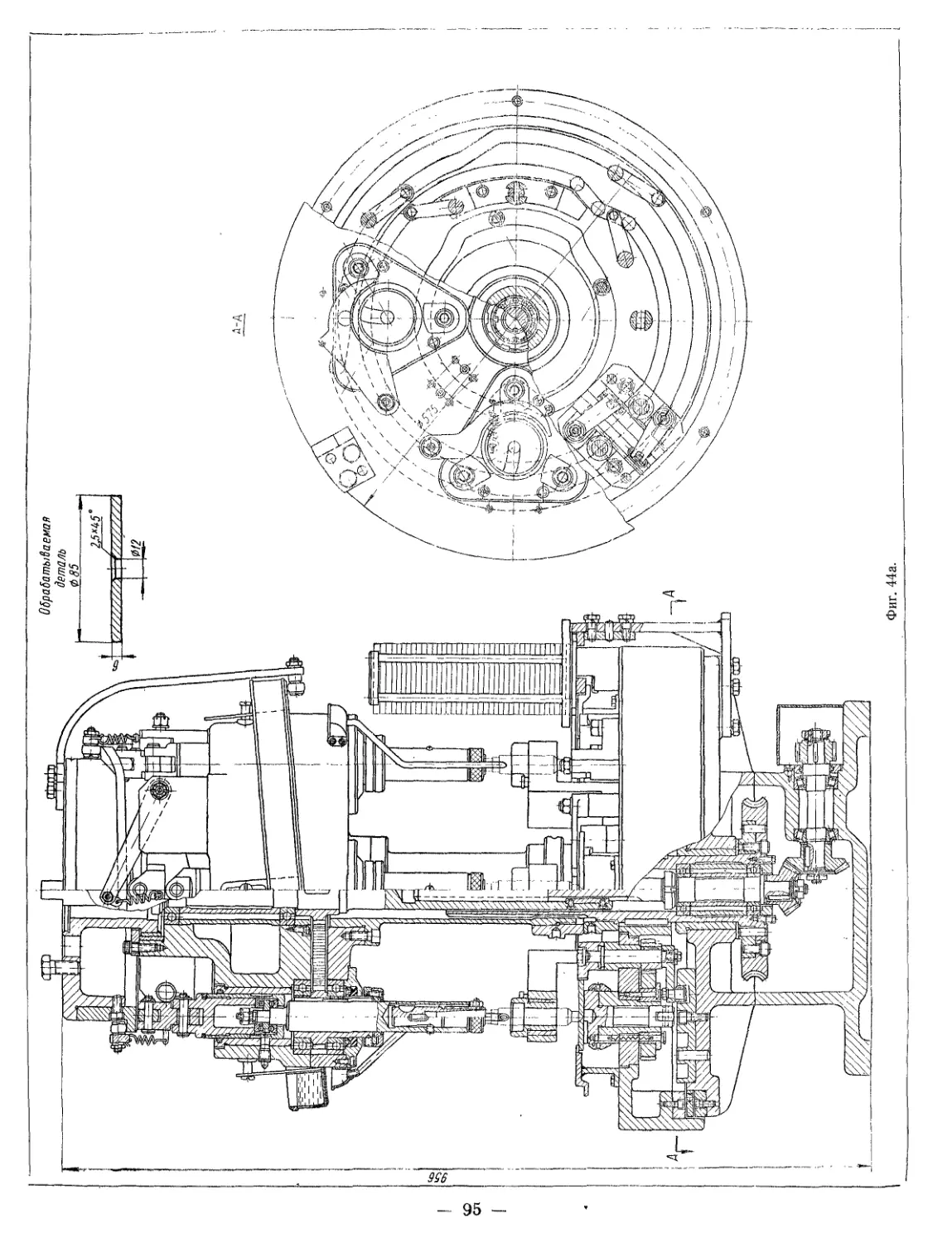
Приспособление (фиг. 44, 44а) предназ-
начается для подачи, установки и закрепле-
ния детали при сверлении отверстия 12 мм и
снятия фаски комбинированным инструмен-
том на вертикально-сверлильном станке.
Обрабатываемая деталь загружается в
магазин вручную. От станка получают вра-
щение четыре шпинделя. Одновременно по-
ворачиваются подвижной корпус и корпус
четырехшпиндельной головки.
Рычаг при помощи кривошипа захваты-
вает деталь из магазина и закатывает ее
на подставку до упора в планку.
Подставка опускается и эксцентриковые
кулачки под действием пружины зажимают
деталь. Ролик, скользя по копиру, осущест-
вляет подачу и отвод инструмента.
По окончании сверления кривошип раз-
водит кулачки, подставка поднимается и ры-
чаг выбрасывает деталь.
Далее цикл повторяется.
Рекомендуется применять в серийном
производстве.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
Габаритные размеры обрабатываемой детали, мм . . . 0 85X6
Количество позиций ......... 4
Наибольший ход прижимов, мм. 5
Время зажима (разжима) детали.........За счет машин-
ного времени
Время установки обрабатываемой детали.За счет машин-
ного времени
Габаритные размеры приспособления, мм. 0 575x956
Вес приспособления, кг.... 125
В металле не изготовлено.
Рабочие чертежи 40П-160 разработаны автомобильным заводом
имени Лихачева, г. Москва.
- 94 -
Фиг. 44а.