/


























































































































































Text
вс-зимин
СТЕКЛОДУВНОЕ
ДЕЛО
и стеклянная аппаратура
для физико-химического
эксперимента
6П7.3
УДК 666.1.037,8:541.1
3,62
В. С. ЗИМИН
3,62 Стеклодувное дело и стеклянная аппаратура для физико-
химического эксперимента. Лк, «Химия», 1974
328 с.; 11 табл.; 195 рис.
Книга содержит описание приемов обработки простого и
кварцевого стекла на пламени газовых горелок и изготовле-
ния стеклянных заготовок и деталей, способов спаивания
стекол разных марок и стекол с металлами, приемов работы
на горизонтально-заварочном и шлифовально-полировальном
станках. Большое внимание уделено технике изготовления
стеклянных приборов для физико-химических исследований.
В ней кратко описаны целесообразная планировка, оснащение
и оборудование производственных помещений стеклодувных
мастерских.
Книга рассчитана на широкий круг читателей, желающих
приобрести навык стеклодувного мастерства, стать стеклоду-
вами профессионалами, а также на стеклодувов, уже знако-
мых с основными приемами работы со стеклом, но желающих
совершенствоваться в своем искусстве. Опа также будет
весьма полезна широкому кругу научных сотрудников, аспи-
рантов, студентов, лаборантов и инженеров, повседневно в
своей работе использующих стеклянные приборы и аппара-
туру, конструирующих и собирающих эти приборы, сталки-
вающихся с необходимостью реставрировать вышедшие из
строя детали и установки, и поэтому желающих изучить ос-
новы стеклодувного дела.
6П7.3 + 541
3 20507-025
3 050 (01)-73 25 74
© Издательство «Химия», 1974 г,
ОТ АВТОРА
Стеклодув — название профессии, оно довольно точное и гово-
рит само за себя, то есть это человек выдувающий различные
изделия из размягченной массы стекла. В зависимости от специ-
фики работы со стеклом профессия стеклодувов делится на не-
сколько направлений: стеклодувы-выдувальщики, работающие
непосредственно у стекловаренных печей и выдувающие из раз-
мягченной массы стекла изделия при помощи стеклодувной
трубки; стеклодувы, делающие художественные изделия из стекла;
стеклодувы-рекламщики, искусно изгибающие стеклянные трубки,
которые используются для изготовления светящихся реклам;
стеклодувы-станочники, работающие на специальных станках;
стсклодувы-аппаратурщики, создающие сложнейшие стеклянные
приборы для научно-исследовательских институтов и лабораторий,
и другие. Стеклодувов почти всех направлений объединяет одно —
это умение обрабатывать разогретую массу стекла, удерживая ее
в руках и успевая делать из нее изделия нужной формы, пока она
мягкая и податливая.
В настоящей книге описываются приемы и техника изготовле-
ния стеклянных приборов и аппаратуры на пламени газовых го-
релок стеклодувами-аппаратурщиками.
Обработку стекла на пламени газовых горелок издавна при-
нято называть стеклодувным делом. Об истории стеклодувного
дела в дореволюционной России литература располагает весьма
скудными сведениями. В первой книге по стеклодувному делу
Д. И. Дьяконова и В. В. Лермантова «Обработка стекла на
паяльном столе», вышедшей в 1892 году, авторы приводят рас-
сказ бывшего кустаря-стеклодува М. Г. Орлова:
«Дело начиналось с 1848 года. В Корчевском уезде
Тверской губернии существовал стекольный завод, на ко-
тором заправилами были французы. Для гомеопатиче-
ской аптеки в Москве понадобились трубочки для крупи-
нок, француз взялся их приготовлять и показал приемы
ученику, Григорию Семеновичу Орлову, отцу рассказ-
чика. Работа производилась на масляной лампе, сделан-
ной из опрокинутой реторты, с помощью паяльной труб-
ки: надо было дуть ртом и, когда трубка нагревалась,
скорее бросать дутье и раздувать работу. Потом это
1
3
дело перешло на Круговской завод кн. Менщиковых, и
мало-помалу до 500 семейств кустарей в г. Клину и
окрестностях стали им заниматься Паяльные трубки
были постепенно заменены мехом, а масло — салом, ке-
росином и. лучше всего, парафином; где можно, рабо-
тали па газе».
Из рассказов стеклодувов явствует, что практически до конца
восьмидесятых годов прошлого столетня главенствующую роль в
стеклодувном деле занимали приезжие иностранные мастера,
имевшие свои мастерские или работавшие при крупных в то
время научных центрах. Естественно, они не могли полностью
обеспечить все возрастающий спрос на стеклянные лабораторные
изделия, поэтому в последующие годы прн крупных стекольных
заводах стали организовываться отдельные цехи, выпускавшие
лабораторные изделия. Наряду с этим в больших городах откры-
лись несколько мелких частных мастерских, выпускающих отдель-
ные стеклянные изделия для различных лабораторий и медицин-
ских учреждений.
За годы Советской власти в связи с бурным развитием науки
и техники и открытием многих научно-исследовательских инсти-
тутов были организованы крупные предприятия по выпуску лабо-
раторной посуды и стеклянной аппаратуры. Самые крупные из
них — заводы «Светлана» и «Дружная горка» в Ленинграде,
«Химлаборпрнбор» в Клину, «Победа труда» в Казани. Наряду
с этим при научно-исследовательских институтах были созданы
стеклодувные мастерские, оснащенные современным оборудова-
нием. Выставки стеклянных лабораторных приборов и установок,
организуемые в нашей стране, демонстрируют искусство современ-
ных стеклодувов. Многие работы стеклодувов отмечены награ-
дами ВДПХ Приборы, изготовленные в стеклодувных мастерских
в СССР, неоднократно экспонировались на международных вы-
ставках и получали высокую оценку экспериментаторов разных
стран.
Однако несмотря на большой интерес ученых и специали-
стов— стеклодувов к этому замечательному искусству, книг по
стеклодувному делу очень мало и написаны они в основном уче-
ными или инженерами, но не мастерами-стеклодувами. Из всех
известных книг самой удачной, пожалуй, следует считать книгу
С. Ф Веселовского «Стеклодувное дело», вышедшую в 1952 году.
Эта книга — первая, написанная профессионалом — стеклодувом.
Хочется верить, что появятся новые книги, в которых мастера-
стеклодувы напишут новые страницы о прекрасном и еще во
многом загадочном материале — стекле, об искусстве работать
с ним.
Отсутствие специальной литературы, обучающей стеклодув-
ному мастерству и описывающей тонкости работы со стеклом,
можно объяснить тем, что до недавнего времени стеклодувному
4
юлу младшее поколение обучалось у старшего непосредствен по
у стеклодувной горелкн. Искусство владеть размягченным стеклом
передавалось буквально нз рук в руки, мастера не имели образо-
вания. Теперь в нашей стране подавляющее большинство сте-
клодувов имеет законченное среднее образование, а нередко и
высшее.
Приборы и установки значительно усложнились, и для их вы-
полнения надо не только в совершенстве владеть стеклодувным
мастерством, но и уметь читать чертежи, пользоваться справоч-
ными таблицами, счетными и измерительными приборами, знать
основы химии, физики, механики и сопротивление материалов,
уметь работать на сверлильном, шлифовально-полировальных и
других станках. Кроме того, необходимо быть выносливым, силь-
ным и ловким, так как мастеру-стеклодуву в своей работе, особен-
но при изготовлении сложных крупногабаритных установок из туго-
плавкого стекла, приходится затрачивать очень много энергии, да
и раздувают стеклянную размягченную массу и теперь в основном
ртсм, тонко улавливая и ощущая каждое малейшее изменение
стекла. Мастер-стеклодув должен к тому же быть и ювелиром, так
как изготовление приборов для микро- и ультрамикроисследований
требует тончайшей и очень точной работы.
В предлагаемой читателю книге сделана попытка обобщить
многолетний опыт стеклодувной мастерской, ныне именуемой от-
делом приборов стекла и кварца Научно-исследовательского фи-
зико-химического института им. Л. Я- Карпова, куда автор при-
гнел 27 лет назад еще пятнадцатилетним подростком. В настоящее
время в этой мастерской создана своеобразная школа масте-
ров стеклодувного дела, которая вырастила ряд высококвалифи-
цированных стеклодувов, таких как А. Н. Боровицкий, В. И. Ва-
хурнн, А. И. Журавлев, А. А. Лебедев, А. П. Молчанов, Б. И. Пет-
рухин, В. П. Панфилов, А. И. Шарков и других. Многие приемы,
разработанные ими и внедренные в практику стеклодувного дела,
описаны в этой книге. В работе над книгой автор также широко
пользовался имеющейся литературой по обработке стекла.
Безусловно, приемы обработки стекла, описанные в предла-
гаемой книге, и техника изготовления некоторых приборов не яв-
ляются эталоном. Каждый мастер-стеклодув по-своему индиви-
дуален и пользуется своими особыми, выработанными им на
практике и поэтому присущими только ему приемами обработки
стекла.
Из книги можно почерпнуть сведения об устройстве и оснаще-
нии производственных помещений стеклодувных мастерских, о со-
временных инструментах по обработке стекла, основные сведения
о стеклах.
Отдельные главы посвящены изготовлению вакуумноплотных
спаев различных металлов со стеклом, обработке кварцевых сте-
кол, технике изготовления стеклянных крупногабаритных деталей
на горизонтально-заварочном станке. Одна из самых больших
Б
глав посвящена технике изготовления стеклянных приборов для
физико-химического эксперимента.
Автор надеется, что и эта книга окажет посильную помощь
в освоении стеклодувного дела как стеклодувами, так и многими
научными работниками, студентами, аспирантами, работающими
со стеклянными приборами.
В заключение автор хочет выразить глубокую благодарность
своим учителям, замечательным мастерам-стеклодувам Б С. Бе-
лину, И. А. Изотову, П. М. Мокрову, инженерам Ю Д Борза-
кову, Н. А. Елохину, Ю. С. Звенигородскому за помощь и ценные
советы в подборе материала для книги, а также ее составлении.
Автор выражает благодарность всем сотрудникам НИФХИ
им. Л. Я. Карпова, помогавшим ему в нелегком авторском труде
и поддержавшим его во время работы над книгой. Автор выражает
глубокую благодарность члену-корреспонденту АН СССР К. В. Чму-
тову за ценные советы, высказанные при просмотре рукописи.
В. С Зимин
ГЛАВА I
СВОПСТВА СТЕКЛА
§ 1. Стекло
Стекло — один из прекраснейших материалов, изобретенных
еще 3000 лет до нашей эры. Несмотря на «солидный возраст», оно
до сих пор честно служит людям, с каждым годом открывающим
в нем новые качества. Стекло — это красивые дома и сверхпроч-
ные материалы, художественные изделия и ткани. Это один из
материалов, которым никогда не перестанут любоваться люди.
Оно незаменимо в быту и лабораторной практике О стекле напи-
сано сотни книг, проведены и проводятся научные исследования,
но до сих пор нет точного определения термина «стекло».
Комиссией по терминологии при Академии наук СССР дается
определение, которое может быть отнесено к любой стекловидной
системе: «Стеклом называются все аморфные тела, получаемые
путем переохлаждения расплава, независимо от их химического
состава и температурной области затвердевания, и обладающие
(в результате постепенного увеличения вязкости) механическими
свойствами твердых тел, причем процесс перехода из жидкого со-
стояния в стеклообразное должен быть обратимым».
В стекловидном (аморфном) состоянии могут находиться ве-
щества как естественного происхождения, так и полученные искус-
ственно. К естественным стеклам относятся: вулканическая магма,
пемза, смолы (янтарь, шеллак и др.). Искусственные неорганиче-
ские стекла — переохлажденные расплавы, в состав которых вхо-
дят окиси кремния, бора, фосфора, щелочных и щелочноземельных
металлов.
Исходными материалами для получения искусственной сте-
кольной массы являются кварцевый песок (SiO2), кальцинирован-
ная сода (Na2CO3), поташ (К2СО3), сульфат натрия (Na2SO4),
мел и известняк (СаСО3), карбонат магния (MgCO3), доломит
[CaMg(CO3)2], карбонат бария (ВаСО3), натриевая (NaNO3) и
калиевая (KNO3) селитры. В некоторые сорта стекол вводят
окись алюминия (А12О3), окись свинца (РЬО) и окислы других
металлов.
Основным компонентом стекла является двуокись кремния
(SiO2)—кремнезем, температура плавления которого равна
1728 °C. Содержание окиси кремния в стекле составляет 50—85%,
а в кварцевом стекле 98,8—99,9%. Содержание других компонен-
тов, входящих в состав стекол, приведено в таблицах 1 и 2.
Цветные стекла получают, вводя в шихту окислы или другие
соединения разных элементов, например для окраски стекла в
7
Таблица 1, Состав (в вес. %) некоторых химнко-лабораторных и электровакуумных стекол, выпускаемых
промышленностью в СССР *
Марка стекла SiO2 В2О3 A12O3 СаО MgO ВаО LijO Са Fo (Р2О5) Na2O К2О Fe2Oa
№ 23 68,4 2,7 3,9 8,5 — — — — 9,4 7,1 —
23-М (ХУ-1) 68,4 3,4 4,2 8,5 — — — — 9,0 6,5 0,1
№ 29 68,8 — 3,7 7,5 3,5 3,5 — — 10 3,0 0,2
АМ-К 71,5 — 1,3 7,2 3,0 1,5 — — 14,5 1,0 0,2
П-15 (пирекс) 80,64 12 2,0 0,36 — — — — 4,0 1,0 —
ДГ-2 75 3,25 7,9 — — 4,8 0,5 1,75 6,8 — —
С-5 (кварцевое) 99,5 — — — — — — — — — —
С40-1 (ЗС-11) 74,8 18,0 1,4 — — — — — 4,2 1,6 —
С48-1 (ЗС-8) 66,5 23,0 3,0 — — — — — 3,7 3,8 —
С49-1 (ЗС-5) 67,5 20,3 3,5 — — — — 8,7 — —
С-49-2 (ЗС-5К) 68,2 19,0 3,5 — — — — — 4,8 4,5 —
С50-1 25,0 30,0 20,0 — — 25 — — — — —
С50-2 7,0 35,0 23,0 6,3 14,2 — — (Р2ОЧ—14,5) — — —
С50-3 67,5 20,3 3,5 — — - — 8,7 — —
• См. также Приложение в конце книги.
1 ии.гица 2. Состав (в вес. %) некоторых стекол, выпускаемых за рубежом
Тип, марка стекла SiO2 А12О3 В2О3 СаО MgO РЬО ВаО ZrO2 ZnO Na2O К2О РезОз
Тюрингенское (ФРГ) 68,74 3-4 — 6,2-8 — — — — — 12-18 0-8,5 — —
Унихост (ЧССР) 68,9 3,9 — 5,5 2,9 — — — — 17,8 1,3 — —
АН (ЧССР) 70,7 4,2 2,3 7,0 — —’ — — — 13,9 1,9 — —
Х8 (Англия) 69,2 3,5 1,2 5,8 3,6 — — — — 16,0 0,9 — —
Мурано X (Италия) 67,0 6,7 3,0 4,3 — — — — — 19,0 — — —
Содоизвестковое (ЧССР) 71,0 0,85 — 7,7 3,8 — 0,5 — — 15,5 — —
Сиал (ЧССР) 75,0 6 7 1,7 — — 4,3 — — 6,5 — —
Симакс (ЧССР) 79,0 3 11,9 — — — — — — 5,5 — —
Палекс (ЧССР) 70,84 4,48 6,31 4,17 2,02 — — — 2,62 8,37 0,99 0,36 —
Лабораторное (ГДР) 69,0 4,90 4,3 4,50 — — 3,5 — 5,5 8,6 — — —
Ветхайм ам Майн 69,25 5,96 8,56 0,99 0,45 — 3,63 — — 8,57 2,25 0,33 —
1447 Ш (ГДР) 64,3-64,7 4-7 8,7-12,0 0,1-0,6 — — — — 10-12 7-9,7 — — —
G20 (ФРГ) 74,7-75,7 4,3-6,2 7,0-8,7 0,75-1 — — 3,5-4,2 — — 6,5-7,5 — 0,1-0,3 —
52 (ГДР) 76,6 3 6 — — — 3 3 — 8 — — —
Корнинг (США) 80,0 2,71 11,31 0,76 — — — — —' 4,74 0,35 — —
Совирель (Франция) 80,0 2,25 13,0 — — — — — — 3,50 1,15 0,05 —
Разотерм (ГДР) 78,25 2,74 12,18 0,85 — — — — — 5,39 0,41 — —
Дюран 50 (ФРГ) 79,69 3,10 10,29 0,77 0,87 — — — — 5,20 — — —
Гнзиль (Англия) 80,6 2,70 12,20 0,12 — — — — — 4,15 — — —
-Монаке (Англия) 74,66 3,89 13,44 0,75 0,49 — — — — 5,89 0,79 — —
синий цвет вводят соединения кобальта (Со), в зеленый — окись
хрома (Сг20з), в фиолетовый — соединения марганца (Мп), в ру-
биновый— закись меди (Си2О) или металлическое золото (Au).
Варят стекло в специальных печах при высоких температурах.
Во время варки стекла происходят сложные химические и физи-
ческие процессы, в результате которых шихта, претерпевая ряд
изменений, превращается в осветленную и однородную стекло-
массу.
Процесс стеклообразования начинается при достижении 1200—
1240°С. В заводских условиях стекло варят при 1400—1450°С;
осветление стекломассы происходит при 1500 °C. Особые сорта
стекла варят при еще более высокой температуре (до 2000°C).
§ 2. Физические свойства
Физические свойства стекла зависят от его химического со-
става, условий варки и последующей обработки. Стекло не имеет
определенной точки плавления. Оно переходит в жидкое состоя-
ние постепенно, становясь мягче при повышении температуры.
Часто применяют термин «температура размягчения» стекла
(в последуюших главах им приходится пользоваться). По-види-
мому, эта температура лежит выше температуры отжига стекла,
но сама по себе эта величина—довольно неопределенна.
Важнейшими свойствами стекла, определяющими условия его
варки и дальнейшей обработки, являются вязкость и поверхност-
ное натяжение.
Вязкость. Свойство жидкостей (а также газообразных и твер-
дых тел) оказывать сопротивление их течению—перемещению
одного слоя относительно другого — под действием внешних сил
называют вязкостью и обозначают т]. Таким образом, вязкость
характеризует внутреннее трение, поэтому это свойство часто
называют внутренним трением. Вязкость—понятие, обрат-
ное текучести (подвижности, ползучести). Количественно эту
величину выражают силой, действующей на единицу площади
соприкосновения двух слоев, которая достаточна для поддержа-
ния определенной скорости перемещения одного слоя относи-
тельно другого. В системе измерения СГС вязкость измеряется в
пуазах; пуазы принято обозначать П: 1 пуаз = 1 дина-секунда/сан-
тиметр = 100 сантипуаз = 106 микропуаз или 1П = 1 дн-с/см =
= 1 г/(см-с) = 102 сП = 106 мкП. В единицах измерения СИ вяз-
кость выражается в паскаль-секунда (Па-с) : 1П — 0,1 Па-с.
Вязкость стекла в обычных условиях равна 1013—1015 П (или
10*2—Ю’4 Па-с) При нагревании вязкость стекла уменьшается,
оно делается более мягким и тягучим, так что его можно фор-
мовать. подвергать тепловой обработке.
Обрабатывать на пламени стеклодувных горелок можно
только размягченное стекло, вязкость которого лежит в интер-
вале от 103 до 104П. Механическое формование стекла произво-
дят при температуре 800—1100°C и вязкости 104—4-Ю3 П.
10
При остывании стекло вновь твердеет. Температура, при кото-
рой вязкость стекла достигает 1013П, называется температу-
рой стеклования.
Кривая изменения вязкости с уменьшением температуры дол-
жна быть относительно пологой, т. е. вязкость не должна изме-
няться слишком резко. В зависимости от вида кривой «вязкость —
температура» стекла делят на «длинные» (пологая кривая) и
«короткие» (более крутая кривая) К «длинным» стеклам отно-
сятся сравнительно легкоплавкие стекла — свинцовые, № 23, мо-
либденовые и др.; к «коротким» — стекла типа «пирекс». Самым
«коротким» стеклом является кварцевое.
При быстром изменении температуры в стекле возникают не-
равномерные внутренние напряжения. Такое стекло очень не-
прочно и легко растрескивается. Напряжения в стекле снимают
путем отжига. Для этого изделия помещают в печь в зону с тем-
пературой на 20—30 К (градусов) ниже температуры стеклова-
ния, выдерживают при этой температуре некоторое время, а за-
тем медленно охлаждают. Естественно, чем меньше вязкость
стекла, тем меньше нужно его нагревать, чтобы снять внутренние
напряжения.
Поверхностное натяжение. Поверхность любой жидкости, а сле-
довательно и расплавленной стекломассы, всегда стремится со-
кратиться за счет сил, которые называют силами поверхностного
натяжения. Чтобы увеличить поверхность, требуется затратить
работу. Размер этой работы, отнесенный к единице поверхности,
называют поверхностным натяжением и обозначают о.
В системе единиц СГС эту величину измеряют в динах на санти-
метр (дин/см), в СИ — в ньютонах на метр (Н/м); 1 дин/см =
= 1 10~3 Н/м. Поверхностное натяжение стекла равно 220—-
—380 дин/см (0,22—0,38 Н/м) и зависит от его химического со-
става. При введении в состав стекла окисей алюминия (А12О3) и
магния (MgO) его поверхностное натяжение увеличивается, а при
введении окисей калия (КгО), натрия (Na2O), бария (Ва2О3) и
фосфора (Р2О5) — снижается. Поверхностное натяжение умень-
шается при повышении температуры.
Чем больше поверхностное натяжение стекла, тем труднее его
обрабатывать и тем сильнее приходится нагревать его (до более
высокой температуры) стеклодуву при обработке (выдувании,
осаживании, сгибании и др.).
§ 3. Механические свойства
Плотность. Плотность (р) определяется отношением массы
тела к его объему. В системе единиц СГС ее измеряют в граммах
па кубический сантиметр (г/см3), в СИ — в килограммах на
кубический метр (кг/м3) : 1 г/см3 = 1 103 кг/м3. Плотность стекла в
швисимости от его состава может иметь значение от 2,2 до
7 г/см3.
11
Упругость. Упругостью называют свойство тела принимать свои
первоначальные размеры п формы, измененные под воздействием
каких либо внешних усилии, после снятия этих усилий. Однако
это свойство проявляется у тел до тех пор, пока приложен-
ные усилия не превышают некоторого предельного значения (пре-
дела упругости), при ко юром тела теряют способность быть
упругими.
Потеря упругости у разных материалов проявляется по-раз-
ному: одни после снятия усилия остаются деформированными
(так называемая остаточная деформация), другие при
достижении предела упругости разрушаются. Первые ма-
териалы называются пластичными, вторые — хрупкими.
Стекла относятся ко второй группе материалов.
Хрупкость. Хрупкость — состояние материла, в котором под дей-
ствием внешних сил материал совсем не проявляет остаточной
деформации (или последняя очень мала) и разрушается. Боль-
шая хрупкость стекла весьма ограничивает его применение. Хруп-
кость увеличивается, если стекло неоднородно по составу или тол-
щине, если в нем имеются вкрапления инородных тел, пузырьков
воздуха, если поверхность его поцарапана.
Материал можно вывести из хрупкого состояния, изменив
внешние условия. Например, хрупкое при обычных условиях
стекло становится пластичным при нагревании. Другие мате-
риалы будучи пластичными при обычных условиях, становятся
хрупкими при понижении температуры. Так, резина при охлажде-
нии становится хрупкой и легко разбивается. Таким образом,
одни и те же материалы при разных условиях могут находиться
или в хрупком, или в пластичном состоянии Этим пользуются
при формовке и обработке стекла, при изготовлении из него раз-
ных деталей и приборов. Различные сорта стекла при этом тре-
буется нагреть до разной температуры.
В зависимости от состава стекла делятся на тугоплавкие (типа
«пирекс» и кварцевые) и легкоплавкие (свинцовое, электродное,
№ 23). При работе первые приходится нагревать до 1800 °C
и применять специальные паяльные горелки с подачей воздуха
и даже кислорода в пламя, для обработки вторых иногда доста-
точно температуры пламени обычной газовой горелки.
Твердость. Твердость — сопротивление поверхностных слоев
материала местным деформациям. Обычно она оценивается сопро-
тивлением вдавливанию индикатора (шарика, конуса и т. п.).
Существует также шкала твердости, предложенная ЛАоосом и на-
званная его именем. Эта шкала составлена из ряда материалов,
которые расположены по увеличению твердости, причем каждый
последующий царапает предыдущий. В этой шкале каждый ми-
нерал имеет свой номер, характеризующий его относительную
твердость. Самый твердый из них — алмаз — имеет № 10, ко-
рунд— № 9. Твердость всех других материалов оценивается
в сравнении с твердостью десяти эталонных минералов. Стекло
12
(н зависимости от его состава) по шкале Мооса обладает твер-
1<>сгыо 5—7, т. е. это весьма твердый материал.
Наиболее твердыми являются кварцевые стекла и стекла типа
пирекс».
Прочность при сжатии и при растяжении. Прочность — сопро-
i явление материала разрушению. Она характеризуется преде-
1ом прочности, который определяется наименьшим усилием,
юйствующнм на единицу площади, вызывающим разрушение
материала. В единицах СГС эта величина измеряется в динах на
\вадратный сантиметр (дин/см2), в единицах СИ — в паскалях
(На): 1дин/см2 = 0,1 Па.
Предел прочности при сжатии определяется силой сжатия, пре-
юл прочности при растяжении — силой растяжения.
Стекло довольно прочный материал, причем его прочность за-
висит от состава и метода обработки. Прочность при сжатии сте-
кол разного вида находится в пределах от 5 до 200 кГ/мм2, т. е. от
1,9-10° до 19,6-10° дин/см2 или 4,9-108— 19,6-108 Па. Чтобы по
пять, насколько прочно стекло, можно для сравнения привести
значение прочности при сжатии чугуна 60 4-120 кГ/мм2 (т. е.
5,88-109 4- 11,76-10® дин/см2 = 5,88-108 4- 11,76-108 Па) и стали
200 кГ/мм2 (19,6-109 дин/см2 = 19,6-108 Па).
Предел прочности стекла при растяжении в 15—20 раз меньше
предела прочности при сжатии и составляет 3,5—10 кГ/мм2
(3,43-108 4-9,8-108 дин/см2 = 3,43-107 4-9,8-107 Па).
Прочность при изгибе. При изгибе стекло испытывает действие
н растягивающих, и сжимающих сил. Прочность стекла при из-
гибе определяют, положив свободно концы стеклянного стержня
па две опоры и постепенно повышая нагрузку в середине его
вплоть до разрушения стержня. Прочность стекла при из-
гибе меньше прочности при растяжении (10 4-25 кГ/см2 = 9,8 X
X 10’4-24,5-107 Па), поэтому участки в местах изгибов трубок и
отделки дна заготовок (плечики) должны быть утолщены
§ 4. Термические свойства
Часто пригодность стекол для изготовления того или иного
прибора, работающего в определенном интервале температур,
уценивают по термическим свойствам стекол: теплоемкости, теп-
юпроводности, термическому расширению и термостойкости.
Теплоемкость. Теплоемкость материала равна отношению коли-
чества теплоты, сообщенной ему, к происшедшему при этом изме-
нению температуры материала.
Различают удельную и мольную теплоемкость. Удельная теп-
лоемкость— это количество теплоты, которое необходимо сооб-
щить единице массы материала (вещества), чтобы его темпера-
typa изменялась на 1К (градус), мольная теплоемкость — это ко-
личество теплоты, которое необходимо сообщить 1 моль вещества
13
для изменения его температуры также на 1К. В единицах, осно-
ванных на калориях, удельная теплоемкость измеряется в
кал/(г-К) или в ккал/(кг-К), в единицах системы СГС —
в эрг/(г-К), в единицах СИ —в Дж/(кг-К); 1 кал/(г-К) —
= 1 ккал/(кг-К) = 4,1868-107 (эрг/(г-К) = 4,1868-103Дж/(кг-К).
Удельная теплоемкость стекла равна 0,08—0,25 кал/(г-К), или
334,9—1004,8 Дж/(кг-К) и зависит от его химического состава.
Чем больше стекло содержит окислов тяжелых металлов, напри-
мер ВаО, РЬО, тем хуже теплоемкость стекла и тем больше по-
требуется тепла, чтобы нагреть стекло до заданной температуры.
Стекла, в состав которых входят окпслы легких металлов, напри-
мер Li2O, обладают большей удельной теплоемкостью.
Теплопроводность. Способность материала проводить тепло,
т. е. его теплопроводность, оценивается коэффициентом теплопро-
водности (?.), который численно равен количеству тепла, перено-
симому на определенное расстояние (толщину, длину) через еди-
ницу поверхности сечения за единицу времени при разности темпе-
ратур в 1 К. Коэффициент теплопроводности (X) измеряется в
кал/(см-с-К) или в СГС — в эрг/(см-с-К), а в СИ — в Вт/(м-К):
1 кал/(см-с-К) = 4,1868-107 эрг/(см-с-К) = 4,1868-102 Вт/(м-К).
Стекло плохо проводит тепло, его коэффициент теплопровод-
ности равен 0,0017—0,0032 кал/(см-с-К) или 7—14 Вт/(м-К).
Нагретые стекла очень медленно остывают, о чем следует помнить
при обработке стекла. Кроме того, вследствие малой теплопро-
водности стекла при формовке из него деталей и пайке на до-
вольно небольших участках стеклянных изделий создается боль-
шой перепад температуры, а следовательно, в стекле возникают
внутренние напряжения и хрупкость его значительно увеличи-
вается.
Тепловое расширение. Все твердые тела при нагревании расши-
ряются, т. е увеличиваются в объеме. Стекло является изотроп-
ным материалом — при нагревании оно изменяется в объеме во
всех направлениях одинаково.
Тепловое расширение обычно характеризуют коэффициентом
теплового расширения (а). Под коэффициентом теплового рас-
ширения понимают увеличение длины образца при нагревании
его на 1 К, отнесенное к длине образца до нагревания.
При выполнении стеклодувных работ это свойство стекла сле-
дует учитывать. Например, нельзя спаивать стекла, значительно
различающиеся коэффициентами термического расширения, так
как спай при охлаждении обязательно треснет. Особенно важно
правильно подбирать стекло, если его надо спаять с металлом'
(см. гл. VII). В таблице 3 приведены значения коэффициентов
термического расширения и других физических характеристик не-
которых стекол, применяемых в стеклодувных работах.
Термостойкость. Способность вещества (материала), не растрес-
киваясь, выдерживать резкие температурные перепады называется
термостойкостью. Термостойкость стекла в основном зависит от
14
шачения коэффициента термического расширения, т. е. от его
сорта (химического состава). Кроме того, термостойкость зависит * * * § *
Таблица 3. Физические свойства некоторых химико-лабораторных
и электровакуумных стекол, выпускаемых промышленностью СССР
(См. также Приложение в конце книги)
Марка стекла Температура отжига, °C Температура размягчения. °C Коэффициент термического расширения* Показа- тель пре- ломления Плотность **, Г/см3
№ 23 567 602 93 10’7 1,5145 2,50
23-м (ХУ-1) 570 600 92- 10-7 — —
№ 29 540 603 86- 10-7 1,5145 2,54
лм-к 550 597 92-10-7 1,5145 2,49
П-15 (пнрскс) 560 620 29 • 10"7 1,4875 2,25
ЛГ-2 550 635 50- 10~7 1,4875 2,43
С5-1 (кварцевое) — 1250 5,8- 10~7 — 2,2
С40-1 (ЗС-11) 520385 620 40- 10-7 — 2,2
C48-I (ЗС-8) 500-360 555 48- 10-7 — 2,55
С 49-1 (ЗС-5) 540-510 580 49- 10”7 — 2,29
С49-2 (ЗС-5К) 535—410 585 49- 10-7 — 2,29
С50-1 575—430 620 50 • 10“7 — —
С50-2 — — — — —
• Линейный коэффициент термического расширения в диапазоне температур 20 — 400 °C.
** Приведена плотность в единицах системы СГС; в единицах СИ плотность выра-
жается в кг/мЗ; 1 г/смЗ = 1ОЗ кг/мЗ, т. е. плотность стекла № 23 будет равна 2,50-103 кг/мЗ.
от наличия в стекле включений инородных тел, трещин, пузырь-
ков воздуха, царапин, т. е. пороков, размера и формы изделий.
Хорошо отожженное стекло более термостойко, нежели напряжен-
ное стекло. К наиболее термостойким стеклам относятся прежде
всего кварцевые стекла и стекла типа «пирекс».
§ 5. Оптические свойства
Оптическим стеклом называют однородное, прозрачное, бес-
цветное или специально окрашенное неорганическое стекло.
Оптические свойства характеризуются показателем преломле-
ния и коэффициентом дисперсии стекла. Подробно со свойствами
оптических стекол можно познакомиться, прочитав специальную
литературу. Оптические стекла изготавливаются промышленным
способом и в данной книге ни методы их получения и шлифовки,
ни свойства не будут рассматриваться. В последующих главах
будут описаны лишь приемы впаивания оптических стекол в соот-
ветствующие стеклянные лабораторные приборы и их детали
(гл. IV и XII).
15
§ 6. Электрические свойства
Стекло при обычных условиях, т. е. в твердом состоянии, яв-
ляется изолятором, и эта его особенность широко используется.
Например, металлические контакты — вводы — в приборах впаи-
вают непосредственно в стекло. Однако в расплавленном состоя-
нии стекло проводит электрический ток. При повышении темпе-
ратуры по мере размягчения стекла электрическое сопротивление
его уменьшается, причем у разных стекол по-разному. Наиболь-
шим электрическим сопротивлением обладают стекла с неболь-
шим содержанием ионов щелочных металлов (особенно натрия),
а также стекла, содержащие малоподвижные ионы (свинец,
барии).
Удельное электрическое сопротивление в единицах СП выра-
жается в Ом-м (и в кратных им единицах). В таблицах чаще
всего приводят удельное объемное сопротивление стекол при тем-
пературах 100, 250 и 350°C. Кроме того, приводят температуру,
при которой удельное объемное сопротивление стекла становится
равным 100 МОм-см (или 1 МОм-м); условно эту температуру
обозначают Ти— 100.
Способность стекол изменять электрическое сопротивление при
нагревании используют для пайки с помощью токов высокой ча-
стоты. Этот метод особенно удобен для пайки и монтажа крупно-
габаритных стеклянных изделий. Разогрев до размягчения спаи-
ваемые участки изделия газовой горелкой, подводят ток высокой
частоты и «сваривают» детали.
Это свойство стекла всегда необходимо учитывать при изго-
товлении электродов, монтаже электровводов и т. п (см § 41).
Если в стекло впаяны металлические вводы, то они являются
электродами конденсатора, где стекло — диэлектрик. На обклад-
ках конденсатора рассеиваемая за счет диэлектрических потерь
электрическая энергия переходит в тепло.
Часто напряжение тока, подаваемого на контакты, достигает
десятков киловольт, а поэтому всегда существует опасность пере-
грева стекла между контактами. При этом стекло может стать
проводником, произойдет замыкание или частичный электролиз
стекла. Силикаты (соли натрия, калия, кальция и др ), входящие
в состав стекла, подвергаются электролизу при наложении раз-
ности потенциалов, в результате чего нарушается однородность
состава стекла, ухудшаются его свойства. Кроме того, при про-
пускании больших токов через вводы вдоль впаянных металли-
ческих электродов появляются пузыри (в результате разложения
солей и выделения газов), образуются трещины, нарушается ва-
куумная плотность спая. Признаком, по которому можно обнару-
жить начало электролиза, является изменение цвета спая, а в
свинцовых стеклах — выделение металлического свинца (дендри-
тов) на поверхности электродов (их почернение).
16
Электролиз стекла усиливается с возрастанием разности по-
тенциала на вводах (даже при сравнительно невысокой темпера-
туре спая металл — стекло) и с увеличением температуры.
При этом стекло в результате перегрева может размягчиться
и, если прибор работает при пониженном давлении, место ввода
контактов деформироваться под действием атмосферного давле-
ния, возможна даже разгерметизация прибора.
Учитывая все сказанное, при монтаже прибора следует тща-
тельно подбирать нужные сорта стекла. Чем больше диэлектри-
ческие потери, тем больше возможен перегрев. Диэлектрические
потери прямо пропорциональны частоте переменного тока и про-
изведению тангенса угла диэлектрических потерь на диэлектри-
ческую проницаемость материала. Последнее произведение носит
название коэффициента (фактора) потерь. Для впаивания
электродов следует подбирать стекла с наименьшим коэффициен-
том потерь, для использования стекла в качестве диэлектрика —
с наибольшим удельным сопротивлением. Так, наибольшим элек-
трическим сопротивлением обладают свинцовые (с содержанием
окиси свинца — 30%), боросиликатные (ДГ-2, Спал), типа
«пирекс», алюмосиликатные и кварцевые стекла.
Очень важно также знать и поверхностное сопротивление
стекла. Это свойство определяется состоянием поверхности
стекла — загрязненности и адсорбированной пленки воды. Стекла,
содержащие большое количество ионов щелочных металлов, легко
сорбируют водяные пары и двуокись углерода, содержащиеся в
воздухе. При этом на поверхности стекла образуется «карбонатная
пленка», являющаяся проводником электричества, в резуль-
тате чего поверхностное сопротивление стекла уменьшается. По-
верхностное электрическое сопротивление стекла может умень-
шиться и в результате загрязнения поверхности стекла частичками
веществ, пыли
Такое загрязненное с поверхности стекло делается проводником
электричества, а не изолятором.
§ 7. Газопроницаемость и обезгаживание стекол
При определенных условиях стекла обладают газопроницае-
мостью, т. е. газы способны диффундировать через стекло. Это свой-
ство стекла становится заметным при разности давления по обе
стороны стеклянной стенки не менее 106 торр. (1 торр = 1 мм
рт. ст. = 133,322 Па*.)
Наибольшей проницаемостью через стекло обладают гелий и
водород, причем скорость проникания водорода через стекла на
порядок ниже, чем у гелия. Для аргона, кислорода и азота стекла
* Паскаль — единица измерения давления в СИ,
17
можно считать непроницаемыми, так как проницаемость этих
газов в 105 раз меньше проницаемости гелия.
Газопроницаемость стекол зависит от рода газа, состава сте-
кла, температуры нагрева и толщины стенок. Чем плотнее струк-
тура стекла и чем больше молекула газа, тем меньше газопрони-
цаемость.
Наибольшей газопроницаемостью обладает кварцевое стекло
(плавленый кварц); его газопроницаемость приблизительно в
3-102 раза больше, чем других стекол. Проницаемость кристалли-
ческого кварца в 107 раз меньше, чем плавленого.
Интересно познакомиться с проницаемостью гелия через стен-
ки колб (объемом — 300 см3, с поверхностью 100 см2 и толщиной
стенки 1 мм), изготовленных из разных сортов стекла. Если при
температуре 25 °C начальное давление в колбе было 10 16 торр, то
при топ же температуре давление повысится до 10~е торр в колбе
из плавленого кварца спустя трп дня, из стекла «пирекс» — через
месяц, а в колбе из известково-натриевого стекла и других сте-
кол— лишь спустя долгое время.
Газопроницаемость уменьшается при увеличении толщины стен-
ки и понижении температуры.
Стекла способны также адсорбировать и абсорбировать (рас-
творять) газы. Поглощение газов стеклом зависит и от вида газа,
и от сорта стекла, а кроме того, от условий получения и хранения
стекла.
Растворение газов и связывание их стеклом в основном проис-
ходит в процессе его изготовления. «Насыщение» стекла водой на-
блюдается при длительном хранении его во влажной среде. Такая
вода находится в основном в поверхностном слое и при нагревании
до 450 °C удаляется из него. Выделение воды при нагревании резко
снижается, если стекло предварительно протравить плавиковой
(фтористоводородной) кислотой.
Выделение газов из стекла при нагревании можно наблюдать,
например, при перепайке пламенем горелки стеклянных пере-
тяжек (штенгелей) на работающем под разрежением приборе.
При этом вакуумно-ионизационный манометр показывает умень-
шение разрежения в вакуумной системе, так как газы, содержа-
щиеся в стекле, выделяются в откачиваемый объем. В таких
случаях сначала происходит удаление воды, затем сорбированной
двуокиси углерода (углекислого газа). Подобные явления из-
меняют условия эксперимента и при высоких требованиях к их
постоянству вчияют на результаты исследований Поэтому стек-
лянные детали после монтажа сложного вакуумного прибора
обезгаживают. Для этого их прогревают под вакуумом при доста-
точно высоких температурах, но ниже температуры отжига стекла
приблизительно на 100 °C.
Стеклянные приборы и коммуникации из стекол, работающие
при низких давлениях (под вакуумом), должны находиться при
комнатной или более низких температурах.
18
§ 8. Химическая стойкость
Стекло — химически довольно стойкий материал. Кислоты, за
исключением плавиковой и фосфорной, практически не действуют
на стекло. Однако нет таких стекол, которые бы совсем не реаги
ровали с водой и щелочами. При длительном воздействии щело-
чей на стекло происходит его выщелачивание, изменение состава,
вида и свойств. При действии воды происходит гидролиз стекла,
в результате которого некоторое количество щелочи и других рас-
творимых компонентов переходит в воду; их можно определить
титрованием 0,01 н. НС1 Чем больше кислоты пошло на титрова-
ние, тем менее стойким к воздействию воды было стекло.
По отношению к действию воды стекла делят на пять гидро-
литических классов.
К классу I относят стекла, практически неизменяемые водой
(на титрование 1 л воды идет 0—0,32 мл 0,01 н. НО), к классу V —
неудовлетворительные стекла (на титрование идет 6,5 мл и более);
к классу II относятся устойчивые стекла (0,32—0,65 мл); к клас-
су III — твердые аппаратные (0,65—2,8мл); к классу IV — мягкие
аппаратные стекла (2,8—6,5 мл).
Большинство силикатных стекол, выпускаемых промышленно-
стью, относятся к границе классов II и III или к началу класса III.
Наибольшей химической стойкостью по отношению к воде и
кислым агрессивным средам обладает кварцевое стекло, но по от-
ношению к щелочам оно тоже малоустойчиво, как и другие сте-
кла. Например, при воздействии на кварцевое стекло концентри-
рованной НС1 (плотностью 1,19 г/м3 )в течение 120 ч при 20 °C
потеря в массе стекла составляет 25 мг/см2, а при действии на
то же стекло 1%-ного раствора NaOH в течение того же времени
и при той же температуре потеря в массе составляет 160 мг/см2.
(Наиболее подробно о кварцевом стекле см. в гл. XII.)
Таким образом, химическая стойкость стекла в первую очередь
определяется его составом: стекло химически более стойко с боль-
шим содержанием малорастворимых окислов алюминия, бора,
цинка, свинца, магния и менее стойко с большим содержанием
хорошо растворимых окислов щелочных и щелочноземельных ме-
таллов.
Однако химическая устойчивость стекла зависит и от его об-
работки Так, она повышается после выдувания стекла из стекло-
массы, а также после отжига в печах, атмосфера которых содер-
жит сернистый ангидрид. Это объясняется тем, что при высокой
температуре (выдувания или отжига) между соединениями
щелочных металлов, входящими в состав стекла, и газами, содер-
жащимися в окружающей стекло атмосфере, протекает реакция,
причем лишь на поверхности стекла.
Этот процесс условно называется обесщелачиванием поверхно-
сти стекла.
19
§ 9. Стекло для стеклодувных работ
С текла, используемые для изготовления лабораторных прибо-
ров и аппаратов, должны обладать высокой химической стойко-
стью, термостойкостью и в то же время должны легко обрабаты-
ваться на пламени стеклодувных горелок. В зависимости от
термостойкости стекол их и классифицируют. При этом за основу
принадлежности стекол к определенной группе берут коэффи-
циент теплового расширения. Строгой классификации стекол по
термостойкости не существует, но очень удобна в стеклодувном
деле условная классификация стекол по термостойкости, предло-
женная С. К. Дуброво. Согласно этой классификации, все стекла
можно разделить на четыре группы.
Первая группа — стекла, обладающие сравнительно невы-
сокой термостойкостью. Коэффициент теплового расширения их
колеблется в пределах (70 -е- 90) 10~7 1/К в интервале 20—400°C.
Такие стекла содержат 67—69°/о окиси кремния и 12—18% окислов
щелочных металлов. К этой группе стекол можно отнести: № 23
(з-д «Дружная горка»), ХУ-1 (химически устойчивое, з-д «Лабор-
прибор»), немецкое тюрингенское, Унихост (ЧССР), Х8 (Англия),
Мурано X (Италия), свинцовые стекла и некоторые другие.
Стекла этой группы сравнительно легкоплавки, поэтому обра-
ботку их следует вести очень тщательно, периодически обогревая
на пламени обрабатываемые изделия. Обработку производят на
«мягком» пламени горелок с небольшой добавкой кислорода, а
иногда и без кислорода. Легкоплавкие стекла наиболее склонны
к «расстекловыванию», т. е. во время длительного прогрева на
пламени горелки из верхних слоев стекла частично «выжигаются»
окислы щелочных металлов (окислы натрия или калия). Стекло
в месте нагрева теряет прозрачность и становится мутным, а по-
сле остывания шероховатым на ощупь. Избавляются от этого
«подсаливанием» пламени, для чего вводят в пламя горелки
марлевый тампон (помазок), смоченный насыщенным раствором
поваренной соли. Соль, оседая на расстеклованный участок раз-
мягченного стекла, возвращает ему первоначальный вид.
Особое внимание следует уделять обработке свинцовых сте-
кол, так как при длительном прогреве в пламени они чернеют в
результате восстановления металлического свинца. Чтобы этого
не произошло, обработку свинцовых стекол производят в окисли-
тельной зоне пламени (см. гл. III). Почернение свинцовых стекол
может происходить и при длительном нагревании их электро-
обогревателями в присутствии кислорода.
Вторую группу составляют стекла с повышенной термо-
стойкостью. Значение коэффициентов теплового расширения их
лежит в пределах (50 65) -107 1/К. Они содержат от 72 до 76%
окиси кремния, 6—10% окиси щелочных металлов и 3—8% окиси
бора. К этой группе можно отнести стекла: молибденовые, ДГ-2
(«Дружная горка-2»), Спал (Чехословакия), Иенатерм (ГДР),
20
G20 [Schott Meinz (ФРГ)] и др. Стекла этой группы наиболее ши-
роко используются для изготовления приборов и вакуумных ком-
муникаций в цельнопаяных лабораторных установках.
В нашей стране наибольшей популярностью пользуются мо-
либденовые стекла. Название молибденовые они получили благо-
даря замечательному свойству — давать вакуумноплотный спай с
металлическим молибденом. Молибденовые стекла по своим хи-
мическим свойствам уступают другим стеклам: они менее стойки
по отношению к кислотам, воде и щелочи. Однако они малогазо-
проницаемы и легко поддаются обработке. Они нашли применение
в разных отраслях промышленности, например в электроваку-
умной. При длительном храпении в складских неблагоприят-
ных условиях молибденовые стекла способны к кристаллизации.
Молибденовые стекла не выдерживают очень длительного на-
гревания в пламени, а в местах спаев могут мутнеть, приобретая
коричнево-белесый или темно-коричневый оттенок. По-видимому,
при высокой температуре и воздушно-кислородном дутье проис-
ходит окисление некоторых окислов металла, входящих в состав
стекла. Ликвидировать помутнение невозможно, поэтому обра-
ботку такого стекла на пламени горелок следует вести быстро.
В последнее десятилетие Институтом химии силикатов и заво-
дом «Дружная горка» разработано новое отечественное стекло
ДГ-2 (первоначальное название АТ-24). Стекло получило высо-
кую оценку как по легкости стеклодувной обработки и податли-
вости, так и по качеству изделий из него. Оно прекрасно обраба-
тывается на газовых горелках, обладает большей термостойко-
стью, чем молибденовые стекла, но меньшей, чем стекла типа
«пирекс». Стекло ДГ-2 не мутнеет при длительной обработке в
пламени, прекрасно спаивается с молибденовыми стеклами и
стеклами Спал и G20, стойко к щелочам, кислотам и воде.
Согласно данным С. К. Дуброво, трубки из стекла ДГ-2 (тол-
щина стенок 3 мм) выдерживают довольно большое давление и
растрескиваются при следующих условиях:
Диаметр трубки, мм..... 28 20 17,9 17,3
Предельное давление, Па (ат) 539- 10'(55 ) 490- 10'(50) 617-10' (63) 735- 10'(75
Думается, стекло ДГ-2 найдет широкое применение в стеклодув-
ных работах. По свойствам оно сходно со стеклом Сиал (ЧССР).
Стекла Иенатерм (ГДР) и G20 (ФРГ) по термостойкости пре-
восходят перечисленные выше; химическая стойкость их по отно-
шению к кислотам, щелочам и воде больше даже, чем у стекол
типа «пирекс», отнесенных к третьей группе. Однако обрабаты-
вать эти стекла в пламени горелки значительно труднее, чем мо-
либденовые, ДГ-2 и Сиал; при нагревании они довольно быстро
мутнеют («выгорают»). Изделия из них после изготовления необ-
ходимо более тщательно и длительно обогревать на бескислород-
ном пламени горелки, чем все остальные стекла. Иенатерм спаи-
вается с молибденовыми стеклами и стеклом третьей группы Дю-
21
ран 50 (Schott Meinz) простым спаем (трубки с трубкой), по-
этому его часто используют как «переходное» стекло для спайки
частей прибора, изготовленных из стекла второй группы, с частя-
ми прибора из стекла третьей группы (типа «пирекс»).
Третья группа — стекла с высокой термостойкостью. Ко-
эффициент теплового расширения их равен (32 -j- 49) 10-7 1/К-
Обычно это высококремнеземистые малощелочные боросиликат-
ные стекла типа «пирекс»: термостойкое (з-д «Победа труда»),
Симакс (ЧССР), Разотерм (ГДР), Дюран (ФРГ), Гизиль и Фол-
никс (Англия), Термисил (ПНР), Корнинг (США) и др.
Стекла типа «пирекс» были запатентованы в 1915—1919 гг.
сотрудниками фирмы «Corning» Сулливаном и Тейлором, но в
дальнейшем «пирексовые» стекла нашли широкое распростране-
ние во многих странах мира под разными названиями. Эти стекла
обладают высокой химической стойкостью по отношению к воде
и кислотам. Обработка таких стекол в пламени стеклодувных
горелок требует высокой температуры пламени ~800 °C, поэтому
обработку (особенно крупногабаритных изделий) часто произво-
дят на горелках, предназначенных для кварцевого стекла (так
называемые кварцедувные горелки).
Некоторые «пирексовые» стекла при длительном нагревании
кристаллизуются и мутнеют, на поверхности изделия появляются
«морщинки». Избавиться от кристаллизации, если она произошла,
практически невозможно. Так как обработку таких стекол ведут
при высокой температуре, происходит выделение некоторых ком-
понентов стекла, поверхность изделий при этом покрывается сла-
бым белым налетом, который легко снимается при протирке изде-
лия. Наличие налета способствует ускорению кристаллизации
стекла, поэтому после подготовки (раздутия) заготовок из «пирек-
совых» стекол, предназначенных к повторной обработке в пламе-
ни, с них следует снять белый налет, тщательно протирая поверх-
ность чистой влажной марлей или бязью.
Несмотря на высокую термостойкость «пирексовые» стекла
требуют соблюдения всех правил обработки стекол па стеклодув-
ных и кварцедувных горелках (обогрев, отжиг и т. д.).
Четвертая группа — особо высокотермостойкие стекла
типа кварцевого, коэффициент теплового расширения их состав-
ляет 6-10 71/К. Они содержат 98,9—99,9% окиси кремния. Под-
робно о стеклах четвертой группы рассказано в гл. XII. О .спаива-
нии стекол с металлами см. гл. VII.
§ 10. Исходные материалы для стеклодувных работ
Исходным материалом для всех стеклодувных работ служат
специальные стеклянные заготовки, выпускаемые стеклозавода-
ми,— трубки разного диаметра с разной толщиной стенок. Такие
трубки называют дротом. К заготовкам относятся стеклянные па-
лочки диаметром от 10 до 20 мм, широкие цилиндры или баллоны
22
диаметром 150—200 мм с разными очертаниями дна и разной дли-
ны, капилляры с различной толщиной стенок и разным внутренним
тиаметром (от 0,1 до 2 мм), барометрические трубки внутренним
диаметром от 2 до 4 мм, крановые трубки с толщиной стенок
4—5 мм и диаметром до 30 мм, шаровые заготовки в виде колб
различной емкости с необработанными горловинами и др.
Стеклянные заготовки тщательно отбраковываются отделом
технического контроля предприятия. Однако необходимо знать
пороки (пузыри, камни, крупка, пена, свили) стеклянных загото-
вок (рис. 1), которые могут оказаться незамеченными. Кроме
того, некоторые из пороков могут появляться в стекле при спаива-
нии стекол между собой, при впаивании металлов в стекло и т. д.
Пузыри в стекле могут быть технологическим браком, а
могут и образоваться в результате газовыделения при впаивании
металла в стекло, при выгорании загрязнений, попадающих в
места спаев, и др.
Пузырь — это полость, заполненная газом. Пузыри могут быть
любой формы и размеров, самые мелкие называют «мошкой».
В месте, где имеется пузырь, стенки заготовки или спая всегда
тоньше. При обработке в пламени горелок заготовка в этом месте
может деформироваться или даже прорваться. При проверке на
герметичность изделия, в стенке которого есть пузырь, всегда воз-
никает опасность «пробоя» стенок искровым течеискателем. По-
этому заготовки, имеющие включения пузырей, лучше не исполь-
зовать в работе вовсе. Если это единичный пузырь, то его можно
удалить, а затем тщательно проплавить на пламени горелки это
место. Изделия, в которых при изготовлении или сборе образова-
лись пузыри, следует отбраковать.
Камни — это всевозможные твердые включения, которые по-
падают в стекло при его варке. Это могут быть кусочки шихты,
огнеупорных материалов печей, включение крупного кварцевого
песка и т. д. От камней необходимо освобождаться сразу же, вы-
резая данный участок заготовки, так как разогреть заготовку на
пламени и вытащить камень не всегда удается в связи с боль-
шими внутренними напряжениями, возникающими в стекле в
месте включения камня.
Крупка — это включение мелких зерен кварцевого песка.
Крупка получается при нарушении условий варки стекла, избытке
песка в шихте. Стекло с крупкой нельзя применять для стекло-
дувных работ.
Пена образуется при варке стекла и представляет собой
включение большого числа мелких пузырьков. Пену иногда мож-
но наблюдать на поверхности в толще стеклянных заготовок.
Стекла с пеной не следует применять.
Свили образуются при варке стекла и проявляются в вол-
нистости и слоистости заготовок. Свили заметны на глаз. Свиль—
это стеклообразовапие, обладающее иными физическими свой-
ствами, отличными от свойств основного стекла. Появление сви-
23
I и
ш
IV
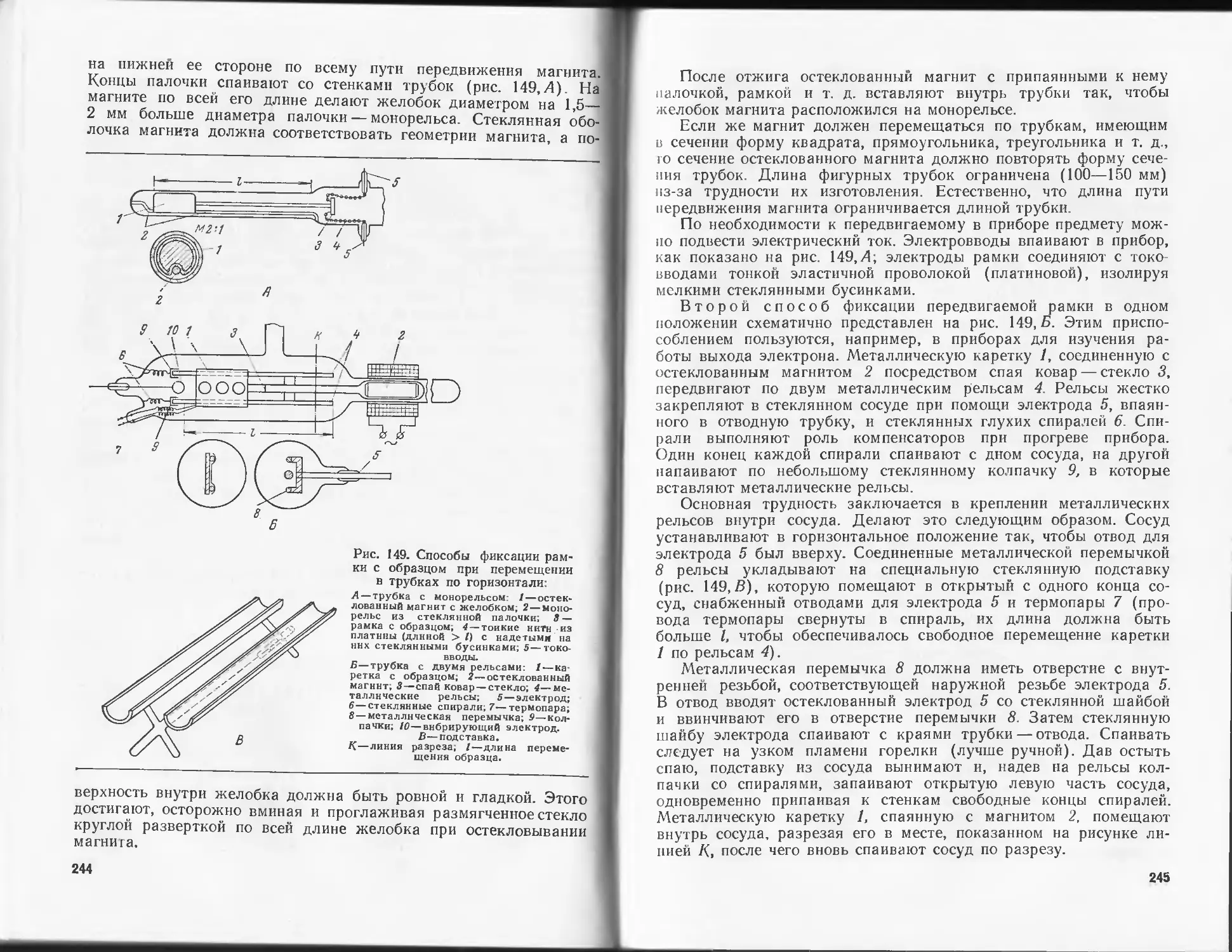
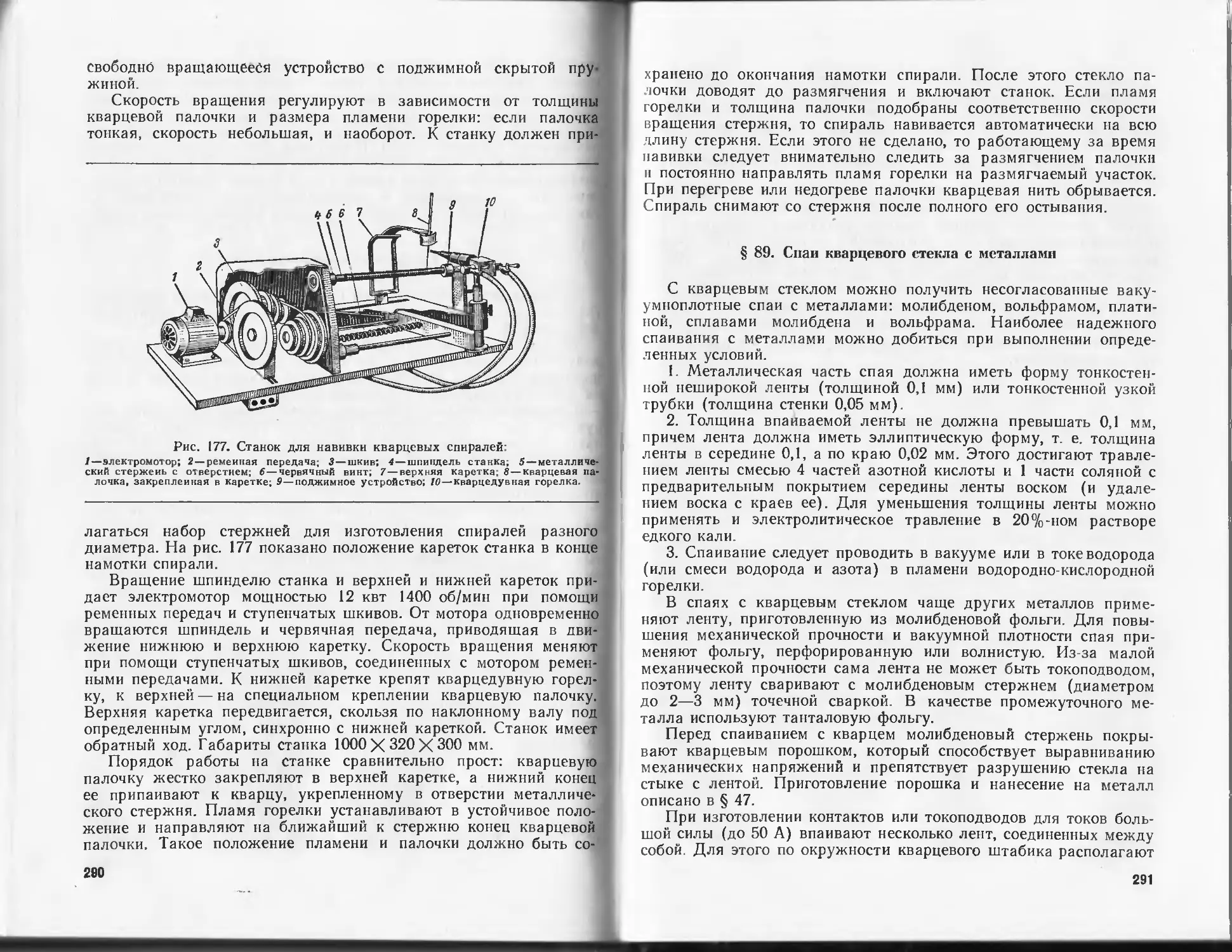
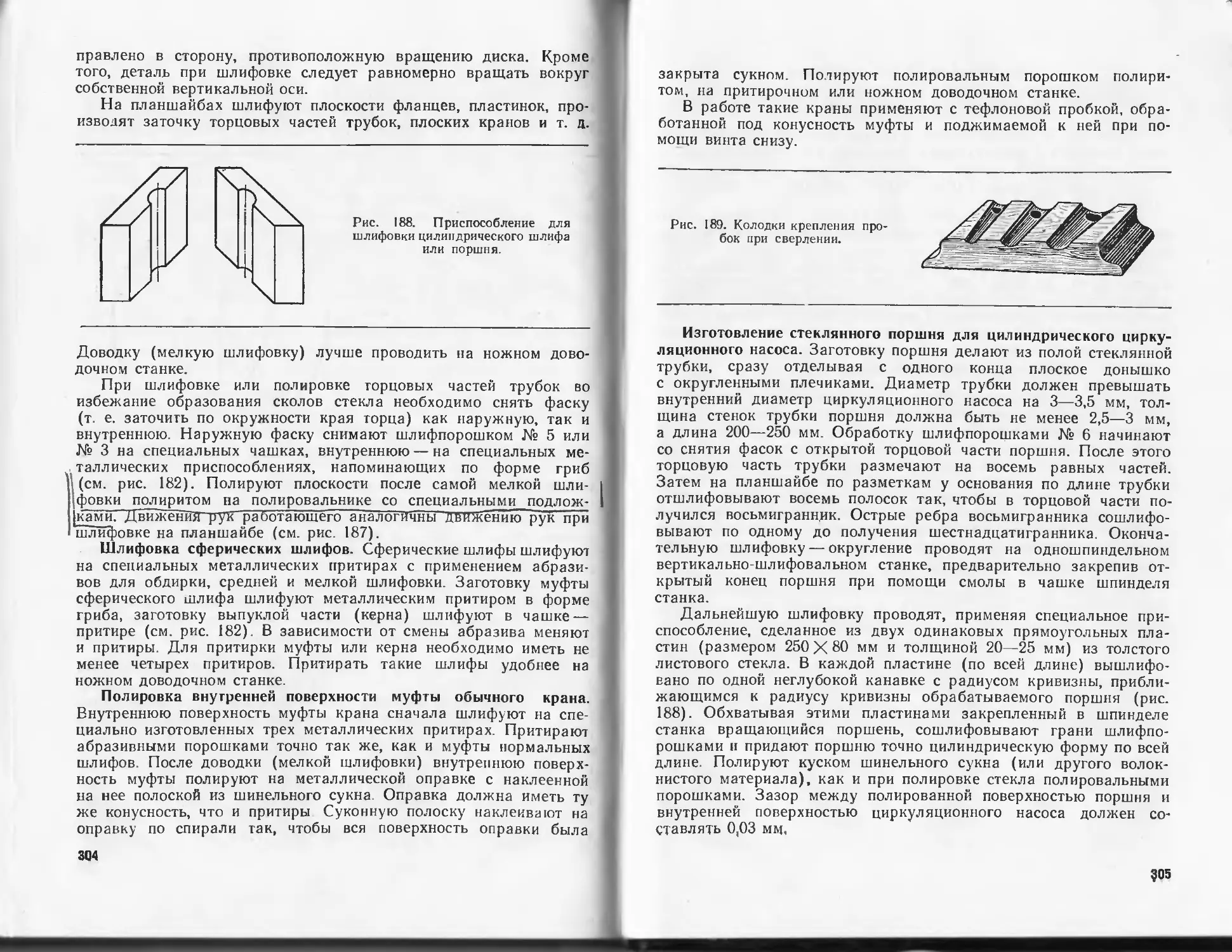
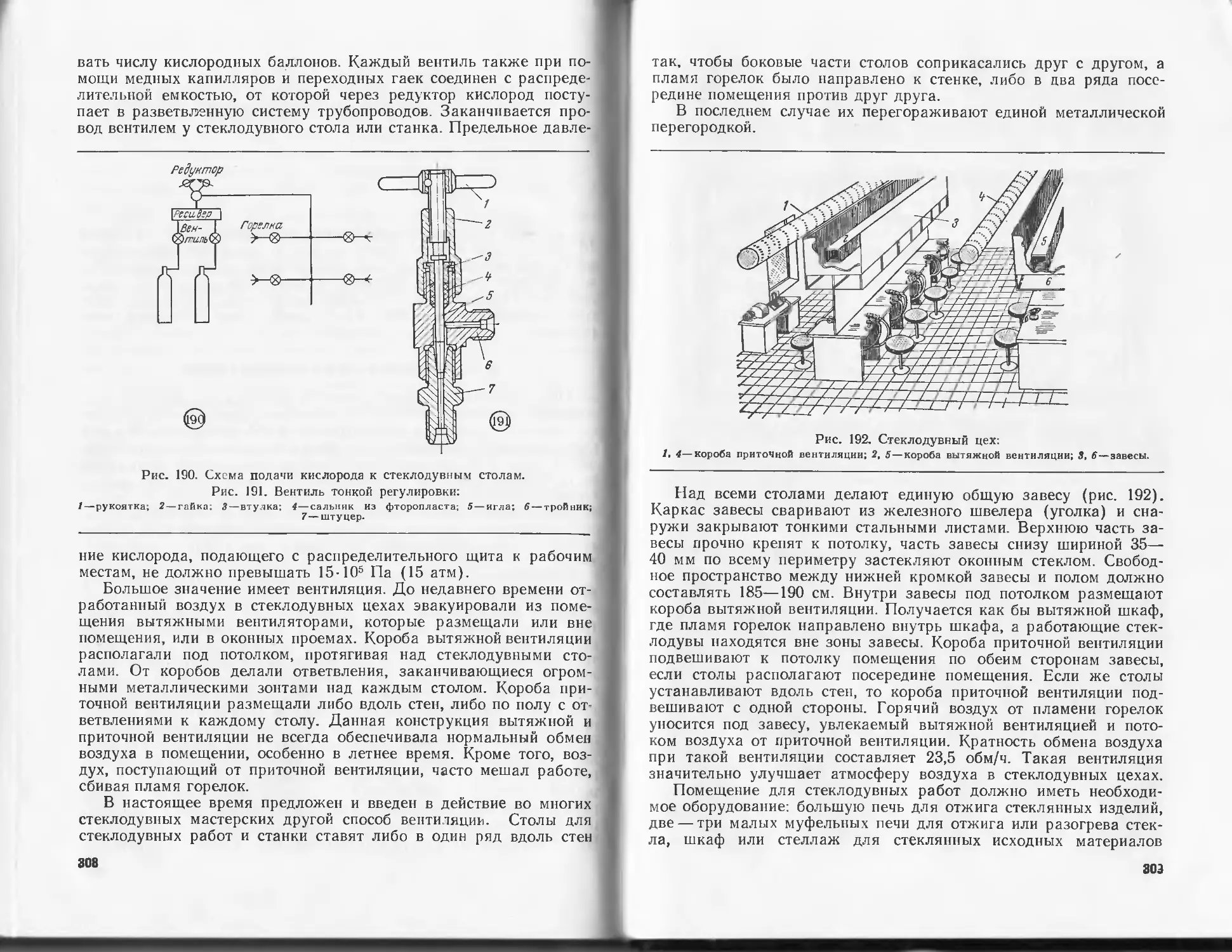
Рис. 1. Пороки и недостатки стекла:
а — пузырь, расположенный вдоль трубки; б — цепочка пузырей; в—свиль; г — шлир; д_ка
мень; е—крупка; ж—расстекловавшийся участок трубки после продолжительного нагрева
в пламени горелки; з —помутнение трубки из стекла, хранившейся в неблагоприятных усло-
виях, после растягивания ее в пламени; и — сечение трубки: I—без дефектов; // — с разной
Толщиной стенок; 111—имеющей грани; IV — эллиптической.
лей объясняют отклонением в химическом составе стекла или
местными перегревами стеклянной массы при варке. Крупные
свили называют шлиром. Часто свили нельзя обнаружить нево-
оруженным глазом. В этом случае свили обнаруживают на спе-
циальных приборах, просматривая стекло в поляризованном
свете.
К недостаткам стеклянных заготовок также относят разно-
стенность, конусность, эллиптичность, прогиб по длине трубок.
§ И. Отжиг стекла
В стекле при нагревании, охлаждении, механическом воздей-
ствии возникают внутренние напряжения. Напряжения могут
быть временными и остаточными. Временные напряжения исче-
зают при охлаждении стекла. Остаточные напряжения остаются в
стекле и значительно снижают их характеристики: резко снижает-
ся прочность стеклянного изделия, стекло делается неизотроп-
ным, т. е. свойства в разных направлениях стеклянной массы
делаются разными.
Для ликвидации остаточных напряжений применяют отжиг
стекла. Отжиг — это специальная термическая обработка всего
стеклянного изделия, заключающаяся в нагревании до такой тем-
пературы, при которой частицы стекла становятся подвижными,
но стекло еще не размягчается, и медленном охлаждении. Напря-
жения исчезают тем быстрее, чем меньше вязкость стекла. На-
пример, при вязкости в 1-1013 — 2,5-1013П напряжения исчезают
за 7—15 мин, а при вязкости в 4-10|4П—за 4 ч
Температуру, соответствующую вязкости 1-1013П, называют
верхней температурой отжига. Температуру, соответствующую
вязкости около 1015П (при такой вязкости практически напряже-
ния не возникают), называют нижней температурой отжига.
Весь процесс отжига делится на четыре стадии.
Первая стадия — нагревание или охлаждение до темпера-
туры отжига. Если изделие имеет комнатную температуру, то его
постепенно нагревают, если же оно разогрето выше температуры
отжига данного стекла, то его охлаждают до температуры отжига.
Вторая стадия — выдерживание при температуре отжига
±(5-Ь10)°С до исчезновения напряжений. Чем больше размеры
изделия и толщина стенок, тем длительнее выдержка его при тем-
пературе отжига.
Третья стадия — медленное охлаждение до нижней темпе-
ратуры отжига. Самое главное — охлаждать с достаточно малой
скоростью, чтобы не возникли новые постоянные напряжения.
Верхняя температура отжига молибденового стекла (С49-2)
находится при 535—540 °C, до этой температуры его нагревают на
первой стадии отжига и выдерживают; на третьей стадии это
стекло медленно охлаждают до 410 °C — нижней температуры
отжига.
25
Четвертая стадия — охлаждение до комнатной темпера-
туры. При падении температуры ниже нижней температуры от-
жига напряжений в изделии не возникает, поэтому охлаждение
на данной стадии может проходить с достаточно большой ско-
ростью, практически со скоростью остывания печи.
Скорость нагревания на первой стадии и охлаждения на чет-
вертой определяется размером и толщиной стенок изделий.
Для определения остаточных напряжений в стекле применяют
специальные приборы — полярископы, выпускаемые промышлен-
ностью (ПКС-500 для качественной оценки остаточных напряже-
ний, ПКС-56 для количественной оценки и другие).
Отжиг стеклянных изделий проводят в специальных печах; в
заводских условиях — это камерные (электрические и пламен-
ные), вагонеточные, муфельные, роликовые (отжиг прокатного
стекла), циркуляционные (температуру внутри печи выравнивают
вентиляторами) и вертикальные (для отжига лабораторной по-
суды) печи. В условиях стеклодувных мастерских для отжига
стекол применяют электрические муфельные печи. Контроль и
выдержку стекла в определяемом интервале температур осущест-
вляют при помощи регулирующих приборов (МР-0,1 — милли-
вольтметр регулирующий).
Любая стеклодувная мастерская должна иметь большую печь
для отжига крупногабаритных стеклянных изделий и обязательно
несколько малых муфельных печей.
ГЛАВА II
ИНСТРУМЕНТЫ. ОБОРУДОВАНИЕ
§ 12. Инструменты для стеклодувных работ
Инструменты, применяемые для стеклодувных работ, в неда-
леком прошлом были довольно просты, и многие из них изготав-
тивались самими стеклодувами. В современных стеклодувных
мастерских применяют простые инструменты и специальные, вы-
пускаемые промышленностью.
Измерительный инструмент. Для измерения длины, толщины,
внешнего и внутреннего диаметра изделий и исходных заготовок
пользуются измерительной линейкой, штангенциркулем, кронцир-
кулем, микрометром и нутромером. Необходимую точность инст-
румента определяют в зависимости от того, какая деталь или
прибор изготовляется.
Режущий инструмент. Режущим инструментом при выполнении
стеклодувных работ является нож для надреза стекол, который
всегда должен находиться под рукой у стеклодува. Пожалуй,
самое большое распространение получил нож, изготовленный из
твердого металлического сплава — победита. Нож может иметь
вид узкой или широкой пластины, по длине не менее 100—150 мм,
так чтобы его удобно было держать в руке. Обе стороны пла-
стины затачивают на абразивных кругах под углом 45°. Лезвие
ножа при рассмотрении под микроскопом должно иметь мелкие
острые зазубрины. По мере затупления его правят тоже на абра-
зивных кругах.
Ножами для надреза стекла могут служить надфили, напиль-
ники с мелкой насечкой, нож из высокоуглеродистой стали. В по-
следние годы отечественной промышленностью стали выпускаться
надфили, покрытые алмазной крошкой, которые тоже могут быть
использованы в качестве ножа для надреза стекол.
В стеклодувном деле широко пользуются электрорезкой и
станком для резки стекол (см. § 14).
Развертки. При обработке размягченного стекла: развертыва-
нии торцов трубок, отверстий, изготовлении шлифов, фланцев,
кранов и т. д. — применяют развертки разных типов, размеров и
конфигураций. Развертки бывают: плоские (А), округлые конус-
ные (Б), округлые граненые (В) и др. (рис. 2).
Стеклодув должен иметь набор разверток разных типов и раз-
меров, число различных разверток в наборе может доходить до
20 шт. Каждая развертка должна иметь длинную (150—
300 мм) ручку — державу, изготовленную из материала, плохо
27
проводящего тепло, и прикрепленную к развертке при помощи
втулки из металла. Таким материалом для ручки может быть стек-
лопластик, текстолит, иногда дерево; некоторые стеклодувы пред-
почитают ручки из толстостенной узкой стеклянной трубки, в кото-
рой закрепляют узкие графитовые развертки. Удобнее всего
Рис. 2. Набор разверток (Л, Б, В) из графита и текстолита.
работать разверткой с легкой нетолстой ручкой, диаметр которой
не превышает 12 мм.
Развертки какого-либо определенного вида имеют свое назна-
чение. Например, округлыми развертками только выравнивают
внутренние поверхности изделий для получения наиболее точной
конусности и округлости, а предварительно развертывают исклю-
чительно плоскими или плоско-конусными развертками,
28
Материалом для разверток могут служить металлы, дерево,
текстолит, графит и др. Плоские и плоские конусные развертки
могут быть изготовлены из листовой меди или латуни. При работе
медными или латунными развертками для улучшения скольжения
размягченного стекла по плоскости разверток нагретые развертки
Рис. 3, Обкатки (Д. Б) и
подрезка (В) из текстолита.
смазывают воском или парафином. Однако пары воска и пара-
фина вредны для здоровья и следует избегать попадания их в ды-
хательные пути. Поэтому лучше пользоваться графитовыми раз-
вертками. В последние годы с появлением прочного (неломкого)
мелкозернистого графита большинство стеклодувов отказались от
медных и латунных разверток и перешли на графитовые, которые
не требуют смазки. Кроме того, графитовые развертки легче ме-
таллических и не окисляются в пламени горелок.
Длина плоских и плоских конусных разверток обычно не пре-
вышает 150—200 мм, ширина может колебаться от 2 до 100 мм,
толщина от 1,5 до 10 мм. Конусность разверток должна соответ-
ствовать конусности изготавливаемой детали. Так, для изготовле-
ния кранов и шлифов стандартного размера, для которых лучшей
конусностью считают 1:10, используют развертки такой же ко-
нусности. Шлифы или краны больших диаметров (от80 до 100 мм)
лучше делать с конусностью 1 :5, чтобы избежать «заедания»;
для изготовления таких кранов и шлифов необходимо иметь не-
сколько разверток с конусностью 1 :5.
Округлые развертки вытачивают из дерева или текстолита
Текстолитовые развертки более надежны и долговечны. При пра-
вильной эксплуатации текстолитовые развертки служат в течение
нескольких лет. После обработки на токарном станке такие раз-
вертки следует обязательно обуглить на пламени горелки, по
обугленному слою легче вращать размягченное стекло.
29
Граненые развертки делают из графита. Они имеют в сечении
многоугольник. Применяют их в основном в работе с кварцевыми
стеклами, но можно использовать и в работе с обычными стек-
лами Длина округлых и граненых разверток может колебаться
от 100 до 300 мм, конусность— 1 : 10 и 1:5.
Диаметры округлых граненых разверток и ширину плоских
конусных разверток в их самой узкой части (вершина усеченного
конуса) делают приблизительно равными диаметрам нормальных
шлифов. Каждая развертка в наборе должна соответствовать
определенному номеру шлифа из набора нормальных шлифов
(см. гл. VIII). Например, нормальному шлифу 19, у которого
диаметр основания конуса равен 19 мм, а длина — 38 мм, должна
соответствовать развертка шириной (или диаметром) 19 мм на
расстоянии 57 мм (полуторная длина шлифа) от вершины самой
узкой части развертки.
Плитки. Для выравнивания размягченных торцов трубок, обра-
ботки рантов шлифов и кранов и других работ необходимо иметь
плитку — круглую или квадратную пластину из графита с глад-
кой поверхностью. За неимением графитовой плитки можно поль-
зоваться кафельной с гладкой поверхностью (только не глазиро-
ванной). Применяют плитки размером 50 X 50 и 100 X 100 мм при
толщине от 10 до 20 мм.
Обкатки. Подрезки. Инструмент для осаживания размягченного
стекла, выравнивания стенок размягченных заготовок и особенно
для изготовления кранов и шлифов, фланцев и т. п. в разных
местах называют по-разному. Одни называют его обкаткой, дру-
гие— укаткой, третьи — канавками. Пожалуй, правильнее назы-
вать данный инструмент обкаткой, так как размягченное стекло
все-таки «обкатывают» в углублениях инструмента.
Обкатки имеют форму удлиненного бруска с канавками раз-
ных диаметров, расположенных с двух сторон (более узких)
бруска. На одной стороне делают 5—6 канавок с диаметрами от
10 до 40 мм, на другой 3—4 канавки с диаметрами от 45 до 65 мм.
Для осаживания стеклянных заготовок больших диаметров от 65
до 120 мм необходимо иметь одну — две обкатки с канавками
соответствующих диаметров Применяют обкатки и в форме тол-
стостенного диска, закрепленного в двух металлических кронштей-
нах, с разными канавками по окружности диска. Материалом для
обкаток может служить дерево, текстолит, графит. Для работ
с обычными стеклами наиболее удобными и долговечными (срок
службы 3—4 года) являются текстолитовые обкатки. Поверхность
канавок должна быть обязательно обуглена на пламени горелки.
Новая обкатка при осаживании на ней размягченного стекла из-
дает неприятный запах вследствие сгорания верхних слоев тексто-
лита, но когда поверхность обуглится, запах исчезает.
Для кварцедувных работ применяют обкатки из графита.
Обкатки и подрезка, служащая для подрезания размягченных
заготовок, представлены на рис. 3.
30
Колбодержатели. Колбодержатели служат для закрепления
в них шаровых, конусных, цилиндрических колб. В настоящее
время разработано много конструкций колбодержателей; наиболь-
Рис. 4. Колбодержатели для круглодонных колб простой (Л) и с раздвигаю-
щимися рычагами (Б) и для конических колб (В):
/ — ручка, 2 — рычаги; 3— плита; 4 — установочный винт; 5 — упоры; 6— рычаги; 7— пружины.
шее распространение из них получили держатели, представленные
на рис. 4. Все детали колбодержателей сделаны из стали за ис-
ключением ручки и башмачков (или кольца), удерживающих колбу,
которые изготовляют из текстолита. При работе все металлические
части колбодержатели, соприкасающиеся со стенками стеклянных
сосудов, необходимо обмотать обожженным шнуровым асбестом
во избежание появления трещин и посечек на стекле в местах со-
прикосновения.
Основными деталями колбодержателей являются рычаги с при-
способлениями для захвата и удерживания Рычаги могут быть
откидывающиеся и зажимающие колбу у горла в поворотном
кольце с прокладками (рис. 4,Л) или раздвижные с упорами
(рис. 4, В) или с чашками (рис. 4, Б). Колбы устанавливают на
плите (Л, В). Ручка одновременно служит и кронштейном, на ко-
31
тором крепят рычаги и плиту, и деталью, в которой монтируют
механизм для изменения высоты установки плиты, ширины за-
хвата кронштейнов и т. д.
В одном колбодержателе можно зажимать колбы разных раз-
меров. Однако ввиду того, что приходится работать с колбами
Рис. 5. Шарнир для дутья
/ — металлический уголок; 2 — муфты.
Рис. 6. Щипцы.
самой разной формы и диаметром от нескольких до сотен милли-
метров, в мастерской необходимо иметь набор колбодержателей.
Асбестовые колпачки. Асбестовые колпачки — это несложное
приспособление из листового асбеста. Они имеют форму ци-
линдра. Колпачок применяют, если необходимо медленно охла-
дить тот или иной участок стеклянного изделия. Колпачок из-
готовляют из намоченного в воде листового асбеста путем на-
матывания его на стеклянную трубку и последующего обжигания
в пламени горелки.
Шарнир для дутья. При обработке длинных или крупногабарит-
ных изделий и обработке кварцевого стекла поддувают ртом воздух
внутрь изделий через резиновую трубку. Для того чтобы рези-
новая трубка, соединенная с обрабатываемым изделием, не скру-
чивалась при вращении, применяют специальное устройство — ме-
таллический шарнир. Конструкция шарнира показана на рис. 5.
Резиновые шланги надевают на муфты, свободно вращающиеся
на трубках уголка.
Щипцы. Для работы с очень короткими и мелкими изделиями,
например при оттягивании коротких концов трубок, обламыва-
нии кончиков и других процессах, при которых деталь нельзя
держать руками, пользуются щипцами (рис. 6). Кончики метал-
лических щипцов делают острыми, тонкими или на них крепят
пластины из металла, текстолита, иногда обматывают асбесгом.
32
Подставка с роликами. Для удерживания и вращения в пламени
горелки крупногабаритных изделий применяют металлическую
подставку со свободно вращающимися роликами (рис. 7). Ролики
могут быть как графитовыми, так и металлическими. Это приспо-
собление позволяет стеклодуву держать изделие не на весу (что
Рис. 7. Подставка с роликами.
иногда бывает довольно трудно делать), а на подставке, и в то
же время свободно вращать его в пламени горелки.
Иглы вольфрамовые. Для прокалывания отверстий в горячем
стекле применяют вольфрамовые иглы. Стеклодув должен иметь
набор игл разных диаметров. Игла должна иметь ручку из мате-
риала, плохо проводящего тепло (стеклопластик, стекло). Обычно
стеклодувы впаивают вольфрамовые стержни в трубки из стекла
типа «пирекс», которые и служат ручкой.
Кроме перечисленных инструментов стеклодуву часто прихо-
дится самому готовить всевозможные крепления, приспособления
для удерживания изделия или его деталей, готовить стеклянные
хватки или насадки (см. гл. V). Необходимо иметь под рукой
склянку с насыщенным раствором поваренной соли и помазком,
щипцы, ножницы, банку с бурой и др.
§ 13. Горелки
Основным инструментом для доведения стекла до размягчен-
ного состояния в стеклодувной мастерской являются газовые го-
релки. Горелки бывают настольные, которые устанавливают на
столе для стеклодувных работ, и ручные, применяемые при пайке
стеклянных лабораторных установок.
2 Зак 167
33
Горелки различаются также и по тому, для обработки какого
стекла они предназначены: обычные и кварцедувные.
Горючими газами в горелках могут быть светильный газ, газ
коксовых печей, пропан — бутановая смесь, пары бензина, пары
керосина или водород. Сжигают горючие газы в токе воздуха,
Рис. 8 Горелка „пушка":
1 — сопло; 2— внешний колпак; 3 —сетка; 4—внутренняя трубка; 5—винт; 6 — подставка.
Рис. 9. Горелка конструкции С. Ф. Веселовского.
Рис. 10. Гор'лка фирмы “Kavalier" (ЧССР) со снятым внешним колпаком:
1—сопло; 2— металлические капилляры для подачи добавочного кислорода; 3— колпак.
кислорода или в токе воздуха, обогащенного кислородом. В на-
стоящее время основным горючим, применяемым для обработки
стекла на горелках, служит газ от городской газовой сети.
Воздушное дутье для горелок на многих предприятиях обеспе-
чивают централизованно, подавая сжатый воздух под давлением
(1,5—2)-105 Па* мощными компрессорами по трубопроводам в
стеклодувную мастерскую.
Кислород поступает из баллонов (давление— 150-105 Па),
расположенных вне помещения в специально оборудованных ме-
таллических шкафах (см. гл. XIV). Предельное давление кисло-
рода, поступающего к распределительному крану (кран Гофера),
прикрепленному к стеклодувному столу, не превышает обычно
* Па — единица измерения давления — Паскаль, 1 ат = 0,98-105 Па,
34
1,5-105 Па. Количество подаваемого в горелку кислорода регули-
руют краном Гофера. Уменьшая или увеличивая подачу воздуха
п горючего газа кранами горелки, а подачу кислорода краном
I сфера, получают пламя необходимой величины и темпера-
туры
Рис. 11. Настольная горелка конструкции НИФХИ им. Л. Я. Карпова:
А—общий вид; Б—схема устройства, /—внешний корпус горелки, 2—дополнительная трубка
подачи кислорода; 3— сопло; 4—колпак; 5 — винт, регулирующий наклон горрдки; 6—стойка.
Около ста лет во всем мире вели обработку стекол, предназна-
ченных для стеклодувных работ, на настольной горелке, называе-
мой «пушкой». Было известно несколько конструкций горелок
этого типа: зарубежные (Виснегга и Бунзена), русские (С. А. Бо-
ровика, В. В. Лермантова) и др. Но принцип устройства и работы
горелок был примерно одинаковым.
Разрез горелки «пушка» показан на рис. 8. Горелка имеет два
крана: один для воздушного дутья и другой для подачи горючего
газа. Горелка снабжена сменными соплами 1 (различного диамет-
ра), внешним навинчивающимся колпаком 2, сеткой 3, служащей
для более равномерного распределения газа, внутренней узкой
трубкой 4, свободно передвигающейся внутри корпуса горелки и
закрепляемой в нем при помощи винта 5.
Все детали, кроме подставки 6, делают из латуни. Подстав-
ка — тяжелый диск из чугуна — придает устойчивость горелке.
Крепление диска к горелке осуществляют разными способами (на
шарнирах, зажимных винтах и т. д.), но так, чтобы можно было
менять угол наклона горелки по отношению к столу.
Такие горелки не пригодны при работе с природным газом,
так как природный газ легок и поэтому пламя часто отрывается
от внешнего колпака горелки, что затрудняет обработку стекла.
Обработка термостойких стекол вообще невозможна на таких
горелках из-за недостаточной температуры пламени. Для получе-
ния пламени с более высокой температурой было предложено за-
менить воздушное дутье дутьем смесью воздуха с кислородом или
2* 85
чистым кислородом. Для этого от кислородного баллона через
редуктор, шланг и тройник кислород начали подавать непосред-
ственно в воздушную линию перед воздушным краном горелки.
Применение кислорода значительно повысило температуру пла-
мени и сделало его более устойчивым, что позволило обрабаты-
Рис. 12. Ручная газовая горелка:
И—общий вид; Б —схема устройства: / — корпус; 2 —пружина; 3 —винт; 4 —сопло (4=0,8 мм);
5 — сопло (4=1,5 мм); 6—рукоятка.
