/



























































































































































































































































































































Author: Шишмарев В.Ю. Каспина Т.И.
Tags: общее машиностроение технология машиностроения экономика экономические науки машиностроение
ISBN: 5-7695-1678-X
Year: 2004




Text
СРЕДНЕЕ ПРОФЕССИОНАЛЬНОЕ ОБРАЗОВАНИЕ
В. Ю. ШИШМАРЕВ, Т. И. КАСПИНА
МАШИНОСТРОИТЕЛЬНОЕ
ПРОИЗВОДСТВО
Учебник
Допущено
Министерством образования Российской Федерации
в качестве учебника для студентов образовательных учреждений
среднего профессионального образования, обучающихся
по специальности 1201 «Технология машиностроения»
Москва
ACADEMA
2004
УДК 621(075.32)
ББК 65.304.15я723
Ш657
Рецензенты:
преподаватель Московского автомобилестроительного техникума
Е. В. Лабу некая',
доцент МГТУ им. Н.Э. Баумана, канд. техн, наук Р. М.Гоцеридзе
Шишмарев В. Ю.
Ш657 Машиностроительное производство: Учебник для студ.
учреждений сред. проф. образования / В. Ю. Шишмарев,
Т. И. Каспина. — М.: Издательский центр «Академия», 2004. —
352 с.
ISBN 5-7695-1678-Х
Рассмотрены производственные процессы и производственная струк-
тура завода, его основных и вспомогательных цехов, инструментального,
транспортно-складского и энергетического хозяйства. Изложены вопросы
технической подготовки производства, организации производства и тру-
да. Особое внимание уделено автоматизации производства, применению
промышленных роботов и гибких производственных систем.
Для студентов учреждений среднего профессионального образования,
обучающихся по специальности 1201 «Технология машиностроения»,
может быть полезен студентам вузов, обучающимся по родственным спе-
циальностям, и специалистам промышленных предприятий.
УДК 621(075.32)
ББК 65.304.15я723
© Шишмарев В.Ю., Каспина Т.И., 2004
© Образовательно-издательский центр «Академия», 2004
© Оформление. Издательский центр «Академия», 2004
ISBN 5-7695-1678-Х
ПРЕДИСЛОВИЕ
Машиностроение является технической основой интенсифи-
кации материального производства, а следовательно, ведущей
отраслью промышленности. Поэтому технический уровень выпус-
каемых изделий в значительной мере определяет развитие и уро-
вень всех отраслей промышленности.
В настоящее время основная задача промышленности заключа-
ется в расширении и совершенствовании индустриальной базы
развития экономики, в повышении технического уровня и эф-
фективности производства, его рентабельности, организации,
мобильности, экономии производственных и трудовых ресурсов,
улучшении качества продукции.
В современных условиях существенно повышается значение средств
механизации и автоматизации как основных, так и вспомогатель-
ных работ, расширяется применение промышленных роботов, гиб-
ких производственных систем, средств вычислительной техники.
При изложении материала данной дисциплины учтено, что сту-
денты знакомы с основными материалами ранее изученных дис-
циплин, предусмотренных Государственным образовательным стан-
дартом, таких как «Техническая механика», «Материаловедение»,
«Метрология, стандартизация и сертификация», «Процессы фор-
мообразования и инструменты», «Оборудование машиностроитель-
ного производства».
Предисловие, введение, главы 1, 2, 4, 5, 10—15, 17, 18,
20 — 24 написаны В. Ю. Шишмаревым; главы 3, 6 — 9, 16, 19 —
Т. И. Каспиной.
Авторы выражают благодарность рецензентам Е. В. Лабунской —
преподавателю Московского автомобилестроительного техникума
и канд. техн, наук, доценту МГТУ (МВТУ) им. Н.Э. Баумана
Р. М. Гоцеридзе за ряд ценных и полезных замечаний и предложе-
ний, которые учтены при окончательной подготовке книги к из-
данию.
ВВЕДЕНИЕ
Одним из главных условий технического прогресса в настоя-
щее время является постоянное обновление выпускаемой продук-
ции, а одним из главных требований к современному производ-
ству — освоение новой продукции при минимальных потерях и
затратах. Кроме того, должны быть решены вопросы комплексной
автоматизации производства и экономии трудовых ресурсов.
Развитие современного производства имеет тенденцию широ-
кого использования автоматизированных производственных сис-
тем и создания на их базе во всех промышленно развитых странах
мира автоматизированных заводов.
Для машиностроения на современном этапе развития харак-
терны следующие особенности:
• постоянное усложнение конструкций выпускаемых изделий;
• увеличение номенклатуры изделий;
• частая смена объектов производства;
• сокращение сроков освоения продукции;
• уменьшение относительной доли трудоспособного населения,
занятого в сфере материального производства;
• привлечение рабочих, инженеров и техников высокой квали-
фикации.
При современных темпах развития науки и техники главное
требование к высокопроизводительному и высокоэффективному
производству сводится к следующему: производство должно быть
готово и способно в любой момент безубыточно прекратить изго-
товление освоенной продукции и в короткий срок приступить к
выпуску любой по количеству партии новых изделий, в том числе
и отличающихся друг от друга.
Переход на изготовление новой продукции труднее всего осу-
ществить на наиболее современных предприятиях, оснащенных
высокопроизводительным специализированным оборудованием,
станками-автоматами, автоматическими линиями, которые прак-
тически не поддаются переналадке.
С учетом реальных условий производства задачами совершенство-
вания технологии машиностроения в настоящее время являются:
• увеличение производительности труда в основном и вспомо-
гательном производствах, а также в области технологической под-
готовки производства;
4
• повышение интеллектуального уровня труда всех участников
производства;
• сохранение ранее затраченных трудовых ресурсов (физиче-
ского труда рабочих и интеллектуального труда конструкторов,
технологов и программистов);
• всемерная экономия материальных и энергетических ресур-
сов;
' • сокращение цикла конструкторской и технологической под-
готовки производства, широкое использование унифицированных
и типовых средств технологического оснащения и оборудования
при повышении ресурса их работы и преемственности при пере-
стройке производства;
• сокращение объемов строительно-монтажных работ за счет
реконструкции производства в основном на базе переналадки и
перекомпоновки технологического оборудования, приспособле-
ний и инструмента, заказываемых и закупаемых предприятиями
при переходе на выпуск новой продукции.
Перечисленные задачи и особенности, относящиеся прежде все-
го к многономенклатурному и мелкосерийному производствам,
выпускающим 70... 80 % общего объема продукции, становятся все
более важными для крупносерийного и даже массового производ-
ства. Перспектива его развития заключается в том, что доля
крупносерийной продукции в общем объеме выпуска изделий
(20...30%) не будет возрастать, а номенклатура изготовляемой
продукции будет неуклонно увеличиваться. Это значит, что ста-
бильность конструкций и устойчивость технологий их изготовле-
ния будет уменьшаться.
Таким образом, перед промышленностью стоят две задачи:
крупносерийное и массовое производства нужно наделить опре-
деленной гибкостью, сохранив при этом все преимущества пол-
ной автоматизации, а мелкосерийное — необходимо комплексно
автоматизировать таким образом, чтобы наряду с гибкостью оно
приобрело и лучшие черты массового производства — непрерыв-
ность, ритмичность, высокий темп выпуска изделий, стабиль-
ность технологических процессов.
Решить эти задачи на единой основе позволяет создание гибких
производственных систем (ГПС). Их основа — станки и машины
с ЧПУ, промышленные роботы и манипуляторы, управляющие
устройства на базе ЭВМ.
В гибких автоматизированных системах автоматизируются прак-
тически все технологические, вспомогательные и транспортные
операции. Например, в ГПС механообработки могут быть автома-
тизированы:
• загрузка заготовок на станки и выгрузка с них обработанных
деталей;
• обработка деталей по заданной программе;
5
• смена режущих инструментов;
• контроль качества деталей в процессе и после обработки;
• уборка стружки;
• транспортирование деталей от станка к станку в любой зада-
ваемой последовательности;
• изменение программы обработки;
• управление работой всего комплекса оборудования, входяще-
го в состав ГПС, по принципу гибкоперестраиваемой технологии.
Отличительной особенностью ГПС по сравнению с традици-
онными мелко- и среднесерийным производствами является то,
что в ГПС для многономенклатурного серийного производства
можно обеспечить выполнение основных принципов, характер-
ных для массового поточного производства.
В настоящее время широко осуществляется объединение еди-
ничного автоматического оборудования в групповые (многопо-
зиционные) системы (линии, обрабатывающие центры), уп-
равляемые ЭВМ. При этом доля участия человека в производствен-
ном процессе сокращается более чем в три раза. Кроме того, со-
здаются и внедряются автоматические участки и цехи-автоматы,
управляемые одной или несколькими ЭВМ на основе принципов
и средств ГПС при условии серийного изготовления всех техни-
ческих и программных компонентов. Доля участия человека в про-
изводственном процессе в этом случае сокращается более чем в
шесть раз.
Автоматизированный завод позволит сделать реальностью так
называемую «безлюдную» технологию. На нем под управлением
центральной ЭВМ будут объединены не только металлообрабаты-
вающее оборудование и погрузочно-разгрузочные устройства, но
и транспортные системы, и склад.
Раздел I
ОБЩИЕ ЗАДАЧИ, ПРОБЛЕМЫ И СТРУКТУРА
МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Глава 1
ХАРАКТЕРИСТИКА МАШИНОСТРОИТЕЛЬНОГО
ПРОИЗВОДСТВА
1.1. Машиностроение как основа развития экономики
и база для других отраслей промышленности
Научно обоснованная классификация отраслей промышленно-
сти имеет важное значение для правильного планирования про-
мышленного производства и обеспечения определенной пропор-
циональности в его развитии. В основу классификации отраслей
промышленности положены следующие принципы:
• экономическое назначение производимой продукции;
• характер функционирования продукции в процессе произ-
водства;
• однородность применяемого сырья, общность технологичес-
ких процессов и технологической базы производства;
• характер воздействия на предмет труда и др.
Наиболее важным принципом классификации отраслей явля-
ется экономическое назначение производимой продукции. В соот-
ветствии с этим вся промышленность делится на две группы:
А — отрасли, производящие средства производства;
Б — отрасли, производящие предметы потребления.
По характеру функционирования продукции в производствен-
ном процессе вся промышленность делится на отрасли, которые
производят элементы основных фондов, элементы оборотных
фондов, предметы потребления.
На практике широко используется классификация отраслей
промышленности, предусматривающая их объединение в круп-
ные комплексные отрасли по одному из следующих однородных
признаков: целевому назначению производимой продукции;
общности исходного сырья; родственности применяемой тех-
нологии.
Классификация отраслей промышленности по характеру воз-
действия на предмет труда делит их на две группы: добывающие и
обрабатывающие. В состав добывающей промышленности входят
отрасли, в которых осуществляется процесс добычи сырья и топ-
лива из земных недр, лесов, водоемов. К группе обрабатывающей
7
промышленности относятся отрасли, занимающиеся переработ-
кой сырья.
Важнейшими направлениями совершенствования отраслевой
структуры промышленности являются:
1) опережение темпов роста промышленного производства про-
дукции группы Б над группой А;
2) повышение доли отраслей, обеспечивающих технический
прогресс в народном хозяйстве, машиностроении, электроэнер-
гетике и химической промышленности;
3) изменение соотношений между добывающими и обрабаты-
вающими отраслями промышленности в пользу последних;
4) коренное изменение структуры топливной промышленности;
5) качественные структурные сдвиги в черной и цветной ме-
таллургии, машиностроении и металлообработке, химической и
нефтехимической, лесной, деревообрабатывающей, целлюлоз-
но-бумажной, легкой и пищевой промышленности.
Одно из основных направлений совершенствования отрасле-
вой структуры промышленности — обеспечение наиболее целесо-
образных пропорций между группами А и Б.
Главное направление совершенствования отраслевой структу-
ры промышленности — опережающее развитие отраслей, оказы-
вающих непосредственное влияние на технический прогресс во
всех сферах народного хозяйства. К числу таких отраслей относят-
ся в первую очередь электроэнергетика, машиностроение и хи-
мическая промышленность.
В настоящее время отрасли промышленности объединены в
следующие комплексы.
Топливно-энергетический комплекс (ТЭК) представляет собой
интегрированную систему угольной, газовой, нефтяной, торфя-
ной, сланцевой промышленности, энергетики, отраслей по про-
изводству энергетического и других видов оборудования, объеди-
ненных общей целью в удовлетворении потребностей страны в
разных видах энергии. Благодаря наличию мощного топливно-
энергетического комплекса Россия является страной, которая пол-
ностью обеспечивает себя топливом и энергией за счет собствен-
ных природных ресурсов и осуществляет экспорт топлива и элек-
троэнергии в значительных объемах.
Значимость ТЭК для экономики страны и жизни российского
общества определяется его долей в суммарном промышленном
производстве, которая достигает почти одной трети, а в объеме
валового продукта — около 15 %.
Металлургический комплекс (МК) представляет собой интег-
рированную систему отраслей черной и цветной металлургии,
металлургического, горного машиностроения. Металлургический
комплекс включает в себя девять подотраслевых подсистем: желе-
зорудную или рудную в целом, включая добычу и подготовку мар-
8
ранцевого и хромового сырья; нерудную; основную металлурги-
ческую; трубную; метизную; ферросплавную; огнеупорную; кок-
сохимическую; вторичных металлов.
Развитие металлургической промышленности России предопре-
деляет не только экономическую, но и реальную политическую
независимость страны, ее индустриальный и оборонный потен-
циал.
Химико-лесной комплекс представляет собой интегрированную
систему химической, нефтехимической, лесной, деревообраба-
тывающей, целлюлозно-бумажной и лесохимической промыш-
ленности и других отраслей, органически связанных с выполне-
нием общей цели, которая заключается в полном удовлетворе-
нии потребностей народного хозяйства в соответствующей про-
дукции.
Агропромышленный комплекс (АПК) в отличие от других меж-
отраслевых комплексов характеризуется тем, что в его состав вхо-
дят разнородные по своей технологии и производственной на-
правленности отрасли экономики АПК — это интегрированная
система сельского хозяйства, отраслей перерабатывающей про-
мышленности, заготовок и снабжения, комбикормовой и микро-
биологической промышленности, сельскохозяйственного маши-
ностроения, машиностроения для легкой и пищевой промыш-
ленности, ремонта сельскохозяйственной техники, оборудования
для пищевой промышленности и ряда других подотраслей народ-
ного хозяйства.
Сюда же следует отнести производство минеральных удобре-
ний, средств защиты растений, ветеринарных и биологически
активных препаратов; строительство объектов производственного
назначения, включая мелиоративное и водохозяйственное. В дея-
тельности АПК принимает прямое или косвенное участие около
80 отраслей. Все отрасли АПК объединены общей конечной функ-
цией — снабжением страны продовольствием и сельскохозяйствен-
ным сырьем.
Строительный комплекс представляет собой интегрированную
систему следующих отраслей: строительства, строительных мате-
риалов, машиностроения, ремонтной базы, объединенных общей
целью обеспечения ввода в действие основных фондов во всех
отраслях народного хозяйства.
Продукцией строительного комплекса принято считать полно-
стью завершенные и сданные в эксплуатацию производственные
мощности и объекты, обеспечивающие производство и выпуск
готовой продукции.
Машиностроительный комплекс (МК) вполне обоснованно
может быть поставлен на первое место в развитии экономики.
Машиностроение определяет перспективы индустрии в мире в
целом. В развитых странах на долю этой отрасли приходится более
9
1/3 общего объема промышленной продукции: в Японии — 50 %,
в Германии — 48 %, в Швеции — 42 %, В США — 40 %, во Фран-
ции — 38 %, в Великобритании — 36 %. Машиностроительный
комплекс представляет собой совокупность отраслей машиностро-
ения, металлообработки и ремонтного производства, органичес-
ки связанных в единый процесс воспроизводства орудий труда, и
является наиболее многопрофильным сектором индустрии. Веду-
щими отраслями комплекса являются общее машиностроение,
приборостроение, электротехника и радиоэлектроника, транспорт-
ное машиностроение, а также производство ЭВМ и другого обо-
рудования.
На современном этапе развития промышленности наибольшим
динамизмом отличаются наукоемкие подотрасли машинострои-
тельного комплекса: производство ЭВМ, телекоммуникационно-
го оборудования, ракетно-космической техники, промышленных
роботов и средств автоматизации.
В МК входит большая группа отраслевых и академических НИИ,
занимающихся проблемами обоснования экономического и тех-
нико-технологического развития машиностроительного комплекса.
Научно-технический потенциал МК позволяет успешно решать
сложные проблемы науки и производства. В структуре машино-
строительного комплекса выделяются три крупные структурно-
технологические сферы, или блока.
Металлообработка и межотраслевые производства являются
первым структурно-технологическим блоком. Именно на этой ста-
дии производства машины изготавливаются первичные элементы
будущего оборудования, исходным сырьем для которого в боль-
шинстве случаев является металл. Можно сказать, что это — пер-
вый передел машиностроительного производства.
Второй структурно-технологический блок, или второй пере-
дел машиностроительного комплекса, — собственно машиностро-
ение, или те стадии технологического процесса, на которых из
первичных элементов, полученных в процессе металлообработки,
собираются вначале узлы оборудования, а затем из последних —
сами машины.
Третьим переделом МК является машиносервис, включающий
в себя монтаж и наладку оборудования, его техническое обслу-
живание и ремонт.
Современное машиностроение является технической базой всего
общественного производства в стране. От развития машинострое-
ния зависят масштабы и темпы внедрения современного прогрес-
сивного оборудования, уровень механизации и автоматизации во
всех отраслях промышленности.
Продукция машиностроения разнообразна по назначению и
принципу действия. Характерными тенденциями развития совре-
менного машиностроения являются:
10
• повышение технического уровня производства, качества про-
дукции и процессов ее изготовления требует широкого использо-
вания современных достижений науки и техники;
• ускорение морального старения продукции приводит к не-
обходимости сокращения времени освоения новых образцов про-
дукции;
• сложность производства, широта номенклатуры изделий в
сочетании с разнообразием применяемых технологических про-
цессов приводят к необходимости рациональной организации и
планированию производства;
• частая сменяемость выпускаемых изделий обуславливает не-
обходимость широкого использования гибкого автоматизирован-
ного производства.
1.2. Современные проблемы машиностроительного
производства
С тех пор как станки совершенствовались технологически и
повышалась надежность отдельно работающих станков, квалифи-
кация оператора перестала быть главным фактором в достижении
качества продукции. Качество продукции стало функцией возмож-
ностей машины, станка, конструкции каждого режущего инстру-
мента, приспособления и управляющей программы.
Станки благодаря ЧПУ стали автоматическими. Теперь один
оператор может успешно наблюдать за работой нескольких стан-
ков. Однако такая автоматизация машины, станка, повысив их
производительность, не дала решающего роста производительно-
сти труда в целом в машиностроении. И это несмотря на повыше-
ние мощности отдельных станков и их точности в десятки раз.
Одним из критериев совершенствования технологии является
снижение трудоемкости обработки, необходимой для получения
заданной точности, которая не находится в прямой зависимости
от мощности и точности станка, так как она зависит еще от точ-
ности и быстродействия системы управления и точности измере-
ния получаемых размеров.
До появления станков с ЧПУ за каждые 100 лет развития уп-
равления станками и измерительной техникой точность обработ-
ки увеличивалась примерно в 100 раз, а трудоемкость при этом
сокращалась только на 20 %. Внедрение станков с ЧПУ и особенно
обрабатывающих центров (ОЦ) позволило за последние 20 — 25 лет
увеличить точность обработки еще в 100 раз и сократить при этом
трудоемкость в 2,5 раза. Использование станков с ЧПУ и ОЦ в
особенности определило и качественный скачок, т.е. переход от
станка, увеличивающего возможности оператора, к станку, на
котором практически работает оператор-техник.
11
Анализ показывает, что возможности станков как по мощнос-
ти установленных на них электродвигателей, так и по размерам
обрабатываемых деталей используются далеко не полностью, что
определяет недоиспользование их производительности, т. е. про-
изводительности овеществленного труда. По данным профессора
X. Опитца (ФРГ), универсальные станки из 87 % всего срока служ-
бы используются только на 20% установленной мощности, 12 %
срока службы — до 75 % и менее 1 % срока службы — на 100%
(рис. 1.1). В машиностроении для 30 % всех обрабатываемых токар-
ных деталей необходимы станки с высотой центров более 200 мм
(максимальный размер обработки 400 мм и более), а таких стан-
ков в мировом машиностроении выпускается до 80 %. Что касает-
ся длины обработки токарных деталей, то только для 30 % из них
необходимы станки с межцентровым расстоянием более 200 мм,
а 65 % выпускаемых в мире токарных станков имеют межцентро-
вое расстояние более 1000 мм (рис. 1.2).
При традиционной организации производства детали находятся
в цехах только 1 % всего времени создания и производства про-
дукции (от задания на проектирование до выхода готовой продук-
ции), а также на станках — 5 % времени нахождения деталей в
цехах (рис. 1.3). В свою очередь, 25... 30 % общего времени нахож-
дения детали на станке приходится на обработку инструментом
из быстрорежущей стали, 15...25 % — на обработку твердосплав-
ным инструментом.
Усилия станкостроителей и исследователей в основном были
направлены на уменьшение времени, в течение которого детали
находятся в цехе или на станке, тогда как следовало бы уделять
больше внимания и другим этапам создания и производства про-
дукции.
Рис. 1.1. Схема использования возможностей универсальных станков
по их мощности
12
Станки
Рис. 1.2. Схема использования токарных универсальных станков
по диаметру (о) и длине (б) обработки:
D — диаметр обработки; L — длина обработки; ВЦ — высота центров станка;
МЦР — межцентровое расстояние станка
Вот как описывают организацию труда на современном заводе
зарубежные специалисты: «Походите по механосборочным цехам
современного завода. Обратите внимание на то, сколько деталей,
обработка которых не завершена, имеется на паллетах и в штабе-
лях в ожидании последующих операций обработки. Умножьте это
количество на количество станков в цехе и представьте себе об-
щие пролеживающие заделы. Затем добавьте к этому количество
станков, которые простаивают. Возьмите во внимание также по-
вреждения деталей, которые могут произойти между их раз-
личными перестановками со станка на станок, когда это осуще-
ствляется вручную. Поинтересуйтесь, какие физические усилия и
задержки времени имеют место при перемещении деталей от станка
к станку. Подсчитайте многочисленные ручные операции.
Понаблюдайте, сколько раз каждая деталь контролируется. Снова
подсчитайте многочисленные ручные перемещения и установки.
Обратите внимание также на стеллажи, на которых лежат детали,
ожидающие измерения или исправления брака. Посмотрите, сколь-
ко обработанных деталей выброшено в металлолом. Посмотрите
на горы деталей в заделах, ожидающих подачи на узловую и оконча-
13
Рис. 1.3. Соотношение различных циклов создания и производства про-
дукции (от задания на проектирование до выпуска готовой продукции):
Тп — производственный цикл (время нахождения деталей, узлов и готовых изде-
лий в цехах); Гт>п — цикл технической подготовки производства (время научно-
исследовательских работ, конструкторской и технологической подготовки про-
изводства); Тоб — цикл обработки (время нахождения деталей на станках); Тдоп —
цикл дополнительных операций и перерывов; То — цикл основного времени;
7ВСП “ время установки (снятия) заготовки (детали), инструмента, проверка
размеров, другие вспомогательные операции и простои по различным причинам
тельную сборку. Сколько накапливается незавершенной сборки
из-за отсутствия самой незначительной детали.
Другими словами, эта производственная «сцена» не похожа на
ту, которая должна быть постоянно в активном движении в борь-
бе за получение прибыли. Напротив, это есть «сцена» ожиданий,
пролеживания, заделов, «незавершенки» деталей, которые про-
сто чего-то ждут. Такой скорее покой, чем движение, ограничи-
вает оборачиваемость капитала, ведет к потере мобильности и
удлиняет производственный цикл. Это тяжелая картина, которая
создана различными производственными проблемами, которые
могли бы и не возникать. Решение этих проблем поможет сфор-
мировать стратегию производства завтрашнего дня. Вернее, не
решение, а предупреждение возникновения этих проблем сегод-
ня; в этом успех решения задач завтрашнего дня».
А вот другое описание проблем такого же порядка сегодняш-
него вполне современного производства: «Автокары с подъемни-
ками перемещают, двигают, повреждают и теряют различные
материалы и заготовки; мастер разыскивает потерянные детали,
чтобы своевременно загрузить работой станок на следующей опера-
14
ции. Станочник и станок ждут, пока потерянная деталь найдется;
операторы ждут подачи режущего инструмента, и пока их нет —
простаивают, простаивают и станки; автокары и люди мешают
друг другу в проходах. Сложные системы управления производ-
ством пытаются уследить за тысячами различных дел каждый день;
бумагопроизводство овладело всеми. Подготовка бумаг, их пере-
дача, чтение касаются каждого, занятого в производстве; по
крайней мере половина занятых контролирует или перемещает
заготовки, детали в течение дня. Контролеры пытаются отделить
бракованные детали от годных по всему процессу; большие горы
незавершенки занимают производственные площади, детали те-
ряются в них, повреждаются, и, конечно, все это удорожает про-
изводство, увеличивает значительно накладные расходы. Норми-
ровщики, которые должны определять объем выполненной рабо-
ты в целом, пытаются сделать свою работу среди этого хаоса. Вре-
мя от заказа до поставки продукции составляет месяцы, тогда как
практика показывает, что фактическое время изготовления дета-
лей и сборки готовых изделий составляет не более нескольких
часов или недель; необходимо иметь много мастеров и начальни-
ков различных рангов, так как контролировать и управлять таким
окружением действительно является трудоемкой работой».
Анализ отставания роста производительности труда от роста
производительности рабочих машин в машиностроении выявляет
еще одну причину, обусловленную ускорением обновления средств
производства (основных производственных фондов) в ходе науч-
но-технической революции. Как уже было показано, развитие ра-
бочих машин идет быстрее развития или создания соответствую-
щей им производственной обстановки, условий организации тру-
да, что связано с традиционным, сложившимся исторически под-
ходом: сначала создается новое оборудование, новая технология,
а затем новая организация труда, которая, будучи третьей в оче-
редности, не успевает перестроиться, а научно-техническая рево-
люция уже дает новые решения рабочих машин, и в результате
автоматизация рабочей машины идет в отрыве от автоматизации
всего комплекса производственных задач.
При установке новых станков чаще всего оставляют старым
технологический процесс. Технология редко пересматривается на
заводах: однажды установленный маршрут обработки детали в цехе
остается без изменения. Ряды новых и старых станков, ряды ОЦ —
все это уживается на современном заводе. Многие заводы органи-
зованы так, как это было 40—50 лет назад, когда объемы их вы-
пуска составляли одну десятую, одну двадцатую сегодняшнего вы-
пуска. На подавляющем большинстве машиностроительных заво-
дов практически во всех странах мира имеет место одно и то же
явление, когда, несмотря на постоянное обновление основного
оборудования, их экономические показатели растут очень мед-
15
ленно или не растут вовсе, завод как бы продолжает устаревать.
Современный цех сегодня может быть отнесен к устаревшему,
если его работу оценивать в соответствии с современными требо-
ваниями, критериями экономической эффективности и мобиль-
ности производства.
Можно привести несколько признаков проявления такого «об-
новляющегося устаревания»:
• большой объем незавершенной продукции, значительные за-
пасы и заделы, которые трудно поддаются учету;
• длительный производственный цикл, растянутые сроки по-
ставки готовой продукции;
• отсутствие роста производительности труда, несмотря на вне-
дрение нового высокопроизводительного оборудования, расши-
рение мощностей;
• низкая рентабельность производства, несмотря на обновле-
ние оборудования.
Такое устаревание имеет место в следующих случаях:
1) организация производства, поточная или предметная, не
подвергалась пересмотру, несмотря на неоднократное расшире-
ние производства;
2) расширение производства проводится путем устранения
одного за другим возникающих «узких» мест;
3) на заводе имеется несколько обрабатывающих или сбороч-
ных линий для одинаковой или подобной продукции;
4) перегружены сборочные линии, к которым трудно подойти
из-за большого числа установленных дополнительных сборочных
постов, станций;
5) высока доля вспомогательного труда, сверхурочных работ;
6) низкий коэффициент использования оборудования, нали-
чие неиспользуемого оборудования, в то время как завод работает
на пределе;
7) высокий процент брака, объем его переделок и рекламаций
на поставленную продукцию увеличивается.
Явление такого устаревания подкрадывается медленно, но угро-
жающе для большинства современных заводов. Речь идет как раз о
тех заводах, которые «ломятся» от новых современных станков —
этого псевдоочевидного признака современности. Часто новые стан-
ки становятся только фасадом, прикрывающим устаревшую тех-
нологию производства, если организация производства не обес-
печивает их эффективного использования.
Вывод: высокопроизводительные рабочие машины могут обес-
печить высокую производительность труда только при надлежа-
щем изменении окружающей обстановки и условий применения
новой техники, т. е. организации производства, при которой но-
вая техника используется во всех звеньях производственного ком-
плекса, от идеи до готовой продукции.
16
Даже такой высокорентабельный тип организации производ-
ства, как серийное, сегодня перестает быть экономически оправ-
данным.
Развитие организации производства на основе, например, груп-
повой обработки деталей, тщательное планирование производ-
ства и контроль за выполнением планов с помощью информаци-
онных систем, автоматизация складского и внутрицехового транс-
порта не с целью накопления заделов, а с целью организации
точно рассчитанных транспортных потоков заготовок и деталей,
увязка всей организации производства: станков, их загрузки, по-
дачи на них инструмента, технологического и внутризаводского
транспорта и складирования, а также операций контроля и уда-
ления отходов в единую систему, управляемую ЭВМ, — является
новым высшим уровнем организации производства, который обес-
печит не только высокую производительность труда рабочих, но
и сохранит затраченный ранее.
При создании систем машин (с высокой долей в их составе
электронно-вычислительной техники) большую роль начинает
играть фактор взаимопонимания станкостроителей, поставщиков
электронно-вычислительной техники и машиностроителей. Отсут-
ствие должного взаимопонимания между этими тремя группами
может оказаться значительным препятствием в достижении вы-
сокой эффективности такой техники, как производственные
системы.
Станкостроители, по мнению зарубежных машиностроителей,
хорошо знают свою продукцию, но они не изучают проблемы,
которые возникают на практике при применении их станков. Стан-
костроители со своей стороны считают, что машиностроители не
создают соответствующих условий, учитывающих все возможности
поставляемых им станков, не соблюдают правила эксплуатации и
содержания станков. Другим аспектом этой проблемы является то,
что станкостроители применяют большое количество различных
систем ЧПУ станками, что приводит к значительным трудностям
при увязке их в единые производственные системы.
Машиностроители хотели бы получать большую техническую
помощь от станкостроителей в поставке полных комплектов обо-
рудования, готовые системы «под ключ» с более четкими реко-
мендациями по их обслуживанию. Такой подход мог бы обеспе-
чить резкое повышение производительности труда до 200... 300 %.
Машиностроители ожидают от станкостроителей станков, по-
вышающих точность, производительность, уменьшающих потери
от брака, и считают, что станкостроители должны давать больше
чертежей и информации о техническом обслуживании и содержа-
нии станков для того, чтобы можно было успешнее эксплуатиро-
вать оборудование, обнаруживать и ликвидировать неисправности
станков своими силами.
17
Фактически достигаемая производительность станков зависи'
от организации их эффективной эксплуатации и соответствия кон-
струкции станков условиям производства. Существенным факто-
ром повышения производительности труда в машиностроение
является объединение усилий станкостроителей и машиностроите-
лей, создателей и потребителей станков. Это еще больше скажется
при разработке и внедрении гибких производств. Станкостроители
должны изучать условия производства на различных заводах —
потребителях гибких систем, а машиностроители — участвовать в
разработках таких систем, передавая свой опыт их эксплуатации.
Особенно это важно на стадии планирования создания гибких
производственных систем, расчета состава их оборудования и вы-
бора параметров и потоков обратной информации, которая необ-
ходима для управления производством.
1.3. Задачи, методы и формы организации производства
Современное производство можно рассматривать как вид дея-
тельности, направленный на преобразование исходных матери-
альных ресурсов в конечную продукцию и ее реализацию с целью
удовлетворения имеющихся потребностей.
Задача машиностроительного предприятия состоит в том, что-
бы преобразовывать входные ресурсы в готовую продукцию на
выходе. Современное машиностроительное предприятие характе-
ризуется выпуском сложной продукции, состоящей из большого
числа деталей разного назначения и вида с использованием слож-
ных производственных процессов.
Машиностроительное предприятие обычно получает в качестве
исходных материалов сырье, уже подвергнутое обработке на ме-
таллургических заводах, например сортовой прокат, литье и т. п.
Производственный процесс, осуществляемый на машинострои-
тельном предприятии, представляет собой совокупность отдельных
взаимосвязанных процессов труда и естественных процессов, сопря-
женных с переработкой поступающих на предприятие исходных ма-
териалов и заготовок в готовые изделия — машины, узлы, детали.
В ходе реализации производственного процесса решаются та-
кие задачи, как снабжение предприятия необходимыми для про-
изводства материальными ресурсами; обеспечение оборудовани-
ем, кадрами; хранение (складирование) ресурсов; изготовление
продукции; сбыт продукции; финансирование; обучение персо-
нала и внедрение новых технологий, а также задачи управления.
Основными элементами производства являются предметы тру-
да, средства производства и «живой» труд.
Предметы труда — это продукция, выпускаемая машиностро-
ительным предприятием. На промежуточных стадиях производ-
18
ственного процесса предметы труда — это сырье, материалы, от-
дельные детали или сборочные единицы изделия. В зависимости
от назначения различают изделия основного и вспомогательного
производств.
К изделиям основного производства относятся изделия, пред-
назначенные для реализации потребителям. К изделиям вспомо-
гательного производства относятся изделия, предназначенные для
собственных нужд предприятия (например, инструмент, оснаст-
ка собственного изготовления).
Изделия характеризуются следующими качественными и ко-
личественными характеристиками.
1. Конструктивная сложность. Она зависит от числа входящих в
изделие деталей и сборочных единиц. Это число может колебаться
от нескольких штук (простые изделия) до десятков тысяч (слож-
ные изделия).
2. Размеры и масса. Размеры могут колебаться в пределах от
нескольких миллиметров до нескольких десятков или сотен мет-
ров (например, морские суда). Масса изделия зависит от его
размеров и тоже может изменяться в больших пределах. С этих
позиций все изделия делятся на мелкие, средние и крупные. Гра-
ницы их деления зависят от вида продукции и отрасли машино-
строения.
3. Виды, марки применяемых материалов. Число их может до-
стигать десятков и даже сотен тысяч наименований.
4. Трудоемкость изготовления изделия. Она может изменяться
от долей минуты до нескольких тысяч нормочасов.
5. Степень точности обработки изделий. По этим параметрам
все изделия условно можно разделить на высокоточные, точные и
низкоточные.
6. Программа выпуска изделий. Может колебаться в широких
пределах от единиц до нескольких миллионов штук в год.
Характеристики изделий во многом предопределяют организа-
цию производственного процесса в пространстве и во времени.
Так, от конструктивной сложности изделий зависят перечень це-
хов или участков и соотношение между ними. Степень точности и
чистоты обработки изделий влияет на состав оборудования.
Трудоемкость и программа выпуска изделий влияют на состав
и количество оборудования, число цехов и участков, их располо-
жение, на себестоимость продукции и другие экономические по-
казатели работы предприятия.
Изделия, которые не изготовляются на данном предприятии,
а приобретаются в готовом виде, относятся к покупным. Их назы-
вают покупные комплектующие изделия.
Перечень всех видов изделий, выпускаемых предприятием,
называется номенклатурой. Разновидности одной позиции номен-
клатуры называются ассортиментом продукции.
19
К средствам труда относятся производственное оборудование,
инструменты, оснастка, производственные помещения, склады,
транспортные средства и т. п.
Труд — это целенаправленная деятельность рабочих, специа-
листов и служащих, связанная с изготовлением продукции пред-
приятия.
Элементы производства по-разному участвуют в производствен-
ном процессе и формировании затрат на производство. Основная
задача организации производства состоит в рациональном выборе
исходных материалов, заготовок, оборудования, инструментов и
подборе квалифицированного состава кадров для обеспечения пол-
ного их использования в процессе производства. Проблема взаим-
ного соответствия элементов производства особенно актуальна в
сложных автоматизированных процессах при изменяющейся
номенклатуре производства.
Методы организации производства представляют собой сово-
купность приемов и способов изготовления продукции или оказа-
ния услуг, выполняемых при определенном сочетании элементов
производственного процесса.
Основные методы организации производства: единичный,
партионный, поточный.
Единичный метод организации производства, или метод орга-
низации индивидуального производства, используется в условиях
единичного выпуска продукции или производства ее малыми се-
риями. При этом методе в единичных экземплярах изготавливает-
ся широкая номенклатура изделий либо не повторяющихся, либо
повторяющихся через определенный интервал времени. Особен-
ностью метода является применение универсального оборудова-
ния, отсутствие специализации рабочих мест, последовательное
перемещение деталей с операции на операцию, использование
рабочих-универсалов.
Партионный (групповой) метод организации производства —
метод, при котором периодически изготавливается относительно
ограниченная номенклатура конструктивно и технологически одно-
родных изделий в количествах, определяемых партиями выпуска
(запуска). При этом методе организации производства на участке
цеха используются различные виды технологического оборудова-
ния для обработки группы деталей по типовому технологическо-
му процессу.
Поточный метод организации производства — метод, основан-
ный на ритмичной повторяемости согласованных по времени ос-
новных и вспомогательных операций, выполняемых на специали-
зированных рабочих местах, расположенных по ходу технологи-
ческого процесса. Поточный метод обеспечивает синхронность
выполнения операций, ритмичность выпуска продукции. Рабочие
места при этом методе организации производства специализирова-
20
ны на выполнении одной из операций технологического процесса,
передача изделий с операции на операцию осуществляется поштучно
или мелкими партиями сразу же после окончания обработки.
Факторы, влияющие на выбор методов организации производ-
ства: номенклатура выпускаемой продукции; масштабы выпуска-
емой продукции; периодичность выпуска продукции; трудоемкость
изготовления продукции; особенности технологии изготовления
продукции.
Форма организации производства — это определенное сочета-
ние во времени и в пространстве элементов производственного
процесса при определенном уровне его интеграции. Основные
формы организации машиностроительного производства — спе-
циализация, кооперация, концентрация и комбинирование.
Специализация — это форма организации производства, при
которой происходит выделение однопрофильных видов деятель-
ности или видов продукции и закрепление их за предприятиями
или их структурными подразделениями.
Кооперация — это форма организации производства, при которой
происходит установление производственных связей между предпри-
ятиями по совместному производству конечной продукции.
Концентрация — это форма организации производства, при
которой происходит процесс сосредоточения производства на
крупных предприятиях, производствах, в цехах.
Комбинирование — это форма организации производства, за-
ключающаяся в технологическом сочетании взаимосвязанных
разнородных производств в рамках одного предприятия (про-
изводство продукции ведется из готовой продукции предыдущего
передела или из отходов производства других переделов).
Формы организации производства обеспечивают эффективную
интеграцию производственных процессов и предприятий, что ве-
дет к сокращению временных и финансовых затрат на освоение и
выпуск продукции.
Рассмотрим современные формы интеграции машиностроитель-
ных предприятий.
Интеграция на основе кооперирования — это добровольное, ре-
гулируемое договором сотрудничество самостоятельных предпри-
ятий при сохранении их хозяйственной самостоятельности с це-
лью достижения производственно-экономических преимуществ.
Основные формы этой интеграции — картель, синдикат, консор-
циум, офшорное предприятие.
Картель — долговременное договорное объединение ряда пред-
приятий, выполняющих функции, связанные с формированием
благоприятной инфраструктуры их бизнеса. Основные направле-
ния деятельности картелей: разграничение рынков сбыта; согла-
сование политики цен; установление квот на куплю-продажу;
лицензирование деятельности и др.
21
Синдикат — разновидность картеля, т. е. объединение предпри-
ятий, которое берет на себя осуществление определенной ком-
мерческой деятельности, например, сбыт продукции.
Консорциум — добровольный временный союз, создаваемый
предприятиями для решения конкретной, значимой для них про-
блемы (реализации комплексной программы, проекта, размеще-
ния займов и др.).
Офшорное предприятие — коммерческая организация, создава-
емая и регистрируемая в регионе (зоне, стране) с льготным или
нулевым налогообложением и принадлежащая лицам, не имею-
щим там постоянного местопребывания.
Интеграция на основе концентрации — это процесс наращива-
ния потенциала предприятия путем присоединения существую-
щих предприятий к другим хозяйственным единицам при потере
или ограничении экономической самостоятельности первых. Ос-
новные формы этой интеграции — концерн, холдинг, финансо-
во-промышленная группа, корпорация, комбинат.
Концерн — добровольный союз самостоятельных предприятий
разного профиля, имеющих устойчивые кооперационные связи.
Предприятия, входящие в концерн, передают управление руко-
водству концерна или самому крупному предприятию.
Холдинг — акционерное общество, владеющее контрольным
пакетом акций юридически самостоятельных предприятий с це-
лью осуществления контроля над их операциями.
Финансово-промышленная группа — союз финансовых и промыш-
ленных организаций разного профиля и форм собственности,
объединяющих свои капиталы на взаимовыгодных условиях для
повышения эффективности производства, ускорения научно-тех-
нического прогресса.
Корпорация — объединение предприятий для концентрации
научно-технического потенциала и совместного производства про-
дукции. Создается по территориальному принципу или по прин-
ципу выпуска однородной продукции, чаще всего в наукоемких и
быстроразвивающихся отраслях.
Комбинат — объединение промышленных предприятий раз-
ных отраслей, связанных технологическим процессом.
1.4. Производственная программа и производственная
мощность предприятия
Производственная программа предприятия — это развернутый и
подробный план производства продукции, отражающий объем,
номенклатуру, ассортимент и качество продукции.
В рыночных условиях производственная программа предприя-
тия формируется на основе маркетинговых исследований. Пред-
22
Рис. 1.4. Состав производственной программы предприятия
приятие должно вести эти исследования в двух направлениях: поиск
соответствующего сегмента рынка и оценка возможности выпус-
ка продукции.
Состав производственной программы предприятия представ-
лен на рис. 1.4.
Номенклатура и ассортимент продукции являются основными
показателями производственной программы предприятия. Номен-
клатура продукции — это перечень различных изделий в програм-
ме предприятия, определяющий основные направления произ-
водства и его специализацию.
Ассортимент продукции — это разновидности продукции опре-
деленного наименования, различающиеся технико-экономичес-
кими характеристиками (типоразмерами, качеством, внешним
видом и т.д.).
С позиции предприятия чем меньше ассортимент, тем проще
организация и технология производства, тем ниже производствен-
ные затраты и выше рентабельность. Потребитель же, напротив,
заинтересован в расширении ассортимента продукции, в его по-
стоянном обновлении.
В условиях рыночной экономики производственная программа
предприятия должна ориентироваться на потребителя и исходить
из результатов маркетинговых исследований. Отдел маркетинга
должен проводить комплексное изучение рынков, их проблем и
перспектив; изучать спрос с учетом требований рынка и возмож-
ностей предприятия, анализировать экономическую конъюнкту-
ру и рекламировать продукцию предприятия.
23
В плане программы предприятия предусматриваются задания по
снятию с производства устаревших видов изделий; указываются
конкретные сроки замены устаревших изделий, а также сроки про-
изводства новых видов изделий. Устанавливается график постепен-
ного прекращения производства, сбыта устаревшей продукции,
перехода на выпуск новой продукции и перестройки сети сбыта.
Принятая и утвержденная производственная программа пред-
приятия доводится до каждого цеха, участка и конкретизируется
по отдельным узлам, деталям, сборочным единицам.
Для обеспечения выполнения производственной программы
необходимо наличие материальных, финансовых и трудовых ре-
сурсов, а также разнообразных по своему назначению средств труда.
Их количество характеризуется производственной мощностью.
В целях согласования планируемого объема выпуска продукции
с производственными возможностями предприятия проводится
расчет производственной мощности предприятия.
Производственная мощность — это максимально возможный
выпуск продукции за определенный период времени в заданной
номенклатуре и количественных соотношениях при полном ис-
пользовании имеющегося производственного оборудования и пло-
щадей с учетом применения прогрессивной технологии, органи-
зации производства и труда.
Производственная мощность измеряется, как правило, в тех же
единицах, в которых планируется производство продукции, т. е.:
• в натуральных показателях (штуках, тоннах и т.п.);
• стоимостном выражении (товарная продукция, отгруженная
продукция, реализованная продукция);
• трудовом выражении (нормочасах).
Производственная мощность предприятия определяется в со-
ответствии с мощностями ведущих цехов; производственная мощ-
ность цеха — с мощностями ведущих участков; участка — с мощ-
ностью имеющегося оборудования.
Ведущими цехами на машиностроительных предприятиях обыч-
но являются механические и сборочные цехи. Ведущим участком
считается такой, который играет главную роль в выполнении про-
изводственной программы цеха. Ведущим оборудованием счита-
ется такое оборудование, на котором производятся главные тех-
нологические операции по изготовлению продукции.
Исходными данными для расчета производственной мощнос-
ти являются номенклатура продукции; объем производства каж-
дого вида продукции; трудоемкость изготовления единицы каж-
дого вида продукции; состав оборудования и его количество по
видам; эффективный фонд времени работы оборудования; проек-
тируемый ввод или вывод из эксплуатации оборудования.
В течение каждого планируемого периода производственная
мощность может меняться. Чем больше планируемый период, тем
24
выше вероятность таких изменений. Основными причинами таких
изменений являются установка новых единиц оборудования вза-
мен устаревшего или аварийного; износ оборудования; модерни-
зация оборудования; изменение производительности оборудова-
ния, режима работы оборудования.
Существенное значение имеет прирост производственной мощ-
ности, который достигается путем технического переоснащения
и совершенствования организации производственного процесса.
Производственную мощность на начало года называют входной,
а на конец года — выходной производственной мощностью. Так
как часть оборудования в течение года может выводиться из рабо-
чего режима, например, для капитального ремонта, или, наобо-
рот, вводиться, то для плановых расчетов используют среднего-
довую производственную мощность. Для расчета среднегодовой
мощности используют формулу
ср-г м" + 12 12 ’
где Д-р г — среднегодовая мощность предприятия; Мн — мощность
на начало года (входная); Мв — ввод мощностей в течение года;
Мл — ликвидация мощностей в течение года; п2 — число пол-
ных месяцев с момента ввода мощностей в действие до конца
года и с момента выбытия мощностей до конца года.
В условиях рыночной экономики, когда деятельность предприя-
тий ориентирована на удовлетворение спроса по видам продукции
и учет интересов потребителей, планируемая производственная
мощность определяется исходя из портфеля заказов предприятия
и прогноза потребительского спроса.
Особенности методики расчета производственной мощности
участка, цеха, предприятия во многом определяются типом про-
изводства. В условиях массового производства расчет осуществля-
ется по отдельным рабочим местам, предметно-замкнутым участ-
кам, поточным линиям в соответствии с закрепленными за ними
деталями и узлами. На предприятиях серийного и единичного про-
изводства расчет производственной мощности ведется по груп-
пам оборудования.
Производственная мощность участка (шт.) по выпуску опре-
деленного изделия рассчитывается по группе ведущего оборудо-
вания по формуле
= С(-Фэ Авып.н/AiM >
где Ci — число единиц ведущего оборудования участка; Фэ — эффек-
тивный фонд времени работы оборудования на планируемый пери-
од, ч; А'вып н — коэффициент выполнения норм (А'вып.н = I... 1,2);
гизд — трудоемкость изготовления изделия, нормо-ч.
25
Соотношение между реальным объемом производственной про-
граммы и производственной мощностью предприятия характери-
зует степень использования оборудования предприятия.
Контрольные вопросы
1. Какие отрасли промышленности существуют в народном хозяйстве?
2. Почему машиностроение является базовой отраслью для других от-
раслей промышленности?
3. В чем состоят недостатки существующей организации производ-
ства?
4. Что необходимо для повышения эффективности современного про-
изводства?
5. Какие существуют методы и формы организации производства?
6. Что такое производственная программа предприятия и как она фор-
мируется в современных условиях?
7. Что такое номенклатура и ассортимент продукции?
8. Чем определяется и в каких единицах измеряется производственная
мощность предприятия?
Глава 2
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС И СТРУКТУРА
МАШИНОСТРОИТЕЛЬНОГО ПРЕДПРИЯТИЯ
2.1. Типы производства и их технико-экономические
характеристики
Под типом производства понимают комплексную характерис-
тику особенностей организации и технического уровня промышлен-
ного производства. На тип организации производства оказывают влия-
ние следующие факторы: уровень специализации, масштаб произ-
водства, сложность и устойчивость изготовляемой номенклатуры
изделий, обусловленной размерами и повторяемостью выпуска. Раз-
личают три основных типа производства: единичное, серийное и
массовое.
Единичное производство предусматривает штучный выпуск из-
делий разнообразной и непостоянной номенклатуры ограничен-
ного потребления.
Важнейшие особенности этого типа производства:
• многономенклатурность выпускаемой продукции (зачастую
не повторяющейся);
• организация рабочих мест по технологической специализации;
• отсутствие возможности закрепления постоянной номенкла-
туры деталей, узлов и агрегатов, сборочных и монтажных опера-
ций за рабочими;
26
• использование универсального оборудования и технологичес-
кой оснастки;
• наличие большого объема ручных сборочных и доводочных
операций;
• преимущественная численность высококвалифицированных
рабочих-универсалов, занятых в производственном процессе;
• большая длительность производственного цикла;
• значительная величина незавершенного производства;
• децентрализация оперативно-производственного планирова-
ния и руководства производством;
• нецелесообразность автоматизации процессов контроля ка-
чества изделий;
• невозможность использования статистических методов в уп-
равлении качеством продукции;
• относительно большие затраты «живого» труда.
Разновидностью единичного производства является индивидуаль-
ное производство, например, изготовление космических объектов.
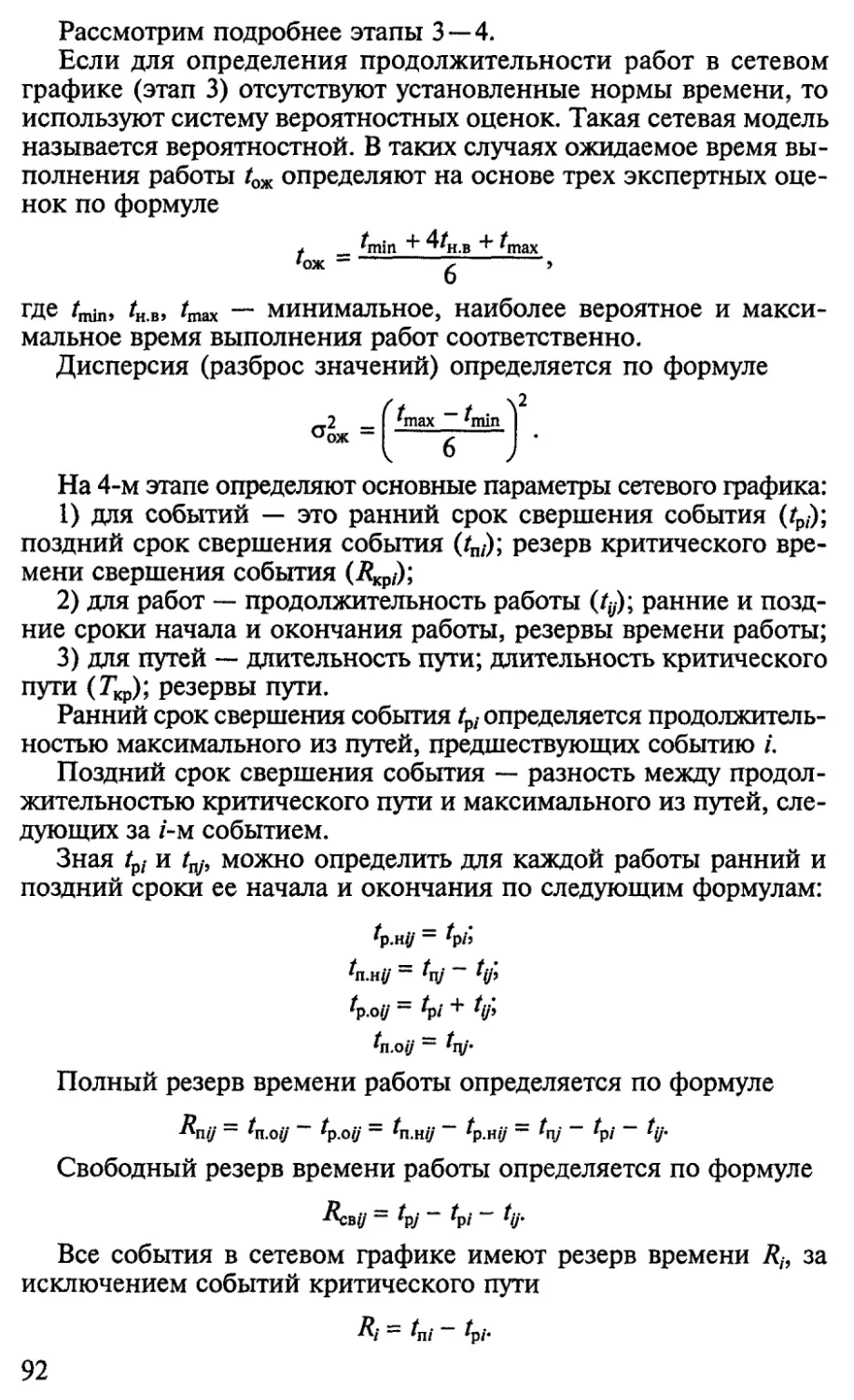
Серийное производство предусматривает одновременное изго-
товление сериями широкой номенклатуры однородной продук-
ции, выпуск которой повторяется в течение продолжительного
времени.
Под серией понимается выпуск ряда конструктивно одинако-
вых изделий, запускаемых в производство партиями, одновременно
или последовательно, непрерывно в течение планового периода.
Основные особенности организации серийного производствен-
ного процесса:
• постоянство относительно большой номенклатуры повторя-
ющейся продукции, изготовляемой в значительных количествах;
• специализация рабочих мест для выполнения нескольких опе-
раций, закрепленных за конкретным рабочим;
• периодичность изготовления изделий сериями, обработка
деталей партиями;
• преобладание специального и специализированного обору-
дования и технологического оснащения;
• наличие незначительного объема ручных сборочных и дово-
дочных операций;
• преимущественная численность рабочих средней квалифика-
ции;
• незначительная длительность производственного цикла;
• централизация оперативно-производственного планирования
и руководства производством;
• автоматизация контроля качества изготовляемой продукции;
• применение статистических методов управления качеством
продукции;
• унификация конструкций деталей и изделий;
• типизация технологических процессов и оснастки.
27
Таблица 2.2
Организационно-технические признаки типов производства
Тип произ- водства Организационно-технические признаки производства
Количест- во детале- операций, закреплен- ных за рабочим местом Исполь- зуемое оборудова- ние Метод расстанов- ки обору- дования по рабочим местам Вид движения предметов труда Коэф- фициент ритмич- ности произ- водства Сред- ний разряд рабочих
Единич- ное Неопре- деленное Универ- сальное Техноло- гический Последо- вательный Не более 1,0 4-5
Серий- ное 2-15 Универ- сальное со спе- циальной оснаст- кой, спе- циальное Предмет- но-груп- повой, предмет- но-цеп- ной После - дователь- но-парал- лельный, парал- лельный Не более 1,0* 2-3
Массо- вое 1 Специ- альное Предмет- но-по- точный Парал- лельный 1,0 Выше 3-го
* Коэффициент ритмичности менее 1 характерен для мелкосерийного про-
изводства.
Массовому производству присуща широкая специализация це-
хов основного и вспомогательного производств, обслуживающих
хозяйств и служб. Детали, как правило, изготовляются из рацио-
нальных заготовок, производство которых ведется централизованно.
Таким же способом осуществляется производство нестандартного
оборудования и технологической оснастки. Поставляют их своим
потребителям цехи, являющиеся самостоятельной структурной
единицей. В состав подразделений предприятия входят само-
стоятельные службы главного конструктора, главного техноло-
га, главного сварщика, главного металлурга, отделы стандарти-
зации и унификации изделий, главного энергетика, главного ме-
ханика и др.
2.2. Производственная структура предприятия
и определяющие ее факторы
Машиностроительное предприятие представляет собой комп-
лекс различных, связанных между собой производственных под-
разделений — цехов, участков, обслуживающих хозяйств.
30
Все цехи и хозяйства, входящие в состав машиностроительного
предприятия, могут быть разделены на цехи основного производ-
ства, вспомогательные цехи и обслуживающие хозяйства. К цехам
основного производства относятся цехи, изготовляющие основную
продукцию предприятия, которая реализуется потребителям. К вспо-
могательным цехам относятся цехи, задачами которых является
обеспечение основного производства инструментом, технологи-
ческой оснасткой, а также осуществление ремонта оборудования,
зданий и сооружений.
Обслуживающие хозяйства (складское, транспортное, энерге-
тическое и т.п.) служат для обеспечения соответствующих нужд
основных и вспомогательных цехов.
Состав основных и вспомогательных цехов и обслуживающих
хозяйств, а также формы их производственных связей определяют
производственную структуру предприятия, которая должна обес-
печить установление рациональных производственных связей и
пропорций между отдельными подразделениями — цехами, про-
изводственными участками и рабочими местами основного произ-
водства, правильное соотношение между потребностями основных
цехов и возможностями вспомогательных цехов и обслуживаю-
щих хозяйств.
При построении производственной структуры машиностроитель-
ного предприятия необходимо учитывать следующие факторы:
• конструктивные и технологические особенности продукции;
• масштаб производства по отдельным видам изделий;
• особенности применяемого оборудования и технологии про-
изводства;
• формы специализации и кооперации производства.
Построение рациональной производственной структуры пред-
приятия осуществляется в следующем порядке:
• устанавливаются состав цехов предприятия, их мощность в
размерах, обеспечивающих заданный выпуск продукции;
• рассчитываются необходимые производственные площади для
каждого цеха и склада, определяются пространственные располо-
жения их в генеральном плане предприятия;
• планируются все транспортные связи внутри предприятия,
их взаимодействие с общегосударственными (внешними для пред-
приятия) путями;
• намечаются кратчайшие маршруты межцехового передвиже-
ния предметов труда по ходу производственного процесса.
К производственным подразделениям относятся цехи, участки,
лаборатории, в которых изготовляется, проходит контрольные
проверки, испытания основная продукция (выпускаемая предпри-
ятием), комплектующие изделия (приобретаемые со стороны),
материалы и полуфабрикаты, запасные части для обслуживания
изделий и ремонта в процессе эксплуатации.
31
Основной структурной производственной единицей предприя-
тия является цех — обособленное в административном отношении
звено, выполняющее определенную часть общего производствен-
ного процесса (стадию производства) изготовления продукции.
Цехи являются вполне полноправными подразделениями, они
осуществляют свою деятельность на принципах хозяйственного
расчета.
В машиностроении цехи, как правило, подразделяются на три
группы: основные, вспомогательные и обслуживающие хозяйства.
В основных цехах выполняются операции по изготовлению про-
дукции, предназначенной для реализации. Основные цехи делятся
на заготовительные, обрабатывающие и сборочные.
К заготовительным цехам относятся литейные, кузнечно-штам-
повочные, кузнечно-прессовые, иногда цехи сварных конструк-
ций.
К обрабатывающим цехам относятся механообрабатывающие,
деревообрабатывающие, термические, цехи гальванических, ла-
кокрасочных защитных и декоративных покрытий деталей.
К сборочным цехам относятся цехи узловой, агрегатной и окон-
чательной сборки изделий.
Вспомогательные цехи обеспечивают бесперебойную работу
основных цехов. К ним относятся инструментальный, модельный,
ремонтный, тарный и др.
Обслуживающие хозяйства оказывают услуги производствен-
ного характера основному и вспомогательному производствам.
К ним относятся:
• складское хозяйство, состоящее из различных складов;
• транспортное хозяйство, включающее в себя различного рода
транспортные и погрузочно-разгрузочные средства, а также гара-
жи, ремонтные мастерские;
• энергетическое хозяйство, включающее в себя трансформа-
торные подстанции, компрессорные станции, электросети и др.;
• лаборатории, обслуживающие все подразделения предприя-
тия. К ним относятся химическая, металлографическая, рентге-
нографическая и другие лаборатории, которые выполняют конт-
рольные испытания исходных материалов и готовой продукции,
и т.п.;
• информационное обеспечение, включающее в себя службы со-
здания и внедрения современных компьютерных технологий, созда-
ния и поддержки баз данных на предприятии и т. п.
К обслуживающим подразделениям относятся также отделы
технического обучения и учебные заведения, занимающиеся по-
вышением производственной квалификации рабочих, инженер-
но-технических работников, служащих.
Помимо этих служб почти на каждом заводе имеются произ-
водственные цехи, службы и отделы, обслуживающие непромыш-
32
ленные хозяйства (коммунальное, культурно-бытовое, жилищное
и др.).
Особую роль в производственной структуре предприятия игра-
ют конструкторские бюро, научно-исследовательские и испытатель-
ные лаборатории. В них разрабатываются чертежи новых изделий,
технологические процессы, проводятся экспериментальные ра-
боты, доводятся конструкции изделий до полного соответствия
требованиям стандарта, технических условий, выполняются экс-
периментальные и опытно-конструкторские работы.
Производственная структура машиностроительного предприя-
тия отличается большим разнообразием. Наиболее характерны сле-
дующие три вида производственной структуры.
Технологическая структура, при которой каждый основной цех
специализируется на выполнении какой-либо определенной час-
ти общего производственного процесса, имеет четкую технологи-
ческую обособленность, например, литейный, штамповочный,
механический, сборочный. Организация по технологическому
принципу основных цехов характерна для предприятий единич-
ного и мелкосерийного производств, имеющих разнообразную и
неустойчивую номенклатуру изготовляемых изделий. Такая спе-
циализация основных цехов неизбежно усложняет маршрут дви-
жения заготовок и деталей, производственные взаимосвязи це-
хов, увеличивает длительность производственного цикла изготов-
ления продукции.
Предметная структура, при которой основные цехи предпри-
ятия и их участки строятся по признаку изготовления каждым из
них либо определенного изделия, либо какой-либо его части (узла,
агрегата), либо определенной группы деталей. Предметная струк-
тура преимущественно применяется в условиях крупносерийного
и массового производств, где организуется несколько предмет-
ных механических и сборочных цехов или предметных участков. За
каждым из них закрепляется изготовление определенных изделий,
узлов или агрегатов (например, цех шпинделей и валов на стан-
костроительном заводе, цехи моторов, рам, коробок передач на
автомобильном заводе).
Предметная структура упрощает и ограничивает формы про-
изводственной взаимосвязи между цехами, сокращает путь движе-
ния деталей, упрощает и удешевляет межцеховой и внутрицеховой
транспорт, уменьшает длительность производственного цикла из-
готовления изделий, повышает ответственность работников за
качество работ.
Смешанная структура характеризуется наличием на одном и
том же машиностроительном предприятии основных цехов, орга-
низованных и по технологическому, и по предметному принци-
пам. Например, на машиностроительных предприятиях массового
производства заготовительные цехи (литейные, кузнечные, прес-
2 Шишмарев
33
Примером серийного выпуска продукции могут служить само-
летостроительные и моторостроительные заводы.
В зависимости от количества одновременно изготовляемых из-
делий в серии различают мелкосерийное, среднесерийное и круп-
носерийное производства.
Разновидность серийного производства принято различать по
значениям коэффициента закрепления операций
^3 = Моп /Соб ,
где Моп — общее число операций, выполняемых в данном цехе
(на участке) в месяц; Соб — число единиц оборудования, дей-
ствующего в цехе (на участке).
Принято считать, что цехи относятся к той или иной разно-
видности серийного производства в зависимости от следующих
значений коэффициента закрепления операций: к мелкосерий-
ному — от 20 до 40; к среднесерийному — от 10 до 20; к крупно-
серийному — от 2 до 10.
Массовое производство характеризуется непрерывностью и от-
носительно длительным периодом изготовления ограниченной
номенклатуры однородной продукции в больших количествах.
К предприятиям с массовым выпуском продукции можно отнес-
ти, например, заводы автомобильного, тракторного и сельскохо-
зяйственного машиностроения. Массовое производство — высшая
форма специализации производства, позволяющая сосредоточи-
вать на предприятии выпуск одного или нескольких типоразме-
ров одноименных изделий. Непременным условием массового про-
изводства является высокий уровень стандартизации и унифика-
ции при конструировании деталей, узлов и агрегатов.
Организации массового производства присущи следующие осо-
бенности:
• строго установленный выпуск небольшой номенклатуры из-
делий в огромном количестве;
• специализация рабочих мест для выполнения, как правило,
одной закрепленной операции;
• расположение рабочих мест в порядке следования операций;
• большой удельный вес специального и специализированного
оборудования и технологического оснащения;
• высокий процент комплексно-механизированных, автомати-
зированных технологических процессов;
• минимальное подготовительно-заключительное время на опе-
рации;
• резкое сокращение объема ручных сборочных и доводочных
работ;
• высокая степень загрузки рабочих мест;
• применение труда рабочих невысокой квалификации, выпол-
няющих закрепленную за каждым из них операцию;
28
Таблица 2.1
Ориентировочные данные для определения типа производства
Тип производства Число обрабатываемых деталей одного типоразмера в год
тяжелых (массой более 100 кг) средних (массой 10... 100 кг) легких (массой до 10 кг)
Единичное До 5 До 10 До 100
Мелкосерийное 5... 100 10...200 100... 500
Среднесерийное 100... 300 200...500 500... 5000
Крупносерийное 300... 1000 500 ...5000 5000 ...50 000
Массовое Более 1000 Более 5000 Более 50000
• меньшая длительность производственного цикла по сравне-
нию с серийным производством;
• централизация управления и планирования производства;
• непрерывная дистанционная диспетчеризация производства;
• внедрение автоматизированных систем управления предпри-
ятием (АСУП);
• высокий уровень автоматизации контроля качества изделий;
• широкое применение статистических методов управления
качеством продукции.
Тип производства с организационной точки зрения характери-
зуется средним числом операций, выполняемых на одном рабо-
чем месте, а это, в свою очередь, определяет степень специализа-
ции и особенности используемого оборудования.
Ориентировочно тип производства можно определить в зави-
симости от объема выпуска и массы изготовляемых изделий по
данным, приведенным в табл. 2.1.
Тип производства оказывает весомое влияние на формирова-
ние структуры предприятия, на условия, требования и критерии
рациональной организации производства.
Организационно-технические признаки типов производства
представлены в табл. 2.2.
При единичном производстве в структуре предприятия, как
правило, отсутствуют кузнечный и литейный цехи, заготовитель-
ный участок, самостоятельные цехи по изготовлению нестандарт-
ного оборудования и технологического оснащения.
В серийном производстве, наоборот, почти всегда в структуре
предприятия имеются кузнечный и литейный цехи, цехи по из-
готовлению нестандартного оборудования, технологической оснаст-
ки, раскрою металла; лаборатории — измерительная, химическая,
термическая, металловедения; централизованное планирование,
диспетчерская служба и другие подразделения.
29
обслужи- вающие вспомога- тельные основные цехи и произ- водства 'альный :кий побочные цехи ► утилизац отходов ИЯ
транспортное < ► складское < > энергосеть <» другие! < > ремонтный (> инструмент < ) энергетичес о другие
1 г sJjM'j-JCLLJ'Lljr 1TLIX А о библиотека о жилищно- комму- нальное хозяйство
технологи- ческий принцип организации предметный принцип организации смешанный принцип организации
> изготовле- < ние изделия (узла) № 1 »изготовле- ние изделия (узла) №2 ► изготовле- ние изделия (узла) №3
о столовые о буфеты < > детские сады и ясли о санатории о профилактории о стадионы • бассейны > заготови- тельные ► обрабаты- вающие ► выпускаю- щие > заготовитель- ные । обработка техно- логически однородных частей или выполнение однотипных технологичес- ких процессов
•цехи, выпуска-
ющие различ-
ные виды
продукции
техническая служба < ►
экономическая служба < >
служба внешних хозяйственных связей о
оперативно-производственная служба i»
служба кадров и быта < >
служба маркетинга < •
другие •
Рис. 2.1. Примерная производственная структура машиностроительного
предприятия
34
лады I------------- Заготовительные i--------1 Обрабатывающие i-----------1 Вспомогательные
ады L------------1 цехи I — I и сборочные цехи I-------------1 цехи
Рис. 2.2. Схема основных взаимосвязей подразделений машиностроительного завода
совые), как правило, организуются по технологическому прин-
ципу, а механосборочные — по предметному.
Машиностроительные предприятия в зависимости от степени
их технологической специализации подразделяются на два вида.
1. Предприятия, полностью охватывающие все стадии процесса
изготовления изделия. В состав такого предприятия входят основ-
ные цехи по всем стадиям производственного процесса, начиная
от заготовительных до сборочных включительно. Примерная про-
изводственная структура такого машиностроительного предприя-
тия приведена на рис. 2.1. Схема основных взаимосвязей подразде-
лений машиностроительного завода приведена на рис. 2.2.
2. Предприятия, не полностью охватывающие все стадии изго-
товления изделия. В производственной структуре такого предпри-
ятия отсутствуют некоторые цехи, относящиеся к той или иной
стадии основного производственного процесса. Такое предприя-
тие может иметь только основные заготовительные цехи, выпус-
кающие отливки, поковки или штамповки, поставляемые в по-
рядке кооперации другим машиностроительным предприятиям;
или только сборочные цехи, выполняющие сборку изделий из
деталей, узлов, поставляемых в порядке кооперации другими пред-
приятиями; или только механообрабатывающие цехи, которые из
заготовок, полученных от других предприятий, изготовляют детали
или узлы и передают их для окончательной сборки и испытания
другим машиностроительным предприятиям.
Предприятия с неполной производственной структурой имеют
обычно более высокий уровень технологической специализации,
чем предприятия с полной производственной структурой.
На небольших предприятиях создается бесцеховая производ-
ственная структура, когда вместо цехов организуются самостоя-
тельные производственные участки.
2.3. Производственная структура цеха
Под производственной структурой цеха понимают состав и
формы взаимосвязи производственных участков, линий и других
внутрицеховых подразделений. Производственная структура опре-
деляет разделение труда между отдельными подразделениями цеха
и зависит от ряда факторов. Основными из них являются конст-
руктивные и технологические особенности продукции цеха, объем
выпуска продукции, формы специализации цеха и его коопери-
рования с другими цехами.
Основным элементом производственной структуры цеха явля-
ется участок. В состав цехов входят основные и вспомогательные
производственные участки. Производственная структура цеха пред-
ставлена на рис. 2.3.
36
Рис. 2.3. Производственная структура цеха
Основные производственные участки создаются по технологи-
ческому или предметному принципу. На участках, организован-
ных по принципу технологической специализации, выполняют
технологические операции определенного вида. Например, в ме-
ханическом цехе могут быть организованы токарный, револьвер-
ный, фрезерный, шлифовальный, слесарный и другие участки; в
сборочном — участки узловой и окончательной сборки изделий,
испытаний их частей и систем, контрольно-испытательной стан-
ции; малярный и др.
На участках, организованных по принципу предметной специа-
лизации, осуществляют не отдельные виды операций, а техноло-
гические процессы в целом, в итоге получают законченную про-
дукцию для данного участка. Например, выделяется участок по
обработке корпусных деталей, участок обработки валов, участок
зубчатых колес и т.д. Планировка оборудования на таких участках
осуществляется по ходу технологического процесса изготовления
определенных деталей.
Построение производственных участков по предметному при-
знаку имеет значительные преимущества по сравнению с группо-
вым расположением оборудования.
2.4. Производственный процесс и его организация
Производственный процесс характеризуется видами изготов-
ляемой продукции, применяемых средств труда и технологичес-
ких процессов.
37
По видам изготовляемой продукции производственные про-
цессы разделяются на простые и сложные. К первым относятся
такие, при которых из исходного материала получают сразу гото-
вую продукцию, а ко вторым — такие, в каждом из которых
объединено несколько простых процессов (изготовление дета-
лей, соединение деталей в узлы и получение из них законченной
продукции).
Большой удельный вес сборочных работ необходимо снижать
путем повышения уровня механизации производственных процес-
сов, применения специальных сборочных инструментов и при-
способлений, поточных методов производства, автоматизации
узловой и общей сборки и регулировки.
Удельный вес механической обработки деталей может быть
снижен за счет увеличения уровня механизации и автоматизации
процессов, применения групповых методов обработки и типовых
процессов, внедрения процессов получения деталей без снятия
стружки (выдавливание, протягивание, накатка и др.).
Процессы изготовления изделий делятся на основные, вспомо-
гательные и обслуживающие. К первым (рис. 2.4) относятся техно-
логические процессы изготовления изделий, ко вторым — про-
цессы изготовления продукции (инструмента, приспособлений и
т.д.), необходимой для обеспечения бесперебойного протекания
основных производственных процессов, и к третьим — процессы,
необходимые для осуществления основных и вспомогательных
производственных процессов (контроль качества продукции, транс-
портирование и др.).
Производственные процессы могут включать в себя ручные,
машинно-ручные, машинные и машинно-автоматические элемен-
ты работ.
Основной производственный процесс включает в себя фазы и виды
процессов или некоторые из них, которые определяются особен-
ностями изготовляемых изделий, программой и трудоемкостью
их изготовления, уровнем технического развития завода и степенью
разделения труда. Фазой производственного процесса называют ком-
плекс работ, выполнение которых характеризует законченную часть
производственного процесса и связано с переходом предмета труда
в другое качественное состояние.
Организация производственного процесса предусматривает рацио-
нальное сочетание в пространстве и во времени всех основных,
вспомогательных и обслуживающих процессов, обеспечивающее
наименьшее время его осуществления. Главная цель организации
производственного процесса — экономия времени, обеспечение
высокого качества и эффективности производства продукции.
Каждый производственный процесс, обеспечивая заданный
планом выпуск продукции, лишь при соответствующих ему про-
грессивных формах и методах организации может обеспечивать
38
Рис. 2.4. Структура основного производственного процесса
высокий экономический эффект. Эти формы и методы организа-
ции производственных процессов многообразны. Они определя-
ются множеством условий и прежде всего характером изготовляе-
мой продукции, технологией, объемом и характером выпуска
продукции, уровнем механизации и автоматизации процессов
изготовления, формами организации труда и др.
Рациональная организация производственных процессов на
предприятиях базируется на следующих общих принципах: спе-
циализации, пропорциональности, параллельности, прямоточно-
сти, непрерывности, ритмичности процесса.
Специализация процесса — это минимизация разнообразия ра-
бот и операций, а также режимов обработки и других элементов
производственного процесса. Разнообразие операций в процессе
зависит прежде всего от номенклатуры изделий, закрепленных за
одним производственным подразделением (участком, линией,
цехом и др.). В этих условиях процессы нуждаются в частых пере-
наладках, перестройках, что приводит к повышенным потерям.
39
Снижению потерь при этом способствуют совершенство системы
оперативного планирования и конструктивно-технологическая
унификация.
Конструктивно-технологическая унификация ведет к сокраще-
нию номенклатуры выпускаемой продукции и разнообразия тех-
нологических процессов (типизации). При этом возрастающий
объем производства однотипных изделий (работ, операций) спо-
собствует стабилизации условий производства и повышению уров-
ня организации производственного процесса.
Пропорциональность — это согласованность всех элементов про-
цесса по производительности и производственной мощности. На-
рушение этого требования приводит к диспропорциям, образова-
нию узких мест в производстве, вследствие чего нерационально
используется оборудование и рабочее время, увеличиваются про-
изводственные заделы, удлиняется производственный цикл и др.
Все это ведет к снижению эффективности производства.
Пропорциональность производственного процесса способствует
широкому внедрению комплексной механизации и автоматиза-
ции производства, охватывающей основные, вспомогательные и
обслуживающие процессы. Количественно пропорциональность,
например по мощности, может быть выражена равенством произ-
водственной мощности участков или коэффициентом загрузки
оборудования.
Параллельность работ в процессе означает одновременность
выполнения операций и составных частей производственного про-
цесса. Параллельность может иметь место при выполнении самой
операции, при протекании смежных операций, при выполнении
основных, вспомогательных и обслуживающих процессов.
При выполнении технологической операции параллельность
выражается в одновременной работе нескольких станков на од-
ной операции, в многопредметной обработке на станках, в со-
вмещении машинно-автоматической обработки с выполнением
рабочим ручных, вспомогательных, элементов операции. В простых
производственных процессах (при обработке деталей партиями),
помимо изложенного, имеет место одновременность обработки
партии деталей на смежных операциях процесса, а также выпол-
нения вспомогательных и обслуживающих процессов.
Прямоточность означает пространственное сближение опера-
ций, стадий процесса, исключающее возвратные движения пред-
мета труда в процессе производства. Для этого все операции и
стадии процесса пространственно располагают в порядке следо-
вания операций технологического процесса, вследствие чего со-
кращается время прохождения изделия в производстве, а также
упорядочиваются грузопотоки и уменьшается грузооборот. В этом
случае возникает задача оптимизации расстановки оборудования
и расположения рабочих мест.
40
Принцип прямоточности в организации процесса применим
не только к простым процессам, но и к сложным, выполняемым
в масштабе предприятия. В соответствии с этим проектируются
расположение цехов и служб на территории завода (генплан), раз-
мещение участков в цехах.
Непрерывность в организации производственного процесса
выражается в непрерывном движении предметов труда в произ-
водстве (т. е. без пролеживаний в ожидании обработки) и в непре-
рывности работы на оборудовании. Только комплекс этих факто-
ров обеспечивает полную непрерывность производственного про-
цесса.
Ритмичность выпуска означает выпуск одинакового объема про-
дукции за равные интервалы времени (месяцы, декады, смены и
др.). Ритмичность работы — это выполнение равных объемов ра-
боты по количеству (суммарно в нормочасах) и составу (видам
работ) за равные интервалы времени. Ритмичность работы непо-
средственно связана с ритмичностью выпуска, и эта взаимосвязь
предопределяет равномерность производства. Равномерность про-
изводства означает соблюдение ритмичности выпуска и работы,
причем объем работы, выполняемый за определенный интервал
времени, по количеству и составу полностью соответствует тру-
доемкости выпускаемой продукции за этот же интервал времени.
Основные принципы производственного процесса являются
основой организации любого процесса, но реализованы они могут
быть в разной мере. Они действуют взаимозависимо и однонаправ-
ленно. Например, достигая количественной пропорциональности
в процессе, одновременно создают предпосылки для непрерыв-
ности и ритмичности производственного процесса, прямоточно-
сти движения предмета труда.
Система организации производственного процесса должна об-
ладать необходимой надежностью, т.е. способностью противосто-
ять различным помехам, нарушающим ее основные принципы. Для
этого в системе должны быть предусмотрены механизмы саморе-
гулирования, оптимальные методы планирования и управления,
необходимые резервы, обеспечивающие бесперебойность процесса
при случайных или неизбежных помехах, и др.
2.5. Длительность производственного цикла и виды движения
предметов труда
Длительность производственного цикла определяется календар-
ным временем от запуска исходных предметов труда в производ-
ство до превращения их в изделие.
Сокращение длительности цикла ведет к повышению произ-
водительности труда, улучшению использования площадей и обо-
41
рудования, снижению себестоимости продукции и ускорению
оборачиваемости оборотных средств.
Длительность производственного цикла слагается из времени
производства и перерывов. Время производства включает в себя
время выполнения технологического Топ (под временем техноло-
гического процесса понимается время выполнения определенных
операций без времени на контроль и транспортирование. В даль-
нейшем время выполнения технологического процесса будем на-
зывать операционным временем Топ) и естественных Те процес-
сов, контрольных операций Тк и транспортирования Ттр. Во время
перерывов Тп входит время межоперационного пролеживания де-
талей и время на перерывы, связанное с изменением режима ра-
боты (перерывы в обработке партий деталей по причине сменно-
сти работы и др.).
Длительность производственного цикла Гц (дни, ч) определя-
ется по формуле
Ти = Топ + Те + Тк + Ттр + Тп.
Длительность производственного цикла определяется на партию
изделий (ее величина колеблется от нескольких дней до несколь-
ких месяцев, а для очень сложных изделий — до нескольких лет).
При определении длительности производственного цикла учи-
тывается только время выполнения неперекрываемых элементов
цикла.
Время на контрольные и транспортные операции в большей
степени совпадает со временем пролеживания деталей. Таким об-
разом, длительность производственного цикла в основном зави-
сит от операционного времени То и времени перерывов Тп (в част-
ности, от времени межоперационного пролеживания).
Большую часть производственного цикла (51 ...53 %) составля-
ет операционное время, остальное время приходится на время
перерывов. Такое положение характерно для предприятий, при-
меняющих поточный метод производства. На предприятиях, где
мало используется поточный метод производства, операционное
время уменьшается до 20...30 %.
Виды движения предметов труда подразделяются на следую-
щие. Последовательный вид движения характеризуется тем, что все
последующие операции производственного процесса с предмета-
ми труда начинаются после выполнения обработки всей партии
предметов труда на предыдущей операции. Операционное время
самое длительное. Такой вид движения применяют в заготовитель-
ных и обрабатывающих цехах серийного производства при изго-
товлении небольших партий малотрудоемких предметов труда, а
также во всех цехах опытного и мелкосерийного производств.
Параллельный вид движения характеризуется тем, что предметы
труда передают на последующие операции немедленно после вы-
42
полнения предыдущих операций независимо от готовности всей
партии продукции.
