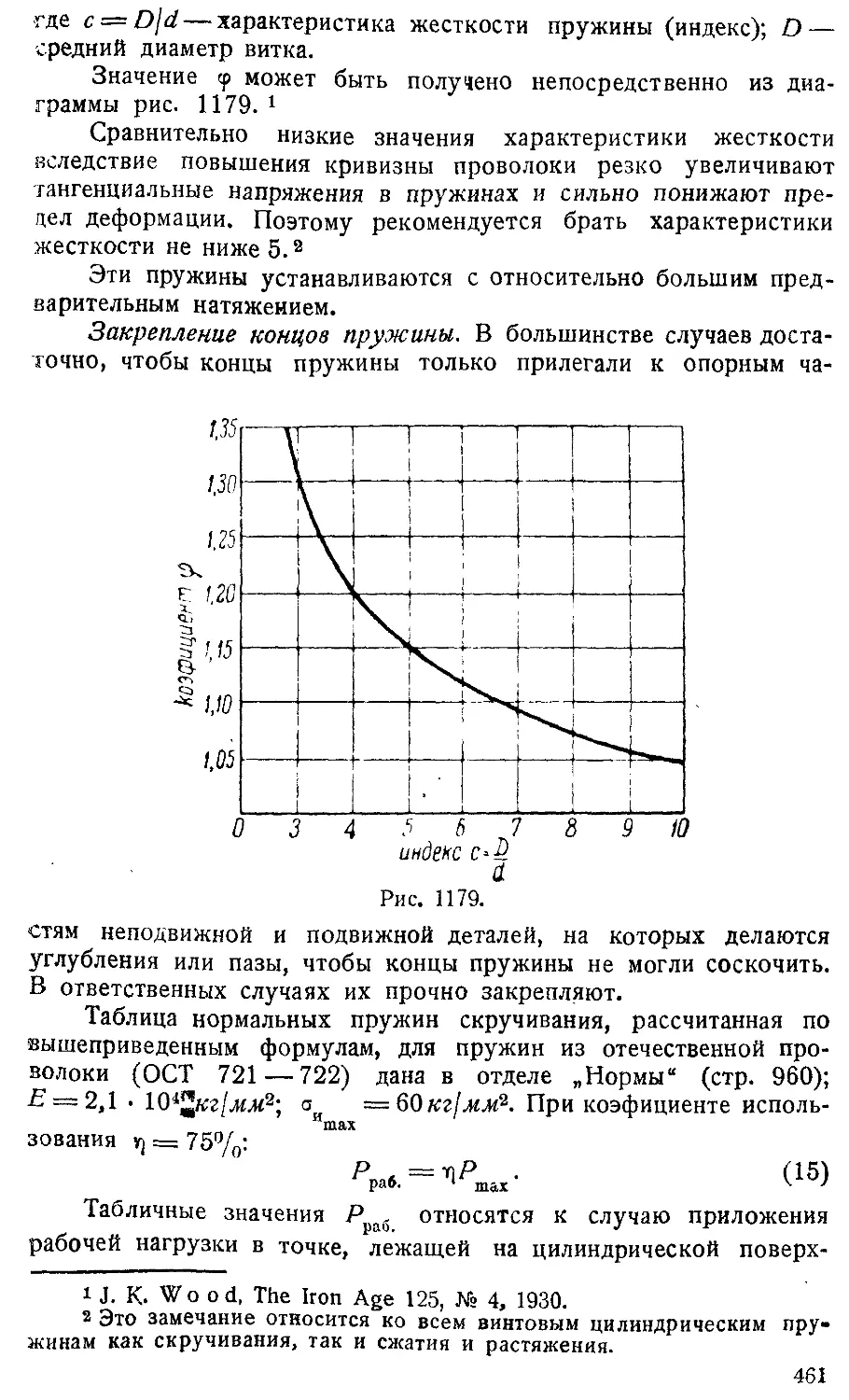
/








































































































































































































































































































































































































































































































































































































































































































































































































































































































































































































Text
СПРАВОЧНАЯ КНИГА
ж-
О П Т И К О - М Е X А Н И К А
под редакцией нроф. Л. Г. Титова
ЧАСТЬ ВТОРАЯ
11 р., пер. 2 р.
О Н ТИ
и к т п
СССР
ГЛАВНАЯ РЕДАКЦИЯ ЛИТЕРАТУРЫ
ПО МАШИНОСТРОЕНИЮ И МЕТАЛЛООБРАБОТКЕ
ЛЕНИНГРАД 1 937 МОСКВА
МС—80-5-5
„Справочная книга оптико-механика", являю-
щаяся в литературе первым изданием подобного
рода, имеет целью оказать помощь в работе
инженерам, техникам, научным сотрудникам, рабо-
тающим в оптико-механической промышлен-
ности, студентам втузов, а также многочислен-
ному контингенту лиц, применяющему в лабо-
раториях оптические приборы. Все разделы книги
написаны специалистами, имеющими большой
стаж работы в научных институтах и на заводах.
„Справочная книга* делится на 2 части.
Часть I содержит общие теоретические поло-
жения из области оптики и подробные описания
оптических приборов.
Часть II посвящена деталям конструкций
оптико-механических приборов и технологии
оптико-механического приборостроения (матери-
алы, обработка деталей, сборка, отделка, специаль-
ные машины и контрольно-измерительные инстру-
менты).
Ответ, редактор проф. Л. Г. Титов
Техн, редактор Е. Б. Бердникова
Сдана в набор 4/Х 1936 г. Подписана к печати 23/XI 1936 г.
Бум. листов 31 Тип. зя. в 1 бум. л. 96256
Формат 60X90 Изд. № 48
Ленгорлит № 24496 Тираж 5000 Авт. л. 67,25
Заказ № 3905
г- tn-,_- __I — _ •• •_- . — - ... ' —---- - — — ---
Тип им. Евг. Соколовой. Ленинград, пр, Кр. Командиров, д. 29.
Авторы (по алфавиту):
Инж. Александров И. Е., инж. Андин И. А., инж. Бар-
дин А. Н., инж. Бураго А. Н., инж. Вандель Г. И.,
научн. сотр. Варгин В. В., проф. Воано В. Г., научн.
сотр. Гаврилов В. А., проф. Гассовский Л. Н., акад-
Гребенщиков И. В., инж. Гуляев Л. П., действ, член
ГОИ Демкина Л. И., инж. Зубрилин П. П., инж.
Иванов Г. М., инж. Кантор О. М., инж. Касименко М. А.,
проф. Качалов И. И., инж. Кон А. А, инж. Кругер М. Я.,
инж. И. А. Кулибанов, доц. инж. Кутай А. К., инж.
Лебедев И. В., канд. техн, наук Легун С. Ф., проф. Мар-
ков А. В., доц. Б. Н. Москвин, инж. Опрокундин И. А.,
инж. Пляцкий В. М., проф. Прилежаев А. И. '(ум.),
действ, член ГОИ Раутиан Г. Н., инж. Резунов М. Al.,
докт. физич. наук Слюсарев Г. Г, инж. Смирнов В. А.,
инж. Солодилов К. Е., действ, член ГОИ Стожаров
А. И., инж. Сулим А, В., инж. Сумцов А. Я-, проф.
Титов Л. Г., инж. Триус-Александров И. М., доц. Туры-
гин И. Л., инж. Харитонов С. А., инж. Хоменко Б. Б„
инж. Цуккерман С. Т., научн. сотр. Шошин И. А.,
научн. сотр. Юдин Е. Ф., инж. Юрге В. Ф.
СБОРКА, ИЗМЕРЕНИЕ И
ИСПЫ ТАНИЕ
ОПТИЧЕСКИХ ПРИБОРОВ
, Задачей сборки оптико-механических, приборов является по-
лучить из комплекта оптических и механических деталей, путем
их соединения, готовый прибор.
Своеобразие сборки этих приборов заключается в наличии
в них помимо механических также и оптических деталей: в перечне
требований к прибору значатся также и оптические требования.
При этом значительная часть оптических приборов — приборы из-
мерительные, что в свою очередь налагает требования точности
шкал. Оказывается, что некоторые свойства оптико-механического
прибора обусловливают столь точное взаимное расположение его
деталей, что не могут быть, при современных условиях, выдер-
жаны путем точного изготовления деталей, а требуют специаль-
ной регулировки в процессе сборки прибора — так называемой
юстировки.
Оптические детали прибора предназначены для прохождения
световых лучей; поэтому всякие загрязнения, с одной стороны,
будут уменьшать световой поток, проходящий через прибор, а
с другой стороны , если загрязнены поверхности, расположенные
около мест, где находятся промежуточные изображения, — будут
непосредственно видны в поле зрения и могут послужить источ-
ником заблуждений при наблюдениях в прибор.
Это обусловливает как необходимость полной чистоты и акку-
ратности в сборочных цехах, так и введение в сборочный процесс
такой операции, как чистка оптики.
В соответствии с характером производства процесс сборки мо-
жет быть единичным, серийным и массовым — поточным. Это
влияет не только на организацию сборочного процесса, но и на
самую технологию сборки прибора.
При сборке единичной или мелкосерийной партии приборов
изготовление деталей производится на универсальных станках
с относительно меньшей точностью; здесь поэтому приходится де-
лать значительное число юстировок. В свою очередь конструкция
прибора должна быть так оформлена, чтобы допускать производ-
ство этих юстировок.
Наоборот, массовое и крупносерийное производства предусма-
тривают применение специализированных приспособлений и станков,
обеспечивая высокую точность изготовления. При этом можно от-
казаться от производства части юстировок, гарантируя выполнение
соответствующих требований строгими допусками на изготовление
деталей. Однако и тут не удается освободиться от некоторой
части юстировок (фокусировка, центрировка линз).
7
Следует отметить, что многие приборы снабжаются вывероч-
ными приспособлениями для приведения их в годное состояние
перед работой. Совокупность операций, производимых перед упо-
треблением прибора, называется выверкой, в противоположность
юстировке; в то время как первая производится перед каждым
употреблением прибора, последняя делается только при сборке
его в мастерской. При сборке приборов большой сложности пред-
ставляется целесообразным, а иногда даже необходимым разбить
прибор на ряд узлов, каждый из которых собирается и юстируется
самостоятельно. При крупносерийном производстве может быть
выставлено требование взаимозаменяемости отдельных узлов.
Тогда разбивают сборку на два этапа — предварительную сборку
(предсборку) и окончательную. В предсборке делаются пригонка
механических деталей друг к другу, штифтовка и засверливание и
проверяется совпадение размеров. После этого прибор и его узлы
разбираются, и детали отправляются в отделку. Окончательная
сборка ведется уже с оптикой; при этом производятся необходи-
мые юстировки и окончательное крепление деталей и узлов.
Такой порядок, необходимый при сборке опытных приборов,
применяется иногда и при сборке единичных и мелкосерийных
приборов. Следует однако признать, что в последнем случае он
нерационален, ибо содержит в себе повторение операций, что со-
пряжено с потерей времени. Существование предсборки указывает
на недостаточность контроля деталей перед их поступлением
в сборку, что и вызывает необходимость проверить пробной сбор-
кой пригодность деталей во избежание неприятных неожидан-
ностей.
Рационально организованный сборочный процесс должен пре-
дусматривать полный контроль деталей прибора, гарантируя воз-
можность сочленения их в дальнейшем. При этом необходимость
предсборки отпадает, окончательная сборка может вестись из от-
деланных деталей.
Из изложенного видно, насколько важен контроль деталей при-
бора перед их поступлением в сборку.
Приемы сборки и выверки базируются на ряде общих прин-
ципов, варьируемых в зависимости от конструкции приборов. Сюда
относятся: принципы коллимации и автоколлимации и принцип
гониометра, которые дополняются специальными устройствами,
приспособленными к тому или иному расположению частей е
приборе. Методы этих измерительных приемов и средства для их
выполнения лучше всего выясняются при рассмотрении способов
выверки и юстировки некоторых типичных приборов. Эти способы
могут быть применены к большинству приборов. В дальнейшем
рассматриваются выверка и сборка типичных представителей ос-
новных групп приборов, имеющих широкое распространение, а
именно: бинокулярных зрительных труб, дальномеров, сложных приз-
менных приборов, фотографических объективов и микроскопов.
8
И. В. Лебедев.
Глава XXV
МЕТОДЫ И ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ОПТИЧЕСКИХ
ВЕЛИЧИН ПРИБОРОВ И ИХ ОПТИЧЕСКИХ ДЕТАЛЕЙ
§ 1. Измерение радиусов кривизны
1. Микрометр (см. гл. XXIV). Выпуклые радиусы линз, имею-
щих форму полушара, могут быть определены путем непосред-
ственного измерения диаметра линзы микрометром.
2. Сферометр. Является наиболее распространенным прибором
для определения радиусов кривизны. Он
„стрелки" h сферической поверхности,
если известен радиус хорды г (рис. 663).
Из рисунка следует, что радиус измеряе-
мой сферы будет равен:
основан на измерении
/г2
2/г
(1)
В современном оформлении прецизи-
онный сферометр показан на рис. 664.
Схема его дана на рис. 665. Линза лежит
на кольце 2, укрепленном на массивном
корпусе 1. Наружная кромка кольца для
Рис. 663.
вогнутых, а внутренняя — для выпуклых определяет величину
полухорды, входящей в формулу (1). Кольцо расположено центри-
рованно по отношению к стержню 3, поднимающемуся вверх гру-
зом 4 до соприкосновения контактного шарика с измеряемой сфе-
рой. Величина смещения от плоскости 00 и будет стрелкой; она
измеряется по шкале 5, разделенной на г/10 л/л/, с помощью микро-
скопа 6 с окулярным микрометром 7, позволяющим отсчитывать
микроны. Освещение' шкалы производится зеркалом S; наблюдение
ведется через окуляр 9. Для определения положения плоскости
00 к прибору прилагается нормальная плоскость. Имеется набор
колец 2 разных размеров для измерения сфер с различными хордами.
Если имеются выпуклая и вогнутая сферы одинаковых ради-
усов (например пара пробных стекол), то можно повысить точ-
ность, измеряя сумму стрелок и вычисляя отсюда радиус.
Погрешность при определении радиуса можно вычислить по
формуле:
Рис. 664.
Рис. 665.
Примерные погрешности в радиусе для dr —
dh — t^^\ мм даны в следующей таблице.
“*“0,005 мм и
1 dh = 4- 0,001 1 1 h 7? = 5 R — 20 R — 50 7? = 80 R = 100
dr = zt 0,005 50 200 500 20Й0 0,2983 3,5146 20,19^ 0,0349 0,2938 1,1960 19,0910 1 * '1 * 0,06983 0,29830 3,57040 *- ' 1 PI 0,0788 0,5604 1,4896 0,0252 0,0976 0,9960
3. Автоколлимационный микроскоп. Позволяет получить ве-
личину радиуса непосредственным измерением. Его устройство пред-
ставлено на рис. 666.
Микроскоп 1 снабжен автоколлимационным окуляром 2, в ко-
тором сетка 3 освещается с помощью плоскопараллельной плас-
тинки 4. Изображение сетки в обратном ходе лучей получается
в переднем фокусе микроскопа S. Если совместить S с центром
сферы, то лучи, отражаясь от поверхности линзы, снова соберутся
в точке 5 и, пройдя через объектив, дадут изображение на сетке.
Ю
изображение на сетке может быть получ&но также, если поста-
вить точку S на поверхность линзы. Очевидно, что размер пере-
движения линзы от установки на резкость первого изображения
по второго прямо равен радиусу линзы. Линза должна крепиться
салазках 5, дающих возможность поперечного смещения для
центрировки.
Рис. 666.
Метод пригоден также и для выпуклых линз, радиус которых
не превосходит расстояния от фокуса до фронтальной линзы ми-
кроскопа (на рисунке—а). В этом случае удобнее применять вме-
сто микроскопа зрительную трубу с насадкой в виде положитель-
ной линзы.
4. Автоколлимационная труба. Применяется для измерения
весьма больших радиусов. Труба должна быть снабжена выдвиж-
ной окулярной частью с делениями и нониусом.
Измерение производится следующим образом. Окулярная часть
снабжается автоколлимационным окуляром; затем перед объекти-
вом трубы ставят нормальную плоскую пластинку и фокусируют
на резкость автоколлимационного изображения; соответствующее
положение шкалы считается за нулевое. Если теперь перед тру-
бой поставить испытуемую поверхность и сфокусировать на рез-
кость автоколлимационного изображения, то из величины пере-
движения окулярной части А, считая от нулевого положения,
можно вычислить радиус поверхности по формуле:
где f—фокусное расстояние объектива трубы и d—расстояние от
Вершины сферы до передней главной точки объектива. В случае
очень больших радиусов можно пренебречь расстоянием d.
Метод особенно пригоден для проверки правильности плос-
костей.
Точность всех описанных методов не превышает О,5°/о.
5. Ньютоновы кольца. Эти кольца образуются при наложении
сферической поверхности на плоскую, в результате интерференции
8 промежуточном слое воздуха лучей, отраженных от двух по-
верхностей; их можно применить для измерения больших радиусов.
И
Пусть, как на рис. 667, сфера наложена на плоскость и осве-
щена сверху монохроматическим светом. Тогда в промежуточном
слое образуются полосы равной толщины. Если например на рас-
Рис. 667.
стояниях гх и г2 от центра имеются чер-
ные полосы, то разность хода лучей при
переходе от одной до другой должна из-
мениться на целое число длин волн. Пусть гх
соответствует /г-й полосе, считая от цен-
тра, а г2 соответствует n-\-k-ft. Тогда
2 (Zt—Z2) = Лл, и радиус вычисляется по
формуле:
точной до величин порядка г1//?4.
Измерение ширины полос может быть произведено на изме-
рительнОхМ микроскопе. Микроскоп должен быть сфокусирован на
промежуточный слой.
Метод можно расширить на случай двух сферических поверх-
ностей близких радиусов. При их наложении также образуются
интерференционные полосы. Обозначив через 7?0 известный ра-
диус, получим:
1
Предполагается, что величиной (rfR)1 можно пренебречь.
6. Отражение на сферической поверхности также можно
использовать для определения радиуса путем измерения величины
и положения изображения. Из-за малой его применимости описа-
ние этого метода не дается.1
Для измерения радиусов кривизны астрономических зеркал и
линз объективов можно применить теневой метод, описанный
в гл. XXIII.
Об измерении геометрической формы поверхностей см. гл. XXIV
и LIII.
§ 2. Толщины и воздушные промежутки, углы и соотношения
граней
Толщины линз или пластинок контролируются (см. гл. XXIV)
с помощью штангенциркуля или микрометра. В случае необходи-
мости большей точности употребляется толщемер (например Аббе).
Отклонения партии линз от номинала могут быть проверены
с помощью индикатора или в более точных случаях — оптиметра.
1 См. Handbuch der Physik, т. XVIII, стр. 726.
12
3 основном определение толщин и воздушных промежутков
отличается от соответствующих определений для механиче-
ских деталей, требуя лишь (в случае линз) центрировки деталей
более аккуратного обращения, ввиду возможности испортить
поверхности деталей.
Измерение углов производится различными методами, в зави-
симости от требуемой точности и назначения детали. Из обычных
методов наиболее точные результаты достигаются помощью гонио-
метра (главным образом автоколлимационного). Гониометры
(см. также гл. XIX) имеют точность в 1', 20", 10", 5", 1", 0,5",
0,1". Призма устанавливается на столике и центрируется относи-
тельно трубы автоколлиматора. Угол поворота отсчитывается на
лимбе (в гониометрах высокой точности — помощью микроскопов);
дополнительный отсчет угла производится на окулярном микро-
метре трубы и микроскопа.
Весьма точное измерение углов может быть достигнуто помощью
интерференционных угольников (см. гл. L). Часто возникает
необходимость измерять двугранные и многогранные углы. В этом
случае строятся специальные приборы. Иногда точное выполнение
углов в деталях не столь важно, а важнее результат их оптиче-
ского действия. В этом случае также измерения ведут на специаль-
ных приборах (см. гл. L).
§ 3. Измерение фокусных расстояний и отрезков
Наиболее удобным способом является измерение расстояния
от вершины линзы до фокуса —фокусного отрезка — и расстояния
от главной точки до фокуса — фокусного расстояния. Предполагая,
что система находится в воздухе, достаточно определить одно
фокусное расстояние и два фокусные отрезка.
При выяснении вопроса о точности измерений сразу же при-
дется столкнуться с тем обстоятельством, что, даже в случае
идеально корригированной системы, фокус не представляет собой
точки, а вследствие дифракции превращается в объем конечных,
хотя и малых размеров. В случае же системы реальной, т. е.
обладающей аберрациями, следует иметь в виду зависимость поло-
жения и величины фокуса от длины волны света, отверстия пучка,
угла наклона главного луча и т. д.
В соответствии с этим определение
окуса может
положения
преследовать двоякую цель: во-первых измерение фокусного рас-
стояния или отрезка как конструктивного элемента и во-вторых
выяснение зависимости положения фокуса от длины волны, зоны
и т* п., т. е. определение состояния коррекции системы. Ясно,
что методы, потребные для второй цели, должны быть гораздо
более точными. Мы ограничимся рассмотрением первой группы
методов и указанием на те методы второй группы, которые при-
годны для наших целей.
13
Вычисление фокусного расстояния и отрезка легко может,
быть произведено, если заданы конструктивные элементы системы
по формулам (13) и (14) гл. 1. Просчет делается путем после-
довательного применения этих формул и вычисления высот h и
углов и после каждой поверхности.
Высота h на первой поверхности может быть задана произвольно,
например равной первый угол их •— 0, что соответствует лучу,
идущему параллельно оси. Обычно просчет производят дважды
при ходе лучей прямо и обратно. Это дает оба фокусные отрезка.
Величина фокусного расстояния получается одна и та же при
обоих просчетах, что является контролем.
§ 4. Определение положения фокусов
Наиболее просто и практически удобно измерение фокусного
отрезка на оптической скамье (рис. 668). На рельсе 1 установлена
подставка 2 для испытуемой линзы и микроскоп с сеткой 3, по-
ложение которого может быть отсчитано по делениям шкалы 4.
Рис. 668.
Изображение весьма удаленной точки 3 получается в заднем
фокусе F' испытуемой линзы. Установив микроскоп 3 так, чтобы
изображение 3 было видно без параллакса с сеткой микроскопа,
можно зафиксировать путем отсчета по шкале 4 положения заднего
фокуса линзы. Передвинув микроскоп так, чтобы сфокусировать
его на заднюю поверхность линзы, и сделав отсчет, получим по-
ложение этой поверхности. Разность отсчетов в первом и втором
случаях даст фокусный отрезок; перевернув линзу, можно полу-
чить другой отрезок.
Если светящаяся точка 5 находится не на бесконечном удале-
нии, а на некотором, хотя и большом расстоянии, то ее изобра-
жение получится от фокуса на расстоянии:
(4)
Если желательно получить отрезок с точностью до 0,1°/о, то,
предполагая систему тонкой и отрезок приблизительно равным
фокусу, получим, что достаточно иметь предмет, удаленный на
лг=1ООО/ (/~20 мм) от линзы. Для короткофокусных систем
это расстояние порядка 10—20 м, что достижимо в пределах
помещения. ,
14
Рис. 669.
Вместо удаленного предмета весьма выгодно иметь- коллима-
top, т- е- систему из объектива зрительной трубы, в фокальной
ппоскости которого поставлена сетка; будучи освещена, эта сетка
Сражается объективом как бесконечно удаленная. Употребление
кОллимат°ра удобно, так как
измерения не зависят от
естественных условий осве-
щения»
Выверка коллимато-
ров. «) Выверка по удален-
ному предмету производит-
ся так же, как было описано
выше. Если предмет нахо-
дится на конечном расстоянии, следует ввести поправку на удале*
ние согласно формуле (4).
б) Автоколлимация. Если снабдить коллиматор автоколлима-
ционным окуляром, хотя бы типа Гаусса, то, имея нормальную
плоскость, можно выверить его на бесконечность. Именно отра-
женное изображение будет только тогда совпадать по резкости
с самой сеткой, когда последняя находится в фокальной плоскости
объектива коллиматора (рис. 669). Теоретически этот способ
дает удвоенную точность, но требует наличия плоскости весьма вы-
сокого качества.
в) Вспомогательная труба и пентапризма могут быть при-
менены для фокусировки коллиматора, особенно с большим от-
верстием. Применение их ясно из схемы рис. 670. Пентапризма Р
может передвигаться на салазках перпендикулярно оси фокуси-
руемого коллиматора К, изображение сетки которого наблюдается
через вспомогательную трубу Т с
Рис. 670.
гой совершенно строго. Если-
окулярным микрометром М.
Если при передвижении пен-
тапризмы по салазкам изображе-
ние остается неподвижным, то из
объектива выходит параллельный
пучок лучей, и следовательно сет-
ка стоит в фокальной плоскости.
Практически благодаря наличию
аберраций добиться полной непо-
движности не удается. Метод дает
хорошую точность.
г) Три коллиматора могут
быть сфокусированы один в дру-
все три коллиматора дают попарно
изображения сеток один в другой без параллакса, то это возможно
лишь в том случае, когда из них выходят параллельные пучки
лучей, т. е. сетки стоят в фокальной плоскости. Практически
работу ведут так. Фокусируют 1-й коллиматор во 2-Й до уничто-
жения параллакса между сеткой 1-го изображения и сеткой 2-го.
Затем 2-й коллиматор заменяют 3-м и фокусируют последний да
уничтожения параллакса между сетками 1 -го и 3-го. После этогя
направляют 2-й коллиматор в 3-й. Если 1-й был сфокусировав
точно, то между 2-м и 3-м параллакса не будет, в противном]
случае следует располовинить ошибку между 2-м и 3-м и испра-^
вить по ним 1-й. Для контроля операцию повторить еще раз. !
д') Плоскопараллельная пластинка и два коллиматора. Имея
точную плоскопараллельную пластинку, можно сфокусировать два
коллиматора один в другой. Идея метода ясна из рис. 671. Пло-
скопараллельная пластинка при качании смещает зрачок одного
коллиматора по зрачку другого. Изображение сетки одного кол-
лиматора в другом будет оставаться неподвижным только в том
•случае, когда оба коллиматора имеют сетки расположенными
в фокальных плоскостях и между ними параллельный ход лучей.
Вспомогательные коллиматоры следует брать значительно
более длиннофокусными, чем проверяемые системы, чтобы уменьшить
влияние аберраций коллиматора и ошибок его фокусировки. Если
фокусное расстояние проверяемой системы /, а коллиматора — /0,
то смещение сетки коллиматора на х вызовет смещение изобра-
жения в проверяемой системе на х', причем:
Влияние ошибки уменьшается в квадрате отношения фокус-
ных расстояний.
Можно применять также диоптриметр Генкера, схема кото-
рого приведена на рис. 672. Он состоит из наблюдательной
Рис. 672.1
трубы Т, сфокусированной на бесконечность, объектива О и
марки 34, передвижение которой может отсчитываться по шкале.
Испытуемая линза L ставится так, чтобы ее вершина опиралась
на агатовый шарик S, поставленный в переднем фокусе объек-
16
а О- Нулевое положение марки М соответствует фокальной
Носкости объектива О, при этом изображение марки будет на-
литься в полной резкости с сеткой трубы Т. Если теперь вста-
вить испытуемую линзу, то для получения резкости придется
сдвинуть марку М на величину х. При этом очевидно, что перед-
ний фокусный отрезок испытуемой линзы будет равен х':
Выражая обратную величину хг — так называемую вершинную
рефракцию — в диоптриях, получим равномерную шкалу, т. е.:
Эти диоптриметры обычно имеют некоторые добавочные при-
способления для определения центрировки очковых линз, их при»-
йатичности и пр., в данном случае не требующиеся.
§ 5. Измерение фокусных расстояний
Способы измерения фокусных расстояний основаны или на
определении величины фокусных отрезков с последующим учетом
положения главных точек, или на получении нескольких пар со-
пряженных точек и использовании соотношения: хх' ==
наконец на определении увеличения либо поперечного:
или же
либо углового:
весьма
Различных способов измерения фокусных расстояний
большое количество. Из них следует выбирать те, которые соот-
ветствуют методу использования данной системы. Так для объективов
зрительной трубы надлежит брать предмет, находящийся на боль-
шом удалении, обращая к нему внешнюю сторону объектива;
объективы микроскопа следует проверять, помещая предмет в
передний фокус, и т. д. При таком использовании аберрации
системы оказывают наименьшее влияние на результат. Следует
обратить внимание на тщательную центрировку и фокусировку.
Ограничиваемся рассмотрением только наиболее важных спо-
собов.
1. Измерение отрезков на оптической^ скамье-Яа^Е
соб^Ь опРеделить фокусные расстояния ря,уж*^огообразных спо-
Зак. 3905. — Опр. кн. оптико-механика, ч. I
а) Три пары сопряженных точек позволяют определить
и фокусные расстояния и отрезки. Пусть, как на рис. 673,
*9
Рис. 673.
измерены расстояния b и Ь' от некоторой марки, скрепленной
с линзой, до сопряженных точеЙ s и s'. Если взять три пары
сопряженных точек то из получившихся трех уравнений можно
определить как фокусные расстояния, так и отрезки, а именно:
(»2——»,) (ft, - »2) (V—а,') Щ—»/) а>2'—ь3").
К», - »1) (V - V) - («а - «.) (».' - V)P
(»а - (», - »,) Щ - »/)
1 (*, — »i) (»,' — Ь») - № — (!>,' — V) ’
, /____________— b-i) ’ &з') (43 — 42)_______________________
‘ (43 — (4/ — b./) — (Ь, — bt) <bt' — b2) ‘
Для £ и V можно выписать два аналогичные выражения, пере-
ставив порядок величины.
б) Разновидности предыдущего способа могут быть получены,
если выбирать различным образом пары сопряженных точек. Удобно
например взять ^ = 00 и = оо; тогда соответствующие сопря-
женные точки будут совпадать с фокусами. Третью пару удобно
взять ,с возможно более малыми Ъ и Ь'\ тогда их можно будет
измерить прямо посредством микроскопа с продольным переме-
щением. Схема этого способа ясна из рис. 674.
Измерив £, Ъ и У, получим:
f = У (й — £) (У —6').
•) Практически способ можно изменить так. Устанавливаем
систему на оптическую скамью, ставим перед ней коллиматор, а за
ней—наблюдательный микроскоп; фокусируем микроскоп на изо-
бражение сетки коллиматора, что даст задний фокус системы.
Заменяем коллиматор сеткой и передвигаем микроскоп, пока он
не сфокусируется на изображение сетки. Передвижение микро-
скопа даст величину л/. Не трогая ни системы ни сетки, пере-
носим микроскоп на другую сторону и фокусируем его непосред-
ственно на сетку. После этого снимаем сетку, ставим с другой
18
стороны системы коллиматор и измеряем передвижение микроскопа,
необходимое для резкой фокусировки сетки коллиматора; это
Рис. 674.
будеттогда фокусное расстояние системы:
г) Можно, как показано на рис. 675, поставить сперва сетку
1 переднюю фокальную плоскость системы, затем сдвинуть ее
на величины хг и х2 от фокуса и измерить соответствующее сме-
Н Н' '
Рис. 675.
Щение изображения с помощью микроскопа. Фокусное расстояние
будет равно:
Чувствительность метода может быть повышена применением
звтоколлимационного микроскопа и зеркала вместо сетки.
2* ]9
Э) Два сопряженные положения линзы дают возможность
измерить фокусное расстояние, если известно расстояние между
можно пренебречь. Пусть расстоя-
главными плоскостями или им
Рис. 676.
ние от предмета до изображения
будет I (рис. 676), тогда изобра-
жению S в У соответствуют два
положения линзы. Измерив рас-
стояние Д между этими положе-
ниями и зная расстояние между
главными плоскостями, получим,
что:
е) Употребив испытуемую си-
стему в качестве объектива зри-
коллиматор с известным фокусным
тельной трубы, направив ее в
расстоянием объектива /0, можно определить фокусное расстояние
испытуемой системы f по соотношениям продольных смещений
сеток относительно фокальных плоскостей. Пусть сетка коллима-
тора смещена на х0 и, для того чтобы сохранить фокусировку,
нужномсдвинуть сетку трубы нал/. Тогда существует соотношение:
Г + X Го2+% - *) «О '
d—расстояние между главными точками системы. Отсюда
можно определить /, если известно d и измерены х0 и V. Если
взять /0 малыми^по сравнению с xQ) х' и rf, то формулу можно
упростить:
ж) Для измерения больших фокусных расстояний удобно при-
менить схему рис. 677. Труба^Т сфокусирована в коллиматор К\
Рис. 677.
поставим испытуемую систему С между ними. Тогда для получения
резкости изображения окулярную часть придется сдвинуть на вели-
чину Д. Пусть фокусное расстояние объектива зрительной трубы
будет /о, расстояние между главными точками объектива трубы
20
испытуемой системы — d\ фокусное расстояние испытуемой
системы вычисляется по формуле:
, /о-(/о4~д) ,
t ==----------— а.
д
Формула дает правильный знак для /, если считать Д поло-
жительным при укорачивании трубы.
Точность метода можно повысить, если заменить коллиматор
зеркалом, поставленным перпендикулярно оси, а трубу снабдить
автоколлимационным окуляром.
Рис. 678.
Наконец для грубого и быстрого измерения фокусных рас-
стояний можно ограничиться просто измерением отрезкор от пред-
мета и изображения до линзы для одной пары сопряженных точек.
Если s и s' (рис. 678) — величины отрезков, то, считая линзу беско-
нечно
тонкой, получим:
2. Определение поперечного или углового увеличения для
одной или двух пар сопряженных точек дает в руки хорошее
средство для измерения фокусных расстояний.
////'
Рис. 679.
п) Очень прост и практически удобен способ определения
фокусного расстояния с помощью коллиматора, путем измерения
увеличения его сетки. Идея метода понятна из рис. 679. Поскольку
сетка коллиматора стоит в фокальной плоскости его объектива,
изображение сетки будет находиться в фокальной плоскости испы-
туемой системы. В этом случае:
21
Практическое осуществление прибора показано на рис. 680.
Справа стоит коллиматор, в середине находятся два держателя
для испытуемых линз различных размеров. Измерение величины
изображения произво-
Гис. 680.
Рис. 681.
дится винтовым окуляр-
ным микрометром, стоя-
щим на рельсе слева.
Метод может дать
очень высокую точность—
до 0,2%, а при сравни-
вании фокусных расстоя-
ний одинаковых объек-
тивов и до 0,02%.
б) Пусть в фокаль-
ной плоскости испытуемой
системы помещена шкала.
Тогда (рис. 681), измеряя
угловую величину изобра-
жения этой шкалы с по-
мощью гониометра или
теодолита, можно вычи-
слить величину фокусного
расстояния по формуле:
Рис. 682.
Удобно мерить угол
между симметричными де-
лениями относительно
оптической оси.
Метод может дать
весьма высокую точность.
При вычислениях следует
учесть влияние дистор-
сии исследуемого объек-
тива.
в) Если к измерению увеличения присоединить еще измерение
отрезка на оси, то можно также определить величину фокуса:
Обозначения понятны из рис. 682.
г) В основу фокометра Аббе положено измерение попереч-
ного увеличения для двух пар сопряженных плоскостей. Идея
метода заключается в следующем (рис. 683).
22
Изображение у' шкалы у наблюдается с помощью наблюда-
тельного микроскопа, могущего передвигаться перпендикулярно
оси в хороших направляющих. Как известно:
измерив увеличение для двух пар сопряженных точек, т. е. для
двух положений шкалы, получим выражение для фокуса:
х2 — — расстояние между двумя положениями шкалы.
Конструктивно фокометр Аббе обычно оформляется так, чтобы
микроскоп стоял неподвижно, а передвигалась испытуемая система;
НИ'
Рис. 683.
ее положениях, симметричных относи-
смещение линз будет у', а полная длина
измерение ведется в двух
тельно центра. Если такое
измеряемой части шкалы у, то:
На^рис. 684 приведен внешний вид малой модели фокометра.
Здесь w — салазки с отсчетом по шкале s и нониусу до 0,02 мм
Для смещения системы. Измерение увеличения производится по двум
шкалам. Верхняя t, деленная на 0,1 мм, может включаться посред-
ством ручки Н; нижняя Т, с ценой деления 0,5 мм, передвигается
вверх и вниз по направляющим. Расстояние между шкалами t и Т
измеряется глубиномером с точностью до 0,05 мм.
Микроскоп имеет набор из 5 сложных объективов, дающих
разные фокусировки вплоть до бесконечности. Перед работой не-
обходимо центрировать как объективы, так и испытуемую систему.
23
Метод и прибор весьма чувствительны (до 0,1%). При наличной
у системы заметной сферической аберрации измерения по разным!
зонам дадут различные результаты. В этом случае следует пред*^
ставить фокусное расстояние как степенную функцию смещений-
линзы у':
= 4 + «э/2 + аУ4* 1
Величина /0 будет равна фокусному расстоянию данной
системы для параксиальных лучей.
ис. 684.
Следует отметить как достоинство метода, что ход главного
луча со стороны изображения параллелен оси, что 'делает пока-
зания прибора не зависящими от фокусировки.
3. Определение положения главных точек совместно с изме-
рением фокусных отрезков также может служить для определения
фокусного расстояния.
§ 6. Измерения величин, характеризующих действие оптических
систем
1. Измерения увеличений. Определения и формулы — см. гл. I.
У приборов типа телескопических систем измеряют всегда видимое
увеличение (Г).
24
Наиболее удобные методы: 1) измерение изображения шкалы
диафрагмы, поставленных перед объективом трубы; 2) метод,
нинаметра, принцип измерения — тот же.
а) Перед объективом измеряемой зрительной трубы ставится
шкала или диафрагма с точно известным размером отверстия. Ее
изображение за окуляром измеряется тем или другим способом.
Если линейная величина диафрагмы (шкалы) — Н> а изображен
ниЯ'—Л, то увеличение Г — Hjh.
6) Динаметр Рамсдена представляет собой трубку с линзой
(лупа), имеющую стеклянную шкалу (резкость шкалы предвари-
тельно устанавливается выдвижением линзы). Перед объективом
ставится щель известных размеров, перед окуляром — динаметр..
Фокусируя изображение шкалы передвижением динаметра, изме-
ряют по шкале последнего изображение щели и определяют Г.
Если отверстие объектива свободно, можно (с меньшей точностью)
измерять его изображение (кружок Рамсдена).
а) Телескопический динаметр представляет собой систему из
объектива, окуляра и шкалы. Шкала установлена на двойном фо-
кусном расстоянии объектива в фокальной плоскости окуляра;
следовательно изображение шкалы, рассматриваемое окуляром,
равно по величине изображению ее в плоскости рамсденовскога
кружка. Это дает возможность производить измерения также в том
случае, когда выходной зрачок трубы находится внутри.
г) Прибор Герца состоит из коллиматора и телескопа; в фо-
кальной плоскости окуляра телескопа имеется пара раздвижных
нитей, расстояние которых отсчитывается на барабане окулярного
микрометра. Сначала совмещают нити с каким-нибудь интервалом
шкалы коллиматора (удобным для последующего измерения трубы)
и делают отсчет на барабане. Затем между коллиматором и теле-
скопом вставляют измеряемую трубу; раздвигая нити до прежних
видимых делений коллиматора, производят отсчет на барабане.
Отношение второго и первого отсчетов дает увеличение трубы..
Барабан можно прямо градуировать по числам увеличений.
2. Измерение поля зрения (угла объективного поля зрения),
а) Способ рейки. На большом расстоянии ставится рейка с деле-
ниями. Через трубу видно, сколько делений ее помещается в плос-
кости бленды окуляра (видимое поле). По тангенсу углаг
соответствующего числу делений шкалы при данном расстоянии
ее, определяют угол поля зрения. Для сокращения расстояния
рейки от прибора на объектив последнего надевают „приблизи-
тель" (линзу, увеличивающую конвергенцию лучей).
б) Для ббльшей компактности установки заменяют шкалу
(рейку) коллиматором. В фокусе объектива коллиматора устано-
влена шкала, которую можно прямо градуировать в углах.
в) Можно воспользоваться гониометром, укрепив измеряемый
прибор на столике гониометра и пользуясь коллиматором со шкалой»
2) Осветив испытуемую трубу со стороны окуляра параллель-
ным пучком лучей или рассеянным ярким светом, приставляют
25-
« объективу теодолит и наводят резко на изображение шкал!
трубы. Поворачивая теодолит относительно его оси так, что^
оба конца светлого поля совместились с крестовиной окуляр!
"теодолита, делают отсчет на лимбе, который и дает величину пол
зрения испытуемой трубы.
3. Измерение диаметра и расстояния зрачка выхода|
а) Наиболее простой способ заключается в измерении диаметр!
рамсденовского кружка по шкале динаметра. Изображение зрачка
выхода должно быть резким (края) при наблюдении его динамет!
ром, что зависит от расстояния последнего. |
б) Телескопический динаметр позволяет произвести те же
измерения с большими удобством и точностью. 1
в) Зрачок выхода прибора при помощи вспомогательной линзц
проектируют на экран, имеющий шкалу. Увеличение, даваемо!
.линзой, должно быть известно. Передвигая прибор до получения
на экране резкого изображения передней линзы его окуляра
и измеряя это передвижение, можно получить величину удаления
зрачка выхода от окуляра.
4. Другие измерения. В приборах типа зрительных труб
производится ряд измерений, проверяющих правильность их сборки
и установки. Сюда относятся: проверка диоптрийной шкалы оку-
ляра, проверка нулевого положения, проверка и измерение наклона
изображения, измерение величины параллакса и др.
В бинокулярных трубах измеряются пластичность и парал-
лельность осей двух труб и др. Способы измерений и проверки
этих величин указаны дальше (см. сборку биноклей и других
инструментов).
Измерение показателей преломления и дисперсии (см. гл. I)
преимущественно производится у материалов до их обработки
в детали. У готовых деталей оно может быть выполнено лишь
косвенными методами, например у линз—путем измерения рефракции
для разных длин волн и последующего расчета (способ неточный),
у призм — на спектрометрах. Для измерения коэфициента прело-
мления наиболее точными являются интерференционные методы
(см. гл. XXIII) и методы спектрометрические (см. гл. XIX). Точность
главным образом зависит от рода и точности применяемых при-
боров. Самый распространенный способ — помощью рефракто-
метра, особенно Пульфриха (см. гл. XVII). Образцы для измерения
должны быть изготовлены достаточно точно. Расчет производится
по таблицам, прилагаемым к приборам.
Для технических измерений можно применить сравнительные
методы, например метод Захарьевского (с точностью 2 • 10~3)1
«ли метод Обреимова,2 основанный на принципе исчезновения
видимости образца в жидкости. Эти методы допускают измерение
разности показателя преломления (дисперсии) с точностью 1 • 10“5
1 Труды ГОИ, т. V, вып. 47
2 См. гл. XLVI и Труды ГОИ, т. I
26
показателя преломления какого-либо цвета точностью 1 • 10-4.
Метод Обреимова удобен тем, что не требует подготовки точного
образца; нужен лишь набор эталонов, измеренных с точностью
не менее 1 • 10 . Измерение ведется в жидкости; при этом тре-
буется непрерывное перемешивание.
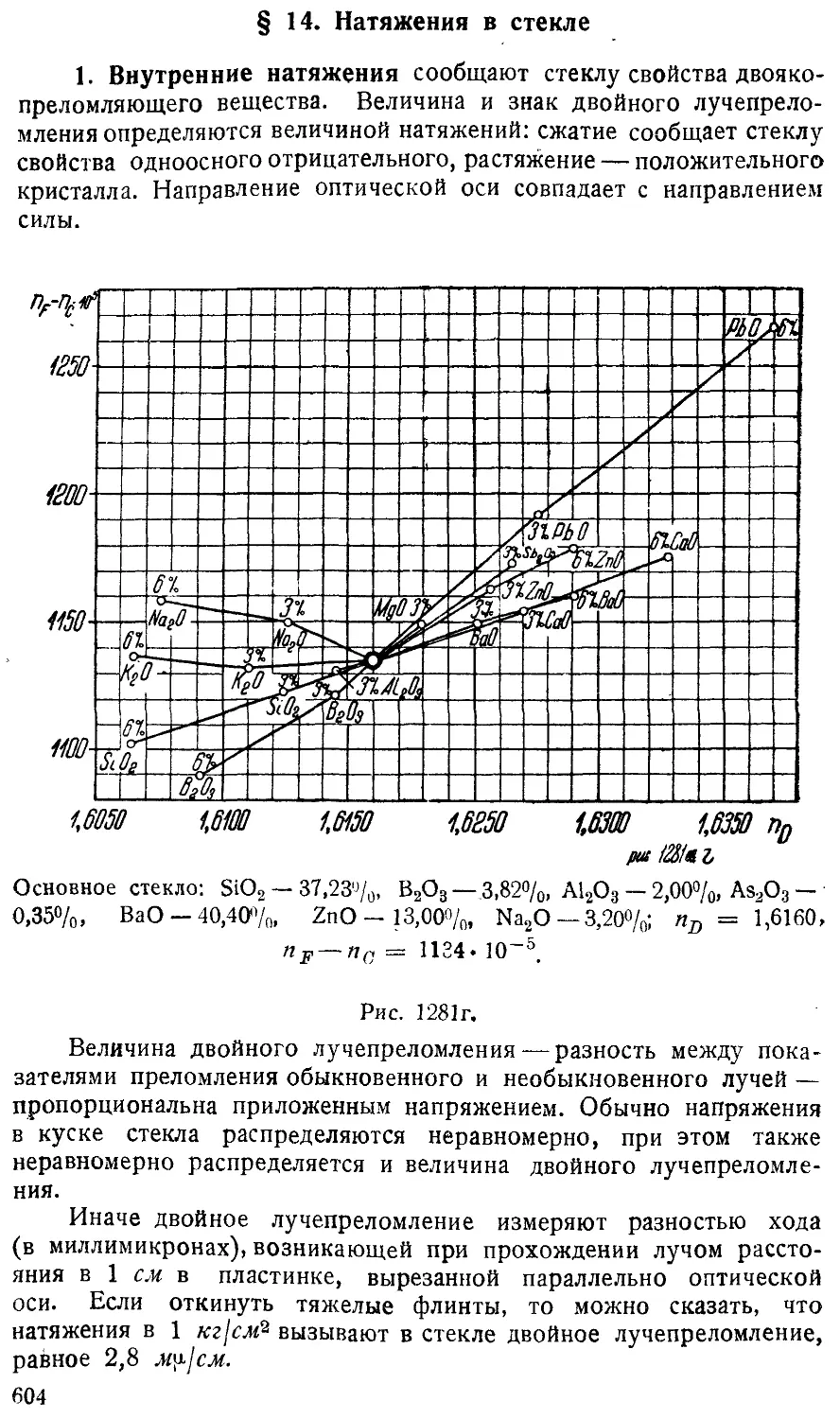
Определение величин, характеризующих поляризацию—раз-
ность хода поляризованных лучей, величина двойного лучепрело-
мления, углы поляризации, величина эллиптичности (для эллипти-
ческой поляризации) и пр. — производится разнообразными мето-
дами, зависящими от точности и назначения измерений. Применяе-
мые для этого поляризационные, поляризационно-интерференцион-
ные схемы и приборы весьма разнообразны (наиболее употреби-
тельные из них описаны в гл. XX).
Определение коэфициента отражения — см. гл. I. Определение
светопоглощения, цветности и величины насыщенности цвета —
см. гл. XVI. Значения последних получаются из следующих формул.
Коэфициент отражения г по формуле Френеля:
где и — коэфициент преломления материала.
Коэфициент поглощения белого света k определяется по коэ-
фициенту пропускания т, представляющему собой отношение све-
тового потока, прошедшего сквозь тело, к потоку, падающему
на него:
Насыщенность цвета s, выражаемая в сатронах, определяется
по чистоте цвета р; последняя есть выраженное в процентах
отношение яркости В монохроматического излучения к яркости
смеси монохроматического света с белым, не отличающейся от
данного цвета:
• 100,
где BQ — яркость белого света;
Коэфициент х. заранее известен.
Коэфициенты г, и s измеряются обычно помощью фото-
метров и поляризационных фотометров (см. гл. XVIII).
§ 7. Методы испытания оптических систем
Кроме указанных величин, характеризующих оптические
Детали и оптические системы с геометрической точки зрения и
с точки зрения оптики Гаусса, бывает необходимо измерять вели-
27
чины,, характеризующие общее оптическое действие и качеств®
системы. В зависимости от назначения деталей здесь возможны!
самые разнообразные методы измерений; так например призмьи
и призменные системы для спектроскопов и спектрографов должнья
быть испытаны на величину и характер вызываемых ими диспер!
сий; решетки, их комбинации и другие подобные детали — по их|
дифракционному действию и т. п. Методы измерений могут также]
очень значительно варьироваться в зависимости от удобства й^
места их применения. Во многих случаях достаточно хорошими^
средствами для этих измерений являются приборы, описанные]
в гл. XVI—XX. Для исследования оптического качества систем пред-|
назначен ряд специальных методов, имеющих общее применение!
При этом следует заметить, что части оптической системы, например|
объективы, будучи взяты отдельно, во многих случаях не дают|
удовлетворительного изображения, так как оставленные в них (рас-!
четом) ошибки компенсируются другими частями системы Поэтому!
испытание таких систем может производиться только в соедине-1
нии с соответствующими им частями, выполненными с высшей^
точностью. ]
Для исследования ошибок изображения с точки зрения гео-
метрической оптики существует несколько способов.
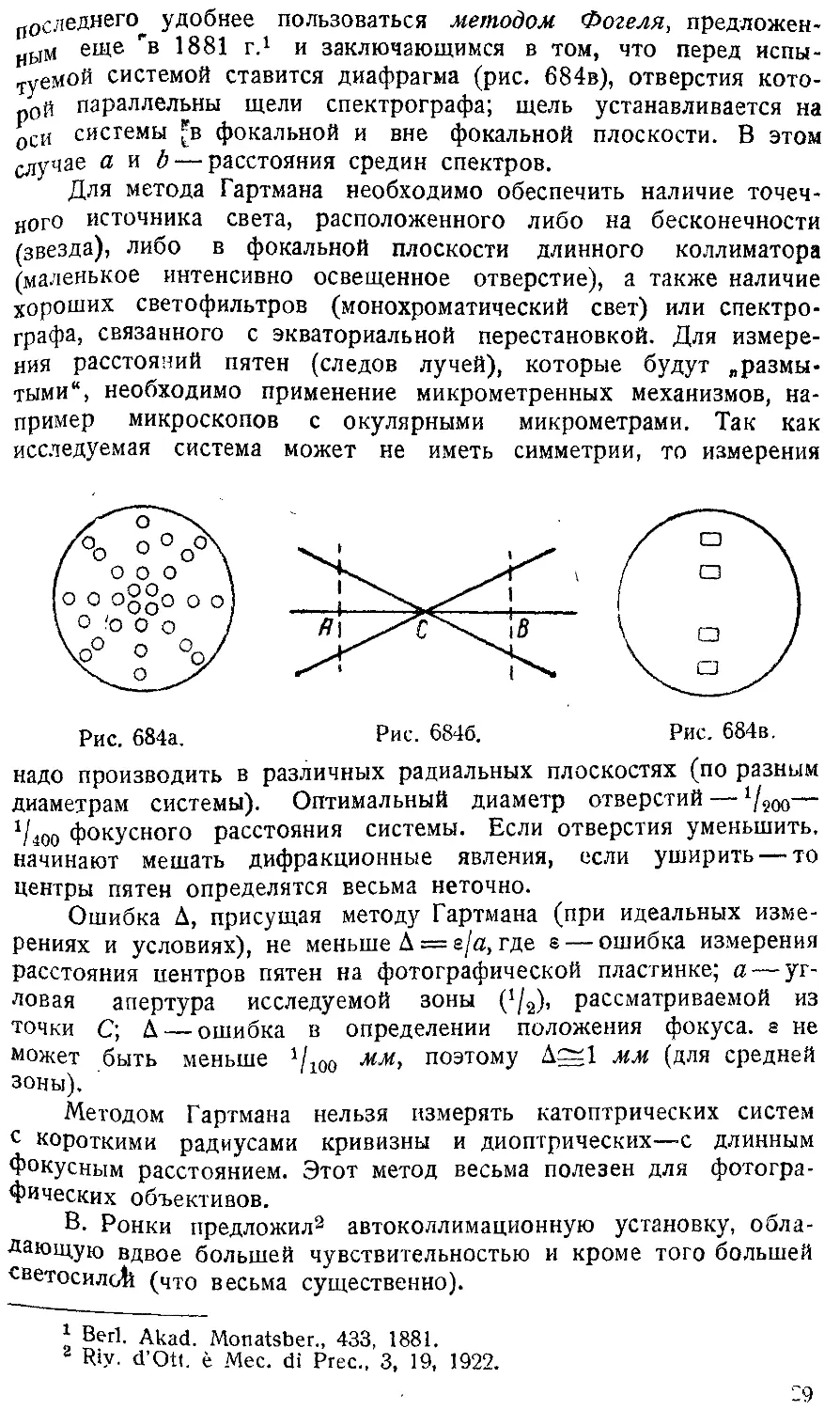
1. Метод Гартмана1 заключается в измерении направления
отдельных изолированных маленькими диафрагмами лучей, исхо-’
дящих от исследуемой системы, для чего фотографируются
следы этих лучей в фокальной плоскости и в плоскостях, отсту-
пающих от фокальной на определенную величину. Поэтому дан-
ный метод называется методом экстрафокальных измерений.
Диафрагмы имеют вид, изображенный на рис. 684а, где малень-
кие кружки — отверстия в непрозрачной пластинке. Способ рас-
положения отверстий может быть различным, например в верши-
нах концентрических квадратов, на логарифмических спиралях
и т. п.2
Если (рис. 6846) С есть пересечение пары изолированных
лучей, полученных после исследуемой системы, на которую на-
правлен пучок параллельных лучей монохроматического света,
и если в А и В находятся плоскости, где производится фотогра-
фирование следов лучей (экстрафокальные фотографии), то, обоз-
начив АВ через rZ, АС — через х, а расстояния следов от оси
в плоскостях А и В — соответственно через а и Ь, получим:
Для систем катоптрических свет можно брать белым. Если
при диоптрических системах брат^ свет различных длин волн,
то могут быть измерены хроматические свойства системы. Для
1 ZS. f. Instrument., XXIV, 1, 1904
,2 Phys. ZS., XXV, 20, 269, 1924.
28
последнего удобнее пользоваться методом Фогеля, предложен-
ии еще "в 1881 г.1 и заключающимся в том, что перед испы-
туемой системой ставится диафрагма (рис. 684в), отверстия кото-
рой параллельны щели спектрографа; щель устанавливается на
оСИ системы *в фокальной и вне фокальной плоскости. В этом
случае а и b — расстояния средин спектров.
Для метода Гартмана необходимо обеспечить наличие точеч-
ного источника света, расположенного либо на бесконечности
(звезда), либо в фокальной плоскости длинного коллиматора
(маленькое интенсивно освещенное отверстие), а также наличие
хороших светофильтров (монохроматический свет) или спектро-
графа, связанного с экваториальной перестановкой. Для измере-
ния расстояний пятен (следов лучей), которые будут „размы-
тыми", необходимо применение микрометренных механизмов, на-
пример микроскопов с окулярными микрометрами. Так как
исследуемая система может не иметь симметрии, то измерения
Рис. 684а. Рис. 6846. Рис. 684в.
надо производить в различных радиальных плоскостях (по разным
диаметрам системы). Оптимальный диаметр отверстий — ^оо—
»/400 фокусного расстояния системы. Если отверстия уменьшить,
начинают мешать дифракционные явления, если уширить — то
центры пятен определятся весьма неточно.
Ошибка Д, присущая методу Гартмана (при идеальных изме-
рениях и условиях), не меньше Д = е/п, где s — ошибка измерения
расстояния центров пятен на фотографической пластинке; а — уг-
ловая апертура исследуемой зоны (*/2)» рассматриваемой из
точки С; Д — ошибка в определении положения фокуса, г не
может быть меньше 1/1Оо мм> поэтому Д^1 мм (для средней
зоны).
Методом Гартмана нельзя измерять катоптрических систем
с короткими радиусами кривизны и диоптрических—с длинным
фокусным расстоянием. Этот метод весьма полезен для фотогра-
фических объективов.
В. Ронки предложил2 автоколлимационную установку, обла-
дающую вдвое большей чувствительностью и кроме того большей
светосилой (что весьма существенно).
1 Bert. Akad. Monatsber., 433, 1881.
г Riy. d’Ott. ё Мес. di Ргес., 3, 19, 1922.
29
Методом Гартмана можно измерить и представить в вид|
кривых все ошибки системы (аберрации), которые характеризую^
ее с точки зрения геометрической оптики (данные расчета). |
2. Метод Бека, основанный на применении „турникета"^
универсален в том отношении, что позволяет на одной и той
же установке (скамья Бека) производить все возможные испыта-
ния, измеряя положения изображений, даваемых различными лу-
чами в фокальной плоскости системы (или вообще в плоскости
резкого изображения).
Турникет дает возможность ориентировать и поворачивать
систему относительно узловых точек. Двигая • измерительный
микроскоп по дуге круга, имеющего центр в узловой точке
системы, можно производить измерения точек вне оптической
оси системы.
3. Метод Фуко („метод ножа*) является чувствительным и
удобным способом испытания оптического действия катоптри-
ческих систем (в некоторых случаях он может быть применен
и для диоптрических систем), но дает главным образом данные
суммарного действия исследуемой системы. При исследований
отдельных зон выступают посторонние (для данного способа изме-
рений) явления, понижающие точность метода. Главным образом
этот метод применяется для исследования правильности формы
поверхностей зеркал (см. гл. LIII).
4. Интерференционные методы. Прёдыдущие методы дают
лишь условную характеристику оптической системы и имеют
интерес только с точки зрения расчета ее методами зейделевской
оптики. Более близкое отношение к действительному качеству
изображения имеют методы, основывающиеся на изучении формы
и положения волновых фронтов, вышедших из оптической си-
стемы. В качестве таких методов имеют применение методы
интерференционные, описанные в гл. XXIII, а именно: Ветцмаиа!,
Тваймана, Майкельсона и др. Основным критерием при измерении
аберраций этими методами может служить допуск Релея, т. е. то^
что оптическая система является практически совершенной, еслй
деформация поверхности, выходящей из системы волны, не превы-
шает Х/4 по сравнению с идеальным волновым фронтом. Точ- -
ность интерференционных методов ограничивается возможностями
измерения расстояний интерференционных полос, которые всегда
размыты (особенно при системах с высокими апертурами) или,
наоборот, слишком тонки (при малых апертурах).
Метод Тваймана (см. гл. XXIII) в настоящее время является
одним из лучших, особенно с дополнениями Мерляна,1 введшего
компенсаторы Жамена, однако он технически очень труден и
требует дорогой аппаратуры.
В настоящее время широко распространяются методы, осно-
ванные на свойствах дифракционных решеток (в широком смысле).
1 Rev. d’Opt., Ill, 1904.
30
0з практически удобных способов (на этом принципе) следует'
отметить метод (прибор) Ленувеля (см. гл. XXIII) — автоколли-
^ационный и потому дающий удвоенную точность. В этом методе
пользуются теневыми полосами, возникающими при пересечении
круговой решетки конусом лучей, ограниченным отверстием
испытуемого объектива и пересекающим решетку по кругу ра-
диуса г.
с оответственно фокальное расстояние и линейная
— расстояние между фокусом и
где f и R —
полуапертура объектива, у
решеткой (определяется по
приближенной формуле по
числу видимых в поле зрения
полосу
Для получения ясного изо-
Рис. 684г.
бражения полос размеры источ-
ника света (который должен
быть весьма ярким) не должны
превышать */2 т, где т— частота решетки, которая не должна
быть больше, чем m = 2af'k (а — полуапертура системы). Мини-
мальное допустимое значение у при частоте т\ ут = 11в пигг
последнее и служит мерой чувствительности метода.
Решетки должны иметь частоту в зависимости от изменения
апертуры исследуемой системы (набор решеток); при больших
апертурах это вызывает практические трудности.
Метод теневых полос решеток часто видоизменяют, применяя
комбинации решеток — метод комбинационных полос, — в резуль-
тате чего получаются фигуры Муара1.
Можно различать пять типов комбинационных полос, обра-
зованных:
1) центрированными прямолинейными решетками,
2) центрированными круговыми решетками,
3) неценфированными прямолинейными решетками,
4) нецентрированными круговыми решетками,
5) совокупно прямолинейными и круговыми решетками.
Применимость каждого из этих случаев зависит от условий?
измерения и рода испытуемой системы.
На рис. 684г: О — испытуемая система, R— решетка ча-
стоты М, расположенная на расстоянии у от изображения источ-
ника света. На экране КН, являющемся также решеткой частоты,
например Mv мало отличающейся от М, мы получаем полосы
первой решетки и комбинацию обеих полос. По частоте и форме
1 Ронки, Испытание оптических систем, ГТТИ, 1933.
а
31
<
я
-последних вычисляется Mt—М по одной из следующих формул;;
,в зависимости от того, как расположены решетки: 1
tg о
Л!. — М = 2М}
tg6
— Af =
УИ,—2M = 2AL sin2
где 9 — наклон полос относительно биссектрисы угла, образован-
ного штрихами решеток; 2<?— угол наклона штрихов одной
решетки по отношению к другой.
Аберрации оптической системы влияют на изменение ча-
стоты, искажение полос и наклон их, измеряемый углом 6. Вы-
числения ведут по формуле:
М = I 1 —
Наилучшие значения получаются при ф от 0,5° до 2Э и по
«формуле:
М — ЛЕ ( 1------)
\ Р /
для нецентрированных круговых решеток.
Для комбинации
зуются формулой:
прямолинейной и круговой решеток поль-
М = М1
(прямолинейные полосы при наличии аберраций изгибаются).
При изучении сферической аберрации поле надо разделить
на концентрические зоны; для радиуса h определяют соответству-
ющее Mh. Хроматическая аберрация получается таким же спо-
собом, но при изменении длины волны света.
Особенно выгодны условия, когда частоты решеток близко
совпадают друг с другом, так как тогда относительная частота
полос значительно больше относительной частоты решетки, что
повышает чувствительность измерений.
Эту величину можно характеризовать так называемым коэ-
ффициентом увеличения Г:
пх — п ’
где п и «J — частоты решеток.
32
Для случаев 1-го и 2-го:
Для случая 3-го:
п
dn
Частота полос v будет:
v = 2nsincpl/ 1
Для случаев 4-го и 5-го:
dp М
I ДМ —I» Г п_ -|_-L-
|Л dM ’
dm
п
где М — частота полос.
Форма полос будет меняться различно в зависимости от
угла наклона решеток, частоты и формы штрихов.
Определенных правил о том, когда следует применять теневые
полосы и когда — комбинационные, дать нельзя. Последние весьма
целесообразны при изучении зеркал в центральной их части, для
исследования фокусов многих объективов, для рассеивающих сис-
тем. Чувствительность при комбинационных полосах приблизительно
вдвое больше, чем при простых теневых.
Метод решёток позволяет производить всевозможные исследо-
вания оптических систем и, ввиду его необычайной простоты, мо-
жет быть соединен с рядом испытательных приборов (см. стр. 860).
Весьма удобен для испытания бинокулярных зрительных труб
появившийся недавно аппарат В. Ронки,1 в котором метод ре-
шеток использован наряду с прочими методами измерений. Этот
аппарат позволяет' производить следующие испытания: 1) парал-
лельность осей прибора; 2) проверка диоптрийной шкалы; 3) по-
ложение и величина выходного зрачка; 4) расстояние выходного
зрачка; 5) увеличение, искажение поля, проверка окулярных шкал
и их поля зрения; 6) поле зрения; 7) параллельность изображе-
ния и объекта; 8) разрешающая сила; 9) астигматизм и кривизна
поля; 10) хроматическая аберрация; 11) сферическая аберрация,
кома; 12) хроматизм увеличения; 13) внеосевой выходной зрачок;
14) фотометрирование на оси и вне оси.
Кроме основного аппарата, на котором производятся указанные
исследования бинокулярных труб, укрепляемых на юстировочном
столике прибора, имеются два вспомогательные прибора:
1) прибор с испытательной маркой для определения раз-
решающей силы (марка представляет собой два светлые прозрач-
ные круга с нарастающей толщиной линии и непрерывно увели-
чивающимся расстоянием);
1 ZS. f. Instrument., № 8, 254, 1934.
3 Зак. 3905. — Спр. кн, оптико-ыеханика, ч. II. 33
2) диафонометр для изучения видимости различных объектовЯ
(целей), свет от которых входит во входной зрачок испытуемого^
прибора; испытания производятся с изменением освещения. Я
5. Методы испытания разрешающей силы. Оценка качествам
изображения различных оптических систем может производиться я
на основании изучения конечного результата — свойств даваемого 1
ими изображения. |
Одним из критериев служит „разрешающая сила“, которая 1
может быть для идеальной системы вычислена по формулам (см. |
гл. I). Испытание производится методом наблюдения с помощью |
микроскопа или фотографирования (для фотографических объек- |
тивов неизбежно) „мир" с разно расположенными тонкими и час- |
тыми штрихами. Расстояние штрихов миры предварительно вычис- |
ляется по теоретической разрешающей силе или на основании
возможностей (разрешения) практической системы, удовлетвори- j
ющей требованиям (эталон). Штрихи должны быть расположены
по всему полю зрения (см. например гл. XXIX).
На разрешающую силу влияют все ошибки системы, завися-
щие как от присущих ей ошибок (аберраций), так и от качества '
выполнения: центрировка элементов системы, качество поверхно-
стей, нарушение расчетных данных (воздушные промежутки, тол-
щины, колебания коэфициента преломления в стекле и т. п.), по-
роки в стекле (свили, натяжения) и др.
Иногда по изменению штрихов можно открыть источник оши-
бок, например по „двоению" штрихов, вуали, бликам. Мира уста-
навливается или на определенном расстоянии от системы, соот-
ветствующем условию правильного ее действия, или в коллиматоре
(для сокращения расстояния и независимости от внешних условий).
Объектив коллиматора должен быть высокого качества, иметь фо-
кусное расстояние и поле зрения больше, чем у испытуемой сис-
темы. Вследствие последнего применение коллиматоров ограничено.
Испытание центрировки систем оптическим способом про-
изводится путем наблюдения или фотографирования дифракцион-
ного изображения светящейся точки, расположенной на оптической
оси, методом, указанным в гл. XXIX. Характер дифракционного изо
бражения точки, помещенной под разными углами к оптической оси
(изображение в разных частях поля), служит достаточно хорошей
характеристикой качества оптической системы. Если дифракцион-
ное изображение точки занимает большую поверхность, обладает
большой несимметрией, не имея весьма интенсивного светлого
ядра, то качество системы невысоко.
Пока этот метод имеет только качественное применение. Для
количественной оценки необходимо получить распределение интен-
сивности света в пределах дифракционного изображения каждой
точки помощью микрофотометра. Однако здесь влияет множество
различных факторов, методика же достаточно сложна. В настоя-
щее время эти исследования производятся только в научных лабо-
раториях, и методика их находится еще в периоде разработки.
34
i
Для регулярных испытаний объективов, главным образом фо-
тографических, методом качественного изучения дифракционных
изображений точки на оси и вне системы применяют прибор типа,
представляющего собой видоизменение прибора Тваймана. Этот
прибор, носящий название Т. Т.—интерферометр Тваймана-
Титова, разработан в ГОИ. Он дает возможность получить дифрак-
ционное изображение точек в пределах всего поля зрения, причем
источник света остается неподвижным, а испытуемый объектив,
занимая различные положения под углом к основной оси, оказы-
вается автоматически установленным относительно плоскости рас-
четного изображения или на заданном от нее расстоянии в обе
стороны. При повороте объектива измерительный микроскоп
и фотографическая камера автоматически передвигаются на тре-
буемую для каждого положения величину.
Одним из существенных способов оценки качества оптической
системы следует также считать метод непосредственного изучения
качества изображения чувствительных (для данной системы) объ-
ектов. Недостатки, обнаруживаемые в них, дают возможность
судить о характере ошибок испытуемой системы, подчеркивание
которых, при специально подобранных объектах, позволяет дать
приблизительную численную характеристику.
3*
к
А. Я. Сумцов
Глава XXVI -
ПРОВЕРКА И ЮСТИРОВКА БИНОКЛЕЙ ПРИ СБОРКЕ
§1. Требования к прибору и проверка их выполнения
Исходя из назначения, требования к оптическим данным би-
нокля предъявляются как к прибору в основном наблюдательному
(см. гл. IV).
Проверка выполнения этих требований может быть произве-
дена на универсальном приборе -Цейсса
Рис. 685.
(рис. 685). Он состоит
из двух коллиматоров 1
и двух зрительных тру-
бок 3 с увеличением 3х,
визирные оси кото-
рых взаимно параллельны
Объективы коллиматоров
несут ромбические приз-
мы 2, позволяющие про-
верять бинокли с различ-
ными расстояниями между
плоскостях объективов (/^ 150—200 мм)
с
объективами. В фокальных
коллиматоров установлены сетки
ной ценой деления. Зрительные
трубки также имеют сетки, деле-
ния которых включающаяся линза 4
проектирует в пространстве
как миллиметры и десятые милли-
метра. Перекрестия трубок и кол-
лиматоров ориентированы друг
относительно друга.
Правильность юстировки па-
раллельности осей трубок или
коллиматоров может быть про-
верена либо визированием на дале-
кий предмет либо установкой
одинаковой вполне определен-
Рпс. 686.
36
типа рис. 686 А и В. Зрительной трубой 1 визируют через;
пентапризму 2, сперва в одну проверяемую трубку, а затем
пентапризму передвигают к другой трубке. При наличии колли-
матора с объективом большого диаметра 100 мм] можно
вести проверку по рис. 679 В. При этом сетка используемого
коллиматора должна быть установлена в фокус объектива <?•
с достаточной точностью. Параллельность осей проверяемых тру-
бок должна быть выдержана с точностью около 1'.
§ 2. Перемещения оптических деталей и эффект, ими вызы-
ваемый
Важнейшим требованием для бинокля является сохранение
параллельности осей при вращении трубок вокруг шарнира. Это>
требование может быть выполнено только лишь в том случае,
если две линии, проведенные через центры окуляров параллельно
оси шарнира, остаются параллельными шарниру и после объектива.
Выполнение этого условия может быть осуществлено (принципи-
ально) любой из оптических деталей, кроме сетки,—окулярами»
объективами и призмвми, если таковые имеются. Но обычно оку-
ляры биноклей лишают возможности регулировки, и тогда они,
совместно с шарниром, должны быть приняты за базы юстировки.
Точность изготовления деталей никогда не может быть дове-
дена до абсолютной, всегда будут иметь место отступления от
чертежа. Многие из этих отступлений будут при сборке и юсти-
ровке влиять так же, как перемещения оптических деталей, друг
относительно друга.
Таким образом, чтобы иметь суждение о порядке сборки и ее
возможностях, необходимо рассмотреть эффект, вызываемый воз-
можными перемещениями оптических деталей. При этом будем
предполагать, что взят готовый отъюстированный бинокль, детали
которого и перемещаются.
1. Передвижение объектива перпендикулярно оптической
оси трубки вызывает расстройство параллельности осей бинокля.
Величина расстройства со стороны объектива оа будет опреде-
ляться как:
* Л
оа = ,
где Д— перемещение объектива,/—фокус объектива.
2. Передвижение объектива вдоль оси трубки будет вызы-
вать параллакс в правой трубке и перемещение нулевой установки
диоптрий в левой трубке. Величина параллакса s в радианах опре-
делится по формуле:
2&рД
© ----*-
где р — радиус зрачка выхода бинокля, f0— фокус окуляра,
Д — передвижение объектива, k — 0,7 -н 0,8.
37
Ошибка в установке нуля диоптрий (а) находится по формуле:
1000 • Д
3. Передвижение призмы вдоль мостика вызывает расстрой-
ство параллельности осей в плоскости передвижения на величину:
где Д — передвижение призмы,/—фокус объектива.
4. Поворот призмы вокруг оси, перпендикулярной ребру
отражающего угла и параллельной преломляющей грани призмы,
вызовет расстройство параллельности осей в плоскости, перпенди-
кулярной главному сечению призмы, поворот изображения и ухуд-
шение качества изображения. Величина расстройства параллельности
осей со стороны окуляра Да будет равна:
Да
2W
/о ’
где <» — поворот призмы, Z—расстояние призмы от фокальной
плоскости объектива,/0 — фокус окуляра.
Поворот изображения произойдет на угол, вдвое больший
угла поворота призмы. Так как повернутая призма будет пред-
ставлять собой плоскопараллельную пластинку, наклоненную
к оптической оси, то она внесет астигматизм на оси, что ухудшит
качество изображения. Величина астигматической разности будет
равна:
/ / I (л cos2 z \
А™1 П COS COS2/'/’
где p'—pm' — астигматическая разность, I — длина хода луча
в призме, i — угол наклона призмы.
5. Передвижение сетки вдоль оси вызовет параллакс такой
же величины, как и подобное смещение объектива.
6. Поворот призмы вокруг оси, перпендикулярной мостику,
вызовет наклон изображения на угол, в 2 раза больший.
§ 3. Юстировка положения призм
Так как наклон изображения зависит только от угла между
призмами, то юстировка последних может происходить независимо
от остальных оптических деталей. Необходимость иметь призмы
при юстировке открытыми заставляет делать эту операцию первой,
производимой при установке призм на мостике.
38
Существуют два течения в юстировке наклона изображения —
гак называемой чеканке призм.
Первое из йих, более новое, основывается на точном изгото-
влении деталей бинокля и не требует юстировки призм при уста-
новке на мостике: призмы ставятся в точно сделанные для них
гнезда, ограничивающие всякие передвижения,
и фиксируются прижимными пружинами.
Второе течение допускает более грубые,
допуски на детали, но при этом требует регули-
ровки призм при сборке. При массовом произ-
водстве это ведет к большим расходам, чем
в первом варианте.
Регулировка наклона изображения может
быть проведена как в параллельном пучке лучей,
так 9 в сходящемся.
Для параллельного пучка схема приспособле-
ния имеет вид, показанный на рис. 687: 1 — кол-
лиматор, 2 — зрительная трубка. На плоской плите
между ними помещается корпус бинокля с приз-
мами, через которые ведется наблюдение. Недостат-
ком приспособления является необходимость при-
Рис. 687.
менения при его выверке дополнительной дорого стоящей точной
ромбической призмы. При работе корпус нужно наклонять, для
Рис. 688.
передвижениями
того чтобы вызвать смещение изображения
креста коллиматора в зрительной трубке, не-
обходимое для наводки.
Для сходящегося пучка приспособление
проще (рис. 688). Оно состоит из микроскопа
с сеткой /, в который через юстируемые
призмы рассматривается штрих 2. Для юсти-
ровки такого приспособления можно применять
насадки на микроскоп, непосредственно фоку-
сирующие его на штрих.
§ 4. Юстировка параллакса и диоптрической
установки
После установки призм переходят к юсти-
ровке параллакса и разности высот окуляров.
Взаимное положение объектива, окуляра
и сетки должно быть подвержено юстировке
объектива. При этом сетку нужно установить
в середине общего диапазона фокусировки окуляра.
Подвижки объектива можно осуществлять подрезкой эксцент-
рикового кольца на токарном станке или подкладыванием проме-
жуточных колец. Приспособлением может служить универсальный
прибор Цейсса (см. стр. 36 и 33).
39
§ 5. Юстировка параллельности осей
При точной установке призм на мостиках после юстировкй
параллакса должйа следовать последняя операция — юстировку
параллельности осей. Она осуществляется пере-
движениями объективов помощью эксцентриковые
оправ. Работа может производиться на приспо-
соблениях, имеющих коллиматоры и бинокулярную
трубку с параллельными визирными линиями,
Коллиматоры 1 (обычно три) могут быть распо-
ложены вертикально (рис. 689). Под ними за
шарнир зажимается юстируемый бинокль. Наблю-
дение ведется в дополнительную бинокулярную
трубку 2 с большим диаметром объектива
(~ 50 мм} или с диаметром объектива порядка
20 — 30 мм,
(рис. 690) на
правом. Такие требования к приспособлению
вызываются желанием устранить лишние движения
работающего.
При работе сперва юстируется одна из
трубок до параллельности ее оси с шарниром
осей с первой,
эксцентрики
50°/о сереЬрение
Рис. 689.
но со специальной насадкой
одном из объективов, обычно
бинокля, а затем вторая — до параллельности
Приспособление удобно тем, что регулируемые
хорошо видны рабочему.
Расположение установки может быть сделано
горизонтальное. Устройство приспособления от
этого не меняется.
§ 6. Грубая юстировка параллельности осей
Рис. 690.
В случае грубых допусков на детали пере-
движения объектива в эксцентриках может не
хватить для приведения осей бинокля в парал-
лельность. В этом случае, прежде чем приступать
к регулировке эксцентриков, грубо юстируют па-
раллельность осей помощью передвижения призм
в плоскости мостика. Для этого в корпус с за-
чеканенными призмами ввинчивается эталонный
окуляр, и вставляется объектив с концентрической оправой,
которые и задают направление подвижки призм.
Работа ведется на приспособлении, подобном описанному
выше. Фиксация призм в выбранном положении производится
прижимными пружинами.
Юстировка биноклей, не имеющих призм (галилеевские,
астрономические), производится в том же порядке, что и призмен-
ных, за исключением операций, относящихся к юстировке призм.
40
М. А, Касименко-
Глава XXVII
ВЫВЕРКА И ЮСТИРОВКА ПРИ СБОРКЕ ДАЛЬНОМЕРОВ
§ 1. Требования к дальномеру и их контроль
К дальномеру как инструменту, служащему для определения-
исходных данных, необходимых для артиллерии (в особенности —
дистанции до цели), предъявляется ряд требований, причем выпол-
нение последних определяет качество прибора. Основные требо-
вания:
1) номинальные величины оптических характеристик;
2) точность показаний и ее независимость от установок.
и положения цели;
3) однообразие и точность работы выверочных систем;
4) правильная работа выверочных механизмов по высоте и по
дальности;
5) правильная работа вспомогательных механизмов (высотомер^
штатив);
6) независимость работы и показаний дальномера от измене-
ния внешних условий (температура, вибрации).
Выполнение этих требований должно быть предусмотрено
соответствующей конструкцией дальномера. Однако и при этом
решающая роль остается за правильной сборкой и юстировкой,
прибора.
§ 2. Контроль готового дальномера
Для этой цели необходимо иметь несколько предметов,
дистанция до которых известна. Наиболее простой и естествен-
ный способ — пользование местными предметами — мало пригоден,
так как ставит процесс производства в зависимость от метеоро-
логических условий и времени суток. Поэтому сборка и контроль-
почти всегда ведутся по искусственно созданным точкам. Приспо-
собления, выполняющие эту задачу, называются выверочными
коллиматорами.
Принципиально вопрос сводится к созданию двух параллель-
ных пучков лучей определенного сечения, расположенных на
41.
расстоянии базы дальномера друг от друга, угол между которыми .
можно произвольно менять.
Различают два способа осуществления поставленной задачи:
1) два параллельные коллиматора, расположенные на опреде-
ленном расстоянии друг от друга,
2) деление пучка лучей одного коллиматора на две части.
1. Длиннофокусный коллиматор (рис. 691) представляет кон-
струкцию выверочного коллиматора, осуществленную по первому
способу, во многом подобную выверке дальномера по рейке. Так
/
Рис. 691.
(10 — 25 м), чтобы небольшие
•объективов меньше сказывались на
как сам коллиматор не
должен расстраиваться,
т. е. дистанция, даваемая
им, не должна меняться
т во время производства
работ, то его конструк-
# ции придается большая
I устойчивость. Объективы
1,1 и марка 2,2 крепятся
на жестких балках, осно-
вания которых покоятся
на фундаменте.
Объективы коллима-
торов —‘ длиннофокусные
взаимные смещения марок и
выверке. Обычно они делаются
в виде неахроматических линз диаметром в 70 —100 мм.
Для создания необходимых дистанций применяются эталонные
.стеклянные клинья 4, отклоняющие один из пучков. Набор
клиньев должен давать не менее трех точек на шкале дальномера.
Углы отклонения клиньев измеряются с точностью 0,10 — 0,15",
для средней длины волны белого света (около 555 л/р,). Весьма
желательно применение ахроматических клиньев. Дистанция, да-
ваемая клином с углом отклонения s",
где В — база дальномера.
равна D = — • 206265
8
Для установки и контроля базы дальномера коллиматор
снабжается откидными длиннофокусными линзами 5, расстояние
между оптическими центрами которых в рабочем положении должно
быть равно базе дальномера.
Установка длиннофокусного коллиматора. 1. Для полного
единообразия измерений на коллиматоре при любых условиях
наблюдения, в частности при одностороннем диафрагмировании,
необходимо, чтобы пучки лучей, выходящие из коллиматора, были
параллельны сами по себе с точностью до долей теоретической
ошибки. С другой стороны для обеспечения достаточно точных
наводок необходимо, чтобы деформация волновой поверхности
световой волны, даваемая коллиматором, не превосходила десятой
доли длины волны.
42
2. Визирные оси коллиматоров должны находиться в горизон-
тальной плоскости.
Нарушение этого условия очевидно скажется лишь на уста-
новке средины расхода выверки по высоте, однако коллиматор,
обладая таким недостатком, становится чувствительным к установке
дальномера в горизонтальной плоскости; при наклонах дальномера
будут появляться расстройства по дальности. При этом можно
допускать угол между осями
помощи прецизионного ниве-
лира.
3. Визирные оси колли-
маторов должны быть парал-
лельны друг другу в плоскости
измерительного треугольника.
Допустимая непараллельность
осей определяется необходимой
степенью точности установки
дистанции. Так если желают
получить дистанцию равной
бесконечности с точностью до
5 т. о. (влияет лишь на уста-
новку средины шкалы выверки
по дальности), то для выверки
дальномера с увеличением 20х
допустимый угол между осями
равен 2,5".
4. Вертикальные штрихи
сеток коллиматоров должны
быть отвесными. Эта юстировка
порядка 15 , что достигается при
Рис. 692.
делается в процессе нивелировки
визирных осей. В случае наличия взаимного перекоса вертикаль-
ных штрихов показания дальномера становятся зависимыми от
вертикальной наводки.
Если принять возможность изменения вертикальной наводки
BztzlO' и желать получить при этом однообразие показаний до
0,5 т. о. для увеличения 20х, то необходимо, чтобы угол между
штрихами не превышал 1,5х. Такая точная установка может быть
выполнена только непосредственно по дальномеру.
Как фокусировка, так и установка параллельности визирных
линий выполняются с помощью астрономической трубы 1 (рис. 692),
установленной перпендикулярно осям коллиматоров, и пентаприз-
мы 2, могущей передвигаться вдоль оси трубы.
Для выверки параллельности каждого пучка пентапризма
передвигается от одного края (Д) данного объектива коллиматора
до другого (В). Параллельность будет достигнута, если изобра-
жение в астрономической трубе остается неподвижным.
Параллельность пучков друг другу проверяется по отсутствию
смещения изображения при установке пентапризмы перед различ-
43
ними объективами. Смещения измеряются с помощью окулярног«
микрометра, имеющегося в астрономической трубе 3. Я
5. Главное сечение клина должно совпадать с плоскостью из-|
мерительного треугольника. J
Поворот клина вокруг главного луча коллиматора расстроит|
выверку по высоте последнего и вызовет неточное определение^
дистанции. При этом*, если е—угол отклонения клина, а о—уголгё
поворота, то (рис. 693): s& s= s sin <р и s2s cos <p. A
Установка главного сечения клина выполняется по признаку:.
отсутствия расстройства по высоте, чтобы при включении клина:
крест коллиматора смещался относительно
креста нивелира только по дальности (вдоль
горизонтального штриха нивелира). \
6. Расстояние между оптическими цен-
трами линз для контроля базы должно быть
равно базе дальномера.
Установка производится измерением
расстояния между кружками на линзах,
оптический центр (см. сборка рейки), с по-
мощью эталонной штанги или оптического циркуля.
2. Коллиматоры, основанные на принципе деления пучка
на две части. Существует несколько таких конструкций вывероч-
ных коллиматоров, но все они подобны системам внутренней вы-
верки дальномера:
Рис. 693.
отмечающих их
а) выверочный коллиматор, работающий различными частями
своих отверстий, устраиваемый обычно с пентапризмами (рис. 694);
б) выверочный коллиматор по типу абсолютной выверки
Цейсса (рис. 695—696).
Оба эти коллиматора, при надлежащем их выполнении, поз-
воляют получать абсолютную бесконечность, что весьма важно
при сборке дальномера с абсолютной выверкой. Это является пре-
имуществом данного типа коллиматоров по сравнению с длинно-
фокусным, так же как и их меньшие габариты и возможность вы-
верки дальномеров любых баз.
Недостаток — наличие большого числа преломляющих и отража-
ющих поверхностей, что затрудняет получение надлежащего ка-
чества изображения и соответствующей фокусировки. Для колли-
44
матора с пентапризмами следует указать еще на работу неполными
зрачками и трудности получения весьма однородного стекла для
пентапризм.
Все части коллиматора монтируются на жесткой балке и мо-
гут перемещаться вдоль нее, что позволяет производить сборку
дальномеров различных баз.
Требования к этим коллиматорам в основном те же, что и к
длиннофокусному коллиматору, однако имеются и некоторые осо-
бенности.
Рис. 695—696.
1. Оси коллиматоров устанавливаются горизонтально и па-
раллельно оси балки, в этом случае отражатели при перемеще-
ниях по балке работают всегда центральной частью объективов
коллиматоров, и недостатки фокусировки не вызовут расстрой-
ства по дальности.
В вертикальной плоскости установка достигается нивелиров-
кой осей коллиматоров и балки, в горизонтальной — с помощью
отвеса 1 и длиннофокусного объектива 2 (рис. 697). Точность вы-
полнения—1—2 мм.
осевая пиная балка
Рис. 697.
2. Желая получить визирные оси горизонтальными в двух по-
ложениях (Л£ 1 н № 2, рис. 695 — 696) и отсутствие поворота
изображения вокруг линии визирования, необходимо установить:
ребро отражателя параллельно оси вращения, а самую ось враще-
ния вертикально. Установки могут быть выполнены как с помощью
нивелира, так и с помощью выверенных уровней Z, 2, установ-
ленных постоянно на отражателях (удобнее в работе).
45
3. При повороте концов отражателя вокруг любой оси по-
являются расстройства коллиматора по высоте и. наклон изобра-
жения, причем существуют два независимые направления, при вра-
щении вокруг которых имеет место лишь одно расстройство.
а) При вращениях вокруг биссектрисы 1,1 (рис. 698) на
угол а появляется наклон изображения на угол р, причем р=уг2сс.
б) При вращениях вокруг оси 2,2 (нормаль к биссектрисе)
также на угол а имеет место расстройство по высоте на угол (3,
причем р = — уТа.
Сообразно с этими данными выбирается чувствительность
уровней и располагаются оси вращения для установки концевых
отражателей.
Угол между правой и левой ветвями коллиматора в измери-
тельной плоскости определяется разностью углов отклонения от-
Рис. 698.
ражателей, вызывает различную вы-
верку дальномера при положениях
№ 1 и № 2 и может быть доведен
до весьма малых величин установкой
компенсационного клина.
Оптические детали коллиматора
должны изготовляться с высокой сте-
пенью точности.
Качество поверхности, отступление
от плоскости зеркал и клиньев эталон-
ного набора и согласование парности
ведется с точностью до 0,05 — 0,2 по-
лосы.
Клиновидные пластинки (непосеребренные) расстраивают абсо-
лютность коллиматора. Если углы клиньев пластинок — и а2,
то расстройство:
® = ~2 0,6 (о^—а2).
Если принять — — а2 = а и е = г/2 т. о., или, для увеличения
28х ,е = 0,17/' допуск на угол отклонения пластинки:
® 0,17" _
а = == —-------~ А О П
0,6 0,6 u,d •
К стеклу предъявляются высокие требования однородности—
до 1 • 10~6 см в показателе преломления.
§ 3. Основные элементы, определяющие требования к дально-
меру, степень их влияния и контроль
Оптические характеристики выполняются по общим требова-
ниям к полевым инструментам и контролируются обычными мето-
дами, указанными в § 1.
46
вей
Д»я
ные
1. Параллакс делает показания дальномера неоднообразными
при различных положениях зрачка глаза относительно зрачка вы-
хода прибора.
В общем случае плоскости изображений правой и левой вет-
монокулярного дальномера не совпадают с линией раздела;
стереодальномера плоскости изображения удалены на различ-
расстояния от марок.
Степень влияния параллакса между изображениями в моноку-
лярном дальномере может быть учтена следующим образом. Если
Г — увеличение дальномера; —допустимое число теоретических
ошибок неоднообразия показаний при смещениях зрачка глаза
относительно центра зрачка выхода; с — расстояние между
центром зрачка выхода прибора и его центром
действующего отверстия (рис. 699); I — необходимая
точность фокусировки со стороны объектива, то:
Рис. 699.
м.
(1)
Для стереодальномеров, учитывая возможность ошибок раз-
личных знаков для правой и левой ветвей, в формулу (1) следует
подставить коэфициент 2:
N
м.
В предельном случае, когда с=р— диаметру зрачка выхода,
если учесть еще передвижение от одного края зрачка до другого:
N
-м.
При’мер: ^9 = 1,5 мм\ N=1 т. о.; Г = 15х.
15 • 40 • 225
14 000 л^.
Наличие аберраций в системе значительно усложняет явление
параллакса. Наилучший метод контроля параллактических смещений
заключается в оценке ошибок измерения при различных способах
одностороннего диафрагмирования входных отверстий дальномера.
2. Разность увеличений объективов. При наличии разности
увеличений объективов показания дальномера зависят от горизон-
тальной наводки.
Пусть: р" —угловая величина изменения горизонтальной на-
водки от среднего положения в секундах; N— число теоретиче-
ских ошибок расстройства при этом. Тогда:
. юо»/
f /о gtf в рх '°’
где f.—фокусное расстояние объектива, Д/'—разность фокусных
расстояний.
Для монокулярных дальномеров 3=1—2°. Для стереодально-
меров с марками „забор" 3—15 — 20', для стереодальномеров с
обычными марками 3 равно нескольким минутам.
Проверка производится путем сравнения серии измерений по
различным сторонам ромба, по различным знакам марок „забора*
или в различных местах линии раздела.
3. Мертвый ход в измерительном механизме проверяется пу-
тем проведения двух серий измерения при различных направле-
ниях вращения измерительного маховичка, причем мерить надле-
жит в одном и том же месте поля зрения.
4. Точность базы. Точность выполнения базы обычно обу-
словливается в 0,1%.
Величина базы может быть проверена различными способами,
например следующими.
а) Сравнение серий измерений, проведенных по местным пред-
метам, удаленным на различные расстояния. При этом необходимо
.знать ошибки дистанционной шкалы.
б) Измерения расстояния между изображениями кружков, на-
несенных в центре объективов, через концевые отражатели дально-
мера. Это может быть выполнено с помощью оптического цир-
куля из двух весьма длиннофокусных микроскопов, например в
виде двух зрительных труб, перед объективами которых устана-
вливаются приблизители; расстояние между фокусами последних равно
'базе дальномера. Визирные оси труб должны быть параллельны.
в) Сравнение с расстоянием между оптическими центрами длин-
нофокусных линз (300 — 400 м). В качестве признака служит измене-
ние показаний дальномера после включения линз. По числу ошибок
.измерения 7V и фокусу линз f1 можно найти ошибку в базе Д/л
_ 10"
Г- 206 000'
5. Точность дистанционной шкалы зависит главным образом
от точности работы компенсатора и проверяется по точкам на
местности, расстояние до которых известно (получено триангу-
ляцией), или на выверочном коллиматоре — путем сравнения с
углом отклонения эталонных клиньев.
6. Требования к выверке по высоте, а) Выверочный меха-
низм по высоте должен быть установлен в среднем положении и
не влиять на выверку по дальности. Последнее может иметь ме-
сто при наличии внутренних перекосов в дальномере, когда в ре-
зультате неверной установки концевых отражателей получается пе-
рекос изображений перед объективами телескопа дальномера. Этот
недостаток можно обнаружить путем проведения измерений при
.двух положениях выверки по высоте^(обычно отличающихся на
1{- общего числа оборотов валика; при этом расстройство даль-
ности не должно превышать 1—2 т. о.).
Если выверка по высоте осуществляется путем качания .плас-
тинки или двухклиновым компенсатором, то надлежит еще обра-
48
тить внимание на установку оси вращения пластинки в плоскости
измерительного треугольника, а главного сечения компенсатора —
перпендикулярно ей.
б) Выверочный механизм по дальности не должен расстраивать
выверку по высоте. Если же расстройство неизбежно, как напри-
мер у одноклинового компенсатора, то оно не должно превосхо-
дить некоторого предела и быть симметричным в обоих крайних
положениях компенсатора. Цена деления шкалы выверки по даль-
ности проверяется путем сравнения ее с дистанционной шкалой
дальномера или углом отклонения эталонного клина.
7. Согласование шкал, а) Отсчеты по шкалам высотомера
должны быть согласованы с отсчетами по дистанционной шкале и
с отсчетами по шкале углов местности. Проверка выполняется не-
посредственным сравнением показаний по шкалам.
б) Точность работы угломерных шкал проверяется путем срав-
нения их показаний с показаниями какого-либо угломерного ин-
струмента (теодолит, гониометр) или непосредственным измерением
известных углов между точками на местности.
в) Точность работы конвертора оценивается сравнением пока-
заний дистанционной шкалы и специального лимба, посаженного
на выходной валик конвертора.
8. Чувствительность дальномера к внешним воздействиям
определяется его работоспособностью в различных условиях экс-
плоатации.
Дальномер подвергается следующим испытаниям.
1. Герметичность оценивается по скорости спадения искусст-
венно созданного давления внутри дальномера.
2. Чувствительность дальномера к изменениям температуры
проверяется по точности его измерений при различных темпера-
турных режимах (общий нагрев до-J-40—50° и охлаждение до
—20—30°, односторонний нагрев); при этом дальномер помещается
в термокамеру или под радиационную установку. Измерения ве-
дутся по коллиматору. Параллельно осматривается работа механиз-
мов в смысле ее плавности.
3. Чувствительность к тряске и вибрациям оценивается по
изменению выверок по высоте и дальности после испытания.
Тряска и вибрации могут быть воспроизведены на специальных
установках, режим которых должен быть близким к нормальным
условиям службы дальномера. Так для полевых дальномеров—это
условия перевозки по булыжной или проселочной дороге (имита-
ция булыжной мостовой или платформа на пружинах и с враща-
ющейся эксцентричной массой). Для дальномера морского типа
режим несколько более определенен — это вибрации корабельных
установок при ходе корабля и сотрясения при орудийных залпах
(имитация—вращение эксцентричной массы, укрепленной на кор-
пусе дальномера).
4. Иногда дальномер подвергается испытаниям на водонепро-
ницаемость—дождевание.
4 Зак, 3906. — Onip. кн. оптижо-мехаиика, ч. II. 49
и
§ 4. Предварительная сборка дальномера
Дальномер—прибор большой сложности, насчитывающий в,
себе много узлов,— не может быть собран удовлетворительно без \
предварительной узловой сборки.
Разбивка прибора на узлы обусловливается его конструкцией.
Сборка узлов должна вестись в соответствии с базой сборки
данного узла и вместе с тем учитывать крепление узла в дально-
мере и его расположение относительно базы для окончательной
сборки.
Такой базой в дальномере является ось наружной трубы.,
а дополнительной базой (определяющей третью координату)—место
под крепление окулярного плато на внешней трубе, или в других
конструкциях—площадка на телескопе.
Высокая точность измерения, даваемая дальномером, невоз-
можна без высокого качества изображения его оптической системы;
во всяком случае волновая аберрация на оси не должна быть
больше длины волны. Для дальномеров с большим полем из-
мерения весьма существенно отсутствие асимметрических оши-
бок— комы и хроматической разности увеличений. Наиболее чув-
ствительными в смысле порчи качества изображений являются
детали, работающие с большими отверстиями: в первую очередь —
объектив и концевой отражатель, затем компенсатор, защитные
стекла, линзы переменного увеличения. Качество изображения их
зависит от следующих факторов:
1) степень коррекции системы,
2) точность изготовления оптических деталей и качество их
стекла,
3) тщательность сборки (центрировка, расстояние, отсутствие
деформаций при креплении и пр.).
Первые два фактора не зависят от сборщика. Второй фактор
должен быть учтен путем соответствующих допусков на необходи-
мую точность обработки и качеством стекла.
1. Концевой отражатель. К концевым отражателям предъя-
вляются следующие требования.
а) Угол отклонения лучей отражателем должен быть ра-
вен 90°, что очевидно равносильно требованию угла в 45° между
зеркалами при отсутствии клиновидности последних.
Ошибки в выполнении угла отклонения концевого отражателя
могут при сборке компенсироваться смещением центрального
моста. Допустимая величина смещения зависит от базы и опре-
деляет необходимую степень точности изготовления угла отклоне-
ния— 10—60".
б) Ребро отражателя должно быть расположено соответ-
ствующим образом (в зависимости от конструкции) относительно
опорных поверхностей, с тем чтобы в пределах имеющихся рас-
ходов можно было в окончательной сборке отрегулировать пере-
косы изображения и базу.
50
Допустимые отклонения определяются расходами на регули-
ровку и примерно равны 5—10' на угловое положение ребра
и 0,2—1 мм — на линейное, в зависимости от базы.
Если предположена установка отражателей по уровню, для
чего предусмотрены установочные плоскости, то ребро отражателя
следует ставить по отношению к этим плоскостям с точностью
до 10".
в) „Фокус* 1 отражателя, не должен быть ниже 2 — 3 км.
Для концевых отражателей системы внутренней выверки, по-
мимо сказанного, предъявляется требование двух отражателей
системы с плоскостью до 1—2". „Фокусы" этих отражателей, во
коллиматор
изготовляемый
концевой
отражатель
зрит труба
~ автокод,
трубка
Рис. 700.
избежание систематических ошибок в выверке вследствие смеще-
ния пучков, не должны быть ниже 5 — 6 км.
Первое и отчасти третье требование обычно удовлетворяются
в процессе сборки пригонкой по месту, второе требование
в первой части выполнения — в процессе изготовления скоб, во
второй — при сборке.
г) Угол скобы концевого отражателя (черт. III, 62), определяю-
щий его угол отклонения, доводится до 45° посредством притирки
окисью хрома на плите. Контроль может быть выполнен на при-
способлении, показанном на рис. 700 Л. Приспособление отъюсти-
ровано таким образом, что при установке уровней 1 и 2 в нуле-
вое положение уровни 3 и 4 принимают также нулевое положение
лишь в том случае, когда угол скоб равен 45°. Величина ошибки
в пригонке угла 45° может быть оценена по шкале 6.
1) Условное название, характеризующее отступление от выверки
жа бесконечность.
4*
Помимо того могут употребляться способ с автоколлимацией
(рис. 700 В) и способ коллиматора со зрительной трубой, оси
которых перпендикулярны (рис. 700 С); последний позволяет кроме
угла проверять качество изображений и „фокус" отражателя.
Выверка приспособлений ведется с помощью эталонной пен-
тапризмы.
д) Качество поверхностей, на которые опираются зеркала,
должно быть не ниже 1 интерференционной полосы (см. гл. LIII)
и контролируется наложением плоского пробного стекла.
Скобы концевых отражателей систем абсолютной выверки
(черт. III, 61) пригоняются попарно (рис. 701), что обеспечивает
равенство их углов.
Рис. 702.
Рис. 701.
Выполнение второго требования зависит от конструкции и
обеспечивается главным образом точностью изготовления механи-
ческих и оптических деталей. Так например для пентапризм отра-
жающая грань зеркал перпендикулярна к площадкам аа (рис. 702)
с точностью около 10".
После установки зеркал на скобе или держателе следует
контролировать „фокус" концевого отражателя и качество изо-
бражения.
2. Компенсатор, а) Одноклиновый компенсатор вращаю-
щийся (черт. II, 112 и III, 64). Угол отклонения компенсатора е
связан с углом поворота клина ср и его углом отклонения 8
следующим соотношением: s = 3 sin ср. Не касаясь ошибки в угле
отклонения клина, отметим, что причиной ошибок этого компен-
сатора могут быть: 1) перекос компенсатора в дальномере, что
вызовет ошибку в угле отклонения клина; 2) неточная установка
начального угла
Де = 8 (1 — cos ср) Д© = 28 sin2 77 Д©.
X * Z I О i
6) Двухкличовый компенсатор (черт. I и II, 113). Если обо-
значить: а — угол отклонения компенсатора, е — сумма углов
отклонения клиньев, со — начальный угол поворота клиньев,
©— угол поворота клиньев (отсчитанный от начального угла), то
связь между этими величинами выразится:
-4- Дер, что дает ошибку:
а = е [cos со — cos (ср -ф- со)].
(2)
52
Основные источники ошибок шкалы двухклинового компенса-
тора: 1) ошибка углов клиньев, 2) неправильность сборки (сво-
дится к ошибке установки начального угла), 3) ошибки передач
между клиньями и шкалой. Рассмотрим их влияние подробнее.
1. Пусть клинья изготовлены с некоторой ошибкой в угле
отклонения:
= s As.
Диференцируя основное уравнение (2) по е, имеем:
Да = Де [cos со — cos ('-р -{- да)]
или:
Если нанести ошибки в системе координат а, Да, то кри-
вая ошибок будет прямой линией. В дальнейшем мы будем пред-
полагать, что дальномер выверен по бесконечности, т. е. при а = О,
Да также равно нулю.
Максимальная ошибка:
Де
Да = — а
max g max
достигается при максимальном угле, т. е. минимальной дистанции.
Пример. При Да =0,5"; а = 350"; £ — 200":
Де = . 0,5 = 0,29".
max 350 ’ ’
2. Пусть в установке начального угла со допущена ошибка Дю;
диференцируя уравнение (2) по со, имеем:
Да = е [sin (ф -р со) — sin со].
Кривая ошибок — эллипс:
(Да -ф- e sin со Дсо)2 (а — е cos со)2
е2 Дсо2 ' е2
с полуосями еДсо и е и центром в точке ( — е cos со, е sin со Дсо).
Максимальная величина ошибки при ф-|-со = 90о, т. е. при
положении плоскопараллельной пластинки. Величина максимума:
^max^sC1— sin<0) Д(0-
Пример. При Датах = 0,5"; е = 200"; со = 20°:
Да/ =
При диаметре оправы
линейному перемещению в
точность установки не представляет затруднений.
л——.= 13'.
200-0,66
клиньев 60 мм это соответствует
Д/р^ 30 • 4 • 10-3 0,12 мм. Такая
53
Аналогично можно оценить ошибки передач, в рассмотрение
которых мы здесь не входим.
Весьма жесткий допуск на клинья можно расширить при
условии последующей компенсации ошибки при сборке. В этом
случае выражение для Да напишется так:
Да — Дз [cos «о — cos (ф -j- — s Да) [sin о) — sin (<р -[- <о)] =
= сДз — sAo).
График ошибок — также эллипс, но с осями, наклоненными
к координатам. _
Ошибка достигает максимума для некоторого угла <р = ф ,
определяемого соотношением:
- е Да)
tg(cp-j_0))== — •
Величина максимума:
е2До)2„ Д£2
Да = —------ . -4- Де cos ю — а Да) sin о.
]/е2До2 Ц-Де2
В некоторых случаях Да может обратиться в нуль для неко-
торого угла.
Для получения допусков на углы клиньев и сборку доста-
точно задать ошибки компенсатора при двух его положениях.
Примем за эти ошибки Да,
Пусть Да = — 0,35" i
?max = 120',;«m.x = 350''.
Тогда можно найти:
сборки До) = 19z(0,0056).
Компенсация ошибок
'max ПРИ ?шах и ПРИ ¥ •
и Дашм=+0,5"; s = 200";
As = 0,52", соответствующее
8000
4000
2500
2000
1600
1400
1200
(о = 20°;
поправке
таблицей
иллюстрирована следующей
и графиком рис. 703.
а1
51,6
103,1
165,0
206,3
257,8
294,7
343,8
0,26
0,51
0,82
1,02
1,28
1,46
1,70
78
113
131
132
121
103
61
D
С
В процессе сборки приходится вести две установки:
1) установка главного сечения относительно некоторой базы,
определяющей положение компенсатора в дальномере;
54
2) установка начального угла (точность шкалы) (совместно
с компенсацией ошибки угла отклонения клина).
Для этого можно применить приспособление по рис. 704.
Перед установкой компенсатора на приспособление необходимо
добиться совмещения перекрестий коллиматора 1 и зрительной
трубы 2. Затем вводится компенсатор 3 и устанавливается главное
сечение клиньев таким образом, чтобы при вращении компенса-
F~10~1.5м Ф50~60 мм
/об'ьектив высококачественный
f 4
—^4
фиксатор установки
главного сечения в дальномере
Рис. 704.
тора перекрестие коллиматора смещалось вдоль штриха перекре-
стия трубы 2, установленного относительно базы. Если затем фи-
ксатор главного сечения в дальномере будет установлен в соответ-
ственном положении (и с точностью 10—20'), при работе компен-
сатора расстройства по высоте не произойдет. После этого вращением
клиньев снова добиваются совмещения крестов, что имеет место
при правильном положении плоскопараллельной пластинки. В этом
положении клинья сцепляют с дистанционной шкалой. Затем с по-
мощью эталонных клиньев 4 можно проверить точность работы
компенсатора.
Если полученные ошибки превышают допустимые для них
величины, то разворотом клиньев нужно изменить начальный угол,
добиваясь наилучшего графика ошибок.
в) Одноклиновый компенсатор, двигающийся вдоль оси теле-
скопа за объективом (черт. III, 66). Если / — перемещение клина,
f — заднее фокусное расстояние объектива, е — угол отклонения
клина, то:
Источники ошибок шкалы: 1) ошибка угла клина; 2) ошибка
фокусного расстояния объектива Д/'; 3) ошибки передач Д/ (на
клине — обычно 0,05—0,1 мм); 4) наклоны клина при переме-
щениях.
Между первыми тремя ошибками может быть установлена
следующая связь:
Ла___Д/ Да Д/
очевидно, что возможна полная компенсация ошибок. Для данного
компенсатора юстировка точности .шкалы выполняется в процессе
55
окончательной сборки; при этом ошибки А/ и Аг не регулируемы,
А/' может изменяться с изменением расстояния между линзами
объективов (см. гл. XXXI, стр. 159).
Угол отклонения клина компенсатора устанавливается в про-
цессе его сборки и может несколько регулироваться путем раз-
ворота клиньев. При этом максимальная ошибка в установке угла
отклонения клина Де определится наибольшей допустимой величи-
ной А/', которую вряд ли можно принимать большей 0,2%.
Пример. Приняв А///'= 0,2% и 8= 1000", имеем
Де = 2".
Следует заметить, что при изготовлении отдельных клиньев
(ахроматической пары компенсатора) могут быть допущены ошибки
порядка нескольких секунд; тогда при сборке для установки
номинальной величины угла отклонения придется развернуть клинья,
что вызовет увеличение вторичного спектра. Поэтому при сборке
клина необходимо контролировать спектр, величину которого
вряд ли следует допускать более 1—0,5" во избежание хромати-
ческих ошибок в точности шкалы. Клинья могут ставиться на
станиолевые прокладки или склеиваться.
При перемещениях клина опасны его повороты вокруг оси,
перпендикулярной к плоскости измерительного треугольника,
вызывающие расстройство по дальности.
Если со — угол поворота клина, d — толщина клина, N — рас-
стройство по дальности в теоретических ошибках, то:
ш"(Я-1)/Г
‘ « • >0" •/./ '
При мер. Пусть N— 1 т. о.; Г = 28х ; п = 1,5; d— 14 мм;
/Об' = 500 мм. Тогда:
Требования к направляющим получаются весьма жесткие и,
может быть, не будут выполнены за счет точности изготовления
деталей; поэтому в процессе сборки необходимо контролировать
неизменность направления клина при его перемещениях. Это не-
сложно выполняется с помощью автоколлимационной трубы.
Одновременно можно установить главное сечение измеритель-
ного клина относительно базы телескопа.
3. Качающаяся плоскопараллельная пластинка. Ошибки
в толщине пластинки могут быть компенсированы изменением
фокусного расстояния объектива, но если ось вращения пластинки
установлена неверно или скверного качества, эти ошибки будут
переменными, и очевидно их можно скомпенсировать только в
одном положении.
4. Объективы. Показания дальномера не должны зависеть
от горизонтальной наводки. Поэтому допуски на расстояния пра-
56
вой и левой ветвей дальномера должны иметь одинаковую вели-
чину с точностью порядка: для монокулярных дальномеров — 0,02%„
для стереодальномеров — 0,1%. Как измерение фокусных расстоя-
ний с такой точностью, так и производство объективов по столь
жестким допускам в заводских условиях представляют большие
затруднения. Поэтому конструкция объективов дальномеров по-
зволяет изменять их фокусное расстояние в интервале 1%: для
склеенных объективов (черт. II, 115} — перемещением коррекцион-
ной линзы, для несклеенных (черт. III, 65)— изменением расстояния
между линзами.
Выравнивание фокусных расстояний происходит в процессе
окончательной юстировки дальномера (см. стр. 71). При сборке
объектива расстояние между линзами устанавливается по наилуч-
шему качеству изображения.
От объектива дальномера требуется весьма высокое качество
изображения. При креплении объектива в оправе надо опасаться
появления натяжений в стекле и деформации поверхностей линз.
Особо тщательно необходимо выполнять центрировку объектива.
Безукоризненным является способ сборки, аналогичный способу
сборки микрообъективов, т. е. проточка фиксирующих поверхно-
стей оправ после крепления линз, особенно для объективов
с подвижными линзами. В прочих случаях можно попробовать
поворачивать линзы в оправе, добиваясь наилучшей центрировки.
В процессе сборки необходимо тщательно контролировать
качество изображения, даваемое объективом. Наиболее удобен
и прост способ контроля на звезду. После центрировки и кре-
пления рекомендуется гипсовать линзы.
5. Телескоп. Телескоп, являющийся основной частью дально-
мера, состоит из двух агрегатов — объективов и центрального
моста, — соединенных трубой телескопа.
В зависимости от хода лучей между окуляром и телескопом
различают две конструкции последних:
1) сходящийся пучок лучей (малобазные дальномеры, черт. II),
2) параллельный пучок лучей (большебазные дальномеры,,
черт. III).
Необходимость параллельного хода определяется стремлением
понизить требование к установке телескопа относительно окуляра,
так как при наличии нескольких больших труб, разделяющих их,
неизбежны накопления ошибок в относительном расположении
телескоп—окуляр, с другой же стороны конструкция легко позво-
ляет осуществлять переменное увеличение и делать независимым
установку нуля диоптрий окуляра и параллельности осей от вы-
верки по высоте (качанием телескопа).
Общие требования, предъявляемые к телескопу, следующие:
1) фокусировка и качество изображения,
2) положение визирных линий и наклоны изображения.
Остановимся несколько подробнее на этих требованиях,
предварительно указав, что базами сборки телескопа являются
57
ось его труби и площадка для установки центрального мостика.
Эти базы определяют положение телескопа в дальномере, относи-
тельно них ведется установка визирных линий, линии раздела
и марок и ориентируются изображения. При этом вообще говоря
телескоп может произвольно располагаться в пространстве, но
весьма удобно выбирать его положение так, чтобы базы были
горизонтальны, ибо это упрощает выверку самого сборочного при-
способления с одной стороны, а с другой—многие общие требо-
вания, предъявляемые к дальномеру, определяются относительно
горизонта.
1. Марки или линия раздела должны находиться в фокальной
плоскости объектива, при этом, фокусировка осуществляется
первичная, так как в процессе окончательной сборки приходится
компенсировать ошибки фокусировки других агрегатов. Для теле-
скопов второго типа необходимо марки или линию раздела уста-
навливать в фокальной плоскости линзы, называемой коллективом,
образующей этот параллельный ход.
Общие требования высокого качества изображения для даль-
номера в первую очередь относятся к деталям, работающим
большими отверстиями. В телескопе такими являются объективы.
Кроме того должна быть выполнена тщательная центрировка
системы. Марки или линия раздела должны находиться на опти-
ческой оси объектива или в непосредственной близости от нее.
Величина допустимой расцентрировки зависит от коррекции
объектива и конструкции дальномера. Чем лучше исправлены
ошибки вне оси, тем большая расцентрировка может быть допущена.
В среднем нежелательна расцентрировка больше, чем 5—10'.
То же относится и к установке конденсора, при центрировке
которого следует его оптическую ось совместить с прямой, про-
ходящей через оптический центр объектива, и центрами марки
(хотя бы с помощью микроскопа, перемещающегося по хорошим
направляющим).
2. Если принять, что оптические оси объективов совпадают
о механической осью трубы телескопа (определяется точностью
обработки механических деталей), то центрировка телескопа будет
выполнена в случае совмещения центра линии раздела или центра
марки с указанной прямой; в этом случае визирные оси со сто-
роны объективов будут составлять продолжение друг друга.
С другой стороны у дальномера, выверенного на бесконечность,
визирные оси телескопа также должны совпадать (с точностью
да начального угла, компенсатора и ошибок изготовления конце-
вых отражателей).
Кроме того для удобств сборки и установки телескопа во
внешней трубе желательно иметь визирные оси параллельными
установочной площадке, мостика (базе).
Для случая определенного задания угла между плоскостью
измерительного треугольника и осью окуляров и наличия парал-
лельного пучка перед окулярами положение визирной линии после
58
телескопа обычно определяется по отношению к установочной
плоскости. Относительное положение визирных осей для стерео-
дальномера в этом случае определяется из условия параллельности
осей бинокулярного прибора, а для монокулярного — из условия
совпадения зрачков.
Установка линии раздела или марок и ориентировка на
изображения обусловливаются следующими соображениями, касаю-
щимися всего дальномера в целом.
а) Изображение линии раздела или одной из линий марок
со стороны окуляра, по соображениям как эстетического характера,
так и удобств наблюдения, устанавливается параллельно оси внеш-
ней Трубы (—ДО 1°).
б) Взаимный перекос линий марок стереодальномера ведет
к непараллельности по высоте линий визирования от вспомогатель-
ных марок (при параллельности от центральной марки). Величина
перекоса может быть около 30'.
. в) Для многих типов дальномеров (особенно морских и крепо-
стных, стационарно устанавливаемых, и зенитных) желательно, чтобы
изображение горизонта при горизонтально установленной оси
внешней трубы было параллельно линии раздела или линии марок
( — до 10—30').
г) При наличии взаимного перекоса изображений от правой
и левой ветвей дальномера одновременная выверка по высоте для
всех марок или всей линии раздела не может быть выполнена.
Величина допустимого взаимного перекоса — около 6—10'.
Последнее обстоятельство весьма существенно для дальномеров,
снабженных механизмом „земля — воздух."
Перекосы изображений в дальномере могут произойти от не-
правильной сборки центрального мостика либо от неверной уста-
новки концевых отражателей, но следует заметить, что взаимная
компенсация ошибок в сборке и при установке отдельных агрега-
тов не может быть допущена, так как она поведет к появлению
внутренних перекосов в дальномере.
Хотя указанные выше требования относятся ко всему дально-
меру в целом и определяются относительно оси внешней трубы
(база окончательной сборки) и горизонта, но при сборке теле-
скопа конечно следует руководствоваться ими же и определять их
относительно баз его сборки (оси трубы и установочная площадка),
которые соответствующим образом устанавливаются относительно
баз окончательной сборки (см. стр. 67—68).
Обычно центральный мостик собирается отдельно от теле-
скопа. Конструкция центральных частей дальномера чрезвычайно
многообразна, и соответственно с этим обширны возникающие
методы сборки и конструкции сборочных приспособлений.
С технологической стороны можно различить две группы
центральных призм: 1) склеенные (обычно в монокулярных дально-
мерах и некоторых стереодальномерах морского типа), 2) нескле-
енные (стереодальномеры).
59
Юстировка мостиков первой группы ведется в процессе
склейки. При этом соответствующим заданием допусков на детали
можно обойтись без приспособлений.
Исключением является мостик дальномеров с механизмом
„земля — воздух", где
кос изображений во
нужно строго регулировать взаимный пере
избежание
расстройства по дальности при
работе этого механизма. Поэто-
му склейка должна вестись на
приспособлении, например с
двумя отвесами.
Пример: мостик мор-
ских дальномеров Цейсса (рис.
[[ и ЧеРТ' Если: ПРИ
Ц изготовлении пластинки 2 вы-
у~ iWl 1S2j держать соответствующие до-
71.. Liпуски на угол между гранями
—' b' Н— £ —т / и II, а также на углы, пирами-
рис 7Q5 дальность и толщины призмы 3
и 2) во время фотографиро-
вания марок на пластинку 1 так
ориентировать чертеж с марками относительно пластинки (находя-
щейся в камере), чтобы выдержать угол 90° и размер а для всех
пластинок в соответствующих допусках, — то: при сборке (склейке)
мостика будет необходимо контролировать только размеры b и с
и угол между катетами призм, что может быть выполнено с по-
мощью простых приспособлений. Точность угловых размеров —
—5', линейных — 0,1—0,2 мм.
Сборки мостиков второй группы сложнее и требуют специ-
альных приспособлений. Перед сборкой необходимо выбрать базу,
которой могут явиться плоскости 7 и 2 (рис. 706 и черт. II, Пбу
Рис. 706.
определяющие положение мостика в телескопе. Приспособление
может воспроизводить, условия, соответствующие положению
мостика в телескопе, когда он принимает два встречные пучка
(может быть образовано встречными коллиматорами), и передать
их в бинокулярную систему окулярной части (может быть вос-
произведено бинокулярной трубкой).
60
В некоторых случаях для установки призм можно пользоваться
автоколлимационными методами, ориентируясь на выходную поверх-
ность призмы.
При установке мостика в телескоп необходимо задать его
положение. Последнее определяется теми базами, которые были
выбраны при его сборке. Так например при установке мостика,
приведенного на рис. 706, необходимо, чтобы плоскость 2 была
перпендикулярна к одической оси объектива (можно выполнить
с помощью автоколлимации), а плоскость 7 параллельна оси трубы
телескоцд (обеспечивается точностью изготовления механических
деталей).
Совмещение центра марок или центра линии раздела с меха-
нической осью телескопа можно выполнить по признаку непо-
движности указанной точки относительно перекрестия дополнитель-
ной трубки при вращении телескопа на двух призмах между
встречными коллиматорами.
6. Окулярная часть. Сборка окуляров монокулярных дально-
меров (черт. I) не отличается от сборки обычных окуляров теле-
скопических систем, и в ее рассмотрение мы здесь не входим.
Остановимся на сборке двух типов окуляров стереодальномеров:
1) окуляр без переменного увеличения, принимающий от
телескопа сходящийся пучок лучей (применяется в полевых дально-
мерах, черт. II, 119)’,
2) окуляр с переменным увеличением, принимающий от теле-
скопа параллельный пучок лучей (применяется в морских дально-
мерах и иногда в зенитных, черт. III, 69— 72).
Общие требования к окулярам стереодальномеров:
1) установка нуля диоптрий;
2) параллельность осей при: а) различных расстояниях между
зрачками, б) включении светофильтров,1 в) изменении диоптрийной
наводки, г) переключении переменного увеличения;
3) центрировка диафрагмы поля относительно марок.
С учетом этих требований и ведется сборка. Для выполнения
их можно:
1) перемещать окуляр (черт. II, 119 и III, 72) вдоль оси
(установка нуля диоптрий) и перпендикулярно к ней, чем дости-
гается параллельность осей при изменении расстояния между
окулярами; в этом случае изображение передней главной точки
в ромбической призме (черт. III, 71) находится на оси вращения
последней;
2) для окуляров второго типа:
а) перемещать подвижную линзу переменного увеличения
(черт. III, 69) по оси — установка увеличения и перпендикулярно
к оси совмещение неподвижной точки с центром поля; указанная
точка определяется как след линии, проходящей через центр линзы 69
в двух ее положениях;
1 Выполняется за счет точности изготовления деталей.
61
б) осуществлять те же перемещения для неподвижной линзы
переменного увеличения (отрицательной), что соответственно дает:
установку нуля диоптрий и параллельность осей для расстояния
65 мм.
Сборка производится по отношению к осям вращения окуляр-
ных шайб и — дополнительно для окуляра второго типа — напра-
вляющих линзы 69 и плоскости окулярного плато.
Для сборки окуляров первого типа $южно применить два
принципиально различные приспособления:
1) установка предмета вместо марок и контроль положения
его изображения через окуляры с помощью бинокулярной трубки
(прямой ход);
2) установка предмета на бесконечно большом расстоянии
перед окуляром (со стороны выходного зрачка дальномера)
и контроль положения его изображения после окуляров с помощью
микроскопа (обратный ход).
Остановимся на последнем приспособлении (рис. 707): оно
удобнее, ибо ромбические призмы открыты для манипуляций.
собираемый окуляр
-------.
ko^u^wp в
Рис. 707.
Установка нуля диоптрий будет выполнена в том случае,
когда перекрестие коллиматора видно в микроскоп сфокусирован-
ным на плоскость установок марок (по известному расстоянию
от ромба).
Признаком совмещения изображения передней главной
точки окуляра в ромбической призме с осью вращения окуляра
служит неподвижность креста коллиматора относительно креста
микроскопа при изменении расстояния между окулярами.
Параллельность осей может быть выполнена при условии
равенства расстояний между марками и осями вращения окуляров
(оптический центр окуляра должен быть с ними совмещен)»
Последнее не может меняться при сборке, поэтому юстировка
производится в процессе окончательной сборки за счет перемеще-
ния марок (на незначительную величину) или перемещением
окуляров, причем за счет некоторого нарушения параллельности
осей при расстояниях, равных 65 мм.
При сборке систем второго типа возникает ряд дополнитель-
ных операций.
В этом случае можно применить приспособление, воспроиз-
водящее условия работы окуляров в дальномере (рис. 708).
Бинокулярный коллиматор 1 устанавливается перпендикулярно
62
к опорной площадке 2 (можно выполнить с помощью центрировоч-
ной трубки). Фокусировку системы и установку увеличения
производят перемещением линз 3 (совмещение обоих увеличений)
и 4 (установка нуля диоптрий), достигая нормального их располо-
жения последовательными приближениями. В направлении, пер-
пендикулярном к оси, правильная установка линз 4 будет
бинокулярный (
у-4----—S—е—
f ? J 4
-М-----®---S-г®—Ь
бинокулярная
трубка
Ф 25'30 мм
Рис. 708.
выполнена в случае совмещения следа линии АВ (рис. 709)
с центром поля С (отмечается перекрестием бинокулярной трубки).
При этом удобнее работать без линз 3, пользуясь крестами,
нанесенными на объективах коллиматора или специально включаю-
щихся сетках (расстояние — 65 мм).
По собранной таким образом одной системе окуляра соби»
рается вторая система.
Одна из линз 3 должна быть установлена так, чтобы линия
визирования окуляра, определенная центром его поля зрения, была
перпендикулярна к плоскости окулярного плато. Вторая линза 3
устанавливается по признаку параллельности осей окулярной
части.
miutiffut направляющие
А 5 С
положение центра,
линз переменного
увеличения при
2 увеличениях
центр поля
зрения и след
линии А В
Рис. 709.
7. Штатив. Для установки вертикальной оси штатива отвесно
на вращающейся головке служат два взаимно перпендикулярные
уровня. Эта установка может быть выполнена лишь в том случае,
если ось перпендикулярна к горизонтальной плоскости, определяе-
мой уровнями. При этом раз установленные в горизонтальное
положение уровни не расстраиваются при вращении верхней го-
ловки. Пользуясь этим признаком, можно устанавливать уровни
на верхней головке штатива.
Установив пузырьки уровней на центр, нужно повернуть
верхнюю головку на 180°. Если при этом пузырьки сместятся, то
половину величины ошибки можно уничтожить наклоном всего
штатива, а вторую половину — подпиливанием опорных площадок
под уровни. Операцию производят несколько раз, последовательно
прйъЛижаясь к нормальному расположению оси в горизонтальной
плоскости.
Условие взаимозаменяемости штативов требует, чтобы опти-
ческая ось дальномера при нуле шкалы углов местности была
горизонтальна при установке дальномера на любой штатив, что
может быть выполнено лишь при условии: 04 = — % (рис. 710).
При сборке штатива требуется осуществить равенство а1=а0,
что может бо1ть достигнуто с помощью приспособления, вос-
производящего раму дальномера, установленную под определен-
Рис. 710.
ным углом а0 к вертикали (фиксируется уровнем). Если при
установке рамы на штатив пузырек уровня не займет нулевого
положения, то требуется подшабриванием выемки 1 и 2 приве-
сти его в нормальное положение.
Проверку точности шкалы углов азимута можно выполнить
с помощью теодолита или точек на местности. При сборке следует
обращать внимание на центрировку лимбов относительно оси
вращения.
8. Высотомер. Окончательная сборка высотомера сводится
в основном к согласованию шкал, что выполняют, пользуясь отдель-
ными частными значениями зависимости между шкалами или спе-
циальными отметками на них.
Так например при сборке высотомера маятникового типа
.необходимо согласовать шкалы углов местности (ср), высоты (Н)
или горизонтальной дальности (Л) и дистанции (£>) до цели; при
этом можно воспользоваться тем условием, что при ф = 0 L — D,
а при ф = 30° Шкалу углов местности надлежит
отцентрировать относительно точки подвеса маятника.
Шкалы высотомера абакового типа центрируют по специ-
альной окружности, описанной из их центра. Согласование шкал L
и Н выполняется по крестикам, нанесенным для этой цели на
шкалах. Индекс ставится в центры вращения шкал, которые
"-64
должны быть совмещены. Шкалы устанавливаются так, чтобы при
их перемещении относительно микроскопа не появлялось параллакса
между индексом и шкалой.
Дальнейшее согласование со шкалой углов местности и дистан-
ционной ведется в окончательной сборке.
9. Выверочные системы. Выверочная система является своего
рода эталоном дистанции для контроля и выверки дальномера
и с появлением необходимости в выверке последнего включается
в рабочее положение. Дистанция, даваемая системой, в боль-
шинстве случаев равна бесконечности и лишь для дальномеров
с конверторами иногда имеет конечную величину.
Величина выверочной дистанции должна быть установлена
с точностью не ниже 1 т. о. и при включениях оставаться
постоянной (условие однообразия). Над этими основными требо-
ваниями и приходится работать при сборке выверочных систем.
Из большого количества последних наиболее распространены рейка
(сухопутные дальномеры) и абсолютная выверка (морские дально-
меры), на рассмотрении сборки которых мы и остановимся.
а) Рейка. 1. Величина выверочной дистанции будет равна
бесконечности лишь при условии равенства расстояния между
выверочными штрихами базе дальномера, или, если последний
снабжается выверочными линзами (черт. II, НО),— расстоянию
между их оптическими центрами (строгое равенство базе не обя-
зательно).
2. Учитывая, что возможно производство выверки по различ-
ным участкам выверочных штрихов и с различных сторон, сюда
же необходимо отнести требование параллельности штрихов и ра-
венство их толщин.
3. Возможность некоторого перекоса осей дальномера и рейки
ведет к необходимости соблюдения перпендикулярности штрихов
к оси рейки во избежание расстройства по дальности.
4. Условие независимости выверки от положения рейки отно-
сительно дальномера можно выразить следующими требованиями:
перпендикулярность визира осевой линии рейки (^Л5—10'); уста-
новка уровня по рейке (если он есть) — до—1'.
При хорошо поставленном производстве появляется необхо-
димое условие взаимозаменяемости реек, когда установка вывероч-
ных линз и сборка реек производятся независимо. В случае взаимо-
заменяемых реек общий допуск на точность выверочной системы
в 1 т. о. должен быть разделен между указанными требованиями,
выполнение которых происходит независимо. Кроме того следует
учесть ошибки установки выверочных линз. Так, если для усло-
вий стр. 61 задать 0,2 т. о., то при Г = 20х и расстоянии до рейки
в 50 м следует его выполнять до 0,025 мм.
Точность установки параллельности штрихов, равенства их
толщин, перпендикулярности к оси рейки и расстояния между
выверочными линзами или базы — такого же порядка. В этом слу-
чае в качестве приспособления для сборки может быть применен
5 Зак. 3905. — Спр. кн, оптико-механика, ч. IT. 6S
оптический циркуль (рис. 711). На концах балки 1 установлено
по два ^кроскопа 2, 3 и 4, 5; расстояния между визирными осями
2__4 й~3—5 равны расстояниям между выверочными штрихами рейки
и периодически контролируются с помощью эталона. Визирные оси
микроскопов 2—3 и 4—5 лежат в вертикальной плоскости
при установке уровня 6 на середину. В то же время визирные
оси всех микроскопов горизонтальны, параллельно им же уста-
навливается ось зрительной трубы 7.
Собираемую рейку ставят перед циркулем и, пользуясь его
уровнем, микроскопом и зрительной трубой, устанавливают штрихи
рейки, визир и уровень, чем и достигается одновременное выпол-
нение поставленных выше требований.
Установка линз может производиться раз-
личными способами. м
1. Установка с помощью оптического цир-
куля по кружкам на линзах, отмечающим поло- г
Рис. 711. Рис. 712.
жение их оптического центра. Отметку можно выполнить чер-
тилкой после того, как будет достигнута неподвижность автокол-
лимированнбго изображения креста трубки 7 (рис. 712) относи-
тельно самого креста при вращении линзы 2. Диаметр кружка —
0,3—0,2 мм. Первоначально визирная ось трубы устанавливается
перпендикулярно зеркалу 3. Интересно отметить, что интерфе-
ренционный способ не дает необходимой точности ввиду зональ-
ных ошибок поверхности линзы.
2. Установка на выверочном коллиматоре при помощи штанги
с длиннофокусными линзами (подобно контролю базы). При этом
дальномер сперва выверяется по коллиматору, а затем включается
штанга с линзами, и вводятся линзы дальномера. Регулируя
расстояние между линзами, добиваются совпадения выверки даль-
номера с выверкой по коллиматору без линз. Ошибки центри-
ровки линз штанги исключаются двукратным измерением при
положениях линз, отличных на 180’.
3. Сравнение выверки по рейке с выверкой по местности (для
невзаимозаменяемых систем). Установка линз производится в окон-
чательной сборке.
66
б) Система абсолютной внутренней выверки. Остановимся
на указанных выше основных требованиях к выверочным системам
для случая абсолютной выверни (черт. III).
1. Высокая точность измерения может иметь место лишь при
высоком качестве изображения выверочного штриха. Это условие -
в первую очередь ставит жесткие требования к однородности стекла,
качеству поверхностей оптических деталей (0,05—0,2 кольца)
и центрировке системы. Требования еще повышаются, если зрачок
выверочной системы меньше зрачка дальномера.
2. При работе по абсолютному выверителю не должен иметь
места параллакс между изображением выверочного штриха и мар-
ками или линией раздела.
3. В случае наличия взаимных перекосов изображений вывероч-
ных штрихов перед концевыми отражателями дальномера или не-
перпендикулярности их к линии, соединяющей центры марок или
линии раздела, результаты выверки по абсолютному выверителю
будут зависеть от положения механизма выверки по высоте (подобно
влияниям внутренних перекосов изображения).
4. Система выверителя не должна расстраиваться по высоте
при переключениях, так как от этого может страдать стереоско-
пический эффект и повышаться разность отсчетов по выверочной
шкале в двух положениях выверителя.
5. Разность отсчетов по выверочной шкале при работе в пер-
вом и втором положениях абсолютного выверителя не должна превы-
шать небольшой величины (у некоторых современных заграничных
дальномеров — не более 5 т. о.). Эта величина зависит от парности
концевых отражателей выверки (и в некоторых системах от точности
изготовления ромбической призмы), от перекосов изображений
выверочных штрихов и расстройств по высоте системы абсолютной
выверки.
С учетом указанных основных требований и ведется сборка
системы абсолютной выверки.
Условие отсутствия расстройств абсолютной выверки по высоте
и появления перекосов изображений выверочных штрихов при пере-
ключениях ставят высокие требования к качеству оси концевого
отражателя и установке ребра его относительно оси. Неизменность
направления оси при переключениях должна быть порядка 10" — 20".
Обычно оси делаются либо длинные цилиндрические либо на
шариковом подшипнике (специальном). В последнем случае необ-
ходимо обратить внимание на тщательную калибровку шариков.
Неизменность направления оси может быть проконтролирована
либо с помощью уровня либо автоколлимационным способом.
Ребро концевого отражателя устанавливается параллельно оси
вращения, для чего можно пользоваться установочной площадкой
на отражателе, считая ребро нормальным к ней (см. „Сборка кон-
цевого отражателя"). В качестве признака правильной установки
может служить неизменность положения пузырька уровня (сфери-
ческого или двух взаимно перпендикулярных), находящегося
5* 67
на установочной плоскости, при вращении отражателя во-
круг оси.
Так как система абсолютного выверителя по существу пред-
ставляет собой ^цва встречные коллиматора, пучки которых пооче-
редно отклоняются двумя вращающимися отражателями, то в первую
очередь необходимо добиться совпадения визирных осей коллима-
торов. Кроме того эти оси должны быть параллельны оси наруж-
ной трубы.
Базой для выполнения этого условия может явиться линия,
проходящая через центры диафрагм 1 и 2 (рис. 713), отмеченных
/ ------------х ч
U------..L—
Т / нивелир
Рис. 713.
•перекрестиями. С помощью нивелира, установленного на указанную
прямую, можно на нее же ввести центр объектива абсолютной
выверки и выверочного штриха для обеих половин системы (анало-
гично первой операции окончательной сборки,—см. дальше).
Одновременно выверочный штрих ставится по тому же нивелиру
вертикально.
После этого можно установить отражатели выверки так, чтобы
•оси (а следовательно и ребро) их были вертикальны для двух
положений выверки (по уровню). При этом изображения вывероч-
ных штрихов через систему абсолютной выверки будут вертикальны,
л визирные оси (от центров выверочных штрихов) горизонтальны.
Фокусировку объективов выверки по основной системе даль-
номера можно осуществить путем диафрагмирования отдельных
частей пучка и наблюдения неизменности выверки.
§ 5. Окончательная сборка дальномера
Окончательная сборка дальномера имеет своей задачей прида-
ние всем его узлам, пользуясь базой их сборки, нормального поло-
жения относительно баз окончательной сборки. При этом возможна
небольшая компенсация ошибок отдельных агрегатов, так как узловая
сборка связана с накоплением ошибок при окончательной сборке.
I. Дальномер полевого типа (черт. I и И). Примерный поря-
док окончательной сборки может быть следующим.
а) Центрировка телескопа во внешней трубе. Визирные линии
телескопа, совпадающие с базой его сборки осью трубы, необхо-
димо совместить (или поставить параллельно, смотря по конструк-
ции) с осью внешней трубы дальномера. Можно указать на два
способа, применимые для этого.
68
1. Центрировка труб без оптики (рис. 714). Положения осей
внешней трубы и телескопа определяются центрами перекрестий
I, 2, 3, 4, натянутых на их торцевых поверхностях. Собираемый
дальномер устанавливается между коллиматором 6 и трубой 5Г
через которую ведется наблюдение, причем глаз наблюдателя поме-
щается в фокусе объектива трубы. При этом на сетчатке глаза
f ^500 мм f50 м>
5’250мм?50мм
угловая величина t
отверстия
не центрирошо центрировка
достигнута
- определяют ось телескопа
1~4~ определяют ось внешней труды
Рис, 714.
получается дифракционная картина, представляющая собой не что
иное, как тень крестов (центрировка выполнена в случае совмеще-
ния перекрестий).
Точность центрировки — около 0,5 мм для базы 2 м. Для
больших баз точность, даваемая этим способом, недостаточна.
Кроме того он не дает возможности центрировать собранные
телескопы (с оптической системой).
2. Центрировка с помощью нивелира. Этот способ свободен от
недостатков предыдущего.
Очень удобен нивелир фирмы Це#сс типа Ш, имеющий увели-
чение 35х и фокусировку, начиная от 3200 мм, что позволяет
^рейсмасе
-Б 4
8
нивелир
Рис. 715.
устанавливать его близко к юстируемому прибору. Точность этого
нивелира может быть доведена до 2", что дает линейную ошибку
на расстоянии 10 м в 0,1 мм.
Первоначально нивелируется внешняя труба (рис. 715 А),
а затем, наблюдая с торцевой части и перефокусировывая ниве-
69
лир последовательно с марок на центр объектива и на крест,
отмечающий след оси внешней трубы, добиваются приведения этих
точек на перекрестие нивелира. Если фокусирующая часть ниве-
лира смещается прямолинейно, то и совмещаемые точки располо-
жатся по прямой. Одновременно нивелир должен быть введен на
визирную ось телескопа, дли чего он устанавливается на супорт,
позволяющий осуществлять перемещения, перпендикулярные к оси.
Но так как при этом не учтено положение второй точки оси
внешней трубы, то телескоп может находиться под углом к этой
оси в горизонтальной плоскости, поэтому контролируют положе-
ние указанных выше точек с другой стороны трубы дальномера
и получившуюся ошибку в совпадении осей половинят.
В результате центрировки телескоп займет в трубе правиль-
ное положение. Оно должно быть принято за середину расхода
выверки по высоте, если эта выверка осуществляется качанием
телескопа.
В дальнейшем сборка ведется на выверочном коллиматоре
(длиннофокусном).
б) Установка концевых отражателей. Эту операцию при-
ходится производить в два приближения, так как в дальнейшем
будут операции, которые потребуют перемещения отражателей,
например окончательная установка базы, возможная лишь после
юстировки измерительной части.
Напомним, что в случае изменения направления ребра отра-
жателя появляются наклон изображения и расстройство по высоте.
Изображения через концевые отражатели визирных осей
и линий марок (раздела) правильно собранного телескопа должны
находиться в плоскости измерительного треугольника. Кроме этого
иногда задаются определенное положение визирной линии дально-
мера и горизонтальность изображения со стороны окуляра (см.
„Сборку окуляра"). Для выполнения этих требований каждый кон-
цевой отражатель должен иметь по две независимые степени сво-
боды.
При установке отражателей оценка расстройств по высоте
и наклону изображения ведется относительно марок или линии
раздела и ее середины.
В тех случаях, когда в положении визирной линии со стороны
окуляра может быть допущена неточность, достаточно иметь три
степени свободы (Цейсс, малобазные дальномеры). Если кроме
этого допустима неточность в установке горизонтальности изобра-
жения, можно обойтись двумя степенями свободы (конструкции Герца).
В тех случаях, когда указанные неточности при скверном изгото-
влении деталей окажутся слишком большими, придется прибегнуть
к пригонке деталей по месту.
Установка отражателей выполняется первичная.
При перемещениях концевых отражателей вдоль визирных
осей телескопа будет меняться база. Поэтому при их установке
следует контролировать базу, что в первом приближении может
70
быть выполнено с помощью штанги определенной длины и окон-
чательно— методами, указанными на стр. 48.
Особенно высокие требования к установке базы предъявля-
ются для дальномеров, выверяемых по рейке без выверочных линз.
Ввиду наличия ошибок в изготовлении отражателей (угол от-
клонения на 90°) и некоторого начального угла компенсатора
(дистанция плоскопараллельной пластинки) центральный мостик
приходится смещать в плоскости измерительного треугольника,
перпендикулярно оси телескопа, при этом выверка по дальности
должна быть поставлена в среднее положение.
в) Установка окулярной части. Необходимо линию центров
зрачков выхода расположить параллельно оси наружной трубы
дальномера с точностью 0,5—1° (недостаток эстетического по-
рядка), что можно проверить с достаточной степенью точности
наложением уровня на окулярные шайбы при горизонтальном по-
ложении оси трубы.
Для окуляров, принимающих от телескопа сходящийся пучок,
параллельность осей выполняется в процессе окончательной сборки.
Отступления от параллельности осей контролируются бинокуляр-
ной трубкой и устраняются перемещением марок. Центрировка
марок относительно диафрагмы поля зрения может быть выполнена
смещением марок или окулярного плато (смотря по конструкции).
г) Юстировка измерительной части. В процессе работы
компенсатор не должен расстраивать выверку по высоте для кли-
новых компенсаторов. Это имеет место в том случае, когда глав-
ное сечение компенсатора — в плоскости измерительного треуголь-
ника. Установка компенсатора выполняется по признаку отсутст-
вия расстройств по высоте при переходе от минимальной дистан-
ции к бесконечности.
Поскольку в полевых дальномерах в качестве измерительных
механизмов применяется двухклиновый компенсатор, точность по-
казаний обеспечивается в узловой сборке,-а в окончательной —
только проверяется.
Условие однообразия показаний дальномера может быть вы-
полнено при отсутствии параллаксов, разности увеличений ветвей
дальномера и мертвого хода.
В случае неравенства фокусных расстояний объективов изме-
рения, проведенные в различных участках поля, дадут неодинако-
вый результат. Пользуясь этим признаком, при сборке оценивают
необходимую величину изменения фокусного расстояния (см. стр. 47).
Изменение фокусного расстояния достигается следующими
способами:
1) перемещение коррекционной линзы (малобазные дальномеры,
черт. I и II, 115}; при этом, если: /к1 — фокусное расстояние кор-
рекционной линзы, \d — ее необходимая величина перемещения:
10" •/
_____укл.
р". г
. N
71
П2 Л/-10"
(обычно достаточная точность установки коррекционной линзы
—-0,1—0,2 мм);
2) изменение расстояния между линзами объектива; в этом
случае (черт. III, 65):
(* —
=-------
k
(£— отношение коэфициенте дисперсий линз; крон и флинт линзы
обычно —1,9).
Попутно с изменением расстояния между линзами необходимо
перемещать весь объектив, так как изменяется его задний отре-
зок, а следовательно появляются параллаксы. Изменение расстоя-
ния между линзами ухудшает качество изображения объектива..
Оценка параллаксов ведется сравнением измерений, проведен-
ных при различно диафрагмированных входных отверстиях даль-
номера.
Юстировка измерительной части заканчивается контролем
точности дистанционной шкалы, что выполняется на выверочном
коллиматоре с помощью клиньев. После этого можно перейти
к окончательной установке концевых отражателей и юстировке базы.
Точная доводка базы может быть произведена вращением
концевых отражателей или пент (ребро перемещается приблизи-
тельно на 1 мм).
Механизм выверки по дальности должен находиться в сред-
нем положении. Поэтому в процессе окончательной сборки вы-
верка по дальности выполняется защитными клиньями. В первона-
чальном положении ребра клиньев должны находиться в плоско-
сти измерительного треугольника. При этом спектр направлен по
высоте и мало сказывается на измерительных качествах дальномера.
Установка выверочных линз выполняется способами, указан-
ными на стр. 66.
После этого следует установить нуль шкалы углов местности
(если имеется) и согласовать высотомер с дистанционной шкалой
и шкалой углов местности.
На этом сборка дальномера заканчивается.
2. Дальномер морского типа (черт. Ш). Характерная осо-
бенность дальномера морского типа — это наличие внутренней или
абсолютной выверки, в остальном же его сборка мало чем отли-
чается от сборки полевого дальномера. Поэтому ограничимся
кратким перечнем примерного порядка операций сборки.
1. Центрировка телескопа: ввиду больших баз (от 3 до 10 м,
редко 1,5 м) ее приходится осуществлять с помощью нивелира
(см. 69).
2. Установка концевых кронштейнов по уровням или авто-
коллимационному способу на пентапризмах или отражателях выверки
(черт. III, 61).
3. Центрировка выверочной системы, установка выверочных
штрихов.
72
4. Предварительная установка окулярной части.
5. Установка отражателей дальномера по коллиматору в смысле •
отсутствия расстройств по высоте и наклонов изображения.
6. Окончательная юстировка внутренней выверки (в процессе
центрировки системы приходится снимать некоторые агрегаты).
7. Юстировка измерительной части. Обычно морские дально-
меры имеют в качестве компенсатора клин, перемещающийся за
объективом. Ребро клина, которое во избежание расстройств по
высоте должно быть перпендикулярно плоскости измерительного
треугольника, юстируется поворотами клина. Ошибки в угле от-
клонения измерительного клина можно компенсировать измене-
нием фокусного расстояния объективов (см. 55). При этом же
устраняются разность увеличений, параллаксы и мертвый ход. Ра-
бота производится на выверочном коллиматоре.
объектив ~
каин
дистанций
барабан
конвертор
Рис. 717.
8. Установка центрального мостика и середины расхода вы-
верки по дальности выполняется по внутренней выверке.
9. Вслед за этим можно провести окончательную установку
окулярной части и концевых отражателей.
10. Если дальномер снабжен противопрожекторными стеклами
(черт. III, 63), то при их включении не должно возникать рас-
стройства по дальности и по высоте, что обеспечивается с одной
стороны точностью их изготовления, с другой — ориентировкой
при сборке, ибо чувствительность к расстройству по высоте раз
в.10—15 меньше, чем к расстройству по дальности.
11. При наличии конвертора (черт. III) показания на валике
дающего прибора должны быть согласованы с дистанционной
шкалой и действовать по определенному закону.
В случае конвертора со спиральными шестернями (Цейсс)
ошибки могут произойти от неправильности изготовления зубча-
тых передач, от эксцентриситетов и ошибок шага, от неправиль-
ности взаимной установки шестерен и наконец от несогласован-
ности дальномера с конвертором. Указанные ошибки зацеплений
73.
пропорциональны передаточным числам, которые в свою очередь
пропорциональны квадратам дистанций и следовательно теорети-
ческим ошибкам (рис. 716).
г Неправильности установки у шестерен сводятся к развороту
шестерни 2 и 3 (рис. 717) на'валу. Правильного их положения
можно достигнуть при сравнении показаний лимбов А и В.
Ошибки согласования конвертора с дальномером происходят при
неверной установке его начального угла и могут быть уничтожены
разворотом конвертора относительно дальномера (имеется специ-
альное приспособление). Правильная установка определяется при
сравнении показаний дистанционного барабана с лимбом В', его
углы поворота должны быть пропорциональны дистанциям.
12. Согласование выверки по выверителю с выверкой по
местности можно выполнить как на коллиматоре по типу абсолют-
ной выверки, так и непосредственно по местности. Обычный по-
рядок работы таков, что дальномер выверяется по ..внутренней
выверке, а затем переходят к измерениям по местности и пово-
ротом защитных клиньев добиваются наилучшего графика ошибок
дистанционной шкалы.
Если дальномер имеет конечную выверочную дистанцию, то
следует то защитное стекло, которое вводит эту дистанцию, по-
ставить по признаку отсутствия расстройства по высоте,^ доводку
вести другим стеклом.
После согласования выверки с местностью сборка дально-
мера заканчивается.
3. Сборка стереовысотомеров отличается от сборки обычного
полевого дальномера главным образом в части юстировки ком-
пенсаторов. Для стереодальномеров весьма существенна устойчи-
вость выверки с изменением угла местности. Степень устойчивости
выверки зависит главным образом от деформации телескопа под
влиянием билы тяжести и может регулироваться изменением поло-
жения одной из опор телескопа или подрезкой противовесов.
Контроль точности работы в положении и „высотомер" может вы-
полняться на обычном выверочном коллиматоре; при этом углы
местности (вводятся вращением механизма вертикальной наводки
вокруг неподвижного стереовысотомера, однако это не соответ-
ствует действительным условиям службы прибора (вращается
стереовысотомер, а механизм вертикальной наводки неподвижен)
и не позволяет определять ошибки прибора от прогибов ответ-
ственных деталей (телескоп, труба, несущая концевые отражатели)
под влиянием силы тяжести. Поэтому, кроме указанного способа
контроля, весьма желательна оценка точности показаний высото-
мера на специальном коллиматоре, позволяющем вести измерения
при различных углах местности (зенитный коллиматор).
Рис. 718.
Глава XXVIII
ВЫВЕРКА И ЮСТИРОВКА ПРИ СБОРКЕ СЛОЖНЫХ ПРИЗ-
МЕННЫХ ПРИБОРОВ, ТРЕБУЮЩИХ ПОСТОЯНСТВА ЛИНИИ
ВИЗИРОВАНИЯ ПРИ РАЗНООБРАЗНЫХ НАКЛОНАХ ПРИБОРА
, Приемы сборки и выверки сложных призменных приборов
основываются на ряде общих принципов и приемов, которые видо-
изменяют свою форму в зависимости от конструкции прибора.
Ниже разбирается выверка одного из сложных
призменных приборов, помещаемых на качающемся
под различными углами основании и переме-
щающихся продольно.
§ 1. Требования к прибору и проверка их
выполнения
Ось визирования прибора (на бесконечно
удаленный предмет) должна всегда оставаться вер-
тикальной, а углы поворотов автоматически — по-
мощью механизмов — учитываться для обеспече-
ния направления визирования. Схема прибора дана
на рис. 718. Так как.углы нужно отсчитывать от
какой-то неподвижной линии в пространстве, то
прибор имеет фокусный уровень 3, дающий вер-
тикаль. Для отсчета углов от вертикали качают
визирную призму 6, связанную с ведущим механиз-
мом 7 и шкалами отсчета. Поправки углов вно-
сятся передвижениями объективов, которые могут
быть осуществлены поворотом всего корпуса в
наружной трубе 7.
Основными требованиями к прибору являются
требования точности углов визирования и поправок на них. Проверка
выполнения их может быть произведена на специальном приспо-
соблении— вертикальном гониометре (рис. 719). Гониометр со-
стоит из тяжелО|й стойки 7, которая несет держатель для при-
бора 2. Внизу к стойке прикреплен лимб 3, связанный с колли-
75
матером 4. Плоскость качания коллиматора вертикальна. Прове-
ряемый прибор зажимается в держатель и регулировочными вин-
тами устанавливается в вертикальном положении.
Выверка вертикального гониометра заключается в установке
вертикального нулевого положения коллиматора. Для этого можно
Рис. 719.
Рис. 720.
использовать автоколлимационную трубку с окуляром по Гауссу.
Установка самой трубки может быть выполнена помощью авто-
коллимации от поверхности какой-нибудь вязкой жидкости (жид-
кое масло и др., рис. 720). При вертикальности визирной линии
ось вращения коллиматора должна быть перпендикулярна ей.
Проверка может про-
исходить наблюдением в
две встречные трубки I
(рис. 721), визирные оси
которых совпадают. Если
в положении 2 коллима-
тора трубка визирует на
перекрестие коллиматора,
то при правильном поло-
жении оси и при положе-
нии 3 изображения не дол-
жны расходиться. Здесь же может быть проверена и точность
установки углов 90° у коллиматора, стоит только вместо какой-
нибудь трубки применить нивелир или теодолит.
76
п
и
Рис. 721.
§ 2. Возможные перемещения деталей и эффект этих перемещений
Если установить ось вращения внутренней трубы в наружной
вертикали, то в этот момент плоскость качания визирной призмы
должна быть тоже вертикальна, а изображение линии, проведен-
ной из перекрестия сетки через главные точки оборотной си-
стемы, должно пройти через центр пузырька уровня и лежать
в вертикальной плоскости после прибора.
Визирная плоскость, даваемая курсовой линией сетки, также
должна совпадать с вертикальной плоскостью, из которой не
должна уходить визирная линия при качании призмы. Ни ось вра-
щения труб ни перекрестие сетки регулировки не имеют, а потому
они и должны быть приняты за базу при юстировке.
Рассмотрим, какие отступления от указанных свойств при-
бора вызовут перемещения некоторых его деталей и агрегатов.
1. Наклон оси вращения к вертикальной плоскости и на-
клон призмы к оси вращения. Уклонение визирной линии из вер-
тикальной плоскости является следствием двух причин:
а) неперпендикулярности оси вращения визирной призмы к
вертикальной плоскости;
б) неперпендикулярности главного сечения призмы к оси ее
вращения.
Если предположить, что ошибка положения оси вращения
равна ft, а ошибка положения главного сечения призмы — 5, то
величина уклонения визирной линии выразится формулой:
7| == о 2 (sin 2к — У 2 sin и) -j- ft (1 -j- sin 2u — cos 2u)i
где за начальное положение призмы принято соответствующее
углу в 90° и где и — угол поворота призмы.
2. Поворот главного сечения неподвижной призмы вызовет
поворот изображения на тот же угол. Одновременно линия визи-
рования уйдет из вертикальной плоскости на угол, равный углу
поворота призмы.
3. Передвижение объектива вдоль оси вызовет параллакс
между бесконечно далеким предметом, сеткой и пузырьком уровня.
Величина параллакса после окуляра будет равна:
л 2£рД
где р—радиус зрачка выхода; Д— величина передвижения объ-
ектива; f—фокус системы, расположенной после уровня; k =
= 0,8 н-0,7.
4. Передвижение объектива перпендикулярно оси вызовет
отклонение линии визирования в плоскости передвижения. Вели-
чина отклонения равна:
Д
77
где А —- величина передвижения объектива, f— фокус объ-
ектива.
5. Наклон уровня вызовет смещение пузырька в поле зре-
ния. Величина смещения будет равна:
3 = <ог,
где да — угол наклона, г — радиус уровня/^
6. Передвижение оборотных линз вдоль оси по отдельности
вызовет параллакс между пузырьком, уровнем и сеткой. Величина
параллакса со стороны окуляра будет равна приблизительно:
* 2/грД
где /0— фокус окуляра.
Передвижение оборотных линз обеих вместе с сохранением
фокусировки сетки и пузырька уровня вызовет изменение увели-
чения. Направление изменения зависит от направления движения
линзы и выражается формулой:
AJ3 Дх2
Т“Ж’
где Д = F'F$ — фокусное расстояние 1-й линзы; /2 — фокусное
расстояние 2-й линзы; х.2— величина перемещения 2-й линзы.
7. Поворот сетки вокруг оси вызовет поворот плоскости ка-
чания визирной линии относительно плоскости, определяемой кур-
совой линией сетки, на тот же угол.
§ 3. Ведущий механизм
Ведущий механизм рассматриваемого прибора состоит из ли-
нейки 1 (рис. 722), которая опирается на движущуюся гайку 3.
Вращение винта производится от часового механизма, поэтому гайка
движется всегда равномерно с какой-то скоростью v и поворачи-
вает линейку. Винт может качаться вокруг оси Ov образуя с вер-
тикалью так называемые углы отставания. Длина ОГО2 будет за-
висеть от времени, в течение которого вращается винт, и будет
равна vt. Расстояние ООг = С называется базой прибора.
Кинематическая зависимость изменения угла визирования при-
бора ср от основных параметров его определяется формулой:
tg<? = ^y-tg7- (1)
Для того чтобы определить порядок регулировки механизма»
необходимо выяснить характер кривых ошибок углов ? в зависи-
мости от ошибок основных параметров е, у и t.
78
Возьмем частные производные от ср по каждому из парамет-
ров. После преобразований некоторых из них получим:
dcp cos2<p
дС <ut cos y ’
дер cos2cp / С sin у
dv cos2^ \ vt
ду С cos2cp
dt videos у
Величину v в рассмотрение вводить не будем, так как она
не может быть подвергнута регулировке.
Если теперь вместо частных диференциалов подставим’малые
отклонения параметров и угла визирования, то и получим искомую
зависимость между ними. После преобразований будем иметь:
io = cos?sin(9-H)
‘ С cos 7
. cos ср cos (ер -4- т) .
Acs ~-------:----VT |--|/ • Д у;
‘ cos 7
да sin2 + т) . дд
(2)
(3)
(4)
Посмотрим, что собой представляют полученные нами выра-
жения и какие величины они связывают. Из (2) без труда можно
заметить, что Дер растет с уменьшением базы и при очень малых С
может достигать больших величин. Ошибка углов визирования
зависит от величины угла и при у = 0 достигает максимума, при
79
= 45°. При у ф. О кривая мало будет отличаться от кривой ошибок
при у —О, так как у сравнительно с о мал (максимальная вели-
чина *[ = 10°). Наконец знак Д<р и АС одинаков, что важно знать
при юстировке.
Из (3) видно, что Дф уменьшается с увеличением углов визи-
рования. Максимальной величины ошибка Достигает при ф = 0;
от величины у — зависит мало.
Зависимость Дер от Д/ представлена формулой (4). Присутст-
ссимум будет находиться
при ф = 90э и при малых
базах.
Кривые рассмотрен-
ных зависимостей пред-
ставлены на графиках
рис. 723 и 724. Из них
видно, что уничтожение
ошибок углов визирова-
ния должно произво-
диться: при углах, близких
к . 90°, — изменением t,
при 45° — изменением ба-
зы, а при 0° — измене-
нием угла отставания.
§ 4. Юстировка
1. Юстировка ниж-
ней головки прибора, со-
держащей только призмы,
может быть выполнена
отдельно от остальной системы. Главное внимание при этом должно
быть обращено на юстировку положения призмы относительно
оси и положения самой оси относительно оси вращения трубы.
При юстировке ребро визирной призмы должно быть устано-
влено параллельно оси вращения,1 что осуществляется пригонкой
деталей друг к другу. Работа должна производиться на приспо-
соблении, типы которого могут быть различные. На рис. 725Д
изображено приспособление, где оценка правильности положения
призмы ведется помощью двух коллиматоров и трубки, между
которыми помещена юстируемая призма. Работают сперва от одного,
потом от второго коллиматора. Критерием оценки является боко-
вое отклонение изображения при переходе от одного коллиматора
к другому. На рис. 725 В изображено приспособление, работаю-
щее на принципе оценки поворота изображения. Призма работает
прямым зрением сперва ребром вверх, а затем поворачивается
1 Считая ошибки пирамидальности величинами второго порядка ма-
.лости.
.S0
на 180° на оси. Наконец на рис. 725 С изображено приспособле-
ние, основанное на требовании параллельности ребра призмы к оси
вращения. Оценка производится по уровню, ставящемуся на призмы.
При цапфах одинакового диаметра уровень для повышения чувстви-
тельности можно перекладывать на 180°. Неудобство работы за-
ключается в требовании установки самого приспособления по
уровням. Лучшим из этих приспособлений является первое, дающее
большую точность и удобство оценки.
Юстировку положения оси вращения призмы возможно вести
только по отношению торцов труб, которые для этого должны
быть соответственно обработаны. Если считать, что плоскость,
о которую опирается кронштейн призмы, перпендикулярна торцу
трубы,1 то юстировку нужно вести на приспособлении с подобной
фиксацией кронштейна. Типы приспособления — те же, что и для
юстировки положения призмы относительно оси.
Рис. 725.
Юстировка поворота изображения может осуществляться
обычными способами.
Выверка описанных приспособлений не представляет труда.
Коллиматоры и трубка приспособления рис. 725 А должны обра-
зовывать одну плоскость, что может быть проверено помощью
визирования зрительной трубки в коллиматор 1. Положение оси вра-
щения призмы должно иметь рабочую регулировку. Выверка стоек
приспособления рис. 725 С может быть произведена по шлифо-
ваному цилиндру, который кладется на стойки. На него ставится
уровень, и после приведения стержня в горизонтальное положение
устанавливаются уровни самого приспособления.
2. Дальнейшая юстировка требует установки оси вращения
трубы вертикально. Для этого наблюдают пузырек уровня, который
при вращении трубы не должен двигаться. Чтобы в этом поло-
жении прибора привести пузырек на перекрестие, наклоняют уро-
вень в оправе. Операцию нужно производить на вертикальном
1 Приспособления для изготовления деталей должны это обеспе-
чивать.
6 Зак. 3905. — Спр. кн. оптико-механика, я. II.
81
гониометре. Присоединив нижнюю головку к трубе, наблюдают
изображение перекрестия коллиматора, которое передвижениями
объектива нужно привести на центр пузырька уровня. Если теперь
повернуть сетку прибора так, чтобы изображение креста коллима-
тора при вращении призмы двигалось по курсовой линии сетки,
то можно считать юстировку оптической части законченной.
3. Регулировка механизма может производиться на основании
кривых, подобных изображенным на рис. 726. Произведя уста-
новку прибора для углов 0° и 90°, пускают механизм и для угла
45° уничтожают ошибку, изменяя базу.
И. А. Шошин
Глава XXIX
ВЫВЕРКА И СБОРКА ФОТОГРАФИЧЕСКИХ ОБЪЕКТИВОВ
§ 1. Дефекты объективов
Качество фотообъектива определяется резкостью и правиль-
ностью даваемого им на фотопластинке изображения. Эти свойства
изображения не могут быть количественно определены. Поэтому
для характеристики объектива при его расчете и проверке служат
величины аберраций: сферической, хроматической, астигматизма,
комы, дисторсии. В некоторых случаях в'ажно бывает сохранение
определенного фокусного расстояния.
На эти величины могут повлиять изменения толщин отдель-
ных линз, воздушных промежутков и констант стекла. Изме-
нением радиусов кривизны линз при изготовлении их под пробные
стекла (точные до ^дооо) можно пренебречь. Эти ошибки изгото-
вления можно назвать регулярными.
Для оценки зависимости отступлений в размерностях от вели-
чины аберраций часто пользуются специально составленными табли-
цами. Табл. 96 дает образец такой таблицы, составленной для
объектива типа Индустар (см. гл. X)
Таблица построена таким образом, что в исходной системе
поочередно изменялся один из элементов расчета: толщина или
воздушный промежуток dk, показатель преломления пк и дисперсия
(п0'~ Этот элемент указан в таблице вверху столбца. Затем
вычислялись: значение заднего фокусного расстояния продоль-
ная сферическая аберрация 8/ и хроматическая аберрация
для крайнего луча (hx = 23,33; а = 0), отклонение
сагиттального (x’s —и меридионального (хтг — Sq) изображений
бесконечно удаленной точки от гауссовой плоскости изображения,
астигматизм (х' — хт') и дисторсия Д°/о для угла наклона к опти-
ческой оси а = — 25°.
Пользуясь этой таблицей, можно компенсировать отступления
в константах соответственным подбором толщин и воздушных про-
межутков, что приводит к подаче линз в сборку комплектами,
снабженными специальными паспортами с указанием нужных воз-
душных промежутков.
6* 83
Т а б л и
Влияние изменений dk, пк и (п&,— nD\ на качество
Исходная система Изменение
+ оо 11^ •ч + 00 II •ч rfs = 4,04 1,0 dt — 11,134- 4-1,0 = 3,5 4- 1,0
/' 210,0 208.453 207.524 209,729 209,095 208,833
Д/' - 1.547 - 2,476 — 0,271 - 0,905 — 1,167
8s' - - 0.564 - 1,463 — 2..J 83 - 0,712 -1,048 - 1,056
й, = 23,33 Д6$' — — 0,899 - Г619 - 0,148 — 0,484 - 0,492
SG’ ~ SD + 0,823 4-0,659 4- 0,465 4- 0,794 4- 0,777 4-0,768
Д (S'G, _s'd) — — 0,164 -0,368 — 0,029 -0,046 -0,055
а = — 25° X —s 4-0,117 4- 0,447 - 0,0916 4- 1,329 4-0,630 4-0,410
Д (х - s') S о — 4-0,330 — 0,209 4- 1,212 4- 0,613 4-0,293
Г f xm~s0 4- 1,159 4-2,138 -0,163 4-5,413 4-2,338 4- 1,851
— 4- 0,979 — 1,322 4-4,254 4-1,179 4- 0,692
xs~xm - 1,042 — 1,691 4- 0,071 -4,084 - 1,708 - 1,441
^xs-xtJ — — 0,649 4-1,113 — 3,042 -0,666 -0,399
Д°/о -0,112 4- 0,036 4-0,383 -0,142 -0,450 -0,356
Mo — 4-0,148 4- 0,495 — 0,030 — 0,348 -0,244
К нерегулярным ошибкам относятся дефекты стекла (см.
гл. XLVI): пузыри и камни, свили, натяжения, неоднородность по
показателю преломления, и дефекты изготовления: отступления
поверхностей линз от сферичности, неправильная центрировка и
искривление поверхностей вследствие зажима.
Пузыри вызывают ослабление яркости изображения (в отно-
шении суммы их площадей к площади действующего отверстия)
и появление равномерно рассеянного света, который может ска-
заться лишь в возникновении вуали. Так как вследствие отражений
ют поверхностей линз в камеру поступает рассеянный свет (уже
при 6 поверхностях в количестве около 3%, а при 8 — около 6%
ют количества света, падающего на объектив) и это обстоятельство
не сказывается неблагоприятно, то можно допустить и на рассеяние
пузырями 2—3%, тем более, что тяжелые баритовые кроны, не-
избежно употребляемые в фотообъективах, обладают значительной
пузыри стостью. Нужно учитывать однако наличие ни на чем не
основанного предубеждения против пузырей со стороны массо-
вого потребителя.
Свили вызывают также рассеяние света, однако уже напра-
вленное преимущественно перпендикулярно их оси. Учитывая
84
ца 96
изображения объектива Индустар 4, F = 210 мм, 1:4,5
элементов
+ II •ч I линза /Zg = 1,612о + + 0,0010 II линза nt = 1,5783 + + 0,0010 III линза лв = 1,5181 + + 0,0010 IV линза п, = 1,6125 + + 0,0010 I линза (ЯО' — nDh = = 0,0132 + + 0,00010 II линза (ЛС' “ ”£>)* — = 0,01848 + + 0,00010 III линза («G' — nZ))e = = 0,01118 + + 0,00010 IV линза («G' — ~ = 0,01324 + + 0,00010
209,450 — 0,550 — 0,719 — 0,155 + 0,841 + 0,018 + 0,690 + 0,573 + 2,985 + 1,826 - 2,296 — 1,254 — 0,106 + 0,006 209,267 - 0,733 — 0,635 - 0,071 + 0,847 + 0,024 + 0,030 -0,087 + 0,976 - 0,183 — 0,946 + 0,096 - 0,096 + 0,016 210,871 + 0,871 - 0,389 + 0,175 + 0,974 + 0,151 + 0,164 + 0,047 + 1,338 + 0,179 -1,174 - 0,132 — 0,116 - 0,004 210,886 + 0,886 — 0,377 + 0,187 + 0,871 + 0,048 + 0,244 + 0,127 + 1,516 + 0,357 — 1,272 -0,230 — 0,100 + 0,012 208,724 - 1,276 -0.800 -0;236 + 0,876 + 0,053 — 0,052 - 0,169 + 0,713 - 0,466 -0,765 + 0,277 -0,120 — 0,008 + 0,817 -0,006 + 1,006 + 0,183 + 1,006 + 0,183 + 0,744 - 0,079
обычно очень малые размеры свилей (диаметр—порядка 0,1 мм\
их можно допустить в небольшом числе.
Натяжения в стекле, которые редко выходят за предел
2 • 10-6 по разности показателей двойного лучепреломления, непо-
средственно не влияют на качество объектива. Однако наличие
неправильных натяжений указывает на неправильный отжиг стекла,
который часто влечет за собой неоднородность стекла по показа-
телю преломления. Этот дефект, не обнаруживаемый простыми мето-
дами, может играть очень существенную роль. Например для линзы
в 1 см толщиной (д?) и 5 см диаметром (О) при наличии неодно-
родности (изменения показателя преломления на протяжении 1 см)
Дп = 1 • 10~5 см~г фронт волны исказится на число полос N:
Дп • d- D 1 • 10-5 .1-5
7V=-----X----------------+ = 1,
к 5 • 10~5
где X — длина волны.
Менее опасно (в десятки раз), если показатель преломления
изменяется симметрично относительно оси линзы, что чаще всего
и наблюдается и что сопровождается обычно появлением темного
85
креста при просмотре заготовки иди линзы между николями (вслед-
ствие радиальных натяжений).1
Отступление поверхностей от сферы на N' полос вызовет
изменение волновой поверхности на:
N'
N=(n— 1)— ^0,25М.
/л
Для склеенных поверхностей можно написать аналогично:
ЛГ= («4 — ^+1)^ •
Допустимая величина ошибки N одной поверхности опреде-
лится из числа k преломляющих поверхностей и общего числа
волн No, допустимого для искажения светового фронта, выходя-
щего из объектива, практической формулой:
у k
Nq точно не определимо. Можно рекомендовать принимать
в качестве No волновую аберрацию.2
Для фотообъективов волновая аберрация колеблется: от 0,1 X
для репродукционных объективов до нескольких целых X — для
светосильных.
Ошибки центрировки не изучены. Для ориентировки может
служить применяемое на практике требование к ошибкам центри-
ровки первого рода, чтобы наклон осей линз к оси объектива
был меньше 20" (для объектива Индустар Л = 210 мм)\ при
диаметре линзы 40 мм это дает перекос в 4 мр. Для ошибок
второго рода (параллельное смещение оси линзы) для того же
объектива практикой установлен допуск 0,03 мм.
Влияние зажима линз в оправах особенно опасно для склеен-
ных линз вледствие возможных деформаций слоя склеивающего
вещества.3 Обеспечить отсутствие опасных напряжений можно про-
веркой объектива на поляризационном приборе.
§ 2. Сборка
Сборка, как видно из предыдущего, должна обеспечить хорошую
центрировку. Достигается это надежнее всего проточкой всех
опорных для линз поверхностей с одной установки основной
оправки на шпинделе хорошего — выверенного на отсутствие осе-
вого боя — токарного станка. На основную оправку навинчивается
первая или последняя по порядку деталь оправы, в ней протачи-
1 См. Б. С. Владимиров, ОМП № 5, 5, 1932.
2 См. А. И. Тудор о в ск ий, Основания общей теории оптических
инструментов, 327.
з См. М. И. Кузьмина, ОМП № 8 — 9, 4, 1933/
86
ваются цилиндрическая направляющая и опорная поверхность
линзы, и затем крепится линза зажимным кольцом или закаткой.
В последнем случае креплению линзы предшествует проточка кромки
закатки. Диаметр цилиндрической направляющей должен обеспе-
чить необходимый из температурных соображений зазор, опреде-
ляемый следующей формулой:
ДГ) = (а0 — аг) D (fmax — fmin),
где D — диаметр линзы; я0 и 04 — линейные коэфициенты расши-
рения оправы и стекла; (/тах — /min) — температурный интервал,
для которого предназначается объектив.
Закатка позволяет этот зазор делать с большим запасом, с тем
чтобы температурные влияния компенсировались упругим прогибом
кромки закатки, для чего последняя должна быть соответственно
тонкой.
Квалифицированный сборщик при закатке может почти со-
вершенно избежать натяжений и кроме того исправить ошибки
центрировки линз.
Затем навинчиваются следующие детали оправы, причем, так же
как и раньше, подготовляются опорные поверхности для следую-
щих линз. Однако при этом приходится контролировать глубину
проточки опорной поверхности для соблюдения правильного воз-
душного промежутка.
Обычно для проверки правильности центрировки во время
сборки бывает достаточно наблюдения изображений какого-либо
небольшого светящегося предмета (лампы накаливания) в поверх-
ностях линз. При вращении шпинделя эти изображения должны
оставаться неподвижными. При навыке этот элементарный способ
для объективов не слишком малых фокусов (до 50—100 мм)
обеспечивает соблюдение приведенных выше требований к цен-
трировке.
При сборке разумеется приходится для чернения проточенных
поверхностей, лакировки боковых, поверхностей линз и т. д. про-
изводить развинчивание отдельных деталей. Такое развинчивание
и свинчивание, при условии оставления на шпинделе основной
оправки, а также соблюдения надлежащей чистоты опорных по-
верхностей и резьб, не нарушает правильности центрировки.
Многие объективы состоят из двух половинок, которые ввин-
чиваются с двух сторон в корпус центрального затвора или в спе-
циальный корпус объектива. При этом не всегда возможна и удобна
сборка „с одного конца". В таком случае каждая половинка соби-
рается, как было указано выше для всего объектива, а корпус
затвора обрабатывается особенно тщательно в отношении парал-
лельности опорных поверхностей половинок. Лучше всего делать это
с одной установки корпуса на шпинделе, на специальном станке
(так принято на заводе Deckel при обработке затворов Компур)
или на специальном приспособлении.
87
§ 3. Контроль сборки
Контроль сборки заключается в проверке воздушных про-
межутков во время самой сборки. По окончании сборки объективы
полезно проверять на натяжение и центрировку. Решающим испы-
танием является испытание на качество изображения.
Для обычных объективов возможно сравнение изображения
испытательной таблицы,1 даваемого проверяемым объективом на
мелком матовом стекле, с изображением, даваемым образцовым
объективом (эталоном).
Рис. 727.
В качестве объекта при этом можно рекомендовать щит со
светящимися таблицами — „мирами", состоящими из групп черных
и белых штрихов, позитивных и негативных (рис. 727 и 728). Кроме
того полезно иметь на щите несколько текстов разных шрифтов,
а также светлые кружочки таких размеров, чтобы их изображения
на пластинке имели размер порядка 0,1—0,3 мм. Миры, тексты
и кружочки должны по возможности полно покрыть поле. Отсчет
числа разрешаемых (раздельно видимых) линий при рассматривании
изображений мир в сильную лупу или микроскоп небольшого
увеличения дает уже сам по себе довольно полную и относительно
1 См. например Г. Н. Белоусов, Табличный метод испытания
фотографических объективов, 1933.
88
объективную характеристику объектива. Однако при надлежащем1
навыке гораздо более тонкие различия в качестве объективов;
обнаруживаются при сличении изображения текстов. Щит с испы-
тательными таблицами должен отстоять от испытуемого объектива,
на расстоянии 10—20 главных фокусных расстояний.
В случае необходимости экономить площади можно испыта-
тельную таблицу монтировать в широкоугольном коллиматоре
с высококачественным фотографическим объективом, с фокусным^
расстоянием и отверстием большим, чем у испытуемого объектива..
Последний помещается возможно близко к объективу коллиматора.
Рис. 728.
Изображение получается на матовом стекле и исследуется лупой-
или микроскопом. Впрочем при этом очень трудно избежать винье-
тирования (срезания пучков света) на краях поля.
Визуальные методы проверки ненадежны при наличии ошибок
хроматизма в объективах, кроме случаев путаницы в сортах стекла,
которые обнаруживаются легко. Поэтому эти методы можно при-
менять лишь при надлежаще поставленном контроле стекла и устра-
нении возможности путаницы разных партий в производстве.
Для более ответственных объективов производится фотогра-
фирование таблиц на точной камере, обеспечивающей, надлежащую
параллельность плоскостей таблицы и пластинки и их Перпенди-
кулярность к оси объектива, что достигается выверкой их при
89-
комощи автоколлимационной трубки с наложением зеркал на
указанные плоскости и опорную плоскость объективной доски.1
Для проверки центрировки служит установка, состоящая
из: 1) источника света, проектируемого линзой на очень малое
-отверстие, помещенное в фокусе хорошего астрономического
,объектива со свободным отверстием, превышающим отверстие
испытуемого объектива; 2) расположенной за ним оправы для
испытуемого объектива, позволяющей в пределах небольшого
угла задать любое направление оси объектива для приведения
к параллельности осей объектива и коллиматора; 3) помещен-
ного за оправой горизонтального микроскопа с объективом
надлежащей апертуры (10X0,30, 20 X 0,40), с тремя взаимно
перпендикулярными перемещениями и окулярным микрометром.
Наблюдаемые в микроскоп изображения точки дают представле-
ние о характере центрировки и о наличии каких-либо нерегуляр-
ных дефектов объектива.2 1
Проверка на натяжение производится при помощи установки,
состоящей из источника света, диафрагмы, николя-поляризатора,
подставки для испытуемого объектива, пластинки п*/4 волны" и
второго николя. Николи располагаются на расстоянии, равном
4 фокусным расстояниям исследуемого объектива.
1 См. Е. Г. См ирн о в, ОМП. 1934.
2 См. Handbuch d. Phys, XVIII.
Глава XXX
СБОРКА МИКРОСКОПОВ 1
Почти все микроскопы — и особенно универсального типа —
строятся с таким расчетом, чтобы путем комбинации основных
их частей можно было иметь прибор, годный для разных случаев
применения, притом с возможностью путем последовательного
добавления частей повышать его универсальность.
Для ряда частей необходимо обеспечить возможность приме-
нения фабрикатов разных фирм (разных стран), например, объекти-
вов, окуляров, осветителей (последнее имеет ограничения).
Второе требование — обеспечение точной пригонки для
неподвижных и движущихся частей при длительном употребле-
нии микроскопа.
В силу этих причин взаимозаменяемость и качество частей
имеют решающее значение.
Обеспечение нормального оптического действия механичес-
кими средствами требует строгой последовательной выверки спе-
циальными приемами.
§ 1. Сборка штативов
Ниже описываются примерные способы сборки одного из
распространенных типов микроскопа. Окончательная сборка мик-
роскопа производится посредством складывания, крепления и лег-
кой (последней) доводки в порядке следующих операций:
1. Сборка постоянных частей штатива:
а) микрометренный механизм,
б) осветительный столик (комплект),
в) тубусодержатель,
г) наставные детали;
2. Закрепление деталей со шкалами и индексами.
3. Вставление тубуса.
4. Вставление револьвера.
5. Закрепление столика,
6. Нанесение рисок на ^штативе и тубусодержателе.
1 Методы сборки микроскопов находятся у нас в стадии разработки.
Описываемые способы не дают еще требуемой механизации процесса. Ред.
91
7. Вставление конденсора.
8. Вставление зеркала.
9. Проверка собранного комплекта.
10. Комплектование собранными объективами, окулярами и
вставка микроскопа в футляр.
Каждый из отдельных комплектов (собранных частей микро-
скопа) собирается независимо. Всего обычно имеется 9 комп-
лектов:
1) тубусодержатель,
2) основная часть (штатив), ось шарнира,
3) осветительный столик,
4) микрометренный механизм,
5) тубус,
6) револьвер,
7) предметный столик,
8) конденсор,
9) зеркало, светофильтр.
Сборка каждого комплекта протекает соответственно сле-
дующим образом.
Тубусодержатель состоит из двух самостоятельных узлов,
собираемых независимо и затем соединяемых в один комплект.
Узел № 1 состоит из рамы (тубусодержатель) и скреплен-
ного с ней кронштейна столика (рис. 729).
а) Предварительно привинчивают кронштейн двумя винтами
и по специальному приспособлению выверяют перпендикуляр-
92
яость его плоскости к вертикальной плоскости верхней части
тубусодержателя. Когда это достигнуто, просверливают отверстия
для фиксирующих штифтов (через кронштейн) по кондуктору,
развернув отверстия, прикрепляют столик винтами (слабо) и
окончательно проверяют его по-
ложение по приспособлению.
Кронштейны столиков обычно
не заменяются, поэтому достаточно
заклеймить пригнанный крон-
штейн и передать его в отделку.1
б) На верхней части тубу-
содержателя наносят риски для
фиксации положения тубуса и
заливают краской, после чего
тубусодержатель подвергается от-
делке (большей частью лаки-
ровке) с нанесением рисок (см.
узел № 5).
в) Ввертывают пробку, слу-
жащую фиксатором горизонталь-
ного и вертикального положений
тубусодержателя.
г) Собирают ось шарнира;
предварительно в его головку
вставляют стопорный штифт, про-
тачивают на станке торец, и затем
все подвергается никелировке
с подготовительными к этому
операциями; так же отделывают
гайку оси; после этого производят
сборку всего шарнира (рис. 730).
Шарнир должен быть тща-
тельно подогнан, чтобы наклоны
тубусодержателя проходили легко
и плавно и в то же время
в любом положении тубусодер-
жатель оставался неподвижным.
Рис. 730.
Для этого, вколотив в кронштейн
(ножка) штифты, накладывают на них регулировочные шайбы
я отрегулировывают их так, чтобы стенки тубусодержателя оказались
на равном расстоянии от ножки,(разность зазоров не >0,1 мм).
Дав небольшую смазку прилегающим частям, закрепляют
гайкой ось шарнира, достигая требуемой посадки (см. выше).
д) Подвергают отделке наставные (скрепляемые) части тубусо-
держателя— полировке, никелировке, нанесению фирменных знаков.
г) Можно собрать весь осветительный столик и, поставив, выверить
его горизонтальность (например методом автоколлимации). Ред.
93
S
Рис. 731.
Узел № 2 составляют части, прикрепляемые к верхней части
тубусодержателя, и двигающиеся в них части тубуса (рис. 731
и 732). Процесс их сборки в общих чертах таков.
а) Скрепляют двумя винтами колодку тубуса с ползуном щ
намазав слоем сала с пемзой, притирают ползун к наружной
направляющей тубуса, добиваясь совершенно плавного хода при
правильной посадке предыдущих деталей к плоскости тубуса.
Эту операцию рациональнее производить механически, но
часто ее делают вручную.
В тубус вворачивают пробку. Параллельность торцов прове-
ряют оптическим методом.
б) Собирают вместе направляющую микрометренного хода
с наружной направляющей тубуса и взаимно скрепляют двум»
винтами обе детали. Ввинчивание винтов обычно производите»
Рис. 732.
через отверстие направляющей микрометренного хода. Выверяют’
скрепленные детали и просверливают отверстия под штифты..
Далее поступают, как и ранее до заштифтовки включительно.
Аналогично собирают направляющую микрометра с тубусодержа-
телем (рис. 733). Перекос рабочих плоскостей—не болеег±0,01 мм.
Узел № 3 — кремальера (рис. 734). Очищенные, обезжирен-
ные и отполированные части кремальеры собирают вместе, пред-
варительно развернув отверстие на конце в барашке кремальеры
95
>лод ось. Подкладывают под уступы тормозные шайбы так,
чтобы ось с барашком и шайбами пришлась плотно по торцу
наружной части и шестеренка оси была по середине подшип-
ника; нанеся на нее слой вазелина, собирают ось в подшипнике.
После этого надевают на нее тормозные шайбы, вставляют ба-
рашки, и заворачивают гайки настолько, чтобы ось плавно ходила
в подшипнике.
Собранные таким образом части накладывают на наружную
• направляющую тубуса и привинчивают двумя винтами(рис. 733).
Прикрепляют рейку к собранным ранее
деталям двумя винтами. Трущиеся поверх-
ности смазывают тонким слоем вазелина
лл складывают вместе. Затем подгоняют
Рис. 733. Рис. 734.
рейку к оси с шестеренкой кремальеры. Эта подгонка должна
быть весьма тщательной и равномерной по всей длине. Регули-
ровка производится винтами, из коих один имеет цилиндрическую
головку, а другой — коническую. Форма тела рейки (с двумя
выступами на краях) является благоприятной, создавая доста-
точную эластичность при обнаружении излишних усилий; при-
меняют также фольгу в качестве прокладки для регулировки.
Можно слегка подпиливать плоскости подгонки рейки.
Для проверки плавности хода рейки применяют специаль-
ное приспособление.
<96
Узел Ms 4 — механизм микрометренного движения. В за-
висимости от рода микрометренного механизма сборка проте-
кает различно по общим правилам точной механики.
Механизм системы Мейера, описанный в гл. XIV (рис. 384),
собирается в следующем порядке.
а) Собирают шестеренную передачу на приспособлениях,
части нагоняют друг на друга ударами молотка; кулачковую
шайбу привинчивают (рис. 735).
б) Доводят упорные части рычажного сектора, предвари-
тельно отхромированные.
в) Собирают скрепляющие части механизма, предварительно
отделанные; вставляют шестеренки и регулируют сцепление; после
этого детали заштифтовывают.
г) Стержень на зубчатом
секторе закрепляют пружинкой,
вставляют призматическую ось и
слегка закрепляют гайкой.
Рис. 735. Рис. 736.
д) Заведя сектор в зацепление и установив его на призма-
тической оси, отрегулировывают положение последней, плотно
затягивают гайкой и закрепляют барашек на ось.
Узел № 5—отсчетный барабан — собирается отдельно.
а) Ограничительный кулачок плотно (ударом) соединяют
с тормозной пружинкой. Наносят, деления и цифры на барабане,
отполировывают его, никелируют и заливают цифры.
б) Плотно сворачивают подшипник оси со вкладышем оси
и разворачивают отверстие (рис. 736). Затем следуют грави-
ровка, полировка и заливка предохранителем этих деталей для
никелировки; после удаления предохранителя детали полируют
и цифры заливают лаком.1
Узел № 6 — осветительный столик (рис. 737 и 738). Отде-
1 После установки микромеханизма наносить риски соответсвенно
крайним положениям кулачков. Ред.
7 Зав. 3905.— Спр. кн. оптико-механика, -ч. II. 97
ланные детали с зачищенными резьбами и плоскостями приго-
няют друг к другу.
а) Направляющую осветительного столика скрепляют винтами
Рис. 737.
с кронштейном и выверяют шаблоном их относительное положение.
б) Просверливают отверстия одновременно через обе детали,
затем, развернув их, заштифтовывают.
в) Пригоняют направляющие (рис. 738), смазав их пемзой
с салом. Притирка производится на специальном приспособлении.
Ход должен быть очень плавным. После разборки и промывки тру-
98
щиеся части смазывают вазелином
и собирают. Притирку производят
до посадки кронштейна.
Важно при этом, чтобы вну-
тренняя направляющая не высту-
пала наружу, образуя зазор между
внешними частями. Если это полу-
чилось, то излишек плоскости
надо снять шлифовкой на план-
шайбе.
г) Собирают кремальерную
часть осветительного столика.
Отдельные части соединяют,
для чего сначала, нанеся слой
вазелина на ось, вставляют ее
в подшипник и, ввернув спе-
циальную пробку, подгоняют ось
без люфта до плавного вращения.
Наложив упорную шайбу,
вставляют барашек и намечают
отверстие для стопорного винта.
Вынув ось и просверлив отвер-
стие, вновь собирают детали,
застопоривают винтом и ввора-
чивают подшипник в тело.
д) Сборка всего столика про-
изводятся обычным по-
рядком. Трущиеся части
предварительно смазы-
вают вазелином. Плав-
ный ход достигается ре-
гулировкой подкладками
из фольги или легким
спиливанием плоскостей.
После этого вставляют
кольцо конденсора, затя-
нув его гайкой. Ввернув
предварительно 3 стопор-
ные винта в кронштейн,
ввинчивают зажимнойвинт
конденсора, (рис. 739).1
Узел №7— свето-
фильтр (рис. 740). От-
деланные детали соби-
рают вместе.
Рис. 738.
Рис. 739.
1 Совпадение оси кольца конденсора с осью тубуса можно проверить
совпадением натягиваемого перекрестия с крестом окуляра микроскопа.
Ред.
7:.: 99
Шарнирная часть собирается обычным способом с пру-
жинной шайбой.
Колонка светофильтра вставляется в осветительный столик
и закрепляется гайкой. Важно отрегулировать положение сто-
порного винта так, чтобы
кольцо светофильтра при
установке до упора было
центрично кольцу конден-
сора.
Узел № 8 — нижняя
часть предметного столика.
Здесь рассматривается наи-
более распространенный сто-
лик, так называемый цен-
трирующийся, вращающийся
(см. гл. XIV).
Детали предварительно
отделываются (лакируются и
никелируются).
j) Вставляют смазанную
предварительно пружину в
наконечник; последний вкла-
дывают в столик и закре-
пляют гайкой (рис. 741);
ввинчивают (смазанные) ре-
гулирующие винты.
100
6) Собранный столик^ накладывают на кронштейн и скреп-
ляют 4 винтами (рис. 742).
Узел № 9 — верхняя часть предметного столика\(рпс.143).
а) Притирают трущиеся части так, чтобы ход был плавный и
без люфта. Затем эти части разбирают, промывают и смазывают
вазелином.
Рис. 742.
б) Вкладывают упорную и прижимную шайбы. Смазав вазе-
лином, затягивают их гайкой и после этого ввертывают прижим-
ной винт.
в) Вкладывают упорную шайбу в верхний диск~и разводят
шлиц в шайбе, чтобы избежать слабины.1
Рис. 743.
Узел № 10 — револьвер (рис. 744). Эта часть, определяющая
точность положения наиболее ответственной части микроскопа
(объектива) относительно его оси и в то же время подвергаемая
1 Столик можно собрать отдельно и, прикрепив, проверить перпенди-
кулярность верхней плоскости к оси тубуса методом автоколлимации. Ред.
101
Рис. 744.
нится химически или покрывается
Узел № 12 — конденсор (рис.
постоянному механическому воздействию (повороты), должна
иметь наиболее хорошо пригнанные части, противостоящие
износу. Точность отдельных деталей весьма существенна, поэтому
они изготовляются на точных приспособлениях. В частности
расточка отверстий должна вестись на хорошем делительном
приспособлении, так же как и нанесение фиксирующих канавок.
Сборка, при соблюдении указанных условий, заключается
лишь в притирке и складывании.
а) Производят соединение отдельных деталей (полированных,
никелированных и лакированных). Детали смазывают пемзой и
салом и притирают вза-
имно до получения плав-
ного движения без люфта,
после чего их разбирают,
промывают, просушивают,
смазывают вазелином и
собирают.
б) Ввинтив специаль-
ный калибр через ниж-
нюю часть в одно из гнезд
верхней части, привин-
чивают собранную сто-
порную пружину в верх-
ней части двумя винтами.
Снова разбирают, сма-
зывают вазелином торце-
вые поверхности и вновь со-
бирают, затянув винтами.1
Узел № 11 — вы-
движная часть тубуса.
Обычно эта деталь хро-
мируется после грави-
ровки делений и цифр.
Внутренняя часть ее чер-
эвым черным лаком.
и 746). Так как конден-
сор требует оптической центрировки, то необходимо применение
токарного станка.
а) Наружную оправу вставляют в патрон станка и по ка-
либру, соответствующему линзе, подгоняют внутренний конус.
Вставляют фронтальную линзу и зажимают ее кольцом из-
нутри помощью специального ключа. Глубиномером измеряют
расстояние от торца оправы до поверхности линзы.
б) Пригоняют по внутреннему диаметру оправу под вторую
1 Высота револьвера выдерживается с точностью 1 мм. Разница в
3 гнездах не более 0,01 мм. Эксцентричность гнезд к оси тубутса не
более 0,01 мм. Расстояние опорных плоскостей до столика с точностью
0,01 ММ. Ред.
102
лин^у, Пользуясь глубиномером и толщемером. Глубину подго-
няют так, чтобы расстояние от торца оправы обеспечивало тре-
буемый воздушный промежуток между линзами.
4) Детали очищают, отделывают (чернение и никелирова-
ние) и обезжиривают, а линзы чистят эфиром и спиртом.
г) Вставляют фронтальную линзу в оправу конденсора, за-
винчивают кольцо (см. выше) доотказа и смахивают пыль, обез-
жиривают эфиром внутреннее отверстие второго зажимного
кольца и, поставив на него очищенную вторую линзу, вставляют
корпус конденсора с привернутой линзой. После этого завора-
чивают кольцо в корпус.
Рис. 745.
Рис. 746.
Прочие узлы — лапки, зеркало с оправой и линзой — соби-
раются обычным способом.
Окончательная сборка микроскопа производится в следую-
щем порядке.
1. Вставляют в тубус ©держатель микрометренный механизм
и привинчивают его 3 винтами (рис. 747); закрепляют винтом
ограничительный кулачок на оси механизма, смазывают ось, надевают
на нее 3 шайбы и гайку, и завинчивают последнюю в подшипнике.
2. Собранный подшипник устанавливают на тубусодержа-
103
тель, причем положение кулачка относительно кулачковой шай-
бы определяют, пользуясь отверстием в тубусодержателе. (При
этом надо отрегулировать мертвый ход, для чего приходится,
вывинтив гайку, добавить количество регулирующих шайб. .>
3. Надевают левый барашек на ось и намечают отверстие.
Надевают правый барашек до упора и также намечают отверстие
для стопорного винта. На концах оси просверливают отверстия,
разворачивают их под винты (надо снять заусенцы), надевают
левый барашек и застопоривают его винтом на оси.
4. Плавный ход механизма выверяют путем притирки со-
прикасающихся поверхностей пемзой с салом.
После притирки надо
вывернуть гайку, промыть,
просушить, смазать и вновь
собрать.
5. Собранные детали
отсчетного барабана вста-
вляют в тубусодержатель и
закрепляют подшипник дву-
мя винтами. После этого ре-
гулируют зацепление и по-
ложение упора так, чтобы
иметь 25 оборотов бараба-
на. Затем привертывают вин-
ты. При этом подшипник
приходится передвигать в
пределах зазора между вин-
тами и отверстием.
6. Устанавливают ба-
рабан и затягивают его гай-
кой. Надевают на ось пра-
вый барашек и стопорят его
винтом.
7. Действуя микрометренной подачей, устанавливают опор-
ный стержень сектора в вертикальное положение.
8. Смазывают все трущиеся части и вставляют собранные
детали тубусодержателя.
9. Проверяют правильное положение центра опорного
стержня. Для этого тубусу сообщают микрометренным механиз-
мом движение вниз и вверх и наблюдают плавность и легкость
обоих движений. Наличие торможения указывает, что центр
стержня не попал в отверстие ползуна.
10. Смазывают и вкладывают спиральную пружину в отвер-
стие тубусодержателя и, наложив верхнюю планку, завинчивают
ее винтами.
11. Нанесение рисок на тубусодержателе и ползуне тубуса
производят при двух крайних положениях микрометренного ме-
ханизма. Риски заливают черным лаком.
104
12. Устанавливают на штифты тубусодержателя собранный
осветительный столик и закрепляют его винтами.
13. Ставят на место предметный столик и привинчивают его
винтами.
14. Выдвигают из паза собранный ту бу содержатель, ввер-
тывают в тубус кольцо для револьверной насадки и плотно при-
вертывают к нему собранный револьвер, после чего ставят
тубусодержатель на место.
15. Вставив в тубус оптические части, проверяют перпенди-
кулярность столика к оси тубуса автоколлимационным способом.
16. Ввертывают во внешний тубус насадочную часть (в верхнюю
часть) и вставляют в него выдвижной (внутренний) тубус с делениями.
17. Вставляют и закрепляют готовый конденсор с ирисо-
вой диафрагмой. Последняя вставлена обычным способом. Пра-
вильное ее положение кон-
тролируют путем наведения
тубуса на изображение су- / X
женного ириса и регулируют I \
стопорными винтами.1 Т Г
18. Регулируют ограни- \ | /
чители подъема осветитель- т-t-
} стеклян. плоско
ного столика с таким расче- । - -------^параллелью, пласт.
том, чтобы при подъеме кон- i ......- 1 11
денсор оказался на одном ) " )
уровне с нижней частью 1----------------- ।
предметного столика. Для
этой цели ограничитель под-
тачивается на токарном Рис. 748.
станке.
19. Производят комплектовку микроскопа объективами, окуля-
рами, зеркалом, клеммами и светофильтром.
20. Производят чистку всех наружных частей штатива и оптики
и установку микроскопа в футляре.
21. Проверяют микроскоп оптическими методами (см. ниже).
22. Обязательной проверкой является испытание перпендику-
лярности плоскости столика к оптической оси объектива. Для
этой цели в тубус ввинчивают объектив среднего увеличения
и автоколлимационный окуляр. На столик кладут плоскопараллель-
ное стекло. Выдвигая тубус, добиваются, чтобы изображение
креста окуляра (отраженное пластинкой) совпало с самим
крестом. Допустимое отклонение обнаруживается невыходом изо-
бражения креста из зоны, ограниченной кругом, нанесенным на
крестовине окуляра (рис. 748).
23. Необходима также проверка сохранения направления
оптической оси микроскопа при передвижении тубуса. Для этого
1 Правильное положение конденсора можно проверить автоколлима-
ционным способом, пользуясь зеркалом и автоколлимационным окуляром.
Ред.
105
на столик устанавливают посеребренную на нижней ее поверхности
пластинку с награвированным крестом на верхней поверхности,
укрепленную на подставке, снабженной микрометренными винтами,
причем установка производится так, чтобы крест совпал с осью
тубуса, что видно по кресто-
вине автоколлимационного
окуляра. Предварительно помо-
щью установочных винтов сто-
лика изображение центра кре-
ста пластинки совмещают с кре-
стом окуляра (рис. 748 и 749).
Передвигая кремальерой
тубус, находят положение, ко-
гда видно изображение креста,
отраженное от нижней поверх-
ности пластинки. Идеальное
требование состоит в том, что-
бы центры крестов (отражен-
ного и окулярного) совпадали.
Допустимое отклонение очер-
чено кружком на сетке оку-
ляра.
24. Проверку механизмов
перемещения тубуса для тон-
кого движения производят от-
счетом делений шкалы горизон-
тальной зрительной трубы с ав-
токоллимационным окуляром;
при этом наблюдают перемеще-
ние креста, награвированного на
посеребренной пластинке, при-
крепленной к тубусу. Предва-
рительно проверяют перпен-
дикулярность трубы к пластин-
ке по отражению креста оку-
ляра.
Грубое(кремальерное) дви-
жение проверяют:
а) на плавность хода — от
руки;
б) на плотность хода — на-
грузкой на тубус (2 кг), причем
микроскоп предварительно отчетливо устанавливают на препарат,
помещенный на столике; через ряд промежутков времени резкость
изображения не должна уменьшаться;
в) на износ—по специальной машине, соединенной валиком
с кремальерой и вращающей последнюю попеременно в обоих напра-
106
влениях, в течение 24 час.; по истечении этого срока на ходовых
частях кремальерного хода не должно быть заметно никакого из-
носа в лупу с увеличением 6х.1
25. Центричность револьвера и правильность посадки объектива
проверяют тем же — автоколлимационным — способом, причем не-
обходимо только, чтобы при поворотах револьвера центр креста
не уходил из поля зрения микроскопа.
Правильность подгонки объективов проверяют тем, что при
поворотах револьвера все вставленные объективы должны обеспе-
чивать видимость (приблизительные контуры) объектива.
26. Оптическое качество микроскопа проверяют путем наб-
людения специальных естественных или искусственных объектов
(см. гл. XIV). Апертура может быть проверена апертометром Аббе.
Увеличение объективов и окуляров — см. гл. XIV.
§ 2. Сборка объективов 2
Можно главным образом отметить две основные конструкции
объективов по типу их оправ:
1) насыпные,
2) свинченные.
Сборка тех и других протекает различно. Она требует до-
статочных умения и навыков. До сих пор еще не удается механи-
зировать этот процесс и освободить от индивидуальной подгонки.
Основным критерием правильно собранного объектива служат:
правильное изображение им светящейся точки, разрешение и каче-
ство изображения препарата, правильность изменения дифракцион-
ной картины при расфокусировке. Определяющим фактором нор-
мальной установки объектива является заданная длина тубуса
(например 160 мм). При установке на эту длину объектив должен:
1) давать резкое и чистое изображение структуры препарата,
отвечающего его разрешающей силе (диатомы);
2) не давать тусклости (общее вуалирование);
3) давать резкое изображение точки, дифракционная картина
которой при расфокусировке должна обнаруживать центрично
расположенные кольца, а сама точка не иметь „хвоста" или удли-
нения.
Исправление недостатков относительно первых двух требо-
ваний обычно достигается изменением расстояний между линзами,
заключенными в свои оправы. Рациональнее всего регулировать
менисковую линзу (рис. 750), что достигается либо подбором оправ
из числа заготовленных, либо подточкой торца собираемой оправы,
чему должна предшествовать предварительная центрировка линзы
в оправе на патроне станка.
1 Это испытание производится редко.
2 Эти методы, основанные на работах ГОИ и Опытного завода, не
являются еще в достаточной степени установленными.
107
Рис. 750.
объектива в зависимости от
Дефекты, относящиеся к третьему требованию, исключительно
зависят от точности центрировки всех линз объектива; при этом
поправить центрировку можно либо поворотом оправ на угол
до 90°, либо заменой линз с оправами.
При юстировке объектива по дифракционной картине, что
должно быть сделано наряду с удовлетворением первому требо-
ванию, можно руководствоваться следующими признаками. Прежде
всего определить, при какой длине тубуса объектив дает минимум
аберраций, что соответствует симметричности дифракционных кар-
тин точки при расфокусировке объектива. В пределах изменения
длины тубуса до 5 мм заметного ухудшения картины у нормального
объектива не должно быть. В этом
случае если приходится длину ту-
буса увеличивать, то для испра-
вления объектива надо увеличить
расстояние либо между фронталь-
ной и менисковой линзами либо
между менисковой и верхней слож-
ной линзами.
Если длину тубуса приходит-
ся уменьшать, то расстояние линз
надо уменьшать, подтачивая то-
рец оправы мениска или заменяя
ее менее высокой. Операция под-
точки требует большой осторо-
жности. Ее надо вести на хорошем
токарном станке, на хорошо цен-
трированном патроне. Особенно
точно следует регулировать про-
межуток между фронтальной лин-
зой и мениском. Изменение про-
межутка между мениском и слож-
ной линзой менее чувствительно;
приходится снимать стружку по-
рядка 1,5 — 2 ц.
Изменение вида дифракцион-
ной картины при расфокусировке
ленения длины тубуса у каждого
объектива выражается разно. У иммерсионного объектива напри-
мер при уменьшении длины тубуса и расфокусировке его в сторону
предмета, дифракционные кольца обычно становятся более яркими
и резкими к краю объектива, к середине же они бледнеют и те-
ряют в резкости. При расфокусировке в обратную сторону полу-
чаются светлое пятно в центре и размытость к краю. При увели-
чении длины тубуса все картины изменяются обратно предыду-
щему. Такие же изменения соответственно произойдут и при изме-
нении воздушных промежутков. Поэтому для правильной юстировки
объективов надо предварительно изучить характер изменения
108
в них указанных дифракционных картин. Подобного рода проверки
и испытания удобнее всего вести на специальных установках,
приспособленных для этой цели.
Методика сборки и выверки объективов у нас еще не выра-
боталась. Существуют различные взгляды на этот процесс.
До окончательной сборки и выверки объектива производятся
промер и сортировка готовых оправ с линзами.
Все линзы должны быть тщательно центрированы в оправах,
т. е. оптическая ось линзы должна совпадать с геометрической
осью оправы. Приемы центрировки обычные. При данных линзах,
имеющих очень малые размеры, оправа вкладывается в центриро-
ванную оправку так, чтобы она выступала на 0,2 — 0,3 мм,
закрепляется резьбовым кольцом. Оправка расточена и выверена
по месту с той же точностью, что и корпус объектива. Линза
должна выступать на 0,01—0,02 мм за оправу (делается фаска).