вать термостойкие стекла. Но при этом выявились новые не-
достатки горелки — невозможность раздельно регулировать по-
дачу воздуха и кислорода, а следовательно, менять величину и
температуру пламени в процессе работы. Кроме того, появилась
опасность попадания кислорода в воздушную линию, что могло
вызвать загорание масла, всегда присутствующего в ней. Поэтому
горелку пришлось изменить, впаяв дополнительную третью
трубку, снабженную своим краном. Таким образом, горелка стала
иметь три трубки с кранами для подачи раздельно горючего газа,
воздуха и кислорода. В этом виде горелка просуществовала мно-
гие годы, на ней работают и поныне.
Для увеличения размера пламени и повышения его устойчи-
вости С. Ф. Веселовский (1950—1952 гг.) предложил расположить
у сопла горелки, т. е. у основания пламени, добавочное кольцо
с отверстиями, изготовленное из латунной трубки. В добавочное
36
кольцо подавали горючий газ, при горении которого создавалось
дополнительное огненное кольцо, увеличивался размер и повы-
шалась устойчивость пламени (рис. 9).
Несмотря на многие изменения, которые с годами претерпела
настольная стеклодувная горелка «пушка», добиться полного сго-
рания газа и снизить шум, производимый ею, не удавалось.
В конце пятидесятых годов появились горелки, обеспечиваю-
щие полное сгорание газа, высокую температуру и устойчивость
пламени, и на 25—30% менее шумные, чем горелки старой кон-
струкции. Зарубежные и отечественные горелки этого типа, не-
смотря на различные конструктивные решения, работают по еди-
ному принципу. В них добавляют небольшое количество кисло-
рода непосредственно в среду горючего газа на выходе из го-
релки, не исключая подачи смеси воздуха и кислорода через
воздушное сопло.
В старых конструкциях горелок газ, увлекаемый воздушно-
кислородной струей, часто отрывался от горелки, сгорал при этом
не полностью с шумом и треском. В новых конструкциях кисло-
род, поступая равномерно по всей площади сечения сопла го-
релки, способствует полному сгоранию газа. У зарубежных горе-
лок добавочный кислород равномерно распределяется по всему
полю газового сопла, поступая через большое число (до 30 шт.)
металлических капилляров (рис. 10). У отечественных горелок кис-
лород подается поверх газового сопла в добавочный колпачок
(рис. 11). Современные ручные горелки по устройству и принципу
работы сходны с настольными горелками. Одна из таких горелок
показана на рис. 12.
Кварцедувная настольная и ручная горелки описаны в гл. XII.
Кроме перечисленных горелок, неплохо иметь настольную го-
релку «пушка» уменьшенных размеров, дающую узкое игольчатое
пламя. Такая горелка необходима для выполнения мелких и
точных стеклодувных работ.
§ 14. Оборудование стеклодувных мастерских
Рабочий стол. Стол для стеклодувных работ изготавливают из
дерева. Размер стола 1700 X 1000X800 мм, с трех сторон края его
ограничивают невысокими бортами. Плоскость стола обивают
оцинкованным железом и сверху застилают листовым парони-
том, который накрепко прикрепляют к столу. До недавнего вре-
мени столы застилали листовым асбестом, но паронит имеет ряд
преимуществ: он не крошится, его можно мыть, красить, а покра-
шенный огнеупорной краской он не горит. Возможность окраши-
вать рабочую поверхность стола удобна еще и потому, что рабо-
тать с размягченным стеклом лучше на черном фоне, а естест-
венная окраска как асбеста, так и паронита — серая. Для окраски
паронита употребляют огнеупорную черную краску. Краска легко
впитывается в паронит и сохраняется в течение 2—3 лет
37
Посередине рабочего края стола устанавливают настольную
газовую горелку. Шланги от горелки пропускают в полукруг-
лый вырез (рис. 13) С правой стороны в столе должна быть тум-
бочка с 2—3 выдвижными ящиками для инструмента и личных
вещей работающего. Снаружи ящики прикрывает единая дверца,
Рис. 13. Стол для стеклодувных работ.
у которой с внутренней стороны расположены гнезда для инстру-
ментов первой необходимости (развертки, плоскогубцы, ножницы,
иглы и т. д.).
К левой части стола под его плоскость подведены коммуника-
ции газа, кислорода и воздуха, и на плоскости стола установлены
краны с отводными трубками. Последние соединяют плотными
резиновыми шлангами с кранами горелки. Крапы коммуникаций
должны быть установлены на расстоянии, удобном для работаю-
щего, так чтобы в любой момент можно было перекрыть тот или
иной кран, не вставая с места.
Перед горелкой устанавливают обкатку, в глубине стола рас-
полагают деревянную подкладку длиной 0,5 м с вырезами, на ко-
торую кладут еще горячие после обработки в пламени стеклянные
изделия.
Справа или слева в глубине стола устанавливают небольшую
электрическую печь для медленного нагревания или охлаждения
изделий. Около стола необходимо поставить небольшой металли-
ческий ящик на невысоких (5—6 см) ножках для сбора горячих
отходов и боя стекла.
Перед началом изготовления того или иного изделия на стол
следует положить инструменты, необходимые для данной работы,
и убрать все лишнее.
88
Сидеть за столом работающий может на стуле Или табурете
। iK, чтобы ступни ног касались пола; лучше всего иметь винтовой
лбурет.
Электрорезка. Электрорезка предназначена для разрезания сте-
кол проволокой или металлической лентой, раскаленными элек-
Рис. 14. Электрорезка:
1—металлические штативы; 2—нихромовая лента; 3—болты для крепления ленты; 4—гнезда;
5 — вилка для переключения обмоток трансформатора; 6—вилка со шнуром; 7—кожух.
Рис. 15. Станок для резки стекла:
/ — алмазный отрезной круг; 2— подъемный стол; 3—крышка из органического стекла, пред*
храняющая работающего от брызг; 4 — рукоятка для подъема стола; 5 — подъемный меха*
низм стола; 6—электродвигатель со шкивом; 7 — ременная передача.
трическим током. Электрорезка имеет размеры 25X21X14 см;
опа работает от сети переменного тока напряжением в 220 В
(вольт). Электрорезка, показанная на рис. 14, состоит из транс-
форматора, имеющего две обмотки, двух металлических штати-
вов 1, укрепленных на изоляторах, нихромовой ленты 2, закреп-
ляемой в штативах болтами 3, гнезд 4, предназначенных для пе-
реключения обмоток трансформатора вилкой 5, вилки 6 со шну-
ром для подключения электропитания и кожуха 7.
Включение вилки 5 в одно из гнезд 4 позволяет нагреть ни-
хромовую ленту до сравнительно невысокой температуры, при
которой разрезаются легкоплавкие стекла; включение вилки
в другое гнездо — нагреть проволоку (или ленту) до высокой
температуры, при которой режутся все термостойкие стекла,
кроме кварцевых.
Разрезание стекол на электрорезке описано в гл. III.
80
Станок для резки стекла. Режущим инструментом станка
(рис. 15) является алмазный отрезной круг (АОК), соединенный
при помощи ременной передачи со шкивом, приводимым во вра-
щение электромотором мощностью 0,5 кВт. Круг вращается со
скоростью 3000 об/мин. Внизу под кругом установлена ванночка
с водой. Круг при вращении смачивается и затем смачивает раз-
резаемую деталь при резке. Верхняя часть станка — стол мо-
жет подниматься или опускаться при помощи специального
приспособления, приводимого в действие двумя рукоятками, рас-
положенными по обеим сторонам станка.
Станок предназначен для резки кварцевого стекла, но на нем
можно резать и обычные стекла.
Печи для отжига стекла. Все стеклянные детали (кроме кварце-
вых), изготовленные на пламени настольных горелок, подвергают
отжигу в специальных электрических печах с целью снятия оста-
точных напряжений, возникающих при обработке стекла. По-
этому в каждой стеклодувной мастерской обязательно должны
быть такие печи. Печи бывают большие, служащие для отжига
большого числа изделий из стекла одного сорта, и малые—му-
фельные, в которых кроме отжига отдельных деталей производят
разогрев частей приборов. Каждая печь должна быть оборудо-
вана контрольными и регулирующими электроприборами типа
МР-01 (милливольтметры регулирующие).
Кроме этого необходимо иметь «промежуточную» электропечь
небольшого размера 100X400 мм, которую устанавливают не-
посредственно на каждом столе. Такая печь служит для разогрева
и медленного охлаждения раскаленных деталей непосредственно
в процессе их изготовления. Следует заметить, что такая печь ни
в коем случае не может служить печью для отжига стеклянных
изделий, так как нагревание и охлаждение ее происходит не-
достаточно медленно. Печи для отжига стеклодувных изделий
должны очень медленно нагреваться до температуры отжига (3—
4 ч) и медленно остывать (17—20 ч), иметь хорошую теплоизоля-
цию.
Кроме перечисленного оборудования крупные стеклодувные
мастерские должны иметь горизонтально-заварочный станок для
обработки крупногабаритных изделий, станок для изготовления
заготовок для нормальных шлифов, станки для механической об-
работки стекла и некоторые специальные установки. Все это обо-
рудование описано в главах, посвященных отдельным процессам
обработки стекла.
ГЛАВА III
ОСНОВНЫЕ ПРИЕМЫ РАБОТЫ НА ПЛАМЕНИ
ГАЗОВЫХ ГОРЕЛОК. РЕЗКА СТЕКЛА
«Умение управлять размягченной мас-
сой стекла — основное качество опыт-
ного стеклодува».
С. Ф. ВЕСЕЛОВСКИЙ
§ 15. Нагревание стекла пламенем газовых горелок
Строение и температура пламени горелки. Стеклодув обраба-
тывает стекло, нагревая его до температуры размягчения голым
(открытым) пламенем. Температура обработки стекла разного
состава разная. Температура пламени, которую можно получить
на газовой стеклодувной горелке, также может быть разной и за-
висит она как от состава горючей газовой смеси, так и от условий
горения. В таблице 4 приведены основные характеристики при-
меняемых горючих газов для сжигания в настольных (или руч-
ных) газовых горелках.
Чем выше теплотворная способность газа, тем большую тем-
пературу пламени при прочих равных условиях можно полу-
чить.
При смешении горючего газа с воздухом (например, при воз-
душном дутье) улучшается полнота сгорания газа, увеличивается
скорость горения, а при этом повышается и температура пламени.
Еще более улучшаются эти показатели при использовании для
дутья воздуха, обогащенного кислородом, или (что еще более
повышает температуру пламени) чистого кислорода. Так, если мак-
симальная температура пламени светильного газа без дутья со-
ставляет 1500—1600 °C, то при дутье кислородом ее можно под-
нять до 2200 °C. Температура пламени ацетиленовой горелки со-
ставляет 2500 °C, а ацетилено-кислородного пламени — 3500 °C.
Естественно, что на пламени, развивающем более высокую
температуру, обрабатывают более тугоплавкие стекла.
Факел пламени неоднороден. Легко различить в нем три зоны:
внутреннюю — наиболее короткую, среднюю—светлую, окаймляю-
щую— обычно самую яркую (рис. 16).
Температура внутренней зоны наиболее низкая (300—500 °C).
В этой зоне происходит нагревание газа, но горения практически
41
не происходит. Самая высокая температура достигается в средней
части второй зоны. Здесь происходит горение, но неполное ввиду
недостатка кислорода. В этой зоне присутствуют углеродистые
Таблица 4. Состав и свойства горючих газов
Характеристика газов Окись угле* рода Водо- род Метай Бутан Водя- ной газ Све- тиль- ный газ При- родный газ
Состав, %
водород — 100 — — 50 46 7
окись углерода 100 — — — 40 10 2
метан — — 100 — 1 33 40
углеводороды — — — 100 — 5 48
двуокись углерода — — — — —5 3 ——
азот — -— — — 4 3 3
Количество воздуха, необхо- димое для полного сгора- ния 1 м3 газа, м3 2,4 2,4 9,4 31,1 2,2 5,1 10,4
Объем продуктов сгорания 1 м3 газа, м3 2,9 2,9 10.4 — 2,9 6,2 11,4
Относительная плотность (по воздуху) 0,97 0,07 0,55 0,58 0,52 0,42 0,85
Теплота сгорания, ккал/кг 3 000 28 520 И 900 И 000 2 500 4 900 10 000
Теоретическая температура пламени, °C 2030 1 970 1 830 1 973 2 100 1 930 2 140
Скорость распространения пла- мени, м/с Температура вспышки на воз- духе, °C 1,2 4,9 0,7 — 3,0 0,9 0,8
650 510 ~540 405 680 630 640
Нижний предел воспламепи- мости, объемн. % Верхний предел воспламени- мости, объемн. % 12 4 5 1,5 6,9 6 5
75 75 15 9,1 69 27 14
продукты распада молекул газа, она является восстанови-
тельной зоной. Температура третьей зоны тоже достаточно вы-
сока. Здесь имеется избыток кислорода и происходит полное сго-
рание. Третья зона является окислительной.
При обработке почти все стекла как «длинные», так и «корот-
кие» (см. § 2) нагревают во второй зоне пламени, в зоне
с наиболее высокой температурой. Однако свинцовые и эмалиевые
(цветные) стекла обрабатывают только в окислительной зоне,
так как при разогреве в других зонах свинцовые стекла чернеют,
происходит частичное восстановление окиси металла на поверх-
ности изделия. Аналогичное явление происходит и с эмалиевыми
стеклами, которые при этом меняют свой цвет.
Пламя может быть мягким и жестким. Мягкое пламя
имеет высокую температуру, оно не коптит, и для его получения
в горючий газ подают больше кислорода. Воздух подают в пламя
42
при небольшом давлении в основном лишь для того, чтобы прй-
1ать пламени устойчивую направленность. Такое пламя плавит
i текло, но не «мнет» его.
Жесткое пламя получают при подаче в горелку кислорода
и воздуха под большим давлением. Такое пламя обычно бывает
Рис. 16. Строение и температура
пламени газовой горелки:
1—зона смешивания и нагревания;
2— восстановительная зона; 3 — окисли-
тельная зона.
тоньше, более резкое. Стекло этим пламенем проминается и даже
прорывается. На жестком пламени стекла обрабатывают значи-
тельно реже.
При общем недостатке кислорода, когда в горелку совсем (или
почти совсем) не подается воздух, горение делается неполным,
температура пламени снижается и пламя становится ярким и
коптящим, так как газ при этом разлагается, и мелкие частицы
продуктов разложения (углерод) накаляются, что является при-
чиной свечения пламени. Остывая, они оседают на поверхности
стекла в виде сажи.
На горелке стеклодуву приходится не только обрабатывать
стекло, но спаивать стекло с металлом, сваривать стержни, про-
волоку из различных металлов и проводить другие операции. Эти
приемы будут описаны в последующих главах, посвященных этим
вопросам.
Отжиг стекла в пламени горелки. Обрабатывая стеклянную де-
таль на горелке, работающему часто приходится менять вели-
чину и температуру пламени. Из-за разности температуры
нагрева отдельных частей в стекле возникают внутренние напряже-
ния. Для частичного снятия этих напряжений применяют обяза-
тельный (для любого стекла) тщательный отжиг (стеклодувы
называют обогрев) изделия в пламени горелки. Для этого, не сни-
мая изготовленную деталь с пламени горелки, устанавливают ши-
рокое мягкое пламя (ширина его определяется габаритами
43
детали; чем больше деталь, тем шире должно быть пламя). Обо-
гревают деталь таким пламенем до тех пор, пока пламя, охваты-
вающее все обогреваемые части детали, не станет равномерным —
желтым. Обычно для полного прогрева необходимо 2—5 мин
в зависимости от размера детали. Затем температуру пламени
постепенно снижают, уменьшая дутье и подачу кислорода вплоть
до образования коптящего пламени.
Особенно тщательно следует отжигать в пламени горелки
стекла, обладающие большой вязкостью. Напряжения исчезают
тем быстрее, чем меньше вязкость стекла. При плохом обогреве
после остывания изделия стекло часто растрескивается. Изготов-
ленные в пламени горелки изделия из любого стекла (за исклю-
чением кварцевого) тщательно отжигают в специальных печах
(см. § 14).
§ 16. Резка стекла
Резка трубок занимает важное место во всех стеклодувных
операциях. В данном параграфе разбираются наиболее распро-
страненные способы резки стекол.
Резка трубок стеклодувным ножом на излом. Почти во всех
случаях резку трубок начинают с нанесения метки — надреза
стеклодувным ножом. Надрез должен быть глубоким, перпенди-
кулярным к оси трубки и занимать */б—Vs часть длины ее окруж-
ности. Произведя надрез, трубку берут руками так, чтобы надрез
оказался между ними с внешней стороны трубки. После этого
трубку стараются одновременно растянуть и согнуть в месте над-
реза, при небольшом усилии она ломается точно по надрезу. Так
разрезают трубки диаметром до 15 мм.
Трубку диаметром 20—25 мм надрезают так же, но ломают
не руками, а положив ее на край стола. Надрез при этом должен
находиться на верхней стороне трубки, а острая кромка стола
должна приходиться с другой стороны. Одной рукой придержи-
вают конец трубки, лежащей на столе, другой берут второй ее
конец и, одновременно оттягивая и изгибая, ломают трубку.
При резке трубок на излом метку — надрез лучше смачивать
водой, тогда край излома получается более ровным.
Резка трубок раскаленной стеклянной палочкой. Надрезав труб-
ку (как описано ранее), прижимают разогретый добела на го-
релке оттянутый конец стеклянной палочки к надрезу, силу нажима
постепенно увеличивают; пока конец разогретой палочки горячий,
нажим должен быть легким, но по мере ее остывания нажим
увеличивают до образования трещины в месте надреза.
Если трещина не прошла по всей окружности трубки, а оста-
лась только на надрезе, то конец палочки опять разогревают и
прикладывают на 2—3 мм дальше от трещины по линии надреза.
Трещина обязательно пойдет к нагретой палочке.
44
Этот способ применяют при резке стеклянных цельнопаяных
\становой, ремонте дорогостоящих приборов, когда другие спо-
собы резки не подходят.
Резка трубок при помощи асбестового шнура. Два асбестовых
шпура одинаковой длины смачивают в воде и обматывают ими
।рубку с двух сторон на одинаковом расстоянии (4—5 мм) от
места надреза. Обматывать нужно аккуратно, соблюдая парал-
лельность между полосками шнура, в противном случае разрез
получится неровным. Проделав эту операцию, трубку помещают
в «игольчатое» пламя горелки так, чтобы острие пламени прихо-
дилось на надрез, далее трубку равномерно вращают в пламени
до образования кольцевой трещины. Этим способом разрезают
стеклянные трубки любого диаметра из стекла любой термостой-
кости.
При резке кварцевых и фарфоровых трубок диаметром 40 мм
п более лучше использовать узкое пламя кварцедувной горелки,
вращая трубку на острие пламени до легкого потемнения асбесто-
вого шнура; после этого место нагрева следует быстро охладить,
облив трубку водой.
Электрорезка стекла. Электрорезка несколько напоминает резку
трубок металлическим крючком, нагретым на горелке (очень ста-
рый способ, которым редко сейчас пользуются). Режущим приспо-
соблением электрорезки служит нихромовая лента, накаляющаяся
при пропускании электротока. Она укреплена на двух кронштей-
нах. Надрезанную трубку вращают на нагретой нихромовой ленте
до образования трещины. Если трещина не образуется, то трубку,
сняв с электрорезки, быстро охлаждают, например, направив на
нагретую ее часть струю воздуха (можно сильно подуть на нее).
Кольцевая трещина образуется по надрезу. На электрорезке
можно очень быстро резать термостойкие трубки (кроме кварца),
изменяя реостатом температуру нагрева нити (см. § 14, рис. 14).
Резка алмазными отрезными кругами. В последние годы боль-
шое распространение получила резка стекла алмазными отрез-
ными кругами (АОК). Работу выполнить довольно просто. К вра-
щающемуся алмазному кругу подводят трубку, вращая ее в про-
тивоположном направлении и слегка прижимая к кругу. Вращать
трубку следует до полного разрезания. Алмазные круги в основ-
ном используют для кварцевых и фарфоровых трубок. Можно
резать и стеклянные трубки, но обычно от этого воздерживаются
ввиду большой ценности алмазного диска. Станок для резки стекла
алмазными отрезными кругами описан в § 14 (рис. 15).
Резка капилляров и палочек. Толстостенные капилляры и па-
лочки диаметром от 3 до 10 мм разрезают обычным способом на
излом, если их длина превышает 5—10 см. Чтобы отрезать от ка-
пилляра небольшую часть размером 10 мм и менее, применяют
специальное приспособление — треугольную металлическую приз-
му (рис. 17). Капилляр кладут на одну из острых граней призмы
надрезом вверх так, чтобы грань находилась точно под надрезом.
45
Затем, придерживая рукой длинную часть капилляра, резко уда-
ряют ножом по той части его, которую нужно отрезать. Капилляр
откалывается точно по надрезу.
Капилляры можно резать алмазным кругом, но предвари-
тельно отверстие капилляра следует заполнить (залить) воском
Рис. 17. Металлическая призма
для отрезания капилляров.
или парафином, иначе во время резки в отверстие набивается
много мелкой стеклянной пыли, промыть капилляр очень трудно,
а в большинстве случаев невозможно.
Резка трубок в нагретом состоянии. При изготовлении прибора
часто требуется быстро отрезать какую-нибудь трубку, не снимая
прибор с пламени горелки. В этом случае участок трубки, где
нужно произвести разрез, нагревают в пламени горелки, а затем,
вне пламени проведя по нагретой поверхности холодным предме-
том (нож, трубка и т. д.), получают небольшую трещину. При
небольшом нажиме или ударе по одному из концов трубки по-
лучают ровный разрез.
Разрезание тонкостенных трубок. Трубки, шарики со стенками
толщиной 0,15 мм и меньше резать указанными выше способами
нельзя. Такие трубки режут раскаленной платиновой, иридиевой
или вольфрамовой иглой (диаметр основания иглы должен быть
равным 1,5—2 мм, острие — как можно тоньше). Иглу вводят
в пламя горелки (перпендикулярно направлению пламени) и на-
гревают ее среднюю часть. Острие иглы должно выходить за
пламя на 10—15 мм. После этого, не вынимая иглу из пламени,
раскаленным острием прокалывают отверстие в холодной трубке.
Держа иглу в пламени одной рукой неподвижно и не вынимая ее
из проделанного отверстия, другой постепенно вращают трубку
вокруг ее вертикальной оси до получения полного разреза. Трубка
разрезается или, вернее, расплавляется раскаленным острием
иглы вне пламени горелки. Лучше всего пользоваться иридиевой
или платиновой иглой, так как в этом случае разрез получается
чистым, а при пользовании вольфрамовой иглой на разрезе
остается налет окислов вольфрама.
Естественно, игла должна иметь ручку — державу, изготовлен-
ную из материала, плохо проводящего тепло.
46
Резка стекла в размягченном состоянии. В размягченном состоя-
нии трубки режут обычными ножницами. Главное, во время резки
нужно поддерживать стекло в размягченном состоянии, но так,
чтобы оно не растекалось. Этим способом режут обычно толсто-
стенные трубки.
Описанные способы резки стеклянных трубок применяют при
изготовлении как простых изделий, так и сложнейших приборов
нз стекла. От правильного выбора того или иного способа резания
зависят качество и точность изготовления прибора.
§ 17. Вращение трубок в пламени горелки
Если долго нагревать трубку пламенем в одном месте, равно-
мерно вращая ее, то можно заметить, как в месте нагрева стенки
постепенно утолщаются. Это объясняется тем, что под действием
сил поверхностного натяжения размягченное стекло стремится со-
браться в каплю. В специальной литературе образование «на-
плыва» стекла называют осаживанием, натоплением и
накоплением стекла. Это явление необходимо правильно ис-
пользовать или предотвращать, что достигается умением вращать
разогретое изделие, выбирать излишне собравшуюся стеклянную
массу и т. д. (см. § 22).
При обработке трубок и заготовок важно научиться правильно
нагревать их в пламени горелки, чтобы разогрев и размягчение
стекла на всем обрабатываемом участке были равномерными. Для
этого прежде всего надо научиться вращать стеклянный пред-
мет с одинаковой равномерной скоростью как в одну, так и в дру-
гую сторону. Время нагрева и скорость вращения определяются
величиной и формой обрабатываемой детали, величиной и темпе-
ратурой пламени, сортом стекла, а также и тем, какую операцию
предстоит выполнять. Это приходит с опытом и зависит от интуи-
ции работающего. Следует помнить, что при вращении надо дер-
жать трубки (заготовки) обеими руками симметрично и как можно
ближе к центру тяжести.
Известно несколько приемов вращения заготовок в пламени
горелок.
Первый прием. Трубку диаметром до 40 мм помещают
между большим пальцем с одной стороны и указательным и сред-
ним— с другой так, чтобы она проходила между безымянным и
средним пальцами и свободно лежала между указательным и
большим пальцами; мизинец при этом поддерживает безымянный
палец. Вращение осуществляется большим, средним и указатель-
ным пальцами одновременно. Этим способом вращать трубку
удобно только в одну сторону — от себя. Пальцы, обеспечиваю-
щие вращение, должны располагаться по отношению к плоскости
стола под углом в 30—35° (рис. 18, с),
47
Второй прием. Трубку диаметром от 40 до 100 мм (и бо-
лее) при вращении помещают между большим пальцем с одной
стороны и указательным, средним и безымянным — с другой.
Трубка лежит между мизинцем и большим пальцем с одной сто-
роны и остальными тремя пальцами — с другой.
Рис. 18. Вращение трубок в пламени горелки:
а—первый прием; б — второй прием; в, г—третий прием; д — вращение тяжелой заготовки иа
подставке; е — четвертый прием.
Вращать удобно от себя (рис. 18,6).
Третий прием. Трубку диаметром до 60 мм охватывают
сверху ладонью правой руки. Левая рука держит трубку так же,
но ладонь смотрит навстречу ладони правой руки (рис. 18,в,а).
Большой палец находится с одной стороны трубки, остальные —
с другой. Во вращении участвуют все пальцы руки. Вращать
можно от себя и к себе.
При обработке тяжелых заготовок пользуются подставками
(см. гл. II). В этом случае для удобства вращения к заготовке
припаивают трубку диаметром от 15 до 40 мм, так называемую
державу (рис. 18,6).
48
Четвертый прием. Трубку диаметром от 1 до 10 мм дер-
жат на ладони между большим пальцем и всеми остальными. В этом
случае вращение осуществляют в основном большим пальцем, ко-
юрый как бы катает трубку по ладони то в одну сторону, то в
другую (рис. 18, е).
Описанные приемы применимы к вращению как правой, так
и тевой рукой.
Обычно во время работы используют все описанные приемы
или даже комбинируют их. Так, когда левая рука вращает треть-
им приемом, правая — первым.
Обучаясь стеклодувному делу, надо прежде всего овладеть
всеми приемами вращения обрабатываемых деталей. Вращать
деталь надо и в пламени и вне его. Умение синхронно, равно-
мерно и беспрерывно вращать обеими руками размягченную мас-
су стекла как в пламени горелки, так и вне его, приходит только
после многих месяцев упорной тренировки за горелкой.
§ 18. Растягивание трубок
Обучение стеклодувному делу всегда начинают с растягива-
ния и оттягивания концов трубок диаметром до 30 мм. Во время
этих операций ученик одновременно приобретает навык в том,
как вращать, осаживать и сохранять какое-то время массу стекла
в размягченном состоянии и в пламени горелки, и вне его.
Изготовление державы. Для удлинения детали и удобства ее об-
работки часто приходится пользоваться державами — трубками
(узкими или широкими), которые припаивают к обрабатываемой
заготовке. Державу можно сделать непосредственно из заготовки,
оттягивая ее конец. Держава служит не только ручкой для удер-
живания и вращения заготовки, но и трубочкой, через которую
раздувают размягченное стекло, поэтому для ее изготовления
используют трубки.
Иногда державы приходится оттягивать или припаивать к за-
готовке с обоих концов, такая заготовка называется пулькой
(рис. 19).
Трубки и цилиндры диаметром более 80 мм практически не-
возможно растянуть с образованием прочной державы. В этом
случае державу готовят путем припаивания к заготовке трубки —
державы диаметром 20—25 мм (см. § 19).
При изготовлении державы путем оттягивания конца самой
заготовки сначала к размягченному в пламени концу трубки —
заготовки припаивают стеклянную палочку (штабик) или более
узкую трубку. После этого, продолжая нагревать место спая на
пламени горелки, припаянную палочку выводят по центру торца
трубки, подлежащей оттягиванию. Затем, отступя 20—30 мм от
места спая, трубку разогревают до размягчения и вращают в пла-
мени до образования в месте нагрева небольшого толстостенного
шарика или цилиндра. Разогретую трубку выносят из пламени,
49
„е забывая вращать ее, и, охладив немного на воздухе (2—5 с),
не прекращая вращать, медленно растягивают трубку в
противоположные стороны до нужной длины, увеличивая силу рас-
тягивания по мере затвердевания стекла. После охлаждения за-
готовки припаянную палочку и деформированный участок оттяну-
1 и 5—державы; 2 и 4—плечики пульки: 3 — собственно трубка—заготовка.
той трубки отрезают или отпаивают. Стеклодувы называют
оттянутую державу усиком.
Трубки диаметром от 20 до 80 мм оттягивают после накопле-
ния достаточной массы стекла в месте растягивания, т. е. тол-
щина стенок размягченной массы должна стать больше толщины
стенок исходной трубки на 2—3 мм. Оттянутая держава должна
быть прочной и располагаться точно по центру торца трубки.
Растягивают трубки посередине так же, как и оттягивают ко-
нец ее, только припаянную палочку заменяет сама трубка.
Изготовление дна. Готовят пульку, затем место перехода трубки
в державу разогревают в пламени горелки до размягчения. После
этого державой выбирают лишние наплывы стекла, не касаясь
плечиков трубки (место перехода трубки в закругление). Отпаяв
державу с лишним стеклом, дно прогревают в пламени и выду-
вают стекло до образования полушара (диаметр его не должен
превышать диаметр трубки). Эту операцию проделывают не-
сколько раз и, когда стекло равномерно растечется, легким под-
дувом окончательно округляют дно. Толщина стенок дна должна
быть не меньше толщины стенок трубки.
Плоское дно делают из округленного. Для этого округленное
дно сплавляют в пламени, не доходя 2—3 мм до плечиков трубки.
Сняв трубку с пламени и остудив немного на воздухе, размягчен-
ное дно прижимают к ровной обугленной деревянной доске и,
прижав, вращают, постоянно поддувая, до затвердевания стекла.
Плечики трубки после изготовления дна обязательно должны
быть закругленными и немного утолщенными по отношению
к стенкам трубки. Если переход плечиков от трубки к дну будет
резким, оно окажется непрочным; такое дно часто растрески-
вается, особенно под вакуумом.
Изготовление два у трубок диаметром более 80 мм представ-
ляет некоторую сложность. Оттянуть державу от таких трубок
трудно, да и не всегда выгодно, так как такие трубки или ци-
линдры — материал дорогостоящий и его следует экономить,
$0
Один из концов трубки закрепляют в специальном держателе
г ручкой для вращения (см. гл. II). Если это не трубка, а цилиндр
с утолщенным формованным дном, то дно предварительно отре-
шют. Конец трубки или цилиндра длиною 40—50 мм разогревают
пламенем горелки до размягчения, затем трубку выносят из пла-
мени и обрабатывают на обкатке, осаживая стекло до образования
небольшого конуса. Повторив несколько раз эту операцию, полу-
чают конус с углом в вершине 40—45°. Получить округленное дно
из конуса не представляет особых трудностей. Для этого или вы-
бирают лишнее стекло при постоянном поддувании, или укатывают
па обкатке острый конус до образования округленного дна.
§ 19. Спаивание трубок
Все стеклянные трубки перед спаиванием должны быть тща-
тельно вымыты и просушены. Загрязненные торцы трубок следует
отрезать. Если отрезанные трубки заготавливаются заранее за
один — два часа до их спаивания, то их торцы следует оплавить.
Это необходимо делать потому, что перед спаиванием оплавленные
торцы придется тщательно протирать, а неоплавленныетрубки про-
трать небезопасно, так как можно порезать руки об острые края.
Протирают трубки для удаления с них пыли. Пыль, оседающая на
трубке, может быть разного происхождения: органического и неор-
ганического. Если первая при плавлении стекла сгорает, не ме-
шает работе и не влияет на качество изделия, то вторая сплав-
ляется со стеклом, стекло получается неоднородным, образуются
трещины, пузыри, микроотверстия и т. п.
Спаивать целесообразнее ровно отрезанные трубки, имеющие
одинаковую толщину стенок без воздушных пузырей и включений.
Спай считают хорошим, прочным, если он не заметен на готовом
изделии и в месте спая по обеим его сторонам трубка сохранила
свой первоначальный вид (без искажения). Границу хорошего спая
можно увидеть только при тщательном осмотре изделия. На этом
месте по окружности трубки различается узкая, прозрачная поло-
ска.
После изготовления любой спай обязательно отжигают (обогре-
вают) в пламени горелки. Отжигать следует не только место спая,
ио и трубку с обеих сторон от него на расстоянии 10—80 мм в за-
висимости от диаметра трубки: чем шире трубка, тем больше обо-
греваемый участок.
Микроотверстия в спаях. Микроотверстия в спаях — очень опас-
ный брак, особенно если прибор (или установка) предназначен для
работы под высоким вакуумом. Эти отверстия почти невозможно
обнаружить не только невооруженным глазом, но иногда с по-
мощью современных течеискателей. Поэтому необходимо знать
природу микроотверстий и уметь ликвидировать их.
Микроотверстия чаще всего обнаруживаются в плохо пропаян-
ных спаях при спаивании загрязненных трубок, в месте образования
61
воздушных пузырей. Осмотрев готовые трубки и обнаружив по-
добные недочеты, можно просто отбраковать трубки, в которых
вероятны микроотверстия. Но микроотверстия появляются и в хо-
рошо пропаянных спаях, в месте спая чисто вымытых трубок без
посторонних включений. Особенно часто это наблюдается при спаи-
вании молибденового и йенского стекол. Лучше всего это явление
проиллюстрировать на примере спаивания двух трубок одинакового
сечения (диаметром 15 мм) из молибденового стекла. Возьмем чи-
стую трубку и разрежем ее на две равные части. Сильно размягчив
торцы трубок в пламени, соединим их и тщательно пропаяем. После
остывания на месте спая будет четко видна коричневая полоска,
проходящая по окружности трубки. Изменение цвета стекла прои-
зошло в результате окисления некоторых окислов металлов, входя-
щих в состав стекла. При правильном спаивании двух трубок эта
полоса располагается во внутренних слоях стекла, так как после
соединения торцов спай пропаивают и полосу закрывает поверхно-
стный (не окисленный) слой стекла.
Если разогреть какую-нибудь часть спая и вытянуть коричневую
полосу во внешний слой стекла, то в том месте, где с двух сторон
стянуты продукты окисления, образуется микроканал, т. е. микро-
отверстие. Сравнительно хорошо выход микроканала виден при
свечении трубки, разогретой в пламени. Заметив выход окисленной
части спая на поверхность трубки, не следует пытаться его закрыть
вытягиванием стекла. Чтобы запаять отверстие, надо разогреть уз-
кую стеклянную палочку и нанести тонкий слой стекла, закрыв от-
верстие, а затем тщательно пропаять.
Чаще всего окисленная часть спая протягивается во внешний
слой стенок трубки при изготовлении тройниковых и внутренних
спаев, при впаивании остеклованных металлов в прибор, при за-
паивании широких отверстий и удалении наплывов из спаев.
Прежде всего необходимо избегать окисления спая. Этого можно
достичь, если свежеотрезанные торцы трубок соединить вне пла-
мени и, слегка сжимая, спаивать так, чтобы пламя не проникало
внутрь спая. Тогда он получится без окисленной полосы. Однако
в процессе изготовления приборов это не во всех случаях возможно.
Способностью молибденового стекла образовывать микро-
отверстия в результате окисления при разогревании его в пла-
мени горелки воспользовались при изготовлении особого при-
бора— натекателя. Натекатель применяют в тех случаях, когда
по условиям эксперимента требуется впускать в прибор (или вы-
пускать из него) газ или жидкость с очень малой скоростью. Этот
прибор имеет вид обычной пробирки с микроотверстием, распо-
ложенным в центре дна. Прибор получают следующим образом.
Сначала открытый конец трубки помещают в окислительную
зону пламени стеклодувной горелки и сильно размягчают вплоть
до заплавления торца трубки, т. е. до образования толстостенного
донышка. Дно натекателя в зависимости от предъявляемых тре-
52
бований можно оставить толстостенным или сделать тонкостен-
ным (раздувая в пламени). При нагревании в пламени в центре
светящегося дна будет ясно видна красноватая полоска -(в ох-
лажденном стекле — темно-коричневая). Однако это еще не от-
верстие, а лишь место на стекле, где «собрались» окислы, обра-
ювавшиеся при сплавлении молибденового стекла в окислитель-
ной зоне пламени. Для того чтобы получить отверстие, из за-
готовки откачивают форвакуумным насосом воздух и искрой
щупа искрового течеискателя (во время откачки воздуха) про-
бивают отверстие в сплавленном дне. Отверстие пробивается
точно по образовавшейся полосе. Размер отверстия зависит от
диаметра трубки, степени окисления стекла в пламени, мощности
разряда течеискателя. Минимальный диаметр отверстия, полу-
чаемого таким путем, может составлять несколько микрометров
(микрон). Чтобы получить отверстие заданной величины, обеспе-
чивающее натекание газа (или жидкости) в прибор с определен-
ной скоростью, делают серию (10—15 штук) натекателей, из кото-
рых опытным путем, проверяя скорость натекания с помощью
специальных приборов (например, реометра), выбирают нужный.
Запаивание отверстий. Запаивают отвестия (диаметром обычно
от 1 мм до 15 мм) только палочкой из стекла того же сорта, что
и изделие (у которого нужно запаять отверстия). Палочка может
быть круглой, плоской, узкой, широкой, и выбирают ее для ра-
боты в соответствии с характером отверстий. Нельзя затягивать
отверстия вольфрамовой или молибденовой иглой, так как в спай
может попасть окалина этих металлов, при этом в стекле могут
образоваться микроотверстия. Небольшие отверстия (до 5 мм)
затягивают размягченной палочкой, припаивая ее чуть выше (на
1—2 мм) разогретого края отверстия. Иногда, особенно при ре-
монте приборов, приходится запаивать довольно широкие отвер-
стия, тогда прибор разогревают, если возможно, в пламени
горелки, если нет — в муфельной печи. Полоску накладывают по-
верх слегка разогретых краев отверстия. Накладываемая полоска
стекла должна быть разогрета сильнее, чем края отверстий. Да-
лее закрытое полоской отверстие тщательно пропаивают в пла-
мени, удаляя наплывы стекла.
Простой спай на узких трубках одинакового сечения. Спаять
такие трубки можно двумя способами.
Первый способ. Концы спаиваемых трубок помещают
в пламя горелки, слегка разогревают и соединяют. Вращая обе
трубки в пламени, пропаивают спай до исчезновения шва, время
от времени поддувая и выравнивая место спая. Толщина стенок
и диаметр в месте спая должны быть близки к толщине стенок
и диаметру исходных трубок.
Второй способ. Торцы трубок разогревают до размягче-
ния, затем, вынув из пламени, их соединяют и, вращая, раздувают
так, чтобы диаметр раздутого места был на 3—6 мм больше ди-
аметра исходных трубок. Проделав последнюю операцию дважды,
63
разДутйе в Месте спая Вытягивают до тех пор, пока диаметр его
не будет равен диаметру исходных трубок.
Спаивание трубок диаметром 50 мм и более. Торцы трубок ос-
торожно обогревают в пламени, затем размягчают часть края
торцов (*/8 часть окружности трубки). Размягченные части со-
единяют в пламени так, чтобы остальные части торцов также
сошлись по окружности трубок. Не снимая с пламени и слегка
сжимая трубки с обеих сторон, стараются временно «спаять»
торцы по всей окружности (стеклодувы говорят — слепить), не
оставляя отверстий. Убедившись, что торцы «спаяны», на узком
рабочем пламени без поддува пропаивают весь спай по частям.
Если при этом возникнут небольшие отверстия, на них не обра-
щают внимания, заканчивают пропайку соединенных частей и уже
потом затягивают отверстия стеклянной палочкой с последующим
пропаиванием и поддуванием. Пламя горелки при этом должно
быть узкое и захватывать 10—15 мм длины трубки с обеих сто-
рон от спая.
Начинают пропаивание с ’/б, 'Л части окружности спая, вра-
щая трубку на себя и от себя; сняв с пламени, поддувают, держа
трубку размягченной частью вверх. Далее все повторяют с сосед-
ним участком спая и т. д. до тех пор, пока весь спай не будет
пропаян.
При спаивании трубок диаметром 80—100 мм используют те-
кучесть стекла, а именно, не поддувая, вращают трубку в пла-
мени так, чтобы размягченная часть стекла, перемещаясь, посте-
пенно заглаживала спай и выравнивала его по диаметру трубки.
Вращение часто ненадолго приостанавливают, чтобы размягчен-
ная часть находилась то внизу, то наверху, то сбоку трубки, да-
вая тем самым равномерно растечься стеклу по окружности
спая. Поддувают здесь только для того, чтобы ликвидировать
небольшие неровности спая.
Спаивание трубок неодинакового сечения. Эту работу можно
проводить двумя способами.
Первый способ. У широкой трубки делают округленное
дно, из центра дна стеклянной палочкой или державой вытяги-
вают узкий капилляр, который сплавляют и выдувают в тонко-
стенный пузырь. Разбив пузырь, получают отверстие. Диаметр
отверстия должен соответствовать диаметру припаиваемой узкой
трубки или быть чуть уже его. Далее две трубки соединяют и
спай пропаивают, как описано выше. Пропаивая, следует на-
правлять пламя больше на широкую трубку. После пропайки
спая выравнивают плечики у широкой трубки так, чтобы спай
находился на границе между узкой и широкой трубками, а пле-
чики были закругленными и не превышали диаметра широкой
трубки.
Второй способ. Конец широкой трубки вытягивают до
диаметра припаиваемой трубки. Вытянутую часть отрезают
ближе к широкой трубке в месте перехода широкой трубки в бо-
54
нс узкую. Далее, как обычно, спаивают обе трубки, отделывают
и ючики, как и в первом случае. Следует заметить, что в спаях
(кой трубки с широкой удобнее спаивать суженные торцы.
Второй способ подходит для спаивания узкой трубки с труб-
ками диаметром до 80 мм (при условии оттягивания толстостен-
ной державы) с последующим обкатыванием на обкатке или под-
резке до сечения припаиваемой трубки. Если же диаметр широ-
кой трубки превышает 80 мм, то делают конусообразное дно (см.
изготовление дна); припайка узкой трубки в этом случае осуще-
ствима только первым способом.
Спаивание двух калиброванных трубок. Спайка двух трубок,
откалиброванных по внутреннему диаметру, представляет некото-
рую сложность. Спаянные трубки должны быть строго соосны,
а в месте спая не должно быть искажений внутреннего диа-
метра. В этом случае применяют стержень, изготовленный из
мелкозернистого графита, диаметром, который на 1 мм меньше
внутреннего диаметра трубок. Длина стержня должна составлять
’/з часть общей длины спаиваемых трубок. Перед спайкой стер-
жень прогревают по всей длине и вставляют в одну из трубок,
не доводя конец его на 30—40 см до спаиваемого торца, после
этого трубки спаивают (1-й способ, простая спайка). Через раз-
мягченный спай пропускают графитовый стержень, повторно ра-
зогревают спай и укатывают на обкатке. После отжига в пла-
мени спаю, не вынимая стержня из трубки, дают остыть.
§ 20. Развертывание трубок развертками
Развертывание — это одна из необходимых операций в стекло-
дувном деле. Его применяют для получения отверстий, бортиков
пробирок, воронок, фланцев и т. п., а также при изготовлении кра-
нов, шлифов, сосудов Дьюара.
Развертывание размягченных частей трубок проводят с по-
мощью разверток (см. § 12) различной конфигурации как в пла-
мени горелки, так и вне его. Ширина (или диаметр) узкой части
развертки обязательно должна быть меньше диаметра разверты-
ваемой трубки.
Если размеры изделия (заготовки) позволяют свободно удер-
живать и вращать его одной рукой, то развертывают, вращая
размягченное изделие на развертке (изготовление бортика проби-
рок, кранов, фланцев и т. д.). Если же заготовка тяжелая или
если требуется развернуть отверстие по сторонам трубки (снизу,
сбоку), оперируют в основном разверткой.
При развертывании необходимо придерживаться определенных
правил. Во-первых, нельзя развертывать трубки сразу после раз-
мягчения стекла, так как оно в это время текуче и возможно при-
липание его к развертке. Надо выждать некоторое время, чтобы
стекло немного остыло и стало мягким и упругим, такое стекло
можно свободно вращать на развертке Время остывания
зависит от степени размягчения и массы стекла, чем они больше,
55
тем дольше следует остужать стекло. Во-вторых, помещать раз-
вертку в подготовленное для развертывания изделие следует
слегка разогретой, так как при касании холодной разверткой не-
размягченных, но разогретых участков трубки на последней обра-
зуются трещины и посечки. В-третьих, красивые бортики, фланцы,
шлифы и т. д. получаются, если трубки равностенные, а края
равнообработаны.
Для того чтобы стенки трубки были ровными, сочетают раз-
вертывание заготовки изнутри разверткой с одновременным обка-
тыванием (осаживанием) на обкатке. Этот прием применяют при
изготовлении кранов, шлифов (см. гл. VIII).
Развертывание отверстий. Узкие отверстия (от 1 мм до 10 мм),
полученные выдуванием, прокалыванием, оттягиванием и т. д.,
независимо от места их расположения на изделии лучше всего
развертывать с помощью трехгранной развертки.
Если деталь можно вращать одной рукой, то, проделав отвер-
стие известными способами, деталь выносят из пламени и, слегка
остудив на воздухе, другой рукой вводят в отверстие острый
конец развертки. Вращая изделие вокруг своей оси на развертке,
постепенно расширяют отверстие до нужного диаметра. При этом
острый конец развертки должен расположиться под небольшим
углом к центральной оси отверстия. Так необходимо делать, чтобы
губки отверстия не вмялись внутрь изделия.
Если заготовку трудно вращать в пламени, то, соблюдая выше
описанные правила, отверстие развертывают, вращая развертку.
Если требуется получить квадратное, треугольное, эллиптическое
отверстие, то вначале делают круглое отверстие, а затем с по-
мощью развертки придают отверстию нужную форму.
Широкие отверстия (от 10 мм и выше) развертывают анало-
гичным способом, применяя необходимые по размеру развертки.
Развертывание краев у торцов трубок. Трубку, у которой сле-
дует развернуть края торца, с одной стороны обрезают, с дру-
гой— оттягивают державу или насаживают насадку (см. § 35).
Чтобы края были ровными, торец подшлифовывают на план-
шайбе. Осторожно обогрев торец на пламени горелки, края
его размягчают и выносят из пламени, не переставая вращать.
Дав слегка остыть стеклу, внутрь трубки вводят соответствую-
щую развертку. Наиболее удобны в данном случае плоские конусо-
образные развертки.
Сначала развертку вводят в трубку параллельно стенкам
трубки и слегка прижимают к ним. По мере остывания стекла
нажим на стенки увеличивают, постепенно переводя развертку из
горизонтального положения в наклонное, тем самым развертывая
края торца. Затем развертку выводят из трубки, а развернутые
края и трубку обогревают в пламени.
Размер развернутых краев зависит от длины размягченного
участка трубки (начиная с торца), размера пламени и диаметра
трубки.
§21. Тройниковые спаи
Трубка, припаянная под углом к любой части (кроме торцов)
другой трубки, образует тройник из трех трубок, расходящихся
в стороны от места спая. Спай, полученный при таком располо-
Рис. 20. Тройниковый спай:
а— вытягивание стеклянного “уснка“ в месте спая и сплавлеине его в пламени; б — тонко
стенпый стеклянный пузырь, выдутый иа месте „усика*1; в—губки отверстия после скола
пузыря и припаиваемая трубка; г—раздутие на припаиваемой трубке после припаивания
места спая; д — готовый спай.
жении трубок, называется тройниковым При изготовлении концы
у двух трубок закрывают (ватой, резиновой пробкой) или запаи-
вают, а через конец третьей трубки поддувают. Все тройниковые
спаи обязательно отжигают в пламени горелки.
Тройниковый спай на трубках диаметром 20—25 мм. Трубку в
месте, где должен быть тройниковый спай, обогревают на пла-
мени по всей окружности до появления желтоокрашенного пла-
мени. Затем место спая прогревают до размягчения и стеклянной
палочкой вытягивают узкий капилляр («усик»), который отпаи-
вают вблизи трубки (рис. 20,а). Оставшийся на трубке капилляр
сплавляют в узком пламени горелки до основания его. Сплавив,
раздувают в небольшой шарик (б). Диаметр окружности у осно-
вания шарика должен быть чуть меньше диаметра припаиваемой
трубки или равен ему.
Размягчив шарик в пламени, его выдувают в тонкостенный
пузырь и легко снимают любым предметом (трубкой, разверт-
кой, стеклодувным ножом и т. п.). Отверстие всегда нужно делать
67
меньше диаметра припаиваемой трубки, если же оно слишком
мало, его можно развернуть. Одинаково размягчают торец при-
паиваемой трубки и образовавшиеся после откалывания пузыря
губки у отверстия, соединяют их и, вынеся из пламени, раздувают
место спая, одновременно вытягивая раздутие до выравнивания
его диаметра с диаметром припаиваемой трубки. Далее следует
тщательно пропаять спай узким пламенем. Пропаивать можно
частями, а можно и «в круговую», держа тройник в руках, как
показано на рис. 21. При пропаивании размягчить нужно только
место спая и ни в коем случае не доводить до размягчения
остальные части трубок.
Если требуется припаять трубку тройниковым спаем под
острым углом, то торец ее отшлифовывают под нужный угол, а от-
верстие на другой трубке развертывают по длине и ширине до раз-
меров, соответствующих шлифованному торцу. Пропайку ведут
только по частям.
Тройниковый спай, получаемый при помощи стеклянной па-
лочки. Этим методом пользуются при припайке узкой трубки диа-
метром 6—7 мм к более широкой без предварительного выдува-
ния отверстия. Один конец широкой трубки следует закрыть.
В месте будущего тройникового спая на широкой трубке размяг-
чают участок диаметром 3—4 мм и одновременно в пламени
горелки разогревают торец стеклянной палочки диаметром 6—7 мм
до образования шарика диаметром 8—9 мм. Сняв с пламени, со-
единяют размягченные места трубки и палочки и начинают мед-
ленно поддувать через открытый конец трубки. Размягченная часть
стекла, раздуваясь, перемещается в размягченную стеклянную
палочку, образуя тройниковый спай. По мере раздутия палочку
следует все время оттягивать, следя за толщиной стенок получае-
мой трубки. Получив узкую трубку длиной 15—20 мм, стеклян-
ную палочку отрезают или оттягивают. Диаметр узкой трубки
зависит от размера площади соединения шарика палочки с труб-
кой. Если диаметр окружности в месте соединения размягчен-
ного шарика будет равен 4 мм, то диаметр узкой трубки, полу-
ченной после раздутия, будет равен 5—6 мм и т. д. Часто этим
способом готовят тройниковые спаи более широких диаметров до
20—25 мм, особенно если отводы делают не длинными. Этим
способом удобно пользоваться, если узкая трубка должна быть
припаяна под небольшим углом к широкой.
Тройниковые спаи, полученные данным способом, всегда отли-
чаются от обычных тройниковых спаев чистотой отделки, надеж-
ностью, герметичностью; в них практически исключается наличие
микроотверстий.
Интересный способ изготовления тройникового спая предло-
жил мастер — стеклодув из Народной республики Болгарии Лю-
бомир Нончев. Сначала стенки торца припаиваемой трубки утол-
щают в пламени и слегка развертывают. Размягчив края утол-
щенного торца и часть трубки в месте тройникового спая, их
68
соединяют, а затем через припаиваемую трубку резко втягивают
воздух в себя. При этом размягченная часть трубки выдувается
ючно по внутреннему диаметру припаянной. Такой метод при-
меним только в работе с тугоплавкими стеклами, преимущест-
венно кварцевыми.
Рис. 21. Приемы вращения при изготовлении тройникового спая:
а—исходное положение; б— правая рука уходит вверх в направлении от работающего;
«—правая рука быстро прошла через горячую зону в направлении к работающему; а —из
этого положения начинается обратное движение к исходному положению а.
Тройниковый спай на широких трубках. Тройниковый спай на
трубках диаметром от 20 до 40 мм делают, сводя на конус торец
припаиваемой трубки и, соответственно, подгоняя отверстие на
другой трубке под диаметр конуса. Пропаивают почти все трой-
никовые спаи на широких трубках по частям за исключением
трубок, у которых можно вывести державу с другой стороны трой-
никового спая на одной с ним оси (см. ниже).
Тройниковый спай без поддува (крановая лепка). Крановой
лепкой в тройниковом спае пользуются, если невозможно подду-
вать через трубки. Этим способом удобнее припаивать (в данном
случае — лепить) узкую трубку к широкой.
На широкой трубке делают отверстие диаметром 5—6 мм
(можно проколоть или вытянуть капилляр и отрезать его). С по-
69
мощью резкого узкого пламени полученное отверстие расширяют
до размера, соответствующего диаметру припаиваемой трубки,
утолщая тем самым губки отверстия (губки отверстия утол-
щаются за счет стекла, собравшегося после сильного разогрева
краев отверстия). Для удобства работы к широкой трубке при-
паивают державу и выводят ее напротив отверстия. С помощью
державы и вращают изделие (рис. 22). Стенки торца припаивае-
мой трубки предварительно утолщают на 2—3 мм и разверты-
вают чуть больше ее диаметра. Размягчив губки отверстия и
«стопив» развернутый торец до размера, соответствующего диа-
метру отверстия, их быстро соединяют вне пламени горелки, не
забывая вращать тройник и следя за равномерным размещением
стекла по спаю. По мере остывания припаянную трубку следует
вытянуть в месте спая во избежание «залипаний». Переход от
узкой трубки к широкой должен быть плавным и открытым
(рис. 23.).
Если диаметр припаиваемой трубки больше 30 мм, то ее утол-
щенному торцу следует придать форму, соответствующую окруж-
ности широкой трубки, т. е. так развернуть ее, чтобы края торца
как бы охватывали трубку по окружности (рис. 24). Лишнее
стекло при подготовке торца следует выбирать стеклянной палоч-
кой в пламени, чтобы избавиться от наплывов стекла. Необходимо
помнить, что при таком спаивании нужно сильно, но равномерно
размягчить стекло перед лепкой и правильно беспрестанно вра-
щать изделие по мере его остывания. Данный способ в основном
применяют при изготовлении стеклянных кранов.
Пропаивание нескольких тройниковых спаев одновременно.
Часто к колбе или к какому-нибудь стеклянному изделию тре-
буется припаять тройниковыми спаями несколько трубок, распо-
ложенных под определенным углом к изделию. Если припаивать
трубки обычным способом, то, припаивая каждую трубку от-
дельно, трудно сохранить нужный угол наклона, причем при оче-
редном обогреве в пламени горелки всегда возникает опасность
перегрева трубок, а следовательно, изменение угла наклона.
Кроме того, особенно при монтаже крупногабаритных изделий,
довольно трудно пропаивать тройниковые спаи, удерживая в од-
ной руке изделие, а в другой припаиваемую трубку. Чтобы исклю-
чить все эти недостатки, пользуются специальным приемом,
а именно временно спаивают стеклянной палочкой друг с другом
все отводы и только потом пропаивают все трубки «одновременно».
Порядок работы следующий. Сначала колбу разогревают на пла-
мени горелки и размечают места будущих припаек размягченным
конном стеклянной палочки, делая на колбе еле заметные точки.
После этого поочередно выдувают отверстия по размеченным
местам и тройниковым спаем («крановая лепка») припаивают все
четыре отвода, соблюдая заданный угол наклона. Далее все че>
тыре припаянные трубки временно спаивают между собой стек-
лянной палочкой так, как показано на рис. 25, а затем приступают
60
к тщательному пропаиванию каждого тройникового спая отдельно
на узком пламени горелки. Скрепленные между собой трубки
позволяют работающему спокойно и тщательно пропаять каждый
спай, не нарушив угла наклона трубок. После того как места пайки
(рубок будут обработаны и все изделие полностью остынет, верх-
Рис. 22. Изготовление тройнико-
вого спая на широких трубках и
выведение державы по централь-
ной оси спая.
Рис. 23. Вид тройникового спая,
полученного крановой лепкой уз-
кой трубки к широкой.
Рис. 24. Тройниковый спай двух
широких трубок, полученный кра-
новой лепкой.
Рис. 25. Колба с отводами:
а —колба с отводами перед одновре=
менным пропаиванием тройниковых
спаев; б—та же колба после пропаива-
ния.
ние части припаянных трубок вместе с припаянными палочками
отрезают.
§ 22. Изменение диаметра и формы трубок
Осаживание стекла. Изделие любой формы изготовляют из
обычных трубок или цилиндров, подбирая их по диаметру и тол-
щине стенок. Начинают работу с изготовления заготовки путем
накапливания стеклянной массы и раздувания до нужного раз-
мера (рис. 26).
При нагревании стекло размягчается и, как известно, приобре-
тает способность течь, образуя наплывы. Это свойство необходимо
61
использовать, чтобы «собирать» нужное количество стекла в одно
место и делать стенки заготовки более толстыми, а затем, разду-
вая и обкатывая стеклянную массу, увеличивать диаметр трубки,
изменять ее форму и т. д.
Прежде всего пульки (диаметр до 60 мм) нагревают в пла-
мени горелки до размягчения, беспрестанно и равномерно вра-
щая в обе стороны. Естественно, в месте нагрева диаметр трубки
несколько уменьшится, а толщина стенок увеличится, причем
утолщение зависит от времени нагревания. Сняв пульку с пла-
мени, ее продолжают вращать, тем самым давая разогретой
массе равномерно растечься и остыть с поверхности
Раздувать можно только через 2—15 с (в зависимости от
массы стекла) после того, как пулька снята с пламени. Это пра-
вило является общим при обработке стекла с применением дутья^
Предварительное небольшое охлаждение необходимо для того,
чтобы остыли тонкие разогретые стенки исходной трубки, непо-
средственно примыкающие к месту заготовки, подлежащей раз-
дуву. В противном случае раздуваться в первую очередь будут
именно тонкие стенки исходной трубки, а это недопустимо.
Раздувая, получают шар, который помещают в мягкое пламя
горелки и слегка растягивают. Получают цилиндр. Если необхо-
димо утолстить его стенки и еще увеличить в размере, заготовку
снова нагревают так, чтобы пламя охватывало и заготовку, и
непосредственно к ней примыкающие части исходной трубки.
Вращая изделие, переплавляют стеклянную массу из стенок
трубки в стенки цилиндра. Эту операцию многократно повторяют,
пока не наберут необходимое количество стекла. Затем путем вы-
дувания, обкатывания, формования и т. п. придают заготовке лю-
бую нужную форму.
Необходимо помнить, что для получения заготовки осажива-
нием размягченное стекло нельзя сжимать, так как при этом
стенки получаются неровными, волнистыми, деталь из такой за-
готовки получается непрочная из-за разной толщины стенок
(см. рис. 26).
При обогреве вплоть до размягчения обе руки должны рабо-
тать синхронно. После начала размягчения изделие вращают той
рукой, которая держит более тяжелую часть заготовки, другая
рука при этом только поддерживает державу с расплавленной
массой стекла.
Стенки какой-либо части трубки диаметром более 60 мм нельзя
утолщать описанным способом. Дело в том, что размягченная
масса стекла таких трубок при длительном нагревании и враще-
нии в пламени под действием собственного веса и центробежной
силы начинает растекаться в стороны, увеличиваясь в объеме; при
этом стенки исходной трубки становятся тоньше. Удерживать
расплывающуюся массу очень трудно. Поэтому периодически
стекло осаживают укатыванием в канавке обкатки, вращая
62
||>убку к себе и от себя с легким нажимом. При этом также
»текло перетапливается, перетекая от более тонких стенок исход-
ной трубки в толстые, но в отличие от ранее описанного способа
шаметр участка трубки с натопленными стенками делают либо
равным диаметру исходной трубки, либо меньше на 5—10 мм.
Рис. 26. Накопление стенок трубки
в пламени горелки.
Рис. 27. Изготовление сосуда с
плоскими стенками:
а—заготовка с утолщенными стенками;
б—толстостенное донышко с припаянной
трубкой — державой; в — отделанное вто-
рое донышко; г — готозый сосуд с вы-
веденной державой.
Если длина и масса заготовки (пульки) позволяют вращать
ее на двух державах, то весь процесс по накапливанию стекла
и последующую обработку (укатывание, раздувание, развертыва-
ние и т. п.) ведут на руках. Если нет, то заготовку вращают,
держа в руке одну державу, удерживая изделие на подставке.
В этом случае процесс накопления стекла проводят следующим
образом. К концу исходной трубки припаивают державу диамет-
ром 15—20 мм, другой конец запаивают, сделав толстостенное
округленное дно (см. § 19). Отступя от округленного конца на
70—80 мм, трубку разогревают до размягчения, вращая в пла-
мени. Вращают заготовку обеими руками, пользуясь припаянной
державой. Размягченную массу изредка раздувают, выравнивая
ее, вне пламени горелки и тут же обкатывают на обкатке. Обка-
танная часть должна быть на 5—6 мм уже диаметра исходной
трубки. Эту операцию повторяют несколько раз до достаточного
утолщения стенок в обрабатываемой части трубки. Добившись
утолщения стенок, размягчают соседний участок трубки между
указанной частью и округленным дном. При этом пламя должно
захватывать и большую часть утолщенной ранее трубки.
Для получения достаточно толстостенной заготовки описанные
операции повторяют многократно. Из полученной толстостенной
63
заготовки, раздувая, укатывая и развертывая ее развертками, по-
лучают изделие нужной формы.
Изготовление шара. Берут трубку диаметром 60 мм и делают
заготовку описанным выше методом. Стенки заготовки должны
иметь толщину не менее 5 мм (включая дно) по длине 70—80 мм.
Полученную толстостенную часть заготовки несколько раз раз-
мягчают в пламени, не забывая укатывать на обкатке до образо-
вания равных по толщине стенок с немного (на 1 — 1,5 мм) утол-
щенным дном. При этом длина толстостенной части уменьшится
до 50—60 мм. Тщательно размягчив утолщенную часть, заготовку
снимают с пламени и вращают в горизонтальном положении.
По истечении 3—4 с начинают раздувать шар. Дуть вначале
нужно не торопясь и не напрягаясь. По мере остывания разду-
ваемого шара нужно увеличивать силу дутья. Раздувают до тех
пор, пока диаметр шара не достигнет 182 мм, толщина стенок при
этом будет около 2 мм, объем — 3000 см3
Изготовление сосуда с плоскими стенками. По сути дела изго-
товление сосуда с плоскими стенками (рис. 27) сводится к изго-
товлению на трубке двух донышек (по торцам) с небольшим
расстоянием между ними. Но исходя из того, что заготовки, выпу-
скаемые стекольной промышленностью, сравнительно тонкостен-
ные, лучше и надежнее изготавливать такие сосуды из толсто-
стенной колбы, сделанной на пламени горелки и снабженной
двумя державами. Естественно, чем больше объем сосуда, тем
толще должны быть стенки исходной колбы. Колбу выдувают так,
чтобы стенки ее постепенно утолщались от держав к середине
колбы, причем толщина стенки в средней части колбы должна
в 1,6—1,8 раза превышать толщину стенки колбы вблизи держав.
Соблюдение этого правила обязательно, так как, если толщина
стенок колбы будет одинаковой, при изготовлении плоского со-
суда в месте изгиба (плечики дна) возникнут внутренние напря-
жения и сосуд может треснуть (особенно под вакуумом). Пле-
чики дна после изготовления должны быть округлыми, а толщина
стенок в изгибе должна превышать толщину стенки дна также в
1,6—1,8 раза, причем толщина стенок дна не должна быть менее
1,5—2 мм.
Изготовив колбу, одну из держав оттягивают и делают пло-
ское дно. Если сосуд предназначен для работы под вакуумом, то
плоское дно снова разогревают в пламени и придают ему не-
сколько выпуклую форму. К центру дна подпаивают трубку—1
державу (см. рис. 27, б) и, отступя от плечиков полученного дна
на заданный размер, делают второе дно. Далее к сосуду припаи-
вают трубку (в середине между плечиками донышек), изгибают
ее и выводят по центру второго дна (рис. 27, в), а затем отпаи-
вают трубку от первого дна. Выравнив место отпайки, весь сосуд
тщательно обогревают в пламени горелки.
ГЛАВА IV
БОЛЕЕ СЛОЖНЫЕ ПРИЕМЫ РАБОТЫ
НА ПЛАМЕНИ ГОРЕЛКИ
§ 23. Сгибание трубок
Научиться правильно сгибать трубки разного сечения — значит
овладеть одним из основных приемов стеклодувного дела. Пра-
вильно согнутая под любым углом трубка не должна иметь скла-
док и наплывов в месте изгиба, диаметр трубки и толщина стенок
должны быть одинаковыми.
При сгибании внешняя часть изгиба растягивается, а внутрен-
няя сжимается, поэтому необходимо правильно распределить стек-
ло. Величину пламени следует изменять в зависимости от диа-
метра трубки: чем больше диаметр, тем шире должно быть пламя.
Следует учитывать также, что при остывании согнутой трубки про-
исходит самопроизвольное сгибание в сторону внутренней части
изгиба. Особенно заметно (можно даже увидеть невооруженным
глазом) это явление, если внешняя сторона изгиба—тонкостенная,
а внутренняя имеет утолщение. Самопроизвольное сгибание будет
минимальным, если толщина внутренней и внешней стенок трубки
на изгибе одинакова.
После сгибания трубки любого диаметра место изгиба и сосед-
ние части трубки необходимо подвергнуть тщательному отжигу в
пламени горелки, причем обогрев нужно вести до тех пор, пока
пламя, касающееся обогреваемых частей, ие окрасится в желтый
цвет.
Сгибание трубок диаметром до 40 мм. Трубку в месте изгиба
разогревают в пламени до размягчения, увеличивая толщину сте-
нок путем осаживания (примерно вдвое против толщины стенок
трубки). Перед сгибанием трубку прекращают вращать в пламени
и подогревают лишь нижнюю часть размягченного стекла. При
этом некоторое количество стекла стечет вниз в подогреваемую
часть — будущую внешнюю сторону изгиба; этим самым увеличи-
вают толщину стенок внешней стороны угла. Сняв трубку с пла-
мени и держа подогретой частью вниз, ее сгибают на одну третью
часть величины необходимого угла изгиба без поддува; далее про-
должают изгибать, поддувая до получения нужного угла. При этом
трубку следует держать в одной плоскости (не вращать!).
При сгибании трубок диаметром 30—40 мм иногда получаются
вмятины с внутренней стороны угла. Ликвидируют их, вторично
разогревая в пламени внутреннюю часть, поддувая и выравнивая
ее осаживанием; при этом не следует размягчать внешнюю
сторону угла.
з Зак 167
65
Сгибание трубок диаметром от 40 до 80 мм. Согнуть широкую
трубку (особенно диаметром 70—80 мм) под каким-нибудь углом
описанным выше способом очень трудно, изгиб получается некра-
сивый, плохого качества. Поэтому угольник из широких трубок по-
лучают другими способами.
Первый способ основан на приеме изготовления тройнико-
вого спая. Готовят тройник, у которого трубка, припаянная к губ-
кам, должна составить нужный угол с одним из концов другой
трубки. Лишнюю трубку отпаивают как можно ближе к тройнико-
вому спаю. Дальнейшая обработка заключается в осажива-
нии и удалении лишнего стекла, накопившегося в полученном из-
гибе.
Второй способ основан на спаивании широких трубок по
частям.
Трубку разрезают на алмазном отрезном круге так, чтобы угол,
образованный линией разреза и одной из сторон трубки, составлял
половину требуемого угла (рис. 28,а). Торцы разрезанной трубки
следует промыть водой и оплавить. Соединив торцы в пламени,
как показано на рис. 28,6, спай пропаивают по частям. При отсут-
ствии алмазного круга с успехом можно отшлифовать торцы под
углом на планшайбе или обобрать ненужное стекло штабиком в
пламени горелки.
Плавное сгибание трубок. Плавное сгибание применяют при
изготовлении спиралей большого диаметра из широких трубок,
замкнутых колец, спаивании установок в лабораториях, сгибании
капиллярных трубок. В плавном изгибе сгибаемую трубку не до-
водят до полного размягчения, а только до начальной стадии его.
Сгибают трубку на широком мягком пламени, постепенно разо-
гревая ее по участкам, т. е. разогрев один участок трубки и согнув
на требуемую величину, разогревают соседний и образовавшиеся
вмятины или выступы ликвидируют в пламени горелки после окон-
чания сгибания.
Изготовление U-образных трубок. Трубки диаметром до 20 мм,
постоянно вращая, нагревают мягким широким пламенем и стекло
осаживают по длине, несколько большей, чем при сгибании под
углом. Получив утолщенные стенки, прекращают вращение и, со-
гнув немного трубку под тупым углом, подогревают нижнюю часть
осаженного стекла. Затем трубку выводят из пламени, сгибают до
получения U-образной формы, держа подогретой частью вниз.
После сгибания сразу же раздувают размягченную часть до диа-
метра, равного диаметру исходной трубки. Если внутренняя часть
U-образной трубки получилась не совсем ровной, то выравнивают
ее на узком пламени горелки, поддувая и осаживая.
Трубки диаметром от 20 до 40 мм обрабатывают несколько
иначе. В месте изгиба трубку осаживают в толстостенный шарик,
затем, вытянув шарик в трубку диаметром, несколько меньшим
диаметра исходной трубки, изгибают таким же способом, как и
узкие трубки.
66
При сгибании трубок диаметром от 40 до 70 мм стекло трубки
осаживают в месте изгиба на обкатке, немного растягивают и сги-
бают трубку под тупым углом. Затем, поочередно разогревая в
пламени то одно, то другое колено, постепенно сгибают трубку до
U-образной формы, не обращая внимания на образование вмятин
Рис. 28. Спаивание широких трубок под углом 90 °.
Рис. 29. Изготовление согнутых под углом двойных трубок (трубки в трубке):
а — сгибание внутренней трубкн и спаивание наружной; б — спаивание внутренней и наружной
трубок.
и выступов, но не забывая поддувать. Установив колена трубки в
одной плоскости, на пламени средней величины сначала выравни-
вают внутреннюю часть изгиба, а потом внешнюю, поддувая воз-
дух и перемещая стекло до получения стенок равномерной тол-
щины.
Изготовление широких U-образных трубок методом, предло-
женным для сгибания трубок диаметром 20—40 мм, возможно, но
это под силу очень опытным стеклодувам.
Одновременное сгибание двойных трубок (трубка в трубке).
Стеклодувы давно заметили, что при длительном выдерживании
наружной трубки холодильника Либиха в стадии размягчения внут-
ренняя трубка начинает прогибаться, и пришли к выводу, что
можно одновременно сгибать трубки, впаянные одна в другую
(дьюаровским спаем, обычным внутренним спаем). Это нетрудно
делать, если диаметр внутренней трубки не превышает 8 мм, а
диаметр наружной — 40 мм.
3*
67
Если диаметр внутренней трубки превышает 8 мм, то один из
торцов ее должен быть свободным, т. е. трубки должны быть
спаяны лишь с одной стороны. При этом внутреннюю трубку сле-
дует укрепить по центру наружной с помощью асбеста или распо-
рок так, чтобы во время сгибания внутренняя трубка могла пере-
двигаться вдоль оси наружной трубки.
Рис. 30. Изготовление U-образных двойных трубок:
а — готовая внутренняя трубка; б— готовая наружная трубка (пунктирными линиями показано
место развертывания внешней стенкн наружной трубки): в — готовая двойная U-образная
трубка.
Рис. 31. Получение профилированных спиралей из широких трубок:
а — заготовки трубок перед спаиванием; б — спаянные заготовки (К — линия отреза); в — про-
филированная спираль.
Если расстояние между стенками трубок очень мало, сгибание
затруднено из-за возможности залипания. Чтобы этого не про-
изошло, внутреннюю трубку предварительно по всей длине обма-
тывают медной проволокой сечением, равным расстоянию между
стенками. Виток от витка проволоки должен располагаться на рас-
стоянии 1—2 мм. Проволока должна быть отпущена в пламени и
очищена от окалины. Медь хорошо передает тепло, и проволока не
мешает изгибать трубки. Сгибая, необходимо постоянно поддувать
Изготовленные трубки помещают в заранее разогретую печь для
отжига. Проволоку удаляют путем травления азотной кислотой.
Такой способ применим, если диаметр наружной трубки не превы-
шает 15—18 мм.
Чтобы получить изогнутые двойные трубки больших диаметров,
прибегают к комбинированию простого сгибания внутренней труб-
ки и спаиванию наружной в месте изгиба (рис. 29, а). Если диаметр
внутренней трубки больше 15—18 мм, а расстояние между труб-
ками очень мало, то в месте изгиба спаивают и внутреннюю, и на-
ружную трубки (рис. 29 б).
Получение U-образных двойных трубок диаметром до 40 мм.
Сначала сгибают раздельно внутреннюю и наружную трубки из-
вестными способами. Затем в центре изгиба наружной трубки с
внешней стороны выдувают небольшое отверстие, которое развер-
68
тывают, как показано на рис. 30,6. В образовавшееся отверстие
вставляют внутреннюю U-образную трубку и запаивают отверстие
наружной. Если стекла не хватит, запаивание производят с по-
мощью широкой стеклянной полоски.
Сгибание трубок по шаблону. Если требуется согнуть трубку по
заданному углу изгиба, то применяют шаблон. Для изготовления
шаблона к деревянной доске прибивают два небольших бруска
так, чтобы между ними образовалась канавка, соответствующая
диаметру сгибаемой трубки и заданному углу изгиба. Канавку
следует слегка обуглить в пламени. Согнув трубку на угол, близ-
кий к заданному, ей дают остыть в течение 2—4 с (не давать за-
твердеть!) и укладывают в канавку — шаблон до остывания.
§ 24. Спирали из трубок
Стеклянные спирали необходимы при изготовлении холодиль-
ников, компенсаторов для снятия натяжений, при изготовлении
колонок для хроматографов и т. д.
Спирали в большинстве случаев делают из трубок диаметром
до 15 мм и лишь иногда до 20 мм. Навить спираль от руки можно
методом плавного сгибания трубок. Однако получить этим мето-
дом спираль, сохранив диаметр трубки равным по всей длине, с
одинаковыми витками довольно трудно. Поэтому для изготовления
спиралей применяют приспособление — трубку-болванку, на ко-
торую и навивают спираль. Болванка может быть стеклянной или
металлической. Диаметр трубки спирали несколько видоизменяет-
ся после навивки; сечение трубки становится не круглым, а чуть
эллиптическим, но, как показала многолетняя практика работы со
спиралями, это не мешает эксперименту и не отражается на проч-
ности спиралей. Спирали, изготовленные этим способом из трубок
диаметром до 15 мм, не нуждаются в каких-либо поправках на
горелке, а изготовленные из трубок диаметром от 15 до 20 мм
после снятия с болванки исправляют, выравнивая внешнюю сплю-
щенную часть в пламени горелки.
При навивке спиралей на болванку очень важно не допустить
прилипания навиваемой трубки к болванке. В месте прилипанйя
могут образоваться посечки стекла, иногда не видимые простым
глазом. Поэтому, заметив небольшое прилипание, спираль бра-
куют; употреблять такую спираль нельзя.
Стеклянная болванка должна всегда изготавливаться из стекла
с большим коэффициентом термического расширения, чем у стекла,
используемого для изготовления спирали или менее тугоплавкого
(навивка без прокладок). Навивка трубок легкоплавкого стекла на
болванку из тугоплавкого приводит к растрескиванию спиралей.
Изготовление спирали удобно показать на примере навивки трубки
диаметром 7 мм на болванку диаметром 20 мм из стекла № 23.
Сначала разогревают часть трубки-болванки в пламени около
торца и, размягчив торец трубки, спаивают ее с болванкой
8В
перпендикулярно к ее горизонтальной оси. Установив широкое
мягкое пламя, вводят навиваемую трубку в верхний конус его, так
чтобы пламя разогревало трубку в основании припайки и как
можно меньше касалось болванки. Навиваемую трубку поддержи-
вают одной рукой над пламенем горелки, а другой рукой держат
болванку параллельно стеклодувному столу. Разогрев часть трубки
до начала размягчения и медленно вращая болванку на себя, на-
вивают спираль. При этом нужно следить, чтобы нагрев болванки
был минимальным, а витки не спаивались друг с другом. Нави-
вают спираль, разогревая трубку по частям, как при плавном сги-
бании. Закончив навивку, трубку болванку разбивают ножом для
резки стекла. Многие стеклодувы, чтобы избежать прилипания
навиваемой трубки к стеклянной болванке, смазывают последнюю
раствором поваренной соли или разведенным в воде порошком
мела. Однако если мастер не умеет правильно навивать спираль,
то мел и соль мало помогут.
Удобно и надежно навивать спираль на трубку-болванку, пред-
варительно обернутую асбестовой бумагой. Для этого асбестовую
бумагу смачивают в воде и ею обертывают трубку, сглаживая все
неровности, выступающие на асбесте. Дав просохнуть асбесту, на-
вивают спираль. После окончания навивки и полного остывания
спирали асбест смывают водой. Этим способом можно навивать
спирали разной конфигурации — конусные, фигурные и т. п. Форма
спирали зависит от формы болванки. Этим же способом можно на-
вивать спирали из глухих стеклянных полосок, нарезанных из ли-
стового стекла.
Спирали — пружинки из узких трубок. Спирали из узких трубок
диаметром 2—3 мм или, как часто их называют, «пружинки» при-
меняют для мягкого соединения прибора с резервуаром, подающим
газ или жидкость в прибор. Диаметр таких спиралей не превы-
шает 40 мм, а длина 200 мм. Соединение с прибором осуществ-
ляется через шлифы. Большой диапазон сжатия «пружинки» поз-
воляет в любое время снимать пружинку, не заботясь о том, чтобы
прибор не сдвинулся с места.
Для изготовления такой спирали требуется длинная трубка
(5—6 метров). Вытягивание такой трубки особой сложности не
представляет. Стеклодув осаживает в пламени горелки пульку
(диаметром 15—20 мм и длиной 40—50 мм) до получения трубки с
равномерно утолщенными стенками Осадив, слегка поддувает, по-
лучая толстостенный шарик, стянутый с обеих сторон на конус.
Пульку снимают с пламени и вытягивают в трубку нужной длины,
медленно вращая. Обычно это делают вдвоем: один стеклодув дер-
жит за державу с одной стороны, а второй держит с другой и от-
ходит от первого.
Полученную трубку навивают на трубку из стекла № 23 (про-
стое) без прокладок. Разогревают на мягком бескислородном пла-
мени средней величины, подавая узкую трубку снизу вдоль пла-
мени горелки. Закончив навивку, спирали дают полностью остыть
70
вместе с болванкой, а потом легко снимают с нее. Для изготовле-
ния таких спиралей требуется достаточная тренировка.
Получение профилированных спиралей. Сгибание профилиро-
ванных спиралей из узких трубок не представляет особой слож-
ности; при этом используют приемы сгибания U-образных трубок.
Для широких трубок диаметром от 15 мм эти приемы не под-
ходят из-за невозможности обеспечить прочность внешних стенок
на изгибе. Поэтому прибегают к спаиванию широких трубок в
местах изгибов. Для этого, отделав дно у трубки, предназначенной
тля спирали, продувают отверстие, оставляя небольшие губки (см.
рис. 31). После остывания, отмерив нужную длину, точно так же
отделывают второй конец. Спаивая такие заготовки между собой
и раздувая место спая до диаметра исходной трубки, получают
прочную профилированную спираль.
§ 25. Получение отверстий прокалыванием
и изготовление дефлегматора
Прокалывание отверстий. Отверстия получают выдуванием,
прокалыванием, оттягиванием и развертыванием. Способы получе-
ния отверстий выдуванием, оттягиванием и развертыванием опи-
саны в § 19, 20, 21 и 61. В этом параграфе будет рассмотрен толь-
ко один способ — прокалывание отверстий вольфрамовой иглой.
Сначала стекло в предназначенном для прокалывания месте
разогревают до температуры, близкой к температуре размягчения.
Если стекло разогрето недостаточно, то в месте прокола образуют-
ся посечки, если перегрето — происходит прилипание стекла к игле.
Вольфрамовую иглу зачищают мелкой наждачной бумагой, осво-
бождая от загрязнений, нагревают в пламени до вишневого цвета
каления. Такую степень нагрева иглы следует поддерживать в те-
чение всего времени прокалывания. Если иглу перегреть, то в ме-
сте прокола по краям отверстия останется окалина черного цвета.
Прокалывают следующим образом: в одну руку берут стеклянную
деталь, в другую — иглу и одновременно разогревают их на пла-
мени горелки. Нагрев деталь до начала размягчения, а иглу до
вишневого цвета, начинают прокалывание. Для этого деталь вы-
носят из пламени и располагают как можно ближе к нему. А иглу
устанавливают перпендикулярно направлению пламени и, вращая,
с легким нажимом прокалывают стекло. Естественно, что все это
нужно делать быстро. Полученное отверстие тут же следует отпо-
лировать (оплавить) в пламени.
Изготовление дефлегматора. Елочный дефлегматор — это воз-
душный холодильник, охлаждаемая поверхность которого увели-
чена за счет множества аккуратных удлиненных вмятин, располо-
женных по всей окружности трубки в определенном порядке
(рис. 32,А). Иногда дефлегматор заключают в стеклянную ру-
башку; причем она может быть наглухо спаяна с дефлегматором
(рис. 32, Б) и из пространства между ними может быть выкачан
71
йоздух (безвоздушная рубашка) или в пространство между рубаш-
кой и дефлегматором может подаваться газ или жидкость при
определенной температуре (термостатируемая рубашка). Первые
виды дефлегматоров применяют в ректификационных колоннах,
вторые — в обычных холодильниках.
zA\
zA's
zA^
Рис. 32. Елочный дефлегматор:
А — вид и порядок расположения вмятин
на профиле дефлегматора,
Б — елочный дефлегматор в безвоздуш-
ной рубашке.
Для изготовления елочного дефлегматора подбирают трубку
нужного диаметра и на ней делают вмятины под определенным уг-
лом к поверхности трубки и в определенном порядке. Вмятину де-
лают холодной вольфрамовой иглой диаметром не более 3 мм с за-
остренным концом, вминая предварительно размягченный участок
трубки на глубину 3—4 мм. При получении соседней вмятины
нужно следить, чтобы разогретое стекло новой вмятины не соеди-
нилось с первоначально сделанной вмятиной. Кроме того, недо-
пустимо прилипание вольфрамовой иглы к размягченному стеклу
при вдавливании, так как после остывания в этих местах часто
обнаруживаются микроотверстия. Во избежание этого перед из-
готовлением каждой следующей вмятины иглу необходимо охла-
ждать, например, опуская в заранее приготовленный сосуд с хо-
лодной водой.
§ 26. Запаивание металлических заготовок
в стеклянные трубки
Металлические заготовки (в основном это магнитные сплавы
или железо), предназначенные для запаивания в стеклянные труб-
ки, могут быть разной длины, формы и конфигурации. Применяют
их в приборах для перемешивания, в электромагнитных клапанах,
72
затворах, стеклянных циркуляционных насосах и т. д. Заготовки,
запаиваемые в трубки, не должны иметь острых углов и заусенцев,
так как во время запайки стекло может прилипнуть к ним, что
влечет за собой растрескивание стекла.
Магниты или намагниченные металлы во время запаивания
(при одновременном нагревании трубки и магнита) размагничи-
ваются, поэтому после запайки и остывания стекла их следует за-
ново намагнитить. Если трубка и металл, заключенный в стекло,
испытывают сильные удары (наприьГер, бойки для разбивалок,
поршень циркуляционного насоса), то между запаянными концами
трубок и металлом помещают прокладки из обожженного асбеста.
Если металлическая заготовка небольшая (длиной 50—60 мм
и диаметром 15—20 мм) и имеет форму удлиненного прямоуголь-
ника, треугольника и т. д., то в стеклянную трубку, подобрав ее
по диаметру заготовки, помещают заготовку и оттягивают с обоих
концов трубки державы. Разогрев трубку в пламени по всей дли-
не, поочередно сглаживают внешние стороны разверткой, прида-
вая трубке форму металлической заготовки. При этом нужно вни-
мательно следить за тем, чтобы металл не перегрелся, так как
возможно прилипание стекла к металлу, что недопустимо. Запаи-
вание концов стеклянной трубки лучше проводить сразу же после
отделки ее формы Сначала запаивают один конец, затем другой с
помощью стеклянной палочки. Часто в месте запайки второго
конца стекло выдувается в тонкостенный пузырь в результате
расширения разогретого внутри трубки воздуха. Чтобы этого не
случилось, всю стеклянную трубку разогревают до начала размяг-
чения и быстро запаивают второй конец.
Цилиндрические металлические заготовки и заготовки из на-
бора пластин трансформаторного железа большой длины (250—
300 мм) запаивают с прокладками из обожженного асбеста. Один
из концов стеклянной трубки запаивают и отжигают заранее.
После отжига внутрь трубки (на дно) кладут асбестовую про-
кладку и помещают металлическую заготовку, плотно прикрывая
ее другой прокладкой. Толщина прокладки должна быть 10—
15 мм. Далее трубку снаружи обматывают обожженным асбестом,
захватив по длине часть металлической заготовки и прокладку.
Обматывать нужно как можно плотнее на расстоянии 30—40 мм
от верхней части прокладки в сторону металлической заготовки.
Толщина асбестовой намотки должна быть не менее 20 мм. Во
время запаивания асбестовая намотка забирает на себя часть теп-
ла, являясь как бы теплоотводом, и в то же время обеспечивает
местный отжиг. Если такую обмотку не делать, то в верхней части
трубки на месте касания металла и стеклянной трубки после осты-
вания образуется кольцевая трещина.
Запаивают трубку следующим образом. Отступя 4—5 мм от
намотанного асбеста, узким рабочим пламенем делают толстостен-
ную перетяжку и перепаивают ее, тем самым запаивая конец
трубки. Асбест снимают после полного остывания.
73
§ 27. Впаивание перегородок, оптических стекол
и стеклянных фильтров
Впаивание перегородок. Для изготовления простой перегородки
в трубке берут две трубки с оттянутыми державами (две пульки).
На одном конце первой пульки делают плоское донышко (равно-
стенное), а на одном из концов второй пульки выдувают отверстие
размером, равным внешнему диаметру сделанного донышка. Раз-
мер донышка должен быть чуть меньше (на 2—3 мм) диаметра
трубки. Соединив донышко с краями отверстия на второй пульке,
их спаивают на узком пламени горелки. При пропаивании дутье|
осуществляют с двух сторон через открытые державы.
Для изготовления перегородок в узкой трубке (диаметром до
20 мм) можно пользоваться другим способом, основанным на пе-
репайке стенок небольшого участка трубки (в 3—5 мм) до образо-
вания глухой перегородки. Поочередным дутьем с обеих сторон
размягченную перегородку выравнивают, раздувая до диаметра
исходной трубки.
Впаивание оптических стекол. Впаивание оптических стекол или
линз на стеклодувных горелках требует особого навыка. Прежде
всего нужно подобрать трубку, состав стекла которой точно соот-
ветствовал бы составу оптического стекла (т. е. стекло должно
быть одной марки). Особое внимание следует обратить на чистоту
поверхности трубки и оптического стекла. Попадание самых не-
значительных инородных- пылинок в место спая стекла с трубкой
влечет за собой растрескивание последней. Ребро оптического сте-
кла не должно иметь сколов, фасок, обычно снимаемых оптиками;
угол, образованный поверхностью оптического стекла и его реб-
ром, должен быть прямым. Удобнее всего впаивать стекла, диа-
метр которых не превышает 50 мм, а толщина 5 мм. В большин-
стве случаев применяют именно такие стекла.
Под диаметр оптического диска подбирают прямую круглую
в сечении равностенную трубку. Внутренний диаметр ее должен
превышать диаметр оптического стекла не более чем на 0,5—
0,6 мм. С одного конца трубки припаивают державу с внутренним
диаметром 7—8 мм, другой конец оставляют открытым. По внут-
реннему диаметру державы подбирают кварцевую трубку так, что-
бы она плотно входила в державу, но в то же время могла пере-
двигаться вдоль ее оси. Торец одного из концов кварцевой трубки
развертывают до 10—12 мм. Вставляют неразвернутый конец
кварцевой трубки в державу трубки-заготовки, помещают оптиче-
ский диск внутрь заготовки и укладывают на развернутые края
кварцевой трубки. Открытый конец заготовки оттягивают и при-
паивают другую державу, одинакового сечения с первой. При
помощи кварцевой трубки диск устанавливают в вертикальном
положении в заданном месте, передвигая его вдоль оси трубки
(рис. 33, а) Кварцевую трубку следует зафиксировать в державе
заготовки при помощи бумаги или тонкого асбеста. Не меняя вер-
74
гикального положения оптического стекла, место спая с трубкой
осторожно обогревают на пламени горелки до появления желто-
окрашенного пламени. Затем устанавливают узкое мягкое пламя
и, вращая заготовку в вертикальном положении, размягчают
трубку по окружности в месте ее соприкосновения с ребром опти-
ческого стекла. После размягчения трубки ребро диска должно
равномерно прилипнуть к стенкам по всей окружности заготовки.
Не переставая вращать, заготовку выносят из пламени и дают не-
много остыть размягченному стеклу, после чего кварцевую трубку
отодвигают от плоскости диска, так как при дальнейшей обра-
ботке она может прилипнуть к диску. Далее заготовку снова вно-
сят в пламя горелки и, вращая теперь уже горизонтально, тща-
тельно спаивают диск со стенками трубки. Спаивать следует очень
быстро, размягчают только трубку и очень тонкий верхний слой
ребра оптического диска, непосредственно спаиваемый с трубкой.
Перегрев влечет за собой порчу поверхности диска.
Дутье лучше проводить одновременно с двух сторон, насадив
на державы шланги и соединив их тройником, через конец кото-
рого и следует поддувать (рис. 33,с). При этом нужно иметь в
виду, что внутренние сечения шлангов и держав должны быть оди-
наковы с обеих сторон. При разных сечениях и малейшем пере-
греве оптический диск может прогнуться в сторону более узкого
сечения. Дуть нужно осторожно, не давая сильно раздуваться
трубке с обеих сторон от диска, иначе, раздуваясь, трубка потянет
за собой часть оптического диска, в результате чего испортится
его поверхность.