Для удобства малогабаритные нетрудоемкие предметы труда
передают с операции на операцию подпартиями. Длительность
операционного цикла при параллельном виде движения наимень-
шая. Она значительно сокращается при уменьшении наиболее
продолжительной по времени операции, так как увеличивается
одновременность выполнения работ.
Параллельный вид движения применяют во всех цехах на по-
точных линиях, а также в обрабатывающих и сборочных цехах.
При неполной синхронизации операций в сборочных цехах воз-
никают перерывы в работе оборудования, снижающие эффектив-
ность его использования.
Параллельно-последовательный вид движения характеризуется
тем, что изготовление предметов труда на последующей опера-
ции начинается до окончания изготовления всей партии на пре-
дыдущей операции с таким расчетом, чтобы работа на каждой
операции по данной партии в целом шла без перерывов. В отличие
от параллельного вида движения здесь будет лишь частичное сов-
мещение во времени выполнения смежных операций. При соот-
ношении /шт..к1 < /шт.-к2 (где /шт..к — штучно-калькуляционное вре-
мя, а индекс обозначает операцию) возможно полное совмещение
во времени выполнения смежных операций и, следовательно,
применение параллельного вида движения. При > /шт_.к2 воз-
можно лишь частичное совмещение во времени выполнения смеж-
ных операций.
Параллельно-последовательный вид движения по сравнению с
параллельным имеет несколько большую величину операционно-
го цикла (табл. 2.3), но меньшую, чем при последовательном виде
движения. Наименьший операционный цикл при этом виде дви-
жения получается при расположении операций в порядке возрас-
тания их продолжительности до операции с наибольшей продол-
жительностью и убывания после нее. Величина операционного
цикла уменьшается при сокращении более продолжительных по
времени выполнения операций, что объясняется повышением
одновременности выполнения работ.
Параллельно-последовательный вид движения используют глав-
ным образом в обрабатывающих цехах. Наиболее выгодно его при-
менять при изготовлении трудоемких или при большом количестве
идентичных деталей.
Сократить длительность цикла можно также путем расшире-
ния фронта работ за счет увеличения числа участков производ-
ства, выполняющих работу одновременно, и при организации
участков и цехов по предметно-технологическому принципу за
счет сокращения времени межоперационных перерывов и транс-
портирования.
43
4^
Длительность производственного цикла при разных видах движения партии деталей
Таблица 2.3
Вид движения предметов труда в производстве Опе- рация Норма времени, мин Часы работы Формула для определения длительности производственного цикла, ч
Штуч- но-каль- куляци- онное Парти- онное (30 шт.) 1 2 3 4 5 6^ 7
Длительность технологи- ческого (операционного) цикла, ч
Последова- тельный 1 2 3 4 5 4 2 1 5 2 120 60 30 150 60 т t 1 Ц.ПОСЛ — « / , 1 п 1
Параллель- но-после- дователь- ный 1 2 3 4 5 4 2 1 5 2 120 60 30 150 60 tn f m-1 f Т _ чит.-кг / V К0Р 2ц.парал-посл ” zn k" г / 7 , 1 c-oU | с*ои
Параллель- ный 1 2 3 4 5 4 2 1 5 2 120 60 30 150 60 । с *60 с * 60
Обозначения: л — число деталей в партии; т — число операций; р — величина передаточной партии; /кор — продолжительность
выполнения наиболее коротких операций из двух смежных, мин; /дл — продолжительность выполнения наиболее длительной
операции, мин; штучно-калькуляционное время, мин.
2.6. Технологический процесс и его элементы
Производственный процесс — совокупность действий, в резуль-
тате которых поступающие на завод материалы и полуфабрикаты
(заготовки) превращаются в готовые изделия.
Производственный процесс включает в себя не только основ-
ные процессы, непосредственно связанные с изготовлением де-
талей и сборкой, но и все необходимые вспомогательные, напри-
мер, подготовку производства; транспортирование, контроль и
хранение материалов (полуфабрикатов); ремонт оборудования,
изготовление технологической оснастки и др.
Часть производственного процесса, непосредственно связанная
с изменением физического состояния материала, размеров, фор-
мы, внешнего вида и взаимного расположения элементов при изго-
товлении и сборке изделия, называется технологическим процессом.
Различают два основных этапа технологического процесса: из-
готовление деталей и сборку.
Технологический процесс изготовления деталей состоит из
получения заготовок и последующей их обработки.
Технологический процесс изготовления деталей по физичес-
ким и экономическим причинам разделяют на операции, кото-
рые делят на установы, позиции, переходы, проходы и приемы.
Операция — законченная часть технологического процесса,
выполняемая на одном рабочем месте одним рабочим (или груп-
пой рабочих) непрерывно над определенной деталью или сбо-
рочной единицей (или совокупностью нескольких деталей или
сборочных единиц). Примеры отдельных операций — сверление
отверстия в детали, нарезание зубьев зубчатого колеса, штампов-
ка пластин магнитопровода, пропитка обмоток трансформатора,
нанесение различных покрытий.
Непрерывность операции. В случае, если деталь обрабатывается
на станке, затем проходит термообработку и снова должна обра-
батываться на станке, имеет место прерывность цикла в процессе
обработки, т.е. процесс состоит из трех операций.
Рабочий ход (для технологических методов воздействия, преоб-
разующие свойства предметов труда) — однократное технологичес-
ки непрерывное воздействие, формирующее требуемые параметры
данной детали (шероховатость, твердость, качество поверхностного
слоя и др.). В общем случае это некоторый элементарный закон-
ченный технологический цикл с определенными (постоянными
или переменными) параметрами инструмента, кинематики фор-
мирования поверхности или соединения, параметрами техноло-
гических сред (нагрева, охлаждения, химической обработки и др.).
Аналогичным элементом для сборочного процесса является со-
единение — технологически непрерывный цикл формирования со-
единения двух деталей.
45
Технологический переход — это технологически непрерывный
упорядоченный комплекс рабочих ходов, образующих закончен-
ную часть технологической операции, формирующий конечные
требуемые качественные характеристики данной поверхности де-
тали или данного соединения, выполняемую одними и теми же
средствами технологического оснащения при постоянных техно-
логических режимах и установке.
Рабочие ходы внутри одного перехода технологически упоря-
дочены. Например, нарезать резьбу в отверстии можно только после
получения этого отверстия. Переходы, необходимые для изготов-
ления детали или сборочной единицы, в общем случае могут иметь
любую очередность. Их упорядоченность выявляется только на этапе
реализации конкретного процесса, где принимаются во внима-
ние его технические и организационные особенности, совмести-
мость и взаимовлияние различных методов технологического воз-
действия.
Прием — законченная совокупность действий, направленных
на выполнение технологического перехода или его части и объ-
единенных одним целевым назначением. Например, переход
«установить заготовку» состоит из следующих приемов: взять
заготовку из тары, переместить к приспособлению, установить в
приспособление и закрепить.
Устинов — процесс придания требуемого положения и при не-
обходимости закрепления заготовки, детали в приспособлении,
на основном оборудовании. Он отражает варианты объединения
разных переходов на данном оборудовании.
Технологическая операция — организационно обособленная часть
маршрута со всеми сопутствующими вспомогательными элемен-
тами процесса, реализуемая на определенном оборудовании с
участием или без участия людей. На операцию обычно разрабаты-
вается вся основная технологическая документация.
Маршрут — упорядоченная последовательность качественных
преобразований предметов труда в продукт труда. Например, за-
готовки в деталь или последовательность получения из комплекта
деталей сборочной единицы. С точки зрения технико-организацион-
ной — это конкретный вариант сочетания технологических опе-
раций, который обеспечивает получение качественных характе-
ристик детали или сборочной единицы.
Рассмотренные элементы технологического и производствен-
ного процессов могут выполняться во времени последовательно,
параллельно, т. е. с перекрытием, или параллельно-последователь-
но. Совмещение указанных элементов является одним из приемов
сокращения длительности процесса.
Не следует смешивать понятие функционального совмещения
элементов и их объединения на организационной основе. Так,
многоцелевой станок традиционной конструкции с одним рабо-
46
чим шпинделем объединяет на конструктивной основе разные
методы технологического взаимодействия (точение, фрезерова-
ние и др.), но не совмещает их технологически во времени и по
своей производящей структуре остается станком последователь-
ного действия.
Все многообразие технико-организационных структур техно-
логического процесса представлено на рис. 2.5.
Как видно, самый простой по организации технологический
процесс может состоять из одной операции, которая состоит из
одной установки, которая, в свою очередь, содержит один пере-
ход, осуществляемый за один рабочий ход. Соответственно в орга-
низационно сложном технологическом процессе каждый струк-
турный элемент высшего уровня содержит несколько элементов
нижнего уровня.
При выполнении каждой операции рабочий затрачивает опре-
деленное количество труда. Затраты труда при нормальной интен-
сивности измеряют продолжительностью труда.
Трудоемкость операции — количество времени, затрачиваемое
рабочим требуемой квалификации при нормальной интенсивности
труда и соответствующих условиях на выполнение технологического
процесса или его части. Единица измерения — человекочас.
Для расчета занятости станков и их количества для выполне-
ния данной работы служит понятие «станкоемкость». Станкоем-
кость — время, в течение которого занят станок или другое обо-
рудование на изготовление детали или изделия, единица измере-
ния — станкочас. Для сборочных машин используется показатель
машиноемкости выполнения операции.
Для нормирования труда и планирования производственного
процесса используется норма времени — время, установленное
рабочему или группе рабочих требуемой квалификации, необхо-
димое для выполнения какой-либо операции или целого техноло-
гического процесса в нормальных производственных условиях с
нормальной интенсивностью. Она измеряется в единицах времени
с указанием квалификации работы, например, 7 ч, 4-й разряд.
При нормировании малотрудоемких операций, измеряемых
долями минуты, более ощутимое представление о затратах време-
ни дает норма выработки — величина, обратная норме времени.
Норма выработки — установленное количество изделий в еди-
ницу времени (ч, мин). Единицей измерения является количество
продукции в стандартных мерах (штуках, килограммах и др.) в
единицу времени с указанием квалификации работы, например
1000 шт. в 1 ч, работа 5-го разряда.
Производственный цикл — промежуток календарного времени,
определяющий длительность периодически повторяющихся про-
цессов изготовления изделия от запуска в производство до полу-
чения готового изделия.
47
©о
Рис. 2.5. Структурная схема технологического процесса
Программа выпуска — количество изделий заданной номен-
клатуры или число стандартных мер некоторой продукции, под-
лежащей изготовлению в установленную календарную единицу
времени.
Объем выпуска — количество изделий, подлежащих изготовле-
нию в установленную календарную единицу времени (год, квартал,
месяц).
Серия — общее количество изделий, подлежащих изготовле-
нию по неизменяемым чертежам.
Партия запуска — количество штук заготовок или комплектов
деталей, одновременно запущенных в производство.
Такт выпуска — промежуток времени, через который перио-
дически производится выпуск изделий, их сборочных единиц, де-
талей или заготовок определенного наименования, типоразмеров
и исполнения. Если говорят, что деталь (или сборочную единицу)
изготовляют с тактом 3 мин, это значит, что через каждые 3 мин
завод выпускает деталь.
Ритм выпуска — величина, обратная такту выпуска.
2.7. Общая структура технологического процесса
и исходные данные для его проектирования
Общая схема технологического процесса изготовления детали
может быть представлена в виде последовательных приближений
сырья (заготовки) к качественным показателям изготовляемой де-
тали, требуемым чертежам и техническим условиям (ТУ) (рис. 2.6).
Наиболее длинным вариантом преобразования исходного ма-
териала в готовую деталь будет такой порядок постепенного пере-
хода от первоначальных размеров полученного со склада матери-
ала к заданным размерам и форме детали, если технологическим
процессом предусматриваются все четыре стадии приближения:
1) заготовка (первоначальное формообразование); 2) черновая
обработка; 3) чистовая обработка; 4) отделка (получение нуж-
ных качеств поверхностного слоя детали). На схеме это вариант I.
Наиболее коротким будет вариант IV. Такой вариант возмо-
жен, например, при получении готовой детали за один рабочий
ход станка (прессование пластмасс, порошковая металлургия,
литье под давлением, точная штамповка и др.). Таким образом,
на технологический маршрут очень сильно влияет заготовка и
способ ее получения.
Выбор способа получения заготовки предопределяет число и
трудоемкость операций последующей механической обработки и
в итоге — стоимость всего технологического процесса.
При точно изготовленных заготовках число операций механи-
ческой обработки (резанием) будет сравнительно небольшим.
49
1. Шихта. 1. Отливка. 1. Сварка. 1. Механооб- 1. Механооб-
2. Прокат. 2. Пластиче- 2. Прецизион- работка. работка.
3. Профиль- ская деформа- ная пластиче- 2. Электрооб- 2. Электрохи-
ный прокат. ция. ская деформа- работка. мическая обра-
4. Полуфабри- 3. Отрезка от ция. 3. Электрохи- ботка (электро-
кат со стороны куска. 4. Сборка из стандартных элементов. 5. Прессовка пластмасс. 6. Металло- керамика 3. Механооб- работка. 4. Электрооб- работка. 5. Термообра- ботка для уп- рочнения и сня- тия напряжений мическая обра- ботка (электро- гидравлическая) . 4. Термохими- ческая обработ- ка (азотирова- ние, цианирова- ние) копирование, хромирование, кадмирование). 3. Химическая обработка (фос- фотирование)
Точность размера 4—9-й классы Документация Требования на материалы 4—9-й классы 4—5-й классы 2—5-й классы 1—3-й классы 1. Технологи- сДача на склаД’ ческая карта. квитанция 2. Нормиро- вочная карта. 3. Требование на приспособле- Рис. 2.6. Схема технологического процесса изготовления ние и инструмент детали
При грубо изготовленных заготовках большие припуски удли-
няют механическую обработку. Стоимость механической обработ-
ки при этом резко возрастает, хотя процесс получения заготовки
в некоторых случаях упрощается и удешевляется. Таким образом,
при разработке технологического процесса изготовления детали
возможны два принципиально противоположных направления.
1. Получение заготовки, наиболее приближающейся по форме
и размерам к готовой детали. В этом случае на заготовительные
цехи приходится как бы большая часть трудоемкости изготовле-
ния детали и относительно меньшая доля приходится на механи-
ческие.
2. Получение грубой заготовки с большими припусками, когда
на механические цехи приходится основная доля трудоемкости и
стоимости изготовления детали.
В зависимости от масштаба производства будет правильным то
или иное направление, или промежуточное между ними.
Первое направление соответствует, как правило, массовому
производству, так как дорогое оборудование заготовительных це-
хов, необходимое для высокопроизводительного изготовления
точных заготовок, экономически оправдывается лишь при боль-
ших масштабах производства.
Второе направление типично для индивидуального и мелкосе-
рийного производств, когда применение дорогого оборудования
в заготовительных цехах совершенно неэкономично.
Выбор метода получения заготовки в значительной степени
определяется физико-химическими свойствами материала, из ко-
торого должна быть изготовлена деталь, и ее конструкцией.
В промышленности для получения заготовок и последующего
изготовления деталей применяют разнообразные методы обра-
ботки (литье, горячая и холодная штамповка, специальные виды
обработки давлением, электрофизические и электрохимические
методы обработки, электронная обработка, обработка резанием
и др.).
Удельный вес (%) каждого из указанных методов обработки в
разных отраслях промышленности различный.
Анализ состояния производства показывает, что удельный вес
обработки без снятия стружки непрерывно увеличивается, в част-
ности, обработки методами пластической деформации, а также
электрофизической и электрохимической обработки.
Наиболее простой и дешевый способ формообразования заго-
товок — литье.
К процессам, объединяемым под общим названием «обработ-
ка давлением», относятся штамповка в холодном и горячем со-
стояниях, а также специальные виды обработки давлением (про-
катывание между роликами, редуцирование, обжатие фильера-
ми, накатывание, протягивание, раскатывание и др.). Обработку
51
металла давлением часто производят при температурах, когда
металл становится пластичным и не способным к рекристалли-
зации.
Исходными данными, которыми необходимо располагать при
проектировании технологических процессов, служат рабочий чер-
теж детали (сборочной единицы), технические условия, программа
выпуска изделий, руководящие технические материалы.
Рабочий чертеж детали (сборочной единицы) должен быть вы-
полнен в соответствии с ГОСТом, установленным ЕСКД, т. е. дол-
жен иметь нужное количество проекций; необходимые размеры
при правильной их расстановке; обозначение шероховатости по-
верхностей обработки по ГОСТу; допуски и посадки с обозначе-
нием по действующим ГОСТам; допуски на погрешности формы
и расположения поверхностей; указание марки материала, из ко-
торого изготовляется деталь; дополнительные требования к дета-
ли (термообработка, покрытие) и сборочной единице.
Технические условия составляют на наиболее ответственные
детали и сборочные единицы (изделия) на стадиях конструктор-
ской подготовки в тех случаях, когда невозможно по ряду причин
изложить в рабочем чертеже полностью требования к детали (сбо-
рочной единице) или замечания по их выполнению.
В технических условиях указывают назначение детали (сбороч-
ной единицы); требования к детали (сборочной единице); методы
контроля; общие указания (в отдельных случаях) о хранении, таре,
транспортировке, клеймении и др.
К числу основных руководящих технических материалов отно-
сят каталожные данные об оборудовании (его габаритные разме-
ры, точность, мощность, быстроходность, оснащенность); нор-
мали на режущий и измерительный инструмент и приспособле-
ния; нормативы на припуски и операционные допуски; нормати-
вы для технико-экономических расчетов; нормативы по техни-
ческому нормированию и др.
При изготовлении деталей наибольший удельный вес в об-
щей трудоемкости изготовления изделий занимают процессы об-
работки на металлорежущих станках. Так, например, в условиях
производства изделий промышленного назначения он достигает
35...40%.
Велик удельный вес по трудоемкости и сборочных процессов
во многих отраслях как промышленного, так и специального ма-
шиностроения (достигает 50 %).
Контрольные вопросы
1. Сформулируйте понятие производственной структуры. Представьте
схему производственной структуры машиностроительного предприятия.
2. Какие наиболее важные факторы определяют производственную
структуру предприятия?
52
3. Каковы пути совершенствования производственной структуры пред-
приятия?
4. Дайте характеристику типов машиностроительного производства.
5. Назовите характеристики массового машиностроительного произ-
водства.
6. Назовите характеристики серийного машиностроительного произ-
водства.
7. Что представляет собой единичное производство, его характерис-
тики, области применения?
8. Перечислите принципы организации цехов машиностроительного
предприятия.
9. Назовите основные цехи машиностроительного предприятия, орга-
низованные по технологическому принципу.
10. В чем заключается различие вспомогательного и обслуживающего
процессов на производстве?
11. Какие бывают виды производственного цикла?
12. Дайте определения технологического и производственного про-
цессов.
13. Что представляет собой общая структура технологического про-
цесса?
14. Какие исходные данные требуются для проектирования техноло-
гического процесса?
Раздел II
ТЕХНИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Глава 3
СОДЕРЖАНИЕ И ЗАДАЧИ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ
ПРОИЗВОДСТВА
3.1. Стадии технической подготовки производства
В современных условиях важной задачей для предприятия яв-
ляется быстрый переход на производство новых изделий. Для ре-
шения этой задачи на предприятиях выполняется комплекс ме-
роприятий, который носит название «техническая подготовка
производства». Техническая подготовка производства на машино-
строительных предприятиях охватывает совокупность работ по
проектированию и внедрению новых и совершенствованию сущест-
вующих конструкций изделий, технологических процессов и тех-
нологической оснастки.
Правильная организация технической подготовки обеспечива-
ет непрерывный технический прогресс на предприятиях, повы-
шение технического и организационного уровня производства и
достижение высоких экономических результатов.
По своему содержанию техническая подготовка включает в себя
три преемственно связанных стадии:
1) конструкторская подготовка производства, представляющая
собой совокупность процессов и работ, связанных с оптимизацией
номенклатуры и конструированием новых объектов производства,
изготовлением опытных образцов, их испытанием, совершенство-
ванием выпускаемых изделий;
2) технологическая подготовка производства, представляющая
собой совокупность взаимосвязанных процессов, обеспечивающих
технологическую готовность предприятия к изготовлению и вы-
пуску изделий заданного качества при установленных сроках, объ-
еме выпуска, материальных и трудовых затратах;
3) организационная подготовка производства, обеспечивающая
подготовку производства путем разработки проектов организации
производства, труда, снабжения и сбыта продукции и создания
нормативной базы для планирования и организации производства.
Значение технической подготовки производства на машино-
строительных предприятиях весьма велико. От уровня организа-
54
ции подготовки производства зависит своевременный выпуск и
конкурентоспособность новой продукции, совершенствование уже
освоенных изделий и экономические результаты деятельности
предприятия. Недостатки технической подготовки неизбежно ска-
зываются на самом производстве: возникает большое количество
различных технических и организационных неполадок, особенно
при внедрении в производство новых изделий. Ошибки, допущен-
ные при конструировании изделия, при разработке технологи-
ческой документации, вызывают перерывы в работе, увеличивают
затраты на производство продукции, затягивают сроки освоения
новых изделий.
3.2. Эффективность ускорения технической подготовки
и освоения производства новой техники
Одной из важных задач организации подготовки и освоения
новой техники является сокращение продолжительности периода
Тосв, позволяющее увеличить объем выпуска необходимой народ-
ному хозяйству новой продукции, снизить затраты производства,
уменьшить влияние морального износа техники и т. п.
Основными направлениями сокращения Тосв являются:
• совершенствование конструкции изделия, повышение уров-
ня технологичности и унификации;
• типизация технологических процессов и технологического
оснащения, использование ЭВМ в технологической подготовке
производства;
• повышение уровня механизации и автоматизации производ-
ственных процессов, широкое внедрение станков с ЧПУ, созда-
ние ГПС;
• совершенствование материально-технического управления
путем создания и освоения новой техники.
Экономический эффект, получаемый от ускорения процесса
подготовки производства, может быть представлен как сумма трех
составляющих:
Э = Э[ + э2 + э3.
Эффект Э| достигается на этапе технической подготовки про-
изводства и определяется сокращением затрат на всех стадиях этого
этапа.
Эффект Э2 может быть получен при освоении выпуска новой
продукции и определяется скоростью снижения себестоимости
новых изделий при нарастании объема их выпуска.
Эффект Э3 получается в процессе эксплуатации новых изде-
лий, обладающих лучшими параметрами по сравнению со снима-
емыми с производства изделиями.
55
Все мероприятия, направленные на сокращение цикла подго-
товки производства и образующие эффект Э1; могут быть разде-
лены на две группы. К первой группе относятся мероприятия,
требующие дополнительных капитальных вложений (например,
создание информационно-поисковой системы для информацион-
ного обеспечения исполнителей, создание системы автоматизи-
рованного проектирования и т. п.). Ко второй группе можно отне-
сти работы, не требующие капитальных вложений, например, раз-
работки по повышению уровня унификации конструкции, что
приводит к уменьшению трудоемкости проектирования и изго-
товления технологической оснастки. Эффективность мероприятий
первой группы оценивается по минимуму приведенных затрат, а
экономический эффект — от их использования:
п
Э1 = +ад2) - №+ад.)}
/=1
где п — число стадий подготовки производства, по которым до-
стигнуто сокращение трудоемкости; S; — текущие затраты на под-
готовку производства (1 — базовый вариант, 2 — новый вариант);
Е„ — нормативный коэффициент экономической эффективности;
К, — капитальные затраты по /-му этапу подготовки производства
для базового и нового вариантов проведения работ.
Дополнительные капитальные вложения могут включать в себя
стоимость персональных компьютеров, затраты, связанные с раз-
работкой программного обеспечения автоматизированных систем
подготовки производства, затраты на создание баз данных конст-
рукторского и технологического назначения, информационно-по-
исковых систем.
Экономия на текущих затратах при сравнении базового и нового
вариантов подготовки производства определяется снижением тру-
доемкости работ по проектированию нового изделия, разработке
технологических процессов, проектированию средств технологи-
ческого оснащения. Снижение трудоемкости работ приводит к эко-
номии зарплаты специалистов и служащих, занятых подготовкой
производства.
Эффективность мероприятий второй группы (например, от
повышения уровня унификации) определяется экономией от сни-
жения затрат на разработку технической документации проекти-
руемого изделия, на разработку технологических процессов. Уни-
фикация на первых стадиях подготовки производства приводит к
получению экономии и на всех последующих стадиях.
Для расчета сокращения цикла и определения экономического
эффекта на стадии выпуска новой продукции используются «кри-
вые освоения», характеризующие снижение трудоемкости и себе-
стоимости изделия за счет отладки технологических процессов,
освоения оборудования и оснастки, повышения навыков работы.
56
Экономический эффект (руб.) можно определить как
Э2 = сдл,
где С — себестоимость освоенной продукции (руб./шт:); &N— об-
щее количество дополнительной продукции, полученной за счет
ускорения освоения производства.
Годовую экономию при эксплуатации новой, более совершен-
ной техники можно определить как
Э3=р^-^ЪНДЛГ,
\ Q§ Qu )
где 7?прб, 7?прн — годовые приведенные затраты по базовому и
новому изделиям; <?б, QK — производительность базовой и новой
техники; A7V — дополнительное количество изделий, полученных
в результате ускоренного освоения их выпуска.
Таким образом, можно определить реальный экономический
эффект, получаемый при ускорении технической подготовки но-
вых изделий.
Ниже приведены этапы технической подготовки производства
изделия.
Заключение договора.
Техническое задание и согласование.
Техническое проектирование.
Материальная ведомость.
Заявка и чертежи на изделие.
Выпуск чертежей на заготовки и детали.
Заказ на заготовки.
Заявка и чертежи на литье.
Выпуск чертежей на изготовление моделей.
Выпуск рабочих чертежей на приспособления.
Выпуск сборочных приспособлений.
Заявка на кооперированные изделия.
Расчет нормы на кооперированные изделия.
Заказ на кооперированные изделия.
Разработка маршрутной технологии.
Заявка на материалы.
Разработка нормативов по материалам.
Разработка нормативов по трудоемкости.
Проектирование специальной оснастки механической обработки.
Проектирование сборочных приспособлений.
Изготовление специальной оснастки механической обработки.
Изготовление сборочных приспособлений.
Выпуск технических условий.
Обеспечение материалами.
Обеспечение кооперированными изделиями.
Обеспечение заготовками.
57
Изготовление литья.
Изготовление механических изделий.
Изготовление других деталей.
Сборка узлов.
Сборка и отладка изделия.
Выпуск чертежей и сборочных приспособлений.
Изготовление укладочных ящиков.
Выпуск описания.
Сдача изделия.
Контрольные вопросы
1. Назовите основные задачи технической подготовки производства
на машиностроительных предприятиях.
2. Что входит в состав технической подготовки производства?
3. Какие вопросы решаются в ходе конструкторской подготовки про-
изводства?
4. Перечислите основные вопросы, решаемые в ходе технологической
подготовки производства.
5. Назовите факторы, влияющие на эффективность технологической
подготовки производства.
6. Определите основные пути ускорения технической подготовки про-
изводства на машиностроительном предприятии.
7. Назовите задачи организационной подготовки производства.
Глава 4
КОНСТРУКТОРСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
4.1. Основные задачи и этапы конструкторской подготовки
производства
Основными задачами конструкторской подготовки производ-
ства (КПП) являются создание новых и совершенствование име-
ющихся изделий с высокими параметрами качества в заданные
сроки и с наименьшими затратами.
Конструкторская подготовка включает в себя следующие этапы.
1. Техническое задание (ТЗ). Основной задачей разработки ТЗ
является обоснование технической возможности создания изде-
лия с высокими техническими параметрами качества при макси-
мальной экономической эффективности его производства и экс-
плуатации.
В техническом задании определяются:
• назначение изделия, область применения и масштабы его
производства;
• основные требования к изделию;
58
• технические характеристики изделия;
• общие эксплуатационные показатели;
• показатели качества;
• особые требования к изделию (по надежности, стандартиза-
ции, унификации и др.);
• технологические, организационные и экономические усло-
вия производства.
Техническое задание составляется заказчиком для организа-
ции — разработчика проекта.
2. Техническое предложение (ТП). При разработке ТП обосновы-
вается целесообразность создания изделия на основе анализа тех-
нического задания заказчика, имеющихся технологических ре-
шений и технических возможностей в данной области производ-
ства, а также проводится всесторонняя оценка всех возможных
вариантов создания изделия, сравнение с существующими изде-
лиями, а также патентный поиск. На этой стадии производят укруп-
ненный расчет себестоимости изделия, определяют общий тех-
нический уровень изделия. Техническое предложение согласовы-
вается с заказчиком и утверждается в установленном порядке. После
этого ТП является основанием для разработки эскизного проекта.
3. Эскизный проект. Эскизное проектирование заключается в
разработке первоначального варианта будущей конструкции из-
делия. Эскизный проект включает в себя разработку принципи-
альной электрической, кинематической, гидравлической, пнев-
матической схем изделия, общую компоновку изделия, разработку
эскизных чертежей общих видов, анализ патентной чистоты кон-
струкции и оценку экономической эффективности конструкции.
Эскизный проект состоит из графической части (общий вид изде-
лия, чертежи отдельных узлов и агрегатов), раскрывающей конст-
руктивные особенности нового изделия, его параметры, габарит-
ные размеры, и пояснительной записки с расчетами основных
параметров изделия, описанием принципов его работы, эксплуа-
тационных особенностей. Утвержденный эскизный проект явля-
ется основанием для разработки технического проекта.
4. Технический проект. Основной задачей технического проек-
тирования является разработка окончательного технического ре-
шения, дающего полное представление об устройстве изделия.
На этой стадии выполняются расчеты на прочность, жесткость,
долговечность, проводится разработка компоновочных чертежей,
чертежей агрегатов, сборочных единиц и важнейших деталей,
осуществляется макетирование и экономическое обоснование про-
екта, составляются технические условия на эксплуатацию изделия
и спецификации.
Технический проект содержит:
• графическую часть (чертежи общего вида изделия и всех его
узлов и агрегатов, деталей, входящих в него);
59
• кинематические, гидравлические, электрические схемы;
• расчеты на прочность и жесткость;
, • спецификацию узлов и деталей;
• пояснительную записку с технико-экономическим обоснова-
нием окончательного технического решения изделия, включая
определение стоимости производства и эксплуатационных издер-
жек; технический проект на сложные, уникальные изделия часто
сопровождается изготовлением макета.
Утвержденный технический проект является основанием для
разработки рабочего проекта.
5. Рабочий проект состоит в разработке полного комплекта кон-
структорской документации на изделие. В рабочий проект входят
разработка рабочих чертежей общих видов, сборочных единиц и
всех оригинальных деталей, уточнение спецификаций на каждую
сборочную единицу, разработка компоновочных и установочных
чертежей, изготовление опытных образцов, стендовые, заводские,
государственные испытания, корректировка чертежей, разработ-
ка инструкций по эксплуатации, уточненный технико-экономи-
ческий анализ конструкции.
Проектирование включает в себя все перечисленные стадии
только для принципиально новых изделий. Во всех остальных слу-
чаях проектирование сводится только к разработке технического
и рабочего проектов.
Следует отметить, что содержание работ по стадиям КПП может
отличаться от указанного выше в зависимости от типа производ-
ства, сложности конструкции, уровня кооперирования и других
факторов.
4.2. Обеспечение технологичности конструкций новых
изделий
Создание новых конструкций изделий, обладающих высокими
технико-экономическими характеристиками, является сложной ком-
плексной задачей, для решения которой прежде всего необходимо
обеспечить максимально возможную для конкретных условий про-
изводственную и эксплуатационную технологичность конструкции.
Технологичность — совокупность свойств конструкции изделия,
характеризующих возможность оптимизации затрат труда, средств
и времени на всех стадиях создания, производства и эксплуата-
ции изделия. Отработка конструкции изделия на технологичность
выполняется разработчиками конструкторской и технологической
документации и заказчиком.
Технологичной в производстве можно считать ту конструкцию,
освоение и выпуск которой при заданном объеме производства
будет проходить с минимальными производственными затратами
60
(в первую очередь с наименьшей трудоемкостью и материалоем-
костью) и с кратчайшим производственным циклом.
Эксплуатационная технологичность конструкции изделия про-
является в сокращении затрат времени и средств на техническое
обслуживание и ремонт изделий и зависит от так называемой ре-
монтопригодности конструкции.
Для обеспечения производственной технологичности необходи-
мо придать изделию такую форму и выбрать для него такие мате-
риалы, которые обусловят наиболее простое и экономичное его
изготовление.
В ходе конструкторской подготовки новые изделия должны быть
отработаны на технологичность.
Производственная технологичность конструкции оценивается
показателями трудоемкости, материалоемкости, себестоимости.
Материалоемкость характеризует суммарный расход материа-
лов на изготовление изделия. Общая материалоемкость (бобщ) рзс-
считывается по формуле
^общ = б, + + ... + Gj + ... + Gn,
где бь G2, Gb G„ — расход соответствующего вида материала; п —
количество видов материалов.
Относительная материалоемкость характеризует структуру об-
щей материалоемкости. Относительная материалоемкость опреде-
ляет долю каждого вида материала в общей материалоемкости и
рассчитывается по формуле
Gj
Sam ~
Ц)бщ
Удельная материалоемкость характеризует конструкцию изде-
лия по величине расхода материалов. Удельная материалоемкость
рассчитывается по формуле
5уд - р >
где Р — определяющий параметр изделия (производительность,
мощность, масса и т.д.); б^щ — общая материалоемкость изделия.
Кроме показателей материалоемкости расход материалов на
изготовление изделия характеризуется коэффициентом использо-
вания материала, который рассчитывается по формуле
Ки.м &/^общ>
где g4 — чистая масса изделия.
Трудоемкость характеризует затраты труда на изготовление из-
делия. Различают общую, относительную и удельную трудоемкость.
Общая трудоемкость показывает количество времени, затрачи-
ваемого исполнителями на производство единицы продукции. Об-
щая трудоемкость рассчитывается по формуле
61
Гизд — 4 + 4б 4ipj
где t3, tM, tc6, tap — трудоемкость соответственно заготовительных
работ, механической обработки, сборочных работ и прочих ра-
бот, входящих в технологический процесс изготовления данного
изделия.
Относительная трудоемкость характеризует долю трудозатрат
по данному виду работы в общей трудоемкости.
Удельная трудоемкость характеризует затраты времени на еди-
ницу продукции относительно определяющего параметра. Удель-
ная трудоемкость рассчитывается по формуле
4д= ткзл/р.
Себестоимость характеризует затраты на изготовление изделия.
Различают общую и удельную себестоимости.
Общая себестоимость показывает сумму затрат на изготовление
изделия. В структуру общей себестоимости включаются затраты на
материалы, заработную плату и косвенные расходы.
Удельная себестоимость характеризует затраты на единицу про-
дукции относительно определяющего параметра Р. Удельная себе-
стоимость рассчитывается по формуле
Суд = Собщ/Р,
где Собщ — общая себестоимость изделия.
Показатели технологичности сравниваются с базовыми, уста-
новленными отраслевыми стандартами для однотипных изделий.
Показатели технологичности во многих случаях могут оказать
решающее влияние на окончательную комплексную оценку про-
ектов новых изделий.
4.3. Повышение технико-экономического уровня новых
изделий
Вновь создаваемая конструкция изделия должна соответство-
вать передовым достижениям науки и техники.
Проектируя новое изделие, конструктор обязан знать, как влия-
ет увеличение унифицированных или стандартных деталей в общем
числе деталей изделия на снижение затрат на проектирование.
Необходимо также учитывать влияние упрощения или услож-
нения конструкции проектируемого изделия на затраты по подго-
товке производства, себестоимость изготовления изделия, экс-
плуатационные расходы.
Конструктор должен учитывать цены выбираемых материалов
и способы их последующей обработки, проводить анализ возмож-
ностей экономии материалов за счет изменения размеров, формы
62
конструкции, замены остродефицитных материалов. Создавая из-
делия, конструктор всегда должен учитывать будущие объемы
производства.
Множество факторов, влияющих на технические решения при
конструкторской подготовке производства, предопределяют не-
обходимость использования системного подхода при организации
КПП. В последние годы для решения задач повышения качества и
конкурентоспособности продукции, резкого снижения издержек
производства широко используется функционально-стоимостный
анализ (ФСА). ФСА основан на применении определенных мето-
дов и приемов с целью четкого формулирования функций проек-
тируемого изделия и выявления наиболее экономичных способов
их осуществления. Новая конструкция изделия должна быть более
рациональной и экономичной по сравнению с предыдущей. Ана-
лиз конструкций изделий показывает, что многие детали, узлы и
другие конструктивные элементы имеют определенные, незамет-
ные на первый взгляд, экономические недоработки. Экономичес-
кая недоработка — это конструктивное решение, приводящее к
необоснованным затратам, например, неоправданное усложнение
формы детали, ненужное для работы завышение класса точности
нерабочих поверхностей, необоснованное применение дорогих
материалов, ненужные в работе дорогие покрытия и др.
Применение ФСА позволяет устранить большую часть недора-
боток при проектировании конструкции, изготовлении опытных
образцов и в серийном производстве.
Таким образом, метод ФСА направлен на оптимизацию соот-
ношения затрат и потребительской стоимости изделия в процессе
конструирования. ФСА базируется на предположении о том, что
объектом исследования должны быть не изделия как таковые, а
выполняемые ими функции.
Процедура функционально-стоимостного анализа предусмат-
ривает выполнение нескольких этапов: подготовительного, ин-
формационного, аналитического, творческого, исследовательско-
го, рекомендательного и внедрения. Задача первых трех этапов
заключается в установлении функций изделия и его элементов,
взаимосвязи и зависимости между выявленными функциями, их
качественной и стоимостной оценке.
На аналитическом этапе устанавливаются и формулируются
функции, выполняемые изделием и каждым конструктивным
элементом, а также определяются затраты по каждой функции.
Вспомогательными средствами анализа являются гистограммы
трудоемкости изготовления деталей и стоимости покупных и ком-
плектующих изделий и деталей.
На творческом этапе ФСА служит инструментом ускорения
творческих процессов, расширяет возможности поиска и нахож-
дения оригинальных конструктивных решений. Предпосылками
63
успешного выполнения этого этапа служит правильная формули-
ровка функций, выполняемых отдельными элементами изделия.
На исследовательском этапе определяется стоимость функций
и качество их исполнения, выявляются функционально необхо-
димые затраты, обеспечивающие требуемый уровень качества из-
делий. Одновременно функция выполняет прогностическую, нор-
мативную роль при определении предельно допустимых затрат на
выполнение каждой из функций проектируемого изделия.
При проведении ФСА возникают задачи, связанные с функ-
ционально-стоимостной оценкой частных конструктивных реше-
ний и выбором оптимального варианта конструкции.
Для оценки затрат на изготовление изделия могут быть исполь-
зованы следующие методы: расчет себестоимости по удельным
показателям, балльная оценка, прямой метод расчета затрат по
статьям калькуляции.
Перечисленные методы получили распространение при оцен-
ке себестоимости изделий на стадии проектирования. Используя
их для целей ФСА, необходимо учитывать, что специфика функ-
ционального подхода требует увязки текущих затрат с функцио-
нальными особенностями изделий, их структурой и технологией
изготовления.
4.4. Методы ускорения конструкторской подготовки
При создании новой техники одной из основных задач являет-
ся задача сокращения времени на КПП. Для ускорения КПП ис-
пользуются различные методы. Их условно можно разделить на
три группы: технические, планово-координационные и органи-
зационные.
Технические методы направлены на обеспечение качества вы-
полняемых работ, снижения до минимума числа изменений в
конструкции. В связи с этим снижается трудоемкость и продолжи-
тельность КПП.
Планово-координационные методы направлены на обеспечение
рациональной координации стадий, этапов и работ, что приво-
дит к сокращению продолжительности КПП.
К организационным методам относят стандартизацию и уни-
фикацию технических решений, механизацию и автоматизацию
проектно-конструкторских работ.
Стандартизация — это совместная работа различных специа-
листов по установлению типов и параметров машин, приборов,
механизмов, материалов, полуфабрикатов, комплектующих изде-
лий с учетом перспектив развития техники и народного хозяйства.
Стандартизация тесно связана с повышением качества продукции.
В настоящее время большинство стандартов предприятия и отрас-
64
ли создается в рамках комплексных систем управления качеством
продукции.
Унификация — это комплекс мероприятий, обеспечивающих
устранение излишнего многообразия типов и конструкций изде-
лий, форм и размеров деталей, марок материалов, технической
документации и т.д.
Стандартизации и унификации способствуют конструктивная
преемственность, функционально-блочное конструирование, со-
здание параметрических рядов машин и конструкций и др.
Конструктивная преемственность обеспечивается за счет ис-
пользования элементов конструкций из ранее выполненных разра-
боток, что освобождает конструкторов от необходимости разраба-
тывать всю конструкцию изделия. При заимствовании деталей из
числа освоенных заводом-изготовителем можно получить эконо-
мический эффект от сокращения сроков технической подготовки
производства и при изготовлении нового изделия. Применение по-
купных (комплектующих) изделий может освободить разработчика
от необходимости принятия новых технических решений, от зна-
чительной части расчетов, опытного изготовления этих изделий.
Важным средством ускорения КПП является использование
принципа функционально-блочного конструирования.
Современные машины, приборы, изделия содержат сотни, ты-
сячи и более деталей, объединенных в сборки, сборочные едини-
цы, блоки, функциональные узлы. Принцип функционально-блоч-
ного конструирования позволяет самостоятельно и параллельно
разрабатывать функционально законченные и конструктивно
оформленные блоки, из которых методом агрегатирования ком-
понуются машины, устройства, отличающиеся своими функция-
ми и назначением.
При блочном конструировании и агрегатировании конструк-
торам нет необходимости изменять все входящие в изделие блоки.
Разрабатываются и проектируются лишь те из них, которые ока-
зывают влияние на изменяемые параметры.
Важным средством повышения производительности труда, со-
кращения сроков проектирования и освоения новой техники,
повышения ее качества на всех этапах КПП является разработка
параметрических рядов машин.
Параметрический ряд представляет собой совокупность машин,
приборов разных типоразмеров, подчиняющихся определенному
закону возрастания (убывания) главного параметра. Главный па-
раметр изделия должен оставаться стабильным при его модерни-
зации и оказывать определяющее влияние на остальные конст-
руктивные, эксплуатационные и технико-экономические пара-
метры.
Радикальное решение резкого ускорения КПП состоит в авто-
матизации проектирования новых машин и приборов — создании
3 Шишмарев
65
систем автоматизированного проектирования (САПР) и автома-
тизированных рабочих мест (АРМ) проектировщика.
Возможность создания САПР и АРМ обусловлена тем, что в
общем объеме работ по конструированию изделия доля работ по
установившимся схемам в несколько раз превышает долю работ,
характеризующихся принципиальной новизной.
Необходимость автоматизации проектно-конструкторских ра-
бот вызвана рядом факторов. Современные конструкции машин
становятся все более сложными, поэтому увеличивается трудоем-
кость их проектирования и потребность в конструкторах.
Под влиянием научно-технического прогресса ускоряется сме-
няемость моделей машин. В таких условиях проектировать нужно
быстро, иначе изделие морально устареет до своего создания. Да-
лее, современный процесс проектирования сложной техники ха-
рактеризуется участием в нем многих коллективов разработчиков
различного профиля (электротехники, механики, электронщики,
гидравлики и т.д.), между которыми должен быть налажен быст-
рый обмен информацией в ходе работы над проектом. Это возмож-
но только в условиях автоматизации информационных связей.
С внедрением САПР срок разработки новой конструкции со-
кращается почти вдвое, а время конструирования — в 5 раз.
САПР — это организационно-техническая система, состоящая
из комплекса средств автоматизации проектирования (техничес-
ких средств — ЭВМ, дисплеев, графопостроителей и других уст-
ройств ввода и вывода информации из ЭВМ, программного обес-
печения) и человека. САПР выполняет проектирование с опти-
мальным распределением функций между человеком и ЭВМ и с
максимальной автоматизацией всех проектных процедур. САПР
предусматривает автоматизированное накопление, хранение, кор-
ректировку и выдачу данных, используемых при конструирова-
нии, автоматизированное использование информации, получен-
ной на различных этапах проектирования, автоматизированный
выпуск технической и чертежной документации и др.
Автоматизированное проектирование направлено не на то,
чтобы полностью исключить конструктора из процесса проекти-
рования, а на то, чтобы отобрать у него те процедуры, в которых
требуется точность, память, быстродействие в вычислениях, по-
вторение однотипных операций. В тех случаях, когда требуется
интуиция, опыт, эстетический вкус, работа возлагается на чело-
века.
Наиболее эффективным для САПР является диалоговый режим.
Режим диалога с ЭВМ открывает качественно новые возможности
для решения неформализуемых проектных задач и существенно
повышает производительность труда конструктора.
Примерные нормативы деятельности цикла конструкторской
подготовки производства приведены в табл. 4.1.
66
Нормативы длительности цикла конструкторской подготовки производства
(в зависимости от общей трудоемкости проектирования)
Таблица 4.1
Общая трудоемкость проектирования, ч Длительность цикла в месяцах Фронт работ Фср* График цикла по месяцам
Пределы Сред- няя Всего В том числе Техническое задание, эскизный и технический проекты Рабочий проект 1-й 2-й 3-й 4-й 5-й 6-й 7-й 8-й
техническое задание, эскизный и технический проекты рабочий проект
2000 1500 2 1,5 1,5 3 3
2000... 4000 3000 3 2,5 1,5 4-5 4-5
4000... 6000 5000 4 2,5 2,5 6 6
6000... 8000 7000 5 3,0 3,0 7 7
8000... 10000 9000 6 3,5 3,5 8 8
10000... 15 000 12 500 7 4,0 4,5 9 9
15 000... 20 000 17500 8 4,5 5,0 11 11
* Количество работающих.
Контрольные вопросы
1. Перечислите основные этапы конструкторской подготовки произ-
водства нового изделия и раскройте их содержание.
2. Какая исходная информация необходима для проведения конст-
рукторской подготовки производства?
3. Раскройте содержание этапа технического проектирования нового
изделия.
4. Что представляет собой рабочий проект как этап конструкторской
подготовки производства?
5. Какая информация содержится в техническом задании на конструи-
рование нового изделия?
6. Назовите пути ускорения конструкторской подготовки производства.
7. Предложите способы снижения затрат на конструирование нового
изделия.
8. Определите направления использования функционально-стоимост-
ного анализа при конструкторской подготовке производства.
9. Как влияет использование САПР на сроки разработки новой кон-
струкции изделия?
10. Что является результатом проведения конструкторской подготов-
ки производства?
Глава 5
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
5.1. Содержание и этапы технологической подготовки
производства
Целью технологической подготовки является разработка опти-
мального технологического процесса, который бы обеспечивал из-
готовление изделий заданного качества с минимальными затратами.
Технологическая подготовка производства представляет собой
комплекс работ по разработке новой технологии, конструирова-
нию и изготовлению необходимой технологической оснастки,
установке и освоению нового оборудования и отладке всего про-
цесса изготовления нового изделия. Это сложный комплекс тех-
нических, инженерных и организационных работ, который обес-
печивает технологическую готовность производства, т.е. наличие
на предприятии полных комплектов конструкторской и техноло-
гической документации и средств технологического оснащения,
необходимых для выпуска заданного объема продукции с уста-
новленными технико-экономическими показателями.
Объем работ по технологической подготовке производства со-
ставляет 20...25 % для предприятий единичного и мелкосерийного
производств, 40...50 % — для серийного производства и 60% —
68
для крупносерийного и массового производств от всего объема
работ по технической подготовке производства.
Организация и управление технологической подготовкой про-
изводства регламентируется государственными стандартами Еди-
ной системы технологической подготовки производства (ЕСТПП),
которая позволяет использовать достижения научно-технического
прогресса для эффективной подготовки новой продукции.
ЕСТПП устанавливает единый порядок разработки технологи-
ческой документации и предусматривает широкое применение
прогрессивных типовых технологических процессов, стандартной
технологической оснастки и оборудования, средств механизации
и автоматизации производственных процессов, инженерно-тех-
нических и управленческих работ.
Применение ЕСТПП обеспечивает высокую мобильность про-
изводства (сроки технологической подготовки производства со-
кращаются в 1,5 — 2 раза) и создает предпосылки для создания
информационной базы системы автоматизированного проектиро-
вания (САПР).
Технологическая подготовка производства проводится в не-
сколько последовательных этапов.
Первый этап — разработка технологических процессов на ос-
новное изделие; включает в себя проведение следующих работ:
а) отработка конструкции изделия на технологичность (техно-
логический контроль);
б) разработка межцеховых технологических маршрутов (рас-
цеховка);
в) разработка пооперационных технологических процессов по-
лучения деталей и сборочных единиц.
Второй этап — проектирование необходимых средств техноло-
гического оснащения, механизации и автоматизации технологи-
ческих процессов.
Третий этап — изготовление средств технологического осна-
щения, механизации и автоматизации.
Четвертый этап — выверка, отладка и внедрение в производ-
ство разработанных технологических процессов, изготовление
пробной и установочной партий.
Пятый этап — создание нормативной базы (трудовые, мате-
риальные нормативы и др.) для планирования и управления
производством.
Отработка конструкций на технологичность — задача комплекс-
ная, к решению которой кроме конструкторов должны привле-
каться и технологи. Возможны следующие варианты: персональ-
ное закрепление за объектом ведущего конструктора и ведущего
технолога, введение одного-двух технологов в штат конструктор-
ского бюро, создание комплексных конструкторско-технологичес-
ких бригад или другие мероприятия.
69
Функция обеспечения технологичности конструкции изделия
является связующей между конструкторской и технологической
подготовкой производства и включает в себя структурный анализ
изделия (какие детали и сборочные единицы входят в изделие),
анализ уровня стандартизации и унификации составных частей
изделий, возможности применения типовых и групповых процес-
сов обработки, сборки, контроля, испытаний.
Разработка межцеховых технологических процессов включает в
себя распределение номенклатуры деталей между цехами и участка-
ми, разработку технологических маршрутов их движения. Маршрутная
технология определяет последовательность прохождения по цехам
каждой детали и сборочной единицы в процессе ее производства.
Для изготовления деталей и сборки изделия в единичном про-
изводстве достаточно иметь конструкторскую документацию,
маршрутное или маршрутно-операционное описание технологи-
ческого процесса либо перечень полного состава технологических
операций без указания переходов и технологических режимов.
Для серийного и массового производств кроме маршрутной
технологии разрабатывается технологический процесс с поопера-
ционным описанием формообразования, обработки, сборки.
Рассмотрим виды и комплектность технологических докумен-
тов. Технологическая документация разнообразна и содержит сле-
дующие документы:
• технологические карты (маршрутные);
• операционные карты;
• инструкционные карты (технологические инструкции);
• нормировочные карты;
• карты эскизов;
• комплектовочные карты;
• ведомости расцеховки;
• ведомости оснастки;
• ведомости материалов.
Наиболее важным из этих документов является технологичес-
кая карта. Это документ, в котором зафиксированы все процессы
обработки изделия, указаны операции и их составные части, ма-
териал изделия, производственное оборудование, технологичес-
кие режимы, необходимые для изготовления изделия, время, ква-
лификация работника и его разряд.
Помимо технологических карт составляют операционные карты.
Они содержат в основном те же сведения, что и технологические,
но в отличие от них составляются не на детали, а на операцию.
Операционные карты применяют в том случае, когда данных тех-
нологической карты недостаточно и необходимы более подроб-
ные указания.
В ряде случаев используются инструкционные карты, которые
представляют собой краткую пояснительную записку с описанием
70
порядка производства работ и предназначены для инструктажа
технического персонала. Они дают дополнительные сведения по
выполнению операций, а также описывают процессы приготов-
ления различных компонентов, клеёв, растворов и т.д.
Документом, в котором сконцентрированы данные о затратах
труда на основные и вспомогательные операции, является норми-
ровочная карта. Такие карты обычно применяются в условиях ста-
бильного (установившегося) технологического процесса.
Происходящие со временем изменения режимов работ, совер-
шенствования приспособлений, замена оборудования соответ-
ственно уменьшают норму времени, что находит свое отражение
в нормировочных картах.
Карта эскизов, являющаяся основным технологическим доку-
ментом в серийном и массовом производствах, включает в себя
эскизы, схемы и таблицы, поясняющие содержание операций и
необходимые для их выполнения сведения (оборудование, оснаст-
ка, режимы резания).
В комплектовочные карты включают перечень деталей, подле-
жащих сборке. В ведомости расцеховки включаются расходы по
цехам. В ведомость материалов включаются расходы материалов.
Для единичных технологических процессов разрабатывается
операционная карта, для типовых (групповых) технологических
процессов — карта типовой (групповой) операции. В них указыва-
ются переходы, технологические режимы, данные о средствах тех-
нологического оснащения, материалах и трудовых затратах.
Проектирование и изготовление средств технологического ос-
нащения, механизации и автоматизации технологических процес-
сов — приспособлений, инструментов, штампов, моделей, средств
технологического контроля и т.д. — осуществляет конструкторское
бюро отдела главного технолога (ОГТ) или инструментальный от-
дел. Это наиболее трудоемкий процесс подготовки производства.
Чтобы ускорить его выполнение и сократить срок подготовки про-
изводства, оснастку изготовляют постепенно, распределяя весь
объем работ на 2—3 очереди.
Первая очередь включает в себя оснастку, без Которой прак-
тически невозможно или крайне трудно получить изделие высо-
кого качества в соответствии с технологическими условиями; вто-
рая — всю остальную оснастку, предусмотренную технологическим
процессом. К третьей очереди относится изготовление дублеров
оснастки.
Поэтому проектирование оснастки целесообразно вести па-
раллельно с разработкой операционных карт и с максимальным
использованием оснастки из стандартных элементов. Совершен-
ствование применяемых в производстве средств технологическо-
го оснащения при одновременном снижении трудоемкости, со-
кращении продолжительности и затрат на ее проектирование и
71
изготовление является крупным резервом повышения эффектив-
ности производства.
Технологическая подготовка производства завершается вывер-
кой, отладкой и внедрением в производство разработанных тех-
нологических процессов. В процессе освоения технологические
процессы корректируются, а в технологическое оснащение вно-
сятся необходимые изменения.
Особо выделяется этап создания нормативной базы. Поопера-
ционные нормы времени или выработки на разработанные тех-
нологические процессы устанавливает технолог-нормировщик,
пользуясь расчетно-аналитическим, укрупненным или опытно-ста-
тистическим методами расчета, или по нормативам.
Нормы расхода материалов также определяет технолог-норми-
ровщик с учетом припусков на обработку способов получения
заготовок и обработки деталей. Нормы расхода материалов необ-
ходимы для контроля расхода материалов, для составления пла-
нов материально-технического снабжения.
Нормы трудовых затрат необходимы для планирования загруз-
ки оборудования, определения численности работающих.
5.2. Технико-экономический анализ и обоснование выбора
технологического процесса
Для обработки или сборки одного и того же изделия могут
быть применены различные технологические процессы, исполь-
зованы различное оборудование и оснастка. Из нескольких воз-
можных вариантов процесса, оборудования и оснастки технолог
должен выбрать оптимальный, удовлетворяющий техническим
требованиям и обеспечивающий наиболее высокую эффективность
производства.
Экономическая эффективность того или иного варианта тех-
нологического процесса может быть выражена как частными, так и
обобщающими показателями. К частным показателям относятся
расход материала, топлива, электроэнергии, трудоемкость изго-
товления (сборки), использование оборудования по мощности и
по времени, использование технологического оснащения и т.д.
Обобщающими показателями являются годовые приведенные
затраты, технологическая или полная себестоимость, сроки оку-
паемости капитальных вложений и др. В тех случаях, когда сравни-
ваемые варианты ТП не связаны с изменением капитальных вло-
жений, расчеты проводят по технологической себестоимости.
Технологическая себестоимость изделия определяется суммой за-
трат, меняющихся при изменении технологического процесса. Вы-
числять и включать в себестоимость затраты, не меняющиеся при
изменении варианта технологического процесса, не имеет смысла.
72
Обычно в технологическую себестоимость включают следую-
щие составляющие: затраты на материалы Зм, зарплату основных
производственных рабочих Ззп, энергию Зэн, амортизацию и со-
держание оборудования 30б, приспособления Зпр. Таким обра-
зом, технологическая себестоимость может быть представлена урав-
нением
Ст — Зм + Ззп + Зэн + Зоб + 3Пр.
Различные виды затрат играют неодинаковую роль в формиро-
вании себестоимости. Одна часть затрат, таких как затраты на ма-
териалы, заработную плату и некоторые другие, является пере-
менной. Размер этих затрат меняется прямо пропорционально го-
довому объему выпуска продукции. Другая часть — затраты на со-
держание и ремонт оборудования, приспособлений и др. — почти
не зависит от объема выпуска и потому называется условно-по-
стоянной.
Предварительный выбор того или иного варианта технологи-
ческого процесса существенно зависит от уровня условно-посто-
янных, переменных затрат и годового объема выпуска изделий.
Технологическую себестоимость годового объема выпуска про-
дукции определяют по формуле
Ст = aNr + b,
где а — переменные затраты на единицу продукции; b — услов-
но-постоянные затраты на выпуск продукции; Nr — годовая про-
грамма выпуска продукции.
При сравнении двух вариантов технологического процесса опре-
делим технологическую себестоимость по 1-му варианту техно-
логического процесса как СТ1 = a{Nr + Ь\, а по 2-му варианту как
Ст2 = a2Nr + b2, где Z>b b2 — условно-постоянные расходы по 1-му
и 2-му вариантам; а1г а2 — переменные расходы по 1-му и 2-му
вариантам; Nr — годовая программа выпуска изделий.
Затем можно определить экономически целесообразные облас-
ти применения этих двух вариантов технологии.
Графической интерпретацией анализа может служить рис. 5.1.
При сравнении двух вариантов технологии необходимо опре-
делить критический объем производства NKp, при котором затра-
ты по обоим вариантам равны.
Величину NKp находят из совместного решения уравнений для
СТ1 и Ст2 при условии, что СТ1 = Ст2, по формуле
N _ b2~b\
1 ’ кр
«1 -а2
Определив величину критического объема производства, нужно
сравнить ее с плановым выпуском данной продукции NT и выбрать
наиболее эффективный вариант технологического процесса.
73
Рис. 5.1. График областей при-
менения двух вариантов тех-
нологического процесса
Из графика видно, что при Nr > NKp целесообразно выбрать 2-й
вариант технологического процесса, так как он имеет меньшие
значения себестоимости, а при Nr < NKp предпочтительным ока-
зывается 1-й вариант технологического процесса.
Если внедрение нового технологического процесса требует до-
полнительных капитальных вложений, то сравнение вариантов
необходимо осуществлять путем сопоставления годовых приведен-
ных затрат — 7?пр. Лучший вариант технологического процесса в
этих случаях выбирается по минимуму приведенных затрат.
По z-му варианту технологического процесса приведенные за-
траты определяются по формуле
^пр/= C/TV,. + EaKj,
где С,- — себестоимость /-го варианта технологического процесса;
— капитальные вложения по z-му варианту технологического
процесса; Ен — нормативный коэффициент окупаемости капиталь-
ных вложений (£н = 0,15); NT — годовая программа выпуска изделий.
Годовой экономический эффект от внедрения нового техно-
логического процесса рассчитывается как разность приведенных
затрат по базовому и новому процессам.
Если сравниваются несколько вариантов, то суммы приведен-
ных затрат по каждому из вариантов сравниваются. Например, если
сравниваются два варианта, то приведенные затраты (руб.) опре-
деляются следующим образом:
1-й вариант: Лпр1 = + E„Ki,
2-й вариант: Т?пр2 = C2NT + ЕкК2.
Затем выбирается вариант с минимальными приведенными
затратами. Зная их, можно определить срок (лет) окупаемости по
формуле
(К2 - К/)/(^ - С2).
Экономический эффект рассчитывается по формуле (руб.)
Э — ^?npi — Епр2.
Графическая интерпретация выбора лучшего варианта техно-
логического процесса на основе анализа приведенных затрат при-
ведена на рис. 5.2.
74
Рис. 5.2. График выбора лучшего варианта технологического процесса
по приведенным затратам
Пример выбора лучшего варианта технологического процесса и
оценки его экономической эффективности приведен ниже.
Условие задачи. Для обработки торсионных валов возможно примене-
ние двух вариантов технологического процесса. 1-й вариант технологи-
ческого процесса (базовый) основан на применении шлифования при
обработке поверхностей валов, 2-й вариант (проектируемый) основан
на внедрении тонкого точения при обработке поверхностей валов. Опре-
делить экономический эффект от внедрения в производство проектиру-
емого технологического процесса.
Исходные данные для расчета затрат по сравниваемым вариантам тех-
нологического процесса сведены в таблицу.
№ п/п Показатели Условное обозначе- ние Базовая технология Проектируе- мая технология
1 Балансовая стоимость оборудования, тыс. руб. Со6 120 60
2 Установленная мощность оборудования, кВт р 42 32
3 Годовая норма амортизаци- онных отчислений, % а 10 14
4 Штучное время обработки вала, мин Ант 20 12
5 Средняя часовая тарифная ставка станочника, руб./ч ^ср 15 15
6 Число смен работы 5 2 2
7 Годовой объем выпуска валов, шт. 30000 30000
8 Коэффициент учета допол- нительной зарплаты, % *лоп 13 13
9 Единый социальный налог, % к ЛЕСН 35,6 35,6
10 Стоимость! кВт-ч, руб. Сэн 1,0 1,0
75
Решение задачи. Базовую и проектируемую технологии обработки тор-
сионных валов сравнивают по годовым приведенным затратам. Лучшим
будет вариант, имеющий минимальное значение приведенных затрат. При
расчете годовых приведенных затрат используют технологическую себе-
стоимость обработки вала.
Технологическая себестоимость обработки вала по изменяющимся
статьям затрат определяется следующим образом:
Стехн = Зосн + Здоп + ^ЕСН + Зам + Зэн,
где Зосн — основная зарплата основных производственных рабочих, руб.;
Здоп “ дополнительная зарплата основных производственных рабочих,
руб.; 3ЕСН — отчисления на социальные нужды в виде единого социаль-
ного налога (ЕСН) с основной и дополнительной зарплаты основных
производственных рабочих, руб.; Зам — затраты на амортизацию обору-
дования, руб.; Зэн — затраты на электроэнергию, руб.
Далее рассчитывают статьи себестоимости по вариантам технологи-
ческого процесса по следующим формулам:
Зосн “ ^прАитУср?
где — коэффициент, учитывающий премии основным производствен-
ным рабочим в размере 20 % к тарифной зарплате;
Здоп - ^допЗОсн5 3Есн - ^есн(Зосн+ Здоп); Зам - 06 -“7 ; Зэн - РСЭН/ШТ.
^*до *
Результаты расчета технологической себестоимости обработки вала
по базовой и рекомендуемой технологиям сведены в таблицу.
Статьи затрат Базовая технология, руб. Проектируемая технология, руб.
3 осн 6,0 3,6
3 доп 0,78 0,47
Зесн 2,42 1,45
Зам 1,02 0,42
Зэи 14,28 6,4
Технологическая себестоимость обработки одного вала, руб. 24,5 12,34
Годовой экономический эффект от внедрения рекомендуемой техно-
логии обработки валов определяем следующим образом:
Эг = — Арек = (СбУг - £нКб) - (СрекЛг — ^Крек),
где £н — нормативный коэффициент окупаемости капитальных вложе-
ний, равный в расчете 0,15; К^, Крек — капитальные вложения соответ-
76
ственно по базовому и рекомендуемому вариантам технологии, равные
балансовой стоимости используемого оборудования.
Эг= (30 000-24,5 - 0,15-120000) - (30000-12,34 - 0,15-60000) =
= 373 800 руб.
Организация и управление технологической подготовкой произ-
водства и технологических служб на машиностроительных пред-
приятиях оказывает существенное влияние на сроки изготовле-
ния новых изделий, качество и прогрессивность разрабатывае-
мых технологических процессов. В зависимости от сложности из-
делий, объемов выпуска, особенностей технологии на предпри-
ятиях применяются централизованная, децентрализованная или
смешанная системы организации служб технологической подго-
товки производства.
Централизованная система технологической подготовки про-
изводства характеризуется тем, что весь комплекс работ по техно-
логической подготовке производства осуществляет отдел главного
технолога (ОГТ).
Цеховые технологические бюро (ТБ) занимаются внедрением
разработанных ОГТ технологических процессов, инструктажем при
их выполнении, выдвигают предложения по их совершенствова-
нию; осуществляют контроль за соблюдением технологической
дисциплины. Такая система обычно применяется на предприяти-
ях с серийным и массовым типами производств.
При децентрализованной системе технологической подготовки
производства разработка технологических процессов и текущее
технологическое обслуживание возлагаются на технологические
бюро цехов, а ОГТ осуществляет разработку межцеховых маршру-
тов, методическое руководство работой цеховых ТБ, занимается
инструментальной подготовкой производства (проектирование,
изготовление и приобретение инструментального оснащения) и
выполняет контрольные функции. Применяется эта система в ус-
ловиях единичного и мелкосерийного производств.
Смешанная система технологической подготовки чаще всего
применяется на предприятиях с серийным типом производства. Часть
технологических процессов проектируется цеховыми ТБ, т.е. де-
централизованно (механическая обработка, литье и т.д.), а часть —
ОГТ, т.е. централизованно (штамповка, сборка, монтаж и др.).
5.3. Основные направления ускорения технологической
подготовки производства
Ускорение технологической подготовки производства — это
сложная, комплексная проблема, и ее решение должно обеспе-
чиваться на основе:
77
• параллельного выполнения работ по технологической подго-
товке производства и завершающего этапа конструкторской под-
готовки, а также отдельных этапов технологической подготовки;
• применения типовых технологических процессов;
• унификации стандартизации технологического оснащения;
• создания и использования групповой и быстропереналажи-
ваемой оснастки;
• создания предметно- и подетально-специализированных це-
хов и участков, групповых поточных линий, гибких производ-
ственных систем и т.д.;
• создания автоматизированной системы технологической под-
готовки производства (АСТПП).
АСТПП состоит из ряда функциональных подсистем, выде-
ленных в соответствии с задачами, решаемыми в процессе техно-
логической подготовки производства: системы автоматизирован-
ного проектирования технологических процессов (САПР ТП);
системы автоматизированного проектирования технологического
оснащения (САПР ТО); системы автоматизированного проекти-
рования организации производства (САПР ОП); автоматизиро-
Конструкторская
документация
База данных АСТПП
(организационная, техническая, нормативная,
справочная информация; информация
об оборудовании и оснастке)
САПР ТП САПР ТО САПР ОП
Технологический анализ изделий, классификация деталей, разработка тех- нологических процессов Выбор средств техноло- гического оснащения, проектирование средств ТО, разработка технологических про- цессов изготовления средств ТО Выбор эффективных форм организации производства, организационное проекти- рование (предметно- замкнутые участки, поточ- ные автоматические линии ГПЛ)
Организационная и технологическая
документация
Рис. 5.3. Система автоматизированного проектирования технологической
подготовки производства
78
ванной системы управления технологической подготовкой про-
изводства (АСУТПП).
На рис. 5.3 представлена схема системы автоматизированного
проектирования в технологической подготовке производства.
Эффективность работы АСТПП определяется структурой базы
данных технологического назначения. База данных АСТПП содер-
жит четыре группы документов:
1) конструкторские и технологические характеристики изде-
лий, параметры сборочных единиц;
2) эксплуатационно-технические характеристики оборудова-
ния и технологической оснастки, применяемые на предприятии;
3) организационно-технологическую документацию, включа-
ющую в себя маршрутные и операционные карты, технологичес-
кие процессы изготовления деталей, сборки изделий, конструк-
торские и технологические спецификации, проекты линий, уча-
стков, производств;
4) нормативно-справочную документацию.
Завершающей стадией в АСТПП является подготовка техноло-
гической и проектной документации для освоения выпуска новой
продукции. В связи с автоматизацией работ меняются и носители
информации. Возрастает доля информации на машинных носите-
Таблица 5.1
Нормативный график длительности цикла технологической подготовки
производства
Стадии и этапы Объем работ, нормо- часы Фронт работ ф * СР Цикл, дни График цикла по месяцам и декадам
1-й 2-й 3-й
I II III I II III I II III
Разработка укрупненной технологии 507 2 36
Расчет норм расхода материалов 25 1 3,5 —
Проектиро- вание оснастки 80 1 12
Изготовление оснастки 70 — 15
Внедрение 129 2 10
* Количество работающих.
79
лях. Результаты проектирования технологии представляются в виде
операционной карты, расчетно-технологической карты, резуль-
таты проектирования средств технологического оснащения — в
виде рабочих чертежей и конструкторских спецификаций, полу-
ченных с ЭВМ и графопостроителей.
В табл. 5.1 представлен примерный нормативный график дли-
тельности цикла технологической подготовки производства.
Контрольные вопросы
1. Перечислите основные этапы технологической подготовки произ-
водства и раскройте их содержание.
2. Назовите основную документацию, разрабатываемую в ходе техно-
логической подготовки производства.
3. Предложите основные направления ускорения технологической
подготовки производства.
4. Какие этапы технологической подготовки производства являются,
на ваш взгляд, наиболее трудоемкими?
5. Какие показатели используются для выбора лучшего варианта тех-
нологического процесса изготовления изделия?
6. Какие затраты входят в состав технологической себестоимости из-
делия?
7. Какие затраты, входящие в состав себестоимости изделия, можно
отнести к переменным?
8. Назовите основные направления ускорения технологической под-
готовки производства.
9. Как можно определить годовой экономический эффект от внедре-
ния нового технологического процесса?
10. Какие факторы влияют на сроки проведения технологической под-
готовки производства?
Глава 6
ОРГАНИЗАЦИОННАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
6.1. Содержание и основные этапы организационной
подготовки производства
Организация производства новых изделий на предприятии пред-
полагает перестройку существующего производственного процес-
са и всех составляющих его элементов. Внедрение в производство
новых видов продукции требует не только разработки новых тех-
нологических процессов и применения нового оборудования и
оснастки, но и изменения форм и методов организации производ-
ства и труда, приобретения новых знаний и навыков кадровым со-
ставом, перестройки материально-технического снабжения и т. п.
80
Необходимость реорганизации всего процесса производства при
выпуске новой продукции обусловлена сложностью современного
производства, высокими требованиями к качеству и техническому
уровню изделий, все усложняющимися связями между участни-
ками работ.
Организационная подготовка производства — это комплекс ме-
роприятий, направленных на разработку проекта организации про-
изводственного процесса изготовления нового изделия в простран-
стве и во времени, системы организации и оплаты труда производ-
ственного персонала, нормативной базы; создание системы мате-
риально-технического обеспечения производства новых изделий.
Организационная подготовка производства подразделяется на
ряд этапов.
Этап 1. Разработка проекта организации основного производ-
ственного процесса. На этом этапе осуществляется выбор форм
организации производства, специализации цехов и участков, опре-
деление потребности в оборудовании и площадях, составление
планировок и проектов реконструкции цехов.
Этап 2. Разработка проекта технического обслуживания ос-
новного производства. На этом этапе определяются функции
технического обслуживания подразделения, их связи с произ-
водственными подразделениями, разрабатывается организация
складского хозяйства, ремонтного и инструментального обслужи-
вания, проектируется система технического контроля.
Этап 3. Разработка системы организации и оплаты труда ра-
бочих и ИТР. При этом учитывается характер производственного
процесса и производимой продукции. Решаются вопросы органи-
зации и обслуживания рабочих мест, разделения и кооперации
труда, производится выбор и обоснование форм и систем оплаты
труда рабочих и ИТР, систем премирования.
Этап 4. Материальная подготовка производства. На этом этапе
определяется потребность в материальных ресурсах, комплектую-
щих изделиях, оборудовании и т.д., устанавливаются договорные
отношения с поставщиками, устанавливаются связи с потребите-
лями новой продукции, организуется реклама.
Этап 5. Создание нормативной базы для технико-экономичес-
кого и оперативно-производственного планирования. На этом этапе
разрабатываются материальные, трудовые и календарно-плановые
нормативы, устанавливаются себестоимость и цена новых изделий,
определяются нормативы запасов и размеров оборотных средств.
Комплекс работ, входящих в состав организационной подготов-
ки производства, весьма широк. От качества их решения сущест-
венно зависят уровень организации производства и труда при вы-
пуске новой продукции, темпы освоения производства новой про-
дукции, трудоемкость и себестоимость новых изделий, а также об-
щие технико-экономические показатели деятельности предприятия.
81
6.2. Освоение промышленного производства новой продукции
Освоение промышленного производства новой продукции —
это совокупность разнообразных процессов и работ, связанных с
проверкой и отработкой конструкции и технологии до установ-
ленных ТУ, с переходом от опытного производства к серийному,
достижение планового объема производства и намеченных техни-
ко-экономических параметров новых изделий.
Период освоения новой продукции объективно необходим. Он
начинается с изготовления опытного образца новой продукции и
завершается серийным производством (0,5 + 1,5 года). В осущест-
влении комплекса работ по освоению новой продукции прини-
мают участие все отделы и службы предприятия — ОГК, ОГТ,
отдел материально-технического снабжения, отдел труда и зар-
платы и др.
Особенности освоения новых изделий складываются под дей-
ствием различных факторов, главными из которых являются:
удельный вес осваиваемой продукции в общем объеме выпускае-
мых изделий, степень новизны, тип производства, частота обнов-
ления продукции, уровень специализации и кооперирования пред-
приятия, метод перехода на выпуск новой продукции.
Учитывая большие затраты, связанные с переходом, напри-
мер, авиационных предприятий на новые изделия, освоение их
целесообразно только в том случае, если оно обеспечивает значи-
тельный эффект от замены морально устаревшей машины. В пере-
рывах между освоением изделий нового поколения целесообразна
модернизация существующей модели.
Период промышленного освоения новой продукции включа-
ет в себя техническое, производственное и экономическое осво-
ение.
Техническое освоение новой продукции — это совокупность ра-
бот по проверке, отладке и доводке конструкции изделия и тех-
нологии его изготовления с внесением необходимых уточнений и
изменений для достижения требований, зафиксированных в тех-
нической документации на изделие.
Производственное освоение — это переход от опытного произ-
водства к серийному, т. е. внедрение разработанных технологиче-
ских процессов, форм организации производства и труда, стаби-
лизация качества изготовляемых изделий.
Экономическое освоение производства новой продукции пред-
полагает достижение основных проектных экономических пока-
зателей выпуска изделий. В этот период выполняются работы, свя-
занные с доведением норм расхода материальных ресурсов, тру-
доемкости, себестоимости и других экономических показателей
до проектного уровня за счет роста квалификации рабочих, нара-
щивания технологической оснащенности.
82
6.3. Организация перехода на выпуск новых видов
продукции. Лизинг нового оборудования
Осваивать производство новых видов продукции необходимо в
кратчайшие сроки. Решение этой проблемы в значительной сте-
пени зависит от выбранного метода организации перехода на вы-
пуск новых изделий.
Освоение нового изделия осуществляется либо на вновь по-
строенном (или реконструированном) предприятии, либо на
действующих предприятиях. Существуют две основные формы пере-
хода на выпуск новых изделий: переход с остановкой производства
и переход без остановки производства. Эти формы перехода вклю-
чают в себя ряд вариантов перехода, которые определяются мето-
дом совмещения производства старой и новой продукции в период
подготовки, отладки и освоения нового производства.
Известны следующие методы: последовательный, параллель-
ный и параллельно-последовательный.
Последовательный метод характеризуется тем, что период осво-
ения нового изделия начинается после полного прекращения вы-
пуска продукции, снимаемой с производства. При использовании
последовательного метода в общем времени освоения промышлен-
ного производства новых изделий одновременно выполняется лишь
проведение технической подготовки производства.
Параллельный метод характеризуется одновременным производ-
ством старой и новой продукции. При этом методе проходит не
только период технической подготовки производства, но и весь
период отладки новой конструкции изделия.
Параллельно-последовательный метод перехода широко приме-
няется в условиях массового производства при освоении новой
продукции, существенно отличающейся по конструкции от снима-
емой с производства. На предприятии создаются дополнительные
производственные мощности (цехи, участки) для начала освоения
выпуска новой продукции, отрабатываются технологические про-
цессы, организуется выпуск первых партий новой продукции. В этот
начальный период продолжается выпуск изделий, подлежащих
замене.
После завершения начального периода освоения происходит
кратковременная остановка производства, в течение которой осу-
ществляется перепланировка оборудования: оборудование с до-
полнительных участков передается в цехи основного производ-
ства. После завершения работ в них организуется выпуск новой
продукции.
Многообразие применяемых методов перехода на новую про-
дукцию определяются сложностью самого процесса обновления,
значительным объемом организационно-технических работ, вы-
полняемых в этот период.
83
Рис. 6.1. Классификация лизинга
84
Прогрессивной тенденцией для ускоренного внедрения дости-
жений научно-технического прогресса в производство является
приспособление самого производства к смене моделей выпускае-
мой продукции. А это возможно за счет повышения гибкости про-
изводства и широкого внедрения ГПС.
В условиях современной России для стимулирования инвести-
ций в производство, обновления промышленного потенциала,
повышения конкурентоспособности выпускаемой продукции на-
чинает широко использоваться лизинговый метод финансирова-
ния капитальных вложений предприятия в новое оборудование.
Лизинг — это вид деятельности по приобретению определен-
ного имущества и передаче его в аренду на основании договора
лизинга предприятиям за определенную плату на фиксированный
срок и на определенных условиях, предусмотренных договором,
с правом выкупа этого имущества. Классификация лизинга при-
ведена на рис. 6.1.
Предметом лизинга может быть движимое и недвижимое иму-
щество — здания, сооружения, оборудование, транспортные сред-
ства и другое имущество.
В лизинговых отношениях участвуют:
1) лизингодатель — это юридическое или физическое лицо,
которое за счет собственных или заемных средств приобретает в
собственность имущество и предоставляет его лизингополучателю
в аренду на условиях, определенных договором;
2) лизингополучатель — юридическое или физическое лицо,
которое в соответствии с договором лизинга принимает имуще-
ство в аренду за определенную плату на фиксированный срок и
на определенных условиях во временное владение и пользование;
3) продавец (поставщик) — юридическое или физическое лицо,
которое в соответствии с договором купли-продажи лизингодателем
продает ему в обусловленный срок производимое им имущество,
которое является предметом лизинга. Продавец обязан передать
имущество лизингодателю или лизингополучателю исходя из усло-
вий договора купли-продажи.
Взаимоотношения между участниками лизинговой сделки пред-
ставлены на рис. 6.2.
Лизинг можно рассматривать как товарный кредит в основные
средства предприятия. Лизинговым договором может быть преду-
смотрен выкуп имущества лизингополучателем по заранее согла-
сованной стоимости. Лизингополучатели обязаны своевременно
выплачивать лизингодателям предусмотренные договором лизин-
га арендные платежи. В общую сумму лизинговых платежей вклю-
чаются:
• плата за основные услуги (процентное вознаграждение);
• амортизация имущества за период действия лизингового до-
говора;
85
Рис. 6.2. Взаимоотношения участников лизинговой сделки
• затраты лйзингодателя (инвестиционные, проценты за кре-
диты, страховые взносы за страхование лизингового имущества);
• налог на добавленную стоимость и другие налоги, уплачен-
ные лизингодателем.
Размер, способы, форма и периодичность выплат определяют-
ся в договоре по соглашению сторон.
Лизинговые операции позволяют предприятию-лизингополу-
чателю:
• приобрести необходимое оборудование без значительных еди-
новременных капитальных затрат;
• частично устранить риск потерь, связанных с моральным из-
носом технических средств;
• снизить налогооблагаемую прибыль, так как расходы по ли-
зингу относятся на себестоимость проданной продукции (услуг);
• получить значительную экономию времени и средств по срав-
нению с приобретением оборудования в кредит за счет более про-
стой процедуры заключения лизингового договора по сравнению
с получением кредита банка и возможностью сразу на лизинго-
вом оборудовании производить продукцию и реализовывать ее.
Контрольные вопросы
1. Назовите основные задачи организационной подготовки производ-
ства.
2. Раскройте содержание этапа, связанного с организацией техничес-
кого обслуживания основного производства.
3. Перечислите основные этапы организационной подготовки произ-
водства.
4. Раскройте содержание этапа материальной подготовки производ-
ства.
5. Каким образом организуется на машиностроительном предприятии
переход на выпуск новых видов продукции?
86
6. Назовите основные вопросы, решаемые в ходе организации основ-
ного производственного процесса на предприятии.
7. Какая исходная информация необходима для проведения организа-
ционной подготовки производства?
8. Назовите методы перехода предприятия на выпуск новой продук-
ции.
Глава 7
ПЛАНИРОВАНИЕ ТЕХНИЧЕСКОЙ ПОДГОТОВКИ
ПРОИЗВОДСТВА
7.1. Основные задачи планирования технической
подготовки производства
Подготовка производства к выпуску новой продукции — это
реализация целого комплекса разнообразных конструкторских,
технологических и организационных мероприятий, выполняемых
различными подразделениями предприятия. Кроме того, осущест-
вляются многообразные связи с поставщиками сырья, материалов
и комплектующих изделий. В этих условиях необходимо заранее
определять последовательность и взаимосвязь всех работ по под-
готовке производства, следить за выполнением каждой работы,
выявлять и своевременно устранять возможные задержки в их вы-
полнении.
Координация процессов технической подготовки производства
и увязка всех работ во времени осуществляется на основе плани-
рования.
Планирование подготовки производства — это определение со-
става, объемов и сроков выполнения работ по созданию новых
видов продукции и их рациональное распределение между произ-
водственными подразделениями и службами предприятия.
Содержание работ по планированию технической подготовки
производства следующее: определение содержания и последова-
тельности выполнения работ; установление объема работ; опреде-
ление потребного количества исполнителей; расчет длительности
циклов отдельных этапов или работ по подготовке производства;
распределение работ между исполнителями; контроль хода вы-
полнения работ.
План подготовки производства нового изделия должен охва-
тывать все этапы технической подготовки производства, начиная
с технического задания на разработку нового изделия и заканчи-
вая выпуском первых партий изделия. Наличие такого плана по-
зволит обеспечить организованное и своевременное проведение
всех работ по подготовке производства новых видов продукции.
87
Планы создания и освоения новой продукции подразделяются
на перспективные, разрабатываемые на длительные периоды; те-
кущие — планы на год, квартал; оперативные, являющиеся рабо-
чими планами подготовки производства. В оперативных планах
учитываются все виды работ, по каждому из которых устанавли-
ваются сроки начала и окончания работ, определяются исполни-
тели и конкретные ресурсы для их выполнения.
