/






























































































































































































Similar




Text
РУКОВОДСТВО ПО ОЬСЛУМИВАНИЮ
ПРО ФИЛС -HAKATHt/X СТАНКОВ МОШСЙ UPH ПМО -UPW2M00
Ofyz
VEB Kombinat
Umformtechnik Erfurt WE MA Bad Duben
8
2
5 О-
A ft
КОЗ
W...d
FunkentstOrung ©
в
в
TrZ
2ЯА
Sit 6AH.
31
T1
SiZ
DrZ
Orb
4
Tht
SI
61
HR1
Magnet
2
Hatbzeug:
2
8
MaBi'-b
Stand, ftp
n
Rtf.'taiihiev.
26 L
IrZ m>TA
ThZ
S3
3
/6
£1
Rtbmassa Itg^
Linkslauf
Rechtslaui
Hf\23
AulO/TQtiK
fettle Meats
Potentials 516,36,00
deci seized -
R/droulik
Variegelung Waltspindelmoter beimOnricnten Пег бемгн/егоКеп
Verriegelung dalrspindelmator tfei enikuppetterr Walcspindetn
£5 Motepindeimc/tor Ein
-i wc< Ibnkslauf.
аг оз ffRechtstauf
uir.rO Hand t
lAutomotik
^MtzeeitlQ. ./fOs
t-4 '10,1 no- 300 Of
t- 30 . : 0.3 ' MO-rooo : • Of "x-no ’j’- of ! ton-imo >,г
, 'tyii FsUxholiertbalbautom. 23 Ablouf) NO Not^chatter J HytiraudkEdb
______ £2
# HpS f?t
——О ”---
S<5
KMIr Sr
Dri:
£/
. ,1 £
£2^4^.’
62
H 5 b
Ы 61 62 6 3
6/
Tri
Nalzspindelmotor. ©
Hyarauliktnok
Th3
DS
06 .ь
Я
Th3
or j. Kdhlmittelpumpe^
.У5
HR1
ZR1
НЯЗ
HR2
Mgl
UPH 12.3x70 1 Rl --250VA
30 - SO Hz I 220 V 380 V b2OV : 5&0V
Ml ^QkW 15.2 A 8,8 4 79A L 6.7A
М2 \i.5kw 6AA .. 3,7A _ 3.3A . ^8A__
М3 1 0J3kK G^A 0,<rA 0.33A
Si2 2SA tr 16Air ISAtr 16Air
Si 3 16 A tr ЮА tr lOAtr lOAtr
Sth- bA fl 2AH 2 A El Г 2Afl
Th1 Ю... t6 A 7.2... Ч5А 7,2. Ц5А t,3.. 75A
Th 2 IfJ.-.ZSA 26 ^A 2.6 IpA .^L -dtSA ..
T03 0.65 11 A. 0A...0fi8A 025. РАЗА G25..0P3A
UPWZSxTOQ r_ .. 1 T/1 1Ь00 VA
Ml 7<5kri 27.1 A 15,7 A j 1t,2A 11.9A
М2 2.2kd RIA 5,3 A 6.8A 3,9 A
SiZ 35Atr 2SAtf . , 25Atr ZOAtr
St3 36 A tr lOAtr lOAtr lOAtr
Т01 25.. tbA' 10 .16 A Ю 16A 10 . /6 A
Th 2 7.2 . 125A i.3. . 75A 13... 75A 2.6- 4.5A
М3; Sib ; TM3 wtebe/ UPWfz.Sx7O —1
2a о
HR2\ “ fc - \
HR3
HR1
an
ZR1 lb о
Wokz&t ®
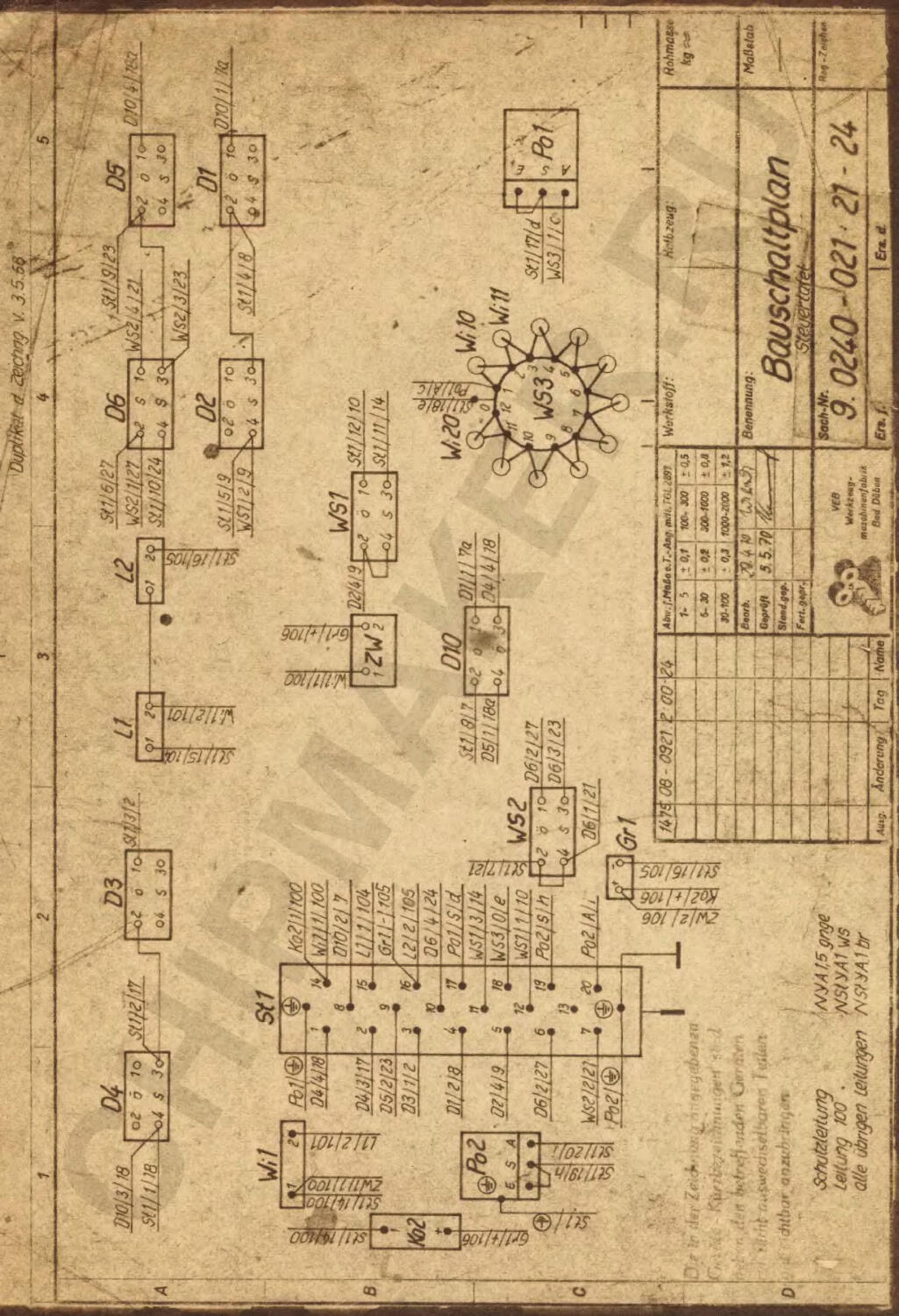
Hierzu gehbtea BauxhattptQn 9.02C0:000-21-23
Baux/iuttpian 9.0230-On pt -оз
M TSi w? Werktfoff:
bl . 92 < 03 .
/>4 W 96 07 .
Al/S bin Aus iin Aus Eifi
dalrspindel-motor Hydraubk-motor Zustxll-mauoet
2
3
Tag Nairn
V£0 KomNaat Umformtatfuiilt Erfurt WifkztftfmaKhifHtnfabfik Bad Ddben
Benennung:
Stromlaufplan
Sach-Nr.
9.0210-00001'23
cn.f.gi'-'t3 |fr>~
6
a
7
ЁЁГ.
WMM-7 4»1.5
St VI
TiF 102 WL ^га
IQ5. 124. 100 HL
102 liL.
25-
2а
£5
Мд1
3*№А1,5
t/Mutaff:
Rahmasst
Hatbzeug'
Mailtab
й
| Eri.d.
Name
Enf-
VEO Kombinat UmformteahnUt Erfurt Wtrkwugmascliinthfabrlk Bad Doban
e~* 21.U1Z, Ux £ ><^
Ям4м>.'
я-m < > 8,j | гаю-гаю ,
L-St-0 KU
/4*Л0И/5
ММ 7 Jxf.5
3*ЮА 1,5
F»WA15
4*/WA2,5
Atfe RS( Leitungen 'sw Leitungen land Ю0 .'vs Leitungen 2, Fa, 4. .110 br Lettungen cfah. r br
Stfiutzleitungen bnge
3*WAF 1.5
a. юг TTTe 2a°
£L
4 хWAFF.5
2
i<t
10
K<#\
HpS
MA 2,5
3*MAF2fi
3»WA1,5
St VI
^F-1
Tag
L-St-D 36\r
L-St-D
74 V
ЮОч ~йз^
ЮОч\ 773*
Л74
no
RIO
1L SB ж 512
-RlT Ж R2 T5
Ж 55 ~
~sT R1
KC1
К( 10 Fl Т 5 R (S)NWonxh(ue
11 & йЛ Banamung:
0 Bousc/iattplon
Maschine
Sach-Nr.
9 0240-000 21~ гз
По желанию заказчиков профиле-накатные станки довольно часто поставляются со специальными шпинделями,диаметр которых не соответствует диаметру нормальных шпинделей.
В интересах заказчиков,при заказе накатного инструмента просим указать диаметр шпинделей,установленных на станках, для обеспечения поставки инструмента с соответствующим диаметром посадочного отверстия.
Если при заказе инструмента диаметр шпинделей не оговорен, а инструмент поставляется с посадочным отверстием под нормальные шпиндели,а именно
к станкам модели UPW 12,5 х 70 с диаметром посадочного отверстия 63 мм
к станкам модели UPW 25 х 100 с диаметром посадочного отверстия 80 мм
От возмещения ущерба,возникающего по вышеоговореиной причине, завод-поставщик отказывается принципиально.
1475.08-0041:02-04
Гль. 05/о9
///-29-4?- L-f 2?/7^
Настоящее руководство предназначено для пользования в цехе, Но всегда руководствам по обслуживанию станков придается требуемое значение» Удовлетворительные резуль
таты по производству во многих случаях не достигаются только потому\что оператор не придерживается строго ему. Поэтому рекомендуется строго придерживаться настоящему руководству. Указания, со дерущиеся в нем, базируются на опыте}они имеют целью служить оператору з пользу»
Гль, 05/69
1475 ?08-0041102-04
I. СОДЕРЖАНИЕ
„ т _
Пробилэ-накатныв станки моделей UPW 12,5 х 70
UPW 25 х 100
I» Содержание
2. Транспортировка станка Установка Уход
Зэ Электрооборудование
4. Смазывание
5» Обслуживание станка -Конструкция станка
6 с- Таблица
7. Схемы
8« Инструмент Принадлежности Дополнительные устройства
9» Обцяе сведения по накатке профиля
1'0» Особа© причняк помех
II» Приложения
Описание функции зл ектрооборудо ва-ЕКЯ
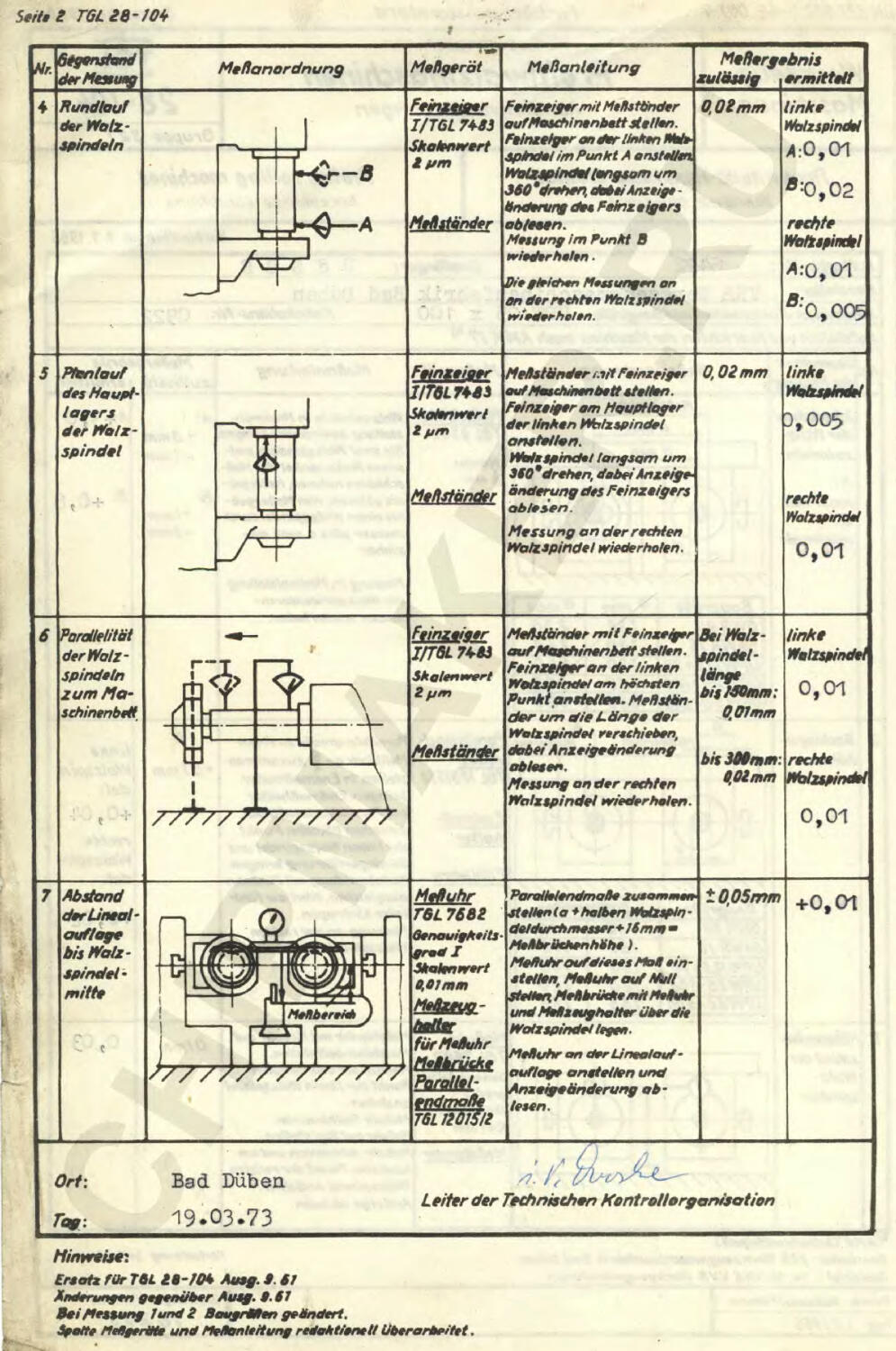
Условия приемки с та эка
Гль» 05/69
1475»08-0041102-04
I.I Основные параметры
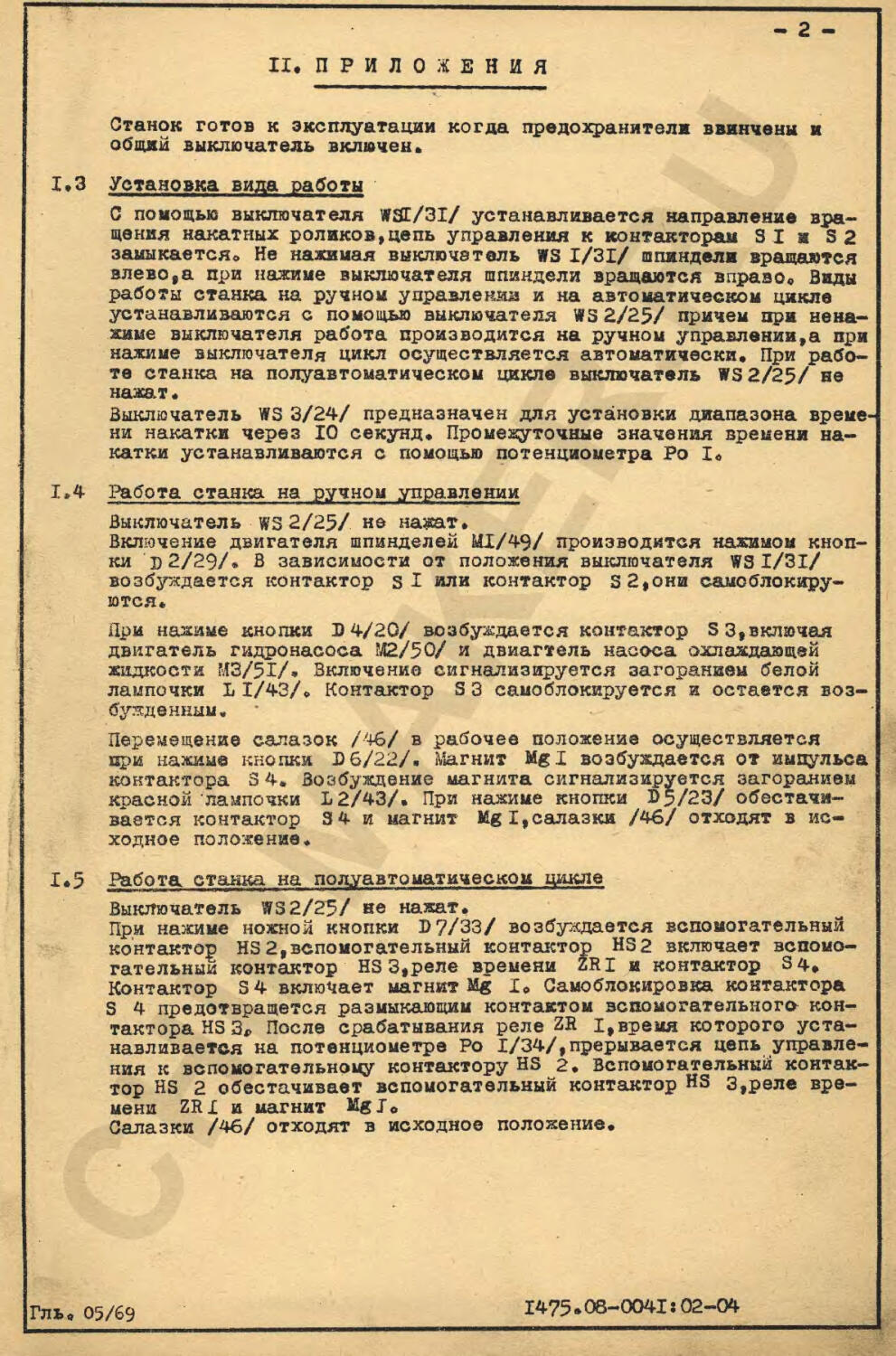
- 2 -
Технические данные Я основные параметры Станков моделей UFW 12,5 х 70 UPW 25 х 100
Наиме нь ш./наиб,диаметр накатывав- 10/100
мого изделия 3/70 мм
Наиьольшошаг накатываемо профиля Наибольш.делен.накатываем.мелко- 4 8 мм
шлицевого зубчатого зацепления Наиб.длина резьбы,накатываемой методом радиельной подачи ро- 1,6 2,5 мм
ликов Наиб.длина резьбы,накатываемой методом аксиальной подпчи изделия 125 180 мм
/прозодной метод/ Наим./наиб.межосевое расстояние шпинделей,включая длину хода са- 2000 2000 им
лазок - 15,соответственно 25 мм 130/240 150/325 лм
Высота шпинделей над станиной 160 180 мм
Наиб.диаметр накатных роликов диаметр шпинделей - 195 230 мм
в нормальном исполнении 63 80 мм
в специальном исполнении Длина посадочного места на шпинделях 54-69-85 69-85 мм
в нормальном исполнении 125 180 ми
в специальном исполнении Усилие накатки регулирование 160 225 им
бесступенчатое,от Скорость накатных шпинделей, регулирование бесступенчатое 500-12500 500-25000 кг
при частот® 50 гц от 20-90 20-90 об/мук
при частоте 60 гц от Мощность привода накатных шпии- 24-108 24-108 об/мин
далей Мощность привода шестеренча- 4 7,5 КВТ
того .насоса Мощность двигателя насоса охлаж- 1,5 2,2 КВТ
дающей жидкости 0,13 j 13 КЕТ
Требуемая площадь /дло х ш./ 1350 х 1080 1570 х 1230 ММ
Вес станка нетто,прим. 1940 2750 кг-
Вес станка брутто,прим. 2100 3400 кг
Нагрузка пола на I м2 прим. Габариты упаковочного ящика 1600 1560 х 1320 х 1900 I800xI450x кг
/длина х ширина х высота/ примечание 1450 1550 мм
Под наибольшей производительностью станков нельзя понять обеспечение накатки профиля наибольшего диаметра,наибольшей длины, с наибольшим шагом одновременное Необходимо иучесть прочность материала на разрыв - в кг/ММ^ - , которая-, например при накатке мелкошлицевого зубчатого зацепления не должна превышать 70 кг/ММ~0
С запросами просим обращаться в адрес завода-изготовителя
В связи с постоянным усовершенствованием конструкции станков,руководство по обслуживанию иногда и не полностью по всем подробностям может соответствовать поставленному станку, Поэтому при заказе запчастей просим указать номер и год изготовления станка,.
II/7I Гльо
1475.08-0041:02-04
2. Транспортировка станка - Установка - Уход
2» Транспортировка станка - Установка - Уход
2о I Транспортировка станка
При получении станка необходимо сначала установить повреждения, возможно-возникшие в пути следования. Подать .станок как*можно ближе к месту его установки. До распаковывания станка еще Яаз проверить ящик на повреждения. После распакования проверить на выдержку - на основании упаковочного листа,приложенного к станку - инструмент,приспособления и состояние станка. При транспортировке станка краном производить навеску аналогично навеске, показанной на вышеуказанных эскизах,заложить соответствующие деревянные прокладки. Производить навеску на тросах. Тросы не должны соприкасться к кожуху,к полированным поверхностям,маховикам ,рычагам, валам и подобным деталям. Транспортировку станка вручную производить на валах малого диаметра.
г 0>/о^ 1475.08-0041 «02-04
2О Транспортировка сганна-Установка стенка - Уход
Стеной педехи Bi Вт И, Иг 1, 71
UPVJ 12,5>70 /050 /250 //50 980 /ООО 9/0
МЫ 25»Ю0 1570 /4дО /200 /ООО /230 ЮТО
Стеной /тадвли а Ь С l2 & р <7 0 / X • m п
ОРН /2,5170 /250 /0/0 960 820 | /00 630 30 /5 /2/5 ТО 5/0 75
ОРТ/ 251/00 /400 550 1/65 /055 97^ \/оо 850 2^ 20 /440 80 625
05/69
1475 „08-0041:02-04
2. Транспортировка стайка - Установка - Уход ~ц~ .цг-гуца-.-г.-и - г~гшт х- г пгл17- —1г-ц—11-it innriiHitu 111 rw,*,1~r*'M—j i __.
! 2*2 Особого фундамента для установки ставка не требуется. Достаточно залить основание цементным раствором. Если же предусматривается привинтить ставок к полу,то размеру площади,требуемой для установка его,указана на схеме основания станины, Производит» выравнивание станка на фундамента с помощью уровня /точность - О»0$ мм/м/ устанавливаемого на станине. Клинья железные,применяемые для выравнивания станка,следует залить цементным раствором» После установки станка необходимо его хорошо очистить.
2.3 Чистка
Полированные детали станка покрыты антикоррозийной краской,легко стираемой чистой тряпкой /ни в коем случае ветошь»/, Чистота и бережливый уход сохраняет точность накатки и повышают срок службы станка*
2.4 Пуск станка в эксплуатацию
Перед пуском станка в эксплуатации необходимо озишеомяться с элементами обслуживания и с их действием - см.лист 12 22.
Указания,касающиеся пуска электрооборудования,оговорены под п. "Электрооборудование” настоящего руководства. Необходимо заполнись резервуары соответствующим маслом и смазать все места,указанные в руководстве по смазыванию - см.лист W? 8.
2.5 Ухоа
Регулярность чистки,смазки и ухода определяют срок службы и производительность станка.
Производить при односменной работе
смазку - в соответствии с руководством по смазыванию ежедневно - на глазке визуальную проверку функции смазочного насоса
еженедельно- чистку станка,поддерживающего кожа,снять последний и очистить станку» Для чистка никогда не применять ветошь. Очистить маслосетки,магнитный фильтр и всасывающие трубопроводы шестеренчатого и смазочного насосов,очистить сетку s ванне для улавливания воэ-вратно-оттекаемого масла. Очистить магнитные пластинки в резервуаре под масло и проверить ыехакиэы бес-ступенчато регулируемой цепной передачи.
ежегодно - проверить станок я отношении требуемого ремонта и проверить положение его с помощью уровня.
Глье 05/69
1475.08-0041S 02-04
- б -3» Электрооборудование
3. Электрооборудование
Электроэлементы наглядно собраны внутри станины, они. готовы к эксплуатации, следует лишь подключить подводящие провода к клеымаж R, 8, Т и н в соответствии со схемоМ коммутации*
3*1 Проверять до пуска станка в эксплуатацию соответствует ла рабочее напряжение на заводе-заказчике напряжению, указанному на номинальном нитке двигателя» Проверять правильность мощности предохранительных штепселей. Проверить резервуары на наличие масла» Проверить правильность направления вращения роторов электродвигателей /см.стрелку на гидронасосе/» В случае неправильного направления вращения роторов следует переключить фазы кабеля станка но ни в коем случае фазы электродвигателя*
3<»2 Запчасти к электрооборудованию
При заказе запчастей к злектрооборудованяю необходимо умазать тип заказываемой детели,фабричным помер заказываемого элемента к номер станке.» Тип отдельных зкектроэяементов указан ва прилагаемой перечне электродвигателей.
3.3 Правила, „по уходу
Производить сбвде мероприятии по уходу » соответствия с пряжила по уходу за злектрооборудоеаыкта обрабатшмиецкх и пярэробатавюмдаж сташюв* - ТГЛ 28-123 - или по » строг® по-
лучателя станка. Чистку ®лектрсэбсрудс®й.шт а уход вверить Прага-ципиально только специалисту• Двигатели а управлэ^^жй элемента необходимо проверить в определенных интервалах» Примерно после 5000 рабочих часов следует демонтировать двягатож, ©честить под-шипники путем промывки их тетрахлорвстым углеродов или бензином /не применять горючего/ и смазать ах свежим подшипниковым жиром парк». + КЗ» Не применять для чистка ветоши» Производить чистку только мягкими неволокнистымя тряпками* Контакты, потерпевши от ожогов,следует обработать напильником»
3.4 Особые причины nousx
Электродвигатели,потерпевшие от влаги,необходимо перед пуском просушить и проверить специалистом» Посторонним шум в двигателях является доказательством нечистых смазочных ыатараалов или отказом в смазке* В таком случав электродвигатели немедленно следует выключить к проверить» Коктаита9сработанные до того,что они цри включении пружинят только незначительно,следует заменить* Описание функция электрооборудования,схема коммутации тока и пространствеиная схема коммутации - сы»приложения.
Гль. 05/69
1475•08-0041S02-04
4, Смазывание
4»
4.1
Смазывание
правила
Срок службы любого ставка в большинстве зависят от смазки, поэтому необходимо строго соблюдать правила ао смомваэдш», Сосуды вод сш точные материалы держать всегда эаярыт»«й,ис употреблять для сказки материалы из незакрытых сосудов, Малейшая сорянка а смазочных материалах может повредить под— шипникж» Производить залив масла в резервуары ила масленки только через фильтросетки, Проверять постоянно уровень масла и следить за правильным уровнем. Производить первую замену гидравлического масла и масла для дан проточной смазка после 300 рабочих часов и последующие замены через 5000,соответственно через 8000 рабочих часов. Спуск масла производить только в теплом его состоянии, Принта резервуар» бензолом. Керосин или бензин для проынвкж не рекомендуются.
Смазочные матер налы, указанные на таблице показанной на листе » 9,распространяются в ГДР организациями DKMZ /Школ/ к "Дерунафт". С запросами в отношении смазывания просим обращаться в отдел "Техническая смазка" оговоренных организаций. Настоящее руководство по смазыванию разработано в сотрудничестве с отделом "Техническая смазка" организация DKMZ /Шнол/,
1475-08-00418 С2-С4
.. 1И1,|„||. ГГЦ I1U ИИ.—ППГЖ.ЛП11Г- —^п-гтп^т--'
Гльо 05/69
05/69
bfQ
---Спазм в on по руководству
-----Спаз&вагъ еженеле^но
1475 ♦08-0041:d-04
40 Смазывание - 9 -
Смазочное место Перечень смазочн. материалов Маркировка График по смазывании
Наименование Вязкость в центи-штоках Сим- Цвет вол Частота Кол-во Примечание
Опорные места I Масло марки G1 125 125*10 чер-ный ежене- 3-4 кап дельно ли мас- ленкой Смазочный ниппель
Червячн. передача /проточи, смазка/ 2 Масло марки G1 125 125*10 чер- Ок кый Замен. До серед после глазка 8000 UPW 12.5 раб.час.х 70 20л UPW 25 х 100 25 л Вытянуть бак на лев-залностор. ст-ка,считая с лицеи; стороны
Бесступ. регулир. механизм Масло марки G1 60 60*7 си- йСЪ ни^ Первичн.До мар-замена кир.на после глазке См.прйлож* - бесетуп* регул.мех9
передачи - 500tnoc- UPWI2Bt5 лед.чер,- 6 л 8000 pa- UPW25 боч.час.- 7 л пепн.передачи
Гхдрав-лика 1 1 ~ ' j 1 4 Масло станд. Е 36 36*4 крас ный Замен. До серед через глазка 5000 UPWI2S5 раб»час - 65 л ^W-25 - • - 75 л Открыть пе-раднокрыэку заполнить прав.бак
..1 ..— __ Охлаждение 5 SUAHOL gf 10 25 Замен* До серод через глазка 1000 TJPWI295 раб.час - 45 л UPW25 - 55 л. Открыть передне крышку заполнить левнй бак
Вал пром® ду точный 6 Конеист. смазка + КЗ Текуч. свыше 150°С зе- д лек‘ Замен, по пот-черьз ребн* 200 раб.час Смазать шл.«ц* профиль
Муфта 7 эксцентрик
Подшипн. шпинделей 8 Консист. смазка + КЗ то же 36-у\ лен* прим.че-по пот-ре з 5000 ребн* раб.час* Смазать, подшипники
Приводной двигатель 9 Консист. смазка ♦ КЗ то же 30-лен. примоче- по пот-рез 5000 ребн. раб.час. Очистить двигатель смазать подшипники
Двигатель гидронасо са 10 Консист смазка ♦ КЗ то же зе- Д лен* прим.че- по пот-рез 5000 ребнв раб.час• Очистить двигатель смазать подшипники
05/69 1475.08- 0041102-04
Гль. Г
if?
- 10 -So Обслужкзаз?»» я конструкция стазам
5.1 jfessassw-sza»®. з.п £«зи»яаыиаа
Прсфиле-иакатные стаихк модели UTW 12,5 х ?0 соответственно модал* upw 25 х юо является станками, со аланшши на базисе давно оправда&шх себя резьбовакатвдх сташеов»
Развитие конструкххи® резьбоканатных станков додало к создание проиаводктелышх станков,техническое усовершенствование к современная конфигурация которых соответствует современному уровню техники. Станка предназначена для холодном накатки профиля различного вида по современным методам. Обслуживание станков моделей UPW 12,5 х 70 » ПР» 25 л W0 весьма просто®,оно легко и надежно выполняется неквалифицированными операторами»
5о12 Нджяяд часть ставка
Основной корпус /станина/ профиле-накатного станка - чугунный• Благодаря своей жесткости и коробчатой форме станина обеспечивает тихкй,виброуетойчнвнй ход станка. На жесткой отжнвфовамзой влита,покрывающей станицу,установлена шпиндельная бабка,салаэ-кя3опор& с нажммкым цилиндром и кохух, Благодаря соединена» инкздельной бабки ж onops? костяком создается жесткая рама,зое-прянкмакцая усилие накатки, Внутри правой ч&ста станкзи установлена гидрсзлементя, Над гшфоакеяентамн установланн элементы дал обсжуо!®&5шя стант,ош5 перехрктм кожухом,являкцпюя одно-временно пультом управления, Упраялжгж^е злектрозлемеитз? уста-нозленм внутри станины,на правой стороне. На задней стороне ата-ндаы установлен механизм бесступенчато-регулируемой цепной передачи и приводной электродвигатель. Под механыз1юк цапкой передачи ж электродвигателем,внутри станиш1,располохенк два маслобака. На правой стороне,считая с лжцевой сторон» ставка,расположен бак под гидромаоло,а на левой стороне бак под строчное и охзхаждаищее масла. Для залива смазочного пасла бак следует вытянуть» Залжв охлахдакцего и гидравлического масел производится с лицевой стороны станка, см .руководство по смазшмяип. Производить зализ масел осторожно до тех пор,пока глазки,яахо-дяциеся ка задней етрроя® етакха,не покажут правильный уровень.
Гль. 05/69
1475 • OB-OCMI8 02-04
5. Обслуживание в конструкция станка.
5«13 Шпдядельврия сУа-Сгсда,
Шпиндельная бабка предназначена для установки на ней накатного шпинделя с подшипниками и с приводом* Сам шпиндель предназначен для крепления на нем накатного инструмента. Шпиндельная бабка неподвижно смонтирована на станине. Представляется возможность незначительного разворота шпиндельном - бабки — после отпускания крепежных винтов - с целью установки параллельности шпинделей. Разворот шпиндельной бабки проивзодится с помощью эксцентрика. При замене накатных шпинделей или при установке дополнительных устройств представляется возможность легко демонтировать накатные шпиндели. После снятия задних перекрытий шпиндельной бабки и салазок следует отпустить - с помощью ключа 3WI4 - винт, находящимся за червячным колесом,с обеспечением вытягивания шпинделя спереди вручную. Сам винт остается в отверстии,он предохранен от вытягивания.
5.14 На салазках смонтирован второй шпиндель с подшипниками и с приводом» Салазки скользят по плоским направляющим. Возвратно -поступательное движение салазок в горизонтальной плоскости осуществляется гидравлически.
5.I5 Главный привод
Привод шпинделей осуществляется электродвигателем трехфазного тока через бесступенчато-регулируемый механизм цепной передачи. Усилие двигателя передается на промежуточный вал. С промежуточного вела усилие передается на накатной шпиндель и на салазки,
5.16 Гидросистему
Усилие накатки создается гждравлическк,оно регулируется бэссту-пвнчато. G помощь® шестеренчатого насоса высокого давления подкачивается масло аз резервуара через сетку и магнитный фильтр в блок управления. Электромагнитный золотник распределяет масло в отдельные трубопроводы. При возбуждении управляющего магнита /рабочее положение магнита/ пилот золотника переводится и пропускает масло поступающее от насоса через кланам подачи и возвратный клапан к нажимному цилиндру - см.лист Н? 13. От усилия поршня перемещаются салазки на быстром ходу к детая»,с обеспечением прикосновения накатных роликов к детали.
Гль. 05/69
1475•08-0041102-04
12 -
5» Обслуживание ж конструкция ставке.
Одновременно перемещается поршень клапана подачи от повышенного давления к нажимной пружине до„прикосновения к винту,регулирующему подачу. Давление в напорной трубопроводе дросселируется к подача салазок осуществляется во время внедрения накатных роликов в деталь величине»,заранее устанавливаемой на клапане подачи путем поворачивания звездообразной ручки, Зел» деталь,например пустотелая деталь,требует мягкого прикосновения роликов,то рычаг на клапане подачи следует переключить влево,при этом нажимная пружина натягивается а пориень освобождается о? усилия давления. Поршень,плавающий вкутрж клапана подачи,перемещается от незначи» тельного поаышония давления в напорном трубопроводе до прикосновения к винту,регулирующему величину подачи,-до перемещения салазок, вследствие чего подача становится действенной на ход салазок, Усилие,требуемое для накатки профиля,устанавливается путем поворачивания звездообразной ручки клапана,находящегося на напорной трубопроводе» Усилие накатка показывается на манометре.
На том же трубопроводе имеется предохранительный клапан,предот- ! вращающий чреэмернук нагрузку станка. Данный клапан установлен * на усилие в I30C0,соответственно 26000 кг, в зависимости от ио- i | дели станка. Отход салазок от детали также осуществляется гид- г равчически. При обестачивании магнита перемещается управляющий i поршень в исходное положение от усиляя дружины. Потс-ic масле. пе- | раключается и масло,подкачиваемое насосом,течет в возвратный трубопровод. Перепускной клапан в данной трубопровода восстанав-! ливает давление,требуемо® для отхода салазок от детали» Но са- I лазки отходят от детали люь тогда,когда масло может утекать по зазору между цилиндром и торцом поршня. Но т,к. обратный поток шала предотвращается ©озвратным клапаноыРто наело может утекать только по раздельному трубопроводу с золотникам,действующим от усилия пружина. Функция золотника осуществляется от давления утекаеыого масла,действующего на пружину. Скорость работы золотника и скорость движения салазок зависимы от настройки дросселя. Когда дроссель открыт полностью то салазки перемещаются на быстром ходу в исходное положение,» то время,когда дроссель пропускает лишь незначительное количество масла,отход салазок замедляется. Длина хода атока клапана ограничивается упором.
Гль о 05/69
1475 < 08-0041:02-04
Вм/tlt-Nr. 59012 MtnrM
Af х»/б7Ю1ттАА^чок>>т MJ
- 13
5» Bedienung und Maschinenbeachrelbung
Oruckzyt/bder
enffaUt bei UPW /^5‘70
Zy/inder -UPW 12,5*70-130*5TGL 6365 “I UPW 25*100- 170*5 Л n TGL6365
— Anschtuft fur OUeitung
Rucklaul
r—AnschiuR fur bU&tung Vorlauf / und Entluftung
02/73
UPW 12.6*70-110*57616365
UPW 25*10155*5
76 L 6365
NatzspmdeP schlHlon
Kolben
GnsTel/spindel
ZZ2J
KlemmschrauOe
Hubspindel
\ TX-, 4 7KJ wrfUPW 12,5 * 70
^le}es\ UPW 25 400
UPW 12,5 * 70 - 130 *5 TGL 6365 UPW 25*100-170*5 TGL 6365
70>5 7GZ 6365 - UPW 1Z5* 70
100 * 5 T6L 6365 - UPW 25 * 100
110Г61 636J - UPW 12,5* 70
150 TGL 6361- UPW 25* 100
110 T6L 6363- UPW 12,5*70
150 TGL 6363- UPW 25*100
1475.03-0041:01-04
13
5» Обслуживание и конструкция станка
Цилиндр давления
песто для подключен.
возврати маслопровода
Воздушный труЪопровод
Цилин яр
/70*5 TGL 6365 755*5 TGL 6365
отсутствует на станках UPW ГМ *70
Винт зажимной
Винт ходовой
56*6 TGL636S
Салазки
Винг регулировал
700*5 Гб/. 6Уб5 750 TGL 6361 150 TGL 6363
770» 5 TGL6365
Песто для поднлшеН' подающ. паслолровода
03/69
1475 .08-0041*02-0*
- 14 •
5» Обслуживание и конструкция станка
Пре поворачивании винта дросселя вправо«салазки перемещмится на быстром ходу,а при поворота винта влево обратки! ход салазок замедляется* При надобности перемещения салазок вручную,напри» мар ори корректировке резьб, рас пре делительный золотаож принудительно перемещается на блока управления и салазки перемещайте ся в соответствующее положени® на требуемой скороета, Повыиа цилиндра давления имеется трубопровод к зоздужноку клапану, действие которого,! случае надобности,осуществляется с помощью рычага с парообразной ручкой*
5®17 Электронное управление временем науатхм временем накатки и временем,требуемым для замени деталей,управ» ляю? электронные элементы. Эти элементк установлены в камера, находящейся внутри станины на правой стороне стакан» Обслужив**» иже производится с пульта управления» Время накатки устанавливается в диапазоне от I - НО секунд» Время,требуемое на замену детали^устанавливается в диапазоне от I - 10 секунд»
5»19 Смазывание в оаладдение
Смазочное масло подкачивается шестеренчатым насосом в распределитель, установленный на мостике. Привод насоса осуществляется от вала механизма передачи. Циркуляция масла пои^азмв&ется глазке» От маслораспределателя проложена; трубопровода к разним мостам смазк®,смазываемым ишутгду&льжэ ил» проточной сказкой, как, например механизм передача н&каткого нпиадеда.
Смазывание ж охлаждение накатного инструмента и иакатнваемой детали обеспечивается злектронасосом,устаж>вленкмм в камере внутри стаииим» При более продолжительной непрерквкой накатке необходимо наличие ох^а^даищего агрегата доволкнтехвио» Охлаждао^гй агрегат оснащен воздуходувкой,ов коставлязтся ж особому заказу.
Дёя бзэук-оркэн&оого обслухивакжя м ддя тщательной наладки стаин> кооператору необходимо ознакомиться со cse^ss^w
До сташйа в э^епдуат&я^ веебходныо следить sa тем,чтсби ^адка /1/,показнваяш мехоеевое расстояние ипиндеямЙ,абкамкМ1 величину,пр®вм!шющую
Гль» 05/69
1475- оа-00411 ое-о<
- 15 -
5. Обслуживание и конструкция станка
установленную длину хода /2/ салазок.
Например9длина хода салазок - 5 ммгнкалка показывает 10 мм» см.лист й 22(Соответственно циткм с мнемоническими изобрахения-мх на листах 25 и 26 наетояжего руководства.
5.21 макетного инструмента
Качество накатываемого профиле и стойкость накатного инструмента в значительной мере зависят от установки и наладка накатают© инструмента. Кроме того рекомендуется установить накатной растру-мент по возможности ближе к коренным подшипникам накатных впик-делай. После отпускания гаев /3 м3’/ представляется возможность сиять аодянпники /4 к 4®Д Затеи следует снять илИ4[евие гайки /5 ж 5®/ и дистанционные кольца. После -этето необходимо хороао очистить посадочные места /6 ж б’/ на ипянделлх и смазать их слегка маслом. Затем следует насадить на шпинделя накатине ролика с соответствующими дистанционными кольцами и затянуть ах са-дотормозякими нджцознмн гайками. Рекомендуется затянуть гайке только слегка о Благодаря наличию резинового буфера отцускание гаек предотвращается. Поел® очистки а после смазывания опорных ипиаделей следует насадить .на ипычязлж ш^дапниззе /стрелка на подаипнэнах должна показывать вверх/ и продвинуть кх до упора. Не т.н. накатине мпннделн в аксиальном направленна пружжшт^то необходимо оттянуть йодеепшшй от увсра на 2 мм до нх затягивания.
5.22
После осййзсткй стойки /7/ нозйэы /В/8соот®йтст^у-
едим накатываемой резьбе9следует уст&новнть стойиу m станине ss закрепят ж ее деталь» /9/. При это® стойку следует ©
обесмчекисы вараллел&тсти торца коддеркив^аег© жжа s торЦУ адикдез^а о&яаеок. В радакдьяом нвира^яеннж ©тиосит&а&а» аа^зтно» го ри*има*аАхадяиетося ма нлкидеж» бабки /10/, стойлу ооддержи-занв^го кожа следует установить с обеслеченнем раеаюяожеикя се» редины ножа от накатного роимша на расстоянии» равному прим о воловике диаметра детали до «ахатки резьба.
Гль. 05/69
1475 *O8r-Qp4It 02-04
- 16 -
5 о Обслуживание и конструкция станка
5.23 Установка параллельности торцов накатных ролк&ов Предпосылкой для установки параллельности торцов накатных роликов является параллельность осей шпинделей,которая настраивается заводом-поставщиком. В случае необходимости представляется возможность подналадить ее путем разворота шпкэдельнсй бабки* Разворот шпиндельной бабки производится следующим образомг
I, Отпустить крепежные зинты /II/ на шпиндельной бабке 2® Отпустить винт /12/ 3« Развернуть шпиндельную бабку путем поворачиваний эксцентрика /13/,находящегося внутри бабки* При £юзорачй»аиих эксцентрик! вправо ®пинд©ль перемещается в сторону салазок,а при поворачивании эксцентрика влево эпйвделъ перемещается в противоположную сторону»
После подналадка параллельности киквделей следует гатя^уть ввиты /II/ ж зафиксировать эксцентрик /13/ с помоцьк винта /12/» Настройка параллельности торцов накатных роликов ерснззводктся с помощью лекала длиною пркк. 300 мм, прикладываемого в торцевыа поьчрхкостям роликов.