Хороший спай не должен иметь непропаянных мест и острых
углов. Разрез правильного спая показан на рис. 33,6.
После окончания впаивания заготовку помещают в печь для
отжига, разогретую до температуры отжига стекла данного сорта.
После отжига трубку разрезают вблизи впая со стороны кварце-
вой трубки-насадки и оставшуюся часть трубки вблизи диска осто-
рожно сошлифовывают.
Впаивание оптических стекол без насадок (кварцевая трубка)
во многих случаях приводит к бракованному спаю, так как уста-
новить стекла перпендикулярно к оси трубки трудно, а выровнять
криво впаянный диск не всегда удается.
Для впаивания плоскопараллельных оптических стекол в одну
трубку (например, плоскопараллельные кюветы) основные поло-
жения, описанные для впаивания одного стекла, применимы, если
расстояние между стеклами больше 40—50 мм. Вначале с одного
конца впаивают один диск, а после отжига, разрезав заготовку,
впаивают с другой стороны второй.
Работа усложняется, если расстояние между стеклами должно
быть малым, например 2—3 мм. В этом случае к трубке-за-
готовке на расстоянии 10—15 мм от места впаивания стекол под-
паивают отвод (тройниковым спаем) диаметром 10—15 мм. По-
местив оба оптических стекла в заготовку, через припаянный отвод
75
вставляют плоскую стеклянную полоску, которая выполняет функ-
цию стопора и разделяет стекла при вертикальном пропаивании.
Полоску — стопор спаивают с отводом через тонкую стеклянную
палочку, а отвод сверху запаивают. Впаяв одно стекло, полоску —
стопор сразу оттягивают в пламени вместе с отводом и впаивают
Рис. 33. Впаивание диска из оптического стекла в трубку:
а — заготовка с диском и кнарцевой трубкой, укрепленной в державе заготовки перед впаи-
ванием и двумя соединенными тройником и резиновыми трубками для дутья; б — правильно
впаянный в трубку диск; в — неправильно впаянный диск (видны острые углы между поверх-
ностями диска и трубки): г, д — припаивание диска из оптического стекла сбоку трубки,
с внутренней или наружной стороны.
второе стекло, предварительно проделав отверстие диаметром
1 —1,5 мм в трубке между впаиваемыми стеклами. Окончательную
пропайку проводят после припаивания трубки—отвода на месте
проделанного отверстия. Дутье производят раздельно через отвод
между стеклами и через державы. После окончания работы из-
делие обязательно отжигают.
Часто требуется впаять окно из оптического стекла сбоку при-
бора, для этого сначала окно впаивают в трубку известным спосо-
бом, а затем трубку отшлифовывают и на безопасном (15—20 мм)
для оптических стекол расстоянии припаивают к прибору (см.
рис. 33, г, д).
Изготовление стеклянных фильтров. Стеклянный фильтр — это
пористая пластина, полученная спеканием мелкотолченной стек-
76
лянной крошки при определенной температуре. Фильтры разли-
чают по номерам от № 0 до № 6. Чем больше номер фильтра, тем
мельче крошка использована для его изготовления и тем, следова-
тельно, он плотнее.
Материалом для изготовления стеклянных фильтров может
служить любое стекло, включая кварцевое и применяемое для
стеклодувных работ. Для приготовления фильтров используют от-
ходы от стеклянных заготовок. Отбирают отходы стекла одной
марки и сорта, тщательно очищают от загрязнений (промывка в
хромовой смеси и дистиллированной воде), сушат и размалывают
в шаровых мельницах в суспензии метилового спирта с небольшой
добавкой нашатырного спирта. В водной суспензии стекло разма-
лывать нельзя, так как происходит его выщелачивание. После раз-
малывания порошок тщательно сушат и просеивают через набор
сит, сортируя стеклянную крошку по размеру. Хранят стеклянные
порошки в сосудах с хорошо пришлифованными пробками, так
чтобы влага воздуха не проникала внутрь сосудов.
Порошки всех стекол, за исключением кварцевых, спекают в
специальных формах в муфельных печах при температуре размяг-
чения этих стекол. Порошки из стекла типа ХУ-I и ХУ-П, а так-
же молибденового спекают при 680—700 °C, типа «пирекс» — при
800°C. Формы изготавливают из графита, шамотовой глины, ме-
талла, т. е. из материала, выдерживающего температуру размяг-
чения данного стекла и не образующего окалины. Порошки из
кварцевых стекол спекают только в графитовых формах в высоко-
частотных печах при температуре выше 2000 °C.
Можно спекать порошки и без формы при помощи неширокого
(3—4 мм) кольца, отрезанного от полой трубки из стекла того же
сорта, что и порошок. Кольцо помещают в холодную печь и кладут
на плоскую графитовую пластину, внутрь него засыпают порошок,
а сверху прикрывают тяжелой графитовой пластиной. После спе-
кания получают фильтр, окаймленный кольцом из целого стекла.
Фильтры могут быть любой формы и конфигурации — все за-
висит от формы, в которой спекают фильтры. При спекании печь
разогревают до температуры, несколько превышающей темпера-
туру размягчения данного стекла, из которого приготовлен поро-
шок, и формы с порошком помещают в разогретую печь Фильтр
считают готовым, если вся масса спеченного порошка отойдет от
стенок формы примерно на 1 мм. Однако фильтры, спеченные при
постепенном нагревании печи, получаются более качественными,
но этот способ требует много времени.
Изготовление многослойных фильтров. Многослойные стеклян-
ные фильтры спекают из стеклянных порошков разного размера,
т. е. каждый слой порошка представляет собой фильтр определен-
ного номера. Толщина слоев может быть разной. Данные фильтры
спекают в виде дисков, располагая слои порошков один над дру-
гим по всей плоскости. Спекание многослойных фильтров прово-
дят аналогично спеканию обычных стеклянных фильтров, если
77
порошки приготовлены из стекла одного сорта и уложены они в
форму в порядке номеров, т. е. № 1, № 2, № 3 и т. д.
Температура спекания порошков зависит не только от сорта
стекла, из которого они изготовлены, но и от зернистости, т. е. от
номера порошка. На практике температуру печи поддерживают
на уровне температуры спекания самого крупнозернистого порош-
ка из всех входящих в состав многослойного фильтра. Время спе-
кания при условии, что форму с порошками помещали в печь,
разогретую до температуры спекания, составляет 3—10 мин и из-
меняется в зависимости от диаметра и толщины слоев фильтра.
Чем больше диаметр и толще слой, тем продолжительнее спе-
кание.
Естественно, что при установлении в печи температуры спека-
ния самого крупнозернистого порошка слои из порошка с мень-
шей зернистостью будут спекаться раньше. Чтобы уравновесить
по возможности температурный режим спекания, самый мелкий
порошок засыпают на дно формы, а сверху — порошки с большей
и большей зернистостью. Форму не закрывают. При этом верхний
слой, самый крупнозернистый из всех использованных порошков,
быстрее нагревается, а прогрев глубже расположенных слоев бу-
дет происходить медленнее. В этих условиях все порошки нагре-
ются до своей температуры спекания примерно одновременно;
перегрева мелкозернистого порошка в то время, как крупнозерни-
стый начнет спекаться, не произойдет. Порошки спекутся за одно
время. Готовность многослойного фильтра определяют по верх-
нему слою: как только он отойдет от формы, фильтр готов.
Если же по условиям, предъявляемым к фильтру, он должен
изготовляться из порошков, сильно отличающихся по зернистости,
например из порошка № 4, № 1, № 5 и т п., то спекание проводят
иначе. Сначала спекают слой из порошка № 1, оставляя в форме
незаполненным пространство, необходимое для других слоев. Спе-
кают порошок № 1 в закрытой форме и не до полной готовности.
На горячий, чуть спекшийся слой порошка № 1 насыпают слой по-
рошка № 4, разравнивают и уплотняют его графитовой пластиной
и форму вновь помещают в печь. Когда этот слой будет готов (он
должен отойти от стенок формы), форму быстро вынимают, полу-
ченный двухслойный фильтр извлекают и вкладывают обратно в
форму так, чтобы слой № 1 был сверху, засыпают его порошком
№ 5 и снова помещают в печь, где выдерживают фильтр до пол-
ного спекания этого слоя. Недоспеченный вначале слой из по-
рошка № 1 постепенно спекается при изготовлении фитьтра.
Многослойные фильтры находят применение в стеклянных ре-
акторах при исследовании каталитических процессов методом
«кипящего слоя». Катализатор располагают в реакторе поверх
фильтра, а газ под давлением подают снизу через фильтр. В этих
условиях, особенно при работе с катализатором, состоящим из
очень мелких гранул, фильтр должен иметь минимальное сопро-
тивление и в то же время не забиваться катализатором. Обычно
78
крупнозернистый фильтр, изготовленный из порошка № 1, доволь-
но быстро забивается гранулами катализатора и выводит реактор
из строя. Многослойный фильтр, спеченный из трех или двух слоев,
где первый и третий состоят из мелкого порошка № 3 или № 4
толщиной в 1,5—2 мм, а второй, заключенный между ними, — из
крупнозернистого № 1 толщиной слоя в 3—4 мм, обеспечивает на-
дежную работу реактора. Тонкие мелкозернистые слои играют
роль отсекателей, а средний крупнозернистый слой обеспечивает
минимальное сопротивление для газа.
Чтобы фильтр можно было впаять в стеклянную трубку при-
бора, следует подобрать стекло для его изготовления той же
марки, что и трубка. Фильтр должен иметь заданную форму и
конфигурацию (в виде диска, пластины, цилиндра, конуса и т. д.)
и быть хорошего качества, без дефектов. Правильно приготовлен-
ный фильтр легко обрабатывается надфилем, напильником и при
этом не крошится и не ломается. Поверхность перепеченного
фильтра стекловидна и не поддается обработке надфилем, недо-
печенного— легко крошится. Недопеченные или перепеченные
фильтры впаивать бесполезно, так как спаи с ними дают посечки
или трещины. Кроме того, фильтр не должен иметь сколов.
Перед впайкой фильтр следует тщательно промыть и просу-
шить. Сразу после окончания впаивания фильтры в горячем виде
помещают в разогретую до температуры отжига стекла печь.
Впаивание дисковых фильтров. Сначала весь процесс впаива-
ния проводят так, как и впаивание оптических дисков. После при-
липания фильтра по всей окружности трубки место спая тща-
79
тельно размягчают в пламени и осаживают (укатывают) на
обкатке, так чтобы размягченное стекло вошло по ребру в мелкие
поры фильтра. Вторично размягчив место спая, трубку по обеим
сторонам вблизи фильтра слегка раздувают во избежание за-
липаний.
Рис. 35. Изготовление мембранного манометра:
а — изготовление мембраны; б — сборка манометра.
Затем изделие обогревают и подвергают отжигу.
При пропаивании нельзя допускать сильного остекловывания
пористой пластины около стенок трубки, так как после остывания
в этом месте появляются трещины и посечки.
Впаивание фильтра между трубками. Иногда требуется впаять
стеклянный фильтр в промежутке между двумя трубками — внеш-
ней и внутренней (рис. 34). Прежде всего готовят из фильтроваль-
ного диска кольцо нужного диаметра. Для этого в центре пори-
стой пластины надфилем вручную проделывают сквозное отвер-
стие, которое постепенно расширяют, доводя диаметр его до
наружного диаметра внутренней трубки. Внешнюю часть пла-
стины стачивают до размера внутреннего диаметра наружной
трубки. Плотно вставив обработанную пластину в промежуток
между трубками, наружную и внутреннюю трубки спаивают дью-
аровскпм спаем. Вначале спаивают внутреннее ребро фильтра со
стенками внутренней трубки, направляя узкое пламя горелки
снизу, через открытую нижнюю часть. Осаживают размягченное
место спая на развертке. После этого фильтр спаивают с внешней
трубкой реактора. Затем изделие обогревают в пламени и от-
жигают. Иногда, особенно при серийном изготовлении таких ре-
акторов, специально готовят форму — кольцо для спекания
фильтров с определенными внешним и внутренним диаметрами.
Особые случаи впаивания фильтров. Спаивание по торцам ци-
линдрических, конических и т. д. стеклянных фильтров с трубками
сложности не представляет, оно аналогично спаиванию трубки
с трубкой. Пористую поверхность фильтра во время спаивания
закрывают плотным асбестом или насадкой из трубки, так как
она не должна пропускать воздух при дутье.
89
Вставить пористую пластину в узкие трубки (от 3 до 8 мм)
сложно. Для этого небольшую часть трубки (длиной 10 мм)
плотно заполняют обожженным асбестом, а затем засыпают стек-
лянный порошок нужного номера в количестве, обеспечивающем
образование фильтра заданной толщины, и уплотняют порошок
стеклянной палочкой. Сверху порошок прикрывают асбестом, но
так, чтобы через него свободно проходил воздух. Затем трубку, где
засыпан порошок, размягчают в пламени и осторожно укатывают
па обкатке; если порошок не рассыпается, фильтр спечен. Готовое
изделие отжигают.
Тонкостенные эластичные перегородки (мембраны). Тонкостен-
ную перегородку, или мембрану, получают из более толстостенной
путем ее раздувания. Например, если надо изготовить мембрану
диаметром 35—40 мм и толщиной 0,01 мм в трубке диаметром 7—
8 мм и длиной 350—400 мм, то на узком пламени перепаивают
середину трубки до образования глухой ровностенной перегородки
(см. второй способ изготовления простых перегородок). Толщина
перегородки не должна превышать 2—2,5 мм. Затем на среднем
мягком пламени осаживают и постепенно набирают стекло трубки,
утолщая ее стенки с обеих сторон вблизи перегородки. Дутье осу-
ществляют с обеих сторон, поддувая поочередно и сохраняя пер-
пендикулярность перегородки к оси трубки. По мере накопления
стекла и дутья получают небольшой толстостенный шарик (12—
15 мм) с перегородкой посередине. После этого снимают трубку
с пламени и дают стеклу немного затвердеть. На оба конца трубки
надевают узкие резиновые шланги одинакового сечения и длины
(1 м). Свободные концы шлангов соединяют между собой при по-
мощи стеклянного тройника, третий конец которого предназначен
для дутья ртом.
Установив широкое мягкое пламя, вводят в него трубку с ша-
риком. Сильно размягчают шарик и перегородку, равномерно
вращая их в пламени. Эта операция является самой сложной при
изготовлении мембраны, так как необходима четкая синхронная
работа обеих рук. Это довольно трудно, поскольку резиновые
шланги мешают вращению. Вращать в пламени следует от себя
и обратно настолько, насколько позволят шланги. Для успешного
вращения необходим навык. Стеклодув заранее должен путем
долгой и упорной тренировки научиться раздувать аналогичным
образом обычные толстостенные шарики.
Тщательно размягчив, трубку с шариком снимают с пламени
и дают слегка остыть верхнему слою размягченного стекла (2—
5 с, в зависимости от толщины стенок шарика), не переставая при
этом вращать Затем, вращая, раздувают шарик до требуемого
диаметра. Утолщенные стенки шарика при дутье растягивают раз-
мягченную перегородку до тонкостенной. Дутье постепенно по мере
остывания стекла усиливают, вплоть до полного затвердения,
тогда перегородка получается более натянутой и эластичной.
01
Один из концов трубки либо отрезают рядом с мембраной, либэ
припаивают к прибору.
В некоторых руководствах по стеклодувному делу резиновые
шланги советуют соединять с трубками через специальные сво-
бодно вращающиеся шарниры. Однако все шарниры пропускают
воздух в местах вращения, поэтому получить равномерно натяну-
тую тонкостенную мембрану из-за разности давления воздуха
с двух сторон мембраны при дутье довольно трудно. Данный ме-
тод изготовления мембран разработан в 1930 г. С. Ф. Веселов-
ским. Тонкостенные мембраны применяют в манометрах (рис. 35),
стеклянных вибрационных приборах, электровакуумных приборах
и т. д.
§ 28. Спаивание стекол с различными значениями
коэффициентов теплового расширения (К. Т. Р.)
В настоящее время практически можно последовательно спа-
ять между собой стекла всех четырех групп. Естественно, стекла,
близкие по К- Т. Р., спаиваются между собой довольно легко.
Сравнительно легко спаять трубки из стекол второй группы
(см. § 9) со стеклами третьей группы. Например, молибденовые
стекла, несмотря на несколько различные К- Т. Р., легко спаи-
ваются со стеклом своей группы Иенатерм, которое, в свою оче-
редь, хорошо спаивается с Дюран 50, а Дюран 50 — со стеклами
типа «пирекс». Несколько труднее спаиваются стекла первой
группы со стеклами второй, третьей и четвертой.
Известны два способа спаивания молибденового стекла
(С49-2) с простым (ХУ или № 23).
Первый способ. На дно пробирки из молибденового
стекла помещают глухой шарик из простого стекла. Диаметр ша-
рика равен четвертой части диаметра пробирки. На пламени го-
релки шарик вплавляют в дно пробирки и раздувают до получе-
ния дна с тонкой стенкой (0,5 мм). В центре дна продувают
небольшое отверстие (диаметром 4—5 мм) с тонкостенными губ-
ками (рис. 36). Аналогичное отверстие выдувают в дне другой
пробирки из простого стекла (диаметром 2—3 мм). Губки отвер-
стия пробирки из простого стекла вставляют внутрь губок полу-
ченной ранее пробирки из молибденового стекла и на узком пла-
мени пропаивают спай (стараясь не сдавливать трубки). Здесь
важно, чтобы простое стекло спаялось с простым, вваренным в мо-
либденовую трубку. Нельзя утолщать спай, иначе верхние слои
простого стекла спаяются с верхним слоем молибденового, тогда
переход обязательно треснет.
Второй способ. Смешивают молибденовое и простое
стекло. Для этого трубку из простого стекла плотно вставляют
в трубку из молибденового и сплавляют, вытягивая в глухую па-
лочку диаметром до 2 мм. После остывания выбирают нерастре-
скавшиеся участки палочки и используют их в качестве переход-
ного стекла между простым и молибденовым. Обычно переходы
изготавливают серией в 10—15 штук. После отжига их выдержи-
вают в течение недели при комнатной температуре и используют
юлько те из них, которые остались целыми.
Спаивание кварцевого стекла с молибденовым при помощи пе-
реходных стекол. Переходные стекла, спаянные в виде трубок, вы-
Рис. 36. Изготовление перехода
от стекла ХУ-I к стеклу С49-2:
с—трубка с помещенным в ней глухим
шариком из стекла XV-I; б — трубки
с выдутыми отверстиями и тонкостен-
ными губками; в — губки отверстия
трубки из стекла XV-I, вставленные
внутрь губок трубки из стекла С49-2;
г—готовый переход.
пускаются как в нашей стране — НИИ «Стекла», так и за рубе-
жом, например Schott 1епа или Deutsche Quarzschmelze. На прак-
тике часто приходится использовать нестандартные переходы, по-
этому необходимо знать технологию их изготовления.
Для изготовления перехода необходимо иметь набор специаль-
ных переходных стекол (таблица 5). Переходные стекла разли-
чают по номерам от № 1 (самого тугоплавкого) до № 8. Техно-
логия изготовления особенно широких (до 50 мм) переходных
стекол трудоемка.
Всегда длина трубки, занимаемой переходными стеклами,
должна превышать ее диаметр. Изготовление проводят в пламени
кварцедувной горелки, дутье осуществляют через резиновую
грубку, присоединенную к кварцевому стеклу. Сначала у кварцевой
трубки делают округлое тонкостенное донышко и выдувают
отверстие диаметром на 2—3 мм меньше диаметра трубки. Дан-
ное отверстие постепенно запаивают узкой глухой палочкой (1 —
1,5 мм) из переходного стекла № 1, накладывая палочку на
губки отверстия по принципу архимедовой спирали. Полученное
донышко тщательно проваривают в пламени, избавляясь от воз-
душных пузырьков. К центру донышка из стекла № 1 припаивают
отрезок палочки переходного стекла № 2. Чем больше диаметр
Iрубки, тем длиннее и толще должна быть палочка. На пламени
горелки палочку сплавляют с донышком из стекла № 1. Сплав-
ляя, стекло № 2 разгоняют равномерно по всему донышку и раз-
гувают до диаметра трубки. Аналогично поступают с остальными
номерами переходных стекол вплоть до № 8 (или № 6), после
чего выдувают отверстие и припаивают трубку из молибденового
стекла. Спаивая переходные стекла, нужно внимательно следить,
83
чтобы, например, стекло № 3 не спаялось с № 1 и т. п. Получен-
ную трубку с переходными стеклами тщательно отжигают. Трес-
Таблица 5. Состав и свойства переходных стекол
от кварца к стеклам «пирекс» и к молибденовому
Стекло SiO2 B2O3 AI2O3 СаО К2о ЫагО КТРхЮ? Температура размягчения, °C
Кварц 99,8 — 0,1 0,1 — 5,8 1500
П5 89,0 8,5 2,0 — — 0,5 15,1 885
TI7 89,5 9,75 0,25 —- — 0,5 18,7 743
П2 88,0 10,0 — — — 2 24,3 675
ПЗ 83,0 П.5 2,0 — 1,0 2,5 29,1 615
П15 78,5 15,0 2,0 — 1,0 3,0 33,4 575
№ 123 77,5 14,0 1.5 — 1,5 5,5 42,0 598
нутая или разбитая в месте переходных стекол трубка отбраковы-
вается и ремонту не подлежит.
Спаивание линдемановского стекла с простым. При рентгено-
структурном анализе веществ Очень часто применяют так назы-
ваемое линдемановское стекло. Стекло это чрезвычайно легко-
плавкое, и работать с ним может стеклодув высокой квалифика-
ции, даже если нужно просто запаять капилляр. Чтобы загрузить
такой капилляр исследуемым образцом, а затем эвакуировать из
капилляра воздух, необходимо сначала спаять данное стекло с ка-
ким-нибудь лабораторным. Так как линдемановское стекло очень
легкоплавкое, спаять его можно только с самым легкоплавким
стеклом, применяемым в лабораторных работах. Таким стеклом
является свинцовое. Спаивают линдемановское стекло со свинцо-
вым при помощи поддува через резиновый шланг, обычным про-
стым спаем. После спайки трубку свинцового стекла спаивают
с трубками из простых (№ 23 или ХУ-I) стекол.
Определение вида стекла по растягиванию в пламени газовых
горелок. В недалеком прошлом при сравнительно малом количест-
ве марок стекол их довольно легко различали по цвету стекла
(колеру), рассматривая трубку с торца. Например, срез простого
стекла имеет колер зеленый или синеватый, молибденового —
желтый, стекла типа «пирекс» — бесцветный, желтый или темно-
зеленый. В настоящее время известно большое число марок стекла
и точно различить их по колеру среза очень трудно, тем более,
что, например, колер простых стекол и стекол Сиал, ДГ-2 одина-
ковый, а по свойствам эти стекла совершенно различны. Слу-
чается, что на стеклянном приборе отсутствует знак фирмы, вы-
пускавшей его, и название стекла, а визуально определить стекло
практически невозможно. Тогда определяют марку стекла следую-
щим образом. Из стекла известных марок (пирекс, молибденовое,
простое, венское и т. д) вытягивают тонкие глухие палочки, та-
84
кую же палочку Делают и из стекла, подлежащего маркировке.
На узком горячем пламени горелки одновременно и одинаково
размягчают концы обеих палочек, быстро соединяют их в пла-
мени и выносят из него. Дав слегка остыть стеклу на воздухе
(1—2 с), место спайки растягивают. Если и то и другое стекло от
места соединения палочек растягивается на одинаковую длину,
значит марка неизвестного стекла соответствует известному
стеклу, если нет — операцию повторяют с палочкой из другого
известного стекла и т. д. до тех пор, пока стекла не окажутся
идентичными.
§ 29. Изготовление трубок, калиброванных
по внутреннему диаметру (моллпроваииых)
Калиброванные по внутреннему диаметру трубки (их часто
называют моллированными) получают медленным обжатием раз-
мягченного стекла при немного пониженном давлении (10-1,
10-2 торр) на металлических стержнях — калибрах. Материалом
для калибров обычно является сталь марки Х18Н9Т. Чистота об-
работки поверхности калибров должна соответствовать 10—
14 классу.
Трубки диаметром более 20 мм удобнее получать с полых ме-
таллических калибров, имеющих толщину стенок не менее 4—
5 мм (быстрее происходит их нагревание и остывание). Узкие
трубки с успехом обжимают на целиковых глухих калибрах. Ка-
либры могут быть цилиндрическими (получение трубки циркуля-
ционного насоса, цилиндрического шлифа), коническими (сте-
клянный ротаметр), треугольными, четырехугольными с округлен-
ными углами. Хранить калибры следует в вертикальном положении
в специальных чехлах из плотной ткани во избежание их про-
гибания и царапания. При правильной эксплуатации и бережном
хранении с одного калибра можно снять до 15—20 калиброван-
ных трубок В настоящее время стеклянные калиброванные трубки
получают длиной до одного метра при максимальном диаметре
35—40 мм. Получить такие трубки большей длины сложно из-за
трудности изготовления более длинного металлического калибра.
Немаловажное значение имеет и подбор стеклянных трубок.
Трубки должны быть прямыми, равностенными по всей длине и
окружности, без возможных пороков в стекле (свили, крупка и
т. д.). Широкие калиброванные трубки (диаметром от 18 до40 мм)
удобнее изготавливать из толстостенного стекла (толщина стенок
от 1,5 до 3,5 мм), узкие можно получать как из толстостенного,
так и из тонкостенного стекла (минимальная толщина стенок от
0,3 до 0,4 мм).
Стеклянную трубку подбирают под калибр с таким расчетом,
чтобы внутренний диаметр ее превышал диаметр калибра на
1,5—2 мм для широких трубок и на 0,8—1 мм для узких.
Совершенно исключается плотная посадка, потому что при
85
одновременном разогреве трубки и калибра последний, расши-
ряясь, разрывает стекло. Нельзя чрезмерно увеличивать зазор
между стенками трубки и калибра, так как при обжатии размяг-
ченного стекла по калибру под вакуумом лишнее стекло образует
выпуклые продольные линии из наплывов на наружных стенках
и неровности на внутренних.
Перед работой калибры и стеклянные трубки следует тща-
тельно промыть растворителями (спиртом, эфиром, ацетоном).
В процессе обжатия стеклянных трубок под вакуумом большое
значение имеет температурный режим печи (или пламени го-
релки). Рабочая температура печи должна превышать верхнюю
температуру отжига обжимаемого стекла примерно на 20—25°C
и быть постоянной. При правильном подборе температуры метал-
лический калибр во время и после обжатия сохраняет первона-
чальный стальной цвет.
При-сильном перегреве стекло прилипает к калибру, трубка
неминуемо растрескивается, калибр окисляется. В случае неболь-
шого перегрева трубка хотя и не растрескивается, но калибр (это
заметно по цвету) значительно окисляется и окалина прочно при-
стает к стеклу.
Иногда поверхность калибра смазывают тонким слоем типо-
графской краски, чтобы предотвратить возможное прилипание
стекла к металлу. Однако при получении точных калиброванных
трубок типографскую краску применять нельзя, обжимать следует
по чистому калибру.
По окончании обжатия остывание калиброванной трубки дол-
жно проходить под вакуумом: или при работающем форвакуум-
ном насосе, или (что удобнее) при перепаянной герметично под
вакуумом стеклянной перетяжке, соединяющей насос с трубкой.
Это необходимо во избежание окисления калибра.
Установка для получения моллированных трубок (рис. 37).
Установка представляет собой трубчатую электропечь 5, раз-
мещенную в вертикальном положении на площадке специальной
станины между двумя колоннами 1 и способную вертикально пе-
ремещаться с помощью электромотора. Движение от электро-
мотора через редуктор передается через червячные винты 2, за-
ключенные в колоннах 1. Установка снабжена подставкой 6 и
зажимом 3 для крепления стеклянной трубки 8. Трубку через
вакуумпровод 4 соединяют с вакуумной системой. Прибор снаб-
жен рукояткой 7 для установки печи на нужной высоте вручную,
а также выключателями электропечи.
Скорость перемещения электропечи при обжатии стеклянных
трубок составляет 1 см/мин. Температурный режим регулируется
приборами ЭПВ (электронный потенциометр) и МР-01 (милли-
вольтметр регулирующий) и контролируется термопарой ХА
(хромель-алюмель). Наибольшая температура нагрева печи равна
'800°C. При работе печь устанавливают в крайнее верхнее поло-
жение и нагревают до рабочей температуры. Через нижнее отвер-
.86
стие печи вертикально устанавливают и закрепляют в зажимах
холодную стеклянную трубку с герметично запаянным в ней ка-
либром. Стеклянная трубка сверху должна иметь отросток с пере-
тяжкой, который соединяют вакуумным шлангом с работающим
форвакуумным насосом. Затем включают мотор, и печь, медленно
Рис. 37. Установка для получения
моллированных трубок:
/ — вертикальные колонны; 2 — червяч-
ный винт; 3 — зажим для трубок; 4 — ва-
куумпровод; 5 — электропечь; 6 — под-
ставка; 7 —рукоятка; в—трубка.
опускаясь, постепенно разогревает стеклянную трубку, а отсасы-
вание воздуха обеспечивает плотное прилегание стекла к калибру.
Для сохранения постоянного температурного режима промежуток
между стеклянной трубкой и стенками верхнего отверстия печи
должен быть плотно прикрыт толстым слоем (20—30 мм) обож-
женного асбеста. По окончании обжима печь выключают и осво-
бождают верхнее отверстие от асбеста (для более быстрого осты-
вания), перепаивают ручной стеклодувной горелкой стеклянную
перетяжку и отключают все механизмы. В таком положении (под
вакуумом) дают трубке остыть. После полного остывания калибра
и трубки осторожно разрезают один из ее концов и вынимают ка-
либр. Так как К. Т. Р. (коэффициент теплового расширения) ка-
либра больше, чем у стеклянной трубки, он вынимается доста-
точно легко.
87
Узкие длинные трубки (диаметром до 15 мм и длиной 200 мм)
можно обжимать, разогревая на пламени стеклодувной горелки.
Для этого на одном из концов стеклянной трубки, предназначен-
ной для калибровки, раздувают небольшой шар диаметром 70—
80 мм, который служит дополнительной вакуумированной
Рис. 38. Заготовка для получения
моллированной трубки.
емкостью. Продолжением шара является стеклянная трубка
с вакуумной перетяжкой (рис. 38). После помещения калибра
в трубку один конец трубки запаивают, а через другой (со сто-
роны шара) откачивают форвакуумным насосом воздух. Откачку
ведут 10—15 мин до полного исчезновения влаги, после чего на
узком пламени перепаивают вакуумную перетяжку. Таким обра-
зом получают герметично запаянный калибр в откачанной сте-
клянной оболочке. Прогрев слегка над пламенем горелки, заго-
товку медленно вводят в мягкое пламя средней величины и, мед-
ленно вращая, размягчают стекло на одном из концов калибра
(свободного от шара). Затем по мере прилегания стекла к ка-
либру постепенно перемещают трубку в пламени. Прогрев трубку
с калибром по всей длине, дают им полностью остыть, после чего
трубку разрезают и вынимают калибр. Большинство калиброван-
ных трубок не подвергают отжигу в печах во избежание искаже-
ния калиброванной поверхности, поэтому необходимые стеклодув-
ные операции с такими трубками следует проводить с особым вни-
манием и последующим тщательным обогревом в пламени горелки.
Особое место занимает получение калиброванных трубок ма-
лого диаметра (от 0,5 до 2 мм). Дело в том, что под действием
высокой температуры такие калибры начинают искривляться по
длине. Калиброванные стеклянные трубки малого диаметра мож-
но получить только в специальных установках (см. рис. 37).
Причем металлический калибр должен быть растянут при помощи
свободно висящего сцентрированного тяжелого груза. Его при-
крепляют снизу калибра и помещают в дополнительную сте-
клянную емкость (колбу), расположенную внизу калибруемой
трубки (можно сказать, капилляра). Естественно, сверху калибр
подвешивается и крепится в верхней части трубки — капил-
ляра.
Получить калиброванные трубки по внутреннему диаметру
можно из любого стекла, за исключением кварцевого. Но, ве-
роятно, путем тщательного подбора соответствующего металла
или сплавов для калибра можно было бы получить такие калиб-
рованные трубки и из кварцевого стекла.
83
Получение внутренней резьбы в стеклянной трубке. Внутреннюю
резьбу в стеклянной трубке можно сделать таким же методом,
каким изготавливают калиброванные трубки при нагревании га-
зовой горелкой, но вместо калибра в этом случае следует при-
менять медную трубку с наружной резьбой. Обжимают нагретую
стеклянную трубку, вакуумируя пространство между трубкой и
калибром. Диаметр медной трубки и величина шага резьбы, а
также длина не имеют существенного значения, но толщина сте-
нок должна быть не менее 2—3 мм, трубка должна быть тща-
тельно обезжирена, промыта и просушена.
Во время обжатия в пламени в момент размягчения стекла
нельзя разогревать медную трубку до красного каления, так как
возможно спаивание меди со стеклом. Обжимать следует посте-
пенно, не торопясь, следя за тем, чтобы размягченное стекло
плотно вошло в углубления резьбы медной трубки. По окончании
обжатия заготовку в горячем состоянии, не вскрывая стеклянную
трубку, помещают в печь для отжига, разогретую до температуры
отжига данного стекла После остывания в печи один конец сте-
клянной трубки отрезают, а медную трубку вытравляют азотной
кислотой. По полученной в стеклянной трубке резьбе всегда можно
изготовить втулку с наружной резьбой из любого материала (ме-
талла, тефлона и др.).
Получение тонкостенных узких моллированных трубок без при-
менения вакуума. Этот метод применяют для получения неширо-
ких (диаметром 3—10 мм) тонкостенных трубок. Метод удобнее
всего показать на примере изготовления тонкостенной трубки
с внутренним диаметром 8 мм, толщиной стенок 0,25—0,3 мм и
длиной 200—250 мм. Прежде всего делают заготовку из толсто-
стенной трубки (диаметром 40—50 мм, длиной 80—100 мм, тол-
щиной стенок 2—3 мм), к одному концу которой припаивают
трубку — державу (не менее 15—20 мм), а с другого конца за-
готовку запаивают и делают округленное толстостенное дно с тол-
щиной стенок не менее 3,5—4 мм. В центре дна стекло либо вы-
бирают стеклянной палочкой, либо разгоняют на резком пламени
горелки до получения тонкостенной площадки толщиной 1 —1,5 мм
и диаметром 15—20 мм. После этого все дно размягчают и выносят
заготовку из пламени. Затем, держа заготовку в вертикальном по-
ложении, без промедления плавно и быстро вминают размягченное
стекло вовнутрь заготовки металлическим калибром (диаметром
8 мм). Тонкие размягченные стенки дна заготовки плотно охваты-
вают калибр и, быстро затвердевая по мере погружения калибра
внутрь заготовки, вытягивают за собой из толстых стенок дна точ-
но такие же тонкие стенки, плотно облегающие калибр. Держа за-
готовку с калибром на воздухе, дают затвердеть основной массе
стекла (у дна заготовки), после чего все кладут на стол до пол-
ного остывания.
Перед вдавливанием калибр разогревают в печи или на пла-
мени горелки, но без образования на нем окалины. Кроме того,
89
калибр должен иметь ручку из материала, плохо проводящего
тепло, иначе удержать в руке горячий калибр невозможно.
После полного охлаждения заготовку разрезают в широкой
части, а затем отрезают дно калиброванной трубки. Тонкостен-
ная калиброванная трубка настолько плотно прилегает к калибру
по всей длине, что часто бывает очень трудно вынуть его из-за
вакуума, образовавшегося у дна при обжиме. Поэтому дно и не-
обходимо отрезать.
Данным методом можно получить калиброванные тонкостен-
ные трубки и другой конфигурации (трехгранные, четырехгран-
ные и т. д.), применяя калибры нужной формы.
Моллированные трубки в последнее время получают широкое
распространение во всем мире. Некоторые зарубежные фирмы,
например «Ronor» (Швейцария), начали выпуск моллированных
шлифов, работающих без смазки. В настоящее время в нашей
стране некоторые заводы также осваивают производство анало-
гичных шлифов.
ГЛАВА V
ВНУТРЕННИЕ СПАИ
Внутренним называют спай широкой и узкой трубок, когда
узкая трубка расположена внутри широкой. Место спая может
находиться как в торце широкой трубки, так и в ее боковой стенке.
Почти в каждом приборе имеется внутренний спай. Долговечность
и надежность прибора часто определяются именно качеством внут-
ренних спаев, а определить его не всегда просто. Поэтому стекло-
дув должен в совершенстве овладеть мастерством изготовления
таких спаев и строго соблюдать основные правила этой ра-
боты.
Во внутреннем спае всегда создаются значительные напряже-
ния, а следовательно, и опасность растрескивания его, поэтому
особенно важно, чтобы спаивались стекла однородные, обладаю-
щие одинаковым значением коэффициента термического расши-
рения. Если по каким-либо причинам нельзя подобрать спаивае-
мые трубки из одного или подобного стекла, то перед спайкой
напаивают на конец узкой трубки переходные стекла, соответ-
ствующие составу первичных стекол (см. § 28).
Для изготовления внутренних спаев лучше всего подбирать
трубки с одинаковой толщиной стенок, не превышающей 2 мм.
Толстостенные трубки пропаивать труднее, да и спай в этом слу-
чае получается не очень прочным, так как образуются невидимые
«залипания». Трубки необходимо тщательно вымыть во избежание
попадания в спай инородных включений.
Спай по всей окружности нужно тщательно пропаять, в нем
не должно быть даже незначительных непропаянных участков и
залипаний. Минимальные залипания могут вызвать растрескива-
ние, особенно если они находятся на границе спая.
Толщина стенок узкой и широкой трубок в месте спая и ря-
дом с ним (после пропаивания) должна соответствовать размеру
стенок исходных трубок. Исключение составляют шайбовый спай
и внутренний спай с фланцем.
Стекло широкой трубки снаружи и внутри должно плавно
переходить в узкую трубку на месте спая, как бы сливаясь с ней
воедино. Диаметр впаянного торца узкой трубки всегда должен
быть на 1—2 мм больше диаметра трубки.
Все внутренние спаи и участки трубок с обеих сторон от них
после изготовления требуют тщательного отжига в пламени го-
релки с последующим отжигом в муфельной печи.
81
§ 30. Условия возникновения в стекле «натяжения»
и напряжений
Эти дза понятия часто соединяют воедино, неправильно назы-1
вая натяжением. На самом деле это совершенно разные явления.
«Натяжение» возникает в том случае, если отдельные,
участки нагретого прибора остывают с разной скоростью, в ре-
зультате чего происходит механическое растягивание отдельны»
участков стекла. Такое неравномерное остывание наблюдается!
довольно часто в приборах, имеющих внешнюю рубашку, через]
которую впаяно большое число трубок разного диамера с разной
толщиной стенок. «Натяжение» возникает во время охлаждения
прибора как непосредственно при его изготовлении (т. е. после
отжига), так и при эксплуатации.
Напряжение возникает во внутренних слоях стекла при
нагревании до размягчения какого-либо отдельного участка стек-
лянного изделия с последующим охлаждением всего изделия.
Напряжение объясняется образованием структурно неоднородных
участков, обладающих физико-химическими и механическими свой-
ствами, отличными от тех же свойств материала соседних участ-
ков. Напряжение в стекле можно полностью снять отжигом, так
как при этом происходит выравнивание структуры материала.
«Натяжение» же полностью снять отжигом в печи не всегда
удается, поэтому в приборах, которые имеют большое число внут-
ренних спаев и часто используются при нагревании, в наиболее
подверженных натяжению местах устанавливают компенсаторы
снятия натяжений.
§ 31. Простейшие внутренние спаи
Внутренний спай через шарик или оливку. На узкой трубке,
предназначенной для впайки внутрь широкой трубки, в будущем
месте впая делают оливку или раздувают шарик, диаметр кото-
рых должен в полтора раза превышать диаметр трубки
(рис. 39, а). У пульки из широкой трубки отпаивают одну из дер-
жав и делают округленное дно (рис. 39,6). В центре дна проду-
вают отверстие, диаметр которого должен быть достаточным для
того, чтобы через него свободно проходила узкая трубка, а оливка
задерживалась на губках отверстия (рис. 39,а). После обогрева
обеих трубок в пламени узкую трубку вставляют в отверстие
широкой и пропаивают место соединения оливки с губками отвер-
стия. Пропаивать следует на узком мягком пламени, размягчая
в основном место впая. Спай считается готовым, когда в месте
соединения губок отверстия и оливки будет четко обозначаться
темное кольцо торца впаянной узкой трубки. Наружная и внут-
ренняя трубки в месте спая должны иметь толщину стенок исход-
ных трубок (рис. 39,6).
Пропаивание внутреннего спая через стенку дна. Оттянув с од-
ного конца державу у широкой трубки, внутрь нее помещают отре-
82
зок узкой трубки и делают округленное дно (рис. 40, а). Из центра
тна вытягивают короткий тонкий «усик» — капилляр и, перевер-
нув заготовку державой вверх, размягчают «усик» до прилипания
горца узкой трубки к центру дна широкой. Спай пропаивают до
обозначения четкого торцевого кольца. Продув отверстие в его
центре (б), припаивают узкую трубку с внешней стороны (в, а).
Рис. 39. Последовательность изготовления внутреннего спая через шарик или
оливку на узких трубках.
Рис. 40. Последовательность изготовления внутреннего спая через стенку дна.
Оба способа чаще всего применяют при изготовлении внутрен-
них спаев на нешироких трубках, т. е. когда диаметр наружной
трубки равен 40 мм. Для изготовления внутренних спаев на более
широких трубках, когда диаметр наружной трубки достигает
100 мм, более подходит второй способ. Однако в этом случае
узкую трубку следует прочно закрепить внутри широкой.
Внутренний спай на боковой стенке (боковой спай). Описанные
выше способы почти полностью применимы и к изготовлению
бокового внутреннего спая. Первый способ применяют, если узкая
трубка прямая и недалеко входит внутрь наружной. Пропаивание
спая ведут по частям до получения ровного торцового кольца.
Вторым способом пользуются, когда узкая трубка, закрепленная
внутри наружной, имеет какие-либо изгибы. Пропаивают, разо-
гревая наружную трубку в месте впая до размягчения. Размер
разогретого участка должен соответствовать окружности торца
узкой трубки, который перед впаиванием слегка развертывают.
Если боковым спаем надо впаять трубку, диаметр которой
больше 20 мм, то перед впаиванием торец шлифуют, подгоняя
его профиль под размер внутреннего диаметра наружной трубки
так, чтобы торец впаиваемой трубки плотно прилегал к внутрен-
ней стенке широкой трубки (рис. 41, Л). Это позволяет предотвра-
тить образование наплывов стекла при впаивании.
Для изготовления внутреннего спая на стенке трубки приме-
няют и другой метод, заключающийся в припаивании обычным
03
тройниковым спаем в том месте, где трубка должна быть вве-
дена внутренним спаем, отводной трубки (рис. 41, В). Диаметр
последней должен быть немного больше диаметра трубки, пред-
назначенной для внутреннего впаивания. Эту трубку впаивают
в отводную любым подходящим внутренним спаем.
Рис. 41. Пропаивание внутреннего спая через боковую стенку для широких
трубок.
Л —подготовка торца части трубки, впаиваемой изнутри;
Б — боковой спай; после припайки внешней части трубки, В, Г—боковые спаи, полученные
при помощи отвода.
Этот метод удобен, если требуется сделать много внутренних
спаев через боковую стенку. Тогда к стенкам заготовки (цилиндр,
колба, трубка и т. д.) подпаивают нужное число отводных
трубок обычным тройниковым спаем и, проделав необходимые опе-
рации (отжиг в пламени и т. д.), дают ей остыть. Отдельно гото-
вят соответствующее число заготовок — трубок (диаметром, рав-
ным диаметру отводов), в которые внутренним спаем впаяны
узкие трубки заданного диаметра. Эти заготовки поочередно при-
паивают к отводным трубкам прибора простым спаем трубки
с трубкой.
§ 32. Шайбовый спай
Спай, полученный предлагаемым методом, не отличается от
внутренних спаев, полученных одним из описанных выше методов.
Иной лишь прием его изготовления.
Разберем пример впаивания трубки диаметром 15 мм в трубку
диаметром 30 мм. Сначала готовят пульку из узкой трубки дли-
ной 150 мм (не считая длины держав) и обогревают середину
ее до появления желтооокрашенного пламени. Установив узкое
горячее пламя, пульку разогревают строго по окружности в од-
ном месте, вращая ее в одну сторону (от себя); одновременно по
мере размягчения стекла сдавливают трубку вдоль ее оси с обеих
сторон. При этом трубку нельзя снимать с пламени во избежание
образования воздушных пузырей в шайбе. Прекращают сдавли-
вание, когда размягченная часть стекла образует вокруг трубки
монолитную плоскую шайбу. Торцовые части трубок с обеих сто-
рон шайбы должны быть соосны (рис. 42, а).
94
Диаметр шайбы должен соответствовать внешнему диаметру
широкой трубки. Если полученная шайба больше диаметра на-
ружной трубки, то шайбу нужно осадить в пламени или на об-
катке. Если диаметр шайбы мал, ее увеличивают, либо расплю-
щивая щипцами, либо наращивая недостающую площадь стеклян-
1’ис. 42. Получение шайбового
спая (в разрезе):
<1—шайба, полученная сдавливанием
грубки в пламени; б — отделка вну-
тренней поверхности трубки по месту
шайбы: в — готовая шайба; г—готовый
шайбовый спай
пой палочкой. Лучше всего шайба получается на толстостенных
трубках, капиллярах. Как правило, внутренний диаметр трубки в
месте соприкосновения торцов немного искажается. Для ликвида-
ции искажения и обеспечения пропайки трубки у шайбы место
обработки вновь разогревают до размягчения, направляя пламя
только на шайбу. Затем, слегка поддувая в трубку, легким дви-
жением вытягивают искаженное место, сглаживая таким путем
внутреннюю поверхность трубки в месте образования шайбы
(рис. 42, б, в). После остывания внутренняя поверхность трубки
в месте соединения торцов должна быть на ощупь ровной и глад-
кой, что никогда не удается получить при изготовлении обычного
внутреннего спая.
Затем одну державу у трубки с шайбой обрезают, оставляя
конец заданной для внутренней трубки длины, и вставляют
(рис. 42, в) последний в заранее заготовленную широкую трубку
с оттянутой с одного конца державой (длиной 150 мм). Обогрев
торен широкой трубки, спаивают его край с кромкой шайбы
(рис. 42,г). Спаивать следует по частям в узком пламени, не
доводя внутреннюю трубку до температуры размягчения стекла.
Ширину пламени устанавливают в соответствии с размером
шайбы.
Шайбовые спаи можно применять и при впаивании трубок
через боковую стенку. Сначала к боковой стенке припаивают
трубку тройниковым спаем, а затем в нее впаивают трубку
с шайбой.
Шайбовые спаи отличаются большой прочностью. Благодаря
их гладкой и ровной внутренней поверхности непосредственно в
месте спая изнутри можно производить притирку или шлифовку.
Это позволяет монтировать приборы с впаянными шлифами (ко-
ническими и цилиндрическими), с калиброванными по внутрен-
нему диаметру трубками и т. д. Такие спаи незаменимы при мон-
таже стеклянных приборов, работающих под большим давле-
нием.
85
§ 33. Внутренние тарельчатые спаи
Перед впаиванием торец внутренней трубки развертывают и
придают краю форму, похожую на форму края обыкновенной
тарелки. Благодаря этому сходству спай и получил свое на-
Рис. 43. Изготовление тарельча-
того спая:
р—заготовка для обычного спая; б —
обычный спай; в — угловой спай.
звание. Тарельчатые спаи находят большое применение в произ-
водстве крупногабаритных стеклянных приборов.
Простой тарельчатый спай. Изготовление простого тарельчато-
го спая особых трудностей не представляет, если зазор между
стенками трубок достаточно велик (20 мм и более).
Сначала подготавливают внутреннюю трубку. Для этого с од-
ного конца трубки оттягивают державу, а второй конец очень
ровно обрезают. Ровно отрезанная трубка — залог успеха изготов-
ления спая. На мягком пламени горелки разогревают торец и на
развертке развертывают края в форме тарелочки. Развертывать
края можно, только убедившись в равномерном размягчении всех
частей торца. Особое внимание следует обратить на диаметр та-
релочки: он должен быть всегда меньше внутреннего диаметра
наружной трубки на 3—10 мм (в зависимости ог диаметров тру-
бок), иначе спай получится непрочным и некрасивым (рис. 43,а).
Заготовленную трубку закрепляют на насадке внутри наружной.
Разогревают место будущего спая на наружной трубке и оса-
живают стекло в пламени или на обкатке до соединения с раз-
вернутыми краями тарелочки. Пропаивают на среднем мягком
пламени по всей окружности тарелочки с частым поддуванием и
равномерным вращением. Спай считают готовым, когда диаметр
тарелочки станет равен (или чуть меньше) диаметру наружной
трубки (см. рис. 43, б).
Если требуется впаять внутреннюю трубку со срезанным под
углом торцом (см. рис. 43, в), то предварительно сошлифовывают
торец под заданным углом; затем, развернув края и закрепив
трубку внутри наружной, пропаивают спай по частям.
Получение тарельчатого спая из простого внутреннего спая. При
монтаже некоторых крупногабаритных приборов требуется внут-
реннюю трубку впаять тарельчатым спаем так, чтобы зазор между
стенками трубок был не более 2—3 мм при наименьшей длине
96
внутренней трубки и сохранении неизменными внутренних диа-
метров впаиваемой и наружной трубок. Изготовить такой спай
описанным выше способом практически невозможно из-за малого
зазора между стенками и опасности залипания трубок. В этом
случае пользуются следующим приемом. Допустим, такой спай
а <3 6 г
Рис. 44. Получение тарельчатого спая из простого внутреннего спая:
а — заготовки из широких трубок перед спаиванием; б — получение простого внутреннего
< пая; в — простой внутренний спай после раздутия; г — тарельчатый спай после разверты-
вания внутреннего отверстия.
необходимо изготовить на наружной трубке диаметром 60 мм.
Тогда из этой трубки делают две пульки по 100 мм (без учета
тлины держав). На одном конце обеих пулек осаживанием на
обкатке делают конус с вершиной в 60—65° (сохранив державу)
и толщиной стенок, в полтора раза превосходящей толщину
стенки исходной трубки. Отступя от вершины конуса на 30—
35 мм, стекло осаживают на обкатке (при этом необходимо со-
хранить толщину стенок) до образования трубки диаметром 15 мм
и длиной 30—35 мм. На полученной трубке ближе к конусу де-
лают кольцеобразную оливку и на расстоянии 10—15 мм от нее
конец узкой трубки с державой ровно обрезают (рис. 44, а).
В вершине конуса другой пульки выдувают отверстие диаметром,
па 3—4 мм больше диаметра узкой (15 мм) трубки первой пульки.
Одновременно обогрев в пламени конусы обеих пулек, вводят
узкую трубку одной из них в отверстие конуса другой и пропаи-
вают спай (на оливке), не утончая стенок (рис. 44,6). После этого
на широком мягком пламени, равномерно размягчая место спая
и соседние участки конусов, в несколько приемов раздувают
(вне пламени) спай до диаметра исходной (60 мм) трубки. Растя-
гиваемые при раздутии стенки узкой (15 мм) трубки переходят в
перегородку широкой (60 мм) трубки. В центре перегородки дол-
жно остаться отверстие, диаметр которого может колебаться от
20 до 40 мм в зависимости от толщины стенок осаженной узкой
грубки: чем тоньше стенки, тем больше получится отверстие
(рис. 44, в). При заданном размере наружной трубки (60 мм)
оптимальный диаметр отверстия 40—45 мм. Если отверстие полу-
чилось слишком маленьким, то его следует увеличить рассверли-
ванием на притирочном станке. Для этого трубку отжигают в
печи и после полного охлаждения разрезают на расстоянии 8—
10 мм от перегородки. Заготовку шлифуют, тщательно отмывают
пт наждака и сушат. Затем ее в месте перегородки вторично разо-
девают в пламени до температуры начала размягчения и круглой
4 Зак. 157 87
конусообразной разверткой в несколько приемов развертываю'
края отверстия внутрь наружной трубки так, чтобы стенки обра
зуемой узкой трубки были параллельны стенкам широкой трубки
и имели заданный размер (рис. 44,г). Не снимая с пламени, к з;
готовке подпаивают ранее отрезанную трубку.
Рнс. 45. Тарельчатый спай с отверстиями по кольцу спая:
а—заготовка с прорезями по кольцу тарелочки с закрепленными в них медными провс
локами; б — готовый спай после травления кислотой.
Тарельчатый спай с отверстиями по кольцу спая. Для изготов
ления некоторых колонок, обеспечивающих равномерное распре^
деление жидкости
по стенкам
трубки,
применяют тарельчатые
спаи, по кольцу которых между краями тарелочки и внутренне!
стенкой наружной трубкп расположены отверстия. Величина каж
дого отверстия обычно не превышает 0,15—0,2 мм. Трудност!
изготовления такого спая заключается в получении узких отве|
стий, которые могут при пропаивании заплавиться. Чтобы изб'
жать этого, пользуются следующим приемом.
На развернутых краях тарелочки в размеченных заранее ме
стах делают (алмазным
кругом) пропилы
глубиной
примерна
0,3 мм. Промыв и просушив заготовку с пропилами, туго обма'
тывают ее луженой * медной проволокой сечением 0,15—0,2 мм
так, чтобы проволока попала в каждый пропил тарелочки
* Нелуженая проволока быстро перегорает.
88
(рис. 45, а). Проволоку следует жестко закрепить. Укрепив на
насадке полученную заготовку внутри наружной трубки, ее впаи-
вают известным способом. Пропаивая, нужно следить, чтобы про-
волока плотно впаялась в стекло и не пережглась. Закончив все
операции по спайке, горячую заготовку помещают в заранее разо-
Рис. 46. Последовательность изготовления тарельчатого спая при внешней
ступенчатой заготовке:
а—внешняя ступенчатая заготовка; б — внутренняя заготовка; в — трубки, закрепленные
в державах с развернутыми Краями; г — трубки в, впаянные тарельчатым спаем в трубку б;
д—заготовка, полученная из заготовки г; е—заготовка д, впаянная в нижнюю часть за-
готовки а внутренним спаем через стенку дна; ок—готовый прибор; К — линии отреза.
гретую печь для отжига стекла. После отжига проволоку раство-
ряют в азотной кислоте. Время травления 10—12 ч.
Если требуется получить большие отверстия (3,4 мм и т. д.)
по кольцу спая, то их высверливают по краю тарелочки на при-
тирочном станке, а затем впаивают тарелочку обычным спо-
собом.
Пропаивание тарельчатых спаев с использованием внешней сту-
пенчатой заготовки. Предположим, что нам нужно изготовить при-
бор, который схематично представлен на рис. 46, ж. Прежде всего
в соответствии с числом внутренних трубок, их размерами и раз-
мерами зазоров между ними подбирают трубки (рис. 46, б, в).
Гермостатируемая рубашка прибора будет образована широкой
частью заготовки (а) и трубкой (б), диаметр которой должен
быть меньше диаметра заготовки на 8—10 мм. Во вторую трубку
(б) методом тарельчатого спая впаивают укрепленные на насадке
две трубки (в). Затем все три спаянные трубки (г) обрезают в
местах, соответствующих заданным размерам (линии К), и полу-
ченные после обреза края развертывают тарелочкой (б). Край
тарелочки должен быть не менее 4—5 мм. Один из концов внеш-
ней широкой трубки (рис. 46, о) осаживают ступеньками на
4* 88
обкатке. Ступеньки должны соответствовать развернутым краям
спаянных трубок (а и д). Другой конец внешней трубки обре-
зают.
Внутрь ступенчатой заготовки (на насадке) вставляют ранее
спаянные между собой три трубки так, чтобы их развернутые
края расположились напротив вогнутых частей ступенек. Сначала
простым внутренним спаем соединяют внешнюю трубку с первой
вставленной и таким образом получают нижнюю часть термоста-
тируемой рубашки (рис. 46, е). После отжига в печи и охлажде-
ния продолжают работу. На узком резком пламени последова-
тельно пропаивают тарельчатыми спаями все три верхние трубки
и припаивают боковые отводы. Все изделие подвергают отжигу.
Этим способом изготавливают некоторые диффузионные насосы,
озонаторы, головки ректификационных колонн и т. д.
§ 34. Дьюаровский спай
Дыоаровский спай — это соединение внутренней и наружной
трубок по торцам. Нагляднее всего разобрать получение дьюаров-
ского спая на примере изготовления цилиндрического стеклян-
ного сосуда Дьюара.
Сосуд Дьюара состоит из двух цилиндрических круглодонных
стаканов (или двух колб), вставленных один в другой и спаянных
по торцам. (Внутренняя стенка наружного стакана и наружная
стенка внутреннего стакана обычно посеребрены.)
Для изготовления такого сосуда прежде всего подбирают
трубки заданных диаметров. Из одной, более узкой, делают ци-
линдр с округленным дном— это заготовка для внутреннего ста-
кана. Из второй, более широкой, трубки делают цилиндр той же
формы, но к центру округленного дна припаивают трубку, кото-
рая будет служить державой, через которую будет проводиться
дутье (а впоследствии серебрение и откачка воздуха из простран-
ства между стенками стаканов). Край заготовок отрезают на
электрорезке по месту, отмеченному в соответствии с заданным
размером сосуда. Внутренний стакан всегда немного короче на-
ружного. Обрезанные края должны быть очень ровными, от этого
зависит прочность и красота будущего спая.
Затем с помощью развертки (конусообразной или плоской)
развертывают край обрезанного торца внутреннего цилиндра так,
чтобы развернутый край доходил до половины зазора между стен-
ками цилиндров. После остывания внутренний цилиндр, сцентри-
ровав, закрепляют в наружном. Развернутый край внутреннего
цилиндра должен расположиться ниже края наружного цилиндра
на величину зазора между стенками последнего и развернутым
краем первого. Разогрев в пламени край наружного цилиндра до
размягчения, его завертывают на обкатке до соединения с краем
внутреннего цилиндра. Место соединения должно быть плотным,
без отверстий. На резком узком пламени место соединения краев
100
цилиндров тщательно пропаивают, поддувая вне пламени го-
релки. Пропаивать можно вкруговую, вращая в пламени, а также
по частям (если сосуд большой).
Толщина стенок дьюаровского спая должна быть равной или
чуть больше толщины стенок заготовок. Деформированные при
пропаивании стенки внутреннего цилиндра исправляют с помощью
цилиндрических разверток (деревянных или текстолитовых),
а стенки наружного цилиндра — обкаткой.
Основной ошибкой в работе многих стеклодувов при изготов-
лении дыоаровских спаев является неправильное дутье в момент
пропаивания. Во время интенсивного размягчения в месте со-
единения краев стекло быстро наплавляется; многие стеклодувы,
стараясь избавиться от наплывов, торопятся поддувать, не давая
затвердеть тонким стенкам, и тем самым портят спай. Важно по-
мнить, что наплавленная масса стекла в месте спая остывает
медленнее, чем более тонкие стенки цилиндров, а поэтому, сняв
заготовку с пламени, необходимо дать остыть тонким стенкам и
только потом поддувать.
В данном параграфе разобран метод изготовления дьюаров-
ского спая на широких трубках. Для дьюаровского спая узких
трубок в одних случаях используют этот же метод, в других —
способ пропаивания трубки через стенку дна (см. простые внут-
ренние спаи). Иногда спаивают по краю торца внешнего ци-
линдра, развертывая край внутреннего цилиндра так, чтобы он
касался внутренней стенки наружного цилиндра. Пропаивание осу-
ществляют по частям.
Изготовление сосудов Дьюара с несколькими стенками, дьюа-
ровских трубок и т. д. описано в гл. VIII.
§ 35. Крепление внутренних трубок
Выше неоднократно указывалось, что качество большинства
внутренних спаев зависит от того, насколько надежно укреплена
и сцентрирована внутренняя трубка. Приемов крепления суще-
ствует множество, причем в каждом отдельном случае при мон-
таже определенного прибора приходится пользоваться особым
способом крепления. Ниже будут разобраны лишь наиболее рас-
пространенные приемы.
Материалы для крепления. Самым распространенным материа-
лом для крепления трубок является асбест — листовой, шнуровой,
ленточный, тканевый и др. Перед употреблением асбест (незави-
симо от вида) необходимо прокалить в муфельной печи при тем-
пературе 400—500°C; при этом из него удаляются органические
примеси. Если использовать необожженный асбест, при пропаива-
нии спаев возможно образование едких газов и смолистых веществ,
оседающих на стенках; все это, безусловно, сказывается на каче-
стве прибора, а, кроме того, выделяющиеся газы могут оказать
вредное действие на здоровье стеклодува, Не следует закреплять
101
трубки только что обожженным асбестом, так как сильно обезво-
женный асбест очень ломок. После прокаливания в печи асбесту
дают сутки полежать на воздухе, тогда он увлажнится и станет
эластичным.
Для крепления применяют также медную проволоку и тонкую
листовую медь (сечением от 0,1 до 1 мм). Перед креплением мед-
ные приспособления прокаливают в пламени горелки и очищают
от окалины Если после изготовления прибора нельзя извлечь
медное крепление, то его растворяют (травят) в азотной кис-
лоте.
Насадки (хватки) для крепления. Насадка, или, как ее иногда
называют, хваток, представляет собой широкую трубку (цилин-
дрической, конической и другой формы), открытую с одного конца
и с припаянной узкой державой с другой. Изготовить насадку
можно из материала, не поддающегося горению и выдерживаю-
щего высокую температуру. Чаще всего стеклодувы применяют
насадки из стекла
Разберем пример использования насадки при изготовлении дна
вблизи шлифованной поверхности керна. Прежде всего обертывают
шлифованную поверхность керна асбестовыми шнуром, бумагой
или лентой, а затем плотно вставляют в муфту — насадку. Теперь
держава муфты — насадки служит державой и для керна, на ко-
тором любым из известных способов делают дно. Насадку с успе-
хом можно применять и для любой другой операции
В разобранном случае насадкой служила муфта шлифа, точно
так же ею может быть и керн шлифа.
Разберем приемы изготовления заливного шлифа.
Первый прием. Закрепляют керн в муфте — насадке и под-
готавливают торец трубки керна для впаивания. Подбирают труб-,
ку диаметром, превышающим в два — три раза диаметр керпа, и
готовят пульку. С одной стороны пульки припаивают трубку —
державу, внутренний диаметр которой должен быть на 7—8 мм
больше наружного диаметра державы муфты — насадки. Трубку
разрезают около оттянутой державы Обертывают державу у на-
садки— муфты асбестовым шнуром (сечение шнура 4—5 мм) и
плотно вставляют ее через открытое отверстие широкой трубки
в державу последней, предварительно сцентрировав. Для улучше-
ния дутья внутрь широкой трубки в державе муфты — насадки
заранее делают отверстие (рис. 47,/1). Оттянув открытый конец
широкой трубки, внутренним спаем (через стенку дна) впаивают
керн и припаивают трубку. После остывания разрезают наружную
трубку на одной линии с более узкой частью шлифа и снимают
муфту — насадку вместе с остатком наружной трубки.
Второй прием. Этот прием используют при пропаивании
внутренних спаев на широких трубках в тех случаях, когда керн
шлифа еще не пришлифован. Тогда нет необходимости пользо-
ваться муфтой — насадкой, державу просто припаивают к узкой
части керна. Пропаяв спай, отжигают заготовку и охлажденный
102
керн пришлифовывают. Хорошо промыв керн — заготовку и вы-
сушив, обертывают его державу асбестовым шнуром и плотно
вставляют в державу широкой трубки (рис. 47, Б). Далее точно
гак же, как и в первом приеме, внутренним спаем впаивают трубку
керна в широкую трубку. После отжига и охлаждения отрезают
Рис. 47. Изготовление заливных
шлифов при помощи насадок:
А — первый прием;
Б — второй прием;
В — пропаивание трех трубок через
стенку диа трубки; К — линия отреза.
обе державы и часть широкой трубки на уровне шлифа керна (см.
линию отреза К на рис. 47, Б).
Иногда державы внутренней и наружной трубок не только за-
крепляют асбестом, по и временно спаивают стеклянной палочкой
или внутренним спаем. При этом трубки фиксируются в опреде-
ленном положении.
Часто требуется пропаять через дно или стенки трубки не-
сколько проходящих внутри нее узких трубок. Тогда на каждую
внутреннюю трубку либо надевают насадку, либо спаивают их
между собой стеклянными палочками. Затем все насадки или
спаянные палочками трубки припаивают к единой трубке — дер-
жаве и закрепляют в державе широкой трубки. Пропаивают
трубки или все вместе (одновременно), или по отдельности
в зависимости от положения трубок внутри наружной трубки
(рис. 47, В).
Обратная насадка. Обратная насадка — это конусообразная
трубка, у которой трубка — держава припаяна к вершине конуса,
а основание конуса имеет форму плоского дна. Такие насадки
применяют при впаивании конусообразных трубок и шлифов
дьюаровским спаем (рис. 48). После пропаивания такую насадку
легко выталкивают из наружной трубки — державы.
Крепление внутреннего цилиндра сосуда Дьюара. В качестве
материала для крепления внутреннего цилиндра при изготовлении
сосуда Дьюара чаще всего используют волнообразную полоску —
103
ленту из медной фольги или спираль из медной проволоки. Иногда
применяют асбестовый шнур, свитый с медной проволокой, а так-
же спрессованные асбестовые шайбы.
Крепление медной полоской — лентой.'Из медной
фольги (толщиной 0,5—0,7 мм) вырезают три полоски. Ширина их
Рис. 48. Обратная насадка.
Рис. 49. Крепление внутренней трубки при помощи бокового спая.
может колебаться от 5 до 30 мм в зависимости от диаметров ци-
линдров и расстояния между их стенками. Каждую полоску по всей
длине сгибают в виде волнообразной ленты так, чтобы высота из-
гибов была чуть больше (на 0,5—1 мм) расстояния между стен-
ками цилиндров. Длина полосок должна равняться 2/з длины
внутреннего цилиндра. К одному из концов каждой полоски прочно
прикрепляют медную проволоку (диаметр проволоки 1,5—2 мм,
длина 100—120 мм).
Расположив металлические полоски на равном расстоянии
друг от друга (проволока полосок должна войти внутрь державы
заготовок) по внутренней окружности наружного цилиндра, акку-
ратно с небольшим нажимом вводят внутренний цилиндр в на-
ружный. При этом волнообразные медные полоски несколько раз-
двинутся и плотно охватят цилиндр. Полоски должны не доходить
до места будущего дьюаровского спая на */з длины внутреннего
цилиндра (во избежание расплавления). После изготовления и |
отжига сосуда в муфельной печи отрезают державу вблизи дна
сосуда и вытягивают полоски поочередно за припаянную к ним
проволоку.
Крепление медной проволокой. Для крепления внут-|
реннего цилиндра иногда применяют спираль из медной проволоки
(сечение проволоки 1,5—2 мм). Диаметр спирали должен рав-
няться расстоянию между стенками цилиндров. Длина спирали
определяется длиной и диаметрами цилиндров. Внутренний ци-
линдр обматывают спиралью и вставляют его в наружный. Далее
все операции проводят в той же последовательности, что и при
креплении цилиндра полосками.
Наиболее часто медную спираль применяют для крепления
внутренних трубок при монтаже длинных стеклянных колонок
104
(3—4 м), особенно если зазоры между стенками трубок велики.
При этом внутренняя трубка при вращении испытывает сильное
колебание, что не позволяет впаять ее надежным внутренним
спаем. Чтобы зафиксировать внутреннюю трубку, ее в 2—3 местах
по длине закрепляют медной спиралью, а один из концов либо
временно спаивают с наружной трубкой, либо жестко закрепляют
па асбесте. После этого трубки пропаивают внутренним спаем на
свободном от крепления конце.
При малых зазорах между стенками трубок для крепления
применяют тонкую медную проволоку, которой обматывают внут-
реннюю трубку. Если же требуется сохранить точно заданное рас-
стояние между трубками по всей длине, то на внутреннюю трубку
надевают две — три медные шайбы заданного размера с таким
расчетом, чтобы при обработке в пламени медные шайбы не на-
гревались, и вставляют внутреннюю трубку с шайбами в наруж-
ную трубку. После того как прибор пропаян и отожжен, медные
крепления (при малых зазорах) растворяют в азотной кислоте.
Крепление трубок с помощью насадки. В особых
случаях внутренний цилиндр крепят в наружном, применяя вто-
рой прием, рекомендованный для изготовления заливного шлифа.
Для этого ко дну внутреннего цилиндра подпаивают глухим спаем
(без отверстия) трубку — державу. Закрепив державу внутреннего
цилиндра в державе наружного (асбестом), их спаивают между
собой по открытым торцам стеклянной палочкой или внутренним
спаем, оставив отверстия для дутья. Затем пропаивают дыоаров-
ский спай и весь сосуд отжигают в муфельной печи.
Насадив на насадку отожженный сосуд, нагретой стеклянной
палочкой делают кольцевую трещину на наружной державе рядом
с местом припайки ко дну цилиндра. Далее державы разрезают
в месте их спайки и снимают верхнюю державу. Внутреннюю дер-
жаву оттягивают от дна внутреннего цилиндра на узком пламени
через отверстие в центре дна наружного цилиндра, предварительно
развернув края отверстия.
Выравнивают дно внутреннего цилиндра на узком пламени, из-
редка поддувая через насадку, и крановой лепкой припаивают
узкую трубку в требуемом месте дна наружного цилиндра. Затем
запаивают отверстие в дне наружного цилиндра, поддувая через
припаянную трубку. Вторичный отжиг сосуда обязателен.
Крепление трубок при помощи бокового спая. Существуют при-
боры, в которых внутренние спаи расположены на разном расстоя-
нии друг от друга вдоль стенок наружной трубки и по ее окружно-
сти (рис. 49). В этом случае использовать крепления, описанные
выше, можно только при пропаивании одного, первого бокового
спая. Закрепив оба конца внутренней заготовки в наружной (асбе-
стом), тщательно спаивают один из боковых отводов внутренней
трубки со стенкой наружной трубки. После остывания асбест вы-
нимают, промывают трубки и, просушив, пропаивают все осталь-
ные спаи.
105
При этом необходимо помнить, что для лучшего пропаивания
первого впая (и поочередного пропаивания следующих) концы
всех боковых отводов перед введением внутренней трубки в на-
ружную заготовку следует запаять. Запаянные концы отводов
должны как можно плотнее прилегать к внутренним стенкам на-
ружной заготовки. Место запайки отводов («донышко») должно
быть тонкостенное, чтобы в дальнейшем (при пропайке) исключить
наплывы стекла. При этом обеспечивается наиболее спокойное и
надежное пропаивание спаев. Поддув производят через внутрен-
нюю и наружную заготовки поочередно. Безусловно, можно про-
паивать через стенку наружной трубки и незапаянные боковые от-
воды внутренней заготовки, но это гораздо сложнее.
§ 36. Примеры изготовления приборов,
имеющих большое число внутренних спаев
Выше были описаны способы изготовления внутренних спаев
каждого в отдельности. Однако большинство приборов имеет мно-
жество внутренних спаев самых разных видов. Даже очень опыт-
ный стеклодув, прежде чем найти правильный путь изготовления
прибора, долго обдумывает порядок работы, экспериментирует и
моделирует. При этом особенно важно владеть не только общими,
но и некоторыми специальными приемами работы.
В основном приборы, изготовляемые на пламени горелки, со-
ставляются из заготовок (цилиндров, колб, трубок, капилляров,
штабиков), поэтому форма сложных приборов является как бы
своеобразной комбинацией форм используемых заготовок. Правда,
нередки случаи, когда стеклодуву приходится видоизменять форму
заготовок в соответствии с требованием заказчика. Но во всех
приборах, и особенно в сложных, имеются внутренние спаи, рас-
положенные в разных местах и различающиеся по виду (простые,
дьюаровские и т. д.). В работе все спаи — и самые простые, и
наиболее сложные — должны быть изготовлены с одинаковой тща-
тельностью. Один плохо пропаянный спай влечет за собой выход
из строя всего прибора.
При монтаже сложных приборов нужно учитывать сильные на-
тяжения и напряжения, возникающие в стекле, и во время снимать
их постоянным обогревом в пламени. После окончания всех опе-
раций по пропаиванию следует тотчас тщательно отжечь места,
подвергавшиеся размягчению, и соседние с ними участки. Неотож-
женный в пламени прибор может треснуть даже после отжига
в муфельной печи.
Практически почти во всех приборах большинство внутренних
спаев сконцентрировано в верхней или нижней части его и лишь
редко в средней части или по всей длине. Но во всех случаях не-
зависимо от сложности прибора в первую очередь отделывают и
отжигают в печи ту его часть, которая имеет наименьшее число
внутренних спаев. Самые сложные спаи или места, в которых
log
сконцентрированы спаи, отделывают в последнюю очередь, после
чего весь прибор помещают в муфельную печь, нагретую до тем-
пературы отжига данного стекла.
Там, где больше сконцентрировано спаев, в стекле возникают
более сильные напряжения. Если сначала пропаивать более слож-
Рис. 50. Холодильник Либиха.
ную часть, а при окончательной отделке — менее сложную, то
вероятность растрескивания прибора возрастает как при обра-
ботке на горелке, так и при резкой смене температур в момент
помещения в горячую печь.
Если по своим габаритам прибор не умещается в печи для от-
жига, то, соблюдая тот же порядок изготовления, его отжигают
по частям (верхняя или нижняя части), а для снятия напряжений
в средней части применяют компенсаторы снятия напряжений,
о них речь пойдет ниже.
Холодильник Либиха. Холодильник Либиха состоит из двух со-
осных трубок: широкой наружной трубки — рубашки и прямой
узкой трубки — форштосса, пропаянной внутренними спаями через
округленные концы рубашки и выходящей за ее пределы с обеих
сторон. Вблизи внутренних спаев к боковой стенке рубашки при-
паяны узкие трубки с оливками, служащие для подачи в рубашку
газа или жидкости (рис. 50).
Начинают изготовление холодильника с подбора трубок на-
ружного диаметра для рубашки и для форштосса. Отрезают узкую
трубку так, чтобы длина отрезка превышала длину холодильника
на 5—6 мм. Края отрезанной трубки выравнивают шлифовкой на
планшайбе и, оплавив на пламени, поочередно развертывают. Диа-
метр развернутой части должен быть больше диаметра исходной
трубки на 3—4 мм и иметь форму воронки. Взятый вначале при-
пуск длины трубки как раз и необходим для оплавления и раз-
вертывания ее краев. Полученную узкую трубку закрепляют внут-
ри наружной на насадке (см. § 35) и пропаивают свободный от
крепления конец внутренним спаем через стенку дна. После этого,
постоянно обогревая в пламени полученный спай, к наружной
трубке — рубашке тройниковым спаем припаивают трубку с олив-
107
ками и после тщательного обогрева дают спаям остыть до ком-
натной температуры.
Аналогично пропаивают другой конец холодильника, предвари-
тельно освободив от креплений.
Прежде чем пропаивать второй конец, первый снаружи плотно
обертывают асбестом, предохраняющим стекло от резкой смены
температуры при помещении холодильника в печь. При пропаива-
нии первого спая дутье производят через державу насадки; при
этом одновременно раздуваются и наружная, и внутренняя трубки.
При пропаивании второго конца поддувают раздельно: в рубашку
через отросток, а во внутреннюю трубку — либо через державу
(продолжение ее), либо через припаиваемую с внешней сто-
роны трубку. Поддувать следует осторожно и очень внима-
тельно.
При отделке обоих концов нужно размягчать небольшой уча-
сток наружной трубки, только ее торцовую часть. Отделку плечи-
ков производят после полного пропаивания внутреннего спая.
Плечики у холодильников должны быть округленными.
Наплывы стекла в торцовых частях наружной трубки недопу-
стимы, так как если размягченная масса стекла в этом месте
будет больше массы внутренней трубки, то при сильном и долгом
нагреве произойдет утончение стенок внутренней трубки вблизи
спая, особенно при дутье (в момент пропаивания) в наружную
трубку. При этом раздувается наружная трубка и стекло из раз-
мягченных стенок внутренней трубки «перетекает» в наружную.
Такой спай недолговечен.
По окончании всех операций на горелке холодильник обяза-
тельно помещают в печь для отжига, разогретую до температуры
отжига данного стекла.
Применяют и другой прием отделывания второго конца холо-
дильника. Перед тем как укрепить внутреннюю трубку в наруж-
ную, на внутренней трубке в месте будущего второго внутреннего
спая делают конусообразное раздутье с утолщенными стенками
диаметром, равным диаметру развернутого края первого конца
узкой трубки. Закрепив внутреннюю трубку в державе наружной,
отделывают первый конец описанным выше способом. Затем раз-
мягчают второй конец наружной трубки и, сняв с пламени, подре-
зают на подрезке края ее до слипания с раздутием внутренней
трубки. Державу с остатком внутренней трубки оттягивают. Далее
проделывают те же операции, что и в первом приеме. Вторым
приемом особенно часто пользуются при изготовлении холодиль-
ников с узкой внутренней трубкой диаметром 20—50 мм.
Избирают метод изготовления холодильника в зависимости от
размера трубок и, главное, от разности диаметров наружной и
внутренней трубок: чем она больше, тем легче изготовить холо-
дильник. При малой разности диаметров концы внутренней трубки
не нужно развертывать, достаточно их только оплавить. Толщина
стенок обеих трубок должна быть одинаковой; допустимо, чтобы
108
толщина стенок внутренней трубки была меньше. Если холодиль-
ник большой, то после отделки первого конца всю заготовку лучше
отжечь в муфельной печи и только потом продолжить работу.
Холодильнике фланцами по торцам. Сначала подбирают трубку
заданного размера для внешней рубашки холодильника. С одного
Рис. 51. Последовательность изготовления холодильника с фланцами по торцам:
а—внутренняя трубка с наплывами для фланца, укрепленная в наружной трубке; б — фла-
нец левой торцовой части, спаянный с рубашкой холодильника; в—заготовка для отделки
правой части холодильника; г — готовый холодильник; К — линия отреза.
конца припаивают трубку — державу, другой конец обрезают и
шлифуют. На внутренней трубке, предназначенной для впаивания,
с обоих концов накапливают в пламени горелки стекло, необходи-
мое для изготовления фланцев заданного размера (рис. 51). К од-
ному из концов припаивают трубку — державу. Державу внутрен-
ней трубки закрепляют в державе рубашки. При этом большая
часть конца трубки, на котором накоплено стекло (будущий ф та-
нец), должна выходить за пределы рубашки (рис. 51,а). Накоп-
ленное стекло разогревают в пламени горелки и на развертке раз-
вертывают под заданный диаметр фланца с таким расчетом, чтобы
фланец плотно прилип к обрезанной части рубашки холодильни-
ка (б). Место соединения фланца с рубашкой тщательно пропаи-
вают на узком горячем пламени с поддуванием.
После отжига и охлаждения обрезают рубашку (линия К) и
внутреннюю трубку так, чтобы утолщенная часть узкой трубки
выходила за. край рубашки (в) После этого развертывают внут-
реннюю трубку и спаивают с внешней. Отводные трубки припаи-
вают до того, как отделанный фланец остынет. Готовое изделие
обязательно отжигают.
109
Холодильники шариковый и спиральный. Для увеличения по-
верхности охлаждения внутренней трубки на ней перед впаиванием
раздувают шарики. Такой холодильник называют шариковым.
Можно внутреннюю трубку навить в виде спирали, а потом впаять
в рубашку. Количество шариков и число витков может быть раз-
Рис. 52. Стеклянный сильфон:
А—сильфон, изготовленный первым способом;
Б —сильфон, изготовленный вторым способом.
ным и определяется длиной холодильника, диаметром трубок, раз-
ностью диаметров внешней и внутренней трубок. Толщина стенок
шариков не должна превышать 1,5 мм, толщина стенок спиральной
трубки не имеет существенного значения.
Технология изготовления таких холодильников и холодильника
Либиха аналогична. Однако для изготовления холодильника
Либиха используют прямые трубки, равностенные по всей длине.
При таком сочетании между внутренними спаями трубок возни-
кает сильное напряжение, которое снимают, помещая еще горячее
изделие в разогретую печь. Спираль или трубка с шариками обла-
дают «пружинящими» свойствами, благодаря чему напряжение
частично снимается. Поэтому шариковые и спиральные холодиль-
ники отжигают в муфельной печи в готовом и остывшем виде.
Стеклянные компенсаторы снятия натяжений. Часто изделия,
изготовленные по типу холодильников или дьюаровских трубок,
эксплуатируются в жестком температурном режиме: сильно охла-
ждается рубашка и в то же время каким-либо источником тепла
нагревается внутренняя трубка пли наоборот. Кроме того, осо-
бенно при получении высокого вакуума, приборы и стеклянные
коммуникации часто прогревают в специальных печах до высокой
температуры (400—450°C). Внутри прибора часто имеются метал-
лические вводы, металлические микро-рельсы, по которым дви-
гаются каретки, и т. д. Все эти части могут сильно нагреваться и
возникают большие разности температур. Естественно, в резуль-
тате этого в стекле возникают сильнейшие натяжения. Если пред-
варительно не снять их, стеклянные изделия непременно растрески-
ваются.
Для снятия натяжений применяют стеклянные компенсаторы.
Самыми простыми компенсаторами являются стеклянная спираль
110
и обыкновенный полый стеклянный шарик. Чем больше витков
имеют спирали и чем больше шариков используется, тем эффек-
тивнее действие компенсатора. Такие компенсаторы являются
как бы пружинами, способность их амортизировать зависит от
диаметра и толщины стенок компенсаторов: чем тоньше стенки
шарика и больше диаметр витков спирали, тем эластичнее ком-
пенсатор.
Наиболее эффективным компенсатором является стеклянный
сильфон (рис. 52). Сильфон занимает сравнительно мало места
и свободное сечение трубки уменьшается не намного.
Разберем изготовление сильфона из трубки диаметром 15 мм.
Начинают работу с заготовки пульки длиной 150—200 мм (без
учета держав). Отступя от державы на 4—5 см, раздувают тонко-
стенную трубку диаметром 30—35 мм, длиной 100 мм, со стенками
толщиной 0,3—0,4 мм (рис. 52,Л). Устанавливают узкое мягкое
пламя и, отступя 4—5 мм от края, разогревают тонкостенную
трубку по окружности. Доведя стекло до размягчения и сняв
с пламени, аккуратно укатывают размягченную часть на подрезке
до диаметра, равного диаметру исходной трубки (15 мм). При
этом очень важно синхронно вращать заготовку обеими руками.
При малейшем нарушении синхронности подрезанная часть трубки
будет смята, окажется неровной и все придется начинать сначала.
Проделав те же операции с соседним участком тонкостенной труб-
ки, получают первый гофр; остальные получают аналогично.
Эта работа сопряжена с некоторой трудностью. При очередном
разогреве тонкостенной трубки перед укатыванием на подрезке
нужно быть особенно внимательным, чтобы не испортить пламенем
предыдущий гофр. Дутье желательно проводить через резиновую
трубку, соединенную с державой специальным шарниром (см.
гл. II), так как поддувать приходится и во время укатывания раз-
мягченного стекла на подрезке. Готовый сильфон тщательно обо-
гревают в пламени горелки и обязательно отжигают в печи.
Способность сильфона пружинить и сгибаться легко испытать,
растягивая и сгибая его руками.
Существует и другой способ изготовления сильфона. Но у силь-
фонов, изготовленных этим методом, расстояние между гофрами
получается большим, так как каждый гофр изготавливают отдель-
но из тонкостенного шарика, а затем спаивают гофры между
собой.
Сильфоны и спирали из трубок устанавливают в местах с наи-
большим перепадом температур при эксплуатации, т. е. в которых
возникают наибольшие натяжения. Там, где перепад температур
невысок, лучше устанавливать несколько тонкостенных шари-
ков.
При изготовлении длинных приборов (2000 мм и более), имею-
щих термостатируемую рубашку, установка компенсаторов обяза-
тельна.
111
Очень большие приборы (например, ректификационные колон-
ки) приходится отжигать по частям, следовательно, натяжение ча-
стично остается.
Пропаивание через две стенки. Цельнопаянные приборы, имею-
щие термостатируемые рубашки, в принципе похожи на холодиль-|
ники и изготавливаются примерно по той же схеме Приборы могут
иметь две и больше рубашек, а также различное число разнообраз-
ных спаев (внутренних и обычных). К каждому прибору предъ-
являются свои требования, поэтому при их монтаже важно уметь
выбрать наиболее подходящий прием впаивания, вид спая, оче-
редность спаивания трубок и т. д. Однако при выполнении любого
прибора, имеющего несколько стенок, сначала изготавливают и
отжигают внутреннюю часть, а потом последующие. И все же ча-
сто приходится впаивать трубки и шлифы через две стенки.
На рис. 53 представлены наиболее распространенные способы
пропаивания трубок и шлифов через две стенки.
Первый способ аналогичен изготовлению обычного внут-
реннего спая через боковую стенку (рис. 53,Л). Если пропаивае-
мая через стенки трубка имеет диаметр более 20 мм, то ее торец
перед впаиванием отшлифовывают так, чтобы его профиль как
можно точнее соответствовал профилю внутренней поверхности в
месте впая наружной трубки. Это помогает избежать наплыва.
Второй способ состоит в пропаивании трубки простым
внутренним спаем через отросток. Этот способ (рис. 53, Б) наибо-
лее прост и надежен, так как наличие одного внутреннего спая на
боковой стенке наполовину снимает напряжение в стекле по срав-
нению с напряжением, возникающим при первом способе про-
пайки. Кроме того, трубку, пропаянную через отросток, легче ре-
монтировать и заменить в случае поломки.
Третий способ (рис. 53,В)—впаивание трубки через две
стенки шайбовым спаем.
Сначала на трубке, предназначенной для впаивания, готовят
две шайбы (см. § 32). Расстояние между шайбами должно соответ-
ствовать размеру зазора между стенками внутренней и внешней
заготовок, т. е. разности их диаметров. Диаметр шайб должен не
менее чем в два раза превышать диаметр исходной трубки. Такую
трубку при необходимости можно прокалибровать изнутри. Для
этого ее обтягивают при нагревании под вакуумом на специальной
установке на металлическом калибре (см. § 29). Затем к боковым
стенкам наружной и внутренней заготовок тройниковым спаем
подпаивают отростки с внутренним диаметром на 2—3 мм больше
диаметра шайб После отжига отростки отрезают, отступя 20—
30 мм от тройникового спая.
Откалиброванную трубку вставляют в отросток внутренней за-
готовки и спаивают первую шайбу с его краями Наружную за-
готовку разрезают по окружности, проходящей через середину
отростка (см. линию разреза К на рис. 53,В). Закрепив внутрен-
нюю заготовку в одной из частей наружной и подогнав вторую
П?
шайбу к краям отростка внешней трубки, надевают вторую часть
наружной заготовки, стараясь соединить обе части точно по раз-
резу. Далее, тщательно обогрев в пламени место разреза, обе части
наружной заготовки спаивают между собой без поддува, не остав-
ляя отверстий. После спайки обеих частей пропаивают вторую
Рис. 53. Впаивание трубок и шлифов через две стенки:
А—обычный спай; Б — спай через боковой отвод; В — шайбовый спай; Г — впаивание кали-
брованной трубки (моллированной); Д — дьюаровский спай; В. Ж и 3—пропаивание муфты
шлифа при помощи шайбового и дьюаровского спаев; К—линия отреза.
шайбу с краями отростка наружной трубки и выравнивают спай
на отростке и наружной трубке.
При пропаивании шайб и спаивании частей наружной трубки
нужно как можно меньше нагревать калиброванную трубку, чтобы
не нарушить калибровку.
Четвертый способ. Калиброванную изнутри трубку мож-
но впаять и дьюаровским спаем (рис. 53,Г). Спаивая калиброван-
ные трубки дьюаровским или внутренним простым спаем, нельзя
развертывать края перед спаиванием на развертках, так как при
этом можно нарушить калиброванную поверхность. Развернутые
края можно получить путем выдувания на одном конце трубки
шарика, лучше толстостенного. При этом горячая масса стекла,
раздуваясь, потянет за собой соседние разогретые участки кали-
брованной трубки, не давая им осесть. Дуть и вращать следует в
горизонтальном положении до полного отвердения размягченной
массы стекла. После остывания полученный шарик разрезают пер-
пендикулярно длине трубки в том месте, где диаметр наиболее
всего соответствует диаметру, удобному для впаивания.
113
Для впаивания шлифов через две стенки пользуются теми же
приемами (см. рис. 53, Д—3). Толщина стенок впаиваемых шли-
фов должна быть не менее 2,5—3 мм.
Соосные спаи (сосуд с несколькими стенками). Успех изготов-
ления сосуда с несколькими стенками полностью зависит от пра-
а, б, в—заготовки трубок; г — держава заготовки в впаяна в державу заготовки б; д—за-
готовка г, впаянная в державу заготовки а; е—спаянная внутренними спаями верхняя
часть прибора с отводами; ж— заготовка, подготовленная к отделке нижней части прибора;
з — готовый прибор.
вильного соосного крепления трубок одной в другой. Подбирают
трубки заданной длины и диаметра (см. рис. 54, а, б, в) и к каждой
из них подпаивают трубки — державы. Державы подбирают так,
чтобы держава трубки в свободно вошла в державу трубки б и
держава б — в державу а. Трубку в помещают в трубку б и спаи-
вают обе державы тарельчатым спаем (рис. 54,г). Перед спаива-
нием вблизи развернутых краев державы в делают отверстие диа-
метром 8—10 мм. Верхние торцы трубок бив должны находиться
в одной плоскости; если почему-либо после спаивания держав тор-
цы оказались на разных уровнях, их обязательно выравнивают
шлифовкой. Аналогично соединяют державы трубок г и а
(рис. 54,3). Далее широкую удлиненную часть внешней рубашки
оттягивают вблизи верхних торцов внутренних трубок и делают
плоское дно, а трубки, заключенные в ней, пропаивают все вместе
одновременно на широком мягком кислородном пламени. Дутье
осуществляют через державу внешней рубашки и, следовательно,
через отверстия, проделанные в трубках бив. По окончании про-
паивания внутренних трубок по торцу рубашки в отсеки, образо-
114
ванные кольцевыми спаями трубок, припаивают разные отводы
(рис. 54, е). После этого отжигают изделие в разогретой печи.