Для планирования подготовки производства используют два
основных метода: нормативный и вероятностный.
7.2. Нормативный метод планирования подготовки
производства
Планирование процессов подготовки производства новых из-
делий, т.е. расчеты объемов работ, трудоемкости, длительности
циклов, невозможно без научно обоснованной нормативной базы,
хотя создание нормативов на творческие работы, характерные для
процессов научных исследований и конструирования, связано с
серьезными трудностями.
Различают два типа нормативов: объемные, т. е. нормативы объ-
ема работ в натуральном выражении, и трудовые, т.е. нормативы
объема работ в нормочасах.
К объемным нормативам относятся нормативы количества лис-
тов конструкторской документации на изделие, сборочную едини-
цу, оригинальную деталь, количества технологической документа-
ции на одну оригинальную деталь, коэффициенты оснащенности
технологических процессов.
К трудовым нормативам относятся нормативы трудоемкости
работ по конструированию одной оригинальной детали, трудоем-
кости разработки технологического процесса и конструирования
оснастки на одну оригинальную деталь в зависимости от группы
сложности и степени новизны и др. На основе трудоемкости работ
может быть рассчитана длительность цикла каждого этапа Гэт под-
готовки производства в календарных днях. Расчет ведется по фор-
муле
у _ ^эт/^д.в
.ЖхЛвЫП.Н
где /эт,- — трудоемкость этапа (нормо-ч);/— коэффициент перево-
да рабочих дней в календарные дни:
р
f = д-р
J р ’
2 д.к
где Fa р — число рабочих дней в плановом году; Рл к — число ка-
лендарных дней в плановом году; Кя в — коэффициент, учитываю-
88
щий дополнительные затраты времени на согласование, утверж-
дение, внесение изменений в техническую документацию и другие
работы, не предусмотренные нормативами (Кав = 1,1... 1,5); Pt —
количество работников, одновременно выполняющих данный этап;
Тсм — продолжительность смены, ч; — коэффициент вы-
полнения норм.
Длительность общего цикла подготовки производства должна
быть сопоставлена с директивным сроком Таир, устанавливаемым
Таблица 7.1
Пример ленточного календарного графика
Наименова- ние этапов и работ Испол- нители Число испол- нителей Длитель- ность, календар- ные дни График выполнения подготовки производства нового изделия
Октябрь Ноябрь
Разработка ТЗ Руково- дитель, конст- руктор 2 7
Технический проект Руково- дитель, конст- рукторы 4 14
Рабочий проект Руково- дитель, конст- рукторы 5 14
Разработка технологии изготовле- ния изделия Техно- логи 2 4
Проектиро- вание оснастки Конст- руктор 1 4 —
Изготовле- ние оснастки Рабочий 1 7
Изготовле- ние опытно- го образца изделия Рабочие 4 11
Гц = 61 день
89
заказчиком, причем расчетный цикл должен быть меньше дирек-
тивного или равен ему.
Для координации во времени всех стадий и этапов подготовки
производства составляются графики с учетом возможного совме-
щения времени их выполнения, позволяющие отразить цикл всей
системы подготовки производства.
При разработке и освоении сравнительно простых изделий
широко используются ленточные календарные графики — графи-
ки Ганта. Пример такого графика приведен в табл. 7.1.
Отличительной чертой ленточного графика является параллель-
но-последовательный порядок проведения работ, что позволяет
сократить общую длительность подготовки и сроки освоения но-
вого изделия в производстве.
Графики служат не только для планирования, но и для теку-
щего контроля хода работ, их объем и сроки выполнения могут
по различным причинам изменяться, а это вызывает необходи-
мость корректировки графиков. На ленточных графиках невозможно
показать взаимосвязь работ, трудно оценить значимость каждой
отдельной работы для достижения конечной цели. На ленточных
графиках не предусматривается и не обеспечивается равномерная
загрузка исполнителей. Ленточные графики имеют ряд и других
недостатков. Указанные недостатки отсутствуют в широко приме-
няющейся в настоящее время системе сетевого планирования и
управления (СПУ).
7.3. Вероятностный метод планирования подготовки
производства на базе системы СПУ
Сетевое планирование и управление — это система планирова-
ния комплексов работ на основе построения, анализа, оптимиза-
ции и периодического обновления сетевых графиков и контроля
хода выполнения работ.
Сетевое планирование основано на построении графического
изображения (сетевого графика) определенного комплекса работ,
отражающего их логическую последовательность, взаимосвязь и
длительность.
Основные элементы сетевого графика: работа, событие, путь
(рис. 7.1).
Под работой понимают процесс, который нужно совершить,
чтобы перейти от одного события к другому. Различают работу
действительную, т. е. требующую затрат труда и времени, и фик-
тивную, представляющую логическую связь между двумя событи-
ями. Работа на графике изображается в виде стрелки (сплошные
стрелки — действительная работа, пунктирные стрелки — фик-
тивная работа).
90
Рис. 7.1. Календарный ленточный график подготовки производства
нового изделия (Ткр — критическое время выполнения работ)
Событие — узловая точка графика, свидетельствующая о том,
что все предшествующие работы выполнены и могут быть начаты
последующие.
Разновидности событий: для каждой работы — начальное и
конечное события, а для всей совокупности работ (проекта) —
исходное и завершающее события. Начальное событие — это
событие, за которым непосредственно следует данная работа,
конечное событие — это событие, которому непосредственно пред-
шествует данная работа.
Исходное событие — событие, не имеющее предшествующих
работ и отражающее начало выполнения подготовки производства,
завершающее событие — событие, не имеющее последующих ра-
бот и отражающее завершение работ по подготовке производства.
Событие изображается на сетевом графике в виде кружочка.
Любая последовательность событий и работ в сетевом графике,
в которой конечное событие одной работы совпадает с началь-
ным событием следующей за ней работы, называется путем.
Разновидности путей: полный путь — путь от исходного собы-
тия до завершающего события; критический путь — это полный
путь, имеющий максимальную продолжительность. Таким обра-
зом, продолжительность работ, лежащих на критическом пути,
определяет общий цикл завершения всего комплекса работ, пла-
нируемых при подготовке производства.
Порядок сетевого планирования.
1. Установление полного перечня работ, которые необходимо
выполнить при планировании подготовки производства нового из-
делия.
2. Составление топологии сети, т.е. четкой последовательности
и взаимосвязей всех работ и построение сетевого графика.
3. Оценка продолжительности выполнения отдельных работ.
4. Расчет параметров сетевого графика.
5. Анализ и оптимизация сетевого графика.
6. Управление ходом работ по сетевому графику.
91
Рассмотрим подробнее этапы 3 — 4.
Если для определения продолжительности работ в сетевом
графике (этап 3) отсутствуют установленные нормы времени, то
используют систему вероятностных оценок. Такая сетевая модель
называется вероятностной. В таких случаях ожидаемое время вы-
полнения работы /ож определяют на основе трех экспертных оце-
нок по формуле
t _ ^min 4^н.в + ^тах
°Ж 6
где 4пш> ^н.в, ?тах — минимальное, наиболее вероятное и макси-
мальное время выполнения работ соответственно.
Дисперсия (разброс значений) определяется по формуле
На 4-м этапе определяют основные параметры сетевого графика:
1) для событий — это ранний срок свершения события (/р,);
поздний срок свершения события (/п/); резерв критического вре-
мени свершения события (Дкр/);
2) для работ — продолжительность работы (fy); ранние и позд-
ние сроки начала и окончания работы, резервы времени работы;
3) для путей — длительность пути; длительность критического
пути (Д<р); резервы пути.
Ранний срок свершения события tpi определяется продолжитель-
ностью максимального из путей, предшествующих событию i.
Поздний срок свершения события — разность между продол-
жительностью критического пути и максимального из путей, сле-
дующих за /-м событием.
Зная /р/ и tBj, можно определить для каждой работы ранний и
поздний сроки ее начала и окончания по следующим формулам:
tp.Hij = tpb
tn.uy = tpj ~
tp.oij = tpi tjp
tn.oij = try'-
Полный резерв времени работы определяется по формуле
^nij = tn,oij ~ tpOij = tn Hij — tp uij = tnj — tpj — ty.
Свободный резерв времени работы определяется по формуле
Деву = tpj ~ tpj — ty.
Все события в сетевом графике имеют резерв времени Д„ за
исключением событий критического пути
Д/ = tni ~ tpj.
92
Для расчета указанных параметров пользуются графическими
и табличными методами. Сетевой график, рассчитанный графи-
ческим методом, представлен на рис. 7.1. Результаты расчетов его
основных параметров представлены в табл. 7.2 и 7.3.
Достоинства сетевого планирования и управления заключают-
ся в возможности прогнозировать и оценивать последствия изме-
нения плана, устанавливать сроки и оценивать состояние хода
выполнения работ, координировать работу исполнителей, наибо-
лее полно и целесообразно использовать ресурсы и др.
Таблица 7.2
Результаты расчетов основных параметров сетевого графика
Код работы Продолжи- тельность работы ty, дней Срок раннего Срок позднего Полный резерв времени работы
1 J начала ^р.Ну оконча- ния 'р.0,7 начала ^п.н^ оконча- ния t„ol/
1 2 5 0 5 0 5 0
1 3 4 0 4 2 6 2
2 3 1 5 6 5 6 0
2 4 5 5 10 11 16 6
2 5 3 5 8 11 14 6
3 5 8 6 14 6 14 0
4 6 4 10 14 16 20 6
5 6 6 14 20 14 20 0
Таблица 7.3
Результаты расчетов основных параметров сетевого графика
/ J ч fpi Rj 'р/ Reni}
1 2 5 5 5 0 0 0 0
1 3 4 6 6 0 0 2 2
2 3 1 6 6 0 5 0 0
2 4 5 10 16 6 5 6 0
2 5 3 14 14 0 5 6 6
3 5 8 14 14 0 6 0 0
4 6 4 20 20 0 10 6 6
5 6 6 20 20 0 14 0 0
93
Контрольные вопросы
1. Назовите основные задачи планирования подготовки производства.
2. Какие задачи решает планирование подготовки производства?
3. Охарактеризуйте нормативный метод планирования подготовки
производства.
4. Какие нормативы необходимы для планирования подготовки про-
изводства?
5. Как рассчитывается длительность цикла этапа подготовки произ-
водства?
6. Отметьте основные достоинства и недостатки календарных ленточ-
ных графиков для планирования подготовки производства.
7. Когда целесообразно использовать сетевое планирование подготов-
ки производства нового изделия?
8. Назовите основные элементы, используемые при построении сете-
вых графиков.
9. Как в сетевом графике определяется критический путь?
10. Назовите основные этапы сетевого планирования.
Раздел III
ОРГАНИЗАЦИЯ ОСНОВНОГО ПРОИЗВОДСТВА
Гл а ва 8
ОСНОВЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА
8.1. Основные принципы организации
производственного процесса
Организация производственного процесса предусматривает ра-
циональное сочетание в пространстве и во времени всех основных,
вспомогательных и обслуживающих процессов, обеспечивающее
наименьшее время его осуществления. Главная цель организации
производственного процесса — всемерная экономия времени,
обеспечение высокого качества и эффективности производства
продукции.
Каждый производственный процесс, обеспечивая заданный
планом выпуск продукции, лишь при соответствующих ему про-
грессивных формах и методах организации может обеспечивать
высокий экономический эффект. Эти формы и методы организа-
ции производственных процессов многообразны. Они определя-
ются множеством условий и прежде всего характером изготавли-
ваемой продукции, технологией, объемом и характером выпуска
продукции, уровнем механизации и автоматизации процессов из-
готовления, формами организации труда и др.
В основе передовой организации производственного процесса
на машиностроительных предприятиях лежит рациональное соче-
тание во времени и пространстве всех основных, вспомогатель-
ных и обслуживающих процессов, отвечающее современному уров-
ню развития техники. Особенности такого сочетания и методы
построения производственных процессов различны для разных
предприятий. Однако при всем многообразии особенностей и ме-
тодов построения производственных процессов их организация дол-
жна быть подчинена некоторым общим принципам.
К основным принципам рациональной организации производ-
ственных процессов относятся специализация, пропорциональ-
ность, параллельность, прямоточность, непрерывность, ритмич-
ность, автоматичность, гибкость (более подробно см. подразд. 2.4).
Приступая к проектированию производственного процесса,
следует исходить из рационального использования изложенных
95
выше принципов. Решения должны быть обоснованы расчетом
сравнительной экономической эффективности возможных вари-
антов.
8.2. Структура производственного цикла
Производственным циклом называется календарный период, в
течение которого выполняется производственный процесс или
любая его часть — операции, процессы изготовления заготовок,
механической обработки деталей, сборки, испытаний. Длительность
производственного цикла кратко была рассмотрена в подразд. 2.5.
Однако понятие о производственном цикле применимо не только
к процессу изготовления, но и к процессам проектирования, ис-
пытания изделий, вспомогательным и обслуживающим процес-
сам. Следует различать производственный цикл изготовления од-
ного изделия и партии изделий.
Длительностью производственного цикла называется отрезок
времени между началом и окончанием производственного про-
цесса изготовления одного изделия или партии изделий. Длитель-
ность производственного цикла чаще всего выражается в кален-
дарных днях. При малой трудоемкости изделий — в часах.
Длительность производственного цикла является одним из важ-
ных критериев эффективности организации производственного
процесса. Знать длительность производственного цикла изготов-
ления изделий необходимо для планирования производства, для
определения величины незавершенного производства и т.д. Со-
кращение длительности производственного цикла имеет важное
экономическое значение: чем меньше длительность цикла, тем
больше продукции в единицу времени при прочих равных услови-
ях может выпустить предприятие и увеличить объем продаж, тем
выше коэффициент использования основных фондов, тем мень-
ше потребность предприятия в оборотных средствах, вложенных в
незавершенное производство.
Структура производственного процесса и характер технологи-
ческих операций оказывают первостепенное влияние на длитель-
ность производственного цикла, поэтому резервы его уменьшения
связаны с совершенствованием конструкций, технологических про-
цессов, организации труда и производства. Структура производ-
ственного цикла приведена на рис. 8.1.
Длительность производственного цикла состоит из двух эле-
ментов: времени рабочего периода и времени перерывов.
В течение рабочего периода выполняются технологические опе-
рации, а также работы подготовительно-заключительного харак-
тера (ознакомление с документацией, переналадка оборудования
и др.). Время выполнения технологических операций и подгото-
96
Шишмарев
Рис. 8.1. Структура производственного цикла
вительно-заключительных работ образуют в совокупности длитель-
ность операционного цикла. К рабочему периоду относится также
длительность обслуживающих (контрольных, транспортных) опе-
раций и время естественных процессов (сушка окрашенных изде-
лий, старение отливок, остывание поковок и т.п.).
Перерывы могут быть разделены на межоперационные (внут-
рисменные) и междусменные. Межоперационные перерывы, в
свою очередь, подразделяются на перерывы партионности, ожи-
дания и комплектования. Перерывы партионности связаны с об-
работкой и передачей изделий по рабочим местам партиями, вслед-
ствие чего каждая деталь у рабочего места пролеживает в ожида-
нии до начала ее обработки и после — до окончания обработки
всей партии. Эти перерывы входят в операционный цикл обра-
ботки партии.
Перерывы ожидания обработки вызваны несогласованностью
длительности смежных операций технологического процесса. Эти
перерывы возникают в тех случаях, когда предыдущая операция
заканчивается раньше, чем освобождается рабочее место, пред-
назначенное для выполнения следующей операции.
Перерывы комплектования возникают при обработке деталей
комплектами, когда готовые заготовки, детали, сборочные еди-
ницы пролеживают в ожидании других деталей, заготовок, сбо-
рочных единиц, входящих с ними в один комплект. Эти перерывы
возникают, как правило, при переходе одной стадии обработки в
другую и представляют собой время, в течение которого подбира-
ется предусмотренный планом комплект деталей и передается в
другой цех, на другой участок, например, при комплектовании
деталей, прошедших механическую обработку для передачи на
сборку.
Междусменные перерывы регламентированы режимом работы
предприятия и участка (перерывы на обед, между сменами, нера-
бочие смены, выходные и праздничные дни).
На величину длительности производственного цикла влияет
множество факторов: конструктивно-технологических, организа-
ционных и экономических. Сложность конструкции изделия, его
габаритные размеры, масса предопределяют число простых про-
цессов, их взаимосвязь, технологические методы изготовления.
Технологические процессы, их сложность и многообразие, осна-
щенность предопределяют время обработки деталей и сборочных
процессов.
Организационные факторы связаны с организацией движения
предметов труда в процессе производства, а также с организацией
рабочих мест, самого труда и его оплаты. Организационные усло-
вия в значительной степени влияют на продолжительность выпол-
нения вспомогательных операций, обслуживающих процессов и
перерывы.
98
Экономические факторы обусловливают уровень механизации,
автоматизации и оснащенность процессов (следовательно, и их
длительность), нормативы незавершенного производства. Послед-
ние зависят от размера партий выпуска (запуска) изделий в про-
изводство, а также от организации движения предметов труда по
операциям и времени перерывов в процессе.
Для уменьшения времени межоперационных перерывов необ-
ходимо проектировать и внедрять технологические процессы, име-
ющие одинаковую или очень близкую производительность по опе-
рациям, а также предусматривать передачу изделий с операции на
операцию поштучно или небольшими передаточными партиями.
Рассмотрим определение производственного цикла изготовления
детали Тил. Он включает в себя операционный цикл по одному,
двум или нескольким цехам в зависимости от технологического
маршрута Гоп, время транспортных операций Гтр, время конт-
рольных операций Тк, длительность естественных процессов Гест,
а также время перерывов Тпер:
Тц.д = ^оп + Ар + Тк+ Тест + Аер-
Например, если для детали в качестве заготовки используется
поковка, а технологический маршрут предусматривает последую-
щую механическую обработку, термическую обработку и хроми-
рование, то в состав производственного цикла изготовления этой
детали должны быть включены операционные циклы по цехам:
кузнечному, механическому, термическому и металлопокрытий
и другие, перечисленные выше, составляющие цикла:
Гцл = (Ап.куз + Ап.мех + Ап.терм + Ап.покр) + Ар + Тк + Тест.
Основу производственного цикла составляет технологический
процесс, который в свою очередь состоит из операционных цик-
лов. Операционный цикл — это продолжительность обработки партии
деталей на одной (данной) операции процесса.
Рассмотрим определение длительности однооперационного
цикла обработки партии деталей п (т.е. считаем, что технологи-
ческий процесс изготовления детали состоит из одной операции).
Его можно определить как
Ап = И/|Щ.+ ^П.-З!
где /шт — норма штучного времени на операцию, мин; /п.3 — под-
готовительно-заключительное время, расходуемое один раз на всю
партию обрабатываемых деталей.
Разделив левую и правую части этого выражения на п, получим
АП/« = 411Т "* 41.-3
Обозначив выражение (/шт + tn .3/n) как гшт.к — штучно-кальку-
ляционное время, учитывающее подготовительно-заключительное
99
время, получим формулу для определения длительности одно-
операционного цикла:
Гоп = ^Алт.-к-
При наличии на операции нескольких параллельно работающих
станков длительность однооперационного цикла определяется по
формуле
Т = и As™,
'on " >
С
где /шт..к — норма штучно-калькуляционного времени на опера-
цию, мин; п — размер партии деталей, шт.; с — число рабочих
мест (станков) на операции.
При определении длительности многооперационного цикла
необходимо учитывать степень одновременности (параллельности)
обработки изделий на разных операциях технологического про-
цесса. Степень одновременности зависит от метода сочетания во
времени выполнения операций, входящих в данный процесс. Со-
четание во времени выполнения операционных циклов сущест-
венно влияет на производственный цикл.
Длительность производственного цикла при различных видах
движения труда и формулы для его расчета представлены в под-
разд. 2.5 и табл. 2.3.
Сокращение длительности производственного цикла экономи-
чески выгодно, так как приводит к уменьшению размеров неза-
вершенного производства, ускорению оборачиваемости оборот-
ных средств, улучшению использования оборудования и произ-
водственных площадей, снижению себестоимости продукции.
Сокращение длительности производственного цикла достигает-
ся повышением технического уровня производства и проведением
мероприятий организационного характера.
Техническое совершенствование производства связано с внед-
рением новых технологических процессов, прогрессивного обо-
рудования, оснастки и транспортных средств, средств автомати-
зации производства. Это ведет к сокращению длительности цикла
за счет снижения трудоемкости изготовления продукции, умень-
шения времени на перемещение предметов труда.
Организационные мероприятия направлены на уменьшение
перерывов в работе оборудования и рабочих, на совершенствова-
ние процессов транспортировки, складирования и контроля, на
повышение степени параллельности выполняемых работ.
Контрольные вопросы
1. Что понимается под производственным циклом и какова его струк-
тура?
2. В чем заключается различие понятий «производственный процесс»
и «производственный цикл»?
100
3. Какие существуют основные принципы организации производствен-
ных процессов?
4. Что такое длительность производственного цикла и как она опреде-
ляется?
5. Назовите три вида движения предметов труда в процессе обработки
и дайте их краткую характеристику.
6. Как рассчитывается длительность операционного цикла при после-
довательном виде движения предметов труда?
7. В чем заключается суть параллельно-последовательного вида движе-
ния предметов труда?
8. Назовите основные пути сокращения длительности производствен-
ного цикла.
9. Как рассчитывается длительность операционного цикла при парал-
лельном виде движения предметов труда?
10. Какое экономическое значение имеет сокращение длительности
производственного цикла?
Глава 9
ОРГАНИЗАЦИЯ ПОТОЧНОГО ПРОИЗВОДСТВА
9.1. Классификация поточных линий
и их технико-экономическая характеристика
Поточное производство —- это прогрессивный метод организа-
ции производства, основанный на ритмичной повторяемости со-
гласованных во времени основных и вспомогательных операций,
выполняемых на специализированных рабочих местах, располо-
женных по ходу технологического процесса.
Поточное производство основано на следующих принципах
организации производственного процесса: узкая специализация
рабочих мест; расположение рабочих мест по ходу технологичес-
кого процесса (прямоточность); ритмичная повторяемость опе-
раций; высокая степень непрерывности производственного про-
цесса; параллельность осуществления операций технологического
процесса. Поточное производство характеризуется следующими
признаками:
• на каждой поточной линии изготовляется одно или несколь-
ко технологически сходных между собой изделий;
• за каждым рабочим местом закрепляется одна операция или
переход;
• рабочие места на линии располагаются в соответствии с по-
следовательностью операций технологического процесса;
• передача деталей с операции на операцию производится по-
штучно или небольшими передаточными партиями без межопе-
рационного пролеживания или с короткими перерывами; .
101
• технологический процесс в целом и отдельные операции осу-
ществляются с соблюдением определенного ритма.
Эффективность поточного производства обуславливается наи-
меньшей длительностью производственного цикла, возможностью
применения механизации и автоматизации передачи деталей с
одной операции на другую.
Поточное производство максимально использует принцип не-
прерывности — это важнейшее условие эффективности произ-
водства.
Основное звено поточного производства — поточные линии,
представляющие собой совокупность рабочих мест, на которых
производственный процесс осуществляется в соответствии с при-
знаками поточного производства.
Классификация поточных линий представлена на рис. 9.1.
В зависимости от типа производства поточные линии могут быть
однопредметные или многопредметные.
На однопредметных поточных линиях обрабатываются детали
или собираются узлы и изделия одного типоразмера в течение
длительного времени, определяемого периодом выпуска изделия.
На машиностроительных предприятиях однопредметные по-
точные линии широко распространены в цехах и на участках мас-
сового производства. Однопредметными линиями являются ли-
Признак Виды поточных линий
1. Уровень специа- лизации (тип произ- водства). 2. Степень постоян- ства обработки пред- метов. 3. Степень непрерыв- ности движения. 4. Постоянство произ- водственных условий. 5. Способ поддер- жания такта. 6. Способ транспор- тировки предметов. 7. По применяемым транспортным сред- ствам
Однопредметное или однономенклатурное (массово-поточное) Многопредметное или многономенклатурное (серийно-поточное)
Постоянные Переменные Групповые
Непрерывно-поточное
Без переналадок С переналадкой
Регламентированный такт Свободный такт
Автоматические Без применения транспорта
Рабочие конвейеры Распределительные конвейеры
Рис. 9.1. Классификация поточных линий
102
нии сборки машин, двигателей, большинства узлов и агрегатов.
На однопредметных линиях производится механическая обработка
многооперационных деталей машин. Как правило, однопредмет-
ными создаются автоматические поточные линии.
Примером однопредметной поточной линии могут служить ли-
нии обработки крышек генераторов на Московском заводе авто-
тракторного электрооборудования.
На машиностроительных предприятиях в заготовительных це-
хах (литейных, кузнечных, прессовых) оборудование более про-
изводительное, чем в обрабатывающих цехах. Однопредметные
поточные линии в таких крупносерийных и серийных производ-
ствах не обеспечивают загрузки оборудования и поэтому там со-
здаются многопредметные поточные линии.
Многопредметные поточные линии предназначаются для одно-
временной или последовательной обработки изделий различных
типоразмеров, но сходных по конструкции или технологии изго-
товления. Смена изделий, изготовляемых на линии, может сопро-
вождаться переналадкой оборудования всех или части рабочих мест
линии и изменением режима ее работы. Такие линии наиболее
типичны для сборочных цехов серийного производства. Применя-
ются они в тех случаях, когда количество выпускаемых изделий
одного наименования за соответствующий период времени недо-
статочно для полной загрузки оборудования и рабочих. Много-
предметные поточные линии не всегда можно полностью загру-
зить, поэтому это вызывает необходимость деления их на два вида:
групповые и переменные поточные линии.
Групповая поточная линия — это такая линия, на которой об-
рабатываются разные сборочные единицы (детали) по одинако-
вому технологическому маршруту на одном и том же оборудова-
нии без его переналадки. Групповые поточные линии создаются
там, где на рабочих местах выполняются одинаковые или сходные
технологические операции.
Примером групповой поточной линии может служить литей-
ный конвейер. Заливка металла может производиться в формы для
получения различных отливок на одном рабочем месте.
Переменная поточная линия характеризуется тем, что различные
изделия обрабатываются поочередно с переналадкой оборудования.
Для уменьшения числа переналадок оборудования изделия под-
бираются с близкими конструктивными формами или сходными
в технологическом отношении.
На переменных поточных линиях, создаваемых, как правило,
из универсального оборудования, изготовляются технологически
сходные изделия. Эти изделия запускаются партиями, после окон-
чания обработки одной партии деталей оборудование на линии
переналаживается на изготовление другой партии сходных дета-
лей. Таким образом, изделия обрабатываются попеременно.
103
Примером переменно-поточной линии может служить много-
операционная холодная листовая штамповка. При изготовлении
парных деталей (левое и правое крылья автомобиля, панели дверей
автомобиля и т. п.) технология для каждого изделия одинакова, но
изделия, а следовательно, и штампы на соответствующих операци-
ях должны иметь симметричную форму. На переменно-поточной
линии по окончании штамповки левой детали производится пере-
наладка штампов для изготовления аналогичной правой детали.
Если длительности всех операций на поточной линии равны или
кратны друг другу, то такую идеальную по непрерывности движе-
ния деталей поточную линию называют синхронизированной.
В зависимости от степени синхронизации поточные линии де-
лятся на непрерывные и прерывные (несинхронизированные) прямо-
точные линии. На непрерывной поточной линии изделия каждый
момент времени либо обрабатываются, либо транспортируются с
предыдущей операции на последующую.
Прямоточные поточные линии характеризуются тем, что из-за
неравенства и несинхронное™ операций технологического про-
цесса часть деталей пролеживает некоторое время между опера-
циями, что приводит к образованию межоперационных оборот-
ных заделов.
Организация непрерывных поточных линий возможна в любой
фазе производства изделия. Наибольшее распространение непре-
рывные поточные линии получили на сборочных работах, где
преобладают ручные операции. Возможность перераспределения
отдельных элементов ручных операций позволяет добиться син-
хронное™ технологического процесса. Высокая степень непрерыв-
ности может быть достигнута при автоматизации производства.
При создании обрабатывающих поточных линий из универсаль-
ного оборудования синхронизировать все операции весьма трудно.
В таких случаях организуются прямоточные поточные линии.
Четкость работы поточной линии определяется соблюдением
определенного ритма. При этом различают линии с регламенти-
рованным (принудительным) и свободным ритмами. На поточных
линиях с регламентированным ритмом передача изделий с опера-
ции на операцию (с одного рабочего места на другое) произво-
дится при помощи транспортного устройства, единого для всех
рабочих мест, например, конвейера. Такое движение применяется
в непрерывно-поточном производстве, где имеется полная син-
хронизация операций. На поточных линиях со свободным ритмом
передача изделий с операции на операцию может производиться
с небольшими отклонениями от расчетного ритма работы линии.
В этом случае на рабочих местах должен быть создан некоторый
резервный запас изделий.
Большую роль в организации поточных линий играет выбор
транспортных средств. Выбор транспорта на поточной линии опре-
104
деляется не только перемещением детали с одного рабочего места
на другое, но и организацией всей поточной линии, так как
скорость транспортных средств устанавливается в соответствии
с ритмом всего производственного процесса. Классификация транс-
портных средств на поточной линии приведена на рис. 9.2.
Основным транспортным средством на поточной линии явля-
ется конвейер. Конвейеры бывают двух типов — распределитель-
ные и рабочие.
Распределительный конвейер служит средством перемещения
обрабатываемых на поточной линии изделий между стационар-
ными рабочими местами, расположенными около конвейера. Дви-
жение распределительного конвейера может осуществляться в сво-
бодном ритме, когда по мере окончания обработки изделия на
операции оно помещается на транспортер для передачи на следу-
ющее рабочее место.
Для соблюдения ритма распределительный конвейер должен
быть размечен, т. е. на транспортере должны быть обозначены места,
на которые при прохождении мимо рабочего места должно быть
помещено обработанное на данной операции изделие. Разметка
распределительного конвейера производится также для адресова-
ния изделий определенному рабочему при выполнении одной
операции на нескольких рабочих местах-дублерах.
Рабочие конвейеры являются не только транспортным сред-
ством, но и местом выполнения технологических операций при
изготовлении изделия.
В машиностроении рабочие конвейеры широко распространены
при сборке автомобилей, сельскохозяйственных машин, крупных
Рис. 9.2. Классификация транспортных средств на поточной линии
105
узлов и агрегатов. Для рабочих конвейеров определяется шаг кон-
вейера — расстояние между центрами двух последовательных ра-
бочих мест, скорость конвейера и его длина.
Для машиностроительных предприятий применение распреде-
лительных конвейеров характерно для обрабатывающих цехов, а
рабочих конвейеров — для сборочных.
9.2. Особенности организации и расчет основных
параметров поточных линий
Условия организации поточных линий определяются в основ-
ном тремя факторами:
1) характером осуществляемых процессов и операций;
2) номенклатурой изделий, масштабом производства и его по-
вторяемостью;
3) трудоемкостью выполняемых операций.
Организация поточных линий определяется как возможностью,
так и целесообразностью их применения. Возможность определяет-
ся отработанностью и относительной стабильностью конструкции
изделия, его технологичностью, а также материальной и органи-
зационной обеспеченностью систем обслуживания производства.
Обязательным условием организации поточных линий является
обеспечение экономической эффективности производства и оку-
паемости капитальных вложений.
Определение производственной целесообразности и выбор вида
поточной линии осуществляется исходя из возможности обеспе-
чения полной загрузки оборудования и его непрерывной работы в
течение всего планируемого периода.
При организации поточной линии необходимо произвести рас-
четы следующих основных параметров:
• ритма производства или такта поточной линии;
• числа рабочих мест на поточной линии;
• коэффициента загрузки рабочего места;
• общего коэффициента загрузки на поточной линии;
• численности рабочих на поточной линии;
• заделов на линии;
• выбора и расчета параметров транспортных средств на ли-
нии.
Рассмотрим порядок расчета основных параметров поточных
линий.
1. Важнейшей характеристикой поточной линии является такт —
промежуток времени между запуском (выпуском) одного изде-
лия (детали) данного наименования и запуском (выпуском) дру-
гого изделия (детали) данного наименования в производство. Такт
является наиболее важным фактором, влияющим на проектируе-
106
мый технологический процесс изготовления изделия на поточной
линии, выбор оборудования и оснастки, выбор транспортных
средств и т.д.
Для поточных линий в обрабатывающих цехах определяют такт
поточной линии г как промежуток времени между двумя после-
довательными запусками (выпусками) деталей в обработку.
Такт поточной линии определяется по следующей формуле:
г = Фдо66р60
^зап
где г — такт поточной линии, мин; р — количество одновремен-
но обрабатываемых деталей на одном рабочем месте; #зап — годо-
вая программа запуска деталей в производство, шт.; Фдоб — дей-
ствительный годовой фонд времени работы оборудования, ч; 5 —
количество рабочих смен в сутки.
2. Для сборочных поточных линий определяется ритм производ-
ства R (мин) как промежуток времени между последовательными
выпусками двух готовых изделий с поточной линии:
„ Фдоб560
N ’
* ’ вып
где R — ритм производства; 7УВЫП — годовая программа выпуска
изделий, шт.
Действительный годовой фонд времени работы оборудования
Фд.об (ч) определяется по формуле
Ф я = Ф 11-—I
д Ч юо J’
где Фн — номинальный годовой фонд времени работы оборудова-
ния; b — потери времени работы оборудования, %.
Годовая программа запуска 7V3an (шт.) может быть определена
по формуле
N -N z(] I g* +fl2^|
^’зап ~ •yvBbinz> I 1 + 100 Г
где Z — количество деталей данного наименования в одном изде-
лии, шт.; at — запасные детали, %\ а2 — потери деталей между
запуском в производство и выпуском, %.
3. Расчет количества рабочих мест на z-й операции поточной
линии производится путем деления нормы штучного времени
выполнения этой операции на такт линии г:
С_
расч/ “ j
107
где Срасч,- — расчетное количество рабочих мест на z-й операции;
/шт/ — норма штучного времени на z-й операции.
Если при расчетах получится, что Срасч является целым числом
на всех операциях, то такая поточная линия является синхрони-
зированной, а если получится дробное число, то линия — несин-
хронизированная.
Если Срасч,- получается дробным числом, то его округляют до
целого числа Спр и тогда общее число рабочих мест на поточной
линии составит
т
Х^пр ~ Спр1 + Спр2 "* + CnpZ — Z^pZ,
1
где т — количество операций технологического процесса на ли-
нии; C„Pi — принятое количество оборудования на z-й операции.
4. Коэффициент загрузки рабочего места определяется как от-
ношение расчетного количества рабочих мест (станков, оборудо-
вания) к принятому количеству. Коэффициент загрузки оборудо-
вания на каждом рабочем месте определяется (%) по формуле
^заг.об = ТГ-ЮО,
^пр/
где Q — расчетное количество оборудования на z-й операции.
5. Общий коэффициент загрузки оборудования на поточной
линии определяется (%) по формуле
т
lLCi
*общ=-7Г—100.
j^Cnpi
1
Следует отметить, что недостаточная загрузка оборудования
может послужить основанием для отказа от организации поточ-
ного производства.
Таким образом, расчет загрузки рабочих мест поточной линии
является одновременно проверкой целесообразности применения
поточного производства.
6. Количество рабочих на одной операции (при одностаночном
обслуживании) определяется по формуле
Р, = С, = К
г
где Р, — количество рабочих на z-й операции.
Общее количество рабочих на поточной линии определяется
исходя из расчетного количества рабочих мест (Срасч) и числа
смен 5:
т
Лбш = Срасч
1
108
7. Заделы на поточной линии. Средством обеспечения непрерыв-
ного выпуска изделий с поточной линии являются заделы. Заделом
называются все не законченные обработкой предметы труда: изде-
лия, узлы, детали. Задел — это незавершенное производство в на-
туральном выражении. Заделы на поточной линии подразделяются
на технологические, транспортные, оборотные и страховые.
Технологический задел образуют детали, находящиеся в обра-
ботке на всех операциях поточной линии. Величина технологичес-
кого задела 7^ (шт.) определяется по формуле
т
Zy — P^CnPi,
1
где р — количество деталей одновременно обрабатываемых на
каждом рабочем месте; СПР| — количество рабочих мест на каждой
операции; т — число операций на линии.
Транспортный задел на непрерывных поточных линиях состоит
из деталей, находящихся в процессе транспортировки. Величина
транспортного задела определяется видом транспортного устрой-
ства на линии, вместимостью тары и др.
На непрерывной поточной линии Z^, (шт.) определяется как
т
^тр = P^Cnpj,
1
Оборотный межоперационный задел создается вследствие
разной производительности (несинхронной работы) смежных ра-
бочих мест. На непрерывных (синхронизированных) поточных
линиях оборотных заделов нет.
Страховые (резервные) заделы Z„v создаются для компенсации
возможных перебоев в работе поточных линий. Как правило, стра-
ховой задел создается после особо ответственных операций, на
которых возможно появление брака.
Для установления общей нормы задела Zo6lIl на поточной ли-
нии все виды заделов суммируются:
^общ = + ^гр ZqQ + ZCTp.
На непрерывных поточных линиях оборотный и страховой заде-
лы отсутствуют и количество деталей, одновременно находящихся
на поточной линии, определяется по следующей формуле:
т
^общ “ Z. + ^тр “
1
8. Длительность производственного цикла (мин) для одной транс-
портной партии р определяется по формуле
т
I
где р — размер транспортной партии, шт.
109
9. Расчет параметров транспортных средств на поточной линии.
На непрерывных поточных линиях обычно используются в каче-
стве транспортного средства рабочие конвейеры, которые харак-
теризуются тем, что технологические операции осуществляются
на самом конвейере.
Для рабочего конвейера рассчитываются длина рабочей части
конвейера £раб, общая длина конвейера £общ и скорость конвей-
ера V.
Длина рабочей части конвейера (м) определяется как
т
•^раб =
1
где / — шаг конвейера (расстояние между центрами двух смежных
рабочих мест), который устанавливается в зависимости от вида
поточной линии, характера оборудования и обрабатываемого из-
делия.
Общая длина конвейера составляет
•^общ = ^раб + ^доги
где /доп — дополнительная длина конвейера, необходимая для раз-
мещения его привода.
Скорость движения конвейера v (м/мин) определяется по фор-
I
муле v = -.
9.3. Особенности организации различных видов поточных
линий
Однопредметные непрерывные поточные линии организуются при
больших масштабах производства с высокой степенью постоян-
ства производственной программы. Непрерывный характер техно-
логического процесса обеспечивается высокой степенью синхро-
низации операций и регламентированным ритмом на длительный
период времени. Предметы труда на таких линиях перемещаются
по типу параллельного вида движения, что обеспечивает мини-
мальную длительность производственного цикла. Требование пол-
ной синхронизации операций ограничивает область применения
непрерывных поточных линий преимущественно ручными работа-
ми. Эти виды поточных линий чаще всего используются на сбороч-
ных, монтажных производствах и в сервисном обслуживании. Рас-
чет параметров осуществляется по формулам, приведенным выше.
Пример расчета однопредметной непрерывной поточной линии.
Условие задачи. Рассчитать параметры поточной линии, учитывая сле-
дующие исходные данные.
110
1. На поточной линии производится механическая обработка деталей.
Программа выпуска изделий — 14 500 шт. в год.
2. Количество деталей в конструктивном комплекте на одно изделие
J = 4.
3. Запасные части - 2% (от программы запуска деталей).
4. Потери производства деталей а2 = 0,5 % (от программы запуска де-
талей).
5. Количество одновременно обрабатываемых деталей на одном рабо-
чем месте р = 1.
6. Режим работы на поточной линии: а) число рабочих смен S =2;
б) продолжительность работы в смену q = 7 ч.
7. Потери времени работы оборудования b = 5 % (от номинального
фонда времени работы оборудования).
8. Технологический процесс состоит из 8 операций со следующими
нормами штучного времени (мин):
т 1 2 3 4 5 6 7 8
7,9 12,0 3,6 3,8 7,6 11,8 16,0 15,6
9. Шаг конвейера I - 1,2 м.
10. Дополнительная длина по концам конвейера /доб = 5,8 м.
Требуется определить.
1. Величину ритма производства и такта поточной линии.
2. Потребное количество рабочих мест на поточной линии (Срасч и Спр).
3. Коэффициент загрузки оборудования на каждой операции и общий
для поточной линии А^бщ.
4. Необходимое количество рабочих для работы на поточной линии.
5. Заделы на линии.
6. Длительность производственного цикла для одной транспортной
партии Гц.
7. Длину рабочей части конвейера.
8. Общую длину конвейера.
9. Скорость конвейера.
Решение задачи
1. Определяем величину ритма производства (мин) и такта поточной
линии (мин)
п Фд.об ^60 Фд.об
R= —, г=—.
11 вып 1 т зап
Для этого необходимо рассчитать величину действительного годового
фонда времени работы оборудования Фд об (ч) и программу запуска де-
талей в производство (шт.):
Фдоб = Фн fl - -У = 2ooof 1 - -У = 1900;
д.об jooJ v looJ
= ЛГвып^! + = 14500 • 4^1 + = 59450;
111
D 1900-2-60 ,c, 1900-2-1-60 , _
14500 ’ ’ Г 59450
2. Определяем необходимое количество рабочих мест, коэффициент
загрузки оборудования, число рабочих на каждой операции поточной
линии. Для удобства этих расчетов составим таблицу следующего вида.
т 1 2 3 4 5 6 7 8
‘шг 7,9 12,0 3,6 3,8 7,6 11,8 16,0 15,6
с . расч/ 1,98 3,07 0,9 0,95 1,9 2,95 4,03 3,9
Ср, 2 3 1 1 2 3 4 4
0,975 1,02 0,9 0,95 0,95 0,98 1,0 0,97
р, 1,98 3,07 0,9 0,95 1,9 2,95 4,03 3,9
3. Определяем общий коэффициент загрузки оборудования на линии
(%)
22 19 68
*обш = 7Г--100 = ^100 = 98.
20
1
4. Общее число работающих на поточной линии в две смены состав-
ляет (чел.)
Робщ= 19,68*2 = 39,36 = 40.
5. Величина общего задела на поточной линии составляет (шт.)
Zo6iu = ZT + ZTp = 2р% Спр/ = 2. b 20 = 40.
i
6. Длительность производственного цикла для одной транспортной
партии (мин)
T’u=/pSCnp,=3,9-l-20 = 78.
1
7. Определяем длину рабочей части конвейера (м)
Ipa6=/ZCnp,= 1,2-20 = 24.
1
8. Определяем общую длину конвейера (м)
^обш = ^раб + 4об = 24 4* 5,8 = 29,8.
9. Скорость движения конвейера составляет (м/мин)
v = - = ~ s 0,31.
г 3,9
112
Однопредметные прямоточные поточные линии характеризуют-
ся неравенством и некратностью такта и длительности операций.
Невозможность синхронизации связана, как правило, с исполь-
зованием разнотипного оборудования с различной производитель-
ностью, высокой степенью автоматизации. Нарушение требования
синхронизации приводит к прерывности движения предметов тру-
да, появлению перерывов в загрузке оборудования и работе персо-
нала. Ритм на таких линиях свободный.
Прямоточные поточные линии чаще всего используют для ме-
ханической обработки деталей, когда из-за особенностей техно-
логического процесса трудно добиться равенства или кратности
времени выполнения операции такту, а также при недогрузке
оборудования из-за несинхронное™ технологического процесса.
Поэтому прямоточные поточные линии экономически оправды-
вают себя, если может быть достигнута синхронизация большей
часта операций, включенных в технологическую цепочку линии, и
возможна комбинированная загрузка рабочих, работающих на не-
догруженном оборудовании, путем закрепления за ними двух-трех
операций.
Порядок расчета параметров однопредметных прямоточных
поточных линий такой же, как у непрерывно-поточных.
Особенностью расчетов прямоточной поточной линии являет-
ся необходимость:
• определения периода оборота (обслуживания), наиболее це-
лесообразного для конкретных условий производства;
• определения межоперационных оборотных заделов на каждой
паре смежных операций;
• определения регламента работы рабочих на основании анализа
загрузки рабочих мест с учетом многостаночного обслуживания
оборудования;
• составления плана-графика работы линии.
План-график составляется на определенный промежуток вре-
мени, который удобен для планирования и называется периодом
оборота или периодом обслуживания линии. Как правило, это
рабочая смена. План-график прямоточной поточной линии регла-
ментирует расстановку рабочих по операциям, устанавливает,
какие именно операции и в какой последовательности выполняет
каждый рабочий, определяет загрузку рабочих и оборудования.
План-график позволяет выявить возможность последовательного
многостаночного обслуживания станков на линии определенным
рабочим. На основании построения плана-графика уточняется
количество необходимых рабочих для обслуживания линии, рас-
считываются межоперационные оборотные заделы и определяет-
ся порядок их расходования и восполнения.
При составлении плана-графика работы линии сначала опре-
деляют такт работы прямоточной линии гпр. Такт линии (мин)
ИЗ
рассчитывается как отношение продолжительности смены за вы-
четом перерывов к величине сменного задания в штуках:
„ _ ®см ~ ^пер
пр “
вып
где Фсм — продолжительность рабочей смены, мин; ?пер — время
перерывов в течение смены, мин; 7УВЬ|П — программа выпуска де-
талей в смену, шт.
Затем определяется расчетное и принятое число единиц обо-
рудования по операциям технологического процесса, рассчиты-
вается загрузка рабочих мест, составляется график работы обору-
дования и рабочих в течение периода оборота (смены).
Вследствие разной производительности смежных операций
между ними на линии образуются межоперационные оборотные
заделы. Оборотный задел — это количество деталей (изделий),
предназначенных для выравнивания производительности смеж-
ных операций, находящихся на рабочих местах в ожидании про-
цесса обработки. Оборотные заделы позволяют организовать не-
прерывную работу на рабочих местах в течение более или менее
продолжительного отрезка времени. Характерной чертой оборотных
заделов является изменение их величины на протяжении смены.
Размер оборотного задела зависит от следующих факторов: 1) раз-
ности между выработкой на двух смежных операциях; 2) соотно-
шения длительности этих операций с тактом линии.
Для организации бесперебойной работы линии и оперативно-
го руководства производством необходимо знать размер оборот-
ных заделов на начало смены, так как его наличие обеспечивает
нормальную работу линии. Наиболее используемым методом опре-
деления величин оборотных заделов является графический метод.
Для этого весь период оборота (смена) разбивается на участки
(фазы), каждый из которых характеризуется неизменным числом
работающих станков на смежных операциях.
Величина межоперационного оборотного задела Zo6 для каждой
пары смежных операций на каждом из участков определяется как:
Zo6=rHf-^---------,,
к» шт/ ►шт/+1 J
где Тп — фаза (величина отрезка времени, когда на смежных опе-
рациях работает неизменное число станков); с,-, с(+1 — число рабо-
тающих станков соответственно на предыдущей и последующей
операциях в данный период времени; t^i, twi+\ — штучное время
соответственно на предыдущей и последующей операциях.
При расчете величина Zo6 может быть положительной или отри-
цательной. Положительное значение величины задела свидетель-
ствует об увеличении его на отрезке Ти, отрицательное — об его
уменьшении.
114
С/+1
Номер операции Ант, МИН 5» Номер рабочего места График работы и движения обе Кз [ оборудования Оборотный гротных заделов задел, шт. тл, мин
60 1: 20 180 240 7 ^<цоп
Г"Т'~Г 1 г {"""т in ।। птах
1 7,5 0,75 1 1 0,75 Т1= 18( 1 —• —
2 22,5 2,25 3 2 3 4 0,25 1,0 1,0 — П11м ’•° — 4,0
3 14,0 1,4 2 5 6 м ГТТтъ^ 1.о ifi-STm~ 5,2 5,2 2,1
4 5,5 0,55 1 7 Л °’55 / ! JU1 — 7,5
График суммарного У] оборотного задела на линии \ 19,5 5,2 13,6
Рис. 9.3. План-график работы прямоточной поточной линии:
5Р, — число рабочих мест расчетное и принятое; Т — длительность цикла
Затем для каждой пары смежных операций строится специаль-
ная графическая модель (эпюра) изменения задела в течение обо-
рота линии.
Принципиальное значение для проектирования рабочих мест
и межоперационных складов имеет правильное определение мак-
симальной величины заделов, что необходимо для расчета рас-
стояний между рабочими местами и определения возможности
размещения задела на транспортных средствах. Эпюры изменения
оборотных заделов представлены на рис. 9.3.
Многопредметные поточные линии применяются в серийном
производстве, когда масштабы выпуска одноименной продукции
115
недостаточны для полной загрузки оборудования поточной ли-
нии.
За поточной линией закрепляются несколько сходных по кон-
структивным и технологическим признакам изделий. И на много-
предметных поточных линиях изготовляются изделия различных
наименований последовательно чередующимися партиями. Основ-
ными условиями организации таких линий являются технологи-
ческое единство изделий и гибкая конструкция оборудования,
допускающая возможность быстрой его переналадки на выпуск
новых изделий.
Порядок организации и расчета многопредметных поточных
линий заключается в следующем:
1) подбирается номенклатура изделий, проектируемых для из-
готовления на поточной линии путем их классификации по кон-
структивно-технологическим признакам (форма, геометрия, марки
материалов, точность обработки и т.п.);
2) корректируется технологический процесс обработки кон-
кретного изделия с целью приведения его в соответствие с тех-
нологическим процессом изготовления наиболее трудоемкого и
характерного изделия (типового представителя);
3) разрабатывается типовой технологический процесс (груп-
повой) обработки (сборки) изделия (детали);
4) разрабатывается унифицированная групповая оснастка (для
групповых поточных линий);
5) рассчитываются технически обоснованные нормы времени
изготовления изделия (детали);
6) рассчитывается такт поточной линии.
Как уже отмечалось, различают групповые и переменные мно-
гопредметные поточные линии. В случае, если многопредметная
непрерывная поточная линия — групповая, за ней закрепляется
несколько технологически однородных обрабатываемых без пере-
наладки оборудования изделий и рабочие места снабжаются груп-
повыми (многоместными) приспособлениями, которые стоят на
оборудовании постоянно. Такт такой линии рассчитывается по
формуле
г = Фд°6
где Фд.об — действительный фонд времени работы оборудования
на поточной линии, ч; jV3an.K — программа запуска изделий в ком-
плектах (комплект включает в себя изделия, обрабатываемые в
групповом приспособлении).
Расчет многономенклатурной групповой поточной линии ана-
логичен расчету однопредметной непрерывной поточной линии.
Переменные поточные линии — это линии с переналадкой обо-
рудования, на которых изготовляются чередующимися партиями
116
изделия различных наименований и в связи с этим в каждый мо-
мент времени на таких линиях на рабочих местах находятся изде-
лия только одного наименования. Такие линии применяются в тех
случаях, если одно изделие не обеспечивает полной загрузки обо-
рудования линии. Тогда за поточной линией закрепляют изготов-
ление нескольких изделий, которые имеют одинаковый техноло-
гический маршрут и обрабатываются на однотипном оборудова-
нии. Для обработки каждого изделия выделяют соответствующие
дни месяца. Для перехода с обработки одного наименования изде-
лия на другое требуется переналадка оборудования, которая за-
нимает определенное время.
Расчет переменной поточной линии осуществляется по каж-
дой переменной партии изделий раздельно и начинается с опре-
деления общего объема работ на линии, затем доли занятости
линии каждым изделием и частного фонда времени занятости
линии по обработке каждого из изделий. Специфической особен-
ностью расчета этих линий является определение частных тактов
изготовления изделий каждого наименования и среднего такта
линии. Дальнейшие расчеты для линий с попеременным запус-
ком производятся аналогично расчету однопредметных поточ-
ных линий.
Эффективность и перспективы развития поточного производства.
В поточном производстве в достаточно полной мере используются
прогрессивные принципы организации производства. Поточное
производство имеет существенные экономические преимущества.
При поточной организации производства лучше используются
производственные площади, так как оборудование размещается
более компактно, сокращаются площади для хранения межопе-
рационных заделов, уменьшается число цеховых складов.
Внедрение поточного производства ведет к сокращению дли-
тельности производственного цикла, что обусловлено использо-
ванием параллельного движения предметов труда, уменьшается
время пролеживания предметов труда в ожидании обработки
партии деталей на предшествующих операциях. Сокращение дли-
тельности производственного цикла ведет к уменьшению разме-
ров незавершенного производства.
Внедрение поточных методов работы позволяет снизить трудо-
емкость изготовления продукции за счет механизации и автома-
тизации вспомогательных операций, лучшего оснащения рабочего
места. На поточных линиях резко сокращаются непроизводитель-
ные затраты и потери рабочего времени.
В условиях поточного производства создаются предпосылки для
обеспечения высокого качества продукции. Постоянство технолрги-
ческого процесса, стабильность всех операций, профессиональное
мастерство рабочих позволяют получать изделия с устойчивыми
показателями качества.
117
Важным преимуществом поточного производства является рит-
мичность работы, что, в свою очередь, обеспечивает выполнение
планов производства и поставок продукции потребителю.
Вместе с тем поточное производство имеет определенные не-
достатки: монотонность работы, узкая специализация рабочих,
жесткая регламентация их деятельности. Эти особенности органи-
зации труда в условиях поточного производства отрицательно ска-
зываются на уровне производительности труда рабочих, приводят
к большой текучести кадров, снижают заинтересованность рабо-
чих в труде.
Дальнейшее развитие поточного производства должно быть
сориентировано на применение автоматизации и устранение фак-
торов, снижающих эффективность работы.
Контрольные вопросы
1. Назовите основные особенности поточного производства.
2. Перечислите сильные и слабые стороны поточного производства в
современных условиях.
3. Как можно оценить возможность и целесообразность организации
поточного производства на предприятии?
4. Как определяется такт однономенклатурной непрерывной поточ-
ной линии?
5. Перечислите параметры, которые необходимо рассчитать для пря-
моточной поточной линии.
6. Что такое межоперационные оборотные заделы и каким образом
они рассчитываются для Прямоточной поточной линии?
7. Какие поточные линии могут найти применение в серийном про-
изводстве?
8. Что такое синхронизация поточной линии и при каких условиях
она достигается?
9. Чем отличаются групповые поточные линии от переменных?
10. Назовите основные направления развития поточного производ-
ства в современных условиях.
Раздел IV
ОРГАНИЗАЦИЯ ЦЕХОВ ОСНОВНОГО
ПРОИЗВОДСТВА
Глава 10
ЗАГОТОВИТЕЛЬНО-ШТАМПОВОЧНЫЕ ЦЕХИ
10.1. Состав и классификация
Техника и технология производства изделий и методика про-
ектирования заводов непрерывно совершенствуются, поэтому
приводимые методологические и справочные данные могут быть
использованы с известной критической оценкой для каждого
конкретного случая.
В частности, следует обратить внимание на то, что приводи-
мые данные рассчитаны из условий работы заводов в 2 смены,
тогда как в настоящее время оборудование заводов рассчитывают
из условий работы в 2 и 3 смены.
Ранее размещение заводов проектировалось в нескольких одно-
и многоэтажных зданиях, а в настоящее время проектируют их
размещение, как правило, в одном здании.
Структура заводов меняется в связи:
• с расширением кооперации по деталям и узлам отраслевого
и межотраслевого применения;
• расширением кооперации и снятием с производства всех ви-
дов литья, поковок и штамповок, изделий из пластических масс
и дерева, крепежных деталей и т.п.;
• расширением кооперации, прекращением капитального ре-
монта оборудования, производства штампов, пресс-форм и дру-
гой оснастки, нестандартного оборудования, средств механиза-
ции и автоматизации;
• организацией производственных объединений (фирм) маши-
ностроения, структура производства в которых отличается от су-
ществующей на заводах и т. д.
Все эти вопросы, естественно, не могли найти полного разме-
щения в приводимых материалах, поэтому в каждом конкретном
случае следует учитывать это при проектировании технологичес-
кой части.
К основным цехам (отделениям, участкам) относятся заготови-
тельно-штамповочные, механические, автоматные (автоматно-
119
револьверные), сборочные, испытательные, гальванические, окра-
сочные.
Основными цехами для большинства заводов являются меха-
нические, автоматные (автоматно-револьверные) и сборочные. Для
ряда заводов ведущими являются также и заготовительно-штам-
повочные цехи.
В машиностроении обычно существуют единые заготовитель-
но-штамповочные цехи, в состав которых входят заготовитель-
ные и штамповочные отделения (участки) сварных узлов. Они
предназначены в основном для резки заготовок деталей, изготов-
ления штамповочных деталей и неразъемных узлов. Кроме того,
при каждом цехе имеется участок с металлорежущим оборудова-
нием для доделочных работ.
Таблица 10.1
Классификация заготовительно-штамповочных цехов
Класс I И ш
Группа 1 2 1 2 1 2
Тип произ- водства Индивидуальный и мелкосерийный Серийный Крупносерийный и массовый
Характер- ный техно- логический процесс Заготовительные операции. Все ви- ды холодной штамповки. Применение по- элементной штам- повки. Ручная дуговая электро- сварка, газовая сварка и пайка на столах. Контакт- ная сварка на универсальных машинах Заготовительные операции. Все ви- ды холодной штамповки. Авто- матическая штам- повка из ленты. Сборка под свар- ку в кондукторах. Поточные много- номенклатурные линии сварки. Ручная дуговая электросварка, газовая сварка и пайка. Контакт- ная сварка в спе- циальных приспо- соблениях Заготовительные операции. Авто- матическая штам- повка из ленты. Применение транспортных устройств для передачи деталей. Наличие автома- тизации вторых и последующих операций. Нали- чие технологичес- ких линий штам- повки
Ориенти- ровочный годовой выпуск по штамповке и сварке, т До 200 200... 1000 200... 1000 Более 1000 До 200 Более 200
120
На некоторых заводах исходя из требований принятой органи-
зации производства или при выпуске более 1000 т штамповок в
год, проектируются самостоятельные заготовительные отделения
(участки) и штамповочные цехи. Заготовительные отделения (участ-
ки) размещают в непосредственной близости от складов металла.
Классификация заготовительно-штамповочных цехов приведена
в табл. 10.1.
В зависимости от характера изготовляемых деталей и устанав-
ливаемого оборудования цехи подразделяют на цехи мелких дета-
лей (при наличии прессов с преобладающим усилием до 100 т) и
цехи средних и крупных деталей (при наличии прессов с усилием
от 125 до 250 т и более). Прессы двойного действия относят к той
или иной группе по суммарному усилию наружного и внутренне-
го ползунов.
Заготовительное оборудование (гильотинные ножницы, лис-
топравильные вальцы и т.д.) приравнивают к прессовому обору-
дованию соответственно габаритным размерам.
Для цехов I класса характерно наличие в штамповочном отде-
лении участков мелких и средних прессов и поэлементной штам-
повки; для цехов II класса, при значительном объеме сварочных
работ, характерно наличие в отделении сварки специальных мно-
гопредметных линий. Оборудование штамповочного отделения рас-
полагают по ходу технологического процесса, а в некоторых слу-
чаях создают специализированные линии прессов с доделочными
станками (токарные, сверлильные и др.). Для цехов III класса ха-
рактерно расположение оборудования штамповочного отделения
по специализированным линиям с механизацией транспортных
операций между прессами и автоматизация вторых и последую-
щих операций.
10.2. Выбор и расчет количества оборудования
При определении количества прессового оборудования необ-
ходимо учитывать время на переналадку штампов. Величина этого
времени для цехов I и II классов в зависимости от давления прес-
сов следующая:
Давление пресса, т..................До 25
Время на переналадку (% от годового
фонда времени работы оборудования):
в мелкосерийном производстве.....8... 10
в серийном производстве..........5...6
26...90 100... 250
10...13 15...18
6...9 10...12
В табл. 10.2 приведены данные о часовой производительности
прессов, позволяющие определить их количество с учетом разме-
ров штампуемых деталей.
121
Таблица 10.2
Часовая производительность прессов
Число ходов ползуна, мин Часовая производительность пресса в штуках при площади деталей, м2
До 0,1 0,11...0,25 0,26 ...0,5
На провал Удалить деталь Удалить отходы Удалить деталь Удалить отходы Удалить деталь Удалить отходы
130 1440 990 925 815 745 — —
100 1375 955 900 790 725 570 490
75 1280 910 860 760 700 555 475
60 1215 875 830 735 680 545 470
45 1145. 840 795 710 655 530 455
35 1030 735 700 670 620 505 440
30 925 720 690 625 580 480 420
25 855 680 650 590 550 460 405
Типаж потребного оборудования выбирают в случае укрупнен-
ного проектирования соответственно установленному в цехах,
выпускающих аналогичные изделия. Примерная структура парка
основного оборудования в заготовительно-штамповочных цехах:
• пресс-ножницы, гильотинные ножницы, дисковые отрезные
станки, прочее отрезное оборудование;
• прессы кривошипные: до 25 т, до 90 т, 100... 160 т, прочие
прессы;
• гибочные машины, зигмашины, кромкогибочные машины,
прочее оборудование жестяницко-каркасных работ;
• посты газовой сварки и резки; электродуговая сварка; сва-
рочные аппараты: точечные, шовные; аргоно-дуговая сварка;
• токарные, сверлильные, резьбонарезные станки, прочее до-
делочное оборудование.
Для подачи заготовок, материалов, полуфабрикатов, штампов
и готовых деталей и узлов применяют электрокары, различные
ручные тележки с подъемной платформой и обычные тележки.
В многоэтажных зданиях, кроме того, применяют различные гру-
зовые лифты и подъемники; в одноэтажных — чаще всего приме-
няют различные подвесные конвейеры, которые связывают все
основные цехи завода.
Для переброски тяжелых изделий и ремонта оборудования в
пролетах цеха устанавливают кран-балки грузоподъемностью до 3 т.
Характеристику и количество потребных транспортных средств
определяют по ведомости грузооборота цеха, на основании его
122
производственной программы, данных о загрузке оборудования,
массе и габаритных размерах узлов и обрабатываемых деталей по
отделениям, а также сведений, характеризующих массу штампов
и ремонтируемых узлов оборудования.
Для мелкого ремонта штампов в заготовительно-штамповоч-
ных цехах обычно предусматривают плоскошлифовальный и свер-
лильный станки и верстаки для разборки и сборки штампов.
10.3. Общая планировка оборудования
При планировке оборудования нужно руководствоваться нор-
мами расстояний между оборудованием и элементами зданий, а
также между отдельными видами оборудования. Кроме того, не-
обходимо учитывать следующее:
• оборудование должно быть расположено в порядке последо-
вательности операций технологического процесса с соблюдением
прямолинейной поточности и с обеспечением перемещения де-
талей и узлов по наиболее короткому пути;
Рис. 10.1. Групповое расположение оборудования заготовительно-штам-
повочного цеха:
I — участок резки листового металла; II — участок резки сортового металла;
III — штамповочный участок; IV — сборочно-сварочный участок; V — участок
доделочных работ; 1 ~ гильотинные ножницы; 2 — дисковая пила; 3 — комби-
нированные пресс-ножницы; 4 — роликовые ножницы; 5 — высечные ножницы;
6—14— кривошипные прессы с автоматической подачей; 15 — кромкогибочный
пресс; 16 — фрикционный пресс; 17 — оборудование для электродуговой свар-
ки; 18 — оборудование для точечной сварки; 19 — сверлильные станки; 20 —
настольно-сверлильные и резьбонарезные станки; 21 — слесарные верстаки
123
• у прессов и станков должны быть предусмотрены места для
заготовок, полуфабрикатов, отходов, готовых деталей и средств
автоматизации и механизации;
• должны быть проработаны разрезы цеха, определяющие вы-
соту пролетов, обусловленную не только высотой над полом тех-
нологического оборудования, но и системой организации транс-
порта в цехе; высота пролетов до затяжки ферм колеблется от 5 до
10,5 м;
• должны быть предусмотрены основные проезды и проходы
как вдоль цеха, так и в поперечном направлении, соединяющем
все участки цеха, причем основной проезд или проход должен
быть совмещен с проездом других сообщающихся цехов.
Прессы и станки заготовительно-штамповочного цеха должны
быть расположены в зависимости от характера производства, т. е.
при мелкосерийном и серийном — по типам и мощности или
группам оборудования (рис. 10.1), при крупносерийном или мас-
совом производстве — в последовательности технологического
процесса изготовления деталей и узлов (рис. 10.2).
Для штамповки малооперационных деталей прессы одного и
того же типоразмера целесообразно располагать в два ряда; при
Рис. 10.2. Поточные линии прессового цеха часового производства:
/ — линия изготовления пластин; II — линия изготовления корпусного кольца;
III — линия изготовления циферблатов; 7, 4, 6, 7, 9 — кривошипные прессы;
2 — высокочастотная установка; 5, 8 — чеканные прессы; 5 — столы ОТК; 11 —
токарные полуавтоматы; 12 — устройства для автоматической подачи полос;
13 — пластинчатый конвейер; 14 — ленточный конвейер; 15 — вертикально-замк-
нутый конвейер; 16 — лопатки с пневматическими толкательными механизмами;
17 — наклонный лоток на шарнире
124
этом прессы должны быть повернуты к фронту проходов на угол
45° для обеспечения возможности штамповки деталей с устрой-
ством для автоматической подачи полос или ленты в штампы. При
массовом производстве мелких многооперационных деталей обо-
рудование целесообразно комплектовать в линии по технологи-
ческим группам, которые определяются технологическими одно-
родными, требующими одинаковых прессов, деталями.
10.4. Проектирование основных и вспомогательных
помещений
Площадь заготовительно-штамповочных цехов состоит из про-
изводственных, вспомогательных и конторско-бытовых помещений.
В единых зданиях корпуса — блока цехов — конторско-бытовые
помещения проектируют общими по всему корпусу.
К производственным участкам и отделениям относятся загото-
вительные, штамповочные, механические, сварочные и другие
участки, к вспомогательным помещениям — отдел технического
контроля, участки ремонта (заточки) штампов, контрольно-по-
верочные пункты (КПП), склады материалов, промежуточные,
готовой продукции, штампов, приспособлений и инструмента,
вспомогательных материалов и др.
Производственная площадь при укрупненном проектировании
может быть определена по удельной производственной площади
Таблица 10.3
Удельная площадь, приходящаяся на единицу основных типов
оборудования заготовительно-штамповочных цехов
Оборудование Параметры оборудования Площадь, м2 на единицу оборудования
Ножницы гильотинные, мм ДоЗ 20...45
То же До 6 40... 50
Дисковая пила, мм Прессы кривошипные и эксцентриковые, т: 0710 20...25
одноколенчатые 6...12 5...6
» 15...45 7...8
» 50...90 10... 12
» 100... 200 15...18
двухколенчатые 50...90 18...20
» 100... 200 25...30
прессы автоматы и экс- центриковые с автомати- ческой подачей 30... 100 20...25
125
Таблица 10.4
Нормы расстояний от оборудования до элементов здания и до границы прохода или проезда
Заготовительное оборудование
Кривошипные прессы
Наименование Обозначение на схеме Усилие прессов, тс Гильотинные ножницы А Комбинирован- ные пресс- ножницы Б
До 25 40... 100 125... 250
Расстояние до колонн (I), м а б в г д Р с ц 0,6 0,6 1,4 0,6 0,7 •— о о ^<0 00 00 1'1“€LLL о о ьэ 1,5 ...2,0 1,4 ...2,0 2,4... 3,0 1,0 1,2 11^11111 1 1 1 1 1 1
Расстояние от стены (II), м л м н п т У 0,8 0,8 1,8 0,8 1,2... 1,4 1,0... 1,4 2,1 1,0 1,5...2,0 1,7...2,2 2,8 1,3 1,6 11111^
Расстояние от границы проезда или прохода (III), м е ж и к Ф X 0,5 0,4 1,0 0,4 0,5 0,4 1,2 0,4 0,6 0,6 1,2... 1,5 0,6 0,6 1,2
Таблица 10.5
Нормы расстояний между прессами при различном их расположении
Наименование Обозначение на схеме Усилие прессов, тс
До 25 40... 100 125...250
Расстояние между а 0,6 0,8 1,0... 1,5
тыльными боковыми б 1,2 1,5 1,8... 2,2
и передними сторо- в 1,0 1,2... 1,4 1,8... 2,2
нами прессов (I, II, г 2,5 ...2,8 3,0...4,0 3,5 ...4,5
III, IV, V), м е 1,4... 1,7 2,0... 2,5 2,5 ...3,0
Расстояние между и 0,6 0,6 0,8
средствами Р 0,9 1,0 1,3
автоматизации и механизации и прессами (VI, VII), м с 1,7 2,5 3
в квадратных метрах, приходящейся на единицу оборудования.
В табл. 10.3 приведены данные об удельной площади для основных
типов оборудования заготовительно-штамповочных цехов.
При детальном проектировании производственные площади
определяют путем планировки всего производственного и вспо-
могательного оборудования.
Площади инструментально-раздаточных кладовых определяют
из расчета 0,15...0,25 м2 на единицу оборудования, обслуживае-
мого данной кладовой.
Площади кладовых вспомогательных материалов, помещений
ОТК, КПП определяют в каждом конкретном случае в зависимости
128
от необходимости. Площади участков ремонта штампов определяют
по планировке установленного на этом участке оборудования.
В единых корпусах блоков цехов инструментально-раздаточные
кладовые и кладовые вспомогательных материалов проектируют
общими с другими цехами.
Нормы разрывов и транспортных проездов. В табл. 10.4 и 10.5 при-
ведены нормы расстояний между оборудованием и элементами
зданий и между отдельными видами оборудования. Нормы рас-
стояний для точечной, шовной и рельефной сварки те же, что и
для прессов (40... 100 т).
При организации рабочих мест для газовой сварки баллоны
устанавливают от мест сварки на расстоянии не менее 5 м.
Особенности планировочных решений. Планировочные решения
заготовительно-штамповочных цехов должны обеспечивать наи-
лучшую поточность как внутри цеха, так и между цехами корпуса
и наиболее целесообразное размещение отделений и участков.
Отделения и участки целесообразно размещать в следующем
порядке: в начале цеха — склад металла, далее заготовительное от-
деление (участок), затем штамповочное отделение (участок). В конце
штамповочного отделения (участка) следует разместить проме-
жуточную кладовую, а за ней — участок доделочных работ (наре-
зание резьбы, сверление и зенкование отверстий и др.) и далее
сварочное отделение или участок (при наличии сварочных работ).
Склад штампов и ремонтно-штамповочный участок размеща-
ют поблизости от штамповочного отделения. Если по характеру
производства требуется промывка материалов или деталей, то про-
мывочные участки размещают соответственно или в начале заго-
товительного участка, или вблизи от промежуточной кладовой
или кладовой готовых деталей, по возможности у наружных стен
здания.
Состав отделений и участков должен соответствовать объему и
характеру производства цеха.
Размещение заготовительно-штамповочных цехов в одноэтаж-
ных зданиях имеет следующие основные преимущества: удачнее
решается вопрос транспортирования деталей и узлов между про-
изводственными цехами и отделениями корпуса; более разумно
используется площадь цеха (вследствие отсутствия лифта и лест-
ничных клеток); имеется возможность проектировать единые вспо-
могательные помещения для различных цехов.
Контрольные вопросы
1. Какое назначение имеют заготовительно-штамповочные цехи?
2. По каким признакам можно классифицировать заготовительно-штам-
повочные цехи?
3. Как производится выбор и расчет количества прессового оборудо-
вания?
5 Шишмарев
129
4. Какова примерная структура парка оборудования заготовительно-штам-
повочных цехов?
5. Что необходимо учитывать при планировке оборудования заготови-
тельно-штамповочных цехов?
6. В чем отличия в расстановке прессов и станков в заготовительно-штам-
повочном цехе при серийном и массовом производствах?
7. Каковы основные требования при проектировании основных и вспо-
могательных помещений заготовительно-штамповочных цехов?
Глава 11
ЛИТЕЙНЫЕ ЦЕХИ
11.1. Общие характеристики
Наиболее целесообразной формой снабжения литьем отдель-
ных небольших заводов следует считать централизованный способ.
Вместе с тем в отдельных случаях из-за невозможности организа-
ции рациональной кооперации между заводами по литью, глав-
ным образом повышенной точности, на заводах организуют ли-
тейные участки.
Литье по сложности и ответственности может быть распреде-
лено на следующие основные группы.
Первая группа. Простое по конфигурации и малоответственное
литье, характеризующееся следующими признаками: по конфи-
гурации отливки имеют простые геометрические очертания с плос-
кими и простыми криволинейными поверхностями. Модели при-
меняют с простым разъемом с ограничением числа стержней (не
более четырех).
Характерные для этой группы детали, заливаемые в сырые
формы, — плиты, печная арматура, маховички, ручки и т.п.
Вторая группа. Обыкновенное машинное литье средней слож-
ности, характеризующееся следующими признаками: по внешне-
му очертанию отливки представляют собой сочетание различных
криволинейных геометрических форм, без ребер, но с выступами
и углублениями; большинство моделей с одним или двумя разъе-
мами, с объемными знаками. Число стержней от трех до четырех;
стержни более сложной конфигурации, с простой простановкой.
От литья требуются повышенные механические свойства; часть
литья заливают в сухие формы и в формы с химически твердею-
щими смесями. Характерные детали этой группы: шестерни, про-
стые станины, крышки радиаторов и червячных передач.
Третья группа. Сложное по конфигурации, ответственное литье
с большим числом стержней, требующее всесторонней обработки.
До 90 % этого литья заливают в сухие формы или в формы с хими-
130
чески твердеющими смесями. Характерные детали этой группы:
станины станков и габаритных изделий, антикоррозионное литье
химической аппаратуры.
По методу производства виды литья подразделяются на литье
повышенной точности или специальные виды литья: по выплав-
ляемым моделям, в оболочковые формы, под давлением, в ме-
таллические формы (в кокиль и центробежное литье); в земляные
формы — сырые, с подсушкой на основе химически твердеющих
смесей и сухие формы.
11.2. Состав и классификация
Литейные цехи классифицируются по следующим основным
признакам: по виду литейных сплавов — фасонно-сталелитейные,
чугунолитейные, цветнолитейные тяжелых сплавов (бронзолатун-
ных) и легких сплавов (алюминиевых); по мощности (годовой
выпуск комплектного литья, выраженный в единицах изделий и в
тоннах по каждому виду изделий); для каждого сплава существует
оптимальный размер годового выпуска (табл. 11.1); по преоблада-
ющему развесу отливок — цехи мелкого литья (до 10 кг), цехи
среднего литья (до 100 кг) и цехи крупного литья (до 500 кг).
По виду производства-, единичное, характеризующееся большим
количеством наименований отливок (до 300—500); крупносерий-
ное, с количеством наименований отливок 100—300; массовое —
с ограниченной номенклатурой отливок (до 100) со значитель-
ной повторяемостью в год каждого наименования.
По степени механизации и автоматизации процессов: с малой
механизацией при работе цеха по ступенчатому режиму; со сред-
ней механизацией — также при работе по ступенчатому режиму;
Таблица 11.1
Типовые мощности специализированных литейных цехов специальных
видов литья
Литье Способ изготовления отливок Производственная мощность, тыс. т в год
Чугунное В оболочковые формы Тоже 5... 7 10... 15
Стальное По выплавляемым моделям То же 2...3 4 ...5
Цветные сплавы В металлические формы Под давлением 10...12 12...15
Цветные легкие сплавы Под давлением 2...3
131
полностью механизированные и частично автоматизированные
цехи, работающие по параллельному режиму; полностью автома-
тизированные цехи, например для отливки и термической обра-
ботки алюминиевых поршней; цехи для литья под давлением.
Перечисленные в приведенной классификации литейные цехи
отличаются мощностью, трудоемкостью изготовления литья, па-
раметрами транспортных и подъемных средств, зданиями и строи-
тельными конструкциями, а также типами технологического обо-
рудования и количеством работающих в цехе.
Состав литейного цеха: производственные отделения (формо-
вочно-сборочное, стержневое, смесеприготовительное и подго-
товки формовочных материалов, плавильное, заливочное, выбив-
ное, очистное, термическое и грунтовки литья, если требуется);
вспомогательные отделения (ковшовое; отделения сушильных пе-
чей; ремонтная мастерская, общая для всех производств, разме-
щенных в корпусе; каркасная; экспресс-лаборатория; кладовые
материалов, текущих моделей и стержневых ящиков, отделение
подготовки производства); склады (с минимальными запасами,
остальное количество размещается на базисных общезаводских
складах) шихтовых материалов, формовочных материалов, ли-
тья, опок и вспомогательных материалов.
11.3. Основные технологические решения
Основная задача — приближение отливки по форме и разме-
рам к готовой детали — может быть решена главным образом пу-
тем выбора рациональных способов изготовления отливок, ука-
занных в табл. 11.2.
В цехах, изготовляющих литье повышенной точности, произ-
водство организуют в виде поточных линий, построенных на ос-
нове предметной или технологической специализации, в зависи-
мости от характера литья. В цехах массового и крупносерийного
литья, заливаемого в земляные формы, проектируют автомати-
ческие и полуавтоматические линии, построенные по группово-
му принципу с весьма ограниченной номенклатурой отливок.
Основные технологические решения по отдельным этапам про-
изводства литья следующие.
Плавка мелкого и среднего чугунного литья — вагранки (с дубле-
рами) — с автоматическим набором шихты (с помощью непре-
рывно действующих питателей или других устройств), с непрерыв-
ным отбором металла и отдельно стоящим барабанным копильни-
ком (в остальных случаях вагранки со стационарными копильника-
ми), — оборудованные аппаратурой для автоматического управле-
ния шихтовкой, контроля и регулирования плавильного процесса.
Для завалки шихты в вагранки предусматривают подъемники.
132
Таблица 11.2
Область применения различных способов изготовления отливок,
сопоставление точности и чистоты поверхности отливок
Способ изготовления отливок Область применения Класс точности Класс чистоты поверхности
В песчаные формы При допустимой пониженной точности и чистоте поверх- ности 7-9 1—2
Металли- ческие формы Мелкие и средние по массе и размерам отливки серийного и массового производств, про- стые и сложные с повышен- ной точностью и чистотой поверхности 6-8 3-5
В оболоч- ковые формы Мелкие отливки из чугуна и стали крупносерийного и массового производств, простые и средней сложности с повышенной точностью и чистотой поверхности 5-7 3-5
По выплав- ляемым моделям Мелкие отливки из стали и труднообрабатываемых спла- вов в крупносерийном и массовом производствах любой конфигурации с большой точностью и чистотой поверх- ности 4—6 4-6
Под давлением Мелкие отливки из цветных сплавов в крупносерийном и массовом производствах любой конфигурации с большой точностью и чистотой поверх- ности 3-5 5-7
Центро- бежное литье Мелкие и средние отливки в серийном и массовом произ- водствах, имеющие формы тел вращения — —
Плавка чугуна для тонкостенного литъя и литъя из специальных
чугунов — кроме вагранок предусматривает электрические индук-
ционные тигельные печи типа ИЧТ.
Плавка сплавов из цветных металлов — электропечи различных
конструкций:
• для алюминия — индукционные печи канальные ИАК и ти-
гельные ИАТ. Канальные печи более экономичны, так как имеют
меньший удельный расход электроэнергии; при периодическом
133
режиме работы и при частых сменах марок сплавов более целесо-
образны тигельные печи;
• для латуни и бронзы — канальные электропечи ИЛК при
непрерывной работе и отсутствии частых переходов с одной мар-
ки сплавов на другую, а при периодической работе и при частых
сменах марок сплавов — тигельные электропечи ИЛТ;
• для бронз, содержащих свинец и олово, — тигельные электро-
печи ИЛТ, для цинка и его сплавов — канальные электропечи ИЦК;
• для медных и алюминиевых сплавов — электропечи сопро-
тивления моделей СБВ-0,25, СБВ-0,5.
Плавка стали для литья по выплавляемым моделям — индукци-
онные электропечи.
Плавка стали для фасонного литья — дуговые электропечи с
выкатным подом (в зависимости от объема годового выпуска и
массы наибольшей отливки), с механизацией набора и завалки
шихты и автоматическим управлением.
Плавка легированных и низколегированных сталей — тигельные
электропечи ИСТ.
Изготовление оболочковых форм и стержней — многопозицион-
ные автоматические машины с пескодувным нанесением смеси,
осуществляющие также и сушку форм. Сборку форм и установку
их в контейнеры производят рабочие; засыпка контейнеров —
механизированная; для склеивания форм применяют автоматы.
Литье по выплавляемым моделям — комплексная автоматизация
изготовления формовочного и модельного составов, процесса
нанесения на модели керамического слоя, его упрочнения, выплав-
ления моделей и других операций.
Изготовление форм и стержней (отделения цехов массового и
крупносерийного производств, в которых применяют земляные
формы) — конвейерные линии с формовочными машинами,
полуавтоматами и автоматами, установленными вне или внутри
литейных конвейеров. Типы этого оборудования выбирают исходя
из конфигурации и габаритных размеров отливок, их массы, на-
меченной технологии формовки, плоскости разъема формы и т.д.
При этом также учитывают необходимость стойкости форм к дав-
лению жидкого металла в целях предупреждения получения отли-
вок более толстостенных, чем задано по чертежу. Этому условию
удовлетворяют формы, изготовленные методами литья повышен-
ной точности, а также песчано-глинистые формы, получаемые
путем прессования под высоким удельным давлением (до 20...40
вместо 3 кгс/см2, что имеет место в формовочных машинах прес-
совых и встряхивающих с допрессовкой).
Составы стержневых смесей и изготовление стержней. В зависи-
мости от рода сплава, условий, в которых находится стержень
при заливке, принятой технологии изготовления отливок, при-
меняют различные составы стержневой смеси.
134
В последние годы стали успешно применять оболочковые стер-
жни, в которых в качестве связующего материала использован
пульверкабелит или другие порошкообразные фенольные смолы.
Высокая прочность смеси позволяет применять стержни в виде
оболочек с толщиной стенки 6... 15 мм.
Сушка стержней — камерные и конвейерные (вертикальные и
горизонтальные) сушила или оборудование для сушки методом
химического упрочнения.
Заливка металла в формы на литейных конвейерах и уборка сли-
вов должны быть механизированы. В цехах массового и крупносе-
рийного литья заливка может быть автоматизирована с помощью
фотоэлементов или специального весового устройства. Укладка и
снятие грузов автоматизируются.
Остывание форм и выбивка отливок из них. К остыванию форм
на литейных конвейерах подходят дифференцированно, в зависи-
мости от массивности отливок. Выбивка форм должна быть авто-
матизирована.
Приготовление формовочных и стержневых смесей — бегуны с
дозировкой компонентов по весовому признаку; подача в бегуны
добавок молодого угля и глины пневматическая, а жидких компо-
нентов — гидравлическая.