Оправу подогревают и смазывают
канадским бальзамом (густым),
вкладывают подогнанную линзу и
центрируют на станке. Линзу
передвигают двумя заостренными
палочками, следя за изображе-
нием, отраженным от ее поверх-
ности, пока прекратится „битье“
изображения. Обычно делают 2—
3 подогрева; после охлаждения
линзы оставляют на сутки, чтобы
убедиться в отсутствии их рас-
клейки (в склеенных системах).
После этого производят задавливание линз в оправах.
Для проверки на удовлетворительность склейки линзы рас-
сматриваются на черном фоне через 6хлупу. Нормально от 10
до 15% линз обнаруживают следы расклейки и должны быть
переделаны.
Предварительные операции перед сборкой объектива зак-
лючаются в оправлении линз, подгонке их высоты, центрировке
и чистке. Для примера ниже разбирается одна из систем сборки
объектива (40 X 0>85 с центрирующим мениском).
/. Фронтальная линза. Оправа (рис. 751) заготовляется с при
пусками: по диаметру’—на-4-0,15 ±0,03 мм и по каждому
торцу — на % 0,1 ±0,03 мм', поверхность ее хорошо отполиро-
вана и отникелирована.
Вытачивают гнездо для фронтальной линзы с точностью: по
глубине ±0,01 мм, по диаметру ± 0,01 мм. Операция произво-
дится обычно на легком станке (например типа Лорх и Шмидт).
Рационально при этом пользоваться специальным патроном
(рйс. 752), обеспечивающим центрировку линзы. После этого оправу
промывают 1О°/о раствором едкого кали, вымывают и просушивают.
Чистоту и гладкость гнезда надо просмотреть через лупу.
109
Предварительно вычищенную линзу вставляют в гнездо, зама-
зав все парафином так, чтобы осталось наверху узкое колечко
около 0,5 мм.
Осаждают электролитиче-
ски медь на оставленное ко-
лечко. Состав ванны: CuSO4—
200 г, H2SO4— 40 см3, вода
дестиллированная —1000 см3.
Kylqjssm служит литая медь; рас-
стояние между электродами —
2 — 4 см\ напряжение тока—
4—5 V; плотность тока—3—
4 А [дм2. Вид установки показан
на рис. 753. Держатель с лин-
зой вращается со скоростью
около 200 об./мин. Длитель-
ность всей операции — 3 —
4 часа.
Соединение должно быть герметическим, так как объектив
погружается фронтальной линзой в масло. Испытание производят,
наливая жидкость на оправу и выдерживая до 3 час.
Другой метод заключается в простой склейке линзы зубным
цементом. Он менее прочен, но проще. Пользуются также шелла-
ком. Далее производят обточку оправы по диаметру, что дол-
жно быть выполнено
с большой точностью:
0,002—0,003 мм. Опе-
рация производится на
точном токарном стан-
ке в 2—3 приема.
Для измерения хо-
рошо применять опти-
ческий калибр-скобу,
составленный из двух
стеклянных плоскопа-
раллельных пластинок.
При правильном диа-
метре наблюдаются ин-
терференционные по-
лосы. Патрон станка
должен быть точно
центрирован, и изобра-
жение от поверхности
вращающейся линзы
должно стоять „мертво". Перед снятием линзы слегка проходят
резцом по торцам.
Центрировка оправы с линзой производится винтами патро-
нов. Наблюдение отражений — через зрительную трубу.
ПО
Расстояние всех трех торцов оправы должно быть выдер-
жано с точностью zt 0,01 мм.
Обточку производят одновременно двумя резцами.
Для полной герметичности оправу погружают на 2—3 мин.
в раствор шеллака.
2. Менисковая линза. Оправа заготовляется с такими же
припусками, как и фронтальная. Отделка—холодное чернение.
1-я операция — выточка гнезда для линзы—производится
с точностью zt 0,02 мм.
2-я операция — электролитическое закрепление фронтальной
линзы.
3-я операция — центрировка оправы с мениском на станке,
обточка торцов с точностью zt 0,01 мм, обточка по диаметру
с точностью—0,02 мм.
Рис. 754.
3. Оправа первой сложной линзы (рис. 754). Эта оправ?
заготовляется с теми же припусками, как и предыдущие.
Линзу оклеивают например зубным цементом на станке и при
этом центрируют в оправе. Наблюдая отражение от поверхности,,
подвигают линзу деревянной палочкой до прекращения „битья"
отраженного изображения лампочки.
Вклейку можно вести и не на станке, а на специальном
автоколлимационном приборе, аналогичном описанному в гл. L.
После этого производят „закатку" линзы на станке обычным
способом.
Дальнейшие операции —такие же, что и у предыдущих оправ.
4. Оправа второй сложной линзы. Все операции аналогичны
предыдущей. Точность — того же порядка. Полезно при всех опе-
рациях центрировки пользоваться специальной автоколлимационной
трубой с насадками, изменяющими ее фокусное расстояние в за-
висимости от центрируемых линз.
Подготовленные линзы в оправах сортируют по размерам,
чтобы иметь возможность варьировать воздушные промежутки.,
Ш
После этого их подвергают чистке совершенно чистыми жидко-
стями— чистый спирт, эфир — с предосторожностями, дабы не по-
портить склейку динз.
Стекло, из которого изготовляются линзы объектива, должно
обладать полной однородностью, не должно обнаруживать натяже-
ния, свилей и других дефектов. Царапины недопустимы, кроме
очень мелких, прозрачных.
Оптические данные стекла должны быть проверены и не
отступать от расчетных: более 0,001 в коэфициенте преломления
и более 0,0003 в частной дисперсии.
Надо также проверить отсутствие натяжений после оправле-
ния линз.
Испытание готовых объективов производится методами, ука-
занными в гл. XIV.
Объективы других увеличений и апертур собираются анало
гично, с естественными отклонениями, обусловленными родом и ко-
личеством оправ отдельных элементов. Кроме указанной системы
(насыпной), употребляются объективы со свинчивающимися опра-
вами. Процесс их сборки отличается тем, что центрировка отдель-
ных оправ на корпусе производится последовательно после навин-
чивания каждого элемента.
Сборка коррекционных оправ (рис. 755) обладает рядом осо-
бенностей. Точность, с которой изготовляются отдельные оправы
линз, недостаточна, чтобы удовлетворить при обыч-
Рис. 755.
ной сборке требованиям к объективу, поэтому
делается пригонка при сборке: оправы должны
при наличии соосности их цилиндров обеспечивать
плавное перемещение вдоль оси корпуса, без люф-
та и без смещения или наклона осей.
При вращении коррекционного кольца не дол-
жно наблюдаться продольных перемещений его ме-
жду зажимной гайкой и торцевым срезом основ-
ного цилиндра. Трение торцов кольца о цилин-
дрическую поверхность должно быть совершенно
равномерным. Торцы подшлифовываются на плите,
цилиндрические поверхности протачиваются (стру-
жка не более 0,05 мм). Внутренний цилиндр дол-
жен допускать плавное, мягкое скольжение в не-
подвижном цилиндре.
Зазор (при полном отсутствии эллиптичности — 0,005 мм),
гребенка и резьба коррекционного кольца должны быть хорошо
пригнаны и потому пройдены хорошо отшлифованными гребенкой
и метчиком. Овальность коррекционного кольца — не более
1—2 р..
После сборки оправа должна быть проверена на отсутствие
люфта, соосность и действие коррекционного кольца.
Первое проверяют индикатором или оптиметром. Люфт нигде
не должен быть более деления кольца.
112
Второе проверяют обычно тем, что в оправку (под вторую
линзу объектива), вместо линзы, закатывают половинку зеркала.
Оправу эту обтачивают и центрируют на станке и вставляют
в переднюю часть тубуса испытуемой оправы. В подвижную часть
вставляют центрированную обточенную третью оправку с линзой.
Передняя поверхность линзы в подвижной части может служить
тоже зеркалом.
Оправу закрепляют в центрированном патроне станка и уста-
навливают так, чтобы изображение источника света, даваемое
автоколлиматором, отраженное от зеркала, было неподвижно.
Добиваются неподвижности изображения также от второго зеркала
(линзы). Поворачивают кольцо на одно деление и снова выверяют
биение. Так проверяют каждое деление кольца.
Для облегчения пригонки предварительно набирают такой
набор линз, чтобы получилось нужное изображение (см. сборку
нормальной оправы), принимая во внимание покровное стекло
(0,16 мм).
По дифракционной картине регулируют второй воздушный
промежуток объектива путем проточки переднего ребра первой
оправы второй половины объектива.
Сборка протекает в такой последовательности: точно изгото-
вленные части оправы, собранные, вновь разбирают. В основной
тубус вставляют первую и вторую оправки с линзами и собирают
всю оправу объектива. Для этого сначала вставляют цилиндры,
закрепляют гребенку, навинчивают коррекционное кольцо и закре-
пляют стопорным винтом. Затем вставляют в оправу вторую по-
ловину объектива из двух последних оправ с линзами комплекта
и окончательно собирают объектив.
Установив коррекционное кольцо на деление 17, рассматривают
изображение светящейся точки через микроскоп. По дифракционной
картине можно судить о правильности объектива. Обычно (так
как сделан умышленно запас) приходится проточить передний торец
первой оправки. Светящаяся точка (объект) должна быть под по-
кровным стеклом 0,17 мм.
Затем проверяют крайние положения коррекционного кольца,
пользуясь контрастными препаратами, например test-platte Аббе
(см. выше).
Объективы других увеличений и апертур собираются анало-
гично. Количество операций уменьшается вместе с уменьшением
числа оптических элементов.
Испытание качества объективов — см. гл. XIV.
В объективах с флюоритовыми линзами приходится считаться
с особенностями флюорита — его дороговизной и невозможностью
иметь его в абсолютно чистом виде,—поэтому требования к нему
по сравнению со стеклом снижаются. Резкие включения, дымки,
хлопья и пр., заметные резко в 6х лупу, недопустимы. Отдельные
точки не должы быть скучены, а мелкие нити не должны быть
расположены беспорядочно, иначе в объективе получатся вуали-
8 Зав. 3905. — Опр. кн. опгико-механика, ч. II. ИЗ
рование (точки) или астигматизм (нити в виде решетки). Натяже-
ние не должно давать двойного лучепреломления больше, чем
2 • 10“е.
В объективах высокого качества флюорит обычно весьма чист,
но повидимому можно допускать дефекты, не превосходящие ука-
занных выше.
Линзы с флюоритом склеивают только мало выпаренным баль-
замом. Желательно после склейки выдержать их 3—4 недели (про-
верка на расклейку).
§ 3. Сборка окуляров и конденсоров
1. Сборка окуляров никакими особенностями сравнительно
с обычными системами не обладает.
Сборка ведется в следующем порядке.
1. В окончательно изготовленную оправу глазной линзы вкла-
дывают эту линзу и укрепляют крепительным кольцом.
2. Ту же операцию производят над коллективной линзой.
3. Проверяют толщемером расстояние между наружными по-
верхностями линз и подточкой торца корпуса подгоняют его до ’
расчетной величины.
4. Разбирают окуляр, чистят внутренние поверхности и смазы-
вают вазелином.
5. Вставляют в корпус диафрагму на требуемую глубину,
чистят линзы и окончательно собирают окуляр.
2. Сборка конденсоров основана на тех же приемах. Центри-
ровка их аналогична обыкновенным оптическим системам (объек-
тивы зрительных труб).
УЗЛЫ И ДЕТАЛИ
ОПТИКО-МЕХАНИЧЕСКИХ
ПРИБОРОВ
И. А. Турыган
Глава XXXI
ОПТИЧЕСКИЕ ЧАСТИ ПРИБОРОВ
§ 1. Применяемые сорта стекол
Сорта стекол для оптических деталей устанавливаются расче-
том. На изготовление плоскопараллельных пластинок, зеркал, за-
щитных стекол, клиньев и пр. употребляется главным образом
С-14. Отражательные призмы изготовляются из С-14 и С-13.
Объективы, оборотные системы и окуляры телескопических си-
стем изготовляются из боросиликатных кронов (положительные
линзы) и из обыкновенных, или тяжелых, флинтов (отрицательные
линзы)?4В фотооптике, кроме перечисленных сортов, употребляются
очень часто тяжелые кроны и легкие флинты.
§ 2. Плоские зеркала
Плоские зеркала употребляются для получения зеркальных
изображений и для изменения хода лучей в сложных оптических
приборах. Слой наружного серебрения подвержен атмосферным
воздействиям, а потому неустойчив.1 Потеря света при' отра-
жении— до 10%.
Размеры зеркал зависят от светового пучка, который они
отражают. Если конический пучок лучей АВС (рис. 756), исхо-
дящий из точки А, имеет угол расхождения а, то для положения
изображения точки А' имеем AM = МА'; далее а' = а. Угол
N'C^N—m называется углом отклонения; поверхность зеркала ВС
является биссектрисой этого угла.
Если AOi = Z, то длина зеркала ВС будет:
ВС — I sin —।---------
I sin
^Вследствие этого иногда применяются покрытия стеклянных поверх-
ностей другими металлами, например магналием, имеющим, кроме меха-
нической и химической устойчивости, также меньшее поглощение ультра-
фиолетовой части спектра. Ред.
117
Зеркало будет иметь форму эллипса с осями:
а = -^-ВС
где:
Рис. 756.
k = OrB
1 а
/s,nT
. <о — а
sin
2
В случае цилиндрического параллельного пучка лучей раз-
меры зеркала зависят только от диаметра пучка D и угла откло-
Рис. 757.
нения <о (рис. 757). Зер-
кало будет иметь форму
эллипса с осями:
« = 2-вс=—
2
D' = D.
В табл. 97 дана зави-
симость ВС от угла от-
клонения.
118
Если зеркало качающееся, то изменение угла отклонения
в 2 раза больше угла поворота зеркала. Необходимые размеры
зеркала будут различны при разных положениях последнего. Наи-
большие размеры соответствуют наименьшему углу отклонения
(рис. 758).
Таблица 97
Зависимость поверхности зеркала
ВС от угла отклонения <в
СО 2а — ВС СО 2а = ВС
0° со 60° 2,00D
10° 11,447) 90° 1,417)
20° 5,767) 120° 1,157)
30° 3,867) 150° 1,047)
45° 2,617) 180° 1,007)
Рис. 758.
Пример. Зеркало поставлено в параллельном пучке лучей
7) = 50. Угол отклонения со = 45°. Зеркало качается (рис. 758)
на углы Pi — —12°30' и р.2 = -f- 7°30Л. Соответственно получим:
Ди = — 25°, Дф2 = 15° и <nmin = 20°, <omax = 60°. -
Зеркала являются эллипсами с осями:
При со = 20° 2а = 288 26 = 50
„ <» = 45О 2а = 130,5 26 = 50
„ <о = 60° 2а = 100 26 = 50
Следует взять зеркало размером 288 X 50.
Зеркала с наружным отражением могут быть или полиро-
ванные металлические или стеклянные с наружным серебрением и
могут быть поставлены как в параллельных, так и в сходящихся
пучках; искажений в качестве изображений при этом не полу-
чается.
§ 3. Плоскопараллельные пластинки
Плоскопараллельные пластинки употребляются в оптических
приборах в качестве защитных стекол, сеток, светофильтров, от-
ражательных зеркал и т. п. Они устанавливаются как в парал-
лельных, так и в сходящихся пучках, в последнем случае обяза-
тельно перпендикулярно к оптической оси прибора. Материалом
служит главным образом стекло (по ЛЕНЗОСу С-14) с показа-
телем для желтых лучей nD = 1,5163, дисперсией nF — п0 =
==0,00806 и и = 64.
119
Нормальных размеров для пластинок не
принято соблюдать следующие соотношения
установлено. Однако
(рис. 759):
D1 = D-}-2,
где D — свободный диаметр, a Dx — полный диаметр.
По краям делаются фаски под углом 45°. Свободное отвер-
стие определяется световыми пучками.
1. Плоскопараллельная пластинка в качестве защитного
стекла (в параллельных пучках). Назначение защитного стекла —
предохранять от загрязнения внутренние части прибора. Установка
защитного стекла вообще говоря безразлична; наименьшие раз-
меры получаются при установке около входного зрачка прибора.
Рис. 759.
Рис. 760.
Полировка, царапины, пузыри и камни регулируются согласно
техническим условиям и могут быть индивидуальными для каждого
прибора. В случае телескопической системы (зрительная труба,
прицел и др.) глаз дефектов стекла не видит. В этом случае от
пластинки требуется только плоскопараллельность.
Если пластинка имеет клиновидность о (малая величина), то
изображение будет окрашено (вносится хроматизм). При этом
хроматическое рассеяние для красного С и синего F лучей в уг-
ловой мере (рис. 760):
с~ (пг? пс^°‘
Линия визирования отклоняется на угол:
ш = [nD — 1) а.
Допустимая величина клиновидности может быть определена
или из величины допустимого хроматизма или из изменения напра-
вления линии визирования.
Если видимое увеличение телескопической системы Г и допу-
стимая величина хроматизма после системы в угловой мере с
120
то для клиновидности получим:
3_ „
а —_____*1°___.
(п р п^ Г
Обычно можно считать о=20", тогда при пр— nQ —
0,00806 приближенно получим:
2500*
Изменение направления линии визирования вследствие кли-
новидности влияет на точность отсчета и почти всегда может
быть выправлено при сборке, так как является ошибкой посто-
янной. Если же это невозможно, то допустимая клиновидность.
будет:
где — точность отсчета.
Если например 8Х= lz и nD — 1,5163, то а1 = 1,9/.
а) Защитные стекла в бинокулярном телескопическом при-
боре. В этом случае клиновидность вызывает перекос осей (или
двоение изображений). Возможны два крайние случая: 1) пластинки
ориентированы в одну сторону (рис. 762а); 2) пластинки ориен-
тированы в разные стороны (рис. 7626).
1-й случай. Если защитные стекла имеют клиновидность
и о2, то непараллельность осей:
1) перед объективами:
8 == (п — 1) (о2 — ах);
121
2) после окуляров:
8Z = (n—1) (о2—"ei) Г,
тде Г — видимое увеличение.
Если == о2, т0 s0, и непаРаллельности не будет.
Если о2 — о1==Да (разность в клиновидностях), то допустимая
6'
До =----------.
(п-1)Г
Величина б' имеет различные предельные значения для не-
параллельности в вертикальной и горизонтальной плоскостях.
Рис. 762.
•Если в вертикальной плоскости взять = 10', то при п == 1,5163
получим:
что даст следующую таблицу (Да в минутах):
Г До
2х 9,8'
4Х 4,9'
6х 3,3'
8х 2,4'
10х 1,95'
20х 0,98'
30х 0,65'
122
2-й случай. В этом случае непараллельность осей перед
объективами:
после окуляра:
V==(«— 1)(О1 + а3)Г.
Если Gj = о2 = а, то:
о1'==2(/г — 1)о Г.
Отсюда допустимая клиновидность:
2 (в — 1)Г
При п = 1,5163 и 8/ = 10z имеем приближенно:
10'
~Г~’
что дает:
Г а
2х 5'
4х 2,5'
6х 1,67'
8х 1,25'
10х 1'
20х 0,5'
30х 0,35'
Из изложенного ясно, что дефекты параллельности пластинки
скажутся меньше, если при сборке защитные стекла ориентиро-
вать в одну сторону (рис. 7626).
Отступление от плоскости приведет пластинку к линзе. Если
поверхности будут одинаково сферические и разных знаков, то
рассматриваемый предмет окажется не на бесконечности. Если
а0 — начало бесконечности для данного прибора, то можно при-
нять, что фокусное расстояние f пластинки должно быть не
меньше а0. Радиус при этом условии можно принять г =f'\ тогда:
D Г2
г = ап = -8-р- в^х'— = 3400Z) Г2.
О зр. вых.
Число допустимых правильных колец при полировке будет:
где р — радиус стекла (половина диаметра); а— длина волны.
123
Принимая к = 0,0005 мм, получим:
Р2
А = :1.7О8р„ых, Р '
Например при диаметре пластинки 2р = 40, £>зр вых> = 5 и
Г = 6 получим k =1,3.
Если отступления от плоскостей больше, чем указанные, то
это вызовет необходимость перефокусировки окуляра, обычно
всегда возможной.
б) Защитные стекла в дальномерах. Кроме своего прямого
назначения эти стекла еще способствуют юстировке дальномера и
поэтому делаются всегда клиновидными. Предел клиновидности
устанавливается по формуле:
8
При этом так как качество изображения в дальномерах осо-
бенно хорошее, то для 8 следует взять 10", т. е. при nF — пс =
= 0,00806:
1250"
°- Г ’
или при Г=20 о = 62".
Иногда допускают 8 = 30", тогда:
3750"
а —----_
Г ’
что при Г = 20 дает а = 187" ~ 3'.
2. Плоскопараллельная пластинка в сходящихся пучках.
Случай установки плоскопараллельной пластинки в сходящихся
пучках довольно часто встречается в практике. Сюда относятся
сетки, призмы, развертывающиеся в плоскопараллельную пла-
стинку, и др. В этом случае пластинка устанавливается перпен-
дикулярно к оптической оси системы. Неперпендикулярность ее
к оси вызывает астигматизм. Если пластинка вводится после объ-
ектива, то это вызывает смещение изображения (рис. 763). Фокус-
ное расстояние системы не изменяется.
J24
Величина смещения различна для лучей разных зон. Прибли-
женно можно считать, что смещение изображения:
где d — толщина пластинки для п = 1,5163; п — показатель пре-
ломления.
Д = 0,347). (1)
Кроме того пластинка вызывает также хроматизм положения,
измеряемый величиной с, равной расстоянию от красного до
синего изображений (рис. 764):
Для сорта С-14:
«„—«„ = 0,00806,
Jf о
Лр= 1,52196, Па= 1,51390;
Дяа==0,0035Л (2)
Вследствие сказанного хроматизм пластинки всегда прини-
мается в расчет системы и обычно компенсируется объективом.
Неточность изготовления толщины, как видно из формул (1)
и^(2), особых дефектов не вносит. Поэтому можно считать, что
точность толщины пластинки до ±0,1 мм почти всегда вполне
достаточна.
Влияние клиновидности сказывается двояко:
1) изображение смещается с оси системы;
2) появляется окрашивание (хроматизм) (рис. 765).
Разберем случай зрительной трубы при малых а.
1. Вследствие клиновидности точка А' сместится в точку
причем:
A'Ad = 1 (п — 1)о
125
при малом о, где I — расстояние от первой поверхности пла-
стинки до изображения.
Наблюдателю точка А будет казаться смещенной с оси.
Угловая величина смещения после окуляра:
(п—1)о/
а ==---------.
Некоторая точка В, находящаяся вне оси,
оси. Эта погрешность визирования в угловой
объектива выразится:
будет казаться на
мере со стороны
(п—• 1)а/
'об.
Рис. 765.
2. Хроматизм появится вследствие того, что красное и синее
изображения неодинаково сместятся в плоскости изображения.
Величина поперечного хроматизма измеряется величиной:
F = &F, О'= (nF пс) °’
после окуляра хроматизм в угловой мере будет:
8 р, о f
/ ок.
Допустимая клиновидность:
Пс}1
При S' = 20" и nF—пс — 0,00806:
2500"/
~ /ок.
о ------------- •
/
Чем меньше 7, тем меньше сказывается влияние клиновид-
ности.
126
Пример. При /ок —25 и /==50 будем иметь а^21'.
Влияние наклона ср пластинки к оси сказывается также на
смещении изображения в плоскости изображения. Поперечная
величина смещения (рис. 766):
A'A^d^-,^
COS Ф
где:
, 1 .
sin ф = — sin ф;
‘ п
п — показатель преломления.
При малых ф можно принять:
я , п— 1 ,
АА. =-----------------фс/,
1 п
Кажущееся смещение точки А с оси после окуляра будет
в угловой мере:
сс — — •>
где ср—в минутах.
Некоторая точка В, находящаяся вне оси, даст свое изобра-
жение вместо В' в точке А' и будет казаться расположенной на
оси системы.
Ошибка отсчета измеряется углом:
а =
(п— l)d
nf б
следовательно допустимая величина наклона <р будет:
ал/об.
<0 —:---------*
(« — l)d’
127
при и = 1,5163:
О OQ °®'
ср = 2,93 —-—.
а.
Пример. При /об = 200, d = 5, а = 1" получим:
?= 117" =1'57"
Влияние изменения показателя преломления ничтожно сказы-
вается на смещении изображения, и допустимые в этом смысле
-отступления в показателях гораздо больше допускаемых при
варке стекла.
§ 4. Сетки оптических приборов
Сетки оптических приборов представляют собой плоскопа-
раллельные пластинки, на одной стороне которых нанесены деле-
ния. Стекло сеток обычно с показателями: п = 1,5795, nF——
= 0,01076 и [i = 53,86(С-5)или же nD = 1,5163, nF— nG==Q,Q№>№
и |i = 64 (С-14).
Деления на сетках бывают резанные алмазом, травленные и
•фотографированные. Сторона сетки с делениями всегда устанавли-
вается в плоскости изображения, поэтому стекло должно быть
чистым, и все дефекты хорошо видны.
Если фокусное расстояние системы после сетки будет /, то
пузыри и камни будут не видны, если их диаметры:
где 7 — разрешающая сила глаза, обычно равная 1'— 30". На-
пример при /=20, 7=1', D = 0,006 = 0,01.
Диаметр сетки в телескопических системах определяется полем
зрения и фокусным расстоянием системы, находящейся до сетки.
Если фокусное расстояние системы до сетки равно /1? то сво-
бодный диаметр сетки:
D = 2/,tg₽,
где р — половина угла поля зрения.
Толщина сетки примерно равна ее диаметра. Клиновид-
ность, ошибка в толщине и наклон сетки практически не вносят
искажений в изображение.
Цена деления сетки (расстояние между штрихами) (рис. 767)
определяется формулой:
=/i [tg k а — tg(£ — 1) а],
где а — угловая цена деления, k — номер интервала. Если а задана
в артиллерийских тысячных, то 1 арт. тыс. (0 — 01) = 3,6'.
Если в систему между объективом и окуляром вводится
сетка, ранее не предусмотренная, толщина которой d и показа-
128
тель преломления стекла п, то расстояние между объективом и
я - - 1 ,
окуляром должно быть увеличено на —-— а.
Обратно, при изъятии сетки расстояние уменьшается на ту
же величину.
Двойные сетки устанавливаются для отсчетов; при этом одна
сетка, со шкалой, — неподвижная, вторая, с индексом, — подвиж-
ная. Отсчет можно делать по микрометренному винту. В этом
случае между сетками должен быть зазор, что неминуемо вызы-
вает параллакс между шкалой и индексом. Величина параллакса
зависит от зазора о, фокусного расстояния окуляра / •, зрачка
выхода и разрешающей силы глаза (или точности отсчета)
(рис. 768).
Угловая величина параллакса в минутах:
Чр . вых.
ф — —-
2 I 0,00029
откуда допустимая величина зазора:
D
яр- вых ____
2 • 0,00029 • ?0 7
где е0 — допустимое число минут углового параллакса.
9 Зак. 3905. — Сир. кв. оптико-хеханика, ч. II.
129
Если пренебречь р', то:
/ок 2 • 2 • 0,0003
о = — - . ?0 .
зр. вых.
Для различных /ок и Z) вых при ? = 0,5' получим значе*
ния о, приведенные в табл. 98.
Таблица 98
Допустимая величина зазор
D 8р. вых. /«. \ 2 4 6 8 10
20 0,05 0,03 0,02
25 0,09 0,047 0,03 — .—.
30 0,13 0,06 0,045 0,033 —.
40 0,24 0,12 0,08 0,06 0,05
50 0,37 0,19 0,12 0,09 0,075
Две сетки не видны одновременно, если расстояние .между
ними:
f 2-
з > 20 • —.
1000
§ 5. Клинья-призмы с малым преломляющим углом
Назначение клина — получить угол отклонения луча, который
зависит от: 1) показателя преломления клина, 2) угла клиновид-
ности, 3) угла падения луча (рис. 769). Приближенно при малых а
имеем:
<й = о []//?2 (н2 — 1) tg‘-z — 1]; (3)
при малых □ и i:
(11 - I , 1 \
(4)
Рис. 769.
при i, близких к нулю:
<0 = 3 (az — 1). (5)
Погрешность Д в> в зависимости от
низ выразится [из формулы (5)]:
Д со Д П ( Д а
со п — 1 ~ з
130
Если:
— = 0,001 =0,1%,,
О)
Л п
---= 0,0005 = 0,04° 0,
п
1
А о =------— о,
2000 ’
что дает:
а Д 5
60'' 0.03"
120" 0,06"
180" 0,09"
с Д а
240" 0,12"
300" 0,15"
600" 0,3"
При изготовлении точных клиньев выгодно предварительно
точно измерить показатель преломления и затем сделать пересчет
на новый угол а. В этом случае Да/а == А и допуски значи-
тельно увеличатся.
Ниже в качестве примера приведена зависимость w от при
а = 1° и /1 = 1,52 [по формуле (4)]:
i — 3° <0 31'16" i 2° (0 31'14"
— 2° 31'14" 3° 31'16"
— 1° 31'12,5" 4° 31'19,5"
0° 31'12" 5° 31'23,6"
1° 31'12.5"
Из таблицы видно, что да при малых z
почти не меняется.
1. Ахроматическая пара клиньев.
Клинья склеены и ориентированы в раз-
ные стороны. Угол отклонения пары
= <й1 — <в2 (рис. 770). Один клин—из
крона, другой — из флинта. Для условия
ахроматизации необходимо:
/ij — 1 “ (Zlj — 1) (Uj — u2)
<»2 _ _______________________
zi2—1 (n.2 — 1) (uj — ;j2) ‘
Точность угла отклонения <o достигается путем разворота
клиньев при склейке.
131
*2. Компенсаторные или измерительные клинья дальноме-
ров. Назначение этих клиньев—измерять малые углы параллак-
сов. Они бывают двух типов: 1) один перемещающийся клин,
2) пара вращающихся клиньев.
а) Перемещающийся клин. Обычно ахроматическая пара по-
мещается между объективом и фокальной плоскостью. Угол от-
клонения пары:
ГДей0 = ^г0 — наибольший угол параллакса, b — базис дально-
мера, е0 — наименьшая дистанция; ха— xQ— интервал полного
перемещения клина; /—фокусное расстояние объектива.
Углы отдельных клиньев вычисляются по формуле, приведен-
ной выше для ахроматической пары клиньев.
Допустимая погрешность в угле отклонения пары:
А , А7'
Доз = k ------- о)
«о
где Да = 10"/Г— теоретическая ошибка дальномера, Г — видимое
увеличение; k—число допустимых теоретических ошибок.
Ошибку Да) при сборке можно компенсировать изменением
фокусного расстояния объектива; при этом Д/// = Доо/а). Обычно со
не больше 1000" и Дсо порядка 0,5".
Допуски на углы клиньев могут быть порядка нескольких
секунд; требуемый угол а) может быть получен точным, если
клинья при склейке развернуть на некоторый угол о; новый угол
со
отклонения пропорционален cos .
Влияние погрешности показателя преломления на угол
определяется формулой:
= (1Ч — Ь <А> ~ 1) (н — Н-2) .
(«2 “ О “ («1 — Оно ’ %
А Д/у
При пг ~ 1,5, и1 = 60, и2 = 1,6, ;х2 = 30, --------------— ___ q^qq .
а0
Дн = 0,0004.
Свободный диаметр клина определяется по формуле:
где Яб. диаметр объектива; х^ — наименьшее расстояние от
объектива до клина; f— фокусное расстояние объектива; (9—по-
ловина угла поля зрения дальномера.
132
Неперпендикулярность клина к оси объектива скажется как
действие наклонной плоскопараллельной пластинки (см. § 3).
б) Пара вращающихся клиньев состоит из двух одинаковых
клиньев, вращающихся один относительно другого в противопо-
ложные стороны с одинаковыми скоростями, вследствие чего они
дают переменный угол отклонения <о. Место установки — перед
объективом дальномера.
Угол отклонения пары (рис. 771) зависит от угла поворота
клиньев р из начального положения:
to = (от cos 3,
где со?и = -J- — максимальный угол
отклонения; при этом
клинья ориентированы в одну сторону.
Угол отдельного клина: .
________________________________________________,
2 (/1—1) (cos р0 —cos рсо)
где 30— угол поворота клиньев при измерении наименьшей ди-
станции; — то же при дистанции, равной бесконечности.
Обычно ро==4О° и рсо=Г60°.
Допустимая погрешность в cow:
10"
= ~q >
где C=cos3()—cos рто; k—число допустимых теоретических
ошибок.
Если компенсатор собирается без подбора отдельных клиньев,
то точность изготовления углов:
k -10"
10 “ 2 (/г — 1) ГС ’
При /г=1, С =2, Г —- 20, п — 1,5 имеем До = 0,25".
133
Если компенсатор собирается с подбором отдельных пар, то
сумма преломляющих углов клиньев не должна превосходить
величины:
k . 10"
д(31 • — с (п — i jT ’
Допустимое отступление в показателе преломления:
Д п =
k> 10"
2т Г С
При k=l, Г =20, С = 2, 2т = 420" имеем Д л = 0,0006.
Свободный диаметр клиньев определяется по формуле:
D = mD „ -4- 2/ tg В,
КЛ. зр. ВХ. I OI’
где т— коэфициент виньетирования (меньше единицы, обычно Чъ);
I — расстояние от зрачка входа до клиньев; р— половина угла
поля зрения.
§ 6. Зеркала с внутренним серебрением
В этом случае зеркальный слой более устойчив. Существен-
ный недостаток — многократное отражение от первой и второй
поверхностей, почему эти зеркала употребляются почти исключи-
тельно в параллельных пучках.
Рис. 772.
Размеры зеркала определяются в зависимости от; 1) угла от-
клонения, 2) диаметра пучка лучей, 3) толщины зеркала и 4) по-
казателя преломления стекла (рис. 772).
134
Приближенно можно
у линии MN, тогда длина
считать, что отражение происходит
зеркала:
I —AB
1
. «>
Sin у
0)
2d cos —-
n
Ширина зеркала будет равна D.
При угле со = 90° и «==1,5163 получим:
/=1,41 (Г>4-0,94<).
В концевых отражателях даль-
номеров (0=135° и « = 1,5163,
таким образом:
/ = 1,08 (D4~0,5d).
Обычно d = !/6 D, тогда I —
=A,\ZD.
При установке зеркала перед
телескопической системой клино-
видность его вносит двоение изобра-
жения и хроматизм (рис. 773).
Рис. 773.
1. Угловая величина двоения зависит от угла клиновидиости а,
показателя п и угла падения луча i по формуле:
? = п24-(п2 — 1) tg2z .
Если разрешающая сила прибора 3 и увеличение Г, то допу-
стимая клиновидность:
о
a —
Г • 2 ]/ «2 + («2— 1) tg‘2 Z
Наиболее часто встречающийся случай i = 45°, тогда:
ф = 2~ V 2^=-Т
и допустимая клиновидность:
3
2Г/2«2 — 1 ’
Ъ
При «= 1,5163, ср = 3,8 а и □ = ———, вместо величины 8/Т
3,8 1
можно брать разрешающую силу системы.
2. Угловая величина хроматической разности красных и синих
лучей:
n(n — 1)
с= 2о • ---Л G °. ' = 2о . _____________....
V «2-|-(«а—l)tg2/ у cos z |/ «2— sin2 i
135
Наиболее часто встречается i — 45°, тогда:
_ /гс)п
При п = 1,5163 и Пр — п(,— 0,00806 (стекло С-14):
— 0,035 а ^0,04 а.
Если (?==20"/Г, где 20" — допустимая хроматическая раз-
ность после окуляра, то допустимая клиновидность а = 500"/Т.
§ 7. Отражательные призмы
Применение призм в оптических приборах аналогично приме-
нению зеркал. Смотря по своему назначению, они могут служить
для двух целей: 1) изменение направления оптической оси при-
боров; 2) оборачивание изображений, получаемых в оптических
приборах.
Всякая призма должна развертываться в плоскопараллельную
пластинку. Соблюдение этого условия позволяет рассматривать
действие призмы как действие толстой плоскопараллельной пла-
стинки (равной длине хода луча в развертке) плюс действие си-
стемы зеркал. Вследствие этого к призмам применимы все фор-
мулы и рассуждения, справедливые для пластинок, клиньев и
зеркал.
Если призма не развертывается в плоскопараллельную пла-
стинку, то она действует как клин и вызывает искажения в изоб-
ражении.
Применение призм бывает двоякое: 1) в параллельных пучках
лучей, 2) в сходящихся пучках лучей.
В первом случае призма может быть или неподвижной или
вращающейся.
Во втором случае призма неподвижна или может вращаться
только вокруг оптической оси; при этом входная и выходная грани
ее обязательно перпендикулярны к оптической оси прибора.
При изготовлении призм условие развертывания в плоско-
параллельную пластинку может быть нарушено вследствие: 1) не-
правильного изготовления углов, 2) пирамидальности (ребра призмы
не параллельны друг другу). В этих случаях призма действует
как клин.
В дальнейшем все размеры призм вычисляются в зависимости
от наибольшего диаметра идущего через призму светового пучка
плюс прип}^ск на обработку и крепление; эта величина обозна-
чается буквой D. Длина хода луча в призме d дается тоже в за-
висимости от этой величины.
136
Призмы изготовляются из следующих сортов оптического-
стекла: С-14: nD= 1,5163, пр — пс = 0,00806, у. = 64,1 и С-13:
nD= 1,5688, nF—пс = 0,01015, и = 44,4.
1. Прямоугольные призмы, а) Неподвижная призма (рис. 774)1
применяется как в параллельном, так и в непараллельном ходе
лучей для отклонения оси прибора на угол <о = 90°; дает обора-
чивание изображения только в плоскости главного сечения.
Рис. 774.
Призма развертывается в плоскопараллельную пластинк)
АВА' С. Отражающая грань ВС может быть посеребрена. Сере-
брение зависит от хода лучей. Если лучи наибольшего наклона
имеют с нормалью к грани угол а, то при sin (45° — %') > —,
п
где sin а/ = — sin а, грань ВС не серебрят, при sin (45° — </) < —-
п п
ее следует серебрить.
Предельные значения а для непосеребренной грани ВС для
стекла С-14: п1у = 1,5163, а = 5°30'; для стекла С-13: nD =
= 1,5688, а = 8°30/.
Углы: /_ Д = 90°; /_В = 45°; /_С=45°.
Размеры: а = b = А; с = У2 Л =1,41.
Длина хода луча d~h.
Если А. В ф £ С, то призма развертывается в клин с углом
с = Д — С и дает хроматизм, величина которого в угловой мере:
ПС> №~С)-
Допуски. 1) Призма в параллельном ходе. Если до-
пуски в углах В н С суть и у, видимое увеличение после опти-
137
веского прибора, находящегося за призмой, — Г и допустимая
’хроматическая разность после прибора 8, то:
г __ _н- 8
р __ у _ - -
р и ч не следует давать свыше 5'.
Для допуска в угле А будет а — 2£.
Если 8 = 12" = 0,2', то для различных Г получим при стеклах
С-14 и С-13 следующую таблицу.
Стекло С-14 Стекло С-13
Г а fj 7 Г а 3 7
2х 10' 5' 5' 2х 10' 5' 5'
4х 6' 3' 3' 4х 5' 2,5' 2,5'
6Х 4' 2' 2' 6х 3,2' 1,6' 1,6'
8х 3' 1,5' 1,5' 8х 2,4' 1,2' 1,2'
10х 2,4' 1,2' 1,2' 10х 2' Г 1'
3 = 7 = 12.4 3 = 7 = . 9,9
—~ Г“ г~
Те же результаты приведены на графике рис. 775.
Пирамидальность в этой призме характеризуется углом между
ребром прямого угла и гипотенузной плоскостью.
Допуск на пирамидальность: 1
8
2 (пр— пс) cos 45° I' 1
1 Допуски на пирамидальность вычислены по „инварианте пирами-
дальное™8. См. проф. В. Н. Чуриловский, Оптико-механическая
промышленность, № 11, 1932.
.138
Если 8 — 0,2Л, то для стекол С-13 и С-14 получим (см. также
рис. 776):
Стекло С-14 Стекло С-13
Г Р Г Р
2х 9' 2х 7'
4х 4,7 4х * 3,5'
6х 3' 6х 2 3'
8х 2,2' 8х 1.7'
10х 1,8' 10х 1.4'
17,5 14
р = - - г ~Г~
2) Призма в непараллельном ходе. В этом случае призма
вызовет хроматизм в плоскости изображения, поперечная вели-
чина которого равна: 1
4,с = 5) с = +s) (-,1f — пс> (В — Q
Если допуски 3 == у, то В — С’=13-)-у:
р — ч — __ 2 ,
где D — длина хода луча в этой призме, s— расстояние от пло-
скости изображения до ближайшей грани призмы (входной или
выходной).
См. влидние клиновидности пластинки.
13$
Если призма находится внутри визуального прибора, у ко-
торого фокусное расстояние всей системы, находящейся после
призмы, будет f и величина допустимого рассеяния после при-
бора 8', то:
0== _ 87
? 1 2 (nF — nJ (D-L ’
где 3 — в минутах.
Допуск в угле А : а = 2р.
Допуск на пирамидальность:
п — Дг_________________________= 10'.
р 2 (пр — nJ cos 45°(Z) 4" s)
В этих случаях величину о' следует брать равной 0,1', так
как на хроматизм будет влиять также наклон призмы.
б) Вращающаяся прямоугольная призма устанавливается
только в параллельном ходе лучей, например перед телескопиче-
ской системой, и имеет при-
менение в различных при-
цельных и визирных при-
борах.
Призма может вра-
щаться вокруг двух осей
00 и О1О1. Ось 00 па-
раллельна ребру прямого
угла, а ось Ot Ot совпадает,
с осью прибора (рис. 777).
Поворот призмы вокруг пер-
вой оси на угол ср дает из-
менение направления визи-
рования на угол 2ср в мери-
диональной плоскости при-
бора; поворот же вокруг
второй оси на угол ср дает изменение направления визирной
линии тоже на угол ср в плоскости, перпендикулярной к мери-
диональной; при этом изображение вращается около центра на
тот же угол.
Гипотенуза призмы должна быть посеребрена. Размеры призмы
зависят от диаметра пучка лучей и от величины угла вращения <р
призмы вокруг оси 00. Для получения наименьших размеров
призму выгодно помещать вблизи входного зрачка прибора.
Если углы . В и С имеют погрешности р и у, то призма
вследствие этого развернется в клин и при вращении ее на угол <s
луч будет отклоняться на величину, не равную 2<р. Если допу-
скаемая погрешность отсчета в угле визирования Дсо, то допуски
|В и у составят:
Дер
3 = V = :±z 0,05 ——-_______' . = =----
МО
Коэфициент 0,05 дает, что погрешность от ошибки изгото-
вления призмы не превосходит 0,1 допустимой величины погреш-
ности всего механизма. Если принять п — 1,5163, то получим
зависимость р и у от ср для разных Д ср (в виде графика рис. 778).
2. Призма Дове. Эта призма носит также название призмы
прямого зрения. Она употребляется как компенсационная призма
для поворотов изображения вокруг оси прибора в плоскости са-
мого изображения (например в панораме). Угол поворота изобра-
жения в 2 раза больше угла поворота призмы.
Направление оси прибора не изменяется, а оборачивается
только изображение в главном сечении. Отражающая грань ВС
(рис. 779) не серебрится. Призма развертывается в плоскопарал-
лельную пластинку, наклонную к оси, поэтому она ставится только
в параллельных пучках. В непараллельных пучках она вносит
астигматизм,
^£=/0=45°; /. Д = / О — 135°.
Углы А и D не рабочие, и поэтому выполнение их произ-
вольно. Грань AD может быть выполнена не прямой (см. рису-
нок), а вогнутой.
Линейные размеры:
21/2/z2 — i ,
а = D • —-----=---
УЖ — 1 — 1
b = h— D.
141
Длина хода луча:
, 2п г>
У 2«2— 1 —1
При ц= 1,5163 и а = 4,23/):
d — 3,381/);
при п — 1,5688 и а = 4,064/):
d = 3,238/7.
При неправильном изготовлении углов В и С призма вносит
хроматизм. Величина хроматического рассеяния (согласно фор-
мулам § 5):
/г(/гг пс)
О) = ------------.--т--—(/) — С),
’ cos 45° У п2 — sin2 45°
где (В — С) —• угол клиновидности развернутой призмы.
Если с — величина хроматического рассеяния в минутах
после прибора, Г—видимое увеличение системы, находящейся
после призмы, и f — допуски на углы В и С, то:
с У 2п2 — 1
3 == у = —---------—г; в минутах.
‘ 4п(нг —пс)Г '
Полагая оу = 0,2', получим для различных Г при п — 1,5163
и п = 1,5688 следующие таблицы и график рис. 780.
Стекло С-14 Стекло С-13
Г 3 7 Г з 7
2х 3,5Z 3,5' 2х 3' 3'
4х 1,8' 1,8' 4х 1,5' 1,5'
6х 1,2' 1,2' 6х 1' 1'
8х 0,9' 0,9' 8х 0,75' 0,75'
10х 0,7' 0,7' 10х 0,6' 0,6'
. __ 7' 6'
/ - , г « - i - р
142
Допуск на пирамидальность определится по формуле:
где о — допустимое отклонение оптической оси прибора или —
в случае отсчетного механизма—допустимая погрешность от-
счета. При п= 1,5163 полу-
чается р — 0,22 6. См. следую-
щую таблицу и рис. 781.
3. Прямоугольная призма с двумя отражениями. Эта
призма представляет собой обыкновенную прямоугольную призму,
причем входной и выходной гранями служит гипотенуза ВС
(рис. 782). Призма развертывается в плоскопараллельную пла-
стинку, перпендикулярную к оси, поэтому она может быть по-
ставлена в параллельном и непараллельном пучках. Угол откло-
нения— постоянный для всех лучей и равен 180°. Катеты призмы
обычно не серебрятся. Случаи серебрения их определяются так же,
как и у прямоугольной призмы. Употребляются главным образом
две призмы одновременно (например в биноклях), как оборачи-
вающие системы.
Нормальные размеры (призмы-бинокля): / А = 90°; / В =
= / С = 45°; n = 3-f-2D; b = 1,54- 2D; с = 1,5 (О — .
^=1,5-|-D; A = 0,75 4-i/2(Z)1-}-D); l = D;
Длина хода луча d^= а.
143
Если угол А имеет погрешность а, то угол отклонения имеет
погрешность:
о = 2пу..
При этом величина хроматического рассеяния в угловой
мере будет:
mFC, = 2{nF —пс)х.
Величина хроматизма после окуляра в угловой мере будет:
2(«г— пс)а(а-±-5)
(jF, С f ’
J ок.
где s — расстояние от выходной грани до плоскости изобра-
жения.
При — 20" и — 1г„ — 0,00806:
120"•/
J ОК.
При а = 40, s — 40 и Дк == 20 получаем а — 30".
В случае бинокля неточность в угле отклонения со = 2да
вызовет непараллель-
В табл. 99 приводятся рисунки, основные размеры, углы
и длина хода различных употребительных призм, встречающихся
в оптических приборах.
144
Вследствие сложности вопроса допуски на эти призмы не
разобраны.
Для установления допусков для этих призм, как и для всех
призм вообще, необходимо итти следующим путем:
1) определить те углы, неточность которых делает призму
не развертывающейся в плоскопараллельную пластинку;
2) определить угол клиновидности развертки (пластинки)
в зависимости от погрешностей указанных выше углов;
3) установить допустимую клиновидность в зависимости от
положения призмы в приборе, исходя из допустимого хрома-
тизма и отклонения оптической оси и пользуясь формулами,
указанными для плоскопараллельных пластинок и клиньев с ма-
лым преломляющим углом.
4. Призмы с крышей. Все рассмотренные призмы могут да-
вать оборачивание изображения только в плоскости главного се-
чения, следовательно оборачивание получается неполное (зеркаль-
ное). Для получения полного оборачивания изображения, или зер-
кального оборачивания изображения в плоскости, перпендикулярной
к плоскости главного сечения, применяют способ нарезания „крыши11
на одной из граней, которая представляет собой две плоскости,
перпендикулярные друг другу. Неправильное изготовление крыши
вызывает двоение изображений.
. Угловые величины двоения изображений определяются фор-
мулой:
8 = 4nb cos р,
где 8 — угловая величина двоения; п— показатель стекла; р — угол
между перпендикуляром к ребру крыши и осевым лучом (оптиче-
ской осью); 0 — погрешность в прямом угле крыши.
Если призма стоит перед телескопической системой, увеличе-
ние которой Г, то допускаемая погрешность в прямом угле крыши
будет:
4nPcos р’
где 8' — допустимая угловая величина двоения после окуляра.
В табл. 100 приведены данные различных призм с крышами.
Приближенное вычисление величины D при расчете призм
в сходящемся пучке. Если призма находится в сходящемся пучке,
то диаметры D сечений пучков различны на входной и выходной
гранях; в этом случае для D надо брать больший из них, затем
построить ход лучей в развертке и срезать лишние куски стекла.
Приближенно D на входной и выходной гранях определяются
следующим образом (рис. 783).
Во-первых заметим, что всякая призма развертывается в плоско-
параллельную пластинку, и во-вторых длина хода в ней выра-
жается через D линейно, т. е. ci — kD.
10 Зак. 3905. — Опр. з;н. оптш.о-моханпка, ч II. . 145
9И
№ по пор.
Призма с одним отражением.
Угол отклонения
<0 = 60 — 80°
Название
призмы
Данные различных призм без крыши
В главном сечении на 180° Оборачивание изображения
Нет Посеребрен- ные грани
Lf'l
Ю1
Призма ромб
Куб
V-
D-r-
N3I
и
В главном сечении на 180°
Не оборачивает
Нет
Призма состоит из 2 прямоуголь-
ников, у которых гипотенуза АВ
посеребрена
81' I
СЛ № по пор.
Пентапризма Призма с двумя отражениями со = 60° Название призмы
J)., л ...
%! col ел <f J Л <ГС I Л л Ч £ /Х с/ > \ к /><j\\ ’ ^~э° и развертка Продолж ение
Z C = 112°30' Z O = 112°30' Z 0 = 45° Угол отклонения постоянный ш = 90° /0&)Ш=3 7 к to II кэ о 00 о >• к II g 0 Л г> !'-° о о N Сс II W о 0 К ст> о 0 Углы (подчеркнуты рабочие углы)
— cos22°30' = l,09D ED = 1,090 CD = 0,5860 л л to 1 II to X ’гп II to Ito ? й to II ю to 1 ДС= О Размеры граней (подчеркнуты рабочие грани)
ft. II II 5» + ►j* X b K)l to II d = / зо = 5= 1,7320 Длина хода луча d
He оборачивает Не оборачивает Оборачивание изображения
Грани ВС и ED посеребрены Грань СВ по- серебрена Посеребрен- ные грани
6М
Половина пентапризмы
ш = 45°
^/Призма Шмидта с тремяТэтраже-~
ниями
= 45°
d
d
Не оборачивает
со
а
d
d d to d
d
В главном сечении на 180'
Грань DC посеребрена
Грань СВ посеребрена
о
Продолжение
№ по пор. Название призмы С хема и развертка Углы (подчеркнуты рабочие углы) Размеры граней (подчеркнуты рабочие грани) Длина хода луча d Оборачивание изображения Посеребрен- ные грани
8 1 оО : (И1П1 £»9) Э99\ 0-1 J 1 г» Г-0 Z Д = 60° Z С = 60° Z АВС = 120° Может заме ДО — О CD = D АВ = СВ = 2D РР 2D FE = —т=г V 3 нять призму Дове, d = 3 /3D = = 5,2Z) вращаясь вокруг о< s В главном О сечении О Грань FE по- серебрена
Призма > кры <0 = WYY /'/№ я) ' 50 f i
Призма Пехана (половина пен-
тапризмы Д- призма Шмидта)
= 0° (5 отражений)
Башмачная призма (без крыши)
ю = 90°
Может употребляться вместо призмы Дове, как выпрямляющая
призма
В главном сечении
Грани АВ и МК посе-
ребрены
Не оборачивает
Грань CD посеребрена
Продолжение
№ по нор. Название призмы Схема и развертка Углы (подчеркнуты рабочие углы) Размеры граней (подчеркнуты рабочие грани) Длина хода луча d Оборачивание изображения ! Посеребрен- ные грани
Призма Пехана ABCD имеет те же
размеры, что и выше
DCEK—параллелепипед со сторо-
ной = У 2 D
Длина хода в нем:
(1 = IDE = 4£>
d = Z&1D
Размеры призмы Шмидта ВЕС—обычные (см. № 6). Размеры пря-
моугольного параллелепипеда:
AD = DC — СВ = ВА= V~2D= 1,4140
Длина хода в нем:
<4 = 40; </= 6,410
То же
II тип
Призма стереодальномеров
I тип
Грань ВА посеребрена
Нет
с
Название
Т а бл и ц а 100
Данные различных призм с крышами
Схема
Углы
£
призмы
1
А
Прямо-
угольная
с крышей
Призма
Шмидта
с крышей
V
rqwma
крыша
М
\/_АВС—/_САВ—
— 45°
z АСВ — 90°
*2 =
Z. А = 45°
Z
= 67°30'
tg у = 22°30'
Вспомогательный
угол для опреде-
ления размеров:
jga =
= у 2;cos 22°30'
а = 52°34'
Размеры граней ! Длина хода луча d Оборач. изображ. ! Угловая величина
il g f “ ° II II d — = Уз"£>=- - 1,7320 Полное При п=1,5163 о = 4,36
АВ = 2Z = _ /27Г_ sin а = 1J81D ВС = 1,3637? АС= АВ d = 3,040 Полное & = 6,60 1
Разделя-
ющая
призма
дально-
мера
Z В = 90е Z^ = = = 112°30' AB ~ 2AO — = 1,473Z> BC = AB d = 5,031D Не пол- ное 0 = 6,66
Вспомогательный угол: tga = = cos22°30' a = 42°44' Л
Z G = 67o30z £_ Q = 22°30' Z Л = 45° Z E = 90° / U — ПРОИЗ- ВОЛЕН. и IS Й 3 II в о о с; гп >< г> п -5 о || II II II II II 1! II II ел Со ел W о о у-* у* _>-* у* Si? и "ел —л w со —-1 te СО у. ОС СЛ ел со £ & ° Q (3 g 0 О Длина хода лу- чей слева: d = 2,64£> справа: d 5.6Z) 1 Левая по- ловина— полное оборачи- вание. Правая— непол- ное 1
Из рис. 783 получим, зная у и Ь.
1) для выходного диаметра:
Z)2 = 2 (у Ч- b tg а)
(где а — уГол схождения луча с осью);
2) для выходного диаметра:
л 2 СуЧ- £ t£ «)«
1 п— 2Л tg а
На рис. 783 d[n—- длина хода луча, приведенная к воздуху.
Величины у, а и b зависят от свойств системы, внутри ко-
торой призма поставлена. Показатель п и коэфициент k характе-
ризу ют данную призму, на-
пример для: прямоугольной
призмы k — 1, призмы с кры-
шей k — У 3 , пентапризмы
k— 2 + К 2 ит» д-
Общие соображения о
расчете призм сводятся к
следующему. Зная характер
сходящегося пучка, опреде-
ляют положение одной из
граней призмы в этом пуч-
ке. Затем определяют зна-
чения Dx и О2, берут наи-
большее из них и, приба-
рно. 783.
вляя припуск на обработку и крепление, получают величину
которую'и вводят_в основные формулы для размеров граней.
§ 8. Линзы
Линзы как отдельные оптические детали почти не употребля-
ются в оптических системах, за исключением случая коллективов,
и идут всегда в сложных комбинациях, например двойные и трой-
ные склеенные или набор ряда отдельных линз.
Основной характеристикой линзы является фокусное расстоя-
ние. Если фокусное расстояние положительное, то линзу называют
положительной (собирательной); наоборот, при отрицательном фо-
кусном расстоянии линза тоже отрицательная (рассеивающая).
У положительных линз толщина в середине больше, чем на краю,
у отрицательных — середина тоньше края.
В табл. 101 и 102 приводятся нормы (ВООМПа) на толщины
линз по краю, фаски и диаметры.
§ 9. Объективы телескопических систем
Объектив служит для получения действительного — обычно
уменьшенного — изображения объекта, которое затем рассматри-
156
Таблица 101
втомп ЛИНЗЫ Толщина по краю. Фаски 18
Нормы Констр. 9
А. Толщина по краю
У двояковыпуклых и плосковыпуклых линз толщина по краю а
должна быть по возможности не меньше указанных в таблице величин.
D а
От 6 до 10 0.5
Свыше ю „ 18 1
18 „ 30 1,5
30 „ 50 2
50 „ 80 2,5
80 „ 120 3
120 „ 150 3,5
Б. Фаски
1. Фаски для предохранения от выколок кромок. Их всегда
следует располагать под углом в 45°. Фаски на чертежах не изо-
бражаются, в оптической же схеме ограничиваются проставлением
диаметра свободного отверстия линзы.
2. Фаски для иных целей, а) Фаски, необходимые для укре-
пления линз задавливанием, снимаются всегда под углом в 45°.
Размер их брать из следующей таблицы и указывать на чертеже.
D
а
От 1 до
Свыше 3,2 „
„ 6,5 „
„ 10,8 ,,
„ 19 „
„ 31 „
3,2
6,5
10,8
19
31
51
0,1 + 0,05
0,2-|-0,1
0,3 4-0,15
0,4 4- 0,2
0,6 4- 0,3
0,7 4-0,4
диаметра свободного отверстия
б) Фаски для огарничения
j линзы. Их располагают под углом в 45°. На чертеже необходимо
* указать диаметр свободного отверстия и ширину фаски.
- в) Фаски, определяющие величину стрелки. У вогнутых линз
Т они снимаются под углом в 90°.
157
Таблица 102
воомп ДИАМЕТРЫ ЛИНЗ 19
Нормы Диаметры свободных отверстий линз Констр. 10
Размеры в миллиметрах
Диаметр свободного отверстия Диаметр линзы при закреплении Диаметр свободного отверстия Диаметр линзы при закреплении Диаметр свободного отверстия Диаметр линзы при закреплении Диаметр свободного отверстия ♦ Диаметр линзы при закреплении
Задавлива- нием Зажимным кольцом Задавлива- нием Зажимным кольцом Задавлива- нием Зажимным кольцом Задавлива- ' нием Зажимным кольцом
1,0 1,2 —— 12,0 13,0 13,0 37 38 39 76 78
1,2 1,5 — 12,5 13,5 13,5 38 39 40 78 — 80
1,5 1,8 — 13,0 14,0 14,0 39 40 41 80 82
1,8 2,0 — 13,5 14,5 14,5 40 41 42 82 84
2,0 2,2 — 14,0 15,0 15,0 41 42 43 85 — 88
2,2 2,5 — 14,5 15,5 15,5 42 43 44 88 ,— 90
2,5 2,8 — 15,0 16,0 16,0 43 44 45 90 92
2,8 3,0 — 15,5 16,5 16,5 44 45 46 92 94
3,0 3,2 — 16,0 17,0 17,0 45 46 47 95 98
3,2 3,5 — 16,5 17,5 17,5 46 47 48 98 100
3,5 3,8 — 17,0 18,0 18,0 47 48 49 00 102
3,8 4,2 — 17,5 18,5 18,5 48 49 50 102 104
4,0 4,5 — 18,0 19,0 19,0 49 50 51 105 — 108
4,2 4,8 II . 19,0 20,0 20,0 50 51 52 108 НО
4,5 5,0 — 20,0 21,0 21,0 51 —— 53 110 112
4,8 5,2 — 21,0 22,0 22,0 52 W-—• 54 112 1.14
5,0 5,5 — 22,0 23,0 23,0 53 55 115 — 118
5,2 5,8 — 23,0 24,0 24,0 54 1 56 118 120
5,5 6,0 — 24,0 25,0 25,0 55 » I— 57 120 — 122
6,0 6,5 6,5 25,0 26,0 26,0 56 58 122 . 124
6,5 7,2 7,5 26,0 27,0 27,0 57 — 59 125 —_ 128
7,0 7,8 8,0 27,0 28,0 28,0 58 —1 60 128 ,„130
7,5 8,2 8,5 28,0 29,0 29,0 59 61 130 — 134
8,0 8,8 9,0 29,0 30,0 30,0 60 — 62 132 — 135
8,5 9.2 9,5 30,0 31,0 32,0 62 — 64 135 — 140
9,0 9,8 10,0, 31,0 32,0 33,0 64 66 138 — 142
9,5 10,2 10,5 32,0 33,0 34,0 66 — 68 140 — 145
10,0 10,8 11,0 33,0 34,0 35,0 68 —- 70 142 — 149
10,5 11,5 11,5 34,0 35,0 36,0 70 в 72 145 — 150
11,0 I 12,0 12,0 35,0 36,0 37,0 72 74 148 152
11,5 12,5 12,5 36,0 37,0 38.0 74 — 76 150 — 155
Примечания. 1. Значения диаметров линз указаны наименьшие,
которые могут быть применены без ущерба для качества закрепления
линзы.
2. В пределах свободных отверстий линз от 0 6,5 по 0 10 значе-
ние диаметров линз для закрепления зажимным кольцом рекомендуется
применять и при закреплении линз задавливанием.
3. Отступления от размеров, указанных на таблице, допустимы лишь
в исключительных случаях.
158
вается через окуляр. Основными характеристиками его являются:
1) фокусное расстояние; 2) свободное отверстие, относительное
отверстие; 3) поле зрения.
Основные требования к объективу: 1) достаточно простая кон-
струкция; 2) хорошее качество изображения, т. е. уничтожение
хроматических и сферической аберраций, комы, астигматизма,
кривизны поля и иногда дисторсии. Вследствие этого объективы
из одной простой линзы не употребляются; по той же причине
ограничиваются относительное отверстие и поле зрения.
1. Двухлинзовый склеенный объектив (рис. 784). Состоит
из двух линз — положительной (крон) и отрицательной (флинт);
простейший по конструкции и наиболее распространенный. При
достаточно большом выборе стекол может быть исправлен на
хроматические и сферическую аберрации, а также кому; при этом
астигматизм, кривизна и дисторсия неустранимы и являются постоян-
Рис. 784.
ными. Может быть изготовлен на любые практически встречаю-
щиеся фокусные расстояния; при этом относительное отверстие —
не свыше и полезное поле зрения — до 10°; иногда поле зре-
ния бывает и значительно больше (в случае сложных систем).
2. Трехлинзовый склеенный объектив (рис. 785). Обычно
две положительные линзы и одна отрицательная. Очень мало рас-
пространен. Особыми преимуществами перед склеенным не отли-
чается. Имеет несколько большее поле зрения, но обычно мень-
шее относительное отверстие (до J/6).
3. Двухлинзовый несклеенный объектив (рис. 786). Состоит
из положительной и отрицательной линз. Применяется в астро-
номических инструментах и в дальномерах, т. е. с малым отно-
сительным отверстием и полем, и в особых случаях, когда тре-
буется большое относительное отверстие, так как может быть
хорошо исправлен на сферическую аберрацию при малом поле.
Вследствие четырех поверхностей, граничащих с воздухом, дает
большие потери света, примерно на 7—8% больше склеенного.
Благодаря воздушному промежутку между линзами имеется
возможность регулировать фокусное расстояние объектива, сдви-
гая или раздвигая линзы; этим объясняется его применение в даль-
номерах. Если линзы раздвигать, то фокусное расстояние умень-
шается, если их сдвигать, то оно увеличивается.
159
Приближенно можно считать, что:
ъ
где Д/—приращение фокусного расстояния; Д</—изменение воз-
душного промежутка; k — — отношение дисперсий линз.
Обычно k близко к 1,7, тогда Д/=—3,5 &d. При этом ме-
няется также и расстояние от последней поверхности объектива
до фокуса; приближенно hp = kbf при £=1,7; Др =— 6Д^.
При больших раздвижениях качество изображения значительно
ухудшается. Предельным изменением фокуса следует считать не
свыше 0,5%.
4. Четырехлинзовый объектив (рис. 787). Состоит из двух
склеенных линз. Напоминает собой окуляр, поэтому обладает
большим полем зрения (до 30°) и относительным отверстием
(до Зрачок входа вынесен вперед. Применяется в зрительных
трубах малого увеличения с большим полем.
Рис. 788.
5. Телеобъектив (рис. 788). Состоит из сильной передней
положительной части и сильной отрицательной. Основное свой-
ство: последний отрезок значительно меньше фокусного расстоя-
ния, что дает возможность в коротких трубах применять длинно-
фокусные телеобъективы и окуляры. Так как каждая часть
в отдельности имеет короткие фокусные расстояния, то относи-
тельное отверстие всего объектива невелико вследствие больших
аберраций, обычно до При большом поле зрения значитель-
ная дисторсия. Применение телеобъектива и длиннофокусного
окуляра позволяет далеко выносить выходной зрачок.
6. Объектив с коррекционной линзой (рис. 789). Приме-
няется в дальномерах для точной регулировки фокусного рас-
стояния всей комбинации путем перемещения коррекционной
линзы ^.относительно объектива ф15 где ф3=;1//2 и —
силы линз.
Имеем следующий ряд приближенных формул:
= ? (сила всей системы),
Д/ .
yd ~
&dyf'
Kf
160
где &d— точность установки линзы <р2 в данном положении; А/'—
изменение фокусного расстояния всей комбинации при погреш-
ности AtZ положительной коррекционной линзы (следовательно
точность пригонки /'); у/7 — пределы изменения фокусного рас-
стояния всей системы; —полное перемещение коррекционной
линзы соответственно изменению yf'.
Величина d выбирается произвольно с таким расчетом, чтобы/2
было как можно больше; в этом случае перемещение линзы <р2
не влияет на качество изображения.
§ 10. Окуляры
Окуляры служат для рассматривания изображений, полученных
от объективов. Они характеризуются главным образом кажущимся
полем зрения 2 [3'. Относительное отверстие всегда равно относи-
тельному отверстию предыдущей системы, но не более х/4. Исклю-
чая окуляр трубы Галилея, все окуляры телескопических систем
положительные. Положение зрачка выхода зависит от типа оку-
ляра и от увеличения системы.
1. Окуляр Рамсдена (рис. 790). Состоит из двух плоско-
выпуклых линз (иногда одинаковых). Благодаря наличию только
двух положительных линз хроматически не исправлен; полевые
аберрации исправлены в пределах кажущегося поля 2 (3' = 40\
Приближенно ~ 1 /4 н-1 /. Применяется в простых
геодезических и астрономических инструментах.
2. Окуляр Гюйгенса (рис. 791). Состоит из двух плоско-
выпуклых линз. Несколько лучше исправлен на хроматизм, чем
11 Зак. 3905.— Опр. кя. оптико-механика, ч. II. 161
окуляр Рамсдена. Передний фокус лежит между линзами. Поле |
2 р' = 40°; tt = 1 lsf. Применяется в микроскопах.
3. Окуляр Кельнера (рис. 792). Состоит из простой линзы
(коллектива) и склеенной глазной, благодаря чему хорошо испра- *
влен на все аберрации в пределах 2 ₽' == 45—50°. Отрезки р lj3f;
ti-'lzf- Наиболее распространенный тип.
Рис. 792.
4. Симметричный окуляр (рис. 793). Состоит из двух оди-
наковых склеенных линз, поставленных на расстоянии не больше,
чем 0,5 мм. Хорошо исправлен на все аберрации в пределах
поля 2 Р' = 40°. Отрезки p = t1~3/4/', что дает возможность
применять эти окуляры при малых фокусных расстояниях.
5. Ортоскопический окуляр (рис. 794). Состоит из тройной
склеенной линзы и простой плосковыпуклой, поставленной на рас-
стоянии нескольких десятых миллиметра. Хорошо исправлен на
Рис. 793.
все аберрации, особенно на дисторсию, в пределах поля 2 В' = 40°.
Отрезки р^3/4/;
6. Широкоугольные окуляры Эрфле (рис. 795 и 796). Со-
стоят из двух склеенных линз и одной простой. Существуют два
типа. Первый тип (рис. 795) исправлен на аберрацию в пределах
поля 2 0'= 65°, иногда до 70°. Отрезки
162
Второй тип (рис. 796) имеет 2 ff = 60°, иногда до 65° и даже
больше. Отрезки p = ^==0,5-4-0,75/'. Применяются в ши-
рокоугольных системах.
7. Окуляр с удаленным зрачком (рис. 797). Состоит из
двух склеенных линз и одной простой, благодаря которой задняя
главная плоскость находится почти у последней поверхности,
вследствие чего /'. Аберрации исправлены в пределах 45°.
Применяется главным образом в военных приборах при наблюде-
нии через противогаз (большое удаление зрачка).
Удаление выходного зрачка можно получить почти во всех
приведенных выше окулярах, если в их передних фокальных пло-
скостях ввести отрицательные линзы.’
163
Перемещение окуляра на диоптрии для коррекции близору-
кости и дальнозоркости определяется формулой:
A = ztTooo ’
где Д— перемещение окуляра в миллиметрах; /—фокусное рас-
стояние окуляра в миллиметрах; т — число диоптрий.
При близорукости окуляр вдвигается к объективу, при дально-
зоркости, наоборот, выдвигается от объектива. Подбор типа
окуляра к данному прибору ведут главным образом по полю 2 ft'
и удалению зрачка, принимая во внимание конечно возможность
исправления аберраций системы в целом.
Рис. 797.
§11 . Коллективы
Коллективы ставятся в телескопических осветительных и дру-
гих системах, в первых — для уменьшения диаметров труб. Обычно
коллективы ставят в плоскостях изображений, если на них же
нанесена сетка. Если сетка не на коллективе, то для простоты
сборки полезно последний выводить из плоскости изображения
на 10—20 дптр. фокусного расстояния следующей за ним системы.
§12 . Оборотные системы
Назначение оборотных систем—давать прямое изображение
предмета перед окуляром. Обычно эти системы состоят из двух
склеенных линз с одинаковыми фокусами (симметричные оборотные
системы); ход лучей между ними параллельный. Линейное увели-
чение оборотной системы:
у — —
fl ’
где /j и /9—фокусные расстояния первой и второй линз.
Фотографические объективы—см. гл. X.
Микрообьективы и микроокуляры — см. гл. XIV.
164
§ 13. Оптические детали из других материалов
Кроме деталей из оптического стекла, в практике встречаются
детали из других материалов, например: кварца, каменной соли,
сильвина, плавикового шпата, исландского шпата, квасцов, слюды,
гипса и др.
1. Призмы. Наиболее распространены детали (призмы) из
исландского шпата. В исландском шпате помощью полного вну-
треннего отражения легко удаляется один из лучей двойною
лучепреломления, вследствие того что направления обыкновенного
и необыкновенного лучей сильно отличаются.
Это достигается в призме Николя, представляющей собой
ромбоэдр из исландского шпата с длиной в 3 раза больше ши-
рины. В табл. 103а, 1 дана принципиальная схема николя. По
плоскости АС склеены две призмы. С гранью АВ эта плоскость
.образует угол в 22°. Естественные углы кристалла ADC и АВС
равны 70°53\ Обычно грани сошлифовывают, пока эти углы не
станут равными около 68э. Склейку производят канадским баль-
замом. Обыкновенный луч попадает на плоскость склейки под
углом 67O53Z или больше, поэтому он испытывает полное внут-
реннее отражение. Необыкновенный луч проходит через призму
вплоть до угла (с плоскостью склейки) 82э32/. Подбор клея влияет
на условия полного внутреннего отражения. Поле плоскополяри-
зованного света несимметрично относительно направления цен-
тральной линии (параллельной длинным ребрам). С одной стороны
оно ограничено синей полосой, за которой идет темная область,
с другой — рядом окрашенных полос, за которыми свет не поля-
ризован (попадают оба луча). С направлениями, параллельными
ребру, указанные границы составляют углы в 11° и Зэ. Для внеш-
них границ полос эти углы составляют 14° и 10°. Сошлифовка
граней влияет на симметрию поля, также влияют и различные
склеивающие составы.
В приведенной ниже таблице указаны соотношения коэфи-
циентов преломления исландского шпата и различных склеивающих
№ по пор. Длина волны X „ Н Показатели прело- мления Предел ьныйугол (0,5893)
0,6708 0,5893 0,3962
1 Исландский шпат, обык- новенный луч .... 1,6537 1,6586 1,6833 37° 2' (Шпат—воздух)
2 Исланьский шпат, не- обыкновенный луч . 1,4849 1,4864 1,4978 42°16'
3 Канадский бальзам . . 1,523 1,526 1,553 67°53' (Шпат—среда)
4 Льняное масло .... —— 1,485 63°36z
5 Маковое масло .... — 1,463 — 62°28'
165
составов для разных длин волн и значений предельных углов1
(показатель преломления необыкновенного луча минимальный;
пределы угла относятся к обыкновенному лучу).
Недостатки николя заключаются в следующем:
• 1) из-за косого падения света к граням количество света
уменьшается вследствие отражения, и изображение смещается по
широте при непараллельном пучке;
2) получается некоторая эллиптическая поляризация прохо-
дящего света.
В призмах лучших конструкций делают конечные грани пер-
пендикулярно к длинным ребрам призмы (если это допускает
требование симметрии поля).
В табл. 103а изображен ряд поляризационных призм, начиная
с николя старой конструкции и кончая новейшими системами
(конструктивные данные их сведены в табл. 1036), применяемыми
для разных специальных целей и в различных приборах. Строго
определенного назначения каждой указать не представляется воз-
можным. Особенное распространение имеют призмы: Глана—Томп-
сона и Франка—Риттера (минералогические микроскопы, поля-
риметры).
Склейка в этих призмах может производиться только льняным
маслом. Им же приклеиваются и защитные покровные стекла.
Сначала масло профильтровывается через вату и выливается
в широкий сосуд (слой толщиной не более 3 мм). Затем сосуд
ставится в термостат, и жидкость выпаривается (температура не
выше 80°). Через 3 суток на поверхности образуется упругая
пленка, а под нею густое масло, которым по охлаждении и поль-
зуются для склейки.
После склейки призмы прогревают и • выпаривают в течение
18 суток. В промежутках их просматривают на двоение, которое
может наступить от смещения их.
1 Мартин, Введение в прикладную оптику.
166
По затвердении масла призмы исследуют на двоение, пирами-
дальность и параллельность склейки ребер острых углов (см.
гл. L).
Изготовление призм — см. гл. L.
2. Компенсаторы. Компенсаторы представляют собой пла-
стинки (плоскопараллельные) из одноосных и двухосных кристал-
лов, вырезанные в определенных направлениях относительно кри-
сталлографической оси. В зависимости от толщины пластинки
может наступить тот или иной вид поляризации, чаще всего эллип-
тическая поляризация и определенная разность хода поляризован-
ных лучей. Рис. 797а изображает это условие для случая одно-
осного кристалла.
Падающий свет предполагается плоскополяризованным, на-
правление и амплитуда колебаний определяются вектором ОС,
который разлагается на векторы ОА и ОВ, дающие определен-
ную разность фаз.
Разность хода р в зависимости от пройденной светом тол-
щины кристалла t дается формулой:
p = t(n0 — пе\
а соответствующая разность фаз:
8 ==-у
где п0 — коэфициент преломления обыкновенного луча, пе коэфи-
циент преломления необыкновенного луча.
Рис. 797а показывает также род поляризации в зависимости
от длины пути света.
1Дирокое применение имеют пластинки с разностью хода Х/4
иХ/2 (пластинка „четверть-волны", „ пол-волны “), представляющие
собой одноосные кристаллы с поверхностями, вырезанными
параллельно оси.
Если направление колебаний поляризованного света составляет
с осью пластинки угол 0, то колебание разделяется на два,
с амплитудами: a cos 0 (Цоси) и asin6(J_ оси), с разностью
фаз 90°. Оно складывается в эллиптическое колебание (при
6 = 45° — круговое).
Интенсивности колебаний пропорциональны a cos2 6 и a sin2 0.
При вращении анализатора полной темноты (при эллиптической
поляризации) не наблюдается. При круговой поляризации интен-
сивность постоянна.
Пластинки (компенсаторы) делаются из слюды, селенита, гипса
« кварца.
Селенит и слюда (кристаллы моноклинной системы) ввиду
резко выраженной слойности легко расщепляются в тонкие
пластинки (например ножом).
Гипс мягок и расщепляется труднее, но его легко шлифовать.
167
Таблица 103а
Разные типы поляризационных призм
1. Принципиальная схема призмы Николя
2. Призма Николя старой констру-
кции с ромбическим сечением
3. Старый парижский николь си-
стемы Гартнака
4. Николь по Галле с квадратным
сечением
5. Нормальная призма по Лип-
пиху
168
Продолжение
Направление по опт оои
6, Николь по Гартнаку
7. Николь по Глану—Томп-
сону
8. Николь по Франку — Риттеру
3,5—*
Направление колебаний по диагонали
9. Призма по Аренсу
У-апрабление колебаний
по диагонали
Поперечное revenue
10. Укороченная
призма Глана—
Томпсона
11. Мультиаренс
169'
Продолжение, табл. 103а
13. Полутеневой николь
по Желле
Поперечное сечение
Шенроку
15. Призма по Линнику
16. Укороченный николь
по Галле
17. Анализатор по Аббе
18. Призма по Дове
Продолжение табл. Юва
19, Призма по Фей-
снеру
20. Призма из шпата и стекла по
Галле — Лейссу
Поперечное сечение
Напр проекции
опт оси
21. Нормальная призма для дихроскопии
Сечение 1 плоскости
।——
I к Зп Плоскости
с*пе£иш
Ч li к
Д5оекопреломпяк1Ш.ая nptfyft
22. Двоякопреломля-
ющая призма из шпа-
та и стекла
23. Двоякопреломляющая
призма Сенармона
171
Т а б л и
Конструктивные данные
№ по пор. 1 Наименование призмы Размеры мм Призматичность Поле поля.
Возможный пово
Плоскость склейки вертикальна
Попереч- ное сече- ние Длина
Проник- новение 2-го луча вправо Появление окраски и проникно- вение влево
1 Столбик исландского
шпата, пропускающий необыкновенный луч 9ХЮ 77,5 8' 3°40' 8°20'
Опт. ось гор.
2 Николева призма ста-
рой конструкции . . 1о,зхю,з 26,5 13' 9 21' 13°23'
3 Старый парижский ни-
коль по 1артнаку . . 11,8X11,7 20 3' 13°13' 22°50'
4 Николь по Галле с квад- 10°54' 11°36'
ратным сечением . . 9,8X9,8 24 4'
5 Нормальная призма по ( 3°1R'
Липпиху 11.0ХИ.6 24,2 5f 1 6°34' 23°20'
6 Николь по Гартнаку . . 9,2X9,5 25 48' I 12°26' 1 14°11' 24X4'
7 Николь по Глэзбруку . 9,5X9,7 27 1' J 12°00' 1 13°52' 20°24'
8 Николь по Глану— f 12°18' 24°35'
Томпсону 9,7X9,3 27 6' ( 14°00'
9 Николь по Франку — J 12°11' 25°35'
Риттеру 9,8X9,0 25 4' 1 13°59'
10 Призма по Аренсу . . 10,3X9,6 15,6 9' ( 12°19' 1 14°10' 12°19' 14°10'
И Укороченная призма по J 3°08' 29°02'
Глану — Томпсону . . 10,5ХЮ,7 21,8 2' ( 4°52'
12 Мультиаренс 15,8X18,5 15,2 17'4-2' 1 12°18' 1 13°39' 12°18' 13X9'
13 Николь по Глану в сое-
динении с № 24 . . . 16,6X16,6 14 9' 2°53' 5° 13'
14 Николь по Гроссе . . Полутепевой николь по 17,4X17,2 8,5 21' 3°26' 3°26'
Желле 9,0X9,6 23,5 ; 27' 12°51' 10°29'
Ю измерениям в ГОИ (1933 г.). Цифры не имеют обязательного зна
ц а 1036
поляризационных призм1
р и з а ц и и У г л ы
рот призмы
Плоскость склей- ки наклонна Скоса полиро- ванных граней к длине Прилегаю- щий к пло- скости склейки Поперечного сечения Между оп- тическими осями
Границы, обусло- вленные размером призм
Вправо Влево
13°50' 13°50' 71°30' 105°30'
Опт. осз э верт.
40°00' 40°00' 7О°5о 67°3' + 104°35' —
24°30' 34°30' — — — —
29°36' 29°36' — 47° — —
36°50' 36°50' 85°11' 73°1' — —
29°39' 2ь°39' — 72°7' — —
29°01' 29°01' — 7Г8' — —
36°48' — — 72°8' »
32°21' 32°21' — 74°3' — —
55°36' 55°36' — 34°5' — —
42°18' 42°18' —. 23°3' — —
77°55' 77°55' — — — —
28°38' 28°28' — - 1 — —
26°05' 26°05' — — — —
30°00' 1 30°00' 70°48' 87°4' — 10°2'
чения; они характеризуют только измерявшиеся образцы.
о с о Наименование призмы Размеры мм Призматичность Поле пол]
Возможный повд
Плоскость склейки1 вертикальна i
Попереч- ное сече- ние Длина
Прон ик- новение 2-го луча вправо Появлений окраски и. проникно- вение влево
16 Полутеневой николь по Желле-Шенроку . . . 9,7X9,7 24,4 45' ± 2' 13°25' 8°50'
17 Полупризма по Лип- пиху 9,8X4,7 14,8 6' 12° 29°58'
18 Укороченный николь по Галле 10,8ХЮ,8 21,1 1' 7°33' 9°26'
19 Анализатор по Аббе . 15 Х20.5 15 5°54' — —•
20 Призма по Дове . . . 14,5X15,5 12,5 — —
21 Призма по Фейснеру . 9,7X9,7 28,0 14' 3°53' 5°24'
22 Призмы из шпата и стек- ла по Галле — Лейссу 9,5X9,5 123.6 124,6 7°24' — —-
23 Нормальная призма для дихроскопии .... 11XU 29 2' — ——•
24 Нормальная призма для дихроскопии .... 9X15 23 — -— —
25 Призма 60°, ребро пер- пендикулярно оси . . / 15X15 1 15X15 15 15 — —
26 Двоякопреломляющая призма из шпата и стекла 14,5X15 9 15' - ..
27 Двоякопреломляющая призма из шпата и стекла 15,0X14 <9 17' ——
28 Двоякопреломляющая призма по Сенармону 14,7X14,9 9,5 20' — —
29 Двоякопреломляющая призма по Рошону . . 15X14,8 9,7 15' — —.
30 Двоякопреломляющая призма по Волластону 14,7X14,7 8.5 12' — —
174
Продолжение
> и за ц и и У г л ы
ют призмы
Плоскость склей- ки наклонна Скоса полиро- Прилегаю- щий к пло- скости склейки Поперечного Между оп-
Границы, обусло- вленные размером призм ванных граней к длине сечения тическими осями
Вправо Влево
31°44' 31°44' 71W 88°3' — 4°9'
53°51' 53°51' 94°28' 21°1' •— —
39°56' 39°56' 80°08z 73°5/ .— —
— — J 86°56' 1 87°10' 60°5' * — —
— 9°24' 9Э°22' 50°3' —
29°30' 29°30' — 74°5' —
— — / 22°00' 1 36°04' 89°51' 97 23' 72°6' 64°1' —
— — •— — — 106°5'
— — — — — 1 137°30' 1 137°28'
— — 14°21' — — J 60°08' 1 59°58'
— — 3°22' — — —
— — 3°37z — — —
— — 4°24z — — —
— — 4°43' — —
— 9°19' — — —
175
В параллельном свете (в полярископе) эти пластинки ведут
себя как одноосные кристаллы. В сходящихся пучках с большим
углом легко обнаруживается направление их осей. Толщина
пластинки в J/4 X из слюды получается из соотношения:
t = °*5— = 0,0184 мм (для X = 0,589 ;л).
4 • (JjUOo1
В зависимости от сорта среды п меняется от 1,603 (муско-
вит) до 1,595.
Более толстые пластинки делаются из селенита (более
«бесцветен).
Для пластинки в 1 К:
0,589 10~3
0,0095 1
0,062 мм.
В сходящемся свете кристаллические пластинки дают отно-
сительные разности хода в зависимости от наклона луча; разность
хода увеличивается с толщиной — и тем быстрее, чем меньше
длина волны. При белом свете получаются поэтому цветные
полосы, при монохроматическом — светлые и темные полосы.
.Кривые полос дают симметричные кривые в зависимости от того,
как вырезана пластинка относительно ее оси, и от наклона
поверхности. В сходящемся свете пластинки, вырезанные парал-
.дельно оси, дают фигуры формы гипербол.
Более отчетливые результаты и увеличенное поле зрения
получаются в поляризационном микроскопе (см. гл. XIV). Угол
между осями (а0) можно получить, вращая пластинку на столике
микроскопа:
.где п — средний показатель преломления, <х — угол поворота.
Для того чтобы луч проходил в направлении оси, кристалл
помещают в жидкость подходящего показателя преломления (см.
курсы кристаллографии).
... Определение осей в исландском шпате и кварце производится
в полярископах, для чего вырезают пластинку с параллельными
гранями.
Наибольшая разность показателей преломления.
176
Иногда встречаются „двойниковые" кристаллы (с двух сторон
«от некоторой плоскости различно направление осей и различны
^оптические свойства). Такие кристаллы для оптических целей
негодны.
Таблица 104а
Цветная шкала
Разность хода для линии D Х = 0,589 р. Р- Порядок разностей хода к Интерференционные цвета между скре- щенными НИКОЛЯМИ
0,00 0,04 0,097 0,150 0,218 0,234 0,259 0,267 0,281 0,306 0,332 0,430 0,505 0,536 0,551 0,565 0,575 0,589 0,728 0,826 0,850 0,910 0,948 1,101 1,151 1,334 1,426 1,744 0 v2 3/4 1 1V2 2V2 3 Черный Стальной серый Серый Серовато-синий Сг^тлосиний Зе.-Чновато-белый Белый Желтовато-белый Соломенно-желтый Светложелтый Яркожелтый Коричнево-желтый Красно-оранжевый Красный Темнокрасный Пурпурный Фиолетовый Индиго Зеленовато-синий Свстлозеленьй Желтова го-зеленый Же лтый Оранжевый Фиолетово-красный Индиго Морской зеленый Зеленовато-желтый Синевато-зеленый
Если известна толщина пластинки, но неизвестно вещество,
то по сдвигу полос в интерференционной картине можко уста-
новить его природу, пользуясь цветной шкалой (табл. 104а).
3. Клинья. Пластинка клинообразной формы, ребро которой
параллельно оптической оси, помещенной в поляр :скопе так,
чтобы направление ее образовало угол 45° с направлением коле-
баний, обнаруживает вдоль оси все виды поляризации.
В монохроматическом свете в скрещенных никелях клин дает
регулярное изменение освещенности с максимумами в есгах
1'2 Зак. 3905. — Спр. кн. оптико-механика, ч. II. 177
с нечетным числом полуволн. В белом свете получаются цветные-
полосы. По цвету можно судить о разности хода.
В полярископе клин, взятый вместе с пластинкой определен-
ной разности хода, обнаруживает смещение полос, если сдвигать-
или вращать пластинку. Измеряя смещение (и зная угол клина),
можно узнать толщину пластинки.
4. Другие детали. Кроме рассмотренных деталей из ми-
нералов (пластинки, призмы, клинья), изготовляются детали дру-
гого назначения, главнейшими из которых можно считать сле-
дующие.
а) Детали из кварца (изотропный кварц) изготовляются
либо из естественного либо из искусственного (плавленого) кварца.
Сюда относятся равносторонние призмы, применяемые главным
образом для спектрографов.
Существуют призмы двоякого рода:
1) преломляющие грани расположены перпендикулярно опти-
ческой оси кварца;
2) преломляющие грани расположены параллельно оптической
оси кварца.
Размеры их (катеты) — большей частью от 15 до 50 мм.
Призмы по системе Корню — из правого и левого кварца
(склеенные), с точными плоскими поверхностями (табл. 1046, /).
Таковы же призмы по Рошону двулучепреломляющие для поля-
ризационных приборов— и более рассеивающие призмы по Вол-
ластону (табл. 1046, 2).
Двойные призмы по Штраубелю (табл. 1046,3) имеют постоян-
ное отклонение в 60° и лишены двойного лучепреломления.
Тройные призмы по Френелю состоят из трех кварцевых
призм (табл. 1046, 4) противоположного вращения. Двойное луче-
преломление в них — вдоль оптической оси.
Линзы из кварца применяются во многих приборах, предна-
значенных для работ в ультрафиолетовой области. Эти линзы
имеют разные формы и изготовляются строго перпендикулярно
оптической оси, если они предназначены для получения изобра-
жений, и приблизительно перпендикулярно оптической оси, если
они служат в качестве осветительных линз.
Применяются также цилиндрические линзы, шары из кварца
и т. п.
б) Детали из каменной соли ввиду большой чувствительности
их к действию влаги и воздуха употребляются в закрытых сосу-
дах, например пластинки из каменной соли (табл. 1046, 5) — в гер-
метически закрытом сосуде, линзы (табл. 1046, 6) разных форм,
простые и склеенные из каменной соли и кварца, — в специальных
стеклянных герметически закрытых кольцах.
Объективы, склеенные из каменной соли и кварца (3 линзы),
могут выполняться в качестве специальных ахроматических си-
стем.
Призмы из каменной соли большей частью делаются равно-
178
Т б л и ц a 1046
Детали из кварца, каменной соли и т. и.
1. Призма по Корню
(кварц)
3. Двойная призма по
Штраубелю (кварц)
4. Тройная призма По Френелю
(кварц)
5. Пластинка из камен-
ной соли
7. Призма прямого зрения из
каменной соли и крвариА
8. Призма по Вернике
9. Призма по
Мейерштейну
10. Призма по
Штейнгейлю
11. Пластинки из турмалина
сторонними; главное их применение — в спектрографах; ходовые
размеры___от 20X30 мм до 60X80 мм. Такие призмы хранят
в закрытых стеклянных сосудах.
В некоторых случаях шлифованные поверхности призм пре-
дохраняют стеклянными плоскопараллельными пластинками. К ним
присоединяют также кварцевые плоскопараллельные пластинки
(правые и левые).
Из каменной соли и кварца изготовляют кроме того призмы
прямого зрения (табл. 1046, 7); шлифованные стороны их также
предохранены стеклянными пластинками.
Следует упомянуть еще о жидких призмах разных систем.
Они представляют собой сосуды с пробкой, в которые наливается
та или иная жидкость. Такими являются призма по Верняке
(табл. 1046, 5), призма по Мейерштейну (табл. 1046, 5), призма
по Штейнгейлю (табл. 1046, 10). Вторая из названных призм
представляет собой клин из черного стекла (30’’) с двумя плотно
прилегающими плоскопараллельными пластинками. Третья призма
представляет призму в 60°, устроенную таким же способом, но
из обыкновенного стекла. Они бывают и с другими углами.
Призмы и линзы изготовляют также составными из кварца
с плавиковым шпатом. Из плавикового шпата (большей частью
голубого) делают кроме того пластинки, кубики и тому подобные
детали.
Имеют применение, главным образом для демонстрационных
целей, пластинки из турмалина (от 5X5 мм до 15 X 15 мм). Они
употребляются преимущественно вставленными в щипцы, носящие
название турмалиновых щипцов. Обычно эти пластинки закрыты
в оправах, образующих отверстия от 5 до 8 мм (табл. 1046, 11).
К перечисленным деталям следует отнести также кюветы из
кварца, представляющие собой плоскопараллельные пластинки из
кварца с левым и правым вращением относительно оптической оси.
И. А. Андин
Глава XXXII
СОЕДИНЕНИЯ ДЕТАЛЕЙ ОПТИКО-МЕХАНИЧЕСКИХ
ПРИБОРОВ \
В оптико-механическом приборостроении применяются почти
все способы соединения деталей, применяемые в общем машино-
строении. Ниже будут рассмотрены только те способы соедине-
ния и детали, которые имеют специфический для оптико-механи-
ческой промышленности характер.
Эти соединения разделяются на три группы:
1) соединения механических 1 деталей с механическими,
2) соединения механических деталей с оптическими,1
3) соединения оптических деталей с оптическими.
§ 1. Соединения механических деталей с механическими
1. Неразъемные соединения. Из специальных неразъем-
ных соединений наибольшее значение и применение имеет способ
заливки, которым пользуются например для заливки уровней.
Заливка применяется лишь тогда, когда другие виды соединений
или непригодны совершенно или оказываются слишком сложными.
При соединениях заливкой уровня и оправы, изготовленной из
латуни или пластмассы, монтируется стеклянная ампула уровня
и заливается химически твердеющей массой (замазкой) (рис. 798,
и— круглый, b — цилиндрический уровень). В качестве замазки
употребляются гипс и мраморный цемент, а для специальных слу-
чаев — магнезитовые замазки и замазки из свинцового глета.
Однако магнезитовые замазки, например цемент Сореля и
другие, несмотря на их твердость, крепость, прочность и масло-
1 Термины „механические" и „оптические" детали вообще говоря
не точны, ибо как те, так и другие являются изделиями механики (пер-
вые— обработкой металлов, пластмасс и других материалов, вторые —
стекла). Поэтому примененные здесь названия условны, и их следует
понимать как относящиеся к деталям, имеющим только механическое
действие, и соответственно — к деталям оптического действия. Ред.
181
непроницаемость, употребляются крайне редко, ввиду того, что под
действием влажного воздуха они вызывают сильное окисление
соединяемых металлических поверхностей.
Замазка из свинцового глета также отличается механиче-
ской прочностью, водо-и маслонепроницаемостью и не окисляется.
Однако эта замазка очень ядовита, требует специальных меро-
приятий по охране труда рабочих и применяется только при
специальных условиях.
Гипс и мраморный цемент проницаемы для воды и масла
и поэтому должны быть хорошо защищены от их проникновения.
Окисления’на металлах — незначительные, практически не имею-
щие значения.
Наиболее распространенными являются замазки из гипса и
мраморного цемента. Гипс затвердевает очень быстро, мрамор-
ный цемент несколько медленнее; для регулирования процесса
затвердевания к нему добавляют раствор декстрина или квасцов.
Необходимо иметь в виду, что для соединения заливкой между
оправой и ампулой уровня надо иметь достаточный зазор для
проникновения заливки в зависимости от ее густоты.
Уровень монтируется таким образом, что сначала в оправу
вводится ампула с небольшим количеством замазки, а затем замаз-
кой заполняется все остальное свободное пространство между
ампулой и оправой.
К качеству гипса и мраморного цемента, применяемого для
заливки, нужно относиться с большим вниманием, так как плохое
качество замазки может при серийном и массовом производстве
182
привести к массовому браку. Поэтому при получении сырья каж-
дую отдельную партию необходимо подвергать лабораторному
анализу (см. технические условия).
2. Разъемные, винтовые соединения. Ввиду массового
применения тонкостенных труб, а также строгих требований,
предъявляемых к весу и габариту приборов, и специальных тре-
бований к резьбовым соединениям, в оптико-механическом при-
боростроении, кроме стандартных резьб, а именно:
Основная метрическая крепежная ОСТ 94 и 32
1-я мелкая метрическая ОСТ 271. коэфициент измельчения 1.5
2-я . 272 2
3-я „ „ » 4120 3
4-я „ „ „ 4121 4
5-я „ „ . 4122 6
применя'ют несколько типов специальных резьб, присущих только
оптико-механической промышленности.
В ОСТ на мелкие метрические резьбы не были учтены сле-
дующие особенности, предъявляемые
оптико-механическим приборострое-
нием.
1. Диаметр светового отвер-
стия линзы, получаемый при рас-
чете оптики, при наименьшей тол-
щине 4 по краю линзы, со снятой
фаской для предохранения от выко-
лок, не дает возможности увели-
чить полного диаметра линзы D до
ближайшего нормального диаметра
для мелких метрических резьб, в
особенности при малых радиусах
линз (рис. 799).
2. Часто диаметр резьбы на тру-
бе является продолжением диаме-
тра трубы, изготовляемой согласно
ОСТ
6270. Толщина стенок трубы
не допускает проточки буртика до
нормального диаметра на стандарт-
ные метрические резьбы. В таких
случаях выходом является применение
к резьбовым соединениям
Рис. 799.
резьбы с мелким шагом и
диаметром резьбы, равным диаметру трубы (см. рис. 800 и табл. 105).
3. Небольшие воздушные промежутки между линзами, полу-
чаемые расчетом оптики, при креплении зажимным кольцом с
резьбой или гайкой, а также при свинчивании оправ (рис. 799),
имеют очень небольшую длину свинчивания, поэтому для получе-
ния при заданной длине необходимого числа, витков (для надеж-
ного свинчивания) необходимо применять резьбу с мелким шагом.
183
4. Стандартные мелкие метрические резьбы, как видно из.
табл. 105, не дают прямого перекрытия диапазона резьб по шагу,
следовательно при тонкостенных трубах, чтобы не увеличивать,
габаритов труб приборов, также применяются резьбы с измель-
ченным шагом.
Для удовлетворения перечисленных требований, предъявляе-
мых к резьбам, используется (ВООМП) примечание, сделанное
в стандартах на мелкие резьбы, допускающие в исключительных
случаях для резьб до 100 мм, диаметр которых не содержится
в таблицах стандартов, выбирать диаметры из целого ряда чисел,
а для резьб свыше 100 мм — оканчивающиеся на 2, 5 и 8. Ука-
занное примечание применяется только в исклю-
чительных случаях, наиболее же употребитель-
ными диаметрами являются: 1) диаметры для
резьб по стандартам на мелкие метрические
резьбы и 2) диаметры резьб, соответствующие
ОСТ
диаметрам по • 6270.
вкс
При тонкостенных трубах, а также при
увеличении числа витков свинчиваемых зажим-
ных колец, гаек и свинчивающихся оправ в
оптико-механическом приборостроении приме-
няются следующие специальные мелкие метри-
ческие резьбы:
Рис. 800. 1) специальная мелкая метрическая
резьба для диаметров от 24 до 80 мм, коэфи-
циент измельчения — 8;
2) 2-я специальная мелкая метрическая резьба для диамет-
ров от 36 до 80 мм, коэфициент измельчения ~ 12;
3) вспомогательная мелкая метрическая резьба, перекры-
вающая диапазон стандартных метрических резьб и являющаяся
дополнением к стандартным мелким метрическим резьбам с тем же
коэфициентом измельчения.
Перечисленные специальные мелкие метрические резьбы вы-
полняются по варианту профиля резьбы, в котором очертание
для впадин строится не по дуге, а по прямой, касательной к дуге,
при сохранении соотношения размеров для прочих элементов
(см. рис. 801 и табл. 105—108).
Специальная мелкая многоходовая окулярная резьба (рис. 802
и табл. 109) применяется для тонкостенных оправ окуляров, по-
этому рна построена с укороченной высотой витка, при сохране-
нии соотношения размеров прочих элементов для метрических резьб.
Для расчета окулярной резьбы применяется формула:
zF
х 1000’
(1)
где f—фокусное расстояние окуляра в миллиметрах; z — число
184
185
COCoCOCOCOCOK3K3K3N3K3K3K3K3K3i-4-4i-«>-‘i-i>->>— >-•>-' 03Сл4^С0КЗО00-4СТ1СЛФ>.С0КЭ>-<1С>С000-<1133СЛЦкС0КЭ‘-4О<С>00><1 СЛСЛ Сл 4*._CO СО_КЗ КЗ КЗ * >-* н-< СЛ СЛ СЛ О> СО КЗ Нормальный диаметр
СОСОСОСОСОСОКЗКЗКЭКЭКЭКЗКЭКЗКЭ1—‘ W >-* 1—> м»• н-* СЛСЛ»ЫСОКЗООо-ЧСЛСл4»-СОКЗ>—1 О СО СО -<1 СЛ СЛ СО КЗ О СС> 00 --1 ОТ СЛ СЛ 4^ СО СО КЗ КЗ КЗ ►-* >-* J-* »-* СЛ СЛ СЛ от'со ”-4 КЗ Диаметр резьбы
I । I । 1 । f w । I ш i i । I м I ’"* t -° I оО'рооооооо II 1 II 1 1 II 1 СЛ 1 СЛ 1 СЛ 1 1 1 '*0 СЛ СЛ КЗ КЗ 1 ОО | ''—5 о'сл'>₽»>». ф>. со СО КЗ КЗ СЛ СЛСЛ СЛ СЛ СЛ СЛ Основ- ная кре- пежная Резьба метрическая Шаги
1 1 1 ] [ 1 [ I [ 1 | 1 1 2“* I J""1 I I J""* [ J""* *“"**“"* *""* ^0,0 О | 1 | ! 1 1 1 1 1 1 1 1 1 1 1 1 СЛ 1 ел 1 Си 1 СИ 1 Си 1 N3 -4-4 Си СИ Си Сл ОО ОС СО Ю КЗ 1 I 1 1 Сл Си Си СЛСЛСяСлСл 1-я мелкая
1 1 1 £ 1 £ 1 £ 1 1 £ 1 ~ 1 ~ 1 ~ 1 ~ 1 71 1 I II 1 1 1 1 1 1 Н 1 2-я мелкая
£ 1 1 ~ 1 ~ 1 ~ 1 1 " 1 ® 1 51 -51 ® 1 ® 1 1 1 i 1 1 1 I 1 1 1 1 1 1 1 1 Сл СЛ сл сл сл сл 3-я мелкая
1“1 I 1 I ] | 1 1 1 1 1 1 i 1 1 1 1 1 1 [[ I 1 1 1 -J 1 -0 1 1 -1 1 СЛ О1СЛСЛ СЛ СЛ СЛ СЛ Сл СЛСЛ со со со 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 СЛ СЛ СЛ СЛ СЛ СЛ сл 4-я мелкая
1 1 1 II 1 1 1 1 i 1 1 1 II I II II 1 1 1 1 1 II 1 1 1 1 I I i 1 1 1 II II I 5-я мелкая
£ I I •£ i £ 1 ° I 1 -21 1 1 I 1 I I 1 1 I I I I I i I I I I I i I 1 I I 1 I 1 1 1 I СЛ СЛ СЛ СЛ 1-я специ- альная
1 1 1 1 1 1 1 1 1 1 II 1 I 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 I 1 i 1 1 1 1 1 1 1 1 1 1 2-я специ- альная
''J сл'сл СЛ СЛ СЛСЛ СЛ Сл сл СЛ Сл СО 1 СО 1 СО 1 00 1 со 1 со 1 1 1 со со со 1 1 1 1 1 1 1 1 1 1 1 1 1 СЛ Сл СЛ Сл Сл СЛ Сл СЛ СЛ СЛ Вспомо- гательн. мелкая
Таблица 105
Сводная таблица применяемых диаметров и метрических резьб
Продолжение
Нормальный диаметр Диаметр резьбы Шаги
Резьба метрическая
Основ- ная кре- пежная 1-я мелкая к сЧ X К <и сч S 3-я мелкая 4-я мелкая 5-я мелкая 1-я специ- альна^ » 05 S сч я и ~ 4> А 7 е ч СЧ CJ « Вспомо- гательн. мелкая
39 40 42 43 45 48 49 52 55 56 58 60 62 64 65 66 68 69 72 76 78 80 39 40 42 43 45 48 49 52 55 56 58 60 62 64 65 66 68 69 72 76 78 80 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 П 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1,5 1,5 1,5 1,5 1,5 1 1 1 1 1 1,5 1?5 1,5 1,5 1,5 1,5 1,5 0,75 0,75 0,75 0,75 1 1 1 1 1 1 1 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,75 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,5 0,75
делений (диоптрий) на диоптрийном кольце окуляра, считая в обе
стороны от нулевого положения; х— линейное перемещение оку-
ляра в миллиметрах:
360 ’
(2)
где а — ход окулярной резьбы в миллиметрах; р— угол поворота
окуляра в градусах, соответствующий линейному перемещению
окуляра на величину х.
Преобразуя формулы (1) и (2), получаем:
а — °»W2
(3)
а = ns, (4)
где п — число заходов окулярной резьбы и s — шаг окулярной
резьбы.
Предел применяемости окулярной резьбы /тах > 50 мм и
хтах>30 мм при общей угловой величине 360°. Обычно шкала
186
Таблица 106
1-я специальная мелкая метрическая резьба
f0 == 0,8660^
4 == 0,69465
/2 = 0,64955
g = 0,04515 /
Шаг резьбы S Глубина резьбы Л Рабочая высота витка 4 Зазор г
0,35 0,5 0,75 0,243 0,347 0,521 0,227 0,325 0,487 0,016 0,023 0,039
Рис. 801.
Болт Болт и гайка Гайка
Диаметр резьбы Средн, диам. резьбы ^ср. Шаг резьбы Диаметр резьбы
Наружный do Внутренний Наружный do1 Внутренний *1'
24 23,514 23,773 0,35 24,032 23,546
27 26,514 26,773 0,35 27,032 26,546
30 29,514 29,773 0,35 30,032 29,546
33 32,514 32,773 0,35 33,032 32,546
36 35,305 35,675 0,5 36,045 35,350
39 38,305 38,675 0,5 39,045 38,350
40 39,305 39,675 0,5 40,045 39,350
42 41,305 41,675 0,5 42,045 41,350
43 42,305 42,675 0,5 43,045 42,350
45 44,305 44,675 0,5 45,045 44,350
48 47,305 47,675 0,5 48,045 47,350
49 48,305 48,675 0,5 49,045 48,350
52 51,305 51,675 0,5 52,045 51,350
56 54,958 55,513 0,75 56,068 55,026
58 56,958 57,513 0,75 58,068 57,026
60 58,958 59,513 0,75 60,068 59,026
64 62,958 63,513 0,75 64,068 63,026
65 63,958 64,513 0,75 65,068 64,026
66 64,958 65,513 0,75 66,068 65,026
68 66,958 67,513 0,75 68,068 67,026
72 70,958 71,513 0,75 72,068 71,026
76 74,958 75,513 0,75 76,068 75,026
79 77,958 78,513 0,75 79,068 78,026
80 78,958 79,513 0,75 80,068 79,026
187
Таблица 107
2-я специальная мелкая метрическая резьба
Болт Болт и гайка Гайка
Диаметр резьбы Средний диаметр Шаг резьбы Диаметр резьбы
Наружный ^0 Внутренний <4 резьбы ^ср. Наружный Внутренний
55 54,305 54,675 0,5 55,045 54,350
56 55,305 55,675 0,5 56,045 55,350
58 57,305 57,675 0,5 58,045 57,350
60 59,305 59,675 0,5 60,045 69,350
62 61,305 61,675 0,5 62,045 61,359
64 63,305 63,675 0,5 64,045 63,350
68 67,305 67,675 0,5 68,045 67,350
72 71,305 71,675 0,5 72,045 71,350
76 75,305 75,675 0,5 76,045 75,350
80 79,305 79,675 0,5 80,045 79,350
Таблица 108
Вспомогательная специальная мелкая метрическая резьба
Болт Болт и гайка Гайка
Диаметр резьбы Средний диаметр резьбы ^ср. Шаг резьбы 5 Диаметр резьбы
Наружный <4 Внутренний Наружный do' Внутренний | *4'
6 5,514 5,773 0,35 6,032 5,546
7 6,514 6,773 0,35 7,032 6,546
8 7,514 7,773 0,35 8,032 7,546
12 11,514 11,773 0,35 12,032 11,546
14 13,514 13,773 0,35 14,032 13,546
16 15,514 15,773 0,35 16,032 15,546
18 17,514 17,773 0,35 18,032 17,546
20 19,514 19,773 0,35 20,032 19,546
22 21,514 21,773 0,35 22,032 21,546
23 22,305 22,675 0,5 23,045 22,350
24 23,305 23,675 0,5 24,045 23,350
25 24,305 24,675 0,5 25,045 24,350
26 25,305 25,675 0,5 26,045 25,350
27 26,305 26,675 0,5 27,045 26,350
28 27,305 27,675 0,5 28,045 27,350
30 29,305 29,675 0,5 30,045 29,350
32 31,305 31,675 0,5 32,045 31,350
33 32,305 32,675 0,5 33,045 32,350
34 33,305 33,675 0,5 34,045 33,350
35 34,305 34,675 0,5 35,045 34,350
36 35,958 35,513 0,75 36,068 35,026
39 38,958 38,513 0,75 39,068 38,026
188
Таблица 109
Специальная мелкая многоходовая окулярная резьба
/0 == 0,866 5
/2 = 0,3 з
/1 = = 0,3 5 + z
z — zx
b =
^cp. ~ do — h
d~ (Iq ~~ 2/j_
do' ~ d0-\- 2z
d± — d^ — 2t^
Рис. 802.
Шаг резьбы 3 1 1,5 2
Глубина резьбы . . . h 0,40 0,55 0,70
Рабочая высота витка . 0,30 0,45 0,60
Зазор Z 0,10 0,10 0,10
Ширина впадины . . . b 0,212 0,375 0,538
Нормальный диаметр Шаг 3 Число ходов (рекомендуемое) п
(8) (Ю) 12 14 16 18 20 22 24 26 28 30 32 (34) 36 (38) 40 (42) 44 46 50 5о 60 1 1 1 1 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 4 4 4 4 4 4 4 4 4 4 4 4 4 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 | 1 | | | [ со оо оо оо ос оо оо х ж оо ос оо оо сс ос ос ос 10 10 10 10 10 10 10 10 10 10 10 10 15 15 15 15 15 15 15 15
189
061
№ 99‘S£ Наружный </0 Диаметр резьбы Болт
34,67 54,6 Внутрен- ний dx
Сл со СП Сл 8“^ 00 Средний диа- метр резьбы ^ср. Болт и гайка i
о о ОСЛ оэ Шаг резьбы
0,495 0,450 Глубина резь- бы
0,492 0,420 Рабочая вы- сота витка /2
РР оо СО со Зазор г
1 1 Радиус^/*
СЛ 00 СЛ СЛ 0*^-4 Наружный Диаметр резьбы | Гайка
34,666 54,66 Внутрен- ний <7/
Сл Сл СО со о о 00 оо > > Угол профиля резьбы а
113/8з" =, 35,72 мм 2 3/ie/zx= 55,56 Примечание
Таблица ПО
Специальная резьба для фотообъективов
диоптрийного кольца имеет zt 6 дптр., т. е. 12 делений при уг-
ловой величине шкалы от 200° до 300°.
резьба для фотообъективов. Все новые типы фотообъекти-
вов, производимых в СССР (ВООМП), имеют для крепления
к фотокамере мелкую специальную метрическую резьбу, взятую
из табл. 105—108. Однако старые типы фотообъективов снаб-
жены резьбой, аналогичной применяемым часто за границей.
Эта резьба имеет: 1) диаметр в дюймовом измерении, 2) угол
профиля по Левенгерцу—53°8' и 3) шаг — 0,6 и 0,66 мм. Изоб-
ражение профиля этой резьбы и формулы для построения даны
на рис. 803, а исполнительные размеры — в табл. 110.
Специальные типы винтов и гаек. Кроме стандартизованных
винтов и гаек, применяемых в общем машиностроении, оптико-
Таблица 111
Размеры специальных винтов (рис. 8С4)
Тип d D h или H to
ЦР, СР до 5 мм св. 6 мм 2d <74" 1 мм d-^2 мм 0,6—0,7of 1,35/Z
СШ, ШЦ — 3-3,5d — 0,6—Q,7d —
ЦО УЦ до 6 мм св. 8 мм 1,4</-)-0,6 мм l,3«f + 1 мм — d-{O>,3 мм fif-j-l мм 0,6—0,7d —
НВ до 2 мм св. 2 мм 3d 4d — 3d 2,3d —
НУС, НУШ до 3 мм св. 4 мм 2d l,7d — 10—13 мм —
УП до б мм св. 8 мм 1,3d 0,2 мм \,ld +1 мм — 0,3d —1
НН до 2 мм св. 2 мм 5d 4d -— Id 0,3d
СФ — 2d — 0,3d —
191
механическое приборостроение применяет несколько типов, имею-
щих специальное назначение (рис. 804 и 805). Соотношения раз-
меров их даны в табл. 111 и 112, а исполнительные размеры —
в нормах (ВООМПа).
Винты типа ЦР (рис. 806) и СР отличаются только формой
головки и часто служат одновременно винтом для крепления и
осью для вращения или направления для другой детали. Винты
типа ЦР применяются диаметром от 1 до 10 мм, а типа СР — от
2 до 6 мм. Наиболее характерными в этих винтах являются раз-
меры dx и lv Диаметр dx изготовляется по посадке Хъ и полу-
чается при помощи шлифовки на шлифовальном станке.
Длина 1Х до уступа изготовляется по посадке Г. Плоскости,
определяющие 1Х, должны быть изготовлены чистыми, строго
перпендикулярными оси винта; в большинстве случаев эти плос-
кости зачищаются на шлифовальном станке.
Винты типов ШЦ и СШ (рис. 807) также отличаются только
формой головки и при креплении служат одновременно шайбой.
На этих винтах внутренняя поверхность головки должна быть
выполнена точно, чисто и строго перпендикулярно к оси винта.
Винты типов У, УЦ (рис. 808) и УП (рис. 809) нередко
служат винтами для зажима и одновременно шпонкой для направ-
Таблица 112
Размеры специальных гаек (рис. 805)
Тип d D H
КО, КОС, ГО 2,5d 0,8—1 мм
ГС — 0,7—laf 1,7—2,5/Z
БС — + 8—12 мм 0,3—0,35rf
зпс — + 8—10 мм 0,3-0,4d
ГВ до 2 мм св. 2 мм 5d 4d 3d 2,5d
гм _до 2 мм св. 2 мм 5d Ad 1 — 1,2d 0,8d
ГК — 0,7 —Id 1,7—2,5d
192
Рис. 804.
d3 Зак, 3905. — Спр. кн, оптико-механика, ч. II.
193
ления детали. Особо точным в этих винтах является диаметр на-
правляющего или установочного конца d^, который входит или
в точное отверстие или в паз; он выполняется по посадке
Винты изготовляются на особо точных токарно-револьверных
станках иногда d% получается шлифованием. Размер d% выпол-
няется по ближайшему нормальному диаметру ниже внутреннего
диаметра резьбы.
Винты типа ЦО служат для зажима, в котором маховичок
или увеличенная головка с накаткой за недостатком места (на-
Рис, 805.
пример близость к стенке или другой детали) заменены цилин-
дрической головкой небольшого размера с двумя сквозными от-
верстиями для усиленного зажима при помощи шпильки, кото-
рая в дальнейшем вынимается.
Винты типа СФ применяются в открытых местах, где цилин-
дрическая головка царапала бы во время работы руки. Нередко
винты этого типа ставятся из соображений красоты (для перед-
него вида прибора).
Винты типа НВ применяются для зажима хомутиков, при
повороте и подъеме головок, при грубой подаче. Они зажима-
ются от-руки за накатанный барашек. Особой точности в изго-
194
лении эти винты не требуют, но так как они расположены
Т°В ла на виду, требуется чистая и красивая отделка головки.
ВСеГ Винты типа НПЦ и НПУ (рис. 810 и 811) отличаются друг
т ДРУга только залелкой концов и являются исключительно за-
Рис. 810.
Рис. 811.
жимными для предохранения детали от поворота или опускания.
Винт типа НПЦ употребляется часто для зажима шпонки при
подъеме. Зажим производится исключительно рукой за накатан-
ную головку.
13* 195
Винты типа НУС и НУШ (рис. 804 и 812) предназначены для за-
,ж«ма (при помощи пальцев) за накатанную головку. Особенностью
этих винтов является большое число ниток, находящихся в свин-
чивании (см. например столики ми-
кроскопов).
Иногда винты типа НУС при-
меняются для передвижения и ре-
гулировки деталей.
Винты типа НУШ применяются
например как юстировочные в сто-
Рис. 812.
ликах микроскопов.
§ 2. Соединения механических деталей с оптическими
При соединении механических деталей с оптическими нельзя
игнорировать одно важное, хотя и побочное обстоятельство,
заключающееся в том, что оптические детали имеют полирован-
ные (оптические) поверхности, чрезвычайно легко поддающиеся
химическому воздействию разных составов, в частности и влаги,
что вызывает их порчу. Поэтому при креплении следует с боль-
шой осторожностью и выбором относиться к применяемым мате-
риалам.
Металлы и другие материалы должны предварительно тща-
тельно обезжириваться. При наличии смазок и замазок надо при-
нимать меры против распространения их на полированные стек-
лянные поверхности.
При пользовании различными прокладками следует избегать
таких, где легко могут оказаться загрязнения или большая гиг-
роскопичность. В частности применение пробки не гарантирует
оптические детали от порчи. Что касается бумаги, то некоторые
сорта ее, содержащие испаряемые химические соединения или
влагу, должны быть исключены. Вообще бумагу лучше заменять
станиолем. 4
При несоблюдении этих мер на оптических поверхностях об-
разуются налеты разного происхождения, приводящие оптический
прибор в негодное или неудовлетворительное состояние. Иногда
эти налеты имеют биологический характер (бактерии, быстро
размножающиеся). Все подобного рода реагенты могут быть за-
несены и помимо оправ, если не соблюдается чистота или со-
ставы для чистки оптики загрязнены, но они легко получаются
и от деталей, служащих для крепления оптики.
В настоящее время еще нет возможности дать твердых ука-
заний относительно применения тех или иных материалов, по-
этому приходится руководствоваться лишь соображениями общего
характера.
1. Примеры соединений оптических деталей круглой формы,
а) Крепление закаткой (рис. 813). При правильной закатке тон-
кий упругий слой латуни, закрепляющей линзу в оправе, не про-
196
изводит значительного давления на стекло, поэтому даже тонкие-
линзы после закатки не деформируются. При этом центрировка
оптической оси линзы относительно геометрической оправы прои-
сходит за счет зазоров посадки на сопряженные диаметры оправы
и линз.
При склеенных линзах центрировка обеспечивается линзой,
имеющей большую толщину по краю; поэтому применяется хо-
довая посадка 4-го класса (Х4), а для оправы — А, или Л4 в за-
висимости от посадки центрирующей линзы. Для ^центрирую-
щих линз в этом случае следует применять легкоходовую посадку
4-го класса (Л4).
При закатке в оправе одной линзы применяют: для линзы—
посадка АД, для оправы — Л4.
Крепление закаткой рекомендуется применять для диаметров,
до 60 мм.
Рис. 813. Рис. 814. Рис. 815.
Рис. 816.
б) Крепление зажимным кольцом (рис. 814 и 815) рекомен-
дуется для толстых линз большого диаметра и в тех случаях,
когда по конструктивным соображениям крепление закаткой не-
возможно. Следует иметь в виду, что крепление зажимным коль-
цом не обеспечивает равномерно распределенного давления на
линзу и возможна деформация последней, в особенности при тон-
ких линзах большого диаметра. В таких случаях необходимо при-
менять комбинацию зажимного кольца с пружинным (рис. 816).
Центрировка оси линзы относительно оси оправы обеспечи-
вается зазором посадки на сопряженные диаметры. При крепле-
нии одной линзы посадки: для оправы — Л3, для линзы — Х3
(рис. 815). При склеенных линзах: для центрирующей линзы —
А7, для второй нецентрирующей линзы — Л3, для оправы — Л3.
в) Комбинированное крепление зажимным и пружинным
кольцами (рис. 816), заключающееся в том, что между линзой и
зажимным кольцом с целью обеспечения равномерного давления
на линзу по всей окружности помещается пружинное кольцо,
применяется в тех случаях, когда при тонких и большого диа-
метра линзах деформации и внутренние натяжения могут повли-
ять на разрешающую способность и точность прибора.
Для обеспечения зазора, нужного при центрировке линз
в оправе, применяются посадки: оправа — Л3, промежуточное
кольцо — С3, центрирующая линза — Х3, нецентрирующая линза —
*"з и пружинное кольцо — С4.
г) Крепление нескольких линз в одной оправе (рис. 817 и
<518). В случае если линзы имеют (например в окулярах) одина-
197
ковые диаметры, применяются гладкие промежуточные кольца,
устанавливаемые между линзами, оправа делается цилиндрической, !
и вся система крепится зажимным кольцом или же закаткой.
Если линзы имеют не одинаковые диаметры, то оправа де- ;
лается ступенчатой, а внутренний диаметр промежуточных ко- ‘
лец___конусным (для устранения срезания действующих диамет-
ров оптической системы). ;
Для зазора в целях центрировки принимаются посадки, пе-
речисленные в предыдущих случаях.
Рис. 818.
Рис. 819.
Рис. 817.
Рис. 820.
д) Крепление в эксцентриковых оправах (рис. 819) приме-
няется для обеспечения возможности юстировки оправы с линзой
относительно оптической оси всей системы (особенно для объ-
ективов в телескопических системах). В этих оправах линзы ук-
репляются закаткой с зажимным кольцом.
Правила обеспечения зазоров между линзами и оправой
остаются те же, как и для предыдущих случаев.
е) Крепление линз в оправе методом гальванического нара-
щивания металла в местах соединения (рис. 820) применяется
главным образом в микрообъективах,
на менисках малого диаметра, где за-
труднительны или невозможны другие
способы крепления.
2. Детали для крепления круглых
оптических деталей, а) Зажимные
кольца употребляются для крепления
круглых линз и гладких оправ. Наиболее
применяемые типы их изображены на
рис. 821—825.
На рис. 821 показано зажимное
кольцо с наружной резьбой и цилин-
дрической внутренней поверхностью.
На рис. 822 — кольцо с наружной резьбой и конической внут-
ренней поверхностью, применяемое в тех случаях, когда необхо-
димо исключение возможности срезывания светового пучка опти-
ческой системы.
На рис. 823 и 824 — зажимные кольца с наружной резьбой
и буртиком, применяемые в тех случаях, когда они являются на-
ружными и хорошо предохраняют систему от проникновения
в нее влаги и пыли.
На рис. 825 — кольца с внутренней резьбой, употребляемые
в тех случаях, когда при креплении линзы зажимным кольцом
198
должен быть [выдержан наименьший габарит оправы вдоль опти-
ческой оси прибора.
Исходным размером для определения соотношений размеров
зажимных колец по рис. 821, 823—825 является полный диа-
метр линзы D. Диаметр резьбы dQ берется в зависимости от D
с таким расчетом, чтобы минимальный зазор между линзой и
внутренним диаметром резьбы в оправе и кольце при принятом
шаге резьбы s был не менее 0,6s.
Таблица 113
Сравнительные соотношения размеров колец по рис. 821
Обо- зна- чения Размеры мм
D от 6 до 10 св. 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260
«о £>4-0,8 £>4-1 £>4-1 £>4-1 £>4- 1,5 £>4-2 £>4~3 £>4-4
Т а б л и ц а 114
»
Сравнительные соотношения размеров колец по рис. 821
^Imin ПОС. Шаг резьбы ^min ПОС. С5 1 Шлиц
п t
от 6 до 10 (4)~ 1,8) 0,35 0,5 2,5 0,8 1
св. ю . 18 (rf0 — 2,5) .— 0,5 —. — — — 3 0,8 1
18 » 30 (rf0 — 3) 0,5 — —— — — 3,5 1 1,2
* 30 , 50 №— 3,5) — 0,5 — — — 4 1,2 1,5
я 50 , 80 (rf0 — 4,5) —— 0,5 0,75 — — — 5 1,5 2
я 80 „ 120 (Ч>— 5,5) — 0,75 1 — —— 6 2 2,5
я 120 „ 180 (</о— 7) — — 1 1,5 — от 6 до 8 2,5 3
* 180 „ 260 («/fl 8) — — — — 1,5 2 » 8 ,10 3 3,5
199
Таблица 115
Сравнительные соотношения размеров колец по рис. 822
(11 пос. At h пос. С3 <4 |
при а=10° при а—20° при a—30° при a=45° при a=60° при a—90°
от 6 до 10 2,5 №4-2) №+2,2) №+2,5) №+3) №+3,7) №+5,6)
св. 10 „ 18 3 (<М-2,5) №4-27) №4-3,2) №+3,7) №-4,5) (</№6,6)
„ 18 „ 30 3,5 №4-3) №+3,2) №+3,8) №+4,5) №--5,5) №+8)
„ 30 „ 50 4 №4-з,5) №+3,8) №+4,5) (rfx+5,3) №-6,3) №+9,4)
„ 50 „ 80 5 №+4,5) №+4,8) №+5,7) №+M) №--7,5) №+11)
„ 80 „ 120 6 №+5,5) №+6) №+7,2) №4-8) №+9,8) —
„ 120 „ 180 8 №4-7) №+7,8) №+9,3) №+10,8) —
» 180 „ 260 10 №+8) №+9,5) №+u,4)
Таблица 116
Сравнительные соотношения размеров колец по рис. 823 и 824
Обозначения P а з м e p t>i мм
D св. 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120
ГЧ-1 r>+i DH-1 ГЧ-1,5 £>+2
-Таблица 117
Сравнительные соотношения размеров колец по рис. 823 и 824
пос. Л4 Ша г резьбы 5 10 пос. А5 b Шлиц
тип Рис. 823 тип Рис. 824 п t
от 10 до 18 (+-2,5) 0,5 3 1 1,5 0,8 1
св 18 „ 30 0,5 — г- 4 1,5 2 1 1,5
» 30 „ 50 (+~3,5) 0,5 — — 4 2 3 1,2 2
50 „ 80 (+~4,5) 0,5 0,75 — 5 2,5 4 1,5 3
» 80 „ 120 (+~ 5) — 0,75 1 6' 3 5 9 4
Таблица 118
Сравнительные соотношения размеров колец по рис. 825
Обозначения |________Размеры мм_____________________
D св. 10 ДО 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260
+min Г>+2 D-\-2 Z>-]-2,5 D-j-3 29+4 d+7
200
Таблица 119
Сравнительные соотношения размеров колец, по рис. 825
от
св.
10
18
30
50
80
120
180
до
»
> 18
30
50
80
120
180
260
d пос. Л5 Шаг резьбы S А) пос. >15 h m Шлиц
пос. с:> <4 пос. Л4
n t
(^о~Н) 0,5 4 4,5 (rfo-3.5) 0,8 1
(^о+В 0,5 — — — 4 4,5 (^о-4) I 1,2
0,5 — — — — 5 5,8 (d0—5) 0,3 1,2 1,5
(cfo+1,5) 0,5 0,75 — —- — 6 7 (fifo-6) 0,5 1,5 2
(</04-2) 0,75 1 — — 8 9,5 (d0 7,5) 0,8 2 2,5
(</0-]-3) — — 1 1,5 — 10 12,5 (rf0-9) 1 2,5 3,5
'— — — 1,5 2 12 15 (rfo-H) 1,5 3 4
от
Внутренний диаметр кольца dx определяется в зависимости
dQ из соотношения между полным и световым диаметрами
линзы:
где а — разность между диаметром резьбы кольца и диаметром
линзы, а b — разность между полным и световым диаметрами
линзы.
Шаги резьбы берутся в зависимости от dG по сводной таблице
мелких метрических резьб.
Высота колец h устанавливается в соответствии с минимальной
длиной свинчивания, принятой для колец равной 6s.
Для колец по рис. 822 исходным размером является световой
диаметр линзы Dt = dv Диаметр резьбы d0 определяется в зависи-
мости от d{ по формуле:
- j- 2
а
(Л —m)tgy4 а
Для колец по рис. 825 дается соотношение:
d(j = D —|— 4s,
т* е- толщина стенки оправы для кольца берется равной 2s. По-
этому:
d\ ~ dQ — (2s
где b разность между полным и световым диаметрами линзы,
аружшдй диаметр кольца (ради жесткости) берется d = J0-j-2s.
тобы обеспечить достаточную длину свинчивания для этих колец,,
необходимо несколько увеличить ее, примерно до Zo — 8s.
201
Сравнительные соотношения размеров колец, изображенных
на рис. 821 — 825, приведены в табл. 113—119.
Детали крепления оптических деталей, в том числе и зажим-
ные кольца изготовляются из латуни ЛС 59 или при наружной от-
делке, надежно гарантирующей от коррозии, — из стали Ст. 3
1 и Ст. 4. Для уничтожения бликов на внутренней поверхности
деталей наносятся риски, обычно с шагом s = 0,5 мм и глубиной
t = 0,2 мм. Внутренняя поверхность деталей чернится. Рекомен- ,
дуемые посадки указаны в соответствующих таблицах.
б) Промежуточные кольца. Гладкие промежуточные кольца
применяются двух типов: кольца по рис. 826 с внутренним диа-
тдетром, выполненным по цилиндру, применяются в тех случаях,
когда световые диаметры линз, между которыми установлено кольцо,
одинаковы; кольца по рис. 827 с внутренним диаметром, выпол-
ненным по конусу, — в тех случаях, когда световые диаметры
линз различны.
В гладких промежуточных кольцах наружный диаметр d кольца
равен наружному диаметру линзы D, a и «Z2 больше или равны
•световому диаметру линзы.
Высота кольца h равна алгебраической сумме стрелок кривизны
сферических поверхностей линз по световым диаметрам кольца
плюс расстояние между линзами.
Угол а зависит от разности dx — d2 и высоты h:
а ^ 4 — ^2
s 2 2/г ’
Практически он берется в пределах от 10° до 30°.
Зависимость между световым и наружным диаметрами кольца
дана в табл. 120.
Рис. 826.
Н- НМ
Рис. 827.
Таблица 120
Сравнительные соотношения размеров промежуточных колец по
рис. 826 и 827
Обозначения Размеры
d от 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120
max d—0,8 d—\ г/—1,4 d — 2 аГ—2,4 —2,8
202
Рис. 828. Рис. 829.
Таблица 121
Сравнительные соотношения размеров пружинных колец по рис. 828 и 829
203
d ПОС. d\ пос. Л4 Для кольца по рис 828 Для кольца по рис. 829
h пос. С5 п а г а. т 5 h пос. С5 п а d2 а т 51 г
ОТ 30 до 50 (rf-2) 9 5 120° 90° 2,5 4,5 1 4 6 1 120° 60° 2 2,5 1 4 1,5
с₽. 50 „ 80 (^—2,5) 15 9 120° 70° 4,5 7,5 1,5 4 9,5 1,5 120° 50° 3 4 1,5 4 2
» 80 „ 120 (rf-3) 19 12 120° 54° 6 9,5 2 4
120 (d-4) 22 12 120° 45° 6 11 3 4
Для наружного диаметра применяются посадки С3 и Ср для
внутреннего диаметра — Д3 и А4.
Пружинные кольца (рис. 828 — 831) применяются для предо-
хранения линз от деформации и внутренних натяжений при темпера-
турных колебаниях, например в дальномерах (рис. 828 и 829), а
также для равномерного распределения давления зажимного кольца
на линзу с целью устранения возможности перекоса и деформации
линз в оправе (рис. 830 и 831). Они устанавливаются между за-
жимным кольцом и линзой, причем выступы всегда обращены к по-
следней. Эти кольца изготовляются исключительно из стали Ст. 4
и Ст. 6.
Рис. 830. Рис. 831.
Та блица 122
Сравнительные соотношения размеров пружинных колец по
рис. 830 и 831
d пос. С4 d\ пос. Л4 п т h а Т
по рис. 830 по рис. 831
от 30 до 50 (б/-2) 0,6 1 4.8 5,8 10° 120° 60°
св. 50 „ 80 (^ — 2,5) 0,8 1 5,4 6,4 10° 120° 60°
80 „ 120 (rf- 3) 1 1»5 7,5 9 10° 120° 60°
120 „ 180 (rf—4) 1 2 9 11 10° 120° 60°
» 180 „ 260 (rf-5) 1,2 2 9,6 11,6 10° 120° 60°
Соотношения размеров и посадки колец по рис. 828 и 829
даны в табл. 121, а колец по рис. 830 и 831—в табл. 122.
Для колец по рис. 831 применяются также углы я= 10°;
Р = 90° и 7 = 45°.
в) Оправы для крепления линз закаткой применяются с нор-
мальным световым диаметром; из закатываемых с внешней стороны
пригодны оправы по рис. 832 — 834, из закатываемых с внутрен-
ней стороны — оправы по рис. 835 и 836, с упорным буртиком
по рис. 837 и 838 и без упорного буртика. Центрировка оправ,
по рис. 833 и 836 — 838 обеспечивается цилиндрической напра-
вляющей поверхностью, остальные оправы центрируются исключи-
204
тельно по буртику и не допускают никакой дополнительной юсти-
ровки; центрировка зависит только от точности изготовления
оправы.
Рекомендуется применять следующие соотношения размеров:
^ = 7); d^~Dx\ мм\ х~1,5 т\ h~tx-^-ni.
d0 берется в пределах от d7 1 мм до dx 8 мм\ О.л — от
d0—-2s до dQ — 4s; /0 — от 6s до 12s, посадки Л5 илиЛ~;/^2/0,
посадки Л5 или Ar D2 берется равным наружному диаметру трубы
или корпуса, в который оправа ввинчивается.
Рис. 832.
Рис. 835. Рис. 836.
Рис. 837. Рис. 838.
Таблица 123
Сравнительные соотношения размеров оправ по рис. 832—838
<6 пос. А3 или Д4 d3 пос. Л4 d пос. С4 или С5 da /о пос. Д5 D3 пос. С3
до 6 св. 6 до Ю (rfi - 0,6) (rf; + 0,5) 0/6 от (dr + 1) до (dr 4- 3) от 2 до 5 (d0 - 1)
№ - 0,8) (rfi + 0,5) 0,8
> Ю „ is № - О (<6 + 0,6) 1,2 от (dr + 1) до (dr 4-4) от 3 до 5 № - 2)
’ 18 30 ” 30 „ 50 « 50 № - 1.5) № + 0,8) 1,5 от (dr + 2) до (dr 4- 6)
(<6 - 2) +1) 1,8
(<6 - 2,5) (^i+ 1,2) 2,3 от (dr 4- 3) до (dr + 8) or 6 до 12 (d0 - 3)
205
Типовые соотношения размеров сведены в табл. 123.
Оправы с уменьшенным световым диаметром (рис. 839 — 841)
применяются в тех случаях, когда диаметр линзы значительно-
меньше диаметра трубы или корпуса, в котором линза, должна
быть установлена. Соотношение размеров (табл. 124 и 125) то же,
что и для рис. 832 — 838, за исключением: d0, определяемого кон-
струкцией прибора, —от dQ—4^ до dQ—равного наружно-
му диаметру трубы или корпуса, в который устанавливается оправа.
Рис. 839.
Рис. 840.
Рис. 841.
Таблица 124
Сравнительные соотношения размеров оправ по рис. 839 —84!
Обозначения Размеры мм
dx (пос. Л4) <4 (пос. Л4) d х(пос. Л5) £>з (пос. С5) от 6 до 10 № — 0,8) №+0,5) 0,8 № + D св. 10 до 18 №-1) №+0,6) 1,2 №+ 1,5) св. 18 до 30 №-1,5) №+ 0,8) 1.5 № + 2) св. 30 ' до 50 №-2) №+D 1,8 (dx 4- 3) св. 50 №-2,5) №+ 1,2) 2,3 № + 3)
Таблица 125
Сравнительные соотношения размеров оправ по рис. 839—841
Обозначения Размеры мм
</0 </3(пос. Л7) /о min (пос- ^5) ъ до 10 №-2) 3 св. 10 ДО 18 №-з) 3 от 1 до 3 св. 18 до 30 №-3) 4 св. 30 до 50 №-3) 5 от 2 св. 50 №-4) 8 до 5
г) Оправы для крепления линз зажимными кольцами с на-
ружной резьбой. Оправы по рис. 842 — 845 с нормальным световым
206
диаметром применяются для линз диаметров свыше 60 мм и только.
в исключительных случаях для меньших диаметров, когда крепле-
ние закаткой по конструктивным соображениям непригодно.
Оправы по рис. 846 с уменьшенным световым диаметром при-
меняются в тех случаях, когда диаметр линзы значительно меньше
диаметра трубы или корпуса.
Рис. 842. Рис. 843. Рис. 844. Рис. 845.
Рис. 846.
Оправы по рис. 842, 844 и 846 центрируются в трубе или
корпусе направляющим цилиндром и упорным буртиком, остальные
оправы (рис. 843 и 845) — только одним упорным буртиком.
Соотношения размеров те же, что и для оправ по рис. 832—838,.
за исключением: dQ — dx 2s; Z)o определяется исключительно
конструкцией прибора; Z)3 = Do — 2s; D4 = d0-]~ 4s; d3 — Do — 6s;
s0 = от 4s до 6s. h = t при условии применения промежуточного пру-
жинного кольца; h — где а — высота пружинного кольца,
и b — от 2 до 6 мм.
Типовые соотношения размеров и посадки сведены в табл. 126
и 127.
Рис. 847.
Рис. 848.
Рис. 849.
Рис. 850.
Оправы, укрепляемые в корпусе винтами (рис. 847 — 850),
применяются в тех случаях, когда требуется последующая повы-
шенная центрировка оправы в корпусе прибора, причем оправы по
рис. 847 и 848 крепятся боковыми, а по рис. 849 и 850 — тор-
цевыми винтами.
20 7
Таблица 126
Сравнительные соотношения размеров оправ по рис. 842—846
Обозначения Размер ы мм
(пос. Л3) от 6 до 10 св. 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260
+ (пос. Л4) №~1) №~1>5) №-2) №-2,5) № —3) № — 3,5) №-4) №-4)
+ № + 0,8) №4-1) № + 1) № + 1) И+ 1,5) № + 2) № + 3) № + 4)
^(пос. Л5) 3 4 4 5 6 8 10 12
£)4 (пос. С5) № + 2,8) № + 3) № + 3) № + 3,5) № + 4,5) № + 6) — -—
Таблица 127
Сравнительные соотношения размеров оправ по рис. 842—846
Обозначения Р а з м еры мм
£>о £>3(пос. С3) /п~(пос. Л5) <73(пос. А7) D2 (пос. С5) от 6 до 10 (£>о-О,8) 3+5 св. 10 до 18 (£)0-1) ' 4 •+- 6 (£)0-2) £>о + (1 св. 18 до 30 (£>о -1) 5-+ 8 (£>о-3) -4) св. 30 до 50 (£>о-1) 6-ь 10 (£>о-3) св. 50 до 80 (£»о-1>5) 8-ь 12 (Do-4) св. 80 до 120 +>о-2) 10-ь 15 (£>о-5) Do+(2-+8) св. 120 до 180 +о-3) 10-ь15 (Do-6) св. 180 до 260 (£>о-4) 12-ь 18 (£>о-8) Do+(4-blO)
Соотношения размеров те же, что и для оправ по рис. 832 — 838,
за исключением: d0 — от 4~2s До <4 + 45 (при d0 == dx 45
применяется зажимное кольцо с утолщенной стенкой); D3 = от
^-г-3 до Д?о4~6 (посадка С3); Z)2 = ot D3-{-15 до Z)3-f-20
/посадка на оправах по рис. 849 и 850); Z)2—СБ; Л = от D^-]-8
до Д>,4~ Ю; /о = 8s; h — t (при применении промежуточного кольца
;z===^-j-a); b и Ь} — от 2 до 4 мм.
Оправы, укрепляемые в корпусе на резьбе (рис. 851 и 852),
применяются в тех случаях, когда необходимо иметь наименьшее
расстояние между срезом оправы и. линзой и линза крепится за-
жимными кольцами с внутренней резьбой. Наибольшее применение
они имеют в фотообъективах.
Типовые соотношения размеров следующие: d() = dx -ф- 4s;
рз = А?0—1,5s; Sq = от 8s до 10s; s~2s0. Для оправ рис. 852
D0'>6s; для оправ по рис. 851 Do определяется конструктивными
соображениями. /0 = от 8 до 12s; d3 — DQ — 4s; h — tx без про-
межуточного кольца и h == tx -f- а при промежуточном кольце.
Соотношения размеров и посадки сведены в табл. 128 и 129.
д) Оправы окуляров. Из сложных окуляров наибольшее при-
менение имеют пятилинзовые окуляры (оправы по рис. 853) и
симметричные окуляры (оправы по рис. 854 и 855). Оба типа
оправ для линейного передвижения по оси окуляра снабжаются
специальной многоходовой (окулярной) резьбой.
Ход окулярной резьбы определяется по формуле:
0,Зб^/2
° —’
где z—-число делений диоптрийного кольца; /—фокус окуляра;
₽ — угловая величина всей шкалы; s — piar резьбы (по табл. 109);
и—-число заходов.
Выбрав п и s из табл. 109 и подставив численные величины
в Формулу, находят значение угловой величины всей шкалы диоп-
трийного кольца:
0,36^2
1 ns
Угловая величина а каждого деления, соответствующего 1 дптр.,
а = ₽/г.
14 Зак. 3905. — Сир. кн. опгико-механика, и. II. 9Qf
к? Таблица 128
° Сравнительные соотношения размеров оправ по рис. 851 и 852
а •
Обозначения Размеры мм
/ Д (пос. Д) г/2(пос. Д) Д (ПОС, Д) £>з(пос. С3) от 10 до 18 №-1,5) № + 2) 4 св. 18 до 30 №-2) № + 2) 4 №-0,8) св, 30 до 50 № — 2,5) № Ч- 2,5) 5 №-о,8) св. 50 до 80 №-3) № + 3) 6 №-1.2) св. 80 до 120 № — 3,5) № + 4) 8 №~1.5) св. 120 до 180 №-4) № + 5) 10 № — 2,3) св. 180 до 260 №-4) №4-7) 12 №-3)
Таблица 129
Сравнительные соотношения размеров оправ по рис. 851 и 852
Обозначения Р а з м е р ы мм
Do от 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 80 св. 80 до 120 св. 120 до 180 св. 180 до 260
Д (пос. Д) (Г>0-2) (£>с —2) (£>0-2,5) (£>0-3) (£>о — 4) (£>0-6) (£>о-8)
D2 (пос. С5) от (£>0Ч~ 1) до (£>0Д4) от (£>о ~Ч 2) до (£>0 -J- 6) от (£>о 4) до (£>0 Д 8)
b и (Д) от 1 до 4 от 2 до 6
Рис. 853. Рис. 854. Рис. 855.
Таблица 130 и 131
Сравнительные соотношения размеров пятилинзовых оправ по рис. 853
dl (ПОС. Л3) т 4 (пос. Л5) D. (пос. С3) (ПОС. С3) ^2 (пос. С3) dq (пос. Л3) а (пос. Л7) b (пос. С5)
от 18 до 30 № + D от 1 до 2 4 1 № + 1,5) № + 2) № + 4) № + 3) 9s 6 4
св. 30 „ 50 № + D 9 3 5 1 ! № + 2,5) № + 3) № + 6) № + 4) 9^ 6 4
Таблица 132
Сравнительные соотношения размеров окулярных оправ по рис. 854 и 855
' (пос. Л3) (пос. Л4) dQ (пос. Л5) 1 т di (пос. С3) Ds (пос. Ct) Di (пос. С3) А, (ПОС. Cg) D.
от 10 до 18 №-1) № + 1) 4 6 1 № + 2) № + 2) №+1,5) № + 4) № + 3)
св.18 „ 30 №-1,5) №+1) 4 i 8 2 № + 2) (+ 4" 2) (+ + 2) № + 5) № + 3)
„ 30 „ 50 №-2) № + 1) 5 10 2,5 № + 3) № + 3) № + 4) i (^1 + 6) № + 4)
Для оправ по рис. 853 типовые соотношения размеров еле-
дующие: rf0 = rf1-|-l при шаге s = 0,5 мм; т = от 1 до 3 мм
(по ширине фаски на линзе); /0 = от 4 до 5 мм; Da = от d< -ф-
4-1,5 до ^4-2,5; О4 = от ^4“2 до 4"4> D^di^~4 до
-|-б; Dq = от dx 4- 3 до dx 4~ 4; резьба специальная, мелкая,
окулярная многоходовая; а — от 5 до 7 мм; Ь = от 3 до 5 мм;
с —в зависимости от И и Zo — от 2 до 15 мм; £0 = от 2о до Зз,
где з — ход резьбы.
Соотношения размеров и посадок для этих оправ сведены
в табл. 130 и 131.
Для оправ по рис. 854 и 855 типовые соотношения размеров:
/0 = от 4 до 8 мм; I — от 6 до 12 мм; т = от 1 до 2,5 мм;
d?i dr; d± = от d^ 4~ 2 до d^ —{— 3 мм; = d± 4~ до d^ 4~
+ з мм; О4, Z)2 и Z)o — как для оправ по рис. 853; а для
рис. 855 — от 5 до 6 мм и для рис. 854 — от 10 до 15; b = от
3 до 5 мм; Lq = от 5 до 25 мм.
Рис. 856. Рис. 857.
Соотношения размеров в зависимости от внутреннего диаметра
для оправ по рис. 854 и 855 сведены в табл. 132.
е) Эксцентриковые оправы. В случаях, когда необходима
точная юстировка линз относительно оптической оси прибора,
применяются оправы, имеющие эксцентриситет. Величина эксцен-
триситета (4 для всех типов оправ — порядка 0,5 мм, что сов-
местно с кольцом позволяет смещать ось до 1 мм в любую
сторону.
Оправы крепятся в приборе зажимным кольцом, а линзы
в оправах по рис. 856, 858 и 860 — закатыванием, а в оправах
по рис. 857, 859 и 861—зажимным кольцом.
Типовые соотношения размеров и посадок для оправ по
рис. 856, 858 и 860 сведены в табл. 133, а для оправ по рис. 857,
859 и 861—в табл. 134.
Для оправ с боковым шлицом £)., увеличивается на 1—2 мм.
ж) Эксцентриковые кольца по рис. 862 применяются с экс-
центриковыми оправами без бокового шлица, а кольца по рис. 863—-
с эксцентриковой оправой с боковым шлицом и имеют номиналь-
ный внутренний диаметр d, равный наружному диаметру экс-
центриковой оправы.
212
Рис. 858. Рис. 859.
Рис. 861.
Рис.1860.
Таблица 133
Сравнительные соотношения размеров оправ по рис. 856, 858 и 860
di (пос. л4) d-i (пос. Д4) d (noc. C3) D3 (noc. C4) Di (noc. C4) X b
or 10 до 18 № - 1) (d} -} 0,5) (di + 2) (di + 4) (di 4- 2) 1,2 1,5
ев.18 » 30 № - 1,5) № + 0,8) № 4- 3) № 4* 5) №4-3) 1,5 2
30 „ £0 № - 2) (di + 1) (di +4) (di + 7) № 4- 3) 1,8 2
. 50 „ 80 (cl1 2,5) № 1,2) (di + 4) №4-8) (di 4- 4) 2,3 2
Таблица 134
Сравнительные соотношения размеров оправ по рис. 857, 859 и 861
di (пос. д3) (noc. A4) d, D2 (noc. C3) Di (noc. C4) Di (noc. C4) b A>
OT 18 до 30 св. 30 „ 50 » 50 „ 80 1 i 1 333 № 4-1) № 4- 1) №4-1,5) (di 4- 3) (di 4- 4) (di 4- 4) № 4- 5) (di 4- 7) (di + 8) (di 4- 3) № 4- 4) № + 4) 1,5 2 2 4 6
213
Соотношения размеров колец по рис.
а колец по рис. 863 — в табл. 136.
862 даны в табл. 135,
Рис. 862.
Т а б л и ц а 135
Сравнительные соотношения размеров колец по рис. 862
Обозначения]
Размеры мм
d (пос. Л3) .... от 10 до 18 св. 18 до 30 св. 30 до 50 св. 50 до 80
D (пос. С3) . . . . (d + 3) (^+3) 0*4-4) (6?+ 5)
£>! (пос. С4) . . . . (d+5) (б?+6) (</ + 8) 0*4-10)
Н~ 8 8 10 12
h (пос. С5) .... 1 1,5 2 2
е 0,5 0,5 0,5 0,5
Рис. 863.
Таблица 136
Сравнительные соотношения размеров колец по рис. 863
Обозначения Размеры мм
d (пос. Л3) .... £>min (ПОС. Q . . . Я~(пос. С5) . - . t от 10 до 18 (^Ч-З) 3 0,5 1 * 1,2 св. 18 до 30 0*4~3) 4 0,5 1,2 1,5 св. 30 до 50 (<? + 4) 5 0,5 1,5 2 св. 50 до 80 (rf+5) 6 0,5 2 2,5
214
3. Соединения, применяемые для оптических деталей не-
круглой формы (призм и пр.), а) Крепление шпонкой (рис. 864)
применяется чаще всего для призм типа Дове (см. гл. XXXI). В за-
висимости от размеров призм употребляются различные типы оправ.
Для призм со световым диаметром до 20 мм оправы крепятся на
резьбе, и юстировка призм производится прокладками или путем ?
подгибания концевых сегментов оправы.
Рис. 864.
Для призм со световым диаметром свыше 20 мм оправы кре-
пятся или на резьбе (рис. 864) или зажимным кольцом, и призмы
юстируются установочными винтами с коническим концом. С целью
возможности юстировки между оправой и призмой оставляется
зазор от 0,5 до 1 мм, а для предохранения призмы от повреж-
дений ставятся станиолевые прокладки.
Высота шпонки h берется с таким расчетом, чтобы не сре-
зался световой габарит призмы, h^11^ а, где а — сторона сече-
ния призмы. Ширина шпонки а.
Установочный винт имеет заточку для вхождения в отверстие
шпонки.
Рис. 865.
(
б) Крепление накладкой на плате (рис. 865) применяется
Для любых сложных и простых призм высотой свыше 25 мм, огра-
ниченных параллельными нерабочими гранями. Юстировка призм
производится за счет зазора в отверстиях под проход винтов уста-
новочных планок. Толщина накладок берется с учетом достаточ-
ного сопротивления прогибу при затяжке. Колонки применяются -с
затяжной гайкой—для крупных призм и с затяжными винтами —
Для мелких призм.
215-
в) Крепление угольниками и планками. Этот способ приме-
няется для крепления призм в оправе и на плате. На рис. 866
изображено крепление призм планками в оправе, а на рис. 867—
крепление призм угольниками на плате, применяемое для призм
высотой до 20 мм; при высоте их свыше 20 мм этот способ не-
надежен, и ему следует предпочесть крепление накладками.
«
Рис. 866.
Рис. 867.
На рис. 868 и 869 показаны четыре типа крепления уголь-
никами в оправе;
Рис. 868 изображает крепление угольником в седле при ка-
чающейся оправе.
Приведенные типовые конструкции крепления в качающихся
оправах обеспечивают сравнительно небольшой габарит механичес-
ких деталей по сравнению с призмой и рекомендуются для креп-
216
Рис. 870.
217
.ления больших призм со световым диаметром свыше 40 мм. Кон* 1
струкции крепления в неподвижных оправах надежны только для ।
небольших призм со световым диаметром до 30 мм.
Для устойчивости призм в оправе между угольником и приз-
мой ставятся эластичные прокладки.
На рис. 870 изображен способ крепления призм специальным .
фрезерованием. Этот способ удобен, хотя и усложняет изготов-
ление призмы; при больших габаритах призмы детали крепления
малы и просты по конструкции.
Рис.^871.
о
г) Крепление установочными винтами нередко значительно
упрощает конструкцию оправы. На рис. 871 —873 приведены три
типа крепления установочными винтами: рис. 871—крепление
призмы в качающейся оправе, рис. 872 — крепление пентапризмы
в неподвижной оправе, рис. 873—крепление окулярной призмы.
разрез по АВ
Рис. 872.
д) Крепление плоской пружиной применяется для прямоуголь-
ных и прочих призм в зависимости от конструктивных сообра-
жений и обеспечивает надежное и эластичное соединение оправы
с призмой, не вызывая при температурных колебаниях дополни-
тельных натяжений.
На рис. 874 показаны четыре типовые конструкции крепления
призмы пружиной. Другие случаи применения этого способа креп-
ления изображены на рис. 875—877.
е) Специальные крепления призм с крышей (дахпризм).
Рис. 878а изображает крепление в призмодержателе, применяе-
мое при креплении призмы в коленчатых трубах с несрезанным ко-
218
леном. Затяжка призмодержателя производится винтами через
глухую установочную шайбу.
Рис. 874.
На рис. 8786 показано крепление кольцевой пружиной при
креплении призм в коленчатых трубах со срезанным коленом.
Применяется также крепление с затяжкой призмы установоч-
ными кольцами и с затяжкой винтами (рис. 878в) с цилиндри-
Рис. 875.
ческим концом через пружину, где призма приклеивается к на-
правляющей детали и легко юстируется в приборе установочными
винтами.
Рис. 878г показывает крепление кольцевой пружиной в
вправе. Оправа крепится и юстируется в приборе винтами.
219
Рис. 876.
Рис. 877.
Рис. 878aJ
Рис. 8786.
Рис. 878в.
Рис. 878г.
§ 3. Соединение оптических деталей & оптическими
К этой группе следует отнести все те случаи, когда соедине-
ние оптических деталей (линз, призм и пр.) не требует применения
деталей из металла или заменяющего его материала. Сюда от-
носятся:
1) склейка линз, обладающих определенными оптическими
свойствами (например канадский бальзам, льняное масло и т. п.);
2) то же — при материалах, имеющих только крепящее дейст-
вие (цемент, замазка и т. п.);
3) спекание деталей (слипание при размягчении);
4) спайка стеклянных деталей (применяется очень редко).
Все подобного рода соединения относятся к технологии обра-
ботки стекла. Некоторые из них, имеющие применение в опти-
ческом производстве, рассмотрены в гл. L.
А. К. Кутай
Глава XXXIII
ДОПУСКИ И ПОСАДКИ В ОПТИКО-МЕХАНИЧЕСКИХ ПРИБОРАХ
Задачу обеспечения рабочего чертежа допусками нельзя рас-
сматривать только как относящуюся к взаимозаменяемому произ-
водству. В мелкосерийном и индивидуальном производствах, где
требования к взаимозаменяемости деталей снижены, простановка до-
пусков (посадок) дает средства к повышению качества изделий,
удешевляет обработку, создает предпосылки к более высокой ор-
ганизации производства, определяет требования к приемке деталей
и т. д.
§ 1. Допуски и посадки для цилиндрических гладких изделий
При разработке посадок нужно учитывать следующие харак-
терные особенности оптико-механических приборов.
1. Как правило, механические устройства служат для созда-
ния, определенной системы положения оптических деталей при-
бора (оптической системы) в стационарном или подвижном состо-
янии. В наиболее ответственных узлах прибора точность дости-
гается путем регулировки в сборке (юстировка). Вместе с этим для
регулировки и при узловой сборке предъявляются высокие тре-
бования к центрированию механических деталей, несущих на себе
части оптических устройств. Эти требования точности относятся
не только к размеру сопрягаемых деталей, но и к геометрическим
формам их: круглота, цилиндричность, концентричность, парал-
лельность и т. п. Подобная центрировка облегчается устройством
специальных приспособлений, в виде разрезных втулок, регули-
руемых клиньев, муфт.
2. Механизмы для перемещения отдельных частей прибора
зачастую связаны с отсчетом по лимбам и шкалам. Подобное
отсчетное движение осуществляется помощью зубчатых и червяч-
ных передач, резьбы и кулачков.
3. Оправы для оптических деталей пюнкостенны, часто пред-
ставляют собой телескопические системы. Следствием этого яв-
ляется невозможность применять только нормальные диаметры
\П°"ВКС 6270), недопустимость значительных деформаций при
223
соединении пар. Конструктивные особенности деталей приборов и
необходимость уменьшения веса ограничивают применение нор-
мальных резьб, шарикоподшипников и тому подобных стандарт-
ных деталей.
4. Ограничены случаи применения в приборах механизмов с
быстрым вращением (применяются в кино-радио-приборах, в жиро-
скопических приспособлениях и синхронных устройствах). Ряд при-
боров (специального назначения) подвергается значительным ви-
брациям, при которых требуется сохранить точность работы при-
боров.
5. Сопряжение ряда деталей должно быть герметичным,
Обычно это достигается за счет конструктивных приспособлений
или специальных средств (замазка, сальники), а не путем выдер-
живания посадки.
Рис. 879.
I
6» В ряде приборов (например геодезических, военных) нужно
учитывать требования к безотказному действию их при значитель-
ных колебаниях температуры (z±z 50° С). В особенности это имеет
значение для свободно сопрягаемых деталей из разного материала
(с разным коэфициентом линейного расширения).
7. При расчете зазора в свободных посадках следует учи-
тывать сорта специальной смазки, применяемой в приборах (не
стандартной), отличающейся разной консистенцией.
8. Перемещение деталей должно происходить с минимальным
трением при действии небольших нагрузок. Следствием этого
является необходимость применения точных посадок и чистой от-
делки поверхностей.
Эти требования к конструкциям оптико-механических при-
боров выдвигают необходимость применения 2-го, 3-го, 4-го, 5-го
классов и класса с отверстием Н8 ISA из стандартизованных в
СССР. Посадки должны назначаться из системы отверстия.
В табл. 137 приводятся характерные посадки из указанных
выше классов для применения их в оптико-механической промыш-
ленности.1 С целью правильного их использования в таблице даны
пояснения и примеры.
1 Перечень посадок разработан на основе посадок, рекомендованных
некоторыми заводами ВООМПа, и опыта КИБа ВООМПа.
224
Классы грубых допусков — 7-й, 8-й, 9-й—предназначены для
технологических допусков. 7-й класс назначается для допусков
шнейных размеров (см. стр. 240) для строгальных, грубо фрезе-
рованных поверхностей. Область распространения 8-го и
кленков ограничена случаями применения без механической обра-
ботки деталей литых, штампованных вгорячую, прокатанных
л т п.
Рис. 880.
Системы ISA и ОСТ. В настоящее время в систему посадок
ОСТ введен ряд классов и посадок международной системы до-
пусков и посадок ISA.1 7-й, 8-й и 9-й классы являются (до 180 мм)
14-м, 15-м и 16-м классами (квалитетами) ISA. Пропуск в системе
ОСТ 6-го класса основан на предположении заменить в дальней-
шем существующий 5-й класс двумя квалитетами—12-м и 13-м.
Наконец 2 сентября 1934 г. утверждены как ОСТ неподвижные
(переходные) и скользящая посадки класса промежуточного между
2-м и 3-м: валы т7, п7, k7, j7, h7 с основным отверстием Н8
/ОСТ \
\ВКС > отверстия М8, N8, К8, IS, Н8 с основным валом
Л7/ОСТ \
\ВКС у которых сохранено даже обозначение по ISA.
1 International Standard Association, Komission 3.
15 Зак, 3905.—Спр. кн. оптпко-механика, ч. II.
225
Т а б л и ц а 137
Характерные посадки ОСТ для оптико-механических приборов
Система отверстия
№ по порядку Класс точности Наименова- ние посадки Условное обозна- чение посадки ОСТ Общая характеристика посадки Примеры применения
1 1 2 Прессовая Пр 1043 Прессовая посадка 2-го класса точности применяется в тех случаях, где требуется надежное неразъемное соединение деталей друг с другом при наличии больших осевых и вра- щательных динамических усилий, без применения при этом каких-либо кре- пежных соединительных частей, в ви- де шпонок, штифтов, гаек и т. п. Прочность соединения достигается за счет напряжения материала при сборке Примечание. Прессовая посадка применяется как рекомен- дуемая по ОСТ. При толщине сту- пицы, отличной от 0,5<7, и длине ее, не равной диаметру вала, необхо- димы, в особенности при массо- вом ппоизволстве. ппелвяпитель- Жесткое сопряжение зубчатых колес, втулок и других деталей на валах и осях (без крепления) Примеры: 1) в инструмен- тальном микроскопе — трибка уг- ломерной головки на оси, упор фермы в корпусе фермы, втулка кронштейна тубуса; 2) в киноаппа- рате — втулки крышки коробки мальтийского креста и самой ко- робки, втулки оси верхнего и нижнего барабанов в корпусе
ная опытная проверка, расчет I
напряжений и прочности посадки <
227
2 1 2 Тугая Т 1046 Тугая посадка применяется для сопряжений деталей, которые должны надежно сохранять свое неподвиж- ное положение при наличии осевых и вращательных усилий за счет на- пряжения материала и дополнитель- ного крепления. Натяг практически сохраняется в этом случае с вероят- ностью 80%. Для обеспечения проч- ности сопряжения при значительных усилиях рекомендуется применять против проворачивания дополнитель- ные средства крепления в виде шпо- нок, штифтов и т. п. При тонких втулках (толщиной меньше 0,4<У) или длинных (длина ^М) предохрани- тельное крепление не обязательно, если усилия незначительны Примечание. Взамен по- садок Г и Т можно применить по- садку Н8]п7 (ОСТ 1016), если соеди- нение неответственное. Колебания натяга посадки НВ/п? превышают такие же колебания посадки Г, так как допуск на 50% больше Неподвижно посаженные втулки, особенно из однородного материала (сталь, чугун), при тонкостенных де- талях, где нельзя допускать значи- тельных деформаций, при посадке металлических деталей в изделия из пластмассы Примеры: 1)в звуковоспро- > изводящем аппарате КЕ (рис. 879) —бронзовая втулка 39 в стальной втулке 30 нижнего валика; 2) в ме- таллографическом микроскопе — стальная ось штатива в чугунном основании; 3) в биологическом микроскопе — шестерня на оси; 4) в инструментальном микроско- пе (рис. 880) — стальная втулка глазной линзы 54 в наглазнике окуляра 55 из пластмассы
3 2 Плотная П 1048 Плотная посадка применяется для сопряжений деталей, требующих точ- ного центрирования с целью полу- Оправы микрообъективов насып- ной системы в тубусах, зубчатые шестерни и муфты отсчетных меха-
ts>
oo
Продолжение
№ по порядку Класс точности Наименова- ние посадки Условное обозна- чение посадки ОСТ Общая характеристика посадки Примеры применения
чения зазора практически близкого к нулю, когда необходима последую- щая разборка неподвижно соединен- ных деталей при отсутствии осевых и вращательных динамических уси- лий. Прочность соединения при этой посадке ниже всех остальных непо- движных посадок Примечание. Для соеди- нений, где центрировка не тре- буется такая точная, как при по- садке П или при соединении труб, входящих одна в другую (взамен посадки С), может применяться посадка Н8Ц7 (ОСТ 1016). Эта посадка еще в меньшей мере, чем П, обеспечивает натяг в сопряже- ниях; допуск на 50% больше, чем во 2-м классе низмов, закрепленные на валике шпонкой, центрирующие пояски и т. п. Примеры: 1) микрообъек- тивы ММ, МО, Ml4 и т. д.; 2) корпус отсчетного лимба в со- единительной трубе корпуса тео- долита; 3) оправа правого клина компенсатора в обойме правого клина дальномера (в обоих слу- чаях имеется дополнительное кре- пление)
229
4 f 2 1 Скользящая С 1049 Скользящая посадка применяется для сопряжений деталей, точно цен- трируемых, между которыми важно иметь весьма незначительный зазор, но которые легко могут переме- щаться. если поверхности сопри- косновения смазаны Направляющие точных и отсчет- ных механизмов, шестерни, муфты, механизмы, периодически вращаю- щиеся или перемещающиеся трубы, входящие одна в другую, с медлен- ным движением при требованиях точной центрировки Примеры:!) редуктор КБ — горизонтальный валик стальной в подшипнике бронзовом; 2) опти- ческий толщемер ИЩ — наконеч- ник стальной в держателе нако- нечника стальном и держатель наконечника в корпусе верти- кального столика стальном; 3)оси обтюратора киноаппарата во втул- ках
5 2 Движения д 1050 Посадка движения применяется для сопряжений деталей, которые должны вращаться или перемещать- ся друг относительно друга с боль- шой точностью и центрировкой при незначительной скорости или перио- дической работе. Гарантированный зазор — наименьший из всех по- движных посадок, но достаточный для образования масляной пленки при подаче высококачественной смаз- ки с малой вязкостью Ползуны, измерительные штифты, вращающиеся шестерни точных ме- ханизмов, направляющие валики, оси точных механизмов, зубчатые бара- банчики, направляющие медленного установочного движения от руки или привода при числе оборотов меньше 300. детали в тубусах с фрик- ционным креплением и высокой точ- ности, детали, посаженные на валы со скользящей шпонкой Примеры: 1) оптический толщемер ИЩ—перемещающийся
Продолжение
№ по порядку Класс точности Наименова- ние посадки Условное обозна- чение посадки ост Общая характеристика посадки Примеры применения
измерительный штифт стальной, во втулке бронзовой корпуса прибора; 2) звуковоспроизводя- щий аппарат КЕ — нижний валик стальной в бронзовых втулках подшипника (рис. 879)
6 3 Скользящая с3 1061 Скользящая посадка 3-го класса точности применяется для сопряже- ния деталей, которые в процессе работы механизма при значительном среднем зазоре не должны вращаться друг относительно друга, но могут периодически перемещаться или по- ворачиваться с небольшой скоростью. Эта посадка очень часто применяется для неподвижных соединений, где натяг не должен иметь места Установочные кольца, рукоятки, втулки холостых шкивов и крон- штейнов, когда деталь чем-либо за- крепляется, без предъявления к по- садке особых требований; детали под припой, колпачки, упоры, оси роли- ков, шестерни, промежуточные кольца, пробки, оправы лимбов, обоймы Примеры: 1) окуляр ин- струментального микроскопа — оправа первой линзы и втулка глазной линзы (рис. 880); 2) опти- ческая делительная головка —
231
1 эксцентриковая втулка и корпус шпинделя, оправа осветительной призмы и корпус микроскопа; 3) биологический микроскоп — корпус конденсора и кольцо кон- денсора; 4) стальная втулка 71 (рис. 881) с обоймой визира 75 и с бронзовым корпусом днев- ного визира 74, этот последний— с наружной трубой окуляра 49
7 3 Ходовая *3 1062 Ходовая посадка 3-го класса точ- ности применяется для сопряжения вращающихся деталей при требова- нии гарантированного зазора, боль- шего, чем при посадке Д, когда одна деталь вращается или переме- щается относительно другой с из- вестной скоростью (число оборотов больше 300) или не требуется точно центрированного вращения я Промежуточные кольца в окуля- рах, оси вращающихся трибок в подъемных устройствах приборов, посадка круглых линз в оправах при креплении их нажимным коль- цом, направляющие медленного и грубо центрированного установочно- го вращения Примеры: 1) поляризацион- ный микроскоп МЯ— ось трубки осветительного аппарата НО стальная с подшипником 109 сталь- ным (рис. 882); 2) прибор ИЦ — ось дисковой шкалы стальная с флан- цем обоймы стальным; 3) проме- жуточное кольцо в корпусе оку- ляра делительной головки; 4) ми- кроскоп— ось шарнира и баш- мак шарнира; 5) внутренний ва- лик с диском и обойма шайб трения
Продолжение
№ по порядку Класс точности Наименова- ние посадки Условное обозна- чение посадки ОСТ Общая характеристика посадки Примеры применения
8 4 Скользящая 1071 Скользящая посадка 4-го класса точности применяется для сопряже- ния деталей, которые должны без- отказно входить одна в другую, при- чем центрирование и точность не . обязательны. Эта посадка дает воз- можность применения обработанных рабочих поверхностей из-под резца или из точно тянутого материала, труб и т. п. Линейные размеры, неподвижные плоские сопряжения или сопряжения, имеющие незначительные перемеще- ния, крышки, грубо центрирующие направляющие, направляющие пря- молинейно-возвратного движения, пазы, части, которые после соедине- ния подлежат сварке, и т. п. Примеры: 1) инструмен- тальный микроскоп — установоч- ное кольцо окуляра 56 и оправа первой линзы 52 (рис. 880); 2) микроскоп — крышка ирисовой диафрагмы и поворотное кольцо диафрагмы
9 4 Ходовая 1472 Ходовая посадка 4-го класса точ- ности применяется для сопряжения вращающихся деталей, где необхо- Оси роликов штативов, треног и т. п., наружные поверхности деталей, которые после никелировки должны
233
димо иметь значительный гаранти- рованный зазор из-за наличия нагре- вания сопряженных деталей и вслед- ствие других факторов. Центриро- вание и точность направления не обеспечиваются. Эта посадка дает возможность применения обработан- ных рабочих поверхностей из-под резца или из точно тянутого круг- лого материала и труб, а также — для сопряжения деталей, которые после проверки их никелируются или хромируются и т. п. ПримечЛйие. В качестве дополнительной посадки для ци- линдрических сопряжений концен- тричных резьб или точной центри- рующей посадки можно пользо- ваться посадкой (ОСТ 1073) входить одна в др^г^ю, оправы осве- тительных систем, посадка круглых линз в оправах под закатку, посадка роликов или шарниров на неподвижно закрепленной оси, детали типа шайб или накидных гаек, детали с байо- нетным креплением Примеры: 1) инструменталь- ный микроскопзащитное коль- цо 57 и установочное кольцо 56 окуляра (рис. 880); 2) профильный проекционный аппарат — ролик стальной на винте колеса треноги; 3) делительная головка — корпус окуляра и диоптрийное кольцо; 4) оправа сетки с зажимным коль- цом и с оправой коллектора
10 5 Скользящая С3 Скользящая посадка 5-го класса точности применяется для сопряже- ния деталей для всех грубых соеди- нений, где большие колебания в де- сятых миллиметра не играют роли, где детали получаются из-под штампа или пресса, где применяется необра- ботанный, грубо волоченый материал и где отверстия грубо сверлятся или пробиваются, а также для сопряжений плоских при большой длине и где точность размера трудно достижима Свободные размеры, грубо наса- женные маховички, рукоятки, закре- пляемые штифтом, и т. п.
Разработка системы посадок ISA проведена до 500 мм и в основ- -
ном закончена к осени 1934 г.
В сентябре 1934 г. состоялся пленум Комитета ISA-3, в со-
ставе представителей 15 европейских стран, утвердивший эту си-
I
Рис. 881.
стему; присутствовавшие на пленуме делегаты СССР присоедини-
лись к системе ISA и обязались провести ее как стандарт в СССР.
В настоящее время устанавливается порядок перехода с системы
ОСТ на систему ISA.
Рис. 882.
На рис. 882а приведены все утвержденные отклонения валов
и отверстий ISA по отчету ISA-3 от декабря 1935 г.
Система ISA отличается рядом преимуществ перед системой
•ОСТ (замена понятия „класс точности" понятием „квалитет";
в каждом квалитете объединены валы и отверстия одной точности;
значительный набор и закономерное построение прессовых поса-
док; выбранные закономерности для зазоров и натягов и т. п.).
234
Чтобы облегчить сравнение систем и наметить основные пути
по переходу на систему ISA, на рис. 883 дана сравнительная
диаграмма посадок ОСТ — ISA (в системе отверстия для диамет-
ров 30—50 мм). Там же приводятся допуски калибров для ISA
и ОСТ по квалитетам ISA.
Наличие данного вала или отверстия в системе показано индексом
квалитета (цифр от 5 до 16) в соответствующем данной букве квадрате
(например имеются валы с8, с9, сП, вала с10 нет). Относительный поря-
док расположения букв от нулевой линии (0 . . .0) характеризует вели-
чину положительных (-[-) или отрицательных (— ) отклонений, соответ-
ствующих данной букве. Одинаковой штриховкой обозначены сочетания
валов и основных отверстий (/7) рекомендуемого ISA „семейства посадок*
^система отверстия).
Обозначение — тех валов и отверстий, которые в настоящее
время утверждены в качестве стандартов ОСТ (до 180 мм).
235
Рис. 882а.
Как видно из диаграммы, ряд посадок ОСТ, как то: С5,
Хь,Пр{, не может быть заменен одной какой-либо посадкой по ISA
(также и посадка Пл) или вообще не имеет аналогов по ISA; для
других — ГрПр, Ш, Пр15, Пр23, ПрЗй, Х^у JIiy — замена
весьма относительна.
Приводим табл. 138, из которой выясняется качественная сто-
рона соотношений посадок ОСТ — ISA.
§ 2. Допуски на расстояния между отверстиями
Если допуск должен быть задан на расстояние между двумя
отверстиями (8/J) в двух пластинах (рис. 884), куда входят два
штифта, то:
Рис. 884.
Рис. 885.
где Zp ..., Z4 — наименьшие предписанные зазоры для четыр.-х
отверстий. Если штифты неподвижно сидят в I пластине и рас-
стояние Р в ней выдержано по номиналу, то (рис. 885):
При этом может оказаться, что предписанные зазоры цели-
ком будут поглощены допусками на расстояние.
Если необходимо сохранить какую-то часть наименьшего за-
зора, как гарантированную (Zr), то в формулы (1) и (2) нужно
подставить значение используемого зазора Zjion, где:
z = Z — Z. ' (3)
ИС11. 1 v 7
Выбор Z, Zr и Z п зависит от конструктивных особенно-
стей соединения, допусков на инструмент и приспособления (кон-
дуктор) и метода образования отверстия (расточка, штамповка
и т. д.).
236
Т а б л и ц’а| 138
Посадки системы отверстия (для диаметров до 180 мм)
1-й класс ОСТ ISA 2-й класс ОСТ ISA 3-й класс ОСТ ISA 4-й класс ОСТ ISA
IHI II 11 II II ?** s ? > СП ЧЛСдО! Гр — иб (до 18 мм) Гр.. .иб (св. 18 мм) Пр = гб (до 18 мм) Пр — гб (св. 18 до 50 мм) Пр.. .гб (св. 50 мм) Пл — рб (до 18 мм) Пл.. .гб (св. 18 мм) Г — пб Т~т6 Н= k6 П = ]6 А, С=Н6, h6 Д~ё6 Х—/7 (до 80 мм) X—fl (80—120 мм) А'.. ./7 (св. 120 мм) Л = е8 (до 10 мм) Л — е8 (до 120 мм) Л.. .е8 (св. 120 мм) Ш-~а9 (по стороне ПР) LL1...(I9 (по стороне НЕ) ПрЗ$...г7 (только до 80 мм) Пр2А.. .у7 (от 18 до 30 мм) Пр1%...х7 (от 3 до 80 мм\ А.&...Н8, h8 Х<>...е9 Ш\ — d!0 (по стороне ПР) LLI?l...dlO (по стороне НЕ) nPi - АА~ Н8, hll Х4 —dll Hi—cl 1 (доЮдгж) Л±.. .сП (св. Юлглт) ЦЦ...а11
Условные обозначен нм к таблице: = калибры ОСТ можно перемаркировать; — калибры ОСТ можно исполь-
зовать путем подправки;... посадки совпадают частично; использовать калибры ОСТ почти не представляется возможным.
ю В таблице указаны в отдельности замена отклонений для валов посадок ОСТ и замена отклонений основных
отверстий ОСТ отклонениями по системе ISA.
При ступенчатых штифтах, креплении пластин на винтах и
т. п. нужно учитывать эксцентриситет С между осями двух сту-
пеней штифта или между резьбой и гладкой частью, который
уменьшает используемый зазор. Например если С по рис. 886
._______________. взять равным допуску
на «0 болта и принять
уменьшение этого dQ при
заготовке на а (запас на
вспухание материала), то:
С = Ч~«- О)
В табл. 139 приво-
дим в качестве примера
—4 расчет допуска в подоб-
Рис. 886. ном случае для винта с
резьбой по классам 2-му
/ ОСТ \
и 3-му I 1251, 1252, 1254, 12551 и обточки стержня под
резьбу с величиной а, равной гарантированному зазору посадки Лг
Таблица 139
Пример расчета допусков (мм)
Номинальный диаметр резьбы Диаметр отверстия DA:> Наибольший эксцентри- ситет £ Допуск на расстояние между отверстиями ±5Р
При безус- ловной взаи- мозаме- няемости При ограни- ченной взаи- мозаменяе- мости
Ml j 2+0’12 0,040 0,10 0,15
М1,2 1,4+0,12 0,040 0,10 0,15
М1,4 1,б+°’12 0,050 0,10 0,15
М 1,7 19+о,12 0,060 0,10 0,15
М2 2,2+042 0,065 0,10 0,15
М2,3 2,б+°’12 0,065 0,10 0,15
М2,6 2,8+0,12 0,075 ' 0,10 0,15
М3 3,2+0’12 0,080 0,10 0,15
(М 3,5) 3,8+0Л6 0,070 0,10 0,15
М4 4,3+°,1б 0,090 0,15 0,20
М5 5,5+°’16 0,100 0,25 0,30
Мб 6,5+оДб 0,120 0,25 0,30
М8 8,5+°’2 0,100 0,25 0,30
М10 10,5+0’2 0,150 0,25 0,30
Примечание. Значения даны для расстояний Р до 250 мм.
238
Если штифты входят в отверстие с неподвижной или сколь-
зящей посадкой, т. е. Zv .. Z^ — О, то допуск на расстояние
может быть задан только в зависимости от допусков на отвер-
стия и штифты, т. е. для ограниченной взаимозаменяемости.
Используемый допуск В есть часть допуска на отверстия или
штифты (80 и Sj). Задаваясь вероятностью получения размеров
деталей в суженном диапазоне предельных размеров (т. е. в пре-
делах 8—В), можно подсчитать используемую часть допуска В
по интегралу вероятности:
в
где о — средняя квадратичная погрешность.
Если значение 8 — В не должно превышать 1% (100 шт.
на партию в 10 000 шт.), а точность расчета вероятности взять
в 0,01% (1 на 1° 000), то для одного размера:
2? 0,338. (6)
Поскольку то же правило можно распространить на все раз-
меры штифтов и отверстий, постольку можно применить закон
сложения вероятностей, т. е. суммарный допуск:
Д = (1-0,99”-0,67)28 = А,, 2 а. (7)
Если оставить по предыдущему точность расчета вероятных
сочетаний в 0,01%, то в зависимости от заданного процента
риска и количества связанных размеров («), имеющих допуск,
величина коэфициента kn может быть взята из табл. 140.
Т а б л и ц а 140
Значения коэфициента kn
Число раз- меров п °/о риска
0,1 0,5 1 2 3 4 5
2 0,203 0,339 0,402 0,468 0,514 0,543 0,572
3 0,238 0,375 0,442 0,514 0,560 0,590 0,622
4 0,260 0,402 0,468 0,549 0,595 0,627 0,659
5 0,278 0,423 0,493 0,572 0,622 0,658 0,689
8 0,318 0,472 0,545 0,629 0,683 0,727 0,753
10 0,339 0,493 0,571 0,658 0,712 0,752 0,784
15 0,375 0,538 0,611 0,711 0,768 0,809 0,842
Если значение ZHOn мало, а производство массовое или круп-
носерийное, то его можно увеличить за счет доли Ве допуска, огра-
ничивая взаимозаменяемость.
239
В табл. 139 имеются также данные, подсчитанные в расчете
на ограниченную взаимозаменяемость по формуле:
8Р = ± 1. ( A + + . (8)
В практике встречается расстояние не только между двумя,
но и между несколькими отверстиями (т), причем размеры всех
и расстояний между отверстиями проставлены в цепном порядке.
Тогда, по аналогии с формулой (1), для двух пластин:
~ . о;
П \ Z у
Эту^формулу можно использовать, когда одно из двух от-
верстий связано с неподвижной базой (рис. 887):
IP = ± -L ( Z1-+Z2 + ^4-^t\ . (10)
4 \ 2 /
§ 3. Допуски на линейные размеры. Размерные цепи и ком-
пенсаторы
Допуски на линейные размеры не охватываются существующей
системой допусков и посадок ввиду их особого характера. Только
Рис. 887.
в тех случаях, когда два раз-
мера могут быть охарактеризо-
ваны: один — как охватываемый,
а другой — как охватывающий,
могут быть применены прин-
ципы допусков для цилиндри-
ческих изделий.
Когда несколько параллель-
ных размеров составляют зам-
кнутый ряд, система называет-
ся размерной цепью.
Любая размерная цепь мо-
жет быть разбита на состав-
ляющие размеры. Составляющий размер (или зазор), получаемый
последним в процессе технологической обработки или сборки,
называется замыкающим размером.
Все размеры цепи связаны между собой определенной мате-
матической зависимостью.
1. Допуск замыкающего размера (по абсолютной величине)
равен сумме допусков всех составляющих размеров цепи, т. е.
должен быть больше допуска каждого размера цепи в отдель-
ности. ,
2. Наибольшее значение замыкающего размера (верхнее от-
клонение) равно разности между суммой наибольших значений
(верхних отклонений) составляющих размеров, влияющих на уве-
240
личение замыкающего размера, и суммой наименьших значений
(нижних отклонений) составляющих размеров, влияющих на умень-
шение замыкающего размера. Наименьшее значение замыкающего
размера (нижнее отклонение) равно разно-
сти значений тех же составляющих разме-
ров, но в обратном порядке (из суммы ниж-
них отклонений вычитается сумма верхних
отклонений).
На рис. 888 и 889 составляющие раз-
меры, влияющие на увеличение замыкаю-
щего размера, выделены жирным.
Разность между суммой размеров „уве-
личивающих" и суммой размеров „уменьшаю-
щих" замыкающий размер равна замыкаю-
щему размеру.
3. При наличии общей плоскости со-
пряжения— базы —размеры на деталях от- Рис. 888.
кладываются от этой базы (рис. 888).
При простановке размеров в цепи следует стремиться к со-
зданию удобного обмера этих размеров, требуемой последова-
тельности в обработке, но при всем этом необходимо ограничить
цепь размеров минимально возможным числом звеньев.
Рис. 889.
На рис. 889 дана вверху размерная цепь, хотя и составленная
из меньшего числа звеньев, чем цепь из размеров, расположенных
под рисунком, но зато затрудняющая процесс измерения.
Примеры. 1. Найти величину замыкающего размера, его
допуск и отклонения (рис. 888).
16 Зак. 3905. — Опр. ни. оптико-механика, ч. II. 241
Замыкающий размер 2= 12 — 10 — 2.
Величина допуска: 6/ = 0,2 4* 0,4 = 0,6.
Верхнее отклонение: = 0,2 — (—0,2) = 0,4 (наибольший раз-
мер 2,04).
Нижнее отклонение: Х2=0— ( —|—0,2) = — 0,2 (наимень-
ший размер 1,8).
2. Найти допуски и отклонения составляющих размеров
(схема снизу на рис. 889).
Дано Ф= 77,3 —76,7 (77+°’3).
Проверяем классификацию составляющих размеров: (71 4~£1) ~
— (6,5 4-4,5-|-4) = 77.
суммарной
j состоя розы
________
| '^-компенсатор
составл 1\разм i
-----j
. ---6-J4
суммарной компенсатор
Рис. 891.
» । у*
j
I
\^составлЯки
j -------3'
компенсатор
______суммарной
Sсхема
Рис. 890.
Суммарный допуск всех составляющих размеров равен 0,6 мм,
что по отношению к сумме размеров (71 4~214-6,5-|~ 4,5 -f-
4-4 = 107 мм) оказывается грубее 5-го класса.
Для размера В = 4,5 берем допуск ±0,1 мм (обычный для
склеенных линз). Оставшийся допуск 0,6 — 0,2 = 0,4 мм распре-
деляем пропорционально величинам размеров:
710,15; 210,1. 6>50,08. 40,07 .
Знаки отклонений устанавливаем в соответствии с правилом 2
и порядком обработки, т. е.:
71“°’15; 6,5+°’08- 4+°’°7- 4 5±од
Проверяем:
в. о.:4-0,3 = (0 4-0,2) — (04-0 — 0,1),
н. о.: — 0,3 = ( — 0,15 4- 0,1) — (4- 0,08 4- 0,07 4- 0,1).
Размер 21 имеет оба отклонения со знаком (4~)-
Рассчитанные указанными методами отклонения и допуски
обеспечивают безусловную взаимозаменяемость. Если допуски по-
242
лучаются нецелесообразно малыми, приходится отказываться от
осуществления безусловной взаимозаменяемости и применять рас-
четы по методам ограниченной взаимозаменяемости. В этом слу-
чае сумму допусков составляющих размеров (правило 1) увеличи-
вают на некоторую часть, определяемую заданным процентом
риска и числом звеньев цепи п. Коэфициент этой добавки kn
можно определить из табл. 140. Если же почему-либо такой спо-
соб неприемлем (малое число звеньев цепи, индивидуальное про-
изводство и т. д.) или если в процессе работы деталей необхо-
димо компенсировать изменение их номинальных размеров (вслед-
ствие износа и т. п.), в цепь включаются элементы, могущие из-
меняться по номиналу и называемые компенсаторами.
Компенсаторами могут служить опорные шайбы, буртики с
припуском и т. п. (жесткие компенсаторы — рис. 890), пружин-
ные устройства, нажимные винты, клинья и пр. (подвижные ком-
пенсаторы— рис. 891).
Методами компенсации могут являться также способ подбора*
способ работ по формуляру и т. д.
М. Я. Кругер
Глава XXXIV
ВАЛИКИ И МУФТЫ
§ 1. Оси и валы
В точной механике и оптико-механическом приборостроении
понятия ось и вал несколько смешаны. В общем машиностроении
осью называют деталь, не передающую вращения, а служащую
только опорой для вращающейся детали. В оптико-механическом
приборостроении и точной механике, наряду с приведенной фор-
мулировкой, осью называют небольшие валики, передающие незна-
чительные моменты.
Обычно в оптико-механическом приборостроении оси и валы
не рассчитываются на прочность, так как учет сил, действующих
на них, весьма затруднителен. В большинстве случаев при весьма
незначительных усилиях, действующих на ось (вал), расчет на
прочность излишен, и размеры оси (вала) определяются конструк-
тивными и производственными требованиями.
Однако, особенно это относится к приборам со сложной ки-
нематикой, иногда бывает полезным и нужным такой расчет про-
извести. Расчет производится по формулам общего машинострое-
ния. Собственный вес вала не учитывается.
Материалом для осей и валов в большинстве случаев служит
сталь средней твердости (№ 4—8). В специальных случаях при-
меняется сталь повышенной твердости, подвергаемая термической
обработке. Если требуется диамагнитность, применяются латунь,
бронза, нейзильбер. С целью облегчения часто делают оси,
а иногда и валы пустотелыми. Для удешевления и упрощения
производства следует избегать делать у осей заплечики.
Закрепление деталей на осях, а) Неразъемные соединения'.
пайка, запрессовка, расклепывание, заформовка (литье под давлением,
прессовка деталей из пластмасс).
б) Разъемные соединения: соединения винтами, коническими
штифтами, шпонкой, посадка на квадрат, конус (угол при вершине
конуса — от 6Э до 15°) с последующим затягом винтом или
гайкой.
244
Особенно широкое распространение в оптико-механическом
приборостроении имеет закрепление деталей помощью конических
штифтов, являющееся весьма надежным (см. табл. 141). Более
удобно для производства однако применяемое за границей (Цейсс)
закрепление деталей посредством цилиндрических штифтов. Штифты
и отверстия при этом изготовляются по 2-му классу точности.
Таблица 141
Наиболее употребительные диаметры штифтов
D — диаметр вала; d — диаметр тонкого конца штифта;
Л4кр —допустимый крутящий момент в кгсм.
D ДО 5 5-7 7-11 14-18 16—22
d до 1 v/2 2 3 4
•^кр. 2,5-3,0 6,0-7,5 16,0—22,0 50,0—70,0 100,0—145,0
§ 2. Классификация муфт
Муфты служат для передачи вращения между двумя осями,
не изменяя при этом числа оборотов. Они могут быть классифици-
рованы следующим образом.
1. Жесткие (неразъемные) муфты.
И. Гибкие (подвижные) муфты.
1. Муфты с возможностью осевого перемещения (расшири-
тельные муфты):
а) торцевые и втулочные муфты;
б) дисковые муфты.
2. Упругие муфты.
3. Муфты, допускающие поперечный сдвиг осей (кулиссная
муфта, муфта Ольдгэма).
4. Муфты, допускающие переменный угол между осями:
а) шарнир Гука, Кардана;
б) муфты с шаровым шарниром;
в) пружинно-шарнирные муфты;
г) гибкие валы.
5. Сцепные муфты:
а) управляемые сцепные муфты:
1) кулачные муфты,
2) фрикционные муфты;
б) автоматические сцепные муфты:
1) муфты скольжения,
2) центробежные муфты,
3) муфты свободного хода (односторонние муфты).
245
§ 3. Жесткие (неразъемные) муфты
Для возможности некоторой подвижности осей эти муфты
(рис. 892 а и б) изготовляются со значительным зазором между
втулкой и соединяемыми осями (по 4-му и 5-му классам точности).
Штифты следует располагать под углом 90°. Муфты просты в изго-
товлении, но требуют почти полного совпадения осей.
Материалом для втулок служит обычно мягкая сталь.
1
Рис. 892 6.
®,[Рис. 892 а.
§ 4. Гибкие (подвижные) муфты5
1. Муфты с возможностью осевого перемещения (расшири-
тельные муфты, а) Торцевые и втулочные муфты. Наиболее
простыми в изготовлении и сборке являются муфты, представлен-
Рис, 893 а.
Рис. 893 б.
Рис. 893 г.
Рис. 893 в.
ные на рис. 893 а, б ив. Из них муфта рис. 893 в значительно
менее подвержена износу, так как стенки паза, подверженные
износу, находятся на большем расстоянии от центровой линии
оси, а следовательно при том же крутящем моменте испытывают
меньшее давление.
Вследствие износа трением ведущих штифтов, пазов и кулаков
(зубцов) и возрастающего из-за этого люфта полезно в некоторых слу-
чаях этим частям придавать клиновидную форму и вводить их в зацеп-
ление под постоянным (осевым) давлением, либо предусматривать
возможность сближения указанных деталей по мере износа. Заме-
тим однако, что это удорожает конструкцию. На рис. 893 г пред-
ставлена конструкция карданного валика звуковой приставки
к кинопроектору ТОМП-4.
246
б) Дисковые муфты выгодно отличаются от перечисленных
выше тем, что: 1) детали сцепления, наиболее подверженные износу
(кулаки, зубцы, ведущие штифты), находятся в значительном уда-
лении от оси вращения и следовательно испытывают меньшее
давление; 2) при той же величине зазора между кулаком и пазом
(отверстием) угловая величина люфта мертвого хода меньше.
На рис. 894 показаны детали сцепления дисковых муфт.
Табл. 142 дает зависимость допустимого передаваемого крутящего
момента от размеров деталей муфты.
На рис. 895 показано упругое закрепление ведущего пальца.
Такое закрепление полезно, когда муфта закрыта и приходится
расцеплять и сцеплять оси на-
ходу. Рассмотренные муфты не
свободны от мертвого хода.
Материал кулаков и зубь-
ев — сталь. Расчет кулаков ве-
дется на изгиб (табл. 142).
Рис. 895.
Для избавления от люфта при переменном направлении вра-
щения, при небольших крутящих моментах, применяются муфты,
снабженные пружинами.
2. Упругие муфты. Если сила давления пружины меньше
начального крутящего момента, но больше рабочего момента, то
получаем упругую муфту.
Эти муфты применяются, когда требуется эластичная связь
между осями. Для этой цели пользуются также упругими муфтами,
сцепляющимися посредством промежуточных прокладок из эластич-
ного материала. Муфты такого рода с успехом применяются для
воспринятая вибраций, толчков (механические фильтры), а также
для поглощения шума. В качестве прокладок а служат кожа, резина,
фибра, промасленный фетр (рис. 896).
Таблица 142
Зависимость допустимого передаваемого крутящего момента
от размеров деталей муфты
d { 1 1 1 М X <| В миллиметрах 6 до 5 2 1,5 до 3 4 8 5-7 3 2 до 5 4 10 7—11 4 3 до 5 13 12 14—18 4—5 3-3,5 jj.0 5 16—23 15 16—22 5-6 3,5—4,5 до 5 28-45 20 16—22 5-6 3,5—4,5 до 5 32—60 25 16—22 5—6 3,5-4,5 до 5 35-75
На рис. 897 дана конструкция механического фильтра к транс-
портирующему валику 1 звуковой приставки к кинопроектору
ТОМП-4. На валике 1 закреплена металлическая шайба 2, соеди-
Рис. 897.
ценная с ведущей шестерней 3 посредством упругой шайбы 4.
Шайба 4 сделана из фетра и пропитана маслом. Фетр, пропитанный
маслом, обладает упругостью и демпферирующим (тормозящим)
эффектом. Такой фильтр хорошо гасит подводимые к нему коле-
бания.
Перечисленные упругие муфты не требуют большой точно-
сти в установке соединяемых осей.
На рис. 898 изображена муфта, в которой передача произво-
дится посредством фибровых втулок /, куда входят кулаки муфты.
Муфты такого рода служат для электрической изоляции одной оси
от другой.
248
3. Муфты, допускающие поперечный сдвиг осей. Если одна
ось сдвинута относительно другой, оставаясь ей параллельной, то
сцепляющиеся части муфты должны иметь возможность относи-
тельного движения в ради-
альном направлении. В слу-
чае малого сдвига осей мож-
но применять упругие муфты.
Если сдвиг осей велик,
то в указанных муфтах про-
исходит сильное изнашива-
ние ведущих частей вслед-
ствие относительного дви-
Рис. 899.
жения, а отсюда и трения между собой сцепляющихся частей»
Кроме того сама передача становится тем более неравномерной,,
чем больше расстояние между осями.
Рис. 900.
Из рис. 899 видно, что при постоянной угловой скорости <о£
ведущего вала А с шипом С радиуса г, угловая скорость со2 ведомого
вала В изменяется в течение полуоборота от —~~~ (положение
r-ф- а
шипа Сх) до ~—- (положение шипа С2).
249'
Эта неравномерность вращения устранена в муфте Ольдгэма
(рис. 900), представляющей собой две кривошипные муфты, сме-
щенные одна относительно другой на угол 90°. В этой муфте сред-
ний ^диск Z)2 имеет двое перпендикулярно расположенных полозьев,
входящих в соответственные
направляющие пазы ведуще-
го и ведомого дисков 2)1 и
£)3. При вращении дисков
Dx и Z)3 центр диска Z)2
вращается с двойной угло-
вой скоростью (2оо0) сравни-
тельно с угловой скоростью
<оо дисков и D3, описы-
вая круг диаметром, равным
расстоянию между осями а,
и вращаясь при этом отно-
Рис. 901. сительно своей оси с угло-
вой скоростью (о0. Для умень-
шения трения и износа следует средний диск делать из стали № 4, 6,
а ведущий и ведомый диски — из фосфористой бронзы. Полозья
должны быть хорошо пришлифованы. Угол 90° между полозьями
может быть выдержан с допуском ±3°. Расстояние между осями
.желательно делать не более х/6 длины полоза.
На рис. 901 представлена конструкция муфты Ольдгэма, до-
пускающая значительный угол между осями, но пригодная для
передачи лишь небольшого момента.
4. Муфты, допускающие переменный угол между осями (шар-
нирные муфты). Эти муфты имеют широкое применение в оптико-
механическом приборостроении там, где требуется гибкая связь
(в небольших пределах) при достаточно точной передаче.
•250
В этих муфтах, так же как и в кулиссных, передача угловой
скорости неравномерна. Если ведущий вал I (рис. 902) вращается
с постоянной угловой скоростью (ор то угловая скорость со2
ведомого вала II колеблется в течение каждого оборота между
1
наибольшим значением ш., ==(».•------- и наименьшим—(o0=(o1cosa,
1 cos’ а 2 1
где а — угол между валами.1
Рис. 903.
Располагая два шарнира, как показано на рис. 902, можно
сделать передачу угловой скорости постоянной. При этом углы
Xj и а2 должны быть равны.
а) Шарнир Гука, Кардана. Шарнир Гука (рис. 902) состоит
из двух расположенных под углом 90° вилок, шарнирно сочле-
ненных между собой крестовиной.
На рис. 903 показана шарнирная муфта, у которой осями
шарниров служат цапфы винтов 1, ввинченных в вилки. Цапфы
входят в расположенные
под углом 90° отверстия в
цилиндрическом вкладыше 2.
б) Муфты с шаро-
вым шарниром. Конструкция
муфты, изображенная на
рис. 904, допускает продоль-
Рис. 904.
ное перемещение осей.
На рис. 905 показана конструкция муфты, у которой для
уменьшения износа на ведущие штифты 1 надеты направляющие
губки 2. Губки следует делать из бронзы или латуни.
Шарнирный вал (рис. 906) состоит из большого числа после-
довательно соединенных шарнирных муфт. Подобно гибкому валу
он снабжается оболочкой. Предельный изгиб каждого шарнира —
не больше 45°.
в) Пружинно-шарнирные муфты пригодны для передачи
тогда, когда угол между осями и предаваемый момент не слишком
велики. Муфта, показанная на рис. 906 а, не имеет мертвого хода.
Следует отметить, что данное свойство шарнира Гука дало воз-
южность использовать его в механизмах, решающих геометрическую
зависимость, например проекцию угла.
251
В качестве муфты для соединения осей можно также пользо-
ваться винтовой пружиной. К такого рода муфтам относятся
и гибки1 валы.
г) Гибкие валы предназначены для передачи вращения при
всевозможных взаимных положениях ведущей и ведомой осей.
Примерами применения их могут служить: передача"от оптических
приборов к курсоуказателю на самолете, присоединение измери-
тельных приборов к моторам на самолетах (тахометры), на авто-
мобилях (спидометры) и т. п.
Рис. 906.
Гибкий вал представляет собой комплекс пружин (рис. 907а).
Гибкие валы изготовляются диаметром от 1 до 100 мм; наиболее
употребительные диаметры между 1,5 и 20 мм. По длине валы
Рис. 906 а.
бывают до м; наиболее употребительна длина в 1,5—2,5 м.
Нормально число оборотов — 1500—3500 об./мин., однако гибкие
валы могут удовлетворительно работать и при других числах обо-
ротов. Для валов больших диаметров следует, чтобы окружная
скорость на поверхности вала не превышала 150 .и/мин.
Для увеличения передаваемой нагрузки применяется несколько
пружин, вкладываемых одна в другую в промежутки между
витками. Обычно берут 4 пружины. Кроме того пружины распола-
252
гаются в несколько слоев, один на другом. Направление вит-
ков рядом лежащих слоев берется противоположным (рис. 9076). Бла-
годаря такой навивке вал может работать в обе стороны (левое
и правое вращение). Лучше всего он работает в том направлении,
в котором у него навит внешний слой (рис. 9076).
В табл. 143 указана зависимость диаметра вала от передавае-
мой мощности и числа оборотов.
Рис. 907 а.
Рис. 9076.
Таблица 143
Зависимость диаметра вала от передаваемой мощности
и числа об фотов1
Мощность л. с. Число оборотов
800—1000 1000—1600 2000 3000
V12 ' 7—5 5 5 5
V10 10 3 8 8-5
V6 12,5 12—10 8 8
v4 15—12 12,5 10 10-8
г/з 15-12 15 12 12—10 12-10
20 15-12 12,5 12
3/1 25-20 20-15 — —
1,0 33 -25 23 12,5 15
1,5 30 25-20 15 29—15
2,0 35-30 25 23 25-23
2,5 4'—35 30 20 25—20
3,0 45-40 35—30 25 25-20
1 По данным германской фирмы Fein.
253
Иностранные фирмы (Fein, в Германии, и White Dental, в США)
выпускают валы двух сортов: S и Н. Сорт S имеет высокое со-
противление скручиванию. Сорт Н более гибок, чем S, и упо-
требляется там, где требуется повышенная гибкость.
Фирма Flexible Shafts выпускает три сорта валов: А, В и С.
Сорта А и В имеют проволочный сердечник и обладают высоким
сопротивлением скручиванию (сорт А предназначен даже для
ударной нагрузки). Сорт С, не имеющий сердечника, очень
гибок и обладает значительно меньшим сопротивлением скручи-
ванию.
Табл. 144 дает допустимые крутящие моменты для валов
сортов S и Н разных диаметров в зависимости от радиуса изгиба
вала. Гибкие валы производства заводов Автоприбор и Авиаприбор
имеют несколько меньшую прочность, чем валы перечисленных
иностранных фирм. Так вал диаметром 3,5 мм трехслойный может
передавать крутящий момент 7Икр = 5 кгсм, вал диаметром 3,5 мм
четырехслойный—7Икр =3,5—4 кгсм, между тем как заграничный
вал диаметром 3,5 мм трехслойный может передать Л4кр = 6 кгсм*
При нагрузке вала выше приведенных в табл. 143 величин
появляются продольные волны, нарушающие его работу. Продоль-
ное натяжение вала затрудняет появление волн.
Таблица 144
Допустимые крутящие моменты для валов S и Н разных диаметров
в зависимости от радиуса изгиба вала
Сорт гибкого вала Диаметр вала мм Радиус кривизны см Прямой вал
50 40 25 20 17 15 12 10 Крутящий । момент кгсм Скручива- ние на кгсм/м длины вала
Крутящий момент кгсм
S Л » я н п V 3 6 9 12 15 18 3 6 9 12 15 3,5 17,5 40,0 58,0 77,0 95,0 2,2 10,0 22,0 41,8 59,4 3,0 15,4 34,0 48,5 60,0 66,0 2,0 9,2 19,8 36,3 51,7 2,7 12,0 24,2 29,7 30,0 3 ,0 1,9 7,8 15,4 27,5 37,4 2,4 9,7 16,5 15,4 7,5 7,5 1,7 6,7 12,2 20,9 25,3 2,0 7,8 11,0 5,5 5,5 5,5 1,5 5,9 10,с 15,4 17,6 1,6 5,5 4,4 4,4 4,4 4,4 1,3 4,9 7,3 13,5 6,9 1,2 2,2 2,2 2,2 2,2 2,2 1,1 3,5 2,7 2,7 2,7 0,4 0,4 0,4 0,4 0,4 0,4 0,6 1,4 1,4 1,4 1,4 4,4 22,0 54,0 85,8 123,0 167,0 ' 2,5 12,2 28,6 55,0 82,5 108,00° 6,20° 1,90° 0,65° 0,30° 0,30° 120,00° 7,80° 4,40° 0,70° 0,40°
254
Коэфициенты полезного действия валов даны в табл. 145.
Т а б’л и ц а 145
Коэфициент полезного действия вала1
^кр. кгсм Прямой вал Изогнутый вал
на 90° на 180°
к. п. д. Потребная мощность л. с. к. п. д. Потребная мощность л. с. к. и. д. Потребная мощность л. с.
100 0,863 42,0 0,823 40,0 0,794 56,0
200 0,941 35,0 0,920 48,0 0,897 62,0
300 0,973 26,0 0,957 37,0 0,935 56,0
400 0,988 14,5 0,948 62,0 0,935 78,0
500 0,990 15,0 0,945 183,0 .— —
600 0,988 21,0 0,938 110,0 .— —
700 0,988 25,0 — — — —
В среднем можно принять к. п. д.:
Для прямого вала..............................0,90 — 0,95
„ вала, изогнутого на 180°...................0,80 — 0,90
При чрезмерной нагрузке вала и малых радиусах изгиба
появляются так называемые биения, т. е. неравномерность враще-
ния вала.
Радиус изгиба. Трехслойные валы спидометра диаметром
3,5 мм—как советские, так и заграничные—получают остаточную
деформацию при изгибе радиуса меньше 25—20 мм, четырех-
слойные валы того же диаметра несколько более гибки и допус-
кают изгиб до радиуса 17 мм.
1 Число оборотов—3000.
255
Для наших валов следует принять наименьший радиус из-
гиба: 7? . =6—7 dt ==15—20 d, где d—диаметр вала,
стат. дин. ' х
Оболочка. На рис. 908 даны разные типы оболочек за-
граничных образцов.
Гладкая оболочка А очень гибка и сравнительно легка. Она
состоит из металлической пружины
4 В
и ряда хлопчатобумажных
оплеток. Применяется для
валов диаметром 3—6 мм,
когда нужны большая гиб-
кость вала и опрятный на-
ружный вид.
Оболочка В состоит из
0
Рис. 908.
металлической пружины, по-
верх которой нанесен слой
вулканизированной резины.
Эта оболочка малогибка, об-
ладает масло- и водонепро-
ницаемостью.
Оболочка С, целиком
металлическая, хорошо из-
гибается и хорошо сопро-
тивляется истиранию. Она
состоит из проволочной пру-
жины, в промежутках кото-
рой навита трехгранная мяг-
кая проволока. Снаружи оболочка покрыта черным лаком и почти
непроницаема для масла и воды. Наименьший радиус изгиба —
3,5—4 см. Употребляется для валов диаметром от 3 до 15 мм.
Жесткая металлическая оболочка D свита из ленты, имеющей
в сечении вид буквы S. В заходящие друг за друга заплечики
LZZZZ^yZZZ'ZWZZ/
"Рис. 909.
ленты вложен асбестовый шнур, предохраняющий оболочку от
попадания пыли и грязи. Благодаря этому также лучше сохраняется
в оболочке смазка гибкого вала. У нас латунная оболочка такого
рода применяется для валов диаметром 3—6 мм.
Наконечники вала и оболочки. Наконечники вала
применяются цилиндрические со стопорным винтом, плоские, квад-
ратные и т. д. (рис. 909 и 910). Материал—любой. Присоедине-
ние наконечников к валу производится пайкой.