У отожженной заготовки сначала отрезают державу, а потом
по заданной длине срезают нижнюю часть всех трех трубок (линия
отреза К). Торцы обрезанных трубок подшлифовывают в одной
плоскости. В образовавшиеся отсеки можно вмонтировать электро-
ды, вводы и т. п. Укрепив на насадке — хватке верхнюю часть при-
бора, приступают к окончательной отделке нижней части. Если дли-
на не превышает 200—250 мм, то прежде чем нагревать нижнюю
часть в пламени горелки, прибор разогревают в муфельной печи до
температуры, близкой к размягчению стекла. Спаяв нижнюю часть
внешней рубашки с трубкой такого же диаметра (рис. 54,ж), при-
ступают к окончательной отделке прибора. Пропаивают спаи ана-
логично тому, как это делалось при обработке верхней части.
Дутье производят раздельно, поддувая в каждый отсек через при-
паянный к нему отросток в верхней части прибора. После отделки
весь прибор помещают в разогретую печь для отжига.
ГЛАВА VI
РАБОТА С КАПИЛЛЯРНО-БАРОМЕТРИЧЕСКИМИ ТРУБКАМИ
И СТЕКЛЯННЫМИ ПАЛОЧКАМИ
Капиллярно-барометрические трубки чаще всего применяют при
изготовлении измерительных приборов из стекла: вискозиметров,
осмометров, манометров, реометров и т. д. Приемы работы (спаи-
вание, сгибание и т. д.) с этими трубками похожи на приемы ра-
боты с обычными трубками. Все требования, предъявляемые к
обычным трубкам, остаются и в отношении к капиллярно-баромет-
рическим трубкам. Однако при нагревании в пламени горелки
толстые стенки капиллярных трубок прогреваются неравномерно,
и на них очень часто появляются «посечки» — мелкие трещины па
поверхности капиллярной трубки. Поэтому после любой операции,
проведенной на пламени, место спая и близлежащие участки
(1,5—2 см по обеим сторонам от спая) капиллярно-барометриче-
ской трубки (независимо от сорта стекла) необходимо подвергать
тщательному и продолжительному отжигу в пламени горелки, по-
степенно смягчая пламя вплоть до коптящего.
§ 37. Калибровка капилляров
Для большинства приборов требуются точно калиброванные по
внутреннем}' диаметру на заданной длине капилляры. Обычно для
этой цели пользуются ртутью. Определенное количество чистой
ртути вводят в капилляр и легким постукиванием по трубке пере-
мещают столбик вдоль всего отрезка капилляра. Если длина стол-
бика ртути не будет изменяться по мере передвижения его вдоль
отрезка, то диаметр капилляра по всей проверенной длине одина-
ков. Зная массу (т, г) взятой ртути (взвешивание производят на
точных аналитических весах), длину столбика капилляра, зани-
маемого этой ртутью, и ее плотность (13,6 г/см3), вычисляют объем
ртутного цилиндра V (в см3):
V - т/13,6
С другой стороны, объем цилиндра V выражается формулой
V = {nd2/4)l
где л = 3,14; / — длина цилиндра; d — искомый диаметр капилляра.
Отсюда вычисляют диаметр с/ = ('/з) V
116
§ 38. Спаивание и сгибание
капиллярно-барометрических трубок
Спаивание. Процесс ничем не отличается от спаивания обычных
трубок. Необходимо лишь следить, чтобы торцы спаиваемых ка-
пилляров были ровными и в момент соединения внутренние отвер-
стия (диаметр 0,6 мм) обоих отрезков совпали как можно точнее.
Спаивание капиллярно-барометрических трубок производят на
узком игольчатом пламени. Стекло в месте спая доводят до раз-
мягчения и легким поддуванием диаметр внутреннего отверстия
в месте спая увеличивают в 2 раза против первоначального. Вто-
рично размягчив место спая, шарик вытягивают до тех пор, пока
внутренний диаметр не станет равен исходному.
При спаивании более узких капилляров (внутренний диаметр
до 0,3; 0,2 мм и т. д.) требуется большой опыт, быстрота работы и
особое внимание.
Тройниковый спай. Если требуется возможно точнее сохранить
неизменными внутренние сечения в тройниковом спае капиллярно-
барометрических трубок, то спаивают методом «крановой лепки».
Для этого внутреннее сечение припаиваемого капилляра (торец)
слегка развертывают в виде небольшой воронки. На другой капил-
лярной трубке выдувают отверстие так, чтобы диаметр его был
в два раза больше внутреннего диаметра капилляра, оставляя как
можно меньше стекла на губках. Размягчив губки и края припаи-
ваемой трубки, их соединяют, не поддувая. Чтобы получить краси-
вый тройниковый спай на капиллярных трубках, нужна большая
тренировка и приобретение стеклодувного опыта.
Если к тройниковому спаю не предъявляются особые требова-
ния, то спаивают тройник так же, как и из обычных трубок.
Сгибание. Для капиллярных трубок применяют прием плавного
сгибания. Главное условие работы заключается в том, чтобы при
нагревании не доводить трубку до полного размягчения, так как
возможно запаивание канала капилляра.
Спирали из капиллярно-барометрических трубок получают
обычным способом.
Внутренний спай. Самым удобным и надежным способом впай-
ки капиллярно-барометрических трубок в боковые стенки и дно
широких трубок является шайбовый спай. При таком спае иска-
жение наружного и внутреннего диаметров минимальное. Пропаи-
вают спаи, как и на обычных трубках, но отжиг в пламени горелки
должен быть более тщательным. Однако в некоторых случаях по
тем или иным причинам пользоваться этим приемом нельзя, тогда
капилляр впаивают, как обычную трубку. Сначала отрезок капил-
лярной трубки помещают внутрь основной и припаивают торец
капиллярной трубки к дну основной.
В месте спая делают отверстие, продувая его или прокалывая
вольфрамовой иглой, а затем припаивают к этому месту другой
капилляр (см. § 31).
117
Спаивание капиллярно-барометрических трубок с обычными.
Основное неудобство при спаивании обычных трубок с капилляр-
ными заключается в том, что в месте спая происходит заплавление
или искажение внутреннего диаметра капилляра. Во избежание
этого капилляр раздувают в месте спая, так чтобы образовался не-
большой шарик диаметром в 1,5—2 раза больше наружного диа-
метра капилляра с нетолстой стенкой, и вытягивают его в трубку
диаметром, равным наружному диаметру капилляра. Отрезав по-
лученную трубку на расстоянии 8—10 мм от начала капилляра,
каким-либо способом спаивают ее с обычной трубкой.
Для раздувания шарика на более узких капиллярах (диамет-
ром до 0,01 мм) воздух подают под избыточным давлением от
баллона с сжатым газом или воздуходувки через плотный шланг.
Раздуть шарик на такой трубке можно, запаяв капиллярную труб-
ку с обоих концов и нагревая в пламени конец ее до размягчения,
но сделать это на таких капиллярах обычным способом (ртом) не
всегда удается.
§ 39. Вытягивание капиллярно-барометрических
трубок на пламени газовой горелки
Иногда капиллярно-барометрическую трубку нужного диамет-
ра стеклодуву приходится готовить самому. Для этого из чисто
вымытой толстостенной трубки заготавливают пульку. Если тре-
буется не длинный капилляр, то пулька не должна превышать
60—80 мм по длине. Диаметр пульки определяется заданными
размерами капилляра: чем больше должен быть наружный диа-
метр капилляра, тем больше и толстостеннее должна быть пулька.
На широком пламени горелки стекло осаживают до тех пор,
пока канал не станет узким, слегка расширенным посредине и су-
живающимся к обеим державам. После этого, размягчив стекло
в пламени, пульку растягивают в капилляр.
Чтобы получить капилляр нужного сечения, стеклодуву прихо-
дится по нескольку раз повторять эту операцию, добиваясь обра-
зования канала нужного размера при растягивании и при осажи-
вании пульки. Если требуется вытянуть капилляр с очень узким
внутренним сечением, то, осадив стекло в пламени, державы пере-
паивают (перегородка), не оттягивая, и, размягчив пульку, вытя-
гивают капилляр. Тогда оставшийся в пульке воздух не дает
запаяться капилляру.
Вытягивание полых трубок и стеклянных палочек различной
конфигурации. Если из обычной округлой стеклянной трубки при-
готовить пульку и, размягчив ее на пламени, растянуть в более
узкую, то полученная трубка будет подобна исходной, только ее
внутренний и внешний диаметры будут меньше.
Точно так же, вытягивая трубки и палочки любого другого се-
чения— прямоугольного, многоугольного, эллиптического и т. д.,
можно получить более узкие с формой сечения исходной заготов-
118
ки. Однако трубки или штабики фигурного сечения выпускаются
промышленностью крайне редко, поэтому делать их стеклодуву
приходится самому.
Изготовить фигурную широкую трубку — заготовку (до 40 мм)
можно, вдувая размягченное стекло в заранее приготовленную
Рис. 55. Получение трубок с точно заданным количеством каналов по полю
торца:
а—заготовка из стеклянных пластинок; б—пулька с заключенной в ней заготовкой;
в —пулька, растянутая в пламени в узкую трубку; г — сечение трубки с отверстиями.
форму (металлическую, графитовую, текстолитовую и т. п.) нуж-
ной конфигурации. К. заготовке с обоих концов припаивают труб-
ки — державы, разогревают ее на пламени до размягчения и вы-
тягивают трубку (или палочку) нужного диаметра. Нужно быть
крайне внимательным, когда стекло разогреется до температуры
размягчения, так как заготовка может сплавиться, ее форма изме-
нится и трубка нужной конфигурации не получится. При доста-
точном опыте стеклодув может сделать заготовку с сечением нуж-
ной конфигурации и без формы, осаживая стекло в пламени,
работая щипцами для стекла, развертками, обкатками и др.
Вытягивание трубок с каналами, расположенными вдоль стенок.
Издавна известен метод изготовления стеклянных сетчатых сопел
(стеклодувы называют его одуванчик) для горелок, при помощи
которых получают ровное устойчивое игольчатое пламя. Для этого
трубку (диаметром 20—25 мм и длиной 80—100 мм), с державой
с одного конца и открытую с другого, заполняют до отказа рав-
ными отрезками узких трубок (диаметром 4—5 мм и длиной 50—
60 мм). После этого оттягивают державу с другой стороны широ-
кой трубки. Получилась пулька с заключенными внутри нее отрез-
ками узких трубок. Разогрев пульку в пламени до размягчения,
118
тщательно спаивают отрезки между собой и со стенками пульки.
Убедившись в том, что спайка хорошая, пульку равномерно раз-
мягчают в пламени и растягивают, получая трубку нужного диа-
метра. Затем ее разрезают; сечение ее представляет собой диск
с множеством отверстий.
Чтобы получить трубку с заданным числом продольных кана-
лов (2, 3, 4 и т. д.), нельзя пользоваться предложенным методом,
так как при спаивании между отдельными (вставленными) труб-
ками могут остаться непропаянные каналы — отверстия с диамет-
ром, намного меньшим диаметра самих трубок. Чтобы число отвер-
стий было строго определенным, используют заготовку, сделанную
из плоских пластинок (рис. 55). Заготовку помещают в трубку,
с обеих сторон которой оттягивают державы, и затем из пульки
вытягива,ют трубку.
Трубки и капилляры с перегородками. Метод приготовления та-
ких перегородок разработан ленинградскими учеными-биологами
Б. В. Перфильевым и Д. Р. Габе*.
Из толстого листового стекла шлифованием на планшайбе по-
лучают определенные по размерам прямоугольные пластины, кото-
рые затем полируют до образования пластин с чистой прозрачной
поверхностью. Из приготовленных прямоугольных пластин склеи-
вают заготовку в виде параллелепипеда (клей — клеол). Внутрь
полученной заготовки вклеивают пластины — перегородки в опре-
деленной последовательности, соответствующей заданной конфигу-
рации будущего капилляра. После этого склеенную из пластин
заготовку, повторяющую по форме снаружи и изнутри будущий
многоканальный капилляр, помещают в муфельную печь под не-
большим гнетом (графитовая пластина с небольшим грузом) и
спекают пластины между собой. Стенки заготовки при этом не
должны деформироваться. После спекания и отжига заготовку
помещают в вертикальную трубчатую электрическую печь. Ниж-
ний конец заготовки закрепляют внизу печи специальным приспо-
соблением. Печь нагревают до температуры размягчения данного
стекла. Верхний конец заготовки захватывают специальными щип-
цами, соединенными с тросом, перекинутым через блок на высоте
десяти метров и соединенным с барабаном лебедки. Включив
двигатель лебедки, заготовку постепенно вытягивают в капилляр.
Скорость вращения барабана лебедки устанавливают в соответ-
ствии с заданными размерами будущего капилляра, маркой стек-
ла, толщиной стенок исходной заготовки и другими условиями.
После получения десятиметрового капилляра его отрезают от за-
готовки. Щипцы возвращают в исходное положение, после прогре-
ва захватывают верхний разогретый конец заготовки и вновь вы-
тягивают трубку. Процесс многократно повторяют, пока не ис-
пользуют всю стеклянную заготовку.
‘ Перфильев Б. В, Габе Д Р. Капиллярные методы изучения микро-
организмов, М. — Л., Изд-во АН СССР, 1961.
120
§ 40. Работа со стеклянными палочками
Применение стеклянных палочек. В стеклодувном деле глухие
стеклянные палочки находят широкое применение. При помощи
палочек оттягивают трубки, запаивают отверстия, изготовляют
Рис. 56. Изготовление сегки — перегородки:
а—стеклянные палочки, спаянные с торцом трубки; б —сетка — перегородка; в—грубка
с вмонтированной сеткой.
разные приспособления для крепления деталей, делают пробки
для микрокранов, колбочек, лопасти пропеллерных мешалок, все-
возможные подставки для электронагревателей, кольца для на-
садки в ректификационных колонках и т. д.
Все приемы (спаивание, обогрев и отжиг) с капиллярными
трубками полностью применимы в работе со стеклянными палоч-
ками. Делая простой тройниковый спай, нужно следить, чтобы
спаиваемые участки палочек (конец одной и сторона другой) пе-
ред лепкой были сильно размягчены и в момент соединения в
месте спая сливались в монолитное соединение. После лепки рас-
плавленным частям нужно дать немного остыть, а затем во избе-
жание залипаний еще горячее стекло в месте спая обязательно
слегка растянуть. Припаивать палочки к трубкам через их дно и
боковые стенки лучше всего шайбовым спаем.
Перед лепкой палочки к внешней стенке трубки место припай-
ки на трубке и конец палочки следует сильно размягчить. Приле-
пив палочку к трубке и дав немного остыть размягченному верх-
нему слою стекла, в трубку слегка поддувают воздух ртом и одно-
временно растягивают образовавшееся утолщение в месте спая.
Часто приходится припаивать стеклянные палочки к внутрен-
ним стенкам или дну трубок. Если палочка закреплена внутри
трубки на насадке и торец ее плотно прилегает к стенке, то про-
паивают через стенку трубки на узком пламени, слегка поддувая
воздух ртом. Незакрепленную изнутри палочку припаять к стенке
или дну трубки значительно труднее, так как она будет накло-
няться в ту или иную сторону. Ее передвигают внутри трубки из-
менением угла наклона трубки. Если палочку припаивают к внут-
ренним стенкам дна, то, придвинув ее торцом к размягченному
121
месту, трубку быстро устанавливают в вертикальное положение,
при этом торец палочки прилипнет к стенке дна. Пропаивание спая
ведут, вращая трубку в горизонтальном положении, а дутье и
установку палочки параллельно боковым стенкам — в вертикаль-
ном
Рис. 57. Приспособление для спаивания тонких палочек
между собой.
Спаивание палочки с внутренней боковой стенкой проводят
по-другому. В этом случае, прилепив торец палочки к размягчен-
ной стенке трубки, во все время спаивания нужно «держать» ее как
можно перпендикулярнее к стенке, пропаивая по частям.
Спай считается хорошим, если в месте спая переход от палочки
к стенке трубки гладкий и ровный. Образование резких углов,
наплывов, залипаний в месте спая палочки со стенками трубок
(как внешних, так и внутренних) приводит в дальнейшем к рас-
трескиванию изделия.
Сетка — перегородка из стеклянных палочек. Сетку — перего-
родку делают из тонких палочек диаметром 0,8—3 мм. Такие сетки
применяют при монтаже многих реакторов. Для изготовления сет-
ки подбирают стеклянную трубку нужного диаметра, ровно обре-
зают и на торец укладывают палочки параллельно одна другой на
определенном расстоянии, поочередно припаивая их к краям труб-
ки (рис. 56, а). Затем поверх них укладывают второй ряд палочек,
располагая их под прямым углом к первым, также поочередно
спаивая с краями трубки. При рассматривании трубки в торец
должна получиться сетка (рис. 56,6).
122
На самом мягком и узком пламени, поочередно разогревая ка-
ждую палочку верхнего ряда и стараясь не размягчать палочки
нижнего, тонкой графитовой разверткой (типа тупой иглы) осто-
рожно придавливают верхний ряд к нижнему. Придавливать раз-
верткой лучше всего места пересечения палочек. Не меняя вели-
чину пламени, полученную сетку тщательно пропаивают по частям.
Пропаивая, нужно внимательно следить за спаиванием палочек
в местах пересечения. При небольшом перегреве стекло ячейки
может заплавиться, а при сильном может порваться сетка.
К полученной сетке по окружности трубки припаивают трубку
диаметром, равным диаметру исходной трубки Предварительно
слегка развертывают ее край так, чтобы он закрыл неровности,
образованные при спаивании палочки с краями трубки. Тщательно
пропаяв спай, получают трубку с сеткой — перегородкой
(рис. 56, в). Во время проведения всех операций нельзя забывать
периодически обогревать сетку в пламени горелки.
Работа в пламени горелки с особо тонкими палочками (0,3—
1 мм) представляет некоторую трудность. Сделать тройник, чет-
верник, звездочку и, тем более, сетку из таких палочек без каких-
либо приспособлений практически невозможно. Одно из приспособ-
лений, сделанное из трубок (или более толстых палочек), показано
на рис. 57. К ободку этого приспособления припаивают тон-
кие палочки, накладывая их друг на друга по заданной схеме.
Затем (так же, как описано выше) спаивают палочки между собой.
После спайки их либо отрезают от приспособлений, либо отпаи-
вают с помощью пламени.
Г Л A В A V’l
СПАИ СТЕКЛА С МЕТАЛЛАМИ
В настоящее время почти ни одна производственная и тем бо-
лее научная лаборатория не обходится без электровакуумных или
каких-либо других приборов, при монтаже которых приходится
впаивать в стекло самые разные детали из металлов и их сплавов,
а иногда и монокристаллы металлов. Поэтому каждый стеклодув
должен знать условия образования прочного спая стекла с метал-
лом и приемы спаивания.
В начале работы прежде всего необходимо ознакомиться с кон-
струкцией прибора и условиями будущего эксперимента. В соот-
ветствии с заданными условиями следует подобрать стекло и ме-
талл, из которого будут изготовлены вводы или другие детали. При
этом надо помнить, что металл должен обладать не только необ-
ходимой прочностью, упругостью или другими заданными механи-
ческими свойствами, но и определенными химическими свойствами
(т. е. быть устойчивым к той или иной среде). Кроме того, темпера-
тура плавления металла должна быть выше температуры спаива-
ния. Составив перечень металлов и сортов стекла, которые удов-
летворяют заданию, приступают к отбору оптимальных сочетаний.
При этом следует учитывать не только конструкцию прибора в
целом и конкретного спая, но и условия спаивания.
§ 41. Условия спаивания металла со стеклом
Смачивание металла стеклом. Первым условием образования
прочного спая металла со стеклом является достижение темпера-
туры, при которой стекло начнет хорошо смачивать металл и сила
сцепления между ними будет максимальной. Однако спаять хорошо
очищенный металл со стеклом удается только под вакуумом (без-
оксидный спай). Спай при этом получается ровный, цвет металла
и стекла на границе спая пе изменяется. Спай обладает достаточ-
ной прочностью, но изготовление его сопряжено со значительной
трудностью и не все металлы можно использовать.
Установлено, что довольно прочный спай можно получить, ис-
пользуя образование промежуточного окисного слоя. Окислы
металла, покрывающие металл с поверхности, при сплавлении рас-
творяются в стекле, образуется тонкий переходный цементирую-
щий слой, состоящий из металла, его окиси и стекла. После осты-
вания на границе спая образуется слой, отличающийся по цвету и
124
от металла, и от стекла. Например, пограничный слой спая молиб-
дена со стеклом С49-2 имеет светло-коричневы?! или шоколадный
цвет, меди с тем же стеклом — светло-соломенный или краснова-
тый. Такие спаи принято называть окисными, или оксидными.
Опытным путем было показано, что отполированные металличе-
ские пластины, в том числе и платиновые, при нагревании до
800°C в вакуумной печи практически не смачивались стеклом, в
то время как неотполированные смачивались. (Эти опыты косвен-
но показали, что на поверхности платины в обычных условиях об-
разуется тончайшая окисная пленка.) На опыте было показано,
что платина, предварительно прогретая на сильном кислородном
пламени, гораздо лучше впаивается в стекло, чем непрогретая (не-
окисленная).
Однако оксидные спаи не всегда обладают достаточной проч-
ностью и часто быстро разрушаются при эксплуатации в раство-
рах или во влажной атмосфере.
Предупреждение возникновения напряжений в спае. Вторым
условием получения прочного спая металла со стеклом является
правильный подбор материалов. На первый взгляд хорошо из-
готовленный спай после остывания часто разрушается. Это объ-
ясняется тем, что в стекле возникают сильные напряжения, так
как стекло и металл чаще всего обладают сильно различающимися
коэффициентами теплового расширения. Так, при остекловывании
металлического стержня на значительной длине после остывания
в стекле возникают напряжения, направленные параллельно оси
стержня — осевое напряжение и перпендикулярно этой оси — тан-
генциальное напряжение. Кроме того, стекло, охлаждаясь и сжи-
мая металлический стержень, испытывает растяжение; возникаю-
щее при этом напряжение называют радиальным (рис. 58). Ради-
альное и тангенциальное напряжения противоположны по знаку.
При конструировании спаев следует это учитывать и подбирать
условия так, чтобы в спае напряжения сжатия преобладали над
напряжениями растяжения. Значения напряжений определяются
коэффициентами теплового расширения стекла и металла, разме-
рами спаиваемых частей, а также температурными условиями спа-
ивания и последующего отжига.
Ниболее прочными являются спаи стекла и металла, обладаю-
щих равными или почти равными значениями коэффициентов теп-
лового расширения. Прочность спая будет тем больше, чем ближе
эти значения во всем интервале температур: от комнатной темпера-
туры до температуры спаивания. Спаи, удовлетворяющие этому
требованию, называют согласованными. К таким спаям от-
носят, например, спаи ковар — стекло С49-2, платина — стекло
ХУ-1, № 23, вольфрам — стекло П-15 (пирекс) и т. д. В таблице 6
приведены свойства металлов и сплавов, наиболее часто применяе-
мых для спаев со стеклом.
В некоторых случаях приходится все же пользоваться метал-
лом и стеклом, коэффициенты теплового расширения которых
125
сильно отличаются. Такие спаи называют несогласованными.
Возникающие в этих спаях напряжения частично можно снять при
отжиге. Но их возникновение стараются предупредить, используя
металлические детали особой конструкции. Так, из меди и серебра
делают цилиндры со специально обработанной тонкостенной
Рис. 58. Напряжения, возни-
кающие на границе спая
металл — стекло:
а — осевое напряжение; б —радиальное
напряжение; в — тангенциальное (ка-
сательное) апряжение.
кромкой в месте спая, молибден применяют в виде тонкой фольги
(в спаях с кварцем) и т. д.
Деление на согласованные и несогласованные спаи является не-
сколько условным, так как идеально согласованной пары металл —
стекло не существует. Напряжения в стекле при спаивании ме-
талла со стеклом всегда возникают как в несогласованном, так и
в согласованном спае. Получить ненапряженный спай в том и дру-
гом случае практически довольно трудно.
Условия пропаивания. Пропаивание должно быть тщательным.
Следует готовить спай без залипаний и наплывов, в местах спая
стеклянные переходы должны быть плавными. Ни в коем случае в
месте спая не должно образовываться пузырьков и микроотвер-
стий. Стеклодувы говорят: спай должен быть проварен. В против-
ном случае получится недолговечный и вакуумнонепрочный спай.
Отжиг спаев металл — стекло. В стеклодувной практике отжиг
спаев металл стекло производят в обычной муфельной печи для
отжига стекла. В большинстве случаев вначале изготавливают и
отжигают стеклянный прибор, имеющий отводы из трубок для
будущих металлических вводов. Затем в отводы впаивают остекло-
ванные металлические детали и прибор вторично помещают в печь
для отжига, поддерживая обычно температуру отжига данного
стекла. Чем больше и сложнее спаи металл — стекло, тем больше
выдерживают весь прибор при температуре отжига. Охлаждать
изделия после прогрева нужно очень медленно.
128
Если прибор по размеру велик и его ие удается целиком по-
местить в печь, отжиг ведут по частям; при этом пользуются асбе-
стовыми колпачками, нагретыми в пламени до температуры от-
жига, которые надевают на предварительно прогретые на пламени
горелки до температуры отжига части прибора и спаи и не сни-
мают их до полного охлаждения всех деталей. Таким образом уве-
личивают продолжительность охлаждения частей прибора и спаев
металл — стекло.
Известен также метод дифференциального отжига спаев ме-
талл— стекло, который применяют для снятия напряжений в спае,
образованном материалами с резко различными коэффициентами
теплового расширения Метод заключается в искусственном созда-
нии условий, обеспечивающих разную скорость охлаждения обоих
материалов после спаивания.
§ 42. Подготовка стекла и металла перед спаиванием
Правильный подбор материалов с заданными свойствами, удов-
летворяющими требованиям конструкции прибора, условиям экс-
перимента, условиям изготовления спая и т. д., еще не гарантирует
полного успеха в работе. Для получения надежного спая надо
должным образом подготовить металл и стекло.
Подготовка металла. Во-первых, следует обработать поверхность
металла. Она должна быть ровной — без заусенцев, рваных кро-
мок и трещин. Для этого металлическую деталь, предназначенную
для впаивания, обтачивают, шлифуют, прессуют на специальных
станках. Затем для увеличения поверхности соприкосновения ме-
талла с размягченным стеклом и увеличения прочности спая по-
верхности металла придают некоторую шероховатость.
Чистота обработки металла должна соответствовать5—7 классу
(ГОСТ 2789—50).
Во-вторых, металл следует освободить от (всегда хоть в не-
большом количестве) растворенных в нем газов, которые при спаи-
вании металла со стеклом выделяются и собираются в месте спая
в виде мельчайших пузырьков. Их образование ведет к нарушению
вакуумной плотности спая. Газы могут также образоваться в ре-
зультате разложения некоторых примесей в металле (углерода,
серы). Удаляют газы и газообразующие примеси из металла путем
отжига металлических изделий в атмосфере водорода или в ваку-
умных печах при соответствующей температуре в течение опреде-
ленного времени. За неимением печей отжиг проводят в восста-
новительном пламени газовой горелки. При отжиге в печах в
увлажненной атмосфере водорода уменьшается содержание в ме-
таллах углерода.
В-третьих, поверхность металла необходимо тщательно очи-
стить, так как после механической обработки опа обычно сильно
загрязнена. Затем ее надо обезжирить, подвергнуть химическому
травлению, промыть в дистиллированной воде и высушить.
127
Таблица 6. Свойства Металлов и сплавов для спаев Со стеклом
Металл или сплав Плот- ность, г/см3 Темпе- ратура плавле- ния, °C Средний К.т.р. в интервале 2Э-200 “С Теплопро- водность при 20 °C, кал/см-сек-К Удельное электрическое сопротивле- ние при 20 °C. Ом мм/м
Вольфрам 17,6—19,4 3410 44,4 • 10~7 0,31 0,055—0,083
Молибден 10-10,5 2660 55-10-7 0,35 0,048—0,056
Тантал 16,6—17 2996 65 • 10-7 0,13 0,155
Цирконий 6,7 1852 60-Ю-’ 0,04 0,45
Титан 4.5 1670 82 -10-7 0,041 0,42—0,55
Платина 21,45 1771 90,7- 10-7 0,167 0,108
Палладий 12,0 1552 119- 10-7 0,17 0,107
Железо 7,88 1531 125 10-7 1,174 0,096
Никель 8,85 1452 133-10~7 0,22 0,063—0,095
Медь 8,9 1083 165- 10-7 0,941 0,017
Платинит ~8,9 — (60-65 *) -10“7 0,4 0,046—0,057
Нержавеющая сталь 0X18HI0T 7,85 1425 (80—100**)-10-7 173-10-7 0,043 0,73
Фуродит (Х28 или ЭИ-349) 7,6 1485 84-10-7 0,059 0,72
Высокохромистая сталь (Х26) 7,6 1495 103- 10-7 0,05 0,7
Х18МТФ 7,7 ~ 1450 (100-112) • 10-7 0,051 0,61
Ковар (29НК) 8,3 1450 (46-52) • 10-7 0,046 0,50
Ферниксохром (Н30К25Х8) 7,83 ~ 1500 88,5 • 10-7 0,03 0,79—0,85
Н42Х6 8,17 ~ 1450 71-Ю-7 ~0,03 0,853
47НХР (К47ХБ) 8,2 1450 90 • 10-7 0,043 0,9
47НД (Н47Д5) 8,2 1450 (90-91) 10~7 0,06 0,46
52Н (фени-52) 8,15 1455 103 -10-7 0,041 0,43
48Н (оммет) 8,3 1455 87-10-7 0,043 0,5
42Н (фени-42) 8,2 1450 47-10-7 0,026 0,65
ЗОНКД (Н30К13Д) 8,0 1450 41 • 10-7 0,046-0,052 0,51-0,54
Х20Н80 (нихром) 8,4 1400 145-10—7 0,031 1,08-1,15
МиМЦ 40—1,5 (константан) 9,2 1260 (144—152). 10~7 0,054 0,48-0,50
* В осевом направлении
’* В радиальном направлении
В-четвертых, для обеспечения хорошего смачивания металла
расплавленным стеклом в большинстве случаев металл прокали-
вают на пламени газовой горелки (при массовом производстве в
специальных печах) до образования на его поверхности окисной
пленки.
Металлы (например, сталь), не образующие необходимых окис-
лов (кроме благородных металлов), меднят, серебрят, хромируют
и т. д Затем гальванические покрытия «вжигают» в металл в за-
щитной атмосфере при температуре их плавления, что снижает по-
ристость покрытий, и спаивают со стеклом.
В § 45 более подробно разбираются способы подготовки для
впаивания со стеклом деталей, сделанных из разных металлов и
имеющих разные конструкции.
Подготовка стекла. Требования, предъявляемые к стек чу при
изготовлении стеклянных приборов, описанные в предыдущих гла-
вах, являются обязательными и в спаях стекла с металлами. Точно
так же стекло (трубки, палочки, цилиндры, колбы и прочее) долж-
но быть равностенным, без брака (пузырей, трещин, свилей, меха-
нических включений и т. п.), тщательно очищенным от пыли и
жира.
§ 43. Остекловывание металлических стержней
и проволоки
Участки металлических вводов или других деталей из металла,
подлежащие спаиванию со стеклянными деталями, предварительно
остекловывают на пламени газовой горелки. Исключение состав-
ляют дисковые спаи и спаи тончайшей металлической фольги, ко-
торые спаивают со стеклом без предварительного остекловывания.
От того, насколько правильно проведена операция остекловывания,
зависит надежность, долговечность, вакуумная плотность будущего
спая металл — стекло.
Различают несколько основных приемов остекловывания метал-
ла: «обмотка» стеклянной палочкой, остекловывание при помощи
отрезка трубки, надетого на стержень или проволоку, остекловы-
вание в вакууме. Остекловывание «обмоткой» применяют, если
стержень или проволока, предназначенные для впаивания, имеют
диаметр 0,5 мм и более, если диаметр металлической детали около
0,005 мм, пользуются вторым методом. В любом из перечисленных
приемов важное значение имеет температура спаивания. Темпера-
турой спаивания принято называть ту температуру, при которой
размягченное стекло легко смачивает разогретый металл. Темпе-
ратура спаивания определяется термостойкостью стекол, туго-
плавкостью металлов, габаритами спаиваемых детален. У «длин-
ных» стекол температура спаивания составляет 500°C, а у «корот-
ких» достигает 1900—2000 °C.
Условия остекловывания металлов. Для успешного остекловы-
вания необходимо правильно подготовить металлическую поверх-
ность (см. § 42) и прогреть металлическую деталь в пламени до
5 Зак 167
129
образования окисной пленки на ее поверхности. Затем перед нача-
лом остекловывания установить пламя нужной величины и темпе-
ратуры.
Величину пламени устанавливают в зависимости от габаритов
детали, подлежащей остекловыванию. Но главным условием ус-
пешной работы является вид факела пламени. Факел должен
иметь четко различимые границы зон пламени: окислительной, вос-
становительной и полного сгорания. Пламя устанавливают мягким,
но достаточно горячим (не резким!).
Необходимо помнить, что остекловывание разных металлов сле-
дует проводить в разных зонах пламени. Цвет спая одного и того
же металла со стеклом меняется в зависимости от того, в какой
зоне вели процесс остекловывания. По цвету спая после его осты-
вания можно определить, правильно ли был проведен процесс и
можно ли использовать таким образом остеклованную деталь для
впаивания в прибор. Например, остекловывание детали из нена-
водороженного ковара следует проводить только на острие восста-
новительной зоны пламени. При работе в других зонах ковар пере-
окисляется и приобретает черный цвет. Такой остеклованный
ковар не пригоден для впаивания; спай будет недоброкачествен-
ным. Остеклованный в восстановительной зоне пламени ковар
имеет серый или стальной цвет; спай с таким коваром будет проч-
ным и долговечным. Оттренированный в защитной атмосфере в
печи ковар (наводороженный) можно остекловывать, нагревая в
любой зоне пламени, но лучше всего — в восстановительной.
Остекловывание молибденовых стержней лучше проводить в
зоне полного сгорания. При этом на поверхности металла обра-
зуется окисная пленка (двуокись молибдена), обладающая хоро-
шими адгезивными свойствами по отношению к стеклу и к металлу.
Однако температуру пламени нельзя поднимать выше 700°C, так
как при более высокой температуре толщина слоя двуокиси молиб-
дена возрастет и могут образоваться высшие окислы молибдена,
например трехокись. Переокисленная пленка плохо смачивается
стеклом, спай получается ненадежным. Такой спай имеет коричне-
вый цвет с белыми молочными полосами.
Вольфрамовые стержни диаметром более 4 мм остекловывать
лучше всего на узком пламени кислородной горелки (кварцедув-
ной), разогревая стержень до белого каления. Температура пла-
мени кислородной горелки весьма высокая (свыше 1900°C), по-
этому при прогревании окислы вольфрама частично испаряются.
Остеклованная поверхность такого металла после охлаждения
может иметь прозрачно-красноватый, соломенно-золотистый, се-
ребристый цвет. Во всех этих случаях спай получается хорошего
качества. Черный цвет спая вольфрама со стеклом — признак пере-
окисления поверхности металла; спай считают непригодным.
Если при остекловывании металла (в том числе вольфрама)
наблюдается незначительное переокисление участков спая, что об-
наруживается после его охлаждения, то спай вторично прогревают
130
на пламени при температуре еле видимого красного каления ме-
талла При этом окись металла постепенно растворится в стекле
и окраска спая выровнится.
В случае, если неизвестно, оттренирован ли тот или другой ме-
талл в защитной атмосфере, перед остекловыванием металлы обя-
Рис. 59. Оправка с металличе-
ским стержнем для остекловыва
ния.
зательно прогревают в восстановительной зоне пламени горелки
до температуры красного, а иногда и белого каления. Время про-
грева составляет 1—10 мин, в зависимости от размеров металли-
ческой детали. Этим достигается и частичное обезгаживание ме-
таллов. Особенно легко окисляющиеся металлы после прогрева
подвергают химическому травлению, а окисную пленку получают
вторичным нагревом в пламени или при спаиваниях. Оттрениро-
ванные в защитной атмосфере в печи металлы можно остекловы-
вать в любой зоне пламени, но предпочтение отдают, как и в слу-
чае ковара, нагреванию в восстановительной зоне.
Остекловывание методом «обмотки». Подготовленные для остек-
ловывания металлические стержни или проволоку (диаметром
0,5 мм и более) закрепляют в специальной оправке (рис 59) или
хватке из стеклянной трубки. Часто для удобства один из концов
стержня припаивают к стеклянной трубке или палочке. В одну
руку берут закрепленный на оправке стержень, в другую — стек-
лянную палочку. Длину и диаметр палочки выбирают в зависи-
мости от длины «обмотки» стержня стеклом. Стержень разогре-
вают в подходящей для данного металла зоне пламени и не вы-
водят его из этой зоны во время обматывания стеклом; иначе спай
может получиться бракованным.
Одновременно с прогревом металлического стержня размягчают
и конец стеклянной палочки, который припаивают к раскаленному
стержню на заданном участке. После этого стержень начинают
вращать, постепенно обматывая его размягченным стеклом. Вра-
щают стержень всегда в одну сторону. Палочку держат в одном
положении, перпендикулярно стержню, и по мере расхода стекла
подают вперед. При этом обмотанная стеклом часть стержня по-
5*
131
степенно перемещается за границу пламени. При обматывании
следует постоянно соизмерять нагрев палочки с разогревом ме-
талла. Нельзя допускать сильного перегрева стекла и металла, так
как при этом образуется масса газовых пузырей, избавиться от ко-
торых невозможно; кроме того, возможно переокисление металла.
Рис. 60. Схема остекловывания внутренней поверхности металлического ци-
линдра при помощи вакуума:
/ —ковароаый цилиндр; 2—стеклянная заготовка; 8 — крышка; 4—уплотнение из резины;
5—отвод для откачки воздуха.
Остеклованный спай должен быть равномерным по всей длине.
Если слой стекла все же оказался неодинаковым по толщине, но
по цвету отвечающим требованиям удовлетворительного спая, слой
стекла выправляют, обкатывая размягченное стекло на плитке, вы-
бирая или добавляя стекло палочкой. Конец остеклованного стер-
жня должен быть округленным и переход к нему плавным.
Обмотанный стержень обязательно следует прогреть до темпе-
ратуры еле видного красного каления.
Остекловывание отрезком стеклянной трубки. Как уже было
сказано, этот метод остекловывания применяют, если металличе-
ский стержень (или проволока) имеет диаметр 0,005—0,5 мм. Пре-
жде всего подбирают стеклянную трубку из подходящего стекла и
необходимого размера. Внутренний диаметр стеклянной трубки
всегда должен быть больше диаметра стержня или проволоки на
0,2—0,5 мм, при более плотной посадке металл, расширяясь быст-
рее стекла в начальной стадии прогрева на пламени, давит на
стенки трубки и она неминуемо растрескается. Толщина стенок
трубки, а следовательно, и ее наружный диаметр определяются за-
данной толщиной слоя стекла. Отрезок трубки должен быть не-
сколько длиннее участка металлического стержня, предназначен-
ного для остекловывания, так как при спаивании с металлом дли-
на трубки уменьшится.
132
Если стержень превышает в диаметре 0,5 мм, то один конец его
для удобства работы закрепляют в оправке (хватке) или припаи-
вают к трубке (так же, как и при «обмотке»). На другой конец
стержня надевают подготовленный для спаивания отрезок трубки.
Затем стекло сплавляют со стержнем при температуре спаивания,
причем нагревать можно в любой зоне пламени. Начинают сплав-
лять либо с одного конца трубки, либо с ее середины. Остеклован-
ный участок и весь стержень обязательно прогревают в пламени.
При диаметре стержня (или проволоки) менее 0,5 мм остекловы-
вают так же, но не крепят его, а удерживают концы пинцетами.
Концы остеклованной части должны быть округленными.
Остекловывание при помощи вакуума. Сначала подбирают
трубку нужного размера из подходящего стекла. По длине трубка
должна быть в два — три раза больше предназначенного для
остекловывания стержня. Один конец трубки запаивают. Внутрь
нее помещают металлический стержень. Чтобы удобно было дер-
жать трубку во время пропаивания и откачки, один конец трубки
удлиняют. Открытый конец трубки соединяют через вакуумный
шланг с вакуумным насосом. После этого откачивают воздух из
трубки, одновременно прогревая ее пламенем ручной газовой го-
релки. При этом из трубки удаляется влага. Через 4—5 мин
трубку устанавливают в вертикальное положение (дном книзу) и,
не прекращая откачки, пламенем ручной горелки разогревают
трубку вблизи дна до температуры спаивания. По мере спаива-
ния пламя горелки перемещают вверх трубки до полного остекло-
вывания стержня по всей заданной длине. После этого откачку
прекращают, а обогрев и отделку остеклованного стержня про-
должают на пламени настольной горелки.
Этим методом получают «безоксидные» спаи молибдена, воль-
фрама, ковара и других металлов. В этом случае поверхность
металла перед помещением в трубку должна быть очищена от
окисной пленки. Такой спай имеет (после охлаждения) естествен-
ный металлический цвет.
Метод используется для остекловывания тонких металлических
пластинок, дисков, внутренней и наружной поверхности цилинд-
ров, не имеющих острых углов, заусенцев и вмятин. Стеклянная
трубка или заготовка в этих случаях должна повторять форму
металлических изделий.
На рис. 60 представлена схема остекловывания внутренней
поверхности цилиндра из ковара. Стеклянную заготовку 2 встав-
ляют в коваровый цилиндр /, расстояние между стенками ци-
линдра и заготовки должно быть минимальным. После этого на-
винчивают на коваровый цилиндр крышку 3 и ставят уплотнение
4 из резины между стеклом и металлом. Откачку вакуумным на-
сосом ведут через отросток 5, расположенный в крышке. После
тренировки под вакуумом с подогревом пламенем горелки уста-
навливают сильное кислородное пламя и разогревают коваровый
цилиндр до красного каления. Начинать разогревать следует
133
с центральной части дна цилиндра. Цилиндр, раскаляясь, раз-
мягчает стенки стеклянной заготовки. При откачке воздуха из
пространства между стеклянной заготовкой и металлическим ци-
линдром стекло плотно прилегает к металлу и спаивается с ним.
Во время спаивания (по мере разогрева) пламя передвигают по
направлению к крышке 3, не прекращая вращать цилиндр.
Рис. 61. Впаивание металличе-
ского ввода в боковую стенку
трубки:
а—неправильно впаянный ввод; б—пра-
вильно впаянный ввод.
Стенка стеклянной заготовки при завершении остекловывания
в широкой части крышки 3 раздувается, образуя тонкую пленку,
или лопается. Это не влияет на качество остекловывания. После
остывания крышку отвинчивают. Полученный таким путем «без-
оксидный спай» имеет металлический цвет.
Если диаметр коварового цилиндра не превышает 40 мм, то
его остекловывают, как описано, вращая на подставке. Если же
диаметр превышает 40 мм, целесообразнее остекловывание про-
водить на горизонтально-заварочном станке. Этим методом
удается остекловать коваровые цилиндры диаметром до 80 мм и
длиной 400 мм.
§ 44. Впаивание одиночных металлических вводов
в стеклянные трубки
При впаивании металлических вводов необходимо помнить,
что стекло, обычно являющееся изолятором, при нагревании и не-
которых других условиях становится проводником электричества
и может подвергнуться электролизу в условиях опыта (см. § 6).
Предотвратить электролиз стекла прежде всего можно, подбирая
стекло подходящего состава, увеличивая расстояние между элект-
родами, впаиваемыми в стекло, применяя термостатируемые
рубашки (стеклянные колпачки) для предупреждения нагревания
стекла между вводами. Всю работу стеклодув должен проводить
в условиях особой чистоты и стекла, и металлических вводов.
Техника впаивания одиночного металлического ввода проста.
Перед впаиванием на остеклованной части ввода делают неболь-
шую «шайбочку» из стекла, прикладывая размягченную стеклян
134
ную палочку и сжимая стекло щипцами или пинцетом. Это
значительно облегчает впаивание вводов в стеклянные трубки.
Впаивают такие вводы методом спаивания стеклянных трубок
«шайбовым спаем». Переход от стеклянной трубки к «шайбочке»
должен быть плавным, а помещенный внутрь ввод не должен ка-
саться стенок стеклянной трубки.
Рис. 62. Виды одиночных метал-
лических вводов в стеклянные
трубки:
А—остеклованные проволока или
стержень диаметром до I мм;
Б —остеклованные стержни диаметром
до 12 мм;
В—остеклованный стержень или про-
волока, впаянные в стеклянную трубку;
Г—то же с колпачком.
Вводы большой длины перед впаиванием в стеклянные при-
боры следует тщательно закреплять в насадке, хватке и т. п.
Не рекомендуется впаивать вводы непосредственно в боковую
стенку широкой трубки или сложного прибора, так как в случае
неудачного спая или поломки ввода трубку и прибор отремонти-
ровать часто не удается. Лучше всего впаивать вводы через стек-
лянную трубку. Это легче делать, спай получается надежнее,
а в случае необходимости его можно ремонтировать (рис. 61).
При впаивании остеклованных вводе в трубки следует как
можно меньше разогревать металл вводов. В случае перегрева
происходит переокисление поверхности металла, особенно при
небольшой длине ввода, и отлипание стекла от металла. Это яв-
ление часто наблюдают при впаивании вводов из легкоокисляю-
щихся металлов. Практически наиболее удобно впаивать метал-
лические вводы, если остеклованный участок их имеет длину не
менее 10 мм, а диаметр вводов составляет 1 мм и более.
Металлические вводы, остеклованные на участке 10 мм и бо-
лее, принято называть бусинковыми цилиндрическими спаями.
Вводы, остеклованные на участке длиной менее 10 мм, называют
бусинковыми спаями. Некоторые виды одиночных вводов пред-
ставлены на рис. 62.
§ 45. Спаиваемые со стеклом металлы
и конструирование спаев
Вольфрам. Благодаря своим свойствам (тугоплавкость, низкое
удельное электрическое сопротивление, механическая прочность,
надежное спаивание с тугоплавкими стеклами и др.) вольфрам
занимает одно из первых мест среди металлов, спаивающихся
вакуумноплотно со стеклом. К недостаткам его следует отнести
возможное образование на поверхности и внутри металла так
135
называемых волосовин — продольных тончайших каналов и тре-
щин. При спаивании со стеклом металлических изделий, в кото-
рых имеются волосовины, спай получается недоброкачественным.
Наличие волосовин и трещин можно обнаружить, рассматривая
металл через лупу или в микроскоп, а после химической обра-
ботки вводов — и визуальным осмотром. Предотвращают возмож-
ные вакуумные неплотности, напаивая на свободные от стекла
(с внешней стороны) концы стержней латунь, медь и т. д.
В спаях со стеклом вольфрам применяют в виде стержней и
проволоки. Вольфрам не рекомендуется откусывать кусачками,
ломать и рубить; отрезают вольфрамовые стержни или проволоку
на абразивных кругах. Перед спаиванием поверхность вольфрама
подвергают механической обработке (шлифовке), химическому
травлению, обезгаживанию и обезжириванию.
Травление вольфрама проводят после шлифовки. Для этого
преимущественно пользуются растворами, приготовленными по
рецепту, предложенному Б. Роусом
Раствор <а» . 20%-ный раствор едкого натра (NaOH)
Раствор «б» . . 20 вес. % железосинеродистого калия и
10 вес. % едкого натра
Раствор «в» . . Смесь 5 частей концентрированной азотной
кислоты, 3 частей концентрированной сер-
ной кислоты и 2 частей дистиллирован-
ной воды
Сначала металлические детали кипятят в течение 15 мин в
растворе «а» и промывают дистиллированной водой. Затем кипя-
тят в растворе «б», после чего подвергают травлению в холодном
растворе «в» в течение 10—15 мин, промывают дистиллированной
водой и сушат.
Травление одиночных вводов можно проводить в расплаве
азотистокислого натрия в течение нескольких секунд с последую-
щей промывкой в дистиллированной воде. Большое число вводов
обрабатывать одновременно расплавом азотистокислого натрия
не рекомендуется, так как при этом выделяется большое коли-
чество тепла (реакция экзотермична) и возможно воспламенение.
Существуют и другие рецепты травления.
Обезгаживание вольфрама проводят в печах с защитной
атмосферой или в вакуумных печах при температуре 1100—1300 °C
в течение 15—20 мин. Обезгаживать вольфрамовые вводы можно
и путем прогревания в восстановительной зоне пламени газовой
горелки в течение 10—15 мин.
Обезжиривание вольфрама проводят растворителями
(спирт, эфир и др.) перед самым спаиванием со стеклом.
Остекловывают вольфрамовые детали в восстановительной
зоне пламени. Стержни диаметром более 4 мм лучше остекловы-
вать в пламени кислородной горелки. В пламени обычной горелки
остекловывают вводы диаметром 1 —10 мм, более тонкие прово-
локи (до 1 мм) остекловывать лучше всего при помощи вакуума.
136
Цвет спая вольфрама со стеклом может быть прозрачно-красно-
ватый, соломенно-золотистый, серебристый. Последний спай
(естественного металлического цвета) считают наиболее влаго-
стойким и термостойким. Черный цвет спая свидетельствует о зна-
чительном переокислении вольфрама, такой спай считают непри-
годным и вакуумнонеплотным.
В спаях с вольфрамом чаще других применяют стекла типа
«пирекс» — П-15 (отечественное) и «пирекс» фирмы «Corning»
(американское), дюран (Duran) 1646 III, супремакс, 7720—боро-
силикатное.
Молибден. Свойства молибдена во многом сходны со свойства- .
ми вольфрама, поэтому механическую обработку, химическое
травление, обезгаживание молибденовых деталей проводят так
же, как и вольфрамовых вводов. В отличие от вольфрама мо-
либден более способен к вытягиванию, например из молибдена
получают фольгу, применяемую в спаях с кварцевым стеклом,
тонкие пластины и т. п. Молибден более склонен к переокисле-
нию, поэтому, окисляя его в пламени, нужно быть особо внима-
тельным: переокисленнные слои плохо смачиваются стеклом.
«Обмотку» стеклом молибденовых деталей проводят в зоне пол-
ного сгорания пламени. Спай в холодном состоянии должен иметь
светло-коричневый, светло-шоколадный цвет; спай темно-коричне-
вого цвета считают недоброкачественным.
Безоксидный спай молибдена со стеклом можно получить
либо под вакуумом, либо при очень высокой температуре, при
которой окислы молибдена испаряются. В последнем случае
остекловывание проводят путем спекания стеклянного порошка
с молибденом в высокотемпературных печах с защитной атмосфе-
рой. Безоксидные спаи молибдена считают более прочными и
влагостойкими, оксидные — менее прочными, так как окись мо-
либдена при длительной эксплуатации во влажной атмосфере при
нагревании выщелачивается водой.
Перед впаиванием остеклованного молибдена в стеклянную
трубку или непосредственно в стеклянный прибор, если спай ок-
сидный, свободную от стекла часть ввода иногда хромируют
электрохимическим способом, защищая окисную пленку от испа-
рения пленкой хрома толщиной 0,1 мм. После впаивания и охлаж-
дения слой хрома удаляют, растворяя в концентрированной соля-
ной кислоте или смывая раствором нитрата натрия. В других
случаях свободную от стекла поверхность (предварительно очи-
щенную от окислов) остеклованных вводов защищают, впаивая
вводы в токе инертных газов (см. § 50).
На пламени газовой горелки можно впаивать молибденовые
стержни диаметром до 12 мм.
В спаях молибден — стекло применяют стекло С47-1, С48-1,
С49-1, С-49-2.
Платина. Платина является первым металлом, впаянным ваку-
умноплотно в стекло. Она обладает низким удельным электри-
137
ческим сопротивлением, химической стойкостью, высокой темпе-
ратурой плавления, способностью спаиваться с большим числом
различных стекол и др. Благодаря этим свойствам платина яв-
ляется самым удобным металлом для монтажа приборов. Однако
платина — дорогостоящий металл, и поэтому применение ее в
спаях со стеклом ограничено.
Травление платины проводят в царской водке (1 часть
концентрированной азотной кислоты и 3 части концентрирован-
ной соляной) с последующей промывкой водой н сушкой.
Обезгаживают платину в пламени горелки, нагревая до
белого каления.
Обезжиривание поверхности платинового ввода обяза-
тельно, так как при впаивании в стекло грязной платины в месте
спая образуется множество пузырей и спай получается непрочным.
Остекловывают платиновые вводы методом «обмотки»
стеклом. При остекловывании с помощью отрезка стеклянной
трубки, особенно из тугоплавкого стекла (С49-2), иногда наблю-
даются посечки стекла в месте спая Для впаивания в тугоплав-
кие сорта стекол платиновые вводы применяют в виде тонкостен-
ных трубок (диаметром около 1 мм и толщиной стенок от 0,05 до
0,1 мм). Платиновые трубки диаметром до 30 мм можно спаять
с молибденовыми стеклами рантовым спаем. В легкоплавкие
стекла типа № 23 или ХУ-1 (химически устойчивое) можно впаи-
вать платиновые пластинки и стержни диаметром до 4 мм. Про-
волока малого сечения (до 0,8 мм) при остекловывании согла-
сующимися стеклами образует вакуумноплотный спай на длине
в 1,5—2 мм, что позволяет впаивать ввод через тонкостенные
трубки.
Спай платины с любым стеклом имеет естественный цвет.
Готовый спай стекло — платина нельзя обогревать в коптящем
пламени, так как платина науглероживается и становится лом-
кой; обогревать следует на несильном бескислородном пламени.
Впаивание в стекло тонкостенного стаканчика из платины. В при-
борах для исследований электрохимических процессов часто при-
меняют платиновый электрод с большой поверхностью. Обычно
такие электроды имеют вид укороченного стаканчика диаметром
25—30 мм, высотой 3—4 мм, со стенками толщиной от 0,2 до
0,4 мм. Никакие насадки или другие приспособления не рекомен-
дуется применять при впаивании такого электрода в трубку, так
как можно помять тонкостенный электрод. В этом случае подби-
рают трубку (или вытягивают) из стекла, согласующегося с пла-
тиной, внутренний диаметр которой был бы на 0,3—0,4 мм больше
диаметра электрода. Внутрь трубки помещают платиновый элект-
род и, оттянув от нее с обеих сторон державы, на среднем мягком
пламени горелки спаивают стенки электрода со стенками трубки.
Дутье осуществляют через обе державы поочередно. После спа-
ивания трубку со стороны дна электрода оттягивают на резком
остром пламени (можно с выдуванием тонкостенного пузыря) и
138
оставшееся лишнее стекло выбирают стеклянной палочкой. Затем
обогревают в пламени п подвергают отжигу.
Изготовление многоэлектродного стеклянного диска с платино-
выми вводами. Тонкая платиновая проволока образует вакуумно-
плотные спаи с тонкостенными согласующимися стеклами и без
Рис. 63. Последовательность изготовления многоэлектродного
стеклянного диска:
а—металлическая оправка; б—оправка а, закрепленная в державе стеклянной трубки;
в — электроды, впаянные в дно заготовки б; г—собственно диск с впаянными электродами.
предварительного остекловывания. Благодаря этому становится
возможным изготовление многоэлектродного тонкостенного (тол-
щина 2—3 мм) стеклянного диска.
На рис. 63 показан порядок изготовления многоэлектродного
диска. Оправку а делают из нержавеющей стали; она имеет
форму утолщенного диска (толщина 8—10 мм), соединенного
с удлиненным стержнем (диаметр 6—8 мм). Диск оправки и стер-
жень должны быть строго соосны. По полю диска оправки про-
сверливают сквозные отверстия, по размеру и расположению со-
ответствующие будущим вводам. Оправку используют для крепле-
ния платиновых электродов и расположения их в заданном месте
по полю стеклянного диска. Готовую оправку а вставляют внутрь
стеклянной трубки, из которой предполагают делать диск. Стер-
жень оправки вводят в державу трубки и закрепляют строго по
центру (рис. 63, б). На пламени оттягивают открытый конец
трубки и делают плоское дно с заданной толщиной стенок. После
этого диск оправки пододвигают как можно ближе к получен-
ному дну трубки и вольфрамовой иглой прокалывают отверстия
139
в разогретом дне трубки так, чтобы места прокола совпали с от-
верстиями в оправке. Через проколотые отверстия в отверстия
оправки плотно вставляют электроды и поочередно спаивают их
выступающие концы со стеклом дна трубки на узком пламени
горелки. На рис. 63, в показаны комбинированные электроды, со-
стоящие из небольших платиновых дисков (для увеличения по-
верхности электродов) с припаянными к ним проволоками из
платины.
Пропояв электроды, дно трубки разогревают на пламени и
выравнивают на графитовой плитке. Дутье проводят через труб-
ку— державу. Готовое изделие подвергают отжигу в разогре-
той печи. После отжига трубку разрезают (линия отреза) и оправ-
ку вынимают. Дну трубки с впаянными электродами придают шли-
фовкой и полировкой ровную гладкую или вогнуто-сферическую
поверхность. После полировки остатки трубки сошлифовывают и
получают стеклянный диск с платиновыми электродами. Готовый
диск впаивают в трубки из аналогичного стекла методом впаива-
ния оптических стекол.
Иридий. Иридий — редкий металл, по свойствам похожий на
платину. Он обладает низким удельным электрическим сопро-
тивлением, тугоплавкостью (иридий более тугоплавок, чем пла-
тина), он не окисляется в воздушной среде. Однако иридий —
дорогостоящий металл, поэтому в спаях со стеклом его приме-
няют редко, а поведение спаев изучено еще плохо.
Были получены спаи иридиевого стержня диаметром 0,8 мм
со стеклом П-15 («пирекс); спай вакуумноплотный, цвет спая
естественный. Стержень остекловывался приемом «обмотки» стек-
лом на пламени горелки в воздушной атмосфере. Иридий хорошо
смачивается и кварцевыми стеклами; по-видимому, рантовые спаи
иридия с ними должны быть вакуумноплотными.
Сплав платина — родий. При работе в режиме высокого вакуу-
ма часто необходимо знать точную температуру в какой-либо
точке прибора (замкнутого объема). В этом случае в прибор
вмонтируют платина — платинородиевую термопару. Сечение про-
волок составляет 0,1—0,2 мм. Такую термопару перед впаива-
нием остекловывают при помощи отрезков стеклянных трубок.
Вакуумноплотный спай получается со стеклом № 23, ХУ-1, С49 2,
С87-1.
Ковар. Ковар — сплав, состоящий из 53% железа, 29% никеля
и 18% кобальта. Он обладает высокой механической прочностью,
коррозионной стойкостью, хорошо сваривается с металлами, под-
дается обработке и т. д., а главное, он образует вакуммноплотные
согласованные спаи со стеклом. Окисная пленка ковара хорошо
растворяется в стекле и образует прочный переходный слой от
стекла к металлу. Стержни из ковара хорошо спаиваются со
стеклами отечественного производства С49-2, С48-1, С47-1, а труб-
чатые вводы рантовым (лезвенным) спаем спаиваются еще
и со стеклом П-15 («пирекс»). Поэтому-то ковар и нашел широ-
140
кое применение в промышленности. В настоящее время он стал
одним из основных металлов, применяемых для спаивания со
стеклом.
Чистота механической обработки коваровых деталей
должна соответствовать 5—7 классу, это достигают шлифовкой
или химическим травлением.
Мелкие детали травят в смеси 10%-ной сочяной и 10%-ной
азотной кислот при температуре 70 °C или в соляной кислоте кон-
центрации 1:1, а затем в смеси раствора щавелевой кислоты
с перекисью водорода (на 1 л воды берут 25 г щавелевой кислоты
и 40 мл 30%-ной перекиси водорода). Обработанную деталь про-
мывают водой и сушат. Крупные детали обрабатывают электро-
литическим путем: электролитом служит 5—10%-ный раствор сер-
ной кислоты, напряжение 10—12 В, плотность тока 1 А/см2.
Обезгаживание проводят в печах с защитной атмосфе-
рой (лучше в атмосфере влажного водорода) при температуре
900—1100 °C в течение 15—30 мин.
Обезжиривают коваровые детали в этиловом спирте или
трихлорэтилене.
Остекловывание коваровых деталей на пламени газо-
вых горелок проводят в восстановительной зоне (в других зонах
ковар переокисляется) любым известным способом. Переокислен-
ный спай имеет черный цвет, его считают бракованным. Вакуум-
ноплотный спай ковара со стеклом (в холодном состоянии) имеет
мышино серый или стальной цвет.
Спаивание ковара с другими металлами. Коваро-
вые трубки применяют в основном в качестве перехода от стекла
к различным металлам (сталь, медь и т. д.). Ковар со сталью
паяют в печах с защитной атмосферой медным припоем, спай об-
ладает герметичностью, чистотой шва и т. д.
Иногда обезгаженные коваровые детали, спаянные медью со
сталью в водородной печи, при спаивании со стеклом выделяют
большое количество газа, в результате чего в месте спая стекло—
металл образуются пузыри Предполагали, что это происходит
из-за выделения сорбированного газа. Однако спаи стекла с кова-
ром, омедненным гальванически с последующим вжиганием мед-
ного покрытия в ковар в водородной печи (без пайки со сталью),
оказались очень хорошими. Таким образом, удалось установить,
что некоторые марки стали содержат газообразующие примеси,
которые при пайке с коваром (в водороде) переходят на его по-
верхность. Поэтому стальные детали перед пайкой с коваром
стали покрывать медью гальванически с последующим вжиганием
меди в сталь в водородных печах.
При пайке меди с коваром часто применяют припои на сереб-
ряной основе. Однако серебро проникает в кристаллическую ре-
шетку ковара, спай получается вакуумнонеплотным (с трещи-
нами в коваре). Во избежание этого ковар перед пайкой также
141
подвергают гальваническому меднению с последующим вжига-
нием меди в ковар нагреванием в водородных печах.
Сплавы железо — никель — кобальт —хром с разным процент-
ным содержанием этих элементов применяют в основном в круп-
ном промышленном производстве электровакуумных приборов.
В практике стеклодувных работ довольно редко приходится
встречаться с вводами из таких сплавов, так как их с успехом
можно заменить коваром. Спаивают такие сплавы с легкоплав-
кими стеклами С87-1, 23 и др. Спаи получаются вакуумноплот-
ные, в холодном состоянии они могут иметь цвет от металличе-
ского до серого и серо-зеленого.
Титан. Пленка окиси титана обладает хорошими адгезионными
свойствами к стеклу, а прочность сцепления превосходит проч-
ность сцепления ковара со стеклом. Титановые стержни после
обезгаживания в печи с защитной атмосферой или в пламени го-
релки (в течение 5 мин), шлифовки и обезжиривания поверхности
в спирте прогревают в окислительной зоне пламени до образова-
ния на поверхности окисла желтого цвета, а затем остекловывают
приемом «обмотки», нагревая в восстановительной зоне пламени
горелки. Хорошо согласуются с титаном стекла № 23, ХУ-1. В эти
сорта стекла можно впаивать и неширокие пластины из титана.
Спай получается вакуумноплотным и в холодном состоянии имеет
темно-синеватый цвет.
Тантал. Тантал — редкий металл. Он тугоплавок (температура
плавления 2850сС), легко окисляется в пламени горелки (окись
тантала — порошок белого цвета). Спаи тантала со стеклом изу-
чены еще плохо. В настоящее время получают вакуумноплотный
спай тантала со стеклом П-15.
Предварительная обработка поверхности танталовых деталей
та же, что и вольфрамовых: тренировка в вакууме, механическая
обработка, обезжиривание. Танталовый стержень диаметром 1 мм
остекловывают при помощи вакуума. Холодный спай тантала со
стеклом имеет мышино-серый цвет. Необходимо помнить, что
тантал, впаянный в стекло, чрезвычайно ломок.
§ 46. Несогласованные стержневые спаи (бусинковые)
Платинит. Платинит — сплав железа (58 вес. %) с никелем
(42%), покрытый тонкой медной оболочкой. Этот сплав оказался
хорошим заменителем дорогостоящей платины в спаях со стек-
лом. Отсюда и произошло его название. В Германии платинит на-
зывают проводом Финка, в Англии — дюмет (dumet).
Вакуумноплотный спай платинит образует с свинцовыми и
легкоплавкими сортами стекла типа № 23. Спай его со стеклом
имеет красный цвет (закиси меди). Образование вакуумноплот-
ного спая объясняют способностью закиси меди хорошо смачи-
ваться стеклом и растворяться в нем, а также частичной дефор-
мацией медной оболочки при охлаждении стекла, спай получается
142
с преобладающими напряжениями сжатия. Для впаивания в
стекло применяют платинитовую проволоку или стержни диамет-
ром до 0,8 мм, более толстые стержни в стекло не впаиваются.
Остекловывают платинитовые стержни с помощью отрезков стек-
лянной трубки после предварительного нанесения буры на по-
верхность проволоки. Делают это следующим образом. Платинит
обезжиривают, протравливают и окисляют путем нагревания до
320—350 °C с последующим медленным охлаждением. Затем его
смачивают нагретым до 70°C 12%-ным водным раствором буры
(Na2B4O7) и для спекания слоя буры нагревают в муфельной
печи до 700°С в течение 3—10 мин. В результате такой обработки
платинит покрывается слоем закиси меди (после нагревания) и
стекловидным слоем сплавленной буры (после спекания буры).
Этот слой предохраняет платинит от переокисления и обеспечи-
вает хорошее смачивание расплавленным стеклом.
Никель. Вакуумноплотный спай никелевого стержня (проволоки)
со стеклом получить очень трудно, так как при сплавлении ме-
талла выделяется растворенный в нем газ, кроме того, не извест-
но стекло, согласующееся с никелем. Однако никелевые стержни
часто применяют для монтажа приборов, если нет необходимости
в вакуумноплотном спае, например при изготовлении стеклянных
электролизеров, в которых анодом и катодом служат никелевые
стержни диаметром не более 1 мм.
Перед впаиванием никелевый стержень тщательно отжигают
в пламени до 5 мин и остекловывают с помощью отрезка стеклян-
ной трубки, причем используют капиллярную толстостенную
трубку с соотношением диаметров 1: 15. Пропаивать в пламени
следует как можно быстрее. Нередко многие стеклодувы, чтобы
ускорить процесс спаивания, втягивают воздух из трубки в себя,
как только размягчится стекло. При длительном спаивании из
прогретого никеля выделяется большое количество газов, и спай
из-за образования пузырей становится непригодным. После остек-
ловывания еще в горячем состоянии один конец остеклованного
никелевого стержня спаивают с трубкой прибора и отжигают
спай никель — стекло, надев на него разогретый колпачок из
асбеста.
Следует отметить, что несогласованные вакуумноплотные
трубчатые и лезвенные спаи никеля с успехом применяют в элек-
тровакуумной промышленности. Цвет спаев варьируется от мо-
лочно-белого до зеленого. Впаивают никель в стекла типа № 23,
а также в стекло П-15.
§ 47. Согласованные рантовые спаи
Рантовыми называют спаи стеклянных трубок со специально
подготовленными металлическими. Эта подготовка заключается в
обработке кромки металлической трубки и остекловывании ее по
торцу до образования стеклянного ранта.
К?
Конструкции рантовых спаев представлены на рис. 64; самой
распространенной является конструкция, показанная на рис. 64, ж.
Для изготовления согласованных рантовых спаев чаще всего
применяется ковар. Из отечественных стекол, согласующихся
Рис. 64. Конструкции раитовых
согласованных спаев (по М. Л. Любимову).
Кромку коваровой трубки получают точением или давлением
на токарном станке. Наиболее подходящий угол заточки кромки
колеблется от 5 до 10°. Края кромки (в торцовой части) должны
быть обязательно закруглены (радиус закругления — не менее
0,2 мм); всевозможные резкие переходы (углы, заусенцы, вмя-
тины и т. д.) могут стать причиной недоброкачественности
спая.
Стенки кромки по всей окружности трубки делают одинако-
выми по толщине. Толщина стенок в торцовой части определяется
диаметром коваровой трубки, но не должна быть менее 0,1 мм
для согласующихся стекол и 0,04 мм для несогласующихся стекол
типа «пирекс» (лезвенный несогласованный спай). В табл. 7 прп-
144
ведены рекомендуемые размеры остеклованной части кромки,
толщины стекла и металла для различных диаметров трубок из
ковара.
Кромку остекловывают в восстановительной зоне пламени.
Есть два способа остекловывания: размягченной стеклянной па-
Рис. 65. Второй способ остекло-
вання рантовых спаев.
дочкой и надеванием на кромку заранее приготовленной стеклян-
ной заготовки.
Первый способ. Подготовленную для спаивания в закреп-
ленную в насадке коваровую трубку вместе со стеклянной палоч-
кой вводят в восстановительную зону пламени и разогревают
часть торца кромки до красного каления. При этом можно визу-
ально наблюдать, как образовавшиеся сначала окислы постепенно
исчезают с поверхности металла. Размягченную в пламени палоч-
ку накладывают на раскаленный торцовой край кромки, стараясь,
чтобы стекло захватывало и наружную, и внутреннюю часть
кромки, образуя двойной рант. Стеклянную палочку следует
слегка прижимать к металлу; это увеличивает спаиваемую поверх-
ность. Далее, не вынимая кромку из восстановительной зоны пла-
мени, по мере размягчения стекла и разогрева металла коваровую
трубку медленно вращают вокруг горизонтальной оси (от себя),
накладывая стекло палочки до полного остекловывания торца
кромки. Если рант получился недостаточным по размерам, то его
увеличивают, вторично накладывая размягченное стекло палочки
на наружную или внутреннюю часть металлической кромки с за-
хватом полученного ранта. Нагревание ведут в той же зоне пла-
мени.
Если остекловывать кромку коваровой трубки не по торцу, а
отдельно — сначала наружную часть, потом внутреннюю, то в мо-
мент остекловывания первой поверхность второй переокисляется.
Стекло плохо смачивает переокисленный металл, и если удается
остекловать переокисленную поверхность, то спай в этом месте
получается черного цвета — недоброкачественный.
Полученный рант пропаивают в любой зоне пламени и вырав-
нивают развертками, снимая лишнее стекло стеклянной палочкой.
Затем к торцу ранта припаивают стеклянную трубку. Спай ранта
с трубкой должен составлять одно целое, т. е. наружный диаметр
145
ранта должен быть равен наружному диаметру припаянной стек-
лянной трубки. Переход от металла к стеклу всегда следует
делать плавным, без резких углов и хорошо проваривать.
Таблица 7. Рекомендуемые размеры рантовых согласованных спаев
Диаметр трубки, мм Толщина стенки металлической трубки, мм Толщина стенки стеклянной труб- ки. мм Ширина шва, мм
5-8 0,44-0,6 0,64-1,0 1,04-1,5
8-15 0,64-1,0 1,0 ч-1,5 1,54-2,5
15 30 1,04-1,5 1,5-2,2 2,54-3,0
30—70 1,54-2,0 2,24-3,0 3,04-4,0
70 и выше 2,04-2,5 3,04-4,0 4,04-6,0
Второй способ остекловывания заключается в надевании
специальной стеклянной заготовки на подготовленную коваровую
кромку (рис. 65) с последующим спаиванием в восстановитель-
ной зоне пламени горелки. Остальные операции те же, что и в
первом способе. Узкие коваровые трубки диаметром менее 3 мм
спаивают со стеклом так же, как и коваровые стержни.
Трубки из платины, молибдена и других металлов также могут
быть спаяны рантовыми спаями с соответствующими согласую-
щимися стеклами.
§ 48. Несогласованные рантовые спаи
При резком различии значений коэффициентов теплового рас-
ширения металла и стекла их спаивают так называемыми лезвен-
ными, или ножевидными спаями, которые являются разновид-
ностью рантовых спаев. Если при изготовлении согласованных
рантовых спаев толщина стенок кромки должна быть не менее
0,1 мм, то в несогласованных наименьшая толщина лезвия кромки
должна лежать в пределах 0,04—0,06 мм, а угол заострения мо-
жет колебаться от 2 до 3,5°. Ширина кромки определяется диа-
метром трубок и обычно колеблется от 3 до 20 мм.
Сцепление между стеклом и металлом в лезвенных спаях обес-
печивается благодаря образованию прочного переходного слоя в ре-
зультате растворения в стекле окисной пленки металла, а также
благодаря деформации тонкостенного лезвия, происходящей при
остывании стекла.
Медь. Чаще всего лезвенным спаем спаивают со стеклом мед-
ные детали. В спаях медь — стекло окисным слоем является за
кись меди (CU2O). Образование окиси меди (СиО) нежелательно,
так как она плохо смачивается стеклом. Узнать о ее образовании
можно по цвету окисной пленки, а следовательно, и спая — они
черные. Доброкачественный спай медь — стекло имеет красный
цвет или цвет натуральной меди. Такой спай вакуумноплотный.
140
В спаях со стеклом применяют бескислородную медь, т. е.
медь, не содержащую растворенных окислов меди. Одним из ви-
дов ее является медь, полученная плавкой в вакууме. Обычную
медь стараются не использовать, так как при продолжительном
нагревании в восстановительном пламени горелки или в восстано-
вительной атмосфере (водородной) в печи она склонна к так на-
зываемой «водородной болезни». После отжига в восстановитель-
ной среде такая медь становится очень хрупкой, а иногда и со-
всем непригодной для спаивания со стеклом.
Травление меди проводят в течение нескольких секунд в кон-
центрированной азотной кислоте с последующей быстрой промыв-
кой в воде и сушкой. Обезжиривают ее поверхность различными
растворителями.
Для обеспечения хорошего спая со стеклом кромку медной
трубки предварительно покрывают тонким слоем стеклянной
пасты, нанося ее кисточкой или опуская край трубки в пасту.
Пасту готовят из стеклянной пудры, приготовленной из стекла,
подлежащего спаиванию с медью, и связующей жидкости: мети-
лового спирта, ацетона, изоамилацетата (грушевой эссенции).
Обработанную деталь сушат на воздухе или в термостате. Прежде
чем приступить к остекловыванию лезвия кромки, нагревают со-
седний с кромкой участок медной трубки в пламени до красного
каления, чтобы нанесенная на кромку паста сплавилась с метал-
лом. Остекловывают лезвие кромки в зоне полного сгорания пла-
мени. Все эти операции проводят так же, как при изготовлении со-
гласованных рантовых спаев (с помощью стеклянной палочки или
специальной заготовки). Остекловывать нужно очень осторожно,
чтобы не помять лезвие кромки. Ширина и толщина внутреннего
стеклянного ранта спая всегда должны быть больше ширины на-
ружного ранта на 1—2 мм (рис. 66). Общую толщину ранта уста-
навливают в зависимости от диаметра медной трубки Внутрен-
ний диаметр медной трубки (£)), наружный диаметр стеклянной
трубки (d) и толщина стенки стеклянной трубки (() связаны ме-
жду собой следующей зависимостью:
d = D + (0,6 + 0,8) t
Зная две величины, всегда можно определить третью.
Ниже приведены некоторые данные для расчета рантовых не-
согласованных спаев медной трубки со стеклом:
Внутренний диа-
метр медной
трубки (О), мм
Ширина наружно-
го ранта (/J, мм
Ширина кромки
(£), мм . . . .
до 10
1-1,5
(1,5+1.8)0
10-15
2—2,5
(1 + 1,5) D
15—20 25—60 Более 60
2—3 2,5-4 3,5—5
(0,8 + 1) О (0,5+0,8)D (0,3+0,5)0
Наиболее подходящим стеклом для спаивания с медью являет-
ся С49-2, но известны случаи спаивания со стеклами ХУ-1 и № 23.
147
Медные проволока и стержни вакуумноплотно со стеклом не
спаиваются.
Серебро, палладий. Серебряные и палладиевые проволоки пока
не удавалось впаять в стекло вакуумноплотно. Но стаканчики,
полученные выдавливанием из фольги этих металлов (с толщи-
Рис. 66. Рантовый лезвенный спай:
а—деформация лезвия при охлаждении спая б — недеформнрованный спай; а—угол за-
точки лезвия L ширина кромки (лезвия); —ширина наружного стеклянного ранта;
(г—ширина внутреннего ранта; D—внутренний диаметр медной трубки; d — наружный
диаметр стеклянной трубки; t—толщина стенкн стеклянной трубки; х— отрыв стекла
от металла в случае, если Z, будет больше
ной стенок от 0,05 до 0,1 мм, диаметром 25—30 мм и высотой сте-
нок 4—5 мм), с успехом впаивают в стеклянные трубки на пла-
мени горелки.
Метод впаивания аналогичен впаиванию в стекло стаканчиков
из платины (см § 45) и отличается от него последней операцией.
Так как, нагревая в пламени, можно расплавить тонкую серебря-
ную или палладиевую фольгу, в конце спаивания трубку не вы-
дувают на пламени, а обрезают и шлифуют на планшайбе.
Перед впаиванием металл желательно обезгазить в печах с за-
щитной атмосферой при температуре 500—600СС в течение 10—
15 мин и обезжирить. Серебряные стаканчики впаивают в трубки
148
из свинцового стекла в окислительной зоне пламени. При обогре-
вании в других зонах происходит восстановление свинца па по-
верхности, и стекло приобретает черный цвет. Спай серебро — свин-
цовое стекло вакуумноплотный, цвет холодного спая золотистый.
Серебро при нагревании приобретает способность пропускать
чистый кислород; впаянные в стекло серебряные стаканчики
иногда используют в качестве кислородных очистителей.
Палладиевые стаканчики впаивают в легкоплавкие сорта сте-
кол типа № 23, ХУ-1. Спай — вакуумноплотный и имеет цвет пал-
ладия
Палладий при нагревании пропускает водород, поэтому его
применяют в качестве очистителя водорода.
§ 49. Дисковые спаи
Дисковым спаем называют соединение торца стеклянной
трубки с плоскостью металлического кольца или диска. Конструк-
ции дисковых спаев представлены на рис. 67. Для дисковых спаев
применяют металлы, согласующиеся и не согласующиеся со стек-
лом. В первом случае толщина диска не имеет существенного зна-
чения; на практике обычно впаивают диски толщиной 3—4 мм
(см.: Впаивание диска монокристалла кремния в стекло). Тол-
щина диска для изготовления несогласованных спаев, например
медь — стекло, должна быть не более 0,25 мм.
При впаивании в стеклянные трубки диски не остекловывают,
а после получения необходимого окисного слоя покрывают края
диска стеклянной пастой (см. § 48). Впаивают диски несколькими
способами:
1) диск помещают внутрь стеклянной трубки и спаивают
ребро диска со стенками трубки (для дисков толщиной 3—4 мм);
2) вставив диск в трубку, размягченную трубку сжимают в
месте спая так, чтобы края диска оказались остеклованными с
обеих сторон сжатой трубкой;
3) диск помещают между торцами разрезанной трубки и,
сжимая обе трубки, спаивают их края в пламени горелки.
Дутье во всех перечисленных способах проводят с обеих сто-
рон трубки.
Впаивать диски нужно тщательно, стараясь не нарушить гео-
метрию стеклянной трубки. Наплывы, залипания, непровар стекла
создают в месте спая добавочные напряжения, что неизбежно
приводит к разрушению спая.
Нельзя припаивать стеклянную трубку только к одной стороне
диска, так как сторона диска, свободная от стекла, при охлажде-
нии начнет сжиматься, диск прогнется внутрь трубки и отделится
(отлипнет) от стекла. Если требуется напаять металлический
диск на торец стеклянной трубки, то сначала его впаивают в
трубку, а затем (после отжига) одну часть трубки отрезают
(вблизи диска) и сошлифовывают, обязательно оставляя высту-
пающий по окружности диска край стекла высотой 0,5—1 мм.
148
Впаивание диска монокристалла кремния в Стекло. Кремнии
тугоплавок; чистый кремний плавится при ИЮ^С. Монокристалл
кремния обладает способностью пропускать инфракрасные лучи,
к тому же он отлично согласуется со стеклами типа «пирекс».
Благодаря этим свойствам монокристаллы кремния нашли широ-
Рис. 67. Виды дисковых спаев и ориентировочные размеры остеклованной по-
верхности диска:
А, В — несогласованные спаи; Б, Г—согласованные спаи; Д— неправильная (/, 2) и пра-
вильная (3) формы дискового спая (/—2.5 -ь 3,5; С = 0,5 1; / = 1,5—2).
кое применение в области инфракрасной стектроскопии: из них
изготавливают окошечки в плоскопараллельных стеклянных
кюветах.
Для изготовления таких кювет прежде всего необходимо овла-
деть техникой впаивания монокристалла кремния в стекло. Из
монокристалла вырезают диск заданного размера (толщина его
может достигать 5 мм), шлифуют, полируют и обезжиривают его
поверхность. Подбирают трубку, в которую предполагают впаять
диск. Внутренний диаметр трубки должен быть больше диаметра
диска на 0,2—0,4 мм. Диск вставляют в трубку и крепят так, как
крепят оптические стекла при впайке в стеклянные трубки (см.
§ 27). Спаивают диск со стеклом дисковым спаем (см. выше, пер-
вый способ). Впаивание производят на узком горячем пламени
кислородной горелки. Стекло хорошо спаивается с кремнием,
если край диска разогрет до красного каления. Впаянный диск
отжигают, причем в печь для отжига его можно помещать как в
горячем состоянии, так и после полного охлаждения. Температура
отжига равна температуре отжига пирексовых стекол (600°C). До-
брокачественный спай — вакуумноплотный и имеет темно-серый
цвет.
150
Во время спаивания на поверхности кремниевого диска обра-
зуется (в основном вблизи стенок трубки) окисная пленка. Она
имеет радужную окраску. Удалить окисную пленку можно по-
вторной полировкой, но только с внешней стороны, предваритель-
но отрезав часть трубки. Предотвратить образование окисной
Рис. 68. Схематическое изображение изготовления кюветы из монокристалла
кремния:
а — сложенные пластины кремния; б —пластины кремния, впаянные в стекло; в — спай
со стеклом (увеличено) со стороны отверстий кремниевых пластин; г—вид сверху; 1 — ка-
навка; 2—прорези в дисках.
пленки можно только путем впаивания в защитной атмосфере
(см. § 50).
Изготовление кюветы с плоскопараллельными дисками из моно-
кристалла кремния с микрозазором между поверхностями дисков.
Из монокристалла кремния делают два диска (см. выше), шли-
фуют, полируют и обезжиривают их. Диски должны быть одина-
ковыми по диаметру и толщине, на их ребрах не должно быть
фасок. На поверхности одного из дисков на расстоянии (/) 4 мм
от края по всей окружности делают канавку глубиной 2—3 мм
и шириной 3—4 мм. Ее вытачивают при помощи шлифовального
порошка цилиндрической оправкой из латуни на станке для
шлифовки стекла. Всю плоскость диска, ограниченную канавкой,
сошлифовывают и полируют. Толщина сошлифованного круга на
диске должна соответствовать заданному зазору (/г), т. е. при
плотном наложении плоскости чистого диска (без канавки) на
плоскость диска с канавкой в центре между дисками должен по-
лучиться зазор необходимой высоты (рис. 68).
Затем на обоих дисках вдоль одной диаметральной оси диска
делают (сверлением и шлифовкой) по две полукруглых канавки 2
151
так, чтобы при наложении одного диска на другой образовались
два отверстия диаметром (d) 2—3 мм и глубиной, равной ширине
выступающего на одном диске кольца, т. е 4 мм. Через эти от-
верстия в дальнейшем будут заливать внутрь кюветы исследуе-
мую жидкость.
Рис. 69. Впаивание остеклован-
ного металлического ввода в токе
защитного газа.
После тщательной промывки в воде, растворителях (ацетон,
спирт) и сушки диски помещают внутрь стеклянной трубки и
тщательно закрепляют с двух сторон двумя кварцевыми труб-
ками, снабженными державами. Сложенные диски должны быть
плотно зажаты между кварцевыми трубками. Спаивают диски со
стеклянной трубкой так же, как и одиночный диск. После оконча-
ния спаивания стенки трубки по местам отверстий в дисках про-
калывают вольфрамовой иглой и к полученным отверстиям при-
паивают узкие стеклянные трубки, которые затем соединяют
между собой (рис. 68, г). Такое соединение улучшает заливку и
промывку кюветы. Готовое изделие подвергают отжигу в разогре-
той до температуры отжига стекла (в данном случае П-15) печи.
После отжига концы широкой трубки (вблизи кюветы) обре-
зают, а оставшееся стекло сошлифовывают, оставляя с обеих сто-
рон кюветы стеклянные бортики высотой 1—1,5 мм.
Можно изготовить кювету этой конструкции с зазором между
плоскостями дисков в 5 мкм (микрон). Кюветы с большим зазо-
ром между дисками из монокристаллов кремния делают методом
изготовления кюветы с оптическими стеклами (см. § 67). Все
кремниевые кюветы прекрасно выдерживают высокое давление,
глубокий вакуум и повышенную температуру.
Впаивание диска из окиси цинка в стекло. Диск из окиси цинка
впаивают в стекло С49-2 (молибденовое), применяя первый спо-
соб впаивания металлических дисков. Обычно диски из окиси цинка
применяют в электрохимических исследованиях, где чаще всего
вакуумноплотные соединения со стеклом не требуются.
§ 50. Впаивание остеклованных металлических
вводов и дисков в токе инертных газов
Необходимость впаивать в стеклянные заготовки (колбы,
трубки и т. п.) остеклованные вводы, многоэлектродные диски
и другое, в токе инертных газов (азота, аргона и т. п.) возникает
в тех случаях, когда условия эксперимента предъявляют особые
требования к герметичности прибора и чистоте среды (т. е- недо-
152
пустимы какие-либо загрязнения, наличие Окисных пленок на по-
верхностях металлических деталей, свободных от стекла, и т. п).
В этом случае поверхность металлических деталей перед впаива-
нием в стеклянные заготовки тщательно очищают шлифовкой,
травлением в кислотах, обезжириванием, промывкой и т. д.
Рис. 70. Впаивание металлического диска в токе защитного газа:
а—приспособление из стеклянных трубок для впаивания металлического диска (7—4— от-
воды); б —впаянный а стекло диск (5—металлический диск); К, Ki» К? — линии разреза.
Стеклянные заготовки также тщательно очищают. Они долж-
ны иметь трубки — отводы для входа и выхода инертного газа.
Металлические детали, предназначенные для впаивания, встав-
ляют в отверстия, сделанные для этого в заготовке. Диаметр от-
верстия должен точно соответствовать диаметрам деталей. Во все
время впаивания вплоть до полного остывания на воздухе и во
время выдержки в печи для отжига через заготовку пропускают
инертный газ.
Газ, обычно поступающий из баллонов, необходимо предвари-
тельно очищать. Для этого его пропускают через специальные
установки для очистки газов (например, установку ПГ, выпускае-
мую заводом «Химлаборприбор»), в которых он освобождается от
примеси кислорода, воды, двуокиси углерода и др.
Впаивание остеклованного одиночного ввода. На рис. 69 пока-
зан способ впаивания одиночного ввода в стеклянную заготовку.
Трубку заготовки соединяют резиновым шлангом с системой очист-
ки инертного газа и начинают пропускать его через заготовку. Ско-
рость пропускания газа может колебаться от 2 до 5 л/мин, что
определяется объемом заготовки. Выходит газ через трубку, нахо-
дящуюся на противоположном конце заготовки. В торцовое отвер-
стие заготовки вставляют остеклованный ввод так, чтобы края от-
верстия плотно прилегали к краям трубки ввода. Затем осторожно
разогревают детали и спаивают их на узком пламени горелки по
частям. Особенно внимательно нужно проводить начальную стадию
спаивания, следя за тем, чтобы в месте спая не осталось отвер-
стия, так как это может затруднить спаивание. Дутье осуществляют
тем же защитным газом, периодически закрывая пальцами выход-
ное отверстие заготовки. Тогда благодаря давлению газа пропаи-
ваемые участки раздуваются. После завершения пропайки деталь
обогревают и отжигают, продолжая непрерывно пропускать газ че-
153
рез заготовку до полного ее охлаждения. Аналогичным путем впаи-
вают и стеклянные многоэлектродные диски.
Впаивание металлического диска. На рис. 70, а, б показан спо-
соб впаивания металлического диска в стеклянную трубку в токе
инертного газа. При впаивании диска необходимо обе его плоско-
Рис. 71. Виды «сжатых» спаев с утонченной металлической кромкой (Л—Г) и
в середине цилиндра (Д).
Д
сти омывать защитным газом. Для этого пользуются приспособле-
нием, которое монтируют в трубке для впаивания диска.
Сначала внутрь заготовки помещают две трубки с разверну-
тыми краями, расстояние между которыми должно быть на 1,5—
2 мм больше толщины диска. Затем известными способами, опи-
санными в предыдущих главах, впаивают трубки и припаивают
четыре отвода (рис. 70,а). Отводы 2 и 3 спаивают между собой
трубкой того же диаметра. Отводы 1 и 4 служат державами и в
то же время трубками для входа и выхода защитного газа. Полу-
ченное приспособление разрезают по линии К, показанной на
рисунке, и внутрь него (между развернутыми трубками) помещают
металлический диск 5.
Резиновым шлангом соединяют трубку 1 с системой подачи и
очистки защитного газа. После этого спаивают место разреза и
впаивают диск 5 на узком пламени горелки. После отжига и пол-
ного остывания трубку разрезают в двух местах (на рис. 70, б
места разрезов показаны линиями Ki и Кз). Дутье производят
так же, как при впаивании одиночного ввода (см. выше).
§ 51. «Сжатые» спаи
Стеклянные заготовки (окошки, трубки и т. д.), спаянные с
внутренними стенками металлических цилиндров без предвари-
тельного остекловывания металлической поверхности, отличаются
завидной прочностью спая металл — стекло. Эти спаи называют
сжатыми. Доказано, что все составляющие возникающего напря-
жения в «сжатых» спаях имеют одинаковый знак. Поэтому, под-
164
бирая для спаивания материалы, можно свести напряжение к
сжимающему.
Кромка металлического цилиндра в таких спаях может быть
значительно толще кромки, предназначенной для лезвенного
спая; нередко приходится спаивать со стеклом металлический
Рис. 72. Сложный «сжатый» спай:
/, 2— стальные трубки; 3 —стальной
ввод; 4—спеченное стекло, поверхность
которого после спаивания стала во-
гнутой; 5—графитовая форма.