Управление смесеприготовлением — автоматическое, причем
для каждого потока рекомендуется устанавливать свою смесепрй-
готовительную систему.
Транспортирование выбитой земли, стержневых и формовочных
смесей — механическое или пневматическое — под разряжением
(для выбитой земли) и под напором (для смесей).
В зависимости от компоновки отделений цеха возможно соче-
тание пневматического транспорта с механическим.
Подготовка формовочных материалов, как правило, должна быть
централизована на общезаводских складах.
Выбивка стержней из форм — вибрационные машины, гидрав-
лические барабаны и камеры.
Очистка и зачистка отливок — дробеметные аппараты, непре-
рывно действующие очистные барабаны и камеры, обдирочные
шлифовальные станки (стационарные, подвесные и с гибким ва-
лом).
Очистка блоков от оболочки (при литье по выплавляемым мо-
делям) — вибрационные установки, вулканитные круги и полые
фрезы.
Отделение отливок из литниковых систем — гидравлические
прессы.
Очистка литья, заливаемого в оболочковые формы — дробе-
струйные камеры.
Отрезка литников из сплавов цветных металлов — пресс-кусач-
ки и станки с ленточными пилами.
135
11.4. Выбор и расчет количества оборудования и расхода
материалов
Количество оборудования рассчитывают по результатам разра-
ботки технологического процесса для отделений и участков цеха.
Часть технологического и транспортного оборудования, уста-
навливаемого в литейных цехах, изготовляемого заводами серийно,
принимают в проектах по данным специальных каталогов, пас-
портов и тому подобных материалов.
Для проектирования и изготовления нетипового (нестандарт-
ного) оборудования специализированные организации к техно-
логической части проекта литейного цеха прилагают задания и
эскизы, в которых указывают назначение агрегата — станка, при-
способления или устройства, задаваемые основные параметры и
габаритные размеры, условия работы и т.д. При этом рекоменду-
ется предусматривать пневмотранспорт для сухих сыпучих мате-
риалов (песка, глины, угля и т.п.); гидротранспорт — для перека-
чивания эмульсий, пульпы и шлама; ленточные конвейеры — для
подачи кокса; трубопроводный транспорт — для подачи жидко-
стей. Для передачи массовых и штучных грузов рекомендуются
подвесные цепные толкающие конвейеры с адресованием, а так-
же обычные подвесные конвейеры с автоматической погрузкой и
разгрузкой, подвесной транспорт в виде кран-балок, монорель-
сов и подвесных конвейеров грузоподъемностью до 5 т.
Таблица 11.3
Средние трудоемкости изготовления 1 т литья в специализированных
цехах
Наименование показателей Разовые земляные формы для чугунного литья Цветное литье под давлением В оболоч- ковые формы Стальное по выплав- ляемым моделям
цинко- вое алюми- ниевое латунь
Серийность литья Серийное Крупносерийное и массовое
Примерный годовой выпуск литья, тыс. т 20...25 5 5 5 12...15 4...5
Режим работы цеха В основном две смены параллельно
Трудоемкость изготовления 1 т литья, чел.-ч 13...15 50...60 80... 120 70...90 10...15* 25...30 200... 500
* В числителе — массовое литье, в знаменателе — серийное литье.
136
Таблица 11.4
Нормы выхода годного литья для литья под давлением
Показатели Нормы выхода годного литья (%) по сплавам
Алюминиевый Магниевый Цинковый Медный
Годное литье 35 ...50 30...40 35...45 30...45
Оборотный металл 60...45 64...54 58...48 64...49
Жидкий металл 95 94 93 94
Угар и безвозврат- ные потери 5 6 7 6
Металлическая завалка 100 100 100 100
Примечание. Более высокий показатель относится к отливкам крупного
развеса.
Таблица 11.5
Нормы выхода годного литья для стального литья
по выплавляемым моделям
Показатели Нормы выхода годного литья (%) по развесам литья, кг
До 20 20...40 40...200 400...500 >500
Годное литье 20 35 45 50 55
Оборотный металл 74 59 49 44 40
Жидкий металл 94 95
Угар и безвозвратные потери 6 5
Металлическая завалка 100
Трудоемкость изготовления литья (табл. 11.3) находится в пря-
мой зависимости от размеров годового выпуска, характера и се-
рийности литья, режима работы цеха, уровня механизации и
автоматизации работ. Расчетные нормы выхода годного литья при-
ведены в табл. 11.4 и 11.5.
11.5. Особенности планировочных решений
Компоновка участков и отделений литейных цехов должна обес-
печить принятую последовательность технологических процессов,
удобные и кратчайшие транспортные коммуникации, локализа-
цию зон с пыле-, газо- и тепловыделениями.
137
Рис. 11.1. План плавильного участка с металл опроводами цеха литья
под давлением:
1 — плавильная печь типа ИПА-500; 2 — металлосборник с поворотным жело-
бом для заливки металла; 3 ~ магистральный металлопровод с ответвлениями к
машинам литья под давлением; 4 — магнитогидродинамический насос; 5 — маг-
нитогидродинамический дозатор; 6 — машины для литья под давлением
Конвейер №
□
D
О
Монорельс для заливочных Заливочное
ковшей отделение
□
Выбивное отделение
Охладительный тоннель —
Конвейер № 2 для машин ВФ-9
в паре с ВФ-4
□
Формовочно-сборочное отделение Монорельс
для разливочных
ковшей
Рис. 11.2. Схема литейных конвейеров
138
Здания литейных корпусов должны быть компактными, отве-
чающими санитарно-техническим требованиям. Рекомендуется
проектировать корпуса одноэтажные или двухэтажные. Шаг внут-
ренних колонн 6... 12 м, высота до низа несущих конструкций
кровельных покрытий 8 м. Конструкции кровельных перекрытий
цехов мелкого литья должны предусматривать возможность уст-
ройства подвесного транспорта.
Ширина пролетов должна быть 18... 24 м. Количество пролетов
в корпусе следует принимать с учетом санитарных норм. В крановых
пролетах высота до подкрановых путей 8... 12 м, в зависимости от
грузоподъемности кранов. На рис. 11.1 приведен план плавильного
участка с металлопроводами цеха литья под давлением. На рис. 11.2
показана схема литейных конвейеров.
Контрольные вопросы
1. Какие существуют группы литья и для каких деталей они применя-
ются?
2. По каким признакам классифицируются литейные цехи?
3. Какие существуют технологические решения по отдельным этапам
производства литья?
4. Как зависит способ изготовления отливок от области их примене-
ния, класса точности и чистоты поверхности?
5. Каковы принципы выбора и методы расчета оборудования для ли-
тейных цехов?
6. От чего зависит трудоемкость изготовления литья?
7. Что такое расчетные нормы выхода годного литья и от чего они
зависят?
Глава 12
МЕХАНИЧЕСКИЕ ЦЕХИ
12.1. Классификация механических цехов
Примерная классификация механических цехов (отделений,
участков) приведена в табл. 12.1.
Трудоемкость обработки деталей в механическом цехе опреде-
ляют по видам механической обработки, с учетом норм обслу-
живания станков одним рабочим (коэффициента многостаночно-
сти) и трудоемкости выполнения в механическом цехе прочих
работ (слесарная обработка деталей, межстаночная и неразъем-
ная сборка узлов, промывка деталей, разметочные, сварочные и
другие работы).
Трудоемкость механической обработки изделия определяют по
формуле
139
Таблица 12.1
Примерная классификация механических цехов (отделений, участков)
по типам производства
Виды производств Ей МС с КСиМ Е и МС С КСиМ Е и МС с КС им
Примерный го- довой выпуск, шт. До 5000 500— 35 000 Свыше 35 000 До 2000 2000— 100000 Свыше 100 000 До 5000 5000— 200000 Свыше 200000
Характер изде- лий Крупные Средние Мелкие
Масса изде- лий, кг 250—1000 и более 25-250 До 1 -25
Масса обраба- тываемых деталей* 20-1500 г 10-800 г 3-200 г
30-150 кг 3—35 кг 0,15—Зкг
Количество станков, шт.** До 100 До ПО До 115
Свыше 100 до 200 Свыше 100 до 225 Свыше 115 до 250
Свыше 200 Свыше 225 Свыше 225
Количество ос- новных станков на один произ- водственный участок, шт.** 30-35 30-35 30-35
35-45 35-45 35-45
45-50 45-50 45-50
Характеристика технологичес- кого процесса УП Д;К Д;К УП Д; к Д;К УП Д;к Д;К
Характеристика оборудования У У; ШН; с У; ШН; С; СП; А У У; ШН; С У; ШН; С; СП; А У У; ШН; с У; ШН; С; СП; А
Характеристи- ки приспособ- лений и инструментов У У; с С У У; С С У У; С С
* Первая строка — средняя масса, вторая — максимальная масса.
** Первая строка — малый цех, вторая — средний цех, третья — большой цех.
Условные обозначения: типов производств: Е — единичное, С — серийное,
МС — мелкосерийное, КС — крупносерийное, М — массовое; технологического
процесса: УП — уплотненный (на одном станке выполняется несколько опера-
ций), Д — дифференцированный (операции расчленены по определенным стан-
кам), К — концентрированный (операции выполняются на автоматах, револь-
верных, многорезцовых, агрегатных и других станках и автоматических линиях;
оборудования: У — универсальное (токарные, фрезерные и т.п. станки), ШН —•
широкого назначения (револьверные, протяжные и т.п. станки), С — специали-
зированные (автоматы, полуавтоматы, многорезцовые, многошпиндельные и т. п.
станки), СП — специальные (станки специального назначения для обработки
определенных деталей), А — агрегатные, АЛ — автоматические линии; приспо-
соблений и инструментов: У — универсальные; С — специальные.
140
Т"мех — Тст + Тпр,
где Тпр — трудоемкость прочих работ; Тст — трудоемкость станоч-
ных работ, определяемая по формуле
т _ Тмн1 Тхтн2 Тмнп гр
1ст - — +— +••• + 7J + h
Побс1 побс2 Т^обси
где TMHij2.„ — трудоемкость отдельных видов работ с многоста-
ночным обслуживанием; г........„ — число станков, обслуживае-
мых одним рабочим (коэффициент многостаночности); Т — трудо-
емкость работ, выполняемых без многостаночного обслуживания.
При выполнении работ без многостаночного обслуживания
Т = Т
Примерные нормы обслуживания различных станков одним
рабочим (коэффициент многостаночности) действительны для
условий, когда наладку, переналадку и подналадку станков про-
изводит специальный наладчик.
Обслуживаемое оборудование Среднее число станков,
обслуживаемых
одним рабочим
Токарно-многорезцовые, токарные полу-
автоматы, фрезерные станки................1,5—2
Многошпиндельные полуавтоматы.............1,2 —1,5
Одношпиндельные токарные автоматы,
зубострогальные станки....................3—4 (для
небольших
станков до 8)
Зубодолбежные, зубофрезерные станки-
полуавтоматы .............................4—5
Учитывая, что в механических цехах трудоемкость прочих работ
занимает малый удельный вес в общей трудоемкости изготовления
изделий (примерно 10...20 %), иногда Тпр определяют укрупнен-
но в процентном отношении от трудоемкости станочных работ.
12.2. Выбор и расчет количества оборудования
Основное технологическое оборудование. Количество единиц каж-
дого типоразмера станка и общего количества основного технологи-
ческого оборудования цеха определяют по одному из следующих ме-
тодов: на основании полученной расчетной трудоемкости механи-
ческой обработки всех деталей изделий или укрупненным расчетом.
Общее расчетное количество основного оборудования цеха оп-
ределяют по формуле
‘S'pac = 5”] +52 +••• + $п = ^5',
141
где 5] ,2,.... п — расчетное количество оборудования каждого типо|
размера, определяемое по формуле J
£ _ Т| _ Тшт.-Kl-A^ + Тщ,. .КЯ,ЛГ„ _ ^Тцп- .к-У
^1 ^Д1
где Т] — годовая трудоемкость (станкоемкость) обработки всех
деталей, закрепленных за данным типоразмером оборудования;
Fai — действительный годовой фонд времени работы для данного
оборудования; „ — штучно-калькуляционное время об-
работки одной детали, закрепленное за данным типоразмером
оборудования; (Тшт.к1 = Turr+^:^); Nx2 я — годовое коли-
«1 ........
чество деталей; Тшт — штучное время обработки одной детали;
4.-31 — подготовительно-заключительное время на партию дета-
лей; пх — количество деталей в партии.
Количество устанавливаемого принятого в цехе оборудования
5пр обычно несколько больше расчетного 5рас.
Занятость оборудования во времени характеризуется коэффи-
циентом его загрузки ц, определяемым по формуле
_ *$рас
Средний коэффициент загрузки основного оборудования со-
ставляет для единичного и мелкосерийного производств 0,85...0,90,
для серийного — 0,85...0,95, для крупносерийного и массового —
0,80.„О,95.
Количество единиц основного оборудования при укрупненном
проектировании определяют по формуле
v ... ZTnp^r
ПР FTKn ’
где Тпр — проектная трудоемкость на одно изделие, ч; NT — годо-
вой выпуск изделий, шт.; Fr — годовой фонд времени работы
оборудования, ч; Кп — коэффициент переработки норм, действу-
ющий на заводе.
Вспомогательное оборудование. К нему относится оборудова-
ние ремонтной базы цеха; станки заточного отделения; оборудо-
вание для дробления стружки, отжима масла от стружки и отде-
ления деталей от стружки; настольные станки, необходимые для
работы наладчиков; оборудование для приготовления охлаждаю-
щих жидкостей и др.
Подъемно-транспортное оборудование. Включает в себя под-
весные облегченные толкающие конвейеры с адресной сигнали-
зацией или доставкой грузов на рабочие места; напольные транс-
142
портеры различной конструкции в том числе и пульсирующие;
подвесные однобалочные краны различной грузоподъемности; элек-
трические и пневматические тельферы и подъемники; электричес-
кие тележки и электропогрузчики различной конструкции и грузо-
подъемности и главным образом малогабаритные; прочие виды
подъемно-транспортного оборудования, в том числе лифты для
межэтажного транспортирования и т.п.
Выбор вида и количества подъемно-транспортного оборудова-
ния зависит от массы единицы и общей массы перемещаемых гру-
зов, размера цеха и типа производства, характера поточности пе-
ремещения деталей и узлов, формы и размера здания цеха и т. п.
Количество подъемно-транспортного оборудования определя-
ют с учетом перечисленных условий.
Выбор состава и количества основного оборудования на про-
изводственных участках тесно связан с распределением номенк-
латуры изготовляемых изделий по участкам.
На автоматических участках, построенных по линейному прин-
ципу, количество основного оборудования на них принимается с
учетом полного изготовления одного или нескольких изделий на
Таблица 12.2
Нормы размещения станков
Расстояния Наибольший из габаритных размеров станка в плане, м*
До 1,8 От 1,8 до 4,0 От 4,0 до 8,0 Свыше 8,0
а 1,6/1,0 1,6/1,0 2,0/1,0 2,0/1,0
б 0,5 0,5 0,5 0,5
в 0,5 0,5 0,7/0,5 1,0/0,5
г 1,7/1,4 1,7/1,6 2,6/1,8 2,6/1,8
д 0,7 0,8 1,0 1,3/1,0
е 0,9 0,9 1,3/1,2 1,8/1,2
2,1/1,9 2,5/2,3 2,6 2,6
3 1,7/1,4 1,7/1,6 1,7 1,7
и 2,5/1,4 2,5/1,6 — —-
к 0,7 0,7 —
л 1,6/1,3 1,6/1,5 1,6/1,5 1,6/1,5
ЛУ 1,3 1,3/1,5 1,5 1,5
м 0,7 0,8 0,9 1,0/1,9
н 1,2/0,9 1,2/0,9 1,2/0,9 1,2/0,9
* Значения в числителе для непоточного, а в знаменателе — для поточного
производств.
143
Рис. 12.1. Варианты размещения станков от проездов, относительно друг
друга, от стен и колонн здания:
расстояния: а — между проездом и станками, расположенными фронтально; б —
между проездом и тыльной стороной станка; в — между проездом и боковой
стороной станка; г — между станками, установленными в «затылок»; д — между
станками, установленными тыльными сторонами; е — между станками, уста-
новленными боковыми сторонами; ж — между станками, установленными фрон-
тально, при обслуживании одним оператором одного станка; з — между станка-
ми установленными фронтально, при обслуживании одним оператором двух стан-
ков; w, к ~ между станками при П-образном расположении трех станков, обслу-
живаемых одним оператором; л, — от стен и колонн до станка, расположен-
ного фронтально; м — от колонн и стен до станка, расположенного тыльной
стороной; н — от колонн и стен до станка, расположенного боковой стороной
участке. При технологическом принципе формирования стремят-
ся создавать равновеликие (по количеству основного оборудова-
ния) участки, создавая в ряде случаев участки с двумя и более
различными типами станков, например фрезерно-сверлильный,
токарно-расточной участок и т. п. Несколько сложнее формирова-
ние участков, построенных по предметному принципу. В этом слу-
144
чае подбирают группы изделий с целью создания равновеликих
участков.
При размещении производственного оборудования на площа-
дях цеха учитывают следующие ограничения: нецелесообразность
размещения рядом станков, изготовляющих высокоточные и низ-
кой точности детали из-за влияния вибрации на точность обра-
ботки; нецелесообразность размещения шлифовальных станков
рядом со сборочным оборудованием, а также существующие нор-
мы расположения технологического оборудования, расположение
элементов конструкций зданий и др.
При размещении технологического оборудования должны быть
соблюдены нормы технологического проектирования, регламен-
тирующие ширину проходов и проездов (не магистральных), рас-
стояния между станками и станков от стен и колонн (табл. 12.2).
Расстояния между станками и станков от стен и колонн (рис. 12.1)
включают крайние положения движущихся частей, открывающихся
дверок и постоянных ограждений. Нормы расстояний между станка-
ми с разными габаритными размерами выбирают по большему из
станков. В случае обслуживания станков подвесными транспортными
средствами расстояния от стен и колонн до станков принимают с
учетом возможности их обслуживания подвесным транспортом.
12.3. Расчет потребности в рабочей силе
Расчет количества производственных рабочих производят по
следующей методике.
Расчетную численность производственных (основных) рабочих по
группам или специальностям Рпх, Рп2, Рп„ определяют по
формулам:
^«2 = ^;
Fi F2 Fn
Общую расчетную численность всех производственных (основ-
ных) рабочих по цеху определяют по формуле
Рр = Рпх + Рп2 + ... + Рпп,
где Т], Т2, ..., Т„ — расчетная годовая трудоемкость по видам
работ; Fi, F2, ..., F„ — установленный годовой фонд времени ра-
боты данной группы или специальности рабочих.
Принятую численность всех производственных (основных) ра-
бочих определяют по формуле
Рр = Рпх + Рп2 + ... + Рпп.
Численность производственных (основных) рабочих по груп-
пам или специальностям Рпх, Рп2, ..., Рп„ и общую численность
145
станочников по цеху Рр можно также определить укрупненным
методом по количеству принятого основного оборудования цеха.
В этом случае расчетную численность рабочих-станочников опре-
деляют по формулам:
р : ^141Л . р„ .. Sn2r}2FT. р _ Sn„r[nFT
1 вд*/ 2 п рпн^п’
где Srii ;2 п — принятое количество оборудования данной груп-
пы; "П 1,2,..., п — коэффициент загрузки оборудования; Fl<2 п —
установленный годовой фонд времени работы рабочего; FT — уста-
новленный годовой фонд времени работы станка; Яобс1>2.л —
норма обслуживания оборудования одним рабочим (коэффици-
ент многостаночности).
Расчетную численность прочих групп рабочих определяют в
процентном отношении от расчетной численности рабочих-ста-
ночников.
Численность слесарей принимают в пределах 8... 12%, размет-
чиков 3...5 %, промывщиков деталей 1 ...2 % от численности рабо-
чих-станочников. Численность остальных категорий рабочих опреде-
ляют в каждом конкретном случае в зависимости от объема работ.
Численность вспомогательных рабочих для укрупненных расче-
тов определяют по табл. 12.3.
Квалификацию основных и вспомогательных рабочих опре-
деляют в соответствии с «Единым тарифно-квалификацион-
ным справочником рабочих сквозных профессий». Для укрупнен-
ных расчетов квалификации основных и вспомогательных рабо-
чих можно пользоваться примерными данными, приводимыми в
табл. 12.4.
Таблица 12.3
Примерное соотношение численности вспомогательных рабочих
к численности всех основных рабочих цеха
Тип производства Процентное отношение к числу основных рабочих цеха
всех категорий вспомогательных рабочих без контролеров контролеров (контрольных рабочих) ОТК и КПП всех вспомогательных рабочих
Единичное и мелкосерийное 20,7...27,9 4,4... 5,6 25,1.„33,5
Серийное 29,7...36,1 4,1...5,3 33,8 ...41,4
Крупносерийное и массовое* 37,1...53,3 3,7...6 40,8 ...59,3
* При значительной механизации и автоматизации процессов производства.
146
Таблица 12.4
Примерная средняя квалификация основных и вспомогательных рабочих
механических цехов
Группы рабочих Примерный средний разряд рабочих в зависимости от типа (серийности) производства
Единичное и мелкосерийное Серийное Крупносерийное и массовое
Станочники 2,8-3,5 2,5-3,0 2,3-2,8
Слесари 2,3-2,8 2,2-2,6 2-2,4
Разметчики 3-3,5 2,8-3,2 —
Промывщики деталей 1 1 1
Прочие основные рабочие 1,5-2 1,3-1,8 1-1,5
Итого по основным рабочим 2,6-3,5 2,2-3,0 2,1-2,7
Вспомогательные рабочие 2-2,4 2,4-2,8 2,8-3,2
Всего по цеху 2,5-3,2 2,3-2,9 2,4-3,0
Таблица 12.5
Примерная численность специалистов (ИТР) и служащих при цеховой
структуре управления производством
Численность рабочих в цехе (основ- ных и вспо- могательных) Процентное отношение к численности рабочих цеха в зависимости от типа производства
Единичное и мелкосерийное Серийное Крупносерийное и массовое
ИТР Слу- жа- щих Всего ИТР Слу- жа- щих Всего ИТР Слу- жа- щих Всего
До 100 8-12 4-6 12-18 8-11 3-5 11-16 7-10 3-4 10-14
100-200 7-11 3-5 10-16 7-10 2-4 9-14 6-9 2-3 8-12
Свыше 200 6-10 2-4 8-14 5-9 2-3 7—12 4-7 2-3 6-10
Примечания: 1. Большие значения численности ИТР и служащих соответ-
ствуют меньшей централизации основных функций управления производством в
службах заводоуправления, большему разнообразию и сложности изготовляемых
деталей, узлов и изделий, наличию других видов обработки, кроме механичес-
кой, и меньшему пределу численности рабочих цеха.
2. При бесцеховой структуре управления производством численность ИТР и
служащих должна быть определена в зависимости от конкретных условий произ-
водства.
3. В приведенную численность специалистов включены мастера производствен-
ных участков, исходя из обслуживания одним мастером 20—25 основных рабо-
чих в единичном и мелкосерийном производствах, 25—30 основных рабочих в
серийном производстве и 30—35 основных рабочих в крупносерийном и массо-
вом производствах.
4. К категории служащих отнесены работники учета, включая кладовщиков, и
другие работники конторского труда, не требующие технической квалификации.
147
Численность инженерно-технических работников и служащих
нужно подсчитывать по штатной ведомости, а при укрупненных
расчетах можно пользоваться данными табл. 12.5.
12.4. Размещение цехов и планировка оборудования
Механические цехи заводов приборостроения, как правило,
размещают в блоке с другими основными и вспомогательными
цехами завода (завод-корпус). В отдельных случаях, особенно при
проектировании реконструкции завода, их можно размещать в
отдельно стоящих зданиях.
Независимо от этих условий размещение механического цеха
(или цехов) на генеральном плане должно соответствовать обще-
му направлению технологического процесса производства изде-
лий от склада материалов и полуфабрикатов до склада готовой
продукции.
Механические цехи могут быть размещены в одноэтажных (пре-
имущественно) и многоэтажных зданиях.
При размещении механических цехов в многоэтажных зданиях
следует некоторые тяжелые станки (многошпйндельные автома-
ты и т. п.) располагать в первых этажах, а более легкие — в верх-
них этажах.
Размеры производственных помещений в плане и по высоте
определяют в основном в зависимости от количества, габарит-
ных размеров и планировки производственного оборудования,
рабочих мест, вспомогательных и обслуживающих служб цеха,
габаритных размеров обрабатываемых деталей и узлов, средств
внутри- и межцехового транспорта, организации производства
и т.д.
Станки механического цеха могут быть расположены следую-
щими способами: по групповому признаку; в порядке последова-
тельности технологических операций групп однородных деталей
или одной детали. Первый способ применяют только для экспе-
риментальных цехов, где заранее неизвестен характер обрабаты-
ваемых деталей.
При планировке оборудования необходимо руководствоваться
следующими условиями: параллельное расположение станков тех-
нологических линий обработки разных деталей; получение одина-
ковой длины всех технологических линий обработки разных дета-
лей; получение короткой технологической линии обработки (при-
мерно 50...60 м); обеспечение прямоточности движения деталей
и узлов в процессе обработки, без образования петель, встреч-
ных, перекрещивающихся и возвратных движений; удобство об-
служивания одним рабочим нескольких станков (многостаночное
обслуживание).
148
При расстановке оборудования в цехе следует руководствоваться
регламентированными нормами расстояний (разрывов) между
взаимным расположением станков, смежных строительных эле-
ментов зданий, транспортных средств, проходов, проездов и ра-
бочих мест. Размеры расстояний (разрывов) и ширина проходов и
проездов в цехе должны обеспечивать удобство выполнения работ
на станках, безвредные и безопасные условия труда, соответствие
интенсивности потоков людей и грузов размерам транспортных
средств.
Для обеспечения нормального функционирования технологи-
ческого оборудования в производственной системе необходимо
вокруг него предусмотреть площадь для проходов и проездов к
нему, для технического и организационного обслуживания (кро-
ме площади магистрального проезда), для хранения полуфабри-
катов, для размещения оператора, промышленного робота и дру-
гих средств. Поэтому при укрупненном предварительном расчете
площадей производственных участков пользуются понятием удель-
ной площади, т. е. площади, занимаемой единицей технологичес-
кого оборудования, в которую включают помимо площади, зани-
маемой непосредственно самим оборудованием, площадь, необ-
ходимую для обеспечения нормального его функционирования.
Таблица 12.6
Нормы удельной площади для основного металлорежущего оборудования
Участки по изготовлению технологических групп деталей Габаритные размеры (длинахширина), мм (не более) Удельная общая площадь, м2 (не более)
Базовые детали (стани- ны, плиты, траверсы, поперечины и т.п.) Корпусные детали Планки, рычаги, крон- штейны, вилки и т.п. Крупные тела вращения (планшайбы, зубчатые колеса, шкивы, шпин- дели и т.п.) Тела вращения (шестер- ни, валы, винТы, скалки и т.п.) Токарно-револьверные детали (штифты, гайки крепежные, втулки, кольца, ролики, шайбы, штуцеры и т.п.) 8000x3000 4000x2000 3000x1500 2000x1000 1000x500 700x500 Диаметр свыше 1000, длина свыше 3000 Диаметр свыше 320, длина свыше 700 Диаметр 200... 320, длина до 700 Диаметр до 200 Диаметр до 65, длина до 100 Диаметр до 25 200 150 100 70 40 30 120 80 45 35 25 20
149
Рис. 12.2. Поточные линии механической обработки деталей:
а — проезд, мм; b ~ расстояние принимают в зависимости от конструкции
конвейера; с — ширина конвейера (принимают в зависимости от наибольшего
размера обрабатываемой детали)
Окончательное значение удельной площади устанавливают после
выполнения планировочного решения производственного участка,
когда будет расставлено все технологическое и вспомогательное
оборудование на нем с учетом его обслуживания.
Удельная площадь зависит от вида производства и габаритных
размеров принятого технологического оборудования, которые, в
свою очередь, связаны с геометрическими размерами изготавли-
ваемых изделий.
Нормы удельной общей площади, приходящейся на единицу
основного оборудования по механообрабатывающим цехам, при-
ведены в табл. 12.6.
При проектировании ГПС площадь, приходящуюся на едини-
цу технологического оборудования, принимают с коэффициен-
том 2, если при расчетах не учитывают площадь, занимаемую та-
ким вспомогательным оборудованием, как автоматизированный
склад, приемно-передающие устройства и т.п.
На рис. 12.2 представлена примерная планировка поточной
линии механической обработки.
Контрольные вопросы
1. От чего зависит трудоемкость обработки деталей в механических
цехах?
2. Как классифицируются механические цехи по типам производства?
3. Какой состав оборудования используется в механических цехах?
4. Как организуется многостаночное обслуживание в механических
цехах?
5. Как выбирается и рассчитывается основное оборудование механи-
ческих цехов?
6. Какой состав вспомогательного и подъемно-транспортного обору-
дования необходим в механических цехах?
7. Как определяется потребность в рабочей силе в механических цехах?
150
8. Какова необходимая средняя квалификация основных и вспомога-
тельных рабочих механических цехов?
9. Как осуществляется размещение механических цехов на заводе?
10. Как производится планировка оборудования в механических цехах?
Глава 13
СБОРОЧНЫЕ ЦЕХИ И КОНТРОЛЬНО-ИСПЫТАТЕЛЬНЫЕ
СТАНЦИИ
13.1. Состав и классификация сборочных цехов
Сборочные цехи. Организация процессов сборки (специализация
сборочных цехов) зависит от объема годового выпуска завода, удель-
ного веса трудоемкости сборочных работ в общей трудоемкости
изготовления всех изделий, выпускаемых заводом, конструктив-
но-технологического сходства или различия основных выпускае-
мых заводом изделий и типа производства.
Для малых и средних заводов и заводов с небольшим удель-
ным весом трудоемкости сборочных работ в общей трудоемкости
изготовления изделий (до 40 %) характерным является создание
одного сборочного цеха (отделения, участка). Для больших заво-
дов и заводов с большим удельным весом трудоемкости сбороч-
ных работ в общей трудоемкости изготовления изделий (свыше
40 %) при конструктивно-технологических различиях основных
изделий или значительного объема производства повторяющих-
ся самостоятельных узлов и устройств, входящих в изделия,
предусматривается несколько сборочных цехов или отделений,
участков.
Например, на заводе электроизмерительных приборов имеются сбо-
рочный цех крупносерийной продукции (щитовые малогабарит-
ные и миниатюрные электроизмерительные приборы) и сбороч-
ный цех мелкосерийной продукции (цифровые электроизмери-
тельные приборы); на заводе счетно-аналитических машин суще-
ствуют четыре сборочных цеха; на часовом заводе предусмотрены
сборочный цех наручных и карманных часов с контрольно-испы-
тательной станцией (крупносерийное производство) и сборочный
цех технических часов с контрольно-испытательной станцией (се-
рийное производство).
Сборочные цехи классифицируются по их назначению, роду
и объему выпускаемых изделий, типу производства, размеру
цеха.
Испытательные станции. Для осуществления контрольных (сда-
точных) и типовых испытаний изделий испытательные станции или
цехи размещаются, как правило, совместно с соответствующими
151
сборочными цехами. Для особо сложных контрольных и типовых
испытаний (например, испытания с применением радиоактивных
веществ, сложных холодильных установок и т. п.) испытательные
станции размещают отдельно от сборочных цехов.
Испытательные станции подразделяются на станции конт-
рольных (сдаточных) и типовых испытаний. Контрольным испы-
таниям, как правило, подвергаются все изготовляемые изделия и
отдельные узлы, а типовым — изделия или узлы выборочно
(нескольких единиц из партии).
В зависимости от принятой на заводе производственной струк-
туры и системы управления предприятием (цеховой или бесцехо-
вой), предусматривают различный состав подразделений сборки.
13.2. Определение трудоемкости сборочных работ
и испытаний
Трудоемкость сборочных работ и испытаний изделий опреде-
ляют следующими методами:
1) разработка расчетных пооперационных технологических карт
или укрупненных маршрутных ведомостей процессов сборки и
испытаний с нормированием операций и составление сводной
ведомости трудоемкости по каждому изделию программы;
2) укрупненный расчет проектной трудоемкости путем исполь-
зования данных ранее выполненных проектов о трудоемкости ана-
логичных изделий с введением в них соответствующих поправоч-
ных коэффициентов;
3) расчет проектной трудоемкости использования заводских
данных о трудоемкости с внесением в них соответствующих по-
правочных коэффициентов.
Первый метод применяют, как правило, только при проекти-
ровании сборочных цехов с точной программой для массового и
крупносерийного производств, а также для сборочных цехов, в
производственную программу которых входят новые, не освоен-
ные в производстве изделия.
Для расчета трудоемкости при проектировании сборочных цехов
с приведенной или условной программой применяют в основном
второй и третий методы. При этом методика расчета поправочных
коэффициентов, учитывающих различие сравниваемых изделий
по массе, сложности конструкции, усовершенствованию техно-
логического процесса и степени освоения производства изделий
заводами, может быть рекомендована по аналогии с соответству-
ющими коэффициентами при определении станкоемкости меха-
нической обработки.
Обычно при проектировании сборочных цехов в случае боль-
шой номенклатуры изделий трудоемкость последних определяют
152
смешанным методом, т.е. трудоемкость основных наиболее трудо-
емких изделий по первому методу, а остальных изделий — по
второму или третьему методам.
13.3. Выбор и расчет количества оборудования
и рабочих мест
Высокие экономические показатели сборочных цехов обеспе-
чиваются внедрением максимальной механизации и автоматиза-
ции производственных процессов и применением высокопроиз-
водительного оборудования.
Все оборудование цеха в зависимости от его роли в производ-
ственном процессе делится на основное, вспомогательное и
подъемно-транспортное. Кроме того, в спецификации оборудова-
ния по цеху включают производственный инвентарь (верстаки,
поверочные и разметочные плиты и др.), контрольно-измеритель-
ные приборы, пневматический и электрифицированный инстру-
мент.
Расчет необходимого количества основного оборудования и
рабочих мест выполняют на основании трудоемкости сборочных
работ по каждому изделию и соответственно на годовую программу.
Расчетное количество оборудования или рабочих мест на дан-
ной операции (или группе операций) может быть определено по
формуле
* $оп = (ТГод.пр)оп/(^1^д) ~ 1/7д^(Т(АiImi)г
где (Тгодпр)оп — суммарная трудоемкость в чел.-ч на годовую про-
грамму на данной операции или группе операций; Т(- — трудоем-
кость в чел.-ч данных сборочных операций по каждому изделию,
выполняемых на данном оборудовании или рабочем месте; —
годовой выпуск каждого из изделий в штуках, собираемых на дан-
ном оборудовании или рабочем месте; т — среднее количество
рабочих, одновременно участвующих в сборочном процессе (или
испытаниях) узлов (или изделий) на данной операции или груп-
пе операций (плотность работ); /л,- — количество рабочих, одно-
временно участвующих в сборочном процессе (или испытаниях)
узлов (или изделий) на данной операции по каждому изделию
(плотность работ); Fa — установленный годовой фонд времени
работы данного оборудования или рабочего места, ч.
Величина
(ТГОД.пр)оп//И =
определяет календарную продолжительность данной операции или
группы операций (на годовую программу) на данном оборудова-
нии или рабочем месте.
153
Величина Тк = Ti/nii является календарным временем (ч) вы-
полнения сборочных операций по каждому изделию на данном
оборудовании или рабочем месте. Это время определяют непо-
средственно по разработанным технологическим процессам сбор-
ки и испытаний изделий или, при укрупненных расчетах, на ос-
новании ранее выполненных проектов или заводских данных.
Для случая сравнительно большой календарной продолжитель-
ности операции при малой ее трудоемкости (сушка в процессе
сборки, обкатка, «тренировка» узлов и изделий и т. п.), т. е. при
малой плотности работ, количество необходимого оборудования
рассчитывают исходя из календарного времени продолжитель-
ности операции и количества одновременно установленных на
данном оборудовании (для выполнения операции) узлов или из-
делий.
Полученное расчетное количество оборудования или рабочих
мест для выполнения данной операции (или группы операций)
округляют до целого числа, которое и является принятым коли-
чеством оборудования или рабочих мест для выполнения данной
операции 5оп.пр.
Суммарное количество принятого оборудования и рабочих мест
по всему цеху определяют по формуле
“^пр = Е^оп.пр*
Коэффициент загрузки оборудования или рабочих мест опре-
деляют по формуле
Л = ^оп /^оп.пр •
Средний коэффициент загрузки оборудования или рабочих мест
для всего цеха определяют по формуле
Лер = Е^оп/Е^оп .пр*
Этот коэффициент желательно приближать к единице. Обычно
его принимают равным 0,8...0,85 для мелкосерийного и серийно-
го производств и 0,85... 0,9 для крупносерийного и массового про-
изводств.
Тип или вид оборудования по группам выбирают одним из сле-
дующих способов:
• на основании разработанного технологического процесса сбор-
ки и испытания изделий;
• на основании использования данных ранее разработанных
проектов сборочных цехов на аналогичные изделия с примерно
такой же серийностью производства;
• путем использования заводских данных о применяемом сбо-
рочном и испытательном оборудовании с уточнением типа обо-
рудования соответственно условиям производства, предусматри-
ваемым в конкретном цехе.
154
Тип оборудования нужно выбирать по каталогам и прейскуран-
там на существующее отечественное и зарубежное оборудование,
а в необходимых случаях — на основании перспективных разрабо-
ток нового оборудования научно-исследовательскими и конструк-
торскими организациями. При использовании в проекте нового
нетипового или специализированного оборудования к проекту сле-
дует приложить технические задания на его проектирование.
Мелкое настольное оборудование (настольные прессы, настоль-
но-сверлильные станки и др.) в отдельных случаях можно выби-
рать в зависимости от требований технологического процесса.
В случае организации в цехе поточной (конвейерной) сборки
изделий или отдельных узлов необходимо произвести расчет кон-
вейеров.
В состав вспомогательного оборудования цеха входят генераторы
частоты для высокочастотного электроинструмента, ультразвуко-
вых установок, оборудование ремонтной базы (для особо крупно-
го сборочного цеха), точильно-заточные станки, оборудование
для очистки помещения (пылесосы и др.), клееварки, разные на-
сосы и т. п.
Количество и тип вспомогательного оборудования устанавли-
вают в зависимости от потребности.
В сборочных цехах для транспортирования деталей и узлов из
складов к рабочим местам и между рабочими местами, готовых
изделий — от рабочих мест к складам, а также для транспортирова-
ния других грузов применяют следующие виды транспортных средств:
• подвесные цепные конвейеры (в основном легкого или об-
легченного типа) и облегченные толкающие конвейеры с адрес-
ной сигнализацией или адресной доставкой грузов на рабочие
места, в ряде случаев снабженные специальными устройствами
для их автоматической загрузки и разгрузки;
• ленточные, пластинчатые и тележечные конвейеры различ-
ных конструкций, непрерывного действия и пульсирующие;
• подвесные однобалочные краны различной грузоподъемности;
• свободно стоящие поворотные краны с электрическими и
пневматическими тельферами;
• электрические и пневматические тельферы и подъемники;
• электрические тележки и электропогрузчики различной кон-
струкции и грузоподъемности;
• прочие виды подъемно-транспортного оборудования (лифты
для межэтажного транспортирования, элеваторы, рольганги, скли-
зы и т.д.).
Выбор и расчет количества подъемно-транспортного оборудо-
вания осуществляют в зависимости от размеров производства,
массы и габаритных размеров собираемых узлов и изделий, се-
рийности производства, принятого технологического процесса
сборки, конфигурации и размеров здания сборочного цеха и т. п.
155
13.4. Расчет состава работающих
К производственным рабочим сборочных цехов и испытатель-
ных станций в зависимости от рода выпускаемой продукции от-
носятся слесари-сборщики или сборщики по сборке и монтажу
узлов; намотчики; электромонтажники; сборщики по общей сборке
изделий; рабочие на производственных испытаниях, тарировщи-
ки, регулировщики, юстировщики, наладчики; упаковщики и др.
Численность производственных рабочих по группам или спе-
циальностям и общую численность их по цеху определяют на
основании принятой трудоемкости на годовую программу по
соответствующим видам сборочных работ и установленного годо-
вого фонда времени работы для каждого рабочего.
Расчетную численность производственных рабочих в сбороч-
ных цехах на стационарной сборке определяют по формуле
=
где Рпр.р — расчетная численность производственных рабочих со-
ответствующей группы или специальности, равная
^пр.р ~ Тгод.пр /Fr ,
где T^ np — расчетная трудоемкость на годовую программу по видам
работ; Fr — установленный годовой фонд времени работы рабоче-
го для данной группы или специальности рабочих, ч.
При получении дробных чисел расчетной численности произ-
водственных рабочих Рпр.р цифровые значения необходимо округ-
лить в большую сторону до целого числа, называемого принятым
числом производственных рабочих.
При этом
^пр.р — 2^-^п.пр.р-
К вспомогательным рабочим сборочных цехов и испытательных
станций относятся рабочие по ремонту и обслуживанию оборудо-
вания: слесари и станочники по ремонту оборудования, смазчики
оборудования, электромонтеры; наладчики автоматического обо-
рудования и автоматических линий; контролеры по приемке гото-
вых узлов и изделий; комплектовщики, подносчики и раздатчики
инструмента; рабочие на погрузке, разгрузке и транспортировке
материалов, полуфабрикатов, деталей, узлов и готовых изделий.
Численность вспомогательных рабочих цеха принимают в про-
центном отношении от численности производственных рабочих в
зависимости от размера цеха, типа и принятой организации про-
изводства с учетом уровня механизации и автоматизации произ-
водственных процессов в сборочном цехе.
Численность инженерно-технических работников и служащих
в сборочных цехах подсчитывают по штатной ведомости, состав-
156
ляемой в зависимости от численности рабочих цеха, типа произ-
водства, степени сложности и разнообразия собираемых изделий,
структуры управления цехом и т. п.
Численность младшего обслуживающего персонала (МОП) обыч-
но составляет 1 ...3 % численности рабочих цеха в зависимости от
размеров цеха. При размещении сборочного цеха в блоке с другими
цехами численность МОП определяют для всего блока в целом.
13.5. Размещение цехов и планировка оборудования
Сборочные цехи и испытательные станции заводов, как прави-
ло, размещают в блоке с другими основными и вспомогательными
цехами. В исключительных случаях испытательные станции (для
испытаний с огнеопасными и взрывоопасными средами, с радио-
активными веществами, для специальных механических и магнит-
ных испытаний и др.) размещают в отдельно стоящих зданиях.
Сборочные цехи отдельных видов производств, например, ча-
сового производства, размещаются преимущественно в отдель-
ных зданиях в связи с повышенными требованиями к чистоте
производственных помещений, кондиционированию воздуха в них,
санитарным условиям для работающих в цехе (создание специ-
альных служебно-бытовых помещений с комнатами отдыха и т.п.).
Сборочные цехи и испытательные станции могут быть разме-
щены в одноэтажных и многоэтажных зданиях. Тип здания для
размещения сборочных цехов и испытательных станций выбира-
ют в зависимости от рода и объема выпускаемых изделий, степени
механизации производственного процесса и условий застройки
территории промышленной площадки завода.
Размеры производственных помещений в плане и по высоте
определяются в основном количеством, габаритными размерами
и планировкой производственного оборудования, рабочих мест и
вспомогательных служб цеха, габаритными размерами собирае-
мых узлов и изделий, средствами внутри- и межцехового транс-
порта, организацией производства и др. Взаимное расположение
отделений и участков цеха устанавливают в зависимости от при-
нятого технологического процесса сборки, общей компоновки цеха
и всех цехов завода на генеральном плане. При выполнении пла-
нировки цеха необходимо обеспечивать максимальное сокраще-
ние протяженности грузопотоков, максимальную прямоточность
движения деталей и узлов в процессе сборки и испытаний.
К производственной площади сборочного цеха относятся пло-
щади, занятые производственным оборудованием, рабочими ме-
стами, испытательными стендами, установками, верстаками; ра-
бочими зонами, обслуживающими производственное оборудова-
ние; производственными проходами и проездами (кроме межце-
157
ховых и главных проездов); транспортными устройствами; склад-
скими площадками у рабочих мест и оборудования; испытатель-
ными установками и стендами.
К вспомогательной площади сборочного цеха относятся площа-
ди, занятые промежуточными складами деталей и узлов; откры-
тыми складскими площадками для хранения крупных деталей и
узлов; кладовыми покупных комплектующих деталей, узлов и из-
делий; инструментально-раздаточной кладовой; кладовой конт-
рольно-измерительных приборов; кладовой вспомогательных ма-
териалов; ремонтной базой; участками и лабораториями ОТК;
тамбурами, въездами в цех, непроизводственными проходами,
главными корпусными проездами в пределах границ цеха, лест-
ничными клетками, шахтами подъемников, отопительными и вен-
тиляционными устройствами и т. п.
Площади конторско-бытовых помещений определяют при раз-
работке строительной части проекта. Для укрупненных расчетов
при проектировании технологической части проекта общая пло-
щадь, потребная для конторско-бытовых помещений, определя-
ется исходя из 1,5 м2 на одного работающего в цехе.
Контрольные вопросы
1. Какова удельная трудоемкость сборочных работ в общей трудоемко-
сти изготовления изделий?
2. От чего зависит состав сборочных цехов завода?
3. Каково назначение испытательных станций или испытательных
цехов?
4. В чем состоит назначение контрольных и типовых испытаний изделий?
5. Какие существуют методы расчета трудоемкости сборочных работ и
испытаний изделий?
6. Как осуществляется выбор и расчет оборудования сборочных цехов?
7. Как производится расчет рабочих мест в сборочных цехах?
8. Как определяется и рассчитывается состав работающих в сборочных
цехах?
9. Как осуществляется размещение сборочных цехов на заводе?
10. Как производится планировка оборудования в сборочных цехах?
Глава 14
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КОНТРОЛЯ
НА ПРЕДПРИЯТИЯХ
14.1. Задача отдела технического контроля
Отдел технического контроля (ОТК) является структурным
подразделением предприятия, главная обязанность которого вос-
препятствовать выпуску предприятием продукции, не соответству-
158
ющей технической документации. ОТК контролирует качество
изделий в соответствии со стандартами, техническими условиями,
эталонами, конструкторской документацией, а также проверяет
комплектность выпускаемой продукции. ОТК является самостоя-
тельным отделом предприятия и возглавляется главным конт-
ролером или главным контролером качества. Начальник ОТК
подчинен непосредственно директору предприятия. Все виды
изготовленной предприятием продукции могут быть допущены к
заводским или государственным испытаниям или переданы за-
казчику только после приема их ОТК и оформления в установ-
ленном порядке паспорта или формуляра, удостоверяющего ка-
чество изделия, а также с клеймом ОТК, если это предусмотрено
соответствующей документацией. Порядок предъявления продук-
ции ОТК определяется полной ответственностью исполнителей
за качество изготовляемых ими деталей, узлов и изделий в усло-
виях строжайшего соблюдения конструкторской и технологичес-
кой документации.
Продукция, изготовленная с отступлением от чертежей, стан-
дартов и ТУ, определяющих качество изделий, или при наруше-
нии технологического процесса, является дефектной, или браком.
Осуществляемый ОТК контроль за качеством и комплектностью
готовой продукции не освобождает начальников цехов, отделов и
другой административный персонал предприятия от ответственно-
сти за выпуск недоброкачественной или некомплектной продук-
ции, а начальников лабораторий, осуществляющих контрольные
функции, от ответственности за достоверность их заключений и
анализов относительно качества материалов и продукции.
Основными задачами ОТКявляются-.
• контроль за соответствием качества и комплектностью вы-
пускаемой продукции требованиям действующей технической до-
кументации;
• участие в разработке программ испытаний, максимально при-
ближенных к условиям эксплуатации и гарантирующих надежную
проверку работоспособности изделий;
• контроль за качеством продукции в процессе производства в
соответствии с нормативно-технической и технологической до-
кументацией и производственными инструкциями;
• клеймение принятой и маркировка забракованной продукции;
• оформление принятой продукции и контроль за изъятием из
производства забракованной продукции;
• окончательная техническая приемка и испытание готовой
продукции, проверка правильности заполнения и оформления
паспортов и формуляров, удостоверяющих годность изделий, и
подписание этих документов;
• проведение совместно с цехами, отделами и лабораториями
анализа конструктивных, производственных и эксплуатационных
159
дефектов, обнаруженных при изготовлении, сборке, эксплуата-
ции узлов и агрегатов, контроль за устранением этих дефектов;
• техническая приемка (контроль за качеством) поступающих
на предприятие и предназначенных для основного производства
материалов, полуфабрикатов и комплектующих готовых изделий
с предприятий-поставщиков; оформление документов на каче-
ственные и составление актов на недоброкачественные материа-
лы (входной контроль);
• контроль за комплектностью и упаковкой изделий, отправ-
ляемых с предприятия;
• инспекторский контроль за состоянием (в основных цехах)
инструментов, приспособлений и всех видов производственной
оснастки, а также приборов;
• контроль за соблюдением на предприятии единства мер и за
состоянием измерительных средств, а также инспекционный конт-
роль за правильностью поверки всех средств измерения в основ-
ном производстве;
• технический учет брака, установление его причин и винов-
ников, разработка совместно с цехами и отделами предприятия
мероприятий по ликвидации брака, контроль за выполнением этих
мероприятий.
Задачи, возложенные на ОТК, распределяются между его от-
делами следующим образом:
• бюро технического контроля (БТК) или бюро внешней приемки
осуществляет техническую приемку поступающих на предприя-
тие материалов, полуфабрикатов и готовых изделий, составляет
рекламационные акты, проводит инспекторский контроль за
соблюдением правил хранения и выдачи поступающей на пред-
приятие продукции;
• бюро цехового контроля (БЦК) контролирует в производствен-
ных цехах качество и комплектность продукции, оформляет при-
емку, а также контролирует выполнение операций по ликвида-
ции брака и дефектов продукции, проверяет в порядке инспекти-
рования состояние оснастки и инструмента, находящегося в экс-
плуатации;
• заместитель главного контролера рассматривает и подготав-
ливает предложения по рекламациям, исследует и обобщает при-
чины брака, проводит мероприятия по улучшению технического
контроля, ведет клеймовое хозяйство;
• инспекторская группа осуществляет инспекционную про-
верку качества продукции в цехах, где нет постоянного конт-
ролера ОТК.
Большое значение контролю качества выпускаемой продукции
придают зарубежные фирмы. Как правило, у них отдел контроля
качества подчинен администратору, ведующему производством.
В некоторых компаниях функции технического контроля разделе-
160
ны: ОТК подчиняется вице-президенту, ведующему производ-
ством, а группа управлением качеством — главному конструктору.
Всюду применяется основной принцип, заключающейся в том,
что в области выполнения своих специфических задач ОТК под-
чинены функционально вышестоящим органам, которые осуще-
ствляют общее управление качеством. Следует подчеркнуть, что
ОТК зарубежных фирм большое внимание уделяют контролю тех-
нической подготовки производства, следя за тем, чтобы разраба-
тываемая технологическая документация соответствовала задачам
по обеспечению качества.
В системе обеспечения качества изделий, выпускаемых пред-
приятием, важную задачу выполняет служба главного метролога,
основной функцией которого является метрологическое обеспе-
чение измерений, проводимых на предприятии.
Метрологическое обеспечение — это установление и применение
научных основ, технических средств, правил и норм, необходимых
для достижения единства и требуемой точности измерений.
Основной задачей службы главного метролога на предприятии
является обеспечение единства и достоверности измерений. Отдел
главного метролога должен быть тесно связан с ОТК, участвовать в
разработке технологии контроля качества агрегатов, в выявлении
причин брака и его анализе; внедрять новые измерительные сред-
ства, принимать участие в создании средств измерений специаль-
ного назначения, проводить сложные арбитражные йзмерения.
Работники ОТК обязаны представлять метрологам для провер-
ки все средства контроля как находящиеся в эксплуатации, так и
в запасе.
14.2. Классификация видов технического контроля
Практика технического контроля создала большое разнообразие
видов контроля, которое может быть классифицировано в зависи-
мости от объекта, контролируемых свойств объекта, технологии
и отношения к производственному процессу, метода, характера
средств контроля.
Виды технического контроля в зависимости от объекта опреде-
ляют следующих исполнителей: рабочего, наладчика, бригадира,
мастера, контролера ОТК, мастера ОТК, работников лаборато-
рий, ИТР служб предприятий.
В зависимости от объекта предусмотрены следующие виды тех-
нического контроля:
• основных материалов;
• комплектующих изделий кооперированных поставок;
• обрабатывающего инструмента и технологической оснастки;
• измерительных инструментов и приборов;
6 Шишмарев
161
• испытательных стендов;
• технологического оборудования;
• деталей и полуфабрикатов на разных стадиях готовности;
• готовых узлов и испытания изделий;
• сборки узловой, общий и монтажа;
• комплектации узлов и изделий;
• технической и сопроводительной документации;
• упаковки и консервации;
• отгрузки готовых изделий;
• квалификации исполнителей и состояния технологической
документации;
• осуществления мероприятий по обеспечению качества про-
дукции;
• качества выполняемых услуг;
• хранения материалов, комплектующих изделий;
• эксплуатации изделия;
• прохождения рекламаций.
В зависимости от контролируемых свойств объекта могут прини-
маться нижеприведенные виды контроля, которые всегда начина-
ются с проверки соответствия размеров или визуального осмотра
готового изделия при сравнении его с эталоном; одновременно
проверяется наличие клейм и сопроводительной документации.
Специальный контроль подразумевает проверку специальных ха-
рактеристик изделия, например таких, как герметичность. Конт-
роль физических свойств включает в себя проверку твердости,
теплопроводности и др. Контроль механических свойств состоит в
проведении испытаний образцов материалов на сжатие, ударную
вязкость и др. При химическом анализе осуществляется проверка
химического состава вещества. Металлографическое исследование
представляет собой исследование структуры металла контролиру-
емого изделия. Испытание надежности ресурса позволяет опреде-
лить соответствие реального ресурса требованиям ТУ.
Виды технического контроля в зависимости от контролируе-
мых свойств объекта:
• контроль размеров;
• визуальный;
• специальный;
• физических свойств;
• механических свойств;
• химический контроль;
• металлографические исследования;
• испытание на надежность.
Виды контроля в зависимости от технологии и отношения к
производственному процессу следующие:
• входной контроль;
• контроль технологического процесса;
162
• операционный;
• летучий;
• приемочный;
• инспекционный;
• контроль у потребителя.
Входному контролю подлежат сырье, материалы, комплекту-
ющие детали и изделия. Контроль технологического процесса
включает в себя проверку соответствия характеристик, режимов
и других показателей установленным требованиям. Операционным
контролем является контроль после каждой операции. Летучим
контролем считается контроль продукции или технологического
процесса, срок проведения которого не регламентирован. По ре-
зультатам приемочного контроля готовой продукции принимается
решение о ее годности.
Инспекционный контроль представляет собой выборочный
контроль продукции или технологического процесса, который
осуществляется после операционного или приемочного контроля.
Контроль у потребителя производится с целью определения экс-
плуатационных свойств выпущенной продукции.
В зависимости от применяемого метода технический контроль
подразделяется на:
• сплошной, при котором проверяется вся партия;
• выборочный, когда решение о качестве всей партии прини-
мается по результатам выборки;
• статистические методы управления качеством — метод регу-
лирования технологического процесса по выборке.
Технический контроль в зависимости от характера средств кон-
троля может быть:
• ручной, при котором проверка всех требуемых параметров
осуществляется контролером ОТК при помощи универсальных из-
мерительных средств;
• механизированный, который связан с применением специ-
альных приборов;
• автоматизированный, осуществляющийся без вмешательства
человека.
14.3. Выбор средств контроля
В настоящее время нет обоснованного определения критериев
выбора средств контроля, которые решали бы все поставленные
задачи. На основании опыта производства установлена зависимость
выбора измерительных средств по погрешности от допуска. Пре-
делы допускаемой погрешности измерения должны составлять для
6 —9-го квалитетов 33% от предельного отклонения, а для ос-
тальных квалитетов 25 % от предельного отклонения.
163
При выборе критериев измерительных средств обычно учиты-
вают:
• характер контролируемых параметров и количество контро-
лируемых координат;
• габаритные размеры деталей;
• допуск и допустимую погрешность;
• конфигурацию детали;
• деформируемость детали;
• условия окружающей среды;
• возможность автоматизации и величину серии;
• условия выдачи результатов измерения;
• дополнительные условия;
• стоимость средств контроля;
• квалификацию контролера.
14.4. Порядок разработки контрольных операций
в технологическом процессе
Операции технического контроля являются неотъемлемой час-
тью технологического процесса изготовления и сборки деталей,
сборочных единиц и изделий. Разработка контрольных операций
является также частью общего комплекса работ по технологичес-
кой подготовке производства изделий и его метрологическому обес-
печению.
Технологическая документация на контрольные операции раз-
рабатывается технологами соответствующих служб главных спе-
циалистов предприятия (ОГТ, ОГМ и др.) и технологическими
бюро производственных цехов.
Техническому контролю подлежат:
• технологические операции изготовления и сборки деталей и
сборочных единиц, а также технологические операции, по кото-
рым ранее имелись отступления;
• технологические операции перед передачей изделия на тер-
мообработку или в другой цех для продолжения обработки;
• после выполнения промежуточных операций, в процессе ко-
торых поверхности детали выполняются с размерами по 11-му
квалитету СТ СЭВ и точнее;
• форма и взаимное расположение поверхностей.
Документация на контрольные операции разрабатывается од-
новременно с разработкой технологических документов изготов-
ления изделий, при этом допускается оформлять карты контроля
отдельным комплектом.
Операции технического контроля должны оформляться подроб-
ной записью в маршрутной карте или на операционной карте
контроля, в отдельных случаях по согласованию с главным конт-
164
ролером могут применяться ведомости операций технического
контроля, прилагаемые к маршрутной карте.
Операции контроля должны содержать:
• объем и последовательность контрольных операций в их со-
четании с операциями обработки;
• технические требования на контрольные операции деталей и
сборочных единиц;
• технологическую базу контроля, характер установки и креп-
ления деталей;
• средства контроля, методы измерений и исполнителей опе-
раций контроля;
• норму времени на операцию контроля.
При составлении операций контроля должна быть выдержана
следующая последовательность переходов контроля:
• линейных размеров;
• отдельных отклонений размеров отверстий;
• угловых размеров;
• параметров резьбы;
• правильности геометрической формы и расположения по-
верхностей;
• шероховатости поверхности;
• качества покрытия.
14.5. Активный контроль размеров
на металлорежущих станках
Процесс резания, продольная и поперечная подача, пуск и
остановка современных металлорежущих станков частично или
полностью автоматизированы. При этом требуемые геометричес-
кие параметры обрабатываемых деталей обеспечиваются с помо-
щью упоров или систем путевого контроля. Но таким способом
обеспечивается обработка деталей со сравнительно грубыми до-
пусками, так как при этом не учитываются износ инструмента,
деформации станка, температурные погрешности.
При малых допусках необходимо контролировать требуемые
геометрические параметры непосредственно в процессе обработ-
ки, вмешиваться в управление станком или подлаживать его. Наи-
более часто реализуется вариант управления путем прекращения
процесса обработки, как только фактический размер обрабатыва-
емой детали достигнет величины заданного размера. При этом ста-
нок выключается либо вручную, либо автоматически.
Автоматические приборы активного контроля снабжаются под-
водящими устройствами, устанавливаемыми на столе станка и
обеспечивающими подвод прибора к детали в начале ее обработки
и отвод прибора от детали по окончании обработки. Недостатком
165
приборов, измеряющих детали в процессе обработки, является
то, что на их точность влияют многие помехи, и в первую очередь,
колебания температуры обрабатываемой детали.
Несмотря на большие преимущества приборов, контролирующих
размеры деталей в процессе обработки, есть еще много случаев,
когда их не удается применить или их применение нецелесообразно
(например, при обточке, когда работе прибора мешает стружка),
в этом случае находят выход в применении приборов, измеряю-
щих размеры деталей после их обработки. Такие приборы приме-
няются в следующих случаях:
1) для автоматической подналадки станка на основе измере-
ния размеров обработанных деталей;
2) для повторного контроля обрабатываемых деталей и авто-
матической поднастройки прибора активного контроля, подвер-
гающегося во время обработки деталей влиянию многих помех;
3) для автоматической сортировки деталей на ряд размерных
групп.
Приборы первого типа могут быть применены на бесцентрово-
шлифовальных станках. Детали, покидающие станок, попадают
на измерительную позицию, датчик которой связан с механиз-
мом подналадки. По мере износа шлифовального и ведущих кру-
гов размеры деталей, сходящих со станка, постепенно увеличива-
ются. Как только они достигнут верхней контрольной границы,
датчик подает команду механизму подналадки, который переме-
щает один из кругов на расстояние, равное суммарному износу
обоих кругов. При плоском и бесцентровом шлифовании и при
некоторых других способах обработки резанием измерение каж-
дой детали непосредственно в процессе обработки вызывает за-
труднения, а зачастую этого сделать даже невозможно.
Приборы второго типа применяются только при очень малых
допусках, если иначе не удается устранить влияние помех, воз-
никающих в процессе обработки. Второй измерительный прибор
располагается вне зоны обработки, он повторно измеряет обра-
ботанные детали (обычно после выравнивания температуры), бла-
годаря чему контролируется работа прибора, измеряющего дета-
ли в процессе обработки.
Приборы третьего типа применяются в случае, если контроль
в процессе обработки отсутствует и необходимо стабилизировать
процесс обработки или, если необходимо сортировать обработан-
ные детали на несколько групп.
Все три разновидности приборов, применяемых для измере-
ния деталей после их обработки, почти не подвергаются влиянию
помех, работают с малыми погрешностями и могут применяться
практически для контроля деталей любой формы.
Приборы активного контроля для круглошлифовальных станков.
Для круглого шлифования валов, устанавливаемых на станках в
166
центрах и патроне, разработано и применяется много различных
приборов активного контроля, начиная с простейших (показы-
вающих) приборов для относительных измерений и заканчивая
современными системами для абсолютных измерений, которые
устанавливаются на станках с программным управлением.
С точки зрения построения датчика размера, устанавливаемого
на станке, существуют следующие три разновидности приборов
активного контроля:
1) с одноконтактным датчиком размера, измеряющим радиус
детали и включающим в измерительную размерную цепь элемен-
ты датчика, его подвески, станка и зажимного приспособления;
2) с двухконтактным датчиком, измеряющим диаметр детали
и неподвижно закрепленным в процессе измерения на столе станка;
3) с трехконтактным датчиком, измеряющим диаметр детали
и одновременно базирующимся на детали, что обуславливает по-
движную установку датчика в процессе контроля.
Характерным представителем контактных приборов первой
группы является прибор модели БВ-220 (рис. 14.1).Он имеет встро-
енный электроконтактный датчик с двумя регулируемыми кон-
тактами для управления рабочим циклом: черновая обработка —
Рис. 14.1. Электроконтактный прибор активного контроля:
1 — измерительный стержень; 2 — индикатор; 3 — контактный рычаг; L\ и £2
индикаторные лампочки
167
A—A
Рис. 14.2. Пневматический бесконтактный датчик:
1 — измерительное сопло; 2 — корпус; 3 — основание; 4 — плоская пружина;
5 — регулируемый упор; 6 — датчик; 7 — зазор между соплом и деталью
чистовая обработка — выхаживание. При этом выхаживание огра-
ничивается с помощью реле времени. При срабатывании контак-
тов загораются лампочки Lx и £2- Перемещение измерительного
стержня сообщается индикатору 3 и вызывает поворот контактно-
го рычага 3, шарнир которого выполнен на крестообразных плос-
ких пружинах. При смене детали измерительный стержень 1 под-
нимается вручную. Прибор крепится на бабке изделия. Рассеива-
ние размеров обработанных деталей составляет 10... 15 мкм.
Из всех бесконтактных способов измерения размеров деталей
практическое применение нашли только пневматические датчики.
Принцип простого пневматического прибора для бесконтактного
активного контроля показан на рис. 14.2. Измерительное сопло 7
прибора установлено в корпусе 2, который может поворачиваться
на плоской пружине 4, прикрепленной к регулируемому по высо-
те основанию 3. При шлифовании с большим припуском корпус 2
соприкасается с деталью и отклоняется вниз. По мере уменьше-
ния диаметра детали корпус 2 возвращается в исходное положе-
ние и опирается на регулируемый упор 5.
Воздух, поступающий в сопло 7, выходит через зазор 7 в ат-
мосферу. Для предохранения от повреждений измерительное со-
пло 7 утоплено в корпус 2 примерно на 50 мкм. Благодаря этому
износ корпуса 2 в месте, где он контактирует с деталью, не вы-
зывает погрешностей измерения.
Двухконтактные приборы активного контроля, измеряющие
диаметр обрабатываемой поверхности по своей конструкции разде-
ляются на приборы с одним и двумя измерительными рычагами.
Прибор с одним измерительным рычагом (рис. 14.3) имеет верх-
ний измерительный наконечник 2, прикрепленный к корпусу 7,
168
Рис. 14.3. Двухконтактный прибор с одним измерительным рычагом:
1 — корпус; 2 — измерительный наконечник; 3 — рычаг; 4 — подводящее гидрав-
лическое приспособление; 5 — упор; 6 — пружина; 7 — шарнир; 8 — датчик
который подвешен на шарнире 7 к гидравлическому подводяще-
му приспособлению 4. Наконечник 2 опирается на обрабатывае-
мую деталь по действием веса корпуса 1. Нижний измерительный
наконечник закрепляется на рычаге 3, который установлен в кор-
пусе 1 на шарнире. Изменение диаметра d в процессе шлифования
воспринимается с помощью датчика 8. Описанный прибор при-
меняется для измерения валов диаметром 10... 160 мм. Настройка
на заданный размер осуществляется перемещением наконечника 2
относительно корпуса 1 и перемещением последнего относительно
вертикальной планки, прикрепленной к штоку гидроцилиндра. Эти
приборы крепятся на столе шлифовального станка с помощью
подводящего гидравлического приспособления 4, которое позво-
ляет автоматически устанавливать прибор в рабочее положение и
отводить его от обработанной детали. Чтобы при установке прибо-
ра на деталь не было поломок наконечника 2, корпус 1, снабжен-
ный упором 5 и пружиной 6, удерживается в строго ориентиро-
ванном положении относительно детали.
Прибор с двумя подвижными измерительными рычагами (рис. 14.4)
имеет корпус 1, жестко связанный с гидравлическим подводя-
щим устройством 4. Нижний и верхний измерительные рычаги 2
и 3 обычно подвешиваются к корпусу на плоских пружинах, не
подверженных трению и износу. Изменение диаметра детали в
процессе ее шлифования регистрируется с помощью датчика 5
как разность отклонений обоих измерительных рычагов 2 и 3.
Пневматический или электрический датчик 5 связан с измери-
169
Измерительный сигнал
Подвод Отвод
Рис. 14.4. Прибор с двумя подвиж-
ными измерительными рычагами:
1 — корпус; 2, 3 — измерительные ры-
чаги; 4 — гидравлическое подводящее
устройство; 5 — датчик
тельно-управляющим блоком, который подает необходимые сиг-
налы станку.
Приборы с измерительными рычагами обычно выполняются
как специальные.
Приборы активного контроля для токарных станков. В отличие
от шлифовальных станков, на которых припуск на шлифование
снимается постепенно в течение большого числа проходов, при-
пуск на обработку при точении снимается, как правило, за один
проход. Эта особенность технологического процесса токарной об-
работки накладывает на применяемые на токарных станках при-
боры активного контроля особый отпечаток. В частности, здесь
отпадает необходимость (вследствие однопроходной обработки)
в измерении в процессе работы. Оно теряет свой смысл для токар-
ных станков, тем более, что у них нет исполнительного органа
для подналадки инструмента во время обработки.
Поскольку процесс измерения выполняется в промежутке между
перемещением суппорта на следующий проход, то наиболее ра-
циональным способом контроля является бесконтактный. Типо-
вая схема такого прибора изображена на рис. 14.5. Оптическая часть
прибора выполнена по схеме двойного микроскопа для контроля
шероховатости, но в нем вместо объектива установлен фотодиод.
Осветительное устройство 1 проектирует световое пятно на обра-
батываемую деталь, от которой оно отражается на приемнике све-
та 2 В приемнике света находится фотодиод 3, выходной сигнал
которого усиливается усилителем 4 и затем подводится к дискри-
минатору 5. Дискриминатор дает каждый раз в момент прохожде-
ния экстремального значения (dU2/dt = 0) короткий импульс.
170
б
Рис. 14.5. Бесконтактный прибор активного контроля на токарных
станках:
7 — осветительное устройство; 2 — приемник света; 3 — фотодиод; 4 — усили-
тель; 5 — дискриминатор; 6 — эксцентрик; 7 — индуктивный датчик; 8 — усили-
тель; 9 — дифференциатор; 10 — управляемый вентиль; 11 — измерительный
прибор; а и б — варианты выходных напряжений
Если поверхность детали находится в плоскости фокусирования,
то максимум света попадает в фотоприемник. При расфокусиров-
ке вверх или вниз, соответствующему большему или меньшему
размеру, уменьшается величина светового потока, попадающего
на фотодиод.
Для измерения диаметра Do все оптическое устройство приво-
дится в периодическое движение относительно заданного положе-
ния (соответствующего диаметру Do) с помощью эксцентрика 6,
приводимого во вращение электродвигателем. Перемещение оп-
тической части устройства преобразуется индуктивным датчиком 7
и усилителем 8 в пропорциональное напряжение. Выходное на-
пряжение U2 на усилителе фотодиода также модулируется; напря-
жение достигает своего максимума при прохождении плоскости
171
фокусирования через поверхность детали. Если поверхность дета-
ли и среднее положение перемещающейся вверх и вниз оптичес-
кой части совпадают, то выходное напряжение U2 фотопреобра-
зователя 3 является переменным с удвоенной частотой по сравне-
нию с частотой напряжения с выхода индуктивного датчика (ва-
риант я). При разности х между поверхностью детали и средним
положением прибора выходное напряжение искажается (вариант б).
Выходное напряжение, пропорциональное разности х, получается
благодаря тому, что пропорциональное отклонению оптической
системы напряжение Ux в момент прохождения экстремального
значения U2 при dUx/dt > 0 передается с помощью управляемого
вентиля /Она запоминающее звено. На операционном усилителе
ОУ запоминающего элемента устанавливается напряжение, про-
порциональное отклонению размера детали от заданной (образ-
цовой) величины, которое может быть измерено прибором 11.
Погрешность прибора активного контроля составляет 2,5 мкм.
Контрольные вопросы
1. Каковы основные задачи отдела технического контроля на пред-
приятии?
2. Как распределяются функции между подразделениями ОТК?
3. Что такое метрологическое обеспечение и каковы задачи службы
главного метролога предприятия?
4. Как классифицируются виды технического контроля в зависимости
от объекта контроля?
5. Какие существуют виды контроля в зависимости от контролируе-
мых свойств объекта и от технологии?
6. В каких случаях применяется сплошной, а в каких — выборочный
контроль?
7. Какие имеются критерии для выбора средств контроля?
8. Каков порядок разработки контрольных операций в технологичес-
ком процессе?
9. Что такое активный контроль и в чем его преимущество?
10. Как осуществляется активный контроль на круглошлифовальных
станках?
11. Как производится активный контроль на токарных станках?
Раздел\/
ОРГАНИЗАЦИЯ ВСПОМОГАТЕЛЬНОГО
ПРОИЗВОДСТВА
Глава 15
ОРГАНИЗАЦИЯ ИНСТРУМЕНТАЛЬНОГО ОБЕСПЕЧЕНИЯ
15.1. Задачи и структура инструментального хозяйства
К инструментальному хозяйству машиностроительного завода
относятся:
1) инструментальные цехи; 2) центральный инструменталь-
ный склад (ЦИС); 3) база восстановления инструмента; 4) цехо-
вые инструментально-раздаточные кладовые (ИРК); 5) заточные
отделения в цехах; 6) ремонтные отделения (базы, участки) в
цехах.
Состав инструментального хозяйства зависит от вида и разме-
ра цехов и завода, а также от типа производства. На крупных заво-
дах может быть несколько инструментальных цехов различных
классов в зависимости от удельного веса литейных, кузнечных и
механических цехов. База по восстановлению инструмента на сред-
них и небольших заводах может входить в состав инструменталь-
ного цеха. Заточные и ремонтные отделения создаются только в
крупных цехах. В остальных случаях они организуются в инстру-
ментальном цехе для обслуживания всех цехов завода.
На каждом машиностроительном заводе используется множе-
ство различных инструментов, число наименований которых на
крупных заводах доходит до нескольких десятков тысяч. Затраты,
связанные с износом, ремонтом и заточкой инструмента, ко-
леблются в пределах 5... 10% (иногда и более) себестоимости
выпускаемой заводом продукции и достигают 25... 30 % стоимости
оборудования. Запас инструмента в денежном выражении состав-
ляет на некоторых заводах до 40 % общей суммы оборотных
средств.
Рациональная организация инструментального хозяйства спо-
собствует повышению производительности труда рабочих, улуч-
шению качества продукции и снижению ее себестоимости.
Основными задачами организации инструментального хозяйства
являются: бесперебойное обеспечение высококачественным ин-
струментом всех цехов и рабочих мест; правильная эксплуатация
173
инструмента и сокращение его расхода; уменьшение затрат на
изготовление, приобретение, хранение, ремонт и восстановление
инструмента; поддержание минимально необходимых запасов
инструмента.
Для решения этих задач необходима классификация инстру-
мента, правильное планирование его изготовления и приобрете-
ния, надлежащая организация его хранения и ремонта.
15.2. Классификация инструмента
Под классификацией понимается распределение всего приме-
няемого на заводе инструмента на определенные группы по наи-
более характерным признакам. Возможны следующие принципы
распределения инструмента:
1) по виду обработки или по виду выполняемых технологичес-
ких операций — на литейный, кузнечный, станочный (механи-
ческая обработка) сборочный и т.п.;
2) по виду оборудования, на котором инструмент применяется,
например, на токарный, сверлильный, фрезерный и т.д.;
3) по конструкции — на группы, устанавливаемые в зависимо-
сти от классификации по другим признакам (например, подраз-
деление фрез на цилиндрические, дисковые, со спиральным или
прямым зубом и т.д.).
Инструмент классифицируется по десятичной системе, по ко-
торой весь инструмент разбивается на 10 видов и т.д.; обычно
применяют от пяти до семи ступеней классификации.
Система условных обозначений должна давать достаточно пол-
ную техническую характеристику инструмента, отличаться мак-
симальной простотой и легкостью запоминания индексов, исклю-
чать возможность их смешения и допускать применение механи-
зированного учета. Могут применяться три системы условных обо-
значений: цифровая, буквенная и смешанная.
При цифровой системе каждому инструменту присваивается
индекс, состоящий из ряда цифр. Она применима для любой сис-
темы классификации. При серийно-порядковой системе класси-
фикации индексом будет являться порядковый номер инструмен-
та, при десятичной системе каждому классу, подклассу, группе и
т.д. присваивается номер от нуля до девяти.
Буквенная система индексации отличается от цифровой тем, что
вместо цифр для индексов используются буквы.
При смешанной системе индексации индекс инструмента скла-
дывается из цифр и букв.
К числу недостатков буквенной и смешанной систем индекса-
ции относится трудность использования их при механизирован-
ном учете.
174
Инструмент и приспособления классифицируются по четырем
ступеням: 1 — группа; 2 — подгруппа; 3 — вид; 4 — разновид-
ность.
Условное обозначение инструмента или приспособления со-
стоит из двух частей. Первая часть представляет собой условное
обозначение эксплуатационно-конструктивной характеристики
инструмента или приспособления и состоит из четырех цифровых
знаков, обозначающих последовательно группу, подгруппу, вид
и разновидность. Вторая часть обозначает типоразмер инструмен-
та или приспособления и состоит из четырех цифровых знаков,
определяемых для стандартного и нормального инструмента или
приспособления порядковым регистрационным номером типоразме-
ра инструмента или приспособления (размерная характеристика).
Например, фреза дисковая трехсторонняя нерегулируемая цель-
ная диаметром D = 60 мм и шириной В = 14 мм будет иметь следу-
ющее обозначение: 2240—0002.
Обозначать материал, из которого изготовлены инструменты
или приспособления, можно с припиской в конце условного обо-
значения (после условного обозначения размера) марки материа-
ла в соответствии с общепринятыми обозначениями или услов-
ного обозначения укрупненных групп материалов. Например, обо-
значение указанной фрезы из быстрорежущей стали марки Р18:
2240-0002-Р18.
Для различения нормализованных инструментов и приспособ-
лений от специальных инструментов и приспособлений 9999 но-
меров, отведенных для условного обозначения размера, делятся
на две части, первая из которых — от 0001 до 3999 — отводится
для нормализованной (заводской) оснастки, а вторая — для спе-
циальной оснастки.
Полное условное обозначение, присвоенное комплексному
инструменту (метчики двух- или трехкомплектные и т.п.), сохра-
няется также и для каждого отдельного инструмента, входящего в
данный комплект, с припиской к нему под чертой порядкового
номера в комплекте.
15.3. Определение потребности в инструменте
Для определения потребности в инструменте на какой-либо
период времени необходимо установить номенклатуру потребляе-
мого инструмента, расход инструмента по каждому типоразмеру
и запасы или оборотный фонд инструмента по заводу в целом.
Номенклатура универсального инструмента в серийном и мас-
совом производствах устанавливается по картам применяемости
инструмента, а в единичном и мелкосерийном производствах —
по картам типового оснащения инструментом рабочих мест. Но-
175
менклатура специального инструмента устанавливается по картам
технологических процессов.
Потребность в инструменте на планируемый период времени
Иш складывается из расхода Ирас и разницы между необходимым
оборотным фондом Иоб и фактической величиной его на начало
планового периода Иоб.факт и определяется по формуле
И = И + И + И «л.
Г1пл Г1рас “ Г1об “ г±об.факт*
Расчет расхода инструмента. Применяются три метода расче-
та расхода инструмента: статистический, по нормам оснастки и
по нормам расхода или расчетный.
Статистический метод расчета. При этом методе по отчетным
данным за прошлый период (обычно за год) определяется факти-
ческий расход инструмента, приходящийся на 100000 руб. вало-
вой продукции или на 1000 ч работы оборудования той группы,
на которой используется соответствующий инструмент.
По актам убыли инструмента может быть определен расход его и
в натуральном выражении по каждому виду или типу на 100 000 руб.
валовой продукции на весь выпуск в плановом периоде.
Статистический метод расчета расхода инструмента может дать
значительную погрешность, а поэтому его следует применять лишь
в единичном и мелкосерийном производствах (в том числе для
вспомогательных производств) и для расчета расхода инструмента,
по которому трудно установить сроки службы (слесарно-сбороч-
ный, некоторые виды мерительного и т.п.).
Метод расчета по нормам оснастки. Под нормой оснастки
понимается число инструмента, которое должно одновременно
находиться на соответствующем рабочем месте в течение всего
планового периода. При этом методе расход инструмента опреде-
ляется по формуле
и = -И______
г1рас - ™ )
* изн
где Sn — число рабочих, одновременно применяющих данный
инструмент; Кн1 — число инструментов, которое должно одновре-
менно находиться на одном рабочем месте; 7ИЗН — срок службы до
полного износа данного инструмента (месяц или год).
Норма расхода жесткого измерительного инструмента опреде-
ляется как
ТЛ _ ^измл
“д — у >
* изм
где Хизмл — число измерений данным инструментом, приходя-
щихся на одну деталь или одно изделие; ТИЗМ — число измерений,
выдерживаемых мерителем до его полного износа.
176
Величина Тизн может быть выражена в следующем виде:
^ИЗН ~ ^ИЗМЦ^изцХремУ,
где Хизмм — число измерений, приходящихся на один микрон износа
измерительного инструмента; 8ИЗН — допустимый износ инстру-
мента, мкм; Хрем — допустимое число ремонтов (восстановлений)
до полного износа инструмента; v — коэффициент допустимого
износа мерителя, при достижении которого инструмент переда-
ется контролерам.
Расход жесткого измерительного инструмента определяется по
формуле
^д.и
Ирас = "юотизнПуб ’
где Nai — количество деталей /-го наименования, подлежащих из-
мерению; Хди — число наименований деталей, для обработки ко-
торых применяется данный инструмент; Рвыб —• процент выборки
(число деталей, выбранных для измерения, по отношению к об-
щему числу деталей); г|уб — коэффициент случайной убыли, при-
нимаемый в пределах 0,85...0,90.
Расход штампов для деталей определенного наименования мо-
жет быть определен по формуле
N К
_ д-^уд
А рас гр >
л д.и* изн
где Куа — число ударов, необходимое для изготовления одной де-
тали; Хди — число деталей, одновременно штампуемых; Гизн —
срок службы штампа до полного износа, определяемый числом
выдерживаемых ударов.
Величина Тизн для штампов может быть найдена по формуле
^ИЗН = ^СТ.М (^М +
где /ст.м — стойкость матрицы между двумя заточками, измеряе-
мая количеством производимых ударов; Км — число смен матри-
цы, допускаемое штампом до его полного износа; г|м — коэффи-
циент, учитывающий снижение стойкости матрицы после каж-
дой ее заточки.
Аналогично определяется и расход приспособлений:
И =_________________
рас адж+i)’
где Хд.п — число наименований деталей, для обработки которых
применяется данное приспособление; Тизн — число контактов, вы-
держиваемое приспособлением до его полного износа, определя-
177
емое по детали приспособления с наименьшей износостойкос-
тью; Кс д — число смен детали с наименьшей износостойкостью,
допускаемое приспособлением до его полного износа; Na — число
деталей, устанавливаемых в приспособление.
В единичном и мелкосерийном производстве, где нельзя заранее
установить наименования и количество деталей и изделий, под-
лежащих изготовлению данным инструментом, расход режущего
и абразивного инструмента определяется по формуле
а,
Xj исп.и/
и = -fel_________
рас 100ТИзн ’
где би — число станков, на которых применяется данный инстру-
мент; Рисп.и/ — процент времени использования инструмента из
всего эффективного фонда времени ФЭф,- работы одного станка.
Величина Рисп.и/ равна произведению коэффициента машинно-
го времени для данного станка, т. е. доли машинного времени в
общем времени работы станка на процент применения данного
инструмента на станке, определяемый по картам типового осна-
щения станков.
Расход жесткого измерительного инструмента может быть опре-
делен по формуле
и - ___________
rlpac j, j
* изн
где 5И — число рабочих, одновременно пользующихся данным
инструментом; Kus — число единиц инструмента данного типо-
размера, одновременно находящееся у одного рабочего; Тизн —
срок службы измерительного инструмента, ч.