Кроме то”о прежтааяяетея возможность переместить япкндель бабки аксиально путев поворачивания ааросбразной ручки после отпускания гайки /14/, Посла настройки параллельности торцевых поверхностей накатных роликов не должно быть светового зазора между лекалом и торцевыми поверхностями роликов. Затей еще pas следует отпустить опорамй подаипннзс на шпинделе бабки а установить его с обеспечеинем зазора в 2 мы, аналогично установке инструмента,оговоренной под п.5.21 настоящего руководства»
5,24 Установка дрофиля н&датнкх роликов
Ввиду того,что накатка профиля производится двумя роликами,то необходимо настроить один ролик относительно другого» При накат* ке однониточной,трехнмтонной ж пятиниточной резьб и т»д, необходимо поворачивать ролики так,чтобы профиль одного ролика находился против впадины между профилями другого ролика. При накатке двухннточиых9чотнрехвиточ8мх,веатинкточнмх резьб и т.д. впадина между профклямн одного ролика должна находиться против впадшш между врофияямк другого ролика.
Гль. 05/69
1475.08-00^1502-04
- 17 -5* (.‘бслухжваиие к гэкструкцая стадша
С цель» установка одного ролтв. относительно другого не обход йэю расцепить му^ту,соединяющую накатные апиндели. Путем поворачивания четырехгранника /15/ с помощью ручного крииоиипа влево муфта расцепляется. Четырехгранник /16/ следует нажать до упора. При поворачивании четырехгранника /16/ ручным кривошипом шпикдел; бабки перемещается радиально.
Для упрощения установки профиля одного ролика относительно другого, на роликах имеется юстировочная риска. С помощью угломера, накладываемого на ролики,устанавливается - путем поворачивания апанделя - соосность между риской и угломером. Сначала следует радиально выравяить накатной роли»; на шпинделе салазок путем поворачивания четырехгранника /16/. При этом муфта /15/ н® рас-цепляется. После этого следует выравнкть радиально накатной ролик шпинделя бабки,см.рас.I.
Выравнивание накатных роликов не имеющих юстировочной риски, йроизкодится с помощью эталонной детали или с помощь» резьбовой калиберной пробки. Путем поворачивания ручки /2/ скачала следует установить длину хода салазок,равной нулю. Затек иа станке уста-иавлавается эталонная деталь или резьбовая калжберная пробка с обеспечением прилегания. арофиля детали к профилю накатного ролика, находящегося к® шпинделе бабки. При понорачявании четырехгранника /18/ порзьевще.ются салазки с накатным рол&ком к эталонной детали. При поворачивании шпинделя бабки вводится профиль ролика в за-цепленме с эиалоном. Бела зталонь&а^ деталь без перекаливания свободно поворачивается между роликами то установка профиля накатных роликов закончена.
Сцепление цуфты пронзьодится путем поворачивания четырехгранника /15/ вправо.
5.25 Установка длины хода салазок на диаметр накатываемой резьбы Для получения соответствующего ыехосеаого расстояния зпииделей под надлежащий диаметр накатываемой резьбы к для предотвращения повреждения накатных роликов следует сначала пвреыееткть салазки - путем поворачивания четырехгранника /18/ — с обеспеченней при подаче салазок неприкосжовения одного ролика к другому. Включение главной цепи тока и цеп» управления производится с помощью общего выключателя НрЗ. При нахжме кнопки р Ь /20/ включается двигатель М2 маслонасоса и прж нажиме кнопка Б 6 /22/ включается подача салазок.
Гль, 05/69
1475 • 08MJU41102-04
- 18 -
5 • Обслуживание И НОНСтрун ЦЫЙ
Рис.1
РезьЪонаиатн. рая ина
Рол ими.после уста нов ми параллель мости торцев
Ролики, после установки прфиля
Ролики апл накатки зубчат. профиля
- 19 -
5 о Обслужвапме к криетрукцмд станка
Пр» этом ыногопозиционный переключатель t?S 3/24/ должен нахрдеться в положении ”1* и многопозиционный перекоючатель WS 2/£з7 в положение автоматика w0s*. требуемое усилив накатив устанавливается на клапане VL 2/26/. Усилие накатки показывается на манометре Ма /27/» Необходимо почаще проверять путем кратковременного открывания крана манометра /28/,поворачивая рычажок влево,усилие накатки до достижения рабочей температуры станка.
Подача салазок осуществляется от поворачивания четырехгранника /18/. Накатные ролики слегка должны прикасаться к детали,находящейся на опоре. Затем следует снять деталь и переместить салазки в соответствии со шкалкой /I/ на величину,равной глубине профиля детали. Длина хода салазок устанавливается путем поворачивания ручки /2/,одно деление на шкале равно 3 мм. Длина хода салазок должна соответствовать 2-хкратной глубине накатываемого профиля плюс 2 мм,обеспечивая свободно снять накатанную деталь. Фиксация регулировочного винта производится одновременно при фиксации ходового винта с помощью винта /17/• Для проверки правильности наладки для опыта следует накатать 1-2 детали. Включение двигателя MI накатных шпинделей производится нажимом кнопке D 2/29/» Устанавливается на станке деталь,затем следует открыть кран подача охлаждающей жидкости и включить нажимом кнопки D 6/22/ подачу салазок.
Выключение процесса накатки производится нажимом кнопки Ь 5
после чего салазки перемещаются на быстром ходу в исходное положение. Накатанную деталь следует проверить и,в случае надобности, подналадить длину хода, салазок.
Установить длину хода салазок с обеспечением накатки профиля при доходе салазок до упора.
5 ’26 Установка. .параллельности торцря .ролккРЖ дад накатки ауб^того
Установка параллельности торцов роликов для накатки зубчатого зацепления под накатку мелкошлицевого профиля,зубчатого профиля косозубых цилиндрических шестерен производится аналогично установке, оговоренной под п.5’23 настоящего руководства. При установке профиля одного ролика относительно другого следует учесть количество накатываемых впадин между зубьями. При четном числе зубьев острия профиля одного ролика расположены против остриев профиля другого ролика. При нечетном числе зубьев остргая профиля одного ролика расположены против впадин между профилями другого ролика - см.рис.2 на листе 18 настоящего руководства.
Гль. 05/69 1475.08-0041:02-04
>28/
- 20 -5* Обслуживание и конструкция станка
Радиальное перемещение накатного шпинделя для установка профиля одного ролика относительно другого производится аналогично перемещению, о говоренному под п.5.24 настоящего руководства.
Для накатки зубчатого профиля требуется устройство для компенсации зазора в механизмах шестеренчатой и червячной передачи /принадлежность к станку/ устанавливаемое на шпиндельной бабке и на салазках. Целесообразно производить накатку зубчатого профиля в центрах.
5.3 МЬтод работы станка
Управление станком осуществляется электрогидравлически. Представ* ляется возможность установить следующие виды работы станка, а/ Накатка на ручном управлении б/ Накатка на полуавтоматической цикле в/ Накатка на автоматическом цикле Установка деталей в рабочее пространство станка производится по всем 3-м видам обработки вручную.
До начала процесса накатки следует включить двигатель насоса гидросистемы нажимом кнопки D 4/20/ и подачу салазок нажимом кнопки D 6. Удаление воздуха из рабочего цилиндра производится путем поворачивания рычага /28/ вправо.
5о31 Накатка на ручном управлении
Установить многопозиционный переключатель VS2/25/ в положение автоматика - "О". Включить двигатель накатного шпинделя нажимом* кнопки D2/29/* Направление вращения накатных шпинделей устанавливается с помощью многопозиционного переключателя vs 1/31/. Скорость шпинделей устанавливается путем поворачивания маховичка /32/. Затем следует установить деталь,открыть кран для подачи охлаждающей жидкости и включить процесс накатки нажимом кнопки В 6/22/. Салазки перемещаются к детали. Профиль накатных роликов внедряет в деталь до достижения глубины накатываемого профиля. При нажиме кнопки D 5/23/ процесс накатки прерывается. Салазки на быстром ходу отходят в исходное положение. Накатанная деталь снимается.
5.32 Наццткц на полуавтоматическом цикле
При накатке,производимой на полуавтоматическом цикле,процесс накатки включается от нажима ножной кнопки D 7/33/. Время накатки устанавливается путем поворачивания ручки Ро 1/34/. Салазки пере* мещаются к изделию,после чего происходит накатка профиля.
Гль. 05/69
1475»08-0041:02-04
5* Обслуживание я конструкция ставка
После срабатывания реле времени ZR I процесс накатки выключается автоматически и салазки отходят в исходное гюлеженже.
Следовательно,при работе на полуавтоматическом цикле включается только подача салазок от нажиыа ножкой киошоа Р 7то врежя когда отход салазок в исходное положение осуществляется автоматически.
5.33 Накатка на автоматическом цикле
При накатке,производимой на автоматическом цикле,следует установить многопозиционный переключатель »s 2/25/ » положение "автоматика®*,установить время накатки путем поворачивания ручки Ро 1/34/ я время,требуемое на замену детали путем поворачивания ручки Ро 2/35/« При нажиме кнопки 1) 6/22/ салазки перемещаются к детали и по истечении установленного времени накатки салазки отходят в исходное положение»
По истечении времени,требуемого на замену де тала, салазки перемещаются в рабочее соложение.
5• 34 Корректировка аак^танных резьб
При наладке станка попадается де талж8 средним дмматр которых еллмксгы большой. В таком npe#sTa.wm?c$r аоэжожывсть жор-
рактироикк резьба. При жорре^щровке резьбы деталь следует улежать в ярофвль родвкв да шшкдеяе баб кв. Затем следует аораяме-жить рычаг /36/ вдовоэ после чего салазки перемещаются к детали, В зависимости от положения данного рычага представляется возможность ускорить или замедлить ход салазок. При прикосновении профиля накатного ролика к профил» детали необходимо лклпчить двигатель И1 нажимом кнопки Й5 /37/. Деталь жачяя^ет вращаться, после чего рычаг /36/ следует переклинить вл^во,в исходное положение для обеспечения действия установленного усилия накатки. Переключение рычага в исходное положение производится нажимом ножной кнопки D 7/33/. По истечении установленного времени накатки, устанавливав ио го с помощью поворотной ручки Ро 1/34/,процесс накатки выключается автоматически от импульса реле временя 1о
Гль. 05/69
1475 •08-0041: 02-04
23
5» Обслуживание s конструкция станка
I Шкаяка для установки салазок на диаметр накатываемой резьбы
2 Поворотная ручка для установки длины хода салазок
3 Гайка для крепления опоры
4 Опора
5 Гайка шлицевая самотормозящая
6 Шпиндель накатной
7 Стойка, поддерживающего ножа
8 Поддерживающий нож
9 Деталь зажимная \
10 Шпиндельная бабка
II Винты для крепления бабки )
12 Винт крепежный
13 Эксцентрик для установки параллельности шпинделей
14 Гайка для фиксации аксиального положения шпинделя
15 Муфта для сцепления шпинделей
16 Поворотная ручка для радиального перемещения шпинделей
17 Винт для установки длины хода салазок
18 Винт для установки салазок на диаметр накатываемой резьбы
19 Общий выключатель НрЗ
20 Кнопка нажимная D 4 для включения насосов гидросистемы и охлаждающей жидкости
21 Кнопка нажимная D3 для выключения насосов гидросистемы и охлаждающей жидкости
22 Кнопка нажимная D6 для включения подачи салазок
23 Кнопка нахыниая В 5 для включения отхода салазок
24 Миогопоз• переключат• WS 3 для установки накаткк
25 Мкоголоз.переключат. ^5 2 для установки автоматического цикла
26 Клвлап VD 2 для установки усилия накатки
27 Манометр для проверки усилия накатки
28 Запорный клапан усилия накатки,соответственно для удаления воздуха
29 Кнопка нахизиая D2 для включения двигателя накатных шпинделей
30 Кнопка нажимная D I для выключения двигателя шпинделей
31 Многогоа»переключат, ws I для установки направления вращения япнвдеяей
32 Поворотная ручка для установка скорости шпинделей
33 Кнопка ножная 17 для включения подачи салазок
34 Поворотная ручка Ро I для установки времени накатки
35 Поворотная ручка Ро 2 для установки времени,требуемого на замену детали
Глв. 05/69 1475в08-0041х02-04
- 24 -
5* Обслуживание и конструкция станка
36 Рычаг для перемещения салазок /яри корректировке резьб/
.37 Кнспка н&жмыная Е5 для «ключенад двигателя шпинделей.
/при корректировке резьб/
38 Кнопка нажимная D 8 для переключения направления вращения шпинделей и уменьшения усилия накатки
39 Мн@гопоз«переключат» WS 4 для выключения ©дновреиеки® двигателя шпинделей и салазок при уменьшении усилия накатки
40 Клакам VW 2 для установки величины подачи салазок
$-1 Рычаг для переключения салазок с быстроте хода на рабочую - подачу
42 ДроссельVDr для замедления обратного хода салазок ,
43 Лампочка сигнальная
44 - Кнопка нажимная D 10 - аварийная
45 Счетное устройстве
46 Салазки
47 Указатель,показывающий скорость шпинделей
48 Генератор к указателю,показывающему скорость шпинделей
49 Двигатель н&катиых шпинделей
50 Двигатель гидронасоса
51 Насос охлаждающей жидкости
52 Насос,обеспечивающий смазывание
53 Механизм цепной передачи,регулирование бесступенчатое
54 Кран для выключения подачи охлаждающей жидкости
55 Гидробак
56 Бак под охлаждающее и смазочное масла
57 Штепсельная розетка для подключения местного освещения станка
58 Штепсельная розетка для подключения устройства для аксиального перемещения летала
59 Ручка звездообразная для установки уменьшенного усилия накатки
Гль* О?/6-9
1475 - 08-0041s 02-04
- 25 -
5. Обслуживание а конструкция станка
Пояснение щитков с мнемоническими из®бракемняни
1 АзА и© Ж Установка дпиш хода салазок Установка сала* зок на диаметр накатыв.резьбы Зажим 2 Охлаждение 20-21
С ' Автоматика ВЫКЛ. - ВКЛ. 25
♦ Стрелка на опоре показывает 2X5 Салазки Подача Отход
77/7, 22-23
1 А * Аксиальное перемещение шпинделя 0 Установка усилия накатки 26
I |1 Р S > 1 (о Привод накатных шпинделей
II / и* § 14 19-30-37
| ©@© t Муфта для радиального перемещения шпинделей Х5 Вращение шпинделей -влево, вправо 31
1 | к " у Установка скорости шпинделей 32
© !< zJyL, © © @0© Радиальное перемещение шпинделей @p©z -*О1 Установка величины подачи \/ 40
16 ©°(5^ — / Подача салазок 41
Общий выключатель ВЫКЛ. - ВКЛ. ©°@ч Быстрый ход салазок 41
19- (о Дроссель для замедления обратного хода салазок 42
у Гидравлика С: %
Z 20-21
Гль. 05/69 1475 • 08-0041: 02-04
5* Обслуживание * *'''«кг рукция станка
Пояснение мнемонических изображений щитков
Время накатки
17
Л
23
35
36
Кнопка нахикн аварийная
Показатель, показывающий скорость агпин-деля
Г"-----—™ “1
Зестас© осзозге-
Riga сталей.
Подача салазок
д
1475 в 08—0041:02-04
9 ю
Лимб для уста новкн времени накатки 10 - ПО сек
Гль. 05/69
а ——
Изменение направления вращения ротора двигателе шпинделей при одновременном уменьшения усилия накатки
Яиьйб для установки временаf требуемого замену детали
г
Ручное перемещение салазок
Общий
выключатель
19
Ланометр вкл, - выкл
Удаленке воздуха.
U
Лимб для установки времени накатки I - 10 сек
@©о©@ о I
Положеяк® WO® « отход салазок Еактн» ишшдель - ®2шслл Пэдожеяве ”1® - отход салазон Зшщдель продол-кает эрадаться
1
UJ
Трансфер матор
Управление
26
5. Badianung und MaschlMabaschreibuag
з
S
1
1
Textloee Bedieaachilder
(oX^Z A" Valzxeit Z4 Hotschaltar a
s' k / <-e \ I О I Skaleascbaibe fur •alzzeit 1 - 10 • 3i ©°© f V Drebzahl- aazaiga 47
Drehrichtunga-uMkahr ait Walakraft-Reduziaruag fUr Pandal-▼arfahran
/мТ?\ a.* »• О •*0 v«f. .v/ \Ю^5₽/ Skalenscbaiba fUr Value it 10 - 110 8 ?4 * ©J© ©R©
(2>C|£-@©o@@ О I Stallung 0 Schlittanrticklauf VaizspindaIdreh-zahl aas Steliung 1 Sch1ittearUcklauf Vaizapindaldrah-zahl lauft waiter
©<£ Valupindel-schlitten Vorlauf 4/J
/^5 б^х A \ //\ /з \ ' <^e\ О A \ I "«/ Skalanscha iba fur WarkrtUck- Vechselsait 35 я / I '4 Licht
Trafo
» Schlittanba-wwgung Haadbatatigung _ JO Stauarung
A Hauptachaltar y. —Л
О *| u °s Maaomatar Kia - Aue 28
59012
02/73
1475.08-0041:01-14
- 28
5 о Обслуживание а конструкция станка
5.4 Установка режима
5.41 Установка скорости иа^тнус ипиидедем
Установить скорость шгияделей с улетом обеспечения шийшод-яейией скорости накатка /окружной скороста/ > соответствии с материалом, подлежацнм накатим, к с улетом цредотврадеижя слишком большого условного перерыва тоцпеети^важматюго по причине слизком малом скорости изделия.
На нижеследующий диаграмме показами ориентировочные давние для определения скорости* По имеющемуся опыту самые лучшие результаты достигнуты при скорости изделия в диапазоне от 100 - 360 об/мин.
Диапатр изделия (в пп)
Гль. 05/69
I475.0S-0041:02-04
29 *“
5» Обсду^жвана® а конструкция станка
5.42 g^.W
Усжлио накатки устанавливается путан поворачивакыя левой звездообразной ручки /26/•находящейся на пульте управления®оио показывается манометром /27/. На следующей диаграмме усилие накатки показано ориентировочно.
г(Пр)
1 , Л Ромба Ромба
шаг (в мп)
Диапазом
ЙО-1
’ ихю-ю
А - требуемое усилие накатка /в тон./ fa- усилие накатки /в кг/ на длину 10 мм Z - длина накатываемой резьбы
Пример Материал б в «. 36 кг/мм2 £ диапазон?
аг *Р" -Зим - г 10 - 1^00
Дакка резьбы/ ~ 120 мм Аи
I I UL БГ Е
Материал
Прочности
80 КГ/М1С
60-80 кг/ммг
ОнбО кг/мм^
38-42 кг/мм-38 кг/мм2
Яормальн.резьба - графа
Трапецоид.резьба -графа 2 -
I - требуем «усилие накатки я 14400
требуем.усилие накатки F = 21500
Гль» 05/69
1475• 08-0041102-04
- 30 -
5* Обслуживание и конструкция станка
5.43 Установка подачи салазок
Подача салазок устанавливается путем поворачивания средней звез дообразиой ручки /40/ на крышке блока управления. Установить скорость внедрения инструмента в деталь в соответствии с накатываемым профилем и материалом. При накатке прсйфиля на мягкий материал или на пустотелые детали рекомендуется малая подача, для предотвращения быстрого внедрения инструмента в материал, соответственно деформации детали.
Хрупкий материал требует высокую подачу т.к.при медленном внедрении инструмента в материал последний преждевременно уплотняется и текучесть ухудшается.
5.5 Снятие фаски на заготовках
Заготовки,не иемзющие фаски или имеющие неправильную фаску,разрушают при накатке профиль накатного инструмента,» особенности при накатке профиля на заготовки из материала высокой прочности. Для предотвращения таких повреждений стоит подробнее заняться этйяа вопросом.
При внедерении профиля йнструмеита в предварительно обработанную деталь,равномерной нагрузке подвергаются не только острия но и боковые поверхности профиля инструмента значительному усилию нажима “s вследствие вжимания материала во впадина между профилем. Если по обеим сторонам внедряющего профиля имеется достаточно материала то усилие нажима компенсируется. На деталях,не имеющих фаска,материал отсутствует на свободном торце последней нитки - см.рис.ПА“• Следовательно упомянутому усилию нажима ”s w подзергается лишь одна сторона профиля инструмента,в то время когда другая сторона профиля *Х* нагрузке не подвергается. Односторонняя нагрузка профиля способствует - в особенности при накатке профиля на детали из материала высокой прочности - поломке профиля инструмента.
Рис. "А" Еис. "В*
Гль. 05/69 1475* 08-0041t02-04
- 31 -
5* Обслуживание и конструкция станка
На рмс»”В* видно,«то при празжльион снятии фаска материал на конце детали остается*которая способствует выбегу профиля инструмента на *крнтняескнх местах*,вследствие него усилие нажима на профиль уменьшается я остается в пределе упругости материала инструмента* благодаря нему возможность поломки профиля инструмента сокращается до минимума <>
Поетоцу рекомендуется проверить заготовки на правильную фаску до накатки»
Из внжекэлохеиного видно,кто при накатке профиля на заготовки, полнив диаметр моторах находит за предела торцевал поверхностей на-жатках режимов,фаска же требуется,она ж ие требуется жж заготовках с буртиков если между буртжвов ж накатываема» профилем ие имеется ваевкж»
Джинне по смятию правмлышх фасок показана на таблице « I.
Гжь» 05/69
1475* 0в-0041102-04
6, 1аЬлици Нопинальч. дтапегр заготовим под петрит резьбы по ДИН -он 13 и !б - 32 -
Наттечование Шаг 'Р" Нопмнальн. А на new заготоанн. в пн
резьб в ни Ча и боль ш. Наине нелние нъш. про резь средине Лы грубые
м 3 0,5 2,6? 2,65 2,64 -
м 3,5 0,6 3,11 3,08 3,07 -
М 4 0,7 3,54 3,52 3,50 —
М 4,5 0,75 4,01 3,98 3,97 -
М 5 0,8 4,48 4,45 4,43 4,41
И 5,5 0,9 4,92 4,89 4,86 4,84
М 6 1 ‘ 5,35 5,32 5,30 5,2?
м 7 1 6,35 6,32 6,30 6,2?
И 8 1,25 7,19 7,15 7,13 7,10
м 9 1,25 8,19 8,15 8,13 8,10
М 10 1,5 9,03 8,99 8,97 8,93
М 11 1.5 10,03 9,99 9,97 9,93
М 12 1,75 10,86 10,82 10,80 10.75
М 14 2 ‘ 12,70 12,65 12,63 12,58
К 16 2 14,70 14,65 14,63 14,58
М 18 2,5 16,38 16,32 16,30 16,24
М 20 2,5 18,38 18,32 18,30 18,24
М 22 2,5 20,38 20,32 20,30 20,24
М 24 3 22,95 21,99 21,96 21,91
И 2? 3 25,05 24,99 24,96 24,91
м зо 3,5 27,73 27,67 27,63 27,57
М 33 3,5 30,73 30,67 30,63 30,57
М 36 4 33,40 33,34 33,30 33,23
М 39 4 36,40 36,34 36,30 36,23
Н 42 *>5 39,08 39,01 38,97 38,90
М 45 4,5 42,08 42,01 41,97 41,00
М 48 5 44,75 44,68 44,64 44,55
М 52 5 48,75 48,68 / 48,64 48,55
i. 05/69 1475.08-0041:01-04
б* Таблицы - 33 -
Нопинальн дьктнетр заготовок под петрит пелние резьбы - Е па ДШН-у №
Диапазон диапвтрое Наипенозс» резьб Шаг.Р" в пн Нопинарьм. диапотр заготовок , в нм
На и болид. Наипеньид. / пелите мд резьбы средние ! грубые
3 ... 4 М 3 И 3.5 М 4 0,35 2,77 3,27 3,77 2,75 3,25 3,75 2,74 3,24 3,74
4,5...5.5 М 4,5 М 5 М 5,5 0,5 4,18 4,68 5,18 4,15 4,65 5,15 4,14 4,64 5,14 4,1 4,62 5,12
6 ... 8 М 6 М 7 И 8 0,75 5,51 6,51 7,51 5,48 6,48 7.48 5,4? 6,4? 7.47 5,44 6,44 7,44
9 ... 11 М 9 М 10 М 11 1 8,35 9,35 10,35 8,32 9,32 10.32 8,30 9,30 10,30 8,27 9,27 10.2?
312...52 М 12 М 13 М 14 М 15 М 16 М 51 М 52 1,5 11,03 12,03 13,03 14,03 15,03 50,03 51,03 10,99 11,99 12,99 13.99 14,99 49,99 50,99 10.96 11,96 12,96 13,96 14,96 49,96 50,96 10,92 11,92 12,92 13,92 14,92 49,92 50,92
53...80 М 53 М 54 М 55 М 56 М 57 М 79 м 8о 2 51,70 52,70 53,70 54,70 55,70 77,70 78,70 51,65 52,65 53,65 54,65 55,65 77,65 78,65 51,63 52,63 53,63 54,63 55,63 77,63 78,63 51,58 52,58 53,58 54,58 55,58 77,58 78,58
/ ". • .... 05/69 1475.0&-0041:01-04
•• 34 «• 6. Таблицы Мопинальн. диаметр заготоеон под резьбы Витворта .по ЛйН-у1Т
Нои ненован. резьб Число нота на дюйм Нопинальн. диаметр заготооон ,емн
Нам белый Наипоньш. под резьбы
пелние средние грубые
Л/Ь 20 5,54 5,50 5,48 5,44
5/16 18 7.03 6,99 6,97 6,94
3/8 16 8,51 8,4? 8,45 8,41
7/16 14 9.95 9,91 9,88 9,84
1/2 12 11.35 11,30 11,27 11,22
5/8 11 14,40 14,35 14.32 14,27
ЗА 10 17.42 17,37 17,34 17,29
7/8 9 20,42 20.36 20,33 20,28
1 8 23,37 23,31 23,28 23,22
1 1/8 7 26,25 26,19 26,16 26,09
1 1А 7 29,43 29,36 29,33 29,27
1 з/з 6 32,22 32,15 32,11 зг.о*
1 1/2 6 35,39 35,32 35.29 35,22
1 5/8 5 38,02 37,95 37,91 37,84
1 ЗА 5 41,20 41,12 41,09 41,01
1 7/8 4 1/2 44,01 43,92 43 s 89 43,82
2 4 1/2 47,19 47,11 4? s Об 46,99
2 1/4 4 53,09 53,00 52,96 52,8?
2 1/2 4 59,44 59.35 59,31 59,22
2 ЗА 3 1/2 65.21 65,12 65,08 64,99
3 3 1/2 71,56 71,4? 71,43 71,34
05/69 1475 Л )8-0041:01-04 |
6. Таблицы Нопинальн. диапетр залоговой над грудные резь бы Витворта, под дин у W - 35 -
Наименован-резьб Нарудн. диапетр Число нилоН на дойп Нотмнальн. диапетр залоговой .епп
Наидодьш Наи поныл. поение под резьб средние Ы Грубые
R 1/8 9,73 28 9,15 9,1* 9,13 9.12
R 1/4 13,16 19 12,30 12,26 12,2* 12,20
й 3/8 16,66 19 15,81 15,77 15,75 15,71
R 1/2 20,96 14 19,79 19,75 19,73 19,68
R 5/8 22,91 14 21,75 21,71 21,68 21,64
R 3/4 26,44 14 25,28 25,24 25,21 25,17
R 7/8 30,20 14 29,о4 29,00 28,97 28,93
й 1 33,25 11 31,77 31,72 31,69 31,64
R 1 1/8 37,90 11 36,42 36,37 36,34 36,29
В 1 1/4 41,91 11 40,43 40,38 40,36 40,30
В 1 3/8 44,33 11 42,85 42,80 42,77 42,72
К 1 1/2 47,81 11 46,33 46,28 46,25 46,21
В 1 5/8 51,99 11 50,51 50,46 50,43 50,38
R 1 3/4 53,75 11 52,2? 52,22 52,19 52,14
В 2 59,62 11 58,14 58,09 58,06 58,01
R 2 1/4 65,71 11 64,23 64,18 64,16 64,11
R 2 3/8 69,40 11 67,92 67,8? 67,84 67,97
I В 2 1/2 75,19 11 73,71 73,66 73,63 73,58
05/69 1475.04 i-0O41:01-04
б« - 36 -
Но» ишвльн. дм&петр зпгогооон под резьбы по Р1С0 по ТТЛ 7907, лист грубые пегрмчесйие
Ноипёнобвнме реэьЪ UJsr. Р‘ о гг» Нопмшмьн. дицпетр заготовок . & ст»
Ткзибаяыт/. Нвипоньш. ПОД рРЗЬбы
гдлеме средние грубые
и 2,5 0,45 2,21 2,19 2,17
м 3 0,5 2,68 2,66 2,65 -
м 3,5 0,6 3,12 3,09 3,08 -
М 4 0,7 3,55 3,52 3,51 •»
М 4,5 0,75 4,02 3,99 3,93 —
М 5 0,8 4,49 4,46 4,44 4,42
И 6 1 5,36 5,33 5,31 5,29
м 7 1 6.36 6,33 6,31 6,29
М 8 1,25 7.21 7,17 7,15 7,12
И 9 1,25 8,21 8,17 8,15 8,12
м ю 1,5 9,05 9,01 80Э9 8,95
И 11 1,5 10,05 10,01 9,99 9,95
М 12 1,75 10,89 10,85 10,83 10,78
М 14 2 •12,73 12,68 12,66 12,61
И 16 2 14,73 14,68 14,66 14,61
И 18 2,5 16,41 16,35 16,33 16,29
М 20 2,5 18,41 18,35 18,33 18,29
К 22 2,5 2 0,41 20,35 20,33 20,29
М 24 3 22,09 22,03 21,99 21,94
И 27 3 25,09 25,03 24,99 24,94
и зо 3,5 27,78 27,72 27,68 27,63
м 33 3,5 30,78 30,72 30,68' 30,63
М зб 4 33,46 33,39 33.35 33,29
М 39 4 36,46 36,39 36,35 36,29
М 42 4,5 39,14 39,07 39,03 38,97
М 45 4.5 42,14 42,07 42,03 41,97
М 48 5 44,82 44,75 44,71 *4.65
И 52 5 48,82 48,75 48,71 48,65
М 56 5,5 52,51 52,44 52,40 52,>
И 60 5,5 56,51 56,44 56,40 56,>
М 64 6 60,19 60,12 60,08 60,02
М 68 6 64,19 64,12 64,08 64,02
05/69 х. 1465.08-0041» 01-04
6. Таблицы
Нопинальн. д wane гр за for осей под non Hue петричесн. резьбы .по pfCO, (ряд диапетрое-т-ый)^ по ТЕЛ 7907{ чисты № 4-Ю
Диапазон диаметров Наименован, резьб Шаг, Р' В пп Нопинальн. диапетр заготовок, т пп
Паибольш Наипвньш. пел кие. пс ? резь бы ср^.ние грубые
4 ... 22 М 4 м 5 М 6 М 8 М 10 М 12 К 16 М 20 0,5 3,68 4,68 5,68 7,68 9,68 11,68 15,68 19,68 3,65 4,65 5,65 6,65 9,65 11,65 15,65 19,65 3, эЗ 4,33 5,33 7,63 9,63 11,63 15,63 19,63 в «в W W •
6 ... 33 М 6 Н 8 И 10 М 12 И 16 И 20 М 24 м У) 0,75 5,52 7,52 9,52 11,52 15,52 19,52 23,52 29,52 5,49 7,49 9,49 11,49 15,49 19,49 23,49 29,49 5,47 7,47 9,47 11,4? 15,47 19,47 23,47 29,4? * « —•
8 ... 80 М 8 Н 10 И 12 И 16 И 20 М 24 И 30 м зб М 42 И 48 м 56 М 64 М ?2 М 80 1 7,36 9,36 11,36 15,36 19,36 23,36 29,36 35,36 41,36 *7,36 55,36 63,36 71,36 79,36 7,33 9,33 11,33 15,33 19,33 23,33 29,33 35,33 41,33 47,33 55,33 63,33 71,33 79,33 7,31 9,31 11,31 15,31 19,31 23,31 29,31 35,31 41,31 47,31 55,31 63,31 71,31 79,31 7,28 9,28 11,28 15,28 19,28 23,28 29,28 35,28 41,28 55,28 55,28 63,28 71,28 79,28
05/69 4 1475 .08-0041;01-04
6. Таблицы ~ 38 - Нопиналън- диапетр за готовой под пелние нетричесн .резьбы по МСО, (ряд Аыаттров -1- ыи)*) по ТГЛ 7907, лис ты Neb-Ю
Диапазон диа петров Наипеноеан. резьб Шаг.Р‘ в пп Нопынальн. диапетр заготовок ,8пп
Наилово) Наипеныл. под резьбы
пен кие средние грубые
М 12 11,05 11,01 10,98 10,94
М 16 15.05 15,01 14,98 14,94.
М 20 19.05 19,01 18,98 18,94
М 24 23,05 23,01 22,98 22,94
и зо 29,05 29,01 28,98 28,94
12 ... 8о М 36 1.5 35,05 35,01 34,98 34,94
М 42 41,05 41,01 40,98 40,94
М 48 47,05 4?,01 46,98 46,94
Н 56 55,05 55,01 54,98 54в>
М 64 63,05 63,01 62,98 62,94
М 30 79,05 79.01 78,98 78,94
- И 20 18,73 18,68 18,65 18,61
И 24 22,73 22,68 22,65 22,61
М 30 28,73 28,68 28,65 34,61
м зб 34,73 34,68 >,65 >,61
И 42 40,73 40,68 40,65 40,61
18 ... 30 М 48 2 46,73 46,68 46,65 46.6Т
М 56 54,73 54,68 54,65 54,61
И 64 62,73 62,68 62,65 62,61
М ?2 70,73 70,68 70,65 70,61
И 80 78,73 ?8,68 78,75 78,61
М 30 28,0? 28,03 27,99 27,94
м зб 34,09 34,03 33,99 33.94
М 42 40,09 40,03 39,99 39»>
Я 48 46,09 46,03 45,99 45.94
30 ... 80 м 56 3 54,09 54,03 53,99 53.94
М 64 62,09 62,03 61,99 61,94
К 72 70,09 70,03 69,99 69,94
М 80 - -28,09 .28,02 77,99 ..27^2*— .
05/69 1475.08-0041 <01-04
6. Таблицы - Зу -
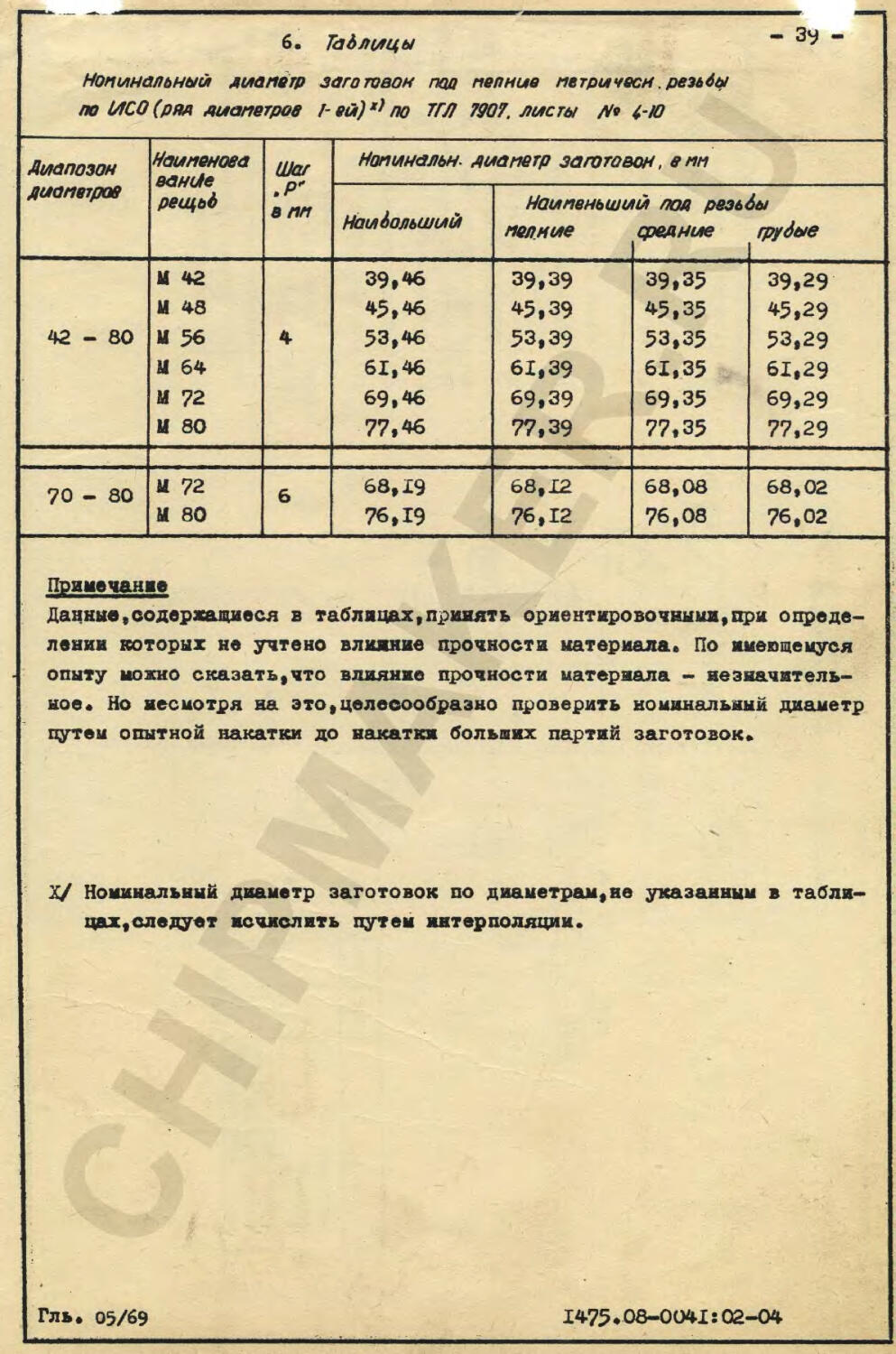
Номинальный диаметр зато то вон под пел нив метры ч осн. резьбы по МСО (ряд диаметров 1-еи)х) по ТТЛ 7907. листы /V₽ б-10
Диапазон диаметров Лаи ненова оанйе рещъЪ Шаг ,Р' в пн Нопинальн- диаметр заготовок, в мм
Наибольший Наиненьшо мелкие >й под резы средние бы грубые
Ы 42 39,46 39,39 39,35 39,29
U 48 45,46 45,39 45,35 45,29
42-80 м 56 4 53,46 53,39 53,35 53,29
и 64 61,46 61,39 61,35 61,29
М 72 69,46 69,39 69,35 69,29
И 80 77,46 77,39 77,35 77,29
70 - 80 и 72 6 68,19 68,12 68,08 68,02
М 80 76,19 76,12 76,08 76,02
Примечание
Данные,содержащиеся в таблицах,принять ориентировочными,при определении которых не учтено влияние прочности материала» По имеющемуся опыту можно сказать,что влияние прочности материала - незначительное» Но несмотря на это,целесообразно проверить номинальный диаметр путем опытной накатки до накатки больших партий заготовок»
X/ Номинальный диаметр заготовок по диаметрам,не указанным в таблицах,следует исчислить путем интерполяции.
Гль» 05/69 1475 «08-0041:02-04
7* Схемы
- ZK) -
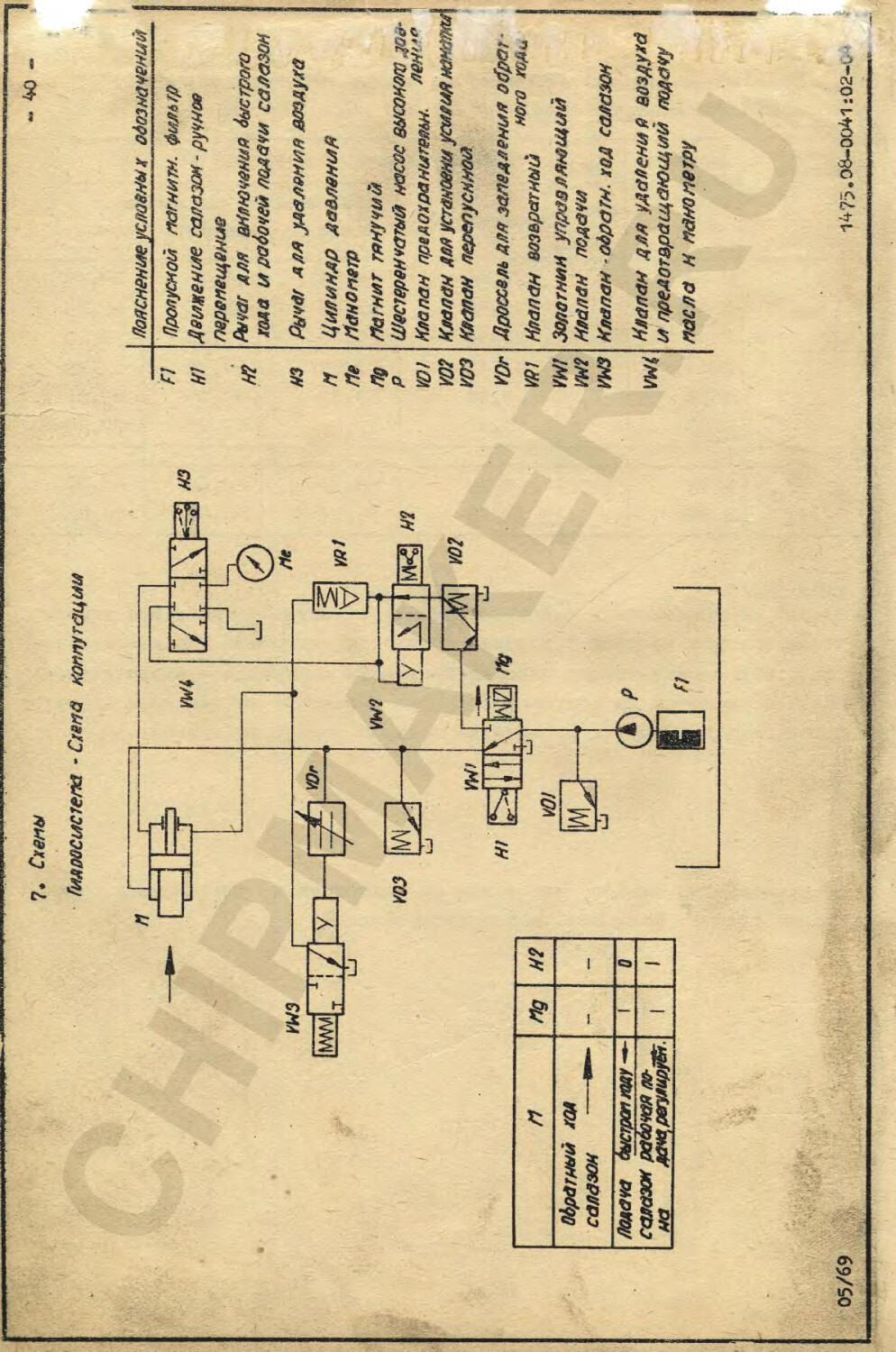
Гилоосиыепа - Слепа коммутации
Г!
А7
Н?
КЗ
/У Ке
П9 Р
VD!
Y0?
VQ3
VDr
VP1
VM
VW2
VW3
УЫ{
05/69
Ь J1" ';*ХЛН. Р:Л'' ''•
Пояснение условны х обозначений
Пропуском пагнитя. фитлыр
Деипхение сап азом - ручное перемещение
Рычаг для внпнзченил быстрого хода ut рабочей подачи салазом
Рычаг апл удаления воздуха
Цилиндр давлоншр
Панопетр
Пагнит тянучий
Шестеренчатый насос высоиосо дожила пан прея охранители.
Клапан для установим усилил наиапл
Клапан перепускной
Дроссель для запвдления о Крат • . нота ходи
Клапан возвратный
Золотник упраолянтщтлй
Клапан подачи
Клапан обрати, ход салазок
Клапан для удаления воздуха т предотвращающий подачу пасла и п&нопетру
1475.08-0041:02-й
Z7
Hl
H?