цилиндр в средней его части. Некоторые конструкции «сжатых»
спаев представлены на рис. 71.
«Сжатыми» спаями впаивают несогласующиеся стекла в мед-
ные и стальные цилиндры. Наибольший интерес представляют спаи
стальных цилиндров со стеклом.
Спаивание со сталью несколько затруднено ввиду ее легкой
окисляемости при нагревании и высокого значения коэффициента
теплового расширения: I51-70 7 К1 (в интервале температур 20—
300°C) *. Окислы стали довольно трудно растворяются в стекле,
что препятствует получению вакуумного спая. Адгезионные свой-
ства стекла к стали можно улучшить разными способами: приме-
нить гальваническое покрытие стали медью (толщиной около
3 мкм), хромирование поверхности стали путем нанесения хрома
гальванически или из газовой фазы (окислы хрома хорошо сма-
чиваются стеклом), а также эмалевое покрытие с добавками за-
киси никеля или окиси кобальта в количестве 1 вес.%.
Простейшей обработкой поверхности стали считают обработку
при помощи солей. Стальные детали погружают в кипящий рас-
твор смеси карбоната (20 весовых частей) и тетрабората натрия
(60 весовых частей на 1 л воды) После того как детали про-
греются до температуры кипящего раствора, их вынимают из ван-
ны, высушивают и отжигают при температуре 800—850 °C. На
поверхности металла образуется связанная стекловидная пленка
с растворенным окислом железа.
Наиболее удобным и легко осуществимым в лабораторных усло-
виях способом спаивания стекла со сталью является спаивание
в печах путем спекания со стеклянным порошком в атмосфере
влажного водорода. На рис. 72 схематично изображена форма для
Буквой К обозначают градус температуры.
155
получения сложного «сжатого» спая, описанная Б. Роусом. Обра-
ботанные стальные детали устанавливают в отверстия графитовой
формы; в промежутки между стальными деталями засыпают по-
рошок, приготовленный из свинцового стекла с размером зерна от
0,7 до 1,5 мм. Заготовку помещают в печь в атмосферу влажного
водорода. Печь разогревают до температуры спаивания, порошок
сплавляется в стеклянную массу, которая и спаивается со сталью.
Для получения надежного вакуумноплотного спая стеклянная
часть спая должна быть вогнутой, поэтому графитовую форму де-
лают выпуклой по местам будущих спаев.
§ 52. Изготовление многоэлектродных ножек
Различают несколько видов многоэлектродпых ножек: гребеш-
ковые, ножки с большим числом вводов по окружности дна широ-
кой трубки и плоские ножки.
Гребешковые ножки. Вначале каждый металлический стержень
остекловывают, затем все стержни закрепляют в специальном при-
способлении (рис. 73,Л) и спаивают между собой на пламени го-
релки, обжимая спаиваемую часть плоскими щипцами и придавая
ей форму удлиненного плоского прямоугольника. На полученном
прямоугольнике делают плоское кольцо—шайбу путем напаива-
ния стекла от палочки (штабика). При помощи кольца — шайбы
полученную гребешковую ножку впаивают в стеклянную трубку.
В промышленном производстве гребешковые ножки получают
штамповкой на специальных станках — автоматах.
Вводы по окружности дна стеклянной трубки. На рис. 74 пока-
зана трубка с восемью металлическими вводами. Для изготовле-
ния такой детали сначала у трубки делают плоское дно с округ-
ленными плечиками. Затем по окружности дна либо припаивают
тройниковым спаем восемь отводных трубок, либо получают их
вдуванием размягченного дна трубки в специальную форму. В ка-
ждую трубку — отвод поочередно впаивают остеклованные метал-
лические вводы. Для сохранения параллельности и направленности
вводов применяют специальные крепления, изготовленные из не-
горючего материала (графита, металла или керамики).
Плоские ножки. Плоская ножка представляет собой стеклянный
диск с впаянными по окружности металлическими вводами.
В крупном промышленном производстве такие ножки делают
штамповкой размягченного стекла на специальных станках. Ана-
логичную ножку можно изготовить и на пламени горелки методом,
похожим на предыдущий. В этом случае остеклованные вводы
впаивают непосредственно в дно трубки Готовую заготовку отжи-
гают и, если это необходимо, разрезав трубку вблизи дна, сошли-
фовывают лишнее стекло.
Можно воспользоваться методом изготовления плоских ножек
в крупном промышленном производстве. Он состоит в спекании
остеклованных вводов со стеклянным порошком, засыпанным в
156
специальную форму, при нагревании в муфельной печи или токами
высокой частоты.
Форма может быть изготовлена из любого материала, выдер-
живающего температуру 1000°C, но предпочтение отдают формам
из графита. Метод спекания в муфельной печи проще и легко вое-
Рис. 73. Гребешковые ножки:
А — последовательность изготовления ножек вручную; Л 2— трехэлектродные ножки;
3 — многоэлектродная ножка, полученная штамповкой вручную; Б — ножки, полученные
штамповкой на специальных станках.
производим в лабораторных условиях. Стеклянный порошок, пред-
назначенный для спекания, готовят, размалывая бой стеклянных
трубок в шаровых мельницах (можно в фарфоровой ступке)
с добавлением метилового спирта и нескольких капель нашатыр-
ного спирта. Отфильтрованный порошок сушат при 250 °C и про-
сеивают через сито (№ 50—№ 60).
Водную суспензию применять не рекомендуется, так как мно-
гие стекла водой выщелачиваются и свойства их резко меняются.
Форма для спекания состоит из матрицы, имеющей отверстия
для предварительно остеклованных вводов и место для засыпки
стеклянного порошка, и крышки соответствующего профиля
(рис. 75).
Спекание проводят или в атмосфере сухого азота, или в нор-
мальной атмосфере. В последнем случае для уменьшения доступа
воздуха графитовую форму заключают в герметичный металличе-
157
ский кожух. Загруженную форму выдерживают в печи в течение
5—10 мин при температуре 800—900 °C, а затем, не вынимая фор-
му, печь быстро охлаждают. Перегрев печи не влияет на качество
спая, а недогрев ведет к образованию непригодного вакуумноне-
плотного спая. Стекла, полученные спеканием порошков, обладают
Рис. 74. Вводы по окружности дна трубки.
большей термостойкостью, чем стекла, из которых их получают.
Поэтому для более успешного последующего впаивания в прибор
ножек, изготовленных методом спекания, вокруг них рекомендует-
ся делать окантовку из стеклянного кольца. Кольцо соответствую-
щего размера (диаметр, толщина, высота) получают, отрезая часть
трубки из стекла, аналогичного тому, из которого приготовлен
порошок. Поместив кольцо и вводы в форму, засыпают порошок,
а затем спекают вводы в печи под небольшим гнетом (груз раз-
мещают на крышке формы). Отжиг плоских многоэлектродных
ножек, полученных спеканием стеклянного порошка, не обязате-
лен; случаи разрушения таких ножек довольно редки. Для изго-
товления плоских многоэлектродных ножек в основном пользуются
порошком из тугоплавких стекол.
§ 53. Электрод из сурьмы
В электрохимических исследованиях иногда используют элек-
троды из сурьмы. Сурьма — легкоплавкий металл (температура
плавления 630,5°C), поэтому ее нельзя спаивать со стеклом. Для
получения электрода используют одновременное расплавление
стеклянной трубки и сурьмы, заключенной в ней, на пламени го-
релки с последующим вытягиванием трубки в капилляр.
Технология изготовления заключается в следующем. От трубки
(стекло — типа «пирекс») оттягивают державу. После остывания
в трубку помещают кусочек сурьмы. Закрыв конец первой дер-
жавы трубки, оттягивают вторую державу. Конец одной из держав
15В
оставляют открытым для доступа воздуха. Вблизи одной из дер-
жав наплавляют стенки трубки и, переместив сурьму в наплавлен-
ную часть, одновременно вытягивают размягченное стекло с рас-
плавом сурьмы в узкий капилляр. После остывания кончик капил-
ляра отрезают и шлифуют.
Рис. 75. Форма для изготовле-
ния плоской ножки:
1, 2— графитовая форма с крышкой;
3— графитовый штифт для закрепле-
ния стеклянной трубки; 4 — металли-
ческие остеклованные вводы; 5 — спи-
раль из никелевой проволоки для пред-
отвращения деформации трубки; 6 —
стеклянная трубка; 7—стеклянный
порошок.
Описанным способом можно изготовить электрод из сурьмы,
Заключенной в стеклянную оболочку диаметром до 1—2 мм.
Электрод вводят в прибор на шлифе или па специальном уплот-
нении.
§ 54. Сварка многозвенных электродов
и крепление впаиваемых вводов
Многозвенные спаи. Часто при изготовлении электродов прихо-
дится применять металлические стержни (проволоки), сваренные
из двух или трех различных металлов. Такие спаи называют много-
звенными.
Многозвенные спаи находят применение в экспериментах, пред-
усматривающих работу спая в агрессивных средах, а также в
экспериментах, требующих соблюдения особой чистоты. Чаще
всего внутрь таких приборов вводят платиновые электроды, но, как
известно, платина хорошо спаивается с легкоплавкими стеклами,
а большинство сложных приборов делают из тугоплавкого стекла.
В этом случае прибегают к сварке с платиной металла, согласую-
щегося с тугоплавким стеклом. Для этого применяют молибдено-
вые и вольфрамовые стержни. Сваривают стержни с платиновой
проволокой па горячем узком пламени кислородной горелки. Тем-
пература пламени должна быть такой, при которой окислы воль-
фрама (или молибдена) испаряются и могут быть удалены со
свариваемого участка стержня. (С окисленной поверхностью ме-
таллов платина сваривается плохо.) Техника сварки довольно
проста, но требует некоторого навыка. Торец стержня (молибде-
нового или вольфрамового) помещают в пламя и разогревают до
белого каления. Затем в пламя вводят платиновую проволоку и
нагревают ее конец до плавления. Расплавляющийся конец пла-
159
типовой проволоки быстро соединяют с раскаленным торцом
стержня и выносят из пламени. Полученный спай отличается боль-
шой прочностью. Испытания на излом показали, что спай разру-
шается по вольфраму или молибдену, а место сварки почти всегда
остается целым. После сварки полученный двухзвенный стержень
подвергают соответствующей обработке. Затем молибденовую
(или вольфрамовую) часть остекловывают, закрывая стеклом
сварной шов и часть платиновой проволоки. Стекло, согласую-
щееся с молибденом или вольфрамом, спаиваясь с ними, закрывает
эти металлы от агрессивных реагентов. Готовый электрод впаи-
вают в прибор.
Крепление впаиваемых электродов. Нередко металлические де-
тали (вводы, диски и т. д.) требуется расположить в определенном
положении внутри стеклянного прибора, причем в некоторых слу-
чаях обычные способы крепления неприменимы, так как по окон-
чании спаивания невозможно извлечь материалы креплений из
прибора. В таких случаях для креплений применяют «раствори-
мую керамику». Этот материал готовят из пирофосфата натрия
(Na4P2O7) или калия, прокаленного в муфельной печи при темпе-
ратуре 700 °C и размолотого на шаровой мельнице. Порошок пиро-
фосфата прессуют в пресс-формах, имеющих необходимую форму
и размеры. После прессования детали обжигают при температуре
240 °C. Полученные детали достаточно прочны и поддаются допол-
нительной подгонке (шлифовке, сверлению, точению, отпиливанию).
После впаивания металлических деталей «керамику» удаляют,
растворяя в воде.
Существуют аналогичные методы крепления, например при
помощи расплава селитры.
ГЛАВА VIII
ИЗГОТОВЛЕНИЕ НАИБОЛЕЕ РАСПРОСТРАНЕННЫХ
ДЕТАЛЕЙ И ПРИБОРОВ
§ 55. Шлифы
Стеклянные шлифы — это плотное соединение двух стеклян-
ных деталей. Обычно они имеют форму цилиндра или усеченных
конусов, плотно входящих друг в друга, соприкасающиеся поверх-
ности которых отшлифованы и притерты, что обеспечивает герме-
тичность соединения и возможность вращения без разъединения
двух соединяемых деталей относительно друг друга вокруг общей
оси.
Все шлифы прежде всего делятся на простые, термсстатируе-
мые и заливные. По форме они делятся на нормальные, сфериче-
ские и цилиндрические (рис. 76).
Простые шлифы. Простой шлиф состоит из муфты (воронка
шлифа) и керна (конус шлифа). Верхняя, широкая часть муфты
по внешней окружности имеет небольшое утолщение, называемое
рантом или бортиком. Рант придает муфте прочность и в то же
время красоту, законченность. Нижняя часть оканчивается либо
небольшим толстостенным раздутием в виде несколько сплющен-
ного полого шарика, переходящего в трубку, либо, если трубка
шире нижней части муфты, просто трубкой. В средней части внеш-
ней стороны шарика располагают (припаивая из глухой палочки)
«усики», за которые в дальнейшем крепят муфту к керну (резин-
кой или пружинкой). Длина муфты шлифа обычно колеблется от
10 до 30 мм для узких шлифов и от 20 до 60 мм для широких.
Керн (конус) шлифа в узкой части бывает либо обрезан (края
обязательно оплавлены, иначе возможны посечки), либо переходит
в более узкую трубку. Продолжением другой стороны керна может
быть как узкая, так и широкая трубка. Если продолжением служит
широкая трубка, а диаметр керна меньше ее, то на границе между
ней и керном трубку подрезают по окружности на подрезке. «Уси-
ки» припаивают к трубке вблизи керна. По длине керн всегда
делают больше муфты на 3—5 мм, это вызвано спецификой шли-
фовки (см.§ 93).
Для изготовления муфты и керна подбирают толстостенные
трубки (толщина стенок не менее 1,5 мм). Толщина стенок при-
шлифованного шлифа (муфты и керна в отдельности) должна
быть не менее 1,5—2 мм (за исключением специальных тонкостен-
ных шлифов). Конусность керна и муфты должна быть одинаковой.
Большая часть керна примерно на 3/s—4/s длины еще перед шли-
фовкой должна плотно входить в муфту; при этом чем конуснее
6 Зак. 167
161
муфта, тем ниже должна быть посадка керна. Повсеместно приня-
тая конусность—1:10 (для простых и нормальных шлифов).
Иногда после изготовления муфту рассверливают на шлифоваль-
ном станке, выравнивая внутренние стенки и создавая нужную
конусность.
Рис. 76. Виды шлифов:
А—простые нормальные; Б—термостатируемый; В—заливные; Г—сферический;
Д—цилиндрический.
В качестве примера разберем изготовление муфты из трубки
диаметром 20 мм с толщиной стенок 2 мм.
Начинают работу с изготовления пульки длиною в 150 мм (без
длины держав). Отступя 50 мм от основания одной из держав,
накапливают небольшой толстостенный (толщина стенок 2,5—
3 мм) шарик диаметром 30 мм, вращая трубку на среднем мягком
пламени, и продолжают накапливать стекло в сторону меньшей
части трубки до образования толстостенной заготовки длиной
30—35 мм (см. § 29).
Размягчают на пламени большую часть заготовки, оставив не
размягченным участок в 5—7 мм (в дальнейшем это будет шарик
муфты) и слегка остудив верхние слои стекла, помещают заготов-
ку в заранее подобранную канавку обкатки. Вращая в канавке и
осаживая, придают заготовке нужную конусность (1 : 10). Обка-
тывая, нужно следить за диаметром заготовки: диаметр части
вблизи шарика должен быть меньше диаметра исходной трубки на
2—3 мм, в верхней части равен ему.
Установив узкое резкое пламя, размягчают торец верхней ча-
сти муфты и, работая державой, выбирают лишнее стекло и оття-
гивают державу с остатками выбранного стекла. Выбирать стекло
следует осторожно по центру торца, все время вращая заготовку
(к себе и от себя) и следя за тем, чтобы стенки по полю торца
после выбирания стекла стали тонкими, а стенки муфты сохранили
прежнюю толщину.
Полученное тонкостенное донышко размягчают в пламени и
выдувают в тончайший пузырь, который обкалывают разверткой.
162
Размягчать следует только центральную часть доньнЬка, захваты-
вая лишь треть его поверхности. Если размягчить всю поверхность,
то после выдувания часть стенок муфты также раздуется и после
обкола пузыря получится ломаный с толстыми зазубринами край,
из которого трудно сделать красивый рант.
Обколов тонкостенный пузырь, муфту помещают в пламя сред-
ней величины, размягчают только край ее до исчезновения неров-
ностей и укатывают на обкатке с одновременным развертыванием
изнутри разверткой, добиваясь требуемой конусности и образова-
ния края толщиной, равной толщине стенки муфты. Чем лучше
обработан край муфты, тем красивее (без наплывов, ровностен-
ный) будет рант. Для его получения сначала доводят до размяг-
чения (вплоть до округления края) торцевую часть муфты, затем
снимают с пламени и, постепенно сдавливая и вращая, плотно при-
жимают торец к графитовой плитке. Размягченное стекло при этом
должно равномерно распределиться как снаружи, так и внутри
муфты, образовав небольшое утолщение торцевой части. После
этого всю муфту снова доводят до размягчения и, вращая на раз-
вертке, выравнивают внутреннюю поверхность муфты. Утолщение,
образованное ранее внутри муфты, должно переместиться и слить-
ся с наружным утолщением, образовав единое кольцевое утолще-
ние на наружной поверхности торцевой части муфты. Из этого
утолщения можно изготовить рант нескольких видов: округленный,
прямоугольный, конический и т. д.
Округленный рант получают, оплавляя края ранта и округляя
их плиткой. Размеры ранта обычно устанавливает стеклодув в за-
висимости от величины шлифа.
Прямоугольный рант получают обкатыванием наружного
утолщения (предварительно округленного в пламени) в канавке
обкатки, одновременно выравнивая разверткой поверхность из-
нутри.
Для изготовления конического ранта (также предварительно
округленного в пламени) прижимают утолщение на ранте под уг-
лом к плоскости плитки, придавая ему нужный конус, и периоди-
чески выравнивают края муфты изнутри разверткой. Еще проще,
вращая муфту в канавке обкатки и поместив при этом рант сна-
ружи между вертикальной стенкой обкатки и плиткой, прижимать
рант к стенке обкатки плиткой под углом, придавая ему конусную
форму.
После отделки ранта муфту обогревают в пламени, а к шарику
муфты припаивают «усики». Затем изделие обогревают и отжи-
гают.
Керн шлифа делают из заготовки, аналогичной заготовке
для муфты. Нужную конусность придают керну осаживанием раз-
мягченной заготовки на обкатке. Если на границе между трубкой
и широким основанием керна образовались неровности, то вы-
равнивают их на подрезке или обкатке, предварительно разогрев
это место в пламени.
6*
163
Описанным выше способом изготавливают и широкие шлифы
(диаметром 70—80 мм). Шлифы еще более крупные гораздо про-
ще делать на горизонтально-заварочном станке (см. гл. XI).
Пришлифовывают простые шлифы очень тщательно, каждую
пару (муфта — керн) отдельно. В рабочем состоянии при соответ-
ствующей смазке они обеспечивают вакуум 10-в4- 10-7 торр (при-
мерно 10-4Ч- 10~6 Па).
Термостатируемые шлифы. Шлиф называется термостатируе-
мым, если его муфта или керн снабжены стеклянной оболочкой
(термостатируемой рубашкой), расположенной у муфты — сна-
ружи, у керна—внутри (см. рис. 76,6). Через рубашку можно
пропускать жидкость, нагретую или охлажденную до определен-
ной температуры, тем самым сохраняя температуру шлифа на
постоянном заданном уровне. Изготовление такого шлифа начи-
нают с муфты без ранта, на которой потом монтируют рубашку,
или с керна, имеющего двойные стенки. Приемы работы те же,
что и при изготовлении стеклянных холодильников. Шлифуют и
притирают муфту и керн только по окончании всех операций,
после спаивания и отжига.
Заливные шлифы. Порядок изготовления заливного шлифа опи-
сан в § 36. Существует два варианта таких шлифов (см. рис.
76, в). В одних в трубку — рубашку впаивают керн. Муфту в та-
ком шлифе делают без ранта, чем уменьшают расстояние между
шлифом и стенками рубашки. В других — муфта оканчивается
не рантом, а короткой широкой трубкой, обрезанной и оплавлен-
ной. Заливные шлифы применяют в тех случаях, когда по усло-
виям эксперимента нельзя применять вакуумную смазку для
шлифов. Тогда в качестве смазки (улучшающей герметичность
шлифов) используют ту жидкость, которая применяется в при-
боре. Эту жидкость (или металлическую ртуть, если можно) и за-
ливают в воронку, припаянную к керну или муфте.
Нормальные шлифы (НШ). Работа в приборах и на установках,
отдельные части которых соединяются на шлифах, обеспечивает
значительно большую герметичность и чистоту, чем в приборах
с соединениями на пробках и резиновых трубках. Однако заме-
нять одни части установки другими можно только при условии,
если шлифы строго подогнаны. Необходимость таких приборов
с взаимозаменяюшнмися частями на шлифах и привела к стан-
дартизации шлифов. В настоящее время во всем мире получили
большое распространение стандартные, так называемые нормаль-
ные шлифы. Вся стеклянная лабораторная посуда выпускается
промышленностью в соответствии с международным стандартом
на нормальных шлифах. Нормальные шлифы имеют одну конус-
ность (1 : 10) и различаются по номерам, например: НШ-8, НШ-10,
НШ-14,5, НШ-19, НШ-29, НШ-34, НШ-45 и т. д. Номер шлифа со-
ответствует диаметру самой широкой части пришлифованной по-
верхности муфты или керна.
164
В лабораторной работе, не требующей высокого вакуума, такие
шлифы незаменимы. Однако несмотря на большие достоинства,
нормальные шлифы (НШ) имеют и существенные недостатки: они
не обеспечивают ни постоянного большого давления, ни высокого
вакуума.
Рис. 77. Станок для изготовления заготовок для нормальных шлифов:
/—патрон; 2—зажимные цанги; 3— устройство для обжимания заготовок; 4—валики;
5 — неподвижный конус; 6—газовая горелка; 7—рукоятка.
Заготовки НШ делают на специальном станке из определен-
ных стандартных трубок. Шлифуют на металлических притирах
(см. § 93). Конечно, можно делать заготовки НШ и вручную, но
это трудоемко и невыгодно.
Станок для изготовления заготовок для нормальных шлифов
(рис. 77). Вращение шпинделю станка придает электромотор
мощностью 0,7 кВт. Скорость вращения шпинделя (максималь-
ная — до 3000 об/мин) можно регулировать. С левой стороны
станок имеет специальный патрон 1 с легкими, зажимными цан-
гами 2, в которые зажимают трубки — заготовки для нормальных
шлифов. С правой стороны на .подвижной, каретке закрепляют
устройство 3, снабженное двумя вращающимися валиками 4, име-
ющими конусность 1 : 10, и неподвижным металлическим конусом
5, при помощи которых обжимают трубки при получении загото-
вок. На станке укреплена газовая горелка 6.
Путем обжима валиками 4 на конусе 5 трубки, размягченной
пламенем горелки, получают заготовки муфт шлифов, но можно
165
изготовить и керны НШ-19, НШ-29 и более. Керны меньшего ди-
аметра получают при помощи специальной формы (рис. 78).
Каждому номеру шлифа способствует определенная форма. В дан-
ную форму, смазанную изнутри мелким графитовым порошком,
помещают размягченную на пламени горелки часть трубки, запа-
Рис. 78. Форма для изготовления
кернов.
янной с одного конца, и с силой вдувают воздух через открытый
конец трубки. После этого форму разжимают и вынимают заго-
товку керна.
Работа на станке особых трудностей не представляет. Сначала
на алмазных отрезных кругах нарезают одинаковые по длине
(100—120 мм) отрезки трубок, предназначенные для получения
заготовок муфт шлифов. Для заготовок муфт НШ-10 подбирают
трубки диаметром 11 — 13мм, для НШ-14,5 — диаметром 18—19мм,
для НШ-29 — диаметром 33—34 мм и т. д. Отрезок трубки вста-
вляют в патрон станка и пламенем горелки (при вращении шпин-
деля) доводят свободный конец трубки до размягчения. После
этого, предварительно подогрев пламенем и смочив воском или па-
рафином валики 4 и конус 5, каретку с устройством 3 быстро подо-
двигают к размягченной трубке и вставляют весь конус 5 в размяг-
ченную трубку. При помощи рукоятки 7 валки 4 прижимают к раз-
мягченным стенкам трубки. Готовые детали отжигают в печи, за-
тем притирают.
Сферические шлифы. Сферические шлифы применяют в тех слу-
чаях, когда в ходе эксперимента возникает необходимость в пово-
роте одной части прибора относительно другой на определенный
угол. Однако их можно использовать только тогда, когда нет
необходимости в абсолютной герметичности прибора, например
в ректификационных колоннах или в перегонных аппаратах.
На рис. 79 показан порядок изготовления сферического шлифа
вручную. Для массового производства применяют специальный
штамп. Метод шлифовки описан в § 93.
Цилиндрические' шлифы. Муфта и втулка цилиндрического шли-
фа, как видно из названия, имеет форму цилиндра. Диаметр та-
ких шлифов доходит до 40 мм, длина — до 200 мм. Муфту полу-
чают путем обтягивания размягченной стеклянной трубки на
металлическом калибре под вакуумом (см. § 29). Калиброван-
ие
иую трубку делают в 1,5 раза длиннее заданной длины муфты.
Среднюю часть трубки отмеряют по длине муфты, а края ее
с обоих концов раздувают так, чтобы с обеих сторон муфты по-
лучились трубки длиной 30—40 мм и диаметром, немного боль-
шим диаметра муфты. Один из раздутых концов припаивают
Рис. 79. Порядок изготовления
сферического шлифа — вручную:
Л—муфта; Б — сферический Керн
(сфера).
к прибору, другой оплавляют и оставляют открытым. Втулку
шлифа изготовляют специальной шлифовкой толстостенной ци-
линдрической трубки, подгоняя ее диаметр под внутренний диа-
метр муфты (см. гл ХШ). Длина втулки должна быть на 20—
30 мм больше длины муфты.
Цилиндрические шлифы применяют в стеклянных реакторах
при монтаже приспособления для перемешивания жидкостей,
а также в приборах, в которых требуется без нарушения режима
эксперимента поднять или опустить исследуемый образец.
§ 56. Краны
Лабораторные стеклянные приборы и установки почти всегда
снабжаются стеклянными кранами. Известно множество кранов
различной конфигурации и разного назначения. Они могут быть
простыми — двухрантовыми, двух- и трех-ходовыми, вакуумными,
бессмазочными и заливными. Массовое изготовление простых кра-
нов хорошо освоено заводами, выпускающими стеклянные лабо-
раторные изделия, как у нас в стране, так и за рубежом, и все
же при монтаже сложных установок приходится изготовлять
краны, и особенно вакуумные, специальные, заливные, вручную.
Простые (двухрантовые) краны. Простой кран состоит из двух-
рантовой муфты (ранты нижний и верхний) с припаянными по
бокам отводными трубками и пробки, тщательно пришлифованной
167
к муфте. Пробка в верхней части имеет ручку или, как ее назы-
вают стеклодувы, костылик, в средней части по горизонтальной
оси — проходное отверстие, совпадающее с трубками в муфте (см.
ниже).
Муфта и пробка должны быть из одного и того же стекла или
из стекол с одинаковыми или близкими по значению К. Т. Р. Иначе
в процессе работы возможно заедание пришлифованных поверхно-
стей крана или растрескивание муфты.
Изготовление муфты начинают с подбора подходящих
трубок для муфты и боковых отводов. Естественно, удобнее де-
лать муфту из толстостенного кранового стекла, но за неимением
его с успехом можно использовать и трубки с толщиной стенок
1,5—2 мм. Последние утолщают, как при изготовлении муфты
шлифа. Боковые отводные трубы припаивают без дутья, так на-
зываемой «крановой лепкой». Поэтому на подготовку торцов этих
трубок следует обратить особое внимание. Торцы боковых трубок
в месте припайки к муфте делают утолщенными (на 2—3 мм
толще стенки исходной трубки), с тем чтобы увеличить прочность
сцепления трубки с муфтой крана. Если припаять трубку без
утолщения краев торца, то даже при легком ударе она отламы-
вается в месте припайки. Отремонтировать такой кран невоз-
можно. Утолщение должно постепенно уменьшаться от муфты
к трубке — припайке (на длине 5—8 мм для малых кранов и 15—
25 мм для кранов диаметром больше 50—60 мм), сравниваясь
с ее стенками.
Получить утолщение на трубке несложно. Для этого берут
отрезок трубки, у которой один конец ровно обрезан, а другой
имеет оттянутую державу, и помещают участок трубки вблизи
отрезанного конца (15—20 мм от края торца) в среднее мягкое
пламя горелки. В этом месте трубку размягчают по окружности и,
сняв с пламени, слегка прижимают торец к графитовой плитке.
При этом в месте нагрева получают небольшое утолщение. Ту же
операцию проделывают с соседними участками трубки и т. д.
вплоть до получения утолщения нужного размера. После этого
утолщенную часть размягчают на пламени и разверткой изнутри
развертывают в виде небольшого удлиненного конуса. Если боко-
вая припайка муфты крана превышает в диаметре 20—25 мм, то
после известных операций по утолщению стенок края торца обра-
батывают так же, как и в тройниковом спае при крановой лепке
широких трубок (см. § 21).
Муфты кранов делают почти так же, как и муфты простых
шлифов: накапливают стекло, делают ранты, добиваются задан-
ной конусности. Если муфту изготавливают из крановой трубки,
то диаметр трубки подбирают по верхнему диаметру будущей
муфты. Длина пульки должна соответствовать длине муфты.
Пульку из обычной трубки (толщина стенок 1,5 мм) делают
в 1,5—2 раза больше как по диаметру, так и по длине. Тол-
щина стенок готовой муфты должна быть не менее 2 мм для
166
малых кранов (диаметром 15—18 мм) и 2,5—3 мм для боль-
ших.
Сделать муфту из крановой трубки проще, чем из обычной.
Пульку разогревают на пламени, причем степень размягчения
уменьшают от одной державы к другой. И далее, разогревая и
Рис. 80. Обычные (Л>, серповидные (Б) и штампованные (В) костылики (ручки)
к пробкам кранов.
обкатывая, придают пульке нужную конусность. Затем присту-
пают к отделке верхнего ранта. Сделав рант и выровнив внутрен-
нюю поверхность на развертке, горячую муфту либо насаживают
на хваток (при больших размерах), либо припаивают к ней стек-
лянную палочку с внешней стороны в месте будущей припайки
боковой трубки и выводят ее по центру муфты (при малых раз-
мерах крана).
Нижний рант муфты, насаженной на хваток, отделывают
так же, как и верхний. Нижний рант муфты с выведенной по
центру палочкой — державой делать несколько труднее, так как
отверстие в нижней ее части (более узкой) приходится делать
без выдувания тонкостенного пузыря. Вначале так же, как и при
получении верхнего отверстия (под рант), выбирают лишнее
стекло до образования тончайших стенок в центре торца муфты.
Затем вытягивают тонкие стенки в короткий «усик», который от-
бивают вблизи муфты. Край отверстия разогревают в пламени
и развертывают на узкой развертке. Если развернутые края полу-
чились неровные, то их выравнивают, снимая лишнее стекло стек-
лянной палочкой, п после этого приступают к изготовлению ранта
известным способом. Во время всех операций муфту периодически
обогревают на пламени, постоянно поддерживая температуру ра-
зогрева стекла, близкую к размягчению.
Завершив отделку рантов, к муфте в месте припайки трубок
припаивают прямую стеклянную трубку или палочку (перпенди-
кулярно к вертикальной оси муфты), а ранее припаянную изогну-
тую палочку — державу либо оттягивают на пламени, либо отби-
вают легким ударом ножа для резки стекла. По окружности цент-
ральной части муфты размечают места, по которым предпола-
гается припаять трубки (две или три). Разметку делают тонким
концом размягченной стеклянной палочки, ставя еле заметные
точки-бугорки по местам будущих припаек. Затем на узком пла-
169
мени со стороны, противоположной припаянной палочке, посте-
пенно (по нескольку раз) вытягивают стекло из стенки муфты
другой специальной палочкой, до образования полого тонкостен-
ного «усика», который откалывают стеклодувным ножом. Полу-
ченное небольшое отверстие (1,5—2 мм) развертывают разверт-
Рнс. 81. Последовательность изготовления пробок к крачам:
А — проходная пробка; Б — многоходовая пробка.
кой или резким кислородным пламенем до диаметра, превышаю-
щего на 2—3 мм внутренний диаметр предназначенной для при-
пайки боковой трубки.
Одновременно размягчив края полученного на муфте отверстия
(до текучести стекла) и утолщенный торец трубки — припайки
(торец размягчают несколько меньше отверстия на муфте), сни-
мают их с пламени и быстрым движением соединяют (крановой
лепкой). После лепки вращают изделие вокруг горизонтальной
оси припайки вплоть до затвердения спая. Размягченное стекло
у отверстия муфты и торца припайки должно равномерно рас-
пределиться в месте соединения, образовав гладкий монолитный
спай как снаружи, так и изнутри муфты. По мере остывания
стекла место спая слегка растягивают во избежание залипаний.
Точно так же припаивают и остальные боковые трубки, предвари-
тельно отбив палочку — державу. Диаметр отверстия в местах
соединения муфты с трубками должен быть равен внутреннему
диаметру трубок. Готовое изделие тщательно обогревают в пла-
мени и после остывания отжигают.
Пробки литые (щипковые) для небольших простых кранов
(диаметром до 25 мм) выпускаются промышленностью.
Пробки полые изготовляют вручную на газовых горелках.
Изготовление пробок начинают с заготовки костыликов
(рис. 80). Размер их должен быть соизмерим с диаметром муфты
крана. Пробку делают из такой же пульки, что и муфту крана,
утолщая стенки и добиваясь заданной конусности. Затем делают
170
у пробки шейку и к ней припаивают костылик. Если проходное
отверстие в пробке одно, то его получают, пропаивая трубку за-
данного диаметра через стенки пробки (рис. 81). Для этого
трубку пропускают через выдутое с одной стороны пробки отвер-
стие. Один конец трубки припаивают изнутри к противоположной
Рис. 82. Обычный (Л) и с кол-
пачком (£) заливные краны.
стенке, затем второй конец трубки, выходящий из отверстия, оття-
гивают и запаивают наглухо трубку и отверстие, выдутое ранее
в пробке. Места соединения трубки со стенками тщательно про-
паивают, размягчая пробку по окружности. Поддувают ртом че-
рез державу костылика. После того как спаи хорошо проварены,
а пробка подогнана к муфте, в стенках пробки в местах впаива-
ния трубки прокалывают отверстия раскаленной вольфрамовой
иглой. После этого отделывают донышко. Готовую пробку обяза-
тельно отжигают в заранее разогретой муфельной печи.
При изготовлении многоходовых пробок (рис. 81, Б) заготовку
пробки разрезают в холодном состоянии пополам, вставляют
внутрь спаянные между собой глухими стеклянными палочками
трубки — ходы, подогнав их длину к внутреннему диаметру
пробки. После этого разрезанные части пробки соединяют и спаи-
вают. Пропайку ходов делают ранее описанным способом. Посад-
ку пробки в муфту простого крана, отработку конусности, под-
гонку пробки и муфты по длине производят так же, как и при
изготовлении простых шлифов.
Заливные краны (муфту крана) делают подобно тому,
как делают заливные шлифы (второй вариант). Виды заливных
кранов представлены на рис. 82. Заливные краны специальных
конструкций разобраны в § 65 данной главы. Разные виды обыч-
ных кранов показаны на рис. 83.
Вакуумные краны. Обычные вакуумные краны (рис. 84)—это
не что иное, как модификация шлифов и простых кранов. Поэтому
нет необходимости подробно описывать их изготовление. Следует
171
только заметить, что вакуумные краны делают значительно длин-
нее и шире простых, это позволяет особо тщательно шлифовать
поверхность и, следовательно, улучшать их герметичность. Пре-
дельный вакуум, который можно получить при наличии в приборе
таких кранов, при постоянной работе диффузионного насоса и
Рис. 83. Простые краны.
применении необходимой вакуумной смазки, равен 4-10~7 торр
(т. е. около 5-10"5 Па). Отверстия в пробках, особенно у кранов
большого диаметра, лучше просверливать после притирки его к
муфте крана
Если требуется изготовить целую серию одинаковых кранов,
целесообразно муфты делать, пользуясь одной разверткой, а заго-
товки пробок выдувать в форму. Такую форму легко изготовить.
Для этого вначале делают пробку обычным способом (с посад-
кой в муфте), а затем холодную пробку обмазывают толстым
слоем пасты из алебастра или асбеста, оставляя низ пробки от-
крытым, и дают высохнуть. После высыхания пасты пробку выни-
мают, а внутренние стенки формы обкладывают тонким слоем
газетной бумаги. При вдувании в форму размягченной заготовки
бумага сгорает, образуя угольную прокладку, по которой свободно
вращается размягченное стекло. Такой способ изготовления фор-
мы применим и к другим изделиям из стекла.
Краны стекло — тефлон. Краны стекло — тефлон делятся на
простые и запорные. Простой кран имеет обычную двухрантовую
муфту из стекла с полированной изнутри поверхностью и тща-
тельно подогнанной пробкой из тефлона. Пробка прижимается
к нижнему ранту крана посредством винта с широкой головкой.
Проходное отверстие в пробке обычное. Тефлон обладает некото-
рой текучестью, поэтому винт при эксплуатации пробки прихо-
172
дится время от время подтягивать, а следовательно, резьба
должна иметь некоторый запас.
Такне краны применяют в тех случаях, когда противопоказано
применение какой бы то ни было смазки. Для работы под ва-
куумом простые краны стекло — тефлон не пригодны.
Рис. 84. Вакуумные краны.
Запорные краны при тщательной обработке тефлона и при-
менении прокладки из силиконовой резины выдерживают вакуум
1 -104—1-10-5 торр (т. е. Ю 2—10~3 Па). Муфту запорного крана
(рис. 85, Б) делают из калиброванной по внутреннему диаметру
цилиндрической трубки (см. § 29). Вверху она должна иметь пря-
моугольный рант (фланец), внизу заканчиваться небольшим кону-
сом, переходящим в узкую трубку. Длина муфты 50—60 мм. Сбоку
муфты чуть выше начала конуса припаивают отводную трубку.
Внутреннюю часть крана изготовляют из тефлона. При враще-
нии верхней гайки 5 тефлоновый шток 2 утапливается и в месте
перехода муфты в стеклянный конус перекрывает нижнее отвер-
стие.
Особое внимание при изготовлении такого крана следует уде-
лять плотной подгонке основания тефлонового стержня к внутрен-
ней поверхности муфты. Для улучшения уплотнения на основание
стержня надевают колечко из силиконовой резины.
Плоские (фланцевые) краны. В последнее время получили рас-
пространение плоские краны или, как их называют, фланцевые
(рис. 86). Они дешевы и их сравнительно просто можно изгото-
вить. Верхнюю и нижнюю половины получают, штампуя раз-
мягченную массу стекла на специальном штампе; шлифовка по-
верхностей также механизирована. Таким образом, краны стан-
дартизованы, а верхнюю и нижнюю части кранов можно легко
173
заменить, что очень удобно в случае поломки одной из них.
Краны диаметром до 60 мм при пользовании специальной ваку-
умной смазкой могут работать под вакуумом.
Порядок изготовления заключается в следующем. К горячей
отштампованной нижней части крана (с отверстиями для при-
Б
Рис. 85. Краны стекло — тефлон:
А—простой кран с тефлоновой пробкой; / — винт; 2, 4—шайбы; 3—пружина; 5—стеклян-
ный корпус; 6 —тефлоновая пробка; К — линия разреза;
Б—запорный кран; 1 — стеклянный корпус; 2— тефлоновый шток; 3—разрезная тефлоновая
втулка; 4—контргайка; 5*—металлическая накидная гайка; 6—фланец; 7—прокладка из
тефлона.
паек) крановой лепкой припаивают отводные трубки и, обогрев
заготовку на пламени, помещают в разогретую печь для отжига.
Верхняя часть после штамповки не требует обработки на пламени.
Отожженные части шлифуют. Делать такие краны вручную (без
штамповки) можно, но работа эта очень трудоемка и потому не-
выгодна.
Пресс для штамповки деталей из размягченной массы стекла.
Пресс (рис. 87) для штамповки стекла имеет сменные пуансоны
и матрицы, изготовленные из стали. Нижняя часть — матрица —
174
во время штамповки стекла подогревается в специальной электри-
ческой печи. Массу, предназначенную для штамповки, готовят из
глухой широкой стеклянной палочки (d = 15-г-18 мм), наплавляя
конец палочки в пламени горелки. Количество размягченной
массы для штампуемых изделий подбирают опытным путем. На
Рис. 86. Плоский трехходовой кран:
а— нижняя часть крана; б — кран в сборе (разрез); в — верхняя часть крана; / — канавки
углубления; 2 — ручки крана; 3 —винт с пружиной (стяжки); 4—отводы.
таких прессах, заменяя соответственно пуансоны и матрицы,
можно получать сферические и плоские (фланцевые) краны, це-
ликовые ручки (костылики) кранов и т. д.
§ 57. Фланцы
Стеклянный фланец — это трубка с развернутым краем, обра-
зующим толстостенные и широкие по площади бортики. Внешнюю
рабочую поверхность бортиков можно шлифовать и полировать.
Фланцы находят применение при изготовлении разного рода кла-
панов и некоторых других изделий из стекла (рис. 88). Однако
очень часто фланцевыми соединениями заменяют обычные шлифы,
тем самым заметно сокращая длину приборов.
Изготовление фланцев развертыванием. Способ изготовления
фланцев на трубках весьма похож на развертывание края торца
трубок. Если толщина стенок заготовки не менее 5—6 мм, то из-
готовление фланца аналогично развертыванию краев трубки с не-
большими изменениями. Однако трубки со стенками такой тол-
щины выпускаются промышленностью довольно редко, и очень
часто стеклодувам приходится делать фланцы из сравнительно
тонкостенных заготовок (толщина стенок 1,5—2 мм). Основная
сложность изготовления фланцев заключается в равномерном на-
коплении стекла на небольшом отрезке трубки и аккуратном раз-
вертывании.
Допустим, надо изготовить фланец (шириной бортика 10 мм
и толщиной 7—8 мм) на трубке диаметром 50 мм и со стенками
175
толщиной 1,5 мм. Прежде всего заготавливают пульку длиной
150—200 мм (не считая длины держав). Устанавливают мягкое,
широкое пламя и приступают к накоплению стекла на одном из
концов трубки. Накопление стекла ведут до образования стенок
трубки толщиной не менее 6 мм на расстоянии 30—40 мм от ши-
Рис. 87. Пресс для штамповки
целиковых деталей из стекла:
1—основание пресса; 2 — электропечь;
3 — матрица основания; 4—пуансон;
5—толкатель; 6 — шток; 7 — рукоятка.
рокой части державы. Закончив накопление стекла, утолщенную
часть трубки обкатывают на обкатке до образования небольшого
конуса с вершиной, обращенной к ближней державе. После этого
державу в вершине конуса оттягивают и выдувают расширение
диаметром 20—25 мм. Выдувать следует осторожно, не спеша,
усиливая дутье по мере остывания стекла. Обколов выдутое тон-
костенное стекло у основания отверстия, утолщенную часть снова
размягчают в пламени и выравнивают края отверстия графитовой
плиткой.
Иногда после выравнивания плиткой внешняя часть краев
бывает ровная, а изнутри по окружности отверстия края имеют
вид ломаной линии вследствие образования наплывов. Ликвиди-
ровать этот недостаток несложно. Для этого всю утолщенную
часть тщательно размягчают в пламени, а затем обкатывают на
176
обкатке и одновременно развертывают изнутри разверткой (при
этом следует сохранять конусность заготовки). При этом все не-
ровности переходят на торцевую часть. Освобождаются от них,
прижимая графитовую плитку к краям отверстия и надавливая
на размягченную утолщенную часть заготовки. Эти операции
повторяют несколько раз до полного удаления всех неров-
ностей.
Получив отверстие с ровными, без наплывов, краями, продол-
жают увеличивать утолщенную часть трубки до образования до-
статочной толщины стенок (7—8 мм). При этом, естественно,
утолщенная часть заготовки уменьшится по длине. Затем присту-
пают к развертыванию, или отбортовке фланца.
Конусную часть заготовки, размягченную в пламени, поме-
щают в канавку обкатки таким образом, чтобы верхняя часть
вершины конуса выступала из нее на 14—15 мм. Вращая в ка-
навке обкатки, заготовку одной рукой держат за державу, а дру-
гой внутрь заготовки помещают плоскую развертку. И, не снимая
с обкатки, разверткой начинают развертывать выступающую из
канавки часть размягченной трубки. Прекращают развертывание,
когда бортики фланца окажутся прижатыми разверткой к боко-
вой плоскости обкатки. Поместив фланец в пламя горелки, его
опять размягчают, и на округлой развертке с одновременным об-
катыванием на обкатке расширяют суженное отверстие до тех
пор, пока внутренний диаметр его не станет равным диаметру
исходной трубки. Если размер бортиков превысит заданный, то
его легко уменьшить, обкатывая бортики на обкатке. Этим спо-
собом можно изготовить фланцы диаметром до 100 мм.
Может возникнуть вопрос, для чего нужна конусная заго-
товка? Дело в том, что если утолщенную часть не сводить на
конус, а оставить ее прямой, то очень трудно получить фланец
с резко выраженным прямым углом между бортиком и трубкой.
Если же угол не будет прямым, то полезная площадь бортиков
уменьшается за счет округлений вершины угла, от чего почти не-
возможно избавиться.
Иногда требуется изготовить фланец с нетолстыми бортиками
(4—5 мм). Его получают сдавливанием размягченной в середине
по окружности трубки, а после остывания п отжига один из кон-
цов трубки срезают и отшлифовывают бортики фланца. Этот ме-
тод идентичен получению шайбы на трубке при шайбовом спае
(см. § 31).
Изготовление фланцев из отдельно накопленного стекла. Этим
способом в отличие от предыдущего бортики фланца готовят
отдельно от трубки, а затем припаивают к ней обычным спаем.
Применяют этот способ, когда необходимо получить бортики зна-
чительной толщины (15, 20 и 30 мм).
Основная операция сводится к накоплению большой массы
стекла. Для этого подбирают широкую (иногда диаметром до
60 мм), достаточно толстостенную трубку и от нее оттягивают
177
пульку. Длину пульки устанавливают в зависимости от заданного
диаметра фланца. Чем больше диаметр и толщина бортиков
фланца, тем длиннее должна быть пулька. Из этой заготовки в
пламени горелки осаживанием и укатыванием на обкатке накап-
ливают столько стекла, чтобы толщина стенок трубки стала рав-
Рис. 88. Виды фланцев и стяжка для них.
ной ширине будущих бортиков фланца. Далее одну из держав от-
тягивают и продувают отверстие. Отверстие обрабатывают так
же, как и в предыдущем способе изготовления фланца. Одновре-
менно укатыванием и развертыванием выравнивают наружную и
внутреннюю поверхности толстостенной трубки. К полученному
отверстию на узком горячем пламени обычным спаем при-
паивают трубку соответствующего диаметра. После этого на тре-
буемой длине оттягивают вторую державу с остатком трубки
(если такой имеется). И, продув отверстие, также отделывают ра-
бочую поверхность фланца (разумеется без припайки трубки).
Следует заметить, что таким способом получают сравнительно
неширокие фланцы диаметром до 60 мм. Фланцы диаметром бо-
лее 100 мм изготавливают на специальных станках (см. § 75).
§ 58. Сосуды Дьюара. Дьюаровскпе трубки
Изготовление цилиндрического сосуда Дьюара дыоаровским
спаем подробно разобрано в § 34. Здесь будут описаны приемы
изготовления цилиндрических сосудов Дьюара вдавливанием, из-
готовления сосудов с несколькими стенками и изготовления
дьюаровских трубок.
Изготовление сосуда Дьюара вдавливанием. Весь процесс изго-
товления сосуда Дьюара этим методом проходит от начала и до
конца без выноса заготовки из пламени, что требует от мастера
определенного навыка в работе с размягченным стеклом, умения
вращать крупные заготовки в пламени горелки.
Вдавливанием делают сравнительно небольшие сосуды диа-
метром 70—80 мм и длиной 200—300 мм. Обычно к этому приему
прибегают при изготовлении коротких сосудов, а также в отсут-
ствие заготовок для внутреннего цилиндра сосуда Дьюара.
178
Для изготовления сосуда берут один цилиндр длиной, при-
мерно в два раза превышающей длину готового сосуда Дьюара.
Сначала из цилиндра делают заготовку, припаивая с одной сто-
роны цилиндра прочную державу и делая округлое равностенное
дно — с другой. Затем округлое дно делают плоским. Всю площадь
плоского дна размягчают в пламени и устанавливают заготовку
вертикально державой вниз, предварительно сняв заготовку с пла-
мени. В таком положении размягченное стекло дна должно про-
гнуться внутрь заготовки. Когда оно прогнется, работающий через
державу заготовки слегка втягивает в себя воздух, так чтобы из
прогнувшегося стекла образовалось донышко будущего внутрен-
него цилиндра сосуда Дьюара. Вдавленное донышко должно рас-
положиться строго по центру заготовки. При проведении всех
этих операций вращение заготовки не прекращают вплоть до за-
твердевания стекла.
Верхнюю часть заготовки вносят в широкое мягкое пламя и
располагают заготовку на подставке (с роликами) под некото-
рым углом (35—40°) к плоскости стола. Наклон необходим при
всех последующих операциях, рассчитанных на прогибание внутрь
размягченных краев заготовки под действием веса донышка, т. е.
при образовании внутреннего цилиндра сосуда Дьюара. Самое
важное на этом этапе работы — правильно размягчать края заго-
товки на пламени. Если сильно размягчить стенки внутреннего
вдавливаемого цилиндра, они могут стать тонкими, а вдавливае-
мый цилиндр при этом может изогнуться. Если сильно размяг-
чать наружные стенки заготовки, они могут слипнуться со стен-
ками вдавливаемого цилиндра. Следует найти нечто среднее, т. е.
доводить стекло не до текучести, а только до такого состояния,
при котором наружные стенки заготовки могли бы самопроиз-
вольно переходить в стенки вдавливаемого цилиндра под дей-
ствием его веса.
В пламени разогревают в основном край заготовки с захватом
6—7 мм ее наружной части. По мере вдавливания пламя горелки
постепенно делают все более мягким. Вдавливание прекращают,
когда длина внутреннего цилиндра достигнет заданной длины.
После отжига в печи проводят серебрение и откачку под вакуум.
Цилиндрический сосуд Дьюара с тремя стенками. Метод изго-
товления таких сосудов предложен С. Ф. Веселовским. Он прост
и надежен, если внешняя трубка — заготовка не шире 30—50 мм
и если перед впаиванием заключительного стакана ее можно
обрезать в горячем состоянии. Согласно этому методу, внутрь
широкой, оттянутой с одного конца трубки (рис. 89,а), которая
будет наружной стенкой дьюаровского сосуда, вставляют стакан
с закругленным дном (б) и развернутой тарелочкой у края.
Вставляют стакан в наружную трубку и открытый конец ее от-
тягивают и запаивают. И на близком от края внутреннего стакана
расстоянии припаивают отросток для дутья, необходимый в по-
следующей операции. Края тарелочки соединяют с наружным ци-
179
лпндром обычным внутренним спаем (г). Верхнюю запаянную
часть наружной трубки обрезают (по линии К) и внутрь изделия
вставляют еще один заранее заготовленный стеклянный стакан
(в). Этот стакан перед внесением в изделие разогревают в пла-
мени до температуры изделия. Край стакана следует развернуть
Рис. 89. Последовательность изготовления сосуда Дьюара с тремя стенками:
а, б, в — заготовки; г—впаивание первого стакана тарельчатым спаем; д — стакан в вста-
влен в заготовку г после отделения отрезанной верхней его части; е—готовый сосуд;
К — линия отреза.
тарелочкой, но таким образом, чтобы эта тарелочка легла на об-
резанные края наружной трубки. Обрезанный край наружной
трубки соединяют с тарелочкой методом дьюаровского спая. Дутье
осуществляют как через напаянный отросток, так и через оттяну-
тый снизу конец наружной трубки.
На практике чаще всего делают сосуды больших размеров диа-
метром более 100 мм. Ровно обрезать заготовку в горячем состоя-
нии практически невозможно. Поэтому после впаивания первого
стакана тарельчатым спаем заготовку отжигают в печи и в холод-
ном состоянии ровно обрезают его верхнюю часть в заданном ме-
сте. Затем вновь разогревают заготовку в муфельной печи и про-
водят все последующие операции по впаиванию второго стакана
в пламени горелки.
Сосуды Дьюара с четырьмя стенками и более. Делают заготов-
ку— цилиндр из трубки диаметром 100 мм и длиной 500 мм, при-
паивая к ней с одного конца трубку — державу, а другой конец об-
резая. В заготовку поочередно вставляют и жестко закрепляют
(крепление — медная фольга) заранее приготовленные два ста-
кана с развернутыми краями и круглым дном. Развернутые
края должны отстоять от стенок заготовки на 4—5 мм. Жесткое
крепление одного стакана в другом необходимо. В пламени го-
релки открытый конец заготовки оттягивают и к нему припаивают
вторую трубку — державу. Обогрев на пламени горелки место
впая первого стакана вблизи первой державы, размягченное
стекло наружной заготовки осаживают на обкатке или подрезке
до слипания с развернутыми краями стакана, На узком пламени
180
тщательно пропаивают тарельчатый спай, образованный развер-
нутыми краями первого стакана и стенками наружной заготовки.
Вблизи полученного спая припаивают трубочку — отвод (диамет-
ром 12 мм) тройниковым спаем. Точно так же впаивают и второй
стакан. При впаивании его первый спай следует периодически
Рис. 90. Последовательность из-
готовления сосуда Дьюара с че-
тырьмя стенками:
а—заготовка с закрепленными ста-
канами; б-—заготовка с впаянными
в ней стаканами: в — заготовка после
отжига в печи с третьим стаканом;
«—готовый сосуд.
обогревать и поддерживать все время температуру, близкую
к температуре размягчения стекла. Полученную горячую заго-
товку помещают в разогретую печь для отжига. После отжига
верхнюю часть заготовки ровно обрезают (рис. 90) и внутри вто-
рого стакана так же жестко закрепляют третий стакан так, чтобы
развернутые его края оказались на одном уровне с обрезом за-
готовки.
Вторично разогрев заготовку в печи до температуры, близкой
к размягчению, на пламени горелки спаивают края третьего ста-
кана с краями заготовки обычным дьюаровским спаем, предвари-
тельно припаяв отросток для дутья. После отжига медную фольгу
растворяют в азотной кислоте.
Этим методом можно изготовить сосуд Дьюара с пятью,
шестью и большим числом стенок. Однако такие сосуды обычно
имеют диаметр более 100 мм и длину 400—500 мм. Изготовлять
их вручную очень трудно. Проще и надежнее делать такие сосуды
на горизонтально-заварочном станке.
Шаровые дьюаровские сосуды. Изготовление шаровых сосудов
Дьюара особых сложностей не представляет, хотя сам процесс
трудоемок. Начинают работу с приготовления заготовок внешней
(рис. 91, а, б) и внутренней (рис. 91, в, г) колб. Разогретую до
размягчения внутреннюю заготовку вставляют во внешнюю на
уплотнении и раздувают в шар. Вынимают асбестовую прокладку
и спаивают шары дьюаровским спаем.
Метод изготовления шаровых сосудов Дьюара с несколькими
стенками разработан выдающимся советским стеклодувом
А. В. Петушковым. На рис. 92 показана последовательность из-
готовления шарового сосуда Дьюара с тремя стенками. Прежде
всего подбирают колбу объемом 4—5 л с широким горлом (диа-
181
метром 75—80 мм) и к центру дна ее припаивают прочную
трубку — державу. Горло отрезают на расстоянии 100—120 мм от
колбы. Последующие операции проводят, размещая колбу на спе-
циальной подставке, похожей на таганок и состоящий из широкого
металлического кольца (диаметр его на 6—8 мм меньше диаметра
Рис. 91. Последовательность изготовления обычного шарового дьюаровского
сосуда:
fl, б—заготовка внешней колбы; в, г—заготовка внутренней колбы с накопленным стеклом
и обернутая вверху асбестом, д—заготовка г в размягченном состоянии введена в заго-
товку б; е — шар в шаре, полученный раздутием размягченной заготовки г.
колбы), укрепленного на трех ножках. Ставят колбу горлом
вверх. Подбирают толстостенную трубку диаметром 60—65 мм,
к одному концу ее припаивают прочную державу, а другой конец
трубки округляют и утолщают стенки трубки. После накопления
массы стекла всю ее тщательно разогревают на пламени,
ОСТОРОЖНО ВВОДЯТ Внутрь ИСХОДНОЙ КОлбы Округленным КОНЦОМ
вниз, раздувая при постоянном вращении. Дутье прекращают, ко-
гда расстояние между стенками исходной и раздуваемой колб со-
ставит 8—10 мм. Дав остыть стеклу, горло у полученной колбы
обрезают на 5—8 мм выше горла исходной колбы и края внутрен-
ней развертывают тарелочкой. Края обеих горловин спаивают дью-
аровским спаем, припаивают (частями) трубку, идентичную горлу
исходной колбы, а к ней припаивают боковой отвод (рис. 92,6).
После отжига в печи горловину у заготовки обрезают по линии К.
Третью колбу раздувают во второй точно так же, как вторую
в исходной, только используют трубку диаметром 40 мм (рис.
92,в). Края третьей колбы спаивают с краями внешней горловины
дьюаровским спаем (по частям) в перевернутом положении
(рис. 92, г) так, чтобы плечики впаиваемой колбы легли на пле-
чики предыдущей. Полученный спай сначала отжигают под разо-
гретым асбестовым колпачком (надев его на спай), а после осты-
вания весь трехстенный сосуд Дьюара (рис. 92,6) отжигают
в печи.
182
Перед спаиванием последнего дьюаровского спая первый сле-
дует плотно обернуть обожженным асбестом во избежание обо-
грева его открытым огнем горелки.
В данном приеме изготовления трехстенного шарового сосуда
Дыоара первый спай (дьюаровский, переходящий в тарельчатый)
Рис. 92. Шаровой дьюаровский сосуд с тремя стенками:
а — заготовка обычного шарового сосуда Дьюара; б — спаивание трубки внутреннего сосуда
с трубкой наружного тарельчатым спаем и припаивание отростка; в —внесение заготовки
для раздувания третьего шара; г—спаивание третьего шара и наружного сосуда дьюаров-
ским спаем; д — готовый сосуд Дьюара с тремя стенками.
можно с успехом заменить шайбовым (§ 33), предварительно из-
готовив шайбу на трубке, из которой выдувают вторую колбу.
Края горловины исходной колбы спаивают с краями шайбы.
Четырехстенную колбу изготовляют почти теми же приемами,
что и трехстенную. Сначала полностью делают двухстенный ша-
ровой сосуд Дыоара, вдувают третий шар и припаивают отвод.
В третий шар вдувают четвертый и в перевернутом положении
спаивают горловины дьюаровским спаем (дутье проводят через
боковой отвод). Каждый раз готовый спай перед вдуванием сле-
дующего шара защищают обожженным асбестом.
Многостенные сосуды Дьюара применяют в основном в рабо-
тах с жидким гелием.
Дьюаровская трубка. Дьюаровская трубка — это трубка с двой-
ными стенками, образующими безвоздушную рубашку (рис. 93).
Дьюаровские трубки применяют для подачи жидкого кислорода
или азота в лабораторных условиях на небольшие расстояния, а
также в качестве термостатов для сохранения в течение определенно-
го времени постоянной температуры (как низкой, так и высокой).
Изготовление обычной прямой или согнутой под углом дьюа-
ровской трубки особых сложностей не представляет. Приемы ра-
боты те же, что и при изготовлении холодильника Либиха. Разли-
чие состоит только в том, что при спаивании трубок холодильника
используют внутренние простые спаи, а дьюаровской трубки —
дьюаровские. Особое внимание следует уделять чистоте пропайки
183
обоих дьюаровскпх спаев. Они должны иметь толщину стенок,
одинаковую с толщиной стенок трубок или чуть большую; на-
плывы и утончение стенок не допустимы.
Натяжение, образующееся в стекле после охлаждения, как и
в холодильнике, довольно большое. Кроме того, оно возрастает
Рис. 93. Виды дьюаровских трубок и последовательность их изготовления:
А— обычная дьюаровская трубка; Б—дьюаровская трубка, нижняя часть которой изго-
товлена из тонкостенных трубок (толщиной 0,25—0,3 мм); В—первый способ изготовления
тройниковой дьюаровской трубки; Г — второй способ изготовления тройниковой дьюаров-
ской трубки.
в эксплуатации, когда внутренняя часть дьюаровской трубки в ра-
боте с хладоагентами резко охлаждается, а наружная находится
при комнатной температуре. Поэтому не тщательно выполненные
или плохо отожженные трубки в эксплуатации растрескиваются.
Перед серебрением и откачкой дьюаровские трубки проверяют на
прочность, заливая в них жидкий азот (предварительно закрыв
один из концов пробкой). Если при этом трубка не растрески-
вается, она пригодна для работы. Для обеспечения более надеж-
ной работы дьюаровской трубки лучше ставить компенсаторы
снятия натяжений вблизи дьюаровских спаев на внешней или
внутренней трубках.
Тройниковая дьюаровская трубка. Есть два способа изготовле-
ния тройниковой дьюаровской трубки.
Первый способ (рис. 93,в) можно применять, когда до-
пустим довольно большой зазор между стенками трубок (не менее
15—20 мм). К внутренней трубке (заготовке) припаивают отро-
сток тройниковым спаем и часть его отрезается с таким расче-
том, чтобы трубка с отростком свободно могла войти в наружную
трубку. На наружной трубке в заданном месте делают отверстие
(выдуванием) диаметром, большим диаметра отростка в 1,5—
2 раза.
Внутреннюю трубку с отростком вставляют в наружную так,
чтобы отросток вошел в отверстие последней. Прижав внутрен-
нюю трубку к стенке наружной, к отростку припаивают трубку
184
нужной длины. После остывания внутреннюю трубку закрепляют
по центру наружной. Надев на отросток трубку диаметром, рав-
ным диаметру отверстия, выдутого на наружной трубке, ее при-
паивают к губкам отверстия тройниковым спаем по частям.
Получилась заготовка — тройник в тройнике. После остывания по-
очередно дьюаровскими спаями пропаивают все три конца. К бо-
ковой стенке одного из концов припаивают трубку, через которую
производят серебрение и откачку. На всех трех концах дьюаров-
ской трубки необходимо разместить компенсаторы снятия натя-
жений.
Второй способ (рис. 93,г) применяют, если зазоры между
стенками трубок малы (2—3 мм). Заготовив тройники заданных
размеров для наружной и внутренней трубок, их отжигают. После
отжига раскаленной стеклянной палочкой разрезают наружную
заготовку и отросток так, чтобы разрез проходил по горизонталь-
ной оси отростка (линия К). Закрепив внутреннюю заготовку
в одной из половин наружного тройника, надевают вторую поло-
вину его; обе половины должны как можно точнее сойтись по раз-
резу. На узком пламени тщательно спаивают обе половины на-
ружной трубки. Затем, как при первом способе, пропаивают концы
и отжигают готовое изделие. Компенсаторы можно не ставить,
если один или два луча как наружной, так и внутренней трубок
откалиброваны по внутреннему диаметру и толщина стенок не
превышает 0,3—0,4 мм при длине не менее 100 мм. Тонкостенные
трубки довольно эластичны и хорошо работают на изгиб.
§ 59. Высоковакуумные насосы, водоструйные насосы
Насос Ленгмюра. Стеклянный ртутный диффузионный насос
Ленгмюра, несмотря на широкое использование других высоко-
вакуумных насосов, до сих пор находит применение в лаборатор-
ной практике. Кроме того, освоение приемов изготовления таких
насосов очень полезно при изучении стеклодувного дела.
Известно много конструкций подобных насосов. В качестве
примера достаточно познакомиться с изготовлением двухступен-
чатого насоса (рис. 94).
Изготовление начинают с подготовки отдельных деталей:сопел
(/, 2 и 5), трубки переменного сечения 4, наружной трубки —
рубашки 5 (с отводными трубками 7 и 10, трубками для оливок
8 и 9) и резервуара 11.
Нижнее сопло 1 должно иметь диаметр 10 мм, оттянутый кон-
чик у этого сопла—диаметр до 5 мм. Среднее сопло 2 делают из
трубки диаметром 14 мм; верхнее сопло 3 — из трубки диаметром
22 мм. В соответствии с этими размерами подбирают трубки для
изготовления трубки переменного сечения 4\ внутренний диаметр
каждой из трех трубок, спаиваемых между собой при изготовле-
нии заготовки 4, должен быть на 2—3 мм больше диаметров
185
соответствующих сопел 2 и 3. Зазор между трубками сопел и
стенками трубки переменного сечения 4 должен составлять не
более 1,5 мм.
Длину трубки 4 рассчитывают таким образом, чтобы каждый
срез сопел приходился на */з длины каждой из ее двух верхних
Рис. 94. Последовательность изготовления двухступенчатого насоса Ленгмюра:
J, 2, 3—сопла насоса, 4—трубка переменного сечения; 5—трубка — рубашка; 6—тарельча-
тый спай, 7, 10—отводные трубки; 8 н 9—оливки; //—резервуар.
трубок. Срез третьего сопла (нижнего) должен находиться на рас-
стоянии от нижнего тарельчатого спая 6 рубашки 5, равном 7з
длины рубашки. Нижняя часть трубки 4 переходит в спираль,
состоящую из 2—3 витков узкой трубки. Она служит для снятия
тепловых натяжений, возникающих при эксплуатации насоса.
В верхней части сопел 1 и 2 по окружности трубок имеются 4—
5 отверстий (диаметром 2,5—3 мм).
Рассчитав и изготовив все детали, приступают к сборке насоса.
Сначала сопло 1 впаивают тарельчатым спаем в трубку сопла 2,
полученную заготовку аналогично впаивают в трубку сопла 3.
Для удобства впаивания трубки всех сопел должны быть удли-
ненными и иметь снизу отверстия. После окончания работ по впа-
иванию и остывания лишнюю часть сопел 2 и 3 отрезают, а у
сопла 1 кончик оттягивают в трубочку диаметром до 5 мм. Затем
из двух трубок и спирали делают трубку переменного сечения 4
и развертывают нижний и верхний торцы тарелочкой. После этого
трубку 4 закрепляют при помощи хватка в трубке 5 (диаметром
36—38 мм) и спаивают нижнюю часть трубки 4 со стенками труб-
ки 5 тарельчатым спаем по месту 6. Сразу же, не давая остыть
спаю, отделывают нижнюю часть насоса, выдувая ее в грушевид-
186
ный шарик, к которому припаивают отвод 10 и оливку 9. После
охлаждения верхнюю часть трубки 4 спаивают со стенками труб-
ки 5 тарельчатым спаем и раздувают верхний шарик (диаметром
40—42 мм). В отверстие полученного шарика вставляют заготовку
из трех сопел и простым внутренним спаем впаивают ее. Затем
Рис. 95. Одноступенчатые насосы
Ленгмюра.
припаивают трубку 7 и оливку 8. Операции по отделке верхней
части насоса проводят на пламени средней величины, все время
подогревая тарельчатый спай и удерживая его в состоянии, близ-
ком к размягчению стекла.
Окончив все операции по спаиванию, изделие обогревают
в пламени горелки и отделанную часть насоса помещают в печь
для отжига, разогретую до температуры отжига исходного стекла.
Изготовленный резервуар 11 припаивают к насосу после от-
жига.
Для обеспечения успеха при изготовлении подобных насосов
необходимо строго соблюдать правила пропайки тарельчатых
спаев (см. § 33) и точно рассчитать размеры сопел, установить
зазоры, выдержать центровку прибора.
На рис. 95 показаны одноступенчатые насосы Ленгмюра (с од-
ним соплом), обычно работающие попарно и соединяемые после-
довательно. Предельное давление, получаемое насосами Ленг-
мюра, равно 10—7 торр (105 Па).
Стеклянный диффузионный насос (масляный). Насос марки
СДН-1, выпускаемый заводом «Химлаборприбор», широко при-
меняется в лабораторной практике. Он работает на масле с дав-
лением пара 1-Ю-8—Ы0~6 торр (~1-10-в—1Ю~4 Па) при
20 °C (ВКЖ-94, октойл и др.) с воздушным охлаждением.
При необходимости такой насос можно изготовить в стекло-
дувной мастерской. Прежде всего готовят детали (рис. 96), а за-
тем спаивают их на пламени горелки.
187
Деталь / делают из трубки диаметром 15—18 мм, верхнюю
часть ее составляют из пяти или шести грибовидных резервуаров;
нижнюю часть — из грушевидной колбы (диаметром 45—50 мм).
Деталь 5 делают из трубки диаметром 25 мм; внутрь ее впаивают
конусообразное сопло. Зазор между стенками трубки и стенками
Рис. 96. Последовательность изготовления масляного диффузионного насоса:
1. 2. 3 — детали насоса; 4 —колбочки с грибовидным верхом; 5. 6 — отводы.
широкой части конуса сопла должен составлять 1,5—2 мм. К уз-
кому концу сопла (снаружи трубки) припаивают грушевидную
колбу с отводами. Деталь 2 впаивают внутренним спаем в груше-
видную колбу детали / так, чтобы зазор между стенками трубки
детали 2 и стенками трубки детали 1 составлял 2—2,5 мм. Не сни-
мая с пламени горелки, к полученной заготовке (из деталей
1 и 2) припаивают деталь 3 тройниковым спаем. Деталь 3 распо-
лагают под небольшим углом наклона по отношению к детали 1,
а затем припаивают отвод 6. После изготовления грушевидной
колбочки 4 с грибовидным верхом узкие трубки (диаметром
5—6 мм) насоса спаивают между собой, как показано на рис. 96.
В нижние отводы всех трех грушевидных колбочек вставляют спи-
рали из нихромовой проволоки. Спирали пропаивают через стекло
при помощи молибденовых стержней, предварительно сваривая
нихром с молибденом латунью.
188
Особое внимание следует уделять донышкам колбочек: если
они изготовлены неправильно, то при эвакуации из насоса воздуха
они могут растрескаться. Каждое плоское донышко должно быть
толще остальных стенок колбочек на 1 —1,5 мм, а плечики вблизи
дна должны быть округлые и толстостенные. После подсоединения
Подача. t Подача
uOUbt 1 ' ЗоЗы
Рис. 97. Водоструйные насосы:
Д—два варианта насоса (/ — сопло № I; 2—сопло № 2); Б—сдвоенный насос; В—насос для
создания повышенного давления.
насоса к откачиваемому объему внутрь его заливают вакуумное
масло так, чтобы оно полностью закрыло нихромовые спирали.
Масло тренируют в течение 2—3 ч при пониженном давлении в хо-
лодном состоянии, откачивая растворенные в нем газы форваку-
умным насосом, а затем при нагревании, постепенно увеличивая
нагрев спиралей. Когда масло перестанет пениться (не будут
появляться пузыри газа), процесс обезгаживания можно считать
законченным.
Водоструйные насосы. В лабораторной практике довольно часто
пользуются водоструйными насосами, с помощью которых можно
получить давление 10 мм рт.ст. (10 торр « 1333 Па). Эти насосы
очень просты в изготовлении. Главное при их выполнении — со-
блюдать точные размеры сопла, зазора между ним и стенками
трубки, точно центровать детали. На рис. 97, Л показаны схемы
водоструйных насосов и указаны их параметры. На рис. 97, Б
показан сдвоенный водоструйный насос. Водоструйный насос при
небольшом изменении его конструкции (рис. 97, В) можно исполь-
зовать для нагнетания воздуха в рабочий объем под небольшим
давлением.
189
Двухступенчатый ртутный диффузионный насос. На рис. 98 по-
казана последовательность изготовления (а — з) стеклянного
ртутного диффузионного насоса и сам насос (и) производитель-
ностью 60 л/с. Основные параметры насоса следующие: длина
460 мм, диаметр внутренней трубки 54 мм, диаметр подводной
Рис. 98. Последовательность изготовления ртутного диффузионного двухсту-
пенчатого насоса;
а—з — детали и сборка насоса; и — собственно насос;
1—печь для подогрева; 2 — испаритель; 3— объем, соединяющийся с предварительным
вакуумом и выполняющий роль тепловой изоляции между испарителем и холодильником;
4, 4'—вход и выход для охлаждающей воды; 5 — выход из иасоса; 6—рубашка; 7—тепло-
вой компенсатор; в —внутренняя трубка; 9—вход в насос; 10 — сопло; // — трубка для под-
вода паров верхнего сопла; /2 —диффузионное пространство; 13 — нижнее сопло; 14» 15—шта-
бики; 16—место спайки штабиков с трубкой; 17—трубка для подвода паров; 18—угловой
тарельчатый спай; 19—трубка для возврата сконденсированной ртути.
трубки верхнего сопла 12 мм, зазор 1,5 мм, угол наклона 85°,
диаметр подводной трубки нижнего сопла 31 мм, зазор вверху
2 мм, внизу 2,5 мм, угол наклона 70°. Зазор между широкой
частью нижнего сопла и внутренней трубкой 5 мм. Объем зали-
ваемой ртути 120 см3.
180
Этим насосом, соединенным последовательно с подкачивающим
насосом ДРН-10, применяя высокоэффективные ловушки, можно
получить давление около 4-10-10 торр (т. е. 5-10~8 Па).
Такой насос изготовляют из стекла типа «пирекс» или С49-2.
Сначала делают внутренние части насоса: сопла и подводные труб-
ки. Сопла получают, вдувая размягченные «пульки» в специально
приготовленные формы с заданными параметрами (формы готовят
из графита, текстолита и т. п.).
У полученных после выдувания сопел (рис. 98, а) в вершине
конуса делают плоское дно. В дно малого сопла впаивают шта-
бик диаметром 3 мм. Ко дну большого сопла припаивают подвод-
ную трубку диаметром 12 мм малого сопла и впаивают три трех-
миллиметровых штабика по внутренней окружности дна (б). После
разрезания, шлифовки, оплавления нижней части сопел изготов-
ляют деталь в, впаивая малое сопло через штабик в подводную
трубку диаметром 12 мм. Следует тщательно соблюдать зазор
между соплом и трубкой.
Затем изготовляют подводную трубку нижнего сопла г. Про-
ложив прокладки (медь или растворимая «керамика»), фикси-
руют заданный зазор между большим (нижним) соплом и кону-
сом его подводной трубки. Деталь в спаивают с деталью г посред-
ством трех штабиков и получают деталь д, которую помещают
в трубку диаметром 54 мм и закрепляют в державе (как пока-
зано на рис. 98, е). После этого ее спаивают косым тарельчатым
спаем (в месте к) с трубкой и припаивают отростки. Разрезав
трубки в местах, показанных на рис. 98, е линиями и Кг, полу-
чают деталь ж. Эту деталь закрепляют посредством насадки в дер-
жаве рубашки насоса (диаметром 90 мм) и отделывают верхнюю
часть насоса, спаивая внутренним спаем деталь ж с рубашкой и
припаивая трубки для подвода воды (4 и 4'). После этого по-
лученную заготовку следует отжечь в печи.
Затем верхнюю часть насоса плотно обматывают асбестом при-
мерно до середины и приступают к отделыванию нижней части.
Для этого рубашку по месту спаев Л4( и М2 осаживают на обкатке
и последовательно по частям пропаивают спаи М2, а также
припаивают выводные трубки, а затем и испаритель 2. Во время
операций по пропаиванию спаев, всю нижнюю часть насоса необ-
ходимо держать в состоянии, близком к размягчению стекла. По
окончании всех операций насос отжигают в разогретой печи.
Высоковакуумный магнитно-разрядный насос. Для получения
высокого вакуума [10“74- 10“8 торр « 1,33(10“5 4- 10“7) Па] часто
используют металлические магнитно-разрядные насосы типа
«НОРД», «НЭМ», «СН» и т. д. При необходимости насосы, подоб-
ные этим, можно изготавливать и из стекла; с их помощью
удается понизить давление до 10“7 торр (т. е. 1,33-10“5 Па). В ла-
бораториях стеклянные насосы имеют ряд преимуществ перед ме-
таллическими: отсутствие коррозии, малое время прогрева, при-
пайка насоса непосредственно к стеклянной вакуумной системе.
181
На рис. 99 представлен (схематично) стеклянный высоковаку-
умный магнитно-разрядный насос с воздушным охлаждением. На-
сос имеет форму утолщенной чечевицы с трубкой для подпайки
к откачиваемому объему и впаянными электродами. В отличие от
металлических насосов электродная система данного насоса со-
Рис. 99. Стеклянный магнитно-
разрядный высоковакуумный на-
сос:
А—вид насоса снизу; Б — схематиче-
ское изображение насоса; В—схема
ввода электродов.
стоит из трех катодов, изготовленных из титана, двух анодов из
нержавеющей стали и выводных электродов из молибдена. Такая
система позволила увеличить скорость откачки, а применение
стеклянного корпуса дало возможность поднять стартовое давле-
ние с 10~2 торр. Насосы такого типа имеют два катода и один анод
и начинают работать при давлении в насосе 5-10 3 торр.
Изготовление насоса начинают с монтажа электродной системы
и приваривании остеклованных молибденовых вводов. После этого
изготовляют корпус насоса с выводными трубками. Затем в дне
корпуса выдувают небольшое отверстие и развертывают до раз-
мера, достаточного для введения внутрь электродной системы. По-
местив металлическую часть в корпус, выводные электроды спаи-
вают с отводными трубками насоса и запаивают отверстие дна на-
соса. Запаивать отверстие следует очень тщательно, добавляя недо-
стающее или выбирая лишнее стекло и возвращая дну его перво-
начальную форму и толщину стенок. Готовое изделие отжигают.
§ 60. Клапаны. Затворы
Поплавковые клапаны. Применяют поплавковые клапаны в ос-
новном при работе с жидкостями для предотвращения возмож-
ного переброса жидкости при резком перепаде давлений в при-
боре.
На рис. 100, Л — в представлены сферический, конический и
фланцевый клапаны. Название клапана соответствует форме верх-
ней пришлифованной его части. Показанные на рисунке клапаны
состоят из основной трубки и поплавка.
Трубку для сферического и конического клапанов делают диа-
метром 10—20 мм и длиною 30—50 мм, с утолщенными стенками
в форме сферы или конуса в верхней части, к которой припаяна
182
\ <кая трубка. Поплавок изготовляют из тонкостенной трубки
(толщина стенок 0,3—0,8 мм) с наружным диаметром, на 2—4 мм
меньшим внутреннего диаметра трубки. Стенки верхней части по-
плавка утолщают на пламени и придают форму сферы или ко-
нуса. К нижней части поплавка припаивают узкую трубку — дер-
Рис. 100. Поплавковые клапаны:
А—В— поплавковые клапаны — сфери-
ческий, конический и фланцевый соот-
ветственно; Г—запорный клапан:
/—трубка; 2—запорный шарик; 3 —
штабик; 4— магнит; 5—стеклянная
оболочка; 6— электромагнит; 7—во-
ронка; 8—перетяжка.
жаву длиной 100 мм для крепления в притирочном станке; в ме-
сте спая должна быть перетяжка. По окружности поплавка при-
паивают короткие стеклянные палочки для центровки поплавка в
основной трубке. После отжига и притирки перетяжку у поплавка
перепаивают. Длина поплавка после окончательной отделки долж-
на составлять 15—30 мм.
Притирку поплавка к основной трубке проводят специально
изготовленными металлическими притирами на притирочном
станке (см. § 93) шлифовальными порошками. Окончательную от-
делку клапана проводят, поместив поплавок в основную трубку.
Фланцевый клапан (рис. 100,В) применяют в системах с ши-
рокими трубопроводами (диаметром до 40 мм). Размеры такого
клапана значительно превышают размеры конического и сфери-
ческого клапанов. При его изготовлении сначала делают фланец,
отжигают и шлифуют его бортики, затем его впаивают тарельча-
тым спаем в основную трубку. Изготовив поплавок с плоским от-
шлифованным дном, вставляют его в трубку и отделывают кла-
пан окончательно.
Запорный клапан. Представленный на рис. 100, Г запорный кла-
пан предназначен для работы с жидкостями. Клапан работает при
помощи электромагнита. Основная трубка 1 диаметром 10—12 мм
должна иметь перетяжку 8 длиной 10—15 мм с проходным отвер-
стием диаметром 1,5—2 мм. Процесс изготовления перетяжки яв-
ляется самым сложным, так как важно, чтобы воронка 7 была
строго концентричной с углом 60°. Это и достигают тщательной
притиркой воронки шлифовальными порошками на притирах.
Запайку магнитного железа в стеклянную трубку проводят из-
вестным способом, одновременно припаивая к ней стержень 3 из
гладкой стеклянной палочки диаметром 2—3 мм и длиной 40—
60 мм. На свободном конце палочки в пламени горелки наплав-
7 Зак. 167
193
ляют шарик 2 диаметром 3—4 мм; форма его должна как можно
точнее соответствовать шару. Полученную деталь помещают в
трубку /. При хорошей притирке воронки и соблюдении геометрии
шарика клапан работает безупречно. Открывание и закрывание
клапана осуществляют электромагнитом 6.
Рис. 101. Клапаны для клапанных
коробок:
Д—клапан обычной клапанной коробки:
/ — трубка—корпус; 2 — фланец; 3 -
стеклянная пластина; 4—ограничитель,
5. 6 —о г водные трубки;
Б— клапан с принудительным откры-
ванием:
1 — корпус; 2— сфера; 3, 4 — отводные
трубки; 5—набивка; 6 и 8 — трубки;
7—электромагнит; 9 —толстостенный
шарик.
Клапанные коробки для циркуляционных насосов. Систему, со-
стоящую из четырех спаянных между собой в определенной после-
довательности клапанов, принято называть клапанной коробкой.
Такие коробки в сочетании с циркуляционным поршневым насо-
сом обеспечивают движение в приборе газа в одном направлении.
Клапанные коробки бывают двух видов: обычные — фланце-
вые, клапаны которых открываются напором газа, и клапаны
с принудительным открыванием.
Фланцевый клапан (рис. 101, А) состоит из основной трубки 1
(диаметром 30 мм и длиной 40 мм), фланпа 2, стеклянной пла-
стины 3, ограничителя 4 и двух трубок 5 и 6.
Фланец 2 изготовляют из толстостенной трубки, диаметр кото-
рой на 2—3 мм меньше диаметра трубок 5 и 6. Края фланца де-
лают небольшими (2—3 мм). После отжига края фланца шли-
фуют до получения ровной матовой поверхности. Впаянный
в нижнюю часть основной трубки 1 фланец должен занимать по
ее длине примерно третью часть.
Ограничитель 4 делают из узкой глухой палочки — штабнка,
накапливая в пламени на свободном конце палочки небольшой
шарик и сплющивая его в диск диаметром 5—6 мм. Иногда по
полю диска делают небольшие бугорки из стекла, уменьшая тем
самым поверхность касания диска с пластинкой 3 Отступив от ди-
ска 4—5 мм, палочку изгибают под прямым углом, длина палочки
от изгиба должна равняться половине внутреннего диаметра труб-
ки 1. Стеклянную пластин} 3 либо специально готовят из листового
стекла, обрабатывая его шлифовкой и полировкой, либо ставят
готовые — покровные стекла, выпускаемые промышленностью.
1S4
Приготовив перечисленные детали, приступают к сборке кла-
пана. В удлиненную основную трубку / вводят на насадке—хват-
ке фланец п закрепляют асбестом в державе основной трубки
Впаивают фланец внутренним спаем через дно трубки 1. После
этого полученную заготовку отжигают в печи. После отжига верх-
ние. 102. Обычная клапанная коробка (Л) п с принудительным открыванием
клапанов электромагнитами (Б).
Рис. 103. Простейший жидкостной затвор:
1—нижняя часть затвора; 2—верхняя часть затвора.
нюю часть заготовки отрезают и освобождают фланец от на-
садки— хватка. Через открытую верхнюю часть трубки / вводят
пластину 3 п укладывают ее на фланец. Следует отметить, что
пластина может быть квадратной и круглой, но размеры должны
пли точно соответствовать внутреннему диаметру основной трубки,
или быть меньше на 1 —1,5 мм (не более).
Ограничитель впаивают (без дутья) на узком пламени го-
релки, нагревая стенку трубки 1 с внешней стороны только в ме-
сте спая и удерживая пинцетом ограничитель изнутри трубки /.
Место спая должно быть тщательно пропаяно и иметь плавные
переходы от трубки к ограничителю. Во время спаивания необхо-
димо следить за пластиной 3, чтобы она не касалась расплавлен-
ной стенки трубки. Расстояние между диском ограничителя и
пластиной должно составлять не более 4—5 мм.
Сразу же посл^ припаивания ограничителя отделывают верх-
нюю часть клапана, припаивая трубку 6, которую изгибают под
прямым углом вблизи спая с трубкой 1.
Изготовив описанным способом четыре клапана, их спаивают
между собой в клапанную коробку, как показано на рис. 102, Л.
Собранную коробку не отжигают в печи из-за возможной дефор-
мации стеклянных пластин, поэтому при сборке следует особо
(щательно обогревать на пламени каждый спаи.
7*
195
Клапан коробки с принудительным открыванием (рис. 101, Б)
электромагнитом изготовляют из тугоплавких стекол приемами,
похожими на приемы изготовления поплавковых клапанов.
Изготовление начинают с трубки /, отделки нижней сфериче-
ской части 2 и припайки трубок 3, 4 и 8. Сферическую часть де-
Рис. 104. Индий-галлиевый затвор Третьякова:
корпус; 2 цилиндр; 3. 7—остеклованные магниты; 4—боковой отвод; 5—отводная
трубка; 6—трубка для припайки к установке.
Рис. 105. Бессмазочные затворы:
А—фланцевый затвор с диском —задвижкой; Б — сферический затвор: В—фланцевый
затвор с диском — заслоном.
лают достаточно толстостенной (2,5—3 мм). Трубку 8 подбирают
по диаметру отверстия в электромагнитной катушке.
После отжига полученную заготовку разрезают в месте, по-
казанном на рисунке линией К-
Подвижная часть клапана состоит из трубки 6, которая долж-
на свободно входить в трубку 8 и перемещаться в ней по верти-
кали, трубки 5 и толстостенного шарика 9.
Шарик раздувают с таким расчетом, чтобы диаметр его на
2—2,5 мм превышал внутренний диаметр сферы 2 трубки /. После
отжига шарик 9 и сферу 2 шлифуют на специальных притирах
196
последующей пришлифовкой друг к другу. Пришлифованные
части клапана тщательно промывают и сушат, а затем трубку 6
полняют отрезками из тонкой железной проволоки и запаивают.
После этого подвижную часть клапана помещают в трубку /, ко-
юрую спаивают на узком пламени по месту разреза. Спаивание
клапанной коробки (см. рис. 102, Б) из таких клапанов лучше про-
"отить по деревянному шаблону.
Затворы. Как видно из рис. 103, п р о с т е й ш и й жидкост-
ный затвор состоит из двух частей: нижней п верхней. Ниж-
нюю, более широкую часть 1 делают с таким расчетом, чтобы
।рубки верхней части свободно входили в трубки нижней части
.атвора. Свободное пространство между трубками нижней части
:атвора наполняют либо металлической ртутью, либо тем раство-
ром, с которым проводят эксперимент.
II н д и й - г а л л и е в ы й затвор (рис. 104) чаще всего при-
меняют в цельнопаяных стеклянных установках, работающих под
вакуумом. Затвор состоит из трубки / диаметром 30—40 мм, в ко-
1орую вверху внутренним спаем через стенку дна впаяна трубка 5,
а сбоку трубка 6, предназначенная для припайки к установке. Вну-
1ренняя часть затвора состоит из цилиндра 2, открытого сверху и
спаянного стеклянной палочкой с остеклованным магнитом 7.
Боковой отвод 4 служит для перемещения в нем остеклованного
магнита 3 со стеклянной палочкой, служащей для ограничения
движения цилиндра 2 и поддерживания его в рабочем положении.
Изготовление начинают с трубки 1. После отжига ее разре-
шают по линии К. Внутреннюю часть затвора помещают в трубку /
и спаивают ее части по месту разреза. Остеклованный магнит 3
с палочкой помещают в трубку 4, после чего конец трубки 4 за-
паивают. Индий-галлиевую смесь заливают в цилиндр 2 через от-
крытую трубку 5 перед впаиванием затвора в установку. Затвор
следует пропаивать очень тщательно, особенно тщательно надо
остекловывать магниты, так как затвор работает при перподиче-
ком нагревании до 300—350 °C.
Бессмазочные затворы (фланцевый и сфери-
ческий) применяют в приборах, работающих при глубоком
вакууме, когда по условиям эксперимента необходимо, почти не
меняя давления, отключать реакционный объем от постоянно отка-
чиваемого объема. Такие затворы с успехом выдерживают пере-
пад давлений в 100 раз (с 10-8 до 10~6 торр) без какой-либо
мазки.
На рис. 105 показаны три типа таких затворов: затвор (Д)
плоским стеклянным диском — задвижкой, затвор (В) с верти-
кально расположенным диском — заслоном (диск из железа заклю-
чен в стекло) и сферический затвор (Б). Затвор А перекрывают
передвижением стеклянного диска при помощи остеклованного
магнита и внешнего электромагнита. Затвор В закрывают, притя-
гивая заслонку при помощи электромагнитной катушки. Соеди-
няют стеклянные диски с вспомогательными остеклованными маг-
187
нитами стеклянной двузвенной цепочкой, изготовленной из узкой
стеклянной палочки. Сферический затвор Б открывают и закры-
вают также при помощи электромагнитной катушки. Во всех трех
затворах поверхности соприкосновения фланцев и перекрывающие
поверхности дисков или сферы должны быть тщательно отполи-
рованы (14 класс). Изготовляют такие затворы приемами, опи-
санными при изготовлении фланцев, сферы, внутренних спаев
§ 61. Приборы для дистилляции и ректификации
Приборы для дистилляции (перегонки или отгонки). Известно
множество приборов для перегонки и отгонки веществ; каждый
из них предназначается для работы в определенных условиях и
с определенной целью. Можно сказать, что все они являются той
или иной модификацией простейшего прибора (рис. 106), в кото-
ром отдельные детали, узлы или даже целые части заменены дру-
гими. Так, при перегонке высококипящих веществ из прибора уда-
ляют дефлегматор и водяной холодильник, при разгонке веществ
с близкими температурами кипения дефлегматор увеличивают или
заменяют специальной колонкой и т. д. Изготовление всех дета-
лей, узлов и частей прибора, изображенного иа рис. 106, было
описано ранее, и сделать такой прибор не иредставляе! труда.