Расчет оборотного фонда инструмента. Оборотный фонд ин-
струмента по заводу в целом складывается из запасов инструмен-
та в центральном инструментальном складе (ЦИС) и оборотных
фондов цехов.
Общий запас инструмента в ЦИС складывается из переходяще-
го (расходного) и резервного (страхового) запасов.
Оборотный фонд цеха состоит из переходящего (расходного) и
резервного (страхового) запасов в инструментально-раздаточной
кладовой (ИРК) цеха и из инструмента, находящегося на рабочих
местах, в заточке, ремонте и на проверке.
Минимальный общезаводской оборотный фонд инструмента
равен сумме запасов инструмента на рабочих местах, в заточке,
ремонте и резервного запаса в ЦИС и ИРК всех цехов. Максималь-
ный оборотный фонд по заводу равен минимальному запасу плюс
размер партии поставки инструмента в ЦИС. Средняя величина
общезаводского оборотного фонда равна полусумме максималь-
178
Количество
инструмента
Резервный (страховой) запас в ЦИС
Тч---К---Гч---Гч--Гч--Гч---Гч--Гч--FT
Переходящий (расходный) запас в ИРК
XI XI XI XI XJ XI XI XI XI
Резервный (страховой) запас в ИРК
Инструмент в переточке, ремонте, проверке
Инструмент на рабочих местах
Время
Рис. 15.1. График образования общезаводского оборотного фонда инстру-
мента:
И3 тах ~ максимальный запас по заводу; Ицтах — максимальный запас по цеху;
Истах — максимальный запас по складу; Ис — страховой запас инструмента; Иц —
количество инструмента в цехе; Трас с — время расхода страхового запаса; TPac.u —
время расхода инструмента в цехе
кого и минимального фондов. Количество инструмента в заточке
(ремонте или на проверке), а также инструмента, пролеживающего
перед заточкой и перед выдачей на рабочие места после заточки,
определяется согласно графику (рис. 15.1).
Резервный запас инструмента в ИРК, создаваемый на случай
повышенного расхода или несвоевременного получения очеред-
ной партии инструмента из ЦИС, обычно принимается в преде-
лах 0,1 ...0,2 % максимальной величины переходящего (расходно-
го) запаса, т. е. размера партии доставки инструмента в цех.
Переходящий (расходный) запас инструмента в ИРК следует оп-
ределять исходя из установленной периодичности подачи инстру-
мента из ЦИС.
Оборотный фонд специального инструмента для цеха прини-
мается равным минимум двум комплектам (один на рабочем мес-
те, другой в резерве).
Максимальный переходящий (расходный) запас в ЦИС равен раз-
меру партии поставки инструмента в ЦИС.
Резервный (страховой) запас инструмента в ЦИС создается на
случай задержки изготовления или поступления со стороны оче-
179
редкой партии или на случай увеличенного по сравнению с нор-
мой расхода инструмента. Величина его обычно принимается й
пределах 20... 30 % от партии поступления инструмента в ЦИС.
15.4. Организация ЦИС
Основными функциями ЦИС является приемка, хранение, учет
и выдача инструмента цехам.
Приемка инструмента. Весь инструмент, изготовленный инстру-
ментальными цехами или закупленный на стороне, должен посту-
пать в ЦИС. Громоздкий инструмент передается непосредственно в
цех с соответствующим оформлением документов через ЦИС.
Инструмент, поступающий со стороны, принимается по со-
проводительном документам (счетам-фактурам, накладным и т. п.);
при приемке количество его проверяется работниками ЦИС, а
качество — контрольным пунктом ОТК в ЦИС.
Инструмент, поступающий в ЦИС из инструментальных це-
хов, принимается по накладным и качественной приемке в ЦИС
не подвергается (приемка осуществляется в инструментальных
цехах).
Хранение инструмента. ЦИС подразделяется на отделения, в каж-
дом из которых хранится инструмент определенного класса (ре-
жущий, измерительный и т.д.) в стеллажах и шкафах соответ-
ствующей конструкции.
В одной ячейке стеллажа должен храниться инструмент одного
типоразмера или для одной деталеоперации (специальный). Места
хранения инструмента должны быть пронумерованы: нумеруют стел-
лажи, полки и ячейки каждого стеллажа. Для лучшей освещенно-
сти стеллажи должны располагаться перпендикулярно окнам.
Инструмент, требующий ремонта или восстановления, необ-
ходимо отправлять в инструментальный цех или на базу восста-
новления. Инструмент для изделий, снятых с производства или
непригодный вследствие изменения конструкции и технологии,
необходимо сдать на базу восстановления инструмента или в утиль.
Учет инструмента. На каждый типоразмер инструмента, хра-
нимого в ЦИС, заводится учетная карта. Учет прихода ведется на
основании документов, поступающих вместе с партией инстру-
мента, а учет расхода — по документам выдачи инструмента це-
хам. В этой же карте проставляются обозначение места хранения и
размеры запасов в ЦИС.
Выдача инструмента цехам. Выдача производится в пределах ус-
тановленного для каждого цеха лимита. Инструмент должен выда-
ваться в том количестве, в котором изношенный или поломан-
ный инструмент был сдан цехом на базу восстановления или в
утиль в соответствии с актами убыли (поломки).
180
15.5. Планирование и обеспечение цехов инструментом
Для бесперебойного обеспечения цехов инструментом необхо-
димо поддерживать его запасы на определенном уровне, не до-
пуская их снижения ниже минимально допустимого.
Применяют две системы планирования пополнения запасов
инструмента в ЦИС: максимум — минимум и на заказ.
Сущность системы максимум —минимум заключается в том,
что запас инструмента в ЦИС не должен превышать установлен-
ной максимальной величины Итах и быть ниже минимального зна-
чения, равного резервному (страховому) Ирез запасу. Для этого
необходимо, чтобы при снижении запаса инструмента до опреде-
ленной величины выдавался заказ на изготовление очередной
партии инструмента в инструментальном цехе или на получение
со стороны. Величина запаса, при достижении которой выдается
заказ на очередную партию инструмента, называется точкой за-
каза.
Точка заказа должна быть выше минимального (резервного) за-
паса ЦИС на величину, за время расхода которой можно изготовить
или поставить партию инструмента. Согласно графику (рис. 15.2)
точка заказа (Итз) определяется как
и = и + / и
Г1т.з “пип “ ^Т.ЗГ±ДН9
где 7ТЗ — время от момента (точки) выдачи заказа до поступле-
ния очередной партии инструмента в ЦИС; Идн — среднедневной
расход инструмента данного типоразмера по заводу в целом.
Величина Гтз равна длительности цикла изготовления или по-
лучения партии инструмента плюс время на оформление заказа.
При снижении запаса инструмента в ЦИС до определенной точки
заказа из ЦИС дают заявки в инструментальный отдел.
Планирование по системе максимум — минимум может быть
организованно для универсаль-
ного и специального инструмен-
та, расходуемого в больших ко-
личествах.
В остальных случаях применя-
ется система планирования на
заказ, при которой в соответ-
ствии с выявленной потребнос-
тью заранее дается заказ на из-
готовление определенного коли-
Рис. 15.2. График изменения запа-
сов в ЦИС по системе максимум —
минимум
181
чества инструмента. Такая система применяется главным образом
для инструмента, который требуется в незначительном количе-
стве и применяется, как правило, однократно.
Для каждого цеха по каждому типоразмеру инструмента, по-
требность в котором периодически имеет место, должен быть ус-
тановлен лимит (количество) расхода за определенный период
времени (обычно месяц или квартал). Выдача инструмента цехам
должна производиться только в пределах установленного лимита
по требованиям (накладным) или по лимитным картам.
Преимущество системы отпуска инструмента по лимитным
картам заключается в более жестком контроле за расходом инст-
румента, что способствует его экономии, и в сокращении коли-
чества документации по оформлению отпуска инструмента.
15.6. Организация ИРК и порядок выдачи инструмента
на рабочие места
Основными функциями ИРК являются получение инструмен-
та из ЦИС, его хранение и учет, выдача на рабочие места и при-
емка с рабочих мест, отправка в переточку, ремонт, проверка и
последующая приемка, списание изношенного инструмента и от-
правка на восстановительную базу или в утиль.
Порядок хранения инструмента в ИРК аналогичен порядку его
хранения в ЦИС.
Инструмент, требующий заточки, ремонта или проверки, дол-
жен храниться в ИРК отдельно от годного, в специальном отде-
лении.
Учет инструмента в ИРК ведется так же, как и в ЦИС, по
картам учета.
Выдача инструмента на рабочие места производится по раз-
личным системам.
Инструмент долговременного пользования выдается рабочему по
разрешению мастера и записывается в инструментальную книжку.
Выдача инструмента кратковременного пользования произво-
дится по одно-, двухмарочной системам и по системе письмен-
ных требований.
При одномарочной системе рабочему в зависимости от профессии
и квалификации выдается несколько (обычно 5—10) инструмен-
тальных марок с его табельным номером, о чем делается запись в
инструментальной книжке. Рабочий сдает инструментальную марку
в ИРК, а взамен получает инструмент.
При двухмарочной системе дополнительно имеются инструмен-
тальные марки с индексом инструмента, хранящиеся вместе с
инструментом. При выдаче инструмента марку рабочего кладут в
ячейку, из которой берется инструмент, а марку с индексом ин-
182
струмента вынимают из ячейки и вешают на контрольную доску
на номер рабочего, получающего инструмент. Двухмарочная сис-
тема позволяет в любой момент установить, какой инструмент
числится за тем или иным рабочим и какие рабочие пользуются
данным инструментом.
Система письменных требований заключается в том, что у рабо-
чего имеется книжка с отрывными бланками требований; в них
он записывает нужный ему инструмент и передает их в ИРК. Пос-
ле выдачи инструмента требование кладут в картотеку, которая
ведется в порядке табельных номеров рабочих.
Замена затупившегося или износившегося инструмента в тече-
ние смены в массовом и крупносерийном производствах осущест-
вляется периодически в соответствии с ритмом подноски. В се-
рийном и единичном производствах подноска инструмента может
производиться по требованию рабочих.
Весь инструмент, поступивший в ИРК с рабочих мест, должен
подвергаться технической проверке на контрольно-проверочном
пункте (КПП). Инструмент, требующий ремонта или заточки,
направляется соответственно в ремонт (в инструментальный цех
или ремонтное отделение цеха) или заточку.
Проверка инструмента, находящегося у рабочих в долговремен-
ном пользовании, периодически производится контролерами ОТК
или работниками технического надзора инструментального отде-
ла завода непосредственно на рабочих местах.
15.7. Организация заточки, ремонта и восстановления
инструмента
Организация заточки инструмента. Заточка режущего инстру-
мента может производиться либо непосредственно основными
рабочими, либо рабочими-заточниками в централизованном по-
рядке.
При централизованной заточке инструмента сокращаются вре-
мя и затраты на заточку и повышается ее качество за счет высо-
кой квалификации рабочих-заточников (с большим опытом),
применения для заточки специальных станков, разработки техно-
логии и правил заточки.
Однако при введении централизованной заточки появляются
дополнительные расходы (зарплата рабочим-заточникам), могут
увеличиться расходы на содержание, ремонт и амортизацию обо-
рудования и помещений для централизованной заточки, а также
значительно увеличивается количество инструмента, находяще-
гося в обороте (на рабочих местах, в ИРК и заточке). График обра-
зования запаса инструмента, находящегося в заточке, представ-
лен на рис. 15.3.
183
Затачиваемые Детали, подаваемые
детали на рабочие места
На рабочих местах Заточка Пролеживание после заточки
На рабочих местах Пролеживание перед заточкой На рабочих местах
На рабочих местах Заточка Пролеживание после заточки На рабочих местах Заточка
На рабочих местах Пролеживание перед заточкой На рабочих местах Пролеживание перед заточкой
Время
Рис. 15.3. График образования запаса инструмента, находящегося
в заточке
Количество основных рабочих So, обслуживаемых одним рабо-
чим-заточником, в этом случае определяется по формуле
10б Ззат
30 >
' Р Р 3
усл.-п * пот выпо
где Ззат — месячные затраты на зарплату (включая дополнитель-
ную зарплату и отчисления в фонд социального страхования)
рабочего-заточника; £?зат — количество заточных станков, обслу-
живаемых одним рабочим-заточником; Сзат/ — затраты на содер-
жание, обслуживание, ремонт и амортизацию заточного z-ro стан-
ка; Русл.-л — процент условно-постоянных накладных расходов;
Рпот — процент потерь времени основного рабочего на переточку
инструмента; Рвып — процент выполнения норм времени основ-
ным рабочим; 30 — месячная зарплата основного рабочего по
тарифу.
В большинстве случаев централизованная заточка инструмента
дает значительный экономический эффект.
Так, например, в течение первых трех месяцев после перехода
на централизованную заточку инструмента в инструментальном цехе
одного из заводов увеличилась выработка рабочих на 10... 15 %, было
сэкономлено около 16 тыс. ч, которые потребовались бы станоч-
никам для самостоятельной заточки инструмента, 330 абразив-
ных кругов, 90 шарошек для правки кругов, большое количество
различных резцов, значительное количество электроэнергии и
высвобождено шесть заточных станков.
Заточное отделение должно быть оснащено соответствующими
заточными и доводочными станками, количество которых опре-
деляется по формуле
184
^н.и
22 ^рЛ-^затй^затЛ
где Ан ц — число наименований (типоразмеров) инструмента, за-
тачиваемого на станках данного типоразмера; /затА — продолжи-
тельность (норма времени с учетом процента выполнения норм
рабочим-заточником) заточки или доводки одного экземпляра
инструмента й-го наименования; K3aTh — число переточек инстру-
мента й-го наименования до его полного износа; Фэф — эффек-
тивный фонд времени работы одного заточного (доводочного)
станка данного типа; ИрА— расход рабочим инструмента й-го наи-
менования.
Для укрупненных расчетов количество заточных станков может
приниматься в процентах от количества станков, обслуживаемых
заточным отделением. Ориентировочно оно составляет для неболь-
ших цехов около 6 %, для средних — 5 % и для крупных — 4 %.
Организация ремонта и восстановления инструмента. Ремонти-
ровать частично изношенный или поломанный инструмент необ-
ходимо в том случае, если расходы на его ремонт меньше или рав-
ны остаточной части стоимости инструмента с учетом его износа.
Ремонт сложного и дорогостоящего инструмента (штампов,
моделей, приспособлений) должен быть планово-предупреди-
тельным.
Ремонт инструмента в крупных цехах должен производиться на
собственных ремонтных базах, для остальных цехов — в инстру-
ментальном цехе.
Под восстановлением инструмента понимается ремонт полнос-
тью изношенного или пришедшего в негодность и списанного с
учета (снятого с эксплуатации) инструмента для придания ему
предварительного вида, свойств и размеров или получения из него
инструмента другого вида. Инструмент может быть восстановлен
либо с первоначальными, либо с другими размерами. Технологи-
ческие методы восстановления инструмента очень разнообразны.
Затраты на восстановление инструмента почти всегда меньше цены
нового инструмента. На передовых машиностроительных заводах
до 40 % потребности в инструменте покрывается за счет его вос-
становления. Снижение затрат по комплекту инструмента на из-
делие при двукратном восстановлении доходит до 9 %.
15.8. Организация и планирование инструментального цеха
Инструментальный цех должен изготавливать специальный
инструмент для основных цехов (для выпускаемых и вновь осваива-
емых заводом изделий) и вспомогательных цехов и служб завода, в
185
том числе инструмент второго порядка (инструмент для изготов-
ления инструмента), производить ремонт и заточку инструмента
как для себя, так и для других цехов завода.
Производство инструмента, как правило, относится к единич-
ному и мелкосерийному типам. Только на крупных заводах массо-
вого типа инструментальное производство приближается к серий-
ному типу.
Основные участки инструментального цеха могут быть как пред-
метными, так и технологическими в зависимости от потребного
количества того или иного вида (класса) инструмента и загрузки
оборудования. Например, в крупном инструментальном цехе могут
быть следующие основные участки: заготовительный, кузнечный,
термический, металлопокрытий, режущего инструмента (с выде-
лением иногда участка для заточки резцов нового инструмента),
измерительного, вспомогательного инструмента, штампов, мо-
делей и приспособлений. В небольшом инструментальном цехе
могут быть заготовительный, механический и слесарный участки.
Схема управления инструментальным хозяйством для крупно-
го и небольшого заводов представлена на рис. 15.4.
Точное количество потребного для инструментального цеха
оборудования может быть определено, если установлена годовая
потребность в инструменте каждого типоразмера, изготовляемая
в инструментальном цехе завода, и технология с нормами време-
ни на его изготовление. При этом количество оборудования для
изготовления инструмента второго порядка устанавливается в про-
центах от общей потребности в оборудовании для изготовления
инструмента первого порядка для всех цехов завода, за исключе-
нием инструментальных. Для режущего инструмента этот процент
составляет примерно 15, для измерительного инструмента и при-
способлений — 10.
Техническая подготовка производства нового специального инстру-
мента в инструментальном цехе крупного машиностроительного
завода осуществляется на основании чертежей на инструмент пер-
вого порядка, поступающих в цех из инструментального отдела
по спецификации, составляемой на весь инструмент, необходи-
мый для изготовления сборочных единиц или изделия в целом.
В инструментальном цехе производится разработка технологии
изготовления нового инструмента первого порядка, конструиро-
вание инструмента второго порядка и разработка технологии его
изготовления.
На небольших машиностроительных заводах вся техническая
подготовка производства инструмента сосредотачивается в отделе
главного технолога завода.
Оперативно-производственное планирование в инструментальном
цехе осуществляется в основном так же, как и в механических
цехах с единичным и мелкосерийным производствами.
186
оо
Рис. 15.4. Схема управления инструментальным хозяйством:
а — для крупного завода; б — для небольшого завода
Инструмент, выпускаемый впервые для вновь осваиваемых за-
водом изделий или вспомогательных цехов и служб завода, вклю-
чается в месячную программу в соответствии с планом-графиком
технической подготовки новых производств или по заявкам вспо-
могательных цехов и служб завода.
Инструмент, изготовляемый повторно, включается в соответ-
ствии с потребностью, определяемой по системе максимум—ми-
нимум. Работы по заточке, ремонту и восстановлению инструмен-
та включаются суммарно в нормочасах, определяемых процентом
от трудоемкости изготовления инструмента или по поступившим
от цехов заявкам за предыдущий месяц. В месячной программе
должен быть предусмотрен резерв в загрузке оборудования для
выполнения внеплановых (случайных) работ.
Контрольные вопросы
1. Каковы задачи и структура инструментального хозяйства предпри-
ятия?
2. Какие применяются виды инструмента и как они классифицируются?
3. Как определяется потребность в инструменте?
4. Какие существуют методы расчета расхода инструмента?
5. Как рассчитывается оборотный фонд и запасы инструмента?
6. Каковы функции центрального инструментального склада?
7. Как производится планирование и обеспечение цеха инструментом?
8. Каковы функции инструментально-раздаточных кладовых?
9. Как организуется заточка, ремонт и восстановление инструмента?
10. Как организуется и планируется работа инструментального цеха?
Глава 16
ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ
И РЕМОНТА
16.1. Основные задачи ремонтного хозяйства
В условиях высокомеханизированного производства конечные
результаты работы машиностроительных предприятий во многом
определяются техническим состоянием производственного обо-
рудования. В процессе эксплуатации оборудование подвергается
моральному и физическому износу, за счет чего происходит сни-
жение его мощности, производительности и точности, наруше-
ние хода производственного процесса.
Для поддержания оборудования в работоспособном состоянии
необходимо проводить качественное техническое обслуживание и
ремонт. Принципиальная структура системы технического обслу-
живания производства приведена на рис. 16.1.
188
Рис. 16.1. Структура системы технического обслуживания производства
Специфика и большая трудоемкость работ по ремонту, тех-
ническому обслуживанию и модернизации технологического обо-
рудования обуславливает необходимость создания на предприя-
тиях специальной ремонтной службы — отдела главного механи-
ка (ОГМ), основная задача которой — поддержание оборудова-
ния в постоянной эксплуатационной готовности, обеспечение мак-
симального сокращения простоев оборудования в ремонте и ми-
нимальных затрат на ремонт, техническое обслуживание и мо-
дернизацию. Производственная и организационная структура ре-
монтной службы машиностроительного предприятия зависит от
типа и объемов производства, технологических характеристик и
моделей оборудования, кооперации при выполнении ремонтных
работ.
В состав ремонтного хозяйства предприятия входят:
• ремонтно-механический цех (РМЦ), который находится в под-
чинении главного механика предприятия и выполняет ремонт тех-
нологического оборудования и изготовление запасных частей;
• электроремонтный цех (ЭРЦ), который подчинен главному
энергетику и выполняет ремонт электрооборудования;
• ремонтно-строительный цех (РСЦ), который подчинен отде-
лу капитального строительства и выполняет ремонт зданий и со-
оружений;
• цеховые ремонтные базы (ЦРБ), подчиненные механику цеха;
• смазочное хозяйство, склады оборудования и запасных час-
тей и др.
В функции ремонтной службы входят паспортизация оборудо-
вания, его аттестация, техническая и материальная подготовка
ремонтных работ, планирование, организация и выполнение ра-
бот по обслуживанию, ремонту и модернизации оборудования.
Организация ремонтного хозяйства основывается на системе
планово-предупредительного ремонта (ППР) и рациональной
эксплуатации технологического оборудования.
189
16.2. Система планово-предупредительного ремонта
оборудования
Под системой ППР понимается совокупность различного вида
работ по техническому уходу и ремонту оборудования, проводи-
мых профилактически по заранее составленному плану с целью
повышения эффективности использования оборудования, улуч-
шения качества и снижения себестоимости ремонтных работ и
предупреждения аварийного выхода оборудования из строя.
Проведение ППР позволяет свести к минимуму время пребы-
вания станка в ремонте, наиболее полно использовать оборудова-
ние в течение срока службы и уменьшить расходы по его содержа-
нию.
Основные работы по поддержанию оборудования в эксплуата-
ционной готовности подразделяются на техническое обслужива-
ние и ремонтные работы.
Техническое обслуживание включает в себя комплекс операций
по поддержанию работоспособности оборудования при использо-
вании его по назначению, хранению и транспортировке. В процессе
технического обслуживания по заранее разработанному графику
выполняются плановые осмотры оборудования, смена и попол-
нение масел, проверка геометрической и технологической точно-
сти, промывка механизмов станков, очистка от пыли.
Плановое обслуживание выполняется во время работы оборудо-
вания или во время установленных перерывов без нарушения про-
изводственного процесса. Осмотры проводят слесари-ремонтники
и электрики с привлечением (в случае необходимости) рабочих,
работающих на этом оборудовании. Проверку точности выполняет
персонал отдела технического контроля и главного механика.
Неплановое техническое обслуживание, включающее в себя
замену отказавших деталей, восстановление их работоспособнос-
ти, должно по возможности выполняться без перерывов в работе
обслуживаемого оборудования или в обеденные перерывы.
Ремонтные работы подразделяются на три вида: капитальный
(К), средний (С) и текущий ремонт (Т).
Текущий ремонт выполняется для обеспечения или восстанов-
ления работоспособности оборудования и состоит в замене и вос-
становлении изношенных деталей, регулировании механизмов.
Он проводится без простоя оборудования (в нерабочее время).
Средний ремонт включает в себя частичный разбор агрегата,
капитальный ремонт отдельных сборочных единиц, сборку, регу-
лирование и испытания.
При капитальном ремонте производится полная разборка агре-
гата со снятием его с фундамента и заменой всех изношенных
деталей и узлов с последующей сборкой и испытанием под на-
грузкой.
190
Ремонты, вызываемые отказами оборудования, называются
неплановыми (аварийными). При надлежащей организации сис-
темы ППР неплановые ремонты, как правило, не должны иметь
место.
Основой Единой системы планово-предупредительного ремонта
(ЕСППР) является широкая нормативная база, позволяющая
наиболее рационально планировать и осуществлять техническое
обслуживание и ремонт оборудования.
К основным ремонтным нормативам относятся длительность и
структура ремонтного цикла, длительность межремонтного пери-
ода, категория сложности ремонта, трудоемкость и материалоем-
кость ремонтных работ, нормативы продолжительности простоя
оборудования в ремонте.
Ремонты оборудования и его техническое обслуживание вы-
полняются в определенной последовательности, образуя повто-
ряющиеся ремонтные циклы.
Ремонтный цикл — это период времени от момента ввода обо-
рудования до первого капитального ремонта или между двумя
выполняемыми капитальными ремонтами.
Основными характеристиками ремонтного цикла являются его
структура и продолжительность. Под структурой ремонтного цикла
понимается перечень и последовательность выполнения ремонт-
ных работ в период между двумя капитальными ремонтами. Так,
для автоматических линий из агрегатных станков для предвари-
тельной и получистовой обработки он имеет следующий вид: КР—
TP—TP—СР—TP—TP—СР—ТР—TP—КР, где КР - капитальный
ремонт, СР — средний ремонт, ТР — текущий ремонт.
Следует отметить, что по своей экономической сущности сред-
ний ремонт не отличается от капитального и имеет один и тот же
источник финансирования. В связи с этим в настоящее время раз-
работана и внедряется Единая система ППР, в которой принята
двувидовая структура ремонтного цикла. Структура межремонтно-
го цикла по видам оборудования приведена в табл. 16.1. Продол-
жительность межремонтного цикла Тц в отработанных часах опре-
деляется по формуле
Т’ц = Арпрмрурх,
где А — нормативная величина ремонтного цикла (определяется
возвратом оборудования, для металлорежущих станков возрастом
от 10 до 20 лет А = 23000 ч); рп, рм, ру, рх — коэффициенты,
учитывающие соответственно тип производства, вид обрабатывае-
мого материала, условия эксплуатации, массовые характеристики
оборудования.
Длительности межремонтного /мр и межосмотрового ZM0 перио-
дов определяются на основе продолжительности межремонтного цик-
ла, количества в цикле средних, текущих ремонтов и осмотров:
191
т
2 II
т
t =: ________________• t = __________________________
*мр 1 J *M0 J J
nc + Ит + 1 nc + flT + n0 + 1
где nc, nT, n0 — количество в цикле соответственно средних ре-
монтов, текущих и осмотров.
Таблица 16.1
Структура межремонтного цикла
Вид оборудова- ния Группа оборудования Масса, т Структура межремонтного цикла Коли- чество текущих ремонтов Коли- чество плановых осмотров
Металле- Токарные, фре- До ю КР-О-ТР- 4 5
режущие зерные, шлифо- О-ТР-О-
станки вальные и другие ТР-О-ТР-
станки 10... 100 О-КР Кр-О-О- ТР-О-О- ТР-О-О- ТР-О-О- ТР-О-О- ТР-О-О- КР 5 12
Свыше КР-О-О- 6 21
100 О-ТР-О- О-О-ТР- О-О-О- ТР-О-О- о- ТР-О- О-ТР-О- О-О-ТР- О-О-О- КР
Кузнеч- Молоты штампо- До 5 КР-О-О- 5 12
но-прес- вочные и молоты ТР-О-0-
совое ковочные ТР-О-0-
оборудо- ТР-О-0-
вание Прессы криво- 0,4... 5 ТР-О-0- ТР-О-О- КР КР-О-О- 7 16
шипные, гидрав- ТР-О-О-
лические, гори- ТР-О-О-
зонтально-ковоч- ТР-О-О-
ные и прочие ТР-О-О-
гидравлические ТР-О-О-
машины ТР-О-0- ТР-О-О- КР
Обозначения: КР — капитальный ремонт; О — осмотр плановый; ТР —
текущий ремонт.
192
Степень сложности ремонта оборудования определяется кате-
горией сложности ремонта, зависящей от его конструктивных и
технологических особенностей.
Для оценки сравнительной сложности металлорежущего, де-
ревообрабатывающего, подъемно-транспортного, кузнечно-прес-
сового и литейного оборудования в качестве эталона принята ре-
монтосложность токарно-винторезного станка IK62 с высотой
центров 200 мм и расстоянием между центрами 1000 мм, которому
присвоена 11-я категория сложности ремонта всех используемых в
нашей стране моделей оборудования как по механической, так и
по электротехнической части.
Для плановых расчетов объемов и трудоемкости ремонтных
работ наряду с категорией сложности ремонта используют поня-
тие «ремонтная единица» (р.е.). Для отдельного агрегата катего-
рия сложности ремонта и соответствующее этому агрегату число
ремонтных единиц совпадают.
Нормативы трудоемкости ремонтных работ устанавливаются для
различных типов оборудования с учетом характера работ и видов
ремонтных операций на одну ремонтную единицу отдельно по
механической и электрической части оборудования. Аналогично
определяют потребность в материалах на все виды ремонтов и тех-
ническое обслуживание, используя нормы расходов материала,
установленные на одну ремонтную единицу для различных видов
оборудования.
Одним из наиболее важных направлений, определяющих эф-
фективность работы ремонтной службы, является соблюдение нор-
мативов, продолжительность простоев оборудования в ремонте. Про-
должительность простоев зависит от вида ремонта, категории слож-
ности ремонтируемого агрегата, количественного состава ремонт-
ной бригады, технологии ремонта и организационно-технических
условий ремонтных работ. Ремонт оборудования в неавтоматизиро-
ванном производстве организуют в одну, две или три смены в зави-
симости от того, насколько лимитирует производство простой дан-
ного оборудования. Ремонт автоматических линий проводят в две
или три смены. Учет простоев ведется с момента остановки обору-
дования для ремонта до приемки его контролерами ОТК по акту.
На основе приведенных нормативов разрабатывают годовые
планы ремонтных работ и работ по техническому обслуживанию.
Основными показателями плана являются:
• объем ремонтных работ по цехам и предприятию в целом на
год и на каждый месяц;
• виды ремонтных работ и сроки их выполнения;
• трудоемкость ремонтных работ, производительность труда;
• численность ремонтных рабочих по профессиям, фонд их за-
работной платы;
• себестоимость ремонтных работ.
7 Шишмарев
193
Среднегодовой объем ремонтных работ в расчете на одну ре-
монтную единицу определяется по формуле
/ЗГ _ + ^СПС + ГТПТ + ^0П0
Wcp “ т ,
1 Ц
где ZK, /с, ZT, t0 — длительность (ч) и Пк, Пс, Пт, По — трудоем-
кость (нормо-ч) соответственно капитального, среднего, текуще-
го ремонтов и осмотра одной ремонтной единицы; Тц — продол-
жительность ремонтного цикла, ч.
При переходе на двувидовую структуру ремонта среднегодовой
объем ремонтных работ снижается на 7 %.
На основе рассчитанного объема работ определяется необхо-
димое количество рабочих. Например, количество слесарей для
проведения плановых ремонтов и осмотров оборудования опреде-
ляется по формуле
р _ Сел
“ “ Л г ’
^д.р^вып.н
где — годовой объем слесарных работ, нормо-ч; Фд р — дей-
ствительный годовой фонд времени работы одного рабочего, ч,
^вып.н ~ коэффициент выполнения норм.
Аналогичные расчеты используются для решения организаци-
онных задач: определения возможности и целесообразности со-
здания специализированных бригад, участков, расчета загрузки
оборудования, который составляется службой главного механика
и служит основой для разработки более детальных квартальных и
месячных планов ремонта.
16.3. Организация выполнения ремонтных работ
При организации ремонтных работ на предприятии приме-
няются централизованная, децентрализованная и смешанная си-
стемы.
При централизованной системе все виды ремонта и частично
межремонтное обслуживание производятся силами ремонтно-ме-
ханического цеха. Применяется эта система на предприятиях еди-
ничного и мелкосерийного производств при ремонтной сложно-
сти оборудования предприятия до 5000 ремонтных единиц.
При децентрализованной системе техническое обслуживание
и все виды ремонта производятся силами цеховых ремонтных
служб под руководством механика цеха. В ремонтно-механичес-
ких цехах изготавливаются сменные и запасные части, узлы для
модернизации, нестандартное оборудование. Эту систему целе-
сообразно применять на предприятиях крупносерийного и мас-
сового производств.
194
Смешанная система характеризуется тем, что капитальный ре-
монт и изготовление запасных частей производятся в ремонтно-
механических цехах, а техническое обслуживание и остальные
виды ремонта — силами комплексных ремонтных бригад ЦРБ.
Эта система ремонта целесообразна для небольших предприятий
с количеством оборудования от 500 до 800 р.е., а также при ре-
монте сложного автоматического и прецизионного оборудования.
Капитальный ремонт однотипного оборудования, сосредото-
ченного в одном цехе, целесообразно проводить в цехах, где оно
эксплуатируется. Ремонт автоматических линий, тяжелого (нетранс-
портабельного) и прецизионного оборудования следует произво-
дить силами комплексных бригад на месте его установки.
Кроме указанных форм организации ремонт может произво-
диться: централизованно силами ремонтных заводов, специали-
зированных на определенных моделях оборудования с изготов-
лением запасных частей и отдельных узлов, централизованно си-
лами выездных бригад, организуемых при специализированных
ремонтных заводах для ремонта особо тяжелого, уникального и
прецизионного оборудования.
Обеспечение бесперебойной работы ГПС требует применения
новых форм организации, обслуживания и ремонта оборудования
на основе технической диагностики и самодиагностики. Накопление
статистической информации об отказах в работе оборудования,
причинах их возникновения позволяет разработать индивидуаль-
ный подход к организации обслуживания и ремонта каждой кон-
кретной ГПС. Планово-предупредительный принцип организации
ремонта экономически не оправдывается при использовании до-
рогостоящих капиталоемких производственных систем, так как
приводит к значительному снижению технического ресурса и ро-
сту затрат на ремонт, в 4—6 раз превышающих стоимость обору-
дования.
Экономичным для ГПС является ремонт по необходимости при
постоянном контроле за состоянием оборудования, улучшение
обслуживания оборудования и накопление статистики отказов.
Выбор рациональной организационной структуры ремонтной
службы предприятия осуществляется на основе данных о мощно-
сти, сложности и точности технологического оборудования, тер-
риториальном расположении предприятия, возможности коопе-
рации при выполнении ремонтных работ.
Основными направлениями повышения эффективности ремонт-
ной службы являются:
• совершенствование технологии и организация ремонтных ра-
бот за счет их механизации, применения типовых технических
процессов, прогрессивных методов ремонта — узлового, после-
довательно-узлового и поточного;
• экономия вспомогательных материалов и запасных частей;
195
• совершенствование материально-технической базы ремонт
ной службы;
• улучшение контроля качества ремонтных работ.
Прогрессивным направлением организации ремонтного хозяй-
ства является создание ремонтных баз на предприятиях — изгото-
вителях оборудования, развитие фирменного ремонта станков с
ЧПУ и автоматизированных комплексов, межзаводское коопери-
рование в области ремонта, модернизации оборудования, изго-
товления запасных частей.
Контрольные вопросы
1. Для решения каких задач создаются на машиностроительном пред-
приятии ремонтные службы?
2. Какие подразделения входят в состав ремонтного хозяйства маши-
ностроительного предприятия?
3. В чем заключается техническое обслуживание оборудования?
4. Перечислите виды ремонтных работ для основного технологическо-
го оборудования предприятия.
5. Дайте краткую характеристику работ, охватываемых системой пла-
ново-предупредительного ремонта (ППР) оборудования.
6. Какие основные нормативы применяются в системе ППР?
7. Что понимается под структурой ремонтного цикла и его продолжи-
тельностью для токарных станков?
8. Как оценивается сложность ремонта оборудования?
9. Как определяется среднегодовой объем ремонтных работ на пред-
приятии?
10. Назовите основные направления повышения эффективности тех-
нического обслуживания и ремонта оборудования на машиностроитель-
ном предприятии.
Глава 17
СКЛАДСКОЕ И ТРАНСПОРТНОЕ ХОЗЯЙСТВО
17.1. Склады в комплексной технологии производства
Задачи дальнейшего совершенствования и интенсификации
промышленного производства путем повышения уровня его ме-
ханизации и автоматизации могут быть успешно решены посред-
ством комплексного совершенствования всех звеньев производ-
ственного процесса, в том числе и складского хозяйства пред-
приятий.
Для повышения общей эффективности общественного произ-
водства, в том числе с гибкой технологией, необходимо исполь-
зовать имеющиеся в складском хозяйстве следующие резервы:
196
• сокращение запасов и ускорение оборачиваемости матери-
альных ценностей;
• повышение ритмичности и организованности основного про-
изводства и работы транспорта;
• сохранение и повышение качества продукции, материалов,
сырья;
• снижение капитальных затрат, улучшение использования
основных производственных фондов по складскому хозяйству и
предприятию в целом;
• уменьшение общей трудоемкости производства и себестои-
мости промышленной продукции;
• улучшение использования территории промышленных пред-
приятий;
• снижение простоев транспортных средств у складов и транс-
портных расходов по внутризаводскому транспорту;
• высвобождение рабочих от непроизводительных погрузочно-
разгрузочных и складских работ для использования их в основном
производстве.
Складирование грузов объективно необходимо в связи с име-
ющимися неравномерностями циклов производства, транспор-
тировок и потребления материальных ценностей. Склады различ-
ных типов создают в начале и конце транспортных грузопотоков
или производственных процессов для временного накапливания
грузов и своевременного снабжения производства материалами в
нужных количествах.
Временное накапливание грузов обусловлено характером про-
изводства и транспорта. Оно позволяет преодолеть временные,
пространственные, количественные и качественные несоответствия
между наличием и потребностью в материалах в процессе произ-
водства и потребления.
Склады на промышленных предприятиях играют важную роль
в общем технологическом процессе производства, они поддержи-
вают или задают ритм производства. Можно даже утверждать, что
именно склады являются «организаторами» производства, так как
любой процесс производства (на отдельном участке, в цехе или в
целом на предприятии) начинается и заканчивается на складах.
Поэтому от уровня технической оснащенности и организации работ
на этих складах зависят организованность, общий ритм и эффек-
тивность производственного процесса.
Если склады тарно-штучных грузов создавать на современном
уровне механизации и автоматизации погрузочно-разгрузочных и
складских работ, то это будут весьма сложные технические соору-
жения, оснащенные разнообразной транспортно-складской тарой,
сложными высотными стеллажными конструкциями, автомати-
ческими кранами-штабелерами различных модификаций, пере-
грузочными и транспортными роботами, конвейерными системами
197
с автоматическим адресованием грузов, пакетоформирующими
машинами, средствами вычислительной и организационной тех-
ники.
Большую роль складов в организации и экономике производ-
ства можно объяснить тем, что они служат не только для времен-
ного накапливания грузов. На них выполняют кроме операций
складирования грузов еще и внутрискладские разгрузочные, транс-
портные, погрузочные, сортировочные, комплектовочные и про-
межуточные перегрузочные операции, а также некоторые техно-
логические операции, которыми начинаются или заканчиваются
производственные процессы (подборка технологических комплек-
тов, предмонтажная подготовка, ориентация и фиксирование за-
готовок на кассетах и спутниках, технический контроль и т.д.).
Таким образом, цель создания и функционирования любого
склада состоит в том, чтобы принимать с транспорта (например,
внутризаводского) грузопоток с одними параметрами, перераба-
тывать и выдавать его на другой транспорт (например, внутриси-
стемный транспорт ГПС) с другими параметрами и выполнять
это преобразование с минимальными приведенными затратами.
Схематично это представлено на рис. 17.1, а, б.
Если необходимо передавать грузопоток из пункта 5] (напри-
мер, со склада комплектующих изделий) в пункт S2 (например,
на производственный участок ГПС) и на этом грузопотоке пара-
метры транспортных партий не требуется менять (по составу, ко-
личеству грузов, таре и упаковке, времени прибытия и отправле-
ния и т.д.):
•4] = Bi', А2 = В2, ..., Ап = В„,
то нет необходимости создавать склад в данном пункте и грузы
можно сразу передавать с внутризаводского транспорта на произ-
водственный участок ГПС (см. рис. 17.1, а).
Если на рассматриваемом грузопотоке необходимо изменять
параметры транспортных партий
Д * Bi, А2 * В2, ..., А„ * В„,
Si
S2
а
б
Рис. 17.1. Условия необходимости созда-
ния склада W на грузопотоке 5t—S2:
а — без изменения параметров Ah В,- транс-
портных партий; б — с изменением пара-
метров Ah Bj транспортных партий
198
то на этом грузопотоке следует создать склад РГдля преобразова-
ния транспортных партий (см. рис. 17.1, б).
Склады промышленных предприятий целесообразно далее клас-
сифицировать на склады прибытия (материалы, комплектующие
изделия), промежуточные производственные склады (заготовки,
полуфабрикаты, инструмент, технологическая оснастка) и склады
отправления (готовая продукция). Склады ГПС-участков относятся
к промежуточным производственным складам.
По срокам хранения грузов возможны следующие 7 групп скла-
дов:
• непосредственной перегрузки грузов (срок хранения тхр = 0);
• временного хранения (0 < тхр < 5 сут);
• краткосрочного хранения грузов (срок хранения грузов 5 <
< Тхр < 20 сут);
• со средними сроками хранения (20 < тхр < 40 сут);
• длительного хранения (40 < тхр < 90 сут);
• долгосрочного хранения (90 < тхр < 365 сут);
• многолетнего хранения (тхр > 365 сут).
Важным признаком классификации складов является размер
порций прибытия и отправления грузов.
Размеры выдаваемых порций грузов могут резко колебаться даже
на одном и том же складе. Для склада сравнительно мелких и легко-
весных грузов можно условно разделить порции выдачи грузов на
мелкие (до 5... 10 кг), средние (10... 15 кг), крупные (50...300 кг) и
весьма крупные (свыше 300 кг). На складах более крупных грузов,
естественно, масса партий грузов будет больше, соответственно:
до 100 кг, 100...500 кг, 500... 1000 кг и свыше 1000 кг. Для легко-
весных грузов размеры партий будут другими, но общий мето-
дический подход сохраняется. Для некоторых видов грузов це-
лесообразно порции приема и выдачи измерять не в единицах
массы, а в штуках (например, 50 деталей или заготовок, 100,
200 и т.д.).
Более точным в методологическом отношении является соиз-
мерение величины порций приема и выдачи грузов с вместимос-
тью поддонов, в которых грузы хранятся на складах (табл. 17.1).
По количеству наименований единовременно складируемых
грузов можно классифицировать склады на два больших класса:
склады однотипных грузов (с числом наименований в пределах от
60 до 100) и многономенклатурные склады (с числом наименова-
ний грузов в несколько сот или тысяч).
По высоте хранения грузов следует различать три основные груп-
пы одноэтажных складов:
• низкие — с полезной высотой зоны складирования до 5 м;
• средней высоты — с полезной высотой зоны складирования
от 5 до 8 м;
• высотные — с высотой зоны складирования грузов свыше 8 м.
199
Таблица 17.1
Классификация складов штучных грузов по соотношению
порций приема и выдачи одного наименования грузов
с вместимостью складских поддонов
Соотношения порций приема Пп и выдачи Пв грузов вмести- мостью поддона G Характеристика процессов Типы складов
Прием грузов на склад Выдача грузов со склада
□ II и а По одному поддону с грузом одного наименования По одному под- дону с грузом од- ного наименова- ния Промежуточные технологические склады промыш- ленных предпри- ятий; склады ГПС
П = G> П п в С отборкой грузов с поддона
П = G< П п в По несколько поддонов с грузом одного наименования
П > G = П п в Крупными пор- циями по не- сколько поддо- нов с грузом одного наиме- нования По одному под- дону с грузом одного наимено- вания Склады матери- ально-технического снабжения, проме- жуточные техноло- гические склады промышленных предприятий
П > G > П п в С отборкой из поддонов части грузов
П > G< П п в Крупными пор- циями по не- сколько поддонов с грузом одного наименования Склады готовой продукции про- мышленных пред- приятий, перева- лочные склады
П < G = П п в Посредством докладки грузов в складские поддоны мел- кими порциями По одному под- дону с грузом одного наимено- вания Технологические комплектовочные склады промыш- ленных предпри- ятий
П < G > П п в С отборкой из поддонов части грузов Комплектовочные склады бестарного хранения
П < G < П п в Крупными пор- циями по не- сколько поддонов с грузом одного наименования Технологические склады комплек- тации на промыш- ленных предприя- тиях
200
По уровню механизации и автоматизации склады рекомендует-
ся делить на пять типов: немеханизированные, механизирован-
ные, высокомеханизированные, автоматизированные и автома-
тические. Характерными особенностями отдельных групп этих скла-
дов можно считать следующие:
• в немеханизированных складах — применение ручного труда
при перегрузках, перемещениях и складировании грузов;
• в механизированных — применение средств механизации с
ручным управлением для обслуживания зоны хранения грузов;
• в высокомеханизированных — использование средств меха-
низации с ручным управлением на операциях складирования, пе-
ремещения, погрузки и выгрузки и отсутствие ручных работ на
этих операциях;
• в автоматизированных — применение на высокомеханизиро-
ванных складах полуавтоматических механизмов с вводом команд
на клавиатуре или перфокартами на операциях перемещения или
складирования грузов;
• в автоматических — использование на автоматизированных
складах автоматических механизмов с вводом команд от ЭВМ по
каналам связи.
По технологии работы склады могут быть разделены на комп-
лектовочные и склады с пакетной переработкой грузов; по виду
складирования — на штабельные и стеллажные; по взаимному рас-
положению хранилища и экспедиций — на поточные и тупиковые;
по типу строительной части — на закрытые склады, навесы, от-
крытые площадки, однопролетные и многопролетные, одноэтаж-
ные и многоэтажные; по расположению на генеральном плане за-
вода — отдельно стоящие и сблокированные с производственны-
ми корпусами и т.д.
17.2. Связи складов с производственными цехами
и промышленным транспортом
Склады промышленных предприятий представляют собой
неотъемлемую часть общего технологического процесса производ-
ства. Они влияют на общий ритм и организацию производства,
внутризаводские грузопотоки, простои внешнего транспорта на
грузовых фронтах в предприятии, компоновку генеральных пла-
нов предприятий, общие капитальные затраты на строительство
новых, реконструкцию, расширение и техническое перевооруже-
ние действующих предприятий, цехов, участков, общую себесто-
имость промышленной продукции.
На некоторых общезаводских складах все чаще предусматрива-
ют специальные подготовительные технологические операции:
раскрой материалов, предварительную комплектацию, предмон-
201
тажную подготовку и т.д. Такие операции расширяют функции
складов и еще более усиливают их связи с общим технологичес-
ким процессом производства на участках, в цехах, в целом на
промышленном предприятии и их влияние на общую эффектив-
ность производства.
Механизация и автоматизация складских работ обеспечивает
хорошие возможности для комплексной механизации и автома-
тизации всего производства, особенно с применением современ-
ных средств вычислительной техники, с разработкой АСУ ТП и
АСУ предприятием. Без создания автоматических складов невоз-
можно создание автоматизированных ГПС.
Подсчитано, что из общего производственного цикла детали,
изделия, узлы не более 10 % времени проходят обработку на стан-
ках или другую технологическую обработку (сварка, нанесение
покрытий, термообработка и т.д.), а остальное время их переме-
щают или хранят на складах.
Очень важно иметь в виду, что в ГПС нет основных и вспомо-
гательных операций, все операции одинаково важны. Без эффек-
тивного и своевременного выполнения любой технологической
операции (в том числе комплектовочной, складской, транспорт-
ной и т.д.) ритмичность, производительность и эффективность
ГПС в целом снизятся.
Все грузопотоки поступают в ГПС через какие-либо склады или
накопительные устройства (заготовки, пустая тара, инструмент,
запчасти и т.д.) и выдаются из нее также через складские устрой-
ства или подсистемы (готовые изделия, отходы производства).
Особенностью складских подсистем ГПС является то, что в них
грузы находятся в стационарном неизменяемом состоянии, и по-
этому удобно вести учет их прибытия и отправления, количества
изготовленных изделий за смену и за сутки и т.д. На основе этой
информации можно осуществлять планирование дальнейшего
производства. Таким образом, складские подсистемы позволяют
четко планировать и подготавливать, организовывать весь техно-
логический процесс в ГПС.
Современное промышленное производство в рамках участка,
цеха, целого предприятия можно рассматривать как сложную тех-
ническую систему, состоящую из трех основных подсистем: про-
изводства М, транспорта Т и складского хозяйства W, которые
тесно связаны и взаимодействуют друг с другом. В большинстве
случаев склады W взаимодействуют с производством М не непо-
средственно, а через транспортную подсистему Т ГПС-участка
(цеха, промышленного предприятия).
Взаимодействие транспортной и складской систем проявляет-
ся во взаимосвязях их параметров, элементов, структур, функци-
онирования, направленного на достижение определенных целей,
стоящих перед этими системами (рис. 17.2).
202
Взаимодействие целей
Проблемы
Совпадение целей
Отличие целей
Виды транспорта
Назначение
Уровень оснащенности
Концентрация грузовой работы
Транспортное обслужи- вание
Транспорт промузлов
Критерии
Время простоя
Организация перегрузки
Проблемы взаимодействия транспорта и складов
1 Категории системного анализа
1 |
Взаимодействие Взаимодействие
элементов структур
Проблемы Проблемы
Элементы транспорта Транспортная сеть
Элементы складов Складская сеть
Параметры транспорта Базы в промышленных
Параметры складов районах
Перегрузочные участки Взаимосвязи элементов
Транспортные средства транспорта
Размещение устройств Взаимосвязи элементов
Хранение грузов складов
Технология Внешний транспорт
Здание Внутренний транспорт
Подъезды Компоновки
Варианты устройств Управление
Оборудование Грузовые станции
Структура ППЖТ
Грузы
Взаимодействие
поведения
___________Проблемы
Организация работы
Грузопотоки
Емкость складов
Маневровая работа
Технология
Механизация
Автоматизация
Время простоя
Обмен информацией
Управление_
АСУ________________
Состояние систем
Сортировочная работа
Развозка грузов
Рис. 17.2. Взаимодействие транспортной и складской систем по целям,
элементам и структурам
1 Цехи
а б
Рис. 17.3. Схемы централизованной (а) и децентрализованной (0 систем
складского хозяйства
На промышленном предприятии система складского хозяйства
может быть построена по централизованному или децентрализо-
ванному принципу. При наиболее рациональной централизован-
ной системе складского хозяйства в цехах и на участках нет своих
складов (рис. 17.3, а), а все запасы сырья, готовых изделий и по-
луфабрикатов хранят на центральных складах. При децентрализо-
ванной системе складского хозяйства на производственных участ-
ках, в цехах имеются свои мелкие склады (см. рис. 17.3, б).
Наиболее эффективной формой транспортного обслуживания
цехов и складов также является система централизованной рабо-
ты внутризаводского транспорта.
При системе централизованного складского обслуживания це-
хов и доставки грузов со складов в цехи по кольцевым маршрутам
каждый кольцевой маршрут включает в себя определенное коли-
чество складов, цехов-потребителей, производственных участков,
в том числе ГПС, которые последовательно обслуживаются при
движении транспорта в одном направлении.
При маятниковых маршрутах склад имеет непосредственную
связь с определенным цехом, например с ГПС-участком (меха-
ническим или сборочным цехом и т.д.).
Организация бесперевалочной транспортировки грузов осно-
вана на широком применении оборотной тары, поддонов и кон-
тейнеров. Наиболее рационально применение универсальных под-
донов, приспособленных для перевозок различных грузов и для
перегрузки различными видами подъемно-транспортного обору-
дования на складах и в цехах.
17.3. Функции складов гибкого автоматизированного
производства
Цель создания и функции складов в ГПС аналогичны функци-
ям складов в любом производственном процессе на промышлен-
204
ном предприятии, в цехе, на производственном участке. В то же
время особенности гибкого производства накладывают свой отпе-
чаток на устройство, оборудование и работу складов.
Таким образом, транспорт и склады в составе ГПС являются ее
составными частями или подсистемами, служащими для переме-
щения и временного накапливания всех видов грузов, изделий,
материалов, необходимых для эффективной и ритмичной работы
гибкой автоматической производственной системы (заготовки,
готовые изделия, пустая транспортно-складская тара, инструмент,
приспособления, специальная технологическая оснастка, частично
обработанные изделия, бракованные изделия, отходы производ-
ства, запасные части для автоматических станков, промышлен-
ных роботов, механизмов, системы автоматического управления,
носители информации, техническая документация).
Автоматизированная складская система ГПС предназначена для
выполнения следующих основных функций: прием с внутриза-
водского или внутрицехового транспорта сырья, материалов, за-
готовок, инструмента, пустой тары и их временное складирова-
ние; выдача этих грузов по заранее предусмотренному графику,
порядку или на основании команд-импульсов; прием от транс-
портной подсистемы ГПС готовых изделий, отходов производства,
бракованной продукции и их временное хранение; выдача на внут-
ризаводской или внутрицеховой транспорт этих грузов по коман-
дам или по мере подхода транспортных средств (при циклических
видах транспорта).
-------------------------Гпс--------
г- гпс
Склад
общий
Производ-
ство
Склад ин-
струмента
------------------ГПС-----
Склад ---------► Производ-
общий --------- ство
в
Рис. 17.4. Варианты складов в составе ГПС:
а и б — с двумя складами для различных элементов; в — с одним скла-
дом для всех грузов
205
В зависимости от выполняемых функций, размеров грузопото-
ков и транспортных партий, запасов хранения, технологии работы
ГПС и типа изготовляемых в ней изделий накопительные устрой-
ства выполняют в виде столов, питателей, накопителей, наполь-
ных или подвесных, проходных или циркуляционных замкнутых
конвейеров, стеллажей того или иного типа со складскими робо-
тами, специальных накопительных устройств и т.д.
В частности, возможны такие наборы складов в составе ГПС:
• два склада: один — для заготовок, инструмента, оснастки
и запчастей, второй — для готовых и бракованных изделий
(рис. 17.4, а);
• два склада: один — для заготовок, готовых изделий и запчас-
тей, второй — для инструмента и специальной технологической
оснастки (см. рис. 17.4, б);
• один склад — для всех грузов, необходимых и перерабатыва-
емых в ГПС (см. рис. 17.4, в);
• три склада: один — для заготовок, второй — для готовых
изделий, третий — для инструмента и приспособлений и т.д.
Во всех этих случаях нужно иметь в виду, что в качестве складов
могут служить различные комплексы устройств или отдельные
устройства — накопители, конвейеры и т.д. (например, цепные
вертикальные накопители для инструмента у станков с ЧПУ).
Опыт создания автоматических складов во многих отраслях
промышленности показывает, что одним из эффективных направ-
лений совершенствования складского хозяйства предприятий яв-
ляется создание укрупненных или объединенных складов много-
целевого назначения.
17.4. Тенденции развития складов
С развитием промышленного производства все более прояв-
ляется влияние на его эффективность транспортно-складских и
погрузочно-разгрузочных операций, что приводит к выдвиже-
нию повышенных требований со стороны производственной под-
системы промышленного предприятия, цеха, ГПС к складской
и транспортной подсистемам. В соответствии с этими требовани-
ями все более широко осуществляется механизация складов с
применением транспортных конвейерных систем, кранов-шта-
белеров.
Этапы развития и характеристика технологии механизации и
автоматизация складов показаны в табл. 17.2.
Основные тенденции в развитии техники переработки и скла-
дирования тарно-штучных грузов на складах:
1) применение высотных стеллажей для складирования грузов
и кранов-штабелеров для их обслуживания;
206
Таблица 17.2
Этапы развития и характеристика технологии, механизации
и автоматизации складов штучных грузов
Этап Технические средства Технология и управление Квали- фикация работ- ников, образо- вание
погрузки и разгрузки транспорти- рования складирова- ния
Склад с ручными работами (СРР) Вручную Вручную и с примене- нием теле- жек Вручную, штабель, навалом Технология отсутствует, размещение произволь- ное Без образо- вания
Механи- зирован- ный склад (МС) Вручную и с примене- нием под- донов Электро- погрузчики Штабель, стеллажи, электропо- грузчики и мостовые краны-шта- белеры Размещение произволь- ное, управ- ление вруч- ную Специ- альная подго- товка, инст- руктаж
Высоко- механизи- рованный склад (ВМС) Конвейеры, электропо- грузчик Электропо- грузчики, конвейеры Высотные стеллажи и краны-шта- белеры Размещение по расклад- ке, техноло- гические инструкции Сред- нее
Автома- тизиро- ванный склад (АС) Конвейеры, электропо- грузчик Электропо- грузчики и конвейеры Высотные стеллажи, автомати- зированные краны-шта- белеры Размещение по расклад- ке, перфо- карты, пакет- ный режим ЭВМ АСУ ТП, управле- ние в реаль- ном времени от ЭВМ Сред- нее техни- ческое
Адаптив- ная авто- матиче- ская склад- ская система (ААСС) Погрузоч- но-разгру- зочные кон- вейерные, пакетофор- мирующие машины, электропо- грузчик Конвейеры с автомати- ческим адресова- нием, авто- матические тележки, транспорт- ные роботы Высотные стеллажи; автомати- ческие стеллажные краны-шта- белеры и напольные штабелеры с программ- ным управ- лением То же Выс- шее специ- альное
207
2) отказ от строительства многоэтажных складов, размещение
складов в одноэтажных зданиях большой высоты;
3) максимальное использование объема складского здания для
хранения грузов;
4) использование штабелирующих машин с поворотными и
выдвижными грузоподъемниками, напольных электроштабелеров
с высоким подъемом грузов, полуавтоматическим и автоматичес-
ким управлением;
5) применение специальных типов стеллажей для наиболее пол-
ного заполнения объема складов при хранении грузов: тупико-
вых, проходных, гравитационных, передвижных;
6) широкое развитие пакетных перевозок грузов для комплекс-
ной механизации погрузочно-разгрузочных работ;
7) детальная разработка технологии и организации складских
работ;
8) создание автоматизированных систем для транспортировки
грузов внутри складов с использованием конвейеров, автомати-
ческих тягачей и тележек, напольных и подвесных транспортных
роботов;
9) комплексная автоматизация складов с использованием ЭВМ,
работающих в режиме «он-лайн», в реальном масштабе времени.
Увеличение высоты складирования грузов до 20...30 м и более
позволяет, не увеличивая площади склада, разместить в нем во
много раз больше грузов, чем в традиционном складе высотой
5...6 м, и добиться значительного снижения капитальных затрат
на 1 т хранимого груза.
Отечественная промышленность выпускает оборудование для
складов высотой до 16 м.
Особое развитие за последнее время получила автоматизация
складских работ с применением ЭВМ. При этом автоматизируют
Рис. 17.5. Процент увеличения производительности кранов-штабеле-
ров р в зависимости от сроков хранения грузов тхр
208
Рис. 17.6. Склады с рядным складированием грузов, наружным подходом
железнодорожного пути и электропогрузчиками (а), мостовыми (б)
и стеллажными (#) кранами-штабелерами
как отдельные механизмы (краны-штабелеры и конвейеры), так
и целые системы штабелирующих машин и конвейеров различ-
ных типов.
209
a
в
Рис. 17.7. Склады с блочным складированием грузов в тупиковых стелла-
жах с электропогрузчиками (а), мостовыми кранами-штабелерами (б) и
в гравитационных стеллажах со стеллажными кранами-штабелерами (в)
210
На многономенклатурных складах, хранящих по несколько
тысяч различных наименований грузов, серьезной проблемой ста-
новится переработка информации, связанной с учетом количе-
ства и мест хранения грузов и оформлением многочисленных до-
кументов. Эту проблему успешно решают на складах путем приме-
нения автоматизированных систем управления технологическими
процессами (АСУ ТП) на основе новейших средств вычислитель-
ной техники.
Автоматизация складских работ на складах с большой обора-
чиваемостью грузов обеспечивает наибольший экономический
эффект (рис. 17.5).
Число вариантов складов по технической оснащенности, спо-
собам складирования, типам и параметрам складской тары, стел-
лажного и штабелирующего оборудования, по технологии сорти-
ровочных и комплектовочных работ, по уровню механизации и
автоматизации, компоновочным решениям достигает многих ты-
сяч почти в каждом случае проектирования. Частично это много-
образие вариантов транспортно-складских комплексов для отдельно
стоящих складов показано на рис. 17.6 и 17.7. Все отмеченные тех-
нические и организационные особенности развития современных
механизированных и автоматизированных складов полностью от-
носятся к ГПС, что необходимо учитывать при создании склад-
ских подсистем ГПС, а также при комплексном совершенствова-
нии систем складского хозяйства промышленных предприятий.
17.5. Определение параметров и технико-экономических
показателей склада
Основная задача при составлении общей компоновки склада
состоит в том, чтобы с учетом подходов внешнего транспорта и
технологических взаимосвязей участков расположить их по отно-
шению друг к другу так, чтобы обеспечить минимальные рассто-
яния транспортировок (при отсутствии пересечений и встречных
грузопотоков) и минимальную общую площадь склада.
Наиболее существенной характеристикой общей компоновки
склада является расположение участков приема и выдачи грузов
(и соответственно грузопотоков прибытия и отправления) по от-
ношению к зоне основного хранения. По этому признаку возмож-
ны следующие общие компоновки складов:
• односторонние (или тупиковые), в которых участки прибы-
тия и выдачи грузов расположены с одной и той же стороны хра-
нилища (рис. 17.8, а);
• двусторонние продольные (или проходные) — грузы посту-
пают в зону хранения с одного конца, а выдают их с другой ее
стороны (рис. 17.8, б);
211
Рис. 17.8. Варианты компоновок складов с участка-
ми приема 7, хранения 2 и выдачи грузов 3:
а — односторонние (тупиковые); б — двусторонние
продольные (проходные); в, г — двусторонние попереч-
ные
• двусторонние поперечные — грузы прибывают с торца хра-
нилища, а выдают их на боковую сторону или в обратном направ-
лении (рис. 17.8, в, г).
Общую компоновку отдельно стоящего склада составляют с
таким расчетом, чтобы складское здание по форме в плане при-
ближалось к квадрату, а его размеры соответствовали стандарт-
ным строительным конструкциям. При этом общие параметры
склада выбирают из следующих типовых рядов:
• высота - 3; 3,6; 4,2; 4,8; 5,4; 6,0; 7,2; 8,4; 9,6; 10,8; 12,6; 14,4;
16,2; 18; 19,8; 21,6; 24,0 м;
• ширина (пролетов) — 6, 9, 12, 15, 18, 24, 30 м;
• длина — кратна 6, 24, 30, 36, 42, 48, 54, 60 м и т.д.
При сравнении вариантов и выборе рекомендуемого варианта
склада капитальные затраты (или основные производственные
фонды — для условий реконструкции и технического перевоору-
жения), тыс. руб., определяют по формуле
ЬВН^НУ + ^К^
z=i
• ю-3,
где L, В — ширина и длина склада (или части производственного
корпуса, занимаемого складом), м< Н — полезная высота склад-
ского или производственного корпуса (размер по вертикали от
пола до низа ферм покрытия), м; у(Н) — стоимость 1 м3 полезно-
го объема складского здания, руб.; г,- — число подъемно-транс-
портных машин или другого складского оборудования z-ro типа;
К/ — стоимость механизма z-ro типа, руб.; 8,- — накладные расходы
и начисления на монтаж и опробование механизмов (принима-
ют 8,- = 1,09... 1,25); п — число разных типов машин и механизмов.
При сравнении и выборе вариантов отдельно стоящих складов
необходимо учитывать ценность территории промплощадки, на
которой строят склад. Ее можно ориентировочно определить по
формуле, тыс. руб.:
212
К - $ R
тер “ Кзас-104 Ртер’
где S— площадь склада, м2; — коэффициент застройки терри-
тории промплощадки, зависящий от отрасли народного хозяйства
и принимаемый в пределах = 0,3...0,5; 0тер — ценность 1 га
территории с учетом возможностей ее использования для про-
мышленного, социально-культурного и гражданского строитель-
ства, а также стоимость освоения, благоустройства территории и
инженерных сетей.
Годовые эксплуатационные расходы (тыс. руб./год) по складу
при работе склада 260 дней в году:
• в одну смену —
Э = 2,4р + 0,14Пм - 0,22Пд + 0,31ЭТ + ОДЗКШ +
+ 0,22К + 0,23А + 0,05Кзд + 0,052СТ + ОДОСН +
+ (0,265] + 0,452 + 0,5353 + 25,1 £А,- + 12,6 )Ю'3;
• в две смены —
Э = 2,4р + 0,16Пм + 0,23Пд + 0,ЗЗЭТ + 0Д4КШ +
+ 0,23К + 0,24А + 0,05Кзд + 0,052СТ + ОДОСН +
+ (51 + 1,552 + 253 + 50,2 + 25,1 ^Nj ) 10~3;
• непрерывно в три смены 365 дней в году —
Э = 2,4р + 0,17Пм + 0,25Пд + 0,34ЭТ + 0Д5КШ +
+ 0,25К + 0,26А + 0,05КЗД + 0,052СТ + ОДОСН +
+ (2,475] + 3,752 + 4,9453 + 105 £А,- + 52,5 ^А, )Ю~3,
здесь р — списочное число работников склада, чел.; Пм, Пд, ЭТ,
КШ, К, А, СТ, СН — стоимость поддонов металлических и дере-
вянных, средств электротранспорта (с аккумуляторными батаре-
ями), кранов-штабелеров, конвейеров, системы автоматизации,
стеллажей, сантехнических устройств; 5,, 52, 53 — площади соот-
ветственно: зоны хранения грузов, приемоотправочных участков
и служебно-технических помещений, м2; Nh Nj — мощности со-
ответственно одномоторных механизмов непрерывного действия
и многомоторных механизмов циклического действия, кВт.
Приведенные затраты (тыс. руб./год) определяют по формуле
П = Э + ЕНК,
где Э — годовые эксплуатационные расходы, тыс. руб./год; К —
капитальные затраты или основные производственные фонды, тыс.
руб.; Ен — нормативный коэффициент экономической эффектив-
ности капиталовложений (принимают Ен = 0,15).
Себестоимость переработки тонны грузов на складе (руб./т)
находят по формуле
213
с = э/&
где Э — годовые эксплуатационные расходы по складу, тыс. руб./год;
Q — годовой грузопоток склада по прибытию, тыс. т/год.
Годовой экономический эффект (тыс. руб./год) от внедрения новой
механизации на действующем складе (или в одном варианте проекта
по сравнению с другим, базовым) определяют по формуле
дп = П[ - П2 + (З) - з2)рПр • ю 3,
где Пь П2 — приведенные затраты по первому (базовому) и вто-
рому (проектному) вариантам склада, тыс. руб./год; 5t, S2 — пло-
щади склада по первому (базовому) и второму (проектному) ва-
риантам, м2; рпр — удельная стоимость промышленной продук-
ции, снимаемой в среднем с 1 м2 производственной площади,
руб./м2.
Срок окупаемости капитальных затрат на внедрение механиза-
ции и автоматизации на действующем складе штучных грузов
(годы) рассчитывают по формуле
Т=(К2- ^O/Oi - Э2),
где К[ и Э] — соответственно основные фонды (тыс. руб.) и го-
довые эксплуатационные расходы (тыс. руб./год) по складу до
его реконструкции или технического перевооружения; К2 и Э2 —
то же после реконструкции или технического перевооружения
склада.
17.6. Структура и организация транспортного хозяйства
Внутри завода производится транспортировка сырья, материа-
лов и других грузов с общезаводских складов в цехи, заготовок,
деталей и сборочных единиц — между цехами, готовой продук-
ции и отходов — из цехов в соответствующие склады.
Внутри цехов заготовки, детали и сборочные единицы в про-
цессе изготовления и сборки транспортируются между кладовыми
и участками с одного участка на другой, а на участках — между
рабочими местами.
В соответствии с этим различают внешнюю и внутризаводскую
транспортировку грузов; последняя подразделяется на межцехо-
вую и внутрицеховую транспортировки.
Транспортное хозяйство завода состоит из транспортных средств
и устройств общезаводского назначения (депо, гаражи, ремонт-
ные мастерские, рельсовые и безрельсовые пути).
От работы транспорта зависит ритмичная работа рабочих мест,
участков, цехов и равномерный выпуск заводом готовой продук-
ции. Время, затрачиваемое на внутрицеховые и межцеховые пе-
ревозки, непосредственно влияет на длительность производствен-
214
ного цикла. Затраты на содержание транспортного хозяйства и транс-
портировку грузов составляют на некоторых заводах до 25...30 %
суммы всех косвенных расходов в себестоимости продукции. По-
этому основной задачей транспортного хозяйства завода является
бесперебойная транспортировка грузов при минимальной себе-
стоимости транспортных операций. Это достигается путем пра-
вильной организации транспортного хозяйства и четкого планиро-
вания работы транспорта, обоснованного выбора транспортных
средств, повышения уровня механизации погрузочно-разгрузочных
работ, внедрения хозяйственного расчета.
Применяемые на машиностроительных заводах транспортные
средства классифицируются следующим образом (в зависимости от
принципа классификации): 1) по способу действия — прерывного
и непрерывного действий; 2) по видам транспорта — рельсовый
(железнодорожный), безрельсовый, подъемно-транспортные сред-
ства и специальный транспорт; 3) по назначению — внешний,
межцеховой и внутрицеховой транспорт; 4) по направлению пере-
мещения грузов — горизонтальный, вертикальный (лифты, подъем-
ники), горизонтально-вертикальный (электрические мостовые
краны, кран-балки, автопогрузчики и др.), наклонный (наклон-
ные канатные и монорельсовые дороги и конвейеры).
Структура транспортного хозяйства завода зависит от харак-
тера выпускаемой продукции (габаритных размеров и массы),
состава цехов, типа и масштаба производства. Так, на заводах,
выпускающих крупные и тяжелые изделия, основным видом внеш-
него и межцехового транспорта является железнодорожный транс-
порт широкой колеи. Внешние перевозки осуществляются под-
вижным составом железных дорог общего пользования, а межце-
ховые — подвижным составом завода. На некоторых заводах тяже-
лого машиностроения железнодорожный транспорт выполняет до
80 % всех перевозок.
На заводах, выпускающих средние по массе изделия, железно-
дорожный транспорт применяется главным образом для внешних
перевозок. Межцеховые перевозки осуществляются автомобиль-
ным и другим безрельсовым транспортом.
Кроме автомобилей для межцеховых перевозок все большее
применение находят различного типа тягачи с прицепными тележ-
ками, а также автопогрузчики. Удобны для межцеховых перевозок
электрокары и автокары, особенно с подъемной платформой,
позволяющей перевозить заранее нагруженные укладочные плат-
формы или ящики на ножках.
На заводах крупносерийного и массового производств при нали-
чии равномерного грузопотока в течение рабочего дня и при по-
стоянных точках погрузки и выгрузки широкое применение нахо-
дит непрерывный транспорт в виде различных конвейеров и мо-
норельсовых путей с электрическими тельферами.
215
to
O\
Участок
сборки
12
Рис. 17.9. Схема механизации цехового перемещения грузов до 35 кг
пластинчатыми и роликовыми конвейерами:
7, 5, 8, 11 ~ пластинчатые конвейеры; 2, 6, 9, 10 — роликовые конвейеры; 4 —
переходной мостик; 5 — камера для обезжиривания и консервации; 7 — полуав-
томат упаковки; 12 — контрольный автомат; 13 — наклонный склиз
В качестве транспортных средств для внутрицеховых перевозок в
единичном и серийном производствах в обрабатывающих и сбороч-
ных цехах применяются мостовые электрические краны, кран-
балки с тельферами, консольные краны, авто- и электрокары,
узкоколейные железнодорожные вагонетки и монорельсовые пути.
Краны используются и как погрузочно-разгрузочные средства.
В поточном производстве в качестве средств транспорта служат
конвейеры различной конструкции, а в автоматизированном про-
изводстве — специальные транспортные устройства, встроенные
в станочные и другие автоматические линии.
Механизация межцехового и внутрицехового транспорта идет по
линии комплексной механизации путем все более широкого при-
менения конвейерных устройств.
Для внутрицеховых перевозок используют пластичные 1, 3, 8, 11
и роликовые 2, 6 и 9 конвейеры (рис. 17.9), которые обеспечивают
передачу изделий со сборочного участка на участки консервации
и упаковки, а также на склад готовой продукции. Конвейер 11
транспортирует подшипники от контрольных автоматов 12 на уча-
сток консервации, где конвейер 8 передает их в камеры 5 для
обезжиривания и консервации. Затем конвейер 3 транспортирует
подшипники к полуавтоматам упаковки 7. Порожняя тара для упа-
ковки перемещается по роликовому конвейеру 10. Приводные ро-
ликовые 2, 6, 9 и пластинчатый 77 конвейеры транспортируют
ящики с подшипниками на склад готовой продукции. Перегрузка
подшипников с конвейера 77 на конвейер 8, а с него на конвей-
ер 3, а также ящиков с конвейеров 2, 6 и 9 на конвейер 7 осуще-
ствляется с помощью наклонных склизов 13. Для перехода через
конвейеры установлены мостики 4.
Для транспортировки более тяжелых изделий по замкнутому
маршруту технологически связанных цехов, в частности, штампо-
вочного и обмоточного, используются следующие транспортные
средства (рис. 17.10). Статоры подаются пластинчатым конвейером 6
на роликовый конвейер 7, с которого подвесной конвейер 7 авто-
матически захватывает их подвески (Я). По пути к заданному ад-
ресу каждая подвеска для удобства снятия статора поворачивается
на 180° (7>). Автоматический съем статора осуществляется пневма-
тическим подъемником 3 (В), порожняя подвеска поворачивает-
ся в исходное положение, а статор при опускании стола пневмо-
подъемника скатывается в накопитель-склиз 2. Из накопителя 8
статоры подаются на одну из автоматических линий 5 обмотки
статора. Подвесная однорельсовая дорога 4 с автоматическим ад-
ресующим устройством обеспечивает подачу обмоточной меди и
изоляционных материалов в специальных контейнерах из кладо-
вых к автоматическим линиям 5.
На крупных и средних заводах при большом объеме перевозок,
а также на заводах, где нет железнодорожного транспорта, создает-
217
4
5
Рис. 17.10. Схема механизации перемещения грузов до 250 кг подвесным
цепным конвейером и подвесной однорельсовой дорогой с автомати-
ческим адресованием:
1 — подвесной конвейер; 2 — накопитель-склиз; 3 — пневматический подъем-
ник; 4 — подвесная однорельсовая дорога; 5 — автоматическая линия; 6 — пла-
стинчатый конвейер; 7 — роликовый конвейер; 8 — накопитель
ся самостоятельный автотранспортный цех. При небольшом объеме
перевозок автотранспортный цех объединяется с железнодорож-
ным в один транспортный цех.
На малых и средних заводах для совершенствования органи-
зации производства и повышения уровня механизации погру-
зочно-разгрузочных и транспортно-складских работ экономичес-
ки целесообразно создавать единый транспортно-складской цех.
Транспортно-складской цех занимается переработкой внешних
грузов, централизованной доставкой материалов в цехи и вывоз-
кой готовой продукции и отходов из цехов.
17.7. Расчет грузооборота и потребности
в транспортных средствах
Для расчета потребности в транспортных средствах и последую-
щей организации их работы необходимо определить грузооборот за-
вода, грузовые потоки и номенклатуру транспортируемых грузов.
218
Грузооборотом завода или цеха называется количество грузов,
подлежащее перемещению за определенный период времени (год,
квартал, месяц, сутки), а грузовым потоком — количество грузов,
перемещаемых в определенном направлении между отдельными
пунктами погрузки и выгрузки. Грузооборот завода равен сумме
отдельных грузовых потоков.
Расчет грузооборота завода производится на основе грузообо-
ротов цехов и общезаводских складов.
Схема грузопотоков завода показывает распределение и на-
правление движения грузов по схемам и складам, а схема гру-
зопотоков цеха — распределение и направление движения грузов
по участкам и кладовым. На рис. 17.11 показана общая схема гру-
зопотоков завода, составленная на плане завода, вычерченном в
определенном масштабе, с указанием транспортных путей. Ши-
рина линии грузопотока пропорциональна количеству перевози-
мых грузов, различная штриховка или раскраска линий — харак-
теру груза. Количество груза указывается на каждой линии цифра-
ми, а направление грузопотока — стрелкой.
Схема грузопотоков подвергается анализу для того, чтобы по
возможности ликвидировать встречные перевозки одних и тех же
грузов, сократить путь движения отдельных грузов, проверить со-
ответствие грузонапряженности отдельных транспортных путей их
пропускной способности.
Перевозка грузов может производиться по разовым и постоян-
ным маршрутам.
Разовые маршруты случайны как по направлениям, так и по
количеству транспортируемого груза, вводятся для выполнения
неповторяющихся отдельных заявок, как правило, в условиях еди-
ничного и мелкосерийного производств.
Постоянные маршруты проходят по заранее установленным
направлениям, назначаются для выполнения систематически по-
вторяющихся заявок и выбираются с учетом грузопотока и при-
меняемых транспортных средств. Эти маршруты характерны для
крупносерийного и массового производств и могут быть маятни-
ковыми и кольцевыми.
Маятниковые маршруты устанавливаются между двумя пункта-
ми. Они могут быть односторонними, если транспортные средства
движутся в одну сторону с грузом, а в другую — без груза, и
двусторонними, если грузы транспортируются в обоих направле-
ниях. Второй вариант маятникового маршрута более экономичен,
так как в этом случае транспортные средства используются на
85...90 % при отсутствии холостых пробегов.
Кольцевые маршруты (рис. 17.12, а) устанавливаются при обслу-
живании ряда грузовых пунктов, связанных последовательной пе-
редачей грузов от одного к другому. Кольцевой маршрут может быть
с равномерным, нарастающим или уменьшающимся грузопотоком.
219
Рис. 17.11. Схема грузе-
1 — инструментальная сталь; 2 — листовая сталь; 3 — разные материалы; 4 —
бензин и краски; 8~ нефть; 9 — штампованные
220
потоков завода:
сортовой прокат; 5 — чугун и формовочные материалы; 6 — лесоматериалы; 7 —
детали; 10 — поковки и рессоры; 11 — годное литье
221
Рис. 17.12. Схемы кольцевых маршрутов:
а — простой кольцевой; б — цикловой из нескольких колец; 1 — пункты нагруз-
ки (разгрузки); 2 — площадка передачи грузов с одного кольца на другое
Разновидностью кольцевой системы перевозки является сис-
тема цикловых маршрутов. Применение системы цикловых марш-
рутов целесообразно на крупных заводах, с множеством цехов,
расположенных на обширной территории. Эта система представ-
ляет собой совокупность нескольких замкнутых кольцевых сис-
тем, связанных между собой специальным кольцевым маршру-
том, на котором имеются площадки для передачи грузов с одно-
го кольца на другое (см. рис. 17.12, б), передача грузов с одного
кольца на другое организуется без перевалки транспортируемых
грузов.
Количество транспортных единиц (автомобилей, авто- и
электрокаров и т.п.) прерывного действия, необходимых для меж-
цеховых перевозок, может быть определено, например, по одной
из следующих формул.
Для расчета маятниковых перевозок
^р. +1 +t
“ *погр ~ ‘разгр
^тр
Ссм
—
^трЛтр^см I 1 ~ "jog'
222
где GCM — количество груза, перевозимого за смену, т; Lnep —
расстояние (перевозимого груза) между двумя пунктами, м; гтр —
средняя скорость движения транспортного средства, м/мин; /погр
и /разгр — соответственно время на одну погрузочную и разгрузоч-
ную операции за каждый рейс, мин; qjp — грузоподъемность еди-
ницы транспортных средств, тс; г]тр — коэффициент использова-
ния грузоподъемности транспортного средства; Гсм — продолжи-
тельность смены, мин; Ррем — процент потерь времени при ис-
пользовании транспортного средства (на заправку горючим, за-
рядку аккумуляторов, ремонт).
Необходимое количество электро- и автокаров для внутрице-
ховых перевозок можно определить из формулы
^см (-^пер
Qrp =
-Ltp +(
“ *погр
гтр
^трПтр^см!
где GCM — среднее количество продукции, обрабатываемое в цехе
за смену и перевозимое данным видом транспортных средств, т;
^пер + 1 — среднее количество передач партий деталей между опе-
рациями, на склад и со склада за смену; Lrp — среднее расстояние
транспортировки, м; Гпогр — время погрузки, мин.
Для расчета числа мостовых кранов при транспортировке круп-
ных деталей используется следующая формула:
л _ NаКопТп
^тр ~ ( р
т ту- 1 рем
* СМЛСМ I 1 |QQ
где Na — количество деталей, подлежащих транспортировке кра-
ном в течение года; Коп — среднее число крановых операций на
одну деталь; Гц — длительность цикла одной крановой операции,
мин; ХсМ — число смен работы крана.
Количество средств непрерывного транспорта или конвейеров
может быть определено по формуле
где G4 — количество груза, перевозимого за каждый час, т; g4 —
часовая производительность конвейера, т.
Часовая производительность конвейера (т/ч) рассчитывается
по одной из следующих формул:
• при перемещении штучных грузов на подвесном круговом
конвейере
223
j ,
где (Ущ. — масса одного штучного груза, кг; / — расстояние между
двумя смежными грузами на конвейере, м; vK0HB — скорость дви-
жения конвейера, м/мин;
• при перемещении штучных грузов в специальной таре по п штук
на поточной линии механического цеха
_ 3,6GUITi,KOHB/i
}
17.8. Планирование работы внутризаводского транспорта
Работа транспортного цеха машиностроительного завода опре-
деляется планом производственно-хозяйственной деятельности
(транстехпланом). Транстехплан составляется на год с разбивкой
по кварталам. Он содержит следующие разделы: а) производствен-
ную программу; б) план по труду; в) лимиты материально-тех-
нического снабжения; г) план по себестоимости транспортных
работ; д) план организационно-технических мероприятий.
Для характеристики использования транспортных средств раз-
личного вида существует ряд количественных и качественных по-
казателей. К важнейшим количественным показателям относятся:
выполнение плана по грузообороту, выполнение плана погрузоч-
но-разгрузочных работ, использование наличного парка транс-
портных средств.
В зависимости от вида транспортных средств состав качественных
показателей изменяется. При анализе использования автомобилей,
электро- и автокаров определяются, например, следующие качествен-
ные показатели: скорость движения, использование грузоподъем-
ности, использование рабочего времени машин, производитель-
ность транспортных средств и себестоимость перевозки 1 т груза.
При определении скорости движения машины различают тех-
ническую и эксплуатационную скорость. Техническая скорость
движения машины v? (м/мин) определяется по формуле
L
а эксплуатационная скорость v3:
L
v3 -----------,
t\ + h + h
где L — длина пути от начального до конечного пункта, м; —
время движения машины от одного до другого пункта, мин; t2 —
224
время стоянки на промежуточных пунктах, мин; /3 — время сто-
янки на начальном и конечном пунктах, мин.
