































































































































Author: Матвеев В.В. Кузьмич А.А.
Tags: подземное строительство земляные работы фундаменты строительство тоннелей технология строительного производства монтаж монтаж оборудования
ISBN: 5-274-01152-7
Year: 1990




В.В. Матвеев, А. А.Кузьмич
Установка,
выверка
и крепление
технологического
оборудования
и конструкции
на фундаментах
В. В. Матвеев, А. А. Кузьмич
Установка,
выверка
и крепление
технологического
оборудования
и конструкции
на фундаментах
ЛЕНИНГРАД
СТРОЙИЗДАТ
ЛЕНИНГРАДСКОЕ ОТДЕЛЕНИЕ
1990
ББК 38.654.1
М
УДК 624.159.1
Рецензент—Ленинградский отдел Гипрохиммонтажа (С. Е. Красиков)
Матвеев В. В., Кузьмич А. А.
М Установка, выверка и крепление технологического обо-
рудования и конструкций на фундаментах.— Л.: Стройиздат,
Ленингр. отд-ние, 1990.— 127 с.: ил.
ISBN 5-274-01152-7
Приводятся виды фундаментов и опорных конструкций, требования к прием-
ке их под монтаж. Рассматриваются способы крепления и выверки обору-
дования и конструкций на фундаментах, а также применяемые для этого
инструменты и приспособления.
Для рабочих-монтажников.
330800006—169
047(01)—90
174—90
ББК 38.654.1
ISBN 5-274-01152-7
© Матвеев В. В., Кузьмич А. А.
1990
ПРЕДИСЛОВИЕ
Капитальное строительство — одна из важнейших отраслей
народного хозяйства. От ее развития в немалой степени зависит
вся экономика нашего государства. Правительство постоянно
уделяет внимание вопросам совершенствования капитального
строительства — повышению его эффективности, оказывает строи-
телям помощь в оснащении техникой, в деле подготовки кадров
и во многих других вопросах.
За последние 15...20 лет монтажными организациями в содру-
жестве с научно-исследовательскими институтами и проектными
организациями разработаны новые технологические методы, а
также более совершенные подъемно-транспортные и такелажные
средства для монтажа, способствующие повышению производи-
тельности, улучшению качества и безопасности работ. В частности,
большие успехи достигнуты в монтаже технологического обору-
дования. Для перемещения оборудования используют специальные
транспортные устройства на воздушной подушке, для его уста-
новки — краны-вертолеты, дирижабли, а в труднодоступных ме-
стах — роботы-манипуляторы.
В настоящее время на монтаже оборудования применяют пнев-
матические строительные конструкции, электронные вычислитель-
ные машины, а для его выверки — лазерные устройства, электрон-
ные уровни с ценой деления до 0,001 мм.
Работа монтажника — это работа творческая. Монтажник
имеет дело с неповторяющимися объектами производства, с широ-
кой и разнообразной номенклатурой изделий и видов работ. Это
обязывает его владеть многими приемами труда, умело поль-
зоваться разнообразными механизмами, инструментами, при-
менять различные приспособления, повышающие производитель-
ность труда, для чего необходимы всесторонние знания об основ-
ных параметрах оборудования, условиях работы, температурах,
давлениях, режимах нагружения, необходимой точности сборки
отдельных узлов и выверки оборудования в проектном положении.
Работники монтажных организаций призваны осваивать тех-
нику монтажа, выполнять монтаж всего технологического обору-
дования на высоком современном техническом уровне, обеспечивая
надежную и бесперебойную его эксплуатацию.
з
Цель издания настоящей книги — дать специалистам-мон-
тажникам необходимые сведения по видам и устройству фунда-
ментов и опорных конструкций, правилам приемки и подготовки
фундаментов к монтажу оборудования, способам и технологии
выверки и крепления оборудования на фундаментах, а также по
использованию различных инструментов и приборов для его вы-
верки и крепления.
Каждый монтажник должен проявлять техническую смекалку,
для того чтобы обеспечивать высокую производительность труда,
хорошее качество работ и надежную эксплуатацию машин.
В книге использованы инструкции по монтажу технологиче-
ского оборудования, техническая литература по установке, вывер-
ке и креплению оборудования и конструкций на фундаментах,
справочные материалы, информации ЦБНТИ Минмонтажспец-
строя СССР, СНиПы, а также практический опыт монтажных
организаций.
Книга предназначена для рабочих, бригадиров и мастеров
строительно-монтажных организаций.
Предисловие, пункты 1 и 5 гл. 1 написаны инж. А. А. Кузьми-
чем, остальной объем книги — инж. В. В. Матвеевым.
Глава 1. ВИДЫ ФУНДАМЕНТОВ
И ОПОРНЫХ КОНСТРУКЦИЙ,
ИХ ПРИЕМКА ПОД МОНТАЖ ОБОРУДОВАНИЯ
1. Виды фундаментов и опорных конструкций
Машины при сравнительно небольшой опорной поверхности
станины имеют обычно большую массу. Для того чтобы машина не
вязла в грунте, стояла ровно и прочно в процессе эксплуатации,
ее опирают на твердое жесткое основание, устраивают специаль-
ные опорные площадки — фундаменты. Допускается устанавли-
вать оборудование на бетонные подушки полов и междуэтажные
перекрытия.
Фундаменты под оборудование должны быть прочными, устой-
чивыми и долговечными. При их проектировании составляют рас-
четные схемы, определяющие величины и координаты точек при-
ложения действующих на них сил, затем устанавливают размеры
фундаментов, после чего делают их проверочные расчеты.
Конструкции фундаментов изготовляют по чертежам, в кото-
рых содержатся данные о материале, месте расположения фунда-
ментов, проектные высотные отметки.
Опорная поверхность фундамента должна быть значительно
больше опорной поверхности оборудования, чтобы обеспечивать
их устойчивое положение. Кроме статических нагрузок, фундамент
воспринимает и гасит небольшие колебания, возникающие при
работе оборудования, т. е. испытывает и динамические нагрузки.
Это имеет особое значение для оборудования, которое работает
с большими ударными нагрузками (молоты, рубительные машины,
прокатные клети и т. д.). Колебания гасятся за счет массы фунда-
мента, которая в несколько раз превышает массу оборудования.
Вибрации внутри машины возникают из-за неуравновешен-
ности ее вращающихся элементов (роторов, шкивов ременных
передач, режущего инструмента и др.) и при возвратно-поступа-
тельном движении частей машин в момент изменения направле-
ния движения под действием сил инерции. Иногда они могут быть
следствием рабочих нагрузок (сил резания), неуравновешенности
обрабатываемых заготовок (при вращательном движении, удар-
ных нагрузках и т. д.).
5
Вибрации отрицательно влияют на долговечность работы ма-
шины. Они распространяются через фундамент и грунт, воздей-
ствуют на соседние машины, на конструкции зданий, вызывая
разрушения в них.
Главным фактором, способствующим уменьшению интенсив-
ности вибраций, является масса фундамента: чем она больше, тем
меньше амплитуды вибрации от возникающих сил. Поэтому масса
фундаментов под машины, при работе которых возникают боль-
шие инерционные силы и силы от других факторов, достигает
иногда 100 т и более.
Фундаменты очень разнообразны, как и оборудование, для
которого они предназначены. По конструкции их подразделяют
на монолитные, блочные, каркасные, свайные, брусковые, ряже-
вые; по форме — на ленточные, прямоугольные, ступенчатые,
трапециевидные, фасонные. Фундаменты могут быть наземными,
подземно-наземными, подземными и размещаться на между-
этажных перекрытиях производственных зданий.
Для сооружения фундаментов применяют бетон, бутобетон,
железобетон, кирпич и дерево. На кирпичные фундаменты устанав-
ливают легкое оборудование массой не более 4 т; кирпичная клад-
ка разрешается только для фундаментов, находящихся выше
уровня грунтовых вод. Высота таких фундаментов должна быть
не менее 0,5 м. Силикатный кирпич для кладки применять нельзя.
Деревянный фундамент используют для временной установки
оборудования с небольшими инерционными нагрузками, так как
он быстро изменяет форму и коробится.
Групповые фундаменты представляют собой единое полотно
толщиной 150...250 мм под несколько единиц оборудования (груп-
пу) и служат, как правило, только основанием для станков. В ка-
честве единого полотна используют бетонные полы или полы иной
конструкции. На групповые фундаменты устанавливают легкие
и средние станки нормальной точности, работающие в спокойных
режимах с преобладающими статическими нагрузками и имеющие
достаточно жесткие станины (станина считается жесткой, если
отношение ее длины к высоте не превышает 2:1).
Индивидуальные фундаменты сооружают для точного среднего
и тяжелого оборудования, работающего с умеренными и повышен-
ными динамическими нагрузками. Назначение индивидуальных
фундаментов, помимо обеспечения правильного положения обору-
дования и виброустойчивости, изоляция оборудования друг от
друга во избежание передачи вибрации через грунт, а также повы-
шение жесткости станин.
Фундаменты машин и механизмов крупных агрегатов делают
массивными, по возможности без швов в тех местах, где будет
установлено оборудование. Отдельные железобетонные массивы,
разделяют усадочными швами, например при сооружении фунда-
ментов прокатных станов, бумагоделательных машин.
Укладку бетона в фундамент с применением механических
6
вибраторов выполняют не позднее 1,5 ч после его приготовления.
Глухие фундаментные болты устанавливают с помощью кондук-
торов с отверстиями в них для болтов (диаметры отверстий делают
больше диаметра фундаментного болта на 1...2 мм). Кондукторы
с подвешенными болтами раскрепляют в опалубке перед бетониро-
ванием фундамента, выверяют в плане и по высоте с помощью
геодезических приборов. Такой способ установки болтов обеспечи-
вает удобство и точность их расположения, неизменное их положе-
ние при бетонировании.
Для анкерных болтов в фундаменте делают колодцы, устраи-
вая до бетонирования опалубку или закладывая деревянные проб-
ки с учетом проектных размеров болтов и мест их расположения.
После бетонирования фундамента и схватывания бетона пробки
удаляют.
Крупные и тяжелые фундаменты под установленным оборудо-
ванием способны в течение длительного времени давать осадку,
достигающую до 50 мм и более. Поэтому по окончании изготовле-
ния фундамента необходимо вести наблюдения за его осадкой и
при выверке оборудования по реперам учитывать возможные
отклонения в высотных отметках.
Размеры фундамента определяются габаритными размерами
оборудования и его размещением, а глубина — длиной фундамент-
ных болтов, крепящих оборудование, расположением каналов и
тоннелей, массой устанавливаемой на него машины, интенсив-
ностью колебаний, вызываемых ее работой, а также грунтовыми
условиями. При рыхлом грунте размеры фундамента должны быть
значительно больше, чем при скальном и во всех случаях соответ-
ствовать чертежам и требованиям технических условий на соору-
жение фундамента. Фундаменты, на которые оборудование уста-
навливается с последующей подливкой раствора (должно быть
указано в чертежах), сдаются под монтаж забетонированными
на 50...60 мм ниже проектной отметки опорной поверхности обору-
дования, а в местах расположения ребер жесткости на основании
оборудования — на 50...60 мм ниже отметки этих ребер. В случае
установки оборудования без подливки фундаменты сооружают
на полную проектную отметку.
При использовании в качестве фундаментов под оборудование
стальных конструкций и железобетонных элементов на них распро-
страняются все требования, предъявляемые к фундаментам.
2. Приемка фундаментов и опорных конструкций под монтаж
оборудования
Приемка фундаментов. Монтаж технологического оборудова-
ния и конструкций ведут по техническим условиям, предусматри-
вающим возможные величины предельных отклонений этого обо-
рудования от проектного положения, которое характеризуется
7
расположением оборудования на фундаменте, постаменте или
опорной конструкции в плане, по высоте, в горизонтальной и вер-
тикальной плоскостях. Обеспечение точности установки в проект-
ное положение в пределах допускаемых отклонений зависит не
только от точности изготовления оборудования и его сборки, но также
от качества выполнения работ по сооружению фундамента или
опорной конструкции. Учитывая это обстоятельство, следует обращать
особое внимание на тщательную приемку фундаментов под монтаж
и иметь в виду, что качество монтажа оборудования, его испыта-
ния и дальнейшая эксплуатация находятся в прямой зависимости
от качества сооруженного фундамента.
Изготовление фундаментов и подливка оборудования цемент-
ным раствором входят в обязанности строительных организаций.
Однако надо признать целесообразным наблюдение за всем про-
цессом устройства фундамента представителя монтажной органи-
зации. Это будет способствовать исключению возможных ошибок
при сооружении фундамента и обеспечит высокое качество работ
по его устройству. Фундаменты сооружают по чертежам, учиты-
вающим размеры, массу и характер работы монтируемого обору-
дования, а также конструкцию и конфигурацию его опорной части.
До начала работ по укрупнительной сборке и установке обору-
дования представители монтажной организации производят
приемку от строительной организации готовых фундаментов и
опорных конструкций, используя техническую документацию, пере-
даваемую заказчиком: строительные чертежи фундамента; испол-
нительную схему с нанесенными на ней проектными и фактиче-
скими размерами фундамента, закладных изделий, фундаментных
болтов, колодцев под анкерные болты, привязочными размерами
к строительным конструкциям (колоннам зданий) или фундамен-
там соседнего оборудования; документ о качестве бетона и соответ-
ствии его марки проектной; акт на скрытые работы. Актом
оформляются работы, которые невозможно обследовать при
приемке готовых фундаментов. В нем фиксируются: глубина зало-
жения фундамента; размеры разрывов между фундаментами зда-
ния и оборудования; наличие температурных швов и закладных
деталей для анкерных болтов; правильность установки и закрепле-
ния глухих фундаментных болтов в теле фундамента и арматуры.
На чертежах фундамента должны быть указаны его основные раз-
меры; расположение осей относительно осей здания или соседних
сооружений, проектные высотные отметки; расположение высту-
пов, впадин, отверстий, температурных швов, закладных частей;
расположение фундаментных болтов или колодцев для них, а
также данные о материале фундамента.
При приемке фундамента под монтаж оборудования прове-
ряют:
привязочные размеры, характеризующие правильность распо-
ложения фундамента по отношению к элементам здания или фун-
даментам рядом стоящего оборудования;
8
размеры самого фундамента и его элементов;
наличие, расположение и размеры проемов, впадин, выступов,
колодцев, закладных деталей, температурных швов;
наличие и состояние плашек и реперов для обозначения про-
дольных и поперечных осей и высотных отметок;
точность расположения в плане и высоту над поверхностью
фундамента глухих фундаментных болтов, состояние их резьбы,
укомплектованность гайками и шайбами;
наличие, размеры, состояние и укомплектованность анкерных
болтов в случае их применения вместо глухих;
общее состояние поверхностей фундамента.
При отсутствии указаний в проектной документации на допу-
скаемые отклонения от проектных размеров фундаментов можно
пользоваться величинами, приведенными в табл. 1.
При проверке привязочных размеров от технологических осей
оборудования до осей здания, а также основных размеров фунда-
мента в плане замеры ведут стальной рулеткой с натяжением
Таблица 1. Допускаемые отклонения от проектных размеров при приемке
фундаментов
Замеряемый размер
Допускаемое
отклонение,
мм
По привязочным размерам продольных и поперечных осей фун-
даментов и осей колодцев для анкерных болтов
По основным размерам в плане
По высотным отметкам поверхности фундамента без учета вы-
соты подливки
По размерам уступов в плане
По размерам колодцев для анкерных болтов в плане
По глубине колодцев для анкерных болтов
По отметкам уступов в выемках и колодцах
По осям закладных анкерных устройств в плане
По высотным отметкам фундамента:
по высоте
по уклону.
По высотным отметкам выверенной и подлитой опорной сталь-
ной плиты:
по высоте
по уклону
По смещению в плане осей фундаментных болтов
По высотным отметкам торцов фундаментных болтов
По длине резьбы фундаментных болтов
По отклонению осей фундаментных болтов в плане
По отклонению верхних торцов фундаментных болтов
По отклонению всей верхней поверхности от горизонтали
(на 1 м плоскости в любом направлении)
По местным отклонениям верхней поверхности от проектной
отметки при проверке рейкой длиной 2 м (кроме опорных поверх-
ностей)
По разбивке осей плашек
По высотным отметкам реперов
±20
±30
—30
—20
+20
+50
—20
±10
—5
1/1000
+ 1,5
1/1000
+5
+20
+30
±5
+20
±20
±5
±1
±0,5
9
100 кН при замеряемом расстоянии до 10 м и 150 кН — более 10 м.
При значительных размерах в полученные результаты замеров
вводят поправки (выбирают из специальных таблиц) на провес
рулетки и температурные расширения.
При необходимости поправки могут быть рассчитаны следую-
щим образом:
величина поправки, мм, на вытяжку рулетки
А/ = L/n//,
где L — результат измерений; 1„ — погрешность рулетки на полной длине; I — номиналь-
ная длина рулетки;
величина поправки, мм, на температурные расширения
A/ = L/P(/-M,
где /р — коэффициент линейного расширения стали: /р = 0,0000125; t — температура
окружающего воздуха при измерении; /к — температура воздуха, на которой определялась
эталонная длина рулетки.
Проверку правильности геометрических размеров фундамента,
а также расположения колодцев под фундаментные болты, прое-
мов, ниш осуществляют с помощью струн, натягиваемых вдоль
основных осей монтируемого оборудования на высоте 300...350 мм
от поверхности фундамента (рис. 1). Спущенные со струн отвесы
должны совпадать с насечками на плашках, заделанных на поверх-
ности фундамента. Проверку выполняют, замеряя расстояния от
контролируемых точек до струн или отвесов металлической рулет-
кой или линейкой.
В случае получения удовлетворительных результатов этой
проверки, когда размеры фундамента и расположение колодцев
укладываются в проектные размеры с учетом допусков, при-
ступают к замерам глубин колодцев й закладных анкерных дета-
лей. Эту операцию выполняют с помощью нивелира (рис. 2).
Рис. 1. Схема проверки размеров фундамента с помощью струн и отвесов
1 — фундамент; 2 — струна продольной оси; 3 — струна поперечной оси; 4 — колодцы для анкерных
болтов; 5 — планки с осевыми и высотными насечками; 6 — отвесы; 7 — осевая насечка; 8 — высотная
насечка
10
Рис. 2. Схема замеров глубины колодцев и закладных анкерных плит с помощью
нивелира
/ — нивелир; 2 — визирная ось; 3 — нивелирная рейка; 4 — фундамент; 5 — анкерная плита
При проверке открытых ниш убеждаются в горизонтальности
верхней опорной поверхности для плит анкерных болтов с по-
мощью контрольной линейки и слесарного уровня (рис. 3). Откло-
нение от горизонтали должно быть не более 1 мм на длине 100 мм.
Плоскостность верхних поверхностей фундаментов, которая
должна быть в пределах установленных допусков, проверяют с
помощью нивелира с установкой рейки последовательно в местах
расположения регулировочных элементов для выверки оборудо-
вания — пакетов подкладок, установочных домкратов, опорных
плит под отжимные винты. Схема такой проверки показана на
рис. 4. Если одновременно ведут приемку нескольких фундаментов
для однотипного оборудования, например в компрессорной или
насосной станции, то плоскостность верхней поверхности фунда-
мента и глубину колодцев определяют с одной установки нивелира.
Для облегчения и ускорения приемки одновременно нескольких
одинаковых фундаментов целесообразно также изготовить шаблон
из деревянных реек или алюминиевых уголков. Оси фундамента
помечают на шаблоне насечками, а оси колодцев для анкерных
болтов отверстиями. Шаблон последовательно укладывают на
фундаменты, совмещая его положение с осевыми насечками на
плашках поверхностей фундаментов. В поперечном направлении
шаблон ориентируют отвесом, спущенным со струны, при этом
отверстия на шаблоне должны совпадать с осями колодцев. Эта
операция показана на примере приемки фундаментов компрес-
сорной станции (рис. 5).
Приемка подкрановых путей. До начала монтажа кранов, пе-
редвигающихся по рельсовому пути, таких как мостовые, козло-
Рис. 3. Схема проверки открытой ниши
линейкой и уровнем
1 — контрольная линейка; 2 — слесарный уровень;
5 — фундамент; 4 — колодец для анкерного болта;
5 — открытая ниша
11
Рис. 4. Схема проверки плоскостности фундамента с помощью нивелира
/ — нивелир; 2 — визирная ось; 3 — нивелирная рейка; 4 — фундамент; 5 — места расположения
регулируемых элементов; 6 — колодцы для анкерных болтов
вые, портальные, перегружатели и кабельные, монтажники про-
изводят приемку подкрановых путей под монтаж. Как правило,
сооружение подкрановых путей осуществляют строительные орга-
низации. Если же эта работа поручается монтажникам, выполняю-
щим монтаж самих кранов, то при этом обеспечивается высокое
качество установки подкрановых путей.
Подкрановые пути изготовляют из железнодорожных или
специальных рельсов или из стальных катаных квадратов различ-
Послебиющие поло-
Особые насечки женил шаблона
Рис. 5. Схема провер-
ки фундаментов шаб-
лоном
1 — отвес; 2 — шаблон;
3 — опорные стойки шабло-
на; 4 — струна; 5 — фунда-
мент; 6 — планка с осевой и
высотной насечками
12
Таблица 2. Допускаемые отклонения, мм, от проектных размеров при приемке
подкрановых путей
Замеряемый размер Тип кранов
мостовые козловые перегружатели
Колея (пролет крана) ±10 ±8 ±30
Смещение оси подкранового рельса с оси подкрановой балки 15 — —
Отклонение оси подкранового 15 15 15
рельса от прямой (на длине 40 м) (на длине 30 м)
Продольный уклон рельсов на длине 10 м Разность отметок головки рельсов в одном поперечном се- чении: 20 20 20
на опорах 15 10 20
в пролете 20 — —
Смещение торцов рельсов в 1 1 1
стыках в плане и по высоте
ных сечений и укладывают: для мостовых кранов на металличе-
ские двутавровые или железобетонные балки, опирающиеся на
консоли колонн здания, для козловых, портальных и других кра-
нов, перемещаемых по поверхности земли, — на шпалы, опираю-
щиеся на балластное основание.
Приемку подкрановых путей от строительной организации
выполняют монтажники, используя проектную документацию и
исполнительную схему с нанесенными фактическими размерами
элементов путей. Приемке подлежат основные размеры подкрано-
вых путей: величина пролета и общая длина; высотные отметки;
горизонтальность и прямолинейность; стыки рельсов и их крепле-
ние; наличие тупиковых буферных устройств и заземления.
При отсутствии указаний в проектной документации о до-
пускаемых отклонениях от проектных размеров подкрановых путей
можно руководствоваться данными, приведенными в табл. 2.
Зазоры в стыках рельсов зависят от температуры окружаю-
щей среды, поэтому при приемке подкрановых путей эти зазоры
замеряют, ориентируясь на следующие данные (табл. 3).
Пролет между подкрановыми рельсами (колею) измеряют
стальной рулеткой с точностью до 4 мм при постоянном натяже-
нии, равном 120 Н. Равномерность усилия натяжения достигают
путем присоединения к рулетке динамометра или подвеской к ее
Таблица 3. Допускаемые величины зазоров
Тип кранов При температуре окружающей среды, ° С
—25 —20 — 15 — 10 —5 0 ±5 | ±ю ±15 ±20 ±25
Мосто- вые 7,75 7,00 6,25 6,50 4,75 4,00 3,25 2,50 1,75 1,00 0,25
Прочие 9,75 9,00 8,25 7,50 6,75 6,00 5,25 4,50 3,75 3,00 2,25
13
концам грузов массой по 12 кг. К результатам измерений добав-
ляют поправку на вытяжку рулетки; поправка должна быть ука-
зана на бирке к рулетке, может быть выбрана из специальных
таблиц или, наконец, рассчитана, как было указано выше. Пролет
подкрановых путей можно измерять и с помощью теодолита, визи-
руя в плоскостях, параллельных осям рельсов, и замеряя расстоя-
ния от осей рельсов до визирных целей, а также новейшей измери-
тельной техникой — лазерными дальномерами.
Разность высотных отметок подкрановых рельсов в одном сече-
нии здания, а также проверку горизонтальности каждого подкра-
нового рельса определяют с помощью нивелира. Все остальные
измерения выполняют стальной рулеткой с погрешностью 0,5 мм.
Приемку опорных конструкций и подкрановых путей под мон-
таж оборудования оформляют актом, подписываемым представи-
телями заказчика, строительной и монтажной организацией. К
акту приемки прилагается исполнительная схема с нанесенными
фактическими и проектными размерами (согласно пунктам табл. 1
и 2). Приемка фундаментов оформляется актом на скрытые рабо-
ты, где дополнительно указываются сведения о качестве бетона
фундамента. Для фундаментов машин с динамическими и ударны-
ми нагрузками прилагается акт выполнения виброизоляции в
соответствии с проектом. В актах даются заключения о пригод-
ности фундамента или подкранового пути для монтажа оборудо-
вания. Дефекты фундамента или подкрановых путей, выявленные
при их приемке, устраняются строительной организацией, после
чего конструкции предъявляются к повторной приемке.
3. Подготовка фундаментов и опорных конструкций к установке
оборудования
Фундаменты, принятые под монтаж оборудования, должны
быть очищены от мусора, освобождены от опалубки, строительных
лесов и пробок для колодцев фундаментных болтов. На поверхно-
стях фундамента не должно быть пор, раковин, отслоений бетона,
замасляных мест, а также выступающей арматуры.
На объекте, подготовленном к монтажу оборудования, должны
быть завершены строительно-монтажные работы, предусмотрен-
ные техническими условиями для данного вида оборудования, а
непосредственно у фундамента — закончены работы по прокладке
подземных коммуникаций, произведены обратная засыпка и уплот-
нение грунта до проектных отметок. Прочность фундаментов конт-
ролируют, испытывая образцы, которые заливают одновременно
с укладкой бетона в фундамент. Примерно судить о качестве бе-
тона можно по результатам обстукивания его молотком или зуби-
лом. Хорошая прочность бетона характеризуется звонким звуком,
отсутствием следов при ударах молотком и слабыми штрихами
от зубила. При удовлетворительной прочности бетон издает глухой
звук, остаются вмятины от ударов молотком, зубило насекает
14
канавки глубиной 1...1,5 мм. Если при ударах молотком бетон
фундамента издает мягкий звук, на его поверхности остаются вмя-
тины с осыпающимися краями, а зубило легко режет и крошит его,
такой фундамент для монтажа оборудования не пригоден.
Перед монтажом оборудования на фундамент следует убе-
диться в наличии на нем плашек и реперов, установленных вне
контура опорных частей монтируемого оборудования. Составлен-
ное геодезическое обоснование монтажа оборудования должно
быть согласовано с монтажной организацией.
На фундаментах, предназначенных для установки оборудова-
ния с высокой точностью (турбовоздуходувок, компрессоров,
двигателей внутреннего сгорания, вращающихся печей, бумаго-
делательных машин и т. п.), а также оборудования для поточных
и автоматических линий, оси должны быть нанесены на закладные
металлические изделия (плашки), а высотные отметки зафиксиро-
ваны на реперах.
Фундаменты, имеющие большую площадь в плане и прямо-
угольную форму, монтажники дополнительно проверяют на пра-
вильность формы, измеряя диагонали. Постаменты, опорные ме-
таллоконструкции и колонны значительной высоты перед установ-
кой на них оборудования особенно тщательно проверяют на вер-
тикальность и соответствие высотных отметок проектным. Не-
параллельность главных осей смежных фундаментов должна быть
не более ±5 мм.
Фундаментные болты должны иметь антикоррозийную защиту
и быть укомплектованы гайками и шайбами. Гайки фундаментных
болтов должны свободно навинчиваться на всю длину нарезной
части болта. Отклонение глухого фундаментного болта от вертика-
ли по всей высоте выступающей над фундаментом части не должно
превышать 1,5 мм.
Кроме того, при подготовке фундамента к установке оборудо-
вания монтажники тщательно проверяют плоскостность верхней
поверхности фундамента, так как от качества последней зависит не
только успешная выверка оборудования, но также равномерность
усадки подливочного слоя бетонной смеси в процессе его затвер-
дения. Проверяют также состояние поверхностей фундамента в
местах установки элементов для регулировки положения оборудо-
вания при выверке (пакетов подкладок, установочных домкратов,
опорных пластин под отжймные винты). При необходимости опор-
ные площадки выравнивают и зачищают с помощью кузнечного
зубила для плотного прилегания к ним регулировочных элементов.
Для надежного схватывания бетонной смеси при подливке
с поверхностью фундамента последнюю с помощью зубила насе-
кают, непосредственно перед подливкой поверхность фундамента
смачивают.
Перед монтажом кранов на принятых от строителей подкрано-
вых путях монтажники выполняют ряд подготовительных меро-
приятий. Подкрановые пути на всем протяжении очищают от
15
Рис. 6. Схемы крепления подкрановых рельсов к балкам
а — с помощью скоб к двутавровой балке; б — с помощью прижимных планок к двутавровой и бетон-
ной балкам; в — стального катаного квадрата к двутаврбдой балке; 1 — рельс; 2 — скобы; 3_регу-
лировочные подкладки; 4 — двутавровая балка; 5 — прижимные планки; 6 — железобетонная под-
крановая балка; 7 — стальной катаный квадрат; 8 — уголок
строительного мусора и посторонних предметов. В случае неполной
готовности подкрановых путей монтажная организация может
приступить к установке крана на готовой их части с минимальной
протяженностью в три базы крана. В этом случае на концах участ-
ка должны быть временно установлены тупиковые упоры.
Монтажники тщательно проверяют надежность заземления
подкрановых рельсов и закрепления их на подкрановых балках
или шпалах. Способы крепления рельсов показаны на рис. 6. При
креплении рельса стержнями из круглой стали наличие резьбы
на конце стержня, вставляемого в отверстие вертикальной полки
рельса, позволяет регулировать его положение в горизонтальном
направлении. При креплении рельса прижимными планками от-
верстия под болты в них делаются овальными для обеспечения
возможности перемещения рельса в горизонтальной плоскости.
Крепление подкранового пути из стальных катаных квадратов с
помощью штырей также допускает смещение квадрата при регули-
ровке его положения. В случае крепления подкранового рельса
стержнями к железобетонной балке в нее закладывают стальную
полосу; при креплении прижимными планками болты заделывают-
ся в железобетонные балки. Регулировка подкранового рельса
по высоте достигается с помощью подкладок.
Монтаж подкрановых путей участками по длине рельсов упро-
щает регулировку их положения, но наличие стыков в этом случае
ухудшает плавность перемещения крана. В последнее время при-
меняют сварку стыков подкрановых рельсов. При этом удается
устранить ударные нагрузки на катки кранов и увеличить сроки
службы крановых колес и подшипников.