Материалом для изготовления гибких валов служит высоко-
качественная проволока тигельной стали с содержанием: С—0,5 —
0,7%; М—0,58—0,17% и Si—0,12—0,23%.
256
5. Сцепные муфты. Сцепные муфты применяются, когда
требуется включать и выключать ведомую ось.
Включение и выключение могут производиться:
а) вручную (управляемые сцепные муфты);
б) автоматически—вследствие изменения:
Рис. 910.
1) крутящего момента (муфты скольжения),
2) числа оборотов (центробежные муфты),
3) направления вращения (муфты свободного хода).
а) Управляемые сцепные муфты. 1) Кулачные муфты.
На рис. 911 показана дисковая сцепная муфта: а—кулаки, вхо-
дящие в отверстия в диске Ь\ на втулке диска проточена канавка,
в которую входят цапфы с, вклепанные в вилку отводки d.
Рис. 911. Рис. 912.
^Подобные муфты можно выключать находу, но нельзя
включать. Включение можно производить лишь при определенном
взаимном положении обеих половинок муфты.
На рис. 912—914 показаны муфты, которые можно включать
в любом положении при небольших относительных скоростях.
Эти муфты имеют кулаки (зубцы) скошенными в одну сторону.1
На рис. 912 показана рукоятка киноаппарата, являющаяся
простейшей конструкцией такой муфты. Для ускорения^зацепле-
ния применяют муфты, имеющие большее число зубцов.
1 Расчет и изготовление зубчатых муфт см. А. П. Знаменский,
Справочник металлиста, т. II, 502—506, Л.—М. 1933.
17 8ак. 3905.—Опр. кн. оптико-механика, ч. II. 257
На рис. 914 изображена муфта, дающая возможность вклю-
чать и выключать оси находу при значительном передаваемом
моменте и числе оборотов до 150 об./мин. Эта муфта позволяет
производить до 30—40 включений в 1 мин.
Рис. 913.
Рис. 914.
Материал рассматриваемых муфт—закаленная инструменталь-
ная сталь.
Рис. 915.
2) Фрикционные муфты применяются: 1) когда требуется,
чтобы включение и выключение производились плавно, без уда-
ров; 2) для ограничения передаваемого момента. Крутящий
момент, который может пе-
редать фрикционная муфта,
зависит от момента сил тре-
ния между половинками муф-
ты относительно оси вра-
щения.
Трущиеся поверхности
муфты могут быть либо пло-
скими (торцевые, дисковые
муфты), либо цилиндриче-
скими, либо коническими.
Дисковые фрик-
ционные муфты (рис.
915). Если через Р обозначить давление, действующее перпендику-
лярно трущейся поверхности, а через у.—коэфициент трения, то
сила трения = —момент силы трения для дисковой муфты
с двумя трущимися плоскостями.
У такой муфты площадь соприкосновения представляет собой
кольцо, у которого: наибольший радиус—гх\ наименьший радиус—
г0; давление на всю поверхность Р.
Если давление на бесконечно тонкое кольцо, ограниченное
радиусами г м-гЛ-dr, обозначим через р, то момент трения:
М = 2тгу / pr2 dr.
258
Предполагая, что давление р распределяется равномерно,
т. е. что р = const, получаем:
р ГА о г3_______г3
М == ——--------- / ртЧг = -х- \±Р -----—.
г к (г* — rQ*)J Зг гг2 —гой
Для сплошного диска имеем:
го = О; M=~^Prv
О
Эти результаты следует прилагать лишь к новым, не обтер-
шимся муфтам, ибо при происходящем при включении и выключении
муфты относительном движении ее двух половинок точки, лежащие
дальше от центра, изнашиваются больше и давление становится
более сильным на частях, лежащих ближе к центру. Для при-
работавшихся муфт можно считать
давление на них распределяющимся
так, что работа трения на единицу
площади, а с нею и изнашивание
всюду сохраняют одинаковую вели-
чину.
Разделив элементарную работу:
dA == в» dM
на площадь 2-г dr элементарного
кольца, запишем наше допущение
в виде:
иш pr~ const
(«—относительная угловая скорость), Рис- У1Ь*
откуда и pr= const, следовательно
р изменяется обратно пропорционально расстоянию г от
центра.
Подставив это выражение в предыдущее, получаем для
сплошного диска:
Этой формулой следует пользоваться при расчетах дисковых
фрикционных муфт.
Конические фрикционные м у^ф т ы. Для конических
поверхностей трения имеем (рис. 916):
sin а
Р?
sin а
17*
259
Аналогично дисковым муфтам имеем моменты силы трения
для приработавшейся муфты:
2 sin а
Так как sin а всегда меньше единицы, то и момент сил тре
ния по сравнению с моментом тех
Рис. 917.
же сил в случае дисковых муфт
больше. Во избежание закли-
нивания муфты угол при вер-
шине конуса надо брать не
менее 10°.
На рис. 917 изображена
выключающаяся коническая
фрикционная муфта. Материал
для фрикционных муфт—см.
табл. 146.
• б) Автоматические сцеп-
ные муфты. 1) Муфты
скольжения (см. фрикци-
онные муфты) рассчитываются
так, чтобы их момент трения
был равен наибольшему до-
пускаемому крутящему мо-
менту на ведомой оси, и следовательно, если крутящий момент
на ведущей оси начнет превышать указанную величину, муфта
начинает проскальзывать. Величину крутящего момента, который
Т а б ли ц а 146
Коэфициенты трения при работе фрикционных муфт1
Материал f Покой Движение
Без смазки Со смазкой Без смазки Со смазкой
Сталь—сталь . . . 0,15 0,12—0,11 — 0,03—0,09 v=27 м/сек. v=3 м/сек.
Сталь—кожа . . . — 0,3—0,6 —
Сталь—резина . . 0,4—0,6 — — —
Чугун—сталь . . . 0,15—0,33 0,16 — 0,27—0,13
Сталь—бронза . . и=2,2 м/сек. v=20 м/сек.
—— 0,1 —0,13 0,105 0,09
Сталь-латунь . . — 0,15—0,16 —» 0,1
может передавать муфта (момент трения муфты), можно регули-
ровать, изменяя силу нажатия пружины (рис. 916).
1 По Дуббелю, Рихтеру и Фоссу и другим источникам.
260
Примером фрикционной муфты скольжения может служить
злектромагнитная муфта, показанная на рис. 918. Фрикционные
муфты скольжения (рис. 915) применяются например в передаче
Рис. 918.
к наматывающей катушке в киноаппаратах, фотокамерах и’т. п.
Конструкции их весьма разнообразны.
Храповые муфты (защелкивающиеся). В этих муфтах
сцепляющиеся части соединяются одна с другой путем защелкивания.
На рис. 919 дана храповая
муфта одностороннего дей-
ствия, употребляющаяся в ми-
крометрах.
Рис. 919.
Рис. 920.
На рис. 920 показана муфта, защелкивающаяся помощью
шариков.
На рис. 921 изображена магнитная муфта скольжения
и т—постоянные магниты, находящиеся на ведущей
261
и ведомой осях; А—промежуточная втулка из немагнитного мате-
риала.
2) Центробежные муфты расцепляются автоматически,
как только число оборотов превысит допустимую величину.
Рис. 921.
Центро бе жная муфта непосредственного дей-
ствия изображена на рис. 922. Она применяется при приводе
от мотора, который мо>йет взять с места лишь небольшую на-
грузку.
Расчет этих муфт — см. Центробежные регуляторы.
Центробежные муфты постоянного действия
(рис. 923 и 924). В этих муфтах момент трения, необходимый для
Рис. 922.
iP
Рис. 923.
передачи начального вращательного момента, создается силой F
давления пружины, по направлению противоположной центробеж-
ной силе. Когда число оборотов превысит допустимую величину,
центробежная сила уменьшит давление пружины, в результате чего
муфта начнет проскальзывать.
Расчет — см. Центробежные регуляторы.
3) Муфты свободного хода (одностороннедействующие
муфты) работают только при одном направлении вращения. При
262
перемене направления вращения муфта проскальзывает. Эти муфты
бывают храповые и фрикционные (заклинивающиеся).
Храповые муфты. На рис. 925 показана храповая муфта,
у которой на ведущем колесе А закреплена собачка В, могущая
Рис. 926.
вращаться на стержне С. Пружина прижимает собачку к ведомому
храповому колесу D.
Если рабочая грань зуба храпового колеса расположена по ра-
диусу колеса, то момент вращения М вызовет тангенциальное
давление P=Mlr. При этом
ось вращения собачки может
лежать различно. На рис. 926
показаны 4 случая ее распо-
ложения.
Для того чтобы собачка
не могла выдавиться из зацеп-
ления, следует ось ее распо-
лагать вне угла р; tgp = р. (р.—
коэфициент трения между ма-
териалом собачки и храпови-
ка). Лаудиен (К. Laudien) ре-
комендует брать tgp = 0,3.
Если приходится ось собачки
располагать на касательной или
несколько ближе к оси хра-
повика, то для надежности за-
цепления следует упорную грань зуба располагать не по радиусу,
а отклонять назад.
Храповое колесо изготовляется обычно из более мягкого ма-
териала, чем собачка. Собачку делают из закаленной стали.
Во избежание ударов следует число зубьев храпового колеса
брать достаточно большим. В случае невозможности получения
большого числа зубьев можно получить такой же результат, при-
меняя две и более собачки, сдвинутые одна относительно другой
263
на величину--/, где / — шаг храпового колеса на окружности,
на которой расположены оси собачек, а п — число собачек.
Заклинивающиеся муфты. Типичный образец подоб-
ной муфты изображен на рис. 927. Такая муфта может быть с
Рис. 927.
Рис. 928.
шариками или роликами. Необходимо, чтобы tg а < у, где у.— коэ-
фициент трения между шариком и внешним ободом (рис. 928).
В случае закаленного стального шарика (ролика) и стального за-
каленного обода следует угол а брать от 3 до 5°. Применяя пру-
жины, располагаемые между шариками и зубцами ведущей звез-
дочки, можно угол а доводить до 6—8°. Нужно иметь в виду,
что при углах менее 5° муфта будет иметь тенденцию заклини-
ваться наглухо.
М, Я. Кругер
Глава XXXV
НАПРАВЛЯЮЩИЕ
§ 1. Общие данные
Направляющими называются сопряженные поверхности дета-
лей, обеспечивающие их взаимное относительное перемещение в
определенном направлении.
Направляющие можно подразделить на:
1) направляющие для прямолинейного движения,1
2) направляющие для вращательного движения (опоры, под-
шипники).
К направляющим в механизмах оптико-механических приборов
предъявляются следующие основные требования: минимальный
люфт, легкость и плавность движения и независимость указанных
условий от температурных колебаний. Последнее особенно отно-
сится к приборам специального назначения, работающим в диапа-
зоне температур от -ф- 50° до — 50°. Поэтому в специальных при-
борах направляющие следует выполнять из материала, имеющего
одинаковые или мало различающиеся коэфициенты линейного
расширения, например: нейзильбер—латунь или бронза — латунь.
Направляющие с небольшой скоростью движения рационально
иногда выполнять из одного и того же материала во избежание
защемления при охлаждении (нагревании) прибора. Охлаждение
влияет больше, так как изменение температуры может составить
в этом случае 70° [от-}-20° (температура сборки) до — 50°
(низшая температура эксплоатации)], вместо 30° при нагревании.
При применении разных материалов для сопрягаемых деталей,
работающих при указанных температурных колебаниях, следует
охватывающую деталь делать из материала с меньшим коэфициен-
том линейного расширения, например валик—из бронзы, под-
шипник— стальной. Целесообразно также уменьшать (не в ущерб
жесткости) ширину или диаметр направляющих для уменьшения
абсолютной величины изменения зазора.
* Направляющие для криволинейного движения — кулачки — см. в
Гл- XLI — Кулачковые и рычажные механизмы.
265
Проверка зазора должна быть произведена по формуле:
Д == Z)[ 1 ±a(Z — /0)] — [ 1 — /0)],
уде А — зазор при температуре /; D — наименьший при данной
допуске диаметр или линейный размер охватывающей детали;
D— наибольший диаметр (линейный размер) охватываемой детали;
а и аг — соответственные коэфициенты линейного расширения
материала сопрягаемых деталей.
Если при этом окажется, что при одном из значений t вели-
чина А получила отрицательное значение (—), то значит при
данной температуре t в направляющих возникает защемление.
Мертвый ход (люфт) на всем диапазоне температур при сопря-
гаемых деталях из материалов с разными а понятно неустраним,
и применение точных посадок (2-й класс) ограничено.
Этим недостатком не обладают радиальные шариковые и
роликовые подшипники, практически нечувствительные к колеба-'
ниям температуры, чего нельзя полностью сказать про радиально-
упорные (одностороннего действия) и упорные шарикоподшип-
ники, так как зазор в них зависит от коэфициента расширения
и длины соединяемых деталей (например: ось — сталь, корпус —
алюминий). Это позволяет собирать шарикоподшипники с мини-
мальным зазором и даже с некоторым натягом (к которому они
менее чувствительны), достигая наименьшего мертвого хода.
Следует различать открытые и замкнутые направляющие.
Замкнутые направляющие обеспечивают движение детали по
заданному направлению независимо от направления действующих
сил.
Открытые направляющие обеспечивают движение в заданном
направлении лишь при наличии внешней силы, постоянно прижи-
мающей движущуюся деталь к направляющим плоскостям (силой
тяжести или пружины).
§ 2. Прямолинейные направляющие
Точность изготовления прямолинейных направляющих. В оп-
тико-механических приборах требования к точности изготовления
и чистоте поверхности направляющих в ответственных случаях
весьма высоки.
В обычном случае изготовление направляющих поверхностей
сводится к процессу копирования, и получаемая степень совер-
шенства зависит от степени точности обработки, даваемой станком.
Точность изготовления на новых или мало изношенных станках:
1. Цилиндрические направляющие:
а) Токарный станок:
Диаметр ....
Цилиндричность
Конусность . .
0,01 — 0,02 до 50 мм
0,01—0,015 „ 30J „
0,02 , 300 „
266
б) Круглошлифовальный станок:
Диаметр . . . .
Цилиндричность
Конусность . .
0,005 до 100 мм
0 — 0,01 , 500 »
0 — 0,01 , 500 ,
2. Плоскости:
а) Горизонтально-фрезерные станки ...... dt 0,04 на 1000 мм
б) Продольно-строгальные станки............. „ 0,02 „ 1000 „
в) Поперечно-строгальные станки............. „ 0,02 „ 300 „
г) Плоскошлифовальные станки строгального типа:
При грубой шлифовке....................... 0,03 на 1000 мм
„ точной „ ................. 0,01 „ 1000 „
Весьма точные плоскости могут быть получены по способу
Витворта при совместной обработке трех плоскостей системати-
чески попарно путем трения одной пластинки о другую, при на-
личии соответствующего шлифующего или полирующего материала
между ними. Таким способом изготовляются плоские пробные
стекла 1 и поверочные плиты. Введение третьей пластинки необхо-
димо, так как притирка друг к другу пластинок только одной
пары может легко дать выпуклую и вогнутую поверхность равных
радиусов. Путем попарной последовательной обработки трех
пластинок устраняется всякая тенденция в этом направлении.
Пробные стекла и поверочные плиты, наряду с поверочными
линейками и пр., служат в дальнейшем эталонами, по которым
происходит изготовление точных плоскостей. При изготовлении
плоских направляющих поверхностей на металлических деталях
снятие излишков металла производится путем осторожного спили-
вания или шабрения.
Для сравнения с эталоном (поверочной плитой) плоскую
поверхность последнего покрывают тонким слоем краски (ультра-
марин или крокус в масле). Деталь притирают к поверочной плите.
При этом выступающие участки поверхности детали захватывают
краску с поверочной плиты.
Для получения плоской поверхности требуется значительная
затрата труда, которая превышает 50% всего рабочего времени.
Однако иногда такая поверхность предпочтительнее, нежели по-
лированная, так как имеется меньшая тенденция к прилипанию,
чем при контакте двух полированных поверхностей.
Подобного рода поверхности применяются при изготовлении
больших плоскостей у направляющих станин. Точность изготов-
ления— 0,01 мм на 1000 мм. При изготовлении плоскости на
металле под пробное стекло достижима точность до 0,5р. на
100 мм и выше. Изготовление является чрезвычайно дорогим.
1 Пробные стекла обрабатываются отдельно и только сравниваются
систематически попарно.
267
Классификация прямолинейных направляющих:
1. Направляющие с трением скольжения:
а) по цилиндрическим поверхностям:
1) без предохранения против проворачивания,
2) с предохранением против проворачивания;
б) по плоским поверхностям.
2. Направляющие с трением качения-.
а) роликовые направляющие по цилиндрическим поверхностям;
б) роликовые направляющие по плоским поверхностям;
в) шариковые направляющие.
В целях уменьшения трения и износа следует правильно под-
бирать материал трущихся деталей.
В направляющих для прямолинейного движения рекомендуются
следующие сочетания материалов:
Тип направляющих Материал направляющих Материал движущейся детали
1. С трением скольжения а) Цилиндрические и призматические направ- ляющие приборов б) Плоские и призма- тические направляющие станин измерительных приборов 2. С трением качения Сталь № 4 и выше Сталь с содержанием марганца или ванадия Чугун Сталь № 4 и выше Нержавеющая сталь 6 Высокоуглеродистая хромистая сталь Эх-2, Эх-3 Бронза, латунь1 Незакаленная сталь Чугун Сталь № 4 и выше См. шариковые под- шипники
Посадки. При цилиндрических направляющих для точных
приборов обычно применяют посадку движения 2-го и 3-го клас-
сов точности. В особо ответственных случаях рекомендуется сколь-
зящая посадка 2-го класса. При прочих равных условиях точность
пригонки направляющей обратно пропорциональна относительной
длине рабочей поверхности. 2
Расчет и конструкция направляющих. Правильно сконструи-
рованная направляющая имеет только две направляющие плоско-
сти а и Ь, обеспечивающие движение. Остальные плоскости служат,
как поддерживающие (опорные), обеспечивающие постоянное при-
легание движущейся детали к основным направляющим плоскостям
(рис. 929). В цилиндрических направляющих роль основных направ-
ляющих выполняет цилиндрическая поверхность плюс направляющая
плоскость, предохраняющая от проворачивания (рис. 930 — 932).
1 При благоприятных температурных условиях.
2 Здесь, как и далее, под рабочей длиной подразумевается длина
соприкасающейся поверхности направляющей и направляемой детали.
268
Неправильной является конструкция, изображенная Па рис. 933.
Целесообразно, в случае движения какой-либо каретки в направ-
ляющих и необходимости передачи вращения с параллельной
направляющей оси например
на движущуюся с кареткой ше-
стерню, сидящую на продоль-
ной шпонке на валу, один ко-
нец вала оставлять свободным
во избежание защемления. Пра-
вильная конструкция изобра-
жена на рис. 934. Здесь один
конец вала, имеющего про-
дольную шпонку, оставлен сво-
бодным для того, чтобы за счет своей упругости и игры в своем
подшипнике следовать за неточностями направляющей каретки.
При конструировании направляющих следует предусматривать
то, чтобы при их работе не могло возникнуть перекашивание, а
ъ
Рис. 929.
отсюда и „защемление“ (заедание). Возможность подобного за-
щемления предусматривается правильным соотношением рабочей
длины направляющей I и плеча приложенной силы (рис. 935).
Если” сил а Р, приложенная к направляющей детали (или ее про-
екция), имеет плечо у, то нормальная реакция N определится из
равенства моментов:
Ру = \Ц-
269
Сила трения:
Ру
Р1===^==!л-^,
Рис. 933.
где }i — коэфициент трения.
и. у
Из этой формулы видно, что при данном и отношение —
должно быть меньше единицы, в противном случае неизбежно
заедание. Теория и опыт показы-
вают, что при правильном выборе
материала и обработки (ji 0,2)
призматические направляющие
(рис. 936) надежно работают, если
отношение
Для призматических направляющих типа ласточкина хвоста и
др. (рис. 929) требуете::, чтобы:
<2
I sin а
Рис. 934.
(угол а, как правило, берется равным 30°).
Для цилиндрических направляющих:
• 1,27 <2
(где 1,27 — радиус трения).
Износ у цилиндрических направляющих выше, чем у прямо-
угольных и призматических, и возникающий при этом люфт труднее
устраним.
Направляющие типа ласточкина хвоста весьма распространены
(рис. 929, 937 и 938). Они просты и удобны в сборке и регули-
ровке. Некоторым недостатком их является трение, большее, чем
в прямоугольных направляющих.
270
Трение в направляющих1 должно по возможности происходить
не на всей длине рабочей поверхности. Средний участок у одной.
Рис. 935.
из сопряженных деталей при значительной длине рабочей поверх-
ности рекомендуется выбирать согласно рис. 936 и 950.
Обработка поверхности в на-
правляющих, не требующих особо
точной пригонки, — под 47^7. При
особо точной пригонке требуются
пришабривание или шлифовка на-
правляющих.
Рис. 937.
Направляющие с трением качения. В этих направляющих:
для достижения большей легкости движения трение скольжения
Рис. 938.
заменено (полностью или частично) трением качения. Для этого
между относительно перемещающимися частями вводят либо ша-
рики либо ролики (рис. 939 и 940). Это возможно конечно тогда,
1 Коэфмциенты трения — см. гл. XXXIII.
271
когда”рабочая длина направляющей сравнительно велика по отноше-
нию к максимальному перемещению. Опорная длина направляющей
(расстояние между точками касания крайних шариков) должна быть
меньше длины меньшей из направляющих деталей на половину
величины максимального перемещения 5/2 плюс некоторый запас
2д (рис. 939).
Рис. 939.
Иногда, когда невозможно это выдержать, допускают, чтобы
шарики в крайних положениях выходили из канавки одной из
деталей, удерживаясь от выпадения сепараторами.
В настоящее время в приборах со сложной кинематикой, а
также в точных измерительных приборах полностью переходят на
направляющие с трением качения (главным образом шариковые).
а) Роликовые направляющие для перемещения клинового ком-
пенсатора и дальномера показаны на рис. 941.
б) Направляющие на шариках- 1) Открытые направ-
ляющие применяются для каретки больших измерительных машин
и приборов.
272 '
На рис. 942 приведена распространенная конструкция откры-
гой направляющей с V-образными канавками. Перемещение шари-
ков ограничено штифтами а.
Основание 1 и каретка 2 обычно делаются из чугуна. При
этом оказывается, что на направляющих
поверхностях вскоре
появляются колеи от ша-
риков из закаленной стали.
Если эти колеи изнашива-
ются неравномерно, то точ-
ность движения каретки на-
рушается. Этого можно от-
части избегнуть, образуя
заранее еле заметную колею
на направляющих поверхно-
стях путем полировки их с
помощью короткого стержня
того же диаметра, что и ша-
рики. Такой способ дает кро-
ме того возможность исправ-
ления отклонений от прямо-
линейности оставшихся по-
сле обработки поверхностей
V-образных канавок.
Интересная конструк-
ция направляющих запатен-
тована и применена Бикма-
ном в его мерительных
машинах (рис. 943). Три
Рис. 942.
V-образные канавки заменяются соответствующими парами стальных
закаленных цилиндрических стержней А,В,С, причем каждая пара
Рис. 943.
помещается в прямоугольное углубление с точно параллельными
сторонами. Стержни отшлифованы, отполированы и тщательно про-
верены на прямолинейность. Плоская опорная поверхность на
каретке состоит из полосы F из закаленной стали, прикрепленной
18 Важ. 3906. — Опр. кн. оптико-механика, ч. II. 2ТЗ
к ее нижней стороне. Каретка ходит на стальных шариках D и
Нажимая своим весом на стержни, она приводит их в соприкосно-^
вение со сторонами углубления. Правильность направляющей можеъ
быть легко проверена измерениями стержней. Применение закален-*
ной стали для направляющих стержней, шариков и плоскости /ч
обеспечивает сохранение начальной точности движения. В случае^
износа направляющих стержней точность легко восстановить, по-
Рис. 944.
вернув их на некоторый угол относительно их оси. Легкость дви-
жения каретки при данной конструкции такова, что например - в
мерительной машине Викмана каретка, весящая 34 кг, может быть
приведена в, движение из состояния покоя силой в 30—60 г.
2) Замкнутые направляющие. На рис. 944 показана
конструкция направляющих инструментального микроскопа фирмы
Цейсе (fj = 4; г = 4,5; 5 = 0,9). Эта конструкция чрезвычайно
Рис. 945.
выгодна в смысле износа, но является весьма трудной для произ-
водства. Рабочие поверхности направляющих хромированы.
Призматические направляющие (рис. 940) являются наиболее
удобными с производственной стороны и широко применяются
в оптико-механических приборах. Как уже указывалось выше,
их недостаток—сравнительно быстрый износ. В точных измеритель1-
ных приборах следует предупреждать этот износ путем предвари-
тельной заполировки канавок цилиндрическим стержнем (см. выше).
Сепараторы 1 и штифты 2 служат для предупреждения набегания
шариков друг на друга и для ограничения их передвижения. Се-
паратор изображен на рис. 945.
Выбор металла и его термической обработки. Опыт неко-
торых заводов показал, что для точных измерительных приборов
направляющие небольшой длины следует изготовлять из стали
с содержанием углерода 0,15 — 0,2%, с последующей цементацией
и закалкой. Глубина цементации 0,5—1мм.
274
Направляющие сложного профиля, изготовленные из высоко-
углеродистой стали, при закалке неизбежно ведет. Наилучшим же
способом придания поверхностной твердости рабочим поверхностям
направляющих является, по нашему мнению, азотирование.
Если направляющие (рис. 940) работают при малой нагрузке
и при пониженных требованиях к их точности и износу, они
могут не подвергаться термической обработке. В этом случае,
в зависимости от условий их работы, они могут изготовляться из
стали №6—12.
Табл. 147 показывает сравнительную изнашиваемость твердых
металлов по данным некоторых авторов. Износ инструментальной
стали принят за 100.
Таблица 147
Сравнительная изнашиваемость твердых металлов
№ no nop. Материал Автор
Френч Герш- ман Нибердинг Саввин
1 Закаленная инструмен- тальная сталь 100 100 100
2 Быстрорежущая (18% W) .... Нитрированная сталь сталь . 84 49 57 45 72 34
4 Хромированная сталь1 29 5 32
Для исследования прямолинейности направляющих применя-
ются различные методы (с помощью уровня, индикатора, линейки,
поверочной плиты, оптическим путем).2 Фирмой Цейсс выпущен
специальный прибор для исследования качества поверхностей
направляющих, дающий возможность определять линейные ошибки
до 0,001 мм на длине до 4 м.3
§ 3. Направляющие для вращательного движения (опоры, под-
шипники)
Классификация направляющих для вращательного движе-
ния:
1. Направляющие с трением скольжения'.
а) с цилиндрической рабочей поверхностью;
б) с конической рабочей поверхностью:
1 Большие различия у хромированной стали объясняются неодинако-
востью толщины слоя хрома и способа хромирования. Следует иметь в
виду, что хромированная поверхность боится поверхностного давления
(происходит выкрашивание хрома).
з Xм" Р°льт’ Калибры и точные измерения, т. II, Л.—М. 1933.
О. Ер pen st ein, Feinmech. u. Priiz., № 2, 177, 1934.
18* 275
1) с одной конической цапфой,
2) с двумя коническими цапфами (опоры на центрах);
в) с шаровой рабочей поверхностью;
г) опоры на остриях.
2. Направляющие с трением качения — шариковые (роли-
ковые) подшипники.
1. Направляющие с трением скольжения, а) Опоры с цилин-
дрической рабочей поверхностью состоят из цапфы (шейки),
охватываемой подшипником (буксой, втулкой) (рис. 946—948).
В приборах, работающих при значительных температурных
колебаниях, при различных коэфициентах линейного расширения
Рис. 946.
материала оси и втулки, при посадке
скольжения 1-го класса точности для
всех диаметров и посадках скольжения,
Рис. 947.
ходовой и легкоходовой 2-го класса (для диаметров от 50—70 мм
и выше), должна быть произведена проверка зазора (см. стр. 266).
Рис. 948.
При быстром вращении для уменьшения трения и износа
трущиеся детали необходимо делать из неодинаковых металлов
за счет увеличения зазора между сопряженными деталями.
Наилучщие результаты дают:
Ос ь
Сталь
Втулка
Бронза
Чугун
Латунь
Нейзильбер
Латунь
Камень (рубин, сапфир, агат и др. в часовых механизмах)
Бронза ( .
Латунь < **РИ требовании диамагнитности и нечувствн-
Бронза ( тельносги к температурным колебаниям
Момент трения в цилиндрической цапфе М = 1,27р.Р/?, где
[х—коэфициент трения, Р—радиальная нагрузка и R—радиус
цапфы.
276
б) Опоры с конической рабочей поверхностью. Основным
недостатком цилиндрических цапф являются неизбежный радиаль-
ный зазор (игра) в подшипнике и увеличение этого зазора от
износа рабочих поверхностей, при невозможности его уничтоже-
ния без смены соответствующих де-
талей. В тех случаях, когда необхо-
димо особенно точное сохранение по-
ложения геометрической оси вращения,
даже после некоторого изнашивания,
должны применяться конические цап-
фы. Преимущество конических цапф
заключается еще и в том, что они могут
воспринимать как радиальные, так и
осевые нагрузки, причем особенно чув- /
ствительны к последним.
Трение в конических цапфах зна-
чительно выше, чем в цилиндрических
и определяется по формуле (рис. 949):
Рис. 949.
Л4 = рг — uz N,
°Р- sin а °р-
где М—момент трения; [л—коэфициент трения; гср = гнаиб. ~т~ гваи.у..
2
Р—осевая нагрузка; а — половина угла при вершине конуса
(угол наклона). 1
Рис. 950.
При радиальной нагрузке:
М = l,27ur тХ1----------s = 1,27г,
’ 1 cp-sin(90 —а) ер- 1
Если угол а слишком мал, то давление N становится слиш-
ком большим. Этого избегают тем, что подшипник опирается еще
на заплечики (рис. 950а).
Если положить Р—1, то для различных значений угла
конуса получаются значения N, указанные в табл. 148.
1 ОСТ 7652.
277
Таблица 148
Зависимость между Р и N при различных а
Конусность а > tgа Sin а 1 sin а
1:5 5°42' 1 ; 0,10010 0,09961 10
1:6 4°4б' 1 0,08338 0,08310 12
1 :8 3°34' 0,06262 0,06250 16
Г. 10 2°52' 0,05007 0,05001 20
Наиболее применяемой является конусность J/6.
С другой стороны следует иметь в виду, что чем длиннее
коническая цапфа, тем она устойчивее и надежнее в работе.
Рис. 950а.
Трение в конической цапфе должно происходить не по всей
поверхности (рис. 950).
Изготовление этих цапф и их пригонка значительно труднее
и дороже, чем цилиндрических.
278
Конические цапфы применяют в геодезических (рис. 950),
астрономических и артиллерийских приборах (стереотруба и др.)
Из-за отсутствия зазора они особенно чувствительны к колебаниям
температуры, и почти
всегда в приборах, ра-
ботающих при изме-
нениях температуры,
их изготовляют из од-
нородных материалов;
кроме того в таких
случаях обязательна
опора на торец запле-
Рис. 951.
ника (рис. 950а).
Опоры с двумя коническими цапфами (опоры на центрах)
применяются для легких деталей.
Для регулирования зазора применяют винты с коническим
острием или углублением. При этом ось в первом случае имеет
зенкованное цилиндрическое, углубление (рис. 951#) либо кони-
ческое острие (рис. 951 я).
При всех прочих равных
условиях конические цапфы проч-
нее, чем цилиндрические, но бы-
стрее изнашиваются.
Рис. 952а.
Рис. 952.
Винты должны обязательно иметь предохранение против само-
отвинчивания (рис. 9 2 и 952а).
Ориентировочные размеры угла при вершине конуса и размеры
отверстия (по DIN 332) дают табл. 149 и рис 951.
Таблица 149
Размеры центрирующих отверстий
D <1 А Лшп
1—-2,5 0,50 1,2 1,5 0,8
2,5-5 0,75 2,0 2,5 1,0
5-10 1,00 2,5 3,0 1,2
10—20 1,5 4,0 4,5 1,8
279
Рабочие поверхности винтов должны быть закалены.
в) Шаровые цапфы применяются в тех случаях, когда тре,;
буется ооеспечить ось от продольного перемещения, предоставив
ей в то же время некоторую свободу вращения около центра'
цапфы (рис. 953 и 954). Эти цапфы одинаково хорошо выносят как,
осевую, так и радиальную на:рузку, однако момент трения при этом
изменяется. При осевой нагрузке: Л4щр = • 0,63 R (для шаровой
пяты), при радиальной нагрузке: тЙтр == • 1,27 где R— ра-
диус шара.
2. Направляющие с трением качения. Шариковые и роли-
ковые подшипники. Устройство шариковых и роликовых подшип-
ников основано на замене трения скольжения трением качения.
Рис. 953.
Во время работы сопротивление от трения в подшипниках качения
немногим меньше сопротивления в хорошо сконструированных
подшипниках скользящего трения. Начальный же крутящий момент,
необходимый для начала вращения вала при подшипниках качения,
значительно меньше. Это обстоятельство особенно выгодно для
оптико-механических приборов. Другими преимуществами под-
шипников качение являются: малый расход и нетребовательность
к смазке, нечувствительность к нагрузке при самых высоких числах
оборотов, отсутствие нагревания при тех же условиях.
При низком или среднем числе оборотов применяется густая
смазка (вазелин, тавот), при числе оборотов свыше 1000 об./мин.
требуется смазка жидким (минеральным) маслом. Смазка должна
быть свободна от кислот и щелочей.
Ход у подшипников качения не такой мягкий и бесшумный,
как в подшипниках скольжения, балансировка труднее. Необходима
точная установка подшипников. Обеспечивается их легкая и пол-
ная взаимозаменяемость.
Матери-лом для шариков (роликов) и колец служит специаль-
ная хромистая сталь марки Х-6 и ХШ в виде калиброваных прут-
ков, сталь ЭХ-2 и др.
Для уменьшения трения и износа поверхность шарика и
280
основные группы:
Рис. $155.
беговая дорожка кольца должны быть сильно закалены и при
рассматривании в 6х лупу не иметь трещин, царапин и вмятин..
Классификация подшипников качения. В точной механике
и оптико-механическом приборостроении ввиду малых нагрузок
применяются почти исключительно шарикоподшипники, рассмо-
трением которых мы и ограничимся в дальнейшем.
Шарикоподшипники по способности к восприятию той или.
иной нагрузки можно разделить на три
1) радиальные, т. е. приспособ-
ленные к восприятию радиальной (пер-
пендикулярной к оси вала) нагрузки
(ОСТ 721.-);
2) радиально-упорные, т. е. при-
способленные к восприятию комбини-
рованных нагрузок (ОСТ 6772); 1 2
3) упорные, т. е. приспособлен-
ные к восприятию только осевых на-
грузок.
В настоящее время в СССР нор-
мализованы все 3 типа подшипников
(ОСТ 2202, 6799, 7219, 7220, 7221,
7222, 6121, 6434, 6120, 6772 и 2216).
Ввиду малых нагрузок и чисел оборо-
тов и требований наименьшего габа-
рита и веса в оптико-механических
приборах имеют широкое распростра-
нение специальные конструкции шари-
коподшипников.
Расчет шарикоподшипников, а) Чи
из уравнения:
. 180° t
sin"Z ~~dt
где Z— число шариков; t — расстояние по хорде между центрами
Двух соседних шариков; dt— диаметр окружности центров ша-
риков. t для подшипников без обойм (сепараторов) берется
от 1,005б? до 1,0Ш, а при хороших обоймах 1,2 d и выше.
б) Трение в шарикоподшипнике определяется по следующим
формулам.
1) Радиальный подшипник. Трение одного шарика,
(рис. (955):
шариков определяется:
СП о
1 Нормальные радиально-упорные шарикоподшипники мало при-
годны для приборостроения, так как диаметры внутренних колец этих под-
шипников начинаются от 15 мм.
2 По Штрибеку.
28 Г.
Работа трения одного шарика в 1 мин.:
Л — Рп/® кгсм[мин.
В этих формулах: Р—общая нагрузка; Рп — давление на-
шарик в кг; f— плечо трения качения в см, равное 0,0005 — 0,001 см<
—угловая скорость вращения кольца подшипника в радианах/сек?
Размеры в мм
л I Г> I & 1^4
Проект ОСТ на радиально-упорные шарикоподшипники (ВООМП).
Работа трения всего подшипника равна сумме работ трения
всех шариков.
2) Радиальн о-у по рны й подшипник. Трение одного
шарика при радиальной нагрузке:
3
SP cos — пу
R=Pf- р —----2- =4= __-__
gJ’ s sinp Z sin р '
3) Упорный п од ш и п н и к:
R = Pf.
Специальные шарикопод-
шипники, применяемые в опти-
комеханических приборах.
1) Однорядный ра-
диально-упорный шарико-
подшипник (одностороннего
действия) (рис. 956) одинаково
хорошо выносит как радиаль-
ную, так и аксиальную на-
грузки и хорошо сопроти-
вляется износу, но несколько
труден в производстве (контроль
Рис. 957.
эксцентриситета). За границей
282
он выпускается большинством фирм (Италия — Riv, Англия__________
Hafnir и др.).
Некоторые авторы 1 ошибочно предполагают, что можно
сконструировать этот подшипник так, чтобы касательные к точкам
касания шарика пересекались в одной точке на оси вращения под-
шипника (рис. 957) (что теоретически должно вести к отсутствию
Размеры в мм
d D, /2. г
5 0,0 13 1,5 4 1,9
6 9,5 14 1,5 4 1,9
7 10,5 15 1,5 4 1,9
8 11,5 16 1,5 4 1,9
9 12,5 17 1,5 4 1,9
10 13,5 18 1,5 4 1,9
12 15,5 20 1,5 4 1,9
Проект ОСТ на радиально-упорные шарикоподшипники.
прения скольжения). В действительности же под влиянием равно-
действующей R реакций и направленных под углом а
к центру шарика, шарик будет смещаться в направлении действия
силы до тех пор, пока точки касания его не будут лежать на
шаметре (равнодействующая сила Л^А/з -> 0), а отсюда и каса-
—___ D
Рис. 959.
Размеры в мм
d d\ бД D /г. г
5 10 15 18 1,5 5 1,9
6 И 16 20 1,5 5 1,9
7 12 17 21 1,5 5 1,9
8 13 18 22 1,5 5 1,9
9 14 19 23 1,5 5 1.9
10 15 20 24 1,5 5 1,9
12 17 22 26 1,5 5 1,9
Проект ОСТ на радиально-упорные шарикоподшипники.
1 См. Рихтер и Фосс, Детали точной индустрии, 252.
283
тельные к ним расположатся параллельно друг другу, как указана
на рис. 956. Чем меньше радиус окружности центров шариков|
тем относительно больше трение скольжения (верчения). |
Размеры этих подшипников даны на рис. 958 и 959. Обычно
берется равным 0,65а?шар (см. приложенный к рисункам апроек-»
ОСТ).
Фирма Сперри (Sperry Gyroscop Со) применяет в малых моде-
лях своих гироскопов угол конуса оси шарика 40э и л~0,55 й?шар.
(рис. 960).
При малых числах оборотов и больших диаметрах (при малой
нагрузке) в оптико-механических приборах применяются шарико-
подшипники по рис. 961. Этот тип является вполне рациональ-
ным с производственной стороны. При малых диаметрах следует,
чтобы касательная и образующая конуса пересекались в одной
точке по оси вращения (рис. 962). Угол а рассчитывается по фор-
мулам:
г sin а,
. Я р
tg «1 = ;sin р
Рис. 960.
Хорошая конструкция шарикоподшипника дана на рис. 9636.
2) Р а д и а л ь н о-у п о рн ы й шарикоподшипник дву-
стороннего действия одинаково работает (практически без
люфта) при радиальной и осевой нагрузках обоих направлений,
является очень выгодным в смысле компактности и нечувстви-
тельности к колебаниям температуры и широко применяется
в оптико-механических приборах для вращения с малой ско-
ростью (ввиду большего, чем в радиальных шарикоподшип-
никах трения). Различные случаи применения его показаны на
рис. 964—966.
3) Упорные подшипники показаны на рис. 967
и 968.
Сепараторы (обоймы). Для того чтобы шарики не накаты-
вались друг на друга (при этом трение возрастает, вследствие
284
того что касающиеся точки двигаются навстречу друг другу, т. е.
t- удвоенной относительной скоростью), их разделяют так назы-
ваемыми сепараторами (обоймами). Сепараторы изготовляются из
Рис. 962.
Рис. 961.
мягкой стали (Кз 1,2) либо из латуни (рис. 969 и 970). Шарико-
подшипники без обойм называются насыпными.
Допуски на шарики. 1-й ГПЗ им. Кагановича и 2-й ГПЗ изгото-
вляют шарики от 1/8" через 1/32" до 1/2", от х/2" до 1" через 1/16"
Рис. 963а.
Рис. 9636.
и выше 1" через ОСТ] 8201^ предусматривает изготовление
шариков диаметром от? 1 мм. Однако производство их пока
не налажено.
285
Рис. 965.
Рис. 966.
Рис. 969.
Рис. 970.
286
При изготовлении шариков применяются допуски, симметрич-
но расположенные около номинальных диаметров. Так для диа-
метров шариков до 1" (25,4 шж)допуск ±z 0,001 мм.
Теоретическое исследование величины радиальных зазо-
ров в однорядных шарикоподшипниках. 1 Под радиальным за-
зором подразумевается сумма всех
зазоров между жолобами и шари-
ками (в плоскости, проходящей че-
рез ось вращения шарикоподшипни-
ка), которая обеспечивает некоторую
„игру" (люфт) в наружном кольце
в радиальном направлении.
Радиальные зазоры подразделя-
ются (рис. 971) на:
1) радиальные зазоры а неуста-
новленных шарикоподшипников:
a = S-— (F-j-24?);
2) радиальные зазоры / уста-
новленных в свои рабочие места
шарикоподшипников:
/—S' — (Fz + 24Z).
Как видно из рисунка, при
Рис. 971.
прессовой посадке внутреннего коль-
на на вал диаметр дорожки на этом
кольце F возрастает на некоторую величину до F'. Прессовая
посадка внутреннего кольца на вал совершенно необходима при
вращающемся вале.
В установленном шарикоподшипнике должен иметься некото-
рый радиальный зазор 1п, который зависит от допусков для диа-
метров дорожек на кольцах и шариков. Например диаметры
дорожек и диаметры шариков изготовляются с допуском
0,*001 мм.
Во избежание защемления шариков при диаметре дорожки
на внутреннем кольце 4-0,001 мм, при допуске на диаметр до-
рожки на наружном кольце —0,001 мм и диаметр шариков
0,001 мм необходимо иметь 1п = 0,004 мм. Тогда на практике I
будет варьировать от 0 до 0,008 мм.
В неустановленном шарикоподшипнике должно быть преду-
смотрено расширение диаметра дорожки на внутреннем кольце
от прессовой посадки этого кольца на вал, следовательно:
(2 = Z .*5
1 Это исследование весьма важно для оптико-механических при-
боров для учета игры в осях.
287
где g—величина, на которую увеличится диаметр дорожки на
внутреннем кольце при прессовой посадке. При этом увеличение
диаметра дорожки будет значительно меньше натяга по следую-
щим причинам:
1) внутренняя поверхность кольца будет больше напряжена,
чем его наружная поверхность, а деформации пропорциональны
напряжениям;
2) кроме растяжения кольца, имеется сжатие самого вала;
3) шероховатость внутренней поверхности кольца и поверх-
ности вала при прессовой посадке сглаживается, уменьшая тем
самым теоретический натяг;
4) возможные овальность и конусность кольца и вала также
снижают теоретический натяг.
Влияние первых двух факторов может быть подсчитано до-
вольно точно. Фактор третий и особенно четвертый не поддаются
учету. На практике влияние четвертого фактора учитывают тем,
что сбрасывают с теоретического натяга 20%, называя получен-
ный натяг эффективным натягом.
Обозначим: 8 — эффективный натяг в мм; g—увеличение
диаметров беговой дорожки на внутреннем кольце после прес-
совой посадки на вал; — уменьшение натяга вследствие сгла-
живания шероховатостей в мм; D± — внутренний диаметр внутрен-
него кольца в мм; D.2— наружный диаметр внутреннего кольца
в мм, считая, что оно при тех же площади сечения, внутреннем
диаметре и ширине не имеет жолоба:
Радиальное перемещение какой-нибудь точки кольца шарико-
подшипника при прессовой посадке его на вал с разностью пер-
воначальных радиусов, равной половине натяга 6ft, вычисляется
по формуле:
и=Вх-'Г-^Г, (1)
где х— расстояние рассматриваемой точки от оси вращения.
Постоянные В и С имеют следующие значения:
т — 1 2 Dj
2т~ * ~D^’
г__т +1
2т ' 2 ’
где т — обратная величина коэфициента Пуассона.
Подставляя значения В и С в уравнение (1) и полагая х
равным Z)2/2, получаем:
U~k\.
288
Фактический натяг б,— ^ = 26^, откуда:
g==2U^k(b — g).
Для определения gY пользуются следующей эмпирической
формулой:
Р
а ------- ММ
1875
где Р — давление между поверхностями вала и кольца, опреде-
ляемое уравнением:
Е 8~~g
2 О, '
Растягивающее напряжение на внутренней поверхности
кольца:
И в окончательном виде после ряда преобразований по-
лучаем:
__ , Л ________________
5 Di + Cl— Л) 5,85 '
Таким образом для определения необходимого радиального
зазора в неустановленном однорядном шарикоподшипнике необ-
ходимо лишь знать величину эффективного натяга 8.
Допуски на шарикоподшипники — см. ОСТ 2202.
Посадки шарикоподшипников — см. ОСТ 6120.
§ 4. Смазка направляющих, подшипников
Для подведения смазочного материала к смазываемому
месту и для образования в подшипнике некоторого запаса
масла обычно в теле подшипника сверлят отверстие (рис.
972). Если этого сделать нельзя, например из - за малых
размеров всей конструкции, то ограничиваются зенковкой
отверстия для оси; в таком коническом уширении отвер-
стия смазочный материал удерживается действием капиллярных
сил.
Обычные нормы отверстий с таким уширением показаны на
рис. 973. В данном случае конец цапфы должен быть несколько
утоплен и не доходить до наружной поверхности, чтобы масло
19 8905. — Опр. кн. оптико-механика, ч. И.
st
Таблица 150
Жидкие смазочные материалы 1
Род масла Наименование Вязкость по Энглеру в ° Состав Применение
Масла животного про- исхождения Костяное масло 12 — Швейные машины, вело- сипеды и т. п.
Минеральное масло Веретенное масло Парафиновое масло 3—5 4 — Добавляются к маслам для часовых механизмов
Вазелиновое масло Минеральное масло 11 12—25 — Небольшие моторы
Минеральное масло 30—50 — Магнето, подшипники с большим удельным давле- нием
Смеси из масел живот- ного происхождения и минеральных масел Масло для хронометров 5-6 30% костяного, 70% па- рафинового масла Балансиры и храповые ме- ханизмы карманных часов
Масло для часов с маят- никами 6—9 70% костяного, 30% па- рафинового масла Опоры для осей в кар- манных часах и в часах с маятником
Масло для часовых меха- низмов 9 70% костяного, 30% па- рафинового масла Большие часы, часовые 'механизмы пишущих и измерительных приборов
1 По Рихтеру и Фоссу.
Т а б ли ц а 151
Полужидкие смазочные материалы
Род жиров Название Темпера- тура пла- вления °C Состав Применение
Минераль- ные жиры Вазелин 40 — Шарикоподшип- ники
Жир для масле- нок Штауфера 80 Раствор щелочного мыла в ми- неральном масле Подшипники с большим удель- ным давлением
Таблица 151а
Специальные смазки для приборов, работающих при значительных
температурных колебаниях 1
Смазка СМ2
Состав % по весу Свойства Применение
Вазелиновое мас- ло (из эмбен- ской нефти) . . Церезин белый . Ланолин .... Озокерит .... Гашеная известь . 70,5 14,5 8 7 0,05 Применяется для сма- зывания латунных, брон- зовых, стальных и алю- миниевых частей. На этих материалах корро- зии не дает. Смазанные приборы работают при температурных интерва- лах от 50° до — 40° Смазка окуля- ров, напра- вляющих по- лозков и т. п.
Смазка СМ3
Состав % по весу Свойства Применение
Вазелиновое масло Церезин белый . Воск пчелиный . Гашеная известь. 65,6 13,5 20 0,5 Применяется для смазы- вания трущихся сталь- ных и алюминиевых по- верхностей. На этих ме- таллах коррозии не дает. Смазанные приборы ра- ботают при температур- ных интервалах от 50° до —40° Смазка червяч- ных, -винтовых и тому подоб- ных механиз- мов
1 По данным ГОМЗ.
19*
291
держалось лучше. На буртике оси, прилегающем к подшипнику^
делают фаску для уменьшения опорной площади, а также для
лучшего удержания масла.
Рис. 972.
Рис. 973.
—'th—
Шаровая форма при
вРэмм
Характеристика жидких и полужидких смазочных материалов
дана в табл. 150, 151 и 151а.
М. Я. Кругер
Глава XXXVI
МЕХАНИЧЕСКИЕ ПЕРЕДАЧИ
§ 1. Передача гибкой связью
Передача движения при помощи гибкого неэластичного тела
имеет значительное применение в оптико-механических приборах.
Гибкие неэластичные тяговые органы служат для передачи вра-
щательного (конечного) и прямолинейного движения, а также для
Рис. 974.
Рис. 975.
преобразования вращательного движения в поступательное и на-
оборот.
Передача гибким эластичным органом применяется только
для вращательного движения, допускающего большую неточность
передачи.
Классификация гибких передач. 1. Гибкое тело соединено
непосредственно с движущимися частями (угол поворота ограни-
чен— конечная передача) (рис. 974 и 975). Применяется для точ-
ной передачи.
2. Передача производится при помощи трения или зубчатого
зацепления (цепная передача). Угол поворота ведущих и ведомых
частей может быть неограниченным (бесконечная передача).
293
а) Передача гибким телом.
1) стальная лента (для точной передачи);
2) трос;
4
Рис. 976.
3) бесконечный резиновый или пружинный
ремень.
б) Передача шарнирным приспособлением'.
1) цепочка из колец;
2) шарнирная цепь;
3) роликовая цель.
1. Передача гибкой стальной лентой приме-
няется в оптико-механических приборах для точ-
ной передачи вращательного движения:
а) с постоянным передаточным числом
(рис. 976),
б) с переменным передаточным числом (ку-
лачная передача) (рис. 975).
Для передачи берется обычно ленточная, хо-
лодно-вальцованная, крепко-каленая, сине-полиро-
ванная, пружинная сталь со следующей характе-
ристикой: сопротивление на разрыв —120 —
140 кг/мм2', относительное удлинение — от 0,006
до 0,01 (с увеличением этой нормы при закру-
чивании до пределов 0,013 — 0,015); число твер-
дости по Шору — до 60; химический состав:
С —0,70—0,79%, Мп —0,30—0,40%; Si—0,20—
0,30%, P4-S<0,04%.
Размеры лент даны в табл. 152.
Таблица 152
Размеры лент
Толщина ленты мм Ширина ленты (по заказу) мм Наименьший радиус изгиба мм
0,05 2,5-60 6
0,1 2,5—60 1Э
0,2 2,5—60 24
0,3 2,5-60 36
0,4 2,5—60 48
0,5 2,5—60 60
До 1,5 через 0,1 2,5-60 —
Для обеспечения плотного прилегания по всему профилю ро-
лика (кулачка) лента должна находиться под постоянным натягом
(нагрузкой). Величины последней указаны в табл. 153.
294
Расчет произведен по формуле:
bh9^
где <зи — допустимое напряжение на изгиб, равное 180 — 200 кг/мм9;
b — ширина; h — толщина ленты.
Таблица 153
Необходимая нагрузка Рх на ленте в зависимости от
радиуса изгиба ленты г (х — коэфициент точности
передачи)
Наименьший радиус изгиба ленты г мм h — 0,05 мм b — 2,5 мм h — 0,1 мм b = 2,5 мм
Необходимая нагрузка Рх в г
6 7,5 10 12 15 20 25 30 250 200 160 160 100 100 100 100 480 400 300 250 200
Примечание. В случае, если лента должна облегать кулачок,
за г берут радиус наибольшей кривизны кулачка.
Следует иметь в виду, что находящаяся под некоторым на-
тягом лента, сходя с ролика, примет форму некоторой упругой
кривой (рис. 977), кривизна которой будет зависеть от попереч-
ного сечения ленты, радиуса кривизны ролика (кулачка) г и на-
грузки Р (момента пружины 7ИГ). При поворотах ролика момент
пружины станет изменяться благодаря ее закручиванию (раскру-
чиванию). Кроме этого момент силы трения в цапфах ролика бу-
дет в первом случае (при вращении по часовой стрелке) склады-
ваться с моментом пружины, а во втором случае (при вращении
против часовой стрелки) вычитаться из него. Следовательно при
прямом и обратном движении натяг ленты, а отсюда и форма
упругой кривой станут изменяться (рис. 977), и будет возникать
своеобразный „упругий люфт“. Вообще говоря этот люфт будет
пропорционален:
л ее/г
bh*MB
Мтг ’
где b — ширина ленты; h — толщина ленты; Мв— момент трения
в цапфах ролика; Мг — момент пружины; г — радиус ролика;
k — коэфициент пропорциональности.
295
Поэтому нагрузка Р на ленте берется пропорциональной
который в данном случае мы называем коэфициентом точности"
передачи. В табл. 153 х=8—10.
Для обратного движения ведомой детали обычно служит
пружина, которая в то же время создает постоянный натяг ленты.
Иногда вместо пружины применяют обратную ленту (рис. 975).
При этом должен быть обеспечен необходимый натяг.
На длинных прямых участках следует ленту заменять жесткой
тягой, снабженной направляющими (рис. 976). Тягу необходимо
делать из того же материала, что и часть прибора, вдоль кото-
рой она расположена (или из материала, имеющего соответствую-
Рис. 978.
Рис. 977.
щий коэфициент линейного расширения), во избежание ошибок
в приборах, эксплоатируемых при значительных колебаниях тем-
пературы.
Угловое перемещение ведомой детали (призмы) (рис. 976)
при изменении температуры на t° может быть определено по
формуле:
д ф — а (А А) ai (^1 А)
' г
где — угол поворота призмы 7 в радианах; г — радиус ролика 2;
а—коэфициент линейного расширения материала ленты 3;
04 — коэфициент линейного расширения материала основания 4\
L—длина ленты при температуре t0.
Точная передача гибкой тягой невыгодна при горизонтальном
положении тяговых органов ввиду их провисания.
Закрепление ленты. На рис. 978 представлен весьма простой
способ закрепления ленты на шкиве с приспособлением для на-
тяга (юстировки): лента 3 впаивается в паз стержня 2, который
296
может передвигаться в расположенном по хорде шкива 1 отвер-
стии и стопорится винтом 4.
Более удобной для юстировки является конструкция, изоб-
раженная на рис. 979. Юстировка достигается вращением винта.
Рис. 979.
В конструкции по рис. 980 лента впаяна в поперечный nas
кольцевого сектора. Кроме этого сектор имеет продольный пазг
сквозь который проходят винты, крепящие его к шкиву. Благо-
даря такому устройству сектор получает возможность переме-
щаться по окружности шкива. Внутренний радиус сектора жела-
тельно делать на 0,1—0,2 меньше, чем радиус шкива.
На рис. 974 стержень зажимается в пластинке, привинченной
к ролику (кулачку).
Закрепление ленты по рис. 981 не предусматривает юсти-
297
2
Рис. 984. Рис- 985-
лло
ровки и может быть допущено только на одной из связываемых
передачей деталей.
В последнее время, для того чтобы не припаивать ленту,
ГОМЗ применено закрепление, указанное на рис. 982. Весьма
удобное для юстировки крепление показано на рис. 983.
2. Передача гибким канатиком (тросом) применяется исклю-
чительно как грубая (не отсчетная) передача. Примеры примене-
ния: качание верхней головной призмы в перископах, перемеще-
ние линз системы переменного увеличения в перископах, откры-
вание удаленных крышек (заслонок в приборах, фотоспуск и т. п.).
На рис. 984 изображен фотоспуск [7 — наконечник; 2—боек;
3— проволочная броня; 4 — наружная хлопчатобумажная оплетка;
5 — втулка; 6 — трос (7 жилок по 0,2 мя\, 7 — оправа пружины;
8 — пружина; 9 — упор пружины; 10 — стержень нажима; 11—упор;
12—дно упора; 13—нажимная кнопка; 14—дно нажимной кнопки].
Табл. 154 дает характеристику канатов завода Красный
Г воздильщик.
Эти канаты изготовляются исключительно из оцинкованной
электрическим или горячим способом стальной проволоки с вре-
менным сопротивлением разрыву не менее 160 кг[мм2.
Способы закрепления канатов показаны на рис. 985 — 987.
На рис. 988 изображена стяжка (тандер) для натяга троса.
На рис. 989 показана муфта для соединения концов троса.
3. Цепная передача. Эту передачу можно также назвать
зубчатой передачей с промежуточным гибким телом (цепью). Гиб-
кое тело (цепь) в данном случае можно рассматривать как шар-
нирную бесконечную зубчатую рейку. Поэтому принципы кон-
струирования цепной передачи до известной степени те же, что
и в случае реечного зацепления. Зацепление цепных колес следует
отнести к зацеплениям цевочного типа.
Рис. 990 дает схему зацепления цепного колеса. Здесь г — ра-
диус начальной окружности цепного колеса; t — шаг колеса или
цепи; d — диаметр валика цепи.
Если предположить, что шаг цепи в точности совпадает
с шагом колеса, то точка ролика при набегании и сбегании с ко-
d
леса должна описывать дугу радиуса t------- около центра ро-
лика А. Учитывая износ и вытяжку звеньев цепи, целесообраэно
профиль зуба очерчивать по дуге из центра Av
Поперечный профиль зубьев суживают кверху дугами радиуса rv
На рис. 991 показана так называемая крючковая цепь, звенья
которой сделаны из проволоки. Такая цепь может передавать
очень небольшое усилие (см. табл. 155).
Когда цепь должна иметь точный шаг или передавать боль-
шое усилие, применяют шарнирную цепь (Галля) (рис. 992).
Звенья такой цепи делаются из стали. Ролики закаливаются и
шлифуются. Простая (штифтовая) шарнирная цепь изображена на
рис. 993.
Рис. 989.
Рис. 987.
Рис. 990.
пряЗая нарезка.
Рис. 988.
Рис. 991.
ЗОЭ
Рис. 992. Рис. 995.
I
Рис. 996.
301
§
8 OQOOC5 СЛ* СО КЗ >— 7 прядей по 7 проволок о> о —* ОО о О О О СО —1 О 19 проволок § ророо а) Жесткие 7 проволок № по каталогу
сокэкэкзкэ о’—зсл'кзо о ел о сл о СО КЗ КЗ КЗ КЗ О —4 СЛКЗ О О СЛ ОСЛО р- о —4 СЛ КЗ О’—4 СЛ О СЛ О СЛ Канат Диаметр мм
о о о ор со То То То То КЗ <О 04 СО * 1 1 1 1 1 О О Орр СО СО КЗ КЗ КЗ Сл КЗ <£> О СО ррррр “ел Сл’* * СО 04 >— —4 КЗ О 1 1 1 1 1 о о р р о 04 СЛ СЛ *4». —* 04 <—‘ 04 КЗ р ppp р СлР СО СО КЗ 04 —4 СО КЗ СО II 1 1 1 рррр О 04 ел ’44 со То ►-*>-» to СЛ 04 Проволока
pop рр О О ООО * СО ГО ГО — О СО —4 КЗ —1 ррррр 22SS8 00 О СО -4 СО О О О О О о’о о о “о >—>-4 0 0 0 —4 КЗ О 04 СО сл Вес 1 пог. м кг
(МХЮЮ- СО СЛСО СО Оо о ООООСл р СО ND to Т— N3 СЛ 00 “* О СЛ ОС 0О 44. 2-j—pop 00 со То “01 со СО NO >— СО Площ ьдь живого сечения прово- лок каната мм2
04 Сл * СО КЗ »— — —> со с» Сл СЛСЛО Сл —4 04 СЛ 44. СО СО >— >— —1 Сл О О СЛСЛ О to >— >— —4 О СО О Сл о о о о о Разрывающее усилие каната (не менее) кг
>— О О 00 —4 1 1 i 1 1 00 to >— о Ю —*>—>— —> О ОО -4 сл СО 1 1 1 1 1 Сло оо —4 01 р 74 £ to 0 tlLLLL Сл СО 04 СО —> Наименьший ра- диус изгиба1 гх мм
Поперечное се- чение каната
Таблица 154'
Канаты авиационные завода Красный Гвоздильщик
Продолжение"
№ по каталогу Диаметр мм Вес 1 пог. м кг Площадь живого сечения прово- лок каната мм? Разрывающее усилие каната Цне менее) кг Наименьший ра- диус изгиба1 мм Поперечное се- чение каната
Канат Проволока
б) Мягкие 6 прядей по 7 проволок и 1 органическая сердцевина
60215 1.8 0,19—0,21 0,013 1,32 190 6-7
16 2,0 0,21—0,23 0,016 1,60 230 7-8 2?
17 2,5 0,26—0,29 0,025 2,50 360 8—10
На рис. 994 изображена банкаброшная цепь. Эта цепь обла-
дает небольшой шириной и некоторой гибкостью (в плоскости
чертежа).
Цепочка из колец ординарного и двойного зацепления пока-
зана на рис. 995 и 996. Концы ее звеньев могут спаиваться, сва-
риваться или оставаться свободными (рис. 997). В последнем слу-
чае цепочка может выдержать очень незначительное усилие.
1 Расчет произведен по формуле:
где d— диаметр проволоки; <?и— допустимое напряжение на изгиб?
Е—модуль упругости; си взято равным 100 —120 кг/мм?.
305
ТабЗЯ
Основные данные различных приспособлен^
Материал Размеры 1 2
d мм 6 мм п
Шелковая коконовая нить — 0,03 —
Шелковый шнур 0,7 — ---
Хлопчатобумажный шнур ( 1,4 1 2,2 0,75 1,1 2 2
; Пеньковый шнур 3 1 6
4 1 12
( 0,7 *1
Кишечные струны Г 1.2 —
(2 — -
: Кожаные шнуры 4 ч —
9
8 — 3
Цепочка из колец (из латунной прово-
локи, рис, 997) — 1,2 —
Цепочка из крючков (из латунной про-
волоки) — 1,4
; То же (из стальной проволоки, рис. 991) . — 2,4 —
1 По Рихтеру и Фоссу,
2 d — диаметр каната; о—диаметр отдельной нити; « — число про
304
a a
155
для передачи тяговых усилий 1
разрушаю- щая на- грузка кг Коэфициент крепости кг! мм- Удлинение при разрыве °/о Нагрузка при удли- нении в 1% кг Примечание
0,0037 7,10 .—-
5,8 27 Сплетен в виде по-
лой трубки
7,3 14,7 24 28 — | Скручен из 2 прядей
91 12 — По 2 нитки в пряди, по 3 пряди в шнуре
140 11 - По 4 нитки в пряди, по 3 пряди в шнуре
8,5 22 16
26 22 20 —
60 20 20 —
39 76 3,1 3, 26 20 — ( Ремешки толщиной
100 3,6 22 { 3 мм и шириной
135 3,7 20 — 12 мм
9,3 — 34 3,7
28 — 19 10
120 — 20 50
волок или нитей.
Зак. 3905.—. Сир. кн. оптико^механика, ч. II..
305
М. А. Резумов
§ 2. Фрикционные передаточные механизмы
Силы трения. Фрикционные передаточные механизмы служат
для передачи вращения от одного тела вращения к другому,
с постоянным или переменным передаточным числом, помощью силы
трения, возникающей от взаимного нажатия тел в месте их сопри-
косновения. Различают трение; скольжения, качения и верчения.
а) Трение скольжения сухих (не смазанных) твердых тел
подчиняется следующим законам.
1. Сила трения всегда лежит в общей касательной плоскости
к обеим трущимся поверхностям и направлена в сторону, противо-
положную их относительному движению. Точкой приложения силы
трения может служить лишь точка, общая обеим поверхностям.
2. Наибольшая величина силы трения Р прямо пропорциональна
силе N— нормальной реакции одной из поверхностей относительно-
другой:
P=uN.
3. Коэфициент пропорциональности у., именуемый коэфициен-
том трения, зависит: от материала и состояния трущихся поверх-
ностей, от удельного давления: p = N:S, где S—поверхность
соприкосновения, и от скорости v относительного движения.
Последние два фактора оказывают заметное влияние только в тех
случаях, когда сами имеют значительную величину; при этом у
обычно уменьшается с уменьшением р и с увеличением v.
4. Трение покоя по величине больше, чем трение движения..
Особый интерес для уяснения работы фрикционных механиз-
мов представляет случай движения тела в направлении, перпенди-
кулярном движущей силе. На рис. 998 тело А движется под дей-
ствием силы Q со скоростью v относительно плоскости, к кото-
рой оно прижимается с силой N. Плоскость имеет движение со>
скоростью п1. Сила трения Р', противодействующая движению^
будет равна:
т. е. при т/= О она обращается в ноль.
306
Основываясь на указанном свойстве силы трения, проф.
Н. Е. Жуковский указал возможность осуществления относитель-
ного движения соприкасающихся твердых тел без трения.
Зависимость коэфициента трения от удельного давления видна
из табл. 156, составленной по опытам Ренни.
Т а бл ица 156
Зависимость коэфициента трения от удельного давления
Удельное давление кг/см2 ,Коэфициент трения [л для слабо смазанных поверхностей
Железо по железу Чугун по железу Сталь по чугуну Латунь по чугуну
8,79 0,140 0,174 0,166 0,157
13,08 0,250 0,275 0,300 0,225
15,75 0,271 0,292 0,333 0,219
18,28 0,285 0,321 0,340 0,214
20,95 0,297 0,329 0,344 0,211
23,62 0,312 0,333 0,347 0,215
26,22 0,350 0,351 0,351 0,206
27,42 0,376 0,363 0,353 0,205
31,50 0,395 0,365 0,354 0,208
34,10 0,403 0,366 0,356 0,221
36,77 0,409 0,366 0,357 0,223
39,37 Смятие поверх- 0,367 0,358 0,233
42,18 44,58 47,25 49,92 55,12 57,65 ностей 0,367 0,367 0,376 0,434 Смятие поверх- ностей 0,359 0,367 0,403 Смятие поверх- ностей 0,234 0.235 0.233 0.234 0,232 0,273
Зависимость коэфициента трения от скорости может быть
представлена эмпирической формулой Боше:
। ь
|Х = а+ 1 +0,3 v •
Здесь <v— скорость; а и b — численные коэфициенты, зави-
сящие от качества трущихся материалов.
По Гальтону (для трения чугунных тормозных колодок о сталь-
ные бандажи) зависимость коэфициента трения от скорости видна
из табл. 157.
Для грубых подсчетов можно руководствоваться средними
значениями коэфициентов трения, указанными в табл. 158.
б) Трение качения. Сопротивление, которое испытывает цилин-
дрический каток при качении по неподвижной поверхности твер-
дого тела, называется трением качения. При деформации соприка-
20* 307
сающихся тел соприкасающиеся точки их имеют относительные
скольжения, на что расходуется работа трения. При качении также
Таблица 157
Зависимость коэфициента трения от скорости
Скорость KMfnac 0 7,56 15,84 39,96 72,36 96,48
Коэфициент трения [л 0,330 0,273 0,242 0,166 0,127 0,074
Таблица 158
Средние значения коэфициентов трения
Материал ведущей части Материал ведомой части Коэфициент трения f*
Чугун Шлифованный чугун Кожа Сталь Шлифованная сталь Сталь Резина Чугун Резина Шлифованный чугун Сталь Бумага Резина Бумага 0,1—0,15 0,32 0,3 0,15 0,2 0,46 ' 0,39
Л/
(Т [ Q
сглаживаются неровности пути и
расходуется энергия на необра-
тимый процесс деформации тел.
Все эти причины вызывают сопро-
тивление качению, которое может быть представлено в виде
фиктивной силы трения (второго рода).
На рис. 999 дана схема сил, действующих при качении цилин-
дрического катка А по плоскости 5.
308
При условии равновесия действующих сил будем иметь:
PD = Qy,
или:
I D ,
т. е. сопротивление качению цилиндрического катка:
1) прямо пропорционально нормальному давлению между кат-
ком и поверхностью пути;
2) обратно пропорционально диаметру катка;
3) зависит от материала и состояния соприкасающихся поверх-
ностей.
Коэфициент пропорциональности у выражается в линейных
мерах (одинаковых с D) и называется плечом или параметром
трения второго рода.
Новейшие опыты дают для стальных шариков в шарикопод-
шипниках коэфициент у = 0,0005—0,001 см и почти не завися-
щий от скорости и нагрузки. Для роликовых подшипников берут
в пределах от 0,0035 до 0,014 см. При этом он возрастает при
малых нагрузках и скоростях. По данным Штрибека средние значе-
ния у для роликовых подшипников видны из табл. 159.
Таблица 159
Средние значения коэфициента ;
q кг/см2 3 5 7,5 10 15
см 0,0045 0,0034 0,0027 0,0023 0,0018
Здесь q— среднее давление на осевое сечение ролика.
Коэфициент зависит также от радиусов кривизны соприка-
сающихся тел R и R' и . может быть выражен через коэфициент
трения скольжения формулой Резаля:
7 =
RR'
(АЧ-а)(Я'-|-а)’
где [х и а — постоянные, характеризующие материал поверхностей.
Общее решение задачи о распределении давлений в месте
соприкосновения двух сжимаемых упругих тел получено Герцем.
Пусть 1/z-j и Цг^, 1/г2 и l/r^— главные кривизны обоих тел
в точке их соприкосновения, — угол между сечениями, в которых
309
лежат радиусы кривизны гг и г2. Полуоси эллипса соприкоснове-
ния вычисляются по следующим формулам:
а = а
где Р—сжимающая сила; Е— модуль упругости;— — коэфици-
ент Пуассона, равный для стали 0,3;
4 Е
н = — . ------------------------
1
т
________4________
— 4__L+_L+_L
г? ъ
Кривизны тела считаются положительными, если соответствую-
щие центры кривизны находятся внутри тела.
Значения постоянных аир даны в табл. 160. Угол 6 в пер-
вом столбце таблицы определяется по формуле:
cos 6 =
Интенсивность давления р по поверхности соприкасания пред-
ставляется ординатами полуэллипсоида, построенного на поверх-
ности касания, с наибольшим напряжением ртах в центре:
— A
Ртах — 2 * ъаЬ '
В случае сжатия шара диаметра d с плоскостью получим:
3 Г РЕ2
Ртах == °,616 |/
310
Для твердой закаленной стали принимают допускаемое безо-
пасное значение силы Ртах = 50 d2,1 где d—в сантиметрах, а Р —
в килограммах.
Таблица 160
Значения аир для определения полуосей эллипса
соприкосновения
6° 0 10 20 30 35 40 45 50
а со 6,612 3,728 2,731 2,397 2,136 1,926 1,754
? 0,000 0,319 0,408 0,493 0,530 0,567 0,604 0,641
6° 55 60 65 70 75 80 85 90
а 1,611 1,486 1,378 1,284 1,202 1,128 1,061 1,000
8 0,678 0,717 0,759 0,802 0,846 0,893 0,944 1,000
В случае сжатия цилиндрического катка с плоскостью получим:
b = 2,15
Апах=°,591
Предельная допускаемая величина для Р' в случае стальных
катков определится по формуле:
Р' = 25 d,x
где d—в сантиметрах, Р'— нагрузка в килограммах на единицу
длины цилиндра. Поверхность соприкасания — прямоугольник.
в) Трение верчения. При вращении шарика или катка вокруг
оси, перпендикулярной к плоскости качения, элементарные моменты
трения относительно этой оси, алгебраически складываясь, создают
противодействующий вращению момент трения верчения. Величина
этого момента А4д может быть вычислена по формуле:
3
^=32
1 Для фрикционных передач значения допускаемых напряжений сле-
дует уменьшить в 3—4 раза.
311
где L — длина замкнутого контура, ограничивающего поверхность/
соприкасания. Для шара и плоскости, применяя предыдущую фор-
мулу, получим:
з
, P^d
Л4/ = 0,519<л1/ — .
Взаимное влияние различных видов трения, проявляющихся
в одной точке, недостаточно изучено. Повидимому алгебраическое
или геометрическое сложение
дает преувеличенное значение
суммарной силы трения. Во
фрикционных передачах веду-
щей силой является сила тре-
ния скольжения, иногда весь-
ма сильно меняющаяся от раз-
личных причин, как например
наличия следов смазки, влаги
и т. п. Поэтому расчет фрик-
ционных передач может быть
произведен приближенно.
Классификация фрикци-
онных механизмов, применя-
емых в оптико-механических
приборах:
1. Передача вращения с постоянным отношением.
2. Передача вращения с переменным отношением:
а) непосредственным соприкосновением,
б) через промежуточные тела.
Рис. 1001.
1. Передача вращения с постоянным передаточным числом.
На рис. 1000 каток В прижимается с силой N, под действием
пружины, к катку А. Возникающая сила трения Р~ должна быть
больше окружного усилия колеса, необходимого для преодоления
полезной нагрузки. Передаточное число определяется отношением
диаметров катков А и В.
312
Для увеличения силы трения, при том же нажатии, приме*
няют клинчатые катки по рис. 1001. В этом случае:
а передаточное число определяется средними радиусами катков
(/ = г/г). При увеличении нагрузки на ведомый каток i умень-
шается за счет увеличения скольжения.
Для передачи вращения между пересекающимися осями при-
меняют конические катки по рис. 1002.
2. Передача вращения с переменным передаточным числом.
На рис. 1003 диск Л вращается с постоянной угловой скоростью
от приводного механизма. Ролик В, находящийся на расстоянии г
от оси вращения диска А, прижимается к последнему с силой N.
Возникающая при этом сила трения u/V на плече создает момент
Рис. 1002.
Рис. 1003.
преодолевающий при вращении моменты полезных и вредных
нагрузок. Угловая скорость со} выразится:
г
о», = со — ,
Г1
не учитывая скольжения.
Вследствие конечной ширины ролика а и возникновения в месте
соприкасания сжимаемых тел трений качения и верчения, а также
наличия полезных и вредных сопротивлений, со/ будет меньше <ор
что соответствует уменьшению плеча г на некоторую величину S
(скольжение):
, г— S
СО. — (О --- .
1 п
Определим относительное скольжение tj как отношение раз-
ности истинной и теоретической угловых скоростей со/ и coj
к теоретической:
— coj S
31&
,т. е. относительное скольжение увеличивается при подходе ролика
к центру диска. При передаче вращения с диска на ролик полная
работа сопротивлений составится из суммы работ: трения сколь-
жения (верчения)—Tv трения качения—Г2, трения подшипника
ролика—7"з и полезного сопротивления—7\.
Предполагая равномерное распределение давления по об-
разующей ролика в месте его соприкосновения с диском:
т ( W-L. а \
1 « I 1 4 J
(диаграмма момента трения верчения Мв видна на рис. 1004);
Г3 = ,
где:
,, 4
к = tx—гп
для подшипников трения,
k' = k у см
а
качения; k—коэфициент, зависящий от числа
шариков z в подшипнике и от отношения диаметра окружности
центров шариков £)0 к диаметру шарика d (при z>8 — £~1,2).
лгде Л4П— момент полезной нагрузки, — угол поворота ролика,
равный
r.— S
ф ——.
• ‘ G
Предполагая независимость работ друг от друга, получим ве-
. личину S, соответствующую минимуму суммы работ Т= 2Л:
aS”! 1 1
2 ja ‘ [J. ’ i\
При [S] > а/2 вращение передаваться не будет.
При передаче с ролика на диск теоретическая угловая ско-
рость последнего <о будет обратно пропорциональна расстоянию
ролика от центра диска и выразится на диаграмме (рис. 1005)
<о,г.
<о = в виде гиперболы.
1 Формулы скольжения выведены инж. М. А. Резуновым.
314
При тех же предположениях и обозначениях, что и в пре-
дыдущем случае, скольжение S будет положительным и выразится
следующим образом:
r+-S= 1/ г2 ——.
У 4 ;х [12V
Пренебрегая трением подшипника при холостом ходе (Л4П — 0)i
получим:
г. е. величина S зависит от радиуса г и при г = 0 равна:
а
2*
Решающее значение для величины скольжения имеет отноше-
ние полезной нагрузки Л4П ' i\ к силе трения \xN. Поэтому жела-
Рис. 1005.
Рис. 1006.
тельно выбирать это отношение возможно меньшим (меньше еди-
ницы). В действительности из-за взаимного влияния различного
вида трений, действующих в одной точке, величина скольжения
получается больше, нежели по приведенным формулам.
На рис. 1006 вместо диска А — сферический грибок, враща-
ющийся вокруг оси хх от приводного механизма. Величина плеча г
меняется вращением оси хх вокруг перпендикулярной к ней
оси О:
г-R sin а,
где радиус сферы грибка, а а — угол отклонения оси хх от
некоторого начального положения.
Все изложенное остается справедливым и для этого типа ме-
315
ханизма с той лишь разницей, что при исчислении работы трений
верчения угол © следует множить на cos а.
На рис. 1007 вращение передается с конуса А на ролик
и далее опять на конус С. Угловая скорость меняется не прей
порционально изменению плеча г или перемещению ролика вдол^
по оси:
<о=о ,
т—г
где ni = h — 2r0 cos а = rmax г min — const.
Диаграмма зависимости отношения coj.'co от г представлена!
на рис. 1008.
Во всех рассмотренных типах фрикционных механизмов с пе-
ременным передаточным числом при изменении последнего проис-
ходит скольжение сжимаемых тел вдоль по образующей ролика,
что вызывает порчу поверхностей, а также вследствие причины,
рассмотренной на рис. 998, при этом возникает неизбежное
проскальзывание в перпендикулярном направлении, т. е. в направ-
лении окружной скорости ролика. Для уменьшения этих вредных
влияний применяют конструкции типа, изображенного на рис. 1009-
Вращение с диска А передается через два промежуточные
шарика В валику С. Шарики удерживаются обоймой D, переме-
щающейся по направляющим помощью винта с рукояткой Е. При.
этом они катятся друг по другу по радиусу диска X и по обра-
зующей валика С с незначительным трением о каретку D. Сколь-
жение существует и в этом случае, так как при надавливании си-
лой N образуются поверхности соприкасания: между шариками —
круг, между шариком и диском — круг, между шариком и вали-
ком — эллипс. Трение верчения оказывает в данном случае более
316
вредное воздействие на правильность работы механизма, чем в
случае цилиндрического ролика.
На рис. 1010 можно видеть конструктивное оформление фрик-
ционного передаточного механизма по рассмотренному типу. От
Рис. 1009.
приводного механизма вращение передается на шкив К и соеди-
ненный с ним валом диск Д, откуда
валик С. Диск А вращается
шарику пружиной Е через
упорный подшипник О. На
конце валика С, вращающе-
гося в двух подшипниках J,
насажен шкив L, с которого
снимается угловая скорость
вращения <о1. Шарики В за-
ключены в обойму D с че-
тырьмя парами роликов Е,
служащих для уменьшения
трения. Изменение переда-
точного числа производится
перемещением каретки D
параллельно оси валика С.
Для больших скоростей
{свыше 800 об./мин.) приме-
няют конструкции, состо-
ящие из диска, валиков и
шариков, погруженных в
масло. В качестве материала
через два шарика В — на
в подшипниках Н и прижимается к
Рис. 1010.
рекомендуется шарикопод-
шипниковая сталь, каленая,
о твердостью по Роквеллу не ниже 60 по шкале С.
Недостаточно систематизированные пока лабораторные испы-
тания, произведенные с фрикционными передаточными механизмами
по типу рис. 1010, в основном дают результаты, совпадающие с
теоретическими предположениями. Скольжение, особенно вблизи
ют центра диска, получается несколько больше, чем по приведен-
317
ным формулам, что можно объяснить указанными выше соображен
ниями о сложении сил трения, действующих в одной точке. Здесй
следует заметить, что в точных передачах требуется очень высо|
кая точность изготовления ответственных деталей.'При этом необЗ
ходимо обращать также внимание на недеформируемость и отсут-i
ствие перекосов этих деталей при действии на них значительных!
усилий. Так в одном из испытанных механизмов для перемещения^
каретки с шариками, при силе нажатия валика на диск 12 кг,
требовалась сила 5 кг (при неподвижном диске) и 0,4 кг (при
вращающемся диске). Для нажатия на соприкасающиеся тела обычно^
применяют пружины. Пользуются также для этой цели магнитными?
силами, включая соприкасающиеся тела в замкнутый магнитный*
поток электромагнита.
При выборе материалов для рабочих частей механизма сле-
дует руководствоваться условиями работы последнего. Так, помимо
коэфициента трения, следует учитывать пластичность, изнашива-
емость, гигроскопичность, допустимый нагрев и пр. Кожа, при
большом коэфициенте трения, быстро деформируется даже в тех
случаях, если она сделана прочной посредством особых техноло-
гических процессов. Фибра не дает изменения в величине коэфи-
циента трения, но гигроскопична. Пропитка лаком или маслом не
рекомендуется, ибо это влияет на надежность коэфициента тре-
ния. Прессованный баккелит дает хорошие результаты и незначи-
тельный шум. Для больших скоростей рекомендуется закаленная
сталь по' стали. В качестве обоймы каретки шариков применяют
бакаут, выделяющий смазку во время работы.
Af. А. Резу нов'
Глава XXXVII
РЕГУЛЯТОРЫ
§ 1. Теоретические основы и классификация
При установившемся движении машины или механизма уста-
навливается равновесие между движущими силами и сопротивле-
нием, и движение совершается по инерции. Но как только баланс
этих сил или моментов нарушается, скорость начинает меняться.
При вращательном движении изменение момента на величину ДЖ
вызывает угловое ускорение dwjdt, обратно пропорциональное мо-
менту инерции вращающихся масс J:
d<a__Д7И
й?/ ~ ‘
Для борьбы с периодическим изменением нагрузки применяют
маховик, служащий для увеличения момента инерции вращающихся
масс. При длительном изменении нагрузки для удерживания ско-
рости вблизи выбранной ее средней величины применяют регуля-
торы, помощью которых выравнивается количество подводимой и
потребляемой энергии, излишек энергии расходуется на торможе-
ние, или механизм периодически останавливается. В точной меха-
нике применяются лишь два последние способа.
Связь между тормозным моментом регулятора 7ИР и числом
оборотов его в минуту п можно представить в виде кривой, назы-
ваемой характеристикой регу^ чтора. Подобные же характери-
стики можно составить для вс$ эго приводного механизма с вра-
щающим моментом М. Расс тривая совместно характеристики
приводного механизма, регулятора и нагрузки, мы можем вывести
суждение об изменении числа оборотов при изменении моментов
приводного механизма или нагрузки. Момент приводного меха-
низма при установившемся движении 7ИП равен сумме моментов
нагрузки тИи и регулятора 7ИР.
На рис. 1011: 7ИГ — момент вращения приводного механизма
с источником энергии в виде опускающихся грузов; Мп" и Мп—
моменты механизма с пружиной при раскрутившейся и закручен-
ной пружине соответственно; Л1э.п.—момент электромотора с по-
следовательным возбуждением при нормальном и измененном на
±10% напряжении; 7ИЭ.Ш. — момент электромотора шунтового типа
^саморегулирующийся).
На рис. 1012: верхняя кривая пх"п2 соответствует уменьше-
нию, а нижняя кривая пхп2— увеличению числа оборотов регу-
Рис. 1011.
лятора; область пхпг'п"п" отвечает нечувствительности регуля-
тора из-за вредного трения в самом регуляторе; кривая nQnxn2—
расчетная, без учета трения; п0 — критическое число оборотов,
-т. е. такое, при котором регулятор начинает действовать; tg с? =
Рис. 1012.
=:dMPldn — наклон характеристики регулятора, при изменении
нагрузки на определяющий коэфициент неравномерности
регулятора г. Принимая участок характеристики за прямую, можно
написать:
Д/г = /г2 — /г, — s/г —
2ДЛГ
tg? *
320
Полный коэфициент неравномерности составится из г и коэфи-
п" — пг
циента нечувствительности тп =--------:
п
6 = т -4- г ~ .
1 1 п
При пружинном приводном механизме к изменению нагрузки:
Д2И необходимо прибавлять изменение момента приводного меха-
низма ДЛИ
Д М = Д Ж ± Д 7И .
р Н П‘
Чем больше^ tg ф и меньше е и т;, тем выгоднее регулятор.
Вследствие инертности регулятора и деформации его деталей
о не может быть взят слишком большим и для устойчивости работы
должен быть меньше 90°.
Для механизмов небольшой мощности теоретическое нахожде-
ние наивыгоднейшего наклона характеристики Р не представляется
возможным.
Классификация регуляторов, применяющихся в оптико-
механической промышленности:
1. Тормозные регуляторы:
а) с механическим трением;
б) с воздушным трением:
1) ветрянки,
2) поршневые регуляторы;
в) с гидравлическим трением;
г) с торможением вихревыми токами.
2. Регуляторы анкерного типа:
а) с собственными колебаниями;
б) без собственных колебаний.
3. Успокоители:
а) с воздушным трением;
б) с гидравлическим трением;
в) с торможением вихревыми токами;
г) с механическим периодическим трением.
§ 2. Тормозные регуляторы
1. Регуляторы с механическим трением. В регуляторах
с механическим трением, превращающимся в теплоту, используется
центробежная сила С, пропорциональная весу G вращающейся
„инерционной" массы, расстоянию ее центра тяжести от оси вра-
щения Д’ и квадрату числа оборотов п в минуту:
21 Зак. 3905. — Спр. кн. оптико-механика, ч. II.
321
где g=9,81 .м/сек2.— ускорение силы тяжести. Усилие это
передается на тормозное приспособление, состоящее из вращаю-
щейся и неподвижной деталей, находящихся в соприкосновении
через тормозную колодку.
На рис. 1013а изображен плоский инерционный регулятор,
в котором, при указанном стрелкой направлении вращения,
создается дополнительное усилие на колодку тормоза в самый
момент изменения угловой скорости, пропорциональное угловому
ускорению d<a[dt и моменту инерции груза J.
Для уменьшения трения от осевого усилия при передаче
винтовыми колесами в качестве подпятника применяют стальной
каленый шарик или ^пластинку, а также агатовые подпятники.
Рассматривая рис. 1013£, можно вывести следующую фор-
мулу:
(С — F) с — Ra — Nb — Q.
Рис. 1013.
Следовательно, принимая во внимание, что R == рЛ и
M*=z2Rr, получим:
где:
2crGSi&
-—f- а
Р-
Полагая /И₽ = 0, определим критическое число оборотов п0:
Диференцируя по п, получим: tg сэ = 2^п.
322
В отличие от рассмотренного регулятора радиального действия,
на рис. 1014 представлен регулятор осевого действия. Здесь
грузы G, расходясь в стороны под действием центробежной силы,
прижимают тормозной диск А к колодке В на расстоянии г от
оси вращения и этим создают тормозящий момент, величина кото-
рого связана следующей формулой:
здесь:
к(2/ — S)G(<z-M+/)*2 .
Ai — }\Z ' n - оло >
#2 = p. Г
96 (2Z — 5)
/з
Рис. 1014.
где z— число грузов, —f коэфициент трения тормозной колодки
о диск.
В зависимости от величины действующей силы множитель К
может принимать значения от Ко = 0,416 до Ксо=0,5./2=А7(/—S).
Для различных значений S—I в зависимости от установки
тормозной колодки, при жесткости пружины EJ = 0,102 кгсм?,
весе инерционных масс G=13,5 г и множителе /С=0,43 и при
указанных на рис. 1014 размерах, получаются характеристики,
нанесенные на рис. 1015.
Для разгрузки пружин от передаваемого через тормозную
шайбу крутящего момента применяют направляющие, скрепленные
с валом регулятора и скользящие в отверстиях в шайбе. С целью
уменьшения трения (нечувствительность регулятора) необходимо»
разносить их по возможности дальше от оси вращения.
21 * 323
При изменении нагрузки или момента приводного механизма
на величину ДЛ1 и при начальном числе оборотов п{ новое
равновесное состояние регулятора устанавливается по формуле:
1 — е 30J \ ,
//2 \
где I — время; J — I — I — приведенный к скорости регулятора
\пр /
момент’инерции всех вращающихся деталей механизма; Дп—при-
ращение числа оборотов, соответствующее равновесию.
Регуляторы с механическим трением чувствительны к изме-
нению температуры и при износе тормозных колодок меняют свои
характеристики. У регулятора рис. 1014 для возможности регу-
лировки тормозная колодка может быть сделана подвижной.
Для уменьшения износа и увеличения тормозного момента
в качестве материала для тормозных колодок применяют кожу,
фибру, кость и бронзу.
Расчет регулятора с пружинным приводным механизмом
по рис. 1014. 1. По заданной максимальной и минимальной
нагрузке М* и М" и полному числу оборотов z' рабочего вала
подбираем пружину приводного механизма так, чтобы минималь-
ный момент пружины:
М 'I
М">—= М
П пи ’
где т] — коэфициент полезного действия пары шестерен передачи;
т—число пар передач от барабана к валу; I— передаточное
число от барабана к валу; Л4пн — приведенный момент нагрузки.
При этом z' = —Zp где и zt — числа витков пружины
в закрученном и раскрученном состоянии соответственно; М ' и
— максимальный и минимальный моменты пружины.
324
2. Определяем средний вращающий момент:
М=0,5(М' — М М ")
ч ср. ’ ' П пн I п пн •'
и его приращение:
±Д7И — М "4-М
ср. ср. П I пн
3. Задаемся коэфициентом неравномерности г > 1°/0 и пере-
даточным числом г от барабана к регулятору, причем число
оборотов регулятора п где «.— число оборотов в минуту
барабана с пружиной. По приближенной формуле, получаемой
есл^и принять характеристику регулятора на данном участке пря-
молинейной, определяем величину / или J. Формула следующая:
ДТП ДЖ
__ ср- __ __________ср. _
К.п 2i М 4-K9EJi '
1 ср. р ср. 1 р
Для определения этих величин задаемся значениями коэфи-
циентов и размеров регулятора: а, Ь, г, а, К, S, Е, z, (S—Г),
Л2, i («ли J). Далее по формуле:
J7p = ^p2-^J
определяем Кг Вычисляем и проверяем соответствие его с нр по
формуле:
р о I р»
где Дп = п е • 0,5 .
р р
По найденному Кг определяем G. По найденным J и G опре-
деляем размеры груза и пружины. Производим поверку.
4. Если требуется менять числа оборотов в больших пределах,
следует выбрать соответствующий е.
Пример. Пусть задано, что момент приведенной к барабану
нагрузки /Ипн может меняться от 5 до 12 кгсм. Выберем пружин-
ный приводной механизм с = 25 кгсм и Мт" =15 кгсм.
Дано, что п = 5 об./мин. Требуется подобрать регулятор по
рис. 1014 так, чтобы коэфициент неравномерности s не превышал
4°/0, т. е. отклонение числа оборотов от номинала не должно
быть больше zt2°/0.
Ж = (2515 —12 —5)0,5 = 11,5 кгсм;
ДЖ =25 — 5 — 11,5= 11,5 — 15 Д- 12 = 8,5 кгсм.
Для того чтобы регулятор был легче, необходимо увеличивать
до известного предела, так как слишком большое / создает
большие потери в передаче.
Зададимся следующими значениями коэфициентов и размеров
регулятора: а = 0,6 слг, b = 0,4 см; г =1,5 см; G = ? г; К=0,43;
s = 5 см; Е — 2,1 . 109 г{см2; = 200;г = = 0,3;S — Z= 0,1 см.
325
Вычисления проведем в следующем порядке, пользуясь фор--
мулами:
s — l / /з 2Z — S /2 f а + ^ + / ^2 J Кх G
ОД 4,9 118 4,8 0,211 0,46 1,46 2,19 2,18-10~7 1,06-Ю“3 21,5
/С = Л'О • z г • 96 • -—,т—= 0,416.3.0,3.1,5^215 = 2,19;
ДЛ4 —е-Л4ср_ 8500-0,04-11500
s - К2 • Е • / “ 0,04 • 2,19 • 2,1 • 109.200
__________ 8040_________
0,04 • 2,19 • 2,1 • 109.200
+ 2,19 ’ 2,1 ' 109'2,18 ‘ 10 >
___ = ______ ~~
^5715±1002 о61о.
106
«о
К2 • Е - J
К.
1002 г__________
=/946-103 = 973;
п = 5-200 = 1000 об./мин.;
Дп = 0,02 • 1000 = 20 об./мин.;
nmin= 1000 —20 = 980 > 973;
1,06 - 10“3 • 2 - 0,46 • 981 • 900 .
“ 0,43 - 3 • 0,3 - 1,5 • 4,8 • 1,46 • 9,88 “
По полученным G и J подсчитываем размеры груза и пру-
жины, выдержав принятые размеры а и Ь.
Проверим соответствие момента трения регулятора с числом
его оборотов при измененных нагрузках:
Л1р + Л2Ш
326
20000 , , _
-200-Ы°02
1,06 . ю~:!
= У104 • 104 == 1020 об./мин.;
/ 3000 1002
——---------т— = У 96 • 104 = 980 об./мин.,
1,06 • 10"°
т. е. результат тот же, что и принимая характеристику за прямую.
2. Регуляторы с воздушным трением, а) Ветрянки (для
вращательного движения). Однокрыльчатая ветрянка изображена
на рис. 1016. При вращении ее вокруг оси, связанной с привод-
ным механизмом помощью передачи, от сопротивления воздуха
Рис. 1016.
возникает момент торможения, величина которого выражается
зависимостью:
M=kr-’S^
где k — коэфициент, зависящий от формы крыльев; г — радиус
крыла; S-—площадь; <о — угловая скорость вращения. Кроме того
торможение пропорционально плотности воздуха.
Число оборотов ветрянки для получения эффективного дей-
ствия доводят до 3000 об./мин. С целью смягчения ударов при
внезапной остановке механизма крылья соединяются с осью по-
мощью плоской пружины, создающей между ними трение. Для по-
лучения регулируемых моментов трения при одном и том же числе
оборотов применяются ветрянки с раздвижными или поворачи-
вающимися крыльями. При этом меняются действующая площадь
и пропорционально ей момент торможения. Из зависимости между
моментом торможения и числом оборотов ветрянки, представлен-
ной на рис. 1017, видно, что наклон характеристики становится
малым лишь при очень больших числах оборотов.
327
Для получения регулятора с достаточным коэффициентом не-
равномерности применяют ветрянки по типу изображенной на
рис. 1018. Исследование показывает, что для уменьшения наклона
характеристики этого регулятора константу пружины нужно
Рис. 1018.
уменьшать. Для повышения же числа оборотов следует увеличить
или плечо С или предварительное натяжение пружины.
Характеристика регулятора по рис. 1018 изображена на
рис. 1019. До критического числа оборотов п0 кривая, как и на
рис. 1017, имеет вид параболы.
Весьма простую конструкцию регуля-
тора такого же типа представляет изобра-
женная на рис. 1020 плос-
кая спиральная пружина,
закрепленная на оси. На-
правление вращения указано
стрелкой.
б) Поршневые регуля-
торы (для прямолинейного
движения). Такого типа
регулятор изображен на
рис. 1021. Для уменьшения
механического трения при-
меняются прессованные гра-
фитовые поршни. С целью
усиления торможения на
Рис. 1020. ;
них делают канавки остроугольного 'сечения. При зазоре между
цилиндром и поршнем 0,06 мм и при скорости 4,5 лиг/сек. тор-
мозящая сила равна 19 е.
Торможение зависит от площади F, длины I и формы поршня,
скорости движения с и зазора между цилиндром и поршнем $.
328
Кроме того оно пропорционально коэфициенту вязкости
и плотности воздуха. В начале движения вследствие сжимаемости
воздуха сила торможения растет, начиная от нуля, в зависимости
от перемещения поршня. При малых скоростях в конце движения
имеет место зависимость:
где Р—сила торможения, k— коэфициент формы, р — плотность
воздуха.
3. Регуляторы с гидравлическим трением (для прямоли-
нейного движения). На рис. 1022 изображен регулятор такого
типа с изменяемой силой торможения. Так же как и для регуля-
тора с воздушным трением поршневого типа, тормозящая сила,
на основании опытных данных, зависит от площади, формы
и длины поршня, зазора между цилиндром и поршнем, скорости
Рис. 1022.
движения и коэфициента вязкости жидкости. При увеличении
щели в перепускной трубке тормозящее действие уменьшается.
Регулятор заполняется химически не действующим на металл
маслом или глицерином. Для создания неравных сил торможения
при движении в разные стороны применяются обыкновенные или
шариковые клапаны, включаемые или на самом поршне или в пе-
репускной трубке. Для малых скоростей движения тормозящая
сила:
4. Регуляторы с торможением вихревыми электротоками.
На рис. 1023 изображен регулятор такого типа. В диске из
Диамагнитного металла при вращении в магнитном поле возникают
токи Фуко, показанные пунктиром. Взаимодействие магнитного
поля токов Фуко с магнитным — создает сопротивление вращению,
329
пропорциональное квадрату магнитного потока Ф и числу обороД
тов п и обратно пропорциональное электрическому сопротивле-'
нию диска R. Благодаря пропорциональности момента торможения
числу оборотов такой ре-
гулятор особенно применим
там, где необходима линей-
ная зависимость между мо-
ментом торможения и чис-
из возможна
лом оборотов. Диски изготовляются
проводного диамагнитного металла.
Для возможности регулирования числа обо-
ротов применяется конструкция, изображен-
ная на рис. 1024, позволя-
ющая точно установить нуж-
ный зазор между полюсами
магнита и диском.
Момент торможения М
равен:
Рис. 1025.
Ф2«
§ 3. Регуляторы анкерного
типа (для вращательного
движения)
более элекгро-
Рис. 1026.
1. Регуляторы с соб-
ственными колебаниями.
Регулятор состоит из анкера
колеса В (называемых в часовом деле ме-
работающих совместно с регулятором маят-
„4 и ходового
ханизмом хода),
пикового типа (рис. 1025 и 1026). При отклонении маятника С
с(рис. 1025) или баланса D (рис. 1026) влево от положения равно-
330
весия анкер удерживает ходовое колесо, соединенное с приводным
механизмом, от вращения одним своим концом, при отклонении
вправо—другим. Около положения равновесия анкер освобо-
ждает ходовое колесо, и происходит спуск на один зуб. Одно-
временно с этим ходовое колесо сообщает маятнику или балансу
импульс, поддерживающий непрерывное колебание. Скорость
вращения ходового колеса определяется периодом колебания,
который для маятника при небольших углах отклонения равен:
Т= 2тг
где J — момент инерции маятника, m — масса его; I — расстояние
центра тяжести маятника от оси вращения; g— ускорение силы
тяжести; 1Г — приведенная длина маятника. Для баланса со спи-
ральной пружиной:
T=2tz
12 Л
Рис. 1027.
Ebh? ’
где J — момент инерции баланса; D — момент, развиваемый пру-
жиной при закручивании ее на угол, равный единице; Е—модуль
упругости материала пру-
жины; b— ширина; h —
толщина; I — полная дли-
на пружины.
На рис. 1027 изобра-
жена конструкция балан-
са, где для изменения пе-
риода его колебания при-
менен градусник, позво-
ляющий изменять свобод-
ную длину пружины. Для
точных часовых механиз-
мов применяют различные
конструкции компенсационных балансов, не изменяющих своих
моментов инерции при температурном расширении материала.1
В регуляторах анкерного типа наклон характеристики dMjdn
может быть сделан чрезвычайно малым, что позволяет получить
практически совершенное постоянство числа оборотов.
2. Регуляторы без собственных колебаний. При значитель-
ном допускаемом коэфициенте неравномерности (до 10%) и крат-
ковременной работе с перерывами применяются регуляторы по
типу, изображенному на рис. 1028. Ведущий храповик А вра-
щается от приводного механизма в направлении стрелки, благодаря
чему анкер С с инерционными грузами В приводится в колеба-
тельное движение. Грузы В сделаны подвижными для возможности
1 Подробнее о балансах см. проф. Л. П. Шиш ел о в, Механика
часового механизма.
331
изменения момента инерции колеблющейся системы. Вращение
храпового колеса А происходит толчками или с замедлениями
в зависимости от отношения приводного момента /Ип и момента
полезной нагрузки Ма < 7ИП. Излишек работы расходуется на
трение в осях и на поверхностях зубьев, а также на удар не
вполне упругих тел, как зубья анкера и колеса. При сильных
ударах получаются остаточные деформации материала и быстрый
износ, поэтому регулято-
ры такого типа годны
для кратковременной ра-
боты.
Расчет рассматрива-
емого регулятора очень
сложен и не может быть
дан в общем виде, так
как зависит в каждом
отдельном случае от ряда
данных механизма. По-
этому целесообразно на-
Рис. 1028. ходить характеристики
регулятора эксперимен-
тальным путем, меняя различные факторы, и на основании полу-
ченных диаграмм подбирать регулятор к заданным условиям ра-
боты.
На рис. 1029 представлена зависимость времени хода t ре-
гулятора по рис. 1028 за определенное число оборотов от при-
водного момента М при различных моментах инерции J.
Диаграмма усилий, воз-
никающих при работе регу-
лятора, дана на рис. 1030.
Анкер приводится в ко-
лебание моментом Nra, по-
очередно действующим в
противоположных направле-
ниях на входную и выход-
ную рабочие поверхности
зубьев анкера.
Величина угла сс в ис-
полненных конструкциях
принимается обычно в пре-
делах от 40° до 60°. Рас-
стояние I между зубьями
анкера берется равным I
п— целое число. Обычно /=21/2 или З1^. Анкер рекомендуется
делать из стали, зубья — закаливать и шлифовать.
На рис. 1031 представлен регулятор времени экспозиции
332
затвора объектива (компур). Регулировка производится включе-
нием большей или меньшей части дуги храпового сектора D на
цикл работы механизма затвора С.
Рис. 1030.
Рис. 1031.
На рис. 1032 изображен регулятор сигнального устройства
будильника, где анкер одновременно служит молоточком звонка.
Зубьями анкера А являются отогнутые концы стальной пластицки.
333
§ 4. Успокоители
Успокоители или демпферы служат для уменьшения ампли-
туды колебаний или для возможно скорейшей остановки какой- '
либо колеблющейся или движущейся детали. Рассмотрим маятник,
изображенный на рис. 1033. При небольших углах отклонения
вращающий момент Мв пропорционален углу отклонения а от по-
ложения равновесия. При отсутствии торможения маятник будет
совершать незатухающие колебания с периодом, равным (рис. 1034):
Пренебрегая трением, можно сказать, что момент, приводящий
маятник в движение, 7Ид служит для преодоления вращающего
момента Л4 и погашающего момента М , т. е.:
в л У
или:
— М =ЛГ
д в 1 у
J^+P^t+Qla=0’
где Q — вес, J — момент инерции маятника, / — длина, р— кон-
станта затухания.
Решение этого диференциального уравнения дает изменение
угла а при затухающем колебании по закону косинуса (рис. 1035).
Огибающая этого колебания представляет кривую показательной
j
функции, угол наклона которой определяет величину т = 2 —, на-
зываемую константой времени.
При действии на маятник постоянного момента М колебания
происходят около нового положения равновесия. В случае маят-
ника с пружиной колебания следуют тому же закону, только вра-
щающий момент 7Ив будет равен Da, где D — единичный момент.
В табл. 161 можно видеть уменьшение амплитуд в зависимо-
сти от времени t.
Таблица 161
Уменьшение амплитуд в зависимости от времени t
t т т т ~2 т 3 2 т 2т 5 2 т 3 Т 7 2 х 4 т 9 "2 т 6 т 7 т
Oj — а а1 0,778 0,606 0,368 0,223 0,135 0,082 0,05 0,03 0,018 0,011 0,0024 0,0009
334
Детальное исследование дает следующую зависимость:
Рис. 1034.
где Т—период затухающего колебания; То — период незату-
хающего колебания; р—константа затухания; D — константа вра-
щающего момента. При действии на маятниковую систему постоян-
Рис. 1035.
ного момента М колебания будут происходить по этому же
закону около нового положения равновесия, соответствующего
равенству моментов /Ип и ЛТВ .
335
Если р2 < 4 DJ, то получается затухающее колебание по
закону косинуса, отношение двух последовательных амплитуд ко-
торого называют декрементом колебания:
<ч+1
Натуральный логарифм этого
мическим декрементом затухания;
выражения называют логариф-
он равен:
X = In -
(2 ।
z 2J ’
Если после п колебаний амплитуда с начального значения aQ
уменьшилась до ап, то:
In — == /гХ;
ап
. а0
1п —
а
п=~1Г
Для уменьшения амплитуды в k раз потребно пк колебаний:
In/г
In k
К = ---- .
«А-
При kz=z 100:
_4,б
июо — "у" •
Если p^^AtDJ, период Т получается мнимым, и маятник
.’приближается к положению равновесия апериодически. В прибо-
рах, в которых апериодичность нежелательна, допускают от 2 до
1,5 колебаний, пока амплитуда не уменьшится до 0,01 первона-
чальной величины.
336
Этим значениям соответствует логарифмический декремент
затухания К, равный от 2,3 до 3. Если известны момент инерции
маятника J и константа вращающего момента D, то хорошее
успокоение (демпферирование) получится при значении константы
затухающего колебания р от 0,687 У DJ до 0,862 УШ. Этим
значениям р отвечают значения К от 2,3 до 3.
При выводе перечисленных выше зависимостей не принима-
лось во внимание влияние момента сил трения в подшипниках,
которое создает дополнительное успокоение. В электродинами-
ческих приборах создается дополнительное магнитное успокое-
ние от индуктирования токов в колеблющихся витках прово-
локи. Для успокоения колеблющейся системы можно воспользо-
ваться теми же конструкциями, которые создают торможение
Рис. 1036.
в регуляторах^ при надлежаще выбранных размерах их деталей.
Успокоение механическим трением является мало пригодным из-за
ненадежности действия, а также потому, что сила трения не
обращается в ноль при скорости движения, равной нолю (нечув-
ствительность регулятора).
На рис. 1036 изображено успокоительное приспособление,
действующее при помощи движущегося в кольцевой камере крыла.
В воздушных успокоителях для создания достаточной величины
константы затухания пользуются по возможности изолированными
от наружного воздуха крыльями или поршнями. В качестве воз-
душного успокоителя может быть применен изображенный на
рис. 1021 регулятор поршневого типа. Для успокоения больших
колеблющихся масс применяют жидкостные успокоители, подоб-
ные регулятору, изображенному на рис. 1022. Здесь ввиду силь-
ного изменения коэфициента вязкости жидкости с температурой
22 Зак. 3905. — Опр. кн. оптико-асеханика, ч. II. 337
необходимо иметь регулирующее константу затухания отверстий
для перетекания жидкости. В качестве успокоителя может быть
ирименен изображенный на рис. 1023 электромагнитный регуля-
тор с заменой вращающегося диска сектором, допускающим
колебания в нужных пределах углов.
,М. Я. Кругер
Глава XXXVnI
ВИНТОВЫЕ МЕХАНИЗМЫ
§ 1. Общие сведения
В качестве винтов движения в механизмах оптических приборов
применяются винты с трапецеидальной нарезкой по ОСТ 2409, 2410,
2411, 7714, а в измерительных приборах (микрометренные винты) —
винты с метрической нарезкой по ОСТ 94, 32, 271.
Расчет сил трения в винтовой паре. Обозначим (рис. 1037):
г — радиус средней винтовой линии; s — шаг винтовой линии;
л — угол подъема средней винтовой ли-
нии; |i0=tgp0 — коэфициент трения для
покоя; [j. = tgp— коэфициент скользящего
трения; £ — половина угла при вершине
винтовой нарезки.
а) Прямоугольная нарезка. Равно-
весие— до тех пор, пока:
Qtg(a —ро) <Н< Q tg(a -f- р0) ==
Рис. 1037.
S 2тгг;л0
2тгг — p,os
И приложена перпендикулярно к оси винта на плече г.
Самоторможение — для а<р. /
Для движения винта:
Л $ 2*2 2^ га
КН~)—в случае движения по направлению, противоположному Q,
( —) — в случае движения по направлению, совпадающему с Q].
Коэфициент полезного действия:
т =
Т| *g (« р)
22*
339
и соответственно:
, <g(»—р)
tga *
б) Треугольная нарезка. Для движения винта:
и== Q tg a ± cos a/1 tg2g Д- tg2p
1 zjz рь sin 1 tg2a -{- tg2P
Если (приблизительно):
то:
#=Qtg (а±р').
Отсюда видно, что трение в винтовой паре уменьшается
с уменьшением угла профиля резьбы. Таким образом наиболее
выгодным для винтов движения является прямоугольный профиль
резьбы. Но прямоугольная резьба обладает следующими недостат-
ками:
1) осевой и радиальный люфты не могут быть уничтожены
конструкциями гаек по рис. 1048;
2) технологический процесс изготовления значительно слож-
нее и экономически невыгоднее, чем у винтов с треугольной и
трапецоидальной нарезками.
Классификация. Винты движения могут быть разбиты на две
группы:
1. Винты отсчетного движения:
а) с метрической нарезкой,
б) с трапецоидальной нарезкой.
2. Винты неотсчетного движения:
а) с метрической нарезкой,
б) с трапецоидальной нарезкой.
§ 2. Конструкция и применение винтовых механизмов
Отсчетные винты. а) Винты с метрической нарезкой (ми-
крометренные) применяются тогда, когда требуется малый шаг
винта, нагрузка на винт невелика, работа винта незначительна
и трение между винтом и гайкой не играет роли. 1 Метрическая
нарезка лучше сопротивляется износу, чем трапецоидальная, при-
гонка ее также легче. Область ее применения—различные изме-
рительные приборы (микрометры, измерительные микроскопы,
измерительные и делительные машины и т. п.).
1 Для диаметров винтов менее 10 мм применяется, как правило,
метрическая нарезка.
340
К отсчетным винтам предъявляются высокие требования на
точность шага и сопротивляемость износу. В табл. 162 приведены
допуски на погрешность микрометров (винт—гайка).
Таблица 162
Допуски а погрешность микрометров
(в микронах)
Максимальны предел измере- ний мм ОСТ СССР Германия Англия (стан- дарт 1921 г.)
Класс 0 Класс 1 Класс 1
25 ±2 ±4 4 ±2,5
50 ±2 ±4 4 ±2,5
75 и 100 ±2 ±4 4 ±5
125 и 150 — ±5 5 ±5
175 и 200 ±6 6 ±7,5
225 — 300 — ±7 7 ±7,5
325 - 400! ±8 8 —
425 — 500 — ± 10 10 —
Микрометрическая винтовая пара подвергалась многократным
исследованиям на общую ошибку шага. Результаты некоторых
исследований приведены в табл. 163.
Таблица 163
Результаты проверки микрометров
№ по пор. Место про- верки Прогрес- сивные ошибки Периоди- ческие ошибки Примечание
1 Германия + 2 0 Новый микро- метр
2 Америка + 2 0 Был в неболь- шом упот- реблении
3 Германия — 5 -4,5 Был продол- 4 жительное время в упо- треблении
4 *' Германия ±2 -5,5
Прогрессивные ошибки определялись через 0,5 мм (т. е.
через шаг), периодические — через 0,05 мм. Периодические ошибки
определены на 2 витках для каждой пары, прогрессивные — на
25 витках.
341
В 1932 г. Берндтом были
метра (А и В) для определения
исследованы два новые" микро-
общих ошибок винта и гайки.1
периодические ошибки микро-
* / • метра А
0 ~$4д 4,2 4.3 4Д4^
-1-
Рис. 1038.
При этом было замечено, что ошибки винта уменьшаются в со-
бранном виде при работе его с гайкой. Так у микрометров А и В
Л
О
-1-
прогрессивные ошибки микрометра А
Рис. 1040.
при измерении винта с гайкой были обнаружены соответственно
ошибки шага в 2,8 и 6 (1038—1043).
Отсюда можно вывести следующее.,
1 Feinmedi. и. Ргйг., № 9, 1932.
342
1. Пропорция винта и гайки должна быть такова, чтобы н»
всем ходе винта число витков резьбы, находящихся в контакте,
было неизменным.
2. Разрезная конструкция гайки (см. ниже), при которой
в контакте находится только часть витков, не дает возможности
выравнивания ошибок винта и увеличивает износ.
Як испытания виьто микрометра Л
на универсальном микроскоп?
Рис. 1042.
3. Ошибка микрометренной пары должна находиться в пре-
делах 2—4 р.
<5) Винты с трапецоидальной нарезкой (см. табл. 164) при-
меняются в оптико-механических приборах в качестве ходовых
винтов во всех случаях, когда от винтовой пары требуется мини-
мум потерь на трение (см. расчет работы трения в винтовой
паре). Допуски на трапецоидальную резьбу — см. ОСТ 7714.
Коррекция ошибок шага ходового винта. 1 Ошибки (перио-
дические, прогрессивные и ходовые) ходового винта могут быть
^Подробности см. в статье проф. Н. Б. Завадского: Изгото-
вление прецизионного винторезного станка, ОМП, № 2—3, 1931.
343
344
Таблица 164
Резьба трапецеидальная (по нормам ВООМПа).
/0 - 1,866 s
t-J — ti = 0,5 j 4" z
= 0,5 5
zr = z
^cp. = dn — 0,5 5
dx = dQ — 2t
d0' = dQ-ir2z'
di =d0 — s
Пример обозначения резьбы трапецоидальной одноходовой правой с диаметром 20 мм и шагом 2 мм: ТРАП 20 Х^
То же резьбы трехходовой с диаметром 30 мм и шагом для 1 нитки 10 мм: ТРАП 30Х(ЗХ Ю) левая.
Шаг резьбы $ 2 3 4 5 6 j 8 10 12 16 ! 20 24 32 40
Глубина резьбы А 1,25 1,25 2,25 3 3,5 4,5 5,5 6,5 9 11 13 17 21
Рабочая высота витка 4 1 1,5 2 2,5 3 4 5 6 8 ПО 1 12 16 20
Зазор Z 0,25 0,25 0,25 0,5 0,5 0,5 0,5 0,5 1 1 1 * 1 1
Радиус Г 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,25 0,5 ,-0,5 . 0,5 0,5 0,5
Диаметр ш а г Диаметр Ш а г
10 3 1 2 32 10 6 3
12 — 3 2 (34) 10 6 3
14 3 2 36 10 6 3
16 — 4 2 (38) 10 6 3
18 — 4 2 40 10 л . 1
(19) 4 42 10 6 3
20 4 2 44 12 8 3
22 5 2 (46) 12 8 3
24 8 5 2 48 12 8 3
26 8 5 2 50 12 8 3
28 8 ч 2 52 12 8 3
30 10 6 3 55 12 8 3
(58) 12 8 3 (135) 24 16 6
60 12 8 3 140 24 16 6
(62) 16 10 4 (145) 24 16 6
65 16 10 4 150 24 16 6
(68) 16 10 4 (155) 24 16 8
70 16 10 4 160 24 16 8
(72) 16 10 4 (165) 24 16 8
(75) . 16 10 4 170 24 16 8
(78) 16 10 4 (175) 24 16 8
80 16 10 4 180 32 20 8
82 16 10 4 (185) 32 20 8
85 20 12 5 190 32 20 8
(88) 20 12 5 (195) 32 20 10
90 20 12 5 200 32 20 10
(92) 20 12 5 210 32 20 10
95 20 12 5 220 32 20 10
(96) 20 12 5 230 32 20 10
100 20 12 5 240 40 24 12
(Ю5) 20 12 5 250 40 24 12
110 20 12 5 260 40 24 12
(П5) 20 12 5 270 40 24 12
120 24 16 6 280 40 24 12
(125) 24 ' 16 6 290 40 24 12
130 24 16 6 300 40 24 12
Примечания. 1. Диаметров, поставленных в скобки, по возможности не применять.
2. При передаче больших усилий профиль болта у впадины закругляется радиусом г.
3. Для многоходовых трапецеидальных резьб применяется тот же профиль, что и для одноходовых.
4. При обозначении многоходовых и левых резьб делаются соответствующие указания.
исправлены соответствующими коррекционными устройствами.
{кривыми и линейками — рис. 1044—1047). Для этого винтовая
.пара проверяется, и в нужном масштабе изготовляется диаграмма
ошибок ее шага.
На каждый оборот винта требуется дово-
рачивать гайку на такой угол, чтобы ее до-
полнительное перемещение вдоль винта ком-
пенсировало ошибку шага винта. Для осу-
ществления этого доворота гайка снабжается
! хвостовиком Л (рис. 1044), который перемеща-
I ется по криволинейному пазу. Закон постро-
I ения коррекционной кривой диктуется диа-
граммой ошибок винта.
Рис. 1044.
Расчет и построение кривой производятся следующим обра-
зом. Масштаб поправочной кривой выбирается в зависимости от
требуемой степени точности, конструктивных и производственных
Рис. 1046.
Рис. 1047.
•соображений. Масштаб кривой пропорционален длине А* хвостовика
(рис. 1045 и 1046).
График рис. 1045 показывает построение кривой, которое
.производится по следующей формуле:]
где — угол доворота ’гайки на компенсацию ошибок шага
.346
винта.1 На графике по оси X отложены перемещения гайки, а
по оси Y—линейные перемещения конца хвостовика. Понятно, что
данное устройство может служить и для обратной
сообщения неравномерного перемещения гайки
закону при равномерном вращении винта.
Для компенсации температурных влияний
может быть применено устройство, показанное на
рис. 1047. В этом случае коррекционная кривая
превращается в прямую (MN), тангенс угла на-
клона которой пропорционален отношению коэ-
фициентов линейного расширения винта и сравни-
ваемой с ним детали и может быть получен из
формулы:
tg <р = (а — Л1) (t — /0) ctg р,
цели, т. е. для
по заданному
где а и 04 — соответственные коэфициенты линей- рис g
ного расширения; t — температура; р — угол клина
К (рис. 1047).
Конструкция винтовой пары. Общие соображения. В точных
измерительных приборах гайку целесообразно делать неразрезной
(во избежание неправильной работы витков и быстрого износа)
и обратное движение сообщать гайке (винту) пружиной (там, где
измерительными являются прямой и обратный ход винта). В дру-
гих же случаях рационально делать гайку разрезной (рис. 1048).
Рис. 1050.
/
Особенно это относится к тем случаям, когда гайка (винт) служит
как направляющая.
Различные конструкции гаек, допускающие уничтожение мерт-
вого хода винтовых механизмов, даны на рис. 1048, 1049 и 1191. Гайка
1 При малой величине угла tp tg ср может быть заменен самим углом.
См. например делительные машины проф. Завадского.
347
(рис. 1049) состоит из двух свинченных половин А и В, причем
шаг нарезки отличен от шага резьбы винта s.
Диференциальный винт. Диференциальный винт (рис. 1050)
имеет две нарезки с незначительно отличающимся шагом. Пере-
мещение гайки А за один оборот винта равно разности шагов
резьбы и s2. Предел перемещения гайки:
где L — величина перемещения винта.
Диференциальный винт применяется в тех случаях, когда
гайке необходимо сообщить весьма незначительные точные пере-
мещения, для чего обычно потребовался бы винт с чрезвычайно
мелкой резьбой.
Окулярные резьбы. Для диоптрийного перемещения окуляр-
ных линз с целью установки по глазу применяется специальный
профиль нарезки (см. табл. 165). Резьба — трапецоидальная с углом
профиля в 60°, многозаходная.
Такой угол профиля объясняется тем, что от этой резьбы
требуется большое самоторможение. Резьба не должна отвинчи-
ваться от сотрясений и ударов и кроме того должна гарантировать
такую плотность соединения, чтобы влага и пыль не могли про-
никать в прибор. Профиль резьбы при данном угле берется
трапецеидальным, для того чтобы получить меньшую глубину на-
резки, а отсюда и меньший габарит окуляра. Так как все пере-
мещение окулярных линз должно совершаться на протяжении
одного оборота оправы, то резьба, как правило, получается много-
заходной.
Перемещение окуляра дается обычно на величину ±3—5
дптр. Перемещение а на 1 дптр. рассчитывается по формуле:
п___/2окуд.
1000’
где /—в миллиметрах.
Окулярные резьбы изготовляются по 3-му классу точности
(ОСТ 1252). При этом все внимание должно быть уделено плот-
ности сопряжения резьбы.
§ 3. Изготовление винтов
Влияние износа. Износ рабочих поверхностей винтовой пары
имеет большое влияние на точность ее работы, достигнутую при
изготовлении. По опытам фирмы Цейсс на износ не влияют род
материала и его термообработка в практически целесообразных
пределах.
Отклонения вследствие износа резьбы не превышают 1 при
348
Таблица 165
Резьба окулярная (по нормам КИБ ВООМПа).
/0 = 0,866 S' Z2 = 0,3 s’ Zi = Z/= Жг—- = 0,3 S + z у -v Пример обозначения р 24 мм и шагом 1,5 мм: 1 е. О Н“— S —"—I j1-7 ~ _ d0' = do -J- 22 dt' —d^ — 2/2 ^10 2 4* зьбы окулярной шестиходовой с диаметром к. 24 X {6X1,5).
Щаг резьбы Глубина резьбы .... Рабочая высота витка . Зазор Ширина впадины . . . S *1 ^2 Z ь 1 0,40 0,30 0,10 0,212 1,5 0,55 0,45 0,10 0,375 2 0,70 0,60 0,10 0,538
Наружный диаметр Шаг Число ходов (рекомендуемое)
d0 S' п
(8) (Ю) 12 14 16 18 20 22 24 26 28 30 32 (34) 36 (38) 40 (42) 44 46 50 55 60 1 1 1 1 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 1,5 2 2 2 2 2 2 2 2 2 2 2 2 2 2 2 4 4 4 4 4 4 4 4 4 4 4 4 4 / 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 6 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 8 10 10 10 10 10 10 10 10 10 10 10 10 15 15 15 15 15 15 15 15 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1 1
349
100000 ввинчиваниях и вывинчиваниях без нагрузки иг 21 000—^
под нагрузкой в 1 кг. Испытывались следующие комбинации:
Винт я г и » из мягкой стали —- и я » » я » Я » Я „ твердой „ — Я М » » гайка я я V м из мягкой стали „ „ латуни „ • бронзы „ твердой стали . мягкой „ „ „ латуни „ „ бронзы
Не было обнаружено какого-либо различия в работе этих
комбинаций. Следовательно часто нецелесообразно применять за-
каленные винты и гайки из особо мягкой стали.
Материал и обработка. В качестве материала для измери-
тельного винта и гайки инж. Гельман рекомендует сталь Y7A по
ОСТ 4956 со следующим химическим составом: С—0,6—0,74%;
Мп— 0,25—0,35%; Si <0,3%; S < 0,02%; Р < 0,03%. Твер-
дость ее в отожженном состоянии при поставке составляет 156—
187 по Бринеллю. Эта сталь имеет преимущество перед кон-
струкционной в том отношении, что большее содержание угле-
рода облегчает получение зернистого цементита.
Для улучшения обрабатываемости следовало бы иметь струк-
туру зернистого перлита. Сталь с такой структурой отличается
наименьшей твердостью, вязкостью и наилучшей обрабатываемостью
режущим инструментом, так как мелкие точки цементита скользят
вдоль лезвия инструмента, не повреждая его. При пластинчатом
же перлите инструменту приходится преодолевать большое сопро-
тивление пластинок цементита. Для получения зернистого перлита
после отжига можно применить следующий способ: закалить сталь
на троостит и на сорбит (например с охлаждением в свинце при
350° с последующим отжигом при 700° в течение 3—6 час.).
По некоторым данным1 полученная отжигом мелкая равно-
мерная структура стали обеспечивает улучшение ее механической
обработки, но для получения на обрабатываемом изделии очень
тонкой и чистой резьбы хорошо отожженная сталь оказывается
слишком вязкой, и тогда перед окончательной чистовой механи-
ческой обработкой ее необходимо нормализовать. Нормализация
даст структуру, характеризуемую наличием мелкопластинчатого
перлита.2
Существует несколько способов нормализации стали. Один
способ, применяемый исключительно для нормализации специальных
инструментов и специальных легированных сталей, заключается
в нормализации методом закалки. Изделие, обработанное начерно,
нагревают тем же способом, что и при закалке, до температуры,
1 См. И. А. Андин, Калильщик-инструментальщик, Л.—М. 1935.
2 Нормализацию следует производить со свидетелем из того же
материала. Шлиф свидетеля должен исследоваться до и после нормали-
зации.
350
при которой оно может, закаливаться, и закаливают нормальным*
способом в масле (в воде хуже). После этого изделие медленно
нагревают до температуры не выше 650° и так же медленно
охлаждают.
Работа по изготовлению винта и гайки распадается на три
основные момента:
1) механическая обработка (грубая) винта и гайки и терми-
ческая обработка с целью улучшения структуры;
2) нарезание точной резьбы винта и гайки и обработка их
гладких частей;
3) контроль точности винта и собранной винтовой пары.
Фирма Цейсс при нарезании точной резьбы учитывает, что
различные стали растягиваются неравномерно, а потому сначала
испытывается ряд проб и устанавливается соответствующая подача
ходового винта. При помощи профильной лупы постоянно про-
веряется установка относительно оси винта. Ошибка шага не выхо-
дит за пределы 2р..1
' На заводе Красный Инструментальщик сначала шлифуют
мерительный винт на правильный размер, а затем производят пред-
варительное нарезание резьбы гребенкой и окончательное — дисковым
резцом. Проверка осуществляется резьбовым кольцом. Предвари-
тельное нарезан-.е винта конечно весьма целесообразно, так как
при этом разгружаются от грубой работы станок и инструмент,
приспособленный для нарезания точной резьбы. Так например на
заводе Форда при изготовлении резьбовых калибров грубое на-
резание производят на резьбофрезерных станках специальными
фрезами.
Припуски на наружный и средний диаметры резьбы от резца
и от 2-го метчика к 3-му составляют:
Резьбовой резец . . . . —0,5 о,оз —0,25
» » • » • • . . —0,15 — 9,35_002 —0,075
Метчик № 2 . . —0,13 10_0i03 —0,065
. . -0,07 — 9,35_.оо2 — 0,032
Таким образом припуски от резьбового резца к 3-му метчику
составляют:
Для наружного диаметра..........0,25 мм
„ среднего „ .......... 0,075 „
•т 2-го метчика к 3-му:
Для наружного диаметра........... 0,065 мм
„ среднего , ........... 0,035 „
3-й метчик применяется сначала для нарезания нового коль-
цевого калибра, служащего для контроля всех винтов, которые
будут пригоняться к гайке, нарезанной этим метчиком. Такой метод
имеет большие преимущества.
1 Особенностью процесса у Цейсса является также применение для
точной нарезки винта лерки.
351
И. М. Tpuy с-Александров
Глава XXXIX
ОГРАНИЧИТЕЛИ ВРАЩЕНИЯ
Ограничители вращения представляют собой приспособления
или механизмы, назначение которых — обеспечить вращение рабо-
чего вала в пределах определенного наперед заданного числа
оборотов его (в пределах заданного углового диапазона). Они
весьма часто применяются в приборах, изготовляемых оптико-
механической промышленностью, например в механизмах выверки
по дальности и по высоте различных дальномеров и в других
приборах.
Наибольшее применение имеют следующие типы ограничителей
вращения:
1) винтовой ограничитель;
2) ограничитель с кулачковыми шайбами;
3) шестереночный ограничитель;
4) ограничитель с мальтийским крестом.
§ 1. Винтовой ограничитель
Действие винтового ограничителя (рис. 1051а, б, и в) осно-
вано на ограничении поступательного движения ходовой гайки Ь,
которая, входя своим выступом в паз основания, движется по
ходовому винту М при его вращении. Движение гайки b огра-
ничено наличием двух упорных гаек а, закрепленных на ходовом
•винте штифтами. Вращательное движение ходового винта может
происходить до тех пор, пока ходовая гайка Ъ не встретится
с одной из упорных гаек а, сцепившись при помощи своего
кулачка (выступа) с кулачком упорной гайки.
Расчет винтового ограничителя. Величина линейного пере-
мещения S’ ходовой гайки b определяется из равенства:
S = nt,
где п — заданное число оборотов валика /И; t—шаг резьбы
ходового винта валика.
352
конец вращения
по »--------
Рис. 10516.
вращения
ПО с-----03
Рис. 1051в.
Рис. 1051а.
23 Зак. 3905. — Спр. кн. оптико-механяка, я. II.
353
Пример 1. Дано: л = 20; /==1,5. Найти величину S'.
S=20 • 1,5 = 30.
Величина перемещения (хода) гайки по винту в механизме
выверки дальномера может быть определена из следующего рас-
чета.
Число зубцов Zx червячного колеса К, определяющее рабочий
диапазон поворота червячного колеса на угол а, находится по»
формуле:
где Zx— полное число зубцов червячного колеса К', а — угловой
диапазон работы червячного колеса в градусах (а обычно равен
угловому диапазону работы самого клина в механизме выверки
дальномера).
Число оборотов п червяка q, необходимое для поворота
червячного колеса К на угол а, равно:
«А
W 36O7V’
(2)
где N—число ходов (ниток) червяка.
Величина линейного перемещения S ходовой гайки ограничи-
теля определяется из соотношения:
S = n/ =
aZ1 t
36(W’
(3)
где t—шаг ходового винта ограничителя.
На рис. 1052 приведена таблица размеров кулачковых гаек,
применяемых ВООМПом для винтовых ограничителей.
Пример 2. Дано: червячное колесо К имеет число зубцов,
равное Zx — 60; число ходов червяка-N— 2; шаг ходового винта
/=1,5 мм. Угловой диапазон работы механизма выверки по
дальности zt 30°, т. е. а = 2 • 30° == 60°. Найти: величину линей-
ного перемещения S ходовой гайки ограничителя.
Число зубцов Zx шестерни /С, определяющее рабочий диапазон-
поворота шестерни на угол а, находим по формуле (1):
a • Zx __ 60 • 60
360 “ 360 ’
= 10 зубцов.
Число оборотов п червяка q, необходимое для поворота
шестерни К на угол а, находим по формуле (2):
N~ 2
354
По формуле (3) найдем величину линейного перемещения
ходовой гайки ограничителя:
5 = nt = 5 • 1,5.= 7,5 мм.
Расстояние L (рис. 1052а) между?? наружными торцевыми
плоскостями упорных гаек ограничителя можнол вычислить по
формуле:
£ = Z-j-2/14-2A-|- nt-±2f, (4)
где /—необходимый конструктивный зазор (см. рис. 10516):
) + 0,2. (5)
у OOV )
гайка упорная
отв под штифт
сверлить при сборке
№
>Грани-
чителя
Размеры в миллиметрах
d\t
1
2
3
М4Х0,7
М8Х1.25
М10Х1.5
1,0 5
1,5 7
2,0 12
8,0 0,8
13,0 1,5
16,0 1,5
3,5 5,0 3,0 6,0 1,25
6,0 8,0 4,0 9,0 2,2
7,0 9,0 4,0 11,0 2,8
Материал — латунь.
Рис. 1052. Гайки кулачковые к ограничителям вращения.
Угол р (рис. 1052 а) сдвига осей стопорных кулачков упор-
ных гаек по отношению друг к другу определится следующим
образом.
Угловой диапазон поворота валика в градусах равен 360° • п.
Угол между осями стопорных кулачков ходовой и каждой из
23* 355
упорных гаек в обоих крайних положениях ограничителя равен а,
откуда:
/ 2а
(360^
п\—т -360,
(6)
где п — число оборотов валика; т — число целых единиц, заклю-
2а .
чающихся в выражении —- 4- и.
ЗоО
Пример 3. Применяя ограничитель № 2 (см. таблицу
к рис. 1052) при числе оборотов п = 7,3, будем иметь:
Z « 5 + 9 + 3 + 7,3 • 1,25 4- 2 (1,5 — 1,1) + 0,2 = 27,14,
Рис. 1052а.
§ 2. Ограничитель с кулачковыми шайбами
Действие ограничителя с кулачковыми шайбами (рис. 1053) осно-
вано на ограничении вращения валика М при помощи ряда
сцепляющихся кулачковых шайб. Ведущая шайба а закреплена на
валике М жестко. Шайба (или другая деталь) q с последним
(стопорным) кулачком сидит относительно валика М свободно, но
йеподвижно закреплена в корпусе механизма и вращаться не
может.
От вращения валика М вращается и ведущая шайба а, которая
при этом сцепляется посредством своего кулачка с кулачком пер-
вой шайбы набора ведомых шайб Ь и заставляет эту шайбу
сделать некоторую часть оборота. При дальнейшем вращении
валика М до встречи с кулачком второй шайэы b вся полученная
(предыдущая) система сцепившихся шайб сделает некоторый угол
до сцепления с третьей шайбой, и т. д.
Очевидно вся система будет иметь' возможность вращаться
до тех пор, пока не застопорится последним кулачком непод-
вижной шайбы q. После этого она может быть вращаема в обрат-
356
разрез no A A
разрез no A A
конец вращения по&>
357
ную сторону на то же число оборотов, которое она сделала при
вращении в первом случае до момента застопоривания.
На рис. 1053а и б показаны два случая применения ограни-
чителя вращения с кулачковыми шайбами.
Расчет ограничителя с кулачковыми шайбами. Число кулач-
ковых шайб в наборе может быть различно: оно зависит от
требуемого числа оборотов валика и от углов кулачков на шайбах.
Из конструктивных соображений не рекомендуется их применять
для чисел оборотов больше 10.
Угловой диапазон работы или число оборотов валика М
ограничителя обычно задается по конструктивным данным основ-
ного прибора.
Р Расчет необходимого количества шайб ограничителя с кулач-
ками может быть произведен на основе следующих соображений,
й . Если перенумеруем кулачки ограничителя, имеющего общее
число кулачков на его шайбах, равное k, то получим (рис. 1054):
Кулачок 1-й на шайбе а, закрепленной на валике ограничителя
„ 2-й „ первой шайбе набора ведомых шайб b
„ 3-й „ второй „ „ • »
Кулачок (k—1) на ведомой шайбе b (k— 2)
„ k на шайбе q, неподвижно закрепленной в корпусе механизма
На рис. 1054 схематически изображено положение кулачков
до начала вращения ограничителя (сплошными линиями) и в конце
вращения, т. е. после застопоривания (пунктирными линиями).
358
Предположим, что наш ограничитель состоит всего из двух
шайб с кулачками: шайбы а и шайбы q, т. е. k == 2. Тогда
очевидно наибольший возможный угол вращения ср2 валика такого
ограничителя будет равен:
©2 = 360 — ^ — 02, (7)
где 04—угол кулачка (угол между боковыми гранями кулачков
шайб) шайбы а, а2 — угол кулачка шайбы q.
Для ограничителя при 6 = 3, т. е. состоящего из трех шайб
с кулачками: шайбы а, шайбы Ъ и шайбы q'.
<Р8 = + (36° — а2 — аз) = (360 — 04 — а2) (360 — а2 — <*3). (8)
Для ограничителя, состоящего из (k—1) шайб с кулачками:
шайбы a, [k— 3) шайб b и шайбы qx
Т»-, = ?4_2 + (360 — а4_2 — «*_,) = (360 — — а2) +
+ (360 — «2 — + + . • • +(360 — «4_3— «4_2) +
+(360-«к_2(9)
Для ограничителя, состоящего из k шайб с кулачками
шайбы a, (k — 2) шайб Ь и шайбы q\
<?к = + (360 — aA_t—ак) = (360 — — а2) 4- (360 — «2— <х8) +
+ • • • + (360 — «fc_3 — «Л_2) + (36° ~~ ак-2 ~ ак-1> +
+ (360-aft_1-aA). (10)
В том случае, когда углы кулачков деталей ограничителя
равны между собой, т. е. 04 — а2 = а3 — — = ак_± = = а,
имеем:
? = (360 —2а) • (6—1) = 360 • я, (11)
где п — число оборотов валика ограничителя.
Из уравнения (11) определяем число шайб с кулачками:
где п — заданное число оборотов валика ограничителя, а— угол
кулачка шайб.
При этом обыкновенно k — число шайб с кулачками, под-
считанное по формуле (12), — получается дробным. В таком
случае значение k округляют до ближайшего большого целого
числа, а тот излишек угла поворота, который при этом появится,
может быть выбран увеличением угла кулачка шайбы q (если
необходимо точно выдержать заданное число оборотов п).
Подсчет угла кулачка шайбы д. т. е. ак, возможно произвести
следующим образом.
359
Для случая, когда аг = а2 = а3... = aft_2 = ak_^ = а, a aft ф а,,
уравнение (И) примет вид:
?fc = (360 —2а) . (£ —2)4~(360 —а —аА.) = 360 • п, (13)
откуда:
ак = (360 — 2а) • (k — 2) — 360 (п — Г) — а. (14)
Число ведомых шайб b будет равно k — 2 (т. е. числу k без
ведущей шайбы а и без неподвижной шайбы q).
На рис. 1055 приводится таблица кулачковых шайб, при-
меняемых ВООМПом для ограничителей. /
№
шайб
Размеры в миллиметрах
Д | О2 | й | Нг | Н2
8,0
10,0
12,0
14,0
1,5
2,0
2,5
3,0
12
15
18
20
13
16
19
21
0,8
1,0
ч
1,5
2,0
2,5
3,0
3,3
3,0
4,0
5,0
6,0
Материал — сталь.
Рис. 1055. Шайбы кулачковые к ограничителям вращения.
Пример. Требуется подсчитать количество кулачковых
шайб в наборе при заданных: п= 10 оборотов (точно) и a =15°.
Количество шайб с кулачками находим по формуле (12):
, 360 • п
к ----------
360 — 21
360- 10 . ,
——-----— -4—1 = 11,9 шт,
360 — 30 1
Принимаем k~ 12, шт., а угол кулачка последней шайбы q де-
лаем равным не 15°, а подсчитываем по формуле (14):
ак= (360 — 30) • (12 —2) —360(10—1)—15 =
= 3300 — 3240 —15 = 60°.
Количество ведомых шайб будет равно: k — 2 = 12 — 2=10.
361
§ 3. Шестереночный ограничитель вращения
Действие шестереночного ограничителя вращения (рис. 1056)
основано на ограничении вращения валика М при помощи пары
Рис. 1056.
сцепляющихся между собой шестерен Е и S. У шестерни £Г5,
жестко насаженной на валик М, зубец е (стопорный), шире осталь-
ных, а у шестерни 5 против соответствующих (стопорных) впа-
дин и sk между зубцами посажены упорные штифты.
Валик М вращается до тех пор, пока стопорный зубец е
шестерни Е не встретит одного из упорных штифтой шестерни
361
После этого валик М может быть вращаем только в обратную
-сторону на то же число оборотов, которое он сделал при вращении
в первом случае, до момента застопоривания.
Можно также применить и другую конструкцию (рис. 1057),
где, вместо посадки штифтов, стопорные впадины в той части
шестерни S, которая может' входить в сцепление со стопорным
зубцом е, непосредственно заполняют металлом (например заливают
оловом).
На рис. 1057 такая конструкция ограничителя применена
в зубчатой передаче Е — Ev где добавочной к шестерням передачи
является лишь шестерня S.
На рис. 1057а представлен шестереночный ограничитель,
у которого стопорный зубец е заменен упорным винтом; два
другие укреплены на ограничительной шестерне.
Рис. 10576 показывает другую из применяемых конструкций
упора на ограничительной шестерне.
Расчет шестереночного ограничителя. При расчете зубчатого
ограничителя вращения обычно задаются: 1) числом оборотов п
валика М, 2) числом зубцов Zt шестерни Е.
Требуется найти наименьшее (наивыгоднейшее) число зубцов
Zg стопорной (ограничительной) шестерни S, гарантирующее
остановку шестерни Е после п оборотов.
Такоа число должно удовлетворять следующим трем условиям:
1) Zt #^Zg; 2) Z8/Zt— дробь несократимая, т. е. Zs и Zx —
взаимно простые числа; 3) Zg^Z^.
При Za = п и удовлетворяющем двум другим условиям,
наименьшее количество зубцов Zs шестерни S получается при
одной стопорной впадине (при посадке одного штифта или заливке
одной впадины; см. числовой пример 1). Поэтому при расчете
ограничителя сперва задаются численным значением Zs = п и,
если оно удовлетворяет двум другим условиям, выполняют огра-
' ничитель с одной стопорной впадиной.
Если значение Zs — n противоречит условиям 1 и 2, то
численные значения для Zs подбирают минимальными, но больше
числа п (например Zs = п-\- 1) и выполняют ограничитель с двумя
стопорными впадинами и sk. Вращение шестерни Е по напра-
влению часовой стрелки в этом случае начинается от момента
положения зубца е у стопорной впадины № 1 и оканчивается
при встрече его со стопорной впадиной с порядковым номером k
(рис. 1056 и 1057).
Число k определяют из выражения:
Z^n — Zsm -f- (&—1), (15)
откуда:
k = ZYn — Zsm-\-\, (16)
где т— число целых оборотов, которое сделает шестерня 5 при
заданных п оборотах шестерни Е (см. числовой пример 2).
362
разрез no A A
конец вращения no -о—«
разрез no A A
конец вращения по ,
Рис. 1057.
S ограничительная шестерня
Рис. 1057а.
разрез по ДИ
/
Рис. 1057 б.
363
целой части дроби
Численно т равно
неправильная, и на единицу
Рис. 1058.
Zj • fi-f- 1 л
——у-1— , если дробь
меньше, если дробь обращается
в целое число. В послед-
нем случае k = Zs (см. число-
вой пример 3).
При расчете зубчатого
ограничителя необходимо
иметь в виду, что валик Л4
с шестерней Е сделает не
точно целое число и задан-
ных оборотов, а без той
части оборота, которая со-
ответствует центральному
углу ф (рис. 1058).
Для определения угла ф
из косоугольного треуголь-
ника АВС (рис. 1058а) на-
ходим:
Ф = (D€ + ^)(^-4^) + 8^2
2 DADe+D-W)
где De — наружный диаметр ведущей шестерни Е\ Ds — наружный
диаметр ограничитель-
ной шестерни S; М —
модуль.
Подставив в это ра-
венство постоянные зна-
чения:
o<=4(z>+2);
o. = V(Z« + 2);
Л4=—,
К
получим:
Рис. 1058а.
cosX = г,(А + 2) + ^.(А-2)
2 (Zl + 2)(Zi+Za)
(17)
Примеры. 1. Дано: число оборотов валика Л4 и число
зубцов ведущей шестерни Е: п ~ 13; Zx = 14.
Найти: число зубцов Zs стопорной шестерни S.
364
Выбираем численное значение для Zs~ л =13, удовлетворя-
ющее всем условиям, а именно 13 ф 14; 13/14—дробь несократимая.
Выполняем ограничитель с одной стопорной впадиной (s).
2. Дано: n = 20; Z4 = 10.
Найти: Zs и k.
Численное значение , Zs = п — 20 не удовлетворяет условию
несократимости дроби ZJZ1=20/10. Поэтому выполняем ограни-
читель с двумя стопорными впадинами и $А). Минимальное
численное значение для Z8, удовлетворяющее всем условиям,
будет равно «4-1, т. е. Zs, = 21.
Определяя место второй стопорной впадины ($Д найдем по
формуле (16):
k = Z{ -n — Zs- /«4-1 = 10- 20—21 • тф 1 = 201 — 21 т =
= 21(9 — /л)4-12.
k = 12 при т = 9.
Определяя в этом примере угол „недохода“ ?, найдем по
формуле (17):
? 10(10 + 2)4-21(10-2)
C0S+ =------(10+ 2) (10+ 21")------°’775'
£¥- = №12'; /<э = 78°24'.
3. Дано: //=10; Z1 = 12.
Найти: Zs и k.
Наименьшее численное значение для Z8, удовлетворяющее
всем условиям, равно «-|-1 = 11; следовательно Z8=ll.
Л=12- 10 — 11 • /«4-1 =
= 121 —11 -/«=11 (11—т).
В данном случае для т необхо-
димо взять значение на единицу
меньше, т. е. /«=10. Тогда k —
= 11=Z8.
§ 4. Ограничитель типа мальтий-
ского креста
Рис. 1059 представляет переда-
чу, в которой после определенного
числа оборотов (в данном случае
после 7 оборотов) ось А останавли-
вается. С обозначает закрепленное
на оси колесо, имеющее всего лишь
один зубец, a D — звездчатку (мальтийский крест), которая может
вращаться на кожухе прибора В. Остановка оси А происходит
365
каждый раз, когда однозубчатое колесо касается цилиндрической
поверхности зубца Е мальтийского креста, производя таким обра-
зом защемление.
Рис. 1060.
Можно также применить и другую конструкцию, а именно
одной впадины на звездчатке не делать (рис. 1060), так чтобы
зубец в этом месте вступить в зацепление не^мог. Расчет маль-
тийских крестов см. гл. XLI.
С. Т. Цуккерман
Глава XL
ЗУБЧАТЫЕ ПЕРЕДАЧИ
§ 1. Особенности зубчатых передач в ^оптико-механических
приборах
Зубчатые передачи широко применяются в оптико-механи-
ческих приборах, причем, в отличие от других отраслей техники,
здесь главной задачей их является точная связь движения двух
или нескольких осей, иначе говоря, зубчатая передача является
отсчетным звеном.
Вторая характерная особенность применяемых в этих при-
борах передач — большие передаточные числа, связанные с жела-
нием увеличить цену шкалы и точность отсчета. Применяются
и зубчатые зацепления для передачи движения без отсчета,,
например в киноаппаратах и т. п., на которые распространяются
соображения общего машиностроения. В обеих группах находят
применение: цилиндрические, конические, винтовые и червячные
виды колес.
§ 2. Профили зацеплений1
1. Циклоидальные профили в оптико-механических прибо-
рах не применяются, несмотря на преимущества их в возможности
получения больших передаточных чисел (малое допустимое число
зубьев), по причине следующих недостатков: 1) необходимость
специальных фасонных фрез для нарезания каждого колеса; 2) не-
обходимость для точной работы в точном соблюдении диаметра
начальной окружности и расстояния между центрами; 3) труд-
ность устранения мертвого хода в связи с обстоятельствами,.,
указанными в пп. 1 и 2; 4) практическая невозможность нарезания
червячных и конических колес.
2. Эвольвентные профили применяются с углом образующей
(углом давления) а =15° и а = 20° (иногда а = 22°30'). Приме-
1 Здесь не приводятся правила образования профилей, общие для
всех видов машиностроения. См. М. Н. Берлов, Зубчатые колеса
А. Ши бель, Зубчатые колеса, т. I.
367
няется также профиль а = 30° — для выключающихся червяков.
Элементы нормального профиля — см. рис. 1061 и 1062. Заце-
пление обычно выполняется без зазора между зубьями. Эвольвент-
ные профили зацеплений допускают изготовление шестерен для
всех чисел зубьев данного шага посредством только одного
Рис. 1061.
Рис. 1062.
инструмента (рейки, червячной фрезы) и точность их работы
нечувствительна к ошибкам в начальных диаметрах и расстоянии
между осями.1 Последнее обстоятельство позволяет ликвидировать
мертвый ход в зубчатых передачах, делая
одну из осей передвигающейся при сборке.
Рис. 1064.
Рис. 1063.
Недостатком нормальных эвольвентных профилей является
недопустимость нарезания методом обкатки колес с малым числом
зубьев. Наименьшее допустимое число
х 7 2
зубьев: Zmin = —при
“ = 15° Zmin = 30, при а = 20° ^^=17. При меньшем числе
зубьев имеет место так называемая подрезка зуба, уменьшающая
рабочую длину профиля зуба (рис. 1063, где пунктиром пока-
зана подрезанная часть). На практике допускается при а = 15°
•^min-^'25 и при а = 20° Zmin^>14. (Возможно нарезание профиль-
ными фрезами колес до Z = 9).
,1 Подробнее см. Бах., Детали машин, т. 1.
.368
Условием для получения неподрезанного зуба является невы-
ход окружности выступов смежного колеса за точки касания АВ
линии зацепления с основной окружностью (рис. 1064).
Профиль с углом в 20э бблее удобен, так как позволяет
нарезать обкаткой колеса с меньшим числом зубьев, однако
с точки зрения точности передачи, т. е. влияния ошибок в эле-
ментах профиля на точность передачи, несколько более благопри-
ятным является профиль в 15° (подробнее см. ниже). Кроме
того профиль в 15° позволяет при корригированных зацеплениях
получать более высокий зуб, чем у профиля в 20°. Так как и при
профиле в 15° с применением корригированных зацеплений
можно получить обкаткой небольшие шестерни — с числом
зубьев до 9, — нет настоятельной необходимости перехода на про-
филь в 20°.
3. Корригированные профили имеют целью: 1) улучшить
зацепления в случае шестерен с
ние длины линии зацепления);
2) возможность нарезания ше-
стерен с малым числом зубьев
методом обкатки; 3) получение
зацепления с увеличенной вы-
сотой зуба и зазором в сцеп-
лении, малочувствительного
к неточностям сборки.
Корригированные профили
получаются сдвигом нормаль-
ного профиля (рис. 1065) кна-
ружи, благодаря чему устра-
няется подрезка зуба; это в свою
очередь требует увеличения
наружного диаметра заготовки,
и увеличения расстояния между
осями по сравнению с нормаль-
ными колесами.
Применяются два вида кор-
ригированных зацеплений: так
называемое фау-зацепление
(V-Verzahnung) и зацепление
с высоким зубом (Hochverzah-
nung), последнее с зазором
в зубьях.
а) Фау-зацепление. При фау-зацеплении, применяемом в опти-
ко-механических приборах, изменяется обычно профиль только
малогб колеса, сдвигающийся кнаружи (на 0,6 т), в связи с чем
увеличивается толщина зуба на начальной окружности на вели-
чину V (0,32 т) и увеличивается расстояние между осями колес.
Высота зуба у обоих колес остается нормальной. Наименьшее
число зубьев — 8 при а =15°.
24 Зак. 3905. — Опр. ки. оптико-механика, и. II.
369
ч б) Зацепление с высоким зубом получается увеличением *
(рис. 1066) высоты головки зуба обоих сцепляющихся колес (на -
0,2 т) ~ ‘ Л ‘ "
годаря
(в 0,23
и увеличением расстояния между осями (на 0,4 т), бла-
чему в зацеплении между зубьями получается зазор
т). Наименьшее число зубьев малого колеса — 9.
Оба вида корригированных за-
цеплений нарезаются нормальным
инструментом и могут применяться
как для цилиндрических, так и для
винтовых, конических и червячных
колес.
4. Специальные профили. В чер-
вячных передачах применяются два
типа специальных профилей: 1) про-
филь с углом я= 15° для червяков
с закрепленными осями, аналогичный
нормальному профилю; 2) профиль-
с углом а =30° (рис. 1067) для червяков выключающихся, при-
жимаемых при работе к колесу действием пружины. Последний
профиль соответствует профилю метрической резьбы. Применение
профиля со столь большим углом объясняется тем, что при
более остром угле наблюдается заклинивание („засасывание")
червяка в червячном колесе. 1
§ 3. Основные принципы конструирования отсчетных зубча-
тых передач
1. Наибольшая точность может быть достигнута в цилиндри-
ческих передачах с минимальным Z=30, так как (не учитывая
ошибок изготовления) к возможным причинам ршибок из-за
неточности сборки относятся только перекос осей и ошибка
в расстоянии между ними. К этой же группе следует отнести
и винтовые колеса с параллельными осями.
2. Меньшую точность дают червячные передачи, так как
к перечисленным причинам ошибок добавляется неточность уста-
новки оси червяка в среднюю плоскость червячного колеса (гло-
боидальные червяки не применяются, потому что они требуют
еще и установки по оси).
3. Еще меньшую точность дают конические передачи, так
как на них влияют следующие ошибки Сборки: неправильный
угол между осями, перекос (непересечение) осей и неправильное
положение колес по оси по отношению к точке пересечения
осей. Следует при этом отметить чрезвычайную трудность кон-
троля правильной сборки и изготовления конических колес.
(Ввиду того что изготовление зубчатых колес также пред-
ставляет своего рода „сборку", где роль парного колеса
выполняет режущий инструмент, очевидно, что и ошибка изго-
товления находится в таком же соотношении).
370
"V 4. Следует стремиться не применять кратного отношения
числа зубьев двух сцепляющихся шестерен ввиду возможного
появления периодической ошибки за каждый оборот меньшего
колеса. Вовсе недопустимо кратное передаточное число в чер-
вячных передачах с двух-и многоходовыми червяками, как напри-
мер пятиходовой червяк и червячное колесо с 40 зубьями.
5. Целесообразно применение колес с большим числом
зубьев и уменьшенным шагом, так как влияние отклонений
в форме профиля (отклонение величины угла, сваливание про-
филя) уменьшается с увеличением числа зубьев. Нежелательно
однако применение шагов меньше 1,5 мм (/№=0,5), ввиду того
что при мелких шагах (т = 0,2 и т = 0,3) на профиле зуба уже
заметно сказывается неровность поверхности от следов режущего
инструмента (глубина следов инструмента достигает 0,01—0,02 мм).
6. Необходимо придавать отсчетным колесам достаточную
жесткость, особенно ободу колеса, ибо всякая деформация колеса
сказывается на точности (см. ниже о влиянии эксцентриситета).
Сказанное в особенности относится к зубчатым секторам, где
деформации очень часто наблюдаются. Если габариты и вес
допускают, следует делать полный обод даже в тех случаях,
когда работает только часть зубьев.
7. Действительным конструктивным средством для уменьше-
ния ошибок от мертвого хода является уменьшение момента тре-
ния в осях передачи, т. е. следующие меры: уменьшение диаметра
подшипника (не в ущерб жесткости) и уменьшение коэфициента
трения путем применения в подшипнике разных материалов
и хорошей обработки поверхностей или, еще лучше, путем при--
менения шариковых подшипников. Для этой же цели необходимо
при конструировании предусмотреть возможность регулирования
расстояния между осями без перекоса их.
§ 4. Ошибки зубчатых передач
Различаются два рода ошибок зубчатых передач: 1) ошибки
мертвого хода, или „мертвый ход“, и 2) ошибки в отсчете.
1. Мертвый ход — отставание ведомого колеса при изменении
направления вращения ведущего колеса. Причинами мертвого хода
являются зазоры между зубьями и в подшипниках сцепляющихся
колес. Вопрос о количественном учете факторов, вызывающих
мертвый £од, достаточно исследован только в отношении червяч-
ных передач. 1
Эксцентричность, ошибки в расстоянии между подшипниками
или в начальных диаметрах сцепляющейся пары вызывают при
нерегулирующихся подшипниках зазор в зубьях (рис. 1068). Если
1 С. Т. Цуккерман, Мертвый ход в червячных механизмах, ОМП»
12, 1932.
24* 371
в результате указанных причин зубья раздвинуты на величину и
(на рис. 1068 показано червячное зацепление), то боковой зазор
/> — 2tgan и определяет мертвый ход:
А?, =4" 3440',
где ____радиус начальной окружности колеса.
Отсюда видно, что при одинаковых а и Rt мертвый ход тем
меньше, чем меньше угол профиля зуба а.
Зазор в подшипниках зубчатых колес в свою очередь вызы-
вает мертвый ход, так как
щаться в пределах зазора;
при этом самое колесо по-
ворачивается вокруг полюса
зацепления О (рис. 1069).
Величина перемещения оси
в подшипнике зависит от
коэфициента трения у. и
зазораd} — d%B подшипнике.
ось ведомого колеса может доереме-
Для червячных передач с выключающимся червяком величина
мертвого хода определяется: 1
= + .3440'.
- 2Rf
Для цилиндрических колес:
д?2 = cos — р) 3440',
где р — угол трения в подшипнике (tgp = у.). s
Из приведенного выше следует, что мертвый ход тем меньше,
чем меньше отношение d!Rt, чем меньше у. (р) и чем больше а.
Особенно сильно влияние этих величин в червячных передачах.
При хорошо обработанных п'оверхностях следует принимать:
Iх = 0,1— 0,12 для трения стали по стали
— 0,05 — 0,07 „ „ » » бронзе
1 Подробнее см. С. Т. Цу к к е р м а н, op. cit.
372
На рис. 1070 дан график зависимости мертвого хода от
и и для червячного механизма. Сплошные линии соответствуют
скользящей посадке 3-го класса точности, пунктирные — этой же
посадке 2-го класса. Кружочками отмечены экспериментально про-
веренные случаи.
Приведенная формула для цилиндрических колес применима
и для винтовых передач. В этом случае вводится влияние угла
наклона {3 зубьев к оси (рис. 1071), и формула принимает вид:
Это же выражение следует применять и для червячных передач
с жестко закрепленным червяком. 1 В отношении конических пе-
редач вопрос о мертвом ходе не исследован.
2. Ошибки в отсчете — отступления от
пропорциональности углов поворота веду-
щего и ведомого колес — зависят от многих
факторов, которые можно разделить на две
группы:
1) вызывающие ошибки с периодом,
равным 1 обороту колеса, из которых на^у-
большую роль играют: эксцентриситет
и неточность работы делительного приспо-
собления станка",
Рис. 1071.
2) вызывающие ошибки с периодом, равным углу поворота
на 1 зуб (ход червяка), из которых наиболее важны: неправильная
форма профиля, сваливание профиля и разница в шаге сцепляю-
щихся колес.
г Приведенные выражения для мертвого хода в червячных и винто-
вых передачах не учитывают мертвого хода от осевого зазора в подшип-
никах.
373
Как правило, гораздо большую роль играют ошибки первой
группы. Точность деления на хорошей делительной головке (меха-
нической) составляет около 2'. Точность деления шестерен по
методу обкатки (на станках Pfauter, Mikron и т. п.) — около
30 — 50", 1 что влечет соответствующую ошибку в отсчете. Наи-
большую ошибку обычно дает эксцентриситет, т. е. смещение
оси О1 вращения колеса от
геометрической оси О обода. 2 Как
видно из рис. 1072, ошибка в от-
счете на угле поворота ср будет:
Дф~ JLsin± . 3440'.
* ~
Так как при отсчете по колесу
кругом на 360° sin ср может иметь
значения от—1 до -4- 1, то максималь-
ная ошибка от эксцентриситета будет равна: 3
2е
Дф = тг ’ 3440'.
i iLLcLa. Jj
Kt
В практике оптико-механического приборостроения при тща-
тельном изготовлении отсчетных шестерен величина эксцентриси-
тета е получается в пределах 0,01—0,015 мм.
Всякие деформации обода влияют на ошибки отсчета анало-
гично эксцентриситету.
Неправильность профиля при нарезании зубчатых колес чер-
вячной фрезой получается по той причине, что сечение фрезы
плоскостью, перпендикулярной виткам спирали, т. е. наклоненной
к оси фрезы под углом, равным углу подъема, не представляет
точной рейки с прямолинейными очертаниями зубьев. Величина
возникающей отсюда ошибки тем меньше, чем меньше угол подъема
спирали. Практическое значение этой ошибки в диапазоне приме-
няемых в оптико-механических приборах размеров ничтожно. 4
Второй более существенной причиной неправильности профиля
является разница в углах профиля фрез, которыми нарезаны
сцепляющиеся колеса (это не имеет места, если оба колеса наре-
заны одной фрезой).
1 G. Berndt, Winkelmessungen.
2 Поэтому весьма желательно при нарезании центрировать (крепить)
колесо за ту часть, которой оно крепится или вращается в приборе,
чтобв! избежать эксцентриситета.
3 Более точный подсчет требует учета влияния угла профиля зуба;
при этом Дер получается примерно на 10% больше. Подробнее см. .Иссле-
дование червячного механизма", Констр.-иссл. бюро ВООМПа, вып. I.
4 См. А. Ш и б е л ь, Зубчатые колеса.
374
-в
Рис. 1073.
Для червячных колес эта причина выражается в разности
углов профиля червяка фрезы, нарезающего колесо, и червяка
детали, с этим колесом сцепляющегося. 1 Аналогично разности
углов влияет сваливание профиля фрезы, т. е. несимметричность
профиля. Важной причиной является
и неправильная заточка фрезы. 2
При наличии ошибок профиля, вы-
званных указанными причинами, нор-
мальная линия зацепления
(рис. 1073) принимает вид ломаной
BCD и ЕВА в зависимости от знака
разности. Продолжительность заце-
пления в обоих случаях становится
равной единице, причем зацепление
частью происходит на вершинах зубьев,
филя^обычно не превосходит 20', а сваливание 10'.
про-
Разность углов
г - 60
О
10-
t= 3.33мм
yt = 0,0033мм 10,17<t,
а-30“
0.2 0,4 0,6 0.8 //
С - 2мм
- 0,002мм <О,11
a. 15°
Рис. 10756.
Рис. 1075а.
такое же по характеру изменение
Разница в шаге вызывает
линии зацепления. В червячных зацеплениях большая часть ошибки
в шаге падает на червяк. При хорошем изготовлении червяка
ошибка в шаге обычно не превышает О,2°/о шага.
Числовой подсчет ошибок, вызываемых отклонениями в профиле
Следует отметить неправильность применяемого иногда уменьшения
угла профиля червячной фрезы против угла профиля червяка, объясняе-
мого припуском на притирку.
2 См. Н. Jackowski, Werkstattechn.,'№ 15, 1933.
375
и шаге, довольно сложен и производится по точкам.1 Для сравни-
тельной характеристики приводим (рис. 1074а,б и 1075а, б) вы-
численные кривые ошибок для двух червячных передач: l)Z=60;
а = 30°; /=3,33 мм и 2) Z— 120; а =15°; t~2 мм. В обоих
случаях разность в угле профиля принята Да = 30' как макси-
мальная сумма ошибки в угле и сваливания профиля. Ошибка
в шаге червяка принята Д/ = 0,1%
Из рассмотрения этих кривых можно заключить, что откло-
нения в угле профиля могут дать заметную ошибку в отсчете.
Увеличение числа зубьев и уменьшение угла профиля уменьшают
влияние отклонений в угле и шаге на точность отсчета. Знак
отклонения в угле и шаге не влияет на абсолютную величину
ошибки. Точно так же не влияет (сколько-нибудь заметно) изме-
нение высоты головки и ножки, зуба.
Точность зубчатой передачи зависит, как показано выше, от
большого числа факторов, и поэтому в ответственных случаях
следует подсчитывать отдельно влияние наиболее существенных
из них (эксцентриситета, ошибки в шаге, ошибки в угле, свали-
вания профиля и мертвого хода) и назначать соответствующие
допуски. Материалом для предварительных расчетов точности
Таблица 166
Ошибки Дер в зависимости от начального диа-
метра колеса D
Цилиндрические колеса
D мм 20 40 60 80 100
Дер мин. 6' 3,3' 2,3' 1,8' 1,5'
Червячные колеса
D мм 20 40 60 80 100
Дер мин. 7' 4' 3' 2,3' 2'
Конические колеса
D мм 20 40 60 80 100
Дер МИН. 12' 8' 6' 5' 4'
1 Подробнее см. Труды отдела нормализации и стандартизации
КИБа ВООМПа, вып. I.
376
(без учета мертвого хода) зубчатых колес при отсчете на 360°
могут служить приведенные в табл. 166 значения ошибок Дф-
в зависимости от начального диаметра колеса D.
При работе колеса на угле меньше 180° точность увеличи-
вается по причине меньшего влияния эксцентриситета (см. выше),
и подбором надлежащего расположения работающего сектора по-
отношению к направлению эксцентриситета ошибка может быть
уменьшена почти вдвое.
При определении точности передач зубчатыми колесами сле-
дует считать, что ошибки сцепляющихся колес могут суммиро-
ваться с учетом передаточного отношения между ними. Суммар-
ная ошибка Д?п передачи двумя колесами с передаточным отно-
шением i достигает величины:
Д?п == Д?1 . i Дф2.
Например ошибка передачи цилиндрическими колесами — 18;.
Dv = 18 и Z2 = 90; L>2=9O, может достигнуть величины:
Д?„=г^-6'+1,5' = 2,Г.
Ошибки, вносимые червяком (вызываемые ошибками в шаге),,
для предварительных подсчетов могут быть определены из следую-
щего выражения:
0,003-Z .
д?2==--------- 3440 ,
где t — шаг червяка, a D—начальный диаметр червячного колеса.
Суммарная ошибка червячной передачи получается равной:
Дф == Дфд -4- Дф.
Подсчитаем ошибку следующей передачи: червяк одноходовой;
/=3 мм] червячное колесо Z = 60; Ь = 57,4 мм. Ошибка чер-
вяка:
0,003 -3
Л?2== 57,4 ,344° = 0’54
и суммарная ошибка передачи:
Дфя = 0,54' + 3' ~ 3,5'.
§ 5. Расчет зубчатых колес
1. При подборе шагов для зубчатых колес (кроме червяч-
ных) следует руководствоваться рядом нормальных модулей (см.
табл. 167).
Как уже указывалось выше, линия вершины нарезающей рейки
не должна выходить за точку касания Gx линии зацепления с основ-
377
Таблиц а 167
Нормальные модули
ной окружностью нарезаемого колеса, иначе получается подрезка
зуба при нарезании по способу обкатывания. Правильно нарезан-
ные (без подрезки) колеса могут хорошо сцепляться только при
условии пересечения окружностями вершин линии зацепления
(точки Ех и £2) внутри точек касания ее с основными окружно-
стями ( точки Gx и G2) (рис. 1076). При невыполнении указан-
Колесо II 2г=1+и
Модуль т = 5
Окружности:
, впадин
основная
начальная
выступов
выступов
начальная
основная
впадин
Рис. 1076.
Колесо! 2^25
боковой зазор Cq=O
;ного требования вершины зубьев большего колеса описывают
траекторию, врезающуюся в тело зубьев колеса, с ним сцепляю-
.щегося, как бы производя подрезку. При этом колеса могут ра-
ботать лишь при увеличенном расстоянии между осями; попытки
ликвидировать мертвый ход сближением осей вызывают толчко-
образное движение, заклинивание.
Нормальные эвольвентные профили можно применять при
определенном соотношении между числами зубьев парных колес
в зависимости от передаточного отношения.
Так как в оптико-механических приборах применяются почти
исключительно зубчатые колеса, нарезанные методом обкатки,
то можно считать при 15-градусном зацеплении (рис. 1077) наи-
меньшим числом зубьев Zx 25 для шестерни, которая правильно
сцепляется со всеми шестернями с Z2^>ot 25 до оо; при
20-градусном зацеплении (рис. 1078) минимальное число зубьев
1 Модули приведены по ОСТ 1597, за исключением 0,2 и 0,25, при-
меняющихся в оптико-механическом приборостроении, и модуля’ 0,75,
_для которого на заводах имеется запас импортного инструмента.
378
Zx^>14 1 [пригодное для работы с шестернями Z2>-ot 14 до оо,
т. е. для любого передаточного числа от 1 до 0 (оо) ].
Колесо^/)
22
23
25 -
20
27___
28___
29
30--
-=*— подходит А о йсем колесам с-----*
-----ЛереЗаточное число—~
/ 0$ 0,8 0,7 0,5 0,5 0,0 0,2 0,f 0
/,8 г,о 22 2,г 2,3 zz
Прадолсесителомость Зацепления £----*—
Рис. 1077.
Расчет зубчатой передачи следует начинать с установления
числа зубьев, пользуясь при этом модулями из табл. 167 и фор-
мулами из табл. 168.
1 Теоретически 30 и 17 зубьев (рис. 1077 и 1078); 25 и 14 зубьев
являются практическим пределом, так как при этом подрезка заметно
не сказывается.
379
Таблица 168
Формулы для расчета цилиндрических колес
№ по пор. Наименование Обозначение , Формула
1 Модуль т -L. JL. De ~ ’ Z ’ Z4-2 !
2 Шаг t D(~ miZ' Z-l-2
3 Число зубьев Z(Zf, Z2..J d m
4 Диаметр начальной окружности d Dp — 2m; Zm ; — Z ; л
5 Диаметр окружности выступов De tn (Z -f- 2); d -f- 2m
6 Диаметр окружности впадин Di (Z—2,4)m
7 Высота зуба h 2,2m; ~0,70t
8 Высота головки зуба h' m; ~ 0,32/
9 Высота ножки зуба h" 1,2m; ~0,38/
10 Зазор при вершине (радиальный зазор) C 0,2m; 0,06/
11 Толщина зуба (по на- чальной окружности) S 0,5/; 1,57 m
380
Продолжение
№ по пор. Наименование Обозначение Формула
12 Ширина впадины 5В 0,5; 1,57/л i
13 Ширина зуба b 6—10 т\ 2—3 t
14 Расстояние между осями А + ^2 + ^2 1 2’2
15 Передаточное число 1 . *4 Z2 ’ °2
1. Цилиндрические колеса. Формулы для расчета этих колес
см. в табл. 168.
Если в конкретном случае невозможно применить передачу
с минимальным Z— 25(14—для 20-градусного зацепления), необ-
ходимо применение корригированных профилей: фау-зацепления или
зацепления с высоким зубом.
а) Фау-зацепление. В тех случаях, когда мертвый ход недо-
пустим, применяется фау-зацепление, при котором меньшее колесо
имеет утолщенный зуб (фау-колесо, V-rad), а большее (нуль-ко-
лесо, Nullrad) является нормальным цилиндрическим колесом. Утол-
щенный зуб вызывает необходимость увеличения расстояния между
осями колес. Существуют различные системы фау-зацеплений:
в некоторых из них одновременно с утолщением зуба меньшего
колеса уменьшают толщину у большей шестерни, или увеличение
толщины делается различным в зависимости от передаточного
числа, числа зубьев и т. д. 2 3 *
В рекомендуемой системе 8 увеличение толщины зуба меньшей
шестерни постоянно и равно V=0,32 т; соответственно с этим
увеличивается наружный диаметр шестерни на т. Большее колесо
(или рейка) отличается от нормального лишь уменьшенным на-
ружным диаметром на 0,2 т.
Расстояние между осями колес увеличивается на величину Д,
зависящую от суммы зубьев обоих колес (см ниже). Меньшее
1 Данные приведены для зацепления без мертвого хода. Пользуясь
нечувствительностью эвольвентного зацепления к изменению расстояния
между осями, можно получить свободное зацепление, увеличивая рас-
стояния между осями на 0,05 т.
2 См. А. Ш и б е л ь, Зубчатые колеса, ч. II.
3 Предложена Фольмером. См. Richter u. Foss, Bauelemente der
Feinmechanik.
381
колесо должно иметь число зубьев не ниже 8, большее — не
менее 26. Оба колеса нарезаются нормальным инструментом путем
обкатки без подрезания зубьев. Приведенные выше данные отно-
сятся к 15-градусному зацеплению; при этом необходимо заметить,,
что по причине увеличения расстояния между осями (раздвижка
основных окружностей) угол наклона линии зацепления увеличи-
вается (рис. 1070).
Продолжительность зацепления не падает ниже 1,25 в самом
неблагоприятном случае.
Рис. 1079.
Величина Д определяется из графика рис. 1079 в зависимости
от суммы Zi Z., зубьев.
Пример. Требуется рассчитать отсчетную передачу цилиндри-
ческими колесами с передаточным числом i = 9/30 и расстоянием:
между осями А =10 мм.
Как указывалось выше, применение модулей меньше 0,5 неже-
лательно. При модуле 0,5 числа зубьев получаются Z1~9 и
Z = 30, что дает:
в
А = 9 • • 0,5 == 9,75 мм.
Данное зацепление не может быть выполнено с нормальным
профилем (ближайший меньший модуль 0,4 не применим, так как
дает слишком большое А — . о,4 = 15,6 мм-, кроме того»
382
Таблица 169
Формулы для расчета фау-зацепления
№ по пор. Наименование Обозна- чение Формула
Фау-колеса Нуль-колеса
1 Диаметр окруж- ности выступов De d^\- Зт tn (-^2 4“ 1»8); d 4~ 1,3m
2 Диаметр окруж- ности впадин tn (Z2 — 2,4)
3 Высота зуба h 2,1m; 0,671
4 Высота головки зуба h' 1,5m; 0,48/ 0,9m; 0,29/
5 Высота ножки зуба h" 0,6m; 0,19/ 1,2m; 0,38/
6 Зазор при вер- шине C (Д — 0,33) m (A — 0,33) m
7 Толщина зуба (по начальной окружности) S 1,89m; 0,6/ 1,57m; 0,5t
8 Расстояние меж- ду осями A ( Zy “1“ ^9 I A \ —p ^9 t A k— ‘2—~ Л J* ~
Остальные элементы см. табл. 168.
383»
Zj = 18 при 15-градусном зацеплении также требует корригиро-
ванного профиля). Рассчитываем фау-зацепление Z1/Z2 = 9/30 по
табл. 169.
Диаметр окружности выступов малого колеса:
= 0,5 (9 Ц-3) = 6 мм.
Диаметр окружности выступов большого колеса:
De} = 0,5 (30 1,8) = 15,9 мм.
Расстояние между осями:"”
А\ Л с / 9 4-30
АГ°’5(—4
4-0,516 = 10,008 мм.
4 = 0,5
Величину дополни-
тельной раздвижки осей
находим по графику на
рис. 1079. npH6’ = Z1-|-
Ц- Z2 = 39 получаем
Д = 0,516. Зацепление
имеет вид, изображенный
на рис. 1080.
Применение корриги-
рованного фау-зацепления
при 20-градусном про-
филе имеет гораздо мень-
шее значение, так как,
начиная с Z—14, все
шестерни с нормальным
профилем хорошо сцепля-
ются друг с другом
и могут изготавливаться
способом обкатки.1
применяется в передачах,
где допустим зазор в зубьях (или зазор может выбираться пру-
жиной). Особенно целесообразно применение этого профиля
в зацеплениях с мелкими модулями (0,2 — 0,3), где ошибки в диа-
метрах и расстоянии между осями составляют значительную долю
высоты зуба, так как зацепление с высоким зубом требует менее
точной установки осей при сборке, нежели нормальное или фау-
зацепления.
Зацепление с высоким зубом отличается от нормального:
увеличенным на 0,4 т диаметром обоих сцепляющихся колес,
увеличенным на 0,4 т расстоянием между осями, увеличенным
до 0,4 т зазором при вершине и зазором между зубьями
1 При необходимости применить корригированный профиль для
20-градусного зацепления можно также воспользоваться для определения
величины Д графиком рис. 1079.
384
Таблица 170
Формулы для расчета зацепления с высоким зубом
№ по пор. Наименование Обозначе- ние Формула
1 Диаметр окружно- сти выступов De tn (Z -j- 2,4); d 2,4m
2 Диаметр окружно- сти впадин Di m (Z — 2,4)
3 Высота зуба h 2,4m; ~ 0,76/
4 Высота головки зуба h' 1,2m; ~ > 0,38/
5 Высота ножки зуба h” 1,2m; - - 0,38/
6 Зазор при вершине C 0,4m; - ~ 0,13/
7 Зазор между зубьями Q 0,23m; ' - 0,07/
8 Толщина зуба (по начальной окруж- ности) s 1,57 m; 0,5/
9 Расстояние между осями A ( j k 2 - 0,4 m;
j 2 1 - 0,4m
25 Зак. 3905. — Спр. кн. оптико-механика, ч. II.
385
в 0,23 т. Наименьшее число зубьев — 9, при этом сумма зубьев
сцепляющихся колес не должна быть меньше 30. К недостаткам
этого зацепления следует отнести то, что все колеса с числом
зубьев менее 25 не могут нарезаться путем обкатки (как у нор-
мального 15-градусного зацепления) и нарезаются профильными
фрезами. Продолжительность зацепления высока и не падает
ниже 1,25 (при передаче 9/21). Угол наклона линии зацепления,
как и в случае фау-зацепления, увеличивается благодаря раздвижке
основных окружностей.
Для 20-градусного профиля зацепление с высоким зубом~не
применяется.
Остальные элементы — см. табл. 168.
Пример. Требуется рассчитать передачу с i = 10/80 и рас-
стоянием между осями А~А2 мм. Зазор между зубьями выби-
Рис. 1081.
рается пружиной (передача к индикатору). Подходящий модуль
;п = 0,25, так как А = —— • 0,25 == 11,25 мм.
Выбираем передачу с высоким зубом. Из табл. 170 получаем:
для малого колеса Z>ei=3,l мм; для большого колеса De2 =
— 20,6 мм; высота зуба h = 0,59 мм. Расстояние между осями
А= 11,35. Зазор при вершине С ==0,09 мм.
Зацепление имеет вид, изображенный на рис. 1081.
2. Винтовые колеса с параллельными осями представляют
по существу те же цилиндрические колеса, у которых образую-
щие, вместо прямых, свернуты в винтовую спираль.с углом подъ-
ема р. Применяются они в тех же случаях, что и цилиндрические.
Благодаря винтовой образующей вход зубьев в зацепление про-
исходит не сразу по всей ширине, а постепенно. Сдвиг профиля
на ширине зуба Ь, равный Т —b ctg [3, увеличивает продолжитель-
ность зацепления и вместе с постепенным входом зубьев в сцеп-
ление сообщает винтовому зацеплению большую плавность. Чаще
всего эти колеса применяются в случаях быстро вращающихся
386
передач (киноаппаратура, съемочные аппараты и т. п.), где они
дают меньший шум, и в кремальерных механизмах, где небольшое
число зубьев цилиндрической шестеренки (трибки) с малой про-
должительностью зацепления не обеспечивает нужной плавности.
Необходимо учитывать появляющееся вследствие наклона
зубьев осевое усилие P0 = Pctgj3. Угол подъема спирали прини-
мается обычно р = 70°, таким образом Ро = 0,36£*, т. е. около V3
окружного усилия Р.
Ширина колеса b определяется, если принять сдвиг про-
филя Т равным шагу /, т. е. b ts • tg £ > 2,75/.
Два сцепляющиеся колеса должны иметь разные направления
спирали—„правое" и „левое" колеса (на рис. 1082 изображено
Рис. 1083.
„левое" колесо). В передачах, где недопустим мертвый ход, необ-
ходимо предусматривать предупреждение осевого перемещения
колес, вызываемого силой Ро, которое дает эффект мертвого
хода.
Винтовые колеса нарезаются нормальным инструментом (чер-
вячной рейкой, дисковой фрезой), повернутым на угол 90°—Р
к оси колеса, поэтому нормальный модуль и профиль подбираются
не по торцу колеса, а по нормальному сечению А4. зуба
(рис. 1083).
Зацепление в нормальной с профилем зуба плоскости AAt
имеет тот же вид, как у цилиндрических колес, причем радиус
начальной окружности для этого сечения Ро, так называемый „фик-
тивный" радиус начальной окружности, больше R для торца и
соответствует колесу с „фиктивным" числом зубьев Zs > Z. 1 Соот-
ношение между ps и R, ms и m, Zs и Z см. табл. 171.
Таким образом наименьшим числом зубьев колеса, которое
можно нарезать обкаткой (следовательно годного для любого
передаточного отношения), будет при £ = 70°: Z == 25 • 0,83^ 21
о этом увеличивается и угол наклона линии зацепления, при
Р = 70° и ап = 15° = 15055/.
25* ’ / 387
Таблица 171
Формулы для расчета винтовых колес с нормальным профилем
№ по пор. Наименование Обозначе- ние Формула
1 Торцевой модуль та sin $ ’ 0,94 Для P “ 70
2 Торцевой шаг ts sin p ’ 0,94 АЛЯ P “ 70
3 Угол подъема Р Для передач с параллельными осями рекомендуется р = 70°
4 Фиктивное число зубьев Л sin* р ’ 0,83 ДЛЯ ₽ “ 70
5 Диаметр начальной окружности d Zms‘, -^-Z s л
6 Диаметр окружности выступов Ztns -f- 2m
7 Диаметр окружности впадин Dt Zms — 2,4m
8 Высота зуба 1 h 2,2m; ~ 0,70/
9 Ширина колеса (длина зуба) для пе- редач с параллель- ными осями b >3,3mtgP; > 10m при p = 70°
10 Расстояние между осями A Zj + ^2 2 m&
11 Ширина колеса (длина зуба) для пе- редач с пересекаю- щимися осями b . o cos p _ r D > 2m —-——; >. 7,5m cos p tg“ для 15° зацепления
388
при 15-градусном зацеплении и Z= 14-0,83= 12 при 20-градус-
ном зацеплении.
фау-зацепление применяется при необходимости иметь мень-
шее число зубьев. В случае винтовых колес с р = 70°: меньшее
фау-колесо имеет Z^l (лучше 8) и большее колесо —Z2> 21
при 15-градусном зацеплении. Оба колеса могут нарезаться об-
каткой.
Таблица 172
Формула для расчета винтовых колес с фау-профилем
№ по пор. Наименование Обозна- чение Формула
Фау-колеса Нуль-колеса
1 Торцевой модуль т т sin р ’ 0,94 пр.<₽=70”
2 Диаметр окруж- ности выступов De Z^ -|- Зт Z2/77s -ф- 1,8/77
3 Диаметр окруж- ности впадин D< Z^ms — 1 ,2/zz Z2/77s — 2,4/77
4 Высота зуба h 2,1 т
5 Расстояние между осями А Zi -4- Z2 . . 2 'тЛ^т
6 Ширина колеса (для передач с пересекающимися осями) b Чт cos р 11/77 cosp
Примечание. Величина берется из графика рис. 1079 согласно
фиктивной ZSj -J- ZSa сумме зубьев.
Пример. Требуется рассчитать передачу винтовыми коле-
сами для киноаппарата с расстоянием между осями Л = 15 мм.
Для быстроходных передач нежелателен модуль ниже 0,7. При
модуле т = 0,7 имеем:
zv+z2 = ~ 4 з.
112 т 0,7 —
Наиболее подходящие числа зубьев: Z{ = 8 и Z2 = 36
'T'Z2 = 44). При полученном Zv = 8 необходимо применить фау-
зацепление.
389
Принимаем угол подъема Р — 70° и по табл. 171 и 172
находим:
Для
0,83 ~9,6’
Для
малого колеса:
De = 8 • 0,745 + 3,07 = 8,06 мм,
0,745 — 1,134 • 0,7 = 5,16 мм.
большого колеса:
2й'2=+83'==43,5’
De = 36 • 0,745 + 1,8 • 0,7 = 28,06 мм,
0,745 — 2,34 • 0,7 = 25,16 мм.
Фиктивная сумма зубьев:
ZS1 + ZS2 = W + 43,5 = 53,1
и соответственная раздвижка по графику рис. 1079 : & = 0,531ffh
Расстояние между осями: '»
А = 8тЬ.36.. 0,745 + 0,531 • 0,7 = 16,77 мм.
А
Ширина зубьев b = 10 • 0,7 = 7,0 мм\ для меньшего колеса
берем b = 8,0 мм.
3. Винтовые колеса с пересекающимися осями применяются
в оптико-механических приборах обычно с углом между осями 90°
и по характеру работы однотипны с червячными передачами,
с тем преимуществом, что не требуют установки оси в средней
плоскости колеса. В то же время недостатками их по сравнению
с червячными являются: малая площадь соприкосновения зубьев
(более быстрый износ) и меньшая продолжительность зацепления.
Эти передачи с выгодой применяются (аналогично червячным)
в передаче на замедление, т. е. когда число зубьев у ведущего
колеса меньше. Передаточное отношение в них зависит и от угла
подъема р, и поэтому диаметры начальных окружностей не свя-
заны жестко передаточным числом. Последнее обстоятельство дает
конструктору некоторую свободу выбора при заданных расстоянии
между осями и передаточном числе. Оба колеса имеют одинаковое
направление спирали, при этом сумма углов подъема + J32 равна
углу между осями, т. е. 90°.
390
Изменение направления подъема (правый вместо левого и на-
оборот) меняет направление вращения ведомого колеса при том
же направлении ведущего. Угол подъема у ведомого колеса не
должен быть ниже 45° (лучше не ниже 60°), иначе возникающие
боковые усилия и значительное трение в зубьях сильно снижают
коэфициент полезного действия (тормозят) передачи.
Осевое усилие = при |Э = 45О PQ = P (рис. 1084).
Коэфициент полезного действия передачи без учета трения
в подшипниках равен:
tg (Р + р)
где й — угол подъема ведущего колеса и р — угол трения (tg р = и.)
/ tg45° \
I при р = 45° и р- = 0,1 соответственно р = 6° tq = = 0,81 I.
Коэфициент полезного действия
передачи с учетом трения в под-
шипниках выражается следующим об-
разом:
__ 0,9 tg р
71 ” tg(PH-p)
tgp 1
d*
, , d,' ’
+ dx tg p 111
где dx' и d2' — средние диаметры упор-
ных подшипников колес и p.t и — коэ-
фициенты трения в опорных подшип-
никах.
Ввиду больших осевых усилий особое внимание должно быть
обращено на упорные (торцевые) подшипники. Как показано
выше, трение в подшипниках значительно снижает и без того
низкий коэфициент полезного действия и может привести к закли-
ниванию передачи. Средствами к ослаблению влияния осевых уси-
лий служат: уменьшение диаметра упорного подшипника и умень-
шение коэфициента трения в нем путем соответствующего подбора
материала и обработки поверхностей. В передачах без мертвого
хода должны быть приняты меры против осевых зазоров у* колес,
дающих тот же эффект, что и зазор в зубьях.
Как и у винтовых колес с параллельными осями, нормальный
профиль и модуль подбираются для нормального сечения зуба
(рис. 1083) по табл. 167.
Для расчета винтовых колес с пересекающимися осями сле-
П7ютпаР°ЛН0СТЬЮ Учтен° трение от осевого давления, имеющее домини-
том 0 9 давление» трение от радиального давления учтено коэфициен-
391
дует пользоваться табл. 171 и 172. Передаточное отношение
в этом случае выражается:
Zt___ dx • sin
“ Z2 “ d2 • sin p2 ’
Нужное передаточное отношение i получается:
1) при равных диаметрах — — изменением величины
sin Pi/sin р2*>
2) при одинаковом угле подъема = р2) — за счет отноше-
ния djd%;
3) при разных диаметрах и углах подъема — как результат
d. sin 8.
произведения ~ • . ' .
zZ2 sin р2
В табл. 173 даны часто применяемые углы подъема и соот-
ветствующие им передаточные отношения.
Таблица 173
Часто применяемые углы подъема и соответ-
ствующие им передаточные отношения
Передаточное отношение Угол подъема
Ведомое колесо Ведущее колесо
П/з: 1 33°41' 59°19'
1:1 45° 45°
1:1V2 59°19' 33°41' ~
1:2 63°26' 26°34'
1:2у2 68°12' 21°48'
1:3 71°34' 18°26'
В случаях, где необходимо иметь число зубьев, меньшее
25 14
Z р- для 15-градусного профиля и Z = для 20-гра-
дусного профиля, применяются фау-зацепления.
Пример. Требуется рассчитать передачу винтовыми коле-
сами с пересекающимися осями z = б/2 и расстоянием между осями
Д = 20 мм. Угол между осями 0- = 90°.
Так как имеем передачу на ускорение, принимаем = р2 =
е 45 (воспользоваться передаточным отношением за счет углов
по табл. 173 не можем, ввиду нежелательности иметь на ведомом
колесе угол подъема р2 меньше 45°).
Модуль нормальный, берем т = 0,7; тогда торцевой модуль:
0,7
= =0,99.
sin 45
392
Сумма зубьев:
А - 2
тз
20 • 2
0,99 =
^1+^2 =
и наиболее подходящие Zx — 30
зубьев малого колеса.
12
sin3 45°
и Z2 — 12.
12 -~31
0,353— ’
Фиктивное число
следовательно в применении корригированного профиля нет
надобности. По табл. 171 находим элементы передачи.
Малое колесо:
^ = 12-0,99 = 11,88 мм\ Z2=12; $2 = 45° правый;
D = 12-0,994-2-0,7= 13,28 мм.
Большое колесо:
dx = 30 • 0,99 = 29,70 мм\ Z1 = 30; = 45° правый;
D = 30 • 0,99 4- 2 • 0,7 = 31,10 мм.
Расстояние между осями:
А = 1_21+30.0,99 = 20,79 мм.
Л
Ширина колеса:
^=^=7,5-0,7-0,7072s 3,7 мм;
принимаем: /^ = 4 мм и Z>2 = 5 мм.
4. Конические колеса применяются для сцепления двух пе-
ресекающихся в одной точке (а не в пространстве, как у винто-
вых и червячных передач) осей. Коническая передача обладает
высоким сравнительно с винтовой и червячной передачами коэфи-
циентом полезного действия и небольшим осевым усилием, равным
W= PtgasinS, где Р—касательное усилие в зубьях, а и 8 —
углы зацепления и конуса колеса.
Главным недостатком конических колес является низкая срав-
нительно с другими колесами точность передачи как результат
трудностей их точного изготовления1 и сборки. Для правильной
работы конической передачи необходимо выполнение следующих
условий: 1) правильность углов у начальных конусов; 2) совме-
щение их вершин в одной точке; 3) правильность угла между
осями начальных конусов. Наиболее строго должен Одерживаться
п. 2, так как по причине переменной величины шага по длине
образующей колеса нарушение этого условия сказывается анало-
гично ошибкам в шаге у цилиндрических колес. Значительно
большие отклонения допустимы по пп. 1 и 3, так как эти ошибки
1 Подробнее см. А. Ш и б е л ь, Зубчатые колеса, 1932.
393
могут быть уподоблены ошибкам в начальных диаметрах и рас-
стоянии между осями для цилиндрических колес. Как следствие,
для точных передач более правильным методом выборки мертвого
хода является изменение угла между осями колес, вместо практи-
кующейся подвижки одного из колес по оси (подвижка большего
колеса по оси не так вредна, как подвижка меньшего). Для
уменьшения влияния ошибок изготовления и сборки следует делать
Рис. 1085.
отношение ширины обода к длине образующей bj$ возможно
меньшим, не превосходящим 1/4 — х/б.
Поверхность зубьев конических колес ограничивается прямо-
линейной образующей, проходящей через точку О пересечения
осей и другим концом описывающей соответствующий профиль
на поверхности шара с радиусом 5 (рис. 1085). В целях упро-
щения построения профиля, расположенного на шаровой поверх-
ности, заменяют его приближенным профилем, нанесенным на
конических поверхностях, образующие которых 0%Р и ОгР пер-
пендикулярны прямой ОР (соединяющей точку пересечения осей
с полюсом зацепления Р).1 Конические поверхности развертываются
1 Ошибка в отсчете, вызванная заменой профиля приближенным,
составляет весьма незначительную долю в общей сумме ошибок кониче-
ской передачи. Подробнее см. А. Ш и б е л ь, Зубчатые колеса.
394
, Rt, r R(
в плоские сегменты с радиусами Rt — г И —cose
(рис. 1085), и к полученным плоским профилям применяются все
законы зацеплений для цилиндрических колес.
Конические колеса изготовляются строганием по способу
обкатки (иногда применяется метод нарезания дисковой фрезой,
непригодный для точных колес), и в отношении подрезки зубьев
справедливы приведенные ранее соображения. Наименьшее фик-
тивное число зубьев Z' — Z/cosa при нормальных 15- и 2О-гра-
дусных профилях должно быть ^25 и 2^14 соответственно. При
необходимости иметь меньшее число зубьев следует применять
фау-зацепление. Угол между осями колес ~4—сс2 может быть
2g; 90°, однако, за крайне редкими исключениями, в оптико-меха-
нических приборах применяются передачи с углом между осями,
равным 90°.
Расчет передачи следует вести по табл. 174, при этом
модуль подбирается из табл. 167. Так как угловые размеры в ко-
нических колесах определяют их основные данные, следует углы
подсчитывать и давать с точностью до 2' — 5'.
При угле между осями 4^90° углы начальных конусов
определяются из следующих выражений (рис. 1085):
Z +Ctg4
и
cts^= + ctgA
Остальные элементы передачи следует брать по табл. 174.
При необходимости иметь свободное с зазором в зубьях
зацепление раздвигают начальные конусы на угол я3, соответ-
ствующий зазору в зубьях 0,05 т:
4 690
а3 = 0,05 • —, — . 3440' ~ - -г- — мин.,
у z^+z2» Vz^+z^
и определяют размеры передачи для угла между осями А' — А —
— я3. При этом ввиду незначительной величины а3 углы началь-
ных конусов 04 и а2 можно рассчитывать по табл. 174.
Если фиктивное число зубьев Z/ и Z2' не может быть сде-
лано ^=25 (^==14 при 20-градусном профиле), то необходимо
применять фау-зацепление, расчет которого производят для плос-
ких фиктивных колес аналогично расчету фау-зацепления для
цилиндрических колес с числами зубьев Z/ и Z2', пересчитывая
при этом угловую раздвижку в линейную 8. Основанием для
такого расчета служит изложенное выше допущение того, что
в плоскости, перпендикулярной линии касания начальных кону-
сов, зацепление имеет тот же вид, как и у цилиндрических колес.
395
Таблица 174
Формулы для расчета конических колес с углом между осями А = 90®
№ п/п Наименование Обозна- чение Формула
1 Модуль т —; выбирать из табл. 167 7C
2 Диаметр начальной окружности D; d ,7 tz Zm\
3 Диаметр окружно- сти выступов , de D -j- 2m cos a; tn (Z -{- 2 cos a)
4 Угол начального конуса «1! «2 tg «1 = ; “1 = 90° — a2
5 Угол наружного ко- нуса Ti; 72 . Z\ -j- 2 cos «j D tg7i- 7 _9 . 71-«1 + ₽1 Z^2 — 2 Sin
W 6 Угол головки зуба ₽2 . _ 2 Sin^ tg ₽1 = —y-2 > ₽1 = 71 - «1 Z1
7 Диаметр окружно- сти впадин Z)1; dl tn (Zt — 2,4 cos aj
8 Длина образующей начального конуса s _. m V z^ + z^ 2sinai 2sina2’ 2
9 Длина зуба b
10 Фиктивное число зубьев
11 Число зубьрв ^1'» Z2 —; >25 cos a при 15° и > 14 cos a m при 20° зацеплении
396
Таблица 175
Формулы для расчета конической фау-передачи А = 90°
о к о е Наименование Фау-колеса Нуль-колеса
Обозна- чение Формула Обозна- чение Формула
1 Модуль т t D —; —; выбирать из табл. 167 Л Z
2 Диаметр началь- ной окружности D Z^m d Z2m
3 Диаметр окруж- ности выступов De D -j- 3/л cos 4 de d -f- 1,9m cos a2
4 Диаметр окруж- ности впадин Di D — 2,4m cos ax di d — 2,4m cos a2
5 Число зубьев Zx > 8 COS ax (при 15° зацеплении) z^ 26 COS «2
6 Фиктивное число зубьев Z\ V 7 sk оо "Г 1 Б0 ZJ Zb . COS a2 ’ >26
7 Угол начального конуса1 , А о *8“‘ = Т2 = 7Г й2 ‘g»2=Ti
8 Угол модульного конуса1 “1 — a2 — ^2
9 Раздвижка мо- дульных конусов (в минутах) 5 Д3440' ox + o2 = -^=====~=; А берется из гра-. фика рис. 1079^ зависимости от Z1'-f-Z2'
1В данном случае пришлось ввести новый термин „модульный
конус", означающий тот конус, на поверхности которого шаг зуба равен
'я/я. В передачах с нормальным расстоянием между осями модульный
и начальный конусы совпадают; в передачах с увеличенным или умень-
шенным расстоянием между осями (фау-передача в том числе) катание
происходит по начальным конусам, отличающимся от модульных.
397
Продолжение
№ по пор. | Наименование Фау-колеса Нуль-колеса
Обозна- чение Формула Обозна- чение Формула
10 11 Раздвижка мо- дульного и на- чального конусов 01 oZ/ 2T/ + Z/ °2 oZ2' 2i' + Z/
Угол головки зуба х о 1,9 sin сс2 z2
12 Угол наружного •конуса 71 */+₽1 72 а2' + ?2
13 Угол между ося- ми колес А — 90° = сс4 -|- ot-2
В табл. 175 приводятся формулы для расчета этой передачи
при угле между осями А — 90°. х
Пример расчета конической передачи с фау-зацеплением при-
водится ниже.
Пример. Требуется рассчитать передачу с передаточным
отношением i = !/4 и углом между осями А = 90°. По условиям
прибора принимаем для малого колеса Z4 = 8, для большого
Z2 = 32 и модуль т = \.
Находим по табл. 175:
Угол начального конуса малого колеса:
о1=14°02' по tga1 = O,25;
угол начального конуса большого колеса:
а2 = 90е — 14°02' = 75°58'.
Фиктивное число зубьев:
Раздвижка модульных конусов:
__ 0,568 - 3440z
/82.322
398
(A
__0 568 находим по графику рис. 1079 по сумме ZJ=
140,25).
раздвижка начального и модульного конусов для фау-колеса:
59,25-8,25
8,25+ 132 = ’°
для нуль-колеса.
л 59,25-132
°2 “+25 + 132 ,6‘
Рис. 1086.
Угол модульного конуса для фау-колеса:
а/ = 14°02' — 3,5' = 13°58,5',
для нуль-колеса:
а2' = 75°58' — 55,6' 75°02,5'.
Угол головки зуба для фау-колеса:
tg pi = —Ц-40,09094 и р1==5°12',
для нуль-колеса:
. a l,9sin75°58'
tgP2 = -----лгу---~0,0576 и р2 = 3°18\
О Z
Угол наружного конуса для фау-колеса:
?! = 13°58,5' + 5° 12' 19°10',
для нуль-колеса:
72 ~ 75°02,5' + 3°18' 78°20'.
39»
Диаметр окружности выступов для фау-колеса:
De — 8 • 1 -г 3 ’ °>97 = 10>91 мм>
для нуль-колеса:
de = 32 • 1 + 1,9 • 0,2425 = 32,46 мм.
Ширина колеса:
А/взТрГз2
b =-----------^3,0 мм.
Передача имеет вид, изображенный на рис. 1086.
5. Червячные колеса широко применяются в оптико-меха-
нических приборах, так как дают возможность получить высокие
передаточные отношения. Хотя точность ее несколько ниже, чем
цилиндрической, червячную передачу выгодно применять в тех
случаях, где она'заменяет два или больше цилиндрические заце-
пления. Червячные передачи имеют низкий коэфициент полезного
действия:
_0£tg«_
fg(“+p)
и обычно бывают самотормозящимися.
• Червячные колеса нарезаются фрезой, имеющей те же шаг
и начальный диаметр, что и червяк, исключительно методом
обкатки. (Применявшееся иногда нарезание колеса плоской фре-
зой не выдерживает сравнения с обкаткой, так как дает непра-
вильную— не по винтовой линии — форму зуба и ошибки в шаге,
гораздо большие, чем при обкатке). Так как одной фрезы недо-
статочно для нарезания всех червячных колес данного шага,
теряет практический смысл применение нормальных модулей, и для
облегчения изготовления фрез для червячных колес и самих чер-
вяков расчет ведется по шагу, которому придаются круглые зна-
чения.
Для точных передач не рекомендуется применение двух-
и многоходовых червяков ввиду появляющейся из-за разности
шагов соседних витков на червяке периодической ошибки в от-
счете; применение передач с многоходовыми червяками и числом
зубьев колеса, кратным числу ходов червяка, вовсе недопустимо.
Необходимо учитывать появляющееся осевое усилие на червяке,
равное окружному усилию, и то обстоятельство, что осевые
зазоры в подшипниках червяка непосредственно сказываются как
мертвый ход передачи. При конструировании червячных передач
следует предусматривать подвижку колеса или червяка для воз-
можности установки червяка в среднюю плоскость колеса.
С целью уменьшения влияния на точность передачи ошибки
в среднем диаметре червяка, перекоса и выхода оси червяка из
средней плоскости колеса (облегчение требований к изготовлению
400
и сборке) рекомендуется принимать угол 8 охвата колеса неболь-
шим, не выше 60°, достигая нужной поверхности сцепления уве-
личением среднего диаметра червяка. Рекомендуется также срезать
углы зубьев червячного колеса, как показано на рис. 1087, оста-
вляя выкружку глубиной 5=0,1—0,15/, и закруглять вершину
зуба червяка, как на рис. 1088. Для червячных передач с закре-
пленной осью червяка применяется нормальный профиль с а =
= 15° (20°) (рис. 1061 и 1062), в передачах же с выключающимся
червяком, прижимаемым к колесу пружиной, применяется профиль
।
м/
Рис. 1087.
Рис. 1088.
с увеличенным углом наклона образующей а = 30° (рис. 1087),
чтобы избежать заклинивания червяка.
При расчете червячных передач, как отсчетных, так и хо-
довых, шаг следует подбирать из табл. 176, а расчет вести по
табл. 177
Таблица 176
Шаги для червячных передач (мм)
0,7э[ 1 1 1,25 1,5 1,75 2 2,5 3
3,5 4 5 6 7 8 9 10
Для выключающихся передач с эксцентриковым подшипником
величина эксцентриситета подшипника е принимается равной
е 0,6/.
П р и м е р. Требуется рассчитать червячную передачу с выклю-
чающимся червяком с передаточным числом z = и расстоянием
между осями Д~35 мм.
Выбираем из табл. 176 наиболее подходящий для задан-
ного А шаг / = 3 мм.
По табл. 177 находим:
Диаметр начальной окружности колеса:
60 • 3
D= ——- 777 57,4 мм.
26 Зак. 3905. — Спр. кн. оптико-механпка, ч II. 401
Таблица 177
Формулы для расчета червячных передач
1 № по пор. Наименование Обозначе- ние Формула
1 Шаг t Выбирать из табл. 176
2 Ход винтовой линии S nt\ t (при одноходозом червяке)
3 Число ниток (ходов червяка) п Для отсчетных передач рекомен- дуется п = 1
4 Число зубьев колеса z > 25 при 15° профиле; 8 при 30° профиле
5 Передаточное число i п ~Z
6 Угол подъема винто- вой линии tgp = -А nd для отсчетных передач рекомен- дуется < 6°, соответственно tg₽ <0,1
7 Диаметр начальной (средней) окружности червяка d 3,5 — 5/ Подбирается в круглых числах с последующей проверкой угла S подъема —— *tg ₽
8 Диаметр начальной окружности колеса D Zt
9 Высота зуба h 0,7/
10 Высота головки h' 0,3/
11 Высота ножки h" 0,4/
12 Наружный диаметр червяка d 4- 0,6/
402
Продолжение
№ по пор. Наименование Обозначе- ние Формула
13 Внутренний диаметр червяка d — 0,8/
14 Наружный диаметр колеса в средней плос- кости De D -j- 0,6/; (— 4- 0,6^11 \л /
15 Наружный диаметр ко- леса по краю D. D -j- 0,9/; -j- 0,9^ /; рекомен- дуется округлять
16 Расстояние между < осями А D + d 2
17 Угол охвата колеса 8 От 45° до 60° для отсчетных пе- редач От 60° до 90° для ходовых пере- дач
18 Рабочая длина червяка / ~ 1,5/1/^+0,6 г л
Наружный диаметр колеса:
De = 57,4-]- 0,6 • 3 = 59,2 мм.
Наружный диаметр по краю:
Ds = 57,4-[- 0,9 • 3 = 60,1 мм,
округляя — 60 мм.
Средний диаметр червяка:
^ = 4-3 = 12 мм,
при этом угол подъема:
3
‘еЗ = ;тТ2 = 0,078
и 9^5°.
Наружный диаметр червяка:
^=12^0,6 • 3 = 13,8 мм.
26*
403
Рабочая длина червяка:
Z=l,5-3 + °’6 = 20 мм-
Угол охвата принимаем: р — 60°.
Расстояние между осями:
57,4 Ч-12
2
= 34,7
мм.
Эксцентриситет подшипника
е — 0,6 • 3 = 1,8 мм.
Передача имеет вид, изображенный
на рис. 1089.
6. Колеса с внутренним зацепле-
нием имеют весьма ограниченное приме-
нение в оптико-механических приборах
по причине трудности их изготовления
и сборки. Точность передач с внутренним
зацеплением при применяющемся изгото-
влении протяжкой или последовательным
строганием (долблением) зубьев низка,
около 10'. Эти передачи применяются
преимущественно в передачах к барабан-
Рис. 1089. чикам шкал, где не требуется большой
точности, и в плоских диференциалах.
Несмотря на конструктивные преимущества — малый габарит,— ре-
комендуется в тех, случаях, где возможно^ передачу с внутренним
зацеплением заменять другими видами колес.