VR2
fl He nq P
VDI VD2
VD3
VDr
VR1 VW!
Y№ V№
УЫ4
At Ю51171 DOH WifKQO IM7 /4-7
fcicAenerktarung Ourcbtaufmagnetfilter ScMHenbewegung Handbetahgunq 'Schatlhebel fur Eilqang and Vorscbub Automqtische Ent I uflung Druckzylihder nanometer luqmagnet Hochdruchrahnradpumpe S/chorhe/tsventil Walzkraft ventit Uberstrbnventil Drosset ventit fur RCioKlaufverzogerunq Riichscbldg ventit Steuerschieber УогзсПиЬ ventit QucklQufventH VentH fur Manometer-Absperrung
02/73
14 . 08—ouM : 01-04
Druckzylinder
Drossel^enfil fur Riicklad verzogerung
7» Plane
115-draulik - Funktionsschaltplan
Automatische EntlCjftung
nanometerabsperr venlH
Hochdrudizahnrad-pumpe
Vor(auf SchUHen-Rиск/ad
л л №rxf,uCl
nogmi- '
. Vorschub-bnsfe/tung
Qiickschlagventu
,VWWD
UberstrbmventH
SicfierheitsvenU
Wo!
Otbei
Irialzkrane/ristellung
Б1 etnstei7 barer varied
'Jq3qo^- d> У Steuermagnet .
______ ^abgeschaHet
1 L-—— Puck (ad
OurxtiladmagnetfiHer
02(73
1*7?.03-^jA1;01-y4
7» Схемы
Гидросистема -Схема иоммутации
Цилиндр давлений
Дроссель для замедлены л О&ОТНОГО хода
Ил а пан н нанунетрц
-отнрыт
to о б о
Подача отход солахн о сел озон
ywvq
Нлапан предохранительный
воздушный нлапан
-открыт о
Установив сил ид нанатни
SI цетанов на подачи
V быстрая , ® падаю
Палача регулы- — дд руепал FV1
। магнит
L обесточен
Обратный ход салазон
Jgicoc шестеренчатый высонного давлений
Маслобак
Магнитный фидтр
Фильтросетма
Пластинка магнитная
05/69
14?5.08-0041:02-04
- 42 -
05/69
7. Схепы
Схепа пензнизпа передачи -Запчасти
1475.08-0041x02-04
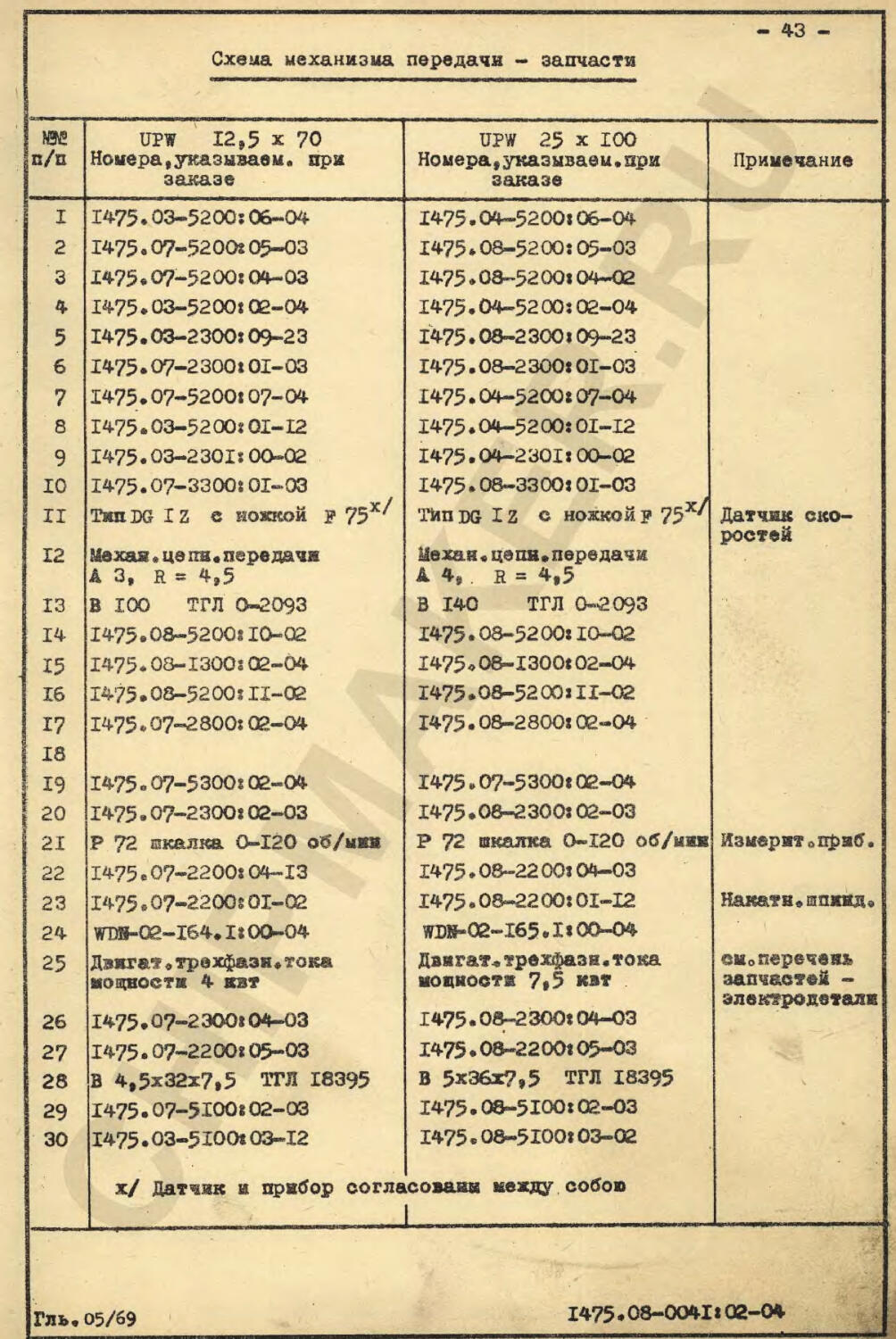
Схема механизма передачи - запчасти - 43 -
п/п UPW 12,5 х 70 Номера«указываем, при заказе UPW 25 X 100 Номера,указываем.при заказе Примечание
I 2 3 4 5 6 7 8 9 10 II 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 Гль, 1475.03-5200:06-04 1475.07-5200:05-03 1475.07-5200:04-03 1475.03-5200:02-04 1475-03-2300:09-23 1475.07-2300:01-03 1475.07-5200:07-04 1475*03-5200:01-12 1475.03-2301:00-02 1475.07-3300:01-03 Tmudg Iz с ножкой F 75х / Уехал.цепн•передачи А 3, R 4,5 В 100 ТГЛ 0-2093 I475.08-5200:10-02 1475*08-1300:02-04 1475.08-5200:11-02 1475 «'07—2800:02-04 1475о 07-5300:02-04 1475.07-2300:02-03 Р 72 скалка 0-120 об/мин 1475 е 07-2200:04-13 1475.07-2200?01-02 WDS-ОЙ—164. 1:00-04 Двжг&т.трехфазн.тока мопщости 4 КВТ 1475•07-2300:04-03 1475.07-2200:05-03 В 4,5x32x7,5 ТТЛ 18395 1475.07-5100:02-03 1475•03-5100: 03-12 х/ Датчик и прибор согла 05/69 1475.04-5200:06-04 1475*08-5200:05-03 1475.08-5200:04-02 1475.04-5200:02-04 1475.08-2300:09-23 1475•08-2300:01-03 1475.04-5200:07-04 1475.04-5200:01-12 1475.04-2301:00-02 1475.08-3300:01-03 ТИП DG IZ С ножкой у 75Х^ Йехам.цепи.передачи А 4, . R = 4,5 В 140 ТГЛ 0-2093 1475.08-52 00:10-02 1475 ->08-1300: 02-04 1475.08-5200:11-02 1475 • 08-2800:02-04 1475 * 07-5300:02-04 1475.08-2.300:02-03 Р 72 шкалка 0-120 об/мин 1475*08-2200:04-03 1475 • 08-22 00:01-12 WD&-02-I65.1:00-04 Даигат. трехфаз и.то ка мощности 7,5 квт 1475.08-2300:04-03 1475.08-2200:05-03 В 5x36x7,5 ТГЛ 18395 1475.08-5100:02-03 1475 • 08-5Ю0:03-02 .совами между собою 1475*08-0041 Датчик скоростей Измерит оприб. Накати.шпхнд» ©м0перечень запчастей - электродетали 102-04
- 44 -
7. Слепы
Слепа пел а и из па передачи - Привод незнатных шпинделей
05/69
W5.08-0041; 02-04
Схема механизма передачи - Подшипники качение - 45 - I
ж п/п UPW 12,5 х 70 Номера, указываем. при заказе UPW 25 X 100 Номера, указываем • при заказе Примечание
1 2 3 4 5 6 7 8 9 10 11 12 13 14 NU 209 W5 TGL 2988 NU 2212 W5 TGL 2988 51110 TGL 2986 6014 TGL 2981 RNA 4910 TGL 3889 6209 TGL 2981 NA 4906 TGL 3889 В 75x100x10 TGL 16454 Q 210 TGL 2982 NU 210 TGL 2988 D 50x80x13 TGL 16454 В 60x75x8 TGL 16454 0 62x85x12 TGL 16454 ) NU 212 W5 TGL 2988 NU 2216 W5 TGL 2988 51113 TGL 2986 6215 TGL 2981 NA 4913 TGL 3889 6311 TGL 2981 6007 TGL 2981 В 95x120x10 TGL 16454 Q 212 TGL 2982 NU 212 TGL 2988 В 70x85x8 TGL 16454 В 60x85x10 TGL 16454 В 80x100x10 TGL 16454 попарные,с одинаковым зазором Уплоти0кольцо зала ПОДШИПНаЧвр— вала Уплоти•кольцо вала
ГЛЬо 05/69 1475• 08-0041102-04
- 46 -
8, Инструмент - Принадлежности - Дополнит.устройства
8, Инструмент - Принадлежности - Дополнительные устройства а/ В качестве инструмента применяются профильные ролики различного вида.
Например: Резьбонакатные ролики
Сегментные накатные ролики Ролики для накатки зубчатого зацепления Правильные ролики Обкатные ролики и т.д.
б/ К принадлежностям относятся приспособления и устройства.предназначенные для крепления деталей.обеспечивающие точность обработки или упрощающие обработку.
в/ Дополнительные устройства предназначены для расширения рабочего диапазона или для повышения степени автоматизации станка.
8.1 Инструмент
8,11 Реаьбоканатные ролики для накатки резьб методом радиальной подачи салазок
При накатке резьб методом радиальной подачи салазок,длина роликов долхт превышать длину накатываемой резьбы приона 5 мм. Профиль роликов при накатке точно копируется на детали.вследствие чего не только ыаруж®ай диаметр профижя ао к кат инструмента довпзфн соответствовать магу накатываемой резьбы,т.н.при ©акатке оса инструмента расположен» параллельно оса детали. Длит somm роликов всегда должна превышать дизщу наматыва^звой резьбы. Дня получения одинакового шага,накатные ролики - миогониточные,причем диаметр обкатки роликов должен соответствовать миогскр&тяому полному диаметру обкатка деталями число виткав канатных ролике^ должно соответствовать тому же полноту многократному числу витков накатываемой резьбы* Следовательно,накатные ролики должны быть изготовлены с обеспечанаем обкатки накатанной летала по их наружному диаметру. Но т.к.диаметр обкатки,число витноваиаг и угол спирали зависимы друг от друга,то видно,что для накатки резьбы с определенным шагом,под каждый дкаиатр резьбы следует иметь соответствующий комплект роликов. Следовательно исключается возможность нак&ткк резьбы MI6 х 1,5 комплектом роликов под резьбу Й10 х 1,5.
Кроме того исключается возможность накатать комплектом роликов, предназначенным для накатки резьбы MIO х 1,5 на винты,резьбу
Гль. 05/69 1475*08-0041:02-04
- 47 -
8. Инструмент - Принадлежности - Дополнит.устройства
А410 х 1,5 на метчики,т.н•наружные диаметры резьб и диаметр обкатки — равные, Следовательно возникает необходимость изготовить накатные ролики в разных исполнениях,например
а/ Ролики для накатки нормальных резьб /метрических резьб Витворта и т.д./
б/ Ролики для накатки резьб на метчики в/ Ролики для накатки тугих резьб г/ Ролики для накатки левых резьб
Резьбонакатные ролики изготавливаются из высококачественной хромистой стали. Они поставляются * отшлифованном виде. На торцевых поверхностях ролики имеют юстировочную риску - см.п.5.23 настоящего руководства.
8,12 Ролики для накатки резьб методом аксиального перемещения детали Резьбы,которые по причине своей дойны нельзя накатать методом радиальной подачи салазок,накатываются методом аксиального перемещения детали,так называемым проходным методом. Размеры роликов, специально изготовленных для этого метода,отличаются от размеров роликов,предназначенных для накатки методом радиальной подачи салазок. Диаметр обкатки данных роликов не соответствует,как нормально, многократному полному диаметру обкатки детали,наоборот,он меньше или больше его, Вследствие этого получается разница между соотношением числа витков и соотношением диаметра обкатки,следовательно и между углом спирали профиля роликов и углом спирали накатываемой резьбы» Разница в размерах роликов способствует определенному аксиальному перемещению детали относительно инструмента. Величина разницы между углом спирали профиля инструмента и углом спирали поофиля накатываемой резьбы определяют величину аксиального перемещения деталио Деталь следует установить против первой трети длины ролика. При первичном заказе резьбоиакатных роликов для накатки резьб методом аксиального перемещения детали /проходным методом/ необходимо приложить к заказу чертеж изделия.
8.13 Специальных инструмент
Представляется возможность накатать на профиле-накатвых станках - при наличии соответствующего инструмента - кроме резьбового профиля и другой профиль,соответственно придать детали форму, например рифление, мелкошлнцевой профиль /угол впадины - 90°/ косозубое зубчатое зацепление обкатка и т.п9
Гль. 05/69 1475.08-0041:02-04
- 48 -
8. Инструмент - Принадлежности - Дополнительные устройства
8о 14 Уход и хранение роликов
Накатные ролики - ценный инструмент.они очень чувствительна от толчков и ударов. Срок службы роликов значительно можно повысить путем целесообразного хранения и систематического ухода С целью растяжения роликов рекомендуется положить их - в зависимости от их нагрузки - после 50000 - 100000 накаток на 3—4 часа в масляную ванну при температуре прим, в 150°С.
8,2 Нормальные принадлежности
8,21 Кольца дистанционные
Резьбонакатные ролики,длина которых меньше длины посадочного места на шпинделях,требуют установки дистанционных колец, С каждым станком поставляются дистанционные кольца следующей ширины:
К станкам UPW 12.5 х 70 К станкам UPW 25 х ICO
2 кольца шириною 10 мм 4 кольца шириною 10 мм
6 колец шириною 20 мм 2 кольца шириною 20 мм
2 кольца шириною 30 мм 2 кольца шириною 30 мм
2 кольца шириною 40 мм
2 кольца шириною 50 мм
Рекомендуется установить ролики на шпинделях с обеспечением расположения их как можно ближе к коренным подшипникам шпинделей»,
8,22 Ключи гаечные
С каждым станком поставляются
К станкам UPW 12,5 х ?0
I патронный ключ М 62 х Г,5 WDK-03—817:00
I патронный ключ SW 50 ОВ-С5-813:ОС
I кольцеобразный ключ SW 14 WDN-03-861:00
I 6-игран.ключ 14 ТГЛ 0-659
I кривошип ручной WDa-05-385:00-0
следующие ключи:
К станкам UPW 25 * 100
I патронный ключ М ?8 х 2 WDM-03-812:00
I патронный ключ S” 50 WDH-O5-813:0C
I кольцеобразный ключ ST,’ 14 WDK-05-861:0С
I 6-играноключ 14 ТГЛ 0-659
I кривошип ручной WDK-05-885:00-0
11/71
1475 о 08-0041:02-04
- 49 -
8. Инструмент - Принадлежности - Дополнит.устройства
8.3 Принадлежности
Установка деталей на рабочую позицию в общей производится вручную. В зависимости от величины и формы детали,детали устанавливаются в соответствующее приспособление. Представляется возможность оснастить профиле-накатные станки следующими принадлежностями.
8.31 Опора деталей
Для обеспечения правильного положения деталей /болтов и волков/ во время накатки используются опоры. Детали укладываются на опору,процесс накатки производится вне центрах. Опоры изготавливаются в двух исполнениях.
Опора,оснащенная поддерживающим ножом,используется под накатку профиля с малым шагом. Поддерживающий нож устанавливается между накатными роликами. Во время накатки поддерживающий нож служит опорой. Поддерживающие ножи поставляются к станкам
UPW Г2,5 х /О под детали диаметром в диапазоне от 3 - 70 мм UPW 25 х 100 под детали диаметром в диапазоне от 10 - 70 мм
Под каждый диаметр заготовки требуется отдельный поддерживающие нож. Высота поддерживающего ножа обеспечивает расположение заготовки,накатываемой радиальным методом прим, на 0,2 мм ниже оси накатных шпинделей. Высота ножа "Н” исчисляется следующим образом:
Н = 57 - ( | ♦ х ) /мм/ где d = номинальный диаметр заготовки в мм
х = ориентировочное значение насколько ось заготовки ниже оси накатных шпинделей
Для деталей,накатываемых радиальным методом,х - 0,2 мм
Для деталей,накатываемых аксиальным методом,?: = 0,2 - 0,8 мм Действительное значение зависит от диаметра резьбы,его в соответствующих случаях следует определить путем опытной накатки, '/ в случаях потребности корректировки следует подогнать ножку поддерживающего кожа/.
Для проверки высоты нежа требуется размер ”ТИ,см.эскиз на листе Л 51.
На станках UPW 12,5 * ?0 Т = 31,7 + | /мм/
На станках UPW 25 xIOO Т - 40,2 + d /мм/
2
В зависимости от длины накатываемого профиля,длина ножей -60, 120 и 180 мм.
Гль. 0>/б9 W5*08—0041:02-04
8» Инструмент • Принадлежности-Дополнительные устройства.
Рабочий диапазон поАдер^ивающах ножей
Группа под.держ ножей на станнах UPW /29*70 и //Ph/ ?5*/О0 Диаметр загоюеон яаГ,и еыс/ра поддеря/, ножа й' Размеры в>мм
метричесИа, по (//СО трапецоида 9 резьба Резьба 8 '/лтбюрта ТруЬнап ре зьба Оитеорга
00 3 55,3 1/8” 55,2
3,5 55.1
0 4 54.8 5/32" 54.8
5 54,3 3/16" 54,4
1 6 53.8 1/4 " 53,6
7 53,3
2 8 52,8 5/16 " 52,8
9 52.3
10 51,8 3/8 « 52,0 Тр 1/8« 51,9
11 51,3 7/16“ , 51,2 '
12 50,8 1/2 " 50,5 Тр 1/4" 50.2
14 49,8 9/16" 49,6
16 48,8 5/8 " 48,9 Тр 3/8" 48,5
3 18 47.8 11/16" 48.1
20 46.8 _3/4 « 47,3 Тр 1/2" 46.3
22 45,8 7/8 " 45,7 Тр 5/8"
24 44,8
4 26 43,8 1 " 44,1 Тр 3/4" 43,6
27 43,3
28 42,8 1 1/8" 42.5
30 ' 41,8 - Тр 7/8* ЗТ.7
32 40,8 1 1/4" 40,9
33 40,3 Тр 1 " 4о,г
~34 39Л 1 3/8" 39,3
5 зб 38,8
38 37,8 1 1/2" 37,7 Тр 1 1/8" 37,8
. 39 37,3
ло Зб,8
42 • 35,8 1 5/8" 36,2 Тр 1 1/4" 35,8
44 3^8 1 3/4” 34,6 Тр 1 3/8" 34,6
45 34,3
ЗЗЛ
6 48 32,8 1 7/8" 33,0 Тр 1 1/2" 32,9
50 31,8 2 " 31,4
52 _ЗЙ*8 .
55 29.1 Тр 1 3/4" 29,9
56 28,8
58 27,8 2 1/4" 28,0
7 60 264 Тр 2 " 27,0
62 25,8
64 24.8 2 1/2"
65 24,3 Тр 2 1/4" 23,9
68 22,8
70 2178 2 3/4"
05/69
-1475.08-004-1; 01 -04
8, Инструмент - Принадлежности - Дополнит«устройства
При оформлении заказа на поддерживающие ножи необходимо указать
Поддер/шввющий йот. оснащенный тверАосмавнып вНЛЗДыШея
номинальный диаметр заготовок и длину накатываемого профиля.
Опора с вращающимся роликом с успехом может быть использована под накатку резьб методом аксиального перемещения детали и под накатку методом радиальной подачи роликов профиля с большим шагом,на-пример трапецеидальных резьб. Детали поддерживаются ио время накатки стойкой,оснащенной закалемним роликом с целью снижения усилия трения,возникающего при большом усилии накатки. Опора с вращающимся роликом поставляется к станкам моделей
UPW 12,5 * 70 под детали диаметром в диапазоне от 20 - 70 мм
UPW 25 х 100 под детали диаметром э диапазоне от 20 — 100 мм Высота данной опоры устанавливается с помощью шлифованных прокладок в зависимости от диаметра заготовок. Для обеспечения накатки заготовок различного диаметра в соответствии с рабочим диапазоном станка требуются сменные опоры.
В зависимости от длины профиля,накатываемого путем радиальной подачи роликов,соответствеино длины профиля роликов требуемых для накатки профиля методом аксиального перемещения детали,используются опоры с вращающимся роликом длиною 65 или 180 мм. Рабочий .диапазон и требуемые прокладки - см,, таблицу на листе >’2 52.
8.32
Упор
Для обеспечения длины накатываемого профиля требуется упор.
Упор следует установить с обеспечением недохода буртика или голов- • ки накатываемого изделия до торца накатных роликов и
Гль. 05/69
1475 • 08-0041:02-04
- 52 -
8. Инырунонг - Принаддлыности • Допо/ншельные устройства
Опора с вращающийся рол мн on
OflL^JLa. | . _ . _ I
Рабочий диапазон Нопер чертежи длина рол ина 66 нм — Длина родина 100пн
20 ... 70 ин 1475.07-7000.091:00 1475.O7-7OOO.O95 sOO
20 ... 4о ana 41 ... 70 »и 1475.07-7000.092:00 1475.07-7000.093:00 1475,07-7000.096:00 1475.07-7000»097:00
UPW 25.x W0
Рабочий Ноппр чортеу&й
диапазон Длина рол ина ббпи Длина ролима Wmh
20 ... 100 айв 1475*08-7000.091:00 1475.08-7000.095:00
20 ... 40 пив 1475.08-7000.092:00 1475.08-7000.096:00
41 ... 100 вш 1475.08-7000.094:00 1475.08-7000.098:00
05/69 1475.08-0041:01-04
8* тнструпент Примздмлноспл - Дополнительные устройства
АзЬзчим д man о зон и толщина лроиладои. тродуеных нопрооп с вращающимися рояииапи н станнан UPW 1%5*70 а (/Рк!Я*Ю0
Дыапетр заготовим И&щмна фонлални Дмепетрзаготаенм Толщина пронладии
20 -2 ♦ 6 ♦ 10 60 -3 ♦ 6 ♦ 10
& 21 0,5 ♦ 1 ♦ 6 4 10 61 а,5 ♦ 2 ♦ 6 ♦ 10
§ 22 1 ♦ 6 ♦ 10 62 2 * б ♦ 10
ч» 23 0,5 ♦ 6 ♦ 10 63 0,5 ♦ 1 ♦ 6 ♦ 10
< 24 6 ♦ 10 £> 64 1 ♦ 6 4 10
§ 25 0,5 * 2 + 3 ♦ 10 ? 65 0,5* б*|0
<5 26 2 ♦ 3 * 10 & 66 6 ♦ 10
£ 27 0,5 ♦ 1 * 3 ♦ 10 - 67 0,5*2*3*10
§ 28 1 * з ♦ ю 68 2 * 3 ♦ 10
1 29 0,5 + 3 ♦ Ю § 69 0,5 ♦ 1 ♦ 3 ♦ 10
1 30 3 * 10 70 1 ♦ 3 * 10
*5 51 0,5 ♦ 2 * 10 71 0,5 * 3 * 10
1 52 2 ♦ 10 72 3 * 10
$ лч «1» • • 0,5 * 1 ♦ 10 73 0,5 * 2 * 10
§ 34 1 4- 10 74 2 * 10
1 35 0,5 * 10 75 0,5 * 1 * 10
36 10 76 1 * 10
| 57 0,5 * 3 * 6 77 0,5 * 10
§ “38 3 * 6 78 10
§ 39 0,5 * 2 * б 79 0,5 * 3 * 65
4 40 2*6 ь 80 3*6
81 0 5*2*6
41 0,5 * 2 *6 * 20 § 82 2*6
42 2*6* 20 83 0,5 * 1 * 6
43 0,5*1 *6* 20 : 84 1 * 6
44 1 ♦ 6 ф 20 85 0,5 * 6
45 0,5 * 6 * 20 . 86 6
46 6 ♦ 20 5 87 0,5 * 2 * 3
gj 47 0,5 ♦ 2 * 3 ♦ 20 й 88 2*3
48 2 * 3 * 20 § § 89 0,5 * 1 * 3
e\t 49 0,5 * 1 * 3 * 20 | § 90 1 * 3
i i 50 1 ♦ 3 ❖ 20 § 91 0,5* 3
51 0,5 * 3 * 20 S 92 •2
52 3 * 20 5. 93 0,5 * 2
53 0,5 * 2 * 20 I 94 2
54 2 * 29 | 95 0,5 * 1
55 0,5 ♦ 1 ♦ 20 | 96 1
56 1 * 20 | 97 0,5
57 0,5 * 20 98
58 20 § 99 0,5
59 0,5 ♦ 3 ♦ 6 ♦ 10 S 100
1
Гль. 05/69 14'75.08-0041 г 02-04
- 54 -
8. Инструмент - Принадлежности - Дополнит.устройства
передней кромки опорного ролика прим, на 0,5 мм,с целью предотвращения поломки профиля накатных роликов. Упор - приужинящий.
8.33 Пружинящая опора и поддерживающий валик
При накатке короткого профиля на более длинные детали требуется поддержка деталей дополнительно. В таких случаях с успехом применяется пружинящая опора. Данную опору следует примонтировать к поддерживающему ножу.
Рабочий диапазон - наибольший диаметр изделия - 40 мм наибольшая длина изделия - 400 мм
Поддерживающий валик предназначен для поддержки деталей длиною свыше 400 им.
Рабочий диапазон - наибольший диаметр изделия - 40 мм наибольшая длина изделия - 800 мм
8.34 Устройство для компенсации зазора
Данное устройство предназначено для компенсации зазора в механизмах червячной к шестеренчатой передачи иакатиых шпинделей при накатке мелкошлжцевого профиля,рифлений и косозубого зубчатого профиля. Оно устанавливается на шпиндельной бабке и на салазках.
8.35 Откидное приспособление
Накатка профиля на пустотелые детали производится в откидном приспособлении. Детали устанавливаются на оправку. Поддерживающий аож в таком случае не требуется. Накатка короткого профм-ля,например на резьбовые пробки,преимущественно производится на откидном приспособлении.
Данное приспособление устанавливается на поддерживающем ноже.
С целью установки детали необходимо откинуть оправку.
Рабочий диапазон - наибольший окружной диаметр изделия - 80 ми наибольшая длаиа изделия - 100 ым
8.36 Устройство для накатки профиля в центрах
Накатка высокоточного профиля,мелкоялицевого и косозубого9как и червячного до модуля = 2, целесооборазно производится ж центрах.
Гль. 05/69 1475 •08-0041i02-04
~ 55 -
8» Инструмент - Принадлежности Дополнит.устройства
При накатке профиля в центрах ось заготовки расположена на уровне оси шпинделей.
Рабочий диапазон - наибольший окружной диаметр изделия - 140 мы расстояние между центрами - 0 - 250 им
200 -- 400 ;<м 360 — 630 мм
8.37 Индикатор - Прибор активного контроля
При накатке деталей,требующих высокую точность в отношении среднего диаметра профиля,подачу салазок необходимо выключить в зависимости от диаметра профиля.
Накатка профиля на материал различной прочности также невозможна при постоянном времени накатки»
Момент выключения подачи салазок при ручном управлении показывается индикатором.
Накатка профиля на автоматическом цикле производится от управ-.ления прибором активного контроля. Импульс к выключении дается электрокомиаром. Точность выключения при достижении среднего диаметра профиля - - 0,01 мм.
Использование прибора активного контроля также возможно при накатке профиля на детали,время накатки которых больше времени, возможно-устанавливаемого на станке.
8.38 Подъемное устройство
Данное устройство предназначено для подъема тяжелых накатных роликов,для установки на станке тяжелых деталей и для подъема дополнительных устройств,примоитируемых к станку. Его можно прямонтировать к станку модели UPW 25 * 100. Грузоподъемность устройства - 150 кг.
а,4 Дополнительные устройства,применяемые для расширения рабочего диапазона
8.41 Трехвапковое накатное устройство /см.раздельное руководство/ Данное устройство с успехом может быть использовано для накатки резьб или мелкошлицевого профиля на тонкостенные пустотелые детали® Накатка профиля производится тремя накатными роликами. Рабочий диапазон - см,отдельное руководство.
Гль. 05/69 1475,08-0041x02-0*
- 56 -
8. Инструмент - Црикадлежмостн - Дополнит.устройства
8,42 Устройство для обкатки деталей — си,отдельное руководство/ Обкатка деталей производится для достижения высококачественной поверхности,имеющей шероховатость по RZ равной 0,1 - 2,5 микро-на,и для уплотнения поверхности. Обкатка производится вне центрах с помощью трех роликов методом радиальной подачи салазок и методом аксиального перемещения детали. Рабочий диапазон - см.отдельное руководство.
8043 Разворотные накатные шпиндели - см«отдельное руководство Для накатки резьб методом аксиального перемещения детали /проходным методом/шпинделями,оси которых перекрещиваются,требуются "разворотные шпиндели". При наличии разворотнцх шпинделей представляется возможность накатки профиля с щитом,и жолобов методо! аксиального перемещения деталей на профиле-накатных стайках модели UPW 25 х 100. Особые преимущества данного метода - незначительная погрешность шага и короткое время накатки.
Рабочий диапазон - смоотдельное руководство.
8.44 Устройство,автоматически уменьшающее усилие накатки при переключении направления вращения накатных шпинделей - см.отдельное руководство
Накатка глубокого профиля /например червяыого/ производится путем возвратно-поступательного вращения накатных роликов при одж временном снижения усилия накатки»
Накатка производится в центрах. Электрогидравлический управляющий клапан предназначен для снижения усилия накатки при изменении направления вращения роликов. Данное устройство поставляется к станкам модели UPW25 х ЮО, Рабочий диапазон - см.отдельное руководство.
8.45 Опора под длинные валы - см.отдельное руководство Деталям,диаметром более 40 мм и длиною свыше >00 мм,необходимо дать направление и поддержать их при накатке.
В соответствии с габаритами детали и с методом накатки созданы следующие опоры, I* Опора длинная передняя
2. Опора короткая передняя /часть длинной опоры/
Зо Опора задняя
Длинная передняя и задняя опоры в следующем обозначены "комплектной опорой".
Дня накатки на ходовые винты резьб длиною до 2000 мм методом аксиального перемещения детали используется "комплектная опора".
Гль. 05/69 1475,08-0041:02-04
- 57 -
8, Инструмент - Принадлежности - Дополнит.устройства
Длинная передняя опора используется при накатке резьб длиною равней или меньше 500 мм на детали длиною до 2000 мм. При накатке резьб длиною равной или меньше 500 мм на детали,длина которых меньше 1200 км,используется передняя короткая опора.
Рабочий диапазон - см, отдельное руководство.
3.46 Охладительный агрегат - см,отдельное руководство
Агрегат предназначен для охлаждения охлаждающей жидкости. Он необходим при непрерывной накатке под большим усилием,например при накатке трапецеидальных резьб проходным методом.
8.47 Устройство,осуществляющее аксиальное перемощение деталей -см.отдельное руководство Накатка профилярасположенного аксиально или наклонно относительно оси детали,например накатка рифлений,мелкошлицевого и косозубого профиля на детали большой длины,требует устройства,осуществляющего аксиальное перемещение деталей.
Представляется возможность оснастить профиле-накатные станки модели UPW 25 х 100 данным устройством дополнительно. Деталь устанавливается в центрах,накатка профиля производится роликами,вращающимися в одинаковом направлении,причем деталь гидравлически перемещается в аксиальном направлении.
Рабочий диапазон - см.отдельное руководство.
8.48 Устройство,допускающее накатку профиля на заготовки малого диаметра
Данное устройство необходимо при накатке резьб диаметром до 4—х мм. Удобная установка деталей обеспечивается за счет большого свободного пространства на накатных роликах. Настоящее устройство поставляется в качестве дополнительного к станкам модели UPW 12,5 х 70.
Рабочий диапазон - см.отдельное руководство.
8.5 Дополнительные устройства для повышения степени автоматизации станков
Значительное повышение степени автоматизации станков достигается за счет пристраивания к ним соответствующих дополнительных устройств,
8.51 Бункеры с вращающимся диском - см.отдельное руководство Бункеры с вращающимся диском - стандартизованы,они предназначены для автоматической подачи ротационно-симметричных деталей с головками или без головок. Детали загружаются в бункер произвольно. Вращающийся диск,оснащенный постоянными магнитами или скребками, подает детали на направляющие.
’ль. 05/69 1475.08-0041s 02-04
- 58 -
80 Инструмент - Принадлежности - Дополнит.устройства
Бункеры с вращающимся диском изготавливаются в двух типоразмерах бункеры с диском диаметром 400 и 630 мм - и в 3-х видах исполнения,благодаря чему обеспечивается широкое применение их. Рабочий диапазон - см.отдельное руководство.
ГлЬо 05/69
1475 • 08-0041:02-04
- 59 -
9» Общие сведения по накатке профиля
Применение высокопроизводительного метода формоизменения металла - **холоддая накатка профиля” - в металлоперерабатывающей промышленности, это рационализация производства.
За прошлое время метод, холодной накатки применялся для накатки резьб на винты. Обширные исследования метода холодной накатки профиля на другие ротационно—симметричные. детали дали положительные результаты в отношении значительного расширения предела использования оборудования,известного до настоящего времени под названием резьбонакатиые станки.
Под накаткой профиля подразумевается придавание металлу формы без снятия стружки.
а/ Накатка резьб - нормальных
трапе цоидальных круглых модульных на шурупах
б/ Накатка профиля,расположенного аксиально оси деталей -рифлений мелкошлицевого профиля
в/ Накатка косозубого зубчатого зацепления
г/ Обкатка поверхностей
д/ Накатка профиля различной геометрической формы.
Придавание формы осуществляется путем накатки профиля двумя или несколькими профилированными роликами. Преимущество холодмой накатки профиля заключается в повышении прочности материала на разрыв,т.к. структура материала ае разрушается, в повышении чистых поверхностей профиля,в износоустойчивости,в значительном снижении основного машинного времени в противоположность к времени,требуемому при обработке путем снятия стружки, в экономии материала и в получении высокой размерности.
9.1 Методы накатки
Накатка профиля роликами производится на профиле—накатных станках по следующим методам:
по методу радиальной подачи салазок по методу аксиального перемещения деталей
Гль. 05/69
1475•08-0041:02-04
- 60 -
9. Общие сведения по накатке профиля
по методу гидравлического аксиального перемещения детали по методу возвратно-поступательного вращения шпинделей.
Накатка методом радиальной подачи салазок допускает лишь накатку профиля,длина которого меньше длины профиля накатных роликов. При накатке профиля большей глубины,длина накатываемого профиля ограничивается усилием накатки профиле-на.катного станка. Наибольшая экономичность с обеспечением высокой точности накатанного профиля достигается за короткое время методом радиальной подачи салазок. Рекомендуется производить накатку предпочтительно методом радиальной подачи салазок,используя при этом соответствующий типоразмер станка - см,диаграмму .'2 I, Накатку резьб,длина которых превышает длину указанной на диаграмме,можно производить лишь по методу аксиального перемещения детали.
Диаграмма ‘2 I
Ориентировочные данные по длине резьб,накатываемых методом радиальной подачи салазок на станках типа
UPWI2,5 х 70 и UPW 25 х 100 /при прочности материала - 60 кг/см^/
d/ метрические резьбы на станках UPW 25 х 100
е/ трапецоидальние резьбы на станках UPW 25 х 100
f/ метрические резьбы па станках UPW 12,5 х 70
g/ трапецеидальные резьбы на стайках UPW 12,5 х 70
/в мм/
Гль. 05/69
1475 о 06-0041 *.02-04
- 61 -
9» Общие сведения по накатке профиля
’Летод накатки путем аксиального перемещения детали от роликов применяется тогда,когда накатка по методу радиальной подачи салазок невозможна* Данини метод допускает лишь накатку резьб /например резьб иа ходовые винты/.
Метод накатки путем аксиального перемещения детали,© перепощивающимися осями шпинделей возможен лишь при наличии "разворотных шпинделей”*
Метод накатки путем гидравлического аксиального перемещения детали применяется для накатки профиля,аксиального оси детали /зубчатого профиля/,невозможно накатываемого по методу радиальйой подачи салазок. Применение данного метода возможно лишь в соединении с устройством,осуществляющим аксиальное перемещение детали /дополнительное устройство/.
Метод накатки путем возьр&гио-постудательного вращения шпинделей - комбинированный радиально-аксиальный метод - применяется для накатки глубокого профиля /например модульных резьб/. Применение данного метода требует наличие на станке устройства,автоматмчески снижающего усилие накатки при переключении шпинделей в другое направление.
9*2 Требо зания,предъявляемые к ^теркалулподлеж&щему формоизменению Вообще,как и по всем методам формоизменения металла^решающим фактором и в данном случае является накатоспособность материала. Масштабом накатоспособности является удлинение материала при разрыве "сГю»® то 3РвЬ£Я когда прочность на разрыв и твердость по Бри-нелю играют меныцую роль. Представляется возможность подразделить металлические материалы и материалы из цветного металла на три группы.
Домене» 8% - материал,показывающий после накатки на поверхнос-
ти профиля риски. Хрупкий материал ломается. Такой материал нэнакатоспособныи.
j-q- ^>10% - материал нижнего предела накатоспособиости. Опыт-
ная накатка должна показать накатоснособность. Срок службы накатных роликов - сравнительно малый.
^фболее 10% — материал накатоспособный. Чем больше удлинение материала при разрыве,тем больше срок службы, накатных роликов. При накатке резьб MI6 на материал, удлинение при разрыве которого Ь ^=20^ и прочност! на разрыв которого £ в=50 кг/им^одним комплектом роликов достигнуто количество деталей примерно Гльо 05/69 I миллион, 1475*08-0041502-04
- 62 -
9о Общие сведения по накатке профиля
Для примера,на таблице показан материал четырех видов.
На основании ранее оговоренного представляется возможность определить какатоспособность.
Материал Прочность на разрыв в кг/мм^ Удлинение при разрыве Накатоспособ-ность
25 Сг Мо 4 макс. 80 16 - 12% хорошая
42 Yr Мо 7 макс. 135 9-5% плохая
Me 58 51 - 63 5% отсутствует
Al 99 13 - 18 3-4% отсутствует
По вышеуказанным материалам видно,что макатоспособность отсутствует по материалам 3-х наименований по причине незначительного удлинения при разрыве несмотря на то,что их прочность на разрыв колебается в пределах 135 и 13 кг/мм^.
9.3 Достигаемая чистота поверхности и точность обработки
Чистота поверхности накатанной резьбы отвечает любым техническим требованиям т.к. методом накатки шлифованный профиль накатных роликов копируется на детали. Ввиду скольжения профиля роликов по профилю накатываемой резьбы,шероховатость поверхности накатанного профиля хуже шероховатости поверхности профиля накатных роликов. В зависимости от состояния роликов шероховатость поверхности накатанного профиля - 0,4-2 микрон. Достижение такой чистоты таким экономичным методом обработки вряд ли возможно каким либо другим методом тонкой обработки.
Точность накатанных резьб,в отношении шага,угла профиля,среднего и наружного диаметра резьб равна точности шлифованных резьб,причем шаг и угол профиля получаются за счет точности угла профиля и шага накатных роликов. Решающими факторами при накатке для обеспечения точности диаметров серий деталей являются;
I. Постоянство свойства материала
2. Постоянство номинального диаметра заготовок с учетом допускаемых допусков
3. Постоянство усилия накатки
4. Постоянство скорости шпинделей
5» Постоянство времени накатки
05/69
1475•08-0041;02-04
- 63 -
9» Общие сведения по накатке профиля
Между этими факторами до некоторой степени имеется определем-иая связь, По трем последним упомянутым факторам представляет-оя возможность регулировки их ва профиле-макатных станках,приравнивая их к надлежащим условиям обработки.
Гль« 05/69
1475 • 08-0041:02-04
— 64 —
10» Причины помех
Причины помех,возникающих при !♦ Профиль накатного ролика, расположенный против фаски детали,выламывается во время накатки.
2. Профиль накатного ролика выламывается на торце ролика. Материал расслаивается.
3» Деталь перемещается аксиально.
накатке резьб8я вид устранения
Фаска детали слишком крутая или же наименьший диаметр фаски слишком большой.Следить за тем, чтобы наименьший диаметр фаски был меньше наименьшего внутреннего диаметра резьбы на 0,2 мм - смотаблицу.
а/ Деталь буртиком прилегает к торцам роликов. Материалу, который выжимается из заготовки, нет места,поэтому и ломается профиль. Рекомендуется использовать упор.
б/ Деталь прижимается к кромке поддерживающего ножа.
в/ Подача салазок на диаметр накатываемой резьбы слишком большая. Салазки по окончании накатки не прилегают к упору.
Диаметр заготовки слишком большой или слишком маленький.
3
Гль*
05/69
1475•08-0041502-04
Юо Причины помех
4-» Во время накатки деталь подымается с опорной поверхности
5. Острия профиля накатываемой деталз разрушаются во время яакатки
6. Во время накатки образуется стружка
Опустить поддерживающий мож,соответст-аеино стойку с роликом или же заменить накатные ролики между собою.
Подмять поддерживающий нож,соответст-венио стойку с роликом
Неправильная установка профиля одного ролика относительно профиля другого /см»п.’’Установка профиля накатных роликов”/
7. Профиль по наружному Заготовка - коническая или некруглая, диаметру частично толь- Отсутствует материал на местах,иа кото ко накатах полностью рых профиль накатай ив полностью.
3, Средний диаметр мака- Установка подачи салазок на диаметр тайной резьбы слишком накатываемой резьбы неправильная или большой и наружный два- же время накатки слишком малое.
метр слишком маленький
9« Средний диаметр накатываемой резьбы отвечает требуемому размеру но наружный джаыетр слишком маленький
Номинальный диаметр заготовок слишком маленький
10. Материал во время накатки расслаивается
II» Деталь нагревается при накатке на температуру свыше рукоустойчизой
Слишком большое время накатки
а/ Слишком большая скорость шпинделей
б/ Слишком большая подача
в/ Слишком большое усилие накатки
1475.08-004-1102-04
Гль. 05/69
- 66 -
10. Причины помех
13.
14 о
15 о
16.
Стрелка манометра вибрирует
Накатные шпиндели разворачиваются на угол свыше 10 градусов
Скачкообразная подача салазок,
Расположение профиля накатных роликов меняется во время накатки /скольжение муфты/
Загрязнение всасывающего трубопровода. Магнитный фильтр загрязнен.
Зазор между червячным колесом и червяком» Заменить червячную пару.
Наличие воздуха в напорном трубопроводе и в цилиндрах. Неоднократно открывать и закрывать клапан для удаления воздуха под давлением масла.
а/ Муфта не сцеплена. Вставить кривошип в четырехгранник втулки и поворачивать ее вправо до упора.
б/ Пружины муфты - слабые. Проверить крутящий момент /уравновешивать муфту/.
Установить плечо силы,подобное ключу для круглых гаек,в зацепление стяжного фланца муфты и затянуть шлицевую гайку с обеспечением удерживания навешанной массы - см. таблицу.
Подналадка пути сцепления производится путем поворачивания шпильки М 8 после отпускания шестигранной гайки.
Внимание! После подналадки пути сцепления проверить на эксцентрике зазор -миним. 0*2 мм
H/7I
Гль.