4. Монтажные оси и реперы
Установку технологического оборудования и конструкций на
фундамент выполняют в строгом соответствии с их проектными
размерами и пространственным положением в плане и по высоте
с учетом допускаемых отклонений. Для этого до монтажа обору-
16
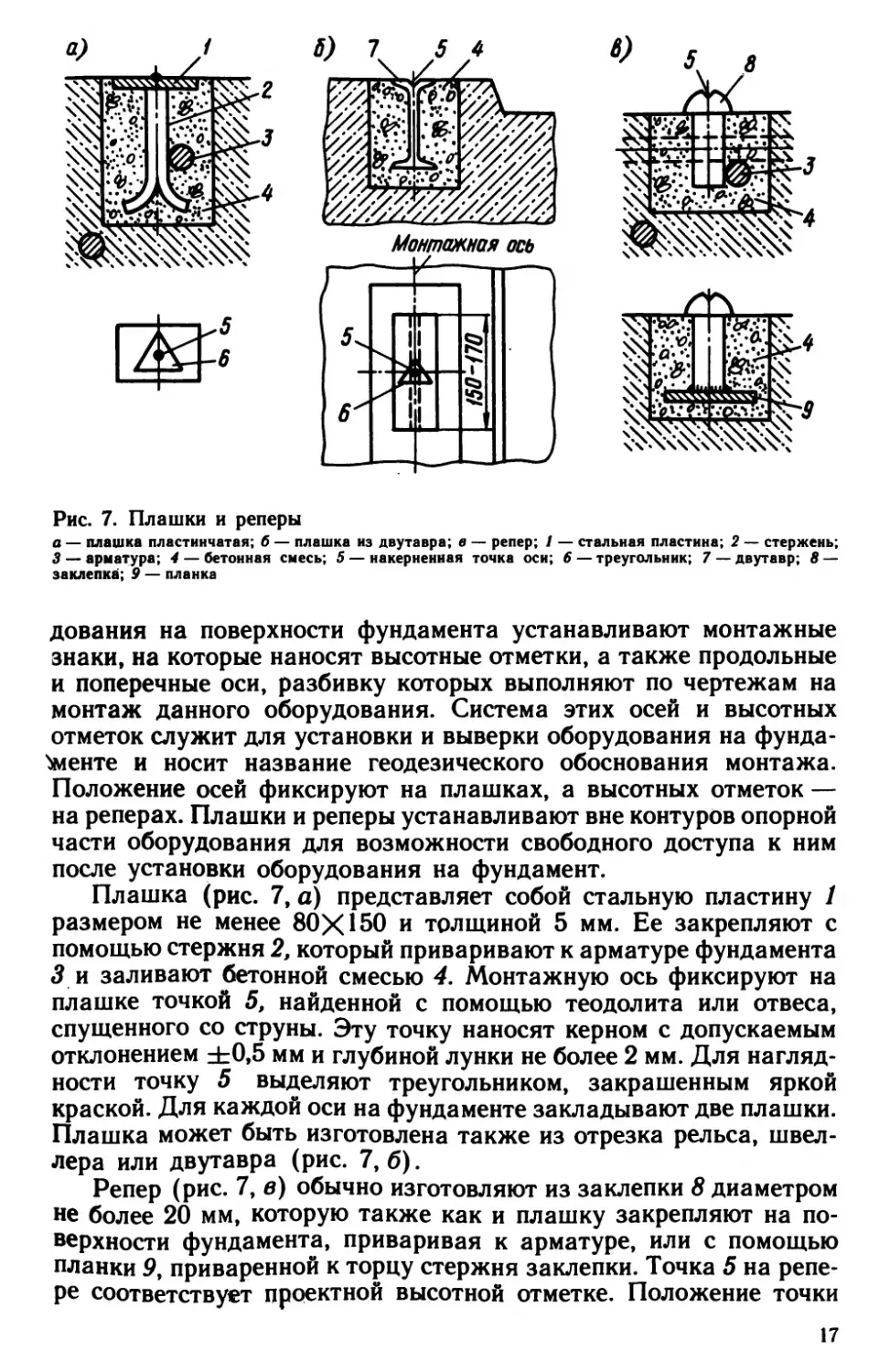
Рис. 7. Плашки и реперы
а — плашка пластинчатая; б — плашка из двутавра; в — репер; 1 — стальная пластина; 2 — стержень;
3 — арматура; 4 — бетонная смесь; 5 — накерненная точка оси; 6 — треугольник; 7 — двутавр; 8 —
заклепка; 9 — планка
дования на поверхности фундамента устанавливают монтажные
знаки, на которые наносят высотные отметки, а также продольные
и поперечные оси, разбивку которых выполняют по чертежам на
монтаж данного оборудования. Система этих осей и высотных
отметок служит для установки и выверки оборудования на фунда-
менте и носит название геодезического обоснования монтажа.
Положение осей фиксируют на плашках, а высотных отметок —
на реперах. Плашки и реперы устанавливают вне контуров опорной
части оборудования для возможности свободного доступа к ним
после установки оборудования на фундамент.
Плашка (рис. 7, а) представляет собой стальную пластину /
размером не менее 80X150 и толщиной 5 мм. Ее закрепляют с
помощью стержня 2, который приваривают к арматуре фундамента
3 и заливают бетонной смесью 4. Монтажную ось фиксируют на
плашке точкой 5, найденной с помощью теодолита или отвеса,
спущенного со струны. Эту точку наносят керном с допускаемым
отклонением ±0,5 мм и глубиной лунки не более 2 мм. Для нагляд-
ности точку 5 выделяют треугольником, закрашенным яркой
краской. Для каждой оси на фундаменте закладывают две плашки.
Плашка может быть изготовлена также из отрезка рельса, швел-
лера или двутавра (рис. 7, б).
Репер (рис. 7, в) обычно изготовляют из заклепки 8 диаметром
не более 20 мм, которую также как и плашку закрепляют на по-
верхности фундамента, приваривая к арматуре, или с помощью
планки 9, приваренной к торцу стержня заклепки. Точка 5 на репе-
ре соответствует проектной высотной отметке. Положение точки
17
6
я
Рис. 8. Схема разбивки осей и нивелировки реперов
1 — нивелир; 2 — визирная ось; 3 — фундамент; 4 — струна продольной оси; 5 — нивелирная рейка;
6 — струна поперечной оси; 7 — репер; 8 — плашка; 9 — отвес
определяют с помощью нивелира и наносят с максимальной
погрешностью ±0,5 мм. Монтажные знаки после установки за-
ливают быстросхватывающимся цементным раствором.
Положение продольной и поперечной осей фундамента
(рис. 8) фиксируют струнами 4 и 6, которые натягивают над фунда-
ментом на высоте, достаточной для сборки и установки под ней
оборудования. Направление струн ориентируют по главным осям
здания или осям колонн. От осей фундамента координаты на его
горизонтальную плоскость переносят с помощью отвесов, спускае-
мых со струн, получая места расположения плашек 8 и реперов 7.
После установки плашек и реперов выполняют разбивку осей и
нивелировку реперов. Для этого на плашки и реперы наносят кер-
ном точки. Затем составляют исполнительную схему. Помимо
основных реперов монтажники обычно устанавливают дополни-
тельно рабочие реперы в непосредственной близости от базовой
поверхности. После монтажа оборудования на фундамент и залив-
ки цементным раствором основные плашки и реперы сохраняют
открытыми для возможности в дальнейшем контролировать не-
изменность положения фундамента.
При монтаже оборудования, не требующего большой точности
установки, тщательная разбивка осей не обязательна и может
быть заменена соответствующими пометками на фундаменте *
краской.
18
5. Монтажная разметка
До начала установки оборудования на фундамент монтажники
выполняют монтажную разметку, используя план цеха, испол-
нительную схему фундамента с точным указанием места его распо-
ложения, а также монтажно-установочные чертежи. Продольные
и поперечные монтажные оси располагают параллельно строи-
тельным разбивочным осям, совмещая их с осями монтируемого
оборудования. Это обеспечивает заданное положение всех видов
технологического оборудования относительно фундаментов, ком-
муникаций, строительных и технологических конструкций цеха.
При выборе мест расположения монтажных осей учитывают
удобство установки технологического оборудования в проектное
положение, а также возможность использования этих осей для
контроля положения оборудования в процессе эксплуатации.
В процессе монтажной разметки (рис. 9) проверяют правиль-
ность нанесения и привязку к осям здания продольной 2 и попереч-
ной 8 осей фундамента /, а также его высотное положение относи-
тельно рабочего репера 4. По чертежу плана цеха наносят рас-
стояния а и b соответственно от продольной оси 2 фундамента до
продольной оси 11 колонн здания и от поперечной оси 8 фундамен-
та до поперечной оси 7 колонн здания. Оси фундамента должны
быть взаимно перпендикулярны и соответственно параллельны
осям здания, что проверяют теодолитом и рулеткой. Продольную
и поперечную оси фундамента фиксируют кернением плашек 9,
а высотное положение фундамента относительно рабочего репера
4, расположенного в непосредственной близости от фундамента,
определяют с помощью нивелира 3 и реек 5.
Если в процессе монтажной разметки установлено, что откло-
нения осей и высотных отметок фундамента от проектного положе-
ния не выходят за пределы допусков, указанных в соответствую-
щих инструкциях, то фундаменты считаются годными для установ-
ки на них оборудования.
Разметка монтажных осей может быть произведена и без
применения геодезических приборов. Для этого в цехе, предназна-
ченном для установки оборудования, основная разметочная мон-
тажная ось должна быть расположена так, чтобы оси механиз-
мов, работающих от одного привода, были параллельны монтаж-
ной оси. Разметку положения монтажной оси начинают с проведе-
ния на полу цеха линии, параллельной оси колонн или балок, на
запроектированном расстоянии. После этого с помощью отвесов
монтажную ось переносят на потолок. Затем, используя гидро-
статический уровень, на поперечных стенах или колоннах на за-
проектированном расстоянии от пола отмечают две точки на одном
горизонтальном уровне и в общей плоскости с линиями на полу и
потолке. Отмеченные точки фиксируют положение монтажной оси
в пространстве.
От основной монтажной оси размечают все остальные вспомо-
19
Рис. 9. Схема монтажной разметки
/ — фундамент; 2 — продольная ось фундамента; 3 — нивелир; 4 — рабочий репер на колонне здания;
5 — нивелирные рейки; 6 — каркас здания; 7 — поперечные оси колонн здания; 8 — поперечная ось
фундамента; 9 — плашка; 10 — фундаментные колодцы; 11 — продольные оси колонн здания
гательные оси. Вспомогательную ось, параллельную основной мон-
тажной оси, размечают на полу либо угольником, либо циркулем.
В первом случае одну сторону угольника 1 (рис. 10, а) совмещают
с основной осью 2, на другой стороне угольника откладывают
необходимые расстояния а от основной оси до вспомогательной.
Затем, перемещая угольник вдоль основной осевой линии, отме-
чают две-три точки на расстоянии, равном а, и соединяют их, про-
черчивая вспомогательную ось 3. Во втором случае на основной
монтажной оси 2 (рис. 10,6) циркулем из точки с откладывают
отрезки ст и сп равной величины и отмечают точки т и п. В пересе-
чении отрезков дуг, описанных циркулем 4 из точек тип, полу-
чают точку о, которую соединяют с точкой с. Линия ос перпендику-
лярна к монтажной осевой линии. На другом конце основной мон-
тажной осевой линии таким же способом получают вторую линию
oid. На перпендикулярных линиях ос и o\d откладывают необходи-
мое расстояние а и через полученные точки с\ и d\ проводят прямую
вспомогательную линию 3, параллельную основной монтажной
20
Рис. 10. Разбивка осей
а — с помощью угольника; б — с помощью циркуля
осевой линии. Циркуль представляет собой строганый деревян-
ный брусок 4 (см. рис. 10, б) с вбитыми на его концах гвоздями 5.
Разметку вспомогательных осевых линий на потолке и стенах
(когда это необходимо) производят описанным способом.
В многоэтажном здании перенос основной монтажной оси на
верхние этажи для получения вспомогательных осевых линий
проводят с помощью отвесов. При этом нить отвеса должна слегка
касаться проволоки, фиксирующей основную монтажную ось. Для
гашения колебания отвеса рекомендуется помещать весок в масля-
ную ванну.
В помещениях с незаконченными полами предварительную
разметку монтажных осевых линий осуществляют с помощью осе-
вых линий строительной сетки, от которых откладывают расстоя-
ния, определяющие положение осей симметрии машины. Перпен-
дикулярность осей симметрии контролируют следующим образом:
из точки пересечения (рис. 11) осей симметрии О опускают отвес /.
На оси АА из точек К и Л опускают отвесы соответственно 2 и 3
на расстоянии а от точки пересечения осевых линий О. Затем из
некоторой точки М оси ВВ опускают отвес 4 и измеряют расстояния
КХМ। и МХЛХ. Если линии АА и ВВ взаимно перпендикулярны, то
измеряемые между нитями отвесов расстояния КХМХ и ЛХМХ долж-
ны быть равны. Изменения положения осей достигают перемеще-
нием по скобе одного из концов линии АА. Расстояния ОК и ОМ,
21
Рис. 11. Схема проверки перпендикулярности монтажных осей
а также КХМХ и ЛХМХ измеряют поверочной линейкой, выверен*
ной по уровню.
Для перенесения монтажных осей на фундаменты пользуются
отвесами. На фундаменте эти линии фиксируют кернением точек
на поверхности металлической марки.
Глава 2. ВЫВЕРКА ОБОРУДОВАНИЯ НА ФУНДАМЕНТАХ
И ОПОРНЫХ КОНСТРУКЦИЯХ
1. Общие вопросы по выверке оборудования на фундаментах
Выверка на фундаментах и опорных конструкциях различных
видов технологического оборудования является одной из основных
монтажных операций. Особенно ответственна она при современ*
ном индустриальном методе монтажа, когда оборудование, аппа-
раты и конструкции поступают на монтаж в полностью собранном
виде или укрупненными узлами.
Основной целью выверки оборудования на фундаментах явля-
ется достижение заданной геометрической точности его установки,
соответствующей техническим требованиям и проектным линейным
и угловым размерам. Качество монтажа характеризуется в первую
очередь точностью установки оборудования в проектное положе-
ние как в плане, так и по высоте в горизонтальной или в верти-
22
калькой плоскости. Для достижения высокого качества монтажа
оборудования необходим тщательный предварительный контроль
технической документации на само оборудование, технологию
его монтажа и на строительную часть объекта, включая фунда-
менты и опорные конструкции. В свою очередь, от точности
выверки оборудования зависят его долговечность и темпы износа
отдельных узлов и деталей, уровень колебаний в соединениях
и крепежных деталях, а также условия смазки трущихся частей.
Учитывая назначение, принцип работы, рабочие параметры,
габариты, массу и конфигурацию монтируемого оборудования, а
также строительную характеристику объекта и тип фундамента
или опорной конструкции, в практике монтажа технологического
оборудования используют различные способы его установки,
выверки и крепления в проектном положении.
Способ выверки и крепления оборудования на фундаменте
выбирают в зависимости от способа передачи монтажных и
эксплуатационных нагрузок на фундамент. Различают три типа
соединений оборудования с фундаментом:
1) с помощью временных опорных элементов, используемых
при выверке оборудования на затвердевший массив цементного
раствора, подливаемого в зазор между опорным узлом оборудова-
ния и фундаментом (рис. 12, а);
2) с применением постоянных опорных элементов для выверки
оборудования, заливаемых раствором, для опирания на них самого
оборудования (рис. 12,6);
3) с опиранием монтируемого оборудования непосредственно
на фундамент (рис. 12, в).
Следует иметь в виду, что при использовании первого способа
соединения оборудования с фундаментом к качеству подливки
предъявляются повышенные требования, так как монтажные и
эксплуатационные нагрузки от оборудования к фундаменту пере-
Рис. 12. Типы соединений оборудования с фундаментом
а — с помощью временных опорных элементов, с опиранием на бетонную подливку; б — с опиранием
на постоянные опорные элементы; в — с опиранием непосредственно на фундамент; 1 — оборудование;
* — фундаментный болт; 3 — подливка; 4 — фундамент; 5 — временный опорный элемент; 6 — постоян-
ный опорный элемент
23
даются непосредственно через массив подливки. При втором спо-
собе соединения оборудования с фундаментом нагрузки от обору-
дования воспринимаются фундаментом через постоянные опор-
ные элементы (пакеты подкладок, опорные башмаки и др.), а
подливка, выполняемая после окончательного закрепления обору-
дования, имеет вспомогательное конструктивное или защитное
назначение. Наконец, при использовании третьего способа соеди-
нения монтируемого оборудования с фундаментом все нагрузки
от оборудования передаются непосредственно на фундамент.
В этом случае опорную поверхность фундамента тщательно выве-
ряют и обрабатывают, поэтому необходимость выверки оборудова-
ния непосредственно на фундаменте исключается.
Машины и механизмы, требующие повышенной надежности
и жесткости закрепления, устанавливают со сплошным опиранием
на подливку при использовании временных опорных элементов, а
также непосредственно на фундамент. Аппараты, требующие окон-
чательного закрепления до подливки, например вертикальные ап-
параты (так как подкладки имеют большую податливость при
затяжке фундаментных болтов,чем бетонная подливка), монтируют
со смешанным опиранием (на подливку и постоянные опорные
элементы).
При монтаже оборудования, требующего частой регулировки
положения и перестановок, используют способ установки с мест-
ным опиранием на постоянные опорные элементы (пакеты под-
кладок, опорные башмаки, инвентарные домкраты) без подливки.
В общем случае процесс установки и выверки на фундаменте
технологического оборудования и конструкций сводится к выпол-
нению следующих операций:
достижению проектной точности положения оборудования в
плане (в горизонтальной плоскости);
достижению заданной точности положения оборудования в
вертикальных плоскостях (по высоте, горизонтальности или верти-
кальности) ;
выверке относительно ранее установленного оборудования;
контролю отклонения от соосности, параллельности и перпен-
дикулярности;
закреплению оборудования в проектном положении на фунда-
менте.
Заданная точность монтажа оборудования в плане, по высоте
и на горизонтальность достигается в процессе выверки, при
которой происходит регулировка положения оборудования с по-
этапным контролем точности его установки. При этом измене-
ние положения оборудования на фундаменте по высоте может
осуществляться путем регулировки высотных размеров самих
опорных элементов или предварительным подбором их высоты с
учетом расчетной точности установки оборудования по высоте.
Используются опорные элементы двух видов: постоянные в
виде пакетов плоских или клиновых металлических подкладок,
24
опорных башмаков или жестких бетонных опор (бетонных поду-
шек) и временные опорные элементы, представляющие собой регу-
лировочные (отжимные) винты, установочные гайки фундамент-
ных болтов, инвентарные домкраты, сокращенное количество паке-
тов металлических подкладок, винтовые подкладки и др.
При выборе типа опорных элементов и их применении надо
руководствоваться следующими соображениями:
временные опорные элементы выбираются в зависимости от
массы монтируемого оборудования с учетом экономической целе-
сообразности;
количество опорных элементов должно обеспечивать надежное
закрепление оборудования до его подливки;
расположение временных опорных элементов назначается с
учетом удобства монтажа оборудования и исключения деформаций
опорных деталей оборудования от его собственной массы, а также
усилий от предварительной затяжки гаек фундаментных болтов;
постоянные опорные элементы должны располагаться возмож-
но ближе к фундаментным болтам с одной или с двух сторон;
опорная поверхность оборудования после регулировки его
положения на фундаменте должна плотно прилегать ко всем опор-
ным элементам, которые, в свою очередь, должны обеспечивать
плотное прилегание оборудования к поверхности фундамента, что
контролируется щупом толщиной 0,1 мм.
Установка оборудования на фундаменте без деформации его
опорной части от массы самого оборудования и усилий от пред-
варительной затяжки гаек фундаментных болтов находится в
прямой зависимости от площади опирания временных регулиро-
вочных элементов на фундаменты. Эту площадь, см2, определяют
по формуле
S>6nF+0,015Go.
где п — число фундаментных болтов, предварительно затягиваемых перед подливкой
оборудования; Go — масса оборудования, кг; F — расчетная площадь поперечного сече-
ния фундаментного болта, см2, зависящая от его диаметра:
Диаметр резьбы d, мм Площадь сечения болта F, см2 М12 0,77 М16 1,44 М20 2,25 М24 3,24 МЗО М36 5,19 7,59 Продолжение
Диаметр резьбы d, мм болта М42 М48 М56 М64 72X6 М80Х6
Площадь сечения F, см2 10,34 13,80 18,74 25,12 32,23 40,87 Продолжение
Диаметр резьбы d, мм болта М90Х6 М100Х6 Ml 10X6 М125Х6 М140Х6
Площадь сечения F, см2 53,68 67,32 82,67 108,56 138,00
25
Для регулировочных винтов оборудования S — площадь опор-
ной пластины.
При необходимости суммарную грузоподъемность, кг, времен-
ных опорных элементов рассчитывают по формуле
Gr= l,3Gog+nFo6,
где g — нормальное ускорение свободного падения: g=9,8 м/с 2; Об — расчетное напряже-
ние предварительной затяжки фундаментных болтов: об = 2100...2500 Н/см 2.
Приближенно суммарную грузоподъёмность опорных элемен-
тов можно найти из выражения
Gr = 2GO.
2. Факторы, влияющие на точность измерений при выверке обору-
дования на фундаменте
Точность выверки оборудования, аппаратов и конструкций
на фундаментах во многом зависит от качества выполнения раз-
личных предмонтажных работ, таких, например, как проектирова-
ние самого оборудования, подготовка технической документации,
изготовление монтируемого оборудования, выполнение строитель-
ных работ и, главное, самих фундаментов и опорных конструкций,
от готовности объекта в целом под монтаж.
Основными факторами, влияющими на точность установки
оборудования в проектное положение, являются:
конструкция монтируемого оборудования; качество его изго-
товления в целом, а также отдельных узлов и деталей; наличие на
оборудовании специальных выверочных баз;
наличие полноценных технических условий на выверку с обо-
снованными допусками;
точность основных и привязочных размеров фундаментов и
опорных конструкций, а также расположения фундаментных бол-
тов; качество рабочих поверхностей фундаментов; наличие и со-
стояние плашек и реперов для обозначения продольных и попереч-
ных осей и высотных отметок;
полнота и качество приемки фундаментов и опорных конструк-
ций под монтаж;
применяемые способы выверки оборудования; качество исполь-
зуемых средств регулировки его положения на фундаменте, а так-
же квалификация монтажного персонала.
Современная тенденция к увеличению производства различной
промышленной продукции без расширения производственных пло-
щадей требует интенсификации технологических процессов за счет
увеличения габаритов и повышения рабочих параметров оборудо-
вания. Это, в свою очередь, усложняет процесс установки обору-
дования в проектное положение и ужесточает требования к соблю-
дению точных монтажных размеров и допусков на его выверку
26
на фундаменте. В последнее время появились новые и усовершен-
ствованы существующие средства и способы измерений при уста-
новке и выверке технологического оборудования.
3. Подготовка к производству работ по выверке оборудования
на фундаменте
Подготовка к выполнению выверочных операций при монтаже
оборудования и конструкций состоит из следующих этапов:
организационно-технического обеспечения;
технологической подготовки;
приемки монтируемого оборудования, фундаментов или опор-
ных конструкций.
На каждый этап предварительно разрабатываются следую-
щие мероприятия. Так, для выполнения первого этапа решают
такие вопросы, как безопасное выполнение работ по установке
оборудования в проектное положение на высоком техническом
уровне с использованием технической документации; комплекта-
ция объекта монтажным оборудованием, приспособлениями, ин-
струментом, материалами; подготовка монтажной площадки, обе-
спечение людскими и энергоресурсами.
На втором этапе решают вопросы подбора и тщательного изу-
чения технической документации по установке и выверке монтируе-
мого оборудования: монтажные инструкции, технические условия
по обеспечению заданной точности установки оборудования на
фундамент, методика выполнения и контроля выверочных опера-
ций с соблюдением условий наименьших трудовых и материаль-
ных затрат.
На третьем этапе обеспечивают тщательную приемку монтируе-
мого оборудования с проверкой комплектности, состояния и соот-
ветствия его проекту; одновременно принимают фундамент по
акту на скрытые работы с проверкой основных и привязочных раз-
меров, качества выполнения строительных работ. Приемку обору-
дования и фундамента оформляют приемо-сдаточным актом.
Непосредственно перед установкой оборудования на фунда-
мент выполняют следующий комплекс работ:
очистку поверхностей монтируемого оборудования от консерви-
рующих смазок и покрытий, а также нанесение в случае необходи-
мости рабочей смазки согласно требованиям технических условий
(способы очистки поверхностей оборудования от консервирующих
смазок и покрытий растворителями, а также нанесение смазок
и паст должны соответствовать требованиям технической докумен-
тации завода-изготовителя);
укрупнительную сборку узлов и деталей оборудования, если
такая предусмотрена монтажной инструкцией, с использованием
заводской маркировки;
подготовку на поверхности фундамента площадок для уста-
новки опорных элементов (для этого площадки тщательно очи-
27
щают и выверяют, размеры их должны превышать размеры опор-
ных элементов не менее чем на 25 мм с каждой стороны).
В процессе подготовки к монтажу оборудования изучают и
уточняют весь рабочий процесс по установке оборудования в
проектное положение, состоящий из ряда операций:
установка на подготовленные площадки на поверхности фунда-
мента опорных элементов с заданной точностью;
установка монтируемого оборудования на опорные элементы
с контролем его фактического положения (обеспечивается совпа-
дение отверстий в опорной части оборудования с фундаментными
болтами);
выверка оборудования в плане, по высоте и на горизонталь-
ность;
частичная затяжка гаек фундаментных болтов для предвари-
тельной фиксации оборудования в проектном положении;
подливка зазора между поверхностями оборудования и фунда-
мента цементным или специальными растворами;
окончательная затяжка всех фундаментных болтов с необходи-
мым усилием после затвердевания подливки.
Большое значение с технической и экономической точек зрения
имеет правильный выбор способов установки оборудования на
фундамент и выверки его для достижения проектного положения
с заданными допусками.
Установку оборудования на фундаменты с последующим пере-
мещением для регулировки его положения в процессе выверки
осуществляют грузоподъемными средствами, домкратами, лебед-
ками или специальными монтажными приспособлениями. Измене^
ние и фиксацию положения оборудования на фундаменте при вы-
верке его по высоте и на горизонтальность выполняют с помощью
различных опорных элементов.
Типы опорных элементов выбирают в зависимости от способа
установки оборудования в проектное положение. Если применяют
безвыверочный монтаж оборудования, то в качестве опорных эле-
ментов используют жесткие (бетонные) опоры, установочные гай-
ки фундаментных болтов без упругих элементов. Если же оборудо-
вание монтируют с выверкой и регулировкой его положения, за
опорные элементы принимают регулировочные винты, установоч-
ные гайки фундаментных болтов с упругими элементами и другие
регулировочные детали.
При установке оборудования со сплошным опиранием на под-
ливку опорные элементы носят временный характер и служат
только для выверки оборудования, а эксплуатационные нагрузки
воспринимает подливка. Опорные элементы размещают возможно
ближе к фундаментным болтам, преимущественно у перегородок
и ребер жесткости на опорной части оборудования. Количество
опорных элементов определяют исходя из условий соблюдения
устойчивости оборудования в процессе выверки и подливки, а
также исключая деформации опорной части оборудования под
28
действием его массы и усилий, возникающих при предварительной
затяжке крепежных гаек фундаментных болтов. В случае необхо-
димости рихтовки опорной части оборудования в качестве времен-
ных опорных элементов используют пакеты подкладок, инвентар-
ные домкраты, винтовые подкладки, устанавливая их в местах
максимальных прогибов опорной части оборудования.
В конечном итоге в процессе выверки определяют соответствие
фактического положения поверхностей оборудования заданному
по проекту. Эту операцию выполняют путем выбора и исполь-
зования выверочных баз, в качестве которых могут использоваться
точки, линии или поверхности на оборудовании для измерения
расстояний от них до монтажных осей и высотных отметок.
За базу для выверки оборудования, поступившего в собран-
ном виде, принимают специально предусмотренные при изготов-
лении наружные контрольные площадки или приливы на корпусах
оборудования или в других местах. Кроме того, в качестве базы
могут быть использованы обработанные базовые поверхности дета-
лей или узлов оборудования, выступающие за пределы корпусов
и характеризующие работу машины (валы, полумуфты и др.).
В отдельных случаях установочные базы представляют собой спе-
циальные площадки на металлических опорных рамах оборудова-
ния. Обычно для проверки горизонтальности или вертикальности
установки оборудования заводы-изготовители выполняют конт-
рольные площадки (одну площадку размером не менее 200Х
200 мм или две плашки размером 200X50 мм каждая для уста-
новки уровня в двух взаимно перпендикулярных плоскостях).
На оборудовании, имеющем вращающиеся части, базовыми
поверхностями могут служить открытые участки валов. Для вывер-
ки аппаратов колонного и башенного типов на их корпусах сверху
и снизу наносятся специальные контрольные риски под углом 90°
друг к другу. К вертикальным аппаратам, подлежащим тепло-
изоляции, приваривают бобышки для ввертывания штырей. Если
в технической документации заводов-изготовителей не указаны
базовые поверхности, то для проверки точности установки обору-
дования на фундамент за базы могут быть приняты обработан-
ные поверхности основных деталей, характеризующие установку
оборудования в плане или по высоте.
При монтаже нескольких узлов или механизмов, связанных
между собой взаимной привязкой, за базовый выбирают один узел
или механизм и к нему последовательно подсоединяют остальные
сборочные единицы. Базовая поверхность должна быть тщательно
обработана и не иметь деформаций, что проверяется контроль-
ной линейкой (должна плотно прилегать по всей длине контакта).
Горизонтальное положение базовых поверхностей обычно прове-
ряют уровнем, установленным на поверхности поверочной линей-
ки, при этом обеспечивается точность до 0,5 мм на каждый метр
длины.
В процессе подготовки к монтажу определяют способы конт-
29
роля положения монтируемого оборудования на фундаменте и
выбирают необходимые приборы, инструмент и приспособления
для выполнения выверочных операций. Так, для определения ли-
нейных размеров при выверке оборудования в плане используют
стальные мерительные линейки, рулетки или оптический инстру-
мент. Выверку оборудования по высоте обычно выполняют ниве-
лирами. Горизонтальность оборудования контролируют нивели-
ром, гидростатическим или брусковым уровнем, вертикальность —
теодолитом, отвесами или рамным уровнем. Соосность валов вы-
веряют с помощью линейки, щупа или индикаторов часового типа,
взаимное расположение валов — с применением струн, отвесов,
скоб, угольников, индикаторов, рамных уровней.
В последнее время для достижения большей точности при
выполнении различных выверочных операций используют усовер-
шенствованные оптические приборы и лазерные установки.
4. Выверка оборудования с помощью регулировочных винтов
Такой способ выверки применяют при регулировке положения
оборудования на фундаменте с заданной точностью по высоте и
горизонтальности. В зависимости от конструкции соединения
оборудования с фундаментом в практике монтажа могут исполь-
зоваться и другие способы выверки оборудования по высоте и на
горизонтальность, которые описаны ниже.
Выверку оборудования с помощью регулировочных (отжим-
ных) винтов обычно применяют при монтаже бесподкладочным
способом (табл. 4). Принципиальная схема выверки с помощью
регулировочных винтов изображена на рис. 13. Регулировочные
винты 2 вворачивают в специальные резьбовые отверстия на
опорных частях 4 (фундаментных рамах, опорах, станинах или
плитах) оборудования перед установкой его на фундамент.