Расчетная техническая скорость движения межцехового транс-
порта в зависимости от условий эксплуатации колеблется от
60...80 м/мин внутри зданий и до 100... 150 м/мин вне зданий.
Коэффициент использования грузоподъемности транспортных
средств Цтр в общем виде равен отношению веса одновременно пе-
ревозимого груза к грузоподъемности транспортной машины, т. е.
Коэффициент использования пробега апб может быть определен
по формуле
L
&пб ~ Т т ’
L + Lq
где L — путь, проходимый машиной с грузом; Lo — путь, прохо-
димый машиной без груза.
Коэффициент использования рабочего времени транспортных
средств аи в представляет собой отношение фактического времени
работы Гф к календарному времени за тот же период Тк, т. е.
Коэффициент аи в при нормальной эксплуатации транспорт-
ных средств не должен быть менее 0,85.
Производительность транспортных средств g4 (т/ч) может быть
определена по формуле
_ бО^-трТ]^
04 — гр >
/ц
где Цф — коэффициент использования грузоподъемности; Тц —
продолжительность цикла, мин.
Себестоимость перевозки 1 т груза (руб./(т/ч)) представляет
собой отношение себестоимости одного машиночаса работы к про-
изводительности транспортных средств, т. е.
г
£ _ ^м-ч
ёч
Оперативное планирование работы транспортного цеха состоит
в составлении месячных программ и сменно-суточных заданий на
перевозки и погрузочно-разгрузочные работы, а также в текущем
регулировании работы транспортных средств.
8 Шишмарев
225
Контрольные вопросы
1. Каково значение складов в современном производстве?
2. Какие виды складов существуют на предприятии и каково их назна-
чение?
3. Какие процессы осуществляются на складах?
4. Как различаются склады по уровню механизации и автоматиза-
ции?
5. Как осуществляются связи складов с производственными цехами и
с промышленным транспортом?
6. Какие существуют проблемы взаимодействия транспорта и складов
предприятия?
7. В чем состоят преимущества и недостатки централизованной и де*
централизованной системы складского хозяйства?
8. Каковы особенности складов гибкого автоматизированного произ-
водства?
9. Каковы основные тенденции развития складов?
10. Как определяются параметры и технико-экономические показате-
ли складов?
11. Какой состав транспортных средств применяется на машиностро-
ительных заводах?
12. Что применяется для механизации внутрицехового транспорта?
13. Как рассчитываются грузооборот и потребности в транспортных
средствах?
14. Как планируется работа внутризаводского транспорта?
Глава 18
ОРГАНИЗАЦИЯ ЭНЕРГЕТИЧЕСКОГО ХОЗЯЙСТВА ЗАВОДА
18.1. Энергопотребление завода
Энергетическая характеристика производственных процессов.
Основные технологические процессы и операции в промышлен-
ности, протекающие с применением различных видов энергии,
подразделяются на следующие группы:
• силовые процессы, к которым относятся процессы и опера-
ции, связанные с обработкой материалов и полуфабрикатов, а
также с их транспортировкой;
• электрохимические процессы, происходящие при затрате
энергии, служащей для обеспечения необходимых скоростей про-
текания физико-химических реакций, лежащих в основе техноло-
гического процесса;
• высокотемпературные процессы, происходящие при затратах
теплоты высокого потенциала (500 °C и выше);
• среднетемпературные процессы, протекающие при темпера-
туре 100...500 °C;
226
Таблица 18.1
Характеристика основных энерготехнологических процессов
Процессы Вид производственного потребления Энергоносители
Силовые Электропривод, пневмопри- вод и паропривод Электроэнергия, сжатый воздух, пар
Электрохи- мические Электролитическое получе- ние металлов и газов, элект- ролитическое покрытие ме- таллических поверхностей Электроэнергия, тепло- вая энергия, вода
Высокотем- пературные Плавка металла, нагрев, тер- мическая обработка, сварка, поверхностная закалка Электроэнергия нормаль- ной и повышенной час- тоты, топливо всех видов
Среднетем- пературные Нагрев, варка, сушка, выпаривание, дистилляция, ректификация Электроэнергия, топливо всех видов, пар, горячая вода
Низкотем- пературные Нагрев Пар, горячая вода
Вспомога- тельные Освещение, отопление, вен- тиляция, кондиционирова- ние, автоматизация, сигна- лизация и телеуправление энергооборудованием Электроэнергия, пар, горячая вода, сжатый воздух
• низкотемпературные процессы, протекающие при темпера-
туре до 100 °C;
• вспомогательные процессы — процессы обслуживания ос-
новного производства.
В табл. 18.1 дана характеристика основных энерготехнологичес-
ких процессов завода.
Характеристика энергоприемников. Основными видами энер-
гоприемников являются электроприемники машиностроительно-
го завода, которые в зависимости от преобразования в них элект-
роэнергии в энергию того или иного вида (механическую, тепло-
вую, световую) подразделяются на следующие группы: 1) элект-
родвигатели; 2) электротермические приемники; 3) электрохи-
мические приемники; 4) осветительные приемники.
Эти элекгроприемники, как правило, потребляют переменный
ток и питаются от сетей трехфазного тока. Электроприемники,
работающие на постоянном токе, обычно питаются от местных
преобразовательных установок, снабжаемых энергией от сетей
трехфазного тока.
227
Электродвигатели для привода разнообразных производствен-
ных механизмов и агрегатов — наиболее распространенная кате-
гория электроприемников завода.
К электротермическим приемникам относятся:
• дуговые электрические печи для плавки черных и цветных
металлов и сплавов, снабженные, как правило, специальными
печными трансформаторами, питаемыми от трансформаторов на-
пряжением 6000, 10000, 35 000 В мощностью 24000 кВ-А;
• высокочастотные установки повышенной и высокой часто-
ты для индукционного нагрева металла при плавке и термообра-
ботке изделий, питающиеся от машинных генераторов при час-
тоте до 10000 Гц и ламповых генераторов при более высоких
частотах;
• электрические печи сопротивления — камерные, шахтные,
методические- и другие, работающие в большинстве случаев от
своих трансформаторов;
• электросварочные агрегаты для дуговой и контактной свар-
ки, питающиеся от трансформаторов с первичным напряжением
220, 380 и 500 В переменного тока; электросварочные аппараты
постоянного тока получают питание от индивидуальных выпря-
мительных установок, а иногда от общих;
• электроискровые и электроимпульсные установки для обра-
ботки металлов (прошивка отверстий, резка металлов, упрочне-
ние, изготовление штампов и др.);
• всевозможные нагревательные приборы и устройства.
К электрохимическим приемникам относятся:
• электролитические ванны для всевозможных процессов элек-
тролиза воды, водных растворов, расплавленных сред;
• установки для производства электрохимических процессов в
газах;
• ванны для гальванических покрытий металлов (меднение, ни-
келирование, хромирование, цинкование и т.д.);
• установки для анодно-механической обработки металлов;
• установки для зарядки аккумуляторов.
Электролизные установки питаются постоянным током от ме-
стных полупроводниковых устройств, за исключением некоторых
ванн металлопокрытий, которые обслуживаются генераторами
постоянного тока (двигатель-генератор с первичным напряжени-
ем 380 и 500 В и со вторичным напряжением 6... 24 В). Для других,
более мощных потребителей в качестве преобразователей приме-
няются ртутные выпрямители, трансформаторы которых питают-
ся током как низкого (380 В), так и высокого (6000 и 10000 В)
напряжения.
К осветительным приемникам относятся лампы накаливания,
люминесцентные и другие лампы, применяемые для внутреннего
и наружного освещения зданий и территорий.
228
Таблица 18.2
Энерготехнологическая схема основных процессов
Основ- ные цехи Основные технологические процессы Энергоносители
Электроэнергия Пар Горячая и холодная вода Сжатый воздух м д U Кокс Прочее жидкое и твердое топливо
8... 10 кПа 4...6 кПа
Литей- Смесеприготовление + — — + — 4- — 4-
ные Формовка и изготовление стержней — — + 4* — 4*
Плавка и разливка металла + — 4- — 4- 4- 4-
Выбивка и очистка отливок + — — — 4- — — —
Термообработка отливок + — — — 4- — 4-
Мойка деталей 4- 4- + 4- — __ —
Резка заготовок и транс- портировка их к печам 4- — — — 4- 4- —
Кузнеч- Нагрев под ковку и 4- — — 4- — 4- 4-
ные штамповку Ковка, штамповка и транс- + + + — + — — —
портировка поковок Термообработка 4- 4- 4* 4- 4-
Механи- Обработка на металлорежу- + — 4- 4- + —
ческие щих и электроискровых станках Закалка токами высокой частоты + - — + — — - -
Терми- Транспортировка изделий + - — 4- 4- + — +
ческие из механических цехов, за- калка, отпуск, цемента- ция, цианирование, азоти- рование и др. Подготовка к покрытию (травление, обезжирива- ние, промывка, полирова- ние и др.) 4* - + 4- 4- - — -
Металло- Металлопокрытие электро- 4- — 4- + 4- — — —
покрытие литическим путем (цинко- вание, меднение, никели-
рование, хромирование и ДР-) Отделка поверхностей пос- ле покрытия (сушка, поли- рование, промывка и др.) 4- - — + - - - -
229
Окончание табл. 18.2
Основ- ные цехи Основные технологические процессы Энергоносители
Электроэнергия Пар Горячая и холодная вода Сжатый воздух 5 Кокс Прочее жидкое и твердое топливо
8... 10 кПа 4...6 кПа
Холодно- прессо- вые и высадоч- ные Штамповка из листовых за- готовок, высадка норма- лей, накатка резьбы, про- мывка, транспортировка к потребителю, окраска, сушка и др. + + + + +
Примечания: 1. На операции выбивки и очистки отливок наиболее эко-
номична электроэнергия.
2. Окрашенные изделия рекомендуется сушить радиационным методом при
температурах излучающих поверхностей порядка 400 °C с применением газа или
электроэнергии.
Энерготехнологическая схема основных производственных про-
цессов (табл. 18.2) показывает, с помощью каких энергоносите-
лей возможно обслуживание отдельных производственных про-
цессов в основных цехах завода.
18.2. Нормирование энергопотребления
На предприятиях разрабатываются нормы расхода энергии и
топлива на энергоемкие агрегаты — агрегатные нормы, для це-
хов — цеховые нормы и для предприятия в целом — заводские
нормы. Агрегатные нормы особенно широко применяются при
нормировании расхода электрической энергии в литейных цехах,
термических печах, высокочастотных установках, компрессор-
ных, водонасосных и некоторых других агрегатах и используются
для анализа энергопотребления и премирования персонала, обслу-
живающего энергоемкие потребители.
Перспективное планирование энергопотребления производит-
ся по общезаводским нормам.
Нормы разрабатывают на следующие измерители выпуска про-
дукции. В качестве общезаводских применяются измерители: по
электроэнергии, сжатому воздуху и воде — натуральные и услов-
ные: по топливу — тонна годных поковок для кузнечного произ-
водства, тонна изделий, прошедших термообработку; для терми-
ческих печей — тонна годных отливок для топлива, расходуемого'
230
на все процессы в литейных цехах (все остальные расходы топлива
по заводу нормируются на общезаводскую продукцию); по тепло-
энергии — тонна годных поковок на пар, расходуемый кузнечным
производством; расходы теплоэнергии всеми остальными потре-
бителями завода нормируются на общезаводскую продукцию.
Методика расчета норм расхода энергии и топлива следующая.
Для определения общезаводских расчетных норм расхода элект-
роэнергии следует весь расход электроэнергии по заводу разде-
лить на зависящие и независящие от выпуска продукции состав-
ляющие. К независящим относится расход электроэнергии на при-
вод приточно-вытяжной вентиляции, освещение, на покрытие
тепловых потерь термических и плавильных печей, на преодоле-
ние механических потерь в станочном оборудовании, на покры-
тие утечек сжатого воздуха и др. Весь остальной расход электро-
энергии принимается как зависящий от выпуска продукции заво-
дом.
Общий расход энергии (кВт-ч) определяется по формуле
А = В + cZ,
где В — расходы, не зависящие от выпуска; cZ — расходы, завися-
щие от выпуска (Z — выпуск продукции).
Поделив на выпуск продукции Z левую и правую части урав-
нения, получим норму расхода
В
Я = у + с.
Задаваясь программой Z, норму расхода для конкретных усло-
вий можно представить в виде гиперболической кривой.
На рис 18.1 показана зависимость удельного расхода электро-
энергии от выпуска продукции (для крупного завода): составляю-
щая электроэнергии, не зависящая от выпуска, равна 12 млн кВт-ч
в месяц, а зависящая — 750 кВт-ч на одну условную машину).
Рис. 18.1. Зависимость удельного расхода электроэнергии от выпуска
продукции
231
Таблица 18
Укрупненные цеховые удельные расходы электроэнергии по видам
производства
Вид производства Виды отливок (одной тонны) Удельный расход электроэнергии, кВт-ч/т
L Производство стальных и цветных отливок Плавка стали в дуговых печах Жидкая сталь 700...750
Изготовление стальных отливок Годные отливки 4000... 5000 ;
методом точного литья Плавка стали в индукционных Жидкая сталь 740 ...770
печах Пресс-литье Пресс-литье 770...780
Плавка цветных отливок Цветные отливки 400...420
Двигательная энергия Годные отливки 250...300
Освещение То же 30...50
2 Производство ковкого чугуна Плавка чугуна (дуплекс-процесс) Жидкий чугун 95... 100
Отжиг чугуна Годные отливки 450...490
Двигательная энергия Тоже 110...120
Освещение » 25 ...30
5. Производство серого чугуна Плавка чугуна (дуплекс-процесс) Жидкий чугун 640...660
Двигательная энергия Годные отливки 160 ...170
Освещение То же 30...35
4. Кузнечно-прессовое производ- ство Высокочастотный нагрев Годные отливки 520 ...590
Светлый отжиг То же 140... 155
Светлая пайка » 540...630
Силовая электроэнергия » 75...85
Освещение » 10...15
5. Механообрабатывающее производство Силовая электроэнергия: Обработка и сборка задних мос- Условный 80... 150
тов, рулевого управления и др. Изготовление моторов комплект Тоже 45 ...50
Производство коробок передач » 15...20
Производство нормалей 40 ...45
Производство арматуры для » 35 ...40
автомобиля Производство инструмента » 20...45
Производство штампов » 100... ПО
232
Следовательно, выражение нормы расхода электроэнергии в за-
висимости от выпуска продукции можно представить как
12 -Ю6
<! = ^— + 750.
Меняя значение выпуска Z от 15 000 до 30000 машин, полу-
чим кривую q = f(Z), представленную на рис 18.1.
Принцип расчета цеховых норм такой же, как и общезавод-
ских. Расход электроэнергии цехом или агрегатом разбивается на
составляющие, зависящие и независящие от выпуска продукции
(табл. 18.3).
18.3. Расчет потребности в энергии и топливе
При планировании энергопотребления на ближайшие годы
(1, 5, 7 лет) следует рассчитывать годовую потребность поквар-
тально и максимальные энергетические нагрузки. Для этого необ-
ходимо определить дополнительные капитальные вложения для
приобретения и монтажа силовых агрегатов и энергосетей (транс-
форматоров, компрессоров, насосов для холодной и горячей воды,
котельных, газопроводов, тепловых пунктов, тепловых сетей и др.)
При планировании энергопотребления должны учитываться:
• производственная программа завода на планируемый отрезок
времени в тех измерителях, на которые даются нормы энергозатрат;
• прогрессивные нормы расхода энергии и топлива на единицу
выпускаемой продукции;
• изменения технологии производства, вызывающие замену
энергоносителей.
Как указывалось выше, нормы расхода электроэнергии, сжа-
того воздуха и воды рассчитываются на единицу общезаводской
продукции (условная автомашина, условный трактор, условный
станок, 1000 руб. валовой продукции в неизменных ценах и др.).
Следовательно, программа завода на планируемый отрезок вре-
мени должна быть приведена к соответствующим измерителям. При
этом следует обратить особое внимание на объемы кооперирован-
ных поставок, исключив из программы завода изделия, получае-
мые по кооперации и не требующие энергозатрат, и учесть энер-
гоемкость новых изделий, изготовляемых заводом для передачи
другим предприятиям.
Потребность в теплоэнергии для производства рассчитывается
аналогично: для хозяйственно-бытовых нужд — по норме тепло-
энергии на одного человека, а для отопления и вентиляции — по
норме на 1000 м3 зданий.
Нормы расхода энергии и топлива (кВт-ч/ед. прод.) рассчиты-
ваются исходя из фактических отчетных данных с учетом измене-
233
ния программы и технологии производства. Например, при уве-
личении программы производства на следующий год на 6 % и фак-
тическом расходе электроэнергии предыдущего года 500 кВт-ч на
единицу продукции, принимая независимую от выпуска часть
расхода 40%, или 200 кВт-ч, получим
9=г^+300=488-
l,Uo
Этот удельный расход будет правильным, если технология
производства, санитарно-технические условия и объем производ-
ственных заданий на планируемый отрезок времени остаются не-
изменными.
Перспективные максимальные энергетические нагрузки рас-
считывают на основе анализа суточных графиков нагрузок за 20—
25 декабря для электроэнергии, топлива и теплоэнергии и за 20—
25 июля для сжатого воздуха и воды. Для этой цели строят суточ-
ные графики нагрузок за рабочий день середины недели и опре-
деляют величину максимальной нагрузки в процентах от сред-
ней суточной. Например, на рис. 18.2 приведен зимний суточный
график машиностроительного завода с расходом электроэнергии
1369 200 кВт • ч; среднесуточная нагрузка 1 369 200:24 = 57 000 кВт • ч,
а максимальная нагрузка с 9 до 10 ч 73000 кВт-ч; следовательно,
отношение максимальной нагрузки к средней равно 73:57= 128 %.
Это отношение может быть принято для определения макси-
мальной нагрузки на планируемый год.
По годовой потребности в энергоносителях, определенных по
методике, изложенной выше, подсчитывают суточный расход и
среднесуточную нагрузку, умножая значение последней на соот-
ветствующий коэффициент (например, на 1,28 для электроэнер-
гии) получают максимальную
нагрузку. Если существующие
на заводе подстанции, комп-
рессоры, котельные и другие
силовые установки не смогут
удовлетворить возросшим по-
требностям, то необходимо
запроектировать расширение
Тыс. кВт
0 2 4 6 8 10 12 14 16 18 20 22 Часы
Рис. 18.2. Суточный график
(зимний) потребления электро-
энергии
234
Рис. 18.3. Суточный график Рис. 18.4. Суточный график по-
потребления топлива требления сжатого воздуха
энергохозяйства завода. Характерные суточные графики потреб-
ления топлива и сжатого воздуха в процентах от максимального
представлены на рис. 18.3 и 18.4.
На рис. 18.5 приведены энергобалансы завода, из сопоставле-
ния которых отчетливо видна прогрессивная тенденция к более
широкому применению электрической энергии при сокращении
тепловой энергии и топлива. Увеличение потребления сжатого воз-
Рис. 18.5. Энергобалансы завода
235
Таблица 18-4
Структурный энергобаланс завода, %
Цехи Электро- энергия Газ Пар Сжатый воздух Вода
Кузнечно-прессовый 14,7 63,4 63,6 34,5 27,3
Литейные 37,0 20,0 3,8 35,3 17,9
Термический 3,4 11,9 3,5 2,1 10,0
Механосборочные 17,7 — 2,5 16,8 14,2
Инструментальные 2,1 0,9 0,2 1,6 5,4
Арматурный 3,2 1,3 9,6 8,3 21,6
Штамповочно-механический 1,2 1,6 — 1,0 0,8
Деревообрабатывающий 1,3 — 15,3 — —
Ремонтно-механический 0,8 0,7 — — —
Энергетические 17,3 — — — —
Прочие 1,3 0,2 1,5 0,4 2,8
духа также указывает на развитие автоматизации и механизации
производства.
Для анализа энергопотребления завода по отдельным произ-
водственным процессам составляется структурный энергобаланс
(табл. 18.4).
18.4. Схемы энергоснабжения и энергетические установки
Схемы энергоснабжения. Промышленные предприятия потребля-
ют энергию различных видов (электроэнергию, пар и горячую воду;
газообразное, жидкое и твердое топливо; сжатый воздух и т.д.)
в различных количествах, с различными режимами потребления
(в зависимости от режимов технологических процессов завода).
Схемы энергоснабжения промышленных предприятий зависят:
1) от потребляемых видов энергии и использования тех или иных
энергоносителей; 2) от количества потребляемой энергии раз-
личных видов и соотношения между этими величинами; 3) от
наличия вторичных энергетических ресурсов на предприятии,
их вида, количества и возможного участия в энергобалансе заво-
да; 4) от наличия (или возможности) связи с внешними источ-
никами энергоснабжения (районной энергетической системой,
электростанциями или котельными установками смежных пред-
приятий и т.п.).
Основными схемами энергоснабжения промышленных пред-
приятий следует считать:
• полностью централизованную схему снабжения завода основ-
ными видами энергии — электроэнергией, теплом (в виде пара и
236
горячей воды) и механической энергией (в виде силового пара)
от районной энергосистемы, районной или городской электро-
станции (ТЭЦ) или от ТЭЦ смежных промышленных предприя-
тий, а также всеми видами топлива (газом, жидким и твердым
топливом) от соответствующих топливоснабжающих организаций;
• индивидуальную (децентрализованную) комбинированную
схему снабжения завода электроэнергией, теплом и силовым па-
ром от заводской теплоэлектроцентрали;
• индивидуальную раздельную схему снабжения завода элект-
роэнергией от заводской электростанции и остальными видами
энергии от соответствующих заводских установок (котельных,
компрессорных установок и пр.);
• смешанную (частично централизованную) схему снабжения
завода электроэнергией от внешнего источника (районной энер-
госистемы — РЭС, городской электростанции), теплом и прочи-
ми видами энергии — от заводских котельных и прочих заводских
энергетических установок.
Электроснабжение. В подавляющем большинстве случаев ма-
шиностроительные заводы получают электроэнергию от энерго-
систем. В зависимости от местных условий питание промышлен-
ных предприятий может производиться глубокими вводами высо-
кого напряжения 35, 110 и 220 кВ (проходящими по территории
предприятия) с отпайками от них к наиболее крупным пунктам
потребления энергии (рис. 18.6). При такой системе резко сокраща-
ются распределительные сети на вторичном напряжении 6... 10 кВ и
сокращаются потери энергии в сетях, расход цветного металла,
протяженность кабельных трасс и капитальные вложения.
Теплоснабжение. Машиностроительные заводы потребляют теп-
ловую энергию в виде пара и горячей воды для производственных
и хозяйственно-бытовых нужд.
Наиболее экономично питание от теплосетей энергосистемы.
В тех случаях, когда в районе расположения предприятий тепло-
сетей нет, теплоэнергию получают от заводских котельных, вы-
Линия 110 ...220 кВ
Рис. 18.6. Глубокий ввод питающих линий
237
рабатывающих пар необходимых по требованию технологии про-
изводства параметров.
Если в кузнечном производстве применяют паровые молоты,
то котельные должны вырабатывать пар давлением 10... 13 кПа.
При отсутствии паровых молотов пар расходуется для обогрева
сушильных камер, моечных машин, электролита в ваннах метал-
лопокрытий, воды в бойлерах для горячего водоснабжения, отоп-
ления и вентиляции.
Воздухоснабжение. На машиностроительных заводах потреби-
телей сжатого воздуха можно разделить на две группы. Для первой
группы достаточно давления на вводе в цех 4,5... 5 кПа (это пнев-
матические зажимы металлорежущих станков, приспособления для
обдувки штампов, резцов, изделий после промывки, пневмати-
ческие маркеты, толкатели и подъемники). Для потребителей вто-
рой группы необходимо давление 6,5...7 кПа (это формовочные
станки, пескодувные и пескометные машины, пневматические
муфты сцепления на прессах и ковочных машинах, пневматичес-
кие гайковерты).
В этих условиях, как показали экономические расчеты, целе-
сообразно иметь две сети сжатого воздуха: одна давлением 5,5, а
вторая — 7 кПа. Каждая из систем питается от самостоятельных
компрессорных.
Водоснабжение. На промышленных предприятиях холодную воду
используют для хозяйственно-бытовых нужд и производственных
целей. Для питья, душей, приготовления пищи — вода должна
удовлетворять санитарным нормам. Источником снабжения слу-
жит городская водопроводная сеть или артезианская скважина с
водой соответствующих горизонтов.
Для промышленных целей вода не должна иметь большого ко-
личества взвешенных частиц, микроорганизмов и не быть агрес-
сивной по отношению к трубопроводам. Источниками такой воды
могут быть естественные источники (при соответствующей очистке
и осветлении), артезианские скважины и городская водопровод-
ная сеть. Наиболее дорогая вода — питьевая из городского водо-
провода — для технических целей используется в исключитель-
ных случаях, обычно только при возможности ее вторичного ис-
пользования.
Электровооруженность труда. В качестве измерителя электро-
вооруженности применяется показатель расхода электроэнергии
1000 кВт-ч/год на одного работающего. Электровооруженность из-
меняется обратно пропорционально изменению числа работаю-
щих и прямо пропорционально изменению электропотребления.
Определить электровооруженность труда за определенный от-
резок времени можно двумя способами: 1) делением годового
расхода электроэнергии на число работающих на предприятии;
2) делением годового расхода электроэнергии на годовой вы-
238
Рис. 18.7. Динамика энерговоору-
женности завода:
1 — трудоемкость; 2 — электроем-
кость; 3 — электровооруженность
пуск (удельная электроемкость выпускаемой продукции) и де-
лением числа работающих на годовой выпуск (удельная трудо-
емкость):
&л.ем = А/Z, кВт*ч/ед. прод., и ^тр.ем = В/Z. чел./ед. прод.;
в этом случае электровооруженность ?эл.воор (кВт-ч/чел./год) оп-
ределяется по формуле
#эл.воор = Фэл.ем/?тр. ем*
Второй способ определения электровооруженности представ-
ляет больший интерес, так как он дает возможность сразу же
анализировать причину изменения электровооруженности. Рас-
смотрим это на конкретном примере одного завода.
На рис. 18.7 представлены данные электроемкости и трудоемко-
сти выпускаемой продукции в автомобильной промышленности,
которые показывают, что рост энерговооруженности на рассмат-
риваемом предприятии происходил не только за счет автоматиза-
ции и механизации производства, но и за счет внедрения про-
грессивной технологии.
Контрольные вопросы
1. Какие виды энергии необходимы для технологических процессов?
2. Какие технологические процессы являются основными потребите-
лями энергии?
3. Какие характеристики имеют энергоприемники?
4. Что такое энерготехнологическая схема процесса?
5. Как осуществляется нормирование электроэнергии?
6. Как рассчитываются нормы расхода энергии и топлива?
7. Как ведется расчет потребности в энергии и топливе?
8. Что такое структурный энергобаланс завода?
9. Что представляют собой схемы энергоснабжения завода?
10. Что такое энерговооруженность завода и от чего она зависит?
239
Глава 19
ОРГАНИЗАЦИЯ И НОРМИРОВАНИЕ ТРУДА НА ПРЕДПРИЯТИИ
19.1. Задачи научной организации труда
Эффективная работа предприятия невозможна без научной
организации труда. Под научной организацией труда (НОТ) по-
нимается комплекс мероприятий, направленных на повышение
производительности труда и создание для работников благопри-
ятных условий труда.
Научная организация труда направлена на решение следую-
щих взаимосвязанных задач — экономической, психофизиологи-
ческой и социальной.
Экономическая задача связана с наиболее полным использовани-
ем оборудования, материалов, сырья и обеспечением повышения
производительности труда.
Решение психофизиологической задачи предполагает создание
благоприятных производственных условий, что важно для сохра-
нения здоровья работников и их работоспособности.
Социальная задача направлена на повышение удовлетворенно-
сти работников условиями и результатами труда.
Научная организация труда имеет четко определенный круг
задач. Однако ее нельзя рассматривать изолированно от организа-
ции производства в целом. Организация труда связана с такими
элементами производства, как техника и технология. При внедре-
нии НОТ возникает необходимость в изменении технологическо-
го процесса, оборудования и др. На организацию труда влияют
также тип и характер производства.
Научная организация труда предполагает проведение работ по
следующим направлениям:
• разделение и кооперация труда;
• организация и обслуживание рабочих мест;
• многостаночное обслуживание и совмещение профессий;
• нормирование труда.
19.2. Виды кооперации и разделение труда
Разделение труда — разграничение деятельности людей в про-
цессе совместного труда.
Цель разделения труда на машиностроительном предприятии —
обеспечение выпуска высококачественной продукции с наимень-
шими затратами труда и материальных ресурсов. Разделение труда
приводит к сокращению длительности производственного цикла
240
за счет повышения производительности труда в результате специ-
ализации и приобретения рабочими производственных навыков и
знаний.
Следует отметить, что организаторы производства на предпри-
ятиях стран с развитой рыночной экономикой уделяют большое
внимание проблеме сокращения длительности производственно-
го цикла, так как решение этой проблемы является центральной
задачей организации и управления производством, одним из по-
казателей эффективности труда.
Разделение труда тесно связано с его кооперацией. Кооперация
труда позволяет достичь согласованности действий отдельных
работников или групп работников, выполняющих различные
трудовые функции. Разделение и кооперация труда составляет две
взаимосвязанные и дополняющие друг друга стороны организа-
ции труда на предприятии.
На машиностроительных предприятиях формы и степень разде-
ления труда зависят от технического уровня и типа производства.
Различают три основные формы разделения труда: технологичес-
кая, профессионально-квалификационная и функциональная.
Технологическая форма разделения труда связана с разделением
производства машиностроительной продукции на технологические
процессы и операции. Это — разделение труда между рабочими
(штамповщиками, слесарями, сварщиками, токарями, сборщи-
ками и т.д.) в целях специализации и повышения эффективности
труда на каждом рабочем месте.
Профессионально-квалификационная форма разделения труда
осуществляется с учетом специальности работников и сложности
выполняемой ими работы. При этой форме разделения труда дос-
тигается отделение квалифицированной работы от менее квали-
фицированной, что позволяет правильно использовать работни-
ков и снизить расходы по заработной плате. Профессия — это осо-
бый род трудовой деятельности, требующий определенных теоре-
тических знаний и практических навыков. Специальность — это
вид трудовой деятельности в пределах данной профессии, требует
от работника специальных знаний и навыков. Например, профес-
сия — слесарь, специальность — слесарь-ремонтник, слесарь-ин-
струментальщик, слесарь-сборщик.
Работники каждой профессии и специальности различаются
по квалификации. Уровень квалификации рабочих определяется
разрядами. Квалификация специалистов и служащих зависит от
характера и уровня специальной подготовки и практического опыта
работы.
Функциональная форма разделения труда предполагает разделе-
ние всех работников предприятия на отдельные группы в зависи-
мости от характера участия их в производственном процессе и
выполняемых ими функций.
241
В зависимости от выполняемых функций работники предприя-
тия делятся на следующие категории: рабочие, руководители,
специалисты, служащие.
К рабочим относятся лица, непосредственно занятые в процессе
производства продукции, а также занятые ремонтом, перемеще-
нием грузов, уходом за машинами, оборудованием; управлением,
регулированием и наблюдением за работой автоматов, автомати-
ческих линий; оказанием материальных услуг и др.
Так, непосредственное выполнение технологического процес-
са производится основными рабочими', работы, способствующие
осуществлению технологического процесса, выполняют вспомо-
гательные рабочие.
Главными функциональными группами на предприятиях явля-
ются основные и вспомогательные рабочие, трудом которых не-
посредственно создаются материальные ценности. Разделение труда
между этими группами рабочих основано на отделении труда ос-
новных рабочих от вспомогательных. Вспомогательные рабочие
заняты обслуживанием рабочих мест материалами и полуфабри-
катами, ремонтом и наладкой оборудования, снабжением энер-
гией, транспортными, контрольными и другими операциями.
Такое разделение труда позволяет увеличить время полезной
работы основных производственных рабочих, кроме того, обес-
печивается лучшее использование оборудования, так как основ-
ной рабочий не отвлекается на выполнение вспомогательных и
подготовительных работ.
К руководителям относятся работники, занимающие должно-
сти руководителей организаций и их структурных подразделе-
ний. В зависимости от выполняемых функций они подразделяются
на руководителей высшего, среднего и низшего звеньев.
К специалистам относятся работники, занятые инженерно-
техническими, экономическими и другими работами. Это лица,
занятые в функциональных подразделениях предприятия и вы-
полняющие функции управления персоналом, планирования,
анализа и др. К числу специалистов относятся бухгалтеры, дис-
петчеры, инженеры, механики, нормировщики, техники, энер-
гетики, экономисты, программисты и др.
Служащие — это работники, осуществляющие подготовку и
оформление документации, учет и контроль, хозяйственное об-
служивание. К их числу относятся делопроизводители, кассиры,
контролеры, секретари, табельщики, учетчики, статистики и др.
Все эти работники входят в группу промышленно-производ-
ственного персонала предприятия.
Для планирования численности основных производственных
рабочих необходимо знать действительный годовой фонд времени
работы. Для определения действительного фонда времени одного
рабочего составляется баланс времени. В балансе времени рассчи-
242
тывается количество часов, которое должен отработать рабочий в
планируемом году. Действительный годовой фонд времени рабо-
ты рабочего машиностроительного предприятия может быть рас-
считан как
Фд.р (1 ~ *ц.н — -^п.вс)>
где Dp — число рабочих дней в году; q — число рабочих часов в
смену; н — коэффициент потерь времени на целодневные невыхо-
ды; Ап.вс — коэффициент внутрисменных потерь рабочего времени.
Действительный годовой фонд времени работы рабочего со-
ставляет примерно 1860 ч. К целодневным невыходам относят все
виды отпусков, неявки по болезни, прочие невыходы. К внутри-
сменным потерям, связанным с сокращением рабочего дня, от-
носятся перерывы в работе кормящих матерей, сокращенный ра-
бочий день подростков и работающих на вредных производствах и
другие потери.
19.3. Совмещение профессий и многостаночное обслуживание
Совмещение профессий и многостаночное обслуживание позволяют
выполнять производственную программу предприятия с меньшей
численностью работников. Совмещение профессий достигается ра-
циональной организацией труда и применяется в следующих слу-
чаях: когда у работника имеется свободное время, достаточное
для выполнения работ по другой профессии; когда условия работы
требуют взаимозаменяемости рабочих (например, при работе на
поточных линиях); когда применяется многооперационное обору-
дование, требующее от рабочего владения разными профессиями.
Под многостаночным обслуживанием понимается одновремен-
ная работа рабочего на нескольких единицах технологического
оборудования.
Многостаночное обслуживание применяется там, где рабочий
может выполнить ручные и машинно-ручные приемы на каждом
станке за время автоматической работы остальных станков.
Самое главное условие организации многостаночного обслу-
живания заключается в том, что продолжительности выполняе-
мых операций на всех совмещенных станках должны быть равны
или кратны. Кроме того, требуется, чтобы машинное время обра-
ботки на каждом станке было больше или равно сумме ручного
времени работы на остальном совмещенном оборудовании. В зави-
симости от типа оборудования, видов обработки и ассортимента
деталей существуют различные формы многостаночного обслу-
живания.
Внедрение многостаночного обслуживания требует правильной
организации работ и проведения технико-экономических расче-
243
тов. Многостаночная работа требует соблюдения определенной
последовательности выполнения совмещенных работ, регулярно-
го выполнения приемов, связанных с выполнением ручных работ
на оборудовании, к которому подходит рабочий через определен-
ные промежутки времени.
Затраты времени на ручную работу многостаночника (время
занятости) складываются из следующих затрат:
1) вспомогательное неперекрываемое ручное время — Zp ^n;
2) вспомогательное перекрываемое ручное время — /р.пер;
3) время перехода рабочего от одного станка к другому — /пер;
4) время активного наблюдения за работой станка — /набл.
При организации многостаночного обслуживания требуется
рассчитать следующие данные:
• количество одновременно обслуживаемых единиц оборудова-
ния — и;
• длительность цикла многостаночного обслуживания —
• коэффициент занятости рабочего —
• время перерывов в работе рабочего (свободное время) — /своб;
• коэффициент загрузки оборудования — Кзаг;
• время простоя оборудования — /прост;
• норму выработки за смену на всех совмещенных станках, т. е.
норму выработки многостаночника — Нвыр.
Количество станков, на которых может одновременно рабо-
тать рабочий (норма обслуживания многостаночника), определя-
ется по формуле
« = -^- + 1,
^зан
где /см — свободное машинное время, в течение которого рабочий
свободен от ручной работы и активного наблюдения за данным
станком; /зан — время занятости рабочего.
Свободное машинное время определяется по формуле
^см ~ ~ (^р.пер + ^пер + ^набл)-
Время занятости рабочего определяется следующим образом:
4ан = /р.неп "* ^р.пер + Акр + Азабл'
При рациональной организации многостаночного обслужива-
ния требуется, чтобы отношение было целым числом.
^зан
Длительность цикла многостаночного обслуживания определя-
ется по формуле
Гц = Ал ^р.неп*
244
Если отношение составляет дробное число, то его округ-
^зан
ляют до ближайшего меньшего или большего значения. В первом
случае рабочий, обойдя станки, будет ожидать окончания авто-
матической работы оборудования. Величина свободного времени
рабочего внутри цикла многостаночного обслуживания определя-
ется по формуле
^своб = 7'ц ~
Свободное время рабочего внутри цикла должно рассматри-
ваться как резерв для дальнейшего улучшения организации труда
многостаночника.
Коэффициент занятости рабочего определяется по формуле
т —t
ц *своб
лзан — гр
Если отношение округляем до ближайшего большего зна-
^зан
чения, то оборудование в каждом цикле многостаночного обслу-
живания будет простаивать, ожидая подхода рабочего для выпол-
нения ручных вспомогательных приемов.
Время простоя оборудования внутри цикла подсчитывается по
формуле
^прост = ^зан(^ — 1) — ^см-
Коэффициент загрузки оборудования определяется по формуле
Т -t
р- _ J и 1 прост
лзаг — гр
Правильная организация многостаночной работы характери-
зуется прежде всего величиной простоев оборудования и потерь
рабочего времени в длительности цикла. Размеры потерь как ма-
шинного, так и ручного времени в цикле многостаночной работы
определяют целесообразность данного варианта совмещения стан-
ков для обслуживания их одним рабочим.
На рис. 19.1 представлены некоторые варианты многостаноч-
ного обслуживания.
Норма выработки за смену (шт.) на всех совмещенных стан-
ках, т. е. норма выработки многостаночника, определяется по фор-
муле
_ л(420-/п..3)
Т1выр — >
‘п
где /п..3 — подготовительно-заключительное время.
245
Номер станка Время, мин Цикл работы многостаночника
4»аш *руч Аэпер
1 10 5 15
* ^опер ►
2 10 5 15
3 10 5 15 чаш.
Раб очий т ъ.
' JMC 2мс
Номер станка Время, мин Цикл работы многостаночника
^маш *РУЧ 4>пер
1 12 8 . 20 7шш
^опер
2 13 7 20 г ~
3 16 4 20 Ш
т ъ. 7»
' JMC Ж JMC
Рабочий ,111 — ' =-- =1111
Номер станка Время, мин Цикл работы многостаночника
^маш *руч ^опер
1 14 7 21 в
-< 4>пер ►
2 12 5 17 . IX!W3 Г
Т ъ. т Ъ.
4 -^мс ж JMC
Рабочий " =-1111
Время автоматической работы /маш
Время занятости рабочего на станке
Время занятости многостаночника за цикл Тмс
Свободное от работы время многостаночника за цикл Гмс
Время простоев станков за цикл Тмс
Рис. 19.1. Варианты многостаночного обслуживания:
а — обслуживание рабочим станков-дублеров с полной загрузкой оборудования;
б — то же, но при неполной загрузке рабочего; в — вариант с простоями станка
из-за некратности и неравенства оперативного времени на совмещаемых станках
при неполной занятости рабочего
246
Наличие внутри цикла многостаночного обслуживания потерь
рабочего времени и простоев оборудования приводит к сниже-
нию нормы выработки многостаночника.
19.4. Организация и обслуживание рабочего места
Рабочее место — это зона трудовых действий рабочего, осна-
щенная оборудованием, инструментом, оснасткой. На рабочем
месте выполняются рабочим определенные производственные
операции.
Классификация рабочих мест приведена на рис. 19.2.
Организация рабочего места — это оснащение его средствами
и предметами труда, размещенными в определенном порядке. Чем
рациональнее организовано рабочее место, чем оно удобнее, тем
выше производительность труда, меньше непроизводительные
потери рабочего времени.
Для оценки технического уровня рабочих мест применяют сле-
дующие показатели.
1. Для рабочих мест с оборудованием: производительность
применяемого оборудования; соответствие оборудования требо-
ваниям обеспечения качества продукции; прогрессивность при-
меняемого технологического процесса; технологическая оснащен-
ность рабочего места.
2. Для рабочих мест без оборудования: обоснованность исполь-
зования ручного труда; обеспеченность рабочего инструментом;
технический уровень и качество используемого инструмента.
3. Организационный уровень рабочего места: рациональность
планировки; количество и трудоемкость закрепленных работ, смен-
ность и др.
4. Условия труда и техника безопасности: соответствие сани-
тарно-гигиенических условий нормативным требованиям; приме-
нение тяжелого физического труда; монотонность труда; обеспе-
чение безопасности труда.
На машиностроительных предприятиях важной задачей явля-
ется задача организации и обслуживания рабочих мест станочни-
ков. Обеспечение рабочих мест материалами (заготовками), ин-
струментом, выдача им сменных заданий, наладка и ремонт обо-
рудования, прием готовой продукции — все это должно быть
организовано таким образом, чтобы простой рабочего был ми-
нимален.
Необходимо комплексно оборудовать рабочее место, оснас-
тить его всем необходимым и организовать рациональное обслу-
живание рабочего места.
Основные элементы оснащения рабочего места:
247
I
Ручные
работы
Комплексно-механизиро-
ванные и автомати-
зированные
Тип оснащения Элементы оснащения
Основное технологическое
оборудование..............станки, машины, агрегаты, автома-
тические линии и т.д.
Вспомогательное
оборудование..............сборочные, испытательные стенды,
транспортеры и другие средства транс-
портировки изделий и т. п.
Технологическая оснастка..приспособления и инструмент (режу-
щий, мерительный, вспомогатель-
ный)
Организационная оснастка..средства для размещения и хранения
приспособлений, инструмента, вспо-
могательных материалов и докумен-
тации; производственная тара для за-
готовок и готовой продукции; сред-
ства сигнализации и связи, ухода за
оборудованием и рабочим местом
При организации рабочего места станочника следует соблю-
дать инструкции по эксплуатации оборудования, технике без-
опасности, санитарные нормы и др. Пространство, занимаемое
рабочим местом, как правило, определяется расчетным путем. Это
пространство должно быть достаточным для того, чтобы рабочие
могли производить все необходимые движения и перемещения
при выполнении производственных операций. Необходима также
система сигнализации и связи, обеспечивающая обмен информа-
цией между рабочим и мастером, а также службами внутрицехо-
вого обслуживания.
На рабочем месте должны находиться только те предметы,
которые применяются в производственном процессе. Каждый пред-
мет должен иметь постоянное место, а расположение его перед
рабочим должно соответствовать последовательности выполнения
трудовых движений. Движения рабочего должны быть максималь-
но производительны и по возможности не утомительны. Все орга-
ны управления оборудованием, инструмент, заготовки следует
располагать в зоне досягаемости рук рабочего.
Схема обслуживания рабочего места станочника представлена
на рис. 19.3.
Основными задачами организации обслуживания рабочих мест
являются выявление непроизводительных затрат и потерь рабоче-
го времени. Важно сократить затраты труда станочника на выпол-
нение вспомогательных работ.
Эффективность организации обслуживания рабочих мест тре-
бует определенных затрат. Например, переход механических це-
хов на использование станков с числовым программным управле-
нием требует наличия программистов. Сокращение потерь време-
249
ю
Gn
О
Производственный
инструктаж
Устный,
письменный
Культурно-бытовое
обслуживание
Спецпитание,
спецодежда,
средства индивиду-
альной защиты
I
5
.Z МетодыХ
/ приемы1
' / Хлруда
/ Обеспече-Х
/ ние удобной
рабочей X.
! ФормгГ^^**1 S
организации
труда_________[
Условия
труда^-—— \
^Содержа-
ние
(труда
Сырье
Оснащение
и подготовка
Материалы
Полуфабрикаты Э
Обеспечение транс-
портными средствами
для доставки сырья,
вывоза готовой
продукции, отходов
Обеспечение необхо-
димой информацией
и документацией
Докумен- \
тация
к .х^Оборудова-
ние основное /
^\технологи-
ч х. ческое
Готовая
продукция
I
'Оборудо-
вание
вспомога-
тельное
Техно- '
логическая
оснастка
Организа-
ционная
ч оснастка
Контроль
качества
продукции
Межоперационный,
окончательный
Средства труда
Обеспечение всеми
видами энергии
Электроэнергия, пар,
вода
Наладка оборудования
Наладка, подналадка,
регулировка
Межремонтное обслужи-
вание оборудования
Осмотр, смазка,
регулировка
Обслуживание
инструментом
Доставка, обмен,
восстановление
Рис. 19.3. Организация обслуживания рабочего места
ни в ожидании обслуживания ведет к росту производительности
труда.
Организация обслуживания рабочих мест отражается на себе-
стоимости продукции, так как в себестоимость продукции входит
такая статья затрат, как расходы на содержание и эксплуатацию
оборудования. Таким образом, организация рабочих мест и их
эффективное обслуживание являются одной из главных задач орга-
низации производства.
19.5. Классификация затрат рабочего времени
Мерой труда является время, затраченное на выполнение ра-
боты. Повышение производительности труда возможно только при
экономии затрат труда, а следовательно, и времени на выполне-
ние заданного объема работ. Поэтому экономия затрат труда при
высоком качестве продукции является критерием совершенства
технологии.
В зависимости от задач производства в процессе техническо-
го нормирования устанавливают одну из перечисленных ниже
норм:
• времени (время выполнения единицы работы — технологи-
ческой операции — при определенных организационно-техничес-
ких условиях исполнителем соответствующей квалификации);
• выработки (количество изделий, которое должно быть сдела-
но работником соответствующей квалификации в определенных
организационно-технических условиях);
• обслуживания (количество единиц оборудования, которое ра-
ботник должен обслужить за установленное время);
• управляемости (количество работников, которое может быть
непосредственно подчинено одному руководителю).
Техническое нормирование необходимо для определения про-
изводственной мощности, затрат труда на изготовление продук-
ции, для расчета потребности в оборудовании, для расчета чис-
ленности рабочих и фондов заработной платы.
Правильно установленные нормы времени должны учитывать
производственные возможности рабочего места, ориентироваться
на наилучшее использование оборудования, наиболее рациональ-
ное выполнение технологической операции при использовании
передовых методов работы.
Наиболее полно отвечают этим требованиям технически обосно-
ванные нормы времени, которые устанавливаются для определен-
ных организационно-технических условий с учетом передового опыта.
Для установления норм времени необходимо изучать и анали-
зировать структуру и величину затрат рабочего времени. Класси-
фикация затрат рабочего времени представлена на рис. 19.4.
251
Рис. 19.4. Классификация затрат рабочего времени
Рассмотрим кратко категории затрат рабочего времени.
Подготовительно-заключительное время — это время, необхо-
димое для ознакомления рабочего с заданием и технической доку-
ментацией, на подготовку рабочего места и наладку оборудования,
на снятие инструмента и приспособлений после выполнения зада-
ния, на сдачу работы мастеру или контролеру. Подготовительно-за-
ключительное время не зависит от размера обрабатываемой партии
изделий.
Оперативное время — это время, затрачиваемое непосредственно
на выполнение технологической операции. Оно подразделяется на
основное и вспомогательное.
Основное время — это время, в течение которого происходит
изменение обрабатываемого изделия, предусмотренное техноло-
гическим процессом. Основное время может быть машинным, т.е.
выполняться без участия рабочего; машинно-ручным и ручным.
Вспомогательное время — это время, затрачиваемое рабочим
на выполнение вспомогательных работ, связанных с обеспече-
252
нием основной работы. К вспомогательному времени относится
время, затрачиваемое на установку заготовки и снятие готовой
детали, пуск и остановку оборудования, перестановку инстру-
мента, контрольные замеры и т.д. Как и основное время, оно
может быть ручным, машинно-ручным и машинным. Чем совер-
шеннее технологическое оборудование, тем меньше вспомога-
тельное время в связи с сокращением выполняемых рабочим
действий.
Время обслуживания рабочего места — это время, затрачивае-
мое рабочим на уход за рабочим местом и на поддержание его в
чистоте и порядке. Время обслуживания включает в себя:
• время технического обслуживания, которое затрачивается на
смену затупившегося инструмента, наладку оборудования в про-
цессе работы, смазку и чистку оборудования;
• время организационного обслуживания, затрачиваемого на рас-
кладку и уборку инструмента в начале и конце смены, на уборку
рабочего места и другие действия, связанные с уходом за рабочим
местом на протяжении смены.
Время регламентированных перерывов включает в себя время орга-
низационно-технических перерывов и перерывы на отдых и лич-
ные надобности рабочего.
Все остальные перерывы в рабочем времени не нормируются и
относятся к потерям. Потери времени по организационно-техни-
ческим причинам чаще всего вызываются перебоями в снабжении
рабочих мест заготовками, материалами, инструментом. Потери
из-за нарушений технологической и трудовой дисциплины вызы-
ваются, как правило, несоблюдением технологической докумен-
тации, выпуском бракованной продукции, опозданиями или преж-
девременным уходом с рабочего места.
19.6. Методы нормирования труда различных категорий
работающих
Классификация методов нормирования труда представлена на
рис. 19.5.
Методы нормирования труда делятся на аналитические и сум-
марные.
При использовании суммарного метода норма времени уста-
навливается на операцию в целом без разделения ее на составные
части.
Суммарные методы включают в себя следующие методы: опыт-
ные — на основе опыта нормировщика или мастера, статистичес-
кие — на основе статистических данных о нормах за прошлый пе-
риод работы; нормирование по аналогии — на основе сравнения с
нормами, установленными ранее на аналогичную операцию.
253
Суммарные методы отражают в норме прошлый опыт, не со-
ответствуют современному уровню техники, организации произ-
водства и не могут служить основой повышения производитель-
ности труда, не позволяют эффективно использовать кадры пред-
приятия. Нормы, установленные суммарными методами, должны
заменяться технически обоснованными нормами, которые уста-
навливаются аналитическими методами. Структурная схема тех-
нически обоснованной нормы времени приведена на рис. 19.6.
Аналитические методы установления норм времени основаны
на разделении операции на составляющие ее элементы, анализе
их рациональности и последовательности выполнения и проекти-
ровании рациональной структуры операции и организационно-
технических условий ее выполнения.
Аналитические методы нормирования делятся на две группы:
аналитически-расчетные и аналитически-исследовательские.
Аналитически-расчетный метод нормирования предусматривает
расчет нормы времени на основе использования заранее разрабо-
танных нормативов. При этом методе используются нормативы
режимов оборудования для расчета величины основного времени
и нормативы времени для расчета подготовительно-заключитель-
ного, вспомогательного времени, а также времени обслуживания
и отдыха.
254
Рис. 19.6. Структурная схема технически обоснованной нормы времени
Аналитически-исследовательский метод нормирования предус-
матривает установление норм путем непосредственного наблюде-
ния за операцией на рабочем месте с помощью фотографии рабо-
чего дня (ФРД) и хронометража. Из-за большой трудоемкости этот
метод нормирования используется в основном для разработки нор-
мативов времени во всех типах производства и для установления
норм времени в массовом, особенно массово-поточном произ-
водстве.
Исходя из классификации затрат рабочего времени (см. рис. 19.4)
и рассмотренных методов нормирования различают штучное вре-
мя выполнения операции (мин) /шт и штучно-калькуляционное
время /шт.к.
Штучное время определяется по формуле
4lIT = 4>СН + (вСП 4>бс + 4>тд>
где /Осн — основное время; /всп — вспомогательное время; /обс —
время обслуживания; /отд — время на отдых и личные надобности.
Штучно-калькуляционное время — это время выполнения опера-
ции с учетом подготовительно-заключительного времени /п _3, ко-
торое затрачивается на всю партию обрабатываемых деталей п
t = t 4- ^П,~3
*шт.-к *шт
п
Расчет нормы штучного времени аналитически-расчетным ме-
тодом во всех типах производства ведется по формуле
/щт = (^осн + ^всп)(1 + Cl + Р + у),
255
где а — коэффициент, учитывающий затраты времени на обслу-
живание рабочего места; р — коэффициент, учитывающий затра-
ты времени на подготовительно-заключительные работы; у — ко-
эффициент, учитывающий затраты времени на отдых и личные
надобности рабочего.
Расчет составляющих элементов нормы штучного времени ве-
дут следующим образом.
Для определения основного и вспомогательного времени при-
меняют хронометраж, а для определения коэффициентов а, р, у
используют данные, полученные в результате фотографии рабо-
чего дня.
Таким образом, видно, что в аналитически-исследовательском
методе нормирования для установления технически обоснован-
ных норм времени используют хронометраж и фотографию рабоче-
го дня. Оба эти метода взаимно дополняют друг друга. Рассмотрим
особенности этих методов, используемых в нормировании.
Хронометраж — это метод изучения и нормирования затрат
времени на выполнение циклически повторяющихся ручных и
машинно-ручных элементов операции. Хронометраж проводится
для разработки нормативов времени на основные и вспомогатель-
ные работы, для изучения, обобщения и распространения опыта
лучших работников, для уточнения норм времени, установлен-
ных расчетным путем.
Проведение хронометража складывается из следующих этапов:
выбор объекта хронометража, подготовка к наблюдению, наблю-
дение, обработка и анализ данных хронометража.
Хронометраж обычно проводится на рабочих местах опытных
рабочих. Наблюдения проводят при установившемся темпе рабо-
ты, обычно спустя 1,5...2 ч после начала рабочего дня.
Число наблюдений зависит от длительности операции, с умень-
шением длительности — число наблюдений увеличивается. Так,
при длительности операций свыше одной минуты число наблю-
дений составляет 20—30, а при длительности операций меньше
минуты — 30—50.
При анализе хронометражных рядов резко отличающиеся от-
дельные замеры опускаются. Средняя величина замера определяет-
ся суммированием времени всех оставшихся замеров и делением
полученного результата на число этих замеров. Таким образом, по
хронометражному ряду определяют среднеарифметическую вели-
чину продолжительности элемента операции, которая принима-
ется в качестве норматива.
Фотография рабочего дня (ФРД) проводится для изучения
состояния организации труда и использования оборудования,
выявления и устранения потерь рабочего времени, установления
затрат времени по отдельным категориям работающих. На осно-
вании данных ФРД определяются нормативы подготовительно-
256
заключительного времени, времени обслуживания рабочего ме-
ста и времени регламентированных перерывов, отдыха и личных
надобностей рабочего.
Проведение фотографии рабочего дня складывается из следу-
ющих этапов: подготовки к наблюдению; проведения наблюде-
ния; обработки и анализа полученных результатов; разработки
конкретных мероприятий по ликвидации потерь и более полному
использованию рабочего времени.
Подготовка к наблюдению заключается в выборе объекта на-
блюдения, знакомстве с рабочим местом и условиями, в которых
будет проводиться наблюдение.
Проведение наблюдения заключается в фиксации существую-
щих затрат времени со всеми недостатками, с последующей раз-
работкой мероприятий по их устранению. Наблюдения и замеры
ведутся в течение рабочего дня и заносятся в наблюдательный
лист. В наблюдательном листе регистрируются затраты времени на
все действия и перерывы в работе объекта наблюдения в порядке
их возникновения.
На этапе обработки и анализа полученных данных составляет-
ся фактический баланс рабочего времени, позволяющий опреде-
лить степень использования рабочего времени, причины потерь
времени и соотношение затрат времени на работу и перерывы
(табл. 19.1).
Таблица 19.1
Анализ баланса рабочего времени
Затраты рабочего времени Баланс рабочего времени
фактический нормальный
мин % к итогу мин % к итогу
Оперативная работа (ОП) 340 81 369 87,9
Техническое обслуживание рабочего места (ТО) 19 4,5 19 4,5
Организационное обслужи- вание рабочего места (00) 18 4,3 18 4,3
Отдых и личные надобно- сти (ОТ) 14 3,3 14 3,3
Потери рабочего времени (зависящие от рабочего — ПР, не зависящие от рабо- чего — ПО) 29 6,9 — —
Итого 420 100,0 420 100,0
9 Шишмарев
257
На основании фактического баланса путем исключения потерь
рабочего времени и добавлением времени потерь к времени опе-
ративной работы составляется нормальный баланс рабочего вре-
мени.
По нормальному балансу определяются нормативы времени:
• на техническое обслуживание рабочего места
где Тто — затраты времени на техническое обслуживание рабоче-
го места; Топ — время оперативной работы;
• на организационное обслуживание рабочего места
где ropr o6c — затраты времени на организационное обслуживание
рабочего места;
• на отдых и личные надобности
Т
к 1 ОТД
J J, ,
2 ОП
где Гота — затраты времени на отдых и личные надобности.
Эти нормативы используются при расчете нормы штучного
времени на выполнение определенных операций технологическо-
го процесса.
Если нужно получить структуру затрат времени сразу по мно-
гим рабочим местам, например по участку цеха, то используется
метод моментных наблюдений. Этот метод основан на применении
теории вероятностей и математической статистики. В этом методе
не фиксируется продолжительность затрат рабочего времени, а
только вид затрат, который увидел наблюдатель в момент его под-
хода к рабочему месту. Наблюдатель, обходя по определенному
маршруту все рабочие места, последовательно отмечает в наблю-
дательном листе, какой конкретно элемент затрат времени вы-
полняется на каждом рабочем месте.
Моментные наблюдения осуществляются в следующей после-
довательности.
1. Выбирается участок цеха, намечаются рабочие места и опти-
мальный маршрут их обхода наблюдателем.
2. Берется из таблиц необходимое число моментных наблюде-
ний (М) исходя из типа производства и допустимой величины
ошибки результатов наблюдения.
3. Определяется длина маршрута обхода £обх в метрах и число
объектов т наблюдения при одном обходе.
258
4. Рассчитывается продолжительность одного обхода То5х в ми-
нутах исходя из средней длины одного шага наблюдателя и про-
должительности одного шага в минуту.
5. Рассчитывается число моментов наблюдения в одну смену
М' = ^-т.
т
J обх
6. Рассчитывается продолжительность наблюдения в сменах
Т’набл = М/М'.
Умножением числа моментов наблюдений каждого вида затрат
на интервал времени между наблюдениями получают продолжи-
тельность каждого вида затрат рабочего времени.
Преимущества метода моментных наблюдений заключаются в
одновременном охвате большого количества рабочих мест.
Особенности нормирования труда специалистов и служащих. Тех-
ническое нормирование труда специалистов и служащих позволяет
рассчитать необходимое их количество, объективно распределить
труд между работниками, правильно его организовать, повысить
производительность труда. Для нормирования труда этих категорий
работников применят нормы времени, выработки и управляемос-
ти. Применение того или иного метода нормирования зависит от
разнообразия, сложности и повторяемости работ. По этим призна-
кам специалистов и служащих можно разделить на три группы.
Первая группа включает в себя работников, труд которых ха-
рактеризуется небольшим разнообразием выполняемых операций,
их повторяемостью и малой долей творческого труда. Это труд тех-
нического исполнителя, для которого кроме знаний необходимы
внимание, точность и своевременность выполнения установлен-
ного порядка, правил, стандартов. К таким работам относится де-
лопроизводство, учетные операции, оформление и копирование
документов, расчеты по заданной программе, ввод информации
в ЭВМ и др. На все эти работы нормы времени устанавливаются
аналитическими методами.
Вторая группа — это специалисты, труд которых характеризу-
ется творчеством, изобретательностью. К этой группе относятся
конструкторы, технологи, программисты, инженеры-проектиров-
щики, расчетчики, экономисты и другие категории творческих
работников.
Труд таких специалистов состоит из двух частей: технической,
состоящей в оформлении законченной разработки (схемы, черте-
жи, технологические карты и т.п.), и творческой, состоящей в
изучении различной информации, научно-технической литерату-
ры и поиска решения поставленной задачи. Первую часть труда
нормируют аналитическими методами. Вторую часть труда обыч-
ными аналитическими методами нормировать невозможно, так
259
как заранее неизвестно содержание и продолжительность работы.
Время, затрачиваемое на творческий поиск, остается скрытым от
нормировщика до тех пор, пока не появится конечный результат:
расчет, схема, проект, карта.
На практике для нормирования труда конструкторов и техно-
логов применяют следующие методы нормирования на основе
трудоемкости работ: метод аналогии, аналитический метод и по
типовым представителям.
Метод аналогии состоит в том, что ранее разработанные кон-
струкции, технологические процессы разделяют на простейшие
элементы работ, по которым фиксируются фактические затраты
времени. Для определения трудоемкости новой разработки время
на ранее рассчитанные работы берут из аналогов и корректируют
с учетом роста производительности труда. Трудоемкость работ,
которые не имеют аналогов, рассчитывается с помощью коэффи-
циентов, учитывающих сложность, новизну и оригинальность
работы. Значения этих коэффициентов устанавливаются эксперт-
ным путем.
Аналитический метод нормирования труда специалистов с уче-
том сложности технической документации и удельного веса твор-
ческой работы учитывает количественные и качественные эле-
менты трудового процесса. За исходную количественную единицу
измерения принимается чертеж формата А4. За качественную еди-
ницу измерения чертежа принимается его сложность. Группа слож-
ности чертежа определяется несколькими признаками, к числу
которых относится: число сечений и проекций, число размеров,
сложность детали в изготовлении, объем графических работ и т. п.
Так, для нормирования труда конструкторов составляется аль-
бом сложности базовых чертежей. По каждому чертежу на основе
статистических данных или экспертным методом устанавливается
трудоемкость и квалификационная сложность конструирования
изделий. Трудоемкость выполнения сборочных чертежей опреде-
ляется количеством узлов и деталей, входящих в сборочную еди-
ницу, сложностью графического изображения, количеством ви-
дов разрезов и сечений и т. п. Установлено шесть групп сложности
чертежей, и для каждой группы установлена норма времени для
базового формата А4.
Метод нормирования труда специалистов на основании типо-
вых представителей заключается в том, что все виды работ, вы-
полняемых специалистами, классифицируются по однородным
группам. На каждую группу разрабатывается типовой представи-
тель, содержащий нормы времени на виды работ. Такая система
заставляет специалистов придерживаться в своей работе прогрес-
сивных методов.
Третья группа специалистов включает в себя руководителей низ-
шего и среднего звена — мастеров, начальников цехов, отделов,
260
групп, бюро и т. д. В их труде присутствует анализ производствен-
ных ситуаций, поиск оптимальных управленческих решений, уп-
равление коллективом работников. Для нормирования их труда
используются нормативы численности, обслуживания и управля-
емости. При разработке этих нормативов используют статистичес-
кие методы.
Нормативы управляемости устанавливают, какое число работ-
ников должно находиться у одного руководителя в подчинении,
чтобы обеспечить оптимальное руководство. Такой норматив за-
висит от квалификации руководителя, его умения организовать
работу, от квалификации исполнителей и от сложности выполня-
емой работы.
Организация работ по техническому нормированию. На маши-
ностроительном предприятии техническое нормирование зависит
от характера, типа и масштабов производства. Работы по норми-
рованию на уровне цеха ведутся работниками бюро технического
нормирования или нормировщиками, на уровне предприятия —
работниками отдела труда и заработной платы. Эти службы зани-
маются изучением организации производственных процессов; со-
поставлением расчетных норм с фактическими; выявлением с по-
мощью фотографии рабочего дня (ФРД), хронометража и других
методов причин невыполнения отдельных норм или их значитель-
ного перевыполнения; выявлением неиспользованных резервов
рабочего времени; организацией обмена передовыми методами
труда.
На каждом предприятии производится периодический пере-
смотр действующих норм, так как в производстве необходимо
соблюдать опережающий рост производительности труда по срав-
нению с ростом заработной платы. Проекты новых норм согласу-
ются с мастерами и заранее доводятся до сведения рабочих. Нор-
мы пересматриваются при внедрении нового или модернизации
действующего оборудования, при изменении технологического
процесса изготовления изделий, при повышении квалификации
рабочих и внедрении передовых приемов труда.
19.7. Режим труда и отдыха работников предприятия
Рабочее время. Рабочим считается время, в течение которого
работник в соответствии с правилами внутреннего трудового рас-
порядка предприятия и условиями трудового договора должен
выполнять трудовые обязанности. Режим рабочего времени дол-
жен предусматривать:
• продолжительность рабочей недели (пятидневная с двумя вы-
ходными, шестидневная с одним выходным, рабочая неделя с
предоставлением выходных дней по скользящему графику);
261
• продолжительность ежедневной работы;
• время начала и окончания работы;
• время перерывов в работе;
• число смен в сутки.
В зависимости от продолжительности рабочей недели различают
следующие виды рабочего времени: рабочее время нормальной
продолжительности; сокращенное рабочее время; неполное рабо-
чее время.
Нормальная продолжительность рабочего времени работников на
предприятиях не может превышать 40 ч в неделю.
Сокращенная продолжительность рабочего времени предусмот-
рена:
• для работников, не достигших возраста 18 лет (в возрасте от
16 до 18 лет, — не более 36 ч в неделю; в возрасте от 15 до 16 лет,
а также для учащихся в возрасте от 14 до 15 лет, работающих в
период каникул, — не более 24 ч в неделю);
• для работников, занятых на работах с вредными условиями
труда, — не более 36 ч в неделю;
• для отдельных категорий работников (учителей, врачей, жен-
щин, работающих в сельской местности, и др.).
При пятидневной рабочей неделе продолжительность ежеднев-
ной работы (смены) определяется правилами внутреннего трудо-
вого распорядка или графиками сменности, утверждаемыми ад-
министрацией по согласованию с профсоюзом предприятия, с
учетом специфики работы.
Работа в течение двух смен подряд запрещается.
На тех предприятиях, где по характеру производства и условиям
работы введение пятидневной рабочей недели нецелесообразно,
устанавливается шестидневная рабочая неделя с одним выходным
днем. При шестидневной рабочей неделе продолжительность еже-
дневной работы не может превышать 7 ч при недельной норме
40 ч, 6 ч при недельной норме 36 ч и 4 ч при недельной норме 24 ч.
Продолжительность рабочего дня (смены), непосредственно
предшествующего нерабочему праздничному дню, уменьшается
на один час.
Неполное рабочее время может устанавливаться по соглашению
между работником и администрацией как при приеме на работу,
так и впоследствии (неполный рабочий день или неполная рабочая
неделя). Неполное рабочее время устанавливается чаще всего по
просьбе беременной женщины; женщины, имеющей ребенка в
возрасте до 14 лет, или лица, осуществляющего уход за больным
членом семьи в соответствии с медицинским заключением.
Оплата труда в этих случаях производится пропорционально
отработанному времени.
Учет времени работы персонала отражается в «Табеле учета
рабочего времени». Явка состоит из фактически отработанных дней
262
и целодневных простоев. Человекодень считается отработанным,
если работник явился на работу и фактически к ней приступил.
Если работник явился на работу, но не приступил к ней по не
зависящим от него причинам, то такой день называется днем це-
лодневного простоя. Причиной целодневного простоя может быть,
например, отключение электроэнергии и т.п.
Неявки на работу учитываются по следующим причинам: празд-
ничные дни, очередные отпуска, отпуска по беременности и ро-
дам, болезни, другие неявки, разрешенные законом, неявки с
разрешения администрации.
Для планирования численности основных производственных
рабочих необходимо знать действительный годовой фонд времени
работы. Для определения действительного фонда времени одного
рабочего составляется баланс времени. В балансе времени рассчи-
тывается количество часов, которое должен отработать рабочий в
планируемом году.
В балансе различают следующие фонды времени: календарный,
равный числу дней в планируемом году; номинальный, равный
календарному за вычетом выходных и праздничных дней; явоч-
ный, равный номинальному за вычетом целодневных невыходов;
действительный, равный явочному за вычетом внутрисменных
потерь рабочего времени.
К целодневным невыходам относят все виды отпусков, неявки
по болезни, прочие невыходы. Не планируются целодневные про-
стои, неявки на работу с разрешения администрации и неявки по
неуважительным причинам.
К внутрисменным потерям, связанным с сокращением дли-
тельности рабочего дня, относятся перерывы в работе кормящих
матерей, сокращенный рабочий день подростков и работающих
на вредных производствах и другие потери.
Действительный годовой фонд времени работы рабочего ма-
шиностроительного предприятия может быть рассчитан как
Фд.р ~ ~ *ц.н ~ ^"п.вс)>
где Dp — число рабочих дней в году; q — число рабочих часов в
смену; Ка н — коэффициент потерь времени на целодневные невыхо-
ды; Апвс — коэффициент внутрисменных потерь рабочего времени.
Фд р составляет примерно 1860 ч.
Право на отпуск имеют все трудящиеся независимо от места
работы, организационно-правовой формы предприятия и его вида
собственности. Отпуск предоставляется один раз в год (год исчис-
ляется с момента поступления работника на предприятие). Мини-
мальная продолжительность ежегодного оплачиваемого отпуска
регулируется трудовым законодательством РФ и составляет 28 ка-
лендарных дней. Дополнительные отпуска предоставляются неко-
263
торым категориям работников (по беременности и родам, работ-
никам Крайнего Севера, вредных производств и т.п.).
Дисциплина труда. В условиях современного сложного машино-
строительного производства дисциплина труда является необхо-
димым условием правильной организации труда на производстве.
Различают технологическую и трудовую дисциплину.
Технологическая дисциплина — это соблюдение установленной
технологии производства, заданных режимов работы оборудова-
ния, производственных графиков, инструкций по ведению про-
изводственного процесса, правил техники безопасности и т.д.
Трудовая дисциплина предусматривает четкое, добросовестное
выполнение каждым работником своих трудовых обязанностей,
вытекающих из должностных инструкций и установленных правил
внутреннего распорядка на предприятии с учетом морально-эти-
ческих норм.
Нарушения дисциплины труда, потери рабочего времени на-
носят существенный ущерб деятельности предприятия, поэтому
руководители устанавливают дисциплинарную и материальную
ответственность лиц, допустивших нарушения трудовой дисцип-
лины. Дисциплинарная ответственность выражается в виде заме-
чаний, выговоров, строгих выговоров и увольнения работников.
Контрольные вопросы
1. Перечислите основные задачи научной организации труда на ма-
шиностроительном предприятии.
2. Какие формы разделения труда применяются на машиностроитель-
ных предприятиях?
3. Какие условия должны выполняться для организации многостаноч-
ного обслуживания?
4. Какие показатели должны быть рассчитаны при организации мно-
гостаночного обслуживания?
5. Как определяется среднесписочная численность работников маши-
ностроительного предприятия?
6. По каким признакам проводится классификация рабочих мест на
предприятии?
7. Для решения каких задач необходимо на предприятии техническое
нормирование?
8. Какие перерывы в рабочем времени относятся к регламентирован-
ным?
9. Какова структура технически обоснованной нормы времени на тех-
нологическую операцию?
10. Какие методы нормирования используются для определения ос-
новного и вспомогательного времени выполнения технологической опе-
рации?
11. Для каких целей в нормировании используется фотография рабо-
чего дня?
Раздел VI
АВТОМАТИЗИРОВАННОЕ ПРОИЗВОДСТВО
Глава 20
ОСНОВНЫЕ НАПРАВЛЕНИЯ
АВТОМАТИЗАЦИИ ПРОИЗВОДСТВА
20.1. Основные понятия и преимущества
автоматизации производства
Под автоматизацией производственных процессов (АПП) по-
нимают комплекс технических мероприятий по разработке новых
прогрессивных технологических процессов и созданию на их ос-
нове высокопроизводительного оборудования, выполняющего все
основные и вспомогательные операции по изготовлению изделий
без непосредственного участия человека. АПП является комплекс-
ной конструктивно-технологической и экономической задачей
создания принципиально новой техники.
Автоматизации всегда предшествовал процесс механизации —
частичной (первичной) автоматизации производственных процес-
сов на базе такого технологического оборудования, которым управ-
ляет оператор. Кроме того, он осуществляет контроль изделий, ре-
гулировку и наладку оборудования, загрузку-выгрузку изделий, т. е.
вспомогательные операции. Механизация может достаточно эф-
фективно сочетаться с автоматизацией конкретного производства,
но именно АПП позволяет обеспечить высокое качество продук-
ции при высокой производительности ее изготовления.
Предусматриваются качественная и количественная оценки со-
стояния механизации и автоматизации производственных процес-
сов. Важнейший качественный показатель — уровень автоматиза-
ции а. Он определяется отношением количества автоматизиро-
ванных операций (переходов) /авт к общему количеству операций
(переходов), выполняемых на автомате, линии, участке /х:
а = ^.
Величина а зависит от типа производства. Если в единичном
производстве а не превышает 0,1—0,2, то в массовом она состав-
ляет 0,8 —0,9.
Различают частичную и полную, единичную и комплексную,
первичную и вторичную автоматизацию. В отличие от частичной
265
полная АПП предусматривает автоматизацию всех операций по
изготовлению изделий, включая управление производственным
процессом. Комплексная автоматизация в отличие от полной по-
зволяет автоматизировать не только производственные процессы,
но и подготовку производства за счет использования АСТПП и
компьютерных технологий.
Автомат (от греч. automates — самодействующий) — самостоя-
тельно действующее устройство или совокупность устройств, вы-
полняющих по заданной программе без непосредственного учас-
тия человека процессы получения, преобразования, передачи и
использования энергии, материалов и информации.
Последовательность выполняемых автоматом запрограммирован-
ных действий называют рабочим циклом. Если для возобновления
рабочего цикла требуется вмешательство рабочего, то такое уст-
ройство называют полуавтоматом.
Процесс, оборудование или производство, не требующее при-
сутствия человека в течение определенного промежутка времени
для выполнения ряда повторяющихся рабочих циклов, называют
автоматическим. Если часть процесса выполняется автоматически,
а другая часть требует присутствия оператора, то такой процесс
называют автоматизированным.
Степень автоматизации производственного процесса опреде-
ляется необходимой долей участия оператора в управлении этим
процессом. При полной автоматизации присутствия человека в
течение определенного периода времени вообще не требуется. Чем
больше это время, тем выше степень автоматизации.
Под безлюдным режимом работы понимают такую степень ав-
томатизации, при которой станок, производственный участок,
цех или весь завод могут работать автоматически в течение по
крайней мере одной производственной смены (8 ч) в отсутствие
человека.
Технические преимущества автоматически управляемых про-
изводственных систем по сравнению с аналогичными системами
с ручным управлением следующие: более высокое быстродействие,
позволяющее повышать скорости протекания процессов, а следо-
вательно, и производительность производственного оборудования;
более высокое и стабильное качество управления процессами,
обеспечивающее высокое качество продукции при более эконом-
ном расходовании материалов и энергии; возможность работы
автоматов в тяжелых, вредных и опасных для человека условиях;
стабильность ритма работы, возможность длительной работы без
перерывов.
Экономические преимущества, достигаемые при использова-
нии автоматических систем в производстве, являются следствием
технических преимуществ. К ним можно отнести возможность зна-
чительного повышения производительности труда; более эко-
266
номичное использование ресурсов (труда, материалов, энергии);
более высокое и стабильное качество продукции; сокращение пе-
риода времени от начала проектирования до получения изделия;
возможность расширения производства без увеличения трудовых
ресурсов.
Повышение производительности труда при автоматизации про-
изводства может быть достигнуто следующим образом: во-первых,
благодаря более полному использованию календарного времени
при круглосуточной автоматической работе оборудования; во-вто-
рых, вследствие повышения скорости протекания процессов, ко-
торая не ограничивается возможностями человека; в-третьих,
вследствие высвобождения обслуживающего персонала.
Автоматизация производства позволяет более экономично ис-
пользовать труд, материалы, энергию. Автоматическое планиро-
вание и оперативное управление производством обеспечивают
оптимальные организационные решения, сокращают запасы не-
завершенного производства. Автоматическое регулирование про-
цесса сокращает потери из-за поломок инструментов и вынуж-
денных простоев оборудования. Автоматизация проектирования и
изготовления продукции с использованием ЭВМ позволяет зна-
чительно сократить количество бумажных документов: чертежей,
схем, графиков, описаний и других, необходимых в неавтомати-
зированном производстве и отнимающих на их составление, хра-
нение, передачу и использование много времени.
Автоматическое производство нуждается в более квалифици-
рованном технически грамотном обслуживании. При этом зна-
чительно меняется сам характер труда, связанный с наладкой,
ремонтом, программированием и организацией работ в автома-
тизированном производстве. Эта работа требует более глубоких и
разносторонних знаний, более разнообразна и интересна.
От уровня развития машиностроения зависит прогресс всех
отраслей промышленности. Поэтому повышению эффективности
машиностроения и уровня автоматизации машиностроения должна
отводиться приоритетная роль.
20.2. Особенности проектирования технологических
процессов автоматизированного производства
Основой автоматизации производства являются технологи-
ческие процессы (ТП), которые должны обеспечивать высокую
производительность, надежность, качество и эффективность из-
готовления изделий. С этой точки зрения большое значение при-
обретают прогрессивные высокопроизводительные методы обра-
ботки и сборки, используемые при проектировании автоматизи-
рованных ТП.
267
При разработке ТП автоматизированного производства рассмат-
ривают комплексно все его элементы: загрузку-выгрузку изделий,
их базирование и закрепление, контроль, межоперационное транс-
портирование, складирование и пр. Поэтому для оценки возмож-
ности и эффективности автоматизации важно правильно класси-
фицировать ТП.
Характерной особенностью ТП обработки и сборки является
строгая ориентация деталей и инструмента относительно друг друга
в рабочем процессе (первый класс процессов). Термообработка,
сушка, окраска и прочие процессы в отличие от обработки и сборки
не требуют строгой ориентации деталей (второй класс процес-
сов).
Кроме того, ТП классифицируют по непрерывности на дис-
кретные и непрерывные. Дискретные процессы характерны пре-
рывистостью и строгой последовательностью рабочих и холостых
движений. Непрерывные процессы не прерываются и изменяются
плавно, без скачков (например, бесцентровое шлифование, про-
тягивание). Эта классификация носит условный характер, так как
в большинстве случаев процессы сочетают дискретность с непре-
рывностью.
Разработка ТП АП по сравнению с технологией неавтоматизи-
рованного производства имеет свою специфику, обусловленную
следующими объективными факторами.
1. Автоматизированные ТП включают в себя не только разно-
родные операции механической обработки резанием, но и обра-
ботку давлением, термообработку, сборку, контроль, упаковку,
а также транспортно-складские и другие операции.
2. Требования к гибкости и автоматизации производственных
процессов диктуют необходимость комплексной и детальной про-
работки технологии, тщательного анализа объектов производства,
проработки маршрутной и операционной технологии, обеспече-
ния надежности и гибкости процесса изготовления изделий с за-
данным качеством. Степень подробности технологических реше-
ний должна быть доведена до уровня подготовки управляющих
программ для оборудования.
3. При широкой номенклатуре изделий технологические реше-
ния многовариантны.
4. Возрастает степень интеграции работ, выполняемых различ-
ными технологическими подразделениями.
Насущные требования по совершенствованию и сокращению
сроков технологической подготовки производства создали необ-
ходимость принципиально нового подхода к проектированию ТП
с помощью систем автоматизированного проектирования (САПР).
Повышению эффективности автоматизированной разработки ТП
во многом способствует рациональное сочетание типовых и ин-
дивидуальных технологических решений на всех стадиях проекти-
268
рования, а также высокий уровень стандартизации и унификации
изделий, оборудования и самих ТП.
Внедрение гибких технологий (технологии переналаживаемого
производства) с широким использованием средств вычислитель-
ной техники и роботов позволяет быстро и эффективно перестраи-
вать технологические процессы на изготовление новых изделий.
Последнее весьма актуально в условиях мелкосерийного и серий-
ного производств, преобладающих в машиностроении.
Раскрыть потенциальные возможности автоматизированных
производственных систем (АПС) и обеспечить их максимальную
эффективность можно только в том случае, если проектированию
АПС предшествуют глубокие технологические разработки и со-
блюдаются основные принципы технологии. Рассмотрим некото-
рые их них.
1. Принцип завершенности. Следует стремиться к выполнению
всех операций в пределах одной АПС без промежуточной переда-
чи полуфабрикатов в другие подразделения или вспомогательные
отделения. Для реализации принципа необходимы обеспечение
требований по технологичности изделий; разработка новых уни-
фицированных методов обработки и контроля; расширение и
обоснование типажа оборудования АПС с повышенными техно-
логическими возможностями.
2. Принцип малооперационной технологии. Формирование ТП с
максимально возможным укрупнением операций, с минимальным
числом операций и установок в операциях. Для реализации этого
принципа необходимы те же мероприятия, что и для принципа 1,
а также оптимизация маршрутов и операционной технологии, при-
менение методов автоматизированного проектирования ТП.
3. Принцип «малолюдной» технологии. Обеспечение автоматичес-
кой работы АПС в пределах всего производственного цикла. Для
реализации этого принципа необходима стабилизация отклоне-
ний входных технологических параметров АПС (заготовок, инст-
рументов, станков, оснастки); расширение и повышение надеж-
ности методов операционного информационного обеспечения;
переход к гибким адаптивным системам управления СУ ТП со
статистической коррекцией УП.
4. Принцип «безотладочной» технологии. Разработка ТП, не тре-
бующих отладки на рабочих позициях. Принцип особенно актуа-
лен для широкономенклатурных АПС, он близок к принципу 3.
Для его реализации необходимы те же мероприятия, что и для
принципа 3.
5. Принцип активно-управляемой технологии. Организация уп-
равления ТП и коррекция проектных решений на основе рабочей
информации о ходе ТП. Корректироваться могут как технологи-
ческие параметры, формируемые на этапе управления, так и ис-
ходные параметры технологической подготовки производства
269
(ТПП). Для реализации этого принципа необходимы разработка
методов и алгоритмов адаптивного управления ТП; разработка
методов статистической коррекции базы данных для создания обу-
чающих АПС.