Рис. 1090.
Передача состоит из одного нормального цилиндрического
колеса и одного колеса с внутренними зубьями (рис. 1090), у ко-
торого впадина по форме аналогична зубу нормального цилиндри-
404
ческого колеса с тем же числом зубьев. Передачи с внутренним
зацеплением могут применяться с передаточным числом, начиная
от Так как окружность выступов большого колеса
(с внутренними зубьями) при нормальной высоте головки .пересе-
кает линию зацепления в точке С, лежащей вне точек ЕЕГ каса-
ния ее с основными окружностями, высота головки зуба h' боль-
шого колеса делается меньше нормальной. Допустимая высота
головки зуба определяется из следующего выражения:
h' <
Zxm
' 2“
где а—угол профиля.
Несмотря на уменьшение высоты зуба у большого колеса,
продолжительность зацепления высока: >2А
Все прочие элементы рассчитываются по табл. 168 аналогично
передаче цилиндрическими колесами, с переменой знака в выраже-
ниях De и Dl для большого колеса и А (см. ниже пример).
Пример. Требуется рассчитать передачу с внутренним зу-
бом с Z, = 26 и Z2 = 64 и начальным диаметром большого колеса
d ~ 35 мм (здесь диаметр большого колеса определяет габарит)
при угле профиля а =15°. Так как d = Z.2m, находим:
т = -|f ~ 0,55.
64
По табл. 167 берем т = 0,5.
По табл. 168 находим для малого колеса:
Диаметр начальной окружности:
4 = 26 • 0,5 = 13 мм.
Наружный диаметр:
de=. 13 4-2 • 0,5 = 14 мм.
Внутренний диаметр:
d., = 13 — 2,34 • 0,5= 11,83 мм.
Для большого колеса находим:
Диаметр начальной окружности:
с?2 = 64 • 0,5 = 32 мм.
Высота головки:
= 6,5 [2,46 — ]/б,06 — 3,92 • 0,2592] =
= 6,5 (2,46 — У“ б,0еГ—4263Э~ 0,33 мм.
Округляя, принимаем h' = 0,3 мм.
405
Диаметр окружности выступов (наружный):
£> ^£ — 2//'= 32—2 • 0,3 = 31,4 мм.
Диаметр окружности впадин (внутренний):
D, == 32 + 2,4 • 0,5 == 33,2 мм.
Расстояние между осями:
Зацепление рассчитанных колес показано на рис. 1090.
§ 6. Материал и конструкция зубчатых колес
1. Материал зубчатых колес определяется требованиями:
возможно легкого и плавного движения и возможно меньшего
износа при работе и достаточной жесткости. Напряжения в мате-
риале колес обычно очень далеки от предела прочности, и речь
может итти лишь о прочности поверхности в отношении износа.
С целью уменьшить трение в зубьях, а следовательно и износ,
следует применять различные материалы для работающих совме-
стно шестерен. 1 Отступления от этого правила допускаются для
медленно вращающихся цилиндрических и конических колес, но не
для червячных и винтовых (с пересекающимися осями) передач.
а) Латунь с содержанием меди в 58—60% применяется
наиболее часто для медленно или периодически действующих
(кремальеры) колес. При работе в паре со стальной шестерней
латунные колеса применяются и для быстро вращающихся передач.
Колеса небольшого диаметра (рис. 1091 и 1092) изготовляются
обычно из пруткового материала, при больших диаметрах обод
колеса может изготовляться отдельно от ступицы из листа (рис. 1093).
При диаметрах колес свыше 40 мм применяется также горячая
штамповка латуни (рис. 1094).
б) Бронза находит применение главным образом в виде литья
при диаметрах свыше 50 мм, для быстро вращающихся (кино-
аппараты) цилиндрических и винтовых колес и крупных червячных
колес в колонках дальномеров, перископов и т. п., работающих
в паре со сталью. Бронза применяется машинная Бр. 0.-10 и фо-
сфористая.
в) Сталь обычно применяется для меньшего колеса в паре
с большим колесом из латуни, бронзы или пластмассы. Мелкие
колеса, трибки (рис. 1091, 1095 и 1102) и червяки (рис. 1101
и 1103) почти всегда изготовляются из стали. Червячные колеса
и секторы в отсчетных механизмах (рис. 1098—1100) при диа-
метрах до 80 мм также, за редкими исключениями, делаются из
1 Весьма вероятно, что этих же результатов можно добиться при-
менением одного и того же материала, но различной структуры, полу-
ченной как результат соответствующей термической обработки.
406
стали. Для изготовления всякого рода колес применяется так
называемая „поделочная" сталь № 3 и 4 с содержанием 0,25—
О 35% С- Для ответственных отсчетных передач и винтовых колес
с’перекрещивающимися осями следует применять так называемую
Рис. 1093.
конструкционную сталь № 20 и 30,
0,2 —0,3% С, еще 0,3% Ni и 0,3%
употребляется более твердая, инструмен-
тальная сталь № 6, 8 и 10 с соответ-
ствующим содержанием 0,6—0,9% С
или конструкционная сталь № 60. Хоро-
шие результаты в ходовых передачах
с винтовыми колесами дает сталь № 2
(0,15%С) с цементированными после
нарезания зубьями. Закаленные колеса
и червяки в оптико-механических при-
борах не применяются по причине со-
Рис. 1094.
содержащую, кроме
Сг. Для червяков
путствующих калке деформаций. 1
г) Чугун употребляется редко и почти исключительно для
колес больших диаметров, однако по своим свойствам он заслу-
живает гораздо более широкого применения и может быть приго-
ден во всех случаях, где применяются бронза и латунь. Колеса
’Материал, применяемый для изготовления точных колес, должен
быть хорошо отожжен и вообще свободен от внутренних напряжений.
из чугуна хорошо работают в паре с чугунными же, бронзовыми
и стальными. Особенно хорошие результаты дают чугунные винто-
вые и червячные колеса для ходовых передач при работе в масля-
ной ванне. Для изготовления колес применяется литейный чугун
с содержанием ^3—3,5% С и 2—2,2% Si.
д) Алюминий и его сплавы по причине мягкости для зубча-
тых колес употребляются редко. Они могут применяться для перио-
дически действующих неответственных передач, а также в тех
случаях, где возможно изготовление отливкой под давлением.
е) Пластмассы и фибра применяются в быстро вращающихся
цилиндрических и винтовых с параллельными осями ходовых пере-
дачах для изготовления зубчатого обода большого колеса (рис. 1097).
Колесо из пластмассы должно работать в паре с металлическим
стальным колесом, так как работа пары колес из пластмассы вызы-
вает быстрый износ. Преимуществами этих колес являются: умень-
шение шума и толчков, малый износ и возможность работы при
больших оборотах без смазки. Наиболее употребительны пласт-
массы новотекс и текстолит, представляющие прессованные листы
из слоев полотна или иной ткани, пропитанных бакелитовым ла-
ком. Прочность колес из фибры почти в 2 раза меньше, чем из ново-
текса. Фибра до изготовления колеса должна быть погружена
в течение 3 суток в минеральное масло для устранения ее гигро-
скопичности. Для колес из пластмассы и фибры не следует при-
менять модулей ниже 0,7. 1
2. Конструкция зубчатых колес. я) Мелкие колеса — до
40 мм диаметром—изготовляются обычно из пруткового мате-
риала и этим определяется их форма. На рис. 1091, 1092 и 1095
приведены типовые примеры цилиндрических и винтовых колес.
Длина ступицы Z не должна быть меньше диаметра вала d. Ширина
обода (длина зуба) b у меньшего колеса делается на 0,5—1 мм
больше, чем у сцепляющегося с ним колеса, чтобы, несмотря на
ошибки изготовления и сборки, меньшее колесо работало всей
шириной.
б) Колеса диаметром свыше 50 мм часто имеют обод, изго-
тавливаемый отдельно от ступицы из листового материала (рис. 1093).
Такая форма позволяет сразу нарезать несколько колес, надетых
на оправку, однако в этом случае возможно увеличение эксцен-
триситета колеса и связанных с ним ошибок. Если колесо по
рис. 1093 применяется как отсчетное, нарезание обода следует
производить после его закрепления на ступице. 2 При диаметрах
больше 50 мм применяются также и колеса, изготовленные от-
1 Расчет неметаллических колес на прочность см. „ Машиностроитель",
№ 4, 1936.
- В отсчетных передачах иногда делают увеличенные отверстия под
винты и соединение между ободом и ступицей с зазором и центрируют
обод при сборке с последующей штифтовкой. Такой метод требует вы-
сокой квалификации, но позволяет получать точность центрирования
выше 0,01 мм.
408
дивкой (рис. 1094 и 1096). На рис. 1096 показано колесо, кре-
пящееся на трубке, в которой находится оптика или внутренняя
груба. На рис. 1097 изображены два варианта колес из пласти-
ческой массы или фибры. Для колес с диаметром до 50—60 мм
применяется конструкция, изображенная слева; при этом кре-
пление зубчатого диска винтами часто заменяется заклепками.
Колеса с большим диаметром выполняются по второму варианту.
Рис. 1096.
Рис. 1097.
Для избежания появления эксцентриситета и деформации обода
и в этом случае рекомендуется нарезание производить после
скрепления со ступицей. На рис. 1098 показана конструкция
мелких колес, применяемых для передачи к стрелкам, в фото-
затворах, ходовых (часовых) и тому подобных механизмах с не-
значительной нагрузкой и низкими требованиями точности. Заго-
товка колеса штампуется из листа и укрепляется на ступице,
которой может служить трибка (на рис. 1098 слева), путем
задавливания (закатки).
в) Зубчатые секторы изготовляются заодно со ступицей-
осью (рис. 1099) или в виде отдельного сектора (рис. 1100),
прикрепляемого к ступице или обойме. В последнем случае вы-
тачивается и нарезается целое кольцо, как показано штрих-
пунктиром, которое затем разрезается на секторы. Справа внизу
409
на рис. 1100 показана другая форма сечения для червячного
сектора. Во всех случаях необходимо придавать сечению сектора
максимальную жесткость, так как после разрезки секторы весьма
склонны к деформациям. Секторы по типу изображенного на
рис. 1100 обычно при установке на обойму (ступицу) центри-
руются и после этого штифтуются. Как указывалось выше, если
л позволяют габарит и вес, де-
Рис. 1103.
Рис. 1104.
лают в отсчетных передачах
вместо сектора полное колесо,
чтобы избежать деформаций
при разрезке.
г) Червяки с эксцентрич-
ным (выключающимся) подшип-
ником имеют форму, показан-
ную на рис. 1102. Форма чер-
вяка с неподвижно закреплен-
ным подшипником или работаю-
щего как рейка показана на
рис. 1101. Здесь поверхностями
трения в подшипнике служат
части А, диаметр которых де-
лается на 0,2—0,5 мм больше
наружного диаметра червяка.
Такая конструкция улучшает
центрировку червяка и упро-
щает форму подшипника. При
небольших диаметрах колеса
иногда изготовляют червяк
заодно с коническим колесом
(рис. 1102) или цилиндрической
трибкой.
д) Кремальерные шестер-
ни (трибки) обычно имеют
форму, показанную на рис.
1103. У трибки, изображенной
сверху, аналогично червяку
рис. 1101, рабочим поверхностям Л придается диаметр несколько
больший, чем наружный диаметр шестерни. Такая форма упро-
щает конструкцию подшипника, так как здесь не требуется на-
кладной подшипник. Проточка между опорными поверхностями
должна быть достаточной ширины, чтобы обеспечить выход
«фрезы D при нарезании зубьев. Кремальерные рейки (рис. 1104)
имеют крепежную поверхность только по концам под крепя-
щими винтами. В средней части рейки делается зазор а = 0,3—
0,5 мм, облегчающий пригонку при сборке и сообщающий
зацеплению — за счет пружинения рейки — плавный и без зазора хол.
е) Крепление зубчатых колес на оси штифтовкой показано
на рис. 1091. Применяются конические и цилиндрические нор-
410
малыше штифты. Диаметр штифта колеблется в пределах dx =
___i/ _i/6 d\ больший предел применяется при малых d. Сверле-
ние и развертывание отверстия производятся при сборке. Соеди-
нение трудно разбирается.
Легко разъемные крепления колес на оси показаны на рис. 1092
и 1093. На рис. 1092 роль шпонки выполняет цилиндрический
штифт диаметром dx^x\k d, помещенный в отверстие, высвер-
ленное в шве соединения. Нормальный винт с широкой головкой
удерживает колесо в осевом направлении. Длина уступа вала
делается на -• 0,5 мм короче ступицы. При различной твердости
материалов колеса и валика сверло „уводит" в сторону более
мягкого, поэтому соединение неприменимо в том случае, если
материал валика мягче, нежели у колеса, так как при снимании
колеса получается заклинивание.
На рис. 1093 шпонкой служит также цилиндрический штифт,
туго посаженный в валик. На ступице колеса делается фрезеро-
ванная в торец канавка. Для того чтобы при сборке валик можно
было пропустить сквозь подшипник, берут длину штифта на
0,5—1 мм меньше, чем диаметр D подшипника. Диаметр штифта
делается dx = х/з,г, — */s Описанное крепленйе не дает эксцен-
тричной посадки колеса, вызываемой в креплении по рис. 1092
односторонним натягом штифта.
Рис. 1094 дает два способа крепления колес при помощи
нажимного винта: слева — в валике профрезерована канавка, куда
входит конец винта, справа — канавка заменена надсверливанием
отверстия. Иногда валик не надсверливается, и колесо удержи-
вается только трением. Подобного рода соединения пригодны
только для легких и плавных, без толчков, нагрузок. Винты при-
меняются нормальные стопорные, упорные и с цилиндрической
головкой. Диаметр винта d1^1]3 d. Вследствие одностороннего
натяга этому креплению также присущ недостаток, свойственный
креплению по рис. 1092.
На рис. 1095 приведено крепление, аналогичное рис. 1092.
Здесь шпонка в виде стопорного винта выполняет также и функ-
цию удержания колеса в осевом направлении. Это крепление при-
меняется при небольших диаметрах валиков — до 10 мм. При
толчкообразной нагрузке наблюдается самопроизвольное ослабле-
ние соединения, поэтому применять его в таких случаях не реко-
мендуется. Диаметр винта дГ1 = 1/1— !/з Ив этом соединении
односторонний натяг вызывает эксцентричную посадку колеса.
На рис. 1096 показано крепление колеса на трубчатой оси
при помощи винтов. Число винтов по окружности — от 3 до 8,
в зависимости от размера и усилий. Винты — нормальные, с кони-
ческой головкой для предупреждения относительного поворота.
Иногда применяется дополнительная штифтовка. Диаметр винтов
принимается по нормам в зависимости от толщины стенок трубы.
Рекомендуется делать на трубе уступ, как показано на рис. 1096,
определяющий положение колеса по оси.
411
Подвижное крепление колеса на оси видно на рис. 1105
в двух вариантах. На верхнем рисунке показано крепление для
большой подвижки колеса. На валике фрезеруется канавка на всю
длину передвижения колеса, а роль шпонки играет привинчивае-
мая к торцу колеса накладка с зубом, входящим в эту канавку.
При таком способе удается достигнуть минимального мертвого
хода, особенно если оставлять некоторый припуск на ширине b зуба
для пригонки при сборке. Ширина канавки делается b=lj.3 — х/4 d,
глубина канавки с = 3/1 Ь. Зазор между валиком и накладкой и
между зубом и дном канавки оставляется в 0,1—0,5 мм в зави-
симости от размера.
Нижняя часть рис. 1105 показывает крепление с небольшой
подвижкой (диференциалы, коробки скоростей). Здесь шпонкой
Рис. 1105.
Рис. 1106.
служит винт, завернутый в валик, а канавка прорезана в удлинен-
ной ступице колеса. Это соединение пригодно для передач, вра-
щающихся в одном направлении, так как иначе ввиду малой рабо-
чей поверхности шпонки появляется мертвый ход. Диаметр головки
винта берется — г[3 — */4 d. Для центрировки винта головка
опускается в валик на е = dv
Шпоночные соединения колес с валами, подобные принятым
в общем машиностроении, применяются в оптико-механических
приборах только при диаметрах свыше 10 мм — по причине
трудности изготовления очень мелких призматических шпонок.
ж) Разрезные колеса употребляются в тех случаях, где выби-
рание мертвого хода эксцентриковым или передвижным (при сборке)
подшипником и пружиной неприменимо. На рис. 1106 приведен
пример разрезного цилиндрического колеса, у которого в части В
отверстия под винты имеют увеличенный размер. При сборке
винты отпускаются, и часть В поворачивается относительно А на
некоторый угол, чем и устраняется мертвый ход; затем винты
закрепляются опять. У разрезного колеса, изображенного на
рис. 1107, повернуть одну половину относительно другой стремится
412
помещенная внутри пружина А. Момент пружины должен быть
больше, чем момент, действующий на колесо. Ввиду небольшого
угла закручивания пружины длина ее ограничивается 3/4— 1 витком.
У Недостатком этих колес является работа только половиной
ширины колеса, отчего ускоряется износ, особенно у колес по
Рис. 1107.
Рис. 1108.
Рис. 1109.
рис. 1107, где для гарантии отсутствия мертвого хода приходится
делать пружину очень жесткой. Для правильной работы колес
необходимо, чтобы зуб на обеих половинках нарезался совместно
и при установке в прибор сохранялось их относительное поло-
жение при нарезании. Указанные
типы применяются и в случаях
червячных и конических колес.
На рис. 1108 показан разрез-
ной червяк, у которого левая
часть может при сборке пово-
рачиваться относительно правой.
Такие червяки могут применяться
только в передачах с большим
числом зубьев (больше 60), где
продолжительность зацепления
больше 2, и обладают теми же
недостатками, как и разрезные
колеса.
В конических передачах применяют иногда подвижку одного
из колес по оси пружиной, как на рис. 1109, однако, как указы-
валось выше (см. § 5, п. 4), подобный способ для отсчетных пе-
редач не может быть рекомендован.
§ 7. Диференциалы и планетарные передачи
^1- Диференциалы. Диференциалом в оптико-механических
приоорах называют зубчатую передачу, дающую возможность
суммировать два движения и получать угол поворота на
выходящей оси как результат суммы углов и поворота обеих вхо-
дящих (ведущих) осей.1 Часто поворот одной из ведущих осей
uaxrz,1 В °птико-механической промышленности применяются также ры-
чажные диференциалы; о них см. гл. XLI.
413
заменяют осевым передвижением колеса или червяка; в этом слу-
чае диференциал состоит из одной только пары колес (рис. 1038,
1041 и 1043). Диференциалы широко применяются в прицельных 5
устройствах — для сложения угла прицеливания и угла местности-
в угол возвышения, для стабилизации курса и пр.; в киноаппара-
турё— для дополнительного поворота обтюратора при наводке в
кадр; в построительных механизмах и т. д.
В оптико-механической промышленности применяются следую-
щие типы зубчатых диференциалов:
1) с коническими колесами,
2) с червяком-рейкой,
3) со спиральными колесами с перпендикулярными осями,
4) со спиральными колесами с параллельными осями,
5) плоский,
6) с цилиндрическими колесами,
7) с 2 червяками,
8) с 2 рейками.
К зубчатым колесам, составляющим диференциал, полностью
относятся все основные соображения о числе зубьев, точности,.
их поворота:
материале и т. д., приведенные выше для
зубчатых колес.
а) Диференциал с коническими ко-
лесами наиболее употребителен. Схема
его приведена на рис. 1110. Колесо С
(сателлит) вращается на оси, заштифтован-
ной на валике D. При вращении колеса А
и неподвижном колесе В колесо С об-
катывается по колесу В; при этом угол
поворота <pD валика D равен половине
угла поворота колеса А.1 Аналогичное
явление происходит при вращении колеса В и неподвижном колесе А.
При одновременном или последовательном повороте обоих
угол поворота валика D равен алгебраической полусумме
колес
углов.
При одном неподвижном колесе:
Передаточное отношение не зависит от числа зубьев колее
диференциала. Рассматриваемый диференциал используется в па-
норамных приборах для вращения выпрямляющей призмы как
1 Половинная скорость вращения валика D получается потому, что
при обкатывании колеса С* мгновенным центром вращения является точка
(полюс) зацепления его с неподвижным колесом.
414
замедляющая передача с отношением Щ по причине своей компакт-
ности.
Ошибка в угле поворота суммирующей оси равна ошибке
конической передачи из двух колес А и С, т. е.:
д<рл==д?а4-д?с/,
где
._Zc
Z.
Дсрл и Дф^ см. стр. 376.
Пример конструктивного выполнения диференциала дан на
рис. 1111.
На рис. 1111 показано применение диференциала в качестве
замедляющей передачи к призме Дове в панорамных системах.
Рис. 1111.
А — неподвижное колесо, укрепленное на корпусе панорамы.
Подвижное колесо В соединено с головкой панорамы. С колесами
А и В сцепляется сателлит С, вращающийся на оси D, составляю-
щей одно целое с обоймой Е призмы F. При вращении колеса В
обойма Е с призмой вращаются с половинной скоростью.
б) Диференциал с червяком-рейкой, чаще всего применяется
в прицельных механизмах. Схема его дана на рис. 1112. В этом
диференциале червяк В может: 1) вращаться и 2) передвигаться
вдоль своей оси, как показано пунктиром. Червячное колесо по-
ворачивается на суммарный угол в результате двух указанных
независимых движений червяка. Передаточное отношение при вра-
щении червяка равно передаточному отношению для обычной
червячной передачи: i = n^Z, где п—число ниток червяка, и
415
При осевом передвижении червяка (как рейки) на длину I мм-
угол поворота червячного колеса равен:
, ' = _£_
л tcD
. 360°;
Ошибки =ного диференциада соответствуют обычной червяч-
ной передаче. Если осевая подвижка червяка превышает 2/, сле-
Рис. 1113.
дует, учитывая накопление ошибки по длине червяка, подсчиты-
вать эту ошибку по выражению:
0,001 ./
D
. 3440'
Рис. 1114.
‘ ч
вместо приведенного па стр. 377.
На рис. 1113 показано примене-
ние диференциала в прицеле для сло-
жения угла прицеливания, устанавли-
ваемого подвижкой оси А, несущей
червяк D, путем вывинчивания i ее
хвоста В из гайки С, и угла местности,
устанавливаемого поворотом червяка D
посредством валика Е ’со шлицом,
в который входит шпонка F, укреплен-
ная в червяке при помощи проволочного кольца G.
в) Диференциал со спиральными колесами с перпендикулярны-
ми осями по схеме своей (рис. 1114) аналогичен описанному выше
416
диференпиалу с червяком-рейкой, но в отличие от него приме-
няется в ходовых без отсчета передачах, главным образом в кино-
аппаратуре. Он состоит из двух спиральных колес А и В. Ширина
подвижного колеса В делается больше нормальной на величину
подвижки. Передвижение по оси колеса В на I мм дает допол-
нительный поворот колеса А на угол:
? = -L. збо°.
л тД
Рис. 1115 показывает пример применения рассматриваемого
диференциала в кинопроекторе для дополнительного поворота
Рис. 1115.
обтюратора при наводке в кадр. Ведущей шестерней является В.
Дополнительный поворот валику С сообщается осевым передвиже-
нием шестерни А при помощи разрезной муфты D, входящей в
выточку в шестерне А и соединенной с качающимся рычагом Е
винтами F. Шестерня А соединена с валиком С шпонкой G, вхо-
дящей в шлицы Я. Шпонка О заштифтована на валике С. Угол
подъема у шестерен равен 45°.
а) Диференциал со спиральными колесами с параллельными
осями подобно предыдущему применяется в ходовых передачах.
Колесо А (рис. 1116) может двигаться в осевом направлении по
шпонке, благодаря чему колесо В получает дополнительный
поворот. В этом типе диференциала увеличенная ширина может
быть в зависимости от требований конкретного случая придана
подвижному или неподвижному колесу. Подвижка колеса А на
I мм вызывает дополнительный угол поворота колеса В на:
?в=- „ • 360-
27 Зак. 3905. — Опр. ки. оптико-механика, II.
417
Угол подъема р, с целью уменьшить подвижку колеса, дела-
ется обычно равным 45°.
На рис. 1117 показано применение этого диференциала в ки-
нопроекторе для регулировки обтюратора находу. Шестерня А
может передвигаться вдоль вала В по шпонке при помощи обой-
мы С с помещенной в ней нарезанной втулкой D. При вращении
винта Е обойма С с колесом D перемещается по валу В, благо-
даря чему шестерня обтюратора F получает дополнительный
поворот.
д) Плоский диференциал применяется главным образом в
механизмах вращения шкал и в стабилизаторах прицелов. Он со-
стоит (см. схему на рис. 1118) из
трех колес, сцепляющихся между
собой: бо.’ ыного колеса А с вну-
тренними зубьями, среднего коле-
са С и промежуточного колеса-са-
теллита В. Суммирующим обычно
Рис. 1116.
Рис. 1117.
является валик D, на котором укреплено плечо (водило) колеса В.
Однако возможны и другие комбинации. При вращении ко-
леса А и неподвижном колесе С угол поворота валика D равен:
__
^ + dc-?A' za+zc-
При вращении колеса С и неподвижном колесе А:
d(j с
При вращении валика D и неподвижном колесе А:
I d.\ / ZA
1 +y-)= •
При вращении валика D и неподвижном колесе Сл
418
При вращении колеса А и неподвижном валике D угол по-
ворота колеса С равен:
иС
(знак минус показывает, что колесо С вращается в обратную сто-
рону). При вращении колеса С и неподвижном валике D:
о , — — = —сс . .—_.
‘° Z.
Л л.
При вращении двух элементов диференциала третий повора-
чивается на суммарный угол, соответствующий алгебраической
сумме поворотов.
Точность плоского диференциала невысока, около 10' (см.
также § 5, п. 6).
На рис. 1119 а показано применение этого механизма в роли
передачи к шкале в прицеле. Здесь малая шестерня А посажена
Рис. 1118.
Рис. 1119а.
на конце отсчетного червяка прицела и через промежуточное ко-
лесо (сателлит) В, вращающееся на неподвижной оси С, сцеплена
со шкалой D, у. которой на внутренней поверхности нарезан зуб.
Колесо В сделано разрезным, так как устранение мертвого хода
обычными способами — сближением осей — в этом механизме непри-
менимо. Употребляется еще следующий способ устранения мерт-
вого хода (рис. 1119 6): вместо одного промежуточного колеса В
делаются два, оси которых укреплены на общей поперечине Е,
причем последняя может сдвигаться в направлении стрелки до
устранения мертвого хода. Для возможности подвижки, отверстия
в поперечине под крепящие винты делаются с припуском.
е) Диферечциал с двумя червяками (рис. 1120) состоит из
двух одинаковых червяков А и В, могущих только вращаться, и
419
О7&
сцепляющегося с ними червячного колеса С, ось которого может
перемещаться по горизонтальному направлению, как показано на
рисунке. Угол поворота колеса, а также и линейное перемещение/
его оси зависят от суммы поворотов червяков А и В. (При со-
общении червякам кроме вращательного движения еще и линейного
перемещения этот диференциал может суммировать четыре неза-
висимые движения: поворот червяка А, поворот червяка В, пере-
движение червяка А и передвижение червяка В.) Ввиду связанных
с подвижным подшипником червячного колеса неудобств рассмат-
Рис. 11196.
Рис. 1120.
риваемый механизм редко применяется как механизм для получе-
ния суммарного угла (нужна подвижная шкала). Он находит при-
менение для получения суммарной линейной подвижки, которая
в этом случае снимается с подвижного подшипника оси червяч-
ного колеса.
При вращении одного из червяков и неподвижном другом
угол поворота червячного колеса равен:
1
?о=~2- ?А1’
где i = njZ(n — число ниток червяка). Передаточное отношение
получается в 2 раза больше, чем у обыкновенной червячной пе-
редачи, так как мгновенным центром вращения колеса в этом
случае является не его центр, а точка сцепления О со вторым
червяком.
Линейная подвижка оси червячного колеса при тех же усло-
виях равна:
Z===cPa°- “2 - W
где S = nt — ход червяка в миллиметрах; при одноходовом чер-
вяке S = t.
420
Точность диференциала такая же, как у диференциала с чер-
вяком-рейкой.
j/c) Диференциал с двумя рейками (рис. 1121) аналогичен
предыдущему и состоит из двух зубчатых реек А и В и сцеплен-
ного с ними колеса С, ось которого может перемещаться. Так
я<е как и диференциал с двумя червяками, он редко употребля-
ется для получения суммарного угла и находит применение как
механизм для суммирования линейных
подвижек обеих реек (рычажный дифе-
ренциал). Подвижка одной из реек на
т мм при неподвижной другой дает
перемещение центра колеса, равное:
1~~— мм
А
(не зависящее от диаметра колеса).
При тех же условиях угол пово-
рота колеса:
^=^7 • 36(Л
Рис. 1121.
Рейки могут быть заменены червяками, которые проще в из-
готовлении и точнее. В этом случае получаем тип диференциала
с двумя червяками, но отличающийся от предыдущего тем, что
червяки перемещаются в осевом направлении.
Рис. 1122.
Точность механизма одинакова с диференциалом типа червяк-
рейка.
2. Планетарные передачи. Планетарными передачами назы-
ваются такие зубчатые передачи, у которых одно из колес (на
рис. 1122 колесо С) помимо вращения вокруг своей оси имеет
еще поступательное движение по кругу, аналогично движению
планет в солнечной системе (откуда и их название). Колесо А с
неподвижной осью называется солнечным, а колесо С—плане-
тарным или сателлитом. Ввиду возможности получения больших
421
передаточных отношений планетарные передачи наибольшее при-
менение находят в механизмах привода шкал (рис. 1124) и меха-
низмах привода от электромотора (рис. 1123). Преимуществом этих
передач по сравнению с черв шными является значительно более
высокий коэфициент полезного действия.
Схема планетарной передачи приведена на рис. 1122а. Здесь
одно колесо А неподвижно, а планетарное колесо С вращается на
оси, укрепленной в рычаге (водиле) D, связанном с рукояткой
шкалы (рис. 1124) или осью мотора. Второе колесо В имеет число
зубьев на 1 или 2 больше, чем у колеса А, благодаря чему оно
за каждый оборот рычага D поворачивается в тэм же направле-
нии на угол, соответствующий 1 или 2 зубьям. При такой схеме
передаточное отношение может быть получено до х/юо (ПРИ
Z==100).
Если колесо С разделить на два — Е и F, как показано на
рис. 1122 Ь, то передаточное отношение может быть повышено
до г1 0q00. Передаточное отношение для передачи с одним плане-
тарным колесом по рис. 1122а определяется следующим выражением:
Z / Z \
,•=1—-Д, или: <pB = <pJ 1—
\ лв/
и не зависит от числа зубьев колеса С.
Пример. При числе зубьев у колеса А: ZA == 80, ay колеса
В : ZB ~ 81 передаточное отношение:
. , 80 1
1~ 81 “81 ’
Передаточное отношение для передачи
колесами по рис. 1122# равно:
с двумя планетарными
или:
^Е^В \
ZA
ZE ZB>
Пример. При числе зубьев: у колеса A: ZA = 61, у колеса
В: ZB = 60, у колеса Е: ZE = 60, у колеса F: Zp = 59 передаточное
отношение
1 61-59 3599 1
Z“ 60-60 “ 3600 " 3600 ‘
Если колесу А дать возможность поворота, то планетарная
передача может быть использована как диференциал (ср. диферен-
циал по рис. 1118). В этом случае суммирующим будет колесо В
с передаточным отношением от А, равным:
ZA
1А-в = у-> или: —.
^В ЛР,
422
Планетарная передача применяется также для колес с вну-
тренним зацеплением (пример см. рис. 1124).
Для устранения мертвого хода между планетарным колесом
С и колесом А, имеющим меньшее число зубьев и следовательно
меньший диаметр, чем колесо В, применяется корригирование
профиля у колеса В. Корригирование заключается в уменьшении
наружного диаметра и начальной окружности до той же величины,
что у колеса А (т. е. нарезание колеса В производится при том
же расстоянии червячной фрезы от центра, как и у колеса А).
Таким же образом поступают при передаче по рис. 1122 Ь, корри-
гируя колесо А с большим числом зубьев.1
На рис. 1123 приведен пример планетарной передачи от
мотора с передаточным числом / = 1/8о’ А— ведущая ось, на ко-
торой укреплено водило В с противовесом С. Планетарная ше-
стерня D вращается в подшипнике, сделанном в водиле В. Непо-
движная шестерня Е укреплена в корпусе прибора, а шестерня F
передает уже замедленное вращение механизму. С целью уменьше-
ния трения все оси вращаются на шариковых подшипниках.
G представляет упругую муфту, соединяющую ведущую ось с осью
п мотора.
1 Сказанный способ является приближенным, но с вполне достаточ-
ной для практики точностью при разности числа зубьев на 1—2 зуба.
423
Рис. 1124 показывает применение в передаче колес с вну-‘
тренним зацеплением. Передача служит для установки по шкале
на рукоятке прицела „больших" делений угломера. Планетарная
шестерня А вращается в обойме В, укрепленной на оси червяка
прицела. Она сцепляется с двумя колесами С и D с внутренним
зацеплением, имеющим разные числа зубьев. С колесом С связана
при помощи винтов Е шкала больших делений F, а колесо D
скреплено с кольцом G с индексом. При каждом обороте руко-
ятки прицела Н кольцо G с индексом поворачивается относительно
шкалы F на 1 деление. Малые деления угломера устанавливаются
по кольцу /.
Af. Я. Кругер
Глава XLI
КУЛАЧКОВЫЕ И РЫЧАЖНЫЕ МЕХАНИЗМЫ
§ 1. Кулаки
Назначение кулачковых механизмов — преобразование одного
вида движения в другое, связанное с ним некоторой функцио-
нальной зависимостью (нелинейной).1
Главнейшие задачи, встречающиеся при конструировании:
1) задан график движения ведомого звена в зависимости от
движения ведущего [_у==/(х)], построить профиль кулака;
2) определить скорости, ускорения и силы инерции движу-
щихся масс (последнее в случае большого порядка указанных
величин).
Обычно для уменьшения трения и износа ведомое звено
снабжается роликом, который катится по образующей поверхности
кулака. Если кулачковый
механизм не может быть
выполнен замкнутым, то
силовое замыкание осуще-
ствляется пружиной.
1. Вращающийся ку-
лак. Имея график (рис.
1125), на котором по оси
ординат отложены пере- Рис. 1125.
мещения ведомого звена
(например центра роли-
ка), а по оси абсцисс — углы поворота кулака, опишем из
точки, О (центр вращения кулака) окружность произвольного ра-
диуса. Окружность (или часть ее) делим на части соответственно
числу делений на оси абсцисс графика; перенумеровав деления
проводим через них радиусы-векторы 01, 02 и т. д., на которых
откладываем соответствующие ординаты; соединяя концы отложен-
1 За исключением спирали Архимеда.
425
ных ординат плавной кривой, получим геометрическое место точек
центра ролика ведомого звена. Проводя окружности радиусом
ролика, получим искомый профиль кулака как огибающую ко всем
взятым положениям окружности ролика (рис. 1126).1
Следует иметь в виду, что наименьший радиус кривизны во-
гнутых частей кулака должен быть всегда больше радиуса ролика;
наклон касательной к любой точке кулака (работающей на подъем
ведомого звена) не должен превосходить 45°.
2. Прямолинейно перемещающийся кулак. Построение этого
кулака производится совершенно аналогично предыдущему
^рис. 1127).
Рис. 1126. Рис. 1127.
3. Пространственный кулак, а} Спиральный кулак. Здесь
кривая имеет вид канавки, нанесенной на цилиндрической поверх-
ности (рис. 1128). При вращении трубы 1 оправы 2 и 3 получают
продольное перемещение благодаря штифтам 4 и 5, вхотящим
в паз кривой. Такая конструкция применяется для перемещения
линз панкратической системы (см. гл. III).
Имея график, на котором по оси х-ов отложены углы пово-
рота трубы 1, а по оси _у-ов — линейные перемещения линз, посту-
пают следующим образом. Для облегчения изготовления одну из
кривых выпрямляют, задаваясь при этом либо ее углом подъема,
либо, имея диаметр трубы, максимальным углом поворота трубы.
Тогда и вторая кривая, связанная функционально с первой,
также получит иную кривизну (обычно становится также более
отлогой).
1 Практически эта задача может быть решена в процессе производ-
ства применением фрезы диаметром, равным диаметру ролика. Перемеще-
ние оси фрезы при этом в точности должно соответствовать перемеще-
нию оси ролика.
426
Для того чтобы не нарезать кривую изнутри, конструкцию вы-
полняют по рис. 1128. Трубу 1 берут с несколько меньшим вну-
тренним диаметром. Канавку протачивают снаружи (не насквозь).
Затем на трубу 1 плотно насаживают трубу 6 и соединяют их
заклепками. После этого внутренний диаметр протачивают до нуж-
ного размера, открывая канавки.
б) Коноид. Коноид можно представить как тело, состоящее
из бесконечного числа кулаков, насаженных на общую ось вра-
щения (рис. 1129). Вращая коноид пропорционально одному из
аргументов и перемещая его вдоль оси пропорционально другому
аргументу, можно сообщить ведомому звену перемещение, пропор-
циональное любой функции данных аргументов. Таким образом
коноид дает простое решение (ме-
ханическое) сложной кинематиче- wTfL,
ской зависимости. Однако изгото-
вление коноидов настолько сложно \ ‘”^***^_
и дорого, что применения их еле- / . \
дует всячески избегать. ! |_________. | 1
4. Архимедова спираль. В раз- V J </
личного рода оптических приборах —“***~11" '
для изменения угла визирования
весьма удобен кулачок, рабочий про- Рис-
филь которого изготовлен по архи-
медовой спирали (рис. ИЗО а и б). Архимедова спираль является
наиболее простой для производственного исполнения.
а) Основные свойства (рис. 1131). Уравнение спирали в по-
лярных координатах:
где t — шаг спирали; г — радиус-вектор к данной точке; <р — угол
между полярной осью ОХ и радиусом-вектором (в радианах).
427
Угол между радиусом-вектором и касательной к спирали:
tgo = ?.
(2)
Длина поднормали:
dr t
ОЛ4 = — == — = const.
1 dy 2к
(3)
б) Построение касательной к спирали в данной точке (Л4).
t
Соединим М с О, отложим ОМХ — —- перпендикулярно ОМ; сое-
2 тс
диним Mt с М, причем ММ1 будет нормалью, а отрезок АВ | ММj
будет касательной к спирали.
в) Зависимость между углом поворота спирали и переме-
щением касающейся точки. 1. Точка М перемещается по прямой
NN', проходящей через центр спирали (рис. 1131). Из уравне-
428
ния (1):
Д. — ~ • ср,
1 2тс Y
(4)
где ^-—расстояние точки М до центра спирали О; ср— угол
между полярной осью спирали и прямой NN', т. е. угол пово-
между полярной осью спирали и прямой NN', т. е. угол
рота спирали относительно NNr.
Или иначе:
ъ S — Sr So — (Фх <р0),
(5)
поло-
где <р0—начальный угол поворота спирали; До— начальное
жение точки М на прямой NN'.
Из формул (4) и (5) видно, что перемещение точки
прямой AW7 находится в прямой линейной зависимости от угла
поворота спирали, т. е. равным углам поворота спирали соответ-
ствуют равные перемещения точки тИ.
2. Точка М перемещается по пря-
мой, не проходящей через центр спирали
(рис. 1132). Ьусть расстояние между пря-
мой и центром спирали О равно АО — Ь.
Перемещение точки М отсчитываем от
точки Л; AM = Д’.
Через точку О проведем прямую
N^' || NN'.
Введем обозначения:
Z XONx = ср; / Nx ОМ = / OMN' =
= Дз; ОМ = г.
ти по
Из чертежа имеем:
Д’ = (ср -j- Д<?) cos Дер.
Связь между ср и Дер устанавливается
Из Д О AM:
(6)
(7)
sin Л'
b
t
— (ф -4- Дс»)
2тг1 ‘ 1 ‘
Уравнение (7) может быть решено относительно Дер лишь
приближенно, путем разложения в ряд sin Дер, что значительно
усложняет вычисления.
Как видно из (6), в этом случае перемещение точки М по
прямой NN' уже не находится в прямой линейной зависимости от
угла поворота ср спирали, т. е. равным углам поворота спирали
соответствуют различные пути, проходимые точкой М. Величина
ошибки перемещения точки М вследствие смещения прямой NN'
429
относительно центра спирали выражается формулой:
&S=~ [(?4-A?)cos Д<р— ?]•
(8)
Практически при малых значениях b и больших углах пово-
рота <р спирали (бтс и более) можно пользоваться следующими
приближенными формулами:
о * > b
s==^ • ?+ -; (9)
Д5 = ±
(Ю)
Формулу (10) можно применять для расчета допусков на
центрировку кулачковых механизмов.
а) Зависимость между углом
X поворота спирали и перемещением
центра касающейся окружности.
Центр окружности перемещается по
прямой, проходящей через центр
спирали. Радиус окружности — R.
Угол поворота спирали отсчи-
тывается от прямой NN' (рис. 1133);
АВ — общая касательная.
Введем обозначения:
ОО. = Z ОМО.
= 90° — о; 0.^=7?; = а = ОМ,.
2tz 1
Задаваясь перемещением S, попробуем определить угол пово-
рота спирали (<? -J- Д?):
, , А ОМ >2” ОМ . к .
/ tp-j-Ду =-----~= (? и Д<? в радианах).
Определим 0М~г. Из Л О.ОМр.
ОМ, а
sin « = —ту- =-тг ;
/ т = 90° — ш;
О1М1 — Seos
Определим /. ОММ. = е:
+ ОМ. .
to- £ == :-------,
Z^-j-^00801
z а = 90° —е;
Д-э г= о) — е.
430
Аналогично получим и при внешнем касании (рис. 1134). Из
данных формул видно, что при касании окружности со спиралью
перемещение центра окружности (ролика) по линии AW7 не вполне
пропорционально углу поворота спирали ф. Ошибка тем больше,
чем больше радиус ролика R и чем ближе ролик находится
к центру спирали (чем меньше ф). Ошибка может быть исклю-
чена, если изготовление спирали будет производиться фрезой
с диаметром, равным диаметру соприкасающегося ролика. То же
относится и к шлифовке спирали. В других случаях следует стре-
миться пользоваться роликами малого диаметра и участками спи-
рали. удаленными от ее цен-
тра (ф > 6—8к), так как,
при увеличении ф, Дф асим-
птотически приближается к
нулю.
Рис. 1135.
5. Логарифмическая спираль (рис. 1135). Уравнение спи-
рали:
r—ae™^ 0).
При ф = 0, г= ОА.
При ф —>— оо,/•->(), полюс О есть асимптотическая точка,,
к которой при отрицательном ф спираль приближается все более
и более, никогда ее не достшая.
Касательная РГ образует с радиусом-вектором ОР в любой
точке Р постоянный угол о == arc etg ш.
Полярная поднормаль:
O7V0 = г etg о — rm.
431
Полярная нормаль:
г
sin а ‘
Полярная нормаль равна радиусу кривизны р в точке Р.
Длина дуги, считая от точки Р, при приближении другой
концевой точки к полюсу стремится к значению:
5 =
г
cos о
У 1
т. е. к длине полярной подкасательной РТ0.
Если логарифмическая спираль катится по прямой без сколь-
опысывает другую прямую,
жения, то ее асимптотическая точка
наклоненную к первой под углом
1
.— тс — а.
2
Рис. 1137.
Рис. 1136.
Кулачки данного профиля применяются в дальномерах-высото-
мерах и прицельных приборах для преобразования неравномерной
шкалы (пропорциональной логарифму дистанции или высоты)
в равномерную. Они могут быть связаны друг с другом гибкой
стальной лентой (Герц) (рис. 975) или иметь зубья (Цейсс)
(рис. 1136). Нарезание зубьев обычно ведется долбяком Феллоу.
6. Механизм мальтийского креста (см. гл. XI). Система
мальтийского креста служит для получения прерывистого враща-
тельного движения от равномерно вращающегося привода.
Четырехлопастный мальтийский крест является важнейшим кинема-
тическим звеном лентопротяжного механизма киноаппаратов ста-
ционарного типа.
а) Общие законы движения мальтийского креста (рис. 1137).
Вокруг точки А вращается палец С, который во время части
своего пути заходит в шлиц креста и поворачивает его на опре-
деленный угол. Когда палец не зашел еще в шлиц, крест удержи-
вается в своем положении шайбой D, входящей в вырезы креста Е.
Введем слёдующие обозначения (рис. 1138).
г = АС—радиус окружности пальца эксцентриковой шайбы.
R = BC— радиус мальтийского креста.
а = АВ — расстояние между осями.
а — угол, образуемый г и а. Частный случай: а0 — для началь-
ного положения механизма.
432
точки С относительно А = const,
точки С относительно В.
у —угол, образуемый г и R. Частный случай: у0— для на
чального1 положения механизма.
v — окружная скорость
— окружная скорость
а>А = wA[r — угловая скорость const.
= — угловая скорость R.
I — угловое ускорение.
<р~-30— р — угол, пройденный R.
t — время в секундах.
Угол а является функцией времени t. Угол а0 — а можно
определить как произведение угловой скорости «>л на время /,
отсюда:
а=аэ —со/. (П)
Угол [30 определяется выбран-
ным типом мальтийского креста.
В киноаппаратуре применяется
исключительно четырехлопастный
Рис. 1139.
мальтийский крест с радиальным
захватом, для которого ро = 45°
(рис. 1137).
Угол, пройденный R, равен: <?==р0— Р-
Из схемы (рис. 1138 и 1139) выводим:
arc etg
а — г cos а
rsin а
По теореме синусов:
г sin
q----------
sinp0
28 Зак 3905. — Опр. кн. оптико-механика, ч. II.
(12)
(13)
433
Обозначим:
sin to
sin po
C— cos a
sin a
Отсюда:
p ss arc etg
(14)
Рис. 1140.
что для четырехлопастного мальтийского креста с радиальными
шлицами дает:
л го . 1,41—cos a ....
© = 45° — агС etg -------——. (16)
sin a
Угловая скорость:
C cos a — 1
в — 2 cos a 4- 1’
(17)
434
для четырехлопастногр мальтийского креста с радиальными шли- v
нами:
1,41 cosa—1
“в = 3—2,8284 cosa ’ 8)
S--f (t)
Рис. 1141.
Угловое ускорение:
t __ 2 С sfri a (С2—1)
в (£2 — 2 cos a 1 )2
28*
435
(19)
для четырехлопастного мальтийского креста?
2 1,41 sina
~ “а (3—2,8284 cos а)2 ’
На рис. 1140—1142 приведены графики пути (угла поворота),
угловой скорости и ускорений четырехлопастного мальтийского
б) Сравнение различных систем мальтийского креста. На
рис. 1143 схематически изображены мальтийские кресты с 4, 6 и
8 лопастями. Углы, получающиеся при радиальном захвате, обо-
значены на чертеже. Как видно, при четырехлопастном кресте
время, потребное на поворот креста на одну лопасть, является
минимальным при максимальном угле поворота креста.
На рис. 1144 видна зависимость между длиной пути, време-
нем поворота креста и полным периодом, т. е. временем одного
полного оборота эксцентриковой шайбы. Рис. 1145 показывает
486
зависимость углов поворота креста от углов поворота эксцентри-
ковой шайбы. На рис. 1146 показано отношение угловых ско-
ростей мальтийского креста и эксцентриковой шайбы. Рис. 1147
дает кривую ускорений мальтийского креста, отнесенную к кв а
драту угловой скорости эксцентриковой шайбы.
в) Вычисление момента инерции мальтийского креста. Рас-
чет произведен согласно схеме рис. 1148 по формуле:
J = Jpmr2.
Заштрихованная площадь рассматривается как разность пло-
щадей квадрата ABCD и квадранта BCD.
Получаем:
Для того чтобы установить расстояние центра тяжести п2,.
составляем уравнение моментов относительно нуля:
Foao = 5,3 (3,677 — 2,3 • 0,707) = 10,85 см*
— = 3,8 (3,677 — 0,6002 • 2,2) = —8,95 см*
р2а2 = ~ 1.9 см*~
Рис. 1147. Рис. 1148.
Масса мальтийского креста равна:
4Р2В • 7,8
981
Сообразно с этим момент инерции:
. 4 • 1,5 0,6 . 7,8 1ОД-~ППЛ, 9
J —-----—-------- 1,265 ~ 0,04 а см2 • сек2.
7. Грейфер (см. гл. XI). Грейфер, так же как и мальтийский
крест, сообщает прерывистое движение кинопленке. Характер
движения фильма несколько отличается от движения фильма маль-
тийским крестом. Время транспорта в грейфере, применяемом
в кинопередвижках (ГОЗ, КДП), обычно равно */3 времени про-
хождения кадра.
Мальтийский крест состоит из четырех самостоятельных
переключающихся элементов, последовательно участвующих в пере-
мещении фильма. Значит устойчивость кадра зависит от равно-
ценности отдельных элементов. При грейфере каждый кадр пере-
438
Лелю чается одним и тем же элементом. Вследствие этого грей-
/>фер исключает источник ошибок, имеющийся в мальтийском кресте.
Рис. 1149. Рис. 1150.
Но, вследствие того, что движение производится всегда одним и
тем же звеном, износ выше, чем в механизме мальтийского креста.
а) Грейфер кино- ч
передвижки ГОЗ. Этот
механизм — кулачок
Вольфа (рис. 1149—
1152) — относится к
типу замкнутых ку-
лачковых механизмов.
Профиль кулака В
(рис. 1151 и 1152)
имеет вид равно-
стороннего дугового
трехсторонника с за-
кругленными углами.
Центр вращения вала
совпадает с центром
дуги закругления. При
равномерном враще-
нии кулака в течение
Рис. 1151.
439
!/з оборота его (120°) рамка А перемещается в направлении 2VM (на :
величину 2 7? sin 60° = R), в течение следующих 60° поворота кулака
она остается неподвижной, в следующую оборота она с той же
скоростью возвращается в исход-
ное положение, в следующую */6 обо-
рота— опять стоит и т. д.
При движении рамки вниз гре-
бенка (вилка) своими зубьями ведет
фильм, при обратном движении рам-
ки (вверх) изогнутая шайба отводит
гребенку из пазов рамки, заставляя
ее двигаться вне пути фильма.
Кривая пути рамки грейфера
представляет собой укороченную си-
нусоиду, как показано на графике
пути (рис. 1153). Скорость движения
рамки (а стало быть и кинопленки)
выразится как:
v = соТ? sin а,
Рис. 1152. где # — радиус кулака (рис. 1152);
а, как мы уже указывали, изменяется
от 0 до 60°; — угловая скорость вращения кулака (в радиа-
нах/сек.). — угол поворота кулака.
Ускорение:
w = <о2/? cos а.
6) Грейфер узкопленочной кинопередвижки ВООМПа. Меха-
низм грейфера (рис. 1154) состоит из двух вращающихся шайб А
и В, связанных между собой шестернями, т. е. шайба В вращается
в 2 раза скорее, чем шайба А. Обе шайбы несут эксцентрично
посаженные пальцы, на которых качаются рычаги С и D. Шарнир,
сочленяющий эти рычаги, описывает плоскую фигуру (изображен-
ную на рисунке); часть кривой (толстая линия) используется для
транспортирования фильма, для чего рамка в этом месте закруг-
ляется по радиусу, равному среднему радиусу кривой на участке mn,
440
Рис. 1155.
Рис. 1154.
-а на рычаге С делается выступающий Зуб. Эксцентриситет (е)
•пальца служит для регулировки грейфера при сборке.
в) Механизмы тонкого передвижения тубуса микроскопа.
На рис. 1155 изображен механизм фирмы Лейтц. Движение ту-
буса осуществляется сердцевидным эксцентриком, образованным
двумя симметричными участками спирали Архимеда, по которым
жатится ролик. Точность отсчета—1 р-.
На рис. 1156 изображен механизм фирмы Рейхерт. Движение
тубуса осуществляется наклонной плоскостью К, вращающейся от
рукоятки 5 отсчетного барабана. Механизм имеет теоретическую
ошибку.
Рис. 1156.
Перемещение тубуса пропорционально a tg[3 sin а, где а —
расстояние от центра вращения наклонной плоскости до точки
опоры А, р — угол наклона плоскости и а — угол поворота на-
клонной плоскости от начального положения.
На рис. 1157 и 1158 изображен механизм фирмы Бауш и
Ломб в двух вариантах, действие которого вполне понятно из
«.схем.
§ 2. Рычажно-шарнирные механизмы
Микрометренный механизм микроскопа системы Мейера
«(К. Цейсс) (см. гл. XIV). Механизм (рис. 1159) рассчитан так, что
1 обороту барабана приближенно соответствует перемещение ту-
буса, равное 0,1 мм. Шкала отсчетного барабана имеет 50
делений. Цена 1 деления — 2 ji.
-442
Данный механизм имеет некоторую теоретическую ошибку,1
так как перемещение тубуса пропорционально не углу поворота
отсчетного барабана, а синусу этого угла.
Рис. 1159,
Приводимая формула дает связь между углом поворота^ ба-
рабана и перемещением И тубуса микроскопа:
ср 2г2 <э
Н = г sin--------— • sin4
п I 2п
или, пренебрегая вторым членом ввиду его малости, имеем:
(20)
1 Рассчет ошибокгданного механизма любезно предоставлен нам инж.
Ь. М. Кулежновым.
443
где п — передаточное число между барабаном и сектором:
Z2Z4Z6 _ 60 • 60 • 208
-Z^" 12-12.12
= 433,333;
1= 16 мм\ г —6,9 мм.
Число оборотов барабана — 15 оборотов в ту и другую сто-
рону от среднего положения.
Однако шкала отсчетного барабана равномерная, что предпо-
лагает перемещение тубуса HQ пропорциональным углу поворота
барабана, т. е. расчетная формула имеет вид:
и п
(21)
Отсюда теоретическая ошибка &Н перемещения тубуса (см.
табл. 178):
Д/7 = /7—//0 = rsin —-----^-sin4 —-----г—. (22)
и п I п п v 7
(В приведенных формулах углы поворота барабана от среднего
положения вверх следует считать положительными, а вниз — отри-
цательными.)
Определение величины теоретической ошибки на протяже-
нии 1 оборота барабана и ее изменения от оборота к обороту.
Положим, в формуле (20) <р — наибольший угол поворота бара-
бана вправо от среднего положения. Повернув барабан на угол
Таблица 178
Теоретические ошибки перемещения тубуса
[Вычислено по формуле (22)]
Число оборо- тов барабана Н мм HQ мм h-hq
12,5 1,2434 1,25 — 0,0066
11,5 1,1449 1,15 — 0,0051
10,5 1,0463 1,05 — 0,0037
9,5 0,9473 0,95 — 0,0027
8,5 0,8482 0,85 — 0,0018
7,5 0,7488 0,75 — 0,0012
6,5 0,6493 0,65 — 0,0007
5,5 0,5497 0,55 — 0,0003
4,5 0,4499 0,45 — 0,0001
3,5 0,3501 0,35 + 0,0001
2,5 0,2501 0,25 + 0,0001
1,5 0,1501 0,15 + 0,0001
0,5 0,0500 0,05 0,0000
0,0 X 0,0000 0,00 0,0000
444
у — 2т: (на 1 оборот меньше), получим (пренебрегая вторым
членом):
. <р — 2тс
И.— г sin ------
1 п
(23)
Вычитая формулу (23) из формулы (20) после соответствую-
щих преобразований, получаем величину перемещения тубуса при
последнем обороте барабана:
ТС ф —. тс
h — H—H1 = c2r sin—cos 2--------. (24)
1 п п
Теоретическая ошибка в отсчете перемещения тубуса за
1 оборот барабана:
&h — h— 0,1 мм. (25)
Таблица 179
Теоретические ошибки перемеще-
ния тубуса за 1 оборот барабана
[Вычислено по формуле (24)]
Номер обо- рота бара- бана h мм Д/г [л
12 0,0984 -1,6
11 0,0987 — 1,3
10 0,0989 — 1,1
9 0,0992 — 0,8
8 0,0993 -0,7
7 0,0995 — 0,5
6 0,0997 — 0,3
5 0,0998 — 0,2
4 0,0999 — 0,1
3 0,0999 — 0,1
2 0,1000 0
1 0,1000 0
0
Из табл. 179 вытекает, что не следует пользоваться край-
ними оборотами барабана, где теоретическая ошибка достигает 1,5 р..
Допуски. Общая ошибка механизма складывается из следую-
щих элементов: 1) теоретической ошибки; 2) погрешности длины
рычага г\ 3) погрешности зубчатой передачи; 4) смещения гнезда М.
относительно прямой CD в плоскости чертежа (рис. 1160
а) Расчет допуска на длину г рычага. Пусть размер г имеет
допуск Дг.
Полагаем в формуле (24):
sin — = —;
п п
445
тогда:
, . „ 2 к Ф — тс
h 4- АЛг = (г + Ar) —cos ——,
(26)
или:
. 2-гс ф — it
ДЛ, = Ьг—cos ------.
1 п п
(27)
Аг —
А/гх
2~ ф — тс
— cos -------
(28)
п
п
1
б) Расчет допуска на величину смещения гнезда М от вер-
тикали CD. Ошибка АЛ на 1 оборот барабана в зависимости от
величины смещения гнезда М = т. [Если СО правее М, то т бе-;
рется со знаком (-р), если левее, то со знаком (—).] ?
2тг
п
* г 2тгг
Д/г =-------
Ф — it
cos --------1
п
(29>
п
т . ф — it
— sin ---------.
I п
В этой формуле первый член представляет собой теоретиче-
скую ошибку отсчета, а второй член — ошибку в отсчете вслед-
ствие допуска т. Задаваясь допустимым Д/г, имеем:
т___2кг[соз(ф — тс) — 1] — khn*
2тсг81п(ф — тс) I
(30>
446
в) Допуск на эксцентриситет сектора. Величина эксцен-
триситета— е. При полном обороте сектора (чего фактически не
бывает) расстояние между осью трибки и геометрической осью
начальной окружности сектора изменялось бы от дс
— е‘
Возьмем наихудший случай: наименьшее расстояние между
указанными осями при крайнем верхнем положении сектора.
При повороте сектора расстояние ^х4-/?2—е будет увеличи-
ваться, т. е. будет появляться радиальный зазор а, приближенно
выражающийся следующей формулой:
а = е(1—cosot), (31)
где а — угол поворота сектора.
Полагаем касательный зазор b между зубцами равным ра-
диальному зазору а.
Касательный зазор в угловой мере равен:
Дос = —--------(1 — cos ос).
^нач.
(32)>
Отсюда погрешность перемещения тубуса выразится форму-
лой:
р
&Н = — гДа = — —------г (1 — cos а), (33)
^нач.
или, заменяя а через р----где р— наибольший угол поворота
сектора от среднего положения, имеем:
ДЯ = ~— г 1 — cos ( р-----—
^нач. L \ И
(34).
Погрешность перемещения тубуса вследствие эксцентриситета
сектора за
Таким
барабана:
1 оборот барабана будет:
2тсг е . (о ср — тс
Д/г =----- —-----sin р — -------
п R \ п
4'нач. v
образом общая погрешность механизма за 1 оборот
(35).
да____ 2тсг / © — тс \ т2~г . ср — тс , , 2тс ср — к
п------ccs 2--------------1 I -----------sin ------zt Дг— cos ------------k
п \ п / пе п п п 1
1 ~2 ~3
. 2тсг / ср-------7Г \
+ е~п--------Sir'(‘ L^)’ (3б)
4
447
где: 1 — теоретическая ошибка; 2 — ошибка вследствие смеще-
ния гнезда М относительно CD; 3 — ошибка вследствие допуск^
Аг на длину г; 4 — погрешность вследствие эксцентриситета е
сектора.
Таким образом, зная теоретическую ошибку отсчета и при-
меняя формулу (36), можно подобрать допуски Дг, т и е так,
чтобы общая максимальная погрешность не превышала допусти-
мой величины.
Таблица 180
Результаты вычислений по формуле (36)
(Ошибки в микронах)
Номер оборота барабана 1-й член (теор. ошибка) 2-й член (±0,8) 3-й член (0,1) 4-й член (0,2) Общая ошиб- ка отсчета за 1 оборот барабана
12-й (вправо) . . - 1,51 ±0,86 ±1,43 4- 0,004 ( -0,94 1 +0,78
0-й (средний) . . 0,00 0,00 4-1,45 + 0,11 + 1.56
12-й (влево) . . . -1,51 ±0,86 ? 4-1.43 + 0,22 I -0,72 1 +1,00
Допуск Дг берется положительным для компенсации теоре-
тической ошибки, которая всегда отрицательна.
R =31,5.
хиач. сект. ’
Из табл. 180 видно, что при данных допусках общая
ошибка не превышает цены деления 4-2р,.
Приведенный метод расчета может быть применен для рас-
чета допусков всех аналогичных механизмов (см. гл. XIV).
§ 3. Рычажные суммирующие и множительные механизмы
1. Суммирующие механизмы. Этот вид механизмов основан
«•на том свойстве рычага, согласно которому при подъеме какой-
Рис. 1162.
либо точки рычага, на-
пример At (рис. 1162),
находящейся на рассто-
янии от точки опо-
ры, другая его точка А3, ч
находящаяся на рас-
стоянии т.2 от этой же
• точки опоры, подни-
мется (или опустится)
т.,х „
на величину —— . Де-
тх
лая поочередно какую-
либо из двух точек ры-
-448
чага точкой опоры, а другую в то же время поднимая (опуская)
на заданную величину, мы в какой-либо третьей точке получим об-
щий подъем, пропорциональ-
ный алгебраической полу-
сумме подъемов первых двух
точек. При этом точка Л3
двигается по прямолинейным
направляющим (геометриче-
ское сложение может быть
получено помощью панто-
графа, см. ниже).
2. Множительные ме-
ханизмы. Эти механизмы
основаны на свойствах по-
добных треугольников (рис.
1163). Из рисунка вытекает:
b==^L,
Х2
Изменяя сомножители
хг и х3 или знаменатель дро-
би х2, получим соответствен-
ное изменение величины Ь.
Рис. 1163.
§ 4. Пантограф
Пантограф представляет собой четырех- или шестизвенный
рычажный механизм (параллелограм), позволяющий воспроизво-
дить в некотором масштабе плоские или пространственные
кривые и получать их
геометрическое сло-
жение.
Если один конец
пантографа закреплен
шарнирно в точке А
(рис. 1164), то при
движении другого его
конца (точки В) центр
шарнира С воспроизве-
дет в масштабе АС)АВ
пространственное дви-
жение точки В. Точ-
ка С всегда должна ле-
жать на линии АВ.
Если при этом будет двигаться и точка А, то движение
точки С воспроизведет геометрическую полусумму или полураз-
ность движений точек А и В. Если закрепить шарнирно точку С,
29 Зак. 3905. — Спр. кя. оптико-механика, ч. II.
449
то движение точки В будет пространственно повторять движение^
точки А в масштабе ABIAC.
Указанные свойства пантографа, наряду со сравнительной
его простотой, обеспечивают ему широкое применение в копиро-
вальных устройствах, различных построительных механизмах и т. п,
Различные конструкции пантографа даны на рис. 1164
и 1165. При конструировании следует иметь в виду, что всегда
CD = EF и СЕ = DF.
§ 5. Параллелограм
В некоторых типах орудий и пулеметов прицел приходится
крепить не на теле орудия, а на неподвижном основании (лафете),
связав его со стволом помощью параллелограма. Параллелограм
должен осуществлять постоянную синхронную угловую связь между
450
прицелом и орудием, для чего противоположные его звенья
должны быть выполнены с определенной степенью точности.
Лучше всего одно звено из равной пары сделать регулирующимся
,ю длине, что даст возможность отъюстировать параллелограм
с нужной степенью точности (рис. 1166).
Вторым условием является отсутствие игры в шарнирных
сочленениях, что достигается выбором посадки, а также доста-
точной поверхностью соприкасания и материалом трущихся де-
талей (для уменьшения износа).
29* ' <*5 1
§ 6. Механизмы, вводящие тригонометрические функции
1. Синусный механизм. Плоский синусный механизм (рис. 1167)
дает возможность получать проекцию вектора г на некоторое на-
правление (ЛВ) в одной плоскости.
Конструктивное оформление синусных механизмов показано
на рис. 1168 (/ — рукоятка; 2 — ось механизма; 3 — коническая
шестерня; 4 — малая коническая шестерня; 5 — ходовой винт;
6 — маточная гайка; 7—направляющая гайки 6\ 8 — сухарь; 9 —
ось сухаря 3; 10— кулисса, имеющая перемещение в направляю-
щих 73; 11 — шкала; 12 — индекс). При вращении рукоятки 1
винт 5 перемещает гайку 6 на величину г. При повороте всего
механизма вокруг оси ООХ на угол а кулисса 10 перемещается на
величину г sin а (г cos а). Другой тип синусного механизма — диско-
вый— см. рис. 1156.
2. Тангенсный механизм. Этот механизм решает зависи-
&
мости вида: 1) Z>=*atga; 2) a = arctg —.
Конструкции тангенсных механизмов даны на рис. 1169
и 1170.
В конструкции по рис. 1169 угол а не должен превосходить
45° (если ведущей является деталь /).
И. М. Триус-Александров
и М. Я. Кругер
Глава XLII
ПРУЖИНЫ
§ 1. Классификация и общая характеристика
В оптико-механических приборах применяются следующие типы
пружин.
1. Пружины, работающие на изгиб:
а) плоские;
б) спиральные;
в) цилиндрические винтовые скручивания.
2. Пружины, работающие на кручение:
а) цилиндрические винтовые растяжения с круглым сечением
проволоки;
б) цилиндрические винтовые сжатия с круглым сечением про-
волоки;
в) цилиндрические винтовые с прямоугольным сечением про-
волоки;
г) конические винтовые;
д) прямые:
1) с круглым сечением проволоки,
2) с прямоугольным сечением проволоки.
3. Пружинные шайбы.
Расчет пружин производится по формулам сопротивления
изгибу ,и кручению. Эти формулы получены в предположении
совершенной упругости материала и пропорциональности между
деформациями и напряжениями.
Коэфициент использования для спокойной нагрузки может
быть взят равным 0,75, а для часто или резко меняющейся на-
грузки (например пружины в возвратно-движущихся частях при-
боров или пружины, смягчающие удары прибора в ящике при
перевозках, случайных толчках и т. п.) не больше Т( = 0,30—
0,50.
153
Для рассматриваемых пружин:
^раб. Ti^maA’
^раб. ^тах’
где р —нагрузка (сила) в килограммах, вызывающая в мате-
риале напряжение (7?1Пах) на пределе пропорциональности; F^-~
деформация (прогиб) пружины в миллиметрах под действием
Ршчх; Р1аб и Лга5—допускаемые рабочие значения нагрузки (силы)
и деформации (прогиба) пружины.
Механические свойства материалов, идущих на изготовление
пружин, охарактеризованы в табл. 181.
Таблица 181
Механическая характеристика различных материалов, идущих на
изготовление пружин1 * 3
№ по пор. Материал 04 щ ье О kzImm"^ ©4 и К' о ье Химический состав %
1 Сталь для часо- вых пружин 23 000 8 000 2002 150 С = 0,8—1
2 Ленточная сталь 22 000 8 000 100—180* 70—120 С = 0,/0-0,79;
3 Рояльная струн- ная проволока 20 000 8 000 75—150* 50—100 Мп = 0,3 —0,4; Si = 0,2 —0,3 С = 0,7 -1
4 5 Проволока ВС и ОВС (ОСТ 721 и 722)3 Фосфористая бронза 20 000 11 000 8 000 4 100 40—60 до 60 32 Си = 92; Zn = 8
6 Никелин 13 000 4 800 38-54 30 Си — 63; Ni = 22;
7 Нейзильбер 12 500 4 600 36—50 28 Zn 15 Си = 65; Ni = 13;
8 Латунь 9 500 3 500 24-28 18 Zn = 22 Си = 63; Ni = 13;
9 Красная медь И 500 4 200 15—20 12 Zn = 22
1 По Рихтеру и Фоссу и данным шведской фирмы Sandwiken.
- При очень тонких лентах или проволоках эти данные можно уве-
личить примерно вдвое ввиду повышающейся роли поверхностного натяже-
ния и уплотнения поверхностного слоя материала (см. Шишелов, Ме-
ханика часового механизма).
3 ВС (ОСТ 721) — проволока стальная оцинкованная, луженая, или
травленая. Допуски на диаметр: для 0 до 0,9 мм: + 0,04 мм: 0 0,9 —
1,5 мм: + 0,04— 0,01 мм\ 0 1,5 — 2,4 мм: +0,04 — 0,02 мм; 0 2,4 —
3,9 мм: +0,05 — 0,02 мм; 0 свыше 3,9: +0,06 — 0,02 мм.
ОВС (ОСТ 722)— проволока стальная оцинкованная, луженая или
никелированная. Допуски на диаметр: для 0 до 0,9 мм: +0,04 мм:
0 0,9-1,5 мм\ +0,03 — 0,01 мм\ 0 1,6 —2,4 мм: +0,04 — 0,01 мм:
0 2,4 —3,0 мм: +0,04— 0,02 мм; 0 свыше 3,0 мм: +0,05 — 0,02 мм.
454
§ 2. Пружины, работающие на изгиб
1. Прямые пружины, а) Пружины с прямоугольным сечением
(плоские) (рис. 1171).
2
/—4------ - - .-.
7 ЕЬ№ 3 hE
Рис. 1171.
Размеры пружины в месте ее закрепления (по Рихтеру и
Фоссу) указаны в табл. 182 (см. рис. 1172).
Таблица 182
Размеры плоской пружины
в месте ее закрепления
Рис. 1172.
Обозна- чение Крепление винтами Крепление заклепками
~ 0,5 Ь ~0,3 b
а 3—4 3-4
с >0,5 b > 0,5 b
б) Пружины с круглым сечением. Для пружины, зажатой одним
концом:
Q-ШР 2£2з
____ _ и
3~dE 3dE
(3)
(4)
455
2. Спиральные пружины. Спиральные двигательные пружины
помещаются обычно в зубчатом барабане (рис. 1173) и закреп-
ляются: внутренним концом—к оси барабана, внешним концом —
на самом барабане. Способы закрепления показаны на рис. 1174 —
1176.
Рис. 1173.
Расчет в каждом отдельном случае диаметра барабана, диа-
метра оси, размера пружины и числа оборотов ее развертывания
является весьма сложным, так как он сопряжен с большим коли-
чеством неизвестных величин в формулах. Табл. 183 (стр. 458—459)
(составленная Гросклодом) дает возможность быстро определять
все искомые величины, не прибегая к сложным вычислениям.
Рис. 1175. •
!
Рис. 1176.
Для наиболее рационального использования объема барабана,,
т. е. получения максимально возможного числа оборотов развер-
тывания, нужно выдерживать следующее соотношение: диаметр оси
(в том месте, где навивается пружина) должен быть равен 5/5
внутреннего диаметра барабана и не менее 32 толщин пружины.
Момент силы пружины определяется по формуле:
.. Е№Ь~п
м = ~ыГ-
Для часовых пружин Е равняется 23 000 кг{мм2.
Применение таблицы размеров спиральных пружин. При-
мер 1. Определить размеры пружины, дающей 4,5 оборота раз-
вертывания при диаметре барабана d = 20 мм и диаметре оси
d1 = 8 мм. Отношение d'[d = = 0,4.
Это отношение находим в разделе IV таблицы; d — 20 и
df == 8 находятся в первых двух колонках.
456
(5)
По параллели получим hn — 2,38 мм. Увеличивая на 0,5 обо-
рота заданное число оборотов развертывания пружины (см. при-
мечание к таблице), будем иметь 5 оборотов в сумме.
В колонке, где л'— л = 5, того же раздела найдем л = 9,68
оборота пружины, находящейся в барабане в незаведенном со-
стоянии. Определяем длину £ = 536 мм и толщину h = 0,25 мм.
Следует заметить, что небольшая разница в длине пружины мало
изменяет число оборотов развертывания, тогда как толщина ее
должна быть точно выдержана.
Пример 2. Вычислить размеры пружины по следующим
данным: п' — л = 5,5; </=13,3 мм; dr = 4 мм; d'\d — ^n^ — Q,3.
В разделе III находим последовательно: *
Для d— 10
, d — 3
„ d= 0,3
hn = 1,31
hn = 0,393
hn = 0,0393
Сумма........d = 13,3
Подобным же образом
из колонки п' — л = 6:
d = 10
d = 3
= 0,3
Для
следует
Лл = 1,7423
вычислить величину L [и h
*L = 243
£ = 72,9
L = 7,29
h = 0,15
h — 0,044
h = 0,0044
L = 323,19
h = 0,1984
для: п' — л = 6; d =
Сумма d = 13,3
Пример 3. Найти размеры пружины
= 60 мм; d' = 12 мм; d'fd = 12/60 = 0,2.
Исходим сначала из hn—8,37 мм; так
ствующей 6,5 оборотам развертывания пружины, не имеется, сле-
дует взять величины п, L и h -последовательно в двух колонках,
соответствующих 6 и 7 оборотам развертывания.
Для п' — л = 6; п = 6,91; £=1121
чения будут:
как колонки, соответ-
и h = 1,21 средние зна-
п' — п — 7
п' — л = 6 ’
£=1307
Т^Г214 ’
h = 1,04
£= 1,12 ’
п = 8,06
п = 7,48 ’
3. Цилиндрические
винтовые пружины скручивания с кру-
глым сечением проволоки. Пружины такого рода (рис. 1177) зави-
ваются вокруг цилиндрического стержня по винтовой линии. Чтобы
витки могли свободно вращаться вокруг направляющего стержня
пружины, при навивке предусматривается зазор между пружиной
и стержнем.
В качестве двигательных эти пружины невыгодно применять
из-за наличия значительного трения между опорным направляю-
щим стержнем и витками пружины, а также ввиду малого числа
возможных оборотов закручивания.
457
Размеры спира
№ раздела Обороты развертывания 4 (2,5) 5 (4,5)
Теоретические числа оборотов п' — п Практические числа оборотов
Суммарная толщина витков пружины h п Длина L Толщина h Длина} Толщий
Диаметр барабана d Диаметр оси d'
L h
1 - 3 ч 5 6 7 8
I Число п оборотов пружины 3 60 4.50
в незаведенном состоянии
10 1 1,45 97 0,40 121 0,32
20 2 2,89 194 0,80 242 0,64
30 3 4,34 290 1,20 363 0,96
40 4 5,79 387 1,61 484 1,29
d' = 0,1 d 50 5 7,23 484 2,01 605 1,61
60 6 8,68 581 2,41 726 1,93
70 7 10,13 678 2,81 847 2,25
80 8 11,57 774 3,21 968 2,57
90 9 13,02 871 3,61 1089 2,89
11 Число п оборотов пружины 1 61 5 76
в незаведенном состоянии
10 2 1,39 125 0,30 156 0,24
20 4 2,79 249 0,61 311 0,48
30 6 4,18 374 0,91 467 0,73
40 8 5,58 498 1,21 623 0,97
df = 0,2г/ 50 10 6,97 623 1,51 778 1,21
60 12 8,37 747 1,82 934 1,45
70 14 9,76 872 2,12 1089 1,70
80 16 11,16 996 2,42 1245 1,94
90 18 12,55 1121 2,72 1401 2,18
HI Число п оборотов пружины KQ3 7,42
в незаведенном состоянии
10 3 1,31 162 0,22 202 0,18
20 6 2,62 324 0,44 405 0,35
30 9 3,93 486 0,66 607 0,53
40 12 5,24 648 0,88 810 0,71
d' — 0,3d 50 15 6,54 810 1,10 1012 0,88
60 18 7,85 972 1,32 1215 1,06
70 21 9,16 1134 1,54 1417 1,24
80 24 10,47 1296 1,76 1620 1,41
90 27 11,78 1458 1,99 1822 1.59
IV Число г оборотов пружины 7 74 О 6Я
в незаведенном состоянии
10 4 1,19 214 0,15 268 0,12
20 8 2,38 429 0,31 536 0,25
30 12 3,58 643 0,46 804 0,37
40 16 4,77 857 0,62 1071 0,49
dr —. 0,4rf 50 20 5,96 1071 0,77 1339 0,62
60 24 7,15 1286 0,92 1607 0,74
70 28 8,34 1500 1,08 1875 0,86
30 32 9,54 1714 1,23 2143 0,99
I 90 36 10,73 1929 1,39 2411 Ml
Примечание. На практике неизбежна потеря в развертывании пр
степени отпуска пружины, до 1 оборота.
458
НЫХ Пружин____________ _________________Таблица 183.
6 (5,5) 7 (6,5) 8 (7,5) 9 (8,5) 10 (9,5)
Длина Толщина Длина Тол- Длина 1 ол" Длина Т°л- Длина Т°л‘
щи на щи на щина 1 щина
L Л L i п h L h L h
9 10 11 12 13 14 15 16 17 18
5,40 6,30 7,21 8,11 9,01
145 0,27 169 0,23 194 0,20 218 0,18 242 0.16
290 0,54 339 0,45 387 0,40 436 0,36 484 0,32
436 0,80 508 0.69 581 0,60 653 0,54 726 0,18
581 1,07 678 0,92 774 0,80 871 0,71 968 0,64
726 1,34 847 1,15 968 1,00 1089 0,89 1210 0,80
871' 1,61 1016 1,38 1162 1,20 1307 1,07 1452 0,96
1017 1,87 1186 1,61 1355 1,41 1525 1,25 1694 1,12
1162 2,14 1355 1,84 1549 1,61 1743 1.43 1936 1,29
1307 2,41 1525 2,07 1743 1,81 1960 1,61 2178 1,45
6,91 8,06 9,21 10,36 11,51
187 0,20 218 0,17 249 0,15 280 0,13 311 0,12
374 0,40 436 0,35 498 0,30 560 0,27 623 0,24
560 0,61 654 0,52 747 0,45 840 0,40 934 0,36
747 0,81 872 0,69 996 0,61 1121 0,54 1245 0,48
934 1,01 1089 0,87 1245 0,76 1401 0,67 1556 0,61
{ 1121 1,21 1307 1,04 1494 0,91 1681 0,81 1868 0,73
1 1307 1,41 1525 1,21 1743 1,06 1961 0,94 2179 0,85
I 1494 1,61 1743 1,38 1992 1,21 2241 1,08 2490 0,97
1681 1,82 1961 1,56 2241 1,36 2521 1,21 2802 1,09
8,90 10,38 11,87 13,35 14,83
243 0,15 283 0,13 324 0,11 364 0,10 - 405 0,09
486 0,29 567 0,25 648 0,22 729 0,20 810 0,18
729 0,44 850 0,38 972 0,33 1093 0,29 1215 0,26
972 0,59 1134 0,50 1296 0,44 1458 0,39 1620 0,35
1215 0,74 1417 0,63 1620 0,55 1822 0,49 2025 0,44
1458 0,88 1701 0,76 1944 0,66 2187 0,59 2430 0,53
1701 1,03 1984 0,88 2268 0,77 2552 0,69 2835 0,62
1944 1,18 2268 1,01 2592 0,88 2916 0,78 3240 0,71
2187 1,32 2551 1,13 2916 0,99 3280 0,88 3645 0,79
11,62 13,55 15,49 17,42 19,66
321 0.10 375 0,09 429 0,08 482 0,07 536 0,06
643 0,21 750 0,18 857 0,15 964 0,14 1071 0,12
964 0,31 1125 0,26 1286 0,23 1446 0,21 1607 0,18
1286 0,41 1500 0,35 1714 0,31 1929 0,27 2143 0,25
1607 0,51 1875 0,44 2143 0,38 2411 0,34 2679 0,31
1929 0,62 2250 0,53 2571 0,46 2893 0,41 3214 ОД 7
22р0 0,72 2625 0,62 3000 0,54 3375 0,48 3750 0,43
2571 0,82 3000 0,70 3429 0,62 3857 0,55 4286 0,49
2893 0,92 3375 0,79 3857 0,69 4339 0,62 4821 0'55
жин, вследствие усадки, минимум в 0,5 оборота, доходящая, смотря по
459
Для расчета этих пружин служат формулы:
р — ------о : t
32 а<р и
64a‘2LP aL\
f аса dEy.'
iusbd±E '
L== 64aP>
(6>
(7)
(8)
Если плечо момента равно среднему радиусу витков пружины
£>и d
R = —-----2“ (рис. 1178), то формулы принимают вид:
ML.R 32MD2n IGPDbi
_ г«о. __
' ~ EJ ~~ Ed^ ~ Ed^
лл —
ср • 32 * °п ’
P=J^.O.
64Z)<o н ’
4
(10)
(И)
(12)
— с/J -г иа -г- их -J- t/2.
<р — поправочный коэфициент. Значение его может
лучено по формуле:
/с4- 1\
2 — (с— 1)1п —Ц-
— 1 /
<р =---------------5-----'---- >
Зс(с— 1)1п(^^|)б(с— 1)
(13)
быть по-
(14)
460
где c — Djd— характеристика жесткости пружины (индекс); D —
средний диаметр витка.
Значение ср может быть получено непосредственно из диа-
граммы рис. 1179. 1
Сравнительно низкие значения характеристики жесткости
вследствие повышения кривизны проволоки резко увеличивают
тангенциальные напряжения в пружинах и сильно понижают пре-
дел деформации. Поэтому рекомендуется брать характеристики
жесткости не ниже 5.2 *
Эти пружины устанавливаются с относительно большим пред-
варительным натяжением.
Закрепление концов пружины. В большинстве случаев доста-
точно, чтобы концы пружины только прилегали к опорным ча-
стям непоудвижной и подвижной деталей, на которых делаются
углубления или пазы, чтобы концы пружины не могли соскочить.
В ответственных случаях их прочно закрепляют.
Таблица нормальных пружин скручивания, рассчитанная по
вышеприведенным формулам, для пружин из отечественной про-
волоки (ОСТ 721 —722) дана в отделе „Нормы" (стр. 960);
£ = 2,1 • 104^кг/ли<2; <з =60кг/л«л«2. При коэфициенте исполь-
итах
зования у] == 75%:
р =f\P . (15)
раб. ' так 4 7
Табличные значения %аб относятся к случаю приложения
рабочей нагрузки в точке, лежащей на цилиндрической поверх-
1 J. К. W о о d, The Iron Age 125, № 4, 1930.
2 Это замечание относится ко всем винтовым цилиндрическим пру-
жинам как скручивания, так и сжатия и растяжения.
461
ности с диаметром D, что соответствует заде'Лке конца пру-'
жины, указанной на рис. 1178.
В случае приложения рабочей нагрузки Рраб в другой точке
(например согласно рис. 1179 а и б) численная величина Рраб
(отличная от табличных значений Р а5) находится из соотношения:
р / ___ -л где /. — длина плеча приложения Р '
раб. - кр. I’; ’ 1 '
X
Рис. 1179а. Рис. 11796.
В случае изготовления пружин из проволоки с о или Е',
max
отличными от принятых при вычислении таблиц и Е, таб-
I!max
личные значения величин нагрузки и деформации нужно помно-
жить на о ' /з или Е/ЕЛ.
1 max птах
§ 3. Пружины, работающие на кручение
1. Цилиндрические винтовые пружины растяжения с круг-
лым сечением проволоки (рис. 1180 1573). В основу расчета ци-
линдрических винтовых пружин растяжения, навиваемых с предвари.
Рис. 1180.
тельным напряжением 15 кг]мм2 так, что они в ненагруженном
состоянии обладают натяжением, с которым витки прилегают друг
к другу, положены формулы:
р _ т-аз -
8 п ?
ср. *
6Е>3 Р
р СР- шах
“ах
(16)
п.
(17)
462
ср — коэфициент, зависящий от Dop [d:1
D...
Для = 5-5,5 а ср = 1,35
= 6 ” d 9 = 1,3
Бг = 7~8 7 = 1,25
м,. CJE — 9 — 14 ”. cl ср = 1,2
Величины допускаемой рабочей ,,75Ртах’ 0ТКУДа: Fpa6. = 3/2 Fmax. нагрузки приняты Р
Значения величин nv (полное число ’витков, включая ушки
пружин), / и 2.разв (развернутой) для пружин растяжения типов А
и Б найдены по формулам:
^=«,4-4;
/ = 4- 1) d 4- 2 (Dcp_ — (19)
L ==r.D п . (20)
разв. ср. л • '
Значения величин пу, I и Л в для пружин растяжения ти-
пов В, Г и Е (рис. 1573) найдены по формулам:
wy = wp4“2; (21)
/ = d(n 4~ 1) 4“ 2(^Ср —[для типов В и Г], (22)
Z=tZ(/zp4-l)4-Z)<.py3 —2d [для типа EJ; (23)
L = ~D п . (24)
разв. ср. у
Таблица нормальных пружин растяжения с круглым попереч-
ным сечением, рассчитанная по вышеприведенным формулам, для
пружин из отечественной проволоки (ОСТ 721 — 722) дана в отделе
„Нормы" (стр. 966); G = 8000 кг!мм2^ а =60 лгг/жлг2. При
*'max
коэфициенте использования rt = 0,75:
Р , = т{Р .
рай. 1 max
В случае изготовления пружины из проволоки с о' или
, кр'тах
G', отличными от принятых при вычислении таблиц а. и О,
kp' max
табличные значения величин нагрузки и деформации нужно
помножить на о.' /о или GIG'.
Kp‘max Kp‘max
Более длинные пружины растяжения могут быть получены
за счет комбинации коротких, например:
(%= 15,5) + («р = 40,5) = (Яр = 56).
1 По G 3 h п е г, ZS. VDI 76, 1932.
463
Комбинирование таких производных пружин легко осуще-
ствимо помощью соединения нарезными муфтами.
2. Цилиндрические винтовые пружины сжатия с круглым
сечением проволоки. В основу расчета таблиц цилиндрических
винтовых пружин сжатия с круглым сечением проволоки поло-
жены формулы:
^max ~ oj) ~ ' °Кр. ’ (25)
ОЛУ Ф 1 max
ср.
F = —• Р п ,
max Gd^ max ₽’
(26)
где значения коэфициента ф— те же, что и для пружин растяже-
ния (см. стр. 463).
Рис. 1182.
Рис. 1181.
Величины допускаемой рабочей нагрузки приняты Рраб =
= 0,75Р , откуда F - = O,75F .
max J pap. max
Значения величин t найдены по формуле:
(27)
Общее число витков п, считая шлифованные части витков
пружин типа А и мертвые (не пружинящие) витки типа Б (рис.
1181 и 1182), для типа А:
. _ 0,75zZ-cosa ,OQ4
п==пр + 2 . -------------- (28)
(где а — угол подъема винтовой линии пружины), для типа Б:
п = нр+2.
Длина ненагруженной пружины для типа А:
L = Znp4-zZ, (29)
для типа Б:
L = (n— 0,5)-J-(^ — af)^. (30)
464
Длина выпрямленной (раскрученной) пружины:
L =itD п.
раскр. ср.
(81)
Таблица нормальных пружин сжатия с круглым сечением
проволоки, рассчитанная по этим формулам, дана в отделе „Нормы"
(стр. 972); 0 = 8000 кг1мм~; а = 60 кг/мм2\ коэфициент
Р’тах
использования = 0,75.
В случае изготовления пружин из проволоки с о ' или G',
кр,тах
отличными от принятых при вычислении таблиц а. и О, таб-
Rp,maxl
личные значения величин нагрузки и деформации нужно помно-
жить на </р /окр или G/О', ап, L и Араскр пересчитать
по приведенным выше формулам. •
Получение более длинных пружин (с боль-
шим числом витков, чем указано в таблице) для
пружин сжатия, работающих в гнездах или на
стержнях, возможно за счет комбинации коротких,
например:
(«р = 6,5) + (»р = 15,5) = (»р = 22).
Вообще же длинные пружины сжатия целе-
сообразнее заменять пружинами растяжения путем
реверсивного изменения конструкции. к—- р2—~
3. Цилиндрические винтовые пружины с Р{(С
прямоугольным сечением проволоки. Такие пру- °’
жины применяются лишь как работающие на сжатие, так как
в этом случае они занимают значительно менее места, чем пру-
жины с круглым сечением при той же величине хода.
Для расчета применяются следующие формулы:
4 b
р = <32)
as _L_ Ь2 р А2 -4- А2 о
/=0,9кпГ>з • -Т--^—=0,4тш£2 • ~ Р' . (33)
bA№G bh2G J
4. Конические винтовые пружины (рис. 1183) применяются
только работающие на сжатие. Конические пружины обладают
большой стойкостью на боковой изгиб и употребляются тогда,
когда цилиндрическая винтовая пружина, работающая на сжатие,
не может быть снабжена направляющим стержнем или цилиндром.
Если в конической пружине Z)2 — Z)1 > 2(n — /) d, то вся
пружина может быть сжата до толщины проволоки’d.
Расчетные формулы:
Р = ^.о ;
8£)2 кр-’
, 8РО
а — -----
то
кр.
(34)
30 Зак. 3905. — Спр. кн. оптико-механика, ч. II.
465
D.P ZZ
' d±G 4
4
п =
L — n~-
D2%.
dQ
dG
D2 %.
I Д72
2
(35)
(36)
(37)
5. Прямые пружины, работающие на кручение, а) Пру-
жины с круглым сечением (рис. 1184). Расчетные формулы:
в виде исключения, в качестве
Эти пружины применяются,
подвесных крутильных проволок в измерительных приборах.
б) Пружины с прямоугольным сечением (рис. 1185). Если
прямой стержень длиной L с прямоугольным сечением bh
вергается действию крутящего момента Рг, то имеют место
под-
сле-
Рис.
1186.
дующие формулы:
о
М — Рг — — • 6Л2<з ;
9 ер-
£24-A2P
f = ran = Збг-Z. • —
ЬЛпЛО
= 0,8г£ • ——------
b2hG
(40)
(41)
§ 4. Пружинные шайбы
В табл. 184 даны размеры пружинных шайб Гровера облег-
ченного типа (завода Красный Гвоздильщик) (рис. 1186), приме-
няемых в оптико-механической промышленности.
466
Таблица 184
Размеры пружинных шайб Гровера облегченного типа
Для диа- метра болта d • Внутренний диаметр d\ Наружный диаметр D Сечение Развод
Номин. Допуск Номин. Допуск а Ь Наиб. Наим.
h
3 4 5 6 8 10 12 14 16 18 20 22 24 27 30 36 3,6 { 4,8 6,0 { 7,0 9,0 11,0 13,0 15,0 17,0 20,0 22,0 24,0 26,0 29,0 { 32,0 39,0 +0,2 —0,1 ±0,2 +0,3 —0,2 ±0,3 ±0,4 ±0,5 ±0,6 ±0,7 ±0,8 ±0,9 ±1,0 ±1,1 ±1,2 +1,4 —1,3 ±Ь8 5,6 / 7,8 1 9,0 { 11,0 14,0 17,0 20,0 23,0 27,0 32,0 34,0 38,0 40,0 43,0 | 46,0 53,0 +0,2 —0,1 ±0,2 +0,3 —0,2 ±0,3 ±0,4 ±0,5 ±0,6 ±0,7 ±0,8 ±0,9 ±1,0 ±1,1 ±1,2 +1,4 —1,3 ±1,5 ±1,8 0,6 1,0 1,0 1,25 1,5 2,0 2,0 2,5 3,0 4,0 4,0 5,0 5,0 5,0 5,0 5,0 1,0 1,5 1,5 2,0 2,5 3,0 3,5 4,0 5,0 6,0 6,0 7,0 7,0 7,0 7,0 7,0 2,4 4,0 4,0 5,0 6,0 8,0 8,0 10,0 12,0 16,0 16,0 20,0 20,0 20,0 20,0 20,0 1,2 2,0 2,0 2,5 3,0 4,0 4,0 5,0 6,0 8,0 8,0 10,0 10,0 10,0 10,0 10,0
30*
467
М, Я. Кругер
Глава XLIII
ОТСЧЕТНЫЕ БАРАБАНЫ И ШКАЛЫ
§ 1. Общие требования
Почти все оптико-механические приборы, являющиеся по су-
ществу измерительными приборами, имеют отсчетные механизмы .
Основными деталями этих механизмов являются отсчетные лимбы,
барабаны, линейки и индексы (указатели).
Лимбом обычно называют дисковые шкалы, у которых деле-
ния нанесены на торцевой поверхности. Часто эту поверхность
обрабатывают под конус с углом при вершине не менее 120°.
Это дает большие удобства для наблюдения сбоку.
Барабаном называют деталь, имеющую вид цилиндра, у ко-
торой деления нанесены на цилиндрической поверхности.
Зачастую однако эти понятия смешивают.
Материал деталей (металлических), на которых наносятся де-
ления, должен легко обрабатываться резанием. Штрих должен
получаться чистый, с нерваными краями.
Если материал подвержен коррозии, то деталь должна обя-
зательно получить поверхностную отделку, предохраняющую от
коррозии. Отделка должна увеличивать контрастность штрихов.
Не следует делать поверхность детали полированной (блестя-
щей).*
Конструкция отсчетных механизмов оптико-механических при-
боров должна удовлетворять следующим условиям.
1. Конфигурация механизма должна обеспечивать максималь-
ное удобство пользования им (удобное расположение, удобство
чтения отсчетов, надлежащий диаметр рукоятки в зависимости от
крутящего момента и т. п.).
2. Должна быть предусмотрена возможность юстировки нуле-
вого положения шкал и удобного закрепления их в отъюстиро-
ванном положении.
1 Кроме деталей из стекла.
468
3. Конструкция должна предусматривать возможность уничто-
жения (уменьшения) мертвого хода.
4. Во избежание параллакса совмещаемые края штрихов шка-
лы и индекса должны лежать по возможности в одной плоскости.
§ 2. Металлические отсчетные барабаны и лимбы
1. Способы нанесения делений:
а) Наружные шкалы приборов, эксплоатируемых на открытом
воздухе: нарезание стальным резцом.
б) Внутренние (закрытые) шкалы и шкалы лабораторно-изме-
рительных приборов: 1) нарезание стальным и алмазным резцом,
2) травление фотографированного отпечатка.
Нанесение делений производится на специальных линейных
и круговых делительных машинах, снабженных коррекционными
приспособлениями (линейками), вносящими поправку на ошибки
шага ходового винта (червяка) и изменение температуры помеще-
ния. Гарантируемая точность лабораторных линейных и круговых
делительных машин швейцарской фирмы SIP при толщине деления
от 0,05 до 0,15 мм (тонкие штрихи)—0,002 мм и 10" (особо
точные круговые делительные машины—до I").1
Линейные и круговые делительные машины для мастерских
(автоматы) при толщине делений от 0,1 до 0,2 мм (средние штри-
хи) наносят деления с точностью до 0,005—0,01 мм и 15//—30".2
Максимальная длина штриха—26 мм. Максимальный диаметр кру-
говых шкал—600 мм. Производительность делительных автоматов
в зависимости от материала шкалы, ширины, глубины и длины
штриха—50—200 делений/мин.
Цифры гравируются на специальных копировальных станках
(гравировальных) по трафаретам.
2. Наружная отделка шкал. Деления и цифры заполняются
краской либо заливаются сплавом Вуда. Свободная поверхность
отсчетных барабанов окрашивается, чернится, воронится либо
матово никелируется (кроме шкал, нанесенных на серебре и ней-
зильбере). Иногда применяют матовое серебрение.
а) Заполнение цифр и штрихов краской. Рецептура:
1. Густотертые белила
Мелкозернистый мел
2. Асфальтовый лак черный
3. Эмалевая краска красная
1 В России линейные делительные машины были изготовлены впер-
вые в 1906 г. под руководством проф. Завадского в учебных,мастерских
Техникума точной механики и оптики (ныне Институт), где они про-
должают работать до сих пор. Точность нанесения делений на этих ма-
шинах не ниже, чем на машинах SIP. В настоящее время они произво-
дятся в мастерских лаборатории Станкоприбор и на заводе им. Воскова.
2фирма Lellman 8 Palter на своих автоматах для круглового деления
гарантирует точность 1“.
469
4. Сургуч черный:
Шеллак..................................60 г
Смола древесная ....................... 20 „
Мастика.................................10 „
Скипидар .............................. 15 „
Сажа голландская.........................6 „
Мел тертый . . •.....................8 „
Приготовление сургуча: в железной эмалированной чашке рас-
плавляют шеллак, мастику и смолу (на электрической плитке), все
время перемешивая; по расплавлении приливают скипидар, нагре-
вают до получения однородной смеси, затем подсыпают смешан-
ные мел и сажу, продолжая помешивать; после остывания выни-
мают из формы.
1) Заполнение белой краской. Состав 1: приме-
няется для заполнения делений на деталях, покрытых черным и
защитным лаком. Отгравированные на детали штрихи заполняют
белилами при помощи деревянной лопатки, излишек белил сни-
мают тряпкой, а для окончательной очистки берут мел и втирают
в краску. Одновременно протирают чистой тряпкой и ставят для
просушки при температуре 30—40°.
2) Заполнение черным лаком. Состав 2: приме-
няется для делений на мелкошлифованных, полированных, никели-
рованных и посеребренных поверхностях. На детали наносят кис-
точкой асфальтовый черный лак, после чего дают им немного (10—
15 мин.) просохнуть. Затем протирают сухой ветошью и ставят
в сушильный шкаф на 20—25 мин. при температуре 80—90°.
Остывшие детали промывают окончательно ветошью, намоченной
в бензине, для удаления с поверхности оставшегося лака.
3) Заполнение красной краской. Состав 3: при-
меняется для деталей с отделкой по пп. 1 и 2. На деталь на-
носят кисточкой или лопаткой краску, дают просохнуть 5—10 мин.,
снимают ветошью излишек краски и ставят в сушильный шкаф
на 15—20 мин. при температуре 30—40°. По охлаждении проти-
рают чистой ветошью, смоченной в бензине.
4) Заполнение черным сургучом. Состав 4. Де-
тали нагревают до тех пор, пока приложенная палочка сургуча не
расплавится (50—60°). После этого начинают замазывать деревян-
ным шпателем, причем излишек в теплом состоянии удаляется.
По охлаждении чистят детали наждачной бумагой № 00 и обду-
вают песком (если деталь должна быть матовой) при давлении
1 ат. Обдутые места нельзя трогать руками во избежание загряз-
нения. Затем их обезжиривают известью и подвергают дальнейшему
покрытию в гальванических ваннах. После окончания покрытия
покрывают холодной водой, протирают досуха чистой ветошью и
для предохранения от загрязнения покрывают бесцветным цапон-
лаком.
б) Заливка делений сплавом Вуда. Применяется для поверх-
ностей черненых, покрытых черным лаком.
470
Состав: Висмут
Олово
Свинец
Кадмий
Температура плавления 65°.
...... • . • • ...... 75 г
....................20 „
....................40 „
Раствор: Вода..............................1 л
Хлористый цинк...................1,5 г
Нашатырь.........................1 „
Соляная кислота . . •............0,2 г (4 капли)
Гравированные детали захватывают пинцетом и опускают
в раствор, нагретый до 70—80°, после чего наносят кисточкой
в растворе сплав. По заполнении всех цифр и делений осторожно
смахивают кисточкой излишек сплава, переносят в холодную воду
для остывания и промывки и кладут для просушки. Затем проти-
рают чистой ветошью.
Оборудование: электрическая плитка, эмалированная чашка,
пинцет, кисть.
Копировка для травления по металлу производится на хро-
мированных слоях. В случае травления по серебряному слою,
нанесенному на металлическую подложку, поверхность заготовки
обливается составом:
Вода.................................100 см*
Рыбий клей (Ле-Паж)....................35 „
Яичный белок (отстоявшийся).........-15 „
Хромовокислый аммоний...................5 г
Проявление производится в холодной воде.
Травление производят обычным фотографическим ослабителем
Фармера или Белицкого, либо отбеливают раствором:
Вода...............................100 ел3
КВт...................................10 г
CuSO4.................................10 „
и травят гипосульфитом.
Ф. Л. Бурмистровым в ГОИ разработан способ нанесения
шкал (имеющих штрихи, расположенные по образующим цилиндра)
на цилиндрические барабаны фотографическим путем с помощью
конических зеркал.1
§ 3. Шкалы на стекле
1. Нанесение делений производится: 1) травлением, 2) фо-
тографированием, 3) гравированием алмазным резцом.
а) Травление. Поверхность стекла, предназначенную для на-
несения шкалы, покрывают тонким слоем воска, на котором
наносят иглой деления. Затем шкалу держат некоторое время в
1 Оптико-механическая промышленность, № 2, 1935.
471
парах плавиковой кислоты (фтористо-водородная кислота FH),f
которая растворяет стекло на освобожденных от воска местах.;
После этого воск смывают и деления заполняют краской.
Наиболее подходящими для травления шкал являются сорта
стекла: (Л) 5, 12 и 17. Сорт 14 дает при травлении канавку с
гладким дном, в которой не держится краска.
б) фотографирование. Шкала, нанесенная фотографическим
путем, представляет собой фотопластинку, на которой в требуемом
масштабе фотографируется чертеж шкалы. Этот способ является
наиболее удобным при нанесении очень мелких деталей и неза-
меним при нанесении различного рода кривых. Наименьшая тол-
щина штриха и интервала между штрихами—0,003 мм.
Преимущества фотошкал по сравнению с гравированными
шкалами:
1) не всякая сложная шкала может быть изготовлена на дели-
тельной машине;
2) изготовление сложных шкал отнимает много времени;
3) ошибка хотя бы в одном штрихе сводит на-нет всю ра-
боту;
4) стоимость фотошкал значительно ниже стоимости грави-
рованных шкал;
5) фотошкалы могут иметь самую сложную конфигурацию.
Шкалы и сетки во избежание трудно удаляемого загрязнения
и повреждения эмульсии заклеивают покровным стеклом.
В дальномерах для увеличения прозрачности эмульсию на
сетках выжигают в муфельных печах. Выделившееся серебро (штри-
хи) при этом остается, и потребность в покровном стекле отпа-
дает.
Аппаратура и светочувствительные слои, применяемые в обыч-
ной фотографии, совершенно непригодны для изготовления шкал.
Здесь применимы лишь специальные светочувствительные слои,
обладающие большой разрешающей силой и большой контраст-
ностью.
2. Рецепты эмульсий и проявителей.1 а) Для изготовления
шкал, сеток и мир с шириной штрихов больше 0,01 мм и не-
гатива для копировки употребляются пластинки мокрого колло-
диона большой кроющей способности, приготовляемого по сле-
дующему рецепту:
Хлористый кальций . . ...............1,5 г
Йодистый кадмий......................8 „
Йодистый аммоний......... 4,5 „
Спирт 96°.............................100 см*
Коллодион 2°/0.....................900 „
Перед обливкой коллодионом стеклянная пластинка должна
быть хорошо протравлена крепкой азотной кислотой или хромо-
1 Ф. Л. Бурмистров, Точная фотографическая камера, Труды
ГОИ, т. VI, вып. 55, 1931.
479
вой ванной,1 Чисто вымыта, высушена и протерта стиранной бу-
мажной тряпкой или фланелью, смоченной спиртом с иодом, а
затем облита подслоем из 1% раствора желатина и высушена,-
После обливки коллодионом на руках пластинка очувствляется в
серебряной ванне:
Вода..............................
Азотнокислое серебро .............
Йодистый калий 1%.................
1000 см3
. . 100 г
. . до нейтрализации
Когда слой равномерно побелеет (примерно через 2 мин.),,
пластинка мокрой вставляется в кассету, экспонируется и про-
является кислым проявителем такого состава:
Вода............................... 300 см%
Железный купорос......................12 г
Медный купорос.......................3 „
Кислая ванна.......................15 см3
Кислая ванна составляется так:
Желатина .........................
Вода..............................
Серная кислота ...................
Аммиак ...........................
Уксусная кислота .................
. . 31 г
. 150 см^
. 98 г
. . до нейтрализации
. 180 см*
Очень важно, чтобы слой до проявления не подсох с краев,
поэтому проявитель необходимо готовить заранее. Он не портится
и лучше работает. Проявленную пластинку следует тщательно
промыть под струей воды и фиксировать (можно на свету) 3,5%
цианистым калием. Чтобы изображение получило достаточный
контраст, его усиливают следующим усилителем:
Вода............•................. 250 см*
Гидрохинон............................2,5 г
Лимонная кислота......................45 „
На 50 см* этого раствора берут 15 см* 5% азотнокислого
серебра и купают в этой ванне пластинку до желаемого усиления.
Если раствор помутнеет от выпавшего серебра, его следует за-
менить свежим и вести усиление дальше.
б) При массовом изготовлении шкал с шириной штрихов
порядка 0,01 мм выгодно пользоваться сухими коллодионными
пластинками с таннином или сахаром, стекло для которых подго-
товляется, как для предыдущего слоя, но состав коллодиона другой,
а именно:
Бромистый кадмий . . . •.............0,2 г
Йодистый кадмий....................0,1 „
Йодистый аммоний . . . . •.........0,2 „
Спирт 96°...........................15 см*
Эфир...............................15 „
Коллодион 4’/0.....................15 „
1 На 1 л воды—60 г К2Сг2О7 и 60 см* H2SO4.
473
В сыром состоянии пластинка сенсибилизируется в серебря- у
ной ванне для мокрого коллодиона, подкисленной азотной кисло-
той до содержания 4% последней. Послё очувствления пластинка
купается 10 мин. в 8% азотной кислоте, промывается 13 мин.
в дестиллированной воде, обливается 30% раствором таннина (или
10% раствором сахара) и сушится на центрофуге с подогреванием
(около 2 мин.). Обливка маленьких пластинок подслоем и тан-
нином производится из пипетки на центрофуге, благодаря чему на
краях не образуется валика из раствора и вся поверхность полу-
чается без затеков и свилей.
Отэкспонированная пластинка размачивается 5 мин. в воде
и проявляется в одном из следующих проявителей.
1. Кислый проявитель
Вода..........................120 см3
Пирогалловая кислота.......... 0,75 г
Лимонная кислота.............. 0,5 „
Для работы берется на 10 см3 этого раствора 5—10 капель
1% раствора азотнокислого серебра.
2. Щелочной проявитель
А. Вода..................................100 см3
Сернистокислый натрий кристаллический . 50 г
Углекислый калий.....................40 „
В. Спирт.................................50 см3
Гидрохинон...........................12,5 г
С. Вода.........................• .... 50 см3
Бромистый аммоний....................11,5 г
Для употребления берется 12 частей раствора А, по 2 части
растворов В й С и 120 частей воды. Этот же проявитель упо-
требляется и при обращении изображения (позитивного в негатив-
ное и наоборот). При этом после проявления в течение 45 сек.
пластинка промывается 5 мин. в проточной воде, освещается силь;
ным светом со стороны слоя и травится в темной комнате 1,5 мин.
в хромовой ванне:
Вода........................................ЮО см3
Двухромокислый калий кристаллический ... 1г
Азотная кислота ............................ 5 см3
Затем пластинка опять промывается в проточной воде в те-
чение 3 мин. и купается в следующей ванне:
Вода..........................
Аммиак........................
Бромистый аммоний ............
100 см3
2 г
Эта операция продолжается 1,5 мин., и пластинка после
. 3-минутной промывки проявляется в том же проявителе до пол-
474
ного почернения с обратной стороны и фиксируется 25°/0 рас-
твором гипосульфита, подкисленным метабисульфитом калия (до
2,5%).
в) Шкалы с шириной штрихов от 0,01 до 0,001 мм изго-
товляются на сухих альбуминных пластинках, которые без под-
слоя обливаются слоем следующего состава:
Белок свежих яиц.............80 см3
Йодистый аммоний ............0,9 г
Йодистый бром................0,13 „
Аммиак.......................3 см3
сенсибилизируются серебряной ванной:
Вода......................... 100 см3
Азотнокислое серебро............. 8 г
Уксусная кислота................. 8 см3
Йодистый калий...................до нейтрализации
а отэкспонированные сухими проявляются проявителем, состав-
ленным из 15 частей:
Вода......................100 см3
Галловая кислота......... 0,3 г
Пирогаллол................ 0,3 ,
Уксусная кислота......... 1,5 „
и 2 частей 5% азотнокислого серебра.
г) Когда шкала должна иметь ширину штрихов меньше
0,001 мм1 или плотность изображения может быть незначитель-
ной (порядка 1), .выгодно пользоваться сухими коллодионными
пластинками, эмульсия которых составляется из трех растворов
<по Гольдбергу):
А.
В.
С.
Хлористый литий кристаллический.........5
Вода . . . . *.........................20
Спирт 96°..............................70
Азотнокислое серебро .................. 24
Вода...................................30
Спирт 96°..............................60
Лимонная кислота....................... 12
Спирт 96°..............................50
Эфир...................................50
г
см3
г
см3
п
г
см3
•которые каждый в отдельности смешиваются с 2% коллодионом
® следующей пропорции:
Раствор.........................14 см3
Коллодион 2%..................100 „
Для приготовления эмульсии растворы А и С смешиваются
поровну, и на 3 части этой смеси берутся 2 части раствора В;
при этом смесь тонкой струйкой вливается в раствор В при по-
стоянном взбалтывании последнего.
1 Ф. Л. Бурмистров получал ширину штрихов в 0,25 И-
475
Стеклянные пластинки, подготовленные, как для сухого кол-1
лодиона с таннином, обливаются эмульсией на руках или на j
центрофуге (без подогревания) и могут быть экспонированы как :
в мокром, так и в сухом состоянии. Экспозиция считается доста-
точной, когда изображение, видимое без проявления, приобрело*
равномерную красновато-фиолетовую окраску. После этого пла-
стинка без проявления вирируется платиновым виражем следую-
щего состава:
Вода................................100 сл$
Щавелевая кислота.................... 1 г
Соляная кислота.................... 0,5 сл/3
1°/0 хлористая платина с калием ... 10 „
Затем изображение фиксируется гипосульфитом.
3. Изготовление цветных шкал (сеток). В настоящее время
налажено изготовление двух и трехцветных шкал (сеток). Число
операций при этом увеличивается пропорционально числу цветов-
окраски, так как съемка (печатание) производится отдельно для
каждого цвета. Сохранение точности взаимного расположения
штрихов различной окраски является весьма затруднительным.
Грубые и средней точности цветные шкалы могут быть изго-
товлены на обыкновенных мелкозернистых фотослоях или на спе-
циальной репродуктивной эмульсии, проявленное металлическое
серебро которых превращают химическими процессами в соль,
способную адсорбировать или осаждать анилиновые краски или
реагировать с каменноугольными производными, образуя органиче-
ские краски; при этом, чтобы шкала (сетка) стала прозрачной,
соль серебра устраняют затем раствррением. Этот способ окра-
шивания называется протравным.
Существует еще целый ряд других способов окрашивания,
из них главные два: Г) химическое окрашивание — при помощи
виражей и цветных усилителей; 2) механическое окрашивание —
при помощи запыливания или механического цветного усиления. По-
следние два метода не дают достаточно прозрачных изображений
и применяются для шкал, рассматриваемых в отраженном свете.
Ниже приводятся два способа цветного окрашивания с про-
зрачным изображением:1
1) окрашивается только изображение (места с металлическим
серебром), а фон остается не окрашенным;
2) окрашивается только фон, а изображение остается не ок-
рашенным.
Для первого случая проявленное, хорошо отфиксированное
и высушенное серебряное изображение отбеливают в соответствен-
ном растворе, например:
Вода....................................100 сж3
Красная кровяная соль................... 0,25 г
Йодистый калий.......................... 0,5 „
1 Ф. Л. Бурмистров, Оптико-механическая промышленность,
№ 11—12, 1933.
476
промывают водой и окрашивают в кислом растворе анилиновой
краски, которую растворяют в небольшом количестве горячей
воды с кислотой, а затем приливают холодной воды до 0,4—0,75%
концентрации краски. Фон осветляется 3% соляной кислотой.
Изображение фиксируют, промывают и сушат.
Более прозрачные цветные шкалы (сетки) приготовляют на
хромированных слоях. Изготовление их основано на процессе
Вудбюри, который состоит в том, что слой хромированной жела-
тины или клея, подвергшийся сильному освещению под негативом,
растворяется в теплой воде только на прикрытых изображением
местах; освещенные же места образуют возвышения (рельеф). Поль-
зуясь этим свойством хромированных слоев, можно изготовлять
шкалы (сетки) с глубоким или высоким рельефом.
В первом случае штрихи шкалы представляют собой углуб-
ления в слое, совершенно очищенные до подложки от всех ве-
ществ, составляющих слой. Во втором же случае штрихи шкалы
являются возвышением, а фоном служит совершенно чистая по-
верхность подложки (стекла). Оставшийся на поверхности подложки
хромированный слой — в виде фона или штрихов — может быть
окрашен в тот или иной цвет соответствующими красителями.
Для высокого рельефа из желатинового хромированного слоя
полезно перед поливом стекла желатиной облить его подслоем
состава:
А. Пиво..................................100 см?
Растворимое калийное стекло ........... 10 „
Едкий натр в кусках................... 0,5 г
Смесь фильтруется и наливается на поверхность стекла, кото-
рое остается в горизонтальном положении не менее 10 час., после
чего промывается холодной водой, сушится и поливается слоем:
В. Вода дестиллированная......................100 см‘‘>
Желатина....................................14,3 г
Хромовые квасцы (насыщенный раствор) . • . . 1 капля
Хромпик (1:15)..............................43 см3
Смесь профильтровывается и наливается на пластинку из рас-
чета 4 см? на площадь 9 X 12 см. После застуденения пластинка
сушится и копируется под негативом (10 мин. на расстоянии
30 см от угольной дуги 15 А), а затем проявляется теплой
водой.
Такой желатиновый слой пригоден только для грубых
шкал (сеток) с большой шириной штриха, как например шкалы
на металлической или стеклянной подложке, отсчет по которым
производится невооруженным глазом.
Для изготовления шкал (сеток), рассматриваемых при помощи
лупы или окуляра малого увеличения (до 10х15% в раствор В
прибавляется 20 см? дестиллированной воды, и подготовленная
указанным образом пластинка обливается на руках; излишек жид-
477
кости сливается. Затем пластинка кладется горизонтально и су-
шится.
Для еще более тонких штрихов следует употреблять слой из
хромированного клея. Наилучшим для этой цели является слой;
Вода дестиллированная.............1С0 см3
Клей Ле-Паж...................... 34 „
Двухромокислый аммоний........... 4,8 г
К этой порции полезно прибавить 14 см3 свежего взбитого
в пену и отстоявшегося белка. Подслой здесь не требуется.
Пластинка (оптическая заготовка), облитая на руках или
центрофуге, сушится на центрофуге с подогревом и сейчас же
копируется под негативом (10 мин. при том же освещении). Затем
она проявляется холодной водой (5—7 мин.), для лучшего кон-
троля проявления окрашивается в 2% растворе метил-виолета
и вновь промывается до полного очищения не освещенных мест
от слоя. После этого пластинка споласкивается чистой водой
и сушится.
Если изображение (рельеф) желательно окрасить, то пластинка
после первого проявления водой обрабатывается 2 мин. в 10%
растворе двухромокислого калия, споласкивается и сушится. Со-
вершенно высушенная пластинка опускается в холодный 1% рас-
твор краски, который примерно в течение 3 мин. нагревают до
50°.
Черное окрашивание шкалы или фона можно получить посред-
ством купания в растворе черного анила, зеленое окрашивание
дают малахит-грюн и дункель-грюн, красное — фуксин и фиоле-
товое — метил-виолет.
Малахит-грюн и д/нкель-грюн для получения хорошей ок-
раски требуют следующего изменения окрашивающего процесса.
1% раствор красителя смешивается (5:1) с 10% раствором тан-
нина. Смесь после погружения в нее пластинки нагревается до
50° и оставляется для остывания. Затем пластинки промываются
под струей проточной воды до полного очищения прозрачных
мест шкалы и сушатся на козелках-сушилках, подогреваемых по-
током теплого воздуха. Рельеф получается окрашенным, а стекло
в не покрытых слоем местах совершенно чистым.
•Приемы окрашивания метил-виолетом, фуксином и черным
анилом одинаковы для клеевого и желатинового рельефов. Для
окрашивания желатинового рельефа малахит-грюном на каждые
50 см3 указанной выше ванны прибавляется еще по 10 см3 10%
раствора таннина. Если шкала не заклеивается покровным стек-
лом и должна стоять в приборе не защищенной от влаги воздуха
или если она находится в жидкости, то ее сначала обливают хро-
мированной желатиной или раствором мастики, а затем прозрач-
ным цапон-лаком.
Шкалы и сетки в два и более цветов изготовляются много-
кратным копированием элементов каждого цвета на вновь нано-
478
симом хромированном слое. Для этого окрашенный и высушенный
предыдущий рельеф обливается раствором мастики в бензоле.
Шкалы и сетки в два цвета могут изготовляться на двух отдель-
ных для каждого цвета стеклах, которые затем склеиваются слоем
к слою канадским бальзамом. Насыщенность слоя краской полу-
чается вполне достаточной для пользования шкалой при увели-
чениях до 12х—15х.
Предел уменьшения шкалы при фотографировании с чер-
тежа— около 1:100. Наибольший размер оригинала, с которого
производится съемка, — 2500X2500 мм.
4. Нанесение делений гравированием алмазным резцом
применяется главным образом при изготовлении сеток оптических
приборов (см. сетки), дифракционных решеток и в некоторых:
специальных случаях. Наименьшая толщина штриха при этом
способе — около 0,005 мм.
§ 4. Кривые на металле
Изготовление такого рода кривых резанием сопряжено с боль-
шими производственными трудностями и обходится весьма дорого,,
так как требует предварительного изготовления копира.
Поэтому, несмотря на то, что изготовленные таким образом1
кривые отличаются большой прочностью, применения этого способа-
следует по возможности избегать.
Наиболее рациональным способом является травление контакт-
ного отпечатка с соответствующего негатива.
§ 5. Нормы ВООМПа (проект ВЕСТа). Деления: длина штри-
хов, толщина штрихов, высота цифр
А. Длина штрихов
1. Барабаны с делениями и лимбы. Длина штриха определяется»
интервалом:
Die
интервал --------------.
число штрихов
а) Барабаны без осевого перемещения, лимбы:
Длина штриха единичных делений = 1,5 X интервал.
Длина штриха пятых и десятых делений = 2,3 X интервал.
б) Барабаны с осевым перемещением'.
Длина штриха малых делений — 1,2х интервал -j- осевое перемещение.
Длина штриха больших (пятых и десятых) делений = 2 X интервал 4-
осевое перемещение.
(Все — с округлением до 0,5 мм.)
2. Масштабы. Длина штриха определяется интервалом И:
длина масштаба
число делений
479’
а) Цена деления = 1 мм:
Длина штриха малых делений = 1,5 X интервал.
..Длина штриха больших .(пятых я десятых) делений = 2,5 X
б) Цена деления = 0,5 мм:
Длина штриха малых делений = 2 X. #.
Длина штриха больших делений = 3 X И-
в) Цена деления произвольная:
Длина штриха при делениях от 0,8 мм и выше — по п. а.
Длина штриха при делениях ниже 0,8 мм — по п. а.
3. Указатели (индексы). Длина штриха указателя = 1,5 И соот-
ветствующей шкалы, но не меньше 1,5 мм.
4. Нониусы. Длина штриха = длине штриха сопряженной с ним
шкалы.
Б. Толщина штрихов
Толщина штрихов -зависит от способа отсчета, от материала и от
интервала.
1. Барабаны с делениями, лимбы и масштабы, а) Способ отсчета.
Различают:
1) отсчет по индексу (невооруженным глазом — при интер-
валах больше 0,5 ‘мм), при котором деление интервала оценивается при-
ближено;
2) отсчет по нониусу (невооруженным глазом — при интер-
валах от 0,7 мм и выше, с помощью луны — при интервалах от 0,7
до 0,2 мм), при котором деление интервала можно измерить;
3) отсчет с помощью микрометра микроскопа: когда
необходимое для получения отсчета поле зрения меньше, чем это до-
пускает нониус; когда интервалы настолько мелки, что отсчет с помощью
нониуса невозможен.
б) Материал:
Способ отсчета Материал Примечание
Отсчет по индексу Алюминий, сталь, латунь Нейзильбер Для И свыше 1 мм „ „ от 0,5 до 1 мм
Отсчет по нониусу Алюминий, сталь, латунь Нейзильбер Для И свыше 0,7 мм „ „от 0,2 до 0,7 мм
Отсчет по микро- метру микроскопа Нейзильбер серебро, флинт, крон Крон применяется только при толщине штрихов от 0,0015 до 0,003 мм
480
в) Толщина штрихов (мм\.
Способ | отсчета Материал Интервал Толщина штрихов
। Отсчет по индексу Алюминий, сталь . Латунь Нейзильбер . . . Серебро Свыше 1,5 до 2 От 1,0 „ 1,5 „ 0,7 , 1,0 0,5 „ 0,7 Свыше 0,2 до 0,25 От 0,15 „ 0,2 „ 0,1 „ 0,15 , 0,08 „ 0,1
Отсчет по нониусу Алюминий .... Сталь Нейзильбер . . . Серебро Свыше 1,5 до2 От 1,0 „ 1,5 0,7 , 1,0 „ 0,2 , 0,7 Свыше 0,15 до 0,2 От 0,1 „ 0,15 » 0,08 , 0,1 . 0,03 , 0,08
Отсчет по микрометру микроскопа Нейзильбер . . . Серебро Флинт Крон 1 1 1 1 От 0,015 до 0,03 , 0,008 „ 0,01 „ 0,006 „ 0,008 „ 0,0015 „ 0,003
Для интервалов свыше 2 мм толщина штриха = ЯХ 0,15 с округле-
нием до 0,5 мм.
2. Индексы (рис. 1187). Толщина штриха равна толщине штриха
сопряженной с ним шкалы.
Диаметр круга на конце индекса = 6 X толщина штриха.
3. Нониусы. Толщина штрихов нониуса равна толщине штриха
сопряженной шкалы.
4. Микрометрические сетки. Перекрестия. Толщина штриха на
флинте = 0,008 — 0,01 (на кроне наносятся только фотографическим путем).
В. Высота цифр
а) При непосредственном отсчете. Высота цифр — 1,5X77 шкалы'
с округлением до 0,5, но не менее 1 мм.
б) При отсчете с помощью лупы или микроскопа. Высота цифр ==
~ длина малого деления ХОД
Г. Примеры
а) Барабан без осевого перемещения. Отсчет по индексу. Материал—
алюминий.
Диаметр барабана.................... 40 мм
Число делений......................... 100
„ 40л: ,
Интервал............................ = 1,257 мм
Длина штриха малых делений......... 1,5Х1>25 ^2 мм
Длина штриха 5-х и 10-х делений . . 2,3 х 1,257 s; 3 мм
Толщина штриха..................... 0,2 мм
Длина штриха индекса............... 15 X 77
Диаметр конца индекса.............. 6 X 0,2 = 1,2 мм
Высота цифр........................ 1,5 X 1,257 s 2 мм
Вообще интервал для круговых шкал задается в угловой величине.
б) Масштаб с ценой, делений 1 мм. Отсчет по нониусу. Мате-
риал — сталь.
31 Зак. 3905. — Спр. кн. оптиюо-механика, ч. II. 481
Рис. 1189.
Интервал............................. 1 мм
Длина штриха малых делений........... 1,5 X 1 = 1,5 мм
Длина штриха 5-х и 10-х делений .... 2,5 X 1 — 2,5 мм
Толщина штриха....................... 0,15 мм
Высота цифр................... . . . 1,5 X 1 — 1.5 мм
в) Масштаб с ценой делений 0,5 мм (рис. 1188). Отсчет по нониусу.
Увеличение с помощью лупы 5х- Материал — нейзильбер.
Интервал............................. 0,5 мм
Длина штриха малых делений........... 2 X 0,5 = 1 мм
Длина штриха 5-х и 10-х делений .... 3X0.5 =1,5 мм
Толщина штриха....................... 0,06 мм
Высота цифр.......................... 1 X 0,8 = 0,8 мм
г) Лимб с ценой деления Vg0 (рис. И89).
микроскопа. Материал — серебро.
Диаметр лимба .......................
Интервал.....................• . . . .
Длина штриха малых делений............
Длина штриха 5-х и 10-х делений ....
Толщина штриха........................
Высота цифр..........................
Толщина двойных штрихов..............
Расстояние между ними................
Отсчет по микрометру
100 мм
= 0,145 мм
21о0
1,5X0,145^0,2
2,3X0,145^0,35
— 0,008 мм
0,217X0,8^0,2
зхода=адО8
о
мм
мм
мм
мм
3 X 0,008-|-2,5^0,07л<ж
В поле зрения должно находиться не менее 2 цифр.
В круговых шкалах интервал дается в угловых величинах.
§ 6. Примерные конструкции отсчетных механизмов
На рис. 1190—1196 даны примеры основных конструкций
31*
483
отсчетных механизмов.
Рис. 1190: типовой отсчетный барабан прицельных прибо-
ров. 1__отсчетный барабан; 2 — рукоятка с накаткой; 3— индекс;
4__шайба; 5—установочный штифт; 6—гайка; 7 — ось червяка.
Отпуская гайку б, можно производить установку барабана 1 в
нулевое положение.
« Рис. 1191: отсчетный барабан окулярного микрометра-
I L- рукоятка со шкалой тонкого" перемещения; 2 — цилиндриче.
Рис. 1191.
ская шкала грубого отсчета; 3— микромэтренный винт; 4 — кони-
ческая разрезная гайка; 5 — гайка, служащая для затягивания
конической гайки 4 с целью уничтожения мертвого хода; б—под-
шипник конической гайки; 7 — шайба.
|g-40
Рис. 1192.
Рис. 1192: отсчетная рукоятка универсального микроскопа'
/—микрометренный винт; 2 — втулка микрометренного винта
(коническая часть втулки нарезана, имеет 3 радиальные разреза
484
h может быть сжата гайкой 3); 4 — шкала грубого перемещения
(в мм)\ 5 — рукоятка; 6 — гайка; 7 — барабан. Цена деления — */100
деления шкалы 4.
рис. 1193: отсчетный барабан механизма тонкого движения
Рис. 1193.
тубуса микроскопа. 1 — рукоятка с накаткой; 2— винт; 3— от-
счетный барабан; 4 — гайка; 5—ось трибки; 6—втулки; 7—под-
шипник (на нем нанесен
индекс); 8—пружинные шай-
бы; 9—винт, крепящий под-
шипник.
Рис. 1194: дистанцион-
ный барабан дальномерного
приспособления с логари-
фмическими шкалами. 1 —
ось; 2 — рукоятка; 3 —
кольцо шкалы дистанций;
4— кольцо шкалы; 5 —
кольцо шкалы; 6—втулка
с зубчатой шайбой 70; 7 —
стакан; 8 — шайба; 9 — пру-
жина.
Рис. 1195: диоптрийное
кольцо окуляра с диоптрий-
ной шкалой, ввинчиваемое
в окулярное кольцо с на-
5 ' ГО 5 4 3 2
Рис. 1194.
каткой. Целесообразнее кольцо сажать без нарезки на стопо-
рах, что облегчает юстировку нулевого положения диоптрийной
шкалы.
Рис. 1196: лимб, применяемый главным образом в биноклях
и стереотрубах для отсчета расстояний между оптическими осями
(установка по глазам).
483
§ 7. Спиральные шкалы
В тех случаях, когда круговая шкала должна быть разделена
на очень большое число делений, вследствие чего для одного ,
оборота шкалы деления получаются слишком редкими, применяются
отделю. покрыть черным лам»
Размеры в мм
d dy D Dy Н h
25 28 26 7 3
36+ 0,5 34 37 35 8 4
Рис. 1195.
Размеры в млг
D d Н т 5
21_ 3,2 13+°'1Я еч от <0 Г г/ ео со со 0,3 0,3
24_ зо 0,14 0>И 3,2 4,3 164-0,13 2о+° ’14 0,3 0,5 0,3 0,3
Рис. 1196.
486
спиральные (многооборотные) шкалы. Эти шкалы наносятся
по винтовой линии на детали, имеющей вид барабана (см. гл. IV).
В одной конструкции барабан имеет изнутри винтовую на-
резку того же шага, что и винтовая линия делений (рис. 1197),
и посажен на винт. Таким образом при своем вращении он полу-
Рис. 1197.
чает продольное перемещение, в результате которого винтовая
линия делений остается совмещенной с неподвижным индексом.
В другой конструкции (рис. 1198) барабан 1 имеет снаружи
Рис. 1198.
винтовую канавку, вдоль которой нанесены деления. Индекс 2,
имеющий свободу перемещения параллельно образующей барабана,
снабжен выступом, входящим в винтовую канавку барабана, благо-
даря чему при вращении барабана он получает продольное пере-
мещение вдоль последнего.
4S7
Ж. Я. Круге?
Глава XLIV
ДЕТАЛИ ЭЛЕКТРООСВЕТИТЕЛЬНОГО ОБОРУДОВАНИЯ
ОПТИКО-МЕХАНИЧЕСКИХ ПРИБОРОВ
§ 1. Общие требования
Значительная часть оптических приборов предусматривает ис-
кусственное освещение сеток, шкал, объектов. Требования, кото-
рым должны отвечать электроосветительные устройства, вытекают
из общих требований, предъявляемых к оптическим приборам:
минимальный вес и габарит, надежность в работе, удобство об-
служивания; для приборов, подвергаемых тряске, — нечувствитель-
ность к последней, и т. п.
Для целей освещения сеток и шкал обычно применяются
лампы напряжением 2,5—12 V. Для передвижных киноустановок
и микропроекции — лампы 6—12 V. В стационарных установках
применяются и лампы накаливания с напряжением в ПО—220 V
и дуговые лампы. Специфическим требованием, предъявляемым
к ряду ламп (особенно это относится к проекционным лампам),
является возможно меньшая площадь светящегося тела (например
точечные лампы). Весьма важна в проекционных устройствах воз-
можность фокусировки светящегося тела.
Ниже рассматриваются следующие детали электрооборудо-
вания:
1) лампы накаливания;
2) точечные лампы;
3) ртутные лампы;
4) дуговые лампы;
5) реостаты;
6) патроны;
7) источники тока:
а) кислотные (свинцовые) аккумуляторы,
б) щелочные аккумуляторы,
в) гальванические элементы.
45-8
§ 2. Лампы накаливания
1. Цоколи. Для включения ламп применяются два основные*
типа цоколей (табл. 18о).
1) винтовой цоколь Эдиссона'(рис. 1199),
2) штыковой цоколь Свана (рис. 1200).
Рис. 1200.
Рис. 1199.
Цоколь Эдиссона применяется преимущественно в стационар-
ных установках, за исключением лампочек Лилипут с этим цоко-
лем, часто применяемых в подвижных установках.
Таблица 185
Цоколи
№ по пор. Тип цоколя S3 а W S сх, Заводский , № 1 Размеры мм
а b с d е
11 Эдиссон нормальный . [ 0 27 26 20 27
2 » . • J 1 27 28 5 23 27
3 • ) 1199 2 28 30 7 23 27
4 я » • ( 18 38 44 16 23 27
5 Эдиссон Миньон . ... ( 9 22 27 9 15 14
6 1199 12 18 07 1Q 15 14
7 » Лилипут .... ) 9,5 13 3,5 9,5 9,5
8 „ Голиаф ( 20 27 63 18 35 39
9 Сван нормальный . . . [ 6 26,5 25 9 6 22
1 0 » Миньон 1 .... 1 1200 7 20 17 4 5-6 15
112 » о 2 .... ( —. 15 15-17 — 5-6 15
* Цоколь такой, же, как на рис. 1199, но без ободка.
Цоколь такой же, как на рис. 1200, но без ободка; применяетсг.
вреимущественно.
4^9
Пример обозначения цоколей Эдиссон-Лилипут и Сван-Миньон
двухконтактного: „Цоколь Е-10“; „Цоколь 2-S-15-2" (см. каталог
ВЭТ и работы ДПК).
2. Лампы, а) Лампы Лилипут. Цоколь Эдиссон-Лилипут
Е-10 (рис. 1201 и 1202). Основное применение: освещение сеток
и шкал в оптико-механических приборах. Лампа рис. 1201 изгото-
вляется на напряжение 2,5 и 3,5 V, а лампа по рис. 1202 —
только на 2,5 V.
Рис. 1202.
Электрическая и световая характеристика этих ламп (по
данным испытаний ДПК) приведена в табл. 186.
Таблица 186
Электрические и световые характеристики ламп Лилипут завода
Светлана
Номинальное напряжение V Напряжение при испытании V Сила тока А Мощность W Сопротивление Q Наибольшая сила света по оси межд. св. Удельная мощ- ность W/св. I Продолжится ь- 1 ность горения часы
3,5 2,5 3,5 2,5 0,25 0,34 0,83 0,86 14,0 7,2 1,00 0,92 0,81 0,94 25 24
Примечание. Продолжительностью срока службы лампы считается
время до момента, пока она не перегорит или пока не
потеряет 20% от начальной силы света.
На рис. 1203 приведена кривая, характеризующая изменение
силы света лампы в 3,5 V завода Светлана за время горения при
нормальном напряжении.
490
На рис. 1204 показано распределение света (для ламп в 2,5
и 3,5 V с S-образной нитью) по двум перпендикулярным пло-
Рис. 1203.
скостям, пересекающимся по оси лампы (Л и В). Из диаграммы
видно, что вовсе не безразлично, как ориентировать лампу отно-
сительно ее оси.
Рис. 1204.
На рис. 1205
дана зависимость силы
света, силы тока, со-
противления и продолжительности горения лампы от напряжения
для ламп в 2,5 и 3,5 V (см. табл. 187).
491
Таблица 187
Продолжительность службы ламп в 2,5 и 3,5 V при отклонении
напряжения от номинального
Напряжение % Недокал. Нор- мальн. Перекал.
80 90 100 110 | 120
Продолжительность службы (в часах) 426 100 25 6 1,6
1700% 400<V0 106% 24% 6%
сЬета
fbOL
МО
Й7-
40
20
0b
Ёюлыпы %
сим тока
и сопротив-
ление
। прокапли-
\тельность
Рис. 1205.
Ml—
Рис. 1206.
Рис. 1207.
Рис. 1208.
б) Лампы, применяемые для кинопроекции (кинопередвижка,
стационарные киноустановки) и для засвечивания фонограммы
^звукозапись). Все лампы — газополные. Нить — вольфрамовая.
Линейные размеры и характеристики ламп для кино приве-
дены в табл. 188 и 189.
492
Таблица 188
Линейные размеры ламп накаливания, применяемых в кино
№ по каталогу | Номинальное на- пряжение V Номинальная мощность W Диаметр колбы D мм • Полная длина лампы L мм Высота светово- го центра /У1 мм Наибольший размер светящегося тела а X b мм Форма кол- бы Тип цоколя При- менение № рисунка
1 12 30 42 1 67 + 3 41 ±2 7x4; спираль в фор- ме думски Капле- образная Сван Миньон (S-15) Кино- проекция 1206
2 12 50 50 rt 1 74+3 45 + 2 То же То же То же То же —
3 12 50 50 rt 1 74 + 3 45 + 2 Прямолинейно распо- ложенная спираль » Засвечива- ние 1207
4 НО 300 45 ± 1 153 + 5 69 + 5 10 X Ю; спираль в ви- де 6 прямолинейных отрезков, расположен- ных в одной плоскости Цилиндри- ческая Сван норм. (S-22) Кино- проекция
5 110 500 65 ± 1 135 ±2 5 75 + 5 12 X 12 То же Эдиссон норм. (Е-26) То же 1208
6 НО 1000 70 ±2 240 + 5 140 + 5 17X12,5 я Эдиссон Голиаф (Е-47) 9 —•
7 220 1000 70 + 2 240 + 5 140 5 17X17 » То же » —
1 Расстояние светового центра от края (ближайшего к колбе) бокового штифта цоколя до светового центра.
Таблица 189
Световые и электрические характеристики ламп для кино*
№ по каталогу 1 Номинальное напря- жение V Номинальная мощ- ность W Номинальный све- товой поток лм Номинальная свето- вая отдача .oz/W Срок службы часы Допуски
Мощность W Световая отдача лл/W
Наиб. Наим. Наиб. Наим.
1 12 30 . 528 17,6 50 34,5 25,5 20,24 14,96
2 и 3 12 50 1005 20,1 50 75,5 42,5 23,12 17,09
4 110 300 5040 16,8 100 330,0 270,0 18,48 15,12
5 ПО 500 11 000 22,0 100 550,0 450,0 24,20 19,80
6 ПО 1000 22000 22,0 100 1 000,0 900,0 24,20 19,80
7 220 1 000 20 800 20,8 100 1 000,0 900,0 22,88 18,72
Эти лампы производятся Московским электроламповым заводом.
Кривая распределения света для мощных киноламп (№ 4—7)
приведена на рис. 1209 (пунктир). Кривая дана для плоскости,
- сила света в 7О
Рис. 1209.
г Из каталога ВЭТ Эл. № 5, 1933 г.
494
перпендикулярной к плоско-
сти, в которой расположены
светящиеся тела, в процен-
тах от силы света под углом
в 90°.
Особенностью кинопро-
екционных ламп является их
повышенная световая отда-
ча, что достигается за счет
повышения температуры на-
кала, а отсюда и сокраще-
ния срока службы ламп.
Низковольтные лампы
в 30 и 50 V со смещенной
от оси лампы спиралью при-
меняются в кинопередвиж-
ках типа ГОЗ и другой
аналогичной осветительной
аппаратуре. Смещение све-
тящейся нити вызвано жела-
нием увеличить угол охвата
конденсора.
Лампы со спиралью,
расположенной в центре
лампы применяются в звукозаписывающей и звуковоспроизводящей
аппаратуре.
Лампы большой мощности в цилиндрической колбе приме-
няются в проекционных аппаратах, где заменяют неудобную
в эксплоатации дуговую лампу. Кинопроекционные лампы весьма
чувствительны к повышению напряжения и резко снижают в этом
случае срок службы. В связи с этим необходимо обеспечивать
включение их на напряжение не выше номинального. Кроме того
необходимым условием является нормальное положение ламп при
горении. Нормальным положением при горении для низковольтных
ламп считается вертикальное, цоколем вверх, в крайнем случае —
под углом в 15° к вертикали. Совершенно недопустимым положе-
Рис. 1210.
Рис. 1211.
нием является горизонтальное. При таком положении возможны
вспучивание стекла и очень быстрое перегорание лампы. Ввиду
развивающихся высоких температур необходимо предусматривать,
достаточную вентиляцию осветительного устройства.
в) Автомобильные и тракторные лампы (рис. 1210—1212).
Применение: освещение сеток и шкал, освещение в микроскопах
и др. Основные размеры и характеристика ламп даны в табл. 190'
и 191.
Эти лампы изготовляются Московским электроламповым за-
водом.
Автомобильные и тракторные лампы рассчитываются на на-
пряжение, колеблющееся в пределах от 6 до 8 V и от 12 до
16V. Во избежание быстрого перегорания ламп напряжение не
должно подниматься выше предельного.
Все световые и электрические характеристики указаны при
напряжении у контактов лампы в 6,85 V для ламп 6—8V и 13,5 V
для ламп 12—16 V. Средний срок службы ламп—100 час.1
1 Из каталога ВЭТ Эл. № 2, 1933 г.
495
Автомобильные лампы применяются для освещения сеток и
шкал, когда требуется значительно более мощный источник света,
чем 2,5 и 3,5 V лампочки Лилипут.
Кривая распределения силы света для лампы в 21 свечу
в продольной плоскости, перпендикулярной плоскости спиралей,
Таблица 190
Основные размеры автомобильных и тракторных ламп
№ по каталогу 1 Напряжение V Номинальная си- ла света св. Диаметр колбыD мм Полная дли- на лампы L мм Высота све- тового цен- тра Н1 мм Цоколь Форма колбы № рисунка
Наим. Наиб. Наим. Наиб. Номи- нальн. Допу- ски
1 2 3 4 6 7 8 1 f | 6-8 { |12- 1б| 3 10 15 21 3 15 21 17 24 24 31 17 24 31 18 25 25 33 18 25 33 30 45 45 52 30 45 52 37 51 51 58 37 51 58 19 31 31 34 19 31 34 3 2 2 2 3 о 2 Сван Миньон одно- коптактный "g с Шаровая w Ь или капле- » 1 образная 1210 1211 1211 1212 1210 1211 1212
Таблица 191
Световые и электрические характеристики автомобильных
и тракторных ламп
| № по каталогу | Напряже- ние V Сила света св. Мощность W Удельная мощ- ность W/св. Д о п у с к и
Сила света св. Мощность W Удельная мощность W/cb.
Наиб. Наим. Наиб. Наим. Наиб. Наим.
1 3 4,50 1,50 3,75 2,25 5,18 3,83 1,88 1,13
2 3 } 6-8 { 1 1 10 15 11,50 14,25 1,15 0,95 11,50 17,25 8,50 12,75 13,23 16,39 9,78 12,11 1,32 1,09 0,98 0,81
4 ) 1 21 18,90 0,90 23,52 18,48 20,79 17,07 0,99 0,81
6 3 4,50 1,50 3,75 2,25 5,18 3,83 1,88 1,13
7 | 12—16 15 14,50 0,95 17,25 12,75 16,39 12,11 1,09 0,81
8 21 18,90 0,90 23,52 18,48 20,79 17,01 0,99 0,81
1 Расстояние светового центра от края (ближайшего к колбе) боко-
вого штифта цоколя до светового центра.
496
Таблица 192
Данные специальных ламп для микроскопов и микропроекции1
32 Зак. 3905. — Спр. ки. оптмко-мехапика, ч. II. 497
I № по пор. Номинальное напря- жение V Номинальная мощ- ность W Сила света св. Гефнера Цоколь Форма колбы Диаметр колбы мм Высота лампы мм Форма нити Максимальный раз- мер площади нити мм ие от центра поверхности м
0? о НИТИ ДО! колбы м.
1 6—10 8 2 7 ± 2 Эдиссон Лилипут Шаровая 15 ± 1 25 ±2 Спираль 1 Х6 9 10
2 6 30. 3 42 ± 8 Сван Миньон 40 ±2 45 ±3 W 2X2 10
3 12 100 10 150 ±25 Сван норм. Цилиндри- ческая 26 ±2 105 ±5 Двойная спи- раль 7X7 10
4 12 100 — 10 150 ±25 » Шаровая 60 ±3 85 + 5 Ленточная спи- раль или сетка 4X4 10
5 6—12 100 — 10 150 ±25 Цилиндри- ческая 40 ±2 105 ±5 То же 2X5 10
1 Изготовлена партия по заказу ВООМПа на заводах ВЭО.
ПЯМЯ ПЯ ПЫГ 1 9П0 Л'ПЛЛШНЯЯ ЛИНИяУ КПИПЯЯ ПЛГТППРйй П ППЛПРи,^
г) Специальные лампы для,
микроскопов и микропроек-
ции. Характеристики этих ламп
даны в табл. 192. Средний срок1
службы их — 75—100 час.
д') Коммутаторные лам-
пы. Коммутаторные (сигналь-
ные) лампы изготовляются с
угольной и металлической ни-
тями и контактными пластин-
ками двух типов (рис. 1213
и 1214).
Эги лампы предназначают-
ся для напряжения 12, 24, 30
и 48 V, потребляют ток от 75
до 90 мК и дают силу света
около 0,25 свечи.
Данные этих ламп:
/
Номинальное напряжение V Мощность .W Размеры мм Размеры светя- щегося тела мм Срок службы часы
D S L В а b
12 1,1 6,0 zt 0,2 7,0 zt 0,5 44 zt 2 6 zt 0,5 3,5 10 300
24 2,2 6,0 zt 0,2 7,0 zt 0,5 44 zt 2 6 zt 0,5 3,5 10 300
30 2,7 6,0 zt 0,2 7,0 zt 0,5 44 zt 2 6 zt 0,5 3,5 10 300
48 3,6 6,2 zt 0,2 7,3 zt 0,5 44 zt 2 6zt0,5 3,5 10 100
е) Лампы накаливания различного назначения. Размеры и
характеристики этих ламп (рис. 1215—1222) даны в табл. 193—
196.
Г-D
Рис. 1215.
Рис. 1216.
Рис. 1217.
Рис. 1218.
9?
Таблица 193
Основные размеры ламп накаливания различного назначения1
№ по каталогу | Тип лампы Напряжение V Мощность W Диаметр колбы D мм Полная длина лам- пы L мм Высота светового центра Н мм Допуски Цоколь Форма колбы № рисунка
D , мм L мм И мм
12 Лифтная 120 20,0 22 55 — ±2 ±3 — Эдиссон Миньон Цилиндри- ческая 1215
13 Сигнальная 60 4,8 33 57 31 ± 1 zt 3 zt2 Сван Миньон двух- контактный Шаровая 1216
14 » 40 5,0 20 53 39 ± 1 ±2 zt 1 Бош Цилиндри- ческая 1217
15 Для осцилло- графа 6 5,7 22 64 50 zt 1 Ct 2 ±2 Сван Миньон Цилиндри- ческая 1218
ф. 1 Хотя эти лампы пока не применяются в оптических приборах, мы привели их, так как по своим габаритам и элек-
трическим характеристикам они могут иногда найти применение в оптико-механической промышленности,
Таблица 194
Световые и электрические характеристики ламп накаливания
различного назначения 1
э каталогу Тип лампы S я од СК £ Л О о к 'ОВОЙ поток Световая отдача лмрМ Допуски с чслужбы
Мощность W Световая отдача лм№
с 2 с Г а о S О) лэ S О Наиб. Наим. Наиб. Наим. Cpoi часы
12 Лифтная . . 120 20,0 62,8 3,14 25,00 15,00 3,93 2,10 300
13 Сигнальная . 60 4,8 30,0 6,25 5,52 4,08 7,19 5,31 300
14 » • 4 5,0 31,5 6,30 6,00 4,00 7,20 5,40 300
15 Для осцилло- графа . . . 6 5,7 12,0 2,10 6,84 4,56 2,42 1,79 —
Примечание. Нормальное положение горения для лампы для
осциллографа — вертикальное, цоколем вниз. Для всех остальных —
любое.
Н- D -ч к я —I
Рис. 1219. Рис. 1220. Рис. 1221. Рис. 1222.
Таблица 195
Размеры ламп накаливания различного назначения
№ по пор. Номинальное напряжение V Номинальная мощность W Размеры мм Цоколь № рисунка
D L H Максимальные размеры све- тящегося тела а X b
1 6 5 19 ±2 1 42 ±3 23 rt 2 S-15 1219
2 6 10 25zt 1 47 zt 3 25 zt 2 — S-15 1219
3 6 30 42 ± 1 73 ztz3 52 zt 2 3,5 X 2 Е-14-3 1220
4 6 30 42 ± 1 73 zt3 46 ±2 2 3,5 < 2 Е-14-3 1221
5 6-8 5 И — 0,5 38,5 Z±Z 1,5 — — Р , 1222
6 6—8 10 17-0,5 43 ±3 — — Р 1222
1 Из каталога ВЭТ Эл. № 9, 1933 г.
500
Таблица 196
и электрические характеристики
различного назначения
Световые
ламп накаливания
№ по пор. 1 Номинальные значения Допустимые пределы отклонений Срок службы часы ;лы уменьше- ветового пото- онце службы %
1 Напряжение V Мощность W СветЪвой по- ток лм Световая от- дача лмрМ Мощность W Световой поток лм
Наим. Наиб. Наим. Наиб. си С- С ния с ка в к
1 2 6 5 40 8,0 4,0 6,0 6,8 9,2 300 20
6 10 105 10,5 8,0 12,0 8,9 12,1 300 20
3 6 30 402 13,4 27,0 33,0 11,39 15,41 200 20
4 6-8 5 40 8,0 4,0 6,0 6,4 9,6 100 20
5 6-8 10 75 7,5 8,5 11,5 6,0 9,0 100 20
§ 3. Вольфрамовые дуговые лампы (точечные лампы)
На рис. 1223 представлена одна из конструкций ламп такого
типа. Дуга у этих ламп возникает между спиралью (являющейся
отрицательным электродом дуги) и положительным электродом —
шариком А. Для зажигания лампы
необходимо сделать пространство
между спиралью и шариком про-
водником. Для этого вначале (как
видно из схемы) ток проходит че-
рез спираль 6*, накаляя ее. Нака-
ленный вольфрам излучает поток
электронов, промежуток между
анодом А и нитью S делается
проводящим ток, и между ними
появляется дуга. В то же время за-
мыкается цепь электромагнита М,
который притягивает якорь т, Рис. 1223.
размыкая цепь накала нити 2?.
Лампа наполняется азотом или аргоном, а в последнее время —
гелием и неоном.
Достоинствами этих ламп являются высокая экономичность
(до 0,4 W/св.), слабое нагревание колбы и малая площадь светя-
щегося тела. Яркость дуги достигает 400 св./слА Срок службы —
от 500 до 1000 час.
К недостаткам следует отнести невозможность в настоящее
время выполнить достаточно пригодную лампу для переменного
тока, большие потери в реостате (на дуге требуется лишь около
501
40 V), а также значительное уменьшение силы света при сравни-
тельно небольших падениях напряжения. При падении напряжения
более чем на 20% ДУга прерывается.
В табл. 197 приводятся данные точечных дуговых ламп.
На рис. 1224 даны характеристические кривые вольфрамовой
дуговой лампы в зависимости от напряжения Е, силы света J и
удельного расхода энергии W/J от силы тока /.
- сила света в %
Рис. 1224.
§ 4. Ртутные лампы
Конструкция ртутных ламп. Ртутная лампа переменного
тока представляет собой стеклянную пустотелую трубку длиной
около 130 см, имеющую на одном конце шарообразный, не-
сколько приплюснутый баллон, наполненный ртутью, а на другом
конце — два стеклянные выступа с железными электродами.
Ртуть, являющаяся катодом лампы, должна быть всегда
соединена с платиновым электродом, впаянным в стекло и окан-
чивающимся цоколем с зажимным винтом. Два анода лампы
состоят из железных колпачков, также прикрепленных к цоколям
посредством платиновых электродов.
Процесс горения ртутной лампы. Процессом горения лампы
является дуговой разряд в парах ртути.
502
503
Таблица 197 s
Электрические и световые характеристики точечных дуговых ламп
о с о к Ф и р м а Род тока Полное напря- жение V Напряжение у дуги V Рабочий ток А Ток зажигания А Добавочное сопротивление 2 Пусковое сопротивление 2 Сила света св. Диаметр анода мм Яркость анода св./лк2 Удельное потре- бление энергии W/сфер. св.
1 Осрам Переменный 220 25 1,3 150 — 40 1,0 6,3 0,80
2 Я я 220 25 2,5 — 78 — 100 1.9 4,4 0,62
3 1» Постоянный ПО 50 1,3 — 46 — 80 2,5 4,1 0,81
4 9> 1» ИО 50 4,0 — 15 — 300 ,5,2 4,7 0,66
5 Филиппе Переменный 190 30 113,0 — — 5000 — - — —
6 » 190 30 2,8 — — 500 — — — —
7 Эдиссон и Сван .... Постоянный НО 43 0,45 4,5 — — ' 30' 2,5 — —
8 я 94 Я • • • • я 110 43 1,35 7,0 — — 100 2,5 — 0,65
9 я Я » • • • • 99 110 — 5,0 7,0—2,0 — — 500 - - 0,50
10 я Я » с • • 91 110 — 8,0 7,0 — — 1000 — — 0,42
При горении на поверхности ртути образуется яркое, ’быстра
перемещающееся так называемое катодное пятно, являющееся^
основанием дуги. Температура его около 2000—3000 .
Под действием электрического поля поток электронов, излу-
чаемых катодным пятном, устремляется к аноду. Пройдя разность
потенциалов в 10,39 V, электроны развивают скорость, достаточ-
ную для ионизации молекул ртути, находящихся в ртутной лампе,
вследствие испарения ртути в катодном пятне.
В процессе ионизации молекулы ртути расщепляются на эле-
ктроны и положительные ионы. Образовавшиеся положительные
ионы устремляются к катоду со скоростью, доходящей у поверх-
ности ртути до 2700 л/сек., и, раскаляя его в месте удара, под-
держивают высокую температуру катодного пятна. Столб испа-
ряющейся при этом ртути, выходя из катодного пятна, встречает
на своем пути поток положительных ионов и, отклоняя последний
от первоначального направления,заставляет устремляться к новому
месту на поверхности ртути. Этим объясняется подвижность катод-
ного пятна, средняя скорость движения которого около 10 м[с&к.
Вследствие того,что источник электронов — катодное пятно —
имеется только на ртутном электроде, ртутная лампа обладает
свойством выпрямителя.
При питании ртутной дуги переменным током, когда на аноде
напряжение по отношению к катоду делается отрицательным,
дуговой разряд прекращается, так как вследствие незначительной
температуры электрода выделяющихся электронов недостаточно
для поддержания дуги.
Электрические характеристики ртутных ламп. Мощность.
• ртутных ламп ограничивается температурными свойствами употре-
бляемого стекла. В отличие от кварцевых ламп, температура колбы
которых достигает 300—400°, в проекционных лампах допускается
нагрев колбы в средней части не свыше 60—75°.
Величина’ напряжения и сила тока ртутной лампы зависят
от длины и поперечного сечения лампы, а также от плотности и
величины давления ртутных паров. Последняя в свою очередь
зависит от температурного режима, устанавливающегося при горе-
нии лампы.
После зажигания лампы напряжение и сила тока по мере
нагревания лампы сильно изменяются и устанавливаются относи-
тельно постоянными лишь спустя 15—20 мин.
„Следует отметить, что конструкция вспомогательного авто-
механизма современных ламп предусматривает значительное сгла-
живание колебаний плотности паров ртути в лампе и стремится
поддерживать электрический режим, соответствующий экономи-
чески наивыгоднейшим условиям эксплоатации.
Световые характеристики ртутных ламп. Световое излу-
чение ртутной лампы вызывается объемным свечением паров ртути.
Поэтому понятие силы света лампы ввиду значительного размера
светящегося тела является весьма условным.
504
Из кривых распределения силы света лампы в продольной к
поперечной плоскости (рис. 1225) следует, что свечение ртутной
лампы достаточно точно соответствует излучению светящегося
цилиндра равномерной яркости. ’
Поэтому величина светового потока лампы F может быть»
определена аналитически из уравнения:
ТС
Г=2тс/тахуа sin2 a da = n2Jmax,
о
где J —максимальная сила света лампы в направлении, перпен--
* ш<хх
дикулярном оси лампы.
Средняя сферическая сила света лампы:
JQ = 0,25 тг/ .
Измерения световых характеристик ламп изготовления ВЭО,
произведенные в Кинотехнической лаборатории ВЭИ, дали сле-
дующие средние значения:
1. Максимальная сила света..............Jmax = 520 св.
2. Средняя сферическая сила света . . . . J(} = 418 „
3. Световой поток.......................F = 5250 лм
4. Яркость лампы .......................В =1,6 сб
При горении яркость ртутной лампы по всей длине является
постоянной. С течением времени горения трубка изнутри темнеет^
и сила света лампы уменьшается (рис. 1226).
505
Свет, даваемый лампой, имеет голубовато-зеленоватый цв<
Основные линии спектра излучения ртутных ламп, воспринимаем:
глазом и кинопленкой, соответствуют:
В желтой части спектра.................... 577—579 л/р.
, зеленой „ „ .................. 546 „
„ синей „ „ .................. 434—436 „
„ фиолетовой...................•.......... 405—411 „
„ ультрафиолетовой........................ 365—366 „
На рис. 1227 даны кривые зависимости силы тока и света
при плавном изменении напряжения (Р—потребляемая мощность;
I—сила тока; J — сила света; F/P—
кривая светоотдачи).
О 5 W 15 20 25 30 -
число дней работы после
чистки
Рис. 1226.
§’5. Дуговые лампы
Для целей кинопроекции, а также в тех случаях, когда
требуется мощный источник света с небольшой площадью светя-
щегося тела, применяются дуговые лампы с угольными электродами.
1. Дуговые лампы постоянного тока. На рис. 1228 призе-,
дены вольтамперные характеристики дуги при расстояниях между
углями от 1 до 7 мм. Форма кривых показывает, что зависи-
мость между напряжением на дуге и силой тока не может быть
выражена законом Ома. Сопротивление дуги, выражаемое фор-
мулой R = е/£, может быть названо кажущимся сопротивлением,
зависящим в частности от давления газов в дуге, температуры
углей и т. п. (£— длина дуги). * ,
Многочисленные исследования температуры раскаленной части
углей показывают, что температура кратера анода достигает
4200° К, в то время как катод имеет температуру около 3500° К.
Яркость кратера анода по измерениям Фроттера и Блонделя
составляет около 170—160 св./щщ2. Яркость кратера для силы
тока в пределах от 10 до 1200 А остается постоянной величиной,
не зависящей от силы тока, питающей дугу. Это показывает, что
506
емпература кратера дуговой лампы не зависит от силы тока, и
„единение силы света лампы, вызванное увеличением тока, свя-
но с увеличением площади кратера.
Рис. 1228.
На основании исследований Айртона1 зависимость между
диаметром кратера и силой тока дуги постоянного тока выра-
жается прямой, представленной на рис. 1229. Сила света, созда-
ваемая всей дугой, являясь функцией температуры, в различных
точках дуги различна. Она падает от анода к катоду, причем
Рис. 1230.
кратер анода создает в среднем 85% общей силы света лампы.
Сама дуга дает около 5% силы света. Остальное дает катод.
Палац вывел уравнение зависимости силы света лампы от
силы тока:
_ /m„ = 200/+4P,
1 The Electric Arc., 328.
507
где Jmax выражено в международных свечах. Эта формула дае-j
ошибку в пределах от 4 до 40 А, не превышающую 10%-
Распределение силы света в отдельных частях дуги зависит
от диаметра углей, их взаимного расположения, материала углей
силы тока, длины дуги и т. д. (рис. 1230; d — кратер; е — полос?
угля желтого цвета; f—область угля красного каления; а — вну-
треннее фиолетовое пламя; с — темножелтое пламя; b — зелено-
ватый ореол; h — желтая часть катода; j — острие катода). Е
угли расположены на одной вертикальной оси, то, как показы-
вает продольная кривая распределения света (рис. 1231), макси-
мальная сила света будет под углом в 30—40° к горизонту. При
углях, расположенных под прямым углом, свет отбрасывается
вперед. Продольная кривая его распределения показана на рис. 1232.
Рис. 1234.
Согласно данным Руссо средняя
Jh выражается:
горизонтальная сила света
Л = 0,208 Jmax.
Средняя же сферическая сила света может быть принята
равной:
Jb = 0,354 J .
° max
508
На рис. 1233 дана зависимость светоотдачи,дуги постоянного
тока в LjW от силы тока дуги.
2. Дуговые лампы переменного тока. Напряжение, необхо-
димое для поддержания дуги, колеблется в зависимости от силы
тока и длины открытой дуги от 22 до 35 V.
Максимальные значения напряжения и тока не совпадают,
что видно из осциллограммы рис. 1234.
Исследования Рёзлера и Веддинг Хёрнера показали, что сила
света дуги переменного тока повышается при увеличении частоты
питающего тока (см. табл. 198).
При переменном токе происходят периодические потухание
и зажигание дуги. Если применять ток малой частоты,
Ю—15 пер./сек., то дуга не сможет существовать.
Таблица 198
Зависимость силы света дуги переменного тока от частоты и силы
света
Частота тока пер./сек. Сравнительная сила света
25 1,00
50 1,34
100 1,68
Сила перемен- ного тока А Максимальная сила света св.
15 659
20 1 000
25 1 400
30 2 000
35 2 800
40 3 700
60 6 700
80 10 000
Обгорание углей при переменном токе происходит, равно-
мерно, без образования' характерного для постоянного тока кра-
тера на положительном
угле.
Из сравнения кривых
рис. 1235 видно, что при»
силе тока 25 А постоян-
ный ток создает в 4,5 ра-
за больше света, чем пе-
ременный; при увеличении
силы тока эта разница
уменьшается.
На рис. 1236 дана
продольная кривая рас-
пределения силы
дуги переменного
Как показывают исследо-
света
тока.
509
Рис. 1236.
вания, сама дуга дает 5% общей силы света, а каждый из углей
по 47,5%.
Достаточно мощным и постоянным по времени источником
света является трехфазная дуговая лампа.
Дуга трехфазного^пюка. Эта
дуга создается трехфазным током
между тремя углями, расположен-
ными под углом в 120° (рис. 1237).
Она дает яркий, спокойный — без
мигания — свет.
Продольная кривая распределе-
ния силы света трехфазной дуги дана
на рис. 1238. Из рисунка видно, что
в пределах большого пространствен-
ного угла (около 40° по ту или дру-
гую сторону от оси) дуга дает почти
одинаковую освещенность.
Следует отметить, что конструк-
ция дуговых ламп трехфазного тока
получается сложнее из-за наличия
трех углей. Требуемое напряжение на фазу — около 20—25 V.
3. Конструкция дуговых ламп. По мере горения дуги угли
сгорают, расстояние между ними увеличивается и, если не произ-
водить сближения углей, дуга в конце-концов погаснет. Поэтому
основой конструкции дуговой» лампы является механизм — регу-
лятор, — позволяющий производить сближение углей* по мере их
сгорания. При этом требуется, чтобы светящаяся точка не пере-
мещалась.
Регуляторы дуговых ламп бывают автоматические и неавто-
матические. В производстве оптико-механических приборов в на
стоящее время находятся только неавтоматические регуляторы
применяемые для кинопроекции,^рассмотрением которых мы огра
ничимся.
510
Интересующихся автоматическими регуляторами отсылаем к со-
ответствующей литературе.
На рис. 1239 дана конструкция дуговой лампы кинопроектора
ТОМП-4. На Рис- *242 показана более совершенная конструкция
луговой лампы с расположением углей под углом около 150°.
Обе лампы имеют зеркальный конденсор.
а) Дуговая лампа кинопроектора ТОМП-4 (рис. 1239).
На рисунке: 1 — передний угледержатель; 2 — задний угледержа-
тель; 3— винт для зажимания угля; 4 — цанга, несущая уголь;
5___зажимная гайка цанги; 6—зажимной винт угледержателя. Для
раздвижения углей служит маховичок 7, для передвижения рамы
Рис. 1239.
угледержателей относительно зеркала 10— маховичок 8. Для пере-
движения лампы по высоте служит маховичок 9. Маховички 11 и
12 предназначены для смещения заднего угл^т в вертикальной и
горизонтальной плоскостях. Для поворота зеркала служат махо-
вички 13 и 14.
Угли и лампы должны быть установлены на следующих рас-
стояниях: от зеркала до центра дуги 60 мм и от центра дуги
до фильма 400 мм.
Кинолампа ТОМП, со стеклянным зеркалом диаметром 140 мм,.
с горизонтально расположенными углями предназначена для пита-
ния постоянным током силой не свыше 20 А при напряжении
у борнов лампы 50 V. Увеличение силы тока сверх указанного
предела не дает заметного повышения яркости экрана и разру-
шительно действует на зеркало и лампу К Постоянный ток 14—18 А
вполне достаточен для освещения большого экрана, что устано-
1 Установлено, что стеклянные посеребренные зеркала вообще
е выдерживают длительного нагрева при температуре свыше-f-200°.
51k
жоно я* практике в крупных кинотеатрах. 1ак как при постоя^
’й^И токе уголь, соединенный с положительным полюсом, сгорает
быстрее, то он берется соответственно толще отрицательного.
Положительный уголь — фити’льный и ставится кратером к зер-
калу. Омедненные угли имеют тот недостаток, что при сгорании
эдедная оболочка разбрызгивается и, попадая на стеклянную
поверхность зеркала, постепенно его портит.1
Размеры углей для постоянного тока даны в табл. 199
"(ср. рис. 1240).
Таблица 199
Размеры углей для постоянного тока
Сила тока А Диаметр углей мм
Нормальные Омедненные
фитильн.’ — бесфитильн. 4- фитильн. — бесфитильн.
5—7 8 6 Z
7—9 9 6 —
9—12 10 7 8 5
12—17 И 7 9 5
17—20 — — 10 6
На переменном токе работа лампы неблагоприятна. Ввиду одно-
временного сгорания угли берутся одинаковой толщины, в силу
чего раскаленный конец угля, обращенный к зеркалу, заслоняется
противоположными, и для получения такого же светового эффекта
«сила тока должна быть увеличена в 3—4 раза.
Таблица 200
Размеры углей для переменного тока
Сила тока А Диаметр углей мм
Интенсив- ные Омеднен- ные
* 18-24 9-10
24-30 11-12 8
30—35 12—13 9
1 Очистку зеркала следует производить ватой с венской известью;
слой лака с обратной стороны нельзя приводить в соприкосновение
с кислотами, щеточами и органическими растворителями (ацетон, спирт,
эфир и т. д.).
512
Максимальная нагрузка переменным током, которую допускают
зепкало и токопроводящие части, не должна превышать 30—35 А.
По световому эффекту это соответствует 10 А постоянного тока
и является достаточным для покрытия экрана в 27 м2.
Размеры углей для постоянного тока даны в табл. 200 (ср.
рис. 1241).
Для уменьшения загораживания одного угля другим и несколько
лучшего использования светового потока иногда применяется сле-
дующий прием: впереди ставится неомедненный уголь, а через
отверстие зеркала — омедненный, который в силу этого может быть
значительно тоньше.
диаметр углей б мм
б) Зеркальная дуговая кинопроекционная лампа {типа Kinesot)
К-5 (рис. 1242). На рисунке:/ — положительный уголь; 2 — отри-
цательный уголь; 3 — угледержатель (положительный); 4 — зажим;
5 — кронштейн; 6—каретка; 7 — угледержатель (отрицательный);
8 — ходовой винт угледержателя; 9—спиральная шестерня; 10 — хо-
довой винт кареткй; 11 —маточная гайка, закрепленная на каретке 6;
12 — валик, несущий спиральную шестерню 9 и имеющий свободу
вращения в ходовом винте 10; 13 — рукоятка механизма сближе-
ния углей; 14 — шайба, несущая направляющий штифт; 15— шайба,
сидящая свободно на валу 12 и соединенная с винтом 10 помощью
трубчатой оси 22; 16 — шарик фиксатора; 17 — сферическое зер-
кало; 18— оправа зеркала; 19 — кронштейн зеркала; 20 — винт
вертикальной регулировки зеркала; 2/—рукоятка горизонтального
смещения зеркала.
Перемещение углей может производиться либо совместно, либо
одного отрицательного угля (при оттянутой рукоятке 73).
Данная лампа является более совершенной конструкцией по
сравнению с лампой ТОМП в смысле использования светового
потока дуги.
§ 6. Реостаты
1- Сопротивления. Для спокойного горения дуги последова-
тельно с ней должно быть включено определенной величины доба-
33 Зак. 3905. — Опр. кн. оптико-механик», ч. II. 513
очное сопротивление. Обычно погашается 15—30% общей мощ-
ости дуговой лампы. Кроме того добавочное сопротивление пре-
Н оаняет сеть от короткого замыкания при соприкосновении
углей в момент зажигания лампы.
У Обычно добавочные сопротивления делаются из никелиновой
проволоки, данные которой приведены в табл. 201.
Таблица 201
Данные никелиновой проволоки
Диаметр мм Сечение мм Сопротивление 1 м Q Максимальный ток А
0,10 0,008 56,0
0,20 0,031 14,20 2
0,30 0,071 6,10 3
0,40 0,126 3,58 4
0’50 0,196 2,20 4,5
0,60 0,283 1,56 6
О',80 0,503 0,87 7
0,90 0,636 0,69 8
1,00 0,785 0,56 40
1,10 0,950 0,46 12
1,20 1,131 0,38 13
1,30 1,327 0,33 15
1,40 1,539 0,285 18
1,50 1,767 0,252 20
1,60 2,011 0,215 24
1,80 2,545 0,171 30
2,00 3,142 0,139 36
2,30 4,155 0,105 42
2,50 4,909 0,088 50
2,80 6,158 0,071 60
3,00 7,069 0,062 70
Величина добавочного сопротивления х определяется по фор-
муле:
E — e — I.R
Х ~ ~ 1
где Е — напряжение сети; е — напряжение, необходимое для пита-
ния дуги; I—необходимая сила тока; R—сопротивление подво-
дящих проводов.
Конструкции применяемых реостатов даны на рис. 1243 и 1244.
Реостаты по рис. 1243 (см. табл. 202) предназначены для дуг
малой мощности, применяющихся для лабораторных целей.
При питании переменным током могут быть применены индук-
ционные сопротивления, основанные на свойстве самоиндукции
катушек. Индукционное сопротивление катушек объясняется про-
тивоэлектродвижущей силой, которую индуктирует в самой катушке
магнитное поле проходящего через нее тока.
33* Е1.
Преимуществом таких индукционных сопротивлений является
то, что они могут быть сделаны из медной проволоки, обладаю*
щей малым ваттным сопротивлением, и следовательно с небольшой
потерей энергии в катушке. Однако это преимущество частично
уничтожается тем, что индукционные сопротивления создают неко-
торый сдвиг фаз в сети, ухудшая тем самым коэфициент мощности
(cos ср).
Рис. 1243.
Таблица 202
Реостаты с плавно изменяющимся сопротивлением (рас. 1243)1
Допусти- мая сила тока А Тип Тип Габаритные размеры мм Прибли- зитель- ный вес кг
Б-1 Б-П Б-Ш М-Ш
Максимальное сопро- тивление Q А В С D Е F
0,1 0,15 0,2 0,3 0,4 0,6 1,0 1,5 1.8 2,3 3,5 4,2 5,0 7,2 8,4 10,0 13,0 20 000 10 000 5 200 2 600 1 500 640 250 120 80 50 21 14 10 4,8 3,5 2,5 1,5 3 400 1 750 1000 ' 425 165 80 54 31 14 9 6,5 3,2 2,3 1,7 1,0 2 800 1 400 800 340 130 65 45 26 11 7,5 8,3 2,5 1,9 1,4 0,8 1 050 540 310 130 50 25 16 10 4,2 2,2 Б-1 Б-П Б-Ш М-Ш 92 92 92 133 46 46 46 73 75 75 75 ПО 32 32 32 58 520 370 315 250 490 345 295 220 2,0 1,6 1,4 0,5
Примечание. Реостаты типа Б-Ш могут быть изготовлены в метал-
лическом кожухе.
ной физики0ЛГУТСЯ экспеРиментальной мастерской Института приклад-
516
оЗ
Рис. 1244.
Конструктивное оформление таких сопротивлений весьма про-
• они представляют собой одну или несколько катушек изолиро-
ванной медной проволоки, снабженных
выдвигающимся железным сердечником.
Выдвижением сердечника достигается из-
менение индукционного сопротивления ка-
тушки.
2. Угли. Лучшие сорта осветительных
углей изготовляются из сажи с добавле-
нием графита (хороший проводник), ре-
тортного угля и иногда нефтяного кокса.
В качестве связывающего вещества при-
меняется каменноугольная смола.
Для пламенных и фитильных углей
применяют: для пламени белого цвета —
плавиковый шпат и фтористый церий,
для получения желтого и золотисто-жел-
того цвета — только плавиковый шпат;
фитильная масса связывается жидким сте-
клом SiO2K2O. Для повышения электро-
проводности угли часто покрывают элек-
тролитическим путем медной оболочкой.
Для целей киносъемки, уличного освещения и т. д. получили
большое распространение дуговые лампы, в которых дуга защи-
щена от доступа воздуха. Длина закрытой дуги (промежуток между
углями) может доходить до нескольких
сантиметров. Для спокойного горения
дуги необходимо напряжение от 85 до
160 V при постоянном токе и от 70 до
150 V при переменном токе. Для закры-
Рис. 1246.
энергия
той дуги характерны плоские края углей и фиолетовый оттенок света,
создающий сильную актиничность ее излучений. Продолжительность
517
горения углей составляет около 200 час. при 10—20 час. для дуг
открытого горения.
Следует отметить появление в последнее время углей высокой
интенсивности, отличающихся увеличенным диаметром фитиля,
содержащего большой процент фтористых соединений церия. При
горении раскаленные газы удерживаются внутри глубокого (около
15 мм) кратера, приобретая значительную яркость. Кривые отно-
сительного распределения энергии в спектре обыкновенной дуги
с чистыми углями и в спектре высокоинтенсивной дуги приведены
на рис. 1245 и 1246. Для равномерного обгорания стенок кратера
в интенсивных дугах положительный уголь постоянно вращается.
Общим недостатком дуговых ламп являются характерный шум
при их горении и особенно необходимость регулирующего меха-
низма.
§ 7. Патроны
1. Общие требования. 1. Для предотвращения перегрева у ламп
мощностью выше 15 W должна быть обеспечена достаточная вен-
тиляция (рис. 1249). При этом в приборах, эксплоатируемых на
Рис. 1247. >
открытом воздухе, должна быть обеспечена защита лампы от
попадания влаги. *
2. Патрон должен обеспечивать надежный электрический кон-
такт, нечувствительный к сотрясениям.
518
3 Патрон должен обеспечивать удобную замену перегоревшей
лампочки.
4. В
СТруКПйИ
некоторых случаях (микро- и кинопроекция и др.) в кон-
патрона должна быть предусмотрена точная юстировка
лампы.
(фонарей);
2. Основные типы. Ниже приводятся основные типы патронов
применяемых в оптико-механических приборах.
На рис. 1247 показан патрон для
малого Свана (S-15), выпускаемый
ВЭО. '
На рис. 1248 изображен осве-
титель металлографического микро-
Рис. 1248.
Рис. 1249.
скопа с приспособлением для юстировки лампы. Здесь: I — стан-
дартный патрон — Эдиссон Миньон; 2 — ниппель; 3—установочная
шайба; 4 — юстировочные винты. В корпусе 5 и крышке 6 сделаны
отверстия для вентиляции.
На рис. 1249 показан фонарь осветительной системы звуко-
вой приставки к кинопроекту ТОМП-4. / — корпус фонаря; 2
центрированная крышка, снабженная байонетным (штыковым) затво-
ром 6 и зажимным устройством 7; 3— шаровое кольцо; 4 —пат-
рон S-15; 5—проекционная лампа 12 V, 30—50 W. Такое устрой-
ство делает возможным подвижку лампы в любом направлении.
Рис. 1250 изображает патрон, применяемый в ряде оптиче-
ских приборов для освещения сеток. / — переходная втулка;
2—корпус патрона с байонетными вырезами; 3 — втулка лампочки
с резьбой Е-10 и ввернутыми винтами, головки которых входят
в байонетные вырезы в корпусе; 4 — изоляционная втулка; 5 —
519
втулка контактов 6 и 7; 8 — пружина контактов, поджимающая^
одновременно оба контакта: верхний (6“) — к лампочке и ниж-
ний (7) — к винту, поджимающему проводник. Оплетка одного
проводника зажимается между зажимными шайбами из фибры 9.
М 14^0,5
Рис. 1251.
Рис. 1253.
Сам проводник зажимается контактным винтом 10. Второй про-
вод зажимается на колпачке 12 помощью винта 11, крепящего
одновременно шайбу 9 к колпачку. Колпачок 12 снабжен байо-
нетным затвором. Лампочка стопорится винтом 13. Несмотря
520
на некоторую сложность, этот патрон весьма удобен и надежен
в работе.
Патрон по рис. 1251 (для лампочки Лилипут) также приме-
няется для освещения сеток в оптических приборах. По конструк-
ции он значительно проще. Существенным недостатком его является
необходимость припайки проводников. От этого недостатка сво-
боден патрон, изображенный на рис. 1252. Он весьма удобен и
прост в изготовлении.
Рис. 1254.
Рис. 1253 изображает однополюсный (один провод замыкается
на корпус), а рис. 1254 — двухполюсный патроны, снабженные
ласточкиным хвостом, при помощи которого патрон вставляется
в соответствующее гнездо в приборе и стопорится.
Патрон, показанный на рис. 1254, снабжен цилиндрической
шторкой 1, в которую ввернут штифт 2, проходящий в прорезан-
521
Рис. 1255.
ный в корпусе патрона шлиц.
В шторке прорезано отверстие, •
равное световой щели корпуса
патрона. Вращая шторку с помощью
штифта 2, можно регулировать ве-
личину световой щели. Оплетка’
провода зажимается между поло-
винками шайбы 3. От скручивания
провод предохраняется шлицом,
имеющимся в одной из половинок
шайбы 3, в который входит выступ
колпачка 4; 5 — стопор.
На рис. 1255 изображен двух-
контактный свановский патрон (аме-
риканский) весьма простой и на-
дежной конструкции.
На рис. 1256 показана коробка
патрона для коммутаторной лам-
почки. Лапки 7, поддерживающие
лампочку, прикреплены к крышке 2,
шарнирно укрепленной на ко-
робке 3, и соединяются с контак-
тами 4. При открывании крышки
происходит автоматическое размы-
кание тока.
Рис. 1256.
§ 8. Источники тока
В качестве источников тока для малых ламп в приборах
применяются:
1) кислотные свинцовые аккумуляторы;
2) щелочные аккумуляторы;
3) гальванические элементы.
522
1. Свинцовые аккумуляторы. Свинцовый аккумулятор (элемент)
дает в начале разряда электродвижущую силу в 2,1 V. Предель-
ное напряжение, до которого можно разряжать аккумулятор,—
18V при длительном разряде нормальной силой токаи 1,7V при
кратковременном разряде большой силой тока.
По данным ВООМПа наиболее пригодным типом для целей осве-
щения оптических приборов является тип ЦВ в эбонитовом сосуде
(применяется для освещения автомобилей и поэтому более прочен
и менее чувствителен к сотрясениям). ВООМП рекомендует для
освещения оптических приборов лампами напряжения в 2,5 и 3,5 V
батареи типа 2 ЦВ-П. Табл. 203 и 204 показывают габарит, вес,
режим, а также напряжение батарей типа 2 ЦВ-П (рис. 1257),
даваемое при различных условиях эксплоатации.
Таблица 203
Батарея из 2 аккумуляторов (рис. 1257)
Тип Рабочее напря- жение V Емкость в Ah при разряде током Максимальная сила тока при за- ряде и разряде А Наружные разме- ры без зажимов мм Вес с кислотой кг Аккумуляторная кислота (25° Вё, уд. в. 1,21) л
0,5 А 1,0 А Длина а Ши- рина Ь Вы- сота с
2 ЦВ-П 4 24 20 2 136 70 162 4 0,5
Таблица 204
Нормальный разряд батарей 2 ЦВ-П при комнатной температуре
силой тока 2 А
Часы Плотность кислоты °Вё Темпера- тура воздуха °C Темпера- тура кислоты °C Напряжение батарей1 V к. п. д.
0 29,5 21,0 28,0 4,20
1 28,0 21,0 27,0 4,09
2 27,5 21,0 27,0 4,07 со
3 26,0 20,0 25,5 4,04
4 24,5 20,0 24,5 4,02 СТ)
5 24,5 21,0 24,0 4,00 я к
6 22,0 21,0 24,0 3,97 о ? о X
1 21,0 22,0 23,5 3,93 М о
о 19,0 23,0^ 23,5 3,89 2 к О) СП
9 18,0 22,5 24,0 3,85 о о
10 16,5 21,0 23,5 3,78 ЕС
10 ч. 30 м. 16,5 21,0 23,5 3,74
1 Средняя величина
для трех испытанных батарей.
523
Влияние тряски сказывается весьма сильно на свинцовых^
аккумуляторах и вызывает потерю емкости. Для новых батарейп
после 10-километрового пробега на двуколке эта потеря составила'
около 5%. Для поработавших батарей потери сильно возра-
стают. Поэтому при условиях тряски надо отдать предпочтение7
щелочным аккумуляторам.
Саморазряд (потеря емкости при хранении в заряженном ви-
де). По техническим условиям саморазряд допустим в 0,5% по-
тери емкости в нормальных условиях в течение 30 суток. Учиты-
вая неблагоприятные условия хранения батарей, следует принять
эту величину равной 1% потери в день.
Рис. 1258.
Исходя из этого, необходимо батареи заряжать не реже'
1 раза в месяц. Случайное короткое замыкание аккумуляторов ве-
дет к быстрой значительной потере их емкости и сокращению
срока службы.
Влияние температуры на емкость. По данным эксплоатации
свинцовых аккумуляторов в проекте технических условий на из-
готовление этих аккумуляторов Д. П. К. принята следующая фор-
мула, вводящая поправку на температуру:
СГ=С25 [1—0,008 (25—7)],
где СТ — емкость аккумулятора при температуре Т, С25— нормаль-
ная каталожная емкость при температуре 25°; Т—среднее значе-
ние температуры разряда.
Практикой установлена максимальная температура эксплоата-
ции -р 45°.
Температура замерзания кислоты — 50° в начале разряда (плот-
ность 29—30° Вё) и 7° в конце разряда (плотность 9—10° Вё).
524
2. Щелочные аккумуляторы. Щелочные аккумуляторы при-
меняются двух типов: Эдиссона (Америка) и Юнгнера (Шве-
ция). Преимущества их сравнительно со свинцовыми: меньший
вес и нечувствительность к сотрясениям. Различием между аккуму-
ляторами Юнгнера и Эдиссона является состав отрицательного элек-
трода- Электролитом служит 10% водный раствор едкого кали.
В СССР производство щелочных аккумуляторов типа Юнгнера по-
ставлено на Саратовском аккумуляторном заводе.
Щелочной аккумулятор дает при начале разряда электродви-
жущую силу 1,3 V на элемент. Предельное напряжение, до кото-
рого можно вести разряд, составляет 1,0 V.
В табл. 205 и 206 приведены сравнительные данные испы-
таний опытных образцов щелочных аккумуляторов (рис. 1258),
изготовленных Центральной аккумуляторной лабораторией (ЦАЛ).
Таблица 205
Щелочные аккумуляторы (рис. 1258), разработанные Центральной
аккумуляторной лабораторией (ЦАЛ) для производства на Саратов-
ском заводе
Тип Ем- кость Ah Нормаль- ный раз- рядный ток А Размеры мм Вес эле- мента кг Объ- ем эле- ктро- лита л Нормаль- ный за- рядный ток А
Длина а Ши- рина b Высота
без бор- нов с бор- ны
Си 0,2 2 0,25 20 45 120 10 0,23 0,03 0,6
Си 2 22 2,75 29 105 200 14 1,25 0,25 6,5
Си 4 45 5,65 52 105 200 14 2,30 0,40 11,0
ДА 10 1,25 64 80 108 14 1,30 0,20 2,5
двг 9 1,13 64 55 142 16 1,30 0,15 2,3
Таблица 206
Испытания в нормальных условиях разряда щелочных аккумулято-
ров током 5 А до напряжений 1,1 V
Си- стема Тип Объ- ем длз Вес кг Объ- ем эле-, ктро- лита см* Энергия заряда Отдача Удельная емкость
Ah Wh Ah Wh По весу на 1 кг По объ- ему на 1 дм*
Юнг- нер ЦАЛ 4 4 1,175 1,175 2,45 2,38 446 82,5 60,0 1,42 97,5 56,5 33,7 68,1 46,4 23,67 16,50 48,18 32,90
525
3. Гальванические элементы. Данные элементов завода Мос-
элемент приведены в табл. 207.
Таблица 207
Элементы завода Мосэлемент (ОСТ 378)
Тип Размеры мм Вес кг эдс V Емкость Ah
Длина Ширина Высота без клемм Высота с клем- мами
№ 1 с 32 32 75 85 0,140 1,45 3/10
№ 2 с 40 40 90 100 0,285 1,45 6/10
№ 3 с 55 55 125 135 0,645 1,45 23/0,7
№ 4 с 80 40 175 185 1,025 1,45 42
Сигнал 60 20 65 — 0,120 4,35 0,20/10
№ 1 в 32 32 75 75 0,125 0/1,45 2,5
№ 2 в 40 40 90 100 0,265 0/1,45 5
As 3 в 80 40 175 185 0,850 0/1,45 20
№ 4 в 80 40 175 185 0,850 0/1,45 35
К С 70 70 155 1,220 1,45 50
К в 70 70 155 — 1,060 0/1,45 42
Примечание. Буквы с и в в обозначении типа элемента озна-
чают соответственно: „сухой", „водоналивной".
Элементы в состоянии работать на холоде до—15°.
При применении ламп 2,5 V рекомендуют:
1) щелочную аккумуляторную батарею типа 2 СМ 2 напряже- |
нием 2,5 V, емкостью 23 Ah;
2) щелочную аккумуляторную батарею большой емкости
(45—60 и выше Ah) типа СИ;
3) свинцовую аккумуляторную батарею типа 2 ЦВ-П на 4 V
20 Ah;
4) в установках с числом лампочек не более 2 — элементы
.№ 5 ОСТ 378.
526
ОТДЕЛКА ПОВЕРХНОСТЕЙ
ОПТИ КО-МЕХАНИЧЕСКИХ
ПРИБОРОВ
МА ТЕРИ АЛЫ, ПРИМЕНЯЕМЫЕ
В ОПТИКО-МЕХАНИЧЕСКИХ
ПРИБОРАХ
И. А. Опрокундан
Глава XLV
ОТДЕЛКА МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ
§ 1. Общие сведения
Цели, преследуемые отделкой металлических поверхностей.
Отделкой металлических поверхностей изделий оптико-механиче-
ской промышленности достигаются:
1) защита изделий от разного рода неблагоприятных влия-
ний, вызывающих коррозию, что является одним из методов борь-
бы с последней;
2) опрятная и красивая внешность изделий, т. е. декоративно-
эстетические цели;
3) повышение механических свойств рабочих поверхностей;
4) отражение, а в некоторых случаях поглощение лучистой
энергии;
5) термо- или электроизоляционные свойства.
Коррозия металлов и борьба с нею. Коррозия металлов —
разъедание металлов химическими или электрохимическими про-
цессами, возникающими вследствие воздействия на металлы: воз-
духа, различных паров или каких-либо жидкостей и т. п.
Борьба с коррозией металлов осуществляется:
1) путем отделки металлических поверхностей:
а) металлическими покрытиями,
б) неметаллическими покрытиями,
в) химической обработкой;
2) посредством создания гальванопары из самого изделия,
причем защищаемая часть изделия должна служить катодом;
3) путем внедрения антикоррозионных* сплавов.
§ 2. Подготовка металлических поверхностей
Металлические детали, подлежащие отделке металлическими
ли неметаллическими покрытиями или путем химической обра-
тки, должны пройти ряд операций по подготовке их поверхно-
=34 Зав. 3905. —-Сир. кн. оптико-механика, ч. II. 529
стей. Эта подготовка достигается соответствующими операциям!
а именно:
1) обдувкой песком,
2) обезжириванием,
3) травлением,
4) декапировкой.
Во многих случаях этих операций бывает недостаточно, а
потому детали предварительно подвергаются:
5) шлифовке,
6) полировке.
Последовательность и характер перечисленных операций уста-
навливаются применительно к техническим требованиям оконча-
тельной отделки.
1. Обдувка песком.
Возможности применения
песочной струи при отде-
лочных работах весьма
разнообразны и исполь-
зуются в крайне широких
пределах. Особенно важ-
но применение песочной
струи в подготовке метал-
лических поверхностей.
Она имеет большие преи-
мущества перед другими
способами подготовки и
во многих случаях ис-
ключает употребление до-
рого стоящих реакти-
вов.
Обдувка применяет-
ся в целях:
1) обивки окалины
с прессованных или ко-
ваных изделий;
2) очистки закален-
Рис. 1259. ных деталей, инструмента
и пр.; >
3) очистки старой краски, ржавчины и пр,;
4) как наилучший способ подготовки полу-фабрикатов для
фосфатирования.
а) Пескоструйные пневматические однокамерные аппараты.
Эти аппараты применяются преимущественно в тех случаях, когда
не требуется непрерывной работы пескоструйного аппарата. За-
пас песка в них обычно достаточен для непрерывной работы R
течение от 52 до 8/4 часа. Новая загрузка песком производится
течение нескольких минут.
530
На рис. 1259 дана схема однокамерного пескоструйного ап-
апата (/-—загрузочный резервуар с приспособлением для запол-
нения камеры песком; 2 — камера, подающая песок к смеситель-
ному клапану; 3— очистительный механизм; 4 — смесительный
клапан). Аппарат работает сжатым воздухом при 2,5—3 ат. Для
производства сжатого воздуха применяются поршневые или рота-
ционные компрессоры.
6} Пескоструйные пневматические многокамерные аппараты.
Эта система характеризуется непрерывностью действия песочной
струи, что часто чрезвычайно важно при непрерывном массовом
производстве.
На рис. 1260 дана схема ап-
парата для непрерывной работы.
Сухой и просеянный песок загру-
жается в камер}' 1. По мере из-
расходования песка в камере 3,
поворотом рукоятки переключа-
тельный клапан С устанавливает-
ся так, что сжатый воздух входит
в камеру 2 и закрывает клапан Д;
тогда автоматически открывается
клапан В, и песок из камеры 2
поступает в камеру 3. Для на-
полнения
камеры 1
вливается
пан С, и
ры 2
Рис. 1260.
камеры 2 песком из
соответственно устана-
переключательный кла-
сжатый воздух из каме-
выходит наружу, вслед-
ствие чего давлением воздуха, на-
ходящегося в камере 3, клапан В
закрывается, открывается клапан А».
и песок из камеры 1 попадает в
камеру 2. Аппарат работает сжа-
тым воздухом при 2,5 — 3 ат.
в) Обдувка песком мелких
деталей. При массовом произ-
водстве обдувка может быть про-
изведена в аппаратах с вращающимся барабаном. Детали загружаются
в барабан и при медленном его вращении непрерывно поворачиваются
Целях достижения равномерного действия ^песочной струи.
па рис. 1261 изображен пескоструйный аппарат с вра-
3 Ю1ЦИмся барабаном (У — приводной вал; 2 — эксцентрик;
Рукоятка; 4 — крышка; 5 — сопла; 6 — резервуар для
исскя
кра«г) Обдувка песком деталей среднего размера. Для этой цели
(рис пескостРУйные аппараты с вращающимся столом
Кими Эти аппараты обычно бывают оборудованы несколь-
подвижными или неподвижными соплами.
34*
531
Рис. 1261.
Пыль на пескоструйных аппаратах, работающих автоматически,
отсасывается эксгаустером. В целях улучшения санитарно-гигиени-
ческих условий в отделочных цехах, максимального снижения износа
эксгаустера от пыли и т. д. применяют-пылеуловители или воздуш-
ныефильтры, включаемые между местом образования пыли и эксгау-
стером. ,
Одна из конструкций пылеуловителя со вспрыскиванием воды
и коксовым фильтром представлена на рис. 1263 (/ — от песко-
струйки; 2 — к эксгаустеру; 3— душ для промывки фильтра; 4 —
коксовый фильтр; 5 — душ; 6—конус; 7—отстойник; 8—пере-
туск).
На рис. 1264
дана схема воздушного
фильтра (7 — от песко-
струйки; 2—камера для
чистого воздуха; 3 —
суконные фильтры).
д) Песок для пе-
скоструйных аппара-
тов. Сорта песка:
1) кварцевый (речной);
2) наждачный; 3) стек-
лянный; 4) пемзовый;
5) стальной; 6) чугун-
ный.
Песок, содержа-
щий пыль, и сырой не
пригоден. Его необхо-
димо отмутить и вы-
сушить.
Табл. 208 приво-
дит данные о размере
зерен и назначении
кварцевого (речного)
песка.
е) Воздушные ком-
прессоры для песко-
струйных аппаратов.
Для производства сжа-
того воздуха применяются поршневые или ротационные компрес-
соры.
Если воздух подается поршневым компрессором, то между
последним и пескоструйным аппаратом включается воздушный
резервуар, для того чтобы струя воздуха подавалась к соплу
совершенно равномерной.
При ротационных компрессорах воздушный резервуар не ну-
B03/iyiJaK КЗК ЭТИ компРессоРы и без того создают равномерную
533
Т л б л и ц a 208
Размер зерен и назначение кварцевого (речного) песка
Приблизительный диаметр зерна мм Назначение
2,0 Для обдувки крупных стальных изделий
1,5 Для обдувки крупных изделий из серого чугуна
1,25 Для обдувки деталей во вращаю- щихся пескоструйных аппаратах
0,75 Для обдувки всякого рода метал- лических изделий
0,5 Для матировки металлических из- делий
Рис. 1264.
2. Обезжиривание. Обезжириванием металлических поверхно-
стей преследуется удаление всякого рода жировых загрязнений с 4
поверхности деталей.
Все металлы обычно покрыты с поверхности большим или
меньшим слоем жировых веществ, даже в том случае, если они
намеренно и не покрывались какими-либо растительными, мине-
ральными или животными жирами. Прикосновения рук или загряз-
ненных тканей вполне достаточно для того, чтобы металлическая
поверхность покрылась тонкой пленкой жировых загрязнений.
Жир, оставшись на металле, даже в невидимых глазом и неощу- '<
тимых количествах, препятствует целому ряду отделочных опера-
ций, а при металлических покрытиях он совершенно недопустим»
534 . ''
Обезжиривание производится:
1) летучими растворителями,
2) щелочными растворами,
3) путем электрообезжиривания.
Признаком полного обезжиривания является равномерная сма-
иваемость водой; а также равномерная стекаемость воды с ме-
аллической поверхности (не должно оставаться на отдельных ме-
тах капель или островков).
а) Обезжиривание летучими растворителями. .Этот способ
(снован на способности ряда жидкостей при нагревании или на
.олоду растворять всякого рода жировые вещества. Преимущество
то — полная инертность летучих растворителей в отношении дей-
твия их на металлы. Хорошо полированные металлические детали
je тускнеют от действия обезжиривающих летучих растворителей.
( существенным недостаткам этих растворителей, за исключением
рихлор.этилена и четыреххлористого углерода, следует отнести
высокую горючесть и взрывчатость их паров в смеси с воздухом.
Рис. 1265.
Рис. 1266.
Летучими растворителями животных жиров, растительных и
минеральных масел являются:
1) петролейный эфцр, ]
2) бензин, > огнеопасны
3) бензол, ]
J) трихлорэтилен,
°) четыреххлористый углерод.
Простейшим оборудованием может служить железная ванна,
аиболее часто употребляющиеся и более типичные конструкции
таких ванн приведены на рис. 1265 и рис. 1266. Для пользова-
фом ЭТИми ваннами должна быть обеспечена тяга с вытяжным шка-
Обезжиривание достигается окунанием деталей в растворитель
последующим встряхиванием их. Мелкие детали окунаются
hl 535
в сетчатых или перфорированных (лучше в алюминиевых) корзин^
или же в связках, а крупные поштучно и, обезжиренный таких
способом, переносятся под тягу для просушки. Продолжительност!
обезжиривания и просушки — 4—5 мин.
Аппарат для мелких деталей, автоматически работающий пре-5
имущественно холодными обезжиривающими летучими раствори-t
телями, представлен на рис. 1267. Детали загружаются в аппарат
и путем опрыскивания растворителем обезжириваются. :
Между баками С и D находится железная решетка (на ко-
торую кладутся детали, предназначенные для обезжиривания), а под
ней фильтр. Из бака D шлангом или путем разбрызгивающих сопл,
находящихся в баке С, опрыс-,
кивают детали; растворитель же,
в виде фильтрата поступает в
бак D и снова может быть упо-
треблен в дело. Насос Е приво-
дится в действие рукой или элек-
тромотором. А — подножка, от-
крывающая при нажатии на нее
крышку В.
б) Обезжиривание горячими
щелочными растворами основано
на свойстве щелочей омылять жи-
вотные жиры и растительные ма-
сла и тем самым переводить их
Рис. 1267. в растворимое вводе состояние.
При этом вследствие образования
эмульсии происходит также уда-
ление и минеральных масел, загрязняющих металлическую поверх-
ность. Не омыляющиеся жировые загрязнения всплывают на поверх-
ность обезжиривающего раствора и при вынимании обезжиренных
деталей могут снова пристать к ним и тем самым загрязнить по-
верхность. Этот существенный недостаток устраняется или пред-
варительным промыванием изделий холодным летучим растворите-
лем с последующим обезжириванием горячими щелочными раство-
рами или путем использования специальных аппаратов.
Обычно употребляются железные ванны (лучше сварные)
с кранами для добавления воды и стока отработанного раствора,
с паро- или электроподогревом.
В качестве щелочи лучше всего брать раствор едкого натра
(иначе называемый каустической содой): 80—100 г едкого натра
на 1 л воды.
Если раствор едкого натра ,в горячем виде действует на металл,
например на цинк, алюминий, свинец, олово, металл-британия
и др., то для обезжиривания таких металлов вместо едкого натра
лучше брать буру или соду в порошке из расчета 80-—100 г
на 1 л воды. Замена раствора новым (полностью или частично),
производится по мере надобности.
536 I
Мелкие детали в связках, в корзинах или на крючках, а круп-
ные-— индивидуально, при постоянном встряхивании, загружаются
на 5—7 мин. в ванну, нагретую почти до кипения, а затем выни-
маются и промываются в горячей воде приблизительно 1 мин.,
л в холодной — тоже около 1 мин.
в) Обезжиривание венской известью или известковым моло-
ком на холоду основано с одной стороны на омылении жировых,
загрязнений, а с другой — на механическом воздействии не раство-
рившихся мельчайших частиц венской извести, благодаря чему
при тщательном протирании обезжириваемых деталей волосяной
или травяной щеткой удаляются эти загрязнения.
Венская известь гасится в воде до состояния жидкой кашицы,,
и детали протираются ею с помощью волосяных или травяных
щеток, после чего протертые детали тщательно промываются про-
точной водой. Для этой операции рабочие снабжаются резино-
выми перчатками и фартуками.
г) Электрообезжиривание основано на том, что электролит
(см. табл. 209) при прохождении через него электрического
тока образует на изделиях, подвешенных в ванне в качестве
катода, постоянно действующий щелочной покров. Этот последний
(см. „Обезжиривание горячими щелочными растворами") превра-
щает нерастворимые в воде жиры в растворимое в ней мыло;
кроме того значительная часть жировых загрязнений механически
Удаляется с металлических поверхностей изделий, подвешенных
в ванне, образующимся на них водородом. Таким образом при
электрообезжиривании удаляются с поверхности металлических
изделий и не омыляющиеся минеральные масла.
Электрообезжиривание применимо главным образом для глад-
ких изделий, а для изделий с более сложной поверхностью необ-
ходимо дополнительное обезжиривание щелочными растворами.
Для электрообезжиривания применяются железные ванны;
простейшая конструкция их изображена на рис. 1268.
Подлежащие обезжириванию детали загружаются на подвесках
в ванну в качестве катода при плотности тока от 5 до 10 к[дм*
и при напряжении от 5 до 10 V. Аноды — железные (лучше нике-
лированные); корпус ванны может также служить в качестве
аНода, но прибегать к этому не рекомендуется.
Рецепты электролитов для обезжиривания даны в табл. 209,
537
Таблица 209
Рецепты электролитов для обезжиривания
Примене- ние Состав Количество на 1 л воды г Примене- ние Состав Количество на 1 л воды г
— Едкий калий . . 30 Едкий натр . . . 60
X И CU О со о Цианистый нат-
о е; CQ t; Едкий натр . . 20 ч „ <и рий 6
« £ Хлористый аммо-
е; о Цианистый калий 5 о; ний 3
Жидкое стекло . 30-40 см*
Едкий натр . • 50 Едкий натр . . . 75
Е Цианистый ка- Углекалиевая
ЛИЙ 15 соль 25
сЗ 1=5 Углекалиевая 5 ° Цианистый ка-
СЙ соль 10 лий 25
ч: _ *0 w s- Хлористый нат-
Е* од рий 5
Целесообразно ванны в начале процесса несколько подогреть;
в дальнейшем они нагреваются сами от прохождения тока.
Время обезжиривания — 2—3 мин. Затем изделия промы-
ваются в горячей воде в течение 1 мин. и холодной водой
в течение 1 мин.
Так как при электрообезжиривании большая часть жира
не омыляется, а всплывает на поверхность электролита, то при
вынимании изделий необходимо предупредить новое загрязнение
их жиром.
По мере накопления эмульсионного жирового слоя он сго-
няется за перегородку легкой травяной метелкой.
3. Травление. Травление имеет своей целью удаление окислов
с металлических поверхностей. Оно основано на способности
кислот, щелочей кислых солей и др. растворять эти окислы
металлов.
Рецепты протрав для главнейших металлов (кроме алюминия)
приведены в табл. 210. '•
Протравы для алюминия и его сплавов указаны в табл. 211.
а) Оборудование для травления. Простейшим оборудованием
служат керамиковые кислотоупорные ванны, для травления же
серной кислотой можно также пользоваться деревянной ванной,
выложенной внутри листовым (рольным) свинцом. За последнее
1 Неприменимо для алюминия.
538
Таблица 210
Протравы для чугуна, стали, железа, меди и ее сплавов
Г— Применение | Рецептура Количе- ство Режим обработки
Для чугуна, стали и железа Вода Серная кислота 1 2 66° Вё . . Присадка 1 Вода Соляная кислота 23° Вё . . Присадка 1 1 л 100 см* 1 л 250 см* Детали по- гружаются в ванну, на- гретую при- близительно до 50° Моментом окончания считается полное удаление окислов. По окончании процесса детали про- мываются известковым молоком и затем горячей водой. В случае надобности они обсушиваются обдувкой сжатым воздухом или в опилках
Для меди и медных сплавов, не содержащих алюминия 1 Перед металлическими по- крытиями матовым или глянцевым травлением. Предварительная протрава Азотная кислота 36° Вё . . Хлористый натрий ..... 1000 см* 8—10 г 6 „ Обезжиренные и промытые водой детали погружаются в ванну, затем тщательно про- мываются водой (проточной) и медленно пе- реносятся в ванну для следующих операций. Время травления — 0,5 мин.
Протрава глянцевая Азотная кислота 36° Вё . . Серная кислота 66° Вё . . . Хлористый натрий 680 см* 320 „ 5 г Время тра- вления— 0,5 мин. Обезжиренные и протравленные по рецепту „Предварительная протрава" детали погружаются в требующуюся ванну, затем про- мываются в горячей воде и об- сушиваются обдувкой сжатым воздухом или в опилках
Протрава матовая Азотная кислота 36° Вё . . . Серная кислота 66° Вё . . . Хлористый натрий 520 см* 480 „ 8 г Время тра- вления— 0,5 мин.
Протрава мелко-матовая Вода Серная кислота 66° Вё . . . Двухромовокислый калий . . 920 см* 80 „ 120 г Время тра- вления — 3—5 мин.
1 Вещества, вводимые в серно- и солянокислые протравы во избежание разъедающего действия указанных кислот
о, на металлы, называются присадками.
2 При смешивании серную кислоту следует лить тонкой струей (помешивая) в воду, а отнюдь не наоборот.
Т аб л и д а 211 z
Протравы для алюминия и его сплавов
Примене- ние Рецептура Режим обработки
Для алю- миния 10% раствор едкого натра, насыщенный на холоду поварен- ной солью Обезжиренные детали погружаются в горячий раствор до начала выде- ления водорода, промываются в хо- лодной проточной воде, затем в горячей и обсушиваются обдувкой сжатым воздухом или в горячих опилках
Для меде- содержа- щих алю- миниевых сплавов ,1-й раствор 10% раствор едкого натра, насыщенный на холоду поварен- ной солью 2-й раствор Азотная кислота 16° Вё Обезжиренные детали погружаются в горячий 1-й раствор, затем про- мываются в проточной воде и про- травляются во 2-м растворе; промы- ваются в проточной холодной воде, затем в горячей и обсушиваются сжатым воздухом или в горячих опилках |
время стали изготовляться для целей травления агрегаты более
сложных конструкций.
( Чертеж ванны для просушки горячими опилками дан
на рис. 1269.
б) Электрохимическое травление применяется для глубокого
травления и придания деталям красивой поверхности.
Рецептура одинакова для всех металлов: 1) серйая кислота
12,4° Вё; 2) 10% раствор сернокислой или хлористой соли
металла, подвергаемого травлению.
Режим обработки: детали подвешиваются на крючках в ванну
в качестве анода, катодом служит пластина, изготовленная из про-
травляемого металла; напряжение — 2—3 V.
в) Декапирование. Повторная кратковременная обработка
деталей в протравной ванне непосредственно перед гальвано-
покрытием или химической обработкой называется декапиро- ’
ванием.
Оборудование: ванна керамиковая или стеклянная (кислото-
или щелочеупорная).
Рецептура: 1) для черных металлов — серная кислота 10° Вё;
2) для цветных металлов—10% раствор цианистого калия.