Вначале оборудование выставляют на временные вспомога-
тельные опоры, укладываемые на поверхность фундамента, кото-
рые затем, в процессе выверки с помощью регулировочных винтов,
Таблица 4. Технические характеристики регулировочных винтов и опорных
пластин
Г рузо- подъемность регулировоч- ных винтов, кг Диаметр регули- ровочного винта, мм Радиус упорного торца винта, мм Размер «под ключ», мм Размеры опорных пластин, мм
1500 20 20 27 60X60X8
2400 24 25 32 80X80X8
4100 30 32 41 100Х100ХЮ
6400 36 32 50 120X120X12
9200 42 40 60 130X130X14
12100 48 50 70 140X140X16
30
Рис. 13. Схема выверки оборудования на регу-
лировочных винтах
1 — контргайка; 2 — регулировочный винт; 3 — фунда-
ментный болт; 4 — опорная часть оборудования; 5 —
фундамент; 6 — опорная пластина
удаляют. Если вспомогательные опоры не применяются, то регули-
ровочные винты в исходном положении устанавливают с таким
расчетом, чтобы их упорные торцы выступали ниже опорной по-
верхности оборудования равномерно, не более чем на 20 мм. Перед
монтажом оборудования на фундамент 5 предварительно уклады-
вают стальные опорные пластины 6 с учетом мест расположения
регулировочных винтов. Площадки на фундаменте под опорные
пластины должны быть зачищены и выровнены для обеспечения
плотного прилегания пластин по всей опорной площади. Размеры
площадок на фундаменте должны быть больше размеров пластин
не менее чем на 25 мм с каждой стороны. Предельные отклоне-
ния от горизонтальности площадок не должны превышать 10 мм
на 1 м.
Оборудование устанавливают в плане по монтажным осям,
после чего положение его регулируют по высоте и на горизонталь-
ность последовательно всеми винтами. Окончательно выверенное
оборудование должно опираться на все регулировочные винты.
Положение регулировочных винтов фиксируют контргайками /,
а само оборудование путем частичной затяжки гаек фундаментных
болтов 3 стандартными гаечными ключами без удлинителей. После
окончания выверки опирание всех регулировочных винтов на
опорные пластины проверяют щупом толщиной 0,1 мм.
Перед подливкой в зазор между опорной поверхностью обору-
дования и фундаментом резьбу регулировочных винтов предохра-
няют путем обертывания их плотной бумагой или нанесением кон-
систентной смазки. После затвердевания подливки регулировоч-
ные винты отворачивают на 2-3 оборота и окончательно затяги-
вают гайки фундаментных болтов. Операции по подливке и оконча-
тельному закреплению оборудования на фундаменте рассматри-
ваются ниже. Если проектом не предусмотрена установка фунда-
ментных болтов при изготовлении самого фундамента, то их бето-
нирование в колодцах выполняют после предварительной выверки
оборудования, а окончательную выверку производят после затвер-
девания бетонной смеси в колодцах, т. е. не ранее чем через 7 суток.
В том случае, когда регулировочные винты используются много-
кратно, их выворачивают полностью, а резьбовые отверстия в
опорной части оборудования заделывают цементным раствором
или пробками с последующим покрытием маслостойкой краской.
31
При рассматриваемом способе выверки оборудования обычно
используют регулировочные винты и опорные пластины, соответ-
ствующие отраслевым стандартам машиностроительных мини-
стерств. При отсутствии стандартов можно пользоваться данными,
приведенными в табл. 4.
5. Выверка оборудования с помощью гаек фундаментных болтов
Рассматриваемый способ выверки оборудования на фундамен-
те обычно применяют в случае бесподкладочного монтажа, при
этом достигается регулировка положения оборудования с задан-
ной точностью одновременно по высоте и на горизонтальность.
Выверка оборудования таким способом может осуществляться
с помощью:
установочных гаек с упругими элементами (рис. 14) ;
непосредственно установочных гаек (рис. 15);
ослабленных установочных гаек.
Фундаментные болты, несущие на себе временные опорные
элементы в виде установочных гаек, имеют удлиненную резьбу
до шести диаметров болта.
Выверку оборудования по первому варианту выполняют в
следующей последовательности:
а) установочные гайки 5 с опорными упругими элементами
(тарельчатыми шайбами) 4 ставят по высоте фундаментных болтов
2 так, чтобы верхняя кромка шайбы была на 2-3 мм выше проект-
ной отметки опорной поверхности оборудования /; тарельчатые
шайбы изготовляют из металла, резины или пластмассы;
б) оборудование, поднятое над фундаментом 6 при снятых кре-
пежных гайках 3 фундаментных болтов, опускают на тарельчатые
шайбы, наблюдая за совпадением отверстий, выполненных в опор-
Рис. 14. Схема выверки оборудования на установочных гайках с упругими эле-
ментами
а — установка с завышением на 2...3 мм; б — регулировка оборудования по высоте крепежными гай-
ками; в — установка оборудования при использовании съемных болтов или болтов с цангами; / —
оборудование; 2 — фундаментный болт; 3 — крепежная гайка; 4 — тарельчатая шайба; 5 — устано-
вочная гайка; 6 — фундамент; 7 — подливка; 8 — вспомогательная гайка; 9 — шайба
32
Рис. 15. Схема выверки оборудования непосредственно на установочных гайках
а — установка в проектное положение; б — подливка; в — свинчивание установочной гайки и крепле-
ние оборудования; / — оборудование; 2 — фундаментный болт; 3 — крепежная гайка; 4 — установоч-
ная гайка; 5 — фундамент; 6 — подливка; 7 — опалубка
ной части оборудования, с фундаментными болтами для обеспече-
ния сохранности резьбы на них;
в) выверяют оборудование по высоте и на горизонтальность,
добиваясь заданных допусков, путем затяжки и регулировки поло-
жения крепежных гаек; при этом проектное положение опорной
части оборудования по высоте вдоль фундаментных болтов дости-
гается и фиксируется за счет упругой деформации тарельчатых
шайб;
г) выполняют подливку цементным раствором под оборудо-
вание на фундаменте с последующей затяжкой крепежных гаек
на фундаментных болтах с заданным усилием;
д) при использовании фундаментных болтов с распорными цан-
гами или втулками для их крепления в отверстиях (рис. 14, в) на
поверхности фундамента устанавливают вспомогательные гайки 8
с шайбами 9.
При втором варианте установки оборудования выверочные
операции выполняются следующим образом:
а) установочные гайки 4 регулируют по высоте фундаментных
болтов 2 с учетом проектной высотной отметки опорной части обо-
рудования 1 при соблюдении точности высотного положения гайки
±1 мм; при безвыверочном монтаже оборудования установочные
гайки ставятся по высоте с проектной точностью;
б) при снятых крепежных гайках 3 фундаментных болтов
оборудование медленно и аккуратно опускают на установочные
гайки, наблюдая за сохранностью резьбы фундаментных болтов;
в) выверяют точность установки оборудования по высоте и
горизонтальность, регулируя его положение установочными гай-
ками;
г) закрывают опалубкой 7 установочные гайки для предохра-
нения от действия раствора подливки;
д) заполняют зазор между опорной частью оборудования и
Фундаментом 5 цементным раствором, после затвердевания кото-
рого опалубку удаляют;
зз
е) свинчивают установочные гайки на 3-4 мм перед окончатель-
ной затяжкой крепежных гаек фундаментных болтов, образую-
щиеся при этом ниши заполняют бетонной смесью.
Выверку оборудования по третьему варианту выполняют так
же, как по второму, только в качестве установочных гаек 4 ис-
пользуют гайки ослабленной конструкции из менее прочного мате-
риала, чем крепежные гайки 3 фундаментных болтов 2, или стан-
дартные гайки, срезанные по высоте на 50...70%. При таком спо-
собе выверки резьба установочных гаек сминается в процессе
окончательной затяжки крепежных гаек фундаментных болтов,
чем достигаются регулировка и фиксация положения оборудования
по высоте и горизонтали в пределах заданных допусков. Работы по
установке опалубки у фундаментных болтов перед подливкой и
свинчиванию установочных гаек перед затяжкой крепежных гаек
исключаются.
Таблица 5. Технические характеристики специальных
тарельчатых шайб
Диаметр фундаментного болта d, мм Толщина шайбы А, мм Г рузоподъемность шайбы, кг
12 0,5 300
16 0,8 400
20 1,0 650
24 1.3 950
30 1,5 1700
36 1,5 2200
42 2,0 3000
48 2,3 4000
56 2,8 5500
В табл. 5 приводятся технические характеристики тарельча-
тых шайб, наиболее часто применяемых при монтаже технологиче-
ского оборудования.
6. Выверка оборудования с помощью инвентарных домкратов
При установке оборудования и конструкций в проектное поло-
жение с выверкой его по высоте и на горизонтальность широко
применяются в монтажной практике инвентарные винтовые, клино-
вые и гидравлические домкраты (рис. 16). Такой способ выверки
обеспечивает необходимую точность установки оборудования на
фундамент при значительном удобстве, простоте и безопасности
выполнения этой ответственности и трудоемкой операции. В этом
случае обычно применяют специальные облегченные малогабарит-
ные инвентарные установочные домкраты.
Процесс выверки оборудования на фундаменте сводится к вы-
полнению следующих монтажных операций:
34
a)
Рис. 16. Инвентарные домкраты
а — винтовой; б — клиновой; / корпус,
2 — регулирующий винт; 3 — клин; 4 — тя-
говый винт; 5 — стопорный винт
Рис. 17. Винтовая подкладка
°А(Д)
болт* 2__гайка; 3 — опорная пластина; о, с— установочные размеры
установке инвентарных домкратов на подготовленные очищен-
ные и выровненные площадки на поверхности фундамента;
регулировке домкратов по высоте с точностью ±1 мм для по-
следующей выверки положения самого оборудования; в том слу-
чае, когда выполняют безвыверочный монтаж оборудования, дом-
краты регулируют по высоте с заданной точностью;
проверке всех домкратов в горизонтальной плоскости на фунда-
менте (уклон верхних опорных площадок домкратов должен быть
не более 0,3 мм на 1 м); эту проверку осуществляют обычно
с помощью нивелира и рейки;
опусканию приподнятого над фундаментом оборудования на
домкраты с обеспечением сохранности резьбы замоноличенных
фундаментных болтов; если фундаментные болты не установлены
при изготовлении самого фундамента, то их бетонирование в ко-
лодцах фундамента выполняют после предварительной выверки
оборудования;
Таблица 6. Технические характеристики некоторых типов инвентарных дом-
кратов
Наименование инвентарного домкрата Г рузо- подъемность домкрата, т Высота нижней подъемной площадки домкрата, мм Величина регули- ровки, мм Масса, кг
Домкраты винтовые 3 60(120) 17 1,1 5 94(162) 40 3,5 10 50(550) 300 31,0 Домкрат реечный 5 70(695) 350 35,0 Домкрат клиновой 5 70 10 6,6 Домкраты гидравлические 5 70 20 2,7 15 100 60 3,1 20 120 100 18,3 25 100 60 4,5 50 134 60 18,5
Примечание. В скобках приведена высота верхней подъемной площадки домкрата.
35
Таблица 7. Технические характеристики винтовых подкладок
Диаметр болта, мм Л, мм Д, мм Ь, мм б, мм ^min • мм du мм М, Н-м кг G, кг
М20 65 65 10 8 37 23 49 3300 0,35
М24 65 75 12 10 44 28 69 6000 0,73
МЗО 90 105 14 12 55 35 156 7600 1.4
М36 100 115 15 14 64 42 369 11000 2.2
М42 120 135 18 16 73 48 442 15000 3,55
М48 140 160 20 18 84 55 693 20000 5,3
Примечание. В таблице приняты следующие условные обозначения: Рд—грузо-
подъемность винтовой подкладки; G — масса подкладки; М — минимальный крутящий
момент.
окончательной выверке оборудования, добиваясь его проект-
ного положения с заданными допусками путем регулировки высоты
домкратов;
огораживанию домкратов опалубкой;
подливке под оборудование цементного раствора;
удалению инвентарных домкратов и опалубки после затвер-
девания подливки, заполнения оставшихся ниш бетонной смесью;
затягиванию крепежных гаек фундаментных болтов с задан-
ным усилием.
Технические характеристики некоторых типов установочных
инвентарных домкратов приведены в табл. 6.
Наряду с инвентарными домкратами при выверке оборудова-
ния на фундаменте применяют винтовые подкладки, по своей кон-
струкции и принципу действия аналогичные винтовым установоч-
ным домкратам (рис. 17). Технологическая последовательность
установки и выверки оборудования на фундаментах с помощью
винтовых подкладок такая же, как при использовании инвентар-
ных домкратов.
Технические характеристики винтовых подкладок приведены
в табл. 7.
7. Выверка оборудования на пакетах подкладок
Рассматриваемый способ установки и выверки оборудования
на фундаменте является одним из самых распространенных, так
как обеспечивает достаточно высокую точность регулировки по-
ложения оборудования как по высоте,так и по горизонтальности
независимо от точности изготовления фундамента. При этом спо-
собе установки оборудования высотную отметку фундамента при-
нимают всегда ниже проектной отметки опорной части оборудо-
вания, что обеспечивает наличие зазора между оборудованием и
фундаментом. Зазор необходим для размещения пакетов подкла-
док, с помощью которых регулируют положение оборудования
36
при выверке, и для подливки оборудования бетонной смесью. Для
обеспечения качественной подливки высота зазора должна быть.
40...80 мм. Пакеты подкладок могут применяться в качестве по-
стоянных и временных опорных элементов.
По назначению подкладки подразделяются на установочные
и регулировочные. Установочные подкладки предназначены для
предварительной установки оборудования без регулировки его
по высоте. Установочные плоские подкладки подразделяются на
три группы:
сплошные строганые или точно выправленные пластины тол-
щиной от 30 до 60 мм с размерами в плане от 300X100 до 400Х
Х300 мм, предназначенные для установки тяжелого оборудования
и машин с ударными нагрузками;
сплошные, изготовленные из листовой стали толщиной от 5 до
20 мм с теми же размерами, для установки более легкого оборудо-
вания;
пустотелые, изготовленные из отходов профильной стали
(швеллеров, двутавров), для установки легкого оборудования при
диаметре фундаментных болтов до 20 мм и оборудования, рабо-
тающего без динамических нагрузок.
Регулировочные подкладки служат для окончательной регули-
ровки положения оборудования. Плоские регулировочные под-
кладки изготавливаются из листовой стали толщиной от 0,5 до
5,0 мм. Для более точной установки оборудования применяют
фольгу толщиной от 0,05 до 0,1 мм.
Установочные подкладки 1 вместе с регулировочными 4 обра-
зуют пакет (рис. 18). Подкладки ставятся с двух сторон каждого
фундаментного болта 3; при диаметре фундаментных болтов до
30 мм у оборудования, работающего без динамических нагрузок,
подкладки можно устанавливать с одной стороны болта. В пакет
плоских подкладок допускается включение клиновых и других под-
кладок, регулируемых по высоте. При использовании в пакете
клиновых подкладок общую высоту пакета в исходном положении
подбирают на 4...6 мм ниже проектной отметки.
Как разновидность набора пакета подкладок применяют пира-
мидальные пакеты, в которые также могут быть включены и кли-
новые подкладки (рис. 19). Для оборудования, требующего боль-
шой точности установки, используют клиновые строганые под-
кладки. При продольном перемещении одного клина по другому
на расстоянии 1 мм общую высоту подкладок меняют всего на
0,05 мм. Клиновые подкладки изготовляют длиной 150...300 мм,
шириной 30...60 мм и высотой с одной стороны 3...4 мм, с другой —
30...40 мм. Такие подкладки могут использоваться без добавления
плоских подкладок.
В качестве регулировочных подкладок часто применяют уста-
новочные башмаки (рис. 20), состоящие из верхней и нижней
корытообразных клиновидных пластин, винта и втулки с резьбой.
Эти подкладки обеспечивают большие удобства при их установке
37
Рис. 18. Схема установки пакета
подкладок
/ — установочные подкладки; 2 — опор-
ная часть оборудования; 3 — фунда-
ментный болт; 4 — регулировочные под-
кладки; 5 — подливка; 6 — фундамент
Рис. 19. Пирамидальный пакет
подкладок
Рис. 20. Установочный башмак
/ — клиновидные пластины; 2 — винт;
3 — втулка.
и позволяют быстро и с большой точностью выверять оборудо-
вание. Башмаки после выверки не удаляют, а заливают бетонной
смесью при подливке.
Размер и число подкладок часто определяют расчетом, исходя
из условия, что давление на них не должно превышать 2,5...4,0 МПа,
а расстояние между пакетами должно составлять 300...800 мм в
зависимости от размеров основания и ширины подкладок. Расстоя-
ние от фундаментного болта до пакета подкладок должно быть
не более одного-двух диаметров болта. При креплении оборудова-
ния закладными болтами пакеты подкладок устанавливают на
расстоянии 10... 15 мм от края колодцев для болтов. В случае не-
обходимости обеспечения повышенной жесткости опорной части
оборудование монтируют не на бетонную поверхность фундамента,
а на металлическую раму, залитую бетоном. Перед заливкой раму
выверяют с точностью 0,2...0,3 мм на длине 1 м. Участки рамы
перед укладкой пакетов подкладок опиливают напильником.
Процесс выверки оборудования на фундаменте с помощью па-
кетов подкладок аналогичен описанным выше и включает следую-
щие основные операции:
выравнивание с помощью кузнечного зубила поверхности
фундамента в местах установки подкладок с обеспечением плот-
ного (не менее 50% площади) прилегания их к фундаменту; про-
верку положения очищенных площадок по высоте нивелиром или
гидростатическим уровнем (разница отметок не должна превы-
38
Рис. 21. Схема выверки пакета подкладок нивелиром
/ — нивелир; 2 — пакет подкладок; 3 — нивелирная рейка; 4 — фундаментный болт; 5 — репер; 6 —
фундамент
шать ±5 мм); удаление пыли (обдувают поверхность фундамента
сжатым воздухом и промывают водой);
чистку поверхности подкладок от грязи и масла, удаление
заусенцев; регулировочные подкладки дополнительно выправляют
на плите;
установку подкладок на поверхности фундамента с завыше-
нием от проектной отметки опорной поверхности оборудования
на 1,5...2,0 мм, чтобы они не выступали за ее пределы; при монта-
же тяжелого оборудования проверяют высотные отметки установ-
ленных пакетов подкладок с помощью нивелирной рейки (рис. 21)
с точностью до 0,5 мм на 1 м длины, для чего нивелирную рейку 3
устанавливают на репер 5 фундамента, а затем последовательно
на все пакеты подкладок 2; количество подкладок в пакете не
должно превышать шесть—восемь штук (четыре-пять устано-
Таблица 8. Технические характеристики плоских установочных подкладок
Масса оборудования, т Размеры подкладок, мм Материал
длина ширина высота
Менее 5 100 100 60 60 20 30 5 10 Чугун Сталь или сталь
5...30 150 150 80 80 30 50 5 10 20 Чугун Сталь или сталь
30... 100 200 200 100 100 30 50 5 10 20 Чугун Сталь или сталь
Более 100 250 250 250 120 120 120 40 60 80 30 5 Чугун Чугун Сталь или сталь
10
30
39
Таблица 9. Технические характеристики плоских подкладок пирамидальных
пакетов
Характеристики подкладок Порядковые номера прокладок в наборе
0 1 2 3 4
Размер, мм 45X60 55X85 75X100 100X140 130X200
Толщина, мм 15...20 15...20 18...22 20...25 22...27
Масса, кг 0,32...0,42 0,70...0,93 1,05... 1,30 2,3...2,7 4,4...5,4
Продолжение таблицы 9
Характеристики подкладок Порядковые номера прокладок в наборе
5 6 7 8
Размер, мм 150X250 190X280 210X320 260X400
Толщина, мм 25...30 27...32 30...35 32...38
Масса, кг 7,2...8,6 11,15...13,5 16,0—18,5 26,0...31,0
Примечание. Установка прокладок на фундамент выполняется в порядке убывания
номеров.
вочных, две-три регулировочных); как правило, рекомендуется
пакет набирать не более чем из пяти подкладок;
опускание оборудования на фундамент, так чтобы оно равно-
мерно по всему контуру основания стало на все пакеты подкладок,
а отверстия в основании оборудования совпали с осями фунда-
ментных болтов;
предварительную выверку положения оборудования вначале
в продольном, а затем в поперечном направлении; оборудование,
работающее индивидуально, устанавливают в пределах норм точ-
ности на установку фундаментных болтов (±5 мм), а оборудова-
ние, работающее в технологической цепи и связанное с другим
оборудованием, как правило, технологическими обвязочными
трубопроводами, ориентируют по осям с точностью ±2 мм; поло-
жение оборудования в горизонтальной плоскости регулируют с
завышением на 1,0... 1,5 мм, добавляя или удаляя плоские под-
кладки или передвигая клиновые;
Таблица 10. Технические характеристики плоскоклиновых подкладок
Типоразмер Размеры торцов клина, мм Размеры фунда- ментных болтов Пределы регулиро- вания, мм Масса 1 шт, кг
п т
75X50 7.5 15 До М36 7,5 0,33
100X75 10 20 М36...М64 10 0,9
150X100 10 25 М64...М90 15 2,1
40
затягивание после окончательной выверки оборудования кре-
пежных гаек фундаментных болтов с регламентированным усилием
и проверку состояния стыков пакетов подкладок (измеряются
зазоры между подкладками пластинами щупа толщиной
0,03...0,05 мм, которые не должны входить ни в один стык глубже
чем на 3...5 мм) ; сваривание отдельных пластин, а также клиньев
в каждом пакете между собой;
подливку под оборудование на фундаменте производят цемент-
ным раствором.
Технические характеристики подкладок различных типов при-
водятся в табл. 8—10.
8. Выверка оборудования на жестких опорах
Такой способ установки и выверки оборудования на фунда-
менте по высоте и на горизонтальность обычно используют при
безвыверочном методе монтажа. На жесткие опоры устанавливают
оборудование, опорная поверхность которого выполнена с доста-
точной точностью (например, механически обработанная) и может
выполнять роль установочной поверхности, так как погрешности
изготовления ее значительно меньше отклонений, допустимых при
выверке оборудования по высоте. Суммарные погрешности изго-
товления поверхности жестких опор и установочной поверхности
оборудования не должны превышать допустимых отклонений при
выверке оборудования по высоте и горизонтали.
При установке особо точного оборудования совместно с жест-
кими опорами используют дополнительные регулировочные пло-
ские или клиновые подкладки. В этом случае до изготовления бе-
тонных подушек рекомендуется занизить участок поверхности
фундамента на 20...30 мм.
Жесткие опоры (бетонные подушки) устраиваются непосред-
ственно на готовых фундаментах. Эту работу выполняют строи-
тельные организации по заявкам монтажников, применяя бетон
не ниже М200 с заполнителем из гравия или щебня фракции
5... 12 мм. На верхней плоскости бетонной подушки (рис. 22) уста-
навливают стальную пластину с обработанной опорной поверх-
ностью. Расстояние от пластины до кромки бетонной подушки
должно быть не менее 30 мм. Установку пластин на бетонной опоре
выполняют монтажники с соблюдением расчетных допусков по
высотным отметкам. При затяжке крепежных гаек фундаментных
болтов удельное давление на каждую бетонную подушку не долж-
но превышать 700 Н/см2 (7 МПа).
При изготовлении бетонной подушки опорную поверхность
фундамента тщательно очищают и увлажняют, устанавливают
специальную опалубку по форме подушки, в которую загружают
бетонную смесь на высоту, превышающую заданный уровень на
10...20 мм. Затем на верхнюю плоскость подушки укладывают
стальную пластину и легкими ударами молотка погружакГг ее в
41
Рис. 22. Бетонная опо-
ра
/ — фундамент; 2 — бетон-
ная опора; 3 — металличе-
ская пластина
Рис. 23. Устройство для изготов-
ления жесткой опоры
/ — фундамент; 2 — опалубка; 3 — бун-
кер; 4 — вибратор; 5 — фундаментный
болт; 6 — патрубок; 7 — опорная пласти-
на; 8 — зажимное приспособление
Рис. 24. Устройство для изготов-
ления жесткой опоры без опорной
пластины
/ — диск; 2 — поворотный стакан; 3 —
пальцы; 4 — нажимная втулка; 5 —
стопор; 6 — рукоятка; 7 — гайка; 8 —
фундаментный болт; 9 — цанга; 10 —
промежуточная втулка; 11 — головка
гидростатического уровня; 12 — опалуб-
ка; 13 — фундамент
несхватившийся бетон до проектной высотной отметки, которую
проверяют с помощью нивелира с точностью ±0,5 мм; горизон-
тальность пластины контролируют по уровню в двух взаимно пер-
пендикулярных направлениях.
Для упрощения процесса изготовления бетонных подушек и
удобства точной установки и выверки опорных стальных пластин
ВНИИмонтажспецстроем разработано специальное устройство,
показанное на рис. 23. С помощью этого устройства выполняют
регулировку положения стальной опорной пластины 7, ее фикса-
цию в проектном положении, закрепление уровня для контроля
положения пластины, крепление самого устройства на фундамент-
42
ном болте 5. Предлагаемое устройство обеспечивает установку
опорных стальных пластин и последующую заливку бетонной смеси
в опалубку.
В том случае, когда прилегающая к фундаменту опорная
плоскость оборудования механически не обработана, бетонные
подушки изготавливают без стальных опорных пластин. Для бето-
нирования таких подушек обычно применяют специальное устрой-
ство (рис. 24), которое снабжается комплектом цанг 9 для крепле-
ния на фундаментных болтах 8 различного диаметра. Диск 1 вдав-
ливают в бетонную смесь с помощью рукоятки 6 через поворотный
стакан 2 до соответствия высоты бетонной подушки проектной от-
метке установки оборудования, что контролируют по головке
гидростатического уровня 11. Затем нажимную втулку 4 фикси-
руют стопором 5 и, вращая поворотный стакан с диском вокруг
нажимной втулки, образуют гладкую поверхность круглой бетон-
ной подушки.
Технологическая последовательность установки и выверки
оборудования на жестких опорах такая же, как при установке
оборудования на пакетах подкладок.
9. Выверка оборудования на виброизолирующих опорах
Этот способ установки и выверки оборудования применяют
при бесфундаментном методе монтажа. По сравнению с другими
способами, рассмотренными выше, данный способ имеет ряд суще-
ственных преимуществ, таких, например, как: отсутствие не-
обходимости возведения фундаментов; возможность монтажа обо-
рудования на перекрытиях многоэтажных зданий; исключение
трудоемких операций по выверке оборудования на различных
опорных регулирующих элементах (подкладках, инвентарных дом-
кратах, отжимных винтах, бетонных подушках, гайках фундамент-
ных болтов); отсутствие сложных крепежных деталей смонтиро-
ванного оборудования; исключение операций по подливке под обо-
рудование бетонной смеси; возможность частой перестановки
оборудования; снижение динамических нагрузок на строительные
конструкции и уровня шума при работе оборудования. В резуль-
тате всего этого в несколько раз уменьшается время монтажа
оборудования и значительно сокращаются материальные затраты.
Отечественная промышленность выпускает резинометалличе-
ские виброизолирующие опоры двух типов: ОВ-31 с равночастот-
ной характеристикой и ОВ-ЗО с линейной деформационной харак-
теристикой.
На рис. 25 показана виброизолирующая опора ОВ-31. Между
верхним 4 и нижним 8 основаниями ее помещен резиновый элемент
3 с цилиндрическими пазами Aj и А2. Для увеличения жесткости
опоры в горизонтальных направлениях нижнее основание усилено
кольцевым ребром жесткости 5. Гофрированная пружина /, скреп-
ленная с гайкой 2, предназначена для регулировки высоты при
43
Рис. 25. Виброизолирую-
щая опора ОВ-31
/ — пружина; 2 — гайка; 3 —
резиновый элемент; 4 — верх-
няя крышка; 5 — ребро жестко-
сти; 6 — фрикционное кольцо;
7 — паз; 8 — основание; 9 —
демпфер жидкого трения
выверке оборудования. Гайка 2 имеет в верхней части базовую
поверхность для установки на нее опорной части оборудования.
На нижнем основании опоры расположены резиновые фрикцион-
ные кольца 6, препятствующие смещению работающего оборудо-
вания. Для уменьшения больших значений вертикальных колеба-
ний опоры в ней установлен демпфер жидкостного трения 9, имею-
щий штыри в виде гребенки. Демпфер плотно закрывает полость,
заполненную глицерином.
Особенностью работы такой опоры является ее равночастот-
ная характеристика, обеспечиваемая изменением формы резины,
а не объемом при изменении нагрузки на опору. При малых нагруз-
ках площадь свободных неработающих поверхностей резинового
элемента складывается из площадей наружной цилиндрической
поверхности и поверхностей пазов Aj и Л2- В это время работаю-
щими нагруженными поверхностями являются площади верхнего
и нижнего оснований резинового элемента. При этом жесткость
опоры наименьшая. С увеличением нагрузки резина выпучивается
и заполняет просветы пазов, уменьшая свободную неработающую
поверхность резинового элемента и, соответственно, увеличивая
площадь нагруженных поверхностей, а следовательно,жесткость
опоры. Таким образом, соотношение величин нагрузки на опору
и ее жесткости остаются постоянными, что, в свою очередь, обеспе-
чивает постоянство частоты собственных вертикальных колебаний
опоры при изменении нагрузки на нее.
Опора ОВ-ЗО (рис. 26) состоит из упругого резинометалличе-
ского элемента 1 кольцевой формы, нижнего основания 2 с фрик-
ционными резиновыми кольцами и регулятора высоты 3, выполнен-
ного аналогично регулятору опоры ОВ-31. Резиновый элемент 4
представляет собой сплошное кольцо, жесткость которого постоян-
на при деформации с изменением нагрузки на опору, что обуслов-
ливает зависимость собственной частоты вертикальных коле-
баний опоры от величины нагрузки.
Центр массы оборудования, как правило, расположен несим-
метрично, и нагрузка на каждую опору различна, поэтому при
44
Рис. 26. Виброизолирующая опора
ОВ-ЗО
/ — упругий резино-металлический элемент;
2 — нижнее основание с фрикционными рези-
новыми кольцами; 3 — регулятор высоты; 4 —
резиновый элемент
использовании опор типа ОВ-ЗО необходимо обеспечивать одина-
ковую частоту собственных колебаний всей системы «оборудо-
вание на опорах»; это достигается подбором опор различных типо-
размеров, что достаточно сложно.
Равночастотная характеристика опор типа ОВ-31 независимо
от величин нагрузок, приходящихся на них, в значительном по
величине диапазоне (от 3 до 40 кН) придает им большое пре-
имущество при монтаже и эксплуатации оборудования по сравне-
нию с опорами типа ОВ-ЗО. Отпадает необходимость производить
точные расчеты, как при подборе типоразмера опоры ОВ-ЗО,
исключается возможность перепутать опоры при перестановке и
ремонте оборудования.
Оборудование на виброизолирующих опорах устанавливают
и выверяют следующим образом:
оборудование приподнимают над местом установки, подводят
под него опоры в местах, предусмотренных проектом, пол или
фундамент предварительно выравнивают по горизонтали и зачи-
щают;
оборудование осторожно опускают на опоры, наблюдая за
совмещением отверстий в его опорной части и болтов опор;
выверяют точность установки оборудования в горизонтальной
плоскости в продольном и поперечном направлениях, регулируя
его положение путем вращения болтов опор, при этом гайки по-
ступательно перемещаются по болтам и оборудование приподни-
мается или опускается. Контроль осуществляют с помощью уровня,
добиваясь точности установки 0,1...0,2 мм на длине 1 м. Макси-
мальные величины регулировки оборудования по высоте: для
опоры ОВ-31 — 15 мм, ОВ-ЗО-1—8 мм, ОВ-ЗО-2—15 мм и
ОВ-30-3—25 мм;
на болты надевают шайбы и с помощью крепежных гаек при-
тягивают оборудование к опорам.
Иногда используют и другой способ, при котором все вибро-
опоры закрепляют на опорной части приподнятого оборудования.
45
Таблица 11. Технические характеристики виброизолирующих опор
Тип опоры Диаметр основания опоры D, мм Высота опоры без нагрузки Н, мм Диаметр болта опоры d, мм
ОВ-ЗО-1 105 43 М12
ОВ-ЗО-2 140 46 М16
ОВ-ЗО-З 180 50 М20
ОВ-31 142 47 М16
Примечание. Последней цифрой в опорах типа ОВ-ЗО обозначена марка применяе-
мой резины.