1475.08-0041:02-04
- 67 -
Юо Причины помех
Таблица:
UPW UPW
_______12,5 X 70 25 х 100
Крутящий момент ”Md ” на промежуточном валу /в см/кг/ 1000 1350
Длина плеча силы /в мм/ 500 500
Навешиваемая масса /в кг/ . 20 27
17°
Гидронасос не работает /салазки не перемещаются/ несмотря на то, что электроэлементы включены
Отсутствие масла в некоторых камерах Заправить бак маслом с передней стороны - см.руководство по смазыванию до маркировок на смотревых глазках, находящихся на задней стороне станка
Неисправность гидронасоса» Чрезмерная нагрузка электродвигателя гидронасоса. Термореле включено.
18.
Отсутствие масла во всасывающей камере насоса непосредственно после включения насоса
Отсутствие масла в передней камере.
19.
Отклонение от требуемого времени накатки и от времени,требуемого на замену деталей
Подналадить настройку электрического выключателя по времени путем поворачивания юстировочного винта или заменить лампочку.
II/7I
Гль.
14-75.08-0041:02-04
По желанию заказчиков профиле-накатные станки довольно часто поставляются со специальными шпинделями,диаметр которых не соответствует диаметру нормальных шпинделей*
В интересах заказчиков,при заказе накатного инструмента просим указать диаметр шпинделей,установленных на станках, для обеспечения поставки инструмента с соответствующим диаметром посадочного отверстия»
Если при заказе инструмента диаметр шпинделей не оговорен, то инструмент поставляется с посадочным отверстием под нормальные шпиндели,а именно
к станкам модели ЮТ 12,5 х 70 с диаметром посадочного отверстия 63 мм
к станкам модели UPW 25 х 100 с диаметром посадочного отверстия 80 мм
От возмещения ущерба,возникающего по ьышеоговоренной причине, завод-поставщик отказывается принципиально*
Гльв 05/69
14-75 * 08—0041:02-04
///-29 - 41 ' L-S 27/74
- I
^ПРИЛОЖЕНИЯ
Io Описание функции электрооборудования на станках моделей UPW 12,5 х 70 и UPW 2$ х 100
х©1 Общие сведения
Мощность и функция электрооборудования профиле-иакатных станков соответствует предъявляемым к ним требованиям. Электрооборудование спроектировано с учетом надлежащих предписаний и стандартов^ особенности с учетом стандарта ТГЛ 200-0655о
В нормальном исполнении станки изготавливаются для подключенйя к сети трехфазного тока напрягением 380 вольт,50 герц.
Таблица подключенных мощностей станков в нормальном исполнении
Модель Подключ.мощность Мощность предохранителей
__________________ ________ подводящих проводов
•UPW 12,5 X 70 6 квт 25 ампер инерцион*
UPW 25 х 100 10,5 квт 35 ампер инерцион.
Подключенная мощность станков в специальном исполнении указана на надлежащих электросхеиах,она может не соответствовать мощности станков в нормальном исполнении.
В качестве приводных двигателей используются асинхронные двигатели трехфазного тока с коротко-замкнутым ротором /стандартные двигатели/. Двигатели предохраняются от чрезмерной нагрузки сверхточными термореле. Настройка термореле производится по номинальному току,указанному на номинальных щитках двигателей.
Управляющий магнит на гидроблоке - тянучий магнит трехфазного тока,рабочее напряжение которого равно 380 вольт, Напряжение цепи управления - 220 вольт,50 герц на станках в нормальном исполнении - получается от однофазного трансформатора Т I /с раздельными обмотками/.
Счетное устройство ZWX /45/ подключено к цепи тока напряжением 24 вольт через выпрямитель Gr I в соединении с сигнальной лампочкой L I,соответственно L 2 /43/ и через добавочное сопротивление W± I. Данное напряжение получается от отдельного трансформатора - трансформатора Т 2.
Условные обозначения элементов,записанные в настоящем руководстве,аналогичны обозначениям на электросхемах. Цифры в скобках показывают расположение соответствующего элемента. См. общую схему станка на листе 22 настоящего руководства0
1.2 Главная цепь тока
Станок оснащен общим выключателем HpS /19/,предназначенным для подключения электрооборудования к цепи тока и отключения такового от последней. Предохранители элементов-потребителей подключены к сети параллельно к входящему напряжению. Включение элементов производится контакторами, К контактору,включающему двигатель гидронасоса,подключен двигатель насоса охлаждающей жидкости,предохраняемый отдельными предохранителями.
Гль0 05/69
1475•08-0041:02-04
II. ПРИЛОЖЕНИЯ
Станок готов к эксплуатации когда предохранители ввинчены и общин выключатель включен.
1.3 Установка вида работы
С помощью выключателя WSE/3I/ устанавливается направление вращения накатных роликов, цепь управления к контакторам SI и S 2 замыкается. Не нажимая выключатель WS 1/31/ шпиндели вращаются влево,а при нажиме выключателя шпиндели вращаются вправо. Виды работы станка на ручном управлении и на автоматическом, цикле устанавливаются с помощью выключателя WS2/25/ причем при ненажиме выключателя работа производится на ручном управлении,а при нажиме выключателя цикл осуществляется автоматически. При работе станка на полуавтоматическом цикле выключатель WS 2/25/ не нажат.
Выключатель W3 3/24/ предназначен для установки диапазона време ни накатки через 10 секунд. Промежуточные значения времени накатки устанавливаются с помощью потенциометра Ро I.
1,4 Работа станка на ручном управлении
Выключатель WS 2/25/ не нажат.
Включение двигателя шпинделей М1/49/ производится нажимом кнопки р2/.?9/* В зависимости от положения выключателя WS 1/31/ возбуждается контактор si или контактор з2,они самоблокиру-ются.
При нажиме кнопки В 4/20/ возбуждается контактор S3,включая двигатель гидронасоса .'.12/50/ и двиагтель насоса охлаждающей жидкости МЗ/51/. Включение сигнализируется загоранием белой лампочки L 1/43/о Контактор S3 самоблокируется и остается воз-бужденпым.
Перемещение салазок /46/ в рабочее положение осуществляется при нажиме кнопки В 6/22/. магнит Mg I возбуждается от импульса контактора S4, Возбуждение магнита сигнализируется загоранием красной лампочки L2/43/, При нажиме кнопки D5/23/ обестачи-вается контактор S4 и магнит Mg I,салазки /46/ отходят в исходное положение.
1.5 Работа станка на полуавтоматическом цикле
Выключатель W32/25/ не нажат.
При нажиме ножной кнопки D7/33/ возбуждается вспомогательный контактор НЗ 2,вспомогательный контактор HS2 включает вспомогательный контактор НЗ 3,реле времени ZRI и контактор S4. Контактор 34 включает магнит Mg I. Самоблокировка контактора 5 4 предотвращется размыкающим контактом вспомогательного контактора НЗ3Р После срабатывания реле ZR I,время которого устанавливается на потенциометре Ро 1/34/,прерывается цепь управления к вспомогательному контактору HS 2. Вспомогательный контактор HS 2 обестачивает вспомогательный контактор HS 3,реле времени ZR1 и магнит Mglo
Салазки /46/ отходят в исходное положение.
Гль. Об/69
1475 ♦08-0041:02-04
-3-
Ио П Р И JI О Ж Е Н И Я
1.6 Работа ст&нка на автоматическом цикле
Выключатель W3 2/25/ нажат.
При нажиме кнопки D 6 возбуждаются вспомогательный контактор HS 2,контактор S 4 и магнит Mg I,причем вспомогательный контактор HS 2 возбуждает реле ZR I и вспомогательный контактор HS 3. Салазки /46/ перемещаются в рабочее положение.
По срабатывании реле времени ZR I - время накатки - прерывается цепь управления к вспомогательному контактору HS 2 вследствие чего реле времени ZR I,контактор S 4 и магнит Mg I обестачивают* ся.
Салазки /46/ отходят в исходное положение. В противоположность к работе станка на полуавтоматическом цикле вспомогательный контактор HS 3 не обестачивается т.к.самоблокировка его обеспечивается нажимом выключателя WS 2/25/* Поэтому реле времени ZR 2 возбуждено от размыкающего контакта контактора 3 4 и от замыкающего контакта вспомогательного контактора HS 3. По срабатывании времени,установленного на потенциометре Ро 2/35/ -время,требуемое на замену детали - реле времени ZR 2 заново включает вспомогательный контактор Н82,реле времени ZR I,контактор 3 4 и магнит Mg I, Салазки /46/ перемещаются в рабочее положение. Вышеоговореннае функции повторяются до выключения автоматического цикла нажимом кнопки D 5/23/.
1о7 Предохранительные мероприятия
Включение двигателя шпинделей j£I/49/ возможно лишь после замыкания контактов конечных выключателей EI и Е2. Функция конечного выключателя SI осуществляется при наладке накатных роликов и функция конечного выключателя Е2 осуществляется при расцеплении шпинделей, Случайное осуществление функций конечных выключателей предотвращается тем,что перемещение салазок возможно, дишь после включения двигателя гидросистемы М2 /50/.
Ножная кнопка D 7/33/ - бездейственная когда салазки /46/ находятся в рабочем положении или когда выключатель WS 2/25/ на-жат.
1О8 Выключение станка при аварии
При нажиме грибообразной кнопки D 10 выключаются - путем прерывания цепи управления - все управляющие элементы,за исключением контактора 8 3. Шпиндели останавливаются и салазки /46/ отходят в исходное положение.
1*9 Подключение станка к сети тока и расположение управляющих элементов
Подключение станка к сети тока производится на клеммах,находящихся в камере,внутри станины. Электроприводные и электроко— мандные элементы станка подключены к рейке клемм,находящейся на щите управления.
Элементы,управляющие станком,собраны в камере,находящейся внутри станины.
„ „ 1475.08-0041:02-04
Гльо 05/69
- 4 -
II. П Р И Л О А Е Н И Я
Командные элементы,сигнальные лампочки,шкалки и счетное устройство собраны на щите управления,находящемся на обслуживающей стороне станка*
Штепсельная розетка L-St-D /27/ предназначена для подключения местного освещения станка с ланочкой до 60 ватт*
Гль. 0^/69
1475•08-0041102-04
И. Приложения 2. Перечень электроэлементов к станкам моделей UPW 12,5 х 70 и UPW 25 х 100 - 5 -
/словы ЭбОЗН. {«8" Наименование Тип Примечание
D 10 D 6 D1-5 WS1-2 D 4 D2,D6 D1,D3 D5 D 10 WS2 WS1 WS 5 I 1 L 2 L1,L2 L1,L2 Gr Io 2 2W Wi Po 1 Po 2 W11O- W120 Po 1, Po 2 WS 5 St—D St D 7 L—St—D Io 3 Wi4-6 Гль. I I 7 I 2 3 I 2 I I 2 2 I I I I 2 II 2 I I I I I I 3 3 II/ Щит управления Кнопка нажимная Кнопка нажимная Кнопка нажимная Колпачок кнопки нажимн Крлпачок кнопки наж. Колпачок кнопки наж„ Грибообр•колпач•кнопки Колпач0блокирвкнопки Ступенчато выключатель Колпачок лампочки Колпачок лампочки Цоколь ламочки Лампочка накаливания Диод выпрямителя Конденсатор Счетчик абонентский Проволочное сопротивл. ПОВОрОТН.СЛОЙНоСОПрОТо Слойное сопротивление Ручка поворотная Ручка поворотная Штепсельн«розетка Штекер Педаль ножная Малога*баритн.конечн. выключатель Электрозлементы Утопленвштепсельн.роэ. Уаоплен.розетка Конденсат.д.устрано помех при радиоприеме Слойносопротивление 71 G 1 TGL 12319 - РЬ G 2 TGL 12319 - РЬ G 3 TGL 12319 - РЬ •1 - TGL 12320 ew/sw В - TGL 12320 ge/ew В - TGL 12320 rt/sw С - TGL 12321 rt/rt В - TGL 12323 aw/ew Р 1/1-12/16x20 TGL 1082< С - TGL 12327 we/sw С - TGL 12327 rt/sw Ва 9э 0,5А 42 V-TGL1233C Э 24V 3W BA 9B-TGL 10833 GY 111 TGL 200-8353 50/70 TGL 7198 58 TGL 9869 ЗОЛ 11x45g 10/2 TGL 200-8042 1 MSI 1-32 A3-766TGL91O( 1 МЛ 2/ 25-412 TGL 8728 Bz 36/6 TGL 7358 wa - B-TGL 7359 sw В 20 TGL 10228 B1.1 S A 20 TGL 10229 B1.1 KSTI C 2; 61 500 V BS TGL 200 - 3835 A 40 TGL 200-1010 L 0,1/300 TGL 11840 Bl.' 510 КЯ j20$ 25.518TGL 8728 1475о 08-0041 SSG Gbrlitz SSG Gbrlitz SSG Gbrlitz SSG Gbrlitz SSG Gbrlitz BSG Gbrlitz SSG Gbrlitz ESG Gbrlitz BGW Gornador SSG Gbrlitz S3G Gbrlitz SSG Gbrlitz SSG Gbrlitz SLW Prankf.O О Preiberg GW Leipzig 1GW Gornsdor । ELRADO Dorfhain WDN Teltow Il ling & Hilt er Lengefeld Illing 4 HUt .er Lengefel<3 BSG Meerane SSG Meerane SSG Gbrlitz SRU Ruhla rKondeneato-renwerk Gere WBB Teltow :02-14
/ II о Приложения 2ol Перечень электроэлементов к станкам модели UTW j - 6 - :2,5 X 70
Гсловн )бОЗН. Кол-во Наименование Тип Примечание
Электроэлементы
М I I Асинхр.э-двигат.3-фазн. KMR 112 MX 6 Bimo
тока 4 квт,220/330в, 1000 об/мин М 301 Wernigerode
М 2 I Асинхр.э-двигат•3-хфазн гока 1,5 квт, 220/380 в 1500 об/мин М 301 KMR 80 G 4 Bimo Thurm
М 3 I Электронасос 0,14 квт 220/380 в 2 СОА 2 - 27? РО MUZ Brno
Mg 1 I Магнит управл. 380в,50г ДW 5 TGL 9835 BSG Oppach
Тг 1 I Однофазно трансформатор 250 VA 380V-220V
управления 2GL 200-1764
Тг 2 I Одно^азн.трансформатор 25 VA 380V-24V
♦ управления TGL 200-1764 /100 ва при напряжен, местноосвещ.станка
EI 24 в или 36 в/
Е2,Е5 3 Контакт управл. GVfU 1 6A 500V IP55 Ba.Bernetein
Элементы управления
Mp3 I Контроллер 25 а 134.022.315/3 ESG Rochlita
£1 11 4 Клемма А 6 TGL 57-22'0 BRU Ruhl a
S1-4 4 Воздуши.коитактор В 16—22OWS-IPOO-TGL 5352 ’ESG Oppach
182*3 2 Воздушноконтактор 3 16-220WS-IP00-TGL 5352 8SG Oppach
Th 1 I Сверхточнотермореле 12,5/7,2-12,5 TGL 5353 3SG Oppach
Th 2 i Сверхточно термореле 12,5/2,6-4,5 TGL 5353 BSG Oppach
Th 3 I Сверхточн.термореле 12,5/0,40-0,68 TGL 5353 BSG Oppach
I Крепление реле 12,5 В ESG Oppach
ZH1*2 2 Электронное реле врем» ZB2-2W ИСПОЛИ. В 4—ТООс YBB Wetron
особой формы 51 кп. Welda
Wi2*3 2 Слойное сопротивлен. 10 кХ?20% 25.518 TGL8728 BWB Teltow
3 Цоколь предохранит.”D ” В 27 Ad-TGL 57-480 BIO Oberlind
Si 1 12 Цоколь предохранит.” D” S 27 Ae-TGL 57-480 BIO Oberlind
до 15 Колпачок реэьбово ”D ” A-В 27 TGL 7880 BIO Oberlind
Si 7 15 Контактно винт ’Т) ” S 27/ TGL 57-482 размер no
15 Плавкая вставка "D " В 27 TGL 0-49360 таблице
44 Коепление клемм 1 - 6 TGL 200-3795 BRU Ruhla
Il 1 44 Кл«мма втулочная 2 - 6 TGL 200-3795 ' A o mm
I Плитка концевая 3-6 TGL 200-3795 500 V
Dr 1-4 4 Дроссель УКВ В 10 TGL 9814 Ba.I.GroS S6mmerda
ГЛЬ. .11/ 71 1475.08-004 1:02-14
II. Приложения - 7 -
2.2 Перечень электроэлементов к станкам модели UPW 25 х 100
Услов обозн {о2о Наименование Тип Примечание
Электроэлементы
М I I Асинхр.э-двигат.3-хфаз KMR 152 И 6 Elmo
тока 7,5 квт, 220/380в 1000 об/мин, М 101 Wernigerode
М 2 I Асинхр.э-двигат.З-хфаэ K&R 90 L 4 Elmo
тока 2,2 квт, 220/380в 1500 об/мин, М 301 Thurm
М 3 I Электронасос 0,14 квт 220/380 в 2 СОА 2-22 Р 1 MEZ Brno
Mg 1 I Магнит управл.ЗЗОУ 508: W 5 - TGL 9855 ESG Oppach
Tr 1 I Однофазн•трансформатор 400 VA 580V-220V TGL 200-1764
Tr 2 I Однофазно трансформатор 25 VA 580V-24V TGL 200-1764
/100 ва при напряжоыестн •
освещ.станка 24 в или 36 в/
El £2,25 3 Контакт управло GWU 1 6A 5C0V IP55 Pa.Bernstein
Элементы управления
MpS I Контроллер 25 а 154.022.515/5 ESG Rochlitz
KI 11 4 Клемма А 6 TGL 57-220 SRU Ruhla
31,32 2 Воздушно контактор D 25-220 WS-402S—IP00 ESG Oppach
TGL 5552
35.34 2 Во здушн.контактор D 16-220WS-IPOO TGL5552 ESG Oppach
MS 2+5 2 Воздушно контактор D 16-220WS-IF00 TGL5552 ESG Oppach
Th 1 I Оверхточн.термореле 25 /10-16 TGL 5555 ESG Oppach
Th 2 т Сверхточн.термореле 12,5/4,5-7,5 TGL 5555 SSG Oppach
Th 5 X Сверхточно термореле 12,5/0,40-0,68 TGL 5555 ESG Oppach
I Крепление реле 12,5 1 ESG Oppach
2R1+2 2 Электронное реле 2B2-ZW исполн. В 4-ЮОо 7EB Wetron
времени особой формы W7 51 кя Weida
W12+5 2 Слойное сопротивление 10 кя20^ 25.518 TGL 8728 WBM Teltow
4 Цоколь предохран.”р '* S 27 Ad - TGL 57-480 SIO Oberlind
Si 1 II Цоколь предохранЛр 4 В 27 Ае - TGL 57-430 BIC Oberlind
до 15 1<олпачок резьбов*“в ’* А — X 27 TGL 7880 810 Oberlind
Si 7 15 Винт контактный X 27/ TGL 57-482 размер no
15 Плавкая вставка К 27/ TGL 0-49560 таблице
44 Крепление клемм 1-6 TGL 200-5795 ERU Ruhla
44 Клемма втулочная 2-6 TGL 200-5795 6 mm?
I Плитка концевая 5-6 TGL 200-5795 500 V
KI 1 4 Крепление клемм 1-16 TGL 200-5795 ERU Ruhla
4 Клемма втулочная 2-16 TGL 200-5795 16 mm
I Плитка концевая 5 — 16 TGL 200-5795 500 V
-Гл*-— 4 11/21 Дроссель УКВ В 10 TGL 9814 _ - I121l08-Q Pa.E.GroB 041:02-14
РУКОВОЛСТВО ПО ОЬСЛЖИВАНИЮ
провилг-НАКАТНЫХ СТАНКОВ МО АГAtЙ
UPW Ю'Ю -UPH 29'100
VEB Kombinat
Umformtechnik Erfurt WE МА Bad Duben
Настоящее руководство предназначено для пользования а цехе, Не всегда руководствам по обслуживанию станков придается требуемое значение. Удовлетворительные результаты по производству во многих случаях не достигаются только*потому,что оператор не придерживается строго ему. Поэтому рекомендуется строго придерживаться настоящему руководству. Указамия,содержащиеся в нем,базируются на опытеэони имеьзт целью служить оператору в пользу.
Гль» 05/69
1475 9 08—00418 02-04
I. СОДЕРЖАНИЕ
- I -
Профиле-накатныв станки моделей UPW 12,5 х ?0
UTW 25 х 100
I. Содержание
2. Транспортировка станка Установка Уход
3. Электрооборудование
4» Смазывание
5» Обслуживание станка -Конструкция станка
6. Таблица
7» Схемы
3« Инструмент Принадлежности Дополнительные устройства
9,‘0бцже сведения по накатке профиля
10» Особые причинм помах
II» Приложения
Описание функции электрооборудования
Условия приемки станка
Гль» 05/69
Nr Т-76
1475*08-0041x02-04
I.I Основные ? параметры - 2 -
Технические данные * основные параметры Станков моделей UPW 12,5 х 70 3/70 Tl-p’,7 v 1ЛП
Наименыи,/наиб.диаметр накатываемого изделия 10/100 мм
Найьольшошаг накатываемо профиля 4 8 мы
Наибольш.делен.накатываем.мелкошлицевого зубчатого зацепления 1,6 2,5 мы
Наиб,длина резьбы,накатываемой методом радиельной подачи роликов 125 180 мн
Наиб•длина резьбы,накатываемой методом аксиальной подпчм изделия /прозодной метод/ 2000 2000 мм
Наим./наиб.межосевое раи-тояние шпинделей,включая длину хода салазок - 15,соответственно 25 мм 130/240 150/32. мм
Высота шпинделей над станиной 160 180х мм
Наиб,диаметр накатных роликов 195 230 им
Диаметр шпинделей -в нормальном исполнении 63 80 мм
в специальном исполнении 54-69-85 69-85 мм
Длина посадочного места на шпинделях в нормальном исполнении 125 180 мм
в специальном исполнении 160 225 мм
Усилие накатки,регулирование бесступенчатое,от 500-12500 500-25000 кг
Скорость накатных шпинделей, ре гул иро за ни е бе со тупе нчат о в при частоте 50 гц от 20-90 20-90 об/мин
при частоте 60 гц от 24-108 24-108 об/мин
Мощность привода накатных шпинделей 4 7,5 квт
Мощность привода шестеренчатого насоса 1.5 2,2 квт
Мощность двигателя насоса охлаждающей жидкости 0,13 0,13 квт
Требуемая площадь /дл0 х ш./ 1350 х 1080 1570 х 1230 мм
Вес станка нетто,прим. 1940 2750 кг
Вес станка брутто,примо 2100 3400 кг
Нагрузка пола на I м2 прим. 1600 1900 кг
Габариты упаковочного ящика 1560 х 1320 х 1800х1450х
/длина х ширина х высота/ 1450 1550 мм
Примечание
Под наибольшей производительностью станков нельзя понять обеспечение накатки профиля наибольшего диаметра,наибольшей длины с наибольший шагом одновременное Необходимо иучесть прочность материала на раа-рыв - в кг/ММ^ _ fкоторая,например при накатке мелкошлицевого зубчатого зацепления не должна превышать 70 кг/ММ^.
О запросами просим обращаться в адрес завода-изготовителя
В связи с постоянным усовершенствованием конструкции станков руководство по обслуживанию иногда и не полностью по всем подробностям может соответствовать поставленному станку. Поэтому при заказе запчастей просим указать номер и год изготовления станка.
II/7I Гль о
1475.08-0041:02-04
2. 'Гранепортировка станка - Установка - Уход
- 3 -
2о Транспортировка станка - Установка - Уход
. 2о I Транспортировка станке
При получении станка необходимо сначала установить повреждения, возможно-возникшие в пути следования. Подать станок как можно ближе к месту его установки. До распаковывания станка еще раз проверить ящик на повреждения. После распакования проверить на выдержку - на основании упаковочного листа,приложенного к станку - инструмент,приспособления и состояние станка. При тран портировке станка краном производить навеску аналогично навеске показанной на вышеуказанных эскизах,заложить соответствующие деревянные рокладки. Производить навеску на тросах. Тросы не должны сопрнкасться к кожуху,к полированным поверхностям,маховикам, рычагам, валам и подобным деталям. Транспортировку станка вручную производить на валах малого диаметра.
05/69
1475•08-0041J02-04
2. Транспортировка станна - Установка станка - Уход
Станок подеви В, Н, Нг 1,
UPW /25*70 /350 /250 /150 980 /ООО 9/0
UPW 20» /00 /570 U80 /200 /ООО /230 /ОТО
г; ' Станок надели а 0 С d е f 9 h i И 1 m п
0Р1>/ /2,5*70 /250 /»90 /0/0 900 020 юо 6М 30 /5 /2/5 70 5/0 75
W 25 */00 /С&) 550 1/65 Ю65 960 /00 650 U) 20 UL0 во 625 25
05/69
14?5•08-0041:02-04
2» Транспортировка станка - Установка - Уход
2.2 Особого фундамента .для установки ставка ио требуется. Достаточно залить основание цементным раствором. Если хе предусматривается привинтить станок к воду,то размера площади,требуемой для установи его,указаны аа схеме основания станины, Производить выравнивание станка на Фундаменте с покоецхю уровня /точность - 0,05 мм/м/ устанавливаемого на станине. Клинья железные,применяемые для выравнивания станка,следует залить цементным раствором. После установки станка необходимо его хорошо очистить.
2.3 Чистка
Полированные детали станка покрыт» антикоррозийной краской,легко стираемой чистой тряпкой /ни в коем случае ветошью/. Чистота и бережливый уход сохраняют точность накатки и повывают срок службы станка.
Перед пуском станка в эксплуатацию необходимо ознакомиться с элементами обслуживания и с их действием - см«лист № 22.
Указания,касающиеся пуска электрооборудования,оговорены под п. "Электрооборудование" настоящего руководства. Необходимо запол-яляь резервуары соответствующим маслом и смазать все места,указанные в руководстве по смазыванию - см.лист № 8.
2.5 Уход
Регулярность чистки,смазки и ухода определяют срок службы и производительность станка.
Производить при односменной работе
смаз^г - в соответствии с руководством по смазыванию ежедневно - на глазке визуальную проверку функции смазочного насоса
еженедельно- чистку станка,поддержив&ющего ножа,сиять последний я очистить станку. Для чистки никогда не применять ветошь. Очистить наелосетин,магнитный фильтр и всасывающие трубопроводы шестеренчатого и смазочного насосов,очистить сетку в ваняе для улавливания воз-вратио-оттекаемого масла. Очистить кагниткые пластин ки в резервуаре под масло и проверить механизм бес-ступенчато регулируемой цепной передачи.
ежегодно - проверить станок в отношении требуемого ремонта и проверить положение его с помощью уровня.
Гль. 05/69
1475.08-0041802-04
- 6 -3» Электрооборудование
3» Электрооборудование
Электроэлемеиты наглядно собраны внутри станиныйона готовы к эксплуатация ,следует лиюь подключить подводящие провода к клеймам R, S, Т и n в соответствии со схемой коммутации.
3.1 Проверить до пусь,а станка в эксплуатацию соответствует лк рабочее напряжение на заводе-заказчике напряжению,указанному на номинальном щитке двигателя» Проверить правильность мощности предохранительных штепселей. Проверить резервуары на наличие масла» Проверить правильность направления вращения роторов электродвигателей /ем.сгрелку на гидронасосе/» В случае неправильного направления вращения роторов следует переключить фазы кабеля станка но ни в коем случае фазы электродвигателя.
3.2 Запчасти к электрооборудованию
При заказе запчастей к электрооборудованию необходимо указать тип заказываемой детали,фабричный номер заказываемого элемента и номер станка. Тип отдельных электроэлементов указан на прилагаемом перечне электродвигателей.
3.3 Правила по уходу
Производить общие жероприятия по уходу в соответствии с **Прааала по уходу за электрооборудованием обрабатывающих и дореребажведвдкк станков1’ - Т’ГЛ 28^123 - «ли ко правилам, действуешь в страяье получателя станка., Чистку алектрооборудсвааад и уход вэереть аржк*-Ципиально только специалисту» Двигатели и ул^разляюше элементы необходимо проверить в определенных интервалах. Примерно после 5000 рабочих часов следует демонтировать двигателя,очистить подшипники путем промывки их тетрахлористым углеродом или бензином /не применять горючего/ и смазать их свежим подшкпникоюам жиром марки + КЗ. Не применять для чистки ветоши. Производить чистку только мягкими неволокнистами тряпками. Контакты,потерпевяне от ожогов,следует обработать напильником»
3.4 Особые причины помех
Электродвигатели,потерпевшие от влаги,необходимо перед пуском просушить и проверить специалистом. Посторонний шум в двигателях является доказательством нечистых смазочных материалов иля отказом в смазке. В таком случае электродвигатели немедленно следует выключить и проверить. Контакты,сработанные до того,что оны при включении пружинят только незначительно,следует заменить.
Описание функции электрОоборудования,схема коммутации тока к пространственная схема коммутации - см.приложения.
Гль. 05/69 - 1475♦00-0041 «02-04
4» Смазывание
40 Смазывание 4»! Обздае предала.
Срок служен любого ставка в болькжястве зависит от смазка8 йозтому необходимо строго соблюдать правила вс-
Сосудк иод смааочкме катеркажм держать всегда аацрмтммяене употреблять для смазка материала из неза$фмтих ©ссужав/ Малайкая соринка в смазочных материалах может п^зредать под— йишшкк* Производить яилик масла в резервуары мял маслелик только через фильтреоеткж» Проверять постояяво уровень масла и следить за арш?жлгкк.« уровнем» Производить первую замену гидравлического мазла ж мосла для дай проточной сыагкза после 300 рабочих часов к последующие замены через 500(\ соответственно через 8000 рабочих часов» Спуск масла производить только в теплом его состоявши» Прмить резервуары бензолом» Керосин кля бенэгш для иромкв»» ле рекомендуется»
Смазочные материалы^указаыиы® на таблице помазанной но. листе й %распр<М5тр&няютая. в ГДР оргшшаадилми DKMZк "Дерунафт"» 0 запросами в отноаекии смавыванжя проелк обращаться в отдел ТГехническяя сма^кан оговоренных организаций» Настоящее руководство по стаивали» разработано в сотрудничестве с отделом ^ехккчеекал смазка” организация DKKZ /ШбнолЛ
Гльв 05/59
14?5»08-0041« 02-04
05/69
- -A--
Спазывание
— Сказывать по руноэоде/ву
-----Созывать еженедельно
--/d\—
1475*08-0041:01-04
4о Смазывание - 9 -
Смазочное Перечень смаэочн. материалов Маркиров График по смазыванию Кс1
Наименование Вязкость в центи-штоках Символ Цвет „ „ Частота Кол-во Примечание
Опорные места I Масло марки G1 125 125*10 о чер- ежене- 3-4 кап ныЙ дельно ли мас- ленкой Смазочный ниппель
Червячно передача 2 /проточи. W3Y.&/ Масло марки G1 125 125*10 чер- Замен. До серед ный после глазка 8000 UPW 12.5 рабочас.х 70 2 ил UPW 25 х 100 25 л Вытянуть бак на лев. залн.стор. ст-ка,считая с лицев, стороны
Бесступ. регулир. 3 механизм передачи Масло марки G1 60 60*7 Первичн.До маркий эамена кир.на ник после глазке 500, пос- UPW 12,5 лед.чер.- 6 л 8000 pa- UPW25 боч.час.- 7 л См.прилож. - бесступ. регул.мех, цепн.передачи
Гидравлика 4 Масло станд. Е 36 36*4 О крас Замен. До серед ный через глазка 5000 UPWI2.5 раб.час - 65 л - UPW 25 - 75 Л Открыть передне крышку заполнить прав.бак
Охлаждение 5 SUAMOL gf ю 25 Замен. До серед через глазка 1000 UPW12,5 раб.час - 45 л UPW25 - 55 л Открыть передне крышку заполнить левый бак
Вал проме заточный 6 Консист. смазка + КЗ Текуч, свыше Х50°С эе- Замен, по пот-лен. через ребн. 200 раб.час Смазать шлиц, профил:»
Муфта 7 эксцентрик
Подшипн. 8 шпинделей Консист. смазка ♦ КЗ то же /\ зе- прим.че-по пот-лен. рез 5000 ребн. раб.час. Смазать подшипники
Приводной q двигатель ? Консист. смазка ♦ КЗ то хе зе- приы.че- по пот-лен. рез 5000 ребн. раб,час. Очистить двигатель смазать под* шипники
Двигатель гидронасоса 10 Консист. смазка ♦ КЗ то же эе- прим.че- по пот-лен. рез 5000 ребн. раб.час. Очистить двигатель смазать подшипники
05/69 1475.08- 0041:02-04
Гль.
- 10 -
5. Обслуживание и конструкция станка
5® Обслуживание и конструкции станка
5*1 Конструкция, станка 5® II Общие следоивя
Профиле-аакатные станки модели UPW 12,5 х 70 соответственно модели upw 25 х 100 являются станками,созданными на базисе давно оправдавших себя резьбонакатннх станков.
Развитие конструкции резьбонакатннх станков довело к созданию производительных станков,техническое усовершенствование и современная конфигурация которых соответствует современному уровню техника. Станки предназначены для холодной накатки профиля различного вида по современным методам. Обслуживание станков моделей UPW 12,5 х 70 и UPW 25 х 100 весьма простое,оно легко и надежно выполняется неквалифицированными операторами.
5.12 Нижняя часть станка
Основной корпус /станина/ профиле-накатного станка - чугунный. Благодаря своей жесткости и коробчатой формы станина обеспечивает тихий,виброустойчивый ход станка. На жесткой отшлифованной плите,пайрйвающеи станину,установлены шпиндельная бабка,салазки, опора с нахиыник цилиндром и козух, Благодаря соедининею шпиндельной бабки и опоры мостиком создается жесткая раыа,вос-пржяимающкя усилие накатки. Внутри правой части станины установлены гидрозлементы. Над гилрозлементами установлены элементы для обслуживания станка,они перекрыты ко^хо»? являющийся одновременно пультом управления. Управляющие электроэлементы установлены внутри станины,на правой стороне. На задней стороне станины установлен механизм бесступенчато-регулируемой цепной передачи и приводной электродвигатель. Под механизмом цепной передачи и электродвигателем,внутри станины,расположены два маслобака. На правой стороне,считая с лицевой стороны станка,расположен бак под гидромасло,а на левой стороне бак под смазочное х охлаждающее масла. Для залива смазочного масла бак следует вытянуть. Залив охлаждающего я гидравлического масел производится с лицевой стороны станка,см.руководство по смазыванию. Производить залив масел осторожно до тех пор,пока глазки,находящиеся на задней стороне станка,не покажут правильный уровень.
Гль. 05/69
1475•08-0041:02-04
$• Обслуживание и конструкция станка
5о 13 Шпиндельная бабка
Шпиндельная бабка предназначена для установки на ней накатного шпинделя с подшипниками и с приводом. Сам шпиндель предназначен для крепления на ней накатного инструмента. Шпиндельная бабка неподвижно смонтирована на станине. Представляется возможность незначительного разворота шпиндельной бабки ~ после отпускания крепежных винтов - с целью установки параллельности шпинделей. Разворот шпиндельной бабки проивзодится с помощью эксцентрика. При замене накатных шпинделей или при установке дополнительных устройств представляется возможность легко демонтировать накатные шпиндели. После снятия задних перекрытий шпиндельной бабки и салазок следует отпустить - с помощью ключа SWI4 - винт, находящийся за червячным колесом,с обеспечением вытягивания шпинделя спереди вручную. Сам винт остается в отверстии,он предохранен от вытягивания.
5.14 На салазках смонтирован второй шпиндель с подшипниками и с приводом. Салазки скользят по плоским направляющим. Возвратно -поступательное движение салезок в горизонтальной плоскости осуществляется гидравлически.
5.15 Главный привод
Привод шпинделей осуществляется электродвигателем трехфазного тока через бесступенчато-регулируемый механизм цепной передачи. Усилие двигателя передается на промежуточный вал. С промежуточного вала усилие передается на накатной шпиндель и на салазки.
5*16 Гидросистема
Усилие накатки создается гидравлически,оно регулируется бессту-пенчато. С помощью шестеренчатого насоса высокого давления подкачивается масло из резервуара через сетку и магнитный фильтр в блок управления. Электромагнитный золотник распределяет масло в отдельные трубопроводы. При возбуждении управляющего магната /рабочее положение магнита/ пилот золотника переводится и пропускает масло поступающее от насоса через клапан подачи и возвратный клапан к нажимному цилиндру - см.лист к? 13. От усилия поршня перемещаются салазки на быстром ходу к детал к,с обеспечением прикосновения накатных роликов к детали.
Гль* 05/69
1475.08-0041х 02-04
- 12 -5» Обслуживание и конструкция ставка
Одновременно перемещается поршень клапана подачи от повышенного давления к нажимной пружине до прикосновения к винту,регулирую-щему подачу* Давление в напорном трубопроводе дросселируется и подача салазок осуществляется во время внедрения накатных роликов в деталь величиною,заранее устанавливаемой на клапане подачи путем поворачивания звездообразной ручки. Если деталь,например пустотелая деталь,требует мягкого прикосновения роликов,то рычаг на клапане подачи следует переключить влево,при этом нажимная пружина натягивается и поршень освобождается от усилия давления* Поршень,плавающий внутри клапана подачи,перемещается от незначительного поаышения давления в напорном трубопроводе до прикосновения к винту,регулирующему величину подачи,до перемещения салазок, вследствие чего подача становится действенной на ход салазок Усилие,требуемое для накатки профиля,устанавливается путем поворачивания звездообразной ручки клапана,находящегося на напорном трубопроводе. Усилие накатки показывается на манометре. На том &q трубопроводе имеется предохранительный клапан,предотвращающих чрезмерную нагрузку станка. Данный клапан установлен на усилие в 13000,соответственно 26000 кг,в зависимости от модели станка. Отход салазок от детали также осуществляется гидравлически. При обестачивании магнита перемещается управляющий поршень в исходное положение от усилия пружины. Поток масла переключается и масло,подкачиваемое насосом,течет в возвратный трубопровод. Перепускной клапан в данном трубопроводе восстанавливает давление,требуемое для отхода салазок от детали* Но салазки отходят от детали лишь тогда,когда масло может утекать по зазору между цилиндром и торцом поршня. Но т.к. обратный поток масла предотвращается возвратным клапаном,то масло может утекать только ио раздельному трубопроводу с золотником,действующим от усилия пружины. Функция золотника осуществляется от давления утекаемого масла,действующего на пружину. Скорость работы золотника и скорость движения салазок зависимы от настройки дросселя. Когда дроссель открыт полностью то салазки перемещаются на быстром ходу в исходное положение,в то время,когда дроссель пропускает лишь незначительное количество масла,отход салазок замедляется. Длина хода штока клапана ограничивается упором.
Гль. 05/69
1475•08-0041s 02-04
-73-
^Обслуживание и конструкция станка
Цилиндр давления
отсутствует ЦИУГИ
на мод. UPW 12,5^0-130x57616365
UPW 12,5x70—, uPWZSxiOQ- 170x5
I TGL6365
UPW 12,5x70-110x51616365 UPW 25x100 ~ 155*5
TOL 6365
место для подключ.
зоз&рЁтн млслопро&ода
место для подключ, псдающ.
маслопроводо. и удаление воздуха
-Винт ЗРУКИМНОЙ
Сцлазки
6361 - UPW 12,5» 70
6361 - UPW 25 х 100
6363- UPW 12.5x70
6363- UPW 25x100
12,5x70- 130»5Г61 6365 UPW 25» ЮО - 170» 5 T6L 6365
70x5 76L 6365 - UPW 12,5x70 100X5TGL 6365- UPW 25x100
11OT6L
150 T6L
11OT6L
150 T6L
регулир
Винт кодо&ой
6x5 i г$ KfQ0
03/73
747&08-004V02-0^
- 14 -
5. Обслуживание и конструкция станка
При поворачивании винта дросселя вправо,салазки перемещаются на быстром ходу,а при поворачивании винта влево,обратный ход салазок замедляется. При надобности перемещение салазок вручную,например при корректировке резьб,распределительный золотник принудительно перемещается на блоке управления с помощью рычага в соответствующее положение на требуеиой скорости. Повыше цилиндра давления имеется клапан для автоматического удаления воздуха.
5•17 Электронное управление временем накатки
Временем накатки и временем,требуемым для замены деталей,управляют электронные элементы. Зти элементы установлены в камере, находящейся внутри станины на правой стороне станка. Обслуживание производится с пульта управления. Время накатки устанавливается в диапазоне от I - ПО секунд. Bpeug,требуемое на замену детали, устанавливается в диапазоне от I - 10 секунд.
5*16 Смазывание я охлаждение
Смазочное масло подкачивается шестеренчатым насосом в х^аспреде-литель,установленный на мостике. Привод насоса осуществляется от вала механизма передачи. Циркуляция масла показывается на глазке, От маслораспределителя проложены трубопроводы к разным местам смазки,смазываемым индивидуально или проточной смазкой как,например,механизм передачи накатного шпинделя.
Смазывание и охлаждение накатного инструмента и накатываемой детали обеспечивается электронасосом,установленным в камере, внутри станины При более продолжительной непрерывной накатке необходимо наличие охлаждающего агрегата дополнительно. Охлаждающий агрегат оснащен воздуходувкой»он поставляется по особому заказу.
5.2 Обслуживание
Для безукоризненного обслуживания и для тщательной наладки станка, оператору необходимо ознакомиться со следующими пунктами. Перед пуском станка в эксплуатацию необходимо следить за тем, чтобы шкалка /I/,показывающая межосевое расстояние шпинделей, показала величину,превышающей
Гль. 03/73
1475.08-0041:02-04
- 15 -
5. Обслуживание и конструкция станка
установленную длину хода /2/ салазок. Например,длина хода салазок - 5 им,шкалка показывает 10 ми, см.лист № 22,соответственно щитки с мнемоническими изобрахекия-ми на листах 25 и 26 настоящего руководства.
5*21 Установка накатного инструмента
Качество накатываемого профиля и стойкость накатного инструмеи-та в значительной мере зависят от установки и наладки накатного инструмента. Кроме того рекомендуется установить накатной инструмент по возможности ближе к коренным подшипникам накатных шпинделей. После отпускания гаек /3 иЗ*/ представляется возможность снять подшипники /4 и 4*/. Затем следует снять шлицевые гайки /5 » 5’/ и дистанционные кольца. После этого необходимо хорошо очистить посадочные места /6 и б’/ на шпинделях и смазать их слегка маслом. Затем следует насадить на шпиндели накатные ролики о соответствующими дистанционными кольцами и затянуть их са-мотормозящими шлицевыми ганками. Рекомендуется затянуть гайки только слегка» Благодаря наличию резинового буфера отпускание гаек предотвращается. После очистки и после смазывания опорных мест шпинделей следует насадить на шпиндели подшипники /стрелка на подшипниках должна показывать вверх/ и продвинуть их до упора. Но т.Ко накатные шпиндели в аксиальном направлении пружиннт,то необходимо оттянуть подшипники от упора на 2 мм до их затягивания.
5о22 Установка стойки поддерживающего иожа
После оснастки стойки /7/ поддерживающим ножом /В/,соответствующий накатываемой резьбе,следует установить стойку на станине и закрепить ее деталью /9/» При этом стойку следует наладить с обеспечением параллельноетж торца, поддерживающего иска к торцу салазок. В радиальном направления относительно канатного а&хэдяцегсся на кшшделе б&бкк /10/,стойку гюддеркх—
эаядего нош следует установить с обеспечением расположения се-1>едвт ножа от ткатного ролжка на расстоянии,равному пркм0 шловви® дааыетра детали до ы&каткя резьбы.
Гль. 05/69
1475 о 08-0041102-04
- 16 -
5о Обслуживание и конструкция станка
5.23 Установка параллельности торцов накатных роликов Предпосылкой для установки параллельности торцов накатных роли-ков является параллельность осей эпинделей,которая настраивается заводом-поставщиком, В случае необходимости представляется возможность подналадить ее путем разворота шпиндельной бабки. Ваззорот шпиндельной бабки производится следующим образом* I» Отпустить крепежные винти /II/ на шпиндельной бабке 2о Отпустить винт /12/
3. Развернуть шпиндельную бабку путем поворачивания эксцентрика /13/,находящегося внутри бабки» При поворачивании эксцентрика вправо шпиндель перемещается в сторону салазок,а при поворачивании зксцентх>ика влево шпиндель перемещается в противоположную сторону.
После подналадки параллельности шпинделей следует затянуть винты /II/ и зафиксировать эксцентрик /13/ с помощь» ванта /12/. Настройка параллельности торцов накатных роликов производится с помощью лекала длиною прям. 300 мы,прикладываемого к торцевым поверхностям роликов.