Режим обработки: промытые водой (после всех видов под-
готовки) детали в связках или на сетках погружаются на 0,5 мищ
в раствор при постоянном их встряхивании, затем промываются
в проточной воде и немедленно подвергаются очередной операции
(никелированию и т. п.).
540 i
4. Шлифование. Детали, изготовленные прессовкой, ковкой
и другими методами обработки металлов, имеют массу неров-
ностей, препятствующих непосредственной отделке. Процесс шли-
фования при отделочных работах предназначается поэтому исклю-
чительно для обеспечения большей гладкости поверхности изделий
и как подготовительная операция для полирования.
а) Шлифование мелких деталей. В деревянный барабан,
косо насаженный на ось, загружаются мелкие детали и просеянный
Рис. 1269.
и промытый песок или карборунд в порошке, или наждак и др.
в количестве, приблизительно равном объему деталей. Затем
в барабан добавляют мыльную воду и подвергают его вращению
около 1 часа со скоростью 10—15 об./мин.
При обработке в барабане стальных деталей допустима
скорость вращения до 70 об./мин.
По окончании процесса детали промывают в проточной воде,
и затем они без обсушивания или (в случае необходимости)
з обсушенном виде поступают для последующих операций.
Форма и состояние изделий определяют границы применения
шлифования в барабанах. Этот способ не может быть применен
441
для тонкостенных изделий с сильно развитей поверхностью,
изделий, имеющих резьбу, и в других подобных случаях.
Твердость по шкале Мооса важнейших шлифовальнй
материалов см. гл. II. |
б) Шлифование стальных и железных деталей средней
и крупного размера производится легким прикосновением J
к сухой наждачной поверхности вращающегося круга. Детал|
шлифуются последовательно на разных кругах с различными ном^
рами наждака, от крупного к мелкому. Круг может быть обыкн<|
венный или фасонный. Если по каким-либо причинам возможности
применения кругов затруднительна или совершенно исключена
то пользуются движущимися бесконечными мягкими лентами.
Для шлифования применяются чаще всего двухшпиндельные;
полировочно-шлифовальные станки (рис. 1270 и 1271).
Шлифование, производимое по форме концентричных круж-
ков, называется муаре и производится рри помощи вертикально
вращающегося деревянного цилиндра с подсыпкой наждачной
пыли.
Наждак требуемого номера смешивается со свежесваренным
столярным клеем до образования жидкой кашицы и наносится
не очень тонким слоем на слегка подогретый деревянный обтянутый
кожей или войлочный круг. Эту операцию повторяют 5—6 раз,
давая каждый раз слою хорошо засохнуть. Круги заготовляются
с разными номерами наждака: для более грубой шлифовки поль-
зуются наждаком № 60—80, для более чистой — № 00, для окон-
чательной— № 000.
5. Полирование. Полирование имеет своей целью получение
у изделий высокоглянцевой или зеркальной поверхности.
а) Полирование стальными шариками в барабанах. Способ
полирования стальными шариками заключается в том, что про-
травленные и обезжиренные изделия в течение некоторого вре-
542
нИ вращаются в барабанах со стальными шариками, диаметром
** 0,5 до 8 мм, в смеси с мыльной эмульсией.
° Этот способ полирования годен для изделий ©кругленной
формы, не тонкостенных и не имеющих никаких острых ребер.
Рис. 1271.
Он применим для чугуна, стали, железа, латуни, бронзы и других
металлов.
Форма, величина и ' состояние подлежащих полированию
изделий решают выбор типа барабана. Высокоглянцевая поверх-
Рис. 1272.
ность достигается при этом тем
скорее и совершеннее, чем боль-
ший вес шариков равномерно дей-
ствует на полируемые изделия.
Конструкция барабана, пред-
ставленная на рис. 1272, приме-
Рис. 1273.
нима для грубых по форме и тяжелых изделий, конструкция же,
изображенная на рис. 1273, — для более нежных по форме
и легких деталей.
543
Для изделий с гладкой и округленной поверхностью шарнй!
употребляются большего диаметра, для изделий же несколько
усложненной формы — разных диаметров.
Шарики загружаются в барабан в среднем из расчета!
2 объемных частей шариков на 1 объемную часть полируемых
изделий.
Для поддержания высокого глянца шариков их время от вре-
мени вращают в барабане в мыльной воде без изделий. Рекомен-
дуется также оставлять барабан с шариками на короткое время
стоять со слабым раствором цианистого калия. Новые шарики
перед употреблением обезжириваются и в случае надобности
протравливаются.
В некоторых случаях вместо стальных целесообразнее упо-
треблять шарики из агата, стекла, фарфора, кварца и т. п., осо-
»бенно если полируются легкие металлические изделия, которые
>не выносят высокого давления стальных шариков.
Продолжительность определяется состоянием изделий, приро-
дой металла изделия, требованиями, предъявляемыми к полиро-
ванной поверхности, конструкцией барабана и др.
Практикой выработаны следующие приблизительные нормы
Материал изделий
Продолжительность полирования
Железо и сталь . . . .
Медь и ее сплавы . . .
Никель и его сплавы .
Легкие металлы . . . .
Гальванизированные . .
5—10 час.
3-8 „
6-12 ,
0.5—1 „
От 2 мин. до 0,5 часа.
Для изделий с очень шероховатой поверхностью сроки сильно
увеличиваются.
По окончании полирования содержимое барабана выгружается
в ящики с ситами, помещаемые под барабаном. Эта разгрузка
производится путем соответствующего поворота барабана. Размер
ячеек сита целесообразно выбирать так, чтобы отсеивались или
шарики или полировавшиеся изделия. В некоторых случаях бывает
удобно применять для разгрузки барабана магниты.
Просушка промытых полированных изделий производится
•центрофугами или просто обдувкой горячим воздухом, или горя-
чими опилками.
Опилки для просушки высокоглянцевых полированных изделий
необходимо применять лишь сухие, а отнюдь не влажные и никоим
образом не пользоваться опилками смолистого дерева, в против-
ном случае это влечет за собой появление налета на изделиях.
б) Полирование на станках. Предварительно отшлифованные
.детали прижимают поверхностью к вращающемуся (чаще бязевому)
КРУГ/» имеющему скорость вращения 1400—1800 об./мин. При
этом круг все время смазывается полировочной пастой.
Ниже приводятся составы полировочных паст:
544
1) для меди и ее сплавов:
Сало (отходы)................
Стеарин .....................
Крокус ......................
Олеиновая кислота ...........
1,5 вес.
2,5 „
3,0 „
1,0 „
част.
2) для алюминия: вазелин в чистом виде или в смеси с пара-
фином или церезином (для получения зеркальной поверхности у
алюминия необходима мелкозернистая структура металла);
3) для железа и стали:
Сало (отходы)
Стеарин • • 2,5 „
Наждак (пыль) 8,0 ,
Олеиновая кислота . . . 1,0 „
Известь венская 1,0 „
Золото и серебро полируются полировальниками из стали,
кровавика или агата.
6. Крацевание. Крацевание, применяемое как до, так и после
металлического покрытия гальваностегическим путем, имеет своей
целью придание глянца металлической поверхности и уплотнение
слоя металла, осажденного гальваностегическим путем.
Для крацевания применяются крацовочные моторы от 0,25
до 0,75 л. с., 960—1500 об./мин. с капальниками, поддонами и
столом.
Крацбюрсты (циркульные щетки) употребляются из стали,
латуни, волосяные и др.
При крацевании деталь слегка прижимается и поворачивается
у вращающегося крацбюрста ниже его оси. Во время этой операции
или крацбюрст или деталь смачиваются одним из следующих
растворов: 1) 5% виннокаменная кислота, 2) 3% уксусная кислота,
3) 5% мыльный корень, 4) хлебный квас.
Сухое крацевание применяется при химическом воронении
стали. Крацбюрст для этой операции должен быть из стальной
проволоки от 0,06 до 0,1 мм.
§ 3. Металлические покрытия металлов
1. Гальваностегические способы покрытия металлов.
Гальваностегия — отрасль гальванотехники, отдела электрохимии.
Она имеет задачей покрытие поверхностей изделий сравнительно
тонким (начиная с нескольких микронов) плотно пристающим
слоем какого-либо металла.
Для нанесения на поверхность изделия металлического покры-
тия путем гальваностегических процессов в оптикомеханической
промышленности применяются десять главнейших металлов, а именно:
никель, серебро, золото, медь, цинк, кадмий, олово, кобальт, хром,
платина, и некоторые сплавы.
35 Зак. 3905. — Спр. кн. оптико-мехаинка, ч. II. 545
а) Вычисление толщины слоя осажденного металла. Есл1
f—площадь гальванизируемого изделия (сщ2), $ — толщина осая
денного слоя металла (см), d— удельный вес, g— вес осажденног
металла, то:
s =
g
fd-
6} Проводка. В гальваностегических цехах обычно применяется
рабочий режим при низких напряжениях и большой силе тока,
что естественно влечет за собой применение проводов большого
сечения.
Металлом для проводов служит электролитическая медь. ]
Наиболее выгодной и нормальной является нагрузка в 1 А;
на 1 мм2 сечения провода.
При расчетах проводки необходимо иметь в виду потерю на-'
пряжения, принимаемую на практике равной 10%.
Рис. 1274.
Так как сопроти-
вление 1 м медной про-
волоки с поперечным
сечением в 1 мм2 равно
0,017 2, то при длине
провода(прямого и об-
ратного) в I м с сече-
нием q мм2 сопроти-
вление всей линии вы-
разится формулой:
0,017-/
ю ----------, (Т>
Я
откуда:
0,017 . Z
(2>
Подставив в формулу (2) значение w из закона Ома, имеем:
0,017 •/. /
где е при расчетах принимается за 10% напряжения у зажимов;
динамомашины.
Для проводки обычно пользуются голыми проводами (шинами),'
притом проводить их следует на легко доступной высоте, чтобы
в любом месте удобно было присоединить ванны. Вместо круглой
прутковой меди применяют также полосовую медь. ?
Для более тонких ответвлений, идущих к ваннам, применяют ;
гибкий изолированный провод.
в) Соединение ванн. Ванны могут быть соединены как после-
довательно, так и параллельно. Если для них требуется ток оди-
наковой силы, то соединяют ванны последовательно, а если оди-
накового напряжения, то параллельно.
546
г) Измерительные приборы. Амперметры ставятся обычно
самой цепи тока, так как включаются непосредственно в глав-
нуЮ линию тока (рис. 1274).
" Вольтметры включаются так, что зажимы соединяются (в виде
шунта) с концами данной цепи тока (рис. 1274).
Для производственных целей удобнее для каждой ванны ста-
вить отдельный вольтметр. Если же желают избежать нескольких
вольтметров, то прибегают к помощи особого переключателя или
коммутатора. Принцип включения этого коммутатора виден на
рис. 1274.
д) Ванны. В качестве ванн небольшого размера можно
пользоваться стеклянными или фарфоровыми сосудами, боль-
шие же ванны изготовляются из кислотоупорной керамики, эмали-
рованного чугуна, сваренного железа и дерева.
Керамиковые ванны пригодны для всех холодных гальвани-
ческих ванн (кроме борно-и кремне-фтористоводородной кислот),
но имеют тот недостаток, что переносят лишь слабое нагревание.
Большие ванны легко трескаются, если они не ровно установлены,
опираются не равномерно всей площадью дна.
Для кислых электролитов, в особенности при работе с по-
догревом, широко применяются деревянные ванны и деревянные
ванны, выложенные свинцом.
Пайка свинцовой обкладки должна производиться свинцом
(а не третником). Кроме того рекомендуется периодически под-
вергать свинцовую обкладку анодной поляризации, т. е. соединять
ее с положительным полюсом и пропускать ток в течение
*/г— 1 часа.
На рис. 1275 изображена деревянная ванна, облицованная
рольным свинцом.
Для процессов гальванизации применяются ванны самых раз-
личных размеров и конструкций в зависимости от характера про-
цесса, размера изделий, а также от производительности уста-
новки.
35* 547
На рис. 1276 изображена колоколообразная ванна для мае-,;
совой гальванизации мелких изделий. Колокола этих аппаратов;
изготовляются из целлюлоида, дерева, керамики и пр.
Рис. 1277.
На рис. 1277 дана схема ванн для хромирования.
е) Контактные приспособления. При соединении с источником
энергии прут (штанга), на котором подвешиваются аноды, соеди-
Рис. 1278.
няется с положительным полюсом, а штанга для подвешиваний
гальванизируемых изделий — с отрицательным полюсом источнике
электрической энергии. Подводящие ток штанги, на который
548
подвешиваются аноды и гальванизируемые изделия, не рекоменду-
ется делать круглого сечения (особенно для хромовых ванн), так
как в этом случае контакт очень часто осуществляется только
в одной точке; лучше брать штанги в виде многогранника. Металл
для штанг — красная медь или латунь.
Для подвешивания гальванизируемых изделий употребляются
крючки, различные типы которых даны на рис. 1278. Крючки и
вообще всякого рода контактные приспособления должны отве-
чать следующим главнейшим требованиям:
1) быть достаточного сечения, чтобы проводить ток соот-
ветствующей силы (особенно важно при хромировании);
2) быть покрытыми изоляцией вне контактов со штангами и
гальванизируемыми изделиями;
3) иметь хороший контакт со штангами и гальванизируемыми
изделйями.
ж) Изолирующие материалы для крючков, приспособлении
и изделий. Состав резинового клея:
Сырая, невулканизированная резина...............5 вес. част.
Бензин..........................................5 „ „
Сероуглерод.....................................5 „ „
Резину растворяют в смеси бензина и сероуглерода и хранят в
склянке с притертой пробкой.
Изолируемые части намазываются 2—3 раза через 15 мин.
Состав целлюлоидного лака:
Целлюлоид................40 вес.'час.
Амилацетат ..............1 „
Ацетон .................1
з) Лак для защиты изделий от гальванизации. Иногда
производится осаждение нескольких металлов одного рядом с дру-
гим. В этих целях необходимо, чтобы части изделий, на которых
не должно происходить осаждения, покрывались соответствующим
лаком. Впоследствии этот лак отмывается скипидаром или бензином.
Лак для временных покрытий при гальванизации:
Асфальт.........................1 вес. част.
Гарпиус.........................1 „
Пчелиный воск...................1 „
Указанные компоненты осторожно подогревают в надлежащей
посуде до полного сплавления. Затем массу немного охлаждают
и прибавляют 1 весовую часть скипидара. Лак сохраняют в плотно
закрывающихся банках.
2. Никелирование, а) Подготовка изделий. В целях полу-
чения высокоглянцевой никелированной поверхности, изделия
Должны быть предварительно подготовлены шлифованием и поли-
рованием, тщательно обезжирены и декапированы соответственно
природе металла. Стальные и железные изделия после указанной
подготовки рекомендуется предварительно покрыть подслоем меди,
540
который перед дальнейшим процессом никелирования обязательно
подвергается крацеванию и повторному декапированию.
Изделия из цветных металлов никелируются непосредственно
после подготовки.
б) Загрузка, пуск и разгрузка ванны. Вполне подготовлен-
ные и промытые чистой водой изделия завешивают в ванну, сое-
динив их предварительно с токопроводящей штангой, для того
чтобы, попадая в ванну, они находились уже под током, так как
никелевые ванны оказывают химическое воздействие на подвешен-
ные в них изделия. Для лучшего контакта крючки, на которые
подвешены изделия, притираются на штанге.
Случается, что при загрузке изделий, в особенности с сильно
развитыми поверхностями, на них остаются пузырьки воздуха.
Для устранения этих пузырьков ударяют (после того как изделия
загружены в ванну) по крючкам, на которых подвешены
изделия.
По окончании никелирования ток понижают до самой мини-
мальной плотности и вынутые из ванны изделия ополаскивают в
промывочной ванне, наполненной дести/лированной водой, чтобы
не терять приставшего электролита. 'Затем детали промывают в
проточной холодной воде и погружают на короткое время в го-
рячую чистую воду, после чего обсушивают древесными горячими
сухими опилками или центрофугами, или простой обдувкой горя-
чим воздухом.
В случае надобности осажденный никель подвергается допол-.
нительно полировке (глянцовке).
Режим и рецептура никелирования указаны в табл. 212.
в) Никелирование острого инструмента. Острые инстру-
менты должны никелироваться в ванне с высоким сопротивлением,
например лимоннокислой или содержащей сернокислый магний.
Острие необходимо отворачивать от анодов или, если изделия
подвешены между двумя анодами, поворачивать кверху.
3. Серебрение, а) Подготовка изделий. В зависимости от
характера их поверхности изделия подвергаются полировке, обез-
жириванию, декапировке и промывке в воде.
Медь и ее сплавы подвергаются серебрению непосредст-
венно после соответствующей подготовки; железо, сталь, никель,
цинк, олово и др. предварительно покрываются медью или
латунью.
Если желательно получить массивный слой серебра, то реко-
мендуется изделия после подготовки амальгамировать, т. е. под-
вергнуть обработке ртутной протравой.
Рецепт кислой ртутной протравы:
Азотнортутная соль.......... 10 г
Вода.......................... 1л
Эта протрава подкисляется азотной кислотой. Она рекомен-
дуется только для сплавов, содержащих никель.
550
Таблица 212
Режим и рецептура никелирования
Режим Состав на 1 л воды
Лимонно- кислая: Никель сер- нокислый 40 г Лимонно- кислый нат- рий 35 г Борнокислая: Двойная соль никель- аммония 49 г Борная ки- слота 20 г Хлористый аммоний 15 г Хлористая: Никель сер- нокислый 50 г Хлористый аммоний 25 г Аммоний- ная: Двойная соль никель- аммония 75 г
Напряженке ван- ны (при расстоя- нии между элек- тродами /=15сл«), V 3,5 2,8 2,3 3,5
Плотность тока, 0,27 0,5 0,5 0,3
Температура электролита, °C 15—20 15-20 15-20 15—20
Концентрация электролита, °Вё 5,5 5,0 5,0 6,5
Уд. сопр. элек- тролита, О.-см 5,17 2,085 1,75 2,46
Выход по току,% 90,0 89,5 95,5 91,5
Толщина осадка, мм/час 0,00301 0,00556 0,0059 0,0034
Аноды Вальцован- ные с пло- щадью, рав- ной двойной площади катодов Литые с пло- щадью, рат- ной 0,5 пло- щади като- дов Литые с пло- щадью, рав- ной 0,5 пло- щади като- дов Литые с площадью, равной 0,35-0,75 площади катодов
Нормальный оса- док Блестящий, стекловид- ный, не тре- бует поли- ровки Желтовато- серый, мато- вый Серебри- стый мато- вый Блестящий, упругий, выдержи- вает поли- ровку
Назначение .... Для деталей с острыми краями Для сплавов оловянных и свинцовых изделий Для покры- тия мелких изделий и для работы в глубину Для желез- ных и сталь- ных дета- лей
Наилучшие результаты при рн = 5,7—6
551
Рецепт цианистокалиевой ртутной протравы:
Комплексная соль цианистой ртути и цианистого калия 25 г
Вода............................................ 1 л
Изделия погружаются в одну из указанных протрав на не-
сколько секунд, до получения равномерной блестящей поверхно-
сти; в случае пятнистой амальгамировки их необходимо обсушить
и прокалить, после чего снова декапировать.
При серебрении глянцевых изделий их поверхность следует
предварительно обработать до шершавости порошком пемзы, так
как серебряный слой на гладких поверхностях легко отстает.
б) Электролит {ванна) для легкого серебрения. 16 г азотно-
серебряной соли растворяют в (\5 л воды и добавляют 0,5 л
раствора хлористого натрия (для чего в 0,5 л воды надо раство-
рить предварительно 8 г хлористого натрия). Полученному не-
растворимому в воде творожистому осадку (хлористому серебру)
дают отстояться, затем сливают осторожно всю жидкость, вместо
которой наливают чистой воды, взбалтывают осадок, дают вновь
отстояться и вновь осторожно сливают жидкость. Этот прием
следует повторить еще один раз, а затем вместо воды прилить
к осадку раствор 20 г цианистого калия в 250 г воды. После
того как осадок растворится с образованием KAg(CN)2, разба-
вляют раствор водой до 1 л.
в) Электролит (ванна) для массивного серебрения. 40 г
азотносеребряной соли растворяют в 0,5 л воды и добавляют
1 л раствора хлористого натрия (для чего в 1 л воды надо пред-
варительно растворить 20 г хлористого натрия). Осадок тща-
тельно промывают (см. электролит для легкого серебрения) и
к промытому осадку приливают раствора 40—42 г цианистого
калия в 500 смА воды. После того как осадок растворится с обра-
зованием соединения KAg(CN)2, разбавляют раствор водой до 1 л.
г) Ванны (сосуды). Сосуды для серебрения применяются сте-
клянные, керамиковые, эмалированные, железные или деревянные,
обшитые внутри целлюлоидом.
д) Аноды. Аноды—листовое чистое серебро, толщиной около
1 мм. В нерабочее время аноды не следует оставлять в электро-
лите, так как они растворяются.
е) Режим серебрения. В случае серебрения изделий тонким
слоем при поверхности анодов, равной гальванизируемым изде-
лиям, напряжение соответствует (приблизительно) 1,25 V, при рас-
стоянии между анодами, равном 10 см. Плотность тока—0,3 А)дм2.
При серебрении на изделиях совершенно не должны выде-
ляться пузырьки водорода, для чего соответствующим образом
регулируется сила тока.
Поверхность анодов никоим образом не может быть меньше
!/3 поверхности изделий.
ж) Загрузка и разгрузка ванн. Подготовленные изделия (не
амальгамированные) декапируются в соответствии с природой их
552
металла, а декапированные или амальгамированные тщательно про-
мываются проточной водой, после чего навешиваются соответ-
ствующим способом на штангу. В случае надобности изделия
после 10—15-минутного нахождения в ванне подвергают краце-
ванию и затем вновь гальванизации.
По окончании серебрения изделия во избежание желтого
налета оставляют еще на несколько секунд в ванне без тока или
на несколько секунд дают обратный ток, или погружают в теплый
раствор цианистого калия, а затем прополаскивают их, со встря-
хиванием, в проточной воде. Кроме того с этой же целью можно
промытые водой изделия опустить в разбавленную серную, уксус-
ную, лимонную или винную кислоту.
Хорошо промытые проточной водой изделия погружаются на
несколько секунд в горячую воду, а затем соответствующим
образом обсушиваются.
Серебряный осадок выглядит совсем матовым; для придания
ему зеркально глянцевой поверхности его обрабатывают крова-
виком, агатом и др.
4. Золочение. Полированные изделия подвергаются обезжири-
ванию, промываются в проточной воде, перед самым процессом
золочения декапируются, промываются водой и загружаются
в ванну.
На медь и ее сплавы золото осаждают непосредственно;
другие же металлы необходимо предварительно покрыть медью
или еще лучше латунью.
Рецептура и режим золочения указаны в табл. 213.
5. Омеднение. Омеднение очень редко употребляется для
окончательной отделки металлических поверхностей и имеет чаще
лишь вспомогательное значение—в качестве подслоя для покрытия
никелем, серебром, хромом, золотом и др.
Покрытие слоем меди толщиной 0,02 мм применяется также
в тех случаях, когда при цементации деталей в ящиках необхо-
димо предохранить те части, которые не должны быть цементи-
рованы.
Для омеднения пригодны электролиты кислые и щелоч-
ные (см. табл. 214). Кислые электролиты употребляются для
целей утолщения медных осадков, полученных из щелочной
ванны.
При процессе омеднения благоприятное влияние оказывает
перемешивание электролита.
а) Аноды. Аноды следует применять только из чистой элек-
тролитической меди, так как применение нечистых анодов легко-
приводит к образованию хрупких осадков.
Обычно аноды остаются постоянно в электролите; образую-
щийся на их поверхности шлам, состоящий из меди и закиси
меди, очищается ежедневно щеткой. В ваннах с перемешиванием
электролита аноды завешиваются в мешки, чтобы предупредить,
проникновение шлама в ванну.
553
Таблица 213
Рецептура и режим золочения
Режим Состав на 1 л воды
Золочение горячим элек- тролитом Золочение холодным электролитом
Хлористое золото 1,5 г Цианистый калий 1 г Хлористое золото 0,9 г Фосфорно- кислый нат- рий 30 г [’цанистый калий 0,6 г Хлористое золото 3,5 г Цианистый калий 15 г Хлористое золото 2 г Двуугле- кислый ка- лий 15 г Железисто- сцнеродист. Аалий 20 г
Напряжение ван- ны (при расстоя- нии между элек- тродами 7=15 см), V 1,8 2,6 1,3 3,0
Плотность тока, А/дл/2 0,1 0,1 0,7 0,2
Температура электролита, °C 50 50 15—20 15—20
Концентрация электролита, °Вё 4 ~4 1 —
Удельное сопро- тивление электро- лита, 0,-см 2,35 — 3,75 —
Выход по току, % 95 — — —
Толщина осадка мм/час 0,00184 0,00174 — —
Аноды Золотые с площадью, равной 1/3 площади катода Золотые Золотые или уголь- ные Золотые
Характер метал- лического слоя Блестящий Блестящий Блестящий Блестящий
Назначение Для всех ме1аллов Для всех металлов Для всех металлов Для всех металлов
.554
Т а б л и ц а 21*4
Рецептура, режим и назначение ванн для омеднения
Х< Состав на 1 л X. воды Режим X. Щелочные электролиты Кислые электролиты
Сернокислый натрий 12г Уксуснокислая медь 14 г Аммиак 8 смР Цианистый калий 20 г Двойная цианистая соль меди и калия 30 г СоДЬ (в порошке) 10 г Сернокислый натрий (в порошке) 20 г Кислый сернокислый натрий (в порошке) 20 г Сернокислая медная соль 300—3401 * * * г Серная кислота (66° Вё) 1,5 СЛ£8 Серномедная соль 25 г ’ Серная кислота (66° Вё) 4—6 см?
Напряжение ванны, V При расстоянии между электродами 10 см. 3,2 При расстоянии между электродами 15 см Для Fe—2,7. Для Zn—3,2 При расстоянии между электродами 5—6 см 6
Плотность тока, Щдм? 0,3 0,3 до 8 ~5
Температура ванны, °C 15—20 15—20 25—30 20—25
Аноды Медные Электролитические литые Медные вальцованные Медные
Характер металличе- ского слоя Мелкокристаллический Блестящий Прочный, толстый, светлорозового цвета Плотно прилегаю- щий, толщина по желанию
Назначение Для омеднения цинка В качестве подслоя Для быстрого омедне- ния толстым слоем при плоских поверхностях у деталей Для быстрого омед- нения
1 Электролит необходимо перемешивать. Кроме того вследствие большой плотности тока следует обращать внимание
на то, чтобы проводка имела достаточное поперечное сечение. Необходимо также проверять реакцию электролита, так как
сл при этом содержании серной кислоты электролит может в скором времени ощущать недостаток в свободной серной
£} кислоте.
Поверхность анодов берется равной поверхности изделий,
расстояние между электролитами при плоских изделиях 5 см>
яри изделиях со значительными выпуклостями и вогнутостями это
расстояние соответственно увеличивается.
Толщина анодов — 3 5 мм.
6) Загрузка, пуск ванны и разгрузка. Производственные ука-
зания данные для никелирования, относятся также и к омеднению.
Рецептура и режим указаны в табл. 214.
6. Цинкование. Подготовка поверхности изделий произво-
дится обычно пескоструйными аппаратами или путем обезжири-
вания и травления.
Таблица 215
Рецептура, режим и назначение ванн для цинкования
х. Состав на X. 1 л воды Режим \ I II III
Сернокислая соль 2001 г Серноаммонийная соль 50 г Хлористый цинк (чистый) 10 г Борная кисл. 5 г Серноцинковая соль 40 г Хлористый ам- моний 30 г Лимоннонатриевая соль 25 г Серноцинко- вая соль 150 г Серноаммо- нийная соль 50 г Борная ки- слота 10 г
Напряжение ван- ны (при расстоя- нии между элек- тродами 1 = 15 см}, V 1—3 1-2,5 1-2,5
Плотность тока, А/д-м2 0,5-0,7 0,5-0,75—1,0 0,3-1,0
Температура электролита, °C 15-20 15—20 15-20
Плотность элек- тролита, °Вё 14,5 10,5 ~14,5
Аноды Цинковые валь- цованные Цинковые валь- цованные Цинковые вальцованные
Характер метал- лического осадка Мелкокристалли- ческий Мелкокристалли- ческий Мелкокристал- лический
Назначение Для стальных и же- лезных деталей Для колокольных аппаратов В качестве подслоя
а) Аноды. Для цинкования применяются аноды из чистого
цинка, вальцованные и большой толщины, не менее 3 мм, сво-
бодные главным образом от свинца и железа. Площадь анодов
1 Серноцинковую соль растворить в горячей воде, а две другие соли—-
в холодной и слить оба полученные раствора.
должна быть по возможности больше, во всяком случае не менее
площади подлежащих цинкованию изделий.
Для подвешивания анодов служат прикрепленные цинковые
полосы. Так как цинковые аноды легко растворяются в электро-
лите и без действия тока, то во время перерывов в работе их
необходимо вынимать из ванны, обмывать и просушивать. Иногда
аноды амальгамируют, т. е. покрывают ртутью.
Если аноды на ночь оставались в ванне, то необходимо про-
верить содержание кислоты в электролите.
б) Загрузка и разгрузка ванн. Подготовленные изделия (пре-
имущественно пескоструйными аппаратами) перед загрузкой
в ванну декапируются.
Чтобы предохранить электролит от засорения растворимым
металлом изделий, последние следует подвешивать, включив пред-
варительно ток. В зависимости от требуемой толщины слоя цинка
изделия остаются в ванне определенное время.
При цинковании изделий в качестве подслоя для других ме-
таллических покрытий осаждаемый цинковый слой обязательно
крацевать несколько раз.
По окончании цинкования производится разгрузка ванн
так же, как это указано в разделе для никелирования.
Рецептура, режим и назначение ванн указаны в табл. 215.
7. Кадмирование. Подготовка поверхности изделий произво-
дится пескоструйными аппаратами или после предварительного
обезжиривания путем травления.
а) Электролит. Кадмий может быть осажден из кислых
электролитов и электролитов, содержащих цианистые соли; обычно
употребляют цианистые ванны.
Цианистые ванны большей частью составляют путем раство-
рения окиси или гидрата окиси кадмия в растворе цианистого
калия или цианистого натрия, причем образуется гидрат окиси
щелочного металла, присутствие которого в растворе действует бла-
гоприятно на работу ванны.
Для блеска кадмиевого осадка прибавляют к электролиту
в небольших количествах соли никеля и органические добавки.
Рецепты электролитов даны в табл. 216.
Таблица 216
Рецепты электролитовдля кадмирования
На 1 л воды
Состав I Состав II1
Окись кадмия . . . • . . 45 г Цианокадмит калия . . . 75 г
Цианистый натрий . . . • 120 „ Едкий натр . 3-5 ,,
Сернонатриевая соль . • 50 „ Декстрин • 1,2 „
1 Электролит употребляется в холодном виде.
557
/ц Ppyicii 1/ Rfiнны Плотность тока в обыкновенных кадмиевых
ваннах—от 0,5 до 1 A/Дм2, в нагретых —до 40 — 60° — от 2 до
5 А1дм?. Напряжение в ванне в первом случае — от 0,3 до 1 V,
во втором случае —от 2,3 до 4 V, в зависимости от расстояния ,
между изделиями и анодами; у аппаратов для гальванизации легких
изделий массового производства от 8 до 12 V.
Ваннами могут служить керамиковые сосуды, сварные, же-
лезные, эмалированные, не поддающиеся действию щелочей, но не
деревянные или обитые свинцом.
Размеры и конструкции ванн находятся в полной зависимости
от величины, формы и количества одновременно кадмируемых
изделий.
в) Аноды применяются растворимые — из кадмия. Величина
поверхности анодов берется больше поверхности кадмируемых
изделий.
8. Лужение. Изделия, предназначенные для гальваностегиче-
ского лужения, должны быть предварительно подготовлены шли-
фованием, тщательно обезжирены и декапированы соответственно
природе металла.
а) Электролит и режим ванн. Рецепты электролитов даны
в табл. 217.
Таблица 217
Рецепты электролитов для лужения
На 1 л воды
Состав I Состав II
Хлористое олово плавленное 16 г Хлористое олово кристалли- ческое 4 „ Пирофосфорнокислый натрий 40 „ Едкий натр 25 г Цианистый калий 10 „ Хлористое олово 25 „
Для рецепта I: напряжение ванны —1,6 V, плотность тока —
0,2 А[дм2. При одновременном применении плавленного и кри-
сталлического хлористого олова получается достаточно белое,
красивое и плотно пристающее к металлу покрытие. Электролит
предназначается для железных, стальных и латунных изделий.
Для рецепта II: напряжение ванны — 2 — 3 V; плотность
тока — 0,4 А[дм2. Применяется для покрытия стальных железных
и латунных изделий.
б) Аноды применяются литые из чистого олова; площадь
анодов должна быть по возможности большой. С течением вре-
мени аноды растворяются все труднее, и необходимо делать при-
садки солей, но не сразу, а малыми порциями; рекомендуется
также подвешивание олова в гранулях.
558
При желании получить более толстые осаждения, изделия
вынимаются из ванны, как только они примут темносерый цвет,
крацуются и снова загружаются в ванну. Операция повторяется
несколько раз до получения слоя желаемой толщины.
9. Покрытие латунью, а) Электролит и режим ванн. Ре-
цептура и режим ванн указаны в табл. 218.
Таблица 218
Рецептура и режим ванн для покрытия латунью
Состав I Состав II1
На 1 л воды Двойная соль цианистой меди и калия 20 а Кислый сернокислый нат- рий 20 „ Двойная цианистая соль цинка и калия 20 „ Цианистый калий .... 13 „ Хлористый аммоний ... 2 „ Сернонатриевая соль . . 20 „ Серномедная соль .... 15 г Серноцинковая соль ... 15 „ Сода кристаллическая . . 60 „ Кислый сернистокислый натрий 20 „ Цианистый калий .... 25 „
Режим Напряжение ванны—2,7 V для железных изделий, 3 V для цинковых изделий Плотность тока—0,3 А/дм2 Температура ванны—15—10° Плотность ванны—9° Вё Напряжение ванны—3V при расстоянии между электро- дами 10 см; при увеличении или уменьшении расстояния на каждые 5 см напряжение соответственно увеличивается или уменьшается на 0,25 V Плотность тока—0,32 А/длг2 Плотность ванны—7,5° Вё
б) Аноды — из литой латуни (70% меди, 30% цинка) толщиной
не менее 5 мм\ они должны быть подвешены на штангах при
помощи крючков или проволоки из латуни же.
Площадь анодов ни в коем случае не должна быть меньше
площади покрываемых изделий.
В нерабочее время аноды остаются в электролите.
10. Покрытие мышьяком. Мышьяк дает слой от почти чер-
ного до светлосине-стального цвета. Целью осаждения мышьяка
является окраска изделий из медных сплавов.
1 В раствор серномедной и серноцинковых солей в 500 см% воды
добавляется раствор соды 40 г в 500 см'-’> воды. При сливании этих
растворов выпадает осадок основной углемедной и углецинковой солей,
который промывается водой. К промытому сырому осадку приливаются
800 см% воды и указанное в рецепте количество кислого сернокислого
натрия и оставшиеся 20 г соды, при перемешивании раствора, а затем
прибавляется цианис*ый калий, предварительно растворенный в 200 см*
воды. Электролит должен быть светложелтого цвета, в противном случае
Добавляется небольшая дополнительная порция цианистого калия.
559
Осадок мышьяка напоминает своим темносерым цветом окси-
дированное серебро и поэтому часто называется практиками
„оксидом".
Изделия обезжириваются и декапируются.
Таблица 219
Рецептура и режим ванн для покрытия мышьяком
J м | На 1 л воды Состав I Состав II
Мышьяковистая кислотаЮО г Сода в порошке ... 30 „ Цианистый калий . . 10 „ Мышьяковистая кислота . 100 г Сода 30 „ Цианистый калий .... 10 я
Напряжение . . . 2,5—3 V Плотность тока . . 0,4 KldM* Плотность электро- лита 10° Вё Напряжение 3 V Плотность юка . . .0,4 А/длс2
а) Загрузка и разгрузка ванн. Подготовленные изделия перед
загрузкой в ванну декапируются и подвешиваются на крючках.
По истечении 10—15 мин. они вынимаются и прополаски-
ваются в промывочной ванне (ванна с дестиллированной водой).
Затем детали промываются в проточной воде, мокрыми крацуются,
декапируются, а в случае надобности обезжириваются перед дека-
пированием и снова подвешиваются в ванну на 25—30 мин., после
чего промываются, крацуются и высушиваются.
Рецептура и режим ванн указаны в табл. 219.
б) Аноды — угольные или медные. При применении медных
анодов осадок получается более красивый — темного цвета.
11. Хромирование, а) Подготовка изделий. В целях полу-
чения высокоглянцевой хромированной поверхности изделия должны
£ыть предварительно подготовлены соответственно природе металла.
Стальные, железные, а также изделия из некоторых других
•металлов после подготовки рекомендуется предварительно покрыть
подслоем никеля, который перед процессом хромирования обяза-
тельно подвергается крацеванию и повторному декапированию.
Углубления или сквозные отверстия, имеющиеся на изделиях,
должны быть обязательно закрыты. При небольших отверстиях
для этой цели пригоден асбест. Все другие части, не подлежащие
хромированию, защищаются целлюлоидом, целлюлоидным лаком
или — при непродолжительном хромировании — резиновым клеем.
б) Ванны (сосуды) для хромирования. Для ванн небольшого
лабораторного масштаба лучшим материалом является стекло, ванны
несколько больших размеров могут быть изготовлены из керамики^
ванны же крупного промышленного назначения — из железа илй
560
дерева, облицованные внутри свинцом 3—6 мм толщиной или
гартблеем (свинец с б—8% сурьмы).
При установлении размера ванны необходимо учитывать то
обстоятельство, что уровень электролита должен быть ниже краев
ванны на 200 мм.
в) Аноды. При хромировании употребляются нерастворимые
аноды из рольного свинца или гартблея. Стойкость последних
в хромовой кислоте выше, чем чисто свинцовых. Толщина ано-
дов— 3—6 мм. При хромировании партии изделий аноды могут
иметь вид отдельных пластин, размещенных по двум сторонам от
катодов. При хромировании же отдельных изделий анодам следует
придавать форму, приблизительно соответствующую очертанию
изделия. Рабочая площадь анодов там, где это возможно, должна
быть приблизительно вдвое больше площади катодов.
По прекращении работы ванны или при перерыве между за-
грузками на срок более получаса аноды следует вынимать из ванны
и хорошо промывать.
г) Загрузка, пуск и разгрузка ванн. Рецептура, назначение
и режим ванн даны в табл. 220.
В предварительно нагретую до надлежащей'температуры ванну
с двух противоположных ее сторон опускают аноды и в качестве
катода загружают подготовленные изделия, затем замыкают ток
напряжением на ванне 3—б V. При некоторых составах электро-
литов для начала необходимо давать повышенную катодную плот-
ность тока, иногда вдвое превышающую теоретически вычисленную.
По прошествии 1—2 мин. плотность тока снижают до величины,
необходимой для дальнейшего хромирования.
По окончании хромирования ток выключают и вынутые из
ванны изделия ополаскивают, сперва в промывных ваннах, напол-
ненных* дестиллированной водой.
Рекомендуется после промывки водой опустить изделия при-
близительно на '1 час в 10°/о раствор соды, после чего они окон-
чательно промываются проточной водой и сушатся.
12. Осаждение металлов без применения электролиза. Под-
готовка деталей — та же, что и для гальваностегических покрытий.
«) Режим и peuenmvpa для серебрения и омеднения указаны
в табл. 221.
б) Рецептура и режим серебрения натиранием:
Хлористое серебро.....................3 вес. части
Хлористый натрий......................3 „ „
Углекислый кальций (отмученный мел) . . 2 , „
Углекислый калий......................6 „ „
Вещества смешиваются. Подготовленные детали натирают сырой
тряпкой с указанной смесью, затем промывают водой и полируют.
13. Горячие способы металлических покрытий, а) Окунание
в расплавленный металл. Лужение мелких латунных деталей про-
изводится следующим образом. Подготовленные детали непродол-
жительное время нагревают в водном растворе нашатыря или хло-
36 Зак. 3905. — Спр. кн. оптико-механика, ч. II. 561
562
Рецептура, назначение и режим ванн для хромирования
Таблица 220
\ Состав \ на 1 л воды Режим \ В II 2 III з IV
Хромовый ангидрид . . 250 г Серная кис- лота . ... 2,5 я Хромовый ан- гидрид .... 350 г Серная кисло- та ... . 3,5—4,5 „ Хромовый ан- гидрид .... 350 г Серная кисло- та 9 „ Хромовый а гидрид .... 120 г Серная кислота (уд, в. 1,84) . . 1 слсЗ или Сернокислое же- лезо 2,5 г или Сернокислый хром 2,5 в
Напряжение ванны,V При расстоянии между электродами 7,5 см 4,5 При расстоянии между электродами 7,5 см 4,5 При расстоянии между электродами 7,5 см 4,5 При расстоянии между электродами 5—6 см 4,8
Плотность тока А/дм2 15 15 30 0,5-1,2
Температура электро- лита. °C 45 45 50 55—60
Плотность электролита °Вё • 1 17,5—20 24-28 24—28 2
Толщина осадка мм/час 0,008 0,008—0,01 0,02 “—
Характер металличе- ского слоя Удовлетвори- тельный Блестящий Блестящий, значитель- ной твердости Блестящий, не требую- щий полировки
Назначение Универсальная Для профилированных изделий и при хроми- ровании с подслоем никеля Для калибров, лекал, инструментов и тому подобных изделий, ра- ботающих на износ Для быстрого хроми- рования
563
1 Для ускорения наращивания и повышения твердости осадка плотность тока может быть повышена до 25—30
Х/дм2, но при этом не исключена возможность получения наростов хрома по краям.
Для улучшения работы ванны в глубину: температура 55°; плотность тока — 45 А/дл2; напряжение ванны при рас-
стоянии между электродами 7,5 см—7,5 V; средняя скорость наращивания хрома—0,04 .и.и/час.
2 Для улучшения работы ванны в глубину температура электролита повышается до 40—50° с соответствующим
повышением плотности тока.
3 Для повышения твердости хромовых осадков и ускорения наращивания хрома плотность тока может быть под-
нята до 45 А/Э.И2.
Таблица 221
Рецептура и режим серебрения и омеднения
Рецепты на 1 л воды Серебрение I Серебрение II Омеднение
Нашатырный спирт (уд. в 0,91) . . 70 см* Хлористое серебро . 10 г Цианистый калий . . 40 „ Кристалличе- ская сода 40 „ Хлористый натрий . . 15 „ Углесере- бряная соль 100 г Серноватисто- натриевая соль . . . . 1 кг 1 Двойная вин- нокаменная соль калия и натрия (сегнетова соль). . . 150 2 Едкий натр . 80 „ Медный ку- порос . . . 30 „
Приготовление состава Составляют, смесь в указанном по- рядке идоливают дестиллирован- ной воды до 1 л Соли растворяют в воде при частом помешивании и затем сливаютна- сыщенный рас- твор с оставше- гося на дне нера- створившегося осадка Вещества раство- ряют в указан- ном порядке
Режим обработки Детали потружают вместе с кусоч- ками цинка или ставят в раство- ры на цинковую пластинку • К погруженным в Этот раствор де- талям прикаса- ются цинковой палочкой Цинк покрывается медью непосред- ственно, для дру- гих металлов не- обходим контакт с алюминием или цинком
Применение Для латуни и меди Для меди и латуни; если требуется посеребрить дру- гой металл, то его необходимо предварительно омеднить Для железа и стали
ристого цинка, после чего их немедленно погружают в распла-
вленное олово, где они должны находиться до тех пор, пока не
прогреются в достаточной степени. Затем детали вынимают, встря-
хивают и бросают в воду для охлаждения.
Аналогичным способом производится и оцинкование.
* б) Мзш'глллзация по способу Шоопа (уиоопирозание). Сущность
металлизации состоит в нанесении на поверхнос гь изделия иэ
564
пульверизатора тонкой металлической пыли, движущейся с большой
скоростью и получаемой разбрызгиванием расплавленного металла.
Метод Шоопа (швейцарского инженера, предложившего этот
метод в 1910 г.) позволяет производить покрытия любым техни-
чески применяемым металлом, за исключением магния, который
понятно при выходе из сопла должен сгореть.
Шоопирование производится при помощи аппарата — писто-
лета,— простейшая схема которого изображена на рис. 1279.
Воздух, сжатый от 2,5 до 3 ат, проходя по шлангу В, приводит
в действие турбину F, вращение которой при посредстве двух
винтовых передач D и Е приводит в действие вальцы С, подаю-
щие проволоку А. Сопло этого
пистолета, или дуло, состоит из
трех концентрических трубок
рис. 1280. Через внутреннюю труб-
ку проходит проволока того ме-
талла, который должен быть рас-
пылен; через кольцевую щель ме-
жду этой трубкой и ее окружаю-
щей проходит гремучий газ, и че-
рез щель между средней трубкой и
внешней поступает сжатый воздух.
Главнейшие случаи примене-
ния шоопирования:
1) металлизация крупных кон-
струкций;
2) случай, когда необходимо
покрыть конструкцию металлом
всю сплошь или, наоборот, толь-
ко некоторые части ее, неотде-
Рис. 1279*
Рис. 12'80.
лимые от целого;
3) металлизация легких сплавов алюминия, применение к ко-
торым других методов покрытия не дает благоприятных результатов.
По способу Шоопа возможно покрыть металлом бумагу, ткань,
и т. д. без повреждения их.
Перед шоопированием металлические поверхности подготовля-
ются исключительно обдувкой песком.
в) Шерардизация. Процесс заключается в том, что средние
по размеру детали достаточно простой формы, железные или
стальные, предварительно обдутые песком, медленно вращаются
в нагретом барабане (приблизительно 2,5—3 часа), наполненном
смесью цинковой пыли и песка. Содержание цинка должно быть
не ниже 84—88%. При вращении барабана детали перемешиваются
с цинковой пылью, и при этих условиях на них образуется шеро-
ховатое цинковое покрытие.
Этот метод „цементации" широко распространен и известен
под названием шерардизации (по имени изобретателя — Шерард
Коупер-Кольса).
565
Для шерардизации применяются барабаны с приспособлением,-,
для вращения или покачивания их. Барабан нагревается электро-,
печью, газом или в печи простой конструкции.
Процесс протекает при температуре, лежащей ниже точки
плавления цинка, около 250—400°.
По истечении времени, достаточного для оцинкования, барабан
вынимается из печи и охлаждается при вращении. Когда темпера-
тура барабана понизится приблизительно до 150°, его открывают,
и все детали вместе с пылью высыпаются на грохот, где их от-
сеивают от пыли.
г) Калоризация. Калоризация (от „ калория “ — сообщение
стойкости при высоких температурах) заключается в цементации
посредством алюминия поверхности железа, стали, меди, никеля
и латуни, — цементации, образующей особо прочный защитный ,
слой, постоянный даже при температуре до 900°.
Покрытия, полученные калоризацией, противостоят влиянию
сернистых газов и находят всестороннее применение в промыш-
ленности.
Обдутые песком детали загружаются в барабан, наполненный
смесью, состоящей из 50% порошкообразного алюминия, 45% окиси
алюминия и 5% хлористого аммония (могут быть и другие вари-
анты), и подвергаются нагреву при медленном вращении в нейтраль-
ной или восстановительной (водород) атмосфере. Температура для
калоризации железа и стали.— от 900° до 950°, а для медных и
латунных изделий — от 700° до 800°.
§ 4. Неметаллические покрытия металлов
В оптико-механической промышленности главным образом при-
меняются следующие виды неметаллических покрытий:
1) покрытие лако-красочными материалами;
2) склейка резиной.
Для покрытия лако-красочными материалами употребляются:
1) масляные краски, 2) масляные лаки, 3) эмалевые краски,
4) нитролаки и краски.
1. Густотертые краски и олифы. Густотертые краски вы-
пускаются следующих типов (по роду связующих веществ):
1) густотертые масляные краски на нормальной масляной олифе
(ОСТ 2485, 2486, 2674 и 3687), предназначенные для покрытий
дтветственных изделий, подвергающихся действию атмосферных
влияний;
2) густотертые краски на олифах Новоль и типа И. М. С.
(растворы полимеризованных высыхающих масел в уайтспирте),-
предназначенные для наружных работ;
3) густотертые краски на нафтенатной олифе, предназначенные
для внутренних работ.
* а) Основные правила применения. 1. Краску перед употребле-
нием необходимо разбавлять олифой, которую прибавляют к ней
566
при перемешивании, постепенно, небольшими порциями, до нор-
мальной консистенции, т. е. чтобы краска не стекала быстро
с кисти, а свободно сходила с нее при легком нажиме на окра-
шиваемую поверхность.
2. Поверхность, подлежащая окраске, должна быть подгото-
влена на пескоструйном аппарате или щетками.
3. После просушки грунтовки или проолифки все имеющиеся
на поверхности неровности тщательно шпатлюются.
4. По высохшей грунтовке и шпатлевке производят покрытие
масляной краской 1, 2 или 3 раза, нанося последующие слои
только по вполне высохшему предыдущему слою.
5. Окраску следует производить при температуре не ниже 14°.
6. Во время работы краску необходимо периодически разме-
шивать.
7. Вся посуда, в которой держатся краски и кисти, должна
быть совершенно чистой.
8. Окраску можно производить пульверизатором, для чего необ-
ходимо краску развести значительно жиже (уайтспиртом или ски-
пидаром).
б) Подготовка поверхности металла под окраску. Перед
окраской металлическую поверхность необходимо очистить от
неплотно приставших частиц, например, ржавчины, окалины, ста-
рой краски и пр.
Наилучший способ очистки поверхности под окраску—об-
работка ее пескоструйным аппаратом. За неимением последнего
применяется ручная очистка, состоящая в обработке проволочными
щетками. Очистка может быть достигнута также и химическим
путем.
Для получения хороших результатов от окраски необходимо
окрашиваемую поверхность предварительно сделать совершенно
гладкой, что достигается грунтовкой и шпатлевкой.
Грунтовка наносится сухо кистью или тампоном, после чего
закрепляется просушкой.
После грунтовки все неровности выравниваются шпатлевкой
густотертым составом.
2. Лакирование. Температура в лакировочном цехе должна
быть не ниже 14°, так как при более низкой температуре лак
густеет, а поверхность деталей может стать влажной.
При лакировании следует избегать сквозняков и пыли.
Температура лака должнд быть одинакова с температурой ла-
кировочного цеха.
Раз вылитый для лакирования лак из жестянки нельзя вливать
обратно.
Жестянки с лаком следует всегда держать плотно закупо-
ренными.
Посуда, в которую наливается лак для лакирования, должна
быть суха и безусловно чиста.
Никаких подмесей в лак нельзя делать.
567
Лакирование изделий производится: 1) кистью, 2) окунанием,-
3) пульверизацией.
3. Кристалл-лак (лак „Мороз")- Этот декоративный лак
получил свое название благодаря свойству его пленки при опре-
деленных условиях сушки образовывать узоры наподобие ледяных
узоров, образующихся при морозе на окнах. Он применяется глав-
ным образом для покрытия: лабораторного оборудования, бино-
клей, радиодеталей, фотоаппаратуры и пр. Кристалл-лак одина-
ково хорошо пригоден для покрытия металла, дерева, стекла
и т. п.
Наносить лак рекомендуется пульверизатором, так как при
покрытии кистью требуется большая тщательность во избежание
полос, по которым в этом случае будут располагаться кристаллы
при сушке.
Для получения узора кристалл-лака сушка производится в ка-
мерах (шкафах) с полками из проволочной сетки. На дно шкафа
ставятся керосиновые лампы, дающие одновременно необходимую
температуру и газ (продукты сгорания керосина), присутствие
которого и вызывает „кристаллизацию" лаковой пленки. Лампы раз-
мещаются таким образом, чтобы обеспечить равномерность обте-
кания лакированных деталей продуктами сгорания. Вместо керо-
синовых ламп можно пользоваться осветительным газом или
ацетиленом.
Сушка ведется при температуре 35 — 45°.
Покрытые лаком детали кладутся на полки, дверцы закрываются,
и температура доводится до указанных пределов.
Через 10—15 мин. смотрят, как идет кристаллизация и, если
процесс начался, „ловят" момент съемки, так как излишняя про-
должительность сушки в данных условиях ведет к поматовению и
сильному сморщиванию лаковой пленки.
Вынутые детали досушиваются при обыкновенной температуре
в течение суток.
4. Оклейка резиной и вулканизация. В качестве внешней
отделки, придающей изделиям опрятную и красивую внешность,
а также защищающей металл от атмосферных влияний, применяется
листовой каучук (резина).
Изделия, подлежащие оклейке, подогреваются до 30 — 40°.
Каучук смачивается с левой стороны очищенным скипидаром и
плотно прижимается к изделию; образовавшиеся вздутия прокалы-
ваются иглой и обжимаются. Излишняя резина отрезается ножни-
цами.
Детали, оклеенные сырым каучуком, содержащим серу, пигмент
и наполнитель, тщательно просматриваются, и, если имеются воз-
душные вздутия, их прокалывают, как было указано, иглой, а за-
тем изделия помещаются в сушильный шкаф. В течение 4 час.
детали нагревают до 60°, затем температуру поднимают до 125-—
140° и выдерживают ее 3 часа, после чего процесс вулканизации
считается законченным.
568
Следует избегать оклейки каучуком меди и медь содержащих:
сплавов, так как медь оказывает разрушительное действие как на>
сырой, так и на вулканизованный каучук.
§ 5. Химическая обработка металлических поверхностей
Химической обработке металлических поверхностей должна*
предшествовать подготовка, т. е. шлифование, полирование, обез-
жиривание и травление.
1. Воронение железа и стали. Выбор одного из описываемых
ниже методов для изделий оптико-механической промышленности
определяется характером и назначением изделия.
а) Воронение железа и стали горячим способом. 1) Крупные
детали. Древесный уголь в виде мелочи нагревается в железном
ящике так, чтобы при перемешивании он искрился. Подгото-
вленные детали, предназначенные для воронения, зарываются в этот
горячий уголь и нагреваются до требуемого цвета побежалости.
Наблюдение за цветом производится путем вынимания деталей,
и, как только желаемый цвет будет достигнут, детали протираются
паклей, пропитанной конопляным маслом, затем слегка прогре-
ваются и насухо протираются.
2) Мелкие детали при крупных партиях. При боль- .
шом количестве железных или стальных мелких деталей (стрелки,
винты и пр.) они загружаются в железный барабан и перемеши-
ваются с опилками. Барабан медленно вращается, подогреваемый
электричеством или газовой горелкой, причем время от времени
наблюдают за ходом процесса через дверцу барабана. Цвет полу-
чается черный. По окончании процесса и по охлаждении опилки
просеиваются через сито.
3) Мелкие детали при небольших партиях. Детали
насыпаются на сковороду и нагреваются при постоянном встряхи-
вании до желтого цвета; затем подливают небольшую порцию
машинного масла, продолжая нагревать до его выгорания. Масло
подливается 2 — 3 раза. Цвет получается черный.
4) Круп ные и мелкие детали одновременно. В ко-
робку насыпается сухой речной (предварительно промытый соляной
кислотой) песок и подогревается до 295 — 300°. Мелкие стальные
изделия насыпаются на металлическую сетку и засыпаются песком,
более крупные погружаются прямо в песок. Изделия от нагрева-
ния в песке принимают темносиний цвет. По окончании нагрева-
ния изделия погружаются в машинное масло.
б) Химическое воронение. Подготовленные детали покрываются
с помощью губки или тряпки тонким и равномерным слоем одного
из указанных ниже растворов. Затем они высушиваются в закры-
том шкафу при температуре 100° до образования темнозеленого
налета, который потом переходит в коричнево-красный. После
этого детали помещаются в специальный парильный шкаф, на дне
которого находится кипящая вода. Действию паров воды они
569
подвергаются от 2 до о час. затем детали кипятятся 2U— 30 мин.'
в воде. Ранее образовавшийся слой окислов переходит при этом
в закись-окись железа черного цвета. После этого детали крацуются
мокрой щеткой. Эти операции повторяют несколько раз до полу-
чения нужного оттенка, после чего производится окончательное
сухое крацевание. В результате поверхность должна получить
глубокий черный цвет с блестящим глянцем, без всяких пятен.
Для предупреждения появления ржавчины и для полного уда-
ления влаги из пор образовавшейся пленки детали промазываются
маслом и протираются насухо. Оставшееся на них масло удаляется
промыванием в мыльной воде, после чего производится основатель-
ное просушивание в мелких древесных опилках.
Рецепты растворов для химического воронения даны в табл. 222.
Для химической обработки поверхности железа и стали в синий
.цвет может быть применен следующий состав:
I. Вода................................. 1 л
Серноватистонатриевая соль (гипо-
сульфит) ............. . . .........140 г
II. Вода.............................. 1 л
Уксусносвинцовая соль ...............25 г
Растворы приготовляются отдельно, затем в разных количе-
ствах сливаются вместе и нагреваются до кипения. Подготовлен-
ные детали погружаются в кипящий раствор до получения синего
цвета. Крупные детали рекомендуется погружать в холодный рас-
твор и медленно нагревать до кипения. Затем детали вынимаются,
промываются водой и просушиваются. Сухие обработанные детали
смазываются насухо маслом.
2. Химическая обработка цветных металлов и сплавов. Сущ-
ность химической обработки бронзы, латуни и других цветных
металлов и сплавов для придания их поверхности черного цвета
заключается в том, что на детали, обрабатываемые химическим
холодным или горячим способом, наносится главным образом слой
окиси меди. Этот слой должен прочно держаться на поверхности
металла и не должен быть очень толстым, в противном случае он
будет отскакивать. При обработке особенное внимание следует
обращать на ребра деталей, так как они очень часто остаются
оголенными.
а) Чернение меди, латуни и бронзы при высокой температуре
(оксидирование}. 1. Подготовленные детали погружают для смяг-
•чения их поверхности в раствор:
Вода............................... 1л
Азотнокислая медь ................ 200 г
Азотнокислый марганец............. 200 „
Затем их прокаливают в муфельной печи или на древесных
углях.
Чтобы обрабатываемая деталь приобрела чисто черный цвет,
погружение в раствор и прокаливание повторяют несколько раз.
.570
Таблица 222
Рецепты растворов для химического воронения
№ по пор. Состав на 1 л воды
1 Винный спирт Азотная кислота 36° Вё . . Хлорное железо 100 сл/3 . 6 „ . 35 г
2 Винный спирт Азотная кислота 36° Вё . . Хлорное железо Медный купорос 60 см9 80 „ 150 г 30 ,
3 Винный спирт Соляная кислота 23° Вё . . Хлорная медь Хлорная ртуть Хлорный висмут 110 см* но „ . 20 г 40 , 20 ,
4 Винный спирт Хлорное железо Железный купорос . . • . Медный купорос .30 „ . Г2 „
5 Винный спирт Соляная кислота 23° Вё . . . Хлорная медь Хлорная ртуть Хлорный висмут 105 СЛ43 НО „ 20 г 50 „ 25 „
6 Винный спирт Азотная кислота 36° Вё . . Хлорное железо Медный купорос 35 см3 .. 15 „ 75 г 5 ,
7 Хлористое железо (в кристал- лах) 70 г Хлорное железо 10 „ Хлорная ртуть 2 „
8 Винный спирт Соляная кислота 23° Вё . . Хлорная медь Хлорная ртуть Хлористый висмут 100 120 „ 20 г 40 „ 20 .
571
2. Приготовляют насыщенный раствор азотнокислой меди и
затем на 1 л этого раствора прибавляют - 25 г азотнокислого сере-
бра. Подготовленные детали погружают в этот раствор, нагретый
д0 40__50° затем вынимают и прокаливают, как указано выше.
б) Химическая обработка меди и латуни в черный цвет
при обыкновенной температуре. 1) Медь. Подготовленные мед-
ные детали смачиваются с помощью кисти или губки следующим»
составом (который приготовляется в стеклянной посуде и сохра-
няется в темном месте):
Вода................... 1л
Хлорная платина .... 200 г
Затем они сушатся и протираются фланелевой тряпкой.,,
смоченной несколькими каплями минерального масла.
2) Латунь. Подготовленные латунные детали в связках на;
сетках декапируются в 10% растворе цианистого калия, промы-
ваются холодной водой и опускаются в раствор при постоянном
встряхивании. Состав раствора:
Вода.................. 2 л
Нашатырный спирт ... 1 „
Углекислая медь .... 200 г
По прошествии нескольких минут детали, погруженные-
в этот раствор, становятся с поверхности черными. Вынутые
детали промывают в холодной воде, затем в горячей. После-
этого их переносят в подогретые сухие опилки для окончатель-
ной просушки.
Этот способ чернения латуни применяется для обработки
внутренних поверхностей под покрытия лаком.
в) Химическая обработка бронзы в черный цвет. Подготов-
ленные бронзовые детали в связках или на сетках декапируются^
цианистым калием и немедленно переносятся в следующий раствора
Вода..........................1 л
Надсернокислый калий........10 г
Едкий натр..................50 „
Детали кипятятся в персульфатном растворе до появления
на них черного цвета. Затем вынимаются, промываются в горячей-
воде и обсушиваются в горячих опилках.
Этот способ применяется для бронзовых деталей, не допуска-
ющих сильного нагревания.
г) Химическая обработка цинка. Цинку может быть при-
дан химическим путем тот или иной цвет непосредственно иля
после предварительного омеднения. Омеднение лучше производить
гальваностегическим путем.
572
1. Цинковые детали декапируются в 1О°/о растворе соляной
кислоты, обмываются водой и переносятся в раствор следующего
состава:
Вода........................ 1л
Сернокислая медь.........125 г
Бертолетовая соль.........60 „
(растворяют соли при нагревании, по охлаждении фильтруют).
Детали оставляются в растворе до приобретения ими с поверх-
ности черного цвета; затем их промывают водой, сушат и покры-
вают черным лаком или натирают воском.
2. Непосредственная обработка поверхностей цинковых
деталей в черный цвет может быть достигнута электрохимическим
путем. Рецепт ванны:
Вода........................1 л
Сернокислый никель...........75 г
Сернокислый цинк..............25 „
Сернокислый аммоний...........24 „
Роданистый аммоний............17 „
Лимонная кислота..............2 ,
Подготовленные детали погружаются в эту ванну в качестве
катодов. Аноды—никелевые. Расстояние между электродами — 15 см.
Температура — 25—40°. Напряжение тока — 0,8 — 1 V.
д) Химическая обработка, алюминия. Алюминий может
быть окрашен путем нанесения на его поверхность окрашенных
соединений других элементов или металлоидов.
Для окраски в черный цвет покрывают алюминий раствором
какой-либо смолы, жира или масла в бензине и нагревают до
обугливания. Поверхность алюминия покрывается прочно приста-
ющим матовым черным слоем.
3. Бартоксидирование Е Сущность бартоксидирования заклю-
чается в том, что некоторые вещества в щелочном растворе
окисляют поверхность железа и стали и придают ей ровный
черный цвет.
Рецепт раствора:
Вода .............. 1л
Ецкий натр................ 800 г
Тринитротолуол ........... 530 „
(вместо тринитротолуола можно брать также пикриновую кислоту).
В подогретый до 127—135° раствор погружают вполне
подготовленные детали на 5—20 мин., в результате чего они по-
лучают красивый черный цвет. Затем их промывают водой,
•обсушивают и протирают насухо минеральным маслом. ,
Преимущества этого процесса сравнительно с воронением
заключаются: во-первых в быстроте обработки, во-вторых в том
что полированная поверхность детали остается после обработки
совершенно глянцевой.
1 Процесс разработан в СССР инж. Бортошевичем.
573
Недостатком этой операции является невысокая антикорро-
зийная устойчивость обработанных стальных'и железных деталей.
4. Паркеризация (фосфатирование). Сущность паркериза-
ции железа и стали заключается в том, что на поверхности
этих металлов от действия некоторых препаратов, содержащих
фосфорную кислоту, получается темносерый слой фосфорнокис-
лого железа (фосфата железа). Этот слой, особенно если его
покрыть краской или лаком или просто протереть маслом, хоро-
шо предохраняет железо и сталь от ржавления в сырой атмосфере.
Паркеризация имеет своей целью главным образом защиту
от коррозии.
Состав ванны:
Вода.....................................1л
Порошок дигосфата1 (или Паркера) .... 27 г
[раствор нагревают почти до кипения (96—98°)].
Вполне подготовленные детали погружают в нагретый рас-
твор. Тотчас же начинаются выделение водорода и образование
фосфата на поверхности деталей. Выделение водорода продол-
жается до тех пор, пока раствор ванны соприкасается с железом;
как только вся поверхность покроется слоем фосфата, оно само
собой прекращается.
При нагреве до 96—98° выделение водорода продолжается
15—20 мин., но для большей устойчивости и уверенности необ-
ходимо изделия держать в растворе 1—V-]2 часа при той же
температуре.
Нагревать дно ванны и доводить раствор до кипения не
следует, потому что образующийся белый осадок будет при кипе-
нии жидкости приставать к деталям.
По окончании процесса обработанные детали извлекаются из
раствора, промываются и обсушиваются.
Толщина полученного слоя фосфатных солей — около 0,02 мм.
При обработке деталей по методу Паркера механические
свойства и магнитная проницаемость металла не изменяются.
Слой не отстает при сгибе и незначительном трении. Он
выдерживает действия кислот.
1 Дигосфат изготовляется в Ленинграде заводом Красный Химик.
574
В. Г. В о ано, В. В. Варган,
А. И. Стожаров
Под ред. акад.
И. В. Гребенщикова
Глава XLVI
ОПТИЧЕСКОЕ СТЕКЛО
§ 1. Общие понятия о стекле
Стекло представляет собой неорганическое, полученное путем
плавления, прозрачное некристаллическое вещество.
Как признак технических стекол считают (Цшиммер) необхо-
димым наличие следующих физических свойств: 1) аморфное
состояние; 2) однородность; 3) твердость при обыкновенной тем-
пературе; 4) прозрачность, хотя бы для определенной части
видимого спектра; 5) малая электрическая и температурная про-
водимость; 6) стойкость против действия воздуха, воды и некоторых
других реагентов.
В табл. 223 указаны наименьшие и наибольшие значения
некоторых физических величин, характерных для стекла.
Обычно применяемые в технике стекла состоят из кремневого
ангидрида и металлических окислов, образующих силикаты щело-
чей, щелочных земель и тяжелых металлов.
Стекла массового производства (оконное, зеркальное, посуд-
ное) относятся к типу известково-натровых, реже — известково-
калиевых силикатов. Лучшие из этого типа стекол соответствуют
приблизительно следующим молекулярным отношениям: lNa2O,
ICaO, 6SiO2, или следующему процентному составу: 13,1%
NaaO, 11,7%СаО, 75,2% SiO2. Лишь в отдельных, редких слу-
чаях стекло представляет собой химическое соединение (кварцевое
стекло), большинство же стекол следует рассматривать как сплав
различных силикатов и свободного кремнезема (а также бороси-
ликатов, фосфатов и пр.).
В состав продажных стекол в настоящее время входят: Si,
As, Sb, Р, О, F, В, Al, Pb, Zn, Ba, Са, Mg, К, Na.
Кроме того в цветные и глухие (молочные) стекла вводят:
С, S, Se, Au, Ag, Cd, Cu, Fe, Mn, Ni, Co, Cr, Ti, U, Sn, Zr, Ce;
575
Таблцца 223
Значения физических величин, характерных для стекла
Свойства Наимень- шее зна- чение Наиболь- шее зна- чение
Удельный вес1 Прочность на растяжение, кгмм- „ на сжатие, кг'мм-. . Модуль упругости Отношение поперечного сжатия к продольному растяжению . Теплоемкость между 15° и 100°С Абсолютная теплопроводность . Объемное расширение .... Средний показатель преломле- ния Число Аббе v Диэлектрическая постоянная . . Постоянная Верде для магнит- ного вращения 2,2 3,5 60 4700 0,20 0,08 0,0016 0,0000015 1,45 19 4,4 0,016 6,3 8,5 210 7100 0,32 0,23 0,0033 0,0000330 1,96 70 9,1 0,090
для опытных плавок применялись: Li, Rb, Cs, Be, Sr, Bi, Ge, Th,
W, V.
Почти все стекла содержат также Н, находящийся в виде воды.
Требование определенных оптических свойств заставляет от-
ступать от „нормальных" составов стекол, даже в ущерб их стой-
кости.
§ 2. Классификация стекол
Согласно Цшиммеру различают следующие классы стекол-.
J — силикаты, // — алюмосиликаты, III — боросиликаты, IV — алю-
моборосиликаты, V — бораты, VI—алюмобораты, VII—фосфаты,
VIII — алюмофосфаты. Особый класс представляет кварцевое
стекло. При этой классификации не принимается в расчет содер-
жание менее 4% SiO2, 3% А12О3 и 2% В2О3.
Внутри каждого класса существуют подразделения по при-
знаку содержания щелочных окислов, причем различают в каждом
классе группы-. А— натровые стекла (содержащие К2О не более
1%); В — калиевые стекла (содержащие Na2O не более 1%);
С — натрово-калиевые стекла; D — стекла без щелочей.
Отдельные группы в свою очередь разбиваются на ряды
в зависимости от содержания щелочноземельных и металлических
окислов: 1) стекла с одним металлом-. Mg, Са, Zn, Ва, РЬ —
ряд 1; 2) стекла с двумя металлами: Mg, Zn — ряд 2; CaZn
1 Удельный вес обычных кронов — около 2,6, баритовых кронов—
•от 2,5 до 3,6, флинтов — от 3,0 до 5,1.
.576
CaBa, CaPb — ряд 3; ZnBa, ZnPb —ряд 4; BaPb — ряд 5;
3) стекла с тремя металлами-. CaZnPb, СаВаРЬ — ряд 6;
ZnBaPb — ряд 7.
В эту классификацию не входят цветные стекла, которые
отличаются от перечисленных выше основных стекол лишь содер-
жанием сравнительно небольших количеств окрашивающих окис-
лов или элементов. Ввиду небольших количеств добавляемых
в большинство стекол красителей последние, помимо поглощения
определенной части спектра, не производят существенных изме-
нений физических или химических свойств стекла. При окраске
стекол окислами железа и марганца, вводимых в шихту в боль-
ших количествах, свойства стекла оказываются в зависимости от
этих компонентов.
Согласно приведенной классификации стекла массового про-
изводства (оконное, зеркальное) принадлежат к классу I, группе
А — С, ряду 1. Прочие технические стекла относятся к классам
I — IV. Оптические стекла имеются всех классов, групп и рядов.
§ 3. Виды стекол, применяемых в оптико-механической про-
мышленности
1. Листовое (оконное) стекло относится к типу известково-
натровых стекол. Состав его колеблется обычно в пределах: SiO2—
70—75%; СаО —9 —13,5%; Na2O — 13,5 — 17%.
Листовое стекло варится теперь почти исключительно в ван-
ных печах. Вырабатывается оно как ручным способом — путем
выдувания цилиндров (холяв) и последующей их правки в листы,
так и машинным (способы Фурко, Кольборна). В общем стекло
ручной выработки обладает более ровной поверхностью, поверх-
ность же стекла машинной выработки часто бывает волнистая
в продольном направлении листа, вследствие чего искажается
изображение рассматриваемых через него предметов.
Стекла ручной выработки относятся к 2—3 гидролитическому
классу, машинной (Фурко) — к 3—4 классу.
В зависимости от толщины листов различают: одинарное
(1—1,5 мм толщины), полуторное (1,5—2 мм толщины), двойное
(2—3 мм толщины) и тройное (3—4 мм толщины), или „бемское",
стекло.
Вследствие его оптической неоднородности и присутствия
пузырей и свилей листовое стекло для изготовления оптических
приборов не применяется.
Стекло Фурко более однородно и иногда применяется для
изготовления очковых заготовок. При этом следует обращать вни-
мание на его окрашенность, особенно резко заметную при рассма-
тривании заготовки через ребро.
2. Очковое стекло представляет собой листовое стекло
высшего качества и отличается от последнего лишь по способу
варки и бесцветностью. Толщина листов колеблется от 3 до 8 мм
37 Зак. 3905. — Спр. кн. оптико-механика, ч. II. 577
в зависимости от сорта очковых заготовок, для которых они
предназначаются. По своей однородности, бесцветности и отсут-
ствию видимых пороков (свили, пузыри, камни) очковое стекло
приближается к оптическому. Оно подвергается в листах тщатель-
ной браковке по пузырям, камням и свилям.
Для изготовления очковцх заготовок из отбракованных листов
вырезаются для низких номеров непосредственно кружки, а для
высших диоптрий — квадраты определенного веса, которые после
разогревания в специальной печи до размягчения прессуются в ме-
таллической форме пуансоном, имеющим соответствующую кривизну.
В СССР очковое стекло изготовляется заводом ИЗОС (г. Изюм).
3. Зеркальное стекло, как и листовое, относится к типу
известково-натровых стекол. Состав его колеблется в пределах:
SiO2 —73—74%, СаО —12—15°/с, Na2O — 13,5-16%.
Зеркальное стекло обычно варится в горшках овальной формы,
емкостью около 1000—1200 кг. Наиболее распространен способ
изготовления его путем отливки жидкого сплава на чугунный стол,
прокатывания его до известной толщины тяжелым чугунным катком
и охлаждения полученных листов в туннельной печи.
По химической стойкости зеркальное стекло относится ко 2
гидролитическому классу.
В продажу это стекло выпускается в сыром или полирован-
ном виде.
а) Сырое зеркальное стекло представляет собой полуфабрикат;
поверхность его после прокатки и отжига остается необработанной
и следовательно шероховатой. Листы выпускаются различных
размеров и толщиной от 11 до 60 мм. Колебания в толщине
одного листа могут достигать 2—3 мм. Выпускаемое с завода
сырое зеркальное стекло может содержать участки с грубыми
свилями, пузырями и мелкими включениями (камни); оно не сво-
бодно от продольных свилей, расположенных параллельно его
поверхности.
В оптико-механической промышленности это стекло приме-
няется только для изготовления пробных стекол /i неответственных
частей оптических систем, как то конденсоров, простых линз и т. п.
Для изготовления заготовок таких деталей зеркальное стекло
разрезается на куски соответствующего веса, которые затем разо-
греваются до размягчения, прессуются и отжигаются.
6) Полированное зеркальное стекло изготовляется из сырого
путем двусторонней шлифовки и полировки. Полированное стекло
выпускается с завода в форме листов различной толщины и разме-
ров, после тщательной браковки. Оно не должно содержать пузы-
рей и свилей, заметных при рассматривании с поверхности.
В оптической промышленности это стекло идет для изготов-
ления отражателей (прожекторы), плоских зеркал и для застекления.
В СССР зеркальное стекло (сырое и полированное) произво-
дится Константиновским зеркальным заводом им. Октябрьской,
революции (Константиновка, Артемовский округ УССР).
578
4. Оптическое стекло. Главное отличие от других сортов
стекол — однородность, прозрачность и бесцветность, которые
достигаются применением наиболее чистых сырых материалов,
тщательностью всех операций при изготовлении стекла, а также
некоторыми особенностями производства.
Варка производится в горшках при температуре 1400—1450°
в печи, вмещающей лишь один горшок. Для выравнивания неодно-
родностей стекло подвергается продолжительному размешиванию
глиняной (шамотной) мешалкой, движущейся по кругу вдоль сте-
нок горшка со скоростью 25—30 об./мин. в зависимости от
температурного режима печи и вязкости стекла.
С завода оптическое стекло выпускается в виде так называ-
емых моллированных заготовок или в виде прессованных деталей.
а) Моллированное оптическое стекло представляет собой
квадратные или прямоугольные плитки с длиной ребра 3—20 см.
Толщина плиток малых размеров составляет 1—2 см, а больших —
2,5—6 см. Все поверхности моллированных заготовок шлифованы,
за исключением двух лежащих друг против друга ребер, которые
полируются и служат для просмотра стекла при браковке. В заго-
товках больших размеров полируются две большие плоскости.
Моллирование производится следующим образом. Неправиль-
ной формы, но определенного веса куски стекла, полученные
после разбивания горшка, разогреваются до размягчения при
медленном продвижении вдоль туннельной печи от холодного ее
конца к горячему. Размягченному стеклу при помощи железных
лопаток придается требуемая форма, и затем оно допрессовывается
в металлической форме. Полученные заготовки подвергаются
отжигу, шлифовке, полировке двух ребер и просмотру на отсут-
ствие свилей и других пороков. Кроме плиток способом моллиро-
вания изготовляются и крупные призмы; у последних для просмотра
полируются основания.
Иногда моллирование производят в шамотных формах, выло-
женных асбестом (Шотт) и покрытых окисью магния, причем
разогревают стекло до его растекания и заполнения им формы.
На заготовках ставятся марка завода, обозначение сорта
стекла и номер варки.
Моллированное стекло применяется главным образом для
изготовления оптических деталей большого размера (не массовых).
Способом моллирования изготовляются также астрономи-
ческие диски для оптики астрономических инструментов. Для изго-
товления дисков большой величины отбирают получающиеся слу-
чайно при охлаждении горшка со стеклом куски большой величины,
так называемые „блоки". Тщательно просмотренный блок поме-
щается в шамотную форму и медленно разогревается в специаль-
ной муфельной печи до размягчения и заполнения им формы;
затем он медленно охлаждается, шлифуется и полируется с обеих
сторон и просматривается на отсутствие неоднородности и других
пороков. Негодные места вырезываются и вышлифовываются,
37* 579
и диск вновь моллируется. Такая операция повторяется иногда
несколько раз.
Астрономическое стекло выпускается с завода в виде круглых
дисков толщиной в диаметра. Вследствие невозможности полу-
чить совершенно однородный кусок стекла больших размеров
в астрономических дисках допускается присутствие некоторого
количества свилей или пузырей, занимающих ограниченную пло-
щадь. В астрономических дисках особенно опасны не отдельные
грубые свили, а постепенное изменение показателя преломления.
С увеличением размера диска требования, предъявляемые к одно-
родности стекла, повышаются. Астрономические диски больших
размеров являются униками, и специальные условия на их приемку
вырабатываются для каждого отдельного случая.
б) Прессованное оптическое стекло представляет собой куски
стекла, по размерам и форме соответствующие оптическим деталям.
Неправильной формы и разного веса куски стекла, полученные
после разбивания горшка, разогреваются в моллировочной печи
и штампуются прессом в пластины неправильной формы, но опре-
деленной толщины. После охлаждения обе поверхности пластин
шлифуются и полируются, и стекло просматривается на отсутствие
пороков. Просмотренные пластины разрезаются на куски требуемых
размеров, причем вырезаются места, содержащие свили и другие
пороки. Полученные таким образом куски, уже соответствующие
по своей массе изготовляемым деталям (линзы, призмы), разогре-
ваются вторично, прессуются в металлические формы и отжигаются.
На каждой детали обычно выпрессовываются обозначение сорта
стекла, номер варки и радиусы кривизны каждой из поверхностей
деталей.
Прессованное стекло применяется главным образом для изго-
товления более мелких деталей массового производства.
В СССР оптическое стекло изготовляется заводами ЛЕНЗОС
(Ленинград) и ИЗОС (Изюм).
Из иностранных заводов оптическое стекло изготовляют:
в Германии — Йенский стекольный завод Шотта (Jenaer Glaswerk
Schott u. Gen., Jena); во Франции — завод Парра-Мантуа в Париже
(Parra-Mantois, Paris 11, Chemin de Ronde); в Англии — Компания
оптического стекла Парсонс (Parsons Optical Glass Company, Little
Chester, Derby) и фирма Братья Ченс в Бирмингаме (Sponhaue
Chence Вг.); в Америке—фирма Бауш и Ломб (Bausch Lomb
Optical Со, Rochester) и Компания Спенсер (Spencer Lens Со,
Hamburg).
5. Цветные стекла, применяемые в оптической промышлен-
ности, должны обладать вполне определенным избирательным погло-
щением в различных частях спектра. Это достигается введением
в состав бесцветного стекла красителей. Красителями могут быть
кислородные, сернистые и селенистые соединения тяжелых металлов
и свободные элементы: медь, золото, серебро, селен в дисперги-
рованном состоянии (коллоидном). Для достижения определенного
580
спектрального поглощении прилидтъа _____t ______
разнообразные по составу, а иногда подвергать их специальной
термической обработке („наводка").
Вырабатываются эти стекла различными способами, как то:
выдуванием холяв и последующей их правкой (листовое стекло),
отливкой, как зеркальное стекло, а также прессовкой. По своей
однородности и отсутствию пороков цветное стекло в значительной
мере приближается к оптическому.
Цветное стекло выпускается в виде различной толщины квад-
ратных пластинок как с полированными, так и с необработанными
поверхностями.
В оптико-механической промышленности цветные стекла при-
меняются: для изготовления измерительных частей таких приборов,
как фотометры и колориметры, для увеличения контрастности
получаемых изображений в измерительных приборах (микроскопы
и компараторы) и телескопических системах (бинокли, стереотрубы,
дальномеры, секстанты, прицелы), для достижения лучшей види-
мости отдаленных предметов и защиты глаза от слишком яркого
освещения.
В СССР производство стандартных цветных стекол (свето-
фильтров) для оптической промышленности установлено на ИЗОСе.
В Германии, Англии и Америке цветные стекла изготовляются
целым рядом заводов, но светофильтры выпускаются немногими
заводами: Шотт (Иена) в Германии, Корнинг в Америке (Corning
Glass Works, Corning), Братья Ченс (Бирмингам) в Англии.
6. Увиолевое стекло отличается своей повышенной прозрач-
ностью в ультрафиолетовой части спектра (К < 400 Лф), что дости-
гается применением специальных составов стекла, а также осо-
бенной чистотой сырых материалов.
Это стекло изготовляется в виде листового (оконного) и опти-
ческого. В оптико-механической промышленности применяется
лишь последнее. Оно служит для изготовления оптических деталей
приборов с повышенной прозрачностью в ультрафиолетовой части
спектра (оптика спектрографов, объективы для астрономической
фотографии).
7. Кварцевое стекло [плавленный без каких-либо добавок
чистый горный хрусталь (SiO2)] отличается большой прозрачностью
для ультрафиолетовых лучей, большой термической прочностью,
химической стойкостью и высокой температурой размягчения. При
температуре 1000° оно кристаллизуется и мутнеет. Ввиду сложности
изготовления кварцевое стекло не бывает в больших кусках опти-
чески однородным и содержит включения пузырьков и грубые свили.
§ 4—5. Оптические свойства стекла
1. Основные характеристики. Оптические свойства стекла
характеризуются: показателем преломления zz^; средней дисперсией
(«j, —nQy, частными дисперсиями (zz^ —zzc), (nF —zz^), (п&, —nF);
581
числом Аббе v =
Wp 1
—"------и относительными частными диспер-
пр пс
сиями
(пд пс) ,
(nF nD)
{Пр Пр)
(пг,— п„)
• Значки С, D, F и G'
{nF — nc)
указывают длины волн, для которых произведено измерение пока-
зателя преломления п (см. гл. I).
Зависимость показателя преломления от длины волны (в ви-
димой части спектра) может быть представлена интерполяционной
формулой Гартмана:
Здесь лг0, с, л0 и а — постоянные, зависящие от состава стекла.
Формула дает возможность, интерполируя, вычислить показатель
Рис. 1281.
преломления для любого луча видимой части спектра с точностью
до 1—2 • 10-а. Показатель а в случае оптических стекол колеб-
лется между 0,7 и 1,25; полагая его равным единице, получим
упрощенную формулу Гартмана, позволяющую производить вычи-
сления с точностью до 1—2 • 10~4.
На рис. 1281 представлена область оптических постоянных,
которую заполняют оптические стекла, изготовляемые различными
582
фирмами (стекла, изготовляемые заводами ВООМПа, помечены
Точками).
Оптические стекла, имеющие v > 55, называются кронами,
а имеющие v < 50 — флинтами. Стекла с v между 50 и 55 отно-
сятся к кронам, если их показатель преломления малый (фирма
Шотт называет их кронами, если nD < 1,6), и к флинтам, если он
большой.
В зависимости от состава выделяются группы: баритовых флин-
тов и кронов, цинковых, фосфатных, фтористых и силикатных
кронов. В зависимости от оптических постоянных в группах раз-
личают: очень легкие, легкие, обыкновенные, средние, тяжелые,
очень тяжелые и самые тяжелые стекла. Подробные классификации
разбивают оптические стекла на 18—23 группы.
В табл. 224 приведены показатели преломления в зависимости
от длины волны для некоторых стекол Шотта. Показатели указаны
как для видимой, так и для инфракрасной и ультрафиолетовой
частей спектра.
Т а б л и ц а 224
Показатели преломления некоторых стекол фирмы Шотт для инфра-
красной, видимой и ультрафиолетовой частей спектра
Тип /1 стекл а S 208 О 451 О 469 О 500 S 163
волны Цлина К р. О 1092
Инфракрасная часть спектра 2,4 2,0 1,6 1,2 0,8 1,4967 1,5008 1,5048 1,5103 1,4845 1,4919 1,4979 1,5044 1,5440 1,5487 1,5535 1,5585 1,5659 1,6131 1,6171 1,6217 1,6277 1,6373 1,7104 1,7151 1,7215 1,7339 1,8286 1,8318 1,8396 1,8481 1,8650
| Видимая часть спектра ; 0,768 0,656 0,589 0,486 0,434 1,51413 1,51446 1,51698 1,52299 1,52788 1,50426 1,50742 1,51007 1,51610 1,52092 1,56669 1,57119 1,57524 1,58515 1,59355 1,63820 1,64440 1,64985 1,66367 1,67561 1,73530 1,74368 1,75130 1,77091 1,78800 1,86702 1,87893 1,88995 1,91890 1,94493
Ультрафиоле- товая часть спектра 0,361 0,340 0,326 0,289 0,276 1,53897 1,54369 1,54755 1,55723 1,56759 1,53195 1 5366Э 1,54046 1,55005 1,56027 1,61388 1,62320 1,63134 1,65397 1,70536 1,71968 1,73245 1,83263 1,85487 —
2. Методы измерения показателя преломления стекол.
г<) Абсолютные измерения на гониометре. Образец стекла изго-
товляется в В1де призмы с углом около 60°. Грани призмы должны
583
быть 'оптически отполированы. Измеряются преломляющий угол
призмы, сделанной из исследуемого стекла, и угол наименьшего
отклонения преломления призмой луча. Данные измерения дают
средний показатель преломления для всей массы стекла призмЬь
Этим методом измеряют показатель преломления как в видимой,
так и в инфракрасной и в ультрафиолетовой частях спектра. При
работе в видимой части спектра установка гониометра произво-
дится визуально; в инфракрасной части пользуются различными
радиометрами, в ультрафиолетовой — фотоэлементами и фотогра-
фией. Точность измерения зависит от качества гониометра, а также
от качества размеров поверхностей призмы. Предел точности изме-
рения лежит около 3 • 10-6 .
б) Рефрактометры Пульфриха и Аббе — приборы, специально
предназначенные для измерения показателя преломления. Подроб-
ное описание их см. гл. XVII.
в) Метод Обреимова измерения малых разностей показа-
теля преломления. Исследуемый образец помещается в жидкость,
близкого показателя преломления, но отличной дисперсии. Опре-
деляется длина волны, при которой образец исчезает в жидкости.
При этой длине волны показатели преломления стекла и жидкости
совпадают. Измерению предшествует градуировка жидкости с по-
мощью эталона — стекла, показатель преломления которого изве-
стен как функция длины волны. Эталон представляет собой ма-
ленькую плоскопараллельную пластинку с хорошими гранями и рез-
кими ребрами; толщина пластинки — около 2 мм. Градуировка
сводится к определению последовательности длин волн, при кото-
рых вследствие интерференции граница между жидкостью и гранью
погруженного в нее эталона оказывается при рассматривании в лупу
светлой или темной.
Метод Обреимова позволяет измерять показатель преломления
стекла любой формы (например осколка). С помощью одного эта-
лона можно покрыть область показателей преломления около
1 • 10~2, если пользоваться смесью керосина с а-монобромнафта-
лином. Этой смесью пользуются при измерении показателей пре-
ломления от 1,47 до 1,65.
\ При измерении более низких показателей употребляют смесь
керосина с бензином, при более высоких — метилениодид с а-моно-
бромнафталином. Метод Обреимова дает возможность опреде-
лить показатели преломления стекла для любой X видимой части
спектра с точностью до 1 • 10-4. Для повышения точности изме-
рения необходимо обеспечить постоянство температуры жидкости
во время измерения. Описываемый метод позволяет определить
показатель преломления стекла через 3—10 мин. по получении
образца.
Изготовление эталонов для метода Обреимова не предста-
вляет особых затруднений. Плоскости и плоскопараллельность
должны быть выполнены с точностью до 1—2 полос на 1 см~
584
Измерения показателя преломления могут быть произведены на
рефрактометре Пульфриха.
Эталоны для точных измерений удобнее всего промерять точ-
ными интерференционными методами, позволяющими определять
показатель преломления в сравнительно небольших объемах стекла.
Эталоны для таких измерений должны быть изготовлены с воз-
можно большей точностью.
г) Метод Захарьевского является развитием метода Обреимова.
В этом случае образец склеивается шеллаком с эталоном. Наблю-
дается интерференция на границе двух стекол. Точность измерения,
разности показателей преломления между склеенными стеклами до-
стигает 2 • 10~6. Длительность измерения показателя преломления
и дисперсии — около 1 часа, включая и время, потребное на изго-
товление образца.
Оба последние метода являются относительными.
3. Оптическая однородность является важнейшим признаком,
по которому судят о качестве оптического стекла. Неоднород-
ность стекла может выражаться в наличии включений различного’
характера и происхождения.
а) Пузыри представляют собой газовые включения. Мелкие
пузыри, трудно различимые глазом, носят название мошки. Стекло,
содержащее большое количество мошки, сильно рассеивает свет
и для оптических целей непригодно.
Дымки — следы запрессованных складок — обычно, помимо-
различных мелких частиц пыли, содержат также большое коли-
чество мелких пузырей.
б) Камни представляют собой либо куски стекловаренного
горшка, либо не разварившиеся остатки шихты, либо, наконец, вы-
делившиеся из стекла продукты кристаллизации. Они не менее
вредны, чем пузыри.
К этому же типу неоднородностей можно отнести и такое
расстеклование, когда из стекла выделяется большое количество
мелких кристаллов, делающих стекло опалесцирующим или даже
непрозрачным (молочное стекло).
в) Неоднородности стекла, связанные с колебаниями показа-
теля преломления. Наиболее вредными неоднородностями являются
неоднородности, связанные с небольшими изменениями показателя
преломления стекла. В случае, когда эти изменения связаны с изме-
нениями химического состава стекла, они занимают более или
менее резко ограниченные области и проявляются в виде свилей
при просмотре стекла методом теневой проекции. Такого рода
неоднородности обычно располагаются в виде нитей и лент и лишь
в весьма редких случаях распространяются на значительные объемы.
Теневой метод обнаруживает их тем легче, чем более резко про-
исходит переход стекла от одного значения преломления к дру-
гому.
От этих „химических" неоднородностей отличают неоднород-
ности „физические", вызываемые отжигом в условиях недостаточно
585
однородной температуры. Подобные неоднородности никогда не
имеют резких границ и всегда распространяются на большие объему
стекла. Простая теневая проекция не может открыть их, и потому
борьба с ними представляет особенно большие затруднения. Для
обнаружения физических неоднородностей пользуются интерферен-
ционными методами или методом ножа Фуко.
Колебания показателя преломления в обычном стекле не пре-
вышают единицы четвертого знака и обычно соответствуют еди-
нице пятого знака. При особом внимании можно получить стекло,
однородное с точностью, превышающей 1—2 единицы шестого
знака.
4. Отражение света. Если J— интенсивность света, падаю-
щего нормально на поверхность стекла, показатель преломления
которого п, то интенсивность отраженного света /0 определяется
формулой:
Jo / п — 1 V
J \ п -ф-1 /
Величина г называется коэфициентом отражения. При прохо-
ждении через две параллельные поверхности произойдет двойное
ослабление света отражением. В случае нормального падения через
тонкую пластинку стекла проходит свет интенсивностью J\:
(поглощением света стеклом можно пренебречь).
Потери света на отражение возрастают с увеличением угла
падения i и изменяются с длиной волны вместе с изменением п.
Количество света (в процентах), отражающегося от наружной
поверхности стекла, и количество света, проходящего сквозь две
параллельные грани стекла (показатель nD= 1,6289), в зависи-
мости от угла падения света на поверхность стекла даны в табл. 225.
Таблица 225
Зависимость количеств отраженного и проходящего света от угла
падения
Угол падения света . ЛАЛ1О00/о . . . 0° 5,7 89,2 30° 5,9 88,9 45° 6,8 87,3 60° 10,9 80,3 75° 27,2 57,2 80° 40,4 42,5 85° 62,3 23,2 90° 100,0 0,0
Если поверхность стекла покрыть тонким слоем вещества
отличного показателя преломления, то отражение света будет про-
исходить как от наружной, так и от внутренней границ слоя. Оба
‘Отраженные луча будут интерферировать между собой. При соот-
ветствующем показателе преломления вещества слоя и определен-
ной его толщине отраженный луч в результате интерференции
586
оказывается сильно ослабленным (при этом проходящий луч соот-
ветственно усиливается). Минимальное значение Jo — интенсивности
отраженного света —- при нормальном падении определяется фор-
мулой: s
JQ _ Г — 1 ____п — п{ р
J 1 п —
Здесь и п — соответственно показатели преломления про-
межуточного слоя и стекла.
5. Рассеяние света вызывается неоднородностями стекла
и его поверхности (царапинами, свилями, включениями, расстекло-
ванием и т. п.). Оптическое стекло обычно рассеивает ничтожные
доли процента от упавшей энергии. Когда размеры рассеивающих
центров сравнимы с длиной света, количество рассеиваемого света
обратно пропорционально 4-й степени длины волны. Молекулы,
составляющие стекло, также принимают участие в рассеянии света.
При молекулярном рассеянии имеет место небольшое изменение
спектрального состава света (эффект Рамана — Мандельштама). '
6. Поглощение света. Потери света в стекле оптических
систем складываются из потерь на отражение и поглощение. Если
на кусок оптического стекла нормально падает свет с интенсив-
ностью J, то интенсивность J' проходящего света определяется
формулой:
Г = 7(1—г)2/.
Здесь р — коэфициент прозрачности стекла и d—толщина
слоя. Коэфициентом поглощения называют величину (1—р).
Поглощение стекла можно характеризовать также показателем
поглощения ky представляющим собой величину, обратную тол-
щине (в сантиметрах) слоя стекла, при прохождении через кото-
рую свет вследствие поглощения ослабляется в 10 раз. Соответ-
ственно прозрачность слоя толщины d определится величиной
10 ка. Величины р и k связаны соотношением р = 10”к.
Свет разных длин волн поглощается различно в зависимости
от состава стекла. В случае оптических стекол поглощение опре-
деляется преимущественно растворенными в стекле следами оки-
сей железа и хрома. В табл. 226 и 227 приведены данные погло-
щения и прозрачности некоторых оптических стекол в инфра-
красной и ультрафиолетовой частях спектра. В табл. 228 приве-
дены данные поглощения в видимой и ультрафиолетовой частях
спектра для ряда оптических стекол фирмы Шотт. Нормальное
оптическое стекло весьма прозрачно для лучей с длиной волн
между 0,4 и 2 — 3 р.. Для длин волн короче 0,32 р. оптические
стекла практически непрозрачны. Инфракрасные лучи особенно
поглощаются стеклами, содержащими В2О3 и Р2Об. Ультрафиоле-
товую часть спектра флинты поглощают сильнее, чем кроны.
587
Таблица 226
Показатель поглощения k для некоторых оптических стекол фирмы
Шотт в инфракрасной части спектра
Марка nD V 163 1,8904 22,3 0 500 1,7510 27,6 0 469 1,6500 33,6 01143 1,5741 57,2 01151 1,5202 51,6 204 1,5101 58,9
Длина ВОЛНЫ Л (Л Показатель поглощения k
0,7 0,00 0,00 0,00 0,01 0,01 0,00
1,1 0,01 0,00 0,01 0,01 0,00 0,02
1,7 0,00 0,00 0,00 0,02 0,01 0,06
2,3 0,00 0,00 0,01 0,04 0,04 0,16
2,7 0,02 0,03 0,04 0,14 0,12 0,50
3,1 0,20 0,25 0,28 0,52 0,46 '—
Таблица 227
Прозрачность (в %) некоторых оптических стекол фирмы Шотт
в ультрафиолетовой части спектра
Марка nD V 0144 1,5100 64,0 0 60 1,5179 60,2 0 722 1,5797 53,8 01266 0,6042 43,8 .. 0 748 0,6235 39,1 0192 1,6734 32,0
Длина
волны Л Прозрачность плитки толщиной в 100 мм
Мр
480 95 97 — 94 94 89
448 93 92 79 79 63
425 94 83 67 68 61 37
396 87 82 74 49 42 6
361 60 60 19 2 1
330 1 7 0 —.
Прозрачность плитки толщиной в 10 мм
(коэфициент прозрачности)
425 99,3 98,2 96,1 96,3 95,2 90,5
396 98,6 98,1 97,1 93,1 91,7 76,0
361 95,0 94,9 84,9 68,0 61,0 16,0
330 65,0 77,0 32,0 6,0 3,0 0,0
309 8,0 3,0 1,0 0,0 0,0
Прозрачность плитки толщиной в 1 мм
384 1 1,1 99,5 98,6 98,3 94,7
361 99,5 99,5 98,4 96,2 95,2 83,0
330 95,7 97,4 89,0 75,0 71,0 33,0
309 78,0 70,0 65,0 — — —
588
Таблица 228
Поглощение (в %) света в пластинках толщи-
ной в 10 см (стекла фирмы Шотт)
Марка nD 0 310 1,5802 41,0 0 102 1,6485 33,8 0 93 1,6243 35,9 0 203 1,5182 59,0
Длина волны X М'У Поглощение в 10 см
637 6,1 20,6 5,7 9,7
580 12,2 17,1 9,7 12,8
477 12,0 30,0 10,1 14,0
436 32,0 43,4 28,6 19,4
419 58,9 53,7 .— 38,9
390 54,4 97,5 — 41,7
375 61,2 100,0 — 41,7
7. Поглощение окрашенных стекол. Поглощательная спо-
собность красящего стекло вещества характеризуется удельным
поглощением стекла:
л
Д -— ——,
где g—количество граммов красящего вещества, приходящееся
на 1 см3 стекла, D — удельный вес стекла и k — показатель по-
глощения.
Для окраски стекол применяются следующие красители:
1) красные (коллоидальные): медь, золото, селен и сернистый
кадмий;
2) желтые (коллоидальные): серебро; (растворенные): окись
урана, окись железа, окись церия, сернистое железо;
3) зеленые (растворенные): окись хрома, окись меди, окись
урана;
4) синие (растворенные): окись кобальта, окись меди, закись
железа;
5) фиолетовые (растворенные): окись никеля, окись марганца;
6) серые и черные: комбинация нескольких красителей.
Из специальных стекол следует отметить защитные стекла,
от тепловых (инфракрасных), ультрафиолетовых и рентгеновых
лучей, а также увиолевые стекла, специально прозрачные для
ультрафиолетовых лучей. Темные стекла, поглощающие тепловые
лучи, получаются при добавке в стекло закиси железа FeO. На-
тронное стекло, толщиной в 2 мм и содержащее 1% FeO, погло-
щает 65%, а содержащее 2,3% FeO—-89% тепловых лучей.
Почти бесцветные стекла, содержащие до 7,5% церия, поглощают
до 30% тепловых лучей.
589
Обычные стекла поглощают ультрафиолетовые лучи с длиной
волны меньше 320 мр. Специальные стекла, поглощающие начи-
ная с 400 л/р., получаются при введении в состав стекла титана,
церия и ванадия.
Защитными стеклами от рентгеновых лучей служат тяжелые
флинты, содержащие большое количество РЬО.
Условием получения хороших увиолевых стекол является
возможно полное удаление из стекла соединений железа и титана.
По некоторым данным полезно их иметь по возможности в виде
закисей. Увиолевые стекла пропускают до 290 и в лучшем
случае до 240 мр (СогехА американского завода Corning). Про-
зрачность увиолевых стекол (для ультрафиолетовых лучей) умень-
шается со временем под влиянием освещения.
8. Фотометрические измерения. Измерение поглощения и
отражения стекол производится с помощью фотометров. Кусок
для измерения приготовляется в виде достаточно большой плитки
с двумя полированными противоположными сторонами. При изме-
рении поглощения сравнивают между собой освещенности двух
полей: одного рассматриваемого непосредственно и другого —
через кусок исследуемого стекла. Ослабление освещенности вто-
рого поля вызывается поглощением света в стекле и отражением
от двух поверхностей куска стекла. Потери, вызываемые отраже-
нием, исключаются расчетом.
Удобно при определении поглощения помещать по куску
стекла в оба сравниваемые пучка. В таком случае берут один
тонкий и другой толстый кусок. Преимуществом этого метода
является автоматическое исключение потерь отражением. Во всех
случаях однако важно следить за однообразной обработкой по-
верхности.
Поглощение цветных стекол определяется на спектрофото-
метре. Обычно для удобства результаты измерений наносят на
диаграмму: по оси абсцисс откладывают длины волн, а по оси
ординат — процент прошедшего света. Для определения поглоще-
ния в ультрафиолетовой части спектра фотографируют рядом два
спектра от одного источника света. Один спектр ослабляют вве-
дением в световой пучок исследуемого стекла, а другой — с по-
мощью вращающегося сектора, ослабляющего весь спектр равно-
мерно. Ряд таких парных снимков, с различно затемненными сек-
тором спектрами, дает возможность определить кривую поглоще-
ния исследуемого стекла. Для этого на снимке определяют места
одинакового почернения обоих спектров. Зная, во сколько раз
свет в данном случае был ослаблен сектором, определяют, учтя
потери отражением, поглощение света.
Поглощение в инфракрасной части измеряется аналогичным
способом, только измерения производятся с помощью фотоэле-
ментов или болтометров. Без сектора измерения ведутся после-
довательно сперва интенсивности одного, затем другого пучка
света. В этом случае точность измерения зависит от постоянства
590
работы источника света. Такое постоянство особенно трудно осу-
ществить в случае источников ультрафиолетовых лучей (искра,
ртутная дуга).
Коэфициент отражения обычно определяется расчетом. В слу-
чае же, когда требуется знать точно коэфициент отражения, зави-
сящий от состояния поверхности, приходится определять его из-
мерением. При измерении необходимо избегать отражения от зад-
ней поверхности образца; для этого она чернится и делается
непараллельной передней поверхности.
§ 6. Удельный вес
Удельный вес показывает, во сколько раз данное ьещество
тяжелее воды при 4°, взятой в том же объеме, и численно равен
весу 1 см3, выраженному в граммах. Обратная величина — объем
1 г вещества — носит название удельного объема.
Грубое определение удельного веса может быть произведено
взвешиванием куска стекла известного объема. Объем можно иногда
определить непосредственным образом или погружением в воду,
находящуюся в мензурке.
Более точные способы — гидростатического взвешивания и
пикнометрический — дают довольно легко точность до 0,01. Боль-
шая точность достигается только при условии соблюдения самых
тщательных предосторожностей и учета мелких погрешностей.
§ 7. Термические свойства стекла
1. Теплоемкость. Средняя удельная теплоемкость стекол между
15° и 100° определяется обычным калориметрическим методом
смешения. В зависимости от состава различных стекол она изме-
няется в пределах от 0,08 до 0,23 мал. кал. на 1 г на 1°.
При повышении температуры теплоемкость стекол возрастает.
Особенно быстро она увеличивается в области температуры раз-
мягчения стекла. Теплоемкость силикатов в кристаллическом со-
стоянии, как правило, несколько ниже (приблизительно на 1%)
их теплоемкости в стеклообразном состоянии.
2. Теплопроводность. Методы определения теплопроводности
стекла сложны и недостаточно точны. Существуют эмпирические
формулы, позволяющие рассчитать коэфициент* теплопроводности
стекла в зависимости от состава.
Большой теплопроводностью (около 0,003) обладают стекла
с большим содержанием кремния и малой (около 0,001)—стекла
с большим содержанием свинца. С температурой теплопроводность
стекла растет. Температурный коэфициент теплопроводности раз-
личных стекол колеблется в пределах 2—10 • 10~6 .
3. Коэфициент термического расширения стекол. Основ-
ными методами измерения коэфициента расширения стекол яв-
ляются: метод Физо, метод Гереуса и метод весового термометра.
591
а) Метод Физо сводится к наблюдению интерференции в тон-
ком воздушном слое между плоскополированными верхней по-
верхностью образца и нижней стороной (прозрачной, стеклянной)
пластинки столика Физо. Пластинка лежит на специальном квар-
цевом кольце, охватывающем образец и установленном вместе
с последним на плоском стекле. Для получения уверенных резуль-
татов желательно установить части установки на оптический кон-
такт. При нагревании, вследствие различия в коэфициентах расши-
рения кварцевого кольца и образца, толщина воздушного про-
межутка меняется. Определяя интерференционным методом изме-
нение толщины промежутка от начальной температуры tx и до конеч-
ной /2 и зная коэфициент расширения кварца, нетрудно вычислить
«средний коэфициент расширения образца. В данном температур-
ном интервале вместо столика с кварцевым кольцом применяется
также стальной столик с тремя стальными установочными вин-
тами.
б) Прибор Гереуса вычерчивает график расширения стеклян-
ного стерженька. В печи прибора устанавливается на трех стерж-
нях небольшое зеркальце. Один стержень— из плавленного кварца,
другой — из константана (или иридия), третий — из испытуемого
стекла. Вследствие разных коэфициентов расширения стержней
зеркальце при нагревании наклоняется, и зайчик от него выпи-
сывает на соответственным образом монтированной фотографи-
ческой бумаге кривую, по которой нетрудно определить коэфи-
циент расширения стекла и изменение его с температурой.
Оба рассмотренные способа позволяют определить линейный
коэфициент расширения стекла при любой температуре (до раз-
мягчения).
в) Метод весового термометра дает возможность определить
средний объемный коэфициент расширения до 100°. Измерение
сводится к определению путем взвешивания количества ртути,
выливающегося из стеклянной ампулки при нагревании ее до 100°.
Расчет ведется по формуле:
0__
Р Л^(42-^)’
тде Рх и — вес ртути, наполняющей ампулку, при начальной
и конечной температурах tY и ^2; V\ и V2— удельные объемы
рт^ти при температурах и /2, взятые из таблицы.
Этим методом обычно пользуются при точных технических
определениях коэфициента расширения стекол. Точность метода —
около 1%. Объемный коэфициент расширения равен утроенному
линейному.
г) Метод ЛЕНЗОСа. В последнее время на заводе ЛЕНЗОС
«был разработан метод измерения разности коэфициентов расши-
рения стекол по натяжениям, возникающим на границе спая двух
стекол, имеющих разные коэфициенты расширения. Для измере-
ния необходимо знать коэфициент расширения одного из стекол.
.592
Точность метода в несколько раз выше точности метода весового
термометра. Одно из сравниваемых стекол может быть заменено
металлом. В таком виде этот метод особенно удобен для определения
пригодности технических стекол для впаивания в них металлов.
Объемный коэфициент расширения стекол меняется в зави-
симости от состава в пределах от 1 до 4 • 10“° . Малый коэ-
фициент расширения является одним из основных факторов,
обеспечивающих большую термическую стойкость стекла (стекла
с малым коэфициентом расширения переносят без растрескива-
ния резкие изменения температуры).
§ 8. Механические свойства стекла
Эти свойства определяются на обычных машинах для испы-
тания свойств материалов.
1. Прочность на сжатие и на разрыв. Прочность измеряется
силой в килограммах на 1 мм2 поперечного сечения, необходи-
мой для разрушения предмета. Для стекла прочность на сжатие
значительно более, чем прочность на разрыв; она колеблется от
60 до 210 кг 1мм2. Прочность на разрыв для различных стекол
изменяется от 3,5 до 8,5 кг)мм2.
Состав влияет на прочность таким образом, что до извест-
ного предела увеличение содержания элементов с минимальным
атомным объемом (В, Al, Si, Fe) повышает прочность, а увели-
чение содержания элементов с максимальным атомным объемом
(щелочные металлы) понижает ее.
Кроме того прочность зависит от термической обработки.
Закалка в несколько раз повышает прочность, особенно проч-
ность на удар и изгиб. Известны так называемые батавские
слезки, представляющие собой капли стекла, закаленные в воде.
Они выдерживают сильные удары молотком, не разбиваясь. В по-
следнее время закалка применяется при изготовлении „небьюще-
гося" стекла — секурита.
Закалка сильно повышает термическую стойкость изделий
при резком охлаждении, так как существующие в закаленном
стекле натяжения (см. § 14) — обратного знака, чем те, которые
возникают при охлаждении. Таким повышением термической
стойкости при закалке пользуются при изготовлении водомерных
трубок и стекол Клингера.
Сильно влияет на прочность стекла состояние его поверх?
ности. Обмывание поверхности стекла плавиковой кислотой, сни-
мающее верхний слой и заключающиеся в нем мельчайшие тре-
щины, может повысить прочность на разрыв стеклянной палочки
диаметром 2 мм в 5 раз.
2. Прочность на удар. Прочность на удар зависит от проч-
ности на сжатие и от упругости стекла. Чем больше модуль
упругости Е (т. е. та сила, выраженная в килограммах, которая
вызвала бы удлинение вдвое стержня в 1 мм2 поперечного сече-
38 Зак. 3905. — Спр. кн. оптико-механика, ч. II. 593
ния, если бы раньше не наступил разрыв), тем меньше прочность
на удар. Кнапп вычисляет прочность *на удар по формуле:
тождественной с первой половиной формулы Винкельмана для
термической прочности. Здесь F—прочность на удар, Р—проч-
ность на разрыв, Е— модуль Юнга, а — линейный коэфициент
термического расширения.
Прочность на удар в сильной степени зависит от состояния
поверхности. Она очень понижается при матировании, в особен-
ности при матировании полых изделий с внутренней стороны.
Измеряется прочность на удар работой, которую надо за-
тратить для того, чтобы разбить стеклянную пластинку опреде-
ленных размеров.
3. Твердость. Надежного метода определения твердости не
имеется. Твердость стекла может быть определена различными
приборами (не дающими сходящихся между собой результатов).
Зависимости от механических свойств не наблюдается.
Гельгоф и Томас определяют твердость царапанием при все
увеличивающейся нагрузке до тех пор, пока остается черта
в 0,01 мм шириной. При определении твердости по шкале Мооса
царапанием минералами различной твердости оказывается, что
твердость почти всех стекол лежит между твердостью апатита
(5) и кварца (7), т. е. равна 6 (ортоклаз). Герц предложил опре-
делять твердость по давлению на маленькую часть поверхности,
при котором возникает трещина. Ауэрбах дает следующие числа,
измеренные по этому методу: тяжелый флинт—170, легкий флинт—
210, боросиликатный крон — 274, апатит — 237, ортоклаз — 253,
кварц — 308.
4. Вязкость стекла. Вязкость измеряется силой, выраженной
в динах, которую надо приложить к поверхности в 1 см2, чтобы
заставить ее двигаться Параллельно другой поверхности, находя-
щейся на расстоянии 1 см, со скоростью в 1 сл//сек. Единица
вязкости называется пуаз. Обозначается вязкость буквой т).
Вязкость расплавленного стекла при температуре провара
(1200—1500° в зависимости от состава) — порядка десятков еди-
ниц пуаз. При температуре вывоза горшка из печи она достигает
нескольких тысяч пуаз. При температуре отжига (450—600°)
7j=1018. При такой большой вязкости стекло имеет свойства
твердого тела. При более низких температурах вязкость стекла
еще повышается.
§ 9. Электрические свойства стекла
1. Электрическое сопротивление стекла в сухой атмосфере
при хорошем качестве (чистоте) его поверхности очень велико.
Несмотря на это, стекло не является хорошим изолятором, так
594
как поверхность его обладает проводимостью, главным образом
за счет слоя адсорбированных паров воды. Если поднять темпера-
туру стекла на несколько градусов выше температуры окружаю-
щего воздуха, то даже во влажной атмосфере стекло приобретает
свойства хорошего изолятора.
В зависимости от состава удельное сопротивление стекол
при комнатной температуре меняется в пределах от 108 до 1017
на 1 см. Низким удельным сопротивлением обладают стекла,
содержащие большое количество щелочей, высоким — стекла,
богатые кремнеземом.
С повышением температуры 0 удельное сопротивление р
стекла быстро возрастает по закону:
здесь а и с — постоянные. Начиная с температур, лежащих вблизи
верхней границы области отжига, изменение сопротивления идет
по тому же закону, но с другими постоянными.
В табл. 229 приведены данные о зависимости удельного со-
противления р посудного стекла Шотта от температуры.
Таблица 229
Удельное сопротивление посуд-
ного стекла Шотта
Температура 6 °C Удельное сопро- тивление р 10~2 3
238 2298,00
250 1475,00
300 295,30
350 75,84
400 24,05
450 8,725
489 4,597
2. Диэлектрическая постоянная стекол мало зависит от
состава и для большинства стекол изменяется между 6 и 8.
В большинстве случаев тяжелые стекла (большая плотность D)
обладают большой диэлектрической постоянной (см. табл. 230).
3. Прочность стекла на пробой определяется напряжением,
выражаемым обычно в киловольтах, которое пробивает стекло
толщиной в 1 см. Величина пробивающего напряжения зависит
в большой мере от условий опыта, толщины плитки, качества
стекла, формы электродов и кривой возрастания потенциала.
В одинаковых условиях опыта в зависимости от состава стекла
пробивное напряжение меняется в пределах от 300 до 800 kVjcM.
С повышением температуры прочность стекла на пробой падает,
уменьшаясь примерно вдвое при нагревании на 100°.
38* 595
Т а б л и ц а 230
Диэлектрическая постоянная некоторых
стекол
nD D
1,516 64,0 2,53 6,20
1,597 51,2 2,76 6,70
1,523 51,3 2,56 4,80
1,614 56,4 3,57 7,60
1,569 42,6 3,04 6,50
1,620 36,2 3,62 6,80
1.717 29,5 4,47 8,50
Свинцовые | 4,50 9,98
стекла { 6,10 13,00
§ 10. Химическая стойкость стекла
Химическая стойкость зависит от состава стекла. Она растет
с увеличением количества кремнекислоты. Для определения ми-
нимального количества кремнекислоты в простейших известково-
щелочных силикатных стеклах, которое обеспечивает удовлетво-
рительную стойкость обычных технических стекол, Чейшнер дал
формулу:
г=з;(—+Д
\ у /
Здесь Z обозначает число грамм-молекул SiO2 на х молекул
щелочи и у молекул СаО. Из формулы видно, что при умень-
шении содержания СаО количество SiO2 надо увеличить.
Для более сложных стекол, в частности для оптического
стекла, эта формула непригодна, и хотя вычислять химическую
стойкость стекла по составу мы не умеем и никакой аддитив-
ности не наблюдается, все же введение в состав стекла некоторых
окислов влияет на устойчивость в определенном направлении.
Стойкость стекла повышается от прибавки ZnO. Увеличение
количества щелочей всегда понижает химическую стойкость.
Остальные стеклообразующие окислы влияют на стойкость раз-
лично в зависимости от состава стекла. А12О3 обычно повышает
стойкость, В2О3 в малых количествах тоже повышает, но в боль-
ших количествах сильно ее снижает. Остальные окислы действуют
аналогично.
Всякое силикатное стекло при действии влажного воздуха,
воды или водных растворов подвергается более или менее глу-^
бокому разрушению. Разрушение происходит вследствие хими-
ческой реакции между действующим веществом и стеклом. Само
стекло легко реагирует с чистой водой. При этом на поверх-
596
ности его образуется пленка из продуктов реакции, которая
защищает стекло от дальнейшего разрушения. Толщина и защит-
ные свойства этой пленки меняются не только от состава
стекла, но и от условий ее образования. Поэтому говорить о хи-
мической стойкости стекла как о величине строго определенной
нельзя.
Стекло, стойкое к кислотам, может быть мало стойким по
отношению к щелочным или другим растворам. Химическая стой-
кость может быть указана только по отношению к тем или дру-
гим условиям службы стекла.
Для оптического стекла особенно важно: 1) разрушение его
под действием влажного воздуха, углекислоты и других газов,
могущих быть в воздухе, и 2) разрушение его под влиянием
применяемых при его обработке веществ — смол, лаков, гипса
и т. д.
Наиболее быстро идет разрушение свежей, только-что обра-
зовавшейся поверхности стекла. Разрушение сильно замедляется
по мере образования пленки и для устойчивых стекол практи-
чески прекращается. Если исследовать поверхности стекла, на-
ходившиеся до того в различных условиях, то химическая устой-
чивость их оказывается различной. При производстве определений
химической стойкости оптического стекла подвергают этому
исследованию свежую поверхность излома.
Многие технические стекла более устойчивы, чем оптические,
так как предназначены для более тяжелых условий службы. При
определении их стойкости обычно применяют более энергичные
методы испытания, повышая температуру или увеличивая поверх-
ность стекла, на которую действуют реактивы.
В связи с разнообразными условиями службы стекол очень
разнообразны и применяющиеся методы исследования химической
стойкости. Перечислим основные из них, наиболее важные для'
оптического стекла.
1. Первый способ Цшиммера определения стойкости стекла
к действию атмосферы заключается в" том, что исследуют под
микроскопом разрушение свеже полированной поверхности стекла,
помещенного во влажном воздухе в герметически закрыто^
стеклянном ящике при повышенной температуре. О степени раз-
рушения судят по внешним признакам. Способ — чисто каче-
ственный.
2. Второй способ Цшиммера — на пятнание — состоит в том,
что на полированную поверхность стекла наносят капли 0,5%
уксусной кислоты с примесью 0,05% глицерина и выдерживают
в течение суток. Появление несмываемого пятна указывает на
малую стойкость стекла к кислотам, которая может служить
причиной появления на стекле пятен от действия пота рук, смо-
ляных кислот полировальника и т. п. Способ — тоже качествен-
ный, но имеющий безусловно Значение для оптико-механической
промышленности. Такому пятнанию подвержены все стекла. Для
597
получения пятен на более стойких стеклах приходится вести
испытание при более высокой температуре. Самое появление
пятен объясняется явлением интерференции света при отражении.
3. Способ Теполя применяется для количественного сужде-
ния о стойкости к слабым кислотам. Для увеличения поверхности
применяют порошок стекла с диаметром зерен от 0,15 до 0,30 мм.
1 см3 такого порошка обливают при комнатной температуре 10 см?
if N соляной кислоты и через 2 часа определяют титрованием
объем кислоты, нейтрализованный стеклом. Наиболее стойкие
стекла нейтрализуют 0—0,2 см3, наименее стойкие — свыше 3 см3,
например С-24 ЛЕНЗОСа — 7 см3.
4. Способ Милиуса, официально принятый для оптического
стекла, характеризует химическую устойчивость к влажной атмо-
Рис. 1281а.
Рис. 12816.
сфере и действию воды. Стекло погружается на 1 мин. в насы-
щенный водой раствор иодэозина в эфире. Вода, действуя на
стекло, разрушает его и освобождает щелочь, которая, соеди-
няясь с иодэозином, дает нерастворимый в эфире натрий-иодэо-
зин, осаждающийся на стекле. Смыв избыток раствора иодэозина
чистым эфиром, образовавшийся натрий-иодэозин смывают водой
и определяют его количество колориметрически.
При этом способе либо подвергают воздействию влажного
эфира свежую поверхность стекла сейчас же после излома (около
2 см2} либо предварительно выдерживают ее в атмосфере, насы-
щенной водяным паром при комнатной температуре, в течение
недели. В первом случае количество осевшего на исследуемой
поверхности (2 см*2} натрий-иодэозина, выраженное в миллиграм-
мах на 1 м?, характеризует естественную щелочность стекла. Во
втором случае количество выделившегося натрий-иодэозина в мил-
лиграммах на 1 м2 определяет щелочность выветривания.
По щелочности выветривания стекла делятся на гидролити-
ческие классы. I класс имеет щелочность от 0 до 5, II—5—10,
III—10—20, IV—20—40 и V — больше 40 мг/м2. Обычно щелочность
598
выветривания больше естественной, но наблюдается и обратное соот-
ношение. Точность определения rt 5°/0 определяемой величины.
5. Как естественная щелоч-
ность, так и щелочность выве-
тривания характеризуют собой
количество щелочи, освобож-
дающееся при образовании за-
щитной пленки. Прочности
пленки и степени ее защитного
действия они не характеризуют.
Для этого нужно исследовать
дальнейший медленный рост
этой пленки, после того как
она уже образовалась.
Налеты. На оптических
деталях иногда появляются раз-
личного характера пятна, объ-
единяемые под общим назва-
нием налетов. Наиболее часто
встречаются следующие их
виды.
а) Темные и цветные пят-
на, заметные в отраженном све-
те (рис. 1281а). Причина их
возникновения — образование
на поверхности стекла под дей-
ствием слабых кислот пленки
разрушенного стекла; интер-
ференционные явления в ней и
вызывают появление пятен. Эти
налеты могут образовываться
как во время обработки стекла,
так и во время хранения и упо-
требления прибора. В первом
случае причиной, вызывающей
образование налетов, могут яв-
ляться употребление уксусной
кислоты при полировке, одно-
временное соприкосновение во-
ды, смолы и стекла, слишком
слабый раствор спирта при
промывке от смолы и т. д. Во
втором случае пятна вызыва-
ются прикосновением потных
Рис. 1281b.
пальцев, хранением рядом с
летучими кислотами и т. п. Этот налет легче всего образуется
на мало стойких химически сортах стекол, относящихся к III
и IV группам по пятнаемости.
599
б) Налеты биологические (рис. 12816), образованные разрас-
танием на поверхности стекла различного рода микрофлоры, чаще
всего плесеней. Они нередко наблюдаются на собранных приборах.
Условием для их возникновения являются соприкосновение стекла
с каким-либо органическим веществом (например пробкой) и вы-
сокая влажность воздуха внутри прибора. Подобный налет может
быть легко удален протиранием поверхности, но обычно под ним
обнаруживается налет первого рода, получившийся вследствие
действия на стекло кислот, выделяемых плесенью.
в) Появляющиеся на оптических деталях собранных приборов
мельчайшие капельки, сначала трудно заметные, с течением вре-
мени растущие, делающиеся легче заметными и достигающие
иногда такого развития, что прибор становится непригодным для
работы (рис. 1281в). Подобные налеты легко удаляются протира-
нием, но имеют склонность появляться опять.
Остальные виды налетов встречаются сравнительно редко
и мало изучены.
§ 11. Адсорбция
Имеющаяся всегда на поверхности стекла пленка, состоящая
из геля кремневой кислоты, способна адсорбировать различные
вещества, приходящие с ней в соприкосновение, и прочно удер-
живать их. Коллоидная кремневая кислота легко адсорбирует пары
воды, пары углеводородов, жирные кислоты, спирты, а также коллои-
дальные^частицы, как окись алюминия, коллоидальное серебро и т. д.
Многие из них не удается полностью смыть со стекла ни спиртом, ни
эфиром, ни другими растворителями и можно снять только вместе
с пленкой — путем полировки или растворения последней. При-
мерами такого ряда явлений могут служить знаки, остающиеся
на поверхности стекла после надписей восковым карандашом.
Если такую надпись смыть, то след от нее отчетливо виден, когда
поверхность стекла отпотеет.
Адсорбция поверхности стекла имеет существенное значение
во многих технологических процессах: стеклография, серебрение
зеркал и т. д. Адсорбированные вещества изменяют свойства
поверхности стекла, они способны в дальнейшем реагировать
со стеклом и соприкасающимися с ним веществами. Осо-
бенное значение может иметь адсорбция органических кислот,
которые при длительном действии могут вызвать появление пятен
на мало стойких сортах стекла. Столь же большую роль адсор-
бированные вещества играют при серебрении, так как в тех местах,
где слой изменен адсорбцией, осадок серебра будет иметь другой
характер.
§ 12. Травление
Все силикатные стекла легко разрушаются под действием
фтористоводородной (плавиковой) кислоты, при этом кремнезем
переходит частично во фтористый кремний SiF4 (газообразное
600
вещество) и частично в кремнефтористоводородную кислоту H2SiF6>
растворимую в воде. При действии слабой кислоты главным про-
дуктом является кремнефтористоводородная кислота, при дей-
ствии крепкой плавиковой кислоты, в особенности с добавкой
серной кислоты, — фтористый кремний. Основные окислы, содержа-
щиеся в стекле, дают соответствующие соли фтористоводородной
кислоты, кремнефтористоводородной кислоты и при травлении
в присутствии серной кислоты — соли серной кислоты. Многие
из получаемых солей не растворимы в воде, а некоторые и в кис-
лотах.' Борный ангидрид дает фтористый бор, легко летучее ве-
щество.
В оптико-механической промышленности- травление стекол
фтористоводородной кислотой применяется при изготовлении сеток.
В этом процессе приходится обращать особое внимание на сорт
стекла, подвергаемый травлению, и на состав травящей смеси, так
как в зависимости от природы находящихся в стекле оснований
и состава травящей смеси будут образовываться те или другие
соли, и стало быть процесс может итти по разному.
Другим важным фактором является состав защитного слоя.
Он должен выдерживать действие плавиковой кислоты при тра-
влении газообразной кислотой или чистой плавиковой кислотой
и одновременное воздействие серной и плавиковой кислот при
травлении стекла их смесью. Наиболее стойкими веществами по
отношению к действию этих кислот являются пчелиный воск, пара-
фин и японский воск. Другие смолы, краски и даже каучук раз-
рушаются под действием кислот, особенно крепкой серной кислоты.
Поэтому материалы не чистые, с примесью посторонних веществ,
применяться при изготовлении массы для защитных слоев не
должны.
Травление производится либо в парах HF либо погружением
стекла в кислоту. В обоих случаях характер протекающих реак-
ций различен.
Обработка стекла фтористоводородной кислотой может при-
меняться также для уничтожения механических натяжений, возни-
кающих в стекле при процессах шлифовки его зернами наждак,а
и при резке на алмазной пиле. Протирание таких деталей плави-
ковой кислотой, даже слабой, уничтожает возникшие натяжения,
так как растворяет в невидимых глазом трещинах расклиниваю-
щую кремневую кислоту, образовавшуюся вследствие гидролиза.
§ 13. Влияние состава на свойства стекла
Химические и физические свойства стекла определяются его
составом и до некоторой степени его термической историей.
В зависимости от состава термические и механические свой-
ства могут быть вычислены с точностью до нескольких процентов
601
по аддитивной формуле вида:
4“ 4“ рьаъ 4" • * • == х > (О
где х —числовая величина вычисляемого свойства; рц pv р&* • •
содержание отдельных окислов в процентах; а,^ #3, •..
коэфициенты, определяемые опытным путем для каждого окисла
и свойства. Этот способ вычисления особенно удобен в тех
случаях, когда нужно знать величину с небольшой точностью.
Кроме формулы (1) применяются формулы вида:
Р1а1 4~ ^2^2 4~ 4~
(2)
где pt, р%, р&> • • • —веса окислов;
' а2
«8
(3)
или:
I /У,
х 100 \ ах
где Vv У2, У3— объемные
по формуле:
проценты, вычисляемые
(4)
из весовых
Р.
• 100
5, ____
5.
S3
у. __------L_
V1 52
(5)
где s2, s3 — коэфициенты, характерные для каждого отдельного
окисла.
В табл. 230а сведены коэфициенты at для различных
свойств стекол.
Удобных формул для вычисления по составу оптических по-
стоянных стекол не существует. С увеличением в* стекле содер-
жания главнейших стеклообразующих окислов оптические свойства
изменяются чаще всего следующим образом. SiO2 и В2О3 пони-
жают дисперсию и показатель преломления; РЬО и Sb2O3 повы-
шают показатель преломления и сильнее, чем другие окислы по-
вышают дисперсию. Окислы кальция и бария повышают диспер-
сию и показатель преломления. Влияние К2О и Na2O очень за-
висит от состава стекла.
Зависимость оптических свойств от состава поддается коли-
чественным предсказаниям лишь в случаях сравнительно неболь-
ших колебаний состава около некоторого определенного среднего.
Такого рода зависимости играют очень большую роль в произ-
водстве оптического стекла. Они устанавливаются опытным пу-
602
Таблица 230а
Коэфициенты,
применяемые при расчете свойств
мости от состава
стекол в зависи-
\ Свойства Окислы\ Теплоемкость Теплопровод- । ность Объемный коэфи- циент расшире- ния Удельный объем Объемные про- центы Обратная тепло- проводность Прочность на разрыв Прочность на сжатие Твердость по Герцу
А120з 207,4 25,89 7 5 • 10“ 7 4,1 3,20 6,25 0,05 1,0 10,1
As2O5 127,6 131,7 2.10“ 7 4,1 — — 0,03 — —
В2О3 227,2 20,02 0,1 • 10“7 1,9 2,35 3,70 0,065 0,09 0,75
ВаО 67,3 12,59 3 10“ 7 7,0 7,10 11,85 0,05 0,62 1,95
СаО 190,3 9,46 5 -10~7 3,3 3,90 8,80 0,20 0,2 —6,3
к2о 186,0 3,98 8,5 • 10“ 7 2,8 2,98 13,40 0,01 0,05 3,9 '
Li2O 549,7 — 2-10~7 — — —— — — —
MgO 243,9 37,13 0,1 10“7 3,8 3,90 4,55 0,01 1,1 —.
Na2O 267,4 7,03 10-10“7 2,6 2,90 10,70 0,02 0,6 —2,65
Р2О5 190,2 23,41 2-10“ 7 2,55 — — 0,075 0,76 0,32
PbO 51,2 12,40 3 -10“ 7 9,6 10,00 11,70 0,025 0,48 1,45
SiO2 191,3 31,56 0,8 • 10“7 2,3 — • 0,09 1,23 3,32
ZnO ' 124,8 12,05 1,8 • 10“7 5,9 5,90 8,65 0,15 0,6 7,1
Вычисляе- мая величина К- Юз /• 106 За • Ю“7 1/£> V чк Pz
Единицы CGS CGS CGS CGS % CGS кг/мм2 кг/мм2 кг) мм-
Формула 2 2 1 3 5 1 1 1 ' 1
тем — посредством ряда плавок. Результаты опытов предста-
вляются в виде графика—;„паука" (рис. 12 81г), на котором
наносятся nD и пр — пс основного стекла и стекол, получаю-
щихся из него путем добавок определенных количеств отдельных
стеклообразующих окислов. Точки, соответствующие добавкам
одного окисла, соединяют между собой. В небольших пределах
изменение оптических постоянных с достаточной точностью под-
чиняется аддитивным законам, и таким образом с помощью „паука"
можно предсказать изменение показателя преломления и диспер-
сии, вызываемое одновременным небольшим изменением состава
в нескольких компонентах.
603
§14. Натяжения в стекле
1. Внутренние натяжения сообщают стеклу свойства двояко-
преломляющего вещества. Величина и знак двойного лучепрело-
мления определяются величиной натяжений: сжатие сообщает стеклу
свойства одноосного отрицательного, растяжение — положительного
кристалла. Направление оптической оси совпадает с направлением
силы.
Основное стекло: SiO2 — 37,23%, В2О3— 3,82%, А12О3 — 2,00%, As2O3 —
0,35%, ВаО - 40,40%, ZnO - 13,00%, Na2O —3,20%; nD = 1,6160,
п р — п (< = 1134» 10 5.
Рис. 1281г.
Величина двойного лучепреломления — разность между пока-
зателями преломления обыкновенного и необыкновенного лучей —
пропорциональна приложенным напряжением. Обычно напряжения
в куске стекла распределяются неравномерно, при этом также
неравномерно распределяется и величина двойного лучепреломле-
ния.
Иначе двойное лучепреломление измеряют разностью хода
(в миллимикронах), возникающей при прохождении лучом рассто-
яния в 1 см в пластинке, вырезанной параллельно оптической
оси. Если откинуть тяжелые флинты, то можно сказать, что
натяжения в 1 кг[см2 вызывают в стекле двойное лучепреломление,
равное 2,8 м^/см.
604
2. Происхождение натяжений в стекле. Рассмотрим простей-
ший случай охлаждения твердого стекла с постоянной скоростью.
В первые моменты охлаждения стекла в нем вследствие его малой
теплопроводности возникает градиент температуры: температура
внутренних слоев будет выше, чем наружных. Наружные слои,
остывшие сильнее, чем внутренние, сожмутся сильнее. В резуль-
тате в стекле возникнут натяжения: наружные слои будут растя-
нуты, а внутренние — сжаты. Если прекратить охлаждение, тем-
пература стекла выравняется, и градиент исчезнет вместе с вы-
званными им натяжениями. Такие натяжения, возникающие и исче-
зающие вместе с градиентом температуры, называются времен-
ными.
Если охлаждение начинается от температур, при которых
стекло размягчается, то вызванные градиентом натяжения в силу
достаточной пластичности стекла быстро исчезают. При дальней-
шем охлаждении, если градиент температуры не изменяется, натя-
жения в стекле не возникают.
Таким образом стекло остынет до комнатной температуры без
натяжений, но с градиентом температуры. В конце охлаждения
твердое стекло примет постоянную температуру, градиент темпе-
ратуры исчезнет, внутренние слои сжимаются относительно на-
ружных, и в стекле возникают постоянные натяжения: сжатие
наружных слоев и растяжение внутренних. Градиент температуры
в стекле тем больше, чем быстрее оно охлаждается. Таким обра-
зом чем быстрее охлаждается стекло, тем большие постоянные
натяжения в нем остаются, если только предварительно стекло
было нагрето достаточно высоко.
§ 15. Изменение свойств стекла с температурой
. При нагревании стекла от комнатной температуры его физи-
ческие свойства меняются по обычным в первом приближении
линейным законам. Например показатель преломления стекла воз-
растает при нагревании до 300 — 350° по закону:
n = nQ (1 -f-pO),
линейные размеры — по закону:
/ = /0 (1 4-аб),
где р и а—тепловые коэфициенты, зависящие только от состава
стекла.
В области же температур отжига изменение физических
свойств стекла зависит не только от температуры, но и от ско-
рости изменения последней. Поэтому эти свойства оказываются
зависящими от предыдущей тепловой обработки.
Разбор экспериментальных данных позволяет установить сле-
дующие законы изменения показателя преломления в области
температур отжига.
605
1. Во время выдерживания при постоянной температуре пока-
затель преломления, изменяясь, стремится к некоторому равно-
весному.
2. Равновесные показатели преломления N, соответствующие
различным температурам, лежат на прямой линии: N=b — а'Ъ,
где а' и Ь-—постоянные, зависящие только от состава стекла.
3. Закон приближения показателя преломления к равновес-
ному во время выдерживания — такой же, как и закон исчезно-
вения натяжений: 1 i
б0 о
где 80 и 8—отклонения показателя преломления от равновесного
в моменты времени /0 и 1g А' = КЬ — L, L и К зависят только от
состава стекла. При этом К Для всех стекол приблизительно
равен 0,03, если 8 выражено в единицах показателя преломления,
t—в минутах и логарифмы десятичные; величина L колеблется
между 10 и 20 (см. табл. 230 б).
Таблица 2306
Коэфициенты a', b, L и К для некоторых стекол ЛЕНЗОСа
Сорт а' b L К
С 1 3,6 • 10~5 1,5345 19,7 0,040
С 2 3,6 • ю-6 1,5691 15,9 0,032
С 3 1,2 • Ю~5 ‘1,6328 11,5 0,028
С 4 2,7 • 10~5 1,5569 20,3 0,039
С 5 5,5 • 10-5 1,6082 20,1 0,042
С 6 3,3 • Ю-5 1,5913 12,3 0,024
Натяжения изменяются по тем же законам с той лишь раз-
ницей, что во время выдерживания они всегда стремятся к нулю.
Изменение линейных размеров подчиняется аналогичным за-
конам. В той же области температур отжига наблюдается неболь-
шой тепловой эффект: при нагревании происходит поглощение
тепла, при охлаждении—выделение.
Эти факты указывают на то, что в области температур от-
жига происходит переход стекла из одного молекулярного со-
стояния в другое. Дальнейшая природа перехода пока не выяснена.
В отношении отжига оптического стекла из этих результатов
следует, что выдерживание при различных температурах приводит
к различным показателям преломления. Поэтому для получения
однородного показателя преломления для партии стекла необхо-
димо не только достаточно долго отжигать стекло (в этом случае
натяжения исчезнут), но также следить за тем, чтобы во время
нахождения его в области температур отжига все куски партии
606
находились при возможно одинаковой температуре. С другой стороны
возникает возможность в некоторых случаях подогнать соответственно
подобранным отжигом показатель преломления стекла к требуе-
мому, не изменяя состава стекла (правда лишь в сравнительно
небольших пределах—до 10—20 • 10~4).
Сложная зависимость свойств стекла от температуры делает
отжиг важнейшей частью технологического процесса получения
оптического стекла. Особо важное значение приобретает он в
связи с вопросом об оптической однородности стекла.
§ 16. Измерение двойного лучепреломления стекла
Для измерения двойного лучепреломления стекла проще всего
воспользоваться поляриметром, состоящим из пластинки и
николя. Плоско поляризованный луч света направляется на стекло
таким образом, чтобы плоскость поляризации образовала угол в
45° с направлением натяжений в стекле. В таком случае луч в
стекле разделяется на два луча равной интенсивности и поляри-
зованные в двух взаимно перпендикулярных плоскостях. В силу
двойного лучепреломления к моменту выхода из стекла между
двумя составляющими лучами накапливается разность фаз. Плас-
тинка 1li К, установленная также под углом в 45° к направлению
натяжения в стекле, обращает оба составляющие луча в поляри-
зованные по кругу, но вращающиеся в противоположные стороны.
При сложении этих колебаний получается плоско поляризованное
колебание, плоскость поляризации которого повернута на угол,
пропорциональный разности фаз, приобретенной в стекле.
Измерение натяжений таким образом сводится к определению
угла поворота плоскости поляризации, которое получается при
помещении стекла в прибор, т. е. к отсчету угла по лимбу николя.
Величина и направление натяжений в различных точках куска
стекла различны, таким образом измеряются фактически некото-
рые средние натяжения. Поэтому выгодно измерять натяжения
в таких направлениях, где можно ожидать, что луч света в тече-
ние долгого времени идет по пути с одинаковым напряжением.
В плитке стекла таким направлением является середина плитки,
просматриваемая вдоль длинного ребра. При измерении натяжений
можно пользоваться и другими поляриметрами.
Для определения присутствия натяжений достаточно заметить
просветление поля при помещении стекла перед николем.
Поляризованный свет, необходимый для описанных измерений,
можно получать с помощью николя либо с помощью черного зеркала,
установленного под углом полной поляризации (угол падения света
около 55° и зависит от показателя преломления стекла).
§ 17. Свойства кристаллов, применяемых в оптических
приборах
Свойства кристаллов, применяемых в оптических приборах,
приведены в табл. 231 — 241.
607
Ф -Таблица 23i
Кристаллы, применяемые в оптических приборах
И а и м е н о в а н и
Характери- стика Турмалин Кварц Флюорит Каменная соль Исланд- ский шпат Мусковит (слюда) Гипс Калинит (калиевые квасцы)
Химический состав H9Al3(BOH)2Si4O]9 SiO2 CaF2 NaCl СаСО3 К2О3 А12О3 CS1O22H2O CaSO42H2O К2О A13O34SO424H2O
Кристалличе- ская система Гексагональная Три- го- наль- ная Куби- че- ская Куби- че- ская Гексаго- нальная Моноклиническая Моноклини- ческая Кубическая
Плотность 2,94-3,24 2,65 3,18 2,16 2,71 2,9 2,3 1,8
Твердость 7—7,5 7 4 9 3 2—3 1,5—2 —
Температура плавления — 710° 1360° 804° Излагаются раньше температуры плавления
Диэлектриче- ская постоян- ная 7Д 4,6 7,4 6,1 6,2 — 5,7 3,8
Таблица 232
Показатели преломления кварца при 18°
X мр «0 пе Плавл. кварц
185,467 1,67578 1,68997 1,57436
202,550 1,64557 . 1,65842 1,54727
250,329 1,60032 1,61139 1,50745
274,867 1,58752 1,59813 1,49617
303,412 1,57696 1,58720 1,48594
358,680 1,56392 1,57371 — >
404,656 1,557156 1,56671 1,46968
434,047 1,553963 1,563405 1,46690
486,133 1,549683 1,558979 1,46318 •
546,072 1,546174 1,555356 1,46013
589,290 1,544246 1,553355 1,45845
656,278 1,541899 1,550929 1,45640
706,520 1,540488 1,549472 1,45517
794,763 1,538478 1,547392 1,45340
1000,000 1,53503 1,534810 —
1400,000 1,52972 1,538260 —
1800,000 1,52413 1,532420 —
2500,000 1,51156 1,519500 —
3000,000 1,49962 1,507000 —
Таблица 233
Показатели преломления калиевых и аммиачных квасцов
X -Wp. I ' NH4A1 (SO4)2 12Н8О О X сч С4 О со X М |л , NH4A1(SO4)212H2O 1 _______ KAI (SO4)212Н2О
214,43 1,54349 1,53825 486,15 1,46481 1,46140
257,30 1,50943 1,50514 589,30 1,45939 1,52602
340,36 1,48180 1,47814 717,34 1,54509 1,45175
39 Зав. 3905. — Спр. ин. оптиво-механика, ч. II.
609
Т а б л и ц а 234
Показатели преломления каменной соли и флюорита при 18°
X NaCl CaF2 7. Ж’Л NaCl CaF.,
185,40 1,89322 1,50989 1 178,6 1,53037 1,42786
208,21 1,75403 1,48885 2 357,2 1,42486 1,42198
257,30 1,64608 1,46480 3 535,8 1,52317 1,41379
308,21 1,60190 1,45257 5 893,0 1,51601 1,38719
361,17 1,57842 1,44535 7 071,6 1,51106 1,36805
410,18 1,56547 1,44112 9 428,8 1,49850 1,31612
441,57 1,55962 1,43920 15 910,0 1,44103 —
589,30 1,54433 1,43385 20 600,0 1,37300
670,80 1,54002 1,43226 22 300,0 1,34030
768,22 1,53666 1,43093
Таблица 235
Показатели преломления исландского шпата (кальцита)
7. .W'J. "о пе 7. М "о
198,980 — - 1,57814 768,190 1,64974 1,48258
200,060 1,90302 1,57663 904,700 1,64579 1,48095
226,503 1,81300 1,54514 1159,200 1,64059 1,47907
257,304 1,76048 1,53013 1307,000 1,63790 1,47828
274,867 1,74147 1,52267 1614,600 1,47692
303,412 1,71956 1,51366 1681,500 1,63126
361,250 1,69314 1,50223 1847,800 1,62802
404,656 1,68134 1,49694 1908,500 1,47570
434,047 1,67552 1,49428 2053,100 1,62371 —•
486,133 1,66785 1,49076 2099,800 1,47489
546,072 1,66163 1,48792 2171.900 1,62099 —
589,290 1,65836 1,48641 2324,300 1,47389
670,786 i,65:-’67 1,48430
610
Таблица 236
показатели преломления (для К = 589 м^) гипса, турмалина и слюды
*10К (мусковита)
Гипс Мусковит а 7
1,5208 1,5510 1,5230 1,5800 1,5305 1,5850
Na турмалин Mg турмалин [по — пе
1,636 1,633 0,0172 0,0195
Таблица 237
Показатели поглощения флюорита для разных длин волн
X k X k ). Мр k
186 0,095 9 000 0,26 12 000 >3,0
6 000 0,004 10 000 0,78 24 000 >3,7
8 000 0,073 11000 2,00 52 000 2,5
Таблица 238
Показатели поглощения исландского шпата [для обыкновенного (#0)
и необыкновенного (k,} лучей] для разных длин волн
k X Jf’J. /г() /г0 X M\J. ke X ke
215 1,450 1450 0,000 2950 0,78 2490 0,060 4020 0,38
230 0,540 1750 0,001 3300 9,80 2870 0,035 4670 1,04
250 0,170 2070 0,055 3620 4,20 3280 0,570 2910 0,54
280 0,069 2300 0,840 3800 8,00 3380 0,380 5040 0,92
2440 1,300 4350 2,85 3760 0,880 5340 1,90
2600 0,520 4250 6,20 3900 0,500 5500 5,50
2740 1,020 4830 2,60
2900 0,300 5250 3,50
39- 611
Таблица 239
Показатели поглощения каменной соли для разных длин волн
X м\>. k X Мр k X Мр k X M'J. k
186 0,155 8 000 0,001 16000 0,18 52 000 >7
231 0,060 11000 0,002 19 000 1,00
280 0,020 14000 0,030 24000 4,60
Таблица 240
Показатели поглощения кварца для разных длин волн
X ми k X k X k
186 0,130 1952 0,000 2612 0,011
203 0,076 2113 0,001 2739 0,026
222 0,026 2265 2410 0,020 0,004 2921 0,410
Т а б л и ц а 241
Вращение плоскости поляризации луча, проходящего в кварце
параллельно оптической оси путь в 1 мм
X мр а° X а0 X а0
226,50 201,90 486,1 32,76 1014,1 6,976
274,90 121,10 546,1 25,54 1529,6 2,930
340,40 72,45 589,3 21,72 2058,2 1,527
404,7 48,95 670,8 16,540 2500,0 0,972
434,0 41,92 794,8 11,590
612
§ 18. Каталог оптических стекол заводов
ЛЕНЗОС и ИЗОС (1936 г.)
В приводимых ниже таблицах указаны состав и главнейшие
свойства оптических стекол заводов ЛЕНЗОС и ИЗОС, выпус-
каемых в настоящее время (1936 г.). Эти данные требуют сле-
дующих пояснений.
1. Для коэфициентов преломления и дисперсии даны сред-
ние значения из ряда плавок. В зависимости от отступлений от
этих значений стекла могут быть получены в следующих катего-
риях (фиксированы на специальном совещании работников опти-
ческой промышленности 7 апреля 1936 г.):
Категория Допустимые отклонения для:
п D п —п„ F С П —Пп G' F
1 ± 5 • 10“4 ± 5 • 10“5
II =t 7 • 10~4 ± 5 • 10~5 —
III ± 10 • 10~4 ± 10 • 10“5 —
IV ± 10 • 10~4 ± 20 • 10~5 —
V ±20 . 10~4 ± 20 • 10“5 —
I фото ± 5 . 10~4 — ± 6 .10~5
II „ ± 7 • 10~4 — ± 7 • 10“5
III „ ± 10 • 10~4 — ± 13 • 15“5
Колебания в оптических константах для стекла одной партии
не должны превышать половины величины допуска.
2. Коэфициенты, поглощения приведены для стекла нормаль-
ного качества и колеблются от плавки к плавке. По величине
светопоглощения стекла разделяются на следующие категории:
Категории I 11 111 IV
Допустимые
поглощения
в %/см
(не больше) 0,7 1,0 1,5 2,0
По степени окрашенности стекла также делятся на категории:
Категории 1 II III IV V VI VII
Допустимая
окрашенность
в сатронах/ел!
(не больше) 0,2 0,4 0,6 0,8 1,0 1,4 2,0
3. Коэфициент наклона равновесной прямой показывает, на-
сколько падает коэфициент преломления стекла в равновесном
^стоянии при повышении температуры на 1°.
613
СОСТАВ И СВОЙСТВА ОПТЙЧЕ
1 Обозначение сорта стекол Оптические константы Категории Удельный вес d Темпера- тура °C
Средний показа- тель преломления | nD Числа Аббе V Средняя диспер- сия rip—TlQ Частные дисперсии По свето- поглоще- нию дпя белого света °|0 По окрашен- ности Спекания Нижние границы отжига
О с 1 Q е Q с 1 Ь, R Ь, с 1 О
101 1,5100 63,4 0,00805 0,00240 0,00565 0,00451 ~ 1 Ао — А, 2,49 660 500
102 1,5140 63,8 0,00806 0,00241 0,00565 0,00456 Г- 1 Ао — А, 2,50 669 500
103 1,5162 64,0 0,00806 0,00240 0,00566 0,00450 < 1 А'„ 2,53 638 500
1С6 1,5181 59,0 0,00879 0,00260 0,00619 0,00499 ~ 1 — Ai 2,54 650 50Э
106 с 1,5274 58,9 0,00897 0,00264 0,00633 0,00520 ~ 1 Ао — — —
110 1,5330 58,0 0,00918 0,00271 0,00647 0,00523 1-2 Ао-А-1 2,71 638 —
111 1,5183 60,3 0,00859 0,00255 0,00604 0,00486 < 1 Ао-^ — 585 500
112 1,5308 60,3 0,00881 0,00262 0,00619 0,00498 г- 1 А'о-Кх 2,75 655 500
ИЗ 1,5399 59,6 0,00905 0,00268 0,00637 0,00514 1-1,5 а; 2,86 657 500
114 1,5467 62,8 0,00871 0,00260 0,00611 0,00500 1-1,5 А'1—А'а 2,86 — —
116 1,5687 56,0 0,01015 0,00300 0,00715 0,00581 1-1,5 Ai — А’а 3,14 675 500
117 1,5724 57,5 0,00996 0,00294 0,00702 0,00569 1-1,5 Ki -А'а 3,19 707 600
121 1,5890 61,2 0,00962 0,00286 0,00676 0,00543 2-2,5 А'1 3,31 680 600
124 1,6126 58,6 0,01046 0,00309 0,00737 0,00593 > 2 — > 3 Неустой- чиво 3,56 724 600
125 1,6139 55,1 0,01114 0,00327 0,00787 0,00640 1-1,5 ^2-А'3 3,61 725 600
126 1,6136 56,3 0,01090 0,00321 0,00769 0,00625 0,8—2,5 а^ — а; 3,61 724 600
132 1,5262 51,0 0,01032 0,00302 0,00730 0,00596 < 1 кп 2,72 — —
133 1,5335 51,6 0,01034 0,00303 0,00731 0,00603 < 1 А'о 2,79 530 400
141 1,5480 45,9 0,01195 0,00345 0,00850 0,00706 < 1 • Ко 2,94 — 400
143 1,5730 42,7 0,01343 0,00387 0,00956 0,00802 < 1 ^o-Fi 3,16 555 450
146 1,5783 41,0 0,01409 0,00405 0,00951 0,00842 1 A-o-A’i 3,23 520 400
151 1,6128 37,0 0,01659 0,00474 0,01185 0,01009 < 1 А'1 3,57 617 450
152 1,6164 36,6 0,01684 0,00480 0,01204 0,01025 1 Ai-А'а 3,60 535 450
153 1,6199 36,3 0,01706 0,00488 0,01218 0,01038 1 А'1-А'а 3,62 539 450
154 1,6240 36,0 0,01734 0,00491 0,01243 0,01053 г- 1 /Ч-А-а 3,67 552 450
155 1,6257 35,6 0,01756 0,00500 0,01256 0,01071 С 1 А'1- А'а 3,68 545 450
161 1,6475 33,9 0,01912 0,00542 0,01370 0,01176 < 1 А'х-А'а 3,86 569 400
171 1,5795 53,8 0,01076 0,00315 0,00761 0,00621 1-1,5 Л 3,24 690 500
172 1,5889 53,2 0,01108 0,00324 0,00784 0,00641 1-1,5 F, 2,27 675 50Э
178 1,6259 39,1 0,01601 0,00457 0,01144 0,00967 1-1,5 А'а 3,68 601 500
181 1,5293 51,8 0,01022 0,00301 0,00721 0,00588, < 1 2,56 —
181с 107 1,5267 1,5230± ± 0,005 51,6 0,01020 Не 0.00299 | 0,00721 нормируется 0,00593 < 1 1-2 Ко А’1 —К, 2,69 2,59 619 _ I
614
СКИХ СТЕКОЛ ЗАВОДА ИЗОС
Гидролитический класс
Категории по пузыри- стости Состав стекла о,о
SiO2 в2о3 А13О3 Sb2O3 Аз3О3 PbO BaO ZnO CaO MgO K3O Na3O
2 1 72,00 7.22 — — 0,40 2,03 —- — 9,83 8,42
2 I 69,75 10.68 — —- 0,35 — — 2,10 — — 6,75 10,34
3 I 68,95 10,88 — __ 0,35 3,64 2,90 3,55 — — 6,51 10,36
3 I-II 70,00 2.50 — — 0,30 3,55 — 6,15 — 13,80 4,00
66,00 2,35 — — 0,18 3,34 5,62 — 5,75 — 13,00 3,76
— I-II 60,40 6,57 — — 0,20 7,10 — 7,10 — 0,38 3,10 12,25
— I 68,20 3,50 — — 0,-30 10,00 1,00 — — 5,00 12,00
2 I-II 63,16 3,145 — 0,225 — 14,68 5,24 — — 10,48 3,07
3 IV-VI 60,20 3,10 — — 0,20 — 20,00 5,00 — — 10,03 3,00
— I-II 53,86 12,74 — 0,25 0,21 — 19,21 3,66 — — 7,94 2,38
2 I 49,55 4,79 — — 0,22 2,62 21,56 12,46 — 7,55 1,25
- I-II 49,12 4,55 — 0,53 0,12 — 28,32 10,37 — 6,50 —
1 IV—VII 37,39 14,75 4,92 — 1,48 — 41,45 — — — — —
— IV- VII 32,49 13,37 3,15 — 1,60 — 45,90 3,49 — — —
— IV-VII 33,26 3,79 4,31 — 0,11 — 43,90 9,63 — — — —
— IV—VII 36,97 5,90 4,26 — 1,00 —- 42,47 9,40 — — — •—
— 67,20 — — — 0,15 14,71 1,40 0,96 — — 3,56 12,00
— I—II 64,06 — — — 0,15 11,01 5,25 3,96 — 3,56 12,00
— I-II 61,00 — — 0,20 26,30 — — — — 8,00 4,50
— I 54,30 1,5 — — 0.20 33,00 — — — — 8,00 3,00
3 I 53,00 — — — 0,20 36,00 — — — — 8,00 2,75
i 2 I-II 47,70 — — — 0,25 45,60 — — — — 6,45 —
i I-II 46,90 — — — 0,30 46,30 — — — — 6,50 —
2 I-II 46,28 — — — 0,35 47,00 — — — 6,72 —
I-II 45,11 —— — — 0,17 47.51 — — — — 6,21 —
3 I-II 45,84 — — — 0,17 47,85 — — — — 6,14 —
— I—II 42,00 — — — 0,22 51,70 — — — — 6,02 —
— I—11 45,65 5,86 — 0,29 0,29 4,10 21,00 15,13 — — 6,39 1,29
1 II 43,86 5,82 — 0,293 0,293 4,00 20,80 15,04 2,312 — 6,31 1,273
2 I-II 41,85 — — — 0,23 33,37 11,06 5,28 — — 8,27 —
2 II 67,50 — — 0,15 13,00 2,75 0,96 —- — 3,56 12,00
— I 67,50 — — — 0,15 13,00 2,75 0,96 —— — 3,53 12,00
70,00 — 0,10 — 10,90 3,03 15,00
615
4. Склонность к пятнанию определялась по результатам дей-
ствия 0,5% уксусной кислоты на свежеполированную поверхность
в течение суток. По этому свойству стекла разделяются на сле-
дующие четыре группы:
I — пятно отсутствует; стекло не склонно к пятнанию;
' И-—пятно бурого цвета; стекло пятнается с трудом;
III — пятно лиловое; стекло пятнается легко;
IV — пятно желтое, зеленое или разноцветное; стекло пят-
нается очень легко.
5. По количеству и размерам пузырей стекла разделяются
на следующие категории:
Категории Допускается пузырей на 1 см8 не больше
Большие d = Q,7—1,Qmm Средние d — 0,3—0,7 мм Малые <7=0,02—0,3 мм Всего
Беспузырное
стекло Пузыри не допускаются 0
I Не допускаются 0,04 0,04
II Не допуска-
ются 0,03 0,30 0,33
III 0,02 0,20 0,30 0,52
IV 0,02 0,20 0,50 0,72
V 0,02 1.0 1,00 1,12
VI 0,02 3,0 4,00 7,02
Пузыри мельче 0,02 мм в расчет не принимаются. Стекло,
имеющее пузыри диаметром более 1 мм, бракуется.
Совещание от 7 апреля 1936 г. по этому пункту предложило
не допускать более 3 пузырей на 1 см8 для всех сортов стекол,
кроме баритовых и тяжелых флинтов. Для последних допускать
как предел 7 пузырей на 1 см8. Разбивку по категориям произ-
водить в зависимости от максимального диаметра пузырей:
Категории I II III IV V VI
, Максимальный диаметр пузырей, мм 0,1 0,2 0,3 0,5 0,7 1,0
Соответствующие этой классификации данные в настоящее
время на заводах еще отсутствуют.
§ 19. Каталог цветного стекла ИЗОС (1936 г.)
Различные технические данные по каждому сорту цветного
стекла сведены в помещенной ниже таблице.1
Эти данные требуют следующих пояснений.
1 Полные данные о цветном стекле ИЗОС см. Журн. техн, физ., т. VI.
вып. 3, 409, 1936.
616
1. Заводская марка состоит из двух или трех букв и поряд-
кового номера. Первые буквы являются начальными буквами наз-
вания цвета, а последняя (у всех сортов одинаковая) — буква- С
— начальная буква слова стекло:
Заводская марка Название цвета Цветной тон
КС (1—12) ОС (1-4) ЖС (1-8) ЖЗС (1-3) ЗС (1-2) СЗС (1-4) СС (1-6) ФС (1—2) ПС (1—2) НС (1-3) Красный Оранжевый Желтый Желто-зеленый Зеленый Сине-зеленый Синий Фиолетовый Пурпурный Нейтральный 615 и выше 587-615 572-587 545-572 505-545 485-505 440-485 700—550 } Л°полнит-
Как правило, чем темнее стекло при данном цветном тоне,
тем выше порядковый номер.
2. Область применения. Один и тот же сорт стекла может
быть использован для светофильтров различного назначения. Со-
ответственные указания даны во 2-й графе таблицы.
3. Цвет светофильтра. В 3-й графе таблицы приведены
координаты цвета, выраженные в интернациональной системе
„МОК 1931 г.“ Координаты даны для пластинок стекла толщиной
в 2 мм (для ПС 2 — на 1 мм и для накладных стекол КС 2, КС 4,
КС 6, КС 8 — на всю толщину наклада), для двух стандартных
источников цвета А и В. В той же графе указаны значения двух
так называемых трехцветных коэфициентов х и у, а также значе-
ние общего коэфициента пропускания светофильтра.
4. Коэфициент поглощения приведен для ряда длин волн
ультрафиолетовой, видимой и инфракрасной частей спектра. Зна-
чения его определяются из выражения:
де ^х— коэфициент пропускания стекла толщиной в 1мм. Таким
образом коэфициент поглощения соответствует оптической плот-
ности D. для толщины стекла в 1 мм.
5. Допуски на кривую поглощения. Значения коэфициента
поглощения варьируют от одной плавки стекла к другой. В ката-
логе цветного стекла ИЗОС нормированы значения коэфициента
поглощения лишь для небольшого числа длин волн, что практи-
чески является совершенно достаточным, так как для изготовле-
ния цветного стекла применяется лишь ограниченное число кра-
сителей с вполне определенной спектральной характеристикой.
617
За небольшими исключениями, качество цветного стекла тем.?
выше, чем меньше последнее поглощает в минимуме кривой плот- '
пости и чем круче идет рост кривой поглощения. Поэтому в ка*
талоге нормировано наивысшее значение плотностей Do для мини-
мума. Рост поглощения, или „крутизна" кривой, численно может
быть выражен разностью плотностей и IJ2 для некоторых двух
различных для каждого сорта длин волн Хх и Х2. Нормируется
низшее допустимое значение. В стеклах с односторонним падением
кривой нормируется одна разность, в других-—две разности.
Третьей нормируемой величиной является длина волны, отве-
чающая минимуму — максимуму кривой плотности Хтах, или же
длина волны, соответствующая границе пропускания X . Границей
пропускания (X ) обознается та длина волны, для которой коэ-
фициент пропускания в 2 раза меньше максимального его значе-
ния или для которой плотность на 0,3 больше, чем низшее ее
значение.
Несколько иначе нормируется поглощение у стекол с очень
крутым падением кривой (стекла, окрашенные коллоидами). „Кру-
тизна" определяется разностью плотностей не для двух вполне
определенных длин волн, а для двух длин волн, значения ко-
торых зависят от положения в спектре границы пропускания,
так как граница пропускания этих стекол даже внутри одного
сорта может колебаться в довольно широких пределах. В качестве
таких длин волн приняты: во-первых, длина волны Xj = Хпр , отвечаю-
щая границе пропускания, и, во-вторых длина волны Х2 = X _20w^
Допуски, принятые в каталоге, имеют следующий вид; нап-
ример:
1) DX(J<0,3 или Z)xo^O,5;
2) Dy — Z*9>1,5 или ZX-Z).,<0,3;
3) Xmax — X zt ДХ=550 ± 5 или Хпр = X i±z ДХ = 520 dz 10
Допуски на кривую поглощения даны для тех же толщин
стекла, что и на цвет светофильтра (см. выше).
6. Потери на отражение. Приведенные в каталоге коэфи-
циенты поглощения относятся к массе стекла без учета потерь
на его поверхностях. Расчет оптической плотности светофильтра
О/ производится по формуле:
D}r = Dx4-D,
где ZX — коэфициент поглощения, умноженный на толщину све-
тофильтра, a D — величина потерь на отражение от поверхностей,
зависящая от показателя преломления стекла.
Практически постоянная вдоль по спектру величина D при-
ведена в соответствующей графе каталога.
618 <
7. Показатель преломления. nD—см. каталоги оптического
стекла.
8. Удельный вес d — см. каталоги оптического стекла.
Гидролитический класс h — см. каталоги оптического стекла.
10. Однородность. Большинство сортов цветного стекла ИЗОС
варится и вырабатывается как бесцветное оптическое. Такое стекло
обозначено в каталоге буквой О („оптическое"). Некоторые сорта
Рис. 1281д.
вырабатываются лишь как техническое стекло — путем выдувания —
и поэтому значительно менее однородны. Такие стекла обозначены
уквой 7 („техническое"). Ряд сортов вырабатывается и как оп-
тические и как технические — О, Т.
И. Род изделий. Сорта цветного стекла, выпускаемые заво-
Б—М блО1<ов Л1°бых размеров (не выше 3 кг), обозначены
(„ лок моллированный"). Сорта, выпускаемые лишь в виде
”ЫХ локов’ обозначены Б—П („блоки пиленые"). Техничес-
еКр° готовится в виде прессовок (77) и в виде листового
ели последнее окрашено в массе, то оно обозначено
619
буквой Л („листовое"), если — накладное, то буквами Л—Н
(„листовое накладное").
Почти все сорта могут быть получены в виде литого стекла
размером не более 1 м2 и толщиной до 15 мм.
Ходовой размер прессовок — 200 X 200 мм, а для кругов —
250 мм в диаметре при толщине (в необработанном виде) от 6
до 15 мм. Листовое стекло выпускается кусками размером 100 см2
при толщине от 1,5 до 4 мм. Куски больших размеров, а также
мелкие выдувные изделия изготовляются лишь по особому заказу.
В таблицу цветного стекла ИЗ ОС не вошли нейтральные
стекла и темные защитные стекла от тепловых, ультрафиолетовых
и видимых лучей.
Нейтральные стекла — НС 1, НС 2, НС 3 — обладают довольно
равномерным поглощением вдоль по всему видимому спектру.
Оптическая плотность их при толщине в 2 мм равна соответ-
ственно: 0,1; 0,7 и 1,5. Они применяются главным образом в при-
боростроении.
Темные защитные стекла — ТС 1, ТС 2, ТС 3 — при толщине
в 2 мм имеют оптическую плотность: 0,7; 1,7; 2,5. Они приме-
няются как защитные стекла при электро- и автогенной сварке.
На рис. 1281 д приведены кривые пропускания в видимой
части спектра цветных стекол ИЗОС для толщин в 2 мм. На оси
абсцисс с правой стороны показаны соответственно значения оп-
тической плотности Dy, связанные с пропусканием формулой:
D. == — 1g t..
A А
О. А. Кантор
. Глава XLVII1
МЕТАЛЛЫ и СПЛАВЫ
§ 1. Технические термины, относящиеся к испытанию металлов
Временное сопротивление (коэфициент прочности) на растяже-
ние, сжатие и срезывание — напряжение, отнесенное к перво-
начальной площади сечения образца, при котором к образцу
приложена максимальная нагрузка до разрушения.
Истинное сопротивление разрыву <зг— напряжение, получен-
ное как частное от деления нагрузки в момент разрыва образца
на площадь поперечного сечения.
Модуль нормальной упругости Е — отношение приращения
напряжения, вызывающего растяжение или сжатие и не превосхо-
дящего предела пропорциональности, к приращению относитель-
ной деформации.
Напряжение — усилие, приходящееся на единицу поверхности,
на которую оно действует.
Относительное сужение — выраженное в процентах отно-
шение уменьшения площади сечения образца в наиболее узком
месте к первоначальной площади сечения.
Относительное удлинение 3— выраженное в процентах отно-
шение удлинения образца, измеренное после разрыва, к первона-
чальной длине.
Предел пропорциональности ”р— минимальное напряжение,
отнесенное к единице начальной площади сечения, при котором
обнаруживается нарушение линейной зависимости между нагрузками
J1 соответствующими степенями деформации на определенную за-
данную величину.
Предел упругости се — минимальное напряжение, отнесенное
к первоначальной площади сечения образца, при котором обнару-
живается остаточная деформация, превышающая условную величину.
Твердость по Бринеллю Нв — отношение приложенной на-
грузки Р к поверхности шарового отпечатка, полученного путем
вдавливания шарика определенного диаметра D, причем диаметр
отпечатка d измеряется после снятия нагрузки.
1 Гл. XLII — XLIX — Под редакцией инж. В. М. Пляцкого.
621
Твердость по Роквеллу Hff — число, выраженное в единицах:
условной шкалы, обратное глубине погружения стального шарика
или алмазного конуса при определенной нагрузке.
Твердость по Шору Hs —по условной шкале склероскопа
Шора — высота отскакивания бойка после первого отскока от
поверхности испытуемого образна.
Теплопроводность — количество тепла, протекающее в 1 сек.
через поперечное сечение проводника.
Удельный вес — отношение массы определенного объема ве-
щества при температуре С к массе того же объема воды при
температуре %
Удельное электросопротивление р — сопротивление проводника
длиной, равной единице постоянного сечения, с площадью сечения,,
равной единице.
Электропроводность — величина, обратная сопротивлению.
Число Эриксена — глубина (в миллиметрах) выштамповапного
колпачка из испытуемого листового материала до появления пер-
вой трещины, при определенной форме матрицы и пуансона.
— коэфициент линейного теплового расширения.
Значения физических и механических свойств чистых металлов
и сплавов даны в табл. 242 и 243.
§ 2. Цветные металлы
1. Медь и ее сплавы, а) Чистая медь—очень вязкий тягу-
чий металл розовато-красного цвета. Важнейшее свойство меди—
вязкость, благодаря чему она легко перерабатывается на проволоку
и в листы.
Температура плавления 1084°. При температуре около 1000е
медь становится хрупкой. Удельный вес меди 8,9. Коэфициент
линейного расширения 17 • 10~6 на 1°.
Временное сопротивление меди должно быть около 22 кг/мм2;
удлинение при разрыве: 35% для листовой и полосовой меди,
40% для прутковой и проволоки.
Марки, химический состав и механические свойства меди
в зависимости от термической обработки нормализованы ОСТ 308.
В зависимости от химического состава установлено пять марок
меди. Назначение их можно определить следующим образом:
— электрические провода и шихтовка особо ответственных
сплавов;
М.?— шихтовка ответственных сплавов с большим содержа-
нием меди;
М3 — трубы, заклепки и топочные части, а также шихтовка
сплавов с содержанием меди выше 60%;
М4— листы, ленты, прутки, палки и пр. и шихтовка сплавов
с содержанием меди ниже 60%;
М- — неответственные литье и сплавы.
622
Т а б я и ц а 242
623
Физические и механические свойства чистых металлов
№ но пор. Наименование Физические свойства Механические свойства Температуры отжига °C
Уд. вес Темпера- тура пла- вления °C at ай кг'мм2 0 о/ 10 ^в Е Рекристал- лизация Нормаль- 1 ный отжиг 1 Сильный рост зерна
1 Алюминий 2,65 658 24 • 10~G 6—8 40-45 16—20 "E2QQ 150-240 350—450 550
2 Медь 8,9 1083 17- 10~6 22 45 35 12 500 200 650-750 800—900
3 Железо 7.8 1528 -11,6 - io—G 25 40—45 60—80 21 500 450 850—950 900
4 Никель . • 8,6 1450 13,6 10—G 50 40—45 70 20 500 550 900 1300
5 Олово 7,28 232 23 • 10 2 40 5 5 500 10-25 150—200 16'0—210
6 Платина 21,4 1764 9,6 10“G 19 50 25 17 000 450 —
7 Цинк 7,1 419 2,6 • 10“G 15 20 30 13 000 10—75 100 100
8 Кадмий 8,64 321 32 • Urf! 6 20 20 5 100 10 ——• —
9 Висмут 9,8 271 13,4 -10“G II * Очень 9 3 300 — — —
хрупок
10 Свинец 11,34 327 30,6 • 10"6 1,8 45 4 1 700 10-20 100 —
И Серебро ... 10,50 960 19,6-10“6 13 50 25 8100 200 500 —
12 Золото 19,25 1063 14,4 • 10~G 14 50 19 8 1С0 200 400 —
13 Вольфрам 19,1 3370 4,5 • 10-G г,о -- 160 36 000 1200 —
Т аблица 243
Физические и механические свойства сплавов в отожженном состоянии
I № по пор. | Наименование Химический состав % Физические свойства Механические свойства Темпаратура отжига °C
Уд. вес Температура плавления °C at <74 кг)мм1 о °/о "в Начало рекри- сталлизации Нормальный отжиг Сильный рост зерна
1 Латунь ЛТ90 .... Си = 91,7; Zn = 9 8,75 1050 17-10~(! 25 40 55 220 800—850 900
2 , Л80 . . . . Си = 85; Zn = 15 8,7 1020 17,22 • 10~6 25 35 55 230 780—830 850
3 „ Л68 .... Си = 72; Zn = 28 8,6 1С10 17,7 • 10~6 25 35 60 ' 250 750—800 830
4 в Л62 .... Си = 68; Zn = 32 8,5 960 18,1 • 10~G 30 30 65 290 700—750 780
5 „ ЛС59 . . . . Си = 59; Zn = 41 8,4 920 18,5 • Ю“6 36 25 70 320 650—700 750
6 Дюралюминий . . . Al = 94; Си = 3,5; Mg = 0,5; Мп = 0,6 2,75—2,84 650 22,6 • 10~6 36 18 45 375 400 425
7 Кольчугалюминий Al = 94; Си = 3,5 Ni = 0,5; Мп = 0,5; Mg = 0,5 2,8 650 2210~6 19—22 15—20 50-60 375 375—400 425
8 Нейзильбер .... Си = 65; Ni=15; Zn = 20 — — — 38—45 30—40 — — — —
Сплавы получаются путем расплавления одного основного ме-
талла в смеси с другими металлами или металлоидами. В жидком
расплавленном состоянии металлы могут смешиваться либо в опре-
деленных пропорциях либо в произвольном количестве. После
застывания (отвердевания) получаются твердые сплавы, обладающие
различными свойствами в зависимости от их структуры, от метал-
лов, входящих в данный сплав, и от процентного соотношения
этих металлов.
Сплавы меди нашли широкое применение в технике. Они бо-
лее плавки, более текучи и жидки в расплавленном состоянии,
чем чистая медь, дают хорошую отливку, тверже, менее ковки
и меньше подвержены разъеданию.
б) Латунь — сплав меди с цинком, иногда с добавками дру-
гих металлов (свинец, железо, алюминий, марганец и др.).
Практическое значение имеют сплавы с содержанием до 50% Zn.
По мере увеличения содержания цинка увеличивается вре-
менное сопротивление латуни вплоть до 45% Zn, после чего оно
быстро падает. Относительное удлинение при разрыве заметно
растет только до 30% Zn, при дальнейшем увеличении содержа-
ния цинка постепенно падает и при 50% Zn доходит почти до
нуля. Таким образом наиболее пластичными являются латуни
с 30% Zn, а наиболее прочными — с 45% Zn, но в последнем
случае и хрупкими. На практике наибольшее применение имеют
латуни с содержанием от 28 до 42% Zn.
По технологическим свойствам и структуре латуни могут
быть разделены на следующие основные группы:
1) латунь с содержанием меди выше 63% — а-латунь — очень
вязкий сплав, в холодном состоянии хорошо обрабатывающийся
иа листы, ленты и проволоку и хорошо штампующийся, при
красном калении хрупкий;
2) латунь с содержанием меди 54—63% — (а 4“ (Э)-латунь —
сплав, хорошо выдерживающий прокатку и штамповку в горячем
состоянии и обладающий высоким сопротивлением на разрыв;
3) латунь с содержанием меди 52—54% — р-латунь— сплав,
обрабатывающийся только в горячем состоянии, так как в холод-
ном виде он очень тверд и хрупок.
Механические свойства меди и латуни охарактеризованы
s табл. 244.
Температура отжига а-латуней зависит от содержания цинка
и колеблется для сплавов с 28—32% Zn от 600° до 700°. Ниже
700° отжиг оказывает слабое действие на латунь. Слишком высо-
кая температура отжига (800—900°) вызывает испарение цинка
из латуни, т. е. обогащение поверхностных слоев медью.
Вследствие прокатки, протяжки или другого наклепа в хо-
лодном состоянии в латуни остаются внутренние напряжения,
вызывающие трещины и деформации в готовых изделиях, изгото-
вленных из наклепанной латуни. Для уничтожения этих вредных
внутренних напряжений латунь подвергается отпуску в масле
40 3&Е. 3905, — Опр. кн. оптико-механжка, ч. II. 625
Та®
Механические свойсЦ
№ по Наименование Содер- жание меди % Уд. вес Обработка
пор. . и марка
1 Электролитическая медь 99,9 8,9 ( Отожженная . . Полутвердая . - Твердая . . . . Пружинная . . • • 1
2 Техническая медь 99,0 8,9 Средней твердости . •
3 Томпак красный ЛТ90 91 8,75 1 ) Отожженный . . Мягкий .... Полутвердый . . Твердый .... Пружинный . . • .
4 Томпак золотой ЛТ85 85 8,7 J ) Отожженный . . Мягкий .... Полутвердый . . Твердый .... Пружинный . . • .
5 Латунь Л 72 72 8,6 J 1 Отожженная . . Мягкая .... Полутвердая . . Твердая . . . . Пружинная . . . •
6 Латунь Л 68 68 8,6 I Отожженная . . Мягкая Полутвердая . . Твердая .... •
7 Латунь Л 62 63 8,5 I 1 Отожженная . . Мягкая Полутвердая . . Твердая . . . О •
8 Мунц-металл 60 8,4 ( 1 Отожженный . . Мягкий .... Полутвердый . . Твердый .... • • •
626
йа 244
меди и латуни
Мехаш кг 1мм2, шеские с О % войства Нв Электро- провод- ность Применение
20 25 - 45 15 35 56,0
30 5
45 3
23 38 38 —
25 35—40
30 30—35 55 23,8
г 5 25—20
40 15—10
50 10-5 120 —
25 35
30 30—35 F- г-
35 25 оО 18,5
40 15
50 10—5 125
25 35
30 35 30 25 : 60 ! 14,3
40 15 1
50 10 130 j
30 35—30
35 40 40 35—25 • 55 | 14,3
45 10 145 j
30 35
35 40 30 25 ► ео } 14,3
50 5 150 j
36 25
40 45 30 15 1п } 16,7
55 10 145 j
В электротехнике для пригото-
вления сплавов
Листы, ленты, проволока, за-
клепки и пр.
Сетки, жесть
Сетки, жесть, листы
Проволока, турбинные лопатки
Вытяжки, трубы, проволока
Листы, полосы, профили
Резьбовые изделия, винты, прут-
ки, профили
в температурном интервале 250—300° в течение нескольких часояг|
Этот отпуск почти уничтожает внутренние напряжения, и в то же?
время латунь почти не теряет в твердости (температура рекри-
сталлизации латуни в зависимости от содержания цинка 250—400°).
Отпуск производится при температуре ниже температуры начала
рекристаллизации.
ОСТ 312 распространяется на технические медно-цинко-
вые сплавы, составными частями которых являются медь и цинк
(томпак и латунь), содержащие иногда в качестве специальных ।
примесей свинец (мунцевая латунь) или олово (морская латунь), J
идущие в обработку прокаткой, прессовкой, волочением и штам-
повкой.
В зависимости от химического состава устанавливаются сле-
дующие марки: ЛТ90, Л80, Л68, Л62, Л59, ЛС59, ЛС59А, ЛМ70,
ЛМ62.
В зависимости от назначения латунь поступает от поставщика
твердовальцованная, вальцованная или отожженная.
в) Бронза — сплав меди с оловом при преобладании меди.
Термином бронза называют также сплавы меди с другими метал-
лами, кроме сплава ее с цинком (латунь). По сравнению с латунью
бронза имеет повышенные механические, химические и литейные :
качества (см. табл. 245).
При сплавлении медь и олово образуют ряд твердых раст-
воров.
Практический интерес имеет бронза с содержанием олова
до 32%.
Повышение содержания олова сказывается на механических
свойствах сплава в непрерывном увеличении твердости и времен-
ного сопротивления и падении вязкости. При содержании до 14% Sn
сплав состоит из твердого раствора а. Бронзы с содержанием
до 6°/о Sn хорошо прокатываются, протягиваются в проволоку
и прокатываются в холодном состоянии, а от 6 до 15% Sn могут
обрабатываться при красном нагреве (700°). Бронзы с содержа-
нием от 14 до 26% Sn очень хрупки и тверды. При переходе
через 26% Sn твердость особенно возрастает и в сплавах с 38% Sn
достигает наибольшего значения. Благодаря такой большой твер-
дости и хрупкости эти бронзы не поддаются ковке. Чтобы их
обработать ковкой, необходим нагрев в узком интервале темпе-
ратур от 530° до 587°. Нагрев выше этой температуры делает
такую бронзу опять хрупкой.
Максимальное значение временного сопротивления достигается
при 18% Sn, относительное удлинение по мере увеличения в сплаве
олова все время падает и в сплавах с 20% Sn практически равно
нулю.
Бронзы с содержанием от 14 до 26% Sn могут быть закали-
ваемы в воду с температурой 520—587°, при этом получается
обратный эффект — закаленная бронза мягче, чем медленно охла-
жденная.
628
Таблица 245
Механические свойства бронз
№ по пор. Наименование Содержание олова, меди и др. Обработка Механические свойства Примечание
кг! мм2 0 %
1 Болтовая бронза Си = 99,5; Sn = 0,4 Полутвердая 23 38 Болты
2 Твердая бронза Си = 98,1; Sn = l,9 Твердая 70 5 Проволока
3 Си = 97,5; Sn = 2,5 Отожженная 28 40
П V Твердая 45 8 | Прутья тянутые
Очень твердая 75 2
Отожженная .... • . 40 50
4 Фосфористая бронза Си = 93,6; Sn = 6,0; Полутвердая Твердая 50 60 15 10 ( Листы, ленты, прово-
Р = 0,4 Пружинная 70 5 1
Очень твердая 90 2 J
5 Пружинная бронза Си = 87,5; Sn = 5,5; Zn = 7,0 Отожженная Полутвердая 40 50 30-45 5 | Проволока, ленты, пру-
Пружинная 70 5 J жины
Очень твердая 90 2 I
6 Алюминиевая бронза Си = 84; Кованая в горячем со-
Мп = 2; А1 = 10; Fe = 3; Ni = l стоянии 70 15
7 Си = 84 Кованая и термически
Ni = 5; Al = 10; обработанная .... 70-75 15-18
Mn = l
Механические свойства бронз после закалки с 540°:
Sn % кг! мм? & °/о
13 32 33
16 35 20
19 39 —
22 39 —
При повышении температуры механические свойства бронзы
резко падают.
В химическом отношении бронзы хорошо противостоят сер-
ной кислоте и органическим кислотам, причем химическая стой-
кость их в катанном состоянии больше, чем в литом.
Вредными примесями бронзы являются висмут, сурьма и
мышьяк, делающие ее хрупкой и уменьшающие ее вязкость.
Фосфор повышает твердость и химическую устойчивость
бронзы. Свинец облегчает обработку бронзы резанием.
При присадке алюминия к меди твердость ее и химическая
стойкость сильно возрастают, но зато ковкость и вязкость в такой
же степени понижаются.
В алюминиевых бронзах содержание алюминия колеблется от
•3 до 10%, так как при большем его содержании сплав делается
твердым и хрупким.
Кремнистая бронза — сплав меди, цинка и кремния. Содер-
жание кремния от 1,5% сильно повышает твердость и антифрик-
ционные свойства сплава. Содержание его выше 3% придает
сплаву хрупкость.
Кремне алюминиевая бронза — сплав меди, цинка, кремния и
алюминия. Присадка к кремнистой бронзе от 2% алюминия еще
более повышает твердость сплава, придавая ему вязкость. Содер-
жание алюминия свыше 3,5% вызывает сильную хрупкость сплава.
Этот сплав обладает антифрикционными свойствами.
Фосфористая бронза (табл. 246) — сплав олова, меди, цинка
и фосфора. От присадки фосфора увеличиваются твердость и
прочность бронзы и сопротивляемость разъеданию морской водой.
При присадке 0,8 —1,5% Р увеличивается сопротивление износу,
соединенное с низким коэфициентом трения, что делает бронзу
пригодной для подшипников.
Из фосфористой бронзы с содержанием 0,15 — 6,5°/о Р изго-
товляются червячные и зубчатые колеса.
Оловянистые бронзы — см. ОСТ 6240.
Специальные бронзы, не содержащие олова, — см. ОСТ 7502.
2. Алюминий и его сплавы, а) Алюминий — металл сере-
бристо-белого цвета. Удельный вес его в зависимости от обра-
ботки колеблется от 2,65 до 2,75. Температура плавления 658°.
630
Таблица 246
Механические свойства фосфористых бронз
№ по пор. 1 Сорта фосфори- стых бронз Химический состав % кг’мм^ to
Медь Олово Фосфор
1 2 Для прокатки и протяжки . . . Подшипниковая . 91,5-97,5 84,5-89,1 8,4- 2,25 14,5—10,1 0,1—0,25 0,8-1,5 28-42 83 40 28 92
Алюминий — очень вязкий тягучий металл, хорошо протяги-
вается и прокатывается при комнатной температуре на проволоки
и листы, однако при этом наклепывается. Обладает хорошей
теплопроводностью. Химически алюминий очень стоек. На воздухе
покрывается пленкой окиси алюминия, предохраняющей его от
дальнейшего окисления. Хорошо противостоит действию морской
воды, серной и азотной кислот. Растворяется в соляной кислоте
и в щелочах. В присутствии примесей и при наклепе химическая
стойкость алюминия резко снижается.
Механические свойства технического алюминия охарактери-
зованы в табл. 247.
Таблица 247
Механические свойства технического алюминия в зависимости о
термической и механической обработки
№ по пор. Состояние кг^мм2 Предел теку- чести кг:мм~ 0 % 7о ! о00
1 Литой 9—11 3-4 18—25 40-55 25—30
2 Прокатанный . . 18—28 16—24 3—5 60—85 45—60
3 Прокатанный и отожженный . 7—11 5-8 30—45 80—95 15-25
При холодной механической обработке алюминий сильно накле-
пывается. Наклеп исчезает при отжиге при температуре 400°, в ре-
зультате которого меняются механические свойства алюминия.
Технические сорта алюминия содержат различные примеси, из
которых кремний и железо имеют значение, как влияющие на
механические свойства алюминия. Они повышают его механическую
прочность за счет некоторого уменьшения вязкости. По содержанию
примесей согласно ОСТ 2028 алюминий делится на 3 сорта (см.
табл. 248).
24* 631
Алюминий применяется в виде полос, балок, труб, листов,
лент, проволоки и т. п. Кроме того он употребляется для приго-
товления сплавов, для раскисления стали и алюминотермии.
Таблица 248
Сорта алюминия (по ОСТ 2028)
Марки Количество алюминия % (не менее) Содержание примесей °/о
Fe Si Fe -f- Si Cu 4- Zn Fe 4- Zn + 4-Cu4-Si
А I А II А III 99,5 99,0 98,0 1,0 1,0 0,05 1,00 1,75 0,05 1,10 0,25 0,05 1,00 2,00
б) Дюралюминий — сплав алюминия с медью и магнием сле-
дующего состава: меди 3,5 — 4,5%, магния 0,4—1,0%, марганца
0,3—0,75% и алюминия остальное. Удельный вес — 2,75—2,87
в зависимости от состава и обработки. Температура плавления 650°.
Дюралюминий протягивается и прокатывается в холодном состоя-
нии или при нагреве не выше 400°. Холодная прокатка повышает
временное сопротивление и твердость дюралюминия, но понижает
удлинение. Закалка и старение после такой обработки еще больше
повышают временное сопротивление разрыву и твердость, но при
этом также повышают и удлинение, доводя его до 24—28% (см.
табл. 249).
Таблица 249
Изменение механических свойств дюралюминия при старении
№ no nop. Состояние сплава °ь кг'мм- 5 % кг!мм-
1 Литой 14-18 4—5
2 Прокатанный 45-58 3—4 5-8 156
3 Отожженный 18—25 12—14 — —
4 Закаленный после старения 41—44 18-22 18—20 125
5 Закаленный нагартованный после старения .... 45—59 12—15 — —
Закалка производится с 500—520° в воду. После закалки
в течение некоторого времени (10—15 дней) происходит повы-
шение механических свойств дюралюминия: повышаются твердость,
временное сопротивление разрыву и удлинение. Этот процесс
632
называется старением (см. табл. 250). Его можно ускорить выдерж-
кой сплава при температуре 100—150°. Непосредственно после
закалки дюралюминий очень мягок и хорошо куется и расклепы-
вается. Ковка, прессовка и горячая прокатка производятся при
температуре 470—480°. При повышении температуры свойства
дюралюминия сильно меняются. При понижении температуры дюр-
алюминий почти не меняет своих свойств, даже повышает их.
Таблица 250
Процесс старения дюралюминия
Время выдержки после закалки °ъ кг'мм’ 5 °/о кг [мм2
Через 0,5 часа 37,1 22,2 18,8 77
, 2,5 „ 38,8 21,0 20,1 88
» 21,5 „ 42,5 21,7 24,9 98
, 144 , 43,7 20,5 26,3 112
,168 , 43,8 22,4 27,2 —
Отжиг дюралюминия после наклепа производится для уничто-
жения внутренних натяжений. Рекристаллизация идет интенсивно
с 375° до 400°, после 425° начинаются сильный рост зерен и
падение механических свойств. Поэтому рекомендуемая температура
отжига 375° с охлаждением в печи до 250—270° (см. табл. 251).
Таблица 251
Влияние отжига на механические
свойства дюралюминия
Температура отжига °C кг; мм- О %
350 23 15
375 25 17
400 29 18
425 34 16
450 32 14
Химическая стойкость дюралюминия значительно ниже, чем
чистого алюминия, причем в отожженном состоянии дюралюминий
коррозирует сильнее, чем после закалки и старения. Для предо-
хранения от коррозии его покрывают лаком или алюминием.
Дюралюминий находит применение в виде катаного, листо-
вого, профильного материала и труб там, где требуется от мате-
риала большая легкость вместе со значительной прочностью.
633.
в) Кольчугалюминий — сплав типа дюралюминия, изготовляв- /
тмый в СССР. Он содержит, кроме меди, магния и марганца, еще '
небольшое количество никеля (0,2 — 0,6%) и по своим механи-
ческим свойствам не уступает импортному дюралюминию (см.
табл. 252). Аналогично последнему закалка и старение повышают
механические свойства. До термической обработки кольчугалю-
миний вязок, хорошо катается и штампуется, но обладает низким
временным сопротивлением. Его механические свойства сильно
повышаются при нагартовании сплава сразу после закалки, а затем
его старения.
Таблица 252
Механические свойства кольчугалюминия
№ по пор. Состояние сплава °ъ кг мм2 кг/мм- а °/о "в
1 Листовой отожженный при 400° 19-22 5-8 15-20 50—60
2 Закаленный в воде при 500° после старения . . 36—42 19—24 15-22 90-100
* 3 Листовой закаленный, за- тем твердо прокатанный после старения .... 45—49 35-50 5 -3 100-150
Кольчугалюминий идет на изготовление листов, проволок,
балок, посуды, труб разнообразной толщины и диаметров и т. п.,
причем надежность этого сплава позволяет его применять для
ответственных деталей.
3. Никель и его сплавы, а) Никель — металл серебристо-
белого цвета, довольно твердый, очень тягучий, трудно окисляется
и хорошо принимает полировку. Удельный вес—8,4—8,6. Темпе-
ратура плавления 1450°. Механические свойства указаны в табл. 253.
Таблица 253
Механические свойства никеля
№ по пор. Состояние кг/мм? 0 % "в
1 2 Прокатанный и отож- женный Прокатанный не отож- женный 40-50 80-90 30—40 2 70 180—220
Никель хорошо сопротивляется некоторым химическим влия-
ниям, как например соляной, серной и органическим кислотам,
*634
которые очень слабо действуют на него, но растворы азотной
кислоты легко его растворяют. Он стоек против действия морской
воды и щелочей. При повышении температуры до 500° никель
легко окисляется на воздухе.
Технический никель содержит 98,5—99,5% Ni и примеси:
кобальт, медь, железо, кремний, мышьяк, серу и углерод (см.
табл. 254). При большом содержании кобальта никель становится
хрупким. Также вредными являются примеси мышьяка, сурьмы
и серы.
Таблица 254
Марки никеля (по ОСТ 567)
Марка Химический состав %
Ni 4- Со (не бо- лее) Со (не бо- лее) Прочие примеси Всего (не бо- лее)
Fe Si С S Си
Нх 99,7 0,1 0,2 0,01 0,05 Сле- 0,03 0,03
ды
н2 99,5 0,8 0,3 Следы 0,5
н3 99,0 1,0 0,5 0,15 0,2 0,03 0,15 1,0
н4 97,5 1,5 1,2 0,35 0,8 0,06 0,15 2,5
Благодаря своей химической стойкости никель широко употре-
бляется в технике. Из него изготовляются ленты, проволока,
трубы и штампованные изделия.
б~) Нейзильбер. Никель хорошо сплавляется с медью и цинком
и дает с ними ряд ценных сплавов, из которых пользуются боль-
шим распространением никелевые латуни — сплав меди, никеля
и цинка, известный под названием нейзильбера (см. табл. 255).
Медь сообщает сплаву вязкость, никель делает его твердым и по-
вышает стойкость к химическим влияниям. Чем больше никеля,
тем лучше полируется и гравируется сплав. Цинк повышает спо-
собность к холодной механической обработке, но понижает проч-
ность, вязкость, твердость и сопротивляемость химическим влия-
ниям.
Применяется нейзильбер для мелких деталей в точном при-
боростроении. Торговый нейзильбер бывает в виде листов, про-
волоки, лент и литых фасонных изделий.
Сплавы типа нейзильбера, называемые также мельхиорами,
имеют серебристый цвет, отличаются хорошими механическими
свойствами и химической стойкостью.
в) Никелин — сплав меди и никеля состава: 66% меди и 34%
никеля; обладает высоким электросопротивлением, применяется
для реостатов и термоэлементов.
635
Таблица 255
Марки нейзильбера (по ОСТ 3582)
Наиме- нование группы Марка Химический состав Пример- ное наз- начение
Никель % Случай- ные при- меси (не более)
Цинк Медь
Нор- ма До- пуск Нор- ма До- пуск
Нейзиль- бер А Н365-15—20 15 +2 -3 20 +6 -5 Ос- таль- ное 1,0 Листы, ленты для мелкой штампов- ки, пру- жины, проволо- ка
Нейзиль- бер Б Н352—32—16 32 +1 16 4-1 Тоже 0,5 Полосы, ленты для электро- техниче- ских це- лей
В отожженном состоянии временное сопротивление — 38 —
48 кг[мм2, относительное удлинение — 28—35%.
г) Константан — сплав никеля и меди состава: 60% меди
и 40% никеля; употребляется в электротехнике.
В отожженном состоянии временное сопротивление — 42—
49 кг] мм2, относительное удлинение — 40—60%; твердость по
Бринеллю — 100 — 120.
Химический состав и назначение медно-никелевых сплавов
указаны в табл. 256.
д) Нихром — сплав никеля, хрома и железа; обладает высоким
электросопротивлением и неокисляемостью. При нагреве до темпе-
ратур 800—1000° сохраняет высокие механические свойства.
Применяется в качестве нагревательных элементов в электрических
печах сопротивления, а также для деталей современных заводских
печей и термопар.
ё) Инвар — сплав никеля с железом (35—36% Ni, 0,2—0,3% С),
обладающий очень малым коэфициентом линейного расширения,
почти равным нулю. Очень прочен, но вязок (аустенит) и плохо
поддается механической обработке. Хорошо куется и прокатывается.
Термической обработке, кроме отжига после ковки при 760—800°,
не подвергается. Хорошо сопротивляется коррозии на воздухе,
в речной и морской воде. Благодаря малому коэфициенту рас-
ширения (1—3,5 • 10~в) применяется для деталей, от которых
636
Таблица 256
Медно-никелевые сплавы
№ по пор. Наиме- нование Марка Химический состав °/о Пример- ное наз- начение
Никель Марганец Медь Слу- чайные при- меси (не бо- лее)
Нор- ма До- пуск Нор- ма До- пуск
1 Мель- хиор Мх80—20 20 +0,5 —1,5 1,0 Оста- льное 0,2 Ленты для глу- бокой штампов- ки, поло- сы, прут- ки, тол- стая про- волока
2 Нике- лин Ннбб—34 34 ±1 0,5 ±0,1 Тоже 0,5 Полосы, ленты, проволо- ка, прут- ки для электро- техниче- ских це- лей
3 Кон- стантан К60-40 40 ! ±1 0,5 ±1,0 Тоже 0,5 Полосы, ленты, проволо- ка, прут- ки для электро- техниче- ских це- лей
Примечание. Для марки Мх80—20 как специальная примесь
вводится железо не свыше 1% (можно за счет никеля). В случайных
примесях допускаются: Мп — не свыше 0,1%; S — не свыше 0,01°/©;
As — не свыше 0,01%; Р — не свыше 0,005%; Pb, Sb и Bi — следы.
Для марок Нн 66—34 и К 60—40 в случайных примесях допу-
скаются: As — до 0,01%; РЬ — следы; Si — до 0,1%; Bi и Sb — следы.
требуется неизменность размеров при колебаниях температуры.
Временное сопротивление — 70—80,5 кг/мм2; предел теку-
чести— 45—55 кг/мм2', удлинение на 50 мм — 25—35%;
относительное сжатие — 50%.
Для изготовления деталей приборов, к которым предъявляются
требования равномерного теплового расширения без искажений
637
размеров (деформаций), употребляется в настоящее время перлит-
ный чугун с небольшой присадкой хрома.
4. Олово — металл серебристо-белого цвета, ковкий и весьма
тягучий; застывает крупными кристаллами. При изгибе чистого
олова слышен треск, происходящий от смещения кристаллов друг
относительно друга. Удельный вес—7,28. Температура плавле-
ния 232°. При 200° олово становится хрупким. При комнатной
температуре (18°) в нем происходит внутреннее превращение —
переход одной модификации в другую: белое олово превращается
в серое и рассыпается в порошок (оловянная чума).
Марки и химический состав олова нормализованы ОСТ 663.
Олово хорошо противостоит атмосферным влияниям и расти-
тельным кислотам. Оно прекрасно вальцуется в очень тонкие
листы (станиоль) и легко протягивается в проволоку в нагретом
состоянии (100—110°).
В торговом олове всегда присутствуют примеси: железо,
мышьяк, сера, сурьма, висмут, свинец и медь, которые повышают
его твердость, меняют его цвет (сереет) и уменьшают химическую
стойкость.
Торговое олово выпускается в виде чушек, проволоки, листов
и т. п.
5. Свинец — тяжелый металл синеватого цвета с металлическим
блеском. Удельный вес—11,34. Температура плавления 327\ Под
влиянием кислорода воздуха свинец сильно окисляется. Хорошо
сопротивляется воздействию серной, азотной и других кислот
и некоторых щелочей. Не поддается воздействию воды.
Свинец мягок, тягуч, легко вальцуется и вытягивается, причем
при волочении и прокатке не наклепывается. Присутствие при-
месей сильно меняет его тягучесть и мягкость.
Механические свойства: временное сопротивление — 2 кг[мм?\
удлинение — 50%; сопротивление сжатию — 5 кг/мм-', модуль
упругости—1500—1700 кг/мм2; твердость по Бринеллю —
3,8—4,2.
Тенический свинец — один из самых чистых металлов.
Марки свинца и химический" состав — см. ОСТ 2985.
6. Цинк — металл синевато-белого цвета. Удельный вес—7,1.
Температура плавления 419°. Литой цинк крупнокристалличен
и хрупок. Цинк лучше всего тянется и прокатывается в интервале
температур 100—150°. При применении листового цинка следует
принимать во внимание его большой коэфициент расширения
около 0,00003.
Бо влажном воздухе цинк покрывается пленкой окислов, пре-
дохраняющей от дальнейшего разъедания. Разрушается ог дей-
ствия солей и кислот, особенно разбавленных водой.
Механические свойства цинка приведены в табл. 257.
После механической обработки — прокатки при 100—150° —
цинк приобретает вязкость, которую сохраняет и при обыкновен-
ной температуре. При нагреве выше 1Е0° становится хрупким.,
638
Таблица 257
Механические свойства цинка
№
по
пор.
Состояние
кг) мм?
1
2
3
Литой...............
Прокатанный.........
Отожженный при 100° .
18
1,2
40
45
51
Цинк содержит примеси свинца, кадмия, железа и т. п., кото-
рые снижают его ковкость в горячем состоянии.
Цинк применяется для отливок под давлением, в виде листов,,
лент, проволоки, для приготовления сплавов, для оцинкования
железа и в электротехнике для гальванических элементов.
Марки цинка, химический состав и применение — см. ОСТ 7031.
ВКС. Листы цинковые обыкновенные — см. ОСТ 4270.
§ 3. Черные металлы
По своему применению стали делятся на следующие группы:
1) поделочные или конструкционные стали;
2) инструментальные стали;
3) специальные стали с особыми физическими свойствами.
Поделочные стали делятся по содержанию углерода на: 1) очень
мягкую сталь (называемую обыкновенно железом), употребляемую
на изготовление листов жести, проволоки, сортового проката;
2) поделочную или конструкционную сталь, употребляемую на
всевозможные детали и машинные части, и 3) твердую поделочную
сталь (см. табл. 258).
Таблица 258
Химический состав и механические свойства поделочных сталей
ю пор.] Химический состав °) о Механические свойства в отожженном сосюянии
i С Мп Si S Р к г]мм* 8 °/о НВ °,0
1 Мягкая поделоч- ная 0,10 ,,25 0,5 —0,8 до 0,2 0,05 0,05 30-32 22-24 90—loo 70—80
2 Нормальная поде- лочная ..... 0,25—0,4 0,45—0,7 0,1-0,3 0,05 0,05 45—48 19-21 120—140 55—60
3 Твердая поделоч- ная ....... 0,4 —0,6 0,4 —0,6 0,1—0,3 0,05 0,05 54-56 15-18 160-180 40—50
639*
Листовая сталь в зависимости от назначения делится на:*|
1) мягкую (листовое железо1)» 2) полутвердую и 3), твердую. |
Белая жесть изготовляется из черной жести путем покрытия |
оловом. Олово предохраняет железо от атмосферных влияний j
и поэтому является хорошим защитным покрытием.
Жесть (см. табл. 259) употребляется для холодной штамповки.
Она испытывается на загиб на 180° вплотную через пластинку полу-
торной толщины, затем разгибается; при этом не должно полу-
читься трещин, вспучиваний, расслоений и надрывов.
Таблица 259
Механические свойства жести
№ по пор. Сорт жести Толщина мм Число Эриксена (углубление мм} кг/мм2 & %
Черная жесть 0,5 0,7 8,2 8,8 | 22-24
1 0,8 1,0 9,15 9,7 27-38 } 24—26
2 Белая 0,8 0,85 9,2 10,2 29-35 1 26—30 | 28—33
Мягкая листовая сталь содержит до 0,2% углерода, легко
деформируется в холодном состоянии, гнется, штампуется, вытяги-
вается без образования трещин почти до острых углов. При этом
юна наклепывается, увеличивая временное сопротивление и умень-
шая удлинение; поэтому при повторной штамповке, загибке или
вытяжке на одной и той же детали необходимо давать промежу-
точный отжиг для восстановления первоначальных механических
свойств во избежание появления трещин.
Мягкая листовая сталь должна выдерживать испытание на
изгиб вплотную на 180° как вдоль, так и поперек направления
прокатки, без образования трещин, расслоений, разрывов и т. п.
При испытании на разрыв должны быть получены следующие
показания: временное сопротивление разрыву—-28—36 кг]мм*,
относительноеудлинение — не менее 25% для образцов, вырезан-
ных как вдоль, так и поперек листа.
Сталь для глубоких вытяжек должна быть хорошо отожжена
и обладать гладкой поверхностью, без шероховатостей, могущих
вызвать трещины.
Декапированное железо содержит 0,1% углерода; изготовляется
толщиной от 0,3 до 2,0 мм (по ОСТ 2492). Очень мягкие сорта
предназначаются для глубоких вытяжек. Поверхность протравлена
для удаления окалины (большая точность в толщине).
1 Листовое железо толщиной до 1 мм называется черной жестью.
640
Механические свойства: оь = 30—32 кг{мм2-, 8 = 29—30%;
глубина вытяжки по Эриксену — от 9 до 12,3 мм.
Полутвердая ластовая сталь содержит около 0,3% угле-
рода; применяется для деталей, проходящих только механическую
обработку и несложные загибы в холодном состоянии. Изго-
товляется при толщине до 2 мм холоднокатаной, выше 2 мм —
горячекатаной.
Механические свойства: = 45 K2jMM\ 8 = 23—26%; при
пробе на загиб должна загибаться вдоль волокон на 90° и поперек
волокон на 180°.
Твердая листовая сталь применяется для вырубок на вы-
рубных штампах, так как дает чистые и ровные края вырубок.
В случае необходимости последующей загибки вырубленных дета-
лей сталь подвергается отжигу, а затем загибанию.
Механические свойства: <зъ — ддкг^мм\ 8 = 8—10%; /7в = 210.
По ОСТ 4131 листовая сталь изготовляется следующих марок:
Ст 0, Ст 2, Ст 3, Ст 4 и Ст 5 нормального, пониженного и
повышенного качества.
Железная штамповальная лента холоднокатаная имеет
следующий химический состав: углерод — 0,08—0,15%, марга-
нец— 0,3—0,5%, кремний — 0,3—0,4%, сера и фосфор — по
0,04%. Употребляется для холодной штамповки. Механические
свойства — см. табл. 260.
Размеры по толщине Допуски по толщине
От 0,1 до 0,2 мм через 0,02 мм , 0,2 „ 0,5 „ „ 0,05 „ „ 0,5 „ 1,0 „ „ 0,1 „ „ 1,0 „ 2,0 „ , 0,2 „ „ 2,0 „ 3,5 „ „ 0,3 „ От 0,1 до 0,29 мм допуск ± 0,02 мм , 0,3 „ 0,59 „ „ =t0,03 „ „ 0,6 „ 0,99 , „ rt 0,04 „ я 1,0 „ 1,50 , „ =t0,05 „ „ 1,51 и выше „ „ 0,06 „
Таблица 260
Механические свойства железной штамповальной ленты
№ по пор. Сорт стали и марка <4 кг/мм2 0 % Глубина выдавливания по Эриксену
2,0 мм 0,2 мм
1 Особая мягкая — ОМ . <36 >25 12,6—12 8,5-7,8
2 Мягкая — М 33—40 20—30 12,1-11,5 —
3 Полумягкая —ПМ . . . 35—40 12—24 11,5—9,5 ,7,4—5,4
4 Полутвердая - - ПТ . . . 42—56 3—12 — —
5 Твердая — Т >55 <5 — —
41 Зав. 3905. — Спр. вн. оптико-механика, ч. II. 641
Прокатная сталь углеродистая — в виде обжатых болванок, j
заготовок, круглая, квадратная, полосовая, фасонная, широкопо-
лосная и т. п. — изготовляется без особой точности химического
состава. Применяется для изготовления различных деталей, прибо-
ров и приспособлений. Для улучшения механических свойств
подвергается термической обработке, в частности цементации,
с целью получения твердой поверхности, хорошо противостоящей
истиранию.