После опускания на пол или фундамент оборудование выверяют
по уровню вращением болтов опор.
В табл. 11 приведены технические характеристики вибро-
изолирующих опор.
10. Безвыверочный монтаж оборудования
В последнее время в практике монтажа технологического
оборудования находит широкое применение метод так называе-
мого безвыверочного монтажа, при котором обеспечивается не-
обходимая точность положения оборудования по высоте и горизон-
тали, упрощается процесс его установки в проектное положение.
В этом случае исключаются регулировочные операции самого обо-
рудования, установка его на фундамент осуществляется с по-
мощью опорных элементов, укладываемых на фундамент, с учетом
требуемых допусков.
Такой способ используют при монтаже оборудования различ-
ного назначения с механически обработанными местами опирания.
Технологический процесс монтажа оборудования в этом случае
следующий:
а) изготавливают установочный комплект, состоящий из ряда
деталей: опорные пластины из СтЗ толщиной 20 мм, размеры и
количество которых определяют из условия удельного давления
на болты фундамента не более 9 МПа; для каждой пластины из-
готавливают по три регулировочных винта М24Х130 из стали
марки 30 или 35, по одной шайбе из стали СтЗ размером 50Х20Х
Х5 мм, по одному зажимному болту М18Х 110 из стали марки 30
или 35 и по одному дюбелю из стали марки 45 диаметром 25 мм
и длиной ПО мм;
б) размечают на поверхности фундамента по шаблону опор-
ной пластины места их установки и наносят центр сверления сква-
жины под дюбель; рекомендуемое расположение опорных пластин
показано на рис. 27;
в) просверливают в фундаменте скважины электросверлилкой
С-455 или ИЭ-1015 диаметром 25 мм и глубиной 116 мм;
46
Рис. 27. Схемы расположения опорных пластин на
фундаменте
а — при цилиндрической форме опорной части оборудования;
б — то же, при прямоугольной форме; / — опорная пластина; 2 —
опорная часть оборудования; 3 — отверстия в опорной части
оборудования
г) очищают поверхность фундамента в местах установки опор-
ных пластин от пыли, загрязнений и масляных пятен;
д) опускают в скважины цанги с конусами, вворачивают
последовательно в верхнюю часть каждого дюбеля оправку и
расклинивают дюбеля ударами по оправке электромолотком
ИЭ-4203 или клепальным молотком КЕ-28 (рис. 28);
е) выравнивают на поверхности фундамента площадки под
регулировочные винты и укладывают на них стальные подкладки
размером 100ХЮ0Х5 мм;
ж) смазывают резьбу регулировочных и зажимных болтов
смазкой УС-2 и вворачивают их в опорные пластины;
Рис. 28. Схема установки дюбеля
а — установка дюбеля в скважину фундамента;
б — установленный дюбель; / — оправка на меха-
аированном инструменте; 2 — конус; 3 — цанга
Рнс* 29. Установка опорных пластин
22 ОПоРная пластина; 2 — регулировочный винт;
&__щайба; 4 — зажимной болт; 5 — фундамент;
уоовД1°^ель’ — место установки брускового
Ия» 8 — то же, гидростатического уровня;
п°ДКладка под регулировочный винт
47
з) устанавливают на фундамент базовую опорную пластину,
верхняя плоскость которой должна соответствовать проектной
высотной отметке установки оборудования с допуском ±1 мм
(рис. 29), проверяя брусковым уровнем горизонтальность пласти-
ны с допускаемым отклонением 0,1 мм на 1 м, и закрепляют ее
ввертыванием зажимного болта в дюбель;
и) для обеспечения установки верхних поверхностей осталь-
ных опорных пластин в одной горизонтальной плоскости пользуют-
ся гидростатическим уровнем, одна головка которого постоянно
находится на базовой опорной пластине, другая — переставляется
последовательно на остальных выверяемых;
к) после выверки и закрепления всех опорных пластин, если
это предусмотрено проектом, их выгораживают опалубкой и сдают
под подливку бетонной смесью; при этом высота слоя подливки
вне опорной пластины должна быть ниже верхней поверхности
пластины на 5...8 мм;
л) после набора подливкой достаточной прочности (не менее
70%) выворачивают регулировочные и зажимные болты;
м) оборудование устанавливают на пластины без последую-
щей выверки и закрепляют фундаментными болтами.
11. Выверка оборудования на опорных плитах, балочных карка-
сах, технологических металлоконструкциях и непосредственно
на фундаментах
В практике монтажа нередко используются способы уста-
новки технологического оборудования на опорных плитах или
балочных каркасах, заливаемых на поверхности бетонных фунда-
ментов, а также непосредственно на фундаментах и технологиче-
ских металлоконструкциях. В этих случаях оборудование устанав-
ливают без выверки по высоте, а также с выверкой на пакетах
постоянных подкладок или на временных подкладках с последую-
щей заменой их одной постоянной. Без выверки обычно устанав-
ливают оборудование, не требующее высокой точности расположе-
ния, а также оборудование, монтируемое на точно выверенных
опорных металлоконструкциях и точно изготовленных бетонных
фундаментах. При выверке оборудования на постоянных или вре-
менных подкладках особое внимание уделяют подготовке посадоч-
ных мест — зачистке, устранению выбоин, заусенцев, а если требу-
ется, то и шабровке. При таком способе упрощается процесс монта-
жа оборудования на фундаменте при достижении достаточно высо-
кой точности установки его в проектном положении.
Опорные плиты 2 (рис. 30), представляющие собой стальные
пластины, изготовленные с учетом размеров опорных элементов
монтируемого оборудования, снабжены по углам шпильками 3,
с помощью которых плиты выверяют на поверхности фундамента 1
по высоте и горизонтали. Их положение контролируют с помощью
линейки 4 и уровня 5, после этого плиты заливают цементным раст-
вором.
48
Рис. 30. Выверка опорных плит, заливаемых цементным раствором
/ — фундамент; 2 — опорная плита; 3 — шпилька; 4 — поверочная линейка; 5 — уровень
Установку опорных плит 4 (рис. 31) выполняют также путем
прихватки их электросваркой к двутавровой балке 3 с последую-
щим вдавливанием плит в цементный раствор. Опорные плиты до
прихватки к балке выверяют на фундаменте 1 по уровню, после
окончательной установки и схватывания цементного раствора
приварку срубают и балку удаляют. Верхнюю поверхность опор-
ных плит, на которые в дальнейшем устанавливается оборудова-
ние, предварительно прострогивают.
В случае монтажа технологического оборудования на фунда-
менты, имеющие балочные каркасы, выполненные из двутавровых
балок или швеллеров, верхние поверхности каркасов механически
обрабатывают в местах установки регулировочных подкладок
под опорные элементы монтируемого оборудования. Обработку
площадок выполняют по всей ширине полки и на 30...40 мм больше
длины подкладки (рис. 32). Площадки обрабатывают напильни-
ком с последующим шабрением и контролируют подгонку повероч-
ной плитой по краске до получения восьми пятен на длине 100 мм.
P7/P7777777777777777/W^^W^
Рис. 31. Установка опорных плит
/ — фундамент; 2 — подкладки; 3 — двутавровая балка; 4 — опорная плита
49
Рис. 32. Подготовка площадки
на балке фундаментного каркаса
для установки регулировочной
подкладки
Затем обработанные площадки проверяют уровнем. Для удобства
установки и выемки регулировочных подкладок площадки на
балке делают с уклоном в 0,08...0,1 мм на 100 мм ширины полки.
Монтируемое оборудование на опорных плитах или балочных
каркасах вначале выверяют с помощью временных подкладок,
как было описано в п. 7 гл. 2, которые затем поочередно выкола-
чивают, заменяя постоянными. Для этого высоту временных под-
кладок замеряют с точностью до сотых долей миллиметра и по
этим размерам изготавливают постоянные. Вначале их обрабаты-
вают на станке, затем припиливают и пришабривают по месту
вручную с точностью подгонки поверхности соприкосновения с
балкой каркаса не менее 3/4 площади подкладки. Окончательно
точность подгонки подкладок проверяют щупом, пластина кото-
рого не должна проходить с торцов подкладки более чем на
8... 10 мм. После выверки оборудование закрепляют в проектном
положении фундаментными болтами.
При установке оборудования непосредственно на бетонный
фундамент без опорных плит и балочных каркасов обеспечивают
высокую точность и тщательную подготовку опорной поверхности
фундамента. Допускаемые отклонения: от горизонтальности
0,25...0,5 мм на 1 м, от проектной отметки — до ±2 мм. При таком
способе установки оборудования его выверяют только в плане,
после чего окончательно закрепляют.
12. Выверка оборудования в плане
После установки оборудования или конструкций на фундамент
достижение проектного положения в пределах заданных допусков
начинают с выверки оборудования в плане. При этом его пере-
мещают в горизонтальной плоскости до достижения им требуемой
точности положения относительно продольной и поперечной мон-
тажных осей, смежного оборудования или, наконец, строитель-
ных конструкций (стен здания, колонн и др.)- Правильность
установки оборудования проверяют, замеряя расстояние между
установочными базами и монтажными осями при помощи спущен-
ных со струны нитей отвесов (рис. 33), между базами и строитель-
50
9
Рис. 33. Схема выверки оборудования на фундаменте в плане
/ — фундамент; 2 — выверяемое оборудование; 3 — продольная ось оборудования; 4 — плашка про-
дольной монтажной оси; 5 — отвес продольной монтажной оси; 6 — струна продольной монтажной
осн; 7 — плашка поперечной монтажной осн; 8 — отвес поперечной монтажной оси; 9 — струна по-
перечной монтажной осн; 10 — риска, фиксирующая продольную ось оборудования; // — вспомогатель-
ная монтажная база оборудования; 12 — риска, фиксирующая поперечную ось оборудования; 13
основная монтажная база оборудования; 14 — пакет подкладок; 15 — фундаментный болт
ными конструкциями, наконец, между базами и смежным оборудо-
ванием. Замеры выполняют с помощью стальных линеек и рулеток.
Выверку положения оборудования в плане можно осущест-
влять также с помощью теодолита. Регулировочные перемещения
оборудования по фундаменту могут выполняться грузоподъем-
ными механизмами, домкратами или специальными монтажными
приспособлениями (рис. 34). Обычно выверку оборудования в
плане выполняют в два этапа. На первом этапе предварительной
выверки оборудование перемещают до совпадения отверстий в его
опорной части с ранее установленными фундаментными болтами
или колодцами для них. На втором этапе выполняют окончатель-
ную выверку оборудования регулировочным перемещением его
До проектного положения в пределах заданных допусков; при
отсутствии в технической документации указаний по допускам
Установка оборудования в горизонтальной плоскости обеспечи-
вается с точностью 1 мм. При этом оборудование может пере-
мещаться в пределах разницы в диаметрах отверстий в опорной
чисти оборудования и установленных (замоноличенных) фунда-
51
Рис. 34. Приспособления для пе-
ремещения оборудования при
выверке его в плане
а — с упорным винтом; б — рычажно-
винтовое
ментных болтов или стенок колодцев для фундаментных болтов,
закрепляемых в колодцах после опирания оборудования на
фундамент.
При использовании теодолита выверку оборудования в плане
в зависимости от его вида и расположения на нем базовых поверх-
ностей или точек производят одним из следующих способов:
«прямого визирования» или «бокового створа». Если имеется види-
мость двух точек на оси оборудования (рис. 35) применяют спо-
соб «прямого визирования». Операцию выверки выполняют в сле-
дующей последовательности:
а) обозначают продольную ось 4 оборудования 5 видимыми
осевыми знаками 2;
б) устанавливают теодолит 1 и визирную марку 3 на продоль-
ной монтажной оси 4 и закрепляют алидаду за 45 мин до начала
выверки;
в) зрительную трубу теодолита наводят на осевые знаки обору-
дования, определяя смещение его относительно монтажной оси;
г) перемещают оборудование на фундаменте 6 до совмеще-
Рис. 35. Схема выверки оборудо-
вания в плане способом «прямого
визирования»
/ — теодолит; 2 — осевые знаки; 3 —
визирная марка; 4 — продольная монтаж-
ная ось; 5 — выверяемое оборудование;
б — фундамент; 7 — поперечная монтаж-
ная ось; 8 — поле зрения трубы теодолита
52
Рис. 36. Схема выверки оборудо-
вания в плане способом «боково-
го створа>
/ — теодолит; 2 — магнитная приставка;
3 — поверочная линейка; 4 — базовая
поверхность оборудования; 5 — визирная
марка; 6 — продольная монтажная ось;
7 — выверяемое оборудование; 8 — фун-
дамент; 9 — поперечная монтажная ось
сетки нитей зрительной трубы
ния осевых знаков с перекрестием
теодолита;
д) аналогично выверяют оборудование относительно попереч-
ной монтажной оси 7.
При расположении базовых поверхностей в стороне от оси
оборудования (рис. 36) применяют способ «бокового створа>,
используя теодолит с оптическим микрометром, размещенным на
его объективе. В этом случае выверку оборудования в плане вы-
полняют в следующей последовательности:
а) устанавливают теодолит 1 и визирную марку 5 на продоль-
ной монтажной оси 6 за 45 мин до начала выверки;
б) устанавливают на барабане микрометра отсчет «50»;
в) наводят перекрестие сетки нитей на визирную марку и за-
крепляют алидаду;
г) устанавливают линейку 3 с магнитной приставкой 2 на базо-
вую поверхность 4 оборудования 7;
д) производя необходимые замеры, определяют фактическое
расстояние а и сравнивают его с заданным расстоянием а0;
е) перемещением оборудования по фундаменту 8 добиваются
равенства расстояний а и а0;
ж) переставляя линейку на последующие точки выверяемой
поверхности, аналогично добиваются установки оборудования в
плане с заданной точностью;
з) процесс выверки оборудования относительно поперечной
оси 9 выполняют подобным образом.
Если расстояние базовой поверхности оборудования от мон-
тажной оси больше чем длина линейки, вспомогательную ось
выносят параллельно монтажной оси, ближе к базовой поверх-
ности, от которой и ведут выверку.
53
13. Выверка оборудования по высоте
Выверку оборудования, установленного на фундамент, по вы-
соте выполняют в два этапа. На первом, предварительном, этапе
выверяют высотные отметки опорных элементов, на которые опи-
рается монтируемое оборудование — пакеты подкладок, регули-
ровочные гайки фундаментных болтов, тарельчатые шайбы, опор-
ные пластины отжимных винтов, инвентарные домкраты, пла-
стины жестких опор. На втором, окончательном, этапе контроли-
руют высотные отметки самого оборудования по базовым пло-
скостям, добиваясь точности установки его с заданными допуска-
ми. До затяжки крепежных гаек фундаментных болтов при вывер-
ке опорных элементов последние устанавливают с некоторым пре-
вышением проектной отметки с учетом уменьшения высоты эле-
ментов от сжатия массой оборудования и усилия, возникающего
при затягивании гаек фундаментных болтов. Так, при установке
оборудования на пакетах подкладок это превышение должно со-
ставлять 2 мм, а при монтаже оборудования на регулировочных
винтах или гайках фундаментных болтов — 0,5... 1,0 мм.
Проверку высотных отметок опорных элементов, а также поло-
жения оборудования по высоте проводят относительно высотных
реперов по заданным в проекте отметкам. Эти проверки выпол-
няют с помощью мерительных инструментов или нивелированием.
В первом случае используют контрольную линейку длиной 1000...
4000 мм, ее устанавливают на контролируемую плоскость и микро-
метрическим нутромером замеряют расстояние по высоте между
линейкой и репером (рис. 37). При нивелировании рейка ставится
последовательно на репер, а затем на опорные элементы или базо-
вую поверхность оборудования (рис. 38).
Аналогично выверяют по высоте само оборудование, при этом
для установки рейки используют базовые поверхности оборудо-
вания. Обычно при нивелировании за измерительные базы при-
нимают плоскости разъема корпусов машин, расточки, наружные
кольца подшипников качения, поверхности валов.
Рис. 37. Схема выверки оборудования по высоте микрометрическим нутромером
/ — репер; 2 — микрометрический нутромер; 3 — поверочная линейка; 4 — уровень; 5 — базовая по-
верхность оборудования; 6 — оборудование; 7 — фундаментный болт; 8 — пакет подкладок; 9 —
фундамент
54
Рис. 38. Схема выверки по высоте опорных элементов нивелированием
/ — нивелир; 2 — фундаментный болт; 3 — нивелировочная рейка; 4 — пакет подкладок; 5 — тарель-
чатая шайба; 6 — жесткая опора; 7 — репер; 8 — фундамент
14. Выверка оборудования на вертикальность
Оборудование, продольная ось которого занимает в проектном
положении отвесное положение, называется вертикальным.
К этому виду оборудования обычно относятся аппараты колон-
ного и башенного типа, мачты различного назначения, метал-
лические дымовые и вентиляционные трубы, этажерки для обслу-
живания колонных аппаратов и другие высотные металлоконструк-
ции. Вертикальное оборудование в зависимости от назначения,
устройства, массовых и габаритных характеристик устанавли-
вают на бетонных фундаментах или металлоконструкциях с распо-
ложением опорной части оборудования на различных высотных
отметках. Отклонения оборудования от проектного вертикального
положения не должны превышать допустимых величин, указан-
ных в заводской технической документации и монтажной инструк-
ции.
В процессе установки оборудования на фундамент монтажники
выверяют его вертикальность, регулируя положение оборудова-
ния путем изменения высоты опорных элементов. В качестве опор-
ных элементов для вертикального оборудования применяют пакеты
плоских подкладок, винтовые и клиновые подкладки, инвентар-
ные домкраты, жесткие опоры, установочные башмаки. Вертикаль-
ное оборудование, имеющее незначительную устойчивость, обычно
выверяют и предварительно закрепляют на фундаменте до рас-
строповки и отсоединения от грузоподъемных или такелажных
средств, с помощью которых оно устанавливается.
Выверку оборудования на вертикальность выполняют различ-
ными способами: по струне с помощью отвесов, рамным уровнем
или оптическим способом с помощью теодолита.
Выверка вертикальности оборудования по струне — наиболее
простая операция. В этом случае на верхней части аппарата 1
устанавливаются кронштейны 2 для закрепления струн отвесов 3
(рис. 39, а), расположенных в двух взаимно перпендикулярных
плоскостях, и с помощью металлической линейки замеряют рас-
55
Рис. 39. Схемы выверки вертикальности оборудования по струнам
а — по двум струнам; б — по одной струне; / — аппарат; 2 — кронштейны; 3 — струны отвесов; 4 —
весок; 5 — опорный элемент
стояния ах и а2. Разность между величинами этих расстояний ха-
рактеризует точность установки оборудования по вертикали. При
монтаже оборудования на открытой площадке необходимо учиты-
вать возможное отклонение от вертикали нижней части струны
от ветрового воздействия. Для погашения колебаний отвеса весок
4 помещают в масляную ванну.
При выверке оборудования 1 с отверстиями (патрубками) в
верхней и нижней его частях, расположенными на продольной
оси 2, используют одну струну 3 с веском 4, закрепленную по про-
дольной оси наверху оборудования, как это показано на рис. 39, б.
С помощью металлической линейки замеряют расстояния at и а2
от струны до стенок верхнего и нижнего патрубков в двух взаимно
перпендикулярных плоскостях. Разность величин этих расстояний
характеризует точность установки оборудования, положение
которого регулируется высотой опорных элементов 5. Погреш-
ность установки оборудования по струне считается равной 1 мм.
При выверке рамным уровнем (рис. 40) завод-изготовитель
на внешней поверхности оборудования 1 выполняет механически
обработанные площадки 2 в двух взаимно перпендикулярных
плоскостях для установки на них рамных уровней 3. Если на кор-
пусе аппарата имеются механически обработанные детали с пло-
скостями, параллельными продольной оси оборудования, например
56
Рис. 40. Схема выверки вертикальности обору-
дования рамным уровнем
/ — аппарат; 2 — контрольная площадка; 3 — рамный
уровень; 4 — патрубок с фланцем
Рис. 41. Схема выверки вертикальности обору-
дования оптическим способом
/ — теодолит; 2 — контрольные риски; 3 — оборудование
патрубки 4 для подсоединения трубопроводов, то эти плоскости
принимают за базовые поверхности для установки уровней. При
использовании рамных уровней наклон 0,01 мм на 1 м высоты обо-
рудования соответствует углу 2".
При установке оборудования на открытой площадке обычно
используют наиболее рациональный способ его выверки на верти-
кальность — оптический с помощью теодолита. В этом случае
у аппаратов колонного типа на их корпусах предусматривают
специальные контрольные риски вверху и внизу аппарата в двух
плоскостях под углом 90° друг к другу. К корпусам аппаратов
колонного типа, покрываемых теплоизоляцией в горизонтальном
положении, до подъема в проектное вертикальное положение
приваривают бобышки для ввертывания в них штырей, с по-
мощью которых производят выверку.
В практике монтажа аппаратов колонного и башенного типов
выверку вертикальности теодолитом часто производят, ориенти-
57
руясь на образующие корпуса аппарата. При установке оборудо-
вания в проектное вертикальное положение производят его вывер-
ку на вертикальность (рис. 41) двумя теодолитами, установлен-
ными в двух взаимно перпендикулярных плоскостях. Замеры
выполняют по рискам, нанесенным на корпусе аппарата.
Регулировку положения аппарата осуществляют путем измене-
ния высоты опорных элементов, добиваясь его установки с задан-
ными допусками по вертикальности. Величины допусков указы-
ваются в проектной документации и зависят от назначения и габа-
ритов оборудования. Так, у аппаратов колонного типа с внутрен-
ними насадками отклонение от вертикали не должно превышать
0,3% высоты аппарата, но не более 35 мм. Отклонение от верти-
кали аппаратов типа ректификационных колонн с высотой до 50 м
и отношением высоты к диаметру H/D^b не должно превышать
0,1% высоты аппарата, но не более 15 мм. Для аппаратов высо-
той более 50 м допускаемые отклонения от вертикали должны
лежать в пределах до 0,03% высоты, что составит: при /7=80 м —
до 25 мм (при Н/D^b), при /7= 100м— 25 мм (при 77/7)^10).
После выверки оборудование предварительно закрепляют на
фундаменте крепежными гайками фундаментных болтов^после чего
выполняют его расстроповку.
15. Выверка оборудования на горизонтальность
Оборудование, продольная ось которого в проектном положе-
нии располагается в горизонтальной плоскости, называется гори-
зонтальным. К оборудованию этого вида относятся металлические
сварные емкости для хранения газов и жидкостей, теплообмен-
ные аппараты, вальцы и вращающиеся барабаны различных наз-
начений, шнеки, валы, конвейеры, рельсовые пути, различные
металлоконструкции.
Горизонтальное оборудование в зависимости от назначения
и устройства монтируют на бетонных фундаментах, металлических
опорах, подшипниках и роликоопорах. Регулировку его положения
в горизонтальной плоскости в предела^ допускаемых отклонений
при установке оборудования в проектное положение выполняют
путем изменения высоты опорных элементов (пакеты плоских
подкладок, клиновые и винтовые подкладки, инвентарные дом-
краты, отжимные винты или гайки фундаментных болтов). Эти
элементы устанавливают непосредственно под опорные части не-
подвижного горизонтального оборудования или под подшипники
и роликоопоры у вращающегося.
Установленное на фундамент или опорные конструкции обору-
дование выверяют на горизонтальность с помощью слесарных
или гидростатических уровней, а также оптическим способом —
нивелированием.
Монтаж вращающегося горизонтального оборудования обычно
начинают с установки и выверки опорных подшипников или
58
Рис. 42. Схемы выверки оборудования на горизонтальность с помощью слесарных
уровней
а — выверка аппарата; б — выверка станины; 1 — выверяемое оборудование; 2 — слесарный уровень;
3 — поверочная линейка; 4 — патрубок с фланцем; 5 — опорный элемент
роликоопор, на которые затем устанавливают само оборудование
(вращающиеся барабаны различного назначения, валы, вальцы).
Наиболее простым, но менее точным способом является вывер-
ка горизонтальности оборудования с помощью слесарного (брус-
кового) уровня. При наличии достаточно точной горизонтальной
поверхности оборудования уровень устанавливают непосредст-
венно на нее. В случае отсутствия такой поверхности, а также при
значительной протяженности оборудования в горизонтальной пло-
скости, уровень ставят на поверочную линейку. При необходимости
замеры выполняют в двух взаимно перпендикулярных плоскостях.
На рис. 42, а приведена принципиальная схема выверки на
горизонтальность аппарата 1 слесарными уровнями 2, установлен-
ными на поверочную линейку 3 и механически обработанный фла-
нец патрубка 4. На рис 42, б показана выверка горизонтальности
станины оборудования 1 с помощью слесарного уровня 2, установ-
ленного на поверочную линейку 3. Положение оборудования при
выверке регулируют высотой опорных элементов 5. Точность уста-
новки оборудования при выверке слесарным уровнем соответ-
ствует 0,02 мм на 1 м длины.
Для получения при выверке более точных отсчетов, а также
при определении разности высотных отметок точек, удаленных друг
от друга на значительное расстояние, используют гидростатиче-
ский уровень. В процессе выверки одну из измерительных головок
устанавливают на репер, выверенную ранее базовую поверх-
ность или точку, а другую — на выверяемую плоскость. Изменяя
высоту опорных элементов под выверяемой стороной оборудова-
ния, добиваются одинаковых показаний на обеих измерительных
головках гидростатического уровня. Точность установки оборудо-
вания соответствует 0,01 мм на 1 м длины.
На рис. 43 изображена схема выверки на горизонтальность
фундаментных шин для последующего монтажа на них оборудова-
ния. Базовая шина 1 и выверяемая 4 крепятся к фундаментам 3
фундаментным болтами. Базовую шину предварительно выверяют
59
Рис. 43. Схема выверки оборудования на горизонтальность с помощью гидро-
статического уровня
1 — базовая шина; 2 — измерительная головка гидростатического уровня; 3 — фундамент; 4 — выверяе-
мая шина; 5 — отжимной винт; 6 — опорная пластина
Рис. 44. Схема выверки оборудования на горизонтальность с помощью нивелира
а — выверка фундаментной шины; б — получение отсчетов по нивелировочной рейке; 1 — фундамент;
2 — фундаментная шина; 3 — рейка; 4 — базовая поверхность шины; 5 — отжимные винты; 6 — нивелир;
7 — репер
по отношению к продольной и поперечной монтажным осям, высот-
ным отметкам и на горизонтальность. На шины устанавливают
измерительные головки 2 гидростатического уровня. В процессе
выверки регулируют положение выверяемой шины с помощью
отжимных винтов 5, упирающихся в стальные подкладки 6, доби-
ваясь равенства показаний измерительных головок уровня в пре-
делах проектных допусков. Измерительные головки уровня после-
довательно перемещают вдоль шин, продолжая регулировать
положение выверяемой шины отжимными винтами. По окончании
предварительной выверки шин бетонируют фундаментные болты
в колодцах фундамента, а после набора бетоном не менее 70%
прочности шины выверяют окончательно и делают подливку бетон-
ной смесью, после затвердевания которой подтягивают фундамент-
ные болты.
При наличии свободного пространства в монтажной зоне и зна-
чительных габаритах оборудования в горизонтальной плоскости
выверку его на горизонтальность выполняют оптическим способом
с помощью нивелира. При этом снижается трудоемкость работ
и одновременно повышается качество монтажа оборудования.
На рис. 44, а показана выверка на горизонтальность фунда-
ментной шины для последующего монтажа на ней оборудования.
На фундамент 1 монтируют фундаментную шину 2, которую выве-
ряют на горизонтальность нивелиром 6, установленным на рас-
стоянии не более чем 15 м от выверяемой поверхности 4. Опреде-
ляют горизонт нивелира ГН (рис. 44, б), равный высотной отметке
ВР репера 7 и отсчету а по рейке, установленной на репер. Далее,
при установке рейки на проектную отметку базовой поверхности,
шины берут отсчет по рейке Ь, который соответствует горизонту
нивелира за вычетом проектной отметки с базовой поверхности.
Передвигают рейку 3 вдоль базовой поверхности шины, делая
отсчеты в нескольких точках и добиваясь их равенства в пределах
допусков путем регулировки положения шины по высоте отжим-
ными винтами 5. Бетонируют болты в фундаментных колодцах,
и после затвердевания бетона шину выверяют вторично, подли-
вают ее бетонной смесью и затем окончательно зажимают крепеж-
ные гайки фундаментных болтов.
16. Выверка наклонного оборудования
К этому типу оборудования относятся цилиндрические вра-
щающиеся цементные печи, печи для обжига различных материа-
лов, конвейеры и др. Вращающиеся печи опираются на ролико-
опоры и имеют уклон в сторону выхода готового продукта на
3...4%. Роликоопоры устанавливают на отдельные фундаменты,
на поверхностях которых заложены осевые плашки и высотные
реперы.
Монтаж такого оборудования начинают с установки и выверки
роликоопор. Для этого на крайних фундаментах 1 (рис. 45) ставят
61
/777777#7777777777777777777777777777# W777777/77777
Рис. 45. Выверка осевых плашек по струне
/ — фундамент; 2 — стойки; 3 — струна; 4 — отвесы; 5 — осевые плашки
стойки с роликами 2, через которые натягивают струну 3 из сталь-
ной проволоки диаметром 0,3...0,4 мм. Отвесы 4, спущенные со
струны, должны совпадать с плашкой 5 крайних фундаментов.
На рамы роликоопор, очищенные от грязи и масла, после проверки
наличия на них заводских продольных и поперечных осевых рисок
устанавливают ролики. Опорные рамы вместе с роликоопорами и
фундаментными болтами монтируют на фундаменты так, чтобы
продольные и поперечные риски рам роликоопор совпали с риска-
ми, нанесенными на осевых плашках каждого фундамента.
Роликоопоры 1 по высоте (рис. 46) выверяют нивелиром, а их
уклон, который должен быть равен проектному уклону вращаю-
Рис. 46. Схема выверки укло-
на роликоопор
/ — ролик; 2 — слесарный уро-
вень; 3 — клиновая линейка; 4 —
опорная рама; 5 — клиновая под-
кладка; 6 — фундамент; 7 — ви-
зирная линия
Рис. 47. Схема выверки ро-
ликоопор по высоте и в плане
/ — нивелир; 2 — рейки; 3 — ролико-
опора; 4 — визирная линия; 5 —
опорная рама; 6 — продольная ось
печи; 7 — фундаментные болты
62
щейся печи, контролируют слесарным уровнем 2 и специальной
клиновой линейкой 3 с тем же уклоном.
При нивелировке роликоопор (рис. 47) все отсчеты h по рейке 2
производят от верхней части образующей ролика 3 до визирной
линии 4 нивелира 1. В плане роликоопоры устанавливают по рас-
стояниям а от продольной оси 6 печи до боковой поверхности ро-
лика 3. Расстояние а замеряют по обоим концам ролика при по-
мощи штихмаса.
По окончании выверки роликоопор как по высоте, так и в плане,
фундаментные болты в колодцах фундамента заливают бетон-
ной смесью, после схватывания которой затягивают крепежные
гайки фундаментных болтов и делают повторную выверку ролико-
опор. Допуски на установку роликоопор приводятся в проектной
документации.
После установки на роликоопоры секций вращающейся печи
с насаженными бандажами, их стыковки и сварки проверяют
прямолинейность собранного корпуса печи /. Эта операция пока-
зана на рис. 48. Стальной рулеткой замеряют расстояния I между
центрами бандажей 2. Окружность одного из бандажей разде-
ляют на четыре равные части, делая мелом отметки 0, 90, 180 и
270°. Вдоль печи на расстоянии 400...500 мм от поверхности бан-
дажей натягивают струну 3 так, чтобы расстояния а от отвесов,
спущенных с первого и последнего бандажей, до струны были
равны. Замеры делают при четырех положениях корпуса печи,
поворачивая ее на 90°. Аналогично замеряют расстояния от струны
до корпуса печи b и до всех промежуточных бандажей. Равенство
соответствующих расстояний свидетельствует о прямолинейности
корпуса печи.