Интересный прибор для дистилляции легкоосмоляющихся жид-
костей представлен на рис. 107. Сосуд с перегоняемым веществом
по форме похож иа укороченный сосуд Дьюара, к верхней части
которого припаяны две трубки: одна для термометра и заливки
вещества, другая для соединения с вакуумной системой.
В центре дна наружного цилиндра впаяна трубка 4, к которой,
отступив 30—40 мм от дна цилиндра, припаяна перегородка сфери-
ческой формы с множеством отверстий по всему полю. Диаметр
перегородки должен быть на 1—2 мм меньше внутреннего диа-
метра внешнего цилиндра. К краям перегородки в нескольких ме-
стах глухими стеклянными палочками (на расстоянии одна от дру-
гой 15—20 мм) припаивают стеклянное кольцо 2 высотой 15—
108
’О мм и диаметром, равным диаметру перегородки. В верхней ча-
11 края кольца развертывают так, чтобы они как можно ближе
|\одили к стенкам наружного цилиндра. Перегородка и кольцо
лужатдля смягчения выбросов кипящей жидкости. Трубка 4 снизу
капчивается шлифом, на который надевается паук.
Рис. 107. Прибор для дистилля-
ции л гкоосмоляющихся жидко-
стей:
/ — сосуд для хладоагента; 2— кольцо;
3— сборник; 4 — трубка алонж; 5—паук
с приемниками диститлята.
Внутренний цилиндр сосуда по длине должен занимать поло-
ину наружного. В этот сосуд помещают хладоагент (например,
ухой лед); стенки сосуда служат конденсатором паров перегоняе-
мой жидкости. В центре округленного дна внутреннего сосуда
фнпаяна глухая стеклянная палочка, сходящая иа конус и слу-
кащая сборником охлажденных паров. Пары, охлаждаясь на стен-
ах сосуда, стекают по сборнику в отборник. Сборник 3 должен
'ходить внутрь трубки 4 на длину 5 мм.
Ректификационная колонка. Стеклянные ректификационные ко-
лонки применяют для разделения смесей на отдельные компо-
енты. Известно множество конструкций таких колонок, но все
пи могут быть отнесены к тому пли другому типу колонок: без-
усадочным, насадочным, тарельчатым, колонкам с неподвиж-
1ымп массообменными устройствами (вставками), колонками
вращающимися массообменными устройствами (роторные).
В качестве примера будет разобрана конструкция и изготовление
усадочной ректификационной колонки для разделения агрессив-
ых смесей (рис. 108).
Колонка состоит из трех основных частей: нижней части —
}ба /, центральной части — собственно колонки 2 и верхней ча-
ги— головки 3. Все части соединяются на стеклянных фланцах
кольцевыми канавками. При сборке колонки в канавку пары
ланцев вкладывают тефлоновое кольцо, а фланцы сжимают спе-
пульными креплениями из латуни. Фланцы припаивают ко всем
астям колонки как можно ближе, тем самым сокращая общую ее
глину.
109
I
в
Куб 1 имеет впаянный внутрь карман для термометра, отвод
(с фланцем) для заливки разделяемой смеси и патрубок с флан-
цем для соединения с колонкой 2 Колонка 2 состоит из корпуса 4,
заключенного в вакуумированную рубашку 5. В нижней части кор-
пуса 4 устанавливают компенсационную двойную спираль; выше
спирали внутренним спаем впаивают профилированную стеклян-
ную сетку (продольные отверстия расположены по всей окружно-
сти трубки), на которой удерживается насадка.
Изготовление центральной части и куба особых сложностей не
представляет. Сложность заключается в изготовлении головки 3.
Изготовление головки начинают с внутренней части
(рис. 109,а), затем делают наружную часть (б). После этого внут-
реннюю часть закрепляют внутри наружной и пропаивают верхние
тарельчатые спаи 1 и 2 (частями при помощи ступенчатой заготов-
ки, см. § 33). Далее отделывают верх головки и припаивают отвод-
ные трубки Всю головку помещают в разогретую до температуры
отжига данного стекла печь. В качестве насадки применяют тонко-
стенную узкую стеклянную трубку (диаметром 2,5—Змм), наре-
занную на кусочки длиной 4—5 мм. Производительность такой ко-
лонки примерно равна 20—25 теоретическим тарелкам.
§ 62. Ловушки
Высоковакуумные ловушки. Существует множество ловушек,
применяемых в стеклянных высоковакуумных системах для удале-
ния вымораживанием следов кислорода, воды, двуокиси углерода
н т. д Наиболее распространенные из них представлены на
рис. НО. Последовательность изготовления наиболее сложной ло-
вушки показана на рис. 111. Высота такой ловушки примерно
равна 200—250 мм, наружный диаметр 120—130 мм, диаметр шара
60—70 мм. Расстояние между стенками внутреннего и наруж-
ного (а) шаров должно составлять 5—6 мм. Отводные трубки, при-
паиваемые к шару, должны иметь диаметр 20—25 мм (б, в); распе-
чатать их следует на одной вертикальной оси (в) Верхнюю часть
шготовки д отрезают только после ее остывания Края обреза раз-
вертывают. Поместив заготовку е в заготовку ж, их спаивают
шюаровским спаем. Готовое изделие обязательно отжигают.
Ловушки для газовых хроматографов. Почти все газовые хро-
матографы, выпускаемые промышленностью, имеют набор стеклян-
ных ловушек, служащих для сбора конечных продуктов. Но не-
смотря на это, стеклодувам научно-исследовательских институтов
часто приходится делать самые различные ловушки для хромато-
। рафов. Некоторые конструкции таких ловушек показаны на
рис. 112 Ловушка А предназначена для отбора проб органических
веществ в количествах от 1 до 7 мл. Спираль на внешней стороне
ювушки (полученная вдавливанием размягченного стекла разверт-
кой) и внутренняя трубка, выполненная в виде деф чегматора, уве-
личивают поверхность ловушки Эта ловушка при охлаждении не
2Q1
забивается конденсируемым веществом н позволяет сохранять по-
стоянным сопротивление выхода препаративной колонки.
Ловушка Б используется для сбора веществ, которые при охла-
ждении легко образуют аэрозоли. Ее применяют при отборе не ме-
нее 1 мл вещества. Изготовить такую ловушку просто.
Рис. 110. Лопушки.
Ловушку В применяют для отбора и накопления сравнительно
больших количеств веществ (до 60 мл). Вещество накапливается
в резервуаре 1, перемещаясь из конденсатора 2 под давлением,
возникающим внутри коп тепсатора при размораживании. Резер-
вуар снабжают широким боковым oibo том, который обычно закры-
вают пробкой из специальной резины. Через пробку, прокалывая
ее иглой шприца, отбирают небольшие дозы вещества для анализа.
Ловушка Г небольшая но размеру (диаметр 20 мм, высота
60—70 мм); ее применяют для отбора микродоз вещества (0,15—
0,2 мл). Предельный пропускаемый объем вещества за о тин цикл
не должен превышать 1 мл.
Ловушку Д применяют для очбора вещества в значительных
количествах (до 60 мл). Изготавливают ее по принципу сосуда
Дьюара, располагая между стенками спираль из глухой стеклян-
ной палочки Спираль навивают на внутренний стакан ловушки, а
затем, вставив его в наружный, отделываю! верх ловушки дью
аровским спаем и припаивают отводы
20?
1овушки охлаждаются хлааоагстами: жидким азотом, смс-
। жидкого азота со спиртом или соли со льдом и г. и., подбирая
соответствии с температурой конденсации вещества.
Ловушка с фильтром Петрякова (ФП). На рис. 113 представле-
<. id ляиная ловушка для тонкой очистки газов с высокоэффек-
,"ис. 111. Последовательность из-
1 отопления высоковакуумпой ло-
вушки
— вдувание шара в шар и спаивание
1ров; б, в—припаивание трубок;
— крепление шаровой заготовки в ци-
идричс .кой трубке; д — спаивание
«ной заготовки с дном цилиндрп
। с кой 1 рубки, е — заготовка перед
анванием в наружную заготовку ж
ловушки; з—готовая ловушка.
зным фильтром — осушителем (ВЭФО), изготовленным из мате-
чала ФПП-5 и ФПП-25 (фильтр Петрянова). Ловушка состоит из
шрокого (диаметр 50- 60 мм) сосуда со шлифом. К муфте шлифа
рез фигурную спираль 8 припаяна щелевидная трубка 6, в верх-
й и нижней части которой сделаны углубления для закрепления
шльтруюшей ткани; нижняя часть щелевидной трубки заканчи-
|Отся плоским дном Над щелевндной трубкой делают зонт (впаи-
ют внутренним спаем через стенку дна трубки) для крепления
галлического экрана 3. Иногда экран заменяют стеклянным ко-
околом (служащим продолжением зонта), впаивать его нужно
сторожно, чтобы пс повредить пламенем ткань. Экран (или коло-
п) служи) для направления потока газа снизу вверх.
Фильтрующий материал ФПП-5 и ФПП-25 обматывают в
пи — два слоя вокруг щелевидной трубки после того, как все
нераиви по изготовлению стеклянных частей ловушки будут за-
чтены, закрепляя его в углублениях кордовой нитью, клеем, про-
..токой и г. д. (в зависимости от очищаемого газа). По истечении
ока действия филырующего материала его заменяют новым.
§ 63. Стеклянные измерительные приборы
Ложечковые манометры. Основной частью таких манометров
ТЯЮ1СЯ тонкостенные полые стеклянные детали, имеющие форму
кечки, отсюда их название — ложечковые манометры. Мано-
тры бывают одноложечковые и многоложечковые (рис. 114).
203
Перепад давления одноложечковым манометром измеряют по
отклонению «усика» 3 ложечки. Фиксируют отклонение через опти-
ческий прибор — катетометр. Многоложечковым манометром (зна-
чительно более чувствительным) давление измеряют при помощи
луча, отраженного от маленького зеркальца 2 (10 X 10 мм).
Рис. 112. Ловушки для хроматографов:
А—для сбора органических веществ в количестве 1—7 мл; Б — веществ, образующих аэро-
золи; В—для сбора до 60 мл вещества (/ — сборник, 2— конденсатор); Г—для сбора микро-
количеств вещества; Д—для сбора большого количества вещества.
Зеркальце жестко приклеивают к тонкой металлической оси,
которую вставляют в небольшую рогатку из молибденовой про-
волоки. К нижней части зеркальца приклеивают спираль из тонкой
молибденовой или вольфрамовой проволоки Концы рогатки и спи-
рали остекловывают и спаивают с двумя стеклянными усиками от
двух парных ложечек. При изменении давления «усики» ложечек
отклоняются в разных направлениях, меняя угол наклона зеркала.
Сфокусированный и направленный на зеркало световой луч, отра-
жаясь от него, попадает на шкалу измерения давлений, располо-
женную на некотором расстоянии от манометра. Калибруют такие
манометры ио водяным манометрам.
Самым сложным процессом является изготовление ложечек.
Прежде всего выбирают равностенные по длине и окружности
трубки диаметром 4—6 мм со стенками толщиной 0,8—1 мм Труб
ки промывают водой и сушат. У отрезка трубки длиной 300 мм
вытягивают один конец в узкий глухой кончик—«усик» диаметром
1,5—2 мм и длиной 150—200 мм. Основание «усика» с захватом
5—6 мм трубки разогревают на узком пламени до размягчения
и раздувают в шарик диаметром 8—10 мм.
Полученный шарик вновь быстро раздувают до образования
шарика диаметром 25—30 мм и в момент дутья его слегка растя-
гивают При этом не всегда получается строгий шар с равными
204
стопками, на это не следует обращать внимание. Места более
выпуклые на поверхности такого шарика — тонкостенные, менее
выпуклые — относительно толстостенные. Поэтому следующую, за-
ключительную операцию по получению ложечки проводят, сплав-
ляя шарик с более тонкостенной, т. е. более выпуклой стороны.
Рис. 113. Ловушка с фильтром
Петрянова (ФП):
/—фильтрующий материал ФПП-5;
2—фильтрующий материал ФПП-25;
3 — металлический экран или стеклян-
ный колокол; 4—сосуд со шлифом;
5—сосуд Дьюара; 6—щелевидная труб-
ка, сделанная из стеклянных палочек;
7—термопара; 8— спираль.
Сплавляют только одну сторону шарика, располагая горизонталь-
ную ось трубки и «усика» перпендикулярно направлению пламени
в верхнем конусе. Пламя должно быть средней величины, мягким,
веерообразным. Сплавлять нужно быстро, направляя шарик плав-
ным движением навстречу пламени, до образования вогнутой ча-
сти После этого полученную ложечку выносят из пламени и, держа
па воздухе, дают затвердеть стеклу Вогнутая часть должна быть
гладкой и ровной, без каких-либо морщин, наплывов и т. д. На той
же трубке, отступив от готовой ложечки 6—8 мм, аналогичным спо-
собом (естественно, без получения «усиков») делают вторую,
1ретыо и т. д. (по необходимости) ложечки. Проверку на чувстви-
тельность проводят, сильно вдувая или втягивая воздух: по откло-
нению «усика» определяют, чувствительна она или пет. Если стенки
ее будут слишком тонкие, то она непременно лопнет при проверке,
<сли слишком утолщенные — нечувствительной. Остальные части
манометра (шлифы, фланец и т. д.) выполняют известными приема-
ми, описанными в предыдущих главах.
205
Спиральный манометр. Па рис 115 показан анометр, дейст-
вующий на гом жг принц.in чю и .тожечкивын, однако он спо-
собен выдерживать более резкие перепады давления. Манометр
состоит из спирали с длинным «усиком». Спираль навиваю! из пло-
ской длинной трубки. Чем тоньше стенки трубки, шире и длиннее
Рис. 114. Ложечковые манометры
А—од положе чкоиый манометр;
Б— двухложечковый манометр; 1 — фланец с наклеенным листовым стеклом; 2—зеркальце;
3—«усики»; 4—ложечки; 5—корпус манометра; 6 — шлиф.
Рис. 115. Спиральные манометры.
А — с отсчетом при помоши микроскопа; Б—с зеркальным отсчетом
спираль, тем чувствительнее манометр. Получение трубок различ-
ной конфигурации разобрано в § 24. Навивать плоскую трубку луч-
ше на трубку диаметром 50—60 мм, обмотанную листовым асбе-
стом. При навивке верхняя часть плоской трубки обычно несколько
вминается внутрь. Однако на что не следует обращать внимания,
так как по окончании навивки ее всегда можно выровнять, нагре-
вая на узком мягком пламени горелки. Для изготовления спирали
лучше брать твердое стекло (пирекс, кварц), обладающее наимень-
шей остаточной деформацией. Спираль можно заключить в стек-
лянный кожух и, приклеив зеркальце на конец «усика», откалибро-
вать манометр. Можно работать и без зеркала; в этом случае из-
менение давления определяют гю отклонению «усика», фиксируя
это с помощью катетометра.
206
Термометры сопротивления. В основном в лабораториях поль-
ются термометрами сопротивления, изготовленными в промыш-
спности. Однако такие термометры при необходимости можно из-
оговить и на пламени газовой горелки. В качестве примера ниже
чет описано изготовление наиболее сложного платинового мик-
нермометра сопротивления диаметром 0,8—1 мм и длиной 35—
0 мм из стекла С49-2 (молибденовое).
На пламени горелки вытягивают стеклянный капилляр внеш-
ним диаметром 1 мм и внутренним диаметром 0,3 мм. Через отвер-
ше отрезка капилляра длиной 35—40 мм протягивают отожжен-
1\ю на пламени платиновую проволоку диаметром 0,2 мм и длиной
0—60 мм и осгекловывают ее па пламени по длине отрезка капил-
ipa. После остывания остеклованную часть покрывают гонким
юем разогретого воска и по воску делают спиралеобразную ка-
ывку. Витки канавки должны располагаться на 0,3—0,4 мм друг
и друга п проходить по всей длине остеклованной части пластины.
Вютравив (15—20 мин) плавиковой (фтористоводородной) кисло-
ой стекло до получения канавки, тщательно промывают капил-
яр водой и снимают воск. Стекло еще раз обмывают сначала
ензолом от воска, а затем спиртом от жиров. На остеклованной
оверхности образуется спиралеобразная канавка, в которую илот
но укладывают отожженную химически чистую платиновую прово-
юку диаметром 0,02 мм. Длину проволоки предварительно рас-
читывают; ее сопротивление должно быть равным 46 Ом при тем-
ературе 0°С. Один конец этой проволоки сваривают (па пламени
зрелки) с одним из концов остеклованной платиновой проволоки,
1 другой конец (проволоки 0,02 мм) —с небольшим отрезком пла-
тковой проволоки (длиной 10 мм, диаметром 0,2 мм), который,
. свою очередь, припаивают к остеклованной части (рис. 116, /1).
.1а полученный стержень надевают стеклянный тонкостенный ка-
шлляр (толщина стенок 0,05—0,08 мм, диаметр 1,1- 1,2 мм, длина
~>0 мм) и осторожно сплавляют его па узком мягком пламени по
'ей длине со стержнем.
Градуируют термометр по градуировочной таблице для плати-
>вы.х термометров сопротивления. Термометр обладает высокой
чностью ± 0.1 °C, малой теплоемкостью и, следовательно, незна-
нелытой инерционностью. Пределы измерения температуры от
200 °C до +500 °C, г. е. практически до температуры плавления
кла.
Если по условиям эксперимента сопротивление термометра дол-
н> быть большим, для его изготовления приходится использовать
зволоку длиной до 1 м. Чтобы термометр не занимал много ме-
пз проволоки, предназначенной для него, делают спираль
шметр витков не должен превыь ать 1—2 мм) и изменяют кон-
\кцию термометра (рис. 116,Б). Две плоские одинаковые стек-
шие пластины (длиной 40 мм, шириной 30 мм и толщиной 1,5—
) изгибают посередине под прямым утлом, спаивают между
юн по ребру угла п припаивают две деря авы. Полученную
23/
заготовку разогревают на пламени горелки до размягчения и рас-
тягивают в аналогичную по геометрии заготовку меньшего диаметра
(3—5 мм). Из растянутой заготовки нарезают равные по диаметру
и толщине стенок — «крыльев» отрезки требуемой длины. Припаяв
к отрезкам палочки — державы, отрезки нагревают на пламени
Рис. 116. Последовательность изготовления термометров сопротивления-
А— первый способ: I— заготовка со спиральобразующей канавкой; 2—остеклованный
термометр сопротивления.
Б— второй способ: /—изготовление заготовки внутренней части термометра; 2 — заготовка
после растягивания; 3 — заготовка после скручивания; 4—внутренняя часть термометра
с платиновой спиралью: 5—термометр.
горелки и постепенно скручивают в спирали (рис. 116,6,3). При
этом должна получиться палочка с как бы четырехзаходной «резь-
бой». В пространство между всеми четырьмя перегородками сво-
бодно можно уложить спираль из откалиброванной по заданным
параметрам проволоки длиной 100—120 мм (при длине скрученных
стеклянных отрезков 30—40 мм). Чтобы спираль не соскальзы-
вала, на концах стеклянной заготовки делают петельки из тонкой
стеклянной палочки. Для изоляции проволоки от реакционной сре-
ды всю стеклянную заготовку с проволокой заключают в тонко-
стенный стеклянный кожух.
Аналогичным способом делают нагреватели для калориметров,
наматывая на стеклянную заготовку спираль из тончайшей кон-
стантановой проволоки.
200
Ес пи проволочные спирали состоят из металлов, спаивающихся
со стеклом вакуумноплотпо, то их спаивают со стеклом в верхней
части кожуха, если нет, то продолжением кожуха делают двух-
нли четырехканальный капилляр (см. § 39) и через каналы пропу-
скают выводные концы спиралей.
Рис. II7. Вискозиметр Бишофа:
t — измерительный шарик, 2 —капилляр; 3 —шарик; 4— резервуар; 5, 6. 7—трубки с олив-
ками; 3—кольцевые метки. 9—перемычка из штабика; 10—расширенная часть капилляра
(воронка); 11— трубка диаметром 2—2,5 мм,
Рис. 118. Полумикро вискозиметр
Вискозиметр Бишофа. На рис. 117 изображен модифицирован-
ный вискозиметр Бишофа. Основными частями вискозиметра яв-
ляются измерительный шарик /, капилляр 2, шарик 3, резервуар
4 и три трубки с оливками 5, 6 и 7. Размер измерительного шарика
устанавливается таким, чтобы время истечения чистого раствори-
теля было около 100 с. При работе с разными раствори гелями, об-
ладающими различной вязкостью, необходимо иметь набор виско-
зиметров, у которых измерительные шарики имеют соответственно
разную емкость — от 0,3 до 2,5 мл.
Изготовление вискозиметра начинают с капибровки капилляра
2, внутренний диаметр которого не должен превышать 0,4 мм по
всей длине (примерно 300 мм). Длину капилляра определяют
209
с учетом изгибов, показанных на рисунке. После калибровки один
конец капилляра оттягивают на пламени, получая державу. От-
ступив от основания державы на 10—15 мм, канал капилляра раз-
дувают на узком пламени горелки до образования удлиненного
толстостенного шарика диаметром 3—3,5 мм, который, в свою оче-
редь, растягивают до образования конусной воронки (диаметр
в широкой части 1,5—2 мм) длиной 7—10 мм. Эта воронка служит
для замера времени окончания истечения растворителя, засекае-
мого секундомером по нижней метке 8, нанесенной в средней части
воронки. К полученной воронке припаивают измерительный шарик
1 с прямой трубкой. Так как при выдувании на пламени угадать
точный объем измерительного шарика трудно, то его подгоняют
после окончательной отделки вискозиметра и нанесения верхней и
нижней меток (<?), уменьшая или увеличивая объем шарика на
пламени и измеряя объем по времени истечения растворителя
(100 с).
В месте соединения шарика 1 с трубкой 6 делают толсто-
стенную перетяжку длиной 15 мм. Затем на мягком бескисло-
родном пламени капиллярную трубку ниже шарика изгибают,
выдерживая необходимые размеры. Все изгибы должны быть
плавными.
Изготовив грушевидный резервуар 4 (сохраняя державу в ниж-
ней его части), в его верхнюю часть впаивают узкую трубку 11
диаметром 2—2,5 мм, доходящую до дна, которую раздувают с
внешней стороны до образования толстостенного шарика 3 объ-
емом не более 0,5 мл. К верхней части шарика 3 припаивают ранее
подготовленный капилляр 2. Место спая капилляра с шариком
должно иметь вид перевернутой воронки, причем канал капилляра
не должен быть искаженным. Затем к шарику 3 на расстоянии
2—3 мм от капилляра припаивают трубку 5, а к резервуару —
трубку 7 для заливки раствора. После этого отпаивают на пламени
державу резервуара, а трубки 5, 6 и 7 для прочности спаивают
стеклянной перемычкой 9. После отжига вискозиметра наносят
кольцевые метки 8 в местах, показанных на рисунке. Основным
размером вискозиметра является расстояние от устья 10 воронки
нижней части капилляра до середины измерительного шарика /,
равное 100 мм.
Полу микровискозиметр. Как видно из рис. 118, этот вискози-
метр отличается от предыдущего тем, что нижний резервуар разъ-
емный, все трубки впаяны в крышечку, закрывающую резервуар
на нормальном шлифе, сечение капилляра 0,2 мм и объем измери-
тельного шарика 0,4 мл Остальные параметры, порядок и приемы
изготовления остаются теми же, что и у вышеописанного вискози-
метра.
Эбуллиометр. Для эбуллиоскопического метода определения
молекулярного веса используют стеклянный прибор, называемый
эбуллиометр. На рис. 119 изображен прибор типа эбуллиометра
Рея. Основными частями его являются насос Коттреля 7, трубка
21Q
в коюрой заключен термостолбик 13, нагреватель 4, холодиль-
III 19 и дермостатнрусмая рубашка 16.
Насос Коттреля 7 представляет собой колокол с изогнутой
|р\бкон (диаметром 3—4 мм, длиной 70 мм). Выходное отверстие
Ю трубки находится на 5 мм ниже ограничителя 11 п смещено на
Рис. 119. Эбуллиометр:
/ — трубка с краном; 2 — пробка; 3, 8—место впая боковой грубКи
иатель, 5 —карман; 6 —штабнкн; 7—насос Коттреля. ®~спнр'ль;_
----—f в основ ую; 4—иагре-
... —каоман u — ш.oU„.......................'—спираль; 10 — вы одное отверстие;
ограничитель; 12 — центральная трубка; 13— термостолбик. 14—экранирующий цилиндр;
трубка; /6 —терморубашка; /7 —вводы термостолбика; Z8 —кран; /9-холодильннк,
20— шарик — лопушка; 21 — холодил:, тик; 22—нихромовая спираль: 23 — корпус.
211
2—3 мм в сторону от осн центральной трубки 12. Колокол припаян
к стенкам эбуллиометра с помощью двух штабиков 6 и охватывает
верхнюю часть кармана 5, предназначенного для помещения в нем
нагревателя 4. Зазор между колоколом и «карманом» составляет
5 мм. Стеклянная трубка 12 для термостолбика 13, запаянная
внизу, имеет диаметр 5—6 мм, длину 120 мм и толщину стенок
0,3 мм. На расстоянии 50 мм от нижнего конца на ней находится
ограничитель 11, имеющий вид небольшого зонта, который предот-
вращает попадание раствора на верхнюю часть трубки, где нахо-
дится «холодный» спай термостолбика 13.
На нижнюю часть трубки 12 навита спираль (6—7 витков) из
глухой палочки диаметром 1 мм с расстоянием между витками
5—7 мм. На уровне нижнего конца трубки 12 к стенкам эбуллио-
метра припаян экранирующий цилиндр 14 высотой 100 мм, отстоя-
щий от стенок на 5 мм. К эбуллиометру в двух местах (5 и 8) при-
паяна трубка 15, заканчивающаяся холодильником 19 Трубка со-
стоит из двух частей: нижней (диаметр 3 мм, длина 60 мм) и верх-
ней (диаметр 7 мм, длина 150 мм до холодильника). Длина холо-
дильника составляет 80 мм. К холодильнику на шлифе присоеди-
нена ловушка 20 диаметром 40 мм.
Ко дну эбуллиометра припаяна капиллярная трубка 1 (диамет-
ром 2 мм) с краном 18
Термостатируемая рубашка 16 представляет собой широкую
трубку типа дыоаровской, к верхней части припаян небольшой
холодильник 21, в нижней части расположена нихромовая спи-
раль 22, впаянная в стекло через молибденовую проволоку. Эбул-
лиометр крепят в рубашке на корковых пробках. Наружную
поверхность рубашки перед эксплуатацией покрывают слоем
асбеста (теплоизоляция) толщиной 3—5 мм, оставляя смотровую
щель.
При изготовлении прибора сначала в основную трубку эбуллио-
метра впаивают экранирующий цилиндр 14 косым тарельчатым
спаем с трубкой отводом на нижней части скоса (8). Затем впаи-
вают простым внутренним спаем, пропуская трубку через нижнюю
часть эбуллиометра, заготовленную ранее трубку 12 для термо-
столбика с ограничителем 11 и спиралью 9. Ограничитель делают
впаиванием трубки 12 внутренним спаем в дно более широкой тру-
бки, которую затем разрезают вблизи внутреннего спая, в резуль-
тате чего образуется зонт. Спираль из штабика навивают ниже
ограничителя — зонта; концы спирали наглухо спаивают с труб-
кой. Изготовив насос Коттреля 7, его спаивают посредством двух
или трех шгабиков со стенками прибора в нижней его части. После
этого снизу эбуллиометра дьюаровским спаем впаивают карман 5
с отводом для крана 1 и узкой боковой трубкой, которую, в свою
очередь, спаивают с трубкой 15. Холодильник 19 с шариком 20 на
шлифе и кран припаивают после отжига всего эбуллиометра в
печи. Термостатируемую рубашку 16 делают методом изготовления
дыоаровских трубок. При отделке последнего (верхнего) конца
212
всю рубашку помещают в заранее разогретую до температуры от-
жига данного стекла печь.
Ротаметры Ротаметры с поплавком служат для измерения рас-
хода газов или жидкостей, поступающих в прибор или из него при
повышенном давлении.
Рис. 120. Ротаметры:
А — обычный ротаметр; Б—ротаметр с терморубашкой; В —ротаметр со шлифами.
Рис. 121. Реометры:
А — обычный реометр; Б — реометр цилиндрический;
7—-основная трубка; 2 — центральная трубка; 3 —капилляр (диаметр 1 — 1.5 мм); 4—шарик—
маслоуловитель; 5—отводная трубка; 6—сменные капилляры.
Изготовляют ротаметры, обжимая разогретое стекло при от-
качке воздуха на очень точном металлическом калибре с малым
конусом. Подробное описание изготовления подобных трубок см.
§ 29. Делают ротаметры с термостатируемой рубашкой или без нее
(рис. 120); поплавки изготовляют из стекла, металла, тефлона.
Реометры. На рис. 121 представлены обычный А и цилиндриче-
ский Б реометры. Их применяют для измерения скорости подачи
и количества газа. Изготовление обычного реометра (рис. 121,Л)
особых трудностей не представляет. В цилиндрическом реометре
(рис. 121, Б) есть некоторые детали, о которых имеет смысл ска-
зать несколько слов. К нему изготовляют набор капилляров 6,
соединяющихся с центральной трубкой прибора посредством вор-
213
малыюго шлифа (№ 10). .Меняя капилляры, можно регулировать
скорость подачи гата. Для исключения возможного переброса ма-
сла к трубке 5, соединенной с центральной трубкой 2 внутренним
спаем через стенку трубкой /, припаивают дополнительный ша-
рик—маслоуловитель 4 Линейную шкалу наносят градуировкой
на основную трубку 1, начиная отсчет от нижней части реометра.
Калибровку проводят по газовым часам.
§ 64. Стеклянный поршневой циркуляционный насос. Дозатор
Циркуляционный насос. Этот прибор служит для обеспечения по-
стоянной циркуляции газа в замкнутой системе лабораторной уста-
новки. Насос состоит из стеклянной трубки (основная трубка) 1,
откалиброванной по внутреннему диаметру, поршня 2 с запаян-
ными в нем пластинами 4 из трансформаторного железа, спирали
6, стальной или тефлоновой, для смягчения удара поршня о дно
насоса и двух узких трубок для входа и выхода газа (рис. 122).
В большинстве случаев основная трубка насоса имеет диаметр
не более 30 мм, а длину 600—700 мм; длина поршня составляет
160—180 мм. Изготовляют насос преимущественно из толстостен-
ных трубок с толщиной стенок 2—4 мм. Особое внимание следует
обратить на отделку нижней части насоса, так как вся нагрузка
при работе поршня падает на нее.
Нижняя часть насоса имеет форму перевернутой удлиненной
воронки (длина 50—60 мм, конусность 1 : 5) с округленными пле-
чиками и утолщенным дном (толщина стенок дна 3—5 мм) Такую
форму нижней части насоса придают только после обжатия основ-
ной трубки но металлическому калибру под вакуумом (см. § 29).
Калиброванную трубку оттягивают с одного из концов на пламени
горелки, получая державу. На расстоянии 60—70 мм от основания
державы раздувают небольшой шарик диаметром, превышающим
диаметр исходной трубки на 8—10 мм. Раздувать следует при по-
стоянном вращении трубки, усиливая дутье по мере остывания
размягченного стекла вплоть до полного затвердевания. Такое
дутье позволяет сохранить калиброванную поверхность трубки, что
необходимо при прохождении поршня в нижнюю часть насоса.
При изготовлении перевернутой воронки и дна насоса границу
калиброванная поверхность—воронка нужно как можно меньше
нагревать пламенем во избежание искажения калиброванной по-
верхности. Узкую отводную трубку припаивают сбоку воронки,
отступив 40 мм от дна. После окончания всех операций по изготов-
лению дна и воронки полученную нижнюю часть тщательно обо-
гревают на пламени, постепенно доводя его до котящего Весь на-
сос в печи не огжигают, так как при этом может исказиться кали-
брованная поверхность.
Поршень также делают из толстостенной трубки (толщина сте-
нок 3,5—4 мм) диаметром, превышающим внутренний диаметр
основной трубки насоса на 3—3,5 мм. Поверхность поршня после
214
отделки дна поршня и отжига в печи шлифуют и полируют, подго-
няя внешний диаметр его под внутренний диаметр основной трубки
насоса (см. § 93). Зазор между полированной поверхностью .пор-
шня и внутренними стенками основной трубки насоса должен рав-
няться 0,05 мм.
Рис. 123. Установка для обеспе-
чения циркуляции газа в стек-
лянной замкнутой системе;
/ — клапанная коробка; 2—реактор;
3—стеклянный циркуляцией: ый насос;
4—электромагнитная катушка; 5 —
штатив; 6—электронный блок.
ч—Рис. 122. Стеклянный циркуля-
ционный насос:
/ — корпус; 2 —поршень; 3, 5 — проклад-
ки из асбеста; 4— набор пластин из
трансформаторного железа, которыми
набивают поршень; 6 — амортизирую-
щая пружинка из тефлона или нержа-
веющей стали.
После полировки поверхности поршня его заполняют набив-
кой — специально вырезанными полосками из трансформаторного
железа. Затем верхнюю часть поршня запаивают па пламени го-
релки (см. § 26). Перед тем как поместить поршень в основную
трубку насоса, трубку и поршень тщательно промывают от загряз-
нений и высушивают. Поместив поршень в трубку, к верхней части
насоса припаивают узкую трубку диаметром 10- 12 мм. Движения
поршня осуществляют посредством электромагнитной катушки.
?1.5
Насос и электромагнитную катушку устанавливают на специаль-
ном штативе. Устанавливают насос строго вертикально по отвесу,
малейшее отклонение от вертикали приводит к неравномерному
движению поршня в трубке и выходу насоса из строя Для того
чтобы газ циркулировал в одном направлении, применяют си-
Рис. 124. Дозатор:
/ — стеклянный корпус; 2— металличе-
ский шток переменного сечения; 3 —
уплотнительные кольца; 4, 5, 6 и
7 — стеклянные штуцеры; 8— перепуск-
ная трубка; 9—втулка; 10— ручка
штока.
стему стеклянных клапанов, так называемые клапанные коробки
(рис. 102 и 123).
Производительность насоса зависит от диаметра основной
трубки, скорости движения поршня, сопротивления замкнутой си-
стемы и может колебаться от 900 до 1500 л/ч.
Дозатор для непрерывного или разового отбора и ввода газооб-
разных проб. При попытках использовать краны — дозаторы, уста-
новленные на хроматографах, для отбора газообразных проб из
потока анализируемой смеси, нередко возникают трудности, обус-
ловленные их конструкцией. Общим недостатком известных кра-
нов— дозаторов является то, что их действие в момент ввода проб
в хроматограф связано с перекрыванием потоков газа-носителя
и анализуемой смеси, приводящим, в частности, к нарушению ре-
жима в системе установка — хроматограф. Кроме того, они слож-
ны в эксплуатации, особенно при низких давлениях и с агрессив-
ными средами, а также их трудно изготовить.
В настоящее время известен дозатор, в основе работы которого
заложен принцип неперекрывания газовых потоков (рис. 124). До-
затор состоит из стеклянного цилиндрического корпуса /, штока
переменного сечения 2, изготовленного из нержавеющей стали, от-
делений поршней с уплотнительными тефлоновыми или резино-
выми кольцами 3 (диаметр последних должен быть меньше внут-
реннего диаметра штуцеров), капиллярами — штуцерами 4, 5, 6 и
7, припаянными к корпусу /, перепускной трубки 8, фиксирующей
втулки 9 и ручки 10.
Корпус 1 изготовляют по принципу стеклянных моллированных
трубок (см. § 29). Перед моллированием к стеклянной трубке по
размеченным на ней местам крановой лепкой (см. § 21 и 37) по-
очередно припаивают капилляры — штуцера (диаметр 1—1,5 мм).
Припаивать их следует очень внимательно, чтобы размягченное
стекло не вогнулось внутрь трубки. Полученную заготовку кор-
216
пуса / отжигают в муфельной печи. Далее внутрь корпуса 1 поме-
щают цилиндрический металлический калибр и, предварительно
эвакуировав воздух, обжимают стекло корпуса по калибру на пла-
мени горелки. Особенно внимательно следует обжимать место при-
паек штуцеров, так как возможно заплавление их внутренних
каналов. Поэтому при обжиме мест припаек пламя горелки умень-
шают и делают более мягким. По окончании обжима после пол-
ного остывания конец корпуса отрезают и вынимают калибр. За-
тем припаивают перепускную трубку 8. Изготовление штока 2 не
требует специального разбора.
§ 65. Электрохимические ячейки
Наиболее распространенным стеклянным прибором для лабо-
раторных электрохимических исследований является электрохими-
ческая ячейка. Все ячейки оснащают тремя основными электро-
дами: исследуемый электрод-—ИЭ, который часто называют рабо-
чим электродом; электрод сравнения — ЭС и вспомогательный
электрод — ВЭ. В специальных ячейках добавляют и другие элек-
троды. Для чистоты проведения эксперимента твердые электроды
впаивают вакуумноплотно в стеклянные трубки. Если тот или иной
электрод невозможно впаять в стекло, применяют различные
уплотнения: тефлон, полиэтилен и т. п.
Ячейки бывают с разделенными пространствами для электродов
(каждый электрод имеет свое отделение) и без разделенных про-
странств. Ячейки делают либо цельнопаянными, тогда простран-
ства разделяют при помощи диафрагм (обычно стеклянных фильт-
ров), либо сборными, где отдельные сосуды для электродов соеди-
няют при помощи стеклянных кранов. Краны при работе ячеек
обычно закрыты, электрический контакт осуществляется через тон-
чайший слой раствора, образованный в результате смачивания
раствором притертых поверхностей муфт и пробок кранов. В каче-
стве смазки притертых поверхностей шлифов, кранов, фланцев, а
также жидкости для затворов, используют только рабочие рас-
творы (электролиты). В некоторых затворах применяют металли-
ческую ртуть, залитую рабочим раствором или дважды перегнан-
ной водой (бидистиллятом).
Шлифы и краны для ячеек. Большинство ячеек работают в ат-
мосфере какого-либо газа (азота, аргона, гелия, водорода и др.).
Попадание воздуха в ячейку недопустимо, поэтому для герметиза-
ции применяют хорошо притертые заливные шлифы и краны. Для
удобства работы используют нормальные шлифы: НШ-10;
НШ-14,5; НШ-19; НШ-29; НШ-45 и т. д„ делая их заливными.
В случае поломки их легко заменить в процессе работы. Делают
и нестандартные обычные заливные шлифы, и цилиндрические для
исследуемого электрода. Изготовление шлифов см. § 55 и 56.
Особое место занимают стеклянные краны (рис. 125). Краны
в ячейках бывают обычные — двухрантовые, заливные и краны
217
особой конструкции. Обычные краны устанавливают в местах для
слива рабочего раствора и на ловушках, предназначенных для вы-
хода газа.
На ловушках краны делают маленькими: диаметром 8—10 мм
и высотой 15—20 мм (рис. 125, В).
Рис. 125. Крапы для электрохимических ячеек:
А—простые заливные краны;
Б — залпвной кран с одновременным охлаждением муфты и пробки;
В — миниатюрные Краны с ловушками;
Г—кран Шуба — Городецкого: /—карман; 2 — трубочки; 3 — кочьцевые канавкн; 4—отве
стня; 5 — муфта крана с рубашкой.
Для разделения пространств между электродами ПЭ, ВЭ и ЭС
ставят заливные краны часто с добавочными колпачками, исклю-
чающими загрязнение раствора. При пропускании токов большой
силы (до 200 мА) краны сильно разогреваются; при этом возмож-
но испарение рабочего раствора с притертых поверхностей и нару-
шение электроконтакта между электродными пространствами.
218
Краны в этом случае делают с принудительным охлаждением,
для чего муфгу крана заключают в стеклянную рубашку, через
которую во время работы ячейки пропускают воду. Для более
успешного охлаждения часто применяют кран, в котором одно-
временно охлаждают и муфту, и внутреннюю часть пробки
(рис. 125, Б). Техника изготовления заливных кранов и кранов
с охлаждением несложна и особого описания для ее освоения не
требуется.
Недавно предложен стеклянный крап, обеспечивающий пропус-
кание токов силой до 300 мА при напряжении на выходе источника
тока до 25 В и токов силой до 500 мА при напряжении до 50 В.
Этот крап по имени констрикторов назван краном Шуба — Горо-
децкого (рис. 125,Г). Катодное и анодное пространства разделены
тщательно притертой поверхностью керна к муфте шлифа, а элек-
трическое сопротивление снижено за счет специальных отверстии
и канавок па поверхности керна, а также отверстий, соединяющих
поверхность керна с внутренней частью кармана, впаянного в ниж-
нюю часть керна. Кран имеет длину 57—60 мм, верхний диаметр
керна 27—30 мм, нижний диаметр керна 22 25 мм, диаметр труб-
ки кармана 9—10 мм, длина ее 48—50 мм.
Начинают изготовление крапа с впаивания кармана 1 с восемью
припаянными короткими трубочками или палочками внутрь керна
(нижняя часть). На расстоянии 22—24 мм от широкого основания
керна и 15—16 мм — от узкого трубочки 2 спаивают со стенками
керна с четырех сторон. Затем в трубочках 2 прокалывают сквоз-
ные отверстия, ведущие внутрь кармана. После отжига керна
в печи полученные отверстия заливают сплавом Вуда и тщательно
притирают к муфте крана Заливка сплавом Вуда необходима для
более точной притирки, если отверстия не заливать сплавом, то
абразив при притирке забьется в отверстия, что будет мешать по-
лучению хороших шлифованных поверхностей муфты и керна. По-
сле притирки на расстоянии 20 22 мм от широкого основания кер-
на делают Шлифовкой) четыре кольцевые канавки 3 шириной
5 мм и глубиной 0,5 мм Промежутки между канавками должны
равняться 1 —1,5 мм. По окружности второй и четвертой канавок
просверливают п,о 6—8 отверстий диаметром 2,5—3 мм. При ра
боте крана первая и вторая, третья п четвертая канавки, разделен
ные небольшими промежутками шлифованной поверхности керна
(1 —1,5 мм), заполняют электролитами различной полярности. Это
и обеспечивает особые условия работы (см. выше). Для более ста-
бильной работы муфту крана лучше заключить в рубашку, охлаж-
даемую водой.
При пропускании токов силой более 1 А катодное и анодное
пространство разделяют диафрагмами (обычно стеклянными филь-
трами). Иногда в качестве диафрагмы применяют многослойные
стеклянные фильтры (изготовление см. § 27). В электрохимиче-
ских ячейках, работающих под вакуумом, применяют краны стек
ло — тефлон с прокладкой из силиконовой резины (см. § 56).
218
Отделение для исследуемого электрода (ИЭ). Изготовление от-
делений для ИЭ (рис. 126) состоит из изготовления корпуса с тер-
мостатируемой рубашкой (нижняя часть) заливного шлифа с
боковыми отводами (верхняя часть). Сначала делают заготовку
заливного шлифа 1 (см. § 35 и § 55) и корпуса ячейки 2. Шлиф /
Рис. 126. Последовательность изготовления отделений для ИЭ двух конструк-
ций (Л, Б):
7—-заливной шлиф; 2— корпус с рубашкой; 3 — капилляр для подачи газа; 4— капилляр
Луггина; 5, 7—оливки; 6—держава; 8 и 9—трубки; 10—шлиф для входа газа; 11, 14 — краны;
12 — ловушка; 13 — единая «юбочка» для шлифов.
делают или нормальным (НШ-45), или в соответствии с размером
ИЭ и количеством вводов нестандартным. Размеры корпусов ячеек
определяются их необходимыми объемами. Минимальный объем
обычно равен 50—100 см3 (при введении в него раствора в коли-
честве 20- 50 см3). Отношение высоты корпуса к диаметру берут
равным ’/з-
Изготовление корпуса начинают с подготовки капилляров 3 и 4.
Первый предназначается для барботирования раствора газом; вто-
рой, называемый капилляром Луггина, является электролитиче-
ским ключом, соединяющим отделения ИЭ и ЭС. Концы капилля-
ров делают оттянутыми. Если для капилляра 3 диаметр оттянутого
конца не имеет существенного значения (обычно 1—1,5 мм), то
диаметр конца капилляра Луггина не должен превышать
0,8—1 мм, причем перед впаиванием в корпус торец его отшли-
фовывают абразивом. Расстояние между концом капилляра
Луггина и поверхностью ИЭ должно составлять 1—2 мм, но не
менее.
После придания корпусу заданной формы через его стенку впа-
ивают капилляр 4. Корпус закрепляют (на насадке) в широкой
220
трубке (будущая терморубашка) и пропаивают через нее и ниж-
нюю часть корпуса отвод капилляра 4, одновременно припаивая
оливку 5. Отводные грубки (от капилляра 4 и нижней части кор-
пуса) должны быть прочными толстостенными, так как впослед-
ствии к ним припаивают отделения для ЭС и ВЭ. Если корпус от-
Рис, 127. Последовательность из-
готовления верхней муфты шли-
фа к отделению ИЭ:
а—заготовка с припаянными шлифа-
ми; б—заготовка а, впаянная в трубку;
в — заготовка б после изготовления
муфты шлифа; г—собственно муфта.
деления ИЭ не длинный, то, периодически обогревая пламенем го-
релки середину термостатируемой рубашки, сразу же отделывают
п верхнюю часть корпуса, спаивая его внутренним спаем с рубаш
кой и припаивая оливку 7. После этого верхнюю часть корпуса,
впаянного в терморубашку, открывают (выдуванием) и быстро
помещают внутрь корпуса капилляр 3, ни к чему не припаивая.
Затем заготовку заливного шлифа /, предварительно разогретую
в муфельной печи, припаивают к краям отверстия корпуса. Далее
капилляр 3 впаивают внутренним спаем через стенку трубки
между заливным шлифом и корпусом. Припаяв трубки 8 и 9, весь
прибор помещают в разогретую до температуры отжига использо-
ванного стекла печь После отжига внешнюю трубку шлифа и сам
шлиф обрезают в месте, показанном линией /<. Трубки 8 и 9 спаи-
вают между собой узкой трубкой в виде полукольца, к которому
припаивают шлиф 10. Он служит для подачи газа в раствор через
капилляр 3. Во время работы ячейки подачу газа в нее прекра-
щают, открывая краны 11 и 14, в результате чего газ выходит на
ружу через ловушку 12.
На рис. 126 показана и другая конструкция отделения ИЭ трех-
электродной ячейки. Различаются отделения муфтами широкого
шлифа. В конструкции А муфта шлифа имеет дополнительную над-
стройку из трех — четырех шлифов разных номеров, имеющих еди
пую для всех шлифов заливную «юбочку» 13. Муфта конструк-
ции Б имеет то же количество шлифов, но каждый из них снабжен
индивидуальной «юбочкой». Порядок изготовления муфты кон-
струкции А показан на рис. 127. На рис. 128 представлена цен-
тральная часть одной из ячеек.
221
Циркуляция раствора в ячейке обеспечивается стеклянным цен-,
тробежным насосом, приводимым во вращение магнитной мешал-
кой типа ММ-2. Сложность изготовления такой ячейки в основном,
заключается в том, что обычно эти ячейки имеют небольшие раз-
меры, т. е. все детали расположены очень близко.
Рис. 128. Центральная часть элек-
трохимической ячейки с непре-
рывной регистрацией радиоак-
тивности раствора.
Отделение для ИЭ (рис. 129) снабжено магнитом, заключен-
ным в стекло, обеспечивающим перемешивание раствора. Магнит
размещают либо на плоском дне, либо подвешивают на платино-
вом стержне, впаянном в стеклянную трубочку, вблизи дна. В маг-
ните перед заключением в стекло просверливают (посередине) от-
верстие диаметром 6—8 мм Внутреннюю часть просверленного от-
верстия следует также остекловать. Для этого перед заключением
в стекло магнита в отверстие вставляют отрезок узкой стеклянной
трубки, затем магнит помещают в трубку для остекловывания и
спаивают концы отрезка, находящегося в отверстии, со стенками
трубки. Дальнейшую работу остекловывания проводят, как описано
в § 26.
Отделения для ЭС и ВЭ. Наиболее сложно изготовить отделе-
ние ЭС для точных измерений с термостатируемой рубашкой
(рис. 130). Конструкция его схожа с конструкцией отделения ИЭ
222
iрехэлектродной ячейки, следовательно, порядок изготовления бу-
н г тем же, что и при изготовлении отделения ИЭ трехэлектродной
1чсйкп, только размеры отделения уменьшатся в 2—3 раза. Изго-
ювлеиие отделений для ЭС других конструкций не представляет
особых трудностей.
Рис. 129. Нижняя часть отделе-
ния для ИЭ с магнитной ме-
шалкой:
У —ИЭ; 2—капилляр Луггина; 3 —
остеклованный магнит, 4— платиновая
проволока; 5 —отверстие в магните.
Рис. 130. Отделения для ЭС:
А — водородные электрочы;
Б—каломельные электроды;
В — электролитический ключ;
Г—устройство для ЭС.
Отделение для ВЭ (рис. 131) представляет собой небольшой со-
суд (диаметр 15—20 мм, длина 80—100 мм), верх которого закан-
чивается заливным шлифом (НШ-14,5 или НШ-19), а низ — узкой
трубкой (диаметр 8—10 мм), изогнутой в сторону отделения ИЭ.
В мхфту шлифа впаивают платиновую провочоку диаметром 0,5—
1 мм. Нижний конец проволоки приваривают к пластинке из пла-
гины. К верхней части муфты припаивают кран с ловушкой, через
которую выходит газ, образующийся на ВЭ Все приемы изготов-
ления этой детали известны.
Сосуд для подготовки раствора. Во многих конструкциях ячеек
тля подготовки раствора применяют сосуд, который соединяют че-
рез кран н шлиф с отделением ПЭ. Наличие в ячейках такого со-
суда позволяет проводить несколько опытов подряд. Кроме того,
он может служить для продувания газом и подогрева рабочего
223
раствора, ополаскивания и заполнения ячейки раствором во время
опыта и до него и для других побочных и предварительных опе-
раций (рис. 132).
Для увеличения объема рабочего раствора (особенно при опы-
тах с протоком раствора) применяют два таких сосуда, соединен-
Рис. 131. Отделения для ВЭ
Д—отделение ВЭ;
Б—отделение ВЭ с тепмостатируемой
рубашкой.
ных между собой через трехходовой кран. Размеры сосуда для
подготовки раствора определяются в зависимости от требований
эксперимента. Порядок его изготовления аналогичен порядку из-
готовления отделения ИЭ трехэлектродной ячейки с разделенными
пространствами.
Устройство для введения в ячейку точно дозированных неболь-
ших количеств жидкостей. Устройство (рис. 133) представляет
собой две отградуированные трубки (бюретки): узкую диаметром
5—6 мм с ценой деления 0,01 мл и широкую диаметром 15—20 мм
с ценой деления — 0,2 мл. Для заливки жидкости широкая трубка
вверху имеет шлиф с пробкой. Обе трубки — бюретки жестко
спаяны вверху и внизу через краны. Верхний кран — заливной
с тремя отводами, расположенными под углом 120° Нижняя часть
муфты этого крана переходит в узкую трубку — ловушку для вы-
хода газа. Пробка крана имеет два хода: один — серповидный, че-
рез который под давлением газа, поступающего через шлиф 5,
передавливают жидкость в ячейку, другой—для сбрасывания газа
в атмосферу. Нижний кран — обычный серповидный, у которого
два отвода соединены с бюретками, а третий — через капилляр-
ный шлиф с отделением ИЭ. Приемы изготовления описанного
устройства ничем не отличаются от приемов изготовления других
деталей ячейки.
Сборка ячеек. Отделение ИЭ, ВЭ, ЭС при сборке ячеек ста-
раются расположить как можно ближе друг к другу, но гак, чтобы
ничто не мешало открывать или закрывать заливные краны, раз-
деляющие отделения Для этого после изготовления каждого от-
деления трубки, предназначенные для припайки к кранам, отре-
зают на требуемую длину и подготавливают их торцы (осажива-
нием в пламени и развертыванием развертками) к крановой лепке.
Изготовив муфту крана, к ней в горячем состоянии (крановой
224
лепкой) припаивают трубки от отделения ИЭ и ЭС или ВЭ и ИЭ.
Обычно сначала к муфте припаивают более легкую часть (ЭС или
ВЭ), а затем отделение ИЭ. Если спаивать отделения не крано-
вой лепкой, а изготовить кран с отводами полностью и потом спа-
ивать отделения между собой обычными спаями, то общие раз-
Рис. 132. Сосуд для подготовки раствора.
Рис. 133. Устройство для введения в ячейку точно дозированных
количеств жидкости:
/ — капиллярный шлиф; 2—серповидный кран; 3, 7—градуированные трубки; 4—ааливной
кран; 5 — шлиф; 6 — ловушка для выпуска газа.
меры ячейки сильно увеличатся и весь прибор будет иметь некра-
сивый вид.
При сборе любой ячейки стараются сократить расстояние между
электродами, сделать прибор компактным. С этой целью отделе-
ния электродов ВЭ и ЭС, а также другие необходимые элементы
прибора (сосуд для подготовки раствора, бюретку, шлифы для
барботирования газом и т. д.) располагают вокруг центральной
части (отделение ИЭ). Подачу газа при проведении или подго-
товке ячеек к опыту осуществляют от источника газа, соединяя
последний с ячейкой посредством полых стеклянных спиралей —
пружинок (см. § 24) и заливных шлифов. Сосуды для подготовки
раствора часто также соединяют с ячейкой подобными пружин-
ками.
Кроме перечисленных деталей ячеек в них часто устанавли-
вают небольшие стеклянные холодильники для конденсации испа-
ряющегося рабочего раствора. Каждая ячейка должна иметь
прочный индивидуальный штатив, на котором укрепляют ячейку
и сосуд для подготовки раствора. На рис. 134 представлены два
вида ячеек в собранном виде.
За последние годы большое распространение получили ячейки
с дисковым электродом, вращающимся со скоростью 20000 об/мин.
На рис. 135 показан общий вид такого прибора, смонтированного
£ Зак. 167
225
на специальном штативе и соединенного с устройством, обеспечи-
вающим вращение электрода Особую сложность в изготовлении
такой ячейки представляет дисковый электрод. Дисковым электро-
дом служит металлический стаканчик, изготовленный из исследуе-
мого металла, диаметром 10 мм и высотой 1,5—2 мм. Стаканчик I
Рис. 134. Общий вид ячейки:
А—ячейка с электромагнитной мешалкой; Б—трехэлектродная ячейка.
герметично впаивают в стеклянную трубку таким образом, чтобы
стенки его были полностью закрыты стеклом. После впайки в сте-
кло и отжига донышко его сошлифовывают и полируют до получе-
ния поверхности диска. Контакт осуществляют через проволоку,
приваривая ее в центре электрода с внутренней стороны точечной
сваркой перед впаиванием в стекло. Центровку проводят после
спаивания трубки электрода с трубкой, закрепленной при помощи
специальных сальников в устройстве. Для этого под плоскость
электрода подводят какой-нибудь металлический брусок с хорошо
226
обработанной плоской поверхностью и располагают брусок па сто-
ле строго горизонтально. Брусок подводят как можно ближе к
электроду при помощи подставок, после этого, медленно вращая,
скрепленный в устройстве электрод, пламенем ручной газовой го-
релки разогревают трубку на верху электрода и устанавливают
Рис. 135. Ячейки с дисковым
электродом.
его по горизонтали и вертикали. Если электрод впаять в стекло
невозможно, его запрессовывают в тефлон.
Ячейка с разделенными диафрагмой пространствами ИЭ и ВЭ.
На рис. 136, Л представлена ячейка с дисковой диафрагмой (кон-
струкции А. А. Ракова). Корпус ячейки разделен диафрагмой 1
из стеклянного фильтра (№ 2 или № 3) и заключен в рубашку
для термостатирования. Изготовление ячейки начинают с кор-
пуса 2, впаивая в него диафрагму 1 и припаивая отводы для ЭС,
слива раствора и т. д. После отжига в печи корпус закрепляют в
широкой трубке, диаметр которой должен соответствовать диаметру
термостатируемой рубашки. Все это снова помещают в муфель-
ную печь и разогревают до температуры отжига стекла. После
достижения температуры отжига закрепленный в трубке корпус
вынимают из печи и на пламени горелки внутренними спаями
(через стенки рубашки) спаивают боковые отводы корпуса с рубаш-
8*
227
кой, начиная с более узких и кончая широкими. Затем к каждому
отводу поочередно припаивают соответствующие шлифы, краны
(крановой лепкой), трубки, оливки и т. д. При пропаивании спаев
всю ячейку периодически обогревают на широком пламени го-
релки. По окончании всех операций ячейку тщательно обогревают
Рис. 136. Ячейки с разделенными
диафрагмой пространствами ИЭ
и ВЭ:
А — ячейка с дисковой диафрагмой;
1—диафрагма; 2—корпус ячейки;
3—шлиф для ввода газа;
Б — ячейка с цилиндрической диафраг-
мой.
Рис. 137. Ячейка для фотоэлек-
трохимических исследований:
/—-муфта шлифа; 2— трубка для от-
бора проб; 3 — рубашка; 4, 7—окна из
оптического стекла; 5 — остеклован-
ный магнит; 6 — вход для охлаждения
корпуса водой; «—собственно ИЭ;
9—корпус ячейки; 10— вход газа; И —
выход газа; 12—муфта нормального
шлифа № 10 в перевернутом положе-
нии; 13—керн шлифа Кв 10 с выходом
контакта от ИЭ; 14—шлиф для ВЭ;
15—шлиф для ЭС.
в пламени, а затем помещают в печь, нагретую до температуры
отжига использованного стекла Шлифы и краны, расположенные
в непосредственной близости к ячейке, притирают после отжига.
Электроды ИЭ и ВЭ впаивают обычно в керны нормальных
шлифов (НШ-29 или НШ-45). Рабочий электрод (ИЭ) делают из
тонкостенного платинового стаканчика диаметром 24—25 мм и
высотой стенок 2—3 мм (см. § 45). Вспомогательный электрод
(ВЭ) представляет собой платиновый диск, приваренный к пла-
тиновой проволоке, которую впаивают в керн шлифа. Капилляры
от ЭС и ВЭ подводят к рабочему электроду в последнюю очередь.
228
Метод изготовления другого варианта аналогичной ячейки
(рис. 136,Б), только с цилиндрической диафрагмой (стеклянный
цилиндрический фильтр), не отличается от описанного.
Ячейка для фотоэлектрохимических исследований. Корпус дан-
ной ячейки (рис. 137) и термостатируемую рубашку делают из
Рис. 138. Последовательность изготовления керпа для фотоэлектрохимической
ячейки:
а—заготовка керна НШ-29; б—заготовка муфты НШ-10; в — внутренние трубки, спаянные
палочками с державой; г — отделка верхней части керна; д — собственно керн ЙШ-29.
прозрачного кварцевого стекла с окнами из оптического кварца,
изготовление которых разобрано в § 87.
В этом приборе представляет интерес конструкция керна
шлифа 1 (НШ-29) из стекла «пирекс». К верхней части керна при-
паяна муфта 12 (НШ-10) в перевернутом положении; это позво-
ляет иметь набор сменных ИЭ разных размеров и конфигураций,
не превышающих наименьшего внутреннего диаметра муфты
шлифа 1. Исследуемые электроды впаивают в керны НШ-10 из
соответствующего (по значению К. Т. Р.) стекла, которые перед
началом работы ячейки вставляют в муфту 12. Чтобы керн не вы-
падал из муфты 12, на трубке, припаянной к узкому основанию
керна, делают оливки, которые скрепляют с муфтой шлифа или
соседними трубками при помощи металлической пружинки или
проволоки. Линии от ЭС и ВЭ проходят через керн шлифа 1, за-
канчиваясь капиллярами у ИЭ. Последовательность изготовления
керна шлифа 1 показана на рис. 138.
Сначала делают керн шлифа 1 с нетолстыми стенками
(рис. 138, а) и заготовку муфты (рис. 138,6). Затем на пламени
горелки вытягивают две полые плоские трубочки (диаметр широ-
кой части 6—7, узкой — 2—3 мм) длиной на 20—30 мм больше
длины керна 1. Отрезки из полых трубочек припаивают посред-
ством тонких стеклянных палочек к отрезку тонкостенной трубки
диаметром 12 мм, располагая как можно ближе к ее стенкам
(рис. 138, в). К торцовому краю того же отрезка двенадцатимил-
229
лиметровой трубки припаивают трубку — державу и на узком
пламени горелки изгибают ее, располагая державу по центру
вертикальной оси трубки. Державу полученной заготовки в за-
крепляют в державе шлифа (г). После этого верх керна закры-
вают на пламени горелки и пропаивают все три трубки внутрен-
Рис. 139. Прижимная ячейка:
1— корпус ячейки; 2 и 3 —сосуды с ра-
бочим раствором; 4—электрод сравне-
ния; 5—шлиф; 6 — отделение ВЭ; 7 —
платиновый электрод; 8 — карман для
термопары; 9—медная прокладка; 10—
оливки для соединения с ультратер-
мостатом.
ними спаями (через стенку широкого основания керна), припаивая
по месту впая трубок отводы, а к центральной трубке шлиф б
(НШ-10) в перевернутом положении. Аналогично отделывают низ
керна, впаивая центральную трубку диаметром 12 мм дьюаров-
ским спаем и припаивая по месту выхода плоских трубок отводы
из трубок диаметрами 4—5 мм. Полученный керн д помещают
в разогретую печь для отжига стекла. После отжига керн шлифа
притирают.
Часто для перемещения в процессе опыта рабочего электрода
по вертикали шлиф НШ-29 заменяют цилиндрическим шлифом
(см. § 55).
Прижимная ячейка. Прижимной ячейкой принято называть та-
кую ячейку, у которой исследуемый электрод зажимают при по-
мощи струбцины и тефлоновых прокладок между отполированными
торцами толстостенных стеклянных трубок. В качестве примера
можно рассмотреть ячейку, применявшуюся для изучения анодной
ионизации платины и ее коррозии в растворе (рис. 139). Такая
ячейка состоит из толстостенного (толщина стенок 8—10 мм) кор-
пуса /, который разделен на две части — верхнюю и нижнюю,
между которыми зажата ИЭ. Нижняя часть корпуса служит для
230
охлаждения ИЭ. Раствор из сосуда 2 проходит через ИЭ и попа-
дает в отделение ВЭ 6, состоящее из двух электродов, впаянных
в керны шлифов (НШ-10). Ячейку изготовляют из стекла «пи-
рекс». Прибор готовят по частям, которые соединяются между со-
бой на нормальных шлифах.
Рис. 140. Ячейка для исследований электрохимических и коррозионных про-
цессов в неводных средах:
а__электрод сравнения; б — ячейка; в — колба для рабочего раствора; 1— капилляр Луг*
гииа; 2, 4, 9, 13— краны кварц—тефлон; 3— отделение ВЭ; 5—отделение ИЭ; 6 — шлиф для
ЭС; 7, 8—исследуемые электроды; 10—шлиф для заливки раствора из колбы в; 11 — место
для введения и отбора проб шприцем; 12— обогрев; 14 — шлиф, посредством которого из
колбы в заливают рабочий раствор в ячейку через шлиф 10\ /5 —магнитная мешалка.
Ячейки для исследования электрохимических и коррозионных
процессов в неводных растворах. В последние годы в связи с требо-
ваниями эксперимента были разработаны конструкции герметич-
ных электрохимических ячеек для работы в неводных средах,
полностью исключающие проникновение кислорода и воды, при
низком давлении (10-3—10-6 торр, т. е. примерно 10-1—
10~4 Па) с применением как жидкого ПЭ (США), так и твер-
дого ИЭ.
Корпус ячейки, отделение ВЭ, а также корпуса кранов необхо-
димо делать из кварцевого стекла, электрод сравнения — из стекла
«пирекс». Применение кварцевого стекла не случайно, так как
в ряде случаев необходимо предварительно активировать поверх-
ность ИЭ прокаливанием при высоких температурах 500 800 °C
в вакууме или в атмосфере водорода. Для перекрывания вакуум-
ных линий применяют краны стекло — тефлон (см. § 56). Такая
ячейка и электрод сравнения приведены на рис. 140.
При изготовлении особое внимание следует уделить кранам
стекло — тефлон и тщательному отбору подходящих трубок из
прозрачного кварцевого стекла диаметрами 8—10 мм, так как из-
231
готовить моллированную кварцевую трубку очень сложно. Боль-*
шое значение имеет и кольцевая прокладка из силиконовой
резины, которую помещают между тефлоновым стержнем и внут-
ренней поверхностью кварцевой трубки крана. Отделение ИЭ снаб-
жено остеклованным магнитом для перемешивания раствора,
Рис. 141. Виды разбивалок.
окном из оптического кварца для визуального наблюдения, шли-
фом для введения отдельно вакуумированного рабочего раствора,
трубкой для ввода и отбора микродоз жидкости с помощью
микрошприца через специальную вакуумную резину. Кроме того,
нижнюю часть отделения ИЭ обматывают нихромовой лентой для
электрообогрева. Электрод ИЭ снабжен в верхней части специаль-
ным краном с воротом из стекла, при помощи которого электрод
перемещают по вертикали.
Изготовление ячейки очень трудоемко, но все приемы обра-
ботки обычного и кварцевого стекла читателю известны, и при
строгом соблюдении всех правил работы такой прибор можно сде-
лать в любой стеклодувной мастерской.
§ 66. Разбивалки
В современных стеклянных установках для соединения времен-
но разъединенных частей установок широко применяют так
называемые разбивалки (рис. 141).
Разбивалки несложны в изготовлении. Они состоят из тонко-
стенной части (перегородки, шарика, «усика» и т. п.) и заключен-
ного в стекло магнита (или железа), называемого бойком. Тонко-
стенные перегородка, шарик, «усик» впаивают в трубку прибора
внутренним спаем. Толщина стенок тонкостенной части должна со-
ставлять 0,05—0,1 мм.
Готовую разбивалку обычно припаивают к стеклянной ампуле,
которую заполняют требуемым газом, раствором и т. д. В трубку
на тонкостенную часть разбивалки помещают боек и, отступив
100—150 мм поверх бойка, спаивают с прибором. Перед тем как
разбить тонкостенную часть, боек поднимают магнитом (извне)
в верхнее положение, а затем, отнимая магнит, дают бойку сво-
бодно падать.
232
Существует и другой вид разбивалок. Работа их основана на
разбивании бойком тонкостенного шарика, заполненного требуе-
мой жидкостью (газом) и помещенного вместе с бойком в реак-
ционный объем. Здесь также важно, чтобы толщина стенок ша-
рика была как можно более тонкой.
Рис. 142. Стеклянная низкотем-
пературная кювета:
1 — верхняя часть кюветы; 2—ниж-
няя часть кюветы; 3—кювета из меди;
4—фланец.
§ 67. Низкотемпературные кюветы для спектроскопических
исследований
В данном параграфе описываются низкотемпературные кюветы
(температура жидкого азота) трех видов, наиболее часто приме-
няемых для измерения ИК- и УФ-спектров различных веществ:
стеклянная кювета, кювета стекло — металл и универсальная ва-
куумная кювета.
Стеклянная кювета. Кювета (рис. 142) состоит из двух частей:
верхней 1 и нижней 2, соединенных между собой нормальным
шлифом № 45.
Верхняя часть 1 представляет собой цилиндрический сосуд
Дьюара, у которого наружный цилиндр заканчивается внизу кону-
сом НШ-45, а внутренний переходит в более узкую трубку (диа-
метром 15—20 мм), спаянную через коваровую трубку с кюветой
из меди. Кювету из меди делают из полой медной квадратной
трубки в виде удлиненного прямоугольника, к верхней части ко-
торого и приваривают коваровую трубку. Две противоположные
(наиболее широкие) стороны прямоугольника шлифуют и поли-
руют. Впоследствии к отшлифованным краям приклеивают чер-
ным пицеином или прижимают при помощи пружин плоскопарал-
лельные пластины из материала, пропускающего ИК- или УФ
лучи. Исследуемый образец (перед наклейкой пластин) помещают
внутрь медной кюветы между пластинами.
Нижняя часть стеклянной кюветы имет форму тройника, у ко-
торого верхний отвод заканчивается муфтой шлифа НШ-45. а
233
два нижних — плоскопараллельными фланцами 4. Сбоку, вблизи
муфты шлифа припаивают вакуумный кран, соединяющий кювету
с вакуумным насосом для эвакуирования воздуха. Фланцы долж-
ны быть плоскопараллельными и тщательно отшлифованными.
К фланцам нижней части кюветы также приклеивают пластины из
Рис. 143. Низкотемпературная кювета стекло—металл:
/ — сосуд Дьюара (стекло); 2 —коваровая трубка, спаянная со стеклянным шлифом и сва-
ренная с нижней металлической частью кюветы; 3— стеклянный шлиф; 4—медная трубка
для охлаждения образца; 5— камера для образца; 6—окошко из материала, пропускаю-
щего ИК-лучи; 7—окошко для УФ-лучей; 3—охлаждаемая ловушка; 9—ионизационная
лампа для измерения давления в кювете.
Рис. 144. Универсальная вакуумная кювета:
1— сосуд Дьюара; 2— хладоагент; 3— коваровая трубка; 4—нагревательный элемент; 5—мед-
ный пли латунный корпус кюветы; 6 — прокладки из тефлона; 7—окна из материала,
пропускающего УФ-лучи или ИК-лучи; 8—прокладка, регулирующая толщину слоя; 9—спаи
ковар — стекло; 10—окно из материала, пропускающего УФ или ИК-лучи; 11— рабочее
пространство с исследуемой жидкостью; 12 — термопара;/3—трубка для заливки жидкости;
14—ввод термопары; 15—вакуумный кран; 16—трубка к форвакуумному насосу; 17—ввод
проводов нагревателя.
234
материалов, пропускающих ИК- или УФ-лучи. Жидкий хладоагент
заливают внутрь сосуда Дьюара верхней части кюветы 1 после до-
стижения необходимого вакуума внутри кюветы (10-3—10~4 торр).
Изготовить такую кювету несложно; приемы работы описаны в
предыдущих главах.
Низкотемпературная кювета стекло — металл. В отличие от пре-
дыдущей стеклянной кюветы нижняя часть этой кюветы сделана
из металла, а верхняя из стекла (рис. 143). Стеклянную часть
соединяют с металлической коваровой трубкой. Нижняя часть кю-
веты имеет три отвода с металлическими фланцами, что позволяет
облучать образец и УФ-, и ИК-лучами. Фланцы снабжают специ-
альными навинчивающимися на них полыми заглушками, кото-
рые заполняют силикагелем для предохранения пластин, накле-
иваемых на фланцы, от разрушения и потери прозрачности под
действием влаги воздуха в нерабочем положении.
Наибольшую трудоемкость в изготовлении таких кювет пред-
ставляет спаивание металла со стеклом и центровка. Но приемы
этих работ были детально разобраны ранее.
Универсальная вакуумная кювета. Кювета (рис. 144) предна-
значена для измерения ИК- и УФ-спектров различных веществ
при температурах от —80 °C до —190 °C. Жидкость, смесь жидко-
стей или раствор заливают из дозатора по трубке 13 при понижен-
ном давлении в рабочее пространство 11, расположенное между
двумя оптическими окнами 7, толщину слоя можно регулировать,
применяя прокладки 8 разной толщины. Необходимая темпера-
тура поддерживается в рабочем пространстве путем охлаждения
хладоагентом (например, жидким азотом), который заливают
в верхнюю часть 1 кюветы — дьюаровскпй сосуд, и нагревания
с помощью элемента 4. Измеряют температуру медь-константано-
вой термопарой 14, рабочий спай которой находится на оптиче-
ском окне рабочего пространства. Воздух из кожуха 1 кюветы от-
качивают до давления 10~3—10~4 торр (примерно 10~*—10~2 Па).
Это позволяет поддерживать температуру в кювете —190 °C около
2 ч без подливания азота.
Особенность изготовления такой (и подобных) кюветы заклю-
чается в умении выполнять вакуумплотные соединения стекло —
ковар — латунь, а также в умении точно сохранить все заданные
размеры. Кроме того, все части прибора следует сцентровать, все
муфты, керны и краны тщательно пришлифовать так, чтобы они
свободно и легко вращались без биения и заедания, но обеспечи-
вали достаточную герметичность прибора.
ГЛ ABA IX
ПАЙКА СТЕКЛЯННЫХ УСТАНОВОК РУЧНОЙ
ГАЗОВОЙ ГОРЕЛКОЙ
В настоящее время большинство исследовательских работ про-
водят на стеклянных цельнопаянных установках. Такие установки
обеспечивают чистоту проведения эксперимента и сравнительно
недорогую и быструю замену отдельных их частей на рабочем
месте. Цельнопаянные установки часто работают при высоком ва-
кууме, поэтому сборка и пайка таких установок требует особой
тщательности. Отдельные установки являются вариантами или
макетами будущих заводских в миниатюре; в них все процессы
проходят в стеклянных приборах, спаянных между собой стеклян-
ными трубками.
Сборку сложных установок начинают с конструирования стой-
ки — каркаса. Каркас изготовляют из дюралюминиевых или
стальных полосок (плоских или угловых), имеющих множество
отверстий по всей длине. Сначала из них делают раму, которую
плотно прикрепляют к лабораторному столу, стене или полу.
К раме по вертикали и горизонтали крепят необходимое число
полосок с отверстиями (рис. 145). Стеклянные приборы, краны,
трубки и т. д. размещают на раме и закрепляют при помощи скоб
из жести или листового алюминия и болтов. Между стеклом и
скобами прокладывают асбестовые, резиновые прокладки или
другие материалы, например электроизоляционную ленту. Осо-
бенно тщательно следует крепить те детали, которыми часто при-
ходится пользоваться во время работы, например, краны, шлифы
и т. п.
Следует заметить, что делать стойки — каркасы установок
(особенно крупных) из дерева не рекомендуется, так как со вре-
менем стойки высыхают и коробятся, при этом стеклянные комму-
никации часто растрескиваются.
При монтаже установки следует помнить, что во время ее экс-
плуатации может возникнуть необходимость в замене какой-либо
ее части другой, в введении в нее добавочных деталей и приборов
и, наконец, в ремонте вышедших из строя деталей. Поэтому ее
следует изготовлять, собирать и располагать в лаборатории так,
чтобы было удобно не только работать на ней, но и производить
с ней любые операции, чтобы все участки ее были доступны для
экспериментатора и стеклодува.
Перед креплением стеклянных деталей каждую из них тща-
тельно проверяют, нет ли на стекле посечек, трещин, микроотвер-
236
стий, хорошо ли пришлифованы краны и другие шлифы и т. п.;
затем все детали чистят, моют и сушат.
Закрепленные на стойке — каркасе детали из стекла спаивают
между собой стеклянными трубками ручной газовой горел-
кой.
Рис. 145. Угловые стальные полоски с удлиненными прорезями.
Подавляющее большинство цельнопаянных установок изготов-
ляют из тугоплавкого стекла (молибденового, «пирекс» и т. д.),
поэтому пайку проводят на газо-воздушно-кислородном пламени.
В качестве подсобного инструмента при пайке используют нож
для резки стекла, развертку (желательно графитовую), резиновую
трубку для дутья («дутик»), пинцет, штабики.
Попадание влаги в установку при дутье нежелательно. Так как
некоторое количество воды все же конденсируется в установке,
например, в результате сгорания светильного газа, то попадание
в установку лишней влаги должно быть исключено. Поэтому
для обезвоживания воздуха, поступающего в прибор при дутье,
в «дутик» необходимо вмонтировать трубку с хлористым каль-
цием.
При ремонте установок, работавших со ртутью, во избежание
попадания паров ртути в организм работающего, кроме хлоро-
кальциевой трубки к «дутику» в особых случаях присоединяют не-
большую трубку с золотой фольгой, пары ртути, соприкасаясь с
золотом, оседают на нем, образуя амальгаму. Кроме того, если па
установке работали с токсичными веществами, то дутье следует
проводить посредством простого приспособления, показанного
на рис. 146.
Приспособление состоит из колбы, в которую через пробку
на стеклянных трубках вставлена обычная резиновая волейболь-
ная камера. Колбу соединяют со спаиваемым объектом через ре-
237
зиновую трубку, а камеру с «дутпком». Раздувая камеру, умень-
шают количество воздуха, находящегося в колбе, и тем самым
осуществляют дутье при пайке. Дуть здесь нужно очень осторожно
с некоторыми интервалами между дутьем, чтобы давление в рези-
новой камере и установке выравнивалось.
Рис. 146. Приспособление для
дутья:
/ — колба; 2— резиновая камера.
§ 68. Техника пайки стекла ручной газовой горелкой
В технике пайки стеклянных трубок ручной газовой горелкой
на первый взгляд нет ничего сложного. Весь процесс состоит из
обычных элементов: спаивание и сгибание трубок, изготовление
тройниковых спаев. Но на практике даже высококвалифицирован-
ные стеклодувы, не имеющие опыта пайки ручной горелкой, часто
попадают в затруднительное положение. Дело в том, что здесь
важно не только хорошо пропаять спаи, но и правильно опреде-
лить, как и где снять напряжения в замкнутой системе стеклян-
ных трубок после спаивания. Иначе неминуемо образуются тре-
щины или посечки.
Спаивание трубок на установках между собой несколько на-
поминает прием спаивания трубок по частям. Если торцы спа-
иваемых трубок хорошо подогнаны друг к другу, то, действуя
стеклянной палочкой (штабиком), разогретые участки трубки
около спая подтягивают и закрывают все отверстия в спае. После
этого пропаивают по частям и тщательно отжигают весь спай
и соседние участки трубки на бескислородном пламени горелки.
Если спай сделан в замкнутой системе стеклянных трубок, то,
прогрев спай на пламени, разогревают трубку, отступя от спая на
238
100—120 мм, до начала размягчения и поддерживают в таком
состоянии до почти полного остывания спая.
Таким образом снимают возникшие в замкнутой системе напря-
жения.
Особенно внимательно следует спаивать капиллярные трубки,
так как можно заплавить канал капилляра. Перед пропаиванием
капилляров нужно как можно точнее соединить торпы трубок и
каналы. Пропаивают на узком пламени горелки, после окончания
пайки обязательно тщательно обогревают место спая и соседние
участки рядом с ним, а потом постепенно охлаждают на коптящем
пламени.
Наиболее сложно паять трубки диаметром более 40 мм. Такие
трубки во время пайки постоянно нужно держать в состоянии,
близком к размягчению стекла, т. е. периодически обогревать
пламенем горелки место спая и близлежащие к спаю участки
трубки.
Если диаметры спаиваемых пламенем ручной горелки трубок
превышают 80—90 мм, то пайку проводят вдвоем двумя горелками.
Один человек постоянно обогревает спай, другой пропаивает спай
по частям.
Часто требуется впаять в систему отрезок трубки. Способ
впайки определяется тем, какую трубку необходимо впаять: узкую
или широкую.
В первом случае подготовленный отрезок узкой трубки соеди-
няют торцем с одним из торцев трубки замкнутой системы и спа-
ивают методом пайки трубок, похожим на «крановую лепку». За-
тем подтягивают друг к другу торцами вставленную трубку и вто-
рую трубку системы и, спаяв их, пропаивают первый спай.
Во втором случае отрезок подлежащей впайке широкой трубки
подгоняют как можно точнее по длине к расстоянию между кон-
цами трубок системы, между которыми его надо впаять, а также
концы ее подгоняют и по диаметру. Вставив подготовленный от-
резок между торцами трубок замкнутой системы, соединяют один
из торцов отрезка и трубки системы изоляционной лентой. Ленту
обматывают так, чтобы по возможности через нее не проходил воз-
дух. Затем спаивают другие концы, а после охлаждения снимают
изоляционную ленту и, очистив поверхность трубок от загрязнений,
спаивают и эти концы.
При пайке трубок размягченное стекло, естественно, стекает
вниз, образуя наплыв. Если спаиваемые трубки расположены го-
ризонтально, наплыв стекла образуется снизу спая, его вытяги-
вают штабиком по направлению к верхней части спая. Если
трубки расположены вертикально, то наплыв образуется по всей
окружности трубки. Во избежание этого пайку следует проводить
на узком пламени по частям, начиная пропаивать или затягивать
отверстия соседнего участка спая только после затвердевания
предыдущего. Образовавшиеся наплывы выбирают штабиком так-
же вверх с последующим проплавлением пламенем горелки.
239
Во время пайки любого спая не следует удалять наплывы и
затягивать отверстия с помощью металлических игл (вольфрамо-
вых или молибденовых) или пинцета, так как попадание окалины
в место спая приводит к образованию микроотверстий. Запаивать
отверстия и удалять наплывы следует только чистым штабиком
или узкой трубкой из стекла того же состава, что и спаиваемые
трубки.
Сложные изгибы, тройники, гребенки лучше сначала изгото-
вить отдельно на настольной горелке, а затем уже впаивать в
установку. Если приходится делать спай на изгибе непосредствен-
но в установке, то, закончив спаивание, трубку, так же как и
в простом спае замкнутой системы, нагревают до размягчения на
некотором расстоянии от сделанного спая и выдерживают при
этой температуре до полного остывания углового спая.
Все изгибы, тройниковые спаи, простые спаи должны иметь
плавные переходы. Правильно выполненные спаи более прочны.
Кроме того, откачка воздуха из приборов, не имеющих складок,
лишних изгибов, плохо сделанных угловых изгибов, происходит
равномернее и надежнее.
Иногда не удается направить пламя горелки на пропаиваемый
участок прибора. В таких случаях пользуются асбестовым экра-
ном. Лист асбеста подкладывают к спаиваемым участкам так,
чтобы направленное на асбест пламя, отражаясь от него, попадало
на нужную часть прибора.
§ 69. Перепайка пламенем ручной горелки
стеклянных перетяжек (штепгелей)
Перетяжкой называют узкую толстостенную трубку, получен-
ную вытягиванием более широкой трубки на пламени горелки
(рис. 147). Трубки с перетяжками впаивают в установку еще при
ее сборе в тех местах, по которым в ходе эксперимента будет
нужно отделить от установки какую-либо ее часть (сосуд с со-
бранным веществом, освобожденную от исходного вещества колбу
и т. п.).
Наиболее удобна для перепайки перетяжка, имеющая длину
30—40 мм, наружный диаметр 2—3 мм и толщину стенок 0,6—
1 мм. Такую перетяжку можно быстро перепаять на узком, почти
игольчатом пламени горелки; на концах такой перетяжки после
перепайки довольно редко образуются трещины или по-
сечки, чего трудно избежать, если перетяжки имеют больший диа-
метр.
Отпайка объемов, находящихся при пониженном давлении. Если
перепайку перетяжки нужно сделать в постоянно работающей
установке, причем необходимо сохранить максимальный вакуум
в отпаиваемом сосуде, то перед перепайкой перетяжку предвари-
тельно прогревают два — три раза пламенем горелки, доводя
стекло почти до начала размягчения, для удаления из стекла рас-
240
творенного в нем газа. Чем шире перетяжка и толще стенки, тем
дольше следует прогревать ее. Начало и окончание обезгажива-
нпя стекла проверяют по показаниям ионизационного вакууметра.
После прогрева и обезгаживания среднюю часть перетяжки посте-
пенно разогревают на мягком пламени горелки и быстро пере-
Рис. 147. Стеклинные перетяжки.
Рис. 148. Приспособление для отпайки объемов, содержащих газ
под давлением:
I — колба; 2—трубка с разбивалкой; 3—соединительная трубка; 4—спираль из проволоки:
5—перетяжка; 6—компенсаторы снятии тепловых напряжений.
паивают узким, резким, горячим пламенем. Затем постепенно
охлаждают концы перетяжки на коптящем пламени.
Отпайка объемов, содержащих газ под давлением. Стеклянные
сосуды с толстыми стенками могут выдерживать значительное
внутреннее давление газов. Однако отпайка сосудов, наполненных
газом под давлением, сопряжена с некоторыми трудностями, так
как при обычной перепайке перетяжки всегда существует опас-
ность прорыва размягченного стекла газом. В этом случае при-
меняют приспособление (рис. 148), работа которого основана на
использовании джоулева тепла. Это приспособление состоит из
двух сосудов, спаянных между собой. В верхний сосуд — рубашку
заключена трубка с перетяжкой 5 и компенсаторами снятия теп-
ловых напряжений 6. Среднюю часть перетяжки обматывают ме-
таллической проволокой (нихромовой, платиновой, вольфрамовой
241
и т. п.), которую выводят наружу через электровводы, впаянные
вакуумноплотно в стенку рубашки. Нижняя часть — колба 1 со-
единена с сосудом — рубашкой дополнительно посредством трубки
3, служащей для поддержания равнозначного давления при от-
пайке. К нижней части колбы 1 припаивают трубку с разбивалкой
2; в последующем через эту трубку припаивают приспособление
к установке и, разбивая бойком «усик» разбивалки, выпускают
газ. Это приспособление размещают в приборе или перед соедине-
нием прибора с системой подачи газа, или перед частью прибора,
подлежащей объединению в процессе эксперимента. И в том и
в другом случае рабочий газ под давлением заполняет и канал
перетяжки, и пространство между рубашкой и перетяжкой. После
заполнения колбы газом через спираль пропускают электрический
ток, разогревают до размягчения стекло перетяжки, которая под
действием джоулева тепла сплавляется в глухую палочку. Благо-
даря тому, что с обеих сторон (внутренней и наружной) перетяжки
создают равнозначное давление, прорыв газа через стекло при его
размягчении не происходит.
ГЛАВА X
НЕКОТОРЫЕ СПОСОБЫ ПЕРЕМЕЩЕНИЯ
ИССЛЕДУЕМЫХ ОБРАЗЦОВ И ПЕРЕМЕШИВАНИЯ
В ЗАКРЫТОМ ОБЪЕМЕ. ЦЕНТРОБЕЖНЫЕ НАСОСЫ
Очень часто, согласно требованиям исследовательской работы,
приходится перемещать или вращать исследуемый образец, эле-
ктроды или другие части прибора, перемешивать содержимое ре-
актора, не нарушая герметичности всей установки, не изменяя
созданных в ней условий (высокий вакуум, повышенное давление,
особая газовая атмосфера и т. п.). В таких случаях далеко не
всегда можно воспользоваться обычными способами; например
нельзя применять мешалку, соединенную с электромотором, так
как уплотнения, на которых вводят приспособления для пере-
мешивания или передвижения предметов в пространстве, чаще
всего не удовлетворяют требованиям эксперимента. Кроме того,
профиль сосудов илп трубок, по которым надлежит переместить
тот или иной предмет, бывает очень сложен, а расстояние пере-
мещения велико (до 300 мм). В таких случаях используют маг-
нитные приспособления. В качестве магнита применяют намагни-
ченные стержни и пластины из армко железа пли нпзкоуглероди-
стой стали, помещенные в стеклянную оболочку. Чаще всего такой
магнит имеет цилиндрическую форму, так как передвигается по
трубкам. Зазор между оболочкой магнита и стенками сосуда
(трубки), в котором магнит передвигается, должен быть не более
1—1,5 мм.
Перемещают или вращают такой магнит внутри прибора с по-
мощью сильного постоянного магнитного или электромагнитного
поля, передвигаемого в нужном направлении и с заданной ско-
ростью вне прибора.
§ 70. Перемещение образцов в закрытом объеме
Перемещение по горизонтали. П е р в ы й способ основан на
перемещении по горизонтально расположенным трубкам прибора
рамки с образцом, укрепленной на конце стеклянной палочки,
припаянной к стеклянной оболочке магнита (см. также гл. VIII).
Во время передвижения возможно смещение магнита по
окружности трубки, а следовательно, и рамки с образцом, что
часто нежелательно. Для фиксирования магнита в одном положе-
нии при его движении вдоль трубки применяют различные при-
способления. Одно из них представляет собой монорельс из стек-
лянной палочки диаметром 4—5 мм, размещенный внутри трубки
243
на нижней ее стороне по всему пути передвижения магнита.
Концы палочки спаивают со стенками трубок (рис. 149, Д) На
магните по всей его длине делают желобок диаметром на 1,5—
2 мм больше диаметра палочки — монорельса. Стеклянная обо-
лочка магнита должна соответствовать геометрии магнита, а по-
Рис. 149. Способы фиксации рам-
ки с образцом при перемещении
в трубках по горизонтали:
А— трубка с монорельсом: / — остек-
лованный магнит с желобком; 2— моно-
рельс из стеклянной палочки; 8—
рамка с образцом; 4 — тонкие нитн из
платины (длиной > I) с надетыми на
ннх стеклянными бусинками; 5—токо-
вводы.
Б—трубка с двумя рельсами: /-—ка-
ретка с образцом; 2—остеклованный
магнит; 3—спай ковар — стекло; 4—ме-
таллические рельсы; 5—электрод;
6—стеклянные спирали;7—термопара;
8— металлическая перемычка; 9—кол-
пачки; 10—вибрирующий электрод.
В—подставка.
К—линия разреза; I—длина переме-
щения образца.
верхность внутри желобка должна быть ровной и гладкой. Этого
достигают, осторожно вминая и проглаживая размягченное стекло
круглой разверткой по всей длине желобка при остекловывании
магнита.
244
После отжига остеклованный магнит с припаянными к нему
палочкой, рамкой и т. д. вставляют внутрь трубки так, чтобы
желобок магнита расположился на монорельсе.
Если же магнит должен перемещаться по трубкам, имеющим
в сечении форму квадрата, прямоугольника, треугольника и т. д.,
го сечение остеклованного магнита должно повторять форму сече-
ния трубок. Длина фигурных трубок ограничена (100—150 мм)
из-за трудности их изготовления. Естественно, что длина пути
передвижения магнита ограничивается длиной трубки.
По необходимости к передвигаемому в приборе предмету мож-
но подвести электрический ток. Электровводы впаивают в прибор,
как показано на рис. 149,А; электроды рамки соединяют с токо-
вводами тонкой эластичной проволокой (платиновой), изолируя
мелкими стеклянными бусинками.