Для цементации употребляются следующие стали:
1) для мелких и средних деталей толщиной до 10 мм — с со-
держанием углерода 0,08—0,15%;
2) для более толстых деталей — с содержанием углерода
0,16—0,20%;
3) для наиболее крупных деталей — с содержанием углерода
0,25—0,3%.
Цементация — насыщение поверхности малоуглеродистой стали
углеродом для получения твердой поверхностной корки после
закалки — производится при высокой температуре (850—900°)
в закрытых ящиках, наполненных карбюризатором, в которые
укладываются цементируемые детали. Обычный состав карбюриза-
тора: 20—25%Na2 СО8 и 75—80% древесного угля.
Для получения поверхностной твердости применяются следую-
щие способы:
1) азотирование — насыщение поверхности стали азотом (для
этой цели употребляются стали с содержанием алюминия до 1%
и хрома 1,47—1,6%);
2) хромирование — покрытие поверхности детали слоем хрома
электролитическим путем.
Характеристика сортов поделочной стали дана в табл. 261.
Мягкая сталь с очень малым содержанием углерода — до
0,15% — вследствие ее большой вязкости очень плохо обрабап -
вается на станках и задирается при нарезании резьбы. Нагрев
такой стали до 850—900° с последующим быстрым охлаждением
в масле переводит ее в состояние, облегчающее дальнейшую ме-
ханическую обработку.
Сталь с содержанием углерода 0,15—0,25% хорошо обраба-
тывается на станках и хорошо поддается ковке. Употребляется
преимущественно для цементации, холодной протяжки и прокатки.
Ее свойства повышаются после закалки с 850°.
Сталь с содержанием углерода 0,25—0,35% употребляется
как поделочная. Она хорошо куется и обрабатывается на станках.
Двойная термическая обработка очень повышает ее свойства.
Первая закалка производится с 870° на воздухе или в масле,
вторая — с 800° в воде, а затем следует отпуск в зависимости от
назначения изделия.
Сталь с содержанием 0,35—0,45% углерода — машиноподе-
лочная— не цементируется, при закалке заметно повышает твер-
дость. После отжига хорошо обрабатывается на станках. Терми-
642
Таблица 261
Сорта поделочных сталей (по ОСТ 4125)
№ по пор. Марка кг[ммг SO/ для /= lOtf a для / = 5d Загиб в хо- лодном со- стоянии на 180° Окраска
1 2 3 4 5 “6 7 8 9 10 11 12 13 14 Ст 0 Ст 1 норм. с „ 1 норм. v r z 1 пониж. Г повыш. Ст 3 { норм. 1 пониж. Ст 4 I Н°РМ- 1 пониж. ( повыш. Ст 5 j норм. Л пониж. Ст 6 1 Н°РМ- 1 пониж. 32-40 j 34-42 j 138—45 j 142-50 ( 150-601 | 60-70 j 28 26 23 24 22 19 20 16 18 16 14 12 10 33 31 27 28 26 23 24 20 22 20 17 14 12 <з _ «г _ « « « OI О О Оо «2 CN CSCO II II II II II II II II II 1 ! 1 ’’з "«чз чз ts чз та Белый Желтый j Красный Черный | Зеленый | Синий
ческая обработка следующая: 1) нормализация при 870—925°,
2) закалка с 800—830° в масле или воде и 3) отпуск на тре-
буемую твердость.
У стали с содержанием 0,45—0,6% углерода после закалки
увеличивается хрупкость, вызывающая необходимость отпуска. Эта
сталь не цементируется. После отжига требует медленного равно-
мерного охлаждения, так как в зависимости от скорости охлажде-
ния различны результаты отжига.
Механические свойства этих сталей охарактеризованы
в табл. 262.
Автоматная сталь, предназначаемая для винтов и других
изделий, обрабатываемых на станках-автоматах, должна быть
достаточно твердой и давать мелкую ломкую стружку и гладкую
чистую поверхность обработки.
Эта сталь изготовляется с повышенным до 0,1—0,13% содер-
жанием фосфора и 0,1—0,15% углерода. Фосфор увеличивает вре-
менное сопротивление стали, уменьшая ее удлинение.
Прутковая автоматная сталь изготовляется путем холодной
протяжки, после которой ее не отжигают во избежание повыше-
ния удлинения. Временное сопротивление автоматной стали —
70—80 кг}мм^.
Волоченая светлотянутая прутковая сталь употребляется
для обработки на револьверных станках и автоматах в неотож-
41* 643
Таблица 262
Механические свойства малоуглеродистых сталей
№ по пор. I Содержание углерода % Состояние кг/мм2 5 % 1 = 200 мм Влияние закалки
1 2 3 0,1-0,15 { Катаная Отожженная Закаленная в воде 36,3 34,3 45,5 34,5 37,5 22,8 100 ( 80—90 130 1 Не закали- вается
4 5 ’ 6 0,15-0,25 | Катаная Отожженная Закаленная 70 40-46 63-77 18,6 f 30 { 12-17 ( 118 { Слабо зака- ливается
7 8 0,25—0,35 { Отожженная Закаленная 45—50 70-90 22-24 7—12 140 / 180 1 Слабо зака- ливается
9 10 0,35—0,45 { Отожженная Закаленная 55-60 80-100 16-22 5—7 159 f 250 I Закали- вается в воде
11 12 0,45-0,60 { Отожженная Закаленная 65-85 95—110 12-14 3—4 170 ( 400 j Закали- вается в во- де Ичмасле
женном состоянии. Механические свойства ее зависят от содер-
жания углерода (см. табл. 263). Химический состав: С = 0,1—0,64%;
Мп = 0,4—0,7%; Si = 0,4%; Cr = 0,25%; Р = 0,06—0,045%;
S = 0,05—0,04%.
Прутки светлотянутой стали имеют гладкую ровную повер-
хность и точные размеры в пределах допуска.
Таблица 263
Механические свойства волоченой светлотянутой стали
Марки стали Содержание углерода % кг!мм^ 8 % Нв Холодный загиб при диаметре оправки d = <2а
СЖ 0,09-0,18 40—50 18 110—160
СМ 0,2 —0,32 55—65 16 1 155 900 Один загиб на 180° в
СС 0,34—0,42 55—65 16 холодном состоянии
СПТ 0,42—0,50 65—75 14 185 - 230 вокруг оправки двой-
СТ 0,56—0,64 75-85 12 215-265 ного диаметра на 90°
СТТ 0,56—0,64 85—95 8 245—295
Проволока в зависимости от своего качества и назначения
разделяется на следующие -сорта.
644
а) Проволока мягкая, стальная (железная) марки К по тех-
ническим условиям должна содержать 0,15—0,20% углерода.
Изготовляется холодным волочением с последующим отжигом.
Должна удовлетворять условиям ОСТ 5803. Наименьшее относи-
тельное удлинение — 28%. Предназначается для контрования.
Допуски на эту проволоку нормализованы ОСТ 529.
б) Проволока стальная высокого сопротивления марки Р
должна принимать накатку резьбы и нарезку, а также расклепку
концов на головку в холодном состоянии. Оцинкованная прово-
лока Р изготовляется холодным волочением катанки с последую-
щим патентированием и травлением. Чем тоньше проволока, тем
выше сопротивление разрыву, так как увеличивается степень на-
клепа при протяжке (см. табл. 264). Допуски по диаметру: от
2,5 до 3,0 лиг: % 0,94— 0,02 мм\ выше 3 лиг: % 0,05— 0,02 мм.
Расчетная длина при определении удлинения I — 10 tZ. Расстоя-
ние между закрепленными зажимами при скручивании и зажима-
нии — 200 мм.
Таблица 264
Механические свойства проволоки марки Р
Диа- метр мм Площадь по- перечного се- чения мм2 кг[мм2 5 % Число переги- бов на 180° {г = 5 мм) Число скручи- ваний на 360° ф-
2,5 4,90 130 6 5 16
3,0 7,06 120 6 4 14
3,5 9,60 115 7 3 12
4,0 12,55 110 7 3 10
4,5 15,90 105 8 2 9
5,0 19,60 100 8 2 8
в) Проволока стальная марки ВС предназначается для не-
посредственной ее завивки на мало ответственные пружины и для
других целей. Технические условия на нее аналогичны марке Р
(см. табл. 265).
Эта проволока должна выдерживать навертывание на цилиндр
равного с ней диаметра плотной спиралью в количестве 6 плот-
ных витков.
г) Проволока стальная особо высокого сопротивления мар-
ки ОВС предназначается для непосредственной ее завивки на
пружины, работающие с постоянной затяжкой; полируется, лудится
горячим способом или оцинковывается. Механические свойства —
см. табл. 266.
Струнная проволока изготовляется из стали высокого каче-
ства с содержанием углерода 0,95—1,1% и предназначена для
изготовления пружин. В зависимости от качества и цели при-
менения она делится на два сорта: 1) струнная повышенного
645
Таблица 265
Механические свойства проволоки марки ВС
Диаметр мм Площадь попереч- ного сече- ния мм2 KZjMM2 8 % Число пе- регибов на 180° Число скру- чиваний на 360°
2,0 1,4 1,0 0,7 0,5 3,140 1,540 0,784 0,384 0,196 140 150 160 160 160 | Не опре- । делается 8 15 21 30 50 20 28 40 55 80
Таблица 266
Механические свойства проволоки марки ОВС
Диаметр мм Площадь попереч- ного сече- ния мм2 ь к г/мм2 Общее раз- рывное уси- лие кг Число пере- гибов на 180° (г = 5 мм~) Число скру- чиваний на 360°
5,0 19.6С0 140 2740 2 8
4,0 12,550 150 1885 4 11
3,0 7,060 165 1165 6 15
2,0 3,140 175 550 13 25
1,4 1,540 180 277 24 41
1,0 0,784 190 149 34 57
0,7 0,385 200 77 53 83
0,5 0,196 200 39 68 100
0,3 0,070 210 14,5 85 119
качества — рояльная, 2) струнная обыкновенного качества — сереб-
рянка. Пружины, изготовленные из рояльной проволоки (см.
табл. 267), не требуют термической обработки.
Струнная проволока имеет гладкую полированную поверх-
ность и изготовляется никелированной, вороненой и оцинкованной.
В диаметре проволоки допускаются следующие отклонения:
При диаметре 0,5—1,5 мм
„ 1,5-3,0 „
„ 3,0 и выше
J + 0,03
I —0,01
/ 4- 0,05
( — 0,02
f + 0,09
I —0,03
Серебрянка — точно калиброванная сталь с полированной
поверхностью. Изготовляется двух сортов: 1) углеродистая и
2) вольфрамовая. Углеродистая серебрянка содержит не менее
646
Таблица 267
Размеры по диаметру и механические свойства струнной проволоки
повышенного качества
Диаметр мм кг/мм* Число переги- бов на 90° Число скручи- ваний на 360° Пружинность градусы
0,1 276 155 130 105
0,3 269 85—95 86 80
0,6 259 70 47 72
1,0 247 44 22 65
1.2 241 35 19 60
1,8 223 17 14 57
2,0 220 18 14 46
2,5 208 9 12 37
3,0 196 7 11 32
3,5 185 5 11 28
4,0 177 4 10 23
5,0 163 3 8 20
6,0 153 3 7 17
8,0 140 2 2
10,0 130 1 1
Приме ч а н и е 1. 1 4спытание на хр упкость произвс >дится в тисках,
имеющих следующий радиус закругления:
для » d < 2 0,8 мм . . . £ 3 ... ... 2,5 мм . . 5 „
„ d> 3 , 10 , 2. Испытание на пружинность производится изгибанием проволоки
на 180° вокруг круглой оправки, причем фиксируется угол ее возвра-
щения к первоначальному положению, который и служит мерой пру-
живности 3. Изготовляемые размеры: От 0,1 до 1 мм через 0,1 мм , 1,2 до 2 , , 0,3 , „ 2 до 5 „ „ 0,5 „ „ 5 до 10 „ „ 2 „ „ 10 до 12 . — максимальный диаметр
0,95% углерода; в зависимости от диаметра временное сопротив-
ление ее разрыву — от 210 до 118 кг{мм^.
Ленточная пружинная сталь — стальная холоднокатаная
полированная лента, имеющая высокие механические качества,
отпущенная после термической обработки до синего цвета
(290 — 300°). Временное сопротивление ее—140—160 кг/мм9',
относительное удлинение — 6—8% на расчетной длине, равной
100 мм\ твердость по склероскопу Шора — 50—60. Химический
состав: С = 0,6—0,8 %; Мп = 0,3—0,65%; Si = 0,3—1,2%;
Р и S — менее 0,04% каждого.
Синяя ленточная сталь не поддается резке в холодном состоя-
нии, особенно фасонной. При требовании изготовления фасонных
647
пружин лента отжигается, режется и снова закаливается в масло
при температуре 790—810°, а затем отпускается на 280—330%
Нормальный сортамент пружинной ленточной стали установ-
лен следующих размеров: толщина ленты — от 0,1 до 1,5 мм че-
рез каждые 0,1 мм, а от 1,5 до 5 мм через каждые 2 мм; ши-
рина ленты до 10 мм увеличивается через каждые 0,5 мм, выше
10 мм и до 30 мм—через 2 мм и дальше — через каждые/
5 мм.
Допуски в размерах не должны превосходить следующих
величин: для толщины ленты — от 0,1 мм'. ±0,01 мм, от 0,2 до
0,5 мм'. ± 0,02 мм, свыше 0,5 мм’. ± 0,03 мм; для ширины
ленты — до 3 мм\ ±0,1 мм, до 20 мм\ ±0,2 мм, свыше 20 мм'.
± 0,3 мм.
Хромоникелевая сталь хорошо сопротивляется ударным на-
грузкам и истиранию и поэтому применяется на зубчатые колеса
и детали, подвергающиеся подобным нагрузкам, как например в
киноаппаратуре (мальтийский крест и барабан). Никель придает
стали вязкость и тягучесть, а хром повышает ее прочность и
твердость (см. табл. 268).
Хромоникелевая сталь очень чувствительна к колебаниям тем-
пературы и при охлаждении на воздухе способна принимать за-
калку. При ковке она может давать трещины.
С целью понижения ее твердости после ковки для улучше-
ния обрабатываемости на станках необходимо применять двойной
отжиг: первый — медленный нагрев до 850°, выдержка и охлаж-
дение в печи, вторичный — нагрев до 600°, длительная выдержка
и охлаждение в печи.
В оптико-механической промышленности употребляются сле-
дующие марки хромоникелевой стали: ХЗН, Х4Н, Э6 и ЭЮ.
Таблица 268
Механические свойства хромоникелевых сталей
Хромовольфрамовая сталь ЗХВ8 (ОСТ 4958) применяется
для изготовления форм для литья под давлением: она хорошо про-
тивостоит действию расплавленных металлов. Устойчивость ее по-
вышается термической обработкой, состоящей в закалке с 1100°
и длительном отпуске в течение 8—10 час. при температуре
648
550 — 600°. Термически обработанная [форма для литья под дав-
лением дает при литье алюминия до 100 000 штук отливок.
Хромоникельмолибденовая сталь 5 ХИМ (ОСТ 4958) для
изготовления штампов для горячей штамповки хорошо противо-
стоит действию горячих металлов. Термическая обработка ее со-
стоит в нагреве до 900° с последующей закалкой и длительном,
отпуске в течение 5—8 час. при температуре 400°.
В. М. Пляцкий
Глава XLVIII
ЛИТЕЙНЫЕ СПЛАВЫ
Ниже даются краткие указания о подборе сплавов для литых
деталей, имеющих применение в оптико-механических приборах,
л также приводятся основные требования, которым должна удо-
влетворять конструкция этих деталей.
§ 1. Железные сплавы
1. Чугунное литье. Для оптического приборостроения тре-
буется тонкостенное мягкое машинное литье со средним содержа-
нием:
Кремний .......................
Марганец.......................
Фосфор................•........
Сера...........................
Углерэд........................
1,9—2,4%
0,5—0,8%
0,6-0,8%
0,10%
3,2—3,6%
Кремний. При особо тонких отливках, с толщиной тела от 4
до 7 мм, содержание кремния увеличивается до 2,8%. Здесь более
высокое содержание кремния необходимо для того, чтобы предо-
хранить тонкостенные части от повышенной твердости, ибо при
быстром охлаждении чугуна углерод остается в виде химического
соединения с железом — карбида железа (FesC),— вызывающего
твердость и хрупкость чугуна. При большом содержании кремния,
даже при быстром охлаждении, карбид распадается, и выделяется
углерод, в виде графита, что придает излому темный зернистый
вид и обусловливает мягкость чугуна.
Марганец способствует образованию в чугуне карбида, т. е.
удержанию углерода в химическом соединении (связанное состоя-
ние углерода), отчего и получается твердое литье.
Фосфор делает расплавленный чугун жидким, т. е. способным
заполнять очень тонкие сечения, но ухудшает механические каче-
ства чугуна, делая его твердым и хрупким.
Сера является вредной примесью, делая чугун густым, твердым,
хрупким, красноломким и раковистым.
650
Механические свойства:
Средняя твердость по Бринеллю...............140—170
Удлинение...................................0,25%
Временное сопротивление разрыву.............12—18 кг'мм1
Временное сопротивление изгибу.............. 24—32 кг'; мм1
Этим условиям удовлетворяет ваграночный чугун.
Технические условия на чугунное литье изложены в ОСТ 970.
Коэфициент усадки для чугунных отливок принимается: для
среднего и мелкого литья—1%, для крупных отливок и отливок
с ребрами, препятствующими усадке, — 0,7—0,8%.
Основные материалы для чугунного литья: чугуны южные
коксовые (см. ОСТ 6386) и чугуны уральские (см. ОСТ 498 и 499).
2. Ковкий чугун. Значительная хрупкость обыкновенного
серого чугуна при большой его твердости вынуждает отказываться
от применения этого чугуна для деталей, требующих высоких
механических качеств. Для подобных деталей в оптико-механи-
ческом приборостроении применялись главным образом отливки
из бронзы. В настоящее время находят широкое применение,
вместо цветных отливок, отливки из ковкого чугуна. Главное при-
менение ковкого чугуна — сложные по конструкции и тонкостен-
ные изделия, которые вследствие их сложности невозможно изго-
товить путем штамповки или ковки, а также нельзя отлить вслед-
ствие их тонкостенности из стали.
Сравнение механических качеств ковкого чугуна и других
сплавов и металлов дано в табл. 269.
Т а б л и ц а 269
Механические качества ковкого чугуна и других сплавов и металлов
1 № по пор. Механические качества Ковкий чугун Серый чугун Сталь мяг- кая О) Бронза Латунь...
Амери- канский Евро- пейский X Л <и 5 £
н S О ч
1 Сопротивление разрыву, кг мм- 32—40 30-45 12—18 35 35—50 18—25 28—36
2 3 Удлинение, % Сопротивление 6-7 1-3 0,25 до 30 до 20 6—12 20-30
изгибу, кг/мм- 75 77 28—32 -— —
4 Твердость по Бринеллю 100-145 110—170 140—180 120 135-175 65-90 45—70
Из табл. 269 видно, что по механическим качествам ковкий
чугун не уступает бронзовым и латунным отливкам.
При замене цветных отливок ковким чугуном следует учесть
неоднородность последнего: мягкая ферритовая структура с по-
651
верхности (дающая повышенное сопротивление разрыву и удлине-
ние) и твердая перлитовая и частично цементитовая — внутри
изделия. Это предопределяет использование ковкого чугуна для
изделий, подвергающихся лишь наружной неглубокой механической
обработке. Кроме того он сильно уступает стальным и бронзовым
отливкам в отношении сопротивляемости механическим повторным
нагрузкам. Это надо иметь в виду при решении вопроса о замене
цветных металлов в деталях, подвергающихся высоким повторным
напряжениям.
Необходимо также учитывать большую усадку ковкого чугуна,
следствием чего нередко бывает коробление отливки. Это вынуж-
дает вводить в отливку перемычки и ребра, предохраняющие от
коробления.
Следует по возможности избегать деталей с большими замк-
нутыми полостями, ибо здесь в разных частях отливки могут
возникать различные усадки, достигающие иногда таких значений,
что отливка разрушается или деформируется.
Благодаря ферритовой структуре поверхности ковкий чугун
легко может быть цинкован, никелирован, кадмирован, эмалирован,
хромирован и т. д. Это свойство позволяет придавать деталям из
ковкого чугуна красивую внешность при одновременной стойкости
к разным разъедающим средам К
Существуют два способа производства ковкого чугуна: евро-
пейский и американский.
Европейский способ состоит в том, что из чугуна при отжиге
удаляется углерод (чугун обезуглероживается). Это значит, что
углерод, который входит в состав чугунной отливки и придает ей
твердость и хрупкость, благодаря длительному нагреванию в среде
окислителей выгорает. Для этого чугунные изделия нагревают
в сосудах, наполненных железной рудой или окалиной. Получен-
ный после такого отжига чугун имеет в изломе сталистый вид
(блестящую сердцевину), почему он носит название белосердеч-
ного.
Американский способ отжига состоит в том, что чугунное
изделие нагревают в сосуде, наполненном обыкновенным кварцевым
песком. Под влиянием длительного нагрева углерод чугуна разла-
гается на чистое железо и углерод отжига. Благодаря этому и весь
чугун делается мягким и ковким. Такой чугун имеет в изломе
черную сердцевину, почему его принято называть черносердечным.
В последнее время больше внимания уделяют американскому
способу отжига, так как он более выгоден (по этому способу
производство ковкого чугуна идет быстрее). Кроме того ковкий
чугун, получаемый по американскому способу, имеет более равно-
мерное строение, и определение его механических качеств значи-
тельно легче. На заводах СССР применяются как европейский, так
1 Разработка методов покрытий ковкого чугуна осуществляется
Институтом им. Карпова в Москве и Электрохиметом.
652
и американский- способы, причем последний начинает значительно
преобладать.
Обрабатываемость режущим инструментом лучше у европей-
ского ковкого чугуна. В американском же чугуне она затруднена
большой его вязкостью.
Что касается ковкости, то европейский чугун при достаточной
степени обезуглероживания может коваться, американский же
коваться не может, так как при нагреве перед ковкой углерод
отжига растворяется в железе и сообщает ему твердость и хруп-
кость.
Американский ковкий чугун гнется и скручивается больше
европейского, но и последний при изделиях с толщиной стенки
в 3—4 мм, хорошо обезуглероженных, может сгибаться в холод-
ном состоянии на 180° без трещины; по мере утолщения изделий
угол изгиба без трещины уменьшается.
Механические свойства американского чугуна однороднее,
чем европейского, так как они практически не зависят от толщины
стенок отливки.
Коэфициент усадки ковкого чугуна принимается равным 1,5%.
Испытания и приемка отливок ковкого чугуна производятся:
1) на изгиб;
2) на равномерность отжига: нормально отожженная отливка
дает чистый звук, плохо отожженная, твердая — металлический
звон, пережженная — глухой звон; если в отливках есть трещины,
то получается дребезжащий звук;
3) на способность обрабатываться путем просверливания.
3. Стальное литье. Для деталей, подвергающихся большим
напряжениям, применяется стальное литье. Для оптического при-
боростроения имеет применение отливка из углеродистой стали
средней твердости с содержанием:
Углерод....................... 0,25—0,3%
Кремний ...................... 0,2 —0,3%
Марганец...................... 0,3 — 0,5%
По ОСТ 791 стальная отливка должна отвечать следующим
качествам:
Сопротивление разрыву .........
Удлинение .....................
Твердость по Бринеллю .........
>36 кг!мм’1
>15%
150-170
Отливки должны быть предъявлены к приемке в отожженном
виде.
При подсчете веса отливки удельный вес стали принимается
в 8 кг/дм2.
Припуск на обработку принимается от 4 до 8 мм. Коэфи-
циент усадки стального литья берется равным 2%.
653
§ 2. Цветные сплавы
1. Бронзы, а) Оловянистая бронза. Сплавы меди с оловом
в присутствии цинка (и свинца), носящие название оловянистых
бронз, систематизированы ОСТ 6240 (см. табл, 270 и 271).
Т а б л и ц а 270
Литейные оловянистые бронзы (по ОСТ 6240)
Марки бронз Химический состав % Области применения
Олово Цинк Свинец
Норма Допускаемые отклонения Норма Допускаемые отклонения Норма Допускаемые отклонения
Бр. О. 10 10 + 1 — — — —- Твердый и одновременно вяз- кий сплав. Общее применение в машиностроении, главным образом как подшипниковый металл и для шестерен. Для ответственных отливок про- стой конфигурации
Бр. ОЦ. 10-2 10 ±1 2 +2 Ответственные фасонные от- ливки, детали, испытываемые на высокое давление. Здесь добавление цинка повышает жидкоплавкость бронзы и улучшает ее литейные каче- ства. Более 2% цинка не сле- дует иметь, ибо при этом по- нижаются механические каче- ства бронзы (сопротивление разрыву и удлинение)
Бр. ОЦ. 8-4 8 +1 4 +2 — — Заменяет бронзу ОЦ. 10-2 при менее ответственных деталях
БР.ОЦС.6-6-3 6 ±1 6 ±1 3 —1 Арматурная бронза для менее ответственных деталей. Не- большое наличие свинца улуч- шает и облегчает обработку на станках. На практике имеет название красного литья или сукрасной меди
654
Сплавы, известные под названием фосфористых бронз, боль-
шей частью являются оловянистыми бронзами, раскисленными при-
садкой фосфора, который применяется обыкновенно в виде лига-
туры фосфористой меди.
В фосфористой бронзе процентное содержание фосфора не
должно быть велико, так как фосфор сильно уменьшает вязкость
сплава. В частях машин, подвергающихся сильному трению (напри-
мер шестерни), содержание фосфора может быть доведено до 1%
для придания твердости. Кроме того фосфор придает бронзе жид-
котекучесть и способствует хорошему заполнению форм.
Таблица 271
Механические свойства литых бронз (по ОСТ 6240)
Марки бронз При испытании на растяжение Твердость по Бринеллю Способ отливки
Временное сопротивление кг'; мм'1 (не менее) Удлинение °/о (не менее)
Бр. О. 10 20 3 70—80 В кокиль
20 10 70-80 В песок
Бр. ОЦ. 10-2 20 2 80-90 В кокиль
20 10 80-90 В песок
Бр. ОЦ. 8-4 20 4 75-85 В кокиль
20 6 75-85 В песок
Бр. ОЦС. 6-6-3 18 4 60—75 В кокиль
15 8 60-75 В песок
б) Алюминиевая бронза. Алюминий, раскисляя медь и образуя-
сплав с медью, сильно повышает ее механические качества, сильнее,
чем олово. Содержание алюминия в бронзе не должно превышать
10% во избежание хрупкости сплава. Сплавы с 10% алюминия
хорошо куются, прокатываются, хорошо полируются и имеют золо-
.тисто-желтый цвет. Они хорошо противостоят химическому дей-
ствию морской воды, пара и воздуха.
Механические свойства сплава:
Сопротивление разрыву........ 40—60 кг.'мм2
Удлинение.................... 2OJ/o
Твердость по Бринеллю........до 200
655
Сплав имеет большую усадку (до 2,3%), которая сильно за-
трудняет отливку. Внутренние усадочные раковины — настолько
частое явление, что изготовление вполне плотных отливок весьма
затруднительно. Кроме того при заливке металла в форму теку-
щая струя подвергается чрезвычайно сильному окислению, сопро-
вождающемуся образованием твердых частиц окиси алюминия, про-
низывающих отливку твердыми включениями.
Для получения положительных результатов необходим ряд
предосторожностей, как то: применение флюсов для рафинирова-
ния, тщательный подбор литников и прибылей, регулирование
температуры. Все это хотя и достигает цели, но удорожает себе-
стоимость материала и ограничивает круг использования алюми-
ниевой бронзы.
в) Кремнистая бронза. В связи с дефицитностью олова, вхо-
дящего в состав оловянистых бронз, за последнее время находят
применение кремнистые бронзы (или кремнистые латуни). Оловя-
нистые бронзы долгое время не могли быть заменены другим
металлом, как превышающие по своей жидкотекучести все прочие
медные сплавы. Однако во многих случаях они неудовлетвори-
тельны и уступают другим литейным сплавам, имеющим более
высокое временное сопротивление, например алюминиевым брон-
зам и некоторым специальным латуням. Алюминиевые бронзы, как
было указано выше, вследствие трудностей их отливки редко
достигают тех значений прочности, которые им свойственны. Крем-
нецинковые медные сплавы (кремнистые бронзы), обладая всеми
положительными свойствами алюминиевых бронз, совершенно ли-
шены всех недостатков, присущих последним.
Кремнистая бронза имеет следующие преимущества.
1. Кремнецинковые медные сплавы получаются чрезвычайно
чистыми, свободными от окислов, ибо кремний является хорошим
раскислителем.
2. Жидкотекучесть сплава так велика, что тонкостенные от-
ливки толщиной до 3 мм получаются без затруднений.
3. Существенное достоинство отливки заключается в отсут-
ствии снижения прочности в зависимости от толщины стенки.
4. Сплав мало боится загрязнения шихты железом, ибо по-
следнее присутствует в нем в виде силицида железа, дающего
твердый раствор с медью.
5. При последующих переплавках сплав имеет способность
сохранять и даже улучшать строение литья как в силу ничтожного
угара кремния, так и ввиду постепенного ошлакования и вывода
содержащихся примесей.
6. При отливке может быть использовано значительное коли-
чество латунных (мунцевых) отходов и стружки.
7. Кремнистые лигатуры приготовляются на основе ферроси-
лиция.
8. Соответствующей шихтовкой в зависимости от содержания
кремния и цинка в самых широких пределах можно получать раз-
656
Таблица 272
Кремнецинковые сплавы, пригодные для оптико-механического приборостроения
42 Зак. 3905. — Спр. кн. оптжко-механика,
№ по пор. Химический состав % Механические свойства Область применения
Кремний ! Цинк Свинец Медь Твердость по Бринеллю Временное сопротивление кг! мм1 Удлинение %
1 3 4 — Осталь- ное 80 20-30 15—20 Тонкостенные детали неответ- ственного назначения
2 4 4—6 — я 120-130 30—40 10 Ответственные детали
3 3 9 — V 100—110 25-30 10-15 Мелкая арматура
4 3-5 — 1-4 » 90—110 25—30 10—15 Фасонное ответственное литье
5 3 15 — 100—115 20-40 12—15 Тонкостенное литье
6 1,5-1,8 19-21 — 0 70-90 20—25 10—12 Фасонное литье
7 2-3 19—21 — V 120-160 30-40 2—4 Фасонное литье
Примечания: 1. В кремнистых бронзах при весьма небольшом изменении содержания кремния значительно меняются
механические свойства сплава. Это диктует необходимость в целях лучшей сортировки отходов и лучшей шихтовки для
каждого завода ограничиться применением двух сплавов, соответствующих более ответственному и менее ответственному
назначению.
& 2. Кремнистые бронзы, не содержащие цинка, пригодны для отливок, работающих в условиях гидравлического давле-
S3 ния. Приготовляются они из чистых материалов: красной меди, ферросилиция и свинца. Усадка равна 1,7%.
личные механические свойства сплавов. Некоторые из них в литом’
виде имеют временное сопротивление до 55 кг]мм'\ другие же —
удлинение до 40%. В некоторых сплавах твердость по Бринеллю
может быть доведена до 220.
9. Сплав дает весьма положительные результаты при отливке
под давлением: получается весьма плотное и гладкое по поверх-
ности литье.
Из большого количества кремнецинковых медных сплавов
могут быть применены для оптико-механического приборостроения
сплавы, указанные в табл. 272.
Содержание железа во всех сплавах допустимо до 1%. Крем-
ний вводится в шихту в виде лигатуры кремний — медь, пригото-
вляемой в электропечах путем восстановления кремнекислоты
в медной ванне или из высокопроцентного ферросилиция сплавле-
нием его с медью. Цинк обыкновенно вводится путем использо-
вания мунцевых или латунных отходов.
2. Медноцинковые сплавы (латунь). Для мало ответствен-
ных деталей, не работающих на трение, употребляется латунь —
сплав меди с цинком. Для отливок применяется латунь с содер-
жанием цинка от 30 до 40%. Для механической обработки сле-
дует применять латунь с большим содержанием цинка (до 40%),
благодаря которому улучшается обработка режущим инструмен-
том. Свинец вводится в латунь в количестве до 2,0% также для
улучшения условий резания. При содержании цинка свыше 42%
латунь делается хрупкой.
Механические свойства литых латуней указаны в табл. 273.
Таблица 273
Механические свойства литых латуней
№ по пор. Содержание цинка °/о Сопроти- вление разрыву кг/мм1 Удлинение % Твердость по Бринеллю
1 30 28 35 45
2 34 28 30 48
3 40 36 20 60—65
Кроме обычных сортов латуни значительное развитие полу-
чили так называемые специальные латуни — сплавы меди и цинка
с введением различных добавочных элементов — алюминия, мар-
ганца. никеля и других — в сумме, не превышающей 7,5%. Спе-
циальные латуни отличаются повышенными механическими каче-
ствами.
В оптическом приборостроении встречаются детали из так
называемого дельта-металла., т. е. латуни, содержащей в виде
658
специальных добавок: свинец (0,4—1,8%), железо (0,9—1,3%) и
марганец (0,8—1,4%). Дельта-металл применяется для больших
оправ.
Для перископных труб за границей применяются латунные
сплавы, данные которых приведены в табл. 274.
Таблица 274
Латунные сплавы для перископных труб
№ по пор. Сплав Содержание % Временное сопротивление кг! мм’1 Удлинение %
<U Цинк Железо Свинец Алюми- ний
1 Итальянский . 59 Осталь- ное — — — 42,5 21,7
2 Американский. 65,5 — 0,1 — 39,4 32
3 Германский. . 65,4 1,5 —. 3 53 3,7
Трубы испытываются на сплющивание, при котором не должны
обнаруживаться трещины.
3. Алюминиевые сплавы. Чистый алюминий приобретает хо-
рошие механические качества после ковки и прокатки. В литом
виде, будучи вязким и тягучим, он плохо обрабатывается на стан-
ках. Кроме того главным недостатком отливок из чистого алюми-
ния является их пористость. Механические качества чистого алю-
миния не высоки, что делает его недостаточно пригодным для
ответственных деталей.
Посредством сплавления алюминия с небольшими количествами
других элементов возможно в самых широких пределах изменять
его механические свойства и получать различные сплавы, начиная
от самых мягких до самых твердых, причем в нужных случаях
можно довести сопротивление разрыву до 43 кг]мм2, т. е. до вре-
менного сопротивления мягкой стали.
Алюминиевые сплавы, известные в весьма большом количестве,
трудно поддаются классификации, ибо большая часть этих сплавов
мало отличается друг от друга по составу и свойствам, и кроме
того большинство их содержит различные комбинации из наибо-
лее употребительных элементов: цинка, меди, кремния, магния,
марганца и многих других.
а) Сплавы алюминия с цинком. Прибавление цинка к алю-
минию имеет главным образом целью улучшить обрабатываемость
алюминия на станках. Чем больше содержание цинка в сплаве,
тем легче отливки из этого сплава обтачиваются на станках. Но
при содержании цинка более 11 —12% сплав уже не поддается
прокатке и штамповке в нагретом состоянии. Для отливок в песча-
42* 659
ные формы принимается содержаний цинка до 16%. При отливке
в металлические формы при содержании цинка до 3% получается
хороший, вязкий и крепкий материал.
Механические свойства сплавов алюминия с цинком приведены
в табл. 275 (по Г. Ширмейстеру).
Таблица 275
Механические свойства сплавов алюминия с цинком
№ по пор. Состав % Разры- вающее усилие кг/мм' Удлине- ние % Твердость по Бринеллю Примечание
Алюми- ний Цинк
1 99,40 0,6 11,80 25 Механические
2 97,00 3,0 12,70 20 34 свойства относят-
3 94,30 5,7 13,70 18 37 ся к литым бру-
4 89,70 10,3 17,60 16 42 скам, подвергну-
5 84,00 16,0 18,40 14 60 тым проковке
Из данных табл. 275 можно установить, что повышение со-
держания цинка повышает разрывающее усилие, причем увеличи-
вается твердость и очень мало понижается удлинение.
Механические свойства, особенно сопротивление разрыву,
можно улучшить в значительной степени посредством ковки,
а удлинение значительно увеличивается после отжига. Результаты
приведены в табл. 276 (по Г. Я. Вейнбергу).
Таблица 276
Влияние обработки на механические свойства сплавов алюминия
с цинком
Состав % ' Обработка Сопроти- вление разрыву кг'мм^ Предел Упру- гости кг/лглЦ Удлине- ние 0/ ,0
Алюминий Цинк
! ! 94,7 i 5,3 1 Отливка не обра- ботана Отливка проко- вана Отливка прокова- на и отожжена . 7,9 13,6 9,6 4,2 11,5 2,5 8,5 19,0 30,0
Недостатками сплавов алюминий — цинк являются:
1) высокий удельный вес;
660
2) способность к распадению- и малая стойкость по отноше-
нию к атмосферным влияниям;
3) слабое сопротивление удару, особенно при большом содер-
жании цинка, вызывающем крупнокристаллическую структуру и
свойственную ей хрупкость.
Примеси железа оказывают на систему алюминий —цинк отри-
цательное действие; они вызывают усадочные раковины, понижают
механические качества сплава, повышают усадку и дают пористое
литье.
Для литья под давлением содержание цинка в алюминиевых
сплавах должно быть низким (не более 1,5%), так как цинк вызы-
вает тенлоломкость, вследствие которой горячая отливка при вы-
талкивании из формы ломается.
б) Сплавы алюминия с медью. Система сплавов алюминий —
медь находит себе в настоящее время наибольшее применение.
Уже при 3% меди сплав достигает хороших механических качеств.
С повышением содержания меди повышается разрывающее усилие
и понижается удлинение.
Механические свойства сплавов алюминия с медью приведены
в табл. 277.
Т а б л и ц а 277
Механические свойства сплавов алюминия с медью
о к о с 2 Состав % Сопроти- вление разрыву кг[мм- Предел упругости кг[мм2 Удлине- ние с,' 1 0 Твердость по Бринеллю
Алюминий Медь
1 96 4 12,5—13,5 5,2 5-6 40—45
2 94 6 13-14 5,2 2—3,5 50-55
3 92 8 13,5—18 — 1-3 65-75
Сплавы алюминия с медью дают лучшие механические каче-
ства и более плотную структуру при отливке в металлические
формы.
При надлежащей термической обработке или проковке отли-
вок из этих сплавов возможно улучшить их механические свой-
ства: увеличить сопротивление разрыву и удлинение.
Весьма важным свойством данных сплавов является их стой-
кость по отношению к влиянию атмосферы и воды, а также по
отношению к большей части химических реагентов.
Наибольшим употреблением в машиностроении пользуются
следующие сплавы.
1. Сплав, содержащий 92% алюминия и 8% меди, известный
под названием американского сплава. Кроме своих основных ком-
понентов — алюминия и меди — он очень часто содержит как
661
примесь некоторое количество железа (до 1,5%)- Этот сплав
имеет прекрасные литейные качества, давая гладкое и ровное по
поверхности лй%е, особенно при заливке в металлические формы.
Для некоторых деталей, главным образом тонкостенных, отливки
из американского сплава оказываются несколько хрупкими и
ломкими.
2. Сплав, содержащий 96% алюминия и 4% меди, употреб-
ляемый для тонкостенных изделий, как более мягкий и менее
хрупкий, чем американский сплав.
в) Сплавы алюминия с цинком и медью. Иногда встречаются
затруднения при обработке алюминиевых сплавов на станках режу-
щими инструментами, особенно на быстром ходу; тогда к двой-
ному сплаву алюминия и меди прибавляют цинк. Подобный трой-
ной сплав, известный под названием немецкого сплава, находит
себе большое применение в оптическом приборостроении в тех
случаях, когда нужна хорошая обрабатываемость на станках и
не требуются повышенные механические качества.
Состав немецкого сплава: медь—2,5—6%, цинк — 3—8%,
алюминий — 91—92%. Медь и цинк входят в сумме не более 9%.
Сплав этот, сравнительно мягкий и вместе с тем умеренно
вязкий, применяется в частности для отливки биноклей.
Значительное применение немецкого сплава в настоящее время
обусловливается кроме того характером сырья, среди которого
в большом количестве имеются переплавы — чушки, приготовлен-
ные из шлаков, скрапа и стружки. В этих переплавах неизменно
встречаются примеси меди и цинка в сумме от 8 до 15%.
Соответствующим добавлением чистого алюминия сумма этих при-
месей может быть доведена до требуемой.
При одном и том же количестве меди с повышением содер-
жания цинка повышается разрывающее усилие и падает удлинение.
Это явление наблюдается во всех сплавах, где содержание меди
изменяется в пределах от 2,5 до 8%.
Немецкий сплав имеет разрывающее усилие в среднем от 12
до 13,5 кг[мм?;. удлинение (для отливок в землю) — 1—3%.
г) Сплавы алюминия с кремнием. Из числа сплавов алюминия
с кремнием наибольшее применение имеет силумин (он же
альпаке) — эвтектический сплав, содержащий 12,8% кремния1.
Свойства нормального силумина:
Температура плавления......... 575° (ниже, чем у алюминия)
Удельный вес.................2,5—2,6
Сопротивление разрыву........14—16 кг/мм'
Удлинение . 7................5—8%
Твердость по Бринеллю........55—60
Сплав этот отличается стойкостью по отношению к влиянию
воды, насыщенного и влажного пара, кислот и т. п. и обладает
1 Эвтектический сплав является самым легкоплавким из всей серии
сплавов из данных металлов.
662
жидкотекучестью, хорошими литейными свойствами и малой усад-
кой. При заливке в металлические формы малая усадка сплава
имеет огромное значение, и это свойство силумина главным обра-
зом делает его в некоторых случаях незаменимым при отливке
под давлением. Это относится к деталям, имеющим замкнутую
внутреннюю полость, отливаемым на болване (стержне). Тонко-
стенные отливки со сравнительно большими размерами при усадке
встречают препятствия к радиальному сжатию со стороны*болвана
(стержня) и неизбежно дают трещину в наиболее слабом сечении.
Только при применении силумина, имеющего ничтожный процент
усадки, возможно получить здоровое литье. Силумин поддается
термической обработке — отжигу и закалке. Отожженный и про-
катанный силумин дает разрывающее усилие 16,5 кг]мм2 и удли-
нение до 30%, закаленный — соответственно 26 кг]мм2 и 5%.
Закалка производится при температуре 500°; отжиг — при 125 —
150°.
Главным методом улучшения механических свойств отливок
из сплавов алюминия с кремнием является их модификация, т. е.
изменение структуры сплава под влиянием химических реагентов.
Эти сплавы имеют стремление к крупной кристаллизации, что
весьма отрицательно влияет на их механические и литейные каче-
ства. Модификация производится натрием или фторидами щелоч-
ных металлов — фтористым натрием и фтористым калием. При воз-
действии их сплав получается с весьма мелкозернистым изломом,
равномерной структурой и улучшенными механическими качествами.
Модифицированный силумин имеет следующие механические
свойства: сопротивление на разрыв — 19—24 кг[мм2, удлинение —
до 10%.
Приготовляется силумин из силикоалюминия — лигатуры крем-
ний— алюминий, содержащей до 70% кремния, или непосред-
ственно растворением маталлического кремния.
Силумин требует особых условий резания1.
В тех случаях, когда механические свойства сплава имеют
меньшее значение, а требуется лишь малая усадка отливки, содер-
жание кремния может быть снижено до 6%. Одновременно с по-
нижением процента кремния улучшаются условия резания.
д') Сплавы алюминия с кремнием и медью. Из этой серии
сплавов имеет большое применение сплав лауталь, обладающий
высокими механическими качествами, содержащий в среднем: алю-
миния 94%, меди 4%, кремния 2%.
Лауталь очень хорошо прокатывается и протягивается в хо-
лодном состоянии, очень хорошо куется при 400—500°. Для горячей
штамповки нужна температура нагрева до 525°. Готовые поковки
закаливают при 490—510° и потом подвергают их старению
при 120—130° (так называемое облагораживание).
1 „Обработка силумина режущим инструментом", статья в Die Werk-
zoug Maschine, №2, 1931; перевод — в Бюллетенях Орга-Металла, Л—366/2.
663
Лауталь легко пгЧется. Его очень легко обрабатывать на станках
режущими инструментами, причем при обработке можно сильно
повышать скорости всДх подач.
Лауталь применяется для ответственных отливок, обнаруживая
хорошие литейные качества и малую усадку.
Механические качества лауталя:
При о т л и в к е:
в песок в изложницы
Разрывающее усилие (кг/мм2)'................14—22 17—30
Удлинение (%) 4—6,5 10—11
Твердость по Бринеллю...................... 55—70 70—110
Механические свойства улучшаются в широких пределах в ре-
зультате облагораживания сплава.
е) Дюралюминий. Описанный в гл. XLVI дюралюминий исклю-
чительно удобен для всевозможной механической обработки, а по-
тому его проковывают, прессуют, штампуют, прокатывают, протя-
гивают и волочат. В зависимости от механической и термической
обработки его механические качества могут изменяться в широких
пределах: разрывающее усилие — от 35 до 64 кг}мм^ и удлине-
ние— от 2 до 26%.
Что же касается литейных качеств дюралюминия, то их при-
ходится признать неудовлетворительными. Дюралюминий, отлитый
в песок, дает нездоровое, пористое литье, с большими усадочными
раковинами, заполнение формы производится с трудом. Излом дает
крупнозернистую структуру, которая неспособна к облагоражи-
ванию (под облагораживанием здесь понимается способность дюра-
люминия после закалки самопроизвольно повышать свои механи-
ческие качества путем так называемого старения). При отливке
в металлические формы хотя и получается мелкозернистая струк-
тура, но облагораживанию отливка не поддается. Поэтому данный
сплав для литья почти не употребляется, и в случае необходи-
мости получить алюминиевые отливки с высокими механическими
качествами применяют другие сплавы: силумин, лауталь и им по-
добные.
Лучшие результаты получаются при литье под давлением на
поршневых прессующих машинах типа „Прессгусс". Здесь благо-
даря добавочному уплотнению пористости не наблюдается.
В табл. 278 приведена сводка данных об усадке и удельных
весах цветных металлов и сплавов.
§ 3. Припои
Чтобы не испортить форму спаиваемых частей, припой должен
иметь температуру плавления ниже, чем спаиваемый предмет. При-
п ои должны прочно сливаться со спаиваемыми частями. Перед
спайкой необходимо очистить предмет от слоя окиси, которой
664
Таблица 278
Усадка и удельные веса цветных металлов и сплавов
№ по пор. Металлы и сплавы Усадка % Удель- ный вес
Отливка в песок Отливка в метал- лические формы
1 Свинец 0,75 0,95 11,25
2 Цинк . 1,10 1,60 6,85
3 Олово 0,25 0,70 7,20
4 Медь 1,85 2,00 8,90
5 Оловянистая бронза 1,40 1,60 8,60
6 Красное литье (бронза олово —
цинк) 1,40 1,60 8,40
7 Алюминиевая бронза 1,60 2,30 7,70
8 Кремнистая бронза 1,35 — 8,40
9 Латунь для механической обра-
ботки 1,70 2,20 8,50
10 Сплав алюминия с цинком . . . 1,50 1,60 3,00
11 „ , с медью . . . 1,50 1,35 2,90
12 и с цинком и
медью 1,45 1,40 2,95
13 Силумин 1,1 1,20 2,60
14 Лауталь 1,3 1,35 2,75
15 Дюралюминий 1,4 1,50 2,80
16 Алюминий чистый 1,6 1,80 2,75
обычно покрывается металл на воздухе. Слой окислов неизбежна
появляется также и при нагревании во время пайки.
В зависимости от состава сплава состав припоев колеблется
в больших пределах. Припой, имеющий высокую температуру
плавления, называется твердым и близок по составу к латуни;
припои, плавящиеся при сравнительно невысокой температуре,
называются мягкими.
Для предохранения от окисления во время пайки применяют
особые вещества, которые защищают от доступа воздуха спаива-
емое место, а также служат для растворения окислов. Так как
металлы при окислении дают тугоплавкие основные окислы, то для
удаления их употребляют какую-либо кислоту или ее соли,
дающие с окислами легкоплавкие или легколетучие соединения.
Из минеральных кислот применяют легколетучую соляную кислоту
или ее соли — нашатырь, хлористый цинк.
Вместо минеральных кислот во избежание разъедания спаи-
ваемого предмета при пайке легкоплавких предметов применяют
слабые органические кислоты в виде стеарина, глицерина, кани-
фоли. Часто при пайке употребляют буру.
665
1. Твердые припои (меЖ^цинковые). Классификация и тех-
нические условия — см. ОСТо 2984 (табл. 279). Этот стандарт
распространяется на сплавы меди с цинком, применяемые в каче-
стве припоев и содержащие медь в пределах 36—65% (остальное
цинк).
Т а б л и'ц а 279
Твердые припои (медно-цинковые)
Марки Химический состав % Примерное назначение
Медь Примеси Цинк
Нормаль- ный состав Допуск Железо (не более) Свинец (не более) Всего (не более)
ПМЦ-36 . 36 ±=2 0,05 0,5 1,5 Остальное
ПМЦ-42 . 42 ±2 0,05 0,5 L5 Для пайки ла- туни, содер- жащей 60% меди и более
ПМЦ-51 . 51 ±2 0,05 0,5 1,5 Для пайки ла- туни и мед- ных сплавов, содержащих 67% меди и выше, а также для меди, кра- сного литья, бронзы и же- леза
ПМЦ-65 . 65 ±2 0,05 0,5 1,5 Для пайки же- леза
2. Мягкие припои (оловянисто-свинцовые). Классификация
и технические условия—см. ОСТ 2983 (табл. 280). Этот стандарт
распространяется на сплавы олова со свинцом, применяемые в ка-
честве припоев и содержащие олово в пределах от 25 до 90%
(остальное свинец).
3. Серебряные припои. Классификация и технические усло-
вия— см. ОСТ 2982 (табл. 281). Этот стандарт распространяется
на тройные сплавы — серебра, меди и цинка, применяемые в каче-
стве припоев.
666
Таблица 280
Мягкие припои (оловянисто-свинцовые)
Марки Химический состав °/о Примерное назна- чение
Олово Примеси Свинец
Нормаль- ный состав Допуск Сурьма (не более) Всего (не более)
ПОС-25 . . . 25 ±2 1 1,5 2 Остальное Для пайки свин- цовых труб и т. п.
ПОС-33 . . . 33 ±:2 1,5 2 Для пайки в строи- тельном и жестянич- ном деле, для цинко- вых иоцинкованных листов, кабельных свинцовых пластин
ПОС-50 . . . 50 zt 1 1,5 2 п Для пайки листов из латуни и белой жести, для электро- технических целей, например в про- изводстве электро- счетчиков
ПОС-64 . . . 64 ± 1 1,5 2 Для легкоплавких металлических пред- метов
ПОС-90 . . . 90 ± 1 1,5 2 Для особого упо- требления, обуслов- ленного гигиениче- скими и медицински- ми требованиями; для пищевой про- мышленности
Температура плавления припоев:
1) Медно-цинковые припои............... 830—910°
2) Оловянисто-свинцовые припои.........181—318°
3) Серебряные припои.................. 720—785°
4. Алюминиевые припои. Алюминиевые припои разделяются
на мягкие — богатые оловом или цинком, и твердые — богатые
алюминием.
667
Таблица 281
Серебряные припои
Марки Химический состав % |
Серебро Медь Примеси i i Примерное Цинк назначение i
Нормаль- ный состав Допуск Нормаль- ный состав Допуск Свинец Всего (ко- боле eV.-
ПСр-12 . 12 + 0,05 36 । । '±1 i 0,5 1 Осталь- Для пайки ла-
ПСр-25 . 25 + 0,05 40 i—1 : 0,5 1 ное тупи с 58% и более меди; для более тонких
ПСр-45 . 45 + 0,1 30 ! rt 0,51 0,3 0,5 » работ, когда чистота места спая дости-
ПСр-70 . 70 + 0,1 26 i : i i i ; i 0,51 0,3 0,5 гаетсябезболь- шой работы, как например для пайки мед- ных и бронзо- вых частей Для пайкипро-
> i ; i i водов в тех случаях, где места спая не должны рез- ко уменьшать электропро- водность
При пайке алюминия можно обойтись без флюса, предвари-
тельно очистив спаиваемую поверхность от жира и грязи, причем
окись алюминия удаляют механически помощью шабера или напиль-
ника.
Спайка алюминия хорошо удается, но металлы, входящие
в припой, при действии сырости дают с алюминием гальвани-
ческий ток, разрушающе действующий на спай. Поэтому для
предохранения от сырости спаянное место должно быть покрыто
защитным слоем лака или краски.
Несколько примерных составов алюминиевых припоев дано
в табл. 282.
§ 4. Основные положения конструирования литых деталей
1. Разделение сложных деталей на простые. Необходимо
по возможности избегать сложных конструкций, вроде приливов
668
Таблица 282
Алюминиевые припои
№ по пор. Химический состав о/ /о
Алюми- ний Медь Олово Цинк Свинец Марга- нец
1 92,6 2,6 4,2 0,6
2 80 8 — 12 — —
20 15 — 65 — —
4 20 2 58 — 20 —
мелких деталей к крупным отливкам, а также выступающих частей,
препятствующих свободной линейной усадке.
На рис. 1282 показана станина станка, на которой 4 вы-
ступа А отлиты с нею заодно. Здесь из-за небольших выступов,
выходящих далеко за пределы отливки, увеличивается объем и без
того крупной формы. При формовке этих выступов отдельно (обо-
значено „правильно") создается большая экономия в стоимости
формы; кроме того устраняются причины, препятствующие равно-
мерной усадке всей плоскости станины (здесь приливы, являясь
как бы усилением ребер, препятствуют усадке, что может вызвать
образование горячих трещин). Таким образом, если станина будет
спроектирована в соответствии с обозначением „правильно", где
выступы выделены в отдельную отливку, а ребра вынесены в одну
сторону, все затруднения при отливке отпадут.
2. Влияние внешней формы отливки на трудоемкость фор-
мовки. Внешние контуры отливки определяют размер требуемых для
заформовки детали опок. Чем больше опока, тем больше формо-
вочной земли приходится набить в нее, тем дороже форма. При кон-
струировании необходимо следить за тем, чтобы не имело места
несимметричное увеличение размеров детали, так как это ведет
к увеличению площади формования.
Небольшое изменение формы отливки, не оказывающее су-
щественного влияния на ее назначение, может в значительной сте-
пени облегчить условия формовки. Так стойка подшипника на
рис. 1283 „неправильно" сконструирована при несимметричном
увеличении ее размеров. Она может быть более целесообразно
выполнена в соответствии с обозначением „правильно", причем в
последнем размеры и стоимость формы уменьшатся.
3. Подбор правильных поперечных сечений. Если материал
для отливок уже выбран конструктором, то он должен быть исполь-
зован наилучшим образом путем придания ему соответственной
формы, причем необходимо стремиться к получению наиболее
669
HiTipOBUCbhO
npjSU/WO'
Рис, 1282.
Рис. 1283.
670
легкой отливки. Отливки должны быть спроектированы по воз-
можности как тела равного сопротивления. Далее, для отдельных
частей их должны быть подобраны правильные поперечные се-
чения. Влияние поперечного сечения на вес иллюстрируется сле-
дующим примером: поперечное сечение Л при одинаковом мо-
менте сопротивления обусловли-
вает больший вес, чем поперечное
сечение В, так как на нейтраль-
ной его оси х—х сосредоточена
большая масса металла (рис. 1284).
Рис. 1284.
Рис. 1285.
556,8 пн2
Л
неправильно
Сопротивление изгибу стержня с прямоугольным сечением Д
вдвое.меньше, чем при Т-образном сечении В (рис. 1285).’“
4. Вынимание модели. При конструировании детали должно
быть предусмотрено вынимание модели. Внешний контур отливки
должен быть таков, чтобы удаление модели из формы происхо-
дило беспрепятственно.
а) Уклоны при формовке. Для облег-
чения вынимания модели вертикальные
поверхности должны быть выполнены с
уклоном.
Если деталь невысокая, то уклона
можно не делать. Если высота отливки
больше, чем в 2 раза превосходит ее
толщину, то необходимо делать уклон от
3 до 5% высоты (рис. 1286).
Внутренние поверхности, если они
образуют замкнутый контур или в случае
близко размещенных сильно выступающих
ребер, нужно скашивать больше. Это де-
лается для того, чтобы не сломать выступа,
образованного формовочной землей. Опас-
ность испортить форму особенно велика,
жены близко друг к другу. На рис. 1286
показано слабое место, по которому чаще
формы из-за неправильного уклона.
На рис. 1287—1289 приводится пример конструирования одной
и той же детали (крышки подшипника) в трех вариантах, причем
каждый создает различные условия для ее формовки.
'правильно
Рис. 1286.
когда ребра располо-
ломаной линией а—а
всего ломается выступ
671
Вариант 1 (рис. 1287) представляет затруднения при фор-
мовке, ибо различные ширины расположены на различных высотах.
Так как наружная часть детали представляет собой в сечении по-
лукруг, то выемка модели должна производиться по стрелке с
разъемом опок по диаметру полукруга. В данном случае приливы А
для болтов, расположенные выше, помешают выемке модели, и их
нужно поэтому сделать отъемными.
Вариант 2 (рис. 1288). Наибольшие ширины совмещены
.путем утолщения приливов для болтов и доведения их до площади
Рис. 1290.
разъема. Выемка модели значительно облегчается, отъемных частей
в модели нет. Недостатком конструкции является большая высота
приливов, что утяжеляет отливку, а также требует вследствие вы-
соты приливов установки шишек для отверстий.
Вариант 3 (рис. 1289). Деталь сконструирована с укло-
нами, дающими возможность произвести выемку модели в сторону,
обратную варианту 1-му. Дости-
гается это срезом по АВ. Приливы
для болтов невысоки, что при ко-
нусности отверстий дает возмож-
ность отливки детали без шишки.
Последний вариант следует при-
знать наиболее удачным. Плоскость
разъема формы—по линии—M—N.
б) Разъем модели. Конструк-
ция отливки должна по возмож-
ности предусматривать наиболее простой разъем модели, необхо-
димый при формовке. Для того чтобы без затруднений и без по-
вреждения земли вынуть модель из формы, необходимо чтобы
после набивки опок и разъема формы последний совпал с разъ-
емом модели, т. е. чтобы в каждой опоке оставалось по одной
половинке модели (рис. 1290). Плоскость разъема—по АВ.
При установке моделей на модельные плиты особенно важна
конструкция модели, предусматривающая ее разъем по плоскости.
-672
в) Приливы и выступающие части. Приливы должны быть
сконструированы так, чтобы при выемке модели из земли можно
было обойтись без отъемных частей на модели. Например приливы
для винтов должны быть сконструированы согласно рис. 1291.
5. Условия усадки и образование усадочных раковин. Во
время отливки при остывании металла и уменьшении при этом
его объема в местах, затвердевающих последними, возникают уса-
дочные раковины. Для избежания
их при конструировании необходимо
руководствоваться следующими пра-
вилами.
1. Толщина стенок отливки
должна быть по возможности рав-
номерной, чтобы затвердевание про-
исходило равномерно во всех час-
тях.
2. В целях наилучшего пита-
ния толстых частей (затвердеваю-
щих последними) желательно рас-
полагать их над более тонкими,
чтобы на них возможно было устано-
вить прибыли и литники. Если
толстые поперечные сечения неизбежны и они находятся
в середине отливки, <го нужно предусмотреть возможность такой
конструкции, чтобы металл не притекал к ним по тонким стен-
кам. Скопления металла, ведущие к образованию пустот, допустимы
следовательно в тех местах, где могут быть поставлены прибыли.
Рис. 1292.
Рис. 1293.
3. Конструкция должна иметь плавные переходы (рис. 1292)
и не иметь острых входящих углов (рис. 1293).
4. Следует предусматривать места, подвергающиеся при усадке
отливки наиболее сильным напряжениям, и укреплять их ребрами.
5. При конструировании необходимо учесть, что припуски
на обработку или отливка без шишки тех мест, которые назна-
чены для сверловки, иногда меняют соотношения между различ-
ными сечениями отливки и нарушают их равномерность.
Примеры правильного и неправильного конструирования при-
ведены на рис. 1294— 1298.
6. Внутренние напряжения. В различных частях отливки в
зависимости от толщины тела и его конфигурации возникает раз-
43 Зак. 3905.—Опр. кн. оптико-механика, ч. II. 573
личная усадка, что приводит к появлению внутренних напряжений.
Величина последних может достигать таких значений, что от-
ливки разрушаются или деформируются при остывании.
неправильно
Рис. 1294.
Рис. 1295.
Рис. 1296.
Рис. 1299. Рис. 1303. Рис. 1301. Рис. 1302. Рис. 1303.
При отливке шкивов часто появляются большие внутренние
напряжения, что ведет к разрыву в спицах или искривлению
обода. Если толщина обода мала по сравнению со спицами и
втулкой (рис. 1299), то он искривится, или в местах сопряжения
674
обода и спиц появятся трещины. Если толщина ступицы мала по
сравнению со спицами и ободом, то ступица потеряетформу
(рис. 1300).
S-образно изогнутые спицы (рис. 1301) лучше восприни-
мают напряжения, чем прямые.
На рис. 1302 и 1303 приведены разрезные шкивы (по ободу
или по втулке).
Если трудно уменьшить
внутренние напряжения со-
ответствующим выбором
формы сечений, то необхо-
димо устранить опасность
образования трещин при по-
мощи ребер жесткости.
Ребра жесткости следует
применять лишь в крайнем
случае, причем толщина их должна быть менее толщины отливки,
подвергающейся напряжениям усадки (рис. 1304). Примером может
служить деталь оптического прибора (бугель), показанная на рис. 1305.
Здесь в результате внутренних напряжений при отливке получа-
лись трещины на участке А — В. После установки ребер С, по-
казанных пунктиром, образование трещин прекратилось.
Рис. 1305.
7. Предупреждение газовых раковин. Газовые раковины, а
также шлаковые включения имеют склонность образовываться на
горизонтальных плоскостях, ибо последние препятствуют выходу
в прибыли газов и шлака.
Поэтому следует по возможности избегать горизонтальных
плоскостей, особенно в тех случаях, когда они расположены
сверху.
На рис. 1306 показано, как располагаются газовые раковины
на различных сечениях отливок.
Если отливка подлежит механической обработке в горизон-
тальной плоскости, то при конструировании следует предусмо-
треть возможность формовки ее обрабатываемой плоскостью вниз
^рис. 1307, детадь киноаппарата).
43* 675
Если дать уклон поверхности детали и тем самым дать вы-
ход для газов, то можно избегнуть опасности образования пу-
зырей, заключенных внутри отливки. Кроме того при наклоне,
достигается лучшее заполнение формы металлом (рис. 1308 и
1309).
8. Допускаемая толщина тела. Допускаемая наименьшая
толщина тела отливки должна в каждом отдельном случае рас-
Рис. 1307.
Рис. 1306.
сматриваться с точки зрения конфигурации детали и взаимного
расположения толстых и тонких сечений.
В чугунном литье толщина тела отливки может быть дове-
дена до 3 мм — в случаях, где механические напряжения допу-
скают применение жидкотекучего фосфористого чугуна, отличаю-
щегося, как известно, некоторой хрупкостью.
Рис. 1309.
В алюминиевом литье в случае небольших отливок, конфигу-
рация которых способствует плавному заливанию формы, а также
когда есть возможность перехода от вышележащих толстых се-
чений к тонким, толщина тела отливки может допускаться до
2,5 мм. Примером может служить корпус бинокля (рис. 1310).
Здесь благодаря заливке металла через толстое сечение ушек и
плавному переходу его по окружности, практически легко осуще-
ствляется отливка с толщиной тела в 1,5 — 2 мм.
Из числа медных сплавов лучшей жидкотекучестью отли-
чаются бронзы, содержащие цинк (машино-арматурные), а также
кремнистые бронзы. На рис. 1311 приводится пример детали опти-
ческого прибора, где отливку с толщиной тела в 2,5 мм, прав-
676
назначенную первоначально для изготовления из латуни, пришлось
вследствие плохого заполнения отливать из бронзы. В .последнем
случае заливка происходила без затруднений.
9. Конструкция полых деталей (стержни-шишки и их при-
менение). а) Случай формовки без применения стержней. На
рис. 1312 показана фундаментная плита. При выполнении ее со-
Рис. 1310. , Рис. 4311. ’
ответственно обознач^ию „неправильно", при котором стенки её
вертикальны, а ребра снабжены вырезами, применение стержней
неизбежно; кроме того возможен при вынимании модели сдвиг
отъемного прилива. При выполнении плиты согласно обозначению
„правильно" формовка ее может быть произведена без стержней,
так как ребра не имеют
вырезов и фланец снаб-
жен выступом лишь с
внешней стороны отливки.
Кроме того для облегче-
ния вынимания модели
стенки имеют большой
уклон как с внутренней,
так и с внешней стороны,
и наконец боковой при-
лив продолжен до сопря-
неправильно правильно
Рис. 1312.
жения с фланцем.
На рис. 1313 показана деталь киноаппарата, в которой бла-
годаря незначительному изменению конструкции удалось избегнуть
применения стержней.
б) Укрепление стержней. Следует обратить особое внимание
на то, чтобы стержни могли быть надежно и неподвижно устано-
влены в форме посредством знаков (опор) и по возможности без s
применения жеребеек. Кроме того крайне нежелательны стержни,
окруженные со всех сторон металлом, что вызывает недостаточ-
ный отвод газов.
На рис. 1314 показана правильная конструкция стержня при
формовке патрубка. Здесь стержень крепко установлен на двух
677
знаках%4—А; кроме того положение его обеспечивает выхода
газов наружу.
Рис. 1314.
На рис. 1315 приведена неудачная конструкция: деталь не
имеет! сквозного выхода, вследствие чего стержень может иметь
только один знак А. Чтобы стержень не провисал, делают знак
67&
более самого стержнями кроме того устанавливают жеребейки1.
Приведем пример из практики оптического приборостроения.
Колонка кинопроектора КТ (рис. 1316) в первом варианте была
сконструирована неправильно: здесь хотя стержень и может быть
установлен на двух знаках, но большие размеры и тяжесть не
обеспечивают его от провисания. Кроме того верхний знак мал
Рис. 1318.
^pzzzzzzzzzzzzzzzzzzzzzzzzzzzz.
правильно
Рис. 1319.
для надежного укрепления стержня. Для этой цели приходится
применять жеребейки. В месте их установки необходимо в целях
увеличения массы металла (для заварки жеребейки) делать утол-
щения, искажающие внешность отливки. Отливка протекает с боль-
шим браком.
На ’рис. 1317 приведена колонка кино-Томп № 4. Здесь
благодаря наличию окон является возможным выпустить боковые
знаки, чем достигаются надежная опора и хорошая вентиляция
стержня.
На рис. 1318 приведена деталь оптического прибора, у ко-
торой диаметр знаков стержня равен лишь 4 мм, что влечет за со-
бой смыв стержня напором металлической струи.
1 Жеребейка—железная стойка, заваривающаяся в отливку, имеющая
высоту тела отливки и служащая опорой для стержня.
679
10. Конструкция деталей длялмтьапод давлением. Деталн;|
предназначаемые к отливкё под давлеямём, должны быть скон*1
струированы с точки зрения возможности их отливки в металли-
ческие формы. ?
1. Стержни должны иметь уклон, достаточный для "легкого
удаления их из отливки. На рис. 1319 и 1320 представлены кон-
струкции отливок в случае изготовления их под давлением.
Внутренние приливы должны быть доведены До конца: в про-
тивном случае нельзя будет изъять стержень из детали (рис. 1321).
На рис. 1310 показана отливка бинокля, в которой при при-
менении литья под давлением приливы у торцов приходится дово-
дить до мостика. Это настолько усложнило обработку бинокля,
неправильна
правильно
TZZZZZZZZZ
Рис. 1322.
Рис. 1321.
что были сведены почти к нулю все другие преимущества литья
под давлением. В подобных случаях следует коренным образом
переконструировать деталь с удалением приливов в сторону и
уменьшением их настолько, чтобы они не мешали при сборке.
2. Одновременно при конструировании должны бйть учтены
условия, способствующие устранению усадочных раковин (рис. 1322).
3. Минимальные размеры диаметров отверстий и толщины
стенок ограничены известным пределом, зависящим от рода сплава
и того давления, под которым происходит впрессовывание сплава
в форму. л
Кроме того деталь, отливаемая под давлением, должна иметь
достаточные закругления углов и определенную конусность по-
верхностей, перпендикулярных к разъему формы.
В табл. 283 приводятся различные величины, которые должны
быть приняты во внимание при конструировании.
680 ч
Таблица 283
Данные для конструирования литых деталей
| № по пор. ' | Сплав Толщина стенок мм Минимальный ра- диус закругления Минималь- ная конус- ность % от вы- соты Минимальный диаметр мм Отверстия Глубина Резь-• ба мм
Внутренняя! | Наружная |
Непро- ходная Про- ходная
На- ружи. Вну- трен.
1 Оловянно- свинцовый 0,75 - 2,5 0,5 0,1 0,2 0,45 ЛХ4 о х ю 10 4
2 Цинковый . 1,5 -3 0,5 0,2 0,4 0,75 яхз О(ХЮ 6 6
3 Алюминие- вый . . . 1,5 -5 1,0 1,0 - 1,0 3,00 DX3 ох з 12
4 Медный -. • 1,5 —6 U— 1,0 1,0 1,0 3,00 DX3 ОХ 2 — 12
Л. П. Гуляев
Глава XLIX
НЕМЕТАЛЛИЧЕСКИЕ МАТЕРИАЛЫ (КРОМЕ СТЕКЛА), ПРИМЕ-
НЯЕМЫЕ В ОПТИКО-МЕХАНИЧЕСКОМ ПРОИЗВОДСТВЕ
Немалую роль в оптико-механическом приборостроении играют
неметаллические материалы (кожа, бумага, пластмассы и т. д.).
Некоторые из них, особенно за последнее время, легко конкури-
руют со многими металлами и их сплавами, являясь в иных слу-
чаях прекрасными заменителями последних. Многие неметалличе-
ские материалы совершенно незаменимы, и без их применения
невозможно было бы строить современных сложных оптико-меха-
нических приборов, невозможно было бы придавать им красивой
внешности.
Применяемые в настоящее время оптико-механической промы-
шленностью неметаллические материалы можно распределить на
следующие группы: 1) пластмасса, 2) резина, 3) кожа, 4) Фкань,
5) войлок, 6) бумага, 7) дерево, 8) асбест.
§ 1. Пластические массы
В оптико-механической промышленности применяются следую-
щие пластические материалы:
1) фенол альдегидные пластмассы:
а) монолит,
б) текстолит,
в) неоконденсит;
2) целлюлоидные пластмассы:
а) целлюлоид,
б) фибра,
в) этрол.
За последние 20 лет производство пластмасс колоссально
выросло и развилось в самостоятельную мощную отрасль химиче-
ской промышленности, продукция которой не только успешно
конкурирует с целым рядом общепризнанных материалов, но в ряде
отраслей является незаменимой и вытесняет другие материалы,
как например: черные и цветные металлы и сплавы, кость, кожу
и т. п. Объясняется это прежде всего той принципиально важной
*682
особенностью пластмасс, что, будучи искусственно составлены из
самого разнообразного сырья и самыми разнообразными методами,
они допускают неисчерпаемое разнообразие технических свойств
и большое богатство ассортимента, применяемого той или иной
промышленностью.
Механические и химические свойства пластмасс в целом таковы:
I 1) диэлектрическая прочность—18 000—25 000 У[мм толщины;
2) механическая прочность — 6—9 кг/мм^;
3) прочность на сжатие — 28—40 кг1мм^’,
4) стойкость против действия органических растворителей,
кислот и пр.;
5) малый удельный вес (1,7—1,5): легче железа и чугуна
в 6—7 раз;
6) теплостойкость — от 250э до 300°;
7) водонепроницаемость, водоупорность, нетеплопроводность.
Изделия из пластмасс, выпускаемые в массовом количестве
путем прессования и литья под давлением, исключают необходи-
мость в, сложных обрабатывающих станках и инструментах, упо-
требляемых при металлообработке; кроме того пластмассы в своем
большинстве хорошо поддаются механической обработке (фрезе-
рование, сверление, пилка и т. д.).
Пластмассы, заменяя металл в машине, аппарате, станке, облег-
чают конструкцию последних и делают работу бесшумной.
Основные виды применения пластмасс в приборостроении:
1) опорная конструкция типа фундаментной плиты либо ста-
нины;
2) прокладочные шайбы или плиты;
3) направляющие втулки, направляюгцие нажимные ролики или
шкивы;
4) опорные вкладышевые поверхности, вкладыши, подпятники
и т. п.;
5) фрикционные катки;
6) зубчатые шестерни;
7) шкивы (рабочие и холостые) для ременной передачи;
t 8) рукоятки, маховички;
9) защитные корпуса, корпуса червячных передач, коробки
шестереночных передач и т. д.;
10) вспомогательная арматура, не участвующая непосредственно
в рабочем процессе: смазочная, наполнительная (аккумуляторно-
резервуарного типа) и пр.
Заграничная практика показывает, что пластмассы могут быть
использованы и для более ответственного назначения, чем указано
выше.
Нельзя применять пластмассы:
1) как проводники электрического тока;
2) как носители магнитных свойств;
3) для деталей, работающих при высокой температуре (свыше
200—300°);
683
4) для деталей, от которых требуется прочность ;стали;
5) при отсутствии факторов экономичности.
1. Пластмассы группы фенолальдегидных. Пластмассы, вхо-
дящие в эту группу, состоят из бакелита (продукт конденсации
фенола с формальдегидом), соединенного с различными веще-
ствами— заполнителями, от физических и химических свойств
которых изменяются в желательном направлении свойства самих
пластмасс.
В качестве заполнителя чаще всего применяют: древесную
муку, хлопчатобумажные и льняные волокна, обрезки ткани и
самую ткань, асбест, кожевенные опилки, бумагу, металлические
стружки, рыбью чешую и т. п.
Для повышения удельного веса и теплостойкости, а равно для
уменьшения усадки материала при остывании применяют минераль-
ный заполнитель (не свыше 8—10%), как то: мел, полевбй шпат,
тальк, молотый кирпич и т. д. В тех случаях, когда изделия из
бакелитовых соединений подвергаются дополнительной обработке
сверлением, фрезерованием и т. п., присутствие минерального
заполнителя крайне нежелательно, так как оно вызывает быстрый
износ режущих инструментов.
а) Монолит — прессовочная масса, содержащая 35—50% чи-
стого бакелита (идитола) с древесным заполнителем. Удельный
вес—1,33 — 1,40; теплостойкость по Мартенсу—100—120°; коэ-
фициент линейного расширения (в пределах 20—70°)—25 10-6—
45- 10-6; твердость (статическая) по Бринеллю — 20—38; времен-
ное сопротивление изгибу — 500—1000 кг) см2; прочность на раз-
рыв— 400—625 кг/см2', прочность на ударный изгиб—4—Q,6kz)cm2.
Органические растворители изменений не производят, кислоты
разрушают заполнитель. х
Употребляется монолит для изготовления маховичков, наглаз-
ников, оправ, футляров, предохранительных кожухов, деталей
осветительного устройства и т. д.
б) Текстолит — ткань, пропитанная бакелитовой смолой и
отпрессованная обычно в виде листов 1000 X 1500 мм и
1000 X650 мм. Удельный вес —1,32—1,40; теплостойкость по
Мартенсу—100—125е; коэфициент линейного расширения (в пре-
делах 20—70°)—20 • 10~в—30 • 10~6; твердость (статическая) по
Бринеллю — 33—38; временное сопротивление ,,изгибу— 1000—
1700 кг]см2; прочность на разрыв — 900—1750 kzJcm2; прочность,
на ударный изгиб — 35—85 кг/см2. Органические растворители
изменений не производят, специальные сорта текстолита стойки
к соляной и серной кислотам на холоду. Щелочи при концентрации
свыше 5% разрушают поверхность.
Текстолит хорошо подвергается дополнительной обработке, он
хорошо пилится, сверлится, фрезеруется и точится. Натуральный
цвет его — от канареечно-желтого до темнокоричневого. Употре-
бляется текстолит для изготовления бесшумных шестерен, шайб„
гаек, рычагов и подшипников.
684
в) Неоконденсит является композицией, изготовляемой методом
конденсации фенола и формальдегида вместе с наполнителем (лиг-
нином, линьером, котонином, древесной мукой и т. д.). Удельный
вес—-1,4; теплостойкость по Мартенсу —106. Коэфициент линей-
ного расширения (в пределах 20—70°)—20 • 10-6—35? 10”6; твер-
дость (статическая) по Бринеллю—20—38; временное сопротивление
изгибу — 750 кг}см2; прочность на разрыв — 550—1150 кг/см2;
прочность на ударный изгиб—10—20 кг {см2. Органические рас-
творители не действуют, кислоты и щелочи разрушают.
Неоконденсит хорошо обрабатывается режущим Инструментом;
особенно хорошо нарезается резьба, что несомненно выдвигает
этот материал на одно из первых мест в оптико-механическом
приборостроении. Применяется неоконденсит для корпусов фото-
аппаратов, биноклей, оправ объективов, труб, тубусов и т. д.
2. Пластмассы группы целлюлозных. К этой группе относятся
пластмассы, приготовленные на основе простых и сложных эфиров
целлюлозы.
О) Целлюлоид представляет собой нитроклетчатку, смешанную
с канифолью. Удельный вес —1,30—1)35; теплостойкость по Мар-
тенсу — 50; коэфициент линейного расширения (в пределах 20—
70°)—10 • 10~в—16 • 10-6; прочность на разрыв — 300—725 кг[см2;
прочность на ударный изгиб—-4 кг) см2. Органические раствори-
тели и кислоты разрушают, щелочи действуют слабо.
Целлюлоид, отпресован'ный между двумя полированными поверх-
ностями, совершенно прозрачен. Хорошо окрашивается в любой
цвет. Допускает механическую обработку. Если бы не его легкая
воспламеняемость, целлюлоид был бы весьма ценным материалом
в строительстве оптико-механических приборов.
Целлюлоид употребляется для изготовления ручек, планок,
валиков, шайб, стекол, как прозрачных, так и цветных (например'
красный целлюлоид для смотрового окна в фотоаппарате), для
лепестков диафрагмы ирис. Применять его для электроизоляцион-
ных прокладок ввиду легкой воспламеняемости не рекомендуется.
б) Фибра. Целлюлоза, обработанная серной кислотой и отпрес-
сованная в листы или прутки, носит название фибры. Удельный
вес —1,5; прочность на разрыв —1050 кг}см2. От кислот и ще-
лочей не разрушается.
Фибра хорошо обрабатывается (пилится, режется, фрезеруется).
Употребляется для изготовления ручек, рычагов, Втулок, шайб,
колес, шкивов, подшипников, бесшумных шестерен, термо- и
электр о изоляторов, а также применяется как суррогат кожи.
в) Этрол — прессовочная масса на основе эфиров целлюлозы.
Удельный вес — 1,5—2,2; теплостойкость по Мартенсу — 45—50;
- коэфициент линейного расширения (в пределах 20—70°)—
12 • Ю”8—16 • 10~6; твердость (статическая) по Бринеллю —16—22;
временное сопротивление изгибу — 480—550 кг{с.лР‘, прочность
на ударный изгиб — 4,5—5,5 кг)см2. От действия органических
» 685
растворителей теряет прочность и разрушается с поверхности; от
кйслот сильно разрушается поверхность; щелочи разрушают' при
нагревании и на холоду.
Этрол очень пластичен, менее горюч, чем целлюлоид и допу-
скает повторные запрессовки, вследствие чего можно совершенно:
избежать отходов. Текучесть этрола позволяет изготовлять из него
детали литьем под давлением; это, помимо экономичности, имеет
то преимущество, что делает возможным изготовление деталей
сложной формы и малых размеров.
Употребляется этрол как материал для шестерен, рукояток,
оправ для луп, маховичков. Применять его в ответственных местах
прибора не рекомендуется.
§ 2. Резина
.4
Резина представляет собой вулканизированную смесь каучука
с различными веществами-заполнителями. В зависимости от запол-
нителя и процентного содержания каучука резина может быть
разнообразного качества. Различные способы вулканизации позво-
ляют получить ее плотной и более рыхлой — губчатой. Окраска
резины может быть самой разнообразной, но обычные ее цвета:
белый, серый, черный и красный. Резина не чувствительна к кис-
лотам, щелочам и органическим растворителям, газонепроницаема
и эластична (что делает ее пригодной для применения в качестве
буферов, подкладок, амортизаторов).
Изделия из резины — пластины, ленты, шнуры, трубки и дру-
гие фасонные изделия (последние согласно специальным заказам).
Пластины выпускаются Резиносбытом в виде рулонов, причем
длина их зависит от толщины; так при толщине пластин от 1,5
до 10 мм длина пластины в рулоне — 7 м.
Пластины могут изготовляться как без прокладок, так и
с прокладкой из ткани, причем пластины с прокладкой имеют
следующие допуски в размерах: по ширине—10%; по толщине:
с 1 до 5 мм — 25%, с 5 до 10 мм—15%, с 10 мм и выше —
10%, но не свыше 2 мм. Сорта пластин по данным Союзснаб-
сбыта указаны в табл. 284.
Резина применяется для изготовления наглазников, опор, бу-
феров, амортизаторов (например амортизатор фотозатвора), при-
водных ремней (шнуров), электроизоляции, а также как прокла-
дочный материал.
Губчатая резина употребляется для изготовления резиновых
колец, подушек, амортизаторов и пр.
Кроме того изготовляемая по специальному заказу невулка-
низированная резина в виде листов (0,6 — 0,8 мм толщиной и
220—225 мм шириной) с тиснением под кожу применяется как
суррогат кожи на оклейку биноклей.
В табл. 285 приведены размеры резиновых трубок, а в
табл. 286 сорта резиновых шнуров (по каталогу Союзснабсбыта).
686
t Та блица 284
Сорта резиновых пластин (по каталогу Союзснабсбыта)
№ по пор. Индекс по ' каталогу Назначение Сорт Удельный вес
Без про- кладки С про- кладкой
1 РОШ Р0211 Без холодной воды и
воздуха D 1,50
2 Р0112 Р0212 я 51Е 1,57
3 Р0113 Р0213 и С 1,42
4 РОИ 4 Р0214 103 1,57
5 РОШ Р0221 Для горячей воды и
пара в 1,10
6 Р0122 Р0222 СР 1,23
7 Р0123 Р0223 50С 1,50
8 Р0131 Р0231 Для щелочей, хлора и 50С 1,50
перегретого пара
9 Р0141 Р0241 Для слабых кислот D 1,50
10 Р0151 Р0251 Для крепких кислот А 0,96
11 Р0152 Р0252 50С 1,50
12 Р9161 Р0261 Для жиров 421 1,88
13 Р0171 Р0271 Для масел: солярового, веретенного, трансфор- 297Р 1,44
14 матерного и др.
Р0181 Р0281 Для аммиака и едких
щелочей А 0,96
15 Р0182 Р0282 50С 1,50
16 Р0191 Р0291 Для керосина и бензина 785/1 1,98
Таблица 285
Размеры резиновых трубок (по каталогу Союзснабсбыта) <
Внутренний диаметр мм Толщина стенок мм
0,75 1 1,5 2 3’
1,5 № 1 № 11 № 21 № 31 № 41
2,0 -№ 2 № 12 № 22 № 32 № 42
3,0 № 3 № 13 Xs 23 № 33 № 43
4,5 № 4 № 14 № 24 № 34 № 44
6,5 № 5 № 15 № 25 № 35 № 45
8,0 № 6 № 16 № 26 № 36 № 46
9,5 № 7 № 17 № 27 Xs 37 № 47
11,0 Xs 8 № 18 № 28 № 38 № 48
12,5 № 9 № 19 № 29 № 39 № 49
687’
Табл ица 286
Сорта резиновых шнуров (но каталогу Союзснабсбыта)
Индекс по каталогу Назначение Сорт Удель- ный вес
Круглый Квадратный Фасон- ный
Р1711 Р1721 Р1731 Для крепких кислот А 0,96
Р1712 Р1722 Р1732 Для горячей воды и
пара В 1,10
Р1713 Р1723 Р1733 Для слабых кислот D 1,50
Р1714 Р1724 Р1734 Для холодной воды и
воздуха С 1,42
Р1715 Р1725 Р1735 Для щелочей, хлора и
перегретого пара> 50С 1,50
Р1716 Р1726 Р1736 Для масел: солярового, веретенного; трансфор- 297Р 1,44
маторного и др.
§ 3. Кожа
Кожа представляет собой шкуру животного, лишенную волос
и соответствующим образом обработанную, с тем чтобы от влия-
ния температуры, влажности и прочих атмосферных воздействий
она не меняла своих качеств, приобретенных при обработке.
Кожа должна быть мягкой, эластичной, не высыхать, не тре-
скаться и не размокать.
Номенклатура кож, применяемых в оптико-механической
промышленности или пригодных для ее целей, чрезвычайно ве-
лика. По назначению кожи можно разделить на четыре группы:
1) толстая кожа; 2) кожа для внешней отделки приборов; 3) кожа
для мехов; 4) кожа для предохранения нежных частей приборов
от трения. > •
1. Толстая кожа. Кожа этого типа представляет собой мос-
товье, выделенное из сырья рогатого скота и выдубленное рас-
, тигельными дубителями, преимущественно ивовой корой. Употреб-
ляется эта кожа для ремней, ручек, шайб, прокладок, колпачков,
.для окантовки углов и пр. Наилучшие сорта ее — чепраковые.
2. Кожа для внешней отделки изделий представляет собой
чкожу, выделанную из шкур телят (крупного рогатого скота) и
овец посредством хромовых солей. Наиболее распространенными
/ ОСТ 6876 \
сортами ее являются: хромовый опоек I • --7—— I выросток
\Г1Ко1 2оУ /
/ ОСТ 6880 \ / ОСТ 6885 \
хромовый ------------27Г> ^люР (hKBT~"W) и дрУгие-
.Употребляются эти кожи, кроме отделки изделий, также для не-
I -больших ремней, застежек, подкладок и т. п. Цвет — черный и
' желтый, с тиснением и без тиснения.
3. Кожа для мехов. Для мехов фотоаппарата употребляется
специальная фотокожа — шпальт. Фотокожей называется лицевой
-688 ' . .
спилок овчины, выдубленный хромовыми или лайково-хромовыми
способами и отделанный на лйцевую сторону в черный или дру-
гой цвет. По качеству фотокожа разделяется на три сорта: 1-й,
2-й и 3-й; по площади — на куски нормальных размеров и
лоскут; по цвету — на черную и цветную. Фотокожа должна быть
хорошо продублена, нормально прожирована, мягка, эластична,
не тряпичата. При сгибании вчетверо лицом наружу она не должна
трескаться. Толщина — в пределах от 0,15 до 0,35 мм, причем
колебания в различных листах одной кожи не должны превышать
0,1 мм.
4. Кожи для предохранения от истирания. Сорта этой
группы кож носят название замшевых кож. Получаются они путем
обработки среднего слоя шкуры — дерма (Derma) — не с помощь»
растительных дубителей, а посредством некоторых жиров, склон-
ных к окислению и поглощению кислорода воздуха и высыханию.
Полученный фабрикат обладает некоторыми особенностями: его
например можно мыть, даже с мылом, и он от этого не теряет
своих первоначальных качеств и свойств. Для получения замши
идут кожи оленей, лосей, серн, коз и баранов. Цвет замши —
светложелтый.' Замша нежна наощупь и тягуча. Употребляется
она для оклейки футляров и некоторых деталей приборов с целью
предохранения их от истирания. Оленья замша, как наиболее
нежная и тонкая, употребляется для протирки оптики.
§ 4. Ткани
Ткани, применяемые в оптико-механическом приборостроении,
можно разделить на хлопчатобумажные, льняные, шерстяные и
комбинированные. К шерстяным тканям относятся сукна, к хлоп-
х чатобумажным — коленкор, миткаль, к льняным — брезент, полотно
и к комбинированным — гранитоль, плюш, бархат и полубархат.
1. Сукна. Материалом суконных тканей служат волокна
животного происхождения. Различаются:
а) армейское сукно, толщиной в 1, 1,5, 2 и 2,5 мм, упо-
требляемое для сальников, на обклейку колодок укладочных ящи-
ков, на обшивку подушек и пр.;
б) зеленое сукно, толщиной в 2 мм, — на подкладку к шта-
тиву фотоаппарата;
\ в) красное сукно, толщиной в 1 мм, — на обшивку стенок
и колодок ящиков приборов;
г) черное сукно, толщиной в 1,5 мм,— на шторки кино-
фонаря.
2. Хлопчатобумажные ткани, а) Миткаль
ткань гроденаплевого переплетения, принадлежащая к классу
гладких тканей. В зависимости от отделки миткаль в готовом
виде известен под названиями: ситца, мадеполама, нансука и ко-
44 Зак. 3905. — Опр. кн. оптико-механика, ч. II.
/ ОСТ 5329 \
^НКЛП 62 /
ленкора. Миткаль различается: по весу,— легкий, средний и тяже-
лый; по плотности — плотный, средний и редкий; по качеству —
1-й и 2-й сорт. Неотделанный миткаль носит название сурового
миткаля (согласно ОСТ 2316). Употребляется миткаль главным
образом на обшивку наружных деталей (например труб дально-
мера).
б) Коленкор идет для прокладок под призмы, для оклейки
угольников призм; кроме того коленкор толщиной 0,15 мм упо-
требляется на меха фотоаппарата 9 X 12, а толщиной 0,2 мм —
на меха фотоаппарата 13X18. Цвет коленкора — черный.
3. Льняные ткани, а) Парусина — очень плотная ткань серо-
го цвета. Употребляется (для обшивки подушек, пошивки карма-
нов, колпачков, для ремней, футляров и т. п.
б) Полотно (ОСТ 5292 — 5300) — плотная льняная ткань.
В зависимости от обработки различается полотно: суровое, полу-
белое и белое. Употребляется полотно как подкладочный мате-
риал.
в) Брезент—непромокаемая льняная ткань, пропитанная
алюминиевыми солями или озокеритом. Употребляется для чехлов,
обшивок, карманов для инструментов и пр.
4. Комбинированные ткани.1 а) Ворсовые ткани. 1) Бар-
хат— шелковая или полушелковая ворсовая ткань, представляю-
щая с изнанки какое-либо простое переплетение, чаще всего по-
лотняное, а с лица покрытая густым слоем торчащих кончиков
шелковых нитей, совершенно закрывающих так называемый грунт
ткани.
2) Полубархат — то же, что и бархат, только и основа
и ворс не шелковые, а бумажные.
3) Плюш — то же, что и бархат, но с более длинным вор-
сом— от 3,5 до 4 мм (основа толщиной не менее 0,5 мм).
Цвет — интенсивно-красный или черный.
Употребляются бархат, полубархат и плюш для оклейки от-
дельных частей ящиков (толщина 1,5 мм), для хранения запас-
ных оптических деталей и различных наборов оптики.
Плюш применяется при изготовлении фотоаппарата: на про-
кладки к роликам, на прокладку к корпусам фотоаппаратов, на
прокладку рамок кассет (как мера предохранения от попадания
света).
б) Гранитоль — хлопчатобумажная ткань, покрытая слоем
гибкой пластмассы; может быть как гладкая, так и тисненая
под кожу. Цвет — разнообразный, но обычно в оптико-механи-
ческом приборостроении применяется черный и желтый тисненый
под шагрень гранитоль. Употребляется гранитоль как имитация
кожи на оклейку приборов, футляров колпачка объектива и т. д.
1 Под комбинированными тканями понимаются ткани, составленные
из разных волокон, например хлопчатобумажных и шелковых (плюше-
вые) или хлопчатобумажных и волокон других материалов (гранитоль)..
690
в) Дермантин — то же, что и гранитоль, но более тонкая
и гибкая ткань. Допускает многократное сгибание без образова-
ния трещин; цвет — черный. Употребляется как имитация кожи
на изготовление фотомехов, для оклейки ширм и пр.
§ 5. Войлок
Войлок в зависимости от качества разделяется на фетр, шлен-
ский войлок (или так называемый фильц) и обыкновенный войлок.
1. Фетр (французское feutre — войлок) характеризуется специ-
фичностью смески шерстей. Специфичность заключается в том,
что на фетр идут тонкие, мягкие и нежные овечьи шерсти с тон-
корунных пород, а также козий, верблюжий, кроличий и заячий
пух. Всякое добавление в смеску полугрубой шерсти или поярков
от грубошерстых пород овец является суррогатированием фетра.
2. Технический фетр в обиходе называется фальцем (шлен-
ский войлок) от немецкого слова Filz (войлок). В качестве кра-
сителей употребляются анилиновые краски для шерсти.
3. Войлок обыкновенный — наиболее грубый и жесткий
войлок из грубой и жесткой шерсти (овец, кбров, лошадей и пр).
Употребляется войлок на подушки, прокладки, сальники и т. д.
Фетр служит как заменитель сукна.
§ 6. Бумага
Бумага изготовляется из прессованных и перепутавшихся между
собой волокон растительного происхождения (целлюлозы). В зави-
симости от качества волокон получаются различные сорта бумаги:
так волокна текстильного тряпья дают бумагу высшего качества,
а волокна дерева и соломы — бумагу низкого качества. Сортов,
применяемых в оптико-механическом приборостроении, немного:1
гильзовая бумага, пергамент, чертежная бумага, картон переплетный
и пресшпан.
1. Гильзовая бумага (папиросная) — очень тонкая бумага,
имеющая значительную прочность на разрыв и протыкание. Цвет —
черный и белый, причем черная бумага идет на проклейку фото-
меха, а белая — на прокладку под гранитоль в местах тиснения
(для лучшего сохранения рисунка тиснения).
2. Пергамент — неклеенная бумага, обработанная серной кисло-
той в целях жиронепроницаемости. Употребляется в промасленном
виде как прокладочный материал.
3. Чертежная бумага, называемая ватманом (согласно ОСТ
3022). Вес 1 м2— 200 г, толщина листов—0,25 мм±Ю°/0.
Состав—75% тряпья высшей отбелки, 25% целлюлозы высшей
1 При упаковке оптических деталей из стекла желательно брать
бумагу с наименьшим содержанием влажности.
44* 691
отбелки. Употребляется как прокладочный материал (шайбы, по-
лосы, кольца для крепления объектива и пр.).
л „ „ / ОСТ 5551 \
4. Картон переплетный ( 8 ) — плотные глазиро-
ванные листы весом от 300 до 1700 г/л*2, выработанные из дре-
весной или соломенной массы. Употребляется как прокладочный
материал, для изготовления ширм, мехов (прокладки меха), коро-
бок объективов и светофильтров, футляров и пр.
5. Пресшпан электротехнический — высший сорт картона,
изготовленный из растительных волокон и предназначаемый для
электротехнических целей. По своей плотности пресшпан разде-
ляется на два сорта: 1) твердый, удельный вес—1,5 и выше;
2) мягкий, удельный вес — от 0,85 и выше.1 Цвет пресшпана —
желтый. Допускаемые отклонения по толщине листа не должны
превышать: на толщину в 1 мм — допуск dz 10%, на толщину
свыше 1 мм — допуск 5 мм.
Пробивное напряжение пресшпана в эффективных вольтах
должно быть не менее величин, приведенных в табл. 287.
‘s Таблица 287
Пробивное напряжение пресшпана
Толщина листа мм Пробивное напряжение V
Твердый пресшпан Мягкий пресшпан
0,10 - --
0,15 1500 1 350
0,20 2000 1 800
(0,25) 2 500 2 250
0,30 3000 2 700
(0,40) 4000 3600
0,50 5 000 4 500
(0,60) 6 000 5 400
0,70 7000 6 300
(0,80) 8000 7200
1,0 10000 9 000
1,5 15000 13 500
2,0 20000 18000
Примечания. 1. Толщин, отмеченных в скобках, применять не ре-
комендуется.
2. Для пресшпана толщиной выше 2 мм приращение пробивног»
напряжения до толщины 5 мм должно быть не менее 5000 V на каждый
добавочный 1 мм.
1 Удельный вес относится к воздушно-сухому пресшпану.
692
Прочность пресшпана на разрыв указана в табл. 288.
Таблица 288
Прочность пресшпана на разрыв
Толщина листов мм Прочность на разрыв кг[мл&
Вдоль прокатки Поперек прокатки
Твердый Мягкий Твердый Мягкий
0,1—1 600 550 300 275
1,5 500 450 250 225
2-5 400 350 200 175
Прочность на излом определяется числом прогибов для листо-
вого пресшпана как твердого, так и мягкого. Величины ее ука-
заны в табл. 289.
Таблица 289
Прочность пресшпана на излом
Толщина листа мм Число прогибов
Вдоль листа Поперек листа
0,10 1000 500
0,15 1500 750
0,20 2 0С0 1000
0,25 2 500 1250
0,30 3000 1 500
0,40 4 000 2000
0,50 5000 2500
0,60 6 000 3 000
0,70 . 7 000 3500
0,80 8000 4 000
1,00 10 ОСО 5000
§ 7. Дерево
Во многих областях техники дерево завоевало себе бесспорное
первенство, являясь большим конкурентом других материалов.
Главнейшие преимущества древесины перед другими материалами
сводятся к следующему:
1) древесина — материал легкий, а потому удобно транспорти-
руется и переносится, в особенности в сухом состоянии;
693
2) легко обрабатывается простыми инструментами;
3) хорошо скрепляется гвоздями, вицтами, шурупами;
4) хорошо принимает окраску, лакируется и полируется;
5) хорошо склеивается;
6) достаточно прочна для своего веса: при том же попереч-
ном сечении береза слабее железа в 4 раза и легче его в
15 раз;
7) плохо проводит теплоту, звук, электричество;
8) не изменяет своих размеров от повышения или понижения
температуры;
9) благодаря своей упругости поглощает удары и вибрацйи.
Однако, наряду с незаменимыми достоинствами, древесина
имеет много отрицательных качеств, ограничивающих ее приме-
нение: она не обладает достаточной твердостью, трескается и изме-
няет свою форму с изменением влажности, огнеопасна, портится
и гниет; механические свойства различных пород колеблются
в больших пределах; древесина легко колется вдоль волокна
и пр.
Для предохранения дерева от влажности его покрывают за-
щитным слоем. При этом возможны следующие результаты. Если
материал абсолютно негигроскопичный принять за 100, то /по-
крытие:
Алюминиевыми листами на базе асфальтового или сапожного
лака...............•......................•.................98
Трекратно алюминиевой пудрой на скипидарных красках .... 98
Трекратно алюминиевой пудрой на сапожном лаке . •.......94
Алюминиевыми листами на целлюлоидном лаке...............94
Алюминиевыми листами на Масляных красках ...............93
Плотным толстым слоем парафина..........................91
Трекратно асфальтовым лаком........•....................90
„ резиновым лаком...............................89
„ эмалевым экипажным лаком........-*-..........88
„ шеллаком .................................• . . 87
„ целлюлоидной эмалью...........................76
„ целлюлоидным лаком............................73
„ свинцовыми и цинковыми белилами............. 70
„ графитовой краской .......................... 61
„ сапожным лаком................................60
„ олифой........................................18
„ воском.........• . . •............. . т- . . . 8
Неп окрытая древесина...........•.....................0
1. Береза. Удельный вес—0,68. Древесина серовато-красно-
ватая, не особенно твердая, легкая, тонковолокнистая, очень
вязкая трудно колется, сильно усыхает, прочна только в сухом
меете
2. Груша. Удельный вес — 0,743. Древесина — красновато-ко-
ричневого цвета, довольно тяжелая, твердая, мало усыхает, плот-
ная, тонковолокнистая. Исключительно хорошо полируется, плохо
колется, довольно хрупкая, прочна в сухом месте. Очень ценна
694
для модельного дела — токарных работ и пр. Легко подделывается
под красное и черное дерево.
3. Дуб. Удельный вес — 0,761. Древесина — желтовато-красно-
ватая, тяжелая, крепкая, твердая, длинноволокнистая, легко колется.
При всех условиях очень прочна. Коэфициент линейного расши-
рения— 36 • 10-7. Модуль упругости при кручении — 39 900 кг/сМ2.
Временное сопротивление кручению — 42,4 KzjcM2.
4. Ель. Удельный вес — 0,419. Древесина — светло-желтого
или красновато-белого цвета, легкая, мягкая, упругая. Хорошо
поддается обработке, хорошо колется. Благодаря большому содер-
жанию смолы довольно прочна.
5. Липа. Удельный вес — 0,426. Древесина — белого, желто-
ватого или красноватого цвета, мягкая, легкая, тонковолокнистая,
довольно сильно усыхает. Прочна только в сухом месте. Хорошо
режется и строгается, почему очень ценна для резьбы моделей,
токарных изделий.
6. Сосна. Удельный вес — 0,526. Древесина — желтовато-крас-
ная, тяжелая; тверже и смолистее древесины ели, но менее упруга.
Является весьма ценным строительным материалом. Модуль упру-
гости при кручении — 34 650 xzjcAp.
7. Ясень. Удельный вес — 0,778. Древесина — светловато-ко-
ричневого цветаГ (темнеющая к старости), тяжелая и твердая, креп-
кая, вязкая, упругая. Трудно, но прямо колется. В с^хом месте
очень прочна.
Результаты испытаний некоторых механических свойств раз-
личных пород дерева приведены в табл. 290—292.
Таблица 290
Сопротивление выдергиванию оцинкованных гвоздей (1000 штук
гвоздей весят 3,15 кг), вколоченных в сухое дерево на глубину
32 мм (I1//')
№ Наименование Влаж- Удель- Усилие, потребное для вытаскивания, кг
по пор. пород ность % ный вес Торцевое напра- вление Радиаль- ное напра- Танген- циальное напра-
вление вление
1 Дуб 7,6 0,660 134 157 150
2 Сосна 8,2 0,599 89 132 142
3 Ель . - 10,7 0,413 60 93 90
4 Ясень 8,9 0,640 157 185 184
5 Липа 6,5 0,412 56 81 79
6 Береза .... 8,6 0,661 135 193 184
695
Таблица 291
Сопротивление выдергиванию винтов
№ по пор. Размер винтов Порода дерева Длина винта в дереве мм Усилие, потреб- ное для выдер- гивания кг
Тол- 1 щина мм Глубина нарезки мм Число нарезов на 10 мм 1 длины Вдоль волокон Поперек волокон
1 5,6 1,22 5 Ель 12 93,5 139
2 4,1 0,97 6,25 Ель 6 38,5 55
3 5,6 1,22 5 Липа .... 12 132,0 185
4 5,6 1,22 5 Дуб .... 12 170,0 194
Таблица 292
Твердость дерева в торцевой, радиальной и тангенциальной
плоскостях
№ по пор. Наименование пород Удельный вес в воздухе в сухом со- стоянии Влаж- ность % Твердость КЪ/СМ2
Торцевая пло- скость Радиаль- ная пло- скость Танген- циальная пло- скость
1 Ель 0,419 13,5 281 160 182
2 Липа 0,426 11,6 282 210 250
3 Сосна 0,526 12,5 344 231 237
4 Дуб 0,761 13,9 724 619 487
5 Ясень 0,778 15,2 789 733 657
6 Груша ...... 0,743 15,0 794 554 547
§ 8. Асбест
Асбест есть продукт превращения змеевиковых рогообманко-
вых пород — минерал волокнистого строения (28,85% MgO,
13,35% СаО, 57,70% SiO2). Удельный вес — 2,05; сопротивление
на растяжение — 40—80 кг/см2’, твердость —3—3,5; объемный
вес—1000 лге/л8. Асбест способен образовывать сплетения воло-
кон, огнестоек, нетеплопроводен.
Изделия из асбеста: картон, шнуры, несгораемые ткани, несго-
раемая бумага и т. д.
Асбест употребляется для набивок, прокладок, электроизо-
ляций и пр.
ТЕХНОЛОГИЯ ОБРАБОТКИ
ОПТИЧЕСКОГО СТЕКЛА
И. Е. Александров,
Б. Б. Хоменко, В. Ф. Юрге
Глава L/
ПРОИЗВОДСТВЕННЫЕ ПРОЦЕССЫ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ
ОПТИЧЕСКОГО СТЕКЛА1
§ 1. Резка стекла
Стекло для оптического производства изготовляется заводами
оптического стекла и выпускается в различных видах, главным обра-
зом в виде пластин толщиной до 6—8 мм или в виде прессовок
разных форм. При изготовлении призм, а также при изготовлении
линз из пластинок, стекла распиливаются*, в первом случае — на
куски, соответствующие размерам и форме призм, а во втором
случае — на пластины потребной толщины.
Резка производится на стеклорезных пилах, главной частью
которых является металлический диск толщиной 0,8—1,2 мм и диа-
метром 3Q0—240 мм, заправленный по цилиндрической поверх-
ности алмазным порошком (см. изготовление фрез, § 4). Диск
вращается со скоростью 600—900 об./мин., что соответствует линей-
ной скорости 470—1070 л//мин. или приблизительно 6—18 mJ сек.
Способы резки. В зависимости от способа закрепления стекла
при распиливании различают три способа резки.
а) Эластичный способ заключается в том, что стекло зажи-
мают в тиски, которые вращаются на центрах, и таким образом
при вращении тисков происходит подача стекла. При распилива-
нии, для более равномерного надавливания стекла на пилу, тиски
притягиваются к последней посредством груза, перекинутого через
блок. Отрицательные стороны этого способа — увеличение эксцен-
триситета пилы во время работы вследствие неравномерного сра-
батывания и трудность регулировать давление на пилу в зависи-
мости от длины прореза.
б) Ручной способ заключается в том, что при распиловке стекло
удерживается рукой рабочего и остается прижатым к металлической
1 Первый раздел § 13 написан акад. И. В. Гребенщиковым.
699
планшайбе, параллельной плоскости диска и зажатой в тисках
(рис. 1323). К отрицательным сторонам этого способа следует
отнести: увеличение эксцентриситета диска во время работы, не-
обходимость выравнивать плоскость рас-
пила куска в процессе распиловки в том
случае, когда плитка распиливается на
несколько пластинок, и недостаток дав-
ления на пилу при распиловке больших
кусков из-за недостатка физической силы
руки рабочего, ослабевающей к тому же
вследствие усталости в процессе работы.
в) Жесткий способ состоит в том,
что тиски укрепляются на супорте с вин-
товой подачей (рис. 1324). Установка на
толщину пластинки производится враще-
нием продольного ходового винта, пода-
ча стекла, а следовательно и давление
стекла на пилу — вращением поперечного
ходового винта. Этот способ не только
лишен отрицательных сторон первых
двух способов, но, наоборот, имеет
преимущества, а именно: эксцентриситет диска устраняется во время
работы автоматически, диск после набивки служит дольше при-
мерно на 25%, производительность пилы больше, так как рабочий
имеет возможность регулировать давление в широких пределах.
Рис. 1324.
Скорость резания твердо не установлена. Скорости, найден-
ные из опыта, приведены в табл. 293 (данные эти недостаточно
проверены).
Смачивающие жидкости. Назначение жидкости — охлаждать
стекло, смывать продукты срабатывания и давать смазку. Роль
смазки выяснена еще недостаточно. Применяются керосин, содо-
вая вода, чистая вода и эмульсия из эмульсола в виде 5—10% смеси
с водой. Керосин в последнее время применяется очень редко,
700
•Таблица 293
Скорости резания стекла (машинное время)
Подача для стекла С-14 Коэфициенты при распиловке других сортов стекла
Длина распила мм Подача в 1 мин. при 700 об./мин.
Работа в тисках (1-й спо- соб) Работа ручным способом (2-й способ) Сорт стекла Коэфи- циент Сорт стекла Коэфи- циент
до 10 11—15 16—20 21—25 26-30 31—40 41—50 51—60 61-70 71-80 81—90 91—100 101—110 111—120 121—130 131—140 141-150 151—160 161—175 63,0 . 59,5 53,2 49,0 45,5 42,7 38,5 35,0 30,8 26,6 23,8 20,3 17,5 14,7 12,6 10,5 9,1 7,7 7,0 56,7 53,2 47,6 43,4 40,6 37,8 33,6 30,8 27,3 3.3,8 21,0 18,2 15,4 12,6 10,5 С-37 (зерк.) С-14 С-32 С-20 С-12 С-7 С-17 С-21 С-13 С-6 и 19 . С-5 0,73 1,00 1,23 1,26 1,29 1,33 1,60 1,81 1,90 1,92 2,03 С-38 С-31 С-16 С-29 С-33 С-24 С-8 С-9 С-10 С-11 С-23 2,08 2,20 2,27 2,28 2,36 2,37 2,40 2,43 2,46 2,52 2,9.
Формула для подсчета времени: Т L Т — — мин., j где Т — время, потребное для распи- ловки куска, в минутах; L — глубина реза (ширина куска); 5— подача в 1 мин. (при распиловке стекла С-14 получается из левой части таблицы; при распи- ловке же других сортов полученную ве- личину следует умножить на соответ- ствующий коэфициент из правой части). Пример. Для распиловки куска стекла С-9 длиной 65 мм при работе в тисках 5 = 30,8 • 2,43 = 74,844.
Окружная скорость пилы: v == 9,5 — 11 .м/сек. ,
ибо он легко разбрызгиваясь отравляет воздух. Из остальных
жидкостей следует предпочесть эмульсол, не вызывающий ржа-
вления станка.
Резку производят также карборундом и корундом. Диск пилы
при этом во время вращения погружается в корыто с абразивом
(расположенное внизу). Иногда абразив подсыпается сверху. Про-
изводительность значительно ниже, но экономия достигается за
счет дорогого алмаза.
Резка пластинчатого стекла алмазом. Пластины и листы
полированного стекла обыкновенно разрезаются на куски при по-
мощи алмаза. При этом важно подобрать нужный угол наклона
алмаза к стеклу. Разламывание надрезанных пластин при толщине
до 4 мм производится двумя руками или на ребре стола, при
701
большой толщине — ударами острого края железного молоточка
по противоположной стороне стекла; трещина от реза алмазом
распространяется через всю толщину стекла, и таким образом стекло
разъединяется. Хороший алмаз дает тонкую, идущую вглубь черту.
Резка стекла при помощи стального ролика. Пластины
стекла, имеющие матовые поверхности, разрезаются на квадратные
куски при помощи ролика из победита или закаленной стали,
закрепленного на оси в специальной ручке. Стекло разламывается
на квадратики посредством легких ударов острым концом желез-
ного молотка по противоположной поверхности стекла.
§ 2. Изготовление плоских заготовок
Плоские заготовки применяются при изготовлении плоскопа-
раллельных стекол для сеток и микрометров приборов, их защит-
ных стекол и при изготовлении изделий мелкими сериями. Распи-
ловка на пластины и затем подшлифовка- пластин для выравнивания
поверхностей и подгонка толщины производятся с припусками,
приведенными в табл. 294, составленной по данным ВООМПа.
Таблица 294
Припуски при распиловке и подгонке пластин (12X5 = 60)
Название опера- ций Название и форма линз
Плоско-и дво- яковыпуклые 0 41 1 f 1 —t-Vt Плоско-и вы- пукловогнутые %1 Ш 'A 1 VA 1 Двояковогнутые шт A*
Толщина пластины при распиловке Толщина пластины при подшлифовке 4-0,5ч-1,0 4- 0,24-0,3 /д 4~ 4~ 0,5ч-0,8 t3 4- h 4- 0,1ч- 0,2 h 4~ + 4 + 4- 0,Зч-0,8 h ^2
Припуски даны на толщину заготовки (Q, отшлифованной
5-минутным наждаком. Для вогнутых линз в формулы, опреде-
ляющие толщину пластинок, входит h — высота сегмента или
стрелка, величина которой рассчитывается по формуле:
где 7?3— радиус кривизны заготовки и d3 — диаметр заготовки.
Разрезка подшлифованных пластин на квадраты производится
с припусками к диаметру заготовки, указанными в табл, 295.
702
Таблица 295
Припуски для кругления заготовок
Диаметры заготовок мм Припуски мм Диаметры заготовок мм Припуски мм
до 10 0,5—1,0 45-75 3
10—20 1,0-1,5 75-125 4
20—30 1,5-2 Выше 125 5
30-45
15
Общипывание стекла перед круглением производится для
того, чтобы квадратным заготовкам придать приблизительно
круглую форму. Предварительно на заготовке простым каранда-
шом по планшайбе подходящего диаметра проводят окружности
и потом общипывают углы специальными железными кругло-
губцами.
Общипыванию подвергаются только заготовки диаметром,
свыше 20 мм, заготовки же меньшего размера общипывать невы-
годно,— они круглятся прямо на обдирочном станке на план-
шайбе карборундом.
Склейка в столбики. Для кругления заготовки склеиваются,
в столбики при помощи мастики, представляющей смесь канифоли
с воском в пропорции 3:1. Столбики склеиваются высотой
до 130—150 мм. При диаметре линз меньше 15 мм высота
столбика не должна превышать десятикратного диаметра заго-
товок.
Кругление производится следующими способами.
а) Кругление вручную — на чугунной планшайбе при помощи
карборунда. Вращение столбика производится руками, и форма
придается на-глаз.
б) Кругление вручную с доской: в тазу станка над планшайбой,
на расстоянии от него в 1 — 2 мм, укрепляется, деревянная доска,,
на боковой стороне которой прикреплена металлическая пластина
толщиной 3 — 5 мм.
в) Кругление на шпинделе обдирочного станка: столбик,
приклеивается к планшайбе и вместе с ней закрепляется на
шпинделе станка. Кругление производится шлифовальником из
листового железа толщиной 0,5 — 1 мм. Высота шлифовальника
берется 60 — 80 мм. Скорость шпинделя—1000—1200 об./мин.
г) Кругление на специальных станках. Обработку осуще-
ствляют карборундовыми камнями толщиной около 100 мм.1 На
столбик плоских заготовок, высотой около 90 мм, на оба конца
приклеиваются планшайбочки с отверстиями для центров, и стол-
бик закрепляется между центрами.
1 Можно применять также алмазную фрезу.
70&
Осуществляется также бесцентровое кругление (ГОМЗ). Меха*
визированное кругление особенно можно рекомендовать при изго-
товлении плоскопараллельных стекол для сеток, где оно дает на-
ряду с высокой производительностью большую точность пе
диаметру — в 0,01 — 0,02 мм.
д') Кругление высверливанием практикуется главным образом
за границей при работе с высокопроизводительными алмазными
трубчатыми сверлами (см. § 4). Оно устраняет необходимость
в предварительной резке, общипывании и склейке и осуществляется
на обычных сверлильных станках при обычной смазке скипидаром.
-Этот способ повышает выход стекла. -
§ 3. Прессовки из стекла
Изготовление заготовок посредством распиловки и кругления
-в настоящее время применяется только в случаях изготовления
-мелких линз диаметром до 15 — 20 мм, плоскопараллельных сте-
кол диаметром до 30 — 35 мм, линз и призм размером более
100 мм и мелких серий. Во всех же остальных случаях стекло
для заготовок на заводах оптического стекла изготовляется в виде
прессовок.
1. Прессовки для линз. По диаметру прессовки линз изго-
товляются с припуском только для центрировки. По толщине же
для линз диаметром до 50 мм дается припуск до 1,5 мм, при
^большем диаметре — до 2 — 3 мм.
При заказах прессовки устанавливают стрелку сферы: у вы-
пуклых поверхностей стрелка меньше, а у вогнутых — больше,
чем у обработанных линз (завод ГОМЗ). Радиус таких прессовок
«приближенно определяется по формуле:
^п=^л“0>3( 3+^Н>
\ л '
где 7?Г1— радиус прессовки (взятый со своим знаком); /?л —
соответствующий радиус линзы; %— диаметр линзы с припуском
на центрировку.
Иногда берется таким же, как и у готовых линз, и только
для стекол с диаметром большим, чем радиус кривизны, радиус
прессовки отличается от радиуса стекла, а именно: для выпуклых
линз:
7?п = % % 0,75 мм,
для вогнутых линз:
/?п=7?л— 0,75 мм,
где — радиус прессовки, /?л — радиус готового стекла.
Применение сферических прессовок дает экономию стекла
до 50% по сравнению с кусковым стеклом и до 30% — со стеклом,
изготовленным в виде круглых плоских прессовок.
704
2. Прессовки для прйм.- При \ серийном и массовом .про*,
изводств^х заготовка призм производится из прессовок, имеющих
форму готовых при.Ш/ ид с припуском на обработку всех сторон.
Величина припуска ш сторону для оснований — 0,75 — 1,0 мм,
для катетных граней —1,5 — 2,0 мм и для гипотенузной—
2 — 4 мм.
§ 4. Фрезерование стекла
Фрезерованием называется процесс обработки стекла посред-
ством шаржированных алмазом фрез. Алмазная фреза представ-
ляет собой инструмент, изготовленный из красной меди, на по-
верхности которого зачеканена алмазная крошка.
Главнейшие типы фрез. В зависимости от формы обрабаты-
ваемой поверхности и способа обработки фрезы делятся на:
1) цилиндрические (сплошные), 2) сферические, 3) фасонные,
4) трубчатые (полые). По способу крепления фрезы делятся на:
1) насадные и 2) хвостовые.
В табл. 296 приведены главнейшие типы фрез, встречающиеся
при обработке стекла.
4 а) Фрезы цилиндрические применяются для обработки пло-
скостей и цилиндрических поверхностей. Они наиболее распро-
странены при следующих операциях: обработке параллельных сто-
рон призм, фрезеровании призм в палочках, округливании заго-
товок линз и углов призм, центрировке. При помощи цилиндри-
ческих фрез можно получить линейные размеры обрабатываемой
детали с большой точностью, порядка ±0,05 мм. В зависимости
от требований, предъявляемых к шероховатости обрабатываемой
поверхности, фрезы набиваются алмазом различной зернистости.
Так для фрезерования плоских поверхностей и округливания
заготовок для линз используется алмаз с поперечным сечением
зерна от 0,022 до 0,033 мм. Глубина фрезерования такой фре-
зой достигает 10—12 мм. Для устранения быстрого износа фрезы
и получения более ровной поверхности обрабатываемой детали
фреза, кроме вращательного движения вокруг своей оси, имеет
возвратно-прступательное движение вдоль оси. Преимущество
этого движения то, что фреза изнашивается равномерно по всей
длине. Скорость вращения указанных фрез колеблется от 1500*
до 2000 об./мин.
Фрезы, употребляемые при обработке плоских поверхностей,
например „крыши" крышеобразных призм, округливании острых
концов призм и др., набиваются алмазом с сечением зерна от
0,017 до 0,022 мм. Такие фрезы при тех же условиях, как
и указанные выше, дают чистую и гладкую поверхность без вы-
колок по краям. При глубине фрезерования в 4—5 мм можно
применять скорость резания от 6 до 40 .яж/мин. При чистовой
обработке глубина фрезерования не должна превышать 0,3—0,5 мм\
получаемая точность линейных размеров±0,05- мм.
45 Зак. 3905. — Опр. кн. оптико-механика, ч. II. . ' 7Q5
Т а Ля и из Ж
Главнейшие тяЙьГфрез
№ по пор. Название и применение Эскиз D L
От До От До
1 , Фрезы насадные 1 Цилиндрические Для фрезерования плоскостей Г : - Q „ 2 - [•— Ь п -ф' 30 150 40 300
2 Прорезные трех- сторонние пл са - V 2 30 80 5 100
3 Фасонные Дисковые трех- сторонние 20 80 1 5
4 Полукруглые | Выпуклые Сэ Л- U 50 100 10 50
5 Вогнутые с» A t 50 100 10 50
6 Угловые Q --Ц 'Л',+ 20 80 t Я 10 50
7 Наборные о.. — — —
8 I Фрезы хвостовые Торцевые Для сверления отверстий т- —Г-Г 3 12 — —
9 Г 1_. CESSi^ 12 100 —. —
706
Продолжение
Название и применение
Для обработки
сферических
поверхностей
Фрезы цилиндрические прорезные изготовляются с набивкой
алмазом как на продольной, так и на торцевой поверхности.
Припуск на дальнейшую обработку (если она требуется), т. е.
чистовую, дается обыкновенно от 0,2 до 0,4 мм. Фрезы для цен-
трировки линз набиваются алмазом с сечением зерна от 0,01 до
0,013 мм.
б) Фрезы сферические предназначаются для 1) обработки
выпуклых поверхностей (чашка) и 2) обработки вогнутых поверх-
ностей (гриб). Эти фрезы применяются для обдирки линз, накле-
енных на корпуса с радиусом сферы от 5 до 85 мм: При помощи
сферических фрез достигается грубая обработка сферы с точ-
ностью заданного радиуса ±0,1 мм. Употребляемый при изготов-
лении сферических фрез алмаз имеет поперечное сечение зерна
до 0,023 мм.
Для достижения точности сферы согласно установленным
допускам разность расстояний кромки режущего алмаза от
оси фрезы (биение) не должна превышать 0,05 мм. Скорость
вращения фрезы — 1000—1500 об./мин., скорость вращения кор-
пуса—100—150 об./мин. Подача корпуса при указанных скоро-
стях допустима (во избежание выколок) в пределах от 0,2 до
0,4 мм]мип. Охлаждающая жидкость подается через отверстие,
просверленное в центре шпинделя и фрезы, причем для наиболее
равномерного распределения жидкости по всей поверхности фреза
имеет канавку глубиной в 2—3 мм, соединяющуюся с отверстием
в центре фрезы.
Несколько реже, чем фрезы сферической формы, применяются
также для обработки сферы фрезы формы пустотелого цилиндра,
но износ их йаступает гораздо быстрее. ’
45*
707
Гфи обработке сферическими фрезами, припуск на чистовую
обработку (шлифовку) дается от 0,3 до 0,5 мм.
в) Фрезы фасонные применяются для фрезерования деталей
с фасонным профилем. Употребляемый при изготовлении этих
фрез алмаз имеет поперечное сечение зерна от 0,013 до 0,033 мм.
Охлаждающей жидкостью, применяемой при всех работах,
являются: керосин или эмульсол, причем более рекомендуется
керосин, так как при употреблении его срок службы фрезы удли-
няется на 25—30%.
Изготовление фрез. Материалом для изготовления фрез слу-
жит красная медь. В рабочие „ поверхности фрезы зачерки-
вается алмазная пыль, зернистость которой зависит от назначе-
ния фрезы и от требований, предъявляемых к обрабатываемой
поверхности стекла (шероховатости).
Наиболее часто применяемым и самым ходовым сортом яв-
ляется алмазная крошка (Браун Борт) (см. гл. LII). Для полу-
чения необходимой зернистости она дробится в стальной ступке
и \ последовательно просеивается через металлические сита с коли-
чеством отверстий на 1 сл/2, указанным в табл. 297.
Таблица 297
Алмазная крошка для фрез
№ цо пор. Количество отверстий на 1 см1 Поперечное сечение зерна мм Назначение
1 ' 10 000 0,010 Центрировка
2 5600 0,013 Центрировка и округливание
3 3 600 0,017 Округливание призм
4 2 025 0,022 Фрезерование крыш призмы
5 900 0,033 Фасонное фрезерование, фрезе- рование плоскостей и округ- ливание стекла
6 225 0,07 Распиловка стекла
Набивка фрез алмазом производится как вручную, так и ме-
ханическим путем. Ввиду небольшого количества изготовляемых
фрез в большинстве случаев пользуются ручным способом. Он
состоит” в следующем. При помощи зубила, угол острия которого
равен приблизительно 10°, вскрывается тело фрезы — коротким
ударом по зубилу. Угол между зубилом и нормалью к поверхности
должен составлять около 15°. Расстояние между насечками ко-
леблется в пределах от 2 до 4 мм. Глубина и ширина канавок
зависят от зернистости алмаза, предназначенного для изготовления
фрезы, и колеблется от 0,5 до., 1,5 мм. В полученные насечкой
708
канавки вмазывается алмазная пыль, смешанная с несколькими
каплями машинного масла? Затем фреза ставится на токарный
станок, и посредством стального ролика канавки закатываются.
Длительность службы фрез определяется.^ 1) размерами зерен
алмаза, 2) условиями работы и 3) качеством изготовления фрезы.
При механической подаче стекла срок службы фрезы удлиняется
в 3 — 4 раза. Фреза для обработки плоских и сферических по-
верхностей может служить около 10 000 час. Расход алмаза зави-
сит от размеров зерен, применяемых для изготовления фрез,
и колеблется от 0,1 до 0,3 карата на 1 см\
Сверление стекол. Отверстия диаметром до 10—15 мм свер-
лятся сверлом из победита или в крайнем случае трехгранным
сверлом, изготовленным из крепко закаленной стали (без отпуска).
Отверстия диаметром до 100 мм (практически до сколь
угодно больших диаметров) сверлятся сверлами в виде трубок;
такие трубки можно изготовить из жести или декапированного
железа (Ст. 2). Сверление производится на сверлильном станке как
сверлами, подобно пиле зачеканенными алмазом, так и с помощью
карборунда № 100—160 или корунда марки Семиз-Бугу, 3- или
^-минутного. Скорость сверла — 90 .я/мин. В сверле делается
выемка для попадания абразивного материала в отверстие. Во из^
бежание выколки сверление следует производить с двух сторон
или с обратной стороны подклеивать стеклянную пластинку.
§ 5. Обработка стекла посредством абразивного инструмента
Процесс предварительной обработки стекла посредством абра-
зивного инструмента (камней) является наиболее экономичным
(после алмаза), так как он может быть механизирован вплоть до
мелкой шлифовки. Применение абразивного инструмента настолько
же разнообразно, как и применение алмазных фрез. Единственный
недостаток этого инструмента — быстрая изнашиваемость.
По видам абразивный инструмент делится на: 1) круги пло-
ские и цилиндрической формы, 2) круги полукруглые выпуклые
и вогнутые, 3) полые цилиндры.
Вопрос о наивыгоднейших абразивных инструментах для
оптического производства в настоящее время еще не разработан.
Практика показала, что наиболее применимыми для обработки стекла
являются карборундовые или корундовые камни керамической связки.
В табл. 298 приведены данные испытанных на практике кар-
борундовых камней. Размеры, твердость и зернистость указаны
применительно к ОСТ, например: 1) зернистость — ОСТ 2619,
2) твердость — ОСТ 2620, 3) форма и размеры — ОСТ 2627.
§ 6. Обдирка и средняя шлифовка линз
Обдирка линз сыпучими абразивами применяется наряду
с фрезерованием и обработкой абразивными инструментами. Цель
операции — придание поверхностям стекол сферической формы
709
' Таблица 298-
Данные карборундовых, камней
№ по пор. Применение Зерни- стость : Твердость Наружный диаметр Толщина Диаметр отверстия Примеча- ние
1 2 3 4 5 6 7 8 9 Округливание линз до диаметра 15 мм . . . То же, свыше 15 мм . Обработка плоских по- верхностей Обработка острых углов (крышевидных) призм Округливание призм . . Гранение призм .... Округливание сеток и цветного стекла . . . Округливание сеток и цветного стекла . . . Центрировка линз . . . 36 36 36 46 60 100 36 60 120 СМ2 С'М2 см2 см2 см2 см2 см2 100 175 175 175 175 175 150 150 125 75 150 200 200 20-50 20 ' 32 32 20 25 25 25 25 25 20 20 20 20 Предварительная обдирка
определенного радиуса кривизны, подгонка размеров с припусками
для дальнейшей обработки и получение поверхностей со сравни-
тельно некрупным матом, без точек и царапин.
1. Обдирка производится на обдирочных шлифовальниках,
которые- укрепляются на шпинделе обдирочного станка и вра-
щаются со скоростью до 750 об./мин. для больших шлифовальников
(диаметром до 300 мм) и до 1200 об./мин. для малых шлифоваль-
ников (диаметром до 120 мм). Стекло удерживается на шлифо-
вальнике руками и двигается по всему шлифовальнику от центра
к периферии с нажимом. Шлифовальники для обдирки изгото-
вляются из чугуна, а малые шлифовальники (диаметром до 40 мм) —
из мягкой стали или железа. Диаметр обдирочных грибов и чашек
выгодно брать как можно больше, насколько позволяет мощность
станка или радиус кривизны. В табл. 299 даны максимальные диа-
метры шлифовальников для различных станков.
Таблица 299
Максимальные диаметры шлифовальников
№ по пор. Название станка Диаметр шлифо- вальника мм
1 2 3 О. Альберндт тип BD 1 . 40 В , „ 50 А и 50 С 400 300 160
710
Обдирка линз, равных или близких к полусфере, предвари-
тельно производится на планшайбах с канавками (рис. 1325).
Радиус канавки берется на 1 — 2 мм больше радиуса кривизны
стекла и высота канавки 0.7 /?R. Обдирку на планшайбе сле-
дует производить только на % высоты, с тем чтобы окончить ее
в обдирочной чашке.1
Абразивный материал. Обдирку лучше всего производить
с помощью карборунда № 80 и 100. Можно применять и корунд
марки „Семиз-Бугу®, минутники: %-мин., 1-мин. и 3-мин., осо-
бенно для обдирки малых линз. Но корунд дает производительность
на 30 — 50% меньше карборунда, а расходуется его в 2—3 раза
больше. 2 ,
2. Средняя шлифовка. После обдирки производится шли-
фовка поверхностей, чаше всего 5-минутным корундом, тем же
методом, что обдирка на специальных шлифовальниках, диаметр
Рис. 1325.
/
которых не должен превышать пятикратного диаметра стекла.
В противном случае его подгонка затруднительна. В качестве ма-
териала лучше брать чугун или для шлифовальников с малыми
радиусами кривизны — мягкую сталь.
Проверка поверхностей при средней шлифовке производится
„в притирку" (см. гл. LIII).
Подгонка толщины линз окончательно производится при
шлифовке второй поверхности. Для проверки толщины выпуклых
линз применяются калибры, скобы и при малых сериях — штан-
генциркули. Толщина^ вогнутых линз проверяется толщемерами
(см. гл. ЫП).
Малые линзы, с радиусами кривизны от 6 мм и меньше,
обдираются и шлифуются наклеенными на деревянные ручки в виде
цилиндров с концами, заточенными на конус. Для экономии вре-
мени линзы наклеиваются на оба конца. Размер ручек: длина —
60—70 мм, диаметр — 6—7 мм.
Линзы, близкие к полусфере или равные ей, также обди-
раются и шлифуются на ручках, даже в том случае, если радиус
кривизны их много больше 6 мм.
1 См. И. Е. Алекс а н д р о в, Изготовление пробных стекол.
2 С 1933 г. начато производство карборунда в Ленинграде на за-
воде Ильич.
711
§ 7. Допуски и припуски на толщины и диаметры заготовок
линз
1. Допуски на линзы при средней шлифовке зависят от до-
пусков на толщину готовых полированных' линз и принятых на
том или ином заводе методов производства. В зависимости от
требований, предъявляемых к готовым деталям, они колеблются
в пределах от ±0,01 до ±0,5 мм.
2. Допуски на толщину заготовок при массовом и серий-
ном производствах следует брать строже, чем на готовые изде-
лия: при дальнейшей обработке срабатывание не постоянно, и ве-
личина его не поддается непосредственному контролю, вследствие
чего отклонения от заданного размера у готовых деталей всегда
больше, чем у деталей, прошедших только цикл заготовки. По-
этому допуск при средней шлифовке должен составлять лишь */а до-
пуска на готовую деталь.
3. Припуски на заготовки представляют собой толщину слоя,
который будет снят при дальнейшей обработке. Толщина снимае-
• мого слоя зависит от применяемых абразивов, диаметра линз, ве-
личины блока, сорта стекла, из которого изготовлены детали,
и режима обработки.
На мелкую шлифовку и полировку каждой поверхности дают
припуск около 0,07 мм.
При жестких требованиях к качеству поверхностей по чистоте
и точности детали могут повторно проходить мелкую шлифовку
и полировку. В связи с этим припуск на эти операции может быть
увеличен против данных о снимаемом в них слое, приведенных
в табл. 300, с тем условием однако, чтобы оставленный после за-
готовки припуск Р был не больше Р04~Д, где Р — увеличенный
припуск на обработку деталей мелкой шлифовкой и полировкой,
PQ — нормальный припуск для мелкой шлифовки и полировки,
Д— разность между верхними допустимыми отклонениями от но-
минальной толщины у готовой детали и заготовки.
Пример. Толщина готовой линзы с допуском: / = 4,0±0,5.
Нормальный припуск на мелкую шлифовку и полировку двух
поверхностей линзы: Ро — О,2.
Допуск на заготовку: ±0,25.
Наибольшее возможное значение приписка: Р = Ро (0,5 —
0,25) ==0,2-]-0,25 = 0,45, где 4-0,5 — верхнее допустимое от-
клонение в толщине готовой детали; 4“ 0,25 — верхнее допустимое
отклонение в толщине заготовки.
Для обычно даваемых на толщину линз симметричных отно-
сительно номинального размера допусков припуски на заготовки
могут строиться по следующему простому правилу: толщина слоя,
снимаемого при однократной обработке детали, плюс половина
верхнего допустимого отклонения для готовой детали.
В табл. 300 даны припуски для различных линз на основа-
нии практики ВООМПа.
712
ъи.
Таблица 300
Припуски для различных линз
Название операций » Названиелинз
Линзы, склеивае- мые для объекти- вов и окуляров F= от 10 м с допуском до + 0,3 мм Линзы для мел- ких окуляров с допуском 4- 0,1 мм Линзы для фото- объективов с допуском + 0,05 мм Линзы для микрообъ- ективов с допуском + 0,01 мм
Крон Флинт
Последний наждак, которым шли- 5-мин. 15-мин.
фуется заготовка Припуск на шлифовку одной по- 30-мин. 30-мин. 30-мин.
0,07
верхности 15-мин. наждаком . . . То же на шлифовку 30-мин. нажда- — — — —
ком 0,02 0,045 — —
То же на шлифовку наждаком
№ 303 или 120-мин 0,01 0,03 0,05 0,03 0,05
Итого на шлифовку одной поверхности . . 0,1 0,075 0,05 0,03 0,05
Припуск на шлифовку двух по- 0,2 * 0,10
верхностей Верхнее допустимое отклонение 0,15 0,1 0,06 0,1
0,3 0,05
у готовой линзы 0,01 0,01
Окончательный припуск с до- 0,5+0,15 0,25+0,05 0,15+0,03 0,07+0,005 0,11+0,005
4. Припуски на диаметр Л — — rf-, обеспечивающийснятие
небольших выколок при центрировке линз^а также устра^ние „ко-
сины"'или разницы в толщине края, для громадного большинства
линз лежат в пределах 0,5—2,0 мм. Величина припусков зависит
от разности толщин по краям линзы kt (при обычном технологи-
ческом процессе не превышающей 0,5 мм) и отношения фокус-
ного расстояния линзы к ее диаметру f/d.
Припуска более 1,0 мм не дают, а при жестких допусках
на центрировку поправляют деталь в процессе мелкой шлифовки
и полировки, уменьшая Д/ индивидуальной доводкой.
Обычные припуски на центрировку линз малого диаметра
приведены в табл. 301, составленной по данным ВООМПа.
Таблица 361
Припуски на центрировку линз малого диаметра
№ по пор. Характеристика линз Припуски мм
Положительные линзы Отрицательные линзы
1 2 3 4 5 Двояковыпуклые линзы для микрообъективов . . • . . Двояковыпуклые линзы с тон- ким краем диаметром 3—6 мм Линзы диаметром 5—10 мм . „ » » 10—15 мм . „ „ 15—35 мм . 0,2-0,3 0,3—0,5 0,8—1,2 1,2-1,5 1,2—1,5 1,2-1,5 1,5—2,0 2,0-2,5
Для линз с острыми краями припуск приходится иногда умень-
шать против данных табл. 301, с тем чтобы толщина края линзы
после заготовки была, если это позволяет ее конструкция, не
меньше 0,5 мм.
§ 8. Обдирка и средняя шлифовка призм
В случае единичных экземпляров или мелких серий призм за-
готовки изготовляются из стекла в виде плиток. Обработка начи-
нается с распиливания стекла на пластины толщиной, равной высоте
готовых призм плюс 1,0—1,5 мм на обработку. Затем пластины
распиливаются на отдельные заготовки с тем расчетом, чтобы на
обработку каждой грани было припущено по 1,5—2,0 мм. Очень
часто сначала пластины подвергаются распиливанию на квадраты,
которые по диагонали распиливаются уже в столбиках.
Обдирка и средняя шлифовка призм производится в следующем
порядке. Прессовки или распиленные куски укладываются основа-
714
нийми дапланшайбе на бумаге так, чтобы площадь, занимаемая
ими,, составляла 150X150 мм или около 200 мм диаметром.
Промежутки между призмами, имеющие ширину 2—4 мм, после
нагрева прйзм до 60—70° заливаются сургучом, так что получается
сплошная плитка (рис. 1326). После заливки производятся обдирка
и средняя шлифовка на планшайбах диаметром 300 мм при ско-
рости станка 500—600 об./мин. для обдирки и 300—400 об./мин.
для шлифовки. Проверка высоты призмы осуществляется калибром-
скобой. Еще лучше применять пассаметр. Параллельность плитки
следует подгонять до 0,1 мм на всю ее длину.
Практикуется и другой метод обработки оснований и подгонки
ширины призм. Сначала прошлифовывают в одиночку до выравни-
вания грубых выступов катеты и ги-
потенузы, после чего призмы нагре-
вают и, густо смазывая восковым
клеем, прикладывают друг к другу,
пока не образуется квадрат, подоб-
ный изображенному на рис. 1326.
Дальнейшая обработка ведется так
же, как в первом случае.
Расклейка призм производится
посредством нагрева плитки до тем-
пературы размягчения склеивающего
состава, Призмы могут быть отде-
лены друг от друга также ударами
деревянного молотка.
. После расклейки пластины и
промывки заготовок в керосине
последние склеиваются в столбики длиной до 150—160 мм. Для
малых призм длина столбика не должна превышать 10-кратной
длины катета.
Нагревание заготовок производится на электрической плитке
до температуры 80—90°. Для склейки призм в столбики приме-
няется мастика из канифоли с воском. Выдавливание лишней
мастики и охлаждение столбиков осуществляются в деревянных
или металлических приспособлениях в виде параллелепипеда с пря-
моугольной выемкой, закрытой с одного конца.
У склеенных столбиков обдираются сначала катетные грани,
которые прошлифовываются по угольнику на 90° к одному из
оснований и друг к другу. Последней обдирается и шлифуется гипо-
тенузная грань; проверка углов производится малкой и угольником.'
Размер призм (длина гипотенузной грани) проверяется калибром
в виде скобы. Проверку углов, размеров и ошибки пирамидаль-
ности при точной подгонке следует производить на специальных
приборах (см. гл. LIII). На законченных столбиках снимают фаски,
сощлифовывая вершины углов на планшайбе корундом. Столбики
расклеиваются, и после фасетировки всех углов заготовки идут
в контроль.
715
1. Призмы Поро (для биноклей) (рис. 1327). В первой стадии
эти призмы обрабатываются указанным, выше способом. Для шли-
фовки граней ABCD столбики наклеиваются на стеклянную пла-
стину размером 160 X 100 мм. После расклейки и снятия фасок
производится кругление заготовок при помощи карборундового
диска на фрезерном станке. При об-
работке призмы зажимаются по две
штуки в специальное приспособление и
вместе с последним укрепляются на
шпинделе станка. Обработка произво-
дится . карборундовым камнем: зерно
№ 200—220, Z) = 80—150 мм, ши-
рина— 43—45 мм. Обычный режим
работы: скорость камня — 900 об./мин.,
скорость подачи — 1 пара призм за
2 мин. 1
2. Крышевидные призмы. Заго-
товка крышевидных призм произво-
дится в следующем порядке. Прессовки
изготовляются такой формы, как это
представлено пунктирными линиями
ABCD и HFOP на рис. 1328, с припусками на обработку граней по
0,75—1,0 мм для AD и ВС и по 1,5—2 мм для остальных. В пер-
вую очередь обрабатываются грани AD и ВС до окончатель-
ного размера АВ. Тем же способом, как было описано выше,
производится обработка оснований. Затем призмы склеиваются
в столбики, и в таком виде обдиркой и средней шлифовкой при-
дается сечение KLMNOP. Для шлифовки граней РО, KL и AfW
столбики приклеиваются к стеклянным пластинкам соответственно
гранями LM, ON и КР.
Для обработки же граней FU и UJ заготовки после расклейки
столбиков наклеиваются на специальные планшайбы с канавками
диаметром около 200 мм (рис. 1329: а — способ наклейки для
1 При обработке более грубыми камнями закругление концов призм
можно производить непосредственно после обработки параллельных
сторон, а затем лишь проводить склейку в столбики и подгонку углов.
Это предохраняет призмы от брака, так как грубые камни легко могут
дать заколы.
716
обработки грани FU и b — для обработки грани UJ). Призмы
малого размера обдираются, у призм большого размера предва-
рительно опиливаются алмазной пилой части FAU и JBU. Пунк-
тирная линия определяет контур призмы до обработки. Для шли-
фовки граней ZR и TS призмы наклеиваются противоположными
гранями н”а стеклянную плоскопараллельную пластинку.
3. Призмы с малыми углами (клинья). В том случае, если
эти призмы имеют круглую форму, заготовка их производится
следующим образом. Сначала изготовляются круглые заготовки
в виде плоскопараллельных пластинок. Для получения требуемого
угла они наклеиваются на приспособление в виде планшайбы
диаметром около 200 мм или квадратной формы 200 X 200 мм
с канавками, отфрезерованными под углом а, соответствующим
углу клина (рис. 1330). Приспособление лучше всего изготовлять
из чугуна, так как чугун мало деформируется от нагревания
при наклейке призм.
4. Защитные стекла некруглой формы с боковыми гранями,
не перпендикулярными к рабочим плоскостям, как например у
защитного стекла для панорамы. Заготовка этих стекол ведется
в следующем порядке. Сначала подгоняется толщина пластинок.
Затем, после разрезки пластинок роликом, и склейки их в стол-
бики, боковые грани обрабатываются по контуру пластинок, но
/Перпендикулярно к основаниям столбика. Далее столбики нагре-.
ваются на электрической плит-
ке до степени полного размяг-
0 /\\\ХХ\ХХ )Х\ХХ\ чения мастики, которой склее-
\Х\\\\Хд XXдХХХ ны пластинки> и на приспо-
£ ХХХХХХХ\ iXXXXXX соблениях, представленных на
рис. 1331, скашиваются так,
что пластинки принимают по-
Рис. 1332. ложение, показанное на рис.
1332. После этого боковые
грани на одной стороне столбика сошлифовываются по пунктир-
ной линии АВ. Для шлифовки скоса на противоположных гранях
пластинок столбик перекашивается в другую сторону.
§ 9. Блокировка линз
Способ блокировки зависит от конструкции применяемых
блоков. Различают методы жесткой и эластичной блокировки.
Рис. 1333.
1. Жесткий способ блокировки. Заготовки стекла, в виде
шайб иди прессовок, наклеиваются непосредственно' на металли-
ческий корпус (чашка или гриб), имеющий, в зависимости от
формы наклеиваемого стекла, плоский срез или лунку, соответ-
ствующие радиусу стекла (рис. 1333—1344).
При обработке плоско-выпуклы^ линз применяются корпуса,
показанные на рис. 1333 и 1334^1 Корпуса для обработки двояко-
выпуклых линз показаны на рис. 1335 и 1336. Обработка первой
стороны вогнуто-выпуклых линз производится на корпусе рис. 1337.
1 Обозначения на рис. 1333—1334 рассматриваются ниже в § 17.
718
корпус
aL -расстояние от
центра do xopdbt d
Рис. 1334.
Рис. 1336.
719
м
Рис. 1337.
Рис. 1338.
kobnyc
Рис. 1339.
Рис. 1340.
d
Рис. 1341.
Рис. 1342.
Корпуса рис. 1340-*1342 служат для обработки второй стороны
этих линз. При наклейке линз для обработки первой стороны
толщина слоя смолы допускается не более 0,2 мм, а для второй
стороны, т. е. при обработан-
ной первой стороне, между
корпусом и линзой ставится
прокладка из пропитанной смо-
лой шерстяной материи тол-
щиной в 0,2 мм. При наклейке
линз (второй стороной опираю-
щихся на фаску) на корпуса
(рис. 1338—1344) натягивается
газовая материя.
Процесс наклейки загото-
вок на корпуса состоит из сле-
дующих элементов: 1) нагрев
корпуса до точки плавления
смолы; 2) намазывание смолы
на места для наклейки линз;
3) накладывание нагретых, заго-
товок стекла на корпус и при-
жатие; 4) остывание корпуса.
Наклеенные указанным спо-
собом заготовки поступают в
дальнейшую обработку, т. е.
фрезерование алмазной сфери-
Рис. 1343.
ческой фрезой или полым кар-
борундовым цилиндром, шлифование на автомате, полировку и
отклейку. Таким образом придание линзам сферы производится
на корпусах, т. е. группами и механизированными приемами.
Рис. 1344.
Для обработки второй стороны линз на корпус наклеиваются
контрольные линзы (по толщине): одна в центре и, если это
требуется (при больших размерах корпуса), три по краям.
2. Эластичный способ блокировки. Для блокировки стекол
^ластичным методом употребляется .наклеенная смола. Твердость
ее надо подобрать с таким расчетом, чтобы линзы, наклеенные
46 Зав. 8905. — Оп₽- ян. оптико-механика, ч. Д1. 721
Рис. 1345.
на блок, при мелкой шлифовке и особенно при полировку не
смещались с общей сферической поверхности и вместе с тем не де-
формировались при этом. В зависимости от размера и формы
стеков твердость смолы изменяется: чем больше линза подвержена
деформациям (т. е. чем боль-
ше ее диаметр и меньше тол-
щина), тем мягче требуется
смоле. Наиболее ходовыми
являются сорта с мягкостью от
2 до 6 (при температуре 40°)
(см. гл. LII).
Для проверки сургуча на отсутствие деформации стекол при-
меняется следующий метод. На контрольную линзу с заведомо
хорошей полированной поверхностью наклеивается сургучная смола
(рис. 1345), после чего поверхность проверяется под пробное
стекло. Если она после наклейки сургуча не изменилась, — сургуч
деформаций не дает; количество интерференционных колец является
условной мерой деформирующей спо-
собности смолы. Наклейка смолы дол-
жна производиться в-строго постоян-
ных условиях.
Линзы диаметром от 8 мм и вы-
ше блокируются следующим образом.
На линзы наклеиваются сургучные ле-
пешки (рис. 1345), поверхности линз
очищаются от сургуча, и линзы плотно
притираются своими поверхностями к
сферической поверхности особой при-
тирочной формы (предварительно рас-
шлифованной). При этом между линза-
ми оставляется расстояние от 1 до
3 мм (для мелких линз — 0,2 — 0,5 мм',
подробнее см. § 10), для того чтобы
была возможность вымывать наждак
из промежутков, а также чтобы предо-
ставить стеклам возможность свободно расширяться от 'нагре-
вания при полировке. Затем нагретый до температуры около 100°
корпус (наклеенный гриб или ч^шка) накладывается, на линзы и,
когда сургучные лепешки достаточно приклеятся, охлаждается
посредством погружения в бак с водой. Вынув из воды блок с
линзами, осторожно снимают его с притирочной формы.
Выпуклые линзы диаметром до 8—10 мм блокируются ме-
тодом заливки. Линзы, притертые к притирочной чашке, заливаются
сверху сургучом, который при этом расплавляется на пламени
газовой горелки или спиртовки, и потом сверху в него погру-
жается слегка подогретый наклеенный гриб (рис. 1346). Сургуч
в промежутках между линзами счищается железной щеткой или
вымывается денатуратом на глубину 0,2—0,3 мм.
722
§10. Расчет размеров блоков
Линзы располагаются на блоке симметричными относительно
его оси кольцевыми концентрическими зонами. Заполнение блока
начинают от его центра.
Расчет блоков сводится к определению способа размещения
линз (числа линз в первой зоне), определению числа зон, коли-
чества линз в каждой из них и общего количества линз на блоке.
В результате расчета устанавливают и основные размеры блока.
При' размещении их на блоке для удобства ведения процесса
(промывание наждака после шлифовки
и т. д.) между линзами следует остав-
лять некоторый промежуток.
В практике в последнее время
применяют разные способы расчета
блоков: 1) тригонометрический, 2) гра-
фический и 3) способ номограмм.
Для расчета блоков иногда при-
меняют (преимущественно в загранич-
ной практике) специальные таблицы.
1. Тригонометрический способ.
По установленному наибольшему раз-
меру блока определяют его угол ра-
створа 6 (рис. 1347), т. е. угол между
осью блока и радиусом, проходящим
через край последней зоны:
cos 6=1—(1а)
Рис. 1347.
или:
stae=^
(1*)
Затем находят угол раствора линз а (см. рис. 1348), разме-
щаемых на блоке, т. е. угол между осью линзы и радиусом, про-
ходящим через край линзы: 1
d
sina = 2£?
Число зон на блоке и наивыгоднейший порядок размещения
линз устанавливают, пользуясь формулой:
—г^-+°,5, (3)
Z <*
1 Диаметр линзы, вводимый в расчет, для обеспечения промежутков
междулинзами на блоке надо принять больше фактического на величину
промежутка (см. рис. 1349).
46* \ 723
где т—‘целая часть неправильной дроби, получейной в резуль-
тате действий, производимый в правой части формулы, — выражает
собой число зон; $ — правильная дробь, полученная наряду с целым
числом в результате действий, производимых в правой части
формулы. Она дает возможность установить наивыгоднейший по-
рядок размещения линз на блоке (т. е. число линз в первой зоне).
В табл. 303 даны минимальные значения (• (округленные до
0,01) для разных значений of/27? = sina при интервалах его изме-
Рис. 1349.
нений в 0,05. По вычисленному значению Е берут — число линз
в первой зоне блока, соответствующее равному или ближайшему
меньшему табличному значению.
Затем определяют углы между осью блока и линиями, прохо-
дящими через окружности центров линз каждой зоны 8М, так
называемые углы зон (рис. 1348).
Для приближенного вычисления можно пользоваться
табл. 303, так как значения £, приведенные в ней, выражаются
формулой:
откуда:
^ = $2^.1
1 Более точно значения могут быть найдены через его синус
в зависимости от и sin а по табл. 302 [составленной в соответствии
с формулами (3) и (4)].
Таблица 302
”1 sin 8,
1 0
2 sin «
3 1,154 sin а
4 1,414 sin а
5 1,702 sin а
724
Таблица 303
Минимальные значения £ для разных значений d/2R = sin а1
d ^\2/? -sina 0,00 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60 0,65 до 1
1 0,00
(2) 0,50
3 0,58 . 0,59 0,60
4 0,71 0,72 0,73 0,74 0,76 0,78
(5) 0,85 0,86 0,87 0,88 0,89 0,91 0,94 0,98
1 Значениями пи поставленными в скобки, пользуются редко. Они неудобны, так как при таком порядке разме-
щения (2 или 5 линз в центре) на блоке остаются незаполненные промежутки, усложняющие обработку. Поэтому ^ = 2
или 5 следует брать лишь в случае, если блок предназначен для неточной обработки деталей (полировка на сукне), или,
в крайнем случае, принимая этот порядок размещения для линз, обрабатываемых точно при блокировке, заполнять про-
^4 межуток в центре блока дополнительно блокируемыми кусками стекла, меньшими по размерам, чем обрабатываемые
$ линзы.
В’ общем виде угол S для /л-Йзоны %* выражается форму-!
лами: " ‘ ।
8м = 8|П_14-а = §1 + 2(от —1)а^2(С4-/л —1)а. (4)
Для нахождения числа линз в каждой зоне необходимо вы-
числить значения углов <рот, т. е. углов между плоскостями: ?
1) проходящей через ось блока и центр- поверхности линзы
в m-й зоне и 2) проходящей через край линзы в лг-Й зоне и ось
блока (рис. 1348 и 1349); их находят по формуле:
sin а
Sin = ;......Г-
‘ т cin X
(5)
Число линз в каждой зоне в зависимости от <рт определяют
по формуле:
180°
(6)
Ти
где т] — правильная дробь, полученная при делении 180/?.
Вместо применения этой формулы можно пользоваться
табл. 304, выражающей значения пт непосредственно в зависи-
мости от находимого по формуле (6) sin?w. Пользуясь таблицей,
число линз в зоне пт находят по вычисленному значению sin
против равного ему или ближайшего большего значения sin
приведенного в табл. 304.
Таблица 304
Значения пт в зависимости от sin cpm
sin <рот пт sin пт sin<pw ^т sin?M пт
1 0,282 11 0,148 21 0,101 31
1,000 2 0,259 12 0,142 22 0,098 32
0,866 3 0,239 13 0,136 23 0,095 33
0,707 4 0,223 14 0,131 24 0,092 34
0,588 5 0,208 15 0,125 25 0,090 35
0,500 6 0,195 16 0,121 26 0,087 36
0,434 7 0,184 17 0,116 27 0,085 37
0,383 8 0,174 18 0,112 28 0,083 38
0,342 9 0,165 19 0,108 29 0,081 39
0,309 10 0,156 20 0,105 30 0,079 40
Общее число линз на блоке Nm вычисляют, суммируя числа
линз, найденные для отдельных зон:
< = «»
♦ = 1
(О
726
\ ’ Размеры рассчитанного блока уточняют, находя истинное зна-
чение угла блока 9 по формуле;
^'==^4“а==^1 + (2^~ 1)«« (8)
После этого находят диаметр и стрелку Н блока, исходя из
формул (1а) и (1b):
D = 2R sin 0, (9)
H = cosO). (10)
При расчете плоских блоков (/?=оо; /7=0) необходимость
в применении формул (2) и (10) отпадает; формулы (3) — (5) без
их преобразования приводят к неопределенности, однако, исключая
ее, получают:
m+s=^+0’5- <3a)
Л
Вместо 8т—углов зоны —в формулы войдут радиусы зон
рж (рис. 1350). Для первой зоны px=^d, в общем виде для т-й
аоны соответственно:
Рт =*Р«-1 +^ = Р1 + И —= ($+/»—1)^ (4а)
Угол находят по формуле:
sin®_. = -~~. (5а)
,т 2Pm v
Формулы (6) и (7), равно как и все таблицы, остаются без
изменения. Вместо (8) и (9) будем иметь;
D6 = 2 [Р1 + d(nt — 0,5)] 2d ($ + т — 0,5). (9а)
Примеры расчета числа линз на блоке и размеров блока
тригонометрическим путем. Пример 1. Радиус линз R —
= 200 мм\ условный диаметр линз1 d = 35 мм\ предельный диа-
метр блока Z)max = 250 мм (по габариту литья).
1. Принимаем D = 250 мм.
2. Находим угол 6 из формулы (1Ь):
sine=^-=w=0'625; 9=38°41'-
3. Находим угол а из формулы (2):
d
sin> = ад = w=°'0875-- а=5’01'-
4. Нйодим число зон и определяем наивыгоднейший порядок
размещения линз на блоке.
1 С учетом промежутков между ними.
727
По формуле (3) и тайл, 3,03:
т + Е = 2? + °’5 =^пр- + °.5 = 4-37-
<w(J О VI
т = 4- $ = 0,37.
По табл. 303 находим для значения sina = 0,0875 ближайшее
мецьшее значение $; оно равно sin$a = 0, следовательно ^ = 1,
8х = 0.
5. Находим значения углов следующих зон по формуле (4)
и их синусы:
6g = 2 я —
0 4- 2<х = 10°02'; sinS2 = 0,174;
8S = 32 _|_ 2а = 10°02' 4- 10°02' = 20°04';
84 = 83 4- 2а = 20°04' 4~ 10°02' = 30°06';
sin 83 = 0,343;
sin 84 = 0,501.
6. Находим значения углов ф по формуле (5):
sin!?a==^nT=0,503; %=30<’12';
sin ?3 = °п°оА7о5 = 0,253; <р3 = 14’39';
и,<540
sin?, = ^5 = °,174; ?. = 10’03'.
Vjvvl
7. Находим значения пт по формуле (6):1
180е
П’2“30°12< ~5,б;
п - -180° —12 3-
3 14°39'-1 ’3’
180° 2
п*~' ю° оз' 17,9‘
8. Находим общее число линз на блоке по формуле (7):
Nm = 1 4- 5 4- 12 4-18 = 36.
9. Находим фактические размеры блока по формулам (8), (9)
и (10).
10. Из формулы (8):
6 = 84 4- а = 30°06' 4-£° 01' = 35° 07';
1 Для отыскания п можно непосредственно пользоваться табл. 304
после тоге, как вычислены значения sin ф (см. следующие примеры).
2 В тех случаях, когда дробная часть отношения немного меньше
единицы, она принимается за единицу.
728
sin В яав 0,575; cos 9 я* 0,818.
Из формулы (9):
D = 2R • sin 6 == 2 • 200 • 0,575 = 230 мм.
Из формулы (10):.
Я ==/^(1—cos6) = 200- 0,182 = 36,4 мм.
Пример 2. R = 69,9мм; nf = 35 мм. Радиус настолько малг
что можно принять 6тах = 90° (/? = Н); блок полушаровой.
1. Определяем диаметр блока:
D — 2R =139,8 мм.
2. Находим sin а и а по формуле (2):
ч
4па==_|2_== 0,250; а=14°30'.
1йУ?О
3. Находим число зон и порядок размещения по формуле (3)г
ffi + S = l+0,5=^+0,5 = 3,6;
т s=s 3; $ — 0,6,
откуда по табл. 303 nt=3.
4. Находим значения углов зон 8т й их синусы по фор-
муле (4):
8Х = 0,58.2a = 0,58 • 29° = 16° 50';
8а = 4- 2a = 16° 50' + 29° =я 45° 50'; 8а = 0,717;
83 = 4- 2a = 45° 50' 4- 29° = 74° 50'; 83 = 0,965.
5. Находим значение sin <?т по формуле (5):
sin <р2 = = 21™ £250 0,349; sin 0,717
sin a 0,250
sin <р8 == -г-т- « 777^ = 0,259.
та sin о8 0,965
6. Находим число линз во второй и третьей зонах по табл. 304
[или формуле (6)]:
и2=8; п8=12.
7. Находим общее число линз на блоке по формуле (7):
JV3 в= Пу —j- /?2 4~ == 0 4“ 0 4- 12 23.
8, Определяем фактические размеры блока по формулам (8)—
,(10). Так как значение $, найденное по формуле (3), разнится от
729»
табличного лишь на 0,02, то диаметр и стрелки блока практи-/ >
чески не будут отличаться от принятых- в начале расчета. Таким
образом:
/5=139,8 мм\ //==69,9 мм.
Если бы мы захотели ограничить высоту блока значением
.//==0,8/?, то, производя расчет в той же последовательности,
отыскали бы: /тг = 3; = 1; ^=15; /)б= 133,4 мм и Н6 =
-*= 48,9 мм.
Пример 3. /? = оо ; d = мм. Допустимый диаметр блока
D = 300 мм.
1. Приняв /5 = 300 мм, определяем число зон на блоке
и порядок размещения линз по формуле (За):
т+5 = ^-+О,5=2,5;
m=«2; 5 —0,5;
следовательно из табл. 303 при значении = Q возьмем
= 2.
2. Находим радиусы зон по формулам (4а):
p1 = 0,5rf=37,5;
p2 = p14-rf= 112,5.
3. Находим значение sin <р2 по формуле (5а):
d 75
Sin ?2 = — = 2ТЙД5 = °’334,
4. Определяем число линз второй зоны, пользуясь табл. 304:
л2 = 9.
5. Общее число линз на блоке:
ЛГа = 24-9 = И.
6. Так как вычисленное значение % соответствует в точности
табличному, диаметр блока D не разнится от принятого в п. 1.
2. Графический способ. Этот способ требует вычерчивания
блока и ряда дополнительных графических построений. Точность
«его ограничивается ошибкой, вводимой применением чертежных
инструментов. Чем больше линз на блоке, тем больше вероят-
ность ошибки. Графический способ, так же как и способ триго-
нометрических расчетов, сводится к определению числа . линз,
размещаемых последовательно в каждой зоне блока. Обычно за-
даются определенным, максимально допустимым габаритом блока,
находимым из соображений, приведенных при изложении способа
тригонометрического расчета.
730
Для того чтобы найти число линз пт в той или иной зоне
(рис. 1350), проводят циркулем из центра О дугу окружности
радиуса 7?, равного радиусу подлежащей обработке поверхности
линзы. Затем проводят ось блока ОР и перпендикулярно ей
хорду MN, равную диаметру блока и стягивающую собой прове-
денную нами ранее дугу. От точки М откладывают по дуге по-
следовательно один за другим отрезки N.— I, I—//, //—III и т. д.,
расставив ножки циркуля на расстояние, равное диаметру нашей
линзы. Таким образом разбивают блок на ряд зон.
Для того чтобы найти количество линз в каждой из полу-
ченных зон, делают специальное построение. Если требуется на-
пример найти количество линз в зоне /—II, делят дугу I—II по-
полам. Из полученной точки опускают перпендикуляр на ось РО.
Из полученной таким образом точки Т проводят окружность ра-
диусом ST, после чего по окружности радиуса ST=pm отклады-
вают от точки 5 один за другим отрезки 1, 2, 3 и т. д., рас-
ставив ножки циркуля на расстояние, равное диаметру линзы.
;* Число целых отрезков, которые уложатся по этой окружности,
будет равно числу линз, которые могут быть размещены в данной
зоне на блоке.
Действительно, соединив точки О и 5, на основании тре-
угольника TOS можно написать:
ДУ .
7Tc=sln8™’
731
или, обозначив TS через рт>
cin §
» •
(11)
Но мы знаем [см. формулу (2)], что sin а == <7/27?; следова-
тельно на основании формул (5) и (11) можно написать:
__ sin а __ tZT? ’___ d
(12)
Соединим какие-либо две точки на нашей окружности ра-
диуса 75, например S и 1, прямой линией. Из построения длина
линии 5—1 равна диаметру нашей линзы. Обозначив середину
этой линии через £7, можем написать:
sin 7775 =
US
TU
d
Но, как в то же время следует из формулы (12), это отно-
шение представляет собой синус угла ср; следовательно угол
UTS — ymi и, откладывая вдоль окружности радиуса UT=ST—
= рт отрезки 5—7, 7—2, 2—3 и т. д., мы геометрически делим
замыкаемый этой окружностью угол 360° на 2<pw, т. ,е. построе-
нием выполняем действие, указываемое формулой (6).
3. Способ номограмм дает возможность быстро выбрать наи-
лучший способ размещения, определить число зон, количество
линз в них, общее количество линз на блоке и диаметр блока.
Номограммы позволяют при троекратном наложении линейки
решить следующие уравнения, определяющие количество линз Nm
в т зонах и диаметр блока Ьт общими как для случая сферы,
так и для случая плоскости приемами.
‘ d
27? sin [6 2 (т — 1) arc sin —
Dm = 27? sin I k 2 (т — 1) arcsin
, (13)
(14)
В этих формулах все обозначения соответствуют приведенным
выше. В зависимости от порядка размещения при ^ = 0,
а при пг ф 1:
k— arcsin------------. > (15)
27? sin —
* "i
Конструктивные размеры приспособлений (блоков), приме-
няемых как при жестком, так и при эластичном способе блокировки,
находятся по формулам и таблицам, приводимым ниже в § 17.
732
§ 1L Блокировка призм
Блокировка призм для мелкой шлифовки и полировки произ-
водится двумя способами: гипсовкой и наклейкой на планшайбы
с канавками.
1. Гипсовка. Призмы плотно притираются к шлифовочной
планшайбе с машинным маслом так, чтобы промежутки между
ними составляли 2—3 мм. Располагать их выгоднее веером
(рис. 1351) или по спирали друг за другом. Затем на планшайбу Р
накладывается кольцо К (рис. 1352), на которое ставится
обод О, и призмы заливаются раствором гипса в воде. Когда
гипс G затвердеет, в верхний край обода вставляется дно D,
которое привинчивается к
ободу 4 винтами; блок снимается
с планшайбы, кольцо снимается
с обода, и гипс вычищается из
промежутков при помощи ме-
таллической вращающейся щетки
Рис. 1351. Рис. 1352.
с водой на глубину 2 мм.1 Промежутки замазываются расплав-
ленным парафином для предохранения от воды.
При обработке второй и третьей граней уже отполирован-
ные поверхности покрываются тонким слоем шеллака, разведен-
ного в спирте, и поверх шеллака — воском для защиты от дей-
ствия влаги и от повреждений.
Гипс для гипсовки призм дойжен быть мелким (так называе-
мый медицинский) и сухим. К сожалению такой гипс в продаже
встречается редко. Поэтому перед употреблением гипс прихо-
дится просеивать и для каждой новой партии определять про-
порцию воды при гипсовке (в среднем 70% по весу). Для
большей прочности и меньшего расширения к гипсу иногда при-
бавляют около 5% цемента.
Вредное влияние этого способа на изделия заключается
в том, что при застывании возникают внутренние силы, изме-
няющие положение деталей (призм), установленных предвари-
тельно точно. В силу этого углы призм после обработки их
1 Иногда промежутки между призмами после притирки заливаются
воском, который после гипсовки удаляется.
733
шлифовкой и полировкой оказываются неверными. Ошибка дохо-
дит до 5'—8'. Соответствующими добавками можно изменить
состав гипса и значительно ослабить внутренние силы схваты-
вания не в ущерб крепежной его способности. Кроме того можно,
применяя компенсирующее стенки (эластичные) блока кольцо
(например войлочное), ослабить влияние реакции сил. Так на-
пример добавка 4—5% K2SO4 и 0,6% Na2B4O710H2O (рецепт
проф. Будникова, ХХТИ), при соответствующей подготовке бло-
ков и рациональном методе гипсовки, понижает (по исследова-
ниям Института точной механики и оптики) вредное влияние
гипса на призмы настолько, что последнее может считаться
пренебрежимо малым. По данным многих опытов, произведенных
по указанному методу, ошибки в углах призм не превышают 10"
для крайних зон и меньше 10" для средних.
Рис. 1353.
Рис. 1354.
2. Наклейка призм на планшайбы с канавками аналогична
наклейке линз на блоки, только планшайбы изготовляются с ка-
навками, соответствующими профилю призм.
Наклейка сургучных лепешек производится так, как это
показано на рис. 1353. Грани, предназначенные к обработке,
тщательно притираются к планшайбе и на них накладывается
нагретая до температуры около 100° планшайба с канавками.
Рис. 1354 представляет блок с наклеенными призмами. Планшайбы
изготовляются или круглой формы или квадратной с обрезан-
ными углами.
Способ гипсовки имеет то преимущество, что блокировка
идет быстрее: в одних и тех же формах можно гипсовать призмы
любого профиля, в то время как в случае наклейки для .каждого
сорта призм требуется планшайба соответствующего профиля;
. после обработки каждой стороны призмы приходится отмывать
от сургуча.
§ 12. Мелкая шлифовка
Мелкая шлифовка имеет своей .целью подготовить поверх-
ность к полировке. Сравнительно крупный „мат“ при этом из-
мельчается, и поверхностям придается нужная форма с требуемой
степенью точности, для того чтобы на долю полировки остались
только снятие мата и незначительная коррекция поверхности.
734
Отфрезерованный корпус поступает на мелкую шлифовку, шли-
фовка сферических поверхностей может быть произведена как вруч-
ную, так и на обыкновенных шлифовально-полировальных автоматах.^
1. Шлифовка вручную. Для шлифовки корпусов ручным
способом необходимо иметь комплект шлифовочных форм, так
называемых чашек и грибов, соответствующих радиусов. Из них
две чашки — чугунные для шлифовки крупными наждаками, а две —
бронзовые или железные для мелких наждаков:
1-я чашка 15-или 30-минутный наждак
2-я , 30- „ 60-
> 3-я „ 60- „ 120-,
4-я 1 „ 120- . 240-
Наждак сохраняется в отдельных баночках с крышками..
Шлифовщик также должен иметь: бадейку с водой для промывки,
корпусов, ручку, напильник с отточенным по радиусу концом для
подрезки чашек и грибов, 2—3 полотенца, пробное стекло или-
сферометр (кольцевой глубомер) и лупу для определения ка-
чества шлифовки.
а) Осмотр корпуса. Перед началом шлифовки необходимо-
просмотреть, все ли линзы на корпусе, правильно ли они на-
клеены, нет ли на них выколок и, если корпус второй стороны,,
найти и приметить контрольную линзу.
б) Приемы ручной шлифовки. На шпиндель шлифовального-
станка навертывают шлифовочный гриб или чашку требуемого
радиуса. Затем в правую руку берут ручку, а в левую — корпус
и ввертывают ручку в корпус доотказа.
В чашку или на гриб кладут при помощи кисти смоченный
водой наждак. . Чтобы распределить его равномерно по всему
корпусу, растирают его легким качанием корпуса, не давая хода'
станку. При пуске станка необходимо слегка задержать корпус
руками, одновременно сообщая ему небольшое покачивание из
стороны в сторону. Когда почувствуют, что шпиндель стал дви-
гаться свободно, то постепенно увеличивают покачивание рукой,,
но уже от центра в сторону так, чтобы корпус выходил за края
чашки или гриба примерно на х/4 своего диаметра.
Покачивание производится следующим образом: когда дают
размах от себя, то корпус задерживают (не давая вращаться),
при размахе же к себе позволяют ему поворачиваться, немного-
ослабляя руки.
Во время работы производится нажим на центр корпуса.
Таким образом шлифуют до тех пор, пока совершенно не оста-
нется следа от предыдущего наждака и последующая чашка или
гриб будут брать с края (в притирку) приблизительно на х/г кор-
пуса. При достаточном навыке работающий уже руками, держа-
щими корпус, должен чувствовать, как идет процесс обработки»..
1 4-ю чашку применяют редко.
735-
зависимости - от этого производить \йчзиме'йорп^ф'й':<>све^
^нкение наждака. ' *♦.*>.•
в) Подбор шлифовочных форм. Радиус’*шлифовочных форм*
подбирается с таким расчетом, чтобы последующая чашка или
гриб шлифовали корпус с края и чтобы за один или, самое
большее, за два раза подкладывания наждака можно было до-
дплифовать его до середины. Таким образом, шлифуя последова-
тельно наждаками разной зернистости и меняя шлифовочные
.формы, доводят мат с крупнозернистого до мелкозернистого,
т. е. до 240-минутного наждака.
а) Требование чистоты при шлифовке. После каждого наж-
. дака необходимо мытьх корпус щеткой и вытирать ^о насухо
полотенцем, меняя воду в бадейке (вода должна быть комнатной
температуры) а полотенце, вытирать концами рабочее место,
.3 также мыть руки. Работу следует производить с засученными
, до локтя рукавами, в противном случае при дальнейшей шли-
. фовке более мелким наждаком предыдущий крупный наждак
: может поцарапать шлифуемую поверхность. После шлифовки
двумя-тремя крупными наждаками следует также менять халат.
Ни в коем случае не допускается мытье корпуса под струей хо-
лодной воды (под краном), ибо от быстрого охлаждения линзы
дают трещины или отскакивают от корпуса.
2. Шлифовка на автоматах, а) Расшлифовка шлифоваль-
ников осуществляется с помощью вспомогательного блока. В пер-
овую очередь расшлифовывается шлифовальник для последнего
•наждака. Проверка производится пробным стеклом, для чего блок
слегка прополировывается. Хорошо расшлифованный шлифоваль-
ник должен давать на каждой линзе поверхности с ямой в 1—4
кольца. Вторым расшлифовывается предпоследний шлифовальник.
Он подгоняется так, чтобы последний шлифовальник сначала
шлифовал сильнее края блока, но в общей сложности сошлифо-
цвывал ровный слой со всего блока. Следующий шлифовальник
подгоняется к предпоследнему тем же способом.
При шлифовке на автоматах выпуклые корпуса, в отличие
от ручной шлифовки, часто навинчиваются на шпиндель станка,
а чашку помещают сверху.
б") Режим работы. Скорость станка при мелкой шлифовке
следует подобрать так, чтобы царапанья' поверхностей не было.
. Линейная скорость на краю щлифовальника может доходить до
1,8 л«/сек. Наибольшее допустимое число оборотов шлифоваль-
ника в 1 мин. можно рассчитать по формуле:
1800 • 60
П ~~ v.D
где D — диаметр шлифовальники в миллиметрах*
Число оборотов эксцентрика составляет обычно от 50 до
100% числа оборотов шпинделя.
?736
Число штрихов и их положение1 подбираются в каждом
отдельном случае так, чтобы срабатывание шлифовальника про-
исходило по возможности равномерно по всей поверхности.
в) Груз. Величина груза определяется конструкцией станка.
Она колеблется от 100 tjcM? при шлифовке мелких блоков до
10 г [см2 при шлифовке больших блоков. С уменьшением груза
скорость шлифовки падает, особенно интенсивно при уменьшении
груза от 55 до 15 г) см2, а именно в 2,5 раза.2
г) Время, потребное на обработку одного блока, колеб-
лется от 10 мин. при шлифовке мелких блоков до 2 час. при
шлифовке больших блоков.
5) Регулирование станка. Крупными наждаками (от 15 до
30 мин.) можно шлифовать на быстром ходу, примерно от 500
до 580 об./мин. Во избежание л срыва края и царапин, мелкими
наждаками (от 120 мин. и мельче) следует шлифовать на более
тихом ходу, приблизительно от 225 до 350 об./мин. 3 Шлифовку
можно регулировать без подрезки чашек (в пределах от 1 до
2 колец): например для уменьшения „цвета" нужно уменьшить
число оборотов и увеличить скорость эксцентрика; если же не-
обходимо увеличить „цвет", то увеличивают число оборотов,
а размах делают меньше, шлифуя в центре чашки или гриба.
е) Смазка наждаком. В большом количестве наждак не сле-
дует класть, ибо он тогда долго не растирается, заполняет про-
странства между линзами и при дальнейшей мелкой шлифовке
царапает шлифуемую поверхность линзы. Его нужно подклады-
вать в таком количестве, чтобы покрыть поверхность чашки или
гриба. Нельзя допустить того, чтобы он был слишком мокрым,
в особенности при шлифовке мелкими наждаками. При заканчи-
вании шлифовки следует держать наждак влажным.
ж} Контроль шлифовки. Во избежание брака линз по тол-
щине при жестком креплении их на блоках нужно следить, чтоб^
контрольные точки на линзах вышлифовывались только предпо-
следним наждаком.
При обработке первой стороны линз необходимо следить,
чтобы средние линзы на корпусе были одинаковой толщины
с крайними. Отшлифованную поверхность следует проверить лу-
пой и определить, имеются ли царапины, выколки и точки.
Проверка правильности радиуса сферы производится по
сферометру следующим образом. На кольцо сферометра ставится
контрольное стекло; затем стрелка устанавливается на деление 0
(нуль). По установке стрелки контрольное стекло снимается, и
1 Под штрихами подразумевается проекция линии, описываемой
пальцем поводка, на шлифовальник во время шлифовки.
2-См. Легун и Иодовальки с, Исследование шлифующей спо-
собности наждака и карборундов.
з Эти данные относятся главным образом к обычным блокам значи-
тельных размеров. Малые блоки допускают большую скорость, например
при диаметре 10 мм — до 1000 об./мин.
47 Зав. 3905. — Опр. ни. оптико-механика, ч. II. 737
на кольцо ставится отшлифованный корпус с таким расчетом,
чтобы середина одной из средних линз^давила на стержень, а дру-
гие линзы приходились по краям кольца.
Применяют также контроль пробными стеклами, слегка про-
светляя полировкой отшлифованные блоки.
з) Нормы расходования абразивных материалов на 1 см*
обрабатываемой поверхности:1
15-минутный наждак..................... 0,14 г
60- , ...................... 0,04 ,
Наждак № 3031/2 ..........;..........- 0,02 „
При обработке линз малого размера (диаметром 6—12 мм}
на небольших блоках расход наждаков повышается в 5—10 раз,
а именно:
15-минутный наждак . ................. 0,53*2
60- , „ .................. 0,39 „
Наждак № 303 ......................... 0,19,
, № ЗОЗ1/2 • • • • •.............. 0,10 „
§ 13. Полировка
Полировка имеет целью удалить шероховатость (мат), т.* е.
сделать оптические поверхности прозрачными и придать им
окончательную форму с требуемой степенью точности.
Полировка производится на сукне, войлоке, бумаге (сравни-
тельно редко) и на полировальной смоле. На сукне и войлоке по-
лируются стекла, от которых не требуется большой точности
поверхностей, как лупы, очковые стекла, конденсоры, зеркала
для осветителей и т. д. На бумаге можно полировать трепелом,
однако поверхности получаются со значительными бороздами.
Вся же точная оптика полируется на смоле.
1. Теория полировки, а) Существующие воззрения на про-
цесс полировки и их критика. , Основные воззрения на процесс
полировки могут быть объединены в четыре группы.
(1. Первая группа рассматривает полировку как процесс, ана-
логичный шлифовке. Зерна абразивного материала, более твер-
дого, чем полируемое изделие, производят то же самое резание
и выкалывание, что и при шлифовке, но благодаря меньшим раз-
мерам производимые ими разрушения остаются невидимыми даже
под микроскопом.
2. Ко второй группе относятся теории, в которых значи-'
тельную роль в процессе полировки отводят явлениям пластиче-
ских деформаций (текучести) материала и явлениям перекристал-
лизации поверхностных слоев.
3. Третье мнение, высказанное Бейльби, предполагает, что
ровный поверхностный слой полированного изделия образуется
1 Эти данные получены статистическим путем из заводской практики
при определенном характере производства.
738
благодаря быстрому охлаждению расплавленного материала., По
мнений Бейльби во время полировки вследствие трения в от-
дельных точках развивается столь высокая температура, что
полируемый материал плавится в своих поверхностных слоях и
затем сразу застывает в виде переохлажденной жидкости.
4. К четвертой группе относятся представления, созданные
в 1928 г. ГОИ, по которым главная роль отводится чисто хими-
ческим и физико-химическим явлениям, происходящим на поверх-
ности полируемого изделия.
Стекло по отношению к воде, а металлы и по отношению
к кислороду воздуха являются материалами чрезвычайно нестой-
кими. Они покрываются тончайшими слоями защитных пленок,
которые в процессе полировки снимаются по мере их возникно-
вения при помощи применяемых при полировке порошков.
Основным возражением против теорий первой группы яв-
ляется факт возможности производства полировки материалами
. более мягкими, чем полируемые изделия и, наоборот, невозмож-
ности получить отполированную поверхность при применении
более твердых материалов.
Против взглядов второй группы существенным возражением
являются, во-первых, фактическая потеря веса полируемого изде-
лия, во-вторых, ббльшая легкость получения отполированной по-
верхности на материалах более твердых (например закаленной
стали), чем на мягких. Отрицать же невозможность или полное
отсутствие этих явлений при полировке нет достаточных осно-
ваний.
Теория Бейльби старается объяснить свойства полированной
поверхности. Анализ обширного разнообразного материала не дает
непосредственных указаний на наличие плавления, и допущение
о плавлении мало вероятно.
Полировка стекла и кварца с водой или полировка стали
на смоляном полировальнике исключают возможность получения
температур, необходимых для плавления этих веществ. Еще менее
вероятным кажется плавление веществ, размягчающихся ранее
температуры плавления, как исландский шпат, с которым Бейльби
провел значительное количество опытов.
б) Свойства полированной поверхности. Характерным свой-
ством отполированной поверхности является блеск, т. е. свойство
отражать свет в определенном направлении, обусловленное отсут-
ствием царапин, выбоин и выступов, соизмеримых с размерами
световых волн.
Возможность воспроизведения плоской полированной поверх-
ности с точностью до 1/200 доли световой волны, т. е. порядка
20 А, кажется совершенно непонятной, если принять во внимание,
что в кристаллической решетке расстояние между атомами равно
около 5 X и что полировкой мы производим поверхности, на которых
выступы не достигают толщины 2—3 слоев молекул. Достигнуть
47* 739
такого< искусства без наличия какого-то4 саморегулирующего при-
родного процесса представляется невозможным. Полированная по-
верхность, в отличие от поверхностей шлифованной, строганой и
штампованной, обладает повышенной химической устойчивостью,
измененной электропроводностью, теплопроводностью, а возможно
и другой кристаллической структурой по ’ сравнению со структу-
рой всего материала. Всякая теория, которая стремится раскрыть
сущность процесса полировки, должна объяснить и все свойства
отполированной поверхности. Теория Бейльби отчасти этому усло-
вию удовлетворяет, и этим объясняется ее широкое распростра-
нение.
Казалось бы, что для рабочей гипотезы удовлетворения только
этих требований недостаточно. Для выяснения сущности проис-
ходящих явлений необходимо изучить взаимодействие между
всеми веществами, участвующими в процессе полировки, и вы-
явить соответствие изменения хода процесса изменению различ-
ных факторов.
в) Защитная пленка как результат химической реакции.
Детальное изучение химической устойчивости стекла методом Ми-
лиуса в зависимости от продолжительности ведения опыта пока-
зало, что все сорта стекол реагируют с, водой весьма энергично.
Реакция сначала течет очень быстро, затем постепенно замедляется
и спустя 1 мин. почти прекращается.
В табл. 305 и на рис. 1355 приведены для некоторых сте-
кол ЛЗОС данные о количестве миллиграммов натрий-иодэозина,
получившегося при разложении стекл4 влажным эфиром, в зави-
симости от продолжительности действия.
740
Таблица 305
Количество натрий-иодэозина (в мг), полу-
чившегося при разложении стекла влажным
эфиром
Время действия Сорт стекла
Зеркаль- ное С-4 С-14
3 сек. 18 7 5,6
Ю „ 21 12 6.3
30 „ 26,5 13 7,0
1 мин. 28 14,5 8,3
ю „ 31,5 16,8 8,4
1 час 34 18 8,5
Вид кривых рис. 1355 заставляет предположить, что в резуль-
тате действия воды на стекле образуются некоторые новые хими-
ческие соединения, защищающие стекло от дальнейшего действия
воды. Существование таких новообразований доказано различными
методами. Эти новые соединения коллоидальны, через них могут
диффундировать соли и растворы. Они изменяются при высуши-
вании и тем более при прокаливании. Механически они почти
столь же прочны, как само стекло, и не поддаются соскаблива-
нию и откалыванию. Они образуют на поверхности тонкий кол-
лоидальный слой, который обладает адсорбционными свойствами
по отношению к другим коллоидным веществам и ионам и изме-
няет при этом свои химические и физические свойства. Толщина
этого слоя одля различных стекол различна.- Она колеблется от
20 до 300 А в зависимости от химического состава стекла и хи-
мического состава раствора, под влиянием которого этот слой
образовался. Сказанное дополняется данными табл. 306.
Все металлы обладают такими же защитными пленками. Эти
пленки получаются в результате действия кислорода воздуха,
галлоидов и серы на чистых поверхностях металлов. Увеличение
толщин пленок h во времени t может быть выражено в первом
приближении тем же уравнением, что и для защитных пленок на
поверхности стекла, а именно:
dh__ С
dt — К ' h ’
где С— концентрация вещества, реагирующего со стеклом или
металлом, а К—постоянная. w
В табл. 307 приведены данные, полученные Кбстером и Там-
маном при изучении скорости образования защитных йленок на
поверхностях металлов в сухом воздухе при комнатной темпера-
туре.
741
Таблица 30(5
Поверхностные слонов А) на различных стёклах после 3-минутного
действия 1°/о водных растворов солей
Сорт стекла Погировка сухим кро- кусом OSH FeCl3 О ^z S' NH4F ZnCl2 d GO a N d <Л 43 N О z cd и CaH2
С-12 0 20 38 28 30 20 14 36 25 20
. С-14 0 22 29 17 25 27 28 18 28 29
С-17 3 40 27 38 27 22 50 37 30 20
С-13 5 38 77 64 55 33 54 42 78 34
С-5 5 30 193 102 41 40 32 50 185 53
С-8 4 35 53 42 52 33 44 48 41 35
С-24 0 40 65 10 253 28 39 68 24 50
С-23 15 70 320 250 72 62 90 83 342 118
Таблица 307
Скорости образования защитных пленок на поверхности металлов
в сухом воздухе при комнатной температуре
Название металла Время образования пленки
толщиной 14 А толщиной в 100 раз больше (100 • 14 А)
Pb 0,42 сек. 90 лет
Zn 0,88 „ 31 • 102 лет
Cd 0,13 „ 19 • 105 „
Cu 1,11 „ 60 •107 „
Sn 0,15 . 36 • 108 ,
Fe 0,05 „ 25 • 1017 ,
Ni 0,95 „ 47 -1018 ,
Из приведенных данных видно, что пленки на металле обра-
зуются при комнатнрй температуре почти мгновенно и что даль-
нейший их рост практически прекращается.
Как показали опыты с кварцем, полевым шпатом и базаль-
том, такие же пленки получаются на ряде природных силикатов,
и размеры толщины их того же порядка, т. е. несколько десят-
ков ангстремов.
г) Опыты полировки стекол с различными жидкостями и
металла в ^различных атмосферах. ^Наличие защитных пленок
на металле является общепризнанным фактом, на стекле оно до-
казано работами ГОИ. В процессе полировки, при котором можно
избежать выступов более 2—3 слоев молекул, не могут игнори-
роваться и химические реакции, текущие на поверхности* Поэтому
742
естественно ждать, что на скорости лолировки должно существен-
ным образом отразиться изменение условий, влекущее за собой
Прекращение или изменение химических реакций на поверхности
щлифуемого изделия.
Характеристикой скорости полировки может служить тол-
щина снятого слоя материала за определенное время, при опре-
деленных условиях образца, уже ранее отполированного для
исключения влияния предварительной его обработки.
В табл. 308 и 309 приводятся результаты опытов ГОИ со
стеклом и металлом. ч
Таблица 308
Результаты полировки стекол с различными жидкостями
X.Жидкость Сорт стекда\ Толщина сполированного слоя стекла см -10 &
Сухое транс- форматор- ное масло Чистая вода Рн = 6,8 Кислая вода Рн ~ 3,8 Щелочная во а Рн —
С-14 4 155 110 112
С-4 4 158 143 121
. С-8 5 135 124 107
Таблица 309
Результаты полировки металла в различных атмосферах
Х. Атмосфера Материалах. Потеря веса образца в мг при полировке водной суспензией окиси хрома
Воздух Водород Водород 4- серо- водород
Сталь 25,3 17,8 28,0
Опыты с металлом не так разительны, как со стеклом, где
при замене воды на трансформаторное масло или ксилол скорость
Лрлировки меняется в 40 раз, но влияние химических реакций
на скорость процесса во всех случаях совершенно очевидно. Не-
значительная разница при полировке стали в воздухе и водороде
объясняется тем, что полировка металла шла в водной среде,
когда окисление металла с вытеснением свободного водорода
было вполне возможно. В условиях более совершенных, напри-
мер, когда полируемый образец присоединен к катоду батареи и
окисление невозможно, опыт показывает фактически нулевую ско-
рость полировки.
д) Влияние способа изготовления полирующего порошка на
скорость полировки. Весьма существенным и подкрепляющие
основные положения гипотезы является факт резкого изменения
полирующей способности порошков в зависимости от темпера-
туры прокаливания. Можно было бы ждать, что чем выше темпе-
ратура прокаливания, тем резче будут выражены кристаллические
формы зерен абразивного материала и тем скорее будут они сни-
мать материал с полируемого изделия, быть может даже покры-
вая его царапинами. Фактически же оказывается, что существует
определенная температура, дающая порошок с максимальной по-
лирующей способностью. Прокаливание при температуре более
высокой и более низкой дает материал худшего качества.
При прокаливании происходит полное разрушение первона-
чальной кристаллической структуры, и температура должна быть
недостаточной для возможности роста в большие агрегаты кри-
сталлов нового химического соединения, получившегося при про-
каливании.
Сказанное подтверждается данными табл. 310 и 311.
Таблица 310
Полирующая способность крокуса
Сорт стекла Толщина сполированного слоя стекла
ем-1О-5
Температура
прокали- вания крокуса °C С-14 ' С-4 С-8
600 ч 167 197 154
700. 183 196 175
800 209 254 168
900 199 223 162
Таблица 311
Полирующая способность окиси кремнезема
Температура прокали- вания геля кремневой кислоты Полирующая спо- собность в относи- тельных единицах (для стали)
Не прокал. 0
300 15
600 12
800 12
1200 1
Следует отметить, что окись жеЛеза, прокаленная при опти-
мальной длй- крокуса температуре, обладает большой степенью
дисперсности, и отдельные зерна являются субмикроскопическими.
744
Прокалейная при высокой температуре она оказывается более
грубой, более твердой, а вместе с тем количество снимаемого ею.
при полировке материала становится меньше.
Для изготовления полирующего материала необходимо получить,
порошок в чрезвычайно дисперсном состоянии — не путем размола^
так как отдельные зерна его будут иметь законченную прочную
кристаллическую структуру, а путем разрушения кристаллической
решетки вследствие химической реакции. Химическая природа
порошка имеет второстепенное значение, и на практике с успехом
применяются различные полирующие вещества. Важнее способ
получения и однородность.
Слишком высокая температура при прокаливании делает
иногда материал совершенно непригодным для полировки. Это
может проявиться особенно резко при прокаливании материала,,
содержащего легкоплавкие примеси, способствующие более легкой
перекристаллизации вновь образующегося вещества. Материалы,
обладающие очень высокой температурой плавления, оказываются
в этом случае в более благоприятном положении.
Химическая природа- полирующих порошков также имеет
свое значение. По проведенным до настоящего времени опытам,
для стекла в условиях полировки на смоле и на войлоке крокус
является материалом, наиболее быстро работающим. Для большинства
металлов при полировке на чугунном жестком полировальнике
наиболее быстро работающей оказывается окись хрома, получен-
ная из д^ухромокалиевой соли путем нагревания ее с серой и по-
следующего промывания и отмучивания.1
е) Значение химической природы полировальника. Полировка
стекла на войлоке и смоле разных составов, а металла — на
стекле, чугуне, меди, свинце, никеле и смоле идет различно не
только по своей скорости, но и по качеству. Особенно капризны
в этом отношении более мягкие и цветные металлы.
Уже поработавший полировальник имеет другую полирующую
способность, убывающую по мере хода полировки. Сравнение по-
лирующей способности смол различного состава указывает на
некоторую их специфичность по отношению к различным стеклам,
как это подтверждается данными табл. 312.
Из этой таблицы видно, чти увеличение содержания в смоле
вара повышает полирующую способность полировальника, как
это особенно резко заметно на стекле С-8. Одновременно с уве-
личением содержания вара растет и мягкость полировальника.
Если повышение полирующей способности полировальника связано
только с изменением его физических свойств, то казалось бы
прибавка в расплавленную канифоль 1% окиси цинка, увеличи-
вающая ее твердость, должна была бы понизить полирующую
1 8 настоящее время ГОИ подобраны специальные пасты для поли-
ровки металлов (см. Руководство рабочим к пользованию пастами
ГОИ дИя полировки закаленной стали).
745
Таблица 312,
Полирующая способность смол по отношению к различным стеклам
Сорт стекла Состав смолы Толщина снятого слоя стекла см • 10~5
, С-14 С-4 С-8
1 ч. вара, 2 ч. канифоли ........ 198 234 144
1 ч. вара, 1 ч. канифоли . . 216 248 172
2 ч. вара, 1 ч. канифоли 2 ч. вара, 1 ч. канифоли с 1% окиси 224 254 212
цинка . . • • ..... . 2 ч. вара, 1 ч. канифоли с 5% окиси 279 327 287
цинка,. 224 269 211
"способность. На самом деле мы имеем обратное явление. Смоля-
ной полировальник с 1% окиси цинка полирует быстрее на 20—30%.
Дальнейшее повышение содержания окиси цинка понижает его
полирующую способность.
ж) Гипотеза о процессе полировки. Сопоставление получен-
ных опытных материалов дает возможность во всех случаях поли-
ровки установить с несомненностью проявление химической при-
роцы применяемых веществ. При этом выявляются аналогия по-
верхностных свойств стекла и металла, аналогия требований, предъ-
являемых к порошкам для их полировки, аналогия и в самом
ходе процесса.
з) Схема процесса. Под действием химически активных
веществ (для стекла — воды, для металла — кислорода воздуха
или серы) Чистая поверхность материала покрывается тончайшей
пленкой новых соединений, защищающих материал от дальнейших
реакций. Благодаря этим защитным свойствам толщина пленки
везде постоянна и равна для разных материалов от 20 до 70 А.
При движении полировальника зерна полирующего порошка сры-
вают эту 'защитную пленку со всех выступов полируемого изделия,
обнажая свежую поверхность материала. Обнажившиеся места
вновь вступают в химическое взаимодействие, и вся поверхность
вновь оказывается покрытой равномерным тончайшим слоем пленки.
Сдирание защитной пленки полирующим порошком и образование
ее беспрерывно чередуются в самом процессе полировки и при-
водят к уничтожению всех выступающих участков поверхности,
постепенно увеличивая площадь отполированной поверхности.
Когда никаких углублений не останется, то пленка ’будет
срываться со всей поверхности одновременно. В этом случае
высота отдельных выступающих частей поверхности может .быть
равной только толщине защитной пленки. Таким образом защитные
свойства пленки, устанавливающие ее равномерность по толщине
и абсолютное значение толщины, являются тем автоматическим
746
регулятором, который дает возможность столь несложным пронес*
сом, как полировка, достигнуть таких исключительно высоких
по точности результатов. Никакое искусство, никакой механизм
не могли бы обеспечить снимание слоев толщиной в 2 молекулы,
если бы сама природа вещества не регулировала процесса.
и) Срывание пленок; Химический состав пленок на различных
стеклах различен, но все они коллоидальны и обладают адсорб-
ционными свойствами. Благодаря этому зерна крокуса одновременно
адсорбируются к£к поверхностью стекла, так и поверхностью по-
лировальника, склеивая таким образом обе поверхности. При
относительном движении полировальника и полируемого изделия
происходит срывание пленки, и так как зерна крбкуса субмикро-
скопически малы и легки — постройка кристаллической структуры
их далеко не закончена, — то механическое разрушение поверхно-
сти стекла не наступает. Вся ценность полирующего порошка
заключается в его адсорбционной способности склеивать две
коллоидальные поверхности между собой. И коль скоро эта спо-
собность использована, то тем самым крокус теряет полирующую
способность. Вторично использовать на полировку работавший
крокус невозможно.
Для создания ясной картины происходящих при полировке
металлов явлений опытный материал далеко недостаточен. Стеари-
новой кислоте и жирам, применяемым всегда при полировке ме-
таллов, приписывалась исключительно смазывающая роль. Это
далеко не так. Замена стеарина на жиры,— вазелин и парафин —
почти прекращает полировку.
Опыты показали, что стеарин дчень прочно удерживается
на поверхности металла слоем в 22 Д и трением не может быть
снят. В настоящее время можно составить две схемы явлений.
Поверхности полировальника и полируемого изделия, покрытые
окислами или сульфидами, адсорбируют стеариновую кислоту,
причем кислотные части молекул располагаются у поверхности
металла, а жирные радикалы — кнаружи. Порошкообразные веще-
ства, например кремнезем, адсорбируя жирные части молекул
кислот, покрывающих поверхности металлов, как бы склеивают
их между собой. Дальнейшие явления при полировке металлов
становятся аналогичными цолировке стекла.
Можно также представить другую схему, не исключающую
|$ервую и имеющую промежуточный характер между чисто выра-
женным процессом полировки, где зерна абразивного материала
.только склеивают поверхности шлифуемого и полируемого
изделия, и процессом шлифовки, при котором абргзив механически
разрушает обрабатываемый материал. Представим себе зерна по-
лирующего порошка, прочно удерживающиеся на поверхности
полировальника и способные по своей механической прочности
сдирать только защитную пленку, не разрушая самого металла.
' Тогда процесс полировки пойдет несколько иначе. Защитная
пленка будет срываться не со всей поверхности одновременно
747
(как при полировке в идеальном случае^, а сцарапываться, обна-
жая в местах царапин свежую поверхность металла. Дальнейшее
образование защитной пленки не прекратится, и получаемая по-
верхность металла (не пленки) не будет механически разрушена,
но внешний вид ее окажется иным: она будет испещрена тончай-
шими штрихами, видимыми под микроскопом иногда только при
косом освещении. При пользовании жесткими полировальниками
(например чугунным) такую же поверхность можно получить и на
стекле. В этом случае достаточно 2 мин. времени, чтобы шлифо-
ванную 5-минутным наждаком стеклянную пластинку просветить
и получить плоскость с точностью до долей полосы. Столь же
быстро идет и полировка металла на жестком полировальнике.
Таким образом при полировке поверхность материала остается
механически не повреждейной и в этом смысле аналогичной по-
верхности Бейльби (расплавленной и застывшей).
Рис. 1356.
Рис. 1357.
При всех других видах обработки поверхность изделия ока-
зывается пронизанной тончайшими трещинами. Эти трещины рас-
положены не только между кристаллами, но и в самих кристаллах;
они служат причиной пониженной механической прочности и по-
ниженной химической устойчивости и изменения других поверх-
ностных свойств.
2. Полировка на автоматах, а) Полировка на сукне имеет
то преимущество, что процесс идет значительно быстрее, чем на
смоле — примерно в Р/2—2 раза. Это достигается благодаря тому,
что при полировке на сукне можно применять значительно боль-
шую скорость полировальника (до 2—4 .м/сек.), а также упо-
треблять больший груз.
К недостаткам этого способа следует отнести меньшую
точность поверхностей. Кроме того поверхности получаются не-
сколько волнистыми, так как неравномерности от шлифовки, как
точки и царапины, остаются на отполированной поверхности
в виде полированных же углублений, ибо при полировке на сукне
стекло сполировывается слоями, как это показано на рис. 1356.
Снятие слоя идет не только с возвышений, но также и в углу-
блениях.
б) Полировка на смоле, наоборот, осуществляется так, как
представлено на рис. 1357. Снятие слоя начинается с верхушки
возвышений и постепенно доходит до их оснований, так что
поверхность получается ровной. Благодаря текучести смолы поли-
ровальник при полировке принимает форму стекла, и вследствие
748
этого поверхность,последнего получает правильную сферическую
или плоскую форму без переломов.
. Окружная скорость смоляных полировальников изменяется
в зависимости от точности обработки от 0,1 до 0,8 л/сек. #
в) Полировальники (рис. 1358) изготовляются путем нанесе-
ния на металлические планшайбы, грибы или чашки полироваль-
ного слоя из сукна (подробнее см. гл. LII) или из полировальной
смолы толщиной в 1,5—4 мм. Полировальная смола изготовляется
из смеси хвойного древесного пека с канифолью.1 Точной пропор-
ции этих веществ указать к сожалению нельзя, так как мягкость
компонентов, имеющихся в настоящее время на рынке, сильно
меняется. Состав колеблется от 40 до 200 Частей пека на 100
частей канифоли. Необходимо иметь полировальную смолу раз-
личной мягкости, для того чтобы ее можно было подбирать
в зависимости от сорта стекла, размера стекол и блоков, режима
обработки й температуры.
Рис. 1358.
3. Успешность полировки. Успешность полировки зависит
от многих условий, в частности от постоянства температуры
в мастерской, твердости и адсорбирующей способности полиро-
вальной смолы, твердости наклеечной смолы, размера полироваль-
ника, кинематики станка, величины груза, чистоты помещения
и станка, количества влаги на полировальнике и качества крокуса.
а) Температура в полировочной мастерской должна быть
постоянной в течение рабочего времени в ^пределах 2°. При
больших колебаниях температуры полировальную и наклеечную
смолы приходится менять, что очевидно невыгодно. Наиболее
подходящей температурой на основании практического опыта
считается 20—24°.
б) Твердость полировальной смолы должна быть подобрана
так, чтобы ле1ко было регулировать полировку и чтобы в резуль-
тате на поверхностях изделий не получалось тонких царапин.2
В табл. 313 указаны относительные числа мягкости смол,
применяемых при обработке различных деталей (ГОМЗ).
1 Институтом пластмасс была изготовлена полировальная смола,
полученная из природного асфальта и давшая удовлетворительные резуль-
таты при полировке. Ее ценным свойством являйся большая теплостой-
кость, чем у пеко-канифольных смол, т. е. значительно меньшее измене-
ние мягкости при изменении температуры.
2 Методика определения мягкости полировальной смолы изложена
в гл. LU.
74Э
1аолиц$313
Мягкость смол, применяемых при полировке различных деталей
№ по пор. Тип деталей Мягкость смолы Характер режима
1 2 3 4 5 Сферическая оптика Стекла для сеток, защитных стекол, светофильтров . . . Призмы при обработке на авто- матах Точные плоскопараллельные пластины . . . • Линзы большого диаметра, обрабатываемые по одной штуке 2-6 6-9 • 9—13 15—18 8—10 1 Интенсивная 1 полировка | Медленная [ полировка
в) Твердость наклеенной смолы следует подбирать так, чтобы
поверхности линз не деформировались и вместе с тем чтобы линзы
Рис. 1359.
не оседали при полировке.
г) Кинематика стан-
ка обусловливает не толь-
ко скорость полировки,
но и качество поверхно-
стей: местные или зо-
нальные ошибки удается
устранить лишь при оп-
ределенном положении и
размере штрихов. Это
относится как к ручной
полировке на ножном
станке, так и к полиров-
ке на автомате.1
На рис. 1359 приве-
дена схема автоматическо-
го станка. Поводок стан-
ка, а следовательно и
центр верхнего компо-
нента описывают дугу АВ
около центра О. Длина
дуги АВ определяет длину
штрихов, а ее положение относительно центра О и линии ОС*
соединяющей центр, характеризует положение штрихов. Радиус
1 О полировке на ножном станке см.: И. Е. Александров, Изго-
товление пробных стекол; В. А. Осипов, Техника точной обработки
оптического стекла; Деве, Руководство к обработке точные оптических
стекол.
750
качания будет .считаться удлиненным, если дуга АВ пересекает
линяю центров в точке СР и укороченным, если пересечение
происходит в точке С2. Штрихи будут смещенными вправо или
влево в зависимости от того, вправо или влево от линии центров
находится середина дуги АВ.
Если полировка на автомате происходит так, что стекло-
находится сверху, а полировальник — внизу, то процесс идет сле-
дующим образом. При полировке через центр с симметричными
положениями штрихов на
блоке получаются местный _____
бугор и приподнятый край; ezzzzzzzzz zzzzzzzza
при удлиненном радиусе ка-
чания и смещенных штри- 1
хах — местная яма; при удли- М
ненном радиусе и смещен- ~ /|Г\
ных штрихах — правильная ( Д )
поверхность. Если же стекло [ JL
полируется внизу, то хоро-
шая поверхность получается
при нормальных радиусе ка-
чания и смещении штрихов.
Вопрос этот количественно // хч
мало еще исследован.
д') Качество полирован-
ных поверхностей должно I— । - -..... ..............—1—*
отвечать' следующим уело- I I
виям. Не должно оставать- ‘—J , —
ся мата, видимого в лупу Рис. 1360.
6х; не должно быть царапин,
заметных в лупу 4х или 6х (плоскопараллельные стекла для се-
ток). Не должно быть точек и прошлифованных пузырей (более
конкретные требования даются в подетальных, технических усло-
виях). Поверхность должна соответствовать заданному радиусу
кривизны по пробному стеклу в пределах допуска.