Прямолинейность корпуса печи можно проверить и нивелирова-
нием, устанавливая рейку на бандажи и корпус сверху печи и делая
отсчеты до визирной линии нивелира. Положение оси корпуса
печи соответствует расстояниям с, состоящим из расстояний а и
радиуса бандажа /?б.
К оборудованию наклонного типа относятся также машины
непрерывного транспорта, предназначенные для перемещения
сыпучих и штучных грузов. Наибольшее распространение нашли
ленточные и пластинчатые конвейеры — машины с тяговым орга-
J
Рис. 48. Схема выверки прямолинейности корпуса вращающейся печи
/ — корпус вращающейся печи; 2 — бандаж; 3 — струна
63
Рис. 50. Схема выверки ро-
ликоопор
1 — верхние ролики; 2 — струна про-
дольной оси; 3 — отвес; 4 — прогон;
5 — нижний ролик
Рис. 49. Схема выверки опорной рамы конвейера
/ — пакет подкладок; 2 — стойка опорной рамы; 3 — струна продольной оси; 4 — отвес; 5 — уровень;
6 — поверочная линейка; 7 — прогоны; 8 — фундаментные болты; 9 — поперечная ось; 10 — отверстия
для крепления роликоопор
ном. Поддерживающими устройствами тягового органа являются
роликоопоры для ленточных конвейеров и рельсовый путь для
пластинчатых. Поддерживающие устройства монтируются на
опорной раме.
Выверку наклонного конвейера ведут по струне, натянутой
вдоль его продольной оси с проектным уклоном и подвешенной
на роликах, и по струнам поперечных осей. Монтаж ленточного
конвейера включает операции по установке опорной рамы (карка-
са), роликоопор, сборке и монтажу приводной и натяжной стан-
ции и, наконец, натяжению и склейке транспортерной ленты. Внача-
ле устанавливают две соседние стойки 2 опорной рамы (рис. 49)
на плоских, клиновых или винтовых подкладках /, соединяют их
прогонами 7 и выверяют по высоте и в плане с использованием
струны 3 с отвесами 4 и уровня 5, укладываемого на специаль-
ную линейку 6. Прогоны устанавливают по высотным отметкам
с учетом общего уклона конвейера, которые выносят на стойки
при помощи метра или нивелира, а ось 9 отверстий 10 для крепле-
ния роликоопор ориентируют перпендикулярно продольной оси.
Регулировку положения стоек осуществляют подкладками /.
Стойки предварительно закрепляют фундаментными болтами 8.
После этого последовательно устанавливают следующие стойки
с прогонами с учетом проектного уклона конвейера, выполняя
соответствующую выверку. По окончании установки и выверки
всех узлов опорной рамы производят подливку ее цементным
раствором и окончательно закрепляют фундаментными болтами.
64
Рис. 51. Схема выверки барабанов
приводной и натяжной станций
/ — уровень; 2 — струна продольной оси; 3 —
струна поперечной оси; 4 и 5 — вески; 6 —
барабан; 7 — регулировочные подкладки;
8 — подшипники
Опорную раму можно монтировать и укрупненными узлами,
также ориентируясь на продольную ось и производя выверку, как
было указано выше.
На опорных рамах монтируют роликоопоры, состоящие из
кронштейнов, верхних 1 и нижних 5 роликов. Кронштейны устанав-
ливают на регулировочных подкладках и крепят к опорной раме
болтами. На рис. 50 показана схема выверки роликов 1 относитель-
но продольной оси 2 с помощью отвесов 3 путем замера рас-
стояния а от отвесов до торцов роликов, регулирования их положе-
ния перемещением кронштейнов на раме 4 и изменением толщины
подкладок. Проверяют также* перпендикулярность осей роликов
к продольной оси конвейера с помощью Т-образного шаблона.
После установки приводной и натяжной станций их выверяют.
Выверку (рис. 51) выполняют с помощью струн, отвесов и уровня..
Сначала с помощью уровня 1 и двух отвесов 4, подвешенных на
струне 3 поперечной оси, выверяют раму станции так, чтобы ось
барабана 6 была горизонтальна и параллельна поперечной оси.
Регулировку положения натяжного и приводного барабанов осу-
ществляют с помощью изменения высоты подкладок 7 под под-
шипниками 8. Передвигая раму станции в горизонтальной пло-
скости вдоль оси барабана, добиваются, чтобы его середина была
расположена на продольной оси конвейера (контролируют по
отвесу 5, спущенному со струны 2 продольной оси). При выверке
ленточных конвейеров допускаются следующие отклонения, мм:
совпадение оси опорной рамы с главной продоль-
ной осью конвейера ............................ 3
прямолинейность расположения роликоопор . . 1
отклонение опорных конструкций приводной и
натяжной станций по высоте..................... 5
горизонтальность осей барабанов (на 1м). . . 0,2
отклонение осей барабанов от перпендикуляр-
ности к главной оси (на 1м)....................0,5
отклонение поверхностей роликов по вертикали ±1
Порядок и технология монтажных и выверочных операций
при монтаже пластинчатых конвейеров такие же, как у ленточных
65
Рис. 52. Схема выверки пластинча-
того конвейера
/ — путевые угольники; 2 — рельсы; 3 —
уровень; 4 — струна продольной оси; 5 —
поверочная линейка; 6 — отвес
конвейеров. Существенная разница состоит в том, что вместо роли-
коопор на каркасе монтируются путевые угольники 1 и рельсы 2.
Выверке подлежат ширина колеи, симметричность направляющих
и положение путевых угольников. Операции по выверке выполняют
с помощью штихмаса, поверочной линейки 5, уровня 3 и отвеса б,
спущенного со струны продольной оси 4 (рис. 52).
При выверке необходимо учитывать следующие допуски:
уклон рельсов в отличие от проектного уклона
конвейера.......................................0,002
отклонение верхней отметки рельса от проектной
отметки, мм...................................... 2
разность отметок головок рельсов в одном по-
перечном сечении, мм............................. 1
прямолинейность рельсов в плане (на 1 м пути),
мм............................................... 2
уступ в стыке рельсов, мм ......................0,3
зазор в стыке рельсов, мм........................ 3
17. Выверка валов, подшипников и соединительных муфт
Выверка валов. При монтаже различных машин с вращающи-
мися деталями и узлами их валы, как правило, располагаются
горизонтально или вертикально. Валы, поступающие на монтаж
с заводов-изготовителей, покрыты для защиты от коррозии слоем
краски или лака, либо смазаны густой смазкой и упакованы в
ящики. Перед монтажом валы очищают от антикоррозионного
покрытия, визуально проверяют отсутствие коррозии и дефектов
(царапин, вмятин, раковин), подвергают выверке на прямолиней-
ность. Для этого вал укладывают на подкладки (рис. 53, а) и
параллельно его оси натягивают контрольную струну /, с нее
спускают отвес 2, а с обеих сторон вала — отвесы 3. Штихмасом
замеряют расстояния а и б от отвесов 3 до отвеса 2. Затем повора-
66
Рис. 53. Проверка прямолинейности оси вала
а — с помощью отвесов; б — с помощью специального приспособления; / — контрольные осевые
струны; 2—3 — отвесы; 4 — специальное приспособление; 5 — уровень
чивают вал на 90° и снова производят замеры. Такие замеры
выполняют в нескольких точках подлине вала. Полусумма величин
а и б дает расстояние от отвеса 2 до оси вала, которая у прямо-
линейного вала должна быть одинакова для всех точек.
Для выверки валов удобно пользоваться специальным приспо-
соблением 4 (рис. 53,6), которое устанавливают на вал в месте
выполнения замера и проверяют горизонтальность приспособле-
ния уровнем 5. Замеряют расстояния а в нескольких точках по всей
длине вала от выступа приспособления до отвеса 2, спущен-
ного с контрольной струны /, параллельной оси вала. Равенство
замеров свидетельствует о его прямолинейности. Местные искрив-
ления также проверяют линейкой и щупом, а общие — индика-
тором. Допускаемые отклонения вала от прямолинейности указаны
в технических условиях или паспорте машины. При отсутствии
этих данных биение участков вала принимают не более 0,05 мм
для первого класса точности и соответственно 0,1; 0,2 и 0,4 мм для
следующих классов точности изготовления валов.
При выверке сопрягаемых валов на перпендикулярность или
параллельность один из валов принимают за базовый, другой
устанавливают в проектное положение с учетом допускаемых
отклонений.
Выверку на перпендикулярность сопрягаемых валов, лежащих
в одной плоскости (рис. 54, а), выполняют с помощью скоб 2,
закрепленных хомутами на концах валов /, добиваясь равенства
замеров ах и а2 при повороте валов на 180°. Там где это возможно,
используют угольник (рис. 54,6).
При выверке перпендикулярности валов, лежащих в разных
плоскостях (рис. 54, в), пользуются осевой струной 3 с отвесами
4, спущенными по оси базового вала, и скобой, прикрепленной ко
второму валу (поворачивают его на 180°).
Более точной выверки перпендикулярности достигают при
использовании индикаторного приспособления 5, надеваемого на
67
Рис. 54. Схемы выверки взаимного положения валов
а, б — на перпендикулярность в одной плоскости; в, г — на перпендикулярность в разных плоскостях;
д — на параллельность
один из валов с помощью кронштейна (рис. 54, г). Поворачивая
приспособление, снимают отсчеты по индикатору в те моменты,
когда он соприкасается с другим валом. Разность отсчетов дает
величину отклонения от перпендикулярности валов.
Параллельность двух валов проверяют штангенциркулем или
штихмасом, делая не менее трех измерений по длине валов. При
больших расстояниях между валами (рис. 54, д) их параллель-
ность контролируют с помощью струны 3 и скоб 2, поворачивая
валы на 180°.
Установку вертикальных валов выверяют по отвесам 1 или
рамным уровням 2 (рис. 55) в двух взаимно перпендикулярных
плоскостях, делая замеры в нескольких точках по длине вала.
Замеряя расстояния а и б от отвесов до вала штихмасом, регули-
руют положение вала, добиваясь равенства этих замеров с учетом
предельных допусков на вертикальность. Рамный уровень показы-
вает отклонение оси вала на 1 м его длины.
Выверку горизонтальности вала (рис. 56) производят с по-
мощью уровня 2 (брускового или гидростатического) или отвеса
3 со скобой 1.
Если пределы отклонений валов от проектного положения не
указаны в технических условиях, следует рассчитать отклонение
на 1 м длины вала в зависимости от частоты вращения п, мин~1,
и длины: при 1000—0,05 мм, при п^200—0,1 мм, при п<200—
0,2 мм. Допускается непараллельность осей валов 0,2 мм на 1 м
длины вала, а перекрещивание — не более 0,05 мм независимо
от длины.
68
Рис. 55. Выверка вала на
вертикальность
/ — отвесы; 2 — рамные уровни
Выверка подшипников. Детали механизмов, подвергающиеся
вращательному движению (валы, барабаны, роторы), уклады-
ваются в специальные опоры, называемые подшипниками. При-
меняют подшипники скольжения и качения.
По конструкции подшипники скольжения бывают цельными и
разъемными. В корпус цельного подшипника запрессовывают
втулку из антифрикционного материала. После запрессовки ее про-
веряют по валу или калибром и, если радиальные зазоры между
валом и втулкой, предусмотренные чертежом, не выдержаны,
втулку пришабривают.
У разъемного подшипника втулка имеет разъем по диаметраль-
ной плоскости, образуя нижний и верхний вкладыши. К этому
типу подшипников относятся и подшипники закрытого типа (жид-
костного трения), в которых при всех условиях работы между
поверхностью шейки вала и вкладышем подшипника всегда
сохраняется масляная пленка, чем достигается жидкостное трение.
При установке разъемных подшипников (рис. 57) контроли-
руют плотность прилегания нижнего вкладыша 2 к корпусу под-
шипника 3 щупом толщиной 0,03...0,05 мм, который не должен
заходить между поверхностями. Поверхность прилегания прове-
ряют на краску (смесь сурика с минеральным маслом или ультра-
марин на керосине) и при необходимости пришабривают с точ-
ностью 3...5 пятен касания на площади 25X25 мм2. Затем оцени-
вают прилегание шейки вала 1 к нижнему вкладышу, для этого
на шейку наносят краску, укладывают на нее вкладыш, крышку
подшипника, равномерно затягивают болтами и после этого про-
ворачивают вал.
69
Рис. 57. Проверка и регу-
лирование зазоров в под-
шипниках скольжения
/ — вал; 2 — нижний вкладыш;
3 — корпус подшипника; 4 —
верхний вкладыш; 5, 6 — свинцо-
вая проволока; 7 — крышка под-
шипника
По отпечаткам краски на вкладыше судят о качестве прилега-
ния вала к вкладышу. Шейка вала должна лежать по всей длине
вкладыша и касаться его поверхности на дуге в 60...80°. При
необходимости баббитовую заливку вкладыша шабрят до получе-
ния равномерного расположения пятен, занимающих 60...80%
поверхности вкладыша. В подшипниках с односторонним враще-
нием вала пришабривают только нижний вкладыш, в машинах
двустороннего вращения — нижний и верхний вкладыши. Затем
приступают к замеру и регулировке зазоров в подшипнике.
Верхний зазор а между шейкой вала и верхним вкладышем 4
проверяют щупом или по свинцовому оттиску. Отрезки свинцо-
вой проволоки 5 укладывают на шейку вала в нескольких местах
по длине вкладыша, между вкладышами закладывают свинцо-
вую проволоку 6 длиной 20...25 мм и диаметром на 0,2...0,3 мм
больше возможного зазора между ними. Накладывают на шейку
вала верхний вкладыш и крышку 7 корпуса подшипника, которую
затягивают гайками; при этом свинцовая проволока расплющи-
вается. Замеряя микрометром ее толщину определяют величину
верхнего радиального зазора, который регулируют толщиной паке-
та прокладок, укладываемых в разъем вкладышей с обеих сторон.
Этот зазор устанавливают по чертежу, при отсутствии данных
принимают равным (0,0018...0,0025)0 (здесь D — диаметр шейки
вала).
У подшипников жидкостного трения величина верхнего зазора
имеет примерно следующие значения:
Диаметр подшипника, <500 500... 1000 >1000
мм
Зазор в долях диамет- 0,001...0,002 0,0015...0,0003 0,001...0,0003
ра вала
Зазоры б между шейкой вала и боковыми поверхностями ниж-
него вкладыша измеряют щупом; они должны быть в 1,5...2 раза
меньше, чем у верхнего. После этого определяют натяг между
верхним вкладышем и крышкой подшипника, для чего свинцовую
70
проволоку диаметром 1... 1,5 мм кладут между ними и в горизон-
тальном разъеме корпуса подшипника, затягивают крышку болта-
ми, замеряют микрометром толщину сплющенной проволоки и по
разности толщины сплющенных участков определяют величину
натяга, которая должна быть 0,05...0,2 мм. Между верхним вкла-
дышем и крышкой подшипника кладут прокладку соответствую-
щей толщины. Наконец замеряют щупом или индикатором осевой
зазор при крайнем смещении вала, в пределах которого возможно
перемещение вала вдоль его оси. Величина осевого зазора зависит
от конструкции подшипникового узла и обычно равна 0,1...0,8 мм.
Подшипники качения относятся к изделиям высокого класса
точности и требуют повышенного качества выполнения всех мон-
тажных и выверочных операций. Они подразделяются на радиаль-
ные, радиально-упорные и упорные. Подшипники каждой из этих
групп, в свою очередь, делятся на шариковые и роликовые. По ко-
личеству рядов элементов качения подшипники подразделяются
на одно-, двух- и четырехрядные.
После промывки и ревизии подшипников приступают к их
монтажу с одновременным выполнением выверочных операций.
Вначале штихмасом или индикаторным нутромером контролируют
посадочные поверхности корпусов 1 подшипников в нескольких
сечениях по длине посадочного места в трех диаметральных нап-
равлениях (рис. 58, а) и среднее арифметическое значение их
принимают за абсолютный размер диаметра.
Рис. 58. Схема выверки деталей подшипниковых узлов
а — посадочной поверхности корпуса; б, в — фланцевой поверхности корпуса; г — фланцевой поверх-
ности крышки; д — развалки расточки корпуса; е — посадочной поверхности вала; / — корпус под-
шипника; 2 — угольник; 3 — щуп; 4 — поверочная линейка; 5 — крышка подшипника; 6 — шейка
вала
71
В разъемном корпусе предварительно затягивают болты, соеди-
няющие обе его половины. Плотность прилегания плоскостей
разъема проверяют щупом толщиной 0,03...0,05 мм по всей длине
разъема. Посадочные поверхности корпуса исправляют шабрением
или припиловкой. Проверяют перпендикулярность плоскости торца
корпуса 1 к расточке для подшипника угольником 2 и щупом 3
(рис. 58,6), а также совмещение торцов крышки 5 и корпуса
линейкой 4 и щупом (рис. 58, виг). Допускаемый зазор не более
0,05 мм.
Для предотвращения защемления подшипника при монтаже
в случае деформации разъемного корпуса или дефектов механи-
ческой обработки посадочные поверхности корпуса и крышки
должны иметь развалку в плоскостях разъема (рис. 58, д). Ниже
приводится предел величины развалки:
Наружный диаметр подшипника, мм <120 120...260 260...400 >400
Размеры развалки,
мм
с
d
0,10
10
0,15 0,20 0,25
15 20 30
Диаметры шеек валов 6 проверяют микрометром в нескольких
сечениях по длине посадочной поверхности в трех диаметральных
направлениях через 120° и среднеарифметическое значение при-
нимают за абсолютный размер диаметра. На рис. 58, е показана
схема контроля диаметра конусной шейки вала. Валы, шейки
которых имеют диаметр больше указанного в чертежах, исправ-
ляют на станках шлифованием или полированием.
Подшипники качения могут монтироваться либо с натягом на
валу, либо с натягом в корпусе или с натягом на валу и в корпусе.
При посадке подшипников на вал и в корпус с натягом возможно
уменьшение зазоров между кольцами и телами качения вплоть
до защемления последних. Уменьшение радиальных зазоров при
напрессовке внутреннего кольца на вал наблюдается в пределах
0,55...0,6 от величины натяга, а при запрессовке наружного кольца
в корпус — в пределах 0,65...0,7 величины натяга. В конических
роликоподшипниках проверяют только осевой зазор, соответст-
вующий величине осевого перемещения одного кольца относи-
тельно другого.
В справочной литературе приводятся допускаемые величины
уменьшения радиальных зазоров. Последние проверяют щупом,
который вводят между верхним роликом и беговой дорожкой на-
ружного кольца, плотно прижимая наружное кольцо подшипника
к нижним роликам. Кроме того, эти зазоры контролируют провер-
кой колец на качку, легкость и плавность вращения от руки. Осе-
вые зазоры проверяют индикатором или от руки на качку, отжимая
вал по оси в противоположные стороны. Кольца упорных подшип-
72
ников, напрессованных на вал,контролируют индикатором на осе-
вое биение. Величину осевого зазора устанавливают путем регули-
рования прокладки или с помощью регулировочной гайки.
При посадке подшипника на вал следят, чтобы он вплотную
доходил до торца заплечика вала. Плотность прилегания плоско-
стей подшипника и заплечиков вала проверяют щупом толщиной
0,03 мм, который не должен проходить между ними.
Выверка соосности подшипников многоопорного вала. Монтаж
подшипников в нескольких корпусах для многоопорного вала
выполняют с обязательным соблюдением их соосности. Суммарное
несовпадение осей подшипников в вертикальной и горизонтальной
плоскостях не должно превышать 0,1 мм на 1 м.
В практике монтажа оборудования используют различные
способы выверки подшипников:
по краске с помощью калиброванной оправки 2, которую укла-
дывают на посадочные места соседних разъемных корпусов 1
(рис. 59, а);
контрольной линейкой 4, уровнем 5 и щупом по наружным
кольцам подшипников качения 3 (рис. 59, б);
по струне 6, натягиваемой специальным приспособлением по
оси подшипников, с замерами расстояний от базовых мест (обычно
расточек в корпусах) до струны; в этом случае замеры ведут
микрометрическим штихмасом 7, момент касания которого к струне
определяют электроакустическим способом (рис. 59, в);
оптическими приборами: в горизонтальной плоскости — ниве-
лиром 1, в вертикальной — теодолитом 2 с замерами по валу или
наружным кольцам подшипников качения (рис. 60);
С помощью лазерной центрирующей измерительной системы,
обеспечивающей высокую точность измерений (±0,02 мм на 10 м).
Выверка муфтовых соединений. Муфты служат для соединения
двух валов и передают крутящий момент без изменения его по
величине и направлению. В зависимости от условий работы соеди-
няемых валов применяются различные типы муфт, выверка кото-
рых имеет свои особенности.
Жесткие муфты подразделяются на втулочные, продольно-
свертные и поперечно-свертные — фланцевые (рис. 61, а—в). Вту-
лочные и продольно-свертные не имеют выверочных баз, перед
их установкой проверяют соосность валов, предельное биение
концов которых не должно быть более 0,01...0,02 мм. После насад-
ки полумуфт на валы контролируют с помощью индикатора
(рис. 62) их радиальное и торцевое биение, которое не должно
превышать 0,03...0,04 мм. У фланцевых полумуфт торцевое биение
должно быть не более 0,02...0,03 мм.
В пальцевых полумуфтах (рис. 61, г) проверяют прилегание
пальцев к поверхности отверстий, замеряя зазоры между ними,
которые не должны превышать 0,3...0,6 мм.
Упругие пружинные муфты после насадки на концах соединяе-
мых валов проверяют на соосность, после чего замеряют зазоры
73
Рис. 59. Схема выверки соосности подшипников качения
а — калиброванной оправкой по краске; б — линейкой, уровнем н щупом; в—микрометрическим
штихмасом по струне; / — корпус подшипника; 2 — калиброванная оправка; 3 — подшипник; 4 —
контрольная линейка; 5 — уровень; 6 — струна; 7 — микрометрический штихмас
Рис. 60. Схема выверки соосности подшипников многоопорного вала
/ — нивелир; 2 — теодолит; 3 — малогабаритная шкаловая рейка; 4 — зеркало на призме; 5 —
визирная марка
Рис. 61. Соединительные муфты
а — жесткая втулочная; б — жесткая продольно-свертная; в — жесткая фланцевая; г — пальцевая;
д — упругая пружинная; е — зубчатая
Рис. 62. Схема выверки полумуфты на торцевое и радиальное биение с помощью
индикаторов
между пружинами и втулками кожухов с помощью свинцовых
оттисков (рис. 61, д).
После установки зубчатых муфт на валы контролируют ра-
диальное биение окружности выступов зубьев втулок, которое
зависит от диаметра муфт и составляет 0,04...0,1 мм (рис. 61, е).
18. Выверка механизмов на соосность
В процессе сборки и монтажа различных механизмов и агрега-
тов проверяют положение их осей и валов, определяя виды и вели-
чины отклонений их сопряжений. Основными видами отклонений
валов от правильного расположения, соответствующего совпаде-
нию их осей, являются смещение и перекос, показанные на рис. 63.
Определение таких отклонений и доведение их до допустимых
величин называют определением соосности или центровкой меха-
низмов. Неправильная центровка приводит к вибрации работающих
механизмов, увеличению радиальных нагрузок и в конечном
итоге — к преждевременному износу и выходу из строя этих меха-
низмов.
Обычно для передачи вращательного движения в машинах
применяют полумуфты, насаженные на концах сопрягаемых валов.
Поэтому соосность валов проверяют по полумуфтам, а при их
отсутствии — по поверхности концов валов. Для грубой проверки
соосности валов одинакового диаметра без полумуфт обычно
применяют линейку и щуп (рис. 64, а). При более точной установке
и при валах разного диаметра пользуются скобой с регулировоч-
ным винтом и щупом (рис. 64,6). Замеры производят через 90°
поворота вала со скобой. Полуразность показаний щупа при
повороте вала на 180° характеризует величину несоосности.
Однако для определения вида несоосности (смещение или перекос)
пользуются двумя скобами (рис. 64, в) с одновременным поворо-
том обоих валов. Полуразность отсчетов а и б покажет величины
смещения и перекоса. Если валы соосны, то зазоры а и б будут
76
Рис. 63. Отклонения со-
прягаемых валов от со-
осности
а — валы соосны; б — перекос
осей; в — смещение осей; г —
перекос и смещение осей
Рис. 64. Схемы выверки
валов на соосность
а — щупом и линейкой; б — щу-
пом и скобой с регулировочным
болтом; в — двумя скобами; / —
вал; 2 — линейка; 3 — щуп; 4 —
регулировочный болт; 5 — скоба;
6 — хомут
одинаковы в любом положении скоб при повороте обоих валов.
Если же при повороте валов на 180° зазор а изменится, значит
валы имеют перекос. Если зазор а останется неизменным, а
изменится зазор б, значит оси валов смещены.
При проверке соосности валов с насаженными полумуфтами
добиваются совпадения образующих цилиндрических поверхно-
стей обеих полумуфт и равенства зазоров между их торцами в лю-
бом положении валов. Зазоры по диаметру полумуфт называют
радиальными, а между полумуфтами — торцевыми или осевыми.
В зависимости от типа и конструкции полумуфт при их цент-
ровке применяют различные приспособления. При грубой центров-
ке радиальные зазоры определяют с помощью линейки и щупа
(рис. 65, а). В этом случае радиальный зазор б не должен пре-
вышать 0,2 мм. Торцевые зазоры измеряют калиброванными
клиньями, щупами, микрометрическими скобами или нониусными
индикаторами с конической иглой. При точной центровке радиаль-
ные б и торцевые а зазоры определяют с помощью скоб, либо
простых, либо с регулировочными винтами или индикаторами
часового типа (рис. 65, б—г). Скобы закрепляют на полумуфтах
с помощью магнитных присосов или хомутов. При использовании
простых скоб и скоб с регулировочными винтами изменение зазо-
77
Рис. 65. Схема выверки валов на соосность по полумуфтам
а — щупом, линейкой, калиброванным клином; б — простыми скобамн; в — скобами с индикаторами;
г — скобами с регулировочными винтами; д — круговая диаграмма; / — полумуфты; 2 — валы; 3 —
линейка; 4 — скобы; 5 — индикатор; 6 — калиброванный клин; 7 — регулировочный винт
ров производят щупом при повороте полумуфт через 90°. Запись
величин зазоров ведут в круговой диаграмме (рис. 65, д).
Результаты замеров торцевых зазоров проставляют во внешних
прямоугольниках, радиальных зазоров — во внутренних. Суммы
противоположных замеров должны быть равны:
Д1Ч"Д3=а2Н"а4 И ^14"^3=^2Н"^4-
Зазоры измеряют четыре раза и за окончательный результат
принимают среднее арифметическое этих измерений. Замеры счи-
тают правильными, если несколько повторных измерений показали
одинаковый результат или разность замеров не превышает 0,02 мм.
Величины допускаемых отклонений радиальных и осевых сме-
щений приводятся в технических условиях на монтаж механизма.
При отсутствии этих данных отклонения принимают равными
0,0005 диаметра муфты. Центровку считают удовлетворительной,
если разность диаметрально противоположных замеров радиаль-
ных и торцевых зазоров не превышает значений, указанных в
табл. 12.
После окончательной выверки на полумуфтах делают отметки,
которых строго придерживаются при соединении полумуфт. Со-
осности полумуфт достигают путем изменения высоты установки
подшипников валов или корпусов машин с помощью регулировоч-
ных подкладок или перемещением машин в горизонтальной пло-
78
Таблица 12. Допускаемые величины смещения и перекоса осей валов машин
Тип муфты Диаметр муфты, мм Допуски на перекос, мм на 1 м длины Допуски на смещение, мм
Зубчатые До 300 0.5 0,3
300...500 1,0 0,8
500...900 1,5 1.0
900... 1400 2,0 1.5
Пальцевые До 300 0,2 0,05
300...500 0,2 0,1
Упругие До 200 1.0 0.1
200...400 1.0 0.2
400...700 1.5 0,3
700... 1350 1.5 0.5
1350...2500 2.0 0.7
Жесткие ком пеней- До 300 0.8 0.1
рующие 300...600 1.2 0.2
скости. При этом одну из частей агрегата, например центробеж-
ный насос, принимают за базовую и закрепляют на фундаменте,
вторую часть агрегата — электродвигатель — перемещают в
нужном направлении, добиваясь установленных допусков на цент-
ровку, и также закрепляют на фундаменте, полумуфты соединяют
между собой.
19. Выверка оборудования оптическим и лазерным способами
Выверка оборудования оптическими приборами. При монтаже
промышленного оборудования и конструкций широко используют
оптические приборы для выверочных операций, связанных со сбор-
кой узлов и деталей, а также с установкой оборудования в проект-
ное положение. С помощью их выполняют выверку при установке
реперов и пакетов подкладок под оборудование, проверяют высот-
ное положение монтируемого оборудования, его горизонтальность,
вертикальность и проектный уклон, а также контролируют со-
осность узлов машины, прямолинейность и перпендикулярность
как плоскостей, так и элементов оборудования. Выверку в гори-
зонтальной плоскости осуществляют с помощью нивелира, а в
вертикальной — с использованием теодолита.
Оптический способ позволяет с большой точностью произвести
выверочные операции и в первую очередь выверку оборудования
на горизонтальность и по высоте. Для этого по высотным отметкам
реперов, заложенных на фундаменте, предварительно устанавли-
вают оборудование по осям и высоте с использованием штихмаса,
линейки и уровня. Затем определяют высотное положение ниве-
лира путем отсчета по рейке от одного или двух ближайших ре-
перов, уточняя среднюю высоту горизонта нивелира, от которой
находят высотные отметки всех занивелированных точек оборудо-
вания.
79
Рис. 66. Схемы выверки плоскости оптическими приборами
а — поверка телескопом и визирной меткой; б — поверка коллиматором и телескопом; в — поверка
автоколлиматором и зеркалом; / — телескоп; 2 — визирная метка; 3 — выверяемая плоскость; 4 —
коллиматор; 5 — сетка коллиматора; 6 — объектив телескопа; 7 — сетка телескопа; 8 — окуляр; 9 —
зеркало
Прямолинейность плоскости контролируют при помощи теле-
скопа 1 и визирной метки 2, перемещаемой по плоскости 3
(рис. 66, а). Для этой же цели применяют коллимационную уста-
новку (рис,. 66,6), принцип устройства и работы которой заклю-
чается в следующем: вдоль проверяемой плоскости 3 из трубы 4
от низковольтной лампочки посылается пучок света с изображе-
нием шкалы 5, попадающей в объектив 6 телескопа /, переме-
щаемого вдоль проверяемой поверхности. Визирную сетку 7 рас-
сматривают в окуляр 8. При наличии пересечения оптической оси
телескопа с оптической осью коллиматора под углом а световые
лучи собираются на сетке телескопа в точке Л, не совпадающей
с оптической осью. Степень непрямолинейности поверхности
определяется величиной смещения АВ шкалы коллиматора относи-
тельно визирной сетки телескопа.
При замене телескопа плоским зеркалом 9 (рис. 65, в), от кото-
рого пучок параллельных лучей, отразившись, возвращается в
коллиматор 4, в его окуляре наблюдают положение этого луча и
по величине отклонения судят о точности установки выверяемого
оборудования или плоскости 3. Такая установка носит название
автоколлиматорной оптической системы. При выверке отдельных
узлов оборудования на них последовательно ставят зеркало. Для
установки автоколлиматора строго горизонтально он снабжается
уровнем.