Кроме того представляется возможность переместить шпиндель бабки аксиально путем поворачивания парообразной ручки после отпускания галки /14/. После настройки йар&ллельности торцевых поверхностей накатных роликов не должно быть светового зазора между лекалом к торцевыми поверхностями роликево Затем еще раз следует отпустить опорный подшипник на шпинделе бабки я установить его с обеспечением зазора з 2 мм,аналогично установке инструмента,оговоренной под п»5*21 настоящего руководства.
5.24 Установка профиля накатных роликов
Ввиду того,что накатка профиля производится двумя роликами,то необходимо настроить одни ролик относительно другого. При накатке однониточной,трехниточной и пятиниточной резьб ж т.д, необходимо поворачивать роликя так,чтобы профиль одного ролика находился против впадины между профилями другого ролика» При накатке двухниточных,четырехниточных,шеетшниточных резьб и т.д. впадина между профилями одного ролика должна находиться против впадины между профилями другого ролика.
Гль. 05/69
1475 .06-0041502-04
- 17 -5. Обслуживали® к конструкция стают
С целью установка: одного ролика относительно другого необходимо расцепить муфту»соединяющую накатные шпиндели. Путем поворачивания четырехгранника /15/ с помощью ручного кривошипа, влево цуф-та расцепляется. Четырехгранник /16/ следует какать до упора.
При поворачивании четырехгранника /16/ ручным кривошипом шпинделз бабки перемещается радиально.
Для упрощения установки профиля одного ролика относительно другого, на роликах имеется юстировочная риска. С помощью угломера, накладываемого на ролики,устанавливается - путем поворачивания шпинделя - соосность между риской я угломером. Сначала следует радиально выравнить накатной ролик на шпинделе салазок путем поворачивания четырехгранника /16/. При этом муфта /15/ на расцепляется. После этого следует выравнкть радиально накатной ролик шпинделя бабки,см»рис.1.
Выравнивание накатных роликов не ииеющкх юстировочной риски, производится с помощью эталонной детали или с помощью резьбовой калаберной пробки. Путем поворачивания ручки /2/ сначала следует установить длину хода салазок,равяой нулю. Затем не. станке устанавливается эталонная деталь или резьбовая калиберная пробка с обеспечением прилегания профиля детали к профилю накатного роли-ка9на 'Дятегося на шпинделе бабки. Пр» поворачивании четырехгранника /18/ пероиешются салазки с накатным роликом к эталонной детали»
При поворачивании шпинделя бабин вводится профиль ролика в зацепление с эиалсном». Зола эталонная деталь без перекашивания свободно поворачивается мехлу роликами то установка профиля накатных роликов закончена.
Сцепление муфта производится путем поворачивания четырехгранника /15/ вправо.
5.25 Установка длины хода салазок на диаметр н&катызаемой резьбы Для получения соответствующего межосевого расстояния шпинделей под надлежащий диаметр накатываемой резьбы и для предотвращения повреждения накатных роликов следует сначала переместить салазки — путем поворачивания четырехгранника /18/ — с обеспечением при подаче салазок ««прикосновения одного ролика к другому„ Включение главной цепи тока и цепи управления производится с помощью общего выключателя Нр8. При нажиме кнопки D 4 /20/ включается двигатель U2 маслонасоса и при нажиме кнопки D 6 /22/ включается подача салазок.
Гль, 05/69
1475 • 08-0041:02-04
- 18 -
5. Обслуживание и конструкций
Под четное число зубьев
Рис. 2
Под нечетное число зубьев
05/69
1475-. 08-0041:02-04
- 19 »
5* Обслуживание а №рнструк?щд станка
Пр» этом многопоэжционяйй переключатель WS 3/24/ должен находиться в положении "Г* и маогопозицвоиный перекоючатель WS 2/23/ в положения автоматика ”0”. Требуемое усилив накатка устанавливается на клапане VD 2/26/. Усилие накатки подзывается на манометре Me /27/• Необходимо почаще проверять путем кратковременного от-крывания крана манометра /28/, вворачивая рычажок влево,усилие накатки до достижения рабочей температуры станка.
Подача салазок осуществляется от поворачивания четырехгранника /18/* Накатные ролики слегка должны прикасаться к детали,находящейся на опоре» Затеи следует снять деталь и переместить салазки в соответствии со шкалкой /I/ на величину,равной глубине профиля детали. Длина хода салазок устанавливается путем поворачивания ручки /2/,одно деление на шкала равно 3 мы0 Длина хода салазок должна соответствовать 2-хкратиой глубине накатываемого профиля хишс 2 мм,обеспечивая свободно снять накатанную деталь. Фиксация регулировочного винта производится одновременно при фиксации ходового винта с помощью винта /17/• Для проверка правильности на-падки для опыта следует накатать 1-2 детали. Включение двигателя JTI накатных шпинделей производится кажиыоы кнопки В 2/29/» Устанавливается на станке деталь,затем следует открыть крал палата охлаждающей жидкости и включить нажимом кнопка В 6/22/ подачу салазок.
Выключена» процесса накатки производится наяимои кнопки D 5 /28/ послао чего салазки перемещаются на быстром ходу в исходное поло-жекме. Накатанную деталь следует проверить и,в случае надобвос-?ж,подпаладить длину хода салазок.
Установить дяаду хода салазок с обеспечением накатки профиля пра доходе салазок до упора*
5 *26 Установка параллельности торцов родине» ддя накатки зубатого зацепления
Установка ижр&ллельноста торцо» ролико® для накатки зубчатого зацепления под накатку мелкошлнцевого профиля,зубчатого профиля косозубых цилиндрических шестерен производится аналогично установке, оговоренной под п.5*23 настоящего руководства. При установке профиля одного ролика относительно другого следует учесть количество накатываемых впадин между зубьями. При четном числе зубьев острия профиля одного ролика расположены претив остриев профиля другого ролика. При нечетном числе зубьев острия профиля одного ролика расположены против впадин между профилями другого ролика — см.рис .2 на листе 18 настоящего руководств®..
Гль. 05/6? 1475• 08—0041:02-04
- 20 -
5. Обслуживание и конструкция станка Радиальное перемещение накатного шпинделя для установки профиля одного ролика относительно другого производится аналогично перемещению,оговоренному под п.5.24 настоящего руководства. Для накатки зубчатого профиля требуется устройство для компенсации зазора в механизмах шестеренчатой и червячной передачах /принадлежность к станку/ устанавливаемое на шпиндельной бабке и на салазках. Целесообразно производить накатку зубчатого профиля в центрах.
5-3 Метод работы станка Управление станком осуществляется гидравлически. Представляется возможность установить следующие виды работы станка:
а/ Накатка на ручном управлении б/ Накатка на полуавтоматическом цикле в/ Накатка на автоматическом цикле
Установка деталей в рабочее пространство станка производится по всем трем видам обработки вручную.
5.31 Накатка на ручном управлении Установить многопозиционный переключатель #3 2 /25/ в положение автоматика - "О". Включить двигатель накатного шпинделя нажимом кнопки D 2 /29/• Направление вращения накатных шпинделе i устанавливается с помощью многопозиционного переключателя W3 I //31/. Скорость шпинделей устанавливается путем поворачивания маховичка /32/. Затем следует установить деталь,открыть край подачи охлаждающей жидкости и включить процесс, накатки нажимом кнопки D6 /22/. Салазки перемещаются к деталио Профиль иакатны:: роликов внедряет в деталь до достижения глубины накатываемого профиля. При каждые кнопки В 5 /23/ процесс накатки прерывается. Салазки на быстром ходу отходят в исходное положение. Накатанная деталь снимается.
5*32 Накатка на полуавтоматическом цациае
При накатке,производимой на полуавтоматическом цикле,процесс накатки включается от нажима кнопки В 7 /33/, Время накатки устанавливается путем поворачивания ручки Ро I /34/. Салазки перемещаются к изделию,после чего происходит накатка профиля.
Гль. 03/73 1475-08-0041:02-04
- 21 •
5. Обслуживание s конструкция ставка
После срабатывания реле времени ZR I процесс накатки выключается автоматически и салазки отходят в исходное положение. Следовательно,при работе ан полуавтоматическом цикле включается только подача салазок от яажжоа ножкой кнопка I? 7?з? то врекя когда отход салазок в исходное положение осуществляется автоматически.
5- 23 Накатка на автоматическом цакяе
При накатке„производимой на автоматическом цикле,следует устаяе-зить многопозиционный переключатель >3 2/25/ ® колсж^аже *’ад гона-„установить вреос накатки путей поворачивания ручхги Ро 1/34/ и зреия,требуемое на замену детали путем поворачивания ручки Ро 2/35Л При нажиме кнопки L 6/22/ салазки перемещаются и детали и но истечения установленного времени налеатки сал&зкж отходят в исходное положение.
По истечении времени,требуемого на замену детали,салазки перемещаются в рабочее положение.
5.34 Корректировка мал$эланных р*аьб
При наладке стояки попадаются детали,средник диаметр которых слишком больясй, В тексне случая Ередставаыктея южювяп >й?р» рвкгировкн резьбы. Прж корректировке рззьбк деталь caassycr уао-зжть я хр^кяь рохте» на ыяиидеяе бабязи Зо^ ckcj^w чять рычаг /36/ ъяыю ,лосде wro сялазаая эереиеивится к детаиж. В вависаиостн от положешая даняюгс рычага предотаажяется «оамож-аостй. ускорять йля замедлять ход салазок. Пра нркж>оаовлнаи профиля накатного ролика к профмдю детали необходимо жкавчкть двигатель Й1 нахвмом кж>шш EJ5 /37/» Деталь иачккает врак&ться, поел® чего рычаг /36/ следует переключит» влево,в исходное вола-женяе для обеспечения действия установленного усилия накатки. Переключение рычага в исходное положение производится назкимом ножной кнопки в 7/33/. По истечении установленного времен» на^кат-кхаэ у с та на вливаемо го с помощью поворотной ручка Ро 1/34/,процесс на.катки выключается автоматически от импульса реле временя I.
Гль. 05/69 1475«08-0041:02-04
1475.03-0041«02-04
05/69
- 23 -
5о Обслуживание и конструкция станка
I Шкалка для установки салазок на диаметр накатываемом резьбы
2 Поворотная ручка для установки длины хода салазок
3 Гайка для крепления опоры
4 Опора
5 Гайка шлицевая самотормозящая
6 Шпиндель накатной
7 Стойка поддерживающего ножа
8 Поддерживающий нож
9 Деталь зажимная
10 Шпикдеьная бабка
II Винты для крепления бабки
12 Вант крепежный
13 Эксцентрик для установки параллельности шпинделей
14 - Гайка для фиксации аксиального положения шпинделя
15 Муфта для сцепления шпинделей
16 Поворотная ручка для радиального перерешения шпинделей
17 Винт для установки длины хода салазок
18 Винт для установки салазок на диаметр накатываемой резьбы
19 Общий выключатель НрЗ
20 Кнопка нажимная D 4 для включения насосов гидросистемы и охлаждающей жидкости
21 Кнопка нажимная В 3 для выключения насосов гидросистемы и охлаждающей жидкости
22 Кнопка нажимная I) 6 для включения подачи салазок
23 Кнопка нажимная I) 5 для включения отхода салазок
24 Многопозиц.переключатель WS 3 для установки времени накатки
25 Многопозиц.переключатель WS 2 для установки автоматического циклл
26 Клапан VP 2 для установки усилия накатки
27 Манометр для проверки усилия накатки
28 Запорный кран манометра
29 Кнопка нажимная D 2 для включения двигателя накатных шпинделей
30 Кнопка нажимная Г I для выключения двигателя шпинделей
31 Многопоз.переключ»WS I для установки направления вращения шпинделей
32 Поворотная ручка для установки скорости шпинделей
33 Кнопка ножная D 7 для включения подачи салазок
34 Поворотная ручка Ро I для установки времени накатки
35 Поворотная ручка Ро 2 для установки времени,требуемого на замену детали
Гль. 03/73
1475•08—0041I02-04
- 24 -
5» Обслуживание и конструкция станка
36 Рычаг для перемещения салазок /при корректировка резьб/
37 Кнопка нажимная Е5 для включения двигателя шпинделей /при корректировке резьб/
38 Кнопка нажимная В 8 для переключения направления вращения шпинделей и уменьшения усилия накатки
39 Многопоз.переключат. WS 4 для выключения одновременно двигателя шпинделей и салазок при уменьшении усилия накатки
40 Клапан VW 2 для установки величины подачи салазок
41 Рычаг для переключения салазок с быстрого хода »»а рабочую подачу
42 ДроссельVDr для замедления обратного хода салазок
43 Лампочка сигнальная
44 Кнопка нажимная D 10 - аварийная
45 Счетное устройство
46 Салазки
47 Указатель,показывающий скорость шпинделей
48 Генератор к указателю,показывающему скорость шпинделей
49 Двигатель накатных шпинделей
50 Двигатель гидронасоса
51 Насос охлаждающей жидкости
52 Насос,обеспечивающий смазывание
53 Механизм цепной передачи,регулирование бесступенчатое
54 Края для выключения подачи охлаждающей жидкости
55 Гидробак
56 Бак под охлаждающее и смазочное масла
57 Штепсельная розетка для подключения местного освещения станка
58 Штепсельная розетка для подключения устройства для аксиального перемещения детали
59 Ручка звездообразная для установки уменьшенного усилия накатки
Гль. Q5/6S
1475 • 08-0041: 02 4)4
- 25 -
5. Обслуживание и конструкция станка.
Пояснейде щитков с мнемоническими и эо браже и няни
©ссг —•— Установка длкш хода салазок Установка сала* зек на диаметр накатив.резьбы Зажим 2 Г* Охлаждение 20-21
O(©)|®t Автоматика ВЫКЛ. - ВКЛ. 25
X Стрелка ка опоре показывает вверх 4 @кд~, Салазки Подача Отход 22-23
7//Л
П( II Аксиальное первыещенка шпинделя 14 С<) Установка усилия накатки 26
@С@ О Привод накатных шпинделей 19-30-37
©©°© 1 Муфта для радиального перемещения шпинделей 15 ®@о®@ Вращение шпинделей -влево, вправо 31
® СХ^ Установка скорости шпинделей 32
о« i Радиальное перемещение шпинделей 16 (§ХВ4 Установка величины подача 40
(2X5j~ w Подача салазок 41
© Общий выключатель выкл. вкл. 19 ©<^~Уу Быстрый ход салазок 41
Дроссель для замедления обратного хода салазок 42
L Гидре&ликл 20-21
Гл*. 05/69 I475.0S-0OTIS02-04
5. Обслуживание и конструкция станка
Пояснение мнемонических изображений щитков
© Время накатки 21 Кнопка, мажин. аварийная д
) "%a ) Q - j i Xth ]\ к Лн'} м /; Лимб дяя установки времени накатки 1-10 сек 31 /X ? Показатель, показывающий скорость шпинделя
Изменение направления вращения ротора двигателя шпинделей при одновременном уменьшении усилия накатки
1 (\ 0 \
/^Т?\ / Ю0« «го \ 1 90* О ’з0) \®ве Ф*Л»/ \70 gg 50/ Лимб для установки времени накатки 1О- ТЮсек . 21
©°с^ ©@о© о © Положение ..О* -отход салазок чактн. шпиндель -,выпк" Положение »1" -отжд салазок Шпиндель предо/ жает вращаться
Подана салазок 33
1 4\i/> fe X ЛимЗ для установки времени, требуемого на замену детали 35 й Местное освеще ние станка
te»^ Трансуормагор
Q \ Ручное перемещение салазок 36 Управление
} Общий выключатель 19
So Q — Манометр ВКЛ. - ВЫКЛ. гв
74 75 00-0041-0^'04
- 2? -
5* Об'служизание я конструкцвя станка
5*35
Салаз&ж перемещаются в исходное положение. Следует учесть,что неоднократная корректировка профиля яедет к рааруиемжю последнего* При любом холодное» формоизменении металла ушюодяется его поверхность. Нео дно крат шья или продолжительная накатка повлечет за собой превышение накатоспоообности материала вследствие ч$г<з и& поверхности материала получаются ржекзе и моеряап расслакш«т-ся*
Накатка червячного ж подобного профиля
При накатке глубокого профиля деталь во время накаткя дополкв-гельно выполняет аксиальное движение* Это движение наполняется до получен.чя полной глубины профиля* Но для тэг^, чтобы детали при накатке не выходили за пределы инструмента следует црожзво-дять следующие правый. Профале-иажаткой ©такск иодеаа UPW 25x100. оснащенный устройством для снижения уежнл кака1*1»,с успехом ню-жет £йть использовав для накатки глубокого профиля* Во время ив-кдткй,когда деталь начинает выходить за пределы инструмеят&0 следует нажать кнопку D 3 /36/ переключая иаправлеаке вращения апннделей,и уменьшить усилие накатка прии.дс» 2000 кг путем вово-рачиваыая звездообразной ручки /39/• ДР» шэмеыемия направления вращеяая шпинделей деталь врацается в протжвоположном напраиле» ни® при одновременном повшкежви усилия шгкаткэ* До выхода детали за пределы инструмента аа противопопежвой стороже8следует нажать кнопку я 6/38/9давая импульс к изменению каправяеямя врамелия шпинделей*
Эти приемы следует аыподмять до полкой накатки профтя* Рекомендуется производить накатку червячного профиля во врача-* ющихся центрах*
Для предотвращения аксиального перемещения детали при включвши процесса накатим следует включить иногопозицнонный переключатель WS /39/#всладствае чего при отходе салазок одновременно н выключается двигатель шпинделей*
Гль* 05/69
1475 •06-0041102-04
- 28
5о Обслуживание и конструкция станка
5*4 Установка режима
5 • 41 Установка скорости макатнух дщшделей
Установить скорость шпинделей с учетом обеспечения наивигод-иейией скорости накатки /окружной скорости/ ® соотиетстиай с материалом„подлежащим накатке, н с учетом предотьралежкя слишком большого условного перерыва. текучести вввзммиог© ifc причине слишком малой скорости изделия.
На нижеследующей диаграмме показан» орментирФюочкке данные для определения скорости* По имеющемуся опыту самые лучшие результаты достигнуты при скорости изделия в диапазона от 100 - 360 об/мин.
Лиа натр издал и я (в пп)
Гль. 05/69
1475•08-0041102-04
- 29 -
5. Обслуживание и комструкция станка
5 * Установка уоютзш некат^д»
Усилие накатки устанавливается путем поворачивайся левой заез-дообр&зкой ручки /26/,находящейся на пульте управления,оно показывается манометром /27/. На следуэщей диаграмме усилие накатки показано ориентировочна*
___£ЛФ/______
1 , Л Рдмбо Резьба
МЦЛ___
1000 ю
шаг (в мм)
Диапазон
Г «• чфебувмое усилие накатки /в тон./ г
Гю~ усилие накатим /в кг/ я& длину 10 мм Ь.
I - дазша кекатнв&вмой резьбы g
Пример-• Материал iо - 36 кг/мм^ = диапазон? аг
Ваг "Р* - 3 ми = f 1О - 1200 У
Длияа. резьбы/ - 120 нм
Материал ,, Л прочности 6^®/ 80 кг/иьс 60-80 кг/«ы± Чй~60 кг/мм^ 38-^2 кг/мис «=г 38 кг/мм^
Яормальн,резьба - графа I -Трапецсид»резьба -графа 2 -
трабуемоусиляе накати» F = 1'4400 ш требуем.усилие накатка F = 21500 кз
Гль* 05/69
1475 •08-0041102-04
- 30 -
5* Обслуживание и конструкция станка
$•43 Уставаыш подачи салазок
Подача салазок устанавливается путей поворачивания средней звеэ дообразиой ручки /40/ на крышке блока, управления. Установить скорость внедрения инструмента в деталь в соответствии с накатываемым профилем и- материалом. При накатке прежняя на мягкий материал или на пустотелые детали рекомендуется малая подача, для предотвращения быстрого внедрения инструмента в материал, соответственно деформации детали.
Хрупкий материал требует высокую подачу т.к.при медленном внедрении инструмента в материал последний преждевременно уплотняется и текучесть ухудшается.
5.5 Снятие Фаски на заготовках
Заготовки,не немеющие фаски или имеющие неправильную фаску,разрушают при накатке профиль накатного инструмента,s особенности при накатке профиля на заготовки из материала высокой прочности. Для предотвращения таких повреждений стоит подробнее заняться этим вопросом.
При внедерении профиля инструмента в предварительно обработанною деталь,равномерной нагрузке подвергаются не только острия ыо и боковые поверхности профиля инструмента значительному усилию нажима **з вследствие вжимания материала во впадины между профилем. Если по обеим сто^эонаи внедряющего профиля имеется достаточно материала то усилие нажима компенсируется. На деталях,не имеющих фаски,материал отсутствует на свободном торце последней нитки - см,рис»"А“» Следовательно упомянутому усилию нажима ” з ” подвергается лишь одна сторона профиля инструмента,в то время когда другая сторона профиля "Xй нагрузке не подвергается. Односторонняя нагрузка профиля способствует - в особенности при накатке профиля на детали из материала высокой прочности - поломке профиля инструмента.
Гль. Q5/69
1475.08-0041:02-04
- 31 -5. Оболузжвание и конструкция станка
На рис»"В” вкдно^что при правильном снятии фаски материал на конце детали остается»который способствует выбегу профиля инструмента на "критические: местах”,вследствие пего усилие нажима на профиль уменьшается и остается в пределе упругости материала инструмента» благодаря чему возможность поломки профиля инструмента сокращается до минимума*
Поэтому рекомендуется проверить заготовки на празпльиую фаску до
Из вышеизложенного зядно,<то при накатке профиля жа заготовки,полкой джаметр которых выходит за предалн торцевых поверхностей на-нонах ронжи» в,фаска ае требуется,она ж не требуется на. заготовках с буртик©® «сяк между буртиком н накатывавннм профилем не жжается шш4
Даням® so снятию правильных фасок доказаны на таблице I»
С Ьуртиноп нс вые/i ней
Гль. 05/69
W5.08-0041102-04
6. Таблицы Нонинапьн диа/ierp заготовим под neipue. - 32 -
резьбы по ДИН-ин 13 и Н
Наипеноеание Шаг 'Р* Нопинальн. диапетр заготовки, в пп
РСЗЬб в НИ Напбольш. На и по пелкис чыи. ПРИ P63i средние грубые
м з 0,5 2,67 2,65 2,64 —
м 3,5 0,6 3,11 3,08 3,07 —
М 4 0,7 3,54 3,52 3,50 •
М 4,5 о,?5 4,01 3,98 3,97 —
М 5 0,8 4,48 4,45 4,43 4,41
М 5,5 ,0.9 4,92 4,89 4,86 4,84
М 6 1 5,35 5,32 5,30 5,27
М ? 1 6,35 6,32 6,30 6,2?
М 8 1,25 7,19 7,15 7,13 7,Ю
М 9 1,25 8,19 8,15 8,13 8,10
И 10 1,5 9,03 8,99 8,97 8,93
М 11 1,5 ю,оз 9,99 9,97 9,93
М 12 1,75 10,86 10,82 10,80 10,75
М 14 2 12,70 12,65 12,63 12,58
М 16 2 14,70 14,65 14,63 14,58
м 18 2,5 16,38 16,32 16,30 16,24
Н 20 2,5 18,38 18,32 18,30 18,24
И 22 2,5 20,38 20,32 20,30 20,24
М 24 3 22,95 21,99 21,96 21,91
М 2? 3 25,05 24,99 24,96 24,91
М 30 3,5 27,73 27,67 27,63 27,57
М 33 3,5 30,73 30,6? 30,63 30,57
м зб 4 33,40 33,34 33,30 33,23
м 39 4 36,40 36,34 36.30 36.23
М 42 *.5 39,08 39,01 38,97 38,90
М 45 4,5 42,08 42,01 41,9? 41,00
М 48 5 44,75 44,68 44,64 44,55
М 52 5 48,75 48,68 48,64 48,55
1475.08-0041:01-04
>’<- .wwmoLr, нгиисигт:яы
6’ 7а6мАци “ 33 *
Нопимапьн. дмапетр о wo ? Gear» под пргрин пелите резьЬн - Л7 по ДУШ -у М3
Дита па осн д&апягров р&зоЬ Шаг. Р* в пн Полина рьм. диалегр загото&м , У ни
НылЪмш 1 1 жшпеньии. по А реэлой
имение средние грубые
м з 2,77 2,75 2,74 -
3 ... 4 М 3,5 0,35 3,27 3,25 3,24 -
М 4 3,77 3,75 3,74 -
М 4,5 4,18 4,15 4,14 4,1
4,5...5,5 М 5 0,5 4,68 4,65 4,64 4,62
Н 5,5 5,18 5,15 5,14 5,12
М 6 5,51 5,48 5,4? 5,44
6 ... 8 М 7 0,75 6,51 6,48 6,4? 6,44
< и 8 7,51 7.48 __2х42 .. 7.44
М 9 3,35 8,32 8,30 8,27
9 ... 11 М 10 1 9,35 9,32 9,30 9,27
М 11 10,35 10,32 10,30 10,2?
М 12 11.03 Ю,99 10,96 10,92
и 13 12,03 11,99 11,96 11,92
М 14 13,03 12,99 12,96 12,92
12...52 и 15 1,5 14,03 13,99 13,96 13,92
М 16 15,03 14,99 14,96 14,92
М 51 5О,оз 49,99 49,96 49,92
м 52 51,03 50,99 50,96 50,92
К 53 51,70 51,65 51,63 51,58
М 54 52,70 52,65 52,63 52,58
М 55 53,70 53,65 53,63 53,58
53...ВО М 56 2 54,70 54,65. 54,63 54,58
М 57 55,70 55,65 55,63 55,58
М 79 77,70 77,65 77,63 77,58
М 80 78,70 78,65 78,63 78,58
05/69
14?5.08-0041801-04
6. Таблицы Нани на льн. ли one гр заготовок пол резьбы В и г вор та , по ДШН •/ 7/ - 34 -
Наиненооан. Число нитон Нокынальн. Аиапетр загоювок . они
кмЬ Наипении.пм Вчхбы
Нылбольш
нелиие средние грубые
1/4 20 5,54 5,50 5,48 5,44
5/16 18 7,03 6,99 6.97 6,94
3/8 16 8.51 8,47 8,45 8,41
7/16 14 9,95 9,91 9,88 9,84
1/2 12 11,35 11,30 11,2? 11,22
5/8 11 14,40 14,35 14,32 14,27
3/4 10 17,42 17,3? 17,34 17,29
7/8 9 20,42 • 20,36 20,33 20,28
1 8 23,37 23,31 23,28 23,22
1 1/8 7 26,25 26,19 26,16 26,09
1 1/4 7 29,43 | 29,36 29,33 29,2?
1 3/8 б 32,22 32,15 32,11 32,04
1 1/2 6 35,39 35,32 35,29 35,22
1 5/8 5 38,02 37,95 37,91 37,84
1 3/4 5 41,20 41,12 41,09 41,01
1 7/6 4 1/2 44,01 43,93 43,89 43,82
2 4 1/2 47,19 47,11- 4?,Об 46,99
2 1/4 4 53,09 53,00 52,06 52,8?
2 1/2 4 59,44 59,35 59,31 59,22
2 3/4 3 1/2 65,21 65,12 65,08 64.99
1/2 71,56 7i,47 71,43 71,34
05/69 14?5. ( 38-0041:01-04
6. Таблицы - 35 -
Нопинавъч. диапетр заготовок лад трубные
резьбы Витворте, по± ? Д1М-у!59
Мрукн диапетр Число Нонинами. диапетр загото&он
! SQ3bi F нотой не дойп HawcfafibUJ НанП9НЫР. ПСД, рЗЗббы
пер чме средние грубые
В 1/8 9,73 28 9,15 9,14 3,13 9,12
. R 1/4 13,16 19 12,30 12,26 12,24 12,20
8 3/8 16,66 19 15,81 15,77 15,75 15,71
R 1/2 20,96 14 19,79 19,75 19.73 19,68
R 5/8 22,91 14 21,75 21,71 21,68 21,64
R 3/4 26,44 14 25,28 25,24 25,21 25,1?
R 7/8 30,20 14 29,04 29,00 28,97 28,93
Й 1 33,25 11 31,77 31,72 31,69 31,64
R 1 1/8 37,90 11 36,42 36,3? 36,34 36,29
b 1 1/4 41,91 11 40,43 40,38 40,36 40,30
В 1 3/8 44,33 11 42,85 42,80 42,7? 42,72
R 1 1/2 47,31 11 46,33 . 46,28 46,25 46,21
R 1 5/8 51,99 11 50,51 50,46 50,43 50,38
I R 1 3/4 53,75 11 52,27 52,22 52,19 52,14
2 2 59,62 11 53,14 58,09 58,06 58,01
R 2 1/4 65,71 11 64,23 64,18 64,16 64,11
R 2 3/8 69,40 11 67,92 67,8? 67,84 67,97
В 2 1/2 75,19 11 73,71 73,66 73,63 73,58
05/69 14?$,» &-0041:01-04
6. ТаЬлицн — 36 “
Нопимл&н. диапею загоювок под грубые петричесиие
резьбы по 1/ICO по ТГЛ 7907 ( лист №3
Ногплыальн. диапетр заготовок , в nvt
резьЪ Б пп Мзм&ыыи. Ндипеныл. под резьбы
rwiuuie средние
И 2,5 0,45 2.21 2,19 2,17
м з 0,5 2,68 2,66 2,65 -
м 3,5 0,6 3.12 3,09 3,08 - 1
М 4 0,7 3,55 3,52 3,51 <
М 4,5 0,75 4,02 3,99 3,98 -
м 5 0,8 4,4? 4,46 4,44 4,42
и б 1 5,36 5,33 5,31 5,29
м 7 1 6,38 6t33 6,31 6,29
И 8 1.25 7,21 7,17 7,15 7.12
М 9 1.25 8,21 8,17 8,15 8,12
М 10 1,5 9,05 9,01 8,99 8,95
И 11 1.5 10,05 10,01 9,99 9,95
И 12 1.75 10,89 10,85 10,83 10,78
И 14 2 12,73 12,68 12,66 12,61
И 16 2 14,73 14,68 14,66 14,61
М 18 2,5 1 6,41 16,35 16,33 16,29
М 20 2,5 1 8,41 18,35 18,33 18,29
М 22 2,5 2 0,41 20,35 20,33 20,29
М 24 3 22,09 22,03 21,99 21,94
М 2? 3 25,09 25.03 24,99 24,94
М 30 3,5 27,78 27,72 27,68 27,63
М 33 3,5 30,78 30,72 30,68 зо.бз
и зб 4 33,46 33,39 33,35 33,29
X 39 4 36,46 36,39 36,35 36,29
М 42 4,5 39,14 39.0? 39,03 38,97
М 45 4.5 42,14 42,07 42,03 41,97
М 48 5 44,82 44,?5 44,71 *4,«5
И 52 5 48,82 48,75 48,71 48,65
И 5Ь 5,5 52,51 52,44 52,40 52,34
И 60 5,5 56,51 56,44 56,40 56,34
М 64 6 60,19 60,12 60,08 60,02
М 63 6 64,19 64,12 64,08 64,02
| 05/'б9 146>.08-0041£01-04
6 о Таблицы
НМШШМ». Д&ЗП&Тр ЗЫ&ТввОН М»Д MiXite Г?£Г£ШЧвСХ. рвзьби ПО WCQ (рм дьМпмрм'-ым)** w ТГД ’МОТ^мегы №('£!
Диапазон #uGH<?.rp&? л (-кмюнозан. i Шаг^ Р‘ —. ™.._ —--.——— Нояинаяьн ди&юр эатговрн.опн
Миьмым Наипвньш. паи резьбы
3 НН I
пепл’ие срщыие грубые
М 4 3.68 3,65 3,63
М 5 4,68 4,65 4,63 -
М 6 5,68 5,65 5,63 -
ь ... г?. М 8 0.5 7,68 6,65 7,63
М 10 9,68 9,65 9,63 ам
м 12 11,68 11,65 11,63 -
И 16 15.68 15,65 15,63
М 20 ‘ 19,68 19,65 19,63 -
М 6 5,52 5,49 5,4? -
Н 8 7,52 7,49 7,47 -
М 10 ‘ 9,52 9,49 9,4? «
И 12 11,52 11,49 11,4? «
6 ... 33 М 16 0.75 15,52 15,49 15,4? -
М 20 19,52 19,49 19,47 -
М 24 23,52 23,49 23,4? -
« У> 29,52 29,49 29Л7 *•
К 3 7,36 7,33 7,31 7,28
М 10 9,36 9,33 9,31 9,28
К 12 11.36 11,33 11,31 11,28
М 16 *5,36 15,33 15,31 15,28
К 20 19,36 19,33 19,31 19,28
К 24 23,36 23,33 23,31 23,28
N 30 29,36 29,33 29,31 29,28
м зб 35,36 35,33 35,31 35,28
8 ... 8о м 4г 1 41,36 41,33 41,31 41,28
И 48 47,36 47,33 47,31 55,23
М 56 55,36 55,33 55,31 55,28
И 64 63,36 63,33 63,31 63,28
М 72 71,36 71,33 71,31 71,28
М 80 79,36 79,33 79,31 79,28
05/69 1475 .08-0041:01-04
6. Таблицы - 38 -
Нопмналън. диапатр за готовой ткщ пелние нвтричесн .резьбы
no (/fCOt (PGA AUtSrtOrpG9 - / •ый)Х) по 7ГЛ 7907, листы Не 0/0
Диапазон Наименовал. Uhr,P" Нопинальн. лита пето заготовок впп
м
лиапетров резьб 3 НК
Наиболси мзипвньш под резьбы грубые
П8ЯМ(Лв средние
И 12 11,05 11,01 10,98 10,94
M 16 - 15,05 15,01 14,98 14,94
М 20 19,05 19,01 18,98 18,94
М 24 23,05 23,01 22,98 22,94
м зо 29,05 29,01 28,98 23,94
12 80 М 36 1.5 35,05 35,01 34,98 34,94
К 42 41,05 41,01 40,98 40,94
М 48 47,05 4?, 01 46,98 46,94
И 56 55,05 55,01 54,98 54,94
М 64 63,05 63,01 62,98 62,94
М 80 79,05 79,01 78,98 78,94
И 20 18,73 18,68 18,65 18,61
И 24 22,73 22,68 22,65 22,61
М 30 28,73 28,68 28,65 34,61
М 36 34,73 34,68 34,65 34,61
М 42 40,73 40,68 40,65 40,61
18 ,.o 80 М 48 2 46,73 46,68 46,65 46,61
М 56 54,73 54,68 54,65 54,61
И 64 62,73 62,68 62,65 62,61
К ?2 70,73 70,68 70,65 70,61
М 80 ?8,73 78,68 78,75 78,61
м зо 28,09 28,03 27,99 27,94
• М 36 34,09 34,03 33.99 33,94
М 42 40,09 40,03 39,99 39.94
Н 48 46,09 46,03 45,99 45.94
30 ... 80 М 56 3 54,09 54,03 53,99 53,94
М 64 62,09 62,03 61,99 61,94
М 72 70,09 70,03 69,99 69,94
Н 80 _7.8,РЭ _ 78.03 _ 77,22.. 77,94
05/69 1475.0 0-0041:01-04
6. Та б л иг цы
Нопынальньня диаметр заготовок под медные метры чесм резьбы по 1/fCO (род диаметров /-ей)*' по ТТЛ 7Q07. доге ты № 440
- 39 -
Диапазон диаметров Наим&кова ван(бе рещьЬ ж-о1' 0 пн Нопинальн. диаметр за пота вон, е пн
Наибольший Наипенъинл модные й под розы средние бы грубые
М 42 39,46 39,39 39,35 39,29
М 48 45,96 45,39 45,35 45,29
42 - 80 М 56 4 53,46 53,39 53,35 53,29
И 64 61,46 61,39 61,35 61,29
М 72 69,46 69,39 69,35 69,29
М 80 77,46 77,39 77,35 77,29
70 - 30 И 72 6 68,19 68,12 68,08 68,02
i М 80 76,19 .т—, — -1J 76,12 76,08 76,02
Примечание
Данные,содержащиеся в таблш^ах, принять ориентировочными,при определении которых не учтена влияние прочности материала. По имеющемуся опыту можно сказать,что влияние прочности материала - незначительное. Но несмотря на это,целесообразно проверить номинальный .диаметр путем опытной накатки до накатки больших партий заготовок.
X/ Номинальный диаметр заготовок по диаметрам,не указанным в таблицах,следует исчислить путем интерполяции.
Гль« 05/69
1475 *08-0041i02-04
7. Схема
Гидросистема - схеме управления
03/73
Т1
Н1
Н2
VR2 И Не ”9
Пояснение условных обозначений
Пропускной магнитк фильтр
Двипсение салазок наручномуправлении
Рычаг для включен, быстрого хода и район, подачи со дозой
Клапан для авгом&г. удаления воздуха
Цилиндр давления
Манометр
Магнит гячучий
VQ1 Клапан предохранит
VD2
V03
VDr
VR1
VW1
VW2
VW3
W4
Клапан для ус/ъновки усилия накатки
Клапан перепускной
Дроссель для замедления обрат-
ного хода
Клапан воз врат чнй
' Золотник управляющей
Клапан пешачи
Клапан- обрати код салазок
Клапан включ. и выключ. маноме-
тра
f4 75 08-0041 • 02-04
7 СХ&м&
-ш-
Гидросистемв-схеме управления
Цилиндр давления
КЛаПОН ДЛЯ автомат-удаления воздуха
ТСЛВПРН .для вклнуч. и вы ключ mfPHOMerrips
BgoWtVC,
дроссель для зачсдг/е \ ния обратного хо,ц^
•*§ установка । подачи
l?*»3WS
; юапы
HfAMiC*
03]73_
Т'Одаас отход
<мла-\~. о оалаэон.
] установка усилия накатки
Клапан
Q Быстрая Y подрав
Ц; рильтросятка
7475.09-0041- 02-04
Носос шестеренчатый .в&сокого давления
Магнит ожесточен Обратныйхсд салазок
Подача регулируем® 1 Л Л
WWbJ.
ГТслапан предо*? & нительный
Маслобак
ПлестиН КЗ мзгнигоя
Магнитный фильтр
?, Схепы
Схепа пе хан из па передачи -Запчасн/!
05/69 1475.08-0041s02-04
- 43 - Схема механизма передачи - запчасти
п/п ЮТ 12,5 X 70 Номера,указываем» при заказе UPW 25 х 100 Номера,указываем.при заказе Примечание
I 2 3 4 5 6 7 8 9 10 II 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 1475» 03—5200: Об-» 04 1475«07-5200:05-03 1475 «0?-5200:04-03 1475 • 03-5200:02-04 1475 » 03-2300:09-23 1475.07-2300:01-03 1475.07-5200:07-04 1475-03-5200:01-12 1475.03-2301:0002 1475*07-3300:01-03 Таг® К ±2 е иожкой р 75*' К&хая . це гпк. передача А. 3, R ~ 4, ,7 В 100 ТГЛ 0-2093 1475.08-5200:10-02 1475w 08-1300:02-04 I475»08-5200:II-C2 1475,07-2800:02-04 Х475.07-5300:02-04 1475 . 07-2300:02-03 Р 72 жкалихк 0-I2C об/мвд 1475.07-2200:04-13 1475*07-2200:01-02 08-02—164»1:00-04 Диктат, трехфазв» тока. йощяостм 4 КВТ 1475* 07-2 300:04-03 1475 . 07-2200:0>03 В 4,5x32x7,5 ТГЛ 18395 1475.07-5100» 02-03 1475«03-5Ю0:03-12 х/ Датчик и прибор согле 1475«04-5200:06-04 1475.08-5200:05-03 1475 . 08-5200:04-02 1475«04-5200:02-04 1475«08-2300:09-23 1475.08-2300:01-03 1475.04—5200:07-04 1475.04-5200:01*12 1475.04-2301:00-02 1475.08-3300» 01-03 чг /1 ТипТХг IZ с ножкой? 75 1 Мехая • цепи, передачи & 4, R = 4,5 Б 140 ТГЛ 0-2093 1475*08-5200:10-02 1475 о 08-1300:02-04 1475.08-5200:11—02 1475.08-2800:02-04 1475.07-5300:02-04 1475.08-2300:02-03 Р '72 шкалка 0-120 об/ыии 1475.08-2200» 04—03 1475.08-2200:01-12 TOS-02-I65.1:00-04 Диктат.трехфазн.тока мощности 7,5 кзт 1475.08-2300:04-03 1475.08-2200:05—03 Е 5x36x7,5 ТТЛ 18395 1475.08-5100:02-03 1475 * 08-5Ю0» 03-02 1воваиы между собою Датчик скоростей ИзмеритаПриб, Накэти^йпинд, ©Ноперечень запчастей -электродвтала
Гль. 05/69 1475.08-0041:06-04
Ji
- 44 -
7. Схепы
Схема механизма передачи - Природ нанагньм шпинделем
05/69
1475.08-0041:02-04
- 45 - Схема механизма передачи - Подшипники качения
п/п UPW 12,5 х 70 Ькшера,указываем.при заказе UPW 25 х 100 Номера,указывав и ©пря заказе Примечание
1 2 3 . 4 5 6 7 8 9 10 11 12 13 14 NU 209 W5 TGL 2988 NU 2212 W5 TGL 2988 51110 TGL 2986 6014 TGL 2981 RNA 4910 TGL 3889 6209 TGL 2981 КА 4906 TGL 3889 D 75x100x10 TGL 16454 Q 210 TGL 2982 NU 210 TGL 2988 D 50x80x13 TGL 16454 D 60x75x8 TGL 16454 Б 62x85x12 TGL 16454 NU 212 W5 TGL 2988 NU 2216 W5 TGL 2988 51113 TGL 2986 6215 TGL 2981 NA 4913 TGL 3889 6311 TGL 2981 6007 TGL 2981 D 95x120x10 TGL 16454 Q 212 TGL 2982 NU 212 TGL 2988 D 70x85x8 TGL 16454 D 60x85x10 TGL 16454 D 80x100x10 TGL 16454 попарные,c одинаковым зазором Уплоти©кольцо вала Подшипначер-вяча^вала Уплотн»кольцо вала
1Гль« 05/69
1475.08-0041t 02-04
- 46 -
8. Инструмент - Принадлежности - Дополнит.устройства
8. Инструмент - Принадлежности - Дополнительные устройства а/ В качестве инструмента применяются профильные ролики различного вида.
Например: Резьбонакатные ролики
Сегментные накатные ролики Ролики для накатки зубчатого зацепления Правильные ролики Обкатные ролики и т.д*
б/ К принадлежностям относятся приспособления и устройства,предназначенные для крепления деталей,обеспечивающие точность обработки или упрощающие обработку.
в/ Дополнительные устройства предназначены для расширения рабочего диапазона или для новыаения степени автоматизации станка.
8.1 Инструмент
8•II Резьбонакатные ролики для накатки резьб методом радиальной подачи салазок
При накатке резьб методом радиальной подачи салазок,длина роликов должна превышать длину накатываемой резьбы прим.ыа 5 ми* Профиль роликов при накатке точио копируется «а детали,вследствие чего не только наружный диаметр профвяя ио ж наг иаструыенш доджей соответствовать оагу маттываемой резьбы,т.н.при накатие оси инструмента расположив» яараллелько оси детали. Длина накатных роликов всегда должна превыиать длину накатываемой резьбы. Для получения одинакового шага,накатные ролики - «ногониточныеtпричем диаметр обкатки роликов должен соответствовать многократному полному диаметру обкатки детали,и число витков накатных роликов должно соответствовать тому же полному многократному числу витков накатываемой* резьбы. Следовательно,накатные ролики должны быть изготовлены с обеспечением обкатки накатанной детали по их наружному диаметру. Но т.н.диаметр обкатки,число витков,иаг и угол спирали зависимы друг от друга,то видно,что для накатки резьбы с определенным шагом,под каждый диаметр резьбы следует иметь соответствующий комплект роликов. Следовательно исключается возможность накатки резьбы MI6 х 1,5 комплектом роликов под резьбу 5410 х 1,5.
Кроме того исключается возможность накатать комплектом роликов, предназначенным для накатки резьбы MIO х 1,5 на винты,резьбу
Гль. 05/69
1475* 08-0041:02-04
- 47 -
8. Инструмент - Принадлежности - Дополнит.устройства
Ш.0 х 1,5 на нетчики,т»к.наружные диаметры резьб и диаметр обкат» ки - равные. Следовательно возникает необходимость изготовить накатные ролики в разных исполнениях,например
а/ Ролики для накатки нормальных резьб /метрических резьб Витворта И Т.Д./
б/ Ролики для накатки резьб на метчики
в/ Ролики для накатки тугих резьб г/ Ролики для накатки левых резьб
Резьбонакатные ролики изготавливаются из высококачественной хромистой стали. Они поставляются в отшлифованном виде. На торцевых поверхностях ролики имеют юстировочную риску - см.п,5.23 настоящего руководства.