Второй способ фиксации передвигаемой рамки в одном
положении схематично представлен на рис. 149,5. Этим приспо-
соблением пользуются, например, в приборах для изучения ра-
боты выхода электрона. Металлическую каретку 1, соединенную с
остеклованным магнитом 2 посредством спая ковар — стекло 3,
передвигают по двум металлическим рельсам 4. Рельсы жестко
закрепляют в стеклянном сосуде при помощи электрода 5, впаян-
ного в отводную трубку, и стеклянных глухих спиралей 6. Спи-
рали выполняют роль компенсаторов при прогреве прибора.
Один конец каждой спирали спаивают с дном сосуда, на другой
напаивают по небольшому стеклянному колпачку 9, в которые
вставляют металлические рельсы.
Основная трудность заключается в креплении металлических
рельсов внутри сосуда. Делают это следующим образом. Сосуд
устанавливают в горизонтальное положение так, чтобы отвод для
электрода 5 был вверху. Соединенные металлической перемычкой
8 рельсы укладывают на специальную стеклянную подставку
(рис. 149,5), которую помещают в открытый с одного конца со-
суд, снабженный отводами для электрода 5 и термопары 7 (про-
вода термопары свернуты в спираль, их длина должна быть
больше I, чтобы обеспечивалось свободное перемещение каретки
1 по рельсам 4).
Металлическая перемычка 8 должна иметь отверстие с внут-
ренней резьбой, соответствующей наружной резьбе электрода 5.
В отвод вводят остеклованный электрод 5 со стеклянной шайбой
и ввинчивают его в отверстие перемычки 8. Затем стеклянную
шайбу электрода спаивают с краями трубки — отвода. Спаивать
следует на узком пламени горелки (лучше ручной). Дав остыть
спаю, подставку из сосуда вынимают и, надев на рельсы кол-
пачки со спиралями, запаивают открытую левую часть сосуда,
одновременно припаивая к стенкам свободные концы спиралей.
Металлическую каретку 1, спаянную с магнитом 2, помещают
внутрь сосуда, разрезая его в месте, показанном на рисунке ли-
нией К, после чего вновь спаивают сосуд по разрезу.
245
(сдавливанием трубки ворота на пламени горелки перед впаива-
нием электродов), для того чтобы наматываемые на ворот нити,
идущие от магнитов или рамки, не соединились между собой.
Длина ворота составляет 200—250 мм, диаметр 10—12 мм.
Внутренний диаметр трубки, в которой вращают ворот, дол-
жен быть на 10—12 мм больше наружного диаметра ворота. Ее
составляют из двух частей: левой (4) длиной 170—180 мм и пра-
вой (5) — 30—40 мм. К более длинной левой части припаивают
две трубки (тройниковым спаем) для магнитов — противовесов.
В торцы каждой части трубки (в которой размещают ворот)
впаивают по двухзвенному электроду 8 (Pt—Мо или Pt—W в за-
висимости от марки стекол) платиной внутрь трубки. Платиновая
часть электродов должна быть не менее 3—4 мм как по длине,
так и по диаметру, и иметь торцовые конусообразные (или цилин-
дрические) углубления в 2,5—3 мм. Углубления обеспечивают
центровку ворота при вращении и электрический контакт с рам-
кой 1 (через электроды и платиновые нити).
После впаивания двухзвенных электродов трубки 4 и 5 при-
паивают к основному сосуду 9 на одной горизонтальной оси.
После отжига более длинную трубку разрезают по линии К и
внутрь трубки помещают ворот, располагая его в углублениях
электродов. Спаивание по разрезу проводят ручной газовой
горелкой по частям.
Проволоки для рамки и противовесов должны быть заранее
укреплены и намотаны на ворот. После спаивания внешней труб-
ки для ворота, центровки ворота и охлаждения спая проверяют,
как вращается ворот, а затем к проволокам прикрепляют рамку и
противовесы, предварительно установив рамку и противовесы в
положение, показанное на рис. 150, В. Верхнюю часть сосуда 9
спаивают с остальными частями и припаивают к трубке для
ворота длинные трубки — направляющие для противовесов. При
передвижении магнитов — противовесов (одного вниз, другого
вверх) ворот начинает вращаться и поднимать или опускать
рамку.
На рис. 151 показано приспособление, обеспечивающее пере-
мещение образца и в горизонтальном, и в вертикальном направ-
лениях. Малая рамка 4 передвигается в желобах большой рамки
6 по горизонтали при помощи противовесов 5. Рамка 6, в свою
очередь, передвигается по вертикально расположенным рельсам
7. Способ изготовления приспособления аналогичен описанному
ранее.
Во всех описанных способах перемещение образца по горизон-
тали и по вертикали возможно на расстояние от 100 мм до
500 мм.
Перемещение образца на малые расстояния. Если образец нуж-
но перемещать в герметичном сосуде на небольшие расстояния
(от 5 до 50 мм), то применяют эластичный металлический силь-
фон (обычно стальной), к которому приваривают с обоих концов
24а
коваровые трубки, а к ним припаивают стеклянные трубки (пере-
ход стекло —ковар — сильфон — ковар —стекло). К одному концу
^гого «перехода» (изнутри — к стенке дна) припаивают стеклян-
ную палочку, на которой размещают рамку с образцом; другой ко-
нец тройниковым спаем припаивают к реакционному сосуду. Сгибая
Рис. 151. Перемещение по верти-
кали и горизонтали одновременно:
1 — электроды; 2— платиновые кольца;
3 —трубки отводы; 4—рамка с образ-
цом; 5 — противовесы; 6—большая
рамка; 7—вертикальные рельсы.
сильфон в ту или другую сторону, перемещают рамку с образцом в
реакционном сосуде.
§ 71. Магнитные мешалки
Простейшим приспособлением для перемешивания растворов
может служить остеклованный магнит, имеющий плоское основа-
ние. Такой магнит помещают внутрь сосуда с плоским дном, а
снаружи под дно того же сосуда подводят сильный постоянный
магнит, укрепленный на оси ротора небольшого электромотора.
При вращении ротора вращается и магнит, укрепленный на нем,
а вместе с ним и магнит, помещенный в сосуд. Перемешивание
будет наиболее интенсивным, если расстояние между магнитами
минимальное. Такой вид мешалок применяют для перемешивания
небольших количеств растворов в малых по объему сосудах (до
100 см3).
Рассматриваемый способ имеет ряд недостатков: большая
площадь соприкосновения основания остеклованного магнита с
дном сосуда, обязательное наличие плоского дна, ограниченность
во вращении из-за трения и т. д. Поэтому этот способ получил
весьма ограниченное применение, но он положил начало
249
Конструированию магнитных мешалок с элементами осевого вра
щевия в замкнутом герметичном объеме.
На рис. 152 показаны детали и порядок сборки сосуда с маг
нитной мешалкой. Работу, как и в большинстве случаев, начи
нают с изготовления пульки длиной, равной длине будущего со
Рис. 152. Детали сосуда с магнитной мешалкой:
о—заготовка с верхним подпятником; б—заготовка с двумя подпятниками и
в—ротор мешалки с лопастями; г—сосуд с мешалкой.
Рис. 153. Сосуды с магнитными мешалками:
А — с термостатируемой рубашкой; Б—с двумя реакторами.
суда (длину держав не учитывают), и заданного диаметра
Делают утолщенное плоское дно обязательно с округленными
плечиками (так как сосуд будет работать под вакуумом). Центр
дна разогревают на самом узком пламени горелки и тонкой стек
лянной палочкой вытягивают часть стекла до образования не
большого выступа в виде опрокинутой воронки высотой 3—4 мм
Диаметр самой широкой части воронки не должен превышать
4—5 мм. Стеклянную палочку в вершине конуса воронки оттяги
вают на пламени, а вершину конуса вторично размягчают на уз
ком пламени и осторожно раздувают до округления с внутренней
стороны (в виде гладкой сферы) с утолщенными стенками диа
метром в 1,5—2 мм (рис. 152,а). Полученное углубление с внут
ренней стороны дна называют подпятником.
К сосуду сбоку вблизи дна припаивают трубку и выгибают ее
на пламени горелки так, чтобы ее конец вышел на одну вертикаль
ную ось сосуда (рис. 152,6); эта трубка будет служить державой
Нижнюю часть сосуда обрабатывают так же, как верхнюю, только
после образования подпятника (в вершине конуса) к конусу сна
ружи припаивают стеклянную палочку — державу, стараясь не
повредить внутреннюю поверхность сферы (рис. 152,6). После
этого обязательно отжигают изделие в печи.
При изготовлении вращающейся части мешалки — ротора
(рис. 152, в) особое внимание следует уделить центровке оси вра
250
щения (стеклянная палочка) и балансировке остеклованного маг-
нита. Хорошо сцентрированные и сбалансированные магнитные
мешалки могут вращаться со скоростью до 2000 об/мин.
Для более стабильного вращения масса магнита, помещаемого
в сосуд, всегда должна быть меньше массы магнита, расположен-
ного на оси ротора электромотора.
Стекло для магнита и оси вращения выбирают более тугоплав-
кое, нежели стекло для сосуда. Остеклованный металл намагни-
чивают сильным электромагнитом. Вверху и внизу ось сводят на
конус (на пламени горелки) так, чтобы она свободно входила в
подпятники. Расстояние между дном сосуда и магнитом должно
быть минимальным (0,5—0,6 мм). По всей длине стеклянной оси
припаивают плоские лопасти с заданным расстоянием между
ними.
Подготовленный ранее и отожженный сосуд разрезают (см.
рис. 152, — линия отреза /С), внутрь пего помещают ротор — ме-
шалку и спаивают сосуд по месту разреза.
Следует заметить, что точно угадать или разметить длину ро-
тора — мешалки по длине сосуда очень трудно, поэтому длину
ротора, наращивая или уменьшая верхнюю его часть, подгоняют
по разрезанному сосуду. При этом, составляя обе части сосуда
точно по разрезу, проверяют, как ротор вращается в подпятниках.
Готовый сосуд с магнитной мешалкой отжигать в печи не сле-
дует, так как ось мешалки может покривиться.
Описанный порядок изготовления сосуда с магнитной мешал-
кой можно взять за основу при разработке плана работы над по-
добными сосудами.
На рис. 153 показан реактор с магнитной мешалкой и термо-
статируемой рубашкой. Порядок изготовления такого реактора
следующий. Сначала делают внутренний сосуд и, не помещая в
него магнитную мешалку, навивают на него облегающую спираль.
Затем полученный сосуд впаивают в термостатируемую рубашку и
весь реактор отжигают в печи. После отжига весь прибор (и ру-
башку, и внутренний сосуд) разрезают, подгоняют и вставляют
во внутренний сосуд приготовленную заранее мешалку и спаи-
вают поочередно по разрезу сначала внутренний сосуд, а затем и
рубашку. На рис. 153, Б представлен другой прибор с двумя реак-
торами и мешалками. Принцип его изготовления тот же.
§ 72. Центробежные насосы
Стеклянные центробежные насосы применяют для циркуляции
различных жидкостей в замкнутом объеме прибора. Принцип ра-
боты стеклянных центробежных насосов сходен с работой меха-
нических центробежных насосов. Безусловно, ввиду малых габа-
ритов (диаметр их 30—60 мм) и небольшой скорости вращения
производительность стеклянных насосов невелика. Например, при
вращении ротора со скоростью около 2000 об/мин и объеме
251
корпуса насоса 50 см3 такие насосы могут поднять столб воды на
высоту 300—400 мм (давление атмосферное, диаметр трубки 2—
3 мм). Однако чаще всего и такой производительности бывает до-
статочно для обеспечения циркуляции жидкости в небольших по
объему приборах.
Рис. 154 Виды стеклянных центробежных насосов:
А— насос цельнопаянный с ротором в виде прямоугольной пластины;
Б—насос цельнопаянный с ротором в виде кольца;
В— насос разъемный с фланцевым корпусом и кольцевым ротором с крыльчаткой;
Г — насос с тефлоновым сальником.
Корпус стеклянных насосов может быть цельнопаянный или
разъемным (рис 154)
Роторы большинства насосов, как и у приборов с магнитными
мешалками, представляют собой заключенный в стекло магнит на
стеклянной оси. Внешний магнит укрепляют на оси ротора элект-
ромотора.
Весь порядок изготовления стеклянных центробежных насосов
сходен с порядком изготовления приборов с магнитными мешал-
ками. Сначала из цилиндрической трубки делают корпус насоса.
Форма его — «улитка» — похожа на форму центробежного механи-
ческого насоса. Ее получают, припаивая к корпусу по касательной
после отделки подпятников боковой отвод. Нижний подпятник
252
чолжен быть такой же, как у сосуда с магнитной мешалкой,
а верхний впаивают тарельчатым спаем в центральную входную
трубку, предварительно проделав несколько отверстий между
тарельчатым спаем и верхним конусом подпятника (рис. 154).
После отжига корпус насоса разрезают по окружности так, как
показано на рисунке (линия К), и приступают к изготовлению
ротора.
Магнит для ротора может иметь прямоугольную, кольцеобраз-
ную, дисковую или другую форму. Но, пожалуй, самой удобной
для центровки, балансировки и опаивания стеклом является фор-
ма в виде кольца с утолщенными стенками. Такой магнит лучше
всего делать из армко железа. Масса магнита ротора насоса дол-
на быть меньше массы внешнего магнита, вращающего ротор, во
избежание проскальзывания при больших оборотах. Стекло, в ко-
торое заключают магнит, обязательно должно быть более термо-
стойким, чем стекло корпуса насоса.
При сборе стеклянного центробежного насоса особое значение
придают подгонке ротора к корпусу насоса' производительность
насоса повышается, если зазор между стенками корпуса насоса и
ротором будет минимальный. Кроме того, центровка ротора и кор-
пуса должна быть очень хорошей, люфт по вертикали и гори-
зонтали оси ротора в подпятниках при вращении должен быть
минимальным (не более 0,2—0,3 мм). Это достигают, уменьшая
пли увеличивая верхний конец оси при подгонке оси ротора к
подпятникам насоса. Приходится многократно помещать ротор
внутрь корпуса, складывая разрезанные части корпуса точно по
разрезу.
Спаивание корпуса по разрезу начинают только после того,
как убедятся в правильности подгонки ротора к корпусу и в
хорошем вращении ротора (еще в неспаянном корпусе насоса).
На рис. 154 показаны схемы стеклянных центробежных насо-
сов с различными роторами. При монтаже насосов А, Б и Г работы
начинают с изготовления ротора: заключение магнита в стекло,
припайка к оси и отжиг. Затем по размерам ротора делают кор-
пус насоса Дело в том, что, изготовляя насосы такой конструк-
ции, очень трудно обеспечить минимальный зазор между ротором
и стенками корпуса. Насос В делают в обычном порядке- сначала
корпус, затем подгоняют лопасти ротора, магнит и длину ротора.
Лопасти можно уменьшить (или увеличить) на пламени горелки
или шлифовкой на планшайбе.
ГЛ AB A XI
ГОРИЗОНТАЛЬНО-ЗАВАРОЧНЫЙ СТАНОК.
ИЗГОТОВЛЕНИЕ ПРИБОРОВ ПОВЫШЕННОЙ СЛОЖНОСТИ
§ 73. Горизонтально-заварочный станок
в условиях стеклодувных мастерских
Горизонтально-заварочные, вертикально-заварочные и многие
другие станки для обработки стекла в заводских условиях пред-
назначаются для выполнения отдельных операций, связанных с
обработкой крупногабаритных стеклянных изделий. Из всех стан-
ков, применяемых в промышленном производстве, самое широкое
распространение в условиях стеклодувных мастерских получил
горизонтально-заварочный станок. На этом станке проводят слож-
ные операции по обработке крупногабаритных стеклянных загото-
вок и изготовление трудоемких приборов, не выпускаемых про-
мышленностью, но которые ввиду их сложности нельзя выполнить
вручную. Станок используют для притирки и шлифовки крупных
стеклянных изделий, для обработки изделий из кварцевого стекла
с применением кварцедувных горелок.
Горизонтально-заварочный станок (рис. 155) имеет две «баб-
ки», одна из которых — правая может передвигаться по направ-
ляющим станины станка. Левая «бабка» станка неподвижна.
«Бабки» имеют одинаковые патроны, идентичные патронам токар-
ного станка. Цанги патронов в отличие от токарных делают удли-
ненными (250—350 мм) и обертывают асбестовым полотном в
2—3 слоя для предотвращения соприкосновения металлических
цанг со стеклом при зажиме заготовок. Цанги в патронах сдви-
гают и раздвигают при помощи большого текстолитового кольца,
закрепленного по внешней окружности патронов и приводящего
в движение цанги. При зажиме стекла в цанги патронов следует
прилагать значительно меньшее усилие, чем при зажиме ме-
талла. Оба патрона вращаются синхронно при помощи цепных
передач от единого вала, приводимого во вращение электромо-
тором.
Станок снабжен подвижной кареткой, которая может свободно
перемещаться между «бабками» станка по направлению станины
при вращении рукоятки каретки. Каретку часто используют для
закрепления на ней газовой горелки или крепления к ней специ-
альных приспособлений по обработке стекла. Для обработки
стекла на станке применяют современную настольную газовую
горелку, закрепляемую на подвижной каретке или на специаль-
ном шарнирном устройстве, позволяющем перемещать горелку на
все полезное расстояние между «бабками». Шарнирное устрой-
ство жестко прикрепляют к станине станка при помощи крон-
254
штейна. Горючий газ, кислород и сжатый воздух подводят к го*
релке по обычным резиновым шлангам. Кроме горелки, закрепляе-
мой на станине станка, необходимо иметь ручную и настольную
газовые горелки с длинными (2—3 м) прочными резиновыми шлан-
гами. Эти горелки располагают вблизи станка, чтобы всегда мож-
Рис. 155. Горизонтально-заварочный станок:
1 — шарнир дли дутья; 2—левая «бабкаэ; 3—патрон; 4, 10—текстолитовые кольца для
зажима цанг патронов; 5—передвижнаи каретка; 6 и 7 —горелки; 8 — шарнирный крон-
штейн; 9—цанги, обернутые асбестом; 11— правая подвижная «бабка»; 12 — рукоятка для
передвижения правой «бабки».
по было воспользоваться ими для обработки или добавочного про-
грева стеклянной детали, изготовляемой на станке.
В зависимости от состояния стекла во время его обработки
часто необходимо изменять скорость вращения патронов станка,
поэтому целесообразнее переводить электропитание станка на по-
стоянный ток, при котором возможна почти любая регулировка
скорости, необходимая для обработки стекла.
Дутье в обрабатываемую деталь осуществляют ртом через
резиновый шланг с шарнирным устройством (см. § 12), пропуская
шланг через полый шпиндель «бабки». Чтобы шланг не перекру-
чивался, его закрепляют при помощи отрезка стеклянной трубки,
вставленного в пробку, которой закрывают отверстие шпинделя
«бабки».
Полезное расстояние между патронами станка в раздвинутом
положении составляет 800 мм, но его можно увеличить на длину
патрона с цангами. Для этого правый патрон переносят в правую
255
от подвижной «бабки» сторону, закрепляя его в том же шпинделе
подвижной «бабки» при помощи переходной втулки посредством
двух резьб — для шпинделя и патрона. Такое усовершенствование
позволяет обрабатывать детали длиной до 1000 мм. Один конец
таких деталей закрепляют в левом патроне, другой, пропустив
Рис. 156. Развертка (Л) и обкатки (Б) для работ на горизонтально-заварочном
станке.
державу через полый шпиндель «бабки», в правом патроне, раз-
мещенном за станком.
§ 74. Инструмент для работы на станке
Инструмент для станочных работ практически тот же, что при-
меняется в обычных стеклодувных работах, отличается лишь раз-
мером и прочностью. Например, увеличивают ширину и толщину
некоторых графитовых разверток, длину ручек, диаметр канавок
у обкаток. Обкатки для станочных работ в отличие от обычных
имеют одну канавку определенного размера, поэтому для работы
на станке необходимо иметь большой набор обкаток, отличаю-
щихся друг от друга диаметрами канавок. Обкатки с одной ка-
навкой должны иметь удлиненную текстолитовую ручку (рис.
156).
В качестве подсобного инструмента, применяемого в станоч-
ных работах, необходимо иметь приспособление (рис. 157) для
обработки трубок. Его устанавливают на середину подвижной ка-
ретки станка, при этом большую плоскость графитовой пластины
располагают в одной плоскости с вертикальной плоскостью
станка.
Если нужно получить широкую цилиндрическую трубку из
узкой, то оба конца исходной трубки закрепляют в патронах
станка, графитовую пластину устанавливают таким образом, что-
бы расстояние от горизонтальной оеи исходной трубки до верхней
части пластины равнялось радиусу получаемой широкой трубки.
Каретку с приспособлением устанавливают в левое положение на
расстояние 100—150 мм от цанг патрона. При вращении патронов
256
< । шка исходную трубку размягчают на пламени и раздувают ДО
опрпкосновения с верхней частью пластины. Раздувать следует
небольшими участками в 30—40 мм, периодически передвигая
каретку станка с приспособлением в правую сторону до тех пор,
пока не получится широкая трубка нужной длины. При дутье
нельзя допускать перегрева стекла и графита, иначе они могут
слипнуться. Когда размягченное стекло в результате дутья и вы-
равнивания графитовой пластиной примет ровную цилиндриче-
скую форму, горелку отставляют, а стеклу дают затвердеть, при-
чем дутье не прекращают до полного затвердения стекла.
Изменив угол наклона графитовой пластины данного приспо-
собления, можно получить конусные заготовки. На станке можно
получать стеклянные заготовки любого профиля, для этого доста-
ючно на графитовой пластине сверху выточить полусферу, квад-
рат, овал и т. д.
§ 75. Некоторые приемы работы
па горизонтально-заварочном станке
Если в оба патрона станка закрепить прямую трубку и при
вращении патронов пламени горелки довести середину этой труб-
ки до размягчения, а затем дать ей остыть, не разжимая цанг
патронов и не прекращая вращение, то по мере остывания стекла
в месте нагрева трубка заметно искривится. Это можно объяснить
возникновением в трубке напряжения как в вертикальном, так и
в горизонтальном направлениях. Чтобы исключить искривления
после прогрева трубки, когда верхний слой стекла несколько
остынет, следует быстро, не останавливая вращение патронов,
освободить зажим одного конца трубки в цанге, так чтобы трубка
свободно лежала на цангах патрона, но не болталась. После за-
твердения стекла вращение патронов станка прекращают.
Перепаивание заготовок. Так же как и при изготовлении стек
тянных изделий вручную, в станочных работах важное место за-
нимает перепаивание трубок и последующие операции: получение
дна, припайка державы и др.
Перед перепаиванием трубки зажимают в цангах патронов
станка. Если же требуется перепаять короткую заготовку, то в
один патрон зажимают заготовку, а в другой — отрезок трубки,
который спаивают на станке временным спаем с заготовкой, а по-
том перепаивают заготовку в заданном месте.
Трубки небольшого диаметра (до 60 мм) перепаивают на ши-
роком пламени газовой горелки с оттягиванием державы. Широ-
кие заготовки (100 мм и более) перепаивают, пережимая размяг-
ченное стекло графитовой разверткой с округленным концом. Для
этого сначала размягчают участок заготовки длиной 70—80 мм,
татем, направляя пламя горелки на верхнюю часть заготовки,
чтобы оно подогревало стекло, концом развертки нажимают на
таготовку снизу и постепенно пережимают заготовку примерно на
третью часть ее диаметра. После этого разогревают соседнюю
9 Зак 167
257
Часть заготовки и также, пережимая разверткой, сравнивают ее
с пережатым участком. В результате получают заготовку с пере-
жатым участком, диаметр которого на одну треть меньше диа-
метра заготовки. Пережатый участок уменьшают в диаметре до
20—30 мм теми же приемами, а затем перепаивают горелки.
Рис. 157. Приспособление для раз-
дутия трубок на станке:
/ — основание; 2—стойка; 3 — гайки
для регулировки высоты; 4— винт для
регулировки наклона планки; 5. 6—два
винта для крепления пластины из
графита 7 в планке 5.
Осаживание (накопление стекла). Принцип осаживания стекла I
на станке тот же, что и при осаживании его вручную. Произвести в
накопление стенок широких заготовок на станке значительно про- I
ще, чем вручную. Стенки заготовок при этом выравнивают раз-
вертками и обкатками, предназначенными для станочных работ. I
Спаивание. Приемы спаивания заготовок на станке весьма exo- I
жи с приемами спаивания трубок вручную, поэтому нет необходи- I
мости в разборе этих приемов Следует отметить, что боковые от-
воды заготовок припаивают пламенем ручной газовой горелки, I
останавливая при этом вращение патронов станка.
Изготовление шлифов и фланцев. Порядок изготовления боль-
ших шлифов (муфт и кернов) полностью схож с изготовлением I
шлифов вручную. На станке изготовляют шлифы диаметрами 1
100—150 мм и даже больше, сделать это вручную под силу только
физически крепким и высококвалифицированным мастерам —
стеклодувам. Подробно о притирке шлифов на станке см. гл. XIII.
258
Таблица 8. Муфты конусных шлифов (КШ) в соответствии с ГОСТ 8682—70
Обозначение шлифа D, мм Я, мм Л, мм
5/13 5±0,1 13± 1 120 ±5
7/16 7,5 ±0,1 16±1 120±5
10/19 10,0±0,1 19± 1 130±5
12/21 12,5±0,1 21 ± 1 130±5
14/23 14,5+0,1 23± 1 130±5
19/26 18,8±0,1 26±1 130±5
21/28 21,5 + 0,1 28± 1 150±5
24/29 24,0 + 0,1 29± 1 150±5
29/32 29,2±0,1 32± 1 150±5
34/35 34,5 ±0,1 36±2 170±5
40/38 40,0 + 0,1 39±2 170±5
45/40 45,0 ±0,1 41 ±2 170±5
50/42 50,0 ±0,1 43±2 180±5
60/46 60,0 ±0,1 47±2 180±5
71/51 71,0±0,1 52±2 180 ±5
85/55 85,0 ±0,1 56±2 190±5
100/60 100,0 ±0,1 61 ±2 200 ±5
Таблица 9. Кериы конусных шлифов (КШ) в соответствии с ГОСТ 8682—70
Обозначение шлифа D, мм Н, ММ L, мм
5/13 5,0 ±0,1 13±[ 120±4
7/16 7,5 ±0,1 I6± I 120+5
10/19 10,0±0,1 19± 1 150±5
12/21 12,5+0,1 21 ± I 150±5
14/23 14,5+0,1 23 + 1 160±5
19/26 18,8+0,1 26± 1 150 ±5
21/28 21.5±0,1 28± 1 150±5
24/29 24,0 ±0,1 29± 1 150±5
29/32 29,2±0,1 32± I 150±5
34/35 34,5 ±0,1 36±2 170±5
40/38 40,0 ±0,1 39±2 170±5
45/40 45,0 ±0,1 41 ±2 170±5
50/42 50,0 ±0,1 43±2 180±5
60/46 60,0 ±0,1 47±2 180±5
71/51 71,0±0,1 52,2 ±2 180±5
85/55 85,0 ±0,1 56±2 190±5
100/60 100,0 ±0,1 61 ±2 200±5
9*
259
В настоящее время промышленность выпускает готовые нор-
мальные конусные шлифы. Обозначение шлифов и их размеры
утверждены (ГОСТ 8682—70).
В таблицах 8 и 9 приведены основные размеры муфт и кернов
таких шлифов.
Рис. 158. Изготовление фланца с широким рантом:
а—заготовки в цангах станка; б—заготовки с развернутыми краями; в —начальная опе-
рация спаивания развернутых заготовок между собой; г — конечная операция по спаива-
нию заготовок; — линия разреза-
Изготовление фланцев представляет определенный интерес.
Если ширина ранта фланца не превышает 25 мм, то фланец де-
лают на станке подобно тому, как изготовляют фланцы вручную.
Если же ширина ранта превышает 25 мм, то его делают, спаивая
между собой две заготовки, у которых развернуты торцевые части
(рис. 158). Для этого сначала цилиндр — заготовку разрезают на
две части с таким расчетом, чтобы их можно было закрепить
в патронах станка. После закрепления края торцев обеих частей
на широком пламени горелки поочередно развертывают. Диаметры
развернутых краев обеих частей цилиндра должны быть равны и
превышать заданный диаметр будущего фланца в 1,5—2 раза.
Сдвинув обе части (как можно ближе друг к другу), их развер-
нутые края сильно размягчают пламенем двух горелок (стационар-
ной и ручной) и сжимают графитовыми развертками с двух сторон
до полного соединения. Полученный единый монолитный рант
фланца вторично проваривают пламенем горелки, выравнивая раз-
вертками. Цилиндр по обе стороны от полученного ранта утол-
щают (осаживанием), а потом раздувают до диаметра на 15—
20 мм больше диаметра исходного цилиндра. Раздувать следует
вместе с рантом. Этим добиваются более тщательной пропайки
ранта изнутри в месте соединения, ликвидируя возможные зали-
пания.
Если необходимо провести операции по припайке отводов и
шлифов, отделыванию дна и т. д. непосредственно вблизи ранта
фланца, то их проводят сразу, не давая фланцу остыть. После от-
жига в печи одну часть цилиндра отрезают у основания ранта
фланца, а сам рант шлифуют.
260
Изготовление сосудов Дьюара. Приемы изготовления сосудов
Дьюара на станке те же, что и при работе вручную, т. е. их де-
лают и давлением, и спаиванием торцевых частей внутреннего и
наружного цилиндров. Дьюаровский спай выполняют, зажимая за-
готовки сосуда как в одном патроне станка, так и в двух. В пер-
Рис. 159. Приспособление для крепления сосудов Дьюара на станке
(конструкция Ю. С. Звенигородского):
1 — вал; 2 —контргайка; 3 — гайка; 4, 5, 9—втулки; 6—винты; 7—кожух; 8 — пружина.
вом случае внутренний цилиндр закрепляют в наружном сверну-
той медной лентой (см. § 35), во втором применяют специальное
приспособление (рис. 159) для крепления внутреннего цилиндра.
Это приспособление закрепляется в патроне станка и удерживает
в нем внутренний цилиндр во все время спаивания.
§ 76. Изготовление некоторых приборов повышенной
сложности на горизонтально-заварочном станке
На горизонтально заварочном станке изготовляют детали: ши-
рокие и длинные сосуды Дьюара, краны и фланцы больших раз-
меров, крупные головки ректификационных колонок, кондукто-
метрические колонки, крупногабаритные криостаты ^сосуды Дью-
ара с несколькими стенками) и другие приборы, которые вручную
сделать невозможно или очень трудно.
Основное время при изготовлении крупногабаритных прибо-
ров уходит на заготовку их составных частей и креплений,
тогда как само время изготовления сравнительно невелико. Со-
ставные части приборов делают, учитывая каждую мелочь, с тем
чтобы во время сборки и окончательного спаивания не произво-
дить лишних операций. Нередко операции по пропаиванию спаев
одного прибора приходится производить в течение 8—9 часов.
При этом обязательно должны работать два стеклодува, а часто
и больше, причем мастера время от времени вынуждены под-
менять друг друга.
Высокотемпературная кювета. Кювета (рис. 160) состоит из
термостатируемого холодильника 3 с фланцами, впаянного внутрь
стеклянного кожуха 4. Кожух имеет на обоих концах охлаждае-
мые муфты 2 и 7 шлифов, к которым притерты керны 1 и 8 с
фланцами. Холодильник 3 впаян в кожух 4 посредством трех тру-
бок— двух узких 9 и 11, пропаянных через стенку кожуха внут-
281
ренними боковыми спаями и расположенных по касательной к
холодильнику 3, и одной широкой 5, служащей в то же время муф-
той шлифа.
Наиболее трудной операцией при изготовлении данной кюветы
является впаивание холодильника 3 внутрь кожуха. Изготовление
Рис. 160. Высокотемпературная кювета:
/, 8 — керны шлифов; 2, 7—охлаждаемые муфты шлифов; 3— холодильник с фланцами по
торцам; 4—кожух кюветы; 5—трубка — шлиф холодильника; 6—трубка кожуха; 9, 1! —
трубки; 10—пробка с карманом; К — линия разреза кожуха; а и б —места спайки.
кюветы начинают с холодильника. Холодильник делают вручную,
как описано в § 36. После холодильника изготовляют муфты 2 и 7
шлифов кожуха без рубашек. Кожух кюветы делают из широкой
трубки диаметром 80 мм, исходя из заданных размеров длины
кюветы, трубку на обоих концах раздувают до диаметра 100—
НО мм на длине 50—60 мм; это будущие рубашки для охлажде-
ния шлифов.
В полученный кожух с обоих концов дьюаровскими спаями
впаивают муфты 2 и 7 шлифов, применяя для крепления в кожухе
насадки — хватки (см. § 35). Более узкие части муфт в местах а
и б с кожухом пока не спаивают. К средней части кожуха при-
паивают отвод 6 из трубки диаметром 35—40 мм. Полученную за-
готовку тщательно отжигают в печи для отжига стекла. Кожух и
муфты шлифов можно изготовить как вручную, так и на гори-
зонтально-заварочном станке.
После отжига заготовку кожуха разрезают пополам так,
чтобы линия разреза проходила через середину отвода 6. Ранее
заготовленный холодильник 3 с соответствующими отводами за-
крепляют в обеих половинах кожуха при помощи насадок — хват-
кое. Насадки должны иметь прочные трубки — державы, за кото-
рые кювету перед окончательными операциями по спайке закреп-
262
ляют в цангах патронов станка, а также должны иметь прочные
трубки внутри кожуха, на которых удерживаются холодильник и
кожух со шлифами. При креплении холодильника внутри кожуха
особое внимание следует уделить тому, чтобы обе половины ко-
жуха плотно сходились по разрезу.
Рис. 161. Последовательность изготовления криостата:
а—внешняя оболочка криостата; б — второй цилиндр; в — третий цилиндр; г — третий
цилиндр спаян со вторым снизу дьюаровским спаем; д — крепление заготовки г в оболочке д;
е — спаивание заготовки г с оболочкой а простыми внутренними спаями и припайка верх-
ней трубки; яс —заготовка центральной внутреиней трубки; з — впаивание трубки ж в за-
готовку е с дьюаровским спаем и припайка нижней части криостата; и—собственно крио
стат.
По окончании операций по креплению холодильника и кожуха
всю кювету помещают в холодную печь для отжига стекла и на-
гревают до температуры отжига данного стекла. Доведя до нуж-
ной температуры, горячую кювету вынимают из печи, быстро за-
жимают за державы насадок в цангах патронов станка и при-
ступают к спаиванию кожуха точно по разрезу (линия К). Для
запаивания стеклянной палочкой отверстий, возникших в месте
спая, используют ручную газовую горелку; при этом двигатель
станка останавливают. После получения надежного спая по месту
разреза центральный отвод холодильника 3 спаивают с отводом 6
кожуха дьюаровским спаем, используя пламя ручной горелки.
Далее пропаивают внутрнними спаями через стенки кожуха от-
воды 9 и 11.
Окончательной операцией по изготовлению кюветы на пламени
горелок является спаивание тарельчатыми спаями муфт кожуха
с его стенками по местам а и б. Эту операцию проводят на узком
пламени стационарной горелки станка с периодическим обогре-
вом середины кюветы. Дутье во время изготовления кюветы про-
изводят через резиновый шланг ртом.
Закончив все операции, кювету тщательно обогревают пламе-
нем горелки и помещают в печь для отжига, разогретую до тем-
пературы отжига стекла, из которого изготавливают кювету.
Затем притирают шлифы и шлифуют наружные фланцы кю-
веты. Фланцы холодильника шлифуют перед впаиванием его
263
fi кожух кюветы. К наружным фланцам кюветы приклеивают спе-
циальные окна из материала, пропускающего ИК-лучи, к флан-
цам холодильника 3 такие же окна плотно прижимают при по-
мощи специального металлического приспособления. Спираль для
нагревания кюветы располагают в кармане 10 пробки и в рубаш-
ке холодильника.
Криостат цельнопаяный. Криостат диаметром 100—120 мм
и общей длиной 500—700 мм можно изготовить только на гори-
зонтально-заварочном станке. На рис. 161 представлены последо-
вательно все операции его изготовления. Вначале заготавливают
внешнюю оболочку а из цилиндра диаметром 100—120 мм, второй
цилиндр б диаметром 80—100 мм и третий в диаметром 60—80 мм.
Вставив третий цилиндр во второй, нижние суженные части спа-
ивают дьюаровским спаем, а сбоку подпаивают отросток для
дутья (трубка диаметром 4—5 мм). Полученную заготовку обре-
зают в верхней широкой части (длина зависит от заданных раз-
меров) и тщательно отшлифовывают торцы второго и третьего ци-
линдров на планшайбе. После шлифовки их лучше оплавить.
Заготовку жестко закрепляют внутри внешней оболочки. От-
росток, изогнутый книзу, оставляют открытым для дутья. Заго-
товку вставляют в левый патрон станка и осторожно, чтобы не
раздавить внешнюю оболочку, зажимают цангами. Верхняя часть
внешней оболочки должна быть длиннее вставленных в нее вто-
рого и третьего цилиндров на 50—70 мм. В правый патрон зажи-
мают подготовленную припайку, диаметр которой должен быть ра-
вен диаметру третьего цилиндра. Один конец ее закрыт, другой,
припаиваемый к заготовке, сужен на 15—20 мм и ровно обрезан.
Включив станок, центруют заготовки. На широком мягком
бескислородном пламени горелки обогревают торцы и соседний
участок внешней оболочки левой заготовки. Доведя стекло на кис-
лородном пламени до размягчения, оттягивают или осаживают
специальной обкаткой удлиненную верхнюю часть внешней обо-
лочки и делают плоское дно, отступя 4—5 мм от торцов 2 и 3 ци-
линдров. Стенки дна должны быть толще стенок внешнего ци-
линдра в 1,5 раза. Изготовив дно, на мягком нешироком пламени
размягчают его плечики и специальной обкаткой осторожно при-
глаживают их (как бы округляя) до равномерного слипания с тор-
цами второго и третьего цилиндров. Удалив ненужный наплыв
(если такой образовался) в центре дна, на резком кислородном
пламени тщательно проплавляют одновременно торцы второго и
третьего цилиндров, спаивая их с дном.
Дутье осуществляют через шланг, присоединенный к левой
(нижней) части криостата и проходящий через патрон и «бабку»
станка.
Убедившись визуально в хорошем качестве спаев, в центре дна
выдувают отверстие диаметром, равным диаметру суженной части
припайки, закрепленной в правом патроне. Соединив губки отвер-
стия криостата с суженной припайкой, их тщательно спаивают,
284
раздувая суженную часть до диаметра припайки. Сбоку внешнего
цилиндра напаивают отросток для откачки и серебрения и проде-
лывают небольшое отверстие (диаметром 10—12 мм) между про-
паянными торцами второго и третьего цилиндров (В дальнейшем
через это отверстие заливают жидкий азот.)
Рис. 162. Последовательность изготовления кристаллизатора:
а—заготовка корпуса кристаллизатора с отводами и шайбой монолитом; б — заготовка
рубашки корпуса; в — корпус а в рубашке б с креплением асбестом и спаиванием среднего
спая (/) корпуса с рубашкой; г — спаивание отводов корпуса с рубашкой; д — собственно
кристаллизатор.
Обогрев места, подвергавшиеся размягчению, и сняв еще горя-
чий криостат со станка, его помещают в разогретую печь для от-
жига. После отжига верхнюю часть припайки обрезают на без-
опасном для внутренних спаев расстоянии. Через отверстие в при-
пайке вставляют в заготовку и закрепляют в нее ранее приготов-
ленный стакан (для заливки жидкого гелия), к нижней части
которого припаяна узкая трубка из специального стекла (не да-
ющего сигналов ЭПР). Верхняя часть стакана должна быть
слегка развернута. Развернутые края стакана спаивают с краями
обреза припайки дьюаровским спаем, заканчивая тем самым от-
делку верхней части криостата. Нижнюю узкую часть внешней
оболочки криостата отрезают по линии К- Сначала запаивают
конец отростка, через который осуществлялось дутье в простран-
ство между вторым и третьим цилиндрами, а потом на ручной
горелке припаивают узкую нижнюю часть криостата из такого же
специального стекла, из какого сделан отросток на внутреннем
гелиевом стакане. Затем изделие отжигают. После отжига крепле-
ние растворяют в кислоте, а криостат серебрят и откачивают.
265
Корпус кристаллизатора. К приборам, отличающимся большой
сложностью изготовления, можно отнести корпус крупногабарит-
ного кристаллизатора.
Корпус кристаллизатора (рис. 162) имеет форму удлиненной
воронки и снабжен термостатируемой рубашкой такой же формы,
спаянной с ним в десяти местах различными внутренними спаями.
Длина корпуса с рубашкой составляет 650—700 мм, наибольший
диаметр (в верхней части) 200—250 мм и наименьший (в нижней
части) 50 мм.
Практически почти все основные операции по изготовлению
кристаллизатора проводят на горизонтально-заварочном станке,
за исключением приготовления всевозможных мелких отводов,
оливок, шлифов и т. п., которые делают вручную. Во время изго-
товления применяют две газовые стационарные горелки типа
«пушка», предназначенные для станочных работ, и одну ручную
горелку. Дутье осуществляют ртом через резиновый шланг и спе-
циальный шарнир (см. § 12).
В изготовлении конических заготовок для корпуса и термору-
башки принимают участие один — два стеклодува, а при оконча-
тельных операциях по спаиванию всего кристаллизатора—три —
четыре. За время изготовления мастера периодически должны
подменять друг друга, давая тем самым небольшой отдых каж-
дому из работающих.
Крупногабаритные стеклянные заготовки конической формы
промышленностью не выпускаются, поэтому работу начинают
с изготовления двух конических трубок для корпуса и термо-
рубашки кристаллизатора (см. § 75). Делают заготовки из тол-
стостенных цилиндров диаметром 120—130 мм. Толщина стенок
полученных заготовок может колебаться от 2,5 мм до 3,5 мм, при-
чем толщина стенок корпуса и его рубашки может быть одинако-
вой или стенки корпуса на 1—1,5 мм могут быть тоньше стенок
терморубашки. В противном случае как при изготовлении, так и
при эксплуатации кристаллизатора возможно образование трещин
и посечек. Для частичного снятия механических напряжений,
в любом случае возникающих при изготовлении кристаллизатора,
лучше всего сделать компенсационные кольца. Конические заго-
товки следует непременно отжечь в печи для отжига стекла. После
отжига готовят корпус к припайке боковых отводов. Для этого
обе державы корпуса закрепляют в цангах патронов станка и на
корпусе ножом для резки стекла ставят метки по местам будущих
боковых отводов.
Расстояние (зазор) между стенками корпуса и его термору-
башки должно составлять 15—20 мм, поэтому отводы лучше при-
паивать тройниковым спаем при помощи глухой стеклянной па-
лочки (см. § 21). В данном случае вместо палочки используют
толстостенную трубку диаметром 15 мм, сплавляя ее конец и при-
крепляя лепкой к корпусу по размеченным местам. Затем пооче-
редно выдувают из припаянной трубки боковые отводы. После
раздутия каждого бокового отвода на длину 25—30 мм остав-
шийся конец трубки оттягивают, оставляя верх отводов закрытым.
Нагревают заплавленную трубку и место лепки на корпусе до
размягчения пламенем ручной газовой горелки, останавливая на
это время двигатель станка. Весь корпус обогревают пламе-
нем стационарной горелки при включенном двигателе станка.
Под острым углом припаивают отвод к корпусу тройниковым
спаем, пропаивая по частям место спая узким пламенем ручной
горелки.
По окончании припайки всех отводов корпус вторично отжи-
гают в печи. После отжига запаянные концы отводов отрезают и
сошлифовывают с таким расчетом, чтобы при помещении корпуса
в терморубашку края каждого из них не доходили до ее стенок
на 2—3 мм. Если приблизить отводы вплотную к стенкам термо-
рубашки, то при спаивании отводов со стенками корпус, нагре-
ваясь, может несколько деформироваться (изогнуться) и разда-
вить краями отводов стенки терморубашки. Перед помещением
корпуса внутрь терморубашки края отводов тщательно промы-
вают водой и оплавляют на пламени горелки.
Широкую часть корпуса, исходя из заданных размеров, отре-
зают по линии К, а к узкой части припаивают трубку — державу
(длиной 400 мм, диаметром 15—20 мм), на которой заранее де-
лают глухую кольцевую шайбу (см. § 31) толщиной 3—3,5 мм и
диаметром 40—45 мм. Края шайбы в дальнейшем спаивают со
стенками терморубашки тарельчатым спаем.
Широкую часть терморубашки также отрезают вблизи ее дер-
жавы, но отрезанную с державой трубку сохраняют. Следует за-
метить, что державы терморубашки должны быть из прочной тол-
стостенной трубки диаметром не менее 55—60 мм, а держава уз-
кой части—длиной 500—600 мм.
Корпус в терморубашке крепят в двух местах. Для этого часть
державы корпуса обматывают асбестом и вставляют в державу
терморубашки, а широкую часть крепят прокладками из асбесто-
вого полотна, плотно вставляя их между стенками корпуса и тер-
морубашки в трех — четырех местах по окружностям.
Правый патрон станка переносят в правую от его «бабки»
сторону и соединяют со шпинделем посредством переходной
муфты с резьбой (см. § 73). Державу — заготовку кристаллиза-
тора зажимают в правом патроне, пропуская ее через полый
шпиндель правой «бабки» станка. Двигатель станка приводят во
вращение и пламенем горелки обогревают среднюю часть заго-
товки. По окончании обогрева средний отвод корпуса спаивают
со стенками терморубашки дьюаровским спаем, работая ручной
горелкой при остановленном двигателе станка. Сначала место
спая должно находиться вверху. После того как размягченные
•стенки терморубашки в месте спая осядут до соединения их с кра-
ями отвода, обогревая пламенем стационарной горелки всю сред-
267
нюю часть кристаллизатора, в центре полученного спая проделы-
вают отверстие. Полученное отверстие расширяют резким пламе-
нем ручной горелки и тщательно спаивают края отвода со стенкой
терморубашки. Спаивание в данном случае ведут без поддува воз-
духом, поэтому во время спайки включают и останавливают
двигатель станка с таким расчетом, чтобы место спая находилось
то вверху, то внизу, то сбоку и т. д., давая тем самым размяг-
ченному стеклу равномерно распределиться по окружности
спая.
По окончании спаивания полученный спай и внутреннюю часть
отвода разогревают до размягчения, развертывают отвод круглой
конусной разверткой, выправляя внутреннюю поверхность его, и
плотно закрывают отверстие нагретой в пламени асбестовой проб-
кой. Теперь корпус внутри терморубашки прочно удерживается
при помощи полученного спая и закрепленной асбестом державы;
асбестовые прокладки в широкой части не нужны, и их вы-
нимают.
Ранее отрезанную широкую часть терморубашки зажимают
в левом патроне станка и пламенем стационарной горелки при
включенном двигателе спаивают с закрепленной в правом патроне
частью терморубашки по месту разреза. Получив надежный спай
и тщательно прогрев пламенем соседние с ним участки, присту-
пают к отделке узкой торцовой части кристаллизатора. Стенки
терморубашки спаивают с краями глухой шайбы, расположенной
на державе корпуса, тарельчатым спаем, который затем пропаи-
вают с применением дутья. Державу узкой части кристаллизатора
после спаивания тарельчатого спая не оттягивают и не отрезают,
а лишь слегка ослабляют зажимные цанги патрона, но так, чтобы
держава не болталась в них. После этого пламенем ручной го-
релки припаивают отвод с оливками и поочередно, постоянно под-
держивая пламенем одной или двух стационарных горелок спаян-
ные места в состоянии, близком к размягчению стекла, спаивают
остальные боковые отводы корпуса со стенками терморубашки
теми же приемами, какими пользовались при спаивании среднего
отвода корпуса со стенкой терморубашки. Если к отводам нужно
припаять шлифы или трубки, то после спайки отвода со стенкой
терморубашки дьюаровским спаем эти детали к выходу трубки
припаивают крановой лепкой, затем места лепки пропаивают пла-
менем ручной горелки по частям.
Спаяв все отводы со стенками терморубашки, приступают
к отделке широкой торцовой части кристаллизатора. Для этого
широкую часть терморубашки (вблизи державы) разогревают
пламенем до начала размягчения стекла и, быстро сжимая цан-
гами правого патрона державу узкой части, перемещают всю тя-
жесть кристаллизатора на правый патрон. Внутренним спаем от-
делывают самый широкий, торцовый спай корпуса с терморубаш-
кой. Для этого трубку терморубашки пережимают разверткой
(см. § 75), отступя от будущего спая влево на 30—40 мм, и отде-
268
.лывают округленное дно, а затем из округленного постепенно де-
лают плоское дно. Полученное дно периодически размягчают пла-
менем горелок и осаживают широкими плоскими деревянными или
графитовыми развертками до соприкосновения со стенками торцо-
вой части корпуса кристаллизатора. После этого тщательно про-
паивают торцовый внутренний спай пламенем двух горелок, вклю-
чая ручную, с обязательным применением дутья.
Тщательно пропаяв спай, в центре торцовой части выдувают
отверстие (диаметром 70—80 мм), к краям его припаивают за-
ранее приготовленную трубку с фланцем на конце, которую перед
этим, остановив двигатель станка, закрепляют в левом патроне
вместо державы.
Закончив спаивание, весь кристаллизатор обогревают пламе-
нем нескольких горелок, отрезав правую державу, снимают со
станка (при отключенном двигателе) и помещают в разогретую
до температуры отжига данного стекла печь.
Грубую шлифовку необходимых шлифов и фланцев проводят
до припайки их к кристаллизатору. После припайки и отжига кри-
сталлизатора их вновь шлифуют мелкими абразивами.
В заключение следует еще раз напомнить, что успех в изготов-
лении кристаллизатора полностью зависит от тщательности про-
паивания каждого спая и обогрева всего кристаллизатора (во
время спайки на станке) пламенем горелок.
ГЛАВА XII
РАБОТА С КВАРЦЕВЫМ СТЕКЛОМ
Кварцевое стекло — это почти чистая (99,8—99,9%) окись
кремния, содержащая лишь незначительные примеси окислов
алюминия, натрия, калия, магния и железа. Кварцевое стекло
очень термостойко и упруго, обладает высокой химической стой-
костью к кислотам (кроме плавиковой и фосфорной) и хорошими
оптическими свойствами, прозрачно к инфракрасным и особенно
к ультрафиолетовым лучам, устойчиво к радиации, является от-
личным диэлектриком. К недостаткам кварцевого стекла следует
отнести высокую температуру обработки (около 1800°C), газо-
проницаемость (особенно для гелия и водорода), неустойчивость
к щелочным реактивам, способность к кристаллизации в опреде-
ленных условиях.
Благодаря своим свойствам кварцевое стекло нашло широкое
применение в науке и технике: из кварцевого стекла делают слож-
ные приборы и установки, работающие в условиях высоких тем-
ператур; кюветы для работы с ИК- и УФ-излучением; оптические
стекла и т. д.
§ 77. Виды кварцевого стекла.
Заготовки для кварцедувных работ
Различают несколько видов кварцевого стекла: непрозрачное,
получаемое из чистого кварцевого песка, прозрачное, получаемое
из горного хрусталя, кварцитов или жильного кварца, и прозрач-
ное кварцевое стекло, сырьем для которого служит искусственная
окись кремния, получаемая из аморфного кремнезема.
Все перечисленные стекла с успехом обрабатывают на специ-
альных кварцедувных горелках (§ 81) с применением кислородно-
водородного и кислородно-газового пламени.
Заготовками для изготовления изделий из кварцевых стекол
служат трубки разных диаметров, капилляры, штабики, колбы,
выпускаемые промышленностью. Ассортимент заготовок, выпу-
скаемых заводами, несколько ограничен, например тонкостенные
трубки больших диаметров из прозрачного кварца заводы прак-
тически не выпускают, поэтому кварцедувам часто приходится
раздувать такие трубки самим.
270
§ 78. Видимые пороки в кварцевых стеклах
и методы избавления от них
К видимым порокам заготовок из кварцевого стекла можно
отнести большое число газовых пузырей и каналов в непрозрач-
ном стекле, остатки графитовой пыли на внутренних стенках,
инородные включения (камни), синие или голубые полосы, эллип-
тичность трубок, разностенность и искривления по длине.
Стенки трубок из непрозрачного кварцевого стекла диаметром
до 25 мм для избавления от крупных пузырей и каналов иногда
проплавляют в пламени кварцедувной горелки. Процесс проплав-
ления проводят по частям. Сначала часть трубки длиной в 20—
30 мм доводят до размягчения и раздувают в небольшой тонко-
стенный шарик, который после ликвидации крупных пузырей
сплавляют (осаживают в пламени) до тех пор, пока диаметр не
станет равным диаметру исходной трубки. Затем проделывают те
же операции с соседним участком трубки и т. д. Проплавленная
трубка становится значительно прозрачнее, так как крупные пу-
зыри и каналы либо исчезают совсем, либо на их месте остаются
мелкие пузырики, от которых избавиться практически невоз-
можно. Избавиться от пузырей на широких трубках (диаметром
35 мм и более) из непрозрачного стекла проплавлением невоз-
можно из-за недостаточной температуры пламени кварцедувных
горелок.
Непрозрачное кварцевое стекло редко применяют для изготов-
ления вакуумных приборов; если и применяют, то с толщиной сте-
нок не менее 1,5—2 мм, причем предварительно проплавлен-
ные.
Перед началом работы с кварцевыми трубками необходимо
проверить наличие графитовой пыли (промышленный брак) на
внутренних стенках трубок. Это не всегда различимо визуально,
но на ощупь можно почувствовать некоторую шероховатость
(у широких трубок), образованную графитовой пылью. Обрабаты-
вать такие трубки на пламени можно, только предварительно
освободившись от нее, так как графитовая пыль может способство-
вать кристаллизации стекла во время его обработки. Для этого
трубки в течение 4—5 ч выдерживают в разбавленной плавиковой
кислоте.
Если в заготовках наблюдаются инородные включения в виде
небольших камней или других включений, то их обязательно вы-
тягивают из стекла на пламени горелки, а места их нахождения
тщательно проплавляют. Избавиться от разностейности методом
переплавления трубок, особенно больших диаметров, на пламени
кварцедувных горелок практически невозможно, так как темпера-
тура пламени горелки для этого недостаточно высока.
Невидимыми пороками кварцевого стекла являются примеси
окислов металлов, нередко входящих в состав кварцевого стекла,
что можно обнаружить по сигналам спектра ЭПР. Следовательно,
VI
для изготовления линз, кювет и т. д. такое стекло непригодно.
Для этих целей используют особо чистое кварцевое стекло, полу-
чаемое из искусственного кремнезема.
§ 79. Белый налет на кварцевых стеклах
При размягчении кварцевой трубки на пламени горелки можно
заметить, как на соседних участках (менее горячих) трубки и с
внутренней, и с наружной стороны образуется налет в виде мель-
чайшего белого порошка. Белый порошок — это испаряющаяся и
конденсирующаяся окись кремния. Удаляют такой налет дополни-
тельно сильным прогревом трубки на пламени горелки. Удалять
налет следует по мере его образования, т. е. периодически прогре-
вая в пламени те участки, где он образовался. Если же во время
изготовления гой или иной детали не удалять налет прогревом, а
оставить его до окончания всей работы, то за это время слой на-
лета нарастится, и тогда избавиться от него прогревом в пламени
будет очень трудно, а часто и невозможно. Естественно, если при
изготовлении изделия держать стекло в состоянии, близком к раз-
мягчению кварцевого стекла, то окись кремния не будет конденси-
роваться на стенках изделия и налет не образуется.
Во время обработки изделия нужно внимательно следить за
тем, чтобы пламя горелки как можно меньше попадало внутрь
изделия. Образующаяся при горении газа вода, а также содержа-
щиеся в стекле загрязнения при высоких температурах вступают
в реакцию с окисью кремния, осевшей в виде налета, и образуют
прочные стойкие кремниевые соединения, избавиться от которых
практически невозможно.
Если прогревом на пламени избавиться от налета нельзя, на-
пример при оседании его на внутренней трубке холодильника Ли-
биха, внутри многостенного сосуда и некоторых типов криостатов
и т. д., то при необходимости налет растворяют в плавиковой кис-
лоте (10—15%-ный раствор), погружая в нее приборы на 3—4 ч.
Для предотвращения образования налета иногда применяют
временные экраны из кварцевого стекла, которыми во время ра-
боты закрывают место (например, оптические окна), где оседание
налета нежелательно.
§ 80. Кристаллизация кварцевых стекол
Нередко сразу после изготовления детали из кварцевого стекла
оно начинает приобретать молочный цвет, который быстро рас-
пространяется по площади по мере остывания стекла. Это — кри-
сталлизация кварцевого стекла. Кристаллизация начинается в ме-
стах, загрязненных солями щелочных и щелочноземельных метал-
лов, причем даже следы солей, попадающие на поверхность изде-
лия случайно, например от потных рук, могут вызвать начало
272
кристаллизации. Оптимальная температура для начала кристал-
лизации кварцевого стекла 1200 °C, поэтому при длительной экс-
плуатации кварцевых приборов температура нагрева не должна
превышать 1000 °C. Частично закристаллизованное кварцевое
стекло можно использовать довольно долго, если температура на-
грева за время эксплуатации будет ниже 275°C.
Если при обработке кварцевого стекла появляются закристал-
лизованные участки, их необходимо вырезать, другим способом
избавиться от них нельзя. Кварцедувы часто прибегают к вторич-
ному сильному прогреву (вплоть до размягчения закристаллизо-
ванных участков), но это не всегда приводит к хорошим резуль-
татам, так как после прогрева кристаллизация обнаруживается
в другом месте. Из сказанного следует, что как перед обработкой
кварцевого стекла на пламени горелок, так и перед термоэксплуа-
тацией кварцевых приборов для предупреждения кристаллизации
участки, подвергающиеся нагреву, должны быть обезжирены, тща-
тельно промыты и протерты чистой марлей или бязью. То же самое
относится и к инструменту, предназначенному для обработки
кварцевого стекла. Графитовые развертки и обкатки должны быть
изготовлены из высококачественного графита с низким содержа-
нием золы и примесей щелочных и щелочноземельных металлов,
так как это также способствует кристаллизации кварцевого
стекла. Кроме того, работа с кварцевыми стеклами должна про-
водиться в отдельном чистом помещении, оборудованном индиви-
дуальной вытяжной вентиляцией.
§ 81. Инструмент. Оборудование
Инструмент для обработки кварцевого стекла мало отличается
от инструмента для стеклодувных работ. Это тот же набор гра-
фитовых разверток, обкаток, только из высококачественного гра-
фита.
При обработке кварцевого стекла на пламени образуется яр-
кое свечение, поэтому для работы с ним необходимы очки с за-
щитными стеклами (лучше синего цвета). Нередко вместо очков
перед горелкой устанавливают рамку со стеклом защитного цвета,
которая, кроме того, является экраном, защищающим от теплового
излучения. Довольно часто дутье осуществляют через резиновую
трубку, поэтому необходимо иметь шарнирное устройство
(см. § 12).
Особое место занимают горелки для обработки кварцевого
стекла, которые называют кварцедувными. Горелки бывают на-
стольные (рис. 163) и ручные (рис. 164). При обработке кварце-
вого стекла часто приходится менять величину пламени горелки,
это делают, применяя сменные сопла.
Горючим в горелках могут быть обычный газ (светиль-
ный) и водород (при кислородном дутье). Смесь горючего газа
>/39 Зак. 167
273
с кислородом позволяет довести рабочую температуру пламени
до 1800 °C.
Помещение, предназначенное для работ с кварцевыми стек-
лами, обязательно должно иметь станок для резки стекла
(см. § 14).
§ 82. Общие замечания по обработке кварцевых стекол
Многие приемы обработки кварцевых стекол на горелках
сходны с приемами обработки обычных стекол. Однако во время
обработки кварцевого стекла на пламени горелок выделяется
много световой и тепловой энергии. Кварцевые стекла самые «ко-
роткие», т. е. их затвердевание после размягчения происходит в
считанные доли минуты, поэтому обрабатывать их следует быстро.
Все это делает работу с кварцевым стеклом тяжелой, особенно
при изготовлении крупных изделий. При изготовлении небольших
изделий дутье производят так же, как и при обработке обычного
стекла, а при изготовлении крупногабаритных изделий — не сни-
мая деталь с пламени, через резиновый «дутик» (шланг) с шар-
нирным устройством.
Существует мнение, что кварцевые стекла благодаря низкому
значению коэффициента теплового расширения (менее 10-10~7 1/К)
274
при резкой смене температуры во время обработки на пламени
горелки и эксплуатации не растрескиваются. В качестве доказа-
тельств приводят пример того, как кварцевая трубка, нагретая до
размягчения, остается целой при опускании ее в холодную воду.
Однако это справедливо только для трубок небольшого диаметра
(до 35 мм), причем со сравнительно тонкими стенками (1,5—
2 мм). Если же нагревать трубку диаметром свыше 35 мм и тол-
щиной стенок более 2 мм на узком пламени кварцедувной горел-
ки, вращая ее в одном месте по окружности (как при разрезании
пламенем обычного стекла), а затем сразу полить это место во-
дой, по месту нагрева образуется кольцевая трещина. Следова-
тельно, и в кварцевом стекле при обработке его в пламени возни-
кают местные остаточные напряжения. Их можно снять тщатель-
ным сильным прогревом обрабатываемых участков на широком
пламени кварцедувных горелок.
Так же как и в обычных стеклах, в кварцевом стекле напряже-
ния возникают в местах образования резких углов, в непроверен-
ных спаях при плохом обогреве после завершения работы. Правда,
плохо пропаянные участки изделия могут служить довольно дол-
гое время, но они ненадежны в эксплуатации,
§ 83. Некоторые приемы обработки кварцевых стекол
Резка трубок (на излом), спаивание, осаживание на пламени
кварцедувной горелки, сгибание, изготовление внутренних и дьюа-
ровских спаев, кранов, шлифов, сеток, перегородок и т. д. выпол-
няются теми же приемами, что и при обработке простого стекла,
если диаметр кварцевых трубок меньше 30 мм. Трубки диаметром
более 30 мм обрабатывать значительно труднее и приемы работы
с ними отличаются от приемов обработки обычных стекол.
Получение державы и дна. Перетянуть кварцевую трубку диа-
метром более 40 мм с целью получения державы очень трудно
из-за недостаточной температуры и величины пламени кварцедув-
ных горелок. Это делают особыми приемами.
Первый прием основан на постепенном передавливании
размягчаемой по частям трубки (по ее окружности) округлой
графитовой разверткой и припаивании узкой трубки — державы.
Передавливание проводят по частям. Сначала размягчают в пла-
мени участок трубки в 15—20 мм и разверткой быстро вдавли-
вают стекло внутрь трубки. При вдавливании развертку распо-
лагают поперек трубки. После этого размягчают соседний участок
рядом с ранее вдавленным и повторяют операцию. Проведя ана-
логичным образом вдавливание по окружности трубки, получают
неглубокую канавку — перетяжку. Операцию по передавливанию
канавки повторяют несколько раз до тех пор, пока не получится
узкая трубка, которую легко перепаивают на пламени горелки.
После округления дна (осаживанием и раздуванием) к нему при
паивают трубку — державу,
‘/,9* 275
Второй прием основан на припаивании к торцу трубки
диска, изготовленного из кварцевой пластины или сферического
дна от круглодонной кварцевой колбы. Пластину для изготовле-
ния диска получают из отретка широкой кварцевой трубки, раз-
резая его вдоль (с одной стороны) на алмазном круге и распрям-
ляя на пламени горелки разрезанную трубку. Длина отрезка
трубки должна соответствовать ширине нужной пластины. Из пла-
стины вырезают диск необходимого диаметра, который спаивают
с торцом широкой трубки, получая тем самым плоское дно. Спаи-
вание проводят частями на узком пламени горелки с обязательным
периодическим обогревом всего дна и мест спайки.
Из плоского дна нетрудно сделать сферическое, а затем при-
паять к нему трубку — державу.
Часто для того, чтобы получить у широких трубок сферичес-
кое дно, используют круглодонные колбы, у которых отрезают
нижнюю часть и спаивают ее с торцом трубки.
Изготовление фланцев. Ввиду большой трудоемкости и сложно-
сти изготовления широких шлифов из кварцевого стекла кварце-
вые трубки соединяют между собой с трубками из другого стекла
через фланцы Фланцы на широких кварцевых трубках можно из-
готовить несколькими приемами.
Первый прием, самый распространенный, заключается в
постепенном наращивании ранта фланца при помощи размягчен-
ной кварцевой палочки (диаметром 5—6 мм). Для этого сначала
выравнивают торцовую часть трубки (шлифовкой алмазным кру-
гом). Затем, припаяв кварцевую палочку к краю трубки рядом с
торцом, постепенно укладывают ее на окружность трубки, одно-
временно размягчая и палочку, и поверхность трубки на пламени.
Уложив первый слой, свободный конец палочки удаляют, а уло-
женную палочку тщательно спаивают (частями) со стенками
трубки, проплавляя пламенем с наружной и внутренней стороны
через открытую торцовую часть. На первый слой аналогичным
способом накладывают второй, третий и т. д., спаивая каждый
уложенный слой с предыдущим. Если необходимо рант фланца
сделать толщиной 10 мм и более, то палочку накладывают на
трубку параллельно в два или три ряда. После получения ранта
нужного размера весь фланец прогревают в пламени, а после
охлаждения обрабатывают шлифованием.
Второй прием основан на припаивании к торцовой части
трубки кольца размером, равным заданному размеру ранта
фланца; кольцо делают из кварцевой пластины, вырезая диск
диаметром, равным диаметру будущего фланца, и высверливая в
середине диска отверстие диаметром, равным внешнему диаметру
трубки. Если толщина диска значительно меньше заданной тол-
щины фланца, то делают несколько (2—3) дисков и спаивают их
плоскостями между собой.
Подготовленный диск надевают на торец трубки и спаивают их
по частям.
276
Третий прием (рис. 165)—изготовление фланца ступен-
чатой формы — сводится к накладыванию нескольких слоев тон-
кой глухой ленты из кварцевого стекла на край трубки и спайке
ее с трубкой в продольном направлении. Такие фланцы прочнее
остальных, но изготовление их более трудоемко.
Рис. 165. Последовательность изготовления ступенчатого фланца из кварце-
вого стекла:
а — трубка; б — трубка с наложенным первым слоем стекла; в — трубка с двумя слоями}
г — собственно фланец.
Рис. 166. Последовательность изготовления керна широкого шлифа из кварца
спаиванием:
а—отрезок трубки, разрезанной вдоль стенок; б—сошлифоваиные под углом половины
отрезка; в — спаянные половины трубки; г — собственно керн шлнфа.
Изготовление шлифов больших диаметров. Широкие шлифы
(муфты и керны) делают преимущественно из толстостенных тру-
бок (толщина стенок 3—4 мм).
Первый способ. Изготовление керна (конуса) шлифа на-
чинают с подготовки кварцевой трубки, один конец которой дол-
жен быть открыт и отшлифован по торцу, к другому должна быть
припаяна держава. На трубке на расстоянии, равном длине керна,
от открытого конца ее делают кольцевую метку с помощью алмаз-
ного круга. Размягчив трубку по метке по частям на пламени,
стекло вдавливают ребром плоской развертки до образования не-
глубокой канавки (глубиной 3—4 мм), проходящей по метке через
всю окружность трубки. Этим ограничивают длину керна. Далее
придают керну необходимую конусность (1 :5). Для этого трубку
рядом с канавкой размягчают на пламени и проглаживают ее
стенки разверткой изнутри (вставляя ее с открытого конца труб-
ки) с легким нажимом. Пройдя аналогичным способом по окруж-
ности трубки, получают самую широкую часть — основание керна.
Затем открытую торцовую часть керна (более узкую) размягчают
в пламени (частями) и сужают на 3—4 мм на графитовой об-
катке Стенки керна между торцевой частью и широким основа-
нием керна выравнивают по его окружности, действуя изнутри
разверткой.
Чтобы убедиться в правильном изготовлении керна, его под-
вергают грубой шлифовке (обдирке). Если при этом поверхность
277
керна будет ровной, без вмятин, то керн сделан правильно. Если
обозначатся вмятины, их выводят, осторожно проглаживая раз-
верткой размягченные на пламени вмятины изнутри керна. После
этого вновь шлифуют.
Второй способ основан на изготовлении керна из отрезка
трубки, равного длине керна. Для этого от широкой толстостен-
ной трубки отрезают кусок длиной, равной длине керна, и раз-
резают его вдоль на две равные части на алмазном круге (рис.
166). Каждую половину сошлифовывают на планшайбе по про-
дольным разрезам под определенным углом, с тем чтобы при сло-
жении половин отрезка получалась конусность, отвечающая конус-
ности керна (1:5). После промывки в воде и протирки чистой
марлей обе половины соединяют по разрезу и тщательно пропаи-
вают оба шва, накладывая на них размягченную кварцевую па-
лочку снаружи и изнутри. Во время спаивания в пламени их удер-
живают при помощи кварцевых трубок, припаянных к обеим по-
ловинам трубки со сторон, противоположных разрезам. После
пропайки заготовка для керна при рассмотрении в торец будет
иметь эллиптическую форму. Для выравнивания заготовку разо-
гревают и отделывают изнутри разверткой приемами, разобран-
ными в первом способе изготовления кернов. Широкую часть за-
готовки спаивают с торцовой частью трубки, от которой была от-
резана часть для изготовления керна. Шов пропаивают так же,
как и продольные швы.
Муфты шлифов делают приемами, сходными с приемами изго-
товления кернов (первым и вторым способом).
Применяя первый способ, наносят метку, но канавку не делают,
а плоской разверткой вдавливают снаружи по окружности стенки
трубки. Открытую торцовую часть развертывают и делают рант
из кварцевой палочки по ее краю. Применяя второй способ,
полученную округлую конусную заготовку спаивают с трубкой
более узкой частью, предварительно развернув край заго-
товки.
При наличии горизонтально-заварочного станка и специальных
стальных сопел для горелок кварцевые шлифы делают на нем,
применяя приемы, описанные в гл. XI.
§ 84. Получение топкостенных трубок из кварцевого стекла
Трубки из кварцевого стекла диаметром 3—5 мм с толщиной
стенок 0,3—0,5 мм получают обычными приемами. Трубки с тол-
щиной стенок 0,1—0,15 мм изготовляют, применяя специальные
приемы. Для этого середину трубки из прозрачного кварца диа-
метром 5—6 мм растягивают на пламени горелки в капилляр дли-
ной 100 мм и диаметром 2—2,5 мм. Концы полученной трубки
жестко спаивают кварцевой палочкой так, как показано на
рис. 167. Капилляр раздувают по всей длине до диаметра исходной
278
трубки или Чуть больше. Дутье проводят через резиновый шланг,
присоединяемый к одному из концов исходной трубки. Капилляр
раздувают, разогревая его частями на мягком пламени кварцедув-
ной горелки. Толщина стенок у раздутой из капилляра трубки бу-
дет не везде одинакова (от 0,1 до 0,16 мм).
Рис. 167. Последовательность изготовления трубки с толщиной 0,1—0,15 мм из
кварцевого стекла:
а—заготовка перед раздутием; б— тонкостенная трубка.
§ 85. Впаивание в трубки одиночных кварцевых дисков
с полированными поверхностями
Диском с полированными поверхностями может быть плоское
округленное оптическое стекло и линза из кварцевого стекла.
В приборах из кварцевого стекла такие диски часто являются
смотровыми окнами, окнами для пропускания ультрафиолетовых
лучей, оптическими линзами, стенками плоскопараллельных
кювет и т. п.
Одной из основных операций в изготовлении этих приборов
является впаивание в кварцевые трубки одиночного диска с поли-
рованными поверхностями.
Перед началом работы трубки, диск, кварцевые палочки,
основной и подсобный инструмент должны быть тщательно обез-
жирены в растворителях (спирте и ацетоне), промыты дистилли-
рованной водой и насухо протерты чистой марлей или бязью.
Ватой протирать не рекомендуется, так как ее ворсинки не всегда
удается удалить со стекла и инструмента. Руки стеклодув должен
тщательно вымыть, а во время протирки обернуть чистой марлей.
Кварцедувная горелка, на которой будет проходить спаивание,
должна быть тщательно осмотрена и протерта от пыли. Особое
внимание следует уделить камере смешения газов и соплам го-
релки, на которых всегда оседает кварцевая пыль, а внутренние
каналы сопел бывают покрыты отстающими от стенок окислами
металла. И камеру, и сопла следует тщательно очистить и про-
тереть.
Попадание мельчайших неорганических частиц и воды па по-
лированные поверхности влечет за собой порчу (помутнение) этих
поверхностей, которую удалить, не повредив поверхность диска,
нельзя. Кроме того, попадание окислов щелочных и щелочнозе-
мельных металлов приводит к кристаллизации кварцевого стекла.
Соблюдение чистоты при впаивании оптических дисков — залог
278
успеха в работе. Для предотвращения попадания пыли и влаги
в горелку из коммуникаций газа и кислорода между горелкой и
линиями коммуникаций устанавливают пылеуловители — спе-
циальные ловушки, снабженные фильтрующим материалом
ФПП-5 или ФФП-25 (фильтр академика И. В. Петрянова).
Спаивание дисков с трубками должно проходить быстро и
четко, поэтому диски впаивают в сравнительно тонкостенные труб-
ки с толщиной стенок от 1 до 2,5 мм. Подобрать равностенные
трубки с такой толщиной стенок бывает сложно, поэтому кварце-
дувы чаще всего раздувают трубки сами. Толщина дисков должна
быть не менее 1,5—2 мм. У дисков почти всегда приходится сошли-
фовывать острые края ребер. При этом следует предохранять по-
верхность дисков от сколов стекла. Сошлифованные края ребер
дисков (пластин) называют фасками, а сам процесс получения фа-
сок— фасетовкой. В последующих разделах этот термин будет
встречаться часто.
Существует несколько способов впаивания дисков в трубки из
кварцевого стекла:
1) впаивание диска без фасок;
2) спаивание фаски диска, сошлифованной под углом 45°, с
прямоугольными краями торца трубки;
3) спаивание фаски диска и внутренней фаски трубки, сошли-
фованные под углом 45°;
4) спаивание фаски диска, сошлифованной под углом 45°, с
прямоугольными краями торца трубки с применением переохла-
жденного графита.
Первый способ применяют, когда требуется впаять диск
внутрь трубки на значительном удалении от ее концов, например
в середину трубки длиной 100 мм. Зазор между стенками трубки
и диском, установленным на ребро перпендикулярно оси трубки,
не должен превышать 1 мм.
Перед впаиванием диск помещают в трубку, у которой одна
сторона открыта, другая имеет державу. На пламени кварцедув-
ной горелки через стенки трубки прогревают диск до высокой
температуры, не доводя стенки трубки до размягчения. Это де-
лают для того, чтобы белый налет окиси кремния не смог осесть
на поверхностях диска. После прогрева, не снимая с пламени,
диск устанавливают перпендикулярно оси трубки кварцевой па-
лочкой через открытую часть трубки и пламенем горелки (в двух
местах) слегка припаивают стенки трубки к ребру диска. Палочку
вынимают из трубки, а открытый конец оттягивают в державу.
Вторично прогрев диск через стенки трубки, ребро диска
быстро спаивают со стенками трубки на сильном кислородном
пламени средней величины (рис. 168, Л).
Если диаметр диска небольшой (10—30 мм), то его спаивают
со стенками трубки, размягчая ее по всей окружности спая. Диски
больших диаметров спаивают со стенками трубки по частям, по-
стоянно поддерживая (обогревом в пламени) высокую темпера-
280
туру диска. Дутье проводят с двух сторон трубки (лучше одно-
временно) при помощи резиновых трубок.
Второй способ требует, чтобы наружный диаметр трубки
был равен большему диаметру фаски диска. Торцовую часть
трубки шлифуют на планшайбе. Угол, образованный торцовой
Рис. 168. Первый (Я), второй (Б), третий (В) и четвертый (Г — с примене-
нием переохлажденного графита) способы впаивания дисков с полированными
поверхностями в трубки из кварцевого стекла:
/. 7 — зажимные винты; 2 — корпус струбцины; 3, 6 — графитовое приспособление; 4—квар-
цевая кювета из двух дисков; 5 — рукоятка.
частью и стенкой трубки, должен составлять 90°. Перед спаива
нием диск кладут на торцовую часть трубки (рис. 168, Б) так, что-
бы острый край фаски соприкасался с краями наружных стенок
трубки. После этого диск плотно прижимают к торцу трубки раз-
верткой и закрепляют, спаивая с трубкой в двух — трех местах.
На узком пламени горелки тщательно пропаивают места соедине-
ния диска с трубкой.
При спаивании мест соединений диска с трубкой края фаски
диска, будучи более тонкими, сплавляются на пламени быстрее,
чем края трубки, при этом может образоваться просвет между
трубкой и диском, поэтому при одновременном размягчении на
пламени краев фаски и трубки их немедленно и осторожно соеди-
няют, действуя тонкой (диаметром 1—2 мм) кварцевой палочкой.
После окончания операций по спаиванию место спая тщательно
прогревают (почти до размягчения), направляя пламя перпенди-
кулярно оси трубки и удаляя тем самым белый налет с поверх-
ностей диска.
Третий способ заключается в том, что шлифуют под 45° не
только фаску диска, но и край трубки. Поместив диск в трубку
(рис. 168,В), его спаивают с трубкой точно так же, как во втором
способе.
Во всех описанных способах впайки диска его полированная
поверхность под действием внутренних напряжений неизбежно
деформируется. Пожалуй, наименьшей деформации подвергаются
диски, впаянные первым способом. В торцовых спаях (второй и
третий способы) с наружной стороны поверхность дисков можно
281
выправить вторичной полировкой, но внутреннюю выправить не-
возможно.
Четвертый способ. Для уменьшения деформации опти-
ческой поверхности кварцевого диска при спаивании с трубкой из
кварцевого стекла предложен интересный способ — спаивание с
Рис. 169. Струбцины для изготовления кювет.
применением переохлажденного графита (температура жидкого
азота). Способ основан на свойстве кварцевого стекла выдержи-
вать резкие изменения температуры. Обработанный диск и трубку
с отводом (см. второй способ впаивания диска) зажимают в струб-
цине (рис. 168,Г). В отличие от обычной струбцины, применяемой
для изготовления кювет с плоскопараллельными окнами (§ 86),
прижимные устройства этой струбцины изготовлены из высоко-
качественного графита (марка-А).
Устройство из графита должно быть тщательно отполировано
и иметь диаметр, равный диаметру внешней поверхности диска.
Перед спаиванием кварцевые детали и графит тщательно промы-
вают, протирают, закрепляют в струбцине и помещают на не-
сколько минут в сосуд Дьюара с жидким азотом. После этого на
кварцедувной горелке водородно-кислородным пламенем быстро
спаивают края диска с торцом трубки. Полированный переохла-
жденный графит, плотно прилегая к поверхности диска, защищает
ее от налета окиси кремния и предотвращает деформацию стекла.
Готовое изделие снимают со струбцины и отжигают при темпера-
туре— 1100°С в течение 30 мин, чтобы снять напряжения в стекле
и ликвидировать некоторую сферичность диска, образующуюся
при спайке.
282
§ 86. Кюветы с плоскопараллельными окнами
Круглые кюветы с плоскопараллельными окнами. Круглая кю-
вета состоит из двух дисков — окон с полированными поверхно-
стями, изготовленных из оптического кварцевого стекла, впаянных
в
Рис. 170. Виды круглых кварцевых кювет, работающих под давлением и после-
довательность их изготовления:
А— а—внутренняя часть кюветы с впаянным диском из кварца; б—наружная часть
кюветы с впаяиным диском из кварца; в — собственно кювета.
Б—а—кварцевые диски, впаянные в трубки; б —те же диски, трубки которых спаяны
в трех местах глухими палочквми из кварца; в — собственно кювета.
В—а—толстостенные заготовки; б—заготовки с впаянными в них дисками и спаянные
в трех местах палочками из Кварца; в —заготовка после того, как державы отрезаны;
г — кювета, вид со стороны ребра; д — кювета, вид сверху.
или припаянных к торцам кварцевой трубки параллельно друг
ДРУГУ- Кювета имеет боковой отвод, отходящий от трубки и слу-
жащий для заполнения ее исследуемым веществом. Такие кюветы
разделяют на два вида: простые, работающие в нормальных усло-
виях, и кюветы, работающие под давлением.
При изготовлении простых кювет диски впаивают вторым,
третьим или четвертым способами, разобранными в предыдущем
параграфе. Выбор того или иного способа зависит от заданного
расстояния между дисками. Если это расстояние составляет более
30 мм, можно впаивать любым из перечисленных способов. Если
же это расстояние меньше 2 мм, то применяют второй способ по
впаиванию дисков в кварцевые трубки.
При изготовлении кювет пользуются особой струбциной (рис.
169). Начинают работу с приготовления дисков и подбора или
раздутия трубки из прозрачного кварцевого стекла. Наружный
283
диаметр трубки должен быть равен диаметру большей поверх-
ности диска (со снятой фаской). Длина трубки должна соответ-
ствовать точно заданному расстоянию между дисками (окнами)
кюветы. Этого добиваются тонкой шлифовкой или полировкой
торцовых частей трубки.
Рис. 171. Прямоугольные и круг-
лые кюветы из кварцевого стекла.
Заготовки для кюветы, диски, прижимные устройства струб-
цины тщательно промывают и обтирают, а затем диски прижи-
мают к торцам трубки в струбцине. Прокладками между поверх-
ностями дисков и прижимами струбцины могут служить чистые
графитовые или кварцевые пластины толщиной 10—15 мм. Если
расстояние между плоскопараллельными дисками кюветы сравни-
тельно большое, то трубку — отвод припаивают к середине трубки
перед впаиванием дисков; если минимальное, то отвод припаи-
вают одновременно со спаиванием дисков и трубки.
Края трубки и дисков размягчают на узком пламени кварце-
дувной горелки и осторожно частями проглаживают размягченные
участки стекла графитовой разверткой. Если при этом образуются
мелкие отверстия, их затягивают тонкой кварцевой палочкой.
Далее, сняв изделие со струбцины, проплавляют края дисков с
торцами трубки (также частями), периодически поддувая ртом
воздух в кювету через боковой отвод. При проплавлении и затяги-
вании отверстий кварцевой палочкой нужно внимательно следить
за пламенем горелки, чтобы оно не попадало на полированные
поверхности дисков кюветы и всегда было направлено по каса-
тельной к основной трубке, так как при попадании пламени на
полированные поверхности возможен их перегрев или оседание
на них окиси кремния.
Готовую кювету обогревают на пламени кварцедувной горелки
при температуре около 1100°C, снимая тем самым возникшие на-
пряжения и удаляя образовавшийся белый налет окиси кремния.
Изготовление кювет с минимальным зазором (0,3—0,5 мм)
между дисками — окнами несколько отличается от вышеописан-
ного способа изготовления простых кювет. В этом случае для со-
284
блюдения заданного зазора используют небольшие (2X5 мм)
прокладки, изготовленные из тонких кварцевых пластин, толщиной,
равной заданному расстоянию между дисками. Прокладки укла-
дывают между дисками в трех — четырех местах по окружности,
а затем зажимают диски в струбцине. На узком пламени горелки
Рис. 172. Приспособление для
спаивания кварцевых кювет.
диски спаивают в нескольких местах кварцевой палочкой, после
этого освобождаются от струбцины и вынимают прокладки. Удер-
живая кювету на припаянной к ней кварцевой палочке, другой
палочкой затягивают отверстия, оставшиеся между дисками, и
припаивают отводную трубку (крановой лепкой). Готовую кю-
вету проплавляют и обогревают.
Кюветы из кварцевого стекла с микрозазором (несколько ми-
крон) можно изготовить, применяя способ по изготовлению кю-
веты из монокристалла кремния (см. § 49), спаивая зажатые в
струбцине диски кварцевой палочкой.
Во всех описанных в данном разделе способах после изготов-
ления кювет внешнюю поверхность дисков лучше вторично отпо-
лировать, применяя методы полировки оптических стекол. Это
значительно улучшает оптические свойства кювет.
Кюветы, работающие под давлением. Если во время экспери-
мента давление внутри кювет должно достигать нескольких сотен
килопаскалей [(3—5) • 105 Па или несколько бар], кюветы делают
иной формы, существенно отличной от формы простых. На рис. 170
показано три вида таких кювет, а также последовательность из-
готовления каждой. Делают их из толстостенного кварцевого
стекла (толщина стенок не менее 2 мм). Полированные диски из
кварцевого стекла впаивают в кюветы так же, как и в простые.
Прямоугольные кюветы. На рис. 171 представлено несколько ви-
дов прямоугольных кювет из кварцевого стекла. Изготовление та-
ких кювет начинают с заготовки пяти пластин из кварцевого оп-
тического стекла: четыре для боковых граней кюветы и пятая для
ее дна. Поверхность пластин должна быть полированной, а край
отшлифованным точно под углом 45°, чтобы при составлении всех
пяти пластин получался правильный параллелепипед с прямо-
угольными ребрами. Для крепления пластин лучше пользоваться
специальным приспособлением (рис. 172), которое имеет зажимные
устройства, прижимающие с четырех сторон пластины к этало-
285
ну — вкладышу, изготовленному из металла или из целикового
кварцевого оптического стекла.
По длине вкладыш равен половине длины кювета, поэтому,
когда вкладыш помещают в приспособление и вокруг его гранен
располагают пластины, а затем их прижимают к вкладышу, он
занимает только половину пространства между сложенными пла-
стинами. Спаивают пластины именно в той части, где нет вкла-
дыша. Спаивание проводят на самом узком пламени кварцедув-
ной горелки, размягчая осторожно по частям каждое ребро и при-
глаживая размягченные места графитовой разверткой. После
предварительной спайки верхней половины ребер кюветы к верхней
части ее припаивают кварцевую палочку и освобождаются от при-
способления и вкладыша.
Аналогично, проглаживая разверткой, спаивают вторую ниж-
нюю половину ребер и дно кюветы. После этого проваривают все
ребра кюветы на узком пламени кварцедувной горелки и снимают
пламенем белый налет. Проплавление проводят без дутья, дутье
применяют тогда, когда к верхней части кюветы припаивают
трубку. Внешние рабочие поверхности кювет обязательно поли-
руют вторично.
§ 87. Некоторые приборы из кварцевого стекла
Сосуд Дьюара для ЭПР. Наиболее распространенные сосуды
Дьюара для исследований на приборах ЭПР схематично показаны
на рис. 173. Основная рабочая часть сосудов — узкие тонкостен-
ные (толщина стенок 0,4—0,5 мм) нижние отводы. Эти отводы вы-
тягивают из особо чистого кварцевого (искусственного) стекла,
не имеющего посторонних примесей (анализ методом ЭПР-спект-
роскопии). Остальные части сосудов могут быть изготовлены из
любого хорошо проплавленного кварцевого стекла. Порядок из-
готовления таких сосудов полностью сходен с изготовлением со-
судов Дьюара из обычного стекла.
Криостат. Криостат с окнами из оптического кварцевого стекла,
порядок изготовления которого показан на рис. 174, спаивают из
трех составных частей: части (а), служащей для загрузки иссле-
дуемых веществ через шлиф; внутренней трубки (б) криостата и
внешней оболочки криостата (г). Изготовление криостата начи-
нают с заготовки этих основных частей.
Особое внимание следует уделить изготовлению части а, осо-
бенно припайке нижних трубок тройниковым спаем. Они должны
быть соосны по вертикали и по горизонтали, а диаметр их должен
соответствовать диаметру дисков — окошек. Перед впаиванием
трубок во вторую часть (б) торцы их сошлифовывают, так чтобы
вертикальная трубка со шлифом располагалась строго по центру
трубки б, а торцы боковых трубок плотно прилегали к ее стен-
кам. После спаивания боковых трубок со стенками трубки б, по
центру боковых трубок в стенках трубки б проделывают неболь-
288
шие отверстия, которые развертывают до диаметра этих трубок.
Полученные с двух сторон бортики шлифуют, строго соблюдая их
параллельность. Длина бортиков после шлифовки не должна пре-
вышать 2 мм. Спаивание дисковых окошек с бортиками трубок
проводят вторым способом впаивания дисков (см. § 85). Впаива-
Рис. 173. Кварцевый сосуд Дьюара без шлифа (Л) и со шлифом (5) для ЭПР.
Рис. 174. Последовательность изготовления криостата из кварцевого стекла
с оптическими окнами:
а—заготовка трубки для загрузки веществ, б — внутренняи трубка криостата; в—трубка,
спаянная из трубок а и б, с оптическими окнами; г—внешняя трубка криостата с опти-
ческими окошками; д—собственно криостат.
ние окошек во внешнюю оболочку криостата (г) проводят анало-
гичным путем.
После изготовления частей виг первую помещают внутрь
второй и спаивают между собой (вверху) дьюаровским спаем
сосуды биг. Спаивать следует очень внимательно, соблюдая
параллельность между наружными и внутренними окошками из
оптического кварцевого стекла. После этого из криостата эвакуи-
руют воздух через нижний отросток внешней трубки и перепаи-
вают перетяжку.
В криостатах такого типа часто делают три или четыре окошка
из оптического кварцевого стекла.
В заключение следует заметить, что после каждой операции,
связанной со шлифовкой торцовых частей трубок криостата, их
тщательно промывают, обезжиривают и протирают как снаружи,
так и изнутри. Если заготовленные части деталей в течение не
скольких дней не подлежат спайке, то перед началом спайки де-
тали также необходимо промыть и протереть.
Фотоэлектрохимическая ячейка. Фотоэлектрохимическую ячей-
ку (рис. 175) изготавливают приемами, похожими на изготовле-
ние криостата из кварцевого стекла, описанными в предыдущем
разделе.
287
Изготовление начинают с внутренней части, т. е. с изготовле-
ния центральной трубки с тремя боковыми отводами. Потом
впаивают в отводы окошки из кварцевого стекла первым спосо-
бом впаивания дисков (§ 85). Затем торцовые части отводов шли-
фуют и плотно подгоняют под внутренний диаметр внешней
Рис. 175. Последовательность изготовления корпуса фотоэлектрохимической
ячейки:
а—внутренняя часть — корпус с кварцевыми окошками; б — заготовка внешней части —
рубашки со шлифом; в —собственно корпус с рубашкой.
Рис. 176. Кварцевая ртутная лампа:
1 — тонкостенная U-образная трубка; 2 —тонкостенная прямая трубка; 3 — рубашка для
охлаждения лампы водой; 4—шлиф; 5—отвод, припаиваемый к реакционному объему-
6—перетяжка для заполнения трубки ртутью; 7 — электроды с охлаждаемыми водой
рубашками.