80
Рис. 67. Схема выверки перпендикуляр-
ности плоскостей
/ — выверяемая плоскость; 2 — коллиматор; 3 —
оптическая призма; 4 — телескоп
Рис. 68. Схемы выверки валов, перпен-
дикулярных заданной оси, оптическим
способом
а — с помощью призмы с зеркалом; б — с по-
мощью скобы; / — геодезический прибор; 2 —
вал; 3 — инструментальная призма с зеркалом;
4 — ось монтируемого оборудования; 5 — отра-
женный луч; 6 — визирная линия; 7 — скоба
Неперпендикулярность плоскостей кроме как обычными изме-
рительными приборами, определяют также оптическим способом
с помощью телескопа 4 и коллиматора 2 (рис. 67). Этими же прибо-
рами проверяют соосность отверстий и валов.
Оптический метод измерений широко используют также при
выверке вращающихся элементов машин (валов, барабанов, роли-
ков и т. п.), оси которых перпендикулярны контрольной оси/Эта
выверка выполняется авторефлексионным способом (рис. 68, а),
при котором на вращающуюся деталь 2 ставят инструменталь-
ную призму с зеркалом 3, а геодезический прибор 1 устанавливают
на оси 4 монтируемого оборудования и визируют его на зеркало.
В процессе установки детали добиваются выверки ее так, чтобы
отраженный от зеркала луч 5 совпал с падающим лучом 4.
При монтаже вращающихся деталей используют способ вывер-
ки с помощью скобы 7, закрепленной на выверяемой детали 2
(рис. 68, б). Для этого визирную линию 6 геодезического прибора
1 направляют перпендикулярно оси вращающейся детали, повора-
чиваемой на 180°, и добиваются изменения положения оси детали
до совпадения заостренного конца скобы с визирной линией в
обоих положениях выверяемой детали при ее повороте вокруг оси.
81
Рис. 66. Схемы выверки плоскости оптическими приборами
а — поверка телескопом и визирной меткой; б — поверка коллиматором и телескопом; в — поверка
автоколлиматором и зеркалом; /—телескоп; 2 — визирная метка; 3 — выверяемая плоскость; 4 —
коллиматор; 5 — сетка коллиматора; 6 — объектив телескопа; 7 — сетка телескопа; 8 — окуляр; 9 —
зеркало
Прямолинейность плоскости контролируют при помощи теле-
скопа 1 и визирной метки 2, перемещаемой по плоскости 3
(рис. 66, а). Для этой же цели применяют коллимационную уста-
новку (рис,. 66,6), принцип устройства и работы которой заклю-
чается в следующем: вдоль проверяемой плоскости 3 из трубы 4
от низковольтной лампочки посылается пучок света с изображе-
нием шкалы 5, попадающей в объектив 6 телескопа /, переме-
щаемого вдоль проверяемой поверхности. Визирную сетку 7 рас-
сматривают в окуляр 8. При наличии пересечения оптической оси
телескопа с оптической осью коллиматора под углом а световые
лучи собираются на сетке телескопа в точке Л, не совпадающей
с оптической осью. Степень непрямолинейности поверхности
определяется величиной смещения АВ шкалы коллиматора относи-
тельно визирной сетки телескопа.
При замене телескопа плоским зеркалом 9 (рис. 65, в), от кото-
рого пучок параллельных лучей, отразившись, возвращается в
коллиматор 4, в его окуляре наблюдают положение этого луча и
по величине отклонения судят о точности установки выверяемого
оборудования или плоскости 3. Такая установка носит название
автоколлиматорной оптической системы. При выверке отдельных
узлов оборудования на них последовательно ставят зеркало. Для
установки автоколлиматора строго горизонтально он снабжается
уровнем.
80
Рис. 67. Схема выверки перпендикуляр-
ности плоскостей
/ — выверяемая плоскость; 2 — коллиматор; 3 —
оптическая призма; 4 — телескоп
Рис. 68. Схемы выверки валов, перпен-
дикулярных заданной оси, оптическим
способом
а — с помощью призмы с зеркалом; б — с по-
мощью скобы; / — геодезический прибор; 2 —
вал; 3 — инструментальная призма с зеркалом;
4 — ось монтируемого оборудования; 5 — отра-
женный луч; 6 — визирная линия; 7 — скоба
Неперпендикулярность плоскостей кроме как обычными изме-
рительными приборами, определяют также оптическим способом
с помощью телескопа 4 и коллиматора 2 (рис. 67). Этими же прибо-
рами проверяют соосность отверстий и валов.
Оптический метод измерений широко используют также при
выверке вращающихся элементов машин (валов, барабанов, роли-
ков и т. п.), оси которых перпендикулярны контрольной оси.' Эта
выверка выполняется авторефлексионным способом (рис. 68, а),
при котором на вращающуюся деталь 2 ставят инструменталь-
ную призму с зеркалом 3, а геодезический прибор / устанавливают
на оси 4 монтируемого оборудования и визируют его на зеркало.
В процессе установки детали добиваются выверки ее так, чтобы
отраженный от зеркала луч 5 совпал с падающим лучом 4.
При монтаже вращающихся деталей используют способ вывер-
ки с помощью скобы 7, закрепленной на выверяемой детали 2
(рис. 68, б). Для этого визирную линию 6 геодезического прибора
1 направляют перпендикулярно оси вращающейся детали,.повора-
чиваемой на 180°, и добиваются изменения положения оси детали
до совпадения заостренного конца скобы с визирной линией в
обоих положениях выверяемой детали при ее повороте вокруг оси.
81
Выверка оборудования лазерными приборами. В последнее
время в практике монтажа промышленного оборудования широко
используются лазерные приборы, дающие наибольший эффект с
точки зрения технической и экономической целесообразности их
применения.
По сравнению с другими приборами подобного назначения
лазерные приборы имеют следующие существенные преимущества:
повышение качества геодезических и монтажных работ за счет
точности замеров;
рост производительности труда за счет автоматизации и
совмещения нескольких видов замеров;
универсальность приборов;
широкий диапазон измерений;
независимость от влияния неблагоприятных атмосферных усло-
вий (дождь, снег, туман);
удобство получения результатов замеров;
независимость результатов замеров от квалификации и особен-
ностей зрительных органов оператора.
С помощью лазерных приборов выполняют ряд геодезических
и выверочных операций, связанных с монтажом промышленного
оборудования и конструкций:
разбивку осей и высотных отметок для дальнейшей установки
и выверки оборудования на фундаментах и опорных конструкциях;
выверку монтируемого оборудования в плане, по высоте, на
вертикальность и горизонтальность;
проверку прямолинейности, соосности, перпендикулярности,
параллельности и контроль угловых перемещений монтируемого
оборудования и его отдельных деталей и узлов; выверку барабанов
и других тел вращения.
Перечисленные операции целесообразно выполнять лазерными
приборами, если применение последних дает возможность исполь-
зовать хотя бы одно из нижеперечисленных преимуществ по срав-
нению с оптическими геодезическими приборами:
большое расстояние визирования;
возможность установки оборудования в проектное положение
по световому лучу без предварительного закрепления;
возможность выполнения измерительных и контрольных работ
в условиях плохой видимости и освещенности;
возможность установки лазерного прибора в стесненных усло-
виях и неудобных местах;
выполнение контрольных и измерительных работ без исполь-
зования рабочих высокой квалификации.
Принцип работы лазерной установки основан на использовании
пучка излучения оптического квантового генератора (лазера) в
качестве измерительной базы для контроля расположения деталей
(узлов) монтируемого оборудования и его формы. Лазерная уста-
новка состоит из двух основных узлов: лазерного излучателя и
блока питания. В настоящее время получили распространение
82
гелий-неоновые лазеры с газоразрядной трубкой. На электроды
трубки подают высокое напряжение, и частицы газа испускают
свет. Лазерный луч имеет диаметр 1...2 мм с углом расходимости
5... 10". Он несет отчетливо наблюдаемую световую энергию, в отли-
чие от визирной оси оптических приборов, что значительно упро-
щает технологию выверки оборудования. С увеличением расстоя-
ния до 50 м диаметр луча увеличивается до 75... 100 мм, при этом
интенсивность его световой энергии ослабляется, поэтому после
излучателя устанавливают оптическую систему — коллиматор,
уменьшающий угол расходимости луча. По способам приема изме-
рений величин отклонений лазерные приборы подразделяются на
визуальные и фотоэлектрические. Ряд лазерных приборов исполь-
зуется на дистанции до 100 м с обеспечением точности ±0,02 мм на
длине 10 м.
Для установки лазерного прибора 1 (рис. 69) над определенной
точкой его крепят соединительным винтом к штативу 3 через под-
ставку 2, обеспечивающую вертикальное положение оси прибора
при его установке и неизменное направление осей лазерных пуч-
ков в процессе работы. Прибор снабжен центрировочным отве-
сом нитяного или оптического типа 4 и уровнем для получения
горизонтального или вертикального направления лазерного пучка.
Кроме того, прибор имеет коллиматор — как правило, геодезиче-
скую зрительную трубу для фокусировки пучка и наведения его
на заданную точку или направление. Лазерный пучок направляет-
ся в зрительную трубу оптическими призмами, зеркалами или воло-
конной оптикой, где он совмещается с визирной осью трубы так,
чтобы световое пятно пучка совпало с перекрестием сетки трубы в
точке наведения, видимой в оптическую трубу (рис. 70).
Точность измерений при использовании лазерных приборов
обеспечивают установкой начальной и конечной марок при совме-
щении их центров с центрами пятен лазерного луча (рис. 71). Для
соблюдения этого условия предварительно строго контролируют
правильность расположения плашек и реперов на фундаментах.
Возможность выполнения большого разнообразия работ дости-
гается за счет универсальности лазерных приборов. Так, например,
при установке в проектное положение аппаратов колонного и ба-
шенного типов, высотных металлоконструкций их выверяют в
плане, по высоте и по вертикали. Для этого целесообразно иметь
установки многоцелевого назначения, какими и являются лазер-
ные приборы.
Принцип лазерной выверки технологического оборудования
на фундаментах заключается в установке его в проектное положе-
ние путём регулировочных перемещений с одновременным контро-
лем пространственного положения оборудования лазерным при-
бором в пределах допускаемых отклонений.
Лазерные приборы начали использовать для измерения рас-
стояний, это позволило значительно увеличить точность и даль-
ность измерений при высокой производительности за счет сокраще-
83
Рис. 69. Схема установки ла-
зерного прибора
/ — лазерный прибор; 2 — подставка
для прнбора; 3 — штатив; 4 — цент-
ровочный отвес
Рис. 70. Схема совмещения
лазерного пучка с визирной
осью
/ — штатив; 2 — подставка; 3 — ла-
зерный прибор; 4 — зрительная тру-
ба; 5 — ось зрительной трубы; 6 —
точка наведения; 7 — ось лазерного
пучка; 8 — плашка
ния времени на эту операцию. Применение лазерных дально-
меров эффективно и для разбивки осей, так как с помощью этих
приборов можно разбивать оси сразу в двух взаимно перпендику-
лярных направлениях с использованием электронных датчиков
с фоточувствительной регистрацией и передачей результатов на
расстоянии. При необходимости разбивки вертикальных осей при-
меняют лазерные зенит-приборы. Для обеспечения направления
оборудования протяженных видов и сооружений, таких как под-
крановые пути, трубопроводы и т. п., при их монтаже используют
также лазерные пучки.
Широкое применение находят лазерные приборы при выверке
такого крупногабаритного и тяжеловесного оборудования, как
вращающиеся печи. В этом случае процесс выверки значительно
упрощается при достижении необходимой высокой точности. Так,
для вращающейся печи длиной 185 м при массе 600 т установлен
жесткий допуск на отклонение ее оси по всей длине — 5 мм, он сво-
бодно контролируется лазерным прибором.
Монтаж корпуса вращающейся печи на роликоопорах состоит
из ряда трудоемких и ответственных операций, таких как стыковка
секций корпуса, монтаж и центровка венцовой шестерни, установ-
ка бандажей, рихтовка холодного и горячего концов печи. Конт-
роль этих операций обычными приборами и инструментом осуще-
ствляют последовательно по мере их выполнения с замерами через
каждую четверть оборота печи. При использовании лазерного
пучка, направленного по оси вращения печи, все монтажные опе-
84
Рис. 71. Схема установки лазерного прибора для соблюдения точности измерения
/ — лазерный прибор; 2 — заданная начальная точка створа; 3 — начальная марка; 4, 8 — стойки
марок; 5 — луч лазера; 6 — заданная конечная точка створа; 7 — конечная марка
рации с необходимой выверкой ведут совмещенно без вращения
печи.
Для выноса в натуре проектного положения оборудования
в плане и по высоте с помощью лазерного пучка исходят от знаков
основных осей в плане (плашек) и по высоте (реперов). Лазерный
прибор 1 (рис. 72) и ориентирную марку 4 устанавливают над
конечными противоположными знаками монтажной оси. При этом
прибор должен быть отцентрирован и отнивелирован. Ориентир-
ную марку центрируют над осевым знаком и нивелируют, доби-
ваясь совпадения центра горизонтального лазерного пучка 3 с
центром экрана ориентирной марки. Используя передвигаемую
разбивочную марку 2 и стальную рулетку 5, производят разбивку
осей на фундаменте 6, на котором в дальнейшем будет монти-
роваться оборудование. Разбивочная марка 2 имеет на вертикаль-
ном экране прорезь для прохождения лазерного пучка и конт-
рольно-измерительную шкалу для определения высотных отметок.
Рулетка служит для фиксации положения продольной и попереч-
ной осей.
При необходимости выверки оборудования одновременно в
плане, по высоте и на вертикальность используют лазерные зенит-
приборы. Схема такой выверки оборудования показана на рис. 73.
В верхней части выверяемого оборудования 1 закрепляют конт-
рольную марку 2, а в нижней — марку 4. Марки устанавливают,
ориентируясь по рискам, нанесенным на образующей оборудо-
вания, и закрепляют на аппарате с помощью магнитных приставок.
На непрозрачный экран верхней марки нанесены концентрические
окружности и оси координат, а в центре экрана нижней марки
имеется отверстие (диафрагма) для лазерного пучка. Лазерный
зенит-прибор 5 устанавливают и центрируют на фундаменте на
монтажной оси. При выверке аппарата его положение регули-
руют с помощью подкладок под опорную часть, добиваясь совме-
85
Рис. 73. Схема выверки аппарата в
плане, по высоте и на вертикальность
/ — выверяемый аппарат; 2, 4 — контрольные
марки; 3 — лазерный пучок; 5 — лазерный зенит-
прибор; 6 — фундаментные болты
Рис. 72. Схема построения монтажных
осей и выверки основания в плане и по
высоте
/ — лазерный прибор; 2 — разбивочная марка;
3 — лазерный пучок; 4 — ориентирная марка;
5 — рулетка; 6 — фундамент
щения диафрагмы нижней марки и перекрестья верхней марки
лазерным пучком 3, после этого аппарат закрепляют фундамент-
ными болтами. Для аппаратов значительной высоты вместо марок
устанавливают фотомишени с регистраторами. Выверку аппарата
по высоте выполняют с помощью оптической насадки, прелом-
ляющей вертикальный лазерный пучок в горизонтальное направ-
ление, добиваясь совпадения его с горизонтальной риской на
аппарате путем регулировки положения аппарата по высоте под-
кладками под опорную часть оборудования.
Сложным и трудоемким процессом является выверка подкра-
новых путей для мостовых кранов в промышленных зданиях. На
рис. 74 показана схема такой выверки. По оси подкранового пути
на высоте 100 мм от проектной отметки головки рельса у крайней
86
Рис. 74. Схема выверки подкрановых путей
1 — лазерный прибор; 2, 7 — контрольные марки; 3, 4, 5, 6 — ориентирные марки; 8 — оптическая
призма; 9 — лазерный пучок
колонны устанавливают площадку для лазерного прибора /, а у
противоположной колонны закрепляют площадку для ориентирной
марки 4 с координатной сеткой. Лазерный пучок в этом случае
будет проходить на уровне около 500 мм над проектной отметкой
подкранового пути. На приборе устанавливают оптическую на-
садку, обеспечивающую горизонтальное направление лазерного
пучка, параллельного оси А—А подкранового пути и перпендику-
лярного ему пучка 9. У ближайшей колонны по оси второй нитки
подкранового пути ставят оптическую преломляющую призму в,
которая направляет лазерный пучок к ориентирной марке 5 второй
нитки пути. Параллельность лазерных пучков по осям А—А и Б—Б
контролируют путем замера расстояний между ними стальной
рулеткой в двух противоположных точках по длине подкранового
пути. Для контроля точности монтажа отдельных элементов пути
на концах каждого элемента устанавливают две контрольные
марки: марку 2 с диафрагмой — у ближнего к прибору конца и
марку 3 с координатной сеткой — у противоположного конца
элемента.
Монтируемые участки подкрановых путей будут установлены
в проектное положение в плане, по высоте и по горизонтали, когда
лазерный пучок, пройдя через диафрагму марки 2, попадает в
окружность экрана марки 3, соответствующую заданному допуску.
В такой последовательности монтируют и выверяют элементы
обеих ниток подкранового пути по всей длине. Выверенный уча-
87
Рис. 75. Схема выверки корпусов подшипников машины лазерным прибором
/ — стена здания; 2 — стенной репер; 3 — лазерный прибор; 4, 9 — начальная и конечная марки;
5 — рейка-призма; 6, 8 — корпуса подшипников; 7 — уровень; 10 — ось монтируемой машины; 11 —
лазерный луч
Рис. 76. Схема выверки трубопровода лазерным прибором
1—штатив; 2 — лазерный прибор; 3— репер; 4, 11—начальная н конечная марки; 5 — стойка;
6 — элемент конструкции; 7 — струбцина; 8 — рейкн-призмы; 9 — монтируемый трубопровод; 10 —
лазерный луч
сток подкранового пути закрепляют, одновременно наблюдая за
положением лазерного пучка на экранах марок. При неизменности
положения пучка участок пути закрепляют окончательно без до-
полнительной выверки.
Детали и узлы оборудования монтируют в проектное поло-
жение, ориентируясь на рабочие реперы на стенах или колоннах
здания. На рис. 75 показана схема выверки корпусов подшипни-
ков машины лазерным прибором. В этом случае ось машины за-
дается лазерным лучом //, проходящим через начальную 4 и ко-
нечную 9 марки. Для удобства эту ось направляют несколько ниже
(на величину Л) действительной оси машины 10. Перемещая кор-
пус подшипника в плане, вводят его в створ лазерного луча, до-
биваясь прохождения в продольные щели обеих реек-призм 5.
Затем выверяют корпус подшипника по высоте так, чтобы лазер-
ный луч проходил по соответствующим одинаковым делениям
шкал реек-призм. После этого выверяют остальные корпуса
подшипников машин, переставляя на них рейки-призмы.
При монтаже трубопроводов для проверки их прямолинейности
также можно использовать лазерные приборы. На рис. 76 показана
схема выверки прямолинейности монтируемого трубопровода.
В этом случае лазерным лучом 10, проходящим через начальную
4 и конечную II марки, задают ось трубопровода, принимая репер
3 за исходную точку. На каждую из труб или секцию монтируе-
мого трубопровода устанавливают уровни у реек-призм 8. Выверку
с регулировкой пространственного положения трубы до проектного
с учетом допускаемых отклонений ведут, добиваясь прохожде-
ния луча лазера через щели реек-призм на высоте одинаковых
делений шкал на них.
Здесь изложены краткие сведения о выверке промышленного
оборудования оптическими и лазерными способами. При необхо-
димости детально ознакомиться с разнообразными оптическими
и лазерными приборами, их устройством и использованием следует
обратиться к специальной литературе.
20. Проверка оборудования на соответствие нормам точности
Технологическое оборудование в процессе его монтажа прове-
ряют по нормам точности, указанным в технических условиях,
соответствующих ГОСТах, монтажных инструкциях или паспортах
на это оборудование. На однотипное технологическое оборудова-
ние в монтажных организациях разрабатывают формуляры, в
которых, наряду со способами выверки и применяемыми вывероч-
ным инструментом и приспособлениями, местами замеров, пре-
дельными величинами допусков, указываются и нормы точности на
сборочные и выверочные операции. При отсутствии данных о
точности установки некоторых видов оборудования на фундамент
можно пользоваться сведениями, приведенными в табл. 13.
При проверке норм точности определяют точность изготовле-
89
Таблица 13. Точность установки некоторых видов оборудования на
фундаменте
Точность установки, мм на 1000 мм длины
Оборудование вдоль базовой плоскости (вдоль вала) поперек базовой плоскости (поперек вала)
Металлорежущие станки
Двигатели внутреннего сгора-
ния и паровые машины
Локомобили
Редукторы
Дробильно-размольное обо-
рудование
Подъемные лебедки
Прессы
Прокатные станы (для от-
дельных узлов)
0,02...0,04
0,1...0,15
0,1
0.03...0.15
0,1...0,2
0,25...0,3
0,08...0,1
0,1...0,2
0,03...0,05
0,2...0,3
0,2
0,08...0,15
0,2...0,3
0,5
0,08...0,1
0,1...0,2
ния оборудования, установки его на фундамент в плане, по высоте,
в горизонтальной и вертикальной плоскостях, а также точность
относительного взаимного расположения и перемещения отдель-
ных узлов.
Результаты фактических замеров и качество монтажа фикси-
руют в исполнительной схеме на все оборудование, предъявляе-
мое заказчику к приемке. Показатели требуемой точности сбороч-
ных и установочных работ отражают в формулярах или монтаж-
ных чертежах с указанием проектных размеров и фактических
отклонений. Соответствие фактических размеров проектным скреп-
ляется подписями представителей монтажной организации, заказ-
чика и завода-изготовителя (при его участии в производстве
работ). Числовой характер геометрических погрешностей обычно
выражают не в единицах измерений, зависящих от абсолютных
размеров контролируемых элементов, типа и размеров оборудо-
вания, а отношением замеряемых размеров. Схемы этих погреш-
ностей и их измерений показаны на рис. 77.
Все проверки норм точности технологического оборудования
можно свести в следующие однородные группы.
Отклонения от плоскостности элементов оборудования, имею-
щих форму плит (77, а). Их измеряют:
а) линейкой и щупом или нутромером, длина линейки может
быть короче на 10% длины замеряемой детали. Линейку 1 уста-
навливают на две калиброванные пластины 2 и замеряют щупом
или нутромером зазор между линейкой и проверяемой поверх-
ностью 3 в нескольких местах по длине линейки. Наибольшую
стрелу кривизны поверхности fQ определяют как разность величин
наибольшего зазора и толщины калиброванной пластины. Зна-
чение f0 относят к длине 1000 мм и определяют по формуле
f=lOOOfo/L,
где L — длина проверяемой поверхности.
90
Рис. 77. Схемы измерений геометрических погрешностей
1—линейка; 2 — калиброванная пластина; 3— проверяемая поверхность; 4 — индикатор; 5 — пере-
мещаемый узел; 6 — уровень слесарный; 7 — уровень рамный; 8 — штихмас; 9 — угольник; 10 —
щуп; 11 — вал
При длине плоскости больше линейки последнюю передвигают,
выверяя уровнем ее положение. Местные неровности (раковины,
выбоины, вмятины и др.) при замерах не учитываются;
б) линейкой и индикатором (рис. 77, б) проверяют непрямо-
линейность перемещения узлов оборудования (кареток, столов,
супортов). Линейку /, представляющую собой базу, закрепляют
неподвижно так, чтобы индикатор 4, установленный на переме-
щаемом узле 5, давал одинаковые показания на концах линейки.
Определяют наибольшую разность показаний индикатора при его
перемещении вдоль линейки, относя эту погрешность к длине
1000 мм;
в) по уровню, передвигаемому по выверяемой горизонталь-
ной плоскости в разных направлениях;
г) по струне, принимаемой за базовую линию, замеряя рас-
стояние от проверяемой плоскости до струны нутромером;
д) оптическими приборами с визирной маркой, перемещаемой
по проверяемой плоскости (рис. 66, а);
е) коллимационным методом (рис. 78, а), при котором коллима-
тор устанавливают на подвижном узле оборудования, а зритель-
ную трубу закрепляют неподвижно. По величине смещения изобра-
жения шкалы 3 коллиматора относительно визирной сетки 4 трубы
судят о погрешности на прямолинейность проверяемой плоскости.
При замене зрительной трубы плоским зеркалом (рис. 78, б) с
установкой его на подвижный узел и закреплением коллиматора
неподвижно получают автоколлимационную оптическую систему.
Принцип измерения погрешностей при использовании этой системы
описан выше (см. п. 19 наст, гл);
ж) теодолитом и коллиматором (рис. 78, в): теодолит 8 уста-
навливают неподвижно, а коллиматор 1 закрепляют на подвижном
узле 5 оборудования. Замеры погрешностей выполняют как при
коллимационном методе;
91
Рис. 78. Схемы измерений геометрических погрешностей
а — коллимационной установкой; б — автоколлимационной установкой; в — теодолитом и коллимато-
ром; г — струной и микроскопом; 1 — зрительная труба; 2 — коллиматор; 3 — шкала; 4 — визирная
сетка; 5 — подвижный узел; 6—автоколлиматор; 7 — зеркало; 8 — теодолит; 9 — струна; 10 — про-
веряемая поверхность; 11—микроскоп
з) струной и микроскопом (рис. 78, г): струну, выполняющую
роль базовой линии, натягивают вдоль проверяемой поверхности
так, чтобы микроскоп //, укрепленный на перемещаемом узле 5,
давал одинаковые показания на штриховой линии пластинки оку-
ляра по отношению к боковой образующей струны в крайних
точках А и Б. Погрешность определяют по максимальному откло-
нению штриховой линии микроскопа от образующей струны.
Непараллельность измеряют:
а) горизонтальных плоскостей 3 оборудования — слесарным
уровнем 6 (рис. 77, в), вертикальных плоскостей — рамным уров-
нем 7 (рис. 77, г). Разность показаний уровня на соответствующих
плоскостях характеризует непараллельность в миллиметрах на
длине 1000 мм;
б) величину непараллельности элементов, находящихся внутри
оборудования, определяют штихмасом 8 (рис. 77, д), замеряя рас-
стояния между двумя проверяемыми элементами 3 в двух крайних
положениях по их длине L. Величину непараллельности, отнесен-
ную к длине 1000 мм, находят по формуле
а = 1000 clq/L,
где во — разность показаний штихмаса;
в) непараллельность оси вала и плоскости определяют уголь-
ником 9 и индикатором 4, закрепленным на валу (рис. 77, е). За-
меры выполняют дважды, поворачивая вал с индикатором на
180°. Разность показаний индикатора с относят к радиусу г закреп-
ления индикатора, и величину непараллельности вычисляют по
формуле
а = 1000с/(2г);
г) непараллельность двух поверхностей оборудования, одна из
которых имеет продольное перемещение, устанавливают с по-
мощью линейки /, укладываемой на перемещаемой поверхности,
92
и индикатора 4, закрепляемого на базовой поверхности
(рис. 77, ж). Перемещая проверяемую поверхность на всю длину
рабочего хода Я, фиксируют показания индикатора; наибольшая
разность показаний с характеризует меру непараллельное™, кото-
рую определяют по формуле
а = \ЫК>с/Н.
Неперпендикулярность измеряют:
а) двух взаимопересекающихся элементов — угольником 9 и
щупом 10 (рис. 77, з). Для этого между угольником и одной из
поверхностей ставят колиброванную пластину 2; замеряют щупом
зазор s между угольником и поверхностью на расстоянии Я, опре-
деляя фактический зазор с, за вычетом толщины калиброванной
пластины. Величину неперпендикулярности находят по формуле
п = 1000с//7;
б) вала 11с насаженным на его конце элементом и базовой
поверхности (рис. 77, и) определяют индикатором 4, Для этого
штифт индикатора подводят к торцевой поверхности вращающе-
гося элемента на расстоянии г от оси вращения и фиксируют пока-
зания при повороте вала на 180°. Разность показаний d является
мерой торцевого биения. Неперпендикулярность находят по фор-
муле
п = 1000d/(2r);
в) двух плоскостей — рамным уровнем, отвесами, геодезиче-
скими приборами, как было описано выше (см. п. 14 наст. гл.).
Соосность двух валов проверяют, как было указано выше
(см. п. 18 наст, гл.):
а) линейкой и щупом;
б) скобой и щупом;
в) скобами и индикаторами.
Соосность отверстий контролируют (см. п. 17 наст, гл.):
а) калибром;
б) линейкой и щупом;
в) струной и штихмасом;
г) оптическими и лазерными приборами.
Радиальное и торцевое биение валов определяют с помощью
индикатора часового типа (см. п. 17 наст. гл.).
Точность установки оборудования на фундаменте проверяют
различными инструментами, приборами, приспособлениями, опти-
ческими и лазерными приборами, как это описано выше.
93
Глава 3. КРЕПЛЕНИЕ ОБОРУДОВАНИЯ НА ФУНДАМЕН-
ТАХ И ОПОРНЫХ КОНСТРУКЦИЯХ
1. Общие вопросы крепления оборудования в проектном поло-
жении
Окончательное закрепление оборудования при его установке —
заключительная монтажная операция, которой предшествуют
установка его на фундамент или опорную конструкцию, выверка
в плане, по высоте, в горизонтальной и вертикальной плоскостях,
предварительное закрепление, подливка цементным раствором.
В зависимости от типа оборудования, характера его работы,
массы, габаритов и конфигурации, устройства опорного сооруже-
ния (фундамента, металлоконструкции), а также способа выверки
используют различные типы крепления его в проектном положении.
В практике монтажа технологического оборудования нашли при-
менение следующие способы: подливкой бетонной смесью, фунда-
ментными болтами, фундаментными гайками, самоанкерирующи-
мися болтами, на виброизолирующих опорах, на монтажных
полах, болтами к посадочным местам на металлических конструк-
циях, дюбелями при безвыверочном монтаже.
При установке оборудования с использованием временных
опорных элементов (регулировочных винтов, установочных гаек,
фундаментных болтов, инвентарных домкратов, винтовых под-
кладок) и сплошным опиранием на подливку производят пред-
варительное закрепление его сразу после выверки во избежание
смещения. При применении для выверки упругих опорных элемен-
тов предварительное закрепление оборудования выполняют одно-
временно с выверкой. При этом способе установки окончатель-
ное закрепление производят после набора бетоном подливки 70%
проектной прочности.
При монтаже оборудования со смешанным опиранием на под-
ливку и постоянные опорные элементы (пакеты подкладок, опор-
ные башмаки, жесткие бетонные опоры), а также с местным опи-
ранием на постоянные опорные элементы окончательное закрепле-
ние производят сразу после выверки.
2. Крепление оборудования на фундаменте подливкой бетонной
смесью
Этот способ является наиболее простым, с помощью которого
оборудование,не имеющее при работе вибраций и колебаний зак-
репляют на фундаменте после окончания всех работ по его установ-
ке и выверке (рис. 79).
Перед установкой оборудования для надежного соединения
подливки с фундаментом поверхность последнего насекают. Под-
ливку выполняют бетонной смесью состава 1:3 (цемент не ниже
М150 и чистый кварцевый песок); при величине зазора между
94
Рис. 79. Схема крепления обору-
дования на фундаменте цемент-
ным раствором
/ — фундамент; 2 — клиновые подклад-
ки; 3 — цементный раствор; 4 — опорная
часть оборудования
фундаментом и опорной поверхностью оборудования более 50 мм
применяют смесь с добавлением мелкого гравия (1:1:2). Для под-
ливки оборудования, передающего на фундамент большие дина-
мические нагрузки, используют смеси состава 1:1 с цементом не
ниже М400. В зависимости от температуры и влажности окружаю-
щего воздуха период затвердевания смеси длится до 28 суток.