8.12 Ролики для накатки резьб методом аксиального перемещения детали Резьба,которые по причине своей домни нельзя накатать методом радиальной подачи салазок,накатываются методом аксиального перемещения детали9так называемым проходным методом. Размеры роликов, специально изготовленных для этого метода,отличаются от размеров роликов,предназначенных для накатки методом радиальной подачи салазок» Диаметр обкатки данных роликов не соответствует,как нормально, многократному полному диаметру обкатки детали,наоборот,он меньше или больше его. Вследствие этох-о получается разница между соотношением числа витков и соотношением диаметра обЧсатки,следовательно и между углом спирали профиля роликов и углом спирали накатываемой резьбы» Разница в размерах роликов способствует определенному аксиальному перемещению детали относительно инструмента. Величина разницы между углом спирали профиля инструмента и углом спирали профиля накатывасмой. резьбы определяют величину аксиального перемещения деталис Деталь следует установить против первой трети длины роликай При первичном заказе резьбонакатиых роликов для накатки резьб методом аксиального перемещения детали /проходным методом/ необходимо приложить к заказу чертеж изделия
8.13 Специальных инструмент
Представляется возможность накатать яа профиле-иакатяых станках - при наличии соответствующего инструмента - кроме резьбового профиля и другой профиль.соотзетсткеыно придать детели форму, например рифленые, мелкошлицевой профиль /угол впадины - 90°/ косозубое зубчатое зацепление обкатка я топ9
Гль. 0*5/69 1475.08-0041:02-04
- 48 -
8. Инструмент - Принадлежности - Дополнительные устройства
8о 14 Уход и хранение роликов
Накатные ролики - ценный инструмент,они очень чувствительны от толчков и ударов. Срок службы роликов значительно можно повысить путем целесообразного хранения и систематического ухода. С целью растяжения роликов рекомендуется положить их - в зависимости от их нагрузки - после 50000 - 100000 накаток на 3-4 часа в масляную ванну при температуре прим, в 150°С.
8.2 Нормальные принадлежности
8.21 Кольца дистанционные
Резьбонакатные ролики,длина которых меньше длины посадочного места на шпинделях,требуют установки дистанционных колец.
G каждым станком поставляются дистанционные кольца следующей ширины:
К станкам UP.V 12,5 х 20 К станкам UFW 25 х 100
2 кольца шириною 10 мм 4 кольца шириною 10 мм
6 колец шириною 20 мм 2 кольца шириною 20 мм
2 кольца шириною 30 мм 2 кольца шириною 30 мм
2 кольца шириною 40 мм
2 кольца шириною 50 мм
Рекомендуется установить ролики на шпинделях с обеспечением расположения их как можно ближе к коренным подшипникам шпинделей.
8.22 Ключи гаечные
С каждым станком поставляются следующие клйчи:
К станкам UPW 12,5 х 70 К станкам UPW 25 х 100
I патронный ключ М 62 х 1,5 I патронный ключ М 78 х 2 WDM-03-812:0C
WDN-O3-617:OO
I патронный ключ SW 50 WDJI-03-813:00 I патронный ключ SW 30 WDN-03-813:00
I кольцеобразный ключ WDN-03-861:0С SW 14 I кольцеобразный ключ SW 14 WDK-03-861:0С
I 6-игран.ключ 14 ТГЛ 0-659 I 6-игран.ключ 14 ТГЛ 0-659
х кривошип ручной WDH-03-885:00-0 I кривошип ручной У7ОК-ОЗ-У85; СС-0
II/7I Гль.
1475 о 08-0041:02-04
- 49 -
8, Инструмент - Принадлежности -• Дополнит.устройства
8,3 Принадлежности
Установка деталей на рабочую позицию в общем производится вручную, В зависимости от величины и формы детали,детали устанавливаются в соответствующее приспособление» Представляется возможность оснастить профиле-накатные станки следующими принадлежностями,
8,31 Опора деталей
Для обеспечения правильного положения деталей /болтов и валков/ в© время накатки используются опоры. Детали укладываются на опору,процесс накатки производится вне центрах. Опоры изготавливаются в двух исполнениях.
Опора* оснащенная поддерживающим ножом,используется под накатку профиля с малым шагом. Поддерживающий нож устанавливается между накатными роликами. Во время накатки поддерживающий нож служит опорой. Поддерживающие ножи поставляются к станкам
UPW 12,5 х 70 под детали диаметром а диапазоне от 3-70 ми UPW 2$ х 100 под детали диаметром в диапазоне от 10 - 70 мм
Под каждый диаметр заготовки требуется отдельный поддерживающий нож* Высота поддерживающего ножа обеспечивает расположение заготовки,накатываемой радиальным методом прим, на 0,2 мм нижа ©си накатных шпинделей. Высота ножа "Н" исчисляется следующим образом:
Н = 57 - ( | ♦ х ) /мм/ где а = номинальный диаметр заготовки в мм
х = ориентировочное значение насколько ось заготовки ниже оси накатных шпинделей
Для деталей,накатываемых радиальным методом,х = 0,2 мм
Для деталей,накатываемых аксиальным методом,х = 0,2 - 0,8 мм Действительное значение зависит от диаметра резьбы,его в соответствующих случаях следует определить путем опытной накатки, / в случаях потребности корректировки следует подогнать ножку поддерживающего ножа/.
Для проверки высоты ножа требуется размер "Т",см»эскиз на листе № 51-
На станках UPW 12,5 * 70 Т = 31,7 ♦ 7 /мм/
На станках UPW 25 xIOO Т 40,2 + d /мм/
2
В зависимости от длины накатываемого профиля,дпияа кожей -60, 120 и 180 мм.
Гль. 05/69
1475•08-0041:02-04
.1 >И1(!1-Ч.||1ЦЛПИЯ|Я1 1Л —ИИН Г»И>| 11Г1.Ч.ВЧИ 1 II I I ' I I IBH 1111ТП.И—I HK>4 I JWHUH W J-MJHWH «Д^и.
3» Инструмент ’ Припалиежносш-Дополнительные устройства.
Яз&очий диапозои поддерживающих нож ой
Группа паддррж ношей на стаинах UPW 129*70 и (JPW ?Э*Ю0 Диапетр за го торон .d"и выстра под деря. нж , Н* Размеры о пн
петричесРа, по (ЛСО трапециода 9 резьба чьих я рез&6. РезьЪа Ь Ътворта ТруЬнай pt \зь6а дыгеорпз
00 3 55,3 1/8” 55,2
3.5 55.1
0 А. 54.8 5/32" 54*8
5 54,3 3/16" 54,4
1 6 53,8 1/4 " 53,6
7 53,3
2 8 52,8 5/16" 52,8
2 52.3 . I
10 51,8 _ 3/8 " 52,0 Тр 1/8" 51,9
11 51,3 7/16» 51,2
12 50,8 1/2 ” 50,5 Тр 1/4" 50,2
14 49,8 9/16" 49,6
16 48.8 5/8 « 48,9 Тр 3/8" 48,5
3 18 I 42x8 11/16" 48.1
20 46,8 2/4 ” _ 4.7, 3 . Тр 1/2" 46*3
22 45,8 7/8 « 45,7 Тр 5/8" £-« i
24 44.3 J
4 26 43,8 1 " 44,1 Тр 3/4" 43,6
27 4.3,3
28 L 42^8 1 1/8" 42,5
зо 41,8 Тр 7/8" , 41,7
___J2 40,8 1 1/4" 40,9
33 40^3 Тр 1 “ L 40^2 |
34 39,8 1 ЗТВ" 39,3
5 36 38,8
39 37.8 1 1/2" 37,7 Тр 1 1/8" 37,8
39 37,3
40 3678
42 35л8 1 5/8" 36,2 Тр 1 1/4" 35,8
44 34,8 1 3/4" 34,6 Тр 1 3/8" 34,6
45 34,3
“46 33,8
6 48 32,8 1 7/8" 33,0 Тр 1 1/2" 32,9
50 31,8 2 " 31,4
__52_ 30,8
55 29,3 Тр 1 3/4" 29,9
56 28,8
58 27,8 2 1/4" 28,0
7 60 26.8 Тр 2 " 27,0
62 25,8
64 24.8 2 1/2"
65 24,3 Тр 2 1/4" 23,9
68 22,8
70 217Н 2 3/4"
05/69
1475.08-0041:01-04
8» Инструмент - Принадлежности - Дополнит«устройства
При оформлении заказа на поддерживающие ножи необходимо указать
номинальный диаметр заготовок и длину накатываемого профиля Ф62“7 (UPH /25x70) ‘ №и7 (UPm 25лЮП)
Паморшлзающ. ЧО*
Мрпелынле мша
Опорная поверхность
Стемна поддерживают
ножа
Поддеримеоющи/й нот.
ocHd щ еннъм тверд оспоаенып кнладь/и.^и
Опора с враадюцимся роликом с успехом может быть использована пол накат:-^у резьб методом аксиального перемещения детали и под накатку методом радиальной подачи роликов профиля с большим шагом,например трапецеидальных резьб* Детали поддерживается ж) время накатки стойкой,оснащениям закаленным роликом с целью снижения усилия трения, возникающего при большом усилии накатки*. Опора с вращающимся роликом поставляется к станкам моделей
UPW 12,5 х 70 иод детали диаметром в диапазоне от 20 - 70 мы
UPW 25 х 100 под детали диаметром в диапазоне от 20 - 100 мы Высота данной опоры устанавливается с помощью шлифованных прокладок в зависимости от диаметра заготовок» Для обеспечения накатки заготовок различного диаметра в соответствии с рабочим диапазоном станка требуются сменные опоры»
В зависимости от длины профиля,накатываемого путем радиальной подачи роликов,соответственно длины профиля роликов требуемых для накатки профиля методом аксиального перемещения детали,используются опоры с вращающимся роликом длиною 65 или 180 мм» Рабочий диапазон и требуемые прокладки - см« таблицу на листе № 52.
Э»32 Упор
Для обеспечения длины накатываемого профиля требуется упор»
Упор следует установить с обеспечением недохода буртика или ки накатываемого изделия до торца накатных роликов а
Гль. 05/69
1475 • 08-0041:02-04
- 52 -
8. (Лнструпонт - При на Адлем насти - Допошцтепьные устройства
Опора с вращающийся оолинои
UPW 12.5. x ,?0
Рабочий диапазон Hof'/op чертошей
Длина ролмив 55 на Длина рилина iBGnn
20 ••• 70 mm 1475.07- 7000.091:00 1475.07-7000.095:00
20 40 mm 1475*07-?000.092:00 1475.07-7000.096:00
41 ... 70 am 1475.07-7000.093•00 1475»07-7000♦097:00
UPW 25 X 100
Рабочий дслапазон Конор чертежей
Длине! рол ина 65 на Апина ролима дюнн
20 ... Ю0 од 1475.08-7000.091:00 1475.оЗ-7000.095!оо
20 ♦.• 40 mm 1475.08-7000.092:00 1475.08-7000.096:00
41 ... 100 яаи 1475.об-7000.094:00 1475.08-7000.098:00
05/69
1475.08-0041:01-04
Имструпен7 Принадлежности - Дополнительные устройства
Лзбочии диапазон и толщина пром подои. гроду&тыл н опорол с врсщатощипыся ролинапсл и станнан UPW Я>5*?0 и (JPW7&I00
Дслзпетр за готов и и Толщина фондамм
I й £ § 1 ч 1 1 • 20 21 22 23 '24 25 26 27 28 29 50 51 52 55 54 35 56 57 58 59 40 -2 ♦ 6 ♦ 10 0,5+1+6+10 1+6+10 0,5 + 6 + 10 6 ♦ 10 0,5+2+5+10 2+5+10 0,5+1+5+10 1+5+Ю 0,5 + 5 ♦ 10 5 ♦ 10 0,5 + 2+10 2+10 0,5 + 1+10 1 + 10 0,5 + 10 10 0,5 + 5 + 6 5 + 6 0,5 + 2 + 6 2 + 6
v> 1 1 § ч & %э 41 42 45 44 45 46 47 48 49 50 51 52 55 54 55 56 57 58 59 0,5 +2+6+20 2+6+20 0,5+1+6+20 1+6+20 0,5 + 6+20 6 + 20 0,5+2+3+20 2+3+20 0,5+1+5+20 1+3+20 0,5 ♦ 3+20 3+20 0,5 ♦ 2+20 2 + 20 0,5 ♦ 1 + 20 1 ♦ 20 0,5+ 20 20 0,5+3+6+10
Диюнетрзаготовни Толщина лронладии
j UPiH №65 /и? ИИПЛ) . . . /♦ ТО 'HQVTJDJ73C /HXPOUTHTitf HDCOUSMtf 60 61 62 63 64 65 66 67 68 69 io 71 72 75 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 -5 + 6 + 10 0,5+2+6+10 2+6+10 0,5+1+6+10 1+6+10 0,5 ♦ 6 + 10 6 + 10 0,5 + 2 + 3 + 10 2 + 3 + Ю 0,5+1+5+10 1+3+10 0,5+ 5*10 3 + 10 0,5+ 2+10 2 + 10 0,5 + 1 + 10 1 + 10 0,5 + 10 10 0,5 + 3 + 6 3 + 6 0,5 ♦ 2 + 6 2 + 6 0,5 + 1 + 6 1 + 6 0,5+ 6 6 0,5 +2+3 2 + 3 0,5 + 1 + 3 1 + 3 0,5 + 3 3 0,5 + 2 2 0,5 ♦ 1 1 0,5 0,5
Гль* 05/69
1475 • 08-0041102-04
- 54 -
8* Инструмент - Принадлежности - Дополнит.устройства
передней кромки опорного ролика прим, на 0,5 им,с целью предотвращения поломки профиля накатных роликов. Упор - приужинящий.
8.33 Пружинящая опора и поддерживающий валик
При накатке короткого профиля на более длинные детали требуется поддержка деталей дополнительно. В таких случаях с успехом применяется пружинящая опора. Данную опору следует примонтировать к поддерживающему ножу.
Рабочий диапазон - наибольший диаметр изделия - 40 мм наибольшая длина изделия - 400 им
Поддерживающий валик предназначен для поддержки деталей длиною свыше 400 мм.
Рабочий диапазон - наибольший диаметр изделия - 40 мм наибольшая длина изделия - 800 мм
8.34 Устройство для компенсации зазора
Даннов устройство предназначено для компенсации зазора в механизмах червячной и шестеренчатой передачи накатных шпинделей при накатке цепкойлицевого профиля,рифлений и косозубого зубчатого профиля» Ойо устанавливается на шпиндельной бабке и на салазках.
8.35 Откидное приспособление
Накатка профиля на пустотелые детали производится в откидном приспособлении. Детали устанавливаются на оправку. Поддерживающий нож в таком случае не требуется. Накатка короткого профиля, например на резьбовые пробки,преимущественно производится на откидном приспособлении.
Данное приспособление устанавливается не. поддерживающем ноже. С целью установки детали необходимо откинуть оправку.
Рабочий диапазон - наибольший окружной диаметр изделия - 80 мм наибольшая длина изделия - 100 мм
3.36 Устройство .для накатки црофкля в центрах
Накатка высокоточного профиля,мелкошлицевого и косозубого,как и червячного до модуля = 2, целесооборазно производится в центрах.
Гль. 05/69 1475*08—0041х 02—04
- 55
8» Инструмент - Принадлежности - Дополнит.устройства При накатке профиля в центрах ось заготовки расположена на уровне оси шпинделей. Рабочий диапазои - наибольший окружной диаметр изделия - 140 мм расстояние между центрами - 0 - 250 мм 200 - 400 мм 360 — 630 мм
8.37 Индикатор - Прибор активного контроля При накатке деталей,требующих высокую точность в отношении среднего диаметра профиля,подачу салазок необходимо выключить в зависимости от диаметра профиля. Накатка профиля на материал различной прочности также невозможна при постоянном времени накатки. Момент выключения подачи салазок при ручном управлении показывается индикатором. Накатка профиля на автоматическом цикле производится от управления прибором активного контроля.. I-Ыпульс к выключении- дается электрокомиаром. Точность выключения при достижении среднего диаметра профиля - - 0,01 мм. Использование прибора активного контроля также «озмохно при на-катке профиля на детали,время накатки которых больпе времени, возможно-устанавливаемого ма станке»
8.38 Пзд'ъа цное устро йст во Данное устройство предназначено для подъема тяжелых накатных роликов,для установки на станке тяжелых деталей и дня подъема дополнительных устройств,примонтируемых к станку. Его можно притгонтировать к станку модели UPW 25 х 100. Грузоподъемность устройства - 150 кг.
8.4 Дополнительные устройства,применяемые для расширения рабочего диапазона
8,41 Трехвалковое накатное устройство /см.раздельноа руководство/ Данное устройство с успехом может быть использовано для накатки резьб или мелкошлицевого профиля на тонкостенные пустотелые детали. Накатка профиля производится тремя накатными роликами. Рабочий диапазон - см.отдельное руководство.
Гль. 05/69
1475908-0041х 02-04
- 56 -
8. Инструмент - Принадлежности - Дополнит.устройства
3.42 Устройство для обкатки деталей - си.отдельное руководство/ Обкатка деталей производится для достижения высококачественной поверхности,имеющей шероховатость по RZ равной 0,1 - 2,5 микрона, и для уплотнения поверхности. Обкатка производится вне центрах с помощью трех роликов методом радиальной подачи салазок и методом аксиального перемещения детали.
Рабочий диапазон - см.отдельное руководство.
8о43 Разворотные накатные шпиндели - см.отдельное руководство Для накатки резьб методом аксиального перемещения детали /проходным методом/шпинделями,оси которых перекрещиваются»требуются "разворотные шпиндели". При наличии разворотных шпинделей представляется возможность накатки профиля с щитом,и жолобов методо> аксиального перемещения деталей на профиле-накатнкх станках модели UPW 25 х 100. Особые преимущества данного метода - незначительная погрешность шага и короткое время накатки. Рабочий диапазон - см.отдельное руководство.
8.44 Устройство,автоматически уменьшающее усилие накатки при переключении направления вращения 'накатных шпинделей -см.отдельное руководство
Накатка глубокого профиля /например червяного/ производится путем возвратно-поступательного вращения накатных роликов при однс временном снижении усилия накатки.
Накатка производится в центрах. Электрогидравлический управляющий клапан предназначен для снижения усилия накатки при изменении направления вращения роликов. Данное устройство поставляется к станкам модели UPW25 х 100.
Рабочий диапазон - см.отдельное руководство.
8.45 Опора под длинные валы - см.отдельное руководство Деталям,диаметром более 40 мм и длиною свыше 500 им,необходимо дать направление и поддержать их при накатке.
В соответствии с габаритами детали и с методом накатки созданы следующие опоры.
I. Опора длинная передняя
2. Опора короткая передняя /часть длинной опоры/
3. Опора задняя
Длинная передняя и задняя опоры в следующем обозначены "комплектной опорой".
Для накатки на ходовые винты резьб длиною до 2000 мм методом аксиального перемещения детали используется "комплектная опора",
Гль. 05/69 1475.08-0041:02-04
- 57 -
8, Инструмент - Принадлежности - Дополнит.устройства
Длинная передняя опора используется при накатке резьб длиною равной или меньше 500 мм на детали длиною до 2000 мм. При накатке резьб длиною равной или меньше 500 мм на детали,длина которых меньше 1200 мм,используется передняя короткая опора. Рабочий диапазон - см, отдельное руководство.
8,46 Охладительный агрегат - см.отдельное руководство
Агрегат предназначен для охлаждения охлаждающей жидкости. Он необходим при непрерывной накатке под большим усилием,например при накатке трапецеидальных резьб проходным методом.
8.47 Устройство,осуществляющее аксиальное перемещение деталей -см.отдельное руководство
Накатка профиля,расположенного аксиально или наклонно относительно оси детали,например накатка рифлений,мелкошлицевого и косозубого профиля на детали большой длины,требует устройства,осуществляющего аксиальное перемещение деталей.
Представляется возможность оснастить профиле-иакатные станки модели UPW 25 х 100 данным устройством дополнительно. Деталь устанавливается в центрах,накатка профиля производится роликами,вращающимися в одинаковом направлении,причем деталь гидравлически перемещается в аксиальном направлении» Рабочий диапазон - см.отдельное руководство.
8.43 Устройство,допускающее накатку профиля на заготовки малого диаметра
Данное устройство необходимо при накатке резьб диаметром до 4—х мм. Удобная установка деталей обеспечивается за счет большого свободного пространства на накатных роликах. Настоящее устройство поставляется в качестве дополнительного к станкам модели UPW 12,5 х 70.
Рабочий диапазон - см„отдельное руководство.
8.5 Дополнительные устройства для повышения степени автоматизации станков
Значительное повышение степени автоматизации станков достигается за счет пристраивания к ним соответствующих дополнительных устройств.
8.51 Бункеры с вращающимся диском - см.отдельное руководство Бункеры с вращающимся диском — стандартизованы,они предназначены для автоматической подачи ротационно-симметричных деталей с головками или без головок. Детали загружаются в бункер произвольно, Вращающийся диск,оснащенный постоянными магнитами или скребками, подает детали на направляющие.
ль
1475•08-0041! 02-04
- 58 -
80 Инструмент - Принадлежности - Дополнит.устройства
Бункеры с вращающийся диском изготавливаются з двух типоразмерах бункеры с диском диаметром 400 и 630 мм - и в 3-х видах исполнения,благодаря чему обеспечивается широкое применение их. Рабочий диапазон - см.отдельное руководство.
Гль. 05/69
1475*08-0041:02—04
- 59 -
9* Общие сведения по накатке профиля
Применение высокопроизводительного метода формоизменения металла — ’’холодная накатка ярофиля” - в ыеталлоперерабатывающей промышленности, это рационализация производства.
За прошлое время метод холодной накатки применялся для накатки резьб на винты. Обширные исследования метода холодной накатки профиля на другие ротационно-симметричные детали дали положитель ные результаты в отношении значительного расширения предела использования оборудования,известного до настоящего времени под названием резьбонакатные станки.
Под накаткой профиля подразумевается придавание металлу формы без снятия стружки.
а/ Накатка резьб - нормальных трапецоидальных круглых модульных на шурупах
б/ Накатка профиля,расположенного аксиально оси деталей -рифлений мелкошлицевого профиля
в/ Накатка косозубого зубчатого зацепления
г/ Обкатка поверхностей
д/ Накатка профиля различной геометрической формы.
Придавание формы осуществляется путем накатки профиля двумя или несколькими профилированными роликами. Преимущество холодной накатки профиля заключается в повышении прочности материала на разрыв,т.к. структура материала ие разрушается, в повышении чистых поверхностей профиля,в износоустойчивости,в значительном снижении основного машинного времени в противоположность к времени,требуемому при обработке путем снятия стружки, в экономии материала и в получении высокой размерности.
9.1 Методы накатки
Накатка профиля роликами производится на профиле-накатных станках по следующим методам:
по методу радиальной подачи салазок по методу аксиального перемещения деталей
Гль. 05/69
1475 • 08-0041:02-Q4
- 60 -
9. Общие сведения по накатке профиля
по методу гидравлического аксиального перемещения детали по методу возвратно-поступательного вращения шпинделей.
Накатка методом радиальной подачи салазок допускает лишь накатку профиля,длина которого меньше длины профиля накатных роликов. При накатке профиля большей глубины,длина накатываемого профиля ограничивается усилием накатки профиле-накаткого станка. Наибольшая экономичность с обеспечением высокой точности накатанного профиля достигается за короткое время методом радиальной подачи салазок. Рекомендуется производить накатку предпочтительно методом радиальной подачи салазок,используя при этом соответствующий типоразмер станка - см.диаграмму К? I. Накатку резьб,длина которых превышает длину указанной на диаграмме,можно производить лишь по методу аксиального перемещения детали.
Шаг накатываемой резьбы
Диаграмма I
Ориентировочные данные по длине резьб,накатываемых методом радиальной подачи салазок на станках типа UPW 12,5 х 70 и UPW 25 х 100 /при прочности материала - 60 кг/см^/
d/ метрические резьбы на станках UPW 25 х 100
е/ трапецеидальные резьбы на станках UPW 25 х 100
Г/ метрические резьбы на станках UPW 12,5 х 70 g/ трапецеидальные резьбы на станках UPW 12,5 х 70
/в мм/
Гль. 05/69
1475о08-0041:02-04
61
9* Общие сведения по накатке профиля
Метод накатки путем аксиального перемещения детали от роликов применяется тогда,когда иакатка по методу радиальной подачи салазок невозможна* Данини метод допускает лишь накатку резьб /например резьб на ходовые винты/.
Метод накатки путем аксиального перемещения детали,с перекрещивающимися осями шпинделей возможен лишь при наличии "разворотных шпинделей"*
Метод накатки путем гидравлического аксиального перемещения детали применяется для накатки профиля,аксиального оси детали /зубча— того профиля/,невозможно накатываемого по методу радиальной подачи салазок. Применение данного истода возможно лишь в соединении с устройством,осуществляющим аксиальное перемещение детали /дополнительное устройство/*
Метод накатки путем возвратно-поступательного вращения шпинделей - комбинированный радиальмо-аксиальиый метод - применяется для накатки глубокого профиля /например модульных резьб/о Применение данного метода требует наличие иа станке устройства,автоматически снижающего усилие нокаткн при переключении шпинделей в другое направление*
9*2 Требования,предъявляемые к материалу,подлежащему формоизменению Вообще,как и по всем методам формоизменения металла,решающим фактором и в данном случае является накатоспоообность материала. Масштабом какатоспособности является удлинение материала при разрыве -^0,в то время когда прочность на разрыв и твердость по Бри-нелю играют меныпую роль* Представляется возможность подразделить
металлические материалы и материалы из цветного металла на три
группы.
^домекее 8% — материал,показывающий после накатки на поверхности профиля риски. Хрупкий материал ломается* Та-, кой материал ненакатоспособный*
/10= 8-10% - материал нижнего предела накатоспособности. Опытная накатка должна показать накатоспоообность. Срок службы накатных роликов - сравнительно малый.
^.фболее 10%
— материал накатоспособный. Чем больше удлинение материала при разрыве,тем больше срок службы накат-
ных роликов* При накатке резьб MI6 на материал,
удлинение при разрыве которого 6 па разрыв которого £ в=50 кг/мм2,
jtq=2Q% и прочност! одним комплектом
роликов достигнуто количество деталей примерно
I миллионр 1475•08-004X102-04
Гль« 05/69
- 62 -
9® Общие сведения по накатке профиля
Для примера,на таблице показан материал четырех видов.
На основании ранее оговоренного представляется возможность определить накатоспособность.
Материал Прочность на разрыв в кг/мм^ Удлинение при разрыве Ъю Накатоспособность
25 Сг Мо 4 макс о 80 16 - 12% хорошая
42 Vr Мо 7 макс. 135 9-5% плохая
Me 58 51 - 63 5% отсутствует
Al 99 13 - 18 3-4% отсутствует
По вышеуказанный материалам видно,что накатоспособность отсутствует по материалам 3-х наименовании по причине незначительного удлинения при разрыве несмотря на то,что их прочность на разрыв колебается в пределах 135 и 13 кг/мм^,
9»3 Достигаемая чистота поверхности и точность обработки
Чистота поверхности накатанной резьбы отвечает любым техническим требованиям т.к. методом накатки шлифованный профиль накатных роликов копируется на детали. Ввиду скольжения профиля роликов по профилю накатываемой резьбы,шероховатость поверхности накатанного профиля хуже шероховатости поверхности профиля иакатиых роликов. В зависимости от состояния роликов шероховатость поверхности накатанного профиля - 0,4 - 2 микрон. Достижение такой чистоты таким экономичным методом обработки вряд ли возможно каким либо другим методом тонкой обработки.
Точность накатанных резьб,в отношении шага,утла профиля,среднего и наружного диаметра резьб равна точности шлифованных резьб,причем шаг и угол профиля получаются за счет точности угла профиля и шага накатных роликов. Решающими факторами при накатке для обеспечения точности диаметров серий деталей являются: I. Постоянство свойства материала
2. Постоянство номинального диаметра заготовок с учетом допускаемых допусков
Зо Постоянство усилия накатки
4. Постоянство скорости ошииделей
5» Постоянство времени накатка
Гль, 05/69
1475 ♦ 08-0041:02-04
- 63 -
9» Общие сведения по накатке профиля
Между этими факторами до некоторой степени имеется определенная связь* По трем последним упомянутым факторам представляется возможность регулировки их на профиле-накатных станках,приравнивая их к надлежащим условиям обработки.
Гль0 05/69
1475• 08-0041:02-04
10. Причины помех - 64 -
Причины помех,возникающих при накатке резьб,и вид устранения
I. Профиль накатного ролика, расположенный против фаски детали,выламывается во время накатки. Фаска детали слишком крутая или же наименьший диаметр фаски слишком большой.Следить за тем, чтобы наименьший диаметр фаски был меньше наименьшего внутреннего диаметра резьбы на 0,2 мм - см.таблицу.
2. Профиль накатного ролика выламывается на торце ролика. Материал расслаивается. а/ Деталь буртиком прилегает к торцам роликов. Материалу, который выжимается из заготовки, нет места,поэтому и ломается профиль. Рекомендуется использовать упор. б/ Деталь прижимается к кромке поддерживающего ножа.
3. Деталь перемещается аксиально. в/ Подача салазок на диаметр накатываемой резьбы слишком большая. Салазки по окончании накатки не прилегают к упору. Диаметр заготовки слишком большой или слишком маленький.
Гль. 05/69 1475.08-0041502-04
65
10. Прииииц, помех
4. Во время накатки Опустить поддерживающий иож,соответст- деталь подымается веино стойку с роликом или же заменить с опорной поверх- накатные ролики между собою, мости
5. Острия профиля на- Подмять поддерживающий нож.ооответст- катываемой детали веиио стойку с роликом разрушаются во время накатки
6, Во время накатки Неправильная установка профиля одного образуется стружка ролика относительно профиля другого /см.п,"Установка профиля накатных роликов"/
7. Профиль по наружному Заготовка - коническая или некруглая. диаметру частично толь- Отсутствует материал на местах,на кото' ко накатам полностью рых профиль накатан не полностью.
8. Средний диаметр нака- Установка подачи салазок на диаметр тайной резьбы слишком накатываемой резьбы неправильная или большой и наружный диа- же время накатки слишком малое, метр слишком маленький
9. Средним диаметр мака- Номинальный диаметр заготовок слишком тываемой резьбы отве- маленький чает требуемому размеру ио наружный диаметр слишком маленький
10. Материал во время на— Слишком большое время накатки катки расслаивается
II. Деталь нагревается при а/ Слишком большая скорость шпинделей накатке на температуру Слишком большая подача свыше рукоустойчивой в/ Слишком большое усилие накатки
Гль. 05/69
1475.08-0041:02-04
- 66 -
10° Причины по^ех
13. Стрелка манометра вибрирует
14. Накатные шпиндели разворачиваются на угол свыше 10 градусов
Загрязнение всасывающего трубопровода. Магнитный фильтр загрязнен.
I
Зазор между червячным колесом и червяком. Заменить червячную пару.
15* Скачкообразная подача салазок
Наличие воздуха в напорном трубопрово-
де и в цилиндрах.
а/ Проверить наличие масла в маслобаках, б/ Проверить насос гидросистемы на правильность функции.
в/ Проверить клапан для автоматического удаления воздуха и трубные соединения.
16. Расположение профиля накатных роликов меняется во время накатки.
/Скольжение муфты/
а/ Муфта не сцеплена. Вставить кривошип в четырехгранник втулки и поворачивать ее вправо до упора.
б/ Пружины муфты - слабые. Проверить крутящий момент /уравновешивать муфту/. |
Установить плечо рычага,подобное ключу для круглых гаек,в зацепление стяжного фланца муфты и затянуть шлицевую гайку с обеспечением удерживания навешанной массы - см.таблицу. Затянуть тарельчатую пружину с обеспечением усилия но не больше требуемого.
Подналадка пути сцепления муфты производится путем поворачивания шпильки Ы 8 после отпускания шестигранной гайки.
Гль. 03/73
I4.75.06-004T! Q9-04
67
IO» Причины помех
Таблица:
UFff UPW
12 15 х 70 25 X 100
Крутящий момент ”Md ” на промежуточном валу /в см/кг/ 1000 1350
Длина плеча силы /в мм/ 500 500
Навешиваемая масса /в кг/ 20 27
17, Гидронасос не работает /салазки не перемещаются/ несмотря на то, что электроэлементы включены
Отсутствие масла в некоторых камерах Заправить бак маслом с передней стороны - сморукоаодство по смазыванию до маркировок на смотревых глазках, находящихся на задней стороне станка
18с Отсутствие масла во всасывающей камере насоса непосредственно после включения насоса
Неисправность гидронасоса. Чрезмерная нагрузка электродвигателя гидронасоса. Термореле включенос
Отсутствие масла в передней камере.
19. Отклонение от требуемого времени накатки и от времени, требуемого на замену деталей
Подналадить настройку электрического выключателя по времени путем поворачивания юстировочного винта или заменить лампочку.
II/7I
Гль,
1475.03-0041:02-04
По желанию заказчиков профмле-накатяые станки довольно часто поставляются со специальными шпинделями,диаметр которых не соответствует диаметру нормальных шпинделей.
В интересах заказчиков,при заказе накатного инструмента просим указать диаметр шпинделей,устанопленных на станках для обеспечения поставки инструмента с соответствующим диаметром посадочного отверстия.
Если при заказе инструмента диаметр шпинделей не оговорен то инструмент поставляется с посадочным отверстием под нормальные шпиндели,а именно
к станкам модели UPW 12,5 х 70 с диаметром посадочного отверстия 63 мм
к станкам модели UPW 25 х 100 с диаметром посадочного отверстия 80 мм
От возмещения ущерба,возникающего по вышеоговоренной причине, завод-поставщик отказывается принципиально.
Гль. 05/69
1475 • 08-0041:02-04
-63-
Но П Р И Л О Ж Е Н И Я
I, Описание функции электрооборудования на станках
иоцелей UPW 12,5 х 70 и Upw 2$ х 100
1,1 Общие сведения
Мощность и функция электрооборудования профлле-накатных станков соответствует предъявляемым к ним требованиям. Электрооборудование спроектировано с учетом надлежащих предписаний и ста дартов,в особенности с учетом стандарта ТГЛ 200-0655о
В нормальном исполнении станки изготалвиваются для подключенйя к сети трехфазного тока напряжением 380 вольт,50 герц.
Таблица подключенных мощностей станков в нормальном исполнении
Модель Подключ,мощность Мощность предохранителей
подводящих проводов_____ UPW £2,5 х 70 6 квт_25 ампер инерцион.
UPW 25 х 100 10,5 квт 35 ампер инерцион.
Подключенная мощность станков в специальном исполнении указана на надлежащих электросхемах,она может не соответствовать мощности станков в нормальном исполнении.
В качестве приводных двигателей используются асинхронные двигатели трехфазного тока с коротко-замкнутым ротором /стандартные двигатели/, Двигатели предохраняются от чрезмерной нагрузки сверхточными терморсле. Настройка термореле производится по номинальному току,указанному на номинальных щитках двигателей. Управляющий магнит на гидроблоке - тянучий магнит трехфазного тока,рабочее напряжение которого равно 380 вольт. Напряжение цепи управления - 220 вольт,50 герц на станках в нормальном исполнении - получается от однофазного трансформатора Т I /с раздельными обмотками/.
Счетное устройство ZWI /45/ подключено к цепи тока напряжением 24 вольт через выпрямитель Gr I в соединении с сигнальной лампочкой L I,соответственно L 2 /43/ и через добавочное cortpo-тивление W1 I. Данное напряжение получается от отдельного трансформатора - трансформатора Т 2.
Условные обозначения элементов,записанные в настоящей руководстве,аналогичны обозначениям на электросхемах. Цифры в скобках показывают расположение соответствующего элемента. См, общую схему станка на листе N? 22 настоящего руководства.
1.2 Главная цепь тока
Станок оснащен общим выключателем HpS /19/»пРеДназиачешши Для подключения электрооборудования к цепи тока и отключения такового от последней. Предохранители элементов-потребителей подключены к сети параллельно к входящему напряжению. Включение элементов производится контакторами. К контактору,включающему двигатель гидронасоса,подключен двигатель насоса охлаждающей жидкости,предохраняемый отдельными предохранителями.
Гльо 05/69
1475•03-0041:02-04
-69-
II. ПРИЛОЖЕНИЯ
Станок готов к эксплуатации когда предохранители ввинчены и общий выключатель включен.
1.3 Установка вида работы
С помощью выключателя WSE/3I/ устанавливается направление вращения накатных роликов,цепь управления к контакторам S I и S 2 замыкается. Не нажимая выключатель WS 1/31/ шпиндели вращаются влево,а при нажиме выключателя шпиндели вращаются вправо. Зиды работы станка на ручном управлении и на автоматическом, цикле устанавливаются с помощью выключателя WS2/25/ причем при нена-жиме выключателя работа производится на ручном управлении,а при нажиме выключателя цикл осуществляется автоматически. При работе станка на полуавтоматическом цикле выключатель WS2/25/ не нажат.
Выключатель WS 3/24/ предназначен для установки диапазона времени накатки через 10 секунд. Про меоку точные значения времени накатки устанавливаются с помощью потенциометра Ро I.
1,4 Работа станка на ручном управлении
Выключатель WS 2/25/ не нажат.
Включение двигателя шпинделей И1/49/ производится нажимом кнопки р2/29/• В зависимости от положения выключателя WS 1/31/ возбуждается контактор si или контактор з2,они самоблокируются.
При нажиме кнопки В 4/20/ возбуждается контактор S3,включая двигатель гидронасоса М2/50/ и двиагтель насоса охлаждающей жидкости МЗ/51/. Включение сигнализируется загоранием белой лампочки L 1/43/. Контактор S3 самоблокируется и остается возбужденным.
Перемещение салазок /46/ в рабочее положение осуществляется при нажиме кнопки Б 6/22/. Магнит Mg I возбуждается от импульса контактора S4. Возбуждение магнита сигнализируется загоранием красной лампочки L2/43/» При нажиме кнопки D5/23/ обестачи-вается контактор S4 и магнит Mg I,салазки /46/ отходят в исходное положение.
1.5 Работа станка на полуавтоматическом цикле
Выключатель WS2/25/ не нажат.
При нажиме ножной кнопки D7/33/ возбуждается вспомогательный контактор HS 2,вспомогательный контактор HS2 включает вспомогательный контактор HS 3,реле времени ZRI и контактор S4. Контактор S4 включает магнит Mg I. Самоблокировка контактора S 4 предотвращется размыкающим контактом вспомогательного контактора HS 3/> После срабатывания реле ZR I,время которого устанавливается на потенциометре Ро 1/34/,прерывается цепь управления к вспомогательному контактору HS 2. Вспомогательный контактор HS 2 обестачивает вспомогательный контактор HS 3,реле времени ZRI и магнит Mgl.
Салазки /46/ отходят в исходное положение.
Гль. 05/69 1475.08-0041s02-О^
-70-
II» П Р И Л О Ж Е н и я
1.6 Работа станка на автоматическом цикле
Выключатель WS 2/25/ нажат.
При нажиме кнопки D 6 возбуждаются вспомогательный контактор
HS 2,контактор S 4 и магнит Mg I,причем вспомогательный контактор HS 2 возбуждает реле ZR I и вспомогательный контактор HS 3. Салазки /46/ перемещаются в рабочее положение.
По срабатывании реле времени ZR I - время накатки - прерывается цепь управления к вспомогательному контактору HS 2 вследствие чего реле времени ZR I,контактор S 4 и магнит Mg I обестачивают-. СЯ.‘
Салазки /46/ отходят в исходное положение. В противоположность к работе станка, на полуавтоматическом цикле вспомогательный контактор HS 3 не обестачивается т®к»саыоблокировка его обеспечивается нажимом выключателя WS 2/25/» Поэтому реле времена ZR 2 возбуждено от размыкающего контакта контактора зЧ и от замыкающего контакта ведомогательного контактора HS 3. По срабатывании времени,установлвнного на потенциометре Ро 2/35/ -время,требуемое на замену детали - реле времени ZR 2 заново включает вспомогательный контактор Н32,реле времени ZR ^контактор S 4 и магнит Mg I. Салазки /46/ перемещаются в рабочее положение, Вышеоговореиные функции повторяются до выключения автоматического цикла нажимом кнопки D 5/23/«
Iо 7 Предохранительные мероприятия
Включение двигателя шпинделей Ш/49/ возможно лишь после замыкания контактов конечных выключателей SI и Е2. Функция конечного выключателя EI осуществляется при наладке накатных роликов и функция конечного выключателя J32 осуществляется при расцеплении шпинделей.
Случайное осуществление функций конечных выключателей предотвращается том,что перемещение салазок возможно, дкть после включения двигателя гидросистемы М2 /50/.
Ножная кнопка D 7/33/ - бездейственная когда салазки /46/ находятся в рабочем положении или когда выключатель WS 2/25/ нажат.
.1 о8 Выключение станка при аварии
При нажиме грибообразной кнопки D 10 выключаются - путей прерывания цепи управления - все упраздняющие элементы, за исключением контактора 3 3. Шпиндель останавливаются и салазки. /46/ отходят в исходное положение.
1.9 Подключение станка к сети тока и расположение управляющих элементов
Подключение станка к сети тока производится на клеммах,находящихся в камере,внутри станины, Электроприводные и электроко-мандные элементы станка подключены к рейке клемм,находящейся на щите управления.
Элементы,управляющие станком,собраны в камере,находящейся внутри станины.
Гльс, 05/69
1475.08-0041г02-04
-71-
II. ПРИЛОЖЕНИЯ
Командные элементы,сигнальные лампочки, писал ки и счетное устройство собраны на щите управления,находящемся на обслуживающей стороне станка.
Штепсельная розетка L-St-D /27/ предназначена для подключения местного освещения станка с ламочкой до 60 ватт.
Гль. 05/69
1475.08-6041»02—04
II. Приложение -72-
2. Перечень элактроэлементов к станкам моделей
UPW 12,5 X 70 и UPW 25 X 100
/слови обозн. Кол -во Наименование Тип Примечание
Щит управления
D 10 I Кнопка нажимная 6755*006/21-5000 XSG Gbrlitz
D 6 I Кнопка нажимная 6755*006/21-4000 ESG Gorlitz
D1-5 7 Кнопка нажимная 6735.006/21-1000 SSG Gbrlitz
L4 I Колпачок кнопки наж. 6770.005/21 KSG Gorlitz
D2,D6 Колпачок кнопки наж. 6770.005/23 ESG Gorlitz
D1 ,D3 D5 3 Колпачок кнопки наж» 677O.OO5/22 ESG Gbrlitz
D10 I Грибообразоколпач.кноп. 6771.005/2 ESG Gbrlitz
WS2 . WS 1 2 Колпач«блокир.кнопки 6774.004/2 ESG Gbrlitz.