6. Принцип оптимальности. Принятие решения на каждом этапе
ТПП и управления ТП на основе единого критерия оптимально-
сти. Для реализации этого принципа необходимо использование
методов оптимизации ТП; разработка алгоритмов оптимизации
для условий работы АПС; применение или разработка специаль-
ных технических, аппаратных, программных средств реализации
указанных алгоритмов. Принцип 6 создает единую методическую
основу решения технологических задач на всех уровнях и этапах,
позволяет выработать наиболее эффективное, однозначное и вза-
имоувязанное решение указанных задач.
Помимо рассмотренных для технологии АПС характерны и дру-
гие принципы: компьютерной технологии, информационной обес-
печенности, интеграции, безбумажной документации, групповой
технологии. Все они объединены в единую систему ТПП и управ-
ления, что позволяет говорить о создании принципиально новой
технологии АПС, реализующей наиболее эффективные техничес-
кие решения и максимально раскрывающей потенциальные тех-
нические и технологические возможности АПС. Последний прин-
цип групповой технологии является фундаментальным для всех
АПС, так как именно он обеспечивает «гибкость» производства.
Особенности разработки технологических процессов автомати-
зированной и роботизированной сборки состоят в следующем. Авто-
матизированная сборка изделий выполняется на сборочных авто-
матах и автоматизированных линиях (АЛ). Важным условием раз-
работки рационального ТП автоматизированной сборки является
унификация и нормализация соединений, т. е. приведение их к оп-
ределенной номенклатуре видов и точностей. На основе унифика-
ции и нормализации соединений в сборочных единицах и издели-
ях разрабатывают типовые сборочные процессы (операции и пе-
реходы), выполняемые на типовом сборочном оборудовании с
использованием типовых инструментов и приспособлений.
Главным отличием роботизированного производства является
замена сборщиков сборочными роботами и выполнение контроля
контрольными роботами или автоматическими контрольными
устройствами.
Если в условиях автоматизированного производства сборка из-
делий может выполняться методом полной или частичной взаи-
мозаменяемости с применением методов селективной сборки и
использованием контрольно-сортировочных автоматов, а также с
ограниченным применением метода пригонки и регулировки, то
роботизированная сборка должна выполняться по принципу пол-
ной взаимозаменяемости или (реже) по принципу групповой вза-
270
имозаменяемости. Исключаются возможности подгонки, регулиров-
ки. Строго должны быть соблюдены принципы выбора и постоян-
ства баз, которые определяют качество собираемых изделий и на-
дежность работы сборочных роботизированных комплексов (РТК).
Выполнение операций сборки должно проходить от простого к
сложному: детали — в подузлы, подузлы — в узлы, узлы — в
агрегаты, узлы и агрегаты — в изделие. В зависимости от сложно-
сти и габаритных размеров изделий выбирают форму организации
сборки: стационарную или конвейерную. Стационарная сборка
возможна без перемещения изделия, с подводом сборочных узлов
и деталей к базовой сборочной единице (детали, узлу и т.д.). Кон-
вейерная сборка возможна, когда роботы обслуживают рабочие
места с различной ориентировкой и малой погрешностью пози-
ционирования деталей и узлов.
При разработке ТП сборки в РТК предпочтительна высокая
концентрация операций, определяющих модели роботов, их функ-
ции, точность, оперативность, быстродействие. Особенно важно
уточнять временные связи элементов РТК, так как и они могут
определять операционные возможности модели и количество сбо-
рочных промышленных роботов (ПР). С этой целью возможно
построение циклограммы как отдельных роботизированных ра-
бочих мест и ПР, так и РТК в целом. На основе операционной
технологии и циклограмм РТК может быть проведена подготовка
управляющих программ для сборочных роботов с ЧПУ и для все-
го РТК.
Перспективным направлением роботизации сборки является
использование ПР, построенных по блочно-модульному принци-
пу, а также обучаемых ПР.
20.3. Производительность автоматизированных систем
Эффективность автоматизации определяется прежде всего эко-
номической эффективностью, а также взаимосвязью технических
и экономических показателей производства. Технические показа-
тели: /р.о — общее время рабочих ходов; /х — время холостых ходов
цикла; q, пу — число рабочих позиций и участков, на которые
разделено автоматизированное производство; G — временные по-
тери. Экономические показатели — стоимость, срок службы, эко-
номический эффект и пр. Производительность труда и коэффици-
ент роста производительности труда являются обобщенными пока-
зателями АП. На взаимосвязи технических и экономических пока-
зателей АП основана теория производительности труда (ТПТ) и
машин, которая позволяет выбирать наиболее эффективный ва-
риант проекта при необходимости непрерывной модернизации
производства.
271
Производительность определяется количеством годных деталей,
изделий, комплектов, выпускаемых машиной в единицу времени.
Время обработки детали машиной является обратной величиной
производительности.
При расчете, анализе и оценке производительности автома-
тизированного оборудования с учетом различных видов затрат
времени используют четыре вида (или категории) производи-
тельности: технологическую, цикловую, техническую и факти-
ческую.
1. Технологическая производительность
К = l/tp,
где tp = 1/К — время рабочих ходов.
Это максимальная теоретическая производительность при усло-
вии бесперебойной работы машины и обеспечения ее всем необ-
ходимым.
2. Цикловая производительность
Т А + ^всп
где 4сп — вспомогательное время на загрузку-разгрузку оборудо-
вания, смену инструмента по циклу.
Это теоретическая производительность машины с реальными
холостыми и вспомогательными ходами (4 > 0; /всп > 0) при отсут-
ствии простоев (0пр = 0).
В автоматах и АЛ непрерывного действия (при /х = 0) цикловая
производительность <2Ц равна технологической К. В остальных слу-
чаях она меньше и при /всп = 0 определяется по формуле
1 1 Г 1 -
^p+6t + 1 + ^х
тельности. Она характеризует степень непрерывности ТП. Так, вели-
чина т| = 0,8 означает, что в рабочем цикле 80 % составляют рабо-
чие ходы, а остальные 20 % — холостые, следовательно, возмож-
ности ТП используются только на 80 %.
3. Техническая производительность
^р + А + ^ВСП + У.бс/
272
Это теоретическая производительность машины с реальными
п
холостыми ходами и учетом ее собственных простоев Х0с/, свя-
занных с выходом из строя инструментов, приспособлений, обо-
п
рудования (т. е. при условии /х > О, /всп > О, > 0).
ы
4. Фактическая производительность
^Ф т । л л к т ’
Р (/р + /х + /всп) +(Ё0с/+£ ^орг/ +2 бпер/)
/=1 /=1 /=1
где Т— время рабочего цикла; 6ПР = S0ci + £eoPrz + Z0neP/ — сум-
/=1 /=1 /=1
к
марное время всех простоев; ]£0орг/ — время простоев по органи-
1=1
зационно-техническим причинам, не связанным с работой обо-
т
рудования; ]£0ПеР/ — суммарное время переналадок оборудова-
1=1
НИЯ.
Для количественной оценки производительности Q необходи-
мо общее количество деталей z разделить на период их изготовле-
ния 0:
Q = z/Q.
Если за рабочий цикл выдается одна деталь, то
В общем случае за рабочий цикл может выпускаться р деталей,
тогда
Чем чаще и длительнее простои, тем ниже производительность.
Влияние внецикловых простоев на производительность можно
оценить, используя ряд следующих показателей и коэффициен-
тов:
• коэффициент использования рисп;
• коэффициент технического использования г|тех;
• коэффициент загрузки т|заг;
273
р
• показатель 2^пр/ — величина внецикловых простоев, прихо-
ы
дящихся на одну деталь:
р
” 0 пр/
/=1
• показатель ХпР — величина внецикловых простоев, приходя-
щихся на единицу бесперебойной работы:
^Пр = Опр/0р?
где 0пр — суммарное время простоев; 0Р — суммарное время безот-
казной работы.
Контрольные вопросы
1. Что понимают под автоматизацией производственных процессов?
В чем отличие автоматизации от механизации?
2. Какими показателями оценивается уровень автоматизации?
3. Чем отличается автомат от полуавтомата?
4. Чем отличается автоматический производственный процесс от ав-
томатизированного?
5. Какие преимущества дает автоматизация производства?
6. Каковы особенности проектирования технологических процессов в
условиях автоматизированного производства?
7. Какие основные принципы лежат в основе проектирования автома-
тизированных производственных систем?
8. Каковы особенности разработки технологических процессов авто-
матизированной и роботизированной сборки?
9. Как рассчитывается производительность производственных систем?
10. Что такое технологическая, цикловая, техническая и фактическая
производительность?
Глава 21
АВТОМАТИЗАЦИЯ ЗАГРУЗКИ ЗАГОТОВОК
21.1. Загрузка заготовок
Загрузка заготовок на станки, прессы, сборочные и другие
машины — часть операции обработки и сборки деталей. Анализ
вспомогательного времени показывает, что на универсальных стан-
ках затраты времени на загрузку и разгрузку заготовок являются
самыми значительными и составляют от 20 до 70 % всего вспомо-
гательного времени.
274
Задачи механизации и автоматизации загрузки различных за-
готовок — одни из наиболее сложных в общем комплексе работ
по автоматизации технологических процессов. Сложность заклю-
чается в большом разнообразии технологических процессов обра-
ботки и сборки, форм и размеров заготовок.
Внедрение в производство твердосплавных режущих и измери-
тельных инструментов, пуансонов и матриц, алмазных режущих
инструментов привело к созданию быстроходных станков, прес-
сов и других машин. На таких машинах основное (машинное) вре-
мя обработки деталей уменьшается в несколько раз, однако это
не приводит к значительному повышению производительности
труда, если не уменьшается вспомогательное время. Например,
до использования высокопроизводительных инструментов машин-
ное время Тм = 120 с, вспомогательное время 7^ = 120 с, опера-
тивное время Топер = 120 + 120 = 240 с, после внедрения твердо-
сплавного инструмента машинное время Ты = 30 с, т.е. уменьши-
лось в 4 раза, а оперативное время Топер = 30 + 120 = 150 с, т.е.
уменьшилось в 2,5 раза. Из примера следует, что для повышения
производительности необходимо уменьшить и вспомогательное
время. Сокращение вспомогательного времени за счет ускорения
загрузки и разгрузки заготовок может быть достигнуто путем вне-
дрения автоматических быстродействующих загрузочных устройств.
Кроме того, автоматизация загрузки и разгрузки освобождает ра-
бочего от выполнения однообразных монотонных действий, а сле-
довательно, облегчает и улучшает условия его труда, значительно
повышает производительность как за счет ускорения движений
при загрузке и разгрузке, производящихся специальными устрой-
ствами, так и за счет представляющейся возможности обслужива-
ния рабочим нескольких станков.
21.2. Классификация заготовок
Заготовки в машиностроении бывают четырех видов — бунто-
вые (проволока или лента, свернутые в бунт-катушку), прутко-
вые (прутки, полосы), штучные (литье, штампованные, полуфаб-
рикат, поступающий на дальнейшую обработку после отрезки от
прутка и др.) и порошковые (пресс-порошки, гранулы и др.) для
получения пластмассовых, металлокерамических и керамических
деталей.
Из бунтового материала, имеющего большую длину, может быть
получено очень большое число деталей, меньшее число — из прут-
кового материала и только одна деталь — из штучной заготовки.
Поэтому изготовлять малые по размерам детали целесообразно из
бунтового и пруткового материала. Для получения более высокого
коэффициента использования материала необходимо применять
275
штучные заготовки, по форме и размерам близкие к готовой де-
тали. Бунтовые и прутковые материалы поставляют металлурги-
ческие предприятия. Из порошков получают чаще всего штучные
заготовки, обработка которых почти не требуется.
Автоматические загрузочные приспособления превращают по-
луавтоматы в автоматы, позволяют пересмотреть режимы работы
станков и других машин с целью их интенсификации, создают
условия для рациональной компоновки автоматических поточных
линий, повышают культуру производства и улучшают охрану тру-
да работающих. В массовом и крупносерийном производствах со-
здают специальные загрузочные и разгрузочные приспособления
в соответствии с формой, видом и размерами заготовки. В серий-
ном и мелкосерийном производствах иногда приходится в тече-
ние одной смены обрабатывать всевозможные детали из разных
заготовок. Поэтому применение различных загрузочно-разгрузоч-
ных приспособлений, соответствующих каждой из заготовок, по-
требовало бы длительного времени на установку и наладку таких
устройств. В серийном производстве следует использовать универ-
сально-наладочные устройства, позволяющие быстро их перена-
ладить под каждую из разных по форме и размерам заготовок.
Таким образом, загрузочно-разгрузочные устройства рекоменду-
ют как в массовом и крупносерийном, так и в серийном и мелко-
серийном производствах.
21.3. Питание станков бунтовым материалом
Проволоку, свернутую в бунт, вручную или с помощью подъ-
емно-транспортных устройств загружают на приспособление А
(рис. 21.1, а). Конец проволоки пропускают через правильное
устройство Б, устройство для подачи проволоки В, приспособ-
ление Г и вводят в рабочую зону автомата Д. Правильные ролики
регулируют с помощью винтов для ввода между ними проволо-
ки разных диаметров. Иногда (например, на автоматах для навив-
ки пружин) устанавливают два правильных устройства во взаим-
но-перпендикулярных плоскостях, чтобы лучше выпрямлять прово-
локу.
Подающее устройство В с помощью кривошипного, кулисного
или кулачкового механизма совершает возвратно-поступательное
движение. Движение к рабочей зоне производится в то время, когда
приспособление Г разжато и проволока беспрепятственно прохо-
дит в рабочую зону. Затем приспособление Г сжимает проволоку,
подающее устройство В и движется в исходное положение. В это
время деталь изготовляется и отрезается от бунта, чтобы при даль-
нейшем разжатии приспособления проволока вновь подавалась бы
в рабочую зону.
276
Рис. 21.1. Схема питания станков бунтовым материалом:
а — приспособление для загрузки; б — шариковый механизм захвата материала;
1 — основание; 2 — вращающийся стол; 3 — бунт проволоки; 4 — крепежный
фланец; 5 — регулировочные винты; 6 — регулируемые ролики; 7 — нерегулиру-
емые ролики; 8 — плита; 9 — салазки; 10 — державка; 11 — твердосплавный
сухарь; 12 — резец; 13 — качающаяся державка; 14 — ось; 15 — пружина; 16 —
втулка с внутренней конической поверхностью; 17 — шарики; 18 — крышка;
19 — проволока
На рис. 21.1, б показана схема шарикового механизма захвата
материала. Три шарика 1 /находятся в конической втулке 16. При
перемещении каретки вперед шарики, заклиниваясь между про-
волокой 19 и коническим отверстием корпуса, перемещают мате-
риал на величину хода каретки. При движении каретки назад ша-
рики расклиниваются и скользят по проволоке. Зажим проволоки
осуществляется в цанговом или клещевом патроне. Синхронность
работы подающего устройства и патрона обеспечивается систе-
мой управления, выполняемой чаще всего в виде распределитель-
ного вала с кулачками.
21.4. Питание станков прутковым и ленточным материалом
Прутки, ленты, листы длиной 1...3 м загружают на станки и
прессы. Прутки, поступающие на предприятие перед загрузкой,
правят, калибруют, чтобы они не имели прогиба больше задан-
ного значения, так как он влияет на точность изготавливаемой
детали, и разрезают на размер, обеспечивающий наименьший
неиспользуемый остаток прутка.
Пруток загружают через шпиндель на станок. Закрепляют его
чаще всего в цанговом патроне, находящемся в рабочей зоне.
Механизм подачи располагают с противоположной стороны от
патрона, чтобы не мешать рабочим органам производить обработ-
277
ку. Пруток подают в рабочую зону тогда, когда патрон разжат.
Подачу обеспечивают различными способами: собственным ве-
сом; грузом, тянущим трос и поводок, закрепленным на конце
прутка; вращающимися роликами за счет сил трения, возникаю-
щих между роликами и прутком.
21.5. Питание станков штучными заготовками
21.5.1. Магазинные загрузочные приспособления
Бесперебойная работа станка или другой машины требует, чтобы
заготовки подавались в рабочую зону сразу же после съема гото-
вых деталей. Таким образом, необходимо создать устройство с за-
пасом заготовок, ориентированных в пространстве относительно
приспособления у рабочей зоны машины.
Магазинным загрузочным приспособлением (МЗП) называет-
ся устройство, в котором заготовки находятся в ориентирован-
ном положении в один ряд. В магазин заготовки загружает рабо-
чий. Запас заготовок должен обеспечить бесперебойную работу
станка в течение 20...25 мин, чтобы рабочий успел обслужить не-
сколько станков. МЗП механизирует загрузку, так как рабочий
каждую заготовку ориентирует и устанавливает в магазин.
Схема магазинного загрузочного устройства представлена на
рис. 21.2. Магазин 1 — емкость определенной формы. В него загру-
жают ориентированные заготовки в один ряд. Располагают его вер-
тикально, горизонтально или наклонно. Заготовки 2 перемеща-
ются по магазину от зоны загрузки до выхода под действием соб-
ственного веса (магазины с углом к горизонтали не менее 45°)
Рис. 21.2. Схема магазинного загрузочного приспособления:
1 — магазин; 2 —• заготовки; 3 — отсекатель; 4 — привод отсекателя; 5 — пита-
тель; 6 — шток; 7 — цилиндр; 8 — поршень; 9 — пружина; 10 — подпружинен-
ная планка; 11 — рабочая зона; 12 — приспособление; 13 — выталкиватель
278
или принудительно толкателем (магазины — горизонтальные или
наклонные: угол наклона к горизонту до 15°).
Механизм поштучной выдачи заготовок — отсекатель 3 с при-
водом отсекателя 4 расположены около магазина. Питатель 5 не-
посредственно передает заготовку от магазина в рабочую зону.
Привод питателя может быть механическим, пневматическим,
гидравлическим. В последних случаях он состоит из штока 6, ци-
линдра 7, поршня 8 и пружины 9. Подпружиненная планка 10
удерживает заготовку в гнезде питателя.
Питатель подает заготовку в рабочую зону 11, где она устанав-
ливается и закрепляется в приспособление 12 на станке, затем
питатель 5 начинает движение в обратном направлении (к магази-
ну 7). Подпружиненная планка 10 отгибается, чтобы не сдвинуть
заготовку в приспособлении 72 и не сломаться самой. Возврат план-
ки 10 в исходное положение осуществляется пружиной 9. После
раскрепления детали кулачками или другими зажимными элемен-
тами приспособления, чаще всего под действием пружины, вы-
талкиватель 13 (сбрасыватель) удаляет готовую деталь из приспо-
собления 72.
В МЗП загружают заготовки сложной формы, когда их ориен-
тация без участия рабочего затруднена или при автоматической
ориентации их поверхности могут повреждаться, а также, если
нужно подать на сборку много разных деталей и размещение
более габаритных автоматических бункерных загрузочных при-
способлений (БЗП) не позволяют размеры сборочного автомата.
Кроме того, при незначительной партии деталей, если более до-
рогие и сложные БЗП экономически не целесообразны, приме-
няют МЗП.
21.5.2. Бункерные загрузочные приспособления
Бункерные загрузочные устройства (БЗУ) состоят из магазин-
ного загрузочного приспособления с добавлением емкости-бун-
кера, куда загружают не ориентированные заготовки (навалом),
и автомата питания — механизма для ориентации и захвата заго-
товок. В отличие от МЗП, где каждую заготовку ориентируют в
пространстве и загружают в магазин, в БЗП рабочий не касается
каждой заготовки, а высыпает их из тары в бункер — таким обра-
зом БЗП автоматизирует загрузку.
Ориентировка и захват заготовок автоматом питания осуще-
ствляется при возвратно-поступательном, маятниковом, колеба-
тельном и вращательном движениях захватывающего устройства.
Не при каждом движении этого устройства может произойти за-
хват заготовки, но в среднем за единицу времени (час, смену)
число захватов одинаковое, т. е. производительность автомата пи-
тания (2сР получается примерно постоянной. Из автомата питания
279
правильно ориентированные заготовки поступают через лоток в
магазин или непосредственно в питатель. Для обеспечения бес-
перебойной работы оборудования 0ср должно быть на 10... 15%
больше производительности станка. Конструкция автомата пита-
ния должна быть такой, чтобы в случае переполнения лотка и
магазина заготовками вновь захваченные заготовки сбрасывались
в бункер.
Механизм ориентации и захвата, выполненный, например, в
виде вращающегося диска с крючками по периферии (рис. 21.3),
предназначен для втулок, трубок и колпачков, у которых высота /
больше диаметра d. Засыпанные в бункер 1 заготовки, скатываясь
по наклонному дну в корпус 6, встречают на своем пути крючки 2,
установленные на вращающемся диске 4. Захваченные крючками
заготовки передаются в приемник 3, а затем попадают в магазин-
трубку 5. Если трубка 5 заполнена до отказа или заготовка заняла
на крючке неправильное положение и не может попасть в прием-
ник 3, то вращение диска 4 автоматически прекращается с помо-
щью муфты предельного момента.
Заготовка
Рис. 21.3. Бункерное загрузочное устройство с крючковым автоматом
питания:
7 — бункер; 2 — крючок; 3 — приемник; 4 — вращающийся диск; 5 — трубка;
6 — корпус
280
Производительность автоматов питания зависит от скорости
движения (числа оборотов или двойных ходов) рабочего органа
захвата, числа захватных органов, коэффициента вероятности за-
хвата заготовок и определяется по формулам:
Qcp = 1000гл]//и — для случая, когда захватный орган имеет
вращательное движение;
0ср = пх\к — для случая, когда захватный орган имеет маятни-
ковое или возвратно-поступательное движение.
Здесь v — окружная скорость захватных органов, м/мин; т| —
коэффициент вероятности захвата, определяемый эксперименталь-
но для каждого типа механизма; т — шаг захватных органов, мм;
п — число колебаний или двойных ходов захватного органа, мин;
к — число заготовок, которые одновременно могут быть захваче-
ны и ориентированы захватным органом.
Для мелких и средних деталей широко применяются вибробун-
керы (рис. 21.4, а). В чашу 2 (бункер) с коническим дном подают
заготовки (навалом). По винтовому лотку 4, закрепленному на
чаше 2, заготовки движутся снизу вверх. Вибрации передаются
лотку вибратором 1, расположенным в корпусе. Вибрации лотка
разъединяют сцепившиеся заготовки.
Схему действия вибробункера объясняет рис. 21.4, б. На лотке 4
с углом подъема р находится заготовка 6. Под действием электро-
магнита и упругих рессор 5, расположенных к вертикали под уг-
лом а, лоток с заготовкой получает сложные колебания (верти-
кальные и круговые).
При втягивании электромагнита рессоры сгибаются, занимая
вертикальное положение а = 0. При этом лоток 4 с деталью б полу-
чает импульс движения со скоростью v, направленный под углом
а - р. При возврате в исходное положение электромагнита движе-
ние лотка прекращается, и под действием рессор лоток начинает
быстрое обратное движение. Заготовки при этом продолжают по
инерции движение вперед и за счет вертикального импульса от-
рываются от лотка. Заготовка опускается на лоток дальше своего
первоначального положения.
Для подачи заготовок, ориентированных определенным обра-
зом, лоток и чаща имеют различные ориентирующие устройства 3
(см. рис. 21.4, а), располагаемые ближе к выходу заготовок. Ориен-
тирующие устройства конструируют с таким расчетом, чтобы за-
готовки, находящиеся на лотке в требуемом положении, продви-
гались далее, а находящиеся в других положениях сбрасывались
на дно в общую массу заготовок. К примеру для подачи деталей
типа винтов головкой вниз можно применить ориентирующие
устройства.
Косой отсекатель 7 отстоит от лотка на величину, несколько
большую толщины головки, чтобы заготовки, движущиеся голов-
кой вниз, проходили под отсекателем и удерживались на лотке.
281
3.
6
v
Рис. 21.4. Вибробункер:
а — общий вид; б — схема действия; в, г, д, е — ориентирующие устройства;
1 — вибратор; 2 — чаша (бункер); 3 — ориентирующее устройство; 4 — винтовой
лоток; 5 — рессора; 6 — деталь; 7 — косой отсекатель; 8, 9, 12 — отсекатели;
10 — лоток; 11 — удерживатель
Заготовки, движущиеся головкой вверх, косым отсекателем /сбра-
сываются.
Если нужно получить из бункера заготовку с головкой, распо-
ложенной вверх, то используют отсекатель 8, изображенный на
рис. 21.4, г. Отсекатель размещается против узкой стороны лотка и
детали, движущиеся головкой вниз, сбрасываются с лотка, ибо
их центр масс располагается вне лотка. В паз отсекателя входит
головка, повернутая вверх, и потому такие заготовки подаются в
рабочую зону станка или в магазин.
Рассмотрим ориентирующие устройства для коротких валиков
с цапфой на конце. Если нужно подавать валики вертикально цап-
282
фой кверху (рис. 21.4, д), то ориентирующее устройство будет со-
стоять из двух отсекателей. Детали, лежащие на лотке, пройдя под
отсекателем 9, попадут под второй отсекатель, состоящий из не-
широкого лотка 10 и удерживателя 11. Детали, расположенные цап-
фой вверх, удержатся на лотке козырьком и подадутся в рабочую
зону станка. Если цапфа должна быть внизу (рис. 21.4, е), то у
отсекателя 12 лоток выполняют наклонным с пазом, несколько
большим по высоте и ширине, чем высота и диаметр цапфы.
Проектирование вибробункера с электромагнитным приводом
сводится в основном к определению геометрических параметров
чаши, выбору частоты колебаний бункера и расчету максимальной
скорости движения заготовок по магазину. Диаметр D цилиндри-
ческой чаши и ее высоту определяют исходя из условий обеспече-
ния емкости, гарантирующей бесперебойную работу питаемого
технологического агрегата, и такого расположения ориентирую-
щего устройства, которое размещалось бы выше уровня макси-
мальной загрузки бункера.
Обычно принимается диаметр чаши D = (10... 12)/д, но не меньше
диаметра принятого нормализованного вибратора (/д — длина по-
даваемых деталей).
Так как в большинстве случаев чашу изготавливают из алюми-
ния, угол подъема винтовой дорожки магазина р = 3...5’. Угол
подъема дорожки и ее средний диаметр определяют шаг винтовой
направляющей / = 7tZ)cptgp. Во избежание заклинивания заготовок
между витками шаг винтовой дорожки должен быть в 1,5—2 раза
больше высоты транспортируемых заготовок. Тогда средний диа-
метр винтовой направляющей
Dcp = (l,5...2)Wg₽).
Требуемая наивысшая скорость движения деталей по лотку
v = 1/(ТцСп),
где L — шаг между деталями (при движении вплотную назначают
обычно равным длине заготовки), мм; Тц — время технологическо-
го цикла обработки или измерения детали, с; Сп — коэффициент
плотности потока.
Контрольные вопросы
1. Как классифицируются заготовки для автоматического питания
станка?
2. Как обеспечивается автоматическое питание станков бунтовым, лен-
точным и прутковым материалом?
3. В каких случаях применяются магазинные питающие устройства?
4. В чем отличие бункерных загрузочных устройств от магазинных?
5. Как работают крючковые БЗУ и для каких деталей они применяются?
6. Для каких деталей используются секторные БЗУ и как они устроены?
283
7. От чего зависит производительность БЗУ?
8. Как устроен вибрационный бункер и какие он имеет преимущества?
9. Как осуществляется ориентация деталей в вибробункере?
10. Как можно регулировать скорость движения деталей в вибробун-
кере?
Глава 22
ПРИМЕНЕНИЕ ПРОМЫШЛЕННЫХ РОБОТОВ
И РОБОТИЗИРОВАННЫХ ТЕХНОЛОГИЧЕСКИХ КОМПЛЕКСОВ
22.1. Общие сведения о роботах
В своем развитии роботы и робототехника прошли короткий,
но стремительный путь. Возникновение современных роботов сле-
дует отнести к 1959 г., когда были созданы первые промышлен-
ные манипуляторы с программным управлением в США. В 1962 г.
появились первые и поступили на промышленный рынок амери-
канские промышленные роботы «Юнимейт» и «Версатран», со-
зданные соответственно фирмами «Юнимейшн» и «Америкам
Машин энд Фаундри» (АМР) и предназначенные для обслужива-
ния технологических процессов: литья под давлением, ковки,
механической обработки, точечной сварки, нанесения покрытий.
Применение их в автомобильной и металлургической промыш-
ленности оказалось экономически выгодным: затраты на приоб-
ретение роботов «Юнимейт» или «Версатран» (25 — 35 тыс. долл, за
один робот) окупались за 1,5—2,5 года. Как было сказано в одной
из статей, опубликованной в журнале «Машинери мэгэзин»: «в
американской металлообрабатывающей промышленности появился
новый тип производственного рабочего, который не состоит в
профсоюзе, не пьет кофе в обеденный перерыв, работает 24 часа
в сутки и не интересуется пособиями или пенсионной оплатой.
Он осваивает новую работу за несколько минут и всегда выполня-
ет ее хорошо, никогда не жалуется на жару, пыль и запахи и не
получает увечий. Он — промышленный робот».
Роботы можно классифицировать по самым различным при-
знакам. Пожалуй, наиболее общими и содержательными являют-
ся классификации по назначению, решаемому классу задач и по
особенностям управления.
Поскольку с развитием робототехники неизбежно формирова-
ние новых поколений роботов и внедрение их в новые области и
сферы жизнедеятельности человека, классификация по назначе-
нию и решаемому классу задач не является завершенной и, в из-
вестной мере, характеризует путь развития роботов, а поэтому
может быть названа эволюционной.
284
По назначению и решаемому классу задач роботы всех поколе-
ний могут быть разделены на две большие группы: производствен-
ные и исследовательские (рис. 22.1).
Производственные роботы — это роботы, предназначенные для
выполнения тяжелой, монотонной, вредной и опасной для здо-
ровья людей физической работы, а также отдельных видов трудо-
емких, напряженных и утомительных умственных работ (проек-
тирование, информационное обеспечение, управление).
Соответственно конкретным областям применения имеется ряд
разновидностей производственных роботов.
Промышленные роботы (ПР), получившие наибольшее разви-
тие в настоящее время, предназначены для автоматизации основ-
ных и вспомогательных операций в различных отраслях промыш-
ленности: в машиностроении и приборостроении, в горнодобы-
вающей, нефтехимической, металлургической, атомной и других
отраслях.
Промышленные роботы в свою очередь подразделяют на три
группы по производственно-технологическим признакам: произ-
водственные, или технологические (ППР), для основных опера-
ций технологических процессов; подъемно-транспортные, или
вспомогательные (ПТПР), выполняющие действия типа «взять —
перенести — положить»; универсальные (УПР) для различных
операций — основных и вспомогательных.
По специализации промышленные роботы подразделяют на
специальные, выполняющие строго определенные технологичес-
кие операции или обслуживающие конкретные модели техноло-
гического оборудования; специализированные, или целевые, пред-
назначенные для выполнения технологических операций одного
вида (сварки, сборки, окраски и т.п.) или для обслуживания
определенной группы моделей технологического оборудования,
объединенных общностью манипуляционных действий; универ-
сальные, или многоцелевые (см. выше), ориентированные на вы-
полнение как основных, так и вспомогательных технологических
операций различных видов и с различными группами моделей
технологического оборудования.
Исследовательские роботы — это роботы, предназначенные для
поиска, сбора, переработки и передачи информации об исследу-
емых объектах. Такими объектами могут быть труднодоступные или
недоступные для человека сферы — космическое пространство,
океанские глубины, недра Земли, экстремальные лабораторные
условия и т.п., либо области, где требуются выявление, перера-
ботка и анализ огромной по объему информации, например, ин-
формационный поиск и разведка, искусство и литература.
Примером современных исследовательских роботов служат авто-
матические аппараты для исследования космоса и планет. На протя-
жении уже многих лет мы являемся свидетелями штурма космоса
285
Рис. 22.1. Классификация роботов
роботами. В октябре 1959 г. с помощью советской автоматической
станции «Луна-3» впервые удалось сфотографировать обратную сто-
рону Луны, положив тем самым начало прямому изучению лун-
ной поверхности. Советский космический аппарат автоматичес-
кой станции «Луна-16» 24 сентября 1970 г. доставил на Землю
образцы лунного грунта. Аналогичная операция была совершена в
феврале 1972 г. автоматической станцией «Луна-20». Космические
роботы «Луноход-1» (1970 г.) и «Луноход-2» (1973 г.), доставлен-
ные на поверхность Луны автоматическими станциями «Луна-17»
и «Луна-21» и управляемые человеком-оператором в супервизор-
ном режиме, получили и передали на Землю ценнейшую инфор-
мацию о поверхности Луны.
Эти выдающиеся эксперименты, имеющие не только косми-
ческое, но и робототехническое значение, показали, насколько
сложным и, казалось бы, невыполнимым может быть задание,
задаваемое космическому роботу.
22.2. Составные части и конструкции ПР
Промышленный робот состоит из исполнительного устройства
(собственно манипулятора) и устройства управления.
Манипулятор ПР предназначен для выполнения всех его дви-
гательных функций и представляет собой многозвенный механизм
с разомкнутой кинематической цепью, оснащенный приводами
286
и рабочим органом, а также в общем случае — устройством пере-
движения. Конструктивно манипулятор состоит из опорных (не-
сущих) конструкций, манипуляционной системы, рабочих орга-
нов, привода и устройства передвижения.
Устройство управления ПР необходимо для формирования и
выдачи управляющих воздействий манипулятору в соответствии с
управляющей программой и конструктивно состоит из собствен-
но системы управления, информационно-измерительной систе-
мы с устройствами обратной связи и системы связи.
Структурная схема составных частей показана на рис. 22.2.
Опорные конструкции служат для размещения всех устройств и
агрегатов ПР, а также для обеспечения необходимой прочности и
жесткости манипулятора. Опорные конструкции выполняют в виде
оснований, корпусов, стоек, рам, тележек, порталов и т.п.
Манипуляционная система предназначена для переноса и ориен-
тации рабочего органа или объекта манипулирования в заданной
точке рабочей зоны и представляет собой многозвенный пространст-
венный механизм с разомкнутой кинематической цепью.
Рис. 22.2. Структурная схема промышленного робота
287
Рабочий орган манипулятора ПР, необходимый для непосред-
ственного воздействия на объект манипулирования при выполне-
нии технологических операций или вспомогательных переходов,
представляет собой захватное устройство или рабочий инструмент.
Привод предназначен для преобразования подводимой энергии
в механическое движение исполнительных звеньев манипулятора
в соответствии с командными сигналами, поступающими от сис-
темы управления, и в общем виде содержит энергоустановку, дви-
гатели и передаточные механизмы.
Устройство передвижения служит для перемещения манипуля-
тора или ПР в целом в необходимое место рабочего пространства
и конструктивно состоит из ходовой части и приводных устройств.
Система управления необходима для непосредственного фор-
мирования и выдачи управляющих сигналов и состоит из пульта
управления, запоминающего устройства, вычислительного уст-
ройства, блоков управления приводами манипулятора и техноло-
гическим оборудованием.
Информационно-измерительная система, предназначенная для
сбора и первичной обработки информации для системы управле-
Рис. 22.3. Конструкция промышленного робота:
1 — датчик обратной связи; 2 — рабочий орган (схват); 3 — кисть; 4 — рука
манипулятора; 5— колонна; 6— опорная конструкция (основание); 7— при-
вод руки; 8 — блок управляющего устройства с пультом
288
ния о состоянии элементов и механизмов ПР и внешней среды,
конструктивно входит в состав устройства управления ПР, вклю-
чает в себя устройство обратной связи, устройство сравнения сиг-
налов и датчики обратной связи.
Систему связи используют для обеспечения обмена информа-
цией между ПР и оператором или другими роботами и технологи-
ческими устройствами с целью формулировки заданий, контроля
за функционированием систем ПР и технологического оборудова-
ния, диагностики неисправностей, регламентной проверки и т. п.
На рис. 22.3 представлена одна из конструкций промышленно-
го робота.
22.3. Технические характеристики ПР
К основным техническим характеристикам ПР относятся но-
минальная грузоподъемность; число степеней подвижности; ве-
личины и скорости перемещения по степеням подвижности; ра-
бочая зона, рабочее пространство и зона обслуживания ПР; по-
грешность позиционирования или отработки траектории.
Номинальная грузоподъемность ПР — наибольшее значение массы
предметов производства или технологической оснастки, при ко-
торой гарантируются их захватывание, удержание и обеспечение
установленных значений эксплуатационных характеристик. Для
«многорукого» ПР номинальную грузоподъемность определяют как
сумму грузоподъемностей всех его «рук». Для некоторых типов ПР
важным показателем является усилие (или крутящий момент),
развиваемое исполнительным устройством.
По величине номинальной грузоподъемности ПР разделяют
на сверхлегкие (до 1 кг); легкие (свыше 1 до 10 кг); средние
(свыше 10 до 200 кг); тяжелые (свыше 200 до 1000 кг); сверхтя-
желые (свыше 1000 кг). В настоящее время выпускают до 65 %
моделей ПР легкого и среднего типов с грузоподъемностью от 5
до 80 кг.
Число степеней подвижности ПР определяют как сумму воз-
можных координатных движений его рабочего органа или объекта
манипулирования относительно опорной системы. Для некоторых
типов ПР дополнительно учитывают число степеней подвижнос-
ти захватного устройства, равное числу степеней свободы всех его
звеньев относительно узла крепления к руке робота.
По подвижности ПР подразделяют на три группы: малую (до
трех степеней подвижности), среднюю (четыре—шесть) и высо-
кую (более шести). Число степеней подвижности ПР в значитель-
ной мере определяет его универсальность. Современные ПР имеют
обычно от двух до семи степеней подвижности: самые простые —
одну-две; наиболее сложные — семь, иногда и более. В структуре
1 0 Шишмарев
289
современного мирового парка ПР преобладают конструкции с
четырьмя и пятью степенями подвижности (63 %).
Величины перемещений по линейным координатам задаются в
метрах, по угловым — в градусах или радианах; соответственно,
скорости выражаются в метрах в секунду — для линейных коорди-
нат и в градусах или радианах в секунду — для угловых.
По величине линейного перемещения или хода рабочего органа
различают ПР с малым (до 300 мм), средним (от 300 до 1000 мм)
и с большим ходом (более 1000 мм).
Скорости перемещений звеньев манипулятора характеризуют
важное качество ПР — быстродействие, от которого зависит вре-
мя обслуживания технологического оборудования. Обычно скоро-
сти линейных перемещений рабочих органов манипуляторов не
превышают 1 м/с, хотя имеются отдельные роботы со скоростями
до 2 м/с и более. Угловые скорости движений рабочих органов
находятся преимущественно в пределах от 15 до 360 град/с (от
0,25 до 6,3 рад/с).
22.4. Манипуляционная система ПР
Манипуляционная система (МС) промышленного робота яв-
ляется составной частью манипулятора ПР, обеспечивающей пе-
ренос и ориентацию рабочего органа или объекта манипулирова-
ния в заданной точке пространства и определяющей форму и объем
рабочей зоны ПР, а также характер движений рабочего органа.
В совокупности с опорной конструкцией, приводом, передаточ-
ными механизмами и рабочим органом манипуляционная систе-
ма образует манипулятор ПР, при этом часть элементов опорной
конструкции, привода и передаточных механизмов может непо-
средственно входить в состав манипуляционной системы в каче-
стве ее звеньев, что обуславливает применение в робототехнике
общего понятия «манипулятор» как по отношению к собственно
манипулятору ПР, так и его манипуляционной системе.
На рис. 22.4 представлен общий вид одного из типов манипуля-
тора. Звенья манипуляционной системы обозначены цифрами 1, 2,
..., 6, характер и возможные направления движения звеньев —
стрелками I, II, ..., V. Манипулятор содержит неподвижное звено
1 в виде основания или корпуса ПР, на котором установлено вра-
щающееся вокруг вертикальной оси (в направлении стрелки 7)
звено 2 — колонна манипулятора. Относительно колонны верти-
кально (77) движется звено 3 — каретка, в направляющих кото-
рой перемещается в радиальном направлении (III) звено 4 — рука
манипулятора. К руке в свою очередь присоединяется звено 5,
вращающееся (IV) относительно ее продольной оси, и далее зве-
но 6, связанное шарнирно со звеном 5 и вращающееся в направ-
290
лении стрелки И В совокупности звенья 5 и 6 по аналогии с рукой
человека могут быть названы кистью. Звено 6 представляет собой
рабочий орган, в частном случае — механический схват с захват-
ными элементами Г (губками), которые могут совершать движе-
ния (VI), за счет чего обеспечивается «зажатие—разжатие» объекта
манипулирования. Движение вращения руки (IV) часто называют
ротацией, а поворота кисти (К) — сгибом.
Рис. 22.4. Общий вид манипулятора ПР:
1 — неподвижное звено; 2 — колонна манипулятора; 3 — каретка; 4 — рука
манипулятора; 5, 6 — звенья, аналогичные руке человека; I— V — направления
движения звеньев
291
IV V
Рис. 22.5. Структурная схема манипулятора:
I— VI — направления движения; 1—5 — звенья ма-
нипулятора
В рассмотренном манипуляторе движения колонны, каретки и
руки в направлениях Z, II и III являются переносными, обеспечи-
вающими перемещения рабочего органа или объекта манипули-
рования в заданное место рабочей зоны ПР; перемещение кисти
и схвата в направлениях IVи V— ориентирующими, необходимы-
ми для ориентации рабочего органа или объекта манипулирования.
Отдельные движения элементов рабочего органа, например, в на-
правлении VI «зажатия—разжатия» губок схвата 5, относятся к
внутренним, поскольку не изменяют ни положения рабочего органа
в рабочей зоне, ни его ориентации. При рассмотрении общей кине-
матики и динамики манипулятора эти движения не учитывают.
Структурная схема манипулятора может быть представлена в
виде, показанном на рис. 22.5.
22.5. Примеры ПР
Промышленный робот с числовым программным управлени-
ем модели М20П.40.01 предназначен для автоматизации загруз-
ки-выгрузки деталей и смены инструмента на металлорежущих
станках с автоматическим циклом обработки детали.
Робот может обслуживать один или два станка, образуя с ними
комплекс станок—промышленный робот, который может яв-
ляться базой для создания гибких производственных модулей,
предназначенных для продолжительной работы без участия опе-
ратора.
Промышленный робот работает в цилиндрической системе
координат, оснащен устройством программного управления «Кон-
тур-1» или РБ241Б с вводом программы с пульта обучения, кас-
сеты внешней памяти и от ЭВМ высшего ранга. Робот работает в
трех режимах: обучение, повторение, редактирование.
Кинематическая схема робота М20П.40.01 приведена на рис. 22.6.
На выносках проставлены числа зубьев (?) шестерен и приводных
шкивов, шаги винтов.
292
Основание робота 1 (рис. 22.7) представляет собой жесткую от-
ливку. Вал, служащий опорой для привода перемещений по оси Z,
смонтирован в шариковом сдвоенном радиально-упорном под-
шипнике и шариковом радиальном подшипнике. На основании
робота установлены червячный редуктор с передаточным числом 38
и электродвигатель постоянного тока со встроенным датчиком
обратной связи. Червячный редуктор и электродвигатель соедине-
ны между собой зубчатой муфтой. Выбор зазора в зубчатом зацеп-
лении производится горизонтальным перемещением червячного
редуктора.
Привод вертикального перемещения 3 включает в себя элект-
родвигатель постоянного тока со встроенным датчиком обратной
связи, шариковую передачу винт — гайка качения. Электродвига-
тель и винт соединены между собой зубчатой муфтой. Для исклю-
чения падения механизма выдвижения руки при отключении дви-
гателя на верхнем конце винта установлен нормально замкнутый
электромагнитный тормоз.
Привод горизонтального перемещения 2 состоит из электро-
двигателя постоянного тока с встроенными датчиками обратной
связи, шариковой передачи винт — гайка качения. Вращение от
электродвигателя передается на винт плоскозубчатым ремнем с
передаточным отношением 1:1.
293
Рис. 22.7. Координаты перемещения робота М20П.40.01:
1 — основание; 2 — привод горизонтального перемещения; 3 — привод верти-
кального перемещения; 4 — привод перемещений по координате 6; 5 — привод
перемещения по координате а
Приводом перемещений 3 по координате а служит неполнопо-
воротный пневмодвигатель с двухпозиционным управлением. Спе-
циальные стопоры предназначены для фиксации поворота на 90
и 180°.
Привод перемещений 4 по координате 0 имеет реверсивный
пневмодвигатель, волновой редуктор с передаточным отношени-
ем 1:159. Вращение от пневмодвигателя передается волновому ре-
дуктору через плоскозубчатый ремень. Для контроля положения
используются бесконтактные датчики, импульсы от которых по-
ступают в устройство управления. Конечные выключатели служат
для ограничения перемещения по оси а в диапазоне 90... 180°.
22.6. Общие сведения о робототехнологических комплексах
При механической обработке деталей с помощью ПР автомати-
зируют: установку заготовок в рабочую зону станка и (при необхо-
димости) контроль правильности их базирования; снятие готовых
деталей со станка и размещение их в тару (накопитель); передачу
деталей от станка к станку; кантование деталей (заготовок) в про-
294
цессе обработки; контроль размеров деталей; очистку базовых по-
верхностей деталей и приспособлений; смену инструментов.
Опыт эксплуатации ПР показывает, что наиболее целесооб-
разной формой роботизации в условиях серийного производства
является создание роботизированных технологических комплек-
сов (РТК), на базе которых в перспективе могут быть созданы
роботизированные участки, цехи и заводы.
РТК — это автономно действующая совокупность технологи-
ческих средств производства, обеспечивающая полностью автома-
тический цикл работы внутри комплекса и его связь с входными и
выходными потоками остального производства и включающая в
себя единицу или группу технологического полуавтоматического
оборудования (например, металлорежущие станки), взаимодейству-
ющие с этим оборудованием ПР, вспомогательное оборудование.
На базе одних и тех же моделей станков могут создаваться РТК
различных компоновок, комплектуемые ПР, обладающие различ-
ными технологическими и техническими возможностями.
Основное достоинство одностаночного РТК со встроенным в
станок ПР — минимальная (по сравнению с РТК других компо-
новок) производственная площадь, требующаяся для размеще-
ния комплекса.
22.7. РТК для механической обработки деталей
Промышленные роботы должны осуществлять установку зара-
нее ориентированных заготовок в рабочую зону станка; снятие
деталей со станка и раскладку их в тару или укладку в магазин
(конвейер); кантование деталей; выдачу технологических команд
для управления технологическим оборудованием; транспортиро-
вание деталей между станками.
Основные требования к ПР, используемым для автоматизации
металлорежущих станков, следующие.
1. Конструктивные и технологические параметры ПР (грузо-
подъемность, скорость перемещения рабочих органов, точность
позиционирования, размеры рабочей зоны, тип программного
управления) должны соответствовать параметрам станков, для
обслуживания которых они предназначаются.
2. Применение ПР должно обеспечивать повышение произ-
водительности станков не менее чем на 20 %; повышение каче-
ства обработки; повышение коэффициента загрузки станков в
2 — 2,5 раза; снижение трудоемкости на единицу продукции в
2—2,5 раза.
3. ПР должен иметь такое число степеней подвижности, чтобы
обеспечить необходимый объем операций при обслуживании как
станка, так и вспомогательного оборудования РТК.
295
4. Достаточная степень универсальности, позволяющая при пе-
реходе РТК на обработку нового изделия обходиться минималь-
ной переналадкой ПР.
5. Высокая надежность, обеспечивающая наработку ПР на от-
каз не менее 1000 ч.
6. Наличие зоны безопасности, находясь в которой обслужива-
ющий персонал может беспрепятственно наблюдать за процессом
резания и в случае аварийной ситуации принимать соответствую-
щие меры, не подвергаясь при этом возможности быть травмиро-
ванным ПР.
РТКмод. КС10.48 предназначен для токарной обработки широ-
кой номенклатуры деталей типа фланцев диаметром 40... 160 мм и
массой до 10 кг в условиях мелкосерийного и серийного произ-
водств. Заготовки устанавливаются в станок с помощью трехку-
лачкового самоцентрирующего патрона.
В состав РТК (рис. 22.8) входят токарно-револьверный станок 1
мод. 1В340Ф30; ПР 2 мод. М20Ц48.01, оснащенный двумя захват-
ными устройствами 3; дисковый магазин 6 с дисками 5; ограж-
дение 4.
РТК имеет линейную компоновку и управляется от УЧПУ ПР.
Приемная и загрузочная позиции РТК совмещены. На станке
производится либо полная обработка детали (с одной установки),
либо обработка детали с одной стороны. В последнем случае обра-
ботка другой стороны детали производится или на другом РТК,
или на том же РТК после его соответствующей переналадки.
Детали устанавливаются на диске (с ориентирующими штыря-
ми), размещенном на поворотном магазине. Магазин устанавли-
вается так, чтобы две его соседние позиции могли обслуживаться
захватными устройствами ПР. Расстояние между двумя руками ПР
равно расстоянию между двумя соседними позициями магазина.
Когда каретка ПР останавливается в крайнем левом положении,
руки ПР оказываются под соответствующими позициями магази-
Рис. 22.8. РТК для токарной обработки мод. КС10.48:
1 — токарно-револьверный станок мод. 1В340Ф30; 2 — ПР мод. М20Ц48.01;
3 — захватное устройство; 4 — ограждение; 5 — диск; 6 — дисковый магазин
296
на, в результате чего взятие заготовки и укладка обработанной
детали производятся одновременно. После выработки стопы заго-
товок и заполнения стопы обработанных деталей магазин повора-
чивается на один шаг, подводя под разгрузочную руку пустую
позицию, а под загрузочную руку стопу заготовок.
ПР во время работы станка захватывает заготовку и удержива-
ет ее в непосредственной близости от рабочей зоны станка. Когда
обработка детали закончена, ПР первым свободным захватным
устройством снимает готовую деталь, а вторым — устанавливает
на ее место следующую заготовку, после чего обработка возоб-
новляется. Во время обработки этой детали ПР укладывает изде-
лие в разгрузочную позицию магазина и одновременно свобод-
ным вторым захватом берет из стопы заготовку и переносит ее в
позицию, расположенную в непосредственной близости от рабо-
чей зоны станка.
Дисковый магазин предназначен для хранения заготовок и обра-
ботанных деталей в стопах и выдачи их на позиции загрузки-выгруз-
ки. Магазин включает в себя поворотный стол с приводом, на
столе закреплена планшайба; диск фиксируется от поворота паль-
цем, установленным на планшайбе.
Прежде чем войти в какую-либо зону рабочего пространства
ПР, оператору необходимо поднять ограничитель, преграждаю-
щий ему путь. При этом срабатывают связанные с ограничителем
микропереключатели, прерывающие работу ПР. Для повышения
надежности оба микропереключателя работают параллельно.
ПР оснащен двумя одноместными захватными устройствами,
которые удерживают деталь (фланец диаметром 40... 160 мм) тре-
мя губками, синхронно сходящимися под углом 120° и центриру-
ющими заготовку. Захватное устройство установлено в опоре ка-
чания и может поворачиваться (с помощью толкателя и рычага)
вокруг горизонтальной оси. Крепление захватного устройства в
руке ПР осуществляется посредством стандартизированного хво-
стовика.
22.8. Применение ПР для кузнечно-прессового оборудования
Детали, рекомендуемые для обработки на РТК. Обработка ме-
таллов давлением является высокоскоростным процессом, поэто-
му заготовки должны подаваться на загрузочную позицию кузнеч-
но-прессовой машины поштучно и в строго ориентированном виде.
Форма заготовок должна обеспечивать возможность их перемеще-
ния и переориентации как при передаче с машины на машину,
так и в межштамповочном пространстве в случае многопереход-
ной обработки на одной машине; при этом фиксация заготовки
на всех этапах обработки должна быть однозначной. Следователь-
297
но, использование ПР целесообразно для автоматизации загруз-
ки-выгрузки простейших типов деталей, имеющих ясно выра-
женные базы и признаки ориентации, а также поверхности для
надежного захватывания и удержания.
Если исходным материалом являются пруток, полоса, лента
или проволока, то для автоматизации загрузки оборудования бо-
лее выгодно применять не ПР, а валковые, клиновые, клещевые
и шиберные механизации подач, механические руки и питатели
различных видов. Удалять готовое изделие из рабочей зоны мож-
но, используя его падение под действием собственного веса, либо
с помощью лоткового сбрасывателя, либо посредством движуще-
Рис. 22.9. РТК на базе однокривошипного пресса простого действия:
1, 5 — шкафы; 2 — пресс; 3 — система датчиков; 4 — устройство поштучной
выдачи заготовок; 6 — ПР; 7 — тара
298
гося механизма загрузки, подающего очередную заготовку, кото-
рая сталкивает готовое изделие.
Выбор схемы построения РТК в кузнечно-прессовом произ-
водстве определяют следующие факторы: характер технологичес-
кого процесса; вид технологического оборудования и его техни-
ческие характеристики; конструкцию ПР и др.
РТК на базе однокривошипных прессов. На однокривошипных
прессах выполняют следующие листоштамповочные операции:
вырубка, пробивка, неглубокая вытяжка (прессы простого дей-
ствия); глубокая вытяжка; вырубка в сочетании с вытяжкой (прессы
двойного действия).
РТК на базе однокривошипного пресса простого действия при-
веден на рис. 22.9. Принцип работы РТК следующий. Устройство 4
поштучной выдачи заготовок установлено возле пресса 2. ПР 6
берет заготовку из устройства 4 и передает ее в рабочее простран-
ство пресса 2. Информация к ПР поступает от системы датчиков 3.
Готовые изделия с помощью ПР передаются в специальную тару 7.
Система управления прессом смонтирована в шкафу 1, а система
управления ПР — в шкафу 5.
22.9. Применение ПР для окрасочных работ
Методы нанесения покрытий. Наиболее распространенными в
машиностроительных отраслях методами нанесения лакокрасоч-
ных покрытий являются пневматическое и безвоздушное распы-
ление; окраска в электростатическом поле высокого напряжения;
окраска струйным обливом; окраска окунанием с последующей
выдержкой в парах растворителей; окраска электроосаждением.
Основные требования и технические характеристики окрасоч-
ных ПР. Как правило, при окрашивании изделий необходимо
автоматизировать как подъемно-транспортные операции, так и
процесс самой окраски. Основным средством автоматизации транс-
портных операций являются конвейеры (шаговые и непрерывно-
го действия; с установкой или подвеской деталей; ленточные,
пластинчатые, цепные, штанговые и др.). Для перегрузки и уста-
новки-снятия деталей используют подъемники, перегружатели, кан-
тователи, роликовые конвейеры и технологические тележки. Ок-
раску в зависимости от применяемого метода выполняют в стаци-
онарных ваннах, а также посредством распылителей и других уст-
ройств.
В то же время транспортирование и окраску можно автомати-
зировать с помощью ПР. Для перемещения и окунания (в ванны)
подвесок с изделиями используются как специальные, например,
предназначенные для обслуживания ванн гальванопокрытий, так
и универсальные ПР.
299
Рис. 22.10. Типовая конст-
рукция окрасочного ПР:
1 — ПР; 2 — манипулятор с
распылителем
Требования, предъявляемые к ПР,
производящим окрасочные операции,
в значительной степени определяются
спецификой их работы. ПР, работаю-
щие в окрасочных камерах, должны
иметь герметичное исполнение. Число
степеней подвижности и компоновка
ПР должны обеспечивать выполнение
технологического процесса окраски в
соответствии с формой, габаритными
размерами и относительными переме-
щениями изделия. Опыт показывает,
что для окраски большинства изделий
возможно использование ПР, имеюще-
го 3—5 степеней подвижности при по-
грешности позиционирования 2... 3 мм.
Типовая конструкция окрасочного ПР
показана на рис. 22.10.
Окрасочный ПР содержит не менее
пяти степеней подвижности, обеспечивающих возможность реа-
лизации сложных пространственных движений. Важным элемен-
том окрасочных ПР является рука с запястьем, на котором распо-
лагается распылитель. Как правило, в стандартном исполнении
запястье выполняют в виде двухосного узла, позволяющего изме-
нять положение распылителя по двум взаимно-перпендикуляр-
ным осям.
Примеры автоматизации окрасочных операций с помощью ПР.
Одним из типовых принципов реализации окрасочных операций
является создание окрасочных технологических комплексов, ос-
Рис. 22.11. Схема окрасочного технологического комплекса:
а — с постоянным рабочим местом: 1 — поворотный стол; 2 — изделие; 3 —
окрасочный ПР; 4 — УЧПУ; 5 — устройство управления; б — с конвейерной
подачей окрашиваемых изделий: 1 — блок, контролирующий скорость конвейера;
2 — конвейер; 3 — изделие; 4 — датчик; 5 — ПР с распылителем; 6 — УЧПУ
300
нащенных соответствующим столом, на котором устанавливается
обрабатываемое изделие. В этом случае стол может обладать не-
сколькими степенями подвижности, позволяющими осуществлять
требуемое изменение пространственной ориентации изделия от-
носительно окрашиваемого агрегата. В состав комплекса входит ПР,
осуществляющий окраску изделий.
На рис. 22.11, а показан комплекс, содержащий окрасочный
ПР 3 и поворотный стол 1 (с устройством управления 5), на ко-
тором закрепляется изделие 2. УЧПУ 4 обеспечивает выбор требу-
емой УП обработки изделий, а также синхронизацию работы по-
воротного стола и ПР.
На рис. 22.11, б показан комплекс, в котором окрашиваемые
изделия 3 перемещаются конвейером 2. ПР 5, на котором смонти-
рован распылитель, осуществляет окраску. Комплекс оснащен
блоком 1, контролирующим скорость движения конвейера, а также
датчиком 4, фиксирующим появление изделия в зоне начала ра-
боты ПР. Управление комплексом производится от УЧПУ 6.
22.10. Применение ПР для ванн гальванопокрытий
Для обслуживания ванн гальванопокрытий применяются уни-
версальные ПР, установленные стационарно или на подвижной
рельсовой тележке, перемещающей ПР вдоль ряда ванн. Одни
транспортные ПР (имеющие ход по монорельсу 12 и 18 м) пред-
назначены для группового обслуживания ванн, а другие (специа-
лизированные ПР) — для обслуживания автоматических линий
гальванопокрытий. ПР должны быть защищены от корродирую-
щего воздействия испарений химических растворов, находящихся
в ванных. Грузоподъемность и скорость перемещения ПР должны
обеспечивать требуемую производительность автоматической линии.
Рис. 22.12. Автоматическая линия нанесения гальванопокрытий с ПР
тельферного типа:
/ — ПР; 2 — монорельс; 3 — позиционные датчики; 4 — кабель; 5 — система
управления ПР; 6 — ванны гальванопокрытий; 7 — позиция выдачи и подготовки
подвесок
301
ПР захватывает подвеску с деталями из гнезд специального
магазина и по программе перемещает и опускает ее в ванну с
соответствующими растворами. При этом в системе управления
ПР программируется время выдержки контейнеров в ваннах и
последовательность обслуживания ванн на линии. После оконча-
ния обработки подвеска с деталями перемещается в магазин.
Универсальные ПР, размещенные стационарно рядом с уста-
новкой для нанесения покрытий или на подвижной тележке, при-
меняют в основном при нанесении покрытий на отдельные дета-
ли, требующие дополнительных поворотов и перемещений при
выполнении технологической операции.
Более широко для обслуживания автоматических линий при-
меняются ПР тельферного типа (рис. 22.12). Для перемещения ПР
вдоль ванн используют подвешенный к перекрытию цеха или к
специальным Г-образным стойкам монорельс, который может быть
прямолинейным (в однорядных линиях) или замкнутым (в двух-
рядных). Тельферные ПР обеспечивают: компактность линии, по-
скольку длина монорельса (особенно, если он подвешен к пере-
крытию цеха) не влияет на длину линии; свободный доступ к
ваннам, что имеет большое значение при их обслуживании и ре-
монте; снижение металлоемкости ПР и линии в целом.
Контрольные вопросы
1. Для каких целей применяются ПР в современном производстве?
2. По каким признакам классифицируются ПР?
3. Из каких составных частей состоит ПР и каково их назначение?
4. Какие основные технические характеристики характеризуют ПР?
5. Что из себя представляет манипуляционная система ПР?
6. Как построена кинематическая схема типового ПР?
7. Что такое РТК и каково его назначение?
8. Как используются РТК для механической обработки деталей?
9. Как организованы РТК для кузнечно-прессового оборудования?
10. Каковы особенности РТК для окрасочных работ и для гальвано-
покрытий?
Глава 23
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ
В МАШИНОСТРОЕНИИ
23.1. Перспективы развития и прогноз выпуска
гибких производственных систем в мире
На производительность труда в машиностроении в значительной
мере влияет состав выпускаемого металлорежущего оборудования в
302
зависимости от степени его автоматизации. Поэтому важным ста-
новится определение состава металлорежущего оборудования на
планируемый период и перспективу. Критический анализ тенден-
ций изменения состава металлорежущего оборудования и много-
численные прогнозы с начала XX столетия позволяют определить
изменения, которые произойдут уже в нынешнем веке.
Первая половина XX столетия характеризуется углублением
разделения производств на серийное и массовое, которые предъяв-
ляли различные требования к составу металлорежущего оборудова-
ния. В единичном и серийном производствах преобладали универ-
сальные станки, большое количество приспособлений, высокая
квалификация рабочего. В массовом производстве, наоборот, ис-
пользовались узкоспециализированные станки и автоматические
линии.
Низкая производительность труда при использовании универ-
сальных станков и невозможность использования их для быстро-
меняющихся объектов производства оборудования массового
производства значительно тормозили развитие всего производ-
ства. В середине столетия наметились два пути решения указанной
выше проблемы. С одной стороны, увеличение партии одновре-
менно обрабатываемых деталей за каждую переналадку за счет нор-
мализации деталей и унификации узлов, их обработки группами,
специализации производства; с другой стороны, — создание пе-
реналаживаемых оборудования и автоматических линий.
Решающим явилось создание ЧПУ и станков типа обрабатыва-
ющих центров (ОЦ), которые являются одновременно широко-
универсальными и полностью автоматизированными станками.
С конца 1950-х гг. начался бурный рост выпуска станков с ЧПУ и
типа ОЦ (рис. 23.1). Автоматизация управления станками и всей
производственной системой началась на базе применения ЭВМ.
Автоматизация единичного и серийного производств фактически
Рис. 23.1. Диаграмма выпуска токарных станков с ЧПУ — CNC (а) и обра-
батывающих центров (б) в Японии, США и ФРГ
303
Рис. 23.2. График состава годового выпуска металлорежущего оборудо-
вания по степени автоматизации станков
позволит устранить те резкие границы, которые существуют меж-
ду единичным, серийным и массовым производствами. Широкая
универсальность и мобильность, полная автоматизация на базе
ЭВМ, блочно-агрегатный метод создания ОЦ и другого оборудо-
вания ГПС позволяют еще больше повысить производительность
труда, применяя гибкие системы в массовом производстве.
Анализ развития технологии металлообработки за прошедшее
столетие позволяет сделать определенный прогноз состава обору-
дования к началу третьего тысячелетия.
На рис. 23.2 приведены изменения состава металлорежущего
оборудования к 2000 г. в зависимости от степени автоматизации
станков и технологических требований. В 1980 г. выпуск автомати-
ческих линий в мире составил 9 %; станков с ЧПУ, включая ОЦ, —
примерно четверть всех выпущенных станков. Появились и первые
ГПС. К 2000 г. годовой выпуск станков уже включает в себя 25... 30 %
универсальных станков, 20...25 % станков с ЧПУ, 30...35 % ОЦ,
из которых значительная часть объединена в ГПС; выпуск жест-
ких автоматических линий для массового производства не превы-
шает 8... 10 %.
По данным комитета по «САМ» (использование ЭВМ в произ-
водстве) Национального исследовательского совета США, уже в
1987 г. около 15 % производимых в мире станков объединены в
ГПС.
Основной скачок в повышении производительности труда про-
изошел на рубеже 1990-х гг., когда ГПС перестали быть экспери-
ментальными; устаревание заводов преодолевается путем внедре-
ния новой организации труда и технологии, соответствующей кон-
цепции ГПС.
304
В начале 1980-х гг. в мире, по зарубежным данным, насчитыва-
лось примерно 125 ГПС (хотя первые из них появились в США
еще в 1967 г.), в том числе в Японии — 40, США — 26, в странах
Западной Европы — 25. Активность по созданию ГПС в Японии
весьма высокая, хотя многие проблемы еще не решены.
В ряде западных стран работы по созданию ГПС ведутся по на-
циональным программам, финансируемым правительствами, что
связано с желанием ускорить более широкое внедрение этой но-
вой техники в машиностроение. Например, в ФРГ, начиная с
1978 г., правительством ежегодно выделяется около 40 млн марок
на эти цели. Японское министерство внешней торговли и промыш-
ленности, начиная с 1977 г., ведет финансирование создания ГПС
по специальному проекту — создания «безлюдного» производства,
общей стоимостью 30 млн фунтов стерлингов. С целью ликвида-
ции отставания в области создания ГПС английское правитель-
ство объявило еще в 1982 г. о выделении 60 млн фунтов стерлин-
гов для предоставления безвозмездных субсидий фирмам для раз-
работки и внедрения ГПС на своих предприятиях.
На рис. 23.3 приведены данные выпуска ГПС в различных стра-
нах мира до 1982 г. и рост их дальнейшего выпуска к 2000 г. К1990 г.
около 20 % всех выпускаемых ОЦ и станков с ЧПУ объединены в
ГПС и обеспечивают «безлюдную» работу в течение 8... 10 ч в сут-
ки. Многие компании планируют интеграцию производства на сво-
их заводах уже теперь.
К 1990 г. около 70...80 % машиностроительных компаний уже
использовали ЭВМ для решения, по крайней мере, нескольких
конструкторских или производственных задач.
Многие первые ГПС, внедрен-
ные в производство отдельно, к
сожалению, не показали улучше-
ния работы всего предприятия в
его годовом финансовом балансе;
их эффективность терялась из-за
отставания смежных участков,
главным образом сборочных. Это
объясняется также тем, что на
первом этапе своего развития ГПС
еще находились в эксперименталь-
ной стадии, на которой прошли
отработку технология и организа-
ция производства.
ГПС нового поколения стано-
Рис. 23.3. Данные количества ГПС
в отдельных странах мира и рост
выпуска ГПС в мире к 2000 г.
вятся проще, легче управляемы-
ми, более гибкими для програм-
мирования, более эффективными
и сверх всего этого более мобиль-
305
ными при переходе на новую продукцию. Группы деталей для об-
работки на ГПС становятся более сложными по составу, создают-
ся автоматические приспособления, станки оснащаются более
надежными и практичными сенсорами (датчиками). Дальнейшее
развитие получает адаптивный контроль — активный контроль
размеров и качества поверхности во время обработки как при шли-
фовании, так и при точении. ГПС оборудуются диагностическими
датчиками, связанными с программным управлением, реагирую-
щим и вносящим необходимые изменения.
Возрастает роль в ГПС роботов. Обычное место роботов будет
не только на загрузке и разгрузке станка, но их можно будет ис-
пользовать и для подачи паллет с инструментами с управляемых
автоматических тележек на станок или в инструментальные мага-
зины на станке. Роботы появляются на контрольных операциях, и
там, где необходима комбинация операций перегрузки и транс-
портировки.
Автоматические тележки получат повсеместное распростране-
ние в ГПС. Обеспечение тележек энергией является еще одной
проблемой.
Большинство фирм — создателей ГПС ведут исследовательские
работы по применению лазеров, на базе которых создаются пре-
цизионные бесконтактные измерительные устройства. Основное
преимущество их состоит в гибкости: размеры разной величины
могут контролироваться практически одним устройством без его
переналадки.
Потребуется налаживание четкой системы связи на заводах бу-
дущего, а именно: организация производства и делопроизводство
должны быть без бумажной документации. Оптические волокна
станут главным средством системы связи на производстве. Разви-
тие этой техники уже сейчас достигло стадии, когда она может
успешно применяться в ГПС. Такие каналы связи могут использо-
ваться для передачи различной статистической (буквенно-число-
вой) информации, а также для контрольных измерений. Напри-
мер, оптические волокна могут «оглядывать» предметы размером
0,2...0,3 мм при повторяемости ±(0,0...0,02) мм. Типичными об-
ластями применения техники оптических волокон станут измерение
деталей, ощупывание деталей, счет деталей, фиксация деталей,
обнаружение сломанной кромки режущего инструмента, обнару-
жение ошибок и визуальное обнаружение наличия детали и тому
подобные области, жизненно важные в ГПС, где необходимы
точные и повторяющиеся измерения.
Трудной для автоматизации остается настройка режущего ин-
струмента на заданный размер. Чаще всего это производится вне
станка. Созданы системы, которые интегрируют станции настройки
инструмента вне станка с контрольными устройствами на станке
таким образом, что информация об установленном размере на
306
инструменте посылается автоматически на станок вместе с
предварительно настроенным инструментом. Настройка режуще-
го инструмента — это еще одна область автоматизации производ-
ства: она включает в себя также выбор минимально необходимого
количества инструмента для обработки заданных групп деталей,
содержание и ремонт инструмента, доставку инструмента в над-
лежащее время и в соответствующем состоянии и замену его пос-
ле износа или поломки.
Автоматизация производства не будет полной без диагностики
различных неполадок и отказов.
В будущем, особенно во время «безлюдной» ночной смены,
система не должна останавливаться из-за первой же незначи-
тельной неполадки или отказа. Необходимо иметь в системе воз-
можности не только для определения неполадок, но и для авто-
матического их устранения, чтобы система могла продолжать
работать.
В развитии гибкого производства можно выделить три этапа.
Первый этап — утверждение концепции гибкого производства,
реализация национальных программ по созданию и началу ис-
пользования ГПС в отдельных странах (1967—1985 гг.). Второй
этап — дальнейшее развитие и тиражирование ГПС, интеграция
различного технологического назначения ГПС, САПР в единые
производственные системы, решение проблем искусственного
интеллекта (1980—2000 гг.). Третий этап начнется с внедрения
первых полностью интегрированных гибких автоматизированных
заводов — заводов будущего.
23.2. Гибкое производство — новая концепция
в машиностроении
Новизна «гибкой» концепции состоит в том, что ей свойстве-
нен не столько поточный способ организации производства, сколь-
ко централизованный, предусматривающий наиболее полную,
завершенную обработку деталей на одной рабочей позиции, на
одном станке, на одной рабочей машине.
Поточная технология, в основе которой заложена дифференци-
ация процесса обработки деталей на многочисленные операции и
переходы, выполняемые на различных станках, к середине 1960—
1980-х гг. в связи с ускорением научно-технического прогресса по-
теряла свои экономические преимущества, так как продукция ста-
ла значительно сложнее и ее ассортимент изменялся чаще. Детали
стали больше пролеживать между станками, выросли заделы и вспо-
могательные операции. Настало время выбирать между дальнейшей
специализацией станков, автоматизацией вспомогательных опера-
ций (например, деталь полностью обрабатывается на пяти стан-
307
ках, что влечет за собой пятикратную загрузку (разгрузку) детали
на станок, увеличение времени межоперационной транспортиров-
ки и ожиданий, что усложняет управление и приводит к удорожа-
нию производства) и созданием универсальных многоцелевых стан-
ков для того, чтобы деталь централизованно полностью обраба-
тывалась на одном станке с одной загрузкой-разгрузкой за одну
операцию и, следовательно, без межоперационной транспорти-
ровки, без пролеживаний и ожиданий. Выбор был сделан, появи-
лись обрабатывающие центры, а затем и ГПС.
Гибкое производство радикально изменяет традиционные,
выработанные годами подходы к организации производства. От-
личие новой концепции от традиционной состоит в том, что она
позволяет полностью интегрировать весь производственный цикл —
от идеи до выпуска готовой продукции — путем автоматизации
всего комплекса технологических процессов и управления на базе
ЭВМ и современных достижений в электронике и приборострое-
нии, причем как в единичном, серийном, так и массовом произ-
водствах. Она начала применяться в металлообработке и получает
распространение в сборке и других видах производства.
Сущность концепции гибкого производства состоит в том, что
она позволяет переходить с выпуска одного изделия на выпуск
другого практически без переналадки технологического и любого
другого оборудования; если же в каких-то случаях и требуется
переналадка, то она по времени осуществляется параллельно с
выпуском предыдущего изделия. В гибком производстве, как пра-
вило, участвуют в основном операторы с уровнем подготовки тех-
ников и инженеров.
Применение ЭВМ в управлении гибким производством позво-
ляет осуществлять комплексный подход к автоматизации всех ви-
дов работ и процессов: от проработки задания на производство
нового изделия, конструкторско-расчетных работ, технологичес-
кой подготовки производства, всего комплекса технологических
процессов — от заготовки до упаковки и отправки изделия потре-
бителю.
Более важным становится управление. Заказы-наряды на рабо-
ту, производственные программы и график прохождения компо-
нентов по всему технологическому маршруту — все это находится
в центральной управляющей ЭВМ и ЭВМ подсистем всего произ-
водства. Каждая ЭВМ имеет сеть связанных микропроцессоров,
которые управляют отдельными технологическими операциями.
Каждая отдельная ЭВМ ведет учет фактического выполнения опе-
раций, осуществляет слежение за процессом.
Это, конечно, не означает, что сама технология перестает быть
важным элементом в таких системах, но следует подчеркнуть, что
настоящий успех гибкого производства достигается за счет орга-
низации производства.
308
Опыт применения концепции гибкого производства на прак-
тике позволяет выявить ключевые факторы, от которых зависит
успех полной интеграции производства, т. е. достижение при час-
той смене объекта производства высокой производительности и
наименьшей себестоимости.
Большинство действующих и создаваемых в разных странах мира
гибких систем автоматизируют какой-то один технологический
процесс: механообработку, сварку, окраску, сборку. Начали по-
являться гибкие системы в кузнечно-прессовом и литейном про-
изводствах. Как правило, эти системы включают в себя автомати-
зированные на базе ЭВМ конструирование деталей, технологи-
ческую подготовку и планирование производства. Однако еще нет
примеров «сквозной» гибкой автоматизации всего комплекса про-
изводственных задач, как говорится, «от ворот до ворот» завода,
т. е. полной интеграции производства.
23.3. Основные термины и показатели ГПС
Степень автоматизации, степень гибкости, уровень интегра-
ции — это основные характеристики гибкого производства. ,От этих
факторов зависят их стоимость, производительность, рациональ-
ные области применения и другие экономические показатели про-
изводства в машиностроении.
Степень автоматизации — это показатель, равный отношению
объемов работ, выполняемых без участия и с участием человека,
или соотношение времени «безлюдной» работы и времени работы
системы, когда требуется какое-либо участие человека. Этот пока-
затель включает в себя и степень надежности работы системы,
которая определяется соотношением времени работы и простоев
системы, вызванных отказом оборудования, управления, вычис-
лительной техники и других компонентов системы.
Степень гибкости — это мобильность, объем затрат, с которы-
ми можно перейти на выпуск новой продукции, и величина раз-
нообразия номенклатуры изделий, обрабатываемых одновремен-
но или поочередно.
Уровень интеграции — это показатель количества различных
производственных задач, функций, которые увязываются в еди-
ную систему и управляются центральной ЭВМ. Это — конструи-
рование, технологическая подготовка производства, обработка,
сборка, контроль, испытания и др.
Числовое программное управление вообще или станков в частно-
сти — это автоматическое управление путем передачи информации
в форме чисел от программоносителя до исполнительного органа.
Числовое программное управление позволило создать много-
целевые станки с автоматической сменой инструмента, которые
309
получили название «обрабатывающий центр». Этот центр может
предназначаться для обработки корпусных деталей (операции:,
фрезерование, сверление, расточка, развертывание, нарезка резь-
бы) или для обработки тел вращения (токарные операции вклю-
чая отдельные операции фрезерования, сверления, нарезки резьб
и др.).
Программируемая автоматизация широко распространилась в
конструкторских работах, в подготовке и планировании произ-
водства. У нас созданы системы автоматизированного проектиро-
вания — САПР. САПР может быть расчетной и применяться для
различных конструкторских расчетов или технологической: состав-
ление сборочного чертежа, деталировка, определение технологи-
ческих переходов, технологии обработки, подготовки управляю-
щих программ и др. Такая технологическая САПР получила назва-
ние «автоматизированная система технологической подготовки
производства» (АСТПП); для управления предприятием — «авто-
матизированная система управления предприятием» (АСУП).
На основе обрабатывающего центра создается гибкий произ-
водственный модуль (ГПМ). ГПМ — это единица технологического
оборудования с ЧПУ и средствами автоматизации технологичес-
кого процесса, автономно функционирующая, осуществляющая
многократные автоматические циклы, обладающая свойством ав-
томатизированной переналадки при производстве деталей или
изделий широкой номенклатуры в пределах его технологического
назначения и установленных технических характеристик, имеющая
возможность встраивания в гибкую производственную систему.
В общем случае ГПМ могут включать накопители, спутники, пал-
леты, устройства загрузки и выгрузки, замены технологической
оснастки, автоматизированного контроля включая диагностиро-
вание, устройство переналадки и т.д.
Основные свойства ГПМ:
• способность работать автономно и некоторое ограниченное
время без участия человека;
• автоматическое выполнение всех основных и вспомогатель-
ных операций;
• гибкость, удовлетворяющая требованиям мелкосерийного про-
изводства;
• возможность легко встраиваться в существующее и гибкое
производство;
• максимально возможная полная обработка деталей с одного
установа, в одну операцию.
ГПС — это совокупность оборудования с ЧПУ, роботизирован-
ных технологических комплексов, гибких производственных мо-
дулей, отдельных единиц технологического оборудования с ЧПУ
и системы обеспечения их функционирования в автоматическом
или автоматизированном режиме, обладающая свойством авто-
310
матизированной (программируемой) переналадки при производ-
стве деталей или изделий произвольной номенклатуры в пределах
технологического назначения и установленных значений характе-
ристик.
Система обеспечения функционирования ГПС в автоматизи-
рованном режиме включает в себя:
• автоматизированную транспортно-складскую систему (АТСС);
• автоматизированную систему инструментального обеспече-
ния (АСИО);
• автоматизированную систему удаления отходов (АСУО);
• автоматизированную систему обеспечения качества (АСОК);
• автоматизированную систему обеспечения надежности
(АСОН);
• автоматизированную систему управления (АСУ).
Все системы обеспечения функционирования ГПС частично или
полностью входят в состав гибкой автоматизированной линии (ГАЛ)
или гибкого автоматизированного участка (ГАУ).
При необходимости обработки (деталей) полностью или час-
тично на нескольких различных рабочих машинах (станках) по
жесткому заранее устанавливаемому маршруту создается ГАЛ. В ГАЛ
технологическое оборудование расположено в заданной последо-
вательности технологических операций; при этом для изготовле-
ния (обработки) какого-либо изделия может требоваться все или
только часть оборудования линии. ГАЛ имеет высокую произво-
дительность за счет некоторой потери гибкости.
ГПС со свободным маршрутом обработки (деталей) образует
ГАУ. Это наиболее распространенный вид ГПС.
Гибкий автоматизированный цех (ГАЦ) представляет собой ча-
стичную интеграцию ГАЛ, ГАУ другого технологического обору-
дования с ЧПУ, а также таких систем, как САПР, АСТПП и др.
ГАЦ как самостоятельная структурная единица завода предназна-
чен для изготовления отдельных изделий или элементов, которые
являются составной частью номенклатуры изделий, выпускаемых
заводом, или для выполнения какого-либо вида технологического
передела (заготовительный, термический, механический, сбороч-
ный, инструментальный и др.).
В состав ГАЦ частично или полностью могут входить следую-
щие системы обеспечения их функционирования:
• автоматизированная система научных исследований (АСНИ);
• система автоматизированного проектирования (САПР);
• автоматизированная система технологической подготовки про-
изводства (АСТПП);
• автоматизированная система оперативного планирования про-
изводства (АСОПП);
• автоматизированная система материалоснабжения и перера-
ботки отходов (АСМСПО);
311
• автоматизированная система управления предприятием
(АСУП).
Эти и другие системы организуют потоки производственной
информации, различных показателей деятельности предприятия,
статистических данных между различными уровнями управления
(от каждого станка, оператора через все организационно-управ-
ленческие уровни до директора). Эти системы помогают решать за-
дачи загрузки оборудования, следят за его запасами, рассчитывают
себестоимость продукции, решают задачи снабжения и сбыта, обес-
печивают повседневный, ежечасный, ежеминутный анализ хода про-
изводства и принятия решений управленческим персоналом и др.
23.4. Особенности инструментального обеспечения ГПС
Автоматизированное инструментальное хозяйство ГПС вклю-
чает в себя следующие централизованные функции:
• постоянная инвентаризация общего количества режущего и
измерительного инструмента по всей номенклатуре корпусов (опра-
вок) и сменных режущих вставок, установленного количества дуб-
леров и отслеживание местонахождения инструмента по различ-
ным ГПС;
• статистический анализ расхода сменных режущих вставок по
общему количеству и номенклатуре, а также выхода из строя кор-
пусов и оправок;
• получение через САПР—АСТПП задания на обеспечение по-
требного инструмента (корпусов, оправок и сменных режущих вста-
вок и др.) для обработки спроектированных деталей и сравнения
задания с наличием инструмента согласно результатам инвента-
ризации;
• закупка и обеспечение своевременной доставки стандартного
режущего и мерительного инструмента, корпусов и вставок;
• сборка, разборка, очистка и ремонт (при необходимости) ин-
струмента, заточка перетачиваемого инструмента; устранение дру-
гих возможных повреждений инструмента;
• кодирование инструментальных оправок;
• складирование, распределение и доставка по запросам инстру-
ментальных участков различных ГПС;
• обслуживание и в случае необходимости ремонт всего автома-
тического оборудования, устройств и приборов настройки инст-
рументов;
• организация работы по рационализации количества и номен-
клатуры используемого инструмента.
Участок предварительной настройки инструмента может нахо-
диться непосредственно с другой стороны стеллажа, что сокра-
щает транспортировку.
312
Опыт показывает, что предварительная настройка инструмента
вне станка и установка его в магазины на автоматизированном рабо-
чем месте не требует значительного времени, один оператор-на-
стройщик за одну смену подготавливает инструменты, необходи-
мые для обеспечения работы 10—12 ОЦ, работающих в три смены.
23.5. Особенности транспортно-складских подсистем ГПС
Одним из основных критериев эффективной организации про-
изводства являются минимально возможные и кратчайшие мате-
риальные потоки между различными производственными подраз-
делениями и минимально необходимые запасы и заделы. Этому
критерию должны отвечать схема размещения различных произ-
водств, цехов, отделений, ГПС и принятая система планирова-
ния и составления графиков запуска и выпуска продукции. На этих
этапах практически решаются многие проблемы и задачи органи-
зации транспортировки и складирования.