4. Допуски на точность поверхностей. Эти допуски даются
в полосах или кольцах. Одна полоса соответствует половине
длины волны (Х/2). Для зеленого цвета одна полоса практически
равна около х/4 и. Допуски колеблются: от 0,1 до 0,25 полосы —
для плоских пробных стекол, плоских зеркал и отражающих гра-
ней ответственных призм; 0,5 кольца — для отражающих граней
обыкновенных призм; 1 кольцо—для преломляющих граней призм;
ОТ 2 до 4 колец—для объективов и окуляров. Местные, зональные
и астигматические ошибки допускаются в 5—10 раз меньше общих.1
-* Общие ошибки для сферической оптики могут быть значительно
меньшими, но вследствие трудностей при проверке астигматических и
зональных ошибок приходится ограничивать допуски указанными пре-»
делами.
751
Контроль поверхностей во время полировки на чистоту.
-Этот контроль можно производить на * установке, называемой
солнцем (рис. 1360). Последняя представляет собой электрическую
лампу с концентрированной нитью 300—1000 W, заключенную
в ящик с конденсаторами на 2 или на 4 стороны, отбрасывающими
на блок с линзами направленный пучок света, близкий к парал-
лельному. Наблюдение за чистотой обработки поверхностей произ-
водится в лупу 6х. Благодаря сильному контрастному освещению
мат и царапины отчетливо видны. Точность поверхностей прове-
ряется пробными стеклами. Ошибки от 0,3 полосы и выше про-
веряются в белом свете, определение же меньших ошибок произ-
водится в монохроматическом свете (большей частью от ртутной
дуги) (см. гл. LIII).
§ 14. Особенности изготовления некоторых деталей
1. Изготовление пробных стекол, а) Материал. Наиболее
подходящим материалом для изготовления пробных стекол следует
ттризнать стекло пирекс. Его необходимо заказывать в виде круг-
лых дисков.
Рекомендуемый размер заготовок для контрольных пробных
стекол приведен в гл. LIII.
б) Сферические пробные стекла. Для изготовления этих стекол
применяются три метода.
При изготовлении пробных стекол по первому методу радиус
кривизны подгоняется с помощью сферометра. Стрелка сфериче-
ской поверхности, измеряемая при подшлифовке, рассчитывается
по формулам, приведенным в гл. LIII. По этому способу изгото-
вляются пробные стекла с радиусами кривизны от 35 мм и больше.
Второй способ изготовления применяется для пробных стекол с ра-
диусом кривизны от 15 до 35 мм. Радиус кривизны проверяется
по латунному шаблону, изготовленному в виде кружка. Диаметр
шаблона ргвен 27? и подгоняется с точностью до 0,01 мм.
При изготовлении пробных стекол по третьему способу радиус
кривизны проверяется по микрометру. Для этого положительное
пробное стекло изготовляется несколько больше полусферы. Радиус
кривизны составляет половину диаметра полусферы, измеренного
микрометром. Шлифовка стекол производится на латунных шли-
фовальниках; стекла наклеиваются на деревянные ручки. На поли-
ровку дается припуск на диаметр *от 0,006 до 0,01 мм. Точность
изготовления — 1 — 2jjl для радиуса кривизны.
При изготовлении по первому и второму способам радиус
кривизны подгоняется до заданного размера путем подшлифовки
одного из стекол на другом, для чего стекла наклеиваются на
планшайбы. Шлифовка производится на ножном станке. Для уве-
личения радиуса вогнутое стекло закрепляется на шпинделе станка,
а выпуклое держится в руках; для уменьшения радиуса кривизны
поступают наоборот. При полировке оба стекла держатся руками.
752
пробные Эти стекла ^йе-'
товляютёя по методу трех плоскостей, который заключается в том,
что одновременно полируются три стекла. Зная суммарные ошибки
попарно всех трех стекол, мож-
но определить собственные
ошибки каждого стекла по фор-
мулам:
где.Х, Y и Z — собственные
ошибки 1-го, 2-го и 3-го сте-
кол, а а, b и с — ошибки па-
ры стекол, выраженные в но-
лосах.
Подполировка плоскостей
^ведется до тех пор, пока ошиб-
ки каждого из стекол не по-
лучаются в пределах требуемой
точности (0,1—0,05 полосы). 1
2. Изготовление стеклян-
ных калибров для точных
углов (рис. 1361 и 1362). При изготовлении оптических деталей с точ-
ными углами (с точностью от 2" до 10") подполировка углов
производится под с'пециальнйе стеклянные калибры (^заведомо точ-
ными углами (см. гл. LIII).
плоскость контакта
полцробки
Рис. 1362.
Изготовление калибра для угла 90° при отсутствии эталона
осуществляется путем полировки трех калибров (аналогично изго-
товлению контрольных плоских пробных стекол). Для определения
ошибок следует пользоваться теми же формулами. При изготовле-
нии калибров для острых углов сначала приготовляется контр-
калибр с острым углом. Проверка угла при подполировке произ-
водится' на точном гониометре. Если же калибр требуется для
1 Подробности см. И. Е. Александров, Изготовление пробных
стекол ЛООНТИ, 1932.
48 Заи. Й905. — Опр. пн. оптико-механйка, ч. II. 763
'плоскость пластинки
шелк полотно корпус '
Рис. 1363.
угла в 45°, то, пользуясь имеющимся калибром для прямого угла
и изготовляя три контркалибра, можно обМтись и без гониометра.
В данном случае два калибра сажаются на оптический контакт и
под калибр с углом 90°, и проверяется суммарный прямой угол.
3. Изготовление крышевидных призм. Изготовление крыше-
видных призм отличается от изготовления обыкновенных призм
подгонкой прямого угла, который должен быть изготовлен с точ-
ностью от 1" до 10". Подшлифовка прямого угла осуществляется
на ножном станке, по 1 штуке, с помощью специального прибора,
дающего точность измерения угла до 5". Полировка граней произ-
водится в гипсе, после чего следует подполировка прямого угла
на ножном станке. Призмы рассортировываются на коллиматоре
с сеткой по ошибкам угла, причем призмы с одинаковыми ошиб-
ками попарно складываются на
оптический контакт, как это
показано на рис. 1362 (Д—
призмы с острыми углами, В —
с тупыми), и общая плоскость
выравнивается на ножном стан-
ке так, чтобы ошибки с обеих
призм сполировывались равно-
мерно. Линия АВ определяет
положение общей плоскости после полировки. Ошибки углов боль-
ше 3 полос (2р.) обычно исправляются перешлифовкой.
4. Изготовление плоскопараллельных пластинок. Изгото-
вление пластинок с точностью около 0,1" производится ручным
способом на ножном станке. Параллельность поверхностей прове-
ряется по методу наблюдения колец равного наклона на приборе
Пульфриха-Чапского (см. гл. LIII).
Пластинки с точностью порядка 0,5" значительных размеров
(около 80—100 мм) изготовляются на автомате типа 60 D 1
(см. гл. LIV) по 1 штуке на блоке. При этом они приклеиваются
к наклеенным планшайбам следующим способом. Пластинка укла-
дывается на планшайбе на кусочек шелкового полотна и только
краями прикрепляется с помощью воска к планшайбе (рис. 1363).
Проверку параллельности производят тем же методом, не Снимая
с корпуса.
Плоскопараллельные пластинки меньшего размера (а также
большие пластинки толщиной меньше 6 мм) с точностью от 0,5"
до 2' шлифуются и полируются посаженными на плоскопараллель-
ную пластинку на оптический контакт.
Контактные плоскости при пластинах из крона изготовляются из
флинта (С-8 или С-9 ЛЗОС), для того чтобы была разница между
показателями преломления, необходимая длялроверки параллельности
на приборе Пульфриха-Чапского. Ту поверхностьТкбторадполируется
на контакте, необходимо предварительно отполировать на сукне или
же обработать плавиковой кислотой во избежание деформаций, после
окончания полировки. Первая поверхность обрабатывается с н^лей-
754
кой насургуч обычным способом. Сургуч, во избежание дефор-
мации поверхности после отклейки, необходимо брать мягкий.
После посадки на контакт места соприкосновения пластинок для
защиты от попадания воды следует замазать раствором шеллака
в ректификате. Контактная пластинка изготовляется плоскопарал-
Рис. 1364.
для снятия клина груз
’лельной с точностью от 1 до 2р.. Проверка толщины и па-
раллельности при шлифовке производится микрометром вместе
с контактной пластинкой. При полировке
укрепляется на краю контактной пла-
стинки над более толстой частью клина
(рис. 1364).
5. Изготовление малых линз для
микрообъективов. Особенность изго-
товления линз для микрообъективов за-
ключается в подгонке толщины с точно-
стью от 0,01 до 0,02 мм. Трудность этой
операции состоит в том, что обдирку
и шлифовку приходится производить с
наклейкой на ручки. Поэтому подгонку
толщины *линз производят на плоских за-
готовках. Для этого заготовки наклеива-
ются на плоскопараллельную пластинку.
Их поверхности прошлифовываются наж-
даками до 60-минутного включительно и
прополировываются до заметного блеска.
При этом толщина подгоняется с точностью до 0,01 мм. На мел-
шлифовку дается припуск в 0,06 мм. Обдирка сферических
поверхностей и шлифовка ведутся так, чтобы в середине остава-
лись блестящие точки; после 60-минутной шлифовки их размер по-
лучается равным 0,5 мм. Точки сошлифовываются на блоке 240-
минутным наждаком. Полировка осуществляется обычным способом.
Подгонка толщины плосковыпуклых линз производится иначе.
Заготовки изготовляются с отшлифованной выпуклой поверхностью
и припуском по толщине в 0,2—0,3 мм. Выпуклая поверхность
обрабатывается первой обычным способом. Для обработки же
плоской поверхности линзы L наклеиваются выпуклыми сторонами
„ 755
на плоскопараллельную пластинку с помощью масонки М и& воск®
с канифолью (рис. 1365). На рисунке: Р—алюминиевая решетк®
с отверстиями, приклеиваемая к плоскопараллельной пластинке
одновременно с линзами. Ее отверстия задерживают мастику от
растекания. При наклейке на линзы накладывается пластинка из
мягкой резины, на нее — плоская стеклянная пластинка и на по-
следнюю — груз.
§ 15. Центрировка
а
Центрировкой называется операция, посредством которой
цилиндрические поверхности линз обрабатываются до окончатель-
ного размера по диаметру, причем так,
чтобы оптическая ось линзы совпадала с
геометрической осью цилиндра. При этом
линзы приклеиваются к специальному латун-
ному патрону с помощью , особой смолы
(рис. 1366а — при обработке камнем и
наждаком, рис. 1366# — при обработке
алмазной фрезой).
Точка патрона по первому способу
производится так, чтобы кромка его, с кото-
рой тесно соприкасается поверхность на-
клеенной линзы, не била при вращении па-
трона. Для проверки употребляется стеклян-
ная пластинка, на половину покрытая черным
лаком, которую прикладывают к патрону.
Отражение лампочки при вращении патрона
должно стоять на месте.
Приклейка линз к патрону осуществля-
ется так, чтобы изображение лампочки, да-
ваемое передней поверхностью линзы при вращении патрона, было
неподвижным. Перемещение линзы производится руками при на-
гревании ее пламенем газовой горелки или спиртовки.
По второму способу перемещение линзы при установке произ-
водится с помощью специального патрона, на который навинчи-
вается патрончик с наклеенной линзой. Правильность установки
проверяется двойным рычажным индикатором.
1. Обработка цилиндрических поверхностей. Центрировка
может быть произведена следующими тремя способами.
а) Центрировка на полочке наждаком (самый старый способ
обработки). 1 Наждак вместе с водой наносится с помощью дере-
вянной палочки на латунную пластинку, которая поднимается по-
средством винта и таким образом входит в соприкосновение со
Рис. 1366.
1 Этот способ в настоящее время применяется только в небольших
кустарных мастерских и при центрировке линз для микрообъективов
с очень тонким краем.
756
стекдОм (ряс. 1367). Последнее вращается со скоростью 1ГО0--
1500 об./мин. - ’
б) Центрировка карборундовым камнем. Цилиндрическая
поверхность обрабатывается карборундовым кругом, вращающимся
со скоростью 2000—2100 об./мин. (окружная скорость—15—
20 .w/сек.). Шпиндель с линзой делает 700—750 об./мин. Вращение
производится в стороны, указанные стрелками на рис. 1368.
dy г
/Л
Рис. 1369.
'Обработка ведется с водой, подогретой до комнатной температуры.
Подача осуществляется с помощью винта, постепенно, по мере
срабатывания стекла.
Применяют и центрировку кругом, вращающимся вокруг^оси,
перпендикулярной оси линзы. При этом в случае работы с пода-
чей от руки вся стружка снимается с одного прохода вдоль оси
станка (рис. 1369); при центрировке же на авто-
мате снятие также идет постепенно. Режим работы
на автомате: камень — 2000 — 2100 об./мин., из-
делие— 250 об./мин., число двойных ходов (туда
и обратно) изделия — до 60 об./мин. 1
л) Центрировка алмазной фрезой. Цилин-
дрическая поверхность обрабатывается алмазной
фрезой, набитой мелким порошком алмаза и вра-
щающейся со скоростью 3000 об./мин. При непо-
движном стекле фреза врезается в него на полную
величину стружки, которая затем снимается при
вращении стекла со скоростью 1 об./2 мин. Стекло
делает 2 об./мин.
2. Точность центрировки линз. Наибольшее допустимое рас-
стояние между оптической и геометрической осями составляет:
Для микрообъективов . . . 0,005—0,02 мм
„ фотообъективов ... 1 0,02 „
» прочих оптических деталей . • Vaoo—Vsooo фокусного рас-
стояния линзы
Допуски на диаметр обычно берутся по посадке Х8 или Xv
У склеивающихся линз, обладающих меньшей толщиной по краю,
допуск на диаметр берется по Л4.
'1 По данным ГОМЗ.
§ 16. Склейка линзканадскйм бальзамом
Для получения ахроматической линзы две линзы (крон и
флинт), а иногда и несколько линз склеиваются канадским баль-
замом. Для этой цели на склейку поступают центрированные линзы,
подобранные попарно по толщине и по фокусу. Перед склейкой
для удаления пыли линзы тщательно протираются эфиром или
чистым ^обезжиренным) бензином. Наилучшие результаты полу-
чаются, когда протирка производится при помощи мягкой полот-
няной салфетки.
Затем линзы, также попарно, склеиваемой стороной кверху
кладутся в термостат. В таком положении они подвергаются нагреву
до температуры 70—80°. 1
После нагрева берут линзу-флинт пинцетом, смахивают ки-
сточкой пыль и ставят ее склеиваемой стороной вверх на верстак,
покрытый бархатом. Для того чтобы линза вновь не запылилась, ее
покрывают стеклянным колпачком. Таким же образом берут линзу-
крон, держа склеиваемой стороной вниз, смахивают с нее пыль и нама-
зывают канадским бальзамом. Затем, быстро поднимая колпачок,
накладывают вторую линзу на первую и легким нажимом пробки
на середину линзы удаляют лишний канадский бальзам и образо-
вавшиеся пузырьки.
После этого еще не остывшие линзы вставляют в кольца,
линзой с более толстыми краями вниз, и помещают на прибор для
совмещения оптических осей, 2 для чего последний устанавливается
по фокусному расстоянию проверяемой линзы. Далее, поворачивая
кольцо с проверяемой линзой вокруг его оси, одновременно наблю-
дают в окуляр, в котором в случае правильной склейки видны
два-неподвижные креста. Если же линзы склеены неправильно,
то одно изображение будет описывать круг вокруг перекрестия
сетки окуляра. В таком случае пальцем правой руки передвигают
верхнюю линзу до совмещения обоих перекрестий.
Затем снимают кольцо с линзой и ставят на металлическую
плиту, предварительно установленную горизонтально по уровню
во избежание сползаний, т. е. смещений оптических осей склеенных
линз. Линзы диаметром меньше 20 мм после склейки быстро
остывают и их перед проверкой на приборе кладут в кольца и
затем партиями (от 20 до 50 штук) помещают в термостат. Здесь
они вместе с кольцами подогреваются до размягчения бальзама,
после чего их ставят на прибор и подвергают центрировке.
После склейки больших линз поверхности их часто оказы-
ваются деформированными вследствие натяжений, вызываемых баль-
замом при его затвердевании. Поэтому для устранения натяжений
1 При других сортах бальзама применяют и более высокие темпе-
ратуры, но не свыше 100—-120°.
2 См, гл. LIII.
758
приходится производить отжиг деталей в термостате при темпе-
ратуре около 60°, длящийся в зависимости от размеров линз и
консистенции бальзама до 30 час.
§17. Инструмент и приспособления для холодной обработки
стекла
1. Инструменты для резки и фрезерования, а) Алмазная
пила. Диски изготовляются из цинка или декапированного железа
толщиной в 0,8 —1,2 мм. Диаметр пилы — 380 мм\ по мере
срабатывания он уменьшается до 250 мм.
Алмаз для набивки пил получается или в виде зерен или
в виде мелкого порошка. Размер зерен — 0,07—.0,25 мм. Круп-
ные зерна измельчаются в стальной ступке и просеиваются через
мелкое сито.
Насечка диска производится маленьким зубилом на глубину’
4 мм и с промежутками также в 4 мм. Направление насечек соста-
вляет с радиусом пилы угол в 30 — 35°. Алмазный порошок замеши-
вается машинным маслом или вазелином и в виде кашицы наносится
в насечки с помощью иглы. Зачеканка алмаза производится маленьким
молоточком. Расход алмаза — до 3 карат на 1 набивку.
Срок работы — в среднем 24 часа непрерывной распиловки.
б) Ролик для /резки листового стекла. Наиболее удобен
ролик, изготовленный из победита. Он закрепляется в державке,
вставленной в^дашю очередь в деревянную ручку.
в) АлбЙз для резки листового стекла. Зерно алмаза впра-
влено в металлическую часть оправы, на которую надевается де-
ревянная или костяная ручка. Алмазы классифицируются по номерам:
чем выше номер, тем крупнее алмазное зерно.
г) Элементы конструкции алмазных фрез и сверл см.
выше § 4.
2. Грибы Ти чашки. Материалы, применяемые для изготовления
грибов и чашек, указаны в табл. 314.
В исключительных случаях, при мелкосерийной или особо
точной работе, допускается замена чугуна латунью ЛС-59 (для
полировальников).
Материал отливок должен быть однородным, без раковин,
камней и тому подобных пороков.
Рабочие поверхности грибов или чашек должны быть строго
сферическими; не допускаются завалы, выбоины или не прото-
ченные участки. На рабочих поверхностях обдирочных, полиро-
вочных и наклеенных грибов и чашек допускаются заметные следы
резца (грубая обточка). Шлифовальники должны быть обточены
чисто (w).
Нерабочие поверхности не обрабатываются, за исключением
наружных боковых (цилиндрических) и плоских (торцевых), для
которых применяется грубая обточка (v).
759
Таблица 314
Материалы, применяемые для изготовления грибов и чашек
№ по пор. Назначение грибов и чашек Материал Условное обозначение Химический состав %
1 Обдирочные Чугун ОСК970 ЧЛ-4 Si= 1,5-1,25; Мп = 0,5-1,25; Р = 0,1—0,3; S ==" 0,006
2 Шлифовочные Латунь ОСТ 512 ЛС-59 Мунц Си = 59 ±0,5; РЬ = 1,35 ±0,55; Fe = 0,5; . Zn = 36-39
3 Полировочные Чугун или алюминий ОСТ 970 ЧЛ-4 Лауталь Si= 1,5—1,25; Mn = 0,5-1,25; P = 0,1—0,3; s< 0,006
4 Наклеечные Чугун и алюминий Лауталь Al = 94 ± 1; Си = 4 ± 0,5; C = 2-0,5; примеси — до 0,5
Точность изготовления рабочих поверхностей проверяется
шаблонами. При этом просвет по середине не должен превышать
следующих значений для шлифовальников — 0,1 мм, для обди-
рочных, полировочных и наклеенных грибов и чашек — 0,2 мм.
Допуски на габаритные размеры (наружный диаметр, высота
и пр.) устанавливаются по 9-му классу точности (ОСТ 1010), причем
при /)//?= 1,8 допуск дается на диаметр/), а при D(R >1,8—
на стрелку Н.
Отклонения от заданного веса не должны превышать ±5%.
а) Инструмент для обдирки. 1 Размеры обдирочного инстру-
мента, применяемого при обработке линз по одной штуке, можно
брать по данным табл. 315.
В этой таблице: 7?0— радиус рабочей поверхности инстру-
мента в миллиметрах; R— радиус обрабатываемой стороны линзы
в миллиметрах; — диаметр линзы в миллиметрах.
При обработке линз, изготовляемых из плоских заготовок,
при отношении их диаметра к радиусу d]R, близком к 2, реко-
мендуется производить предварительную обдирку сферических
поверхностей на инструменте с радиусом Ro~ 1,3 R.
При обдирке линз целыми блоками диаметр обдирочного
инструмента находится так же, как и диаметр шлифовалышка.
1 Все данные, сообщаемые в этом и последующих пунктах данного
раздела, нельзя считать строго установленными. Они основаны на мате-
риалах, почерпнутых из многолетней практики наших заводов.
760
Талона 315
Размеры обдирочного инструмента, применяемого при обработке
линз по одной штуке
Наименование инструмента Радиус Ro Диаметр Do
о о V/ о? 7? >103 R — оо
rft<80 я\>80
Обдирка и гру- бая шлифовка Д—0,15 (1 4- 2R 200 250 <400
б) Шлифовальники для мелкой шлифовки. Обычно их при-
готовляют по несколько штук для каждой обрабатываемой поверх-
ности.
Число шлифовальников, необходимых для последовательной
обработки поверхности (число переходов), в зависимости от разме-
ров блока можно брать ориентировочно согласно данным табл. 316.
Таблица 316
Число шлифовальников, необходимых для последовательной обра-
ботки поверхности
Отношение диаметра блока к его радиусу D R Минимальное число шли- фбвальников, на которых последовательно произ- водят обработку блока (число переходов) Примечание
0-1,33 1 При массовом про-
1,33-1,73 2 изводстве желательно
1,73-1,92 3 применять 2 шлифо-
1,92—2,00 4 вальника и при отно- шении D/R < 1,33
Радиус всех шлифовальников для мелкой шлифовки делается
при их изготовлении равным по величине и обратным по знаку
радиусу обрабатываемой стороны линзы: /?щ= —R^
Строго говоря радиус каждого шлифовальника должен не-
сколько отступать от обычной величины радиуса обрабатываемой
линзы (гриб — в сторону уменьшения абсолютной величины ра-
диуса, а чашка — в сторону увеличения). Чем крупнее наждак и
чем больше припуск на обработку, тем эти отступления должны
быть большими, но все же по абсолютной величине они настолько-
ч 761
малы,1 что их перекрывает^еточность обработки, неизбежная при
обработке сферических поверхностей на токарных станках.
Поэтому практически необходимое значение радиуса сооб-
щается шлифовальникам в процессе эксплоатации при подрезке
их, т. е. непосредственно в процессе обработки линз.
Изготовление новых шлифовальников следует вести, придер-
живаясь радиусов линзы.
Диаметр шли^овальника делается равным расчетному диаметру
блока, который определяют по правилам, приведенным в § 10.
Стрелка шлифовальника определяется в зависимости от его
диаметра и радиуса. В случае точной обработки деталей она не
должна превосходить 0,8 /? (Нш 0,8/?).
Срабатывание шлифовальников доходит до х/14 веса сработан-
ного стекла. *
в) Приспособления для блокировки методом жесткой на-
клейки. На поверхности корпусов-чашек в большинстве случаев
делаются специальные выступы (шайбы). На поверхности корпусов-
грибов фрезеруются выемки различного профиля (лунки) в соот-
ветствии с характером поверхности наклеиваемой заготовки.
Роль таких гнезд сводится прежде всего к надежному кре-
плению линз на корпусе, а также к планомерному размещению их,
предусматриваемому расчетом, при помощи которого также опре-
деляется и радиус корпуса.
Расчет корпусов, необходимый для изготовления рабочих
чертежей, производится в соответствии с размерами линзы, кото-
рые должны получиться после обработки данной поверхности.
Эти размеры линз устанавливаются на основе размеров готовой
линзы, с учетом припусков на обработку детали по толщине и
диаметру, причем припуски предусматриваются нормами.
Формы заготовок имеют вид или плоскопараллельных пластин
е припуском на диаметр и толщину или же прессовок, радиусы
которых более или менее приближаются к радиусам готовых линз.
3. Расчет размеров приспособлений. В отношении вы-
бора последовательности обработки первой и второй сторон
линзы следует при обработке двояковыпуклых и двояко-вогну-
тых линз брать /?j > /?п во всех случаях, когда как первая
так и вторая поверхности линзы могут быть обработаны на кор-
пусе (не в одиночку). То же правило остается в силе и для линз,
у которых обе стороны обрабатываются в одиночку. В случае
же, когда одна из сторон обрабатывается в одиночку, а другая —
на блоке, следует брать /?4 < /?п, т. е. сначала обрабатывать по-
верхность с меньшим радиусом. При обработке плосковогнутых
линз и менисков первой обрабатывается вогнутая сторона.
а) Корпуса для обработки первых сторон двояковыпуклых
линз, изготовляемых из плоских заготовок. Радиус корпуса /?к
1 Менее 0,1 мм\ по величине они близки к припускам, срабаты-
ваемым на данной операции.
762
(рис. Д 333), зависящий от формы стекла и его толщины, после
обработки первой стороны находится из формулы:
/ d \2
а.2 + (т)’ (1в)
где d— диаметр заготовки, а ах определяется из формулы:
^ = ^1 —— <17)
в которой — радиус первой обработанной поверхности линзы,
Tt — толщина линзы после обработки первой поверхности, 3 —
толщина слоя смолы для наклейки стекла (расчетная величина —
8 = 0,2 мм). .
При большом радиусе кривизны корпуса (больше 300 мм)
трудно выполнить с нужной точностью плоские срезы (особенно
для корпусов радиусом от 750 до 3000 мм). В этом случае на
рабочей поверхности корпуса (на выпуклой сфере) в местах распо-
ложения линз следует укреплять конусные шайбы, на плоской
поверхности которых наклеиваются линзы (рис. 1334).
Коническая поверхность шайбы делается с таким расчетом,
чтобы обеспечить соприкосновение ее с корпусом лишь по узкой
кольцевой поверхности около наружного контура шайбы. В этом
случае, так же как и ранее, следует пользоваться формулой (16),
но значение ал находится иначе:
а1 = «1-Л-7'ш-8’ (17а)
где /?! — радиус первой стороны линзы после обработки,
7^— толщина шайбы,
1\ — толщина заготовки после обработки первой стороны,
3 — толщина смоляного слоя, равная 0,2 мм.
Вычисление величины 7? желательно производить с точ-
ностью до 0,01 мм, дабы не усугублять неточным расчетом
ошибок, происходящих при изготовлении самих форм, а также
при обработке линз. Влияние неточно изготовленного корпуса
сказывается на неодинаковости толщин линз, расположенных в раз-
личных его зонах.
Из рис. 1333 и 1334 видно, что поверхность корпуса для
обработки первой стороны снабжается плоскими срезами, причем
диаметр таких срезов делается равным диаметру заготовки.
б) Корпуса для обработки вторых сторон двояковыпуклых
линз, изготовляемых из плоских заготовок. Заготовка, наклеи-
ваемая на корпус для обработки второй стороны, имеет одну из
поверхностей обработанной окончательно, вследствие чего корпус
снабжается сферическими выемками (рис. 1335 и 1336), причем
радиус последних несколько меньше радиуса обработанной поверх-
ности линзы.
Радиус корпуса определяется из формулы (16).
763
' / Расчет корпуса е уменьшенным диаметром лунки.З делах
удобства и успешности обработки линзы Ъ&шчина зазора между
полировочной формой и поверхностью корпуса е не должна быть
меньше 0,5 — 0,6 мм (рис. 1335), т. е.:
8 = ^ —/?к>0,5.
Когда толщина края линзы меньше 0,4 мм, то в целях увели-
чения зазора е диаметр гнезда корпуса следует брать несколько
меньше диаметра линзы (рис. 1336). В этом случае радиус кор-
пуса 7?к определяется в зависимости от величины зазора е: •
^ = ^-8, (18)
где в = 0,5—0,6 мм, Rn — радиус второй стороны линзы.
Дальнейший расчет корпуса сводится к определению стрелки
той части первой стороны линзы, которая входит в соприкосно-
вение с лункой корпуса по диаметру dp и к определению диа-
метра лунки dp
в) Корпуса для обработки двояковыпуклых линз, изгото-
вляемых из прессовок. При изготовлении линз из прессованных
заготовок профиль гнезд для наклейки линз на корпус первой
стороны имеет вид, показанный на рис. 1337, причем диаметр
гнезда всегда на 0,5 мм более диаметра наклеиваемого стекла,
а высота цилиндрической части гнезда также равна 0,5 мм и
постоянна для всех линз. Радиус шаровой поверхности гнезд /?0
•аналогично гнездам рассмотренных выше корпусов делается
несколько меньше радиуса линз.
Расчет корпуса для обработки второй стороны остается тем
же, что и при плоских заготовках.
г) Корпуса для обработки плосковыпуклых линз. Расчет
корпусов для обработки плосковыпуклых линз приходится произ-
водить лишь при обработке второй стороны, так как первая
сторона — план — обрабатывается плоскими дисками на плоских
же корпусах, которые не снабжаются в этом случае специальными
гнездами для наклеивания линз.
Выпуклые корпуса для линз этого типа рассчитываются подобно
корпусам для двояковыпуклых линз, изготавливаемых из плоских
заготовок. Толщина смоляного слоя берется 8 = 0,2 мм.
д) Корпуса для обработки первых сторон вогнуто-выпуклых
линз. При изготовлении линз из плоских заготовок, так же как
и в предыдущих случаях, имеем:
Здесь величина:
(19)
764
где радиус первой~стороны линзы по чертежу, 7\— толщина
лцНзы после обработки первой стороны; величина 1,2 мм соста-
вляется из толщины шайбы около ее края (1 мм} и толщины
смоляного слоя, который в этом случае также принимается
равным 0,2 мм.
В тех случаях, когда на корпусе отсутствуют шайбы, линзы
наклеиваются непосредственно на его поверхности (рис. 1339).
Расчет корпуса для обработки первой стороны этого же типа
линз, изготовляемых из прессованной заготовки (заказываемой
в данном^ случае плосковогнутой), принципиально ничем не отли-
чается от расчета корпуса для плоских заготовок. Величина же
радиуса корпуса в этом случае должна быть больше, в соответ-
ствии с толщиной заготовки, которая для прессовки всегда больше,
нежели для плоской заготовки.
е) Корпуса для обработки вторых сторон вогнуто-выпуклых
линз. Поверхность корпуса для обработки второй стороны снаб-
жается или рядом отверстий для свободного выхода воздуха или
кольцевыми концентрическими канавками, служащими для той же
цели. Наличие либо тех либо других естественно не сказывается
на расчете радиуса корпуса /?к.
В случае, когда > </, обработанная сторона стекла не снаб-
жается фаской (рис. 1340), и тогда:
где величина:
а„ = /?и — Т— К — 0,05, (20)
/?п — радиус второй стороны линзы по чертежу, Г2— максймаль-
ная толщина готовой линзы в центре, — стрелка первой стороны,
вычисленная по диаметру d.
В другом случае (рис. 1341), когда первая сторона имеет
фаску диаметром d'f:
ап2+(г) ’ (21)
где:
ап = Яц — Л — А. — 0,05, (22)
h{— величина стрелки первой стороны, вычисленной по диа-
метру df и радиусу /?г
Расчет корпуса для обработки второй стороны линзы, изго-
товленной из прессовки, остается таким же, что и расчет для
плоской заготовки.
ж) Корпуса для обработки плосковогнутых линз. В случаях
плосковогнутых линз, когда вторая сторона представляет собой
765
план (/?к = оо), радиуса корпуса вычислять не приходится: расчет
корпуса сводится лишь к размещению линз на плоской поверхности*
В этом случае, так же как и в рассмотренном выше, корпус
снабжается рядом отверстий, служащих для свободного выхода
воздуха, а также указывающих на порядок размещения линз.
Расчет корпусов для обработки первых сторон (вогнутых)
остается таким же, как и для первых сторон вогнуто-выпуклых
линз.
з) Корпуса для обработки выпукло-вогнутых линз. При об-
работке первых сторон (вогнутых) пользуются корпусами, рассчи-
тываемыми так же, как и для вогнуто-выпуклых линз. При обра-
ботке второй стороны (выпуклой) этого типа линз корпус, служащий
для наклейки, снабжается шаровыми срезами (рис. 1342), предста-
вляющими выпуклую сферическую поверхность, радиус которой
берется несколько более радиуса соприкасающейся с ней обработан-
ной поверхности стекла, из расчета образования максимального
зазора между линзой и корпусом около 0,1 мм. Для определения
этого радиуса имеем:
Радиус корпуса аналогично предыдущим случаям:
// rf\2
V+(<) -
причем:
(24)
где — радиус обработанной поверхности второй стороны,
7^— максимальная толщина готовой линзы, — стрелка, вычис-
ленная по радиусу и диаметру заготовки d.
и) Корпуса для обработки двояковогнутых линз. Расчет
корпуса для обработки первой стороны линз этого типа ничем
не отличается от расчета корпуса для первой стороны вогнуто-
выпуклой линзы.
Плоские заготовки, наклеиваемые на корпус для обработки
второй стороны, предварительно шлифуются на плоском диске до
толщины То, равной толщине Т2 готовой линзы плюс величина
стрелок hn и hf, образуемых радиусами и обработанных
поверхностей.
В целях увеличения поверхности соприкосновения корпуса
с линзой последняя снабжается сферической фаской, причем радиус
сферы этой фаски несколько меньше радиуса поверхности
корпуса /?к.
766 *
, Естественно, что соприкосновение линзы с корпусом идет по
узкой кольцевой поверхности диаметром d(\ отсюда (рис. 1343)
имеем:
где:
а11 = ^и+7,2-ЬЛг+0’05’ (25)
/?п— радиус второй стороны линзы по чертежу, 7) —максималь-
ная толщина линзы по чертежу, hf—стрелка первой стороны, вычис-
ленная по диаметру df и радиусу 7?г
В случае изготовления двояковогнутых линз из прессованных
заготовок при обработке первой стороны заготовки наклеивает
на корпус непосредственно (без шайб), как это делается при обра-
ботке второй стороны (рис. 1344). Вследствие неодинаковости
толщин прессованных заготовок перед наклейкой их подвергают
шлифовке плоскими дисками с обеих сторон до толщин, нормаль-
ных для соответствующих плоских заготовок.
Кроме того в том случае, когда их радиусы кривизны менее
их диаметров, такие заготовки должны быть снабжены нормаль-
ными фасками.
Литье для грибов, чашек и планшайб должно обеспечивать
достаточную механическую прочность при минимальном весе. Этому
условию удовлетворяют приспособления толщиной по центру
около диаметра.
Толщина краев, измеренных в радиальном направлении, у по-
лушаровых форм должна быть не менее 0,08 диаметра (для диа-
метров 100 мм и ниже эту величину надо уменьшать). Разница
в радиусах между двумя соседними номерами модели должна быть,
такова, чтобы при снятии наибольшей стружки (порядка 5 мм)
у одной модели с центра, а у следующей — по краям в результате
обработки получалась поверхность с одним и тем же радиусом.
А. В. Сулим
Н. А. Кулибанов
Г л а в a LI
ИЗГОТОВЛЕНИЕ ОЧКОВЫХ ЛИНЗ
§ 1. Производственная характеристика очковых линз
Очковые линзы относятся к оптическим деталям средней точ-
ности вследствие сравнительно больших допусков на кривизну
Рис. 1370.
768
ха1мктея1Ж¥«ш1»е,^вдаячесд<ую •ЖШ--WT
УШЖЙШК ойредояются Мрактёр Технологического Процесса и '•
осооеййости инструмента, оборудования и других показателей
очкового производства. Главнейшие сведения о характере очковых
линз и величинах допусков приведены в ОСТ 4125 и 4156.
С производственной точки зрения очковые линзы подразде-
ляются на 8 основных типов (рис. 1370). Подобная классификация
обусловливается специфичностью обработки, инструмента и обору-
дования для каждого типа. Кроме того сферические и цилиндри-
ческие поверхности обычно разделяют на слабые (от 0,0 до 6,0 D)
и сильные (от 6,25 D и выше).
1. Сферические линзы. Эти линзы занимают в производстве
основное место.
а) Линзы типа би, ограниченные двумя равными положитель-
ными (выпуклыми) или отрицательными (вогнутыми) поверхностями,
являются с производственной точки зрения простейшими, так как
первая и вторая их стороны обрабатываются в равных условиях
(приспособления, оборудование). Конструктивные данные для поло-
жительных сферических линз типа би приведены в табл. 317
(обозначения по рис. 1371).
б) Линзы типа план. Все сказанное выше относится и к линзам
тйпа. план, ограниченным плоской и сферической поверхностями.
Зав. З905. — Опр. вн оптико-механика, н. II. i 769
' Мениски. Ьбпожитеяъныь мениски всех 1йамеро^ -
основанием отрицательную поверхность>е рефракцией 6D; осно^
ванием отрицательных линз служит положительная поверхность 6DJ
Величина рторой поверхности задается рефракцией всей линзы.
Конструктивные данные положительных менисков приведены
в табл. 318, а отрицательных менисков — в табл. 319 (обозначения
соответственно по рис. 1372 и 1373).
Таблица 317
Конструктивные данные положительных сферических линз типа би
(см. рис. 1371)
Задняя вер- шинная ре- фракция D Кривизна 1-й и 2-й поверхностей Толщина линз
D /? мм h мм а мм b мм
0,00 0,000 оо 0,00 2,00 2,0
0,25 0,125 4184,0 0,04 2,02 2,1
0,50 0,250 2092,0 0,09 2,02 2,2
0,75 0,375 1395,0 0,10 2,00 2,2
1,00 0,500 1046,0 0,20 - 2,00 2,4
1,25 0,625 837,0 0,24 2,02 2,5
1,50 0,750 697,0 0,29 2,02 2,6
1,75 0,875 598,0 0,33 2,04 2,7
2,00 1,000 523,0 0,38 2,04 2,8
2,25 1,125 465,0 0,43 2,04 2,9
2,50 1,250 418,0 0,48 2,04 3,0
2,75 1,375 380,0 0,53 2,04 3,1
3,00 1,500 349,0 0,57 2,06 3/2
3,25 1,625 322,0 0,62 1,96 3,2’
3,50 1,750 299,0 - 0,67 1,96 . 3,3
3,75 1,875 279,0 0,72 1,86 з,з
4,00 2,000 261,0 0,77 1,86 3,4
4,50 , 2,250 232,0 0,86 1,88 3,6
5,00 ( 2,500 209,0 0,96 ’ 1,78 3,7
5,50 2,750 190,0 1,06 1,88 4,0
6,00 3,000 174,0 1,15 1,80 4,1
6,50 3,250 161,0 1,25 1.80 4,3
7,00 3,500 150,0 Д,34 1,82 4,5
7,50 3,750 140,0 1 1,43 1,84 4,7
8,00 4,000 131,0 1,54 1,82 4,9
8,50 4,250 123,0 1,64 1,72 5,0
9,00 4,500 117,0 1,72 1,76 5,2
10,00 5,000 105,0 1,93 1,74 5,6
11,00 5,500 95,1 2,13 2,24 . 6,5
12,00 5,875 89,0 2,28 2,24 6,8
13,00 6,375 82,0 2,48 2,24 7,2
14,00 6,875 76,0 2,68 2,24 7,6
15,00 • 7,375 70,9 2,88 2,24 8,0
16,00 7,875 - 66,4 3,09 2,22 8,4
17,00 8,250 63,4 3,24 2,32 8,8
18,00 8,750 69,7 3,45 2,10 9,0
19,00 9,250 56,5 3,66 2,18 9,5
20,00 9,750 53,6 3,87 2,26 10,0
770
Т^б»аа318
Конструктивные данные положительных менисков (см. рис. 1372)
’ Задняя Шй Ж вершинная рефракция D Кривизна поверхности .... яя Толщина линз
1-й стороны 2-й стороны а мм b мм
D /?1 мм Л1 мм D #2 мм Л2 мм
0,00 0,25 0,50 0,75 1,00 1,25 1,50 1,75 2,00 2,25 . 2,50 2,75 3,00 3,25 3.50 3,75 4,00 4,50 5,00 5,50 6,00 6,50 7,00 7,50 8,00 8,50 9,00 10,00 11,00 12,СО 6,000 6,250 6,500 6,750 7,000 7,250 7,375 7,625 7,875 8,125 8,375 8,625 8,875 9,125 9,375 9,625 9,875 10,250 10,750 11,250 11,750 12,125 12,625 13,000 13,500 13,875 14,375 15,125 16,000 16,750 87,2 84,0 80,5 77,4 74,7 72,1 70,9 68,6 66,4 64,4 62,5 60,6 58,9 57,3 55,8 54,3 53,0 51,0 48,7 48,5 44,6 43,1 41,4 40,2 38,7 * 37,7 36,4 34,6 32,7 31,2 2,32 2,42 2,52 2,63 2,73 2,83 2,88 2,98 3,09 3,18 3,29 3,40 3,50 3,60 3,70 3,82 3,92 4,10 4,30 4,52 4,74 4,92 5,15 5,33 5,57 5,74 6,00 6,37 6,83 7,24 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 60 6,0 6,0 6,0 6,0 6,0 z 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 - 87,2 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 '2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,00 2,00 2,00 1,99 1,99 1,99 1,94 1,94 1,93 1,92 1,91 1,92 1,92 1,92 1,92 1,92 1,92 1,92 1,92 1,90 1,88 1,90 1,87 । 1,89 1 2,05 2,18 2,32 2,45 2,49 2,58 2,0 2,1 2,3 2,3 2,4 2,5 2,5 2,6 2,7 2,8 2,9 3,0 3,1 3,2 3,3 3,4 3,5 3,7 3,9 4,1 4,3 4,5 4,7 4,9 5,6 5,6 6,0 6,5. 7,0 7,5
Вследствие их крутых радиусов производительность обработки
менисков несколько ниже, чем линз типа би и план: на корпус
шлифовального и полировального станка помещается • небольшое
количество линз (мениски — 6 — 7, линзы би — 60 — 65), а силь-
ные номера обрабатываются даже в одиночку.
Как разновидность менисковых линз следует отметить менее
распространенные перископические линзы с основанием -|- 1,25 D
и — 1,25D и глубокие мениски с основанием-ф-9,0D и—9,0D.
Пунктальные линзы ограничены сферическими поверхно-
стями, имеющими разные знаки и величины радиусов (см. табл, 320
и рис. 1374).
49*
- 771
Конструктивные данный отрицательных менисков (см. рис. 1373)
Задняя вершинная рефракция D Кривизна поверхности Толщина линз
1-й стороны 2-й стороны а мм b мм
D мм мм D мм /?2 ММ
0,25 0,50 0,75 1,00 1,25 1,50 1,75 2,00 2,25 2,50 2,75 3,00 3,25 3,50 3,75 4,00 4,50 - 5,00 5,50 6,00 6,50 7,00 7,50 8,00 8,50 . 9,00 10,00 11,00 12,00 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 6,0 \ 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 87,2 »8 7,2 87,2 87,2 87,2 87,2 2,3.’ 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 2,32 6,250 6,500. 6,75) 7,000 7,250 7,500 7,750 8,000 8,250 8,500 8,750 9,000 9,250 9,500 9,750 10,000 10,500 11,000 14,500 12,000 12,500 13,000 13,500 14,000 14,500 15,000 16,000 17,000 18,000 84,0 80,5 77,4 74,7 72,1 69,7 67,5 65,4 63,4 61,6 59,7 58,1 56,5 55,0 53,6 52,3 . 49,8 47,6 45.5 43,6 41.8 40,2 38,7 37,3 36,1 34,9 32,7 30,8 29,1 2,42 2,52 2,63 2,73 2,83 2,93 3,03 3,13 3,24 3,34 3,45 3,55 3,66 3,76 3,87 3,98 4,19 4,41 4,63 4,86 5,10 5,33 5,57 5,?2 6,05 6,30 6,83 7,38 7,96 2,10 2,20 2,31 2,41 2,51 2,61 2,71 2,81 2,92 2,82 2,93 3,03 3,14 3,24 3,35 3,46 3,57 3,89 4,11 4,04 4,28 4,51 4,75 5,00 5,23 5,48 6,01 6,53 7,14 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 1,8 1,8 1,8 1,8 1.8 1.8 1,8 1.8 1,8 1.8 1,5 1.5 1.5 1Д 1.5 1.5 1,5 , 1,5 1,5 1,5
Производство пунктальных линз отличается значительной
трудоемкостью вследствие крутых радиусов и малых допусков
(полировка под пробное стекло).
2. Цилиндрические линзы. Цилиндрические линзы обычно
ограничены плоской и цилиндрической поверхностями. Их произ-
водство обыкновенно имеет небольшой объем (5—10%). Конструк-
тивные данные этих линз приведены в табл. 321 (обозначения по
рис. 13/5). Диаметр их обычно берется равным 40,0 мм.
3. Торические линзы см. гл. XXII) изготовляются или в виде
плоскоторических (одна сторона — плоскость, вторая — сфера) или
772
Таблица 320
Размеры пунктальных Л*инз (см. рис. 1374)
D И'то) + —
+ Я1 + /?2 d + 7?i + Т?2 d
0,25 79,30 73,28 1,5 41,26 , 40,12 1,0
1,00 58,66 65,30 2,0 59,54 53,14 1,0
2,25 51,30 64,95 2,0 68,86 52,85 1,0
2,50 49,90 64,41 2,5 70,67 52,57 1,0
2,75 48,72 64,35 2,5 72,48 52,23 1,0
3,00 47,59 64,29 2,5 74,40 51,91 1,0
3,25 46,93 64,79 3,0 76,28 51,53 1,5
6,00 37,23 62,59 4,0 108,10 48,60 1,5
10,00' 28,10 56,25 6,0 206,20 41,59 1,5
12,00 26,60 62,13 7,0 314,80 38,19 1,5
16,00 24,03 79,10 9,0 1389,0 31,91 1,5
19,50 22,03 104,13 10,0 со 27.44 1,5
20,00 21,76 109,10 10,0 оо 26,10 1,5
Таблица 321
Конструктивные данные цилиндрических лицз (см. рис. 1375)
Задняя вершинная рефракция D Кривизна поверхности Толщина линз
1-й стороны 2-й стороны а мм b мм
D R мм Л ММ D R мм h мм
0,25 0,250 2092,0 0,09 0,0 со 0,0 2,01 2,1
0,50 0,500 1046,0 0,20 0,0 со 6,0 1,90 2,1
0,75 0,750 697,0 0,29 0,0 со 0,0 «1,01 2,2
1,00 1,000 523,0 0,38 0,0 со 0,0 1,92 2,3
1,25 1,250 418,0 0,48 0,0 со 0,0 1,92 2,4
1,50 1,500 349,0 0,57 0,0 со 0,0 1,93 2,5
1,75 1,750 299,0 0,67 0,0 со 0,0 1,93 2,6
2,00 2,000 261,0 0,77 0,0 со ОД) 1,93 2,7
2,25 2,250 232,0 0,86 0,0 со 0,0 1,94 2,8
2,50 2,500- 209,0 0,96 0,0 со 0,0 1,94 2,9
2,75 2,750 190,0 1,06 0,0 со 0,0 1,94 3,0
3,00 3,000 174,0 1,15 0,0 со 0,0 1,85 3,0
3,25 3,250 161,О' 1,25 0,0 со 0.Q 1,85 3,1
3,50 3,500 150,0 1,34 0,0 оо 0,0 1,86 3,2
3,75 3,750 140,0 1,43 0,0 оо 0,0 1,87 3,3
4,00 4,000 131,0 1,54 0,0 оо 0,0 1,86 3,4
f 4,50 4,500 117,0 1,72 0,0 оо 0,0 1,78 3,5
5,00 5,000 105,(Г 1,93 0,0 оо 0,0 1,77 3,7
5,50 5,500 95,1 2,13 0,0 оо 0,0 1,77 3,9
6,00 6,000 87,2 2,32 0,0 оо 0,0 1,68 4,0
6,50 6,375 82,0 2,48 0,0 оо 0,0 1,72 4,2
7,00 6,875 76,0 2,68 0,0 оо 0,0 1,72 4,3
7,50 7,375 70,9 2,88 0,0 оо 0,0 1,72 4,6
8.0J 7,875 66,4 3,09 0,0 оо, 0,0 1,71 4,8
Т*—“
773
в виде сфероторических; последние являются пунктальнЫми сте-
клами (см. гл. XXII).
. 4. Бифокальные линзы имеют на одной стороне две сфери-
ческие поверхности и соответственно две оптические оси.
Рис. 1374.
———точно 25,0——
tienfiD гл. .
5. Призматические линзы
ограничены двумя плоскостями
под определенным углом.
6. Линзы для защитных оч-
ков— из цветных и дымчатых
стекол — изготовляются с плос-
I кими поверхностями.
§ 2. Приспособления и ин-
струмент
Корпуса. Корпуса, или
служат для крепления воз-
большего количества линз
1.
блоки,
можно
при одновременной их обработ-
ке. Различают корпуса для жест-
кого и для эластичного крепле-
ния. В первом случае линзы кре-
пятся непосредственно на корпус
смолы, а во втором — на смоляной
при помощи тонкого слоя
слой (или подушки) толщиной от 5 до 12 мм (подробности
о корпусах см. гл. L).
Размеры корпусов
для эластичного крепле-
ния положительных > ме-
нисков даны в табл. 322,
а для отрицательных ме-
нисков—в табл. 323 (обо-
значения по рис. 1376).
Рис. 1375.
Т а б л и ц а 322
г' Размеры корпусов для эластичного крепления
положительных менисков
Г) миллиметры Резьба
D h Н К d а
0,00-0,5 72 135 47 57 13 10 50 30 0 25—9х/з нит. на 1“
0,75-1,5 63 120 47 57 13 10 50 30 9
1,75—2,5 54 106 43 52 13 10 50 30
2,75-4,0 45 90 45 55 13 10 50 30 9
4,50—6,0 37 74 37 47 !з 10 50 30 99
774
Таблица 323
Размеры корпусов для эластичного крепления
отрицательных менисков
Резьба
милли метры
0,00—0,5 95 178 62 102 10
0,75—1,5 85 165 67 107 10
1,75-2,5 75 144 54 94 10
2,75-3,5 68 136 68 108 10
3,75—4,5 5,00-6,0 62 124 62 102 10
56 110 45 85 10
10
10
10
10
10
10
50
50
50
50
50
50
24
24
24
24
24
24
Конус
»
-*1 н— d —«ч
Рис. 1376.
775
Корпуса изготовляются из чугуна. Осевая длина цилиндриче-
ских корпусов — 400—500 мм. На рабочей поверхности корпу-
сов проделываются продольные или концентрические канавки,
примерно 1X1 мм> для лучшего крепления со смолой.
Корпус для бифокальных линз изображен на рис. 1377 и 1378,
а для дорических поверхностей — на рис. 1379.
2. Формовочный инструмент. Этот инструмент изготовляется
из чугуна. Он предназначается для изготовления смоляных поверх-
ностей на корпусах с эластичным креплением. На рабочей по-
верхности формовочного инструмента для сферической поверх-
ности выфрезерованы плоские или сферические поверхности (лунки).
90
Рис. 1377.
Типы лунок изображены на рис. 1380. Форма лунки определяется
диаметром и кривизной наклеиваемой линзы. В том случае, когда
кривизна наклеиваемой поверхности близка к кривизне корпуса,
формовка производится сферическими формами.
Формовочный инструмент для цилиндрических линз изобра-
жен на рис. 1381.
3. Шлифовальники. Шлифовальникй изготовляются из мел-
козернистого чугуна; раковины на рабочей поверхности не допу-
скаются.
Размеры шлифовальников для положительных менисков даны
в табл. 324, а для отрицательных менисков — в табл. 325 (обо-
значения по рис. 13^6).
776
V
Рис. 1378.
Рис. 1379.
Рис. 1380.
Рис. 1381.
777
D
0,00
0,25
0,50
0,75
1,00
1,25
1,50
1,75
2,00
2,25
2,50
2,75
3,00
3,25
3,50
3,75
4,00
4,50
5,00
5,50
6,00
0,00
0,25
0,50
0,75
1,00
1,25
1,50
1,75
2,00
2,25
2,50
2,75
8,00
3,25
3,50
3,75
4,00
4,50
5,00
5,50
6,00
Таблица 324 4
Размеры шлифовальников для положительных менисков
м и
л л и
мет
р ы
R
D
h
Н
d
а
Резьба
87,2
84,0
80,5
77,4
74,7
72,1
70,9
68,6
66,4
64,4
62,5
60,5
58,9
57,3
55,8
54,3
53’,0
51,0
48,7
46,5
44,6
132,0
151,0
148,0
145,0
143,0
140,0
133,0
130,0
128,0
126,0
123,0
116,0-
115,0
113,0
111,0
105,0
104,0
101,0
97,4
93,0
89,2
44.5
47,0
49,0
50,3
53,0
54,8
46,3
46,8
48,7
50,9
51,6
43,3
46,1
48,0
49,6
40,4
42,8
43,9
48,7
46,5
44,6
94,5
97,0
99,0
100,0
103,0
105,0
96,0
97,0
99,0
111,0
102,0
93,0
96,0
98,0
100,0
90,0
93,0
94,0
99,0
97,0
95,0
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
30
•30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
0 25-91/8
нит. на 1"
Таблица 325
Размеры шлифовальников для отрицательных менисков
87,2
84,0
80,5
77,4
74,7
72,1
69,7
67,5
65,4
63,4
61,6
59,7
58,1
56,5
55,0
53,0
52,3
49,8
47,6
45,5
43,6
миллиметры
__1______£-
162,0
157,0
154,0
150,0
147,0
143,0
136,0
133,0
130,0
126,0
123,0
118,0
115,0
113,0
110,0
106,0
104,6
99,6
96,2
91,0
87,2
52,5
54,0
56,8
57,8
61,3
62,9
54,2
55,0
57,9
56,0
61,6
50,5
49,7
56,5
55,0
53.0
52,3
49,8
47,6
45,5
43,6
63
64
67
68
71
73
64
66
68
66
72
61
60
67
65
63
62
60
-58
56
54
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
20
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
12
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
30
30
30
30
30
30
30
30
30
30
30
30
Зо
30
30
Зо
30
30
30
30
30
Резьба
0 25—94
нит. на V'
778
Таблица 326
Размеры поляровочных форм для положительных менисков
0,00
0,25
миллиметры
Я*
Резьба
J
0,50
0,75
1,00
1,25
1,50
1,75
2,00
2,25
2,50
2,75
3,00
3,25
3,50
3,75
4,00
4,50
5,00
5,50
6,00
95
91
89
85
83
80
79
77
74
72
71
69
67
65
64
62
61
59
57
55
53
166
164
169
160
159
156
148
145
142
141
138
132
129
127
427
119
118
117
114
110
106
49,7
51,6
53,2
56,3
59,3
62,2
51,7
51,2
52,9
57,4
55,5
48,9
48,9
51,2
55,6
44,6
46,0
51,6
57,0
55,0
53,0
90
92
93
96
99
102
92
91
93
97
95
89
89
91
96
85
86
92
91
95
93
15
15
15
15
15
15
15
15
12
12
12
12
12
12
12
12
12
12
12
12
12
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
24
24
24
24
24
24
24
24
24
24
24
24
24
24
24
24
24
24
24
24
24
Конус
Шлифовальники для бифокальных линз показаны на рис. 1382.
Конструкция шлифовальника для торических поверхностей видна
на рис. 1379.
Рис, 1382.
4. Полировочные формы. Полировочные формы (полироваль-
ники) предназначаются для крепления полировочного войлока по
заданной кривизне. Размеры их близки к размерам шлифовочных
форм. Данные полировочных форм для менисков приведены
779
I
Таблица 327.
Г
Размеры полировочных форм для отрицательных менисков
миллиметры
h
Резьба
0,00
0,50
0,75
1,00
79
76
73
69
.67
64
1,75
2.00
2,25
2,50
2,75
3,00
60
57
3,50
3,75
4,00
4,50
5,00
5,50
6,00
54
52
50
49
47
46
44
42
40
36
148
142
141
135
133
127
121
118
114
НО
107
103
100
98
94
64
80
76
72
49,0
57,0
55,0
47,6
44,7
50,0
49,0
47,0
46,0
44,0
42,0
40,0
36,0
62
59
69
66
67
60
57
50
48
46
15
15
15
15
15
15
15
15
15
15
15
15
15
15
15
15
15
15
15
15
15
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
10
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
50
so
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
30
Ъ 25 - 91/3
нит. на 1"
в табл. 326 (положительные линзы) и 327 (отрицательные линзы)
(обозначения по рис. 1376).
5. Шаблоны. Шаблоны предназначаются для контроля кривизны
линз после шлифовки на корпусе шлифовочных, наклеенных и
других форм. Они изготовляются с высокой точностью на токар-
ных или специальных станках. Одновременно должны быть изго-
товлены шаблоны требуемой кривизны и к ним контршаблоны
с кривизной обратного знака. Материалом служит сталь № 4 — 5
нлй железо толщиной 2—4 мм, но с последующей цементацией.
Толщина и габаритные размеры определяются кривизной шаблона.
*
§ 3. Технологический процесс
1. Сырье. Исходным Материалом для изготовления очковых
линз служат прессовки. Практикой установлены следующие тре-
бования к очковым линзам.
Коэфициент преломления стекла пп = 1,523 ±0,005; остаточ-
ное натяжение — не свыше 3 • 10 , светопоглощение — до 5% на
1 см пути; пузыри — до 0,05 на расстоянии 3 мм друг от друга,
до 0,1 не более 5 штук на краевой зоне. Отклонение кривизны:
7М
для Положительных поверхностей до 4-10% и для отрицательных
\ ' I Q 3
поверхностей до —10% от номинала; допуск на толщину ~ ;
призматичность — до 0,2; диаметр — 45=t0,2. Дефекты поверхно-
сти (трещины, шамот) — на глубину до 0,8 с обеих сторон.
' Контроль линз производится по указанным призмом. Про-
верка толщин осуществляется специальным толщемером с после-
дующей сортировкой на группы с интервалом 0,2 — 0,4 мм.
2. Блокировка. На блокировку каждая группа поступает от-
дельно. При неправильных радиусах и грубой поверхности в слу-
чае крепления жестким способом линзы предварительно обдираются
минутником марки 1'—3'. Рабочая поверхность лунок покрывается
слоем смолы или просмоленной материей, после чего в нее вкла-
дывается теплая линза и прижимается. При наклейке, полированной
стороны применяют кружочки из тонкой материи, пропитанные
совершенно чистой смолой. Рекомендуе i ся также лакировать на-
клеиваемые поверхности (во избежание царапин и налетов).
При эластичных корпусах предварительно формуют корпус,
для чего на вогнутую форму (корпус или формовочная чашка)
наливают 1 — 2 л смолы, опускают выпуклую форму и выжимают
смолу до толщины 5-8 мм. «По охлаждении снимают верхнюю
форму; смоляная поверхность корпуса принимает форму, обратную
формовочному приспособлению. Корпус должен быть нагретым до
температуры около 100°, формовочное приспособление должно
быть влажным. Смазывание маслами или керосином безусловно
вредно (налеты).
При средней механизации рабочего места производительность
составляет от 21 корпуса (сферические, слабые номера) до 5 кор-
пусов в час (цилиндрические с пластинами).
Выпуклые цилиндрические корпуса могут изготовляться при
помощи тонких стальных пластинок, накладываемых в вогнутую
чашку; подобная система является формовочным приспособлением.
На приготовленный таким образом корпус, после прогрева в печи
при температуре 90 —110°, накладывают теплые линзы и прижи-
мают. Необходимо соблюдать подбор линз по толщине и равно-
мерность их погружения в смолу. Перегрев корпуса до полного
размягчения или появления оплывов не допускается.
Блокировку грибов можно производить также шлифовальни-
йками с несколько ббльшим радиусом. При крутых радиусах клин-
зам приклеиваются прессованные смоляные подушки, линзы при-
тираются к шлифовальнику, и затем на подушки опускается на-
гретый корпус. После приклеивания всех подушек к корпусу
система охлаждается водой.
3. Обдирка (шруповка). Обдирка имеет целью очистить по-
верхность линз от шамота и других изъянов и придать линзам
требуемую форму. Процесс ведется крупным минутником марки
1'—3' на оптических или специальных станках при помощи со-
ответствующего инструмента.
781
л) Обдирка сферических поверхностей. Сферические повёрх-
мости от 0,0 до 6,0 D обдираются на. 18-шпин дельных одноярус-
ных (бимашины) или на 36-шпиндельных двухъярусных станках.
Наибольшее распространение получили универсальные шлифо-
Рис. 1383.
вально-полировальные 18-шпиндельные станки (двусторонние). Кон-
струкция их ясна из рис. 1383 (правая сторона). Главный шкив
(тождественный шкиву предназначенному для левой стороны)
Рис. 1384.
связан ременной передачей
со шкивом В верхнего
шпинделя С, могущего сво-
бодно подниматься и опу-
скаться-в подшипниках D.
Палец Е закрепляется бол-
том F. Мощность мотора—
10—12 kW. Длина станка—
6,5 м, ширина — 2,5 м, вы-
сота—1,7 м.
Для этой цели приме-
няются ' аналогичные двухъ-
ярусные 36-шпиндельные
станки.
Перед началом обдирки
на неподвижный патрон а
(рис. 1384) навинчивается
вогнутый корпус b и смазы-
вается минутником, > сме-
шанным с водой. На корпус накладывается шлифовальник с, имею-
щий выпуклую форму. Последний давит на обрабатываемую по-
верхность собственным весом и весом шпинделя f со шкивом, что
составляет давление 25—30 кг. При вращении шпинделя / (130—-
782
шлифовальник увлекается эксцентричным поводком d
, дращаясь, совершает поступательное двйжёние по кругу. Вели-
чина эксцентриситета е берется в зависимости от кривизны обра-
батываемой поверхности в пределах от 50 до 100 мм. Обдирка
положительных поверхностей (выпуклых), обрабатываемых вогну-
тым шлифовальником, ведется так же, но на патрон уста-
навливается шлифовальник, а корпус накладывается сверху.
Нормальная продолжительность процесса — от 45 мин. до
1 часа.
* Сферические поверхности выше 6 D обдираются на оптиче-
ских станках, если процесс блокировки ведется на корпусах с жест-
ким креплением линз; при эластичном методе крепления до бло-
кировки линза обдирается вручную на более примитивных одно-
шпиндельных станках. В первом случае режим работы примерно
*
Рис. 1385
*
L----- - --- жлУП
такой же, как и при
обдирке поверхностей
до 6 D. Отличие его
в том, что верхний
шлифовальник (или
корпус) имеет качание
в вертикальной плос-
кости от поступатель-
ного движения рамы
станка или от руки ра-
бочего. Режим работы:
давление на обрабаты-
ваемую поверхность —
около 3—>4 кг; число
оборотов шпинделя —
400—500об./мин. про-
должительность про-
цесса 25—30 мин.; количество качаний шлифовальника в 1 мин.—
50—60; ход рамы станка — 30—50 мм.
Во втором случае, когда отсутствует корпус, стекло прижи-
мается к вращающемуся на шпинделе шлифовальнику пальцами
или металлической формой, имеющей по краям невысоки# бортик
для удержания стекла. Одновременно один рабочий может обди-
рать до 4 линз. Число оборотов шпинделя — 500 об./мин.; про-
должительность процесса — 10—15 мин.
б) Обдирка цилиндрических поверхностей осуществляется ана-
логично обдирке сферических до 6 D. Применяются либо специ-
альные станки с двумя шпинделями для каждого корпуса либо
станки для обработки сферических поверхностей до 6 D с прими-
тивным приспособлением для сохранения параллельности осей кор-
пуса и шлифовальника (рис. 1385) во время движения. Следует
отметить, что шлифовальники сильных номеров (выше 6 D) сами—
без приспособления — сохраняют параллельность осей. Положение
рабочих поверхностей обратное положению при обработке сферы,
783
ж. выпуклая форма
внизу- Режим работы: давление Ш обрад^^^мую цод^рхвосд>—
еколо 30 кг\ число оборотов шпинделя-^-до 100 об./мин.; Зксцен-
-триситет вращения — е = 20—80 мм\ продолжительность про-
цесса—50 мин.—1 час.
в) Обдирка торических поверхностей производится на
специальных станках. Шлифовально-полировальные станки для этих
поверхностей встречаются с горизонтальным и с вертикальным
шпинделями. Корпус закреплен на шпинделе и вращается вместе
с последним. Расположенные по диаметру два дорические шлц-
фовальника (колодки) прижимаются рабочими поверхностями к об-
рабатываемой поверхности линз посредством пружины. Для обес-
. пече <ия равномерного их износа шлифовальники имеют качание
в вертикальной плоскости, проходящей через ось шпинделя.
Режим работы: число обо отов шпинделя—100—120 об./мин.;
сила пружины — около 8 кг', число качаний колодок — 70—80
в 1 мин.; угол качания а~10°; продолжительность процесса —
4 40—50 Мин.
г) Обдирка- бифокальных поверхностей производится обычно
на настольных станках, например типа Вернике.
Поверхности, бифокальных линз с невидимой линией раздела
обрабатываются одновременно двумя шлифовальниками. Шлифо-
вальник для получения поверхности сильной рефракции обраба-
тывает центральную часть линзы, а шлифовальник для более сла-
бой поверхности — краевую зону. Линза имеет диаметр около
100 мм, так как впоследствии она разрезается радиально на три
части и каждая часть округливается отдельно.
При мгСсовом производстве выгоднее линзы с видимой линией
раздела, так как сферическая поверхность слабой рефракции об-
рабатывается на обычных 18-шпинде/тьных станках и только по-
верхность сильной рефракции обдирается на бифо сальных станках
одним шлифовальником (см. § 2). Работа ведется следующим
образом. Корпус с двумя линзами вращается на нижнем шпинделе.
Ш'шфовальник укреплен , в верхнем шпинделе, который вращается
навстречу нижнему вокруг наклонной оси, несколько смещенной
относительно оси вращения нижнего шпинделя.
Верхний шпиндель устанавливается под углом к обрабатывае-
мой поверхности в зависимости от степени кривизны последней
{см. табл. 328 и 329).
Чигло оборотов верхнего шпинделя — 300 об./мин.; нижнего
шпинделя —100 об./мин.
После обдирки все корпуса тщательно промываются теплой
водой при помощи жесткой щетки. Ободранная поверхность про-
веряется радиусным шаблоном.
4. Шлифовка. Для всех очковых линз процесс шлифовки
«отличается от процесса §бдирки тем, что применяют мелкие наж-
даки (минутники) и берут шлифовальники иных радиусов (см.
табл. 330). *
784
Таблица 328
Углы наклона верхнего шпинделя относительно обрабатываемой по-
верхности при обдирке бифокальных поверхностей
Рефракция поверхно- сти D Диаметр обрабатываемой поверхности мм
29 35 j 40
Угол кор- пуса Угол на- клона шпин- деля 1 Угол кор- пуса Угол на- клона шпин- деля Угол кор- пуса Угол на- клонашпин- деля
+ 1,0 1°00' 0°45' 1°25' 0°55' 1°50' 1°05'
+ 2,0 3°00' 1°30' 2°50' 1°50' 3°40' 2°10'
+ 3,0 4°15' 2°20' 4°16' 2°45' 5°45' 3°15'
+ 4,0 5°30' 3°50' 5°45' 3°45' 7°45' 4°25'
+ 5,0 6°35' 3°50' 7°10' 4°40' 9°15' 5°30z
+ 6,0 7°40' 4°35' 8°10' 5°35' 10°15' 6°35'
+ 7,0 9°00' 5°20' 9°40' 6°30' 11°15' 7°40'
+ 8,0 10°20' 6°10' 11°00' 7°25' 12°15' 8°45'
Таблица 329
Смещение оси шпинделя прй обдирке бифокальных поверхностей
Диаметр обрабатывае- мой поверхности мм Диаметр шлифо- вальника мм Смещение оси шпин- деля мм
29 15 7,0
35 18 8,5
40 20 10,0
Расход материала ориентировочно может быть взят по табл. 331.
После каждой операции корпус во избежание царапин необ-
ходимо тщательно промывать теплой водой с помощью щетки.
Температура воды — около Е0°. При промывании холодной водой
линзы отклеиваются от корпуса вследствие разных коэфициентов
расширения стекла и наклеечной смолы.
Шлифовкой достигается относительно гладкая матовая по-
верхность требуемой кривизны.
На матовой поверхности не должно быть заметно царапин
и точек, что быстро обнаруживается при натирании мелом шли-
фованной поверхности. Контроль производится лупой при наклон-
ном освещении линз.
5. Полировка. Полировка осуществляется на станках того же
типа, что и обдирка и шлифовка. В качестве полировальника для
50 Зак. 3905. — Спр кн. оптико-механика, ч. II. 735
Таблица 330
Наждаки и радиусы шлифовальников для шлифовки очковых линз
I № по пор. I Обрабатываемая поверхность 1-я операция 2-я операция 3-я операция
Минутник Радиус шли- фовальника Минутник. Радиус шли- фовальника * Минутник Радиус шли- фовальника
1 Сферические от 00 до -1-6,0 D 5' R -|- п 30'- R
2 Сферические выше + 6,0 D 5' R -|- п 30' R — —
3 „ до — 6,0 D . . 5' R — n 30' R — —
4 „ выше — 6,0 D S' R — n 30' R — —
5 Цилиндрические 5' R п 30' R — —
6 « 5' R — n 30' R — —.
,7 Торические . . . . . . 5' R+2n 30' R п 60' R
8 а 5' R — n 30' R — n 60' R
Примечание, п — припуск на следующую рперацию—0,2—0,25 мм'
R—радиус готовой поверхности стекла.
' Таблица 331
Расход материала при шлифовке очковых линз
I № по пор. Обрабатываемая поверхность Рефрак- ция D Расход на обработку 1-го корпуса г
1' 5' 30' 60' Кро- кус
1 Сферическая .... ЛХ ДО 6,0 100-130 30—40 18—20 60—70
2 выше 6,0 70-90 20-25 15—18 — 35-40
3 Цилиндрическая . . до 12,0 130-150 40-50 20—30 1 ' 60—70
4 Торическая до 12,0 90—100 30—32 28-30 10—12 30—35
5 Сферические бифо- кальных линз . . до 12,0 — 5—7 4—5 2—4 5-8
всех поверхностей, за исключением бифокальных, применяется
войлок толщиной от 6 до 8 мм, наклеенный на рабочую поверх-
ность металлической формы. Наклейка полировальника произво-
дится следующим образом. Вырезается круглая заготовка войлока,,
по размеру несколько превосходящая диаметр металлической формы.
Заготовка накладывается на контрформу, затем на войлок нали-
вается слой смолы, и при помЬщи винтового пресса металлическая
786
форма полировальника сильно прижимается к заготовке. Для
охлаждения форма поливается водой. После наклейки войлок
обрезается по металлической форме.
Полировальником для бифокальных линз служит плотная фибра,
которая не должна расслаиваться при полировке.
режим полировки несколько отличается от предыдущих про-
цессов величинами скоростей и положением корпуса. При сфери-
ческих^ поверхностях выпуклая форма (корпус или полировальник)
укрепляется на неподвижном патроне, а по ней движется, вра-
щаясь вокруг своей оси, вогнутая форма (полировальник или
корпус). \
Перед началом процесса полировальник должен быть хорошо
промыт и смочен крокусом. Следует отметить, что степень влаж-
ности полировальника очень сильно отражается на полировке.
Так например излишняя влажность сильно замедляет процесс поли-
ровки, и, наоборот, недостаточная влажность ведет к чрезмерному
нагреванию корпуса, что вызывает царапины на полируемой по-
верхности линзы. Кроме того возможно размягчение смоляных
подушек и, как следствие этого, смещение линз (увлекаемых дви-
жением полировальника). Корпус со смещенными линзами не-
обходимо переблокировать и вторично подвергнуть шлифовке и
полировке.
Из сказанного следует, что при смачивании полировальника
необходимо придерживаться средней влажности, определяемой
опытным путем, следя за нагреванием корпуса, который при нор-
мальном ходе процесса должен быть теплым наощупь. В конце
процесса, когда поверхность почти отполирована, но остаются
некоторые полировочные царапины, для доводки следует смачивать
полировальник почти одной водой. Смачивание производится
кистью из конского волоса.
Некоторые величины, характеризующие процесс полировки,
приведены в табл. 332.
В целях ускорения процесса полировки рекомендуется
применять приблизительно 1-процентный раствор хлорного
железа.
Полировка войлочным (или суконным) полировальником дает
линзе слегка волнистую поверхность, что для очковых линз не
очень существенно.
Отполированные линзы проходят тщательный контроль еще
на корпусах (до разблокировки), при котором выявляются следую-
щие дефекты: царапины, мат (группировка мелких точек) и от-
дельные точки. Корпуса с линзами, имеющими эти дефекты в сла-
бой степени, поступают на вторичную полировку, а корпуса
с линзами, имеющими грубые царапины и глубокие точки, про-
ходят повторную шлифовку и полировку.
Контроль производится лупами увеличения 4х—6х при мощ-
ном освещении поверхности линз наклонными пучками.
50*
787
Т а б л и
Некоторые величины, характе
№ по пор. Обрабатываемая поверхность Число об./мин. шпинделя
верхний шпиндель нижний шпиндель
” ' 7“ 1 Сферическая до 6,0 D 150-170
2 „ выше 6,0 D .— 400—500
3 Цилиндрическая 100—130 —
4 Торическая 120—140 —
5 Сферические бифокальных линз 300 100
6. Разблокировка. После полировки корпус поступает в раз-
блокировку. Если линзы имеют только одну обработанную поверх-
ность, то . их после промывки наклеивают на корпус другой сто-
роной и они вторично проходят все процессы, начиная с обдирки
или з шлифовки (если линза была ранее ободрана с двух сторон).
Процесс разблокировки обычно осуществляется в холодиль-
ной камере с температурой — 30° С, куда закладываются корпуса,
имеющие температуру около -j-20°. При таком резком изменении
температуры (50°) происходит отставание линз от корпуса благо-
даря разности коэфициентов расширения стекла и смоляной по-
душки. По вынимании корпуса из холодильника линзы снимаются
руками или палочками.
Описанный способ разблокировки требует компрессорной
установки мощностью около 10 kW при давлении в 12—14 ат
и вместительной камеры, так как процесс продолжается около
20—30 мин.
Другой способ разблокировки — путем погружения корпуса
в жидкий холодильник — позволяет снимать линзы с корпуса
в 3—4 раза быстрее. При этом компрессор может быть поставлен
менее мощный, так как температура жидкого холодильника--около
10° ниже нуля. Более быстрое отставание линз в этом .холодиль-
нике объясняется большей теплопроводностью соляного раствора.
Неудобство жидкого холодильника — грязь, сырость и необходи-
мость периодической смены солянохраствора.
Линзы, снятые с корпуса, укладываются в деревянные ящики
с гнездами. В этих же ящиках они проходят промывку: ванну
10% серной или соляной кислоты и ванну 16—20% раствора
соды. Затем линзы промываются чистой теплой водой и спиртом
и насухо вытираются мягкими салфетками.
7. Контроль. Контроль линз осуществляется в проходящем
и отраженном свете, при котором дефекты поверхности (мат,
свили) легко обнаруживаются. Линзы, имеющие дефекты в пре-
делах, допускаемых ОСТ, сортируются по номерам рефракции
788
ц а 332
ризующие процесс полировки
Ход рамы станка мм Число ка- чаний поли- ровальника в 1 мин. Угол качания Эксцентри- ситет поводка мм Продолжи- тельность полировки часы
5)—1С0 2,0-2,5
30—50 60 — —. 1,5—2,0
— — — 40—83 2,5—3,5
-— — 10—15° — 114 1,6-2,5
— — — — 1,0—2,0
или отклонений на универсальном диоптриметре. На этом же
диоптриметре на поверхности линз отмечаются черной тушью:
центр — для’сферических линз и положение оптической оси — для
цилиндрических.
8. Фасетировка. Оптические заводы выпускают очковые линзы:
не фасетированные, с двугранным фасетом, имеющим угол в 120°,
для обычных очковых оправ или с плоским фасетом для гарни-
тура.
До фасетировки линзы обрезаются по форме оправы (круглые
или эллиптические) алмазом на настольном станочке с копиром.
Фасетировка осуществляется вручную на вращающихся кам-
нях большого диаметра или на автоматизированных станках, напри-
мер типа Вернике (см. гл. LIV).
Снятие фаски производится при медленном вращении (около
30—40 об. мин.) линзы и быстром вращении (400—500 об./мин.)
камня, сильно смачиваемого водой.
Для получения двугранной фаски ось вращения линзы уста-
навливается под некоторым углом к оси вращения камня. Если
камень плоский, то угол между осями равен половине угла фасета.
Производительность автоматов в 1 час: при двугранной
фаске — от 10 до 15 линз, при плоской фаске — от 15 до 22 линз.
Один рабочий может обслужить до 15 автоматов.
При обточке вручную на большом камне (диаметром около
600 мм) можно отфасетировать до 8 линз в 1 час, однако квали-
фикация и* навык рабочих должны быть выше, чем при работу
на автоматах.
789
А. И. Бардин, Б. Н. Москвин и В. А. Смирнов
Глава LH
ОБРАБАТЫВАЮЩИЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ОПТИЧЕСКОГО СТЕКЛА
§ 1. Материалы, применяемые для обработки
Под обрабатывающими материалами в оптико-механическом
производстве понимаются порошкообразные составы, помощью ко-
торых обрабатывают детали из стекла.
А. Абразивные материалы
1. Естественные абразивы. К естественным абразивам отно-
сятся следующие: 1) кварцевый песок, 2) корунд, 3) наждак,
4) алмаз.
а) Кварцевый песок. Кварцевый песок (SiO2), широко приме-
няемый для обдирки оптических деталей большого габарита, бе-
рется из речных отложений. Основное требование к песку — на-
личие в нем не закругленных, а острых кромок.
По данным Престона 1 коэфициент трения при обработке стекла
песком при помощи чугунного шлифовальника составляет для:
крупных песков — 0,18, мелких песков — 0,07.
б) Корунд. Корунд — минерал, представляющий собой кри-
сталлическую разновидность чистого глинозема (А12О3). Залежи
промышленного корунда имеются в США, Испании, Франции, Нор-
вегии, Греции, Малой Азии, на Урале, в Восточной Сибири, Ка-
релии и других местах. Чистый корунд встречается редко: окра-
шенные разновидности его являются драгоценными камнями (рубин,
сапфир и д.). Низкие сорта корунда представляют собой породу
чаще всего грязножелтого, красного или серо-черного цвета, бога-
тую глиноземом и встречающуюся в виде руд полево-шпатовых
пород, загрязненных примесями. При дроблении корунд дает рако-
1 Preston, Journ. of the Soc. of Glass Techn.
790
виСтый излом с острыми гранями. Твердость корунда по Моосу —
8—9, удельный вес — 3,94—4,08.
в) Наждак. Наждак — минерал (кристаллический глинозем)
зернистого строения с примесями соединений железа и кремнезема.
Добывается наждак в Малой Азии, Греции, у нас на Урале. Цвет
в изломе — обычно серовато-стальной, слегка отливающий корич-
невым. Поверхность зерна неровная, излом раковистый. Наждак
менее хрупок, чем корунд. Твердость наждака—7—9 (по Моосу).
Удельный вес—около 4. По данным Престона коэфициент трения для
наждака равен 0,035.
г) Алмаз. 1) Алмазы .технические. Алмаз — минерал,
представляющий собой модификацию чистого углерода. 'Добыча его
производится главным образом в Южной Африке, Бразилии и Бор-
нео. Твердость алмаза — 10. Удельный вес — 3,5—3,53. Практи-
чески алмаз нерастворим; хрупок.
2) Карбонадо — черный алмаз, имеющий вид черной спек-
шейся аморфной массы. Содержит до 2% примесей. Удельный
вес — 3,15—3,30.
3) Борт. Получается из отбросов, остающихся при обработке
крупных камней, ^или же образцов, забракованных при шлифовке
на украшения.
2. Искусственные абразивы. К этой группе абразивов отно-
сятся: 1) карборунд, 2) искусственный корунд, 3) тонкие абразив-
ные порошки.
а) Карборунд. Карборундом называется карбид кремния (SiC^),
получаемый в электрических печах при высоких температурах.
Получают его в виде кусков неправильной формы после раз-
бивки образований у электродов печи. Слои карборунда,
образовавшиеся у самых электродов, дают высший сорт,
так называемый карборунд extra, имеющий вид кристаллов зеле-
ного цвета; следующий сорт — prima — с кристаллами синеватого
цвета; наружный слой (карборунд secunda) имеет кристаллы черно-
ватого цвета.
Внешний вид зерен карборунда — кристаллы ромбической
системы. Карборунд классифицируется по размерам зерен (табл. 333).
Таблица 333
Размеры зерен карборунда
№ сита (зерни- стость) .... 60 80 100 220
Величина сторон отверстий, мм 0,25 0,177 0,149 0,062
Величина зерна, мм 0,177—0,250 0,149—0,177 0,125—0,149 0,053—0,062
791
В оптической промышленности применяются почти исключи-
тельно № 60, 80 и 100.
Твердость карборунда — 9, 5 — 9, 75 (по Моосу). Удельный
вес — 3,125—3,21. Карборунд хорошо сопротивляется действию
кислот. Он весьма огнеупорен; мало вязок. Зерна его легко расще-
пляются.
Упаковывается карборунд в деревянные или жестяные бочки
весом нетто не более 50 кг.
б) Искусственный корунд. Искусственный корунд произво-
дится под разными названиями: алунд, абразит, электрит, алоксит,
новодиамантин и др. Все эти разновидности представляют собой
кристаллы окиси алюминия (глинозема), получаемые путем электри-
ческой плавки при различном температурном режиме. Цвет их —
от темнокоричневого и желто-красного до светлорозового с масля-
нистым блеском. Исходным материалом при производстве искус-
ственных корундов являются бокситы, представляющие собой по-
роду, состоящую главным образом из гидрата окиси алюминия
с примесью кремнекислоты и железа.
в) Тонкие абразивные порошки. Для шлифовки стекла по пре-
имуществу применяются так называемые корундовые минутники.
Они представляют собой тонко измельченный и хорошо расклас-
сифицированный корунд, содержащий суммарно 80—95% окиси
алюминия. Содержание корунда в хороших марках минутника до-
стигает 85%.
Наименование „минутник" (сейчас отживающее) является обо-
значением крупности порошков, связывающим ее со скоростью осе-
дания порошка в воде. Так например „30-минутник“ означает, что
основная часть порошка, взболтанного в сосуде высотой в 1 м,
будет находиться во взвешенном состоянии в течение 15 мин.
и почти полностью осядет через 30 мин. и т. д.
В настоящее время от обозначения „минутник" переходят
к характеристике крупности порошка непосредственно в микронах.
В табл. 334 приводятся предельные размеры частиц в по-
рошках различных классов.
Таблица 334.
Предельные размеры частиц в корундовых порошках
разных классов
Старое обозначение классов Предельные размеры частиц в классе Р- Старое обозначение классов Предельные размеры частиц в классе Р
240-минутник 120- „ 60- 30- „ 5— 7 7-10 10—14 14—20 15-минутник 5- „ з- „ 1- . 20— 28 28— 50 50- 75 75—100
792
Классификация порошков крупнее 50 у. производится на си-
тах •— сухие минутники.
Порошки с зернами меньше 50 а классифицируются по их
фракциям, получаемым гидравлическим или воздушным способом.
Гидравлическое фракционирование производится или в бочках
(старый способ) или же на специальных конусах по принципу во-
сходящего потока. При фракционировании на конусах снизу вверх
подается- вода с некоторой постоянной скоростью, уносящей ча-
стицы, скорость оседания которых меньше скорости восходящей
воды. Скорость восходящего потока меняется
в зависимости от размера частиц, предназначен-
ных к выносу. На рис. 1386 показан металличе-
ский конус конструкции ГОИ для гидравлической
классификации порошков (а— пьезометр; b —
шкала; с — фланец; d — цапфы, позволяющие пе-
реворачивать конус на станине; е—воронка; /—
вода; g— пробка).
Скорость оседания частиц различных разме-
ров или (в случае отмучивания) скорость восхо-
дящего потока может быть вычислена по формуле
Стокса:
v — %г - °з)- = 545 (а — 1) б/2 мм[сек.,
Уп • 10 '
Рис. 1386.
где г — радиус частиц; Oj— удельный вес классифицируемого по-
рошка (для корунда == 3,8—4,1); а2— удельный вес воды;
g—ускорение силы тяжести—981 сл//сек2.; т] — вязкость воды
в пуазах (при 17° С вязкость воды примерно равна 0,01 пуазы).
На основании практических наблюдений Ричардса формула
Стокса для корунда получила следующее выражение:
v = 500 (а—1)^2 мм[сек.
В табл. 335 приведены скорости оседания частиц, подсчи-
танные по формуле Ричардса. ,
Таблица 335
Скорости оседания частиц корундовых порошков, подсчитанные
по формуле Ричардса
Обозначение классов 240-мин. 120-мин. 60-мин. 30-мин. 15-мин. 5-мин.
Диаметр частиц, [л 5 7 10 ' 14 , 20 28 50
Скорость оседания ча- стиц или ско- рость восхо- дящего потока воды, mm/cqk. 0,035 0,07 0,14 0,28 0,56 1,12 3,50
793-
Практика показала, что для наиболее полного выноса из ко-
нуса материала любого класса бывает необходимо пропустить такое
количество воды, которое бы соответствовало 15 — 20 объемам
конуса. Необходимый при этом расход воды в 1 мин. может быть
вычислен по формуле:
'иЗ-бО ,
Q = Лооб- л1тн-
Рис. 1387.
где S — площадь основания
конуса в сантиметрах; v—
линейная скорость восхо-
дящего потока воды.
Количество загружа-
емого в конус материала не
должно превышать х/6—
его объема.
* Отсюда время в мину-
тах, необходимое для отго-
на фракции, находится по
формуле:
где а — число смен воды
в конусе (практически а =
— 15—20); v — объем ко-
нуса в литрах; Q — количе-
ство воды в литрах, про-
текающее через конус при
отгоне данной фракцией в
минуту.
При изменении темпе-
ратуры воды необходимо
учесть изменение вязкости
воды и сделать соответ-
ствующие изменения в ско-
рости восходящей струи.
Основные требования к качеству абразивных порошков в опти-
ческой промышленности: 1) отсутствие царапин на стекле при
шлифовке; 2) максимальная'однородность порошка и постоянство
его от партии к партии; 3) постоянство гранулометрического со-
става и абразивных свойств; 4) максимальное содержание основ-
ного гранулометрического класса и отсутствие посторонних ве-
ществ, обладающих отличными от карбида свойствами.
Абразивные порошки для оптической промышленности, в осо-
бенности тонкие, обрабатываются соляной кислотой для удаления
растворимых соединений, главным образом мельчайших осколков
794
и продуктов снашивания дробильйых аппаратов. Присутствие тон-
ких осколков может оказаться причиной царапания абразивным
порошком. Кроме того обработка соляной кислотой улучшает сма-
чиваемость.
На рис. 1387 схематически показана кривая гранулометри-
ческого состава одного хорошего и двух менее годных абразивных
порошков, независимо от их крупности Л Хороший материал дол-
жен иметь ясно выраженный максимум на кривой гранулометри-
ческого состава в области основной фракции.
Абразивная способность корундовых порошков возрастает
с повышением крупности фракций и может проверяться опытной
шлифовкой. В табл. 336 и 337 приведена относительная шлифую-
щая способность корундовых порошков (корунд Семиз-Бугу) раз-
личной крупности при шлифовке стекла С-14 по отношению к по-
рошку с размерами частиц основной фракции 7—10 у-, принятой
за единицу [по данным Института точной механики и оптики
(Б. Н. Москвин)].
Таблица 336
Относительная шлифующая способность корундовых порошков
различной крупности
*Размер частиц, р, 5-7 7—10 10—14 14—20 20—28 28-50 Америк, марки
303,5 303
Относительная шлифоваль- ная способ- ность . . . 0,66 1,00 1,51 1,86 2,28 2,69 0,86 1,16
Смачиваемость абразивных порошков резко падает с умень-
шением крупности частиц. В табл. 337 приведены относительные
смачиваемости (скорость просачивания воды через столб порошка)
порошков различной крупности [по данным Института точной
механики и оптики (В. П. Лавров)].
Таблица 337
бтносительная смачиваемость корундовых порошков различной
крупности
Размер частиц, р. . . . 7—10 10—14 14-20 20-28 28—50
Относительная ско- рость смачивания . . 9,1 4,5 2,44 1,4 1
1 Данные соответствуют возможным результатам анализов, проводи*
мых Яй приборах с восходящим потоком.
795
’Смачиваемость несколько затрудняется в случае отсутствия
обработки порошков соляной кислотой. Она несколько улучшается
при введении в порошки гигроскопических солей, как например
хлористого магния, сульфита натрия и др. I ,
Наличие в сравнительно крупных фракциях мелких частиц
заметно ухудшает смачиваемость порошка. Поэтому определение
скорости смачивания порошков может иметь смысл для характе-
ристики фракций различной крупности лишь при условии содер-
жания в их основной фракции не меньше 50—65% и одинако-
вого метода обработки.
Контроль качества абразивных порошков должен вестись
в части определения гранулометрического состава, шлифующей
способности и качества шлифовки.
Гранулометрический анализ может быть проведен двумя мето-
дами: методом седиментации — осаждения — и методом восходящей
струи. Первый метод хотя и имеет в настоящее время наибольшее
распространение (прибор Сабанина), но страдает существенными
'недостатками: 1) обязательное засорение мелких фракций крупными
вследствие засасывания их сифоном в момент спуска суспензии,
2) отсутствие гарантии в том, что осаждение производится в успо-
каивающейся после взмучивания воде, 3) малая эффективность и
высокая трудоемкость.
Прибор Сабанина показан на рис. 1388 (а — сливной сифон;
Ъ— классифицирующий стакан с анализируемой суспензией; с —
сосуд для сливания суспензии).
Второй , метод — анализ гранулометрического состава порош-
ков на приборах, работающих на принципе классификации в вос-
ходящей струе (приборы Шене, Небиля и др.). Этот метод не
имеет недостатков, указанных выше, значительно эффективнее и
менее трудоемок.
На рис. 1389 показан видоизмененный ГОИ прибор Шене
(а — шкала;~Ь— пьезометр; с—сливные стеклянные ниппели; d—
стеклянная трубка; е — резиновое соединение; f—винтовой зажим;
g—пробки; h — вода; j — анализируемый порошок).
На рис. 1390 приведена схема работы фабрики минутников
в Москве.
3. Шлифовальные круги. В абразивных шлифовальных кругах
однородные (по роду материала и величине) зерна соединен^!
между собой каким-либо связующим веществом.
Для обработки оптических деталей (центрировка, тонкое круг-
ление) применяют почти исключительно карборундовые круги
(литые) с керамиковой связкой (см. стр. 298). Материал их — пре-
имущественно карборунд extra; зернистость—36—180; твердость
(завод Ильич) — С — 1, С — 2; пористость весьма высокая (9—10 по
Нортону). Добавочные условия: круг должен быть вполне однородным
(внешне это характеризуется ровностью окраски). Круги с невысо-
кой пористостью следует брать более мелкозернистые, так как
в противном случае, на стекле будут выколки.
796
Круги с невысокой пористостью быстро засаливаются. Твер-
дость круга для каждого- родя работы должна быть подобрана
Рие. 1389.
Рис. 1390.
так, чтобы шлифующие зерна выламывались из массы круга в мо-
мент их затупления, уступая место лежащим под ними новым
797
зернам, а связка, соединяющая последние, должна так истираться^
чтобы во время работы круга способствовать этому. Увеличение
окружной скорости круга делает его как бы тверже.
Б. Полировальные порошки
1. Крокус. Собственно крокусом называется тонкий порошок
красного цвета, применяемый для полировки стекла, реже метал-
лов.
На практике различают красный крокус и по аналогии зеле-
ный крокус (polier-rot u polier-griin). Первый является окисью
железа, а второй — окисью хрома. В оптико-механической промыш-
ленности наименование „крокус" присвоили, как наиболее часто
применяемому, красному крокусу.
Крокус может быть получен следующим способом:
1) прокаливанием железного купороса, аммиачно-железных
квасцов; 1
2) прокаливанием гидратов окиси железа как искусственного^
так и природного происхождения;
3) прокаливанием солей железа органических кислот, как
например щавелевокислого железа; 2
4) переработкой тонкодисперсных железных отходов хими-
ческих производств.
Оптимальная температура прокалки крокуса зависит от при-
роды сырья и лежит в пределах 700—850°.
Цвет готового крокуса меняется от кирпично-красного до
темновишневого в зависимости как от природы сырья, так и от
температуры прокалки. Обычно при более высокой температуре
прокалки он делается более темным. При 900—950° крокус при-
нимает почти черный цвет и для полировки оказывается совер-
шенно непригодным.
Наибольшее распространение в практике имеют следующие
способы изготовления крокуса:
1) для неответственной полировки — из прокаленного суль-
фата железа;
2) для точной полировки — из железного купороса и соды
(углекислый крокус) и и^ отходов химических производств.
Крокус из болотной руды (природный гидрат железа), хотя
и показал прекрасные качества, но вследствие отдаленности хоро-
ших месторождений и отсутствия правильно налаженной добычи
1 Прибавление окислителей, как например бертолетовой соли, облег-
чает окисление солей при прокаливании.
2 Разложение щавелевокислого железа с образованием окиси является
реакцией экзотермической, и, когда реакция началась, дополнительное
подогревание бывает излишним. Температура при окислении щавелево-
кислого железа бывает настолько высока, что отпадает необходимость-
в специальном повторном прокаливании.
798
руды, обеспечивающей стандартность сырья, широкого распро-
странения не получил.
Крокус из щавелевокислого железа является наиболее про-
стым в изготовлении, но в настоящее время производство его
прекращено вследствие высокой стоимости сырья.
Чрезвычайно важной операцией в изготовлении высокосорт-
ного крокуса является отмучивание. Отмучиванием достигают
разделения крокуса на фракции различной крупности и отделения
крупных случайных примесей, могущих вызвать царапание стекла
при его применении.
Отмучивание может быть произведено взбалтыванием крокуса
в воде и сливанием, спустя различные промежутки времени, от-
стаиванием не осевшей суспензии или, что более совершенно,—
на специальных приборах — конусах.
Перед отмучиванием обязателен просев обожженного кро-
куса для удаления комочков материала, менее однородно прока-
ленного, а также промачивание его в воде в течение нескольких.
часов для придания высокой дисперсности.
По своей структуре крокус состоит из чрезвычайно мелких
частиц (порядка долей микрона), обычно соединенных в конгломе-
раты, размеры которых доходят иногда до 10—15 р.. Если при отму-
чивании задается различное время отстаивания, то крокус может
быть разделен на ряд фракций, состоящих из конгломератов
частиц различной крупности. Чем меньше конгломераты частиц,
тем меньшей полирующей способностью обладает крокус.
Основное требование, предъявляемое к хорошему крокусу, —
отсутствие царапин при полировке и высокое полирующее каче-
ство. Оба эти свойства могут быть проверены контрольным испы-
танием.1
Схемы изготовления крокуса приведены на рис. 1391
(из' железного купороса и соды) и рис. 1392 (из железного
шпата).
2. Окись хрома. Окись хрома, или, как иногда ее называют,.
зеленый крокус, представляет собой порошок яркозеленого цвета.
Для полировки стекла она применяется сравнительно редко, но
зато имеет большое распространение при полировке минералов
и металлов.
Окись хрома может быть получена, аналогично окиси железа,.
несколькими способами: подогреванием до начала экзотермической
реакции бихромата аммония, смеси бихромата калия с углем или
серой, поджиганием хромового ангидрида, смоченного керосином,.
прокаливанием гидрата окиси хрома и хромовоаммиачных квасцов.
При прокаливании происходит укрупнение частиц — кристаллиза-
ция окиси хрома, — и при этом заметно повышается. шлифующая
способность окиси. Наибольшее распространение в настоящее
время имеет восстановление бихромата калия с серой.
1 См. Жури, опыт.-мех. пром., № 7, 1934.
70Л
, Кроме указанных полировальных материалов, для поли-
ровки—по преимуществу минералов — часто применяют окись
олова, окись алюминия и др.
Рис. 1391.
В. Смачивающие жидкости, применяемые при полировке
Эти жидкости применяют преимущественно при полировке.
При шлифовке пользуются всегда водой. Замена воды водными
г
Сушка шлама
Просев ~\*\П ромы в* а у ш к а\
растворами солей и кис-
лот почти не изменяет
скорости шлифовки.
Применение в каче-
стве смачивающих жид-
костей не содержащих
Просо }-]0бжи г Просев
Рис. 1392.
воды веществ приводит
к понижению скорости
шлифовки, иногда улуч-
шая качество матовой по-
верхности.
При полировке в ка-
честве ускорителя про-
цесса широко применяет-
ся 1°/0 раствор хлорного
железа (FeCls), дающий
значительный эффект сполировывания на большинстве применяемых
сортов стекла (см. гл. L).
800
§ 2. Материалы для полировальников
1. Суконные полировальники. Обычно употребляемые поли-
ровальники имеют в качестве полирующих поверхностей сукно,
фетр или смолу.
Для грубой полировки, кроме собственно суконных полиро-
вальников, применяют войлочные полировальники. Войлок — волок-
нистая ткань из грубых волокон животного происхождения (вер-
блюжьей, коровьей или козьей шерсти); получается валянием; по-
ступает на рынок в виде листов различного веса и толщины.
Технический войлок носит название фильца.
В очковой оптике для больших блоков малой кривизны
применяют фетр (волокнистая ткань из более тонких сортов
шерсти).
При полировке небольших блоков особенно хороший резуль-
тат дает „биллиардное" сукно, а также поношенный шелковый
бархат с короткими рорсинками, при условии, чтобы изношенность
его была равномерной.
В материале полировальника не 1 должно быть никаких гру-
бых и твердых предметов. Скорость полировки на суконных,
фетровых и войлочных полировальниках, при прочих равных усло-
виях, много выше, чем на смоляных, но при этом оптические
свойства обрабатываемой поверхности получаются много хуже.
Для грубой полировки некоторых материалов применяют
бумажные полировальники.
2. Смоляные полировальники. Обычный состав смоляных
слоев полировальников — чистый древесный или торфяной пек
(вар) и канифоль (гарпиус) в различных весовых пропорциях.
Эти материалы входят в составы для закрепления деталей на при-
способлениях (наклеечные смолы).
• Основные требования к смоляному полировальнику: способ-
ность адсорбировать полирующий материал (крокус) по всей по-
верхности, высокая теплостойкость и определенная текучесть.
а) Пек древесный хвойный. Пек древесный хвойный предста-
вляет собой остаток от дестилляции хвойного дегтя (соснового),
состоящий главным образом из смоляных кислот и оксикислот. Это
продукт коричнево-черного цвета с раковистым изломом. При
нагревании он выделяет характерный креозотовый запах.
Согласно отраслевому стандарту пек не должен содержать
больше 1°/0 влаги (испытания согласно ОСТ ЗОИ); золы — не
свыше 1% (ОСТ ЗОИ).
Температура размягчения по Кремер-Сарнову 40—65° (ОСТ
ЗОН).
Пенетрация по Ричардсону при 35°: с нагрузкой 100 г—0,50 —
1,50 см, с нагрузкой 200 г—1,00 — 3,00 см (ОСТ 3897).
Перед разливом в бочки пек для однородности должен быть
перемешан в расплавленном состоянии. Однородность По пенетра-
51 Зак. 3905. —Спр. кн. оптико-механика, ч. II. оги
ции в пределах одной тары (бочки) — 50% в ту или другую сторону.
Количество механических примесей более мягких, чем стекло —
не свыше 0,1% (ОСТ 3011); примесей более твердых, чем стекло,
совершенно быть не должно. Последнее проверяется протиранием
пеком (нанесенным на оптически чистую замшу) полированной
стеклянной поверхности; при этом не должно быть видно цара-
пин, заметных при 30-кратном увеличении.
б) Канифоль подсочная сосновая. Для характеристики кани-
фоли принимаются определения ОСТ 3011 с изменениями со-
гласно отраслевым надобностям:
Изменения:
По разделу „Технические условия":
а) Цветность светложелтая и светлая марок М, N, Wg, WW, X.
б, п. 4) Температура размягчения по Кремер-Сарнову 70—80°.
Дополнения:
1. Пенетрация по Ричардсону при 35° с нагрузкой 200 г — от 0,00
до 0,40 см (испытания согласно ОСТ 3897).
2. Однородность по пенетрации в пределах одной тары (бочка)—не
свыше 50% в ту или другую сторону. Перед разливом в бочки канифоль
должна быть перемешана в расплавленном состоянии (ОСТ 3897).
3. Полное отсутствие механических примесей более твердых, чем
стекло.
Последнее определяется просмотром полированной стеклянной
поверхности, протертой куском чистой замши, с нанесенным на
ее поверхность слоем канифоли. При 30-кратном увеличении не
должно быть видно никаких царапин.
* Методы, маркировки смол. 1 Существовавшие до недав-
него времени субъективные методы испытания исходных мате-
риалов для смол и самих смол на мягкость заменяются
объективным методом — пенетрации. Исследуемым материа-
лом наполняется до краев латунная чашечка, помещаемая й ла-
тунный ящик, наполненный водой, поверхность которой покрывает
всю чашечку. Ящик нагревается на плитке до температуры воды 35°,
т. е. до средней температуры, развивающейся, как показали опыты,
на полировальниках. После этого ящик ставят под стандартный
пенетрометр Ричардсона. Проникновение (пенетрация) иглы стан-
дартного размера под действием стандартной нагрузки (200 г)
в течение определенного времени (1 мин.) отмечается на шкале
прибора. Среднее арифметическое из ряда измерений делят на
10 и округляют с точностью до 0,5.
в) Полировочные смолы. Полировочная смола должна обла-
дать различной мягкостью, соответственной той или иной форме
полировального процесса, температуре помещения, установке станка,
режиму работы и пр. В состав ее входят канифоль и пек. При
изготовлении смолы канифоль расплавляют и добавляют пек
1 Журн. опт.-мех. пром., № 1 и 7, 1934. Кроме пенетрации приме-
няется для характеристики температура размягчения, а также температура
каплеотделения по Уббеллоде.
802
в количестве, необходимом для соответствующей мягкости. Смолу
необходимо тщательно фильтровать. В мастерские она поступает
чаще всего в виде небольших (до 200 г весом) плиток, заверну-
тых в чистую бумагу или пергамент.
Данные о составе, свойствах и характере применения полиро-
вочных смол приведены в табл. 338 и 3391.
Таблица 338
Состав и свойства полировочных смол
Цифра мягкости смолы Количество канифоли на 1000 г пека г Характеристика смол
Выше 20 20—15 100—300 400—500 Очень мягкие
15-10 600—1100 Мягкие
10—8 8—6 1200-1300 1400—1600 Средние
6—4 1700—1800 Твердые
Ниже 4 1900—2000 и выше Очень твердые
Таблица 339
Характер применения полировочных смол1
№ по пор. Тип деталей Цифра мягкости смолы Примечание
1 2 3 4 5 Блочные сферические линзы . Стекла для сеток, защитные стекла, светофильтры . . . Призмы Точные плоскопараллельные пластинки Линзы больших диаметров, обрабатываемые по 1 штуке 2- 8 6-9 10—13 16—18 8—10 До 80% всей продукции Очень интенсивная по-, лировка Очень медленная поли- ровка Медленная полировка
1 Эта таблица почти совпадает с табл. 313. Как ту, так и другую
нельзя считать вполне достоверными.
51* 803
§ 3. Материалы, применяемые при блокировке и притирке
деталей
1. Смолы. Основными требованиями, предъявляемыми к на-
клеенным смолам, являются:
1) способность достаточно жестко удерживать деталь в про-
цессе обработки;
2) свойство не менять „цвет" на детали, снятой со смоляной
подушки, или изменять его незначительно;
3) способность легко отставать при различных методах раз-
блокировки.
Компонентами обычно применяемых смол являются:
' 1) канифоль — в качестве основного материала [высокая клею-
щая способность при относительной дешевизне, выгодный интервал
размягчения (65—80°), легкая растворимость в спирту];
2) хвойный древесный пек — в качестве пластификатора [низкая
температура размягчения (45—107°), способность давать гомоген-
ную массу с канифолью в любых пропорциях, хорошая раствори-
мость в бензине, хуже — в спирту]; 1
3) сажа — в качестве красителя для придания смоле темного
оттенка, облегчающего просмотр поверхности детали;
4) гипс — в качестве наполнителя для повышения механической
прочности смолы.2
Количество канифоли и пека берется в зависимости от усло-
вий производства (форма деталей, температура, развивающаяся при
полировальном процессе, и др.) в различных соотношениях. Коли-
чество вводимой в состав смолы сажи колеблется от 3 до 10% всей
массы. Количество наполнителя берется обычно равным суммарному
количеству пека и канифоли.
При изготовлении смол сначала расплавляют канифоль и тща-
тельно фильтруют ее через фетр (под давлением), марлю, ситец
или грубый миткаль. Затем в эту массу добавляют мелко про-
сеянную смесь наполнителя с красителем. Проверив всю смесь,
а затем профильтровав ее, выливают в квадратные формы. В мастер-
ские смола поступает в виде плиток (весом обычно до 5 кг).
Отходы наклеенных смол (предварительно отсортированные
по мягкости в процессе разблокировки) снова могут быть пущены
в работу после переплавления и фильтрования.
При маркировке наклеенных смол их расплавляют в стакан-
чиках, в термостате. Температура нагрева — от 110° до 150°.
Свойства смолы определяются главным образом ее мягкостью.
В качестве методов испытаний применяется пенетрация смолы
игольчатым пенетрометром на приборах Кремер-Сарнова и Уббе-
лоде, а также определение температуры плавления.
1 Кроме того в практике заводов в качестве пластификатора при-
меняют асфальт, масла и скипидар.
2 В качестве наполнителя применяются также тальк, окись алюминия,
сурик и другие достаточно измельченные материалы.
804
2. Нефтяной парафин. Нефтяной парафин (см. ОСТ 3897)
представляет собой смесь твердых углеводородов, получаемых из
дестиллятов парафиновых нефтей путем соответствующей обра-
ботки. Удельный вес при 25°—от 0,85 до 0,95. Минеральные
кислоты и щелочи должны отсутствовать. По внешнему виду пред-
ставляет собой белую кристаллическую массу без вкуса и запаха.
Излом — от раковистого до шероховатого. Блеск — тусклый и напо-
минающий блеск воска. Цвет не должен изменяться (желтеть)
в течение недели (рафинированные парафины, сорта А и Б) или
4 дней (белый парафин). Температура застывания (по Жукову) —
в пределах 51—55° (в зависимости от сорта), не ниже. Точка
плавления — от 37,7° до 65,5°.
Парафин применяется в виде плит или в виде стружек.
3. Гипс. Гипс (см. ОСТ 2645) — продукт, получаемый умерен-
ным обжигом природного двуводного гипса (CaSO42H2O) при
температуре обжигаемого материала в 120—200° до превращения
его в полуводный гипс (2CaSO4H2O), с последующим или пред-
шествующим обжигу перемолом его в тонкий порошок.
Содержание гидратной воды в обожженном гипсе — в преде-
лах 5—6%; с повышением температуры обжига оно падает
(рис. 1393).
С повышением температуры обжига расширение гипса при его
твердении уменьшается (рис. 1394), в то время как, согласно
испытаниям (исследования ХХТИ), сроки схватывания увеличиваются.
Вообще конец схватывания — не менее 15—20 мин.; время теку-
чести— не менее 2—3 мин.
Гипс с минимальным процентом расширения при его твердении
получается (по данным проф. Будникова, ХХТИ) при затворении
раствора 5% KaSO4-{- 0,6%Na2B4O7 (буры); концентрация раствора
может меняться в зависимости от качества исходного материала
(гипса). Для крепления призм применяют формовочный гипс с добав-
кой 5—8% портланд-цемента;, смесь затворяется 80—90°/0 воды.
805
Гипс для гипсовки призм в блоках должен удовлетворять сле-
дующим техническим условиям:
1) при замешивании с водой гипс не должен требовать избытка
последней (для достаточной текучести) и после 3—4 час. твердения
должен быть настолько сухим и прочным, чтобы призмы в нем не
расшатывались;
2) гипс должен обладать минимальным расширением (по-
рядка 0,05%), достаточным для того, чтобы плотно охватить
призму, не деформируя ее поверхности и не искажая ее положения;
Рис. 1395.
3) гипс должен быть тонкого помола, не иметь крупных
включений, могущих повредить поверхности детали сквозь пленку
защитного лака (тонкость помола обожженного гипса: остаток на
сите—900 отв./c.^2, не более 10% от навески).
Метод определения расширения в основном следующий.
К аппарату Баушингера изготовляют латунную форму (рис. 1395),
806
состоящую из корпуса в виде открытого с двух сторон корытца
с внутренним сечением 20 X 20 см. К открытым сторонам при-
ставляются стенки (с жесткими связями во избежание искривле-
ния), обхватывающие корпус формы, но легко раздвигающиеся.
В форму, предварительно смазанную вазелином и выстланную бума-
гой (для предотвращения сцепления гипса с формой), выливают
гипс и устанавливают ее в аппарат Баушингера. При затвердевании
гипс, расширяясь, раздвигает стенки, которые перемещают рычаг
по шкале с делениями.
§ 4. Защитные покрытия
1. Воск. Пчелиный воск входит в некоторые защитные покры-
тия и клеющие составы. Он представляет собой массу желтого
цвета различных оттенков. Не должен содержать механических
примесей. Удельный вес — 0,959 — 0,969. Температура плавления—
не ниже 61°. Коэфициент кислотности — не ниже 19. При обыкно-
венной температуре воск тверд и пластичен.
Белый воск получается отбелкой стружек воска солнечным
светом; стружки смачиваются водой с небольшим процентом скипи-
дара. Он тверже и хрупче желтого воска.
Так называемый японский воск добывается из плодов японской
и американской разновидности сумаха. Сырой воск отбеливается
щелочью и воздействием солнечного света. Удельный вес —
0,0975—1,01. Температура плавления 50—52°.
2. Шеллак. Гуммилак — естественная смола желтого, оранже-
вого или красного цвета. Температура плавления 45—75°. Кислот-
ное число — 40—60. Растворим в щелочах, абсолютном спирте,
мало — в бензоле, почти нерастворим в петролейном эфире и бен-
зине. Состав шеллака: 75% смолы, 7% красящих веществ, 6% воска,
остальное — вода и нерастворимые вещества. Свойство шеллака—
способность увеличивать эластичность и механическую крепость
смоляных, восковых и битуминозных масс.
3. Лаки. При выборе лаков для покрытия деталей, с целью пре-
дохранить полированные поверхности от повреждений, необходимо,
чтобы предохранительная пленка прочно держалась на стекле во
время обработки, хорошо приставала к смоляной подушке и легко
отделялась от стекла, не требуя большого количества раствори-
телей. Лак должен быть нейтральным (не давать налетов). Поста-
вленным требованиям удовлетворяют: шеллак, асфальтовые лаки,
цапон-лак и др., причем целесообразно вводить в небольшом коли-
честве какой-либо краситель, например нигрозин.
Покрытие лаком осуществляется чаще всего кистью, пульве-
ризацией, а иногда погружением детали в лак и другими спосо-
бами. Удаление лаков производится растворителями, например
спиртом, бензином, ацетоном и др.
Ниже приводится рецепты некоторых лаков, . хорошо пока-
завших себя на практике.
807
а) Лак для линз:
1. Амилацетат . .............. 1000 ч.
Ацетон обезвоженный.......... 600 »
Целлюлоид.................... 200 „
2. Алкоголь 96° (обезвоженный) .... 100 »
Нигрозин спиртовой (раствор) ... 10 ч.
Оба раствора смешиваются, сильно встряхиваются и оставляются
в течение суток в покое.
б) Лак для призм. К указанному выше лаку добавляют на
1000 ч.:
Канифоль...................................30 ч.
Пек древесный...............15 „
Оба компонента предварительно растворяются вместе в спирте
с нигрозином и фильтруются, а затем также добавляются осталь-
ные компоненты.
в) Лак для защиты посеребренных поверхностей’.
1. Спирт-рестификат......................... 1л
2. Бакелитовый лак (стадия А)............... 350—400 г
3. Тальк (медицинский) химически чистый . . . 250—300 „
4. Нигрозин спиртовой....................... 8— 10 „
Компоненты 2 и 3 смешиваются и хорошо растираются
в ступке. Раствор 4 разбавляется спиртом-ректификатом и про-
фильтровывается через вату. После этого все компоненты смеши-
ваются вместе. Поверхности покрываются лаком. Лак, попавший
на несеребренную поверхность, через сутки удаляется (ацетоном
или спиртом). Детали загружаются в электропечь, при начальной
температуре 25—30°. Температуру повышают через 2—3 часа
(по 10—15°) до 80°. При этой температуре детали выдерживают
в течение 3 — 4 дней, причем бакелит из стадии А переходит
в стадию С.
Кроме различных лаков для защиты поверхностей применяют
воск, парафин и шеллак; последние употребляются также для при-
тирки и крепления оптических деталей к приспособлениям.
§ 5. Материалы для склейки
Для склейки оптических систем применяют главным образом
канадский бальзам. Последний представляет собой жидкий, весьма
вязкий продукт подсечки (живицу) бальзамной канадской ели,
содержащий 23—25% терпентинного масла, 74—77% канифоли
и 1—2% примесей. В последнее время почти исключительно при-
меняется бальзам, получаемый из живицы сибирской пихты.
Очищенный бальзам, применяемый в оптическом производстве,
бесцветен или имеет бледножелтоватый цвет с легкой зеленоватой
флюоресценцией, обладает приятным запахом и прозрачен. Пока-
затель преломления-—от 1,52 (жидкий бальзам) до 1,55 (твердый
бальзам). Удельный вес — 0,98—1,0. Бальзам полностью раство-
808
ряется в эфире, хлороформе, сероуглероде, бензоле, четыреххло-
ристом углероде, скипидаре и ксилоле; в спирте он растворим
отчасти—90—95%’ в петролейном эфире — 84—93%.
§ 6. Материалы, применяемые при промывке
Растворители — летучие органические жидкости, служащие для
растворения органических и неорганических веществ: жиров, есте-
ственных и искусственных смол и т. д. Основные требования
к растворителям: 1) хорошая растворяющая способность, 2) опре-
деленные составы и свойства и химическое постоянство. Жела-
тельны: отсутствие огнеопасных свойств (характеризуется темпера-
турой воспламенения) и неядовитость. Обычно применяемые раство-
рители: спирт, бензин, эфир (сернистый), ксилол и раствор буры.
1. Спирты. В качестве растворителя применяют этиловый
спирт С2Н5ОН. Это бесцветная, легкоподвижная, слабо пахнущдя
жидкость с температурой кипения 78°. Чаще всего применяется
90—95° спирт (обычно денатурированный или в виде сырца).
Спирт полностью растворяет канифоль, растворяет шеллак, мало
растворяет асфальт.
Спирт-сырец, помимо своей основной части — этилового
спирта, — содержит ряд примесей. Спирты, загрязненные раство-
ренными смолами, воском и т. п., снова могут быть пущены в ра-
боту, после несложной обработки.
Денатурация спирта для промышленных целей в настоящее
время не стандартизована. Для денатурированного спирта, идущего
на промывку оптических деталей (растворение смол), применимы
следующие нормы:
Этиловый спирт............ не менее 87% по весу (90% по объему)
Метиловый спирт.......... 3,4%
Кетоны................... 0,5%
Эфиры.............................. 0,06%
Высшие спирты...................... 0,04%
Пиридин............................ 0,01%
Кислотность: 20 см3 спирта должны нейтрализоваться не
более чем 0,1 см3 N/10 раствором едкого натра.
2. Бензин. Бензин — бесцветная, прозрачная, легко испаряю-
щаяся, весьма огнеопасная жидкость, состоящая в основном из
смеси углеводородрв. Удельный вес — около 0,730 — 0,755. В бен-
зйне должны отсутствовать механические примеси, вода, минераль-
ные кислоты и щелочи.
•Методы испытания указаны в § 1, 2, 20 и 12 „Библиотеки ОСТ",
№ 5 (Методы испытаний нефтепродуктов). Технические условия на
легкий грозненский, бакинский и тяжелый грозненский бензины
даны в ОСТ 413.
3. Эфир (наркотический). Эфир этиловый (С4Н10О) серный,
наркотический — бесцветная легкая пахучая жидкость. Весьма
80$
летуч. Удельный вес — 0,714 (при 20°). Температура кипения 34,5°.
При —129° эфир затвердевает в кристаллическую массу, плавя-
щуюся при —117,4°.
4. Бензол. Бензол (С6Н6) принадлежит к ароматическим угле-
водородам и представляет собой бесцветную легкоподвижную жид-
кость, обладающую приятным запахом. Удельный вес — 0,87—0,94.
Температура кипения 80,5°; температура вспышки — 8°. В воде
бензол почти нерастворим. Хорошо растворяет масла, смолы
^канифоль, даммар и др.), воск и пр. Очень огнеопасен.
5. Скипидар. Серный (живичный) скипидар (С10Н16) — бесцвет-
ная или слабожелтоватого цвета жидкость. Удельный вес—0,86—0,87.
Температура кипения — от 152—155° до 175—180°. Скипидар
хорошо поглощает кислород из воздуха; способствует скорейшему
высыханию масел; обладает равномерной скоростью растворения
смол и масел; хорошо смешивается с большинством растворителей.
6. Ксилол. Ксилол (ОСТ 465) применяется преимущественно
для растворения канадского бальзама. Чистой каменоугольный
ксилол (С8Н10) — продукт сухой перегонки каменного угля. Он
бесцветен и прозрачен. Удельный вес (при 15°) — 0,867 zt 0,002.
Ксилол легко испаряется без остатка.
7. Раствор буры. Для растворения смол, в состав которых
входит шеллак (некоторые центрировочные смолы), применяют
раствор буры в пропорции 23 г на 1 л теплой воды. Такая кон-
центрация практически безвредна для большинства сортов опти-
ческого стекла. Для отмывки крокуса для фасок — 1О°/о раствор
соды в горячей воде.
§ 7. Протирочные и оберточные материалы
1. Протирочная ветошь. В качестве протирочного материала
обычно применяют льняные тряпки. Различают тряпки (ветошь)
трех сортов.
К первому сорту относится распоротое тряпье из беленого
полотна (мытое), обладающее достаточной механической прочностью
(не прелое), без следов каких бы то ни было пятен и окраски.
Площадь тряпки должна быть не меньше 0,5 м\ Тряпки первого
сорта употребляются для прртирки деталей.
Для этой же цели, а также для чистки станков используется
и второй сорт, обладающий меньшей стойкостью и размерами.
Третий сорт обычно идет только на протирку станков.
2. Пуховки и салфетки. ’Для протирки полированной и гото-
вой оптики применяют ручные салфетки (размером приблизительно
500 X 600 мм) из хорошего тонкого полотна, шифона, шелкового
полотна и тому подобных материалов, оставляющих минимум вор-
синок.
Так называемые пуховки делаются из более плотного полотна
или бумазеи. На мохнатую сторону пуховки кладут или же под-
шивают ручную салфетку. Для протирания оптических деталей
применяется постоянно только одна сторона пуховки.
.810
Салфетки и пуховки должны быть хорошо выстираны, а затем
прокипячены в нескольких водах (для обезжиривания). При по-
следнем кипячении иногда в воду кладут крокус (0,5 ? на 1 л).
Вынимать салфетки следует за уголки. После встряхивания необ-
ходимо повесить их для просушки (не выжимая). Гладить их не
рекомендуется во избежание загрязнения. Глажение пуховок воз-
можно, но только по гладкой стороне.
Иногда для протирания полированных поверхностей приме-
няется хорошо обезжиренная замша.
3. Греческая губка. Греческая губка применяется при про-
мывке поверхностей после обработки абразивами и крокусом.
Она представляет собой специально обработанный скелет мор-
ских животных вида Euspongia offreinalis из класса губок, со-
стоящий из особого, белкового вещества — спонгина. Обработка
губки заключается в выколачивании ее, кислотной обработке и от-
беливании. Зольность губки — 10—15%. Гигроскопичность—не
ниже 2500%. Губка должна быть абсолютно упругой. Вынутая из
воды губка должна после отжатия сохранять свою форму (даже
при резких деформациях, например после 40—50 ударов' средней
силы деревянным молоточком) и иметь наощупь нежную бархатисто-
мягкую поверхность без царапающих зацеплений. Присутствие
загрязняющих механических частиц в губке недопустимо.
Согласно правилам приемки губок проверка зольности произ-
водится определением привеса платинового тарированного тигля,
в котором сжигают высушенный (до постоянного веса) кусочек
губки весом около 0,5 г.
Гигроскопичность определяют, сравнивая вес кусочка губки,
пропитанного водой (до такой степени, чтобы губка тонула в воде),
после прекращения каплеотделения, с весом того же кусочка,
высушенного до постоянного веса.
Губки, применяемые для очистки от грубых абразивов, ни
в коем случае нельзя смешивать и хранить с губками, употребляе-
мыми при мелкой шлифовке и полировке.
4. Вата. Для протирки поверхностей и завертывания полиро-
ванных оптических деталей оптики применяется медицинская обез-
жиренная гигроскопическая вата (см. ОСТ 1630). Вата получается
из волокон разного вида- хлопчатника, освобожденных от жировых
и воскообразных веществ и посторонних примесей механической
и химической обработкой. Природа волокна — чистый хлопок, без
примесей других растительных или животных волокон. Вата должна
иметь хорошо прочесанные волокна (средняя длина их — не менее
15 мм), сохраняющие связь между собой, хорошо расслаивающиеся
и свободно разделяющиеся на параллельные слои произвольной
толщины В вате не должно быть более 0,02% остатков коробочек
и листков, не более 1,9% густых нерасщепленных скоплений и не
более 0,15% мелких волокон (длиной менее 5 мм) и пыли. Иссле-
дование природы волокон и определение присутствия посторонних
волокон производят под микроскопом (увеличение не менее 100х).
811
Цвет ваты — белый (не ниже 70% по штуфен-фотометру Пульфрих-
Цейсса), допускается легкий желтоватый оттенок.
Содержание в вате: хлористых, кальциевых, сернокислых солей
и окисляемых веществ — следы; влаги — не более 8%; жиров — не
более 5%; золы — не более 0,4%. Реакция водной вытяжки должна
быть нейтральной (проба синей и красной лакмусовой бумажкой).
Вата упаковывается или в бумажные пакеты (определенного
веса, нетто от 0,025 до 2,00 кг} или в кипы (весом не более 40 кг).
Хранить вату (в контрольных отделах) следует в стеклянных
банках с крышками, брать — при помощи пинцетов.
5. Кисточки. Для удаления ворсинок и пыли с сухой поверх-
ности полированных деталей применяют мягкие беличьи (или
хорьковые) кисточки, состоящие из волос, вложенных в оправу
из гусиного пера (не окрашенного) и зажатых стальной проволо-
кой. Кисточки с проклеенной оправой не рекомендуются. Маленькие
кисточки изготовляются из волос, вставленных в узкую латунную
трубку, конец которой потом сдавливается. Кисточки тщательно
промываются спиртом, бензином и наконец эфиром. Кисточки, не
бывшие в употреблении, перед окончательной промывкой лучше
выдержать в спирте или бензине до окончательной отмывки грязи.
Высушенную кисточку встряхивают (ударом пальца по оправе) или
продувают; при этом все волосы должны стремиться рассыпаться.
По поверхности детали кисточка должна скользить без трения,
не оставляя никаких следов грязи.
6. Папиросная бумага „филигран". Для завертывания поли-
рованных оптических деталей и прокладки между деталями при-
меняется папиросная бумага „филигран" (ОСТ 5164) в бобинах,
употребляемая для механического изготовления папиросных гильз.
Б. Б. Хоменко
Глава LIII
ИЗМЕРИТЕЛЬНЫЕ И КОНТРОЛЬНЫЕ ПРИБОРЫ, ПРИМЕНЯЕ-
МЫЕ ПРЙ ИЗГОТОВЛЕНИИ ДЕТАЛЕЙ ИЗ ОПТИЧЕСКОГО
СТЕКЛА
§ 1.
1. Шаблоны. Шаблоны служат для контроля отступления по-
верхностей от заданных радиусов кривизны.
а) Для проверки плоскостей пользуйся линейками, предпо-
чтительно стеклянными. Размеры наиболее употребительных ли-
неек— ЗбОХ^ОХ^ мм.
При наличии небольшого просвета между ребром линейки и
промеряемой поверхностью радиус последней может быть при-
ближенно выражен формулой:
где R— радиус поверхности; а — величина просвета; d — расстоя-
ние, на котором наблюдается просвет.
б) Для проверки сферических поверхностей в целях взаимного
контроля шаблоны изготовляются парами: выпуклый (4~) и во-
гнутый (—) для каждого радиуса. При совмещении пара должна
совпадать без просвета.
Материалом для шаблонов служат: листовая вальцованная
„латунь или сталь. Размеры шаблонов могут быть взяты из табл. 340
(обозначения по рис. 1396).
При измерении шаблон должен накладываться на поверхность
в плоскости дуги большого круга. При наличии небольшого про-
света между мерительной кромкой шаблона и измеряемой поверх-
ностью отступление радиуса последней от радиуса шаблона может
быть приближенно (с точностью до малых второго порядка) най-
дено по формулам табл. 341. Радиусные шаблоны чаще всего изго-
товляются: 1) при радиусах до 200 — 300 мм—проточкой на то-
карных станках; 2) при радиусах, превышающих высоту центров
имеющихся ^токарных станков, — при помощи вращающейся вокруг
813
оси штанги, снабженной могущим перемещаться вдоль нее рез-
цом; 3) при радиусах свыше 1,5 — 2 м — путем лекальной обра-
ботки предварительно размеченных по точкам заготовок.
Проверка шаблонов при их изготовлении осуществляется
обычным путем (на краску, по просвету). Для измерения радиусов
пользуются штангенциркулями, микрометрами или сферометрами.
2. Пробные стекла. Пробные стекла (см. стр. 752) служат
для контроля отступлений от радиусов кривизны и качества (мест-
ные астигматические и зональные ошибки) лолированных поверх-
ностей.
а) Пробные стекла. Допустимые отклонения в радиусах пробных
стекол — не более 0,1% от их заданной величины. При взаимном
наложении интерференционная картина, видимая в отраженном
свете, в любых участках (зонах) поверхности должна быть ровного
соломенно-желтого цвета.
Материалом для изготовления пробных стекол чаще всего
служит хорошо отожженное стекло пирекс.
Пробные стекла с небольшими радиусами изготовляются в виде
неполного шара (рис. 1397, тип I). Шариковые пробные стекла
814
Таблица 340
Размеры шаблонов для проверки сферических поверхностей
Вогнутые шаблоны Выпуклые шаблоны
R Тип а b с d h k R Тип «1 bi hi
до 15 I 25 40 a—R 2R R 5 до 7,5 IV R 2R
15—25 40 70 10 7,5-25 V 2R
25—40 60 100 15 25-80 VI R Л1
40-60 80 140 20 80—90,6 VII 80 80
60—75 II 160 25 170 55 90,6—106 VIII 180
75—95 180 106—150 60
95-110 150— оо 40
110—133 60 25 35
133-278 III b
278—со 40
Примечание. На всех ребрах, $|)оме мерительных поверхно-
стей, снимают фаски под углом 45° до 0,2 мм. Точность изготовления
размеров: габаритные по 8-му классу точности; радиусы до80жл« имеют
допуск ±0,05; для радиусов свыше 80 мм дается допуск ±0,02 на
стрелку при хорде, равной 80 мм.
Таблица 341
Формулы для вычисления отступления радиуса измеряемой поверх-
ности от радиуса шаблона
№ no nop. Формулы Пределы приме- нения Обозначения
1 t==8tfra — < 1 R Положение про- света безразлично е—разность радиусов шаб- лона и сферической по- верхности а — наибольшая величина просвета между поверх- ностью и шаблоном в ра- диальном направлении R — радиус шаблона d— длина хорды, относитель- но которой оценивается просвет
2 a COS а е = — 1 — COS а При просвете в центре — > 1 R
3 а е = 1 — COS а При просвете по краям — > 1 R
Примечание. В формулах (2) и (3) а = arc sin .
815-
применяют при радиусах /?<^25 мм. Проверка их осуществляется
путем измерения диаметра шарика микрометром или толщемером
Аббе. Пробные стекла с большими радиусами изготовляют по
форме, изображенной на рис. 1397, тип И. Проверку их ведут на
кольцо выпуклый, а затем соот-
ветствующий вогнутый шаблон
и вычитая полученные при этом
отсчеты один из другого; раз-
ность дает величину удвоенной
стрелки. При проверке сфероме-
тром ее вычисляют по формулам:1
2Л = 4/? sin2 ,
или:
4h = 2 (/? — г2),
где: _
сферометре, накладывая на его
Рис. 1397.
здесь R— заданный радиус проб-
ных стекол, г — средний радиус
кольца сферометра.
При радиусе R = оо изго-
товляются одновременно не два,
а три пробные стекла диаметром
от 130 до 250 мм, которые про-
веряются последовательным нало-
жением друг на друга (см. гл. L).
Размеры пробных стекол при-
ведены в табл. 342.
Габаритные размеры проб-
ных стекол ограничиваются допу-
сками по 9-му классу точности
(по ОСТ 1010).
На нерабочей стороне пробного стекла маркируются его номер
по каталогу и его радиус, например: № 1578; R= 123,45.
Чистота обработки мерительной поверхности: легкий мат
нерабочей поверхности, суконная полировка.
Пробное стекло является эталоном и в работу не выдается.
б) Рабочие пробные стекла (рис. 1398) употребляются в усло-
виях цеховой проверки; мерительные поверхности их представляют
собой копии поверхностей соответствующих эталонных пробных
стекол. Рабочие пробные стекла изготовляются выпуклыми для
проверки вогнутых поверхностей и, обратно, — вогнутыми для про-
верки выпуклых. Материалом их также чаще всего является хорошо
1 Первая формула удобнее при вычислении по таблицам логариф-
мов, вторая — при пользовании арифмометром.
816
Таблица 342
Размеры пробных стекол
Тип стекла R D а
I до 37,5 ‘IR + 'l 1,2 7? 1,2 7?
II 37,5—50 60 30 30
50—95 75 25
95—250 100 25
250—со 130
Обозначения: R— радиус пробных стекол; D — диаметр заготовки
пробных стекол; а — толщина заготовки выпуклого стекла; ах—’Толщина
заготовки вогнутого стекла.
отожженное стекло пирекс. Точность изготовления — такая же,
как и эталонных стекол. На рабочем пр’фном стекле маркируется
обычно только его радиус, а
Тип!
Рис. 1398.
Размеры заготовок рабочих пробных стекол могут быть взяты
из табл. 343.
Диаметр рабочих пробных стекол Z)pn должен быть больше
диаметра измеряемой линзы (при наложении на линзу пробное
стекло должно перекрывать ее кругом приблизительно на 0,05 rf).1
1 При этом рабочее пробное стекло не может быть больше полу-
шара.
52 Зак. 3905. — Спр. кн. оптико-механика, ч. II. 817
Таблица 343
Диаметры D3 и толщины d3 заготовок рабочих пробных стекол
Размеры линзы Размеры заготовки Вес заготовки г
^3 R а Тип
до 9 5—6,6 10 10 II 2
6,6 — оо I
9—11 6—8 12 12 II 3
8 — оо 10 I
11—13,5 7,5-10 15 15 II 6,5 12
10 — со 10 I
13,5—18 10—13,3 20 15 II
13,3 — оо I
18—23 12,5—14,2 25 20 II 25
14,2-16,7
15 1 18
16,7 — оо
23—30 16,5—21,5 32 20 II 40
21,5 — оо 15 I 30
30—37 20,5—23,6 40 25 II 75
23,6—26,6
20 60
26,6—36 I
15 45
36 — оо
37-46 25,5—28 50 30 11 140
28—33,3
25 120
33,3—36 I
20 90
36 — оо
46-55 33—40 60 30 II 210
40—55 25 180
I
55—со 20 140
55-69 42,5—50 75- 35 II 380
50-62,5 30 330
I
62,5— со 25 175
818
Продолжение
Размеры линзы Размеры заготовки Вес заготовки г
R Ч а Тип
69-78 53—56,5 85 35 II 500
56,5—63 63—85
30 420
25 1 350
85—со
78—94 70—90 100 35 I 680
90—130 30 600
136— со 25 500
94—105 95-125 115 35 I 900
125—190 30 780
190— со 25 650
105—120 130—180 130 35 I 1160
180—300 30 1000
300— со 25 830
Для измерения всех выпуклых, плоских, а также и вогнутых по-
верхностей при dlR 3/2 этот диаметр находят как:
D = 1,1<;
рп ’ л’
для измерения остальных вогнутых поверхностей (при d[R > 3/2)
его находят по формуле:
= 2
где /Урц— стрелка сферы пробного стекла:
И = h 4-0,05
рп л 1 ’ л
(Лл—стрелка поверхности линзы).
Толщина заготовок рабочих пробных стекол определяется
условием, чтобы наименьшая толщина в главном сечении (у вы-
пуклых— по краям, у вогнутых — по середине) была равна или
больше 0,1 da,
В случаях, не предусмотренных табл. 343 (d[R > 3/2),
толщина заготовки рабочего пробного стекла находится как:
0^5 d^ и 0кРугляется до ближайшего большего значе-
ния а в таблице.
52* 819
Примеры расчета размеров рабочих пробных стекол. При-
мер 1. Для измерения выпуклой поверхности линзы /?=13,5;
d = 25; h = 8,5 имеем:
л ’ л
-13,5; </,„=1,1 </„ = 27,5;
а > Лл + 0,15 = 8,5 + 3,75 = 12,25.
Округляя до ближайшего большего значения в табл. 343,
получаем а = 15.
Пример 2. Для измерения вогнутой поверхности линзы
R —— 13,5; й?л = 25; Лл = 8,5 имеем, так как d[R = 2б/13(5 > 3/-2:
ярп = \ + °>05 = 8,5 + 1,25 = 9,75;
Ярп = 2 /9,75(27—9,75) 26.
Толщина заготовки, как и для вогнутого пробного стекла»
будет:
/ + °> 15 rfn = 8,5 4-3,75 = 12,25.
Округляя до ближайшего большего значения толщины, полу-
чим а = 15.
Износ рабочих пробных стекол, выводящий их из строя,
обычно наступает после промера в процессе обработки линз не
менее чем 1500 блоков, когда
пробные стекла, как прави-
ло, приходится ремонтиро-
вать.
д) Контроль пробными
стеклами производится в
освещении диффузным от-
раженным светом при визи-
ровании, нормальном к цен-
тру их поверхностей. Раз-
ность радиусов испытуемой
поверхности и пробного сте-
кла может быть приближенно
найдена по формулам, при-
веденным в табл. 344.
При контроле поверхно-
стей пробными стеклами по-
лезно применять монохрома-
тические источники света (на-
пример ртутные дуги; в этом
случае Л = 0,546 и). При
пользовании монохромати-
и темные полосы (кольца), окра-
шенные в цвет источника света (рис. 1399). Проверка возможна
при большем расстоянии межЛу поверхностями (до 0,5 мм).
820
Рис. 1399.
ческим светом видны светлые
Таблица 344
Формулы для вычисления разности радиусов испытуемой поверх»
н J ности и пробного стекла
№ по пор. Формулы Пределы применения Обозначения
1 Я2 £ — 4ХДГ-1? — ай —<1 R е — разность радиусов пробного стекла и изме- ряемой поверхности
2 COS а При касании пробного стекла краями X — длина волны при- меняемого света (для белого света X = 0,58 р.)
,£ 2(1 — cos а) для > 1 — число интерферен- ционных колец между пробным стеклом и по- верхностью
з 7VX При касании пробного стекла серединой для ч d — диаметр наблюдае- мой интерференцион- ной картины 7? — радиус пробного стекла
Z~~ 2(1 — cos а) А
Примечание. В формулах (2) и (3) а = arc sin -Q-p-
Каждое кольцо (полоса) соответствует приращению толщины воз-
душного промежутка на */а К.
В случае 'освещения белым светом наблюдается указанный
в табл. 345 последовательный переход тонов.
Иногда при пользовании пробными стеклами на них произ-
водят просмотр испытуемых деталей в проходящем свете; при
этом цвет колец изменяется на дополнительный и интенсивность
их окраски уменьшается.
Правила оценки величины отступлений в качестве поверх-
' ности приведены в табл. 346.
3. Контрольные грибы и чашки. Эти приборы служат для
качественной оценки отступления от радиусов кривизны и каче-
ства (местных ошибок) поверхностей матовых (шлифованных)
оптических деталей. Они применяются обычно при переходе
с грубой шлифовки на мелкую и представляют собой расшлифо-
ванные наждаком латунные формы (грибы и чашки), к которым,
после увлажнения поверхностей, притираются вручную оптические
детали. По размеру темного следа притертости и по его форме
судят об отступлениях.
821
Т а б л и ц'а 345
Цвета воздушного слоя между стеклами (по Ролле, для солнечного света)
Цвет Толщина слоя 1 • 10-4 мм Цвет Толщина слоя 1 • 10—4 мм
Or До От До
Пер вый порядок Т р е тий порядок
Светлолавандовый Г олубовато-белый 1,14 Пурпуровый Пурпуровый 5,20
Соломенно-желтый Желтовато-белый 1,48 Изумрудно-фиолето- Пурпуровый 5,52
Коричневато-желтый Коричневато-красный 1,68 вый
Красный Красный 2,45 Г олу бовато-зеленый Голубой 6,02
Зеленый Желтовато-зеленый 6,06
Темнокрасный х Блекложелтый 7,12
Вт о рой порядок
Пурпуровый Пурпуровый' 2,57 Четвертый порядок
Фиолетовый Темнопурпуровый 2,76
Небесно-голубо й Голубой 3,60 Слабопурпуровый Бледнокрасный 8,28
Желтый Желтый 4,32 Серо-зеленый Бледнозеленый 9,54
Красный Красный 4,92
Таблица 346
Проверка поверхностей пробным стеклом (п. с. р.)
Правила пользования рабочими пробными с т ек л а м и (п. с. р.).
Воспрещается1.
1) класть п. с. р. мерительными поверхностями на стол;
2) сильно нажимать на п. с. р. при наложении;
3) притирать п. с. р. к проверяемой детали.
Для измерения необходимо:
1) тщательно промыть поверхности п. с. р. и проверяемой детали спиртом;
2) протереть их насухо пуховкой;
3) смахнуть с них пыль кисточкой;
4) совместить п. с. р. с проверяемой деталью краями;
5) медленно опустить п.Щр. до полного соприкосновения с проверяемой деталью;
6) кольца (полосы) наблюдать, поместив глаз прямо над проверяемой поверх-
ностью;
7) сосчитать число красных колец;
8) оценить эллиптичность колец, сравнив их с рисунком таблицы;
9) медленно приподнять один край п. с. р.;
10) осторожно отделить п. с. р. от проверяемой детали.
Отсчет правилен только при одинаковой температуре п. с. р. и проверяемой
детали. Наблюдаемое число красных колец характеризует отступление от радиуса
(в чертежах обозначается N, например N = 3).
Растянутость (эллиптичность) колец характеризует .качество поверхности",
так называемую астигматическую ошибку — цилиндр (в чертежах обозначается
А Д', например AN = 0,3).
Чем меньше число колец, тем заметнее отступления в качестве поверхности
(См. таблицу).
„ - , , N — от 1 до 5 колец
Таблица астигматических ошибок для —---------- ,——------
823
Радиусы контрольных грибов (чашек) по своей величине
соответствуют радиусам рабочих грибов (чашек) для последующей
операции; например для контроля притиркой детали, отшлифован-
ной 15-минутным наждаком, служит чашка, радиус которой
соответствует необходимому для шлифовки 60-минутным наждаком.
Оптимальная величина притертостей субъективна, так как она
зависит от пути, времени и применяемого усилия. Нормальной
притиркой можно считать получающуюся после 5 круговых штри-
хов с радиусом, равным диаметру обрабатываемой линзы при
давлении в 300—500 г.
Рис. 1400.
Рис. 1400 дает представление об оптимальной величине при-
тертости, желательной для линз, в зависимости от отношения
диаметра проверяемой поверхности к ее радиусу.
4. Специальные приборы для проверки поверхностей. При-
боры для проверки радиусов кривизны пробных стекол, а также
приборы и методы для испытания плоских сферических и асфери-
ческих поверхностей, применяемых в астрономической оптике,
зеркальных отражателей и очковых стекол описаны ниже.
§ 2. Измерение толщины, диаметров и прочих линейных раз-
меров
1. Калибры предельные и непредельные, а) Предельные
скобы применяются главным образом для проверки диаметров и
толщин линз и плоскопараллельных пластинок. В зависимости от
назначения они обладают разными габаритными размерами.
824
б) Непредельные (нормальные) скобы в практике оптических
цехов применяются чрезвычайно редко — обычно в виде раздвиж-
ных скоб, устанавливаемых по концевым калибрам, подобно
изображенной на рис. 1401.
в) Шаблоны изготовляются как предельными, так и (особенно
в условиях мелкосерийного производства) непредельными. В зави-
симости от назначения они обладают разно- ..
образной конфигурацией. На рис. 1402 изо- 1------ fl
бражены: а — шаблон для канавок и пазов;/?— I I |
шаблон для длин деталей, ограниченных па- \ — /--*
раллельными сторонами; d—шаблон для длин \ /
сторон призм; е — шаблон фасонный (для про- \ /
верки закруглений) (последние изготовляются
всегда непредельными, типы их весьма много- Рис- 1401 •
образны); с — шаблон для проверки фасок.
Материалом шаблонов является мягкая, хорошо цементуемая сталь
(например сталь № 2).
2. Толщемеры. Толщемеры применяются в оптических цехах
главным образом для контроля толщин линз и пластинок. .
а) Рычажные толщемеры наиболее ходовых типов обычна
дают возможность проводить измерения толщин по центру для
линз диаметром до 40 мм (в пределах от 0 до 15 мм). Они-
различаются системой отсчета.
Применяют толщемеры с дуговой шкалой, закрепленной на
неподвижном рычаге, цена делений которой соответствует 0,1 мм
(рис. 1403). Отсчет по шкале производят по положению индекса,,
которым оканчивается подвижный рычаг.
Кроме того пользуются и более удобными (вследствие боль-
шей величины делений при том же габарите) толщемерами со.
шкалой с ценой делений, соответствующей 1 мм. При пользова-
825-
нии ими промежуточные деления отсчитываются по нониусу, ко-
торым оканчивается, вместо индекса, подвижной рычаг (рис. 1404).
Нониус состоит обычно из 10 и реже из 20 штрихов и дает
точность отсчета по шкале: в первом случае — 0,1 мм, а во вто-
между штрихами но-
ром— 0,05 мм (рис. 1404). Расстояние
ниуса (а) находится по формуле:
2zk
а =------—
п sin а
тде z — цена деления неподвижной шкалы; k — передаточное число
толщемера (отношениерасстояния между серединой делений не-
подвижной шкалы и осью шарнира к расстоянию между этой
осью и концами мерительных штифтов); п — число делений но-
ниуса; а — угол между осью подвижного рычага толщемера и сре-
зом подвижной шкалы нониуса.
В этих конструкциях при точном отсчете желательно поль-
зоваться установкой по плитке, близкой по толщине к измеряе-
мому размеру, так как на всей пропорционально разделенной
шкале при отсчете от нуля возникает ошибка, потому что изме-
'«26
рительные штифты перемещаются по дуге, в то время как при-
ращение толщины следовало бы отмерять по хорде. Величина этой
ошибки может быть
найдена по формуле:
* Lx‘*
д=—’
причем х находится
из уравнения:
2V
щпх— 2Д ,
где V—измеряемый размер, L — расстояние от конца ножек тол-
щемера до оси шарнира. 1
Наибольшая точность рычажных толщемеров — не выше
0,05 мм.
б) Толщемеры на штативах, не обладающие недостатком
рыча&ных толщемеров, дают при наличии нониуса, подобного
применяемым на штангенциркулях, точ-
ность в х/10—1/б0 мм.
На рис. 1405 изображен толще-
мер фирмы Бамберг, дающий возмож-
ность промерять как при вертикаль-
ном, так и при горизонтальном поло-
жении мерительной шкалы.
в) Толщемеры с оптическим от-
счетом, называемые оптотестами или
микролюксами (см. гл. XXIV), в по-
следнее время также начинают нахо-
дить применение. Увеличение переме-
щений измерительного штифта дости-
гается комбинацией оптического и ме-
ханического рычагов и доходит в по-
добных конструкциях до 2000.
Измерительный штифт толщемера
монтирован на короткой части рычага;
при его перемещении длинное плечо
рычага поворачивает своим концом
Рис. 1405.
эксцентрический кулачок, жестко свя-
занный с вогнутым сферическим зеркалом. Осветительная система,
состоящая из электрической лампочки и конденсорной линзы,
ярко освещает диафрагму, изображение которой получается на
прозрачной матовой шкале после отражения лучей, выходящих из
диафрагмы от зеркала, и, перемещаясь по шкале с поворотом зер-
кала, служит для отсчета отступлений в толщине измеряемых
деталей.
1 При применении толщемеров первого типа эта ошибка может
быть учтена при нанесении делений.
827
Прецизионный толщемер Аббе служит для точного измерения
линейных размеров. Изображенный на рис. 1406 толщемер со-
ставлен из массивного основания с, в котором замонтирован
измерительный штифт Ь, удерживаемый в равновесии противове-
сом g, шнуры которого перекинуты через блоки. Такая конструк-
ция обеспечивает постоянство давления штифта и плавность его
перемещения при измерении. Отсчет показаний толщемера ведется
по прозрачной стеклянной шкале Z, разделенной на интервалы
Рис. 1406.
в г/10 мм. Шкала освещается при помощи лампочки и конденсора,
помещенных в трубке. Отсчет по шкале производится с помощью
микроскопа k с увеличением 60х, по барабану п которого мо-
гут быть отсчитаны сотые и тысячные, а на-глаз — десятитысячные
доли миллиметра. Каждый прибор такого типа снабжается табли-
цей поправок, составляемой для температуры 20°.
Двойной микроскоп. Для точных относительных измерений
линейных размеров применяют двойной микроскоп (предложенный
проф. В. П. Линником). Он состоит (рис. 1407) из проекционного
устройства А и электрической лампочки В, которая освещает
тонкую щель С, находящуюся в плоскости, проведенной через ось
объектива D перпендикулярно к Плоскости чертежа и наклоненную
828
под малым углом к плоскости изображения объектива. Эта щель
проектируется с помощью объектива D на поверхности измеряемой
детали Е, а ее изображение рассматривается с помощью микро-
скопа F, наклоненного, как и проекционное устройство, под углом
около 45° к вертикальной оси прибора. В плоскости изображения
объектива G помещена сетка Н, раздепенная вдоль линии, обра-
зованной пересечением_дмоскости изображения с плоскостью чер-
тежа. Положение изображения отсчитывается через окуляр J.
Установка прибора осуществляется по эталонной детали, поме-
щаемой на измерительном мостике, в результате вертикального
перемещения трубок, относительно которого совмещают изобра-
Рис. 1407.
жения щели, видимой через окуляр, с нулевым делением сетки.
Если толщина измеряемой детали изменится на величину 8 мм,
то изображение переместится по сетке на величину а мм, причем:
cos а
где Г — увеличение объектива микроскопа, а — половина угла
между осями проекционного устройства микроскопа (обычно
около 45°).
г) Прочие измерительные приборы, применяемые при контроле
линейных размеров, не являются специфическими для оптических
цехов. К числу их необходимо отнести разнообразные штанген-
циркули, микрометры, глубомеры, пассаметры и т. д. (см. гл. XXIV).
§ 3. Измерение углов
1. Обыкновенные стальные угольники. Эти угольники слу-
жат для контроля отклонений в углах призм по просвету, обра-
зующемуся при наложении их на измеряемый угол призмы. При
контроле угольник необходимо помещать так, чтобы его стороны
были пе|^рд^ик^ляРНЫ Ребру измеряемого угла призмы (см. рис.
Просвет лучше всего наблюдать на равномерно освещенном
светлом£фоне (небо, лампочка, заслоненная молочным стеклом).
829
По величине просвета «, выраженной в миллиметрах, величина
отступления в угле может быть найдена по формуле:
, 1№а
“ 3/ ’
где Д'/ — ошибка измеряемого угла в минутах; а — наибольшая ве-
личина просвета между одной из сторон угольника и поверхностью
измеряемой призмы; I — расстояние, вдоль которого наблюдается,
просвет.
Знак ошибки оценивается по положению просвета: если
просвет у ребра измеряемого угла—угол больше, чем номиналь-
ный (тупее), в обратном случае — угол меньше (острее). Глазом
ощутим просвет порядка 0,05 мм.
Очевидно, что чем больше измеряемая призма, тем точнее
можно оценить ее ошибку. Практически точность выше 1'—2Л
при пользовании угольниками в цеховых условиях получить нельзя-
На рис. 1408 изображен угольник для проверки прямых,
углов (см. табл. 347), а на рис. 1409 — угольник (раздвижной) для.
проверки различных углов (см. табл. 348).
Таблица 347
Угольники для проверки прямых углов (рис. 1408)
L 1 h 4 а «1 «2 Ъ Ч с С1 к т е «1
40 50 10 10 2 3 5,5 5 3 2 5 2,5 1,5 10 0,5 1
50 50 12 12 2 3 5,5 7 3 2 6 2,5 1,5 10 0,5 1
75 100 15 15 4 4 8,0 8 5 3 7,5 3,5 2,0 15 1,0 1,5
Материал — сталь № 4
Таблица 348
Угольники (раздвижные) для проверки различных углов (рис. 1409)
L Н h 1 Ь с к ^1 а ах d h т Ч
75 80 85 100 160 180 15 18 18 15 18 18 15 18 18 2,0 2,0 2,0 15 18 21 2,5 3,0 3,0 1,5 2 2 1,0 1,0 1,0 10 12 12 55 58 58 6,5 8,0 8,0 7,5 9,0 9,0 7,5 9,0 9,0
Материал — сталь № 4
2. Стеклянные угольники служат для контроля углов поли-
рованных призм с интерференционной точностью. * Они предста-
831
вляют собой призму с углом, дополняющим измеряемый до 180°,
«осаженную на контакт одной из сторон на плоское пробное
стекло. На рис. 1410 показаны: а — угольник для прямого угла,
b— угольник для острого угла.
В чисто прочищенный угольник вкладывается измеряемая
призма и вплотную подводится своими гранями к его сторонам.
Совместив одну из поверхностей призмы с поверхностью уголь-
ника (добившись одноцветной окраски интерференционной картины),
считают число интерференционных полос, появляющихся между вто-
рыми сторонами (призмы и уголь-
ника). Величину допустимой ошиб-
ки в угле в цеховых условиях
часто задают рабочему прямо в
числе полос.
Величина ошибки угла в се-
кундах выражается формулой:
Д/' =
105М
I
Рис. 1410. где Дер"— ошибка измеряемого
угла в секундах; К — длина волны
света; 2V—число полос, наблюдаемое между угольником и изме-
ряемым углом призмы; Z—расстояние, на котором распростра-
няются полосы.
В случае белого света X — 0.00058 и
58W
Знак ошибки оценивается по порядку интерференционных
полос: если полосы высшего порядка, соответствующие большому
воздушному промежутку (см. табл. 345), располагаются у ребра
измеряемого угла, — последний тупее, чем номинальный (ошибка
положительна), в противном случае, если у ребра располагаются
полосы низшего порядка, — острее (ошибка отрицательна).
3. Рычажные приборы для различных углов делятся на:
1) имеющие чувствительные механические рычаги и 2) имеющие
-чувствительные оптические рычаги.
а) Механический индикатор-угломер (выпускаемый фирмами
Fiiess, Bamberg и др.) изображен на рис. 1411. Его установка
производится по эталонным призмам. Такая призма помещается
на сменный мостик прибора М, причем положение одной плоскости
ее эталонного двугранного угла определяется тремя штифтами а
мостика, а направление ребра угла — двумя штифтами Ь. Враще-
нием винта Z заставляют весь отсчетный механизм прибора, при-
тягиваемый пружиной с к основанию, поворачиваться вокруг оси,
пока штифт Z, воздействующий на систему рычагов, оканчиваю-
щуюся стрелкой s, не будет, опираясь на вторую грань измеряе-
832
мой призмы, подвинут настолько, что стрелка установится против
нуля шкалы. После того как прибор устанавливается таким обра-
зом по эталонной призме, приступают к проверке измеряемых
призм, ставя их на мостик прибора и отсчитывая ошибки их
углов по шкале. При смещении стрелки влево ошибка угла отри-
цательна, при смещении вправо — положительна. На рис. 1412
дана схема рычажного механизма.
Рис. 1411.
Ошибка измеряемого угла в минутах (Д'/) может быть най-
дена по приближенной формуле:
ДУ
I
104В
3/Л ’
где k — передаточное число рычажного механизма (обычно для
приборов этого типа # = 200); В — величина перемещения стрелки
прибора в миллиметрах; I — расстояние от штифтов Ъ до по-
движного штифта / (нор-
мально равное 20 мм).
Шкала прибора обыч-
но разделена в угловой
мере: одному делению со-
ответствует ошибка в 1'
измеряемого угла.
6) Индикатор для
измерения пирамидаль-
Рие. 1413.
ности с простым рыча-
гом изображен на рис. 1413. Измеряемые призмы помещаются
в гнезда М, снабженные опорными штифтами. Над гнездами нахо-
дится рычаг АВ, могущий вращаться (в плоскости чертежа). Ок
опирается регулировочным винтом С, снабженным затяжной контр-
53 Зав. 3905. — Спр. вн. оптиво-механика, ч. II.
833
гайкой, на призму. Конец рычага, имеющий вид стрелки, переме-
щается вдоль шкалы с нанесенными на ней делениями. Поместив'
в гнездо измеряемую призму, замечают отсчет по шкале, затем
поворачивают призму на 180° и снова ставят ее на мостик; при
отсутствии пирамидальности конец рычага остановится на том же
делении. В случае неравенства отсчетов их разность охарактери-
зует величину пирамидальности. По величине смещения конца
рычага в миллиметрах определяют ошибку пирамидальности:
, 104а
Я " 3LP
где ж'— величина пирамидальности в минутах; k—отношение плеч
рычага (k ~ ОВ[ОС~ 20); а — разность отсчетов в миллиметрах;
/. — расстояние между точками, в которых было произведено изме-
рение призмы.
Чувствительность прибора тем больше, чем больше L, т. е. чем
больше длина призм. При измерении столбика, составленного из
6 призм бинокля 6 X 30, на таком приборе можно обнаружить
пирамидальность порядка 1'.
Положительная сторона описанного прибора заключается
в том, что одновременно он может служить и для контроля ли-
нейных размеров (высот) призм. Недостатки прибора: зависимость
отсчета от длины измеряемого столбика призм и его положения
в гнездах, а также неудобство отсчета (мелкие деления на шкале
и необходимость производить отсчет дважды).
4. Приборы с оптическими рычагами. Эти приборы, пред-
назначаемые для измерения углов, дают большую чувствительность.
Основной частью их является автоколлимационная труба, схема-
тически изображенная на рис. 1414. Она представляет собой зри-
тельную трубу, установленную на бесконечность, в фокальной
плоскости которой помещено маленькое отверстие — марка А,
освещаемое расположенной сбоку лампочкой посредством призмы В.
Объектив О дает изображение этого отверстия на бесконечности,
другими словами, из -объектива прибора выходит пучок параллель-
ных лучей. Если на его пути поместить плоское зеркало М, то
после отражения от него лучи снова войдут в объектив и дадут
в фокальной плоскости изображение марки А'.
834
Расстояние между-зеркалом и трубкой не скажется на поло-
жении изображения марки; это положение будет зависеть только
от угла наклона зеркала к оси трубки. Если зеркало повернется
на угол <р, то изображение, как легко видеть из рисунка, повер-
нется вокруг центра объектива на угол 2<р, и, наблюдая смещение
изображения марки А через окуляр К, по делениям помещенной
в фокальной плоскости прибора сетки S можно отсчитать вели-
чину поворота зеркала.
а) Прибор для проверки пирамидальности и высот призм
(ГОМЗ) изображен на рис. 1415. Он состоит из автоколлима-
ционной трубки «, перед объективом которой помещено зеркало р,
монтированное на планке q,
качающейся на оси о. Сквозь
планку проходит винт
упирающийся своим концом
в измеряемую призму, рас-
положенную на мостике,
подобном описанному на
стр. 833(индикатор для изме-
рения пирамидальности). В
зависимости от величины
измеряемых призм оправка п,
несущая планку, может быть
закреплена выше или ниже
на стойке с. Установка при-
бора производится по эта-
Рис. 1415.
лонной призме: грубо —
подъемом оправки и точно — вращением винта d. По смеще-
нию изображения марки автоколлиматора на сетке прибора можно
измерить также и- отступление высоты призмы от эталонной.
Пирамидальность к' в минутах может быть найдена по фор-
муле:
я'
1OVZ>
6/£ ’
а отступление призмы по высоте от эталонной:
Д =
al
У'
I расстояние между винтом d и осью вращения о в милли-
метрах; а — смещение изображения марки автоколлиматора в мил-
лиметрах от положения, установленного по эталонной призме;
Э разность отсчетов при измерении призмы в первом и втором
(после поворота ее на 180°) положениях в миллиметрах; L — рас-
стояние между точками, в которых было произведено измерение
призмы, в миллиметрах; /—фокусное расстояние объектива авто-
коллиматора в миллиметрах.
53* 835
Отсчет на приборе удобен. Недостатки сводятся к необходи-
мости поворота призмы и зависимости отсчета от ее длины,
а также и положения на мостике.
б) Прибор для проверки пирамидальности и углов призм
(ЛОМЗ) изображен на рис. 1416. Он также состоит из автокол-
лимационной трубки, помещенной над мостиком (на который ста-
вится призма), закрепленным на столике. Зеркало, с помощью
Рис. 1416.
которого производится от-
счет, накладывается непо-
средственно на эталонную
призму. Вращением регули-
ровочных винтов столика до-
биваются совпадения изо-
бражения марки сетки с ну-
левым штрихом шкалы. На
установленный таким обра-
зом мостик кладут изме-
ряемую призму, на верхнюю
грань ее помещают зеркало
и судят об ошибке пирами-
дальности по смещению изо-
бражения марки, наблюдае-
мому через окуляр в напра-
влении, параллельном реб-
рам измеряемой призмы.
Величина пирамидаль-
ности:
, 104а
* ~ 6/ ’
где к— величина пирами-
дальности в минутах; а —
величина смещения изобра-
жения марки автоколлима-
тора в направлении, парал-
лельном ребрам измеряемой
призмы, в миллиметрах; f—фокусное расстояние объектива трубки
в миллиметрах.
Смещение изображения в направлении, перпендикулярном
ребрам измеряемой призмы, укажет величину ошибки ее угла а
по сравнению с углом эталонной призмы. Ошибка угла а — (Да)'
в минутах может быть найдена из формулы:
А Г 10^
Да' = —----,
6/ ’
где b — величина смещения изображения в направлении, перпен-
дикулярном ребрам измеряемой призмы, в миллиметрах; f—фокус-
ное расстояние объектива в миллиметрах.
836
Приборы подобного^ типа обладают также недостатками, заклю-
чающимися в зависимости отсчета от качества поверхностей призмы'
и положения ее на мостике и кроме того от ошибки зеркала,,
подверженного износу. Точность измерения на приборе не пре-
вышает 30".
в) Приборы для измерения углов призм оптическим путем
(ГОМЗ) позволяют проверять матовые призмы оптическим путем,
используя свойство матовой поверхности давать правильное зер-
кальное отражение лучей, падающих под углом, близким к 90°. Глав-
ные части прибора (рис. 1417) —
мостики, помещенные на вращаю-
щемся вокруг вертикальной оси
основании. Между мостиками,
каждый из которых предназначен
для измерения определенного угла,
помещено плоское металлическое
(или плоскопараллельное стеклян-
ное) зеркало. Часть лучей, вы-
ходящих из автоколлимационной
трубки (рис. 1417), отражается
от зеркала, падает под углом,
близким к , 90°, на поверхность
призмы и, отражаясь от нее,
вновь попадает в трубку, давая
в ее фокальной плоскости изо-
бражение марки. Другая часть
лучей, выходя из трубки, отра-
жается сначала от матовой по-
верхности призмы, а затем от зер-
кала, после чего также вновь попадает в трубку, давая в ее
фокальной плоскости второе изображение светящейся марки. Если
между поверхностями эталонной призмы и зеркала при установке
будет создан прямой угол 1 (путем вращения установочного
винта М), оба изображения совместятся. Если поместить на уста-
новленный таким образом мостик призму, обладающую ошибкой
угла а, то между зеркалом мостика и поверхностью призмы будет
уже не прямой угол, изображения в трубке разойдутся, и по рас-
стоянию между ними а можно будет оценить погрешность изме-
ряемого угла в минутах:
№ —-------
12/ ’
где а расстояние между двумя автоколлимационными изображе-
ниями в фокальной плоскости прибора в миллиметрах; /—фокус-
ное расстояние объектива трубки в миллиметрах.
1 Для того чтобы изображение можно было при юстировке прибора
вывести на центр поля зрения, необходимо, чтобы ребра осветительной
призмы автоколлиматора были параллельны ребру измеряемого прямого
угла.
837
Точность отсчета на приборе при фокусном расстоянии
объектива около 150 мм может быть доведена до 10". В случае
плохого качества поверхностей призмы изображение марок будет
размытым. Поэтому на приборе можно оценить и качество плос-
костей с достаточной для заготовок точностью.
Подобного типа приборы применяются также и для штучной
проверки призм. Рис. 1418 дает представление о приборе для
проверки углов сложных призм с большим количеством разнооб-
разных мостиков, последовательно подводимых вращением покоя-
щегося на регулировочных винтах осно-
Рис. 1418.
вания под автоколлимационную трубку,
закрепленную на стойке.
Принципиальная схема хода лучей,
характерная для приборов этого типа,
приведена на рис. 1419 (Ok— окуляр,
5 — сетка, А — изображения марки, В —
осветительная призма, ОЬ — объектив ав-
токоллиматора, Р — измеряемая призма,
М — зеркало).
5. Приборы для проверки крыше-
образных призм, а) Прибор для про-
верки крышеобразных призм (рис. 1420)
служит для проверки правильности кры-
ши (так называемой „центрировки" приз-
мы) и угла крыши (угла между отражаю-
щими сторонами).
Призма своей крышей опирается на
штифты мостика М; автоколлиматор А уста-
навливается так, чтобы лучи, выходящие
из его объектива, падали нормально на преломляющую грань
призмы. Сначала на мостике прибора устанавливают эталонную
призму и поворотом автоколлимационной трубки изображение,
полученное вследствие отражения лучей от преломляющей грани,
совмещают с центром сетки; заменяя эталонную призму испытуе-
мой, по величине и направлению смещения изображения марки
судят об ошибке положения преломляющей стороны. При проверке
призмы с матовыми сторонами для получения изображения прити-
рают к матовой грани призмы плоскопараллельное полированное
стеклышко. 1
Проверка угла крыши полированной призмы производится
на этом же приборе, так как если у призмы отполированы все
отражающие и преломляющие грани, при автоколлимационной
проверке в общем случае будут видны три изображения марки:
одно из них возникнет в результате отражения лучей от первой,
обращенной к автоколлиматору преломляющей стороны, а второе и
1 Отсчет производят обычным путем, например так, как указано
на стр. 835.
838
-третье — от лучей, прошедших
от сторон крыши, упавших
и отраженных ею обратно.
В случае если угол крыши —
прямой, второе и третье изо-
бражения сольются вместе.
В случае же, если крыша изго-
товлена с ошибкой прямого
угла изображения разой-
дутся, причем по расстоянию
между их центрами можно
найти ошибку угла крыши
в минутах по приближенной
формуле:
36 /cos а
где а — расстояние между цен-
трами изображений марки авто-
коллиматора в миллиметрах;
/— фокус объектива автокол-
лиматора в миллиметрах; а —
угол между преломлякнцей сто-
роной и ребром крыши.
Расстояние по вертикали
между этой парой изображений
и первым, полученным от пер-
вой отражающей грани, харак-
теризует разность углов между
ребром крыши и преломляю-
щими сторонами призмы так
же, как в случае измерения,
рассмотренном на стр. 536, го-
ризонтальное смещение изобра-
жений — поворот ребер угла
сквозь эту грань, отразившихся
на вторую преломляющую грань
Рис. 1419.
между преломляющими сторонами
Рис. 1420.
относительно ребра угла
крыши (неперпендикуляр-
ность их).
Обычно при оконча-
тельной проверке поли-
рованных крышеобразных
призм пользуются авто-
коллиматором с большим,
чем у описанного фокус-
ным расстоянием, напри-
мер автоколлиматором для
проверки призм Порро
(см. далее).
839
б) Прибор для контроля прямого угла крышеобразнбй призмы
при. подшлифовке его (рис. 1421) представляет собой обычный
автоколлиматор, марка которого имеет вид очень тонкой прямо-
линейной щели, ориентированной параллельно ребру измеряемого
угла. Проверка производится в скользящем пучке. В результате
отражения лучей, вышедших из объектива автоколлиматора, от
поверхности зеркала мостика и матовой поверхности призмы в поле
зрения можно видеть дифракционную картину в виде ряда ярких,
светлых полосок. В случае, если угол между зеркалом и поверх-
Рис. 1421.
ностью призмы непрямой, дифракцион-
ная картина будет сдвоена. Юсти-
ровка прибора производится подшли-
фовкой опорных точек, на которые
ставится призма, при фокусе трубы
автоколлиматора около 300 мм и ши-
рине щели порядка 0,005 мм. Воз-
можно производить отсчет с точностью
порядка 1—2".
6. Коллиматорные приборы для
проверки правильности углов. Наибо-
лее часто при изготовлении призм при-
ходится выдерживать допуски, задан-
ные на разность углов между прелом-
ляющей и отражающей сторонами, и
пирамидальность. Необходимая при этом
точность может быть достигнута ком-
пенсацией накопившихся при обработке
ошибок путем подгонки последней из
обрабатываемых полировкой сторон призмы. Для этого служит
автоколлиматор с илриерсией. Измеряемая призма притирается
матовой стороной на тонкий
слой иммерсии (керосин, сме-
шанный с машинным маслом)
к поверхности стеклянного пло-
скопараллельного зеркала, посе-
ребренного с нижней стороны
(рис. 1422). Над мостиком с приз-
мой помещается автоколлима-
ционная трубка, закрепляемая при
помощи шарнира так, чтобы пу-
чок выходящих из нее лучей
падал нормально к поверхности
измеряемой призмы.
В поле зрения правильно уста-
новленной трубки видны в общем
Рис. 1422.
случае два изображения марки автоколлиматора: первое — в резуль-
тате отражения лучей от первой преломляющей грани призмы,,
второе — в результате отражения лучей, прошедших сквозь мато-
840
вую сторону призмы (влияние которой исключено слоем иммерсии)*
и отразившихся от нижней, посеребренной поверхности зеркала
(рис. 1423). Расстояние между этими изображениями по вертикали у
характеризует разность углов аир измеряемой призмы; расстояние
между этими же изображениями, измеренное по горизонтали х,
характеризует ошибку пирамидальности. Измерив эти смещения.*
посеребренная отражающая
поверхность
Рис. 1423.
по сетке прибора в миллиметрах, зная фокус объектива автокол-
лиматора /, находят ошибки в минутах по формулам:
«-й =-97-; У = ~9Г-
Если между пол-
ной длиной, отражаю-
щей грани призмы I и
высотой призмы h су-
ществует соотношение:
h sin 2а
7^ 4
(где а — угол между
преломляющей и отра-
жающейсторонами),ав-
токоллимационная про-
верка без введения до-
полнительных зеркал
невозможна, и при кон-
троле приходится при-
бегать к приборам дру-
гой схемы.
В качестве при-
Рис. 1424.
мера можно привести
прибор для проверки призм Дове (рис. 1424). Он состоит из
коллиматора А с перекрестием в фокальной плоскости объектива
и зрительной трубы В, в фокальной плоскости которой находится
841
сетка. Между коллиматором и зрительной трубой помещен столик
с закрепленным на нем мостиком, на три точки которого ставится
своей отражающей стороной призма и прижимается к дополнитель-
ному боковому упору. Сначала устанавливают вращением регулиро-
вочных винтов трубу так, чтобы с перекрестием ее сетки совпало
•перекрестие коллиматора, а затем, поместив на мостик эталонную
призму, вращают винт у С и тем самым, наклоняя мостик с призмой,
совмещают снова изображение креста коллиматора с перекрестием
зрительной трубы. Неравенство углов между преломляющими и
отражающей сторонами, помещенной вслед за этим на мостик
испытуемой призмы, вызовет смещение изображения креста колли-
матора вверх или вниз. Отсчитав его величину у по сетке зри-
тельной трубы в миллиметрах, зная фокусное расстояние объектива
трубы / мм, находят разность углов призмы из формулы:
а по величине смещения вправо и влево по горизонтали х в мил-
лиметрах— ошибку пирамидальности:
103х
. * “ 15/ ’
Проверка призмы с одной матовой преломляющей стороной
в проходящем свете также может быть осуществлена при притирке
к ней плоскопараллельного стекла.
Слой иммерсии при тщательной притирке дает возможность
.легко подгонять углы с точностью до 10".
7. Приборы для проверки плоскопараллельности и малых
углов. В большинстве случаев эти приборы аналогичны приборам
для контроля углов призм и принципиально от них ничем не
отличаются. Для определения величины клиновидности при изме-
рении полированной детали на автоколлиматоре можно пользо-
ваться формулой: 104а
ф' =------,
9/ ’
где а — расстояние между центрами получаемых изображений
марки автоколлиматора в миллиметрах; /—фокус объектива
в миллиметрах; <pz— величина клина в минутах.
При браковке на плоскопараллельность разнообразных шкал
и сеток, которые ввиду жестких требований по чистоте обра-
ботки нежелательно помещать на мостик автоколлиматора, чтобы
не поцарапать их, часто применяют установку, подобную описанной
на стр. 841 (прибор для контроля приЗхМ Дове). Держа испытуемую
деталь между трубами, по абсолютной величине смещения изображе-
ния креста нитей коллиматора с центра сетки трубы а мм и фокусному
расстоянию объектива трубы / находят величину клина в минутах;
, 10ба
? ” 15/ ’
842
а) Интерференционный прибор для проверки . углов клиньев
схематически изображен на рис. 1425. При помощи призмы 1
маленькая диафрагма 2, помещенная в фокальной плоскости объ-
ектива 3, освещается монохроматическим светом ртутной дуги.
За объективом на супорте помещается измеряемый клин 4, кото-
рый можно поворачивать и наклонять вокруг вертикальной оси.
Параллельные пучки лучей, отраженные от поверхностей клина,
интерферируют близ его верхней поверхности, на которую на-
кладывается измерительная пилообразная линеечка 5 с точно
выдержанным расстоянием между зубцами. Зубцы линеечки и ин-
терференционные полосы рас-
сматриваются в плоскости сет-
ки 6; изображение их проекти-
руется на сетке с помощью
объектива 3, объектива 7 и
призмы 3. Поворотом клина и
измерительной линеечки дости-
гают перпендикулярности ин-
терференционных полос линии
выступов линеечки. Последняя
рассчитывается для определен-
ного угла клина ср. Очевидно,
что расстояние между полосами
(ширина полос) I мм клина:
10бХ
цср
где X — длина волны применен-
ного света в .миллиметрах; п —
коэфициент преломления стек-
ла; ср" — угол клина в секундах.
Расстояние между зубцами,
кратным /. Обычно применяют шаг L = 5/.
В общем, если L = NI, то,
Рис. 1425.
т. е. шаг линеечки, делается
установив в поле зрения измери-
тельную линеечку так, чтобы какая-либо вершина выступа в точ-
ности совпадала с центром одной из интерференционных полос,
в случае, когда угол клина не соответствует в точности расчет-
ному, замечают, что /V-я полоса не совпадает со следующей
вершиной. Тогда перемещают супорт в поле зрения вместе с кли-
ном до тех пор, пока не будет найдена первая после начальной
полоса, полностью совпадающая с выступом. Подсчитав число
зубцов линеечки между начальным и первым совпадением полос М
с вершиной ее зубцов, находят величину ошибки клина:
? MN
б) Интерферометр Чапского (рис. 1426) применяется для
контроля точных плоскопараллельных пластин методом интерфе-
843
ренции равного наклона. Прибор состоит -из замонтированного
в трубке А конденсора, направляющего лучи монохроматического
света (ртутная дуга, гелиевая трубка и т. п.) на призму, поме-
щенную в коробку В и поворачивающую их на 90° так, что они
падают на объектив, перемещающийся вместе со своим тубусом
в трубе С, и, выходя из него сходящимся пучком, попадают на
измеряемую пластинку, помещенную на столике супорта D. Отра-
зившиеся от поверхностей пластинки лучи интерферируют между
собой. При этом, так как интерферировать будут равнонаклонен-
ные (т. е. параллельные между собой) лучи, интерференционную
картину наблюдают в фокусе объектива. Наблюдение производят
Рис, 1426.
через окуляр, помещенный перед второй призмой, находящейся
также в коробке В и направляющей пучок лучей, отраженный от
пластинки и прошедший объектив, к глазу наблюдателя. Перед
окуляром Е поставлена сменная диафрагма. Интерференционные
картины, наблюдаемые в окуляр, имеют вид ряда концентрических
полуокружностей. Супорт обеспечивает перемещение столика
в двух взаимноперпендикулярных направлениях и вращение его
вокруг вертикальной оси. На всех направляющих супорта нане-
сены деления, по которым можно учесть величину перемещений.
Перемещая пластинку, в случае если она не является оптически
плоскопараллельной, замечают, как будут перемещаться кольца,
причем последние как бы будут собираться к центру или, наоборот,
выходить из центра. По величине перемещения каретки и по наи-
большему числу пробежавших (исчезнувших или появившихся)
844
колец при измерении пластинки в разных направлениях можно
найти величину ее клина в секундах по формуле:
„ 10WX
“ “ nl '
преломления стекла
Рис. 1427.
где Af— число колец, появившихся или исчезнувших при переме-
щении пластинки на / мм\ п — коэфициент
пластинки; К — длина волны примененного
света.
Практически почти всегда можно поль-
зоваться приближенной формулой:
4(W
= I •
8. Универсальные приборы для изме-
рения углов, а) Автоколлиматор (рис. 1427)
дает возможность проводить, наряду с из-
мерением углов призм, измерение плоскопа-
раллельности и углов клиньев, а также путем
сравнения с эталонными углами определять
величину измеряемых углов призм. Кон-
структивно он чрезвычайно уцобен для
проверки полированных призм (главным
образом их прямых углов). Труба автоколлиматора состоит из
двух частей: 1) горизонтальной—А, оканчивающейся объективом В,
могущим перемещаться (этим осуществляется фокусировка), и
2) наклоненной под углом 60° к основанию — С, оканчивающейся
света от марки, освещаемой фонариком D,
падают на объектив, направляемые на него
поворачивающей призмой, помещенной в ко-
робке Е. Испытуемая призма помещается
на столик прибора гипотенузой к объективу.
Поворотом столика и вращением его
регулировочных винтов приводят в поле зре-
ния прибора изображения марки автоколли-
матора. В общем случае (если призма изго-
товлена не идеально) их будет видно пять,
причем в поле зрения они будут располо-
жены, как это указано на рис. 1428. При-
малом повороте мостика с призмой изображе-
ния О3 и О3 будут двигаться, в то время
как О2 и останутся неподвижными. Изображение Ох будет
являться результатом отражения лучей, вышедших из объектива
коллиматора от гипотенузной грани призмы. Изображения О2 и
Ой (Наиболее интенсивные) образуются в результате отражения
лучей последовательно от обоих катетов призмы, и, наконец, изо-
бражения О3 и О3 (наименее яркие) возникнут в результате по-
845
вторного отражения лучей, отраженных катетами от гипотенузы,
и повторного отражения их катетами. Па расстоянию между не-
подвижными изображениями О2 и О2, измеренному по сетке при-
бора, х мм находят величину ошибки прямого угла М!, а ’по
вертикальной составляющей расстояния между С/ и О2—у мм —
ошибку пирамидальности тс' в минутах:
A,z 104х
18/ ’
, Ю4у
* “ 9/ ’
где /—фокусное расстояние объектива, в данных приборах рав-
ное приблизительно 600 мм. Сетка прибора всегда разделена
прямо в минутах (по 6'). Диаметр светлого кружка марки авто-
коллиматора— 1'.
Для определения знака ошибки угла разделяют пучок света,
освещающий марку, на два, окрашенные зеленым и красным филь-
трами, так, чтобы грань раздела находилась в одной плоскости
с ребром прямого угла призмы. Если изображения О2 марки бу-
дут совпадать по окраске с окраской фильтров (правое изобра-
жение того же цвета, что правый фильтр, а левое — того же
цвета, что левый фильтр), то ошибка угла отрицательна (угол
острый). В противном случае она положительна (угол тупой).
Вершина пирамидальности призмы будет расположена в напра-
влении изображения Ov В случае, изображенном на рис. 1428,
вершина пирамидальности ориентирована вниз. Если мы поставим
призму на мостик другой стороной, повернув ее на 180°, то кар-
тина, наблюдаемая в окуляре, также повернется на 180°: изобра-
жение Ох окажется сверху, а О3 и О3 будут расположены внизу.
б) Гониометр служит для абсолютного измерения угловых
размеров и характеризуется большой универсальностью. Суще-
ствует много моделей, отличающихся друг от друга даваемой
точностью, достигающей в отдельных случаях 0,1" (см. также гл. XIX).
§ 4. Приборы для проверки центрированности
1. Приборы для проверки центрировки матовых линз.
Прибор, изображенный на рис. 1429 (ГОМЗ), состоит из изме-
рительного мостика а, на три штифта которого укладывается
измеряемая линза. На линзу ставят тремя ножками накладку,
на верхней стороне которой закреплено зеркало с. Постоянство
взаимного положения линзы н накладки обеспечивается жестко
скрепленными с мостиком а упорами d.
Разность толщин по краям линзы, помещенной между штиф-
тами мостика и накладки, вызовет наклон последней, а следова-
тельно и смещение изображения марки в автоколлиматоре
полученного в результате отражения лучей, выходящих из объек-
846
тива от скрепленного с накладкой зеркала с. Наибольшая раз-
ность толщин линзы, измеренная вдоль окружности, по которой
размещены опорные штифты мостика и накладки („косина" линзы),,
может быть найдена из соотношения:
где г — величина смещения изображения (измеренная по сетке
прибора в миллиметрах) от нормального положения, установлен-
ного по эталонной линзе; d — диаметр окружностей, по которым
размещены опорные штифты, в миллиметрах; /0 — фокусное рас-''
стояние объектива автоколлиматора в миллиметрах.
Децентрировка линзы с мм (расстояние между оптической
и геометрической ее осями) может быть приближенно выражена;
в зависимости от фокусного рас-
стояния линзы /л мм:
rfa
с = .
2/о
Необходимо, чтобы величина
децентрировки линзы не превышала
половины припуска на диаметр. При
проверке матовых линз обычно пре-
дельно допускаемой считают децен-
трировку, равную х/8 —*/4 при-
пуска.
К числу недостатков описан-
ного прибора необходимо отнести
то, что на отсчет влияют качество
6
Рис. 1429.
матовых сферических по-
верхностей линзы и дефекты обработки ее цилиндрической
кромки. Поэтому гарантировать точность измерения „косины"
больше чем до 0,1 мм трудно. Отрицательной стороной является,
и быстрый износ опорных штифтов, которые при установке при-
бора необходимо каждый раз пришлифовывать, проверяя посто-
янство показаний прибора по эталонной хорошо центрирован-
ной линзе.
Для проверки центрированности матовых линз пользуются;
также приборами, построенными по методу двойного микроскопа
Линника (см. выше). Применение такой конструкции позволяет
пользоваться одним универсальным мостиком. По шкалам приборов
отсчитывается непосредственно разность толщин по краям линзы.
Один из подобных приборов (ГОМЗ) изображен на рис. 1430.
2. Приборы для проверки центрированности полирован-
ных линз. Для этой цели иногда пользуются приборами, подоб-
ными изображенному на рис. 1431. Прибор состоит из автокол-
лимационной трубки А и раздвижного мостика В, сконструирован-
ного по типу американского трехкулачкового патрона. В этот
847
.мостик помещается проверяемая линза. За мостиком расположена
трубка С с оптической системой, состоящей из набора сменных
компенсационных линз, помещенных в револьверной головке D,
перемещающейся линзы Е и регулируемого винтами плоского зер-
кала F. Компенсационная и подвижная линзы устанавливаются
так, чтобы на зеркало падал параллельный пучок лучей; тогда
лосле отражения от зеркала лучи, пройдя всю оптическую систему,
образуют в поле зрения автоколлиматора изображение его марки
Вращая измеряемую линзу, наблюдают за движениями изобра-
жения, отсчитывая его величину по сетке прибора,; разделенной
ней производится непосредственно в долях
так, что отсчет по
фокуса проверяемой линзы. Наименьшее деление соответствует
7зооо Фокусного рас-
стояния проверяемой
линзы.
Аналогичные при-
боры применяются и
для проверки центри-
рованности в процессе
склейки. Децентриров-
ка линзы с мм может
быть найдена по диа-
метру кружка, описы-
ваемого изображением
марки, по формуле:
Рис. 1432.
с=
if.
где у0 — фокусное расстояние объектива автоколлимационной
трубки в миллиметрах, а /л— фокусное расстояние измеряемой
линзы в миллиметрах.
'848
Для проверки положения оптического центра или опти-
ческой оси у очковых линз пользуются приборами, подобными
изображенному на рис. 1432. Очковая линза помещается в по-
Рис. 1433.
движную оправку А, после чего через окошечко В сквозь линзу
смотрят на помещенное в стойке С перекрестие. В случае, если
линза центрирована относительно окошечка и
перекрестия, видимая сквозь нее часть пере-
крестия будет совпадать с видимой, помимо
линзы, частью его (рис. 1433: а — линза не
центрирована, b — линза центрирована). Если
этого не наблюдается, перемещают линзу
с оправкой до тех пор, пока линии креста, ви-
димые сквозь линзу и непосредственно, не со-
впадут друг с другом. Далее, нажимая рычаг D,
приводят в действие отметочное приспособле-
ние, штифты которого сначала погружаются
в сосуд с краской Е, а затем при дальней-
шем нажиме рычага D оставляют три точеч-
ные отпечатка на поверхности линзы, цен-
тральный из которых соответствует положению
оптического центра. Подобным же способом
проверяют положение оси у цилиндрических
линз. В этом случае три отпечатка, оставляе-
мые штифтами на поверхности линзы, указы-
вают направление оси цилиндра.
3. Приборы для проверки правильности
взаимной центрировки линз при склейке.
Кроме приборов, построенных по автоколли-
мапионной схеме (см. выше), для проверки цен-
трированности применяют приборы с колли-
маторами. Наиболее часто такие приборы
(рис. 1434) состоят из коллиматора А, сетка
Рис. 1434.
которого освещается с помощью зеркала В. Склеиваемые линзы
помещаются в специально приготовленные по их диаметрам
54 Зак. 3905. — Опр. вн. оптико-мехакива, ч. II,
849
оправки С, устанавливаемые на столик Е. По рейке Ппереме-
щается отсчетный микроскоп, наводимый на изображение сетки
коллиматора, даваемое склеиваемыми линзами.
Если линзы не центрированы друг относительно друга, то
при вращении их в кольце С видно, что изображение креста
также вращается относительно сетки отсчетного микроскопа.
Величина этого смещения, измеренная по сетке, и будет характе-
ризовать децентрировку линз. Путем перемещения их друг отно-
сительно друга приводят склеивае-
мые линзы в такое положение, при
котором поворот их в кольце не
дает смещения изображения креста
коллиматора.
Величина децентрировки с (в мм)
может быть найдена по диаметру d
кружка, описанного изображением
креста коллиматора, отсчитанному
по сетке микроскопа в миллиметрах-
d
C~2V*
Рис. 1435.
где V—линейное увеличение объ-
ектива микроскопа.
При невысоких требованиях
к качеству центрировки отсчет ный ми-
кроскоп заменяют простым окуляром.
Приборы, построенные по дру-
гой схеме (завод Геофизика), отли-
чаются более компактным оформле-
нием (рис. 1435). Линзы помещаются
также в сменных кольцах А. Пере-
мещением их вместе с супортом В по
кремальере совмещают место фокуса
линз с крестом, нитей С, освещае-
мым зеркалом D. В случае необ-
ходимости (при измерении длинно-
фокусных и отрицательных линз)
может быть также включена дополнительная линза, монтируемая
в супорте под кольцом с измеряемой линзой. Отсчетная часть пред-
ставляет собой телескопическую систему: Е—ее окуляр с сеткой
и призмой, F—объек+ив, могущий перемещаться. По
круга, описанного центром креста нитей по сетке, при
линзы в кольце, находят величину децентрировки:
С 2/0 ’
где / —фокусное расстояние измеряемой линзы4* в
трах, f—фокусное расстояние объектива F в миллиметрах.
850
диаметру
вращении
миллиме-
Существует несколько типов подобных приборов, 'но лучших
результатов в смысле точности и универсальности следует ожи-
дать от не вошедших еще в практику наших заводов приборов,
построенных на принципе отражения от поверхностей линз, так
как на описанных выше приборах измерение более чем двухлин-
зовых систем не надежно (возможна компенсация боя изображе-
ния при взаимном перекосе линз,
приводящем к порче изображения).
На рис. 1436 и 1437 приве-
дены схемы прибора для провер-
ки линз при склейке: одна — для
длиннофокусных линз (рис. 1436),
другая — для короткофокусных
линз (рис. 1437). Схема оптики для
Рис. 1436.
длиннофокусных линз (рис. 1436) состоит из зеркала, сетки и объек-
тива коллиматора, призмы, отклоняющей лучи на 90°, сетки окуляра
и окуляра. Лучи от источника света, падая на зеркало, отражаются
и освещают сетку коллиматора, находящуюся в фокальной пло-
скости объектива; следовательно после объектива они выходят
параллельным пучком. На пути параллельного пучка помещены
проверяемые (уже склеенные) линзы. Проходя через эти линзы,
лучи собираются в их фокальной плоскости, где помещена сетка
окуляра. Так как эта сетка находится в фокальной плоскости,
то при наблюдении через окуляр видны две сетки: одна — дей-
ствительная (находящаяся в фокусе окуляра), другая — изображе-
ние'сетки объектива.
54*
851
Схема оптики для короткофокусных линз состоит целиком
из первой схемы с добавлением оптической системы, назначение
которой — удлинить расстояние от проверяемых линз до фокальной
плоскости окуляра.
Точность прибора зависит от конструкции окулярной части.
При данной конструкции она может быть порядка 0,1 мм.
Рис. 1438.
§ 5. Приборы для проверки оптических данных деталей
1. Приборы для измерения фокусных расстояний в цехо-
вых условиях. Эти приборы обычно основаны на методе сравне-
ния величины фокусных отрезков изготовленных линз с фокусными
отрезками эталонных линз. В кон-
структивном отношении они от-
личаются большим разнообразием
оформления. На рис. 1438 изоб-
ражен один из таких приборов,
предназначенный для этой цели
и отличающийся большой ком-
пактностью. Он состоит из колли-
матора А, щель которого осве-
щается фонарем D. За объективом
коллиматора помещена диафраг-
ма с двумя отверстиями, находя-
щимися в той же плоскости, что
и щель коллиматора, вырезаю-
щая из пучка параллельных лу-
чей, даваемых коллиматором, два
узкие пучка, которые собираются
измеряемой линзой Е, помещае-
мой на специальном столике В
(или Вг — в зависимости от диа-
метра линзы). Место фокуса опре-
деляется непосредственным пере-
сечением двух лучей на экране
матовой пластинки С, закрепляе-
мой на штативе под небольшим
углом (2—3°) к оси коллиматора.
На пластинке прочерчены три параллельные линии: средняя — на
месте пересечения лучей при установке эталонной линзы, верхняя
и нижняя — допускные, при браковке линз; за них н^ должно
выходить место пересечения лучей.
Для непосредственного измерения фокусного расстояния как
положительных, так и отрицательных линз часто пользуются фоко-
коллиматорами, подобными изображенному на рис. 1439. Эта уста-
новка состоит из широкоугольного коллиматора А, в фокусе ко-
торого помещена шкала, освещаемая лампой С, столика В, на
котором помещаются испытуемые линзы, и микроскопа D, снаб-
852
женного окулярным микрометром. Параллельный пучок, выходящий
из объектива коллиматора, падает HS установленную на столике В
линзу. По рельсу Е перемещается на рейторе микроскоп D, пока
в плоскости изображений его не получится изображения шкалы
коллиматора. Тогда по расстоянию между штрихами изображения
шкалы коллиматора, измеренному окулярным микрометром, можно
найти фокусное расстояние линзы /л по формуле:
/л — у
где /—фокусное расстояние объектива коллиматора; 7 — увели-
чение объектива микроскопа (равное отношению оптической длины
тубуса к заднему фокусному расстоянию объектива); V — общее
видимое линейное увеличение (равное отношению величины рас-
стояния между штрихами изображения шкалы коллиматора, изме-
ренному окулярным ми-
крометром, к истинной
величине этого рас-
стояния).
При контроле по-
ложительных систем
вместо микроскопа мо-
жно применять просто
окуляр со шкалой или
микрометром, создавая
из него и испытуемой
линзы телескопиче-
скую систему; в этом
случае: Рис 1439
/ =/ V
J Л j к
(обозначения величин — те же, что и в предыдущей формуле).
При контроле больших фокусных расстояний (от нескольких
десятков метров до бесконечности) пользуются установкой из
длиннофокусного коллиматора и зрительной трубы, перемещение
окуляра которой можно отсчитывать. Трубы устанавливают так,
чтобы оптические оси их совпадали. Затем, помещая между ними
испытуемую линзу, перемещают окуляр зрительной трубы до тех
пор, пока изображение креста нитей коллиматора не будет вновь
совмещено с плоскостью сетки зрительной трубы, о чем можно
судить по параллаксу. Отсчитав по шкале величину перемещения
окуляра в миллиметрах от положения, соответствовавшего уста-
новке на бесконечность Z, находят фокус испытуемой детали Д
в метрах по приближенной формуле:
/2
4 __ /к
” 1000 Z ’
где А— фокусное расстояние объектива коллиматора в миллиметрах.
853
Знак фокуса находится по направлению смещенияГЛри пере-
мещении окуляра в направлении к объективу фокусное расстояние
детали положительно, в обратном случае—отрицательно. Фокус-
ные расстояния зрительной трубы и коллиматора обычно 'берут
в этом случае не меньшими 1 м. Более точный результат изме-
рения может быть достигнут при том же габарите с применением
автоколлимационных установок и при наводке с помощью ножа.
2. Приборы для проверки разрешающей силы и качества
изображения готовых деталей. Эти приборы можно разбить на
две группы: 1) предназначенные для контроля деталей, работаю-
щих в приборах в пучке
ли, призмы, помещаемые
параллельных лучей (плоские отражате-
перед объективами специальных наблю-
дательных приборов, и т. п.), и 2) пред-
назначенные для прочих деталей (глав-
ным образом линз).
Для контроля деталей первой груп-
пы пользуются установками, подобными
описанной выше установке для изме-
рения больших фокусов. С этой целью
помещают в фокальной плоскости кол-
лиматора миру (диапозитив с помещен- .
ными на совершенно непрозрачном
фоне прозрачными полосами различной -
ширины, расположенными на расстоя-
ниях, равных их ширине, группами, раз-
нящимися шириной полос и их напра-
влениями). Наиболее употребительная мира такого типа изобра-
жена на рис. 1440.
При проверке деталей необходимо,
между штрихами миры:
/0“ 12,5'ТГ t5 f25”
„НВ ИИ вв вн„,-
«И ШИ
45*
◄
Si Si ifi Si4^
J№ \\\ш II»
W ^2,5"^ 45" 47,5“ ‘
Рис. 1440.
• 20
чтобы угловое расстояние
а 2 • 10ба
со =--------
(где <р" — угловая величина штриха в
- между штрихами, равное их ширине;
объектива коллиматора) было не менее теоретической разрешаю-
щей силы проверяемой детали, находимой по формуле:
140
/ ’
где I—размер детали в данном направлении.
Кроме того нужно, чтобы свободное отверстие объективов
труб перекрывало собой измеряемую деталь и чтобы увеличение
зрительной трубы было не менее половины числа миллиметров
в наибольшем размере светового отверстия детали. При рассма-
тривании через такую систему изображения миры легко заметить,
что некоторые группы полос не разрешаются в отдельные полосы
и представляются в виде сплошных мутных сероватых участков.
854
секундах; а — расстояние
/—фокусное расстояние
?1
Таким образом устанавливается наименьшее угловое расстояние
между разрешаемыми полосами, т. е. разрешающая сила, и кроме
того производится балльная оценка качества изображения, давае-
мого испытуемой деталью, так как при рассмотрении изображения
миры с контрастными, сильно освещенными полосами все недо-
статки его резко выступают и легко замечаются. Различие в рез-
кости разно направленных полос дает возможность судить об
астигматизме, который можно приблизительно охарактеризовать,
измерив фокусные расстояния для разно ориентированных штрихов
с помощью перемещения окуляра.
Метод окулярного испытания сводится к тому, что сквозь
испытуемую систему при помощи окуляра просматривается изоб-
ражение светящейся точки. Если предфокальное и зафокальное
изображения точки представляют собой равномерно засвеченные
кружки, то система при данном положении светящейся точки и
ее изображения не имеет заметной аберрации (рис. 1441, Z). На рис
О « ®о^}
• О®
заФОкальн.
предфокальн.
2 3 4 5 6
Рис. 1441.
1441: 2 и 3 — предфокальная и зафокальная картины перекор-
ригированной и недокорригированной систем; 4— картины, ха-
рактерные для систем с зональными неправильностями; 5 — астиг-
матизм; 6 — сочетание астигматизма с грубыми зональными и
местными неправильностями (такая же картина может быть вы-
звана оптической неоднородностью стекла при хорошей обработке
поверхностей).
При применении достаточно малых точек1 и очень сильных
окуляров (/— 5 мм) или микроскопов для рассматривания изоб-
ражений точки, предфокальные и зафокальные картины предста-
вляются в виде дифракционных кружков. На рис. 1442: 1 — кар-
тина, получаемая при плохо центрированной системе; 2 — картина,
характерная для системы, в оптике которой стекло оптически не-
однородно (обычно при этом в стекле налицо значительные натя-
жения); 3 — картины недокорригированной и перекорригированной
систем; 4 — зональная сферическая аберрация. В случае астигма-
тизма кружки приобретают форму эллипса.
Окулярный метод, являясь качественным, достаточно прост
я нагляден. Однако он не дает возможности исследовать систему
1 Таких, .изображения которых получаются меньше радиуса первого
дифракционного кружка, даваемого системой.
855
по зонам и охарактеризовать отступления с достаточной точно-
стью количественно.
Для количественного исследования оптических систем, при
необходимости производить его в цеховой обстановке, могут быть
применены методы, описанные ниже, в разделе 3 этого парагра-
фа, например: теневой метод, метод дифракционных решеток и др.
В приведенных ниже схемах в этом случае, вместо испытуемой
поверхности, помещают испытуемую систему, за которой ставят
плоское зеркало. Этими методами пользуются часто при проверке
астрономической оптики.
Оптические системы большинства приборов рассчитаны таким
образом, что ошибки одних деталей компенсируются противопо-
ложными ошибками других. Поэтому индивидуальный контроль ка-
предфокалън. зафокальныи
чества отдельных линз вне всей оптической системы прибора
в условиях массового производства почти не практикуется, так как
его методика (непосредственное измерение ошибок) ввиду своей
сложности непригодна в производственной обстановке. Проверку
качества отдельных деталей производят обычно, помещая их на
их место в собранной специально для этого схеме прибора или
его отдельно откорригированного узла. Таким образом осуще-
ствляют оценку качества изображения и разрешающей силы целых те-
лескопических систем, фотообъективов и т. д., составленных, за
исключением испытуемого элемента, из эталонных деталей.
Разрешающая сила и в этом случае проверяется визуально,
причем в целом приборе, составленном из Nотдельных оптических
единиц, допускают обычно при проверке каждой из них разре-
шающую силу Ф/', находимую в зависимости от допустимой раз-
решающей силы прибора Ф", обусловленной техническими услови-
ями на него, и теоретической разрешающей силы его (определяемой
, // 140 \
по формуле: Фп —--------------------—--------------- :
и диаметр зрачка входа прибора в мм )
ф*_ф* ,
Ф1 0 N
856
Для проверки нормальный узел с испытуемой деталью поме-
щают перед объективом коллиматора, в фокальной плоскости
которого находится светящаяся точка или мира. Наблюдение ве-
дут при помощи вспомогательной зрительной трубы, помещенной
перед окуляром испытуемой, с тем чтобы суммарное* увеличение
было не менее числа миллиметров в полудиаметре зрачка входа
прибора, а свободное отверстие объектива коллиматора — больше'
диаметра зрачка входа. В подобного рода установках, собираемых
на универсальной оптической скамье или самостоятельно изготовляе-
мых для каждого объекта производства, 'можно легко оценить
с качественной стороны наличие астигматизма, хроматизма положе-
ния и увеличения, а также сферической аберрации и кривизны*
поля. При этом обычно пользуются методом сравнения с эталон-
ными предельно-допустимыми по отступлениям в „качестве изобра-
жения" образцами.1
3. Приборы для специальных испытаний некоторых видов
изделий, а) Приборы для измерения радиусов кривизны пробных
стекол и индивидуально изготовляемых деталей. Эти измерения
обычно производятся на сферометре (см. гл. XXV).
В табл. 349 приведены ошибки в измерении радиусов R в за-
висимости от радиусов измерительных колец г.
Таблица 349
Ошибки в измерении радиусов R в зависимости от радиусов
измерительных колец г
г 5 25 50 75 100
5 0,06 .
50 1,30 0,06 — — —
100 2,50 0,12 0,03 0,01 0,01
500 12,10 0,50 0,13 0,06 0,04
1000 24,10 1,01 0,25 0,11 0,07
Обычно сечение кромки колец сферометра имеет трапецеи-
дальную форму (при угле заострения кромки около 50—55°).
Поэтому минимальные радиусы, которые можно измерять, для
обычного набора колец соответствуют приведенным в табл. 350.
Сильную порчу изображения — вплоть до появления двойников*—
может вызвать наличие натяжений в испытуемой детали. Это легко уста-
новить, поместив деталь между скрещенными николями (в случае линзы
николи помещают от нее, на расстояниях равных ее двойному фокусному
расстоянию). В этом случае в цеховой практике такжё обычно не про-
изводят абсолютного измерения натяжений, ограничиваясь сравнением
интенсивности наблюдаемой картины с соответствующей картиной эта-
лонного образца.
857'
Таблица 350
Минимальные радиусы, доступные измерению обычным набором
колец
№ кольца 1 2 3 4 5 6 . 7 8
Радиус кольца . . . 4 7 12 17 24 32 40 6Э
Наименьший радиус измеряемой по- верхности .... 5 9 14 18 28 42 61 128
Для проверки радиусов кривизны астрономических деталей
в процессе шлифовки пользуются специальными сферометрами,
-отличающимися тем, что опорное кольцо ставится на исследу-
емую поверхность, а отсчетный механизм монтируется поверх
кольца.
б) Проверка поверхностей деталей астрономической оптики.
Такие поверхности отличаются от обычных большим размером
и высокой точностью. Их проверка производится разнообразными
методами, которые в общем можно разделить на интерференцион-
ные и теневые.
Интерференционные методы. Для поверхностей размером
до 200 мм применяют обычно метод пробных стекол; для поверх-
ностей большего размера этот метод почти не применяется.
Испытание зеркал по методу Майкельсона — см. гл. XXIII.
Теневые методы, преимущественно применяемые в настоящее
®ремя в практике цеховых испытаний, представляют собой раз-
личные видоизменения ме-
'тода, предложенного Лео-
ном Фуко в 1858 г.
На рис. 1443 дана
схема испытания вогнутой
сферической поверхности
А. Последняя освещается
через точечную или, что
предпочтительнее, щелевую диафрагму В, помещенную близ
центра кривизны поверхности. Изображение щели получается в С,
где оно попадает на край лезвия ножа, преграждающего дальней-
шее распространение света глазу, помещенному за С. В случае,
*если поверхность безупречна, все ее части будут казаться тем-
ными. Малейшее отклонение поверхности от сферичности даст
блики на отступающих местах. Чувствительность этого метода
является функцией яркости и ширины щели*и может быть дове-
дена до 0,01 к.
.858
В случае испытания эллиптической поверхности светящаяся
щель и нож помещаются в фокусе эллипсоида. При испытании
параболических поверхностей пользуются автоколлимационной
схемой испытания (Ричи), изображенной на рис. 1444. Здесь:
д.—испытуемое параболическое зеркало; В — большое вспомога-
тельное, заведомо хорошее плоское зеркало; С — малое диагональ-
ное, также заведомо хорошее плоское зеркало; S — место фбкуса
параболоида, вынесенное в сторону с помощью зеркала С. Близ
точки помещают светящу-
юся щель и нож, церекры-
вающий ее изображение.
Диагональное зеркало С
может отсутствовать, если
в центре плоского зер-
кала имеется отверстие.
В таком случае ножи све-
тящуюся диафрагму мож-
но помещать близ точ-
Рис. 1444.
ки У.
При испытании пло-
скостей пользуются схе-
мой Коммона, изображенной на рис. 1445. Исследуемая плоскость А
наклонена под углом, обычно около 45°, к заведомо хорошему вспо-
могательному .сферическому зеркалу В, в плоскости центра кри-
визны которого расположены светящаяся точка 5 и нож S'.
Методика испытания выпуклых поверхностей разработана
хуже. При их проверке пользуются разнообразными компенсаци-
Рис. 1445.
онными схемами исследования,
одна из которых изображена на
Рис. 1446.
рис. 1446. Здесь: В — вогнутое сферическое зеркало, А — испы-
туемая сфера (эллипсоид, параболоид или гиперболоид); и S'—
соответственно места светящейся точки и ее перекрываемого
ножом изображения. Значения параметров схемы подбираются
такими, чтобы изображение получалось безаберрационным, хотя бы
в первом приближении.
При количественном исследовании теневым методом поверх-
ность разбивается на ряд равно отстоящих от ее середины зон;
859
это достигается путем ограничения специальными диафрагмами .
или, что лучше, непосредственной разметкой поверхности хотя бы
восковым карандашом. Величину продольных аберраций находят,
производя установку ножа последовательно на фокусы той или
иной зоны. О наводке на фокус судят по равномерности потем- ;
нения теневой картины как справа, так и слева от ее середины.
Приращение фокуса отсчитывают прямо по барабану микромет-
ренного винта.
Прибор помещается на стойке, на которую ставят исследуемые
детали. Стойка может наклоняться относительно своей вертикаль-
ной оси и вращаться вокруг нее. Эти движения осуществляются
Четырьмя регулировочными винтами. Чувствительность метода
повышается при переходе от визуального наблюдения к съемке
фонограмм, осуществляемой
обычным фотоаппаратом.
Практика применения те-
невых методов детально раз-
работана Д. Д. Максутовым ?
Им же дан ряд новых ориги-
нальных приемов.
Для контроля поверхно-
стей в заграничной практике
в последние годы начинают
пользоваться методом ди-
фракционных решеток, разра-
ботанным Ронки (см. гл. XXIII). На рис. 1447 приведена
одна из схем подобного испытания. Точечный монохрома-
тический источник света помещается близ центра кривизны зер-
кала. Лучи, образующие изображение после отражения от зеркала, '
проходят сквозь дифракционную решетку 7?, помещенную перед '
центром кривизны зеркала. Если величина угла1 2 между двумя
последовательными дифракционными спектрами, даваемыми решеткой
(в случае монохроматического света имеющими вид точек),
мала по сравнению с угловой полуапертурой зеркала а, то прак-
тически глазу, помещенному в Р, будут видны ахроматические
полосы, представляющие собой геометрически тень решетки отно-
сительно точечного источника света. Полосы не будут локализо-
ваны в пространстве, и глазу, помещенному в Р, они будут пред-
ставляться как бы находящимися на исследуемой поверхности.