WS3 I Ступеняат * вынлючатель F 1/1—12/46x20 TGL10822 SOW Gomsdoi
LI I Колпачок лампочки 6787.003/25 SSG Gbrlitz
L 2 Г i Колпачок лампочки 6787.003/22 KSG Gbrlitz
L1/L2 2 Доколь лампочки 6795-OG/11 ESG Gbrlitz
Ll/L< 2 Лампочка накаливания I) 24/ 2ff,BA 9s TGL10449 SSG Gbrlitz
Gr I. ; Диод выпрямителя оГ IGL 200-8353 HLW Prankf./
Zo2 I Конденсатор 50/70 TGL 7’98 Freiberg
| 2* I ! Счетчик абонентский 53 TGL 9869 GW Leipzig
W11 Проволочи.сопротивлен. 30211x45 Ю/2 TGL200- 8042 3&V< Gorucdorl
Po1 Po2 2 Иоворота.слойяосопрст. 1 Mi?.1-32 АЗ-766 TGL9100 ELRADO Dorfhaia
W110- W120 II Слойное сопротивление 1 МЙ2 % 25.412 TGL 8728 WBK Teltow
Po1, Po2 2 Поворотн.ручка Bz 36/6 TGL 7358 we ming л Httbler Leng fit eld
WS3 X Повороткоручка В - TGL 7359 в*
St-D I Штедсельн.розетка В 20 TGI. 10228 В1.1 S ESG Meerane
St I Штекер А 20 TGL 10229 В1.1 ESG Meerane
Педаль
D7 I Малогабаритн.конечн. выключатель K2STI С 2, 6 А 500 V ESG Gbrlitz
Гди. —2/? 4 — 1425.08- OO4IIC2-I4
II. Приложение 2«I Перечень электроэлементов к станкам модели UPW 12,5 х 70 -73-
/слове ЭбОЗНс Кол -во Наименование Тип 4 Примечание
HpS £1 11 S1-4 HR 1-3 Th 1 Th 2 Th 3 ZRU2 W12+3 Si 1 no Si 7 KI 1 Dr 1-4 Kl/Tt Гль. I 4 4 3 I I 3 2 2 3 12 15 15 15 44 44 I 4 9 9 3 6 9 9 2/74 Управляю^.элементы Контроллер 25 а Набор клемм Возцуино контактор Реле "релог” Сверхточ о териореле Сверхточн.термореле Сверхточн•тернореле Электронное реле времени Слойяое сопротивление Цоколь предохранит. D Цоколь предохран. D Колпачок резьбов* D Контакта.винт D Плавкая вставка D Крепление клемм Клемма втулочная Плитка концевая УКВ-Дроссель Крепление клемм Клеима плоская Плитка концевая Деталь крепежная Гильза клемм Щитки 134.022.315/4 А 6 TGL 57-220 ID 16-220V; J ; 2425 1PD0 TGL 5552 2 RH 30, 220V, 50 Hz Pl.Hr. 731 284 000 R 16/7,2-12,5ATGL 5353 R 16/2,6-4,5ATGL 5353 R 16/0,40 - O,68ATGL535‘ в спец«исполи. 1-JOCs 1 kfi20 % 25.^12 TGL 8728 X 27 Ad - TGL 57-480 К 27 Ac - TGL 57-480 A - S 27 TGL 7880 E 27/ TGL 57-482 E 27/ TGL 0-49360 1-6 TGL 200-3795 2-6 TGL 200-3795 3-6 TGL 200-3795 В 10 TGL 9814 1 -4 TGL 57-1067 2-4 TGL 57-1067 3-4 TGL 57-1067 4 TGL 57-1067 5-4 TGL 57-1067 6--4 TGL 57-1067 1475.08- ESG Gbrlitz KRU Ruhla ESG Oppach EAW Treptow ESG Oppaeh ESG Oppach >ESG Oppach VXB Wetren Welda KE& Teltow 510 Oberlind EIO Oberlind EIO Oberlind размер no таблице ERU Ruhla r __2 о mm 500 V Fa.E.GroB, Sbmmerda Elektro-Installatior Ruhla } 4 aim 500 V -0041:02-14
II. Приложение - 74-
2« I Перечень электроэлеыентов к станкам модели
UPW 12 ,5 * 70
Условн рбСЗН. Кол -ВЮ Наименование Тип Примечание
Электроэлеценты
1L-St-i 3 I Итепсельн .розетке. встраиваем,типа BE - TGL 200-3855 KHU Ruhla
I Розетка встрамваем.тиг а д 40 TGL 200-1010
Ko 5 3 Конденсатор для устранения помех при радиоприеме К 0,1/300 TGL 11840 В1Л Kondeneato-renwerk Gera
W14-6 3 Слойное сопротивление 510 КЯ ,20 * 25.518 TGL 8728 K£3 Teltow
M 1 I Асиихрон о э-двигатель трехфазн.тока 4 квт, 220/380 в,1000 об/мин, И 301 КИЙ 112 MX 6 Elmo Wernigerode
Й 2 I Асинхрон оэ-двигатель треяфазн.тока 1,5 квт« 220/380 в, 1590 об/ым« » 301 KMR 80 G 4 Elmo Thurm
M 3 A Электронасос 0,2 квт 220/380 в 2С0А2 - 27, РО MKZ BRNO
M 1 1 I {Дагнит управляющий 380 в, 50 гц W 5 TGL 9835 ELM Zittau
Tr 1 I Трансформатор,по «ключ. к сети ток» 250 VA, 380 V-220 V, TGL 200-1764 ir&fbbau Pima
Tx‘ 2 I Траксфо иатор, подклв ч <> к сети тока 25 VA, 380 V-24 V, TGL 200-1764 /IOOYA при местном осве станка 24 или Збв/ Dresden e.
K1, 82, E5 3 Контакт управляюсь GWU 1, 6А, 500В,IP55 RdMcntatfe Leipzig
|Гль. 2/7 > 1475.08-0 O4IJ0B-I4
2< II. Приложение 2 Перечень электроэлементов к станкам модели UPW 25 х IOO -75-
/слом >бОЭНо Кол -BO Наименование Тип Примечание
НрЗ KI 11 S1,S2 33,3-1 HR 1-3 Th 1 Th 2 Th 3 ZR1*2 W12>3 S11 no Si 7 KI 1 Dr1-< Kl/Tl Гль. I 4 2 2 3 I I I 2 2 4 II 15 15 15 44 44 I 4 4 I 4 9 9 3 i 6 9 9 2/74 Управляющие элементы Контроллер 25 а Набор клемм Бездумный контактер Воздушный контактор Реле "релог" Сверхточн•термореле Св орхточ н.тер иореле Сверхточн.термореле Электронное реле времени Слойное сопротивлон. Цоколь предохранит, р Цоколь предохранито р Колпачок резьбовой D Контактн.винт в Плавкая вставка D Крепление клемм Клеима втулочная Плитка концевая Крепление клемм Клемма втулочная Плитка концевая УКВ-Дроссель Крепление клемм Клемма плоская Плитка концевая Деталь крепежная Гильза клемм Щитки 134.022.315/3 А 6 TGL 57-220 ID 25-22ОУ/50/Лс; 2V23 IPOD TGL 5352 ID ^-22M,S0Hz:2W2S /РОО TGL 5352 2 ЕЯ 30, 220V, 50Hz, Pl.-Яг. 751 284 000 R 25/10-16ATGL 5353 R 16/4,3-7,54TGL 5353 R 16/0,40-0,63ATGL 5353 1*01-,220/, 30Hz в спец, ио поли /-/Л7? 1 кй 20 % 25.518 TGL 8728 X 27 Ad - TGL 57-480 1 27 Ae - TGL 57-480 A - В 27 TGL 7880 1 27/ TGL 57-482 X 27/ TGL 0-49360 1-6 TGL 200-3795 2-6 TGL 200-3795 3-6 TGL 200-3795 1 - 16 TGL 200-3795 2-16 TGL 200-3795 3-16 TGL 200-3795 В 10 TGL 9814 1-4 TGL 57-1065 2 -4 TGL 57-1067 3 -4 TGL 57-1067 4 TGL 57-1067 5-4 TGL 57-1067 6-4 TGL 57-1067 1476.08-004 BSG Gbrlitz BRU Ruhla BSG Oppach BSG Oppach В AW Treptow BSG Oppach BSG Oppach ESG Oppach VBB Wetron Welda K£B Teltow BIO Oberlind EIO Oberlind BIO Oberlind размер no таблице BRU Ruhla 6 mm2 500 V BRU Ruhla о 16 ПШ 500 V Pa.X.Grofl, Sommerda Xlektro-Installatioi Ruhla 4 mm2 500 V £«02-14
II. Приложение -76-
2о 2 Перечень электроэлементов к станкам модели UPW 25 х £00
/слови ЭбОЗНэ Кол -в© Наименование Тип Примечание
Электроэлементы
L-St- D I Штепсельн.>розетка встраиваемого типа ВК - TGL 200-3835 KRU Ruhla
1 Розетка встаиваемого типа А 40 TGL 200-1010
Ко 5 3 Конденсатор для устранения помех при радиоприеме К 0,1/300 TGL 11840 В1/ Kondenaato-renwerk Gera
W14-6 3 Слойное сопротивление 510 К2 > 20 % 25.518 TG] 8728
К 1 I Асинхрон о э-двигатель трезфазнотока 7*5 квт 220/380 в,1000 об/мин М 101 KMR 132 М 6 Elmo Wernigerode
М 2 I Асинхроноэ-двигатоль трехфазнотока 2,2 квт 220/380 в,1500 об/мин М 301 KMR 90 L 4 Elmo Thurm
к з I Электронасос 0,2 квт 220/380 и 2С0А2 - 22$ Р 1 MEZ BRNO
Mg 1 I Магнит управляющий 380 в? 50 гц W 5 TGL 9835 ELM Zittau
Тг 1 I Трансформатор,подключ, к сети тока 400 VA, 380V-220V TGL 200-1764 Trctfobau Pima
Тг 2 I Трансформатор,подключ< к сети тока 25 VA, 380V-24V TGL 200-1764 /100VA при мести.освет. станка 24 или 36 в/ PGP Dresden
31 32 S3 3 Контакт управляют. GIU 1$ 6А, 500 В IP55 Leipzig
Гль. 2/74 1475.08- 1 • 0041s02-14
- I -
По П Р И Л О X Е Н И Я
I.
I.I
1.2
Описание функции электрооборудования на станках моделей UPW 12,5 х ?0 и UPW 25 х 100
Общие сведения
Мощность и функция электрооборудования профиле-накатных стан
ков соответствует предъявляемым к ним требованиям. Электрообо-
рудование спроектировано с учетом надлежащих предписаний и стан-
дартов, в особенности с учетом стандарта ТГЛ 200-0655»
В нормальном исполнении станки изготалвиваются для подключения к сети трехфазного тока напряжением 380 вольт,50 герц.
Таблица подключенных мощностей станков в нормальном исполнении Модель Подключ.мощность Мощность предохранителей
___________ подводящих проводов__________________ UPW 12,5 х 70_________________________________________________6 квт 25 ампер инерцион.
UPW 25 х 100 Ю,5 квт 35 ампер инерцион,
Подключенная мощность станков в специальном исполнении указана на надлежащих электросхемах,она может не соответствовать мощности станков в нормальном исполнении.
В качестве приводных двигателей используются асинхронные двигатели трехфазного тока с коротко-замкнутым ротором /стандартные двигатели/. Двигатели предохраняются от чрезмерной нагрузки сверхточными термореле. Настройка термореле производится пс номинальному току,указанному на номинальных щитках двигателей. Управляющий магнит на гидроблоке - тянучий магнит трехфазного тока,рабочее напряжение которого равно 380 вольт* Напряжение цепи управления - 220 вольт,50 герц на станках в нормальном исполнении - получается от однофазного трансформатора Т I /с раздельными обмотками/.
Счетное устройство ZWI /45/ подключено к цепи тока напряжением 24 вольт через выпрямитель Gr I в соединении с сигнальной лампочкой L I,соответственно L 2 /43/ и через добавочное сопротивление W1 I. Данное напряжение получается от отдельного трансформатора - трансформатора Т 2.
Условные обозначения элементов,записанные в настоящем руководстве, аналогичны обозначениям на электросхемах. Цифры в скобках показывают расположение соответствующего элемента. См. общую схему станка на листе № 22 настоящего руководства.
Главная цепь тока
Станок оснащен общим выключателем HpS /19/,предназначенным для подключения электрооборудования к цепи тока и отключения такового от последней. Предохранители элементов-потребителей подключены к сети параллельно к входящему напряжению. Включение элементов производится контакторами. К контактору,включающему двигатель гидронасоса,подключен двигатель насоса охлаждающей жидкости,предохраняемый отдельными предохранителями.
Гль. 05/69
1475•08-0041s 02-04
2
II. ПРИЛОЖЕНИЯ
Станок готов к эксплуатации когда предохранители ввинчены и общий выключатель включен.
1.3 Установка вида работы
С помощью выключателя WSE/3I/ устанавливается направление вращения накатных роликов,цепь управления к контакторам 31 и 32 замыкается. Не нажимая выключатель WS 1/31/ шпиндели вращаются влево,а при нажиме выключателя шпиндели вращаются вправо. Виды работы станка на ручном управлении и на автоматическом цикле устанавливаются с помощью выключателя WS 2/25/ причем при нена-жиме выключателя работа производится на ручном управлении,а при нажиме выключателя цикл осуществляется автоматически. При работе станка на полуавтоматическом цикле выключатель WS2/25/ не нажат.
Выключатель WS 3/24/ предназначен для установки диапазона време ни накатки через 10 секунд. Промежуточные значения времени накатки устанавливаются с помощью потенциометра Ро I.
1.4 Работа станка на ручном управлении
Выключатель WS 2/25/ не нажат.
Включение двигателя шпинделей М1/49/ производится нажимом кнопки D2/29/. В зависимости от положения выключателя W31/31/ возбуждается контактор si или контактор 3 2,они самоблокиру-ются.
При нажиме кнопки В 4/20/ возбуждается контактор S3,включая двигатель гидронасоса М2/50/ и двиагтель насоса охлаждающей жидкости МЗ/51/. Включение сигнализируется загоранием белой лампочки L 1/43/. Контактор S 3 самоблокируется и остается возбужденным.
Перемещение салазок /46/ в рабочее положение осуществляется при нажиме кнопки В 6/22/. Магнит Mgl возбуждается от импульса контактора 34. Возбуждение магнита сигнализируется загоранием красной лампочки L2/43/. При нажиме кнопки В 5/23/ обестачи-вается контактор 34 и магнит Mgl,салазки /46/ отходят в исходное положение.
1.5 Работа станка на полуавтоматическом цикле
Выключатель WS2/25/ не нажат.
При нажиме ножной кнопки В 7/33/ возбуждается вспомогательный контактор HS 2,вспомогательный контактор HS2 включает вспомогательный контактор HS 3,реле времени ZRI и контактор S4. Контактор 34 включает магнит Mg I. Самоблокировка контактора 3 4 предотвращется размыкающим контактом вспомогательного контактора HS Зх> После срабатывания реле ZR I,время которого устанавливается на потенциометре Ро 1/34/,прерывается цепь управления к вспомогательному контактору HS 2. Вспомогательный контактор HS 2 обестачивает вспомогательный контактор HS з,реле времени ZRI и магнит MgJo
Салазки /46/ отходят в исходное положение.
Гль. 05/69
1475 • 08-0041:02-04
- 3 -
II* ПРИЛОЖЕНИЯ
1*6 Работа станка на автоматическом цикле
Выключатель WS 2/25/ нажат.
При нажиме кнопки D 6 возбуждаются вспомогательный контактор HS 29контактор 3 4 и магнит Mg I,причем вспомогательный контактор НЗ 2 возбуждает реле ZR I и вспомогательный контактор НЗ 3. Салазки /46/ перемещаются в рабочее положение.
По срабатывании реле времени ZR I - время накатки - прерывается^ цепь управления к вспомогательному контактору НЗ 2 вследствие ? чего реле времени ZR I,контактор 3 4 и магнит Mg I обестачивают^ ся.
Салазки /46/ отходят в исходное положение, В противоположность | к работе станка на полуавтоматическом цикле вспомогательный контактор НЗ 3 не обестачивается т.к.самоблокировка его обеспе-1 чивается нажимом выключателя WS 2/25/• Поэтому реле времени ZR 2 возбуждено от размыкающего контакта контактора 3 4 и от замыкающего контакта вспомогательного контактора НЗ 3. По сраба^ тывании времени,установленного на потенциометре Ро 2/35/ -время,требуемое на замену детали - реле времени ZR 2 заново включает вспомогательный контактор Н32,реле времени ZR I,контактор 3 4 и магнит Mg I. Салазки /46/ перемещаются в рабочее § положение. Вышеоговоренные функции повторяются до выключения автоматического цикла нажимом кнопки D 5/23/.
1*7 Предохранительные мероприятия
Включение двигателя шпинделей М1/49/ возможно лишь после замыкания контактов конечных выключателей EI и Е2. Функция конечного выключателя EI осуществляется при наладке накатных роликов и функция конечного выключателя Е2 осуществляется при расцеп- » лении шпинделей.
Случайное осуществление функций конечных выключателей предот- е вращается тем,что перемещение салазок возможно лишь после вклю-j чения двигателя гидросистемы М2 /50/.
Ножная кнопка В 7/33/ - бездейственная когда салазки /46/ на- | ходятся в рабочем положении или когда выключатель WS 2/25/ на- ’ жат.
I.8 Выключение станка при аварии
При нажиме грибообразной кнопки D 10 выключаются — щгтем прерывания цепи управления - все управляющие элементы,за исключением контактора S 3. Шпиндели останавливаются и салазки /46/ отходят в исходное положение,
1,9 Подключение станка к сети тока и расположение управляющих элементов
Подключение станка к сети тока производится на клеммах,находящихся в камере,внутри станины. Электроприводные и электроко-мандные элементы станка подключены к рейке клемм,находящейся на щите управления.
Элементы,управляющие станком,собраны в камере,находящейся внутри станины.
Гльо 05/69
1475 • 08-0041:02-04
4
II. ПРИЛОЖЕНИЯ
Командные элементы,сигнальные лампочки,шкалки и счетное устройство собраны на щите управления,находящемся на обслужи вающеи стороне станка»
Штепсельная розетка L-St-D /27/ предназначена для подключения местного освещения станка с ламочкой до 60 ватт.
Гль. 05/69
1475•08-0041:02-04
• На П P И Л 0 I 2a Перечень электродеталей к Е Н И Я станкам UPW 12,5 х 70 и - 5 - UPW 25 X 100
Беловы )бОЗНо * К—во Наименование Тип Примечание
D 10 D 6 D 1-5 WS 1- D 4 D2,D6 D4,D3 D5 D10 WS2 WS1 WS3 L1 L2 L1 .L2 L1 ,L2 Gr Ko 2 ZW Wi1 Po1 Po2 WHO Wi20 Po1 Po2 WS3 St-D St D7 L-St-Kr-S Kr-S Гль» I I 2 I 2 3 I 2 I I I 2 ’ 2 I I I I 2 II 2 I I I I D I t I t-Dl 05/69 Щит управления Кнопка нажимная Кнопка нажимная Кнопка нажимная Головка к наж.кнопке Головка к наж.кнопке Головка к наж.кнопке Головка к грибообразн, кнопке Головка к выключат. Ступе нчат,выключатель Колпачок к сигн.ламп. Колпачок к сиги,ламп. Цоколь лампочки Лампочка Диод выпрямителя Электролиты,конденсат. Счетчик Проволочи.сопротивлен, Слойное сопротивлен, Слойное сопротивлен. Ручка поворотная Ручка поворотная Штепсельная розетка Штепсельная вилка Ножная кнопка Мало габариты.конечный выключатель Электродетали Штепсельная розетка Вилка штвпс. |с ыаяжвт01| Роэекта еттепд. G 1 TGL 12319 - Fb G 2 TGL 12319 - Fb G 3 TGL 12319 - Fb В - TGL 12320 sw/sw В - TGL 12320 ge/sw В - TGL 12320 rt/sw С - TGL 12321 rt/rt В - TGL 12323 sw/ew F 1/1-12/A6x20 TGL1082I 0 - TGL 12327 ws/ws С - TGL 12327 rt/sw BA 9s 0,5А 42V-TGL1233C D 24V 3W BA §s-TGL1083" GY 111 TGL 200-8353 50/70 TGL 7198 58 TGL 9869 3017 11x45g 10/2TGL2C0-8042 1 MQ 1-32 A3-766 TGL 9ЮО 1 MQ 2% 25.412 TGL8728 Bz 36/6 TGL 7358 ws В - TGL 7359 sw В 20 TGL 10228 Bl.1 S A 20 TGL 10229 Bl.1 KETI C 2, 6A 500V C - TGL 200 - 3576 A - TGL 200 - 3755 D _ TGL - 200 - 3763 1475»08—0041l( ESG GSrlitz ESG Gbrlitz ESG Gbrlitz ESG Gorlitz ESG Gorlitz ESG Gorlitz ESG Gorlitz ESG Gorlitz EGW Gornsdorf ESG Gorlitz ESG Gorlitz lESG Gorlitz >ESG Gorlitz HLW Frankf./C. KW Freiberg GW Leipzig EGW Gornsdori EIRADO Dorfhain WBN Teltow Tiling & Hub-lerMLengefelc ESG Meerane ESG Meerane ESG Gorlitz ERU Ruhla EIK Kranichfeld W H )2-04
II. П Р И Л 0 2*1 Перечень электродеталей К Е Н И Я к станкам UPWI2,5 * 70 - 6 -
Условн. обознач Кол .BO Наименование Тип Примечание
М I М 2 М 3 Kg1 Тг1 Тг2 Е1,Е2, Е5 НрЗ KL 1 S1-4 HS24-3 Th1 Th2 Th? ZR1+2 Wi2*3 Si1 до Si7 KI Гль. C I I I I I I 3 I 4 4 2 I I I 2 2 3 12 15 15 15 43 43 I >5/69 Эл ектродетал и Асинхрон.двигатель трехфазн.тока 4 квт, 220/330 в,1000 об/мин MI0I,коробка для подкл. к сети расположена на левой стороне Асинхрон.двигатель трехфазн.тока 1,5 квт, 220/380 в,1500 об/мин К 301 •Электронасос 0,13 квт, 220/330 в,3000 об/мин Магнит управляющий Однофазный трансформат, цепи управления то же Рабочий контакт Управляющие эле?ленты Моторный выключатель Наборный зажим Воздушный контактор Воздушный контактор Сверхточное термореле Сверхточное термореле Сверхточное термореле Крепление реле Электронный часовой выключатель Слойное сопротивление Цоколь предохранителей Цоколь предохранителей Винтовой колпачок Вставка Плавкая вставка Крепление клемм Клемма втулочная Концевая пластинка KRA 132.3/6 (KR 132.2/6) КВА ЮС.2/4 (КБ 100.1/4) KRZ 1 V 40/315 А W 5x330x100 TGL 9835 250VA;380V-220V SAK-N695 25VAj 380V-24V SAK-N695 GWU 1;6А,500V,IP55 Б 25 - 1 Hk - TGL 888С А 6 TGL 57-220 D16-22OWS-IPOO-TGL5352 Б16~22OWS-IPOC-TGL535< 12,5/7,2-12,5 TGL 5353 12,5/2,6-4,5 TGL 5353 12,5/0,25-0.43 TGL5353 12,5 Е ZB2-ZW Ausfuhrg.B4-1Cl з i.Sonderform W7,51K 10 kQ 20% 25,518 TGL 8728 E 27 Ad - TGL 57-480 E 27 Ae - TGL 57-480 A - E 27 TGL 7880 E 27/ TGL 57-482 E 27 TGL 0-49360 , 1 - 6 TGL 200-3795 2-6 TGL 200-3795 3-6 TGL 2OC-3795 1475о08-0041:02- Elmo Wernigerode Sachsenwerk Elmo GroBenhain ESG Oppach Fa.Lindner Pirna Fa.Lindner Pirna Fa.Bernstein ESG Rochlitz ERU Ruhla ESG Oppach ESG Oppach ESG Oppach ESG Oppach ESG Oppach ESG Oppach VEB Weton Wei da BWN Teltow EIO Oberlind EIO Oberlind EIO Oberlind величина -по табличке ERU Ruhla 6 mm 2 500 V 04
2.2 - 7 - II. ПРИЛОЖЕНИЯ Перечень электродеталвй к станкам UPW25 * 100
Условн обозна' . Koj г .во - “ Наименование Тип Примечание
MI М2 I М3 Mg 1 Tr1 Tr2 Е1,Е2, Е5 HpS KI 11 S1,S2 S3,S4 HS2+3 ТЙ11 Th2 Th? ZRU2 Wi2*3 Si до < Si 7 KI 1 Гль* 05 I I I I I I 3 I 4 2 2 2 I I I 2 2 5 10 15 15 15 52 52 I 4 4 I /69 Электродетали Асинхрон.двигатель трех®азнотока 7,5 квт, 220/380 в,1000 об/мин, MI0I,коробка для подключ, к сети тока расположена левой стороне Асинхрон.двигатель трехфазн.тока 2,2 квт, 220/380 в,1500 об/мин M30I Электронасос 0,13 квт 220/380 в,3000 об/мин Магнит управляющий Однофазн.трансформатор цепи управления то же Рабочий контакт Управляющие элементы Моторный выключатель Наборный зажим Воздушный контактор Воздушный контактор Воздушный контактор Сверхточное термореле Сверхточное термореле Сверхточное термореле Крепление реле Электрон•часов•выключат Слойиое сопротивление Цоколь предохранителей Цоколь предохранителей Винтовой колпачок Вставка Плавкая вставка Крепление клемм Клемма втулочная Концевая пластинка Крепление клемм Клеима втулочная Концевая пластинка KRA 160.3/6 (КН 100.2/6) KRA 100.3/4 (KR 100.2/4 KRZ 1 V 40/200 А W 5x380x100 TGL 9835 500VA,380V-220V SAK-N 695 25VA,33OV- 24V SAK-N69 GWU 1,6A,5OOV IP55 D25 - 1 Hk TGL 8880 A 6 TGL 57-220 D25-22O WS-4$2S-IP00 TGL 5352 D16-22OWS-IPOO TGL5352 D16-220WS-IPO0 TGL5352 25/10-16 TGL 5353 12,5/4,3-),5 TGL 5353 12,5/0,2*5-0,43 TGL5353 12,5 E .ZBZ-ZW Ausfg.B4-100s in Sonderform W7,51kW 10kQ 20% 25.518 TGL872 E 27 Ad-TGL 57-480 E 27 Ae-TGL 57-480 A-E 27 TGL 7880 E 27/ TGL 57-482 1 E 27/ TGL 0-49360 * 1 - 6 TGL 200-3795 2-6 TGL 200-3795 3 - 6 TGL 200-3795 1 - 16 TGL 2rO-3795 I 2-16 TGL г<Ю-3795 I 3-16 TGL 200-3735 -1475.08—0041:02-0 Elmo Wernigerode Elmo Thurm Elmo Groflenhain ESG Oppach Fa.Lindner Pirna 5 Fa.Bernstein ESG Rochlitz ERU Ruhla ESG Oppach ESG Oppach ESG Oppach ESG Oppach ESG Oppach ESG Oppach ESG Oppach VEB Wetron Weida 8WBE Teltow EIO Oberlind EIO Oberlind EIO Oberlind величина -по табличке ERU Ruhla 6 mm^ 500 V ERU Ruhla 16 mm2 500 V 4
ОК621.992.7-42.001.4
Fachberoichstandard
ЗеаМтЬег 1965
Werkzeug-Maschinen Werkzeugmaschinen Profilwalzmaschinen Abnahmebedingungen TGL 23-UM-
Qruppe 32 7
71552-65
АР
Профнльно-намтные станки
Условия приемки
Profile rolling machines
Acceptance conditions
Ver bi nd tick ab 1. 1.1966
Auftrags-Afr. . 6422 ~ЬпрГапдег: U d S S R
NgrzMler: YEB Werkzeagnigschinenfabrik Bad Duben,____________________________________
MaKhindn-KurzzoidwnundBaugrdllg: UPW 25 x 100__________Fabriktdians-Nr.. 0922________
AufUgHenundAwricMan der Moachine oath AMK17
6422
Hr.
6egenstond der Meeting
Не И an ord пипу
MeUgerat
MeHanleitung
MeHergebnis zulass ig
ermittelt
2
Aehtabdand der Walz-Spindeln
maximal B: minimal
fMb»rn<h
^_Omgx .
Mefachieber TOL9252
Neniut
Watzspindeln in Maximal-SteHung xutinander bringen. Die zrnei Walzspindetn ztui-schen Meflschenkol des Пев-Sthiebers nehmen, MeAergeb-nis abtesen, rem MeAergeb -nil einen Wolzspindeldurdt-metier plus a max ab-zieben
A:
♦ 3 mm
- 1mm
ля-3,0
Bodtlager-hoben
BaugrSKe & min °™ a*
GWK80 132 230
GAWK 16 190 240
UPW12.5»70 130 240
UPW 25 400 150
\UPW5Qx200 ioo 420
a b^,
MeAbereich
Messung in MinimalsteHung der НЫх spindeldurch -meuer wiederHelen.
B.
^Imm
-3mm
B +0,8
T0Llc015/2
Fijhllehre
PgraHelend iHe
Endmafl-halter
3 Hotdnenter-schied der Wcdz-spindeln
ВацдгЬЛе д№8б
GAWK 16
UPH 125'•TO UPW 25 >100 dAW5Qx200
90 785 100 1TO~ 155
90 110 100' 1T5 765
Parallelendmalie zu einem Me A block a zusammen
stellen, in Endmaft halter bringen. Endmallhalter mit ParallelondmaAblock Zwischen hbchsten Punkt der I inken Mkalzspindel and Bocklagerfuhrung bringen. MoAabmeichung mit FUhUehre ousgleichen. Wert der Fbhl-lehre eintragen.
Messung an der rechten Walzsplndel mederhaien.
+ 0.1 mm
tinke Walzspin-del: +0,04 rechte Hfalzspin-del:
+0,02
Mefiuhr T6L 7682 Oenauigkeitt-
Ska/emsert 0,07 mm
Metstonder mit Metuhr out Maschinenbett stellen. Menuhraufdom hdcMen Punkt der linden Abizspindrl anstellen.
MeAuhr festktemmen.
Meduhr out AMI Stellen.
MeDstdnder MeAuhrsdneenkentrndam hdchsten Punkt der reehfen MWzspinde! anstellen. Anzeige ablesen.
0,1mm
0,03
*>AMK (ArbeitsmittelpaHj““
Bearbeiter : FEB Wbrttgetfgmaxninentbbrik BadDiiben
Dedidigt^T^TO/lSlSI^VB WerAzeugmatchinen
Fortsetzung 6eite 2
Bearb.: /MMwmlFutferer Tag: 1.9.7965
Ordnungs - Hummer
16 255
Set ft г TGL 28-1Ok
Nr. Gbgonstand derMemueg Meftanordnung ♦ Mebgerat Mefianleitung MeBergt zuloMig rbnis ermittett
4 kundlauf derWotz-spindetn lJ Fegagjgar I/T6L 7A85 Skatenrrert 1pm Mg&Atqnder Femzeiger mit MebstHnder aufMatcbinenbettstellen. Eoinzetgar onM-linben IM»-sptndal im Pun kt A anstelten Walzopindet langtom am 360*dreben, dobei Anieige -Onderung dee Feinz eigen abteeon. Mettung im PvnM В teieder Helen Die pteichen Nets ungm on on der re ch ten tTbtzsoindet vriederholen. 002mm linke Watzspindel 4:0,01 Я:0,02 rochte Wo/itgindtl *.-o,oi *0,005
г
5 Ptentauf des Haupt-lagers der Walz-spindei t Feingeiger I/T6L7b88 SkaNntderl 1pm MgMander Me/lttdnder mit Feinzeiger aufNeudunenbett tie!ten. Feint tiger em Hau pt lager der linben Hfatzspindel orutdien. MMzspmdel langsam um 3609drehen, dabeiAnzeige-anderung des Feinzeigers аЫелеп. Messung an der redden tVatzspindei nriederholen. 0,02 mm lin/re Watzzoindel 3,005 recMe Wolzspindd 0,01
$
J
Paratletitat der Watz -spindeln zum Ma-schinenbett
Fjinigiger MeMander mit Feinxeiger BeiWalz- linko
IFTOL 74<J Skalenevert 2 pm Me6stander auf Pfaedu'nenbetf stetien. Feinzetger an der!inken Wotxspindei am hecbtten Punkt anrfelten. MeBstbn-der um dieLBnge der Wolxxpindet renehieben, dabei Anzeigednderung tpindel-lUnge bit 760mm: 0,01mm bit 306mm: 001 mm Walzsgindel 0,01 rechte Hfatztpindti 0,01
ableten. flessung an der redtfen IValxtpindel nriederHelen
Ab stand derUneat-ouflage bit Walz -spindei-mitfe
Mrfuhr T6L 7682 eenouigkeits-grad I Skalenrvert 0,01mm Wtevg.-Mtw furMebuhr Mbrutko ParaUot-
ParaHelendmabe zutammeer steHenla *ba!ben MUxspin-de/durchmesier+16 mm “ MeAbrikhenhtbe).
MeFubr oufdiexes Нов ein-eteden, MeAuhr auf /Mt Stolen. NeObrucke mH Hetubr und MeAxeugbotter uber die Walz spindei legem
MeAuhr on UerLinealcuf-auflage aneteifen und Anxetgebnderung able ten.
t0,05mm
+0,01
Ort-.
Bad Diiben
, л Q .Tvt
19.03.73
Leiter dor Technischen Kontroltorganisction
Hinwtue:
Ersatz fOr T8L 26-706 Ausg. 0. 61
Anderungen gegeniiber Ausg. 0.61
BeiHe»sung 1und2 BougrOPen gebndert.
Opotte HdlgertHe und MebonleHung redaktienelt Uberarbeitet.
We,kieug' Profilwalzmaschinen mascninen Prufprotokoll
verbindlich ab 1. I. 64
Auftrags-Nr. Em pf anger
Hersteller Baujahr
Maschinenkurzzeichen und BaugroCe Masch.-Nr. 0922
Gegenstand der Priifung Maschinentype
GWR 80 GAWR 16 UPW 12,5 UPW 25 UPW 50
Getriebe Nummer 1251 . 04 500 : 00 1251 . 06 - 5100 : 00 1475 . 04 5000 : 00 1475 . 04 - 5000 : 00 1475 . 05 - 5000 : 00
Art Stufen-getriebe Wechselriider-getriebe stufenlos regelbar stufenlos regelbar Wechselriider-getriebe
Umdrehungen n min-1 16 25 40 63 31 56 35 eg 40 W 45 50 80 20 bis 90 20 bis 90 10 40 12,5 ™ 16 53 S I?,5 ,0°
Probelaufzeit h Soli 8 Stundcn Soli 8 Stunden Soil 8 Stunden Soil 8 Stunden Soli 8 Stunden
1st 1st 1st 41st 8 1st
Type 11R22-3O4/4 ,5V
Nr. 2705/79
Motor fiir Getriebe Type KMR 132 M6
Nummer •
Leistung N kW 3,5 5,5 4 7,5 22
Drehzahl n min-1 1500 1500 1000 1000 1500
Hydraulik max. Walzkraft Soil 1st Soil 1st Soli 1st Soil 1st Soil 1st
zul. Abweich. ± I t 12 12 12,5 25 ; >6 50
Vorschubreg. gepriift
Werkst.-Wechsel-zeit Regel gepriift da
Entliiftung gepriift J a
Umschaltung Automat, gepriift a a
Motor fiir .Zahnradhochdruck-pumpe Type КшВ. 90 L4 •
Nummer 4-79393172
Leistung N kW 1,6 1,5 1,5 2,2 4
IV 2 7 Ag 307/71 8836
Та? . | Bearb. Tag '1.9.03 .73 Werkleiter Giitekontrolleiter ERFURT VEB KOMBINAT UMFORMTECHNIK Werkzeuqmaschinenfabrik Bad Duben Bemerkung probegewalzt HB kp/ mm’ 200 ± 15 % Zeitschalt-gerat Kiihlmittel-pumpe Zahnradhochdruck-pumpe Gegenstand der Priifung
Festigkeit kg/mm® Material gewalzte Stiickzahl Umdreh. min-1 Walzzeit Walzkraft Gewindeart Kastenfufi Nummer Type Fordermenge 1/min Nummer | Type Druck (atii) Fordermenge 1/min 2
GWR 80
GAWR 16
Maschinentype UPW 12,5
CD £ о St. 60 09 IV О ooo гг M 52 entf. entf • CD vr чо PO Q ГО H ro ГО g CD vu rv> CD VjJ UPW 25
UPW 50
Werkszeugnis
fiir elektrisdie Ausriistungen
Masdiinen-Typ UPW 25 x 1 00 Kenn-Nr.
Fertigungs-Nr.0Ц22 Giitezeidien ” Q ”
Hersteller VEB Werkaeugmaschinenfabrik Bad Duben
Schaltausriistung Fertigungs-Nr.3
Hersteller PGH Elektro Anlagen Eisenach
Netzspgnnung зео v Frequenz Ц0 Hz
Stromart Drehstrom Lichtspannung 36 V Steuerspan nu ngen uber Steucrtrafo 220 V U. 24 V Die Installation erfolgte nach Stromlaufplan Bausdialtplan-Maschine Bausdialtplan-Schaltausriistung Nr. 9.0240-000:01. -13 Nr. 9.024 0-000;21-13 Nr, 9* *0240-021:21-24 Nr. Nr. Nr.
Motoren Leistung kW Nennstrom A Stromai Leerlauf1) A jfnahme Vollast2) A Bemerkungen
Haupt mo tor 7,5 16,5 8,5-9,? i bei 20-90 U/min
Wernigerode — — Je nach Werkstiick
КМЯ 132 M6
JEjrydraulik 2,05 5,33 3,9 4,4 bei 25 Mp Walzkraft
Thurm
KMR 90 L4
Kuhlmittel 0,16 0,44 0,28 0,32
MEZ Brno Magnet 380 V -v
2C0A2-22
Fortsetzung siehe Ruckseite Priifungen: Hodispannungsprufung: Mit *76 kV, 5Q Hz durdigefiihrt Isolationswiderstandspriifung: Leiter gegen Sdiutzleiter bzw. Masse: Hauptstromleitungen 50 MQ Steuerstromleitungen 50 MQ Cerate, Gesamtmontage und Priifungen entspredien den einschlagigen VDE-Vorschriften bzw. den vorgesdiriebenen Sondervorschriften
_____________________________TGL 200-0501__________________________________________
TGL 200-0655
4 Bei unbelasleter Maschine
*) Bei max. mag I idler Motor-Belastung Z '
19.03*73
Datum
Untersdiriften
«--------------:----------------|------------------------------------------
‘ T - * J *
ашьсоьИрЦ»* W X ?e - ei .
.
1, Bauconaltpl&n, Haschine, (fruxuauschtao *» .’fe •••’•
Hontfsni senega, stroj, afikl&djil etroj *’'.;.;•••&• . X'
Constructional circuit-diagraa, uachlne, bnaic-mroiitho Лл • Пространственная схема, комму таи, станке базовом модели
Bausohaltplan, Elektro^erSteeln'oen Grundci&sehine
MontSziil schema, Hontz's el.prlstroju, sfiklndai stroj
Constructional circult-diagraa, elsctrlc-'.l-QqMipMtat assembly, , 1
basic-aaeoino : . . ' i. ‘
Пространственная схема коммугац. подключен. эвектропркборов, станка базовой модедм
•nusCnaltplan, Stcuertafol, Grundoecchii.e
Mcnt^y i acheoa, Ridicl tabula, sSkladni stroj ' J’ - v ’"/./'
Constructlonal circuit-diagram, control panel, boaic-iaaebino -пространственная схема комнат ди, щит ^пр&влемния, станка базовой недели < J *
> . - ...• \ ' .. : '•
2, * .'• Й
Pripajka па sit •-
МвЬЗ—со плес t ion j
Место для подключен, станка к сети тока
itroralau/plaR ЦР- 25 ,x lOO шЩЛри 12,5 x ?Ul. 3 Bleli
к схеме № fratefrfr-W >6г» 13_________( И 75. Qth39.00* 7 r&’MJ ) BUtt 1
At? J'X ЛИСТ
Лист N-1
4. Streffiialifplan VT-a 25 x 400 wd 12,5 x 70 v p, : A> \*' ’" •
Схема коммутации тока на станках
моделей ПРЛ 25 * /6# и UPW 125 * ТО
2» lfal3«piMel»0to?
Электродвигатель накатных шпинделей
д' 3» Bydraulitaaetar .’ .-<’ . * v^.- . . '^ 'S
Электродвигатель гидроалстемь1
<" 4. ' ' KUblciitielpuape. ' Л ' • .у * ' Л ;
Электродвигатель насоса охлаждающей жидкости
Sustellaagnet Магнит подачи
€♦ finkent at г>т ua >'<' ./ -----
Элементы для устранения помех пт радиопередачи
kinkeluof
Вращение влево
в. <?- Keohtfilauf /л. ^ ...... _
Вращ ение вправо -
9, fljfdravlii< у:' , . • '.
Гидравлика
W01J *tV f>eft-erg, г-е^Ьв^Л 0>егИп 43 *, 3^770,TOR 350Т eilз»
Zu Sti-aalaufplaA W»W 2? x 100 und Vi-'V 1Zt5 x To 3 В?Ш‘ ,.:
Atf 3-X P!A&.
Мист г \
10.
basnet
Магнит
Autowaiil’.
Автоматика
Время накатки
’/achsolzeit ..;; '•-'
Время на замену детали
.3056500056302001065^316 Т212
VtmrnUtilvifiae OihrwUci Besfotf-Nr.
11
3u Stxouleurplan ИГ'.; c5 x 100 uod 0?» 12,5 x ?v UH
к схеме N9 _________?2~. :Т>ЛЗ)
HQ О J\ ЛИС J
I*. El Verrie-c I4.?. riaIzapindaLooЮТ bein binrichten Лист N9 3 der Geb-inderollen
•,ф. ' 42 - Varriefjelua^ talsgpindelaccor bet eatkuppelien
. WaXcsgladH,» . ч V ' \ •’• -qr 3
"- Л' .' Л Д5 Wel^spi/ideiaotor "jiln*
X bink cl a uf I. rz
;• " ? II keohtslauf
£ л ' . tfад 0 Hand I . Autoaatik /'Z
riaia^alt 10 - 110 6 tX'-
*> ;; И 02 »з •. ; D4 " Aus ” ‘ « din * . ” Лия n « «in «J Wai zsp Ind a J t o?y /• ; i pi, • •- * ' . ’Hydrauliktfo^or T? >•- •. ''"ir--
&S * KiS * J 7»uctoll®agnet.
07 yuBachaiter (haIbautoa* Abl&uf)
.' * MotgchaltpT J A"- <
L 1 xiydxaullk ” Sin "
Д’, . •*.!» k ’.Sutrcollnagnet » Kin “ & Iky ’
/4. £7 блокировка главк, а-двигателя при наладке накатных роликов
62 блокировке гмви.э-дмятем когда шпиндели расцеплены
65 Двигатель шпинделей ' В К5"
^57 положен. I вращение влево
положен. Z Вращение вправо
\JS2 положен 0 Ручное управление
положен. I Автоматика
WS3 Время накатки /О - НО сек 7" ^к/аР°цвиг<згель шпинделей
03 " BOiKTI’'
04 " BPJT ^ектродвигетеПь гидросистемы
05 “ВЫКй" Магнит подачи
06 'BW
D7 Кнопка ножная / при роботе не попуевтомагическом цикле
ОЮ Кнопке аварийная
'U лампочка, сигапмзирующоя о ‘ ВКЛ гидросистемы
12 лампочка. сигаПизирующая о ' возбуждении ' магните подачи
1
05/65
MOtJ viv F>e4«tg. Oiexfoo
43 *3 ЧО7ГЮ,ОО8 3501 U U«
2
3
4
3260/01 j
1Ring 6 Stuck Teil 18615-6220'05 (=02)
Oder 2 Stuck Teil 186.15-6220 03 © A' < 4 '/^оАГ
Oder 7 Stuck Teil 186.15 г6220:01 4^-ЭЙГ
Oder 6 Stuck Teil 186.15-6320:05(02) **.^ *.* ’ У*- *e
oder 2 Stuck Teil 186.15-6320'03
oder 7 Stuck Tei / 166.15- 6320 01 2Л Form- it LasMbweidii
ЫШумц нйt8U> 1 g. Etohmgaben g» Ж 25№ bi. 2 »3
Mate e. T.-Aaf. <aitt. TG^jeif yjerktiolf: C45 TGL 6527 Hatbzeug: Rohmasse kg^
- - - 1- ^•mHiioao *0,5 i^e
t- аклгз *O.J «ооо-мЙ^
Beerb. 7.771 Велеапипд: Ku г ven ring Monstab 7-2,5
- Q^*L Stand.дер — Л . ЦЦ
— .. Fed. ten.
Tag Name ... * .. > Sach-Nr. Яед Z&chcn
2 Au^. gKSUlf a-^?T knderung 186.15 - 6220 ert.f.-622 09-11b :09jb 6га. d.
UlltSIU VLVFnibert At30?/№ C fW3i
8505 /У 32-5С5/
DupTrfet d Zgichng И 3 5.5$ “
Wjsjig suuua. x;;;
D3 --7^1»^
<J 0 04 S JO
or?o4
---— -J
“ C/0, i f 7j\1
St!/5/3
VS7/2/9
t. я
. o2 о to
-\>4 sS Jo-
•>l St1f(t!8
Щ 3 JO
Z77
-?>2 b 4 4 S Jo
к г* u
g ZW/1/10(L L1/2/101
04/3/17 05/2/23
03/1/2
Kq?/1/100 4t?11/100 010/2/ 7 Ш/IOL
пг/цз
31tb<
’ e. s a
TV1
5(1/20/1 |
• 02/4/3
Об/г/27
Ш/2/3.
№2/2/2/ ‘/ъг/®
Ci»' --<• suiefiis^ibar^'- f uiiti’i
3chut2/ettung Le/tung loo .
al/e ubngen 12/tunyen
L2/2/105 06/4/24 Pol/WL
Ъ/53/O/f 5 ^51/1/10 k/5<?
Po2/S/h
^l.Uiea\^
DI/l/Ъ
2 d to
рб/2/27
-РоШл.