3. Крепление оборудования с помощью фундаментных болтов
Рассматриваемый способ нашел наиболее широкое примене-
ние в монтажной практике в тех случаях, когда прочность креп-
ления оборудования с помощью подливки цементным раствором
недостаточна, а также когда работа машины сопровождается
колебаниями, вибрациями и переменной по величине и направ-
лению нагрузкой, передаваемой на фундамент. Крепление обору-
дования в проектном положении фундаментными болтами отли-
чается надежностью, простотой изготовления и установки крепеж-
ных деталей, а также возможностью использования в различных
вариантах.
В зависимости от величины и характера нагрузок на фундамент
от работающего оборудования, типа фундамента или опорной кон-
струкции, технологии установки оборудования в проектное поло-
жение и его выверки все фундаментные болты различаются:
по условиям эксплуатации — конструктивные (малонагружен-
ные) и расчетные (силовые);
по способам установки — глухие и закладные (анкерные);
по конструкции — прямые, изогнутые, составные, конические,
съемные с анкерными плитами и цангами;
по способам закрепления в фундаменте — замоноличенные в
фундамент при его изготовлении, на цементно-песчаных смесях,
на клее, заклиниваемые;
по размерам — разных диаметров в зависимости от величины и
характера воспринимаемых нагрузок.
Конструктивные болты служат для обеспечения неизменного
95
положения оборудования, предохранения его от сдвигов при слу-
чайных ударах, для рихтовки, восприятия температурных изме-
нений и придания машине дополнительной жесткости.
Расчетные болты применяют, когда, помимо названных для
конструктивных болтов условий работы, добавляются динами-
ческие расчетные нагрузки, вызванные характером работы ма-
шины (колебания, вибрации, изменения величины и направления
нагрузок) и обусловливающие необходимость более надежного ее
закрепления.
Фундаментные болты по способам их установки подразде-
ляются на глухие, забетонированные в фундамент при его изготов-
лении и закладные (анкерные), устанавливаемые и закрепляемые
в колодцах готового фундамента в процессе монтажа оборудова-
ния. Устанавливаемое на опорные металлоконструкции оборудо-
вание закрепляют болтами к посадочным местам на самих кон-
струкциях.
Применение болтов разной конструкции вызвано разнообра-
зием монтируемого оборудования, фундаментов и опорных конст-
рукций, технологией установки, выверки и крепления оборудова-
ния, требованиями к закреплению оборудования на фундаментах,
условиями эксплуатации оборудования.
Применение фундаментных болтов разных сечений объясняется
отличительными особенностями монтируемого оборудования по
величине и характеру нагрузок, передаваемых на фундамент. Так,
для конструктивного крепления оборудования без учета влияния
динамических нагрузок применяют фундаментные болты с диамет-
ром стержня от 12 до 24 мм; для ответственных креплений обору-
дования используют фундаментные болты диаметром от 30 до
42 мм, для наиболее ответственных креплений с большими дина-
мическими нагрузками — болты диаметром от 56 до 180 мм.
При приемке фундаментов от строительной организации мон-
тажники проверяют правильность расположения глухих фунда-
ментных болтов или колодцев под анкерные болты. Расстояние
между осями фундаментных болтов должны составлять 5... 10 диа-
метров болтов, а от осей болтов до краев фундамента — не менее
4...6 диаметров. В процессе приемки контролируют также укомп-
лектованность фундаментных болтов гайками и шайбами, наличие
защиты болтов от коррозии и состояние резьбы с одновременной
проверкой свободы навинчивания гаек по всей длине резьбы.
Глухие болты устанавливают в теле бетонного фундамента при
его изготовлении. Положение болтов в готовом фундаменте долж-
но быть неизменным и строго соответствовать расположению от-
верстий в опорной части монтируемого оборудования. Даже не-
значительное расхождение в расстояниях между болтами и отвер-
стиями в опорных элементах оборудования делает невозможным
его установку. Поэтому при сооружении фундаментов для обеспе-
чения строгого соблюдения расположения болтов при их заливке
используют специальные кондукторы. В этом случае перед бетони-
96
Рис. 80. Типы глухих фундаментных
болтов
рованием фундамента устанавливают опорные конструкции в виде
стоек и прогонов (продольных и поперечных балок), на которые
укладывают кондукторы из профильного проката с отверстиями,
диаметр которых делают больше диаметра болтов на 1-2 мм. Кон-
дукторы представляют собой плоские металлоконструкции в виде
пластин или рам, длину и ширину которых определяют исходя из
размеров опорного контура монтируемого оборудования. Анало-
гично изготавливают кондукторы для фиксации анкерной арма-
туры фундаментных болтов и пробок при устройстве колодцев для
закладных болтов. Болты опускают в отверстия и вся система
выверяется в соответствии с рабочими чертежами, жестко раскреп-
ляется, что обеспечивает неизменность положения при бетониро-
вании. Работы по изготовлению и установке кондукторного устрой-
ства обычно выполняет монтажная организация. Допускаемые
отклонения расположения болтов от проектных размеров не долж-
ны превышать: в плане — 5 мм; от вертикали по всей высоте вы-
ступающей части — 1,5 мм.
Для обеспечения надежного закрепления глухого болта в фун-
даменте его хвостовая часть должна иметь соответствующую
конфигурацию (рис. 80). Глухие болты обеспечивают надежное
соединение с фундаментом, особенно с учетом продолжительного
времени затвердевания бетона фундамента в целом до установки
на него монтируемого оборудования. Кроме того, закладка болтов
в тело фундамента при его сооружении выполняется при наличии
свободного доступа к ним, что значительно облегчает установку
болтов. Однако при таком способе крепления оборудования услож-
няется процесс его установки на фундамент. Исключается воз-
можность перемещения оборудования непосредственно по поверх-
ности фундамента при его монтаже и регулировке положения в
плане; подвижке оборудования препятствуют выступающие вер-
шины фундаментных болтов. Оборудование устанавливают на
фундамент с помощью грузоподъемных средств, поднимая его
выше фундаментных болтов. При опускании оборудования воз-
можно повреждение резьбы фундаментных болтов, поэтому опера-
цию выполняют с особой тщательностью, внимательно наблюдая
за совмещением всех отверстий опорной части оборудования с
фундаментными болтами. В процессе эксплуатации оборудования,
особенно передающего на фундамент динамические нагрузки, воз-
97
можны обрывы фундаментных болтов. В этом случае замена по-
врежденных болтов практически невозможна или связана с частич-
ным разрушением фундамента. Применение глухих болтов диа-
метром менее 14 мм не рекомендуется. Длина заделки глухих бол-
тов в фундамент должна соответствовать 13... 15 диаметрам болта,
величина верхнего выступающего над поверхностью фундамента
конца болта зависит от высоты опорной части оборудования и
примерно равна 5-6 диаметрам болта. Такая высота свободных
вершин болтов облегчает совмещение с ними отверстий в опорной
части оборудования при незначительном расхождении расстояний
между болтами и отверстиями, возникающем за счет деформации
болта.
Часто для удлинения свободной вершины глухого болта в фун-
даменте выполняют углубления (шанцы) путем закладки съемных
пробок в процессе его изготовления. В плане шанцы имеют прямо-
угольную форму размером до 200X200 мм и глубиной до 500 мм.
Наличие шанцев позволяет исправлять положение глухих болтов
в плане путем их изгиба.
Установка оборудования на фундамент и выверка его в плане
значительно упрощаются при замене глухих фундаментных бол-
тов анкерными. В этом случае в теле фундамента при его со-
оружении делают специальные колодцы квадратного или круглого
сечения размером в плане до 200X200 мм или диаметром до 200 мм
и глубиной, соответствующей длине болта в местах установки фун-
даментных болтов, которые опускают в колодцы и закрепляют
в процессе установки оборудования на фундамент. Установка
оборудования на фундаменты с закреплением его анкерными бол-
тами устраняет недостатки, характерные при применении глухих
болтов, позволяет оборудованию свободно перемещаться по по-
верхности фундамента, дает возможность устанавливать его без
подъема над фундаментом и свободно регулировать положение
в плане при выверке. При этом исключается опасность поврежде-
ния резьбы фундаментных болтов.
Замена анкерных болтов в процессе эксплуатации обору-
дования не представляет трудностей. Анкерные болты диаметром
до 50 мм обычно имеют молоткообразную головку 2, при диаметре
50 мм на нижней части их устраивается резьба с навернутой гайкой
4 и шайбой или плитой 3 (рис. 81, а). Шайбы обычно заливают в
нижнюю часть колодца; они имеют размеры, превышающие диа-
метр болта в 5-6 раз. Глубина заделки шайб зависит от марки бето-
на и составляет:
Марка бетона 100 200 300—400
Глубина заделки 10 8 5
(диаметры болта)
В процессе перемещения оборудования по поверхности фунда-
ментов анкерные болты опускают в колодцы, а после регулировки
98
Рис. 81. Фундаментные анкерные болты
а — типы анкерных болтов; б — схема крепления
оборудования анкерными болтами; / — анкерный
болт; 2 — молоткообразная головка; 3 — плита;
4 — гайка; 5 — крепежная гайка; 6 — опорная
часть оборудования; 7 — фундамент
его положения в плане и по высоте поднимают, пропуская через
отверстия в опорной части оборудования, и навертывают на их
верхнюю часть крепежные гайки. Для удобства опускания и подъе-
ма болтов в колодцах в торцах их устанавливают на резьбе рым-
болты. На рис. 81, б показана схема крепления оборудования 6 на
фундаменте 7 анкерным болтом 1 с крепежной гайкой 5 и шайбой 3.
После установки, выверки и крепления оборудования на фун-
даменте колодцы анкерных болтов засыпают песком и заливают
сверху битумом или асфальтом слоем толщиной 100... 150 мм для
предотвращения попадания воды внутрь фундамента. В отдельных
случаях анкерные болты в колодцах заливают мелкозернистым
бетоном не ниже М200 на высоту на 100...150 мм не доходящую до
поверхности фундамента: верхнюю часть колодца засыпают
песком. При таких креплениях анкерные болты в верхней своей
части могут отклоняться в определенных пределах и легко заме-
няются в случае их обрыва.
Часто анкерные болты устанавливают в отверстия (сква-
жины) фундамента, высверленные с помощью электро- или
пневмосверлильных машин, инструментом с алмазными или
твердосплавными наконечниками.
Преимуществом такого закрепления фундаментных болтов яв-
ляется небольшая глубина их заложения (6... 10 диаметров болтов),
что позволяет монтировать оборудование непосредственно на полу
цеха или на железобетонных перекрытиях промышленных зданий.
При таком способе закрепления достигается более точная уста-
новка болтов, упрощается выверка и снижается трудоемкость
установочных работ.
Перед сверлением скважин размечают места установки фунда-
ментных болтов следующими способами: с помощью геодезических
приборов накерниванием осей отверстий на накрашенной поверх-
ности фундамента; по шаблону; по отверстиям в опорной части
оборудования, установленного на фундамент и выверенного в
плане, путем накернивания осей болтов.
Крепление болтов в скважинах осуществляют несколькими
способами: заливают цементным раствором; закрепляют эпоксид-
ным клеем; используют разжимные резиновые втулки или метал-
99
лическую цангу (см. п. 5 наст. гл.). При креплении болтов цемент-
ным раствором диаметр скважин делают равным 1,35^+104-15 мм
при глубине не менее 5d. Подготовку цементного раствора М300
выполняют непосредственно перед заливкой. Раствор в скважине
уплотняют отрезком трубы, надеваемым на болт. Затяжка болтов
допускается через 7 суток после заделки. При использовании эпок-
сидной смолы в нее в качестве заполнителя добавляют кварце-
вый песок. Диаметр скважины делают на 10 мм больше диаметра
болта, глубину скважины принимают не менее 1 Orf. Затяжку бол-
тов можно выполнять через 5 суток после установки.
На время подливки оборудование закрепляют в проектном по-
ложении, предварительно затягивая крепежные гайки фундамент-
ных болтов, расположенных у опорных элементов, стандартными
гаечными ключами без увеличения длины рукоятки. Усилия пред-
варительного закрепления должны составлять 50...70% от оконча-
тельных. Крепежные гайки остальных болтов закручиваются без
усилий до соприкосновения с опорной частью оборудования. При
использовании временных опорных элементов (регулировочных
винтов, установочных гаек фундаментных болтов) усилие на ключе
не должно превышать 100Я. Заключительную выверку оборудо-
вания и предварительное крепление его производят не ранее чем
через 7 суток после заливки колодцев анкерных болтов.
Окончательную затяжку фундаментных болтов выполняют
после набора бетонной смесью необходимой прочности (не менее
70% прочности бетона фундамента). Следует иметь в виду, что
набор прочности бетонной подливкой во многом зависит от темпе-
ратуры окружающего воздуха и 70% прочности от проектной
достигается:
при 5° С....................... на 21 сутки
> 10° С....................... > 15 »
> 15° С....................... > 12 »
> 20° С....................... > 10 »
Усилия окончательной затяжки (крутящий момент) крепеж-
ных гаек фундаментных болтов обычно указываются в техниче-
ской документации завода-изготовителя. При необходимости кру-
тящий момент (Н-м) окончательной затяжки болтов можно опре-
делить по формуле
М = Р1,
где Р—сияя, прилагаемая к рукоятке гаечного ключа (не более 800...900Я); / — длина
рукоятки, м (при / = 1,5 м максимальный момент составляет 1200... 1300 Н-м; дальнейшее
увеличение плеча нецелесообразно, поэтому при необходимости используют механизирован-
ный инструмент).
Для определения усилия затяжки фундаментных болтов можно
также пользоваться данными, приведенными в табл. 14.
При окончательном закреплении оборудования фундаментные
болты затягивают равномерно в несколько приемов, соблюдая
определенную последовательность. Сначала затягивают болты
100
Таблица 14. Крутящие моменты для затяжки фундаментных болтов
Диаметр резьбы болта, мм Крутящий момент, H-м Диаметр резьбы болта, мм Крутящий момент, Н«м
10 8...12 48 1100...2300
12 12...24 56 2200...3700
16 30...60 64 4000...6000
20 50... 100 72X6 5000...8600
24 130...250 90X6 8000... 12000
30 300...550 100X6 12000... 16800
36 600...950 110X6 25000...32500
42 1000... 1500
по осям симметрии опорной части оборудования, затем — болты,
более удаленные от этих осей. Примеры последовательной затяж-
ки фундаментных болтов показаны на рис. 82.
Затяжку крепежных гаек фундаментных болтов производят
ручным или механизированным инструментом (табл. 15 и 16). Для
фундаментных болтов с диаметром резьбы более М64 используют
специальные гидравлические ключи, рекомендуемые заводами-
изготовителями.
После окончательной затяжки крепежные гайки фундаментных
болтов стопорят для предохранения от самоотворачивания контр-
гайками, пружинными шайбами или стопорными шайбами с лап-
ками.
При монтаже горизонтальных аппаратов (особенно при зна-
чительной разности температур в процессе эксплуатации), а также
аппаратов с большой длиной проектом предусматриваются под-
вижные и неподвижные опоры для компенсации температурных
расширений. На подвижных опорах крепежные болты до конца
не затягивают, при овальных отверстиях на опорах аппарата это
обеспечивает его свободное осевое перемещение. Иногда одну из
опор выполняют каткового типа.
/
2
©2 3©
Рис. 82. Последовательность затяжки крепежных гаек фундаментных болтов
101
Таблица 15. Ручной инструмент для затяжки фундаментных болтов
Наименование и марка инструмента
Ключи гаечные зевные двусторонние и односто-
ронние комбинированные
по ГОСТ 2839—80*Е
> ГОСТ 2841—80*Е
» ГОСТ 3108—71*
> ГОСТ 2906—80*Е
> ГОСТ 16983—80* Е
Ключ коликовый монтажный марки КК
Ключи-мультипликаторы марок
КМ-70
КМ-130
КМ-200
КМ-400
КМ-600
КМ-800
УКМ-300
Ключ зевный с самоподжимающимися губками
марки СГД-916/4
Ключ трещеточный коликовый с набором сменных
головок марки С ГД-961/7
Ключи трещеточные с шарнирно закрепленной
рукояткой для болтов с удлиненной резьбой типов
КТ-42, КТ-80, КТ-100, КТ-140
Ключи специальные монтажные для гаек анкер-
ных болтов типов КТ-22р, КТ-ЗОр, КТ-Збр
Диаметр болтов, мм
М16...М56
М16...М56
М64...М140
М64...М140
М16...М42
М10...М24
М27...М36
М30...М24
М42...М56
М48...М64
М64...М76
М64...М100
М48...М56
М14...М24
М14...М30
М42...М140
М22...М36
Таблица 16. Механизированный инструмент для затяжки фундаментных болтов
Инструмент Наиболь- ший диаметр болтов, мм Наиболь- ший момент затяжки,- Н-м Потребляе- мая мощность, Вт Расход воздуха, м3/мин Масса, кг
Электрогайковерты ИЭ3116 12 63 120 3,3
ИЭ3113 16 125 180 — 3,8
ИЭ3119 30 400 450 — 7,4
ИЭ3115А 36 700 210 — 5,2
ИЭ3112А 42 2100 120 — 12,4
Пневмогайковерты ИП3111 12 63 0,7 1,9
ИП3112 14 100 N 0,7 2,2
ИП3106А 36 1250 — 1,05 9,2
Степень и качество затяжки крепежных гаек на фундамент-
ных болтах контролируют различными способами, например по
величине крутящего момента (табл. 17), по углу поворота гайки
или удлинению болта, по величине давления в гидросистеме гидро-
ключей, обстукиванием на звук (крепежные детали не должны
издавать дребезжащие звуки при ударе молотком), щупом с тол-
щиной пластины 0,03...0,05 мм, которая не должна проходить в
102
Таблица 17. Инструмент для контролируемой затяжки
фундаментных болтов
Наименование
и марка
инструмента
Диапазон
регулируемых крутящих
моментов, Н«м
Ключи динамометрические
КД-60
Ключи предельные трещеточ-
ные
КПТР-8
КПТР-30
КПТР-60
КПТР-130
10...600
10...80
80...300
300...600
600... 1300
стыки между подкладками, гайкой и шайбой, шайбой и основанием
оборудования более чем на 3...8 мм.
На выверку и закрепление оборудования составляется акт,
который подписывают представители заказчика и монтажной орга-
низации, а результаты проверки заносятся в формуляр.
После испытаний и опробования оборудования под нагрузкой
крепежные гайки фундаментных болтов проверяют и при необхо-
димости подтягивают.
4. Крепление оборудования с помощью фундаментных гаек
Крепежные гайки обычно применяют для крепления на фун-
даменте легкого и среднего оборудования. Их изготавливают сле-
дующих типов (рис. 83): из отрезка швеллера 1 с резьбовым от-
верстием; из обычной гайки 4, приваренной к отрезку трубы 5;
литыми 6.
Гайки устанавливаются в фундаменте, вмещаются в выруб-
ленные углубления в местах, соответствующих отверстиям в опор-
ной части оборудования 2, и заливаются бетонной смесью запод-
лицо с поверхностью фундамента. После монтажа оборудования
на фундамент добиваются совпадения отверстий опорной части
оборудования с фундаментными гайками. По окончании выверки
оборудования по высоте и в горизонтальной плоскости его закреп-
ляют болтами 3, длина которых должна соответствовать 3...4 диа-
метрам болта.
Рис. 83. Схема крепления оборудования
фундаментными гайками
/ — гайка из швеллера; 2 — опорная часть обору-
дования; 3 — крепежный болт; 4 — гайка обыч-
ная; 5 — труба; 6 — гайка литая
103
Для предохранения резьбы фундаментных гаек от засорения
при выверке и перемещении оборудования отверстия в них времен-
но закрывают деревянными пробками.
5. Крепление оборудования с помощью самоанкерирующихся
болтов
Такой тип крепления обычно применяют при монтаже легкого
и среднего оборудования, а также оборудования, часто перестав-
ляемого с места на место, например станков при изменении поточ-
ного технологического процесса. В практике монтажа используют-
ся различные типы самоанкерирующихся болтов, в частности, с
резиновыми и металлическими деталями. Для установки само-
анкерирующихся болтов в теле фундамента после тщательной раз-
метки, обеспечивающей строгое соблюдение расстояний между
болтами и соответствующими отверстиями в опорной части обо-
рудования, высверливаются отверстия с помощью переносных
станков, снабженных алмазными коронками. Глубина отверстий
должна составлять около 5 диаметров болта.
При применении болтов с разжимными резиновыми втулками 2
(рис. 84, а) отверстия в фундаменте высверливаются диаметром,
несколько превышающим диаметр нажимной втулки 3. В отверстие
опускают хвостовую часть гайки 1 с резиновой втулкой и нажим-
ную втулку. При ввинчивании крепежного болта 4 в гайку после
выверки оборудования резиновая втулка сжимается по длине и
расширяется в радиальном направлении, плотно прилегая к стен-
кам отверстия в фундаменте и препятствует перемещению кре-
пежного устройства в осевом направлении. При этом оборудова-
Рис. 84. Схемы крепления оборудования самоанкерирующимися болтами
а — с помощью резиновой втулки; б — с помощью цанги; / — хвостовая часть гайки; 2 — разжимная
резиновая втулка; 3 — нажимная втулка; 4 — крепежный болт; 5 — опорная часть оборудования
104
ние плотно прижимается к опорной поверхности фундамента или
опорным элементам.
В случае необходимости демонтажа оборудования болты вы-
винчивают, после чего резиновые вкладыши восстанавливают свою
первоначальную форму и все крепление легко вынимают из отвер-
стия фундамента.
Аналогично работают и самоанкерирующиеся болты с цангами
(рис. 84, б). В этом случае крепежный болт 4 опускают в высвер-
ленное отверстие в фундаменте (скважину) вместе с цангой б,
имеющей несколько меньший диаметр, чем у скважины. После
установки и выверки монтируемого оборудования при затяжке
крепежной гайки болт, несколько перемещаясь вверх, своей
конусной частью расклинивает цангу, которая выступами на на-
ружной поверхности врезается в стенки скважины, надежно за-
крепляя крепежный болт в фундаменте.
6. Крепление оборудования с помощью виброизолирующих опор
Крепление с помощью виброизолирующих опор применяют при
бесфундаментной установке технологического оборудования. Этот
способ имеет целый ряд преимуществ по сравнению с другими
способами установки оборудования: появляется возможность
установки оборудования на междуэтажных перекрытиях производ-
ственных зданий; значительно упрощаются операции по выверке
и креплению оборудования (выполняются одновременно); облег-
чается перестановка оборудования; снижаются производственный
шум и динамические нагрузки на строительные конструкции при
работе оборудования; исключается процесс подливки под обору-
дование цементного раствора.
В бесфундаментной установке снижаются сроки монтажа и
материальные затраты. Выверку и крепление оборудования выпол-
няют на виброизолирующих опорах типов ОВ-ЗО и ОВ-31 (рис. 25,
26) > Как правило, центр массы оборудования располагается не-
симметрично его опорным элементам и нагрузки на виброопоры
различны. В связи с этим при использовании опор типа ОВ-ЗО
необходимо подбирать различные типоразмеры их для обеспече-
ния равночастотности колебаний оборудования. Опоры типа
ОВ-31 обладают равночастотной характеристикой при различных
нагрузках на них, поэтому при их использовании операция по под-
бору отпадает. При установке оборудование опускают на все
виброизолирующие опоры и регулируют его положение в плане.
Регулировку оборудования по высоте и в горизонтальной плоско-
сти осуществляют путем вращения болта опоры (см. п. 9 гл. 2).
После выверки на болты надевают шайбы и с помощью крепеж-
ных гаек притягивают опорную часть оборудования к виброизо-
лирующим опорам. Для обеспечения неизменности положения обо-
рудования во время эксплуатации систематически проверяют
надежность затяжки контргаек на регулировочных болтах вибро-
изолирующих опор.
7. Крепление оборудования на монтажных полах
В тех случаях, когда необходима частая перестановка про-
мышленного оборудования, что обычно связано с изменениями
производственного технологического процесса (в большинстве
случаев поточного), его монтируют (обычно станки) на монтаж-
ные бетонные полы без сооружения специальных фундаментов.
Такое крепление вполне оправдано как с технической, так и с
экономической точек зрения. При сооружении монтажных полов
в толщу бетона закладывают несколько рядов стальных балок
различного профиля (швеллер, уголок), называемых лагами или
стелюгами, образующих Т-образные пазы (рис. 85). Оборудование
крепится к лагам болтами с прямоугольными головками, заклады-
ваемыми в пазы, что обеспечивает простоту и удобство его мон-
тажа и выверки. Одновременно представляются неограниченные
возможности перемещения оборудования вдоль лаг в зависимости
от технологических требований производства при значительном
сокращении времени на монтажные и демонтажные операции.
Существенным недостатком такого вида крепления оборудования
является невозможность установки последнего при несоответствии
расстояний между отверстиями в опорной части оборудования
и пазами в монтажных полах.
8. Крепление оборудования при безвыверочном монтаже
Крепление оборудования на фундаменте при безвыверочном
способе монтажа значительно упрощено по сравнению с другими
способами фиксирования его в проектном положении. Основной
объем работ при монтаже занимают операции по установке опор-
ных пластин, на которые устанавливается монтируемое оборудова-
ние: разметка и сверление отверстий в фундаменте под дюбели;
забивка дюбелей; установка и выверка опорных пластин регули-
Рис. 85. Схемы устройства монтажных полов
а — из литых лаг; б — из швеллеров со стяжными болтами; в — из швеллеров; г — из уголков; д —
из полосового железа
106
ровочными винтами; крепление пластин к дюбелям зажимными
болтами; подливка пластин бетонной смесью. Все эти работы более
подробно описаны в п. 10 гл. 2.
После затвердевания бетонной подливки (до 70% проектной
прочности) приступают непосредственно к креплению оборудова-
ния. Вначале выворачивают регулировочные винты. После этого
зажимные болты заменяют фундаментными, которые вворачивают
в резьбу дюбелей, прижимая опорную часть оборудования к опор-
ным пластинам. Таким образом оборудование закрепляется в
проектном положении без последующей выверки. Процесс затяж-
ки фундаментных болтов подробно описан в п. 3 наст. гл.
9. Подливка под установленное на фундамент оборудование
После выверки и предварительного или окончательного закреп-
ления оборудования на фундаменте производят подливку под обо-
рудование, заполняя бетонной смесью зазор между его опорной
частью и фундаментом. При установке и выверке оборудования
на временных опорных элементах (отжимных винтах, установоч-
ных гайках, инвентарных домкратах, винтовых подкладках) под-
ливку выполняют после предварительного закрепления оборудо-
вания, а при применении постоянных опорных элементов (пакетов
различного типа подкладок, опорных башмаков, бетонных по-
душек) после окончательного закрепления.
До начала подливки вокруг опорной части оборудования уста-
навливают опалубку из досок на расстоянии 100...200 мм от края
оборудования и выше уровня подливки на 20...30 мм. Все трубо-
проводы в зоне подливки обертывают толем для обеспечения воз-
можности свободного перемещения их после затвердевания под-
ливки. Толщина слоя подливки должна составлять 50...60 мм, при
ширине опорной части оборудования более 2 м толщину слоя под-
ливки принимают равной 80... 100 мм (рис. 86). В случае наличия
на опорной части оборудования выступающих ребер жесткости
между ними и поверхностью фундамента оставляют зазор для
подливки. Марку бетона для подливки принимают не ниже марки
бетона самого фундамента, а при установке оборудования на
временных опорных элементах и тяжеловесного оборудования —
не ниже М200. Размер элементов фракции заполнителя (гравий,
щебень) в подливке должны составлять 5...20 мм.
Перед подливкой поверхность фундамента освобождают от
посторонних предметов, очищают от масляных пятен и увлажняют.
При сложной конфигурации основания оборудования его внутрен-
нюю часть заранее заливают бетонной смесью до установки на
фундамент. При температуре наружного воздуха ниже +5° С
бетонную смесь перед подливкой подогревают электроподогревом
или пропаривают.
Подливку под оборудование выполняют не позже чем через
48 ч после проверки точности его установки, составления акта на
107
Рис. 86. Схема подливки оборудования на фун-
даменте
/ — фундамент; 2 — подливка; 3 — опорная часть оборудова-
ния; 4 — ребро жесткости опорной части оборудования
Рис. 87. Подливка оборудования с помощью
лотка-накопителя
/ — опалубка; 2 — опорная часть оборудования; 3 — лоток-
накопнтель; 4 — вибратор; 5 — подливочная смесь; 6 —
фундамент
выверку положения по заявке монтажной организации, а также
при наличии контроля со стороны монтажников.
В случае применения для крепления оборудования съемных
(анкерных) болтов их предохраняют от попадания цементного
раствора, для чего перед подливкой колодец засыпают сухим
песком, на верхнюю часть болта надевают защитную трубку.
Бетонную смесь подают с одной стороны оборудования до
достижения уровня подливки с противоположной стороны, на
20...30 мм превышающего высоту ее основной части. При ширине
подливаемого пространства более 1200 мм необходимо устанавли-
вать лоток-накопитель с вибратором (рис. 87).
Таблица 18. Состав бетонной смеси для подливки
Компоненты Расход на 1 м3, кг, смеси на щебне Расход на 1 м3, кг, смеси на гравии Расход на 1 м3, кг, цементно- песчаного раствора
Цемент 325 275 400
Песок 770 635 1800
Щебень 1140 — —
Гравий — 1345 —
Вода 178 151 176
СДБ 0,2 0.2 0.2
СНВ 0,01 0,01 0,01
Примечание. Количество пластифицирующих добавок СДБ и
СНВ, предназначенных для уменьшения усадки и улучшения подвиж-
ности смеси, приведено в % от массы цемента.
108
Подливку выполняют без перерывов, с особой тщательностью
следя за прониканием бетонной смеси под все поверхности осно-
вания оборудования, чтобы не оставалось пустот и раковин. Для
выхода воздуха из-под оборудования рекомендуется производить
щуровку раствора с помощью специальных скребков либо про-
тягивание металлических стержней или цепей в зазор между обо-
рудованием и фундаментом. Как правило, торцевые поверхности
опорной части оборудования подливают бетонной смесью на 1 /3 их
высоты. После окончания подливки поверхность ее увлажняют
в течение 3 суток, засыпают древесными опилками или укрывают
мешковиной. Возобновлять монтажные работы на оборудовании
после подливки разрешается по достижении бетоном 70%-ной
прочности для данной марки бетона. В табл. 18 приведены составы
бетонных смесей для подливки.
Глава 4. ИНСТРУМЕНТЫ, ПРИБОРЫ
И ПРИСПОСОБЛЕНИЯ ДЛЯ ВЫВЕРКИ
И КРЕПЛЕНИЯ ОБОРУДОВАНИЯ НА ФУНДАМЕНТАХ
Для контроля формы и размеров, правильности сборки и уста-
новки в проектное положение технологического оборудования при-
меняют различные измерительные и поверочные инструменты,
приборы и приспособления. Они характеризуются следующими
показателями:
пределом измерения — диапазоном измерений от наименьшего
до наибольшего значений;
ценой деления шкалы — величиной измеряемого элемента,
соответствующей одному делению шкалы;
точностью измерения — соответствием результатов измерений
действительным значениям измеряемого элемента;
погрешностью измерения — разностью между показаниями
измерительного инструмента или прибора и фактическими разме-
рами измеряемого элемента.
В зависимости от назначения все эти инструменты и приборы
подразделяют на группы: для перенесения линейных размеров
элементов на деталь; для измерения углов при выверке оборудова-
ния на вертикальность, горизонтальность и уклон; для проверки
плоскостей; для определения взаимного расположения узлов и
деталей оборудования; для закрепления оборудования в проект-
ном положении.
Примерный перечень и краткие характеристики используемых
инструментов, приборов и приспособлений приводится ниже.