трубки — рубашки. Верхнюю и нижнюю торцовые части централь-
ной трубки обрезают под заданный размер и также ровно шли-
фуют. К изготовленной рубашке ячейки вверху припаивают нор-
мальный шлиф НШ 29 и все отводные трубки, необходимые для
ячейки. Кроме того, в местах спаивания рубашки с отводами
внутренней центральной трубки в рубашке высверливают (спе-
циальными сверлами на притирочном станке) отверстия диамет-
рами, равными диаметрам отводных трубок.
Поместив внутреннюю часть в рубашку ячейки, сначала спаи-
вают боковые отводы со стенками рубашки (на узком пламени
горелки, частями), а потом (внутренними спаями) верхнюю и
нижнюю части. Во время спаивания всю ячейку периодически про-
гревают на пламени горелки до красна для снятия напряжений
и налета окиси кремния. Налет с окошек снимают по окончании
всех операций по спаиванию, прогревая в основном дьюаровский
спай вблизи окошек на узком пламени горелки, но не касаясь пла-
менем полированных поверхностей. Узкие внутренние трубки в
отводы впаивают после полного остывания ячейки.
Кварцевая ртутная лампа. Основная сложность изготовления
такой лампы (рис. 176) заключается в получении тонкостенных
289
трубок 1, 2. Изготовление таких трубок на пламени кварцедувной
горелки разобрано в § 84. Остальные части изготовляют извест-
ными стеклодувными и кварцедувными приемами. Шлиф 4 слу-
жит для крепления специального металлического приспособления
со шторкой, регулирующей поток ультрафиолетовых лучей (не
разбирается в данной книге). Перетяжка, или штенгель, 6 служит
для заполнения лампы металлической ртутью (0,4—0,5 см3) и
эвакуирования воздуха из лампы. Отвод 5 после полного изготов-
ления лампы припаивают к реакционному сосуду Электроды 7,
так же как и лампа, заключены в рубашки для охлаждения водой.
§ 88. Спирали из кварцевого стекла
Спирали из кварцевых нитей незаменимы во многих приборах,
так как кварцевое стекло практически не обладает остаточной
деформацией.
Спирали из полых кварцевых трубок навивают обычными стек-
лодувными приемами, т. е. на трубку, обернутую обожженным
листовым асбестом. Навивать кварцевые спирали следует только
на трубки из кварцевого стекла или графита.
Спирали из тонких кварцевых нитей можно изготовить как
ручным, так и механическим способом. Ручной способ заклю-
чается в вытягивании длинной (5—6 м) и тонкой (0,3—0,4 мм)
кварцевой нити из глухой палочки кварцевого стекла с последую-
щей навивкой полученной нити на кварцевую трубку (пламя стек-
лодувной горелки).
Механический способ получения кварцевых спиралей на спе-
циальном станке (рис. 177) заключается в вытягивании нити не-
посредственно на станке из части размягченной палочки и нама-
тывании ее на вращающийся металлический стержень. Диаметр
нити спирали зависит от скорости вращения стержня, толщины
кварцевой палочки и величины пламени кварцедувной горелки.
На станке для навивки кварцевых спиралей получают спирали
длиной до 200—250 мм, что практически невозможно получить
вручную. Для увеличения прочности спирали ее протравливают в
разбавленной плавиковой кислоте в течение 3—4 ч, удаляя с ее
поверхности невидимые глазом возможные посечки (мелкие тре
щины). Следует отметить, что спирали следует делать из палочек,
изготовленных из прозрачного кварцевого стекла, так как вклю-
чение даже незначительного числа малых газовых пузырей в
стекло влечет за собой разрыв нити спирали.
Металлический стержень, на который навивают спираль, дол-
жен иметь гладкую поверхность. С одного конца стержня имеется
сквозное отверстие (диаметром 3—4 мм), предназначенное для
закрепления в нем отрезка из кварцевого стекла, к которому при-
паивают исходную кварцевую палочку. Один конец стержня (с от-
верстием) вставляют в шпиндель станка, другой — в специальное
289
свободно вращающееся устройство с поджимной скрытой пру
ж и ной.
Скорость вращения регулируют в зависимости от толщины
кварцевой палочки и размера пламени горелки: если палочка
тонкая, скорость небольшая, и наоборот. К станку должен при-
Рис. 177. Станок для навивки кварцевых спиралей:
1—электромотор; 2 — ременная передача; 3—шкив; 4 — шпиндель станка; 5 — металличе-
ский стержень с отверстием; 6—червячный винт; 7—верхняя каретка; 8 — кварцевая па-
лочка, закрепленная в каретке; 9—поджимное устройство; 10 — кварцедувная горелка.
лагаться набор стержней для изготовления спиралей разного
диаметра. На рис. 177 показано положение кареток станка в конце
намотки спирали.
Вращение шпинделю станка и верхней и нижней кареток при-
дает электромотор мощностью 12 квт 1400 об/мин при помощи
ременных передач и ступенчатых шкивов. От мотора одновременно
вращаются шпиндель и червячная передача, приводящая в дви-
жение нижнюю и верхнюю каретку. Скорость вращения меняют
при помощи ступенчатых шкивов, соединенных с мотором ремен-
ными передачами. К нижней каретке крепят кварцедувную горел-
ку, к верхней — на специальном креплении кварцевую палочку.
Верхняя каретка передвигается, скользя по наклонному валу под
определенным углом, синхронно с нижней кареткой. Станок имеет
обратный ход. Габариты станка 1000X320X300 мм.
Порядок работы на станке сравнительно прост: кварцевую
палочку жестко закрепляют в верхней каретке, а нижний конец
ее припаивают к кварцу, укрепленному в отверстии металличе-
ского стержня. Пламя горелки устанавливают в устойчивое поло-
жение и направляют на ближайший к стержню конец кварцевой
палочки. Такое положение пламени и палочки должно быть со-
200
хранено до окончания намотки спирали. После этого стекло па-
чечки доводят до размягчения и включают станок. Если пламя
горелки и толщина палочки подобраны соответственно скорости
вращения стержня, то спираль навивается автоматически на всю
длину стержня. Если этого не сделано, то работающему за время
навивки следует внимательно следить за размягчением палочки
и постоянно направлять пламя горелки на размягчаемый участок.
При перегреве или недогреве палочки кварцевая нить обрывается.
Спираль снимают со стержня после полного его остывания.
§ 89. Спаи кварцевого стекла с металлами
С кварцевым стеклом можно получить несогласованные ваку-
умноплотные спаи с металлами: молибденом, вольфрамом, плати-
ной, сплавами молибдена и вольфрама. Наиболее надежного
спаивания с металлами можно добиться при выполнении опреде-
ленных условий.
1. Металлическая часть спая должна иметь форму тонкостен-
ной неширокой ленты (толщиной 0,1 мм) или тонкостенной узкой
трубки (толщина стенки 0,05 мм).
2. Толщина впаиваемой ленты не должна превышать 0,1 мм,
причем лента должна иметь эллиптическую форму, т е. толщина
ленты в середине 0,1, а по краю 0,02 мм. Этого достигают травле-
нием ленты смесью 4 частей азотной кислоты и 1 части соляной с
предварительным покрытием середины ленты воском (и удале-
нием воска с краев ее). Для уменьшения толщины ленты можно
применять и электролитическое травление в 20%-ном растворе
едкого кали.
3. Спаивание следует проводить в вакууме или в токе водорода
(или смеси водорода и азота) в пламени водородно-кислородной
горелки.
В спаях с кварцевым стеклом чаще других металлов приме-
няют ленту, приготовленную из молибденовой фольги. Для повы-
шения механической прочности и вакуумной плотности спая при-
меняют фольгу, перфорированную или волнистую. Из за малой
механической прочности сама лента не может быть токоподводом,
поэтому ленту сваривают с молибденовым стержнем (диаметром
до 2—3 мм) точечной сваркой. В качестве промежуточного ме-
талла используют танталовую фольгу.
Перед спаиванием с кварцем молибденовый стержень покры-
вают кварцевым порошком, который способствует выравниванию
механических напряжений и препятствует разрушению стекла на
стыке с лентой. Приготовление порошка и нанесение на металл
описано в § 47.
При изготовлении контактов или токоподводов для токов боль-
шой силы (до 50 А) впаивают несколько лент, соединенных между
собой. Для этого по окружности кварцевого штабика располагают
291
несколько лент, а затем надевают кварцевую трубку и спаивают
на пламени, откачивая воздух из обогреваемой трубки.
Технология спаивания молибденовой лепты с кварцевым стек-
лом несложна и схожа с остекловыванием металлов при помощи
вакуума и в потоке инертных газов (см. § 43 и 50).
Спаи металлических лент со стеклами принято называть лен-
точными.
Известны случаи впаивания узких тонкостенных трубок (пла-
тиновых и молибденовых) в кварцевое стекло. Перед впаиванием
трубки желательно покрыть мелким кварцевым порошком. По
окончании впаивания еще в горячую металлическую трубку
вставляют сильно охлажденный стержень из кварцевого стекла,
диаметр которого при комнатной температуре чуть превышает
внутренний диаметр металлической трубки. После выравнивания
температур диаметр металлической трубки уменьшается, кварце-
вый стержень оказывает давление на стенки трубки и тем самым
препятствует ее сжатию и отлипанию трубки от кварца. Конец
трубки заваривают.
ГЛАВА XIII
МЕХАНИЧЕСКАЯ ОБРАБОТКА СТЕКЛА
К механической обработке стекла относят шлифовку, при-
тирку, полировку, точение, сверление, резание и т. д. Такую обра-
ботку стекла производят при изготовлении кранов, шлифов, флан-
цев, оптических деталей и других изделий. Механическую обра-
ботку стекла ведут и вручную и на специальных станках. При
этом кроме специальных приспособлений, речь о которых пойдет
дальше, пользуются и таким инструментом, как ножницы для
резки листового железа, плоскогубцы, молоток, настольные тиски,
кусачки, напильники, нож для надреза стекла, алмаз для надреза
листового стекла, ручную дрель и др.
§ 90. Абразивы
Основными материалами, с помощью которых производят при-
тирочные, шлифовальные и полировальные работы, являются
абразивы. Абразив — твердый и прочный материал, различаю-
щийся по размеру зерна и кристаллическому строению.
Абразивные материалы делят на две группы: шлифующие
абразивы, служащие для резания, раскалывания, распиливания,
фрезерования, сверления, долбления, притирки и шлифования
стекла, и полирующие, служащие для полировки стекла. Шли-
фующие абразивы бывают естественного и искусственного проис-
хождения, полирующие абразивы—только искусственного.
Шлифующие абразивы. К абразивам естественного происхож-
дения относят алмаз, корунд и кварцевый песок.
Алмаз — самый твердый абразив. Для обработки стекла
используют в основном мельчайшие отходы алмаза, получаемые
при обработке крупных алмазов. Алмаз применяют в виде отдель-
ных зерен или мелкой пудры, завальцованных в вязкий металл
или спеченных с металлической пудрой, а также в виде пасты или
алмазного порошка.
Кору нд —материал, содержащий 70—90% глинозема (А12О3)
и 30 — 10% различных примесей. В природе он встречается в виде
кристаллов (зерен).
Кварцевый песок — это окись кремния (SiO2), содержа-
щая небольшое количество примесей.
К абразивам искусственного происхождения относят карбид
кремния (SiC), или карборунд, электрокорунд и карбид бора.
283
Карборунд получают сплавлением смеси угля и кварце-
вого песка при температуре 2000—2200 °C. Применяется он в виде
порошка, а также шлифовальных кругов.
Таблица 10. Зернистость и область применения абразивных материалов
Группа абразивов Обозначение зернистости * по ГОСТ 3647-59 Старое обозначение номера зернисто- сти Область применения
Шлифзерно 26 60
20 70 Обдирка
16 80
Шлифпорошки 12 100
10 120 Обдирка
8 150
6 180
5 230 Средняя
4 280 шлифовка
3 320
Микропорошки М40 — Средняя
М28 — шлифовка
М20 —
М14 — Мелкая
М10 — шлифовка
М 7 —
М 5 —
• Приведен номер, соответствующий размеру зерна в 0,01 мм.
Электрокорунд (А12О3)—кристаллический глинозем, по-
лучаемый электрической плавкой боксита в смеси с углем при
температуре 2000 °C. Применяется в виде шлифовальных порош-
ков и шлифовальных кругов.
Карбид бора (В4С)—соединение углерода с бором, полу-
чаемое плавлением смеси борного ангидрида и кокса при темпе-
ратуре около 2500 °C. Применяется в основном для обработки
стекла на специальных установках.
Одной из главных характеристик абразивного материала,
влияющей на качество обрабатываемой поверхности и скорость
обработки, является размер зерен. Чем крупнее зерна, тем
быстрее скорость обработки стекла и грубее обработанная по-
верхность В соответствии с ГОСТ 3647—59 абразивные материа-
лы, применяемые для шлифовки стекла (кроме алмаза), классифи-
цируют по размерам зерен на группы: 1) шлифзерно, 2) шлиф-
порошки, 3) микропорошки.
Все группы абразивных материалов маркируют по условным
номерам зернистости. В табл. 10 приведены номера зернистости
и область применения абразивных материалов.
Полирующие абразивы. До недавнего времени основным поли-
рующим абразивом, применяемым для полировки стекла, был кро-
284
кус (Fe2O3) — мелкокристаллическая безводная окись железа.
Этот порошок обладал хорошей полирующей способностью и
обеспечивал высокую чистоту поверхности. В последние годы
стали применять окислы тория, церия, лантана и других редких
металлов с примесью окисей кальция, бария, железа и др. К та-
Рис. 178. Стальные конусы (Я) разной конусности для изготовления оправы (5)
и щипцы — сдирки (В).
Рис. 179. Деревянные колодки:
А и Б—колодки, иа Которые надевают металлические оправы для обдирки муфт кранов
и шлифов;
В и Г — колодки для зажима костыликов пробок кранов.
ким полирующим материалам относят полирит и барнесайт. В на-
шей стране основным полирующим абразивом является полирит,
состоящий из смеси окислов редкоземельных металлов. Кроме
того, в качестве полировального абразива применяют окись
хрома.
Регенерация абразивов. В процессе обработки стекла зерна аб-
разивов разрушаются и абразивная суспензия загрязняется оскол-
ками стекла или металла. Если абразивный материал очистить
от примесей и проклассифицировать по крупности зерен, то его
снова можно использовать в работе. Очистка отработанного абра-
зивного порошка от органических и неорганических примесей, об-
разующихся при шлифовке стекла, носит название регенерации
абразивов.
В крупном промышленном производстве абразивы регенери-
руют путем процеживания суспензии через сита и промывания
кислотами. При этом его очищают от органических примесей и
металлов. Избавиться от осколков стекла значительно сложнее,
так как удельные веса стекла и абразивов почти одинаковы. Как
295
показали исследования, содержание сошлифова иного стекла в
абразиве в количестве не более 50% существенно не влияет па
качество обработки поверхности изделия.
При стеклодувных мастерских абразивы не регенерируют,
а ограничиваются лишь периодической промывкой крупного
Рис. 180. Приспособление для
крепления штампованных косты-
ликов вакуумных кранов:
I— конус Морзе; 2—резиновое Кольцо,
в котором зажат костылик стеклянной
пробки.
(№ 8, № 12) абразива по нескольку раз в день холодной водой.
При этом освобождаются от более мелкого абразива и мельчай-
ших частиц стекла.
§ 91. Инструмент для притирочных, шлифовальных
и полировальных работ
Измерительный инструмент. Измерительным инструментом слу-
жат: линейка, штангенциркуль, микрометр, угломер, угольник,
пробное стекло для определения кривизны полированной поверх-
ности по интерференционным кольцам (иногда называемое «опти-
ческой линейкой»).
Инструмент для притирки кранов, шлифов. Для проведения об-
дирочных работ поверхности муфт и пробок кранов, муфт и кер-
нов шлифов применяют специальные оправы, имеющие вид ко-
нуса из листового железа (толщиной 1 —1,5 мм). Свертывают
оправы на целиковых металлических конусах (рис. 178). Оправы
перед проведением обдирочных работ насаживают на специаль-
ные деревянные или металлические колодки (рис. 179), а пробки
кранов и трубки шлифов зажимают в специальных деревянных
колодках с прорезями и зажимным винтом. Колодки закрепляют
в шпинделе станка. Кроме того, широко используют резиновые
пробки с отверстием в центре, в которое вставляют трубки под-
лежащих шлифовке изделий. Для укрепления трубок часто ис-
пользуют зажимной патрон, подобный патрону сверлильного
станка, который вставляют в шпиндель станка при помощи ко-
нуса Морзе. Пробки вакуумных кранов со штампованными руч-
ками крепят в специальном приспособлении (рис 180), которое
вставляют в шпиндель станка. Для обдирки пробок кранов и кер-
нов шлифов применяют щипцы из листового железа, называемые
щипцами — сдиркой (см. рис. 178).
Нормальные шлифы (муфты и керны) притирают специаль-
ными металлическими притирами, изготовленными из твердой
296
стали или чугуна (табл. 11, рис. 181). Обычно муфту и керн
шлифуют тремя притирами для грубой обдирки, средней шли-
фовки и доводки. Инструментом для шлифовки сферических шли-
Таблица 11. Номера нормальных шлифов и размеры притиров
для керна и муфты
Обозначе ние шлифа Керн Муфта
D L d 1 ° L d di I
10 15,5 100 13 20 28 35 6,5 20 15
14,5 18,5 100 15 30 28 40 10,5 20 15
19 22,5 100 15 30 40 60 13,5 30 25
29 31,5 100 15 30 40 60 23,5 30 25
34 39,5 100 15 30 52 60 28,5 40 25
45 46,5 100 35 30 56 60 39,5 50 25
фов служат специальные металлические притиры в виде чашек
и пестиков грибовидной формы (рис. 182).
Инструмент для сверления отверстий. Основным инструментом
для сверления отверстий являются сверла обычные (такие же,
какие применяют при сверлении металлов) и трубчатые. Обычные
сверла бывают стальными с победитовыми наконечниками, труб-
чатые— латунные и алмазные (перфорированные).
Сверла с победитовыми наконечниками применяют в основном
при сверлении глухого стекла, смачивая просверливаемое отвер-
стие скипидаром (рис. 183). Трубчатыми сверлами из латуни
(рис 184) пользуются при сверлении отверстий в полых трубках
с применением абразивного порошка и воды. Сверление отверстий
алмазными перфорированными сверлами проводят на специаль-
ных сверлильных станках (12000 об/мин) при постоянном смачи-
вании водой.
Полировальный инструмент. Плоские поверхности стекол поли-
руют на ножном доводочном станке (§ 92) полировальными по-
рошками, которые наносят на неметаллические подложки, закреп-
ляемые на полировальнике. В качестве подложек применяют
волокнистые материалы, смеси различных смол, а также волок-
нистые материалы, пропитанные смолой. Подложками из волок-
нистых материалов могут служить шерстяной войлок толщиной
14 мм, фетр толщиной 2,5—5 мм, шерстяная мягкая, но прочная
кирза толщиной 1—2 мм, сукно шинельное толщиной 2,5 мм.
Волокнистую подложку наклеивают на полировальник при по-
мощи синтетических клеев (смол). Полировальник представляет
собой металлический диск (диаметром не более 150—200 мм),
закрепляемый в шпинделе ножного доводочного станка на резьбе.
Клеем может служить смесь из канифоли, пчелиного воска, шел-
лака, парафина, пека (вар) и кумароновой смолы.
ю Заь 157
287
§ 92. Необходимое оборудование
для механической обработки стекла
Стол для притирочных работ. Деревянный стол (рис. 185) высо-
той 950, шириной 800 и длиной 1500 мм сверху покрывают лино-
Рис. 181. Притиры (из чугуна) для нормальных шлифов:
А— притир в сборе; Б—притир для муфты НШ; В— притир для керна НШ.
Рис. 182. Притиры для сферы (Д) и муфты (Б) сферических шлифов.
леумом. Крышка стола должна быть сделана из толстых досок
(40—50 мм). С трех сторон крышку стола окаймляют невысоким
бортиком из фанеры, оставляя переднюю сторону (к работаю-
щему) свободной. К левой стороне стола прикрепляют притироч-
ный станок с электромотором. Под шпинделем станка в центре
стола делают отверстие с поддоном диаметром 300—350 мм, кото-
рое обивают оцинкованным железом. В поддоне устанавливают
электроплитку для подогрева абразивной суспензии. Поверх от-
верстия ставят металлический противень для абразива, имеющий
прямоугольную форму шириной 400, длиной 500 и высотой 80—
100 мм. Обычно в противне находится абразив для грубой об-
дирки, залитый водой. На правой стороне стола ставят подлокот-
ник (небольшую легкую деревянную подставку, применяемую при
притирке крупных изделий, обработка которых занимает много
времени) и необходимый инструмент, предназначенный для обра-
ботки притираемой детали. С левой стороны стола должны на-
ходиться три или четыре баночки для более мелких абразивов,
каждая баночка должна иметь деревянную лопаточку или ки-
сточку, которыми переносят абразивную кашицу на притираемую
поверхность.
Для предохранения работающего от брызг абразивов на
передней части стола устанавливают специальный свободно
передвигающийся экран из органического стекла. На уровне
лица работающего экран имеет окно из обычного оконного
стекла.
268
Станок притирочный. Притирочный станок с электромотором
мощностью 0,25 кВт имеет двухдисковое устройство для регули-
ровки скорости вращения шпинделя (от 75 до 1500 оборотов в
минуту). Большой диск устройства скреплен с валом электромо-
тора; малый диск укреплен на рабочем шпинделе. Ребро малого
Рис. 183. Перфорированное трубчатое алмазное сверло (Д) и сверло с напаян-
ным наконечником из победита (Б).
Рис. 184. Латунные трубчатые сверла.
диска расположено перпендикулярно к плоскости большого диска
и касается его. Перемещая ребро малого диска по плоскости
большого, меняют число оборотов рабочего шпинделя. Чем дальше
от центра большого диска располагают ребро малого, тем боль-
шее число оборотов делает шпиндель; чем ближе — тем меньшее.
Число оборотов регулируют червячным винтом, имеющим руко-
ятку.
Планшайба. Станок для грубой обдирки плоских поверхностей
деталей абразивами носит название планшайба; в оптическом
производстве его маркируют шифром «ШО» и «ШР», что соот-
ветствует «шлифовочно-обдирочный» и «шлифовально-ручной».
Буквенное обозначение станка всегда имеет числовой шифр, ин-
формирующий о значении максимального диаметра плоского
инструмента, например 350 или 500. Так, станок ШР—350 — шли-
фовально-ручной с максимальным диаметром плоского инстру-
мента 350 мм. Станки этого типа имеют скорость вращения шпин-
деля от 500 до 5000 об/мин, линейную скорость 10—13 м/с.
У станков ШР—500 число оборотов шпинделя находится в
пределах от 500 до 900 об/мин, а максимальная линейная скорость
достигает 20 м/с. Эти станки снабжены сменными латунными
дисками, закрепляемыми на вращающемся шпинделе станка.
Движение шпинделю придает электромотор через ременные пере-
дачи, регулируется оно ступенчатыми шкивами.
Ножной доводочный станок. Точную мелкую шлифовку поверх-
ностей стеклянных изделий и полировку производят на ножном
доводочном станке (рис. 186) Шпиндель 4 станка приводят во
вращение ножными педалями. Полировальник, чашки, грибовид-
10*
298
ные притиры и другой инструмент закрепляют посредством резьбы
на шпинделе 4. Скорость вращения шпинделя регулируют пере-
становкой ремня 5 по ступенькам шкивов 6 и 3. Для сбора отхо-
дов при шлифовке (брызги от абразива, удаленное стекло) ис-
пользуют таз 8 диаметром 230 мм. Габаритные размеры станка
Рис. 185. Стол для притирочных работ:
1—электромотор; 2—рукоятка регулировки скорости вращения шпинделя; 3 — станок;
4—шпиндель стайка с приспособлением для зажима штампованных костыликов вакуум-
ных кранов; 5—плоскость стола с бортиками; 6—металлический противень для суспензии
абразива; 7 —подлокотники; 8— экран из органического стекла с окошком из обычного
листового стекла, предохраняющий работающего от брызг абразива; 9—двухдисковое
устройство; 10—малый диск с верхней окантовкой из кожи; 11— большой диск.
680X750X960 мм. Станок маркируют шифром ДН—150 (дово-
дочно-ножной) или ШПН (шлифовально-полировальный станок).
Сверлильный станок. Для сверления отверстий, особенно в цели-
ковом (глухом) стекле, применяют обычный сверлильный станок,
предназначенный для сверления металлов. Пробки для кранов
крепят при сверлении в специальном приспособлении. Если тре-
буется просверлить отверстие в крупногабаритной стеклянной
детали, то применяют электродрель с трубчатыми сверлами.
При сверлении латунными перфорированными алмазными
сверлами применяют специальные сверлильные станки с числом
оборотов до 12 000 об/мин.
Кроме перечисленного оборудования необходимо иметь станок
для резки стекла и кварца с алмазными отрезными кругами, стол
для хранения готовых изделий и изделий, подлежащих шлифовке.
Необходимо иметь шкаф для хранения подсобного инструмента и
металлические ящики для хранения абразивов. Притирку крупно-
габаритных изделий при наличии горизонтально-заварочного
станка лучше выполнять на нем.
300
§ 93. Обработка стекол абразивными порошками
В условиях стеклодувных мастерских обработку стекол абра-
зивными порошками различной крупности разделяют на при-
тирку, шлифовку, полировку. Обработку ведут суспензией, состоя-
Рис. 186. Ножной доводочный
станок:
/ — педали; 2, 5—ремни; 3, 6— шкивы;
4—шпиндель станка; 7 — чашка, за-
крепленная в шпинделе станка; 8 — таз.
щей из воды и абразивного порошка определенного номера. Под-
вергать притирке, шлифовке, полировке следует только хорошо
отожженные стеклянные изделия. Если стекло плохо отожжено,
при обработке абразивами на поверхности стекла появляются
трещины или мелкие посечки.
Притирка. Притирка шлифов и кранов состоит из пяти последо-
вательных операций: обдирка, грубая шлифовка, средняя шли-
фовка, мелкая шлифовка, доводка.
Обдирка внутренней поверхности муфты (крана или шлифа)
заключается в выравнивании поверхности л придании ей соот-
ветствующей конусности шлифпорошками № 8, № 10 или № 12.
Обдирку муфты (стеклодувы называют рассверливание) проводят
на притирочном станке, закрепляя в шпиндель станка соответ-
ствующую муфте колодку. На колодку плотно надевают и цент-
руют сверло из листового железа, которым и рассверливают
муфту. Приведя во вращение шпиндель станка, на сверло (левой
рукой) и в муфту подкладывают суспензию шлифовального по-
рошка. Для ровной обдирки муфту периодически поворачивают
на сверле, добавляя суспензию, а по мере сошлифовки поверхно-
сти равномерным движением муфту надвигают на сверло. Муфту
обрабатывают до тех пор, пока керн (без обдирки), к которому
801
она должна быть пришлифована, не войдет в нее на половину
своей длины. Если заготовки для муфты и керна выполнены
стеклодувом очень тщательно, т. е. соблюдена одинаковая конус-
ность, а поверхности ровные и гладкие, то обдирку прекращают,
когда керн войдет в муфту на 2/s своей длины.
Обдирку кернов проводят аналогичным способом конусом—
сдиркой или щипцами — сдиркой, закрепляя трубку или ручку
керна в шпинделе станка. После обдирки керна, когда он будет
входить в муфту на 4/э свой длины, начинают притирку муфты
к керну, используя те же абразивы (№ 8, К° 10 или № 12). При
притирке керн периодически промывают водой и добавляют но-
вую порцию абразивной суспензии. Когда конусность обеих частей
совпадет и не будет видно провалов (стеклодувы называют «за-
лысинами»), приступают к средней шлифовке абразивами № 5
или № 3, предварительно тщательно смыв водой предыдущий
абразив.
При средней шлифовке в основании керна (у ранта муфты)
часто образуется кольцевой выступ, окаймляющий керн, который
следует сошлифовывать тем же абразивом с помощью щипцов —
сдирки. Среднюю шлифовку прекращают, когда верх керна будет
выступать над рантом муфты на 1—2 мм. После этого поверхно-
сти муфты и керна тщательно промывают водой и приступают
к мелкой шлифовке абразивами М-20 или М-14.
Во время мелкой шлифовки число оборотов шпинделя станка
снижают. После мелкой шлифовки и обязательной промывки из-
делий водой кран или шлиф проверяют на свободное вращение
керна в муфте. Если вращение затруднено, значит конусность
пришлифованных поверхностей не везде точно соблюдена. Место
заедания обнаруживают, вжимая керн в муфту, в месте заеда-
ния будет видна светлая кольцевая полоса. Избавляются от нее,
подкладывая мелкие порции микроабразива в место заедания и
дополнительно притирая кран или шлиф на станке. Появление
мелких пузырьков воздуха между притертыми поверхностями
также объясняется недоброкачественной притиркой.
Доводку проводят микропорошком М 10 вручную.
Во время операций по притирке правая рука работающего
держит муфту, обхватывая ее пальцами снизу или сверху. Левой
рукой обычно подкладывают абразив. Если притираемая деталь
тяжелая, ее удерживают двумя руками, время от времени оста-
навливая вращение шпинделя станка и добавляя порцию абра-
зива. При наличии горизонтально-заварочного станка притирку
крупных изделий можно производить на нем.
Во время каждой из пяти операций муфту следует периоди-
чески вращать (как при обдирке на сверле, так и при притирке
на керне) на ’/з оборота. При притирке следует учитывать сле-
дующее: нижняя часть керна (более узкая) всегда должна сво-
бодно выходить на 1—2 мм из пришлифованной поверхности
302
муфты (проходить ее насквозь), иначе осуществить хорошую прй-
тирку невозможно.
Нормальные шлифы притирают, используя специальные при-
тиры (см. рис. 181) и применяя среднюю, мелкую и самую мел-
кую (доводку) шлифовку. Притирают на трех притирах, каждый
Рис. 187. Траектория движения
руки шлифующего при шлифовке
плоскости (а — исходное положе-
ние).
притир используют только для определенного номера абразива,
соответствующего определенной операции притирки. Муфту и
керн в отличие от кранов и обычных шлифов притирают раз-
дельно, проверяя чистоту поверхности после притирки на спе-
циальных юстированных металлических калибрах для нормаль-
ных шлифов.
Иногда после мелкой шлифовки (доводки) шлифованные по-
верхности муфт и кернов нормальных шлифов травят пла-
виковой кислотой, добиваясь более «бархатной» поверхности и
освобождаясь от возможных и невидимых глазу посечек
стекла.
Шлифовка плоскостей, торцовых частей трубок, фасетировка.
Шлифовку плоскостей проводят на станках типа ШР или ШО
(см. § 92), имеющих сменные металлические диски — планшайбы.
Грубую обдирку проводят на планшайбах большого диаметра
с применением суспензии с абразивами № 8, № 10 или № 12;
среднюю шлифовку и доводку — на планшайбах малого диаметра
соответствующими абразивами. Для получения ровной шлифо-
ванной поверхности шлифуют при определенных передвижениях
плоскости по планшайбе. Рука работающего, удерживающая де-
таль, должна совершать определенную траекторию, схематично
представленную на рис. 187. Движение руки должно быть на-
333
правлено в сторону, противоположную вращению диска. Кроме
того, деталь при шлифовке следует равномерно вращать вокруг
собственной вертикальной оси.
На планшайбах шлифуют плоскости фланцев, пластинок, про-
изводят заточку торцовых частей трубок, плоских кранов и т. д.
Рис. 188. Приспособление для
шлифовки цилиндрического шлифа
или поршня
Доводку (мелкую шлифовку) лучше проводить на ножном дово-
дочном станке.
При шлифовке или полировке торцовых частей трубок во
избежание образования сколов стекла необходимо снять фаску
(т. е. заточить по окружности края торца) как наружную, так и
внутреннюю. Наружную фаску снимают шлифпорошком № 5 или
№ 3 на специальных чашках, внутреннюю — на специальных ме-
таллических приспособлениях, напоминающих по форме гриб
i(cm. рис. 182). Полируют плоскости после самой мелкой шли-
фовки полиритом на полировальнике со специальными подлож-
|ками. ДвижениЯ~рук работающего аналогичны движению рук при
шлифовке на планшайбе (см. рис. 187).
Шлифовка сферических шлифов. Сферические шлифы шлифуют
на специальных металлических притирах с применением абрази-
вов для обдирки, средней и мелкой шлифовки. Заготовку муфты
сферического шлифа шлифуют металлическим притиром в форме
гриба, заготовку выпуклой части (керна) шлифуют в чашке —
притире (см. рис. 182). В зависимости от смены абразива меняют
и притиры. Для притирки муфты или керна необходимо иметь не
менее четырех притиров. Притирать такие шлифы удобнее на
ножном доводочном станке.
Полировка внутренней поверхности муфты обычного крана.
Внутреннюю поверхность муфты крана сначала шлифуют на спе-
циально изготовленных трех металлических притирах Притирают
абразивными порошками точно так же, как и муфты нормальных
шлифов. После доводки (мелкой шлифовки) внутреннюю поверх-
ность муфты полируют на металлической оправке с наклеенной
на нее полоской из шинельного сукна. Оправка должна иметь ту
же конусность, что и притиры Суконную полоску наклеивают на
оправку по спирали так, чтобы вся поверхность оправки была
304
закрыта сукном. Йотируют полировальным порошком полири-
том, на притирочном или ножном доводочном станке.
В работе такие краны применяют с тефлоновой пробкой, обра-
ботанной под конусность муфты и поджимаемой к ней при по-
мощи винта снизу.
Рис. 189. Колодки крепления про-
бок при сверлении.
Изготовление стеклянного поршня для цилиндрического цирку-
ляционного насоса. Заготовку поршня делают из полой стеклянной
трубки, сразу отделывая с одного конца плоское донышко
с округленными плечиками. Диаметр трубки должен превышать
внутренний диаметр циркуляционного насоса на 3—3,5 мм, тол-
щина стенок трубки поршня должна быть не менее 2,5—3 мм,
а длина 200—250 мм. Обработку шлифпорошками № 6 начинают
со снятия фасок с открытой торцовой части поршня. После этого
торцовую часть трубки размечают на восемь равных частей.
Затем на планшайбе по разметкам у основания по длине трубки
отшлифовывают восемь полосок так, чтобы в торцовой части по-
лучился восьмигранник. Острые ребра восьмигранника сошлифо-
вывают по одному до получения шестнадцатигранника. Оконча-
тельную шлифовку — округление проводят на одношпиндельном
вертикально-шлифовальном станке, предварительно закрепив от-
крытый конец поршня при помощи смолы в чашке шпинделя
станка.
Дальнейшую шлифовку проводят, применяя специальное при-
способление, сделанное из двух одинаковых прямоугольных пла-
стин (размером 250 X 80 мм и толщиной 20—25 мм) из толстого
листового стекла. В каждой пластине (по всей длине) вышлифо-
вано по одной неглубокой канавке с радиусом кривизны, прибли-
жающимся к радиусу кривизны обрабатываемого поршня (рис.
188). Обхватывая этими пластинами закрепленный в шпинделе
станка вращающийся поршень, сошлифовывают грани шлифпо-
рошками и придают поршню точно цилиндрическую форму по всей
длине. Полируют куском шинельного сукна (или другого волок-
нистого материала), как и при полировке стекла полировальными
порошками. Зазор между полированной поверхностью поршня и
внутренней поверхностью циркуляционного насоса должен со-
ставлять 0,03 мм.
^05
§ 94. Сверление и точение стекол
Сверление. Сверление стекла проводят на сверлильных станках
(см. §91).
Отверстия в глухом стекле (пробки кранов) сверлят сталь-
ными сверлами с победитовыми наконечниками, применяя скипи-
дар. При сверлении стекла перфорированными алмазными свер-
лами используют воду. Пробки крепят при помощи деревянных
колодок (рис. 189).
Широкие отверстия в полых трубках сверлят на притирочных
станках, применяя полые латунные сверла (см. рис. 184) и абра-
зивные порошки.
Сверление отверстий в пробках как простых, так и вакуумных
кранов лучше проводить после окончательной притирки (довод-
ки), так как попадание абразива в отверстия затрудняет получе-
ние однородной поверхности. Сверло из листового железа после
рассверловки 12—15 муфт заменяют новым. Однако часто для
рассверливания одной крупной муфты используют 3—4 сверла,
меняя их по мере углубления в муфту.
Точение стекла. Обточку стекла ведут на токарных станках при
помощи резца из твердого сплава (вольфрамовые сплавы марки
ВК-8, ВК-2) с определенным углом заточки. Скорость вращения
обрабатываемой детали должна составлять от 100 до 500 об/мин.
Глубина резания при грубой обточке меняется от 1 до 5 мм, при
чистовой —от 0,1 до 0,5 мм, соответственно величина подачи рез-
ца находится в пределах от 0,3—1,0 до 0,05—0,3 мм/об. Станок
должен быть очень устойчивым, резец прочно закреплен, иначе
под действием возникающей вибрации в стекле появятся глубокие
трещины и выколки. Обрабатываемое изделие следует сильно
охлаждать жидкостями (водой, керосином, скипидаром). Чаще
всего для этого применяют керосин.
Г Л А В А XIV
ОСНАЩЕНИЕ ПРОИЗВОДСТВЕННЫХ ПОМЕЩЕНИЙ
СТЕКЛОДУВНОЙ МАСТЕРСКОЙ
Любая стеклодувная мастерская, насчитывающая не менее
10 стеклодувов, должна иметь несколько изолированных друг от
друга помещений: помещения для стеклодувных работ, для работ
с кварцевым стеклом, притирки и шлифовки стеклянных изде-
лий, комнаты для приема заказов. Кроме того, необходимы под-
собные складские помещения для хранения стекла и других мате-
риалов.
§ 95. Помещение для стеклодувных работ
При проектировании стеклодувных мастерских и подборе под-
ходящих помещений необходимо учитывать специфику работ со
стеклом на пламени газовых горелок. Особое внимание должно
быть уделено безопасности помещения в противопожарном отно-
шении: пол, стены, потолок, подводка коммуникаций вентиляции
и т. п. — должны быть выполнены из негорючих материалов.
Стены стеклодувной мастерской должны иметь высоту не менее
4 м. Окна необходимо занавешивать шторами из негорючей плот-
ной ткани (стеклоткани), не пропускающей дневной свет. Осве-
щение можно обеспечивать лампами и дневного, и обычного
света.
Помещение оборудуют разводкой из специального трубопровода
от коммуникаций горючего газа, сжатого воздуха, кислорода к
каждому стеклодувному столу и станкам для стеклодувных работ
(рис. 190). Каждая линия на входе перед разводкой должна
иметь общий кран для перекрывания поступающего газа в мас-
терскую и соответственно краны у каждого рабочего места. Кис-
лородную коммуникацию ведут от баллонов, которые устанавли-
вают в специальных металлических шкафах, прикрепленных к стен-
кам здания вне помещения (на улице). В шкафу каждый баллон
прикрепляют к стойке при помощи металлического хомута В шка-
фах одновременно может находиться до 10 баллонов с кислоро-
дом. К каждому баллону при помощи переходной гайки с проклад-
ной (свинец, паронит и т. п.) крепят медную толстостенную (с тол-
щиной стенок не менее Змм) трубку диаметром 5—8 мм, служа-
щую для подачи кислорода на распределительный щит и соединен-
ную с запорным вентилем, расположенным на щите (рис. 191).
Число вентилей на распределительном щите должно соответство-
307
вать числу кислородных баллонов. Каждый вентиль также при по-
мощи медных капилляров и переходных гаек соединен с распреде-
лительной емкостью, от которой через редуктор кислород посту-
пает в разветвленную систему трубопроводов. Заканчивается про-
вод вентилем у стеклодувного стола или станка. Предельное давле-
Рис. 190. Схема подачи кислорода к стеклодувным столам.
Рис. 191. Вентиль тонкой регулировки:
/—рукоятка, 2— гайка: 3 — втулка; 4—сальник из фторопласта; 5 — игла; б — тройник;
7—штуцер.
ние кислорода, подающего с распределительного щита к рабочим
местам, не должно превышать 15-Ю5 Па (15 атм).
Большое значение имеет вентиляция. До недавнего времени от-
работанный воздух в стеклодувных цехах эвакуировали из поме-
щения вытяжными вентиляторами, которые размещали или вне
помещения, или в оконных проемах. Короба вытяжной вентиляции
располагали под потолком, протягивая над стеклодувными сто-
лами. От коробов делали ответвления, заканчивающиеся огром-
ными металлическими зонтами над каждым столом. Короба при-
точной вентиляции размещали либо вдоль стен, либо по полу с от-
ветвлениями к каждому столу. Данная конструкция вытяжной и
приточной вентиляции не всегда обеспечивала нормальный обмен
воздуха в помещении, особенно в летнее время. Кроме того, воз-
дух, поступающий от приточной вентиляции, часто мешал работе,
сбивая пламя горелок.
В настоящее время предложен и введен в действие во многих
стеклодувных мастерских другой способ вентиляции. Столы для
стеклодувных работ и станки ставят либо в один ряд вдоль стен
808
так, чтобы боковые части столов соприкасались друг с другом, а
пламя горелок было направлено к стенке, либо в два ряда посе-
редине помещения против друг друга.
В последнем случае их перегораживают единой металлической
перегородкой.
Рис. 192. Стеклодувный цех:
/. 4—короба приточной вентиляции; 2, 5—короба вытяжной вентиляции; 3, 6—завесы.
Над всеми столами делают единую общую завесу (рис. 192).
Каркас завесы сваривают из железного швелера (уголка) и сна-
ружи закрывают тонкими стальными листами. Верхнюю часть за-
весы прочно крепят к потолку, часть завесы снизу шириной 35—
40 мм по всему периметру застекляют оконным стеклом. Свобод-
ное пространство между нижней кромкой завесы и полом должно
составлять 185—190 см. Внутри завесы под потолком размещают
короба вытяжной вентиляции. Получается как бы вытяжной шкаф,
где пламя горелок направлено внутрь шкафа, а работающие стек-
лодувы находятся вне зоны завесы. Короба приточной вентиляции
подвешивают к потолку помещения по обеим сторонам завесы,
если столы располагают посередине помещения. Если же столы
устанавливают вдоль стен, то короба приточной вентиляции под-
вешивают с одной стороны. Горячий воздух от пламени горелок
уносится под завесу, увлекаемый вытяжной вентиляцией и пото-
ком воздуха от приточной вентиляции. Кратность обмена воздуха
при такой вентиляции составляет 23,5 обм/ч. Такая вентиляция
значительно улучшает атмосферу воздуха в стеклодувных цехах.
Помещение для стеклодувных работ должно иметь необходи-
мое оборудование: большую печь для отжига стеклянных изделий,
две — три малых муфельных печи для отжига или разогрева стек-
ла, шкаф или стеллаж для стеклянных исходных материалов
803
(трубки, цилиндры, штабики и т. д.), станок для резки стекла И
другие необходимые станки и стеклодувные столы. Если работаю-
щих в стеклодувном цехе более 30 человек, то целесообразно
иметь два помещения. Одно на 15—20 стеклодувных столов, дру-
Рпс. 193. План размещения оборудования в стеклодувном и кварцевом цехах.
1-15—стеклодувные столы; 16—станок для резки стекла; 17—металлическая этажерка
для малых муфельных печей; 18 — шкаф для хранения стекла; 19—станок для навивки
спиралей из кварца; 20—печь для отжига стекла; 21 — установка для моллирования трубок
22— станок для резки кварца; 23—25— кварце дув ные столы.
большую муфельную печь и станки для стеклодувных работ. На
15 стеклодувных столов необходимо иметь помещение не менеа
120—150 кв. м (рис. 193).
Помещение для притирочных и шлифовальных работ. Поме
щение должно быть оборудовано столами, на которых устанавли-
вают станки для притирочных работ и размещают необходимый
инструмент, шлифовально-обдирочным станком, столом с тискам!
для заготовки сверл из листового железа, сверлильным станком
шкафом для готовых изделий, станком для резки стекла, шкафом
для притиров и других инструментов. В помещении обязательно
должна быть подводка горячей и холодной воды, а также инди
видуального освещения для каждого рабочего места. Кроме этого
необходим набор металлических ящиков с абразивами. Часть по
мещения (8—10 кв. м) отгораживают для доводочных и полира
вальных работ на ножном доводочном станке (рис. 194).
Помещение для работ с кварцевым стеклом. Оснащение поме
щения для работ с кварцевым стеклом во многом сходно с осна
щением стеклодувного цеха. Подводка коммуникаций газа и кис
лорода осуществляется от одних общих со стеклодувным цехов
линий. Если горючим газом в кварцедувной горелке является во
дород, то баллон с водородом располагают вне помещения в от
810
дельном от кислородных баллонов шкафу, а подачу к горелкам
производят по медным капиллярам через редуктор и запорный
вентиль у рабочего стола.
Особое значение имеет чистота помещения. Стены и потолок
должны быть окрашены масляной краской, чтобы исключить воз-
Рис. 194. План размещения оборудования в ремонтном, станочном и прити-
рочном помещении:
1—7— стеклодувные столы: в —печь для отжига стекла; S, // — столы для деталей; 10— го-
ризонтально-заварочный станок; 12— станок для изготовления заготовок для нормальных
шлифов; 13— двухшпиндельный станок для грубой обдирки стеклянных плоскостей;
14— стол для изделий; IS— ножной доводочный станок; 16, 18, 20, 21 — столы со станками
для притирки изделий; 17 — шкаф для готовых изделий; 19 — планшайба; 22 — стол для за-
готовок сверл; 23— сверлильный станок; 24 и 25— лабораторные столы.
можность попадания частиц всевозможной пыли на поверхность
обрабатываемых изделий.
Вытяжная вентиляция должна быть самостоятельной и более
мощной, чем в стеклодувном отделении. Над каждой горелкой
подвешивают металлический зонт в виде изогнутой прямоугольной
воронки. Пламя горелки при обработке кварцевого стекла должно
быть направлено непосредственно в раструб зонта, для того чтобы
пары окиси кремния уносились воздухом в вытяжную вентиляцию.
Приточную вентиляцию можно вести через короба от венти-
ляции стеклодувного отделения, но лучше иметь самостоятель-
ную приточную вентиляцию (рис. 195). Кратность обмена воз-
духа в кварцевом помещении должна составлять 80 обм/ч (не
менее).
Помещение оборудуют столами по типу стеклодувных, станком
для резки стекла, шкафом для хранения заводских заготовок
(колбы, трубки и т. д.), шкафом для хранения готовых изделий,
станком для навивки кварцевых спиралей.
Подсобные помещения. Подсобные помещения состоят из муж-
ского и женСкого гардеробов, комнаты приема и выдачи заказов,
небольшой комнаты для хранения стандартных изделий и дефи-
цитного сырья. Складские помещения для хранения исходных ма-
териалов, используемых для стеклодувных работ, размещают
поблизости от стеклодувных цехов в сухих отапливаемых поме-
щениях. В помещении должны быть деревянные стеллажи, на ко-
торые укладывают стеклянные трубки, цилиндры и т. д. Стеклян-
ные трубки лучше хранить в вертикальном положении, так как
при горизонтальном положении они могут прогнуться и потерять
свою первоначальную форму.
* *
*
В крупных научно-исследовательских институтах при стекло-
дувных цехах организуют так называемые препараторские мастер-
ские с целью освободить научных сотрудников от ряда вспомога-
тельных работ (сборки и спайки переносных стеклянных устано-
вок и их ремонта, серебрения и откачки сосудов Дьюара, нанесе-
ния металлических покрытий на стекло в вакууме, очистки и
перегонки металлической ртути и заполнения ею манометров и
вакуумметров, приготовления смазок и замазок и других вспомо-
гательных работ). Безусловно, данная мастерская должна иметь
необходимое помещение и оборудование, быть укомплектованной
соответствующими специалистами.
§ 96. Техника безопасности
Стеклодувные мастерские в условиях научно-исследователь-
ских институтов отнесены к горячим цехам и рассматриваются
как цехи с особо вредными условиями труда. Производство стек-
лодувных мастерских связано с пользованием открытым пламе-
нем, поэтому при невнимательной работе всегда имеется угроза
возникновения пожара. Помещения стеклодувных цехов должны
912
быть обеспечены необходимыми средствами пожаротушения: огне-
тушителями (пенными и углекислотными), ящиками с песком,
асбестовыми одеялами, пожарными кранами для тушения водой
и т. д.
Переходы, тройники, соединяющие резиновые шланги, через
которые подается горючий газ к горелкам, должны быть изго-
товлены из металлических трубок. Ни в коем случае их нельзя
делать стеклянными, чтобы исключить возможность их поврежде-
ния и предупредить утечку газа. Все резиновые шланги плотно
и тщательно зажимают металлическими хомутиками в местах со-
единений с горелками.
Все работающие в мастерской или цехе должны неукосни-
тельно соблюдать правила обращения с горючим газом: не начи-
нать работать, не убедившись в отсутствии утечки газа, не вклю-
чать электроосвещение, не проветрив помещения.
Особенно внимательно нужно относиться к ремонту приборов,
побывавших в работе и приносимых для ремонта из лабораторий.
В таких приборах могут оставаться взрывоопасные или горючие
вещества, газы, щелочи, кислоты, металлическая ртуть и т. п.;
такие приборы прежде всего надо тщательно вымыть.
При ремонте стеклянных установок в лабораториях пайку
ручной горелкой следует проводить только в защитных очках или
маске, изготовленной из органического стекла.
Так как в работе со стеклом нередки случаи ожогов и поре-
зов, то в цехе необходимо иметь аптечку со средствами первой
медицинской помощи.
В каждой мастерской необходимо иметь инструкцию по тех-
нике безопасности и инструкцию по работе с горючими газами
и стеклом. С этими инструкциями должны быть ознакомлены все
работающие в данной мастерской. Инструктирование и проверка
знаний работающих должны проводиться не реже двух раз
в год.
Стекла электровакуумной
Марка стекла Химический состав, вес. %
S1O2 B2O3 AI2O3 СаО ВаО РЬО ZnO NajO
С5-1 (кварцев.) 99,5 — — — —
Ц-15 (пирекс) 78,5 15 2.0 — — — — — 3,0
С37-1 (№ 40) 57.6 — 25,0 7,4 8.0 — — —
С37-2 70.0 27,0 — — — — — 1.4
С38-1 (ЗС-9) 68,8 26,5 1.6 — — — — — 2,5
С38-2 71.5 24,0 0.4 — — 0,8 — — 1.0
С39-1 (№ 17) 43.0 16.5 — — — — 6.0 — 3,0
С39-2 53,0 4,0 23.5 8,5 4.0 — — 7.0 —
С40-1 (ЗС-11) 74,8 18,0 1.4 — — — — 4,2
C4I-1 60.5 — 13,5 9.5 7.5 — — — —
С47-1 (N, 46) 68,5 17.2 2.5 —. — 5.0 6.8
С48-1 (ЗС-8) 66.5 23.0 3.0 — — — — 3,7
С48-2 66,3 20.9 3,5 — — - — 3.0
С48-3 54.0 18.5 13,5 8.0 6.0
C49-I (ЗС-5) 67.5 20,3 3,5 — — 8,7
С49-2 (ЗС-5К) 68,2 19,0 3.5 — — 4,8
С49-3 3,4 26,8 — —. 12,6 46.9 —
C50-I 25.0 30.0 20,0 — — 25,0 — — —
С50-2 7.0 35,0 23.0 6,3 14.2 — — — —
С50-3 67,5 20.3 3.5 — — — — 8,7
С5О-4 (Л-100) 64.6 22,3 3.5 — — — - — 3,0
С50-5 (Л-200) 64,5 22,3 3,5 — — 3,5
С50-6 (ЛН-100) 64.6 22,3 3,5 — 3.0
С50-7 (УТ-1) 70.0 19,0 3,5 — — — 5.5
С54-1 (Ns 35) 64,0 23,0 2,5 — — — — 9.0
С72-4 63,0 4,5 1,5 7.0 — 12.0 — 2.0
C76-I — - - - 1.6 — — —
С82- (№ 36) 3.0 13,0 — 11.7
C84-I 3.0 53,0 24,0 6,0 — — — — 14,0
С86-1 (СНД-5) 73,6 5,5 3.8 — — — 17.1
C87-I (ЗС-4) 55.0 2,0 — — 30,0 — 3,8
С88-1 (713) 67.5 5.0 — — 12,0 — — 7,0
С 88-2 64.5 2,0 4.0 7.0 — 5,0 — 3.0 14,5
С89-1 (№ 2) 79.1 5.5 3.5 2.0 — — 16.1
С89-2 (№ 23) 69.6 2.8 4.0 6.9 — — 9,0
С89-3 (№ 82) 74,0 5,5 3.9 — — 16,6
С89-4 (№ 55Э) 70,5 1,5 5,5 3.5 — 2.0 — 15,0
С89-5 (Ns 55 У) 72.5 — 1,5 5.5 3,5 — — — 15,0
С89-6 69,5 2,0 — 5,5 3,5 2,0 — — 11,0
С89-8 60,0 — 3,0 — - 12.0 - — 6.0
С89-9 66,0 2,0 15,0 5,0
С89-10 71,42 — — 5,5 3.9 2,1 — 16,0
С 89 11 73,7 — — 10,1 — — —. 16,2
С90-1 (ВД-1) 69,5 — — 5,5 3.5 5.0 — 12,5
С90-2 (215) 64,0 - - 5,0 3.2 1,8 - - 14,0
С120-1 45.0 — — 15,0 23,0 — 5,0
Промышленности СССР
ПРИЛОЖЕНИЕ
КТР-ю’ при 20-300 °C Плот- ность, г/см3 TK- 100 °C Модуль Юнга, кгс/мм? Коэф- фи- циент Пуас- сона Временное сопроти- вление растяже- нию, Кгс/мм? Временное сопроти- вление сжатию, кг с/мм 2
К2О L12O прочие компоненты
1.5 — - 5,8±0,3 33,4 ±0,5 2.2 2.25 600 6700 6250 - 7-12 160 —200
2.0 — — 37,5±1,5 2,56 400 —. 8,4
1 0.6 — 37,0 ±1,5 — 380
0,6 — — 38,0±2 2,11 340 5900 0.2 8.1 112
2,3 — — 38.0 ±1.7 —. 400 —
1,5 — — 39,5±1.5 2,5 350 6040 0,24 7,8 ПО
— — — 39,0 ±2 — 460 — —
1.6 — Т1О2=9 40,0±1.5 41.0±2 2.2 300 450 — 7,0 109
— — — 47.0±l 2,33 230 6300 0,2 9.0 109
3,8 — — 48,0± 1 2.55 300 6450 0.2 7,7 108
5.0 0.2 МпО=0.6 48,0±1.5 285
СоО = 0.5 —
— — — 48,0 ±2 — 520 — —
4,5 — __ 49,0±l 49±l 2,29 2,29 200 285 6250 6670 3-5 3—5 85
— — V2O5=l0,3 49±1 480 —
— — — 50±l — 470 —
— — Р2О5=|4,5 50±2 —
— — — 50±2 —
5.5 — NaCl=0,8 Ав2Оз=0,3 50±2 - - — - — -
5.2 — СеО=1 50±2 —
з,5 — NaCl=0.8 50 ±2
2.0 — AS2Og=0,3 50±2 —
1,5 — — 54±1,5 2,32 19S —
5.0 1.0 MnO=4 72±2 370 —
— 3.0 WO3=5I p2O5=40.9 76±2 - - - - — -
1 3 V2Os = 2.4
— СогО3= 1,1 82±2 2,53 230 7220
— — — 84±1 240 —
— — — 88,5±2,5 — —
9,2 — — 87± 1 3.05 325 6300 0,37 4-6 85
7.0 0.6 F2=0.9 88± 1 2,56 280 7090
— — — 88±1,5 — 190 —
1.0 — — 89± 1 2,5 140 — — 8,0 106
7,7 — — 89 ±2 2.5 200 — — 8,3 91
— — — 89 ±2 2,5 — 6550 0 226 8,5 98
2,0 — — 89±2 — —
2.0 — — 89 ±2 — —
6,5 — — 89±1 2,4 240 7600 7,9 100
8.0 1.0 Co 0 = 0,5 MnO=8.5 9±2 - 320 - —
Cr2O3 = 1,0
10,0 — CeO2 = 2 88,5 ±1.5 — 320
1.0 — СогОз = 0,08 89±2 — — —
— — — 89±2 —
4.0 — — 90±l 2,55 210
1.3 — №1гОз=б,5 Со203==3,3 90±2 — - - - — —
П.о 1.0 — 120±2 — 350
л н CJ О X «с о ь гидроли- тический класс - 1 >X >X> II Al II A III III III 1 S 1 Ь
Химическая с потери в массе в воде, % 1 -g* тг -cf- тГ -kJ" ч* qq -у-5" -S' оо tj- еО 00*-у Q ооосэ°*о©©о Цзэ^ПП^ 2 2 3 3 см зз to 03 СО Ш <—> со со ииои UU OO * ’S' 5 cm CM q6oo-.M. О ОО 1 CJ C Cl I 1 «АаааоЦ 3 2 3®- Й и oo ООО Свыше 0,44 0,08-0,12 Свыше 0,44 0,12-0,22 Свыше 0,44 CM CM CM* CM rf* CM CMCNCMc— ООО о оо 1 1 1 1 а 1 1 I I 1 1 см см см =о CM OQ ~ — ~z З® ем о ооо^Ио оо 0.22-0,44 0,22-0,44
Максимальная диэлектрическая проницаемость Ю1 МГц 1 : 1151111 s 111 6,8 5.5 6,2 — 1 1 1 1 1 1 1 1 1 1 1 1 1 1 +1 1111
1 МГц 1 3,5-3.7 ; । 1511112111 • S‘9 0*9 1 I 1 11 1 1 1 1 1 1 1 1 1 1111
Э< чаахои цнич О 1 1 । 18 1 I I IS । । । ID I to I in I N I (7) I CO 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1111
1КСИМЗЛ1 ис угла при 20 с 6 МГц 1 45 24 22 40 57 32 Ot 98 CO I О I IS I । 8 1 1 SS। 1 IS 1 IS । 1
” и X t- 1 МГц 1 1 1 12 1 1318 1 1 1 S IS 12 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1111
Теплопро- водность, кал/(см, с. К)’ 0,0033 -0,00641 0.00217 0,003 0,0021 — _ 0,0019 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1111
Термо- стой- J3 НО X 1 , lOOOOOQOeOQC I coin-^rrtcooOtDtDOOoo 1 — CM CM CM CM —«см — см см — sss । s। g 1 OU 081 IW 126 115 105 115 125 135 — но 90
<я X а верхняя граница, ° 1 560 580 390 410 385 530 420 360 550 410 410 4]0 § 1 545 490 О О tn о О гл I 1Л О СМ СМ СО I I I О 1 1 -Г Tf in ID Ю 1 1 1 О I 505 505 — 405
Зона с К ПЗ w nr 5 5U ж х « X 1 750 480 540 520 730 555 500 750 540 535 575 о 5 1 IDO ooooe IQ 1 1 1 I 1 co 1 400 400 285
Темпера- тура размяг- чеиия, °C 1250 600 810 600 575 600 630 790 620 800 590 555 570 810 580 585 515 620 665 575 600 530 600 500 510 500 500 580 560 580 550 550 530 570 530 550 550 515 445
Марка стекла QJ S'S'o — ~ л £ ~~ — *5 ® Ь - 5₽® ?ч? 3 8 кйййй U е; U .0,0 иО ХО 2 «o.<o,<o.<e!lS. EIJ2 £2 5 2 ^£2 £2£2 о£.2- — см-^ем — см — — — — смсп — счс^-см — см-^ — ——см — смсо-е-ьпслооср — см^ Т—гЛк-cococncno — riobobobd>cnCT><icJ'4'e4C£)c<i’s-«!irLooo5CTC^<T>d>d1>cfsc>CTsc£>oS 1П*спсоеоспсосо^-а>’(ГхГтг-«з--?’тг-г1П1лтг^.ь«.эоХ’со,чоаоаоаооооосОаооосооО0зег7—< UKUUUUUUUOUUUUUUUUUUUUUUUUOOUUUUUUUUOUU
ЛИТЕРАТУРА
Дьяконов Д. И., Лермантов В. В. Руководство к обработке стекла на
паяльном столе. Изд. 3-е. Под ред. В. Н. Верховского. М. — П., Госиздат, 1924.
183 с.
Эта книга о стеклодувном деле в России впервые была издана в 1892 году.
В книге описаны простейшие приемы по обработке стекла на газовых го-
релках, инструменты стеклодува, подсобные материалы, порядок изготов-
ления простейших приборов из стекла. Кроме того, описаны приемы изго-
товления медицинских максимальных термометров.
Книга рассчитана на учеников-стеклодувов и работников-эксперимента-
торов.
Китайгородский И. И. Стекло и стекловарение. М., Гос. изд-во лит. по
строит, материалам, 1950. 416 с.
В книге освещены многолетние исследования автора в области физико-
химии и технологии стекла, приведены данные по новым видам стекла,
дан критический анализ ныне действующих печей и намечен путь даль-
нейшего развития техники стекловарения. Кратко освещен также вопрос
о применении стекла в современной технике и строительстве.
Книга рассчитана на широкий круг специалистов, занятых в стекольной
промышленности и во всех отраслях народного хозяйства, потребляющих
стекло
Б а р д и н А. Н. Технология оптического стекла. Изд. 3-е М, «Высшая школа»,
1963, 495 с
В книге разобраны природа и свойства стекол, физико-химические свой-
ства обычного и оптического стекла, виды оптических стекол, варка и
материалы для варки оптического стекла, производство заготовок и тех-
нология изготовления оптических деталей. Подробно описаны абразивные
и полировальные материалы и даны их характеристики.
Изложены основы теории обработки стекла абразивными и полироваль-
ными материалами, а также металлическим инструментом
Книга рассчитана на студентов приборостроительных вузов.
Веселовский С. Ф. Стеклодувное дело. М., Изд-во АН СССР, 1952. 252 с.
Первая книга в СССР, написанная стеклодувом-профессионалом. Книга
содержит описание как простых, так и сложных приемов обработки стекла
на газовых горелках, обработки кварцевого стекла, инструменты и обору-
дование для обработки стекла. Описаны простейшие приемы впаивания
металлов в стекло.
Книга рассчитана как на учеииков-стеклодувов, так и на опытных масте-
ров. Книга весьма полезна студентам-практикантам, аспирантам, научным
работникам-экспериментаторам.
Дуброво С. К Стекло для лабораторных изделий и химической аппаратуры.
М., «Наука», 1965. 107 с-
В книге описаны составы и свойства химико-лабораторных стекол, выпу-
скаемых в Советском Союзе и за рубежом, охарактеризованы методы нс-
8П
следования их химической и термической устойчивости, а также влияние
различных фа'кторов на эти свойства. Кроме того, освещены работы по
изысканию новых видов лабораторных стекол. В книге обобщены как
литературный материал, так и результаты собственных работ автора.
Стронг Д. Техника физического эксперимента. Пер. с англ, под ред. Б. А Ост-
роумова. Л., Лениздат, 1948 662 с.
В книге разобраны основные приемы стеклодувного мастерства, холодная
обработка обычного и оптического стекла в лаборатории, техника высо-
кого вакуума, применение и свойства плавленого кварца, нанесение тон-
ких пленок на стекло. Описаны инструменты и оборудование стеклодув-
ных мастерских. В книге приводятся свойства некоторых материалов,
* применяемых в лабораторной практике. Отдельные главы посвящены
фотографированию в лаборатории и основам конструирования инструмен-
тов и приборов. Рассмотрены некоторые приборы: электрометры, электро-
скопы, счетчики Гейгера, вакуумные термоэлектрорадиометры, оптические
приборы, фотоэлементы, усилители и др.
Книга рассчитана на широкий круг читателей, работающих в физических
лабораториях и институтах.
Чмутов К- В. Техника физико-химического исследования. Изд. 3-е. М., Гос-
химиздат, 1954. 342 с.
Книга содержит указания по постановке физико-химического экспери-
мента. В ней описаны отдельные простые приемы рационального проведе-
ния опытов. Большое внимание уделено также самостоятельному изготов-
лению несложных деталей аппаратуры, использованию стандартных лабо-
раторных приборов для различных целей и т. д.
Книга предназначена для студентов высших учебных заведений и для
научных сотрудников, приступающих к самостоятельной эксперименталь-
ной работе.
Любимов М. Л. Спан металла со стеклом. Изд. 2-ое. М.-Л., «Энергия», 1969.
206 с.
Книга содержит основные сведения по технике спаивания металла со стек-
лом. играет важную роль в современном производстве электровакуумных
приборов. Изложены современные представления о механизме сцепления
стекла с металлом, методы расчета термических напряжений в спаях,
а также вопросы конструирования и изготовления спаев.
В книге приведены таблицы состава и свойств стекол электровакуумной
промышленности СССР.
Книга предназначается для инженерно-технических работников электро-
вакуумной промышленности и смежных производств, а также может слу-
жить учебным пособием по курсу «Электровакуумной технологии» в выс-
ших учебных заведениях и техникумах.
Р о у с Б Стекло в электронике. Пер. с чешек, под ред. Г. А. Степанова. М.,
«Советское радио», 1969. 356 с.
Книга Б. Роуса представляет собой монографию, в которой сообщаются
сведения о свойствах, применении, обработке и составе стекол, используе-
мых в электронных приборах и устройствах Приводятся данные о прин-
ципах соединения стекол друг с другом и с иными материалами, о тех-
нологии спаивания, о напряжениях в стеклах, об охлаждении стекол и
спаев, о поверхностной обработке стекла, а также о специальных стеклах
для электронных приборов
Книга дополнена таблицами, в которых приведены данные о составе и
свойствах стекол, вырабатываемых в Чехословакии, СССР, Франции и
США.
318
Саркисов П. Д., Казаков В. Д. Технология стекла и стеклодувные ра-
боты. М., «Высшая школа», 1968. 216 с
В книге рассмотрены общие вопросы стекольного производства, описаны
физико-химические свойства стекла, сырьевые материалы и топливо, при-
меняемые в стекловарении, стекловаренные печи, процессы подготовки
шихты и варки стекла, способы формования стекла, инструменты и обо-
рудование, используемые при стеклодувных работах, выполнение неслож-
ных стеклодувных операций, производство стеклодувных изделий без
пайки и с наружными, и внутренними спаями
Книга рекомендуется как учебное пособие для учащихся профессионально-
технических училищ и для рабочих, подготовляемых непосредственно на
производстве и в сети курсового обучения.
Голь М М. Руководство по основам стеклодувного дела. Изд. 2-е, испр. Л.,
«Химия», 1974. 119 с.
Руководство содержит основные сжатые сведения о стекле н его свойствах.
В книге приведены краткие данные о физико-химических свойствах и тех-
нологии стекла. Главное внимание уделяется указаниям и рекомендациям
по самостоятельному выполнению всех операций, встречающихся в прак-
тике стеклодувных работ. По многим изделиям дается схема технологи-
ческого процесса.
Книга рассчитана на широкий круг работников химических, физических и
других лабораторий, на научных сотрудников, аспирантов, студентов выс-
ших учебных заведений и техникумов, на учащихся старших классов сред-
ней школы, а также на учащихся ремесленных училищ, овладевающих
основами стеклодувного дела.
Павлов В. П„ Макевнин М. П. Стеклянная аппаратура для производства
чистых веществ. М., «Машиностроение», 1972. 332 с.
В книге описаны основные виды стеклянной химической аппаратуры, вы-
пускаемой отечествениой промышленностью и зарубежными фирмами.
Приведены требования к стеклянной аппаратуре, даны рекомендации по
проектированию. Рассказано о специфике стекла как конструкционного
материала, кратко изложены его физико-механические и антикоррозионные
свойства, описаны технологические приемы и оборудование, применяемое
при производстве стеклянной аппаратуры.
Книга предназначена для инженерно технических работников, связанных
с проектированием и эксплуатацией стеклянной химической аппаратуры
для производства чистых и особо чистых веществ.
Черняк М. И. Калиброванные стеклянные оболочки. М., «Энергия», 1973. 112с.
В книге рассматриваются вопросы технологии изготовления стеклянных
трубок и оболочек всевозможных профилей с точными размерами внут-
ренних полостей. Приводятся анализ факторов, влияющих на точность,
рекомендуемые группы точности и величины полей допусков, пути повы-
шения точности, методы расчета заготовок и инструмента. Описаны раз-
личные варианты технологических процессов вакуумной формовки и ка
либровки, а также применяемое оборудование.
Книга предназначена для инженеров и техников, конструирующих точные
стеклянные оболочки, разрабатывающих условия производства, рассчи-
тывающих и изготовляющих соответствующую технологическую оснастку,
а также использующих калиброванные стеклянные оболочки в своей по-
вседневной практике.
Перфильев Б. В., Г а б е Д. Р Капиллярные методы изучения микроорга-
низмов. М.—Л., изд-во АН СССР, 1961. 584 с.
В книге излагается новый раздел лабораторной практики — метод изуче-
ния микроорганизмов с использованием стеклянных капилляров фигурного
Сечрпця, технология изготовления которой разработана авторами.
318
Пи н к а в а Я. Лабораторная техника непрерывных химических процессов Пер.
с чешек, под ред. Н. А. Клейменова. М., Издатинлит, 1961. 491 с.
В книге подробно описаны современные автоматические методы лабора-
торных измерений и сами измерительные приборы; различные установки
и приспособления, применяемые в химических лабораториях для регули-
рования различного рода процессов Описаны отдельные узлы и детали
для различного вида лабораторных установок, запирающие устройства,
а также смазки для кранов и шлифов. В конце книги приведены сведения
по технике безопасности при работе в химической лаборатории, советы
по оказанию первой помощи при различных видах ожогов, а также све-
дения по противопожарной безопасности.
Книга представляет собой ценное пособие для работников химических
лабораторий всех типов как научно-исследовательских, так и заводских.
Крель Э. Руководство по лабораторной ректификации. Пер. с нем. М., Издат-
инлит, 1960. 631 с.
Книга содержит новейшие материалы по методам, аппаратуре и технике
дистилляции и ректификации. Приведены методы расчета лабораторной
ректификационной аппаратуры, способ определения ее эффективности,
а также сведения по автоматизации процессов ректификации. В книге
имеется большое число рисунков и чертежей различных аппаратов для
перегонки, часть из которых стандартизована.
Рот А, Вакуумные уплотнения. Пер. с англ. М., «Энергия», 1971. 464 с.
Книга представляет собой наиболее полное справочное пособие, охваты-
вающее различные технические приемы, используемые для создания ва-
куумных уплотнений. В ней описываются основные вакуумные уплотнения:
сварные и паяные, в виде спаев стекло — стекло, стекло — металл, стек-
ло — керамика, керамика — металл с применением прокладок из эласто-
меров, металлов, уплотнения на основе хлорного серебра и жидкостные,
а также различного рода замазки и специальные вакуумные уплотнения.
П е т р я н о в И. В. и др. Волокнистые фильтрующие материалы ФП. М., «Зна-
ние», 1968. 78 с.
В брошюре описаны основные свойства и характеристики волокнистых
фильтрующих материалов ФП (фильтров Петрянова), состоящих из
ультратонких волокон полимеров. Брошюра знакомит читателей и с неко-
торыми направлениями применения материалов ФП.
Ф р е й м а н Л. И., Макаров В. А., Б р ы к с и н И. С. Потенциостатические
методы в коррозионных исследованиях и электро химической защите Под ред.
Я М. Колотыркина. Л., «Химия», 1972. 240 с.
В книге, посвященной теории и практике потеициостатических методов
в коррозионных исследованиях и электрохимической защите, приведены
конструкции ячеек и электродов, обсуждаются вопросы подготовки по-
верхности образцов. Описаны основные методы защиты от коррозии.
Тихомиров М. В., Ш аварии Ю. В. Получение ультравысокого вакуума
с помощью обычных откачивающих устройств. ПТЭ, 1962, № 1, с. 137—141.
Орлов В. М., Елькина И. А. Способ соединения оптических кварцевых
деталей с полированной поверхностью. ПТЭ, 1969, № 5, с. 150—151.
42Q
Чемоданов А Н., Колот ы р к и в Я М., Дембровский М. А. Иссле-
дование процесса растворения платины в кислых электролитах при различных
поляризациях с применением радиохимического метода. «Электрохимия», 1970,
т. 6, № 4, с. 460—467.
Гельперии Е. И. и др Дозатор пробы. «Открытия, изобретения, промышлен-
ные образцы, товарные знаки», 1973, № 11, с. 15, авт. свид. № 369917,
Поспелова И. Н., Мясников И, А. К вопросу о механизме гетерогенной
рекомбинации атомов водорода ДАН СССР, 1970, т 190, № 2, с. 390—393.
Панеш А. М., Мясников И. А. Исследование адсорбированных молекул
методом электронного удара. ЖФХ, 1965, т. 39, № 9, с. 2326—2327,
Ци венке В. И., Мясников И. А. Исследование промежуточных активных
частив в химических газовых реакциях методом полупроводниковых зондов.
ЖФХ, 1965, т. 39, № 10, с. 2376—2379
Кузин Н П Исследование процесса резания оптического стекла точением.
Канд дис Л., 1955 г.
СОДЕРЖАНИЕ
От автора ............................................................. 3
Г лава /. Свойства стекла ..........................................7
§ 1. Стекло ........................................................7
§ 2. Физические свойства...........................................10
Вязкость. Поверхностное натяжение.
§ 3. Механические свойства.........................................11
Плотность. Упругость. Хрупкость. Твердость. Прочность при сжатии и
при растяжении. Прочность при изгибе.
§ 4. Термические свойства.............................................13
Теплоемкость. Теплопроводность. Тепловое расширение. Термостой-
кость.
§ 5. Оптические свойства..............................................15
§ 6. Электрические свойства...........................................16
§ 7. Газопроницаемость и обезгаживание стекол.........................17
§ 8 Химическая стойкость.............................................18
§ 9. Стекло для стеклодувных работ....................................19
§ 10. Исходные материалы для стеклодувных работ........................22
§ 11. Отжиг стекла.....................................................25
Глава II. Инструменты. Оборудование ...................................27
§ 12. Инструменты для стеклодувных работ...............................27
Измерительный инструмент. Режущий инструмент Развертки. Плитки.
Обкатки. Подрезки Колбодержатели. Асбестовые колпачки Шарнир
для дутья. Щипцы. Подставка с роликами. Иглы вольфрамовые.
§ 13. Горелки .........................................................33
§ 14. Оборудование стеклодувных мастерских.............................37
Рабочий стол. Электрорезка. Станок для резки стекла. Печи для от-
жига стекла.
Глава III. Основные приемы работы на пламени газовых горелок. Резка
стекла..................................................................41
§ 15. Нагревание стекла пламенем газовых горелок.......................41
Строение и температура пламени горелки. Отжиг стекла в пламени
горелки.
§ 16. Резка стекла.....................................................44
Резка трубок стеклодувным ножом на излом. Резка трубок раскален-
ной стеклянной палочкой Резка трубок при помощи асбестового шнура.
Электрорезка стекла. Резка алмазными отрезными кругами. Резка ка-
пилляров и палочек Резка трубок в нагретом состоянии. Разрезание
тонкостенных трубок Резка стекла в размягченном состоянии.
§ 17. Вращение трубок в пламени горелки................................47
§ 18. Растягивание трубок..............................................49
Изготовление державы. Изготовление дна.
322
§ 19. Спаивание трубок.................................................51
Микроотверстия в спаях. Запаивание отверстий. Простой спай на у i
ких трубках одинакового сечения. Спаивание трубок диаметром 50 мм
и более. Спаивание трубок неодинакового сечения. Спаивание двух
калиброванных трубок.
§ 20. Развертывание трубок развертками.................................55
Развертывание отверстий. Развертывание краев у торцов трубок
§ 21. Тройниковые спаи........................... . ... 57
Тройниковый спай на трубках диаметром 20—25 мм 1ройипкоп|4Й
спай, получаемый при помощи стеклянной палочки Тройниковый гний
на широких трубках. Тройниковый спай без поллу ни (крановая
лепка). Пропаивание нескольких тройниковых спаев одновременно
§ 22. Изменение диаметра и формы трубок...............................<>2
Осаживание стекла. Изготовление шара. Изготовление сосуда С пло-
скими стенками.
Глава IV. Более сложные приемы работы иа пламени горелки ... ,65
§ 23. Сгибание трубок................................................С А
Сгибание трубок диаметром до 40 мм Сгибание трубок дням. ром <>
40 до 80 мм. Плавное сгибание трубок. Ciii6uinie и-обрашм* груб»*
Одновременное сгибание двойных трубок (трубкп трубка) 11<ыуча
ние U-образных двойных трубок диаметром до 40 мм Сгибами* тру
бок по шаблону.
§ 24. Спирали из трубок.........................
Спирали — пружинки из узких трубок Получение лр фили а-инм«
спиралей.
§ 25 Получение отверстий прокалыванием и изготовление > )••>. шаг 71
Прокалывание отверстий Изготовление дефлегматора
§ 26. Запаивание металлических заготовок в стеклянные трубам . , , , ')
§ 27. Впаивание перегородок, оптических стекол и стеклянных 4 гумм 74
Впаивание перегородок Впаивание оптических стекол I •
стеклянных фильтров. Изготовление многослойных фнлые’а h »*•*«
ние дисковых фильтров. Впаивание фильтра межту трубаноя <
случаи впаивания фильтров. Тонкостенные эластичны* адфЯЯфайа*
(мембраны).
§ 28. Спаивание стекол с различными значениями коэффициент- а г»ах
расширения (К. Т. Р.)..................................
Спаивание кварцевого стекла с молибденовым при по «I» ддма*»
ных стекол. Спаивание линдемановского стекла с прогтыат 4
ление вида стекла по растягиванию в пламени пиопых ГИД***
§ 29. Изготовление трубок, калиброванных по внутреннему диамиру (••>
лированных)
Установка для получения моллированных трубок |||ХЛ)<м«ма МДТ
ренней резьбы в стеклянной трубке. Получение тонкехг »нм«
моллированных трубок без применения вакуума
Глава V. Внутренние спаи
§ 30. Условия возникновения в стекле «натяжения» и напряжений
§ 31 Простейшие внутренние спаи...................................
Внутренний спай через шарик или оливку. Пропаивание мирамявя*
спая через стенку дна. Внутренний спай на боковой стсмнд
спай).
§ 32. Шайбовый спай...................................................
§ 33 Внутренние тарельчатые спаи..............................
Простой тарельчатый спай. Получение тарельчатого спая и* Иу-я
внутреннего спая. Тарельчатый спай с отверстиями по кгмы|< >•••
Пропаивание тарельчатых спаев с использованием внешней >(**•
чатой заготовки.
§ 34. Дьюаровский спай........................................... i
§ 35. Крепление внутренних трубок.....................................101
Материалы для крепления. Насадки (хватки) для крепления. Обрат-
ная насадка. Крепление внутреннего цилиндра сосуда Дьюара Креп-
ление трубок при помощи бокового спая.
§ 36. Примеры изготовления приборов, имеющих большое число внутренних
спаев .............................................................. 106
Холодильник Либиха. Холодильник с фланцами по торцам. Холодиль-
ники шариковый и спиральный. Стеклянные компенсаторы снятия
натяжений. Пропаивание через две стенки. Соосные спаи (сосуд с не-
сколькими стенками).
Глава VI. Работа с капиллярно-барометрическими трубками и стеклянными
палочками ...........................................................116
§ 37. Калибровка капилляров...........................................116
§ 38. Спаивание и сгибание капиллярно-барометрических трубок..........117
Спаивание. Тройниковый спай. Сгибание. Внутренний спай. Спаивание
капиллярно-барометрических трубок с обычными.
§ 39. Вытягивание капиллярно-барометрических трубок на пламени газовой
горелки............................................................ 118
Вытягивание полых трубок и стеклянных палочек различной конфи-
гурации. Вытягивание трубок с каналами, расположенными вдоль сте-
нок. Трубки и капилляры с перегородками.
§ 40. Работа со стеклянными палочками.................................121
Применение стеклянных палочек. Сетка — перегородка из стеклянных
палочек.
Глава VII. Спаи стекла с металлами....................................124
§41. Условия спаивания металла со стеклом............................124
Смачивание металла стеклом. Предупреждение возникновения напря-
жений в спае. Условия пропаивания. Отжиг спаев металл — стекло.
§ 42. Подготовка стекла и металла перед спаиванием....................128
Подготовка металла. Подготовка стекла.
§ 43. Остекловывание металлических стержней и проволоки...............129
Условия остекловывания металлов. Остекловывание методом «об-
мотки». Остекловывание отрезком стеклянной трубки. Остекловывание
при помощи вакуума.
§ 44. Впаивание одиночных металлических вводов в стеклянные трубки . . 134
§ 45. Спаиваемые со стеклом металлы и конструирование спаев...........135
Вольфрам. Молибден. Платина. Впаивание в стекло тонкостенного
стаканчика из платины. Изготовление многоэлектродного стеклянного
диска с платиновыми вводами. Иридий. Сплав платина — родий. Ковар.
Титан. Тантал.
§ 46. Несогласованные стержневые спаи (бусинковые)....................142
Платинит. Никель.
§ 47. Согласованные рантовые спаи.....................................143
§ 48. Несогласованные рантовые спаи...................................146
Медь. Серебро, палладий.
§ 49. Дисковые спан...................................................149
Впаивание диска монокристалла кремния в стекло. Изготовление кю-
веты с плоскопараллельными дисками из монокристалла кремния
с микрозазором между поверхностями дисков. Впаивание диска из
окиси цинка в стекло.
§ 50. Впаивание остеклованных металлических вводов и дисков в токе
инертных газов.................................................... . 152
Впаивание остеклованного одиночного ввода. Впаивание металличе-
ского диска.
§ 51. «Сжатые» спаи...................................................154
§ 52. Изготовление многоэлектродных ножек.............................156
324
Гребешковые ножки Вводы по окружности дна стеклянной трубки.
Плоские ножки.
§ 53. Электрод из сурьмы...................................... ..... 158
§ 54. Сварка многозвенных электродов и крепление впаиваемых вводов . . 159
Многозвенные спаи. Крепление впаиваемых электродов.
Глава VIII. Изготовление наиболее распространенных деталей и приборов 161
§ 55. Шлифы .......................................................161
Простые шлифы. Термостатируемые шлифы. Заливные шлифы. Нор-
мальные шлифы (НШ). Станок для изготовления заготовок для нор-
мальных шлифов. Сферические шлифы. Цилиндрические шлифы.
§ 56. Краны .......................................................167
Простые (двухрантовые) краны. Вакуумные краны. Краны стекло —
тефлон. Плоские (фланцевые) краны. Пресс для штамповки деталей
из размягченной массы стекла.
§ 57. Фланцы ......................................................175
Изготовление фланцев развертыванием. Изготовление фланцев из от-
дельно накопленного стекла.
§ 58. Сосуды Дьюара. Дьюаровские трубки............................178
Изготовление сосуда Дьюара вдавливанием. Цилиндрический сосуд
Дьюара с тремя стенками. Сосуды Дьюара с четырьмя стенками и
более. Шаровые дьюаровские сосуды. Дьюаровская труока.Тройниковая
дьюаровская трубка.
§ 59. Высоковакуумные насосы, водоструйные насосы...................185
Насос Ленгмюра. Стеклянный диффузионный насос (масляный). Водо-
струйные насосы. Двухступенчатый ртутный диффузионный насос.
Высоковакуумный магнитно-разрядный насос.
§ 60. Клапаны. Затворы..............................................192
Поплавковые клапаны. Запорный клапан. Клапанные коробки для
циркуляционных насосов. Затворы.
§ 61. Приборы для дистилляции и ректификации........................198
Приборы для дистилляции. Ректификационная колонка.
§ 62. Ловушки.......................................................201
Высоковакуумные ловушки. Ловушки для газовых хроматографов.
Ловушка с фильтром Петрянова (ФП).
§ 63. Стеклянные измерительные приборы..............................103
Ложечковые манометры. Спиральный манометр. Термометры сопро-
тивления. Вискозиметр Бишофа. Полумикровискозиметр. Эбуллиометр.
Ротаметры. Реометры
§ 64 Стеклянный поршневой циркуляционный насос. Дозатор.............214
Циркуляционный насос. Дозатор для непрерывного или разового от-
бора и ввода газообразных проб.
§ 65. Электрохимические ячейки......................................217
Шлифы и краны для ячеек. Отделение для исследуемого электрода
(ИЭ). Отделения для ЭС и ВЭ. Сосуд для подготовки раствора.
Устройство для введения в ячейку точно дозированных небольших
количеств жидкости. Сборка ячеек. Ячейка с разделенными диафраг-
мой пространствами ИЭ и ВЭ. Ячейка для фотоэлектрохимических
исследований. Прижимная ячейка. Ячейка для исследования электро-
химических и коррозионных процессов в неводных растворах.
§ 66. Разбивалки....................................................232
§ 67. Низкотемпературные кюветы для спектроскопических исследований 233
Стеклянная кювета. Низкотемпературная кювета стекло — металл. Уни-
версальная вакуумная кювета.
32Б
Г лава IX. Пайка стеклянных установок ручной газовой горелкой .... 236
§ 68. Техника пайки стекла ручной газовой горелкой....................238
§ 69. Перепайка пламенем ручной горелки стеклянных перетяжек (штен-
гелей) ............................................................. 240
Огпайка объемов, находящихся при пониженном давлении. Отпайка
объемов, содержащих газ под давлением
Глава X. Некоторые способы перемещения исследуемых образцов и переме-
шивания в закрытом объеме. Центробежные иасосы......................243
§ 70. Перемещение образцов в закрытом объеме............................243
Перемещение по горизонтали Перемещение по вертикали. Перемеще-
ние образца на малые расстояния.
§ 71. Магнитные мешалки.............................................249
§ 72 Центробежные насосы...........................................251
Глава XL Горизонтально-заварочный станок. Изготовление приборов повы-
шенной сложности ..................................... 254
§ 73 Горизонтально заварочный станок в условиях стеклодувных мастерских 254
§ 74. Инструмент для работы на станке...............................256
§ 75. Некоторые приемы работы на горизонтально-заварочном станке . . . 257
Перепаивание заготовок. Осаживание (накопление стекла). Спаивание.
Изготовление шлифов и фланцев. Изготовление сосудов Дьюара.
§ 76. Изготовление некоторых приборов повышенной сложности иа горизон-
тально-заварочном станке............................................261
Высокотемпературная кювета. Криостат цельнопаяный. Корпус кри-
сталлизатора.
Глава XII. Работа с кварцевым стеклом .................................270
§ 77. Виды кварцевого стекла. Заготовки для кварцедувных работ .... 270
§ 78. Видимые пороки в кварцевых стеклах и методы избавления от них 271
§ 79 Белый налет на кварцевых стеклах............................272
§ 80 Кристаллизация кварцевых стекол.............................272
§ 81. Инструмент. Оборудование....................................273
§ 82. Общие замечания по обработке кварцевых стекол...............274
§ 83. Некоторые приемы обработки кварцевых стекол.................275
Получение державы и дна. Изготовление фланцев. Изготовление шли-
фов больших диаметров.
§ 84. Получение тонкостенных трубок из кварцевого стекла...............278
§ 85 Впаивание в трубки одиночных кварцевых дисков с полированными
поверхностями .......................... ... 279
§ 86. Кюветы с плоскопараллельными окнами..............................283
Круглые кюветы с плоскопараллельными окнами. Кюветы, работаю-
щие под давлением. Прямоугольные кюветы.
§ 87 Некоторые приборы из кварцевого стекла...........................286
Сосуд Дьюара для ЭПР. Криостат. Фотоэлектрохнмическая ячейка.
Кварцевая ртутиая лампа
§ 88. Спирали из кварцевого стекла.....................................289
§ 89. Спаи кварцевого стекла с металлами...............................291
Глава XIII. Механическая обработка стекла..............................293
§ 90 Абразивы ......................................................293
Шлифующие абразивы. Полирующие абразивы. Регенерация абразивов.
§ 91. Инструмент для притирочных, шлифовальных и полировальных работ 296
Измерительный инструмент. Инструмент для притирки кранов, шли-
фов. Инструмент для сверления отверстий. Полировальный инструмент.
826
§ 92. Необходимое оборудование для механической обработки стекла . . . 298
Стол для притирочных работ. Станок притирочный. Планшайба. Нож-
ной доводочный станок. Сверлильный станок.
§ 93. Обработка стекол абразивными порошками........................301
Притирка. Шлифовка плоскостей, торцовых частей трубок, фасетиров-
ка. Шлифовка сферических шлифов. Полировка внутренней поверх-
ности муфты обычного крана. Изготовление стеклянного поршня для
цилиндрического циркуляционного насоса.
§ 94. Сверление и точение стекол....................................306
Сверление. Точение стекла.
Г лава XIV. Оснащение производственных помещений стеклодувной мастер-
ской . ..............................................307
§ 95. Помещение для стеклодувных работ..............................307
Помещение для притирочных и шлифовальных работ. Помещение для
работ с кварцевым стеклом. Подсобные помещения.
§ 96. Техника безопасности..........................................312
Приложение . ... ................314
Литература..........................................................317
ВЛАДИМИР СЕМЕНОВИЧ ЗИМИН
СТЕКЛОДУВНОЕ
ДЕЛО
И СТЕКЛЯННАЯ АППАРАТУРА
ДЛЯ ФИЗИКО-ХИМИЧЕСКОГО
ЭКСПЕРИМЕНТА
Редактор Н. Ф Цветкова
Технический редактор Р М. Вознесенская
Художник Е. В Бекетов
Корректор М. С. Хрипунова
Т-19035. Сдано в набор 16/IV 1974 г.
Поди, к печ. 6/XI 1974 г.
Формат бумаги бОХЭО’Лв. Бум. тип. № 1. Усл. печ л. 20,5.
Уч.-изд. л. 21,72. Тираж 9500 экз. Зак 167 Изд. № 424.
Цена I р. 31 к.
Издательство „Химия" 107076 Москва Стромынка, 13
Ордена Трудового Красного Знамени Ленинградская
типография № 2 имени Евгении Соколовой
Союзполиграфпрома при Государственном комитете
Совета Министров СССР по делам издательств полиграфив
и книжной торговли
198052, Ленинград Л-52, Измайловский проспект, 29