Рб(цг1
ми ов-оэг! z оо-
г±
1- 5
5- 30
30-100
Baorb.
Gaflrtift
Sload.ff.
Nd A 1,5 grye №t3A1vs NSHAIbr
Auts ’
Ь'аШе
ЖЗИ/О
Wvrkstoff:
UJO k////
.♦ о.1 | т- зоо | t о,5
I ♦ 0,3 ! 300^1000 I + 0.Л
I ♦ 0, J ' 1000-2000 [ t 1,1
5.5.79 .—f
VCB WerAZMg-maiobmanfabuii Bad Duben
HcH>.zng
Benennung:
BausdiQltp/an ^assst - •
Sach-Nr.
9.0220 J021 21-22 ч
Rohmatst
MaBtiab
Hof ~7otfh»o
^6
010/3/18 f sn/ina'
o2 d 1o
S 3с/
'e. $ A
•
Si 1
1
' Ог/6/9
06/2/27
DM/18
D6/3/17 05/2/23 03/1/2
21/Z/L
№2/2/21 Рьг/®
G*<<$
<-htkai. arnuh‘tr>if(H
Sbhuteteitung Leitung IOC . alle ubngen (g/tunyen
D3
^10/2.
o2 6 toot $ Jo
Ког/1/юо Ml/W-010/2/7 L/j 1/106 GrlH/105 /г/г/юз. 06/6/26 Pol/S/tL
W/O/e №1/1/10 g.
Po2lSjh
usz
Sti/a/i, 05/U 18(2
<4 3
06/2/27 jU^/3/23
Рог/AH' \V6/1J21
N-УA1,5 gngc NStJAI^js NSWAlbr
74 ГГ 98-0921
-----TTZ—
Autj., Anacrcng
A'artie
Dup/r^t-d. GbKPng v. 3.5.65 “ .
..... ...-.-...Vy.* । - —^iinn
5(1/6/27
№2/l/2/L
rz Л1 зщю/гк
st 1/5/3
J №1/2/3
02/6/3
^2 о /о-
>4 S Jo-
О//1/ 7(2 06)6/18
06
Ъг s to-
^4 S jq-
o2 о to
>o4 $ Jo-
st!/12/10 5(1/11/16
05
0Ю/6 / 18и
*o? 0 /о-о< S 2°
\ 01
J Sli/4/8
^2 6 to-pi 9 30
Wurksloff:
АЬы. i.Meit е. Т.-Апд. лм.. 7RL г391
5 Н ол j «»• -*» I - o.s х To,i I м-ют ♦ о.а
—-Н — Г-—— - *77
JO-fOO I .‘ О,д ! MO-XOO I «« b«ub.
o^fi 5 5?^
S1e»d.f»p.<
л>»>л*«лм/вЛоА
\4S31HC
If I f <u' «, ^Pol.
Hclbzoug:
Ffohmatst
Beoennunq:
Bauschaltplan _______r-_________________
Saoh'Nr. ‘ «
ЭТ-ЛГ. I .
9.0260-021 21- 26
En.f.
Malittab
-?тсЛ»л
ОШН ОШ!
Ausgabe: Oktober 1965
VEB Getriebewerk Wernigerode
Ersatzteilliste Kettengetriebe
TGL 12932 und TGL 12933
E - 01
Liste besteht aus 4 Seiten
Verbindlich ob Baujahr 1962
Spindelversbellung
HebeLversteUung
Teil-Nr. Stiick Benennung Getriebeausfiihrung
4 Zahnscheibe mit Lamellenkette, Verstellbereich: 2,8 - 3 - 4,5 - 5,6 oder 6
2 2 Spannhebel, komplett
3 4 2 i Pafifeder Lamellenkette
5 4 Kegelscheibe mit Rollenkette, Verstellbereich: 4 — 7 oder 10
6 7 e 2 21) 1 Spannhebel, komplett PaBfeder Rollenkette
9__ IO И 1 1 1 Verstellspindel Spann bock Spann bock mit Spindelverstellung bei: 0 — 1 — 2 oder 3
12 1 Achse mit Hebelverstellung
13 14 2 2 Spannbock Welle bei 4 oder 5 Wellenanordnung nach Kurzzeichen 0-1 od. 2
15 16 1 4 Welle Spannhebelschraube 6 oder 7
17 18 1- 4 Olstandsglas Axial-Rillenkugellager fiir alie Getriebeausfiihrungen
19 20 2 2_ Rillenkugellager Rillenkugellager
Bezugsnachweis: fiir Wolzlager - Staatlicher Handel fiir iibrige Teile — VEB Getriebewerk Wernigerode Angaben bei Ersatzteilbestellung: Benennung und Sach-Nr. des Ersatzteiles, Auftrags- oder Getriebe-Nr. und Baujahr des Getriebes :) Bei BaugroBe 120 — 4 Stuck
Ersatzteilliste zu TGL 12932 und TGL 12933
E - 01
Seite 2
TGL 13821 - Auszug
fur Getrif BaugroBe sbe Verstellbereich Kette Teilung j Gliederzahl
60; 120 10 und 7 10 46
4 48
80; 160 10 und 7 12 52
4 54
95; 190; 257; 270; 295; 354; 10 und 7 14 52
360; 365; 390;’ 455 4 54
124; 248; 324; 448 10 12 76
78
4 80
TGL 13822 - Auszug
fur Getrie BaugroBe be Verstellbereich Kette Teilung | Gliederzahl
80; 160 6 und 4,5 .. 25 25
3 26
95; 190; 257; 270; 295; 354; 3602); 365; 390; 455 6 29
4,5 29 26
3 27
124; 248 324; 448 6 33
4,5 34
3 35
152; 304; 392; 544 6 und 4,5 36 33
3 34
180; 3603); 470; 650 6 39
4,5 40
3 41
215; 430 5,6 und 4,5 47 36
2,8 37
Bezeichnungsbeispiel:
Bezeichnung einer Lamellenkette fur Getriebe von BaugroBe 248 mit Verstellbereich 4,5:
Lamellenkette 29X34 TGL 13822
2) Kettengetriebe TGL 12943
3) Kettengetriebe TGL 12932 bis 12940
Ersatzteilliste zu TGL 12932 und TGL 12933 E — 01 Seite 3
laugroBe 120
Teil Sach-Nr. Teil Sach-Nr. Teil Sach-Nr.
1 entfallt 9 10 12 18 5 17 Reihe P 17/16 x 1,5 GWWN 1507
2 10 10 12 10 5
3 11 10 12 11 5 Reihe R 30/16x1,5 GWWN 1507
4 12 10 15 04 5
5 10 12 01 5 13 10 15 05 5 Walzlager
6 10 13 01 5 14 10 12 02 6 18 511 06 TGL 2986
7 A 6 x 6 x 32 TGL 9500 15 10 12 03 6 19 6202 TGL 2981
8 siehe TGL 13821 16 10 13 08 5 20 6203
BaugroBe 160
Teil Sach-Nr. Teil Sach-Nr. Teil Sach-Nr.
1 81 12 01 5 9 81 12 18 5 1? Reihe P 30/16 x 1,5 GWWN 1507
2 81 13 01 5 10 81 12 10 5
3 A 8x7x130 TGL 9500 11 81 12 11 5 Reihe R 37/16 x 1,5 GWWN 1507
4 siehe TGL 13822 12 81 15 04 5
S 6 11 12 01 5 13 81 15 05 5 Walzlager
11 13 01 5 14 81 12 02 5 18 511 10 TGL 2986
7 11 12 03 5 15 81 12 03 5 19 6204 TGL 2981
8 siehe TGL 13821 16 81 13 08 5 20 6205
SaugroBe 190
Teil Sach-Nr. Teil Sach-Nr. Teil Sach-Nr.
1 82 12 01 5 9 82 12 18 5 17 37/16x1,5 GWWN 1507
2 82 13 01 5 10 82 12 10 5 Walzlager
3 A8x7x 170 TGL 9500 11 82 12 11 5 18 511 10 2986
4 siehe TGL 13822 12 82 15 04 5 19 6305 TGL 2981
5 12 12 01 5 13 82 15 05 5 20 6306
6 12 13 01 5 14 82 12 02 6
7 12 12 03 5 15 82 12 03 6
8 siehe TGL 13821 16 82 13 08 5
BaugroBe 248
Teil Sach-Nr. Teil Sach-Nr. Teil Sach-Nr.
1 83 12 01 5 9 83 12 18 5 17 Reihe P 37/16x1,5 GWWN 1507
2 83 13 01 5 10 83 12 10 5
3 A 12x8x230 TGL 9500 11 83 12 11 5 Reihe R 51/16 x 1,5 GWWN 1507
4 siehe TGL 13822 12 83 15 04 5
5 13 12 01 5 13 83 15 05 5 Walzlager
6 13 13 01 5 14 32 12 02 6 18 511 14 TGL 2986
7 13 12 03 5 15 83 12 03 6 19 6306 TGL 2981
8 siehe TGL 13821 16 83 13 08 5 20 6307
•
Ersatzleilliste zu TGL 12932 und TGL 12933
E —01
Seite 4
BaugroBe 304
Teil Sach-Nr. Teil Sach-Nr. Teil Sach-Nr.
1 84 12 01 5 9 84 12 18 5 17 37/16 x 1,5 GWWN 1507
2 84 13 01 5 10 83 12 10 5 Walzlager
3 A 14x8 x250 TGL 9500 11 83 12 11 5 18 511 14 | TGL 2986
4 siehe TGL 13822 12 84 15 04 5 19 6307 I
5 entfallt 13 83 15 05 5 20 IUL 2981 6308
6 14 84 12 02 6
7 15 16 84 12 03 6
8 . 84 13 08 5
BaugroBe 360
Teil Sach-Nr. Teil Sach-Nr. Teil Sach-Nr.
1 85 12 01 5 9 85 12 18 5 17 37/16 x 1,5 GWWN 1507
2 85 13 01 5 10 85 12 10 6 Walzlager
3 A 18 x 11 x 330 TGL 9500 11 85 12 11 6 18 511 20 TGL 2986
4 siehe TGL 13822 12 85 15 04 5 19 6309 TGL 2981
5 6 entfallt 13 85 15 05 5 20 6310
14 85 12 02 6
7 15 85 12 03 6
8 16 85 13 08 5
BaugroBe 430
Teil Sach-Nr. Teil Sach-Nr. Teil Sach-Nr.
1 86 12 01 5 9 86 12 18 5 17 37/16x1,5 GWWN 1507
2 86 13 01 5 IO 86 12 10 6 Walzlager
3 A 22 x 14 x 390 TGL 9500 11 86 12 11 6 entfallt 18 511 26 TGL 2986
4 siehe TGL 13822 12 13 19 6312 TGL 2981
5 entfallt 20 6314
6 14 86 12 02 6
7 15 86 12 03 6
8 16 86 13 08 5
476 IV 18 3 N330 66
Stufenlos verstellbare Kettengetriebe mit Lamellenkette und selbsttatiger Kettennachspanneinrichtung Bedleaangs- und Wartaagsvorschrift
Januar 1969
Nr. 1
Allgemeines:
Ein Kettengetriebe ist ein D.ehzahl- und Drehmoment-wandler.
Nach dem Baukastensysfem ist es mbglich, das Kettengetriebe beiderseits mil Zahnradanbauten zu kombinieren Seine Lebensdauer und Betriebssicherheit hangt unmutel-bar mi' den von uns vorgesdiriebenen Ptlege- und War-tungsarbeiten zusammen, Werden diese vorgenommen. sind Motorsidierungen auszuschrauben.
Beaditen Sie deshaib nadistehende Hinweise. so ist eine eir.wcndfreie Funktion gewahrleistet.
Kettengetriebe nidit im Stillstand varstellen.
Transport:
Bei Kettengetrieben kleinerer Bauarf ohne Ringschrauben ist ein entsprediend dickes Soil so um dos Kettengetriebe zu schlingen, daB nichts beschadigt werden kann und ein Abgleiten unmbglidi ist An- und Abtriebswellenende durfen zum Transportieren benutzt werden. der Verstellzapfen dagegen nidit. Zum Transport sind alle Ringschrauben gleidizeitig zu benutzen. Dabei ist zu beaditen, daB die Kelten zurSenkrechten einen Winkelvon hodistens45Grad bilden. Die Kettengetriebe sind so zu lagern, daB sie keiner Sdiadigung ausgesefzl sind. Bei ungiinstigen Umwelteinfliissen ist der Korrosionssdiutz der,Getriebe-Innenteile und -AuBenteile erforderlidienfallszu erneuern.
Hinweise fiir die Aufstellung des Kettengetriebes:
Vor der Aufstellung des Kettengetriebes ist der Korrosionssdiutz an Wellenzapfen. FuBflachen und Gehduse-flansdi zu entfernen. Dcnach sind diese blanken Stellen leidit einzufetten.
Die anzusdilieBenden Wellen miissen genau fluditen und in Waage liegen. Fundamente und Stafilkonslruktionen sind kraf-ig und sdiwingungsfrei auszufiihren Vorteilhaft ist die Kraftubertragung mit elastisdien Kupplungen an An- und Abtriebswelle, Wellenverlagerungen vermeiden.
Kleinster AuBendurdimesser von Riemensdieiben 4 x Wellendurdimesser, kleinster Teilkreisdurchmesser von Zahn- oder Kettenrddern 2,5 x Wellendurdimesser. In bei-den Fallen Kraftangrifr auf Mide Wellenende. An- und Abtriebswelle sind mit Zentrierung E TGL 0-332 Bl. 2 ver-sehen. Kupplungen, Scheiben, Zahn- oder Kettenrader, sind unter Benutzung der Gewindezentrierungen auf die Wellenenden aufzuziehen. Aufsdilagen fiihrt zur Besdia-digung der Lager.
Schmierung:
Das Kettengetriebe besitzt Tauchsdimierung. Eine Sdimie-rung samtlicher Gertiebeelemente und Lagerstellen ist gewahrleistet. Kettengetriebe werden ohne OHullung ge-liefert. Fiir die Schmierung hodiwertiges. saurefreies Mineralol, entsprediend unserer Sdimierslofftabelle, ver-wenden. Unsere vertraglich festgelegte Garantie bzw. Ge-wahrleislung ist an die Verwengung dieser oder gleich-wertiger Olsorten gebunden,
Olfiiliurg, Olstand:
Vor Inbetriebnahme ist die Hutkappe aus Kunstsloff am Gehause zu entfernen. In diese Bohrung wird das in der Sfulpschachfel befindliche Olstandsglas eingeschraubt. Vorher ist das Gewinde des Olstandsglases mit einem geeigneten Diditungsmitlel einzustreichen, ouch wenn ein Didiiring mit verwendet wird
Danach ist das Kettengetriebe bis zur Markierung am Olstandsglas mit 01 zu fullen. Dies erfolgt zweckmdBiger-weise durch Entfernen der rot gekennzeidineten Entluf-tungssdiraube oder durch Abschrauben des Wartungs-deckels.
Die Markierung zeigt den Olstand bei ruhendem Keften-getriebe an und ist unbedingt einzuhalten. Zu hoher Ol-stand fiihrt unter anderem zu ubermaBiger Erwarmung, niedrigerem Wirkungsgrad und friihzeitiger Alterung des Oles.
Wahrend des Betriebes ist es mbglich, daB der Olstand im Kettengetriebe von der Markierung am Olstandsglas etwas abweidit. Dies hat keinen EinfluB auf die Sdimie-rung.
FS Nr. 088 436
Telefon: 2472
VEB GETRIEBEWERK WERNIGERODE
Eintauchtiefen der Kegelscheiben fiir Getriebe nach TGL 12932:
BaugroBe 120 160 190 248 304 360 430
Ein-touch-tiefe Achslage horizontal neben-einander 17 21 24 28 34 34 37
horizontal iiber-einander 21 21 24 28 31 34 42
Einlairfvorgang:
Fiir jedes Kettengetriebe empfehlen wir einen Einlauf-vorgang von ca. 200 Stunden. In dieser Zeit soil die Be-lostung allmahlich bis zur vollen Betriebslast gesteigert werden.
Spann hebel
Halte- Spann- Markie- Riegel Hebei Zylinder-platte schuh rung schraube
Olerneuerung:
Sie erfolgt erstmals nach 200 Betriebsstunden (Einlauf-fullung). danach alle 2000 Betriebsstunden. Das Ol isf im betriebswarmen Zustand abzulassen. Dabei ist die unten am Gehause rot marlcierte VerschluBschraube mit Magnetfilter herauszusdtrauben, zu saubern und das Kettengetriebe mit Spiilol (kein Petroleum oder Ollbsungsmittel) sauber auszuspulen. Nach EinfiiHen des Oles ist das Kettengetriebe einige Male im Lauf zu verstellen.
Kettenspannung:
Das Kettengetriebe wird mit richtiger Kettenspannung ge-liefert, ein Nachspannen der Lamellenkette ist nicht erfor-derlich. Bei Kettengetrieben TGL 12932 (Einbaufeil) erfolgt das Spannen der Lamellenkette wie im Abschnitt ..Spannvorgang" beschrieben,
Kettenwechsel:
Die Lamellenkette ist zu wechseln. wenn beide Hebei die Mitte der Markierung (Kerbnagel) erreicht haben. Be-schadigte Lamellenketten sind sofort zu wediseln.
H inweise :
Kettengetriebe auf Mittelstellung einstellen, obenliegen-den Spannhebel abheben und abstiitzen.
Spannscheibe in Richtung ..Losen" bis zum Anschlag dre-hen.
VerschluBstift entfernen (Splint bzw. Sicherungsscheibe ab-nehmen) und neue Lamellenkette anhangen. Beim Her-ausziehen der alten Lamellenkette wird gleichzeitig die neue eingezogen.
В e a c h t e :
Blankgeschliffener Kettenriicken liegt gegen die Gleit-fldchen beider Spannschuhe 1
Abstutzung des Spannhebels entfernen.
S p a n n v о r g'a n g :
Beide Hebei und.Riegel entsprechend Bild einstellen.
Spannscheibe in Richtung ..Spannen" drehen. Dabei ist gleichzeitig das Kettengetriebe von Hand gurchzudrehen. Danach beide Riegel in parallele Lage zur Halteplatte bringen.
Bedingung fiir die Spannung der Lamellenkette:
Von beiden Hebeln mufj sidi wenigstens ein Hebei ca. 1 bis 2 mm bewegen lassen!
Wird dies nicht erreicht. so ist der Spannvorgang zu wie-derholen, vorher Spannscheibe etwas losen.
Gewindestift in Spannscheibe entsprechend Bild eindre-hen. Beide Zylinderschrauben festziehen. Dabei miissen beide Riegel
entgegen der bildlidten Darstellung in paralleler Lage zur Halteplatte bleibenl
Wartung:
Erforderlich ist die Priifung des Olstandes. die rechtzeitige Olerneuerung und die Priifung der Hebelstellung zurMar-kierung. Bei dieser muB der Wartungsdeckel abgeschraubt werden. Sie soil mit der Olerneuerung erfolgen, kann je-doch auch in groBeren Zeitabstanden durchgefiihrt werden, je nach VerschleiB der Lamellenkette.
Ist ein Wellendurchgang nicht mehr oldicht, dann Flansch-lager abnehmen und dessen Rille und Olriiddaufbohrung saubern, keinen Filzring einlegen.
Garantie bzw. Gewahrleistung:
Eingriffe am Kettengetriebe ohne unser Einverstandnis, ausgenommen derjenigen entsprechend Abschnitt Wartung. heben die festgelegte Garantie bzw. Gewahr-leistung auf.
Monteuranforderung:
Diese isf schriftlich an unsere Abteilung Absatz zu richten. folgende Angaben sind erforderlich: Getriebebezeich-nung - Getriebe-Nr. - Baujahr - KettengroBe und wenn moglidi, Art und Ursache des Sdiadensfalles,
Vertragswerkstatt: Transport: Reparation, die auBerhalb der Garantie bzw. Gewahr- Ersatzteile mussen so verpadct und transportiert werden. leistung anfal len, sind mit unserer Vertragswerkstatt doB sie weder ^edianischen noch Witterungsschaden aus- Edims Schmidt. 328 Genthin, gesetz sind’ Georgi-Dimitroff- StraBe 119 Einbau in Kettengetriebe: zu vereinbaren. Sdiutzsdiiditen entfernen, Einbau muB durch Fadikrafle _ .. erfolgen. trsatzteile: Kegelrdder nadi Vorsdirift einsiellen - Walzlager nach Beslellangaben entsprechend Abschnitt Monteuranforde- Richtlinien der Hersteller montieren - Teilfugen saubern rung Oder Ersatzteilliste. bei Lamellenketten genugt die und mit Diditungsmasse einstreidien. Angabe der KetfengroBe. Standardteile nadi DDR- oder Fachbereidis-Standards Einlaufvorgang: sind vom staatlidien Handel zu beziehen. Kettengetriebe mit eingebauten Ersatzteilen moglidist ent- Reparaturanstrich nach GWWN 1600. sprediend Abschnitt „Einlaufvorgang” in Betrieb nehmen
Schmierstofftabelle
Hersteller Schmierol Schmierfett
normale Betriebs-bedingungen Viskositat cSt/°E bei 50 °C uber 35 °C Raumtemperatur Viskositat cSf/°E bei 50 °C Tropfpunkt °C
DDR Getriebeol 4 GL 60 60/7,9 Getriebeol GL 125 125/16,5 Walzlagerfett WZF + k3 TGL 14819 150
Bulgarien Masdiinenol SUB BDS 5006-63 50/6,6 Zylinderol 2 BDS 4981-63 Lagerfett S BDS 1414-53 130
CSSR Lagerol T CSN 65 66 10 55/7,3 Getriebeol PP 13 CSN 65 66 41 120/15,8 Schmierfett V 2 CSN 65 69 15 145
Polen Masdiinenol 6-Z PN-55/C-96071 50/6,6 Transol 80 ZN-64/MPCN/ NV-87 120/15,8 Sdimierstoff LT 3 PN-60/C-96134 170
Rumanien Sdimierdl 108 STAS 383-49 68/9. Sdimierol 114 STAS 383-49 114/15 Sdimiermittel U 85 STAS 562-55 85
UdSSR Industriedl 50 GOST 1707-51 50/6,6 Kompressorendl 12 GOST 1861-54 Universalschmierfett UT-1 GOST 1957-52 130
Ungarn Masdiinenol GT-50 MNOSZ 992-56 50/6,6 Walzlagerfett Zs-130 MNOSZ 13179-55 130
BP AG BP Energol CS 200 70/9.2 BP Energol CS 300 114/15 BP Energrease LS 3 190
Esso AG Teresso 65 65,5/8,6 Teresso 100 129/17 Esso Walzlagerfett 270 165
Mobil Oil AG Mobil D.T.E.Oil Extra Heavy 68'9 Mobil D.T.E.Oil BB 101/13,3 Mobilux Grease Nr. 3
Shell AG Shell Vitrea Oel 41 62/8 Shell Vitrea Oel 72 110/14,5 Shell Alvania Fett 3 190
Die o. g, Schmierstoffe wurden mit dem Technisdien Dienst „Schmierstoffe”, AuBenstelle Magdeburg, abgestimmt. !) Fur Umgebungstemperatur bis —15 °C geeignef, bei niedrigerer Temperafur Riickfrage erforderlidi.
Wissenswertes uber stufenlos verstellbare Kettengetriebe
Tempe ratur :
Wird das Kettengetriebe zu warm, dann Oliemperatur messen. 85'C maximal sind zulassig. Bei hoherer Tempe-ralur ist zu prufen. ob eine Uberlaslung vorliegt. Dies er-folgt entweder durch Mes-en des Leistungsbedarfes bei kleinster und groBter Abtriebsdrehzahl oder durch Messen des Drehmomentes an der Maschinenantriebswelle. Sowed eriorderlich, sind Wirkungsgrode und Betriebsbei-werle von Motor und Kettengetriebe mit zu beriicksich-tigen. Die so ermitfelten Werte durfen nidit grdBer sein als die entsprechenden des Typenschildes.
/*
Verstellung:
LdBt sich das Kettengetriebe im Betriebszustand nidit ver-stellen. dann Lamellenkette herausnehmen und prufen, ob eine Kegelsdieibe auf den Wellen festsitzt. In diesem Fall ist das Kettengetriebe an uns bzw. an unsere Ver-tragswerkstatt einzusenden.
Demontage:
Bei dieser ist zu beaditen. daB alle Teile wieder an glei• cher Stelle und in gleidier Lage montiert werden konnen, evtl. Teile kennzeidinen.
Kegelsdieiben auf den Wellen nidit vertausdien, dem Zahn einer Kegelsdieibe muB die Zahnlijcke der anderen gegeniiberstehen:
Spannbocke auf der Verstellspindel nidit gegeneinander verdrehen. sie sind in gleichem Absland vom Gewinde-anfang angeordnet.
Montage :
Keine besdiadigfen Teile wiederverwenden. Kontakt-flddien der GuBstiicke saubern und mit Diditungsmasse Motodix einstreidien. Lamellenkette nodi Absdinilt „Ket-tenwechsel" Absatz ..Spannvorgang” spannen. Nadi Ol-einfiillung usw , ist das Kettengetriebe wieder betriebs-bereit.
C ~ f У 1
IV 18 15 767 Nv 346 72
Januar 1968
Stufenlos verstellbure Kettengetriebe mit Lamellenkette
Bedienungs- und Wartungsvorschrifi
Nr. 1
Allgemeines:
Das Funktionsprinzip dieses Kettengetriebes ver-wandelt die gleichbleibende Drehzahl seiner An-triebswelle in eine veranderliche Drehzahl seiner Abtriebswelle.
Nach dem Baukastensystem ist es moglich, das Kettengetriebe beiderseits mit Stirnrad- oder Kegelradanbauten u. a. zu kombinieren.
Seine Lebensdauer und Betriebssicherheit hangt unmittelbar mit den von uns vorgeschriebenen Pflege- und Wartungsarbeiten zusammen.
Beachten Sie deshalb nachstehende Hinweise, so ist eine einwandfreie Funktion des Kettengetriebes gewahrleistet.
Transport:
Bei Getrieben kleinerer Bauart ohne Ringschrau-ben ist ein entsprechend dickes Seil so um das Getriebe zu schlingen, daB nichts beschadigt werden kann und ein Abgleiten unmoglich ist. An- und Abtriebswellenzapfen durfen zum Transportieren benutzt werden, der Verstell-zapfen dagegen nicht.
Bei groBeren Bauarten sind zum Transport alle Ringschrauben gleichzeitig zu benutzen. Dabei ist zu beachten, daB die Ketten zur Senkrechten einen Winkel von hochstens 45 ° bilden.
Hinweise
fur die Aufstellung des Getriebes:
Die anzuschlieBenden Wellen miissen genau fluch-ten und in Waage liegen. Fundamente und Stahl-konstruktionen sind kraftig und schwingungsfrei auszufiihren.
Am vorteilhaftesten ist die Kraftiibertragung mittels Kupplungen. Wellenverlagerungen ver-meiden!
Moglichst elastische Kupplungen am An- und Abtrieb verwenden.
Bei Kraftiibertragung iiber Riemen, Keilriemen. kleinste Durchmesser der Riemenscheibe ca 4 X Wellendurchmesscr, bei Zahn- und Kettenradern kleinster Teilkreisdurchmesser ca. 2,5 X Wellen-durchmesser. In beiden Fallen Kraftangriff auf Mitte Wellenzapfen. Die Wellenzapfen an An-und Abtriebswelle des Getriebes sind mit Zen-trierbohrung mit Gewinde nach AN 313219 ver-sehen. Kupplungen, Scheiben, Zahn- oder Ketten-rader, sind unter Benutzung der Gewindezen-trierungen auf die Wellenzapfen aufzuziehen. Aufkeilen fiihrt zur Beschadigung der Lager.
Schmierung:
Das Getriebe besitzt Tauchschmierung. Eine Schmierung samtlicher Getriebeelemente und Lagerstellen ist gewahrleistet. Getriebe werden ohne Olfiillung geliefert. Fur die Schmierung hochwertiges, saurefreies Mineralol — entsprechend unserer Schmierstofftabelle verwenden. Nachstehende Ole sind bei den entsprechenden Betriebsbedingungen zu verwenden. Unsere ver-traglich festgelegte Garantie bzw. Gewahrlei-stung ist an die Verwendung dieser oder gleich-wertiger Olsorten gebunden.
Olfiillung Olstand:
Vor Inbetriebnahme ist die Hutkappe aus Kunst-stoff am Gehause zu entfernen. In diese Bohrung wird das in der Stiilpschachtel befindliche 01-standsglas eingeschraubt. Vorher ist das Gewinde des Olstandsglases mit einem geeigneten Dichtungs-mittel einzustreichen, auch wenn ein Dichtring mit verwendet wird. Danach ist das Getriebe bis zur Markierung am Olstandsglas mit O1 zu fiil-len.
Olfiillung: Bei Getriebeausfiihrung mit nebeneinanderliegenden Wellen durch Entfernen des Wartungsdeckels.
Bei Getriebeausfiihrung mit iibereinanderlie-genden Wellen durch Entfernen der rot markier-ten, oben am Gehause befindlichen Entliiftungs-schraube.
Die Markierung zeigt den 01 s t a n d bei ruhen-dem Getriebe an und ist unbedingt einzuhalten. Zu hoher Olstand ist ebenso schadlich wie zu niedriger. Er fiihrt u. a. zur ubermaBigen Er-warmung des Getriebes, zu schlechtem Wir-kungsgrad und zur friihzeitigen Alterung des Oles.
Wahrend des Betriebes ist es moglich, daB der Olstand im Getriebe von der Markierung am Olstandsglas etwas abweicht. Dies hat keinen EinfluB auf die Schmierung.
Eintauchtiefen der Kegelscheiben:
•) Schlttsselliste
Einlaufvorgang:
Zur Verbesserung der Lebensdauer und Giite des Lamellenkettengetriebes einschlieBlich Zahnrad-anbauten empfehlen wir einen Einlaufvorgang. Als Einlaufzeit sind ca. 200 Stunden vorzusehen. Wahrend dieser Zeit wird das Getriebe anfangs mit geringer Last in Betrieb genommen und die Belastung allmahlich bis zur Bctriebslast ge-steigert. Wahrend der Einlaufzeit soil dem Schmierol eine 5 % Graphitsuspension (erhaltlich bei VEB Minol) als 2 % Zusatz beigegeben werden.
Olerneuerung:
Sie erfolgt erstmals nach 200 Betriebsstunden (Einlauffiillung), danach alle 2000 Betriebsstunden, Dabei ist die unten am Gehause rot mar-kierte VerschluBschraube mit Magnetfilter her-
Femschr.-Nr. 088436
Telefon: 24 72 - 24 74
VEB GETRIEBEWERK WERNIGERODE
auszuschrauben, zu saubern und das Getriebe mit Spiilol (kein Petroleum oder Ollbsungsmittel) sauber auszuspulen. Nach EinfiiHen des Oles ist das Getriebe einige Male im Lauf zu verstellen.
Kettenspannung:
Das Getriebe wird mit richtiger Kettenspannung geliefert Diese ist nach 200, danach alle 2000 Betriebsstunden zu priifen und evtl. zu berich-t;gen. Bei richtiger Kettenspannung muB sich die Kette in ihrer Mittelstellung um das MaB H in Bild 1 anheben und niederdriicken lassen.
7
BaugroBe 0 1 - 3 4 5 6
10 15 20 25 30 50
MaB H bis bis bis bis bis bis bis
15 20 25 30 40 50 60
Bei Uberschreitung der fettged ruck ten Werte ist die Kette nachzuspannen.
Berichtigung der Kettenspannung:
Beach te: Montagearbeiten sowie Priifen und Berichtigen der Kettenspannung nur bei heraus-geschraubter Motorsicherung durchfiihren!
Wartungsdeckel abnehmen. Danach Sicherungs-stift losen und Rastenscheibe drehen bis die er-forderliche Kettenspannung erreicht ist.
Dabei ist gleichzeitig das Getriebe durchzudrehen, damit sich die richtige Kettenspannung einstellt. Sicherungsstift wieder in eine Raste eindrehen.
Auswechseln der Lamellenkette:
Kette ungefahr auf Mittelstellung einstellen. Oberen Spannhebel moglichst weit von Kette abheben und absttitzen. Kette entspannen durch Drehen der Rastenscheibe. Kette aus der Offnung des Wartungsdeckels moglichst weit herausheben. Neue Kette an alte anhangen und mit Heraus-ziehen der alten Kette die neue einziehen.
Beachte: Blankgeschliffene Ketten-seite nach auBen! Kette so zwischen Spannspin-del und Spannschuh durchziehen, daB beide Spannschuhe rich tig auf dem Kettenriicken auf-liegen. Kette nach Vorschrift spannen, dabei Getriebe durchdrehen. AnschlieBend Getriebe kurz-zeitig in Betrieb setzen und danach MaB H noch-mals priifen.
Wartung:
Die Wartung des Getriebes beschrankt sich auf richtige Kettenspannung und richtigen Olstand. ▼ Gute Schmierung und richtige Kettenspannung sind fiir das Getriebe lebenswichtig!
Garantie bzw. Gewahrleistung:
Eingriffe — mit Ausnahme der Berichtigung der Kettenspannung — am Getriebe ohne unser Einverstandnis heben die gesetzlich bzw. vertraglich festgelegte Gewahrleistungsfrist oder Garantie-verpflichtung auf. MuB trotzdem aus einem Grunde ein Eingriff vorgenommen werden, so ist bei Wiederzusammenbau auf saubere Dichtungs-flachen und gute Neuabdichtung zu achten. Wenn Demontage oder Montage nicht klar, Monteur anfordem.
Monteuranforderung:
Monteuranforderung schriftlich oder mittels Femschreiber (FS-Nr. 08 8436) an unsere Abtei-lung Absatz unter Angabe der Getriebe-Nr., Kurzbezeichnung und Baujahr It. Typenschild, rich ten.
Reserveteile:
Erfordcrliche Bestcllangaben
Kurzbezeichnung, Getriebe-Nr., Baujahr entsprechend Leistungsschiid sowie Zeichnungs-Nr. nach VerschleiB- bzw. Ersatzteilliste. Bei Ketten geniigt die Angabe der KettengroBe.
Normteile nach DDR- oder Fachbereichsstan-dards werden von uns nicht geliefert.
Reparaturanstriche nach GWWN 1600
Transport
Teile miissen so verpackt und transportiert werden, daB sie weder machanischen noch Witte-rungsschiiden ausgesetzt sind.
Einbau in vorhandene Getriebe
Einbau muB durch Fachkrafte erfolgen. Eventu-elle Schutzschichten entfernen. Teile durfen beim Einbau nicht. beschadigt werden. Nicht aufschla-gen. alles aufziehen, drticken. pressen.
Kegelrader nach Vorschrift einstellen.
Walzlager erwarmen auf etwa 80 0 C. dann auf-schieben, Teilfugen saubern und wieder gut ab-dichten.
Inbetriebsetzen
Vor der regularen Einlaufzeit muB zum Ein-laufen der neuen Teile wie folgt verfahren werden :
a) Einlauf 2 Stunden ohne Belastung mit Dreh-sinnwechsel.
b) Einlauf 6 Stunden mit etwa 25% Teillast und Drehsinnwechsel, wobei bei Neueinbau von Stim-radern die Glattung der Zahnflanken und das Tragbild zu beobachten ist.
Die Olfiillung zum Einlauf der Ersatzteile soli nach der zusatzlichen etwa 8stiindigen Einlaufzeit abgelassen und das Getriebe gereinigt werden. Erst dann kann die Olfiillung (Einlaufful-lung) erfolgen.
Schmierstofftabelle
Schmier- Raumtemperatur Ol-/Fettsorte Viskositat
stoff 0 E bei ° C cSt
Schmier- 61 -20 °C bis + 10°C Synthetisches Kaltemaschinenbl TGL 14637 4,5/50 33
+ 10 ° C bis + 35 ° C V 75 TGL 9822 8-11/50 75
+ 35°C bis +45 °C V 115 TGL 9822 15/50 115
iiber 45 ° C V 155 TGL 9822 18/50 155
Schmier-fett bis 70 0 C Walzlagerfett G 3 TGL 14819 Tropfpunkt 140 °C
Schliisselliste:
BaugroBe: 60 80 95 120 124 152 160 180 190 215 248 257
Schliisselzahlen: 0 1 2 0 3 4 1 5 2 6 3 2
BaugroBe: 270 295 304 324 354 360 360 Reihe PAZ und LPAZ
Schliisselzahlen: 2 2 4 3 2 5 2
BaugroBe: 365 390 392 430 448 455 470 544 650
Schliisselzahlen: 2 2 4 6 3 2 5 4 5
Wartungskarte: ’*
Gctriebe-Nr.:
Olwedisel vorgenommen
Kettenspannung gepriift
Datum H (mm) Name Datum 01 Name
Liter Sorte
В 1 h- I
*) Unsere Garantie- bzw. Gewahrleistung wird vom ordnungsgemSBen Ausfullen der Wartungskarte abhangig gemacht.
Nv 763-68 9. IV 27-1 1539
Jaekllate
TR ' 1j - teobj.ik Xrfttrt W; ^ugmaecMrien/abrlk B?d Dllbea
ВА-Nr 0931 К 021 20037/8
7OG75/C- 860051305/8-
. '.ЮООО-44
64/33793
Werb^x 6422
Verpackun^Scirtt Uste
9 94O,
*й/(
Gese~Gc\;lah'ti netlo; 2,3% kg brutto: 3-150 E
Be ze ia Iw. ui. g St uck-
ir_c* Si^niertmc ssuhl
I n h a 1 t
Qewicht kj Abtieeeuag de 1
b^aito net to Kelli
;//u Stanko» 44 jort
64/33798 Ж 30075/6 ik*or..i~Nrc
9407b
Profile аХздкасскшй 3ZJ5O
Model’L 25 X 100
iftu9z2
1 SteckschluEsel M 73 x 2
1 " < SV. 30
1 Sechskantschliiesel 14
1 Rin^achlUssel gekropxt S.7 14
1 Eaadkiirbel
4 Dietunsring® 10 ms breit
2 g T 20 лип ”
2 " 30 as ”
2 t? 40 ski rt
2 ” 50 mn ”
игл-жмг»--ш*ж>-л »?>**>• «с.1 v»a^rwч. %. — .
2,853 1800 x 1450
s 1550 mn
Sonde subehora
> - W* —ЫМАЛ 3. «4.*ме*
1 Wcr к Btilcka ullage
• •••a eaavaaaaaaaeaaaa•*••••••*•«•
G AR ANTIE-ERKLARUNG
VEB KOMBINAT ORSTA - HYDRAUUK Betrieb Industriewerke Karl-Marx-Stadt
□RS TA?
hitdraulik
c
•!
Zahnradpumpe einstromig Zahnradpumpe mehrstromig Zahnradpumpen-Kombination
TGL 10859
8
G. Gronn.r, Haho ill 10 ? KV 2210/71
о
a>
” Bauform und NenngroBe:
° Werk-Nr.: №№/7.7
u*
о Gerat ausgeliefert: 8
y-i
Diese Garantieerkldrung ist untrennbore Anloge zur Mangelruge.
Das Erzeugnis ist von unserer
• Endkontrolle gepriift und entspricht den
* verbindlichen TGL und den
giiltigen Qualitatsforderungen.
! tko
Gcrontiexoik s
Fur die umseitig aufgefuhrten Gerote gilt, sofern vertraglich keine anderen Versin-barungen bestehen, eine Garantiezeit von 12 Monaten ob Inbetriebnahme, hoch-stens jedoch JQ Moncrt® ab V/erksous-Iteferung.
Fur den Elektromotor ist die vom E-Mo-torenherstelle; festgelegte Garantiezeit verbindlich.
Garantiebedingungeni
1. Als Nachbesserungs- bzw. Ersatzlei-stungsfrist gelten vier Wochen als ver-einbart.
Soweit die Eigenart des Erzeugnisses eine langere Nachbesserungsfrist be-dingt, ist dies zwischen Lieferbetrieb u. Besteller gesondert zu vereinbaren.
2. Der Lieterbetrieb ist berechtigt, die Riickgabe der reklamierten Erzeug-nisse innerhalb einer Frist von dre» Monaten nach Ersatzleistung zu ver-iangen.
3. Der Kunde ist verpflichtet, die vom Herstellerwerk herausgegebene
e
Betriebsanleitung mit den einzelnen Abschnitten:
Technische Daten, Einbourichtlin-ie, Inbetriebnahme, Wartung und Lagerung exakt einzuhalten.
Fur den Elektromotor ist die Montage-Bedienungs- und Warlungsvorschrift des E - Motoren - Herstellers verbindlich.
4 Eingriffe in das Gerat diirten nur mit schriftlicher Genehmigung unseres Kundendienstes vorgenommen werden.
5 Die schriftliche Mangelriige muB ent-halten:
a. Typenbezeichnung
b. Werk-Nr. und Baujahr
c. vermutliche Defektenursache
d. Betriebsdauer
VEB KOMBINAT OR ST A - H YDRAUUK
Betrieb I ndustriewerke Karl - Marz *S.tadl
9030 Karl-Marx-Stadt, Zwickauer Str. 221
Postfach 58 - Drahtwort: Indastriewkkmst Telex! 7-133 - Ruf: 3930
МП
t,
QUALITATS- UNO GARANTIEERKLARUNG
fnEZ>
ELEKTROTAUCHPUMPE TYP 2 COA 2
Fertigungs- Nummer:
3154917
Diese Elektrotauchpumpe ist zur Forderung von Fliissigkeiten wie Kiihl- und Schneidemulsionen und Schmierole mit Viskositat max. 150 cSt (20®E) bestimmt.
Das Erzeugniss ist nach den Bestellunterlagen gefertigt warden. Die zur Herstellung verwendeten Werkstoffe entspre-chen den zur Zeit giiltigen CSN-Normen.
Das Erzeugniss ist nach den CSN-Normen mechanisch und elektrisch gepriift warden und entspricht den technischen Bedingungen.
Die Garantie betragt 12 Monate ab Inbetriebsetzungstag, jedoch hochstens 15 Monate ab Auslieferungstag.
Die Reparaturen werden in der DDR von Produktionsgenossenschaft des Handwerks „1. Mai", Radeburger Strasse 12 durchgefiihrt.
828 Grossenhain»
Brno den 1 Z X* 71
Leiter/der Giitelontrplle -
Z *
IO narodni podnik
Jilkova 124. Brno 15 - CSSR
Ml
OroFia 07 3687-69
r
Datum
» c Э Oi 5 I « 2 t •
Eingang Datum
К* 14МП»
GARANTI E-ERKLARUNG
VEB KOMBINAT ORSTA-HYDRAULK
etrieb Industriewerke Kad-Morx-Stadt
SnhnradpuHipe ND 6,3 TGL 1?-74?40?
Baureihe: 3W 1,6
NenngroBe:
Werks-Nr.: 2 8 G /
Gerat ousgeliefert: Seu
Diese Oarantieerklflrung ist unUennbore Anlage zur Mdngelrdgel
Dos Erzeugnis itt von unseret Endkontfolle gepruH und •ntspricht den verbindlichen TGL und den giiltigen Quolitdtsforderungen.
TKO
Garantiezeit
Fur die Zahnradpumpe gilt, soweit vertraglich keine ande-ren Vereinbarungen bestehen. eine Garantiezeit von 12 Mona-ten ob Inbetriebnahme. hoch-stens jedoch 18 Monate ab Werksauslieferung.
Garantlebedingungen
1. Als Nachbesserungs- bzw» Er-satjleistungsfrist gelten 4 Wochen als vereinbart. Soweit die Eigenart des Erzeugnisses eine langere Nachbesserungs-frist bedingt, 1st dies zwischen Lieferbetrieb und - Besteller gesondert zu vereinbaren,
2. Der Lieferbetrieb ist berechtigt die Ruckgabe der reklamierten Erzeugnisse innerhalb einer Frist von 3 Monaten nach Er-satjleistung zu verlangen.
3. Der Kunde ist verpflichtet, die vom Herstellerwerk herausge-gebene Betriebsanleitung mit den einzelnen Abschnitten
Technische Beschreibung und -Daten, Einbau- und Betriebs-hinweise, Wartung und Logerung zu beachten und exokt einzuhalten.
4. Eingriffe in das Gerat durfen nur mit sdiriftl. Genehmigung unseres Kundendienstes vor-genommen werden.
S. Die schriftL Mangelriige muB enthalten:
a) Typenbezeidhnung b) Werk-Nr. und Baujahr c) vermutl. Defektenursadie d) Betriebsdauer
VEB KOMBINAT ORSTA-HYDRAUUK Betrieb Industriewerice Karl-Marx-Stadt
9030 Karl-Marx-Stadt, Zwickcuer Str. 221 Postfach 58 • Drahtwort; Industriewkkmst Telex: 7-133 • Ruf: 3930