Гибкое производство отличается от традиционного серийного
и поточного производств значительно меньшими материальными
потоками, запасами и заделами. Отсутствие партионности, мно-
гократных установок, перегрузок и перевозок, длительного вре-
мени хранения уменьшает объем транспортных потоков, складов
и встречных перевозок, уменьшает риск дезорганизации потоков,
т.е. образование пробок и заторов.
В организации автоматической гибкой транспортировки и скла-
дирования следует руководствоваться следующими правилами:
• заготовки, детали, инструмент, элементы УСП и УНП, спе-
циальные приспособления и оснастка, отходы производства долж-
ны находиться на поддонах, в контейнерах, паллетах, кассетах
или магазинах, в которые они устанавливаются и снимаются, если
вручную, то только один раз; дальнейшие перегрузки должны осу-
ществляться автоматически роботами или робокарами и специ-
альными устройствами;
• все, что транспортируется (контейнеры, поддоны, паллеты,
магазины и другая установочная тара, загруженная или порож-
няя), должно находиться в автоматических складах или на специ-
альных позициях ожидания и иметь устройство кодирования для
автоматического распознавания того, что загружено;
• приемные места различных видов транспорта, конвейеров,
рольгангов, робокаров, позиций ожидания, ячеек склада должны
быть по возможности стандартными, принятыми не только для
данной отрасли, но и отвечать международным стандартам, быть
унифицированными для данного завода;
• следует разделять назначение торцовых сторон склада с кра-
ном-штабелером — один торец использовать, например, для за-
313
грузки заготовок и выгрузки деталей, а второй — для подачи заго-
товок на станки и получения деталей, поступающих от станков,
что разделяет транспортные потоки и ускоряет работу склада;
• склады следует располагать ближе к ГПС; главным критери-
ем остаются кратчайшие расстояния между складом и станками.
С этой точки зрения специализация складов больше удовлетворяет
принципу кратчайшего расстояния; во всех случаях инструмен-
тальный склад желательно располагать ближе к инструментально-
му участку;
• основным требованием гибкости транспортного средства яв-
ляется способность обслуживать разные пункты назначения в раз-
личных, чаще случайных последовательностях и маршрутах; спо-
собность перемещать различные установочные средства (паллеты,
поддоны, магазины, кассеты, контейнеры);
• автоматический склад и транспорт должны иметь высокую,
надежность, полностью исключать оператора из цикла работы стан-
ков и ГПС, организовывать работы во время перерывов и в тре-
тью смену в «безлюдном» режиме;
• эффективной является организация движения робокаров по
замкнутому маршруту без возврата порожняком и встречного дви-
жения тележек.
К организации транспортирования и складирования относит-
ся и станция установки заготовок на паллеты; основная задача
сводится к определению их количества, совмещению установок,
снятия деталей с одной или разных станций и к определению
месторасположения этих станций. Основным критерием является
загрузка работой оператора. Опыт показывает, что для ГПС из
пяти-шести ОЦ для средних корпусных деталей, устанавливае-
мых на специальных паллетах, достаточно иметь две совмещен-
ные станции установки и снятия деталей, которые располагаются
рядом и обслуживаются одним оператором.
23.6. Преимущества ГПС, проблемы и трудности их внедрения
Опыт эксплуатации ГПС в различных странах мира, накоплен-
ный в последние годы, позволяет провести анализ преимуществ
организации гибкого производства по сравнению с традицион-
ной организацией производства в зависимости от степени интег-
рации и уровня автоматизации действующих ГПС.
Можно следующим образом сгруппировать преимущества ГПС.
Увеличение мобильности производства позволяет:
1. Сокращать сроки освоения новой продукции и поставки про-
дукции потребителю, что особенно важно в связи с ростом быст-
росменяемое™ продукции — тенденция, которая будет преобла-
дать в будущем. Изменения конструкции изделия могут быть реа-
314
лизованы в кратчайшие сроки. В интегрированном (ГПС—САПР—
АСТПП) производстве имеется возможность вносить изменения
в конструкцию выпускаемых изделий по ходу производства, что-
бы обеспечить удовлетворение спроса за счет модернизации и
постоянного обновления продукции (обеспечения быстрой при-
способляемости к изменению объекта производства).
2. Повышать гибкость производства; экономичный размер партии
сокращается до минимума (в отдельных случаях равен одной штуке)
за счет значительного сокращения времени переналадки. Перена-
ладку фактически осуществляют только при переходе на обработ-
ку другой группы деталей и не делают при переходе с обработки
одной детали на другую внутри группы. При полностью гибком
производстве предполагается возможность обработки различных
деталей без останова станка на переналадку. В этом случае емкость
магазина или средств автоматизации замены инструмента в мага-
зине должны обеспечивать необходимый комплект инструмента
для всех деталей, а изменение программы работы станка произво-
дится по команде от центральной ЭВМ.
3. Улучшать управление производством по всем цехам и свое-
временно удовлетворять условиям, складывающимся на сборке.
Интеграция управления на базе ЭВМ позволяет лучше управлять
технологией, следить за работой оборудования, за временем про-
хождения и местом нахождения каждого компонента производ-
ства (детали, инструмента или приспособлений) и своевременно
включать в процесс оператора, если это становится необходи-
мым.
Интеграция управления гибким производством обеспечивает
ускорение прохождения информации по всем отделам, сокращает
объем всякого рода «бумажной» работы ИТР, повышает дисцип-
лину выполнения плана и графика производства.
4. Увеличивать производственные мощности как за счет высво-
бождения станков, инструмента, приспособлений и оснастки для
других производственных задач, выпуска другой продукции, так
и за счет возможностей по частям наращивать производственные
мощности путем добавления дополнительных станков и оборудо-
вания.
5. Модернизировать, обновлять заводы на базе новейших до-
стижений науки и техники без остановки производства и при мень-
ших капитальных затратах.
Увеличение фондоотдачи производства идет по следующим трем
направлениям.
1. Сокращение времени всего производственного цикла. Время
«от ворот до ворот» сокращается в среднем в 30 раз. От нескольких
месяцев до нескольких дней, от нескольких недель до нескольких
часов. Детали проходят полную обработку через всю систему без
ожиданий. Например, время изготовления горизонтального ОЦ
315
типа Н-20 фирмы «Ямазаки» (Япония) составляло 3 мес для об-
работки деталей, четыре недели для сборки и одну неделю для
отладки и испытаний, т.е. всего 4,5 мес. После внедрения ГПС
время для изготовления деталей того же ОЦ составило всего че-
тыре дня, две недели для сборки и одну неделю для отладки и
испытаний, т.е. всего около четырех недель.
Другой пример, по данным фирмы «Фритц Вернер» (Герма-
ния), приведен в табл. 23.1. Как видно из таблицы, сокращение
времени нахождения изделия в производстве является итогом со-
кращения практически всех составляющих производственного
цикла и прежде всего числа операций, к тому же установка дета-
лей проводится вне станка, во время его работы, а смена паллете
заготовкой (деталью) на ОЦ занимает всего несколько секунд,
при этом сокращается время цикла обработки каждой детали за
счет автоматизации установки и снятия заготовок (доведена до
5...8 с), смены режущего инструмента (до 3 с) за счет наиболее
оптимального использования шпинделя станка (больше режет, чем
ждет) и автоматического слежения за стойкостью инструмента
(сокращаются простои «по вине» инструмента). Сокращается и
машинное время за счет более быстрой смены инструмента, управ-
ляющих программ и др. Достигается сокращение времени подготов-
ки производства (в среднем на 50 %, в отдельных случаях на 75 %).
2. Сокращение основных фондов. Сокращение количества не-
обходимых станков по сравнению с обработкой того же количе-
ства деталей на станках с ЧПУ составляет 20...50%. Более интен-
сивное использование основного оборудования происходит за счет
повышения коэффициента загрузки оборудования (увеличивает-
Таблица 23.1
Сокращение времени нахождения изделия в производстве
(по данным фирмы «Фритц Вернер»)
Наименование детали Число операций (установок) Продолжи- тельность наладки, мин Машинное время, мин Длительность производст- венного цикла в днях
А Б А Б А Б А Б
Корпус 15 2 55 — 1100 93 30 2
манипулятора Паллета 9 2 28 425 ПО 15 2
Промежуточный 8 2 32 — 378 97 20 2
корпус Кольцо для 4 2 7 — 168 42 9 2
форсунок Малый корпус 6 2 12 — 150 51 8 2
Обозначения: А — традиционное производство; Б — ГПС.
316
ся до 0,85—0,9 вместо 0,3—0,4). Значение экономического эффек-
та на его структуру при использовании гибкого производства вза-
мен традиционного можно показать на примере внедрения оте-
чественного гибкого производственного комплекса АЛП-3-2 в
сравнении с участком из 16 автономно работающих ОЦ при годо-
вом выпуске 6600 одинаковых по конструкции деталей пятидеся-
ти наименований. Трудоемкость изготовления типовой детали на
комплексе 5,6 ч, на участке ОЦ — 7,56 ч; коэффициент смен-
ности при работе в две смены: комплекса — 2, участка ОЦ — 1,6;
в три смены: комплекса — 3, участка ОЦ — 2,2. Коэффициент
загрузки оборудования: комплекса — 0,85, на участке ОЦ — 0,7.
Производственный цикл: на комплексе — 6 дней, на участке
ОЦ — 45 дней. В комплексе АЛП-3-2 используется восемь станков
вместо 16 ОЦ на участке. Состав производственного и обслужива-
ющего персонала: комплекса — 36 человек, участка ОЦ — 70 че-
ловек (табл. 23.2).
Уменьшается разнообразие (количество наименований) и ко-
личество необходимого режущего инструмента за счет более пол-
ного использования периода его стойкости, отказа от принуди-
тельной смены инструмента. Так, фирма «Ямазаки» (Япония)
вместо 400—500 различных инструментов, ранее применявшихся
в традиционном производстве, при обработке тех же деталей на
ГПС использует только 76 видов инструмента, что во много раз
увеличивает интенсивность использования каждого инструмента.
Таблица 23.2
Экономический эффект от внедрения гибкого комплекса, тыс. руб.
Показатели Работа в две смены Работа в три смены
Гибкий комплекс 16 ОЦ Гибкий комплекс 16 ОЦ
Стоимость Оборудования и оснастки станков Управляющего вычислительного комплекса СМ-2М: транспорта оснастки Единовременные вложения в оборотные фонды 1280 375 380 36 9 2560 25 131 71 1280 375 380 54 13 2560 25 196 105
Итого экономия 707 784
Экономия заработной платы производственного и обслужи- вающего персонала Экономия затрат на наладку Годовой экономический эффект 93 20 820 122 23 929
317
Рис. 23.4. Сравнение балансов годового фонда в традиционном и гибком
интегрированном производстве:
Время, приходящееся на: I — выходные и праздничные дни; II — на ночную
смену; III — на вечернюю смену; IV — потери времени различных видов за
время работы оборудования; V — чистое рабочее время в традиционном произ-
водстве; VI — потери рабочего времени в ГПС; VII — чистое рабочее время
в ГПС
Уменьшаются заделы и незавершенное производство, причем
это происходит по всей производственной цепочке, включая заде-
лы и запасы в цехах поставщиков покупных комплектующих изде-
лий. Сокращаются межоперационные заделы между станками.
Уменьшение заделов повышает рентабельность производства
за счет снижения оборотных средств (стоимость заделов), произ-
водственных площадей. Сокращение потребных производственных
площадей составляет в целом 30...40 %, вспомогательных площа-
дей — до 75 %.
3. Значительное увеличение эффективного (расчетного) годо-
вого фонда времени работы станков (оборудования), во-первых,
за счет увеличения коэффициента загрузки оборудования до
0,85 — 0,9, сокращения практически всех видов потерь (исключа-
ются потери, связанные с настройкой и подготовкой станка к
работе, межсменные перерывы, на обед, отдых и др.); во-вторых,
за счет повышения коэффициента сменности до 2—3 (соответ-
ственно при двух- и трехсменной работе) и возможности работы
в «безлюдном» режиме ночью и в выходные дни.
В традиционном производстве из общего годового фонда вре-
мени 8760 ч только 600 ч составляет чистое машинное время об-
работки деталей на станках.
На рис. 23.4 приведено сравнение балансов годового фонда вре-
мени в традиционном и гибком интегрированном производствах.
Даже если обеспечить работу ГПС только в рабочие дни и по 20 ч
318
в сутки, общий годовой фонд времени использования основных
фондов возрастет не менее чем в 5 раз.
Рост производительности труда позволяет:
1. Повышать производительность на всех стадиях производства,
в том числе при проектировании, технологической подготовке,
обработке, сборке, контроле, а также на всех вспомогательных
работах (складирование, межцеховой и внутрицеховой транспорт).
Например, опыт эксплуатации отечественной системы «КАПРИ»
показывает, что автоматизация подготовки производства неслож-
ных изделий повышает производительность труда конструктора в
2 раза, технолога в 1,6 раза, управленческого персонала в 4 раза,
на разработке деталировочных чертежей в 10 раз и технологии
обработки в сравнении с универсальным оборудованием в 15 раз.
Опыт эксплуатации больших САПР для сложных изделий пока-
зывает, что производительность труда конструктора увеличивает-
ся в 4—5 раз, а в отдельных случаях в 10 раз.
2. Обеспечивать длительное время работы без присутствия че-
ловека или при ограниченном числе операторов-наблюдателей.
3. Сокращать количество персонала. Централизация обработки
деталей, управление станками от центральной ЭВМ, устройства
диагностики работоспособности и состояния станков и процес-
сов увеличивают возможности многостаночного обслуживания.
Оператор становится управляющим процессами производства, а
не оператором станков. Нередки случаи, когда число операторов,
обслуживающих ГПС, сокращается в 10—15 раз по сравнению с
необходимым числом станочников в расчете на равный выпуск
продукции.
На первых этапах внедрения ГПС может увеличиваться число
программистов и других инженерно-технических работников, одна-
ко и в этом случае общее число персонала сокращается не менее
чем на 30 %.
23.7. ГПС в механообрабатывающем производстве
Современная промышленность характеризуется тем, что 75 %
всех деталей в машиностроении обрабатываются в условиях мелко-
серийного производства партиями от 3 до 50 деталей при номен-
клатуре 4...5 тыс. типов. Стоимость такой обработки в 10—30 раз
превышает стоимость обработки аналогичных деталей в условиях
массового производства. Однако рост быстросменяемое™ объекта
производства и требования потребителя к большому разнообра-
зию продукции расширяют область серийного производства.
Анализ внедренных ГПС в различных странах показывает ши-
рокий круг отраслей промышленное™, в которых они применяются.
Около 40 % ГПС внедрено в автомобильной промышленности, око-
319
ло 30 % — в приборостроении и общем машиностроении, около
20% — в станкостроении, около 10% — в аэрокосмической и
оборонной промышленности. В автомобильной промышленности
ГПС применяются в производстве практически всех деталей дви-
гателя, шасси, заднего моста, а также на сборке кузова и общей
сборке двигателя. Отдельные автомобильные фирмы используют
ГПС для производства деталей велосипедов, а также землеройных
машин. Наиболее распространенными деталями для обработки на
ГПС являются части трансмиссии и коробки передач. Отдельные
станкостроительные фирмы осуществили комплексный подход в
применении высокоинтегрированных ГПС для обработки всех де-
талей выпускаемой ими гаммы станков, роботов и другой про-
дукции станкостроения.
В большинстве случаев в станкостроении на ГПС обрабатыва-
ются станины, колонны, столы, каретки, салазки, гораздо мень-
ше — детали коробки скоростей и шпинделя. В приборостроении
и общем машиностроении ГПС используются для обработки дета-
лей фотокамер, корпусов швейных машин, корпусов турбин, гор-
ного оборудования, корпусов насосов и др.
ГПС начали внедряться также в транспортном машинострое-
нии, электротехнической промышленности. В основном гибкое
производство (90 %) создано на крупных предприятиях (свыше
2 тыс. работающих), остальные 10 % внедрены на средних пред-
приятиях.
Большинство применяемых в различных странах ГПС построены
на базе металлорежущих станков с ЧПУ собственного производ-
ства.
С точки зрения видов, форм, назначения, размеров, массы или
материала обрабатываемых деталей ГПС практически не имеют
ограничений. 75 % всех созданных систем предназначены для об-
работки корпусных деталей, остальные — для деталей типа тел
вращения. Большинство систем предназначено для обработки де-
талей размером от 200 до 500, 800 и 1000 мм. Максимальные раз-
меры обрабатываемых на ГПС деталей достигают 1200 х 3600 мм,
масса деталей до 500... 700 кг, в отдельных случаях — до нескольких
тонн. Время цикла обработки детали на станке колеблется от не-
скольких минут до 180 мин при среднем времени обработки 40 мин.
Большинство ГПС внедрены и используются в области меха-
нической обработки резанием, начато применение ГПС в литей-
ном и кузнечно-прессовом производствах, для сварки и сборки.
Наблюдается централизация различных видов обработки в одной
ГПС, имеются ОЦ, включающие токарные операции, и ТОЦ,
включающие фрезерно-сверлильные операции, и др.
Обычно в машиностроении с точки зрения объема выпуска
производство делится на единичное, серийное и массовое. К пер-
вому относятся детали, выпускаемые партиями по 1 — 10 шт. для
320
крупногабаритных изделий (самолеты, большие турбины, насосы
и др.) и по 1 — 300 шт. для простых изделий; ко второму — соот-
ветственно от 10 до 300 шт. (морские двигатели, крупногабаритные
электромоторы, промышленные тракторы и др.) и 300—15 000 шт.;
к третьему — соответственно свыше 200 шт. крупные изделия и
свыше 10000 шт. (автомобили, крепежные изделия, холодильни-
ки, бытовые приборы и пр.).
При традиционной организации производства в единичном,
мелкосерийном и серийном производствах, как правило, использу-
ются универсальные станки и станки с ЧПУ, крупносерийном —
специальные станки-автоматы, массовом — автоматические ли-
нии. Снижение себестоимости обработки на станках с ЧПУ типа
ОЦ позволяет эффективно применять их в мелкосерийном, се-
рийном, а в отдельных случаях и в крупносерийном производ-
ствах.
Анализ действующих ГПС показывает, что на них обрабатыва-
ются детали партиями от 3 до 500 шт. Однако на отдельных ГПС
выпускаются детали партиями в несколько тысяч штук.
Применение ГПС целесообразно, если объемы производства
изделий недостаточны для принятия решений о «жесткой» авто-
матизации с использованием автоматических линий и если за
ожидаемый срок жизни изделия расходы на создание автомати-
ческих линий не могут быть оправданы.
На рис. 23.5 приведена диаграмма, показывающая область при-
менения ГПС по сравнению с универсальными станками, специ-
ализированными автоматами, станками с ЧПУ и ОЦ в зависимо-
сти от размера партии и стоимости производства.
Применение ГПС в зависимости от числа различных типов од-
новременно обрабатываемых деталей и объема годового выпуска
можно разделить на следующие области:
• специализированное производство при годовом выпуске от
1500 до 15 000 шт. и числе типов деталей до 8 — 10; применяются
переналаживаемые высокопроизводительные ГАУ со специальны-
ми ОЦ с агрегатными головками, между отдельными ОЦ воз-
можна жесткая транспортная связь. Для увеличения произ-
водительности ГАУ со специальными ОЦ может иметь несколько
параллельно работающих станков, чередующихся с последователь-
ными высокопроизводительными станками. Такие ГАУ, как пра-
вило, имеют модульно-блочную конструкцию и могут легко пе-
рестраиваться.
Несмотря на то, что капиталовложения на такую ГПС могут
быть выше, чем на автоматическую линию, она все же будет бо-
лее рентабельной вследствие увеличения срока ее жизни при не-
скольких последовательных модификациях и вариациях изделия;
• многономенклатурное производство при годовом выпуске от
50 до 2000 деталей и числе типов деталей от 6 до 100; в этой
1 1 Шишмарев
321
Рис. 23.5. Диаграмма областей применения металлорежущего оборудова-
ния в зависимости от размера партии и стоимости производства:
А—Д, ОЦ — традиционное производство: А — универсальное; Б — специализи-
рованные и В — специальные станки; Г — автоматические линии; Д — станки с
ЧПУ; ГПС: верхняя граница — неинтегрированное производство, нижняя —
полностью интегрированное производство
области применяются различные ГАУ, как правило, состоящие
из нескольких одинаковых ОЦ и дополнительных станков другого
технологического назначения. Несмотря на их высокую стоимость
и средний уровень гибкости, такие ГАУ обеспечивают высокую
приспособляемость к изменениям объема выпуска продукции и
имеют очень высокую производительность;
• широкономенклатурное производство при выпуске от 20 до
500 деталей в год и числе типов деталей от 10 до 800; как прави-
ло, применяются ГАУ, состоящие из двух-трех одинаковых ОЦ
или ТОЦ, или комбинации ОЦ и ТОЦ. Детали обрабатываются
полностью с одного установа и на одном станке. Стоимость та-
ких участков в расчете на один станок также высокая, однако
гибкость их выше при несколько меньшей производительности
ГПС;
• единичное и опытно-экспериментальное производство при
годовом выпуске от 1 до 25 деталей и числе типов деталей от 200
до практически любой величины. В таком производстве могут ис-
пользоваться отдельные ГАУ, но больше всего ГПМ и станки с
322
ЧПУ. ГПМ требует меньше капиталовложений в расчете на один
станок, имеют высокую гибкость с точки зрения изменения про-
изводственного задания и графика, но меньшую приспосаблива-
емость к увеличению объема выпуска и меньшую производитель-
ность, чем перечисленные выше системы.
23.8. Предпроектный анализ производства
при создании ГПС
Обследование производства. Длительность цикла проектирова-
ния ГПС и высокая стоимость их изготовления предопределяют
необходимость проведения до начала проектных работ тщатель-
ной технологической проработки и исследования действующего
производства для определения целесообразности создания ГПС и
эффективности ее функционирования.
Методика проведения, перечень и содержание работ по анали-
зу технологических процессов с целью их автоматизации зависят
в первую очередь от серийности производства. При массовом и
крупносерийном производствах рассматривают, как правило, весь
технологический процесс изготовления изделия, начиная с за-
готовки и заканчивая упаковкой. При мелко- и среднесерийном
производствах объектом анализа, как правило, является одно из
производств предприятия, например, механосборочное или куз-
нечно-прессовое.
Методами достижения этой цели являются изменения техно-
логии; замена материала; изменение конструкции; механизация
отдельных операций; комплексная механизация и автоматизация
процессов изготовления наиболее трудоемких деталей и узлов;
использование многопозиционного автоматического оборудова-
ния, в том числе на сборке.
При выполнении технико-экономического анализа производ-
ства может быть рекомендовано проведение следующих работ:
1) сбор и систематизация общих сведений об объекте автома-
тизации (участок, цех), техническое описание существующего
объекта;
2) разработка существующей схемы технологических транспорт-
ных операций на объекте автоматизации;
3) разработка предложений по повышению уровня механиза-
ции и автоматизации;
4) обоснование, объем и содержание предлагаемой реконст-
рукции производства;
5) технико-экономический анализ производства с учетом пред-
ложений по пп. 2 и 3;
6) разработка предлагаемой окончательной схемы технологи-
ческих и транспортных операций на объекте.
323
Заключительным этапом предпроектного обследования должны
явиться выводы и предложения по целесообразности организации
автоматизированных производств и технико-экономической эф-
фективности их функционирования.
Выбор деталей для изготовления в ГПС и отработка их на тех-
нологичность. Выбор деталей для обработки на ГПС является чрез-
вычайно ответственным этапом технологического проектирова-
ния ГПС. Случайно подобранная, непродуманная номенклатура
может привести к неэффективности любых, даже самых совер-
шенных в техническом отношении, проектных решений.
Основные критерии выбора деталей для обработки в ГПС.
1. Конструктивно-технологическое подобие. Необходимо подби-
рать детали, имеющие сходство по габаритным размерам, конфигу-
рации, характеру конструктивных элементов, числу и взаимному
расположению, обрабатываемых поверхностей и особенно по со-
ставу операций и маршруту технологических процессов. Чем выше
степень подобия, тем больше возможностей для сокращения но-
менклатуры оснастки и инструмента, применения методов груп-
повой обработки.
2. Подобие марок материалов. Одновременная обработка на ГПС
деталей из разнородных материалов создает проблемы, связанные
с разделением стружки, ведет к усложнению организации работы
ГПС и росту номенклатуры инструментов.
3. Станкоемкость и число установов. На основе опытов эксплу-
атации первых ГПС можно рекомендовать, чтобы в состав авто-
матизированной линии или участка входило не менее четырех и
не более 12 станков. Точно установленных ограничений по числу
переустановок нет, однако в первую очередь необходимо выби-
рать детали, которые могут быть полностью обработаны не более
чем за два-три установа.
4. Состав оборудования ГПС. Номенклатура переводимых для
обработки в ГПС деталей должна по возможности обеспечивать
использование однотипного оборудования. Если необходимо при-
менение специализированных станков разных моделей, в состав
ГПС должно входить не менее двух единиц каждой из них. Особое
внимание должно быть уделено вопросам совместимости разно-
типного оборудования как между собой, так и с основными аг-
регатами и системами ГПС (одинаковые присоединительные разме-
ры спутников, кассет, хвостовиков вспомогательного инструмента,
одинаковые устройства ЧПУ и др.).
5. Степень замкнутости маршрута обработки. В первую оче-
редь на обработку в ГПС необходимо переводить детали, кото-
рые могут быть полностью обработаны в ней без прерывания
маршрута для выполнения вне системы каких-либо специфи-
ческих операций. На основании опыта создания первых ГПС уста-
новлено, что отношение трудоемкости операций, выполняемых в
324
ГПС, к общей трудоемкости обработки деталей должно быть не
менее 0,8 —0,9.
6. Стабильность технологических процессов. На обработку в ГПС
можно переводить детали только со стабильной, отработанной
технологией. Процесс обработки в ГПС должен обладать высокой
стабильностью по параметрам производительности и качества.
7. Устойчивость номенклатуры. Переводу в ГПС подлежат толь-
ко те типы деталей, которые будут находиться в производстве в
течение срока создания и эксплуатации системы. При этом детали
могут претерпевать любые конструктивные изменения в пределах
технологических возможностей запроектированного оборудования.
8. Возможность перевода большинства (или наиболее трудоем-
ких) операций технологического процесса обработки деталей на
оборудование с ЧПУ.
9. Возможность максимальной концентрации операций.
10. Возможность исключения из технологических процессов руч-
ных операций слесарной обработки и доводки.
11. Возможность совместной обработки по общности операций
на определенном оборудовании, приспособлениях и применяе-
мым типоразмерам инструмента.
12. Наличие необходимых базовых поверхностей при примене-
нии ПР.
13. Возможность организации многостаночного обслуживания.
Выбор номенклатуры деталей тесно связан с вопросами повы-
шения их технологичности.
Особенностью отработки конструкции деталей на технологич-
ность применительно к условиям ГПС является требование сквоз-
ной унификации элементов обрабатываемых и базовых поверхно-
стей для всей номенклатуры как единого целого, а не для каждой
детали в отдельности. Часть требований технологичности, связан-
ных с основными процессами обработки, может в ряде случаев
смягчаться, в то же время появляются новые требования, обус-
ловленные использованием в ГПС промышленных роботов, коор-
динатно-измерительных машин, САПР технологических процес-
сов и управляющих программ и др.
Техническое задание (ТЗ) на создание ГПС. ТЗ на ГПС является
основным документом для создания ГПС. Роль и значение этого
документа существенно выше значения ТЗ на проектирование тра-
диционных, неавтоматизированных производств; ТЗ на ГПС не
только определяет требования к отдельным функциональным аг-
регатам и подсистемам, но и обеспечивает их сбалансированность
и четкое взаимодействие.
При сложившейся практике проектирования ГПС техническое
задание является единственным общесистемным документом, рег-
ламентирующим интеграцию отдельных элементов ГПС в единую
систему; поэтому процесс разработки ТЗ с полным основанием
325
можно считать важнейшей составной частью технологического
проектирования ГПС.
Техническое задание на создание ГПС должно включать в себя
в общем случае следующие разделы.
1. Общее описание и основные производственно-технологичес-
кие параметры. В этом разделе приводят формулировки целевого
назначения и области применения ГПС; основание для разработ-
ки; основные характеристики ГПС (габаритные размеры, массу,
конструктивные особенности, станкоемкость обрабатываемых де-
талей, производительность, режим работы, число единиц обору-
дования и оснастки, численность обслуживающего персонала и
др.); структурную схему с внутренними и внешними связями;
предварительную технологическую планировку с описанием ра-
боты ГПС.
2. Технологический процесс и оснастка. В данном разделе при-
водят перечень операций, выполняемых в ГПС, с привязкой к
соответствующим техническим средствам; классификатор обра-
батываемых деталей; технологические процессы (маршрутные и
операционные) обработки типовых деталей с режимами резания,
схемами базирования, номенклатурой и стойкостью режущего
инструмента, расчетом элементов основного и вспомогательного
времени; общие перечни технологической оснастки.
3. Расчет основных параметров ГПС. Здесь приводят основа-
ния выбора структурно-компоновочного решения ГПС; расчеты
фонда времени работы оборудования и коэффициентов исполь-
зования станков; выбор их моделей и расчет их количества; оп-
ределение величины партий запуска и расчет периодичности пе-
реналадок; расчет числа технологических позиций; расчет харак-
теристик транспортной системы (вместимость автоматизирован-
ного склада, характеристик системы инструментального обеспе-
чения, числа «спутников», оптимизации пространственного раз-
мещения ГПС и др.).
4. Технические требования к оборудованию, оснастке и техно-
логическим позициям. В разделе приводят общие и специальные
требования к основному (металлорежущему) оборудованию, в том
числе к его модернизации и дополнительному оснащению специ-
альными системами; требования к оборудованию и системам для
транспортирования, манипуляции, хранению, контролю деталей,
удалению стружки и СОЖ, к системам инструментального обес-
печения, оборудованию и оргоснастке технологических позиций,
режущему и вспомогательному инструменту, спутникам и при-
способлениям.
5. Организация производства и управления. Приводят общие и
специальные требования к системам организации производства и
организации труда обслуживающего персонала; требования к си-
стемам документооборота, регламентируются внешние связи ГПС;
326
рассчитывают количество и определяют функции обслуживающе-
го персонала.
6. Требования техники безопасности и промышленной санита-
рии.
7. Расчет показателей технико-экономической эффективности и
лимитной цены. Расчет проводят с соблюдением условий сопоста-
вимости, желательно для нескольких вариантов структурно-ком-
поновочных решений ГПС (например, для участка из автономно
работающих ГПМ).
Разработку ТЗ целесообразно вести в два этапа: сначала укруп-
ненно определить основные параметры, после чего приступать к
уточненным расчетам и детализации требований.
На основании общего ТЗ при необходимости разрабатывают
отдельные ТЗ на оборудование, агрегаты, оснастку, системы уп-
равления и пр.
23.9. Эффективность применения ГПС
Эффективность ГПС складывается из технической, организа-
ционной и экономической эффективности.
Техническая и организационная эффективность внедрения ГПС
при переходе от универсального оборудования с ручным управле-
нием или автономно работающего оборудования с ЧПУ к ГАЛ и
ГАУ достигается путем повышения эффективности использования
технологического оборудования за счет минимизации времени
переналадки его на выпуск другой продукции, а также освобож-
дения оператора от постоянного наблюдения за работой оборудо-
вания и перехода к многостаночному обслуживанию. Объедине-
ние автономно работающего автоматического технологического
оборудования в ГАЛ и ГАУ позволяет получить коэффициент за-
грузки (машинного времени) станков 0,85—0,9 (против 0,4—0,6),
а коэффициент сменности их работы — 2,5—3 (против достиг-
нутого в настоящее время 1,2—1,6). При этом существенно (до
6—10 раз) сокращается время подготовки производства и произ-
водственный цикл обработки, а также партионность деталей, сни-
жается себестоимость обработки, повышается ее стабильность и
качество. Становится возможным круглосуточно выполнять опе-
рации обработки разных деталей одной группы в любой последо-
вательности, т. е. переходить к безлюдной (а точнее, к трудосбере-
гающей) технологии.
Экономическая эффективность применения ГПС в сравнении
с автономно эксплуатируемым оборудованием образуется в ос-
новном за счет:
• сокращения затрат (экономии основных фондов) на закупку
оборудования в связи с уменьшением его числа, так как в 2—3 раза
327
повышается производительность оборудования и улучшается его
использование;
• уменьшения затрат на строительство производственных пло-
щадей под уменьшенное число оборудования;
• экономии фонда заработной платы в связи с сокращением
(в 2 раза и более) состава производственного и обслуживающего
персонала (с 91 до 47 человек при использовании в три смены,
например, ГАУ механической обработки АЛП-3-2);
• уменьшения вложений в оборотные фонды, так как умень-
шается производственный цикл изготовления продукции, ее
партионность, необходимые запасы и т. п.
Кроме этого, во всех случаях уменьшаются потери от брака и
во многих случаях сокращаются затраты на оснастку.
К числу показателей экономической эффективности внедрения
гибких производственных систем относятся фондоотдача, годовой
экономический эффект (экономия приведенных затрат) Э и коэф-
фициент окупаемости Кок = T0K/T0Kli, где срок окупаемости затрат
Ток = - К2)/{СХ - С2) лет, а нормативный срок окупаемости
Ток.н = W = 6,7 лет (при нормативном коэффициенте эффектив-
ности Ен = 0,15). Обязательным условием окупаемости является
зависимость Ток < Токн. Желательно, чтобы внедренные ГПС оку-
пались не более чем за 2,5 —3,5 года. Разностью К2 - Кх оценива-
ются дополнительные капитальные вложения и затраты, необхо-
димые для внедрения ГПС.
Для подсчета Ток рассчитывают капиталовложения и единовре-
менные затраты и К2 до и после внедрения ГПС соответствен-
но, а также технологическую себестоимость единицы выпускае-
мой продукции по изменяющимся элементам затрат Ct и С2 до и
после внедрения ГПС соответственно.
Разность Ci - С2 составляет условно-годовую экономию средств
от внедрения ГПС. Величины и К2 подсчитывают соответству-
ющим суммированием капиталовложений и единовременных за-
трат на оборудование, ЭВМ и технические средства управления,
транспортно-складское оборудование и системы инструмен-
тального обеспечения, технологическую оснастку, производствен-
ные, вспомогательные и бытовые площади с учетом (прибавле-
нием) затрат на подготовку и освоение производства, оборот-
ные фонды в незавершенном производстве и прочих единовре-
менных затрат.
Величины Ci и С2 представляют собой суммы затрат на зара-
ботную плату производственных, вспомогательных рабочих, ИТР
и обслуживающего персонала (с начислениями); на наладку обо-
рудования; на амортизацию и текущий ремонт оборудования, ЭВМ
и технических средств АСУ, основного транспортно-складского
оборудования, систем инструментального обеспечения, дорого-
стоящей оснастки и площадей; на изнашивание инструмента и
328
приспособлений специального назначения; на освоение произ-
водства и на потери от брака.
Если все перечисленные затраты подсчитать с учетом соответ-
ствующих нормативов, то годовой экономический эффект от вне-
дрения ГПС будет
Э = (Cl - C2)N - Ен(К2 - Кх) + СА.Р,
где N — число единиц продукции, выпущенных за год; Сэ — со-
циальный эффект на одного высвобожденного работника; Ач р —
число высвобожденных работников.
Внедрение гибких производственных систем дает не только боль-
шой технико-экономический эффект, но и вызывает важные со-
циальные изменения в производстве. Большая социальная эффек-
тивность внедрения ГПМ, ГАЛ и ГАУ проявляется в повышении
культуры труда обслуживающего персонала, в улучшении режима
его работы (в частности, за счет высвобождения от работы в ноч-
ное время), в исключении ручного тяжелого физического труда,
улучшении техники безопасности и сокращении производствен-
ного травматизма.
Применение гибких автоматизированных линий и участков
механической обработки и других видов технологии имеет следу-
ющие преимущества:
• увеличивается уровень технической вооруженности труда, по-
скольку автоматизируются практически все основные и вспомо-
гательные операции; при этом создаются необходимые условия
для четкой, ритмичной работы предприятия;
• в значительной мере решается проблема дефицита рабочих,
выполняющих как основные, так и вспомогательные операции
(транспортные, складские рабочие);
• увеличивается доля умственного труда и сводится к минимуму
доля физического; большое значение приобретают рабочие-налад-
чики, рабочие, управляющие механизмами и машинами; сокра-
щается численность мастеров, старших мастеров, работников служб
планового, технологического бюро, бюро цехового контроля, бюро
заработной платы, а также кладовщиков, транспортных рабочих,
контролеров; появляются новые категории работников, обслужи-
вающих ГПС, например, операторы подготовки и контроля ин-
струментальных наладок, наладчики и операторы, инженеры по
вычислительной технике;
• повышаются требования к квалификации работников, обслу-
живающих ГПС; в ряде случаев в связи со сложностью выполняе-
мых работ обслуживающий персонал должен иметь специальное
среднее или высшее образование (инженеры по вычислительной
технике, программисты).
При внедрении гибких производственных систем происходят
важные и значительные изменения в организации производства —
329
часть ее автоматизируется. Гибкая автоматизация в машиностроении
позволяет широко использовать имеющиеся резервы улучшения
использования оборудования, оборотных средств, производствен-
ного персонала и обеспечить значительное повышение эффектив-
ности производства.
Контрольные вопросы
1. Что такое ГПС и в каких случаях целесообразно ее создание?
2. Каковы перспективы применения ГПС в машиностроительном про-
изводстве?
3. Почему ГПС является новой концепцией в машиностроении? В чем
сущность этой концепции?
4. Какими показателями характеризуется ГПС?
5. Какие подсистемы включает в себя система обеспечения функцио-
нирования ГПС и каково их назначение?
6. В чем заключаются особенности инструментального хозяйства ГПС?
7. Как организована транспортно-складская система ГПС?
8. В чем состоят основные преимущества ГПС?
9. Какое место занимают ГПС в механообрабатывающем производ-
стве?
10. Для чего необходим предпроектный анализ производства при со-
здании ГПС?
11. Как осуществляется выбор деталей для изготовления в ГПС и об-
работка их на технологичность?
12. Какие основные разделы содержит техническое задание на созда-
ние ГПС?
13. От каких факторов зависят техническая, организационная и эко-
номическая эффективность ГПС?
Глава 24
МАШИНОСТРОИТЕЛЬНЫЙ ЗАВОД БУДУЩЕГО
24.1. Организационные основы машиностроительного завода
будущего
Внедрение и дальнейшее развитие ГПС открывают путь созда-
ния автоматизированного завода будущего в машиностроении на
основе постепенной их интеграции в единую систему — гибкий
автоматизированный завод (ГАЗ). ГАЗ в XXI столетии будет полно-
стью интегрированным производством, включающим в единую
систему все необходимые функциональные подсистемы, обеспе-
чивающие процесс производства изделия от задания до реализа-
ции готовой продукции (АСНИ, САПР, АСТПП, АТСС, АСИО,
АСУП, ГПС — заготовительного производства, механообработ-
330
ки, термообработки, сварки, окраски, испытаний и другим ГПМ,
а также делопроизводства, обслуживания и содержания оборудо-
вания, главного механика и др.). Фактически ГАЗ будет выполнять
все те же функции, что и любой завод сегодня, однако все они
будут автоматизированы на базе использования ЭВМ и микро-
процессорной техники.
Интеграция процессов конструирования деталей, выбора и
производства заготовок, их обработки, включая механическую,
термическую и отделочную, приведет к единому последователь-
ному процессу для каждой детали и к параллельным процессам
для всех деталей изделия, которые завершатся интеграцией сбор-
ки и испытаний готовой продукции. Интеграция будет идти путем
объединения транспортно-складских систем различных ГПС в еди-
ную транспортно-складскую систему завода, объединения в еди-
ную систему обеспечения инструментом, оснасткой и приспособ-
лениями, создания центрального автоматического магазина —
склада распределителя и средств их экспресс-транспортировки к
станкам и рабочим местам установки заготовок, а также интегра-
цией информационных потоков для принятия решений.
Обеспечение высокой экономичности потребует оптимальной
степени гибкости различных ГПС, что приведет к их определен-
ной специализации:
• гибкие автоматические линии с ОЦ, имеющие несколько
шпиндельных головок, будут обрабатывать заготовки одновременно
с нескольких сторон со сменой агрегатных многошпиндельных
головок; гибкий автоматический транспорт будет обеспечивать по-
дачу заготовок и частично обработанных деталей между станками
по принципу параллельно-последовательного агрегатирования по
гибкому маршруту;
• гибкие автоматизированные системы для производства дета-
лей небольшими, но часто повторяющимися партиями при ста-
бильной номенклатуре выпуска изделий;
• гибкие автоматизированные системы для производства изде-
лий любыми партиями при нестабильной их номенклатуре, обычно
при неповторяющемся выпуске;
• гибкие технологические роботизированные комплексы с од-
ним-двумя станками, с элементами частичной сборки для еди-
ничных изделий или очень мелких неповторяющихся партий.
Интеграция производства повышает эффективность использо-
вания ЭВМ и другой вычислительной техники. Одна большая ЭВМ
в сочетании с несколькими мини-ЭВМ обеспечивают управление
всеми производственными процессами на основе общих данных и
библиотек программ, связанных в единую сеть завода, состоящих
из автоматических самооптимизирующихся без участия человека
систем сетей с обратной связью между отдельными единицами
технологического и другого оборудования и процессами, а также
331
сложных сетей управления с участием человека, который анали-
зирует получаемую информацию и принимает решения.
ГАЗ будет иметь три основные функциональные части: техни-
ческую подготовку, собственно производство и организацию и
управление производством. Произойдет перемещение центра тя-
жести решения большинства производственных проблем со ста-
дии непосредственного изготовления продукции на стадию тех-
нической подготовки производства.
Характерной особенностью собственно производства ГАЗ бу-
дет построение его ГПС из типовых гибких производственных
модулей, а технологического и вспомогательного оборудования —
из взаимозаменяемых унифицированных и стандартных узлов, что
будет обеспечивать постепенное наращивание производственных
мощностей и их обновление. ГАЗ будет представлять собой комп-
лекс автономных ГПС с независимой друг от друга отладкой и
пуском в эксплуатацию и возможностью как перестройки, так и
замены любой устаревшей системы.
Отличительной особенностью будет слияние организации и
управления в единую функцию на базе принятия решений при
оперативном планировании производства. Обработка заказов, ин-
вентаризация материальных средств, график производства, опти-
мизация загрузки оборудования, расчет себестоимости, сбыт и
снабжение, как и другие составляющие функции организации и
управления производством, станут гибкими динамичными про-
цессами, образуют вместе с технической подготовкой и собственно
производством полностью интегрированную функцию.
Основой работы по организации и управлению производством
станет оперативное планирование производства каждой отдель-
ной детали. Оно будет включать в себя планирование долгосрочной
и оперативной загрузки оборудования каждого участка, системы,
всего завода, слежение в реальном времени за прохождением каж-
дой детали, узла, изделия, адаптацию производственного графи-
ка непосредственно на рабочих местах с учетом складывающихся
каждый раз ситуаций. Сюда же относятся слежение и анализ ре-
зультатов технического контроля размеров и качества деталей и
испытаний готовых изделий в целях проведения соответствующей
коррекции процессов обработки и сборки, сокращения брака и
повышения качества продукции, контроль выполнения графика
и заданий на каждом рабочем месте, систематический контроль
за максимальным использованием всех материальных и людских
ресурсов, производственных мощностей и оборотных средств,
контроль и обеспечение доставки заготовок, инструмента, других
материалов (в том числе и инструкций) в установленное время,
на надлежащее рабочее место по принципу «все только тогда, когда
нужно». Если кооперирующие предприятия работают по данному
принципу и обеспечивают выпуск продукции высокого качества,
332
то автоматически будут обеспечиваться и сроки поставок, разу-
меется, при четкой работе транспорта и диспетчерских служб связи.
Эта система требует и определенного запаса производственных
мощностей на кооперирующих заводах.
ГАЗ будет характеризоваться как малолюдное производство.
Количество занятых кадров в сфере собственно производства зна-
чительно сократится.
На первых этапах развития ГАЗ можно ожидать относительного
увеличения занятости кадров в сфере технической подготовки,
что будет связано с большим объемом работ по анализу и пере-
конструированию изделий в целях их большего соответствия гиб-
кому интегрированному производству.
Сократится количество управленческого персонала. Электро-
низация организации и управления производством, интеграция
этих функций обеспечат их совмещение.
Одной из задач является сокращение занятых на сборке при-
способлений, установке и закреплении в них заготовок. В ближай-
шем будущем решающим на этом участке будут научная органи-
зация и автоматизация рабочего места сборщика приспособлений
и установщика заготовок, которые должны обеспечить минималь-
ное участие человека.
Сокращение трудоемкости контрольных операций на ГАЗ бу-
дет достигнуто как включением в ГПС контрольно-измеритель-
ных машин с ЧПУ, так контрольно-проверочных переходов в цикл
обработки деталей на станке (применение контрольных проб), а
также интеграцией системы обеспечения качества продукции от
контроля поступающего сырья, заготовок до испытания готовой
продукции.
В будущих ГАЗ малолюдность производства будет обеспечена и
за счет сокращения количества занятых на узловой и общей сбор-
ке. Организационные принципы автоматизированной сборки со-
стоят в обеспечении одноразовой ориентации каждой детали за
весь цикл ее изготовления и подачи на сборку, использовании
универсальных средств подачи разных деталей на сборочные по-
зиции, легко адаптирующихся к конфигурации деталей и измене-
нию порядка их сборки.
Значительный эффект обеспечивается организацией потока
заготовок и деталей без дополнительных перегрузок или ориента-
ции, т.е. заготовка должна загружаться вручную один раз, даль-
нейшая роботизация подачи заготовок и деталей не должна нару-
шать ориентацию деталей.
В будущих ГАЗ будет решена задача полной автоматизации уда-
ления стружки. Стружка станет ценным сырьем для получения
заготовок машиностроительных деталей.
На очереди разработка и создание практически безотказных
систем. Весь сложный комплекс ГАЗ должен и будет обладать сте-
333
пенью надежности, полностью исключающей необходимость кон-
троля со стороны человека за работой оборудования. ГАЗ будет
оснащен различными системами технической диагностики рабо-
ты оборудования с автоматической обработкой статистической
информации о его состоянии и выдачей документов, характери-
зующих работоспособность каждой единицы оборудования и сис-
тем в целом.
Надежность работы отдельного оборудования обеспечивается
не только его собственной безотказностью, но и однородностью
сырья, стабильностью и высоким качеством заготовок, режущего
инструмента, оптимальными режимами резания, введением ин-
дивидуального слежения за режущей способностью каждого от-
дельного инструмента. Операторы будущих ГПС будут выполнять
и обязанности специалистов по обслуживанию и содержанию обо-
рудования, на помощь им придут автоматические системы поис-
ка, определения причин отказа и выдачи инструкции на экран
видеотерминала о порядке устранения отказа.
Электронизация делопроизводства явится еще одной особеннос-
тью ГАЗ будущего. К моменту создания завода будущего (15—20 лет)
будут решены и задачи полной автоматизации обработки и передачи
информации без написания документов или заполнения вручную
различных форм. Общение человека с ЭВМ станет возможным
голосом, будут созданы системы «голос — телефон — почта»,
когда переданная по телефону информация будет фиксироваться
в памяти и появляться на видеоэкране абонента в письменном
виде и регистрироваться как входящий документ в электронном
файле — электронном делопроизводстве. Наличие видеотермина-
лов на каждом рабочем месте позволит проводить совещания,
решения которых будут автоматически передаваться исполните-
лям, регистрироваться в файлах электронного делопроизводства
и ставиться на контроль исполнения.
Будут созданы и автоматические воспроизводящие письменный
текст диктофоны. Увеличится скорость «пересыпки» документов,
которые будут передаваться по информационным сетям практи-
чески мгновенно, а с внедрением оптической волоконной связи
и со скоростью света.
Завод будущего не будет полностью безлюдным даже и в ночные
смены, хотя все инженерные и технические проблемы создания
полностью безлюдного производства в будущем будут успешно ре-
шены. Полностью безлюдное производство с точки зрения эко-
номической эффективности может быть и не оправдано. Главное
состоит не столько в устранении полностью человека из производ-
ства, сколько в изменении его роли и характера труда. Однако,
несмотря на высокую стоимость автоматизации, человек будет
полностью свободен от повторяющейся, рутинной, тяжелой рабо-
ты в горячих цехах и в неприятных условиях. Человек останется за
334
электронным пультом управления, видеотерминалом, монитором
ГПС, вооруженный САПР, АСТПП и другими АСУ.
Человек в будущем ГАЗ — это связующее звено интегрирован-
ных процессов, где требуется творческий анализ результатов и
хода производства и принятие решений в ситуациях, которые
заранее не поддаются программированию.
Тогда же, когда возникает необходимость внесения изменений
в действия систем извне (изменения задания, плана, номенкла-
туры и др.) или возникает необходимость решения непредвиден-
ных задач (изменение сроков поставки материалов и комплектую-
щих изделий, несоответствие качества входных материалов уста-
новленному уровню, перерывы и изменения в энергоснабжении
и др.), необходимо вмешательство человека для анализа возник-
шей ситуации, принятия решений и введения соответствующих
коррекций. И это в будущем и будет главной функциональной
задачей человека в системе «человек — машина».
24.2. Модель организации завода будущего
Организация завода будущего как гибкого, полностью интегри-
рованного производства представляет собой параллельно-после-
довательное решение всего объема функциональных производ-
ственных задач. Систематизация всего объема функциональных
задач и средств автоматизации их исполнения позволяет выделить
самостоятельные контуры организации производства, находящи-
еся в постоянном параллельно-последовательном взаимодействии.
Контур продукции обеспечивает организацию производства при
анализе и совершенствовании выпускаемой продукции, научной
разработки идеи новой продукции, ее создания, всех прикладных
исследовательских работ, связанных с внедрением новых изде-
лий, и совершенствовании производственных процессов. Главное,
что объединяет решение этих задач в единый самостоятельный
контур, — это практическая необходимость одновременных, увя-
занных решений большинства задач изготовления изделий и со-
вместное использование и накопление банков данных и библио-
тек программ.
Функциональные задачи контура:
• стратегическое планирование развития продукции и произ-
водства, научная разработка идеи или задания на новое изделие,
формулирование производственных целей, прогноз сроков жиз-
ни, возможной вариантности и экономичности изделия, включая
прогноз потребности, объема выпуска, необходимость создания
новых ГПС и др.;
• расчет, конструирование, анализ кинематической и динами-
ческой работоспособности и надежности новых изделий на осно-
335
ве моделирования (а при необходимости — испытания опытного
образца);
• исследование используемых и новых материалов, совершен-
ствование процессов их обработки, разработка более прогрессивных
методов получения заготовок, выбор и определение упрочняющей
технологии и др.;
• анализ энергоемкости, материалоемкости и стоимости ново-
го изделия;
• разработка изделия и его производства (конструирование уз-
лов и деталей, заготовок, процессов обработки в одну операцию
с учетом существующих ГПС, нормирование по времени и себе-
стоимости изготовления каждой детали, подготовка управляющих
программ, процедур, инструкций, руководств, определение по-
требных материалов и покупных изделий, стандартного режущего
инструмента, приспособлений, оснастки, а также изготовление
специальных инструментов, приспособлений и оснастки и т.д.).
Контур оборудования включает в себя все организационные за-
дачи, связанные с расстановкой и использованием всего техно-
логического, обслуживающего транспортно-складского оборудо-
вания и аппаратных средств вычислительной техники, а также с
использованием и эксплуатацией помещений. Данный контур увя-
зывает в единую организационную структуру все оборудование и
аппаратные средства вычислительной техники завода и его отде-
лений, связанных единым управлением независимо от террито-
риального нахождения.
В контур оборудования машиностроительного завода полного
цикла входят:
• заготовительное производство (оборудование литейных и куз-
нечно-прессовых цехов). Прогрессивные методы получения заго-
товок, различные виды литья, штамповка из жидкого металла,
прокатка, порошковая металлургия, высокотемпературный син-
тез и другие методы позволят получать точный профильный про-
кат и точные заготовки деталей машин, требующие минимальной
механической обработки;
• автоматические машины и системы раскроя профильного и
листового проката и сварки заготовок и деталей;
• механическая обработка деталей полностью в одну операцию
на ГПС, включая чистовые и доводочные операции;
• термическая, другая упрочняющая обработка деталей и по-
крытие поверхностей (окраска и др.);
• вспомогательные работы (мойка, очистка от стружки, СОЖ,
энергоснабжение и др.).
В контур оборудования входят три физически связанные, но
функционально самостоятельные подконтура:
1) режущего инструмента (сборка инструмента, смена режу-
щих пластин, настройка инструмента вне станка, подача и уста-
336
новка в инструментальные магазины, централизованные магази-
ны-склады, автоматическая система слежения за состоянием и
стойкостью инструмента и замена дублерами и т.д.);
2) транспортирования и складирования как в самих ГПС, так
и между ними с функциями хранения, подачи и сборки элементов
УСП и другой оснастки, установки заготовок в приспособления
или в магазины и кассеты, паллетизация и роботизация подачи
заготовок (деталей) на станки и другие машины (контрольно-из-
мерительные, сборочные и др.);
3) автоматизированной сборки и испытаний готовой продук-
ции, отделки, консервации и упаковки.
Контур качества включает в себя все функциональные задачи
и организационные меры по обеспечению качества продукции.
К ним относятся:
• проверка и испытание всех поступающих основных и вспомо-
гательных материалов, комплектующих узлов;
• внутриоперационный и межоперационный автоматический
контроль размеров, качественных параметров и коррекция про-
цессов;
• анализ причин брака, рационализация всех основных и вспо-
могательных операций и организация мероприятий по повыше-
нию качества продукции;
• стандартизация и заводская нормализация продукции, про-
цессов и параметров качества.
Контур надежности охватывает организацию всех работ, свя-
занных с содержанием, обслуживанием оборудования, помеще-
ний (климат, состояние) и постоянной модернизацией завода.
Функциональные задачи контура:
• организация содержания и профилактического обслужива-
ния оборудования на основе индивидуального подхода, контроль
и соблюдение графика обслуживания;
• сбор диагностической информации о работе оборудования,
аппаратных средств управляющей техники, автоматическая обра-
ботка информации о причинах отказов и простоев, анализ и совер-
шенствование диагностических систем состояния оборудования;
• блочная поузловая замена устаревших узлов и механизмов,
станков, отладка нового оборудования;
• анализ потребления ресурсов и организационные меры по
энергоснабжению и экономии других видов ресурсов (воды, сжа-
того воздуха и др.);
• организационные меры по охране окружающей среды (пере-
работка отходов, создание условий замкнутого потребления воды,
воздуха и т.д.).
Контур планирования является наиболее динамичной частью
организации производства ГАЗ. Функциональные задачи кон-
тура:
337
• анализ возможностей существующих производственных мощ-
ностей и средств для обеспечения выпуска новых изделий в за-
данные сроки;
• планирование необходимых ресурсов по объемам и срокам
снабжения (поступления, получения) в соответствии с установ-
ленными списками и спецификациями (основные материалы, тех-
нологическое оборудование, людские ресурсы, вспомогательные
материалы и ресурсы обеспечения):
• технико-экономическое обоснование плановых заданий и ана-
лиз плановой себестоимости производства по деталям, узлам и
изделиям с учетом собственного изготовления; использование
покупных изделий или производимых по кооперации; расчет (оцен-
ка) затрат времени, средств и стоимости по всему объему работ;
• изучение спроса и использования выпускаемой продукции
потребителями, возможных изменений номенклатуры выпускаемой
продукции с учетом экономичности их использования потреби-
телями (различные типоразмеры) в целях экономии энергии,
материалов, труда и снижения стоимости машин;
• планирование загрузки оборудования ГПС с учетом постоян-
ной его модернизации и обновления;
• разработка графиков поставки материалов (заготовок) по-
купных комплектующих изделий;
• оперативное календарное планирование по ГАЦ, ГПС, со-
ставление графика производства по каждой ГПС с использованием
имитационных моделей оптимизации производства;
• календарное планирование и составление графика работы сбо-
рочных ГПС, установление и контроль сроков поставки готовой
продукции.
Контур управления включает в себя:
• подконтур инвентаризации и диспетчеризации, слежение за
сроками поступления материалов, заготовок, стандартного инст-
румента и оснастки, комплектующих изделий, вспомогательных
материалов и др.; регистрацию количества и качества. Этот под-
контур включает в себя службу снабжения и сбыта, размещение
заказов, связь с внешними поставщиками, обработку счетов, учет
всех материальных ценностей, имеющихся на заводе, контроль
прохождения всех материальных средств по различным производ-
ственным отделениям, слежение за уровнем незавершенного про-
изводства, запасов и возникающих заделов и др.;
• подконтур организации сбора и потоков информации (дан-
ные подконтура инвентаризации, сообщение о работе и состоянии
оборудования и систем, качестве деталей и результатах испытания
продукции, наличии операторов и другого персонала и др.);
• контроль за выполнением плановых заданий оперативных пла-
нов, графика производства, учета загрузки оборудования и ис-
пользования производственных мощностей.
338
Контур делопроизводства включает в себя:
• административное управление, учет работы каждого занято-
го, кадровую службу;
• финансово-бюджетную службу, бухгалтерский учет, контроль
и отчетность;
• подготовку и переподготовку кадров, развитие инициативы;
социально-бытовое обеспечение и др.
ГАЗ будущего будет дальнейшим развитием научно-производ-
ственных объединений, получивших свое начало в наши дни. Все
контуры организации производства будут связаны в единую сис-
тему — завод.
Рациональной может быть следующая структура крупного ГАЗ
будущего.
Научно-исследовательский институт развития продукции и про-
блем производства с отделами и бюро'.
1) отдел развития и экономических исследований, включаю-
щий бюро концептуального проектирования и имитационного мо-
делирования;
2) отдел технической подготовки производства с бюро разра-
ботки конструкции изделий и технологии изготовления, бюро
сборки, роботизации и искусственного интеллекта;
3) отдел интеграции производства (деталей, оборудования, ма-
териальных потоков, технологических процессов);
4) вычислительный центр, включающий в себя автоматичес-
кие банки данных, библиотеки программ, бюро разработки про-
граммного обеспечения.
Завод'.
1) отдел оперативного планирования производства и обеспе-
чения организации по принципу «все только тогда, когда нужно»;
2) заготовительно-сварочный гибкий автоматизированный цех;
3) механообрабатывающие ГПС и другие гибкие рабочие места;
4) ГПС покрытий, термообработки и упрочнений;
5) ГПС сборки узлов и ГПС общей сборки изделий;
6) отдел обеспечения качества продукции, включающий в себя
метрологическую лабораторию аттестации мер, калибров и конт-
рольных приборов;
7) отдел надежности, который включает в себя службы главно-
го механика, главного электрика, главного энергетика, лаборато-
рию климатизации и содержания помещений, лабораторию диаг-
ностики;
8) цех специального инструмента, оснастки, приспособлений,
ремонта и запасных частей;
9) цех переработки отходов;
10) отдел сбыта, пусконаладочных работ и машиносервисного
обслуживания, включая обучение пользователей и изучение по-
ведения продукции в условиях эксплуатации.
339
Управление ГАЗ:
1) отдел материального обеспечения и инвентаризации ресур-
сов, включая центральные склады;
2) отдел интеграции потоков информации для принятия ре-
шений и развития средств связи, включая главную ЭВМ ГАЗ;
3) отдел организации производства, обеспечивающий взаи-
модействие всех контуров организации производства, затрагива-
ющих все подразделения ГАЗ;
4) планово-финансовый отдел, осуществляющий расчеты, бух-
галтерский учет, функцию планирования труда и заработной
платы;
5) отдел кадров и техники безопасности и социально-бытово-
го обеспечения;
6) отдел капитального строительства, включая ремонтно-стро-
ительный участок, автотранспорт и содержание территорий;
7) учебно-методический центр с отделениями основ САПР и
АСУ, экономики гибкого производства, робототехники и искус-
ственного интеллекта программирования и моделирования, тре-
нажерного цеха.
24.3. Основные направления научно-исследовательских работ
в решении проблем создания машиностроительного завода
будущего
Приоритетные направления фундаментальных и прикладных
научно-исследовательских работ по развитию гибкого интегриро-
ванного автоматизированного производства определяются тенден-
циями развития машиностроения и научно-техническим прогрес-
сом в целом. Одним из основных направлений развития отече-
ственного машиностроения является необходимость создания пре-
имущественно заводов подетальной и технологической специали-
зации и сборочных заводов. Это направление развития машино-
строения отразится на специализации заводов будущего при вы-
пуске технологического оборудования, встраиваемых ОЦ и ТОЦ,
роботов, приборов, аппаратных средств вычислительной техни-
ки, отдельных групп различных деталей машин (корпусные дета-
ли, детали трансмиссий, двигателей, энергетических установок,
коробок передач, редукторов, шестерен и др.). Углубление коопе-
рации заводов потребует перехода на организацию производства
по принципу высшей ступени организации производства — «все
только тогда, когда нужно».
Наиболее важными направлениями развития машиностроения
являются исследование и разработка лазерной технологии как для
обработки, резки, сварки, изготовления штампов, так и для со-
здания прецизионных бесконтактных средств измерения различных
340
величин, кодирования и передачи команд. Область применения
лазера в промышленности постоянно расширяется и включает в
себя такие направления, как интерференционная голография для
измерения деформации при объемном механическом, электри-
ческом и тепловом воздействиях для определения скрытых дефек-
тов и картины деформации.
Значительные исследовательские работы должны быть проведе-
ны по созданию автоматических общеотраслевых банков данных
деталей, узлов, стандартного инструмента, оснастки, приспособле-
ний, технологических переходов и библиотек пакетов прикладных
программ. Вовлечение большого числа пользователей, объедине-
ние в единые информационные сети ЭВМ практически всех ма-
шиностроительных заводов страны обеспечит быстрое накопление
данных. Банки данных должны содержать и такую информацию,
как, например, технический уровень продукции и параметры луч-
ших мировых образцов.
Другой первоочередной задачей является разработка систем
имитационного моделирования создания и эксплуатации ГПС, а
затем и ГАЗ. Необходимо дальнейшее развитие математического
обеспечения в направлении большей наглядности моделей, со-
здания общего языка символов моделей для того, чтобы в дина-
мике перемещений символов и мультипликации работы оборудо-
вания модели были приняты и легко читались специалистами без
специальных условных обозначений. Научный подход требует стан-
дартизации символов и обозначений моделей.
Решение проблем безотказности работы оборудования, ГПС и
всего ГАЗ как единой системы требует расширения исследователь-
ских работ в области надежности машин, систем технической
диагностики, методов и устройств самодиагностики оборудова-
ния, сигнализирующих систем для сокращения числа отказов и
продолжительности простоев. Это один из путей увеличения на-
дежности машин, которая должна быть доведена до нескольких
десятков тысяч часов на один отказ.
Предстоит решить еще многие проблемы «гибкости» режущего
инструмента. Например, оптимизация общей его номенклатуры
для обеспечения возможности обработки разнообразных деталей
меньшим количеством инструмента, выполнения большого ко-
личества технологических переходов. Главной проблемой остается
повышение стойкости инструмента, слежение за его состоянием
и поломками.
Необходимо искать пути и полной автоматизации настройки
инструмента на заданный размер, создавать системы, которые бы
интегрировали настройку инструмента с программным управле-
нием станка; например, измеряли бы фактический вылет режу-
щей кромки прямо на станке после его установки в шпинделе и
учитывали результат измерения в запрограммированных переме-
341
щениях ЧПУ. В этом случае можно отказаться от трудоемкой опе-
рации настройки инструмента вне станка, а не искать пути ее
автоматизации.
Дальнейшее развитие получит активный контроль размеров
деталей во время обработки, не допускающий получения брака
и не требующий контрольных операций вне станка после обра-
ботки.
Следует искать пути разработки дистанционных методов управ-
ления системами контроля качества продукции, аналитического
подхода к определению индивидуальных особенностей обработки
каждой заготовки, режущих свойств инструмента по размерной
стойкости и автоматической адаптации режимов резания в целях
получения оптимальных условий обработки.
Развитие работ по искусственному интеллекту, разработка сис-
тем, обеспечивающих накопление опыта ошибок, поломок, причин
остановок оборудования в памяти рабочих машин (автоматическая
диагностика неполадок, брака и др.); создание самообучающихся
машин, «очувствление» роботов всех видов (позиционирующих,
производящих работу, и управляющих, организующих производ-
ственный процесс в зависимости от изменения условий) являются
еще одним приоритетным направлением научных исследований
по решению практических задач производства.
Новым направлением автоматизации заводских средств связи
и коммуникаций является применение волоконной оптики.
Требуется развивать работы по производству фасонной техно-
логической формирующей оснастки, причем производить ее бу-
дет необходимо по индивидуальным заказам в количестве несколь-
ких единиц или мелкими партиями, используя технологию про-
граммируемого производства; по обработке ступенчатых валов
различных размеров из ступенчатого проката (малоотходные тех-
нологические процессы); по созданию прокатного оборудования
с быстросменными валиками для обжима пруткового проката, с
обеспечением минимальных припусков на обработку резанием или
только шлифованием; по обработке зубчатых колес всех разме-
ров, исключающей резание металла — выдавливание зуба с пос-
ледующим шлифованием, что потребует создания специальных
типов зубошлифовальных станков, унификации размеров и типов
зубчатых колес для всего машиностроения.
В перспективе в состав ГПС будет включаться оборудование для
термической обработки, резки и сварки, скоростного шлифования,
что наряду с традиционной механической обработкой позволит
получить готовые детали в пределах одной гибкой системы.
Необходимо дальнейшее развитие теории допусков и посадок,
от которых зависит надежность рабочих машин, сохранение точ-
ности их работы на весь период эксплуатации. Получение более
точных деталей обеспечит более эффективную автоматизацию сбор-
342
ки. Сопрягаемые размеры собираемых деталей могут обрабатываться
один под другой, обеспечивая точно рассчитанный натяг, посад-
ку или скольжение.
На очереди стоит необходимость разработки общих принципов
создания и эксплуатации ГАП, специализированных технологи-
ческих САПР, принципов автоматического оперативного плани-
рования и контроля за графиком производства, принципов управ-
ления гибким интегрированным производством и ГАЗ будущего,
а также разработка экономических основ гибкого интегрирован-
ного производства, включая такие элементы, как нормирование
труда, расчет потребных кадров и их квалификации, вопросы за-
работной платы и стимулирования оплаты труда, оценки себестои-
мости продукции и общей эффективности.
Контрольные вопросы
1. Что такое «интегрированное производство»?
2. Какие функциональные подсистемы входят в состав единой систе-
мы интегрированного производства?
3. Какие особенности перспективных ГПС могут обеспечить высокую
экономичность производства?
4. В чем состоят организационные основы машиностроительного за-
вода будущего?
5. Что такое «модель организации завода будущего» и какие основные
контуры организации производства можно выделить в этой модели?
6. Что представляет собой рациональная структура гибкого автомати-
зированного завода?
7. Какие направления научно-исследовательских работ следует счи-
тать приоритетными для создания машиностроительного завода буду-
щего?
СПИСОК ЛИТЕРАТУРЫ
1. Белянин ILH., Идзон М.Ф., Жогин А. С. Гибкие производственные
системы: Учеб, пособие для машиностроительных техникумов. — М.: Ма-
шиностроение, 1988. — 256 с.
2. Васильев В.Н. Организация, управление и экономика гибкого ин-
тегрированного производства в машиностроении. — М.: Машинострое-
ние, 1986. — 312 с.
3. Гаврилов А.Н. Основы технологии приборостроения: Учебник для
вузов. — М.: Высш, шк., 1976. — 328 с.
4. Гибкие производственные комплексы / Под ред. П.Н. Белянина и
В. А.Лещенко. — М.: Машиностроение, 1984. — 384 с.
5. Ипатов М. И., Туровец О. Г. Экономика, организация и планирование,
технической подготовки производства: Учеб, пособие. — М.: Высш, шк.,
1987.- 319 с.
6. КамышныйН.И. Автоматизация загрузки станков. — М.: Машино-
строение, 1977. — 288 с.
7. Климов А. Н., Оленев Соколицын С. А. Организация и планирова-
ние производства на машиностроительном заводе: Учебник для вузов. —
Л.: Машиностроение, 1973. — 496 с.
8. Ковшов А. Н. Технология машиностроения: Учебник для вузов. —
М.: Машиностроение, 1987. — 320 с.
9. Маликов О. Б. Склады гибких автоматических производств. — Л.: Ма-
шиностроение, 1986. — 186 с.
10. Меткин Н.П., Лапин М.Б., Алексеев П.И, Технологическая подго-
товка гибких автоматизированных производств в приборостроении. — Л.:
Машиностроение, 1986. — 192 с.
11. Моисеева Н. К. Функционально-стоимостной анализ в машиностро-
ении. — М.: Машиностроение, 1987. — 320 с.
12. Организация и планирование машиностроительного производства:
Учебник для вузов / М. И. Ипатов, В. И. Постников, М. К. Захарова и др. —
М.: Высш, шк., 1988. — 367 с.
13. Организация производства: Учебник для вузов / О. Г. Туровец,
В. Н. Попов, В. Б. Родинов и др.; Под ред. О. Г.Туровца. — М.: Экономика
и финансы, 2000. — 452 с.
14. Основы автоматизации машиностроительного производства: Учеб-
ник для вузов / Е. Р. Ковальчук, М. Г. Косов, В. Г. Митрофанов и др.; Под
ред. Ю.М.Соломенцева. — 2-е изд., испр. — М.: Высш, шк., 1999. — 312 с.
15. Производственный менеджмент: Учебник для вузов / С. Д. Иль-
енкова, А. В. Бандурин, Г.Я. Горбовцов и др.; Под ред. С. Д. Ильенковой. —
ЮНИТИ-ДАНА, 2001. - 583 с.
344
16. Сухоруков Р.Ю., Шишмарев В.Ю. Создание и внедрение гибких
автоматизированных производств в машиностроении. Сер. ТС-9 «Эконо-
мика и технология приборостроения». Вып. 4. — М.: ЦНИИТЭИ прибо-
ростроения, 1984. — 52 с.
17. Технологическая подготовка гибких автоматизированных сбороч-
но-монтажных производств в приборостроении / Н. П. Меткин, М. С. Ла-
пин, В. И. Гольц, П. И. Алексеев. — Л.: Машиностроение, 1986. — 192 с.
18. Торган В. С., Торган А. В. Основы автоматизации технологических
процессов в приборостроении: Учебник для сред. спец. учеб, заведений. —
М.: Высш, шк., 1985. — 240 с.
19. Шишмарев В.Ю. Гибкие производственные системы в приборос-
троении: Учеб, пособие для вузов. — М.: МГАТУ, 1996. — 164 с.
20. Шишмарев В.Ю. Технический контроль в приборостроении: Учеб,
пособие для вузов. — М.: МГАТУ, 1996. — 190 с.
ОГЛАВЛЕНИЕ
Предисловие................................................3
Введение.....................................................4
Раздел I
ОБЩИЕ ЗАДАЧИ, ПРОБЛЕМЫ И СТРУКТУРА
МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА
Г л а в а 1. Характеристика машиностроительного производства.7
1.1. Машиностроение как основа развития экономики
и база для других отраслей промышленности...............7
1.2. Современные проблемы машиностроительного производства.... 11
1.3. Задачи, методы и формы организации производства.....18
1.4. Производственная программа и производственная мощность
предприятия.............................................22
Г л а в а 2. Производственный процесс и структура
машиностроительного предприятия.....................26
2.1. Типы производства и их технико-экономические
характеристики.........................................26
2.2. Производственная структура предприятия
и определяющие ее факторы..............................30
2.3. Производственная структура цеха.....................36
2.4. Производственный процесс и его организация..........37
2.5. Длительность производственного цикла и виды движения
предметов труда........................................41
2.6. Технологический процесс и его элементы..............45
2.7. Общая структура технологического процесса и исходные
данные для его проектирования..........................49
Раздел II
ТЕХНИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Г л а в а 3. Содержание и задачи технической подготовки
производства..............................................54
3.1. Стадии технической подготовки производства...........54
3.2. Эффективность ускорения технической подготовки
и освоения производства новой техники...............55
Г л а в а 4. Конструкторская подготовка производства........58
4.1. Основные задачи и этапы конструкторской подготовки
производства...........................................58
346
4.2. Обеспечение технологичности конструкций новых изделий.60
4.3. Повышение технико-экономического уровня новых изделий ....62
4.4. Методы ускорения конструкторской подготовки...........64
Г л а в а 5. Технологическая подготовка производства..........68
5.1. Содержание и этапы технологической подготовки
производства..............................................68
5.2. Технико-экономический анализ и обоснование выбора
технологического процесса.................................72
5.3. Основные направления ускорения технологической
подготовки производства..................................77
Глава 6. Организационная подготовка производства..............80
6.1. Содержание и основные этапы организационной подготовки
производства.............................................80
6.2. Освоение промышленного производства новой продукции...82
6.3. Организация перехода на выпуск новых видов продукции.
Лизинг нового оборудования...............................83
Г л а в а 7. Планирование технической подготовки производства.87
7.1. Основные задачи планирования технической подготовки
производства.............................................87
7.2. Нормативный метод планирования подготовки производства....88
7.3. Вероятностный метод планирования подготовки производства
на базе системы СПУ......................................90
Раздел III
ОРГАНИЗАЦИЯ ОСНОВНОГО ПРОИЗВОДСТВА
Г л а в а 8. Основы организации производственного процесса....95
8.1. Основные принципы организации производственного
процесса..............................................95
8.2. Структура производственного цикла.....................96
Г л а в а 9. Организация поточного производства..............101
9.1. Классификация поточных линий
и их технико-экономическая характеристика...............101
9.2. Особенности организации и расчет основных параметров
поточных линий..........................................106
9.3. Особенности организации различных видов поточных линий .... 110
Раздел IV
ОРГАНИЗАЦИЯ ЦЕХОВ ОСНОВНОГО ПРОИЗВОДСТВА
Глава 10. Заготовительно-штамповочные цехи....................119
10.1. Состав и классификация...............................119
10.2. Выбор и расчет количества оборудования..............121
10.3. Общая планировка оборудования.......................123
10.4. Проектирование основных и вспомогательных помещений.... 125
Гл а в а 11. Литейные цехи...................................130
11.1. Общие характеристики................................130
347
11.2. Состав и классификация.............................131
11.3. Основные технологические решения...................132
11.4. Выбор и расчет количества оборудования и расхода
материалов..............................................136
11.5. Особенности планировочных решений..................137
Г л а в а 12. Механические цехи.............................139
12.1. Классификация механических цехов...................139
12.2. Выбор и расчет количества оборудования.............141
12.3. Расчет потребности в рабочей силе..................145
12.4. Размещение цехов и планировка оборудования.........148
Глава 13. Сборочные цехи и контрольно-испытательные станции....151
13.1. Состав и классификация сборочных цехов.............151
13.2. Определение трудоемкости сборочных работ и испытаний..152
13.3. Выбор и расчет количества оборудования и рабочих мест.153
13.4. Расчет состава работающих..........................156
13.5. Размещение цехов и планировка оборудования.........157
Гл а в а 14. Организация технического контроля на предприятиях.158
14.1. Задача отдела технического контроля................158
14.2. Классификация видов технического контроля..........161
14.3. Выбор средств контроля.............................163
14.4. Порядок разработки контрольных операций
в технологическом процессе..............................164
14.5. Активный контроль размеров на металлорежущих станках..165
Раздел V
ОРГАНИЗАЦИЯ ВСПОМОГАТЕЛЬНОГО
ПРОИЗВОДСТВА
Г л а в а 15. Организация инструментального обеспечения.....173
15.1. Задачи и структура инструментального хозяйства.....173
15.2. Классификация инструмента..........................174
15.3. Определение потребности в инструменте..............175
15.4. Организация ЦИС....................................180
15.5. Планирование и обеспечение цехов инструментом......181
15.6. Организация ИРК и порядок выдачи инструмента
на рабочие места........................................182
15.7. Организация заточки, ремонта и восстановления
инструмента.............................................183
15.8. Организация и планирование инструментального цеха.,185
Глава 16. Организация технического обслуживания и ремонта...188
16.1. Основные задачи ремонтного хозяйства...............188
16.2. Система планово-предупредительного ремонта
оборудования............................................190
16.3. Организация выполнения ремонтных работ.............194
Глава 17. Складское и транспортное хозяйство................196
17.1. Склады в комплексной технологии производства.......196
348
17.2. Связи складов с производственными цехами
и промышленным транспортом...............................201
17.3. Функции складов гибкого автоматизированного
производства.............................................204
17.4. Тенденции развития складов.........................206
17.5. Определение параметров и технико-экономических
показателей склада.......................................211
17.6. Структура и организация транспортного хозяйства....214
17.7. Расчет грузооборота и потребности в транспортных
средствах................................................218
17.8. Планирование работы внутризаводского транспорта....224
Глава 18. Организация энергетического хозяйства завода......226
18.1. Энергопотребление завода...........................226
18.2. Нормирование энергопотребления.....................230
18.3. Расчет потребности в энергии и топливе.............233
18.4. Схемы энергоснабжения и энергетические установки...236
Глава 19. Организация и нормирование труда на предприятии...240
19.1. Задачи научной организации труда...................240
19.2. Виды кооперации и разделение труда.................240
19.3. Совмещение профессий и многостаночное обслуживание.243
19.4. Организация и обслуживание рабочего места..........247
19.5. Классификация затрат рабочего времени..............251
19.6. Методы нормирования труда различных категорий
работающих...............................................253
19.7. Режим труда и отдыха работников предприятия........261
Раздел VI
АВТОМАТИЗИРОВАННОЕ ПРОИЗВОДСТВО
Глава 20. Основные направления автоматизации производства...265
20.1. Основные понятия и преимущества автоматизации
производства.............................................265
20.2. Особенности проектирования технологических процессов
автоматизированного производства.........................267
20.3. Производительность автоматизированных систем.......271
Глава 21. Автоматизация загрузки заготовок..................274
21.1. Загрузка заготовок.................................274
21.2. Классификация заготовок............................275
21.3. Питание станков бунтовым материалом................276
21.4. Питание станков прутковым и ленточным материалом...%. 277
21.5. Питание станков штучными заготовками...............278
21.5.1. Магазинные загрузочные приспособления........278
21,5.2. Бункерные загрузочные приспособления.........279
Глава 22. Применение промышленных роботов
и роботизированных технологических комплексов...............284
22.1. Общие сведения о роботах...........................284
22.2. Составные части и конструкции ПР...................286
349
22.3. Технические характеристики ПР.....................289
22.4. Манипуляционная система ПР........................290
22.5. Примеры ПР........................................292
22.6. Общие сведения о робототехнологических комплексах.294
22.7. РТК для механической обработки деталей............295
22.8. Применение ПР для кузнечно-прессового оборудования...297
22.9. Применение ПР для окрасочных работ................299
22.10. Применение ПР для ванн гальванопокрытий..........301
Глава 23. Гибкие производственные системы в машиностроении....302
23.1. Перспективы развития и прогноз выпуска гибких
производственных систем в мире..........................302
23.2. Гибкое производство — новая концепция
в машиностроении........................................307
23.3. Основные термины и показатели ГПС.................309
23.4. Особенности инструментального обеспечения ГПС.....312
23.5. Особенности транспортно-складских подсистем ГПС...313
23.6. Преимущества ГПС, проблемы и трудности их внедрения..314
23.7. ГПС в механообрабатывающем производстве...........319
23.8. Предпроектный анализ производства при создании ГПС ..323
23.9. Эффективность применения ГПС......................327
Глава 24. Машиностроительный завод будущего................330
24.1. Организационные основы машиностроительного завода
будущего................................................330
24.2. Модель организации завода будущего................335
24.3. Основные направления научно-исследовательских работ
в решении проблем создания машиностроительного завода
будущего.................................................340
Список литературы.............................................344
Учебное издание
Шишмарев Владимир Юрьевич,
Каспина Татьяна Ивановна
Машиностроительное производство
Учебник
Редактор О. Ю. Срибная
Технические редакторы О. С. Александрова, Е. Ф. Коржуева
Компьютерная верстка: В. А.Крыжко
Корректоры С. Ю. Свиридова, О. А. Королева
Диапозитивы предоставлены изда i ельством
Изд. № А-1089-1. Подписано в печать 03.06.2004. Формат 60x90/16.
Бумага тип. № 2. Гарнитура «Таймс». Печать офсетная. Усл. печ. л. 22,0.
Тираж 7000 экз. Заказ № 13420.
Лицензия ИД № 02025 от 13.06.2000. Издательский центр «Академия».
Санитарно-эпидемиологическое заключение № 77.99.02.953.Д.003903.06.03 от 05.06.200:
117342, Москва, ул. Бутлерова, 17-Б, к. 328. Тел./факс: (095) 330-1092, 334-8337.
Отпечатано на Саратовском полиграфическом комбинате.
410004, г. Саратов, ул. Чернышевского, 59.
ACADEMA
Книги Издательского центра
«АКАДЕМИЯ»
можно приобрести
В розницу:
• Книжный клуб «Олимпийский» (Олимпийский пр-т, 16, 5-й этаж, место 20;
3-й этаж, место 166)
• Книжная ярмарка на Тульской (Варшавское шоссе, 9, магазин-склад «Марко»)
• Московский дом книги (ул. Новый Арбат, 8)
• Дом педагогической книги (ул. Б. Дмитровка, 7/5; ул. Кузнецкий мост, 4)
• Торговый дом «Библио-Глобус» (ул. Мясницкая, 6)
♦ Дом технической книги (Ленинский пр-т, 40)
♦ Дом медицинской книги (Комсомольский пр-т, 25)
♦ Библиосфера (ул. Марксистская, 9)
• Сеть магазинов «Новый книжный» [Сухаревская пл., 12; Волгоградский пр-т, 78)
Оптом:
• Москва, ул. Бутлерова, 17-Б, 3-й этаж, к. 328 (здание ГУП «Книгоэкспорт»).
Тел./факс; (095) 334-7873, 330-1092, 334-8337. E-mail: academia@rol.ru
• Санкт-Петербург, наб. Обводного канала, д. 211-213, литер «В».
Тел./факс: (812) 259-6229, 251-9253. E-mail; fspbacad@comsef.net
(оптово-розничная торговля)
Издательство имеет возможность отправлять заказанную литературу желез-
нодорожными контейнерами, почтово-багажными вагонами и почтовыми отправ-
лениями.