Инструмент для перенесения размеров. Циркули разметочные
(ГОСТ 24472—80 Е) — изготавливают следующих видов: простой,
длина ножек 100...400 мм; с дугой, длина ножек 150...400 мм; с
пружиной, длина ножек 75...250 мм (рис. 88, а—в).
109
а)
б)
Рис. 88. Инструмент для
перенесения размеров
а — циркуль простой; б — цир-
куль с дугой; в — циркуль с пру-
жиной; г — кронциркуль; д —
нутромер
Кронциркули и нутромеры — применяют для измерения наруж-
ных и внутренних размеров деталей, длина ножек 75... 1000 мм
(рис. 88, гид).
Инструмент для замера линейных размеров. Линейки измери-
тельные (ГОСТ 427—75*) — предназначаются для измерения
расстояний между двумя точками и сравнения этих расстояний
со шкалой линейки. Длина линеек 150... 1000 мм. Точность изме-
рений 0,25 мм. Цена делений 0,5 и 1,0 мм. Погрешности для лине-
ек, мм: длиной до 300 мм — ±0,1; до 500 мм — ±0,15; до
1000 мм — ±0,2.
Метры складные (ГОСТ 7253—85*) — применяются для изме-
рений, не требующих высокой точности. Изготавливаются длиной
1000 мм. Цена делений—1,0 мм, допускаемые отклонения
±1,0 мм.
Рулетки измерительные металлические (ГОСТ 7502—80*) —
применяются для определения линейных размеров большой длины,
но
Рис. 89. Штангенциркуль ШЦ-11
/ — штанга; 2 — микрометрический винт; 3 — гайка; 4 — нониус; 5, 6 — губки нижние; 7,8 — губки
верхние; 9, II — стопорные винты; 10 — рамка; 12 — хомутик
когда не требуется большой точности. Изготавливают пяти ти-
пов: самосвертывающиеся PC длиной 1 и 2 м; желобчатые РЖ
длиной 1 и 2 м; в закрытом корпусе РЗ длиной 10...50 м; на кресто-
вине РК длиной 50... 100 м; на вилке РВ длиной 20...50 м. Цена деле-
ний рулеток 1 мм и 1 см. Точность измерений ±1 мм. Допускае-
мые отклонения на всей длине рулеток в зависимости от их длины
от ±0,4 до 14 мм.
Штангенциркули (ГОСТ 166—80*) — применяются для изме-
рения наружных и внутренних линейных размеров, глубин и высот
(рис. 89). Пределы измерений от 125 до 2000 мм. Цена делений
на штанге 1 мм, по нониусу 0,05 и 0,1 мм. Погрешность от ±0,02
до 0,1 мм.
Штангенглубиномеры (ГОСТ 162—80*) — предназначаются
для точного измерения глубин несквозных отверстий (рис. 90).
Пределы измерений до 400 мм. Цена делений на штанге 0,01 мм,
по нониусу 0,02 и 0,1 мм. Погрешность от ±0,02 до 0,15 мм.
Рис. 90. Штангенглубиномер
/ штанга; 2 — рамка; 3 — основание; 4 — нониус;
5 зажим рамки; 6 — микрометрическая подача рамки
111
Рис. 91. Штангенрейсмус
/ — основание; 2 — измерительная ножка; 3 — штанга;
4 — микрометрическая подача; 5 — нониус; б — рамка;
7 — разметочная ножка
Рис. 92. Микрометр рычажный
/ — скоба; 2 — пятка; 3 — микрометрический винт;
4 — стопор; 5 — стебель; 6 — барабан; 7 — шкала
рычажного механизма; 8—кнопка арретира; 9 —
стрелка; 10 — указатели пределов поля допуска;
11 — крышка; 12 — колпачок
Рис. 93. Нутромер
/ — микрометрическая головка; 2 — измерительный
наконечник; 3 — удлинитель
Штангенрейсмусы (ГОСТ 164—80*) — применяются для
определения наружных и внутренних высотных размеров до
2500 мм (рис. 91). Значения отсчетов по нониусу 0,05 и 0,1 мм. Сум-
марная погрешность от ±0,02 до 0,1 мм.
Микрометры рычажные (ГОСТ 4381—87) — предназначаются
для выполнения наружных измерений с высокой точностью
(рис. 92). Выпускаются следующих типов: МР — для измерения
наружных размеров с отсчетным устройством в корпусе, пределом
измерений до 100 мм и ценой делений отсчетного устройства
0,002 мм; MP3 — зубомерные с пределом измерений до 45 мм и
ценой делений отсчетного устройства 0,002 мм; МРИ — с отсчет-
ным устройством, пределом измерений до 2000 мм и ценой делений
отсчетного устройства 0,002 и 0,01 мм. Цена делений бараба-
нов у микрометров — 0,01 мм.
Микрометры с ценой делений 0,01 мм (ГОСТ 6507—78*) —
выпускаются следующих типов: МК — для определения наружных
размеров с пределами измерений до 600 мм; МЛ — листовые для
замера толщины листов с пределами измерений до 25 мм; МТ —
трубные для замера толщины стенок труб с пределами измере-
ний до 25 мм; М3 — зубомерные для замера элементов зубчатых
колес с пределами измерений до 100 мм; МГ — микрометрические
головки с пределами измерений до 10 мм; МП — для замеров диа-
метра проволоки с пределами измерений до 25 мм.
Нутромеры (штихмасы) — предназначаются для определения
внутренних размеров. Нутромеры микрометрические (ГОСТ 10—75*)
с ценой делений 0,01 мм и пределами измерений от 50...75 мм до
250...6000 мм. Нутромеры с ценой делений 0,001 и 0,002 мм
(ГОСТ 9244—75*) и пределами измерений соответственно от
2... 10 мм до 10...260 мм (рис. 93).
Скобы с отсчетным устройством (ГОСТ 11098—75*) —пред-
назначаются для линейных измерений (рис. 94). Изготавливаются
двух типов: СР — рычажные, СИ — индикаторные, цена делений
соответственно 0,002 и 0,01 мм. Пределы измерений до 150 и
1000 мм.
Рис. 94. Скобы с отсчетным устройством
а — рычажные СР; б — индикаторные СИ; / — пятка подвижная; 2 — отсчетное устройство; 3 — корпус;
4 — теплоизоляционная накладка; 5— упор; 6 — пятка переставная
113
Рис. 95. Щупы
а — набор пластин; б — калибровочный клин; / — пластины
щупа; 2 — обойма
Рис. 96. Индикатор часового типа
/ — циферблат со шкалой; 2 — указатель оборотов стрелки;
3 — стрелка; 4 — кнопка перемещения стрелки; 5 — стопор
ободка; 6 — измерительный стержень; 7 — сменный наконеч-
ник
Щупы (ГОСТ 882—75*) — применяются для проверки вели-
чины зазоров между поверхностями (рис. 95,а). Изготавливаются
длиной 100 мм в виде наборов и 200 мм отдельными пластинами
шириной 10 мм и толщиной 0,02...1,0 мм.
Калибровочные клинья — служат для измерения зазоров и
представляют собой стальную клинообразную пластину с нанесен-
ной на ней шкалой. Точность отсчета до 0,1 мм (рис. 95, б).
Индикаторы часового типа (ГОСТ 577—68*) — предназна-
чаются для проверки и измерения неточностей поверхности и
формы изделий, проверки взаимного положения деталей оборудо-
вания (рис. 96). Изготавливаются двух типов: тип I — с располо-
жением измерительного стержня параллельно шкале и пределами
измерений от 0...2 мм до 0...10 мм, и типа II — с расположением
измерительного стержня перпендикулярно шкале и пределами
измерений 0,2 и 0,3 мм. Цена делений шкалы индикаторов 0,01 мм.
Инструмент и приборы для измерения углов и отклонений от
прямолинейности. Угольники поверочные (ГОСТ 3749—77*) —
используются для проверки прямых углов. Изготавливаются сле-
дующих типов: УЛ — лекальные; УЛП — лекальноплоские; УЛЦ —
лекальные цилиндрические; УП — слесарные плоские; УШ —
114
слесарные с плоским основанием. Размеры угольников — от 40
до 1600 мм.
Угломеры с нониусом (ГОСТ 5378—88) — предназначаются для
измерения углов от 0 до 180°, цена деления шкалы 1° (рис. 97).
Изготавливаются двух типов: УН — для измерения наружных
углов от 0 до 180° и внутренних от 40 до 180° с величиной отсчета
по нониусу 2' и 5'; УМ — для измерения наружных углов от 0 до
180°, с величиной отсчета по нониусу 2,5' и 15'.
Угломеры оптические (ГОСТ 11197—73*) — применяются для
измерения углов от 0 до 180° между плоскостями (рис. 98). Цена
деления лимба 1°, цена деления минутной шкалы — 5'.
Уровни рамные и брусковые (ГОСТ 9392—75*) — предназна-
чаются для определения отклонений поверхностей от горизонталь-
ного и вертикального положения, а также для проверки прямо-
линейности и плоскостности поверхностей (рис. 99). Изготавлива-
ются с длиной рабочей поверхности от 100 до 250 мм, цена деле-
ний 0,02; 0,05; 0,1 и 0,15 мм на 1 м. Угол наклона в 0,01 мм/м со-
ответствует в градусной мере углу в 2".
Уровни с микрометрической подачей ампулы (ГОСТ 11196—
74*) — выпускаются двух типов (рис. 100), с пределами измерений
соответственно ±10 и 30 мм/м и ценой делений 0,01 мм/м (2")
и 0,1 мм/м (20").
Уровни угловые — используются для измерения значительных
углов с пределом измерений от 0 до 90°, цена делений 0,2 мм/м
(рис. 101).
Уровни гидростатические — применяются для определения
разности высот двух точек, удаленных друг от друга на значитель-
ное расстояние, а также для контроля плоскостности горизонталь-
но расположенных длинных поверхностей — направляющих, плит,
столов (рис. 102). Выпускаются двух типов: 115-1 и 115-11 с ценой
делений и точностью измерений соответственно 0,01 и 0,1 мм/м.
Величина ошибки измерений не более 1 мм независимо от рас-
стояния между колонками.
Отвесы — применяются для проверки вертикальности обору-
дования (рис. 103). Грузик (весок) отвеса изготавливается разных
размеров: диаметра от 18 до 38 мм, длиной от 63 до 200 мм и массой
от 100 до 1500 г.
Оптические струны ДП-477 — служат для измерения откло-
нений от прямолинейности и соосности. Предел измерений от 0,2
до 30 м; цена делений барабана компенсатора 1 мм; предел ре-
гистрируемых отклонений ±0,05 мм.
Автоколлиматоры ГОСТ 11899—72* — служат для замеров
малых углов в любых плоскостях, выпускаются нескольких типов:
с ценой делений секундной шкалы от 0,2" до 1,0"; минутной шкалы
от 0,25' до 1,0'; максимальным рабочим расстоянием замеров от
10 до 30 м и пределом измерений от ±10 до 2,0'.
Теодолиты (ГОСТ 10529—86*) — предназначаются для изме-
рения углов при выполнении геодезических работ и для выверки
115
Рис. 97. Угломеры с нониусом
а — угломер УН; б — угломер УМ; / —
основание; 2 — нониус; 3 — стопор; 4 —
сектор; 5 — линейка основная; 6 — линей-
ка сменная; 7 — угольник; 8 — державка;
9 — линейка подвижная; 10 — ось; // —.
линейка съемная
Рис. 98. Угломер оптический
/ — корпус; 2 — сдвоенная линейка; 3 —
съемная подставка; 4 — зажимное уст-
ройство; 5 — лупа; 6 — сменная линейка
Рис. 99. Уровни
а — рамный; б — брусковый; / — корпус;
2 — ампула основная продольная; 3 —
ампула установочная поперечная
L
9
Рис. 100. Уровень с микрометрической подачей ампулы
/ — плоская пружина; 2 — ампула; 3 — рычаг; 4 — ось рычага; 5 — крышка; 6 — корпус; 7 — половинки
пузырька; 8—призма; 9—шкала счетчика оборотов; 10— лимб; // — микрометрический виит; 12—
корпус
Рис. 102. Уровень гидро-
статический
Рис. 103. Весок
Рис. 104. Контрольные скобы
крупногабаритного оборудования в процессе установки его в
проектное положение. Выпускаются нескольких типов: Т1, Т2, Т5,
Т15, ТЗО, Т60 и их модификации. Имеют угол поля зрения трубы
от 1 до 2° и предел измерения углов в горизонтальной плоскости
360°, в вертикальной от 4-60 до —50°. Наименьшее расстояние
визирования зрительной трубой от 1 до 5 м, цена деления лимбов
от 20' до 1°, точностью отсчета от 0,1 до 6".
Нивелиры (ГОСТ 10528—76*) — предназначаются для опре-
деления высот и измерения разности высот между отдельными
точками при монтаже оборудования, значительной длины (под-
крановые пути, вращающиеся печи, металлоконструкции и др.).
Выпускаются трех типов: Н-05, Н-3 и Н-10 со следующими харак-
теристиками соответственно: средняя квадратическая погрешность
превышения на 1 км двойного хода — 0,5; 3,0 и 10 мм; наимень-
шее расстояние визирования — 5,2 и 2 м; цена деления установоч-
ного уровня на длине 2 мм — 5;5 и 10'.
Приспособления для геодезических приборов. Рейки нивелир-
ные (ГОСТ 11158—83*) — применяются для измерения превыше-
ний при нивелировании. Изготавливаются трех типов: РН-05
длиной 1200 и 3000 мм, цена делений — 5 мм; РН-3 длиной 1600,
3000 и 4000 мм. PH-10 длиной 4000 мм. Рейки РН-3 и PH-10 имеют
цену деления 10 мм.
Линейки на подставках (ГОСТ 427—75*) — применяются
взамен нивелирных реек. Выпускаются длиной 200 и 1000 мм.
Визирные светящиеся марки МВ-1—предназначаются для
работы в условиях недостаточной освещенности при выносе и
проверке рабочих осей и выверке оборудования.
Призмы ВПП-1 — используются для выверки валов и под-
шипников с точностью определения их положения в плане 0,2 мм.
Магнитные приставки — применяются для удержания линеек
на вертикальных плоскостях при выверке оборудования.
118
Зеркальные устройства на призмах ВАК-1 — предназначают-
ся для выверки валов в плане, соосности валов и подшипников,
положения роликов методом автоколлимации (применяется сов-
местно с теодолитом).
Марки щелевые МЩ-1 с магнитными приставками — исполь-
зуются для выверки оборудования (применяются с теодолитом).
Инструмент для измерения отклонений от плоскости. Линейки
поверочные (ГОСТ 8026—75*) — служат для проверки прямо-
линейности и плоскостности различных элементов оборудования
методами световой щели, линейных отклонений и «на краску».
По конструкции подразделяются на следующие типы: ЛД —
лекальные с двусторонним скосом; ЛТ — лекальные трехгранные;
ЛЧ — лекальные четырехгранные; ШП — с широкой рабочей по-
верхностью, прямоугольные; ШД — то же, двутаврового сечения;
ШМ — то же, мостики; УТ — угловые трехгранные. Длина линеек
от 200 до 4000 мм.
Плиты поверочные (ГОСТ 10905—86) — предназначаются для
проверки плоскостности шаброванных поверхностей по количеству
пятен краски на квадрате со стороной 25 мм. Изготавливаются
размерами от 160X160 мм до 2500X1600 мм, класс точности от 00
до 3.
Инструмент и приспособления для определения взаимного
расположения узлов и деталей оборудования. При выполнении
ряда выверочных операций в процессе монтажа различного техно-
логического оборудования, машин и агрегатов, кроме перечислен-
ных измерительных и поверочных инструментов и приборов, при-
меняются следующие приспособления.
Контрольные скобы — используются для выверки соосности
валов и соединительных муфт, а также параллельности и пер-
пендикулярности валов (рис. 104). Скобы закрепляют на концах
валов хомутами, выверку выполняют путем замера зазоров либо
между концами скоб, либо между их заостренными концами и
струнами.
Струны — применяются для фиксации положения монтажных
осей. Выполняются из стальной проволоки диаметром 0,3...0,5 мм,
которую натягивают по направлению монтажных осей между
струноподдерживающими стойками с помощью лебедки или спе-
циального приспособления с грузами и винтами для регулировки
положения струны.
Скобы — предназначаются для проверки соосности валов с
помощью индикаторов или щупов (см. рис. 65). Скобы закрепляют
на концах валов либо на соединительных муфтах болтами или на
магнитных приставках. Для замеров торцевых и радиальных зазо-
ров используют индикаторы часового типа, закрепленные на ско-
бах, или щупы (выполняют замеры между скобами и регулиро-
вочными болтами).
Новые инструменты и приборы, применяемые при выверке
оборудования. В современной практике монтажа в последнее
119
время находят все большее применение удобные в обращении уни-
версальные инструменты и приборы, которые позволяют упростить
отсчет и одновременно расширить диапазон измерений, повысить
их точность и надежность, обеспечивающие возможность автома-
тизации математической обработки результатов измерений. Эти
преимущества достигаются за счет применения индикаторов ча-
сового типа и микроэлектроники с цифровыми отсчетами. Электро-
ника, используемая в приборах, обеспечивает передачу результа-
тов измерений на расстоянии от датчиков к исполнителям, регу-
лировку положения монтируемого оборудования, а также исполь-
зование электрического импульса при автоматическом процессе
выверки.
В последнее время отечественной и зарубежной промышлен-
ностью разработан и освоен выпуск таких измерительных инстру-
ментов и приборов для применения при различных операциях
по выверке оборудования. Так, для контроля линейных размеров
разработаны и выпускаются штангенциркули, штангенрейсмусы,
штангенглубиномеры и микрометры со стрелочным циферблатом
и электронным цифровым табло (рис. 105). Завод «Калибр» про-
изводит приборы с индуктивными преобразователями, в них пере-
мещение измерительного стержня изменяет реактивное сопротив-
ление катушек, и в результате показания прибора фиксируются
в линейных размерах.
Для измерения больших расстояний разработаны рулетки с
более тонкими лентами и специальными натяжными устройст-
вами, фотоэлектрическими измерителями и встроенными микро-
калькуляторами с цифровым табло.
Для угловых измерений при выверке оборудования начинает
широко использоваться электроника, позволяющая автоматизиро-
вать процесс измерений, выполняемых дистанционно. Выпуск
таких приборов освоен отечественной и зарубежной промышлен-
ностью. Находит применение электронный уровень с жидкостной
ампулой ЭУ-3, диапазон измерений от ±5 до 25". Точность
измерения угла от 0,1 до 0,5". Заводом «Калибр» разработаны
электронные индуктивные уровни маятникового типа нескольких
моделей, имеющие цифровые табло. Эти уровни характеризуются
широким диапазоном измерений углов наклона поверхностей от-
носительно горизонта или базовой поверхности, а также углов
наклона двух поверхностей относительно друг друга. Электрон-
ный уровень ЦНИИГА обладает высокой точностью, цена деления
0,2". Малогабаритные электронные уровни с цифровыми индика-
торами и миникомпьютерами выпускаются рядом зарубежных
фирм. Отечественная промышленность освоила производство опти-
ческих квадрантов (ГОСТ 14967—80), конструктивно соединив-
ших оптический угломер с уровнем и подставкой, позволяющей
установить прибор с вертикальным направлением оси лимба.
Кроме вышеперечисленных, в последнее время находят при-
менение при выверке оборудования такие приборы, как автомати-
120
Рис. 105. Штангенинструмент со стрелочными отсчетными устройствами
а — штангенциркуль; б — штангенрейсмус; в — штаигеиглубиномер
ческие гидростатические нивелиры для проверки взаимного распо-
ложения поверхностей; гидростатические уровни; микротелескопы,
используемые для контроля прямолинейности, соосности и перпен-
дикулярности.
Принцип работы микротелескопа основан на контроле откло-
нения центра измерительной марки относительно линии визиро-
вания трубы прибора в двух взаимно перпендикулярных плос-
костях. К приборам этого типа относится ППС-12, предназначен-
ный для проверки соосности двух валов (рис. 106).
121
Рис. 106. Прибор для проверки соосности ППС-12
/ — оптическая труба; 2 — установочное устройство; 3 — уровень; 4 — отсчетное устройство; 5 —
блок питания; 6 — основание
За последнее время усовершенствованы и разработаны новые
геодезические приборы, используемые при монтаже промышлен-
ного оборудования. Все шире применяются высокоточные автома-
тические нивелиры с самоустанавливающейся визирной линией,
выпускаемые японской фирмой «Соккиша». Этой же фирмой
освоен выпуск оптических отвесов для контроля положения обо-
рудования в вертикальной плоскости. Высокую точность выверки
оборудования и разбивки монтажных осей обеспечивают теодо-
литы с различными техническими характеристиками, выпускаемые
зарубежными фирмами. Отечественные приборы 2Т2, 2Т5 по своим
характеристикам не уступают зарубежным.
В настоящее время для упрощения работы теодолиты осна-
щаются электроникой с цифровыми табло результатов измерений
и встроенными мини-ЭВМ. Применение электроники, микропроцес-
сорной техники и автоматизации способствовало разработке на
базе теодолитов новых геодезических приборов — тахеометров —
для измерения расстояний, определения отметок, превышений,
углов с выполнением необходимых расчетов по полученным ре-
зультатам измерений. Такие тахеометры выпускаются как у нас в
стране, так и зарубежными фирмами.
На базе лазерной техники разработаны новые приборы, выгод-
но отличающиеся от существующих универсальностью, высокой
точностью и большим диапазоном измерений, легкостью, надеж-
ностью в работе и удобством использования.
Для измерения расстояний между, заданными точками приме-
няются лазерные дальномеры, обладающие большой дальностью
действия и высокой точностью замеров. Принцип работы этого
прибора заключается в измерении волн лазерного излучения, на-
правленных на какую-либо плоскость и отраженных обратно к
прибору. Дальномер ДК-001 используют для замеров расстояний
до 500 м. Нашел применение и светодальномер «Топаз» СП2 с
полупроводниковым лазерным диодом и цифровым табло.
122
Лазерные теодолиты предназначены для измерения углов в
горизонтальной, вертикальной и наклонной плоскостях. У этих
приборов ось лазерного пучка и оптическая ось зрительной трубы
должны совпадать, что достигается различными конструктивными
решениями. Отечественные лазерные теодолиты ЛТ-75 и ЛТ-56
сконструированы на базе оптических. Дальность их действия до
500 м, а точность горизонтального лимба ±30". В современной
монтажной практике начинают широко использоваться лазерные
теодолиты, в которых пучок из лазерной трубки подается в зри-
тельную трубу теодолита системой волоконной оптики (рис. 107)
с помощью световода, представляющего собой стеклянные волокна
в гибкой оболочке. Преимуществом этого лазерного теодолита
является то, что лазерный пучок наводится через зрительную трубу
по оптической оси без визирных целей под любым углом наклона.
Достигая заданного элемента пучок изображается на нем в виде
красного круга, центр которого обозначает нужную точку. Даль-
ность действия этого прибора днем до 200 м, ночью до 400 м,
диаметр пятна до 15 мм.
В нашей стране, кроме отечественных лазерных теодолитов,
используют также приборы зарубежного производства. Так, лазер-
ный теодолит фирмы «Сименс» имеет дальность действия до
8000 м, а диаметр пучка на выходе 15 мм. Лазерный теодолит
фирмы «Спектра-Физикс» с радиусом действия в ночное время
более 8 км имеет диаметр светового пятна на расстоянии 15 м всего
1,2 мм, а на расстоянии 330 м — 24 мм с четкими контурами.
Лазерные нивелиры применяют для выноса на натуру проект-
ных отметок оборудования и измерения превышений с использо-
ванием видимого пучка излучения, относительно которого ведут
замеры. Лазерный нивелир ЛВ-5М отечественного производства
применяется для нивелирования точек при строительно-монтаж-
ных работах, замера горизонтальных и вертикальных углов, вывер-
ки оборудования протяженных видов и опорных устройств,таких
как подкрановые пути, эстакады, трубопроводы, вращающиеся
печи. Для выполнения этих же работ используют лазерную
приставку ПЛ-1 (рис. 108) совместно с нивелиром Н-3. Дальность
действия этой установки — до 200 м. Зарубежными фирмами так-
же разработан ряд конструкций лазерных нивелиров.
Для отвесного проецирования осей при выверке вертикально
расположенного оборудования и таких конструкций, как аппараты
колонного и башенного типов, этажерки, дымовые и вентиляцион-
ные трубы, применяют лазерные зенит-приборы отечественного и
зарубежного производства. В нашей стране разработан зенит-при-
бор ЛЗП-1 (рис. 109), снабженный коллиматором, уменьшающим
расходимость лазерного пучка. Дальность действия прибора
100 м, максимальная погрешность установки пучка 10" на 100 м.
В отечественном зенит-приборе УЛП-1 замеры отклонений контро-
лируемых точек от вертикального пучка делают визуально или
по фотомишени с регистратором. Дальность действия прибора
123
Рис. 107. Оптическая схема окулярной
приставки для теодолита
1,7 — фокусирующие лиизы; 2 — фокусирующее
кольцо; 3 — плоскопараллельная пластина; 4 —
делительная призма; 5 — светофильтр; 6 — оку-
ляр; 8 — световод волоконной оптики
Рис. 108. Нивелир с лазерной пристав*
кой
/ — зрительная труба; 2 — излучатель; 3 — блок
питания
Рис. 109. Лазерный зенит-прибор ЛЗП-1
/ — лазер; 2 — обойма с коническим подшипни-
ком; 3 — цилиндрический уровень; 4 — подставка;
5 — блок питания; 6 — юстировочный виит
100 м; погрешность установки пучка ±20"; погрешность измере-
ний ±1 мм.
При монтаже машин и агрегатов с вращающимися узлами
для выверки их соосности разработано специальное лазерно-
оптическое устройство (рис. НО) с фиксацией и обработкой ре-
зультатов замеров с помощью фотоприемников и ЭВМ.
В последнее время внедряется ряд геодезических лазерных
приборов, основанных на использовании полупроводников и
волоконной оптики. Световоды приборов, по которым перемеща-
124
Рис. НО. Лазерно-оптическая установка для выверки соосности
/ — излучатель; 2 — коллиматор; 3 — зеркальная призма; 4 — объектив; 5 — вывод на ЭВМ; 6 —
фильтр; 7 — линза; 8 — фотоприемннк
ется лазерный пучок в пределах установки, выполненные из тонких
гибких волокон из стекла или другого прозрачного оптического
материала, называют волоконной оптикой. Такие световоды обла-
дают большой пропускной способностью световой энергии, зна-
чительной прочностью на изгиб, свободно пропускают световой
поток по кривой. У полупроводниковых лазеров с волоконной
оптикой большое будущее, об этом свидетельствуют проведенные
испытания. Приборы обладают рядом достоинств, для них харак-
терны простота, надежность и долговечность; мощность излуче-
ния и повышенные точность и дальность действия при зна-
чительно меньших габаритах, массе и потребляемой мощности.
Целесообразность использования полупроводниковых лазеров в
практике монтажа подтверждается возможностью наблюдения
в оптическую трубу одновременно лазерного пучка и изображения
выверяемого элемента, что создает большие удобства при выпол-
нении выверочных работ.
В настоящей книге приведен далеко не полный перечень новых
инструментов и приборов, предназначенных для выполнения раз-
личных выверочных операций при монтаже промышленного обо-
рудования и конструкций. В случае необходимости получения
более полных данных по конструкции, техническим характеристи-
кам и использованию этих приборов следует обратиться к спе-
циальной литературе.
СПИСОК ЛИТЕРАТУРЫ
1. Больберг Н. Е., Витенберг В. И. Монтаж поршневых компрессорных машин
при блочной поставке. М.: Стройиздат, 1979.
2. Каршай Ф., Клюшин А. Б. и др. Лазерные геодезические приборы в строи-
тельстве. М.: Стройиздат, 1988.
3. Крылов В. А. Монтаж мостовых кранов и перегружателей. М.: Строй-
издат, 1971.
4. Марисе в В. 3., Эльяш М. Л. Монтаж технологического оборудования
заводов азотной промышленности. М.: Стройиздат, 1979.
5. Сборка и монтаж изделий машиностроения: Справочник. М.: Машино-
строение, 1983.
6. Современные методы и средства выверки оборудования при монтаже. М.:
ЦБНТИ Минмонтажспецстроя СССР, 1987.
7. Ушаков Б. И., Кузьмич А. А., Попов Ю. П. Монтаж оборудования пред-
приятий целлюлозно-бумажной и деревообрабатывающей промышленности. М.:
Высшая школа, 1976.
8. Установка технологического оборудования на фундаментах:
ВСН-361-85/ММСС СССР ЦБНТИ Минмонтажспецстроя СССР. М., 1986.
9. Чуков Л. А., Раев В. В., Захаров А. С. Монтаж оборудования универсаль-
ного применения. М.: Стройиздат,* 1985.
10. Яковлев В. Н. Справочник слесаря-монтажника. М.: Машиностроение,
1983.
ОГЛАВЛЕНИЕ
Предисловие 3
Глава 1 . Виды фундаментов и опорных конструкций, их приемка под
монтаж оборудования .................................................. 5
1. Виды фундаментов и опорных конструкций......................... 5
2. Приемка фундаментов и опорных конструкций под монтаж оборудо-
вания ............................................................ 7
3. Подготовка фундаментов и опорных конструкций к установке обору-
дования ......................................................... 14
4. Монтажные оси и реперы..................................... 16
5. Монтажная разметка............................................ 19
Глава 2. Выверка оборудования на фундаментах и опорных конструк-
циях .............................................................. 22
1. Общие вопросы по выверке оборудования на фундаментах ... 22
2. Факторы, влияющие на точность измерений при выверке оборудо-
вания на фундаменте............................................. 26
3. Подготовка к производству работ по выверке оборудования на
фундаменте...................................................... 27
4. Выверка оборудования с помощью регулировочных винтов ... 30
5. Выверка оборудования с помощью гаек фундаментных болтов 32
6. Выверка оборудования с помощью инвентарных домкратов ... 34
7. Выверка оборудования на пакетах подкладок............ 36
8. Выверка оборудования на жестких опорах............... 41
9. Выверка оборудования на виброизолирующих опорах...... 43
10. Безвыверочный монтаж оборудования.................... 46
И. Выверка оборудования на опорных плитах, балочных каркасах,
технологических металлоконструкциях и непосредственно на фунда-
ментах .......................................................... 48
12. Выверка оборудования в плане................................. 50
13. Выверка оборудования по высоте............................... 54
14. Выверка оборудования на вертикальность....................... 55
15. Выверка оборудования на горизонтальность..................... 58
16. Выверка наклонного оборудования.............................. 61
17. Выверка валов, подшипников и соединительных муфт............. 66
18. Выверка механизмов на соосность.............................. 76
19. Выверка оборудования оптическим и лазерным способами .... 79
20. Проверка оборудования на соответствие нормам точности .... 89
Глава 3. Крепление оборудования на фундаментах и опорных конструк-
циях ................................................................ 94
1. Общие вопросы крепления оборудования в проектном положении 94
2. Крепление оборудования на фундаменте подливкой бетонной смесью 94
3. Крепление оборудования с помощью фундаментных болтов .... 95
4. Крепление оборудования с помощью фундаментных гаек........... 103
5. Крепление оборудования с помощью самоанкерирующихся болтов 104
6. Крепление оборудования с помощью виброизолирующих опор ... 105
7. Крепление оборудования на монтажных полах.................... 106
8. Крепление оборудования при безвыверочном монтаже..............106
9. Подливка под установленное на фундамент оборудование .... 107
Глава 4. Инструменты, приборы и приспособления для выверки и крепле-
ния оборудования на фундаментах..................................... 109
Список литературы
126