Искривление полос тем больше, чем больше частота решетки т и чем
меньше абсолютная величина расстояния от решетки дО центра Р.
1 См. его работы: Оптические анаберрапионные отражающие системы.
Труды ГОИ, т. 86, 1932; Теневые методы испытания оптических систем,
1934; Оптические плоскости, их исследование и изготовление, ВООМП,
1934.
2 Этот угол р равняется ₽ = Хот. Должно быть соблюдено условие:
2а .
от , где X— длина волны, а от — частота решетки.
К
Величина аберрации может быть вычислена по двум интер-
ференционным картинам, полученным при двух положениях решетки,
сметаемой в продольном направлении на величину 8.
Оптическая, скамья, по ко-
торой движется решетка, должна Н-т-гН
быть градуирована с точностью, | /
необходимой для измерения 8. — I Д Т \1
Оправа решетки должна пере- I ./71----*
мешаться вдоль оси и нормально I
к последней для тщательной цен- I у/—--—'—щРТ
трировкй ее относительно пучка * V Я-тт*
лучей. Применяя не одну, а две . Д/Г
решетки или заставляя свет про- /1
ходить через одну решетку два- /Л
жды, получают не одну, а три I I
системы полос, взаимно нала- I 1
гающихся друг на друга и обра- и
зующих так называемые комбина- /
ционные полосы, позволяющие
повысить точность измерения. Рис. 1447а.
На рис. 1447а показана схема
такой автоколлимационной установки. Здесь V—испытуемое зер-
кало, S — диафрагма,/? — решетка, ТТ — посеребренная пластинка
с отверстием в Центре. Середина решетки, находящаяся на расстоя-
нии т] от центра зеркала, комбинирует собственным изображением,
давая комбинационные полосы с угловой частотой v = mt\ относи-
тельно точки S". Измерение аберрации производится быстро. Поль-
зуясь-приведенной формулой, мы сразу получаем положение фокуса
различных зон относительно плоскости решетки т], достаточно
произвести измерение угловой частоты v для каждой зоны.
Пользуясь автоколлимационной установкой, возможно при-
менить разнообразные — как прямолинейные, так и круговые, как
центрированные, так и неценфированные— решетки.
в)Приборы для проверки зеркальных отражателей. Испытание
прожекторных отражателей осуществляется по-разному у разных
(*фирм. У Шуккерта для испытания прожекторного отражателя на
расстоянии около 2/ от него устанавливают диафрагму с рядом
расположенных по спиралям отверстий. На значительном расстоя-
нии от отражателя на его оси располагают сильный источник
света. В фокальной плоскости отражателя помещают матовое стекло.
Измерение отступлений в фокусе той или иной зоны производят,
оставляя в диафрагме открытой лишь группу отверстий, равно
отстоящих от оси отражателя. Об отступлении в фокусе судят
по величине перемещения матового стекла, необходимого для
получения наилучшего изображения.
У Герца и Сальмораджи (Италия) при контроле отражателей
применяют два коллиматора; для контроля разных зон отражателя
расстояние между коллиматорами может быть изменено. Вся зона
861
'контролируется поворотом отражателя вокруг его оси. Отступления
в фокусе также находятся по перемещению матового стекла.
У Цейсса для контроля отражателя в его фокальной пло-
скости устанавливаются три точечные источника света: один — на
оси отражателя, а два — на расстоянии, соответ-
___г ствующем величине кратера применяемой дуги.
Вблизи фокальной плоскости помещают фо-
\! токамеру (с объективом /=250 мм, 1:10). При
/ в передвижении камеры на ее матовом стекле полу-
/ чают изображения точек в масштабе, соответ-
1 ствующем отношению фокусного расстояния объек-
Рис. 1448. тива к фокусному расстоянию отражателя. При
установке этих точек на резкость в камеру вклю-
чают фотопластинку. При перемещении камеры от
оси до края отражателя, вдоль его диаметра, вследствие непосто-
янства меридионального угла рассеяния на пластинке будет запе-
чатлено изображение, подобное приведенному на рис. 1448 а.
Деления на пластинке, пропорциональные фокусному расстоянию
применяемого объектива, дают возможность непосредственно отсчи-
тывать истинные углы рассеяния различных зон. Более показа-
тельные фонограммы получают, перемещая одновременно с камерой
и пластинку в направлении, перпендикулярном движению камеры
(рис. 1448 Ь}. Асимметрия отражателя выявляется, если при
съемке фонограммы его приводят в быстрое вращение, Для боль-
ших первоклассных отражателей Цейсс допускает отклонение
основного отражения от оси зеркала до 121/г', для побочных
отражений — до 25'.
Вид установки Цейсса показан на рис. 1449. Для качествен-
ного контроля отражателей применяют метод Чиколева, пригодный
как для вогнутых, так и для плоских и выпуклых отражателей.
Перед отражателем перпендикулярно его оси, на расстоянии 2—3 м
от него, устанавливается экран, на котором нанесена квадратная
сетка. В середине экрана на оси отражателя прорезается отверстие»
в которое вставляется широкоугольный фотообъектив. Камеру
устанавливают так, чтобы на ее матовом стекле получилось изоб-
ражение всего зеркала вместе с отраженными в нем линиями
сетки. Участки зеркала, в которых прямые линии кажутся иска-
женными, обладают дефектами обработки. Для того чтобы
получить сравнимые результаты, экран всегда следует уста-
навливать на расстоянии, пропорциональном , фокусному рас-
стоянию отражателя (см. гл. ХШ).
г) Приборы для проверки очковых стекол. При проверке
поверхностей очковых стекол пользуются сферометрами с реечно-
рычажными механизмами. Схематически один из таких сферометров
представлен на рис. 1450. Измеряемое стекло опирается на крайние
неподвижные штифты 2 и средний подвижный 3. Средний подвиж-
ный штифт, принимаемый к поверхности стекла пружинкой,
опускается более или менее в соответствии с большей или меньшей.
862
кривизной измеряемого стекла. Этот штифт через реечно-рычажный
механизм передает свои движения на стрелку указателя, по положению
которой на шкале отсчи-
тывается значение радиуса.
На практике обычно
сферометрами пользуются
для измерения оптической
силы, градуируя циферблат
в диоптриях от 20 до — 20
через х/4. На циферблате
при этом указывается вели-
чина коэфициента прелом-
ления, из расчета на который
проградуирована шкала.
Для контроля правиль-
ности изготовления очко-
вых линз не всегда удобно
пользоваться описанными
выше сферометрами: в слу-
чае когда толщина стекол
значительна, особенно если
они имеют форму менисков,
разница между их фокус-
ным и вершинным расстоя-
ниями может достигать
2 дптр. Употребление сферо-
метров в этом случае тре-
бует специальных расчетов,
что неудобно.
Универсальным прибо-
Рис. 1449.
ром для контроля очковых стекол является диоптриметр. На
рис. 1451 изображен диоптриметр, выпускаемый фирмой Цейсс.
Ре с. 1450.
Он состоит из зрительной трубы Г
с отметочным приспособлением и
сосудом с краской 2, монтированных
на одной стороне плеча 3, на другой
стороне которого помещена оправа
коллиматора. Внутри ее, в направ-
лении оптической оси, перемещается
посредством трибки 4 вытяжная
трубка 5, вместе с маркой колли-
матора и одной из его подвижных
линз. На левой стороне трубки на-
несена пропорциональная шкала, раз-
деленная через ili дптр. Ее наблюдают
посредством зеркала 6 и лупы 7.
Освещение марки вытяжной трубы
осуществляется с помощью зеркала 8.
863.
Для закрепления проверяемых линз служит раздвижная оправ-
зка 9, помещенная на супорте, могущем * вращаться вокруг опти-
ческой оси прибора и перемещаться в трех взаимно перпендику-
Рис. 1451.
.лярных направлениях. Зажав линзу в оправку, вращением рукоятки
выдвигают выдвижную трубу до тех пор, пока в поле зрения
.зрительной трубы не будет видна марка коллиматора. Перемеще-
нием супорта устанавливают оправку с зажатой линзой так, чтобы ?
центр марки коллиматора совпал с центром сетки зрительной
трубы, после чего делают окончательный отсчет по шкале и
приводят в действие отметочное приспособление. На приборе
также возможны измерения цилиндрических, торических и призма-
тических линз.
А. Я. Бардин, В. А. Смирнов и
Б. Б. Хоменко
Глава LIV '
СТАНКИ ДЛЯ ОБРАБОТКИ ОПТИЧЕСКОГО СТЕКЛА
Станки для обработки оптического стекла можно разделить
на восемь основных групп, каждая из которых различается по
конструкции и мощности (последнюю выражают условным эквива-
лентом— максимальным диаметром обрабатываемой поверхности):
1) станки для разрезки стекла (распиловочные); 2) фрезерные
станки; 3) обдирочные станки; 4) шлифовальные станки; 5) поли-
ровальные станки; 6) центрировочные станки; 7) сверлильные
станки; 8) специальные станки.
§ 1. Станки для разрезки стекла (распиловочные)
По принципу подачи разрезаемого материала на диск пилы
станки для распиловки стекла^делят на: 1) станки с эластичной
подачей; 2) станки с жесткойАтодачей.
1. Станок с эластичной подачей. На рис. 1452 изображен
станок Р101 фирмы Ahlberndt. Диск 1 алмазной пилы зажат между
двумя шайбами, надетыми на шпиндель 2, получающий вращение
от мотора. Поворачивающаяся на центрах рама 3, снабженная
параллельными тисками 4, может перемещаться (при помощи руч-
ного маховика) одновременно с ползуном 5. Равномерное раздви-
жение тисков осуществляется винтом 6. Вращением упорного
винта 7, упирающегося в раму 3, стекло подается на диск пилы;
при этом рама все время притягиваете^ к винту 7 грузом 8 весом
в 10—15 кг.
Наибольший раствор губок пилы —150 мм. Наибольший
угол поворота рамы с тисками — 135°. Наибольшее горизонтальное
перемещение су порта — 120 мм. Габарит станка—1160X560 мм‘,
высота — 650 мм. 1
1 Эти и последующие данные о станках следует рассматривать как
некоторые средние значения. Отклонения от них (изменение чисел обо-
ротов, габарита и пр.) обусловлены, характером работы, производимой на
том ийи ином станке.
55 Зак. 3SW5. •— Опр. *а. оптлмо-жехаккя», ч. II. ggg
2. Станок с жесткой подачей. Внешний вид станка изобра-
жен на рис. 1453. Здесь: 1 — диск пилы; 2 — резервуар со сма-
чивающей жидкостью; 3— поворотный супорт для зажатия стекла;
4 — рукоятка винта или по-
перечного перемещения су-
порта (для установки тол-
щины отрезаемой пластины);
5 — рукоятка винта для про-
дольного перемещения су-
порта (для подачи стекла к
диску пилы).
Приведенные ниже дан-
ные относятся .. обоим ти-
пам распиловочных станков.
Наиболее употребительные
диаметры пил — 250 —
400 мм. Шпиндель имеет 400 — 700 об./мин. Мощность применяе-
мых моторов — 0,34 л. с. (0,52 kW); мотор имеет около
1450 об./мин.
Для резки стекла применяются иногда диски, шаржируемые
не алмазом, а карборундом или корундом. В этих случаях диск
866
Рис.;1452,
вращается, погружаясь беспрерывно в корыто с абразивом. Подоб-
ные станки имеют низкую производительность, но дают большую
экономию на обрабатывающем материале.
Рис. 1453.
Рис. 1454.
Обрезку нетолстых (до 10 мм) пластин по кругу,^ эллипсу
и т. п. производят ручной машинкой с алмазным резцом (рис. 1454).
§ 2. Фрезерные станки
Применяемые типы станков для фрезерования стекла анало-
гичны обыкновенным фрезерным станкам для металлообработки,
отличаясь лишь некоторыми конструктивными изменениями.
55* 867
'-И
Эти станки можно разделить на четыре типа: 1) станок для*-;
фрезерования плоскостей (рис. 1455); 2) станок для округливания j
пластин (рис. 1456); 3) станок для фасонного фрезерования '
(рис. 1457); 4) станок для фрезерования сферической оптики
(рис. 1458).
Станки первых трех типов представляют собой водоизмене-
ние станков для фрезерования металла.
1. Станок для фрезерования плоскостей (рис. 1455) должен
иметь три движения стола: продольное, поперечное и вертикаль-
ное, причем продольное пере-
мещение может быть включено
автоматически; это дает воз-
можность обслуживать одному
рабочему два станка. Шпиндель
имеет возвратно-поступатель-
ное движение вдоль оси. Пре-
имущество этого движения в
том, что фреза изнашивается бо-
лее равномерно по всей длине, и
Рис. 1457.
Рис. 1458.
обрабатываемая поверхность получается более ровной. Фрезы при-
меняемых типов — см. гл. L, табл. 296, № 1.
2. Станок для округливания пластин (рис. 1456) служит
для обработки пластин стекла, склеенных в столбики. От фре-
зерного станка для фрезерования плоскостей он отличается лишь
тем, что не имеет автоматической продольной/ подачи, а имеет
особое приспособление для зажима округливаемых столбиков
стекла. Это приспособление, оставаясь на столе станка неподвиж-
ным, дает возможность автоматического вращения столбика вокруг
оси. Применяемые фрезы — см. табл. 296, №1.
3. Станок для фасонного фрезерования (рис. 1457) пред-
назначен для таких работ, где требуется получить фасонный
профиль детали, как то: округливание острых концов призм, фре-
зерование различных канавок и выемок, и других работ, требую-
щих специальных приспособлений. Как и предыдущие станки, он
868
и .еет три движения стола. В случае надобности мОжет быть
включена автоматическая продольная подача стола. Применяемые
типы фрез —см. табл. 296, № 2 — 9.
Рис. 1459.
4. Станок для фрезерования сферических деталей изо-
бражен на рис. 1458. Фреза или абразивный инструмент сидят
на передней бабке станка, а обрабатываемый корпус с линзами
на шпинделе супорта. Шпиндель супорта вращается в направлении,
обратном шпинделю
передней бабки. Фре-
за имеет два взаим-
ной ерпендикулярные
движения: продольное
и поперечное. Кроме
того он может пово-
рачиваться вокруг вер-
тикальной оси, что
дает возможность уста-
новить корпус под
углом к оси станка.
На этом станке при
условии применения
алмазных фрез типа
№10 — 12 (табл. 296)
можно обрабатывать Рис. 1460.
корпуса диаметром до
200 мм, а применяя абразивный инструмент — от 70 до
300 мм.
Кроме описанных фрезерных станков в оптическом производ-
стве пользуются также специальными станками. Применяемый метод
86g
обработки ^определяет конструкцию станка и выбор инстру-'
мента.
Рис. 1459 изображает станок фирмы Ahlberndt (построенный
на принципе, предложенном Л. Г. Титовым в 1921 г.) с автома-
тической подачей для фрезерования сферической оптики при
помощи трубчатых или торцевых фрез.
Другой тип станка для обработки сферических поверхностей
изображен на рис. 1458. Здесь вращающаяся фреза может переме-
щаться на столе (подача на слой стекла), а также поворачиваться
в горизонтальной плоско-
сти. Повороты грубо от-
считываются по лимбу, а
более точно — по бара-
бану, соединенному с лим-
бом. Нужный радиус кри-
визны получается в зави-
симости от диаметра фре-
зы и угла поворота ее
к оси шпинделя. Радиус
равен расстоянию между
обрабатывающей поверх-
ностью фрезы и точкой
пересечения осей фрезы
и блока в плоскости, про-
веденной через эти оси.
Существуют станки,
где обработка произво-
дится по шаблону. Рядом
с обрабатывающим ин-
струментом имеется на-
правляющий ролик.
Рис. 1461.
Рис. 1460 и 1461 изображают станок типа PSII фирмы
Ahlberndt. Подобные станки применяют для обработки параболи-
ческих поверхностей.
Рабочий инструмент (камень) имеет 800 —1000 об./мин. Диа-
метр камня равен 200 мм. Окружная скорость—628щ/мин.; линей-
ная скорость—200 мм‘, окружная скорость изделия—12 .w/мин;
подача — 0,8 — 0,25 мм', глубина резания — 0,8—0,1 мм. Зер-
нистость камня—150 — 200.
§ 3. Обдирочные станки
Принцип действия и устройство в основном одинаковы у всех
обдирочных станков. По роду передачи их можно разделить на
три группы: 1) станки с ременной передачей; 2) станки с фрик-
ционной передачей; 3) станки с индивидуальным мотором.
В случае неполной загрузки оборудования выгоднее иметь
•станки с индивидуальными моторами.
870
Рис. 1462.
Рис. 1463.
Рис. 1464.
f ' ' * ' ' ‘ , „'-$1
1. Станки с ременной передачей. Наиболее простой станой
этого типа (40В, Ahlberndt) изображен нд рис. 1462. Стол станка^
установленный на металлических опорах, — деревянный, крытый’
линолеумом. В столе сделаны вырезы для квадратных тазов из.
оцинкованного железа, толщиной в 0,5—1,0 мм. От каждого
шпинделя перекинут ремень на
шкивы общей трансмиссии. Раз-
меры стола — 2710X850 мм\
высота — 915 мм. Диаметр та-
за—500 мм. Расстояние меж-
ду шпинделями — 850 мм.
Станок (50А, Ahlberndt),
изображенный на рис. 1463,.
может иметь индивидуальное
выключение шпинделя. Враще-
ние рабочему шпинделю 1 пе-
редается от общей трансмис-
сии — шкивов 2 и 3, насажен-
ных на валик 4 и ступенчатый
шкив 5; последний насажен на
рабочий шпиндель. Рычаг 6,
снабженный переводной вил-
кой, служит для перемещения ремня с рабочего шкива 2 на холостой 7
(для выключения и включения рабочего шпинделя 7). Изменение
скорости можно производить перестановкой ремня на ступенчатых
шкивах 3 и 5. Размер станка — 3100X900 мм\ высота — 900 мм.
Диаметр таза—400 мм. Расстояние между шпинделями — 750 мм.
Рис. 1466.
2. Станки фрикционного типа. Эти станки применяются
преимущественно для обдирки блоками, грубой п/лифовки и фасе-
тировки.
Внешний . вид типичного станка (50С, Ahlberndt) дан на
рис. 1464. Рабочий шпиндель 1 получает вращение через ступен-
чатые шкивы 2 и 3. Шкив 3 сидит на одной оси с горизонталь-
ным фрикционом 4, соприкасающимся при включении шпинделя 1
с вертикальным фрикционом 5, насаженным на главный вал станка.
Выключение станка производят рычагом 6 путем отклонения оси
872
Рис, 1467,
фрикциона 4 на небольшбй угол. Изменение скоростей осуще-
ствляют рычагом 7, которым перемещают фрикцион 4 вдоль
фрикциона 5. Размеры станка — 2900X1150 мм\ высота — 950 мм.
Диаметр таза — 550 мм. Расстояние между шпинделями — 900 мм.
Рис. 1465 изображает одношпиндельный станок. Число обо-
ротов рабочего шпинделя здесь можно менять от 200 до 800.
3. Станки с индивидуальным мотором. Ряд моделей станков
этого типа — BDI (рис. 1466), 40BD, 40BDII и др. — делают
с вертикально поставленным мотором, кожух которого наглухо
Рис. 1468.
скреплен с массивной станиной, а ротор, вращающийся в подвес-
ных подшипниках, не связанных с кожухом, соединен посредством
муфты с рабочим шпинделем.
Станки указанных типов применяются главным образом для
обдирки плоскостей. Мощность мотора — л- с-» число оборотов
шпинделя — от 900 до 1400. Число оборотов может быть изменено
(в случае питания постоянным током) посредством реостата.
Диаметр обдирочных планшайб — 300—500 мм.
Рис. 1467 изображает станок с передачей вращения шпин-
делю через роликовые шкивы.
На рис. 1468 приведен разрез шпиндельного механизма по-
добного станка.
§ 4. Шлифовальные и полировальные станки
Станки, применяемые для полировки, изготовляются такого
же типа, как и станки для средней и мелкой шлифовки.
При точной работе они употребляются постоянно только
.874
для одной из этих операций. Соединение этих операций на одном
станке в заводских условиях не рекомендуется.
Все станки большей частью фрикционного типа.
1. Ножной станок. Рис. 1469 изображает обычный ножной ста-
нок. Рабочий шпиндель его 1 приводится в действие ножными педа-
лями. Педали передают вращение маховику 2 через сидящий на
нем эксцентрик. Размеры станка — около' 680X^60 мм\
высота — 900 мм. Число обо-
ротов рабочего шпинделя мож-
но изменять произвольно от 0
до 700 об./мин.
Иногда эти станки снаб-
жаются мотором (г/8 — */4 л. с.).
2. Станки-автоматы. Рис.
1470 изображает станок типа
60DII фирмы Ahlberndt. Рабо-
чий шпиндель 1 и кривошип-
ный механизм включаются здесь
одновременно при помощи ры-
чага 2, которым горизонталь-
ный фрикцион 3 приводят в
соприкосновение с вертикаль-
ным фрикционом 4. Измене"
ние скоростей осуществляется
перемещением фрикциона 4
рычагом 5, а также переста-
новкой ремня на ступенчатых
шкивах рабочего шпинделя и
шпинделя кривошипа. Размах
Рис. 1469.
качаний верхнего звена можно регулировать изменением эксцен-
триситета шайбы кривошипа 7. Изменение величины штриха осу-
ществляется перемещением каретки рычага 6 вдоль валика 8,
а также большим или меньшим выдвижением кулачка 9. В ку-
лачок зажимается поводок 10, на который надевается груз, отяже-
ляющий рычаг 6.
, Данные станка 60DH и других, сходных с ним (60СП и 60ЕП),
указаны в табл. 351.
Другой характерный тип станка (80А, Ahlberndt) изображен
на рис. 1471. У подобных станков включение и выключение
рабочего шпинделя 1 и кривошипного механизма могут быть
произведены самостоятельно. Для выключения (подъема) и вклю-
чения {опускания) горизонтального диска 2 служит подъем-
ный сектор 3 ножного рычага. Малый фрикцион 4, сидящий на
главном валу, “Для изменения скорости шпинделя 1 может быть
перемещаем вдоль диска 2. Изменение скорости шпинделя
кривошипа производят перемещением фрикциона 5, при помощи
875
№ по пор. Характеристика —, '"'Тйй'
Ножной полиро- ; вальный 10- и 15- шпиндель- ный поли- ровальный 6-шпин- дельный полиро- вальный 6-шпин- дельный полиро- вальный 6-шпин- дельный полиро- вальный
1 Обозначение станка — 60 СII 60DH 60EII 80 А
2 Количество шпин- делей в секции 1 5 3 3 1
3 Диаметр таза, мм 250 160 230 400 500
4 Максимальный диа- метр обрабатываемых грибов и^чашек, мм 120 80 150 250 300
5 Диаметр нарезки на рабочем шпин- деле 5/з" V/ W 1" 1"
6 Число оборотов главного вала но 100 70 50
7 Число оборотов оси кривошипа (ми- нимум и максимум) — 147—227 71-143 39—98 47—94
8 Передаточное число между осью криво- шипа и рабочим шпинделем 1,19; 2,59; 6,67 0,54; 1; 1,87 0,45; 1; 1,21 1,72; 1; 0,58 —
9 Число оборотов ра- бочего шпинделя (ми- нимум и максимум) — 79-425 32-316 22—168 25—60
10 Наибольший экс- центриситет криво- шипа, мм —- 20 Л 25 > 60 75
11 Наибольшая ампли- туда поводка (макси- мум), мм — — — 145 —
876
, № по пор. | Характеристика Тай стайка
Ножной полиро- вальный^ 10- и 15- шпиндель- ный поли- ровальный 6-шпин- дельный полиро- вальный 6-шпин- дельный полиро- вальный 6-шпия- дельный полиро- вальный
12 Ход каретки вправо и влево,, мм — по 15 25 и 15 по 40 80 и 100
13 Ход поводкового кулачка (вдвигать и выдвигать), мм — 23 и 27 20 и 45 15 и 80 3 и 100
14 Механизм перевода . скоростей на фрик- ционе во время х<?да Нет Есть Есть Есть Есть только на рабочем шпин- деле
15 Потребная мощ- ность для привода станка, kW — 0,8 0,52 0,52 1,0
V Фактическая мощ- ность, потребляемая станком, kW — 0,52 — 0,4 0,8
специальной муфты 6, по шпинделю, снабженному нарезкой, вдоль
вертикального диска 7.
Мощность, потребляемая одной секцией станка, в среднем
равна 0,12 kW, причем на долю кривошипа приходится около
8О°/о. Данные станка приведены в табл. 351.
Некоторые станки (например новая модель типа 60ЕП) снаб-
жены двумя Вертикальными фрикционами, сидящими на главном
валу. Это позволяет давать рабочему шпинделю произвольно пра-
вое или левое вращение.
Имеются станки (например типа 60ЕШ, Ahlberndt), снабженные
Двумя шайбами кривошипа, вследствие чего траектория поводка
получается эллиптической.
Для обработки блоков малого диаметра (от 5 до 25 мм)
служат станки настольного типа, например подобные модели 60AI
(рис. .1472), применяемой для блоков диаметром от 25 до 50 мм<
§ 5. Центрировочные станки
М Полуавтоматы. Простейшими по устройству являются
станки, првмёяяемые для обработки линз малого диаметра (до
877
10 мм), так называемые станки с подъемной площадкой (рис. 1W
тип 95, Ahlberndt).
Рабочий шпиндель 1 подобных станков получает вращение 1
ножного привода мотора. Бабка 2 снабжена салазками и мо?Й
Рис. 1472.
перемещаться маховичком 3 вправо или влево. Подъемная пло-
щадка 4 покрыта в верхней части латунной полоской 5. Обра-
Рис. 1473.
ботка линзы производится наждаком, намазываемым на полоску;
по мере срабатывания линзы полоску поднимают винтом 6. Шпин-
дель обычно имеет около 1100 об./мин.
Рис. 1474 изображает полуавтомат с горизонтальным камнем
(тип 96В, Ahlberndt). Кожух рабочего камня (диаметром от 90 до
150 мм) установлен на двух супортах, служащих для ручной
878
поперечной и'продольной подачи камня на линзу, наклеенную на
патрон шпинделя, вращающегося также от отдельного мотора.
Данные станка: число оборотов изделия — около 450 об./мин.;
число оборотов камня — около 3000 об./мин.
На этих станках можно производить фасетировку камнем;,
для этого супорт поворачивают под соответствующим углом.
Автоматическая продольная подача линзы на камень для обра-
ботки всей кромки линз с толстыми краями, а также автомати-
Рис. 1474.
ческая поперечная равномерная подача рабочего камня на линзу'
могут производиться лишь на станках-автоматах с помощью осо-
бых устройств.
2. Автоматы. В основном кинематика автоматов одинакова,,
варьируются же лишь конструкции отдельных частей (сменные-
шпиндели, поворотные супорты и пр.).
Типичный центрировочный автомат (типа 95CII, Ahlberndt) изо-
бражен на рис. 1475. На станке имеются стойка 1 рабочего шпин-
деля 7 и стойка 2 упорных приспособлений. Подвижная бабка 3
получлет автоматическое продольное возвратно-поступательное дви-
жение, которое регулируется эксцентриситетом кулачка в шайбе
кривошипа 4, получающей вращение посредством включения чер-
вячного устройства 5, соединенного шкивом 6 с отдельным мото-
ром. Рабочий шпиндель вращается от отдельного мотора. Число'
оборотов Шпинделя — около 300—500 об./мин. К стойке 2 тугой
пружиной притягивается рама 12, на которой помещена бабка'
879*
камня-т-около 2000 о б./мин. Рама может поворачиваться /вокру|
горизонтальной оси и в случае надобности перемещаться вдоль йе5
параллельно осип шпинделй-
(в процессе обработки линзьг
последнее перемещение нё
требуется: оно необходимо
лишь для установки).
Равномерная автомати-.
ческая подача камня произ-
водится подвижным упором 8
с храповым устройством.
Большая или меньшая пода-
ча зависит от большего или
меньшего количества зубцов
на лимбе 9, захватываемых
собачкой 19. Это регулиру-
ется изменением плеч рыча-
гов. Неподвижный упор 11
играет роль предохранителя.
Он устанавливается намер-
тво так, чтобы его конус-
ное острие, упирающееся
в раму 12, не дало камню
приблизиться £ линзе боль-
ше наперед заданной вели-
чины (устанавливаемой опыт-
Рис. 1475. ным пУтем> обычно — обра-
боткой первой линзы из
' партии).
Данные станка: перемещение рабочего шпинделя — до 45 мм\
диаметр шлифования — 0—70 мм\ наибольший диаметр шлифо-
вального камня— 150 лмг, мощность мотора — 0,33 л. с.
Поперечная подача шлифовального круга на 1 двойной ход
бабки шпинделя:
Часто камень устанавливают горизонтально. Такое устройство,
как показала практика, допускает значительное увеличение его
380
подачи, повышает производительность и дает возможность приме-
нять более крупнозернистые круги.
Рис. 1476.
Рис. 1476 изображает автомат (типа 95 С III, Ahlberndt) со
сменным шпинделем и с поворотной бабкой. Наличие хорошо
подогнанных, взаимозаменяе-
мых сменных шпинделей до-
пускает отделение операции
установки линзы (собственно
центрировки) от операции об-
точки по диаметру, что дает
возможность одному рабоче-
му обслуживать ряд станков.
При помощи соответствующего
поворота рабочего шпинделя
(по дуговым салазкам, снаб-
женным градусными делениями)
можно рабочим камнем делать
точные центрированные фаски
по очереди с обеих сторон
линзы, не переклеивая ее на
другую сторону (это достигает-
ся посредством особого конус-
ного патрона).
Рис. 1477 изображает ста-
нок типа 95 BS, Ahlberndt,
56 Зак. 3905. — Спр. кн. оптико-механика, ч. II.
Рис. 1477.
Рис. 1478.
снабженный двумя камнями и соответственно двумя шпиндельными
механизмами.
Иногда, если не требуется высокой точности, применяют
станки типа CVI,'Ahlberndt (рис. 1478).
Линза наклеивается на оправку с конусным, точно отшлифо-
ванным хвостовиком, а последний насаживается (вертикально) на
цапфу. Горизонтально
расположенная алмаз-
ная фреза автоматиче-
ски подводится к лин-
зе до заранее устано-
вленного упора. Число
оборотов фрезы —
9000 об./мин. Изделие
вращается со скоро-
стью Р/4 об./мин.; за
это время обработка
успевает закончиться.
Цапфа приводится
в движение автомати-
чески нажатием кнопки.
Для выталкивания патрона с линзой имеется отдельный рычаг со
своего рода шомполом, выталкивающим патрон.
Рис. 1479.
Шпиндель фрезы имеет продольное передвижение посредством
ручного маховика, на окружности которого нанесено 50 делений
(цена деления — 0,01 мм). Подачу рабочего шпинделя производят
рукояткой, перемещающей шпиндель перпендикулярно оси фрезы.
Охлаждение линзы производят содовой водой или водой с ке-
росином.
882
В нашей практике эти станки распространения не получили.
& Круглильные станки. Для кругления столбиков весьма
удобны, просты в смысле обслуживания и дают большую точность
(отступления по диаметру стеклянного столбика — порядка 0,02—
0,03 мм) специальные станки, например типа RMII, Ahlberndt
(рис. 1479) и др.
Обработка столбика, вращающегося вокруг своей геометрической
оси и одновременно имеющего возвратно-поступательное продоль-
ное движение (вдоль образую-
щей цилиндра), производится
камнем или цилиндрической
фрезой. Для обработки стол-
бик заготовок зажимается ме-
жду центрами. Автоматическая,
равномерная подача камня до-
стигается соответствующей ре-
гулировкой храпового устрой-
ства.
Ориентировочные данные
круглильных станков: окруж-
ная скорость камня — около
700 ж/мин.; число оборотов —
1200 об./мин. В случае приме-
нения алмазных фрез: число обо-
ротов фрезы —1300 об./мин.
Эти станки имеют малое
распространение; аналогичные
станки применяют для очко-
Рпе. 1480.
вых .стекол.
§ 6. Стеклосверлильные станки
1. Станки с одиночным алмазом. Сверление малых отверстий
можно производить на универсальном станочке, снабженном оди-
ночным алмазом, например фирмы Ruka, тип М2 (рис. 1480). Подстав-
ка 1 для стекла может отводиться в сторону или наклоняться.
Стопорным винтом устанавливают (микрометрически) желательную
глубину отверстия от края стекла (почти до половины его
толщины, так чтобы алмаз и при вторичном сверлении с проти-
воположной стороны не коснулся подставки). Рычаг 2 служит для
ручной подачи алмаза. Во время работы алмаз многократно под-
нимается рычагом, чтобы смазка проникла в отверстие.
Шпиндель имеет 2000 об./мин. Высота станка — 290 мм‘,
ширина—190 мм. Вес — 5 кг.
2. Станки с металлическими сверлами. Применение сверл
из специальной стали или из видна позволяет сверлить посред-
ством небольших сверлильных настольных станков обычного типа
с одиночным или ременным приводом.
56* 883
Подача шпинделя обычно
рычагом. Применяемые моторы
рядка 1000 об./мин.; при этом
до 1000 об./мин.
осуществляется вручную особым
(0,3—0,5 л. с.) должны быть по-
рабочий шпиндель имеет от 300
§ 7. Специальные станки
1. Станки для обработки очковых и конденсорных линз.
Для обработки очковых линз в условиях массового производства
обычно применяются многошпиндельные станки.
Рис. 1481
Рис. 1482.
а) Станки для обработки сферических поверхностей. Для
обработки больших сфер обдиркой, шлифовкой и полировкой
применяют станки типа, изображенного на рис. 1481 (типа BMI
фирмы Wernicke), которые пригодны и для обработки цилиндри-
ческих поверхностей. Шпиндели 1, снабженные поводками 2,
а при обработке цилиндрических и дорических поверхностей —
направляющими 3, удерживающими верхнюю форму от вращатель-
884
него движения, получают вращение от общего вала посредством
ременной передачи. Стойки со шпинделями могут быть закреплены
в любом месте штанги 4, снабженной пазом. Блоки, или обраба-
тывающие формы, помещают в резьбовые пяты 5, закрепляемые
в любом месте штанги, тоже проходящей вдоль всего станка.
Иногда эти станки делают двусторонними и трехъярусными с облег-
ченной станиной (деревянной). Размеры обрабатываемых блоков—
порядка 500 мм.
Рис. 1484.
Для обработки сферических поверхностей средних размеров
применяют станки типа BSR1I, Ahlberndt (рис. 1482). Рабочий
шпиндель получает вращение от конической шестерни, сидящей
на главном валу и сцепляющейся с шестерней на шпинделе. Одно-
временно получает возвратно-поступательное перемещение штанга,
с которой соединены откидные рычаги. Передача движения штанге
достигается червячным зацеплением, а изменение длины ее
перемещения и штриха всех кареток — изменением эксцентриситета
в шайбах кривошипа. Выключение шпинделя осуществляется разъ-
единением зубчатых муфт, насаженных на его верхнюю и нижнюю
части.
Размеры станка — 4550X1100 мм. Расстояние между шпин-
делями — 500 мм. Диаметр (максимальный) блоков — 350 мм.
Шпиндель имеет 120 об./мин.
Другая модель станка типа (BSRI, Ahlberndt, рис. 1483 а и б)
предназначена для обработки меньших блоков (до 100 мм).
ранные станка: число оборотов главного вала и шпинделя — 500;
- . 885
число качаний инструмента (в 1 мин.)—-10; наибольший
триситет кривошипа — 40 мм; число шпинделей —12,
станка — 2885Х91ОХЮ00
эксс^я-;
Габарйт^
б) Станки для. обработки цилиндрических поверхностей.
Для обработки цилиндрических линз малой кривизны применяют
описанные выше универсальные станки (Wernicke и др.).
Для цилиндрических поверхностей большой кривизны поль-
зуются станками, подобными изображенному на рис. 1484. Наклейка
Рис. 1485.
ной передачи вращение передается
заготовок линз производится
на кольца 2, насаживающиеся
на общий горизонтальный
шпиндель 7. Над-этими коль-
цами перемещаются шлифо-
вальные или полировальные
формы при помощи эксцен-
трично насаженных поводков 3,
приводимых в движение общим
валом 4, вращение которому
передается потолочным приво-
дом посредством шкива 5.
При обработке цилиндри-
ческих линз в условиях немас-
сового производства применя-
ют небольшие компактные
станки настольного типа, на-
пример TMEI, Ahlberndt (рис.
1485), предназначенные для
блоков размером 120X60 мм.
От шкива 1 посредством червяч-
эксцентрику 2, связанному с па-
раллельными направляющими, на которых закрепляется обрабаты-
вающая форма, получающая возвратно-поступательное движение
в направлении, параллельном оси цилиндра. Обрабатываемая
•деталь приводится в качательное движение специальной шарнирно-
рычажной передачей. Амплитуда движения для обрабатывающей
и обрабатываемой поверхностей может изменяться.
в) Станки для обработки торических поверхностей. Для
обработки торических поверхностей применимы станки, служащие
для обработки цилиндрических поверхностей.
Использование станков (подобных описанным выше) для мас-
сового производства возможно тогда, когда соотношение радиусов
кривизны позволяет вести обработку большого числа линз. В про-
тивном случае применяют станки для единичной обработки (по
одной штуке) с двумя взаимно перпендикулярными качательными
движениями. При одном продольном движении линза обычно имеет
два поступательные поперечные движения.
Рис. 1486 изображает цилиндро-торический станок фирмы
Stoco.
886
В многошпиндельных станках горизонтально расположенные
кольца получают вращение от
трально расположенная пара
к линзам пружинным приспо-
соблением и имеет поступа-
тельное поперечное движение.
Все шлифующие формы для
такого станка имеют ториче-
скую поверхность.
г) Станки для бифокаль-
ных линз. Станки для изго-
товления бифокальных линз
делятся на станки для получе-
ния линз: 1) с видимой линией
раздела и 2) с невидимой ли-
нией раздела.
На станке первого типа
всегда ведется обработка одной
части двух линз, наклеиваемых
на раздвижную призматическую
форму, часто при помощи трубчатого шлифовальника и полиро-
вальника. Вторая часть обрабатывается уже отдельно или должна
быть готовой.
вертикальных шпинделей: диаме-
шлифующих форм прижимается
Рис. 1486.
Рис. 1487.
Станки второго типа бывают или с двумя шпинделями, при-
водимыми в движение одновременно и обрабатывающими каждый
свой участок линзы, или с двумя раздельными шпинделями, кото-
рыми линзу обрабатывают последовательно после перевода ниж-
него шпинделя со столом и линзой под соответствующий шпиндель.
887
д) Станки для обработки асферических поверхностей.^
Асферические поверхности высокой точности изготовляются путем
тампоннбй шлифовки; для осветительных и проекционных зеркал ,
и конденсоров эти поверхности выполняют по копиру менее
точно. Чаще всего применяют параболические, иногда гиперболи-
ческие, эллиптические и другие поверхности.
Форму поверхности большей частью придают путем фрезеро-
вания на станках типа PSI, PSII и др. (рис. 1461)* После этого
необходимо лишь сгладить шероховатость и отполировать, не портя
точности поверхности. Шлифовально-полировальные станки приме-
няются различных типов в зависимости от требуемой формы по-
верхности и точности ее изготовления.
Рис. 1-188.
Рис. 1487 изображает предназначенный для этой цели станок
типа 60 EIPII, Ahlberndt. Особенность его заключается в том, что
шпиндели имеют наклонное положение, а траектория поводка
лежит в общей плоскости с осью шпинделя. Упругие пружины,
служащие шлифовальниками и полировальниками, совершают свое
движение вдоль образующей обрабатываемой поверхности.
Для обработки поверхности небольшой кривизны, наряду со
станками с качательным движением инструмента, применяются
также станки с вращающимся инструментом.
Точные асферические поверхности иногда получают посредством
местной ретуши. При ретуши небольшой шлифовальный инструмент
передвигается вручную по поверхности вращающейся детали. Станок
для обработки ретушью (60EIPR, Ahlberndt) изображен на рис. 1488.
2. Станки для калибровки линз. Калибровочные станки
несколько различаются по конструкции в зависимости от типа,
фасета, для изготовления которого они приспособлены. Линзы
с плоским фасетом обрабатываются одновременно по нескольку
8*8 ''
штук (рис. 1489). Линзы с трехгранным фасетом обрабатываются
по одной штуке (рис. 1490, автоматический станок; одним рабочим
одновременно обслуживается до 10 автоматов).
Станки с одним камнем снабжены перекидным приспособле-
нием. Станки с двумя камнями разделяются на станки, у которых,
камни имеют плоские фасеты и вращаются на самостоятельных
осях, и станки, у которых камни имеют трехгранные фасеты
и вращаются на одной оси.
Рис. 1489.
Подача стекла на камень осуществляется пружинными и хра-
повыми приспособлениями (рис. 1489).
Обточка производится по копиру (согласно конфигурации^
данной обрезкой на станке с алмазным резцом).
Универсальный станок для получения П- и Д-образных фасетов
изображен на рис. 1490.
Калибровочные станки работают с помощью алундовых кам-
ней. В табл. 352 приведены некоторые данные этих камней.
3. Станки для обработки деталей астрономических прибо-
ров и прожекторов. Станки для обработки (шлифовки, поли-
ровки) оптических деталей больших размеров по конструкции
сходны со станками обычного типа. Иногда многие движущие-
889»
Таблица 352
Камни для калибровочных станков
Мелкозернистые
Диаметр, мм 600 500 400 350 300 250
об./мин. 200 240 300 350 400 480
Крупнозернистые
Диаметр, мм 600 500 400 350 300 250
об./мин. 160 190 225 280 320 380
Ширина кругов при диаметре до 400 мм 20 мм , , „ г » 600 „ 32 „
части их делают деревянными (например дуб). Эти станки часто
снабжают приспособлением для безопасного снятия детали и для по-
ворота ее вокруг горизонталь-
ной оси под нужным углом с
целью контроля. Обрабатыва-
ющий инструмент уравновеши-
вают системой рычагов и реек.
В станках для обработки
асферической оптики большого
размера главное внимание уде-
ляется обработке по отдельным
зонам, так как обрабатывающий
инструмент соприкасается с от-
дельными участками поверхно-
сти. При обработке на станках,
сходных по типу со станками
для обработки сферических по-
верхностей, это достигается зо-
нальной обработкой (местной
ретушью) — посредством при-
способления, состоящего из
вращающегося диска с эласти-
перпендикулярными его поверхности. На
вокруг шарикового шарнира поли-
с войлочными подушками.
Рис. 1490.
иными стерженьками,
стержнях сидят вращающиеся
ровальные кружки
890
Станки для обработки деталей больших габаритных разме-
ров изображены на рис. 1491—1494. Они применяются фирмой
Рис. 1491.
Рис. 1492.
Н. Grubb, Parsons (Англия). Станок типа, показанного на рис. 1491,
служит для грубой обработки, станок рис. 1492 — для рафини-
ровки, станок рис. 1493 — для полировки.
891
Рис. 1495 схематически изображает станок, примененный
(в 1864 г.) Дрэпером для изготовления параболических поверхно-
Рис. 1493.
Рис. 1494.
стей (диаметром 395 мм) зональной обработкой. Зеркалу при шли-
фовке было дано 50 об./мин.; обрабатывающий инструмент имел
S92
150 движений/мин. с длиной штриха 200 мм. При самых мелких
наждаках инструменту давалось 25 движений/мин.
Наиболее обычным методом изготовления параболических по-
верхностей (прожекторных отражателей) является шлифовка по эво-
Гис. 1495.
Рмс. 1496.
люте. В этом случае инструмент двигается в меридиональном
сечении, а шлифуемая поверхность перемещается вокруг своей
оси вращения.
Подобного типа станок (рис. 1496) 3. Шуккерта (1886 г.)
состоит из вращающегося держателя обрабатываемого зеркала
и обрабатывающего механизма с лентой. Принцип движения —
по’/эволюте. Ее огибает, передвигаясь в ту или иную сторону,
держатель шлифующего приспособления, описывающий при этом
требуемую параболу.
Рис. 1497—1499 изображает принцип обработки и внешний
вид станка 3. Шуккерта (1888 г.). Станок имеет двойное упра-
вление шлифующим устройством: 1) найравляющим стержнем,
описывающим боковую поверхность конуса, 2) прямолинейной
направляющей, двигающейся в двух перпендикулярных друг другу
направлениях, причем она лежит в плоскости сечения конуса или
параллельно ей. В станке применен шар, передвигающийся по
893
направляющему стержню, описывающему поверхность конуса, н‘*
связанный при помощи шарикового шарнира с держателем шли-
фующего тела, которое обладает прямолинейным перемещением
по двум перпендикулярным друг к другу направлениям.
У станка К. Видерера (1891 г.) (рис. 1500) шлифующий
ролик е подвешен, на нити Z, закрепленной одним концом в фо-
кусе F (параболы). Другой конец нити может передвигаться
в горизонтальном направлении шпинделем h. Ролик прикреплен
Рис. 1499.
Рис. 1500.
к направляющему стержню г, свободно закрепленному в фокусе
и t могущему перемещаться вверх и вниз, причем центр ролика
описывает траекторию параболы.
При изготовлении параболических поверхностей часто исполь-
зуют то свойство параболоида вращения, что все сечения поверх-
ности, параллельные оси, пересекают его всегда по одинаковым
параболам.
При обработке выпуклых поверхностей плоскостью иногда
используют то свойство конических сечений, что геометрическое
место оснований перпендикуляров, опущенных из фокуса на каса-
тельные, является окружностью, центр которой совпадает с цен-
тром конического сечения. Центр параболы лежит в бесконеч-
ности, и окружность в этом случае совпадает с касательной
к параболе в вершине.
НОРМЫ ОПТИКО-МЕХАНИЧЕСКОИ
ПРОМЫШЛЕННОСТИ
В оптико-механической промышленности применяется боль-
шое количество норм и стандартов как общего, так и специаль-
ного назначения. В числе последних есть не мало таких, которые
имеют применение только в оптико-механической промышленности
и ею выработаны. Наиболее существенные и постоянно необхо-
димые из этих норм помещены в настоящем разделе. *
I. УРОВНИ
1. Назначение и виды уровней
Зал/mb гипсом
Уровнем называется прибор, служащий для определения гори-
зонтального и вертикального направлений и таких же положений
плоскостей, а также для измерения углов наклона. Устройство
уровня основано на свойстве пу-
зырька газов, находящегося в
герметически закрытой стеклян-
ной трубке (ампуле), наполненной
серным эфиром или другой жид-
костью, занимать под действием
силы тяжести наивысшее из воз-
можных положений. Ампула за-
монтирована в металлическую или
из другого материала оправу для
установки и крепления.
Уровни делятся:
а) по форме ампулы: 1) круг-
лые (сферические) — рис. 1501,
1502, 1506 и 1507; 2) цилин-
дрические (трубчатые) — рис. 1511
и 1512;
б) по способу изготовления:
1) шлифованные и 2) с делениями
на поверхности ампулы;
в) по способу применения: 1) измерительные — для измере-
ния углов; 2) регулировочные — прочно связанные с каким-либо
прибором и служащие для контроля регулировки прибора; 3) уста-
новочные, т. е. уровни в специальных оправах с необходимыми
рабочими поверхностями, являющиеся сами по себе независимыми
приборами;
57 Зак. 3905. — Опр. кн. оптико-механика, н. II. 897
32
Рис. 1501.
г) по степени точности: 1) уровни высокой чувствитель-
ности— с ценой деления от 5" (0,025 мм) и меньше на 1 м
длины наклона; 2) уровни ^средней чувствительности — с ценой
деления от 0,025 мм до 0,3 мм на 1 м длины наклона; 3) уровни
малой чувствительности — с ценой деления больше 1' (0,3 мм)
на 1 м длины наклона.
2. Поверка уровней
Поверка уровней заключается в следующем/
а) Наружный осмотр.
б) Поверка годности кривизны внутренней поверхности в ра-
бочей части уровня (отсутствие углов и точек перегиба).
в) Определение чувствитель-
ности уровня.
Примечания. 1. В уровнях
высокой чувствительности, опреде-
ление чувствительности сопровож-
дается определением средней^ошибки
одного положения пузырька уровня.
2. Для уровней, не имеющих
делений (уровней при специальных
приборах), чувствительность выра-
жается в минутах или секундах соот-
ветствующих перемещений пузырька
на 2 мм-
г) Определение отклонения
центра пузырька от центра шкалы
уровня, если последний снабжен
оправой с необходимыми гори-
зонтальными рабочими плоско-
стями, но не имеет приспособле-
ний для регулировки нульпункта
уровня.
Примечание. Уровни с неплоскими рабочими поверхностями
этому испытанию не подвергаются. Уровни с негоризонтальными рабо-
чими плоскостями не подвергаются этому испытанию впредь до соответ-
ствующего дополнения настоящей инструкции.
д) Клеймение.
а) Наружный осмотр
1. Стекло сосуда уровня должно быть прозрачно, без свилей, пу-
зырей и иных изъянов, препятствующих правильному отсчету и плав-
ному передвижению пузырька паров жидкости, наполняющей уровень
Примечание. Сосуды круглых уровней могут быть изго-
товлены не целиком из стекла.
2. Жидкость, наполняющая уровень, должна быть прозрачна,
бесцветна (даже при взбалтывании) и не содержать заметных глазу
выделений и хлопьев.
898
Рис. 1503.
Примечание. В круглых, грубых уровнях жидкость, напол-
няющая уровень, может быть и окрашена.
•
3. Для уровней, не снабженных регулировочной камерой,
длина пузырька в трубчатых или диаметр пузырька в круглых
уровнях должны быть при температуре 20° не меньше 0,2 и не
больше. 0,5 рабочей части длины или диаметра рабочей части
сосуда уровня. Оценка размеров пузырька производится на-глаз.
Примечания: 1. Рабочей частью уровня называется или
а) часть трубки (сосуда), заключенная между крайними делениями,
если трубка уровня имеет значительное число этих делений, или
б) часть трубки (сосуда), видная в верхнем смотровом окне оправы
уровня, цли в) 0,75 общей длипы трубки, если уровень не снабжен
ни делениями ни оправой.
57*
899
Рис. 1504.
Рис. 1505.
Цена деления б углов. ёдиц. 6°z2°
Цена депениР б у&тоб един. 6° -2°
Ук ~ Г~ 13
Рис. 1507.
Рис. 1506.
2. В шлифованных трубчатых уровнях допускается устройство
специальной камеры, служащей для изменения длины пузырька.
Устройство камеры должно быть таким, чтобы при температуре 20°
пузырьку можно было придать длину, не меньшую 0,5 длины рабочей
части трубки.
4. Трубчатые уровни (кроме уровней специального назна-
чения) должны иметь не менее двух пар награвированных или вы-
травленных равноотстоящих штрихов, симметрично расположенных
Материал-пластмасса
ОпИ-В-14 .
Рис. 1509.
Рис. 1508.
относительно середины рабочей части трубки уровня и перпенди-
кулярных к оси трубки. При этом расстояние между внутренними
штрихами должно приблизительно соответствовать длине пузырька
при температуре 20°. Толщина штри-
хов гнутых уровней не должна превы-
шать 0,25 мм, а в шлифованных —
0,15 мм.
5. В трубчатых уровнях, имею-
щих одну или две группы штрихов в
общей сложности больше пяти, по
крайней мере два штриха, симметрич-
ные относительно середины рабочей
части уровня, должны быть длиннее
прочих (рис. 1522).
6. При большом числе делений
на трубке уровня каждый пятый штрих
должен быть удлинен (рис. 1522), а Рис. 1510.
каждый десятый должен быть цифро-
ван. Числа при штрихах должны непрерывно возрастать от од-
ного конца трубки уровня к другому или от середины уровня
к его концам.
7. Круглые (сферические) уровни должны иметь не менее
двух кругов, концентричных относительно центра рабочей части
уровня. Наименьший из кругов должен приблизительно соответ-
ствовать размерам пузырька уровня (рис. 1523). *
8. Все деления в каждой из групп штрихов, имеющихся на
сосудах уровней, должны быть равноотстоящими, и расстояние
между штрихами должно заключаться в пределах от 2 до 2,5 мм*.
901
206
<3 1 2 4
Обозначение уровня цилиндрического Размеры мм Цена деления в углон. един. Обозначение деталей •
L В Н 1 2 3 4
Ампула Оправа Пробка Винт уставов.
Уц-6'-А-44 Уц-3'-А-44 44 12 15 38±0,2 6'±1,2' 3'±0,6' Ац.З'-А-8Х23 Ац-6'-А-8Х23 Оц-А-44 Пр-А-10 f
Рис. 1511.
+-
Обозначение уровня цилиндрического Размеры мм Цена деления в углов, един. Обозначение деталей
L D 1 2 3 4 5 6
Ампула Оправа Пробка Пластина Ось Штифт регу- лируемый
Уц-60"-Г-49 Уц-30"-Г-49 49 13,5 60" ±12" 30 "± 6" Ац-30"-Б И Х38 Оп. ц-Г-12X46 Пр-А-12 Пл-42 Оу-Б * Шц-5
903
Рис. 1512.
Обозначение ампулы уровня Размеры мм Цена деления в углов, един.
Ампула Шкала
D L Л /? 1 при 20°С Za 4 t h hi Число рисок Цвет рисок
мал. п бол. П1
Ац 60"-Б 11X38 п—0,7 38-2 35—1,6 6 900 13 22+2,5 14+0.5 2+0.5 3 8 8 2 Краен. 60" ±12"
АцЗЭ"-Б 11X38 п—0,7 38-2 35-1,6 13 800 13 22+2’3 14+0,5 3 8 8 2 Черн. 30 "± 6"
Рис. 1513.
Обозначение ампулы уровня Размеры мм Цена деления в углов, един.
Ампула Шкала
D L L, 1 при 20°С /2 t h Число рисок k Цвет рисок
Ац-6'-А-8Х23 Ац-3'-А-8Х23 - Ац-3'-А-8Х38 8—0,58 8—0 58 8—0,58 23_2 23_2 38—2 t / f 05 СО СО 1150 2300 2300 5 5 9 io+i.5 ю+!>5 14+1,5 g+0,5 64А5 ю+0,5 2+0,5 3 3 4 4 4 4 Красн. Черн. Черн. 6'±1,2' 3' ±0,6' 3' ±0,6'
£06
Рис. 15Ц.
44
Рис. 1515.
ОаЦ-0-4'
Рис. 1516.
Рис. 1517.
Рис. 1518.
Рис. 1519.
9. На стекле уровня, если оно без оправы, или на неотде-
лимо связанной с уровнем части оправы должна быть нанесена
на видном месте цена одного деления уровня, выраженная или
в угловой мере или в миллиметрах (высоты подъема) на метр
(длины наклоненной части).
ШЦ-5
Рис.11521.
10. Уровни, снабженные оправами, должны быть прочно за-
креплены в них.
П. Деревянная оправа уровня, если он снабжен ею, должна
быть изготовлена из сухо го,.без сучьев, трещин или иных пороков,
проваренного в масле дерева твердых пород
(дуб, бук, клен, ясень, береза) и должна
иметь форму прямоугольного бруска. Нерабо-
чие поверхности такой оправы должны быть
гладко отделаны и могут быть отполиро-
ваны или окрашены и покрыты лаком. Уро-
Рис. 1522.
венЬ, помещенный в такой оправе, должен быть защищен сверху
прочно укрепленной металлической нержавеющей пластинкой не
тоньше 0,5 мм, снабженной соответствующим прорезом для на-
блюдений над пузырьком. Крепление пластинки должно, быть осуще-
ствлено не менее чем двумя шурупами с головками заподлицо.
907
Головки должны быть скреплены с пластиной каплями припоя,
служащими для наложения поверительных клейм.
12. Металлическая оправа уровней, если она имеется, не
должна иметь следов коррозии, в особенности на рабочих поверх-
ностях. Такая оправа должна иметь приспособление для наложе-
ния поверительных клейм — и притом такое, чтобы трубка уровня
не могла быть заменена новой без повреждения клейм. ___________
Примечание. Для уровней.]высокой точности такое при-
способление не обязательно.
13. В одной оправе может быть помещено и несколько*
сосудов уровней.
14. Регулировочные винты при металлических оправах уровней,
если они имеются, должны быть в порядке, без следов коррозии,
с целой, не сорванной резьбой, с пригодными для пользования,
не рваными шлицами и без качки в нарезочном отверстии.
15. Металлическая оправа должна быть тщательно отделана,
нерабочая часть должна быть шпаклевана и покрашена или лаки-
рована. Рабочая плоскость должна быть отшабрена или доведена,
не иметь крупных рисок, забоин, вмятин и прочих дефектов.
б) Поверка годности кривизны внутренней поверхности в рабочей
части уровня (отсутствие углов и точек перегиба)
1. Испытание на годность сосуда в трубчатых уровнях произ-
водится путем медленного перемещения пузырька уровня во всей
Рис. 1524.
^///////^///////////////^
рабочей части уровня. Пу-
зырек должен при этом пе-
редвигаться плавно, без за-
метных глазу произвольных
остановок и скачков. По-
добного рода опыт повто-
ряется минимум 2 раза в Двух
противоположных направле-
ниях.
2. Испытание на год-
ность сосуда круглого уров-
ня производится тем же
способом, как и для труб-
чатых уровней, но только
испытание повторяется ми-
нимум 4 раза по двум взаим-
Рис. 1525. но пеРпендикулярным на-
правлениям.
3. Необходимое для такого испытания медленное и плавное
перемещение пузырька уровня осуществляется при помощи экза-
минатора уровней (рис. 1524) или при помощи поверочной под-
ставки (рис. 1525), если таковая имеет винт для регулировки
наклона.
908
4. Экзаминатор, или поверочная подставка, устанавливается
на поверочную площадку. Поверочная площадка должна пред-
ставлять собой гладко и ровно отделанную поверхность солидного
фундамента или площадку металлической плиты, помещенную на
вделанных в стену рельсах, болтах и т. п., гарантирующих неиз-
менность горизонтального положения.
в) Определение чувствительности уровня
1. Под определением чувствительности уровня подразуме-
вается определение угловой цены одного деления уровня, т. е.
определение того изменения угла наклона, котррое вызывает
перемещение пузырька уровня на одно деление уровня или, при
отсутствии на сосуде делений, перемещение в 2 мм. Чувстви-
тельность уровня выражается или в минутах и в секундах (гра-
дусной или временной меры) или высотой подъема, исчисляемой
в миллиметрах на метр длины наклонной части.
2. Определение чувствительности (угловой цены деления)
уровня производится при помощи экзаминатора уровней.
' 3. Уровень*(трубчатый), снабженный камерой для регулировки
длины пузырька, испытывается при длине пузырька, приблизи-
тельно равной половине рабочей части уровня.
4. Перед началом испытания уровень должен быть выдержан
не менее 2 час. в тех же температурных условиях, как и экза-
минатор уровня. Испытание точных уровней может быть начато
не ранее, как через 2 часа после их установки на экзаминаторе.
5. Испытание состоит в последовательных изменениях наклона
рабочей штанги экзаминатора все время на равные числа делений
микрометренного винта экзаминатора и в отсчетах, а также
записи соответствующих положений концов пузырька. Изменения
наклона подбиракэтся таким образом, чтобы смещение пузырька
примерно равнялась одному делению, чно при условии, что таких
различных положений будет не более пятнадцати. Пузырек уровня
сначала прогоняется от одного конца рабочей части уровня
к другому, а затем в обратном направлении. Далее уровень пере-
кладывается на 180°, и испытание повторяется таким же образом,
но обязательно на тех же штрихах экзаминатора, как в первой
части испытания. Отсчеты последовательных положений пузырька
уровня должны проводиться через равные промежутки времени,
достаточные для надлежащего успокоения пузырька.
При испытании точных уровней необходимо принимать все
меры для защиты их от тепловых воздействий.
6. Если подвергающийся поверке уровень принадлежит к уровням
высокой чувствительности и если наблюдено не менее четырех
псдожений, то обработка таких наблюдений производится по
способу Банаха-Васильева.
Если уровень принадлежит к уровням средней чувствитель-
ности и _ если наблюдено не менее четырех положений, то обра-
ботка таких наблюдений производится по способу Ванаха-Коши.
909-
7. Если число наблюденных положений менее четырех или
уровень принадлежит к уровням малой чувствительности, то обра-
ботка производится по упрощенному способу.
8. Если трубка уровня снабжена менее чем четырьмя штри-
хами на каждой стороне и если тем более самый отсчет может
быть произведен только по одному из ко'нцов пузырька уровня,
то самый метод наблюдения изменяется следующим образом.
Действуя винтом экзаминатора, последовательно подводят
пузырек уровня до видимого касания со всеми штрихами уровня-
и отмечают соответствующие показания микрометренного винта
экзаминатора.
Такую операцию производят 4 раза: по 2 раза в ту и другую
сторону, руководствуясь один раз левым концом пузырька и другой
раз — правым. За результат испытания, выписываемый с точ-
ностью до 1%, принимают среднее арифметическое из всех
отдельных наблюденных показаний чувствительности. Отдельные
наблюденные показания чувствительности должны отличаться от
средней цены деления не более чем на 25% для уровней гнутых
я не ,более чем на 10% для уровней шлифованных.
9. Испытание круглых уровней проводится в том же порядке,
как указано в п. 8, с той лишь разницей, что все испытание
выполняется дважды в двух взаимно перпендикулярных напра-
влениях.
10. Чувствительность уровня, найденная при поверке, не
должна отличаться от соответствующей надписи на уровне более
чем на 10%.
г) Определение отклонения центра шкалы уровня (поверка нуль-
пункта уровня)
1. Испытание производится на экзамина*горег(рис. 1524) или
на поверочной подставке (рис. 1525), устанавливаемой на пове-
рочной площадке согласно п. 4 разд. б.
2. Рабочая плоскость уровня должна устанавливаться на
экзаминаторе или на поверочной подставке совершенно плотно,
без качаний и просветов.
3. По установке уровня на экзаминатор или на поверочную
подставку действуют установочными винтами и приводят пузырек
уровня на середину его рабочей части. Далее, отметив место
уровня на подставке, его перекладывают на 180°, приняв все
меры, чтобы рабочая плоскость уровня стала на то же место
поверочной подставки. Наблюдаемое смещение пузырька уровня
от его середины будет равняться двойной величине ошибки нуль-
пункта, которая следовательно определится делением отсчитанного
смещения на два.
4. В уровнях с ценой деления 1' (одна минута дуги) и более
ошибка нульпункта не должна превышать 0,5 деления, а в уровнях
с ценой деления меньше^ 1' ошибка нульпункта не должна пре-
вышать одного деления.
910
д) Клеймение
На уровни высокой и средней чувствительности, отвечающие'
требованиям, предъявляемым настоящей инструкцией, поверяющими
учреждениями выдается свидетельство с указанием всех резуль-
татов испытания, а также владельца уровня, фирмы и ^номера
уровня, даты и температуры поверки.
На остальные уровни налагаются поверительные клейма уста-
новленного образца.
На уровни, не удовлетворяющие приведенным, требованиям,
могут выдаваться извещения с указанием причины их непригод-
ности и результатов испытаний.
3. Экзаминатор уровней и инструкция к пользованию им
а) Описание экзаминатора
1. Экзаминатор уровня состоит из бруса, вращающегося^
около горизонтальной оси и имеющего в качестве третьей
точки опоры закругленный конец точного микрометренного винта,
вроходящего сквозь гайку, вделанную в конец бруса экзаминатора
(рис. 1526).
Рис. 1526.
Наклон бруса экзаминатора можно менять вращением микро-
метренного винта.
Обозначив длину бруса экзаминатора от оси его вращения до оси
микрометренного винта D, шаг винта — через h, соответствующий
этому шагу угол наклона прямой по отношению к плоскостям
опоры — через а, имеем точное соотношение между этими эле-
ментами:
tga = A, (1)
ли приближенно ввиду малости угла а, выраженного в секундах
дуги:
Выражение (2) называется ценой одного оборота винта
экзаминатора.
911
Предприятия, изготовляющие экзаминаторы, чаще всего под-
бирают постоянные h и D так, чтобы цена одного оборота винта
равнялась 60, 120 или 180 сек. дуги, т. е. целому числу минут
дуги, и делят головку микрометренного винта на соответствующее
число дуговых секунд.
Но обычно при изготовлении экзаминатора не удается
полностью соблюсти вполне точнее соотношение величин h
и Z), и поэтому цена одного оборота и цена одного деления
винта экзаминатора чаще всего не выражаются целым числом
минут и соответственно секунд.
Поэтому перед < применением экзаминатора его надлежит
исследовать в соответствующих лабораториях и пользоваться
.затем ценой деления, являющейся результатом исследования.
2. Правильность показаний экзаминатора, помимо всего прочего,
„зависит от достоинств микрометренного винта, т. е. от’ величины
его поступательных и периодических ошибок, но этими ошибками
можно пренебречь, так как современные микрометренные винты
изготовляются с большой степенью совершенства.
Помимо того правильность показания зависит и от пер-
пендикулярности оси микрометренного винта к оси вращения
бруса экзаминатора. Эта ошибка отражается прямо на цене
деления винта экзаминатора и потому становится безвредной,
если весь экзаминатор подвергнут исследованию целиком.
3. Установка экзаминатора должна быть выполнена так, чтобы
ось вращения его бруса была горизонтальна. В наличии этого
условия убеждаются, поверяя горизонтальность рабочей плоскости
•бруса в направлении, параллельном оси . вращения. Горизонталь-
ность установки может быть поверена при помощи вспомогатель-
ного накладного уровня.
При юстировке же прибора поверяют параллельность оси
вращения и рабочей- плоскости бруса, причем ошибка не должна
превышать 30 мин. (дуги).
Для возможности соответствующей регулировки подставка
экзаминатора снабжается соответствующими юстировочными вин-
тами.
Далее, поверхность, служащая опорой для микрометренного
винта экзаминатора, может быть не плоской и не горизонтально
установленной. Горизонтальность опоры поверяется также при
помощи вспомогательного накладного уровня.
Весь прибор располагается на возможно прочных и солидных
подставках, а лучше всего на изолированных особых столбах,
притом в помещениях (по возможности) с постоянной темпера-
турой.
Примечание. Для возможности испытания уровней в трубчатых
оправах и уровней без оправ экзаминатор снабжается парными пере-
движными козелками (рис. 1526), устанавливаемыми или по указанию
заказчика или так, чтобы уровень ложился на козелки своими концами
или концами оправы.
‘912
4. В более старых и простых конструкциях ось вращения
бруса экзаминатора образуется двумя закругленными концами
обыкновенных установочных винтов. Тогда весь экзаминатор рас-
полагается на толстой шлифованной стеклянной пластинке. Такую
пластинку необходимо располагать строго горизонтально. В более
новых конструкциях импортных экзаминаторов фирм Женевское
общество физических приборов, Асканиа-Верке и др. осью враще-
ния служат обычно центровые винты, а самый брус располагается
на особой подставке с регулировочными винтами.
Регулировочными винтами приходится пользоваться, помимо
правильной установки экзаминатора, также при поверке уровней
на определенном участке микрометренного винта. Кроме того
экзаминаторы нередко снабжаются противовесами для уменьшения
нагрузки на микрометренный винт.
Для установки исследуемых уровней экзаминатор снабжается
соответствующими передвижными козелками. Верхняя поверхность
бруса экзаминатора должна представлять точно шлифованную
плоскость.
5. При выполнении наблюдений, если речь идет об уровнях
высокой и средней чувствительности, надлежит принимать все
меры, чтобы исключить как термические, так и иные вредные
влияния окружающей среды и наблюдателя на экзаминатор и по-
веряемый уровень.
б) Обработка наблюдений на экзаминаторе по способу
Ванаха-Васильева
1. При выполнении наблюдений все получающиеся числа
заносятся в надлежащие графы прилагаемой схемы. Так в гр. 1
помещают номера наблюдаемых положений, в гр. 2 — показания Э,
микрометренного винта экзаминатора, которые будут одинаковы
при прямом и обратном ходе, в гр. 3 — 6 — наблюденные
положения а, б, а' и б' левого и правого концов пузырька при
прямом и обратном ходе.
2. Вычисления начинаются с образования построчно средних
из чисел в гр. 3 — 6. Эти средние Ht (наблюденное — гр. 7)
будут свободны от систематического изменения в положениях
уровня и экзаминатора, происходящего с течением времени, что
обычно наблюдается.
Теперь каждому показанию винта экзаминатора соответ-
ствует свое определенное положение середины пузырька уровня Н{,
и такие показания могут быть связаны формулой вида:
—30) = H„ (3)
где х — положение пузырька, соответствующее избираемому нами
начальному отсчету экзаминатора Эо, а у — смещение пузырька
при вращении винта на одно деление, т. е., иначе говоря, цена
деления винта в делениях уровня.
58 Зак. 3905. — Спи. кн. оптико-механика, ч. II. 913
Схема для записи и обработки наблюдений над уровнями по способу Ванаха-Васильева.
№ набл. а б аг б' н. A А Я, (ДЯ{) (дэ<) Bi к~н—в
1 2 3 4 5 6 7 8 9 10 п 12 13
1 37 28,9 76,9 29,35 77,2 53,09 33 26,84 1,089 885,72 53,04 4-0,05
2 34 26,3 74,3 26,85 74,7 50,54 27 21,78 0,729 588,06 50,61 — 0,07
3 31 23,95 71,95 24,4 72,25 48,14 21 17,02 0,441 357,42 48,17 — 0,03
4 28 21,5 69,5 22,0 69,85 45,71 15 12,15 0,225 182,25 45,74 — 0,03
5 25 19,1 67,1 19,75 67,6 43,39 9 7,50 0,081 67,50 43,31 4-0,08
6 22 16,7 64,7 17,3 65,15 40,96 3 2,51 0,009 7,53 40,87 4-0,09
7 19 14,15 62,15 14,8 62,7 38,45 38,44 4-0.01
8 16 11,7 59,7 12,15 60,0 35,89 36,00 — 0,11
9 13 9,4 57,3 9,85 57,7 33,56 33,57 -0,01
10 10 7,02 55,0 7,3 55,15 31,12 31,14 -0,02
11 . 7 4,7 52,65 4,9 52,8 28,76 28,70 4-0,06
12 4 2,3 50,2 2,3 50,2 26,25 26,27 -0,02
Среднее: 20,5 — — — — Среднее: Суммы: Контроль | + 29
39,655 = х 2 574_у вв= 2088,48
у — 0,81138 в делениях уровня; с 0.960" ЕД2 в о,О4О4
т = — — - — 1.183"-
у 0,81138
М = + 0,064 деления уровня — + 0,08";
те, те_ = -г — 0,002".
т У
3. Для нахождения неизвестных х и у пользуемся следующим
упрощением способа наименьших квадратов.
Избираем Эо таким образом, чтобы выполнялось условие:
2(Э(-Эо) = О, (4)
отсюда:
50 = ^!, (5)
где п — число наблюденных положений. Тогда неизвестное опре-
делится у нас из уравнения:
2 я,
п
(6)
В приведенном примере х = 39,655 деления уровня.
4. Для нахождения у образуем сначала попарно разности
симметрично расположенных уравнений, т. е. из 1-го вычитаем
п-е, из 2-го — (л— 1) и т. д. При четном числе уравнений таких раз-
п л— 1 „
ностей будет при нечетном ——• Это вычитание служит для
Z Z
исключения неизвестного х, и мы приходим к преобразованным
уравнениям вида:
(31 —э„)
(7)
или, короче:
ДЭ^ = Д#Г (8)
Применяя к этим преобразованным уравнениям способ наимень-
ших квадратов, имеем:
2(ДЯ4)(ДЭ,)
S(A3,)2
(9)
При выполнении вычислений в схему заносятся: ДЭ* — гр. 8,
Д/7, — гр. 9, (Д^)2 — гр. 10, (ДЛО (Д^) — гр. 11. Сумма величин
(ДЭ4)2 могла бы быть вычислена при помощи общей формулы, но
ввиду малого числа слагаемых вычисления проще вести путем
непосредственного суммирования.
В данном примере у = 0,81138.
5. Достоинства трубки уровня, в первую очередь, характе-
ризуются средней ошибкой одного положения пузырька, выражен-
ной в долях деления уровня. Эту ошибку находим, вычислив для
каждого Э, соответствующее положение пузырька, вытекающее из
найденных значений х и у. Вычисленное значение Bi помещаем
58* 915
в гр. 12, затем образуем в гр. 13 уклонения наблюденное — вы-
численное— и наконец находим по обычной формуле:
(Ю)
среднюю ошибку одного положения пузырька уровня.
В данном примере М — rt 0,064 деления уровня.
6. Цена одного деления уровня г определяется затем по
формуле:
с
т = —
У
(Щ
где с—постоянная экзаминатора, иначе цена одного его деления
в угловых секундах.
Средняя ошибка найденного значения т получается затем
по формуле:
с т„ с М
• m—т—2——5- • -7==, (124
У2 у У У2 U '
так как выражение (ДЭ{)2 представляет собой весовой коэфициент
неизвестного у, определяющий ту — среднюю ошибку этого не-
известного.
В данном случае:
1,183",
0,960" • 0,064 . пппо„
nt- — zt-------------= ±0,002 .
‘ 0,658-50,7 ’
7. Точно такое же наблюдение повторяется на тех же деле-
ниях экзаминатора, но при уровне, переложенном на 180°. Для
приведения пузырька уровня к должному месту его шкалы поль-
зуются регулировочными винтами подставки. Решение этих наблю-
дений проводится по уже описанной схеме.
За окончательные результаты принимается: для цены деле-
ния— среднее арифметическое из двух частных ее значений,
а для величины М — среднее квадратичное из таких же частных
значений.
Для данного примера при повторном исследовании было по-
лучено:
7И = 0,068; т = 1,183"; = 0,002",
т. е. в редком согласии с результатами первого наблюдения, так
как два такие независимые значения могут иногда расходиться на
2—3%. Объясняется это практически неустранимыми системати-
ческими ошибками, искажающими результаты наблюдения. Вели-
чинам поэтому не следует придавать реального значения,
как средней ошибке найденной цены деления. Они только косвен-
ным образом характеризуют обширность ряда наблюдений.
916
Окончательными результатами нашего исследования будут:
1,183",
—з /1
Л4=10 • I / —(642-|- 682) = zt 0,066 — zt 0,07 деления уровня.
V **
8. В уровнях, годных для пользования, величина М не должна
превышать 0,25 дел^нйя уровня. /
в) Обработка наблюдений на экзаминаторе по способу Ванаха-Коши.
1. Гр. 1—9 прилагаемой схемы заполняются таким же по-
рядком, как предыдущая схема, т. е. в результате мы приходим,
как и раньше, к преобразованным уравнениям:
ДЭ^ = ДНР (13)
Решая их по способу Коши (в этом заключается отличие от спо-
соба Васильева-Банаха), имеем более простую формулу:
2Д/7,
У ’
(И)
В данном примере имеем:
35,88 1 Юй
у = ——— = 1,196 деления уровня.
UV
2. Средняя ошибка одного положения пузырька, цена деле-
ния уровня, средняя ошибка определения цены деления находятся
по тем же формулам, что и в предыдущем способе. Заметим, что
в данном примере постоянная экзаминатора сг — 9,60'.
3. В уровнях, годных для пользования, величина М — сред-
няя ошибка одного положения пузырька — не должна превышать
0,25 деления.
Все вычисления, необходимые для иллюстрации способа Ва-
наха-Коши, приводим ниже:
у= 1,1960 деления уровня;
~ = 0,83612 в десятках делений экзаминатора =
= 0,83612 • ct = 8,0268"; ct = 9,60".
0,1808
щ-----— = zt 0,14 деления уровня = zt 1,1 ;
L = (ДЭЭ2 = 220;
М 0 14
т, = — = -<-0,0094 деления уровня;
* /1(Д^)2 /220
m, = ..^=±8-^r^=±0,06".
у 1,196
917
918
Схема для записи и обработки наблюдений над уровнями по упрощенному способу Ванаха*Коши.
№ набл. э, а б а' б' я, дэ{ дя. в. д = н—в
1 2 3 4 5 6 7 8 9 12 13х
1 0 0,1 17,4 — 0,2 16,8 8,52 10 12,16 8,54 — 0,02
2 1 1,0 18,3 + 0,9 17,9 9,52 8 9,86 9,74 — 0,22
3 2 2,1 19,4 2,4 19,5 10,85 6 7,15 10,94. — 0,09
4 3 3,3 20,7 4,0 21,0 12,25 4 4,53 12,13 4-0Д2
5 4 4,8 22,1 5,0 22,1 13,50 2 2,18 13,33 + 0,17
6 5 6,2 23,5 5,8 23,0 14,62 — 14,52 + 0,10
7 6 7,2 24,5 6,9 24,1 15,68 — — 15,72 — 0,04
8 7 8,2 25,5 8,1 25,3 16,78 — — 16,92 — 0,14
9 8 9,2 26,5 9,5 26,8 18,00 — — 18,11 — 0,11
10 9 10,5 27,8 11,0 28,2 19,38 — —- 19,31 + 0,07
И 10 11,8 29,0 12,3 29,6 20,68 •— — 20,50 + 0,18
Среднее: 5,00 — — — Среднее: 14,525 Суммы: 30 35,88 Контроль ЕД2 = f +64 1 -62 0,1808
г) Определение цены деления уровня при малом числе возможных
положений пузырька (упрощенный способ решения).
1. Сами наблюдения, выполненные при прямом и обратном
ходе пузырька, заносятся в приведенную ниже схему, а именно:
в гр. 1—показания винта экзаминатора (з данном примере — че-
рез 2 оборота), в гр. 2—5 — отсчеты концов пузырька.
2. При вычислении сначала находят наблюденные положения
средин пузырька (гр. 6), а затем путем образования разностей
последовательных чисел гр. 6 — ДЯ—смещения пузырька (гр. 7),
соответствующие последовательным изменениям ДЭ— наклона
бруса экзаминатора (в нашем примере на 2 оборота винта).
Среднее из всех наблюденных смещений пузырька ДН связано
с соответствующим изменением угла наклона ДЭ в делениях экза-
минатора уравнением:
тДЯ==ДЭ, (15)
откуда, если цена оборота винта есть ct:
ДЭ
х~~с*1н'
(16)
3. Уровень признается годным, если отдельные смещения пу-
зырька отличаются от среднего не более как на 10% лля шли-
фованных уровней и не более 25% для уровней гнутых.
Схема для записи и вычисления наблюдений по упрощенному спо-
собу испытания технических уровней
э а б а' б' И Д/7 д уклонения от среднего
1 2 3 4 5 ‘ 6 . 7 8
0 об. 2 4 6 . 3,0 4,1 5,2 6,3 12,85 13,9 15,0 16,1 3,0 4,05 5,15 6,35 12,8 . 13,9 15,0 16,1 7,91 8,99 10,09 11,21 1,08 1,10 1,12 — 0,02 0,00 + 0,02
Э = 2 об. — — — — Среднее 1,10 ( +0,02 1 —0,02
и 11,21—7,91 . , _к, Контроль: з—£— = 1,10; т = 1,75 . О
919
4. В данном примере при изменении наклона бруса экзами-Д
натора на 2 оборота винта пузырек смещается в среднем на 1,10 J
деления уровня. Цена 1 оборота с2 равнялась 0,960', отсюда: 1
2 • 0,960' . __ -
т = ~Тдо~ = 1,75-,
Отдельные смещения пузырька уклоняются от среднего ме-
нее 10%.
Повторное наблюдение при переложенном уровне дало зна-
чение т= 1,80', при уклонениях отдельных смещений, также
меньших 10% среднего смещения.
Окончательно средняя цена деления есть:
т=1,78', -
а самый уровень годен, так как колебания отдельных цен деления
меньше 10%.
II. НАГЛАЗНИКИ И НАЛОБНИКИ
(ПРОЕКТЫ НОРМ ВООМПа)
Наглазники и налобники служат для предохранения глаза на-
блюдателя от попадания бокового света и, являясь деталью оку-
ляра, дают возможность глазу находиться в месте зрачка выхода.
Рис. 1527.
Наглазники делятся на:
1) мягкие (резиновые) — рис. 1527—1531;
2) твердые (из пластмасс) — рис. 1532—1534;
3) налобники — рис. 1535 и 1536.
Наглазники рис. 1527 применяются главным образом в бино-
кулярных приборах и служат для наблюдений при неспокойном
положении (тряска, качка), предохраняя глаз от ушибов. Высту-
921
пающие высокие боковые части предохраняют от проникновения
постороннего бокового света и защищают от ветра, вызывающего
слезливость при длительном наблюдении.
Наглазник рис. 1528 применяется главным образом в моноку-
лярных приборах и, помимо предохранения от ушибов при тряске
и качке и от попадания бокового света, служит для легкой уста-
новки глаза в месте зрачка выхода.
Наглазник рис. 1529 употребляется главным образом в бинок-
лях и имеет удобную форму для соприкасания с переносицей на-
блюдателя.
Наглазник рис. 1531 применяется в случае надобности как
двойной наглазник.
Наглазник рис. 1530 имеет хорошее прилегание и несколько
ослабленное сечение.
/7
Рис. 1528.
Наглазники твердые (рис. 1532—1534) применяются для при-
боров лабораторного типа и для работы в исключительно спокой-
ных условиях.
Налобники (рис. 1535 и 1536) предназначены для специальных
условий наблюдения.
922
Обозначение наглазник^ Размеры мм
d da D D, A H h
НМ-В-35 35 40 36 41 45 40 17 3
НМ-В-37 37 42 38 43 47 42 ' 21 3
НМ-В-46 46 50 45 50 55 49 21 2,5
Материал — резина
Рис, 1529
Обозначение наглазника Размеры мм
d <4 H h Л1 S /? | A В г
HM-D-40 40 45 25 10 3 3 80 50 25 29 39 4
HM-D-44 44 50 25 10 3 3 100 —— 33 31 40 4
HM-D-45 45 48 26 7 2,6 4 20 42 15 29 39 —
Материал — резина
Рис. 1530
923
Обозначение наглазника Размеры мм
Л dg D H h Г
НМ-Г-23,5 23,5 26 29 37 31 12 3,5 2
НМ-Г-25 25 28 28 34 32 7,5 2 1,5
НМ-Г-27 27 32 32 36 36 8 2,5 1
НМ-Г-30 30 34 34 42 38 8 2,5 2
НМ-Г-32 32 36 36 43 38 10 3,25 1,75
НМ-Г-42 42 46 43 53 48 8 2 2,5
Материал — резина
Рис. 1531
Обозначение наглазника Размеры мм
d резьбы di D Н h 5 г
НТ-А-27 4 М 27 X 0,75 24 34 9 3,5 0,5 1,5
НТ-А-30 4 М 30 X 0,75 24 34 10 4 0,5 1,5
Материал — эбонит или пластмасса
Рис. 1532
924
Обозначение наглазника
НТ-В-16
НТ-В-21
НТ-В-26
16
21
26
Материал — эбонит или пластмасса
Рис. 1533
925
Рис. 1535.
Рис. 1536.
926
Ш. МАХОВИЧКИ И РУКОЯТКИ
(ПРОЕКТЫ НОРМ ВООМПа)
Большинство маховичков и рукояток, применяемых в оптико-ме-
ханической промышленности, не является силовыми, а представляет
собой детали управления приборами и передвижения отсчетных
механизмов; поэтому они имеют облегченные вес и размеры.
Маховички и рукоятки делятся на:
1) маховички литые со спицами без рукояток (рис. 1537);
2) маховички литые со спицами с вращающейся рукояткой
(рис. 1538 и 1539) для непрерывного вращения;
3) вращающиеся рукоятки (рис. 1540);
4) рукоятки с шаровой головкой для зажима и поворота на
небольшой угол (рис. 1541);
5) рукоятки из пластмасс для вращения пальцами и всей ру-
кой (рис. 1542—1544);
6) рукоятки управления с отчетными барабанами.
Эти маховички и рукоятки служат исключительно для поворота
вала-или оси на определенный угол, а рукоятка рис. 1541—для
зажима.
Разрез по fl В
Размеры обода и спиц мм
D А 5 7? 7?! с b 1 г г» rs
80 12 15 6 2,5 14 8 10 3,5 2 1,5 2
100 12 15 6 2,5 15 12 14 3,5 2,75 2 3
120 13 16 6,5 3,5 17 12 14 3,5 2,75 2 3
160 16 19 8 5 22 14 16 4,5 3 2,5 4
200 16 20 8 4 22 19 22 4,5 4 3,5 5
250 20 24 10 6 25 20 24 4,5 5 3,75 6
Размеры ступицы мм
D а h d(A3) d3 rt rs 5 e (A3)
80 4 9 12 12 20 20 23 6 12 13,5 4
100 5,5 10 16 12 25 24 29 6 12 13,5 4
120 6 11 18 12 25 19 31 6 12 13,5 4
160 7 15 18 15 30 26 34 7 14 17 5
200 9 16 25 18 35 ‘25 43 9 18 20 5
250 9 20 25 18 35 42“ 43 9 18 20 5
Рис. 1537
928
Разрез по АВ
D обода Размеры обода и спиц мм г.
А В 7? 1 /?1 ! с | d(A3) di | к S V b А г 'i
80 12 15 6 2,5 14 7 10 4,5 4 1,5 8 10 3,5 2 1,5 2
100 12 15 6 2,5 15 7 10 4,5 4 1,5 12 14 3,5 2,75 2 3
130 13 16 6,5 3,5 17 7 10 6 4 1,5 12 14 3,5 2,75 2 3
160 16 16 8 5 22 8 13 8 4 1,5 14 16 4,5 3 2,5 4
200 16 20 8 4 22 8 13 8 4 2 19 22 4,5 4 3,5 5
250 20 24 10 6 25 10 16 9 5 2 20 24 4,5 5 3,75 7
D обода Размеры ступицы мм
а 1 4 &з | 'd4 ^5 Из) г* Гз 5 е
V, 80 4 9 12 20 20 23 12 6 12 13,5 4
100 5,5 10 16 25 24 29 12 6 12 13,5 4
• 120 6 11 18 25 19 31 12 6 12 13,5 4
160 7 15 18 зсГ 26 34 15 7 14 7 5
200 9 16 25 35 25 43 18 9 18 20 5
250 9 20 25 35 42 43 18 9 18 20 5
59 Зак. 3905.— Опр. кн. оптико-мехашгка, ч. II.
929
Рис. 1538.
930
Рис. 1539.
Разрез по R 8
59*
931
Рис. 1540а.
Длина Размеры мм
корпуса
L L1 1 D а. 11
46 - 58 J 59 j 16 7 ( 6 7
.58 74,5 20 ! 8 10
72 92,5 25 10 12
Рис. 15406.
Размеры мм Винт установочный
D d(A3)
25 3 2,3X81
30 4 зх ю
35 5 ЗХ Ю
Рис. 1542.
932
Угол рукоятки Размеры мм
Заготовка рукоятки Рукоятка
L < D Ог D, ! 2? Л i *1 d(A3} <4
20° 30° 45е 90 80 13 9 20 6,5 16 6 10 3 М 10 X 1,5
20е 30° 45е 115 102,5 16 11 25 8 20 7,5 12 4 М 12 X 1,75
Рис. 1541.
933
Размеры мм Винт уста- новочный
D Н я. rf(A,) Размер dX«
40 20 8 ± 0,3 5 6 зхю
50 25 8 ± 0,3 6 3 4 X 12
Рис. 1543.
Рис. 1544.
934
IV. ВИНТЫ И ГАЙКИ
(ПРОЕКТЫ НОРМ ВООМПа)
Назначение — см. в гл. ХХХП.
Типы винтов и гаек приведены на рис. 1545—1571.
Винт типа НУС
с накатанной узкой головкой с выполнением конца по сфере
Резьба d D h т R X С Ri Шаг накатки 1 Длина винта 1 и наружной части /0
1 1о 1 4 1 4 1 4 1 4 1 4 t 4 1 4 1 4 1 4
М 1,4 X 0,3 1,4 3 10 0,4 3 0,5 0,3 1 0,5 2 2 4 4 5 5 8 7 10 9 12 11 —
М 1,7X0,35 1,7 3,5 10 0,4 4 0,5 0,3 1,5 0,5 2 2 4 4 6 5 8 7 10 9 12 11 14 13 —— —.
М2 X 0,4 2 4 11 0,5 4 1 . 0,4 1,5 0,5 4 4 — 6 6 8 7 10 9 12 И —- 16 15 — 1*^ — —
М 2,3 X 0,4 2,3 4,5 11 0,5 5 1 0,4 2 05 4 4 — — 6 6 8 7 10 9 12 11 16 15 20 19 — —
М 2,6 X 0,4 2,6 5. 11 0,7 5 1 0,5 2 0,5 6 6 8 8 10 8 12 10 — 16 14 ___ 20 18 25 23 — —
М3 X 0,5 3 6е 12 0,8 6 1 0,5 2 0,5 6 6 8 8 10 10 12 10 14 12 16 14 20 18 25 23 30 28
М 4 X 0,7 4 7 12 0,8 8 1,5 0,7 3 0,5 8 8 10 10 12 12 —— 16 13 20 17 —_ —— — — — -
М 5 X 0,8 5 8 13 1,1 8 1,5 0,7 5 0,5 10 10 12 12 —. 16 16 20 17 30 27 40 37 — —
Мб XI 6 10 13 1,3 10 2 0,8 6 0,6 12 12 — — 10 16 20 16 — — 30 26. — 40 36 45 41 50. 46
Рис. 1545,
w
OS
Винт типа НУШ
с накатанной узкой головкой с выполнением конца в виде шаровой надставки
Резьба d D Л т R X с *4 Ж Т '1 Шаг накатки 1 Длина винта 1 и наружной части 10 •
1 4 1 4 1 1о 1 4 1 4 1 4 1 4 1 4 1 4 1 4
М 2,3 X 0,4 2,3 4,5 11 0,5 5 1 2 1,5 0,75 0,2 0,5 6 6 8 7 10 9 12 11 16 Д5 20 19
М 2,6 X 0,4 2,6 5 11 0,7 5 1 2 1,7 0,85 0,2 0,5 6 6 8 8 10 8 12 10 — 16 14 20 18 25 23
М3 X 0,5 3 6 12 0,8 6 1 2,5 2 1 0,3 0,5 6 .6 8 8 10 10 12 10 — 16 14 18 116 20 18 26 23 30 28
М 4 X 0,7 4 7 12 0,8 8 1,5 3 2,5 1,25 0,3 0,5 8 8 10 10 12 12 — 16 13 — и* 20 £17 —- 30 27
М5 X 0,8 5 8 13 11 8 1,5 3 3,5 1,75 0,3 0,5 10 10 12 12 — — 16 16 — — 20 17 30 {27 — 40 37 — —
Рис, 1546,
Винт типа СР
со сферической головкой для отверстий из-под развертки
Резьба d D h т R п t <4 (А) А /о X с 4 Длина винта 1 и длина цилиндрической части винта 4
1 4 (А) 1 4 (А) 1 4 (А) 1 4 (А) 1 4 (А*) 1 (Л) 1 4 (А) 1 (А) 1 (А) 1 (1) 1 (X)
М 2 Х0,4 2 4 1,4 0,5 4 0,4 0,8 3 2,5 0,4 1 0,4 3 4 1 4,5 1,5 5 2 5,5 2,5 6 3 7 4 8 5 9 6 И 8 13 10 15 12
М 2,3X0,4 2,3 4,5 1,6 0,5 5 0,6 0,9 3,5 2,5 0,4 1 0,4 3 4 1 4,5 1,5 5 2 5,5 2,5 6 3 7 4 8 5 9 6 11 8 13 10 15 12
М 2,6X0,45 2,6 5 1,8 0,7 5 0,6 1,1 3,5 3 0,4 1 0,5 3,5 4,5 1 5 1,5 5,5 2 6 2,5 6,5 3 7,5 4 8,5 5 9,5 6 11,5 8 13,5 10 15,5 12
М 3 ХО,5 3 6 2 0,8 6 0,6 1,2 4 3,5 0,4 1 0,5 4 5 1 5,5 1,5 6 2 6,5 2,5 7 3 8 4 9 5 10 6 12 8 14 10 16 12
М 3,5X0,6 3,5 7 2,2 0,8 8 0,8 1,3 4,5 4 0,4 1 0,6 4,5 5,5 1 6 1,5 6,5 2 7 2,5 7,5 3 8,5 4 9,5 5 10,5 6 12,5 8 14,5 10 16,5 12
М 4 Х0,7 4 8 2,6 1,1 8 0,8 1,5 5 4,5 °,4 1,5 0,7 5 6 1 6,5 1,5 7 2 7,5 2,5 8 3 9 4 10 5 11 6 13 8 15 10 17 12
М 5 Х0.$ 5 10 3 1,3 10 1,2 1,9 6 5,5 0,4 1,5 0,8 6 7 1 7,5 1,5 8 2 8,5 2,5 9 3 10 4 11 5 12 6 14 8 16 10 18 12
М 6 XI 6 12 3,6 1,6 12 1,2 2,3 8 7,5 0,4 2 1 8 9 1 9,5 1,5 10 2 10,5 2,5 И 3 12 4 13 5 14 6 16 8 18 10 20 12
Рис. 1547.
938
Винт типаЦР
с цилиндрической головкой для отверстий и под развертки
Резьба d D h п t (*«) d0 Л X с 4 Длина винта 1 и длина цилиндрической части винта 1,
1 (Л) 1 4 (А) 1 (А) 1 4 (А) / А (Л4) 1 (А) 1 (Л*) 1 |'А 1 Mi) 1 1. (Л*) 1
М 1 Х»,25 1 2 0,8 0,3 0,4 1,5 1 0,4 0,5 0,2 1,5 2,5 1 3 1,5 3,5 2 4 2,5 4,5 3 5,5 4 6,5 5 7,5 6 9,5 8
М 1,2X0,25 1 2,5 0,9 0,3 0,5 1,8 1,4 0,4 0,5 0,2 2 3 1 3,5 1,5 4 2 4,5 2,5 5 3 6 4 7 5 8 6 16 8 12 10 •мм» —.
М 1,4X0,3 1,4 3 1 0,3 0,6 2 1,5 0,4 0,5 0,3 2 3 1 3,5 1,5 4 2 4,5 2,5 5 3 6 4 7 5 8 6 10 8 12 10 —
М 1,7X0,35 1,7 3,5 1,2 0,4 0,7 2,5 2 0,4 0,5 0,3 2,5 3.5 1 4 1,5 4,5 2 5 2,5 5,5 3 6,5 4 7,5 5 8,5 6 10,5 8 12,5 10 —.
М 2 Х0,4 2 4 1,4 0,4 0,8 3 2,5 0,4 Г 0,4 3 4 1 4,5 1,5 5 2 5,5 2,5 6 3 7 4 8 5 9 6 11 8 13 10 15 12
М 2,3X0,4 2.3 4,5 1,6 0,6 0,9 3,5 2,5 .0,4 1 0,4 3 4 1 4,5 1’5 5 2 5,5 2,5 6 3 7 4 8 5 9 6 И 8 13 10 15 12
М 2,6X0,4 2,6 5 1,8 0,6 1,1 3,5 3 0,4 1 0,5 3,5 4,5 1 5 1,5 5,5 2 6 2,5 6,5 3 7,5 4 8,5 5 9,5 6 11,5 8 13,5 10 15,5 12
М 3 Х0,5 3 6 2 0,6 1,2 4 3,5 0,4 1 0,5 4 5 1 5,5 1,5 6 2 6,5 2,5 7 3 8 4 9 5 16 6 12 8 14 10 16 12
М 4 Х0,7 4 8 2,6 0,8 1,5 5 4,5 0,4 1,5 0,7 5 6 1 6,5 1,5 7 2 7,5 2,5 8 3 9 4 10 5 11 6 13 8 15 10 17 12
М 5 Х0,8 5 10 3 1,2 1,9 6 5,5 0,4 1,5 0,8 6 7 1 7,5 1,5 8 2 8,5 2,5 9 3 10 4 11 5 12 6 14 8 16 10 18 12
М 6 XI 6 12 3,6 .1,2 2,3 8 6,5 0,4 2 1 8 9 1 9,5 1,5 10 2 10,5 2,5 11 3 12 4 13 5 14 6 16 8 18 10 20 12
М 8 XI,25 8 16 4,8 1,5 3 10 9,5 0,4 2 1,2 10 —— ...— 12 2 12,5 2,5 13 3 14 4 15 5 16 6 18 8 20 10 22 12
М 10 XI,5 10 20 6 2 3,7 12 11,5 0,4 2,5 1,5 12 — — — — 14 •2 14,5 2,5 ,15 3 16 4 17 5 18 6 20 8 22 10 24 12
Рис. 1548.
Винт типа ЦIII
с широкой цилиндри-
ческой головкой
Резьба d D h п t X С Длина винта 1
М 1,2X0,25 1,2 4 0,9 0,4 0,5 0,5 0,2 2 3 4 —
М 1,4X0,3 1,4 5 1 0,5 0,6 0,5 0,3 2 3 4 — — — — — — — —
М 1,7X0,35 1,7 6 I,2 0,6 0,7 0,5 0,3 2 3 4 5 — — — — — — —
М 2 Х0,4 2 7 1,4 0,6 0,8 1 0,4 3 4 5 6 — — — — — — —
М 2,3X0,4 2,3 8 1,6 0,8 1 1 0,4 3 4 5 6 — — — — — — —
М 2,6X0.45 2,6 9 1,8 0,8 1,1 1 0,5 3 4 5 6 8 — — — — — —
М 3 Х0,5 3 11 2 1 1,2 1 0,5 — 4 5 6 8 —
М 4 Х0,7 4 14 2,6 1,2 1,6 1,5 0,7 — — 5 6 8 10 12 — — — —
М 5 Х0,8 5 17 3 1,5 1,8 1,5 0,8 — — — 6 8 10 12 — — — —
М 6 XI 6 20 3,6 1,5 2,2 2 1 — — — — 8 10 12 14 — — —
М 8 XI,25 8 25 4,8 2 3 2 1,2 — — — — — 10 12 — 16 20 -*
М 10 XI,5 10 30 6 2 3,6 2,5 1,5 — — •— — — — — 16 20 25
Рис. 1549.
939
Винт тина СШ
с широкой сферической
головкой
940
Винт типа У Ц
установочный с цилиндри-
ческой головкой
Резьба d D h п t X ЫХ,) '•i С Длина винта 1
М 1,4X0,3 1,4 2,6 • 1 0,4 0,5 0,5 0,8 0,2 1 2,5 3 — —
М 1,7X0,35 1,7 3 1,2 0,4 0,6 0,5 1 0,2 1,5 — 3 3,5 — — — — — —
М 2 Х0,4 2 3,5 1,4 0,5 0,7 1 1,2 0,2 1,5 — 3 — 4 — — — — — -
М 2,3X0,4 2,3 4 1,6 0,5 0,8 1 1,5 0,2 2 — — 3,5 — 4,5 — — — — —
М 2,6X0,45 2,6 4,5 1,8 0,6 0,9 1 1,7 0,2 2 — — — 4 5 — — — —
М 3 Х0,5 3 5 2 0,6 1 1 2 0,3 2,5 — — — 4,5 — 6 — — —
М 4 Х0,7 4 6 2,6 0,8 1,3 1,5 2,5 0,3 3 — — — — — — 6 7,5 — —
М 5 Х0,8 5 7,5 3 1 1,5 1,5 3,5 0,3 3 — — — — — — 6 — 8 —
М'б XI 6 9 3,6 1,2 1,8 2 4,5 0,4 4 — — — — — — — 8 Ю
М 8 XL25 8 12 4,8 1,5 2,4 2 6 0,4 5 — — — — — — — 10
Рис. 1551.
941
Винт типа У П
установочный с потайной
головкой
Резьба d D h п t X <W 6 с Длина винта 1
М 2,3X03 2,3 4,5 1,2 0,5 0,6 1 1,5 0,2 2 4,5 — 5,5 » — — —
М 2,6X0,45 2,6 5 1,3 0,6 0,7 1 1,7 0,2 2 •— 5 — 6 — — —
М 3 Х0,5 3 5,5 1,5 0,6 0,8 1 2 0,3 2,5 — — — 6 7 — — — — — — —
М 4 Х0,7 4 7,5 2 0,8 1 1,5 2,5 0,3 3 — — — - — 8 9 — — — — —
М Х0,8 5 9 2,5 1 1,3 1,5 3,5 0,3 3 — — — — — — 9 10 — — — —
М 6 XI 6 11 3 1,2 1,5 2 4,5 0,4 4 — — — — — — — — 11 13 — —
М 8 XI,25 8 15 4 1,5 2 2 6 0,4 5 — 14 16
Рис. 1552.
942
Вият типа ЦО
с цилиндрической головкой и боковыми отверстиями
Резьба d D h di k X С Р. Длина винта 1 и наружной частя 10
1 1о 1 ^0 1 ^0 1 1 1о 1 to 1 4) 1 1 . 1 to
М 1,2X0,25 1,2 2,3 2 0,8 1 0,5 0,2 1 — — — — 3 ' 3 — -•I 4 4 5 4 6 4 7 4 — — — —
М 1,4X0,3 1,4 2,6 2,2 1 1,1 0,5 0,3 1 — — 3 3 — — 4 4 5 4 6 4 7 4 8 4 10 4 — —
М 1,7X0,35 1,7 3 2,5 1 1,2 0,5 0,3 1,5 — — 4 4 5 5 6 5 7 5 8 5 10 5 12 5 15 5 — —
М 2 Х0,4 2 3,5 2,8 1,2 1,4 1 0,4 1,5 — — 4 4 5 5 6 6 7 6 8 6 10 6 12 6 15 6 18 6
М 2,3X0,4 2,3 4 3 1,2 1,5 1 0,4 2 — — 5 5 6 6 7 7 8 8 10 8 12 8 15 8 18 8 22 8
М 2,6X0,45 2,6 4,5 3,5 1Л 1,7 1 0,5 2 5 5 6 6 7 7 8 8 10 10 12 10 15 10 18 10 22 10 26 10
М 3 Х0,5 3 5 4 1,5 2 1 0,5 2,5 ‘ 6 6 7 7 8 8 10 10 12 12 15 12 18 12 22 12 26 12 30 12
М 4 Х0,5 4 6 5 1,7 2,5 1,5 0,7 3 — — 8 8 10 10 12 12 15 15 18 15 22 15 26 15 30 15 35 15
М 5 Х0,8 5 7,5 6 2 3 1,5 0,7 5 — — 10 10 12 12* 15 15 18 15 22 15 26 15 30 15 35 15 40 15
М 6 XI 6 9 7 2 3,5 2 0,8 6 12 12 15 15 18 18 22 18 26 18 30 18 38 18 40 18 45 18 50 18
Рис. 1553.
944
Винт типа СФ
со сферической головкой
.0
Резьба d D h TH R n t X c Длина винта Z И наружной части Zo
I 4 I 4 I 4 I 4 Z lo Z k, I 4 Z 4 Z 4 Z 4 Z Z I 4 Z 4 Z 4 Z 4 z 4 1 4 1 4 1 4
М 2 Х0,4 2 4 1,6 0,5 4 0,4 0,8 1 0,4 2,5 2,5 3 3 3,5 3,5 4 4 4,5 4,5 5 5 6 6 7 6 8 6 9 6 10 6 11 6 12 6 13 6 14 6 —— — — — — — — —
М 2,3X0,4 2,3 4,5 1,8 0,5 5 0,6 0,9 1 0,4 3 3 3,5 3,5 4 4 4,5 4,5 5 5 6 6 7 7 8 7 9 7 10 7 11 7 12 7 13 7 14 7 15 7 16 ,7 — — — — — —
М 2,6X0,45 2,6 5 2 0,7 5 0,6 1,1 1 0,5 3 3 3,5 3,5 4 4 4,5 4,5 5 5 6 6 7 7 8 8 9 8 10 8 11 8 12 8 13 8 14 8 15 8 16 8 —
М 3 Х055 3 6 2,4 0,8 6 0,6 1,2 1 0,5 4 4 4,5 4,5 5 5 6 6 7 7 8 8 9 9 10 9 11 9 12 9 13 9 14 9 15 9 16 9 17 9 18 9 19 9 20 9 — —
М 4 Х0,7 4 8 3,1 1,1 8 0,8 1,5 1,5 0,7 5 5 6 6 7 7 8 8 9 9 10 10 11 11 12 12 13 12 14 12 15 12 16 12 17 12 18 12 19 12 20 12 22 12 24 12 25 12
М 5 Х0,8 5 10 3,8 1,3 10 1,2 1,9 2 0,9 6 6 8 8 10 10 12 12 14 14 16 15 18 15 20 15 22 15 24 15 26 15 28 15 30 15 — — — — — — — — — — — —
М 6 XI 6 12 4,6 1,6 12 1,2 2,3 2 1 8 8 10 10 12 12 14 14 16 16 18 18 20 18 22 18 24 18 26 18 28 18 30 18 — — — - — — — — — — — — — —
Рис. 1554,
€0 Зав. 3905. — Опр. кн. оптиво-механива, я. II.
Винт типа НВ с накатанной высокой головкой
с выполнением конца по усеченному конусу
Резьба d D и h т d, b Г X С ! Шаг на- i । квтки I Длина винта 1 и наружной части /0
1 1 1 1 k 1 ) 4> 1 10 1 1» 1 1() 1 1 4
М 1,2 X 0,25 1,2 6 4 1,6 0,2 2,2 0,6 1 0,5 0,2 0,5 2 2 2,5 2,5 3 3,5 3,5 4 3,5 5 3,5
М 1.4 X 0 3 1,4 7 4,5 1,8 0,2 2,4 0,8 1 0,5 0,3 0,5 2 2 2,5 о S 3 3 3,5 3,5 4 4 5 4 6 4 __
М 1,7 X 0,35 1,7 8 5 2 0,2 3,5 1 1,25 0,5 0,3 0,5 2 9 2,5 2,5 3 3 3,5 3,5 4 4 5 5 6 5 8 5 ——
М 2X0,4 2 9 5,5 2,2 0,2 3,6 1,1 1,25 1 0,4 0,6 3 3,5 3,5 4 4 5 0 6 6 8 6 10 6
М 43X0,4 2,3 10 6 3,4 0,3 4,3 1,1 1,25 1 0,4 0,6 3 3 3,5 3,5 4 4 5 5 6 6 8 7 10 7 12 7 —
М 2,6 X 0,4 2,6 11 7 2,6 0,3 4,7 1,2 2 1 0,5 0,6 3 3 3,5 3,5 4 4 5 5 6 6 8 8 10 8 12 8 ——
М 3 х 0,5 3 12 8 3 0,4 4,9 1.6 2 1 0,5 0,6 4 4 5 5 6 6 8 8 10 9 12 9 14 g —-
М 4 х 0,7 4 16 10 4 0,4 7 2 2,5 1,5 0,7 0,6 5 5 6 6 8 8 10 10 12 12 14 12 16 12 18 12 ___ __ —
М 5 X 0,5 5 20 12,5 5 0,5 8,5 2,5 3 1,5 0,8 0,6 6 6 8 8 10 10 12 12 14 14 16 15 18 15 20 15 — — —
М 6X1 6 24 16 6 0,6 9,3 3 / 1 0,6 8 8 10 10 12 12 14 14 16 16 18 18 20 18 22 18 25 18
М 8 х 1,25 8 30 20 8 0,6 13,5 3,7 5 2 1,2 0,8 10 10 12 12 14 14 16 16 18 18 20 20 22 22 25 22 28 22 30 22
М 10 X 1,6 10 36 25 10 0,8 17 5 6 2,5 1,7 0,8 12 12 14' 14 16 16 18 18 20 20 22 22 25 25 30 25 35 25 40 25
Рис. 1555.
946
Винт т и п а НПУ с накатанной плоской головкой с вы-
полнением конца по усеченному конусу
Резьба b D Л т X С Шаг накатки Длина винта 1 и наружной части /0
1 4 1 4) 1 4 1 4 1 4 1 4 , 1 4 1 4 1 4 1 4
М 2,3 X 0,4 2,3 10 2,5 0,3 1 0,4 0,6 3 3 4 4 5 5 6 6 8 6,5 10 8,5 12 10,5 14 12,5 16 14,5 —
М 2,6 X 0,4 2,6 11 2,5 о,з 1 0,5 0,6 4 4 5 5 6 6 8 8 10 8 12 10 14 12 16 14 18 16 —
М 3X0,5 3 12 2,5 0,3 1 0,5 0,6 4 4 5 5 6 6 8 8 10 10 12 10 14 12 16 14 18 16 20 18
М 4 X 0,7 4 16 3,5 0,4 1,5 0,7 0,6 5 5 6 6 8 8 10 10 12 12 14 14, 16 13 18 15 20 17 22 19
М 5X0,8 5 20 4 0,4 1,5 0,8 0,6 6 6 8 8 10 10 12 12 14 14 16 16 18 15 20 17 22 19 25 22
М 6X1 6 24 5 0,5 2 1 0,6 8 8 10 10 — — 16 16 — 20 16 — — 25 21 — — — —
М 8 X 1>25 8 30 6 0,6 2 1,2 0,6 10 10 12 12 — — 16 16 — — 20 20 — — 25 20 — 30 25
М 10 X 1.5 10 36 8 0,6 2,5 1,5 0,8 12 12 — — 16 16 — — 20 20 — — 25 25 30 24 35 29 40 34
М. 12 X 1,75 12 42 10 0,8 3 1,8 0,8 16 16 — — 20 20 — — 25 25 — — 30 30 35 27 40 32 — —
Рис, 1556,
Винт типа НПЦ с накатанной плоской головкой
с выполнением конца по цилиндру
о
о
\ Резьба d D h т X с Г Шаг накатки Длина винта 1 и наружной части 10
1 1о 1 /о 1 1 /о 1 1о 1 ^0
М 3X0,5 3 12 2,5 о,з 0,5 1,5 2 0,3 о,6 4 4 — — — — — — — — — —
М 3X0,5 3 12 2,5 0,3 1 2,5 2 0,3 0,6 6 6 8 8 10 10 14 12 16 14 20 18
М 4X0,7 4 16 3,5 0,4 0,5 2 2,5 0,3 0,6 5 5 6 6 —
М 4X0,7 4 16 3,5 0,4 1,5 3 2,5 0,3 0,6 8 8 10 10 12 12 14 14 16 13 20 17
М 5X0,8 5 20 4 0,4 1 2 3,5 0,3 0,6 6 6 —
М 5X0,8 5 20 4 0,4 1,5 3 ' 3,5 0,3 0,6 8 8 10 10 12 12 16 16 20 17 25 22
М 6X1 6 24 5 0,5 1 2 4,5 0,4 0,6 10 10 12 12 16 16 20 16 25 21 — —
М 8X1,25 8 30 6 0,6 2 5 6 0,4 0,6 12 12 16 16 20 20 25 20 30 25 — —
М 10 X 1,5 10 36 8 0,6 2,5 5,5 7 0,5 0,8 16 16 20 20 25 25 35 29 — — — —
Рис. 1557.
5БС с боковыми отверстиями
стием для Стопорного винта.
Гайка круглая типа
для ключа и отвер
Резьба метрическая
Резьба D И 1 Г k й?2 Винт устано- вочный (стопори.)
Размер dXl мм
5М 24 X 0,5 24 36 7 4 4 1,5 3,5 М 4 X 0,7 М4 Х6
5М 25 Х0,5 25 36 7 4 4 1,5 3,5 М 4 X 0,7 М4Х 6
5М 23 X 0,5 26 40 7 4 4 1,5 3,5 М 4 X 0,7 М4Х6
5М 27 X 0,5 27 40 7 4 4 1,5 3,5 М 4 X 0,7 М4 X 6
5М 28 X 0,5 23 40 7 4 4 1,5 3,5 М 4 X 0,7 М4 Х6
5М 29 X 0.5 29 40 8 5 5 1,5 4 М 4 X 0,7 М 4 X 6
5М 30 X 0,5 30 45 8 5 5 1,5 4 М 4 X 0,7 М 4 X 6
5М 31 X 0,5 31 45 8 5 5 1,5 4 М 4 X 0,7 М4Х6
5М 32 X 0,5 32 48 9 5 5 1,5 4,5 М 5 X 0,8 М 5 X 8
\’Л 33 X 0,5 33 48 9 5 5 1,5 4,5 М 5 X 0,8 М5Х8
\ \ X 0,5 34 48 9 5 Б 1,5 4,5 М 5 X 0,8 М 5Х 8
Рис. 1558.
Гайка круглая типа С с отверстием под сто-
порный винт. Резьба метрическая
4-я мелкая
Резьба d D Н т п i k Винт установочный (стопорн.)
Размер dXl мм
4 М 12 X 0,5 12 15 4 0,5 1,2 1,7 2 М 1,4 х о,3 М 1,4X2
4 М 13 X 0,5 13 16 4 0,5 1,2 1,7 2 М 1,4 X 0,3 М 1,4 X 2
4 М 14 X 0,5 14 17 4,5 0,5 1,5 2 2,2 М 1,4 X 0,3 М 1,4 X 2
4 м 15 X 0,5 15 . 18 4,5 0,5 1,5 2 2,2 М 1,4 Х0,3 М 1,4 X 2
4 М 16X0,5 16 20 4,5 0,5 1,5 2 2,2 М 2 X 0,4 М 2Х 3
4 м 17 X 0,5 17 21 5 0,6 1,5 2,2 2,5 М 2 X 0,4 М 2Х 3
4 м 18 X 0,5 18 22 5 0,6 1,5 2,2 2,5 М 2 X 0,4 М 2X3
4 М 19 X о,5 19 23 5 0,6 1,5 2,2 2,5 М 2 X 0,4 М 2 X 3
4 М 20 X 0,5 20 24 6 0,6 2 2,5 3 М 2 X 0,4 М 2 X 3
4 М 21 Х°,5 21 25 6 0,6 2 2,5 3 М 2 X °,4 М 2 X 3
4 м 22 X 0,5 22 26 6 0,6 2 2,5 3 М 2 X 0,4 М 2 X 3
4 М 23 X 0,5 23 27 6 0,6 2 2,5 3 М 2 X 0,4 М 2 X 3
Рис. 1559.
949
Гайка круглая типа ЗГ со шлицом.
Резьба метрическая 3-я мелкая
Резьба d D Н т п t
3 М 8 X 0,5 8 И 3,5 0,4 1 1,4
3 М 9X0,5 9 12 3,5 0,4 1 1,4
3 М 10 X 0,5 10 13 3,5 0,4 1 1,4
3 М 11 X 0,5 11 14 4 0,5 1,2 1,7
3 М 12 X 0,75 12 15 5 0,6 1,5 2,2
3 М 14 X 0,75 14 17 5 0,6 1,5 2,2
3 М 16 X 0,75 16 20 6 0,6 2 2,5
3 М 18 X 0,75 18 22 6 0,6 2 2,5
3 М 20 X 0,75 20 24 7 0,8 2,5 3
3 М 22 X 0,75 22 26 7 0,8 2,5 3
Гайка круглая типа 2Г сошлицом
Резьба метрическая 2-я мелкая
Резьба d D Н т п t
2 М 6 X 0,5 6 9 3 0,4 1 1,2
2 М 7 X 0,5 7 10 3 0,4 1 1,2
2 М 8 X 0,75 8 11 4 0,5 1,2 1,7
2 М 9 X 0,75 9 12 4 0,5 1,2 1,7
2 М 10 X 0,75 10 13 4,5 0,5 1,5 2
2 М 11 X 0,75 11 14 4,5 0,5 1,5 2
Рис. 1561.
950
Гайка круглая типа ГК со шлицом и отверстием
для стопорного винта
Резьба метрическая основная крепежная
Резьба d D Н т п t k d3 Винт установочный стопорн.
Размер dX 1 мм
М 2X0,4 2 4,5 2 0,2 0,4 0,7 1 М 1,2 X 0,25 М 1,2 X 2
М 2,3 X 0,4 2,3 5 2 0,2 0,6 0,8 1 М 1,2 X 0,25 М 1,2 X 2
м 2,6 X 0,45 2,6 5,5 2,2 0,2 0,6 0,9 1,1 М 1,4 X 0,3 М 1,4 Х2
м 3X0,5 3 6 2,5 °,2 0,6 1 1,2. М 1,4 X 0,3 М 1,4X2
м 4X0,7 4 8 3,5 0,4 0,8 1,4 1,7 М 2 X 0,4 М 2 X 3
м 5X0,8 5 10 4,2 0,4 1,2 1,7 2,1 М 2 X 0,4 М 2X3
м 6X1 6 И 5 0,4 1,2 2,2 2,5 М 2 X 0,4 М 2X3
м 8 X Г25 8 14 6,5 0,6 1,5 2,7 3,2 М 2,6 X 0,45 М 2,6 X 4
м Ю X 1,5 10 18 8 0,8 2 3,5 4 М 3 X 0,5 М 3X5
м 12 X 1,75 12 22 10 1 3 4 5 М 4 X о,7 М 4 X 6
м 14X2 14 24 11 1 3 4 5,5 М 4 X 0,7 М 4 Х6
м 16X2 16 27 12 1 3 4 6 М 4 X 0,7 М 4Х 6
м 18 X 2,5 18 30 13 1 4 5 6,5 М 5 X 0,8 М 5 X 8
М 20 X 2,5 20 33 14 1 4 5 7 М 5 X 0,8 М 5 X 8
Рис. 1562.
951
Гайка круглая
типа ГО с боковы-
ми отверстиями
Резьба d D h d. t
М 2X0,4 2 5,5 2 1 1,2
М 2,3 X 0,4 2,3 6 2 1 1,2
М 2,6X0,45 2,6 7 2,2 1,2 1,5
М 3X0,5 3 8 2,5 1,5 1.5
(М 35 X 0,5) 3,5 9 3 1,5 2
М 4X0,7 4 10 3,5 1,0 2
М 5 X 0,8 5 12 4,2 2 2,5
М 6X1 6 14 5 2,5 3
М 8 х 1,25 8 18 6,5 3 3,5
М 10 X 1,5 10 22 8 3,5 4
Рис. 1563.
Гайка круглая типа КОС с двумя торцевыми
отверстиями для ключа и отверстием для
стопорного винта. Резьба метрическая
основная крепежная
Резьба d D Н d, С т t k d* Винт установочный (сюпорн.) Размер d X 1 мм
M 2X0,4 М 2,3 X 0,4 М 2,6 X 0,45 М 3 х о,5 М 4 X 0,7 М 5X0,8 М 6X1 М 8 х 1,25 М 10 X 1,5 2 2,3 2,6 3 4 5 6 8 10 6° 7 8 10 12 14 18 22 2 2 2,2 2,5 3,5 4,2 5 6,5 8 1 1 1,2 1,5 1,5 2 2,5 3 3,5 4 4,5 5 5,5 7 8 10 13 15 0,2 0,2 0,2 0,2 0,4 0,4 0,4 0,6 0,8 2 2 2,2 1,5 2 2,5 3 3,5 4 1 1 1,1 1,2 1,7 2,1 2,5 3,2 4 М 1,2 X 0,25 М 1,2 X 0,25 М 1,4 X 0,3 М 1,4 X 0,3 м 2 х о,4 М 2 X 0,4 М 2,6 X 0,45 М 3 X 0,5 М 3 X 0,5 М 1,2 X 2 М 1,2 X 2 М 1,4 X 3 М 1,4 X 3 М 2 X 4 М 2 X 4 . М 2,6 X 5 М 3X6 М 3 х 6
Рис. 1564.
952
Гайка круглая типа КО с двумя торцевыми : отвер-
стиями для ключа.
Резьба метрическая основная крепе ж'н а я
Резьба d D Н г/1 с т t
М 2 X 0,4 2 5,5 2 1 4 0,2 2
М 2,3 X 0,4 2,3 6 2 1 4,5 0,2 2
М 2,6 X 0,45 2,6 7 2,2 1,2 5 0,2 2,2
М 3 X 0,5 3 8 2,5 1,5 5,5 0,2 1,5
М 4 X 0,7 4 10 3,5 1,5 7 0,4 2
М 5 X 0,8 5 12 4,2 2 8 0,4 2,5
М6Х1 6 14 5 2,5 10 0,4 3
(М 7 X 1) 7 16 5,5 2,5 11 0,6 3,5
М 8 X 1,25 8 18 6,5 3 13 0,6 3,5
М 10 X I,5 10 22 8 3,5 15 0,8 4
Рис. 1565.
953
Гайка круглая со шлицом типа Г.
Резьба метрическая 4-я мелкая
Резьба d D И т п t
4 MJ2X0.5 12 15 4 0,5 1,2 1,7
4 М 13X0,5 13 16 4 0,5 1,2 1,7
4М 14X0,5 14 17 4,5 0,5 1,5 2
4 М 15 X 0,5 15 18 4,5 0,5 1,5 2
4 М 16X0,5 16 20 4,5 0,5 1,5 2
4 М 17 X 0,5 17 21 " 5 0,6 1,5 2,2
4 М 18 X 0,5 18 22 5 0,6 1,5 2,2
4М 19X0,5 19 23 5 0,6 1,5 2,2
4 М 20 X 0,5 20 24 6 0,6 2 2,5
4 М 21 X 0,5 21 25 6 0,6 2 2,5
4 М 22 X 0,5 ‘ 22 26 6 0,6 2 2,5
4 М 23 X 0,5 23 27 6 0,6 2 2,5
4 М 24X0,75 24 30 8 0,8 2,5 3,5
4 М 27 X 0,75 27 33 8 0,8 2,5 3,5
4 М 30 X 0,75 30 36 9 1 3 4
4 М 33 X 0,75 33 39 10 1 3 4
Рис. 1566.
954
।—— н — —
Гайка с накаткой высокая типа ГВ
Резьба d D ds da И h т г Ь Шаг накатки
М 1 х 0,25 1 5,5 2,8 2 3,5 1,4 0,2 0,8 0,6 0,5
М 1,2X0,25 1.2 6 3 2,2 4 1,6 0,2 1 0,6 0,5
М 1,4 X 0,3 1,4 7 3,5 2,4 4,5 1,8 0,2 1 0,8 0,5
М 1,7 X 0,35 1,7 8 4 3,5 5 2 0,2 1,25 1 0,5
М 2 X 0,4 2 9 4,5 3,6 5,5 2,2 0,2 1,25 1,1 0,6
М 2,3 X 0,4 2,3 10 5 4,3 6 2,4 0,3 1,5 1,1 0,6
М 2,6 X 0,45 2,6 11 5 4,7 7 2,6 0,3 2 1,2 0,6
М 3 X 0,5 3 12 6 4,9 8 3 0,4 2 1,6 0,6
(М 3,5 X 0,6) 3,5 14 7 5,6 9 3,5 0,4 2 2 0,6
М 4 X 0,7 4 16 8 7 • 10 4 0,4 2,5 2 0,6
М 5 X 0,8 5 20 10 8,5 12,5 5 0,5 3 2,5 0,6
М6Х 1 6 24 12 9,3 16 6 0,6 4 3 0,6
мах 1,25 8 30 16 13,5 20 8 0,6 5 3,7 0,8
М 10 х 1.5 10 36 20 17 25 10 0,8 6 5 0,8
Рис. 1567.
955
1 h 1—
Гайка круглая с накаткой типа ГМ низкая
Резьба d D di Н h т Г Шаг i накатки 1
Ml X 0,25 1 5,5 2,8 2 1,5 0,2 0,5 0,5
М 1,2 X 0,25 1,2 6 3 2 1,5 0,2 0,5 0,5
М 1,4 X 0,3 1,4 7 3,5 2,5 2 0,2 0,5 0,5
М 1,7X0,35 1,7 8 4 2,5 2 0,2 0,5 0,5
М 2 X 0,4 2 9 4,5 2,5 2 0,2 0,5 0,5
М 2,3 X 0,4 2,3 10 5 3 2,5 0,3 0,5 0,6 ’
М 2,6 X 0,45 2,6 11 5 3 2,5 0,3 0,5 о,б ;
М 3 X 0,5 3 12 6 3 2,5 0,3 0,5 0,6
М 3,5 X 0,6 3,5 14 7 3,5 3 0,4 0,5 0,6
М 4 X 0,7 •4 16 .8 4 3,5 0,4 0,5 0,6
М 5 X 0,8 , 5 20 10 5 4 0,4 1 0,6
* М 6 X 1 6 24 12 6 5 0,5 1 0,6
М8 X 1,25 8 30 16 8 6 0,6 2 0,6
М 10 X 1,25 10 36 20 10 8 0,6 2 0,8 >
Рис. 1568.
956
Гайка круглая типа ПС с боковыми прорезями для
ключа и отверстием для стопорного винта.
Резьба метрическая 3-я мелкая
Резьба d D н Ь t Г k dt Винт устано- вочный (стопори.)
Размер d X 1 мм
ЗМ 8 X 0,5 8 16 3,5 4 1,5 0,5 1,7 М 1,4 X 0,3 М 1,4 X 4
ЗМ9 X 0,5 9 16 3,5 4 1,5 0,5 1,7 М 1,4 X 0.3 М 1,4 X 4
ЗМ 10 X 0,5 10 18 3,5 4 1,5 0,5 1,7 М 1,4 X 0,3 М 1.4 X 4
ЗМ И X 0,5 И 18 4 4 1,5 0,5 2 М 1,4 X 0,3 М 1,4X4
ЗМ 12 X 0,75 12 20 5 4 1,5 1 2,5 М 2 X 0,4 М2Х5
ЗМ 14 Х.0,75 14 22 5 4 1,5 1 2,5 М 2 X 0,4 М 2 X 5
ЗМ 16 X 0,75 16 25 6 5 2 1 3 М 3 X 0,5 М 3 X 6
ЗМ 18 X 0,75 18 28 6 5 2 1 3 М 3 X 0,5 М 3 х о
ЗМ 20 X 0,75 20 30 7 5 2 1,5 3,5 М 4 X 0,7 М 3 X 6
ЗМ 22 X 0,75 22 32 7 о 2 1,5 3,5 М 4 X 0,7 М 3 X 6
Рис. 1569.
957
Гайка круглая типа 4БС с боковыми отверстиями дл/Ц
стопорного винта.
Резьба метрическая 5-я мелкая
Резьба d D Н 1 г k 4. Винт устано- вочный (стопорн.)
Размер ах 1 мм
4М 12 X 0,5 12 20 4 2 2 0,5 2 М 2 X 0,4 М2Х4 с
4М 13 X 0,5 13 20 4 2 2 0,5 2 М 2 X 0,4 М2 Х4
4М 14 X 0,5 14 22 4,5 2 2 0,5 2,2 М 2X0,4 М2Х4
4М 15 X 0,5 15 22 4,5 2 2 0,5 2,2 М 2 X 0,4 М2 Х4
4М 16 X ОД 16 25 4,5 2 2 0,5 2,2 М 2 X 0,4 М2 Х4
4М 17 X 0,5 17 25 5 2 2 1 2,5 М 2Х 0,4 М 2X4
4М 18 X 0,5 18 28 5 2 2 1 2,5 М 3 X 0,5 МЗХ5
4М 19 X 0,5 19 28 5 2 2 1 2,5 М3 х 0,5 МЗХ5
4М 20 X 0,5 20 30 6 3 3 1 3 М 3 X 0,5 МЗХ5
4М 21X0,5 21 30 6 3 3 1 3 М 3 X 0,5 М3 Х5
4М 22 X 0,5 22 32 6 3 3 1 3 М 3 X 0,5 МЗХ5
4М 23 X 0,5 23 32 6 3 3 1 3 М 3 X 0,5 М3 Х5
4М 24 X 0,75 24 36 8 4 4 1,5 4 М 4 X 0,7 М4Х6
4М 27 X 0,75 27 40 8 4 4 1,5 4 М 4 X 0,7 М 4X6
4М 30 X 0,75 30 45 9 5 5 1,5 4,5 М5 Х0,8 М 5X8
4М 33 X 0,75 33 48 10 5 5 1,5 5 М 5 X 0,8 М5 X 8
Рис. 1570.
958
Гайка круглая типа ГК со шлицом.
Резьба метрическая основная крепежная
Резьба d D Н т п t
М 1 X 0,25 1 2,5 1 0,1 0,3 0,3
М 1,2 X 0,25 1,2 3 1,2 0,1 0,3 0,4
М 1,4 X 0,3 1,4 3 1,4 0,1 0,3 0,5
М 1,7 X 0,35 1,7 4 1,7 0,1 0,4 0,6
М 2 X 0,4 2 4,5 2 0,2 0,4 0,7
М 2,3 X 0,4 2,3 5 j 2 0,2 0,6 0,8
М 2,6 X 0,45 2,6 5,5 2,2 0,2 0,6 0,9
М 3 X 0,5 3 6 2,5 0,2 0,6 1
М 4 X 0,7 4 8 3,5 0,4 ' 0,8 1,4
М 5 X 0,8 5 10 4,2 0,4 1,2 1,7
Мб X 1 6 11 5 0,4 1,2 2,2
М 8 X 1,25 8 14 6,5 0,6 1,5 2,7
М 10 X 1,5 10 18 8 0,8 2 3,5
М 12 X 1,75 12 22 10 1 , 3 4
М 14 X 2 14 24 11 1 3 4
„ М 16 X 2 16 27 12 1 3 4
М 18X2,5 18 30 13 1 4 5
М 20 X 2,5 20 33 14 1 4 5
Рис. 1571.
95»
л
Рис. 1572.
V. ПРЦ
Нормальные цилн!
1. Пру»,
Диаметр прово- локи d, мя 0,3
Наружный диаметр D , мм н 1,8 2,0 2,1 2,4 2,7 3,0 3,3 3,6 4,1 4,5 5,1 2,4 2,6 2,8
Характеристика D ср. жесткости —— d 5 5,5 6 7 8 9 10 11 12,5 14 16 5 5,5 6 И
Крутящий момент М • 103, кгм 0,103 0,105 0,106 0,109*0,111 0,112 0,113 0,115 0,116 0,117 0,118^0,244 0,248 0,252 0,26(
Рабочая нагрузка Р , , иг раб. 0,137 0,124 0,118 0,104^0,091 0,083 0,075 0,070 1 0,061; 0,056 0,049^0,244 0,226 0,210 одзй и
Число витков п __ допускаемая деформация (угол поворота конца) 1 рабочая длина пружины я
2,5 • 8,3 9,3 10,3 12,4 14,3 16,4 18,4 20 23 26 31 8,3 9,3 10,3 121
0,8 |
1 4,5 15,0 16,8 18,6 22 26 29 33 37 42 48 55 15,0 16,8 18,6 22:
1,6 1 1 4
8,5 28 32 35 42 49 56 63 69 80 90 104 28 32 35 42^ i
3,0
15,5 52 58 64 77 89 102 114 126 145 161 190 52 58 64 77|
4,7
1 Ряд диаметров проволоки построен по закону геометрической прогрессии и взят
960
жины
дрические винтовые пружины с круглым 'сечением проволоки 1
ны скручивания (рис. 1572)
таблиц нормальных чисел ОСТ 3500.
61 Зак. 3905.— Опр. кн. оптико-кеханика, ч. II.
961
Диаметр прово- локи d, мм 0,6
Наружный диаметр D , мм и 3,6 3,9 4,2 4,8 5,4 6,0 6,6 7,2 8,1 9,0 10,2 4,8 5,2 5,6
Характеристика D ср. жесткости —г— а 5 5,5 6 7 8 9 10 11 12,5 14 16 5 5,5 6
Крутящий момент М • 103, кгм Рабочая нагрузка Р < > кг раб. 0,823 0,55 0,837 0,51 0,852 0,47 0,876 0,42 0,888 0,900 0,909 0,918 0,927 0,936 0,945 1,950 1,985 2,02
0,37 0,33 0,30 0,28 0,25 0,22 0,20 0,98 0,90 0,84
Число витков п и>° _ рабочая деформация (угол поворота конца) | 1 рабочая длина пружины
2,5 8,3 9,3 10,3 12,4 14,3 16,4 18,4 20 23 26 31 8,3 9,3 10,3
1,7 1
4,5 15,0 16,8 18,6 22 26 29 33 37 42 48 55 15,0 16,8 18,6 22 *
3,1
8,5 28 32 35 42 49 56 63 69 80 90 104 28 32 35 42
6,0
15,5 52 58 64 77 89 102 114 126 145 164 190 52 58 64 т}'
11,0
962
0,8 * 1,0
7,2 8,0 8,8 9,6 10,8 12,0 13,6 6,0 6,5 7,0 8,0 9,0 10,0 11,0 22,0 13,5 15,0 17,0
8 9 10 11 12,5 14 16 5 5,5 6 7 8 9 10 «э 11 12,5 14 16
2,105 2,135 2,155 2,176 2,197 2,118 2,240 3,809 3,876 3,945 4,054 4,111 4,169 4’,208 4,249 4,290 4,332 4,375
0,65 0,59. 0,54 0,50 0,44 0,40 0,35 1,52 1,39 1,32 1,16 1,03 0,93 0,84 0,78 0,69 0,62 0,55
14,3 16,4 18,4 20 23 26 31 8,3 9,3 10,3 12,4 к 14,3 16,4 18,4 20 23 26 31
2,2 2,8
26 29 33 37 42 48 55 15,0 16,8 18,6 22 26 29 33 37 42 48 55
4,2 5,2
< 49 56 63 69 80 90 104 28 32 38 42 49 ' 56 63 69 80 90 104
— 8,0 10,0
89 102 114 126 145 164 190 52 58 64 77 89 102 114 126 145 164 190
14,7 18,4
61*
963
Диаметр проволоки d, мм 1,2
Наружный диаметр , мм 7,2 7,8 8,4 9,6 10,8 12,0 13,2 14,4
Характеристика жесткости D ср. d 5 5,5 6 7 - 8 9 10 11 1?
Крутящий момент М »10*, кгм 6,581 6,697 6,817 7,005 7,102 7,203 7,271 7,342 •а J
Рабочая нагрузка Р , раб. «г 2,19 1,96 1,76 1,47 1,28 1,11 0,99 0,89
Число витков п <оа _ рабочая деформация (угол поворота конца)? 1 рабочая длина пружины ;
2,5 8,3 9,3 > 10,3 12,4 14,3 16,4 18,4 20
3,4 |
4,5 15,0 16,8 18,6 22 26 29 33 37 41
6,2
8,5 28 32 .35 42 49 56 63 69 . 80
12,0
15,5 52 58 64 77 89 102 114 126 145
22,1
964
' 1,5
18,0 20,4 9,0 9,8 10,5 12,0 13,5 15,0 16,5 18,0 20,2 22,5 25,5
14 16 5 5,5 6 7 8 9 10 11 12,5 14 16
7,485 7,56 12,85 13,08 13,31 13,68 13,87 14,07 14,20 14,34 14,48 14,62 14,76
0,69 0,60 3,43 3,06 2,76 2,30 2,00 1,74 1,55 1,40 1,22 . 1,08 0,93
26 31 8,3 9,3 10,3 12,4 14,3 16,4 18,4 A 20 23 26 31
4,2
48 55 15,0 16,8 18,6 22 26 29 33 37 42 48 55
7,8
90, 104 28 32 35 42 49 „ 56 ) 63 69 80 90 104
15,0
164 190 52 58 64 77 89 102 114 126 145 164 190
27,6 t
965
2. Пружины paig
Диаметр проволоки d, мм 0,3 ——1 ।
Наружный диаметр Он, ** м 2,1 3,0 3,3 3,5 4,0 | 4,5 2,3 з,Ш
Характеристика жест- •^ср. кости —-f— а 7 8 9 10 11 12,5 14 6 т|
Рабочая нагрузка ^раб.* кг 0,184 0,16 0,15 0,133 0,117 0,108 0,092 0,362 оз!
Число рабочих витков Граб. прогиб пружины в мм при Граб.
ЛР t длина пружины не нагруженной в мм ч
10,5 1.4 1,9 2,6 3,1 3,7 4,7 6 1,4 1,9
7 7,6 8,3 $.8 9,5 10,3 11,3 8,6 9,4
15,6 2,2 2,9 3,75 4,5 5,5 6,8 8,9 2 2,9
8,5 9,2 9,8 10,4 11,0 11,8 12,8 10,6 11,4
20,5 2,8 3,8 5 6 7,3 9,1 11,8 2,7 3,8
10 10,6 11,3 11,8 12,5 13,3 14,3 12,6 13,4
25,5 3,5 4,7 6,2 7,4 9 11,3 14,6 3,3 4,7 2.
11,5 12,2 12,8 13,4 14 14,8 15,8 14,6 15,4
30,5 4,2 5,6 7,4 8,9 10.8' 13,5 17,5 4 5,7
13 13,6 14,3 14,8 15,5 16,3 17,3 16,6 17,4
40,5 56 7,44 9,9 11,8 14,3 17,9 23,2 5^3 7,5
16 16,6 17,3 17,8 18,5 19,3 20,3 20,6 21,4
966
экения (рис. 1180 и 1573),
Тип Ь Тип Г Тип F
Рис. 1573.
Типы А и Б см. рис. 1180.
0,4 | 0,5
3,6. 4,0 i 4,4 3,0 3,25 3,5 4,0 С 4,5 5,0 5,5 6,0 6,75
8 9 10 5 5,5 6 7 <• 8 9 10 11 12,5
0,28 0,262 0,238 0,65 0,59 0,57 0,5 0,44 0,41 0,368 0,334 0,30
— 2,6 3,3 4,2 1,2 1. 1,7 2,4 3,2 4,2 5,2 6,3 8
10,2 11 11,8 10 10 11 12 13 14 15" 16 17
3,8 4,9 6,2 1,7 2,1 2,5 3,6 4,7 6,2 7,7 9,25 11,8
12,2 13 13,8 1 2 13 13 14 15 16 17 18 20
5 6,6 8,2 2,2 2,7 3,3 4,7 6,2 8,1 10,1 12,3 15,7
14,2 15 15,8 15 15 16 17 18 19 20 21 22
4,2 8,2 10,1 2,8 3,4 4,2 5,9 7,8 „ 10,1 12,5 15,3 19,4
16,2 17 17,8 17 18 18 19 20 21 22 . 23 25
7,4 9,8 12,1 3,3 4 5 7 9,3 12 15 18,3 23,4
18,2 19 19,8 20 20 21 22 ' 21 24 25 26 27
9,8 12,9 16,1 4,5 5,3 6,6 9,4 12,3 16 19,8 24,2 30,8
22,2 23 23,8 25 25 26 27 28 29 30 31 32
967
Типы В, Г и Е (Рис. 1573)
Диаметр про- волоки d, мм - 0,6
Наружный диаметр DHj мм Характер, жесткости ^ср, d Рабочая на- грузка Рраб>( кх 4,2 6 0,82 4,8 7 0,73 5,4 8 0,64 6,0 9 0,59 6,6 10 0,534 7,2 И 0,484 8,1 12Д1 о.О
Fраб прогиб пружины 5 в мм при Рраб -
Число рабо- 1 длинапружины не нагруженной в мм
чих витков , "Р Типы Типы Типы Типы Типы Типы Типы»
В и Г М 1 В и Г 1 и В и Г И । В и Г И В и Г И В и Г 1 Ы В и Г
10,5 2,1 2,1 2,9 2,9 3,6 3,6 5 5 6,3 6,3 7,5 7,5 9,7
12,9 11,9 14,1 13 15,3 14 16,5 15 17,7 16,1 18,9 17,1 20,7 □
15,5 3 3 4,3 4,3 5,4 5,4 7,4 7,4 9,2 9,2 11 11 14,3 14Д
15,9 14,9 17,1 16 18,3 17 19,5 18 20,7 19,1 21,9 20,1 23,7 21 £
20,5 4 4 5,7 5,7 7,1 7,1 9,8 9,8 12,2 12,2 14,6 14,6 19 19 5
18,9 17,9 20,1 19 21,3 20 22,5 21 23,7 22,1 24,9 23,1 26,7 24,7'
5 5 7,1 7,1 8,7 8,7 12,1 12,1 15,1 15,1 18,1 18,1 23,5 23,5
25,5 21,9 20,9 23,1 22 24,3 23 25,5 24 26,7 25,1 27,9 26,1 29,7 27,7
30,5 6 6 8,5 8,5 10,4 10,4 14,5 14,5 18 18 21,7 21,7 28,2 28,2
24,9 23,9 26,1 25 27,3 26 28,5 27 29,7 28,1 30,9 29,1 32,7 30,7
40,5 8 8 11,2 11,2 13,9 13,9 19,3 19,3 24 24 28,8 28,8 37,5 37,5
30,9 29,9 32,1 31 33,3 32 34,5 33 35,7 34,1 36,9 35,1 38,7 36,7
968
- 0,8 1
9,0 14 0,375 5,6 6 1,45 6,4 7 1,3 7,2 8 1,13 8,0 9 1,04 8,8 10 0,94 9,6 И 0,86 10,8 12,5 0,75 8,0 7 2,08
Типы Типы Типы Типы Типы Типы Типы д Типы Типы
В и Г И В и Г Ы В и Г М В и Г; М В и Г И В и Г И В и Г И Г и Г М В и Г Ы
12,2 12,2 2,8 2,8 3,84 3,84 5 5 6,7 6,7 8,3 8,3 10 10 12,8 12,8 4,9 4,9
22,5 20,2 17,2 15,9 18,8 17,2 20,6 18,7 22 20 23,6 21,6 25,2 22,8 27,6 25 23,5 21,5
18 18 4,1 4,1 5,7 5,7 7,4 7,4 9,8 9,8 12,1 12,1 14,7 14,7 18,8 18,8 7,2 28,5 7,2
25,5 23,2 21,2 19,9 22,8 21,2 24,6 22,7 26 24 27,6 25,6 29,2 26,8 31,6 29 26,5
23,8 23,8 5,4 5,4 7,5 7,5 9,9 9,9 13 13 16 16 19,4 19,4 25 25 9,5 9,5
28,5 26,2 25,2 23,9 26,8 25,2 28,6 26,7 8 28 31,6 29,6 33,2 30,8 35,6 35,6 33,5 31,5
29,6 29,6 6,7 •6,7 9,4 9,4 12,2 12,2 16,2 16,2 19,9 19,9 24,2 24,2 31 31 11,8 11,8
31,5 29,2 29,2 27,9 30,8 29,2 32,6 30,7 34 32 35,6 33,6 37,2 34,8 39,6 37 38,5 36,5
35,4 35,4 8 8 11,2 11,2 14,6 14,6 19,3 19,3 23,8 23,8 28,9 28,9 37,2 37,2 14,2 14,2
34,5 32,2 33,2 31,9 34,8 33,2 36,6 34,7 38 36 39,6 37,6 41,2 38,8 43,6 41 43,5 41,5
47 47 10,5 10,5 14,9 14,9 19,4 19,4 25,3 25,3 31,6 31,6 38,4 38,4 49,3 49,3 18,9 18,9
40,5 38,2 41,2 39,9 42,8 41,2 44,6 42,7 46 44 47,6 45,6 49,2 46,8 51,6 49 53,5 51,5
Диаметр про- волоки d, мм 1 • 1,2
Наружный диаметр Da мм Характери- стика жестко- ^ср. сти —~~ а Рабочая на- грузка Рраб„ кг 9,0 8 1,76 10,0 9 1,63 - 11,0 10 1,5 12,0 11 1,33 13,5 12,5 1,17 15,0 14 1,08 10,8 8 2,56 12,о; 'k 9. 2,42
Л раб. прогиб пружины при Рраб, в мм *
Число рабо- чих витков 1 длина пружины не нагруженной в мм
ЛР Типы Типы Типы Типы Типы Типы Типы Типы *'
В и Г М В и Г и В и Г и В и Г М В и Г И В и Г М В и Г И В и Г ’ч й
10,5 6,2 6,2 8,35 8,35 10,2 10,2 12,2 12,2 16,2 16,2 20,4 20,4 7,5 7,5 10,1
25,5 23,3 27,5 25 29,5 27 31,5 28,5 34,5 31,3 37,5 33,5 30,6 28 33 ЭТ-1
15,5 9,2 9,2 12,3 12,3 15,2 15,2 18 18 24 24 30,2 30,2 11,1 И,1 14,9 14,9
30,5 28,3 32,5 30 34,5 32 36,5 33,5 39,5 36,3 42,5 38,5 36,6 34 39
20,5 12,2 12,2 16,2 16,2 20,1 20,1 23,8 23,8 31,6 31,6 40 40 14,7 14,7 19,7 19,7
35,5 33,3 37,5 35 39,5 37 41,5 38,5 44,5 41,3 47,5 43,5 42,6 40 45 42
25,5 15,1 15,1 20,1 20,1 25 25 29,6 29,6 39,4 39,4 49,5 49,5 18,3 18,3 24,5 24,8
40,5 38,3 42,5 40 44,5 42 46,5 43,5 49,5 46,3 52,5 48,5 48,6 46 51 48
30,5 18,1 18,1 24 24 29,8 29,3 35,5 35,5 47 47 59,3 59,2 21,9 21,9 29,3 29,3
45,5 43,3 47,5 45 49,5 47 51,5 48,5 54,5 51,2 57,5 53,2 54,6 52 57 54
40,5 24 24 31,9 31,9 39,6 39,6 47,1 47,1 62,5 62,5 78,7 78,7 29 29, 39 39
55,5 58,3 57,5 55 59,5 57 61,5 58,5 64,5 61,2 67,5 63,5 66,6 64 69 66
970
1,5
13,2 10 2,16 14,4 11 1,92 10,5 6 5,1 12,0 7 4,56 13,5 8 4 15,0 9 3,75 16,5 10 3,34 18,0 11 3,0 20,25 12,5 2,66
Типы Типы Типы Типы Типы Типы Типы Типы Типы
В и Г Ы В и Г И В и Г Ы В и Г М. В и Г И В и Г Ш В и Г М Ви Г КЗ В и Г М
12,4 12,4 15,1 15,1 51,5 51,5 7,3 7,3 9,5 9,5 12,5 12,5 15,4 15,4 18,7 18,7 29,2 29,2
35,4 32,2 37,8 34,2 32,25 29,85 35,25 32,45 38,25 35,05 41,25 37,65 44,25 40,25 47,25 42,85 51,75 46,7
18,3 18,3 22,2 22,2 7,6 7,6 10,7 10,7 14 14 18,5 18,5 22,8 22,8 27,6 27,6 40,7 40,7
41,4 38,2 43,8 40,2 39,75 37,35 42,75 39,95 45,75 42,5 48,75 45,15 51,75 47,75 54,75 Wr 50,35 59,25 54,25
24,2 24,2 29,4 29,4 10 10 14,2 14,2 18,6 18,6 24,5 24,5 30,2 30,2 36,5 36,5 52 52
47,4 44,2 49,8 46,2 47,25 44,85 50,35 47,45 53,25 50,05 56,25 52,65 59,25 55,25 62,25 57,85 66,75 61,75
30,2 30,2 36,7 36,7 12,5 12,5 17,7 17,7 23 23 30,5 '30,5 37,5 37,5 45,4 45,4 63,5 63,5
58,4 .50,2 55,8 52,2 54,75 52,35 57,75 54,95 60,75 57,35 63,75 60,05 66,75 62,75 69,75 65,35 74,25 69,25
36 36 43,8 43,8* '14,9 14,9 21,1 21,1 27,5 27,5 36,4 36,4 44,8 44,8 54,1 54,1 75 75
59,4 56,2 61,8 58,2 62,25 59,85 65,25 62,45 68,25 65,05 71,25 67,65 74,25 70,25 77,25 72,85 81,75 76,75
48 48 58,4 58,4 19,8 19,8 28 28 36,6 36,6 48,4 48,4 59,6 59,6 72 72 98 98
71,4 68,2 73,8 70,2 77,85 74,85 80,25 77,45 83,25 80,05 86,25 82,65 89,25 85,25 9?,25 87,85 96,75 91,75
971
3. Пружи
Опорная
поверхность
заштрихо-
вана
Рис. 1574.
Диаметр проволоки d, мм 0,3 0,4
Наружный диаметр Dn, мм Шаг винта пружины t, мм ........ Характеристика Дгр. жесткости —~ .... а Рабочая нагрузка Рраб., кг 2,4 0,6 7 0,184 2,7 0,7 8 0,16 3,0 0,8 9 0,15 3,3 0,9 10 0,133 3,6 1,0 11 0,117 4,0 1,2 12,5 0,108 4,5 1,45 14 0,092 2,8 0,7 6 0,302 3,2 0,8 7 0,322 3,6 0,9 8 0,28 4,0 1,0 9 0,262 4,4^1 1,2^ io, 0,231 5
Число рабочих витков ЛР прогиб пружины при Рраб. в мм Д
длина пружины не нагруженной в мм
2,5 0,53 0,7 0,9 1,1 1,3 1,7 _2± 3,9 0,5 0,7 0,9 1,2 1,61
1,8 2,1 2,3 2,6 2,8 3,3 2,2 2,4 2,7 2,9 3,4 |
4,5 0,96 3 1,2 1,7 2,0 2,3 .3,1 3,8 0,8 1,2 1,6 2,2 2>7 | ^8|
3,5 3,9 4,4 4,8 5,7 6,8 3,6 4 4,5 4,9
в,5 1,4 1,8 2,3 2,9 3,3 4,4 5,4 1,3 1,8 2,3 3,1 3,4
4,2 4,9 5,5 6,2 6,8 8,1 9,7 5 5,6 6,3 6,9 8,2
8,5 1,8 2,3 3,1 3,8 4,4 5,8 7,2 1,7 2,3 3 4 5,1
5,4 6,3 7,1 8 8,8 10,5 12,6 6,4 7,2 8,1 8,9 10,6
11,5 2,4 3,1 4,2 5,1 5,9 7,8 9,7 2,2 3,2 4,2 5,5 6,8
7,2 8,4 9,5 10,7 11,8 14,1 17 8,5 9,6 10,7 11,9 14,2
15,5 3,3 4,2 5,7 6,9 8 10,5 13 3 4,3 5,6 7,4 9,2
9,6 11,2 12,7 14,3 15,8 18,9 22,8 11,3 12,8 14,5 15,9 19
972
сжатия (рис. 1574)
0,5 0,6
) 3,0 t 0,7 5 0,65 3,3 0,8 5,5 0,59 3,5 0,8 6 0,57 4,0 1,0 7 03 4,5 1,1 8 0,94 5,0 1.3 9 0,41 53 13 10 0,358 6,0 1,7 11 0,334 6,8 2,1 12,5 0,30 4,2 1,0 6 0,82 4,8 1,2 7 0,73 5,4 1,3 8 0,64 6,0 1,6 9 0,59 6,6 1,8 10 0,534 7,2 2,2 11 0,489 8,1 2,4 12,5 0,425 9,0 2,9 14 0,375
0,4 0,5 0,6 0,9 1,1 1.5 1,8 2,3 2,9 0,8 1,0 1,4 1,8 2,3 2,7 3,4 4,4
2,3 2,5 2,5 3 3,3 3,8 4,3 4,8 5,8 3,1 3,6 3,9 4,6 5,1 6,1 6,6 7,9
0,7 0,9 4,1 1,1 1,5 2,0 2’7« 3,3 4 5,3 1,3 1,8 2,5 3,3 4,1 4,8 6,1 7,9
3,7 4,1 5 5,5 6,4 7,3 8,2 10 5,1 6 6,5 ' 7,8 8,7 10,5 11,4 13,6
1,0 1,3 ~5J 1,6 2,2 3,0 3,9 4,8 5,8 7,6 1,9 2,7 3,5 4,7 5,8 6,9 8,8 11,3
5,1 5,7 7 7,7 9 10,3. 11,6 14,2 7,1 8,4 9,1 11 12,3 14,9 16,2 19,5
1,4 1,7 2,1 3,0 3,8 5,1 6,3 7,6 10 2,5 3,5 4,6 6,1 7,7 9,1 11,5 14,8
6,5 7,3 7,3 9 9,9 11,6 13,3 15 18,4 9,1 10,8 11,7 14,1 15,9 19,3 21 25,2
135 2,3 2,8 4,0 5,2 6,8 8,4 10,2 13,4 3,4 4,8 6,3 8,4 10,3 12,3 15,7 20,2
8,6 9,7_ 9,7 12 13.2 15,5 17,8 20,1 24,7 12,1 14,4 15,6 19 21,3 25,9 28,2 34
2,5 3 3,8 5,4 7 9,3 11,4 13,8 18,2 4,5 6,5 8.5 11,2 13,9 16,6 21 27,2
11,4- 12,9 12,9 16 17,6 20,7 23,8 26,9 33 16,1 14,2 20,8 25,4 28,5 34,7 37,8 45,6
973
Опорная
поверхность
заштрихо-
вана
Рис. 1575.
Диаметр про- волоки d, мм 0,8 К ‘° 1
Наружный диаметр £>н, мм.... Шаг винта пру- жины t, мм .... Характеристика жесткости Оср. “ т- • • ’ • Рабочая нагруз- ка ^раб.’ кг ... • 5,6 1,3 6 1,45 6,4 1,5 7 1,5 7,2 1,8 8 1,13 8,0 2,1 9 1,04 8,8 2,4 10 0,94 9,6 2,7 И 0,86 10,8 3,25 12,5 0,75 8,0 1,9 7 2,05 9,0 2,2 8 1,76 10,0 2,6 9 1 1,63 1 3 10 * 1,5 .
Число рабочих ВИТКОВ Пр. L t6. прогиб пружины приРрдб. в мм
длина пружины не нагруженной в мм
2,5 1 1,4 1,8 2,4 2,9 3,6 4,6 1,8 2,2 3 3,8 -
4,5 5 5,7 6,45 7,2 7,9 9,3 6,2 7 8 9 '
. 4,5 1,8 2,5 3,3 4,3 5,3 6,4 8,3 3,2 4,1 5,3 6,8
7,1 8 9,3 10,6 12 13,3 15,8 10 11.4 , 13,2 15
6,5 2,5 3,6 4,7 6,3 7,7 9,3 11,9 4,6 5,8 7,7 9,8
9,8 11 12,9 14,8 16,8 18,7 22,3 13,8 15,8 18,4 21
8,5 3,3 4,7 6,2 4 8,2 10 12,1 15,5 6.1 7,7 10 12,8
12,4 14 16,5 19 21,6 24,1 28,8 17,6 20,2 23,6 27
И,5 4,5 6,4 8,3 11 13,5 16,4 21 8,3 10,4 13,6 17,3
16,4 18,4 21,9 25,4 28,8 32,2 8,6 23,3 26,7 31,4 36
15,5 6,1 8,7 11,2 14,8 18,3 22,1 28,4 11 14 18,3 23,4
21,4 25 29,1 33,8 38,4 43 51,6 31 1 | 35,6 41,8 48
974
1,2 1,5
12,0 з,4 11 1,33 13,5 4,1 12,5 1,17 15,0 4,9 14 1,08 10,8 2,6 8 2,56 12,0 3,1 9 2,42 13,2 3,6 10 2,16 14,4 4 11 1,92 10,5 2,5 6 5,1 12,0 2,9 7 4,56 13,5 3,3 8 4 15,0 3,9 9 3,75 16,5 4,4 10 3,34 18,0 5,1 И 3,0 2С;3 6,1 12,5 2,66
4,4 5,7 7,4 2,7 3,7 4,5 5,3 1,8 2,6 10,5 12 13,2 15 17,5
10 11,7 13,75 8,3 9,6 10,8 11,8 8,5 9,5 10,5 12 13,2 15 17,5
8 10.2 13,3 5 6,$ 8,2 9,6 3,3 4,7 17,1 14,8 22 25,2 29,7
16,8 20 23,6 13,5 15,8 18 19,8 13,5 15,3 17,1 19,8 22 25,2 24,7
11,6 14,8 19,3'. 7,1 9,6 11,8 13,9 4,8 6,8 23,7 27,6 30,8 30,8 35,4 41,9
23,6 ' 28,2 33,4 18,7 2,2 25,2 27,8 18,5 21,1 23,7 27,6 35,4 41,9
15,1 19,3 25,2 9,3 12,5 15,4 18,2 6,2 8,9 30,3 35,4 39,6 45,6 54,1
30,4 36,4 43,2 23,9 28,2 36 35,8 23,5 26,9 3u,3 35,4 39,6 45,6 54,1
20,4 26,2 34,2 12,6 31,7 16,9 20,8 24,5 8,4 12 40,2 47,1 52,9 60;9 72,4#
40,6 48,7 58 37,4 43,2 47,8 31 35,6 40,2 47,1 52,9 би,9 72,4,
27,5 35,4 46,2 17 22,8 28 33,1 11,3 16,2 53,4 62,7 70,5 81,3 96,9;
54, 63 77,5 42,1 49,8 57,6 63,9 41 47,2 53,4 52,7 70,5 81,3 96,9
VI. ДИАМЕТРЫ УГЛЕЙ ДУГОВОЙ ЛАМПЫ
Сила тока А Диаметр углей в мм при положении углей:
-Х\ -X- \\
Дуговые лампы постоянного т о к а .
5 10 15 20 25 30 35 40 + — + — + —
8 9 10 11 12 13 14 15 Дуговые 5 6 7 8 9 10 11 12 лампы 8 9 10 11 12 перем 5 6 7 8 9 е н н о г о 15 16 17 17 18 19 20 тока 10 11 12 12 13 13 14
15 20 25 30 40 50 60 Верхи. Нижн. Верхи. Нижн. Верхи. Нижн.
10/8 11/9 12/10 13/11 16/13 17/14 И 12 13 14 17 18 9 10 11 12 14 15 16 14 15 16 18 19 13 14 15 17 18
УКАЗАТЕЛЬ
Абаковый тип высотомеры, II, 64
Аббе число, I, 52, 34
Аберрация, I, 31, 34, 207
Абразивы (камни), II, 709, 711, 790
Аб олютно черное тело, I, 97
Автограф, I, 205
Автоколлимационный микроскоп,
II 10
Автоколлимационная труба, II, 11
Автоколлимационные приборы, И. 10
Автоматическая запись, I, 244, 245
Автоматический самозаписываю-
щий баллон-теодолит, I, 243, 244
Автоматная сталь, II, 643
Автомат центрированный, II, 879
Адаптация, I, 327
Адаптер, I, 262
Адаптометр, I, 625
Аддитивная сложение цветов (цвет-
ная палитра), I, 408, 544
Адсорбция, II, 600
Адсорбция ппи полировке, II, 500
Азимут, I, 298
Азимутальная диафрагма, 1,'506
Азотирование, II. 642
Аккомодация, I. 107, 117, £44
Алмаз, II, 759, 791
Алмазная пила, II, 759
Алюминиевые сплавы, II, 630, 659
Амблиопия, I, 658
Амблиопический глаз, I, 638
Американские сплавы, I, 661
Американский сплав, II, 661
Аметропический глаз, I, 115, 626,
648
Аметропия, I, 116, 626
Анаберрационная система, I, 257
Аномалоскоп, I, 685
Анизометоажи, I, 655
Апертурный угол, I, 25
Апланат, Г, 201
Апоколейпар, I, 293
Аг'опланар, I, 293
Апотессар, I, 293
Апокроматы, I, 469
Асбест, П, 695
62 Зак. 3905. - Сар.
кн. оптико-маханика, ч. II.
Астенопия, I, 134
Астигматизм, I, 33, 291, 634
Астигматические очковые стекла,
I, 637
Астигматический глаз, I, 118
Астигмометр, I, 663
Астрогеодезические приборы, I,
226
Астрограф, I, 262
Астролабораторные приборы, I, 276
Астролябия, I, 229
Астрономические приборы, I, 254,
272; п, 889
Астро-Петцваль, 1, 264; II, 579
Астротессар, I, 264
Астротриплет, I, 23Э
Астрофотометр, I, 270
Астрофотообъективы, I, 297
Асферические поверхности, I, 48;
II, 787
Асферо-торические линзы, I, 641
Асферо-цилиндрические линзы, I,
6И
Афак ческий глаз, I, 114, 118
Ахромат, I, 288
Ахроматическая линза Шевелье, I,
288
Ахротопограф, I, 205
Ацетиленовые источники света, I,
420
Аэросимплекс, I, 205
Аэрофотоаппарат, I, 217
Аэрофотовизир, I, 222
Аэрофотоустановка, I, 221
Барабан (кино), I, 357
Б рабан отсчетный, II, 468
Бартоксидирование, II, 573
Батавские слезки, II, 593
Безличный микрофон, 1, 274
Бензин, II, 809
Бензол, II, 810
Берког, I, 178
бинокулярное зрение, I, 654
Бинокулярные лупы, I, 431, 662
Бинокулярные трубы, I, 143
977
Бинокулярный микроскоп, I, 528
Бифокальные линзы, I, 646 •
Бифокальные стекла, II, 645, 718,
7J3, 84, 887
Блоки (расчет), II, 728
Блокировка стекла, II, 781
Блуждающий указатель, I, 194
Болт, I, 187, 188
Бронза, II, 628
Бумага, II, 691
Бура, И, 810
Буссоли, I, 167
Буссоли геодезические, I, 185
Быстрота восприятия, I, 129
Быстрота различения, I, 130
Валики, II, 240
Валы, II, 240
Ванны (гальванизация), II, 545
Вата, II, 811
Вектор Пойнтинга, I, 76
Венская известь, II, 545
Вернат, I, 538
Вероскоп, I, 538
Вершинные фокусные расстояния,
I, 108
Ветошь, II, 810
Ветрянка, I, 311; II, 327
Взаимозаменяемость, II, 239
Визир, I, 334
Винтовая пара, II, 347
Винтовое колесо, II, 386
Винтовые соединения, II, 183, 339
Винты и гайки, П, 191, 192
Винты движения, II, 340
Виньетирование, I, 26
Влияние состава на свойства стекла,
II, 601
Внешнее ориентирование, I, 208
Внутреннее ориентирование, I, 208
Внутренняя фокусировка, II, 14, 15
Возбуждение свечения, I, 101
Войлок, II, 691
Вол новая аберрация, I, 54
Волоченая сталь, II, 643
Волшебный фонарь, I, 394
Воронение, II, 564
Воск, II, 805
Вращение плоскости поляризации,
I, 85
Вторичный спектр, I, 35
Вулканизация, II, 568
Выверка фотообъективов, II, 83
Выверка дальномеров, И, 41
Выверка коллиматоров, II, 15
Высотомер II, 64
Выход стекла, II, 568
Входной зрачок, I, 25
Вязкость, II, 594
978
Габариты оптического стекла, I,
Газовая раковина, II, 675 J
Гайки и винты, II, 191, 192 |
Гальваностегия, II, 545 й
Гальванические элементы, II, 526 У
Гауссова оптика, I, 39 Д
Гелио! рафы, I, 180 *
Гелиострой, I, 267
Гелиотроп, I, 229
Геодезические приборы, 1, 181 i
Геометрическая оптика, I, 9 >
Гибкие валы, II, 245, 252 1
Гибкие передачи, II, 293
Гиперметропический глаз, I, 116-
627
Гиперметропия, I, 116
Гиперфокальное расстояние, I, 29$
Гипоскоп, I, 235
Гильотина, I, 401
Гипсование призм, II, 805, 733
Гипсовка, I, 805; II, 733
Главные лучи, I, 30
Главные плоскости, I, 20
Главные сечения (глаза), I, 113
Глаз, I, 105
Глаз (коррекция), I, 626
Глазной микроскоп, 1, 667
Глобоскоп, I, 401
Глубина, I, 457, 28
Гомал, I, 491
Гоменцентрический пучок лучей,,
I 23
Гониометр, I, 583, 748, 846
Горшки, II, 579
Грейфер, I, 371; 438
Грибы — см. Чашки, II, 759, 821
Губка, II, 816
Дальномеры, I, 146; II, 72
Дальномеры геодезические, I, 184
Дальномеры подводные, I, 186
Дальняя точка, I, 116
Двойное лучепреломление, I, 81;
II, 604, 607
Двойной проектор, I, 377
Декапирование, II, 540, 640
Декремент колебания, II, 336
Дельта-металл, I, 168
Демонстрационный окуляр, I, 486
Дерево, II, 693
Дермантин, 11, 691
Диапозитив, I, 394
Диапроекция, I, 425
Диаскоп, I, 394
Диафонометр, II, 34
Диафрагма, I, 303, 339
Дилатометр, I, 696
Динаметр Рамсдена, II, 25
Динаметр телескопический, II, 25
Диойтриметр, И, 864
Диоптриметр, I, 674, 6Д9
Диоптрические прожекторы, I, 410
Диоптры, I, 182
Диск Эри, I, 60
Дисперсии формулы, I, 51, 585
Дисперсия света, I, 88
Дисторсия, I, 33, 631
Дисторсия очковой линзы, I, 651
Дихроизм, I, 83, 93
Диференциальный винт, II, 348, 413
Дифракционная картина, I, 54
Дифракционная картина изображе-
ния точки, I, 58, 63
Дифракционное явление в глазе, I,
124
Дифракция, I, 89, 93, 124
Дифракция круглого отверстия, I,
96
Дифракция решетки, I, 95
Дифракция Фраунгофера, I, 94
Диэлектрическая постоянная стекла,
П, 595
Длина волны, I, 74
Добавочные линзы. I, 297
Допуски, И, 712, 717
Допуски для оптических деталей,
II, 223
Допуски на линейные размеры, II,
240
Допуски на расстояние между от-
верстиями, II, 236
Допуски на центрировку, II, 757
Допуски при полировке, II, 751
Дуга, I, 418
Дуговая лампа, II, 507
Дымки, И, 585
Дюралюминий, II, 632, 664
4Калюзи (затвор), I, 309
Железные сплавы, И, 650
Жесть, И, 640
Желтое пятно, I, 115
Жесткая полировка, II, 700
Жидкая призма, II, 160
Заготовки из стекла, II, 702
Закатка, II, 196
Закон Брюстера, I, 80
Закон Вина, I, 99
Закон Кирхгофа, I, 97
Закон Лагранжа-Гельмгольца, I, 12
Закон синусов, I, 36
Закон Стефана-Больцмана и Вина, I
98
Закон Стокса, I, 100
Заливка, II, 181
Замазка, II, 181
62*
Затвор 1 ильц и __
Затвор Жиллон-Маттноли, I, 308
Затвор Эрнемана, I, 317
Затворы I, 305
Затворы штучные, I, 218, 316
Защитные линзы, I, 657
Защитная пленка, II, 740
Защитное покрытие, II, 807
Защитное стекло, II, 121, 124
589
Защитные стекла, II, 717
Звездный фотометр, I, 271
Звуковая приставка, I, 386
Звукозаписывающий аппарат, I,
386
Зенит-телескоп, I, 276
Зенитные командные приборы, I,
177
Зеркала, I, 492; II, 134
Зеркала астрономические, I, 256;
II, 858
3 ркала плоские, II, 117
<5 еркало Либеркюна, I, 498
Зеркало Манжена, I, 47, 410
Зеркало Хаузера, I, 498
Зеркальные камеры, I, 325
Зеркало с конденсером, I, 383
Зеркальное стекло, II, 578
Золочение, II, 553
Зоны Френеля, I, 92
Зрачки, I, 435
Зрительная труба, I, 27, 142, 168
Зрительное утомление, I, 134
Зрительный пурпур, I, 115
Зубомер, I, 748
Зубчатая передача, II, 367
Излучение лучистой энергии, I,
97
Измерение дисперсии, I, 88
Измерение крышеобразной призмы,
II, 838
Измерение оптических данных де-
талей, II, 852
Измерение очковых линз, II, 863
Измерение пирамидальности, II,
836
Измерение плоскопараллельности,
II, 872
Измерение плоскостей, II, 859
Измерение поверхностей астроно-
мических деталей, И, 858
Измерение поверхностей зеркаль-
ного отражения, II, 861
Измерение поля зрения, II, 25
Измерение призм Дове, П, 841
Измерение призм Порро, II, 716
Измерение разрешающей силы и
качества изображения, II, 854
979
Измерение сферической побери
ности, II, 813
Измерение толщин, диаметров и
линейных размеров, II, 12, 829
Измерение увеличений, II, 24
Измерение углов, II, 12, 829
Измерение фокусных длин, II, 13,
17
Измерение центрированности, II, 846
Измерение центрированности стек-
лянных линз, II, 846
Измерительная линейка, I, 670
Измерительный прибор Рейсольда,
1, 280
Ика (трансформатор), I, 192
Иконта, I, 330
Иконометр, I, 334
Иллюминатор (опак), I, 495, 498
Иммерсионный конденсор, I, 493
Иммерсия, 1, 528
Инвар, II, 636
Инверсор, I, 43, 346
Индексы, I, 86
Индикатор, I, 720, 832
Индустар, I, 290
Инструмент для обработки стекла,
II, 759
Инструменты для аэро литических
наблюдений (баллон-теодолит),
I, 243
Интегралы Френеля, I, 93
Интегратор, I, 468
Интервалометр, I, 220
Инте, ференционный метод, I, 683
Интерференция, I, 89
Интерферометр Больцмана, II, 73
Интерферометр Майкелкопа, I, 655
Интерферометр Тваймана, I, 683
Интерформатор технический, I, 694
Интерферометр Чапского, I, 703;
II, 843
И г ис, I, 308; II, 793
Искусственный горизонт, I, 235
Исландский шпат, II, 165
Испытание оптической системы, II,
27
Испытание отражателей
Испытание центрировки II, 21
Источники света, I, 381, 418
Кадмирование, II, 557
Кажущееся увеличение, I, 27
Калибровочные станки, II, 888
Калибоы для оптических деталей,
II, 753, 824
Калибры стеклянные, II, 753
Каменная соль, II, 178
Камеры для фотографирования
глазного дна, I, 679
980
Камера для испытания собственных
препаратов, I, 503
Камера Дрюнера, I, 616
Камера Черни, I, 491
Камеры, I, 507; II, 320
Камеры репродукционные, I, 331
Камера штативная, I, 330
Камни, I, 503; II, 585, 709
Канадский бальзам, II, 758, 808
Канаты, II, 299, 302
Канифоль, II, 802, 804
Карборунд II, 791
Кардиоид конденсор, I, 502
Картон, II, 692
Кассета, I, 331
Катушка для пленок, II, 322
Катадиоптические прожекторы, I,
410
Каталоги оптических стекол, II, 613
Качество изображения, I, 47
Каустика, I, 33
Квантовая теория, I, 66, 99
Кварц, II, 178, 790, 269
Кварцевое стекло, II, 178, 581
Кварцевое стекло, II, 581
Квинтан, I, 236
Кератометр, I, 670
Керра эффект, I, 377
Киноаппаратура, I, 349, 370
Кинопроектор, I, 373, 385
Кинопроекция, I, 426
Кинотеодолит, I, 249
Кипрегель, I, 188
Кисточки, II, 811
Клиновидность плоскопараллельных
пластинок, II, 754, 842
Клинья ахроматические, II, 131
Клинья, I, 570; И, 130, 133, 177, 717,
843
Клинья’ (компенсаторы), II, 132
Клинья стеклянные, II, 130
Кожа, II, 686
Колер вертушки, Максвелла, I, 544
Колеса, II, 381
Колинеар, I, 288
Колинеарность, I, 21
Коллективы, II, 164
Коллиматорные приборы, I, 14,
42
Коллоидная пленка, II, 747
Колоризация, II, 557
Колориметр Вольфа, I, 543
Колориметр Гилда, I, 546
Колориметр Лемкиной, I, 548, 549
Колориметр Джонса, I, 551
Колориметр Дюбоска, I, 549
Колориметр Заводской (ГОИ), I,
548
Колориметр Загаринского, I, 545
Колориметр Крюсса, I, 544
Колориметры, I, 542
Кольцо Ньютоново, II, 11
Кольчугалюминий, II, 634
Кома, I, 36
Командирская труба, I, 143
Компаунд-затвор, I, 314
Компенсатор, I, 608, 609; II, 167, 240
Компенсаторы дальномеров, II, 52
Компенсаторы износа, II, 243
Комлораторы, I, 734
Компу р,’1. 313
Конденсор (микро), II, 884
Конденсоры, I, 382, 425, 429, 493,
' 495, 501, 503
Коноид, II, 427
Коноскоп, I, 522
Констант, И, 636
Конта кс, I, 328
Контактные очковые линзы, I, 653
Контрастный микрометр, I, 485
Контрастная чувствительность, 1,129
(см. быстрота восприятия)
Контроль асферической поверх-
ности, II, 860
Контроль плоскости, II, 752
Контроль шлифовки, II, 737, 788,
821
Контрольная линза, I, 641
Конусы увеличительные, I, 347
Концевой отражатель, II, 50
Координатный прибор, I, 280
Копировальные машины, 1, 372
Корпуса, II, 774, 762
Корпуса жесткой наклейки, II, 718
Корпуса (расчет), II, 723, 762
Коррегирование профили, II, 367
* Коррекционные оправы, II, 112
Коррекция глаза, I, 626*
Коррекция шага винта, II, 343
Коррозия, II, 529
Корунд, II, 790, 792 ,
Краски, II, 566
Крацевание, II, 595
Кремальерное движение, I, 205;
11,95, 410'
Кривая Оствальда, I, 635
(^Кривая Черинга, 1, 637
Кривизна поля, I, 33
Кривые, II, 479
Кристаллак, II, 568
Кристалл-рефрактометр, I, 561
Кристаллы (отрицательные и поло-
жительные), II, 607
Кроны, II, 583
Крокус, II, 798
Кругление, II, 703
Круглильные станки, II, 883
Крышевидная призма, II, 716
Ксилол, П, 810
Кубик Люммера, I, 546, 549, 565
Кулачковая система, II, 257, 425
Курсометр, I, 173
Коэфициент неравномерности регу-
лятора, II, 321
Коэфициент ртражания, II, 590
Коэфициент поглощения, I, 86
Коэфициент припускания, II, 587
Коэфициент термического расши-
рения стекла, II, 591
Коэфициент трения, II, 306
Лаки для металла, II, 567, 568
Лаки для обработки стекла, II, 807
Лакирование, II, 567
Лампы, II, 788
Лампы накаливания, I, 381, 419;
II, 489
Ландшафтная линза, I, 288
Латунь специальная, II, 572, 625,
658
Лауталь, II, 663
Лейка, II, 491
Лента стальная, II, 647
Ленточная пружинная сталь, II, 647
Линейка, I, 341
Линейка суносоидная, I, 748
Линейки стеклянные, П, 813
Линейки фотографические, I, 341
Линейный стереоскопический па-
раллакс, I, 214
Линза Бертрана, I, 524
Линза лентикулярная, I, 649
Линза Френеля, I, 422
Линзы (микро) II, 156, 755
Литейные сплавы, II, 650
Литые детали, II, 668
Литье, II, 650
Литье под давлением, II, 680
Лужение, II, 558
Лупы, I, 430
Люки, I, 27
Люминесценция, I, 100
Магазины, I, 331
Макропроекция, I, 394
Мальтийский крест, II, 432
Материалы для склейки стекла, II,
808
Мензула, I, 188
Мениск, II, 770
Меридианный круг, I, 276
Металлические отражатели, I, 417
Металлизация, II, 564
Металлография (микро), I, 514
Металлы, II, 621
Метод 1 артмана, II, 28
Метод Бека, II, 30
Метод Фуко, II, 30
Метод Ленувеля, II, 31
Метод решеток, П, 31
981
Механические свойства стекол, II,
593
Механический фильтр, I, 352
Микро-киноаппаратура, I, 376
Микрометаллография, I, 514
Микролинза, II, 755
Микрометренные винты, II, 9
Микрометренный механизм микро-
скопа, I, 460, 442
Микрометры (окулярные), I, 277,
480; II, 719
Микрооптика, II, 755
Микропланер, I, 294
Микропроекция, I, 532
Микроскоп автоколлимацирнный,
II, 10
Микроскоп инструментальный, 1,742
Микроскоп луповый, I, 435
Микроскоп отсчетный, I, 442
Микроскоп проекционный, I, 532
Микроскоп поляризационный, I, 532
Микроскоп (-металл) Цейса, I, 515
Микроскоп универсальный, I, 743
Микроскопы, I, 435
Микроманипулятор, I, 536
Микрокинематограф, I, 536
Микрофотография, I, 376, 509
Микрофото- и микропроекционные
объективы, I, 296
Микрофотометры, I, 277
Минимум отклонения, I, 51
Миопический глаз, I, 116, 627
Миопия,!, 116
Мира, II, 38
Мирофот, I, 346
Мнимый центр вращения, I, 647
Множительный механизм, II, 449
Модели (литейные), I, 671
Модификация сплавов, I, 663
Моллирование, II, 579
Монокли (лупы), I, 432
Монолит, II, 684
Монохромат, I, 469
Монохроматор, I, 579
Мошка, II, 585
Муар, I, 31; II, 542
Мультиколер-метод, I, 390
Муфта, II, 240
Мышьякование, II, 559
Навески (стекло), I, 646
Навигационная машина Виллиса, I,
241
Навигационный вычислитель Лота,
I, 240
Наждак, II, 791
Наземные полевые приборы, II, 734
Накладной уровень, I, 227
Наклейка стекла, II, 721, 734
982
Наклеечные приспособления, II, 734
Налеты на стекле, II, 599
Направляющие, И, 265
Нарезка, I, 302
Натяжение в стекле, II, 85, 604
Нейзильбер, И, 635
Неметаллические материалы, II, 682
Немецкий сплав, II, 662
Необыкновенный луч, I, 82
Неоконденсит, II, 685
Непрямая наводка, I, 178
Нивеллир, I, 185
Никелирование, II, 549
Никелин, II, 635
Никель, II, 634
Нихром, II, 636
Ножные станки, II, 875
Номограмма для расчета блоков, II,
732 '
Нормы, II, 825
Обдирка стекла, II, 709, 714, 781
Обдирочные станки, II, 870
Обдувка, II, 529
Обезжиривание, II, 534
Оберточные материалы, II, 510
Область Милликены, I, 70
Оборотная система, II, 164
Обтюратор, I, 353, 356
Общипка, II, 703
Объектив Апоиндустар, I, 290
Объектив Аристостигмат, I, 290
Объектив ГОЗ, I, 297
Объектив Гомоцентрик, I, 290
Объектив Догмар, I, 290
Объектив Кимар, I, 290, 295
Объектив Колейнар, I, 295
Объектив Колинеар, I, 208
Объектив Корректар, I, 290
Объектив Лиар, I, 290
Объектив Микрометр, I, 297
Объектив микрофото, I, 297
Объектив Омнар, 1, 296
Объектив Ортагоз, I, 294
Объектив Ортар, I, 290
Объектив Ортостигмат, I, 288
Объектив Ортотелар, I, 296
Объектив Петцваля, I, 288, 294, 367
Объектив Протар, I, 288
Объектив Скопар, I, 305
Объектив Тейлора, I, 290
Объектив ТОМП, I, 367
Объектив Триплет, I, 293
Объектив Целор, I, 290
Объектив Эквитар, I, 295
Объектив Экспресс, I, 292
Объективная призма астрономиче-
ская, I, 270.
Объективы, I, 46; II, 42
Объективы для невидимых лучей,
I, 294
Объективы для съемки в натураль-
ных цветах, I, 294
Объективы кинопроекции, I, 291,
294, 364
Объективы микро, I, 48
Объективы проекционные, I, 294
Объективы телескопических систем,
II, 156
Объем аккомодации, I, 119
, Ограничение пучков, I, 25
Ограничители вращения, II, 352
Окйсь железа, I, 744
Окись хрома, II, 799
Оклейка, II, 568
Оконное (листовое) стекло, II, 579
Оксидирование, II, 570
Октант, I, 236
Окуляр (микро), II, 431
Окуляэные насадки, I, 227, 421,485
, окуляры, I, 481, 500; II, 42, 161
Олово, II, 638
Омеднение металлов, II, 552
Опоры, II, 275
Оправы коррекционные, !, 472; II, 172
ч Опоавы, I, 301
Оправы геликоидальные (червяч-
ная), I, 302
Оправы микрообъектива, I, 471
Оптиметр, I, 726
Оптическая зона роговицы, I, 113
Оптическая скамья, I, 399
Оптический рычаг, I, 731
Оптический компенсатор, I, 352
Оптический^индикатор Эдена, 1,731
Оптический телеграф, I, 179
Оптический телефон, I, 180
Оптический центр, I, 207
Оптическое выравнивание, I, 352
Оптическое стекло, II, 579
Оптотест, I, 723
Ортогональные приборы, II, 82
Ортоскрп, I, 522
Осаждение металлов, II, 561
Осветители для сцены, I, 408
Осветитель для склеры, I, 667
Осветительное устройство (геопри-
прибор), I, 227
Осветительные аппараты (микро-
скоп), I, 492, 495, 527
Осветительные приборы, I, 409
Освещенность, I, 103, 422, 429
Острота зрения, I, 121
Осциллограф, I, 377
Отвес, I, 336
Отделка металлических поверхно-
стей, П, 529
Отдельная призменная насадка к те-
одолиту, I, 230
Отжиг чугуна, II, 652
Отражатели, I, 410, 417
Отражатель Макшена, I, 411
Отражение (закон), I, 9; II, 586
Отражение от металлов, I, 417
Отражение от стекла, II, 136, 586
Отсчетный барабан, ц, 468
Отсчетные лупы, I, 433
Офталмологические приборы,1, 663
Офталмометр, I, 6^3, 667
Офталмоскоп, I, 666, 679
Очковые линзы, П, 768
Очковые линзы (типы), 1,677; 11,768
Очковые приборы, II, 662
Очковые станки, II, 782
Очковые стекла, I, 40; II, 578
Очковое стекло, II, 577
Пальцевая система (кино), I, 352
Пантратические трубы, I, 167
Панорама, I, 166
Панкратическое увеличение, I, 139
Пантографы, II, 449
Папиросная бумага „филигран", II,
812
Параболоид-конденсор, I, 501
Параксиальная оптика, I, 10
Параллакс, I, 28; II, 47
Параллелограм, II, 450
Параметр трения, П, 306, 309
Парафин, II, 805
Паркеризация, II, 574
Пассажный инструмент, I, 273
Пассаметр, I, 723
Пассиметр. I, 723
Пасты, II, 544
Патрон, II, 518
Пек, II, 801, 804
Пеленгатор оптический, I, 239
Пенетрация, II, 802
Пентаквийтан, I, 236
Пергамент, II, 691
Передача гибкая, II, 293
Периграф, I, 216
Периметр, I, 665
Перископ, I, 201
Перископная труба, I, 145
Перископы подводные, I, 156
Перископы сухопутные, I, 146
Перкиратор, I, 458
Перспективное восприятие, I, 648
Пескоструйные аппараты, П, 530—
534
Песок кварцевый, II, 790
Песок (размер зерен), II, 534
Пигмент, I, 127
Пила алмазная, II, 759
Пилы для стекла, II, 865
Пирекс, II, 7£2
Плавиковый шпат, II, 165
983
Планетарий, I, 283
Пластинки кристаллические, II, 177
Пластинки плоскопараллельные, II,
754
Пластинки Савара, I, 613
Пластические массы, II, 682
Пленка защитная, 11, /40, 749
Плоские зеркала, 11, 11/
Плоскопараллельные пластинки, II,
119, 124, 753
Плоскость поляризации, I, 76
Поглощение крашенных стекол, II,
589
Поглощение света, I, 86; II, 587
Поделочная схаль, 11, 642
Подмоллирование, И, 579
Подшипник, 11, 275
Подъемные приспособления пери-
скопов, 1, 160
Позиционный круг, I, 274
Показатель поглощения, 1, 87
Показатель преломления, 11, 583
Покрытые металлов, II, 5.5
Покрытые мышьяком, II, 559
Покрытия горячие, 11, 561
Покрытия неметаллические, II, 566
Поте взгляда, 1, 649
Поле зрения, I, 26, 139; II, 25
Полевые съемочные фотограммет-
рические приборы, 1, 207
Полиофталлескоп, I, 681
Полировальник, II, 745, 749, 761,
775, 779, 785
Полировальник жесткий, I, 748
Полирование, II, 542, 738, 785
Полирование поверхности, 1, 739
Полировка (i ипотеза), I, 743, 738,
746
Полировка металлов, II, 530
Полирующая способность, II, 744
Полирующие порошки, II, 798
Полное внутреннее отражение, I, 10
Полиофтольмаскоп, 1, 681
Полосы равного наклона, I, 90
Полосы равной толщины, I, 90
Поляризационные приборы, I, 606
Поляризационные части, 1, 560
Поляризационный микроскоп, 1,592
Поляризация, I, 79
Поляризация призмы, I, 572
Поляриметры, I, 606
Полярископ, I, 613
Порог раздражения, I, 128
Посадки, II, 223
Последовательные образцы, I, 131
Преломление (закон), I, 9, 12
По^парировальный микроскоп, I,
*435
Прессшпан, II, 692
Прессование стекла, II, 704
984
Прессованное стекло, 1Г, 580
Прессовка стеклянная, II, 704
Прессовки, II, 704
Прибор для вооружения самолетов^
I, 173
Прибор для промера элементов
резьбы, I, 740
Прибор для проверки центриро-
ванности линз, И, б46
Прибор для изучения напряжений?
в поляризационном свете, I, 614
Прибор для измерения цвета, I,
544
Прибор для определения изменений
расстояний 11, 174
Прибор 1 ерца. II, 25
Прибор Ландольта, I, 664
Прибор Ронки, II, 33
Прибор Фуса (для исследовйния
секстанов), I, 234
Прибор центральной наводки, I, 168
Приборы для механических реше-
ний астрогеодезических задач,
I, 239
Приборы для определения види-
мого горизонта, I, 236
Приборы для определения пози-
ционных углов, I, 272
Приборы связи, 1, 179
Приборы управления артиллерий-
ским огнем, I, 167, 173
Призма Аренса, I, 525
Призма Броке, I, 583
Призма Глана-Томсона, I, 525;,
Й, 163
Призма Дове, II, 141, 842
Призма Желле и Корню, I, 589„
607
Призма крышевидная, II, 716, 754
Призма Липпиха, I, 608
Призма Лорана, I, 607
Призма. Николя, II, 165
Призма Порро, II, 716
Призма прямого ведения, I, 52
Призма Франка — Риттера, I, 524;
II, 166
Призма Юнга, I, 582
Призменная астролябия, I, 229
Призмы отражательные, II, 136
Призмы поляризационные, II, 168,
172
Призмы преломляющие, I, 49
Принадлежность к перископам, I,
158
Припой, II, 664
Приписки, (стекло), II, 702, 712
Припуски на оптические детали,
II, 712
Приспособления для оптических
деталей, II, 774
Прицельная винтовая труба, I, 165
Прицельные устройства, I, 163
Пробная оправа, I, 670
Пробные наборы, I, 659, 677
Пробные стекла, II, 752, 814
Проекционый аппарат, I, 392, 405,
' 347
Проекционный микроскоп, I, 532
Проекция (прибор), I, 342, 405
Прожекторы, I, 179, 409
Протирочные материалы, II, 810
Протуберанц-спектроскоп, I, 268
Процесс-экспресс, I, 268
Прочность на удар, II, 52
Пружинные шайбы, II, 453, 466
Пружины, II, 453
Пуховки, II, 810
Радиалтриангулятор, I, 195
Разблокировка, II, 788
Размерная цепь, II, 240
Размещение линз на блоке, II,
733
Разрешающая сила, I, 52, 60, 447;
II, 854
Раковины, I, 673
Распиловка II, 701
Распиловочные станки, II, 865
Рассеяние света, II, 587
Растворители, II, 809
Растворители жира, II, 534
Расчет хода лучей через оптическое
стекло, I, 22, 49
Револьвер,«X 463; II, 101
Регулятор с гидравлическим тре-
,нием, II, 329
Регуляторы, II, 319
Регуляторы анкерные, II, 330
Регуляторы поршневые, II, 324
Регуляторы электрического тормо-
жения, II, 329
Резина, II, 686
Резка стекла, II, 699
Резьба, II, 183
Резьба для микрообъективов, II, 134
Резьба для микроскопов, I, 478
Резьба для окуляров, II, 189, 348
Резьба для фотообъективов, II, 190
Рейка, I, 185
Рейки геодезические, I, 185
Репродукционные камеры, I, 331
Репродукционные объективы, 1, 293
Рефлексы в очковых линзах, I, 653
Рефрактор, I, 261
Рефлекторы (астрономические), I,
251
Рефрактометр Аббе, I, 558
Рефрактометр Пульфриха, I, 554,
557
Рефрактометрические приборы, 1 .
554, 563, 670
Рефрактометры специальные, 1„.
560
Рефракция линзы, I, 107
Рефракция (очки), I, 112
Рефракция роговицы I, 111
Решетка, I, 601
Рисовальные аппараты, I, 508
Роговичный микроскоп, I, 667
Родопсин, I, 115
Ролик для резки стекла, П, 702, 759
Рычажно-шарнирный механизм, II
442
Салфетки, II, 810
Сахарометры, I, 606
Сборка конденсоров, II, 114
Сборка коррекционных оправ, II,
112
Сборка микроскопов, II, 91
Сборка объективов, II, 107
Сборка окуляров, II, 709
Сверление стекла, II, 883, 709
Сверлильные станки для стекла,
II, 883
Светофильтры жидкие, I, 212, 227,
617
Свили, I, 689; II, 578, 84
Свинец, 11,638
Секстан с искусственным горизон-
том, 1, 235
Секстаны, I, 231
Секурит, II, 593
Селенит, II, 167
Серебрение металлов, И, 550
Серебрянка, II, 646
Сетки, II, 128
Сетчатка, Г, 106, 114
Сила света, I, 103
Силумин, I, 662
Сильвин, II, 165
Синусный механизм, II, 452
Система Табо, II, 642
Скиаскоп, I, 685
Скипидар, II, 810
Склейка, II, 159, 703, 808
Склейка линз, II, 159, 758
Склера, I, 105
Слепое пятно I, 115
Слюда, II, 167, 611
Смазка, II, 289
Смола Наклеенная, И, 804
Смола полировочная, II, 802, 752
Смолы (полирующая способность),
II, 802
Соединение деталей, II, 181, 196
Солнечный телескоп, I, 265
Соляр, I, 280
985
Составные объективы, I, 471
Спектр вторичный, II, 35
Спектральные линии (кривизна), I,
50 t
Спектральные приборы, I, 579, 601
Спектральный конденсор, I, 494
Спектрогелиограф, I, 565
Спектрогелиокинематограф, I, 267
Спектрограф астрономический, I,
269 '
Спектрокомпаратор, I, 280
Спектрометр, I, 590
Спектрорегистратор, I, 266
Спектроскопические принадлежно-
сти (микроскопа), I, 500
Спектрофотометр, I, 577
Спектрофотометр Кениг-Мартенса,
I, 573
Спироль, II, 427
Спирт, II, 809
Сплавы, II, 621
Стальное литье, II, 639, 653
Стандартная система, I, 642
Станки для обработки оптического
стекла, I, 865
Станки для цилиндрических по-
верхностей, II, 880
Станки для параболических поверх-
ностей, II, 869
Стекло оптическое, II, 529, 589
Стекло зеркальное, II, 578
Стекло Фурко, II, 577
Стереоавтоматы, I, 191
Стереодальномеры, I, 152
Стереокамера Дрюнера, I, 530
Стереокино, I, 540
Стереокомпараторы, I, 194
Стереометр, 1, 194, 217
Стереопланиграфы, I, 202
Стереорефлекторы, I, 191
Стереоскопические камеры, I, 327
Стереоскопическое восприятие, I.
134
Стереоскоп, I, 537
Стереоскопия, I, 537
Стереотруба, I, 145
Стереофотограмметрия, I, 209, 214,
193
Стереофототеодолит, I, 216
Столик Федорова, I, 526
Столики микроскопа, I, 465
Субтрактивное смешение цветов,
I, 544
Сукна, II, 689, 801
Сумеречное зрение, I, 126
Суммар, I, 294
Сферант, I, 238
Сферическая аберрация глаза, I,
32, 124
Сферическая линза, II, 769
986
Сфербметр, II, 9
Счетная линейка, I, 341, 670
Счетное приспособление, I, 507
Схематический глаз, I, 113
Съемка вертикальная, I, 181
Съемка горизонтальная, I, 181
Съемочные киноаппараты, I, 370
Таблицы глазные, I, 631, 636, 652
Таблицы для испытания фотообъек-
тива, I, 340
Тангенсный механизм, II, 452
Тангенциальный винт, I, 184
Тахеометр, I, 182, 189
Твердость, II, 594
Театральная проекция, I, 405
Текстолит, II, 684
Телеметры, I, 184, 335
Телескоп, 11, 57
Телескопические лупы (очки), I, 659
Телескопические системы, I, 17
Телескопы-рефракторы, I, 281
Телефотометр Куприянова, I, 567
Температура черная, I, 99
Температура цветная, I, 99
Теодолит для наблюдения за ша-
рами-пилотами, I, 271
Теодолиты, I, 186, 227, 241
Теория коллинеарности (Аббе), I,
21
Тепловое изучение, I, 97
Теплоемкость стекла, II, 591
Теплопроводность стекла, II, 591
Термические свойства, стекла, II,
591
Ткани, II, 680
Толщемер Аббе, I, 828
Толщемеры для оптических дета-
лей, II, 825
Тонкое движение, I, 460
Топографическая съемка I, 183
Топографические инструменты, I,
185
Тормоз пневматический, I, 312
Точечные лампы, II, 501
Точка стоянки, I, 208
Травление, II, 538
Травление стекла, II, 471, 600
Труба автоколлймационная, П, И
Труба наводчиков, I, 163
Трубы перископные, I, 145
Тубус, I, 459
Тубус-фотометр, I, 569
Увеличение, I, 17, 344; II, 24
Увеличители, I, 344
Угломер курса, I, 173
Угломер оптический, I, 748
Угломер универсальный, I, 748
Угломерные геодезические инстру-
менты, I, 182
Угол конвергенции, I, 208, 132
Угол крена, I, 208
Удельный вес, И, 591
Удельный вес стекол, II, 591
Указатель наводки, I, 168
Ультраопак, 1, 499
Ультрамикроскоп, I, 502
Ультраоптиметр, I, 728
Умбральные линзы, I, 657
Универсалы, I, 227
Универсальный инструмент, I, 227
Универсальный теодолит, I, 227
Универтор, I, 499
Уравнение Максвелла, I, 67
Уровни, I, 336; II, 897
Уровни геодезические, I, 227
Усадки металлов и сплавов, III, 683
Успокоители, II, 334
Устойчивость ясного видения, I, 130
5(томление, I, 652, 134
Фасетировка, II, 789
Фау-зацепление, II, 369
Федорова столик, I, 526
Фибра, II, 685
Физиологическая оптика, I, 105
Фильма (кинолента), I, 349
Фильмпак, I, 322
Флинты, II, 583
Флюоритовые линзы, I, 469; II, 118
Фокаметр Аббе, II, 22
Фокальная плоскость, I, 14
Фокус меридиональный, I, 23
Фокус сагиттальный, I, 23
Фокусные расстояния, I, 14
Формулы Аббе, I, 24
Фосфатирование, И, 574
Фосфоресценция, I, 100
Формула Пранка, I, 98
Формовочный инструмент, II, 776
Фотограмметр, I, 209
Фотограмметрический теодолит, I,
191
Фотограмметрия, I, 207, 215
фотографическая аппаратура, I, 288
фотографический окуляр, I, 449
фотокамера, I, 320
Фотокоординатометр, I, 210
фотометр, I, 672
'фотометр Вебера, I, 569
фотометр Мартенса, I, 572
Фотометр Пульфриха, I, 571
фотометр фотографа, I, 342
фотометр Шмидт и Генша, I, 567
фотометрические величины, I, 103
Фотометрические приборы, I, 199,
565—578
Фотометры, I, 342; II, 590
Фотометрия, I, 102
Фотообъектив (расчет), 1, 40
Фотообъективы, I, 46
Фоторедуктор, I, 191
Фототеодолит, I, 205, 212
Фототрансформатор, I, 191
Фотоуниверсал, I, 213
Фотоэлектрический эффект, I, 101
Фотоэлемент, I, 101; II, 590
Франк ли нова линза, I, 646
Фрезерные станки, II, 867
Фрезерные стекла, II, 705
Френелева волновая поверхность,
Фрикционы (фрикционные переда-
точные механизмы), II, 243, 306,
853
Характеристика регулятора, II, 319
Химическая обработка поверхно-
стей, II, 569
Химическая стойкость стекла, П,
596
Ход лучей, I, 22
Хроматизм глаза, I, 125 .t
Хроматизм очковой линзы, !, 651
Хромирование, II, 560, 642
Хромистые стали, II, 648, 649
Хрусталик, I, 106
Цанговые устройства, I, 464
Цветные металлы, II, 622
Цвет (приборы для измерения), I,
544
Цветная шкала, II, 177
Цветное кино, I, 389
Цветное стекло, II, 580
Цветные сплавы, II, 654
Целеуказание, I, 175
Целлостат, I, 265
Целлюлоид, II, 585
Цементация II, 642
Центрада, I, 655
Центрированная система, I, 10
Центрировка, I, 370, 756
Центрировочные станки, П, 877
Цепь Галля, II, 249
Цепь размерная, II, 240
Цепная передача, II, 299
Цейт-лупа, I, 375
Цейтрафер, I, 536, 574
Цилиндрограф, I, 215
Цилиарная мышца, I, 107
Циклоидальный профиль, II, 367
Циклограф, I, 215
Цилиндрограф, I, 215
Цинкование, П, 516
987
Частота слияний, I, 355
Чашки и грибы, II, 735, 759, 821
Чашки и грибы контрольные, II,
821
Червячное колесо, II, 400
Червячная система, I, 460
Чувствительное 1ь к цветам, I, 130
Чувствительность слоя, I, 340
Чугун ковкий, II, 651
Чугунное литье, II, 650
Чувствительный рычаг, I, 749
Шаблоны для обработки стекла, Г»
817, 825
Шаблоны оптические, II, 824—828
Шарнир Гука, II, $51
Шарнир Кардана, II, 251
Шар-пилот теодолит, И, 242
Шеллак, II, 805
Шерардизация, II, 505, 565
Шкала Фентцке, I, 609
Шкалы металлические, 11,469
Шкалы отсчета, II, 468
Шкалы стеклянные, II, 471
Шлифование, II, 541
Шлифовальники, II, 761, 773
Шлифовально-полировальные стан-
ки, И, 736, 804
Шлифование при отделке, II, 541
Шлифовка, II, 784
Шлифовка стекла, И, 709, 711, 734,
787
Шоопирование, II, 584
Шруповка, II, 781
Штамповальная лента, П, 641
ГШативы, I, 372; И, 63, 336
Штриховая пластина, I, 139
Щелевая лампа, I, 667, 673
Щели (спектроскопические), I, 589>
Щелочные аккумуляторы, II, 525
Эвольвентная профиль, И, 367 .
Экзаминатор, II, 911
Эккеры, I, 182
Экспозиция, I, 339, 343, 354
Электрические свойства стекол, И„
594
Электрообезжиривание, II, 537
Электрогравление, II, 540
Эллиптическая поляризация, Ij 83
Эмметропический глаз, I, 115
Эписко , I, 401
Эпидиаскоп, I, 40
Этахоннк.й калибр, I, 401
Э1рол, II, 685
Эфир, II, 535
Эффект Штарка, I, 86
Юстировка, II, 38, 41
Юстировочные приборы (фото) на-
водки, I, 71; II, 38, 41
Явление Пуркинье, I, 131
Явление Эргеллера, I, 351
Яркость, I, 102, 339, 563
ОГЛАВЛЕНИЕ
Сборка, измерение и испытание оптических приборов
Глава XXV. Методы и приборы для измерения оптических
величин приборов и их оптических деталей —
И. В. Лебедев............................ 9
Глава XXVI. Проверка и юстировка бинрклей при сборке.—
А. Я. Сумцов............................................. 36
Глава XXVII. Выверка и юстировка при сборке дальноме-
ров.— М. А. Касименко.................................... 41
Глава XXVIII. Выверка и юстировка при сборке сложных
. призменных приборов, требующих постоянства
линии визирования при разнообразных накло-
нах прибора.............................................. 75
Глава XXIX. Выверка и сборка фотографических объекти-
вов. — И. А. Шошин.............. 83
Глава ' XXX. Сборка микроскопов....................... 91
Узлы и детали оптико-механических приборов
Глава XXXI. Оптические части приборов. — И. А. Турыгин. 117
Глава XXXII. Соединения деталей оптико-механических при-
боров. — И. А. Андин.................................... 181
Глава XXXIII. Допуски и посадки в оптико-механических
приборах.—А. К. Кутай.................................. 223
Глава XXXIV. Валики и муфты. — М. Я. Кругер....... 244
Глава XXXV. Направляющие.—М. Я- Кругер.. ........... 265
Глава XXXVI. Механические передачи.—Af. Я- Кругер и Af. А.
Резу нов. . ............................................ 293
989
Глава XXXVII. Регуляторы. — М. А. Резунов................. 319
Глава XXXVIII. Винтовые механизмы. — Я. Кругер........... 339*
Глава XXXIX. Ограничители вращения. — И. М. Триус-Алек-
сандров................................................... 352
Глава XL. Зубчатые передачи. — С. Т. Цуккерман........... 367
Глава XLI. Кулачковые и рычажные механизмы. — М. Я.
Кругер.................................................... 425
Глава XLII. Пружины — И. -М. Триус-Александров и
М. Я. Кругер.............................................. 458
Глава XLIII. Отсчетные барабаны и шкалы. — М. Я- Кругер 468
Глава XLIV. Детали электроосветительного оборудования
оптико-механических приборов.—М. Я. Кругер 488
Отделка поверхностей оптико-механических приборов. Материалы
применяемые в оптико-механических приборах
Глава XLV. Отделка металлических поверхностей. — И. А.
Опрокундин................................................ 529
Глава XLVI. Оптическое стекло. — В. Г. Воано, В. В. Варган,
А. И. Стожаров............................................ 575
Глава XLV1I. Металлы и сплавы.— О. А. Кантор........... 621
Глава XLVIII. Литейные сплавы. — В. Af. Пляцкий........ 650
Глава XLIX. Неметаллические материалы (кроме стекла),
применяемые в оптико-механическом произ-
водстве.— Л. П. Гулярв.................................... 682
't
Технологи^ обработки оптического стекла
Глава L. Производственные процессы обработки дета-
лей из оптического стекла. — И. Е. Алексан-
дров, Б. Б. Хоменко и В. Ф. Юрге.......................... 699
Глава LI. Изготовление очковых линз. — А. В. Сулим и
Н. А. Ку лабано в........................................ 768
Глава LII. Обрабатывающие и вспомогательные материалы
для изготовления деталей из оптического стек-
ла. — А. Н. Бардин, Б. Н. Москвин и
В. А. Смирнов .......... . ... - . 790
Глава LIII. Измерительные и контрольные приборы, при-
меняемые при изготовлении деталей из оптиче-
ского стекла. — Б. Б. Хоменко......... 813
Глава LIV. Станки для обработки оптического стекла. —
А. И. Бардин, В. А. Смирнов и Б. Б. Хоменко 865
990
Нормы оптико-механической промышленности
1. Уровни......................................... 897'
9
II. Наглазники и налобники.......................... 921
III. Маховички и рукоятки......................... 927
IV. Винты и гайки................................. 935
V. Пружины....................................... 960
VI. Диаметры углей дуговой лампы.................... 976
Указатель...................................... .... 977
ИСПРАВЛЕНИЯ
Стр. Строка Напечатано Следует По чьей вине
17 снизу х' х' ред. Л. Г.
17 Титова
37 5 сверху рис. 679В рис. 686В изд-ва
170 № 15 Линнику Липиху ред. Л. Г. Титова
197 3 сверху оправы оси оправы автора
737 1 сверху Число Длина Ред. Л. Г. Титова
Зчк. 3905. Справ, книга оптико-механика, т. II
ИСПРАВЛЕНИЯ
Стр. Строка Напечатано Следует По чьей, вине
27 16 снизу (1 —/2)8» (1 — г^е~ы ред. Л. Г. Титова
27 6 снизу г k То же
Зак. 3905, Справ, книга оптико-механика, т. II
ИСПРАВЛЕНИЯ
Стр. Строка Напечатано
21 3 сверху А)— d
Зак. 3905. Справ, книга оптико-механика, т. II
Следует По чьей вине
fn(fo—^x_d ред. Л. Г.
д "Ги Титова
ИСПРАВЛЕНИЯ
Стр. Строка Напечатано Следует По чьей, вине
79 4 сверху дч ду ред. Л. Г.
Титова
Saw. 3905. Справ, книга оптико-механика, т. II